/




















































































































































































































Author: Ершова В.А.
Tags: термодинамика электротермические процессы химическая технология
Year: 1984




Text
6П7.3
3455
УДК (621.36 : 661) 07
Я. Б. Дан цис, В. А. Ершов, Г. М. /Килов,
В. В. Карлин, А. Д. Кокурин, А. А. Педро, В. В. Ра-
ботнов, Л. Н. Реутович, Э. Я. Соловейчик, А. С. Та-
тищев
Электротермические процессы химической тех-
нологии: Учеб, пособие для вузов'Под ред. В. А. Ер-
шова.— Л.: Химия, 1984.— 464 с., ил.
Изложены основы теории электротермических процессов. Рас
смотрена кинетика и термодинамика высокотемпературных процессов.
Описано основное оборудование н технология электротермических
производств, в частности получение фосфора, карбида кальцин, элек-
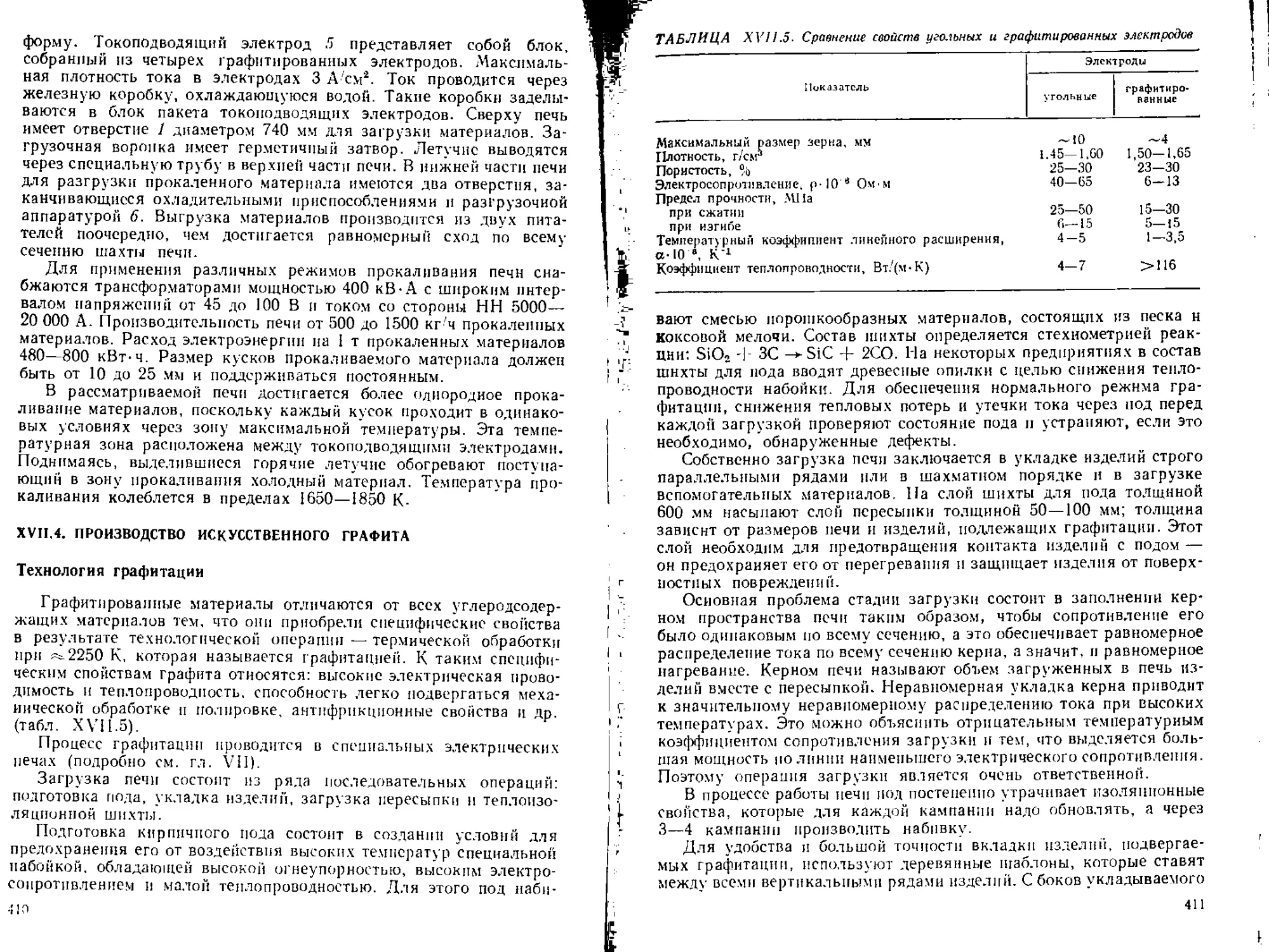
трокорунда, графита, сверхтвердых материалов.
Для студентов хим и ко-технологических вузов. Полезно инже-
нерно-техническим и научным работникам химической и металлурги-
ческой промышленности.
464 с., 167 рис., 78 табл., список литературы 39 ссылок
Рецензенты:
I. Кафедра технологии неорганических веществ Белорус-
ского политехнического института (зав. кафедрой Заслуженный
деятель науки и техники БССР"*профессор докт. техн, паук
2802010000—072
050 (01)—84 72 84
© Издательство «Химия», 1984
ОГЛАВЛЕНИЕ
Предисловие ........................................................... 8
Введение .............................................................. 9
Часть первая. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ХИМИЧЕСКОЙ ЭЛЕКТРО-
ТЕРМИИ ............................................ 16
Глава I. Термодинамика гетерогенных систем............................ 16
1.1. Правило фаз ..................................................... 16
1.2. Активность....................................................... 24
1.3. Методы вычисления активности .................................... 26
1.4. Особенности восстановления окнслов углеродом..................... 29
Глава И. Особенности химической кинетики электротермических процессов 32
П.1. Задачи химической кинетики........................................ 32
И.2. Кинетика фазовых превращений ..................................... 33
Н.З. Реакции типа Т -* Т -f- Г ....................................... 37
И.4. Реакции типа Т] Ч- Г -* Та ...................................... 39
И.5. Реакции типа ТтТа-*............................................... 43
II.6. Реакции типа Т -f- Ж -»......................................... 47
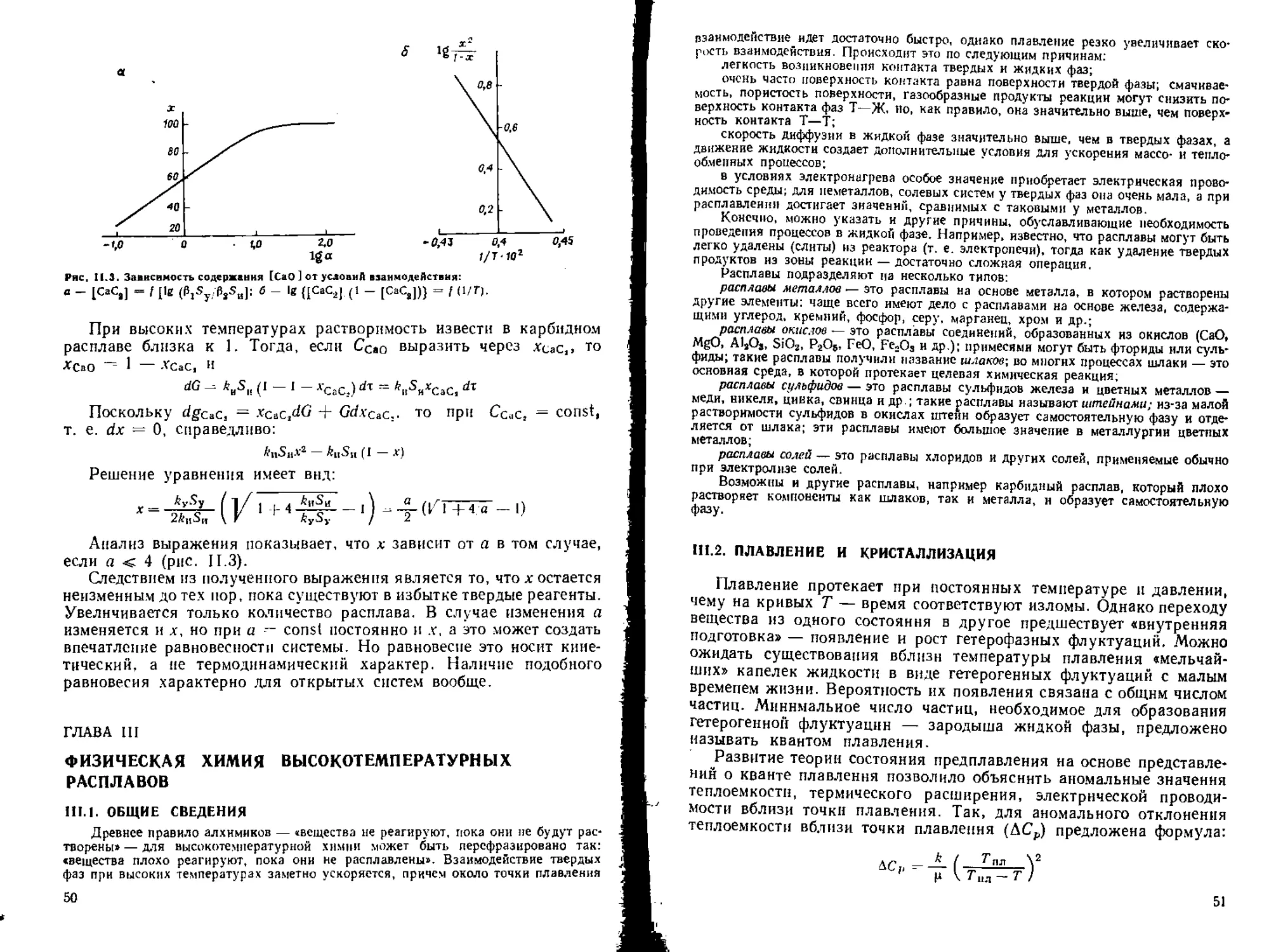
П-7. Растворение в открытой системе ............................... 49
Глава III- Физическая химия высокотемпературных расплавов............. 50
III.I. Общие сведения................................................. 50
III.2. Плавление и кристаллизация .................................... 51
II 1.3. Расплавы металлов............................................ 54
III .4. Шлаки ....................................................... 57
Ионное строение шлаков ;........................................ 57
Дискретные анионы............................................... 60
Ми кронсодпородность шлаков .................................... 65
Кислотно-основные свойства шлаков .............................. 66
II1-5. Физические свойства расплавов . ............................... 67
Вязкость........................................................ 67
Электрическая проводимость ..................................... 74
Диффузия........................................................ 79
Поверхностное натяжение....................................... 81
Плотность ...................................................... 84
Глава IV. Углерод и его полимеры...................................... 85
IV. I. Общие сведения................................................. 85
IV.2. Теории графитации .............................................. 86
IV-3. Взаимодействие полимеров углерода с газами ........... 96
I* 3
Скори.-ih и механизм реакции ....................................... 97
Вааи м» >дейс г вис с кисл-'рпдом ................................ "7
ВзШ'МиДеЙС ПЩе С двуокисью СТ.к-рч’].! is ЧОССТаНнВИТсЛТН.Й! .O1HL- “9
Взаимодействие с окисью углерч.тл................................ I'1'1
Взаимодействие с парами воды .................................... iHri
В зап модс-пствпе- с водородом ,.............................. . !()1
Взаимодействие с галогенами и некоторым!! другими соединениями [п|
Глава V. Электротехнические основы химической электротермии ... Э»2
V. 1. Классификация промышленных элск i рог< рмиэескнх \ с 1 а ново к и спо-
собы прспращен'нн электричества в теплите .......................... ПО
Электрические печи сопротивления ................................ 1Н2
.Этект р< их ! оные печи.......................................... М.13
?)лектрлдуговы'.’ печи сйпротипле11!!я .... . . МП
Установки ин ;учппанногй нагревания .............................. 105
Установки диэлектрического нагревания ........................... 106
Электронные установки.............................................. 106
V .2. .Электрическая цепь печных установок............................ 1м7
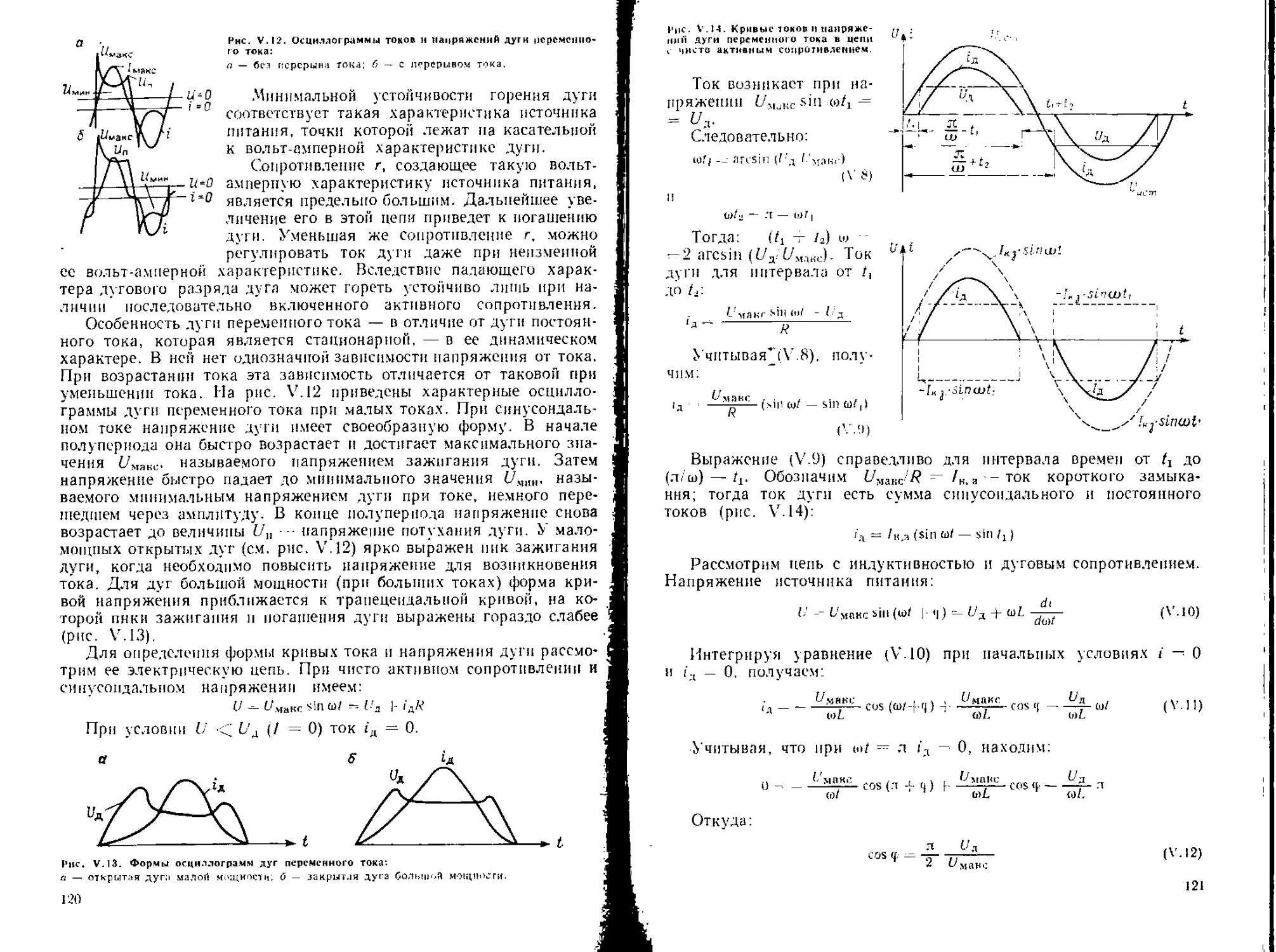
V. 3. Электрическая дуга ............................................. IEI
V.4 . Распределение тока и мощности пл ,/щщ ванны печи................. 127
V.5. Моделирование электрического поля в ванне руднотермической печи 130
V. 6. Псреко..' и перги.--: М'-щиоети в трехфл’щых электропечах...... IЗо
Ущ.чч. ь.-гушч. ОБОРУДОВАНИЕ ЭЛЕКТРОТЕРМИЧЕСКИХ ПРОИЗ-
ВОДСТВ ................................................................ 142
Глава VI. Оборудование для проведения электротермических процессов [42
V I.I. Карбидные печи................................................. 142
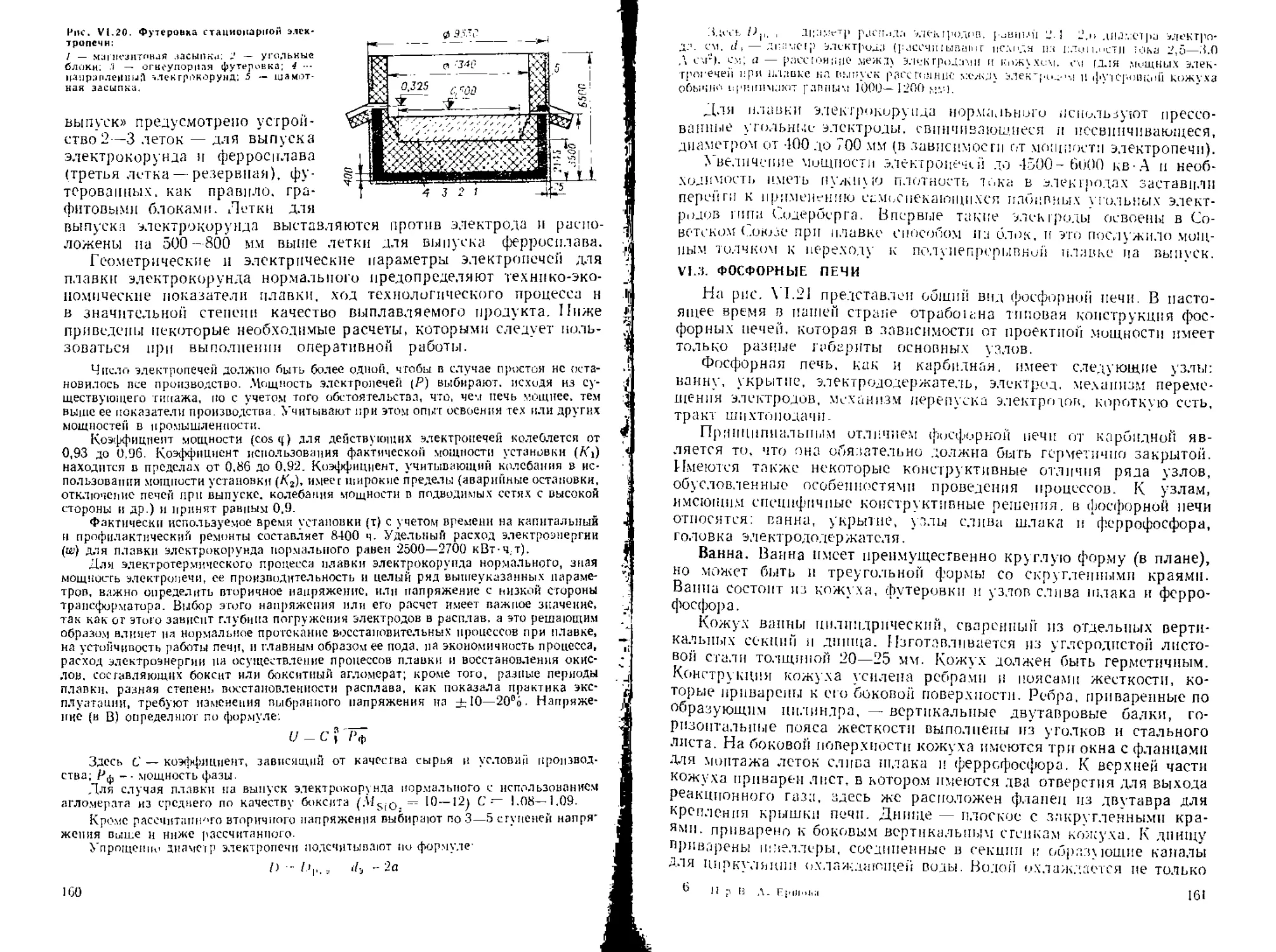
VI .2. Печи для плавки электро корунда нормальною ..................... 158
VI. 3. Фосфорные пени.................................................. 161
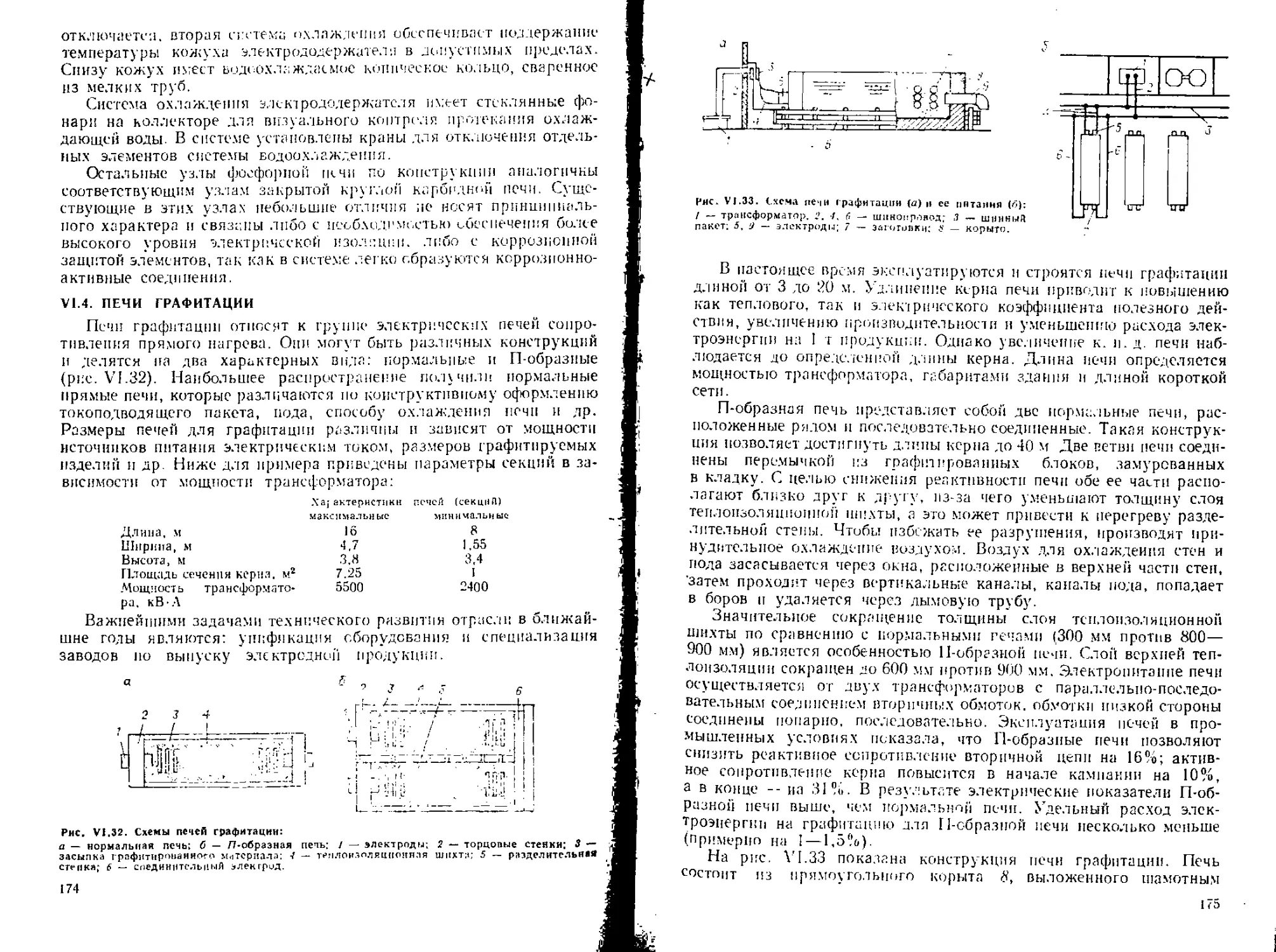
VI.4 . Печи графитакин ..................... 174
VI 5 Специальные материалы, нс пользуемые в узлах руднотермических пе-
чей .................................................................... 177
.Металлические материалы........................................... 177
Неметаллические .материалы ........................................ 178
VI .6. Основные правила эксплуатации механических \ злов руднотермццесклх
печей ............................................................... 135
VI. 7. РаеюIе>е основных механических параметров руднотер.мнческпх печей 138
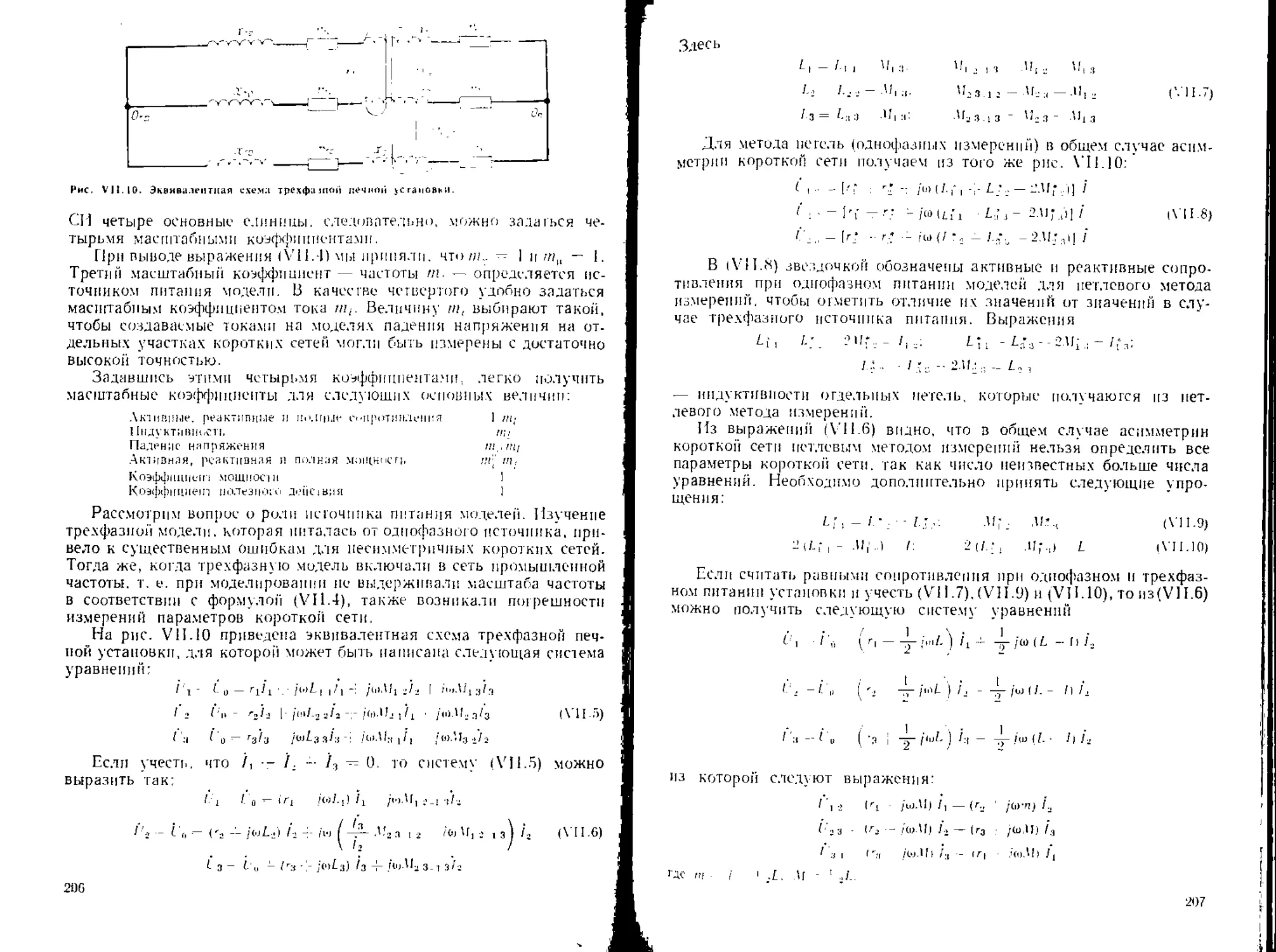
Глава VII. Электрооборудование электропечных установок ................. 191
VII. 1. Общие сведения ................................................ 191
VII.2 . Принципиальная электрическая схема электроснабжения печпых ус-
тановок ................................................................ 192
VI 1.3. Короткие сети................................................ 195
VI I.4. Расчет реактивных и активных сопротивлений ................... 290
VII .5. Моделирование коротких сетей .................................. 203
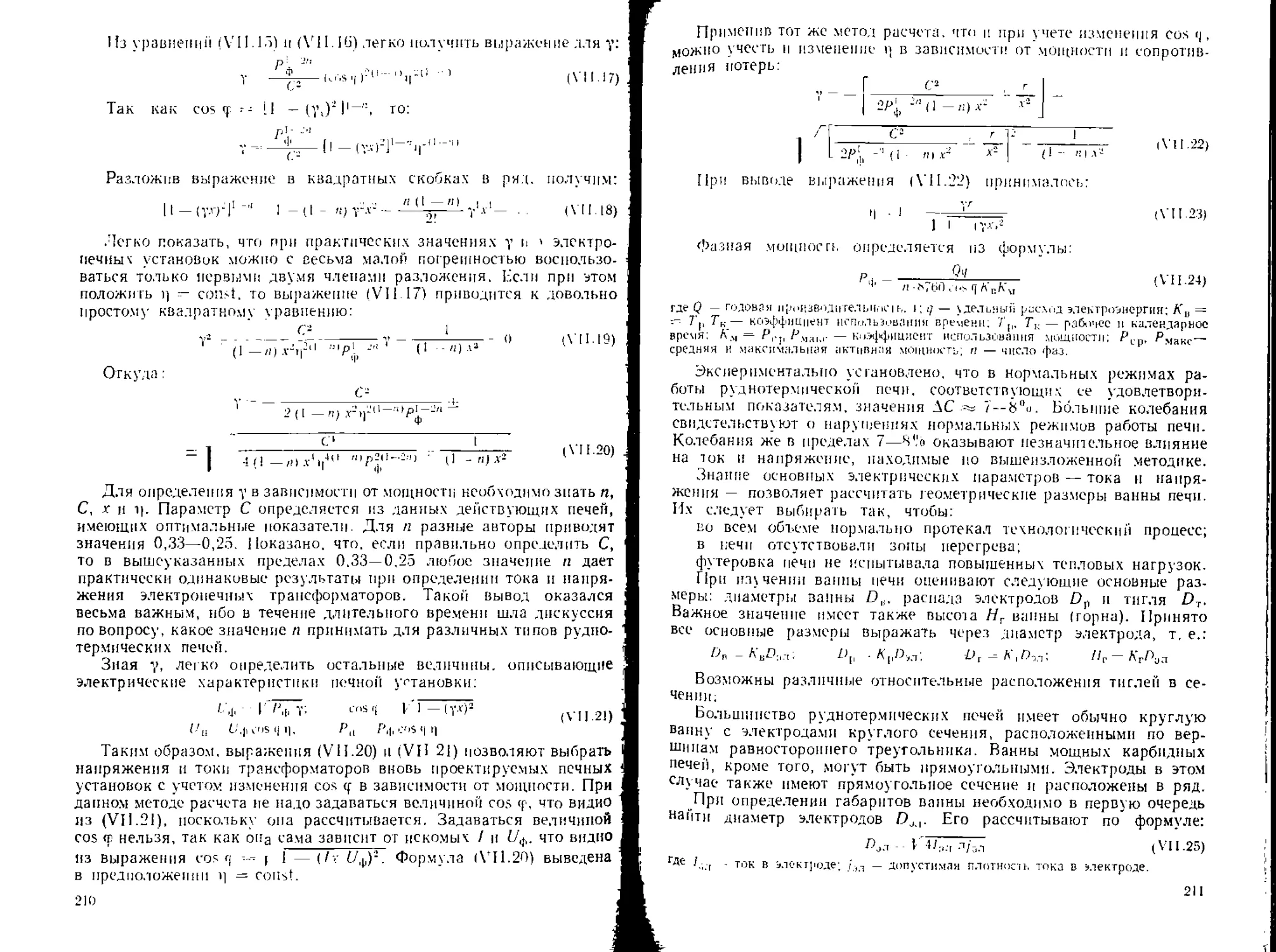
\TI-G. Выбор рабочих токов, напряжений электропечных установок и гео-
метрических размеров их ванн ........................................... 2(0
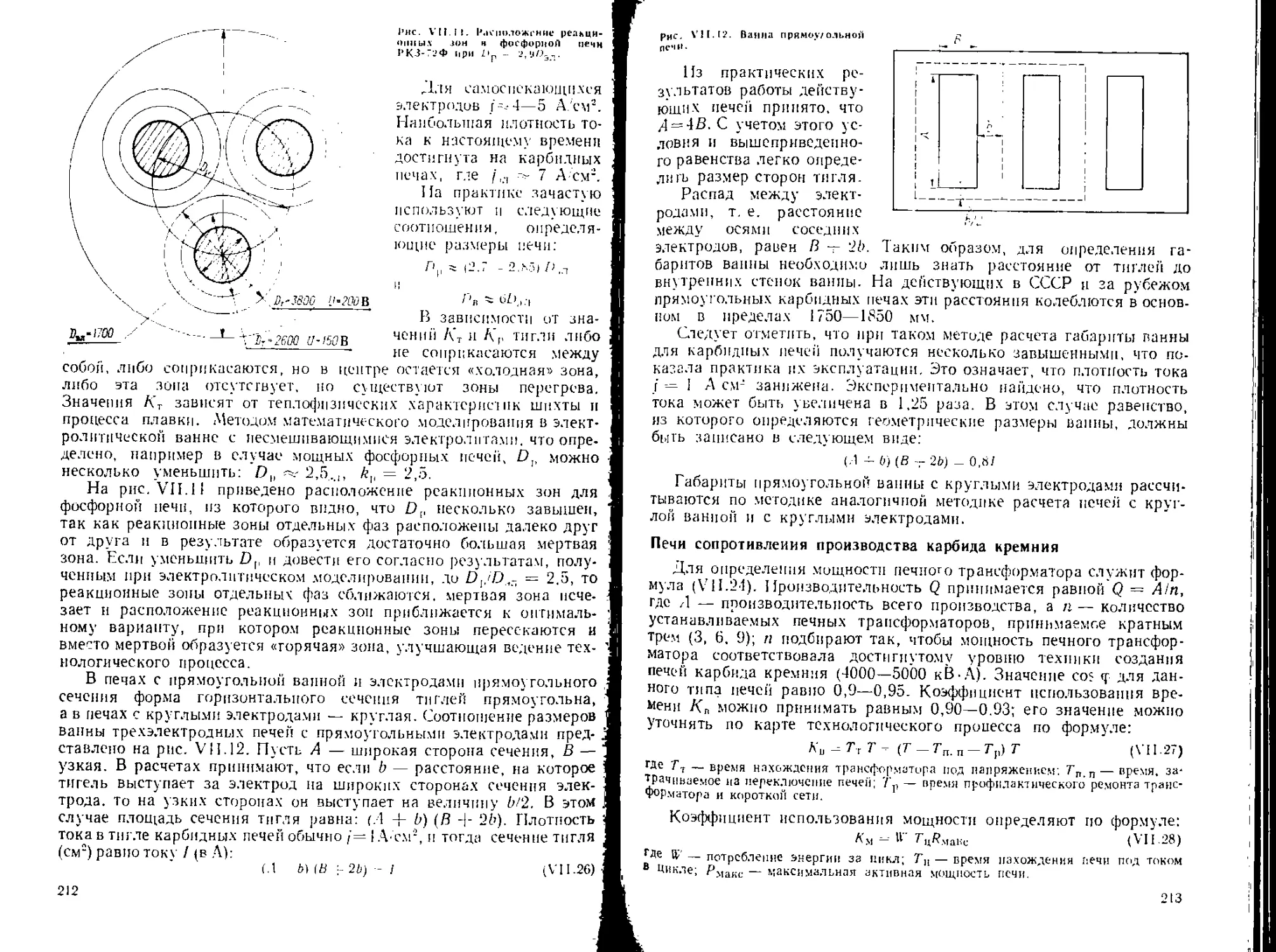
Руднотермические речи ............................................ 2Ю
Печи сопротивления производства карбида кремния ................. 213
Псчп сс-протнвлення для графитании............................... 217
VII. 7. Электрические характеристики электропечей...................... 218
VII,8. Печные трансформаторы........................................... 222
Общие- сведения ................................................. 222
Особенносп! печных трансформаторов............................... 223
Основные консгруктявные элементы печных трансформаторов . . . 228
Выключатели, разъединители и другая высоковольтная аппаратура 250
Установки искусственной компенсации реактивной мощности .... 23|
4
Глава VIII. Оборудование для проведения механических процессов .... 233
VIII ! Основные I'l! шко-мйх.знишыкш- ( Н"йсгиа шихьшых мазерпалов . . 233
VIIL2. Бункеры ..................................................... 237
VIII-3. Питатели........................................................338
VIII.4. Транспортные средство...................................... 2-12
Конвейеры ................................................... 243
Элеваторы.................................................... 247
VHI-5. Измельчителя .............-.................................. 249
VII 1.6. Грохоты.................................................... 2’8
VII 1.7. Дозаторы.................................................. 26(4
д(7сп:ь 'прегш,*. ТЕХ1Ю.ТОГИЧЕСКНЕ ПГ'ОЦЕССЫ........................ 263
Глава IX. Общие вопросы электротермической технологии............... 263
IX-!. Прицципплл’: пне icxho.kii пиескше схемы ..................... 263
IX.2. Минеральное сырье ............................................ 264
Глава X. Проведение процессов кристаллизации........................ 267
X.!. Охлаждение и дробление карбида кальция ....................... 267
Х.2. Охлаждение и дробление ферр,фосфора........................... 271
Х.з. Охлаждение и дробление ферросилиция........................... 27о
Х.4. Производство шлакового щебня................................. 27,з
Х.5. Производство грану, j ирона много шлака ....................... 27$
Х-6. Пр а из полет по шлаковой пемзы ............................... 27g
X .7. Основные расчеты а;;параiон крнстзллизлшщ расплавов......... 27g
Глава XI. Работа печи как химического реактора........................... 279
XI . 1. Строение ванны печи ......................................... 279
Общие сведения................................................... 279
Зона твердофазных процессов (/ зона) .......................... 281
Зона плавления (I! .юна) ........................................ 282
Углеродистая зона ПН зона) ...................................... 283
Зоны шлака и ферросплава ОГ и Г зоны) ........................... 286
XI. 2. Условия подобия зехполлгюкскнх процессов ...................... 287
Удельная мещнлсы................................................. 287
Электрическое ш>дибне............................................ 288
Тепловой режим работы проводника ................................ 289
Технологическое подобие ......................................... 290
Глава XII. Электроды
291
X1I. I. Угольные и графитированные электроды......................- . 2С)1
XI 1.2. Конструкция едмиспекаюшенхя электрода........................... 293
XII .3. Коксование электрода .......................................... 294
ХИЛ. Эксплуатация электродов......................................... 299
Глава XIII. Энергетические показатели процессов химической электротермии ЗИП
XI II.I. Общие сведения .............................................. 399
XII I.2. Энергетический коэффициент полезного действия ............... 302
ХИГЗ. Производители!!<ти руднотер.мическпх печен ...................... гч)6
Глава XIV. Процессы. основанные на химическом взаимодействии Т- Ж 307
XIV. I. Технологии фосфора........................................... 31)8
Общ-с снедения................................................... 308
Физические свой-; i щ- фосфора.................................. 368
Хи.мическяг свойства фоефюра .................................... 309
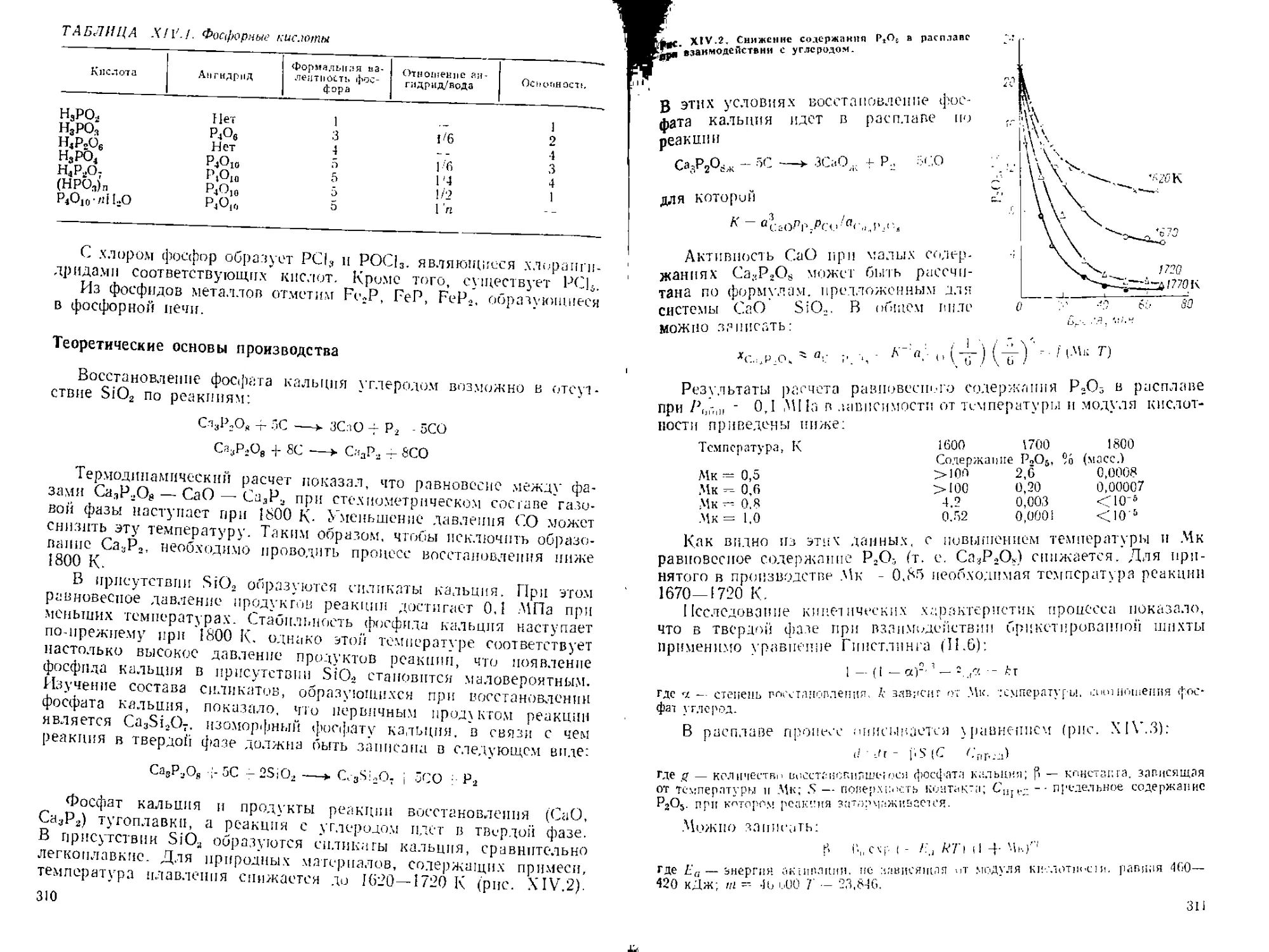
Теоретические, основы производства............................... 310
Сырье................'........................................... 314
Подготовка сырья ................................................ 3;8
Составление шихты .............................................. ЗГИ
319
Плавильный процесс...........................................
Отходы производства..........................................
Материальный и энергетический балансы .......................
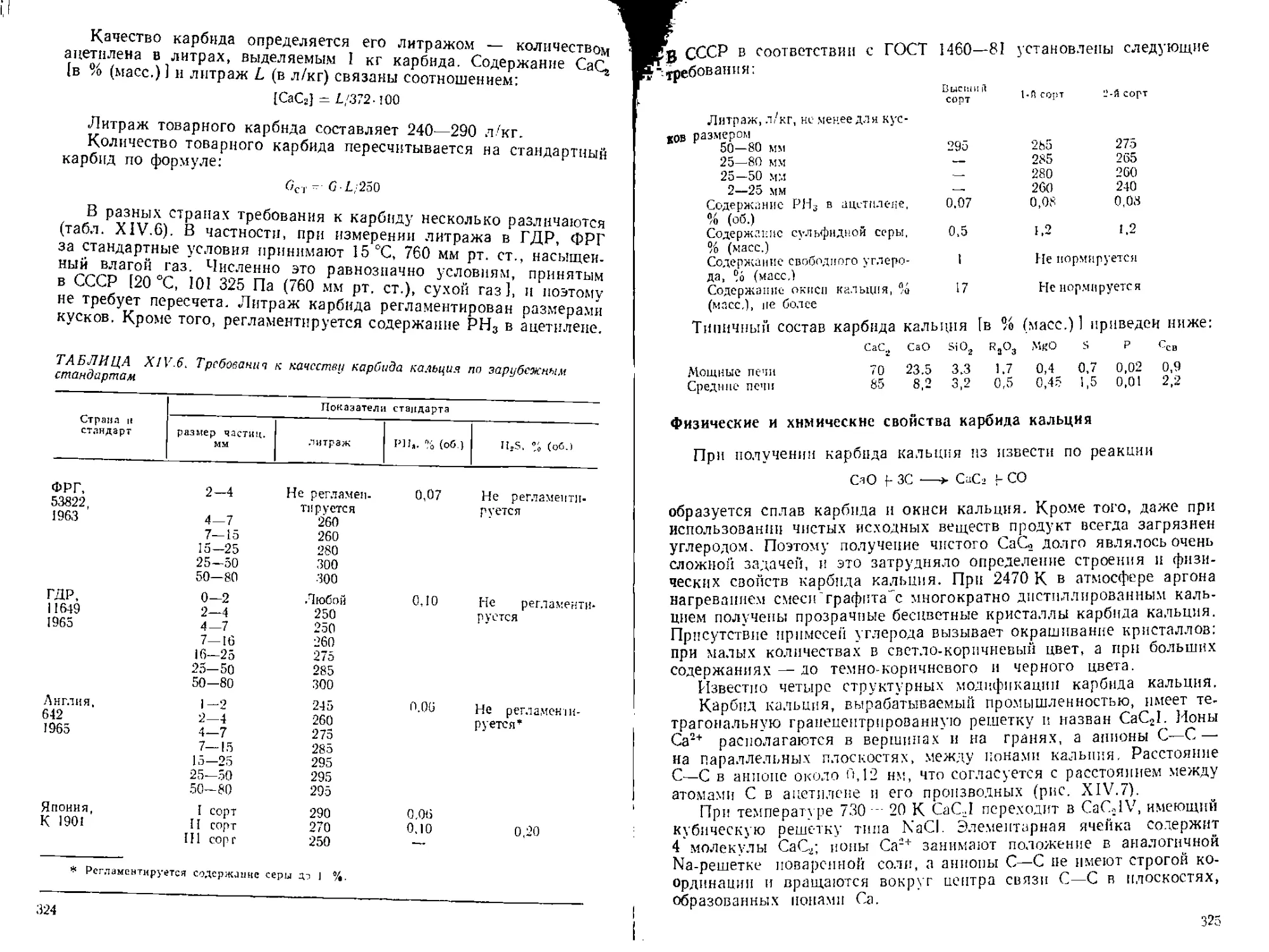
XIV.2. Технология карбида кальция...................................
Общие сведения...............................................
Физические и химические свойства карбида кальция.............
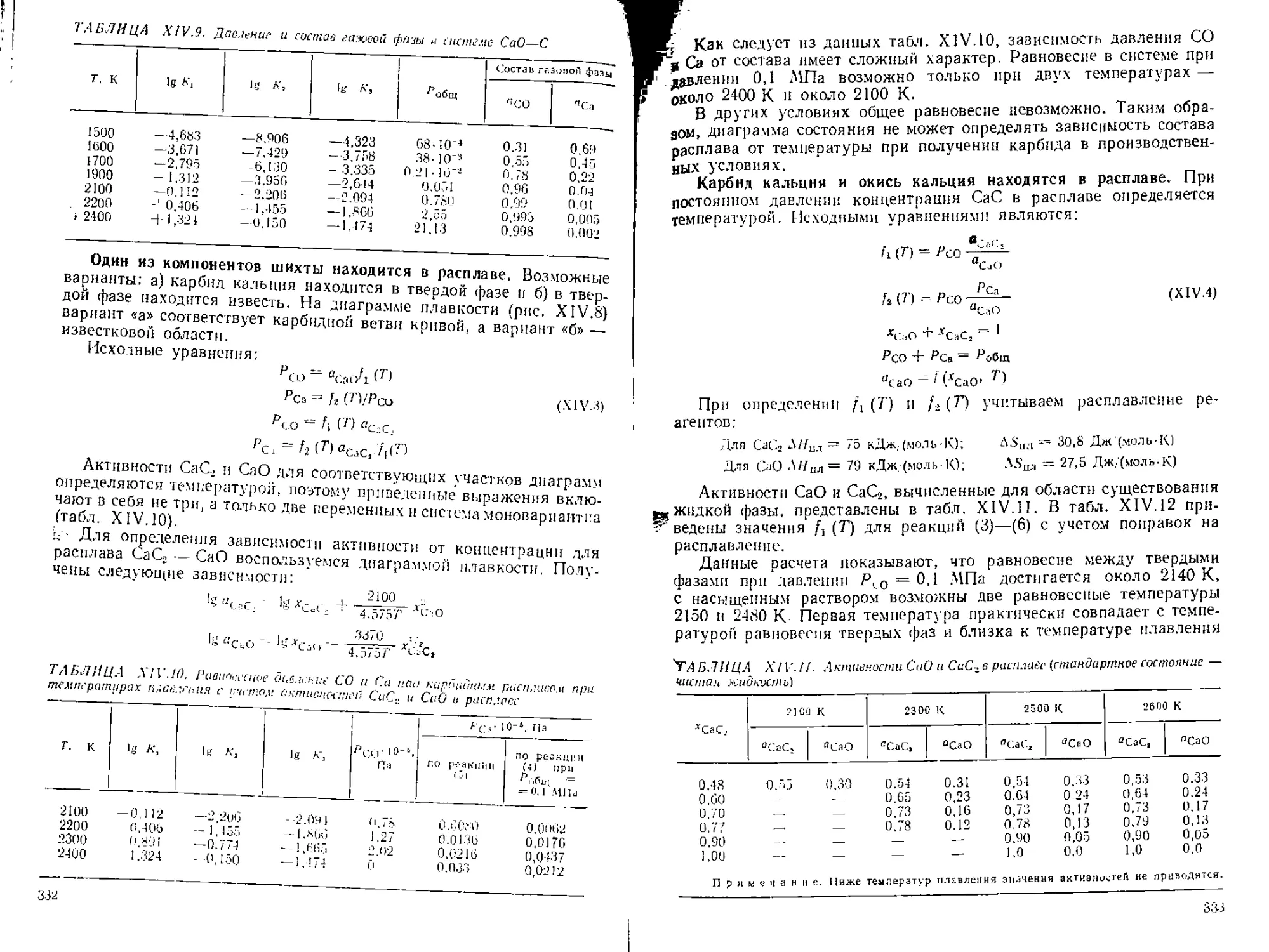
Термодинамический анализ системы.............................
Механизм и кинетика реакции карбидообразовання ..............
Сырье........................................................
Плавильный Процесс...........................................
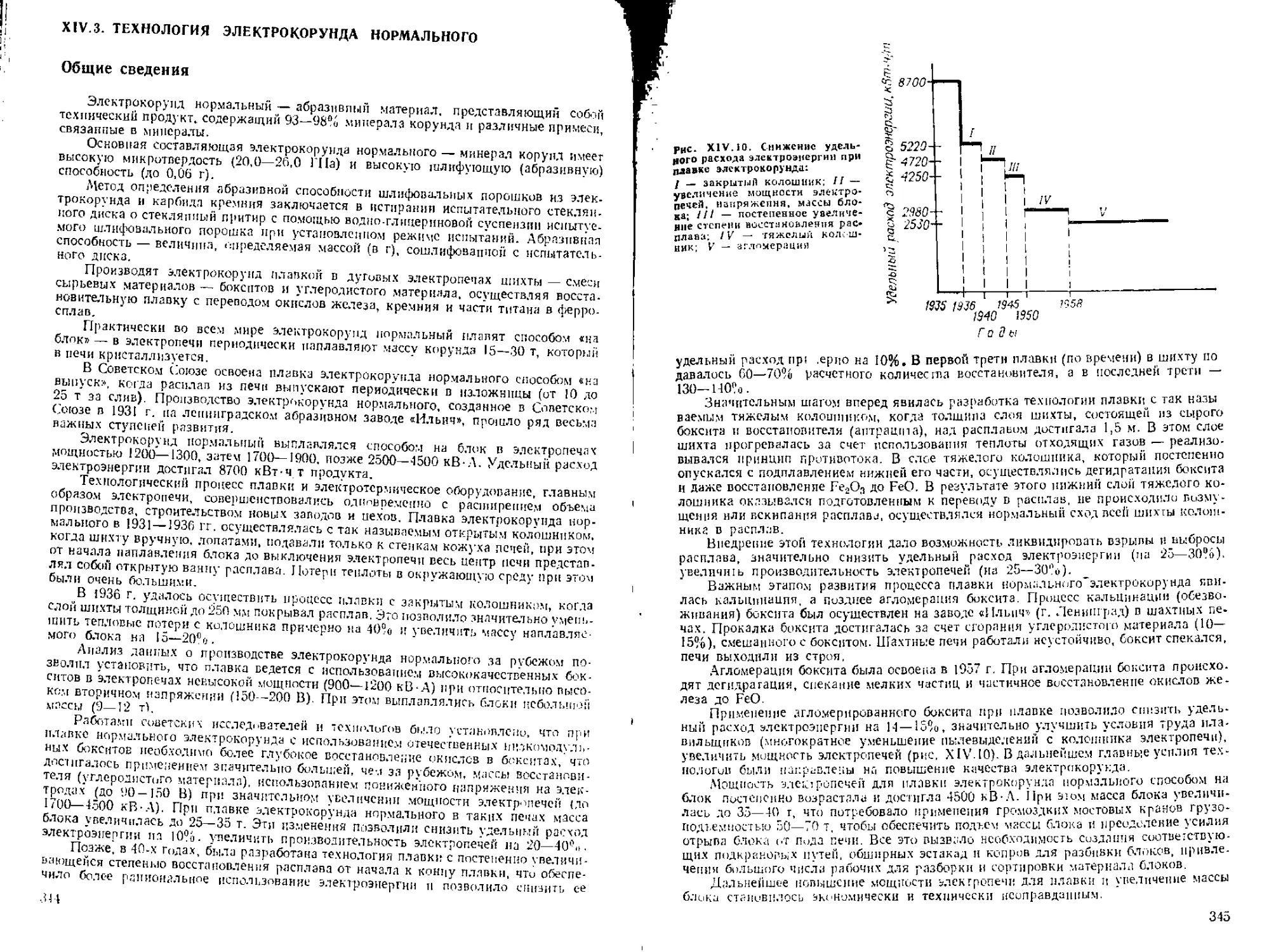
XIV.3. Технология электрокорунда нормального........................
Общие сведения ..............................................
Сырье........................................................
Теоретические основы производства ...........................
Особенности восстановительной плавки бокситов ..........
Процессы, протекающие в колошнике и ванне электропечи . .
Кристаллизация расплава электрокорупда .................
Плавильный процесс...........................................
Плавка на блок..........................................
Плавка на выпуск .......................................
Отклонения от нормального хода плавки .......................
Кристаллизация расплава электрокорунда ......................
322
340
344
344
348
351
351
353
358
362
362
364
365
366
Глава XV. Производство сероуглерода (взаимодействие T-j-Г).............. 367
XV. 1. Общие сведения .................................................. 367
XV.2. Физические и химические свойства сероуглерода..................... 367
XV.3. Термодинамика и кинетика образования'сероуглерода ................ 368
XV.4. Получение сероуглерода из твердого углеродсодержащего материала
и серы.................................................................. 370
Глава XVI. Производства, основанные на взаимодействии Т -J- Т'. Техноло-
гия карбида кремния .................................................... 374
XVI. 1. Общие сведения...............................................
XVI.2. Структура и свойства карбида кремния..........................
XVI.3. Теоретические основы производства.............................
XVI.4. Сырье и его подготовка .......................................
Кремнийсодержащий материал....................................
Углеродсодержащий восстановнтать..............................
Возвратные материалы..........................................
Подготовка сырья .............................................
Расчет состава шихты..........................................
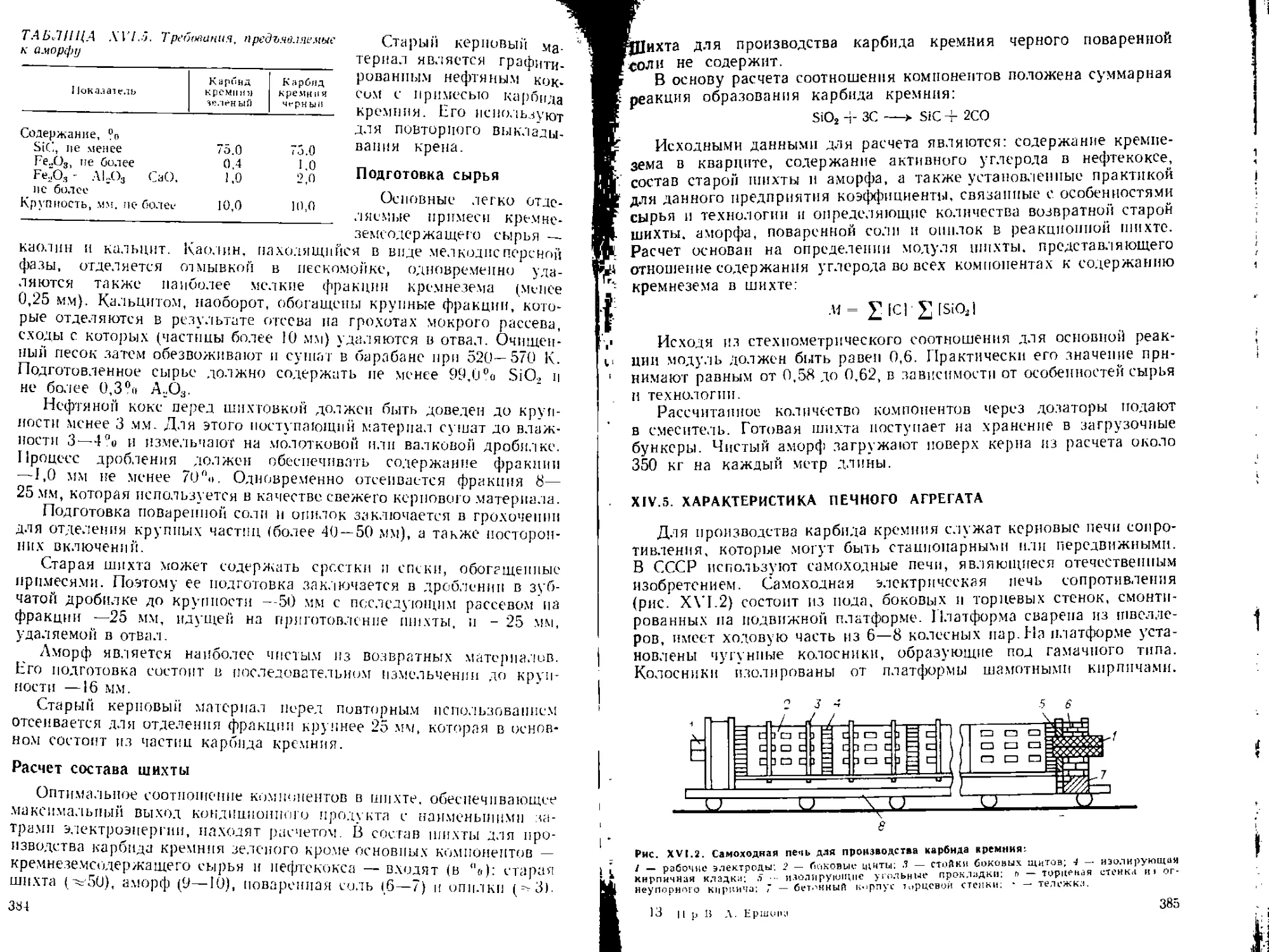
XVI.5. Характеристика печного агрегата...............................
XVI.6. Печной процесс................................................
Подготовка печи ..............................................
Загрузка сырья ...............................................
Электротермический процесс ...................................
374
375
378
381
381
383
383
384
384
385
386
386
387
387
Глава XVII. Производства, основанные на переходе Т * Т. Технология уг-
леграфнтовых материалов............................................... 389
XVII.I. Общие сведения................................................ 389
XVI 1.2. Сырье и его подготовка....................................... 390
Естественный графит ........................................... 390
Естественные твердые горючие ископаемые........................ 390
Каменноугольный пек............................................ 393
Нефтяной кокс.................................................. 397
Технический углерод (сажа)..................................... 401
XVI 1.3. Электрокальцинация углеродсодержащнх материалов.............. 405
Физико-химические основы прокаливания ......................... 405
Технологические режимы процесса и типы печей................... 407
6
XVII.4. Производство искусственного графита ......................... 410
Технология графятацнн ........................................ 410
Легированные графиты ......................................... 416
XVII.5. Стекловидный углерод (стеклоуглерод)......................... 418
XVI 1.6. Пиролитический углерод ...................................... 420
XVI 1.7. Углеродные волокна .......................................... 424
Глава XVIII. Процессы, основанные на переходе Т> Ж.................... 428
XVUI.1. Технология электрокорунда белого.............................. 428
Общие сведения .............................................. 428
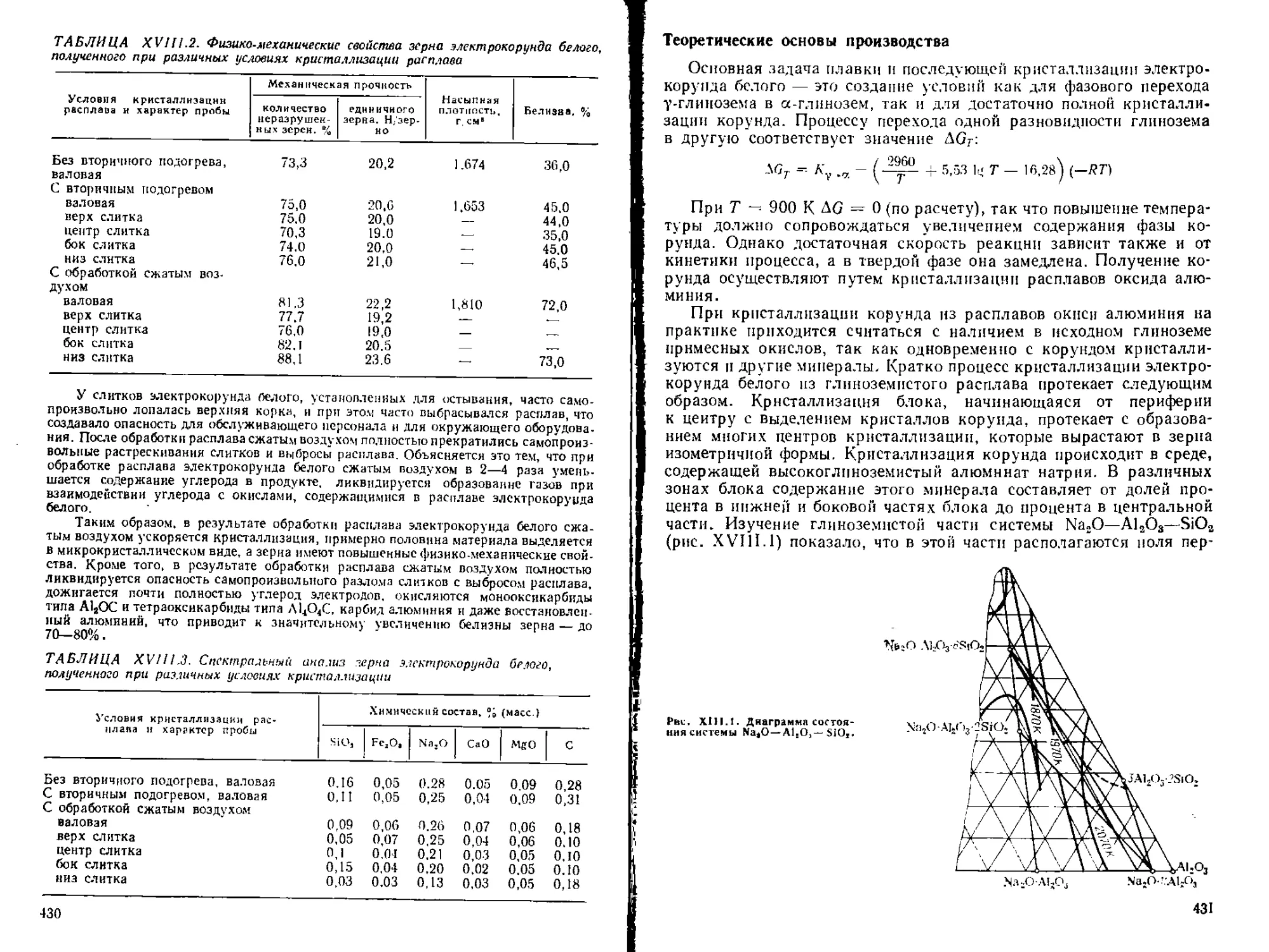
Теоретические основы производства............................ 431
Печной процесс .............................................. 434
Конструкция печей и вспомогательного оборудования .... 434
Пылегазовые выделения при плавке.......................... 437
Технологический контроль производства..................... 438
XVIII.2. Технология легированных электрокорундов...................... 438
Физико-химические основы легирования......................... 438
Электрокорунд титанистый .................................... 440
Электрокорунд хромистый ..................................... 444
Электрокорунд хромотитапнстып ............................... 447
Электрокорунд циркониевый ................................. 452
XVIП-3- Плааленые огнеупоры .......................................... 453
Общие сведения'.............................................. 453
Теоретические основы производства............................ 456
Сырье........................................................ 457
Технология плавленых огнеупоров ............................. 457
Рекомендуемая литература.............................................. 460
Предметный указатель............................ .................... 461
ПРЕДИСЛОВИЕ
Использование электронагрева в химической технологии поз-
воляет получать многие важные для народного хозяйства продукты
(фосфор, карбиды кальция и кремния, графит, различные типы
корундов и др.). Специфические особенности электронагрева поз-
волили реализовать процессы как в высоком вакууме, так и при
больших давлениях. Именно это обстоятельство сделало возможным
организацию промышленного производства искусственных алмазов,
кубического нитрида бора (эльбора) и других материалов. С разви-
тием электротермической технологии росла единичная мощность
электропечей, которая в настоящее время достигла значений 80—
100 МВ А, занимая первое место среди эпергопотребляющих уста-
новок.
Электротермическим процессам в химической технологии при-
надлежит особое место. В пей тесно переплетаются вопросы физико-
хнмпи высокотемпературных расплавов, теории электромагнитных
полей и газовых разрядов, кинетики гетерогенных процессов и явле-
ний тепло- н массопсредачи. Инженеру-технологу, работающему
на электротермических производствах химической промышленности,
необходимо знание принципов эксплуатации и управления ие только
химических реакторов, ио и мощного электротехнического обору-
дования.
При написании учебного пособия, предназначенного для под-
готовки инженеров-технологов электротермических производств, ав-
торы пытались учесть тесное сочетание принципов электротехники
с традиционными методами химической технологии как при обсужде-
нии теоретических основ процессов, так и при изложении вопросов,
связанных с оборудованием и технологией конкретных продуктов.
В основе пособия лежит опыт подготовки инженеров-электро-
термистов, накопленный кафедрой электротермических продуктов
ЛТИ им. Ленсовета с 1934 г. В написании пособия приняли участие
сотрудники кафедры В. А. Ершов, (предисловие, введение, гл. I,
II, III, IX, XI, XII, XIII, XIV, XVIII), А. Д. Кокурин (гл. IV,
XVII), Э. Я- Соловейчик (гл. XVII), В. В. Работнов (гл. XVI),
Г. М. Жилов (гл. V, VII, XIII), Л. Н, Реутович (гл. VI, VIII, X),
А. А. Педро (гл. XV), А. С. Татищев {гл. XVII), а также сотруд-
ники ВНИИАШ В. В. Карлин (гл. XIV XVIII) ЛенНИИГипро-
хима— Я. Б. Даннис (гл. V, VII); в оформлении рукописи книги
большую помощь оказала Т. В. Цветкова.
Предлагаемое пособие такого рода, в котором обсуждаются про-
блемы теории процессов, оборудования и технологии с единых
позиций, издастся впервые, Авторы допускают, что некоторые
вопросы и порядок их изложения носят дискуссионный характер
и с благодарностью примут все замечания и пожелания читателей.
ВВЕДЕНИЕ
Технология электротермических производств — это та часть хи-
мической технологии, в основе которой лежат физико-химические
превращения и процессы, реализуемые при высоких температурах,
создаваемых электрическим током.
Технология электротермических производств относится к сравни-
тельно молодым отраслям химической промышленности, поскольку
ее возникновение и широкое развитие стало возможным только после
создания доступных источников электрической энергии. Тем не
менее многие сведения, необходимые для проведения электротерми-
ческих процессов, были получены задолго до их промышленной
реализации. Так, с самого момента зарождения химии в ней широко
использовали нагревание для. плавления, дистилляции, ускорения
химических превращений и управления ходом их развития. Такие
первые химические процессы, как производство бронзы, стекла,
керамики, эмалей и другие, немыслимы без нагревания. Появление
в древнем Египте, Индии, Китае в IV—II тысячелетиях до и. э.
медных, а затем н бронзовых изделий связано с получением этих
металлов из руд при нагревании до 1000 X. Позднее (I тысячелетие
до н. э,) был «разгадан» способ получения железа путем восстановле-
ния руд углом при 700 X с последующей проковкой при 700—800 °C.
Необходимую температуру получали от горна с дутьем (рис. 1).
Из-за отсутствия количественных способов характеристики тем-
пературы степень нагревания оценивали качественно — по свече-
нию; например: красное каление (600—700 °C), желтое (800—1000 °C),
белое (1000—1200 X) и выше. Для нагревания веществ (до исполь-
зования для этого электрического тока) служило пламя, получаемое
либо за счет сгорания самого исследуемого вещества, либо какого-
либо топлива.
Применение паяльных трубок позволяло получать более высокие
температуры, но при этом неизбежно создавалась окислительная
среда. Для создания же нейтральной или восстановительной среды
реагенты следовало изолировать от действия воздуха, и нагревание
9
Рис. I. Раздувание огня мехами в горне L Древний Египет).
в этом случае было только косвенным. Поскольку материал реторт,
которые преимущественно использовали в лабораторной технике,
мог выдерживать не более 800 2С, постольку эти температуры явля-
лись предельными для реализации восстановительной химической
реакции.
Исследование свойств соединений н элементов при высоких
температурах в бескислородной среде стало возможным только после
появления электро нагрева. Нагревающее действие электрического
тока обусловлено выделяющейся в проводнике теплотой: Q /2/?т
или Q — U2 R-т, где / — ток в проводнике; —сопротивление
проводника; т — время; U — падение напряжения на провод-
нике,
Приведенные соотношения показывают, что для получения высо-
ких Q при малых необходимы высокие значения /. Кроме того,
чем выше температура, тем меньше должен быть объем выделенной
теплоты. Поскольку v — IS и R — р I S, то Q о = /2рт пли Qv -
— (И7)-’т р, где / — плотность тока; р — удельное электросо-
противление; U I — градиент напряжения.
Преобразование электричества в теплоту при высоком градиенте
напряжения и высоких плотностях тока происходит в электрической
дуге, впервые полученной Петровым (1761 — 1834 гг.) в 1802 г. путем
создания вольтова столба из 2100 медно-цинковых элементов. Воз-
никающую дугу Петров рекомендовал использовать для сварки,
плавления, восстановления окислов.
Открытие электрической дуги следует, по-вндпмому, считать
началом электротермии, так как именно с этого момента в руках
исследователей появился метод нагревания вещества до температуры,
ограниченной только свойствами этого вещества н не требующий,
кроме того, дополнительного введения реагентов — топлива или
окислителя. Применение электрической дуги в сочетании с электро-
лизом позволило Деви добиться больших успехов: впервые он полу-
чил щелочные и щелочноземельные металлы, предсказал существо-
вание алюминия.
10
В те же годы были открыты новые процессы, проходящие при
высоких температурах. Так, в 1829 г. Велер реализовал восстано-
вление фосфата кальция углеродом в присутствии кремнезема:
Са3Р.,Ов Н- 5С + 3SiO2 -+ 3CaSiO3 + Р2 -1- 5СО
Он же в 1836 г. получил карбид кальция. В 1849 г. Депрэ полу-
чил искусственный графит из сахарного угля, нагревая его в элек-
трической дуге.
Таким образом, к моменту появления генераторов электроэнер-
гии (1868 г.) и первых электропечей (1878—1879 гг.) промышленность
располагала достаточным объемом знаний, чтобы использовать
электропечи для проведения химических процессов.
В основе действия первой промышленной электропечи лежало
дуговое нагревание, и использовалась она для проведения метал-
лургических процессов (Сименс, 1882 г., Германия). В химической
технологии дуговую электропечь впервые применил Ридман для
восстановления фосфора по реакции Велера (1885 г., Англия).
В 1892 г. был открыт метод получения карбида кальция в дуговых
электропечах и началось строительство карбидных печей во многих
странах. До последнего времени карбидные печи были самыми мощ-
ными в химической электротермии, и только в последние годы мощ-
ность фосфорных печей превзошла мощность карбидных.
Мощность первых дуговых печей (рис. 11) составляла 100—
300 кВ-A (1880—1900 гг.), затем были созданы печи на 1000—
3000 кВ-А (1906—1910 гг.) и 10 000—25 000 кВ-А (1925—1935 гг.).
В послевоенные годы мощность печей возросла до 40 000—
60 000 кВ А, а в настоящее время строятся печи мощностью до
100 000 кВ-А.
В 1880 г. Ачесон в Америке создал печь сопротивления мощ-
ностью 100 кВ А для получения искусственного графита. Позднее
(1881 г.) он же получил карбид кремния в дуговой печи. Промышлен-
ное производство карбида кремния было
противления. Карбид кремния — первый
искусственный абразивный материал, от-
крытие которого и последующее промыш-
ленное производство стало возможным
только благодаря появлению электро-
нагрева. В настоящее время единичная
мощность печей сопротивления для гра-
фитацин достигла 12 000—15 000 кВ-А,
и для синтеза карбида кремния—до
30 000 кВ-А.
К 1901 г. относится начало производ-
ства нормального электрокоруида, а не-
сколько позднее—белого электрокорунда,
сероуглерода, плавленых о кислое. В ме-
П. Печь Рндмана для производства фосфора:
бункер для загрузки шихты: 2 -- электроды; 3 —
•илаковая летка; 4 — выход газов.
реализовано в печах со-
таллургии электронагрев служит для получения различных фер-
росплавов, электростали специальных марок, тугоплавких сплавов.
Доля электроэнергии, потребляемой технологическими установ-
ками, постоянно растет — в настоящее время опа составляет в раз-
личных странах 30—50 %. Помимо роста единичной мощности
печных установок происходит и их совершенствование, появление
новых типов печей. Так, открытие индукционного нагрева привело
к появлению индукционных печей, работающих па повышенной
и промышленной частоте. На применении электронною луча основан
принцип действия электроннолучевых печей. Созданы печи инфра-
красного нагрева, солнечные, плазменные. Одновременно развива-
лась техника замера температур и давления.
Современные промышленные и лабораторные печн позволяют
проводить процессы при давлениях 1СГ*—6-10s Па (10“,; мм рт. ст. —
60 000 атм) и температурах 3000—3500 К, а плазменное нагрева-
ние • при 6000—10 000 К.
Итак, электронагрсв позволяет получать высокие температуры,
предельное значение которых определяется лишь мощностью источ-
ника и свойствами самого нагревающегося вещества. Кроме того,
при этом ликвидируются вредные выбросы, повышается культура
производства.
Преимущество электронагрева состоит еще и в том, что с его
помощью можно нагревать реагенты и следовать любым требованиям
технологии, к которым относятся:
наличие нейтральной или восстановительной среды;
возможность создания разрежения (10“’’ Па) или повышенного
давления;
высокая чистота продуктов реакции, не допускающая контакта
с топливом или продуктами сгорания; •
необходимость быстрого нагревания н быстрого охлаждения
(закалки);
очень высокая температура, недостижимая при сгорании то-
плива.
Таким образом, главное условие, обуславливающее необходи-
мость электронагрева, — сочетание высокой температуры со специ-
фическими требованиями процесса, поскольку эти последние либо
не могут быть обеспечены пламенным нагреванием, либо связаны
с такими затратами, что применение последнего становится не-
выгодным,
Следует учесть, что электротермические процессы используют
в случае эндотермических химических реакций, тепловой эффект
которых составляет 500—1000 Дж. Исключением является лишь
плавка окислов, где затраты теплоты на фазовые превращения
относительно невелики. Поэтому наряду с высокой температурой
в электротермических процессах необходимо обеспечить подвод
большого количества энергии в реакционную зону.
При пламенном нагревании энергия подводится за счет сгорания
топлива. Допустим при этом, что продукты реакции разрушаются
от действия СО2, т. е. сжигать топливо можно только до СО. Но при
12
сгорании углерода до СО выделяется 108 кДж/моль, тогда как при
сгорании до СО2 — 392 кДж-'моль. Таким образом, расход топлива
увеличивается более чем в 3 раза, т. с. резко возрастает стоимость
процесса. По этой причине пришлось отказаться от получения фос-
фора в доменных печах, несмотря па то, что этот процесс применяли
в течение почти 20 лет. С другой стороны, если бы, допустим, удалось
создать реактор с косвенным обогревом продуктами сгорания, рабо-
тающий при 2000—2500 К, то к. п. д. такой установки был бы очень
мал, так как потери теплоты с отходящими газами были бы значи-
тельны. Например, при температуре горения 2200 К, а температуре
реагентов 1800 К тепловой к. и. д. равен: (2200 — 1800)*2200 —
-- 18 %.
С развитием техники стоимость электроэнергии меняется, соз-
даются новые материалы, предъявляются новые требования к произ-
водству, и поэтому сфера применения электронагрева меняется.
Например, появление циклона в сочетании с утилизатором теплоты
позволило вести плавку фосфоритов без привлечения электронагрева.
Есть предложения по проведению процесса получения фосфора
с полной или частичной заменой электропагрева на пламенный.
Анализ причин применения электропагрева показывает, что среди
них нет таких, которые бы зависели от механизма химического
воздействия и влияния магнитных и электрических полей на про-
цессы, т. е. не они определяют реализацию химических реакций.
Главная причина, вызывающая химические или физические превра-
щения в электротермических установках, — это высокая темпера-
тура. Подводимая электроэнергия должна обеспечить эту темпе-
ратуру и сообщить реагентам необходимую энергию для покрытия
расходов на теплоту реакции или фазовые превращения. Этим элек-
тротермические процессы принципиально отличаются от электро-
химических. В последних электроэнергия — необходимый техноло-
гический фактор, без которого нельзя осуществить процесс.
Специфические особенности электротермической технологии —
высокие температура и энергоемкость проходящих процессов —
позволяют химическую электротермию отнести к «химии высоких
температур». Электропечь для проведения химических процессов —
это химический реактор, в котором проходят теплообменные, массо-
обменные и электрические процессы. Работа такого типа химического
реактора имеет ряд особенностей, обусловленных применением
электронагрева. Эти особенности зависят от типа печей, и их следует
учитывать при разработке новых и эксплуатации существующих
установок.
Существует два основных метода нагревания реагирующих мате-
риала — прямой и косвенный. В первом энергия выделяется непо-
средственно в загрузке и по этой причине отпадают вопросы тепло-
передачи от источника нагревания к реагенту. Для печей с косвен-
ным нагреванием теплота выделяется в проводнике и поступает
в зону реакции за счет теплопередачи.
В печах непрерывного действия {дуговые, шахтные п др.) ре-
агенты в зону реакции поступают самопроизвольно. Оператор,
13
как правило, не может изменить время нахождения реагентов в зоне
реакции, он лишь косвенно может оказывать влияние на время
реакции путем изменения режима работы, гранулометрии шихты
и т. д. В печах периодического действия перемещение реагентов
обычно отсутствует и время реакции контролирует оператор. Темпе-
ратура в реакционной зоне печи зависит от свойств исходных или
образующихся веществ и подаваемой мощности.
Особенности различных электротермических процессов позво-
ляют провести их классификацию, прячем система классификации
зависит от того, какие общие признаки положены в со основу.
В технологическом отношении за основу лучше всего взять
физико-химические особенности процессов и выделить процессы:
сопряженные с химическим взаимодействием (восстановление,
окисление, хлорирование и т. д.);
сопряженные с протеканием фазовых превращений (плавление,
возгонка и т. д.) (см. схему I).
Далее, необходимо учитывать, в какой фазе плут процессы,
так как от этого зависят аппаратурное оформление, основные кине-
тические и термодинамические закономерности. Кроме того, в случае
Схема I. Классификация электротермических процессов.
14
твердых продуктов реакции перемещаются не реагенты, а тепловое
поле, охватывая различные участки шихты. Если подвижны ре-
агенты, тепловое поле, как правило, неподвижно (стационарно)
и реагенты проходят последовательно различные температурные
зоны.
Метод подачи энергии позволяет различать электротермические
установки (печи) дуговые, сопротивления, индукционные и др.
Химизм процесса от типа печей не зависит, поэтому процессы
по методу подвода энергии классифицировать нельзя. По характеру
применяемого восстановителя электротермические процессы могут
быть разделены на углетермнческне, силикотермическне, алюмо-
термические и т. л. Применение восстановителя вносит некоторые
особенности в проведение процесса, ио при классификации по свой-
ствам реагентов общие черты в данной группе сохраняются и при
замене восстановителя.
По отраслям промышленности электротермия распадается иа
металлургическую (черную и цветную) и химическую. Однако это
деление очень условно, так как и аппаратурное оформление, и сами
процессы имеют много общего, а пути оптимизации режима, повыше-
ния производительности, автоматизации и механизации печных
установок одни и те же.
В заключение следует отметить, что в технологии электротерми-
ческих процессов приходится сталкиваться с рядом особенностей,
отличающих ее от других методов химической обработки матери-
алов. В электротермическом агрегате происходит сложное взаимо-
действие электрических, тепловых и химических процессов, при-
водящих к установлению определенных условий работы. Температура
процесса при этом, как правило, не регулируется, а устанавливается
сама в результате сложного равновесия между эиергопотребляющнми
и энерговыдсляющимн процессами. Изучение этих особенностей
является предметом теоретических основ химической электротермии.
Часть первая
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ХИМИЧЕСКОЙ
ЭЛЕКТРОТЕРМИИ
ГЛАВА 1
ТЕРМОДИНАМИКА ГЕТЕРОГЕННЫХ СИСТЕМ
1.1. ПРАВИЛО ФАЗ
В электротермических процессах взаимодействия идут в много-
фазных системах, сопровождаясь фазовыми переходами (плавление,
возгонка, испарение). Термодинамический анализ подобных систем
требует одновременного учета химических превращений и фазовых
равновесий. Конечная задача термодинамического анализа -опре-
деление условий равновесия между фазами и отыскание методов
воздействия па систему для предсказания оптимальных условии
равновесия.
В основу расчета термодинамического равновесия положены
уравнения связи между параметрами, описывающие систему. К этим
уравнениям связи относятся:
I. Зависимости констант равновесия от температуры:
RT In Kt -Ш (1.1)
Число г уравнений равно числу рассматриваемых реакций.
При расчете равновесия следует учитывать только независимые
реакции, т. е. такие, в которых образуется новое соединение, не
участвующее в учтенных ранее реакциях.
II. Равенства химического потенциала каждого вещества, на-
ходящегося в различных сосуществующих фазах. В общем случае
число уравнений этой группы равно (Ф - 1) k, где k — число раз-
личных индивидуальных веществ (компонентов); Ф — число фаз.
16
III. Для каждой фазы сумма концентрации составляющих се
веществ равна I. Это условие приводит к уравнениям вида £ С{
-- I. число которых равно числу фаз Ф.
IV. Дополнительные уравнения связи, налагаемые условиями
проведения взаимодействия. Так, можно задать определенное соот-
ношение (массовое или мольное) исходных реагирующих веществ,
стехиометрическое соотношение продуктов реакции и т. д. Число п
дополнительных уравнений может быть различным.
Таким образом, общее число исходных уравнений равно:
г (Ф - 1) /; ; Ф -У П
Если число уравнений равно числу неизвестных (в нашем случае
числу определяемых параметров), то система имеет одно решение
и все неизвестные (параметры) принимают фиксированные значения.
Если число уравнений меньше числа неизвестных, то ряду пара-
метров можно задавать произвольные значения, т. е. система при-
обретает определенное число степеней свободы /.
Число степеней свободы / — это разность между числом пере-
менных параметров и числом уравнений связи между ними. При
f ~ 0 система определена, исходные уравнения связи могут быть
приведены к виду
Fo(X;)-0 или Го(Р)-0
и все параметры - вычислены.
При f > 0 совместное решение исходных уравнений приводит
к функции
А’оЙЛ- у2. №>-->уь Ум) 0
которая позволяет определить любой один параметр, если остальные
заданы ф1( ..., yf).
В общее число определяемых параметров входят температура
и давление, которые для всех фаз системы являются общими, а также
концентрации всех веществ во всех фазах АФ. Таким образом, полу-
чаем число параметров, равное А’Ф 2; отсюда:
/ - АФ -ь 2 - Г - ft (Ф - h - Ф — /I А’ - Ф ь 2 — Г - п
Полученное соотношение, выражающее правило фаз, широко
используют при изучении фазовых превращений. Мы применим его
для термодинамического анализа многокомпонентных многофазных
систем, в которых происходят химические взаимодействия.
При этом возможны два принципиально разных случая, а именно:
сосуществующие конденсированные фазы однокомпоиеитны п
взаимно нерастворимы;
сосуществующие фазы многокомпонентны.
В первом случае при взаимодействии нескольких конденсиро-
ванных фаз (чаще всего твердых) число фаз Ф = k 1, так как
всегда присутствует общая газовая фаза. Тогда: (г — 0, и -0):
/- k — Ф ; 2 -k-k— I 2 = 1 и Р0(Р, Т} -0
17
Если, допустим, один из компонентов плавится, то Ф = k — 2
н f-О, т. е. Г и Р окажутся фиксированными (тройная точка).
Полученные значения Р и Т определяют равновесие в системе.
Изменение Т при заданном Р приведет к исчезновению одной из фаз.
В случае многокомпонентности фаз концентрации компонентов
не равны 1 и равновесие между фазами возможно в широком интер-
вале температур. В параметры, описывающие систему, входят Т, Р
н концентрации С, компонентов, образующих фазы. Изменение
условий приводит к развитию процессов, изменяющих концентрации
реагентов, но сами фазы при этом сохраняются.
В этом — принципиальное различие между приведенными двумя
вариантами, так как в первом случае нарушение равновесия при-
водит к изменению числа фаз, а во втором — изменяется состав нх.
Известно, что в состоянии равновесия AG Л/У — TAS = 0.
Самопроизвольные процессы в системе возможны только тогда, когда
AG < 0. Это условие служит для оценки возможности химических
процессов или фазовых превращений. Значение In К связано с AGJ
уравнением при AG -= 0:
_\G° - - RT In К = — RT 1пП а*</П
где Па*'; Па*-' •— произведение активностей продуктов взаимодействия и исходных
веществ в степенях, соответствующих стехиометрическим коэффициентам, а символ °
характеризует стандартное состояние.
Для первого типа задач, т. е. в случае взаимодействия чистых
фаз, Qi а} ~ 1, т. е. 1п К — 0, и значению AG1 — 0 соответствует
состояние равновесия. При а; =/= 1 ий(-^ 1 In К Ф 0 и судить о на-
правлении процесса по значениям только AG в общем случае не-
возможно. К сожалению, такие заключения приводятся в литературе.
Поясним сказанное следующим примером. Если однокомвонент-
ная фаза А находится при 2000 К в равновесии с фазой В, в которой
активность - 1()-2, но в системе поддерживается активность А
в фазе В менее 10“", то вещество А начнет переходить в фазу В.
Для этих условий (AG — 0) получаем AG°— 8,3143-2000 111 10 " —
~ 76,577 Дж. Таким образом, при AG < 76,6 кДж, несмотря на
существенно положительное значение AGC, процесс реализуется
в указанных условиях.
Приведенное выше разделение задач термодинамики на два раз-
личных типа позволяет сделать вывод, что при взаимодействии
чистых фаз (первый тип задачи) значение AG°однозначно характери-
зует направление процессов, а для многокомпонентных фаз (второй
тип) необходимо делать поправку на активности компонентов.
Сложность термодинамического анализа систем второго типа
заключается в том, что при большом числе фаз и реагирующих ве-
ществ число уравнений связи и определяемых параметров резко
возрастают. При этом часто предполагают заторможенность некото-
рых реакций, сводя вычисления только к какой-нибудь одной.
Такое предположение вносит в расчет некоторый произвол. Между
тем в функции /;0 «отражаются» все исходные уравнения, и поэтому,
18
зная вид этой функции, что позволяет использовать ее в расчетах,
можно быть уверенным в учете всех условий равновесия.
Таким образом, термодинамический анализ системы следует про-
водить с помощью функции /д,. Для определения Fo необходимо
знать число входящих в нее параметров, т. е. определить [. Урав-
нение (1.1) показывает, что должно быть задано число компонентов kt
число независимых реакций г, число фаз Ф и дополнительных урав-
нений л. Число фаз определяется температурой и физико-химиче-
скими свойствами реагентов.
Относительно же числа реакций и реагирующих веществ можно
сказать следующее. Допустим, протекает взаимодействие, описы-
ваемое суммарным уравнением
п1Л1 /ггЛ2 — п3А3 -► /щЬт ; maB3 j- • •
причем Л, и Вг —сложные или простые вещества, состоящие из N
элементов Э. Запишем реакции
А/ — 1^1 2^2 ! Г^1 Э
в; - .Э, - аЭ3 :-Р;, зЭя ; ...
где аир — стехиометрические коэффициенты.
Каждая из этих реакций независима, так как в каждой обра-
зуются новые вещества А; или В/. Любая из этих реакций не яв-
ляется суммой каких-либо других, так как слева находится только
вещество А, или В/. Число этих реакций равно числу сложных
соединений: i — j — Л1. Поскольку / k Ф I 2 — г - ц, а /г -
— Л1 -У Л' и г — Л1, то:
/ -- Л ‘ — Ф ф 2 — я
В этом уравнении число компонентов равно числу элементов, из
которых могут быть составлены любые вещества системы. Термин
элемент здесь не обязательно соответствует термину химический
элемент: им может быть н группа атомов, если она устойчиво свя-
зана и обеспечивает обмен веществ между фазами. Например, в си-
стеме СаО — SiO2 в отсутствие диссоциации обмен между фазами
протекает за счет перераспределения окислов между фазами, поэтому
их п следует принять за элементы и jV — 2.
В высокотемпературных электротермических процессах обмен
между фазами происходит за счет перехода атомов, поэтому для
них под числом элементов чаще всего следует понимать число разно-
родных атомов. Сопоставление уравнений
f — ,V _ ф ; 2 - rt и / k — г — 2 - п
показывает, что г — k — N — М. Следовательно, число независимых
реакций равно числу сложных веществ. Последнее соотношение
позволяет избежать ошибок в тех случаях, когда структурные эле-
менты определены неправильно.
В системе СаО — SiO.2 число компонентов А’ - 5— СаО, SiO2,
CaSiO3, Ca3Si2OT, Ca2SiO4, а A - 2—СаО, SiO2. Следовательно,
число реакций г - 3 — 5 — 2; ими являются реакции образования
указанных трех силикатов кальция. Если же за элементы принять
19
атомы, то = 3 и М = 5, так как учитываются СаО и SiO2: здесь
г = 5, и к трем реакциям образования силикатов следует прибавить
две реакции диссоциации окислов.
Число степеней свободы в данном случае также меняется, по-
скольку необходим учет состава газовой фазы, который ранее не
принимался во внимание. Однако вычисления, проведенные для этого
варианта при низких температурах, приводят к настолько малым
значениям давлений Р0;, Pea, PS|, что необязательность учета дис-
социации становится очевидной.
Рассмотрим в качестве примера реакцию:
СаСО3---> СаО СО, (I)
Обмен между фазами протекает за счет перехода СаО и СО2.
Следовательно, здесь Л' — 2, ф — 3 (СаО, СаСО3> газ) и / — 2 — 3 —
4' 2 =- 1. Функция Fn содержит 2 параметра: F (Р, 'Г) — 0. Число
независимых реакций г — 1, так как число .VI - 1.
В присутствии углерода появляется новая фаза, в обмен между
фазами включаются кислород и углерод, и число элементов увеличи-
вается до 3 (С, О,, СаО); в этом случае / 3 — 4 -I 2 -- 1. Число
компонентов также увеличивается, поскольку появляются СО, С,
О2; поэтому г 6 — 3 3.
Помимо приведенной реакции следует дополнительно учесть
реакции:
со, - с—> 2СО (2)
с :-о,—>со, (3)
Функция Ff) должна содержать две переменных, например:
F (Р, Т) = 0. С повышением температуры появляются СаС2. Саг,
Сг и др. Обмен между фазами реализуется за счет перехода Са. С,
О2, т. е. N - 3. Следовательно, число элементов не меняется, но
число компонентов увеличивается (СаСО3, СО, СаО, Са, СаС,, СО2,
О2, С) и, естественно, увеличивается число реакций г ~ 8 — 3—5.
Помимо приведенных существуют и дополнительные реакции:
СаО + ЗС —► СаС3 - СО (4)
СаО Д -С-->Саг -г СО (5)
Поскольку СаС2 образует самостоятельную фазу, то ф — 5 и /
— 3 — 5 -г 2 — 0, т. е. (7') — 0 или (Р) =- 0.
Иными словами, возможно только одно значение температуры
и соответствующее этой температуре значение давления, при которых
существует система. Давления РСо. Рой и РГаг легко могут быть
вычислены для заданной температуры.
Известно, что число степеней свободы не может быть менее 0,
и, следовательно: ЛГ — Ф 0. Отсюда можно определить ма-
ксимальное число сосуществующих фаз при заданном числе Af:
Ф < ЛГЬ 2.
Это правило позволяет сделать некоторые выводы, даже не при-
бегая к расчету. В рассмотренном выше случае, например, если
предположить наличие еще одной фазы, допустим, расплава, то
/ = —1, что нереально, т. е. одна из предполагаемых фаз должна
20
исчезнуть. Поскольку СаСО3 термически нестабилен, его можно
исключить из рассмотрения, и в равновесии с расплавами помимо
газа присутствуют СаО, С, СаС2.
Возможность прогнозирования числа сосуществующих фаз и на-
правления взаимодействия между ними без термодинамических
расчетов — главное достоинство правила фаз. Другое важное до-
стоинство этого правила — определение числа необходимых реакций,
которые следует учитывать для определения общего равновесия.
Если же данных о свойствах фаз недостаточно для суждения
о нестабильности какой-либо из них и нельзя исключить ее из рас-
смотрения, то приходится исключать все фазы по очереди и находить
систему, которая при данной температуре и прочих равных условиях
имеет минимальное общее давление.
Если правило фаз предсказывает существование Oj равновесных
фаз, а исходя из химических свойств компонентов можно ожидать
существования Ф.2 фаз (в том числе индивидуальных веществ, взаим-
ная растворимость которых мала), причем Ф2 > Фь то число раз-
личных вариантов расчета определяется числом сочетаний из Ф2
по т. е.:
ФД
Ф11 (Ф3 - ф,) 1
Для Ф| — 2 и Ф2 — 5 число вариантов равно 120 (2-6) -= 10.
При Ф = 10 число вариантов возрастает до 45.
Дополнительными условиями л, налагаемыми на систему, могут
быть любые параметры, характеризующие процесс. К ним относятся
стехиометрические соотношения давлений или концентраций про-
дуктов реакции, исходных компонентов и т. п. Часто дополнитель-
ным условием служит постоянство общих количеств компонентов
в системе, число этих условий есть ЛЕ
В процессе взаимодействия веществ системы, которые могут быть
образованы из W элементов, массы веществ изменяются, но масса
элементов остается постоянной. Для расчета общей массы элементов
необходимо знать, кроме состава фаз, их массы и заданную массу
элементов. Следовательно, число параметров увеличивается на
число Ф + Л\ а число уравнений связи увеличится на ЛЕ тогда:
/у — ф [ 2 -г Ф I- V — V _ 2 Н- N
Таким образом, наложение дополнительных условий о массе
элементов приводит к числу степеней свободы 2 -г соответству-
ющему обобщенной функции:
/'о (р/. Р, Т, тэ) - 0 или Fo (xit Pt Т, тэ) = 0
Содержание любого соединения в любой фазе может быть опре-
делено как функции Р, Т и тэ.
К перечисленным уравнениям в этом случае добавляются W урав-
нений вида
2 G[CjK3 — тэ
где G{ — масса Гй фазы; С - — концентрация /-го соединения; хэ — коэффициент,
учитывающий состав соединения; — заданное число молей элемента 9.
21
Для газообразных веществ:
S °'С1хэ = S = лг 2 ”’хэ
При W > 1 целесообразно сократить число уравнений, приняв
за исходные условия не абсолютную массу компонента, а отношение
т;т0, где масса одного из элементов т0 принята за стандарт. Тогда
при определении соотношения масс компонентов в реагирующей
системе массы фаз тоже выразятся в относительных единицах. Таким
образом, число дополнительных условии (отношение масс компо-
нентов) и число дополнительных параметров (отношение масс фаз)
сокращаются на единицу. Кроме того, сократится число относитель-
ных масс фаз на 1. В итоге / — W — 1.
Рассмотрим уравнение баланса для А- и В-го элемента:
У, У, Pj*A ~ тА
- V р;хв тв
ИЛ и
RT£ Gt.VCj*x+ £ pjv.A
RT J] Gt VCj*B + J] p,xB ’
(a — независимый параметр).
Твердые вещества (GJ обычно принимаются однокомпонентными;
тогда концентрация твердой фазы в единице объема Gt V С/ и
RT J] -г
Выразив pj через получим искомую функцию.
Рассмотрим два примера.
I. Определим давление паров воды и массы фаз в заданном
объеме. Задана масса воды т0. Масса пара: т =-• PViRT, где Р —
равновесное давление пара, зависящее только от температуры.
Для этого случая /- А( + 2 = 3; ищем F9 (Т, рн2о, V) = 0.
Если исходное число молей воды т0, то в конденсированном виде
число молей:
PV т0 Р
и‘™ Ск ” "р------
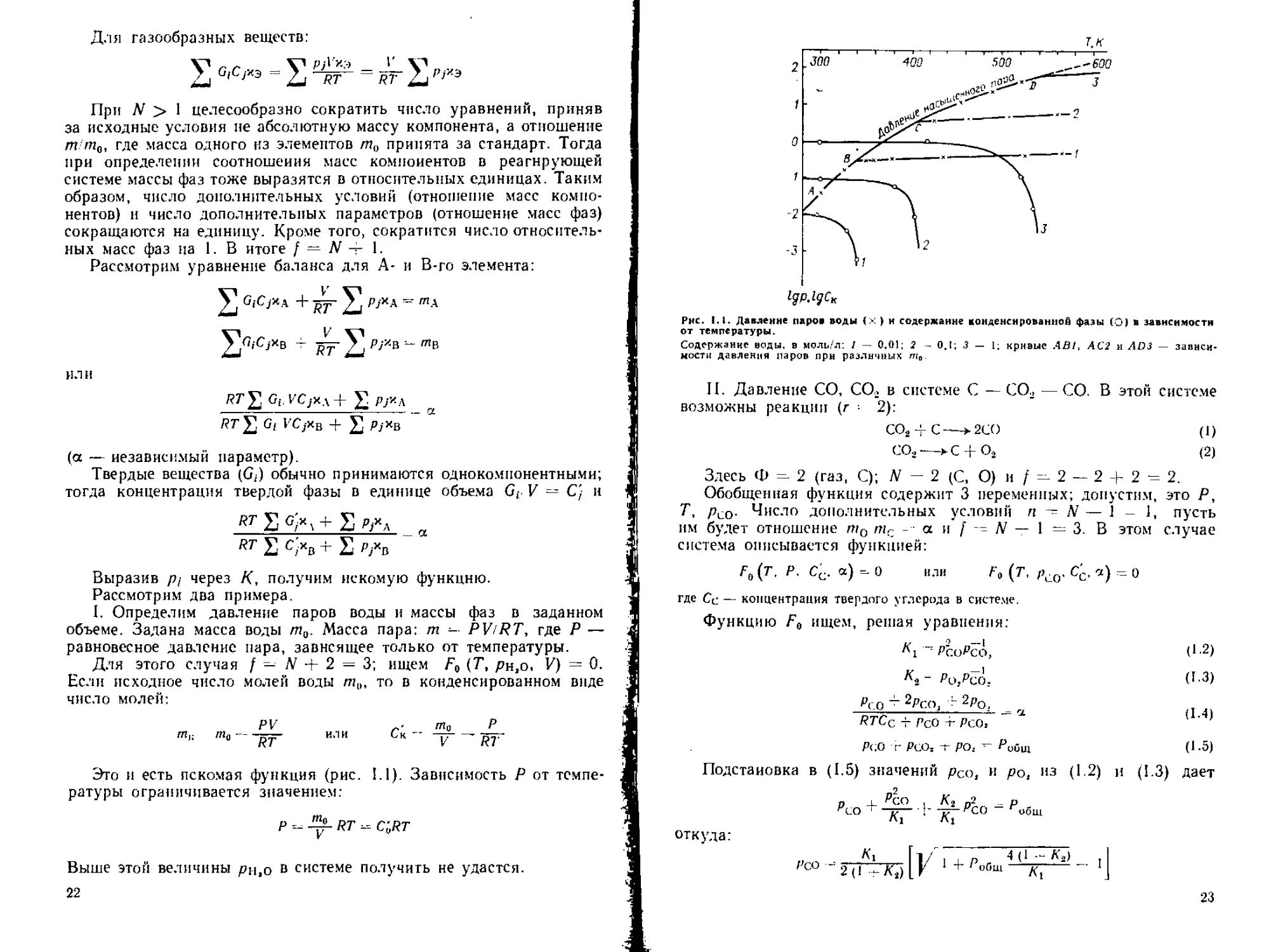
Это и есть искомая функция (рис. 1.1). Зависимость Р от темпе-
ратуры ограничивается значением:
Р rt --- C'bRT
Выше этой величины рн.о в системе получить не удастся.
22
Рис. 1.1. Давление паров воды (>: > и содержание конденсированное фазы (О> в зависимости
от температуры.
Содержание воды, в моль/л: / — 0,01; 2 - ОД; 5—1; кривые ABt, АС2 и AD3 — зависи-
мости давления паров при различных т0.
II. Давление СО, СО2 в системе С - СО2 —СО. В этой системе
возможны реакции (г 2):
СО2 < С—>2СО (1)
СО2 —► С ; О2 (2)
Здесь Ф — 2 (газ, С); У — 2 (С, О) и / — 2 — 2 4- 2 - 2.
Обобщенная функция содержит 3 переменных; допустим, это Р,
Г, Рсо- Число дополнительных условий п~ N—1 - 1, пусть
им будет отношение т0 тс - а и [ -- № — 1 — 3. В этом случае
система описывается функцией:
f0 (Т, Р, Сс. а) - 0 или F0 (Т, pCQ, Сс, а) — О
где Сс — концентрация твердого углерода в системе.
Функцию Fo ищем, решая уравнения;
" Рсо^со, О 2)
Ро,Рсо. (1-3)
Рс_0 - гРсо, н гРо,
RTCc + гео + Рсо, ' '
Рсо г Рсо- -Г Р(): Pwui (1-5)
Подстановка в (1.5) значений рСо, и pot из (1.2) и (1.3) дает
n _l рсо , К2 „2 _ р
”со 1 — Г ~к~ ”^0 ^общ
откуда; _______________
Гсо 2 К2) [У 1 + Р°Ош 4 * *4 J “ ’]
23
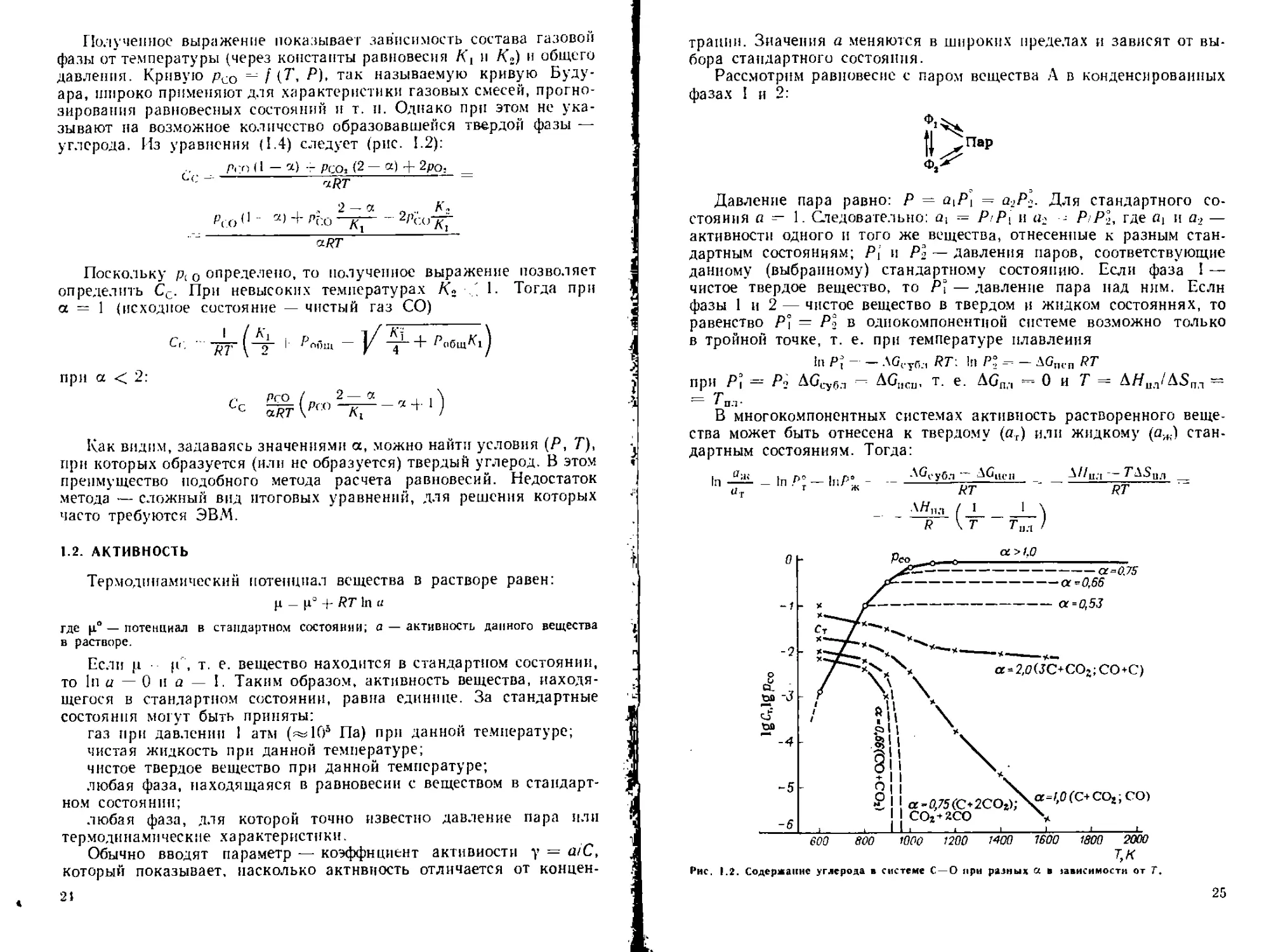
Полученное выражение показывает зависимость состава газовой
фазы от температуры (через константы равновесия л К2) и общего
давления. Кривую рсо / (7', Р), так называемую кривую Буду-
ара, широко применяют для характеристики газовых смесей, прогно-
зирования равновесных состояний и т. п. Однако при этом не ука-
зывают на возможное количество образовавшейся твердой фазы —
углерода. Из уравнения (1.4) следует (рис. 1.2):
.. pro (1 — rJ.) - Рсо, (2 — а) + 2ро. _
, . , 2 — « п .. К,
рС(> <1 - + Рс.о -к;-
- aRT
Поскольку pt 0 определено, то полученное выражение позволяет
определить Сс. При невысоких температурах К. 1. Тогда при
а = 1 (исходное состояние — чистый газ СО)
с' «г (4-г р^х,)
при а < 2:
Сс ^(',rn^r-''t+0
Как видим, задаваясь значениями а, можно найти условия (Р, Т),
при которых образуется (или нс образуется) твердый углерод. В этом
преимущество подобного метода расчета равновесий. Недостаток
метода — сложный вид итоговых уравнений, для решения которых
часто требуются ЭВМ.
1.2. АКТИВНОСТЬ
Термодинамический потенциал вещества в растворе равен:
р _ ir -Р RT In а
где — потенциал в стандартном состоянии; а — активность данного вещества
в растворе.
Если р (Г, т. е. вещество находится в стандартном состоянии,
то 1п а — 0 и а — I. Таким образом, активность вещества, находя-
щегося в стандартном состоянии, равна единице. За стандартные
состояния могут быть приняты:
газ при давлении 1 атм (-165 Па) при данной температуре;
чистая жидкость при данной температуре;
чистое твердое вещество при данной температуре;
любая фаза, находящаяся в равновесии с веществом в стандарт-
ном состоянии;
любая фаза, для которой точно известно давление пара пли
термодинамические характеристики.
Обычно вводят параметр — коэффициент активности у = а/С,
который показывает, насколько активность отличается от концен-
21
транш!. Значения а меняются в широких пределах и зависят от вы-
бора стандартного состояния.
Рассмотрим равновесие с паром вещества Л в конденсированных
фазах I и 2:
«>р
Давление пара равно: Р = сцР] = a-2Pl. Для стандартного со-
стояния а =- 1. Следовательно: — Р/Р[ и PiP2, где fli и а-> —
активности одного и того же вещества, отнесенные к разным стан-
дартным состояниям; Р{ и Pl — давления паров, соответствующие
данному (выбранному) стандартному состоянию. Если фаза I —
чистое твердое вещество, то Р\ — давление пара над ним. Если
фазы 1 и 2 — чистое вещество в твердом и жидком состояниях, то
равенство Р\ — Р1 в одиокомпонентнон системе возможно только
в тройной точке, т. е. при температуре плавления
in Р, - — AGcy6;i РГ. In Ра> - - AGIHn RT
при Р? = Р? Абсубл - Абией- Т. е. ДОп,., - О и Т = ДЯил/Д5пл —
= Т пл •
В многокомпонентных системах активность растворенного веще-
ства может быть отнесена к твердому (аг) или жидкому (аж) стан-
дартным состояниям. Тогда:
I 1 ро । по _ АОеубл — Дбцсн _ А//ц;1 ТА5ЦЛ __
<2Т “ ' т * RT RT
Рис. 1.2. Содержание углерода в системе С —О при разных а в зависимости от T.
25
Следовательно:
Как видим, и ат равны только при Т = Ти:1, когда = Рт.
При других температурах и ат отличаются: при Т < Тал afK <
< аг, а при Т > Тнл fl4, > ат.
1.3. МЕТОДЫ ВЫЧИСЛЕНИЯ АКТИВНОСТИ
В методе Темкина для совершенного ионного раствора предпола-
гается, что:
расплав состоит только из ионов:
ближайшими соседями являются ионы разных знаков;
одноименно заряженные ионы полностью равноценны по их
отношению к соседям;
состав расплава равномерен во всем его объеме;
теплота смешения при образовании растворов из компонентов
равна 0.
Активность ионов принимается равной отношению концентрации
ионов к сумме концентраций всех одноименных ионов. Так, для смеси
ггц моль СаО и моль FeS получаем:
uCa - (rfh ’г rTt2p »S ~ in2 (т1 I'
Тогда:
(1CaS - (mi -|- r/i3)2
Для рассматриваемых растворов предложено определять произ-
ведение растворимости, сохраняющееся относительно постоянным
для разных составов. Например, для СаО: ПСи0 = а^яа0 =
= 0,63—0,81 для 2670 К‘ ПЛ1е0 = а^а0 = 0,063— 0,108 для
1867-1898 К-
Для реакции распределения серы между металлом и шлаком:
СаО + FeS--► FeO + CaS
К = aFeO°CaS aCaOaFeS
Замена активностей на концентрации анионов в шлаке (S), (О)
и металле IS 1, [О] дает:
К |О] (S) (О) [S|
Оказалось, что расчет по этому методу дает относительно по-
стоянные значения К (от 0,06 до 0,09) для различных составов.
Дальнейшее уточнение рассматриваемой модели сопряжено с ис-
пользованием понятия эквивалентной ионной доли. Например, для
смеси Na2X и СаХ
„ тСв
aNa ~j ~ > °C а — “ ~ i ~
• । 2aINa г a,Ca
Однако исследования систем с участием SiO2, А12О3, FeaO3 и Р2О5
в присутствии СаО, MgO, FeO и других показали, что активности,
полученные по теории совершенных ионных растворов, существенно
2G
отклоняются. Это обстоятельство объясняют образованием квазп-
молекул. Поскольку энергия взаимодействия между различными
окислами различна, то отдельные взаимодействия, естественно,
оказываются более энергетически выгодными. (Следовательно, до-
пущения, положенные в основу теории совершенных ионных раство-
ров, становятся неверными и мерой отклонения может стать теплота
смешения, которая, как правило, для солей с различными катионами
и анионами велика.
Теория регулярных растворов для основных шлаков дает в случае
двухкомгюнеитных систем:
RT In Yj - (I -xjPQj-j
где Yi и xi — коэффициент активности и мол. доля компоненты I ; Qt~2 — кажущаяся
теплота смешения.
Для тройных систем уравнения усложняются:
/?Т1п У1 — (1 — jtj) 4- (21зх.з (1 —*1) — Сз .зЧ-Тз
RT In у-> = Qi-axi (1 — хз) -г Q?-зхз (1 — хг) — Qi~3xix3
ft? In у3 Qi_3xi (1 — хз) + Qa^ax2 (1 — хз) — Qv2xix?
Для многокомпонентного шлака
FeO — МпО2 — СаО — MgO — SiO2 — РгО5
с учетом значения Qi, Кожеуровым получены выражения:
lg Vpeo — + 5,90 (ХСа0 Д- XMg0) xSiO, -г- 10,5хсаОхР,О»)
, . 10500
lg Yps0/HgYFeO----^-хсао
lg YMgO - “ 3,15 (xFe0 -P xMn0 + xSi01) xsio,
В случае кислых шлаков следует принимать во внимание поли-
меризацию снлнкат-нонов. Это учитывается введением параметра q
прн xsio, х/3. Например, для системы МеО — SiO2 получено
выражение:
/?Т In YS1O1 — -^МеО [91-2 (3XS10j 1)1 (1’5)
Здесь за стандартное состояние принята чистая жидкость. Если
в качестве стандартного состояния принять твердый SiO2, то:
lntIsiOi — RT In ,Si + XfcleO + 5? (3xstOj 1)] (xMe.o)2x
^SiO,
x [^1-2 T- 6 (3xsiOj ~ 1)]
где x{ и x\ — мольные доли МЮ и SiO2 в расплаве, находящемся в равновесия с
SlO2fTB).
Экспериментально найденные значения: Qu2 =113 и q =
= 26 кДж/моль.
Учет образования более сложных анионов приводит к формулам:
RT 1п ТмеО - (Q - 9) х2 -
RT In Vsio. = (Q + 2?) xi — 2?X-J (1.7
27
В принципе, уравнения (1.6) и (1.7) аналогичны, так как содер-
жат члены второго и третьего порядков, Приводим эксперименталь-
ные значения Q и q, используемые в этих уравнениях:
Система Уравнен не Q (1.6) fl Уравнение (1.7)
Q 4f
СаО — SiO2 — 113 26 -192 211
MgO - SiO3 — 113 35 — 146 173
FeO— SiOa 0 9,6 — 57,7
MnO — Si CL 42 22 — —
Для 1770 К получены уравнения для системы СаО — А13О3 — SiO2:
ЪО - - (8хЛ1;0( Н- 4,5-rsl0J (1 - .гСв0) !- (7^ЬОа - 5,54iCi)x
X (1 — 2хСа0) + 4xA|,O»xSiO, + 0-3
'g YslOj - — (8хСа0 ~ 14хсаОЛ*АЬО4 + 4xslOj) (1 “ ХА|,О.) + 4,5xCaO*SiO. 4-
+ IlxcaOJCSiOI
lg ТдЬО, “ (4’5хСаО + ^Caf/SiO, + 4ХД|,О1) 0 — XS10t)+
8хСаОХЛ1:О, + *4xCaOXAlsO, + 2,08
Сравнение вычисленных и экспериментальных значений Я/ при-
ведено в табл. 1.1.
Для вычисления тепл от смешения могут быть использованы
диаграммы плавкости; для этого записывают равенство:
Л// / 1 1 \ , 91-2 .,
R ( Т Тпл ) ,ПХ+ RT -<5
Если известны Тил> Т, xt то можно составить уравнения типа:
AtX 4- BiY - Ci
где
Х-Д/7; At -- -i- (-±- - J-) ; / = Bt - xS RT,
Ci = hi x
Значения X и Y находят методом наименьших квадратов. ТАБЛИЦA U. Активности SiO>, СаО и А1203 в системе СаО- 5‘О:~ А12О3 -
АСаО Х5Ю, oSiO, °СаО
экспери- мент расчет экспери- мент расчет экспери- мент расчет
0,52 0,35 0,04 0,04
0.46 0.41 0,08 0.09 — — —
0,44 0,44 0.19 0,20 —. — —
0.40 0,47 0,28 0,29 — — — —
0.74 0,03 -— — 0,74 0,77 0,24 0,25 г
0,68 0,26 — — 0,55 0,45 0,02 0,04 1
0,42 0,47 — — 0,17 0,10 0,006 0,006 А
28
Приведем некоторые значения Qr2 для расплавов металлов:
Fe - Si
Fe - Р
Fe —С
кДж.моль
-167
-87,9
-97,9
Расплав Q,_.. кДж/моль
Р—С ’ 62,8
St—С 197
При больших значениях Qb2 концентрации и активности сильно
различаются:
X4i 0.1 0,2 0,4 0,6 0,8 0,9
usi 0,00005 0,0004 0.01 0,194 0.717 0.866
1.4. ОСОБЕННОСТИ ВОССТАНОВЛЕНИЯ ОКИСЛОВ УГЛЕРОДОМ
Взаимодействие окислов с углеродом обычно рассматривают как
протекающее в две стадии:
2МеОх-—>2Ме ! хОа (1)
хО2 2хС -—> 2хСО (2)
МеОх г хС--► Me 4- хСО
Температура, которой соответствует равенство давлений кисло-
рода, является температурой начала восстановления окнсла угле-
родом. Термодинамически разделение процесса восстановления на
две стадии вполне оправданно, хотя истинный механизм взаимо-
действия может быть и иным. Полученные на основе этой схемы
расчетные значения температуры восстановления близки к экспери-
ментальным, влияние давления окнсн углерода на процесс восста-
новления, следующий нз этой схемы, также соответствует действи-
тельности. Одиако прн этом не учитывается то обстоятельство, что
образовавшийся элемент в случае его высокого сродства к углероду
образует карбид:
Ме-г^С—►МеСу (3)
Сумма реакций (1)—(3) дает
МеОх i -г у) С--►МеСу г хСО (4)
тогда как сумма реакций (1) н (2) отражает процесс восстановления
окнсла:
МеОх -? хС —> Me 4- хСО (5)
Реакция (4) есть сумма реакций (5) и (3), следовательно:
дб4 = AG3 й ag8
Таким образом, если AG3 < 0, то доминирующей является реак-
ция (4), а не (5), н продуктом восстановления будет карбид. В рас-
сматриваемой системе число W = 3, Ф = 5 (МеОх, Me, МеСг/, С, газ)
н f — 3 — 5 + 2 = 0. Следовательно, равновесие возможно только
при одной температуре н давлении. Эту температуру можно найти
при условии наличия равновесия конденсированных фаз с паром
металла. Учтем реакции:
Мек ► Мег (6)
Мег + уС —► МеСу (7)
29
Тогда: РЧе — !% = Л'в или &G7 = — AG6; AG6 AGT -= AG3
- 0.
Условие AG3 - 0 говорит о равновесии карбида, устойчивости .Me
и МеСу в присутствии углерода.
Для элементов, не образующих карбидов при высоких темпера-
турах (Си, Zn, Pb и т. и.), AG3 > 0 и продукт восстановления окис-
лов — элемент.
Для устойчивых карбидов AG3 < 0, причем Д/73 < 0. a AS3 <
< 0. Следовательно, с ростом температуры AG3 растет, т. е. устой-
чивость карбида надает. По достижении температуры разложения
карбида (Тр) можно ожидать появления свободного металла, если
Тр < иными словами, кипение металла при данных условиях
отсутствует.
Особое место занимают Fe3C, Со.2С (может быть, Ni3C). Для них
А//3 > 0 и AS3 > 0, т. е AG3 с ростом температуры падает и устой-
чивость карбида растет. Приближенные значения AG3 (в Дж) сле-
дующие:
\6Fe,(: - 20920- 14.1Г; Гр - 1480 К
Абссм; 39750 - - 33,6Т; Тр - 1180 К
Следовательно, Fe3C образуется выше 1480, а Со3С — выше
1180 К- Наличие растворов несколько изменяет эти температуры.
Устойчивость карбидов железа и кобальта растет до тех пор, пока
не станет заметным давление паров металлов, что сопровождается
обращением знака AG3: AG3 > 0.
При температуре равновесия фаз Траш1 давления равны:
„ их / A/74-T\S4\
окиси углерода Л* -- ехр 1---------}
металла К6 - ехр (-А//в Гравн А^
Если значение велико, то существование конденсирован-
ного Мек невозможно. В этом случае число фаз снижается до 4 и —
= 3 -- 4 + 2 = 1. Следовательно, состояние равновесия возможно
при Р н Т, связанных функцией F (Р, Т) — 0, которую можно найти
из рассмотрения реакций (7) и (8):
МеОх ! хС —> Мег - дСО (8)
Откуда:
Г'Л’ ^Ёо-Мт
-г (Л'еЛ'т)’4'
Степень развития реакции карбидообразовання зависит от соот-
ношения Рс0 н РМе. Если а - доля МеОЛ, прореагировавшего
по реакции (4), то по реакции (8) реагирует (1 — а) пг, общее коли-
чество СО равно:
у
тсо - рр Pqo = хат 4- (1 — ot) xm
30
Количество образовавшихся паров элемента:
ЯГ.Ме (1-г4)Ж
Тогда: Л.О'Лме = "Со "Ск- - — сс) и
При л- ‘ ‘ 1 (т. е. СаО, MgO, ВаО) а - 0 при PMV — PvO. В общем
случае, при а --- 0, т. е. в отсутствие карбидообразоваиия, справед-
ливо: xPftie /\о, а это соответствует стехиометрическому соотно-
шению. Если Р(-О'Рли меньше стехиометрического, то карбид
разлагается, если больше, то он образуется. Приведенные ус-
ловия позволяют получить температуру начала развития реакции
карбидообразоваиия из условия:
М"' ' г>
Здесь Л’я и А'?— функции температуры.
Состав газовой фазы изменяется с температурой, причем с ростом
ее растет доля СО. По достижении давления Рм₽ — I атм карбид
кальция получить невозможно, поскольку он становится термо-
динамически неустойчивым из-за развития реакции (7). Характер
изменения состава газовой фазы в системе СаО - С приведен
в табл. 1.2.
Тогда, когда > Тк, получить карбид из окисла невозможно.
Этим объясняются трудности получения MgC2 из MgO, так как
для него ТпРр лишь па 100—200J ниже Тк, поэтому реакция идет
в основном до Mgr.
Итак, при взаимодействии МеО с углеродом возможны варианты:
1. Взаимодействие при температурах устойчивости карбида, т. е.
продукт реакции — карбид. Для Fe, Со получение чистого металла
возможно при низких температурах (ниже Тк), и только выше Тк —
образуются карбиды. Для большинства элементов с ростом темпера-
туры прочность карбидов снижается, и их получение возможно
ниже Д;.
ТАБЛИЦА 1.2, Состав газовой физы в системе СиО—С
т. к РСО. атм | РСй. атм АСО *Са
1500 0,21-10 4 0,47-10* 0,31 0,69
1600 0,21 10 а 0,17-10"* 0,55 0.45
1700 0,0016 0,4б‘ 10 3 0.78 0.22
1800 0,0099 0,00106 0,90 0,10
2000 0,211 0,0044 0.98 0,02
2400 21.1 0.033 0,998 0,002
31
2. С ростом температуры давление пара металла над карбидом
растет, н при достижении им 1 атм получение карбида невозможно.
3. Тогда, когда при реакции карбидообразования существование
элемента в конденсированном состоянии невозможно (Са, Mg, Na
и т. п.), имеется температура Т,,01,, выше которой карбид образуется
из окисла. В том случае, если Тобр ~ образование карбида
невозможно или маловероятно.
ГЛАВА П
ОСОБЕННОСТИ ХИМИЧЕСКОЙ КИНЕТИКИ
ЭЛЕКТРОТЕРМИЧЕСКИХ ПРОЦЕССОВ
11 .1. ЗАДАЧИ ХИМИЧЕСКОЙ КИНЕТИКИ
Если термодинамика определяет наиболее вероятное направление
течения химических превращений, то химическая кинетика изучает
скорость этих превращений, т. е. количественные закономерности
химических процессов во времени. Скорость последних зависит от
механизма, и если в термодинамике последовательность химических
превращений не имеет значения, то при исследовании кинетики
механизм является определяющим. Правильное кинетическое опи-
сание процесса невозможно без представлений о его механизме,
который может иметь иногда гипотетический характер. Поэтому
кинетическое исследование распадается на несколько стадий:
экспериментальное изучение зависимости скорости реакции от
условий проведения процесса;
обоснование механизма процесса па основании полученных экс-
периментальных данных;
вывод аналитических зависимостей скорости процесса от внеш-
них условий на основании экспериментальных данных и принятого
механизма процесса;
обоснование выведенной зависимости путем специально поста-
вленных экспериментов.
При решении инженерных задач иногда ограничиваются первой
стадией исследования и экспериментальные данные обрабатывают
формально. Однако для надежного переноса полученных формаль-
ных зависимостей на другие, реальные, объекты необходимо быть
уверенным, что механизм превращения в исследуемом процессе
тот же, что н в промышленном аппарате. Прикладная задача кине-
тики заключается в определении производительности химического
реактора или в формулировании требований к реактору, обеспечи-
вающему заданную производительность. Конструирование хими-
ческих реакторов должно соответствовать двум основным требо-
ваниям:
реактор должен быть работоспособным при условии проведения
процесса; формулирование условий, необходимых для осуществле-
ния процесса, часто (но не всегда) может быть сделано на основе
32
термодинамического анализа; термодинамические расчеты яв-
ляются также основой для определения энергозатрат на проведение
процесса;
реактор должен обеспечить заданную производительность;
исходные данные для такого расчета дают кинетические исследо-
вания,
В настоящее время нет методов расчета, позволяющих опре-
делить скорость химических процессов на основании физических
параметров реагирующих веществ. Теоретические представления
о механизме реакции позволяют предложить только форму книетн-
ческих зависимостей, но значения различных коэффициентов (кон-
стант) в предложенных формулах определяются экспериментально.
Именно поэтому следует снова подчеркнуть важность моделирования
процесса на экспериментальной установке и соблюдения аналогии
механизмов процессов в реальных и лабораторных условиях. Если
это условие не выполняется, применять полученные кинетические
зависимости в промышленных условиях нельзя.
При исследовании кинетических характеристик электротерми-
ческих процессов особенно важно учитывать отмеченные выше осо-
бенности. Поскольку реагенты в печи нагреваются до высоких
температур, то, как правило, в зоне реакции находятся исходные
н конечные продукты в твердом, жидком и газообразном состояниях.
Кинетические закономерности при различном агрегатном состоянии
имеют принципиально различный характер, и, следовательно, пре-
жде чем ставить экспериментальные исследования, необходимо
уточнить характер взаимодействующих фаз и попытаться воспроиз-
вести их в лабораторных условиях.
Процессы, которые идут в электропечах, могут быть разделены
на несколько групп, а именно:
фазовые превращения н термическое разложение твердых соеди-
нений;
твердофазное взаимодействие между компонентами;
взаимодействие твердых компонентов шнхты с расплавом;
взаимодействие твердых компонентов с газовой фазой;
обменные процессы на границе металл — шлак.
IL2. КИНЕТИКА ФАЗОВЫХ ПРЕВРАЩЕНИЙ
Обычно это реакция типа Tj -► Та, Л -► Т8 + Г или топохими-
ческие реакции, например: РСел -> Ркрзси; СаСО3 • > СаО 4- СО2 н т. п.
Топохимическими называются реакции, сопровождающиеся исчез-
новением или возникновением твердых фаз.
Механизм возникновения новых фаз основан на представлениях
о флуктуациях. Эти флуктуации возникают при любых температурах.
Если в результате флуктуаций выделяется твердый раствор, то го-
ворят о гомогенных флуктуациях. Последние не приводят к обра-
зованию новой фазы и, следовательно, не могут привести к разложе-
нию вещества, к развитию превращения: Т] -► Т2. Если же в ре-
зультате флуктуации появляется новая фаза, т. е. возникает
2 П/р в. А. ЕрШова 33
I
1
Рис. H.t. Зависимость & G зародыша от п.
неоднородность, то говорят о ге-
терогенной флуктуации. Раз-
витие процесса в этом случае
возможно, если образовавшийся
в результате флуктуации заро-
дыш новой фазы устойчив и
может расти. В противном слу-
чае он исчезает.
Вероятность появления флуктуации описывается выражением:
Р = А ехр (—AG^T), в котором А — коэффициент пропорциональ-
ности; k — постоянная Больцмана, a AG — разность гиббсовых
энергий вещества в твердом растворе п в зародыше
AG — п (ра — Ц1) ф а<[л*А
где рд, ра химические потенциалы вещества в твердом растворе и в зародыше;
п — число частиц в зародыше; о — поверхностное натяжение; ф — коэффициент
пропорциональности между поверхностью зародыша S и числом частиц, в него входя-
щих; ф зависит от формы зародыша.
Рассмотрим два случая:
I. р2 > Pi, тогда AG > 0 при любом п. Следовательно, с ро-
стом п уменьшается Р, т. е. зародыш неустойчив; кроме того, не-
возможно и разложение твердого раствора, а возникающие флукту-
ации невелики.
II. р2 < pt; значение AG может начать уменьшаться при опре-
деленном значении п, находимом из условия:
д XG/dn = 0; лкр = [2оф/3 (р2 — ц2)]3
Это значение пкр называется критическим. При п < л1{р зародыш
может исчезнуть, ио при п > пм> зародыш становится устойчивым
и начинается его рост, так как вероятность существования зародыша
увеличивается с размером последнего. Можно найти значение AG
для критического зародыша:
Абир = -------------
27 (Mi - 1Ч2
причем AGKp = AGMaKc (рис. 11.1).
Разность Др = pi — р2 характеризует пересыщение. Если pi
р2, то и чистое вещество, и твердый раствор близки по устойчи-
вости, и, следовательно, образование новой фазы мало вероятно.
Для нахождения Ар можно использовать выражение:
Ар =АТ — (Sj — S2) АТ
а/ / о
Тогда:
А6 _ 4пут< 21
27Д№АТ3 1 АТа
34
где ЛН — теплота образования новой фазы из твердого раствора или из материн-
ской фазы, если твердый раствор очень разбавлен и имеет малую теплоту образова-
ния; То — температура, при которой pi= |л2.
Следовательно, степень пересыщения Ац вблизи равновесия
пропорциональна перегреву (переохлаждению).
Кроме AG необходимо также учитывать еще энергию перехода
через поверхность раздела фаз. Частота перехода через поверхность
раздела:
v - kT п exp (— I' jkT)
где U - - энергия разрыхления; она аналогична энергии, входящей в зависимость
коэффициента диффузии от температуры.
Константа скорости образования зародышей равна произведе-
нию vP:
Рассмотрим два случая.
I. Образование новой фазы происходит при охлаждении. Тогда
Т < То; с уменьшением Т растет То — Т и AG уменьшается, а Р
увеличивается. Одновременно сомножитель ехр (—UlkT] с умень-
шением температуры уменьшается, а потому значение k проходит
через максимум, которому соответствует условие dkldT = 0 и
РП \ > РП(ТО-ЗТ) -|
dT *4 ДТ3 kT/lkT* ‘ kT2\T3 j
Следовательно, максимальное значение k достигается при:
Ясно, что Т не может быть меньше х/3 То, и при меньших Т ско-
рость процесса начинает снижаться. Явление торможения фазовых
превращений при низких температурах обычно называется закали-
ванием.
II. Образование новой фазы происходит при нагревании. В этом
случае с ростом температуры уменьшается AG, a v н Р увеличи-
ваются; скорость процесса резко возрастает, и перегрев твердой
фазы становится невозможным.
Если зародыши устойчивы, то нх рост возможен при условии
подвода вещества к поверхности. Тогда скорость процесса пропор-
циональна поверхности зародыша, которая пропорциональна ^1/,1
где g— масса новой фазы. Иногда dg/di; = kg,/s- Если при т = О
g'— 0, то g — ki?. Или, поскольку g пропорционален г3, где г —
размер зародыша, г =
Последнее выражение указывает на постоянство значения линей-
ной скорости роста зародышей.
Рассмотрим условия выделения новой фазы в том случае, если
зародыш появился на грани, на ребрах или на вершинах кристал-
лов. От этого зависит скорость образования новой фазы. Например,
2* 35
при появлении зародыша на грани объем новой фазы спустя время т
равен:
Fo - $ - [го - 2« (т - /)]»
где и — линейная скорость роста; t -- время появления зародыша в данном кристалле.
При равномерном появлении зародышей в объеме реагента i = 0.
Общий объем увеличится пропорционально числу кристаллов п —
= g/yd, где у — плотность.
Относительный объем (в долях от исходного) равен:
V 1 — I — у = от -f- bi2 -|- ст3
где а, 6, с — некоторые коэффициенты.
Объемная скорость превращения с получением новой фазы равна:
IV - Ж4т - « 4 26т2 ; Зет3
Учет неравномерности начала превращения (t 0) приводит
к выражениям, которые аппроксимируются уравнениями:
V = 6т2 - СТ3: IV 26т — Зет3
Формальные зависимости для остальных возможных случаев
возникновения зародышей приведены в табл. II.I.
Дальнейшее уточнение механизма процесса связано с более
четким определением понятия зародышеобразования. Предпола-
гается, что активно растут ядра JV, образовавшиеся из зародышей jV0
за счет их постадийного превращения; тогда:
*1 к2 кт
К о —> jV j •—> Лг з ——> ... Лг т
Считая все последующие стадии медленнее предшествующих,
можно записать:
_____дг • -km —1
dx ° (т — 1) I
Кт =
(Л — обобщенная константа).
Ядра Nm растут с линейной радиальной скоростью, т. е.
гт — k радт: F = —д— лбрадТ
(Арад — константа скорости радиального роста).
ТАБЛИЦА 11.1. Выражения для скорости разложения твердых веществ
Образование активных центров Развитие превращения равномерное t = 0 по законам статистики / + 0
На гранях На ребрах На вершинах W = а — 26т 4- Зет2 Г = 26т — Зет2 Г = 26т — Зста Г = 36т2 — 2сг Г - 36т2 U7 — 46т3 — 5сГ*
36
Объемная скорость роста новой фазы равна:
dV ~ Л’т dl' + V‘,rt d.V = 4pV0Tm^'2dT
Значение jV0 пропорционально объему материнской фазы, т. е.:
у0 с (У — Уф). Вводя а = Уф/V, получим выражение: daldx =
= тг/1 -k (1 — а), интегрирование которого приводит к уравнению
Авраами — Ерофеева;
a - 1 — exp (— kin)
Показатель степени п характеризует механизм реакции. Для
фазовых превращений возможны, например, следующие случаи:
п > 4 — возрастающая скорость образования ядер;
п = 4 — постоянная скорость образования ядер;
п = 1 — образование ядер на ребрах кристаллов.
П.З. РЕАКЦИИ ТИПА Т—>Т^-Г
К реакциям подобного типа относятся разложение карбонатов,
сульфатов н т. п. Механизм этих процессов можно принять как иду-
щий через образование зародышей, их превращение в активные ядра
н рост. Но в данном случае возникают некоторые особенности.
Например, с ростом температуры давление диссоциации резко уве-
личивается. что приводит к иеравновеспостп исходной, например
карбонатной, фазы В результате зародышевый механизм «действует»
только в первые моменты реакции. В дальнейшем между исходной
фазой и образующейся возникает четкая граница раздела. Это при-
водит к тому, что развитие реакции начинает лимитироваться или
теплоподводом через продукты реакции, или отводом газообразных
продуктов разложения.
Рассматривая условия теплоподвода, примем, что температура
внешней среды постоянна. Тогда теплоподвод к реакционной поверх-
ности описывается уравнением:
di \ dx /х dx
где qr — тепловой поток; g — масса прореагировавшего вещества (карбоната); S —
поверхность раздела фаз; X — коэффициент теплопроводности; х — толщина про-
реагировавшего слоя; ЬН - - тепловой эффект реакции.
Теплоту, затрачиваемую па нагревание продуктов реакции выше
температуры фронта реакции, обычно не учитывают, так как оиа
существенно меньше ДА/.
Определим д' для шаровой частицы. Примем начальный размер R;
через промежуток времени т он станет г; тогда х = R — г, dr —
— ~dx и
л , dT
- 4лг»а —г— = q
dr
4ла Г dT_ _ ( dr _ г - /? . , _4Я(Т— Tp)).Rr
d' J J ra ~ Rr ’ Я ' R-r
T
37
Зависимость g от т имеет вид:
g 4. Зл (ft3 — г'л) у; — <*£ =- 4nr«ydr
Тогда:
4луг2 dr 4л (Т — Тр) >.Rr
~~ di R-r
(T~Tp)t.R n2/A-±_JLjl _J_\
у АН к 2 R* 3 '/?’ 6 /
Доля прореагировавшего вещества: а = I — (г//?)8 и
1 — (1 — а)1^_— а — 2(г~ гр) *•
1 U J 3 yA/7fta
Если лимитирующей стадией является отвод газообразных про-
дуктов реакции, то необходимо рассмотреть следующие стадии про-
цесса:
МеСО3 МсО1в-СО2г (1)
МеОтв-СО2г МеО + СОа (2)
Для реакции (I):
d^/dz =- AyS' (I — ц) — A-jSt]
где t] — доля поверхности, занятая адсорбированными молекулами СО2,
Для реакции (2):
d^/dT = fc3Sг] — fc4S (I — ц) PCOi
где PCOt — давление СО.,.
Пусть скорость процесса определяется скоростью реакции (1),
а адсорбированная СОа находится в равновесии с газовой фазой,
т. е. dg* = 0; тогда:
и
М - Л1 - Л1) Рсо/
^ = pcoJ(j^- + pcot)
- S И, (1 - л) - М] --- М
(fy/frQ ~ Рсо,
(М<) + Рсо,
Пусть в условиях равновесия (Рсо, — Ро)
^- = 0: =
откуда:
<ig _ ь е Ро~Рсо,
dx - Po-ftPco,
где К — константа равновесия реакции (I).
Рассмотрение движения фронта реакции прн установившейся
границе раздела фаз позволяет заключить, что
S - qxf7*
где ср — коэффициент пропорциональности-
38
Тогда:
Ф? Г ' 3 I L- j
-TV - Ф'ч ТТ~ТТ-
g 1 ^0 ЛГСО,
или
£(/' - slz = *от
go \ g<i /
Полученное уравнение экспериментально подтверждено при из-
учении разложения карбоната магния в вакууме.
11.4. РЕАКЦИИ ТИПА Тх J- Г-► Т.»
Реакции подобного типа часто встречаются в химической техно-
логии либо в качестве основных, например горение, азотирование
карбида кальция, либо промежуточных — образование карбидов
кремния и кальция в твердой фазе и т. п. Взаимодействия подобного
тина распадаются на следующие стадии:
I) подвод реагента к поверхности твердого вещества;
2) адсорбция на поверхности;
3) химическое взаимодействие на поверхности;
4) десорбция продуктов реакции;
5) отвод продуктов реакции от поверхности твердого вещества.
Перечисленные стадии идут последовательно, и та из них, ско-
рость которой минимальна, определяет режим процесса:
Лимитирующая стадия Режим
1. Диффузия в среде газа
2. Диффузия в среде продукта реак-
ции
3. Химическая реакция па границе
раздела фаз
4. Химическая реакция в объеме ча-
стицы
Внешне диффузионный
Внутренне диффузионный
Кинетический внешний
Кинетический внутренний
Рассмотрим сначала химическую реакцию на границе фаз. Стадии
4 и 5 учитывают только тогда, когда продукты взаимодействия
газообразны (горение углерода, образование сероуглерода, восста-
новление Р4Ою н т. п.). Скорость химического взаимодействия на
поверхности твердого вещества пропорциональна поверхностной
концентрации реагента, которая пропорциональна доле поверхности,
занятой адсорбированными молекулами реагента, т. е.:
dg.dz = кх1ц5
где 5 — общая поверхность твердых частиц; кт — константа скорости реакции;
41 — Доля поверхности, занятая реагентом.
Скорость адсорбции реагента равна:
U". - к2р, [1 — (П1 |-1].,)! 5 -
где Рх _ давление реагента; т]а — Доля поверхности, занятая продуктом реакции
Кц н к; — константа скорости адсорбции и десорбции.
39
Скорость адсорбции продукта реакции (его давление Р2):
r.i кзр2 0 - ’И - ’1г)5 “ К?125
В стационарном режиме У/2 = У/3 = 0; отсюда находим т)2 и Ль
Введем обозначения k2/«2 — и к3//?з Ь-> и запишем:
*1^1 (1 — 41 — Из) ~ т; ь*р» (1 - 41 - л»1 = Иг
Тогда: bxlb^PtlPt = ли’Ъ п Л1 — bJb^PJP2-x\z\ далее
Следовательно:
„ ь*р* „ _
Ь 1 I- г Ьар2 ’ 11 1 -г -г Ь3Р.
Таким образом:
= „ s
dr i + bft + b2Pa
Обычно адсорбция веществ различна и можно допустить, что
bi > Ь2; тогда:
Полученное уравнение связи скорости н концентрации назы-
вается уравнением Лэигмюра. Помимо этого существует также урав-
нение Фрейндлиха:
dg/dx = kSp' r:t
где tn — целое число.
Из уравнения Фрейндлиха следует, что порядок реакции может
быть дробным.
Механизм взаимодействия твердой поверхности с газом может
быть понят с привлечением следующего рассмотрения. За время сГт
об единицу поверхности твердого вещества ударяются частицы,
нормальная составляющая скорости которых ин заключена в интер-
вале иа + {1ип-у частины находятся на расстоянии от поверх-
ности или в объеме пис/т, так как S — I. Если полное число частиц
в 1 см3 объема газа п, то число частиц, имеющих скорость в задан-
ном интервале, равно:
Число столкновений z частиц массы т с поверхностью за время с/т
равно:
I tn х \
di -- dnudx =
Интегрируя по wH от 0 до 00 и учитывая при этом, что соударяются
только те частицы, которые движутся к поверхности, получаем:
dljdx =• (АГ. 2зт)1- п
40
Рис. П.2- К расчету диффузионного потока.
Известно, что средняя скорость
движения молекул равна:
й _ (Й/сТ.-лт)1'*
Тогда: dz!dx — uti'4.
К химическому взаимодействию
приводят только те соударения, ко-
торые, во-первых, приходятся на
активные центры, во-вторых, име-
ют необходимую ориентацию и,
в-третьих, имеют энергию больше
Еп; тогда:
dg 'rfr -г- (St|3«h.’4) г exp (—EaiRT)
(здесь i]3 — доля площади, приходящейся на активные центры;
е — вероятность необходимой ориентации).
Поскольку п пропорционально давлению Ро == nRT, то:
(1LI)
Мы получили выражение для константы скорости взаимодействия
газа с поверхностью:
к - (4^-)’! "₽ (- -&)
Строгого выполнения закона Аррениуса (к = к0 exp (—Ea/RT)]
следует ожидать при учете зависимости предэкспоненты от j/T.
Одиако при больших значениях Еа изменение j Т несущественно.
В полученном выражении (II.I) Ро — давление на поверхности
взаимодействия. Оно может отличаться от замеряемого в том случае,
если процесс лимитируется диффузией.
Поступление реагента к поверхности взаимодействия может
происходить либо в среде газа, либо в среде продуктов реакции, если
они не удаляются в процессе взаимодействия н образуют плотный
слой. Подвод реагента в среде газа подчиняется, в принципе, тем же
закономерностям, что и в жидкости. Поэтому этот процесс рассма-
тривается в разделе П.6.
Подвод реагента в среде продуктов реакции подчиняется закону
Фика. Диффузионный поток J равен:
j - 4лг=Л ~ ; I dP - f
dr J 4.1D J r-
P г
Отсюда находим диффузионный поток газообразного реагента
к фронту реакции (рис, II. 2)
______1 V Jjr.-r)
° 4яЯ 1г г0 / 4лб»гог
или:
7 4лР ~Г Г (ро-р) (11.2)
'о г
41
В стационарном режиме диффузионный поток расходуется на
химическое взаимодействие, идущее, допустим, по первому порядку
J - SkP - 4лгЧР (II.3)
ат
Совместное решение (II.2) и (П.З) дает
р __ __________________________^->го Ро___
КГ ('о — Г) 1-
что позволяет получить выражения для скорости реакции, используя
выражение dg — Axrydr:
__ dr к р______________УкГоРо_____
dr ~ у ~ у [кг (г0 - г) 4- />(1]
Интегрирование дает:
-И ИНЬ '*) . 1)г(г и р
-----2------------3---г) ~
Поскольку доля остатка х = (г г0)3, то
или
(1 — Зх'"’ 1-2.<) |- (I -/) - (11.4)
лг0
Полученное уравнение (II.4) содержит два слагаемых. В кине-
тическом режиме, когда скорость диффузии велика и процесс лими
тируется химической реакцией (к мало), первым слагаемым можно
пренебречь:
I - /•''* = Ракх1г1у
В диффузионном режиме из-за малости второго слагаемого нм
можно пренебречь, тогда:
1 - 2.г .-6/)Рит (11.5)
Если выразить скорость через а = 1 — х, то:
1/6 - \3 (I - а)’' • 4- 1/з (I - «) = DPot„тд ? (11.6)
Уравнение (П.6) выведено Гинстлингом и широко применяется
в твердофазной кинетике.
В случае пористости продукта реакции диффузия не является
лимитирующей и процесс идет в кинетическом режиме. Ниже при-
ведены примеры реакций, скорость которых описывается различ-
ными уравнениями:
Реакция Уравнение Еа. к Дж,''МОЛЬ
Fe2O3 4~ ЗН3 — -> 2Fe 4- ЗН2О | — лс'/з = КТ 50—74
NiS3 + О3 —> NiS 4- SO3 1 — х* = КТ 133
3N1 4* 2СО ► NiaC 4- СОг 1 — x’J1 - кт 146
42
£гС4-2Ог — ► ZtOj “Ь СОа 1 — X /s = Kt 192
W/)u 4* ЗНа - —> 4\VOa 4- ЗНгО 1 — x’-'1 = к /т 42
CuO + Fa —> ► CuF2 4“ ''s Oa (’/a 4- 24x — X=/>)2 ** 68
FeA Ч- ЗСО - —► 2Fe 4- 3COa ([ _ 3x’/> _ 2x) -j- —
ГеаО4+ СО- 3FeO ! COa (I - 3//з 4- 2x) 4- —
В случае взаимодействия с газовой средой плоских пластин
поверхность в процессе взаимодействия не изменяется. В этом случае:
dg:dx - Sk \ptM
Поскольку dg — Sdl, то
dlfdx =--k-рщ i*-.-.kPx (II.7)
I = k /Т
Выражение (11.7) иногда называют «законом квадратного корня».
Оно описывает процессы коррозии и некоторые другие.
П.5. РЕАКЦИИ ТИПА Т2 J- Т2---►
В принципе, схема взаимодействия та же, что н в предыдущем
случае, однако подвод реагента в зону реакции возможен двумя
путями: за счет разложения одного из реагентов или за счет взанмо-
диффузии.
I. Рассмотрим разложение одного из реагентов с образованием
промежуточного продукта реакции, который диффундирует ко вто-
рому реагенту. Схема взаимодействия:
т, т; 4- г; г + т2—► т3+-..
Обычно скорость первой стадии велика и давление промежуточ-
ного продукта равновесно по отношению Т\. Тогда = Р^ Зная
скорость реакции определяем по уравнениям типа (II.1) в зависи-
мости от режима процесса, т. е.:
F (к) - кРот
Поскольку Р = К, = ехр (—АС /СТ), то
л- - - Л'о exp J — (Еа |- AG) RT] — к0 ехр [— (Еа 4- A//) RT\ exp (AS,7?)
т. е. энергия активации увеличивается на теплоту диссоциации.
Однако, если прн взаимодействии с газом в результате его диф-
фузии к фронту реакции давление в зоне взаимодействия отличается
от внешнего, то прн разложении твердого вещества и продвижении
зоны разложения в глубь частицы давление вие частицы будет отлич-
ным от равновесного Ро.
Рассмотрим взаимодействие двух твердых частиц, одна из которых
образует газообразные промежуточные продукты реакции, а вторая
с ними реагирует. Пример такого взаимодействия — восстановление
фосфата кальция по схеме:
Са3РаО8 —> ЗСаО — 2РО - ) ,5Оа
2РО 4- 2С------> Ра + 2СО
1,5Ог -J-3C -> ЗСО
Диффузионный поток нз частицы фосфата кальция (фосфорита)
где (р— коэффициент формы; t — размер частипы фосфорита.
Скорость взаимодействия углерода с газом:
7=- 4F -41'2'’'' <|| 9>
Связь между i и г можно найти на основании материального
баланса:
«ф ('о - р) ТфТфС0 - (г® - г3) ЧЛхлк
где Лф, лк — число частиц фосфорита и кокса; фф, фк — коэффициенты формы фос-
форита н кокса; уф, ук — плотности фосфорита и кокса; Со — содержание Р8ОЬ
в фосфорите; х - стехиометрический коэффициент.
При отклонении соотношений реагентов от стехиометрического
уравнение усложняется. Для начальных условий запишем:
ФГфУфСо'1* &W
где у — отклонение отношений реагентов от стехиометрического.
Тогда
У *4 кУкФк/ЗД)Со'
откуда, подставляя Лф/д1!( получаем:
(/3_/9),,гз_гз^у
Далее:
/ = Го ~|/ I — у — ~з Г ИЛИ t = > — yrg -I- yr*
Используем полученное выражение связи между Ни при совме-
стном решении уравнений (П.8) н (П.9). В итоге получаем:
’=-к ™ < - ь +з [1 - е^уч
(х — доля остатка).
По виду полученное уравнение соответствует полученному ранее
(см. уравнение (11.4)1, но первое и второе слагаемые относятся
к разным частицам (реагентам). Для времени можно записать
т = т* - aJi (х) J- a2f2 (х, у)
нли:
т ~ а«/а (х, У) /3 (х. у) + I ]
44
В табл. II.2 приведены значения Л (х) и /•> (х, у).
Для ускорения взаимодействия необходимо одновременное сни-
жение т' и т". Этого можно достигнуть:
одновременным снижением и г;
увеличением у при соответствующем снижении &
снижением Со при одновременном снижении г0 или увеличении у.
Если изменяются параметры только одного слагаемого (напри-
мер, т'), то время т уменьшится незначительно, если т' < т*.
II. Если промежуточные процессы с образованием газообразных
продуктов реакции отсутствуют, то реагенты поступают за счет
диффузии. При этом очень важен контакт реагентов, а потому ско-
рость взаимодействия твердых тел в общем виде описывается «зако-
ном действующих поверхностей»:
dg.'dx = kC^C^F f
Для конкретного процесса следует установить связь между С1г
С2, Учет различных условий взаимодействия приводит к раз-
ным формулам. Таммап экспериментально вывел уравнение для
взаимодействия пласгин:
dl/flx = к.1 и 1к |/Ч
где / — толщина прореагировавшего слоя.
Впоследствии Вагнер уточнил значение к и предложил следу-
ющее выражение:
р.^.= 2xDt (11.10)
Для сферических частиц необходимо учесть изменение объема
реагента. Если начальный размер А?о, то:
Vx = [(R-/)//?]»-1 - а и / - /? — (1 — a)'z* R
ТАБЛИЦА 11.2. Значения ft (х) и f., (х, у)
X А (х) Значения f, (х. р) при р
1.0 1.2 1.5 2.0 0.8 0.6 0.5
1,0 0 0 0 0 0 0 0 0
0,9 0,0015 0,0345 0,028 0,023 0.017 0,043 0,058 0,072
0,8 0,0146 0,07 0,059 0,046 0,034 0,09t 0,126 0,157
0,6 0,0658 0,16 0,126 0,098 0,072 0,206 0,307 0,415
0,4 0,171 0,26 0,206 0,156 0,112 0,37 1,00
0.3 0,255 0,33 ‘— 0,189 0,134 0,50
0,2 0,374 0,42 0,307 0,224 0,156 1.0
0,1 0,554 0,54 0,370 0,263 0,181 —
0,05 0,692 0,63 0,407 0,284 0,193 — —
0,01 0,881 0,78 0,440 0,302 0,204
0,0 1,00 1,00 0,450 0,307 0,205 —‘ —“ —-
45
С учетом уравнения Вагнера (11.10) получаем уравнения Яндера
1 — а = (1 — ко Кт)а
которые хорошо описывают процесс при а < 0,4- При больших а
необходимо уточнить влияние поверхности фронта взаимодействия.
Выведем уравнение связи, аналогичное ранее рассмотренному
уравнению (II.9):
Пусть на границе фаз С = 0 и скорость процесса определяется
диффузией. Тогда:
fl г
Поскольку диффузионный поток расходуется полностью па хи-
мическое взаимодействие:
Отсюда:
с =____г3 r0-r dr
~ D rr0 dr
Тогда:
— J (r0 — г) г dr = DCroi
или
I — (1 - a)2'3 - 2/3a = 2DCT/rS (11.12)
Уравнения (II.6) н (П.12) — уравнения Гинстлинга; последнее
из них дает хорошие результаты при a 1, но при условии, что
плотности исходных веществ и продуктов реакции мало различаются.
Учет изменения объема продуктов сделай в уравнении Валенсн —
Картера:
[1 (z - I) a]*z» J- (z - 1) (I - a) -- кт
где
I Ун
г® — х ун
.га. fl, г* — начальный радиус, радиус ядра и продукта; я — стехиометрический
коэффициент; — мольные объёмы продукта в конечном и начальном состо-
яниях.
При z = 1 уравнение приводится к уравнению Гинстлннга (11.12)
(значение к также зависит от z и формально при z — 1 уравнение
превращается в неопределенность).
46
Таллин показал, что все уравнения твердофазной кинетики могут
быть сведены к виду:
где п — величина, определяемая механизмом взаимодействия; 0 — фактор, обычно
близкий к Г, т — индекс реакции.
Приводим значения п п т в зависимости от механизма
Реакция лимитируется процессами на границе фаз, реа-
генты сферические
То же, реагенты имеют форму игл (цилиндров)
То же, реагенты диски (пластины)
Реакция лимитируется диффузией
Механизм зародышеобразования
реакции:
т
8/я
О
O-O.66
11.6. РЕАКЦИИ ТИПА Т4-Ж
Механизм процесса тот же, что и при взаимодействии Т -|- Г,
но внешняя диффузия играет большую роль. Рассмотрение после-
довательных процессов диффузии и химического взаимодействия
на поверхности твердых частиц приводит к уравнению:
d« '-h ,г с
где к — константа скорости химической реакции; Р = £>/6; 6 — толщина гранич-
ного слоя; С и Ср — текущая и равновесная концентрация.
Для определения скорости реакции необходимо знать толщину
граничного слоя 6. Задача существенно усложняется тогда, когда
наряду с молекулярной диффузней значительную роль играет кон-
векция. В общем виде задача не имеет решения. Прибегают к ряду
гипотез и допущений о механизме переноса реагирующего компо-
нента к поверхности взаимодействия. Часто предполагают, что
реагирующая поверхность контактирует с пленкой жидкости, в ко-
торой перенос осуществляется только молекулярной диффузией,
а вне этой пленки градиент концентрации отсутствует: dCld'i =
- DC/6 = PC.
Обычно 6 измерить невозможно. Кроме того, вопрос о природе
граничной пленки до сих пор является дискуссионным. Поэтому
для определения 6 пользуются методами теории подобия на основа-
нии критериальных уравнений:
Nu - A RemPr"/.
Nu = Re = Fty.'ii; Pr ~ v;D — r]/yD; л, = кй/D
где X — отношение константы скорости химического превращения к (3.
Известны формулы:
для 1 Nil - Aj Рг1'1 Re‘?1 /.
для /. » 1 \’и .4, Рг’ 4 Rc,/l
47
В условиях набегания жидкости на плоскую пластину получено
выражение: _____
6 = 5,2vv,P'/s К//п0
где v = чд/у; I — расстояние от точки набегания; н0 — скорость жидкости.
Отсутствие постоянного значения 6 приводит к непостоянным
значениям р, т. е. поверхность неравнодоступна.
Для диска, вращающегося в жидкости:
6 - 1,62 (D/v)V1 KCw (II. 13)
(os — частота вращения).
Отсутствие линейного размера в уравнении (II. 13) указывает на
равенство 6 во всей области и, следовательно, на равнодоступность
поверхности во всех точках.
Дополнительные осложнения возникают тогда, когда в процессе
взаимодействия изменяется масса реагентов, допустим, за счет уда-
ления газообразных продуктов реакции. Этот случай очень рас-
пространен в электротермии, так как из расплава часто удаляется
окись углерода, продукты восстановления (например, фосфор, фтор
н т. п.).
Допустим, что начальная масса жидкости составляет <j0, а со-
держание реагирующего компоненте! в ней Clh Последний взаимодей-
ствует с твердым веществом при постоянной суммарной поверхности
контакта по первому порядку:
^d’ = -CSA' (И.14)
с = (g0 - g)! (6о — У-g); g0 G0C0
где x — коэффициент, учитывающий связь массы продукта реакции и убыли массы
жидкости; go — масса содержащегося в жидкости реагента.
Например, при восстановлении СааР2О8 из расплава удаляется
РЯО5 (Р2 + СО). При образовании СаС2 из расплава удаляется СО,
но поступает ЗС и х - (28 —36)/64 — - 0,125. Иными словами, воз-
можны случаи, когда х < 0 и 60 со временем растет. Решение урав-
нения (11.14) приводит к зависимости:
При S — const:
(I - кСо) In -go ~ — + ч 8~8й = -К -Д- т
go О9 о0
Если (go — g),gu - а, то;
s
(1 — хС0) In а — хСо^ --- —к т
ИЛИ
I S
(I — хС0) In — I-xCq^ - л—— т (11.15)
СС (Jg
Полученное уравнение (И. 15) по форме соответствует уравнению
Ротиняна — Дроздова, но выведено из других предпосылок.
46
На самом деле процесс протекает сложнее, так как при заданном
соотношении Т'Ж при растворении изменяются концентрация актив-
ного компонента, поверхность частиц, их масса. Учет этих пере-
менных привел к следующему выражению *:
д ]п 1 (во — аъу1’ (а0 — aft)* 5 (д0 — Ьх)'* + (дй -- Ьх)*'1
(a0 — ab)"> . (До — aft)1' ’ -- (a0 — bxj‘*
р'З arctg
2 (а0 — bx)t- ’ -J- (qt, - oft)' - ’
/3 (a0 — aft)’ ;l
-f- C = 4nH
где a — исходная масса растворителя (в моль); ft= 3V/4n; V — объем 1 моль
твердого вещества; х — число моль вещества, растворившегося ко времени т; а0 =
— ;и: го начальный размер частиц твердого вещества.
Примем в качестве основных параметров отношения a Jab и д/п;
$ тогда:
тг] т
Если принять, что дисперсный состав твердой фазы неоднороден,
то общая скорость растворения получается суммированием всех
функций F (aJab; ха) kx, а это еще больше усложняет расчет.
В подобных случаях прибегают к понятию кинетической функции,
определяя зависимость в безразмерных координатах т/т' — х, где
т' — общее время растворения. При одинаковом распределении
частиц в реальных и исследуемых образцах полученная функция
может служить характеристикой кинетики процесса.
Н.7. РАСТВОРЕНИЕ В ОТКРЫТОЙ СИСТЕМЕ
Для открытых систем характерен обмен с внешней средой. В ге-
терогенных реакциях масса жидкости изменяется, так как в нее
поступает растворяющийся твердый реагент и удаляются газообраз-
ные продукты реакции. Для открытых систем характерно появление
стационарных концентраций. Найдем их для случая образования
карбида кальция:
СаОж + ЗС-, в-► СаСг -У СОГ
Принимая, что углеродсодержащий материал - кокс — твердый,
а известь и карбид образуют расплав, запишем:
dgrfr=Vy(CPaCi-Cc.,C!)
где , — равновесное содержание СаС2 в расплаве; при температурах существо-
вания жидкой фазы С£аС = 1.
Из условий стехиометрии: dgCao ~--------^-dgCoCi. Если dG —
увеличение массы расплава (в моль), то dG = dgcaa, так как известь
поступает в расплав. Следовательно:
dG = dgCaQ (С£о0 — СС;)0) dx
* БатунерЛ. .И.. Позин AI. Е. Математические методы в химической технике.
Л,: Госхимиздат, 1964. 612 с,
49
Рис. 11.3. Зависимость содержания [СаО ] от условий взаимодействия:
а - [СаСа] = f [1g (Р^у р^]: б - lg {[CaG,] (1 - [CaCj)} = f (1/T).
При высоких температурах растворимость извести в карбидном
расплаве близка к 1. Тогда, если ССа0 выразить через Хсас,, то
*СаО “= 1 — -ТСаС, И
dG - V|, (I - I - ЛСаС;) dx = Vh*CbC,
Поскольку dgCaCs = ХСаС/Ю + О^Л'саС,- ТО При СсаС, = COIlst,
т. е. dx ~ 0, справедливо:
A’hSm*8 — Ли$и (I — х)
Решение уравнения имеет внд:
х - ^s" ( V '+4тф- -1) - -Г (ГГ+То’ - I)
\ Г КуЬу / 2
Анализ выражения показывает, что х зависит от а в том случае,
если а с 4 (рис. П.З).
Следствием из полученного выражения является то, что х остается
неизменным до тех нор, пока существуют в избытке твердые реагенты.
Увеличивается только количество расплава. В случае изменения а
изменяется и х, но при а — const постоянно и х, а это может создать
впечатление равновесности системы. Но равновесие это носит кине-
тический, а не термодинамический характер. Наличие подобного
равновесия характерно для открытых систем вообще.
ГЛАВА III
ФИЗИЧЕСКАЯ ХИМИЯ ВЫСОКОТЕМПЕРАТУРНЫХ
РАСПЛАВОВ
III.1. ОБЩИЕ СВЕДЕНИЯ
Древнее правило алхимиков — «вещества не реагируют, пока они не будут рас-
творены»— для высокотемпературной химии может быть перефразировано так:
«вещества плохо реагируют, пока они не расплавлены». Взаимодействие твердых
фаз при высоких температурах заметно ускоряется, причем около точки плавления
50
взаимодействие идет достаточно быстро, однако плавление резко увеличивает ско-
рость взаимодействия. Происходит это по следующим причинам:
легкость возникновения контакта твердых и жидких фаз;
очень часто поверхность контакта равна поверхности твердой фазы; смачивае-
мость, пористость поверхности, газообразные продукты реакции могут снизить по-
верхность контакта фаз Т/К. но, как правило, она значительно выше, чем поверх-
ность контакта Т—Т;
скорость диффузии в жидкой фазе значительно выше, чем в твердых фазах, а
движение жидкости создает дополнительные условия для ускорения массо- и тепло-
обменных процессов;
в условиях электронагрева особое значение приобретает электрическая прово-
димость среды; для неметаллов, солевых систем у твердых фаз она очень мала, а при
расплавлен ин достигает значений, сравнимых с таковыми у металлов.
Конечно, можно указать и другие причины, обуславливающие необходимость
проведения процессов в жидкой фазе. Например, известно, что расплавы могут быть
легко удалены (слиты) из реактора (т. е. электропечи), тогда как удаление твердых
продуктов из зоны реакции — достаточно сложная операция.
Расплавы подразделяют на несколько типов:
расплавы металлов — это расплавы на основе металла, в котором растворены
другие элементы: чаще всего имеют дело с расплавами на основе железа, содержа-
щими углерод, кремний, фосфор, серу, марганец, хром и др.;
расплавы окислов - это расплавы соединений, образованных из окислов (СаО»
MgO, A120j, SiO3, Р2О8, FeO, РейО3 и др ); примесями могут быть фториды или суль-
фиды; такие расплавы получили название шлаков; во многих процессах шлаки — это
основная среда, в которой протекает целевая химическая реакция;
расплавы сульфидов — это расплавы сульфидов железа и цветных металлов —
меди, никеля, цинка, свинца и др.; такие расплавы называют штейнами; из-за малой
растворимости сульфидов в окислах штейн образует самостоятельную фазу и отде-
ляется от шлака; эти расплавы имеют большое значение в металлургии цветных
металлов;
расплавы солей — это расплавы хлоридов и других солей, применяемые обычно
при электролизе солей.
Возможны и другие расплавы, например карбидный расплав, который плохо
растворяет компоненты как шлаков, так и металла, и образует самостоятельную
фазу.
III.2. ПЛАВЛЕНИЕ И КРИСТАЛЛИЗАЦИЯ
Плавление протекает при постоянных температуре и давлении,
чему на кривых Т — время соответствуют изломы. Однако переходу
вещества из одного состояния в другое предшествует «внутренняя
подготовка» — появление и рост гетерофазных флуктуаций. Можно
ожидать существования вблизи температуры плавления «мельчай-
ших» капелек жидкости в виде гетерогенных флуктуаций с малым
времепем жизни. Вероятность их появления связана с общим числом
частиц. Минимальное число частиц, необходимое для образования
гетерогенной флуктуации — зародыша жидкой фазы, предложено
называть квантом плавления.
Развитие теории состояния предплавления на основе представле-
ний о кванте плавления позволило объяснить аномальные значения
теплоемкости, термического расширения, электрической проводи-
мости вблизи точки плавления. Так, для аномального отклонения
теплоемкости вблизи точки плавления (ДСР) предложена формула:
—
51
эффекты вблизи точки
Рис. II 1.1. Трехатомная модель твердого тела.
Кроме того:
т kT
HVi).! 7’нл — 7*
Здесь fe— постоянная Больцмана; р. — число
атомов или молекул в кванте плавления; т —
масса гетерогенных флуктуаций жидкости; ^иа —
удельная теплота плавления.
Дальнейшие исследования показали,
что для веществ высокой чистоты (со-
держание примесей 10-с%) аномальные
плавления отсутствуют. Очевидно, примеси
способствуют возникновению гетерогенных флуктуаций, т. е. при-
водят к снижению кванта плавления р. Оценка кванта плавления
дает значения от 9• 104 до 5-Ю2 молекул.
Процессу кристаллизации, так же, как и процессу плавления,
предшествуют подготовительные стадии. В частности, установлены
аномалии в зависимости вязкости от температуры вблизи точки
кристаллизации. Обнаружено изменение вязкости во времени; при
этом она изотермически снижается (для железа). Эти отклонения
объясняют образованием в жидкости ассоциатов, структура которых
близка к структуре твердого тела, а сами они неравновесны по
отношению к среде. Использование зависимости вязкости от содер-
жания твердой фазы для коллоидных систем показало, что вблизи
точки плавления ^10% металла находится в ассоциированном
состоянии, причем число атомов в ассоциатах составляет 20—45.
Переход твердого тела в жидкое состояние объясняют термо-
динамической и механической неустойчивостью фазы выше темпера-
туры плавления. Скачкообразность процесса перехода твердого
в жидкое можно объяснить па примере трехатомной модели твердого
тела. Рассмотрим потенциальную энергию системы из трех
атомов А — В С (рис. П 1.1). Для твердого тела положение атома В
соответствует минимальному значению потенциальной энергии, т. е.
его устойчивому относительно А и С положению (/).
Такое положение складывается в кристаллической решетке, где
расстояния А — В и В — С фиксированы. При повышении темпера-
туры расстояния А — В и В — С увеличиваются, связи между ча-
стицами ослабевают и минимум на кривой потенциальной энергии
пропадает (2), превращаясь в максимум. Вблизи А и С появляются
два минимума. В этом случае положение атома В становится не-
устойчивым, он занимает положение либо у атома А, либо у атома С.
Однако значительная величина максимума, разделяющего два мини-
мума, снижает вероятность перехода В из одного положения в другое.
Дальнейшее увеличение расстояния А — С приводит к «раз-
мыванию» максимума, появлению горизонтального участка 4, где
взаимодействие В с А и С отсутствует, а потому свободное перемеще-
ние В не ограничивается, хотя более предпочтительными остаются
положения минимумов.
52
Процесс плавления соответствует случаю, когда В попадает
в один из минимумов 2. т. с. когда кристаллическая решетка раз-
рушается. Однако в этом случае сохраняются еще квазикристал-
лнческие группы, незаполненные полости (дырки) и т. п. В случае 3
вероятность появления квазнкрнсталлических групп меньше, свобода
передвижений В увеличивается, но некоторая упорядоченность,
обусловленная наличием минимумов, все-таки остается.
Процесс плавления сопровождается многими сложными явле-
ниями. Так, ионные соединения частично диссоциируют на ионы,
для некоторых веществ изменяется характер связи. Например,
обнаружено, что в расплавах германия и кремния преобладающими
становятся металлические связи, электрическая проводимость в рас-
плаве резко возрастает (в 10 и 30 раз). У некоторых веществ плот-
ность в жидком состоянии выше (вода, висмут, чугун), что объяс-
няется заполнением молекулами пространства, бывшего свободным
в кристаллической решетке, т. е. увеличением плотности упаковки.
Структурные изменения в веществе не завершаются в точке плавле-
ния. Обнаружено, что для эвтектических составов кристаллики
эвтектики сохраняют до некоторой степени свою индивидуальность
выше точки плавления.
Электрическая проводимость германия, антимонидов некоторых
металлов скачком увеличивается при плавлении, а затем дополни-
тельно возрастает при нагревании. Это свидетельствует о том, что
кристаллическая решетка разрушается в два этапа, т. е. она частично
сохраняется после стадии плавления. Интересен в этом плане факт
существования жидких кристаллов, образование которых обычно
происходит у веществ, обладающих молекулами удлиненной формы.
При плавлении этих веществ сначала исчезает дальний порядок при
значительном сохранении ориентировки частиц. Это и есть жидкий
кристалл. С дальнейшим повышением температуры ориентация
исчезает и появляется изотропная жидкость.
Подобно тому как для системы Г — Ж имеется обобщенное урав-
нение Ban-дер-В а ал ьса, так и переход Ж — Т (Me) может быть
описан аналогичным образом. Однако при оценке общего давления
необходимо учесть тепловое давление, вызванное тепловым (колеба-
тельным) движением атомов в кристалле. Совмещение кривых пере-
хода Т -> Ж, Ж Г позволяет получить диаграмму состояния для
всех фаз (рнс. III.2). Теоретическая
кривая с максимумами в области пере-
ходов, как известно, нереальна, поэ-
тому переходы ab и rd носят скачкооб-
разный характер. Изменение объема
при этом соответствует AV при кон-
денсации н плавлении. Выше крити-
ческой температуры переход Г—>-Ж
происходит без скачка, но попытки
Рис. [11.2. Изотерма перехода Т — Ж:
«Ь — плавление; cd ~ конденсация.
53
предсказать подобные условия для перехода Ж Т привели к та-
ким значениям давления и температуры, при которых можно ожи-
дать разрушения электронных оболочек атомов.
Ш.З. РАСПЛАВЫ МЕТАЛЛОВ
Расплавы на основе железа, обычно образующиеся в электро-
термических процессах, содержат растворенные элементы (кремний,
углерод, фосфор, серу, металлы, газы). Рассмотрим строение этих
расплавов. Такие элементы, как фосфор, кремний, углерод, водо-
род и другие, образуют с железом химические соединения, однако
особенности строения жидкости приводят к некоторым особенностям
поведения этих соединений, растворенных в железе. Обычно послед-
ние способны частично диссоциировать на компоненты, что приводит
к образованию групп Ме^Эх и продуктов их диссоциации.
Рассмотрим поведение различных элементов в расплавах. Исход-
ная информация о строении расплавов черпается из данных о зави-
симости физических свойств расплавов от состава, например темпе-
ратуры плавления (диаграммы плавкости), вязкости, электрической
проводимости, поверхностного натяжения, магнитной проницае-
мости, явлений электропереноса.
На основании данных о равновесии между водородом и металлом
установлено, что растворенный водород находится в атомарном со-
стоянии. Значение х в уравнении
«ли (Ш.1)
Для водорода х = 0,46 -0,50 при изменении Рн. от 80 до 400 Па
(0,008—0,04 атм). Для сплавов железа с хромом, никелем, кобальтом
установлена та же закономерность. Анализ данных о диффузии и
электропереносе водорода в расплавах показал, что он песет положи-
тельный заряд, т. е. в расплавах водород существует в форме, близ-
кой к протону.
Для кислорода и серы также справедлив закон квадратного корня
(III.I). Заряд кислорода в расплавах циркония и титана отрица-
тельный. Однако данные о форме существования этих атомов в рас-
плаве противоречивы. Можно лишь утверждать, что они входят
в структурные комплексы с железом в виде отдельных атомов, об-
разуя, возможно, FeO, FeS.
Эффективный заряд ионов кислорода равен - 1,4, т. е. форма
существования кислорода более сложная, чем просто в форме иона
О2". Аналогичное рассмотрение процесса растворения FeS в же-
лезе не подтвердило возможность появления ионов S2". Замеры эф-
фективного заряда ионов серы привели к значению -0.4. Иными сло-
вами, вероятность появления ионов S2' ниже, чем О2-. Однако эти
данные, а также тот факт, что кристаллическая решетка FeS имеет
ионный характер, приводят к выводу о возможности появления
заряженных групп, содержащих серу, в расплавах железа. Данные
об электропереносе и диффузии свидетельствуют о том, что сера
перемещается в виде катиона.
54
Состояние углерода в расплаве железа зависит от температуры и
концентрации углерода. Были проведены расчеты по данным диа-
граммы плавления Fe—С. С использованием уравнения:
^=4-0-7-)
Найдено, что наиболее соответствует экспериментальным данным
предположение о существовании углерода в расплаве в виде Fe3C.
Здесь Хр и хтв — мольные доли углерода в расплаве и твердой фазе; Q — теп-
лота смешения; в данном случае относится к рассматриваемой системе Fe—С; Q —
= 15,7 кДж г-ат; 70 — 1791 К (чистое железо).
Карбид Fe3C частично диссоциирован, причем степень диссоциа-
ции повышается с ростом температуры. Так, при 1423 К в равновес-
ном расплаве мольная доля Fc3C составляет 0,318, а С — 0,016.
Однако при 2770 К первая равна 0,266, а вторая — 0,333.
Дальнейшие исследования показали, что наряду с равномерным
распределением углерода в расплаве в нем существуют микрогруп-
пировки, подобные элементам решетки графита. Эго объясняется
тем, что энергия взаимодействия С—С несколько превышает таковую
для Fe—С. Известно, что термодинамическая устойчивость Fe3C
с ростом температуры повышается. Оценка размеров частиц (колоний)
графита привела к значению 10 е см. Исследования процесса элек-
тропереиоса показали, что углерод заряжен положительно и выде-
ляется на катоде. Интересно отметить, что атомы железа при этом
движутся к аноду, но выше 1423 К они теряют свой заряд.
Определение заряда частиц углерода дало значение -j-3,7. Прав-
да, найденный методом э. д. с. заряд ионов углерода меньше и уве-
личивается с ростом концентрации углерода: при х — 0,01 заряд
равен 1,8, при л* = 0,057 заряд 2,3. Возможно, с увеличением кон-
центрации заряд растет и значение +4 является предельным. Значе-
ния заряда ионов углерода в расплавах других металлов приведены
ниже:
Металл Fc Т i Та W Си Xi
2 .3,7 4 2,8 0.6 2,8 1,8
На значение заряда ионов углерода влияет присутствие других
элементов — азота, фосфора, кремния, но присутствие хрома и мар-
ганца мало сказывается. Последние образуют карбиды, которые
в расплаве могут дать катионы углерода, а первые дают с железом
соединения, вытесняя углерод, т. с. снижается донорная роль угле-
рода.
Исследование влияния содержания углерода на магнитную вос-
приимчивость расплава Fe—С показало, что оно не проявляется до
1.7% (ат.) С. Очевидно, при малых содержаниях углерода преобла-
дает слабое химическое взаимодействие Fe—С, что не сказывается на
магнитной восприимчивости. Однако при больших содержаниях
углерода появляются богатые углеродом флуктуации, обладающие
Малой магнитной восприимчивостью, и она уменьшается для всего
состава в целом.
Иногда концентрация углерода в расплаве металлов превышает
его растворимость. В этом случае происходит диспергирование угле-
рода и образование коллоидных растворов графита, что является
следствием низкого межфазного натяжения на границе расплав—
углерод. Размер частиц углерода »10’с см. Анализ показал, что
для диспергирования графита в металлах необходимо, чтобы поверх-
ностное натяжение составляло: от_ж с (10—15) kTr\ где k — кон-
станта Больцмана; г — размер частиц; Т — температура.
В контакте расплав — графит о снижается до 0 и даже прини-
мает отрицательные значения, что и делает возможным диспергиро-
вание.
Итак, до содержания углерода 1,5 —1,7 % (ат.) он находится
в виде атомов или ионов. При больших содержаниях появляются
ассоциаты углерода из нескольких атомов. Рост содержания угле-
рода приводит к росту этих ассоциатов, которые достигают значи-
тельных размеров (i0‘G см) и имеют структуру графита.
Определение зависимости различных свойств расплавов от содер-
жания кремния привело к выводу, что в расплаве существуют устой-
чивые группировки FeSi. Однако это соединение, хотя и прочное,
но в расплаве частично диссоциировано, что приводит к появлению
атомов кремния. Поверхностные слон жидкости адсорбируют крем-
ний, что приводит к обогащению их кремнием: так, при содержании
кремния в объеме 25% (ат.) в поверхностном слое оно равно 49%
(ат.), что соответствует чистому FeSi. При содержании кремния
--'60'’и (ат.) поверхностный слой содержит практически чистый
кремний.
Характер зависимости теплоты смешения кремния и железа,
парциальных объемов, растворимости водорода свидетельствуют о
наличии соединения FeSi в расплаве. На диаграмме плавкости си-
стемы Fe—Si существуют соединения Fe3Si. FeSi и FeSi2, причем на
изотермах вязкости н электрической проводимости наблюдаются
максимумы, соответствующие этим соединениям при 1698 К. При
1770 и 1870 К обнаруживаются только два максимума. Однако появ-
ление этих соединений в расплаве возможно, очевидно, только
вблизи температуры плавления, так как существование их в жидком
состоянии маловероятно. Причина этого заключается в различном
характере связей у разных силицидов. Для FeSi характерна орди-
нарная ковалентная связь, и кристаллический моносилицид по-
строен из группировок FeSi, взаимодействие между которыми сла-
бее, чем между Fc и Si. В Fe3Si и FeSi2 связи в основном металличе-
ские, при плавлении образуется FeSi:
Fe:iSj FvSi + 2 Fe и FeSi3 FeSi Si
О различиях процессов плавления силицидов свидетельствует
изменение их теплоемкости при плавлении. Для FeSi она несколько
увеличивается, что соответствует сохранению природы межчастич-
ного взаимодействия. Для Fe3Si и FeSb теплоемкость заметно
уменьшается, т. е. происходит разрушение старых связей и образо-
вание новых:
5G
Теплоемкость. ДЖ‘ моль- К-1 I’eSi f-e3Si FeSij
70,1 203,8 137
81,G 144 125
&СР 11,5 -59,8 —8
Зависимость э. д. с. цепи, один из электродов которой содержал
различное количество фосфора, свидетельствует о наличии группи-
ровок FeaP. Заряд частиц фосфора равен 13,0 в интервале концен-
траций фосфора 2—32% (ат.). Одпако в расплавах Fe—Р электро-
перенос не обнаружен, что говорит о высокой прочности групп
Fe2—Р. --
хМалая теплота растворения различных металлов (Сг, N1, Мп
и других) в железе позволяет предположить, что эти растворы близки
к идеальным. Однако, вследствие различного сродства к электрону,
в расплавах возможно образование нонов различной полярности.
Так, в сплавах с хромом [7,4% (ат.) Сг] при 1270—1470 К последний
мигрирует к катоду, а железо — к аноду. С повышением темпера-
туры перенос убывает, т. е. акцепторная способность железа надает.
К катоду мигрирует и вольфрам, хотя эффективный заряд его умень-
шается с ростом температуры и при 1270—1420 К становится нуле-
вым. При 1520 —1610 К заряд алюминия 1,2—1,7, а железа
— (0,6—2,7). С ростом температуры их заряды приближаются к 0.
Таким образом, в расплавах железа с металлами с ростом темпе-
ратуры вероятность появления заряженных частиц снижается, неод-
нородности, вызванные появлением различных частиц, исчезают.
Сильное влияние на растворимость и состояние растворенных
элементов в железе оказывают третьи компоненты. Так, обнару-
жено, что в присутствии титана показатель х [см. уравнение (Il1.1) ]
увеличивается до 0,7 для водорода, в присутствии хрома х достигает
значения 1 для азота. Очевидно, здесь образуются соединения
типа МеГг, частично диссоциирующие.
В присутствии кремния растворимость углерода снижается в ре-
зультате образования нерастворимого карбида кремния. Микроча-
стицы SIC могут содержаться в железе. Растворимость углерода
в железе снижается в присутствии фосфора, т. е. возможно вытесне-
ние одних элементов другими нз группировок Fe—Э; при этом обра-
зовавшиеся свободные элементы выводятся в самостоятельную фазу
(графит, SiC).
III.4. ШЛАКИ
Ионное строение шлаков
Шлаками называют расплавы, образованные окислами СаО,
MgO, SiOs и т. д. Важнейший компонент шлаков — SiO3, поэтому
их часто можно назвать расплавом силикатов. Строение этих систем
следует объяснять с использованием общих представлений о строе-
нии жидкости.
Первоначальный подход к объяснению структуры шлаков'осно-
вывался на представлениях о существовании в шлаках соеднне-
57
ннй -- молекул, аналогичных тем, которые известны в твердом со-
стоянии. Соединения частично диссоциированы на окпелы, например,
в результате реакции (схема Шенка):
CaSiO3 СаОSiO2; Fc3SiO4 2FeO4-SiOa
Ca3FesO7 ЗСаО + 4FcO и т. д.
В этой схеме предполагается наличие известных упорядоченно-
стей (соединений) в жидкости, что соответствует общим принципам
ее строения. Однако позднее выявился ряд экспериментальных фак-
тов, которые не могли быть объяснены с помощью молекулярной
теории. Например, активность FeO в расплаве силиката железа ока-
залась больше его мольной доли (при 1870 К), что предложенная
схема объяснить не может.
Иногда для объяснения характера связи между равновесными
составами допускают наличие в шлаках соединений (например,
(2CaO-SiO3)a, (CaO-SiO2)J, реальность которых не подтверждается
никакими другими данными. В итоге возникает необходимость для
каждого расчета равновесия предполагать свой структурный состав.
Это поставило под сомнение факт существования химических соеди-
нений в расплавах в форме молекул.
Известно, что в кристаллической форме эти соединения (окислы,
силикаты, фосфаты) состоят из простых и сложных ионов. При плав-
лении доля гомеополяриой связи обычно увеличивается, однако
отсюда не следует, что ионы объединяются в нейтральные молекулы.
Рентгеноструктурные исследования показали, что в жидкости со-
храняются те же ионы, что и в кристалле.
Таким образом, при создании модели шлаков следует исходить
из того, что в них существуют ноны, а не молекулы; под последними
в данном случае подразумевают устойчивые группировки, например
CaSiOs, Ca2SiO4, SiO2 и т. и., обмен между которыми отсутствует.
Экспериментальными подтверждениями отсутствия в расплавлен-
ных шлаках нейтральных замкнутых группировок атомов являются
высокие значения поверхностного натяжения, которое составляет
0,3—0,6 Н/м, тогда как для молекулярных жидкостей оно равно
0,02—0,04 Н/м, редко превосходя 0,1. Доказательством существо-
вания ионов в шлаках являются следующие факты:
высокая электрическая проводимость шлаков, близкая к таковой
расплавленных солей;
высокий температурный коэффициент электрической проводи-
мости и резкое ее уменьшение при затвердевании;
электрический перенос ионов, позволяющий создавать гальвани-
ческие элементы с участием шлаков, проводить электролиз шлаков
с получением железа, кремния и др.
криоскопический эффект, свидетельствующий об изменении числа
разноименных частиц при растворении в шлаках различных силика-
тов; известно, что
где п — число частиц, образующихся из 1 моль растворяемого вещества.
58
Если вещество не диссоциирует, то я - 1. Однако для силикатов
щелочных и щелочноземельных металлов п >1, причем степень
диссоциации, вычисленная но замерам ДТ и п, оказалась равной 60—
70 % для щелочных и 87 % для щелочноземельных металлов (для
Mg2SiO4 - 31 %).
Распад иа ионы, однако, имеет свои особенности. Оценка объем-
ных эффектов, возникающих при плавлении солей (хлоридов и фто-
ридов), показала, что ионы нельзя рассматривать в виде обособлен-
ных частиц. Они группируются в «островки», полностью или ча-
стично изолированные друг от друга подвижными полостями (так
называемая модель флуктуирующих полостей). Согласно расчетам
островок содержит 8—10 ионов, расстояние между островками 0,6 им.
Появление островков есть следствие усиления ковалентной связи
при плавлении. Она и приводит к образованию замкнутых атомных
группировок.
Оценка энергии взаимодействия связи между атомами в окислах
показывает, что доля ковалентной связи относительно невелика, но
опа зависит от характера окисла: в основных меньше, чем в амфо-
терных или кислых. Электронографический анализ позволил опре-
делить фактический заряд ионов в соединениях, причем оказалось,
что он иногда существенно отличается от валентности. Например,
для SiO2 обнаружены Si2+ и О"; существуют ионы CaI,0+; Это
позволяет говорить о доле у электронов, участвующих в ковалентной
связи. Ниже приведены энергетические характеристики связи в окис-
лах:
Окисел У Энергия копа- леитной связи/ энергия ионной связи Окисел у Энергия нова- лентной связи/ энергия ионной связи
Na2O 0,18 0,02 SiO2 0,5 0,19
СаО 0,20 0,03 Р20в 0,6 0,23
FeO 0,3 0,08 V2O6 0,5 0,18
ai2o3 0,4 0,09
Эти данные показывают, что доля энергии ковалентной связи
всегда меньше доли ионной, но она различна у разных окислов.
В результате образующиеся ионы имеют разный характер.
По степени развития ковалентной связи все атомные катионы
шлака можно разделить па 2 группы:
I. Группа катионов, для которых связь с кислородом имеет явно
выраженный ионный характер; это - ионы Са, Mg, Na, Мп, Fe и др.;
значительная часть валентных электронов этих катионов смещена
к кислороду.
II. Группа катионов, у которых энергия ковалентной связи зна-
чительно больше, чем у I группы; число эффективных зарядов суще-
ственно меньше валентности.
Поведение шлаков с различным соотношением катионов I и II
групп различно. При увеличении содержания катионов II группы
увеличивается вязкость, снижается электрическая проводимость.
Отмечено, что числа переноса у катионов 1 группы значительно выше,
чем у II. Очевидно, состояние катионов II группы в расплаве прин-
59
ципиалыю иное. Поэтому предположение о том, что все катионы I
и II групп находятся в расплаве в виде простых атомных ионов (на-
пример, Si4+), не совсем правильно. Это справедливо относительно
признания факта, что в существующих упорядоченностях возможен
обмен атомов между последними. Например, при наличии групп
—Са—О—Si—(в CaSiO3); —Са—О—Са— (в СаО) и —Si—О—Si —
(в SiO2) возможны равновесия:
2 (—Са— О—Si—) (—Са—О—Са—) + (—Si—О—Si—)
Все указанные соединения состоят из ионов; эти соединения «не
замкнуты», и ионы непрерывно переходят из одного в другое. Устой-
чивость комплексов различна, что обусловлено различной степенью
ковалентности связи Me—О, а потому поведение различных ионов
Me в расплаве также различно.
Ионы I группы не имеют жесткой связи с кислородом, они более
подвижны и называются «ионам и'Модификаторами». Ионы II группы
склонны образовывать прочные связи с кислородом, эти ионы при-
нято называть «сеткообразующими», поскольку в расплаве они об-
разуют с кислородом относительно устойчивые комплексы. Строение
этих комплексов зависит от индивидуальных особенностей катиона.
Дискретные анноны
Относительно строения анионов силикатов выдвинуто несколько
гипотез. Согласно теории решетки (Энделл н Хельбрюгге) структура
расплавов силикатов аналогична структуре кристаллических сили-
катов. В зависимости от содержания МеО и SiO2 возможны следую-
щие типы структур:
МеО, %1мол.)
Типы структуры аниона частиц
силиката
О Трехмерная решетка SiOa
0—33 Решетка SiOa с числом разорванных связей, равным
числу введенных О3'. Трехмерная структура до 33 %
МеО
33 Двумерные слои типа
\b-O-SC
/°z Х°\ О—
-oz \оч я7 Хо-
\Si-О-SiZ
/\ /\
30—50 Двумерные слон, между которыми расположены Ме2+,
О2-; появляются одномерные цепи
A A A А
—Si—О—Si—О—Si—О—Si—О—
О i О (!)
50 Одномерные цепи бесконечной длины
50—66 Разрыв цепей и их постепенное укорачивание
66 и более Ионы SiO]’ и Ме2+, О8-
60
Впоследствии на основании изучения зависимости вязкости,
электрической проводимости и других свойств от состава было уста-
новлено, что предложенная гипотеза неточна. В частности, в распла-
вах не существует длинных цепей тетраэдров и плоскостей из них.
Кремнекислородные анионы имеют форму, близкую к комочкам,
островкам. Такой подход к структуре силикатных расплавов развит
в теории дискретных анионов (Дж. Бокрпс). В соответствии с этой
теорией предполагается существование следующих типов струк-
тур в системе МеОх—SiO2:
j ° Тип структуры анноноп
Q Непрерывная трехмерная решетка с некоторым числом
термически разорванных связей. Наличие молекул S1O2
О—Л Увеличение числа разорванных связей на величину введен-
ных О2-. Молекулы SiO2; Me2jc+
А—30 Дискретные: анионы силикатов из б—8 колец, содержащие
комплексы силикатов (айсберги), отделенные друг от дру-
га дискретными анионами. Ионы Ме3+, расположенные око-
ло попов Оа"
33—50 Дискретные анионы Si3OJi“; SieO?3; Si4O?j; SfeO§j
50—60 Цепи общей формулы: Si^Oj2^21-
66—100 Ионы Si]-; О2'
Прнмечаиие. А для Ме,О 10—12 % (мол.); для МеО 10 — 20 %
(мол.)
Дискретные анионы слишком велики, чтобы участвовать в явле-
ниях переноса, но они являются элементами потока и определяют
вязкость расплава. Катионы отвечают за электрическую проводи-
мость .
Дальнейшие уточнения привели к предположению, что цепо-
чечные анионы, в расплаве отсутствуют, а нз кольцевых возможны
лишь Si3O®'; Si6O?5. Связь свойств расплавов с составом прояв-
ляется в сингулярности свойств; это позволило заключить, что в рас-
плаве существуют лишь те дискретные анионы, которые существуют
в кристаллических соединениях. Равновесие между различными
анионами может быть представлено следующими схемами:
для дискретных анионов —
(т 4- 1) Si3m(। з + 30“
для цепочечных анионов —
(- + I) Si„ogyy>- л [Si„+,O3n+4)«'4 •»- + о2-
С повышением температуры структура анионов упрощается, т. е.
равновесие сдвигается вправо, вплоть до критической температуры,
когда структура наименее сложна. Напротив, около температуры
ликвидуса структура усложняется, приближаясь к той, которая
характерна для кристаллического состояния.
61
На структуру анионов влияет присутствие фтора. Замена кисло-
рода фтором приводит к упрощению аниона. Например:
1—0—51
— Si —
Окись алюминия в расплаве диссоциирует по схеме
2А!аО ----> А13+-Ь ЗАЮт
т. е. одновременно образуются катионы и анионы в соотношении
1 : 3. Анионы АЮа полимеризуются, т. е. существуют в виде (А !02)£-
Имеются данные о существовании более сложных анионов: А!зО?~*
Иногда алюминий может замещать кремний, образуя полимерные
анионы (AbSiOy’),!-
Аналогично диссоциирует Fe3O3, образуя наряду с катионом Fe3+
анионы FeO2FcoOj'; Fe2O’ - Двухвалентное железо существует
в расплаве только в виде катиона Fe2+.
Углерод в шлаках появляется в растворенном виде при наличии
в нем карбида кальция и других карбидов. Замеры электрической
проводимости показали, что углерод существует в виде относительно
простых анионов С2~ или более сложных полимеров Соф'. Очевидно,
это двумерные анионы, аналогичные обрывкам базисных плоскостей
графита.
Фосфор дает комплексные анионы, сложность которых опреде-
ляется соотношением [Р]/[0], аналогичные кремниевым анионам.
Простейший анион РО^ присутствует в расплавах ортофосфатов,
основных расплавах. При увеличении отношения [Р1/[О] фосфат-
ноны полимеризуются. Так, два иона РО? дают:
Образовавшийся анион Р20? образован двумя группами
или
62
называем!,ими концевыми. Дальнейшее усложнение дает анион
PjOto:
. О О О .
СК il '' I) /О
zP—О —Р—о—р< .
о7 хо
о
Здесь средняя группа отличается от крайних и является само-
стоятельным структурным элементом, называемым срединной груп-
пой:
— О-Р-О— или —Р —
t •
Увеличение числа срединных
появлению цепочечных анионов.
Возможны случаи замыкания
групп приводит к росту цепей и
цепей через концевые группы:
Образовавшиеся кольца состоят только пз срединных группе об-
щей формулой (РОз)л'-
Апион РО3 отвечает метафоефориой кислоте; метафосфат-ионы
могут существовать только в виде циклических.
При удлинении размеров колец возможно соединение двух сре-
динных групп:
Р—о—р—О—р
I
О
63
Образовавшаяся новая структурная единица является точкой
разветвления:
^О-р-О-
о
или р
о
Таким образом, мы получили четыре структурные единицы, кото-
рые могут образовать большое разнообразие дву- и одномерных
анионов. Между этими структурными единицами возможны обмен-
ные равновесия (рис. 111.3):
2 срединные точка разветвления -у концевая
2 концевые срединная у ортофосфатная
Соединением, образованным только из точек разветвления, яв-
ляется Р.,О10:
соотношении
Итак, при различном
различные фосфат-попы:
[Ме2О ]/[РгО5] возможны
[MeaOl/IPAI 3
Структурные ед»- РО;
Н11ЦЫ
Соли Ортофос-
фаты
2 (
Концевые Срединные
группы группы
Полнфос- Метафосфаты
фаты
Точки развет-
вления
Ультрафосфаты
При отношениях 1Ме20 ]' [P3Oj I 2 — I образуются сложные
цепочечные анионы или циклические анионы, называемые полнфос-
фатными. При отношении [Ме3О J/ГР*Оа 1 — 1 0 появляются точки
разветвления; образующиеся здесь соединения называются ультра-
фосфатам и,
К сеткообразующим относятся анионы бора с общей формулой
(BOj)n. Простейшим борным
О 1 2 J
[МегО]/[Р2О5]
64
анионом является ВОГ- В буре
(.\a4B2O7) содержатся цепочки
оксиборат-ионов (BjO?'),;.
Развитие теории дискретных
анионов привело к выводу, что
более характерным для структуры
расплава является но содержание
Рис. 111,3. Равновесие между структурными
единицами в растворах Ме,О- PSO»:
/ — разветвленные единицы; 2 — срединные
единицы; .3 — концевые единицы: о — opnto-
единицы; М-0 — свободный окисел.
j
SiO2 или а отношение общего кислорода к числу ионов сет-
кообразователсй. Для системы SiO2—MeOv это отношение эквива-
лентно lOFlSi]; в присутствии А1 отношение имеет вид Ю)/(ISi ] -г
-р 0,75 IА1)). Исследование вязкости показало, что наряду с О надо
учесть F, Р2Оа. В итоге общий вид этого отношения, названного
коэффициентом структуры анионов (КСА), следующий:
кед .=________(2L±2!E1__
(Sil 4- 0,75 [Al] -г- 1,25 [Р]
В знаменателе могут быть учтены и другие структурообразова-
тел и, но для этого надо экспериментально определить значения коэф-
фициентов перед ними. Для расплавов силикатов соотношение между
содержанием SiOa и КСА следующее.
(мол.) 100 80—100 80—50 50 50—33,3 33,3
' КСА 2 2,0 -0,2 22—3,0 3,0 3-4 4
Аналогично можно представить структуру анионов SixOj' в за-
висимости от КСА (см. вывод на стр. 60).
Микронеоднородность шлаков
Катионы I группы различаются энергиями связи в окнеле. Кроме
того, различна энергия образования силикатов из окислов для раз-
личных металлов, например 33 для FeaSiO4; 63 ,для Mg2SiO4 и
126 кДж для Ca2SiOt и т. д. Следовательно, образование различных
пар катион—анион неравиовероятно. Например, появление связей
Са—О—Si более вероятно, чем Fe—О -Si. Таким образом, около
дискретных анионов появление одних катионов более вероятно, чем
других. Это приводит к неоднородной структуре расплава.
В жидких шлаках существуют области, в которых концентрация
тех нлн иных ионов выше средней, что обуславливает микронеодио-
р од и ость шлака. Последняя приводит к тому, что замена одного ка-
тиона на другой при постоянной мольной концентрации неэквива-
лентна. Другими словами, катионы сохраняют в какой-то степени
свою индивидуальность, и, следовательно, можно говорить о суще-
ствовании химических соединений в шлаках. Однако эти соединения
нельзя отождествлять с кристаллическими соединениями, н их
состояние в расплаве следует рассматривать с привлечением прин-
ципов строения жидкости.
Расплавленные шлаки обладают электронной проводимостью,
т. е. валентные электроны атомов могут приобрести известную по-
движность. Ионы взаимно деформируют своп электронные оболочки,
причем в расплавах окислов наибольшему искажению подвергаются
анионы кислорода.
' Возможен обмен электронами между ионами Fe3+ и Fe'+, что мо-
жет играть определенную роль при химическом взаимодействии.
Есть основания предполагать, что в шлаках растворяется некоторое
количество свободного металла, особенно при способности послед-
него иметь разные степени окисления. В этом случае возникают рав-
новесия, например:
2Fes+ Д- Fe •—► 3Fe«+; SH* + Si —> 2Sr*+
3 П/p В, А. Ершова 65
Итак, шлаковые системы являются сложными расплавами, со-
четающими свойства ионных жидкостей, полимеров, полупроводни-
ков.
Кислотно-основные свойства шлаков
На практике широко используют термины кислые и основные
шлаки. При этом шлаки, содержащие преимущественно окислы
SiOa, называют кислыми, а шлаки с большим содержанием СаО.
MgO — основными. Для характеристики «кислотности» шлаков
предложено использовать отношение lSiO> 1/[СаО ] или ([SiOj +
1 IА ЬОЯ J)/( [СаО I + [MgO]), называемое модулем кислотности
(Мк). Обратное отношение называют модулем основности. Подобная
характеристика, однако, является в известной мере условной. По-
нятия кислотность или основность относительны. Согласно коорди-
национной теории кислотой следует считать вещество, частицы кото-
рого могут принять электронную пару с образованием координа-
ционной связи. Основание — это вещество, которое отдает элек-
тронную пару.
Основность окислов, входящих в шлак, было предложено оцени-
вать энергией связи этого окисла с каким-либо кислым окислом
(SO;,, СО2, SiOa и т. п.). Сопоставление значений AG для силикатов
приводит к следующему ряду относительного уменьшения основно-
сти:
BaO, LiaO, СаО, .MgO, МпО, CdO, FeO, FeaO3, ВеО
Аналогично можно оценить кислотные свойства окислов, напри-
мер, по AG образования соединений с СаО. Тогда получается ряд
уменьшения кислотных свойств:
Р2О5. ВаО3, SiO2, TiO2
С позиций ионной теории строения шлаков основными следует
считать окислы, способные отдавать кислород, а кислыми — его
принимать:
СаО Са:+ -у Од SiO2 4- О2“ +=* SiO£-
Ион кислорода играет роль донора электронной пары, н SiO>, при-
нимающий эту пару, является кислотой. Кислотность окисла по-
этом}7 может быть охарактеризована энергией диссоциации окисла
на газообразные атомы, деленной па координационное число. Сопо-
ставление полученных значений приводит к убыванию кислотных
свойств в последовательности:
РА, VA, SiOa, BA, ВеО, MgO, СаО, Ха А К2О
Для различных анионов SixOy кислотные свойства увеличиваются
с их усложнением. Отсюда может быть сделано и обратное заключе-
ние: основность шлака увеличивается с ростом содержания ионов
О2-, не связанных в комплексные анионы. Этот кислород иногда
называют «свободным»; его ионная доля равна:
А’о*- A'FeO + *VCflO Ь A’Mg0 г ЛМпО — 2-VSiO, ~ ЗЛР;О| — jVFejO, ~ jVAlaO,
66
Для других форм анионов ионная доля равна:
Ло.- — Л реО Т' Л СаО “Ь ^MgO I' ' MnO ~ ~ 4Лгр(ов ^FcjOj ~2ЛД[аО,
Более точной характеристикой является не ионная доля, а ак-
тивность кислорода а0*.-; ее можно определить по значению э. д. с.
элемента, составленного из различных расплавов. Эксперименталь-
ные измерения позволили получить следующий ряд убывания основ-
ности:
BaO, SrO, .MgO, ВеО, А12О3. ВаО3, SiO2
Основность шлаков играет большую роль в восстановительных
процессах. Например:
2РО^- + 50 -► Р2 -т 500 + ЗО2’
FesO3 4- С -—> 2Fe -f- 40-’ -j- СО и т. д.
Концентрация О2' скажется на равновесии этих реакций. По-
этому прн реализации восстановительных процессов очень важен
выбор кислотности (основности) шлака. Но поскольку точное опре-
деление активности кислорода в расплаве затруднено, грубая ха-
рактеристика кислотности по отношению ISiO21/[СаО] допустима.
Этот же вывод следует их выражения для AfOi-. Однако для исполь-
зования значения Мк в реальных условиях необходимо, чтобы содер-
жания других окислов оставались примерно постоянными.
Ш.5. ФИЗИЧЕСКИЕ СВОЙСТВА РАСПЛАВОВ
Вязкость
Вязкость (внутреннее трение) - свойство текучих тел оказывать
сопротивление перемещению одной их части относительно другой.
Основной закон вязкого течения установил Ньютон (1687 г.):
где F — касательная сила, вызывающая сдвиг одного слоя относительно другого;
А — площадь слоя сдвига; dw,dx — градиент скорости.
Размерность вязкости И-с/м2 или Па-с (СИ); 1Г1а-с — 10П —
— 1000 сП (пуаз, сантипуаз, СГС),
Вязкость определяется размерами и формой частиц среды, их
тепловым движением, взаимным расположением, силами межча-
стнчного взаимодействия. Образование пространственных структур
в жидкости, появление полимерных макромолекул вызывает резкое
увеличение вязкости, причем она увеличивается на долю, обуслов-
ленную сопротивлением течению структурной сетки. Для ньютонов-
ских жидкостей вязкость не зависит от скорости жидкости, а для
неньютоновских жидкостей вязкость зависит от времени или от ве-
личины напряжения сдвига (F/S).
Расплавы силикатов ведут себя как ньютоновские жидкости
Вплоть до 1011 Па-с. Роль вязкости в практике эксплуатации высоко-
температурных реакторов (печей) очень велика. Для нормального
3* 67
Образовавшаяся новая структурная единица является точкой
разветвления:
Таким образом, мы получили четыре структурные единицы, кото-
рые могут образовать большое разнообразие дву- и одномерных
анионов. Между этими структурными единицами возможны обмен-
ные равновесия (рис. Ш.З);
2 срединные точка разветвления j- концевая
2 концевые срединная — ортофосфатная
Соединением, образованным только из точек разветвления, яв-
ляется P4OhJ:
соотношении
Итак, при различном
различные фосфат-ионы:
1МеаОИР3О6] 3
Структурные еда- РО41
НИНЫ
Соли Ортофос-
фаты
[Ме2О]/1РаО=,1 возможны
2
Концевые
группы
Пол нфос-
фаты
I
Срединные
группы
Метафосфаты
Точки развет-
вления
Ультрафосфаты
При отношениях |Мо301 IP;O51 -2-1 образуются сложные
цепочечные анионы или циклические анионы, называемые полпфос-
фатными. При отношении [Ме3О\1 [Р2Ой 1 - 10 появляются точки
разветвления; образующиеся здесь соединения называются ультра-
фосфатам и.
К сеткообразующим относятся анионы бора с общей формулой
пионом является ВОз~. В буре
(i\a4B2O7) содержатся цепочки
оксиборат-понов (В^О;’)^.
Развитие теории дискретных
анионов привело к выводу, что
более характерным для структуры
расплава является не содержание
Рис. Ш.З. Равновесие между структурными
единицами в растворах Ме,О- Р»ОВ:
1 — разветвленные едигшцы: 2 — срединные
единицы; .? — концевые единицы; о — орто-
единицы; АЦО — свободный окисел.
64
SiOj или МеЛО,,, а отношение общего кислорода к числу ионов сет-
кообразователей. Для системы SiO;—МеОх это отношение эквива-
лентно [0]. [Si]; в присутствии А1 отношение имеет вид [0 ]/([Si 1-?
0,75 [Al]). Исследование вязкости показало, что наряду с О надо
учесть F, Р^О5. В итоге общий вид этого отношения, названного
коэффициентом структуры анионов (КСА), следующий:
КСА = [O1-4-3IF]
14 [Si] 0,75 [Al] -г 1,25 [Р]
В знаменателе могут быть учтены и другие структурообразова-
тели, но для этого надо экспериментально определить значения коэф-
фициентов перед ними. Для расплавов силикатов соотношение между
содержанием SiO2 и КСА следующее:
[SiOj.-% (мол.) 100 КО-100 S0—50 50 50—33,3 33,3
КСА 2 2,0-0,2 22—3,0 3,0 3—4 4
Аналогично можно представить структуру анионов SiA-O"‘ в за-
висимости от КСА (см. вывод на стр. 60).
Микронеоднородность шлаков
Катионы I группы различаются энергиями связи в окисле. Кроме
того, различна энергия образования силикатов из окислов для раз-
личных металлов, например 33 для FeaSiO4; 63 ;для Mg4SiO4 и
126 кДж для CaaSiO4 и т. д. Следовательно, образование различных
пар катион—анион неравновероятно. Например, появление связей
Са—О—Si более вероятно, чем Fe—О—Si. Таким образом, около
дискретных анионов появление одних катионов более вероятно, чем
других. Это приводит к неоднородной структуре расплава.
В жидких шлаках существуют области, в которых концентрация
тех или иных ионов выше средней, что обуславливает микронеодно-
родность шлака. Последняя приводит к тому, что замена одного ка-
тиона на другой ври постоянной мольной концентрации неэквива-
лентна. Другими словами, катионы сохраняют в какой-то степени
свою индивидуальность, и, следовательно, можно говорить о суще-
ствовании химических соединений в шлаках. Однако эти соединения
нельзя отождествлять с кристаллическими соединениями, и их
состояние в расплаве следует рассматривать с привлечением прин-
ципов строения жидкости.
Расплавленные шлаки обладают электронной проводимостью,
т. е. валентные электроны атомов могут приобрести известную по-
движность. Ионы взаимно деформируют свои электронные оболочки,
причем в расплавах окислов наибольшему искажению подвергаются
анионы кислорода.
Возможен обмен электронами между ионами Fe3+ и Fe2+, что мо-
жет играть определенную роль при химическом взаимодействии.
Есть основания предполагать, что в шлаках растворяется некоторое
количество свободного металла, особенно при способности послед-
него иметь разные степени окисления. В этом случае возникают рав-
новесия, например:
2Fe3+ -I- Fe —> 3R2y Si4" ф Si —> 2Si2+
3 П/р В. А. Ершова 65
Итак, шлаковые системы являются сложными расплавами, со-
четающими свойства ионных жидкостей, полимеров, полупроводни-
ков.
Кислотно-основные свойства шлаков
На практике широко используют термины кислые и основные
шлаки. При этом шлаки, содержащие преимущественно окислы
SiO3, называют кислыми, а шлаки с большим содержанием СаО,
MgO — основными. Для характеристики «кислотности» шлаков
предложено использовать отношение. [SiOJ. [СаО] или ([SiOj-b
•i I А1аОя ])/([СаО 1 + IMgOl), называемое модулем кислотности
(Мк). Обратное отношение называют модулем основности. Подобная
характеристика, однако, является в известной .мере условной. По-
нятия кислотность или основность относительны. Согласно коорди-
национной теории кислотой следует считать вещество, частицы кото-
рого могут принять электронную пару с образованием координа-
ционной связи. Основание — это вещество, которое отдает элек-
тронную пару.
Основность окислов, входящих в шлак, было предложено оцени-
вать энергией связи этого окнсла с каким-либо кислым окислом
(SO;), СО2, SiO3 п т. и.). Сопоставление значений AG для силикатов
приводит к следующему ряду относительного уменьшения основно-
сти:
Bao, Li2O, СаО, .MgO, MnO, CdO, FeO, Fe3O3, ВеО
Аналогично можно оценить кислотные свойства окислов, напри-
мер, но AG образования соединений с СаО. Тогда получается ряд
уменьшения кислотных свойств:
Р3О5, В2О3, SiO.,, TiO2
С позиций ионной теории строения шлаков основными следует
считать окислы, способные отдавать кислород, а кислыми — его
принимать:
СаО Gi-+-ro'~, SiO2 -hOy- SiO^-
Ион кислорода играет роль донора электронной пары, и SiO2, при-
нимающий эту пару, является кислотой. Кислотность окисла по-
этому может быть охарактеризована энергией диссоциации окисла
на газообразные атомы, деленной на координационное число. Сопо-
ставление полученных значений приводит к убыванию кислотных
свойств в последовательности:
Р2О0, Vsor„ SiOi, В2О3, ВеО, .MgO, СаО, Уз2О, К2О
Для различных анионов SiAO;/ кислотные свойства увеличиваются
с их усложнением. Отсюда может быть сделано и обратное заключе-
ние: основность шлака увеличивается с ростом содержания ионов
О2-, пе связанных в комплексные анионы. Этот кислород иногда
называют «свободным»; его ионная доля равна:
А7о»- =- Л>ео + ЛСаО ‘VMgO “Г Л МпО ’ ЗЛР,0» “ VFe:O» — ^'ЛЦО,
66
Для других форм анионов ионная доля равна:
,VO,_ - Лре0 +• ,VCa0 + AMg0 ; ХцпО — 2-VSiOJ — 4Л pjO# — .VFi.jOj — 2ЛА1,о,
Более точной характеристикой является не ионная доля, а ак-
тивность кислорода йо’-; ее можно определить по значению э. д. с.
элемента, составленного нз различных расплавов. Эксперименталь-
ные измерения позволили получить следующий ряд убывания основ-
ности :
BaO, SrO. MgO, ВеО, Л12О:1, В2О3, SiO3
Основность шлаков играет большую роль в восстановительных
процессах. Например:
2РО5- + 5С--► р„ 4- 5СО ь ЗО2~
Fe2O3 -J- С —> 2Fe 4- 4(7'- 4- СО и т. д.
Концентрация О2" скажется па равновесии этих реакций. По-
этому при реализации восстановительных процессов очень важен
выбор кислотности (основности) шлака. Но поскольку точное опре-
деление активности кислорода в расплаве затруднено, грубая ха-
рактеристика кислотности но отношению [SiOaV[CaO] допустима.
Этот же вывод следует их выражения для /Vo»-- Однако для исполь-
зования значения Мк в реальных условиях необходимо, чтобы содер-
жания других окислов оставались примерно постоянными.
II 1.5. ФИЗИЧЕСКИЕ СВОЙСТВА РАСПЛАВОВ
Вязкость
Вязкость (внутреннее трение) — свойство текучих тел оказывать
сопротивление перемещению одной их части относительно другой.
Основной закон вязкого течения установил Ньютон (1687 г.):
где F — касательная сила, вызывающая сдвиг одного слоя относительно другого;
5 — площадь слоя сдвига; dw/dx — градиент скорости.
Размерность вязкости Н-с/м2 или Па-с (СИ); !Па-с — 10П =
“ 1000 сП (пуаз, сантипуаз, СГС).
Вязкость определяется размерами и формой частиц среды, их
тепловым движением, взаимным расположением, силами межча-
стичпого взаимодействия. Образование пространственных структур
в жидкости, появление полимерных макромолекул вызывает резкое
увеличение вязкости, причем она увеличивается па долю, обуслов-
ленную сопротивлением течению структурной сетки. Для ньютонов-
ских жидкостей вязкость не зависит от скорости жидкости, а для
неиьютоновскнх жидкостей вязкость зависит от времени или от ве-
личины напряжения сдвига (F/S).
Расплавы силикатов ведут себя как ньютоновские жидкости
вплоть до Ю11 Па-с. Роль вязкости в практике эксплуатации высоко-
температурных реакторов (печей) очень велика. Для нормального
3* 67
течения химических реакций и движения расплавов в печи необхо-
димо определенное значение вязкости. Для нормального слива рас-
плавов значение вязкости должно быть в пределах 0,3—0,7 Па-с,
варка стекла ведется при 10 Па-с. При определении падение
«пироскопа» соответствует вязкости Ю* Па-с, а температуре ликви-
дуса -- 30 Па с.
Теория рассматривает течение жидкости как «перекачивание»
элементов структуры (единиц течения) в полости, имеющиеся в струк-
туре жидкости. Объем полостей возрастает с температурой экспо-
ненциально, одновременно сокращается и время оседлой жизни
частицы, т. е. частота перескока частицы в полость. Исходя из пред-
ставлений об элементарном процессе течения как о самопроизволь-
ном перемещении частицы из одного временного положения равно-
весия в другое, Френкель теоретически вывел формулу для вязкости:
т] — В ехр (£^/£7), в которой £п — энергия активации вязкого
течения; она включает в себя энергию барьера, необходимую для
перескока частиц из одного положения в другое, и энергию разруше-
ния структурных единиц полимерной природы.
Для жидкостей с комплексными анионами (бораты, силикаты,
фосфаты) вторая составляющая имеет существенное значение, по-
этому для них £л, как правило, велики. Так, для фосфатов £л
больше, чем для расплавов солей; £л для боратов выше, чем для си-
ликатов.
Андраде представляет течение жидкости как передачу количества
движения от одного слоя к другому благодаря временным сочета-
ниям частиц, совершающих колебания около своих положений рав-
новесия. Таким образом, жидкость состоит из осцилляторов, при-
чем колебания, нормальные к направлению течения, передают ко-
личество движения соседним слоям.
Теоретический вывод и а основе этих представлений привел к фор-
муле Андраде:
TJV,/» = Acxp(C/R7)
На основе представлений о решающем влиянии свободного объема
жидкости Бачинским получена формула:
л — VG' — иПр)
где т]0 - -- вязкость прн свободном объеме, равном 1 см3; |/ — объем жидкости; ~
предельный объем жидкости.
В табл III.1 приведены формулы для определения температур-
ной зависимости вязкости.
Развитие представлений о свободном объеме привело для распла-
вов боратов и силикатов к формуле (3). Предложенные формулы для
определения вязкости очень разнообразны. Однако наиболее общий
характер имеет формула Френкеля (13), причем учет зависимости
£л от температуры делает ее универсальной. Подчеркнем, что фор*
мула выведена теоретически, тогда как большинство других следует
рассматривать как аппроксимации (1-12. 17).
6s
ТАБЛИЦА 111.1. Формулы- для температурной зависимости вязкости
гЮ пор. Автор | Формула При мечапне
1 Г- Бачинский л А!ТА Применение ограни-
2 4 = С(И-Гьр) ченно Применима для непо-
3 Филлипс .4 1 Т1 Я V _ <' лярных жидкостей Аналогична (2); выве-
4 Ле-Шатслье 1g (1g П) = Л — ST дена из уравнения со- стояния Стекла, шлаки
5 6 Лазарев !g (Ig = S 1g [!g 014)1 =-A—BT 1g (101S7r|> = A 1g (Т/Тпл) Расплавы силикатов
7 Хербср ГПл соответствует вяз-
8 9 фульчер lg(104T!)= В1е(77Гпл)+ C ig t| = A + B/T-\- C/T2 кости Ю4,0 Па с для стекол
10 Таммаи ig n = Я + ВЦТ - r0)
11 Ватертон Ign = А -г-у-е.хр (C/T)
12 Евстропьев 1g я = A + BiT2
13 Френкель 1g Л = Igtlo-i’ £n//?T
14 Андраде i > A C IS') - '8рл+тг
15 Кумар I6,| + . , A , E Для расплавов боратов
16 Леонтьева и силикатов
17 Барбер , „ DC , C + DS Ign ' A- BS 4 — , 2074 „ Igil- T jr, 6,691 А В, С, D — постоян-
18 Соломин ные для определенного интервала значений S'-' [S.1/IO] Для жидкого SiOa при
19 Бокрис / — 455 . , A7i , 4 AS gT) " g E + RT r R 1990—2270 К Выведено из теории
переходного состояния
Примечай н_е. А, В, С — постоянные; Т — температура: V — объем жидкости;
V» — объем дырок; V — средний свободный объем жидкости; Vnp — предельный объем
жидкости, т. е. объем, который она занимала бы при предельно плотной упаковке.
Для подтверждения механизма течения, предложенного Френке-
лем и развитого Андраде, можно привести значение энергии актива-
ции течения расплава Fe—Fe2O3, вычисленное теоретически: оно ока-
залось равным 122 кДж/моль; экспериментальное значение 112—
129 кДж/моль.
Определение размера единиц течения для расплава SiOs привело
к следующим значениям:
Г, К 1550 2070 2270
Число молекул 1150 700 590
69
А ----1------L—
'700 2000
В дальнейшем
2300 Т, К
Рис. in.4, Зависимость вязкости от температуры
по данным Ландольта—Берштейна (Д); Бэкона
(*); Бокрнса и Соломина (2J.
Эти данные подтверждают мне-
ние о сложной структуре расплава
(рис. 111.4).
Были предприняты попытки оп-
ределения размера дырок по данным
о вязкости расплавов ,\a2SiO3—
—FeO -Fe2O3. Полученное значение
0,15—0.12 им близко к размеру иона
О2* (0,132 нм). Очевидно, его мигра-
ция
до
с у шественным
определяет вязкость расплава
содержания SiO2 50 % (мол.),
оказывается разрыв связен
О—Si—О каркаса, и энергия активации увеличивается.
Уравнение Бокрнса (19), выведенное из теории переходного
состояния, по форме аналогично уравнению (13).
Исходя из представлений о строении жидкости и механизме
вязкого течения, можно сделать вывод, что вязкость определяется
энергией связи между структурными единицами жидкости. Поэтому
введение новых элементов в структуру жидкости повлияет на вяз-
кость в такой же степени, в какой изменилась энергия связи между
А—А (основная структура) и А—В (введенные элементы).
Если новая связь А—В более прочна, чем старая А—А (Ела >
> Ела), то вязкость увеличивается, если менее, то уменьшается.
С увеличением концентрации В определяющими становятся связи
В—В. И если Евв > Едв, то нв кривой зависимости появится ми-
нимум, если меньше — максимум. При равенстве энергий взаимо-
действия вязкость аддитивна (рис. 111.5, а).
Рис. III.5. Возможные типы изотерм вязкости:
а — без образования соединения; б — с образованием соединения; I — Еда = =
= ЕвВ’» }I ~~ ЕВВ < ЕАВ’' Ш ~ £ВВ > ЕАВ-
70
Образование соединений приводит к появлению полей А—АВ
и АВ—А (рис. 111.5, б), где приведенные выше рассуждения о соот-
ношении энергии связи АВ—В и А—АВ сохраняют силу.
Если в жидкости существуют ассоциаты (А)Г11 то их распад
связан с равновесием: Afl Ап_г -F А, которое зависит от темпе-
ратуры. Рассмотрим простейший случай:
АЛ 4=t А -Е А
Для него:
А“тг^тс-;
где К — константа равновесия; а ~ степень диссоциации А А (а < 1); С — исход-
ная концентрация ЛА; для чистого вещества С= I.
Если энергия активации аддитивна, т. е,
ЕалАда + ЕдАд н Ад + Ада = 1
то:
Едд + (£д — £дл) Ад
и
•Ала-О-*) С =(1-Кадс
Ад аС С \П(С
Тогда: Е,} £дл -г (Ед — ЕЛА) С г Л"С; при С = 1
tl_ UXD ^ЛА^Д^ехрНДб.2/?П
1 ' 'Е АГ
Таким образом, эффективная энергия активации нелинейно за-
висит от температуры, что и приводит к усложнению зависимости t|
от Т.
Многочисленные исследования вязкости позволяют сделать неко-
торые выводы о связи вязкости с природой структурообразующих
элементов. Обнаружено снижение вязкости расплавов Na.2O—СаО—
SiO2 при эквимолярной замене SiO2 окнслом двухвалентных метал-
лов (рис. Ш.6, й), причем г] зависит от силы поля иона г'г2.
При замене Na.2O (рис. 111.6, б) вязкость увеличивается тем
в большей степени, чем больше радиус катиона.
*ис. 111.г,. Зависимость вязкости от силы поля катиона для системы NajO—СаО— S1O. пРн
замене SIO, на МеО {а) и Na,0 на МеО (б).
71
Замена аниона, образующего кислородные связи, приводит к уве
личению вязкости, если вновь образуемые связи прочнее. Так, за
мена SiO2 на Р2О5 приводит к увеличению вязкости. Можно указать
также^на следующие наблюдения. Для системы СаО—SiO2—А12О3
минимум вязкости соответствует значению (fSiO2) J- [ALO3 ])/
/{СаО] = I —0,98. Введение сульфидов, FeO, МпО, BaO, MgO,
RaO в эту систему снижает вязкость. Увеличение содержания
А12О3 при постоянном соотношении увеличивает вязкость, а
TiO2 — снижает. Резкое снижение вязкости вызывает введение фто-
ридов, объясняемое влиянием F’ на структуру анионов (см. стр. 62).
Неоднократно предпринимались попытки описать зависимость
вязкости от состава с помощью формальных зависимостей. Простей-
ший метод основан на расчетах по формулам типа:
П “ По Ь ai [MeO]t ~ й2 [МеО|3 у а3 [МеОЬ - • •
где Ло — вязкость чистой бинарной системы; а, — эмпирические коэффициенты
(табл. II 1.2); [МеО1/ — концентрации окислов, % (масс.).
Недостаток этого метода — возможность вычислений в узком
диапазоне составов.
Предложен метод расчета по формуле:
lg П £>ixi
где Di — эмпирическая постоянная; xt — мольная доля.
Метод имеет те же недостатки, что и предыдущий
На основе представлений о молекулярном строении шлаков по-
лучена формула для двухкомпонентных составов:
ч - (ih*Vi 4- 112Л'
где Vi — свободный объем смеси, рассчитанный по правилу аддитивности; АУ—
изменение объема при плавлении эвтектики.
Формулой трудно пользоваться из-за отсутствия исходных дан-
ных.
Для металлических сплавов рекомендовано уравнение:
И =~ (Щ*1 + 112*3) ( * - 2*1*2
где <21.г — теплота смешения компонентов, используемая для вычисления актив-
ностей (см. стр. 28).
ТАБЛИЦА II 1.2. Значения коэффициентов at для расчета вязкости шлаков (Па-с)
фосфорного производства (Мк = 0,8?)
т, к По Компоненты шлака
А 1,0, Р,О# MgO СаГ,
1620 0,50 0,047 0.053 -0.038 —0.065
1670 0,27 0,030 0.033 —0,021 - 0.045
1770 0.22 0.019 0,026 -0,011 -0,023
72
Рис. Ш.7. Усредненная зависимость энергии активации вя>-
кого течения от состава бинарных систем:
; -- Na.0 (К.О) — SiO.: 2 — BaO (SrO, Mgo,
Стй) - Si<V
Одновременно с изменением состава из-
меняется энергия активации (рис. III.7).
Следуя правилу аддитивности
-у (/Г2 - /Г,) V.
и тогда:
ig >1 ~ 1g »h - а-\ 2
Особенность расплавов силикатов —
постепенное усложнение анионов, в ре-
зультате чего сингулярные точки на зави-
симостях вязкости от состава не всегда об-
наруживаются, Это позволило применять
обобщенные характеристики состава ; рас-
плава для определения вязкости. В .'частности, показано, что до-
статочно точные результаты получаются при использовании функции!
1] - \ (КСА)
где КСА — коэффициент структуры анионов (см. выше).
Функция имеет вид:
lg n - A -j- Я КСА 4-аехр (6-KCA)/T (HL!)
т. с. она одновременно учитывает зависимость энергии активации и
предэкспонснты от состава. Выраженпе(ШЛ) по форме соответствует
уравнению 13 в табл. 111.1, предсказанной теоретически. Значения
постоянных приведены в табл. 111.3.
Для шлаков фосфорного производства формула с коэффициен-
тами А = —11,03; В — 1,705; п —47 820 и b = —0,506 применима
выше температуры начала кристаллизации н при содержании Р2О6
менее 15 % (масс.).
Для гетерогенных расплавов, т. е. расплавов, содержащих твер-
дые включения или кристаллизующиеся фазы, иными словами, для
составов ниже линии ликвидуса, вязкость возрастает и приведенные
ТАБЛИЦА III.-1 Значении коэффициентов в формуле (1П.1) при выражении
вязкости о Па-с
Г. к КС.'. — 2.10 2. У. КСА = 2.35—4,00
А в а h .4 в а b
1520— —28,4 9,25 794-1О:‘ -1,734 -11,12 1,74 45 668 —0,513
1820 1870— 2288-103 —8,05 33 850
-26,8 9,05 —2,28 1,10 —0,483
2270
73
формулы неприменимы. Здесь вязкость можно определить по фор-
муле Эйнштейна:
1] - ’1ср (1 Г 0,25(|) (111.2)
где i]Cp — вязкость среды; q—содержание дисперсно» фазы.
Следует отметить, что формула (Ш.2) не учитывает размера ча-
стиц, т. е. принимается независимость вязкости от него.
Электрическая проводимость
Электрическая проводимость расплавов имеет огромное значение
в электротермических процессах. Она определяет распределение
выделяемой мощности в реакционном (проводящем) пространстве,
рабочие электротехнические параметры. Неоднократно высказыва-
лись предложения по изменению режима работы печей путем регу-
лирования электрической проводимости. Последнее возможно при
изменении температуры и состава среды.
Явления электропереноса, обнаруженные для шлаков, свидетель-
ствуют о том, что в переносе зарядов участвуют ионы. Количествен-
ную оценку роли попов в электрической проводимости дают числа
переноса, которые указывают долю электричества, за перенос кото-
рой отвечает данный нон. Экспериментальное определение чисел
переноса для шлаков показывает, что в переносе участвуют только
катионы. Например, для шлака состава |в % (масс.)]; 6,2 — SiO2,
22,7 — А12О3; 16 — Fe2O3; 24,85 — СаО и 30 — ВаО - определены
следующие значения чисел переноса:
Ио» Са3+ Ba2* Fc3* У
п 0,57 0,29 0,33 1,19
Как видим, 2уг :=« I. хотя ионы А13+ в переносе участия не при-
нимают. В других работах, однако, участие ионов А13+ в электро-
переносе обнаружено. Заметим, что максимальная подвижность
определена у иона Са2\
Разные данные об участии попов в переносе связаны с различным
составом расплавов. Тем не менее для расплавов силикатов очевиден
катионный характер электрической проводимости. Это объясняется
тем, что анионы Siпрактически неподвижны. В расплаве
СаО -Р,О3 пся I. Однако более точные замеры позволили опре-
делить лр, которое оказалось равным 0,2—0,3. При этом обнару-
жено, что фосфор перемещается в виде катиона Р5+. Возможно, ком-
плексные анионы Р2ОЙ, так же, как и силикатные, остаются непо-
движными. Этот же пример свидетельствует о том, что единицы пере-
носа не всегда могут совпадать со структурными единицами.
В шлаках, содержащих значительные количества железа, ко-
бальта хрома и других переходных элементов, в переносе электриче-
ства участвуют электроны.
По абсолютному значению электрическая проводимость распла-
вов силикатов относительно велика и зачастую сравнима с таковой
расплавов хлоридов (табл. Ш.4).
74
ТАБЛИЦА III.4. Сравнение электрической проводимости расплавов силикатов а
хлоридов
Me Силикаты Хлориды
(SiOj. [MeO] и, Ом ’-см1 и, Ом“‘-см-’
Li 3.0-1,72 2.38—7,69 8,47
Na 5,3—2,94 0,95—2.78 5,62
К 5.0—2.86 0,66—1,89 4,20
Электрическая проводих!ость с ростом температуры возрастает.
Согласно Френкелю в переносе участвуют лишь те ионы, энергия
которых достаточна для перемещения их из одного положения
в другое. Отсюда для данного вида ионов:
х — х0 ехр (Z?x RT]
где Е* — энергия активации электрической проводимости.
Влияние диссоциации сложных ионов, увеличение числа по-
движных ионов и другие явления приводят к зависимости Ех от тем-
пературы. Учет этой зависимости предложено проводить с помощью
уравнения (Евстропьев):
1g х _ Л -ВТ3
Зависимость электрической проводимости от температуры в при-
сутствии сложных ионов может быть уяснена из следующего рассу-
ждения. Обозначим: w-- скорость перемещения ионов; п — число
ионов в 1 см3; г — заряд иона. Тогда ток, проходящий через сече-
ние S, равен: I = nzwS. Скорость ионов пропорциональна градиенту
напряжения U:
и
w = a- -j-
(а— некоторый коэффициент; L— длина проводника).
Тогда, учитывая, что R = U/Ц R = р- LlS и х = 1/р, получим:
/ = aU, LnzS-, R = UL aUnzS - L/y.S ; x = anz
Зависимость а от T описывается выражением:
dr _ exp (~Cyc/RT')
Значение n увеличивается вследствие диссоциации сложных
ионов. При малой степени диссоциации константа диссоциации
равна (диссоциация типа АВ А — В):
Са2
Отсюда: а — j К/С = C-1/1 exp (—AG!2RT).
При n = Са: п — С1^ exp (—AG 2/?Т) и
х - а exp (—EK/'RT) о.хр (—AG, 2RT)
75
Поскольку ДО = Д/У — Т AS, то:
/ 0,5 А// 4- /?х t ES \
“-"М------------RT------^~Н~)
Изменения Д/У и AS с температурой определяются значением
ДСр. Для простых комплексов эта величина невелика, В этом слу-
чае уравнение Френкеля применимо и при росте диссоциации ионов
с температурой. Для сложных попов АСР может сильно изменяться,
значения Д/7 и Д5 с температурой падают (ДСР < 0) и более приме-
нимо уравнение Евстропьева.
В соответствии с экспериментально установленным униполяр-
ным (катионным) характером электрической проводимости шлаков
подвижность катионов и их концентрация определяют электриче-
скую проводимость: х = anz.
С увеличением концентрации МеО чем меньше размер анионов,
тем меньше препятствий перемещению катионов. Принимая, что
в силикатах, как и в расплавах галогенидов, подвижность ионов
обратно пропорциональна квадрату радиусов, получаем, что для
двух составов с катионами, различающимися по размерам, электри-
ческие проводимости относятся как г?» т. е.:
хгх3 =- ZjWj z8na (r2.'rj)a
Справедливость этого соотношения подтверждают данные, при-
веденные в табл. 1П.5.
Установлено, что с уменьшением размера катиона электриче-
ская проводимость увеличивается. Влияние природы катиона ска-
зывается на энергии активации электрической проводимости. Для
смеси солей MeL—Ме2 эффективная энергия активации равна
£ = /Го -г Е Л'г^а
(где У1, Л'-> — относительные доли катионов I и 2); тогда:
in-z.- 1g Л-h (Ei-Ft'iXz (Ш.З)
Полученное уравнение (Ш.З) экспериментально проверено Ев-
стропьевым и означает, что энергия активации электрической про-
водимости линейно зависит от концентрации (рис. II 1.8).
Прн аддитивности электрических проводимостей:
Ху — .4, ехр (—EyjRT} -f- Л2ехр (—RT] ?- ехр (-EyjRT) (III.4)
ТАБЛИЦА Ш.5. Экспериментальные и теоретические значения электрической
проводимости силикатов различных составов
К атион Радиус нона, нм МеО - 2SiO, МеО-Si О, MeO-SiO
экспери- мент расчет экспери- мент расчет экспери- мент расчет
Са 0,099 0,31 0,89 0,93 _
St 0,113 0,21 0,24 0,63 0,72 1,4 1,44
Ва 0.135 0,18 0,17 0,60 0,51 1,32 1,02
Мп 0,08 0,55 0,48 1.8 1,42 4,5-6,3 2,85
Fe 0,075 — — 1,82 1.G2 — —
76
Рис. П 1.8. Усредненная зависимость энергии активации
электрической проводимости от состава бинарных си*
с тем:
/ - Li.O(NatO, К-О) - Sit),; 2 - MgOICaO. SrO. BaO) —
'i - ’IiOs - SiOs.
Если £; значительно различаются, то
зависимость от температуры определяется
одним из слагаемых. Если же при сме-
шении солей образуются новые соедине-
ния, зависимость х от состава имеет слож-
ный характер: составам соединений со-
ответствуют минимумы, когда электри-
ческие проводимости исходных солей
мало различаются, а образующееся сое-
динение — прочное.
Для расчета электрических сопротивления и проводимости слож-
ных систем применяют эмпирические уравнения типа?
или
Р “ Р« + I-МеО]! Д- «2 [МеО]а I
(111.5)
х [МеО|г ]Л2 [XleOJa l ... (fll.6)
где ро в «о относятся к шлаку, принятому за стандарт; о,, Ь, — эмпирические коэф*
фнциентыДтабл. 111.6).
Данные по электрической проводимости гетерогенных систем
ограничены. Для твердых двухкомпонентных систем с разными элек-
трическими проводимостями Xj их2 предложена формула (Кинджери):
‘ “ I-2XVX2
Хсм - Xi ,
1 + v Xl Ъ
(и — объемная доля второго компонента).
Если х2 Хг. то:
I —о
Хсз, - х, р
рем — Р1
I +
I —1>
(и — объемная доля непроводящего компонента, например кристал-
лизующейся фазы).
тАБЛИЦА IH.6. Значения коэффициентов уравнений (Ш.5) и (111.6) для шлаков
фосфорного производства при Ми — 0,8
Т. к Ре амео 0СзГ. ЬД1>О, ЬР,О,
1720 0,35 2,85 2,32 15,38 0,0008 0,0013
1770 0,44 2,27 1,19 14,80 0,0009 0.0017
1820 0,54 1.85 — 11,76 0,0012 0.0021
1870 0,65 1,54 — 9,68 0,0016 0.0025
77
Из сопоставления уравнений вязкости и электрической прово-
димости
х =• .4 ехр (—£’х RT)
i] Йс.хр (£*n RT)
следует, что произведение
х"1] - АВ ехр [(— пЕк --У Гп)RT]
может стать постоянным, если пЕк — £л = 0, т. е. при некотором
значении а Е^'ЕМ. Значение п найдено экспериментально, при-
чем обычно п > 1, хотя имеются жидкости, для которых д<1.
Например, для воды п = 0,48; для составов PbO—SiO2 при 30—
60% (мол.) SiO2 л = 0,9—1,03.
Таким образом, обычно больше Ек, т. е. активирование еди-
ницы течения требует большей энергии, чем переносчика заряда
(катиона), и связано с перестройкой комплексных анионов
(табл. III.7).
Для расплавов хлоридовп колеблется от 2 (СаС1а) до 4,5 (СнС12).
Возрастание п может быть вызвано появлением гетерогенностей,
особенно вблизи температуры плавления.
В связи с отмеченной связью вязкости и электрической проводи-
мости характер зависимости последней от состава также может быть
обусловлен КСА или другими параметрами в зависимости от метода
расчета вязкости.
Возможна и обратная задача — определение вязкости по данным
об электрической проводимости: достаточно иметь по крайней мере
две пары значения х и гр
ТАБЛИЦА 111.7. Сравнение Ен и Ец для различных силикатов при 1420—2070 К
Me,. О pMe^Oj, % (мол.) 7/х> кДж,моль ЕкДж,'моль Л
1ЛО 55 75,3 41,8 1,8
45 104 41,8 2,5
33 138 50 2,75
Na.,0 50 133 54 2,5
33 159 50 3,2
25 159 46 3,5
15 201 50 4,0
КаО 33 188 33,5 5,3
25 188 37 5,0
15 192 54 3,5
MgO 50 159 104 1.5
45 171 117 1,5
40 180 125 1,4
SrO 50 151 108 1,4
40 188 125 1,5
33 197 142 1,4
25 221 175 1,3
BaO 50 146 71 2,1
40 180 104 1,7
33 192 134 1,5
20 247 205 1,2
78
Диффузия
Диффузия — это процесс переноса вещества из одной части си-
темы в другую. Диффузионный поток / в единицу времени через
единицу сечения по закону Фика равен:
— / - Г> dC, dl
где D — коэффициент диффузии (хг,с, с.хг с): С — объемная концентрация; dC.dl—
градиент концентрации.
Если на диффундирующие частицы действует внешняя сила F, на-
правленная вдоль /, то частицы начинают двигаться со скоростью а1.
Количество перенесенного вещества за время dr равно:
/ di — din
где п — число частиц в единице объема, т. е. С,
Тогда вызванный движением частиц поток равен j - C'dldx =
— С&'. Общин поток вещества:
/ - —D-dC-dl ф &С
Рассмотрим распределение концентрации С в поле тяжести
(I — /т). При установившемся градиенте концентрации
D dC dli . vC
и по Стоксу:
w — Л6.т1]г _ mg бттцг
где г — размер диффундирующей частицы.
Тогда:
dC:C — D,’w dh — mg dh 6лг|г/Э
Интегрирование от 0 до h дает:
С = Со охр (—mgh/GniyD)
Распределение концентрации частиц по высоте описывается урав-
нением Больцмана:
С ~ Соехр (—mghfkT)
Следовательно: tnglkT = mgibDx\rx, и
D — kT, Gt) гл -- k Г/<]1 ч г л (Ц1.7)
где <р — коэффициент, учитывающий соотношение размеров диффундирующих ча-
епщ и частиц среды; если размеры частицы среды меньше размеров диффундирую-
щих частиц, (р = 6; в противном случае гр — 4; при равенстве размеров ср — 2.
Зависимость коэффициента диффузии от температуры описы-
вается экспоненциальным законом:
D = Do exp (~Со;/еГ)
где /;£> — энергия активации диффузии.
Уравнение Нернста—Эйнштейна связывает коэффициент диф-
фузии с электрической проводимостью:
х - гЧ'Ч)х RT
Где р _ число Фарадея; х — концентрации.
7!)
Учет соотношения ип)] = const приводит к выражению
1)пц const (I11.8)
которое противоречит уравнению (III.7), констатирующему обрат-
ную пропорциональность между D и -ц, что, возможно, объясняется
наличием сил взаимодействия между диффундирующими частицами
и структурными единицами среды.
В уравнении (II 1.8) /г характеризует отношение; п = E4:ED.
Для некоторых систем Еп и Еу близки: например, в расплавах фос-
форита Ех — 157—191 и Ер 138 — 178 кДж моль. Это позволяет
использовать соотношение (111.8) для оценки размеров диффунди-
рующих частиц, если определено D. Так, данные скорости восста-
новления фосфата кальция из расплава позволили пайти коэффи-
циенты диффузии и вычислить размеры диффундирующих частиц;
они оказались равными 0,04—0,05 нм. Такой размер не может быть
приписан фосфат-ионам, и за диффузию фосфора в шлаке ответст-
венны катионы Р5+. К аналогичному выводу привели вычисленные
коэффициенты диффузии из данных по электрической проводимости.
Значения Е>)} и ED зависят и от природы диффундирующих частиц
и среды (табл. II 1.8).
Следует отметить высокое значение D для водорода и независи-
мость его от температуры (Ео 0). Скорей всего, водород диффун-
дирует в виде протона, хотя в шлаках водород существует в виде
ОН".
Коэффициенты диффузии элементов в расплавленном железе
одного порядка: 10“4—Ю"5 с.м2/с; максимальное значение присуще
углероду: (3 -4)-10"4 см2/с. Энергия активации колеблется в широких
пределах, по одновременно изменяется предэкспоненцпальныи мно-
житель. Между ними существует следующая связь:
lg Do —3,71 + 0,324. RT„tl
ТАБЛИЦА 1/1.8. Коэффициенты диффузии Db и энергии активации диффузии
некоторых ионов
Диффунди- рующий пои Среда T. К D. cmVc кДж/иоль
/Эр оо-р2о6 1250—1270 (2.6 —2,7) • 10 е
/ .аО—РаО5 1250 — 1270 (3,0 —5.0)- IO*6 —
Лр СаО—А1SO5 - Si О2 - Р2ОЬ 1570- 1770 (8-12). IO’7 175
4.4-10*11
/?са СаО—.\'2O3—SiO2 1570—1770 (3,1-5,б)-10 7 23(5
3,8-IO’0
/>Н СаО—AhO)—S1O2 1670-1870 (1-2,5)-10^ 0
Dy Расплав фосфорита 1670—1770 ИМО’* 138—178
Dai СаО—AUOg-SiO:
6 % А1Д 1770 1.37-10“e 354
12,5 % А12Оз 1770 2.I0-I0’3 250
Do СаО—AI,Qj-SiO2 1750 (1,0—1,2). 10*5 354
D\a Xa.O-SiO- 1470 3,1-10“* 50
/Ще СаО— А1,Оз—SiO2- 1690 2.9.10'6 121
CaFa-FeO
НО
ТЛЬПП ЦА III.9. Параметры диффузии некоторых элементов в расплаве Ге—С
(чугун)
Элемент | £>„ 10‘, см’/с Л'/j. кДж D j- 1 О4, см«/с (1700 К)
Si * 1,1 41,8 0,057
Ti ** 50 71,0 0,33
Гг 18,5 60,5 0,26
(.о 20,0 54,0 0,28
Xi 75,0 58,5 1,21
Ми 60,0 90.0 0,10
1Г 12,50 145.0 0,045
S (0,9 X,) 7,4 87.5 0.015
Р (1,5 %) 3,1 45,8 0.122
Ми (1,5 %) 1,0 37 0,073
с ♦ Радиус нонл 0.31 им. ** Радиус нона 0.68 нм. 39-16 67-58
Для многих элементов Ер близка к £п среды, что позволило при-
менить уравнение Стокса (II 1.7) для определения размеров диффун-
дирующих частиц. При этом было взято значение (р = 4, так как раз-
мер ионов элементов меньше размера частиц железа (табл. III.9).
Поверхностное натяжение
Вблизи поверхности раздела свойства фаз отличаются от таковых
в объеме, что связано с особым состоянием веществ в граничном
слое. Особые свойства поверхностного слоя требуют пх специаль-
ного учета при определении термодинамического потенциала системы:
G -
где Г;, G( — объем л потенциал каждой фазы; 3,, G' — поверхность контакта фаз
и потенциал, отнесенный к единице поверхности,
Общее количество компонента в системе с учетом поверхностного
слоя равно:
с -- £ д- у;Stc;.
причем С; С/.
Отклонение С, от C'i называют адсорбцией Г; последняя может
быть как положительной, так и отрицательной. Согласно Лэнгмюру:
Г -гьС. (I ЬС)
где z- число центров адсорбции; 6 —отношение констант адсорбции и десорбции;
С - - концентрация.
При малых концентрациях ЬС < 1 н
Г - Ц>с
т. е. уравнение превращается в закон Генри для растворов газов.
Исли ЬС 1, то I1 = г, т, с. наступает насыщение поверхности.
ы
Между поверхностным натяжением и адсорбцией существует
зависимость, описываемая уравнением Гиббса:
г______С da
RT dC
где о — поверхностное натяжение.
Это уравнение показывает, что при dn!dC > 0 адсорбция отри-
цательна, если da/dC < 0 — положительна. Обычно вещество стре-
мится снизить свою поверхностную энергию, что при постоянстве S
приводит к снижению о. Следовательно, если г/сг/ЛС>0, молекулы
растворенного вещества уходят в объем, в противном случае они
концентрируются в поверхностном слое. Такие вещества называют
поверхностно-активными (капиллярно-активными). Зависимость
поверхностного натяжения от состава может быть получена на ос-
нове сочетания уравнения Гиббса и Лэигмюра:
zbC С do
1 Ь ЬС = “ ~ЙТ~ ~dC~
ил и
0 — По —-zRT In (1 ЬС}
(уравнение Шишковского).
Если поверхностный и объемный раствор идеальны, то для много-
компонентного раствора:
О - yjcTj.VpV/ v ,vi.4< (111.9)
где At = Л1/8, т. с. мольный объем.
При близких M/S:
" - Г О,Л'(
Адсорбция приводит к изменению физических свойств поверх-
ностного слоя. Например, для сплава FeO — Fe2O3 поверхностный
слой обогащается Fe2O3: при содержании и в объеме 11% (масс.)
Fe2O3 поверхностный слой содержит 34% (масс.) Fe2O3. Это приводит
к повышению температуры солидуса до 1698 К при температуре
ликвидуса 1823 К- Следовательно, при 1673 К, когда сам расплав
жидкий, поверхностный слой становится гетерогенным или твердым.
Обнаружено обогащение поверхности расплавов кремнеземом
в системе FeO—SiO2. Так, для состава, отвечающего соединению
Fe2SiO4, поверхностный слой состоит из FeSiO3.
Аддитивность о не всегда сохраняется. Применимость урав-
нения (II 1.9) зависит от характера зависимости адсорбции от da'ИС
(табл. III.10).
ТАБЛИЦА ШЛО. Экспериментальные и вычисленные значения а Лзя шлаков
различного состава [в % (.маг,)]
Г. к |СаО] | [SiOj fAi.Oj LM₽o) [ГеО1 а- Ю-». Н/м
эксперц-I мент 1 расчет
1630 42,2 38.6 13.2 15.0 0,20 188 493
1670 29,87 50,1 15.1 4.93 0,2 482 477
1670 36.47 38.0 21 5,3 0,1 522 505
82
Рис. III.9. Влияние природы окнс.юв на поверх-
ностное натяжение расплавов на основе закиси
железа;
1 - Л[,ОЭ; 2 — С;:О; '3 - TiCk; t - SiO.; 5 —
P*0j.
Общий характер зависимости о
от состава тот же, что и вязкости
(см. стр. 73), т. е. определяется
соотношением энергии взаимодей-
ствия между старыми и введенны-
ми частицами. Данные рис. III.9
показывают возрастание ст при
введении Л12О3 (/). его независимость прн введении СаО (2) и рез-
кое снижение в присутствии Р2О& (5). Для TiO2 (3) и SiO2 (4) сни-
жение ст идет в соответствии с принципом аддитивности. Найдено,
кроме того, что резкое снижение наступает при введении FeS и
Na.2O. Они так же, как и Р2О5, относятся к поверхностно-активным
компонентам.
Определение ст для фосфато-кремннстых расплавов показало, что
с ростом содержания Р2О5 оно линейно снижается. Получены сле-
дующие значения ст (в Н/м):
Т, К
Содержание Р2О5. %
(мол.)
0,5
18,5
1670
0,500
0,340
1770 1820
0,420 0,360
0,300 0,220
С ростом температуры поверхностное натяжение обычно умень-
шается. Для шлаков СаО—SiO; - ALO3 MgO: да/дТ = —(0,2—
-0,3) (Н/м-Ю-103.
Однако для некоторых расплавов да!дТ г>0 (рис. III.I0).
Вне, Шло. Зависимость температурного коэффициента поверхностного натяжения от со-
става систем:
/ - MgO-SiO,; 2 - МпО-SiO/, 3 — FeO-SiOt; 4 - CeO-SlO,; 5 — Li,O-SiO.‘ 6 —
NajO-SiO,: 7 - KtO-SlO,.
83
Рост а с температурой объясняют появлением поверхностных
эвтектик или расслаиванием жидкости, снижением адсорбции с ро-
стом температуры. Повышение о обнаружено для чистых SiO2,
В2О3, GeO2. Можно предположить, что повышение ст с температурой
имеет временный характер, так как известно, что при критической
температуре ст = 0.
Плотность
Для шлаковых систем предложено уравнение для определения
плотности, основанное на аддитивности мольных объемов:
V - “ = 0>45.rSjOi Ч- 0,286хСаО -У 0,204xFcO + 0,35xFcOj 4-
1 О,237л'цП0 — О,367х,цЧ0 0,48.Грд-)( -|- 0,402,v ^|_q3
где у — плотность шлака; х, — мольные доли.
Формула применима при 1670 К; для других температур:
Т/ - У167О - 0,07- IO’1 (Т - 1670)
Однако приведенные зависимости пригодны лишь для грубых
оценок. В целом плотность шлака тесно связана со структурой рас-
плава и влиянием типа окнсла на эту структуру. Последнее под-
тверждает, в частности, зависимость коэффициента термического
расширения шлака от характеристики иона.
Отмечена также связь термического расширения окислов и доли
ковалентной связи.
Сравнение вычисленных значений плотности с эксперименталь-
ными для фосфато-кремнистых расплавов дает относительно хоро-
шее совпадение (табл. III. 11).
ТАБЛИЦА ///.//. Плотность фосфато-кремнистых расплавов
Состав Плотность, г/см’
Р(О,, % (масс.) Мк эксперимент расчет
10 0,8 2,3 2,76
1,0 2,6 2,71
1.2 2,6 2,64
2-10 0.6 2,5 2,88
0,8 2,8 2,79
1,0 2,6 2,63
L2 2,94 2,57
2-0,5 0,6 2,94 2,90
0.8 3,08 2,84
1,0 2,91 2,76
84
ГЛАВАДТУ
УГЛЕРОД И ЕГО ПОЛИМЕРЫ
IV.1. ОБЩИЕ СВЕДЕНИЯ
В Периодической системе химических элементов углерод находится в четвертой
группе. Порядковый номер углерода равен шести, атомная масса 12,011. Ядро атома
углерода состоит из шести протонов и шести нейтронов и в оболочках атома содер-
жится шесть электронов.
Углерод существует в виде графита и алмаза. В присутствии катализаторов
превращение графита в алмаз происходит при давлении 6-10° —8-10° Па и выше
и 1670—1870 К. Тройная точка углерода находится при давлении 103-105 Па и 4247 К;
се положение зависит от марки графита и меняется в пределах от 4183 до 4299 К.
(рис. IV.1).
С повышением давления до 6-10° Па температура плавления графита достигает
5100 К- Теплота сублимации углерода 715 кДж/моль, теплота плавления графита
при 48- Ю8 Па составляет 105 кДж/моль.
В электротерм1гческом производстве используют полимеры углерода, обладаю-
щие различными свойствами. Их назначение — восстановление различных окислов,
например фосфора, кремния и других, а также получение различных карбидов. Эти
полимеры должны обладать высокой реакционной способностью, пористостью и до-
статочной прочностью. В качестве восстановителей используют коксы: металлурги-
ческий, нефтяной, древесный уголь, а также некоторые каменные углн после пред-
варительной прокалки или коксования.
Конструкционные материалы на основе различных полн.меров углерода служат
для изоляции пода и стенок руднотермических печей и изготовления различных из-
делий и аппаратов, работающих в агрессивных средах при высоких температурах.
Эти полимеры должны обладать низкой реакционной способностью и пористостью,
малой газопроницаемостью и высокой механической прочностью.
Для получения этих полимеров углерода используют композиции из не-
фтяного кокса или других коксов и антрацитов как наполнителя и каменноуголь-
ного пека или полимерных смол типа фенолоформальдегидной в качестве связующего
(об условиях изготовления см. в гл. XVII).
Для получения самоспекающихся электродов в руднотермических печах ис-
пользуют электродные массы, содержащие наполнитель различного фракционного
состава (нефтяной кокс, антрацит, графитовый бой) [76—80 % (масс.)] и связую-
щее; каменноугольный пек (20—24 % (масс.) ]или с.молопек — каменноугольная
смола [10 % (масс.)] -ф пек [10—15 % (масс.)]. Такую массу загружают в металли-
ческий кожух, в нижней части которого находится уже закоксованная масса. Кок-
сование электродной массы происходит за счет теплоты печи.
Аноды — электроды печей при производстве алюминия — готовят из нефтяного
(или пекового) кокса в качестве наполнителя и каменноугольного пека — связую-
щего. Аноды могут быть как самоспекающнеся, так н предварительно обожженные,
изготовленные из композиций нефтяного кокса и каменноугольного пека. Основные
требования к анодам: удельное электросопротивление (50—60)-10'4 Ом-см,
низкая окисляемость и осыпаемость, высокая
механическая прочность.
Графитированные полимеры углерода —
искусственный графит — находят широкое
применение в различных областях промыш-
ленности в качестве электродов и изоляции.
Эти полимеры готовят из композиции нефтя-
ного кокса [77—80 % (масс.) ] и каменноуголь-
ного пека [20—23 % (масс,)]. Графитацню
ведут при 2770—2970 К в течение 50—70 ч.
В некоторых графитовых изделиях в качестве
наполнителя используют технический угле-
род (сажу).
IV.I. Диаграмма Банди для углерода.
85
C М 0,2 Q3%4 0,5нм
t.iii_______।__i
Рис. [V.2. Кристаллическая решетка графита.
Графит при высокой температуре имеет гекса-
гональную структуру, т. е. атомы углерода в каж-
дом слое размещены как раз под центром шести-
угольников верхнего слоя (рис. IV.2). При низких
температурах н особенно при дроблении и растира-
нии гексагональная структура переходит в ромбо-
эдрическую, слои в которой смещены так, что
первый относится ко второму, как второй к третье-
му. С повышением температуры ромбоэдрическая
структура переходит в гексагональную.
IV.2. ТЕОРИИ ГРАФИТАЦИИ
Процесс графитацин полимеров углерода до настоящего времени
во многом остается неясным. По сей день, например, степень завер-
шения процесса различные исследователи оценивают по разным по-
казателям, а именно: по электрической проводимости, плотности,
горючести, коэффициенту температурного расширения (КТР), тер-
моэлектродвижущей силе, по значению меж плоскостного расстояния
(d002). Так, предложена формула, характеризующая степень графи-
тации по величине сближения слоев графитовых сеток:
Т — (^Макг — (£^м,и;с ^мпп)
где d4aKC —межплоскостное расстояние в турбостратной структуре (0,343 нм);
межплоскостное расстояние в предельно графитированном материале (0,33.54 нм),
doos — межилоскостное расстояние, определенное в опыте.
Первую попытку объяснения процесса графитацин предпринял
Ачесон. Он считал, что получение графита из углей идет через кар-
биды металлов. Поэтому о возможности образования карбида из углей
он судил ио содержанию в их золе карбндообразователей, особенно
кремния, кальция, железа, алюминия, марганца и других. Образо-
вание карбидов некоторых металлов как промежуточных соединений
при графитацин углерода несомненно происходит и может оказывать
существенное влияние на образование графита.
Хотя многие и отрицают роль карбидов при образовании графита,
но есть данные, что карбиды некоторых металлов, диссоциирующие
в условиях зарождения и образования графита, способствуют совер-
шенствованию структуры графита. Подобное действие оказывают
некоторые металлы в жидком состоянии и их карбиды, например
никель, кобальт, железо и др. По-видимому, карбидообразующие
металлы катализируют процесс графитацин, являясь в одних случаях
зародышами, а в других — переносчиками углерода, как в условиях
гетерогенной графитацин.
Особенно много возражений против карбидной теории было со
стороны исследователей, в работах которых графитировался почти
беззольный нефтяной кокс: оказалось, что последний хорошо гра-
фитируется. Однако разные исследователи при графитацин коксов
получили далеко не одинаковые данные. Оказалось, что не все неф-
тяные коксы, а также коксы каменных углей и антрациты способны
хорошо графитироваться.
86
Внедрение рентгеиоструктурного метода анализа природных
углей и других полимеров углерода позволило высказать предполо-
жение, что в самой исходной структуре твердых углеродсодержащих
веществ имеются мельчайшие кристаллические графитоподобные
тела, которые прн термической обработке рекристаллизуются в круп-
ные кристаллы графита. Согласно этой теории (Веселовского) искус-
ственный графит образуется за счет термических процессов, а не
в результате распада карбидов и образования графита из газовой
фазы. Графитацин углеродных веществ обусловлена рекристалли-
зацией уже имеющихся в исходном полимере углерода мелких кри-
сталлов графита. При этом возможно образование графита из кар-
бидов при термической графитацин, хотя примеси существенного
влияния на графитацию оказывать не должны. Так как не все исход-
ные углеродные вещества графитируются в одинаковой степени, ав-
тор полагает, что в данном случае проявляется специфическая при-
рода угля, обусловленная особенностями его дисперсной структуры.
Последняя налагается на молекулярную структуру и искажает
свойства графита.
Последующие рентгеноструктурные исследования показали, что
в исходных твердых полимерах углерода имеются не только мелко-
кристаллические соединения, способные к графитацин, но и турбо-
стратные структуры, не способные переходить в графит путем ре-
кристаллизации при термической обработке. Причем разные иссле-
дователи обнаружили различное количество графитирующихся и
неграфитирующихся материалов, хотя для определений применяли
одни и те же исходные материалы, например нефтяные и каменно-
угольные коксы, антрациты или сажи. Правда, не всегда указыва-
лось, при каких условиях получены твердые полимеры и из каких
нефтей, углей и антрацитов, Кроме того, часто методы исследова-
ния и опенки степени графитацин были различными. Это приводило
к противоречивым данным, которые не находили объяснения.
Исследования Франклин позволили заключить, что графитацин
углеродных материалов обусловлена внутренней структурой. Есте-
ственный графит и графитирующийся углеродный материал — ан-
трацит — содержат крупнокристаллические структуры, параллельно
или почти параллельно расположенные между собой пачки кристал-
лов. Неграфитнрующийся углеродный полимер имеет мелкокристал-
лическую структуру. Эти кристаллы или углеродные сетки располо-
жены хаотически и связаны термически стойкими связями, затруд-
няющими упорядочение и рост кристаллов графита.
Касаточкин, развивая взгляды Франклин, предположил, что эти
термически стойкие связи имеют кумуленовую (--С-С--)п или по-
ли иновую (—С. С—)„ структуру. Он же сформулировал положение
о роли газовой фазы в процессе графитацин. Показано, что некото-
рые исходные углеродные вещества графитируются в результате
термического воздействия, т. е. в гомогенных условиях. Твердые
Углеродные полимеры, не графитирующиеся в гомогенных условиях,
могут графитироваться в гетерогенных условиях с участием газовой
фазы (кислород, двуокись углерода, метан, ацетилен).
87
Однако все перечисленные выше представления о процессе графита-
пи и рассматриваются, к сожалению, без учета состава, строения и
свойств исходных веществ и условий образования полимеров углерода.
Некоторые авторы процесс формирования структуры гомогенно
графитирующегося и неграфитирующегося углеродного материала
рассматривают с привлечением представлений о свойствах исходных
продуктов и условиях их получения. Но даже эти исследователи,
учитывая сложность химических соединений тяжелых фракций нефти
и смол сухой перегонки твердого топлива, не уделяют должного вни-
мания рассмотрению химических процессов, протекающих при об-
разовании полимеров углерода.
Однако при обобщении имеющихся опытных и теоретических
исследований можно сделать интересные выводы о направлении
химических процессов при превращении различных классов углево-
дородов и их производных и образовании той или другой структуры
полимерных углеродных материалов. Предполагается, что принцип
триангулярного построения, свойственный такой полициклической
структуре, как трнангулен, обычно приводит к углеводородам, об-
разующим радикалы. Первым членом этого ряда является перинаф-
тил (I); он обнаружен в нефти и обладает большей стабильностью,
чем фенильный и нафтильный радикалы. Следующие члены этого
ряда трирадикал (II) и тетрарадикал (III):
Клар отмечает, что данный ряд оканчивается графитом, который
является в этом случае полирадикалом и должен обладать электри-
ческой проводимостью. По-видимом у, свойства графита определя-
ются типом возникающих конденсированных структур в молекуле.
Аналогичные стабильные структуры получаются в результате
конденсации бензола (IV), дифенила (V) и других соединений такого
типа в гексабензкоронен (VI) — компактную структуру, способную
к дальнейшему уплотнению в графит:
Однако эти же исходные соединения — бензол и дифенил — мо-
гут конденсироваться в стабильные соединения «линейной» струк-
туры — тетрабензантрацен (VII), тетрабензпентацен (VIII). и тетра-
бензгептацен (IX):
и//
Если плоскость графита, по представлениям Клара, построена
аналогичным образом, то черный цвет и электрическая проводимость
должны появиться очень поздно, если вообще возникнут. Здесь снова
можно отметить, что свойства графита в основном определяются
характером возникающих конденсированных структур в молекуле.
Как известно, фенолоформальдегидная смола - резит, — полу-
чающаяся из фенола и формальдегида, имеет строение, близкое
к трехмерной идеальной структуре, которая не графитируется в го-
могенных условиях. Однако как связующее резит обеспечивает вы-
сокую степень прочности и плотности полимера углерода с высокими
конструкционными свойствами, по-видимому, благодаря сетчатой
структуре трехмерного полимера смолы:
011 он О11 он он
I I i I I
I'll!
он он он он он
На практике эта схема может быть несколько иной, так как соот-
ношение между формальдегидом и фенолом отклоняется от стехио-
метрического.
Изучение свойств углеводородов, имеющих нижеприведенную
структуру (X), показало, что они не кристаллизуются, т. с. не могут
дать кристаллическую структуру типа графита:
89
Найдено, что стильбен не образует углеродных полимеров с вы-
сокой степенью графитации. Это, по-видимому, связано с тем, что
он существует в ццс- и шранс-формах, причем последняя не способ-
ствует образованию кристаллической структуры графита:
Обнаружено, что антраценовая сажа в гомогенных условиях ие
графитируется. Антрацен с учетом активности его атомов в поло-
жениях 9 и 10 должен взаимодействовать с образованием компакт-
ной структуры, приводящей к графиту по следующей схеме:
Антраценовая сажа получается в макропламени с большой ско-
ростью при высокой температуре из антраценового масла, из которого
выделено основное количество антрацена, фенантрена и карбазола.
Найдено, что антраценовое масло содержит производные (в основном
метилпропзводные) антрацепа, фенантрена, нафталина я карбазола.
При взаимодействии, например, метилантрацена могут образовы-
ваться соединения, ие являющиеся компактными структурами, спо-
собными к гомогенной графитации:
90
Метилпроизводные фенантрена и карбазола тем более ие способ-
ствуют получению полимеров углерода, способных к гомогенной гра-
фптации.
Образование подобных структур было показано на примере пи-
ролиза дурола (1, 2, 4, 5-метилбензола). Оказалось, что среди про-
дуктов пиролиза дурола (970—1670 К) почти отсутствовали метан,
ацетилен, а выход водорода незначителен. Твердые полимерные про-
дукты не обладали структурой графита. Эти исследования позволили
предложить химизм превращения дурола путем конденсации его
в основном через метильные группы:
Участие метильных групп в образовании структур компактного
и линейного типов известно. Например, две молекулы толуола
могут образовать антрацен или дифенилэтан. Первый углеводород
способен образовать компактные структуры и может дать графит,
второй образует линейные структуры, не способные к графитации
в гомогенных условиях.
Как известно, для получения искусственного графита используют
нефтяные коксы (до 80%) в качестве наполнителя и каменноуголь-
ный пек (до 20%) в качестве связующего. Рассмотрим состав и строе-
ние исходных продуктов, идущих на образование нефтяного кокса
Марки НК, используемого для производства графитированных
электродов. Термический крекинг нефтяных остатков при низком
91
давлении проводят в направлении их «декарбонизации», т, е, кон-
центрирования асфальтосмолистых веществ сырья (нефти) в твердом
продукте — коксе, и получения в результате этого более богатых
водородом продуктов: газойля, бензина и газа. Такая форма терми-
ческого крекинга называется коксованием.
Таким образом, в результате коксования в кокс переходят тяже-
лые нефтяные остатки, главным образом асфальтосмолистые веще-
ства исходной нефти.
По представлениям Добрянского смолы и асфальтены исходной
нефти являются недоразвитой нефтью, т. е. промежуточными про-
дуктами превращения исходных флоры и фауны водоемов в угле-
водороды нефти.
В настоящее время с учетом элементного состава и молекуляр-
ной массы предложено несколько химических формул смол. Приве-
денная ниже структурная формула смолы имеет молекулярную
массу 750, элементный состав [в % (масс,)]: С - 83,2; Н — 10,4;
S — 4,27 и О — 2,13%. Эти данные близки к реальным нейтральным
смолам:
Как известно, только около одной трети смолы переходит в кокс,
основное количество — в жидкие продукты и небольшая часть —
в газ. При рассмотрении составных частей смолы можно сделать
следующее заключение. Часть смолы, состоящая из двух аромати-
ческих ядер, весьма термически устойчива. Ее переход в жидкий
продукт возможен, если она не «отягощена» боковыми группами.
Известно, что нафталин прн температуре коксования 720—770 К
не превращается в кокс. Нафтеновое кольцо смолы перейдет также
в основном в жидкие продукты коксования.
Часть смолы, состоящая из шести- и пятичленного циклов при
наличии алкильных групп, частично переходит в кокс и жидкие
продукты. Как будет показано ниже, эта составная часть входит
в асфальтены и, следовательно, переходит в кокс. Анализ структур-
ной формулы смолы показывает, что ни в целом смола, ни отдельные
составляющие ее части не способны образовать компактные струк-
туры, обеспечивающие образование гомогенно графитирующихся
полимеров углерода.
Молекулярная масса асфальтенов в 1,5—3 раза больше, чем
смол. Асфальтены хорошо растворяются в бензоле и толуоле, а вы-
сокомолекулярные полициклические углеводороды растворяются
в них плохо, но при наличии алкильных групп они растворяются
так же хорошо, как я асфальтены. Установлено, что асфальтены ие
92
являются индивидуальным» веществами. Различные смеси гептана
и толуола выделяют вещества с различным элементным составом и
меняющейся температурой плавления.
Асфальтены нефти, как указывает Добрянский, не плавятся без
разложения. Около 570 К они вспучиваются, выделяя газы и пары,
превращаясь в хрупкий кокс. Кокс, полученный из асфальтенов,
плохо графитируется в гомогенных условиях. Это также видно по
нижеприведенным формулам асфальтенов:
СН3 СИ, ' СНЭ СН3
I III
СН3 СН3 СНэ СН3
CI Ig CHg
хх'ххеб:
О S
Линейные структуры и наличие пятичленных циклов, содержа-
щих серу и кислород, не могут обеспечить гомогенную графнтацию
кокса асфальтенов. Поэтому попытки получения нефтяного пека из
тяжелых остатков нефти для использования в качестве связующего
в электродном производстве не дали результатов. Такой нефтяной
пек как связующее не обеспечивает получения кокса с высокой
степенью графнтации.
Высокомолекулярные соединения, в том числе смолы и асфаль-
тены, нестойки: уже при разгонке нефти происходят их изменения.
Последние значительны при крекинге тяжелых прямогонных фрак-
ций мазута и гудрона и особенно после их предварительного окисле-
ния (табл. IV. 1).
ТАБЛИЦА IV.1. Изменение содержания и молекулярной массы составных частей
прямогонного гудрона смеси сернистых девонских (типа Туймазинских) нефтей
Гудрон
Составные части гудрона исходный с плот- ностью р^о = 0,993 г/см* после выдержки при 640 К в течение 2 ч после окисления кислородом воздуха; температура раз- мягчения 371 К
% (масс.) масса % (масс.) мол. масса У, (масс.) мол. масса
Гудрон определено — 660 — 568 — 841 рассчитано — 660 — 577 — 870 Асфальтены 9,8 2003 13,8 1295 36,3 1355 Силикагелевые смолы* 48 585 39,2 543 29,7 700 2асла 42,2 450 47,0 390 33,7 508 Нерастворимые в Следы — Следы — 0.3 — бензоле , Г[
* Продукты, сорбируемые силикагелем.
93
Данные табл. IV. 1 свидетельствуют, что при двухчасовой вы-
держке при 640 К значительно изменяются молекулярные массы
и содержание групповых компонентов в гудроне. Выход асфальтенов
увеличивается за счет конденсации некоторой части смол и, следова-
тельно, уменьшения содержания последних, Одновременно проис-
ходит повышение выхода масел за счет разложения смол и асфаль-
тенов. Найдено, что асфальтены этого гудрона переходят: в кокс
на 57,4%; в дистиллят на 21,8%. в газ на 20,8%; смолы переходят
в кокс на 27,2%; в дистиллят па 59%, в газ па 13,8%; масла пере-
ходят в кокс на 3,8%, в дистиллят на 89% и в газ па 7,2%.
Таким образом, молекулярная масса масел снижается за счет
легких дистиллятов превращения смол и частично асфальтенов.
После окисления резко растет выход асфальтенов и снижается
выход смол и масел. Одновременно растет молекулярная масса
всех групп соединений.
Это — результат окислительной конденсации углеводородов ма-
сел, которые еще растворимы в бензоле, по нерастворимы в петро-
лейном эфире. Причем может идти окислительная конденсация как
углеводородов непосредственно, так и углеводородов с остатками
асфальтенов и смол. Она приводит к повышению выхода кокса, ио
не улучшает его качества.
Окислительная конденсация может протекать по следующей
схеме:
-адпэ-оолоэ
о о
В качестве примера взят нафталин, который при термической
конденсации образует компактные структуры, способные к графи-
та ци и. Продукты окислительной конденсации образуют линейный
полимер с кислородным пятичлениым циклом, не способным к гра-
фптацнн в гомогенных условиях.
Значительная часть сернистых и кислородных соединений тяже-
лых остатков смол и асфальтенов переходит в кокс, что также, не
обеспечивает получение кокса, способного к гомогенной графитацин.
Приведенные данные теоретического и практического характера
позволяют высказать следующие положения: нефтяной кокс (НК),
полученный из асфальтосмолистых веществ, содержащихся в исход-
ной нефти, не образует структур, обеспечивающих получение гра-
фита при гомогенной графитацин.
Такими же свойствами обладает кокс, полученный из тяжелых
остатков крекинга мазута или гудрона и продуктов их окисления,
марка кокса — нефтяной кокс крекинговый электродный (НККЭ).
Кокс этой же марки (НККЭ), полученный из тяжелых остатков кре-
кинга легких дистиллятных фракций, имеет другие свойства. Ка--
94
чество этого кокса в структура его определятся в значительной сте-
пени .характером исходной нефти.
Коксы марок НКПЗ) — нефтяной кокс пиролизный электрод-
ный — и НКПС — нефтяной кокс пиролизный специальный — полу-
чают из пиролизных смол, образующихся в процессе пиролиза газо-
образных или жидких углеводородов: первый при 970—1020, вто-
рой — при 1020—1120 К. В этом случае исходная нефть не оказы-
вает никакого влияния на структуру кокса. Последняя опреде-
ляется составом, строением ароматических углеводородов смол,
которые образуются из простейших газообразных или жидких угле-
водородов. Лучше графитируется кокс НК ПЭ, образующийся из
смол, полученных при менее жестких условиях, и хуже кокс НКПС,
что объясняется строением углеводородов, содержащихся в смолах,
и примесями твердых продуктов (до 12%).
В литературе часто приводятся противоречивые данные о гра-
фитации саж (технического углерода), Одни авторы указывают, что
сажи не графитируются, другие утверждают обратное. В зависимости
от условий процесса из одного и того же сырья сажи образуются
по различным механизмам. В результате получаются графитиру-
ющиеся сажи ТГ-10 и ПМ-15 и сажи ПМ-50, ПМ-75, ПМ-100 и
некоторые другие, не графитирующиеся в гомогенных условиях.
Знание высокотемпературного процесса превращения различных
углеводородов, структуры факела и процессов, проходящих в его
зонах, а также свойств сырья позволяет организовать получение
саж с заранее заданными свойствами.
.Многочисленны противоречивые данные о графитацин различ-
ных сортов естественных твердых топлив, особенно каменных углей
и антрацитов. Как известно, основные петрографические компоненты
твердых углеродных ископаемых относятся к группам витрена и
фюзена. Компоненты группы витрена — это или сапропелитовые
образования, или глубоковосстановленный гумусовый материал.
Компоненты группы фюзена являются остатками древесных пород.
Петрографические компоненты группы вптреиа, выделенные из угля,
хорошо графитируются, а компоненты группы фюзена из того же
угля пе графитируются.
Таким образом, и в этом случае графитируемость коксов ископае-
мых углей определяется химической природой угля, т. е. исходными
материалами и условиями его превращения. Даже антрациты вы-
сокой степени метаморфизма, например фюзеп из крова иные антра-
циты, плохо графитируются, тогда как витренизированпые антра-
циты графитируются лучше.
Следовательно, для правильной оценки способности того или
иного угля к графитацин необходимо учитывать его химическую
природу; состав исходных веществ, их структуру, возможные пре-
вращения при пиролизе или метаморфизме.
Известно, что гомогенная графитацин, т. е. упорядочение и рост
кристаллов графита, идет в различных температурных интервалах
по-разному. Изучение кинетики графитацин показало, что в началь-
ной стадии процесс графитацин идет с энергией активации Еа
95
335 кДж.моль, а конечной стадии соответствует Еа
840 кДж/моль. Такое различие по энергетическим показателям
указывает, что процесс графитации идет неравномерно и с различ-
ной скоростью. Это обстоятельство, по-видимому, связано с тем, что
еще на начальной стадии карбонизации и появления полимеров
углерода образуются твердые радикалы различных размеров и реак-
ционной способности. При графитации, естественно, в первую очередь
вступают во взаимодействие между собой или с менее активными
радикалами более активные. В этом случае энергия активации ми-
нимальна. Менее активные радикалы взаимодействуют при более
высоких температурах. При обогащении малоактивных радикалов
насыщенными атомами углерода пли рекомбинации радикалов актив-
ность полимеров углерода резко снижается и реакция между ними
прекращается.
Полимеры углерода, нс графитирующиеся в гомогенных усло-
виях при 2570 --2970 К, графитируются в гетерогенных условиях
с участием газовой фазы (О2, СО2, Н2О) или углеводородов (СН4,
С2Н2). В этом случае соединения кислорода реагируют с активными
точками решетки углерода с образованием СО:
С СО2-----► 2СО; 2С т О2 ------► 2СО: С -|- НаО -> СО + Н2
Образующаяся окись углерода взаимодействует также с актив-
ными участками решетки полимера углерода по реакциям:
Сп 4-СО —> С» (СО); Сп (СО) ) СО —> С;| + 1 :-СО2
Таким образом, происходит перенос углерода из одной части
решетки в другую, имеющую дефекты. В случае ококсовываяия тур-
бостратной структуры пленкой кокса снятие этой коксовой пленки
также может происходить за счет газов (О2, СО, СО2, Н2О). После
чего хаотически расположенные кристаллы турбостратной структуры
могут графитироваться и в гомогенных условиях.
Введение атомов углерода в дефектную часть решетки графита
может происходить за счет пиролиза углеводородов (CH.f, С2Н2,
И Др.). ; ,
IV.3. ВЗАИМОДЕЙСТВИЕ ПОЛИМЕРОВ УГЛЕРОДА С ГАЗАМИ
В настоящее время твердо установлено, что взаимодействие полимеров углерода
с газами идет через хемосорбцию газов на активных центрах поверхности. Хемосорб-
ция газов происходит на относительно небольшой части поверхности н зависит от
характера поверхности и природы газа. Так. при 470 К в хемосорбции кислорода на
поверхности аморфного углерода принимает участие только 6 % общей поверхности
углерода. Водород и пары воды хемосорбируются только на 4 % поверхности свеже-
полученного графита.
Найдено, что кислород, хемосорбированный на поверхности графита, придает
ей различные свойства. Так, обнаружены различные углерод-кнелородные комплек-
сы, при разложении которых выделяются окислы углерода в различных отношениях.
Показано, что активными центрами поверхности могут быть атомы углерода, имеющие
свободные валентные электроны, обеспечивающие возникновение химической связи
с атомами или молекулами газа. Число кесваренных электронов на поверхности по-
лимеров углерода зависит от дефектов их структуры.
96
Скорость и механизм реакции
Прежде чем описывать механизм реакции углерода с газами,
рассмотрим относительные скорости реакции различных газов
с углеродом. Ниже приведены относительные, приближенные зна-
чения скоростей реакций углерода с газами при 1070 К и давлении
1 • I01 Па:
Гг Относительная ,, Относительная
Реакция скорость Реакция скорость
С-гО, I-1CP С-гСО., 1
С-|-Н,О 3 С-Р2Н, ЗЛО'3
В зависимости от температуры рассмотренные реакции проте-
кают в кинетической или диффузионной областях. Кроме того,
в определенных температурных условиях существует внутренняя
кинетическая область процесса: с повышением температуры повы-
шается скорость химической реакции и она начинает тормозиться
диффузией, т. е. подводом реагирующего газа к внутренней поверх-
ности полимера углерода. Дальнейшее повышение температуры на-
столько увеличивает скорость реакции, что се протекание становится
целиком зависящим от диффузии реагирующего газа к внутренней
поверхности полимера углерода. На внешней поверхности в этих
условиях процесс может идти в кинетической области.
Однако дальнейшее повышение температуры выводит процесс
и па внешней поверхности полимера углерода вначале в переходную,
а затем в диффузионную области. Отметим, что скорость диффузии
в меныпей степени зависит от температуры и, кроме того, на нее
влияют скорости дутья и перемешивания реагирующих компонентов.
У различных газов температурные интервалы перехода процесса
из кинетической области в диффузионную различны. Например,
при взаимодействии кислорода с полимером углерода переход из
кинетической области в диффузионную происходит при 770—970 К-
В случае двуокиси углерода этот переход наступает при 1370—
1470 К, водяному пару соответствует интервал 1270—1370 К.
Взаимодействие с кислородом
В рассматриваемой реакции сначала происходит хемосорбция
кислорода на поверхности углерода: лС-г лЮа-► С„(О2 ). При
разрушении этих поверхностных комплексов выделяются окись и
двуокись углерода в различных соотношениях: при низких темпе-
ратурах образуется только двуокись, при высоких только окись,
При средних температурах — их смесь.
Комплекс может разрушаться в результате термического воз-
действия (нулевой порядок реакции) или под воздействием удара
молекулы кислорода (первый порядок). Например, если образу-
ющийся комплекс имеет состав СП-С3О4, то при термическом разру^
тении образуется
СНС3О4----► СО.. + 2СО Св
& при ударном действии молекулы кислорода идет реакция:
С«-С3о4 -ь ---> 2СО2 -у 2СО - С,и1
4 П р В А- Ершова 97
Значения энергии активации суммарного процесса по данным
различных авторов колеблются в интервале 60 200 кДж моль.
В условиях диффузионного горения энергия активации снижается
до 20—30 кДж,• мил I».
Вероятность образования различных окислов углерода зависит
от состояния поверхности полимера углерода. Неравноценная актив-
ность поверхностных атомов углерода обуславливает возникновение
различных структурных связей кислород—углерод, отличающихся
энергетически. Например, графитированный антрацит и сажа марки
ПМ-15 менее активны, чем исходные продукты. Расход начальных
и графитированных материалов по мере повышения температуры
неодинаков для различных полимеров углерода.
Вышеприведенный механизм процесса взаимодействия кислорода
с углеродом изучали в условиях вакуума илп низкой концентрации
кислорода, поэтому он недостаточно точно отражает суть процесса.
Этот механизм лучше характеризует низкотемпературную кинети-
ческую и переходную области, где решающая роль принадлежит
хемосорбцпонпым процессам. В этих условиях кислород в избытке
диффундирует через ламинарную пленку газа, окружающего по-
верхность полимера углерода. При низких и средних температурах
кислород не реагирует с окисью углерода, а скорость реакции угле-
рода с двуокисью углерода низка.
Однако при высоких температурах скорость реакции углерода
с кислородом определяется скоростью диффузии кислорода через
пленку выделяющихся окиси и двуокиси углерода, а кислород,
кроме того, расходуется на реакцию окисления:
СО О,- ---» СО. I О'; О' - СО -—► СО.
При этом выделяется большое количество теплоты и образуются
активные молекулы двуокиси, которая в основном направляется
к поверхности углерода и реагирует с ним по реакции: С + СО. -*
-* 2СО. Таким образом, кислород непосредственно с углеродом не
реагирует, а расходуется в ламинарной пленке газа на окисление
окиси углерода. В поток газа поступает как неокисленная окись
углерода, так частично двуокись, образующаяся при окислении
окиси углерода.
В рассмотренных условиях поверхность углерода на скорость
реакции не влияет, г. е. поверхность всех полимеров углерода
весьма активна и процесс зависит от скорости подвода кислорода.
На основании расчетных данных толщина ламинарной пленки газа
над поверхностью углерода прн скорости потока 102 м с равна
0J3 мм, а при скорости потока 305 м с — 0,077 мм. По практиче-
ским данным толщина пленки при 23 м/с равна 0,18 мм.
Если предположить, что толщина пленки изменяется со ско-
ростью в степени 1 .. зо при скоростях 102 в 305 м/с толщины пленки
должны быть 0,09 и 0,05 мм, т. е. меньше рассчитанных в допущении
зависимости скорости реакции только от диффузии кислорода к по-
верхности углерода п при учете, что удар газового потока еще дол-
жен турбулпзпровать пленку и уменьшать толщину ее. Это иока-
98
зывает, что скорость реакции определяется не только диффузией,
но и .химической реакцией, что, по-видимому, связано с образова-
нием и взаимодействием активной СО,2 с полимером углерода.
Взаимодействие с двуокисью углерода
в восстановительной зоне
В вышележащих слоях топлива в восстановительной зоне дву-
окись углерода реагирует с углеродом с образованием окиси. Соот-
ношение ГСО] и ГСО21 в газе определяется температурой, строе-
нием поверхности углерода и другими факторами. Например, при
взаимодействии двуокиси с углеродом соотношение [COP ICOJ = I
для древесного угля достигается при 1020 К, для металлургического
кокса - при 1090 К, а для электродного кокса — при ИЗО К,
Двуокись углерода в восстановительной зоне, так же как кисло-
род в окислительной зоне, в кинетической области хемосорбируется
поверхностью углерода. Причем до 1370—1470 К процесс взаимодей-
ствия двуокиси с углеродом идет в кинетической и переходной об-
ластях как внутри, так и на поверхности углерода, а выше этих тем-
ператур переходит во внешнюю диффузионную область. В послед-
ней скорость реакции определяется скоростью диффузии двуокиси
к поверхности полимера углерода через окружающую его неподвиж-
ную пленку газа.
Теоретические и опытные данные позволили предложить не-
сколько схем механизма взаимодействия СО2 4- С. При взаимодей-
ствии двуокиси с поверхностными атомами полимера углерода —
графита образуются два типа окислов: СП=С = О — кето-комплекс
и Сп=С=С=О — кетено-комплекс. Последний менее прочно связан
с решеткой графита, поэтому разрушается с выделением окисн при
более низких температурах, чем кето-комплекс, или даже в момент
образования комплекса. Кето-комплекс разрушается при более
высокой темпертуре также с выделением окиси углерода. При этом
первая стадия имеет первый порядок, а вторая — нулевой по дву-
окиси.
В другой — несколько иной более общей схеме процесса — пред-
полагается, что прн хемосорбции двуокиси углерода происходит
образование комплекса CxOtf. Последний разрушается термическим
путем с нулевым порядком по СО2:
тп —> 1/СОг + Сх ТВ
Разложение возможно и за счет удара молекулы двуокиси угле-
рода:
СОа г -г СхОу j в -> (у -f- 2) СОГ — Сх Т(1
Эта стадия имеет первый порядок по СО?.
Установлено, что при 1420 К до 25% СО? удерживается на по-
верхности полимера углерода в виде СХОУ. Для различных сортов
угля беззольного и угля с различным содержанием и составом золы
(Fe и А1.,О3) первая стадия процесса хемосорбции двуокиси неза-
V 99
висимо от характера угля имеет энергию активации Еп
=^110 кДж/моль. Энергия активации второй стадии Е"а процесса
разрушения комплекса зависит от свойства полимеров углерода
и состава золы. Например, сахарный уголь с 7% Fe имел Е"а ~
92 кДж моль, а с 9 % А1.О3 Е"а 221 кДж моль. Таким обра-
зом, процесс взаимодействия двуокиси углерода (так же. как и
кислорода) с углеродом зависит от структуры полимера углерода
и от состава его минеральной части.
Экспериментально установлено, что не все полимеры углерода
(коксы) графитируются в одинаковой степени. Кроме того, пока-
зано. что в процессе окисления графитовые материалы проявляют
анизотропные свойства, а именно: окисление в направлении, пер-
пендикулярном базисным плоскостям по Л(. идет со значительно
меньшей скоростью, чем в направлении, параллельном базисным
плоскостям no L„.
Взаимодействие двуокиси с полимерами углерода в кинетической
области при температурах до 1370 К идет с энергией активации
335—375 кДж'моль. При 1770 К и выше влияние различных форм
полимеров углерода на скорость реакции незначительно, так как
превалировать начинает не природа поверхности, а ее суммарная
величина.
Взаимодействие с окисью углерода
Наряду с реакцией С -I- СО2 -> 2СО идет и обратная реакция
Cf| -j- СО > Сп (СО)адс’, C;i (СО);,дС у СО —► С„С — СО2
в результате которой образуется сажистый углерод, осаждающийся
на поверхности металлургического кокса в доменных печах.
Найдено, что эта реакция начинается при 770 К (опыты с мече-
ным атомом 14С в составе СО). В интервале от 770 до 1370 К твердая
фаза все более обогащалась углеродом с 14С, а газовая фаза по мере
повышения температуры обеднялась нм.
Взаимодействие с парами воды
Скорость взаимодействия водяного пара с углеродом больше
скорости взаимодействия СО2 -г С. Это зависит от физических свойств
водяного пара. Например, скорость диффузии водяного пара в два
раза выше, чем у двуокиси углерода, вязкость в 1,5 раза, а плот-
ность в два раза меньше. Можно ожидать увеличения скорости
реакции НаО + С в два раза по сравнению с реакцией СО., д- С.
Реакции водяного пара с углеродом идут через предварительную
хемосорбцию водяного пара полимером углерода:
при низких температурах —
Си -г НоО >• Сд (НгО)тв —► (Н 4- ОН)Ти
Сп (НОН)тв—> Сп (Н)4-ОН-
Сд (НаО)тв —-► Сп (О)тв 4- Н2
Сп (О) г в т ОН —► Cn_i -г СО3 4~ Н
Сд (Н) тп Н--> Сп -j- на
Сп ч- 2ILO -> СОа 4- 2IL [Еи 330 кДж моль)
100
при высоких температурах —
Сп “ НаО —► Сп (II-jOJeu
Сг: (I LO) гц -—► СГ?_1(СО)ТП | Н2 г
С л (CO)Ttl --> Cn.j V С0г
Сп - НгО -----► Н2 4 СО
Взаимодействие с водородом
Относительные скорости реакций углерода с водородом и кисло-
родом равны 3-10“3 и 110’’. Следовательно, водород мало активен
в интервале температур до 1270 -1470 К. Кроме всего прочего,
это обусловлено еще и тем, что энергия диссоциации молекулы кис-
лорода на атомы составляет 250 кДж.моль, а молекулы водорода —
431 кДж моль.
Небольшие количества метана, полученные при температурах
до 1070 К и давлении I06—3-Юе Па из древесного угля, нельзя
признать доказательством взаимодействия С ; Н2, так как в этих
условиях могут реагировать не углеродные, а углеводородные по-
лимеры с выделением СН4. При температурах 1470 К и выше
метан неустойчив и получается небольшое количество ацетилена
(были обнаружены радикалы СН). При температурах ^2500 К
выход ацетилена составлял ^2% (мол.), а при 3100 К 7,77% (мол.).
Взаимодействие с галогенами и некоторыми
другими соединениями
Галогены, в частности хлор и трихлорокись фосфора (РОС1Э),
при определенных концентрациях прекращают процесс горения.
Например, при горении нефтяного кокса в кислороде при скорости
потока 102 м/с и температуре поверхности кокса 2000 К добавка
2% (об.) хлора к кислороду приводила к мгновенному прекращению
реакции. При добавлении 0,1—0,15% (об.) хлора температура по-
верхности уменьшалась на 550 К, а скорость реакции уменьшалась.
Окисление кокса шло не по всей поверхности, а в отдельных точках,
разъедая глубоко поверхность в них и оставляя бугры на поверх-
ности, которая была отравлена хлором. Аналогичным образом дей-
ствует и РОС13. Однако в этих случаях повышается отношение
[СО]/ [СОД.
При 2000 К и разбавлении кислорода азотом скорость горе-
ния выше, чем при таком же разбавлении гелием. При тех же ус-
ловиях и добавке двуокиси углерода к кислороду расход углерода
нефтяного кокса нс повышается и отношение [СО1. [СО21 ие изме-
няется.
101
ГЛАВА V
ЭЛЕКТРОТЕХНИЧЕСКИЕ ОСНОВЫ ХИМИЧЕСКОЙ
ЭЛЕКТРОТЕРМИИ
V.L КЛАССИФИКАЦИЯ ПРОМЫШЛЕННЫХ ЭЛЕКТРОТЕРМИЧЕСКИХ
УСТАНОВОК И СПОСОБЫ ПРЕВРАЩЕНИЯ
ЭЛЕКТРИЧЕСТВА В ТЕПЛОТУ
В соответствии со способами превращения электричества в теплоту
промышленные электротермические установки удобно относить
к одной из следующих групп:
электрические печи сопротивления;
электрические дуговые печи;
электродуговые печи сопротивления;
установки индукционного нагревания;
установки диэлектрического нагревания;
электронные плавильные и нагревательные устройства.
Электрические печи сопротивления
При протекании тока через твердые или жидкие тела электриче-
ство превращается в теплоту (эффект Джоуля—Ленца). Количество
электроэнергии, преобразующееся в теплоту, равно:
Q Г»,7?- т
где I — среднеквадратичный ток, протекающий ло материалу установки; R — эк*
виаалентлое активное сопротивление; т — время работы установки; U — приложен*
ное напряжение.
Различают печи сопротивления прямого (непосредственного) на-
гревания, когда проводником служит нагреваемый материал, и кос-
венного, при котором ток проходит по специальному нагревательному
элементу. Теплота в этих печах передается от нагревателя к нагре-
ваемому материалу посредством одного из видов теплопередачи
(излучение, конвекция, теплопроводность).
Электрические печи прямого нагревания применяют:
для производства графитированных н угольных изделий;
для производства карбида кремния (карборунда);
для производства стекла;
при использовании химических реакторов и аппаратов с нагре-
ванием от тока, проходящего по материалу, находящемуся в кипящем
слое;
для нагревания заготовок и изделий из черных и цветных метал-
лов;
для термической обработки заготовок и труб и нагрева мерных
заготовок;
в электрокотлах и водоподогревателях низкого напряжения.
Мощность печей сопротивления прямого нагревания прости-
рается от 5—15 МВ *А (печн графитации угольных изделий н полу-
чения карборунда) до нескольких десятков кВ А (аппараты прямого
102
нагревания заготовок и изделий). Для питания мощных печей сопро-
тивления применяют специальные печные трансформаторы с широким
интервалом регулирования вторичного напряжения; трансформа-
торы включают на напряжение 6—10 кВ через высоковольтную ком-
мутационную аппаратуру.
В ночах сопротивления косвенного нагревания теплота, выде-
ляемая в специальных элементах, передается нагреваемому мате-
риалу путем теплопередачи — излучением, конвекцией, теплопро-
водностью. Этот тип печей находит наиболее широкое применение
(печи для производства цианамида, кварцевого стекла п другие).
Кроме того, они служат для:
нагревания при термической обработке изделий и материалов,
сушки материалов, термического обжига в соляных и селитровых
ваннах;
плавления алюминия н других материалов с относительно низкой
температурой плавления;
высокотемпературной обработки материалов (1650—2050 К);
нагреватели — из молибдена, вольфрама или из графита, карборунда.
Установки инфракрасного нагревания оборудованы излучателем
с вольфрамовой питью, помещенной либо в стеклянную колбу с зер-
кальным отражателем (/н -- 2450 К), либо в кварцевую трубку
-- 2350 К), либо в металлическую трубку ((„ - 1050—1650 К).
Энергия излучается волнами с длиной X — 0,8—5 мкм.
Мощность печей сопротивления косвенного нагревания колеб-
лется в пределах от единиц до нескольких сотен кВ-А. Для питания
печей сопротивления косвенного нагревания служат цеховые сети
с напряжением 220, 380, 660 В или понижающие трансформаторы
с широким интервалом регулирования напряжения. Возможна
также запитка непосредственно от сети либо через устройства регу-
лирования напряжения (автотрансформаторы, тиристорные источ-
ники питания).
Электро дуговые печи
В электродуговых печах электричество превращается в теплоту
с помощью дугового разряда, происходящего в газообразной среде
или в парах металла. Количество электроэнергии, преобразующееся
в теплоту, равно:
Q-C/д/дТ
где ил, — напряженке и ток дуги; т — время работы установки.
Электродуговые печи могут быть прямого или косвенного нагре-
вания. В печах первого типа дуговой разряд образуется между
Угольным (графитовым) электродом и нагреваемым материалом.
При косвенном дуговом нагревании электрический дуговой разряд
образуется между электродами, а теплота передается к нагреваемому
материалу лучеиспусканием.
Электродуговые печи прямого нагревания применяют для вы-
плавки сталей — дуговые сталеплавильные печи (ДСП). В этих
Печах дуга горит между графитовыми электродами и расплавляемым
металлом (скрапом) либо металлизированными окгзышами при пря-
103
мом восстановлении железа. Луговые электропечи могут быть хо-
рошо герметизированы, они представляют собой агрегаты с гибкой
технологией, поэтому в них плавят наиболее ответственные, тща-
тельно очищенные сорта стали или такие высоколегированные
стали, как шарикоподшипниковая, электротехническая, нержаве-
ющая н т. д. Около 10% стали СССР получают в ДСП; в дальнейшем
предполагается резко увеличить долю электростали в народном
хозяйстве.
Наиболее чистые стали могут быть получены при вторичном
переплаве в дуговых вакуумных печах прямого нагревания (ВДП),
в которых электрод выполнен из переплавленного металла и его
кристаллизация происходит в специальном холодильнике (кристал-
лизаторе).
Электродуговые печи прямого нагревания относятся к группе
наиболее мощных печных установок (75—100 МВ А). Эти печи
снабжены печными трансформаторами с регулированием напряжения
под нагрузкой, с первичным напряжением 35-110 кВ. Особенность
ДСП — резко переменная нагрузка, отрицательно влияющая на
поддержание уровня напряжения питающей сети. Кроме того, мощ-
ные ДСП имеют низкий коэффициент мощности. Поэтому их обору-
дуют специальными установками компенсации реактивной мощ-
ности, фильтрами, предотвращающими попадание высших гармоник
в сеть, и устройствами ликвидации колебаний напряжения в сети.
Высоковольтные выключатели ДСП должны иметь специальное
выполнение, обеспечивающее частые отключения эксплуатационных
коротких замыканий и большую частоту включения и выключения
трансформаторов на холостом ходу.
Электродуговые печи косвенного действия служат для плавления
медн и других цветных металлов, а также нагревания газа (плазмо-
троны). В первых дуга горит между электродами, а разогреваемый
металл находится в зоне излучения дуги. В плазмотронах дуга горит
между водоохлаждаемыми электродами в потоке нагреваемого газа.
Мощность дуговых печей косвенного нагревания лежит в пределах
от нескольких сот до нескольких тысяч кВ-А. Плазмотроны снаб-
жены специальными источниками питания, обеспечивающими со-
гласование характеристик дугового разряда и устройства электро-
снабжения.
Электродуговые печи сопротивления
В электродуговых печах сопротивления * дуга горит в газовой
полости внутри расплавляемой шихты, сопротивление которой вклю-
чено или последовательно, или параллельно с дугой. В таких печах
дуга или часть подэлектродного пространства с высокой плотностью
энергии находится внутри шихты и не соприкасается с футеровкой
печи. Кладка печи защищена от излучения дуг слоем непрореагиро-
вавшей шихты (гарнисаж); поэтому такие печи пригодны для плав-
ления или возгонки при высоких температурах.
* Используют также термин печи с погруженной дугой. j
104
Электродуговые печи сопротивления можно разделить на сле-
дующие подклассы:
печи е открытой дугой (рафинировочные);
печи с закрытой дугой, горящей в шихте или в шлаке (руднотер-
мические печи);
печи переплавки слитков (печи электро! планового переплава).
Рассматриваемые печи сопротивления можно классифицировать
по отношению доли мощности, выделяемой в дуге, Р к доле мощ-
ности, выделяемой в сопротивлении, q: Piq (критерий Максименко).
Этот критерий позволяет различать электродуговые печи сопротив-
ления с ярковыражепной дугой (P‘q > 0,2 -0,3) и со слаборазви-
тым дуговым разрядом (Pq<(^\—0,2).
К первому типу (Piq > 0,2—0,3) относятся рафинировочные
печи, печи производства белого корунда и некоторые руднотермн-
ческпе. Ко второму типу (Piq > 0,1—0,2) относятся руднотермиче-
ские печи цветной металлургии (производство медного штейна,
никеля) и ночи электрошланового переплава.
Рудпотермнческие печи используют для получения ферросплавов,
электрочугуна нормального и белого корунда, карбида кальция,
желтого фосфора. Печи по производству желтого фосфора и карбида
кальция относятся к классу рудпотермичсскнх со слаборазвитым
дуговым разрядом.
Электродуговые печи сопротивления бывают малой (до 3—
5 MB A), средней (5—20 МВ-Л) и большой (20—100 МВ-А) мощ-
ностей. Они оборудованы специальными электропечны.ми трансфор-
маторами и устройством для переключения ступеней напряжения
под нагрузкой, специальными коммутационными аппаратами на
стороне высокого напряжения; часто мощные электропечи имеют
установки искусственной компенсации реактивной мощности.
Установки индукционного нагревания
В этих установках электричество в твердых или жидких телах
превращается в теплоту за счет возникающих в быстронеременном
магнитном поле вихревых и контурных токов. Для любого прово-
дящего тела (металлического), помещенного в электромагнитное
поле, создаваемое индуктором с током /, и числом витков на еди-
ницу длины количество электроэнергия, преобразующееся в теп-
лоту. составляет;
Q - 21О‘и P'pLb/F.ST
где р — удельное электросопротивление,' рг — относительная магнитная проницае-
мость; / — частота; F — функция, зависящая от относительной толщины плоского
тела 26/6’ или относительного радиуса цилиндрического тела г0 \г г /6'; 6, — тол-
щина или радиус тела;в' = 5030 Vp — глубина проникновения тока; р — удель-
ное сопротивление проводника; т — время работы установки.
Количество преобразующегося в теплоту электричества увеличи-
вается по мере роста удельной магнитодвижущей силы (ампервит-
ков), частоты и относительной толщины материала.
105
По назначению индукционные установки делятся на плавильные
печи, миксеры и нагревательные установки. Первые используют
для плавления черных металлов, а также цветных металлов и спла-
вов. Миксеры служат как для подогрева жидкого металла до тем-
пературы разливки, так и выравнивания его состава. Нагреватель-
ные индукционные установки применяют для нагревания деталей
перед термообработкой, их сквозного нагревания перед горячей
деформацией, поверхностной закалки и т. д.
По частоте тока источника питания индукционные установки
делятся на агрегаты промышленной (50 Гц), повышенной (150—
10 000 Гц) и высокой (50—1000 кГц) частот. По принципу действия
индукционные установки подразделяются на печи без сердечника
(тигельные) и с сердечником из электротехнической стали (каналь-
ные). Мощность плавильных печен достигает нескольких десятков
MB-А, а мощность индукционных нагревательных печен—от
нескольких десятков до нескольких сотен кВА.
Печи оборудуются источниками питания или печными трансфор-
маторами в зависимости от рабочей частоты; они снабжены также
устройствами регулироваиня напряжения, компенсации реактив-
ной мощности и системами автоматического управления.
Установки диэлектрического нагревания
В этих установках электроэнергия преобразуется в энергию пере-
менного электрического поля, а затем в теплоту; происходит это
в телах, помещенных в поле. Обрабатываемый материал (диэлек-
трик или полупроводник) помещают между пластинками рабочего
конденсатора, подключаемого к источнику тока высокой частоты.
Нагревание происходит за счет появления диэлектрических по-
терь от токов смещения и проводимости. Количество преобразу-
ющейся в теплоту электроэнергии (в кВт-ч) определяется выраже-
нием:
О 5.55рг/№ tg 6 10'’Ут
где — относительная диэлектрическая постоянная материала; / — частота; Е —
напряженность электрического поля; 1g 6 — тангенс угла диэлектрических потерь;
V — объем диэлектрика.
Установки диэлектрического нагревания применяют для полу-
чения синтетических материалов из пресс-порошков, при склейке,
сушке, сварке пластических масс, сушке древесины и других видах
термической обработки непроводниковых материалов. Источниками
питания служат ламповые генераторы. Мощность установок состав-
ляет от нескольких десятков до нескольких сотен кВ-А.
Электронные установки
В электронных плавильных и нагревательных установках элек-
тричество превращается в теплоту при электронной обработке нагре-
ваемого объекта. Различают:
электронные плавильные устройства с аксиальными электрон-
ными пушками, в которых процессы эмиссии и разгона электронов
происходят в камере, отделенной от плавильной камеры;
106
электронные нагревательные и плавильные устройства с кольце-
выми катодами, находящимися в общей камере с объектом нагре-
вания.
V.2. ЭЛЕКТРИЧЕСКАЯ ЦЕПЬ ПЕЧНЫХ УСТАНОВОК
Электрическая цепь печных установок состоит из высоковольт-
ной подводящей сети, печных трансформаторов, многоамперного
токопровода (короткая сеть) и элементов ванны печи. Электрическая
цепь руднотермических печей — это трехфазные (трех проводные)
системы без нулевого провода. Электрическая цепь печей сопротив-
ления прямого нагревания — однофазная система. Первичная цепь
руднотермических установок состоит из последовательно соединен-
ных проводов и аппаратов высокого напряжения (6—220 кВ) и
первичной обмотки печного трансформатора. Вторичная цепь со-
стоит из последовательно соединенных вторичных обмоток печного
трансформатора, короткой сети и сопротивления ванны печи. Ли-
нейное напряжение вторичной цепи равно 100—700 В, а протека-
ющий по ней ток достигает более 100 кА.
Совокупность нескольких электрических цепей, в которых дей-
ствуют э. д. с. одной и той же частоты, сдвинутых друг относи-
тельно друга по фазе, называют многофазной системой электриче-
ских цепей, а число цепей, входящих в систему, называют числом
фаз многофазной системы. В руднотермических печах наиболее ши-
рокое распространение получила трехфазная система, а в печах
сопротивления прямого нагревания — однофазная система.
Многофазную (трехфазную) систему э. д. с. пли токов называют
симметричной, если все э. д. с. пли токи, входящие в нее, равны
и каждая э. д. с. или каждый ток отстают по фазе от предыдущей
э. д. с. пли тока на один и тот же угол. Системы э. д. с. или токов,
не удовлетворяющие хотя бы одному из этих условий, называют
несимметричными.
Э. д. с., индуктируемые в обмотках генератора или трансфор-
матора, напряжение на зажимах этих обмоток н токи, протекающие
в них, называются фазными э. д. с. (<?ф, £ф), фазными напряже-
ниями (нф, £/ф) и фазными токами (/ф, /Ф), а напряжения между
соседними линейными проводами и токи, протекающие в них, назы-
ваются линейными напряжениями (мл. U-t) и линейными токами
О’л, /;1). При симметричной трехфазной системе напряжений фазное
напряжение равно: иф = U3.
Токи в фазах приемников — фазные токи — равны токам в ли-
нейных проводах, т. е. линейным токам: /ф = На рис. V.I пред-
ставлена эквивалентная электрическая схема трехфазной печной
установки, приведенная ко вторичной стороне, а на рис. V.2 — век-
торная диаграмма несимметричной печной установки.
Руднотермические печи в зависимости от их геометрии могут
быть симметричными — параметры всех фаз равны — н несимме-
тричными — параметры различны. В симметричных печах система
Напряжений t/lf U2, Us симметрична, в несимметричных печах —
107
несимметрична. Когда нули трансформатора 0тр и печи 0п совпа-
дают то совпадают и системы напряжений У1г U«, У3 и U\, U'„
У3 (У. - 0).
Обмотки электропечного трансформатора могут быть включены
лнбо по схеме «треугольник», либо по схеме «звезда».
Для схемы треугольника эквивалентная схема имеет тот же вид,
поскольку параметры обмоток трансформатора, включенных по
схеме треугольника, легко преобразуются в эквивалентную схему
звезды.
Для расчета параметров эквивалентной схемы печной установки
может быть применен символический метод.
В случае применения искусственной компенсации реактивной
мощности электрическая цепь руднотермической печи имеет в своем
составе кроме индуктивного сопротивления еще и емкостное. И
в этом самом общем случае контур руднотермической печи может
быть представлен цепью переменного тока с синусоидально изменя-
ющимися токами и напряжениями.
Индуктивное и емкостное сопротивления зависят не только от
коэффициента самоиндукции L и емкости конденсаторов С, но
и от частоты ю приложенного напряжения.
Индуктивное сопротивление равно АД-
- а емкостное Хс — Из при-
веденных выражений следует, что при
создании новых мощпых электропечей для
уменьшения индуктивности электриче-
ского контура необходимо питание элек-
тропечей обеспечить от источников элек-
троэнергии с пониженной частотой, на-
Рис. V.I. Эквивалентная электрическая схема трехфазной печной установки:
Хтр, гтр — сопротивления печного трансформатора; хк с; гк с. — сопротивления короткой
сети; Хв — реактивное сопротивление ванны печи; /?пол — полезное сопротивление ванны
печи; Mja, Mjs, М2Я — коэффициенты взаимоиндукции между фазами печи; Отр н Оп — ну-
левые точки трансформатора и печной установки.
Рис. V.2. Векторная диаграмма несимметричной печной установки:
C/j. U, , — векторы напряжения ноль трансформатора (0Тр) — выводы фаз; (/'. СЦ. —
вектор'ы напряжения ноль печи — выводы фаз.
108
пример 16 2 ;J Гц, или от источников с нулевой частотой., что соот-
ветствует постоянному току. Оба этих варианта находятся в настоя-
щее время в стадии исследования и разработки.
В цени переменного тока ток установившегося режима не совпа-
дает по фазе с приложенным напряжением Угол ср между током
и приложенным напряжением равен:
о»/. — I шС
Ч arctg-----------
cos ч — г z\ Sin ч — Л' г; tg ц — X г
Л = М - Ас
ric г ~ активное сопротивленце цени; X’ — реактивное сопротивление цепи; г —
полное сопротивление цепи (г ~ Xs).
Действующие значения синусоидальной э. д. с. и тока равны:
б — Ртп 1/~2 , I -- 1 т Jr 2
где Ет и 1т — амплитудные значения э, д. с. и тока.
Основная задача расчета цепи переменного тока с сосредоточен-
ными параметрами г, L, С — определение тока в цепи в случае,
если к ее зажимам извне приложено синусоидальное напряжение,
равное U — Um sin (wf 4- ф), где ф — начальная фаза вектора
напряжения. Значение действующего тока равно:
р4а (шб — ] ,.0)С)а
При рассмотрении периодических процессов в электрических
цепях обычно интересуются работой, совершаемой в цепи за один
полный период, и средним значением мощности за полный период,
называемой мощностью цепи переменного тока. Работа А за полный
период Т равна Л = j Ut dT, а средняя мощность А —
о
т
~ ~ J Если напряжение и ток — синусоидальные функ-
0 о
пни времени, т. е.
б - sin ш/ и /2 Sin vt и i -- l1fi sin (w/ — ц) -^ lr2 1 sin (w/ — rf)
то мощность в цепи переменного тока равна:
т т
Ра [ 2t7 sin (о/ sin (d)/ — (|) dT --- ~~ J [cos q — cos (2<о/ — cj)] dT
° о о
Поскольку определенный интеграл одного члена подинтеграль-
ного выражения обращается в нуль, то:
PiS = и I COS ф
109
Из этого выражения следует, что мощность P,t зависит не только
от значении приложенного напряжения н тока в цепи, ио и от раз-
ности их фаз q. Множитель cos q. входящий в выражение для мощ-
ности пени переменного тока, носит название коэффициента мощ-
ности. Таким образом, средняя мощность в цепи переменного тока
всегда меньше произведения действующих значений напряжения
н тока. Поэтому рациональное использование устройств электро-
снабжения может быть достигнуто лишь тогда, когда устройства-
приемники электрической энергии обладают высоким коэффициен-
том мощности. В возможном приближении коэффициента мощности
приемных устройств к единице и заключается весьма важная тех-
нико-экономическая «проблема косинуса Ф1Ь. Она имеет особенно
большое значение для электропечных установок.
Параметр Р, называют активной мощностью (активная мощность
преобразуется в теплоту или механическую работу), величину Q —
= U! sin <[ - реактивной мощностью, a S UI — полной мощ-
ностью. Последняя позволяет оцепить предельную мощность машин,
трансформаторов и т. к.
Активная мощность одной фазы равна
— Г',|,/фСО5 t[
а всей трехфазной цепи
1 ЗГЛт cos -юр
так как: U.\J.V = UAI। 3.
Реактивная мощность одной фазы
Оф - Нф/ф мп ;
а всей трех фаз [гой цепи:
Q I Зб'л/л ‘’in (| iji
Реактивная мощность циркулирует между генератором и потре-
бителем, загружая элементы цепи и вызывая потери активной мощ-
ности сети.
Полная мощность трехфазной цени:
5 - 3C\p/rf, - 1г:Я'лЬ
В трехфазной системе без нулевого провода векторная сумма
токов отдельных фаз равна нулю:
/Л к / в- h: - О
На рис. V.3 изображена трехфазная система, у которой и гене-
ратор, н приемник энергии соединены звездой. Цепь изображена
с нейтральным проводом 00, по которому протекает ток /Y = 1А +
4- Лв + !( Вели в нейтральном проводе имеется ток, то он обус-
ловлен^ неравномерной нагрузкой фаз; при симметрии /х =- 0.
Большое значение для работы электроустановок, в частности
электропечей, имеет порядок чередования фаз. Различают прямую
и обратную последовательность (раз. В первом случае максимумы
НО
Рнс. V.3. Схема трехф.иной системы с нулепым
проводом:
Е1г f-i- £"> “ *• Д с чегочпнко питании; г:.
г, -- внутренние елпрлтинленич источника пи-
тания; гр гц. Г|jj — сопро:ивленич Нагрузок
фаз; /п — линейные токи, /у - ток ну-
левого провода; 3r (‘;t, С, : — линейные
напряжения.
тока, напряжения или э. д. с. на-
ступают сначала в фазе .4, затем
в В, затем в С, снова в .4, затем
в В и т. л. (это последовательность
А.В.С или Л //. ///). В обратной последовательности фаз макси-
мумы тока, напряжения и э. д. с. наступают сначала в фазе А,
затем в С, затем в В и т. д. Это - последовательность А.С. В или
/, ///, //. В практике при обследовании элсктропечных установок
для определения порядка следования фаз удобнее всего использо-
вать специальный прибор — векторметр.
УД. ЭЛЕКТРИЧЕСКАЯ ДУГА
Электрическая дуга — это вид электрического разряда в газе,
характеризуемый большой плотностью тока и малым катодным
падением потенциала. По своему характеру и внешним признакам
разряды в газах весьма разнообразны. Все электрические разряды
в газе делят обычно на две группы: несамостоятельные и самостоя-
тельные.
Электрический разряд называется несамостоятельным, если для
его поддержания требуется образование в разрядном промежутке
заряженных частиц под действием внешних факторов — ионизато-
ров. Все вилы электрических разрядов, существование которых не
обусловлено внешними ионизаторами, называются самостоятель-
ными.
По характеру физических процессов, протекающих в разрядном
промежутке, различают следующие формы разрядов: электронный,
темный (или тихий), тлеющий и дуговой. Электронным называется
разряд, в котором в качестве заряженных частиц участвуют в основ-
ном электроны. Электронные разряды наступают в трубках при
весьма высоком вакууме.
Темным называется такой разряд, при котором электрическое
поле в разрядном промежутке определяется в основном потенциа-
лами пограничных поверхностей п пренебрежимо мало искажается
объемными зарядами. Темный самостоятельный разряд характери-
зуется малыми разрядным током и интенсивностью свечения. Плот-
ность тока в таком разряде обычно не превышает 10 с А’см2.
В тлеющем разряде электрическое поле разрядного промежутка
в основном определяется величиной и расположением объемного
заряда; кроме того, тлеющий разряд характеризуется катодным па-
дением потенциала, значительно превосходящим потенциал иони-
зации газа. Характерная особенность тлеющего разряда — суще-
ствование в нем ряда областей с различной степенью свечения газов.
И!
Рис. V.4. Вольт-амперная характе-
ристика газового разряда.
Плотность тока тлеющего
разряда больше тихого и
достигает 10 -10* А/см2.
Полный ток разряда в за-
висимости от площади
электродов колеблется в
довольно широких преде-
лах и составляет 1 - 10 мА.
Как уже указывалось,
дуговой разряд характе-
ризуется малым катодным
падением потенциала и
высокой плотностью тока разряда. Количественная разница между
тлеющим и дуговым разрядом характеризуется следующими циф-
рами:
Д> га Тлеющий разряд
Катодное падение напря- 5—20 200—300
жения, В
Плотность тока. А/с.м3 10*—Ю5 (Ю—100) 10“е
Иными словами, в дуге катодное падение приблизительно на
порядок меньше, а плотность тока на много порядков больше, чем
в тлеющем разряде.
Для дугового разряда характерна высокая температура катода
и ствола дуги, в то время как при тлеющем разряде температура
катода может равняться температуре окружающей среды, а темпе-
ратура ствола разряда может быть в несколько раз ниже, чем в слу-
чае дуги.
Тлеющий разряд — это процесс практически только электриче-
ской природы; дуга же — процесс как электрический, так и тепло-
вой. Тепловые процессы в дуге и теплообмен между дугой и окру-
жающей средой играют очень большую роль и накладывают отпеча-
ток на электрические процессы в дуге.
В приведенной выше классификации виды разрядов расположены
в той последовательности, в которой обычно один разряд переходит
в другой.
Из зависимости между катодным напряжением и током (рис. V.4)
следует, что между тлеющим разрядом и дугой имеется переходная
область, обычно неустойчивая н трудно уловимая.
В дуге можно отметить три области, весьма различные по харак-
теру протекающих в инх процессов (рнс. V.5). Область / непосред-
ственно прилегает к отрицательному электроду (катоду /) и назы-
Рис. V.5. Области дугового разряда:
1 — катод; 2 — анод.
Рнс. V.fi. Распределение потенциала дуги:
К - катг;д-. Л ~ анод; V л — катодное и аитдиос rt 1-
депне напряжения; Ь'ст. Ь‘ст — Напряжение н градиент
И столбе дуги; Е^.. Е& - напряженности в катодной л
анодной областях; - длина дуги.
вается областью катодного падения напря-
жения. Далее вдет область // — ствол
(столб) дуги. Наконец, непосредственно
к положительному электроду (аноду 2)
прилегает третья область III — анодного
падения напряжения. Размерь! областей
катодного и анодного падений напряжений
изображены на рис. V.5 преувеличенными:
в действительности их протяженность ни-
чтожно мала. Например, протяженность
области катодного падения имеет вели-
чину порядка I мкм. Протяженность обла-
сти анодного падения напряжения обычно
лишь несколько больше этого значения.
Поскольку каждое падение напряжения.
20 В, сосредоточено в пространстве весьма малой длины, оно имеет
высокие градиенты потенциала: 10*— 10ч В/см, линейно изменя-
ющиеся по мере удаления от пограничного слоя (рис. V.6).
В межэлектродном пространстве происходят следующие про-
цессы: ионизация, деионизация, диффузия, ионизация в погранич-
них поверхностях.
Электроны в атомах в нормальном состоянии находятся на наи-
низшем разрешенном энергетическом уровне, т. е. занимают близкие
к ядру орбиты. Если сообщить электрону избыток энергии, то он
может выйти из орбиты действия сил притяжения ядра и, покинув
атом, превратить его в положительный ион. Такой процесс назы-
вается ионизацией. В результате ионизации в газе образуются заря-
женные частицы трех видов — электроны, положительные и отри-
цательные ионы. Практически единственный механизм ионизации
газа в столбе дуги - это термическая ионизация. Наравне с ней
в нагретом газе происходит интенсивная деионизация — рекомбина-
ция положительных и отрицательных Частин. Термическая иониза-
ция играет исключительно важную роль в дуговых разрядах. Так как
по своему характеру процесс термической ионизации газов аналоги-
чен процессу диссоциации, то обычно для расчета ее используют ме-
тоды термодинамики, применяемые в расчетах химических реакций.
Так, тепловую ионизацию рассматривают как химическую реак-
цию, которую можно выразить следующим образом:
I моль электроновД-1 моль иоиов^=>
1 моль нейтрального газа — работа ионизации на I моль
Из этого условия равновесия выведена общеизвестная формула
Саха:
[Т- Лхр ,<V ’ls '-7'j 2.4- IO ~4Т2-' exp I- 116ППЕ л,) (V.I)
113
где л- — степень ионизации, г. с. отношение числа пилизйвапшлх молекул к общему
числу молекул до ионизации; р — давление, мм рт. ст; <'0О'п — работа ионизации;
е0 — заряд электрона; (/„—потенциал ионизации.
Значение потенциала ионизации зависит от свойств газовой
среды или паров металлов, имеющихся в ней (табл. V.I).
Однако уравнение Саха не учитывает квантовых статистических
весов состояния молекул (£Л1) и образующихся из них ионов glv
Грановский лает уравнение, учитывающее эти факторы:
Л~ Р 4/MD 4 — 7'?>\р (-11 П00/Т) (V.2)
1 А “ Ям
Если через z обозначить левую часть уравнения, юг - =
— / (Т) (рис. V.7), При малых значениях х справедливы выражения:
г х2р: х I г р
По заданному потенциалу £/„ и температуре Т определяют
Z'gM g„, а по данным и вычисляют г, по которому определяют х
из кривой .г — / (p 'z) (рис. V.8).
Для смеси газов средняя степень ионизации составит:
у I у ,х„,. ., Л„,, (V .3)
где ,V|t j; и Л'(|- числа ионизованных п нейтральных частиц А-го вещества.
Между степенью ионизации молекул /г-го газа, средней степенью
ионизации, температурой и потенциалом существует зависимость:
Если составить k таких уравнений,
то решение их позволяет найти ,vft и х,:р.
Эту задачу можно решить приближенно,
пользуясь упрощенной формулой:
~ Ю' 11Ю Jill r=-\.sp । I600C,,.. л
Р S м it
Газы с меньшим потенциалом ионнза-
114
На рис. V.9 приведены зависимости степени ионизации от тем-
пературы. Для таких элементов, как железо, марганец, магний, уже
при 8000 К степень ионизации становится больше 0,2, а для кальция
она равна 0.5, что говорит о большом значении термической иони-
зации.
Деионизация — это процесс уменьшения концентрации заряжен-
ных частиц в газе. Опа протекает в газе и является результатом ре-
комбинации заряженных частиц или их диффузии из разрядного
промежутка. В результате рекомбинации — взаимодействия нона
н электрона — образуется нейтральный атом. Процесс рекомбина-
ции всегда связан с потерей частицами энергии. В результате же
диффузии заряженные частицы из области с более высокой кон-
центрацией перемещаются в область с меньшей концентрацией.
Для разрядного промежутка формы цилиндра закон диффузии
имеет вид:
п ---D-dX J,v; dX. dx X\ r3
где n — число зарядов в единице объема; dX dx — градиент концентрации частиц;
Л7 — число заряженных частиц; D — коэффициент диффузии; г — радиус.
Знак минус свидетельствует о том, что поток направлен в сто-
рону уменьшения концентрации. Основные причины диффузии —
тепловое движение частиц и появление неравномерностей объемных
ТАБЛИЦА V.I. Потенциалы ионизации
Элемент Порядковый номер Атомная масса 11
Углерод G 12 11,22
Азот 7 14 14,50
Кислород 8 16 13,60
Калий 19 39.1 4,33
Кальций 20 40.1 6.10
115
плотностей зарядов. Когда заряженная частица достигает края
зарядного промежутка, она может оттуда вылететь. Скорость элек-
трона больше, и он обладает большей возможностью вылететь; по-
следнее сопровождается «•вытягнвание.м» положительного заряжен-
ного иона.
Степень ионизации дугового промежутка определяется выра-
жением:
•I “= (-'эл — -Vtf) (Л [Г А а ;)
где ,Vlt и .VjlT — числа электронов, ионов и атомов.
Полное изменение числа положительных ионов в единицу вре-
мени равно:
JA’ I dX 1 __ IdAj _ I t/Л' I _ 1 d.V I
dt ~ | dr |г 1 | с/т |/ | di I dr |о
где первый член в правой части определяется термической ионизацией, второй —
ударной, третий — рекомбинацией и четвертый — диффузией.
Для дугового разряда второй и четвертый член малы и решающую
роль играет термическая ионизация и ее антипод— рекомбинация.
Это уравнение определяет электрическую проводимость дугового
промежутка и тенденцию его изменения.
Температура дуги, соответствующая минимальному продольному
градиенту при условии черного излучения, может быть определена
но формуле:
Тл ШЕ; (УЛ)
где t/(- — потенциал ионизации газа, в котором горит дуга.
Дуга может охлаждаться за счет лучеиспускания, теплопровод-
ности, а также за счет объемного охлаждения, которое возможно
и в печной дуге. Можно показать, что при охлаждении путем луче-
испускания Е обратно пропорционально корню кубическому из
тока:
Е - ; ей
где Е — напряжен!гость поля; С — некоторая постоянная.
При неравномерном ходе печн и обвалах шихты возможно про-
никновение в столб дуги твердых частиц ее, которые будут пла-
виться и диссоциировать в самом столбе. Кроме того, в столб дуги
может проникать еще не участвовавшая в химических реакциях
шихта в парообразном состоянии. В этом случае в столбе дуги воз-
можны эндотермические химические реакции с поглощением значи-
тельного количества энергии.
Объемное охлаждение не зависит от его вида и пропорционально
квадрату радиуса столба дуги. Это приводит к тому, что при объем-
ном охлаждении продольный градиент потенциала столба дуги
не зависит от тока.
Возможно также охлаждение дуги путем конвекции. Тепловые
потери в данном случае зависят от скорости и температуры воздуха
или газов, омывающих дугу, температуры самой дуги и ее попереч-
ив J
г
г
ного сечения. В общем виде конвективные потери выражаются урав-
нением
Р - АР-(Т1 2-Т1
т. е. и в этом случае тепловые потери дуги пропорциональны ква-
драту радиуса. В случае охлаждения дуги конвекцией Е = const,
а в случае охлаждения дуги за счет теплопроводности Е обратно
пропорцинально току в степени 0,6 : Е =
Вышеприведенные зависимости Е как функции тока получены
при некоторых допущениях и характеризуют эти зависимости ка-
чественно; в дальнейшем они подтвердились экспериментально.
Важно и необходимо отметить, что во всех практически встреча-
ющихся случаях охлаждения дуги, в том числе и электропечнои
дуги (излучение, теплопроводность и объемное охлаждение), дуго-
вой разряд представляет собой нелинейный проводник и продольный
градиент в нем не пропорционален протекающему по дуговому
разряду току, в то время как в линейных проводниках продольный
градиент потенциала пропорционален протекающему' по нему току.
Одна из важнейших зависимостей, характеризующих электриче-
ские свойства дуги, — зависимость напряжения дуги от тока (вольт-
ампериая характеристика). В случае дуги, находящейся в устано-
вившемся режиме (стационарная дуга постоянного тока), эту ха-
рактеристику называют статической. Если дуга находится в неуста-
новившемся режиме, например дуга, возникающая при размыкании
контактов, такая характеристика называется динамической. Динами-
ческой характеристикой называют также вольт-амперную харак-
теристику стационарной дуги переменного тока. Еще Айртон пред-
ложила эмпирическую формулу для выражения зависимости напря-
жения дуги l/д от протекающего по ней тока /:
U^--a I- Ы -С '"{dl (V.5)
где а, Ь, с п d - постоянные; / — длина дуги;
При I = const эта формула обращается в следующую:
ОЯ = А + В.1 (V.6)
Кроме того, при I = const статистическая характеристика дуги
описывается уравнением вида:
Ул = А±В'1п (V.7)
где показатель степени п есть функция температур анода дуги.
Е1екоторые дуги, однако, имеют восходящие ветви вольт-ампер-
ной характеристики. Объясняется это явлениями, происходящими на
катоде. К таким дугам относятся дуги с малыми токами, горящими
между угольными электродами (рис. V.I0).
Большое значение для строения столба дуги имеет явление сжи-
мающего эффекта, который обуславливается собственным магнит-
ным полем тока дуги. Энергия магнитного поля контура с током
выражается формулой:
U"K - I 2/.<2
J17
Рис. V.10, Вольт-амперные характеристики ду-
ги с угольными электродами при диаметре 8 мм
и длине дуги 7 мм.
индуктивности за счет умень
координату принимают объем
где L — индуктивность контура; i —
ток.
Электромагнитная сила F рав-
на производной энергии по вы-
бранной координате. Так как
в рассматриваемом случае кон-
тур тока стремится к увеличению
епня объема, то за независимую
V: тогда
гЛГ’к I (1L
dt 2 dV
По мере уменьшения объема увеличивается индуктивность и,
следовательно, повышается магнитная энергия, и наоборот. Так как
производная dL dV < 0, то и F < 0; это свидетельствует о том, что
сила направлена радиально от внешней окружности столба дуги
к его оси.
Таким образом, столб дуги испытывает давление, приводящее
к его сжатию. В жидких проводниках в результате этого повышается
удельное давление на боковую поверхность проводника, переда-
ющееся на концы токоцровода. В газовых проводниках столб дуги
неустойчив, поэтому возникают значительные деформации попереч-
ного сечения и создаются высокие плотности газа вдоль оси столба
дуги. Можно показать, что давление на единицу наружной поверх-
ности объема, по которому протекает ток, равно:
где г — полярная координата; d — диаметр столба дуги; li0 — магнитная проницае-
мость; /? — внешний радиус проводника.
Полное давление равно
1 Ро 4л2/?2 О “ )
а максимальное значение приходится на центр проводника: =
— 1,02- 10 s (Л'лЯ2). Давление уменьшается к краю столба дуги по
параболической функции до нуля.
Вдоль осп дуги действует сила: Fn = и,,/', 4л • 5,1 • 10 е/2. Так,
для дуги с током 30 кА (ее радиус 15 см) удельное давление соста-
вит /Mi]l(C = 1270 Па, а общая сила (осевая) равна: Fn — 5,1-10“я X
X 302-106 = 45 Н. Такая сила несущественна в случае твердых
электродов. Если же один из электродов жидкий, то в основании
дуги создается углубление. Наличие эффекта сжатия повышает
плотность столба дуги и плотность тока к центру, что способствует
повышению устойчивости горения дуги. Отрицательное действие
сжатия сечения дуги состоит в том, что резко возрастает сжимающее
118
усилие, а это приводит к обрыву цепи. Подобное характерно для
газовых дуг с большим током в установках электротермического
нагревания.
Для оценки устойчивости горения дуги постоянного тока рас-
смотрим электрическую цепь дуги, содержащую активное сопро-
тивление г и индуктивность L (рис. V. 11. й). Для этой цепи постоян-
ное напряжение источника тока t/d равно:
На рис. V.11, б изображены вольт-амперные характеристики
дуги, источника питания и активного сопротивления г. Устойчивое
равновесие наступает в точках /1 и В. в которых производная di!dt =
= 0.
В какой из этих точек горение дуги устойчиво? Пусть ток откло-
нился на А/, тогда:
ат; dl!д . . dl! л .. Ld (<д Л/) .. , . ..
ДС д -- At и С 0 -- ( л 7- -М i -----—----- г ('д ; 30 г
Разница напряжений прежнего и нового состояний составит:
---=- Лгд L —-— Air — 0 или
di д dt
Откуда:
. . / г <7С'д [/’ . \
V - /0 ехр/------£----/ )
Если а < о. At 0 при t -* оо; если ?. >
> 0, At —► оо при f >• ОС
Первому условию соответствует устойчивое горение дуги, и оно
отвечает точке Д (рис. V.I1, б), так как в ней наклон вольт-амперной
кривой дуги больше наклона кривой Д, т. е. г 4- dU^di^ > 0,
а в точке В: г — dUA.di:i < 0. При этом следует иметь в виду, что
в обоих точках dUA'diA < 0.
Рис, V.I1, Электрическая цепь дуги ппстняиипго тока (а) и совместная вольт-амперная
характеристики дуги и источника питания с активным сопротивлением г
119
a
Li~0
i~0
1--0
Рнс. V.I2. Осциллограммы токов н напряжений дуги переменно-
го тока:
о — бел псрсрына тока; й — с перерывом тока.
Минимальной устойчивости горения дуги
соответствует такая характеристика источника
питания, точки которой лежат па касательной
к вольт-амперной характеристике дуги.
Сопротивление г, создающее такую вольт-
амперную характеристику источника питания,
является предельно большим. Дальнейшее уве-
личение его в этой цепи приведет к погашению
дуги. Уменьшая же сопротивление г, можно
регулировать ток дуги даже при неизменной
характеристике. Вследствие падающего харак-
Затем
назы-
пере-
снова
мало-
ее вольт-амперной
тера дугового разряда дуга может гореть устойчиво лишь при на-
личии последовательно включенного активного сопротивления.
Особенность дуги переменного тока — в отличие от дуги постоян-
ного тока, которая является стационарной, — в ее динамическом
характере. В ней нет однозначной зависимости напряжения от тока.
При возрастании тока эта зависимость отличается от таковой при
уменьшении тока. На рис. V.12 приведены характерные осцилло-
граммы дуги переменного тока при малых токах. При синусоидаль-
ном токе напряжение дуги имеет своеобразную форму. В начале
полупериода она быстро возрастает и достигает максимального зна-
чения (/маке. называемого напряжением зажигания дуги,
напряжение быстро падает до минимального значения 47ЧИ1|,
ваемого минимальным напряжением дуги при токе, немного
шедшем через амплитуду. В конце полупериода напряжение
возрастает до величины t/„ напряжение потухания дуги. У
мощных открытых дуг (см. рис. V. 12) ярко выражен пик зажигания
дуги, когда необходимо повысить напряжение для возникновения
тока. Для дуг большой мощности (при больших токах) форма кри-
вой напряжения приближается к трапецеидальной кривой, на ко-
торой пики зажигания н погашения дуги выражены гораздо слабее
(рнс. V.13).
Для определения формы кривых тока
трим ее электрическую цепь. При чисто
синусоидальном на [[ряжении имеем:
(7 — Дчакс sin Ci)/ — (•'д
При условии (/ < С'4 (/ = 0) ток (д
и напряжения дуги рассмо-
актнвпом сопротивлении и
= 0.
a
V*
I
Рнс. V.13. Формы осциллограмм дуг переменного тока:
а — открытая дуга малой мощности; б — закрытая дуга большой мощности.
120
Рнс. V.H. Кривые токов it напряже-
ний дуги переменного тока в цепи
t чисто активным сопротивленцем.
Ток возникает при на-
пряжении £/МаКС sin g)/i
= U-A.
Следовательно:
arcsin ((;д Г'^анх’)
(Vt9
I!
w/2 — Л — bJf ।
Тогда: (С — /2) <u ’
— 2 arcsin TA,rli(tJ- Ток
дуги для интервала от t}
ДО /л
I млкг sill (н/ - { ' д
'д~ R
Учитывая jV8). полу-
чим:
'д : —МдКС (^’Н со/ — sin С1И,)
/у
(V.B)
Выражение (V.9) справедливо для интервала времен от /х до
(л/ш) — /Р Обозначим Uyiaitc'R — /к. а - ток короткого замыка-
ния; тогда ток дуги есть сумма синусоидального и постоянного
токов (рнс. V. 14):
/л = /к.з (sin (lit — sin /х)
Рассмотрим цепь с индуктивностью и дуговым сопротивлением.
Напряжение источника питания:
б’ б'Макс sin (wi |- *1) — Сд + (lit . . (\Г.1О)
Интегрируя уравнение (V. 10) при начальных условиях i — 0
и i;i — 0, получаем:
,д_ -Д^-COS (ШЖ) 4 cos, (V.1I)
Учитывая, что при ю/ = л iA — 0, находим:
О - -32!£ELCoS(n + (|) Ь £«£!!£_ cos Ч--Да-л
to/ b>L w/.
Откуда:
121
Рис. V.I5. Кривые токов и напряжений дуги переменного тока в цепи с индуктивным сопро-
тивлением.
Подставив (V.12) и (V.11), получим ток дуги:
Следовательно, ток дуги равен току, изменяющемуся по коси-
нусоиде, и току, меняющемуся по сторонам треугольника
(рис. V.15).
Предельный случай, когда при нулевом токе дуга горит, можно
получить из следующего. При принятом условии
{ 'мннс sirj (4пред — /7д и ('д Cngco siu q
в сочетании с уравнением (V.12) находим:
<А_у
Смаке 7 X £ С'мяке
( • , УД— ) - 0,5‘1; sin (|П1.еп 0,5-4; cos 4 - 0,85
X Омане / пред
Непрерывное горение дуги обеспечивается прн условии cos (j <:
с 0,85.
122
При наличии активного и индуктивного сопротивлений в цепи
дуги:
С мяк' S-lil СиГ — {'1-.R i\>L -
д t/dif
-с " R / /? \
'л й— I I - ~г е?1 р «о.’ч - Ы! j cig R w/ -
/г I \ (и/, /
‘-‘“А. ‘"(«’ £) -“«] <V14>
((j/р соответствует моменту зажигания дуги).
Анализ уравнения (V. 14) показывает, что наличие в цепи актив-
ного сопротивления (кроме индуктивного) позволяет несколько
повысить cos q Н,|Р:1.
Успешная работа руднотермических печей зависит от правиль-
ного выбора их электрического режима. Однако выбор оптимальных
электрических характеристик весьма сложная задача. Не до
конца ясными остаются вопросы отыскания оптимальных значений
тока и напряжения, распределение энергии в ванне печи. Решению
этих вопросов в значительной степени способствует исследование
и изучение электрических дуг в ванне руднотермических печей.
Работы различных авторов (Сисоян. Максименко, Тельный,
Жердев и некоторые другие) расширили наши сведения об электро-
печных дугах, но в них нет ответа на такие важные вопросы, как:
существует ли луга в руднотермических печах, каковы параметры
закрытых электропечных дуг, в частности какова длина дуги, какая
форма кривой напряжения на дуге и др. Объяснить это можно труд-
ностями исследования дуги в рудиотермнческнх печах, суть которых
в следующем.
Пространство вокруг дуги заполнено шихтовыми материалами,
а это затрудняет выделение непосредственно области чисто электри-
ческой дуги, поскольку она либо шунтирована шихтовыми мате-
риалами, либо существует в виде отдельных перемежающихся дуг.
Иногда картина существования дуги в ванне руднотермической печи
еще более сложна. Например, дуговой промежуток у руднотерми-
ческих печей трудно доступен для зонда (ферросплавные, карбидные
печи и др.) и непосредственноеосциллографирование формы кривых
напряжения дуги невозможно. А без осциллограмм тока и напряже-
ния дуги невозможно установить параметры дуги.
Все это выдвинуло задачу разработки такого зонда, который
позволил бы получить осциллограмму напряжения закрытой дуги
рудиотермнческнх печен. Такая задача до недавнего времени не
имела решения. И даже в монографиях, посвященных специально
дугам электрических печей, такие осциллограммы отсутствуют либо
приводимые в них осциллограммы в действительности не являются
ими, а есть осциллограммы промежутка электрод—под. Этот про-
межуток представляет комбинацию сопротивлений дуги, шихты,
расплава, соединенных по сложной электрической схеме.
123
В последние годы разработаны или уточнены методы электриче-
ского зондирования и наложения пониженного напряжения. Метод
зондирования при исследовании закрытых дуг имеет то преимуще-
ство, что он переносит исследования из области вис ванны внутрь
ее, тем самым делая это исследование более наглядным и достовер-
ным относительно определения параметров дуги. Кроме того, он
позволяет получить кривые напряжения не только между электро-
дом и подом, но и для большого числа промежуточных точек.
Этим методом в сочетании с методом наложения пониженного
напряжения можно решать вопросы, связанные не только с пара-
метрами дуги, но I! с распределением энергии в рабочем простран-
стве ванны печи. При определенных допущениях метод зондирования
позволяет определить удельное сопротивление веществ, заполняющих
иодэлектродное пространство, и удельное сопротивление расплава.
Метод зондирования применительно к рудиотермическим печам
состоит в том, что в исследуемую область вводят с постоянной ско-
ростью измерительный зонд. По мере перемещения последнего осцпл-
лографируют напряжение между торцом электрода и отдельными
точками исследуемого участка. Равномерное перемещение зонда
позволяет с достаточной степенью точности определить положение
конца зонда в любой момент времени.
Скорость перемещения зонда выбирают с учетом нахождения
зонда в зоне высоких температур (с целью сохранения его электро-
изоляционных свойств и максимально возможного времени пребы-
вания в тон же зоне (для четкой фиксации формы кривых тока и
напряжения при осциллографированни). При постоянной скорости
движения зонда V, числе периодов п и времени одного периода tn
длина исследуемого участка L = Vntn,
Большие трудности в методе зондирования возникают при вы-
боре материала для электроизоляцни зонда, выполненного из мо-
либденовой проволоки диаметром 1 мм и длиной 6 м. Обусловлено
это тем, что зонд попадает в зону весьма высоких температур под-
электродного пространства (5000—6000 К). В этой зоне большин-
ство материалов теряет механическую прочность и электроизоля-
ционные свойства, вследствие чего происходит шунтирование иссле-
дуемого участка. В таких условиях вести измерения невозможно.
После длительных поисков наиболее приемлемым для этих целей
оказалось дерево, покрытое специально приготовленной термоизо-
лирующей массой.
Метод электрического зондирования может быть применен как
для печей с графитированными электродами, так и для печей с само-
спекающимися электродами. В последние вставляют металличе-
скую трубу, через отверстие которой зонд проходит в ванну; в гра-
фитированных электродах высверливают отверстие, через которое
также вводится зонд.
Рассмотрим осциллограмму зондирования фосфорной печи. На
шлейф осциллографа подают напряжение электрод—зонд
которое при движении зонда в отверстии электрода равно нулю
(участок а рис. V. 16), так как зонд в отверстии касается электрода.
124
Рис. V. 1 ti. Осциллограмма зондирования ванны фосфорной дуги.
При выходе из отверстия в электроде на осциллограмме (./3_я
напряжение начинает нарастать. Последнее обстоятельство позво-
ляет довольно точно определить на осциллограмме момент выхода
из электрода. Протяженность под электродного пространства от торца
электрода до расплава по данным осциллограммы зондирования
определяют следующим образом: вследствие наличия дугового раз-
ряда форма осциллограммы напряжения электрод—под
полученной после выхода зонда из электрода, значительно отли-
чается от синусоиды (участок б, рис. V.16). Для осциллограммы ия_3
(участок б) характерно присутствие высших гармонических состав-
ляющих. При дальнейшем перемещении зонда в глубь рабочего
пространства ванны печи (участки в и г) на осциллограмме
содержание высших гармонических составляющих уменьшается.
Это объясняется наложением на напряжение дуги (7Д падения на-
пряжения на участках омического сопротивления расплава Up.
Подобные осциллограммы получены для карбидных, фосфорных
печей, а также для печей белого электрокоруида.
Таким образом, метод зондирования позволил показать, что
форма кривой напряжения дуги в рудиотермической печи имеет не-
синусоидальиый характер. Это весьма существенно, поскольку ранее
утверждалось, что форма этой кривой имеет синусоидальную форму.
А ведь именно форма кривой позволяет определить наличие дуги
в руднотермической печн. Метод электрического зондирования экспе-
риментально подтвердил точку зрения Тельного и Жердева, согласно
которой форма кривой напряжения на дуге руднотермических печей
практически прямоугольна, т. е. несинусоидальна. Это подтвердили
исследования форм кривых тока и напряжения, а также вольт-
амперных характеристик мощных коротких дуг при больших токах
(до 15 кА), близких к токам действующих руднотермических печей.
Дуга горела между графитированным электродом достаточно боль-
шого сечения и угольным подом. Электрод имел устройство, позво-
лявшее зондировать промежуток электрод—под через цилиндриче-
ский канал в центре электрода; в канал вводили специальный зонд.
125
Осциллограммы тока и напряжения дуги (рис. V.17) показывают, что
форма кривой напряжения дуги явно отличается от синусоидальной,
причем с увеличением тока, чего достигали уменьшением дугового
промежутка, дуга горит более стабильно, а протяженность участков ;
с постоянным напряжением увеличивается. Токи дуг имели явно
выраженную третью гармоническую составляющую.
Вольт-амперные характеристики свидетельствуют о том, что -
исследуемые мощные электродуги имеют индуктивное сопротивление. '
Только методом электрического зондирования, однако, нельзя .
решить весьма важную задачу отыскания распределения мощности
в ванне руднотермической печи. Для этого необходимо сочетание
рассматриваемого метода с методом наложения пониженного напря- :
жеиия. Суть последнего в том. что работающую руднотермическую
печь отключают, а затем довольно быстро (в течение десятых долей
секунды) переключают на пониженное напряжение, при котором
дуга гаснет. Сочетание исследований с горящей дугой и без нее J
позволяет найти распределение мощности в ванне руднотермиче-
ских печей.
126
ТАБЛИЦА Г.2. (Кноеные характеристики (hicu фосфорной печи tрезней мощности
Напряжение ступени трансформа- тора. В Мощ- ность иечи. М Вт i ок л электро- де, кА Напряжение на электро- де. В Длина дуги, ММ Градиент напряже- ние, на Д'. ie. В. мм Напря- жение на дуге. В
211 6.71 16.26 130 35 0,771 27
220 6.78 17.17 135 / э 0.306 23
220 7.22 14,17 139 50 0.840 42
253 7.52 13.9 154 100 0.510 51
7,94 I5.G 150 125 0.472 59
7,37 13,1 162 150 0.506 76
7.19 15.84 156 160 0,444 71
7.7 15.84 155 125 0.344 43
6 98 14.04 152 150 0.406 61
7,48 15.12 154 175 0.263 47
6.99 13.9 148 125 0.464 58
Вопрос о наличии дуги в рудиотермическнх печах до применения
метода зондирования не имел решения. Например, в некоторых
работах показано, что в карбидных печах дуга, как правило, отсут-
ствует и печь работает в режиме сопротивления: в других же указы-
вается па наличие дуг в карбидных печах; аналогично есть работы,
где принимается, что фосфорная печь является печью сопротивле-
ния, а есть статьи, где указывается, что в оптимальном режиме
работы фосфорной печи необходимо наличие газового промежутка
и стабильной закрытой дуги, причем отмечается, что вольт-амперная
характеристика дуги имеет линейный характер.
Изучение карбидных и фосфорных печей методом зондирования
позволило установить, что:
карбидные печи в большинстве случаев работают как печи сопро-
тивления, но имеется и дуговой режим их работы; не исключено,
что дуга в карбидной иечи шунтирована незначительным сопротив-
лением шихтовых материалов;
в фосфорных печах существует электрическая дуга, в которой
выделяется 5—8% от общей полезной мощности в ванне печи, т. е.
не она определяет общее сопротивление ванны печн и не от нее за-
висят параметры ванны.
Исследования, проведенные на фосфорной печи мощностью
7,5МВ-А, показали, что напряжение на дуговом разряде в зави-
симости от режима меняется в пределах от 17 до 46% (20—80 В)
полного фазового напряжения (табл. V.2).
Дуга карбидных печей характеризуется более низким гради-
ентом: >'^0,3 В/мм; ее протяженность для иечей средней мощности
170;—200 мм, напряжение дуги 50—60 В.
V.4. РАСПРЕДЕЛЕНИЕ ТОКА И МОЩНОСТИ
ПО ОБЪЕМУ ВАННЫ ПЕЧИ
Эквивалентная схема ванны руднотермической печи представлена
на рнс. V.I8.
В ванне руднотермической печи ток может протекать от одного
электрода к двум др\ч им чере?з слой расплава и под (ток «звезды»),
127
Рис. Vis. Эквивалейтили с<ема ванны руднотсрмичгскои печи-
а также через окружающую электрод частично расплавленную
«шихту» (ток «треугольника»). Можно определить частичные сопроти-
вления между каждыми двумя электродами (/?д) и между электродом
и иодом (ЯЛ). В свою очередь сопротивление звезды состоит из сопро-
тивления дугового разряда'(Я-0, шунтированного сопротивлением
массы окружающих дугу материалов и сопротивления расплава
(/?р). Эти представления позволяют изобразить схему замещения
электрической цепи печи так, как это показано на рис. V.19.
При симметричном расположении электродов нулевая точка печи
совпадает с центром пода; при нарушении симметрии нулевая точка
может перемещаться по поду. Исследования соотношения токов
звезды и треугольника в ванне фосфорной печи показали, что при
наиболее часто встречающихся на промышленных печах высотах
углеродистых зон (0,8—1,3 м) и положениях электродов (расстояние
от конца электрода до пода -- 1.2 —1,3 м) ток треугольника
составляет —4 6% от общего тока в электроде, причем с углубле-
нием электродов ток треугольника увеличивается. Таким образом,
основная часть линий тока концентрируется между электродами и
подиной ванны печи.
Рис. V.20. Схематическое расположение joh выделения энергии в ванне печи.
128
Рис. V.2I. Поли плотностей мощности:
г. — фосфорнгя №ь: б -- карбидная речь.
Обсуждая эквивалентную схему ванны руднотермпческой печи,
целесообразно рассмотреть вопрос распределения мощности в ванне
печи. Удельная объемная мощность с достаточной точностью для
любой точки печи определяется выражением:
где у, — электрическая проводимость материала в точке i; Et — напряженность
электрического поля в этой же точке
Электрические поля ванны печи можно определить эксперимен-
тально (на электролитической модели) или с помощью расчетов на
ЭВМ. По данным для этих полей на основании формулы (V. 15) рас-
считывают доли мощности, выделяемые: в тигле иод торцом электрода
(Л), сбоку от электродов (Рб) и в шлаке (Pnt) (рис. V.20). Резуль-
таты расчетов для фосфорной печи РКЗ-72ФМ1 представлены
в табл. V.3.
Представленные на рис. V.21, а изолинии плотности мощности
для характерного режима печи РКЗ-72Ф с диаметром электрода
ПО см показывают, что в месте контакта рабочей зоны с электродом
плотность мощности превышает 4 Вт/ам8, в то время как на периферии
тигля опа снижается на порядок —0,1—0,3 Вт см3. Следует отметить,
что тигель равной мощности на периферии сужаетсн к центру элект-
рода. По мере увеличения напряжения зона тигля с предельными
плотностями мощности расширяется.
п |О Л СГПО'Е ,
120
ТДНЛНЦА и. < Р.ЩЩ ФЛ.Ы (',. j
В тигле
под горцом электроди Рт 11 Я 27 44 44
сбоку сг электрод;! Рг. 5b М 71 50 52
В i:t.i;iKe лол электродом Р,п 2 1?! 1
Исследования печей карбида кальция подтвердили аналогичный
характер неравномерности распределения мощности в тигле (рис.
V.21, и): так, поле плотностей мицностн меняется в пределах от
4,56 до 0,34 Вт см3. В интервале 0 -150 мм от электрода выделяется
18% мощности, в интервале 0 -200 мм — 22%, при этом в областях
остальных 2400 мм выделяется 78% энергии, т. е. по 6,5% на каждые
200 мм.
Анализ распределения мощности в ванне печей химической элек-
тротермии позволяет 'сделать вывод, что основная часть энергии вы-
деляется вблизи электрода, где следует предполагать наиболее интен-
сивное протекание термодинамических процессов. По угре удале-
ния от электрода — как по вертикали, так и по горизонтали —
удельная плотность мощности убывает по закону:
Г di/д *
где а — пйр;|мсчр. \ члтбг.зшгцпй геометрию цлниы: Р — I а отппсптелы’се рас-
стояние до Гюконсч! стенки тдектродл; Р — кит-фрициеи!. .чпвиггощи! от заглубления
электро?,;; в провод тую зону.
При последовательном прохождении тока по зонам с различным
удельным электросопротивлением наибольшая часть электроэнер- г
гни выделяется в зонах с наибольшим удельным сопротивлением.
Так, из-за большего удельного сопротивления коксовой зоны, ле- '
жащей у электрода (по сравнению с расплавом), в ней выделяется ,
основная доля энергии. При параллельном протекании тока по зо- I
нам, расположенным по радиусу от электрода, наибольшая мощность Я
выделяется в зонах с наименьшим удельным сопротивлением, по- fl
этому в гарнисаже, имеющем большое удельное сопротивление, и Я
в холодной шихте энергия почти не выделяется. fl
V.5. МОДЕЛИРОВАНИЕ ЭЛЕКТРИЧЕСКОГО ПОЛЯ I
В ВАННЕ РУДНОТЕРМИЧЕСКОЙ ПЕЧИ Я
Методы определения параметров электропечных установок часто Я
базируют, я па теории подобия, позволяющей опыт действующей пени, I
принятой за образец, перенести на проектируемую печь с учетом Я
ряда упрощений. Надо отметить, что эти методы не позволяют опре- fl
делить электрофизические характеристики ванны печей. Поэтому
значительный интерес представляет моделирование действующих Я
печей в лабораторных условиях. В большинстве случаев моделиру-Я
130
ется электрическое пол и юкив в проводящей среде, имитирующей
среду ваппы электропсчнлп установки. Исследование модели элект-
рического ноля в ванне, возникающего вследствие прохождения
электрических токов от электродов к поду рудовосстановителыюй
печи, позволяет установить реакционную зону печи, зоны выделения
энергии в ванне, сопротивление ее отдельных составляющих (шихта,
д\га, расплав и др.), т. е. параметры, которые в конечном счете
определяют геометрические размеры ванны и наиболее рациональ-
ные электротсхнологпческпс режимы действующих и проектируемых
печей.
Исследования электрического поля электропечи ых установок
проводили методами математического моделирования с использо-
ванием вычислительной техники и аналитических расчетов. Послед-
ние иногда не обеспечивают достаточной точности в силу упрощений,
вносимых для того, чтобы задача могла иметь математическое реше-
ние. Поэтому чаще всего предпочтение отдают численным методам
исследования с применением различных моделирующих устройств.
Как правило, изучение электрического поля в ванне электропечных
установок ведут при допущении постоянства удельной электрической
проводимости в объеме ванны рудовосстаповительных печей, что ие
соответствует действительности, так как в объеме ванны имеются
зоны с различной удельной электрической проводимостью. Попытка
математического моделирования электрического поля ванны рудово.’-
етановителыгой печи с учетом ее неоднородности не привела к ус-
пеху, так как из-за недостаточного объема памяти ЭВМ могла быть
решена и решалась только задача расчета двухмерного однофазного
ноля в декартовой системе координат, что не соответствует реальным
условия?.: объемного трехфазного поля печи.
Для точного определения электрического поля в трехфазной
вал нс рудовосстановительных печей необходимы достаточно надеж-
ные данные о структуре неоднородности в ванне печи; кроме того,
необходима методика моделирования неоднородности ванны. Дан-
ные о неоднородности ванны печей могут быть получены с помощью
метода электрическою зондирования в сочетании с изучением се
интегральных электрических характеристик. Решение другой проб-
лемы — моделирование неоднородности ванны — стало возможным
благодаря применению иесмешивающнхся электролитов.
Общая методика моделирования электрического поля в неодно-
родной ванне печи иллюстрируется ниже на примере исследования
кусочно-однородного электрического поля ванны фосфорных пе-
чей. При этом сделаны следующие допущения: печь работает в без-
Дуговом режиме; процессы в печи — установившиеся; в ванне печи
существуют зоны, в пределах которых электрическая проводимость
среды постоянна; i раницы между зонами выражены достаточно четко.
Электрическое поле в каждой зоне, т. е. в проводящей среде вне ис-
точников э. д. .с., однозначно определяется системой уравнений:
:ot£ -0; 6
(V. 16)
div й _ 0. Е — - Liг.к! I
131
где П — напряженность электрического поля: Л — плотность юки проводимости;
у — сдельная электрическая проводимость среди; // — потенпилл.
Граничные условия при этом таковы:
на поде Un = 0:
на поверхности электрода, погруженного в проводящую среду
ванны, U-, = const;
на поверхности шихты д1Гдп — 0;
на границе раздела зон Uh =- UА.+, и y^dU^dn - dUt:+ll dn.
Подобие электрических полей со слаболр сводя щей средой ванны
обеспечивается соблюдением: геометрического подобия ванны; подо-
бия распределения удельных электрических проводимостей по ванне
и соблюдением равенства углов сдвига между фазами векторов на-
пряжения на электродах печи и модели. Реальную проводящую сре-
ду— шлак, шихта — моделировали электролитами. Распределение
электрических проводимостей в ванне действующих печных уста-
новок получено с помощью электрического зондирования.
Анализ данных для различных зон печи показал, что электри-
ческие проводимости параллельных электроду зон твердофазных
реакций и плавления на 2-3 порядка ниже показателей для рабочей
и шлаковых зон. Это позволило исключить их при построении мо-
дели. Зона феррофосфора занимает незначительную часть объема
ванны, а ее электрическая проводимость имеет тот же порядок,
что и для пода (близка к значениям для металлов), поэтому зону
феррофосфора при моделировании можно отдельно не рассматривать.
Устройство для моделирования представлено на рис. V.22. Оно
состоит из электролитической ванны /, геометрически подобной
ванне исследуемой печи. Проводящую среду ванны печи моделиро-
вали двумя иесмешивающимися электролитами 2. которыми служили
нерастворимые в воде спирты этилового ряда (их плотность больше
или меньше плотности воды) и слабый водный раствор медного ку-
пороса. Неоднородность по электрической проводимости в горизон-
тальном направлении может быть обеспечена установкой соответ-
ствующих контактных перегородок. В электролиты опускают под-
вижные графитовые электроды 4, размеры и расположение которых
геометрически подобны размерам
и расположению электродов ис-
следуемой печи. Проводящий
под печи моделируется графи-
товым диском, уложенным на
дно ванны. Сверху ванну на-
крывали крышкой из оргстек-
ла 3, в которой одновременно
закрепляли электроды и фикси-
ровали измерительный зонд 5.
Электрическое поле в ванне
Рис. V.22. Установка для моделирований
электрических полей в ванне руднотермн-
ческой печи:
7 — электролитическая ванна; 2 — электро-
литы; 3 — крышка; 4 — электроды; 5 —
зонд; 5 — потенциометр.
132
определяли с помощью измерительного блока, включающего зонд
5 со специальны.',!и приспособлениями для строго вертикального и
горизонтального перемещения, и прибор 6 для измерения потенциала
в исследуемых точках поля относительно нулевой точки ванны.
Соотношение усредненных электрических проводимостей шла-
ковой и рабочей зон а -- уш„'ур^, а также размеры последних
определяли по данным измерений параметров исследуемой печи и
на основании данных электрического и механического зондирования
ванны. Так. интервал возможных колебаний высоты шлаковой зоны
находили следующим образом. Верхняя граница зоны сразу после
слива определялась уровнем шлаковой летки (0,40—0.45 м). Коли-
чество сливаемого шлака легко вычислить по формуле Q —
где ft7- электроэнергия, израсходованная между сливами; 1Ги —
удельный расход электроэнергии на производство 1 т фосфора;
<7ш.1 — выход шлака на 1 т фосфора. Зная геометрические размеры
ванны п плотность шлака, можно рассчитать толщину слоя шлака
перед сливом.
Расчеты показали, что высота шлаковой зоны па действую-
щих фосфорных печах колеблется в пределах 0,4— 0,6 м. Это хорошо
согласуется с результатами электрического зондирования ванны.
Высоту рабочей углеродистой зоны оценивали сопоставлением
зависимости электрнче;кой проводимости шихтовых материалов
фосфорного производства от температуры. Соотношение этих пока-
зателей для шлаковой н рабочей зон сс для фосфорной печи находили
экспериментально. На модели печи О К В-647 при заданных средних
высотах зон получена зависимость активного сопротивления ванны
печи от соотношения а:
где RK — актлипге сопротивление в.чнны печи, приведенное к одному электроду,
Ом; d — динмеп? электрода, м; it' , =- d — расстояние от торцевой поверх-
ности электрода до пода, отп. ед.
На действующей иечп находят среднестатистические значения
Rr. и после чего легко определить а; для фосфорных печей сс 2.
Описанный метод моделирования был использован при исследовании
электрических полей в вание фосфорных печей типа РКЗ-48Ф и
РКЗ-72Ф. Одна из полученных картин электрического поля приве-
дена на рис. V.23. Поле построено в вертикальном сечении, прохо-
дящем через центральную ось печи и ось одного из электродов;
электроды расположены симметрично. Линии равного напряжения
(или, точнее, линии равных модулей напряжения относительно пода)
построены через каждые 10% (тонкие липни); толстыми линиями
показано направление прохождения тока в ванне печи.
Удельная объемная мощность в любой точке ванны может быть
определена с достаточной для инженерной практики степенью точ-
ности по формуле: Р,. = у (Д0г Дц)2, где AU — разность значений
напряжений между соседними линиями равного напряжения; Дп —
расстояние между линиями равного напряжения (рис. V.24).
133
Рис. V.23. Электрическое поле ванны фосфорной печи.
Предельнее значение Рпр удельной объемной мощности на гра-
нице реакционного тигля может быть определено из кинетических
условий протекания реакций, обеспечивающих заданный выход про-
дукта в единицу времени. Для фосфорных электропечей эта вели-
чина оказалась равной Ргр 0,5 Вт'см3-
Таким образом, картина электрического поля, полученная моде-
лированием печи в электролитической ванне с несмешивающимися
электролитами, позволяет уточнить оптимальные значения геомет-
рических размеров ванны.
Исследования на модели показали, что диаметр реакционного
тигля вокруг электрода зависит в основном от рабочего напряжения
н соотношения электрических проводимостей зон а. Так, для фос-
форной печи РКЗ-72Ф диаметр реакционного тигля ориентировочно
может быть представлен формулой:
/>г - [1.2б'ф''Л-5 - 20 ('Л - 1)| )U~-J
где (Л|, - Фазисе гл-лезнсе напряжение {напряжение на злектроде).
Расчеты по этой формуле по-
казали, что при работе печи
РКЗ-72Ф на сырье, у которого
а — 2, и номинальной мощ-
ности значение Dr составляет
примерно 2,17d. При диаметре
распада электродов действу-
ющих фосфорных электропечей
Z)p 2,85rf расстояние между
центрами электродов В ~
- 2,45г/.
Рис. V.2-I. Распределение удельной объем-
ной мощности по ванне печи в зависимости
от расстояния электрод — стенка ванны.
(щедов а толь но. для того чтобы реакционные зоны вокруг элект-
родов в ванне ночи соприкасались или пересекались друг с другом,
что очень важно для нормальной работы печи, диаметр тигля дол-
жен быть 15d. Если же реакционные зоны не пересекаются
и не соприкасаются, в центре ванны образуется «холодная» зона,
представляющая столб нерасплавленной шихты, нарушающая нор-
мальную работу печи.
Для вновь проектируемых фосфорных печей диаметр тигля может
быть принят Е>т (2,5—2,6) d. Уменьшение диаметра тигля может
повлечь изменение конструкции электрододсржателя, что не пред-
ставляет большой трудности и, кроме того, целесообразно вследствие
улучшения параметров печей с уменьшенным диаметром распада
электродов. Используя критерии подобия электромагнитных по-
лей и методы построения комплексов, из вышеприведенных урав-
нений электромагнитного поля (V.16) можно получить выражение
для расчета сопротивления электропечной ванны по данным моде-
лирования:
П _ ^М^м1’п!Л, м
*11 ’ —~ГТ,---
<<гфил. и
где индексы «о» н «м» относятся к параметрам оригинала и мо-
дели.
Электролитическая модель позволяет провести целый комплекс
исследований и определить весьма важные зависимости, которые на
оригинале установить сложно, а зачастую и невозможно. В качестве
примера можно привести результаты изучения зависимости актив-
ного сопротивления ванны печи от высоты шлаковой и рабочей зон,
от соотношения их электрических проводимостей, от положения
электродов в ванне и др. Установлено, что изменение диаметра рас-
пада электродов в ванне в пределах (2,4 — 3,2)d практически не вли-
яет на сопротивление ванны. Кроме того, нормальное накопление
шлака в периоды между сливами приводит к незначительному умень-
шению активного сопротивления и соответствующему перемещению
электродов вверх (примерно на 0, Id). Исследования на модели поз-
волил и установить, что наиболее существенное влияние на сопро-
тивление ванны оказывает высота рабочей зоны печи, положение
электродов в ванне и соотношение электрических проводимостей
зон.
Отметим, что исследования па электрических моделях трудоемки,
поэтому весьма сложно получить обобщение зависимостей с после-
дующим их тщательным анализом, В последние годы на кафедре
электротермии Чувашского государственного университета (ЧГУ)
разработаны методика и алгоритмы расчета электрических полей
кусочно-однородных ванн круглых и прямоугольных печей с раз-
личной формой и числом электродов. .Методика предполагает ана-
литическое решение тон же структурной модели, которая описана
выше, и позволяет рассчитать на ЭВМ в любой точке ванны печи по-
'генциалы и напряженности электрического поля, плотности тока и
Удельную объемную мощность. Одновременно определяется общее
135
активное сопротивление фаз ванны печи. Ио данной методике рас-
считаны электрические поля всех типов действующих фосфорных
печен с круглыми ваннами в характерных режимах, а также ряд ре-
жимов прямоугольных карбидных печей.
V.6. ПЕРЕКОС Н ПЕРЕНОС МОЩНОСТИ
В ТРЕХФЛЗНЫХ ЭЛЕКТРОПЕЧАХ
На рис. V.2 представлена векторная диаграмма несимметричной
печной установки, где L г. t з — фазные напряжения па вторич-
ных выводах трансформатора по отношению к нулю трансформатора
0г. Эта система напряжений, как правило, в симметричных почах
образует симметричную систему напряжений, а в несимметричных —
несимметричную систему. Иными словами, разные по значениям на-
пряжения на фазах трансформатора сдвинуты друг относительно
друга на угол 2л 3—120°. Это смещение возникает при несимметрич-
ной системе напряжений с высшей стороны и различных коэффици-
ентах трансформации па разных ступенях напряжения. На рис. V.2
показаны также фазные напряжения на вторичных выводах транс-
форматора по отношению к пулю печи 0hl - U\, (J';, U\. Эта система
напряжений, как правило, несимметрична даже при симметричной
системе приложенных напряжений и совпадает с этой системой лишь
в случае полностью симметричной печной установки.
Обмотки трансформатора могут быть включены либо по схеме
треугольника, либо по схеме звезды. Ванну печи как приемник элек-
трической энергии следует считать включенной по схеме звезды.
Руднотермпческие печи работают как при прямой! системе (сим-
метричные печи), так и при обратной системе (прямоугольные печи
с резко выраженной асимметрией). Для эквивалентной схемы
трехфазной электроиечной установки можно записать следующие
уравнения:
б'1±б\. /,г,
- /л (V.17)
- Atfi
где ?! ~ 7?t — Т?2 мз и = А'.? Н- Д-з — полные сопротивления отдель-
ных фаз; и .г, — активные п реактивные сопротивления ой фазы печной уставов-
кя; знлк-относится к напряжению и току, записанным в комплексной форме.
Из выражения (V.17) можно получить следующее равенство: 1
у-Аф — (/i-f ж \ -1 к) d
J
Подставив в выражение (V. 18) значения полных сопротивлений и то
токов прямой и обратной последовательности фаз и приравняв п
к пулю, вещественные и мнимые части, что соответствует полной сим- Л
метрик напряжений трансформатора и лечи, получим следующие -
136 1
вы раження нивки: А’, для активных и реактивных сопротивлений печной уста- ' ,,, > ... _2_ ..
Л\. 1 •- “V" = —— Ы-'з 1 з „ i где - 7?] -j- /?, — /Л.; Л\. -= Из выражений (V. 19) точки печи относительно г- х'Р: Щ --- -ту- -Щ - (A*i /?,й 1V-19) -хи. vi + Лф ~ V- видно, что вследствие сдвига нулевой нулевой точки трансформатора активные
сопротивления отдельных фаз изменяются -- происходит «перекос»
мощностей по фазам, значение которого при симметричной системе
токов зависит от значений реактивных сопротивлении отдельных фаз.
При полной симметрии печной установки (лд — лг = л-3) перекос
мощности равен нулю.
Выражения для /?• и легко находятся из заданных условий
работы печной установки:
S vos-1 ,vv _ S Щ1 С[ I-
где S — полная мощность печной установки ла заданной ступени напряжения при
заданном токе I п электродах; — фазисе напряженно заданной ступени напряже-
ния печного трансформатора; следует отметить, что значения лд, х2 и ,г3 легко нахо-
дятся для вновь проектируемых nencii расчетным лугом или моделированием.
Из выражения (V.19) легко определяется перекос мощности но
фазам:
'....-
/2
Л» горек — Щ ’ *Л1 х**
У 3
Из формул (V.20) видно, что для несимметричных печей разница
значений реактивных сопротивлений отдельных фаз — при равных
ступенях напряжений на трансформаторе и равной симметричной
системе токов — приводит к неравенству, т. е. к перекосу мощностей
по отдельным фазам. Мощности, потребляемые из сети, равны:
Л1с-/ы?.; р:с="^‘~Р2-
* Знак плюс относится к прямой последовательное’.» ф-к, а знак минус —
к обратной.
137
Выражения для полезных мощностей имеют вид:
р1п- р\ с- ЛЛ
^п-^С-^3
где rt, r2, r3 — активные сопротивления фаз, в которых происходят потери хищности.
Для несимметричных печных установок сопротивления гх, г2,
г3 связаны с электромагнитным переносом мощности между отдель-
ными фазам» (явление «дикой» и «мертвой» фаз). Формулы для электро-
магнитного переноса мощности можно получить на основании ме-
тодики. аналогичной той, которая была применена для получения
формул перекоса мощности. Выражения для падения напряжения
в каждой фазе печи относительно нуля печной установки (0J имеют
вид:
L l — /jI'T ом —Я] пол) •• ! ЛЛТ 1 - Р^ЛТ 1 зЛТ з
L 2 — I? С2 o;iJ Д' п '.т) + г г ЛТЛ'2 3 г / /гЛД i
йз — / 1 (ы ом т вп.л) / /3-V3 з — i — /12Т1 >
г-1е /Т (1К, г2пм, лЭ)-,.т — активные омические сопротивления.
Подставив значения токов для прямой последовательности фаз
в выражение (V.22), а именно
,.44 .4).
получим:
L'j J г.ч по;1 ----(лД j — АТ л) У j [лт !-— (.V, 2 - *3 j)j
Из этих выражений видно, что вследствие магнитной связи между
контурами активные сопротивления в отдельных фазах трехфаз-
ной системы меняются и становятся равными:
— ri ом Ч—Ц— (ЛТ 2 — л*1 з) — /?]
/?2 ; Г; (J..J —\у~- (Ха з Ха 1) -г Ri ЦОЛ ( 2Т)
Rj гз ом —2— (Лз 1 ' Аз ЕС';’
Следовательно, в случае трехфазной магнитно-связанной системы
к потерям, определяемым активными омическими сопротивлениями
13S
проводников rt |1Ч!, r.2,,M и г( ,,м, добавляются активные сопротивления
вида । 3 2 (ад 2 -лд :J), вызванные переносом энергии путем электро-
магнитной индукции из одной фазы в другую, которые в электро-
термической литературе называют сопротивлением переноса мощ-
ности:
Д :n-j> 9 (Л'1 2 т| з)
Дп-р Ц—(хг з — x2j) (V .25)
1Л3
r:i Пер ---2--(Хя 1 “ Хз
Сумма дополнительных активных сопротивлений во всех трех
глазах равна нулю, т. е. если в одних фазах они положительны, то в
других отрицательны. Следовательно, суммарный перенос мощности
в цепи электропечпой установки равен нулю (так как х12 — лдъ
хдя - лд,. x?1 - х13).
Энергия может лишь переноситься с одной фазы в другую, и в
общем случае асимметрии в обмене энергии участвуют все три фазы.
Знаки мощностей переноса обратны знакам сопротивлений переноса,
так как отрицательный знак сопротивления переноса приведет к
уменьшению общего сопротивления, характеризующего потери актив-
ной мощности в данной фазе, н. следовательно, к увеличению полез-
ной мощности. Таким образом, положительный знак переноса мощно-
сти означает, что данная фаза получает дополнительную мощность.
Если в уравнения (V.24) подставить выражения для токов обратной
последовательности, то выражения для сопротивлений переноса
изменят свой знак на обратный. Таким образом могут быть получены
следующие формулы для мощностей переноса отдельных фаз
Р1 Прр - ± -f2 (г1 2 — *1 з)
(V.26)
1'3
й3 пер ± —-Е (*з I - *3 2)
где положительный знак соответствует обратной погледовательности
фаз, а отрицательный — прямой.
Отметим, что электромагнитный перенос мощности достигает
больших значений в несимметричных печных установках, что видно
из следующего примера. Для прямоугольной карбидной печи мощ-
ностью 40 МВ-А расчетные значения взаимных индуктивностей равны:
- I.025-10-3; д-,л - 073-10*3 и - 0,69-'10 ;< Ом. Так как
Указанная печь работает при обратном порядке следования фаз
139
то в случае равномерной нагрузки фаз номинальными токами 88 000 А
перенос мощности согласно формулам (V.26) составит:
/Л Пер- SSOIX)2 -1--. (1.023 - 0.6f'). 10 3 - 22 Ю кВ’
Pj пе? - SbOOO® ([’,73 1.02 j. |U 3 — I кВг
Л-! nep - 00(1- ДА (О.г/) _ 0.73). io-з _ 265 нВ т
Следовательно, первая фаза является дикой — она получает
дополнительную мощность переноса 2210 кВт: вторая фаза является
мертвой — она отдает мощность переноса 1975 кВт; третья фаза
практически в переносе мощности не участвует, так как опа отдает
весьма малую мощность переноса — 265 кВт. Отметим, что явления
дикой и мертвой фаз не обязательно связаны с максимальной и ми-
нимальной мощностями на электродах, так как значения полезных
мощностей (мощностей па электродах) обусловлены кроме переноса
мощности еще и перекосом мощностей из-за сдвига нулевой точки
печи относительно пулевой точки трансформатора.Значения переноса
и перекоса позволяют легко определить полезные .мощности.
Используя выражения (V.19). (V.20). (V.2I) и (V.25). находим
следующие выражения для полезных мощностей:
где 5 — полная мощность печной установки.
Формулы (V.27) соответствуют прямой последовательности фаз.
При обратной последовательности фаз формулы для полезной мощ-
ности имеют такой же вид, по знаки перед квадратными скобками (±)
следует поменять на противоположные ).
11з формул (V.27) следует весьма важный ьывод - значения по-
лезных мощностей определяются не только перекосом, но и перено-
сом мощностей с одной фазы на другую, а также, естественно, поте-
рей мощности в омических сопротивлениях. Поэтому более правильно
называть мертвой не ту фазу, которая отдает мощность другой,
а ту, которая в результате совместного действия перекоса и пере-
носа мощностей имеет минимальную мощность на электроде. Точно
так же дикая фаза—этота, которая в результате совместного дей-
ствия перекоса и переноса мощностей имеет максимальную мощ-
ность на электроде, т. е. максимальную полезную мощность.
НО
Наиболее существенно перенос мощности проявляется в прямо-
угольных карбидных печах. Рассмотрим это на примере карбидной
печи мощностью 60 МВ - А. работающей при токе в электродах 110 кА,
линейном напряжении 290 В с cos (f 0.88. Эквивалентные сопро-
тивления отдельных фаз составляют: лд -- 0,97-10“3; х, = 0.57-10~3
и д'з — 0,64-10’3 Ом. Сопротивления взаимоиндукции равны: дд;1 =
--- 0,52: л'2Н = 0,56 и х, 2 = 0.84 мОм, а фазные активные сопро-
тивления с учетом переноса мощности таковы: г, — —0,176; г, =
-- 0.131 и л, 0.088 мОм. Подставив указанные выше параметры
в выражения (V.27). получим: Pllt = Г7.75; Р. п - 13.90 и РЯп~
- 11,87 МВт.
Таким образом, первая фаза (дикая) имеет мощность выше на
21%. а третья (мертвая) ниже средней на 18%.
Явления перекоса и переноса мощностей в руднотсрмпческих
почах оказывают отрицательное влияние на технологический процесс,
так как приводят к неравномерному распределению мощностей на
электродах, что ухудшает нормальное ведение технологического
процесса. Следовательно, задача выравнивания мощностей на элект-
родах имеет большое практическое значение, и ее решению посвя-
щено большое число работ, однако все они практически не решают
полностью этой задачи. Данцигом и /Киловым предложен способ
борьбы с явлением дикой и мертвой фазы путем выравнивания реак-
тивных сопротивлений за счет включения в отдельные фазы емкост-
ных сопротивлений последовательно с индуктивными в соответствую-
щие точки электрической цепи.
В настоящее время выравнивания мощностей по отдельным элект-
родам добиваются либо путем поддержания неравных напряжений
отдельных фаз трансформатора, либо путем песпмметрии токов в
электродах. В практике работы карбидных печей мощностью60МВ-А
поддерживают (при обратной последовательности фаз) па 3-й фазе
290 В и на двух других 260 - 240 В при равных токах ^105—110 кА.
Часть старая
ОБОРУДОВАНИЕ ЭЛЕКТРОТЕРМИЧЕСКИХ
ПРОИЗВОДСТВ
ГЛАВА VI
ОБОРУДОВАНИЕ ДЛЯ ПРОВЕДЕНИЯ
ЭЛЕКТРОТЕРМИЧЕСКИХ ПРОЦЕССОВ
Для процессов производства фосфора, карбида кальция и корунда
используют р\ дпотерм'.ческие печи, в которых электрический нагрев
шихты осуществляется частично в результате прохождения электри-
ческого тока через шихту, а частично вследствие д\гового р: зряда.
Производство графита, карбида кремния ведут в печах сопротивления.
Обычно тип печи характеризуют ее назначением — карбидные, фос-
форные печи и т. и.
VI. L КАРБИДНЫЕ ПЕЧИ
Карбидные печи подразделяют:
по форме ванны круглые, прямоугольные и круглые со ско-
шенной передней стенкой:
по состоянию колошника — открытые, частично укрытые и
закрытые;
но типу электродов печи с круглыми электродами и печи с
плоскими электродами;
по расположению электродов — печи с линейным расположением
электродов и печи с расположением электродов по углам треуголь-
ника.
Конструктивная схема закрытой прямоугольной карбидной печи
представлена на рис. VI. 1. а закрытой круглой печи — из рис. VI.2.
Основными узлами любо!о типа карбидной печи являются:
ванна, электроды, электрододержатсль, механизм перепуска элект-
родов, механизм перемещения электродов, короткая сеть, тракт
шнхтоподачи. узлы слива расплавов, зонт. Закрытые карбидные печи
отличаются тем. что наряду с перечисленными узлами они имеют
дополнительный узел — укрытие с сопутствующими элементами.
Ванна (рис. VI.3) состоит из двух основных элементов: ко-
жуха / и футеровки 2. Кожух ванны печи собирают нз днища н
боковых секший. Последние изготовляют из листовой стали толщи-
ной 15 мм, а днище - из стали толщиной 10 мм. К боковым секциям
для увеличения их жесткости с наружной стороны по горизонталь-
ному и вертикальному направлениям приваривают ребра из стали
толщиной 20 мм так. чтобы образовались ячейки квадратной формы
размером 6П() 600 мм и глубиной 500 мм. Ыа передней стенке вблизи
142
J'hl'. VI.I. Закрытая к.фбилпля печь с п р;< мну г олъ р oii вансой:
! — H.iHtia: 3 — a iTB^ip cyxnii; ,i — са.тьшп; сухой; Г - ЗйИТ. .i
механизм перемещения электрид, в, 7 гракт шихгй "Д?.хц. • —
к. !<?к ini ди, /Л — короткая сен.; I! — укгн1,*е.
i.iex । родлдср.-кагель:
?'С XН >: 3 М : rf-pe IT у С !< Л.
летки устанавливают карманы, через которые циркулирует охлаж-
дающая вода. Между собой и с дном секции соединены болтами.
Швы кожуха у плоти я ют приваренными с внутренней стороны сталь-
ными полосами |10() 3 мм). На кожухе ванны делают магнитные
разрывы.
Дпшпе расположено на колосниках, представляющих собой
двутавровые балки. Последние укладываются на четыре поперечные
двутавровые балки, передающие массу ванны на железобетонные
колонны. Такая конструкция обеспечивает .хорошее охлаждение
днища ванны, доступность для наблюдения и проведения операции
слива ферросилиция.
Кожух ванны имеет окна для установки носка сливного желоба;
в днище ванны нередко делают отверстия для узла слива ферроси-
лиция.
М’утеруют панну огнеупорными кирпичами (шамот, плавленый
корунд и другие материалы), укладываемыми по периферии. и уголь-
ными блоками в зонах соприкосновения с расплавом. Неточные от-
верстия как наиболее напряженные в тепловом отношении узлы,
работающие в окислительной атмосфере, рапп-знально оформлять
специальными графитами (БСГ. с.Т.Ч и др.).
Рис. VI.2. Закрытая карбидная печь с круглой ванной:
/ — Блика; 2 aaisop сум>П; 3 — > 1ектрод<’держатель, 4 v.jir. j _ mcx.ihium яср<>ме-
тения .лектродоп; о механизм перепусков; г — электрод, д — тракт шихтоиодзчк: 9 —
короткий ceir>: )U — лаз; // — штуцер отбора реакционного газа; 12 — i,’.i а кк trip >,i е> ifnii, 1
13 -- укрытие.
Конструкция футеровки предусматривает возможность те вдо-
вых деформаций всей футеровки и отдельно также углеродистой зоны.
Для этого зазор между вертикальными стенками кожуха и футеров-
кой заполняют мелкодисперсным электрокорундом и листовым ас-
бестом, а зазор между углеродистой зоной и кладкой из огнеупор-
ных кирпичей углеродистой набивочной массой, имеющей вы- ,
сокую пластичность.
Футеровка ванны карбидной печи предназначена не только для
защиты кожуха ванны от химического взаимодействия с расплавами,
но в основном для его защиты от термического разрушения при
взаимодействии с расплавами и для снижения теплопотерь при про- i
ведении высокотемпературных реакций. Это достигается созданием
футеровки необходимого размера и наличием в конструкции футе-
ровки температурных разрывов, представляющих собой зпны с вы- у
соким термическим сопротивлением. Обычно футеровка имеет два
температурных разрыва- между угольной и огнеупорной футеровкой .□
и между огнеупорной футеровкой и кожухом (одновременно компен-
сационный слон теплового расширения футеровки). Первый темпе-
ратурный разрыв достигается тем, что зазор между угольной футе-
ровкой, которая для этого выставляется на угольных лагах, и огне-
упорной футеровкой заполняется мелкодисперсным углеродистым
материалом (сажен, графитовой стружкой, мелочью кокса), который
имеет высокое термическое сопротивление. Второй разрыв, как уже
было сказано выше, заполняется мелкодисперсным электрокорундом,
который также является тепловым изолятором. Все перечисленные
мероприятия должны обеспечивать такое термическое сопротив-
ление, чтобы тепловой поток, идущий из зоны реакции, не превышал
значения 5,8 кДж. (м2 - с). При этом обеспечивается допустимый тепло-
вой режим кожуха при конвективном теплообмене с воздухом.
Угольные блоки собирают на графитовом клее. Зазор между бло-
ками после сборки не должен превышать I мм. Кладку огнеупорным
кирпичом производят на растворе из огнеупорной глины и мергеля,
соответствующего применяемому огнеупору (шамотный, корундо-
вый порошок), толщина швов между кирпичами — не более 2 мм. При
кладке необходимо тщательно следить за хорошим заполнением швов,
связующим раствором и перевязкой кирпичей (блоков).
Сушку футеровки ведут с использованием коксовой подушки;
при этом до 920 К скорость подъема температуры нс превышает
15 К ч, выше этой температуры — не более 35 К ч. В руднотерми-
ческих печах необходимо вести нс только сушку огнеупорной кладки,
но и коксование угольного пода. Поэтому операцию сушки закан-
144
I 45
Рнс, VI.1 Ч;нтн‘11Ю1- Ильине ьзршг.икЫ лечи с прямоугольной илнкоп:
/ — I,it J,-.:-;.'JТ<ч ' - :iv-и УдшЯлос ук]»ы1!,е.
чивают. когда температура в первом ел ч? (считая от электрида) огне-
упорной кладки будет не мсиее 1070 К. температура в центре уголь-
ного пода — не менее 1770 1\.
Укрытия смыло-! наг гю:ые л полные. Разработано несколько
типов частичных укрытий.
Первый тип укрытия (рис. VI.4) состоит из газоворешок / за-
борников реакционного газа, работающих под разрежением, кото-
рые размещены между электродами, и периферийного укрытия 2,
расположенного по периметру ванны. Газоворонкн в поперечном
сечении представляют собой угольник, раскрытый в (торону пода
ванны, образованный водоохлаждаемыми трубами, которые футеро-
ваны фигурными огнеупорами (нижняя часть) и огнеупорным бето-
ном (верхняя часть).
Периферийное укрытие выполнено из отдельных водоохлаждае-
мых плит, опирающихся одной стороной па кожух ванны, а другой
стороной подвешенных к консольным несущим балкам. Плиты ук-
рытия между собой соединены болтами и изолированы друг от друга
миканитом. Для уменьшения тепловых потерь и улучшения условий
работы плиты укрытия футеруют с внутренней стороны огнеупор-
ной набивочной массой слоем толщиной 50- 80 мм.
Подобный тип укрытия позволяет улавливать до ЬО°о реакцион-
ного газа. Увеличение степени улавливания достигается значитель- 4
ным повышением величины разрежения внутри газоворопок и под
периферийным укрытием. Однако это служит причиной значитель-
ных подсосов в систему воздуха, т. е. ведет к разбавлению реакцион-
него таза. X
Второй тип частичных укрытий (рис. VI.5) характеризуется тем, I
что укрытие 1 установлено в центральной части печи и закрывает w
межэлектродпую зону и часть колошника за электродами. Благо- 3
даря такой конструкции степень улавливания реакционного газа J
достигает 95%. сохраняется возможность обслуживать колошник, I
сисгсмл эвакуации реакционного ran работает под небольшим из-
|Д.
Рнс. VI.э. Частичное укрытие карбидной печи с круглой ванной;
/ укрытие. ? голоика э.тектрододержатедя. ! — газоитв >дящия труба.
быг”л:ым .швлепием (до 19,6 Па). Такая конарукння безопаснее
г, э: с:1луы;шпи. чем предыдущая, опа позволяет получать реакци-
онный газ без разбавления. Рассматриваемое укрытие состоит из
1;Н\ секции. В центре укрытия установлена тазоотводящая труба
Д. и старая одновременно поддерживает центр всех секций; с другой
со-роны, секции поддерживаются тягами, подвешивающими их к пе-
рекрытию. Сальниковое уплотнение из асбеста уплотняет зазор
между секциями и рубашкой головки электродод ср жителя 2. Газо-
• щадящая труба J изолирована от секции огнеупорным кирпичом.
Секции укрытия с наружной стороны имеют вертикальные платы,
(пр-, дел я юшке уровень засыпки шихты на колошнике. Шихта пода-
йся ни течкам как под укрытие, так и снаружи укрытия. Секции
скрытия электроизолнровапы друг от друга. Все элементы, контак-
iпреющие с горячим реакционным газом, выполнены водоохлаж-
ддемыми. Секции укрытия и вертикальные платы футерованы слоем
пабввиой массы толщиной 50 60 мм.
Третий тпп укрытия (рис. VI.6) конструктивно оформлен так,
что вся поверхность колошника укрыта, шихта подается в своеиб-
ра диме воронки 2, расположен-
ные у каждого электрода. Кор-
to с воронки 2 выполнен водо-
охлаждаемым. нередко с внут-
ренней стороны футерован огне-
упорными и нротивонзноспыми
материалами. Высота воронки
«.„ычно не превышает I м. ши-
рина зазора между стенкой во-
ронки и стенкой электрода
должна быть не менее трех
диаметров наибольших ку-
сков шихтовых материалов. Под
Вне. Vl.b. Частичное укрытие руднотер-
мической цен! с шихтовыми воронками у
Ое;;трОдОВ:
> -- укрытие; '} - nopoHK.i; 5 тс’П.-i
147
Рис. VI.7. Полное укрытие карбидной печи с прямоугольной ванной:
! — периферийная ч^сть укрытий; 2 -- опора периферийной части укрытия; 3 — подвеска
центральной части укры:ня; 4 — центральная часть укрытия, 5 - пыюики а ле кт род одер жз-
те.тя; е — сальниковое уплотнение.
укрытием поддерживается небольшое избыточное давление, не пре-
вышающее 19.6 11а. Степень улавливания реакционного газа дости-
гает 97%. Конструкция данного укрытия позволяет обслуживать
горячую зону колошника, но рабочий копей электрода значительно
удлиняется, нажимные балки и контактные щеки работают в тя-
желых условиях.
В настоящее время созданы и эксплуатируются карбидные печи
с полным герметичным укрытием. Ниже дано описание такого укры-
тия печи мощностью 60 МВ Л с прямоугольной ванной (рис. VI.7).
Укрытие состоит из центральной и периферийной частей. Пери-
ферийные части / собирают из секций, соединяемых между собой
болтами п изолированных друг от друга миканитом. Периферийная
часть укрытия выполнена из листовой углеродистой стали, с внут-
ренней стороны защищена от воздействия высоких температур си-
стемой водоохлаждения, выполненной в виде змеевиков из труб
диаметром 50 мм, на поверхность которых нанесен слой набивочной
огнеупорной массы толщиной 50 100 мм. Периферийное укрытие
опирается на стенку ванны и подвешено с другой стороны к консо-
лям опор, стоящих на междуэтажном перекрытии здания.
Центральная часть 4 укрытия состоит из II секций, которые
соединены между собой болтами и электроизолировапы прокладками
из миканита. Центральная часть подвешена па тягах к междуэтаж-
ному перекрытию здания. Она изолирована от периферийной части
прокладки из миканита. В центральной части имеются три отверстия
для эл е кт род одер жителей и отверстия для течек. Элсктрододержа-
тели и течки проходят через сухие сальниковые уплотнения. Вся
центральная часть укрытия с целью усиления герметизации за-
сыпана слоем мелкодробленого известняка. Секции нейтральной
части выполнены п.з нержавеющей немагнитной стали, водоохлаж-
даемые, защищены футеровкой из набивной огнеупорной массы.
Отвод реакционного газа из-под укрьпия осуществляется наклон-
ным газоходом, соединенным с периферийной частью укрьпия. Под
148
Fhc. VLB. Кожух электрода:
/ — корпус; 2 — перья; .3 — распорные планки*
\ у .. _ ' - - укрытием поддерживается небольшое
J 1 ’ . , 7 избыточное давление, не прсвыша-
у ' - у л у у у г у у - у ющее 19,6 Па.
. у l l _ l Герметичное укрытие круглой
- карбидной печи принципиально не
, 7 отличается от укрытия прямоуголь-
ной печи, но имеет некоторые кон-
структивиые особенности. В част-
i I 11ости’ круглая конструкция печи
Ц, J .11.Ц-дЦ< ц-.jl. . ,\) и укрытия позволяет создать жест-
кую самонесущую конструкцию, ко-
торая нс поддерживается в центре. Кроме того, на круглых печах
предусмотрена возможность подъема, всего свода на 1,0—1,2 м, что
дает возможность более активно проводить ремонтные работы, чем
в гех случаях, когда используются только люки.
В настоящий момент наметилась тенденция выполнять куполооб-
разную конструкцию укрытия, что позволяет иметь свободное подсво-
довое пространство высотой I 1,2 м. Такое мероприятие, несмотря
на то, что ведет к удлинению рабочего конца электрода, рационально,
так как улучшает условии наблюдения за электродом и проведение
ремонтов под укрытием печи.
Зонт — это сварная конструкция, конфигурация которой соответ-
ствует профилю ванны печи. Назначение зонта — локализовать
газовыдсдсние и исключить возможность попадания колошниковых
и реакционных газов, а также пыли в атмосферу цеха.
Устанавливают зонт над колошником (пли крышкой) печи на
высоте 2,5—3 м от уровня колошника (крышки). Зонт имеет патрубки,
сочлененные с системой отвода дымовых газов. Герметизация, ис-
ключающая попадание колошниковых газов на верхние отметки печи,
обеспечивается тем. что все узлы печи проходят крышку зонта через
сальниковые уплотнения или гидрозатворы.
Так как па открытых и частично укрытых печах зонт подверга-
йся значительным тепловым воздействиям от излучений колошника
и при омывании горячими газами, то внутренняя поверхность зонта
на таких печах теплоизолирована; на некоторых печах нижнюю часть
зонта делают водоохлаждаемой.
Электроды. Используют непрерывные самоспекающиеся элек-
троды круглого и прямоугольного (вернее, овального) сечения.
Электрод состоит из кожуха и набивочном массы. Кожух (рис. VI.8)
предназначен для формования тела электрода в процессе коксования
набивочной электродной массы. Кожух электрода изготавливают нз
листовой стали Ст.0, Ст.2, Ст.3 толщиной 1,5—Змм. Секции высотой
1200—1600 мм приваривают в процессе наращивания кожуха к
верхней части электрода. При толщине стенок 1.5—2 мм секции
приваривают газовой сваркой, при толщине свыше 2 мм — электро-
сваркой, Швы должны быть герметичными. Для исключения воз-
149
можпосги разрушения рабочих попсрхпосюй механизм,! перенхска
и сальника элекгрододержателя закрытых печен свариои шов дол-
жен сыть защищен наждачным кругом.
Как видно из конструкции. кожух имеет отошутые внутрь перья
2, предназначенные для того, чтобы обеспечить лучшее сцепление
кожуха с закоксованной электридной массой, для увеличения элек-
трической проводимости и теплопроводности электрода. Перья нс
должны быть очень высокими, так как металл, выгорая в нижней
части электрода, расчленяет его на части, что может послужить причи-
ной поломки закоксованной части электрода.
В прямоугольных электродах для создания необходимой жест-
кости конструкции кожуха внутрь кожуха вваривают распорные
планки 2. Они обеспечивают сохранение формы кожуха при прохож-
дении электрода через механизм перепуска и головку электрододер-
ж а тел я. Для закрытых печей кожух электрода делают толщиной не
менее 3 мм, а иногда и 4 мм. Это связано с тем, что зона коксования
электрода в закрытых печах расположена низки п в силу этого зна-
чительная часть электроэнергии в узле контакта перелается ко-
жухом электрода.
Электрододержатель состоит из двух основных узлов: мантеля
и головки. Мантель - это сварная труба, повторяющая в сечении
конфигурацию электрода. Размеры мантеля таковы, что между ко-
жухом электрида и корпусом мантеля остается зазор до 100 мм на
сторону. В этот зазор нагнетается воздух, который регулирует ре-
жим коксования электрода. В случае открытых карбидных печей
в мантель подается холодный воздух, а в случае закрытых — нагре-
тый до 420 470 1\.
Мандель имеет два фланца. Верхний фланец служит для сочлене-
ния мантеля с гидроподъемником. нпжнпй - для сочленения с под-
весками головки электрододержителя и ее элементов. В верхней части
мантеля имеется сальниковое уплотнение, заполняемое асбестом,
для герметизации узла прохода электрида в мантель. Здесь же рас-
положен патрубок, через который вдет поддув воздуха в мантель.
Нижняя часть мантеля па открытых печах выполнена водоохлаж-
даемой. В этой части расположены кронштейны для крепления баш-
маков сочленения трубошлн контактных щек с гибкой частью ко-
роткой сети.
Головка элекгрододержателя (рис. VI.9) состоит пз корпуса,
нажимной балки или кольца (для круглых электродов), контактных
щек, элементов уплотнения узла электрододержатель — электрод,
тяг для подвески корпуса элекгрододержателя it контактных щек
к маителю.
Корпус головки элекгрододержателя представляет собой в боль-
шинстве случаев сварную, ио иногда и литую конструкцию в се-
чении цилиндрической (пли овальной для прямоугольных электро-
дов) формы. Корпус водоохляждаемый; наружная поверхность его
механически обработана для того, чтобы улучшить условия эксплу-
атации сухого сальникового уплотнения между элсктрододсржа-
телем и крышкой печи. К Корпусу на болтах крепится нажимная
Г»0
Pkt. VI.ч. головки э iCKiрадмдсрлаic.w.
,r ii.r-iiHMil : Я — К"Л|.;1'1 lO’p.lшг; |< [ t ,h,-
H.c; J кольцо бетлнц-.е. 4 — в^.ц.кни
p.ie; 5 — плиты rs. четные; ' нты'сПи'Влч ж-
л-'чь; " - [|уtjairiкл; м-:игель. у ьонтикт«.!Я
1г-’т:гт.»: /У — кирпкт ии.мёТнЫII; // — acfiwy лр-
СТ-1П ЛИ !. I!, Ill - ГпДряВЛНЧССКТЯ система В-11-
i’lilvjfO Давления. ;:.>ДВ,гД II 11ТВ-1Д vX.T4.i;;i.l-.4H»-i!
В ’.1!.!.
белка; шарнирной тягой корщ, с
ш.;двеш;июстся к мантелю.
Нажимная балка 7 (кольцо) —
сварная конструкция г.з нержаве-
iviuvii немагнитной сш.ш. Балка во-
доохлаждаемая, вода пос л с.ь.г-штел li-
no проходит по двум ’канала’.; верх-
нему и нижнему, причем обычно вола
сначала поступает в нижний кшпал,
омывает наиболее тсплонапряженный
низ балки, а затем направляется
в верхним канал п далее выводится
за пределы печи. Нижний канал
узкий, щелеобразныи, сечение его
таков»о что скорость охлаждающей
воды в ней должна быть 4- 5 мс.
Нажимная балка 7 имеет ци-
линдрические гнезда для нажимных
элементов. В карбидных печах контактная щека 9 прижимается в од-
ной точке. Нажимной элемент состоит из сильфона и закрепленной
на пем нажимном шайбы. Прижим контактном теки происходит
под давлением жидкости, которая подается в нилость сильфона.
Давление жидкости обеспечивает прижим контактной теки с уси-
лием от 3 до 6 т. В некоторых конструкциях нажимным элсмеиюм
служат пружины; имеется также система, где прижим контактной
щеки пружинный, а давление с контактной щеки снимается гидрав-
лически.
Контактные щеки представляют собой гладкие пластины с кана-
лами охлаждения н изолированной площадкой, в которую упирается
нажимной элемент. Детальнее конструкция контактной щеки опи-
сана в разделе VI.3. Контактная щека индивидуальной шарнирной
тягой подвешена к мантелю электр од од ср ж а тел я.
У большинства карбидных печей уплотнение между электродом и
головкой электрододержатсля выполнено следующим образом. На
поверхность нажимной балки (кольца) накладывают 2—3 слоя лис-
тового асбеста 77, поверх которого укладывают 2—3 слоя фигурных
шамотных кирпичей 10. Кирпичи накрывают асбестовой тканью 4
и затем насыпают слой мелкого (фракция 0—8 мм) известняка 6
толщиной 200—300 мм. Эта конструкция достаточно надежна в экс-
плуатации при нормальных режимах работы, по в моменты нерепхека
электрода или в случае превышения давления в печи выше уста-
новленной нормы нроиСхотит нарушение уплотнения и разгерме-
1Ы
Рис. VI. In. Механизм перемещения электрода печи ЧФЗ и РКЗ-45ФМ1:
1 _ трлперса: 2 -- гндродпмкрат; 3 — механизм передачи уравновешивающего устройства;
4 — рейка зубчатая.
тпзация печи. Обычно после этого обслуживающий персонал под-
бивает уплотнения; операцию подбивки проводят без остановки
печи при помощи деревянных штанг.
На ряде современных карбидных печей эксплуатируются элскт-
рододержатсли патронного типа, которые первоначально разра-
ботаны для фосфорных печей. Конструкция электр о до держа тел я нат-
ронного типа рассмотрена в разделе VI.3. Необходимо только от-
метить, что электрододержателп патронного типа имеют опреде-
ленные преимущества перед электрододер жителям и других типов,
так как в них система прижима контактных щек имеет большую под-
вижность. прижим контактных щек более равномерный, двухто-
чечный, имеется возможность воздействия па процесс коксования
электрода.
Механизм перемещения электродов служит для подъема и опуска-
ния электродов с целью поддержания электрического сопротивления
реакционной зоны в заданных пределах. К механизму перемещения
предъявляются следующие требования:
обеспечение равномерного и плавного подъема и опускания элект-
родов с помощью гидравлической системы перемещения при огра-
ничении скорости перемещения пределами 0,1 -0.5 м мни;
обеспечение перемещения электродов строго по вертикали; не-
соблюдение этого требования приводит к перекосам электродов и
их заклиниванию в крышке печи;
исключение самоопускапия электродов.
Механизм перемещения электродов (рис. VI. 10) состоит из тра-
версы 1. двух гидроцилинтров 2 я гидравлической системы. Для
152
исключения нерекисов подвижные части гидроцплпндров связаны
между собой бчито-рссчной передачей 7; гидравлическая система
имеет \ равпитсльпый грубопровол .*>.
В гидравлических* системах карбидных печей в качестве рабочей
жидкие[и используют воду, нагнетаемую насосом 7 из резервуара
в аккумулятор 9 (рис. VI. 11). Уровень воды в аккумуляторе регули-
руется поплавковым контактным устройством 1]. Верх аккумулятора
заполнен Bo/iVAOM. который нагнетается компрессором К). Система
находится под давлением 7М104 Па. В некоторых iидравлических
системах напорная линия обескечигается дополнительным насосом,
осуществляющим постоянную циркуляцию жидкости.
В ряде систем в качестве рабочей жидкости применяют водимае-
л я инею эм елью по или масло. В этом случае в аккумуляторы вместо
воздуха накачивают азот, который нс окисляет масло. Гидравличес-
кие системы, использующие масло в качестве рабочей жидкости,
работают под давлением до 1715-I01 Па.
У правление перемещением электродов производят как вручную,
так и автоматически. Ход гидроподъемника 1000 —12000 мм.
Механизм перепуска электродов предназначен для поддержания
постоянной рабочей длины электрода при его срабатывании и нара-
щивании. Механизм перепуска должен обеспечивать:
нормальный заданный пери пуск электрода как под действием
собственной силы тяжести электрода, так и в случае принудитель-
ного перепуска, когда электрод заклинивается в элсктрододержателе;
сохранение целостности и геометрической формы электрода.
В отечественных конструкциях руднотермических печен исполь-
зуют два типа механизмов перепуска электродов: тормоз Впсдома и
механизм перепуска шагающего тина.
Тормоз Впсдома (рнс. VI. 12) состоит из двух стальных лент /,
приваренных к электроду, намотанных на ролики 2 и зажатых в тор-
Рнс. VT.II. Схема механизма перемещения электродов;
I - - р.щнрса; J — гидроцилиндр: Ч - уравнительный механизм ? у р а и и нтельн । J fl тру-
бчпровод: ,7 - - клапан; с резервуар; .* — it.icoc: — обр.г;.fl к.ътмн; $> — аккумулятор;
1 компресс ар: /J - поплавковый регулятор уровня.
153
Рис. Vi.13. Схема механизма перепуска шагающего типа:
/ — верхнее кольцо-м.-нжетж 2 — поддерживающие пружины:
Н и ж нее кем ww ма нжста.
моэных колодках 5. Устройство оборудовано направляющими ро-
ликами 3, и вся система собрана на раме 6. Для обеспечения задан-
ного значения перепуска на стальные ленты накладывают удержи-
вающие планки 4. Денту приваривают к кожуху электрода, и она
опускается вместе с ним. Назначение ленты — воспринимать на-
грузку от массы электрода. Обычно используют лепту шириной
100 — 150 мм и толщиной 1—2 мм. Материал — углеродистая мар-
теновская или бессемеровская сталь марок Ст.б. Ст.2 или Ст.З.
Перепуск проводят следующим образом: удерживающие планки
перемещают на расстояние, на которое необходимо перепустить
электрод; затем отжимают тормоз, и электрод при этом опускается,
вытягивая лепту до тех пор, пока удерживающие планки не войдут
в соприкосновение с тормозом. После этого тормоз зажимают и
опера ди ю считают завершенной.
Тормоз Впсдома прост по конструкции и надежно удерживает
электрод. Его недостаток - ручное обслуживание при проведении
операции, разрушение лентой сальников, герметизирующих элект-
рододержатели закрытых печен.
В механизме перепуска шагающего типа (рис. VI. 13) электрод
удерживается путем защемления его в кольцах-манжетах. Механизм
перепуска состоит из верхнего 1 и нижнего 3 кольца-манжеты и
пружин 2, поддерживающих верхнее кольцо-манжету. В модифи-
цированном варианте механизма перепуска шагающего типа между
верхним и нижним кольцом-манжетой введены гндронилиндры,
обеспечивающие обратный перепуск электрода.
1М
I
Pul. VI,Ы. (хема тракта шихт«июд.|Ч»1 печи:
1 бункер шилговнх ч.|Терн.1.!';в: 2 - бункер >vii-
]>ei< т провочных м-л ери плов; 5 ш и \ । <м । ceiLiiTi-.’ib:
-7 - гечк,:; ,5 — р<.1ГК'ЛПруЮ|Ц. Я ECTu-HICis, 'I
в |Д.--:.х;дажд.1еч1.1А «олово?: течки.
Перепуск электрода механизмом ш;«
глюшего типа проводят следующим об-
разом: но снятии давления в нажим-
ных элементах нижнего кольца-манжеты
электрод, защемленный только в верх-
нем кольцс-мапжсте, иод действием
собственной массы опускается совме-
сию с верхним кольцом н;1 заданный
шаг. сжимая при этом поддержива-
ющие пружины. Нажимные элементы
нижнего кольца-манжеты защемляют
после этого электрод. Далее снимается
давление в нажимных элементах верх-
него кольца-манжеты, и под действием
пружины верхнее кольцо-манжета пере-
мещается в положение, в котором оно
находилось до начала операции перепуска. Давлением в нажим-
ных элементах верхнего кольца-манжеты электрод защемляется.
Кольца-манжеты состоят из отдельных секции пластин, прижи-
маемых к кожуху электрода. Для увеличения коэффициента трения
пластины с внутренней стороны оклеены резиной. I Настины к кожуху
электрода прижимаются либо сильфонами, либо гидроцилпндрами.
Несмотря на некоторые недостатки, механизм перепуска шагающего
типа позволяет автоматизировать операцию перепуска.
Тракт шихтоподачи печи. Тракт шихтоподачи печи должен обес-
печивать:
равномерное и непрерывное питание колошника печи;
герметизацию печп за счет собственного гидравлического сопро-
тивления слоя шихты, находящейся в тракте;
минимальную сегрегацию шихты; минимальное истирание шихты.
Схема тракта шихтонодачи закрытой карбидной печи состоит из
следующих элементов: бункеров, течек, газо- и шнхтсотсекателей,
системы продувки инертным газом (рис. VI. 14).
Бункеры корытообразного типа располагаются: в два ряда у
круглой карбидной печи и в один ряд (иногда н в два ряда) у прямо-
угольной. Общий объем бункеров обычно не превышает двухсмен-
ного запаса. Каждому бункеру шихты / придается бункер коррек-
тировочных материалов 2. Объем корректировочных бункеров
составляет 10—20% от объема шихтовых.
В нижней части бункеров размешены газо- и шпхтоотссказелп 3,
которые позволяют переключать шихтовые течки от основных бун-
керов на корректировочные и, кроме того, полностью прекращать
поступление шихты в печь при ее остановках.
Течки 4 представляют собой стальные трубы диаметром 350 -
420 мм; для изоляции течек от укрытия служат вставки 5 из асбо-
Рис. VI.15. Механизм Прожига летки;
/ — тележка; 2 — каретка; 3 — алектродпдрржзтелк; 4 электрод.
цементных труб данной 1000-15 000 мм. Нижнюю часть течек 6
выполняют водоохлаждаемой из жаростойкого чугуна; она заведена
под свод на глубину до 600 мм, которая может изменяться в процессе
работы.
Механизмы для слива карбида кальция. Для слива карбида и об-
служивания летки применяют механизмы прожига и забивки летки
и шуровочную машину. Для защиты обслуживающего персонала
от воздействия лучистой энергии, выделяемой сливаемым карбидом,
на площадке слива устанавливают защитный экран.
Механизм прожига летки (рис. VI. 15) состоит из тележки / и
расположенной на ней передвижной поворотной каретки 2, в кото-
рой закреплен прожиговый электрод 4. Тележка подвешена на рельсе,
по которому механизм прожига летки может подкатываться к печи,
откатываться с площадки слива.
Прожиговый электрод диаметром 75—150 мм закреплен в специ-
альном элсктрододержателе к нему по гибкому кабелю подведен
электрический ток от одной из фаз печного трансформатора либо
от специального прожигового трансформатора.
Шуровочная машина (рис. VI. 16) состоит из подвижных тисков /
с пневматическим зажимным устройством, приводимых в возвратно-
поступательное движение. Пневматические цилиндры 2 сблокиро-
ваны так. чтобы зажатый в тисках шуровочный пруток 4 мог совер-
шать либо возвратно-поступательное движение с ходом 600 —1500 мм,
либо направленное движение последовательным перехватом его под-
вижными тисками.
Обычно шуровочную машину обеспечивают барабаном, в котором
заложен набор шуровочных прутков, достаточный для проведения
операции слива. Шуровочная машина оборудована также устройством
очистки шуровочного прутка от налипшего на него карбида в виде
своеобразной фильеры, через которую протягивается шуровочный
пруток.
Механизм забивки летки состоит из пневматического цилиндра,
прижимного штока и оголовка, в который закладывается либо гли-
няная пробка, либо порция карбидной мелочи. Операцию забивки
проводят следующим образом: после окончания слива забивки лет-
ки выдвигается н устанавливается против летки, в пего закладывают
1 56
Рис. VI.16. Схема шуровочной машины;
! — гк’Двнжные тиски; 2 — пневматический цилиндр; 3 — каретка; j — пруток.
глиняную пробку или засыпают мелочь карбида, и механизм подво-
дят к устью летки. Прижимной шток, приводимый в движение пневмо-
цилиндром. выдвигается, прижимает глиняную пробку к рабочей
поверхности летки и выдерживается в таком положении некоторое
время, достаточное для того, чтобы в дальнейшем не было самопро-
извольного слива карбида кальция.
Операции слива и обслуживания летки проводятся последова-
тельно и требуют замены механизмов для проведения последующей
операции. В связи с этим все механизмы закреплены на подвижных
каретках и подвешены на рельсах, проходящих над сливной пло-
щадкой. Барабан для шуровочных прутков располагается на пло-
щадке слива и откатывается от летки по круговому рельсу.
Защитный экран обычно бывает трехстворчатым. Центральная
часть может перемещаться вдоль
собой сварную водоохлаждаемую
плиту с отверстием в центре для
прохода механизмов обслужива-
ния летки. Центральное отвер-
стие занавешено цепями. Боковые
створки закреплены обычно на ко-
жухе ванны печи и открываются,
поворачиваясь относительно за-
крепленной на кожухе оси, предо-
ставляя возможность обслуживать
летку и лоток. Привод боковых
створок пневматический.
Сливной лоток (рис. VI. 17) со-
стоит из нескольких неподвижных
Рис. VI.17, Сливной лоток:
1 — неподвижные секции; 2 — подвижная сек-
ция; 3 — сбрасыватели настылей.
фронта печи. Она представляет
157
секций /. сцчлснснных друг с другом болтами. и одной подвижной
секции 2. Секции .кика изготавливают из чугуна с залитыми в тело
змеевиками из стальных труб. Подключение к системе охлаждения
секций выполняют как последовательно, так и параллельно.
VI.2. ПЕЧИ ДЛЯ ПЛАВКИ ЭЛЕКТРОКОРУНДА НОРМАЛЬНОГО
Элсктрокоруид нормальный выплавляют в электрических ду-
говых трехфазных печах. Плавку «на блок» ведут в электропечах
мощностью 1000—4500 кВ А. «на выпуск» в электропечах мощ-
ностью 10 500 —16 500 кВА. Для плавки на блок используют под-
вижные электропечи. На заре развития плавки электрокорунда
применяли так называемые электропечи кессонного типа непод-
вижные печи, устанавливавшиеся над кессоном — ямой. Кожух
и наплавленный материал — блок транспортировались мосто-
вым крапом.
Подвижные печи в отличие от кессонных устанавливаются на те-
лежке и могут транспортироваться после окончания плавки или
перед плавкой (рис. VI. 18).
Печь состоит из пода 1—3, 10—13, кожуха 6, электродного хо-
зяйства (прессованных пли пабивных самоспекаюшихся непрерывно-
действующих электродов /. электродных зажимов, электродных
лебедок), тележки 14 и короткой электрической сети. Тележка рас-
считана так, чтобы выдержать массу наплавленного электрокорунда
нормального и всей непроплавленной шихты, а также массу трех
электродов.
Под печи для плавки па блок представляет собой кожхх, диаметр
которого на 300 -500 мм больше диаметра кожуха печи. Под печи
футерован. На днище подового кожуха уложено: 3—4 листа асбеста
общей толшипой 10 - 20 мм, шамотная подсыпка толщиной 40—50 мм,
Рнс. VL18. Подвижные электропечи:
/ — огнеупорная футеровка; 2 — углеродистый материал; J — корундовый слой; } — элек-
трод; 5 — труба для водоохлаждення: 6 — стальной кожух; 7 — углеродистый материал
для розжига печн; 5 — слой боксита; 5 — водосборный желоб; 10 — магнезитовый кирпич;
II — шамотный кирпич; 12 — шамотная подсыпка; 13 — асбест листовой; 14 — тележка.
Рнс. Vi.19. Стационарная руднотермнческая электропечь дли плаввн электрокорунда нормаль-
кого на выпуск:
I — стальной кожух; 2 под; 3 — летка для ферросплава: 4 — ванна: 3 — электрод; л —
летка для -лекгрокорупда нормального; 7 — футеровка стенок печи
,;iFcM !:|,!\1Ы1!Ы1! KHpiIli4 - 200 -„Al) MM, i.ICCbbi МС.Д .’ill (.Ю 50 mm)
j.ivki poKup\li.ia до верха нида. На подгиювлснньш Юд \сгапав-
ливают кожух печи. Кожух обычно имеет форму \сеченн<мо конуса
с разницей в диаметре верха и низа 150 200 мм. Сверху кожух печц
нечи имеет реборду, выступающею па 150—200 мм. Нод ребордой
укреплено кольцо трубы с отверстиями в сторону кожуха (диаметр
отверстий 3 -4 мм). Эго — водяное охлаждение кожуха.
Несколько выше нижнего кожуха (200—250 мм) к кожуху при-
варен водосборный лоток. Кожух но футерован. Футеровкой служит
гарнисаж — непроплавлениая ши.хга между кожухом и расплавом
в печи, образующаяся вследствие водяного охлаждения кожуха печи.
Для стационарной электропечи, предназначенной для плавки
электрокорунда нормального способом на выпуск, кожух /, изго-
товляемый из стали толщиной 25 -35 мм, является общим как для
пода 2, так и для ванны 4 (рис. VI. 19). При футеровке электропе-
чей мощностью 7500—10 000 кВ - А на подовый лист засыпается магне-
зитовый порошок (50—70 мм), затем выкладываются всухую магне-
зитовые кирпичи (500 мм), также магнезитовым кирпичом всухую
выкладывается боковая футеровка 7 до верха кожуха (толщина
боковой футеровки 500—800 мм). На футерованном поду наплавля-
ется мощный слой электрокорунда (2200—2500 мм). После остывания
зафутсрованной электропечи с наплавленным электрокорундовым
подом (7-'8 сут) может быть начат розжиг лечи.
Для электропечей мощностью 16 500 кВ-A футеровку выпол-
няют иначе. На магнезитовый порошок, засыпанный па подовый
лист, укладывают слои угольных блоков толщиной 400 мм. Щели
между блоками уплотняют специальной графитированной пастой.
Затем также угольными блоками футеруют кожух нечп до леток.
В образованном таким образом угольном стакане производят футе-
ровку магнезитовым кирпичом пода толщиной до 2000 мм. футеровку
кожуха печи до леток (1000 мм) выкладывают магнезитовым кирпи-
чом, выше леток - щамотпым кирпичом (толщина футеровки 1000 мм).
На футерованном поду наплавляется слой из электрокорунда тол-
щиной 1200—1400 мм.
Подготовка подвижной печи для плавки «па блок» состоит в
том, что на под, с которого убран ферросплав (оставшаяся шихта
выравнена, а если нужно, добавлена), с помощью мостового крапа
устанавливают кожух. После этого па под засыпают 1.5—2,5 т
дробленого (—5 мм) антрацита или другого углеродистого матери-
ала. Последний разгребают к Кожуху, образуя из него чашу — это
так называемая линза для ферросплава. Материал краев углеро-
дистой чаши препятствует подходу ферросплава к стенкам кожуха.
Па линзу засыпают «подушку» из агломерата массой до 5 --6 т.
Подушка служит основанием для розжига печи и, самое главное, пре-
пятствует потере теплоты через под, так как вместе с наплавлением
расплава (блока) идет одновременно подплавление подушки. Расплав-
ление материала подушки совпадает с временем наплавления блока.
Общая картина футеровки электропечи мощностью 16 500 кВ-А
нре.[ставлена па рис. VI,20. В кожухе печи для плавки способом «па
15D
Рис. VI.йО. Футеровка стационарной элек-
тропечи:
! — магнезитовая засыпки; — угольные
блики; 'I — огнеупорная футеровка; 4
направлен та;! элекгрокорунд; 5 — шамот-
ная засыпка.
выпуск» предусмотрено устрой-
ство 2—3 леток — для выпуска
электрокорунда и ферросплава
(третья летка — резервная), фу-
терованных, как правило, гра-
фитовыми блоками, Летки для
выпуска электрокорунда выставляются против электрода it распо-
ложены на 500-800 мм выше летки для выпуска ферросплава.
Геометрические и электрические параметры электропечей для
плавки электрокорунда нормального предопределяют технико-эко-
номические показатели плавки, ход технологического процесса н
в значительной степени качество выплавляемого продукта. Ниже
приведены некоторые необходимые расчеты, которыми следует поль-
зоваться при выполнении оперативной работы.
Число электропечей должно быть более одной, чтобы в случае простоя нс оста-
новилось все производство. Мощность электропечей (Р) выбирают, исходя из су-
ществующего типажа, по с учетом того обстоятельства, что, чем печь мощнее, тем
выше ее показатели производства. Учитывают при этом опыт освоения тех или других
мощностей в промышленности.
Коэффициент мощности (cos<[) для действующих электропечей колеблется от
0,93 до 0,96. Коэффициент использования фактической мощности установки (ДУ)
находится в пределах от 0,86 до 0,92. Коэффициент, учитывающий колебания в ис-
пользовании мощности установки (Аг), имеет широкие пределы (аварийные остановки,
отключение печей при выпуске, колебания мощности в подводимых сетях с высокой
стороны и Др.) и принят равным 0.9.
Фактически используемое время установки (т) с учетом времени на капитальный
и профилактический ремонты составляет 8400 ч. Удельный расход электроэнергии
(ш) для плавки элсктрокорунда нормального равен 2500—2700 кВт-ч., т).
Для электротермического процесса плавки электрокорупда нормального, зная
мощность электропечи, ее производительность и целый ряд вышеуказанных параме-
тров, важно определить вторичное напряжение, или напряжение с низкой стороны
трансформатора. Выбор этого напряжения или его расчет имеет важное значение,
так как от этого зависит глубина погружения электродов в расплав, а это решающим
образом влияет на нормальное протекание восстановительных процессов при плавке,
на устойчивость работы печи, и главным образом ее пода, на экономичность процесса,
расход электроэнергии па осуществление процессов плавки и восстановления окис-
лов. составляющих боксит или бокентпый агломерат; кроме того, разные периоды
плавки, разная степень восстановленпостн расплава, как показала практика экс-
плуатации, требуют изменения выбранного напряжения на ±10—20%. Напряже-
нке (в В) определяют по формуле:
U _ С । Тф
Здесь С — коэффициент, зависящий от качества сырья и условий производ-
ства; Рф - мощность фазы.
Для случая плавки на выпуск электрокорунда нормального с использованием
агломерата из среднего по качеству боксита (,ViSi0_ — 10 — 12^ С 1.08—1,09.
Кроме рассчитанного вторичного напряжения выбирают по 3—5 ступеней напря'
жспия выше и ниже рассчитанного.
Упрощенно диаметр электропечи подсчитывают ио формуле-
3,;v<b /J,,. , :ii::i:.,rTp <iehр^внмн 2-1 2,i> ,ui.r.:crpj адектрл-
д?. см. ti, — дглмсчр i.icKTpujj (pdcemtiwiiaiHT iic.\(’.;h из i.mctл ;ока 2,5—З.П
c\r|, см; л — рлссп’ниис1 межд\ э.н.'кгродзмн и i-зсл-л хсм. vv, иля мощных элек-
-|-р0гечей ири ил.чвке на щ.щуск расе Шняве :.:сж;1\ элек’ри.;-п фуг|cponuaii кожуха
обычно ирншпыют j-jiBiibixf 1000—1200 «?,ч.
Для плавко элекгрокируида нормального используют прессо-
ванные угольные электроды, свинчивающиеся и песвинчпвающеся,
диаметром от 400 до 700 мм (в зависимости от мощности электропечи).
Увеличение мощности электропечей до 4500-6000 кв'А и необ-
ходимость иметь нужную плотность зг.ка в электродах заставили
перейти к применению само.спекающихся набивных угольных элект-
родов типа Содерберга. Впервые такие электроды освоены в Со-
ветском Союзе при плавке способом из блок, и это послужило мощ-
ным толчком к переходу к полунепрерывной плавке па выпуск,
VI.3. ФОСФОРНЫЕ ПЕЧИ
На рис. VI.21 представлен общий вид фосфорной печи. В насто-
ящее время в пашей стране одрабоы.на типовая конструкция фос-
форных печен, которая в зависимости от проектной мощности имеет
только разные габариты основных узлов.
Фосфорная печь, как и карбидная, имеет следующие узлы:
ванну, укрытие, электрододержатель, электрод, механизм переме-
щения электродов, механизм перепуска электроток, короткую сеть,
тракт шихтоподачи.
Принципиальным отличием фюсфоркой печи от карбидной яв-
ляется то, что она обязательно должна быть герметично закрытой.
Имеются также некоторые конструктивные отличия ряда узлов,
обусловленные особенностями проведения процессов. К узлам,
имеющим специфичные конструктивные решения, в фосфорной печи
относятся: ванна, укрытие, узлы слива шлака и феррофосфора,
головка электрододер жителя.
Ванна. Ванна имеет преимущественно круглую форму (в плане),
но может быть и треугольной формы со скругленными краями.
Ванна состоит из кожуха, футеровки и узлов слива шлака и ферро-
фосфора.
Кожух ванны цилиндрический, сваренный из отдельных верти-
кальных секции и днища. Изготавливается из углеродистой листо-
вой стали толщиной 20—25 мм. Кожух должен быть герметичным.
Конструкция кожуха усилена ребрами и поясами жесткости, ко-
торые приварены к его боковой поверхности. Ребра, приваренные по
образующим цилиндра, — вертикальные двутавровые балки, го-
ризонтальные пояса жесткости выполнены из уголков и стального
листа. На боковой поверхности кожуха имеются три окна с фланцами
для монтажа леток слива шлака и феррофосфора. К верхней части
кожуха приварен лист, в котором имеются два отверстия для выхода
реакционного газа, здесь же расположен фланец из двутавра для
кропления крышки печи. Днище — плоское с закругленными кра-
ями. приварено к боковым вертикальным с гонкам кожуха. К днищу
приварены швеллеры, соединенные в секции и обр;;з\ юшие каналы
Для циркуляции охлаждаю!ней воды. Водой охлаждается ие только
6 II Р В д. Ej-iJr.i,;! 161
Рис, VI.2 t. Общий вид промышленной электропечи типа РКЗ-4ЯФМ1:
1 — шлаковая летка; 2 — кожух ванны; 3 — 'ванна; ! — свод; 3 — короткая сеть; 6 — меха-
низм перемещения; 7 - механизм перепуска; <5 — электрод: ч -- электрододержатель; J0 —
течки для шихты; II — укрытие: Г2 — головка элекгрододержателя; 13 — феррофосфорная
летка.
днище, но и боковые стенки. На кожухе печи имеются устройства
для сбора охлаждающей корпус ванны воды и отвода ее в систему
охлаждения.
Основные технические требования, которым должен удовлетво-
рять кожух ваппы, следующие.
1. Прочность. Кожух ванны несет вертикальные нагрузки от
крышки, частично от тракта шихтоподачи и электродов. Па днище
кожуха давит масса футеровки и содержащейся в ваипе шихты. На
боковые стенки кожуха действуют также распорные усилия, возни-
162
кающие в результате рх.’.нчпого термического расширения, которые
имеют кожух и футеровки.
2. Герметичность. Ксжух должен исключить возможность вы-
хода в помещение веха реакниоинсго газа, состоящего из окиси
углерода и каров фсефорп.
3. Хорошая теплой реве, "ность. Так как в процессе возгонки
фосфора образуются весьма ирссспвные в отношении огнеупорной
футеровки шлаки, то футеровка эксплуатируется в гарцисажном
режиме, который обеспечивается активным отводом теплоты из зоны
контакта шлака с ф\ кровкой. Кож\х как элемент многослойной
конструкции не должен создавать термического сопротивления от-
воду теплоты.
4. Коррозионная стойкость. Газообразный фосфор через неплот-
ности футеровки проникает к кожуху и конденсируется на его по-
верхности. Там же конденсируется и фосфорный ангидрид, образую-
щий с парами воды фосфорную кислоту. Вес это может быть причи-
ной довольно активной коррозии.
Конструкция кожуха обеспечивает все вышеперечисленные тре-
бования. за исключением коррозионной стойкости. Прочность до-
стигается наличием поясов жесткости и усилением мест, ослаблен-
ных отверстиями, путем приваривания дополнительных фланцев.
Для достижения герметичности все места сочленения элементов
выполнены сваркой, качество которой тщательно контролируется.
Во избежание снижения теплопроводности рабочие поверхности
выполнены так. что обеспечивается возможность их очистки от от-
ложения солей.
Так как изготавливать кожух ванны из коррозионностойких
материалов экономически нецелесообразно, то стенки и днище ко-
жуха конструируют такой толщины, которая учитывает возможное
коррозионное разрушение металла за планируемое время эксплу-
атации.
Футеровка (рис. VI.22) должна выполнять следующие основные
функции: удерживать расплав, образующийся в процессе плавки;
защищать кожух ванны от воздей-
ствия высокотемпературных и корро-
знонноактивиых расплавов и газов.
Футеровка в тепловом отношении $
является наиболее нагруженным уз-
лом печи. В ней накапливается жид-
кий шлак и феррофосфор, которые 5
имеют температуру 1723—1773 К; d
коэффициенты теплообмена в системе >
расплав шлака — стенка достигают
372 Вт/м2-К, расплав феррофосфо-
ра — стенка — 465‘ ВтГг-К.
Рис. VI.22. Футеровка печи типа РКЗ-46Ф:
/ — под; 2 — подстилающий слой; 3 — компенса-
ционный слой; 7 - бщ.озая стенка; 5 — песок маг-
незитового кирпича; б — кладка нз о< негпг>’-.ны'с
Кирпичей. ‘
(>
163
При эксплуатации в основном разрушается боковая поверхность
футеровки- контактирующая с агрессивным жидким шлаком. Под
ванны печи разрушается гораздо меньше, так как защищен слоем
жидкого феррофосфора. Основной пришит защиты боковой стенки
футеровки — организация гарнисажа, т. е. застывшего расплава на
ней. Это достигается тем, что стенки футеровки, так же как и под,
выполняются теплопроводными и примыкающие к ним стенки ко-
жуха, как указано выше, имеют водяное охлаждение.
Коистрскиня футеровки ванны фосфорной печи следующая.
Под 1 и боковые стенки 4 футеровки выполнены из угольных блоков,
тонкие швы (1—2 мм) между которыми заполнены углеродисюй
пастой. Блоки ноля установлены вертикально па подстилающий
слой 2 (толщиной -10 —50 мм) из разогретой хорошо протрамбованной
углеродистой массы. Толщина пода от 1000 до 1500 мм. Боковые стенки
выложены горизонтальными блоками на высоту 1550—2300 мм. выше
расположен поясок из магнезитового кирпича 6. остальная часть
боковых степок выполнена шамотным кирпичом класса «Б'> 6. Вер-
тикальный зазор между угольной футеровкой и стенкой кожуха печи
также заполнен углеродистой массой, которая должна быть хорошо
протрамбована. чтобы обеспечить высокую теплопроводность слоя.
Необходимо отметить, что углеродистая масса, заполняющая вер-
тикальный зазор, должна до температуры 980—1070 К сохранять
эластичность, так как вертикальный зазор является компенсатором
тепловых расширений футеровки.
Срок службы футеровки в значительной степени зависит от ка-
чества ее выполнения. Угольные блоки должны быть тщательно
подогнаны друг к другу, углы скруглены путем заполнения их угле-
родистой массой, пустоты в компенсационном слое должны отсут-
ствовать; сушку и коксование футеровки необходимо вести очень
тщательно, поднимая температуру не более чем на 5 К в час до дости-
жения 870 К и не более 20 К в час после 870 К.
Наблюдения за характером разрушений футеровки показали,
что наиболее быстро разрушаются зоны около леток, где шлак интен-
сивно обмывает футеровку. Для увеличения работоспособности этого
узла футеровки в зоне леток укладывают дополнительные угольные
блоки. Такое мероприятие нельзя назвать рациональным, так как
дополнительные блоки еще более активно омываются расплавом
шлака, лишены гарнисажной защиты и поэтому довольно быстро
разрушаются. Поиск абсолютно стойких в расплаве фосфорного
шлака материалов не дал положительных результатов. Наиболее
стойкими являются углеграфитовые материалы, но и они взаимо-
действуют с фосфорным шлаком (табл. VI. 1).
Скорость разрушения футеровки возрастает с увеличением со-
держания Р2О5 в шлаке и модуля кислотности Мк шлака. Для на-
дежного функционирования футеровки необходимы гарнисаж и ра-
бота на шлаках с пониженным содержанием Р2О5. Первое условие
достигается правильным выбором модуля кислотности шлака, обес-
печивающим оптимальную температуру его плавления, надежной и
качественной работой системы охлаждения кожуха печи водой и
ИД
ТАБЛИЦА Г/ ! Ла.чпые по акшиансггтш тап.иоАп'игпсия шлака
н ;/г.1срсдшгппх .wmipita.ice
t jj К, !.'' J.!'"'., Р.О5; Мк -.-. Clv
Углс-родлгТьи! материал Относительная ско- рость Геиия ji- ПЛ г (гм!-с) Относ итслььа я акти Bi; ость Коэффициент шла- коустойЧПпости
Графи Г ГМЗ (1.01 14 1.0 1.28
Блск фирмы 'Затри, 0.0! S3 1.28 1.0
Угольные блоки 0.0178 1.24 1,03
У гольный блок, дипол- иичслыи) термпобраби- тайный 0,01-12 1,30
созданием хорошего контакта между кожухом п футеровочными
блоками. Второе условие выполняется правильным выбором модуля
кислотности шлака с соответствующим ему предельным содержанием
Р2Сф. при котором коррозионная активность шлака минимальная.
Расплавленный шлак из печи сливается через шлаковые летки
(рис. VI.23). Мощные фосфорные печи имеют по две летки, которые
расположены под углом 45—60'" относительно друг друга и на вы-
соте 400—500 мм от уровня пода. Последнее позволяет создать оса-
дительную зону, назначение которой — выделение феррофосфора
пз шлака и осаждение его на поде.
Шлаковая летка представляет собой набор из двух водоохлаж-
даемых конусных втулок длиной 1000—1200 мм, которыегвставлены
в угольную футеровку и прикреплены к кожуху ванны. Наружная
втулка, имеющая значительные габариты, называется фурмой 3.
Ее изготавливают из меди (М3) пли бронзы (БрХ1), чугуна или стали.
Медь в данном случае предпочтительнее, так как фурма несет зна-
чительные тепловые нагрузки, превышающие 1161 кДж/(м2*с).
С целью защиты от прямого взаимодействия с высокотемпературным
расплавленным шлаком нижнюю часть фурмы футеруют углероди-
стой набивочной массой 2.
Рис. VI.23. Шлаковая лети! фосфорных печей типа РКЗ-48Ф:
J — лоток; 2 — нэСиоичпля масса; з — фурма; 7 — угольный блок; .5 — дюза.
165
Часть шлаковой летки, вставленная внутрь печи, — дюза а —
работает в наиболее тяжелых условиях и поэтому часто разрушается.
Ее также выполняют в виде конусной вгулкн с внутренним отверс-
тием диаметром 50—60 мм; небольшие юбариты позволяют произ-
водить ее быструю замену в случае разрушения. Дюза имеет инди-
видуальную систему водоихлаждсипя. Ее кзгот- вливаю! преиму-
щественно из меди,, н.-юокотсплопрсводного и пластичного матери-
ала, так как она подвержена значительным тепловым нагрузкам.
Как высокой,п.~<напряженные элемент дюзы и фурмы должны
охлаждаться \мя1чекной водой, имеют', й темпера’;уру на выходе
из шлаковой летки не более 320 К-
Летку закрывают обмазанной глиной деревянной пробкой или
водоохлаждаемой стальной пробкой (тычком). Вскрывают летку
либо вручную шуровочным прутом, либо с помощью «кислородного
копья», представляющего собой стальную полудюймовую трубку,
по которой подается кислород, сжигающий металл рабочего копна
трубки и за счет этого проплавляющий слой шлака; используют
также механизмы — отбойный молоток или перфоратор, которыми
разрушают слой застывшего шлака.
Летка является наименее стойким узлом фосфорной печи. Ос-
новные виды разрушений дюз и фурм следующие:
прожиг внутренней стенки дюзы или фурмы;
прожиг ториевой поверхности дюзы пли фурмы:
трещины на торцевой и внутренней поверхностях фурмы.
Внутренняя стенка дюзы или фурмы прожигается обычно при
проведении вскрытия летки кислородным копьем. Этот вид разру-
шений происходит наиболее часто, из чего следует, что операцию
вскрытия леткн кислородным копьем надо проводить только в исклю-
чительных случаях. Использование отбойного молотка или перфо-
ратора позволяет механизировать операцию вскрытия летки, и их
необходимо широко использовать. Второй вид разрушений проис-
ходит из-за попадания на торцевую поверхность дюзы и фурмы
феррофосфора. Во избежание этого необходимо отрегулировать
н строго соблюдать режим слива феррофосфора и следить за поддер-
жанием на поверхности дюзы и фурмы защитного слоя футеровки.
Защитный слой футеровки позволяет избежать и третьего вида рвз-
руцгения шлаковой леткн.
Для увеличения надежности работы узла слива шлака разраба-
тывается конструкция нсохлаждаемой дюзы и бесфурменного нео-
хлаждаемого узла, по эти работы пока не кашли широкого приме-
нения.
Разрушение дюзы и фурмы может быть причиной серьезной ава-
рии в случае непосредственного контакта охлаждающей эти элементы
воды с высокотемпературными расплавами. Поэтому, наряду с раз-
работкой конструкции неохлаждаемой шлаковой летки, разработана
система контроля водоохлаждаемых элементов печи, основанная на
том, что водоохлажденне опасных узлов, в частности дюз и фурм,
работает под вакуумом. Это позволяет устранить прорывы воды при
небольших разрушениях рабочих поверхностей и, следовательно,
166
рнс. VI.i’J. Феррофос форма я деть,и
/ — и,'д; 2 - боковая lti-цкй: J —
у;-<1.чьнnil блок форрофосфорн.-й .(et-
Klf 4 — приемник феррофг.ч-фпрй.
ее контакт с расплавом, а
также дает возможность
постоянно контролировать
герметичность охлаждае-
мых элементов по содер-
жанию воздуха в виде пу-
зырен на сливной линии
системы водоохлаждеппя.
Феррофосфор на я летка
(рнс. VI.24) представляет
собой угольный блок 3 се-
чением 500 V 500 мм, дли-
ной до 1500 мм с двумя от-
верстия м и, у ст а нов лен ный
так, что отверстия на ход
на уровне пода. Слив феррофос-
фора производят периодически, используя попеременно то одно,
то другое отверстие. Угольный блок вставлен в футеровку и под-
держивается рамой, сваренной с корпусом печи. Отверстия обычно
имеют диаметр 50 мм, закрываются пробкой из шамотной глины,
вскрываются перфоратором или кислородным копьем. Блоки фер-
рофосфорной летки подвергаются сильному износу, который при-
водит к постепенному увеличению отверстия. Когда отверстия
настолько увеличивают, что нельзя будет организовать падежного
закрытия летки (обычно при диаметре отверстия 120 —150 мм), блоки
заменяют.
Разработана новая конструкция феррофосфор ной летки, пред-
ставляющая собой угольный блок, но отверстия в нем футерованы
втулками из специальных графитовых материалов (СГМ, БСГ).
Эти материалы отличаются высокой эррозионной стойкостью при
контакте с расплавом; их применение увеличило стойкость ферро-
фосфорного блока в 5—6 раз.
Свод (рис. VL25) служит для тепловой изоляции ванны. Он опи-
рается на футеровку ванны и создает замкнутый теплоизолирован-
ный объем рабочего пространства ванны. Свод омывается печным
газом с температурой 620—770 К- Вследствие нарушения техноло-
гического режима температура газов под сводом иногда повышается
до 1270 К; кроме того, значительные потоки, вызванные тепловым
излучением колошника, приводят к возрастанию температуры до
1370—1470 К Свод должен быть термостойким, не растрескиваться
в процессе работы и не иметь щелей, через которые печной газ может
проникнуть под крышку печи, так как из-за конденсации фосфора
н Р.А из печного газа на крышке печи значительно ухудшаются
Условия работы электрической изоляции крышки. Поэтому на стро-
ительство свода идет армированный жаростойкий бетон с макси-
мальной температурой службы не ниже К,-
167
Рис. VI.25. Свод печи ЧФЗ:
/ _ бетонная смесь; 2 - в^доохлаждасми;;! змеевик; 3 — Ог пеу пар к л я масса.
Материал свода должен быть также химически стойким ио отно-
шению к фосфору. фосфорной кислоте и другим веществам, содер-
жащимся в печном газе. В США на фосфорных печах не применяют
дополнительного укрытия (крышки), герметизирующего систему.
Поэтому на американских фосфорных печах свод выполняется газо-
плотным. исключающим возможность проникновения печного газа
в атмосферу цеха.
Свод состоит из двух основных частей: периферийной и цент-
ральной. Периферийная часть свода представляет собой армиро-
ванный немагнитным нержавеющим металлом монолит из жаростой-
кого бетона, на глиноземистом цементе марки 400 с высокоглино-
земистым заполнителем. Центральная часть выполнена в виде съем-
ного водоохлаждаемого змеевика 2, покрытого набивной огнеупор-
ной массой 3,
Свод имеет отверстия для прохода электродов, течек, газоходов
и для установки контрольно-измерительных приборов.
Крышка (рис. VI.26) служит для герметизации ванны печи.
Ее конструкция должна обеспечивать герметичность и высокую сте-
пень электрической изол я и и и отдельных элементов. Крышка состоит
из трех изолированных друг от друга частей (секторов), скрепленных
между собой болтами, и во избежание электрических наводок из-
готавливается из немагнитной стали.
Крышка не имеет жесткой связи со сводом: пространство между
ними заполнено песком или шамотной крошкой л в местах соединения
секторов уплотнено шнуровым асбестом. По периметру секторов
установлены ребра жесткости, служащие одновременно фланце-
выми соединениями между секторами и между секторами и кожухом
168
ванны. Ребра соединены накладками и создают единую конструкцию.
Жесткость крышки обеспечивает только сохранение ее формы, но
недостаточна, чтобы нести дополнительные нагрузки. На стыках
соединений установлены прокладки из электроизоляционных ма-
териалов: миканита я асбеста. Болтовые соединения также имеют
изоляцию, которая выполнена из миканитовых втулок и миканитовых
или текстолитовых шайб. При больших расстояниях между элемен-
тами крышки (в частности, между секторами) дополнительно в узле
изоляции устанавливается шамотный кирпич.
Крышка имеет отверстия для электрододержателя. газоходов,
течек, арматуры контрольно-измерительных приборов. Все эти узлы
также изолируются от крышки: электрод ©держатель — сухим саль-
никовым уплотнением (рис. VI.27), течки — с помощью асбоцемент-
ной трубы и двойного электрического разрыва на фланцах, газохо-
ды -- в узле фланцевого соединения с крышкой. Минимально до-
пустимый уровень изоляции (сопротивление изоляции R„-.)t который
должен быть обеспечен на фосфорной печи:
Узел НЗ,»Л НДЦ!!
Сектор — земля
Болт — сектор
Электрод — сектор
/?||3 перед пуском. О’л, /?.13 и тп-рцод рпЗоты,
не м£чц?е Оч. нн менее
2 1,5
1Л0,; 0,5-10”
40 10
Pre. VJ.27. Сухом сальник фосфорных net ей:
1 — м-штель ^лектрододержатсля; 2 - ппжпмн?е кольцо; ,7 — сальник лсбестографитоаый;
* - стальник лент;:, 5. ь — прокладки асбестовые; 7, с — бетонные кольца; ? — корпус
tJ.7l.HHna; /л — кришкз; II - свод.
169
ВидА
Рис. V1.2H. Секция оболочки элек-
трода печи РКЗ-^ЯФ:
/ — соседняя секция; 2 — мегтз
сварки двух секций оболочки; 3 —
«язычки» ребер; 3 отверстия для
сварки двух секций; 5 — цилиндри-
ческий Кожух оболочки; 6— уголки;
7 — иппрапляющие сегменты.
Условия работы изоляции крышки крайне тяжелые: она за-
грязняется пылью, фосфором и фосфорной кислотой, что приводит
к нарушению электрической изоляции. Необходимо следить, чтобы
крышка была сухой, и регулярно проводить замеры уровня изо-
ляции.
Электрод (рис. V 1.2Я). Назначение электрода то же, что и в кар-
бидной печи. Конструкция его принципиально не отличается от
конструкции электрода карбидной печи. На фосфорных печах приме-
няют только круглые электроды, так как условия герметизации для
фосфорных печей более жесткие и цилиндрические элементы сопря-
гаемых узлов легче герметизировать.
Цилиндрическая форма кожуха электрода имеет достаточную
жесткость, и поэтому в электродах фосфорных печей нет распорных
планок.
Требования к качеству кожуха электрода сохраняются те же,
что и для электрода карбидной печи. Дополнительным условием яв-
ляется соблюдение иилпндричпости: овальность формы не должна
превышать 1% от диаметра электрода.
Коксование электродов фосфорных печей протекает в более мягком
температурном режиме. Поэтому должен быть более равномерным
режим перепуска, поскольку зона коксования в узле контактных
щек небольшая.
Фосфорные печи, которые эксплуатируются в США и Канаде, обо-
рудованы угольными и графитированными электродами, обладающими
следующими достоинствами: снимается необходимость вести процесс
коксования электрода непосредственно при эксплуатации печи, что
нередко определяет и ограничивает режимы эксплуатации печи:
170
в 3-1 раза сокращается удельный расход электрода при использо-
вании графитированных электродов по сравнению с самоспекаю-
щимся; значительно возрастает (в 2--3 раза) плотность тока но срав-
нению с самоснекающимися электродами, что позволяет уменьшить
габариты как электрода, так п сопряженных с ним узлов; легко обес-
печивается хороший контакт между электродом и контактными ще-
ками элекчридо держателя и др.
Электрододержатель (рис. VI.29). Назначение электрододержа-
теля — передача электрического тока непосредственно на электрод,
герметизация узла ввода электрода под крышку печи.
На фосфорных печах применяют электрододержатели закрытого
патронного типа, в которых контактные щеки 13 и механизмы при-
жима 12 заключены в водоохлаждаемый кожух (патрон). Кожух
является экраном, защищающим ме-
ханически запруженные детали элск-
трододержителя от тепловых нагру-
зок, особенно от теплового излуче-
ния колошника.
Электрододержатель работает сле-
дующим образом. Электрический ток
пакетами гибких шин передается на
ток о подводящее кольцо 19 электро-
Доде р жителя, далее трубою и памп 2—
на контактные щеки и с них на элек-
трод 3. Контактные щеки прижима-
ются к электроду механизмом при-
жима. охлаждаются водой, посту-
пающей от токопроводящею кольца,
которое одновременно служит кол-
лектором 9 в системе водоохлажде-
ния. Контактные щеки прижимаются
к электроду с усилием 2,5—6 т, что
позволяет производить перепуск эле-
ктрода без отжима контактных щек
путем его проскальзывания в кон-
тактном узле под действием собст-
венной массы. Но при перекоксо-
вании или деформации электрода
для проведения операции перепуска
Рис. VI.29. Электрододержатель печи РКЗЫ8Ф:
г — нож гидроэатвора; 2 — трубошина; 3 — элек-
трод; 4, 5 — тяги: 6 — верхняя траверса; 7 —
нижняя траверса; ft — фонарь смотровой, установ-
ленный на слипе охлаждающей воды; 9 — коллек-
тор ДЛЯ СЛцва охлаждающей воды; 10 — токолод-
впдящее кольцо, служащее также напорным кол-
лектором охлаждающей поды; II — уплотнение
Между электродом и головкой электрододержате-
ля; /2 — механизм прижима контактной щеки;
13 — контактная щека; 14 — мантель (кожух го-
ловки элекгрододержателя); /5 — водоохлаждае-
мое кольцо.
171
Рис. VI,30. Контактная щека:
I — медная труба; 2 — канал; 3 — пробка; V - опорные плиты;
5 — паз для крепления шгангн.
необходимо отжать контактные щеки: это осу-
ществляется обратным ходом механизма при-
жима контактных щек. Существующие конст-
рукции позволяют отводить контактные щеки
от электрода па 10 мм.
Контактные щеки и токоподводящие узлы
с целью повышения надежности при эксплуа-
тации электрически изолируются от механиз-
мов прижима щек и кожуха электрододер-
жателя. Изоляция выполняется из прокладок
миканита и асбеста. Для улучшения условий
работы электрической изоляции и контакта
щека—электрод в головку электрододержателя
поддувается азот, который должен затруднять
попадание запыленного печного газа в корпус
головки электрододержателя. Необходимо толь-
ко отметить, что это мероприятие полезно лишь
при подаче сухого азота, содержащего не бо-
лее 0,5% остаточного кислорода.
Головка электрододержателя обеспечивает
герметизацию ввода электрода в печь благо-
даря сухому асбестовому сальнику, располо-
женному на крышке головки. Сам электродо-
держатель вводят под крышку печи также через сухой сальник, ко-
торый размещен на крышке печи; сальник должен скользить по
поверхности кожуха электрододержателя.
Контактные щеки (рис. V1.30) представляют собой литые или
катаные пластины с каналами для охлаждающей воды и имеют
опорные плиты, через которые передается усилие прижима; в кон-
тактные щеки вварены подводящие электрический ток п воду тру-
бошнны. Характеристики материалов, из которых изготавливают
контактные щеки, приведены в табл. VI.2.
Как показывают расчеты, для охлаждения контактной щеки до-
статочно двух каналов водоохлажден и я диаметром свыше 35 мм.
Каналы в контактных щеках, изготовленных нз меди, делают свер-
ТАБЛИЦА VI.2. Основные характеристики материалов контактных щек
Материал Электрическая проводимость, % от меди Теплопровод- ность. % от меди Температура разупрочнения. К
.Медь Ml 100 100 423
Бропза ОСЦ-5-5-5 19,5 24.4 423
Бронза БрХ1 и ВрХО 5 90 89 823
Латунь Л-85 37,0 40,0 423
Латунь Л-95 40.5 63,4 423
172
Р((с. VJ.31. Механизм прижима контактной щеки:
1 _ м,|Цгель головки злсктродпдержателя: 2 — тяги: ,i —
ука-ьггель положения контактных щек; i — набор
рсльчптьгх Прускин: 5 — гидравлический цилиндр.
тяги для подвески кгятактцнх щек; 7 — нволяция; —
клитикiHu>i щека; 9 — электрод; 10 — тяги параллсло-
1 раммч.
ясными, в контактных щеках, опитых из
бронзы или латуни, в качестве водоохла-
ждающих каналов используют залитые
в тело щеки медные трубы 1.
Размеры контактной поверхности щеки:
1260 .400 мм для печей мощностью до
50 МВ'А, 171 Я) 420 мм для печей мощ-
нистыо до 8UMB-A. В элсктрододержа-
телс КО- 12 ксииактных щек. В настоящий
момент установилось мнение, что усилие
прижатия щеки к электроду должно быть
приложено в двух точках: на 450 и
1000 мм от нижнего края щеки* Это обес-
печивает более равномерный нрвжпм ще-
ки к иоверхиос'!и электрода, чем одното-
чечный прижим, применявшийся в пер-
вых конструкциях элсктр плоде ржа телои.
Механизм прижима контактной щеки
|рис. VL31) работает следующим образом.
Под действием тарельчатых пружин, со-
бранных в блок в корпусе гидравличе-
ского цилиндра 5 и отжимающих поршень
гнлроцилиндра и связанную с ним тягу 2
в верхнее положение, тяги параллелограм-
ма 10 раскрываются и прижимают коп
тактную щеку к поверхности электрода.
Контактная щека в рабочем состоянии
постоянно поджата к электроду.
В случае затруднений в проведении
операции перепуска электрода, при ре-
монтных работах, при необходимости кон-
троля усилий прижатия контактной щеки
Масле
к электроду контактная щека отводится от поверхности электрода.
Для отвода контактной щеки в гндроцплиндр подают масло под
высоким давлением. Под действием давления масла поршень гид-
равлического цилиндра сжимает тарельчатые пружины 7, двигает
вертикальную тягу, тяги параллелограмма сводятся, и контактная
Щека отходит от поверхности цилиндра. Ход контактной щеки
^10 мм. Положение и перемещение щеки контролируется специаль-
ным указателем 3.
Кожух электрододержателя выполнен из легированной стали.
Он представляет собой водоохлаждаемый цплищ:.р с двойной спи-
ральной системой охлаждения. В случае прожит одной системы она
173
отключается, вторая система охлаждения обеспечивает поддержание
температуры кожуха электрододержателя в допустимых пределах.
Снизу кожух имеет водсохляждасмос коническое кольцо, сваренное
из мелких труб.
Система охлаждения злектрододержателя имеет стеклянные фо-
нари на коллекторе для визуального контроля протекания охлаж-
дающей воды. В системе установлены краны для отключения отдель-
ных элементов системы Бодоохлаждеиия.
Остальные узлы фосфорной печи ио конструкции аналогичны
соответствующим узлам закрытой круглой карбидной печи. Суще-
ствующие в этих узлах небольшие отличия ле носят принципиаль-
ного характера и связаны либо с необходимостью ебсснечеппя более
высокого уровня электрической изоляции, либо с коррозионной
защитой элементов, так как в системе легко образуются коррозионно-
активные соединения.
VI.4. ПЕЧИ ГРАФИТАЦИИ
Печи графитацнп относят к группе электрических печей сопро-
тивления прямого нагрева. Они могут быть различных конструкций
и делятся па два характерных вида: нормальные и П-образные
(рис. VI.32). Наибольшее распространение получили нормальные
прямые печи, которые различаются по конструктивному оформлению
токоподводящего пакета, пода, способу охлаждения ночи и др.
Размеры печей для графитацнп различны и зависят от мощности
источников питания электрическим током, размеров графитируемых
изделий и др. Ниже для примера приведены параметры секций в за-
висимости от мощности трансформатора:
Ха; актеристикн печей (секций)
макепмальн ыс минимальные
Длина, м 16 8
Ширина, м <7 1,55
Высота, м з.я 3.4
Площадь сечения керна. мг 7.25 I
Мощность трансформа то* 5500 2400
ра. кВ-А
Важнейшими задачами технического развития отрасли в ближай-
шие годы являются: унификация оборудования и специализация
ЗавОДОВ НО ВЬШуСК}' ЭЛектрСДНОЙ ПрОДуКЦИП.
Рис, Vi.32. Схемы печей графитацнп:
а — нормальная печь: б — П-образная печь; / — электроды; 2 — торцовые стенки: 3 —
засыпка графнтиронаиного хы тернала: -I — теплоизоляционная шихта; 5 — разделительная
стенка; 6 — соединительный злекгрид.
174
ряс* VI.33. Схема печи графитацнп {а) я ее питания (б):
/ — трансформатор, ?. f. С, — шпноцропод; 3 — шинныА
пакет; 5, >3 — электроды; 7 — заготовки; £ — кормто.
В настоящее время эксплуатируются и строятся лечи графитацнп
длиной от 3 до 20 м. Удлинение керна печи приводит к повышению
как теплового, так и электрического коэффициента полезного дей-
ствия, увеличению производительности и уменьшению расхода элек-
троэнергии на 1 т продукции. Однако увеличение к. п.д. печи наб-
людается до определенной длины керна. Длина лечи определяется
мощностью трансформатора, габаритами здания и длиной короткой
сети.
П-образная печь представляет собой две нормальные печи, рас-
положенные рядом и последовательно соединенные. Такая конструк-
ция позволяет достигнуть длины корна до 40 м Две ветви печи соеди-
нены перемычкой нз графитированных блоков, замурованных
в кладку. С целью снижения реактивности печи обе ее части распо-
лагают близко друг к другу, из-за чего уменьшают толщину слоя
теплоизоляционной шихты, а это может привести к перегреву разде-
лительной стены. Чтобы избежать ее разрушения, производят при-
нудительное охлаждение воздухом. Воздух для охлаждения стен и
пода засасывается через окна, расположенные в верхней части стен,
’затем проходит через вертикальные каналы, каналы иода, попадает
в боров и удаляется через дымовую трубу.
Значительное сокращение толщины слоя теплоизоляционной
шихты по сравнению с нормальными генами (300 мм против 800—
900 мм) является особенностью 11-образной печи. Слой верхней теп-
лоизоляции сокращен до 600 мм против 900 мм. Электропитание печи
осуществляется от двух трансформаторов с параллельно-последо-
вательным соединением вторичных обмоток, обмотки низкой стороны
соединены попарно, последовательно. Эксплуатация печей в про-
мышленных условиях показала, что ГЬобразные печи позволяют
снизить реактивное сопротивление вторичной цепи на 16%; актив-
ное сопротивление корна повысится в начале кампании на 10%,
а в конце -- иа 31%. В результате электрические показатели П-об-
разной печи выше, чем нормальной печи. Удельный расход элек-
троэнергии на графитацпю для 11-сбразпой печи несколько меньше
(примерно на I —1,5%).
На рис. V 1.33 показана конструкция печи графитацнп. Печь
состоит из прямоугольного корыта 8, выложенного шамотным
175
£
Рис. VI.34. Поды печей графиmmin:
<т — с естественным охлаждением; б — с ;;?ннудитедьиым охлаждением; <; — петхлаждаемый
Под.
кирпичом, п двух торш.вых пенок, через которые проходят токопро-
водящие электроды 5 п 9. В корыте набивается под из смеси углеро-
дистых материалов и песка, на пего между электродами перпенди-
кулярно оси печи укладываются заготовки 7, подлежащие графпта-
цип. который служат сопротивлением, и засыпка.
Под печи. Поды изготавливают двух видов: охлаждаемые и нсо.х-
лажщемые. Первые выклалываклся сплошным массивом из фунда-
ментном основании, вторые - на специальных столбиках Iрис. V 1.34).
В результате иод подом образуются каналы, через которые проходит
воздух и охлаждает под. Преимущество охлаждаемых подов заклю-
чается в том, что эксплуатационная температура их ниже, меньше
электрическая проводимость и, следовательно, утечка тока.
Боковые и торцевые стенки. Боковые стенки могут быть разбор-
ными, может быть одна стенка разборной, а другая постоянной, либо
обе стенки стационарными. Боковые стенки выкладывают из шамот-
ного кирпича (для печен малых размеров, а также из армированных
бетонных плит — жаропрочный бет он (для печей больших раз-
меров). В бетонных плитах имеются отверстия для выхода газов.
В настоящее время печи полностью выполняют из блоков жаропроч-
ного бетона.
Торцевые стенки имеют толщину 300 1000 мм, которая опреде-
ляется размерами и числом токопроводящих электродов.
Токопроводящие электроды. Для подачи в печь электрического
тока в несколько десятков тысяч ампер в торцевые стенки .заделы-
вают электроды; их называют токопроводящими или электродным
паксто?л. В качестве токопроводящих электродов используют уголь-
ные и графитированные электроды. Угольные электроды имеют
меньшую электрическую проводимость, поэтому ДОЛЯШЫ быть боль-
шего сечения: и iuthoctu тотщ этих электродов 5 Л см2, г;шфиiиро-
ваипых -• 1Н 12 см1’. В нзеюящее время применяют только
графитированные электроды: они имеют меньшие потерн в контак-
тах, более высокую стойкость к окислению, чем угольные.
В промышленной практике длина токопроводящих электродов
определяется толщиной ториевой стеики и конструкцией сопряжения
электрод—шина (1400—1650 мм). Конец электрода выступает внутрь
печи па 100 -150 мм и наружу — па 300 -500 м. При расчете токо-
проводящих электродов определяют их сечение и размеры. Сечение
электродов может быть равным сечению кепка либо ширина и высота
электродною паке га с каждой стороны па 0,2—0,25 мм меньше габа-
176
Рис. V1.35. Токопроводящие электроды и торцевая степа печи
графнтанян:
/ — токопгоподптдпй электрод: 2 — гргфиитые блоки; ,?
графитовый порошок. 4 • бет<'»нс|Я и>рцсвая стена.
ритов керна. В целях обеспечения равно-
мерного подвода тока пространство между
токопроводящим электродом 1 и укладывае-
мым керном заполняют графитовой круп-
кой 3, обеспечивающей высокую электриче-
скую проводимость, а затем пространство,
обращенное внутрь печи, выкладывают уголь-
ными или графитированными плитами 2,
а в некоторых случаях забивают электрод-
ной массой для образования сплошного токоподвода (рис. VI.35).
Токопроводящие электроды устанавливают под углом 2—3 , так как
они имеют водяное охлаждение — орошение наружного конца элек-
трода водой. Используют и другой вариант системы охлаждения
токопроводящих электродов: вода поступает в электрод по L’-об-
разпон трубке.
Токоподводящий электрод является одновременно проводником
электрического тика от сети в печь и проводником теплоты, идущей
из печи, поэтому его необходимо охлаждать. С увеличением длины
электрода растут электрические потери, но уменьшаются тепловые.
Оптимальная длина электрода, при которой тепловые п электриче-
ские потери равны, составляет 1300 мм. При этом условии потери
через электрод будут минимальные. Обычное число токопроводящих
электродов —от 6 до 9 для каждой торцевой стенки. При работе
печи на ториевую стенку воздействуют большие усилия, которым
опа должна противостоять, обеспечивая минимальные потери.
VI.5. СПЕЦИАЛЬНЫЕ МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ
В УЗЛАХ РУДНОТЕРМИЧЕСКИХ ПЕЧЕЙ
Материалы, из которых создаются конструктивные элементы
руднотермическпх печен, подвергают комплексному воздействию вы-
соких температур, механических нагрузок и нередко химическому
воздействию агрессивных сред. Кроме того, в зависимости от функ-
ционального назначения они должны обладать повышенной тепло-
проводностью и электрической проводимостью либо, наоборот, быть
тепловыми и электрическими изоляторами. В силу этого в узлах
руднотермическпх печей используют весьма широкий перечень ма-
териалов.
Металлические материалы
Если узлы печи нагреваются не выше 670 К, то они могут быть
изготовлены из рядовых сталей (Ст.2, Ст.З) и чугунов. При более
высоких температурах снижается механическая прочность стали,
а в чугунах начинается процесс распада карбидов, сопровождаю-
щийся изменением размера изделий. При температурах, превышающих
К, происходит активное окисление металла.
177
Узлы и детали, работающие при температурах выше 670 К и
невысоких механических нагрузках, рекомендуется изготавливать
из жаростойких сплавов. Жаропрочные сплавы допускают значи-
тельные механические шпрузкп и способны работать длительное
время при высоких температурах.
Ниже приведены марки материалов, используемые для элемен-
тов конструкций в зависимости от испытываемых ими нагрузок и
температур; здесь же отмечены наиболее характерные свойства не-
которых материалов:
Марка Температура, К 11 ри не
ХЬС. Х9С2 Х121ОС До 920 Без нагрузок
1X13. 2X13 Х12НВМ, IXI2H2BM До 1020 Небольшие нагрузки
Х25Т, Х28 До 1370 То же
X14TI4H3T, 2XI8H9, 0Х18Н12Б До 1020 Значительные нагрузки
Х23Н13, Х25719С2Д, Х25Н20С2 До 1370 То же
Ж4С-5.5 До 870 (Кремнистый чугун—силал) Применяют для изготовления литых деталей
7К4С-5,5-0,1 До 1220 Силал, модифицированный магнием
Ж4Х-9. Ж4Х-1.5 ] /К4Х-2.5 1 До 970 Хромистые чугуны. Работают в окислительной среде
Ml, М2 До 520 | Эл скт р оп ровод 11 ые матер налы
БрХ1, БрХО.5 Х20Н80-Н Х15Н60-Н До 820 1
До 1470 ) Двойные и тройные нихромы. Обладают хорошими механиче-
Х15Н60 До 1270 1 скими свойствами, высоким удел иным соп ротивлением, от- сутствием явления старения и роста
Неметаллические материалы
Огнеупорные материалы. Огнеупорные материалы подразделяют:
I. По огнеупорности — огнеупорные (до 2043 К), высокоогне-
упорные (до 2273 К) и высшей огнеупорности (более 2273 К).
2. По химико-минералогическому составу — кремнезем истые на
основе SiO2 (динасовые и дпнасохромитовыс); алюмосиликатные на
основе А12О3 и S’CX (полукнелые, шамотные и высокогоинозсмистыс);
магнезиальные, на основе MgO (магнезитовые, доломитовые, шпи-
нельные, форстеритовые и тальковые); хромомагнезиальяые па ос-
нове MgO и Сг.2О3 (хромитовые, хромомагнезитовые, магнезитохро-
митовые, пермклазошпинслидные); цнрконистые на основе ZrO2
(циркониевые и цирконовые); углеродсодержащие на основе С (глн-
нистографнтовые и углеродистые или коксовые); карбидные на ос-
нове соединении углерода с металлом (карборундовые на основе
SiC). По типу окисла, служащего огнеупорной основой материала,
огнеупоры делят на: кислые (SiOJ, нейтральные (ALO;;), основ-
ные (MgO).
3. По области применения —доменные, мартеновские, ковшо-
вые и Т. Д.
4. По форме и размерам - простые, фасонные и блоки.
5. По способу изготовления — естественные (выпиливаемые из
горных пород): искусственные, которые бывают прессованные и
литые.
Основными физическими свойствами, определяющими область
применения огнеупоров, являются: пористость, газопроницаемость,
теплопроводность, теплоемкость, электрическая проводимость, тер-
мическое рас ин: рейне, огнеупорность, сопротивление деформации
под действием сжимающей нагрузки при высоких температурах, шла-
коустойчивость, термостойкость, постоянство объема. Значения этих
величин приведены либо в соответствующих справочниках, либо
в технических условиях на материалы и изделия.
Для футеровки карбидных и (}>осфорпых печей используют шамот-
ные, высоко глинозем истые и углеродистые огнеупоры. Изучается
возможность применения нирконистых еннеупоров и шпинелей.
Шамотные изделия изготавливают из огнеупорных глин и каоли-
нов, содержащих водный каолинит ALO:t 2SiO2• ILO, смесь которых
подвергают термической обработке до 670 К. В процессе термиче-
ской обработки происходит перекристаллизация глинозема и обра-
зуется муллит 3ALO3 2SiO2, зерна которого укрупняются и форми-
руют кристаллический сросток. Шамотные огнеупоры имеют сравни-
тельно невысокую огнеупорность (до 2000 К) и температуру размяг-
чения (до 1670 К), небольшую усадку при повторном обжиге и хоро-
шую термостойкость (до 50 теплосмен). Опп разделяются на три
класса: класс А — огнеупорность не менее 2000 1\, класс Б—до
1940 К, класс В--до 1880 К.
Группа многошамотпых огнеупоров, полученных двойным прес-
сованием и обжигом при 1590 К, характеризуется более высокой тер-
мостойкостью (до 100 теплосмен), малой пористостью и усадкой
в процессе нагрева (до 0,3?о), более высокой плотностью и проч-
ностью. К этой группе относятся изделия пз доменного шамота,
широко используемого для футеровки электротермических агре-
гатов.
Высокоглипозсмистые изделия изготавливают из природных ми-
нералов: андалузита, силлиманита и каинита, имеющих одинаковый
химический состав (А12О3-SiOJ, но различное кристаллическое
строение, а также из диаспора А1аО3*НаО, боксита ALO3hH2O
гидраргилита A12O;j-3HsO и корунда ALOa. Применяют также и ис-
кусственное сырье — технический глинозем, содержащий не менее
90% А!2О3. Все эти исходные материалы должны содержать не
более 3% примесей.
Изготавливают высокоглиноземистые изделия либо прессова-
нием с последующим обжигом при 1870—1920 К, либо литьем из
расплавов, либо термитным способом. Высокоглиноземистые-огне-
упоры сравнительно хорошо противостоят до 1570 К воздействию
кислых и основных шлаков, обладают высокой термостойкостью
(до 160 теплосмен) н повышенной теплопроводностью (особенно
179
£
ТАБЛ ИЦА Vi .3. Основные свойства ряди огнеупоров
Тгплоиропод- iwcTt». Вт.(м- К)
с
Порис- тость кажу- щаяся. . J
Измене- ние оГп1- смя прн нитрова- нии. %
Термо- стоек ость, ЧИСЛО водя- ных смен
1 Температура. К 1 огне- упорность размягчения
— L? T’J о 7J
. — L.7 —
-!-Т
X X X X
г—
—
L.O
__г О
** - Гг о
о о
.
—^в—
j . 'V-.
* — тч
. -к
1 .
— | Ot ci
СГ 1 LT
л
oi CJ
oi
, о
4 г сч 5j 1
X ь. 1
ei
'тТ
т — 1 о 1
S
iQ 17
о
Г-W- »
— “ —
1 1 1 г-
о 1^^ о
Г-К— сч
* *- р-__
— —
is о
о о с
« о C'i О) 71
са -
а lO
в «“
Cl
д = co £ с
а । E « g <U LJ Q ы £
С2
~ L— я О
^22 * 1 а—а
-
г* ЕГ
_ — г
k- • * ^-.
С л а_—
. . a , * J
- , ,
ZZ C—L
и
с
и
Гр:к['ИТ11рп|ин11!Ь1е блоки УГ >3270 - — 0.2 -28 1,45 - 7,9 0.0147’
180
литые). Температура начала размягчения зависит от содержания
дрОу и составляет для силлиманита 1740 К, муллита 1880 К, ко-
рунда 2020 1\.
Углеродистые огнеупоры получают из смеси кокса и термоантра-
цита с добавкой каменноугольной смолы в качестве связующего.
Содержание углерода достигает 95%. Обжиг изделий ведут в восста-
новительной среде при 1670 К. Огнеупорность изделий превы-
шает 2270 К.
Разновидностью углеродистых огнеупоров являются графитиро-
ванные углеродистые блоки, отличающиеся от обычных бол юней проч-
ностью, химической стойкостью и теплопроводностью. Они харак-
теризуются малой плотностью (истинной) — до 1,35—1,65 г.см3 -
и высокой огнеупорностью—свыше 3270 К.
Углеродистые огнеупоры при нагреве не размягчаются. Их ис-
пользуют только в печах с восстановительной атмосферой, так как
в окислительной они активно окисляются при температурах выше
970 К. Они также интенсивно разрушаются соединениями щелочных
металлов (Хз.Г.О,, К..СО3 и др.) при температурах, превышающих
107») К.
В последнее время для выполнения особо ответственных узлов
(узлы слива, например) используют углеродистые материалы, насы-
щенные бором п кремнием (боросилицировапные и силицированные
графиты), которые могут работать при высоких температурах в сла-
боок целительной среде и имеют высокую эрозионную стойкость.
Основные данные, характеризующие рассмотренные огнеупоры,
представлены б табл. VI.3.
Огнеупорные растворы (мертели). Огнеупорные растворы приме-
няют для связывания отдельных огнеупорных изделий и заполнения
швов огнеупорной кладки. Основными составляющими растворов
являются, как правило, отощающпс- огнеупорные материалы, пла-
стичные и связующие вещества. Важнейшие данные об огнеупорных
растворах, используемых в химической электротермии, приведены
в табл. VI.4.
Огнеупорные растворы готовят в виде сметасообразной массы,
причем шамот и графит должны быть размолоты до порошкообраз-
Т А БЛИЦА 1-7.7. Характеристика огнеупорных растворов
Oj ««“упори uii paciaop Максимальная температура службы. К Компоненты pact пора
отощающ не пластичные связующие
Алюмоснли- катпыи 1470-1770 Бой шаМОТ- ИЫХ изделий Огнеупорные глины Жидкое стекло, фосфат алюми- ния
Высокогли- И О.Т См ИСТЫЙ 1870 Шамот с вы- соким содер- жанием гли- нозема Огнеупорные глины То же
Углеродистый 2770 Графит — Камсптюуголь- пая смола
181
косо состояния -- размер зерен не должен превышать половины
толщины шва кладки. Густые растворы применяют при большой
толщине швов (3--4 мм), а жидкие — при толщине швов, нс превы-
шающей I—2 мм.
Набивочные массы. Огнеупорные набивочные массы применяют
для изготовления монолитных футеровой в конструкциях сравни-
тельно небольших габаритов, для создания отдельных элементов
футеровок и для ремонта футеровок. Основой набивочных масс
служит соответствующий огнеупорный материал в виде порошка
топкого помола. В качестве связующих веществ для водных наби-
вочных масс применяют огнеупорную глину в порошке <5—15*-(>),
борную кислоту (1—2 ° и), патоку (2—3%) и жидкое стекло (1—3%).
Количество связующих не должно превышать 15%. Массу увлажняют
до консистенции, обеспечивающей ее пластичность, и наносят с нод-
трамбовываиием на обрабатываемое .место. Чтобы обеспечить рабо-
тоспособность элемента, заформованного из водной набивочной массы,
необходимо провести очень тщательную сушку и нагрев в мягком
режиме.
В качестве связующего для безводных набивочных масс исполь-
зуют органические вещества, коксующиеся в процессе обжига:
обезвоженную каменноугольную смолу; смесь битумов или нефтя-
ного воска с мазутом. Футеровка из хорошо закоксованной безвод-
ной набивочной массы отличается высокой стойкостью.
Разновидностью набивочных масс являются торкрст-массы, при-
меняемые для изготовления футеровки и при ремонте отдельных ее
элементов. Торкрет-массу наносят с помощью специальных торкрет-
пушек, «выстреливая» вод давлением до 600 кПа порции массы на
подлежащие футеровке места, где она прочно прилипает. Основой
торкрст-массы является соответствующий огнеупорный материал
в виде порошка, которою содержится в массе 70—80 %. Его смеши-
вают с 15—20% огнеупорной глины, 5—10% высокогоиноземистого
цемента, и все это увлажняют водой, доводя массу до пластического
состояния (примерно 10% несвязанной воды).
Огнеупорные бетоны. Огнеупорным бетоном называют смесь
огнеупорного наполнителя и вяжущего вещества — глиноземистого
цемента. В качестве наполнителя используют шамот, а для условий
работы при высоких температурах — высокоглинозе.мистые мате-
риалы (силлиманит, каинпт, муллит). Гидравлически твердеющей
связкой служит высокомарочный цемент.
Так как вяжущие материалы, затворенные водой, являются уса-
дочными, то их надо вводить в минимально возможном количестве,
обеспечивающем пластичность массы и ее сцепление с сопряженными
элементами конструкции. Следует иметь в виду, что помимо воды,
необходимой для реакции гидратации глиноземистого цемента, в массе
обычно присутствует несвязанная вода. Поэтому нагрев конструк-
ций пз огнеупорного бетона надо вести ступенчато, обеспечивая
спокойный процесс удаления несвязанной воды — при 373 К, 80%
воды из гидратов — при 670 К и остаточного количества — при
1270 К.
182
ТАБЛИЦА VI Л. Основные свойства огнеупорных бетонов
Бетон Напол- нитель Содержание. % Огне- упор- ность. к Макси* мяльн.тя темпера- тура службы, ' К Кажу- i;i а яс я плот- ность, г с.м’ Тепли- пропод- Н<Ч’ТЬ. Вт(м-Ю
Si О, Л 1,0,
Шамот- ный Шамот 40—45 45—55 1940— 2020 1670— 1770 1.8-2.1 0,58— 1.05
На вы- соко- гл и по- зем истом шамоте Высоко- глнно- земн- стый шамот 30—40 55-65 2040— 2090 1670 1.9-2.3 0.81 — 1,16
Высоко- гл и позе - чистый Глино- зем 40 85—95 <2090 1870- 1970 2.6—2.8 1,86 - 1.9.8
При использовании огнеупорных бетонов необходимо также учи-
тывать, что при нагреве до 470 К происходит расширение бетона
(до I %), а при дальнейшем росте температуры—усадка.
11рочиость затвердевшего бетона снижается до 60—70% при нагре-
ве и сушке его при 370 К. При дальнейшем нагреве в результате
обезвоживания разрушается цементная гидравлическая связка и
уменьшается прочность бетона, которая достигает минимального
значения при температуре около 1270 К (до 40% от первоначального
значения). Выше 1373 К начинается спекание компонентов и проч-
ность вновь увеличивается.
Свойства огнеупорных бетонов приведены в табл. VI.5.
В последнее время начинают широко применять огнеупорные
бетоны на алюмофосфатных связках. У них схватывание и затверде-
вание идет в результате химических реакций, поэтому в качестве
вяжущего вещества вводят фосфорную кислоту. Достоинство рас-
сматриваемых огнеупоров состоит в том. что они быстро затверде-
вают, отличаются высокой стойкостью к тепловым ударам, высокой
износостойкостью, имеют хорошее сцепление с различными огнеупор-
ными изделиями.
Основные свойства этих материалов приведены в табл. VI.6.
ТАБЛИЦА VI.6. Свойства огнеупорных бетонов ни алюмофосфатной связке
ЕеТОН Содержание, 0/ -Q Огне- упор- ность, к Макси- м а льная темпера- тура службы. К Кажу- щаяся плот- ПОСТЬ г Лннейный коэффи- циент термиче- ского расшире- ния. ft- 0-«. К ‘ Тепло- провод- ность . Вт (м-К)
Ль О, SiO,
Высокоглпиозе- мистый 70—95 25-2 >2090 1770— 1970 2,8—2.9 0.4—0,8 1.05- 1.98
Шамотный 42—45 53—50 1980— 2040 1570- 1670 1.95— 2.1 0,8-0.6 0,8— 0.93
183
Теплоизоляционные материалы. Назначение теплоизоляционных
материалов — изоляция зоны высокотемпературно!о процесс;! от ок-
ружающей среды. В соответствии с этим к теплоизоляционным мате-
риалам предъявляют повышенные требования; они должны обладать
как можно более низкой теплопроводностью и минимальной удель-
ной теплоемкостью. Это обеспечивает минимальные потери те и лоты.
Те пл о изоляционные материалы подразделяются на:
огнеупорны е, выдерживающие рабочую температуру
1070 К и выше, и неогпеупорные, которые можно использовать при
температуре ниже 970 К;
естественные, получаемые непосредственно из природ-
ного сырья, и и с к у с с т в е н н ы е.
В химической электротермии из естественных теплоизоляцион-
ных материалов используют асбест и слюду. Асбест — горная порода,
добываемая в виде волокнистой массы, химический состав
3MgO'2SiO.2-2НнО. При нагреве его выше 770 К удаляется связанная
влага, он разрушается, рассыпаясь в порошок, и тернет теплоизоля-
ционные свойства. Асбест применяют в виде крошки для засыпки,
из него изготавливают шпуры п асбестовую ткань, а также асбесто-
вый картон, в котором 80% асбеста п 20% огнеупорной глины, и
асбоцементные плиты, где асбестовую крошку связывают глинозе-
мистым цементом. Температура применения всех асбестовых изде-
лий не превышает 770 К. Среднее значение теплопроводности асбе-
стового шнура, ткани, засыпки равно примерно 0,15 Вт (м-1\), ас-
бестового картона —0,17 Вт (м- К), асбоцементных плит —
0,11 Вт (М'К), Из слюды изготавливают электроизоляционные изде-
лия, способные работать при температурах до 1223 К.
Искусственные теплоизоляционные материалы но способу их
изготовления можно разделить на легковесные и волокнистые.
Л е г к о в е с п ы е и з д един получают прессованием фор-
мовочной смеси, составленной из шамотного пли высокоглипозе-
мистого порошка, огнеупорной глины п выгорающих добавок, и
дальнейшим обжигом. Их плотность колеблется от 0,8 до 1,3 г.'см3,
среднее значение теплопроводности 0,4—0.7 Вт(м-К). Максималь-
ная температура службы 1470 К для шамота-легковеса и 1670 К
для высокоглиноземнстого легковеса.
Пенокерамические изделия получают введением в огнеупорно-
глинистую массу либо специально приготовленной пены, либо пено-
образующих при химическом взаимодействии материалов. Плотность
пенокерампческих изделий колеблется от 0,3 до 1,0 г см3, теплопро-
водность— от 0.15 до 1,5 Вт(м-К). Температурный уровень их
использования лежит ниже температур применения плотных огне-
упоров и составляет для пеношамотиого материала 1170 К, для вы-
сокоглиноземистого — 1670 К.
Волокнистые материалы. Алюмосиликатное волок-
но содержит 45—51% АВСХ, п используется для изготовления ткани
и войлока толщиной 8—50 мм и плотностью от 0,05 до 0,15 гем3.
Графитированное волокно состоит из 98% углерода, из него изго-
тавливают ткани и войлок толщиной 1,5—50 мм. Изделия псволь-
131
ТАГ>А1 ///(A 1'9/. Смпиты гпеп.юил/.рщиипных Matiuptui.ii:»
АЫт<ьал Макс и мздьцан тгмпсра- сл v /пСы, ’ К Порис- тость общая. % Плотность, г см’ Tt'fl.T с.цронплнисть. Вт < м - К) Х’дсльнан теплоем- кость. 7U < (КГ- К)
Асбестовая крою- 720 60—75 0,45—0,5 0.12 V 0,000197
ка
Асбестовый кар- 720 65- 75 1.0-1.4 0.16 - 0,00014Т 835
тон. шнур, ткань
?УС!')Рид.'МС!ЛП1ЛС 720 Ю- 50 1.4 0.06 1 0.000197
П.'И'ТЫ
Шамот-v.n.Tp ал ег- 1370 70 0.4 0.11 | 0.000167
ковсс ШЛБ-0,4
Шамат-лсгковес
ШЛБ-0.8 1470 65 0.8 0.22 - 0,000227 । 960
ШЛБ-! .0 1570 <55 1.0 0,31 - 0.000357
ШЛА-1.3 1570 <50 1.3 0,46 -- 0,000387
ШЛБ-1.3
Высоког.тшюземи- 1670 55-60 1,3-1,35 ~0.7
стыи легковес )
Ткань из алюмо- 1520 — 0.05 0.22 ’ 0.00127
силикатного во- >520 — 0.1 0.0L8 0.0000727 | 900
локна
зуют как тепло- л электропроводящий компенсатор тепловой дефор-
мации, Свойства теплоизоляционных материалов приведены
в табл, VI.7.
V1.6. ОСНОВНЫЕ ПРАВИЛА ЭКСПЛУАТАЦИИ МЕХАНИЧЕСКИХ
УЗЛОВ РУДНОТЕРМИЧЕСКИХ ПЕЧЕЙ
Основными условиями нормальной работы руднотермической
печи являются следующие.
1. Загруженность ванны печи шихтой до проектных отметок и
обеспечение постоянного схода шихты по всем течкам.
2. Вывод реакционного газа в количествах, обеспечивающих:
для карбидных печей, работающих с газоворонками, — значение
вакуума в газиворонках не выше 147-190 Па;
для карбидных закрытых печей — давлен не в печи 9,8—19,6 Па;
для фосфорных печей — давление в печи до 490 Па.
3. Регулярный слив расплава из печи.
Для мощных карбидных печен перерывы между сливами обычно
не превышают 10 мин, слив шлака из фосфорных печей, работающих
на мощности свыше 50 МВ, приближается к непрерывному. Частота
сливов ферросилиция и феррофосфора зависит в значительной степени
от содержания примесей железа в шихтовых материалах и опреде-
ляется по нарастанию содержания ферросилиция в сливаемом кар-
биде кальция и феррофосфора в сливаемом шлаке. Содержание соеди-
нений железа в расплаве определяется как аналитически (отмагнн-
’шваппем из конечных продуктов), так и визуально по интенсивности
185
искрения расплавов. Рекомендуется слив ферросилиция п ферро-
фосфора производить при достижении содержания железа в расплаве
до 2% (по массе),
4. Непрерывность работы системы охлаждения рабочих элемен-
тов; при этом температура охлаждающей воды не должна превы-
шать 50 С.
Охлаждение рабочих элементов печи ведется умягченной водой
(термически тяжело нагруженных узлов) и оборотной водой. Основ-
ные требования к охлаждающей воде приведены ниже;
Умягченная вода Оборотная вода
Жесткость, .мг-эки.'л, не более
общая 3 7
карбонатная Содержание, мг/л, нс более 0,7 —
взвешенных частиц 5 20
железа общего 0,5 —
солей 800 —
хлоридов 1500
сульфатов 250 ——‘
масел Следы
pH 6,5—-8,5
Окнсляемость, мг.л, не более 10
5. Поддержание определенного электрического режима в печи.
К отдельным узлам руднотермических печей предъявляют сле-
дующие основные требования. Кожух ванны карбидной печи не
должен иметь температуру выше 570 К. Кожух ванны фосфорной
печи необходимо регулярно очищать от отложения солей, выпа-
дающих из системы водоохлаждения. Прн толщине слоя отложив-
шихся солей свыше 3 мм нельзя говорить об эффективности водо-
охлаждения ванны фосфорной печи.
Футеровка карбидной печи наиболее часто разрушается в следую-
щих местах: выгорают углеродистые материалы в районе летки для
слива карбида кальция; выгорает засыпка термических разрывов;
выплавляются огнеупорные материалы, определяющие летку для
слива ферросилиция; механически разрушается огнеупорная кладка
в верхней зоне футеровки.
Выгорание углеродистых материалов у летки происходит по двум
причинам: от электрической дуги аппарата для прожига летки и
в результате подсосов воздуха в печь при неправильном закрытии
летки. Явление выгорания у летки значительно уменьшается при
оформлении этого узла силицированным и боросилицированным гра-
фитом. В процессе эксплуатации необходимо регулярно восстанав-
ливать рабочие поверхности летки нанесением слоя набивочной угле-
родистой массы.
Выгорание засыпки термических разрывов ведет к термическим
нагрузкам па огнеупорные материалы выше уровня их термической
стойкости. Явление выгорания засыпки устраняется только каче-
ственным монтажом кожуха и футеровки ванны печи, исключающим
подсосы кислорода в ванну печи.
186
Летки для с.'шва ферросилиция предпочтительно фунрсвать ма-
териалами из силицированною и.'hi бс'ргсилпцнрсваиного графита,
что значительно удлинит продолжительность межремонтных про-
бстов.
.Мсхтппчссксо разрушение огнеупорной кладки в верхней зоне
футеровки карбид ной лечи в значительной степени устраняется пра-
вил иным расположением шихтовых точек, исключающим удары при
засыпке шихты.
Футеровка фосфорной печи вот гл а ла-лжна работать в гарнисаж-
ном режиме. Поэтому очень важно обеспечить ее хорошую теплопро-
водность. Эю достигается созданием футеровки с тонкими швами
между углеродистыми блоками, хорошей ровной пре,мазкой швов
углеродистым клеем, тщательным заполнением компенсационного
слоя набивочной массой с протрамбовыванксм слоя горячими трам-
бовками.
При эксплуатации j крытня ванны карбидной печи необходимо
следить за температурой охлаждающей воды, которая не должна
превышать 320 К, и за герметичностью системы охлаждения, так как
попадание воды в ванну печи может вызвать паровой взрыв пли взрыв
гремучею газа, образовавшегося в результате термического разло-
жения воды. Контроль герметичности водсохлаждасмых элементов
печи ведут постоянно по содержанию водорода в реакционном газе
печи, которое не должно превышать 11% (об.). Кроме того, периоди-
чески проверяют целостность охлаждающих элементов; для этого
отключают отдельные элементы и проверяют постоянство давления
в них в течение определенного времени.
При эксплуатации укрытии необходимо регулярно проверять
электрическую изоляцию между отдельными элементами укрытия,
а также с сопрягаемыми с ним другими узлами печп; необходимо
следить за герметичностью самого укрытия, чтобы исключить выход
реакционного газа в помещение цеха или в случае, когда печь рабо-
тает под разрежением, подсоса наружного воздуха в печь.
Самоспскающиеся электроды рудиотермнческнх печен требуют
особенно большого внимания и тщательного соблюдения техниче-
ских условии эксплуатации, поскольку этот узел печи имеет наи-
меньшую надежность и аварии электродов вызывают необходимость
значительных ремонтов. При эксплуатации электродов кроме тех
требований к качеству электродных масс и режимам коксования
электродов, которые даны в гл. XVII, следует соблюдать следующие
Условия: обеспечение герметичности сварного кожуха, соблюдение
правильной геометрической формы, обработка сварочных швов наж-
даком. На открытых печах рабочие поверхности электродов должны
регулярно обдуваться для снятия слоя отложившейся на них пыли.
Верхние концы электродов должны быть постоянно укрыты, чтобы
исключить попадание пыли на поверхность электродной массы, что
Может вызвать разрыв единства тела электрода.
Электрододержатель — один из самых сложных и электрически
и термически нагруженных узлов руднотермнческои печи. При
Эксплуатации электрододержателя кроме общих требований
187
к целостности и герметичности рабочих элементов необходимо следить
за плотным (с требуемым усилием) прилеганием контактных щек
к телу электрода, за чистотой рабочих поверх нос теп сшлемы. за гер-
метичностью \ нлотнонии. Охлаждение рабочих элеменюв элсктро-
додиржателей производится только \ мягченной водой.
При эксплуатации механизмов перемещения электродов основное
внимание должно быть обращено: па обеспечение синхронности
перемещения плунжеров (или в некоторых системах корпусов) гид-
ро подъемных цилиндров; на исключение явления коррозии в си-
стеме и протечки рабочей жидкости; на регулярную смену рабочей
жидкости.
В механизмах перепуска электродов шагающего типа необхо-
димо отрегулировать и следить за равномерностью перемещения
щек, за состоянием резиновых покрытий щек и их фрикционными
свойствами. Разрыв покрытий и их замасливание недопустимы.
В процессе эксплуатации тракта шихты надо следить за тем,
чтобы течки были постоянно заполнены шихтой по всей длине,
а система поддува в течки сухого инертного газа работала непре-
рывно.
Все сальниковые уплотнения на руднотермических печах и вспо-
могательных элементах, работающие при высоких температурах,
выполняются из асбеста, а в особо тяжелых узлах — из асбеста про-
граф) щепного. Асбест в узлах трения быстро изнашивается п требует
частого осмотра и подбивки.
Значительное число узлов печи и вспомогательных устройств
работает с использованием пневматических приводных элементов.
Успешная их эксплуатация возможна при соблюдении постоянства
давления в системе рабочего газа во всем диапазоне колебаний рас-
хода; следует также следить за тем, чтобы рабочий газ был сухим.
VL7. РАСЧЕТЫ ОСНОВНЫХ МЕХАНИЧЕСКИХ ПАРАМЕТРОВ
РУДНОТЕРМИЧЕСКИХ ПЕЧЕЙ
Специалистам в области химической электротермии механиче-
ские расчеты необходимо проводить в объемах, подтверждающих
работоспособность основных узлов печи при заданных нагрузках н
условиях эксплуатации.
Устойчивость кожуха электрода. Кожух электрода проверяют
па устойчивость под действием нагрузки, прилагаемой к нему в коль-
цах-манжетах механизма перепуска шагающего типа. Потеря устой-
чивости цилиндрического кожуха электрода происходит при удель-
ных давлениях на поверхность электрода, превышающих крити-
ческие значения:
Ркр = №[4(1-р}7) /?3]
Здесь Ркр — критическое значение удельного давления на поверхность кожуха
электрода, Па; Е — модуль упругости, Па; 6 — толщина стенки кожуха электрода,
мм; р/7 — коэффициент Пуассона; /? —внутренний радиус кожуха электрода, мм.
Потеря устойчивости кожуха электрода овального сечения проис-
ходит при потере устойчивости распорных стержней под действием
188
сжимающих сил от удерживающих электрод колец-манжетов меха-
низма перепуска. Критическое (Па) и допустимое (Iff I, Па)
напряжение для распорных стержней определяют но формулам:
Шт - [(„,/RSJ; р'.] - п1;Р ч
Злее;, I осивей! момент инерций стержня. м4. щ — коэффициент устийчпвостн
(для ус.'ЮБНЙ работы стержня в электроде щ — 0.5); / — длина стержня, м; S —
площадь сечения стержня, .-.г, п — kcoi]фиппент запаса; для стельного стержня п —
=1 1,5—3,0.
Основные параметры механизмов перепуска электрода. В тормозе
Внсдома основным несущим узлом является лента, на которой под-
вощен электрод. Необходимую ширину ленты (в м) определяют по
формуле:
b — ,6 p-ф
Здесь А‘ — ктгэффиш|ст, учитывающий ударный характер нагрузки (прини-
мается А' - 1.2): GO - вес электрида, 14; 6 — толщина ленты, м; |о ( — допусти-
мое напряжение, определяемое во формуле- |а| — пк п, где аи — предел прочности
(в Пи) для использеемого материала, а коэффициент запаса л для данной системы
п -- 2.8— 5,0.
В механизмах перепуска шагающего типа усилие (в Н), необхо-
димое для удержания электрода в коль пах-манжетах, находят по
формуле:
А - KnG,;i /
Здесь / — коэффициент трепня покоя можду резиновым покрытием манжеты
и стальным кожухом электрида (/ — 0,6); Д' 1.2; п =- 2.
В современных руднотермических исчах предпочтение отдается
механизму перемещения электродов гидравлического типа. Несущую
способность механизма перемещения электрода определяют по фор-
муле:
₽г1Р = (Ч.Л-Ом.п4-бэЛД)Л'дК25г
Здесь Рпр — предельное давление жидкости в гидравлической системе, Па;
GM, п —вес механизма перепуска, Н; Солд — вес электрододержателя, Н; Ад —
коэффициент динамичности системы (Ад = 1,2); Кг — коэффициент, учитывающий
влияние сопряженных элементов — сальников, короткой сети, водо- и воздушного
охлаждения (К,, = 1,3у, S£ — суммарная площадь рабочей поверхности гидроци-
линдров, м8.
Контактный узел электрододержателя служит для передачи элек-
трического тока от элементов короткой сети электроду. Для осуще-
ствления этого процесса контактные щеки должны быть прижаты
к телу электрода с усилием, обеспечивающим удельное давление на
контактных поверхностях 0.15—0,2 МПа. Прижим контактных щек
производится либо гидроцнлпндрами, либо пружинами. Основные
параметры гидроцнлпндров определяют из формулы:
Pi - 45кРгХэ'(лГ>2)
Здесь Pi — давление рабочей жидкости в гпдроцплиндре, Па: 5Р — площадь
контактной Поверхности контактной щеки, м2; Р2 — удельное давление в системе
контактная щека — электрод. Па; — коэффициент защемления в системе (А'3 =
1.2); [) — диаметр плунжера гидронилпндра. м.
189
Рис. V1.3G. Графит; для распета удельного ли-
нейного л< репада давления.
С[.1'ДНЧЯ температура Пт ЧДУ^а Ц9 С.
В случае пружинного прижи-
ма обычно используют цилиндри-
ческие сише пружины из круг-
лой проволоки. Диаметр пружи-
ны tDn, м) и относительное осе-
вое перемещение торцов пружины
(V. м) определяют по формулам:
П;1 са\ л/- В] (Дус;АдД
Здесь г — индекс пружины (обычно
рдЕсч 4-12): d—диаметр проволоки
(в м). определяемы» по формуле: d —
- 1-6 Г>Л’уснГи~1тТ. гае Куер- усред-
няющий коэффициент. определяющий на.
н.чон и кривизну витков; /<уГр= (4с Ч-
-J- 2) (-}f -- 3); ft[ — сила. развиваемая
пружиной. Н; [т] - предельное допу-
стимое касательное напряжение в проволоке, Ila; i — число витков в пружине;
£С1 — модель сдвига материала пружины. Па.
При определении основных параметров витой цилиндрической
пружины следует учитывать, что для обеспечения работы пружины
по прямолинейной характеристике максимальное усилие на пружину
должно быть на 10—20% меньше предельных расчетных нагрузок.
При расчетах систем прижима контактных щек необходимо иметь
в виду, что в ряде конструкций электрододержателей усилие при-
жима от силового механизма передается на контактную щеку через
рычажную систему, коэффициент усиления которой надо учитывать
при расчете всей системы.
Число течек, подающих шихту на колошник печи, должно быть
минимальным, так как они загромождают верхнюю часть печн,затруд-
няя обслуживание и возможность проведения ремонтных работ.
Для закрытых печей снижение числа шихтовых течек особенно
актуально, поскольку они в значительной степени определяют по-
терн реакционного газа, фильтрующегося через слой шихты, и
ухудшают санитарные условия в цехе в результате фильтрации ток-
сичного газа через течки. Однако, если исходить из условий эксплуа-
тации печи, т. е. по возможности равномерной засыпки колошника
печи шихтой, число шихтовых течек должно быть как можно боль-
шим. В силу этих прямо противоположных по своему содержанию
требований существует оптимальное число течек, которое опреде-
ляют по формуле:
z - (лОт - tg f. (2Л)
Здесь DT—диаметр расположения течек вокруг электрода, м; dT— диаметр
течки (выбирается из условия dT > 6л'), м; а — угол естественного откоса шихто-
вого материала, градусы; h — допустимая высота шихтового конуса на печи, м (для
закрытых печей высота шихтового конуса не должна быть больше 1 3 высоты зоны
фильтрации ванны печц!.
190
Рассчитанное число и сечение течек должно быть проверено с точки
зрения допустимой величины фильтрации через тракт шихты реак-
ционного газа. Объем газа, профильтровавшегося в единицу времени
через течки (.в м3л), определяют по формуле;
г> - 90;)п^?Г
Здесь V — скорость фильтрации (в м.с) газа, через слон шихты, заполняющий
течку (определяют из условия поддержания заданного давления а печи по гра-
фику - рис. VI.36).
ГДЛВ\ VII
ЭЛЕКТРООБОРУДОВАНИЕ ЭЛЕКТРОПЕЧНЫХ
УСТАНОВОК
VII. I. ОБЩИЕ СВЕДЕНИЯ
Электропечиыс установки химической электротермии — это мощные потреби-
тели электроэнергии, работающие на переменном токе с частотой 50 Гц. Только для
печей сопротивления графитаицп электродов иногда применяют источники постоян-
ного тока. В (’.ССР работают карбидные трех электродные прямоугольные печи
мощностью 3—60 МВ>.\ (табл. V'H.1). Для производства карбида кальция ис-
пользуют в осиовном'печи мощностью60 МВ - Л с прямоугольными электродами 2800X
X 650 мм и активной мощностью 40—42 МВт или с электродами 3200?<800 мч и ак-
тивной мощностью 45—50 МВт.
Для получения фосфора служат круглые трехэлектродсые печи мощностью
48—80 Л1ВЛ (табл, V11.2), а нормальный корунд синтезируют в круглых трех элек-
тродных печах мощностью 10,5—16,5 МВ-Л.
Электропечи — это сложные агрегаты, оборудованные устройствами коммута-
ции (включения, выключения), источниками питания с регулированием напряже-
ния, миогоамперными токопровода.чи. Задачи создания и эксплуатации этих устрой-
ств представляют сложную проблему.
ТАБЛИЦА VI 1.1. Электрические характеристики карбидных трехзлектродных
электропечей
Тип печной установки Установлен- ная мощность трансформа- тора. .МВ-А Рабочий ток п электро- де, кА Среднее зна- чение рабо- чего линей- ного напря- жения на выводах НИ трансформа- тора. в Актив- ная мощ- ность. МВт Коэффи- циент мощно- сти СО5 <г Электрн- ческця к. п. д. И
РПО-З.О з,оо 16.5 . 94.0 2.45 0.011 0,878
РПО-7,5 7,45 28.9 128,0 5.95 0.930 0,891
РПОДО 10,00 37.8 148.0 7,60 0,788 0,850
РПО-15 15.0(1 48.0 159,0 10,06 0.762 0,830
РПО-40 40,00 86.0 247,0 32,60 0.886 0,920
Рпо-60 40,00 86,0 214.0 27,90 0,878 0,918
60,00 103,0 257,0 40.00 0,864 0.910
60.00 И0,0 272,0 45,00 0,876 0,937
19J
ТА Б,7!1ЦА Vil.T ляг xcip./Knicptii •/ <;-'Г
Н:гг £ г Н ;i tips. .ьс? 1-е i ;i:i Bjikei,: д1:;1 Гродпк. м м 1I1=и г ii Ti>K II ••А'Н-К- троди, кА Ki i>i|)4>II - 1 IlllrUt м»иц- НОС.ТН VDS <f
1!СР- SJ14- иое. кВ BTHjlIi-ilti -t-. в
РКЗ-48Ф 50.00 35,0 500—100 Круглая 1400 70.80 0,93
Импортная 50.00 35,0 500—120 Tj'i-угелк- ная 1350 5* ДЮ 0.96
РКЗ-72Ф 80,00 110,0 619— i 49 Круглая 1790 92.50 0.92
РКЗ-80Ф 80.00 ИО.о 649- 149 1700 92.50 0.90
V11.2, ПРИНЦИПИАЛЬНАЯ ЭЛЕКТРИЧЕСКАЯ СХЕМА
ЭЛЕКТРОСНАБЖЕНИЯ ПЕЧНЫХ УСТАНОВОК
Электроснабжение печей химической электротермии выполняется
от сетей высокого напряжения: 6—35 и ПО кВ. Такое высокое на-
пряжение (110 кВ) сокращает потери электроэнергии на ее трансфор-
мацию и передачу от главной понизительной подстанции до печного
трансформатора, а также снижает их рабочие токи на стороне выс-
шего напряжения (ВЫ). Последнее упрощает конструкции пере-
дающих линий, которые при более низком напряжении (6—10 кВ)
должны были бы выполняться на токи в несколько тысяч ампер.
Однако для передачи электроэнергии от районных подстанций или
крупных электростанций, находящихся от заводов на расстоянии
нескольких десятков километров, напряжение 35—110 кВ оказы-
вается все же слишком малым и не обеспечивает оптимальных тех-
нических решений. В связи с этим на главные понизительные под-
станции (ГПП) электроэнергия подается несколькими линиями элек-
тропередачи с напряжением 220 кВ. а затем в силовых трансформа-
торах опа преобразуется на напряжение 35--ПО кВ. от которых
питаются электропечные трансформаторы.
ГПП современных заводов имеют открытое распределительное
устройство на напряжение 220 кВ и выше, силовые понизительные
трансформаторы мощностью 180—240 тыс. кВ-А и закрытое рас-
пределительное устройство на 35—110 кВ (рис. VII. 1). Особенность
схемы на рис. VII.I — отсутствие выключателей па стороне 220 кВ,
где имеются лишь отделители и короткозамыкателп. Выключатели же
устанавливаются лишь в начале линии. В случае появления аварий-
ных режимов короткозамыкатель КЗ-220 замыкает линию на землю.
После отключения защитой головного выключателя на районной
подстанции срабатывает отделитель ОДН-220 на ГПП. При этом
питание силовых потребителей резервируется автоматически на сто-
роне 6 кВ. Печные трансформаторы после аварии переключаются
вручную с поврежденной системы на оставшуюся в работе. Мощность
силовых трансформаторов выбирают так, чтобы при аварии одной
системы обеспечить 60—70% производительности всех печей, кото-
рые могут подключаться к любой из двух систем питания.
[92
Рис. VII.!. Схема ГПП с первичным напряжением кВ н вторичным напряжением Зч кВ.
Отдельные фидеры можно питать по магистральной схеме элек-
троснабжения (когда от ГПП к цеху идут два жестких шинопровода,
от которых питаются электропечи) пли радиально (когда каждый
фидер печи питается непосредственно от сборных шин ГПП через
свою кабельную линию или токопровод, расположенный на эста-
каде между ГПП и цехом).
IB первом случае выключатель и другая коммутационная аппара-
тура печного фидера располагается непосредственно в здании цеха,
а во втором она вынесена на ГПП, которая отстоит па расстоянии
150—500 м от цеха. Магистральная схема электроснабжения тре-
бует меньших капитальных затрат на реализацию, но уступает ра-
диальному варианту в обеспечении надежности электроснабжения,
так как аварии на магистральных шинопроводах парализуют работу
I сразу нескольких печей.
ji Технико-экономическне расчеты показали целесообразность вы-
} полнения для мощных печей схем второго типа. Кроме того, уста-
новлено, что в случае применения на питающих линиях печей обыч-
ных сетевых выключателей, необходимо их 100%-ное резервирова-
j ' П р В. А Вршоьа 193
5
Обходная сио
тема шип
Основная
система
шин
Р:н'. \ 11. 2 Схемы электроснабже-
ние He'll ii c iiepBH'tHbiM напряжени-
ем I ft. (.,) и 35 к В (6).
вне, а при наличии спе-
циальных печных выклю-
чателей достаточно иметь
один резервный выключа-
тель па две печи. Такая
с хе.м а зле к трос н а ожени я
существует на фосфор-
ных печах РКЗ-72Ф и
РКЗ-ЬОФ, имеющих пер-
вичное напряжение печных
трансформаторов НО кВ
(рис. VI 1.2, а).
На рис, VII.2, б в каче-
стве примера представлена
электрическая схема пи-
тания фосфорной печп
мощностью 48 ЛАВ-А.
Указанная коммутацион-
ная аппаратура—это элек-
трические аппараты, при-
меняемые для переключе-
ний (коммутаций), — вы-
ключател и, разъединители.
Кроме оборудования, при-
веденного на рис. VI 1.2, б,
существуют еще пульты
управления и контроля,
устройства релейной за-
щиты и регулирования.
I Гечной трансформатор
питается от двух систем
шинопроводов или двух,
систем сборных шпн, от
независимых источников
питания. Это создает ус-
ловия для бесперебойного
электроснабжения печи
даже в случае отказа од-
ной из систем питания.
Питание печи производится через высоковольтные разъединители
IP и 2Р, воздушный выключатель В и высоковольтные кабели.
Со стороны низшего напряжения (НН) схему треугольник собирают
на электрододержателях печп через проводники короткой сети.
Для измерения токов и организации релейной зашиты установлены
трансформаторы тока (ITT—4ТТ) в цепи линейных и фазных то-
ков со стороны высшего напряжения (ВН).
I
194
Напряжение измеряется соответствующими приборами при по-
мощи трансформаторов напряжения (ТП). Для защиты от атмосфер-
ных перенапряжений установлены вилитовые разрядники РВ.
VII.3. КОРОТКИЕ СЕТИ
Короткая сеть (вторичный токоиидвод) - один из важнейших
участков в электрическом контуре печной установки — это сово-
купность проводников, соединяющих низковольтные выводы источ-
ника питания (печного трансформатора) с рабочей зоной электри-
ческой печи. Такое определение свидетельствует о том. что в состав
короткой сети включаются не только медные или алюминиевые токо-
проводы, по и электроды (та их часть, которая определяет потери
энергии от середин (я контактных пл нт в рудовоссгаиовптсльных пе-
чах до пол\метра нижи колошника).
В случае рудовоссгановитсльпых и дуговых электропечей разли-
чают следующие элементы короткой сети:
компенсаторы — шбкие ленты, соединяющие выводы НН элек-
тропечното трансформатора с неподвижной частью короткой сети;
назначение их — компенсировать изменение линейных размеров
проводников неподвижной части короткой сети, возникающих при
колебании их температуры, и тем самым ликвидировать механиче-
ские нагрузки на систему уплотнений выводов НН электропечных
трансформаторов;
шинный пакет — наиболее длинная неподвижная часть короткой
сети, состоящая либо из прямоугольных шин, либо из водоохлаждае-
мых трубчатых проводников;
неподвижный башмак — для соединения и передачи тока от про-
водников шинного пакета к гибким проводникам короткой сети;
пакет гибких проводников (голых кабелей, гибких лент или
водоохлаждаемых кабелей)—для передачи тока от неподвижного
башмака к подвижному башмаку, перемещающемуся совместно с элек-
трод одержател ем;
подвижный башмак—для соединения и передачи тока от пакета
гибких проводников к электрододержателю;
проводники и токопроводящие конструкции электрододержателя;
контактные щеки (плиты) — для передачи тока от электродо-
держателя к электроду, обеспечивающие возможность перепуска
электродов (относительно конструкции электрододержателя);
электроды — для передачи тока в плавильную зону.
Основные перечисленные элементы встречаются и в коротких
сетях других типов электропечных установок (печи графитацин,
чечи для получения карбида кальция, белого корунда и др.). Схема
короткой сети и ее конструкция зависят от типа электропечных
установок (однофазная или трехфазная печь, печи с круглой или
прямоугольной ванной и др.).
Для жестких участков токопроводов обычно используют медные
шины прямоугольного сечения или медные водоохлаждаемые трубки
круглого сечения. Шины прямоугольного сечения с естественным
'* 195
Рис. VII.3. Схема фосфорной печи РКЗ-48Ф (и) и корот-
кие сети фосфорной печи (6) и печи карбида кремния (в|.
охлаждением имеют широкое распростра-
нение в неподвижных токопроводах, рас-
положенных вне зоны значительного теп-
ловыделения от печи. По действующим
в настоящее время Правилам устройства
электроустановок (ПУЭ) температура шнн
с учетом их нагревания как электриче-
ским током, так и за счет внешних тепло-
вых излучений не должна превышать 90 СС.
С учетом этого требования плотность тока
в пакетах шин прямоугольного сечения при отсутствии принуди-
тельного охлаждения обычно не превышает 1,5 А мм2.
С. целью снижения индуктивного сопротивления неподвижные
участки коротких сетей но возможности выполняются с бифиляр-
ным расположением прямых и обратных шип. В бифил яр ном пакете
общее число шин обычно соответствует числу выводов НН одной
фазы печного трансформатора и, как правило, не превышает шест-
надцати. Для шинных пакетов применяются медные шины с мак-
симальными размерами поперечного сечения 400. 12 мм. При плот-
ности тока 1,5 А мм2 пакет из двенадцати шин (шесть прямых и шесть
обратных) может пропустить ток до 43 кА, а пакет из шестнадцати
шин — до 57 кА. Этим определяется максимально возможная токо-
вая нагрузка пакета медных шин прямоугольного сечения с есте-
ственным охлаждением. В условиях, когда шины с естественным
охлаждением неприменимы либо по условиям высокой температуры
окружающей среды, либо при необходимости пропускания рабо-
чего тока, превышающего допустимый предел нагрузки обычного
шинного пакета, используют медные трубки с водяным охлажде-
нием.
Трубчатые водоохлаждаемые токоподводы являются практически
единственно возможным решением в условиях повышенного тепло-
выделения от печн, а также при значительных рабочих токах, пре-
вышающих допустимую нагрузку шинного пакета с естественным
охлаждением.
Конструктивное выполнение короткой сети определяется типом
печной установки и габаритными размерами ванн (рис. VI 1.3).
Для обеспечения удовлетворительных электрических параметров
печи короткая сеть должна обладать по возможности малыми актив-
ным и реактивным сопротивлениями; это же диктует необходимость
минимально возможной длины н близкого расположения проводни-
ков разной полярности.
Прн любой схеме и конструкции короткой сети ее работоспособ-
ность в значительной мере зависит от надежности электрической
изоляции. В качестве основного электроизоляционного материала
в шинных пакетах, как правило, применяют асбестоцемент или
стеклотекстолит в виде пли г необходимой толщины. Основные про-
197
кладки межд) шипами обычно выполняются из доски толщиной 20 мм,
а вспомогательные (прокладки, заполняющие зазоры между основ-
ными прокладками за пределами шин) должны иметь толщину, рав-
ную толщине шипы.
Гибкий токоподвод. соединяющий подвижный и неподвижный
то ко подвод, чаще всего выполняют из гибких медных лент или ка-
белей. Однако при рабочих токах в несколько десятков кА и более
изготовление токоиодвода из голых кабелей связано со значитель-
ными трудностями. Обусловлено это тем, что при ограниченной до-
пустимой плотности тока ^1,5 А мм- гибкий токоподвод должен
выполняться из большого количещва кабелей с весьма неравномер-
ным распределением тока по ним из-за эффекта близости. Рассре-
доточение отдельных кабелей для борьбы с эффектом близости при-
водит к тому, что размеры кабельной гирлянды в поперечном сече-
нии настолько возрастают, то она становятся чрезвычайно громозд-
кой п неконструктивной. В гибких токоподводах с голыми кабелями
предусматривают защитные устройства в виде электроизоляционных
клип или перегородок во избежание коротких замыканий между
гирляндами разных фаз и от гирлянд на землю.
Наиболее неблагоприятные условия в работе голых кабелей на-
блюдаются в случае гибких токоподводов открытых и полузакрытых
рудовосстановительпых электропечей, где, помимо мощного тепло-
вого излучения и омывания пламенем, кабели подвергаются вред-
ному химическому воздействию выделяющихся из печи газов и
пыли. Поскольку кабели с естественным охлаждением не могут быть
удовлетворительно защищены от теплового и химического воздей-
ствия со стороны колошника печи, здесь весьма целесообразно при-
менять водоохлаждаемые кабели. При этом резинотканевая оболочка
кабеля может быть достаточно надежно защищена от теплоизлучения
и пламени при помощи материалов, обладающих высокой теплостой-
костью (асбест, стеклоткань на кремиийорганнческой связке и др.).
Водоохлаждаемые кабели обладают в сравнении с голыми большей
нагрузочной способностью. Если по условиям допустимого нагрева
голый кабель обычно работает с плотностью тока 1,5 А/мм2, то водо-
охлаждаемый кабель может работать без недопустимого перегрева
при плотности тока 10 А. мм2 и выше. Однако для предварительного
выбора количества и сечения водоохлаждаемых кабелей гибкого
токоподвода рекомендуется ориентироваться на плотности тока
2,5- 4.5 А. мм2.
Несмотря на то. что за последние годы значительно возросла
мощность электропечей, наиболее распространенным!! продолжают
оставаться трехэлектродные печи со схемой соединения короткой
сети треугольник на электродах и звезда на трансформаторе
(рис. VI 1.4). По проводникам коротких сетей, имеющих схему соеди-
нения звезда, протекают те же токи, что и по электродам печи, а по
проводникам короткой сети, имеющих схему короткой сети треуголь-
ник на электродах, протекают фазные токи, разность которых равна
току в электродах. В случае схемы звезда на трансформаторе вы-
воды обмоток НН собираются в звезду (в нулевую точку) либо в баке
198
Рис. V'JI.J. Короткая сеть цечц Со схемой соединения греугодьнпк па электродах (и) ц звезда
ра трансформаторе (о).
печного трансформатора, либо на его крышке. В случае схемы тре-
угольник на электродах в каждую ветвь фазы входят не только
вторичные обмотки печного трансформаторного агрегата, по также
шины и кабели, соединяющие трансформатор с электродами печи.
При этой схеме соединения короткой сети по ее проводникам проте-
кают противоположно направленные фазные токи, что позволяет
лучше компенсировать магнитный поток и значительно уменьшить
реактивное сопротивление. В большинстве случаев для рудовос-
становительпых печей применяют схему треугольник на электродах,
в котором местом соединения короткой сети в треугольник является
электрододержатель печи.
Подлежит специальному исследованию вопрос о целесообразности
применения для мощных трехэлектродных печей с круглой ванной
схемы соединения короткой сети звезда на трансформаторе. Дело
в том, чти схема имеет весьма с\шественное преимущество, а именно:
значительно лучше для эксплуатации условия регулирования напря-
жения па электродах. Но эта схема нс нашла практического приме-
нения в печах с круглой ванной вследствие того, что все известные
схемы коротких сетей звезда имели значительно большую реактив-
ность, чем короткие сети со схемой треугольник.
В последние годы предложена схема соединения, названная ком-
пенсированной звездой (рис. VI 1.5). Последняя, обладая преиму-
ществами схемы звезда, обеспечивает такое же значение реактивного
сопротивления, как и схема короткой сети -- треугольник. Схема
**Ис, Vii.,",. Короткая сеть печи со схемой соединения компе.;;.:„пая звезда.
199
компенсированная звезда можн найти применение дня печей с круг-
лой ванной мощностью до 100 MB-А и более. В этом случае вместо
трех однофазных трансформаторов целесообразно применить трех-
фазный трансформатор либо три однофазных, расположенных в од-
ной камере. -
В рудовосстановнтедьных печах применяют, как правило, само-
спекающиеся электроды с коже хом из листовой стали. Ток к таким
электродам поступает от контактных щек, выполненных нз электро-
литической меди или из сплавов на се основе.
VII.4. РАСЧЕТ РЕАКТИВНЫХ И АКТИВНЫХ СОПРОТИВЛЕНИЙ
Знания активных и реактивных (индуктивных) * сопротивлений
электропечпого контура имеют большое значение, так как они весьма
существенны при определении электрических характеристик печ-
ных установок, при выборе тока и напряжения трансформаторов,
при определении рациональных электротехнологических режимов.
При этом более важны реактивные сопротивления, расчет которых
представляет весьма сложные электротехническую и математическую
задачи. Ниже приводятся краткие понятия об индуктивных и реак-
тивных сопротивлениях.
Общее падение напряжения в проводнике слагается из активного
н индуктивного падений напряжения (рис. VII.6):
Г - Са Гр . !r jtx
— i'ix ~ falL; х — uL
Под индуктивностью проводника или фазы понимают отношение
Lp k = в котором Vvk — реактивное падение напряжения
в Л-м проводнике, — ток в этом проводнике; <я — угловая ча-
стота.
Индуктивное паление напряжения в проводнике вызывается как
магнитным потоком, создаваемым током данного проводника, так и
магнитными потоками токов соседних проводников. Каждый участок
короткой сети может быть упрощенно представлен как система про-
водников. Для определения индуктивного сопротивления этой
системы необходимо знать коэффициенты самоиндукции каждого
проводника и коэффициенты взаимной индукции каждой пары про-
водников. Коэффициент самоиндукции электрического контура (про-
водника) можно определить из соотношения: L ~ т. е. коэф-
фициент самоиндукции равен отношению
полного потока самоиндукции, сцепля-
ющегося с контуром (ФД, к току в дан-
ном контуре (проводнике).
* Реактивное сопротивление связано с ин-
дуктивным соотношением: х = й)£.
Рис. VII.б. Векторная диаграмма целя с активным и ре-
активным сопротивлениями.
200
РИС. VI 1.7. Сисгсма параллельных проводников,
КоЭ()4,,1ЦНе[1 г взаимной и ид у КПП I! двух
электрических контуров характеризуется вы-
ражением: в котором <|-„ v - пол-
ный поток взаимной индукции, сцепляющийся
со вторым контуром и определяемый током
в первом контуре. Кроме того, Л121-- .И1? и
Л1 — ’|Д yt'ii j= 4'i дГГ- Единица самоиндукции
в системе СИ Генри /Г).
Взаимная индуктивность линейных проводов (двух участков ли-
нейных контуров) может быть определена из следующего выражения:
-И/. НО -
»0
•Гт
(/П/Г
D
cus у
где prt — магнитная проницаемость; d/r, dl"— элементы нитей Г н D — расстоя-
ние между элементами; 0 — угол между ними.
Собственная индуктивность находится по тому же выражению,
исходя пз условия совпадения нитей Г и /" в одном контуре.
Коэффициенты самоиндукции и взаимной индукции зависят от
геометрических размеров проводников и их взаимного расположе-
ния. а для проводников с железом — от индукции в них. Вопросы
расчета индуктивных и активных сопротивлений сложных токопро-
водов, каковыми являются короткие сети, мы не рассматриваем,
так как этим вопросам посвящены специальные монографии. Здесь же
приведены лишь простейшие формулы для системы параллельных
проводников, в которых протекают одинаковые токи (рис. VII.7).
Л)ожио показать, что реактивное сопротивление системы парал-
лельных проводников равно:
Если в системе параллельных проводников токи имеют противо-
положные направления (/, =- — Л; /3 — /4 и т. д.). то:
Li — Г] ! .11! 2 4- Л/, з — .4] 4 АГ( 5 — АГj а • — — -Ifi
Для бифиляра двух проводников (рис. VI 1.8) имеем:
/. = - L2: Ц- Ltl- .If, а; U - Л, г - ЛЬ t
В петле:
Ln-l^; Uii-AEi; L - L, ! /.2 2 2.4! . - 2Z., ,-,Иа1
Ряс. VII.8. Бнфилярный Koirrjp.
201
+ 1
Рис. VII <S. Трехфазная система проводников.
При сближении проводников I и 2:
Lj t AL ,; L - О
Это свидетельствует о том, что идеальный бнфпляр не имеет
индуктивности, т. е. при конструировании короткой сети се провод-
ники с разными направлениями токов в них надо располагать как
можпо ближе друг к другу. Эти способствует уменьшению реактив-
ного сопротивления короткий сети, что является весьма важным
обстоятельством для получения удовлетворительных электрических
характеристик печных установок.
В случае коротких сетей трехфазных руднотермических печей
(а таких большинство) интерес представляют расчеты токопроводов,
но которым протекает симметричная система линейных токов
(рис. VI].9). Методика таких расчетов приведена в специальной ли-
тературе *, где также описаны способы расчета реактивных сопро-
тивлений криволинейных проводников — гибких кабелей и лент
короткой сети либо на ЭВМ. либо с помощью заранее составленных
таблиц.
Активное conpoiявление проводника при переменном токе (/?.,)
отличается от активного сопротивления при постоянном токе
и выражается следующим образом:
А\. Л
где А’д.»т> Л'д.— коэффициенты добавочных потерь, учитывающие неравномерность
токор’аспредоления и влияние потерь активной энергии в ферромагнитных кон-
струкциях; А'1Г — коэффициент поверхностного эффекта; А'г, — коэффициент близости.
Увеличение активного сопротивления потерь в металлических
конструкциях составляет М5-20% от общего активного сопро-
тивления. Коэффициент поверхностного эффекта учитывает вытесне-
ние тока в поверхностные слои, которое вызывает увеличение актив-
ного сопротивления проводника при переменном токе.
Поверхностным эффектом называется явление неравномерного
распределения тока по поперечному сечению усредненного проводника,
обусловленное пересечением его собственным магнитным нолем, ко-
торое создается переменным током, проходящим по этому проводнику.
* Короткие сети и электрические параметры дуговых электропечей Под ред.
Я- Е. Д л шика. М : Металлургия. 1971. 310 с.
202
В проводниках, по которым протекает переменный ток. эффективно
используется только поверхностный слой толщиной
6 12 ыру
где 6 _ толщина ткпоЛьзуе-лоп» слоя (глубина нрипикиопеиия электромагнитной
й1!ЛИнК w = 2л/ — угловая часто:а переменного н-.кл; it — р„ — 4л- IO"1' Г см —
магнитная постоянная; рг — относительная мынитнйя проницаемость проводника,
равная единице для мели и алюминия; у - удельная электрическая проводимость
проводника при 20 'Д’, Ом-1-см |ус,и — 57.0- 104 и уд; -• 34.а-!04 (Ом-с.м)'1!.
Основная часть тока проходит в поверхностном слое провод-
ника толщиной, равной глубине проникновения Ь. а остальная —
внутренняя часть сечения — практически тока не несет. Па глубине
проникновения электромагнитной волны плотность тока составляет
0,368 плотности тока на поверхности. В поверхностном слое толщи-
ной Ь выделяется 86,5% энергии, теряемой во всем проводнике.
Обычно глубин}- проникновения (в см) определяют по формуле:
6 50;0 1 |i 11/
где р — удельное сопротивление проводника, Ом-см; и - щ - ..лпостельная маг-
нитная проницаемость; у — частота тока, Гц.
Если радиус проводника превышает 6, можно в расчетах сплош-
ной проводник заменить полым с толщиной стенки равной 6.
Коэффициент поверхностного эффекта зависит ие только от ча-
стоты, удельного сопротивления и магнитной проницаемости, но и от
значения поперечного сечения проводника, а также от ею формы.
Для медных проводников диаметром 20 мм и алюминиевых провод-
ников до 30 .мм Аф для f -- 50 Гц составляет менее 1,03—1,06, и его
обычно не учитывают. Для медных водоохлаждаемых трубок диамет-
ром 50 10 и 60 10, применяемых обычно в проводниках короткой
сети, /<к = 1,08 и 1.12.
Эффектом близости называется явление неравномерного распре-
деления тока по поперечному сечению проводника, обусловленное
магнитным полем тока, проходящею по расположенному рядом дру-
гому проводнику. Коэффициент близости учитывает неравномерное
распределение тока по сечению проводника, вызванное наличием
соседних проводников, по которым протекает переменный ток.
Коэффициент поверхностного эффекта всегда больше единицы,
а коэффициент близости может быть больше и меньше единицы.
Для круглых сечений коэффициент близости всегда больше единицы.
Коэффициент близости зависит от частоты переменного тока, от
удельного сопротивления материала проводника, от расстояния
между проводниками и размеров их поперечного сечения.
VII.5. МОДЕЛИРОВАНИЕ КОРОТКИХ СЕТЕЙ
Метод моделирования может принести большую пользу при
определении параметров (сопротивлений) коротких сетей. Для опре-
деления электрических характеристик печных установок необходимо
знать реактивные и активные сопротивления отдельных фаз. Это
особенно важно для несимметричных электропечей (например, трех-
фазиые печи с прямоугольной ванной и электродами прямоугольного
203
сечения, расположенными в ряд, или трехфазные печи с круглой
ванной и несимметричной короткой сетью со схемой треугольник
на электродах). Значение реактивных и активных сопротивлений
отдельных фаз необходимо потому, что электрические характеристи-
ки, рассчитанные по усредненным параметрам, не позволяют уста-
новить закономерности, необходимые для правильного ведения тех-
нологического процесса.
Расчет сопротивлений коротких сетей различных конструкций
представляет сложную задачу, что вызвало необходимость разра-
ботки методики моделирования коротких сетей. Это позволяет опре-
делить параметры любой конструкции короткой сети, в то время как
расчетные формулы получены лишь для отдельных типов коротких
сетей. При моделировании можно учесть такие сложные явления,
как поверхностиbiii эффект, эффект близости и некоторые другие,
которые практически в сложной системе проводников короткой сети
не поддаются расчету. Поэтому разработкой методов моделирования
занимались многие исследователи. При изучении коротких сетей
целесообразно применить физическое моделирование, а не матема-
тическое. Обусловлено это тем, что первое позволяет учесть все
сложные электрические процессы, влияющие па параметры короткой
сети, в то время как для достижения топ же задачи математическое
моделирование оказывается слишком сложным, а иногда и невоз-
можным. Для построения модели, электрически подобной оригиналу,
необходимо найти критерий подобия, т. е. безразмерные соотношения
между параметрами, которые необходимо выдержать в модели та-
кими же, что и в оригинале. Для определения критериев подобия
принимают среды линейными, а параметры электромагнитных по-
лей — сииусоидально-измеияющнмнся. Эти предположения спра-
ведливы, если пренебречь наличием магнитных масс в поле ориги-
нала и третьей гармонической составляющей падения напряжения
в короткой сети.
Исследования параметров коротких сетей на действующих печах
показали, что при определении сопротивлении (особенно реактив-
ных) влиянием магнитных масс практически можно пренебречь.
Высшие гармонические составляющие у рудовосстановптслышх
печей незначительны, так как падение напряжения у большинства
этих печей имеет синусоидальную форму, Объясняется это тем,
что высшие гармонические составляющие в контуре печи могли бы
появиться в основном за счет электрической дуги, которая пред-
ставляет собой нелинейный элемент электрического контура. Однако
из-за того, что дуга соединена последовательно с расплавом и шун-
тирована шихтой, эквивалентное электрическое сопротивление, вклю-
чающее дугу, линейно, а потому ток и напряжение являются прак-
тически синусоидальными. Для линейной изотропной среды и сину-
соидально изменяющегося магнитного поля уравнение Максвелла
электромагнитного поля выражается следующим образом:
rot Н - . йЩ rot 7 — —/(.1117/
(VU 1)
div 77 <’ д о
204
где ц — напряженность магнитного поля; Л - плотность тока; Е — напряжен-
ность электрического ноля; ю — частота тока; р — магнитная проницаемость.
Систему уравнений (VII. 1) можно применять для установления
критериев подобия при моделировании коротких сетей. На основании
уравнений (VI 1.1) можно написать:
rot г о L И — б rot Ё ~ - — jmiil! (VI1.2)
Так как rot-rot Н = grad-div Н — V2 Н, то:
Д2//а _= /Шур//
При определении критерия подобия можно воспользоваться мето-
дом интегральных аналогов, который состоит в том, что, отбрасывая
все символы дифференцирования и интегрирования и деля все члены
уравнения на один из них, приводим уравнение к безразмерному
виду. Каждый член преобразованного символического уравнения и
будет критерием подобия. Левая часть уравнения (VI 1.2) в прямо-
стольных координатах имеет вид:
, сЖ, Д-7/г
дх2 ' ду2 дг2
Ее интегральный аналог при геометрическом подобии НН\
где I - - характерный линейный размер. Поэтому получим следую-
щий критерий подобия Пу
ГС — шурр idem
Следовательно:
/oPoYo^ -
НЛП
I' /ЫНр’о — /м I' /мРмУм (V 11 -3)
(индексом «о» обозначены величины, относящиеся к оригиналу,
а индексом «и» — к модели).
Из (VI 1,3) следует: для того, чтобы при уменьшении геометри-
ческих размеров модели (модель, естественно, должна быть меньше
оригинала) по сравнению с размерами оригинала выполнялась ра-
венство (VII.3), необходимо изменить либо частоту модели /м, либо
магнитную проницаемость материалов цм, из которых сделаны про-
водники короткой сети, и электрическую проводимость ум. Поскольку
в модели, как правило, применяют те же материалы, что и в ориги-
нале. то моделирование осуществляется только за счет изменения
частоты и размеров установки. В случае у,, — ут и ц,, — нм получим:
С Сг Гг/м7л И-1И mi-- I mj (VII-4)
где и mj — масштабы геометрически?; размеров и частоты.
Чтобы распространить на оригинал результаты исследования на
модели, необходимо знать масштабные коэффициенты основных ве-
личин, характеризующих работу короткой сети, Эти масштабные
коэффициенты могут быть найдены методом анализа размерностей.
При определении критериев подобия из анализа размерностей можно
произвольно задаться столькими масштабными коэффициентами,
сколько основных величин в принятой системе един пи, В системе
205
Рис, VJI.10. Эквивалентная схема трехфашой печной остановки.
СИ четыре основные единицы, следовательно, можно задаться че-
тырьмя масштабными коэффициентами.
При выводе выражения (VII.4) мы приняли. что/ш. I и щ1( — 1.
Третий масштабный коэффициент — частоты т. — определяется ис-
точником питания модели. В качестве четвертого удобно задаться
масштабным коэффициентом тока Величину те выбирают такой,
чтобы создаваемые токами на моделях падения напряжения на от-
дельных участках коротких сетей могли быть измерены с достаточно
высокой точностью.
Задавшись этими четырьмя коэффициентами, легко получить
масштабные коэффициенты для следующих основных величин:
Лкипшые. реактивные и тоеинле еспротшиепгя 1 /н,-
ПндуКТШМШСТ!, (fit
Падение напряжения
Активная, реактивная и полная мощнисп, <?!' tn,
Коэффициент мощности 1
Коэффициент полезным депеши я 1
Рассмотрим вопрос о роли источника питания моделей. Изучение
трехфазиой модели, которая питалась от однофазного источника, при-
вело к существенным ошибкам для несимметричных коротких сетей.
Тогда же, когда трехфазную мидель включали в сеть промышленной
частоты, т. е. при моделировании не выдерживали масштаба частоты
в соответствии с формулой (VI 1.4), также возникали погрешности
измерений параметров короткой сети,
На рис. VI 1.10 приведена эквивалентная схема трехфазной печ-
ной установки, для которой может быть написана следующая система
уравнений:
! ц - L у — гц/1 jwL । । /i ди,V1 j /( ичЗI j з f л
/ 2 I ц» - цЛ рч/.,, 2/2 Hrj.Uj ] IL /тЗРл/з (\ 11-5)
( И 0 “ гзб ] («).’ J-j j-j
Если учесть, что /, - I. - /3 — 0. то систему (VI 1.5) можно
выразить так:
/,Ц Го irt ii'ii-t) /1 /’’>4(1 ;’-1 '!*/-
/ ;; — I ’0 — ( fl -- ЦП ~~ Л ?2 3 12 /0) И] 1 3 j /’, (\ 11.6)
i 3 - 7\, - (r:i jett'j) /3 -i- Hu-Ojja.j з'/2
20G
Здесь
At - At j U, ;!. If, . , 3 .II. . If,
A - V, II; 3.12 - .lr:t — .Hi (VI 1.7)
Аз = A;t :) -Hi :t: Uj3-13 “ IE 3“ ^13
Для метода петель (однофазных измерений) в общем случае асим-
метрии короткой сети получаем из того же рис. \‘11.10:
- [.'Г : г ' ( А ,' । А/. -J.W;..)] /
1 >--к — г: i^‘> Ui'i ААз - 2.U’.(>1 / (VII.8)
!'i.. - IM Г-* - /СО (/ — A it ,. , - 2.1!;о1 !
В (VI 1.8) звездочкой обозначены активные и реактивные сопро-
тивления при однофазном питании моделей для петлевого метода
измерений, чтобы отметить отличие их значений от значений в слу-
чае трехфазного источника пита и it я. Выражения
А/, А; 2U;..- V Д А*1 - А,г3 - - 2.11;- /д:
АД. / у -- 2М/ • - А. ,
— индуктивности отдельных петель, которые получаются из пет-
левого метода измерений.
Из выражений (VI 1.6) видно, что в общем случае асимметрии
короткой сети петлевым методом измерений нельзя определить все
параметры короткой сети, так как число неизвестных больше числа
уравнений. Необходимо дополнительно принять следующие упро-
щения:
А,", АГ..: AV; AI*.t (VI1-9)
2 (АГ , - -И,1 -) I- 2 (А.1 , .11;.,) А (VII.10)
Если считать равными сопротивления при однофазном и трехфаз-
ном пита ни п установки и учесть (VI 1.7), (VI 1.9) и (VII. 10), то из (VI 1.6)
можно получить следующую систему уравнений
(. , I ( Г| — ;шА ) /\ — /со (А 11 /3
А д - I. 4“ /^А ) Ё - 4" (/. - /) /л
/\ (Ч i /:{ “ h
из которой следуют выражения:
1'1 -2 (Д ДО-Н)/,— (Г._, ' /СО71) Л
I у - О, - /Со.II) /4 — (гд : /СйДГ) Iз
I I (’<1 /Cj.ll> Al - ( Г! ’(O.I! I /1
где гп I 1 ..А. .11 - 1 л_.
207
Таким образом, полученные уравнения справедливы лишь для
частного случая асимметрии корейкой сети, соответствующего усло-
вию (VII. 10). В методике петель реактивные сопротивления отдель-
ных фаз определяют по следующим формулам:
~(А*1х
(rj:j -х1й
(VII.И)
где лда — ы/, 2; ,г2 3 — <о/2 3; .V] з — oi/j 3.
Если сложить уравнения (VII .11). подставив значения (VII.9),
полмчпм:
Л-Г +<. .| =(,q/.f I -i- L. /.С - -^‘,1 (VI 1 . 12)
При трехфазном питании:
АТ -- f 1 ~ ~ ( III 2 т .III :i) 1 : -V “ W j 1*2 2-- ( IE 3 “I" 'Hl г) I:
(Ч,- ЛЕз) !
Следовательно:
Xj-гЛ'з + Хз - «НМ1 л'12 - AEn - (VII. 13)
Сравнение уравнений (VII. 12) и (VI1.13) позволяет сделать сле-
дующее заключение: суммарные индуктивные сопротивления корот-
кой сети на модели и в оригинале при однофазном (петлевом методе
измерений) и трехфазном моделировании в общем случае асимметрии
короткой сети не равны друг другу. Для их равенства необходимо,
чтобы коэффициенты самоиндукции и взаимной индукции при пита-
нии установки одно- и трехфазным током были одинаковыми и чтобы
можно было бы пренебречь влиянием закорачивающих шин при
методе нетель.
При таких допущениях правильные значения индуктивностей
отдельных фаз получаются только в случае равенства всех коэффи-
циентов взаимной индукции, т. е. при полной симметрии короткой
сети. Эти теоретические положения подтверждены экспериментально.
Из теоретических и экспериментальных исследований следует, что
параметры на моделях коротких сетей необходимо определять только
при условии соблюдения законов физического подобия модели и
оригинала.
С помощью физического моделирования изучены короткие сети,
это позволило получить их оптимальные варианты и проверить
методы расчета активных и реактивных сопротивлений.
Математическое моделирование было успешно применено для
изучения весьма важной задачи — определения токораспределен и я
по сечению электродов трехфазиых рудовосстановительных печей.
Наиболее серьезной работой в этой области явилось исследование
Дунски. рассмотревшего систему с тремя электродами круглого
сечения, расположенными по вершинам равностороннего греуголь-
208
ника, к которым приложена трехфазная система токов, с целью
определения изменения плотности тока в каждой точке прямого
сечения этих электродов. Дунски допуск ас г, что удельное сопротив-
ление электродов остается постоянным. В результате исследования
полечено выражение для отношения плотностей переменного и по-
стоянного токов в том же электроде. Полученная формула позволяет
построить кривые, характеризующие эффективные значения плот-
ностей переменного и постоянного токов, что в свою очередь позво-
ляет определить распределение переменного тока в любой точке
каждого электрода в режиме равных токов. На основании метода
симметричных составляющих можно подучить решение той же
задачи и для случая режима разных токов в электродах.
VII.6. ВЫБОР РАБОЧИХ ТОКОВ, НАПРЯЖЕНИЙ
ЭЛЕКТРОПЕЧНЫХ УСТАНОВОК
И ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ИХ ВАНН
Руднотермические печи
Значения токов и напряжения электроиечных трансформаторов—
важнейшие параметры руднотермических печей, так как они но только
обеспечивают рациональные электротехнологическис режимы рудно-
термических печей, но и позволяют рассчитать геометрические раз-
меры печей. При расчете токов и напряжений целесообразнее всего
использовать уравнение:
Гп-СД' (VII л 4)
где 1гп полезное и л пряжение на электроде — напряжение между электродом и
подом печи; Рп — полезная мощность (мощность на электроде): Сил — постоянные,
определяемые экспериментально на действующих исчах (см, разд. XI.2).
Однако сведения о значении Utl при заданном значении Рн не
позволяют просто определить напряжение па выводах трансформа-
тора и ток в нем. Поэтому у большинства авторов отсутствует пра-
вильная методика определения напряжений и тока электроиечных
трансформаторов: они переходят от Un к напряжению трансформа-
тора без учета параметров г и .г — активного и реактивного сопро-
тивлений. учитывающих потери в электролечном контуре, что при-
водит к большим погрешностям и является недопустимым. Поэтому
необходимо решить задачу определения тока и напряжения электро-
печного трансформатора с учетом г и х. Для этого уравнение (VI1.14)
можно представить в следующей форме:
С (РфСО5ч!]/’ (VII.15)
где Рф — полная мощность фазы: ц — электрический к. п. д.
Введем обозначение у = //£/ф, где / — ток в электроде. Обычно
принято часть электродов, в которых происходят потери энергия,
относить к короткой сети. В этом случае реактивное сопротивление
ванны составляет незначительную часть и cos ц участка ниже элек-
тродов можно принять равным единице. Тогда:
('(, ('„и ccs rV! I 1ft)
204
Из уравнений !V11 • 1 л) и (VII. 16) легко получить выражение для у:
Y Р*.2 ’ (VII.17)
Так как cos гр-- И — ". то:
Разложив выражение в квадратных скобках в ряд. получим:
11 — (Т-’У!1 " 1 -(I - 'ГП-' <12F?I>-iJ-v1- (VII.18)
.Четко показать, что при практических значениях у к ' электро-
печных установок можно с весьма малой погрешностью воспользо-
ваться только первыми двумя членами разложения. Если при этом
положить 1] — const, то выражение (VII. 17) приводится к довольно
простому квадратному уравнению:
Откуда:
__ ___________<5________
1 2([ —п)
= ] 4(1-П1?Д' U - л) .V-
Для определения у в зависимости от мощности необходимо знать п,
С, хи 1|. Параметр С определяется из данных действующих печен,
имеющих оптимальные показатели. Для п разные авторы приводят
значения 0,33- -0,25. Показано, что. если правильно определить С,
то в вышеуказанных пределах 0.33—0.25 любое значение и дает
практически одинаковые результаты при определении тока и напря-
жения электропечных трансформаторов. Такой вывод оказался
весьма важным, ибо в течение длительного времени шла дискуссия
по вопросу, какое значение п принимать для различных типов рудно-
термических печей.
Зная у, легко определить остальные величины, описывающие
электрические характеристики печной установки:
1- Ф ' I 5[, Г cos r| V 1—(у-г)2 (МП.21)
и и t'.^os <; q. f\t 5j, COS <11|
Таким образом, выражения (VII.20) и (VII 21) позволяют выбрать
напряжения и токи трансформаторов вновь проектируемых печных
установок с учетом изменения cos <f в зависимости от мощности. При
данном методе расчета не надо задаваться величиной cos гр, что видно
из (VII.21), поскольку она рассчитывается. Задаваться величиной
cos <г нельзя, так как она сама зависит от искомых / и Мь- что видно
из выражения cos q — ( 1 — (!: </ф)2. Формула (VII.20) выведена
в предположении р = const.
210
Применив тот же метол расчета, что и при учете изменения cos q,
можно учесть п изменение р в зависимости от мощности и сопротив-
ления потерь:
_ Г Са г
7 “ 2?', 2%1 -п)х':
При выводе выражения (V 11.22) принималось:
Фазная мощность определяется из формулы:
|V II. 22)
(VI 1.23)
(VI 1.24)
1,1 /! Ж?(if) .,’I‘S fj A’r.APj
где Q — годовая iiроизводотелыьieiь. j; q — сдельный расход электроэнергия; Л% =
Уф Тк— коэффициент использования времени; '/ф, Тк — рабочее и календарное
время: Л’м = P,.j, — Коэффициент использования мощности; Рср, Рмакс—
средняя и максимальная активная мощность; п — число фаз.
Экспериментально установлено, что в нормальных режимах ра-
боты руднотермической печи, соответствующих се удовлетвори-
тельным показателям, значения АС 7—8%. Большие колебания
свидетельствуют о нарушениях нормальных режимов работы печи.
Колебания же в пределах 7—8% оказывают незначительное влияние
на юк и напряжение, находимые но вышеизложенной методике.
Знание основных электрических параметров—тока и напря-
жения — позволяет рассчитать геометрические размеры ванны печи.
Их следует выбирать так, чтобы:
во всем объеме нормально протекал технологический процесс;
в печи отсутствовали зоны перегрева;
футеровка печи не испытывала повышенных тепловых нагрузок.
При изучении ванны печи оценивают следующие основные раз-
меры: диаметры ванны Di;, распада электродов Dp и тигля £>т.
Важное значение имеет также высота Hv ванны (горна). Принято
все основные размеры выражать через диаметр электрода, т, е.:
/% - : 7% Dr-A‘,D?,n; //Р - КгПаЛ
Возможны различные относительные расположения тиглей в се-
чении;
Большинство руднотермических печей имеет обычно круглую
ванну с электродами круглого сечения, расположенными по вер-
шинам равностороннего треугольника. Ванны мощных карбидных
печей, кроме того, могут быть прямоугольными. Электроды в этом
случае также имеют прямоугольное сечение и расположены в ряд.
Jlpii определении габаритов ванны необходимо в первую очередь
найти диаметр электродов D^. Его рассчитывают по формуле:
Г)^ (VI 1.25)
г^е %.г ’ ток в электроде; / — допустимая плотность тока б электроде.
211
Рис. VII II. Р.К|>|>лоЖ1*ние реакци-
онных зон н фосфорной печи
PKJ-7-’Ф ИР» Пр - 2,!Ш3.т
Для самосиекающпхия
электродов f --4—5 А см2.
Наибольшая плотность то-
ка к настоящему времени
достигнута на карбидных
печах, где / ,:1 7 А см2.
На практике зачастую
используют и следующие
соотношения, определя-
ющие размеры кечи:
Л(| (2.7 - 2Щ/Д.
и
/'п
В зависимости от зна-
чений /<7 и Д',, тигли либо
не соприкасаются между
собой, либо соприкасаются, но в центре остается «холодная» зона,
либо эта зона отсутствует, ио существуют зоны перегрева.
Значения Кг зависят от теплофнзичсских характеристик шихты и
процесса плавки. Методом математического моделирования в элект-
ролитической ванне с лесмешпвающимися электролитами, что опре-
делено, например в случае мощных фосфорных печей, £>,, можно
несколько уменьшить: Dtl 2,5..л, kt, = 2,5.
На рис. VII. 1! приведено расположение реакционных зон для
фосфорной печи, из которого видно, что Dv несколько завышен,
так как реакционные зоны отдельных фаз расположены далеко друг
от друга и в результате образуются достаточно большая мертвая
зона. Если уменьшить и довести его согласно результатам, полу-
ченным при электролитическом моделировании, до = 2.5, то
реакционные зоны отдельных фаз сближаются, мертвая зона исче-
зает и расположение реакционных зон приближается к оптималь-
ному варианту, при котором реакционные зоны пересекаются и
вместо мертвой образуется «горячая» зона, улучшающая ведение тех-
нологического процесса.
В печах с прямоугольной ванной и электродами прямоугольного
сечения форма горизонтального сечения тиглей прямоугольна,
а в печах с круглыми электродами -- круглая. Соотношение размеров
ванны трехэлектродных печей с прямоугольными электродами пред-
ставлено на рис. VII. 12. Пусть А — широкая сторона сечения, В —
узкая. В расчетах принимают, что если b — расстояние, на которое
тигель выступает за электрод на широких сторонах сечения элек-
трода. то на узких сторонах он выступает на величину Ь/2. В этом
случае площадь сечения тигля равна: (.4 ф- b) (В -|- 2Ь). Плотность
тока в тигле карбидных печей обычно /= I А;см2, и тогда сечение тигля
(см2) равно току / (в А):
(.1 Ь) (В - / (VI 1.26)
212
рнс. VII.12. Валла прямоу/ольной
печи.
Из практических ре-
зультатов работы действу-
ющих печей принято, что
С учетом этого ус-
ловия и вышеприведенно-
го равенства легко опреде-
лить размер сторон тигля.
Распад между элект-
родами, т. е. расстояние
между ося м и сосед них
электродов, равен В — 2Ь. Таким образом, для определения га-
баритов ванны необходимо лишь знать расстояние от тиглей до
внутренних стенок ванны. На действующих в СССР и за рубежом
прямоугольных карбидных печах эти расстояния колеблются в основ-
ном в пределах 1750—1850 мм.
Следует отметить, что при таком методе расчета габариты ванны
для карбидных печен получаются несколько завышенными, что по-
казала практика их эксплуатации. Это означает, что плотность тока
J1 Асм- занижена. Экспериментально найдено, что плотность
тока может быть увеличена в 1.25 раза. В этом случае равенство,
из которого определяются геометрические размеры ванны, должны
быть записано в следующем виде:
(.1 - If) (В -- 2Ь) _ 0,8/
Габариты прямоугольной ванны с круглыми электродами рассчи-
тываются по методике аналогичной методике расчета печей с круг-
лой ванной и с круглыми электродами.
Печи сопротивления производства карбида кремния
Для определения .мощности печного трансформатора служит фор-
мула (VII.24). Производительность Q принимается равной Q = А/п,
где /1 — производительность всего производства, ап— количество
устанавливаемых печных трансформаторов, принимаемое кратным
трем (3, 6. 9); п подбирают так, чтобы мощность печного трансфор-
матора соответствовала достигнутому уровню техники создания
печей карбида кремния (4000—5000 кВ-А). Значение cos ф для дан-
ного типа печей равно 0,9—0,95. Коэффициент использования вре-
мени можно принимать равным 0,90—0.93; его значение можно
Уточнять по карте технологического процесса по формуле:
Л'в - Л Г - (T-Tn.n-Tv) Т (VI 1.27)
где Тг — время нахождения трансформатора иод напряжением; Гп>п— время, за-
трачиваемое из переключение печен; Уф — время профилактического ремонта транс-
форматора и короткой сети.
Коэффициент использования мощности определяют по формуле:
Л'м - IV Гц/?макс (VII 28)
где Ц? — потребление энергии за никл; Тп — время нахождения печи под током
в Никле; РМаке ~ максимальная активная мощность печи.
213
Исходные данные при расчете применяют в соответствии с ма!
териаламн данных эксплуатации: обычно /<м — 0.85 0,90. N ..ель-]
ный расход электроэнергии для черного карбида лежит в приделах
7500—8000 кВт-чт, а для зеленого 9000—10000 кВт-чт. I
Для определения геометрических параметров керна используюп
следующие зависимости: J
- 2-^1 Щ !- /и (VI 1.29)!
Р1; - U4b pl А П 30)!
где Рк — мощность на керне, Вг; Ц' — удельная Мишносгь па поверхности керД
па, приведенная к размерам керна в начале электротермического процесса, Вт см1;!
/ — длина керна, см; ft, ft — высота и ширина поперечного сечення керна, см: U —1
напряжение на керне, В; |> — удельное сопротивление материала Керна, приведен*!
ное к размерам керна в начале элсктроТ1-рмпческ<71го процесса. О.м-ем. |
В уравнении (VII.29) керн рассматривается как источник тепло-]
выделения, у которого с каждого 1 см2 поверхности выде-|
ляются «у Дж с. В уравнении (VI!.30) керн рассматривается как]
проводник, в объеме которого теплота выделяется но закону Джоу-!
ля—Ленца. ]
Совместное решение уравнений (VII.29) и (VII.30) позволяет опре-1
делать любые две величины, если заданы остальные, входящие в урав-|
иеипе величины; обычно заданными являются: |
I) средняя мощность на керне Р£., которую определяют, исходя]
из мощности печной установки S, ее электрического к. п. д. q га
сос <р: значение п выбирают в интервале 0,90-0.95 в зависимости ота
активного сопротивления печи, короткой сети и печного трансфор-]
матора' J
Рк - S cos q. >] (VI1-31H
номинальную удельную мощность на керне ь? выбирают в интервале]
6—9 Вт см- в зависимости от крупности и химического состава
сырья; 1
2) удельное сопротивление материала керна о. значение которого]
практически принимают равным 0,10—0,20 (для начального периода^
и 0,04—0,05 Ом-см (для конечного). I
3) максимально допустимое напряжение на керне в начале про-1
цесса (7!г принимают равным 350—450 В; 1
4) технически целесообразная высота керна /г, которую ирнниЗ
мают равной 30—50 см; 1
Совместное решение уравнений (VII.29) и (VII 30) позволяет наитии
ширину поперечного сечения керна b и его длину / по ниженривеЯ
денным расчетным формулам: 1
Ь 1 0,25/1= (VII.32Я
г нач Я
/ - Рц 2^(k ? ft) (VII.331
где Л' — коэффициент, учитывающий изменение мощности н течение процсссэЯ
обычно для начальной стадии выбирают Л'нач - 0.5—0,7. а для конечной Лфпц
= 1,0—1,2. 1
Длину L, ширину В и высоту рабочего объема Н (от пода до вер-
шины штабеля загруженной в печь шихты) определяют по формулам:
Л I - 0,4 (VII 34)
В -- b : (1,6 - 1,3) (VII.35)
И - h -- (2,2 - 2,4) (VI 1.36)
Для определения электрических параметров печи в первую оче-
редь находят активное сопротивление керна. Для этого существуют
два метода: непосредственный расчет с использованием средних
удельных сопротивлений материала и с применением обобщенных
формул, полученных статистической обработкой экспериментальных
данных.
В первом случае активное сопротивление печиой установки опреде-
ляют по формуле:
где А’г — сопротивление керпл; /?г — сопротивление слоя графита; /?Si^—со-
противление слоя карбида кремния.
Каждое из составляющих сопротивлений находят по формуле:
R; - Si (VI 1.38)
где S. — сечения слоя; р/ — соответствующие сопротивления слоя, равные для ра-
бочего режима (в О.мсм) —
для керна рк -- 0,06;
для графита /у — 0.8—0,12;
для карбида кремния p.siC 0.33.
Сопротивление печи определяют также для начального периода,
когда р|: — 0,20 0.22 Ом-см.
По второму методу активное сопротивление печной установки
находят по формуле:
где |.г — л.22 О.м-см - удельное сопротивление графита керна; /—длина печи;
расход электроэнергии за время процесса; d ~ 0.3-10"4 — ! 1.8-10“2 — коэф-
фициент. зависящий от длины; Sr — поперечное сечение графитового керна в начале
процесса.
Например, активное сопротивление печи длиной 17 м в конце
процесса составляет для сечения керна 0,7—0,35 м — 18,5 мОм;
для сечения керна 0,8—0,4 м - 14,5 мОм и для 0,9-0,45 — 12,3 мОм.
Отношения максимального сопротивления в начале процесса к ко-
нечному- /<j — 7.3—7,5, конечного к среднему /<•> =
К., 0.77-0,79.
Типоразмер трансформатора выбирают следующим образом. Опре-
делив начальное #„ЛЧ и конечное А>,;1Ж активные сопротивление печи,
Рассчитывают рабочие токи в конце и начале процесса:
К /)ГЕ1Ч I РliAc'.IUl’l Р,1ЯЧ О I I ’40)
c,,s 1 Ч — максимальная полезная мощиосп. печи; Лгг.нач — 9,7 — ко-
эффициент. учтывиющий снижение мощности в начале процесса.
214
215
0.7Л
Затем находят знамення рабочих напряжений:
в начале процесса -
н,1Ч
в копие процесса —
- 5./[;|-,н (\ 11.42)
Полученные /„яч. гк.,;| и а также мощность S позво-
ляют выбирать типоразмер трансформатора.
Для нахождения реактивного сопротивления печп поступают
следующим образом. Находят реактивные сопротивления:
начальное —
1 И ;i l.l!*».-' 1 ... 0.223(ДгОг) о.<«| (VII.43)
конечное
•VKGH
(VI [.44)
где iifl — магнитная проницаемость пустоты; /—частота; /—длина керна; Лг,
аг — размеры слоя графита в печи в начале процесса; = (u — b)i'2 — эквивалент-
ный радиус эллипса проводящей массы в конце никла; а, b — полуоси эллипса.
Далее рассчитывают реактивные сопротивления трансформа-
тора л'тр, участков короткой сети л'„. г. электродов х,л и определяют
общее реактивное сопротивление в начале Л'[1ач. п и конце л;,01ь ц
процесса:
Анач. п лн ач т л г р + л к. <• Т" 1 i.i (\ 11-45)
гкон.ц — лнои । '.rpT*’t;.c + Jxi (\ 11.46)
Для определения общего активного сопротивления потерь рас-
считывают активные сопротивления потерь трансформатора гТ|„
участков короткой сети гНфС и электродов г)л:
ги '' r i р ’ гк. е + Г 'Л
Уточненные электрические характеристик!! печи можно найти,
определив:
общее активное Сопротивленце контура печи —
Ry ~ Rr. у : гп
полное сопротивление контура —
2 ~ V
электрический к. п. д. ц)л и cos <р —
Чэ.т = у Ry
cos ч — /?у г
Затем находят:
полезную мощность —
Ru ~ R'Rn. у
мощность потерь —
Р ц.,т /~гп
общее напряжение печи —
С = /г
216
Печи сопротивления для графитацин
Определение мощности печного трансформатора производится по
формуле (V 11.24). При этом следует иметь в виду, что к каж-
дому трансформатору подключено несколько печей в соответствии
с расчетами, выполненными в технологической части проекта. Печи
графитацин могут работать на переменном токе или питаться от
выпрямительного агрегата постоянным током. В последнем случае
COS <f• = I.
При переменном токе cos q печей составляет в среднем 0.73— 0,70;
это значение и используют при расчете мощности трансформатора.
Коэффициенты использования мощности и времени определяются по
выражениям (VI 1.27) и (VII.28). Следует отметить, что значение /<м
для печей графитацин очень низко и составляет 0,45—0,5. Коэффи-
циент использования времени примерно такой же, как для печей
карбида кремния: = 0,95.
Для определения активного сопротивления печи на основании
технологического регламента составляется эскиз укладки электро-
дов с указанием геометрического размера слоя засыпки вокруг
электродов и между рядами засыпки.
Общее активное сопротивление печи /?п находят по уравнениям:
_±_ _______1______,
/?П
- Л/эJipjn
^Э-М “ I) Рз ^^3 Ь';:_ м
5,. в
где /?чл — сопротивление электродов; /?3. Л1— сопротивление засыпки между ря-
дами электродов; /?3. t,— сопротивление засыпки вокруг керна печи; Л — число
рядов укладки электродов вдоль длины псин (п; р.,л — удельное сопротивление ма-
териала электродов; в холодном состоянии рнл ~ 8—12, а в горячем 6 Ом мн2 м“*;
Ра — удельное сопротивление jрафита (1500 бм-мм2. 5ДЛ> 5_>. м. S;ipE—сече-
ния элементов керна; Л(3 — 100 — 150 мм ширина засыпки между рядами электро-
дов вдоль оси печи; /. ,л — длина ряда электродов вдоль осн печи.
После определения активного сопротивления электрические па-
раметры печи графитацин определяются аналогично тому, как это
рекомендуется для печей карбида кремния. При этом реактивное
сопротивление керна определяется, как для прямоугольного провод-
ника с учетом взаимоиндукции с обратным проводом короткой сети.
Общее реактивное сопротивление этих печей составляет 2,5—2,0 мОм.
В случае применения постоянного тока реактивное сопротивление
не определяют и принимают г —
При использовании для печей графитацин переменного тока они
должны оборудоваться устройствами искусственной компенсации
реактивной мощности, либо поперечной компенсации с включением
специального трансформатора со стороны ПН. либо устройствами
продольной емкостной компенсации.
217
VIL7. ЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЭЛЕКТРОПЕЧЕЙ
Электрические характеристики представляют собой зависимость
мощности, потребляемой из сети Рс, полезной мощности печи Рп,
напряжения па электродах UUt коэффициента мощности cos <р,
электрического к. п. д. i] и мощности потерь Рипт от тока в электроде I
в рабочей области напряжений трансформатора (U). Пои заданном
значении напряжения электрические характеристики печной уста-
новки зависят от реактивного и активного сопротивлений участков,
на которых теряется мощность.
Для симметричных печных установок (с равными параметрами
фаз) электрические характеристики всех фаз одинаковы. Для несим-
метричных печей (с разными параметрами отдельных фаз) необходимо
строить электрические характеристики для каждой фазы в отдель-
ности, ибо, как правило, они резко отличаются друг от друга. И лишь
тогда, когда асимметрия невелика, возможно отыскание электри-
ческих характеристик для всей печи по усредненным параметрам,
при условии, ЧТО
1 . 1 ,
Такое усреднение обычно возможно лишь для ночей небольшой
мощности с круглой ванной, симметричным расположением электро-
дов и асимметричной короткой сетью, а случае применения трехфаз-
ного трансформатора или трех однофазных трансформаторов, распо-
ложенных в одной камере. Разные электрические характеристики
для несимметричных электропечей имеют особенно большие значение
для выбора рациональных электротехнологическнх режимов печи.
Для несимметричных печей также могут быть построены усредненные
электрические характеристики, но они характеризуют печь в целом
и не оттеняют особенности несимметрии.
При построении электрических характеристик предполагается,
что ванну печи можно рассматривать как нагрузку, соединенную
в звезду относительно нулевой точки печи. Электрические характе-
ристики симметричных трехэлектродных печей рассчитывают но
следующим формулам:
у Гз/С’; cos q = ) 1 (улД
Рс _ 5 cos (j; Ри,,т 3/2лп,:, ।; Ра — Р,. — Plt., г
гв ~ ’ б-'п — / р Хн у- гв; i| Рс
где S — полная мощность печи; у — электрическая проводимость гри.зы; гГ1 — актив-
ное сопротивление участка электрида до пода ванны; Ра — мощность на электроде
(полезная мощность); U — линейное напряженно; гн0, — активное сопротивление,
определяющее потери мощности.
Чаще всего электрические характеристики строят для нескольких
рабочих ступеней напряжения, так как с изменением напряжения
должны изменяться и характеристики. Для того чтобы не строить
218
Рис. VI [, 13. Универсальные электрические характеристики фосфорной печи мощностью
60 .МВ-Л.
большого числа электрических характеристик, удобно пользоваться
универсальными электрическими характеристиками. Однако для
руднотермических печей целесообразнее строить универсальные
электрические характеристики не для каждой ступени НН, а для всего
диапазона регулирования НН.
Универсальные электрические характеристики (рис. VII.13) позво-
ляют определять электрические показатели работы печей в различных
режимах. Найдем, например, показатели печи РКЗ-48Ф на ступени
напряжения 482 В при напряжении па стороне высшего напряжения
LrB и _ 33.4 кВ и токе в электродах Л, - 60 кА, равном номиналь-
ному току /(1 данной ступени трансформатора. Определим для этого
приведенное значение напряжения низшей стороны Un.H — 33,4 35 х
У 482 460 В, где 35 кВ - номинальное напряжение с высшей
стороны. По данному значению (/|Г.К на рис. VII.13 отыскиваем
(штриховые линии) мощность, потребляемую из сети, Рс— 36 .МВт.
коэффициент мощности cos ср = 0,963, электрический к. п. д. т] =
*-- 0,975, полезное напряжение 250 В.
Кроме универсальных электрических характеристик целесооб-
разно строить дополнительные электрические характеристики, назы-
219
Рис. VH.14. Сносные электрические характеристики фосфорной печи мощностью 50 МВ-Д.
('« = 72^ кА)‘
ваемые сводными. Они представляют собой зависимость основных}
электрических параметров от напряжения на трансформаторе ।
(VII. 14). Эти характеристики строят обычно для двух значений:
токов — рабочего и номинального; они позволяют проследить изме- <
нения электрических величин в зависимости от изменения ступеней]
напряжения. Такие электрические характеристики очень удобноi
использовать для мощных электропечей с большим числом ступеней ।
напряжения на трансформаторе, переключаемых под нагрузкой. Все .
современные мощные электропечи снабжены такими устройствами,«
переключающими ступени напряжения. 1
Построение электрических характеристик для несимметричных]
электропечных установок значительно труднее, так как даже при |
работе печного трансформатора с равными ступенями напряжений по]
всем фазам и с равными токами в электродах активные мощности на i
фазах печи оказываются различными. Это объясняется явлениями,
рассмотренными ранее: электромагнитным переносом мощности в ко-]
рот кон сети (см. раздел V.6) и сдвигом нулевой точки печи относи-j
тельно нуля трансформатора вследствие различных активных
реактивных сопротивлений отдельных фаз печной установки (смД
раздел V.2). При этом в современных прямоугольных мощных элекИ
тропсчах с расположением электродов в ряд при работе печи на j
равных ступенях напряжения с одинаковыми токами в электродах]
разница мощностей фаз печи может достигать 50—60 % от средней]
мощности фазы печи. $
220 J
Цстеснюпно. что для таких ничей необходимо пе только строить
элек1р11Ч<скии характеристики для каждой фазы в отдельности, по н
решать .'.а.шчп выбора наиболее рациональных электрических режи-
мов, при Которых неравномерность распределения мощностей ио
отдельным фа<им была бы минимальной при достаточно большой
общей полезной мощности печи. Работа печей с равными мощностями
возможна как при равных тиках в фазах. так и при неравных. Работа
печей с равными токами или близкими к равным технологически более
пред нон г июль па.
Выравнивание мощностей ио (разам при равных токах достигается
за счет установки разных ступеней напряжения трансформатора на
отдельных фазах. При эюм, если параметры фаз сильно отличаются
друг от друга, wei получиться значительный перенос мощности и
значительный перекос по ступеням напряжения отдельных фаз.
Такой режим работы трансформатора не всегда допустим по условиям
работы трансформаторов. Тогда, когда перекос по ступеням напряже-
ния недопустим, выравнивание мощностей по фазам возможно только
при неравных токах в фазах печи.
Следовательно, задача выравнивания мощностей по электродам
сводится либо к определению ступеней напряжения трансформатора,
либо к определению токов при заданных ступенях напряжения.
В первом случае необходимо определить, па каких ступенях напряже-
ния должен работать печной трансформатор. Так как в несимметрич-
ных трехфазпых печах нулевая точка нагрузки (печи) сдвигается отно-
сительно нулевой точки трансформатора, то напряжение на выводах
трансформатора относительно нулевой точки печи не равно напряже-
нию относительно нуля трансформатора. Зная .мощность и токи в фа-
зах печи, а также параметры фаз. можно рассчитать напряжения на
выводах трансформатора относительно нуля печп.
Для определения ступеней напряжения на трансформаторе, кото-
рым будут соответствовать рассчитанные напряжения относительно
нуля печи, необходимо знать напряжение между нулями печи н транс-
форматора. Положение нулевой точки печи можно определить экспе-
риментально либо графически.
Напряжение между нулями печи и трансформатора зависит от
соотношения ступени напряжения, в связи с чем электрические
характеристики строго справедливы только для тех ступеней напря-
жения, при которых было найдено напряжение между нулями печи
и трансформатора.
Однако расчеты и исследования показали, что в области рабочих
режимов работы печей изменение ступеней напряжения не приводит
к резкому изменению напряжения между нулями печи и трансформа-
тора, в связи с чем электрические характеристики справедливы во
всей области возможных рабочих режимов печи. При больших
перекосах ступеней напряжения, при которых положение нуля
печп выходит'за пределы узкой рабочей области, для каждого режима
требуется определение нулевой точки печи. Однако такие электриче-
ские режимы бывают крайне редко.
221
VII.8. ПЕЧНЫЕ ТРАНСФОРМАТОРЫ
Общие сведения
Трансформатором на зывается с га г и чески й э.чект ромагнптиыт
аппарат, предназначенный для преобразования одной первичной]
системы переменного тока в другую — вторичную, имеющую в общем]
случае другие характеристики. в частности другое напряженно. ]
Трансформаторы состоят из стального замкнутого сердечника и
двух или более электрических пе связанных между собой обмоток
(рис. VII.15). |
Если к одной из обмоток, па при мер к обмотке /, подведено пере-1
мепиос напряжение t'j, то по этой обмотке течет переменный ток,
который создаст в сердечнике Т трансформатора переменный магнит-]
пый поток Ф. пронизывающий обе обмотки. Номинальными велпчн.|
нами, характеризующими трансформатор, являются мощность, на-]
пряжения, тонн, частота, указанные на заводском пипке. Номиналь-
ной мощностью называется мощность на зажимах: для силовых,
трансформаторов на вторичной обмотке, а печных - па первичной.
Напряжения первичной и вторичной обмотки трансформатора,
характеризуются двумя режимами работы, а именно: холостого хода!
и короткого замыкания. Эти режимы определяют условия работы!
трансформатора под нагрузкой. 1
Первый режим характеризует потерн в стали, а второй - потери!
в медпых проводниках обмоток. При опыте холостого хода для транс-1
форматора определяют активные потери и их долю (в %) от мощности]
трансформатора, а также ток холостого хода и его долю (в %) от]
общего тока:
х = /х. н % 100 % - 5—6
=0,5
Для печшлх трансформаторов 6%. 3
деляют потери мощности при
ф
где /ХгН, Рх<ц — номинальные значения тока и мощности холостого хода; /и, Ра—*,
номинальные значения тока и мощности. ।
В опыте короткого замыкания определяют так называемое напря-|
женке короткого замыкания (к. з.) Ulit 3. Чтобы ограничить тоЯ
к. з., в этом опыте уменьшают подводимое напряжение, и то значение!
его, при котором ток достигает номинального значения при темпера-]
туре обмоток 75 СС. и называют напряжением короткого замыканиям
f,. . - бк б’и-100 % }
5—19%. Кроме того, опре*]
коротком замыкании /%. 3 и их относи-^
тельные значения. Для электро-]
печных трансформаторов Ръ 8
- 0.6—07%.
м
Рис. VII.15. Принципиальная схема трансформ**
тора:
1,2 — обметки; 3 — сердечник.
VH.li1- Эквнваленгния схема
трансформаи-ра,
-а
физические условия работы трансформаторов под нагрхзкой ха-
рактеризуются уравнениями э. д. с., из которых следуют уравнения:
для первичной обмотки -
(.'1 = L] - h lri ~г / б)
для вторичной обмотки —
(Л I /.Г.)
где Е-. — э. д. с. нт основном) потока Ф; r}. .v,. г . л< - приведенные сопротивле-
ния перцнчпчй и вторичной обмоток; /t — ток первичной обмотки; /ц — приведен-
ный ток вторичной обмотки.
Кроме уравнений э. д. с. физические условия работы трансформа-
торов характеризуют уравнениями магнитных движущих сил
М. Д. С., из которых следует
/Дй - /Л"2 -
и в случае пренебрежения током холостого хода — 0) имеем
К /а — — К, где К — коэффициент трансформации, который
одновременно равен отношению первичного и вторичного напряжения
на холостом ходу: /< = Ut U2.
Эквивалентная схема трансформатора представляет собой четы-
рехполюсник (рис. VII. 16). в который включены сопротивления
первичной и вторичной обмотки, а также сопротивления, эквивалент-
ные цепи намагничивания.
Особенности печных трансформаторов
Трансформатор для электропечей — это специальный тип сило-
вого трансформатора, и условия его эксплуатации отличаются от
условий эксплуатации последних. Поэтому трансформаторы для
электропечей имеют свои отличительные черты, обусловленные необ-
ходимостью глубокого регулирования вторичного напряжения и
большими вторичными токами.
Электропечпые трансформаторы имеют следующие особенности
работы:
глубокое регулирование вторичного напряжения; отношение
максимального напряжения к минимальному достигает 5;
большие токи вторичных обмоток, которые достигают десятков и
с«тен кА;
более частые воздействия аварийных сверхтоков (токов перегрузки
и гоков короткого замыкания) и переходных режимов включения и
отключения;
они. как правило, оборудованы переключателями ступеней напря-
жения и имеют водомасляиую принудительную систему охлаждения.
Регулирование вторичного напряжения в электропечиых транс-
форматорах чаще всего выполняется на стороне ВН, так как регулп-
223
222
Ptic, V1LI7. Схема регулирования вторичного напряжения при изменении числа витков пер,
винной обмотки.
Рис, VI 1.18. Схема соединения обмогок главного трансформатора I с вольтодоиавочны^
трансформатором //,
рование на стороне ЫН либо невозможно, либо нецелесообразно,
поскольку коммутационные устройства на большие токи создать
очень сложно. Регулировать напряжения можно либо с отключением
нагрузки (трансформатор перед переключателем отсоединяют от
питающей сети на время, необходимое для переключения), либо под
нагрузкой. Создание переключающих устройств под нагрузкой сильна
удорожает трансформатор. Поэтому регулирование напряжения под
нагрузкой применяют как правило, в электропечах большой мощ-
ности, либо в установках, не допускающих перерыва питания па
технологическим причинам.
В печах химической электротермии большой мощности примене-
ние регулирования напряжения под нагрузкой обеспечивает значив
тельные преимущества, а именно:
большое число ступеней напряжения позволяет в процессе плавки
подбирать ступени, наиболее близко соответствующие раплональ-j
ному режиму работы печи; !
число отключений печи значительно уменьшается, что особенна
важно для современных мощных печей 40- 80 МВ-А;
применение устройств регулирования под нагрузкой увеличивает
срок службы выключателей электропечной установки. J
Наиболее простая схема регулирования вторичного напряжения’
основана па изменении числа витков в первичной обмотке трансфор-
матора электропечи (рис. VII.17). Такие схемы примешают для
трансформаторов с первичным напряжением 6- 10 кВ; они обладают
тем недостатком, что при работе на более высоких ступенях напряже-
ния на отключенной части витков (ответвление первичной обмотки)*
индуцируется весьма большое напряжение, пропорциональное интер-
валу регулирования. Это напряжение может превышать номинальное,'
На отечественных карбидных и фосфорных заводах на мощных
печах установлены печные трансформаторы и первичным напряжением;
НО кВ. На печах мощностью 60—80 МВ А большей частью уставов-;
лены трансформаторы с вольтодобавочным трансформатором, пред-
ставляющим сложный агрегат, выполненный в одном или двух раз->
дельных баках (рис. VI 1.18). Главный трансферматер / имеет трн^
обмотки: j
высоковольтную на 110 кВ: (
обмотку среднего напряжения, соединенную в треугольник;
низковольтную.
224
Высоковольтная И ПИ ЖиВОЛЫНИЯ обмотки имеют постоянное
нерегулируемое число витков и. следовательно, неизменный коэффи-
циент ’грансформации. Напряжение под нагрузкой в пределах интер-
вала НН регулируется переключением ступеней напряжения. Транс-
форматоры допускают раздельную по фазам регулировку НН. Подоб-
ную схему регулирования имеет импортный трехфазный трансформа-
тор карбидной печи мощностью 60 МВ-Л. Вторичное напряжение
этого трансформатора 290-190 В, число ступеней — 26. Вторичным
ток агрегата мощностью 60 МВ-А составляет 119,45 кА на всех сту-
пенях НН (т. е. мощность агрегата пропорциональна ступеням НН).
Напряжение на этом трансформаторе регулируется за счет прибавле-
ния или вычитания напряжения стороныНН вольтодобавочного транс-
форматора от постоянного но величине напряжения обмотки НН
главного трансформатора.
Наряду с трансформаторами, работающими но этой схеме, в нашей
стране эксплуатируются печные трансформаторы с регулированием
напряжения с помощью автотрансформатора (рис. VII. 19). Для
карбидных печей в качестве таких аппаратов используются транс-
форматорные агрегаты, состоящие из регулировочного автотранс-
форматора типа ЛТЦН-40000/35 и элсктропечного трансформатора
типа ЭПТЦЫ-40000/35. Напряжение в этом агрегате регулируется
путем изменения напряжения па высшей стороне главного электро-
печного трансформатора в пределах от 35000 до 1745 В, чего добива-
ются путем изменения коэффициента трансформации регулировоч-
ного автотрансформатора. Агрегат имеет 49 ступеней напряжения,
позволяющих регулировать иофаз но под нагрузкой напряжение
низшей стороны в пределах 262,2—130,8 В. Номинальная мощность
трансформаторного агрегата на ступени 262,5 В равна 40000 кВ-А.
На всех ступенях номинальный линейный ток высшей стороны равен
661, а низшей - - 88100 А. Номинальный фазный ток обмотки ВН —
381 А. обмотки НН — 50950 А. Схема соединения обмотки тре-
угольник-треугольник на электродах.
Для мощных фосфорных электропечей применяется схема, при
которой напряжение регулируется на автотрансформаторе, а обмотки
элсктропечного трансформатора ответвлений не имеют. Подобные
схемы имеют трансформаторы ЭОЦНК-2ЮОО 35, ЭОЦНС-ЗОООО/35
и импортные мощностью 16700 кВ А. Рассмотрим эту схему на при-
мере трансформатора ЭОЦНС-ЗОООО. 35 (VI 1.20). Трансформаторный
агрегат состоит из регулирующего автотрансформатора / с обмотками
грубой и тонкой регулировки и главного трансформатора // с первич-
ной и вторичной обмотками. На первичную обмотку главного транс-
форматора подается на первой ступени полное напряжение сети
(35 кВ), а на остальных ступенях — его
Рис. VII. 19. Схема регулирования напряжения с по-
мощью автотрансформатора.
1 ~~ ВН от сети: 2 -- ННк печи; 3 ~ регулировочной
а|потр.(нсф|'>1>матор; 4 - главный трансформатор.
определенная доля
225
а
П Р В Л. Ершоил
Рис. \IJ.2n. Схема [н-i уан рова и н я папря-
женин грансформатора ЭОЦШ.-Зи ООО 35.
7,0 кВ}, которая зависит от по-
ложения кон тактов избирателя
перс к л ю ч а ющегос я устройства.
Рассматриваемый трансфор-
матор if мест наиболее распро-
страненное в СССР переключа-
ющее устройство с реактором,
ПрПНШШ действия которого за-
ключается в следующем. В про-
цессе переключения подвижные
контакты избирателя переклю-
чающего устройства, переходя-
щие с одного отвода обмотки на
другой, обесточены главными
ножами контактора, а цепь
включается при коротком замыкании секции через токоограничива-
ющнй реактор. Затем ток в этом контуре разрывается вспомогатель-
ными дугогасящими контактами контактора, а в бестоковую иаузу
вновь переключаются главные ножи п контакты избирателя.
Вновь созданный трансформатор ЭОЦН-33300/35, выпускаемый в
настоящее время для печей РКЗ-48Ф, имеет тот же диапазон рабочих
токов и напряжений, чю н трансформатор ЭОЦН-30000 35. Следует
отметить, что опыт эксплуатации трансформаторов печей РКЗ-48Ф
показал необходимость выноса в отдельный бак всех контактов
переключающего устройства, которые нужно осматривать значи-
тельно чаще, чем остальные узлы выемной части трансформатора.
Такое компоновочное решение сейчас принято для трансформаторов
ЭОЦНК-54000/110 печей РКЗ-72Ф. В этих трансформаторах вторич-
ное напряжение регулируется с помощью вольтодобавочного транс-
форматора (см. рис. Vf 1.18). Трансформаторный агрегат состоит из
трехобмоточного главного трансформатора, имеющего обмотку ВН
иа НО кВ, обмотку НН с постоянным базисным напряжением, об-
мотку среднего напряжения (0 щ 20 кВ) и вольтодобавочный транс-
форматор. Напряжение, подаваемое на печь, образуется путем алгеб-
раического суммирования базисного напряжения обмотки НН глав-
ного трансформатора (399В) и обмотки НН вольтодобавочного
трансформатора (0 ± 250 В). В этой схеме регулирования обмотка
имеет промежуточное напряжение, что избавляет от необходимости
включения РГ1Н па НО кВ. Номинальные напряжения и токи обмо-
ток трансформаторного агрегата приведены в табл. VI 1.3.
Для переключения ступеней напряжения служит переключающее
устройство типа РНОА-35. 1000, смонтированное в отдельном навес-
ном баке. В этом переключающем устройстве в качестве токоограни-
чивающего сопротивления применено вместо дросселя активное
сопротивление, что сокращает время горения дуги между контактами
и повышает ресурс последних по 350000 переключений. i
226
ТАВЛПиЛ X !l:;! п m >м; Форматора
ЭОЦНК-'МП. HU
1 2b miO 110 000 212.7 0 514.2м 6441’ 41 135
о 26 70H 1 10 009 242, । -- I |)(И1 524.17 ОЗь.' 41 934
3 26 700 110 000 2 12.7 — 2 OVJ 531.78 621.'' 42 783
4 26 700 1 10 000 242.7 3 000 545.72 611.5 43 658
о 26 700 МО ООО 242.7 : з лол 557,1! 59г1|’ 4 1 569
6 26 700 1 10 ооо 242.7 -5 000 569.96 586.5 45 519
7 26 700 НО 000 242.7 6 000 574,0 574.6 46 510
8 26 700 110 000 242,7 - 7 000 594.3! 561,5 47 545
9 26 700 1 10 000 212.7 8 000 607.85 54 6 6 48 628
Ю 26 700 I 10 000 242,7 - 9 000 622 01 536,5 49 761
1 1 26 700 1 10 000 242.7 10 000 636,85 524Л 50 948
12 26 700 но ЛОО 212.7 -11 000 652,4 5115 52 193
13 26 700 1 Ю ООО 242.7 ; 12 ооо 668.75 4 99.С 53 500
14 26 027 1 10 000 2 36.6 ; 1з ооо 668,75 486.3 53 500
15 25 359 110 000 230,5 41 000 668,75 474.0 53 500
16 24 690 НО ООО 224,4 4-15 000 668,75 461.5 53 500
1* 24 02! ноооо 218,3 -16 000 668,75 449.0 53 500
18 23 352 110 000 212,4 -17 000 668,75 436.5 53 500
19 22 684 ноооо 206,2 4 18 000 668,75 424.0 53 500
20 22 015 110 000 200,1 Н- 19 000 668,75 411,5 53 500
21 21 306 110 000 193,8 420 ооо; 668,75 399,0 53 500
22 21 306 110 000 193,8 ~г20 ООО 668,75 399,0 53 500
23 21 306 110 000 193,8 -20 000 668,75 399,0 53 500
24 20 677 110 000 187,9 -1 000 668,75 386.5 53 500
25 20 009 110 000 181,9 -2 000 668,75 374,0 53 500
26 19 340 110 000 175,8 -3 000 668,75 361.5 53 500
27 18 671 110 000 169,7 -4 000 668,75 349.0 53 500
28 18 002 ноооо 163,6 -5 000 668,75 336.5 53 500
29 17 334 НО ООО 157,5 —6 000 668,75 324.0 53 500
30 16 665 ноооо 151,5 —7 000 668,75 311.5 53 500
31 15 996 110 000 145,4 —8 000 668,75 299,0 53 500
32 15 327 110 000 139,3 -9 000 668,75 286,5 53 500
33 14 659 110 000 133,3 -1 000 668,75 274,0 53 500
34 13 990 110 000 127,1 -12 000 668,75 261,5 53 500
8’ 227
П potJo.i же ние
Н<лмср ступени Мощ- Hu С'Th , к в \ Обмгпьа Г-Н Pei улцроплчи;,й обмотка (1бмг,тл.Ч ПН
Ий ф» х-.сние. В ток. А напря- В 1 Напря- жение В ток. А
35 13 327 1 10 000 121.1 -12 000 Оба. 75 249,0 53 500
36 12 63_> 111) 000 115.0 - 13 000 668.75 236.5 53 500
37 1 1 984 1 10 000 108,9 -14 000 668,75 22 1.0 53 500
38 1 1 315 1 10 000 102.8 —15 ООП 668,75 2 1 1.65 63 500
39 10 649 I 10 000 96.7 -16 оно 668,75 199.0 53 500
40 9 978 110 ПОО 90.7 - [ 7 1100 668,75 186,5 53 500
И 9 309 I 10 000 81.6 — 18 000 668,75 1 74.0 53 500
42 8 640 110 оио 78 5 |9 000 668,75 161,5 53 500
43 7 971 1 10 000 72,4 - -20 000 668.75 149.0 53 500
Основные конструктивные элементы
печных трансформаторов
Каждый трансформатор состоит из следую!них основных частей:
сердечника, обмоток, бака, выводов и переключающего устройства.
Кроме того, в трансформаторном агрегате имеются дополнительные
устройства: маслорасшнритель, предохранительная и выхлопная
труба, краны, термометры, защитная аппаратура и система масло-
охлаждения.
В трансформаторных агрегатах мощных печей в завиенмоси от
схемы регулирования располагается одни или два сердечника в одном
баке. Сердечник служит для проведения магнитного потока и изго-
товляется из электротехнической стали, которая отличается от обыч-
ной наличием присадки к железу кремния. Последний увеличивает
удельное сопротивление стали, что снижает потерн. Для трансформа-
торов фосфорных печей применяют холоднокатаную сталь типа Э-330
с толщиной листа 0,35 мм. Листы изолированы друг от друга с по-
мощью изоляционного лака. Сердечники имеют стержневой тип и
шихтованную конструкцию. Форма сечения боковых стержней сту-
пенчатая, и в них имеются продольные каналы для охлаждения
маслом.
На сердечник намотана обмотка, сделанная из красной электро-
литической меди прямоугольного сечения. Особенность мощных элек-
тропечных трансформаторов — применение голых проводников для
обмоток НН. которые для предотвращения коррозии покрыты изоля-
ционным лаком. Как правило, в этих трансформаторах применяют
концентрические обмотки.
В главном трансформаторе ближе к сердечнику располагается
высоковольтная обмотка, а инзковольная обмотка находится па
228
Бнешней стороне. В трансформаторах печей РКЗ-72Ф она выполнена
из сплошного медного листа.
Магиитопровод, консоли п бак трансформатора заземляются по
специально предусмотренной конструкцией схеме. Вак трансформа-
тора фосфорных печен гладкий, без радиаторов. Крышка трансформа-
тора изготовлена из толстой листовой стали. Между крышкой и рамой
бака для \ плотпения прокладывают маслоупорнно резину. На бак
навешивают привод переключающего устройства, а в некоторых
случаях масдгюхладительную^установку и коробку с кабельными
вводами.
Для обеспечения постоянного заполнения бака маслом при изме-
нении температуры последнего^во^время работы и для уменьшения
площади соприкосновения масла и воздуха устанавливают расши-
ритель, объем которого обеспечивает нормальный уровень масла при
изменении его температуры от —35 до 35 СС. Расширитель снабжают
маслоуказательпым стеклом, на котором нанесены уровни масла при
температурах —35, 15 и 35 °C, а также грязеотстойником и пробкой
для заливки масла. Аналогичный указатель уровня масла устанавли-
вают на баке вспомогательных контактов.
Между расширителем и трансформатором монтируют газовое реле
(рис. VII.21). Внутри корпуса помещают друг над другом два по-
плавка, представляющих собой полые латунные цилиндры, па кото-
рых устанавливают колбочки с ртутными контактами. При нормаль-
ной работе поплавки всплывают в масле. При повреждении трансфор-
матора выделяющийся газ проходит через трубопровод и корпус реле
в расширитель. Колбочки опускаются и замыкают контакты, работаю-
щие на сигнал. При бурном выделении газа происходит движение
масла вверх и опрокидывается нижний поплавок, замыкающий кон-
такты, работающие на отключение. В газовом реле сбоку находится
смотровое окошко для проверки наличия газов, а на его крышке —
кран для их выпуска,
229
В бакс вспомогательных контактов имеются роле давления РДК,
которые срабатывают при бурном выделении газов, вызывающих
опасное повышение давления. Контакты этих реле действуют иа
отключение печи.
Для измерения температуры наиболее горячих слоев масла приме-
няют ртутные манометрические термометры типа ТС-100.
Выключатели, разъединители и другая
высоковольтная аппаратура
В процессе эксплуатации электропечиой установки требуется
включать и отключать питающие трансформаторы. Эти коммутацион-
ные операции выполняются при помощи выключателей высокого
напряжения. Выключатели должны включать и отключать токи, про-
текающие при нормальной работе печи, а также аварийные токи
короткого замыкания. Отключение электрической цепи сопровожда-
ется возникновением в выключателе дуги между размыкающими
контактами и, следовательно, выделением значительного количества
энергии.
Условия работы высоковольтных выключателей таковы, что они
должны быть рассчитаны иа включение и отключение токов короткого
замыкания большой мощности, поэтому для фосфорных печей приме-
няются воздушные выключатели. В этих выключателях гашение
дуги производится сжатым воздухом. Главная особенности работы
этих выключателей — большое число операций, достигающее 50—
60 циклов включения и отключения в месяц, а в режимах сушки печи
после монтажа или капитального ремонта число операций может
возрасти до 250—300. Это обстоятельство вызывает необходимость
оснащения фосфорных печей специальными электропечными выклю-
чателями. В настоящее время отечественная промышленность вы-
пускает воздушные выключатели типа ВВП-35 для печей, питающихся
от сетей 35 кВ, ВВП-110Б-16/630-1250 (рис. VII.22) для печей, питаю-
щихся от сетей ПО кВ, и освоен выпуск выключателей
ВВЭ-110Б-16/1600АЧВВЭ-220Б-16/2000.
Однако на большинстве фосфорных заводов выключатели ВВП-35
ие удовлетворяют требованиям по отключению тока короткого замы-,
кания, и поэтому для печей РКЗ-48Ф
используют обычные сетевые вы-
ключатели типа ВВН-35-2. На печах
РКЗ-72Ф освоены воздушные вы-
ключатели ВВП-I 10Б-16 1250 и
сейчас выпускаются усовер-
шенствованные электропечные
ВВЭ-1 !0BI6/1600-VI, имеющие в
два раза большее число операций без
ремонта контактной системы.
Как указывалось выше, для
производства ремонтных работ не-
Рис. V1I.22. Общий вид воздушного ВЫКЛЮЧ*ТМ<
ВВП-И0Б-16.
230
достаточно отключения печи с помощью воздушного выключателя и
необходимо ее отсоединение от напряжения сети аппаратами, кон-
такты которых доступны непосредственному наблюдению. Эти функ-
ции выполняют аппараты, носящие название разъединителя. Для
печей РКЗ-48Ф применяют трехполюсные разъединители типа
рВК-35-1000. Разъединители могут иметь специальные ножи для
заземления участка сети либо для этой цели устанавливаются спе-
циальные заземляющие разъединители.
Разъединители управляются, как правило, с помощью ручных
приводов. Следует помнить, что контакты разъединителей нс имеют
специальных дугогасительных устройств, поэтому при отключении
или включении разъединителями токов печи возникает устойчивая
дуга, которая не только повреждает контакты, но и перебрасывается
на соседние фазы и вызывает тяжелые аварии в распределительном
устройстве. Кроме того, оперировать разъединителями можно лишь
при отключенном воздушном выключателе, в чем надо убедиться по
действию сигнализации положения выключателя и состоянию элек-
тромеханической блокировки путем непосредственного осмотра меха-
нической системы выключателя.
Надо иметь механическую блокировку между заземляющими и
основными ножами разъединителей, чтобы предотвратить возмож-
ность появления коротких замыканий при неправильных действиях
разъединителей. Кроме описанной выше высоковольтной аппаратуры
следует назвать еще трансформаторы напряжения и тока, разрядники,
изоляторы, высоковольтные кабели и их концевые муфты. Описание
этой аппаратуры дано во многих учебных пособиях и поэтому здесь
не приводится.
Установки искусственной компенсации
реактивной мощности
Прохождение реактивной мощности, пульсирующей между источ-
никами питания и электровриемниками, сопровождается увеличением
тока. Это вызывает дополнительные затраты па увеличение сечения
проводников линий электропередачи и мощностей трансформаторов,
создает дополнительные потери электроэнергии и увеличивает потери
напряжения за счет реактивной составляющей, пропорциональной
реактивной нагрузке и индуктивному сопротивлению. Для предотвра-
щения этих явлений служат мероприятия по уменьшению реактивных
нагрузок, а именно:
улучшение конструкции сетей и потребляющего агрегата, а также
рационализация его режима работы;
применение искусственных методов компенсации реактивной
мощности; к ним относятся установка конденсаторных батарей;
работа синхронных двигателей и генераторов в режиме компенсации
реактивной мощности; использование синхронных компенсаторов,
Компенсированных преобразователей переменного тока в постоянный
(ИРМ), статических источников реактивной мощности;
работа электропечей на постоянном токе;
питание печей током пониженной частоты.
231
Рис. VI1.23. Эквивалентная схема электропечнога контура С поперечной (а) и продольной (б)
компенсацией.
Применение постоянного тока пли тока по и и жен ном частоты сни-
жает потребление реактивной мощности, которое пропорционально
частоте питающей сети, что следует из выражения:
Q --
где т — число фаз; / — рабочий ток печи; [ — частота тока; L — эквивалентная
индуктивность.
Синхронные двигатели, компенсаторы, ИРМ — это все разновид-
ности генераторов реактивной мощности.1 & &
Наиболее распространенным способ компенсации реактивной
мощности — использование батарей статических конденсаторов. Кон-
денсаторы могут включаться в сеть либо параллельно элсктроприем-
никам (поперечная компенсация) либо последовательно (продольная'
компенсация). Рассмотрим оба случая включения кондесаторов
(рис. VII.23).
В первом случае (рис. VI 1.23. о) векторная диаграмма представ-
ляет собой геометрическую разность токов потребителя и конденса-
тора, a cos ч 2 > cos <j|. При этом происходит уменьшение тока,
потребляемого из сети. Как видим, в первом случае установка ста-
тических конденсаторов повлияет на ток, потребляемый из сети,
а во втором (рис. VI 1.23, б) в зависимости от нагрузки меняется
напряжение на выводах потребителя. Применительно к электропеч-
ной установке это означает, что в первом случае увеличивается только
cos q, а во втором помимо этого одновременно изменяются электри-
ческие характеристики. Это видно пз рис. VII .23 и из анализа формул
электрических характеристик, в которые основным параметром
входит реактивное сопротивление контура:
с ns q ( ‘I _ (xu.y-.rCj
Здесь у — электрическая проводимость контура фазы печи; хп.у — реактивное
сопротивление печной установки; .гс — приведенное сопротивление конденсаторной
батареи.
232
Коэффициент мощности печных установок с поперечной компенса-
цией равен: __________________
CMS <4 — "J. 1 - Т2 (.Vji.y - у-)
q ... реактивная мощность конденсаторной батареи.
Так как электропичпые установки питаются от высоковольтного
сетевого напряжения, а с низшей стороны имеют нестандартное на-
пряжение и высокие токи, доходящие до сотен кА, то конденсаторные
батареи включают, как правило, через трансформаторные цепи.
При этом происходит уменьшение установленной трансформатор-
ной мощности. Так, при изменении значения cos q от 0,7 до 0,92
экономия трансформаторной мощности составляет 35%.
.Мощные конденсаторные батареи, применяемые для электропеч-
ных установок, представляют собой набор бумажно-масляпых конден-
саторов па напряжение 380. 660, 6000 В мощностью 25. 40, 50 кВ-А.
Мощность Q конденсаторных батарей определяется:
для установок поперечной компенсации —
Q - Р<- (Щ v -
для установок продольной компенсации —
где Рс — мощность печной установки, потребляемая из сети: tg q>. lg — тангенсы
углов естественного л компенсированного коэффициентов мощности; /ал —средний
ток в электроде.
Естественный коэффициент мощности соответствует режиму
с отключенной конденсаторной батареей, а компенсированный коэф-
фициент мощности должен соответствовать наиболее экономичному
режиму, рекомендованному энергоснабжающей организацией.
Для мощных рудиотсрмических печей в СССР наибольшее распро-
странение получили установки продол ьио-емкостной компенсации
реактивной мощности, которые почти автоматически регулируют
cos ф при изменении тока печи, не требуя для этого специальных
коммутационных устройств.
ГЛАВА VIII
ОБОРУДОВАНИЕ ДЛЯ ПРОВЕДЕНИЯ
МЕХАНИЧЕСКИХ ПРОЦЕССОВ
VIII.I. ОСНОВНЫЕ ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ШИХТОВЫХ МАТЕРИАЛОВ
При конструировании, выборе и эксплуатации оборудования
отделения подготовки шихты, особенно для тех участков, где проте-
кают механические процессы, широко оперируют следующими основ-
ными физико-механическими свойствами шихтовых материалов:
гранулометрическим составом, влажностью, сыпучестью, плотностью,
коэффициентами трения. Кроме того, в конкретных процессах необхо-
233
димо учитывать такие .характеристики материалов, как: коррозион-
ная активность, абразивность, прочность, самовозгораемость, взрыво-
опасность, гигроскопичность, ядовитость, слеживаемость. смерзае-
мость.
Гранулометрический состав характеризует количественное рас-
пределение частиц по крупности. Крупность определяется наиболь-
шими линейными размерами частиц. Кусковые материалы по грануло-
метрическому составу подразделяют в соответствии с характерным
размером а', выражспнымвмплллметрах:
Особо крупнокусковые
Крупиокусковне
Средиекусковые
Мелкокускмвыс
(Г > 400 мм Крупнозернистые
160 <’ а 400 .Челкизернистыс
60 <, а' 160 Порошкообразные
10<' а' < 60 Пылевидные
2< С < 10
0,5 и' 2
0,05 < а’ 0,5
а' < 0,05
В свою очередь пылевидный материал подразделяют на пять групп
(здесь а' выражен в микрометрах):
I — очень крупнодисперсный
II — крупнодпспсрспый
III — среднеднсперспый
IV — мелкодисперсный
V _ очень мелкодисперсный
30 < н' 5Q0
а <' а <' 30
1 < а’ </ 5
0.1 < а' < I
а I
(не менее 50 ?о)
Для анализа гранулометрического состава отбирают пробы мате-
риалов массой I кг — для мелкофракционных, 2 кг — для мелко-
кусковых. 4 кг - для среднекусковых. 5 кг • - для крупнокусковых;
для пылевидных материалов производят отбор из газового потока
в течение 10-20 мин.
Пробы кусковых материалов отбирают вычерпыванием порций из
ям глубиной 0,5 м. вырытых на свободной поверхности насыпного
материала и расположенных с шагом равным 2 м вдоль и поперек
штабеля. Пробу подвергают усреднению кольцеванием, квартованием
или вычерпыванием, а затем рассеивают. По ланпым ситового анализа
строят график, характеризующий гранулометрический состав мате-
риала.
Если число кусков размером выше 0.8пчЬ|Г;С составляет менее 10%
от обшей массы кусков, то характерный размер куска а' 0.8ама1:с,
если же 0.8ома1;,: 10%, то а' — nMaUL-
Если материал содержит куски в соотношении цМЯ1!Г/«мпн < 2,5,
то этот материал определяется как сортированный и характерный
размер куска находят но формуле: а' — («мане ' ^мип) 2.
Гранулометрический (дисперсный) состав пыли устанавливают
либо анализом отобранной пробы, либо фракционным разделением
дисперсной фазы в процессе се выделения непосредственно из потока.
Анализ дисперсного состава пыли проводят с использованием седи-
ментационных весов, рассеиванием на ситах, с помощью импакторов,
микроскопов*. Ситовой анализ пыли возможен с дисперсностью
* Методы и техника дисперсного анализа пыли детально рассмотрены в книге
П. А. Ко у зов а «Ос новы анализа дисперсного состава промышленных пылей». Л-:
Химия, 1971.
234
бол^с 60 мкм, седиментационные весы .можно использовать при ана-
лизе нерастворимых пылей дисперсностью выше 5 мкм. импакторы —
\ля пыли дисперсностью выше 2 мкм. микроскопы - выше 0.01 мкм.
В качестве ориентировочных приведем значения размеров кусков
и дисперсности пыли, наиболее часто встречающихся в процессах
химической электротермии: при производстве фосфора гранулометри-
ческий состав фосфорита лежит в пределах 8—60 мм, кварцита — от
Ю до 60 мм. кокса — ого ди 20 мм; при производство карбида каль-
ция: извести — от 10 до 60 мм. кокса --(от~8 до.25’мм.
Дисперсность пыли, образующейся при истпрапип вследствие
проведения механических процессов, в основной своей массе лежит
в пределах 10—40 мкм. дисперсность частиц дыма как результат
недожога органических горючих материалов - в пределах 3- 10 мкм,
дисперсность возгонов при высокотемпературной обработке неорга-
нических веществ -- в пределах 1—5 мкм.
Влажность материала бывает внутренняя (гигроскопическая)
и внешняя, которая подразделяется на пленочную (молекулярную) и
гравитационную (свободную). Влажность определяют высушиванием
материала до постоянной массы и взвешиванием пробы до (.ИД и
после (IL) сушки:
1Г _ Дб -Л12) Л6
Имеются инструментальные методы определения влажности мате-
риалов: емкостной, с помощью радиоактивных изотопов, с использо-
ванием промежуточных гидролизуемых продуктов. К сожалению,
инструментальные методы недостаточно отработаны.
Сыпучесть — характеристика подвижности материала; она опре-
деляется зависимостью предельных касательных напряжений от
давлений в толще материала. Эта зависимость устанавливается при
испытании насыпных материалов на трибометре.
График предельных касательных напряжении (рис. VIII. 1) строят на основании
экспериментальных данных и вычислений но формулам:
[о] ~ Gx 8; (т] — Ga Gp S
Обозначения в этих уравнениях и на рис. VHI.l; Gx — суммарный вес прижим-
ных пластин и материала в подвижной рамке, Н; S — площадь среза (контакта),
м'2; G,- — вес груза для преодоления снеплеиня частил материала. Н; Gp — вес груза
Для преодоления сопротивления подвижной рамки, Н; т0 — начальное сопротивле-
ние сдвигу (связность материала), Па; ц — угол внутреннего трения (tp ф = f, где
коэффициент внутреннего трения); ф- — угол внутреннего сдвига (tg фо =
где — коэффициент внутреннего
сдвига, который также можно опре-
делить по формуле: f. — f--- (тй Ш].
При т0 — 0 материал идеа-
льно сыпучий. Для хорошо
сыпучих грузов\гол_ внутрен-
него трения q равен углу есте-
ственного откоса а материала.
**ис- VIH.1. Графин предельных касатель-
ных напряжений.
235
Угол естественного откоса связных материалов больше, чем угол
внутреннего трения.
Сыпучесть материалов характеризуется коэффициентом подвиж-
ности, равным:
для идеально суп у я их материалов т, — (I — sin 4 ) ([ -| - 5111 <;)
для связных материалов = „ц — (т0 /и> (t —
Плотность. Различают понятия плотности свободной насыпки
и плотности уплотненного материала. Плотность определяют с по-
мощью мерного сосуда, диаметр которого должен быть больше харак-
терного размера куска не менее чем в 10 раз, а высота равна двум
диаметрам куска. Плотность у (в кг.'м3) определяют как отношение
массы материала в сосуде (.И, кг) к объему сосуда (Г. м3):
V - Г
Коэффициент внешнего трения. Сопротивление материалов пере-
мещению относительно поверхности твердых тел, вызываемое силон
трения, характеризуется коэффициентом внешнего трения/р Коэффи-
циент внешнего трения определяют либо с помощью трибометра,
в котором в желобе вместо насыпного материала размещают пластину
испытуемого материала
/1 — (Лг Fpi 34 S
либо с помощью наклонной плоскости, по которой скользит подвиж-
ная рамка с материалом:
/1 = аирсД
Здесь «пред — предельный угол наклона пластины к горизонту.
Для приближенных расчетов можно пользоваться соотношением:
Летали • Адерева • fijeiinw : : Ленона — I5 : 16 : 1/ : 20 : 20. Необ-
ходимо иметь в виду, что коэффициент внешнего трения в движении
меньше, чем коэффициент трепня покоя, на 10—30?<j.
ТАБЛИUА V///./. Физика-механические свойства шихтовых материалов
НасыппоА материал Поверхггостн едпли и трепня /0 т0 X IV*. Пл /, а. гра- дусы т* кг ,№
Известь Известь по извести 0.92 0,54 0,780 42 1100
Кокс Кокс по коксу 0.68 0,74 0,562 47 490
Карбидная шихта Шихта по шихте 0.69 0.59 0,568 44 720
Известь Сталь 0,55 0,098 0,53 — —
Кокс ft 0,39 0.00 0,40 — —
Карбидная шихта ft 0.45 0.00 0.53 — —
Известь бетон 0 55 0,29 0,57 — —
Кокс ft 0,51 0.34 0,46 — —
Карбидная шихта Л 0,57 0,29 0.58 — —-
Фосфорит Фосфорит по фосфориту 0,72 0,69 0.630 0,45 1420
Кварцит Кварцит по кварциту 0.69 0,78 0.585 0.46 1810
Фосфорная шихта Фосфорная шихта по фос- 0.7! 0,72 0,585 0,45 1420
форной шихте
Фосфорит Сталь 0,45 0,098 0,45 — —
Кварцит 0.37 0.00 0,40 — —
Фосфорная шихта ft 0.39 0,00 0.44 — —
Фосфорит бетон 0.48 0.29 0.53 — —
Кварцит ft 0.41 0.34 0,43 — <—
Фосфорная шихта ft 0,43 0,29 0,53 — —
236
Физпко-ме.хапические свойства часто используемых в химической
электротермии шихтовых материалов приведены в табл. VIII.1.
Приведенные данные получены для шихты с размером кусков до
(5 мм. Необходимо иметь в виду, что коэффициент внешнего трения
Д ц начальное сопротивление сдвигу материала ти по стали и бетону
с увеличением размера частиц материала изменяются незначительно,
а угол естественного откоса а растет, однако общей зависимости а от
размера частиц не получено и в силу этого экстраполяцию значений а
необходимо проводить осторожно.
VIII.2. БУНКЕРЫ
Бункеры — хранилища материалов, устанавливаемые в техноло-
гической цепи и играющие роль компенсаторов неравномерности
загрузок. Бункеры подразделяют:
по назначению — аккумулирующие (для складов), уравнительные
(между системами транспорта), технологические (непосредственно
связанные с технологическими аппаратами);
по виду исполнения — закрытые, открытые;
по форме — прямоугольные, круглые (конические, цилиндриче-
ские). корытообразные (призматические, пирамидальные), щеле-
образные;
по виду конструкционных материалов — металлические, железо-
бетонные, деревянные, комбинированные, с покрытиями.
Бункерные устройства состоят из собственно бункеров, представ-
ляющих собой емкости различной конфигурации и объема, загрузоч-
ных и разгрузочных устройств, побудителей истечения материала,
затворов, приборов контроля и автоматизации. Данный параграф
посвящен только конструкции собственно бункеров.
Вместимость бункера определяется его назначением. Наиболее
часто встречающиеся значения вместимости:
для аккумулирующих бункеров — обеспечивающая хранение
2—6-суточного запаса материалов;
для уравнительных бункеров — 0,5—2 м3;
для технологических бункеров - - в пределе от единичной загрузки
до загрузки, обеспечивающей 17-часовое хранение материала.
Вместимость бункера бывает геометрической (VreM1, ма) и полезной
(^полет, м3)- Геометрическая вместимость равна расчетному объему,
полезная — объему материала, вмещаемого бункером при принятом
способе загрузки. Эти величины связаны зависимостью:
I ЦПЛРЗП ~ '1’1' 1'СПМ
Здесь (|- — коэффициент использования объема, значения использования объ-
ема для разных типов бункеров и способов загрузки приведены ниже;
Тип бункера Способ з.чгрузкп У
Пирамидальный Через центральный люк 0.7
Прямоугольный комби- То же 0,55
нированный Корытообразный Через боковые люки 0.6
Корытообразный ком- То же 0,45
бинированный Щелевом 11з вагонов пл центральной оси 0,6
237
Рис. V111.2. Виды буферов:
Л — прямоугольный Ю. Мб I: il Н J'- IC1 И:! м ii I б - ПИр.ЧМ1!Д .:. 1Ы11,н". <: - К । 'pid Т' - р 1 .41 Ы И J <’ —
корытообразны Я к.-мбн ни ров.тп'I и; г’ irie.’ea-jtl.
Наиболее часто встречающиеся в технологических схемах хими-
ческой электротермии типы бункеров представлены па рис, VIII.2.
Необходимая вместимость бункеров определяется режимом работы
и производительностью сопряженных маишп. Пропускную способ-
ность бункера (в т'ч) находят по формуле:
Q - ЗбООАау
Здесь 5 — площлдь отверстия истечения. м’- [определяется с учетом кускова-
тости материала: для круглых сивсрстлй 5 = л (D — u')'2;4, для прямоугольных —
S = (Л — «') (if — uj, где D - диаметр, а Д и В - линейные размеры сторон от-
верстия, м]; v — скорость истечения, м с [с л J 2д7к где X — коэффициент исте-
чения (для хороиюсьшучи.х грузов /. — 0.65, для нл.ьхосыпучих - /. — 0.2); g —
ускорение свободного падения; h — высота слоя засыпки, м]; у -— плотность матери-
ала, т мл.
Основные конструктивные размеры элементов бункера:
1) размер .4 стороны выпускного (квадратного) отверстия
для хороиюсыпучих материалов zl — А\ (o' -р 80) 1ц ц.
для связных материалов ,4 > |4 (1 -ф чп q )А'птп а'у] у
Здесь Аф — коэффициент запаса, характеризующий способность материала к сво-
дообразованию (для сортированного материала А'., 2.6, для рядового К.л -- 2,4,
для связных материалов Аф — 1.5:-2.О).
2) угол наклона aMtIj| к горизонту образующих конуса (пирамиды)
амнп 1к~- (3-4-10)°. Для абсолютного большинства видов кусковых
материалов аМ(Ш — 50—60s.
VIII.3. ПИТАТЕЛИ
Питатели -- механические агрегаты для равномерной подачи
насыпных материалов из бункеров в различные аппараты; кроме
того, они часто одновременно выполняют роль затворов.
По конструкции питатели подразделяют на:
питатели с тяговым органом — ленточные, пла-
стинчатые, скребковые и др,:
питатели с колебательным органом — качаю-
щиеся и вибрационные;
питатели с вращающимся рабочим орг а-
н о м — шнековые, тарельчатые, секторные;
питатели п и е в м а т и ч е с к и е д ля м е л к о д и с-
персиы х м а т е р и а л о в.
238
рис. VI! 1.3. Ленточный питатель:
; — гибкая лента; 2 — концевые Спрлба- _______/___ ,
мьг .? - опорные ролики; 1 — > pi ч! к а; 'ЧТ" 7 ° /
5 Д шибер, fi - Ho.+tyx. Ч, /5
Основные требования к ни-
та тел ям сводятся к обеспсче- -
нию необходимой производите- 2 ‘L|J’
ЯВНОСТИ, возможности per ул II’
рования расхода в заданных
пределах, точности и устойчивости питания. Эти требования удо-
влетворяются путем оборудования питателей системой регулиро-
вания скорости и перемещения рабочего органа, а также благо-
даря возможности изменения живого сечения рабочего органа.
Объемные питатели свободного истечения материала имеют точ-
ность дозирования до —25%, объемные питатели принудительного
истечения — до — 15%. При работе на мелкозернистых материалах и
на материалах с постоянным гранулометрическим составом секторные
объемные питатели могут обеспечить точность дозирования ±5%.
Весовые питатели могут иметь точность дозирования до ± 1 % (чаще
=д2%).
Ленточные питатели (рис. VII 1.3) применяют для равномерного
опорожнения бункеров в схемах, работающих на мелкокусковом ма-
териале. Их можно использовать и для средиекусковых материалов
с размером кусков, не превышающих 50 мм. Конструкция представ-
ляет собой замкнутую ленту 1, натянутую на два концевых барабана
2 и опирающуюся на опорные ролики 3, которые установлены с макси-
мальным приближением друг к другу. Привод от электродвигателя
через систему зубчатых передач сочленен с головным концевым бара-
баном и нередко имеет систему регулирования числа оборотов (чаще
всего через вариатор). Изменение производительности достигается
либо положением шибера 5, которым оборудована приемная воронка
питателя, либо изменением скорости движения ленты.
Производительность ленточных питателен достигает 600 т'ч; ее
рассчитывают по формуле:
Q z= згсыу/А-у/.'
Здесь if — коэффициент использивлння ленты ('обычно принимается рапным
0,7—0,81: Л — высота слоя материала на леигс питателя (обычно нс более 1 2 ширины
ленты 1У), м; b — расстояние между бортами (выбирают в зависимости от ширины
ленты Ь' По данным: b равно 0.28; 0,38; О.Ы) и 0.95 м при ширине лепил 0.4; 0.5;
0.8 и 1.2 соответственно): с - - скорость движения лепты (; — 0.05 >0.45 м с; для
тяжелых и абразивных материалов ; -- 0,054-0.1 м с); к — поправочный коэффици-
ент к плотности материала у (Принимается 0.7- 1.0)
Пластинчатые питатели используют для выгрузки из бункеров
средне- и круппокускпвых материалов (до 500 мм). Конструкция
питателя следующая. На рамс в подшипниках установлена пара
натянутых и пара приводных звездочек. На звездочки натянуты две
пели, к которым прикреплен пастил, состоящий из смежно располо-
женных стальных пластин, перекрывающих друг друга. Наиболее
распространенные профили пластин представлены па рис. VIII.4.
239
Рис. V i 11, -1. Основы ые профили пластин
а — плоский; б кпр'.-бчитыП: в - вол-
Шитый.
Пластины плоского профиля
применяют для легких и
средних по массе материалов,
а коробчатого п волнистого
профиля — для подачи тяже-
лых материалов, а также
для перемещения матер на-
лов под углом до 36°.
Пластинчатые питатели могут работать при выгрузке материалов
с температурой до 473 К: они выпускаются шириной от 0,8 до 1,5 м,
длиной до 6 м, производительностью до 1000 т ч.
Производительность пластинчатого питателя подсчитывают по
формуле, определяющей производительность ленточного питателя,
но коэффициенту принимают равным 0,7—0,9, а скорость движения
пастила и 0,02-н0,25 м с.
Цепные питатели состоят из свободно подвешенных па барабане
бесконечных цепей, находящихся над наклонным лотком выпускного
отверстия бункера. При вращении барабана пр it ходят в движение
перекинутые через него цепи и создают плавный поток материала по
желобу. Такой питатель может работать на материале любой круп-
ности с производительностью от 10 до 700 т ч.
Применяют цепные питатели, имеющие ширину желоба от 200 до
1700 мм; угол наклона желоба зависит от коэффициента трения мате-
риала по днищу желоба и лежит обычно в пределах 25- 40'.
Производительность (в т ч) цепных питателей определяют по
формуле:
Q - 3(з()01|
Здесь i]’ — коэффициент использо;н1няя объем.'! желоба (принимается рапным
0,7—0.8); 5 — площадь сечения рабочей части желоба, м"; ? — скорость движения
цепи (принимается 0-15—0.3 м с).
Вибрационные питатели ('рис. VIII.5) состоят из лотка / и вибра-
тора 3, подвешенных к бункеру па пружинных подвесках. Материал
передвигается по лотку за счет вибраций, сообщаемых лотку вибра-
тором. Вибраторы бывают пли электромагнитные, или электромеха-
нические (дебалансные). Обычно частота колебаний составляет
3000 единиц в минуту, амплитуда колебаний до 2 мм.
Вибрационные питатели рекомендуется применять для подачи
хорошосыпучих* мелкозернистых материалов (крупностью до 100 мм).
Эффективность их работы падает с увеличением угла внутреннего
трения материала. Ширина лотка обычно от 200 до 600 мм, длина —
от 800 до 1500 мм. Производительность питателя — от 10 до 400 т'ч;
ее находят по формуле:
Q 3600 t|7t bnQiт
Здесь у — коэффициент использования объема лотка (принимается в пределах
0.62—0,7). h высота слоя материала, м; b - ширина летка, м. н(, -- частота коле-
баний. мин-1; { - ход ложа, м.
240
Качающиеся питатели. Наибольшее распространенно подучил
кареточный питатель. Он служит для равномерной подачи хорошо-
сыпучих мелких и крупных материалов. Питатель состоит: из подвиж-
ного горизонтального стола с боковыми бортами, образующими же-
лоб: привода, сообщающего столу возвратно-посту на тельное движе-
ние: корпуса с шиберным затвором. При прямом ходе стола материал
высыпается из бункера на открывающуюся свободную поверхность
стола. При обратном ходе стола материал проскальзывает по столу, и
часть его пересыпается через переднюю кромку стола.
Размер кусков материала, который может быть перемещен каре-
точным питателем, — до 750 мм. Выпускают кареточные питатели
с шириной стола от 500 до 1500 мм. Амплшуда качания стола обычно
лежит в пределах 50—175 м.м. Частота вращения эксцентрика колеб-
лется от 0,17 до 1,0 об'с.
Производительность питателен достигает 360 м3 ч и рассчитывается
по формуле, определяющей производительность вибрационных пита-
телей. ио коэффициент ф принимается в пределах 0,7—1,0.
Шнековые питатели применяют для дозирования мелкозернистых
пылеватых материалов, не боящихся истирания и крошения. Питатель
состоит из следующих основных элементов: приемной воронки, кор-
пуса — трубы, винтового побудителя — шнека, привода. При вра-
щении шнека поступающий из бункера материал получает осепое
перемещение (проталкивается) от винтовой образующей шнека. От
совместного вращения со шпеком материал удерживается силой тя-
жести и трения о корпус. Шнековые питатели можно устанавливать
в схемах не только горизонтально, но и под углом к горизонту (в неко-
торых случаях даже вертикально).
DtK'p.iT
^ис. V1H.5. Вибрационный иитптель:
1 — .--’гок: -• иружп!И1.,я исдисск,!.
2 II
Промышленность выпускает шнековые питатели производитель?
ностью до25т ч. с диаметром шнека 178 мм, частотой вращения шнекай
от 25 до 80 об мин. ПроизводцтельЕЕОсть (в т ч) шнековых питателе®
определяют по формуле: •
о - 3600 (л -о
Здесь у — коь.|фниiifhг использования объема желоба (принимается и пределах
0.7--1.0KD —диаметр пщ-гл, м: ч — частота вращения виятг;. об с (для хорошосы-
пучих материалов и — 0.6—1,5 об.'с, для материалов пониженны! полвпжноста
п~ 0.5—0,6 i-б.с); I—ць:Г виин;. м.
Секторные питатели предназначены для подачи и дозирования
порошкообразных силыюпылящих материалов, склонных к самопро-
извольному истечению. 11х рационально устанавливать непосред-
ственно под бункером, так как они могут служить запорным устрой-
ством и одновременно побудителем истечения.
Секторный питатель представляет собой вращающийся барабан
с лопастями, заключенный в цилиндрический корпус, благодаря чему
образуются отсеки — ячейки. Принцип действия питателя основан на
заполнении ячеек материалом, когда оии находятся под бункером,
и высыпании материала из ячеек, когда они проходят над выпускным
отверстием корпуса питателя.
Выпускают секторные питатели с 3- 12 ячейками, диаметром
лопастного барабана до 1 м, производительностью до 12 т ч. Произво-
дительность (в т ч) питателя находят по формуле:
Q
Здесь у — ко^^|чщиен г использования объема сектора (принимается обычно
0,7); D — диаметр барабана, м: fi — высота слоя материала, м; b — ширина выпуск-
ного отверстия, м; п — частота вращения барабана, с-1.
Тарельчатые питатели предназначены для выгрузки и дозирова-
ния мелкозернистых и мелкокусковых материалов грануляцией до
100 мм. Питатель состоит из горизонтального диска-тарели, приемной
воронки с подъемном манжеткой, сбрасывающего ножа, привода.
Принцип действия тарельчатого питателя основан на сбрасывании
сыпучего материала, находящегося на поверхности вращающегося
диска-тарели. Регулирование подачи осуществляется изменением
числа оборотов тарелп, изменением глубины перемещения по радиусу
тарели сбрасывающего ножа, подъемом или опусканием манжеты.
Наиболее распространены тарельчатые питатели диаметром 600—
1300 мм. с частотой вращения 0,003—0.017 об е. Производительность
(в т‘ч) тарельчатых питателей определяют но формуле:
Q 3600 (лЛ-пу Щ 7.) ; (D.2) ; (/1,(ЗЩ7)]}
Здесь /г — высота расположения манжеты над диском, м; п — частота вращения;
диска (принимается 1 л об с, 1 с; се — угол естественного откоса, градусы; D — дна-;
метр патрубка приемной впроики, м. '
VIII.4. ТРАНСПОРТНЫЕ СРЕДСТВА
Процессы транспортирования можно разделить на дискретные
(вагонами, ковшами) и непрерывные (конвейеры, пневмотранспорт и
др.). Оборудование, используемое в процессах транспортирования,
242
-олжн<* обеспечивать: требуем \ю производительность. сохранение
качества транспортируемых грузов, надежность работы и простоту
обслуживания, минимизацию отходов и выбросов (просыпи, пыле-
выделшше).
Для процессов транспортирования применяют следующее основ-
ное оборудование: самоходный транспорт (железнодорожный, авто-
мобильный, электрокары и др.), краны, конвейеры, элеваторы,
пневмо- и гидротранспорт.
Наибольшее распространение ь качестве транспортных средств при
оснащении технологических схем химической электротермии полу-
чили конвейеры и элеваторы.
Конвейеры
Существует свыше 20 типов конвейеров. Все они подразделяются:
по назначению — для насыпных грузов, для штучных грузов, для
смешанных грузов (насыпных в емкостях);
по конструкции — имеющие замкнутый тяговый элемент, не
имеющие тягового элемента:
по направлению перемещения — горизонтальные, наклонные,
вертикальные.
В химической электротермии наибольшее распространение нашли
ленточные, пластинчатые и ковшовые (лю.течпые) конвейеры.
Ленточные конвейеры (рис. VIИ.6) подразделяют:
по материал}' несущего органа (ленты) — с текстильной лентой,
со стальной лентой, с сетчатой лентой;
по конфигурации несущего органа — с плоской лентой, с желобча-
той лентой;
по конструкции — стационарные и передвижные.
Передвижные ленточные конвейеры используют в местах много-
точечной разгрузки при работе в условиях повышенной опасности для
обслуживающего персонала (расходные печные бункеры). От ста-
ционарных они отличаются тем, что имеют подвижную раму 3 с при-
водом. установленную на катках; лепта таких конвейеров натягива-
ется только винтовыми натяжками <5; разгрузка их производится
только через концевой барабан.
Основные технологические характеристики ленточных конвейе-
ров — это их рабочие размеры (длина и ширина ленты) и производи-
тельиость. Длина транспортирования ленточными конвейерам;
обычно не превышает 150 200 м. но иногда достигает иескольки.
километров. Ширина ленты тестирована и выбирается из следующег
ряда чисел: 300, 400, 500, 650.800. 1000, 1200, 1400. 1600 мм. Нацболе
часто используют текстильные (кордовые) ленты с резиновой обклад
кон. Для условий работы в неотапливаемом помещении надо при
менять морозостойкие ленты (до 223 К). При работе в условия:
высоких температур применяют:
до 420 К — асбсстированные ленты;
до 620 К — стальные ленты;
до 620—670 К — сетчатые ленты из углеродистой стали;
до 1270 К -- сетчатые ленты из жаропрочной стали (20% Сг
10—1596 \i).
Опорные ролики 2 бывают прямые и желобчатые (составные)
Диаметр роликов 108 и 159 мм. Ролики с диаметром 159 мм применяю!
в конвейерах, имеющих ширину лепты свыше 1000 мм. Опорные ро-
лики на верхней несущей ветви ленточного конвейера устанавливают
с шагом от 1000 до 1500 мм в зависимости от насыпной массы транс-
портируемого материала и ширины ленты, па нижней ветви — с ша*
гом 2500—3500 мм. под загрузочной воронкой 6 — с шагом, не пре-
вышающим половины ширины ленты. Ленточные конвейеры оснащают
также вертикальными роликами, которые центрируют положение
ленты.
Концевые барабаны 1, 7 подразделяют на натяжной и приводной.
Натяжной барабан — цилиндрический, приводной — бочкообраз-'
пый. Диаметр барабана должен быть не менее (100—125) (, чтоб»
исключить активную вытяжку и излом ленты (здесь i — число
прокладок в ленте).
Ленточные конвейеры могут работать под некоторым углом
к горизонту, который не должен превышать (0,45-н0,5) а — угла
естественного откоса материала; обычно он не превышает 18—25°.
Технологический расчет ленточного конвейера сводится к опреде-
лению его производительности в зависимости от параметров транс-
портирования и габаритов конвейеров.
Производительность (в т ч) ленточного конвейера:
с плоской ленгой Q — 57610- Щ (0.35а) г-у
с желобчаип) лептой Q — 160061,6 (О.ЗЗсс.) гу — 1
Здесь ф — коэффициент использования ленты (принимают в пределах 0,85—1,01
зависит иг угла наклона конвейера, для горизонтальных конвейеров ф = 1,0); b —
ширина лепил, м; а — скорость ленты (принимают в пределах 1.0— 2,5 м с; при транс*;
портировании легких материалов выбирают высокое значение скорости).
Из рассмотренной формулы по принятой производительности
можно рассчитать ширину ленты и выбрать окончательное ее значение
с учетом приведенного выше стандартного ряда; дополнительно про-
веряют способность лепты транспортировать материал требуемого'
гранулометрического состава: для рядового материала b 2а
200 мм; для сортированного материала b 3,3а' -] 200 мм.
При эксплуатации ленточных конвейеров необходимо соблюдать1
следующие основные условия. Перед пуском ленточный конвейер
214
г
f должен быть осмотрен п опробован па холостом ходу. При этом
F особое внимание следует уделить натяжению лепты н точности уста-
новки опорных роликов. Чрезмерно сильное натяжение приводит
к вытяжке ленты, разрушению места стыка, повышенному расходу
мощности на привод. Кроме того, неточности в установке опорных
роликов сильнее отражаются на равномерности и точности хода
ленты. Слабое натяжение лепты — причина провеса: это затрудняет
возможность регулирования точности хода ленты, обусловливает ее
неравномерный ход, приводит к просыпанию груза. Нормальным
натяжение ленты считается в том случае, если гиря массой 10 кг,
установленная на ленте между опорными роликами, вызывает прогиб
не менее 1 % и не более 5% от длины пролета между опорами. При
некотором опыте эксплуатации качество натяжения ленты проверя-
ется рукой. Необходимо тщательно следить за тем, чтобы все ролики
хорошо прилегали к ленте и вращались. Остановка роликов может
быть вызвана их неправильным монтажом или отсутствием смазки
в подшипниках. Подшипники опорных роликов и барабана необхо-
димо регулярно смазывать,
В случае пробуксовки ленты необходимо уменьшить слой мате-
риала на ленте, проверить натяжение ленты, подсыпать на барабан
канифоль или битум. Сбегание ленты устраняется установкой опор-
ных роликов перпендикулярно центральной оси конвейера, организа-
цией равномерной подачи материала иа ленту, исправлением места
стыковки ленты.
Привод должен работать бесшумно. Наличие шума в приводе —
свидетельство неправильной сборки, износа зубчатых колес, недоста-
точности смазки пли ее несоответствия. Уровень масла в приводном
редукторе необходимо поддерживать в пределах, отмеченных на
маслоуказателе.
Останавливать конвейер можно только после полного освобожде-
ния его от материала. В случае аварийного останова перед следующим
запуском необходимо убрать материал с ленты конвейера.
Пластинчатые конвейеры используют для транспортирования
тяжелых крупнокусковых материалов с температурой до 420- 470 К
н под углом наклона к горизонту до 45°. Промышленность выпускает
пластинчатые конвейеры производительностью до 400 т/ч, длиной
До 100 м.
Отличия пластинчатых конвейеров от ленточных состоят в сле-
дующем:
тяговым органом являются пластинчатые цепи, входящие в зацеп-
ление со звездочками привода;
рабочий несущий орган — настил представляет собой набор из
отдельных пластин плоской, коробчатой или волнистой формы
(основные профили пластин приведены в разд. VII 1.3);
рабочий несущий орган имеет борта;
разгрузка материала с конвейера осуществляется через головную
часть;
t наличие подвижных или стационарных роликоопор.
245
Рис. VII 1.7, ( чсма KoniuOBoru ксигпНкрл:
7 ЗлГ РУ2ОЧН1 -г у< г рг,нг; пп: ? пр,ии ди;-я станиц
J — Гь.ЗГру .мч ”. < VCT^'?f:CP, Ell I, - Xi Д'’|Ь? j] I'TLif 5 -
н м тяж ия ’станин^:
Производительность (в т и) пла
стпнчагого конвейера подсчитываю-:
по формуле:
Q iO.H'zj и-/
Здесь ii — Кг j2#4'4.;iuuc41T ил и ыь.,. ша н ня на
Vll'.Mt I npi! JsHV.iJii 'Г [.‘ННПЬ’Г,: O.S.’i): Ь -ширин;
настила, м; а — угол естественном откоса материала при л пи же пи п мля ка
мепного угля равен ,30°. для кикса, изиестнякл. квнрпита. ||юсф|>рлт.ч — 35°)
г — скороеп, движения пастила конвейера (принимают в пределах (),2л--030 м с)
Принятия или рассчитанная ширина настила h проверяется н,
возможность транспортирования круппокусконоги материала. Дл:
рядового материала b ~> I J и' - 250 мм, для сортировавши о
с=г 2,7а 250 мм.
При эксплуатации пластинчатых конвейеров основное внпмани
должно быть уделено наблюдению за состоянием пластин, образую*-
щих настил, так как выход из строя даже одной пластины может
служить причиной защемления и перекоса всей подвижной системы
конвейера. Необходимо обеспечивать нормальное натяжение цепей,
не допуская их провисания (стрела провисания не должна превышать
2%). Натяжение цепей проводят как натяжными устройствам!
(в основном винтовыми), так и путем укорачивания ее на одпо-дв;
звена. Однако подтягивание вытянутой цеп if допустимо только да
определенного значения, поскольку иначе нарушится нормалью
зацепление.
Предельно допустимое увеличение шага цепи
приведено нпжей
Число зубьев звездочки 25
Вытяжка цепи, %:
втулочно-ролико- 6,-1
В ПН
втулочной 4,8
30 35 40 45 50 60 70 80 90 1(
5.3 4.6 4,0 3.5 3,2 2,6 2,3 2.0 1,7 1
4,0 3.4 3,0 2,6 2,4 2.0 1,7 1.5 1,3 1.
Необходимо выявлять и устранять изгибы пластин тяговой цет
и повреждения втулок, так как это может привести к заклиниваний
цепи на звездочках. Важно также соблюдать равномерность натяже
нпя обеих цепей.
Важнейшим фактором, определяющим работоспособность цепи
является смазка. Для смазывания цепей рекомендуются легкие масла
Смазку цепи пластинчатых конвейеров следует производить не реЖ
чем через 12 — 16 ч работы. Необходимо также следить за состояний
звездочек. Износ зубьев звездочки допускается не более чем и;
30%, радиальное и торцевое биение звездочек не должно превышая
0,05 мм на 100 мм диаметра звездочки.
Ковшовые конвейеры (рис. VIИ.7) применяют на карбидный
заводах нашей страны, особенно их двухцепную модификацию-
люлечные. Основные достоинства этих конвейеров:
они могут быть использованы взамен двух последовательных ма
шин при необходимости горизонтального и вертикального перемещу
246
ИИЯ грузов, что исключает промежуточные пересыпки материалов и
связанпое с этим дробление и пыление;
не требуют наклонных эстакад, что значительно упрощает кон-
стрскшпо зданий.
К недостаткам ковщовых конвейеров относятся: сравнительная
сложность изготовления и ремонта; наличие узлов, требующих
постоянного контроля и частых ремонтов (загрузка и выгрузка);
большая масса и высокая стоимость. В силу этого в новейших проек-
тах ковшовые конвейеры не применяют.
Промышленность выпускает ковшовые конвейеры длиной 100—
150 м. высотой подъема — до 40 м, производительностью от 10 до
350 т ч. Последнюю определяют по формуле:
Q — з ,Г11|' оу /) 1>у
Злел. У — коэффициент н спел ю-шапп я объема кавы л (пр и п полни в пределах
0j_n.Sk ы — пмсстимисть (обычна ковши имеют югссгицость <<т 20 ло 350 л;
необходимо иметь в виде, что р«скр:,пнс ковша должно быть более двух характерных
размерен к\екоп -.|лтеришт<'Bi; 1 — шаг между Ковшами, м: с - скорость движения
цепей конвейера (нр и и и: глеи у пределах 0.15— 0,40 м/с),
При эксплуатации ковшового конвейера необходимо:
обеспечить плавное безударное зацепление ковшей конвейера
с узлами опрокидывающего устройства и загрузочной станции;
не допускать завалов груза на конвейер, просыпание материала;
обеспечить работоспособность смазывающих устройств; при ос-
мотре роликов проверить состояние шариковой масленки, так как она
нередко свинчивается;
следить, чтобы температура нагревания масла в редукторах и
подшипниках не превышала 330—340 К; масло в редукторах должно
находиться в пределах уровня, указанного на маслоуказателях.
Так как в тяговых органах ковшовых конвейеров используется
цепная транспортная система, то все рекомендации по эксплуатации
пластинчатых конвейеров распространяются н на ковшовые кон-
вейеры.
Элеваторы
На предприятиях химической электротермии используют ковшо-
вые элеваторы. Они предназначены для вертикального и крутонаклон-
ного (более 60°) перемещения насыпных материалов. Конструктив-
ная схема ковшового вертикального элеватора представлена на
РИС. VIII.8.
По типу тисового элемента элеваторы разделяют на ленточные и
Цепные (с одной или двумя цепями). Первые применяют для транс-
портирования пылевидных и мелкокусковых материалов, вторые —
Для транспортирования среднекусковых и горячих грузов.
Ленточные ковшовые элеваторы — быстроходные, их используют
Для подъема груза не выше 20—25 м, цепные элеваторы обычно высо-
копроизводительные и применяются в елмчае большой высоты подъема
гРУза (до 40 м).
Промышленность выпускает ковшовые элеваторы производитель-
ностью до, 600 т ч.
247
Рнс. vm.fi. Вертикальный ковшо-
вый элеватор:
1 — натяжное устройство; - бщц-
мак элеватора; 3 — натяжной бара-
бан (звечдочк.'О; / — направляющее
устройство; 5 — ковш; 6 — тяговый
элемент (цепь, лента); 7 — привод-
ной барабан (звездочка!; ? — голов-
ка элеватора; у - механический ос-
танчи (хриновый механизм); to —
приводной двигатель с редуктор->м;
>1 — ко;-кух.
Одним из основных элементов элеватора являются ковши 5. Для'
ленточных ковшовых элеваторов используют ковши 5 шириной 160—
350 мм, для цепных — 450 -900 мм. Ковши бывают глубокие (для^
транспортирования хорошо сыпучих материалов -- кокса, кварцита*;
отсеянного фосфорита и известняка), мелкие (для транспортирование
мелкодисперсных и склонных к слеживанию материалов — мелочя-
извести, кокса и др.), с направляющим устройством (для транспортир
рования крупнокусковых и абразивных материалов). Ковши выполч
пятотся штампованными или сварными из стали толщиной от2до6мм.Л
Ковши 5 наполняются пли путем зачерпывания из башмака 2а
пли в результате засыпки их через загрузочный носок. Разгрузки
ковшей бывает центробежной, самотечпо свободной и самотечн^
направленной. 1
Ковшовые элеваторы довольно широко используют в силу тогой
что они имеют малый габарит в плане. Это позволяет решать траися
портные вопросы при стесненных компоновках зданий и сооружений!
Кроме того, достоинством их является и широкий диапазон проч
нзводптельностц. 1
Недостатками элеваторов следует считать повышенную чувстве!
дельность к перегрузкам, вызывающую необходимость равномерное®
питания, и пониженную эксплуатационную надежность, приводящую
в ответственных случаях к установке дублирующих элеваторов!
Производиiельность ковшовых элеваторов рассчитывают по фор-
муле. по которой ведут расчет производительности ковшовых кон-
вейеров, но только скорость движения лепты (цепей) принимают
в пределах от 0,6 до 2,0 м с (для мелких грузов и ковшей скорость
ниже).
Для_поддержанпя в работоспособном состоянии элеваторов необ-
ходимо регулярно производить их осмотр, проверять крепление ков-
шей, натяжение цепей и положение их на звездочках. Требования
к качеству эксплуатируемых цепей и звездочек, приведенные для
пластинчатых конвейеров, сохраняются и для ковшовых цепных
элеваторов. Следует также регулярно смазывать подшипниковые
узлы, поддерживать требуемый уровень и температуру масла в редук-
торе, производить регулярную замену масла в редукторе, Особого
внимания требуют следующие узлы: тормозное устройство, исклю-
чающее обратное движение цени при остановке двигателя; ловитель,
удерживающий цепь при ее обрыве; цепи, которые должны быть
достаточно сильно натянуты, чтобы исключить возможность биения
ковшей о стенки элеватора. Участки цепей между ковшами должны
быть равной длины, так как при различной длине ковши перекашива-
ются. цепи соскальзывают со звездочек; материал заваливает эле-
ватор.
Как и для других транспортных механизмов, нуск элеваторов
под нагрузкой недопустим, поскольку это приводит к быстрому раз-
рушению его рабочих элементов.
V1I1.5. ИЗМЕЛЬЧИТЕЛИ
Процессом измельчения вскрывают целевое вещество, заключен-
ное в твердой породе, увеличивают поверхность фазового контакта
действующих масс.
В зависимости от размеров кусков исходного сырья d„ и конечного
продукта di: измельчение условно делят на несколько классов:
К-чзсс чч tif.. мм
измельчения и
Дробление
крупное 1000 и выше 250
среднее 250 20
мелкое Помол 20 1-5
грубый 1—5 0,1—0.04
средний ОД -0,04 0,005- 0,015
тонкий 0.1-0.04 0,001—0,005
коллоидный —0.) -0,001
Отношение размеров кусков до измельчения и после измельчения
Называют степенью измельчения. Различают линейную и объемную
степень измельчения.
Существуют следующие способы измельчения:
раздавливание — тело деформируется по всему объему
н при превышении внутренних напряжений предела прочности
Разрушается;
249
12 11 Ю
группы:
Рис. V1JI.H. Щековая дробилка с верхним подвесов
подвижной щеки на аьсцеиГрикопоч налу: 1
/ — станина: ? — бр-чн’Н!.:е ttjrti I rr; j — распорные
клинья; — ::'Ц[ч<,ьц.|Я щек,:; < — ^ьсцентрнконы|[
rf.i-c, ь — Щ-.'чт': Г Н"Д"Щ пднт: ,5 ПОДНИМИ
кмЛ KJihir; у - л,нижняя пружниа: тяг.,, и
уппришб kjiih, — H.i/i.aMii n.riiT.i,
раскалив а и п е — тело раз-
рушается в местах концентрации наи-
больших нагрузок:
р а з м а л ы в а и и е—тело разру-
шается от действия изгибающих сил;
резание - тело делится на
заранее заданные части под дейст-
вием концентрированных нагрузок;
у'д ар — тело разрушается от действия динамических нагрузок,.
По способу измельчения все измельчители можно разделить на
измельчители раскалывающего и р а з м а-
л ы в а ю щ е г о действия — щековые, конусные и зубовалко--
вой дробилки;
измельчители раздавливающего дейст-
вия— гладковалковые дробилки, роли ко кольцевые мельницы;
и з м е л ь ч и те л п у д а р п о - и с т и р а ю щ е г о де й-
с т в и я — барабанные мельницы и др.;
измельчители и с т и р а ю щ е - р а з д а в л и в а ю-
щего действия;
колло и д н ы е из м е л ь ч и т е л и.
Щексвые дрсбилки. Основными элементами щековых дробилок
являются две щеки: неподвижная и качающаяся. Щеки образуют
пасть. Материал сверху поступает в пасть. При сближении качаю-
щейся щеки с неподвижной материал разрушается, а при отходе
измельченный материал высыпается через нижнюю щель пасти. Сте-
пень измельчения i в щековой дробилке достигает 3—5.
По кинематической схеме подвеса качающейся щеки имеется шесть
вариантов исполнения щековых дробилок. На рис. VHI.9 представлей
наиболее распространенный вариант щековой дробилки с верхний
подвесом на эксцентриковом валу.
Отечественная промышленность выпускает щековые дробилки,,
способные принимать куски размером до 1500 мм (однако нацболе*
распространены дробилки для дробления кусков 200—500 мм), про-
изводительностью до 500 т/ч.
Технологический расчет щековой дробилки сводится к определи
нию возможности дробилки принять кусок максимальной крупност
и определению ее производительности.
Возможность принять кусок максимальной
находят из
крупности
условия удержания куска в пасти в результате действия сил треии:
в системе щека дробилки — кусок материала, которые должны пр£
вышать выталкивающую силу, возникающую от сжатия куска щекам:
250
г
Г дробилки. Выталкивающая сила равна сумме вертикальных состав-
f дрюших \cn.'inii сжатия Р куска щеками. Это условие определяется
одело ютим уравнением:
2.Щ I.:-/. (р 2) > 2Р (Г, 2)
.Ук.’Ь — J Г(’.1 3.':ХВ;П.': .Щ'<Ш.1Ы1 (\Тр.1 рЖКрЬП 114 ГМСТЦ .ipuMi.'I Ml). ПрСобрЛ-
зуя \ вис пне н [гр ин имин на гнь.млние. чти к,; грышнып грс-тя /1ецд. получим
оёнЭнме > т.ТгФне } держания куска в цас-ц лр< 'билкн. 2ц х щ р. г. е. \ Гил захвата
дробилки Р ЛиЛжьн быть мепьню y.iBufHiioro уыа трспин ми:с]>ИТ(Ла о МС1ИЛЛ ц>.
Ширину (в м) пасти дробилки принимают b (1,15 — 1,2) dH;
затор (в м) па выходе из щек дробилки <S <IF. Производительность
(В т ч) щековой дробилки определяют по формуле:
Q ео;щ/('ь,.ц,7 щ р
Здесь |1 — кггзф|[ HiUicii [ ргмрыхленяя материала ('пгшш.щюг в пределах 0,4—
0,C.i. I -'-’од нижней win IKCMI. ,щ — число качений в минуту, мин*1.
При эксплуатации щековых дробилок основные ремонты связаны
с заменой броневых плит, покрывающих щеки, и клиньев, ограничи-
вающих габариты пасли дробилки. Броневые плиты и клиньн подвер-
жены значительному износу в результате истирания, особенно их
нижние части, так как эта зона испытывает наибольшие удельные
нагрузки. Поэтому эти части дробилки изготавливают из износостой-
ких материалов — из чугуна со сфероидальным углеродом или
марганцовистых сталей. Кроме того, в конструкции дробилки пре-
дусмотрена возможность но мере износа нижней части плиты пере-
вернуть ее и установить верхней частью вниз,
Шековые дробилки оборудованы также клепаной нажимной
плитой, которая разрушается в случае попадания в пасть дробилки
металлических предметов и этим защищает дробилку от возможности
более сложной аварии.
Естественно, все требования, которые предъявляются при экс-
плуатации машины в части смазки, осмотров и других профилакти-
ческих мероприятий, сохраняются и для условий эксплуатации щеко-
вых дробилок.
Конусные дробилки. На рнс. VIII. 10 представлена схема конус-
ной дробилки среднего дробления. Рабочими элементами дробилки
являются два входящих друг в друга конуса. Внешний конус 20
связан со станиной дробилки а внутренний 8 установлен на подвиж-
ной осп. Нижний конец оси закреплен в направляющем стакане. При
вращении стакана 1 ось описывает конус с вершиной в узле шарнир-
ного закрепления верхнего конца осн. Таким образом, внутренний
конус постоянно эксцентричен относительно внешнего конуса, т. е.
в системе постоянно имеется зона дробления и зона разгрузки.
Технологический расчет конусной дробилки, как и щековой,
сводится к определению возможности принять кусок максимальной
крупности и определению ее производительности. Первую часть
расчета осуществляют по тем же формулам, что и в случае щековой
Дробилки. Производительность (в т ч) рассчитывают по формуле:
Q _ 188.4ц (D - dK) dKlny (tg + tg аг)
251
Здесь D — ннжний диаметр внешнего конуса, м; I — полный ход внутреннего
конуса в нижней части, м; п — частота вращения внутреннею конуса, мин-1; alt
a3 — углы наклона образующих внешнего и внутреннего конхсов, градусы; ц при-
нимают п пределах 0,-1 — 0.7.
При эксплуатации конусных дробилик необходимо соблюдать
следующие основные правила. Перед пуском надо проверить затяжку
болтов и гаек, состояние системы смазки и рабочих поверхностей,
отсутствие в рабочей зоне посторонних предметов и материала. Темпе-
ратура .масла в маслоспстеме не должна превышать 333 343 К.
Масляный бак должен быть заполнен на ;< 4 объема. Замену масла
в баке производить через 1000 ч работы дробилки. Масляное сито
и фильтр необходимо очищать не реже одного раза в неделю.
Рис- VIII.10. Конусная дробилка для среднего дробления:
1, 23. 27 — направляющий стакан, стакан и эксцентриковый стакан; 2 — ведомая шестерня;
3 — станина; 4 — натяжной болт; 5 — гайка; 6 — шайба: 7 — пружина; 3, 20 — внутрен-
ний и внешний конусы; 9 — винтовой домкрат: 10 — кожух; 11 — приемная воронка: 12.
21 — защитные плиты внутреннего и внешнего конусов; 13 — центральный вал; 14 — фасон-
ная гайка; 15 — загрузочная воронка; 16 — приемная тарелка: 17 — стержни с клиновым
креплением; /я — цинковая заливка: Г> — усганово типе кольцо: 22 — сферическая опора;
24 — ведущий B.i.'i; 25 — ведущая шестерня; 26 — опорная пята эксцентрикового стакана.
252
рабочие поверхности конусных дробилок защищены сменными
пЛцтами из стали с высоким содержанием марганца. Износ плит
допускается не б°-’1ее чем нл от величины хода внутреннего
jfOHX L a.
В процессе работы необходимо следить за равномерностью подачи
й распределения .материала и дробилке, исключить завалы материала
и одностороннюю работу. Нельзя включать дробилку при наличии
материала в полости дробления. Османавливать дробилке можно
только после полного срабатывания материал л. находящегося в по-
лости дробилки.
Зубовалковые дробилки. В основном исподьзхют двухвалковые
зубчатые дробилки. Рабочими элементами зубовалковых дробилок
являются посаженные на валки зубья. Подлежащий измельчению
материал попадает между зубьями вращающихся навстречу друг
другу валков и раскалывается. На рис. VI11.1I представлена двух-
валковая зубчатая дробилка для среднею дробления.
Возможны следующие конструктивные отличия в других вариан-
тах рассматриваемых дробилок.
1. Оба валка подвижны и имеют пружинный прижим. При одно-
сторонней амортизации, т. е. нрн наличии одного подвижного валка,
дробилка оказывается неуравновешенной, что приводит к необходи-
мости иметь усложненный фундамепг и крепление. Введение двухсто-
ронней амортизации снимает этот недостаток, но усложняет конструк-
цию. увеличивает габариты и стоимость дробилки.
2. Подвижные подшипники вала связаны коромыслом п прижи-
маются одной обшей амортизирующей пружиной. Такое решение
устраняет возможные перекосы вала, возникающие из-за неодинако-
вой жесткости пружин или одностороннего питания дробилки.
3. Зубчатые вадкн могут быть наборными из зубчатых и гладких
колец, цельнолитые зубчатые и наборные из зубчатых сегментов.
Преимущественно используют сегментные наборные валки, так как
они удобны в эксплуатации и их легче ремонтировать.
Достигаемая степень измельчения i = 10—12.
Отечественная промышленность выпускает зубовалковые дро-
билки, способные принимать куски материала от 200 до 1000 мм (для
плоского агломерата одно измерение может быть до 2500 мм), произ-
водительностью до 200 т/ч.
Технологический расчет зубовалковых дробилок предусматривает
определение предельной крупности куска, который .может принять
Дробилка, и ее производительности. Предельную крупность куска
рассчитывают по формулам, приведенным для щековых дробилок,
а производительность (в т/ч) — по формуле;
Q = 3600цМ1; (iDn 60) у
Здесь b — ширина валка, м; D — диаметр валка, м; п — частота вращения вал-
ка, с*1; р принимают равным 0,27.
При эксплуатации зубовалковых дробилок кроме общих требова-
ний по обеспечению работоспособности основных узлов дробилки
(подшипников, привода, нажимного устройства) необходимо тща-
253
Рис. VIII.11, Двухвалковая зубчатая дробилка:
I — рама; 2 — ось нескользящего валка; 3 ~ нескользящий валок; 4 — зубчатый кольдЖ
S — скользящий валок; 6 — ось скользящего валка; 7 — неподвижный подшипник; 8 —
скользящий подшипник; ,9 — пружина; 10 — направляющая шпилька; II — опорная тарелка.
тельно следить за равномерностью загрузки по длине валков, а такж»
сточки зрения предотвращения завалов материалом. Контроль износ;
рабочих поверхностей требуется производить через каждые 250—
300 ч работы.
Гладковалковые дробилки. Измельчение материала в гладковал-
ковой дробилке происходит раздавливанием при одинаковой частот;
вращения валков или раздавливанием с истиранием, если валК1
вращаются с разной частотой.
254
Гл ид ко вал новые дробилки бывают двухвалковые. четырех вал ко-
Bbie (двухступенчатые) и даже щестшзалковыс. Различают гладковал-
ковьн? дробилки с односторонним подвижным валком п двумя подвиж-
иыМ[( валками (уравновешенная дробилка). Прижимные пружины
устанавливают либо па каждый подшипник, либо единственную на
валок.
Достигаемая степень измельчения i = 8—20. Промышленность
выпускает гладковалковые дробилки, способные принимать материал
с крутюстыо кусков до 100 мм (один тип дробилки—даже до
200 мм), производительностью до 105 т. ч.
.Максимальную крупность куска материала, который может при-
нять дробилка, определяют по формуле: L) т. 2(М;1. а производитель-
ность (в т ч) дробилки — по формуле:
Q -- ЗЫ1(ф и Щ/.Ы 6(1) у
Здесь b — iriHpiina валка, м; <5 — зазор между валками, м; п -- частота враще-
ния валка, с-1; коэффициент разрыхления материал;-: р выбирают в зависимости от
зазора 6 поданным: и равно 0.1; 0.15—0,20; 0.2 0,3 при значениях 6, равных соот-
ветственно: >0,0250; 0,0065—0,0250; <0,0065 м.
Достоинствами гладковалковых дробилок являются простота
конструкции и сравнительная несложность ремонтов. Недостатки:
значительный выход мелочи, низкая стабильность в работе. Опыт
эксплуатации показывает, что работа гладковалковых дробилок
существенно зависит от условий подачи материала. Если питание
неравномерное, дробилка заваливается материалом, валки, забирая
большие порции материала, расходятся шире, чем предусмотрено,
увеличивается содержание крупной фракции. Неравномерность
питания по длине валков приводит также к проскоку крупной
фракции, перекосу валков, одностороннему их износу.
Барабанные мельницы используют для тонкого измельчения мате-
риалов. Процесс помола идет при стесненном ударе и истирающем
действии мелющих тел.
Барабанные мельницы бывают периодического и непрерывного
действия, однокамерные и многокамерные, с шарообразными мелю-
щими телами и стержневые, с ситовой сепарацией и воздушно-про-
ходной, сухого и мокрого помола.
Конструкция барабанной шаровой мельницы сухого измельчения
представлена на рис. VIII. 12.
Основные элементы барабанной мельнпиы: барабан, защищенный
внутри бронированными плитами; опорные подшипники; привод,
состоящий из электродвигателя, редуктора, ведущей шестерни и
зубчатого колеса, надетого непосредственно на барабан. В барабане
находятся мелющие тела — шары или стальные прутки.
Мельницы работают следующим образом. При вращении барабана
мелющие тела за счет центробежной силы прижимаются к поверхности
бронирующих плит, поднимаются на определенный уровень и падают
Вниз. При падении и при подъеме мелющие тола измельчают мате-
риал, который подается внутрь барабану через загрузочный патрубок.
255
1
Рис. VIII.12. Г>лрзбанная шаровая мельница для сухого измельчения (ШБМ):
/ — зигру.цэчныл J.’CTjjyrtoK, ?. ;1г>дщ и >: ни к н; ? - зубчатый венец; Л s - передняя и з
НЯЯ Inpi;. IBI4C крышки;’ 5 — бар,16,1 и; 6 — брЗНСЗаЯ з.-щнтл. Г — .и;*: /У — зыходпой цат
бок; II -- привод; 12 -- сисгемз смазки.
Выгрузка из барабана осуществляется либо с помощью разгрузочного
устройства 10. либо путем выноса размолотого продукта газовым илй;
жидкостным потоком, проходящим через барабан.
В барабанной мельнице находится большое число дробящих тел,
перемешанных с измельчаемым материалом, что влияет на характер,
движения заполняющею мельницу материала. Кроме того, на харак-
тер движения материала плияет конфигурация внутренних стенок»
в частности броневых плит мельницы. В силе’ этого различают еле-:
Дующие параметры, характеризующие траекторию движения мате--
риала в барабанной мельнице; 7% — внутренний радиус барабана,
определяющий висиший контур движения материала; 7% — услов-
ный внутренний радиус загрузки, определяющий внутренний контур
движения материала. Величина /?„ зависит от коэффициента заполне-
ния и частоты вращения барабанной мельницы.
При выборе оборудования или в процессе его эксплуатации
необходимо иметь в виду, что коэффициент заполнения мельннЦЫ
материалом и мелющими телами не должен превышать 20%. Отноше-
ние массы мелющих тел .1% к массе размалываемого материала
зависит от твердости размалывающего материала и необходимой то-
нины помола. В процессах химической электротермии это отношение
лежит в пределах 1 : 1 или 7:1.
Приближенно внутренний радиус дробящей загрузки можно
выразить зависимостью от радиуса барабана:
Производительность
по формуле:
Л7?6, где Л'- 0.S — 0,95
1в т ч) бпрабаиной мельницы о предел я юТ'
Q - (60 O00W)
работы, м.-Д'мнн; зависит от отношения виутрени
шгрузки (Re) к внутреннему радиусу барабана (Я
Здесь _! - К1)л!к|'Иине!П ;
раднхеа контура дробящей а
256
и частоты вращения барабана — рис. VIII 13- / - . ь„
у- насыпная масса мелющих тел, г м3- Ц”’- удетьный niri? ЛЛ,,1га барабана. м;
Определяют опытным путем на стендовой мельнице) д.1я нскХтЛ^^11’’' кВт‘чл
значения представлены ниже. Ъ Д- я некоторых материалов его
%• мч J , мм 1Г. к Вт чт
Апатитовая руда 9,0 0,150 15,2
фосфоритная руда 9,0 0.150 15.4
Угли
донецкий 10-12 0.090 19-25
карагандинский 10 - 12 0.090 12- 18
Зависимость удельного расхода энергии от конечной крупности
материала выражена графиком (рис. VIH.I4).
При эксплуатации барабанных мельниц, кроме требований по
поддержанию в нормальном состоянии всех механических узлов (зуб-
чатых зацеплений, редукторов ц др.) и системы смазки, необходимо
регулярно проверять состояние внутренней футеровки барабана.
Несмотря на то, что бронирующие плиты изготавливают из особопроч-
ной марганцовистой стали, они подвержены интенсивному износу.
Не реже чем через 300 ч работы следует производить осмотр состоя-
ния футеровки, так как износ или выпадение бронирующих плит
может привести к деформации барабана.
На производительность мельниц и тонину помола большое влия-
ние оказывают размер и форма мелющих тел.’Подбор их оптимальных
размеров и формы основан на эмпирических данных. Для мельниц,
работающих со стальной шаровой насадкой, рекомендована следую-
щая зависимость тонины помола от диаметра d (в м) мелющих шаров:
<7-4.8
₽нс- VIIIJ3. Зависимость коэффициента работы .1 от отношения Я 7?fi при различных ча-
стотах вращения л барабана.
- 34,
П J : / — 25; 9 _ J7: д . .# _ 30, j
рис. VII1.14. График зависимости конечной крупности измельчаемого материала при мокром
измельчении от удельного расхода энергии.
9 II р В. Л. Epui in?
257
Необходимо иметь в виду, что шаровые мелющие тела дают оолее
тонкий помол, чем прутки.
Барабанные мельницы предназначены для тонкого измельчения
материалов, и поэтому нерационально использовать их для помола
материалов крупностью выше 5—6 мм. Крупные куски необходимо
предварительно измельчать на машинах, производящих грубое дроб
леиие. — конусных или валковых дробилках.
Тонкое измельчение целесообразно вести в несколько ступеней
используя для каждой ступени размер мелющих тел. оптимально
соответствующий крупности исходных .материалов.
Необходимо вовремя проводить замену или корректировку исти
рающихся мелющих тел. В каждом случае засыпки шаров порция
свежих шаров должна быть в пределах 20—30% от общей их массы,
так как это позволяет поддерживать размер мелющих тел в необходи-
мых пределах.
VIII.6. ГРОХОТЫ
Классификация -- процесс выделения частиц требуемого для
технологического процесса размера (фракции). Применяют различ-
ные способы разделения материалов па фракции. Наиболее распро-
страненные из них:
разделение просеиванием или грохочением через сита и решетки;
разделение иод действием гравитационно-инерционных сил;
разделение под действием гравитационно-центробежных сил.
В основной технологии электротермических производств разделе-
ние проводят главным образом по первому способу, и преимущест-
венно грохочением. Вторым и третьим способами разделяют мелко-
дисперсные материалы (продукты помола). Для проведения процессов
грохочения используют плоские и барабанные грохоты, при этом
последние — чрезвычайно редко из-за их низкой производительности,
К плоским грохотам относят колосниковые, валковые, гирацнонныс,
вибрационные.
Колосниковые грохоты (рис. VI11.15). Неподвижный колоснико-
вый грохот состоит из литых или сварных трапециевидных или
7' образиых балок, расположенных на определенном расстоянии друг
от друга и образующих блок. Грохот обычно размещают над бункером
в начале транспортной системы, чтобы исключить попадание в нее
кусков материала, выходящих по крупности за допустимые пределы.
Грохот устанавливают наклонпо. чтобы материал свободно скаты-
вался вниз по колосникам. Обычно применяют грохоты с расстоянием
между колосниками не менее 50 мм.
Пропускную способность грохотов рассчитывают исходя из
удельной производительности 30 т (м'2 ч).
Валковые грохоты представляют собой набор валков с дисками
(рис. VIII.16). Валки имеют механический привод и при вращении
проталкивают и подшевеливают поступающий на них материал. Так
как валки установлены с зазором относительно друг друга, то в эти
зазоры проваливается материал определенного гранулометрического
258
Pik. VII LIT. Неподвижный колосниковый грохот:
t — колосники; 2 — дистанционные трубки: 3 — стяжки; 4 — борт.
рис. VIII.16. Диски валковых грохотов:
в — круглый с центральным отверстием для посадки на эксцентриковую ось; б — круглый
с эксцентрично раСЕюдоженныы отверстием; а — треугольный с центральным отверстием для
ц.к-.эдкн на тксцен гриковую ось.
состава. Удельная производительность валкового грохота от 70 до
140 тЛг-ч) (при ширине щелей от 50 до 150 мм).
Гирационные грохоты. Схема грохота представлена на рис. VHI.17.
Короб 1 подвешивается на эксцентриковых шейках вала 6 и
при вращении вала совершает круговые колебания относительно
оси вала с амплитудой, равной эксцентриситету вала. Для уравно-
вешивания движущейся массы короба на валу устанавливают ма-
ховики 5 с балансирующими грузами 2. Гирационные грохоты могут
иметь одно или два сита в одном коробе.
Промышленность выпускает грохоты с рабочей площадью от
0,3 до 8,4 м2, производительностью до 1000 т/ч. Производительность
(в т.'ч) гирационного грохота определяют ио формуле:
Q - ^ibdueny
Здесь Ь — ширина грохота, м; е — эксцентриситет, м; п — частота вращения
нала, мин-1; р принимают в пределах 0.6—0.7.
Вибрационные грохоты. Схема грохота представлена на
рис. V1I1.18. Принцип его действия состоит в следующем. Вал 1
вращается в подшипниках 2, за счет дебаланса он совершает круго-
вые колебания в вертикальной плоскости, которые передаются
коробу 3 и ситам 5.
J
рнс. VIII. 17. Схема гирационного грохота;
1 — короб с ситами: 2 — балансир; 3 — пружинная опора; 4 — опорная рама; 5 — махо-
вик; с — эксцентриковый нал; 7 — шкив.
259
1'нс. VIII.IS. Схема вибрационного грохота:
! — вал; 2 — подшипник; 3 — короб; -I — пружи-
на, ,5 -- сито (колосниконан решеткиг. л - маховик;
7 — противовес.
Достоинством вибрационного гро-
хота является то, что пружины 4 опор
(подвесок) имеют сравнительно малую
жесткость, благодаря чему снижаются
динамические нагрузки на фундамент,
а также уменьшается время действия
резонансных колебаний короба при
пуске и остановке грохота.
Производительность вибрационного грохота определяют по фор-
муле, приведенной для гирашюнного грохота.
Рабочие поверхности гирационного и вибрационного грохотов
могут выполняться из проволочных сит ц штампованных или колос-
никовых решеток. Отверстия в рабочей поверхности грохотов могут
быть квадратными, прямоугольными и круглыми. Живое сечение
сит и решеток достигает 36 %.
Проволочные сита, изготовленные из холоднотянутой стальной
углеродистой пружинной проволоки, предпочтительнее других,
так как они служат в 2 -3 раза дольше.
При эксплуатации гирациониых и вибрационных грохотов необ-
ходимо выполнять следующие положения.
1. Перед включением грохоты должны быть тщательно осмотрены.
При этом следует убедиться в отсутствии посторонних предметов
между рамой и станиной, проверить целостность и качество натяже-
ния сит, исправность пружин, затяжку болтов и гаек, надежность
крепления балансиров.
2. При работе грохотов необходимо следить за равномерной и бес-
перебойной подачей материала на поверхность сита, качеством на-
тяжения снт, ремней, состоянием узлов грохотов. Поверхность сита
во время работы не должна совершать волнообразных движений,
ремни клпноремешюй передачи должны быть параллельны коробу
грохота и прогибаться не более чем на 20—30 мм при нажатии на
верхнюю ветвь. Смазка должна заполнять 2/3 свободного простран-
ства подшипников, менять ее рекомендуется не реже 1 раза в 4 мес.
Производительность грохотов регулируют в основном путем из-
менения угла наклона грохота к горизонту. Рекомендуются следу-
ющие пределы углов: для гирациониых — 0—30°, вибрационных —
15—25°. Превышение этих значений приводит к значительному
ухудшению процесса классификации, гак как материал проскальзы-
вает мимо отверстий.
VIII,7. ДОЗАТОРЫ
Дозаторы бывают дискретного (порционные) и непрерывного
действия.
Дискретные дозаторы. Схема дискретного дозатора ДИЗ-250
представлена на рис. VIII.19, Дозатор предназначен для дозиро-
260
рис. VIII.19. Дозатор для извести ДИЗ-250:
I — бункер; 2 рыч.зжный механизм; .7 -- привод; -1 питатель; а — рама.
вания извести (размер кусков до 40 мм). Его техническая характери-
стика: масса порции 250 кг; средняя точность взвешивания ±1 %;
производительность по извести 35 т.’ч.
Дискретный дозатор ДИК-250 предназначен для дозирования из-
вести (размер кусков до 40 мм), антрацита (до 15 мм) и кокса (до
35 мм). Его конструкция и технические данные по основным пара-
метрам аналогичны конструкции и данным дозатора ДИЗ-250.
Дозаторы могут работать с групповой блокировкой и опорожне-
нием бункера / от внешнего импульса.
₽ис. VIII,20. Дозатор ЛДЛ:
1 — конвейер; 2 — ленточные весы. 3 — электровпбрационный питатель: I - подвеска;
5 — бункер; 6 — блок управления.
2G1
В современных схемах шихтоириготовлсния дозаторы дискретного
действия используют редко, так как для обеспечения хорошего сме-
шения шихтовых компонентов необходимо между порционным доза-
тором и конвейером вводить промежуточный бункер и питатель.
Это обеспечивает равномерность выгрузки компонента шихты на
конвейер, ио ведет к снижению точности составления шихты.
Дозаторы непрерывного действия. Отечественная промышленность
выпускает дозаторы непрерывного действия типа Л ДА. Схема доза-
тора ЯДА представлена на рис. VI 11.20,
Дозируемый материал на ленту весов 2 подается электровибра-
ционным питателем 3. Электронная система регулирует амплитуду
колебаний питателя 3 в зависимости от показаний измерительной
системы ленточных весов 2 с целью поддержания заданной произво-
дительности. В качестве задатчика и регулятора производитель-
ности используют электронный потенциометр. Дозатор дополни-
тельно снабжен механизмом суммарного отсчета количества взве-
шенного материала, показывающим прибором текущего расхода ма-
териала и устройством для диаграммной записи производитель-
ности дозатора. На корпусе дозатора установлен дублирующий
прибор для контроля производительности непосредственно у ме-
ханизма. Дозатор кроме автоматического имеет и ручное упра-
вление.
Промышленность выпускает дозаторы ЯДА производительно-
стью от 12 до 130 т ч, с шириной ленты весового узла от 500 до
1000 мм. Точность дозирования дозаторами ЯДА —2%.
Часть третья
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ГЛАВА IX
ОБЩИЕ вопросы электротермической
ТЕХНОЛОГИИ
IX. I ПРИНЦИПИАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
В основу классификации электротермических процессов нами
приняты их физико-химические характеристики, что позволяет
найти общие принципы изучения кинетических и термодинамических
особенностей процессов. Электротермический процесс является ос-
новным, но не единственным в общей технологической схеме полу-
чения продукта, которая включает также стадии подготовки сырья
(шихты), выделения и обработки продукта, утилизации отходов
и т. п. Большая часть технологических схем разделяется на не-
сколько типовых по принципу выделения целевого продукта.
Принципиальные схемы электротермической технологии
Подготовка
сырья
I. Продукт — твердая фаза:
Печной газ— >• Газоочистка—► Выброс
Составление * шихты Плавление •— > Охлаждение печи —► Разборка печи
Электропечь
!
Обработка
Подготовка
сырья
Подготовка
сырья
продукта
I'
Склад
11. Продукт — жидкая фаза:
Печной газ —► Газоочистка —► Использование
| печного газа
Составление __ Плавление в
шихты ^электропечи
Стив - ► Охлаждение - > Грануляция —► Склад
продукта
Ill. Продукт — газовая фаза:
Печной - * Обеспыли- —► Конденсация—► Исполъ-
газ ванне I зевание
I Склад ^ЧЙОГО
(.оставление Плавление в
шихты электропечи
!
Слив —► Охлаждение—> Грануляция-»- Утилиза-
шлака ция
263
IX.2. МИНЕРАЛЬНОЕ СЫРЬЕ
В электротермических процессах исходное сырье различают по
типу процесса, и его можно разделить на несколько групп.
I. Рудное сырье. Является продуктом горных разработок ц со-
держит основное вещество в виде окислов, восстанавливающихся или
выделяющихся при плавлении. К этой группе относятся фосфориты,
бокситы, известняки, кварциты.
II. Искусственное сырье. Является продуктом технологических
процессов, предшествующих электротермическому плавлению. К этой
группе относят глинозем, графит, известь и т. п.
"Сырье Второй группы само является продуктом переработки при-
родного сырья: к нему предъявляются специальные требования, ко-
торые обеспечиваются нормами технологического режима. Это
сырье, как правило, достаточно однородно, имеет заданную степень
чистоты и необходимый фазовый состав Сырье первой группы —
это продукт горных разработок, н ему присущи свойства горных
пород — неодпофазность по химическому и литологическому составу,
наличие различных примесей (как вредных, так и полезных), значи-
тельный интервал гранулометрического состава и механической проч-
ности.
Часто сырье, добытое из недр, не соответствует требованиям,
предъявляемым печным процессом. По этой причине его необходимо
подвергать предварительной обработке (подготовке), важнейшими
стадиями которой являются:
термическая обработка с целью удаления воды — связанной и
свободной и разложения карбонатов;
дробление и рассев с целью обеспечения необходимого грануло-
метрического состава;
окз'скование .мелочи с целью ее использования в электро-
плавке.
Эти стадии, удовлетворяя требованиям печного процесса по гра-
нулометрическому составу, содержанию воды и карбонатов, а также
прочности, не могут изменить главного показателя сырья — содер-
жания целевого компонента и вредных примесей, Эти показатели
могут быть обеспечены только на месте добычи организацией горных
работ.
Таким образом, требования, предъявляемые к сырью, поступаю-
щему на стадию подготовки и в нечь, различны. Первые могут быть
обеспечены на стадии добычи и подготовки исходных материалов на
руднике, а вторые — надежной работой цехов подготовки сырья.
Требования к сырью, поступающему на стадию подготовки, обес-
печивают:
необходимое содержание целевого продукта; ,
заданный гранулометрический состав; j
заданную степень химической и минералогической однородности;,]
заданное содержание вредных и полезных примесей. 1
Требования к сырью, поступающему в печь, кроме указанных!
выше, обеспечивают: I
261 I
РИС. IX.1. Зависимость степени де карбо ин зап ин
(.4) и прочности окатыша U>) <н температуры об-
жига (Ь — разрушающая нагрузка).
ограничение содержания воды и
карбонатов технологически допусти-
мыми нормами;
ограничение содержания мелких L'^o wo г, к ’
и крупных классов:
необходимую прочность кусков, что в свою очередь сохраняет
постоянным гранулометрический состав при транспортировке, бун-
керовке и плавлении.
Содержания основного вещества и примесей в сырье часто задают
абсолютными значениями. Однако практически более эффективна
нормировка отношения полезного компонента к вредному. Например,
для боксита определяющим является кальциевый (кремневый)
модуль, т. е. отношение [CaO J 1АСО3]( [SiOJ. lAI-A,1). Для произ-
водства фосфора пригодность фосфорита предложена оценивать по
отношению [РиО5 [СаО1.
Мелкие фракции, полученные при добыче сырья, его транспорти-
ровке, термической подготовке и дроблении, необходимо превратить
в кусок заданного размера. В настоящее время известны три способа
окускования, а именно: окатывание, агломерация л брикетирование.
При окатывании необходим размол сырья до мелких фракций
(размер — до 60 мкм или удельная поверхность — до 400—300 см2/г).
Для размола используют мельницы и, кроме того, подогрев (до
650 К). Необходимые добавки — глина, бентонит, уловленная
пыль — подают в мельницу или смешивают с водой, поступающей
на грануляцию. Для окатывания применяют тарелки илн барабан-
ные окомкователи. Полученные сырые окатыши с влажностью 9—
12% и прочностью 1—2 кг,см2 загружают на обжиговую ленту,
составленную из перемещающихся тележек — паллет. При движении
паллеты проходят последовательно зоны: сушки, подогрева, обжнга,
рекуперации, охлаждения. Использование нагретых на стадиях
охлаждения и рекуперации отходящих газов в зонах сушки и по-
догрева позволяет повысить тепловой к. и. д, обжиговой машины.
В зоне обжига окатыши нагреваются до температуры 1420—
1470 К, необходимой для появления жидкой фазы из легкоплавких
компонентов шихты. Образовавшийся расплав растворяет твердые
компоненты, смачивает и связывает их. В результате возникают
спекы, обеспечивающие прочность окатыша 700—1500 Н/окатыш.
Железорудные окатыши получают с прочностью до 5000 Н/окатыш.
Прочность окатыша зависит от состава шихты, т. е. наличия в ней
легкоплавких компонентов, и температуры обжига (рис. 1Х.1).
При температуре менее 1420 К прочного окатыша из фосфоритов
Каратау, например, получить не удается. Однако повышение тем-
пературы приводит к избыточному количеству жидкой фазы, по-
явлению малопрочных стеклофаз, что снижает прочность ока-
тыша.
265
Недостаток процесса окатывания - необходимость стадии тонкого
размола. Поэтому при обогащении руд, которому предшествует раз-
мол, окатывание — это естественный и целесообразный способ
окускования. При появлении отходов мелочи класса 0—10, 0—5 мм
более целесообразна агломерация, не требующая операции раз-
мола. При агломерации мелкие классы руды смешиваются с коксо-
вой мелочью (5—6%), а затем полученную шихту выкладывают на
ленту. Специальный горн поджигает в шихте кокс, горение которого
обеспечивает нагревание мелочи до температуры спекания. Физико-
химическая основа спекания здесь та же, что и при получении окаты-
шей, ио так как зона горения локализована в относительно узком
слое, здесь зоны сушки, подогрева, спекания (обжига) и рекуперации
следуют одна за другой по толщине слоя, обеспечивая высокий теп-
ловой к. и. д. процесса в целом. По мере продвижения ленты зона
горения передвигается вниз, а по достижении нижнего уровня
слоя загрузки процесс агломерации заканчивается. Горение кокса
поддерживается просасывапием воздуха сверху вниз. Недостаток
процесса агломерации — большой расход кокса и высокий возврат
неспечеиного материала.
Брикетирование основано на прессовании мелких фракций шихты
с добавлением связующего или без него. Для прессования обычно
используют вальцевые прессы, развивающие давление до 30—
40 МПа. Полученные брикеты направляют на сушку и обжиг во вра-
щающихся печах. В качестве связующего часто может быть ис-
пользован пек, коксование которого при последующем обжиге обе-
спечивает ввод углерода в шихту, необходимого для восстанови-
тельных процессов. Предложено в качестве связующего применять
коксующиеся угли. В этом случае после обжига получается
шихта с необходимым содержанием углерода (аналогично рудо-
коксу).
Высокая температура, необходимая для получения прочных ока-
тышей или агломерата, обеспечивает завершение процессов дегидра-
тации и декарбонизации. Для кварцитных шихт существен процесс
десульфурации, так как пирит окисляется, а сульфаты кальция,
магния и железа разлагаются с выделением двуокиси серы. Для де-
сульфурации кускового сырья необходимо прокаливание, которое
обычно ведут в шахтных печах. Кусковые фосфориты обжигают
в щелевых печах, где топливом служит природный (или печной)
газ, известняк для производства карбида кальция обжигают в шахт-
ных пересыпных печах (топливо — кокс, сгорающий в слое шихты
в зоне обжига).
После процессов окускования, дробления и термической обработки
полученный материал направляют на грохоты для выделения ча-
стиц нужного размера. Остающиеся крупные фракции идут на повтор-
ное дробление, а мелкие — на окускование, утилизацию либо
в отвал.
Гранулометрический состав шихты, поступающий в печь, должен
обеспечить:
равномерный сход шихты по течкам, бункерам;
266
равномерное газовыделение по всему сеченпю реакционного
пространства;
необходимый теплоотвод от отходящих реакционных газов с це-
лью охлаждения;
необходимую фильтрацию газов с целью снижения в них содер-
жания пыли.
Кроме того, от гранулометрического состава шихты зависит
спекание частиц шихты в печп, образование сводов, последующих
обрушений и т. п.
Выбор гранулометрического состава обусловлен спецификой про-
цесса, т. е, количеством отходящих газов, температурой реакционной
зоны, свойствами шихты. При плавке белого электрокорунда, на-
пример. реакционные газы не образуются, а исходная шихты —
А1;О3 — тугоплавкая. По этой причине наличие мелких классов не
ограничивается. Напротив, чем мельче шихта, тем быстрее она рас-
творяется (плавится) в расплаве. В связи с этим при плавке белого
электрокорупда используют глинозем класса менее 100 мкм.
При получении фосфора количество газов значительно, их тем-
пература на выходе из печи ограничена, а запыленность оказывает
определяющее влияние на качество продукта. Поэтому-то фильтру-
ющая и охлаждающая роль шихты очень велика. Кроме того, тем-
пература плавления составляющих фосфоритов минералов колеб-
лется в широких пределах, что может вызвать и вызывает спекание
мелких частиц шихты. Все это приводит к жестким требованиям по
гранулометрическому составу шихты, ограничению содержания
мелких и крупных частиц фракций. Общее свойство зернистого слоя
состоит в том, что его порозность снижается:
при отклонении формы частиц от формы шара (увеличении от-
ношения максимального и минимального размеров);
при увеличении неоднородности гранулометрического состава.
Процессы фильтрации и теплообмена интенсивнее идут на мелких
частицах. Таким образом, шихта должна быть по размерам одно-
родна, состоять из частиц с формой близкой к шару, а размер частиц
должен быть минимальным, что обеспечивает нормальное ведение
процесса (с точки зрения газодинамики и спекаем ости),
ГЛАВА X
ПРОВЕДЕНИЕ ПРОЦЕССОВ
КРИСТАЛЛИЗАЦИИ
Карбид кальция, ферросилиций и феррофосфор охлаждаются и
Дробятся «сухим» методом (т. е. без прямого контакта с водой), а
шлак фосфорных печей - как «сухим», так и «мокрым» (при непо-
средственном контакте с водой) способами.
х.1. ОХЛАЖДЕНИЕ И ДРОБЛЕНИЕ КАРБИДА КАЛЬЦИЯ
Из карбидной печи карбид кальция сливается с температурой
ОТ 2070 до 2470 К. Исследования показали, что, начиная с 670 К,
он активно взаимодействует с кислородом воздуха, образуя СаО
2G7
и С02 (карбид «горит»), выше 870 К - - с СО,, СО, HL, выше 1070 К
происходит активное азотирование карбида кальция с образованием
цианамида кальция, а выше 1370 К - взаимодействие со всеми тех.
ипческнми газами (даже с аргоном). С парами воды карбид кальция
взаимодействует при любой температуре. Все перечисленные реак-
ции взаимодействия неизменно ведут к ухудшению качества карбида
кальция как источника ацетилена.
Качество карбида определяется его литражом — количеством
ацетилена (в л), выделяемым 1 кг карбида. Основными приемами
для снижения потерь литража карбида кальция в процессе его
охлаждения и дробления являются: снижение поверхности контакта
расплавленного карбида кальция с атмосферой; быстрое охлаждение
горячего карбида кальция до температур, которые лежат ниже
температур взаимодействия его с окружающей средой; уменьшение
поверхности закристаллизовавшегося карбида кальция. Последнее
достигается при получении дробленого карбида кальция более круп-
ного гранулометрического состава. Для кусков карбида кальция
размерами более 12 мм скорость взаимодействия с окислительной
средой резко уменьшается я становится минимальной для кусков
с размерами от 50 до 80 мм. Такая крупность карбида кальция наи-
более технологична при генерации из него ацетилена «мокрым» спо-
собом.
В промышленности распространены три системы охлаждения и
дробления карбида кальция:
слив в изложницы с последующим дроблением застывших слитков
в дробилках;
разлив в мульдовын конвейер с последующим дроблением слит-
ков в барабане или Дробилках;
слив в грануляционный барабан, в котором происходит одновре-
менное охлаждение и дробление.
По первой схеме изложницы перемещаются параллельно фронту
печн либо на тележках, передвигаемых лебедкой по рельсам, либо
на платформах подвесного конвейера. На современных заводах схема
выглядит так. На тележках на общем поддоне размещают 3—4 из-
ложницы. После наполнения изложницы выводят из печного отде-
ления. Затем краном снимают поддон с изложницами с тележки и
устанавливают его на специальные фундаменты в зале охлаждения.
После выдержки в течение 24—48 ч остывшие блоки карбида в из-
ложницах подают в узел дробления, где блок извлекают из излож-
ницы и раздрабливают обычно в две ступени. В первой ступени
используют либо щековую, либо конусную дробилку крупного дробле-
ния, которая принимает блоки до 1600 мм и выдает куски размером
до 200 мм. Во второй ступени карбид кальция дробят до стандартных
размеров в конусной дробилке среднего дробления.
По этой схеме выход фракции 25—80 мм составляет 80—85%,
выход мелочи — 2—3,8%, потери литража оцениваются в 1—2%-
Небольшие потери литража объясняются достижением малых по-
верхностей контакта с атмосферой, и, следовательно, минимального
взаимодействия с пей потока расплава. Обеспечивается это, во-
268
4
Рис X.]. Разливочный конвейер:
1 барабанная дробилка; 2 — мульдовый конвейер;
i — карбнднан печь; J — изложница.
первых, тем, что охлаждение ведется в изложницах крупными бло-
ками, а во-вторых, возможностью так скомпоновать схему, что из-
ложница может подходить непосредственно под сливной лоток печи
и таким образом устраняется необходимость значительного пролета
расплава между леткой и узлом приема расплава.
Однако схема имеет и существенные недостатки: требует больших
залов охлаждения блоков карбида; сложна для механизации и авто-
матизации; не обеспечивает достаточно хороших санитарно-гигиени-
ческих \словий (наблюдается повышенное содержание СО в атмо-
сфере цеха от выгорания карбида кальния и образование пыли при
растрескивании карбида на поверхности блоков).
Охлаждение и дробление карбида кальция по второй схеме впер-
вые осуществлено на азотно-туковом заводе в Пистеритц (ГДР).
Расплав карбида кальния из печи по сливному лотку поступает на
мульдовый конвейер (рис. X.I). Чугунная мульда конвейера пред-
ставляет собой неглубокую изложницу, в которой застывает карбид
блоком 60 4 500> 500 мм. С му л вдового конвейера блок подается
в узел дробления — барабан диаметром 2 м и длиной 12 м. имеющий
лопастную насадку и охлаждаемый снаружи водой. В барабане го-
рячий карбид доохлаждается.
В схеме с мульдовым конвейером потери литража достигают
1,5— 2,5 %, выход основной фракции (25—80 мм) не превышает
70%, выход мелочи — 4--5%.
Достоинство схемы — довольно высокие технические показатели
по выходу основной фракции и потерям литража. Схема также обе-
спечивает полную механизацию процесса охлаждения и дробления
карбида кальция. Недостатки схемы — в значительном возрастании
объемов ремонтных работ, связанных с тем, что в силу больших теп-
ловых нагрузок рабочие поверхности мульд быстро разрушаются.
Здесь необходимо отметить, что работоспособность конвейера может
быть значительно увеличена, если подобрать соответствующие соот-
ношения размеров блоков карбида и габаритов изложницы, а также
Жаропрочные материалы.
Третью схему применяют на технологических линиях, оборудо-
ванных прямоугольными печами большой мощности.
2G9
Рис, Х.2. Схема грануляционного барабана;
I — головка, 2 — система орошения головки; :< — корпус; } — олоразя станция; 5 — яри-
вод; о — коллектор охлаждающей воды; 7 — узел выгрузки.
Грануляционный барабан (рис. Х.2) представляет собой сварную
трубу диаметром 2—3 м и длиной от 40 до 50 м. опирающуюся
бандажами на три или шесть пар опорных роликов. В передней
части барабан имеет коническую головку /, назначение которой —
распределение интенсивных карбидных потоков по охлаждаемой
металлической поверхности. На расстоянии 15—20 м от головки
барабана расположена насадка в виде невысоких (60 -100 мм) и
коротких (200—300 мм) лопастей, приваренных к внутренней по-
верхности барабана по спирали с шагом 1000 -1500 мм. Насадка
предназначена для дробления и интенсификации охлаждения кар-
бида кальция.
В конце барабана имеется устройство для выгрузки 7, пред-
ставляющее собой шнековый выгружатель с двумя лопастями.
Внутри барабана, в его хвостовой части, установлены классифициру-
ющие диафрагмы, задерживающие куски карбида размером выше
80 мм и способствующие его додраблнваиию.
Охлаждается грануляционный барабан водой, при этом головку
барабана орошают мощными струями воды из напорных коллекторов,
огибающих головку, а остальную поверхность — из переливного
корытообразного коллектора, проходящего над барабаном вдоль его
центральной оси. Расход воды на орошение барабана достигает
2000 м3/Ч, причем 500—600 м3*ч идет на орошение головки как са-
мого теплоиапряженного участка, поскольку в этом месте существует
контакт металла с жидким расплавом и проходит его кристаллиза-
ция. Значительный расход орошающей воды обусловлен тем. что
схема орошения открытая и нагрев воды не превышает 10 К.
Привод грануляционного барабана от электродвигателя осущест-
вляется через редуктор и открытую зубчатую передачу, венцовая
шестерня которой посажена на барабан. Частота вращения барабана
8—12 об/мин. Грануляционный барабан имеет резервный привод для
исключения аварийных остановок. Кроме того, он оборудован руч-
ным приводом для проведения ремонтных работ.
Корпус барабана выполнен из стали 09Г2С (достаточно термостой-
кой и износостойкой). Головку лучше изготавливать из меди, так
как работоспособность медной головки значительно выше, чем сталь-
270
лой: стальные головки обеспечивают пропускную работоспособность
13 000—30 000 т, медные — свыше 40000 т.
Толщина стенки корпуса барабана 16—20 мм. Однако показано,
что при организации качественного охлаждения рациональная тол-
щина стенки головки !3—15 мм, а толщина стенки корпуса бара-
бана — 15—16 мм.
Схема с грануляционным барабаном обладает тем достоинством,
что в ней полностью механизированы процессы охлаждения и дроб-
ления карбида кальция. Грануляционный барабан прост в обслужи-
вании, капитальные затраты на его установку и расходы иа эксплу-
атацию меньше, чем капитальные вложения и расходы на эксплуата-
цию других систем. Схема с грануляционным барабаном, однако,
взрывоопасна, требует значительного расхода воды иа охлаждение
карбида кальция. Потери литража карбида в данной схеме дости-
гают 4—5%, а выход мелочи составляет 5—8%.
В практике установилось следующее положение с применением
рассмотренных схем охлаждения и дробления карбида кальция. В тех
случаях, когда необходимо производить высоколитражный карбид
кальция для целен азотирования или в качестве товарного, исполь-
зуют схему с охлаждением в изложницах. Если же карбид кальция
потребляют для генерации ацетилена, используют грануляционный
барабан. Но так как обе вышеназванные схемы имеют существенные
недостатки, то в новейших проектах сделана попытка создать новую
схему с использованием разливочных конвейеров. Одиако принятые
в настоящий момент технические решения требуют еще доработки.
Х.2. ОХЛАЖДЕНИЕ И ДРОБЛЕНИЕ ФЕРРОФОСФОРА
Феррофосфор — смесь FeP и Fe,P — является побочным про-
дуктом при производстве желтого фосфора. На 1000 кг фосфора обра-
зуется 90—300 кг феррофосфора в зависимости от содержания железа
в фосфорсодержащих рудах, кварците и коксе. Около 77% образую-
щегося феррофосфора выделяется из расплава в нижней части ванны
печи и выводится с небольшим количеством попутного шлака. Около
23—27% феррофосфора выводится из печи со шлаком, остальное
железо попадает в коттрельную пыль.
Химический состав феррофосфора примерно следующий, в %
(по массе): Р — 23-?-28; Si — до 10; Мп — 3-н5; Fe — 55-?-70.
Физические свойства феррофосфора: плотность 6000 кг/м3; тепло-
емкость 0,564 кДж/(кг-К); температура кристаллизации 1420 К;
теплота кристаллизации 267,5 Дж/кг; теплопроводность 37,2 Вт/(м-К)-
Охлаждение и дробление феррофосфора проводят в две стадин.
На первой стадии расплав феррофосфора сливают на разливочный
конвейер, где он кристаллизуется и охлаждается до температуры,
при которой может быть принят транспортнымн’устройствамн. На
второй стадии отливкн поступают в щековую дробилку,''где они раз-
драблпваются до размеров 50—80 мм,
Разливочный конвейер состоит из устройства опрокидывания
транспортного ковша, мульлового конвейера, системы опрыскивания
271
изложниц противопригарной суспензией, системы сушки изложниц,
пульта управления конвейером, аспирационной системы.
Устройство опрокидывания транспортного ковша включает опор,
ную конструкцию для центрирования ковша относительно оси мул вдо-
вого конвейера и мостовой кран с двумя лебедками. Ковш перено-
сится краном с транспортной тележки и устанавливается в опорную
конструкцию. Далее его опрокидывают с определенной скоростью
и расплав заливают в изложницы мульдового конвейера.
Конвейер вертикально-замкнутый с рабочей верхней ветвью,
двухцепного типа со втулочными цепями, опирающимися на стацио-
нарные ролики. Конвейер имеет наклонный участок, который распо-
ложен под углом 9° к горизонту, и горизонтальный участок. Длина
конвейера 70 м. Лента конвейера набрана из примыкающих друг
к другу 367 изложниц вместимостью 15 л (рабочая вместимость
10 л)'
По длине конвейер можно условно разделить на три зоны. Пер.
вая зона — зона слива - занимает примерно шесть изложниц и
представляет собой открытый участок конвейера с защитными бортами
на случай интенсивного слива. Вторая зона укрыта металлическим
коробом, снабженным отсосом для отвода выделяющихся из расплава
газов. В цервой и второй зонах проходит кристаллизация расплава,
в третьей - окончательное остывание закристаллизовавшихся слит-
ков, Считки затем сбрасываются с конвейера в транспортную теле-
жку и передаются в узел дробления.
Нижняя ветвь конвейера проходит узел опрыскивания изложниц
известковой противопригарной суспензией. Опрыскивание ведется
через сопла, суспензия в которые подается насосом из баков приго-
товлении суспензии. Между узлом опрыскивания и узлом слива рас-
плава смонтирован узел сушки и подогрева изложниц, состоящий из
десяти пар газовых радиационных горелок. Длина зоны сушки 7 м.
Интенсивность слива расплава из ковша задается дистанционно
из пульта управления оператором и согласуется со скоростью дви-
жения конвейера. Скорость кантования ковша равна повороту на
90° в течение 5 мин. Конвейер имеет четыре скорости движения
цепи — 2,25; 3,45; 4.5; 6,9 м/мин. Производительность разливоч-
ного конвейера 600 т/сут.
Х.З, ОХЛАЖДЕНИЕ И ДРОБЛЕНИЕ ФЕРРОСИЛИЦИЯ
Ферросилиций — побочный продукт производства карбида каль-
ция — может находиться в виде соединений: Fe3Si3 (содержит 20%
Si), Fe3Si (12% Si), FeSi (8% Si). На I т карбида кальция образу-
ется от 6 до 12 кг ферросилиция. Физические свойства ферросили-
ция: плотность 6800—7400 кг/.м3, теплоемкость 0,535 кДж/(кг-К),
температура кристаллизации для Fe5Si3 1483 К, для Fe3Si —
1623 К, для FeSi— 1763 К, теплота кристаллизации 238 кДж/кг,
теплопроводность 44,2 Вт/(м-К).
Ферросилиций сливают из карбидной печи по мере его накопления
в ванне. ЧастотуДлива определяют либо расчетом, исходя из содер-
272
деания железа в шихте, лисю по содержанию ферросилиция в слива-
емом карбиде кальция (визуально - по интенсивности искрения
расплава, аналитически - отмагничивая ферросилиций из суспен-
зии. образующейся при разложении карбида водой). Ферросилиций
можно сливать через летку, расположенную в центре подины ванны,
или через боковую летку, находящуюся ниже летки для слнва кар-
бида кальция,
В большинстве технологических схем, где карбид кальция сли-
вают в изложницы, ферросилиций сопутствует основному про-
дукту — карбиду кальция, и только после дробления карбида
кальция ферросилиций отмагничивают из общего потока. Если же
ферросилиций сливают отдельно от карбида, то его подают либо
в чугунную изложницу, рабочая поверхность которой присыпана
слоем песка, либо в специально сооруженный из шамотного кирпича
поддон (площадка с бортами высотой 300—400 мм), также засыпанный
слоем песка. Стив в изложницу проводят на тех предприятиях, где
ферросилиций рассматривают как товарный продукт. В этом случае
его охлаждают в изложницах в течение суток, дробят копровым
устройством, отсеивают фракцию 20—80 мм, затаривают в кон-
тейнеры либо стальные барабаны и отправляют металлургическим
предприятиям. При сливе на поддон блок ферросилиция после его
охлаждения извлекают трактором из-под печи, очищают по возмож-
ности от песка и чаще всего отправляют в отвал, но иногда дробят
до требуемых размеров, затаривают и отправляют потребителю.
Были предприняты попытки гранулировать ферросилиций струей
воды, но в промышленности метод не внедрен.
Х.4, ПРОИЗВОДСТВО ШЛАКОВОГО ЩЕБНЯ
В процессе возгонки фосфора в зависимости от качества сырья
на 1 т фосфора получают от 9 до 12 т шлака, который выводят из
фосфорной печн в виде расплава при 1520—1670 К. Шлак содержит
кристаллические фазы CaSi3, Ca3Si2O7 и имеет следующий химиче-
ский состав, в % (по массе): СаО — 45—50, SiO2 — 38—43, MgO —
2,2, А12О3 — 1,54-2,8. Кроме того, в фосфорном шлаке присутствуют
в небольших количествах (до 1%) Na.,O, К-2О, TiO22 МпО, CaS,
Pb, As и другие соединения и элементы.
Физические свойства шлакового расплава: плотность 2600—
3100 кг/м3, теплоемкость 1,19 кДж/(кг-К), теплота кристаллизации
250,8 кДж/'кг, теплопроводность 5,8 Вт/(м-К), вязкость 0,51 Па-с,
температура начала кристаллизации 1510—1600 К-
Шлаковый щебень па фосфорных заводах в основном получают
траншейным методом. В этом случае расплав шлака шлаковозами
вывозят с завода и выливают в траншею, где он остывает. Обычно
в один слив из шести шлаковозов заливают в траишее слой шлака
толщиной 150—200 мм. Длина траншеи должна быть такой, чтобы
время между двумя последовательными сливами составляло 2—2,5 ч.
Можно сливать в две траншеи. Выдерживается следующий режим
обработки шлака. В течение 1.5—2 ч шлак охлаждается вследствие
273
естественной теплоотдачи в окружающую среду. При этом он кри-’
сталлизуется и температура его снижается до 1070 К. Затем в те,,
чение 30—40 мин шлак поливают водой, в результате чего он охла-
ждается до 370 К- Такое интенсивное охлаждение способствуем
образованию трещин в слое шлака из-за возникающих термических2
напряжений. Этим облегчается последующая разработка шлакового^
«пирога» экскаватором. Поэтому на некоторых предприятиях полна
ведут прн более высоких температурах шлака (1170—1270 К).,
Одиако следует учитывать, что это приводит к значительному вспуд
чиванию шлака, образованию пористой структуры, значительному
снижению механической прочности. Остывший слой шлака через:
2—2,5 ч заливают следующим слоем шлака, и такая последовав
тельность операций повторяется до полного заполнения траншеи;
Залив остывшего слоя шлака следующим слоем расплава имеет то
технологическое назначение, что в закристаллизовавшемся слое
происходит процесс перекристаллизации с получением более мелких^
кристаллов, т. е. более прочного материала.
Остывший шлак разрабатывается экскаватором и автотранспорт
том доставляется к дробильно-сортировочному узлу, где его дро-
бят, рассеивают и передают на площадки храпения. Хранят шлако-
вый щебень в кучах, открытым способом.
Траншейный способ позволяет получать не более 50% качествен-,
ного щебня, соответствующего ТУ. До 30% щебня имеет пористую-
структуру и плотность не более 2300 кг м3, лещади ость * щебня так-j
же часто превышает допустимые 30%. В силу этого значительный
процент шлакового щебня идет в отвалы.
Литой шлаковый щебень применяют в качестве заполнителей прИ|
производстве бетонов, при изготовлении средне- и малощебенистыхЯ
асфальтобетонов, используемых в дорожном строительстве. Я
Основное оборудование, комплектующее схемы производства л и-Я
того шлакового щебня траншейным способом: Я
траншея представляет собой ров с бетонированными стен-Я
ками, шириной 10—12 м, глубиной 3,5—4,0 м, длиной обычнее
80—100 м; предусмотрено несколько траншей, чтобы обеспечитъЯ
необходимую производительность цеха шлакопереработкн и со-Я
блюсти последовательность операций: [заливка — охлаждение—Я
добыча щебня;
экскаватор — обычно используют экскаваторы с электриД
ческим приводом рабочих узлов и узлов для перемещения; Ял
ш л а к о в о з — используют шлаковозы со стальным нефутерО^И
ванным ковшом и электрическим приводом для опрокидывания ковш^И
Вместимость ковша до 16 мэ, среднестатистический коэффициеН^Я
использования объема ковша 0,7;
м еханизм для выбивания скордов и н(з чИ
стывшего шлака) из ковша представляет собой ycf^H
ройство, в котором на канате подвешен металлический круг массО^Я
* Лещади ость — отношение .массы кусков щебня плоской формы к общей масЯ^И
производимого щебня.
274
оТ 3 до 5 т а имеется механический узел; задача последнего — от-
вести груз из нижнего положения и по команде отпустить его; груз,
ударившись о дно наклоненного ковша, выбивает скордовину.
Технология производства шлакового щебня траншейным методом
имеет существенные недостатки. Как указывалось ранее, выход це-
левого продукта не превышает 50% от общего количества перераба-
тываемого шлака. Кроме того, невозможно локализовать выделение
вредных веществ. Чрезвычайно тяжелые условия эксплуатации вы-
зывают быстрый износ основного оборудования — траншей и эк-
скаваторов. По этой причине разработана новая технология произ-
водства шлакового щебня — с использованием грануляционных
барабанов. Принципиально она повторяет способ переработки кар-
бида кальция с использованием грануляционных барабанов, кото-
рый описан ранее, Отличие состоит лишь в том, что более интенсивно
проводится процесс дробления (путем ввода дополнительного дро-
бящего груза) п повышена эффективность охлаждения в хвостовой
части барабана для шлака с температурой ниже 870 К (путем оро-
шения его водой). Метод позволяет организованно отвести вредные
газо- и иылевыделения и обезвредить их. Так как контакты высоко-
температурного расплава с жидкостью исключены, при этой техно-
логии получают щебень высокого качества.
Производительность опытно-промышленной установки производ-
ства шлакового щебня барабанным методом НО т/ч. Выход фракций
(в %): 0—5 мм — 3,7; 5—10 мм — 19,6; 10—20 мм — 8,6; 20—
40 мм — 20,2; 40—70 мм — 27,9. Истинная плотность 2700—
2900 кг;м3, насыпная плотность 1300—1450 кг/м3, лещадность
13,1 %, прочность на раздавливание 117,6 МПа, водопоглощение
1,3—3,0%.
Щебень может использоваться при производстве бетонов проч-
ностью до 4,9 МПа.
Объем газа, отводимого из грануляционного барабана в 1 ч,
3000 м3. Содержание в нем вредных веществ (в мг/м3): Р2О5 — от-
сутствует, F — 132, H2S — 109,5; запыленность — 0,25 г/м3. Рас-
ход воды (в м3/ч): для охлаждения барабана — 550, для охлажде-
ния продукта в хвостовой части барабана — 12.
х.5. ПРОИЗВОДСТВО ГРАНУЛИРОВАННОГО ШЛАКА
Шлак преимущественно гранулируют непосредственно у печей.
Огненно-жидкий шлак из печи по желобу подают в узел грануляции,
гДе он разбивается потоком воды. Соотношение количеств шлака и
Воды составляет 1 : 20. Суспензия, состоящая из шлака и воды, по-
купает в насос, которым подается в бункеры обезвоживания. Ко-
вочная влажность шлака, извлекаемого из бункера обезвоживания,
около8%. Вода из бункеров обезвоживания,содержащая мелкие фрак-
ции шлака в виде взвесей, стекает в отстойный бассейн. После от-
стоя воду насосами передают на градирню для охлаждения и далее
снова используют для грануляции шлака. Осевшие в отстойном бас-
сейне мелкие фракции гранулированного шлака подают в виде су-
275
спензии в бункеры обезвоживания для смешения с обезвоженной
основной массой шлака либо вывозят в отвал.
Фракционный состав гранулированного шлака примерно еле
дующий (в %): менее 1 мм — 24 ± 10; 1—2 мм — 45 +- 10; 2—
4 мм—28 ± 10, свыше 4 мм — 3,5 ± 10. Истинная плотное^
2800—2900 кг/м3, насыпная плотность 600—1300 кг м3.
При грануляции шлака происходит активное выделение газооб
разных продуктов гидролиза (HF, H2S и др.). На установке грану*
ляцни с потоком расплава шлака 80 т ч отсасываемый газопарово!
поток составляет 140 000 м3ч. Содержание вредных веществ в не^
(в мгм3): HF - 17, H.S - 12.
Гранулированные шлаки фосфорных производств использую]
в цементной промышленности в качестве гидравлической добавки прц
помоле клинкера.
Основным оборудованием схемы получения гранулированного
шлака являются насосы. Для перекачивания шлаковой суспензии
используют грунтовые насосы 12Гр8Т2, которые показали высокую
надежность в эксплуатации.
Х.6. ПРОИЗВОДСТВО ШЛАКОВОЙ ПЕМЗЫ
Из огненно-жидких шлаков фосфорного производства методом^
вспучивания и быстрого охлаждения изготовляют пористый искусст-
венный заполнитель бетонов — шлаковую пемзу. Известно несколько?
периодических (ямный, брызгал ьно-трашиейный, каскадпо-лотко^
вый, бассейновый) и непрерывных (центробежный, гидроэкранный^
вододутьевой, барабанный) способов производства шлаковой пемзы,;
В новых проектах периодические способы не применяют, из непрф
рывных используют только гидроэкранный и барабанный. Однако!
нз-за того, что фосфорные шлаки в большинстве случаев содержав
свыше 35% SiO2, менее 9% А12О3 и около 45% СаО и в силу этого
склонны к силикатному распаду, гидроэкранный способ с его жест-
ким режимом охлаждения нерационален для переработки шлаков
фосфорного производства. Пемза в этом случае будет иметь недо-
статочную механическую прочность, а кроме того, будет наблюдаться
значительный выход нестандартной мелкой фракции.
Установка для переработки фосфорных шлаков барабанным cno-i
собом состоит нз водовоздушного (вододутьевого) гранулятора, в коя
тором шлак вспучивается и дробится на гранулы, и барабанного?
холодильника для доохлаждения и окатывания зерен. ।
Технологическая линия включает воздуходувную станцию, соеди-:
ненную воздуховодом с водовоздушным гранулятором. Огненней
жидкий шлак доставляется к установке шлзковозом. Застывшая^
корка на поверхности ковша шлаковоза пробивается двухэлектроД^
ны.м коркопробивателем. Шлак из ковша сливается при его наклону
в сливную ванну, нижняя часть которой находится над загрузочной!
частью водовоэдушного гранулятора. Водовоздушный гранулятор
представляет собой лоток с пористым дном и задней торцевой стенкой
со щелью. Через пористое дно в гранулятор подается под давление^
276 J
9.81 -14,7 Па вода, через щель в торцевой стенке — воздух с на-
пором до 4905 Па. В водовоздушном грануляторе расплав шлака
смешивается с жидкостью, порнзуется и дробится воздушной струей,
а затем выносится в холодильный барабан, в котором смесь шлака,
воды, пара и воздуха под действием силы тяжести разделяется. Газо-
паровой поток с мелкодисперсной фракцией шлака проходит через
барабан и отсасывается в систему газоочистки, а основная масса
шлака и воды оседает на стенках барабана. Осевший шлак прн вра-
щении барабана закатывается в гранулы округлой формы и, взаимо-
действуя с водой и холодной поверхностью барабана, охлаждается.
Более крупные куски пемзы, образующиеся обычно в результате не-
равномерного залива расплава в водовоздушпый гранулятор, до-
драбливаются в хвостовой части барабана, где для этой цели уста-
новлена дробяще-сбрасывающая насадка. Нестандартные крупные
частицы отделяются с помощью сепарационной решетки. Охлажден-
ные гранулы пемзы со стандартными по верхнему пределу размерами
поступают далее па конвейер, которым передаются в узлы рассева
и хранения.
Фракционный состав образующихся гранул (в %): 0—5 мм —
30—40; 5—20 мм — 40—65; 20—40 мм — 10—20. Насыпная плот-
ность нефракционярованного продукта 0,8—0,9 гм3. Влажность
продукта 3?о.
Одна технологическая линия имеет производительность 320тыс. т
в год шлаковой пемзы (400 тыс, м3 в год). Из барабана отсасывается
около 250 000 м3,ч парогазовоздушной смеси с содержанием пыли
4,3 гм3 и максимальной температурой смеси 473 К. Расход воз-
духа па поризацню 50 000 м3,ч, воды па поризацню I т шлака —
0,4 м3, воды для наружного орошения холодильного барабана —
500 м3/ч.
Основными аппаратами в технологической липни являются:
водовоздушный гранулятор и барабанный холодильник. Их техни-
ческие характеристики:
Водовоздушный гранулятор Барабанный холодильник
Длина гидрожелоба, мм 2000 Диаметр, мм 3 000
Ширина » . мм 700 Длина, мм 30 000
Угол наклона гидроже- 30 Угол наклона к горизон- 3
лоба к горизонту, гра- ту, градусы
дусы Частота вращения, об/мин 8—12
Конструкционный мате- Сталь Конструкционный мате- Сталь
риал 09Г2С риал 09Г2С
Шлаковая пемза — самый дешевый из всех искусственных пори-
стых заполнителей бетона. Кроме того, теплопроводность панелей
И блоков из шлаконемзобетопа в 1,5 раза ниже теплопроводности по-
добных изделий из керамзитобетона и аглопоритобетона. Высокие
показатели легких бетонов на шлаковой пемзе делают возможным
их эффективное применение во всех видах строительных конструк-
ций.
277
К.7. ОСНОВНЫЕ РАСЧЕТЫ АППАРАТОВ
КРИСТАЛЛИЗАЦИИ РАСПЛАВОВ
Технологический расчет и подбор основного оборудования для
кристаллизации высокотемпературных расплавов сводится к опре-
делению материальных потоков расплава и параметров оборудова-
ния, способного пропустить такие потоки. Для схемы с розливом
расплава в изложницы определяют число изложниц, которое необ-
ходимо для приема заданного объема расплава:
z ~ Qt (ИдзлТ)
Здесь Q — расход потока расплава, м3/ч; т — продолжительность выдержки
продукта в изложнице, ч; ИиЯп — расчетная вместимость изложницы, м3; ф— коэф-
фициент заполнения объема изложницы.
Статистическое значение этой величины находится в пределах
0,6—0,8, более высокое значение принимается для систем расплава,
когда предусматривается контроль и управление движением излож-
ниц в зависимости от интенсивности слива.
В схеме с розливом в грануляционный барабан определяют не-
обходимую длину аппарата, исходя из требуемого времени пребы-
вания материала в грануляционном барабане:
L = 4QtX/(.tD«i|>)
Здесь т — продолжительность выдержки продукта в грануляционном барабане,
ч; Л' — коэффициент, учитывающий неравномерность слива (принимается равным
1,1—4,5); D — диаметр барабана, м. Коэффициент заполнения ф определяется ус-
ловиями работы зоны кристаллизации и принимается равным 3—5.
Время пребывания материала в кристаллизаторах находят по
уравнению нестационарного теплообмена:
(f-Wo~M = [Bi. Fo, (х'.х)]
Здесь /—температура тела в рассматриваемой точке; /0 — начальная температура
тела; /с — температура среды; Bi = а/Д — критерий Био, определяющий характер^
задачи. Если Bi <7 J, то задача внешняя и температурным перепадом в теле можйФ
пренебречь, если Bi » 1, то определяющим в теплообмене будет термическое сопрей
тивление материала; Fo — та/Х — критерии Фурье; х— текущая координата точквЛ
м; X — определяющий размер тела, м; а — температуропроводность, м*'с; X— тепло-J
проводность, Вт/(М'К); а — коэффициент теплообмена, Вт/(№-К). 1
Для простейших тел известны аналитические решения этого кри|
термального уравнения, и в справочной литературе имеются графики!
характеризующие распределение температур иа поверхности g
в центре материала в зависимости от условий теплообмена и врея
мени *. 3
* Кутателадзе С. С., Боришанский В. М Справочник по теплопередаче. Л-**
М.: Госэнергоиздат, 1959. 1
278 1
ГЛАВА XI
РАБОТА печи как химического РЕАКТОРА
XI. 1. СТРОЕНИЕ ВАННЫ ПЕЧИ
Общие сведения
В современной электротермии эксплуатируются два вида печей — электродные
непрерывного или полунепрерывного режима работы и керновые печи сопротивле-
ния, работающие в периодическом режиме.
В печах первого типа, называемых руднотермическими, тепловое поле постоян-
но, а сырье и продукты перемещаются. В печах второго типа сырье „ продукты реак-
ции неподвижны, а изменяются геометрические размеры теплового поля. Ниже рас-
сматриваются строение реакционного пространства печей первого типа.
В электропечи одновременно протекают различные процессы, связанные с хими-
ческими и фазовыми превращениями в неоднородном температурном поле.
Температура меняется от 300 до 2500 К, причем в подэлектродном пространстве
возможны более высокие температуры, вызванные наличием дугового режима или
высокими объемными мощностями. Одновременное рассмотрение всего многообразия
условий, существующих в печи, практически невозможно. Целесообразно разделить
всю ванну печи на зоны и рассматривать каждую зону отдельно так же, как и взаимо-
связи ЭТИХ зон.
Разделение вапны печи на зоны должно соответствовать реальным условиям ра-
боты печи. Сведения, имеющиеся по расположению реакционных зон в электропечах,
очень ограниченны. Данные о температурном поле по высоте карбидной печи сви-
детельствуют о линейном подъеме температуры с глубин ой ванны. Найдено также,
что в карбидных печах у электрода образуются тигли, разделенные спекшейся ших-
той. Однако эти перегородки могут разрушаться, и тогда реакционные тигли смеши-
ваются. С помощью радиоактивного изотопа кобальта было установлено, что наи-
большая скорость схода шихты в круглой трехэлектродной печи наблюдается в цен-
тральной зоне между электродами.
Неоднократно отмечалось, что в нижних слоях шихты содержание кокса воз-
растает. Так, если в начальной шихте в фосфорной печи содержится кокса 15%, то
на глубине 1,5 м это значение достигает 36 %. Исследуемая печь работала па шихте,
составленной из апатитовых окатышей, кварцита и кокса.
Об образовании в электропечах зоны, обогащенной коксом, имеются сообщения
в монографии Микулипского, где приводится строение ванны руднотермической
печи. Автор отмечает наличие нескольких зон; на уровне электрода находится кок-
совая зона, содержащая повышенное количество углерода. Указывается на суще-
ствование в печи «коксовой постели».
Наши собственные наблюдения подтвердили существование в фосфорной печи
зоны, обогащенной углеродом, находящейся выше уровня шлака. Ее высота для раз-
личных печей составляет --0,7—1,5 м. Результаты анализа проб, отобранных из
различных уровней печи, показывают, что содержание углерода возрастает на ниж-
них уровнях в 2—3 раза.
Проведенные наблюдения с учетом имеющихся литературных данных позволили
представить картину процессов, идущих в электропечах непрерывного действия,
следующим образом. Шихта, поступая на колошник печи, начинает прогреваться за
счет теплоты реакционных газов и тепловых потоков от нижних слоев шихты. В
сырьевых материалах последовательно идут процессы сушки, удаления кристаллиза-
ционной и гидратной воды, разрушения карбонатов. По достижении 1300—1500 К
начинаются фазовые превращения, возможно и твердофазное взаимодействие угле-
Р°Да шихты с ее минеральной частью.
Золу твердофазных процессов* следует выделить в самостоятельную / зону
(Рис. X1.1). Ее нижний уровен ^определяется началом плавления минеральной части
^ихты, т. е. температурой'плавлениядшиболес легкоплавкого компонента.
По достижении этой температуры начинается 1! зона — зона плавления. Здесь
“^Разуется жидкая фаза, в которой растворяются тугоплавкие компоненты. В ре-
®Удьтате образуется расплав, стекающий в нижние зоны печи. Поскольку жидкая
279
Рис. XI.I. Схема расположения зон в рудпотермиче-
ской печи.
Зоны: / - твердофазных процессии. J! плавления;
/// — углеродистая; /Г шлпка; V' — ферросплава
Г — электрод: 2 — ванна печи.
фаза покидает зону, а кокс, имея меньшую
платность, всплывает в образовавшейся жидкой
фазе, причем с опускающейся шихтой одновре-
менно поступают новые порции кокса, происхо-
дит накопление кокса и образуется lit зона—
углеродистая.
Содержание углерода в /// зоне выше, чем
в шихте, и в пределе определяется только плот-
ностью «упаковки» слоя кокса. Именно в этой
зоне происходит основное химическое взаимо-
действие, в ней расплав как бы фильтруется че-
е
j
f
t
fl
I
рез слон углеродистого материала — кокса. При этом обеспечивается достаточно
высокая поверхность контакта фаз и непрерывный отвод продуктов реакции (см,
рис. XL1). Пройдя углеродистую зону, состав расплава становится таким, какой
необходим.
Таким образом, размер углеродистой зопы и существующие в ней условия опре-
деляют режим работы печи в целом. И относительно электрического режима печи,
размеры углеродистой зоны также являются определяющими. В / зоне электрическая
проводимость шихты низкая, так как количество кокса здесь обычно небольшое,
а его куски изолированы друг от друга непроводящими минеральными компонентами.
Во // зоне электрическая проводимость несколько возрастает, так как образуется
проводящий фосфато-кремнистый расплав. В /// углеродистой зоне электрическая
проводимость достигает еще большего значения; обусловлено это как содержанием
кокса, так и наличием проводящего расплава, создающего контакт между частицами
кокса. Следовательно, углеродистая зона обеспечивает контакт между электродами .
и подом печи. Поэтому торцы электродов должны находиться на уровне начала угле- •
родистой зоны. В свою очередь от положения торцов электрода зависит электрическая j
мощность печи, температура отходящих газов, тепловой и электрический к. п. д. |
печи. Таким образом, состояние углеродистой зоны определяет технологический,
тепловой и электрический режимы печи. В ней как бы «переплетаются» электрические
и химические параметры технологического процесса. Особенно следует отметить,
что существование углеродистой зоны — это не следствие нарушения дозировки кок-
са или «дисбаланса» углерода, а результат нормального режима работы печи. Хотя
лучшие показатели, очевидно, соответствуют меньшему размеру углеродистой зоны,
достичь ее полного исчезновения, по-видимому, невозможно. \
Следующие за углеродистой зоной: IV зона — зона шлака и V зона — зона
ферросплава. В этих зонах проходят реакции обмена между шлаком и ферросплавом,
и от существующих здесь условий зависит состав феррофосфора. Размеры шлако*
вон IV и ферросплавной V зон определяются режимом сливов и конструкцией печи.
Хотя электрическая проводимость этих зон выше, чем /// зоны, мощность,
выделяющаяся в них, невелика, так как линии тока проходят ///, IV и V зоны по* ]_
следовательно, а сопротивление IV и V зон - мало.
Из изложенного следует, что все пространство печи можно разделить на зоны, ;. ;
для которых можно указать температурные условия и основные химические процес* 1
сы. Несмотря на взаимное влияние зон, их можно рассматривать и изучать изоля*
ровано. Построить модель печи, в которой бы моделировались условия работы всех £
зон одновременно, по-видимому, невозможно. С
.Метод электрического зондирования, реализованный на фосфорной печв jl
ОКБ-767, позволил установить наличие отдельных зон в ванне фосфорной печк, "W
отличающихся удельной электрической проводимостью. Кроме того, с помощью этого Л
метода впервые удалось установить в ванне фосфорной печи наличие электрической/И
дуги, что явилось экспериментальным доказательством существования еще одной^И
эоны — зоны электрической дуги. Дальнейшие исследования должны оценить рольЯ
ее в процессах, протекающих в ванне печей. Не исключено, что электрическая право* И
димость зоны дуги того же порядка, что и третьей зоны, в которой находится элекТ-
280 Я
р()д- jto позволяет при моделировании ванны ночи электродуговую эону но выделять,
а объединить ее с рабочей зоной. Вместе с тем, при изучении теплового поля в ванне
печи следует учитывать наличие электрической дуги, в зоне которой температура зна-
чительно повышается.
Зона твердофазных процессов (1 зона)
В 1 зоне протекают фазовые превращения, а также реакции де-
гидратации и декарбонизации, если они не были завершены на ста-
дии подготовки сырья. Не менее важная задача 1 зоны — это охла-
ждение реакционных газов до 570—770 К, т. е. температуры, допу-
стимой применительно нормальной работы свода печи и газоходов.
Кроме того, в / зоне шихта нагревается до температуры плавления.
Источником нагревания шихты может быть теплопередача от газа
к шихте и теплопроводность шихтовых компонентов.
Запишем уравнение теплового баланса
ошсш (Г“ - г») •_ огсг (г; - ТЧ) <?т „
в котором бш, бг — масса шихты и газа в единицу времени, кг/с; Сш, Сг— усред-
ненные теплоемкости шихты и газа, Дж'кг-с; qr> п — тепловой поток в единицу вре-
мени за счет теплопроводности слоя шихты (направлен снизу вверх), Дж с; Г” ,
Тщ — начальная н конечная температуры шихты; Г”, Т* — начальная н конечная
температуры газа.
Принимаем Г” - Т’1, так как в зоне реакции газ и шихта имеют
одинаковые температуры, кроме того, 300 и Т* 600 К.
Обычно для электротермических процессов Gr — 0,2—0,3. От-
сюда получаем, что из общего количества теплоты, необходимой для
нагревания шихты. 70—80% обусловлены теплопередачей. Таким
образом, основная причина нагревания шихты в электротермиче-
ских печах — ее теплопроводность. Этим электропечи принципи-
ально отличаются от шахтных печей с пламенным обогревом, таких,
как доменные, нзвестксво-сбжигьтельпые и т. п. Те?цпература от-
ходящих газов определяется двумя параметрами — теплопровод-
ностью шихты и высотой / зоны. На рис, X 1.2 представлен характер
изменения температуры газа и шихты при различных условиях.
Кривые соответствует условиям, когда шихта имеет низкую тепло-
проводность. При повышении теплопроводности температура шихты
повысится, а вслед за пей повы-
сится температура газа. В этом случге
для обеспечения того же значения Г,,
необходим более длительный контакт
газа с шихтой, что приводит к росту
первой зоны.
К нарушениям температурного ре-
жима приводит также изменение га.зо-
₽нс. XI.2. Характер изменения температуры газа и
шихты;
I — температура отходящих газов; 2 — температура
Шихты и расплава.
281
проницаемости шихты При канальном прохождении газа через
шихту скорость газа резко возрастает. В результате этого уве-
личивается коэффициент теплопередачи и повышается температура
внешнего слоя кусков шихты. В результате перепада температур АГ
уменьшается, теплопередача замедляется. Подобное явление, назы-
ваемое «свпщеобразоваипем», приводит к увеличению температуры
отходящих газов и, как следствие, к необходимости снижения мощ-
ности печи.
Рассмотрение процесса теплопередачи от газа к шихте позволяет
вскрыть характер зависимости температуры отходящих газов от
мощности печи, высоты / зоны, гранулометрического состава ком-
понентов шихты.
Зона плавления (// зона)
Во // зоне плавится минеральная часть шихты, растворяются
твердые высокоплавкпе компоненты в расплаве и образуется жидкая
фаза, стекающая в нижнюю углеродистую зону. ч
Плавление материала начинается по достижении температуры пла-
вления и затем идет со скоростью, определяющейся теплоподводом, ,
т. е. скорость плавления равна:
dg/dt — — (Т— ТU;j)
где k характеризует теплоотдачу к единице поверхности; S — поверхность частицы;
Т — температура среды; — температура поверхности частицы, равная темпера-
туре плавления; ?пл — теплота плавления.
Масса частицы пропорциональна г3, а поверхность г, где г —
линейный размер, тогда;
dr t/т . — (| Г qu:i (Г - Т11Л)
(р — коэффициент формы.
Поступающая в зону частица опускается, попадая во все более
горячие зоны. Существует зависимость
Т — ; (h)-. dh di: — U1
где h — глубина ванны, te — линейная скорость схода шихты.
Поэтому: j
.. dr „JLLiT-T <
и
h> я
гн - гк * I 77“-(Т1- T}j ^dh
Мил
В общем виде k и (| также изменяются с высотой. Однако, если
пренебречь этой зависимостью и предположить линейное возрастание
температуры с высотой, то:
У Тлл — Т1}Л ~r~ bh ~ С1]Л bh
^ЧП.1
282
Так как при h мы попадаем в III зону, ю Тя -- Т1м -{
- /> (А,, li.,). Следовательно: !> - (7\ — Т1( ,) (й;1 — Л.,) и
г г 4 k lln - /i2
Г" ~ 2 17 3 ~ Гпл)
Таким образом, уменьшение размеров кусков шихты за счет их
плавления во // зоне зависит от разности температур плавления и
температуры /// зоны, т. е. температурь! реакции. При малых Т3—
—Тпл плавление отсутствует и, естественно, отсутствует зона плав-
ления, т. е. условие существования второй зоны таково: < Т3.
С образованием II зоны следует считаться только при наличии
значительных различий между температурами начала реакции и
плавления. При Т3 < Т1!:! зона плавления отсутствует.
Углеродистая зона (/// зона)
Как отмечалось ранее, в III зоне происходят основные химиче-
ские реакции и превращение электричества в теплоту. Поэтому при
ее рассмотрении следует учитывать электротехнические и техноло-
гические особенности работы 111 зоны.
В 111 зону непрерывно поступает расплав из 11 зоны; количество
расплава может увеличиваться в результате растворения минераль-
ных частиц шихты. Кокс поступает в зону также непрерывно, и
количество его пропорционально количеству поступающего расплава.
Размер частицы кокса в результате взаимодействия с расплавом
уменьшается от г0 до г — 0. Время растворения при постоянном со-
ставе расплава равно:
т r»wbfl a''3)
а= OVr)1'"3;
где у — плотность кокса; (3 — константа скорости взаимодействия; Дс — движущая
сила процесса; <р — коэффициент форгиы.
За время существования частицы в 111 зону поступает кокс
со скоростью, пропорциональной потребленной электрической мощ-
ности: = PlqK, где 7К — удельный расход электроэнергии на еди-
ницу массы кокса. Масса кокса, накопившегося в печи за время
существования одной частицы, равна:
Т КОН т кои
--ш j «Дт - ш | (1 — ат)3(7т
о о
тко([ ~ \!а, так как соответствует а = 0.
Тогда:
„ W ,, Р а ш
Т. е.
Л’
ЪЛЧ Ас
(XI.1)
283
Полученное выражение для Glt позволяет дать некоторые рекомен-
дации. При условии 6'к const для увеличения мощности печн Р
необходимо снизить начальный размер частицы кокса г0, увеличить
Ас или р. Если это невозможно, то при увеличении Р неизбежен
рост Glt и, следовательно, высоты слоя, что приводит к высокой по-
садке электрода. Из выражения (XLI) следует также, что для сни-
жения Ас необходимо уменьшить г0 или Р либо увеличить Ск. т. е,
повысить посадку электрода.
Изложенные выводы соответствуют практике работы печей. Рас-
смотрим теперь работу углеродистой зоны как электрического про-
водника. Из всех зон печи эта обаладает максимальной электрической
проводимостью, и торцы электродов должны находиться в контакте
с ней.
Найдем зависимость между электрическими параметрами. Пути
тока в зоне неизвестны, поэтому форма проводника не определена:
В общем виде для сопротивления проводника Р можно записать.
R --
где р — удельное сопротивленце зоны; / — длина проводника; d — поперечный
размер проводника; а, b — постоянные, зависящие от формы проводника; они могут
принимать различные значения, но в соответствии с теорией размерности необходимо,
чтобы выполнялось условие: а -J- b-- — I.
Если при изменении I и d между ними сохраняется геометриче-
ское подобие, т. е. при любых Ind сохраняется постоянной зависи-
мость I — <i (d), то:
где <[ — безразмерная функция, принимающая постоянное значение при I,:d =
= const,
Мощность, выделяемая в проводнике, равна:
где С7П0Л, Рцо.-i — полезное напряжение и мощность.
При стабильном режиме печи удельная объемная мощность в ре-
акционной зоне Ея должна быть постоянной; следовательно:
Лю.-/К» = Яос> const. Из условия геометрического подобия зон
следует:
~ Фг^об^3
(фг — безразмерная функция, постоянная для зон различных раз-
меров ввиду их подобия).
Отсюда находим:
Рп - Ч'Иов: ('„о., = 4>^р‘ !гР'^
Полученное выражение в виде
надежным для определения {/ппл-
U пол — СР пол
является наиболее
Однако входящий в него показа-
тель п принимает различные значения
В нашем выводе,
не задаваясь
определенными формами зоны и допуская лишь их геометрическое
284
подобие, мы подучили п — 0,33. При отсутствии геометрического
подобия следует учитывать изменение соотношения между линей-
ными размерами, т. е. d;l / (Р). На основании теории размерностей
можно получить:
б'пол = const • Р1 2^б~Л|’”3,1/Эпол 2)
Таким образом, вид зависимости UnM от РПЛл указывает на
характер изменения проводящих зон: при п — 0,33 они геометри-
чески подобны, при п 0,33 геометрическое подобие отсутствует.
Возможны два крайних случая — постоянство высоты I и постоян-
ство сечения d\
I - const —
С пол - cons‘ -р’ Чб^
т. е. п = 0 и </по;1 не зависят от .мощности;
d — const —
"пол const ' Р^Чб'^^ол
т. е. п - I.
Как видим, п может принимать значения от 0 до 1 при отсут-
ствии геометрического подобия; п = 0,33. если проводники геометри-
чески подобны. Фактически п меняется в более узких пределах —
от 0,25 до 0,50, что говорит о малой вероятности подобных крайних
случаев. Для фосфорных и карбидных печей п ~ 0,33.
Таким образом, форма проводников в разных фосфорных и кар-
бидных печах изменяется подобно с изменением мощности.
Для практического использования полученного соотношения
необходимо знать q06. Энергия поглощается единицей объема зоны
пропорционально скорости химического взаимодействия в единице
объема; следовательно:
?о6 =
Полагая углеродистую зону однородной по концентрационным и
температурным условиям, получаем:
иа7об = №
где S — суммарная поверхность частиц, находящихся в зоне.
Для всех частиц, присутствующих в объеме К8:
т кон
S - J <ргвЛ'а2 3dT
о
где А — число частиц, поступающих в единицу времени.
Следовательно:
Л‘ ^Ш;<ргЗук
Где ?|1 _ плотность кокса.
285
Поскольку а I — от3, то:
Л УК' о
4 срДс
«ОС--=^-30,, гЛ1,и д//
Тепловой эффект реакции при температуре зоны с учетом тепло-
содержания покидающих зону газообразных и жидких компонентов
на единицу массы углеродистого материала обозначим q,.; тогда;
<7г.б -у- ?кР
бкф Дс
То^зТк
Используя полученное выражение, находим
и...
поскольку кажущаяся плотность кокса в слое равна GK/V3 Тея.;
то:
(XI.
Выражение (Х1.3) связывает электрические и технологически!
параметры работы печи. Оно включает значения у, р и р, определя
емые иа основании лабораторных замеров параметра 0 и р, а такж
эксплуатационные характеристики г0, Дс, Р]:ол и дк.
V я вл я
Зоны шлака и ферросплава (IV и V зоны)
В соответствии со сказанным ранее зоны IV и
отстойными: в них основной процесс» т. е. восстановление, уже и
идет. Но в этих зонах возможны различные побочные процессы, L
в частности испарение летучих соединений (щелочных металлов,
окиси кремния и др.), обменные процессы между шлаком и металлом.
Эти процессы происходят и в углеродистой зоне ///, поскольку да
их развития необходимо присутствие углерода. Однако чрезмера
развитие обменных процессов связано часто с перегревом шлака н.
с задержкой его выпуска, т. е. с условиями работы зоны IV-
Составы ферросплава н шлака взаимосвязаны из-за постояН!
идущих между ними процессов обмена. Связь между составами шла:
и феррофосфора может быть получена в предположении, что в реа
циях получения фосфора
Ca3P3Os 5С ---► ЗСаО + Р3 i- 5СО
Fe3P --> 2Fe 4-
(XL
(Х1.<
1 2Р.
давление фосфора одинаково, тогда
uC.i,P.t)8\xi.<j
РР/Х14) ’
"СаО^СО
- ^(Xl 4а/°Р,
286
ТАБЛИЦА Л/.г Расчетные данные по моитмсчти содержания фосфора й
феррофосфоре и ГХ)й в траке (Т ~ 1600 Л’|
<’.одержан не Р в феррофосфоре. % (месс.),
при значениях модуля кислотности п:лака
Содержание PtOb н
[;глаке. % (масс.)
Мк - 0.54
Мк = 0.9)
5,(1 2.0 0,5 14.0 15.6 — 12.6 14,8 15.6 9 2 12.0 14,5
С использованием литературных данных по зависимости давления
фосфора над феррофосфором от состава и значений активности аСа0
в системе CaO—SiO2 вычислены значения содержания фосфора
в ферросплаве (табл. XI.1).
Помимо сказанного, в зонах VI и V происходит четкое разделение
шлаковой и металлической фаз. Смешение ферросплава со шлаком
вызывает либо ухудшение качества продукта (получение нормаль-
ного электрокорупда, титанового шлака), либо осложнения при
охлаждении расплава (производство фосфора, карбида кальния и др.).
В связи с этим корольки образовавшегося металла должны успеть
осесть ниже уровня шлаковой летки.
XI.2. УСЛОВИЯ ПОДОБИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Удельная мощность
Для электротермических процессов важное значение имеет «кон-
центрация энергии» в проводнике, который в случае печен прямого
нагревания является реакционной зоной.
Для характеристики электротермических процессов часто исполь-
зуют понятия удельных мощностей, отнесенных к единицам массы
или Объема — qM, q(i{i:
_ nPpi.Vt ; — dP.dV
Поскольку dV =- Sdl и dM ~ ySdl и
P _ r-R ppl/S- у - s/; P V = /yi sst :-r
TO
pf8; Ум^Р.у-/3 (XI.5)
0 - плотность тока в проводнике).
Кроме того, в электротермии часто используются удельной по-
верхностной МОЩНОСТЬЮ 0ИПВ.
Дтя печей косвенного нагревания <7П0П — это мощность, отнесен-
ная к боковой поверхности нагревателя:
9иов = Р/2’ (XI 6)
Где л П I S; II — ({vpHMCip; S - сечение проводника.
287
Следовательно, удельная поверхностная мощность при ностоянД
пой плотности тока увеличивается с ростом сечения проводника,}
Для печей прямого нагревания поверхностную мощность относят)
к сечению проводника, т. е. реакционного пространства. В этом слу-|
чае J
= р/а* = w ;
н этот параметр неоднозначно связан с объемной мощностью. ]
Электрическое подобие J
При прохождении электрического тока через проводник в нем*
устанавливаются градиенты потенциалов и плотности тока. Уело* i
вие подобия электрических полей в проводнике можно записать
следующим образом:
о
дх ' ду дг
i - - “7 (XI.7) ।
Уравнения (XI.7) позволяет получить условие подобия в крите-
риальном виде
U,'/р/const (XI.8)
где I — определяющий геометрический размер. Для перехода от /
к значению тока / умножим числитель и знаменатель на Z3: (
Ul!pl = const (XI. 9^
Численно это значение отличается от исходного, так как / —
= ф/Л где ф — коэффициент пропорциональности между квадратом
линейного размера и сечением. 1
Соотношение (XI.9) названо критерием электрического подобия.
(Эп). Его предложено использовать для выбора оптимальных значе<
ний токов и напряжений при переходе от одной печи, работающей^
с хорошими показателями, к другой. Базовая печь при этом принНЧ
мается за оптимальную или «образцовую». Допускается, что показа*!
тел и образцовой печи могут быть улучшены, а потому выбор Эп 1
отражает достигнутый уровень техники. I
Однако более важным, по нашему мнению, является то обстоя-,
тельство, что образцовая печь может работать в несколько ниыХ|
условиях —другое сырье, другой состав продукта, так как найтй!
полную идентичность режимов работы бывает трудно. Поэтому nepe-J
ход от образцовой печи к другой требует учета технологических факя
торов. Для нх учета следует рассматривать температурные условий!
работы реакционного пространства как проводника электрическогСИ
тока. Я
288
Тепловой режим работы проводника
Температурное поле в однофазной среде описывается уравнением
Фурье—Кирхгофа:
(IT / д*Т , , д'-Т X .
dx Су ~ дх* * ду-i ‘ ~ (XI.10)
где Т — температура; т — время; С — удельная теплоемкость; у — плотность; л —
теп л (’проводи опт,; q^— объемная удельная мощность внутренних источников энер-
гии.
Для стационарных условий при dT </т = 0 получаем:
. / а=т д-т \
h ~д^ -н Д£з") ’ 0 (XI.и)
В безразмерных параметрах уравнение (XI.II) принимает вид:
, &Т0 , \ /ьРо/Я '№
dx» dyi 1 лЛ, i-T
(XI.12).
где х0, i/о, го — безразмерные координаты; /, р. Л, Т — усредненные значения либо
значения переменных в заданной точке проводника; у0, р0. Ад, Гц — безразмерные
значения; / — определяющий геометрический размер.
Следовательно, в том случае, если проводники геометрически
подобны, подобие температурных полей обеспечивается постоянным
значением соотношения:
/2р/а/л7' = const Или Рр.лГР - Те (XI.13)
Следовательно, уменьшение сопротивления проводника вызывает
увеличение плотности тока; увеличение температуры проводника,
сто теплопроводности также приводят к росту j.
Для интегрирования уравнения необходимо знать зависимости X
от Тц и /0 от Решение уравнения (XI.13) должно иметь вид:
T = f{^, i/0, 2о, Тс) (XI. 14)
Заметим, что критерий Тс по физическому смыслу соответствует
критерию Померанцева Ро, применяющемуся для описания тем-
пературных нолей в стационарных условиях Ро = qal-/)^T.
Установившееся температурное поле проводника сочетается
с электрическим полем, подобие которого обеспечивается значением
Эп |см. уравнение (XI.9)1. Из значений Эп и Те находим:
/ (Тс лГ/2/о)’’2 (XI.15)
Поскольку / — Ш/Энр, то
С - Эп • Тс1 2 (р/.Г)1 - (XI.16)
Выражение (XI. 16) показывает зависимость подаваемого на про-
водник напряжения, обеспечивающего заданный градиент темпе-
ратуры и ее максимальное значение от физических свойств провод-
ника: р, Л. Требование Те — const приводит к постоянному значению
напряжения, а ток при этом растет пропорционально линейному раз-
10 П/р В. А. Ершова 289
меру и мощности Г/г 0 в уравнении (XII.I)]. Поскольку дл
нотермическл х печей такие случал на практике встречаются
то с ростом мощности Те меняется, подобие температурных
и руд
редко
полей
»
нарушается.
Технологическое подобие
По достижении во всем объеме проводника или в его части тем
пературы реакции 7\, начинаются химические или фазовые превра
щения, идущие с поглощением энергии. Таким образом, qr,Q снижа
ется на величину (/к, равную удельной мощности процессов погло
щения энергии:
где q^ определяется скоростью химических процессов.
Для гетерогенных процессов:
где р - константа скорости реакции; 5у — поверхность контакта фаз, отнесенная
к единице объема; Дс — движущая сила; Q — тепловой эффект процесса прн тем
пературе, усредненной по интервалу температур
с газообразными продуктами реакции; поэтому:
проводника
учетом
теплоотвода
Q = .\НТ 4 шСтТ
где Л/Д— изменение энтальпии; т~ масса газа на единицу массы реагента; С г
теплоемкость при Т.
Значение Sr равно:
Sp = пецг2
где п — число частиц твердой фазы
формы; п = Ун'уфг: Ун — насыпная
размером г в единице объема; ф — коэффициент
масса слоя частиц; у — плотность частицы.
Тогда
7х _ РфЛсО у„
?об /2Р^ У
Для перехода к замеряемым параметрам, учтем, что
(Ф — const прн условии подобия зон), тогда:
/2 = /2/4ф
Выражение (X
рчАсргЧ3 Ун / I V
7сб f2P У X г /
7) имеет критериальный характер,
(XI.17)
отражающий
соотношение процессов энергопоглощения и энерговыделения в еди-
нице объема.
Итак, получены три критерия подобия электротермических про-
цессов: электротехнический Эи, тепловой Те и технологический Тп.
Значение Тп определяет долю энергии, идущей на тепловые потери,
которые в свою очередь определяют температурный градиент в реак-
ционной зоне п, следовательно, усредненную температуру в зоне,
усредненные значения fi и р, производительность установки.
с
290
Для промышленных печен тепловые потерн из реакционной зоны
составляют не более 3—10%, т, е. Тп = 0,9—0,97. Для лаборатор-
ных печей тепловые потери значительны, и для них Тп в 5—2 раза
меньше. Из значения Тп следует:
Л = Тп___________-±-
г* ХП AcQr’ip Т„
И
Подставив полученные значения Z, Эи и учитывая также Р =
= Ui, получаем:
Следовательно
г/ = Эп2'3Тп-1е ( у 6р1.'з (XI. 19)
Представленное в виде
и = const Pl:i (XI.20)
уравнение (XI.20) применимо в случаях:
геометрического подобия реакционных и проводящих зон —
Xil ~ У,'1 — Zil — const
подобия электрических полей —Эи — const;
подобия технологического режима — Тп = const.
Изменение последних двух условий может быть учтено коррек-
тировкой значения const в выражении (XI.20). Однако отсутствие
геометрического подобия проводников делает принципиально не-
возможным применение приведенной формулы, поскольку невоз-
можен переход от локальных р, X, fi к усредненным. При этом подо-
бие температурных полей отсутствует.
ГЛАВА XII
ЭЛЕКТРОДЫ
X1I.1. УГОЛЬНЫЕ И ГРАФИТИРОВАННЫЕ ЭЛЕКТРОДЫ
В процессе работы печи электроды срабатываются, и поэтому их
наращивают для обеспечения постоянной рабочей длины блоками
готовых электродов путем соединения кипелями.
Иногда электроды не наращивают, а ставят в начале процесса
с резервом длины рабочего конца. В конце процесса короткий ога-
рок электрода выбрасывают. Естественно, что при таком методе ра-
боты невозможен непрерывный режим эксплуатации печн и увели-
чивается расход электродов.
Параметры используемых угольных и графитированных электро-
дов приведены в табл. XII.I.
10*
291
ТАБЛИЦА ХИЛ. Графитированные и угольные электроды
292
XIL2. КОНСТРУКЦИЯ САМОСПЕКАЮЩЕГОСЯ ЭЛЕКТРОДА
Qivr.i пекающийся электрод ссюговт нз металлической оболочки,
заполняемой сверху сырой электро.!ной массой (см. гл. VI). К вну-
тренней поверхности металлической оболочки — кожуху электро-
да — приварены ребра, снабженные отогнутыми язычками. Ребра
увеличивают прочностные качества электрода и способствуют кок-
сованию сырой массы по сечению электрода при прохождении по
ЛЯМ электрического тока.
Оболочка электрода и его внутренняя арматура свариваются из
листовой стали (для различных ночей толщина стали 1,5—3,0 мм).
Электрический ток к электроду подводится с помощью прижимных
контактных щек электрододержателя.
Поскольку контактные щеки прижимаются к нескоксованной
части электрода, конструкции оболочки должна быть достаточно
жесткой, способной воспринимать сжимающие усилия от щек элект-
рододержателя. Для обеспечения надежного контакта узла щека —
электрод поверхность оболочки должна быть чистой от окалины, не
иметь вмятин, заусениц и выпуклых сварных швов. Число секций
для изготовления корпуса оболочки, должно быть минимальным.
Для набивки самоспекающихся электродов электропечей исполь-
зуют товарную электродную массу или массу собственного произ-
водства (табл. XI 1.2, XI 1.3).
Электродные массы для самоспекающихся электродов изготавли-
ваются по специальной технологии, они должны обладать рядом
физико-механических и эксплуатационных свойств, а именно:
хорошей термостойкостью;
малой реакционной способностью;
достаточной пластичностью при соответствующих температурах
для хорошего заполнения кожухов и одновременно необходимой
вязкостью во избежание значительного расслоения и накопления
жидкого связующего в верхней части кожухов;
достаточно высокой электрической проводимостью;
ТАБЛПЦЛ ХН .2. Примерные рецептуры (в %) товарных электродных масс
Компонент Рецепты
1 >7 3 4
Твердые материалы Тсрмоаш рацит Кокс каменноугольный лшсчДнЫп Графитовые добавки (отходы электрод- ного производства) 46.2 35,0 If,8 50.0 35,0 15,0 50,0 50.0 60,0 40,0
Связующее Смола каменноугольная Пек каменноугольный среднетемператчр- НЫЙ 25,0 24,5 5,0 20,0 23,0
293
ТАБЛИЦА XI 1.3. Примерные рецептуры (в (>„)
влектродной массы собственного производства
Компоненты Печь РКЗ-46Ф Печи РКЗ-18Ф и РКЗ-72Ф
рецепты
I | 2 | 3 | 4
Твердые материалы
Термоантрацит Пековый кокс 55.4 44,6 55.4 4 1.6 55,4 32,1 55,4 44,6 55.4 32.1
Графитовые добавки Связующее — — 12,5 — 12,5
Смола каменноугольная 15,9 5.5 5 5 — —
Пек каменноугольный (средне- температурный) 10,0 20.5 2о’,5 25,0 2 6,0
высоким» механическими свойствами, определенной пористостью
в обожженном состоянии и однородной макроструктурой по сечению
обожженного электрода;
содержание влаги в массе во избежание вспучивания при нагре-
вании связующего и замедления коксования должно быть минималь-
ным ;
гранулометрический состав и количество связующего должны
быть такими, чтобы не происходило расслоение твердой и жидкой
частей массы.
Электродную массу собственного производства доставляют в пе-
чное отделение в обогреваемых кюбелях; далее ее перегружают
в специальные загрузочные кюбелп и при температуре не менее
400 К загружают в электроды. Товарная электродная масса посту-
пает на завод в брикетах; перед загрузкой в электроды ее дробят до
размеров кусков не более 50 мм. Количество загружаемой массы
определяется расходом ее за предыдущие сутки,
XII.3. КОКСОВАНИЕ ЭЛЕКТРОДА
При входе электрода в контактные щеки температура массы
колеблется от 330 до 370 К. По мере опускания электрода масса на-
гревается и плавится; из нее выделяются летучие. При 670—690 К
начинается коксование связующего; при 770 К масса превращается
в твердый монолит в результате связывания твердых углеродистых
частиц образовавшимся полукоксом. Дальнейшее нагревание сопро-
вождается выделением летучих, упрочнением электрода, повышением
его электрической проводимости. Так, при 1020—1070 К полукокс
связующего превращается в кокс, а при 1170 К коксовая структура
обожженной электродной массы уплотняется и в результате получа-
ете я с коксован н ы и эл е кт род.
Таким образом, процесс коксования позволяет разделить электрод
по высоте на четыре основных температурных зоны;
/ зона — ограничена снизу изотермой 340 К; в этой зоне масса
находится в кускообразном твердом состоянии;
294
К и имеет очень
рис. XI I -1 i0i,LI KOKCfjB.iitiiff электрода и изотермы ;
у _ К1«нте>;и1;!Я щеки: — электрод.
// зона — [i;iciiu.it>жепа между изотермами
340 -630 К; в этой зоне связующие массы на-
ходятся в расплавленном состоянии; по мерс
приближения к зоне коксования начинается ип-
тесивиое выделение летучих;
/// зона — расположена между изотермами
530—670 К; в этой зоне происходит образование
решетки кокса; масса — еще в вязком состоя-
нии;
IV зона — ограничена сверху изотермой 670
большой перепад температур; электрод в этой зоне представляет
собой твердую, в различной степени скоксованную массу; в этой
зоне продолжается выделение летучих; происходит твердофазное
превращение полукокса и кокса связующего;
V зона — ниже 1270 К; здесь электрод уже сформован и имеет
требуемые прочность и электрическую проводимость.
Протяженность каждой зоны по высоте электродов различна и
даже для печи одной н той же мощности может меняться в завися*
мости от температуры (рис. XII. I).
Кажущаяся плотность обжигаемого электрода постепенно умень-
шается до 770 К; при дальнейшем росте температуры до конца об-
жига она изменяется мало. Истинная плотность электрода, т. е. без
учета его пористости, непрерывно увеличивается с повышением
температуры. Пористость электрода наиболее интенсивно возрастает
в температурном интервале, соответствующем выделению летучих
(до 770 К). Механическая прочность электрода с повышением тем-
пературы возрастает в результате коксования связующего.
Удельное электрическое сопротивление при нагревании электрода
до 570—670 К велико; дальнейшее повышение температуры сопро-
вождается его постепенным уменьшением.
Ход коксования зависит от скорости нагревания. При быстром
нагревании отгоняется большая часть летучих; сопровождается
это большой усадкой и образованием трещин. Однако скорость на-
гревания электрода в зоне щек не регулируется, а определяется
свойствами сырой и с коксован ной массы.
Медленно температуру следует поднимать до 770 К, т. е. до
температуры образования полукокса. В процессе превращения полу-
кокса в кокс скорость подъема температур не оказывает существен-
ного влияния на количество образующегося кокса.
Несмотря на тщательное перемешивание твердых углеродистых
масс со связующим при изготовлении электродной массы и однород-
ность загружаемой электродной массы, при ее плавлении в электроде
происходит сегрегация и расслоение за счет осаждения твердых
углеродистых материалов. Участки электрода с явно выраженной
сегрегацией обеднены коксом связующего и имеют низкую механи-
ческую прочность
295
Рис. XI 1.2. 3hbi:lhmoc11. shikocih j.kк i родиuii n.1uli or тем-
пературы различные рецензоры масс}.
w
5 r
Сегрегации способствует ряд причин:
большой столб жидкой массы в электроде;
неравномерные загр\зка массы в электрод и
коксование, высокое содержание связу-
ющего; низкая вязкость связующего; не-
правильный гранулометрический состав мас-
сы и др. Замеры вязкости связующего при
различной темнерлуре показали, что она
снижается до минимального значения, кото-
рое остается относительно постоянным до
температуры начала коксования, при которой
вязкость резко возрастает (рис. XII.2), Очевидно, наиболее опасным
участком относительно сегрегации является область минимальной
вязкости. Связующее с широким интервалом текучести дает плохой
электрод. Массы же с узким интервалом текучести более соответст-
вуют условиям эксплуатации.
Для исключения сегрегации в каждом отдельном случае, в за-
висимости от мощности печи и ее конструктивных особенностей,
а также ряда других факторов, опытным путем устанавливают опти-
мальный столб жидкой массы, график ее загрузки, уточняют рецеп-
туру массы и температурный режим обжига. На рис. XII,I пред-
ставлены изотермы коксования электродной массы в области кон-
тактных щек на одной из фосфорных печей при мощности 40—
45 МВ*А. Аналогичен характер изменения температуры на печах
других типов.
Полученные результаты показали, что характер распределения
температур по высоте и сечению всех электродов в области контакт-
ных щек одинаков: температура электродной массы в центре сечения
электрода всегда выше, чем у щеки; при этом температура электрод-
ной массы со стороны обращенной к центру ванны печи выше, чем
со стороны обращенной к стенке ванны, что указывает на неравномер-
ность распределения температур по сеченню. Таким образом, коксо-
вание электрода начинается в центре, а затем распространяется к пе-
риферии. По мере опускания электрода ниже уровня контактных
щек происходит выравнивание температур по сечению электрода.
Характер распределения температур в электроде (в области кон-
тактных щек) дает основание полагать, что обжиг электродной массы
в фосфорной печи происходит преимущественно за счет теплоты, по-
даваемой по скоксованпой части электрода. Теплота, выделяющаяся
в контакте щека - электрод, не является ^источником» для обжига
электродной массы, так как отводится с водой, охлаждающей кон-
тактные щеки. Этим и объясняется, что температура электродной
массы вблизи щек ниже, чем в центре сечения электрода. Теплота,
передаваемая по скоксованпой части электрода из ванны печи,
складывается из получаемой за счет прохождения тока по скоксо-
ваиной части электрода и поступающей за счет теплопередачи из
ванны печи.
296
Спедует учесть, что нескоксованиая электродная масса пеэлектро-
проводка, Следовательно, непосредственно в зону обжига необхо-
димое количество теплоты может поступать только за счет тепло-
проводности из более нагретых зон. Поэтому хорошая теплопровод-
ность скоксованноп и пескоксованной электродной массы — важней-
шее условно надежной работы электрода. Для нес коксованной
массы теплопроводность может быть повышена введением тепло-
проводных добавок — графита, графитированного кокса и др.
По условиям нормальной работы самообжигающихся электродов
электродная масса в области контактных щек примерно на половине
их высоты должна находиться в достаточно пластичном состоянии.
В этом случае верхние половины щек по отношению к иескоксован-
ной массе служат направляющими, которые придают электроду не-
обходимую форму, а в нижние части щек электрод поступит с при-
тертой поверхностью, соответствующей рельефу контактной по-
верхности. Этим достигается улучшение контакта щека—электрод.
При выходе из области контактных щек электрод должен иметь до-
статочную прочность, чтобы выдержать массу рабочего конца элект-
рода и передать ее контактным щекам.
Как установлено, для этого необходимо, чтобы уровень спекания
электродной массы находился в пределах нижней трети высоты
контактной щеки. Обычно на таком уровне находится зона коксо-
вания карбидных, корундовых и некоторых других печен. Электроды
же фосфорных электропечей мощностью 10 н 24 .МВ-А выходят из
области контактных щек иескоксоваиными по всему сечению, В фос-
форных печах мощностью 50 МВ.А при выходе электрода из обла-
сти контактных щек остается нескоксованной та часть его, которая
обращена к стенке печи. Поскольку фосфорные печи — это печи
закрытого типа, регулировать режим обжига нх электродов не-
возможно; это определяют, исходя из режима работы печи.
Таким образом, самой опасной, труднорегулируемой зоной на
фосфорных печах является зона, расположенная в нижней части
контактных щек. В этой зоне электродная масса не обладает доста-
точной прочностью и вся механическая нагрузка приходится на ме-
таллический кожух, что предопределяет повышение требования
к механической прочности электродных оболочек.
Если сечения стального кожуха и электродной массы SK н
а плотности тока в них /к и то ток:
/ = 5к/к '"<Л
Удельное сопротивление железа (стали) и электродной массы
зависят от температуры; проводники, образованные кожухом и
электродом, соединены параллельно; следовательно;
/н = /ел = Аб58л/ра гб
Л./Сп ~ ^«Нэл/5влРк
Отношение токовых нагрузок зависит от температуры. При низ-
ких температурах р.7 очень велико, следовательно. /,п мало и всю
электрическую нагрузку принимает на себя металлический кожух.
297
Разогрев проводников связан с удельными массовыми мощностями,
отношение которых равно:
К ?М, УЛ - Тэ-т'-’ял
С повышением температуры р.1Л снижается, а рь увеличивается,
следовательно, мощность, выделяемая в кожухе, снижается. Одно-
временно с ростом температуры снижается прочность металла и
увеличивается прочность электрода. Если электрод сырой, то на-
пряжение в кожухе равно:
Пн = f./Sj! -
где F — общая нагрузки; Л — длина рабочей части; ё - - толщина кижухя.
При разрушении кожуха, т. е. выше температуры его плавления,
Все напряжение приходится на электрод и = у.
Значения <тк и должны быть ниже разрушающих: для ок —
ниже 670 К, а для о,л — выше температуры плавления кожуха
1070 -1270 К. Между этими температурами нагружаются и кожух,
и электрод в соотношении, необходимом для равенства упругих де-
формаций:
Разрушающее напряжение для электрода меньше; следовательно;
Запишем:
/д. г 3 „
Ojt ; I эл Ен - уэл/-5лл
где Ек, — нагрузки на кожух и электрод.
Итак:
=- ------ях
(c/aJ —диаметр электрода). ;
Для соблюдения о < необходимо определенное значение J
рабочей длины электрода L. Увеличение L может быть компенсиро-
вано увеличением 6, т. е. толщины кожуха и ребер, или увеличением ;
сечения ребер. Важное значение имеет также изменение EJE^, :
с температурой. Полученные здесь соотношения указывают на пути
подбора электродных масс, а именно: необходимы определенные ;
свойства масс не только в сыром п скоксованпом виде, но и в процессе ।
коксования. Кроме того, приведенные зависимости показывают, что ,
при «холодных» электродах, т. е. при низком расположении зоны
коксования, кожух электрода выполняет не только задачу формиро-
вания электрода, но и несет электрические и механические нагрузки. <
Перепуск электродов производится при отжиме контактных
щек или при нагрузке на электрод. Режим перепусков зависит от
типа печи — на открытых почах I -2 раза в смену, на закрытых j
298
I’ltc. XI 1.3. Рабочие концы электридов:
а __ электрод оил1ткоы;|рга1ще:и>й печи РПЗ-63: б — элек-
трод фосфорной печи РКЗ--ЩФ.
(фосфорных) каждый час. Расход элек-
тродов зависит от технологического про-
цесса, качества массы и обычно пропор-
ционален потребляемой энергии. При-
чины расхода электрода связаны с дей-
ствием следующих факторов:
механическая эрозия электрода в ре-
зультате истирающего действия частиц
шихты;
диспергирование материала электрода
электрохимическое разрушение электрода при контакте с рас-
плавленными электролитами;
химическое разрушение при действии окисляющих газов и рас-
плавов.
В зависимости от условий работы вклад перечисленных факторов
может быть различным. При этом изменяется форма рабочего конца
электрода (рис. XII.3).
Отклонения от заданных режимов перепуска электрода могут при-
вести к удлинению нескоксованной части, попаданию кожуха в зону
высокой температуры, потере механической прочности и обрыву.
Летучие, образующиеся при коксовании, состоят из водорода,
метана, этилена, окиси углерода, азота и некоторых сложных угле-
водородных соединений, в частности фенолов. Из зоны коксования
летучие просачиваются через поры электрода в нижние его зоны и
затем попадают в реакционное пространство печи, смешиваясь
с печным газом.
Превышение содержания летучих, снижение пористости скоксо-
ванпой части вызывает повышение давления в зоне коксования, что
может привести к разрыву кожуха и выбросу массы.
XII.4. ЭКСПЛУАТАЦИЯ ЭЛЕКТРОДОВ
Длина рабочего китгца электрода обусловлена глубиной ванны электрической
печи. Реакционная зона последней и расстояние торец — под имеют определенное
положение, изменяющееся в интервале хода электрода в зависимости от мощности,
на которой печь в данный момент эксплуатируется, сопротивления вапны, количе-
ства шлака и т. д.
Если при нормальных технологических параметрах траверса занимает верхнее
положение (особенно в моменты снижения мощности), то длина рабочего конца пре-
вышает необходимую. Крайнее нижнее положение траверсы в моменты слива шлака
Называет на заниженную длину рабочего конца.
При высоком уровне шлака в ванне печи, связанном с систематическими передерж-
ками расплава, электроды становятся короткими и печь работает «верхом». При вы-
соком углеродистом слое электроды занимают верхнее положение, поэтому при пере-
ходе на нормальный режим работы они могут оказаться короткими. Работа иа корот-
ких рабочих концах электродов всегда сопровождается повышением температуры под
крышкой печи, причем в большей степени, чем от других причин (передержке шлака,
избытке кокса).
При нормальном и устойчивом режиме работы печп все три электрода имеют
равную длину, поэтому перепуск их также должен быть одинаковым. Для условий
коксования электродов необходимо, чтобы перепуск их производился равномерно,
через короткие промежутки времени.
299
Набивка электродной .массы производи!ия в дневное время один раз в сутки,
без остановки печи. При этом следует следить за тем, чтобы не допустить сни-
жения уровня массы ниже определенного заданного предела. Обпы.вы и обломы
электродов приводят к большим простоям кечи н нарушению ьссго производствен-
ного цикла.
Принято обрывом электрода называть обрыв ею по нескоксованнои части, а
обломом—разрушение скоксованного участка. При обрыве разрывается металли-
ческий кожух — в результате действия повышенных температур. Сырая масса при
этом выливается в печь. Причиной обрыва является либо ускоренный перепуск,
либо несоответствие состава массы режиму коксования электрода. В любом случае
зона коксования вышла из щек и опустилась до температуры, разрушающей кожух.
Облом происходит то1да, когда электрод имеет низкую механическую прочность
уже в скоксовапном состоянии. Это — следствие неправильного режима коксования,
сегрегации, частых остановок лечи и охлаждении электрода (чы вызывает его
растрескивание) и некоторых других причин.
Таким образом, надежная работа электрода определяется качеством сырья и элек-
тродной массы, качеством кожуха, режимами коксования и перепуска электрода. При
этом подчеркнем, что определяющими для процесса коксования электрода являются:
для связующего — узкая температурная область текучести и минимальная
вязкость в этой области:
для углеродистого материала — максимальная теплопроводность;
для кожуха — достаточная прочность, чтобы выдержать механическую нагрузку
ниже температуры коксования массы, когда электрод не способен нести механиче-
скую нагрузку.
для режима перепуска — соответствие скорости коксования скорости- перемеще-
ния электрода; нарушение этого соотношения нарушает распределение температур
в скоксованной и сырой части электрода.
Помимо причин, связанных со спеканием элеюрода, могут быть и другие, вы-
званные нарушением режима обслуживания печи, например:
частыми остановками, снижением мощности печи, что приводит к нарушению теп-
ловых режимов коксования, смещению зоны коксования и получению' электродов
плохого качества с трещинами термического происхождения;
некачественной сваркой при наращивании электродных оболочек;
высокой температурой отходящих газов под крышкой печи, что приводит к раз-
рушению кожуха электрода на выходе из контактных щек;
быстрым набором токовой нагрузки, что может вызвать термические напряже-
ния н привести к образованию трещин;
высоким уровнем жидкого столба электродной массы, способствующим сегрега-
ции и резкому снижению механической прочности электрода;
попаданием пыли при загрузке массы, загрязнением массы посторонними приме-
сями, что ухудшает маханическую прочность электрода;
механическими воздействиями на электрод (посадкой электрода на иод, неравно-
мерным давлением шихты или неправильным положением его в шихте, сильным об-
рушением шихты и др.), что приводит к облому электродов;
перегрузкой по току — из-за нарушения режимов регулировании мощности
печи, что приводит к прожогу электродной оболочки, сопровождающемуся вытека-
нием электродной массы;
плохим качеством контакта щека—электрод, что вызывает прожог электродной
оболочки и вытекание массы.
ГЛАВА XIII
ЭНЕРГЕТИЧЕСКИЕ ПОКАЗАТЕЛИ ПРОЦЕССОВ
ХИМИЧЕСКОЙ ЭЛЕКТРОТЕРМИИ
XIII.1. ОБЩИЕ СВЕДЕНИЯ
Процессы химической электротермии являются энергоемкими:
из общего потребления топливно-энергетических ресурсов (ТЭР)
на долю электроэнергии в этих производствах приходится 80—85%.
300
Основной расход электроэнергии — это ее потребление в электро-
термических установках (85—90 %): кроме того, частично она рас-
ходуется на привод силового оборудования и в электротермиче-
ских процессах вспомогательных установок (например, для нагре-
вания инертного газа и т. д.). Кроме электроэнергии в процессах
химической электротермии используют топливо для термической
обработки сырья и для обработки продукции во вспомогательных
процессах. В восстановительных процессах в виде сырья участвуют
углеродистые материалы, которые также относятся к ТЭР.
Для анализа баланса потребления ТЭР производства того или
иного продукта все виды его приводят к тоннам эквивалентного
условного топлива (ТУТ), теплотворная способность которого равна
Отут = 29 400 кДж = 7000 ккал = 8,140 кВт-ч/т. Удельный рас-
ход ТЭР составляет:
Qt9P = У
I
где кч и и1; — переводной коэффициент Л го вида ТЭР и его удельный расход.
Ниже приведены значения переводных коэффициентов для
различных видов ТЭР:
ТЭР Электроэнергия 0,32—0,35 Теплота, холод , 0,173 Каменный уголь с теплотворной спо- Q/29 000 кДж собностью Q Сжатый воздух 0,034 Оборотная вода 0,33 Химически очищенная вода 0,42 Сжатый азот 0,165 Размерность Т У Т/МВт-ч ТУТ/Гкал ТУТ/т ТУТ/тыс, м3 ТУТ/тыс. м3 ТУТ/тыс. № ТУТ/тыс. №
В качестве примера энергетического анализа рассмотрим удель-
ные расходы ТЭР иа производство фосфора из кускового фосфорита
и из агломерированной мелочи (табл. XI IT. 1). В первом случае удель-
ТА БЛИЦА Х1П.1. Удельные расходы ТЭР в производстве желтого фосфора
Фосфатное сырье
Тип печи
Удельный расход
электроэнергии в печи силовой электро- энергии
к . ч/т ТУТ/т | кВт-ч/т ТУТ/т
Кусковой фосфорит РК3 72Ф 14 800 5,18 1411 0,49
Агломерированная мелочь РКЗ-80Ф 14 200 4,97 2477 0,87
Фосфатное сырье Расход Итого. ТУТ/т
топлива на подго- товку сырья, ТУТ/т 1 восстановителя в печн, ТУТ/т
Кусковой фосфорит 0,31 2,34 8,32
Агломерированная мелочь 1,93 1,55 9,32
301
ные расходы электроэнергии выше на электротермической стадии,
а во втором — на стадии агломерации и подготовки сырья. Исполь-
зование мелочи влечет за собой необходимость увеличения ТЭР на
>.12% прн некотором сокращении удельного расхода электроэнергии.
Следует отметить, что анализ расхода ТЭР имеет большое
значение для обеспечения технико-экономических показателей
процесса, так как расход на них составляют 30—50%.
Большое значение имеет использование в процессах химической
электротермии вторичных энергоресурсов (ВЭР). Так, в производстве
фосфора в качестве ВЭР может быть использован печной газ с теп-
лотворной способностью 9600 кДж/м3 (2400 ккал/м3), объем кото-
рого составляет 2800—3200 м3/т фосфора. Использование этого газа
возмещает в процесс .^1 ТУТ, что составляет ^42% от общего
количества затрачиваемых ТЭР или ‘>20% от вводимой электро-
энергии.
XIII.2. ЭНЕРГЕТИЧЕСКИЙ КОЭФФИЦИЕНТ
ПОЛЕЗНОГО ДЕЙСТВИЯ
Введенная в реакционную зону печи энергия расходуется на сле-
дующие основные процессы:
1) целевая химическая реакция (восстановление фосфата кальция,
образование карбида кальция, фазовые переходы и т, п.). —
2) побочные химические ракции (декарбонизация, дегидрата-
ция, восстановление СО2 и Н2О, возгонка летучих, восстановление
примесных окислов и т. п.) — ге'2;
3) нагревание реагентов до температуры реакции, плавление ис-
ходных или конечных продуктов — ш3;
4) теплообмеиы между нагретыми продуктами реакции и исход-
ной шихтой; этн процессы приводят к повышению использования
введенной энергии, и потери энергии с продуктами реакции несколько
сокращаются — ы>4;
5) потери энергии через внешние стенки печи и охлаждение ее
конструкционных элементов —
6) потери энергии в короткой сети и трансформаторе —
Общие расходы энергии составляют, таким образом:
оу - -у w2 + (w3 — u-4) -J- а»6
Значение для сложных многоступенчатых реакций складыва-
ется из положительных (эндотермические реакции) и отрицатель-
ных (экзотермические реакции) величин. Однако отсюда не следует,
что экзотермические реакции всегда следует рассматривать как ста-
тьи прихода; например, реакцию
C33P2OS 4- 5С -У nSlOs —> ziSiО2 ЗСаО -ф 1/2Р4 -ф 5СО
можно разделить на стадии
Са3РиО6 5С > ЗСаО -ф Ра ф- 5СО (XI11.1)
3CaO-[-nSiOa ► nSiOi ЗСаО (XIII.2)
2Рг >Р4 (XIII.3)
302
из которых (XIIIЛ) — эндотермическая, а (X 111,2) и (XII 1.3) —
экзотермические. Но такое расчленение есть следствие метода рас-
чета суммарного теплового эффекта реакции. В целом процесс -
эндотермический, и в приходной части баланса экзотермические
реакции не должны учитываться. Тогда, когда протекающая реакция
оказывается экзотермической, величину t£rj можно суммировать с под-
веденной энергией, например: CTlt ф- 2Sл. -* CS2 — АД.
Развитие побочных реакций связано с содержанием примесей и
неправильным режимом работы, приводящим к развитию вредных
процессов. В производстве фосфора и карбида кремния - это пспа.
рение SiO, SiO2, в производстве карбида — испарение Са и т, и.
Если расход на эти процессы иУ2, то степень их развития можно
характеризовать химическим к. п. д. процесса
Hi = К'1.1'(*! 4- К.2)
Значения и а'2> строго говоря, следует относить к температуре
реакции, т. е, учитывать зависимость Д/Y реакции от температуры Т
по закону Кирхгоффа:
т
,\НТ - Д/О | ДС;>УГ
2^
Однако значение гц носит условный характер, и вполне допустимо
относить и w2 к 298 К. Обычно в расчетах определяют тепловые
эффекты при 298 К, а для продуктов реакции учитывают нагревание
до температуры взаимодействия (-;!) либо до температуры выхода
из печи (о?3—w4). Последнее упрощает расчет и термодинамически
закономерно.
Для фазовых превращений расход aij очень мал и, следовательно,
гц близок к пулю, что свидетельствует о малой доле энергии, затра-
чиваемой на химические процессы.
Нагревание, а иногда и плавление реагентов, является обяза-
тельным условием проведения процесса. Затрачиваемую в данном
случае энергию нельзя отнести к бесполезной. Однако при сравнении
двух процессов, один из которых может быть проведен при низких
температурах или в твердой фазе, удобно пользоваться отношением
(^'i + -Г + а>з) = 42
которое можно назвать физико-химическим к. и. д. процесса. Этот
показатель зависит от качества сырья, так как при меньшем содержа-
нии основного компонента растет ш3, а т|2 — уменьшается.
Теплообмен в самой печи между отходящими газами и шихтой
приводит к снижению ы>3 на величину отношение
U-4 'Шз = 1]з
можно назвать рекуперативным к. п. д.; па открытых печах он воз-
растает из-за нагревания колошника сгорающими печными газами.
Отношение
303
можно назвать технологическим к. п. д. установки, так как оно ха-
рактеризует потерн энергии, присущие технологическому процессу
и качеству сырья.
Если отходящие газы сгорают, обеспечивая возврат энергии
в процесс (например, для плавления сырья в энерготехнологическом
процессе), то может резко возрасти. Значение i]3 свидетельствует
о потенциальных возможностях процесса. Использование энергии
расплавов, отходящих газов - - большой резерв электротермических
процессов. О возможном снижении энергозатрат свидетельствуют
значения i]3 и
Величина w5 определяет тепловой к. п. д. установки
ч. ____
“T -|- + (u'a — W'j)
И, наконец, аув характеризует электрический к. п. д.:
t£'l -Г -р (Х1:, — j?4) -р и'6
Чи ----i----j—7---—д—j----:--
^’Т ^2 t U’a — ^4/ । T ^’(J
Общий к. и. д. установки, характеризующий степень исполь-
зования электроэнергии на целевые процессы, равен:
ИЛИ
Will - ДШаУв
Значения Нз характеризуют различие стадии процесса,
и в выражение для ЩющИХ вводить нецелесообразно. При разработке
же новых процессов и оценке качества сырья сравнение т|ь г|2 и ц3
может быть очень полезным. Значение т|4 можно определить по
формуле:
п
N 1 - Па (1 —
т. е. при т]3 — 0 (отсутствие регенерации теплоты) t]4 = i].2. При
i]3 = 1 получаем т|4 = 1, так как все затраты теплоты, связанные
с нагреванием и плавлением, рекуперируются. Значения т]Б и 7]п
определяются конструкцией печи и системой энергоподвода.
Общее потребление электроэнергии за время т составит:
W TP,-V — ТРС
где Р(.р — средняя мощность печи за рабочее время, Тр: Рг МП!;С — максимальная
мощность печи, потребляемая из сети; А'м — РГр''Рс ма|:,. — коэффициент исполь-
зования максимальной мощности печп; Ан = T]t'T — коэффициент использования
времени.
Отсюда для печной установки qUwV можно записать:
_ ТРс мансА^Кв Рэ^^р РтТ
П,‘У ТРсмаисКмАв
где Р3 — мощность электрических потерь установки; Рт — мощность тепловых
потерь установки; Р.,ТКп — потери электроэнергии за время 7; Р/Г — потери
теплоты за время Т.
304
p«c. ХПЫ- Зависимость удельного расхода электроэнергии от
МОП11«’СТ11 печи.
i
I \
Проведя преобразования, получаем: I
_ Р-.,___________Р'Г \
1П' Рс макс А м Г‘г ман'1 А и А м
Удельный расход энергии на единицу того- Ч,
вой продукции составляет: i
-- 'll:. у |
r.ic — ^’1 г Ч -з — ^'л. : i’
Следует отметить, что не зависит от т- l'jr
мощности печи, стабильности подведения энер-
гии и продолжительности проведения процесса, а целиком оп-
ределяется физико-химическими свойствами сырья.
В то же время энергетический к. и. д. установки зависит от мак-
симальной мощности печи, коэффициента ее использования Лм,
продолжительности простоя установки, т. е. от коэффициента ис-
пользования времени Кя, а значит, практически зависит от средней
мощности (РС], — Pe.KjtJ в ее тепловых и электрических потерь.
Представленный на рис. XII 1.1 характер зависимости удельного
расхода электроэнергии от средней мощности Ргр показывает, что
по мере снижения средней мощности печи ее к. п. д. падает, удельный
расход растет.
Следует отметить, что при оди-
наковых и Ли к. п.д. тем выше,
чем меньше относительные значе-
ния электрических и тепловых по-
Рнс. XIII.2. Принципиальная диаграмма энергетических расходов (я) н энергетический ба-
ланс (6) печи РКЗ-72ФМ1 для получения фосфора:
J — получение продукционного фосфора; 3 — разложение карбонатов, восстановление СО,;
3 — восстановление фосфора, теряемого с пылью и сточными водами; 4 — восстановление
воды; 5 — образование феррофосфора; 6 — разложение фторапатита; 7 — нагревание про-
дуктов реакции: <9 — плавление продуктов реакции: — тгнловые потери; 7Э — электриче-
ские потерн.
ЗОГ)
ТАБЛИЦА X/! 1.2. Энсргет и ческий к. и Л. т] 1т. у ис т а > .- о вки
Продукт Тип печи .Мощ- ность печи. М В - Л Удельные рас электрозипф' ГНИ ходы. кВт*ч/т анергии на целевые реак- ции и плав- ление про- дукта ’hi. у
Желтый Круглая, герметизи- 18-72 13 800- 11 000 0,915—
фосфор Карбид рованная, трехэлск- тродная Прямоугольная, по- 40-60 15 100 2 850—2 950 2 380 0,920 0.85
кальиня лузакрытая, трех- электродная Прямоугольная, от- 7,5-10 2 750-2 850 2 380 0,91
Электро- крытая, трехэлек- тродная Круглая, открытая 7.5 2 890 1 700 0,92
корунд
нормальный
Примечание. Удельные расходы электроэнергии приведены для процессов
отечественных прпизноДств, и их интервал зависит ог качества сырья н его термической
обработки.
терь. Для мощных печей химической электротермии электрические
потери составляют 2—3%, а тепловые 4—6%.
По мере увеличения мощности энергетический к. п. д. повы-
шается, однако по достижении руднотермическими печами мощно-
сти 20—40 МВ-А дальнейшее повышение их мощности не приводит
к существенному повышению энергетического к. и, д., который прак-
тически остается постоянным на уровне 0,78—0,82.
Результаты расчетов энергетических расходов электротермиче-
ской установки могут ‘быть представлены в виде диаграммы
(рис. XIII.2) (см. также табл. XIII.2). Из рис. XIII.2, б видно,
что прн мощности печи 65,5 МВ.А только 52,3 МВт (79,7 %) за.
трачивается на целевую реакцию, а остальное расходуется на по-
бочные физико-химические процессы и потери теплоты и электро-
энергии,
XIII.3. ПРОИЗВОДИТЕЛЬНОСТЬ РУДПОТЕРМИЧЕСКНХ ПЕЧЕЙ
На основании анализа работы большого числа мощных карбид-
ных, фосфорных и других руднотермнческих печей получена формула
для расчета производительности, в основу которой положена стати-
стическая обработка графиков нагрузки:
Q (Х111.4)
где 3 — максимальная мощность печи, кВ-А (для проектируемых печен соответст-
вует их установлен ной мощности); со> т — коэффициент мощности ночи; Л’м —коэф-
фициент использования максимальной мощности, потребляемой из сети; Д'п — коэф-
фициент использования рабочего вре?денп печи; ю — х дельный расход электроэнер-
гии; Т — фактически отработанное время.
306
Преимущество этой формулы перед другими встречающимися
в литературе состоит в том, что для ее использования необходимо
меньшее число коэффициентов, определение которых может быть
произведено с большей точностью.
Наибольший интерес эта формула представляет для вновь про-
ектпруемых печей. В этом случае 5 соответствует, как правило,
номинальной мощности трансформатора SU0M (если не предусмотрен
запас по установленной мощности последнего), a cos <р — расчетному
значению коэффициента мощности прн S1I0M.
Выбор значения коэффициента должен быть очень тщатель-
ным, поскольку оно зависит от типа печей: для мощных карбидных
печей значение /<м может быть принято равным 0,82—0,85, для кар-
бидных печей средней мощности /<м = 0,9, для мощных фосфорных
печей /<м = 0,78—0,8. Для большинства ферросплавных печей
значение /<м примерно такое же, что и у карбидных печей. Для мощ-
ных фосфорных печей ДД несколько ниже, так как эти печные уста-
новки по своему оборудованию более сложны: они снабжены элек-
трическими фильтрами для очистки фосфорных газов от пыли, лет-
ками для слива феррофосфора и другим оборудованием, что в целом
ряде случаев ограничивает использование максимальной мощности
печей. Практика эксплуатации печей показала, что коэффициент
использования времени /\’и для карбидных и ферросплавных печей
может быть принят равным 0,87—0,9, а для мощных фосфорных
печей ДД - 0,82—0,85.
Из изложенного следует, что резерв увеличения производитель-
ности электропечей при заданной технологии лежит в увеличении
коэффициентов и Д%. Это в первую очередь связано с увеличением
надежности отдельных элементов конструкции электропечей. Без-
условно, надежная работа электропечей в значительной степени
зависит от соблюдения технического регламента и правильной
эксплуатации электропечей, обеспечивающей минимальные их про-
стои. В последние годы широкое распространение получила интен-
сификация руднотермцческих печей — увеличение их производи-
тельности за счет установки более мощных печных трансформаторов
без существенной реконструкции собственно печи (естественно, в слу-
чае необходимости, реконструируется н отделение ишхтоподготовки
для обеспечения большей производительности).
ГЛАВА XIV
ПРОЦЕССЫ, ОСНОВАННЫЕ НА ХИМИЧЕСКОМ
ВЗАИМОДЕЙСТВИИ Т—Ж
К технологическим процессам этой группы относятся производства фосфора,
карбида кальция, нормального Электрокорупда, титанового шлака, т. е. основная
масса восстановительных процессов, в которых взаимодействие твердого углерода
с расплавленной минеральной частью шихты приводит к образованию продукта.
Продукт взаимодействия может переходить в газовую фазу (фосфор), оставаться
в исходной оксидной фазе (карбид кальция), переходить в металлическую фазу (нор-
307
малышй электрокорунд). Для проведения процессов в оптимальном режиме необхо.
дим развитый контакт расплава с твердым углеродом, наличие проводящей зоны,
совпадающей с реакционной зоной. Процессы проводятся в открытых или закрытых
руднотермвческях печах, со спекающимися электродами, с периодическим или не.
прерывным удалением из печи продукционных расплавов через летки.
К этой же группе процессов относятся производства многих ферросплавов (фер.
росилииия, ферромарганца, феррохрома и др.).
XJV.L ТЕХНОЛОГИЯ ФОСФОРА
Общие сведения
Фосфор относится к числу довольно распространенных элементов: в земной коре
его содержание составляет О,129о (масс.). Атомная масса по углеродной шкале
30,9798. В природных соединениях существует только 31Р. В чистом виде в природе
не встречается, но был известен, но-видимому, еще арабским алхимикам в XII веке.
В Европе был впервые получен в 1669 г. X. Брандтом путем восстановления углеро-
дом фосфатов сухого остатка мочи.
В основе современного промышленного метода получения фосфора лежит реак-
ция, впервые осуществленная Велером в 1829 г.:
Ca3PaOe + 5С ф- 3SiOa -> 3CaSiO3 )- БСО 'г Р3
Вёлер применял в качестве исходных веществ костяную золу и глину, и потому
приведенная запись весьма условна. Промышленное производство фосфора электро-
термическим методом началось в Англии в 1891 г.
В настоящее время фосфор производится во всех развитых странах, причем
ведущее место занимают СССР и США. Единичная мощность электропечей достигла
80—100 МВ-А.
Основная часть (90%) произведенного
кислоту (термическую), которая благодаря
фосфора
высокой
перерабатывается
на фосфорную
чистоте служит сырьем для про-
изводства кормовых и пищевых фосфатов, моющих средств, многих фосфорных со-
лей. Остальной фосфор идет на производство фосфидов, сульфидов и хлоридов фос-
фора, красного фосфора.
Принципиальная схема технологического процесса получения фосфора соответ-
ствует типовой схеме I (см. раздел Х.2).
Физические свойства фосфора
Фосфор полиморфен. Белый фосфор известен в а- и р-форме.
и энантиотропный переход происходит при 196 К. Монотропный
переход a-белого в красный происходят при температуре выше
температуры плавления и идет последовательно по схеме
(рис. XIV. 1):
479-720К -за к 79ОК ВИЩ „ 620 К D
*“<4 * кр! * *крП - *крШ ” HKpIV * HupV
Более устойчив черный фосфор, который имеет минимальное
давление нагревания и максимальную температуру воспламенения.
Получают черный фосфор при давлении 120 Mila и температере
740 К.
Кроме того, известен коричневый фосфор, который получается
при конденсации паров ^юсфора, нагретых до 1400 К жидким азотом.
Со временем коричневый фосфор разлагается на красный (80 ?6)
и белый (20%).
Плотность p-белого фосфора — 1,88, а-белого— 1,828, крас-
ного I —2,16, остальных форм красного — 2,31 г/см3, Максималь-
308
Рве. XIV.t. Диаграмма равновесия модификаций фосфора.
вую плотное!ь имеет черный фосфор — 2,69 г/см3. Белый фосфор
плавится при 44,1 СС (317,25 К). Красный фосфор V переходит в рас-
плав при 860 К (4,31 МПа).
Жидкий фосфор кипит яри 553,7 К, теплота испарения
1 391,8 кДж/кг. Плотность жидкого фосфора при 317 К 1,749 г/см3;
( она несколько уменьшается с нагреванием.
Вязкость при температуре плавления равна 1,8 мПа-с. Насыщс-
| иие водой снижает вязкость до 0,97 мПа с.
' В парах фосфор существует в виде Р4, Рг, Р. Степень диссоциации
, зависит от температуры и давления паров. Однако при массовом
содержании фосфора соответствующее стехиометрической смеси
5СО + Р2 содержание Р4 более 75% ниже 1200 К, а менее 5% —
выше 1600 К- Присутствие Р существенно лишь при 2000 К и выше.
Химические свойства фосфора
Фосфор реагирует со всеми элементами периодической системы,
кроме свинца, висмута, сурьмы, ртути, инертных газов. Гидрид
фосфора РН3 образуется при взаимодействии фосфора с водой в ще-
лочной среде, например:
,/8Р4 + ЗН.О —► РН3 -Ь Н3РО3
Окисли фосфора Р4О, Р4О3, Р4Ов, Р/Л, Р4О10 получаются при
различных условиях окисления. Из них лишь Р4Оа и Р4О10 являются
кислотообразующими, фосфорные кислоты различаются по степени
окислен пости фосфора и по соотношению ангидрмд/вода
(табл. XIV.1).
Кислоты, отвечающие'’соотиошеп11ю H3O/P4Oi0 менее 6/1, назы-
ваются полифосфоряымп кислотами, к которым относятся НйР3О10,
HtPtOjs. Н8Р5О19 и др.
С серой фосфор реагирует при температуре выше 373 К. Сульфиды
фосфора: P4SJ0, P4S8, P4Sfif P4S3.
309
ik
ТАБЛИЦА X !V. I. Фосфорные кис.юты
Кислота Ангидрид Формальная ва- лентность фос- фора Отношение ал- гидрнд/вода Оснопностн
HgPOi Нет 1 1
Н3РО3 РдОе 3 1/6 2
H4PSO6 Нет 4 .— 4
Н3РО4 Р-Уфо 5 1 '6 3
Н4РЙО7 РАо 5 1'4 4
(НРОфп РАо 5 1/2 1
Р4О10Щ НО РА<. 5 1 ’п
С хлором фосфор образует РС13 к РОС13. являющиеся хлораигн-
дридами соответствующих кислот. Кроме того, существует РСК.
Из фосфидов металлов отметим Fv;P, FeP, FeP2. образующиеся
в фосфорной печи.
Теоретические основы производства
Восстановление фосфата кальция углеродом возможно в отсут-
ствие SiO2 по реакциям:
Сл3Р3Оя -г 5С -> ЗСзО -р Р2 - 5СО
ОуР208 ф 8С —► Сзара -т- SCO
Термодинамический расчет показал, что равновесие между фа-
зами Са.чР.Оя — СаО — Са3Р2 при стехиометрическом составе газо-
вой фазы наступает при 1800 К. Уменьшение давления СО может
снизить эту температуру. Таким образом, чтобы исключить образо-
вание СааР,, необходимо проводить процесс восстановления ниже
1800 К.
В присутствии SiO2 образуются силикаты кальция. При этом
равновесное давление продуктов реакции достигает 0.1 .МПа при
меньших температурах. Стабильность фосфида кальция наступает
по-прежнему при 1800 К. однако этой температуре соответствует
настолько высокое давление продуктов реакции, что появление
фосфида кальция в присутствии SiO2 становится маловероятным.
Изучение состава силикатов, образующихся при восстановлении
фосфата кальция, показало, чти первичным продуктом реакции
является Ca3Si,OT> изоморфный фосфату кальция, в связи с чем
реакция в твердой фазе должна быть записана в следующем виде:
CasP,Os i-5C -2SiO2 —► C3Si2O- i 5CO ? P2
Фосфат кальция и продукты реакции восстановления (СаО,
Са3Рй) тугоплавки, а реакция с углеродом идет в твердой фазе.
В присутствии SiO2 образуются силикаты кальция, сравнительно
легкоплавкие. Для природных материалов, содержащих примеси,
температура плавления снижается до 1620—1720 К (рис. XIV.2).
310
f
Xiv.2, Снижение содержания в расплаве
взаимодействии с углеродом.
*
' g этих условиях восстановление фос-
| фата кальция идет в расплаве ио
реакции
Са3Р2°йж - 5С -► ЗОЮ .. +" Р- ' ''°
для которой
~ °СйОРр/ш.1'Чг,д>,(-.я
Активность СаО при малых содер-
жаниях Сэ;<РгО8 может быть рассчи-
тана по формулам, предложенным для
системы СаО SiO... В общем пиле
можно записать:
' С/ о (ДГ,) (фг) ' Z Л
Результаты расчета равновесного содержания Р3О5 в расплаве
при 0,1 МНа в зависимости от температуры и модуля кислот-
ности приведены ниже:
Температура, К 1600 1700 1800
Содержание Р2О5, % (масс.)
Мк — 0,5 > 100 2.6 0,0008
Мк =•= 0,6 >100 0,20 0,00007
Мк— 0.8 4.2 0,003 <10’й
Мк = 1.0 0.52 0,0001 <10й
Как видно из этих данных, е повышением температуры и Мк
равновесное содержание Р2О; (т. е. Са^РДХ) снижается. Для при-
нятого в производстве Мк - 0.85 необходимая температура реакции
1670-1720 К.
Исследование кинетических характеристик процесса показало,
что в твердой фазе при взаимодействии брикетированной шихты
применимо уравнение Гинстлинга (И.6):
1 — (1 — а)2-1 — =..у< - 8т
где rt - степень плсстанопленнж .8 зависит ш Мк. температуры, сш» ношения фос-
фат углерод.
В расплаве процесс списывается \равнением (рис. X1V..3):
и-лг- i<S(C Д'пp.J
где я — количеств, - ьпсст.'шспнрШЫося фосфатл кальция; р - кпнетапга, зависящая
от температуры п Мк; 5 — поверх кисть контакта; - предельное содержание
Р3О5. при котором реакция затл:>ч1';Ж1Щае7СЯ.
Можно записать:
6 (>, с к р ( - /ф А7’| (1 ф- 'Ш. у’1
где —энергия акинктии, нс зависящая чт модуля kh-.-.iotikcii!. рап^ыя 160—
420 кДж; ш ~ Ш о00 /’ — 23,846.
311
CaO*Si02 '0 20 30 40 aCaO-PjOj
РА. %
Рис, XIV,3. Диаграммы тавкостп систем SiOj — Са3Р,О, <ы) и (aSiO,-( ajPjOj (' >.
Механизм восстановления в твердой фазе объясняется взаимо-
днффузией реагентов. Экспериментально доказана диффузия угле-
рода п фосфата кальция через СаО. Диффузия обеспечивает подвод
углерода к фосфату кальция через образовавшуюся СаО. Однако
значительно большую подвижность имеют газообразные промежу-
точные продукты, в качестве которых могут быть РО или РОг. Иссле-
дование состава газовой фазы над фосфатами масс-спсктроскоппчс-
312
w
^Н|деим методом показали присутствие этих окислив. Они могут обра-
иРзоваться в результате реакции:
, Сз3РА —► ЗСаО + 2РО2 4- V3Q,
Са3р,ов -> ЗСаО 4- 2РО у з гО2
В обоих случаях удаление кислорода обеспечивается в присут»
ствип углерода, при этом равновесие сдвигается вправо и становится
возможным существенное развитие процесса даже при малых зна-
чениях констант равновесия.
В табл. XIV.2 приведены расчетные давления РО при различных
общих давлениях и давлении СК. Как видим, уже при 1700 К РР0
। достаточно для интенсивного хода процесса. Таким образом, меха-
низм восстановления может быть представлен в виде схемы:
' } | СаэРаО3 --> ЗСаО + 2РО+ I1 гО.,
I Сз3Р2Оа --> ЗСлО + 2РСЦ Д >,\.Ог
i | РО + С —► Р 4- со
। I. ро2 с —> р зсо
Ill. О, + 2С --> 2СО
IV. ЗСгО + 2S5Оа > Ca3Si2O7
При высоких температурах возможна реакция между Р2 и сво-
бодной СаО:
ЗСаО-P Рй -У ЗСО —► Са3Р, у ЗСО.
СОг у С —► 2СО
При взаимодействии расплава с углеродом возможен подвод
к его поверхности непосредственно фосфата кальция или ионов
РО^-, Скорость диффузии ионов существенно зависит от вязкости,
чем объясняется влияние Мк. ускоряющее действие плавней —
СаГС, Na2O и др.
ТАБЛИЦ А .V /2. Давлен иг окис, toe фосфора и ад фосфата-кремнистыми расплавами
г. к Мк При Ро = 0.2! МПа В инертном газе -1g /*РО
РР4(Л„ I -1g Рр0
1600 0.6 33.692 16.972 9.97
U.S 33 068 16,066 9,45
1.0 31 190 15.589 9.19
1700 0,6 33,505 11.869 9.79
0.8 30.037 14.002 8.30
1.0 28.345 13.379 8,04
2000 0.6 25.521 9.772 5.88
оу 22,542 9.047 5.47
1.0 21.054 8.675 5,25
i
В этом случае механизм взаимодействия может быть представлен
в следующем виде:
I, Са3Р.,О, 30 *• + 2РО.-
II. 2РОД г 2С •—► 2РО3' - 2СО
111. 2 РОД -—► РО, 1-РО4-ЗО--
' 1 . { РО. + 2С -► Р + 2СО
v [ РО + С —> Р ~ со
। о----SiO. —> s-;o.f
to-- -г Si(V -> S;OJ -
Известно, что взаимодействие Т — Ж ускоряется при перемети*
вании. При рассмотренных условиях перемешивающее действие
оказывают отходящие газы. Снижение скорости реакции приводит
к уменьшению объема выделяющихся тазов, снижению интенсивности
перемешивания и торможению взаимодействия. Этим, очевидно,
объясняется появление значительных предельных концентраций
Р.,ОЭ в шлаке, не являющихся термодинамически равновесными.
Сырье
Сырьем для производства фосфора служат апатитовые и фосфори-
товые руды (фосфюриты). Апатитами называют минералы обшей
формулы AkjnXflO^Za, где Ale — Са, Mg, Sr, Ва, Мп, Na; X — Р,
Si, С, S; Z - - Е, Cl, ОН. Наиболее распространен фторапатит
Са1иР6О21Е2 или Ca5P8OlaF. Известен непрерывный ряд изоморфных
замещений в системе фторапатит — гидроксилапатит — карбонаг-
а пат нт:
С."10РвОиР2 —> Сщ0Р9021(ОН).> —> Са10Р&СО23(ОН)3
Мелкокристаллические осадочные продукты этих замещений
образуют фосфориты. Помимо апатитовых’ минералов, образующих
лфосфатлос вещество» фосфоритов, последние содержат карбонаты,
кварц, алюминаты и еилпкоалюминаты (шпаты, мусковит, слюда),
пирит, гипс, а также органические вещества. Важнейшими место-
рождениями апатитов в нашей стране являются польские.
Для производства фосфора апатиты не применяются, так как
являются основным сырьем для производства фосфорной кислоты
сер н ок и сл on I ым методом.
Крупнейшим месторождением фосфоритов является бассейн Ка-
ратау -- основная сырьевая база фосфорной промышленности нашей
страны (табл, XIV.3). Электротермическая переработка фосфоритов
Каратау связана с особенностями состава /тих руд. Только неболь-
шая часть последних пригодна для переработки в экстракционную
фосфорную кислоту без обогащения. В то же время обогащение руд
затруднено тем, что из-за тонкого взаимного прорастания минералов
полного раскрытия полнминеральпых сростков не происходит даже
при высокой тонине иомола.
В бассейне Каратау находится более 30 различных месторожде-
ний фосфоритов, из которых крупнейшим является месторождение
314
*. ^'ТАБЛИЦА X/V.3. Характеристика фосфоритов разеш иных место рожден ий
~~ 1 ~ Мес тор с ж де к не Содержание, % (масс.) Отношение [Р,О,]
Р,О, si о, С:Ю-Ь MffO СО. Fe.O,
[CjO]+ -iMgO]
Каратау Джан атас 23.71 20,77 41,7 6,68 1,20 0.568
КоклИСОН 24,8 11.6 43.1 9.1 1.5 0,575
Коксу 25,8 6.98 43.4 10.22 2,5 0.594
Аксай (глубокие 21.9 15,64 — 11.39 1,12 —
залегание) Актюбинское 12,0 53,4 21.01 2,8 2,23 0,57
Кольский апатитовый 40,95 0.60 52,63 — 0.1 0,778
концентрат Ковдорский апатито- 34,1 — 0.6-5,5 49,5— 1,3—6,9 0,3-0,7 0,689—
вый концентрат 38,8 60,0 0,647
Джанатас. Для него, так же как н других месторождений, харак-
терно наличие нескольких фосфатсодержащих пород, залегающих
слоями. В типичном разрезе месторождения имеется 4 слоя: фосфато-
кремнистый, нижний фосфоритный, фосфато-сланцевый, верхний
фосфоритный. Подстилают эти слои фосфатизированные кремни.
Нижний! и верхний слои являются объектами промышленной обра-
ботки, а остальные подшихтовываются в отгружаемую руду. В связи
с этим товарная руда содержит более 10 литологических разновид-
ностей, что обуславливает неоднородность ее технологических
свойств и сложность управления режимом печен.
Если рассмотреть с помощью тройной диаграммы составы фосфат-
ных пород, то можно сравнить области, занимаемые этими породами,
с составом шихты, пригодной для переработки. Эти составы должны
отвечать двум требованиям: во-первых, заданному содержанию
РаО& (т. е. более [Р3О5МИ!11 — область выше линии A — Xi) н, во-
вторых, определен ном м значению модуля кислотности — т. е. лучу
[P2OJ - Мк (рис. XlV.4).
При смешении фосфатных пород е чистым кварцитом изменение
состава смеси идет по прямой [SiO2l — Fif где F, отвечает составу
фосфорита. Состав шихты будет отвечать точке пересечения этой
прямой с линией [Р2О51 — Мк (точки /, 2).
Ясно, что только те фосфатные породы пригодны для составления
шихты, которые дают пересечение [P,OS 1 — Мк с [SiOj — F, при
значении 1Р2ОЛ1 > 1РгО31-г„н (точка 2),
Этому требованию отвечают все породы, находящиеся выше
линии [SiCX 1 — Л, уравнение которой fPaO61/|СаО1 — а.
В итоге мы получили правило определения пригодности руд
по хнмичс'скому составу для электротермической переработки:
1Р.0ЯМСЮ1 ж [Mgop>e
Значение а определяется принятым уровнем энергозатрат и со-
ставляет па различных заводах 0,5—0,56. (Содержание MgO введено
в^зцаменатель, поскольку его действие аналогично СаО.)
315
Рис. XIV.4. Изменение состава фосфорита и кварцита при составлении шихты:
I — товарный фосфорит; Н — забалансовый фосфорит; III — фосфато-кремнистые породы
сланцы); IV — фосфатизироваииыс кремни.
Помимо основных компонентов фосфориты содержат небольшие
количества щелочных окнелов, соединений серы, органических
веществ, тяжелых и редких металлов. Присутствие этих примесей
оказывает значительное влияние на качество фосфора, поэтому
необходимо иметь данные об их содержании в сырье.
Кроме того, фосфатное сырье содержит карбонаты и гидраты,
присутствие которых в шихте недопустимо по двум причинам:
на их разложение требуются затраты энергии и кокса, что при-
водит к увеличению энергозатрат, снижению производительности
печей;
их присутствие способствует пылеобразованпю, в связи с чем
увеличивается выход шлама и резко снижается выход фосфора.
Для удаления карбонатов и гидратов сырье перед подачей в печь
прокаливают при температуре 970—1270 К в зависимости от состава.
Однако данных только 6 химическом составе фосфоритов недоста-
точно. Одно и то же содержание РгО5 в смеси может быть достигнуто
при различной комбинации литологических составляющих руд,
в частности сланцев, песчаного гравелита, дайки диоритовой и т. п.
Эти породы в процессе нагревания проявляют различную склонность
к спеканию, растрескиванию, измельчению. В связи с этим было
замечено, что при одинаковом содержании РаО5 в сырье фосфориты
ведут себя по-разному в печи, в связи с этим производительность
печей и выход фосфора различны.
316
ME Из формулы (XII 1.4) следует, что производительность печи опрс-
Иьдяется отношением; KmKJw.
ЯК Зависимость сс от химического состава сырья была получена
□^еретически и неоднократно проверялась на промышленных печах,
_ Определяющим для значения го является соотношение:
1,33 [СаО] + 1,06 (|CaFal + [MgO]) 4- 5.59 [COJ 4- 1,94 [F-O3] + 6,8 [Н2О]
0,943 [Р2О6] — 0,556 [Fe2O3] — 0.336
Зависимость /<м и 1\„ от состава сырья однозначно представлена
быть ие может, так как в данном случае важен не химический, а ми-
нералогический состав сырья. Для сырья, склонного к спеканию,
Пврушается газодинамический режим, ухудшаются процессы тепло-
передачи, повышается температура отходящих газов, что приводит
Н необходимости снижения мощности, т. е, уменьшения /См. В том
случае, когда увеличивается иылеобразованне, уменьшается время
Пробега печи между чистками электрофильтров, т. е. уменьшается К*-
Возможны и другие причины, приводящие к снижению К», Кв
я связанные с минеральным составом сырья.
Неоднократно высказывалось предположение, что минеральный
состав сырья влияет на показатели технологического режима печи
через температуру плавления.
Для такой сложной композиции, какой являются фосфориты
Каратау, невозможно указать определенное значение температуры
плавления, а потому обычно приводят температуру появления
жидкой фазы Т} и полного расплавления Т2. На рис, XIV.5 при-
ведена зависимость Т2 от модуля кислотности шихты для условной
системы апатит — кварцит. Как видно из рисунка, в области со-
держании SiO2 25 -50% обнаруживается минимум. Примеси, со-
держащиеся в фосфоритах, оказывают наибольшее снижающее дей-
ствие на температуру плавления также в этой области составов.
Отсюда следует, что породы с таким содержанием SiO2 будут соз-
давать в печи наименее олагоприятные условия, вызывая спекание,
свищи, зависание шихты н т. п. Возможно, именно эти породы
должны быть исключены из сырья при его электротермической пере-
работке. Причем содержание SiO2 должно относиться не к фосфо-
ритам, а к отдельным литологическим разновидностям (породам).
Для оценки технологических свойств сырья рекомендовано опре-
делять температуру полного расплавления Т2 и интервал темпера-
туры плавления (Т3 — Г3). Мини-
мальное значение Т2 и максималь-
ная величина АГ соответствуют
сырью худшего качества, например
сланцам, вредное действие па печ-
ной процесс которых практически
Рис. XIV.5. Зависимость температуры плавле-
ния фосфато-кремнистых руд от содержания
SIO, и количества легкоплавких примесей:
Г — система SiO, —Са,Г:О(; 2 — содержание
Плавней до 2,6%; 3 — содержание плавней бо-
лее 3, J %.
317
t
доказано. Отметим, что для апатита Т =- 1950 К; ДТ = 290 К.
Приведенный ранее показатель 1Р2Ой]/[СаО| косвенно характера*
зует минеральный состав сырья, так как чем он меньше, тем дальще
состав фосфатного вещества от апатитового.
Подготовка сырья
Задача процесса подготовки сырья — обеспечение тех требова-
ний ио химическому, гранулометрическому и фазовому составу
сырья, которые предъявляет к нему электротермический процесс.
Уже указывалось, что подготовка ведется с целью удаления карбо-
натов, гидратов, обеспечения заданного гранулометрического со-
става.
Способы подготовки сырья при работе на куске и мелочи раз-
личны. В первом случае только небольшое количество мелочи,
образующееся в процессе транспортировки и термической обработки
сырья, окусковывается на заводе, а кусковое сырье подается в печь
после термической подготовки, Термическая подготовка куска про-
водится при 970—1170 К в щелевых печах.
При малом содержании карбонатов в печи (но приблизительным
оценкам — менее 6%) затраты па прокалку не окупаются и сырье
достаточно только высушить. Однако наличие гидратов требует
высокотемпературной сушки при 670 К. Этот процесс осуществляется
во вращающихся барабанных печах.
Известно два метода окускования мелочи - окатывание и агло-
мерация. В первом случае сырье размалывается и окатывается на
вращающихся тарелках с подачей в качестве связующего воды или
суспензии глины, котрельного молока.
При агломерации исходным материалом является мелочь раз-
мером менее 5 10 мм, которая смешивается с мелочью кокса и
подается на движущуюся лепту.
Для нормального ведения процесса в печи необходимо, чтобы
фосфатная часть шихты удовлетворяла следующим требованиям:
Содержание, %, менее
СО2 2—3
НаО 1
Размеры, мм
максимальный 50
минимальный 5—10
Температура полного расплавления Т2, К, более 1620
Интервал температуры плавления, К 150
Кварцит перед подачей в печь должен быть высушен и отсеян.
Размер частиц кварцита 50—10 мм, однако следует избегать большого
количества крупных кусков, так как кварцит тугоплавкий, его
переход в расплав связан с его растворением, скорость которого
зависит от размера частиц. Кокс также подсушивается, дробится
и отсеивается от мелочи (0—3 мм). Обнаружено, что частицы кокса
менее 2—3 мм не реагируют с фосфато-кремнистым расплавом,
а всплывают в нем, выходя из печи со шлаком.
318
Составление шихты
Обычно ведут расчет дозировки кокса и кварцита па единицу
массы фосфорита. Отношение расхода кварцита KKff к расходу фос-
форита Ф в шихте равно:
Кки Мк (|СзО| 4- |МеО|)Ф - (jSiOj + [АЬО3])ф
Ф ' ([SiOo| tЛ 12Ол|)кп - Мк (fCaOj 4- lMgOpKe
Дозировка кокса рассчитывается исходя из расхода углерода
на восстановление Р2О5, Fe2O3. СО2, Н2О, S.
Предварительно необходимо определить содержание этих компо-
нентов в минеральной части шихты по формуле:
1Л]Ш- тэ;]ф ; 1<1;н pji:n) (ф ГККТ!)
где 3i — содержание соответствующего окисла в фосфорите, кварците и шихте.
Суммарный расход кокса па единицу массы фосфорита:
С (Ф т K1{L) - U,401 [Р20ь|ш -0.1W [FeAkn + 0,218 [СО,.]Ш +
+ 0,60 [Н2О]1П ф 0,38 [5]ш
Расход кокса
!<„(Ф+ Кег,) £.С С;1- ЮЗ
где Са — содержание активного углерода в коксе.
В связи с возможными неучтенными потерями кокса рассчитанное
значение увеличивают па 3—5%.
Плавильный процесс
Восстановление шихты ведется в руднотермических трехфазных
печах мощностью 43—80 МВ-А с самообжигаюгцимпся электродами
круглого сечения. Общие особенности работы печей такого типа
были рассмотрены ранее. Следует уточнить, что в фосфорных печах
зоне плавления соответствует температура 1570 — 1620 1\ при работе
на фосфорите, а при работе па апатите эта лона отсутствует. Расчет
температуры шихты показывает, что лишь в непосредственном кон-
такте с расплавом температура куска резко повышается. Поэтому
процессы декарбонизации, если карбонаты содержатся в сырье,
развиваются также в области близкой к .зоне плавления
(см. рис. Х11.1),
Масса кокса углеродистой зоны определяется формулой:
с
При расчете напряжения по формуле (VII. 14) с -- 1,1 —0,95 В*А X
факторами, ограничивающими мощность печи, являются темпе-
ратура отходящих газов, тог; в электроде, в ряде случаев — напря-
жение, если недостаточен уровень изолтлш.
319
Рис. XIV.6. Зависимость содержания Р,ОМ в шлаке от чодуля
кислотности при разных режимах (/. 2) работы печи.
Высокая температура отходящих газов
является следствием, во-первых, нарушения
теплообмена в печи, т. е. наличия свищей,
Споков шихты, н, во-вторых, малых размеров 1
J -
U1
J —l—j______।__г зоны, т. е. увеличения размеров 11 и HI зон.
£' p,i? ifi' ’д v В первом случае причины нарушения — плохое
Мк качество шихты (т. е. малое значение Тл,
большое — АТ), во втором — высокое значе-
ние G, г. о. завышенная гранулометрия кокса и мощность печи,
заниженная активность расплава (например, вследствие малого Мк),
низкое содержание Р2О3 в шлаке. В этом случае соответствующим
образом изменяют технологический режим, т. е. изменяют дози-
ровку кварцита (изменение Мк), дозировку кокса (увеличение
[РаОзЛ) гранулометрический состав кокса. Естественно, что для
изменения обстановки в печп требуется некоторое время, и па этот
период приходится снижать .мощность печи. Синз шлака произво-
дится регулярно через 2—3 ч в зависимости от мощности печи,
слив феррофосфора через I0fi кВт-ч потребленной электроэнергии.
Конечное содержание Р2О5 в шлаке связано с .Мк (рис. XIV.G),
Продукт восстановления - фосфор образуется в газовой фазе,
поэтому" качество фосфора зависит от состава газовой фазы, от со-
держания в ней пыли. Пыль, содержащаяся в газовой фазе, обра-
зуется в результате трех процессов.
1. ^Механические уносы. Эта часть сравнительно небольшая —
не более 20%. Долю механических уносов легко оценить по со-
держа пшо (ЗЮ в пыли, поскольку испарения СаО не проис-
ходит.
2. Окисление фосфора. Содержащиеся в газах СОа, Н2О
окисляют фосфор до PjOj, Р4О10. которые реагируют с возгонами
щелочных металлов и механическими уносами, увеличивая массу
ныли.
3. Испарение соединений Si, Ха, К из перегретых зон. Такими
перегретыми участками могут быть зона дуги и зона торца элек-
трода. В результате высокой объемной мощности в этих зонах их
температура повышается, из расплава испаряются метафосфаты
натрия, калия, удаляются восстановленные щелочные металлы,
магний, моноокись кремния. В верхних холодных зонах печп пары
конденсируются, образуя пыль, Количесызо пылеупосов, образу-
ющихся по механизмам 1 и 2, составляет основную часть пыли —
более 80%. Поэтому для снижения количества пыли большое внима-
ние надо уделять подавлению химических процессов, вызывающих
пылеобразование.
Стой шихты / ’зоны адсорбирует часть возгонов. Поэтому при
нормальной работе печи идет процесс фильтрации и пылесодержание
снижается. Частично компоненты пыли снова испаряются в горячих
зонах, поэтому в печи возникают области, обогащенные возгонами
320
г
Ир# конденсатами. Их вынос из лечи возможен при резком возрастании
Плотное hi печи. При этом вылесодержание также резко возрастает,
а потому резкие изменения мощности нежелательны.
Обычно иа выходе из печи пылесодсржаиие составляет 70-
100 г/м3, возрастая иногда до 300 г/м3. Очистка газа от пыли ведется
в электрофильтрах, которые работают при температуре 570—620 К,
Такая температура поддерживается специальной системой термо-
статирования. Выделенная пыль собирается в нижней части электро-
фильтра, откуда она направляется в бак с водой, в котором обра-
зуется так называемое котрелыюе молоко. По достижении плотности
молока 1,29 г/см3 оно удаляется.
Очищенный газ, содержащий не более 80 мг/м3 пыли, направ-
ляется в конденсаторы, орошаемые водой. Режим конденсации обеспе-
чивает выделение более 99 % фосфора. После конденсации печной
газ содержит 400 мг/м3 Р4; 0,2— I % РН3. Содержание последнего
определяет в основном потери фосфора с газами. Фосфин образуется
в печи при наличии в сырье воды:
Р4 + 6! LO -> P4Oe + GHaO
Р4Ов -г 6НаО -» 4Н3РО3
4Н3РО3 —> ЗН3РО4 1- РП3
Однако в конденсаторах возможно дополнительное образование
фосфина в том случае, если среда в них щелочная. Для обеспечения
низкого содержания РП3 в газах необходимо поддерживать значение
pH <8 в водах конденсации.
В конденсаторах идет гидролиз фторида кремния, который в не-
больших количествах образуется в печи;
2CiF3-b3SiO. -► 2CaSiO3 у SiF4
Реакция каталитически ускоряется в присутствии паров воды.
Гидролиз SiF4 приводит к образованию фторидов и геля кремне-
кислоты:
SiF4 | ЗНгО --► 4HF HIbSiO3
3SiF4 щ 311,0 —> 2H3SiFe + HaSiO3
Образовавшийся гель стабилизирует смесь воды, фосфора и ми-
неральных примесей, называемую шламом. Выход шлама опре-
деляет основную статью потерь фосфора, производительность печи,
а потому является важным показателем работы фосфорного произ-
водства. Отличительной чертой фосфорного шлама является его
стабильность; несмотря на болыщю разность плотностей воды
н фосфора, разделения шлама не происходит. Помимо кремнекислоты
стабилизирующим фактором являются гидроокиси фосфора, образу-
ющиеся на границе частиц фосфора с водой, Образование этих ста-
билизирующих оболочек происходит, возможно, уже в конденса-
торах, а потому режим конденсации влияет на шламообразоваипе.
Ы П,р В. А. Ершова 321
Отходы- производства
Силикаты кальция, образующие шлак, находят применение
в промышленности строительных материалов — в производстве си.
ликатниго кирпича, шлакокепзы, шлакового гравия, цемента. Раз-
работаны способы получения из него шлакоснталлов. Феррофосфор
применяется в производстве отдельных марок сталей, в производстве
чугунного литья. Разработано много методов переработки ферро-
фосфора на фосфаты, хлориды фосфора и т. п., которые пока не
реализованы.
Материальный и энергетический балансы
Компоненты шихты в печи перераспределяются между газом
(включая пыль), шлаком и феррофосфором. Коэффициенты перехода
приведены в табл. XIV.4.
Баланс материальных потоков на 100 кг фосфорита
П р и х < ' 4 Расход
Фосфорит 100 Шлак 97,42
Кпарцпт 27 Феррофосфор 1,91
Кокс 14.5 Пыль 1.04
ыТб 1,13 41,12
в том числе:
фосфор 9,56
потерн фосфора 0,30
Всего: 141,49
Энергетический баланс производства фосфора приведен в гл. X1H
(см. рис. XII 1,2).
ТАБЛИЦА XIV.4, Коэффициенты перехода основных компонентов тахты
в продукты плавки фосфорной пени
Компонент Газ. Ш.чзк. % | Феррофосфор, % Пыль. %
Р..(\ Остаток 4—5 1.5
СаО W — < 1.0
мйо — 98 — 2.0
SiO.. 0.2 98 , 1,8
Д',.О3 99 — 1.0
Fe.XX - 19 so 1.0
F " 4 9Г; — 0,3
S 50 50
СО.. 100
Н..0 100 .
R.O — 75 — 25
322
ijV.2. технология карбида КАЛЬЦИЯ
Общие сведения
Карбид кальция первым подучил Хейр {1840 г.) из цианида ртути в извести,
I цо не смог его идентифицировать.'В 1863 г. Велер получил карбид кальция при на-
гревании сплава цинка и кальция с углеродом. Из извести и углерода карбид каль-
ки впервые был получен в Канаде в 1892 г. Вильсоном с сотрудниками.
Одновременно в Париже Муассан обнаружил образование карбида кальция
В электропечи, футерованной известью.
К концу XIX столетня карбид производили в 12 странах. Первые печи имели
мощность 150—200 кВ-.А. Первоначальная планка на блок была ламенена непрерыв-
ной работой на слив (1906 г. — Франция, 1908 г. — Канада), Расширение производ-
ства карбида в тс годы объяснялось широким применением ацетилена для освещения
(к 1911 г. в 9G5 городах использовал» ацетилен для этой цели). С появлением элек-
тричества развитие карбидного производства предел жал ось. поскольку ацетилен
стали применять для сварки и появилось производство цизнамнда калышя из кар-
бида. Потребность в связанном азоте в период первой мировой войны вызвала ин-
тенсивное строительство карбидных заводов в Германии.
Следующий толчок развитию карбидного производства дал органический син-
тез: ацетилен стали использовать для производства синтетических каучуков, пласт-
масс, химических волокон и других продуктов. В результате этого доля ацетилена,
используемого как горючее, начинает снижаться за счет роста потребления его в ор-
ганическом синтезе (табл. XIV.5). В последние годы карбид кальция стали приме*
иять в литейном производстве.
После 1965 г. производство карбида кальция стало снижаться,
поскольку получили развитие методы производства ацетилена пиро-
лизом нефтепродуктов.
Принципиальная технологическая схема производства карбида
кальция за последние 70 лет не изменилась. В качестве сырья при-
меняют известь и кокс или антрацит, предварительно высушенные
и отсеянные от мелочи. Единичная мощность печей постоянно воз-
растала и в последние голы достигла 60—80 МВ-А. Печи снабжены
самоспекающимпся электродами. Основные трудоемкие процессы
механизированы, управление печью автоматизировано.
ТА БЛ И ЦА XIV.5. Мировое производство и потребление карбида кальция
Год Выработ к а, тыс. т Потребление, от выпуска
на прсчийодс-тво цианамида е к-ячсстне горюче: с? а органическом синтезе
1907 165 — -— —
1913 375 — -— —
1929 1750 48 37 15
1936 2100 45 35—40 10—15
1956 5750 30 25 45
1960 7750 18 22 60
1965 9100 15 20 65
1970 8500 — — —
1975 8000 20 25 55
1980 4380 — — —
И*
323
1,1
Качество карбида определяется его литражом — количеством
ацетилена в литрах, выделяемым 1 кг карбида. Содержание CaCj
1в % (масс.) 1 и литраж L (в л/кг) связаны соотношением;
[СаСД = £/372-100
Литраж товарного карбида составляет 240—290 л кг.
Количество товарного карбида пересчитывается на стандартный
карбид по формуле:
б’сг - б-£/250
В разных странах требования к карбиду несколько различаются
(табл. XIV.6). В частности, при измерении литража в ГДР, ФРГ
за стандартные условия принимают 15 °C, 760 мм рт. ст., насыщен-
ный влагой газ. Численно это равнозначно условиям, принятым
в СССР [20 °C, 101 325 Па (760 мм рт. ст.), сухой газ], и поэтому
не требует пересчета. Литраж карбида регламентирован размерами
кусков. Кроме того, регламентируется содержание РН3 в ацетилене.
ТАБЛ И ЦА XIV.6. Требования к качеству карбида кальция по зарубежным
стандартам
Страна н стандарт Показатели стандарта
размер частиц, мм литраж РП*. % (об.) H.S, % (об.)
ФРГ, 2—4 Не регламеи- 0,07 Не регламептп- 53822, тируется руется 1963 4—7 260 7—15 260 15-25 280 25-50 300 50—80 300 ГДР, 0—2 Любой 0,10 Не регламент»* 11649 2—4 250 руется 1965 4—7 250 7-16 260 16-25 275 25-50 285 50-80 300 Англия. 1—2 245 0.06 Не регламеюи- 642 2—4 260 руется* 1965 4—7 275 7—15 285 15—25 295 25-50 295 50-80 295 Япония, I сорт 290 0.06 К 1901 II сорт 270 0,10 0.20 III сорт 250 — * Регламентируется содержание серы д? 1 %.
324
f
Рв СССР в соответствии с ГОСТ
Г требования:
к
Литраж, л/кг, нс менее для кус-
ков размером
50-80 мм
25—80 мм
25—50 мм
2—25 мм
Содержание РН3 в ацетилене,
% (об.)
Содержание сульфидной серы,
% (масс.)
Содержание свобод кого углеро-
да, % (масс,)
Содержание окиси кальция, %
(масс,), не более
1460—81 установлены следующие
ВыстнЛ . . ...
сорт 1-Я сорт L’-й сорт
Типичный состав карбида кальция
СаС„ СаО Si02
Мощные печи 70 23.5 3.3
Средине печи 85 8,2 3,2
295 285 275
— 285 265
— 280 260
— 260 240
0,07 0,08 0,08
0,5 1,2 1.2
I Не нормируется
17 Не нормируется
[в % (масс.) 1 приведен ниже:
r3o3 мио s р ссв
1.7 0,4 0,7 0,02 0,9
0,5 0,45 1,5 0,01 2,2
Физические и химические свойства карбида кальция
При получении карбида кальция из извести по реакции
СаО р ЗС -> СлС2 J- СО
образуется сплав карбида и окнеи кальция. Кроме того, даже при
использовании чистых исходных веществ продукт всегда загрязнен
углеродом. Поэтому получение чистого СаС> долго являлось очень
сложной задачей, и это затрудняло определение строения и физи-
ческих свойств карбида кальция. При 2470 К в атмосфере аргона
нагреванием смеси Трафпта с многократно дистиллированным каль-
цием получены прозрачные бесцветные кристаллы карбида кальция.
Присутствие примесей углерода вызывает окрашивание кристаллов:
при малых количествах в светло-коричневый цвет, а при больших
содержаниях — до темно-коричневого и черного цвета.
Известно четыре структурных модификации карбида кальция.
Карбид кальция, вырабатываемый промышленностью, имеет те-
трагональную гранецентрированную решетку в назван СаС21. Ионы
Са2+ располагаются в вершинах и на гранях, а анионы С—С —
на параллельных плоскостях, между конами кальция. Расстояние
С—С в анионе около 6,12 нм, что согласуется с расстоянием между
атомами С в ацетилене и его производных (рис. XIV.7).
При температуре 730 — 20 К СаСЛ переходит в CaCJV, имеющий
кубическую решетку типа NaCI. Элементарная ячейка содержит
4 молекулы СаСа; ионы Са-+ занимают положение в аналогичной
Na-решетке поваренной соли, а анионы С—С не имеют строгой ко-
ординации и вращаются вокруг центра связи С—С в плоскостях,
образованных ионами Са.
325
Рис, XIV,7. Схема переходов CaC,tV -* Са('г1Ц -* СаСЛ.
При охлаждении CaG.1V последний переходит d СаС2П
и СаС3П1 — структуры неустойчивые, переходящие в СаСЛ при
дроблении. Примеси способны стабилизировать СаСЛ! и CaCJll.
Количество примесей, необходимых зля стабилизации фаз, не-
большое — около !%. Схема переходов:
CaCJV (УЗОК)
СаС21 СаСЛ! СаС2Ш
I Jj и меси: S, Со S, 5 N
Параметры решеток различных структурных модификаций при-
ведены в табл. XIV.7.
В интервале температур 273 -2270 К среднее значение тепло-
емкости составляет 74.2 Дж,(моль-К). Удельная теплоемкость тех-
нического карбида, содержащего 25% СаО, определяется уравне-
нием;
Ср -- 0,852 0.00038\Т — 273) Дж (г - К)
Твердость карбида также зависит от состава и увеличивается
с ростом в нем содержания СаО.
Теплопроводность повышается с температурой:
7, -- -11,7 v 0,21 (Г- 273) кДжДч-cv.Kl
Электрическая проводимость карбида — очень нестабильная
величина и помимо состава зависит еще от режима кристаллизации
и охлаждения. При нагревании карбида его электросопротивление
ТАБЛИЦА лТ-,'7. Пчра.\>стр,1 кристи.ишчсскйй раиешки карбида ка.ищи.ч
Стр у к-- ту ра Плст- лость, г, см™ Тип решгтни Р&сгтоянне. А Угол, градусы с с, ИМ
° ‘ 1 ' г;
1 2.23 Тетрагональная 5,48 5.4$ 6.37 90 90 90 16,20 II 2,17 Триклинная 8.42 11.М 3.94 93,4 92.5 89.09 1,14 Ш 2,17 Мипоклинпая 8,36 4.20 11,25 90,3 96,3 90 1.13 IV — Кубическая 5,89 5,89 5.89 90 90 90 —
326
Ьзко падает, причем охлаждение не приводит к восстановлению
ИЕежнего значения. Такое изменение электросопротивления, воз-
ИЕЕь^но является следствием разложения карбида кальция и по-
иПфвлення мелкодисперсного углерода, увеличивающего электриче-
проводимость. В пользу этого предположения говорит то
! обстоятельство, что при нагревании карбида кальция в атмосфере
। ларов кальция электрическая проводимость не возрастает. Обна-
. ружено также, что проводимость в перпендикулярных направле-
ниях различается на 20—30%.
Чистый карбид кальция плавится при температуре 2430 К.
Определение температуры плавления сплавов карбида с известью
В интервале содержаний СаС, 98—21 % показало отсутствие твердых
растворов в этой системе (по крайней мере, при низких температу-
рах) и наличие только одной эвтектики (рис. XIV.8).
Исследования как чистого, так и технического карбида кальция,
содержащего около 8% примесей, обнаружили, что характер диаг-
раммы плавкости не изменился, хотя температуры плавления оказа-
лись на 50—150 К ниже, чем для чистых образцов.
Подробно исследованы также сплавы карбида и сульфида каль-
ция. Показано, что температура плавления равномерно повышается
от 2430 К для чистого карбида до 2795 К для 100% CaS. В твердой
фазе сульфид и карбид кальция образуют непрерывный ряд твердых
растворов. Никаких соединений в системе СаС, — CaS не
обнаружено (рис. XIV,9).
Предельная растворимость SiO2, A1UO3, MgO зависит от при-
сутствия в расплаве СаО, в связи с чем предполагается, что в чистом
карбиде кальция они не растворяются. Так, при содержании в рас-
плаве 80% СаС, предельная растворимость SiO2 составила 2,2%,
тогда как при содержании СаС2 65% растворимость SiO., увеличилась
до 3,5—5%. Растворимость
А1аО3 увеличилась ог 6% для
80%-ного СаС.2 до 8% для
57 %-ного СаС,? и до 10% для
51 %-ного CaQ,
Рис. XiV,*. Диаграмма it.giwkocih системы СаО
Образцы H.i >сц те чгглко и iеснцческот (2) кзрбидд кллцшя.
Рис. XIV.9. Диаграмма плавкости системы CaS -tiH,.
327
Растворимость MgO составляет 0,8—1,43% ври различном со-
держании СаС, в расплаве, также увеличиваясь с ростом содержания
СаО,
Влияние примесей на температуру плавления карбида показано
на рис. XIV.8. Кремнезем и глинозем, растворяясь в карбиде, по-
видимому, полностью связываются в силикаты и алюминаты кальция.
Карбид кальция растворяется в силикатных и алюминатных шлаках.
Обнаружено, в частности, что в шлаке состава 50% СаО и 50% SiOu
при 1670 —1770 К растворяется 0,5—0,6% СаСг, в шлаке, содержа,
щем 40% СаО, 40% SiO-2 и 20% АСО~, лишь 0,1% СаС2.
Плотность расплавленного технического карбида кальция при
2270 К 1.84 г/см3.
Карбидный расплав являетси сильным электролитом, и его
электрическая проводимость составляет по различным данным 1 —
0,05 Ом-см. Колебания вызваны различным составом, температурой
и присутствием частиц углерода при замерах. Предполагают, что
карбид кальция в расплаве диссоциирует на ионы Са2* к С2'. Пос-
ледние могут давать полиионы присутствие которых изменяет
электрическую проводимость расплавов и их вязкость.
Объемный коэффициент термического расширения карбидного
1 ас плава равен 0,0004 К1.
Карбид кальция при высоких температурах испаряется, диссо-
циируя при этом па пары кальция и углерод. При 2770 К в атмосфере
аргона давление паров над карбидом достигает 0,1 МПа, причем
содержание СаСэ в парах не более 4%. В атмосфере водорода, СО
и азота температура, при которой давление паров достигает 0,1 МПа,
снижается, составляя соответственно 2545, 2445 и 2370 К
(табл. XIV.8). Объясняют это явление химическим взаимодействием
карбида с газами, но поскольку остаток после полного испарения
ТАБЛИЦА X1V.S. Лишение парен кальца.ч пай карбидом с атмосфере различны*
газов
Состав атмосферы TeimcpsTj. ра, К ММ рг. СТ. Давление — Остаток после полного iicinipe- нпя, %
| На
Азот 2J70 760 1.013- Ий 26.0
Окись углерода 2150 760 1.013-10" 39,2
Видород 2550 760 1.013-Цй 31,0
Водяной пар 2550 760 1,013-10" 32.0
Аргон 2 ЦЮ 1 1.33
2390 12 1600
2470 2ti 3160
2530 123 17-10"
2600 vr>S 30.4- ко
2670 541 72,1 10:1
2700 631 64.0-ЦТ*
2720 756 ИЗ"
27-10 760 1.0)3-10"
2770 7.$н ’ .04 ИЙ '9 0
№
(Ьегда содержал только углерод примерно в одинаковых количествах
|йЯ всех газов (39—30%), это предположение не кажется обосно-
ванным-
Важнейшим химическим свойством карбида кальция, которое
.определяет его техническую ценность, является взаимодействие
$ ВОДОЙ:
(>Са + 2НгО Са(ОП)2 + С2Н2 (1)
ОС. + ЬЬО СД) 4- С.Н3 (2)
Аналогично карбид кальция реагирует с водными растворами
кислот:
11 о
ОСгН- 2UCI CaCL, У- СДб
Однако с безводными кислотами реакция идет очень медленно,
Прн разложении карбида водой по реакции (I) выделяется боль-
шое количество теплоты (А// = 129 кДж), что приводит к разогреву
продуктов реакции. В условиях плохого теплоотвода при недо-
статке воды температура может достигать 700—1300 К и вызвать
взрыв.
С повышением температуры взаимодействие карбида кальция
с водяным паром затрудняется, так как на поверхности частиц
карбида образуется защитная пленка из окиси кальция и продуктов
полимеризации ацетилена, в результате чего при 730 К взаимодей-
ствие карбида с водой прекращается. Повышение температуры
взаимодействия до 870—1040 К приводит к образованию бензола
и его гомологов, а при 1070 -1270 К взаимодействие идет по реакции:
СзС; У- ! кО -> СаО -У 2С У- IL
Здесь вода уже действует в качестве окислителя.
При 1270—1470 К карбид кальция реагирует с азотом:
СаС -у > СаСУС У- С — 350 кДж
Карбид кальция восстанавливает хлориды и окиси щелочных
металлов:
5\.%О -у СаО. —> ОО -Г 2ССК Ц- 16\а
2.V2CI -1- (ДО —-> 2Хы У- С-чСГ. 2С.
Восстановигелг.ная способность СаС2 может быть охарактеризо-
вана ого местом в рячу восстановителей: Са. .Мус Al, CaG, Si, С,
Н;. СО. расположенных но убыванию восстановительной способности
(прн 1770 К). Соответственно он и лш ко окисляется. При темпера-
турах менее 1770 К лаже окись углерода является окислителем для
СаСо, а кислород и СО2 окисляют его прн любых температурах:
2CTiCJ -L -,о2-2Са) -у -кПп
2(— сСОа -—> 2С?О " ЮСО
С<_, ; СО —> СаО -j- .я?
Первая реакция приводит к снижению содержания СаС^в карбиде
при охлаждении его на воздухе после слива из печи. На ней основано
применение карбида в литейном производстве.
Хлор действует на карбид при 530 К по реакции:
(ДКД 4- CL —> CaCL -V -С
Бром и под требуют более высокой температуры — 570 К-
Фтор бурно реагирует с карбидом, вызывая его разогрев и обра-
зуя СаР2 н фторуглеродные соединения.
Пары серы при 770 К дают сульфид кальция:
CaQ ф 1 ,.S2 > C;*S ф 26
Обратная реакция — образование карбида из сульфида каль-
ция — возможна лишь при температуре выше 2470 К. Высокое срод-
ство серы к карбиду используется в металлургии при обессеривании
стали.
Аналогично сере действует фосфор (при 870—970 К);
ЗСаС, - i- Р; -ъ СапР; -у GC
Обратная реакция возможна при температуре выше 1970 К-
Аммиак при 770—890 К разлагается на поверхности карбида зга
азот н водород, Выше 930 К идет реакция:
СаС3ф 4NH3 --> С.аСУ2 4- ТУЗфСУ 4 ТН2
Четыреххлористый углерод при нагревании дает хлорид, а серо-
углерод— сульфид кальпня:
2(44, -- CCI, -> 2С.Дф 4' 5С
С;;Сг ф CS2----> J "С
Взаимодействие карбида с сероводородом и фосфином идет ио
реакциям:
СаС, H2S ------> CaS ф (фН.
ЗСаСа ф 2РН3 -Сл;(Р2 4- V2H2
Обе реакции идут при температуре выше 470 К.
Карбид кальция с бором дает при 1570 К сложное соединение,
названное борокарбидом:
4- 7В --> СаВв 4 СафВ -I- 2С
В присутствии избытка кальция борокарбид разрушается:
bC.iGB [ Гл -------------------> СаВв ф 0.7
При восстановлении смеси СаО -г В2О3 образуются борикарбцды
другого состава (при 2170—2270 К):
2(’зО ф 4В,О3 ф 184 -> СлС(Е. ф СаВй 1440
Реакция проходит ступенчато с образованием карбида бора, карбида
и борида кальция.
Выше 1370 К происходит диссоциация карбида кальция:
СаС2 —> гы ф 24
Ззо
Образовавшийся кальций при охлаждении образцов па воздухе
ясляется, что не позволяет определить его присутствие при хими-
ском анализе. Установлено, что фторид и хлорид кальмия уско-
ряют разложение СаС, при температурах 1370—1570 К-
При высоких температурах СаС взаимодействует с SiO2, А12О3.
.дереводя эти окислы в карбиды. Балансовые расчеты показывают,
что реакция идет по уравнениям:
SiO2 —> SiO -у 12О2
SiO СаС., --> Sic Л- СаО -У С
Образование SiC обнаруживается при температурах 1870—2570 К.
Дальнейшее повышение температуры приводит к удалению больших
количеств кремния, очевидно, в виде SiO, Взаимодействие АкО3
с СаО. происходит в интервале 1870—2270 К. Убыль Л12О3 обнару-
живается выше 2270 К. при 2770 К она составляет 70%, а при 2970 К
образование карбида алюминия не обнаружено, так как алюминий
полностью улетучился из зоны реакции. Балансовые расчеты по-
казывают, что процесс идет по схеме;
2Л13О3 ~ ЗСаС. -> Л14Сз 4- 3(>О У ЗСО
2 \ш< -у зспс, —► 1Л1 : зо -}- идо
Термодинамический анализ системы
Рассмотрим различные варианты последовательно.
Все реагирующие вещества (кроме СО) твердые. Реакция кар-
видообразования записывается в виде:
(дОуц Cm —> Cao tr У СО (3)
Одновременно возможны реакции:
СаОг11 + С1Г(—>.С:|Г-УСО (4)
2СаО г г, 4 - СаС,. т —> ЗСа Р ХО (5)
СаС,—► Срр -У 20 н (6)
Давление газовой фазы может быть найдено из уравнений:
Л'1 ~ Рсо /11Л
К2 = Рс.о₽со = С (7‘) (XIVJJ
Рс.л Ф РСО = Pvvm
Рс,= h(T}il{T)= У3
т. е.
Л [Г) -у f2(T) fl (Т) = (XIV.2)
Температурная область стабильности СаС. соответствует уело-
вию: Рс.', < Р"„.
Интерполяция по данным табл. XIV.9 приводит к температуре
1590 К. Есть указания, что в вакууме карбид кальция в смеси извести
с углеродом обнаруживается несколько выше 1570 К-
331
ТАБЛИЦА XIV. 9. Давление и с ас та в газовой фазы в системе СаО—С
Т. к 1g лд | Ы А'э ^общ (Метав raaonoil фазы
"СО "Са
1500 -4,683 —3.006 —4,323 68‘10“4 0.31 0 69
1600 - 3,071 -7,429 —3,758 38- КП 0.55 0.45
1700 —2,795 -6,130 - 3.335 0.21 • 10“3 0.78 0.22
1900 -1.312 -3.956 —2,614 0.051 0,96 0.04
2100 -0,112 -2,206 —2.094 0.780 0,99 0.01
2200 0,406 -1.455 — 1,866 2. о э 0.995 0,005
? 2-100 Д- 1,321 -0.150 — 1,174 21,13 0.998 0,002
Один из компонентов шихты находится в расплаве. Возможные
варианты: а) карбид кальция находится в твердой фазе п б) в твер-
дой фазе находится известь. На диаграмме плавкости (рис. XIV.8)
вариант «а» соответствует карбидной ветви кривой, а вариант «б» —
известковой области.
Пехотные уравнения;
^СО ~ °СасЛ
(X1V-3)
Р<.:.о “ fi (П
Сд = f'2 I7’) aCaC,V((?)
Активности СаС2 и СаО для соответствующих участков диаграмм
определяются температурой, поэтому приведенные выражения вклю-
чают в себя не три, а только две переменных и система моноваряантиа
(табл. XIV. 10).
Д' Для определения зависимости активности от концентрации для
расплава СаС, — СаО воспользуемся диаграммой плавкости. Полу-
чены следующие зависимости:
, I, 3370
^С«О 4t575p \.JC*
ТАБЛИЦА XIV.10, Рабаоы'сиое давление СО и Са цаа кирйттым расплавом при
температурах плавления с учетом сттштостей СаС» и СаО и расплосс
1 т. к 1 Is к, Ы К3 1g АЦ 1 РС(). 10*. Пэ PCii- 1 О’». Па
по реакции (М по реакции (>) при = 0.1 МПа
2100 -0,112 —2,2и6 - -2.091 <|,78 0.0080 0.0062
2200 0.406 - 1,155 -1 >(»6 1.27 0.013b 0,0176
2300 0 | - 0.774 - -1,665 2.02 0.0216 0,0437
2400 1.324 -0,150 — 1,474 0 O.OJ3 0,0212
332
ИГ;. Как следует из данных табл. XIV.10, зависимость давления СО
я Са от состава имеет сложный характер. Равновесие в системе при
Г давлении 0,1 МПа возможно только при двух температурах —
Г около 2400 К и около 2100 К.
В других условиях общее равновесие невозможно. Таким обра-
зом, диаграмма состояния не может определять зависимость состава
расплава от температуры при получении карбида в производствен-
ных условиях.
Карбид кальция и окись кальция находятся в расплаве. При
постоянном давлении концентрация СаС в расплаве определяется
температурой. Исходными уравнениями являются:
CjO
f,(T) Р№-~- (XIV.4)
аСаО
ХСаО + ХСаСг - 1
J’CO 4* PCs. = ? общ
йСаО - Г (АСаО’ Т)
При определении Д (Т) п Д» (Г) учитываем расплавление ре’
агентов:
Для СаС2 Л/711Л = 75 кДжДмольДх); ~ 30,8 Дж (моль-К)
Для СаО ЛЯил = 79 кДж. (моль-К); Л5ил — 27,5 Дж,(моль-К)
Активности СаО и СаС2, вычисленные для области существования
^жидкой фазы, представлены в табл. XIV.1I. В табл. XIV. 12 при-
< ведены значения Д (Т) для реакций (3)—(6) с учетом поправок на
расплавление.
Данные расчета показывают, что равновесие между твердыми
фазами при давлении Рк 0 = 0,1 МПа достигается около 2140 К,
с насыщенным раствором возможны две равновесные температуры
2150 н 2480 К Первая температура практически совпадает с темпе-
ратурой равновесия твердых фаз и близка к температуре плавления
'ТАБЛИЦА XlV.ll. Активности СаО и СаС-. о расплаес (стандартное состояние —
чистая жидкость)
тСаС_, 21 Ой К 2300 К 2500 К 2600 К
°СзС. пСаО сСаС, аСаО яСаСг аСеО aCaCj аСаО
0,43 0.55 0,30 0.54 0.31 0 54 0,33 0.53 0.33 0.60 - — 0.G5 0,23 0.64 0.24 0,64 0.24 0.70 - — 0,73 0,16 0,73 0,17 0.73 0,17 0,77 - — 0,78 0.12 0,78 0,13 0,79 0.13 0,90 -- — — — 0,90 0,05 0,90 0,05 1,00 — — — — 1,0 0,0 1,0 0,0 Примечая н е. Ниже температур плавления значения активностей не приводятся.
33-3
ТА БЛИЦА
плавления
XIV. 12. Давление СО и Са над карбидным расплавам выше температуры
Т, К 1g Kj ig Kj XGaC, -- ° * лСаС: С’-7 •rCaC3 - 0,9 •’CaC, ='- ’»
pco pCa pco I'Ca PCO pCa PCO pCa
2200 ‘ 0,676 — 1.671 2.46 0,012 .
2300 1,157 -1,561 7,41 0,015 3,14 0,020 —
2400 1.581 — 1,441 19.7 0,020 8,33 0,026 3.1 0.033 — -
2500 1.983 -1,341 49.8 0,025 21,1 0,033 5,3 0.041 0 0,045
2600 2,377 — 1.277 123 0,029 51,0 0,039 13,1 0,047 0 0.53
2700 2,776 — 1,246 310 0,031 132 0.041 33,1 0,051 0 0,5
эвтектики. Поэтому можно считать, что эвтектический состав на-
ходится в равновесии с СО при давлении 0,1 МПа. Это делает эвтек-
тический состав устойчивым в атмосфере СО.
Механизм и кинетика реакции карбидообразоваиия
Как указывалось выше, взаимодействие окиси кальция с угле-
родом обнаруживается при температурах значительно ниже темпе-
ратуры плавления как СаО, так и СаС;. Следовательно, взаимодей-
ствие извести и углерода идет в твердой фазе с относительно
высокими скоростями.
Для объяснения механизма этого взаимодействия было выдвинуто
несколько схем, в которых в качестве промежуточных продуктов
реакции предложены газообразные вещества.
При термодинамическом анализе системы СаО — С было по-
казано, что давление паров кальция может достигать существенных
значений уже при 1470-1670 К- Лабораторные исследования и
производственные опыты показали, что в газовой фазе пад смесью
СаО -у С обнаруживаются некоторые количества пара кальция.
На основании этого Гельд и Марон выдвинули следующую схему
процесса карбидообразоваиия:
СзО + с —► Сзг со
CaOr -Р 2С —> СаС2
Реакция проходит в твердой фазе. Было показано, что диффузия
углерода в известь и СаО в углерод идут с заметной скоростью,
причем получены следующие уравнения для коэффициентов диф-
фузии:
1370 — 1770 1\ гС ,, - 2- Ю4 ехр [—48000, 7'1
1470 — 1670 К РсйО-с = 14 40й ехР [—60500. Г1
Поскольку образующиеся продукты реакции газообразные, они
легко удаляются, что обеспечивает дальнейшее взаимодействие
реагентов. С повышением температуры карбид кальция и известь
образуют расплав. В производственных условиях основное химиче-
ское взаимодействие протекает между расплавом и углеродом-
В связи с этим предложена следующая схема процесса карбидо-
334
Образования в производственных печах: карбид кальция, образовав-
шийся за счет твердофазных реакций, образует с известью расплав
; СаС3 ги 4- СаОтч —> (СаО + СаС.Дж
"затем идет взаимодействие в расплаве:
(СаО -к C;jC2);i; -J- ЗС —> ХаС ;f; -у СО
В соответствии с этой схемой присутствие плавней, таких как CaFe>
небольших количеств SiO2, ALO;i. ускоряет процесс карбндообразо-
вания. Это подтверждается экспериментальными данными. Кроме
того, из предложенного механизма следует, что в карбидной печи
необходимо постоянно поддерживать некоторое количество расплава,
в котором бы растворялась СаО.
Первичный расплав образуется в результате взаимодействия
в твердой фазе. Уже при 1670—1970 К известь и углерод взаимо-
действуют между7 собой за счет диффузии углерода в известь. При
этом образуются карбид кальция и пар кальция. Последний реаги-
рует с углеродом, также превращаясь в карбид кальция. В дальней-
шем при достижении более высоких температур появляется расплав.
Первичным источником расплава могут быть частицы Са ?, содержа-
щие 50% СаС2, что соответствует эвтектическому составу. Затем
карбидообразованне идет за счет взаимодействия растворенной СаО
с углеродом прн одновременном растворении извести в расплаве.
& Термодинамические расчеты показывают, что равновесная кон-
центрация СаСп в расплаве приближается к 1.0 уже при 2270 К-
Фактический состав расплава зависит от соотношения скоростей
двух процессов — растворения извести (оу) и взаимодействия раство-
ренного СаО с углеродом (и2):
•'T — йу-^у (P-iCjJp — Нл-КД)'1**
г2 - (iCaCj - 1СаС2],нЗ
Здесь pv, — константы скорости процессов взаимодействия с расплавом углерода
и извести,' 5' - общая поверхность контакт,!; н — равновесная и
предельная концентрации СаС2.
Дальнейшие исследования показали, что порядок реакции вза-
имодействия дисперсного углеродистого материала с расплавом
равен 0,7. Были определены константы скорости процессов, энергии
активации (табл. XIV. 13).
ТАБЛИЦА XIV./3. К мистические характеристики процеаи к:,апМ'к\ттеи.ч
углеродистых матерка юв а растворения посети а кпр'тдчо.ч расплаве________________
TPMi'pf 'етугя. I < Эи?‘чпз .чк-
i'n',1 1 --ЫГ |..ч лс.> j Л 7 гпаДиш. кД:к
|%- (О', см 2-с 1-\1О,1Ь 1
Известь астаховская 1,19 1,64 4.84 273
Известь бнлютинская 0,8 1 1.33 7,50 423
Pv lip. с: Ымо.-цД..'
Графит 2.21 3.22 357 S
Нефтянип кокс О.'.ч и.И! 0,68 139
Мет л л. 1 ер. ги ,ц.'с к и и к, л, с о, < 0,41 0J 5 11
3&
На основании рассмотренного механизма получено соотношение
между размерами кусков извести (7И) к углеродистого материала
(гг), обеспечивающее получение карбида кальция заданного лит.
ража:
О. ру (1 ~ lGiCgr-‘)
Ри [СаСз I
Если это соотношение не выдерживается, то в печи либо начинают
преобладать процессы растворения извести, либо увеличивается
концентрация СаС2 в расплаве. Поскольку шихта составляется па
получение карбида заданного состава (литража), то нарушение
заданного соотношения скоростей opt’-, приводит к накоплению
одного из компонентов шихты в реакционной области. Это. в свою
очередь, вызывает увеличение общей поверхности контакта избы-
точного реагента с расплавом, скорость его перехода в расплав
увеличивается, и состав расплава приходит в соответствие с со-
ставом шихты. Печь при этом работает в периодическом режиме —
сначала растет количество расплава, а затем увеличивается кон-
центрация карбида в нем. Однако такой режим нельзя считать
оптимальным, а при работе печей большой мощности, в которых
слив идет практически непрерывно, подобный режим недопустим.
Известно, что при повышении температуры прокалки извести
Происходит ее уплотнение, упорядочение кристаллической струк-
туры, в результате чего активность извести при гашении ее водой
снижается, образуется так называемый «пережог*.
Тем не менее работа на плотной или пережженной извести на
промышленных печах идет труднее, Очевидно, это следует объяснять
влиянием структуры извести на скорость ее растворения в расплаве.
Влияние природы углеродистых материалов на их активность
(табл. XIV. 14) при взаимодействии с известью изучалось неодно-
кратно. Было обнаружено, что активность углеродистых материалов
тесно связана с их структурой — плотностью, содержанием летучих
веществ, электрической проводимостью. Известно, что при прокалке
кокса его структура упорядочивается, электрическая проводимость
возрастает. Определение реакционной способности кокса, прокален-
ного при различной температуре, показало, что с ростом температуры
прокалки реакционная способность несколько снижается.
ТАБЛИЦА Л71Л/7. Активность извести, прокаленной при разной тсмнератррг,
в реакции карбидооиразования
Условия проведение плавок: температура С200 К; давление Ю.2 кПа; среда — ар, он
Температура прежалки ’ из - вести, К Длительность реакции с угле- родом, мин Содержание СаС,. % (Mavc.} Выход, %> от теоретического Пот.’рн Са с с па рением, %
1270 10 87.7 70.2 10.5
1470 □ 47,3 53,6 8.3
10 69,2 71,4 10.6
20 84.6 78.2 17,9
1370 10 7U 73.1 н.о
20 82,4 77, Г, Ш.З
ТД5
И В морфологическом ряду углеродистых материалов падение их
Активности соответствует увеличению степени упорядоченности струк-
туры: древесный уголь — нефтяной кокс — кокс — антрацит —
графит. Причем внутри данного вида углеродистого сырья зависи-
мость активности от плотности и содержания летучих сохраняется.
Так, для разных сортов антрацита прослеживается четкая связь
между плотностью и активностью.
Сырье
Сырье карбидной промышленности обычно содержит примеси —
SiO2, MgO. Fe2O:b Р, S и другие вещества, которые либо загрязняют
карбид (сульфиды и фосфиды кальция), либо усложняют введение
технологического процесса (ферросилиций), либо, наконец, вызывают
дополнительные затраты кокса и энергии (СаСО3, MgCO3). В связи
с этим содержание примесей в сырье ограничивается.
Присутствие карбонатов в извести требует дополнительного
расхода электроэнергии и кокса, поэтому допускается их содержа-
ние не более 1% в пересчете на СО2. Кремнезем приводит к образо-
ванию ферросилиция, удаление которого из печи сопряжено с опре-
деленными трудностями; кроме того, требуется дополнительный
расход кокса и электроэнергии на его восстановление. Невосстано-
внвшаяся Si О.. связывает СаО, образуя Ca2SiO^ и препятствуя вза-
имодействию СаО с углеродом, в связи с чем содержание СаС2 в про-
дукте снижается. Поэтому содержание SiO2 в извести ограничи-
вается 1%,
Окись железа восстанавливается до железа, которое впослед-
ствии образует ферросилиций. Присутствие А13О3 в извести приводит
к связыванию СаО в алюминаты и тем самым к разбавлению карбида
шлакамш Предельное содержание суммы Fe2O3 — А1.2О3 в изве-
сти — I %.
Окись магния восстанавливается до парообразного Mg, вызывая
дополнительный расход кокса и электроэнергии. Содержание MgO
в извести Ь’е должно превышать 1%.
Указанные требования по содержанию СО2, SiO2. Л12О3, Fe3O3
определяются технико-экономическими показателями процесса. Сни-
жение этих требовании приведет к ухудшению показателей произ-
водства I! может быть оправдано только в том случае, если стоимость
сырья соответственно снизится.
При оценке качества углеродистых материалов регламентируют
содержание в них золы, летучих, серы и фосфора. Ограничение
содержания золы (в коксе 10%, в антраците 8%) связано с вредным
Действием зольных компонентов SiO.. Fe;O;b MgO, А12О3. Содержа-
ние летучих ограничивают в коксе О,5?6. в антраците — 8%. Высо-
кое содержание летучих вызовет увеличение объема отходящих
газов и повышение содержания в них водорода, поскольку летучие
па 16—20% (масс.) состоят из водорода.
Допустимое содержание серы в сырье (в коксе Sy п извести Sn)
определяется соотношением
Sy ' (1-4 - ЛЛД) (I .-1)
.337
в том случае, если карбид идет на ацетилен (в том числе для товар.
ного карбида), и
Sy = (0,8 - SS:1) (I Л)
если карбид в дальнейшем будет перерабатываться на цианамид
кальция; 4 и В — удельные расходы кокса и извести.
Предельное содержание фосфора в сырье (в коксе Ру и извес-
ти Рй) можно определить по формуле:
Ру = 0,081 — (Й.'Д) !’и
Жесткая норма па содержание РН3 в ацетилене объясняется
опасными свойствами этой примеси. Фосфин является очень ядов»,
тым газом, кроме того, снижает температуру самовоспламенения
ацетилена. Причина последнего в том, что помимо РН3 в ацетилене
всегда присутствует Р<Н(, самовоспламеняющийся па воздухе.
Предельные содержания примесей в извести могут быть легко
пересчитаны на известняк. Поскольку в процессе обжига известняка
его масса снижается в 1,8 раза, предельное содержание примесей
в известняке соответственно в 1,8 раза ниже, так как абсолютные
количества примесей в известняке при обжиге не изменяются. Исклю-
чение составляет лишь сера, содержание которой может несколько
увеличиваться в случае применения сернистого топлива. При обжиге
известняка в пересыпных печах на высокозольном топливе возможно
обогащение извести зольными примесями. Этому способствует за-
вышение температуры в зоне горения, в результате чего зола спе-
кается с известью. При нормальном ходе процесса обжига основная
масса золы отсеивается с известковой мелочью.
Уже указывалось, что антрациты должны иметь минимальную
плотность. Рекомендуется применять антрациты с плотностью не
более 1,45 г/смя. Применение антрацита с большей плотностью
вызывает снижение производительности печей. Л1ожно также оце-
нивать качество антрацитов по объемному выходу летучих, коли-
чество которых должно быть максимальным.
Фактический состав сырья часто значительно отличается от
приведенных норм. Это объясняется низким качеством известняка,
особенно при длительной разработке месторождения (табл. XIV. 15).
Обжиг известняка ведут в шахтных пересыпных печах, в каче-
стве топлива применяют кокс, тощие угли, загружаемые в печь
вместе с известняком. В ряде конструкций печей возможна подача
природного или печного газа в зону горения. В верхней части печи
отходящие газы отдают теплоту загруженной шихте, которая про-
гревается, а в нижней части известь охлаждается воздушным дутьем,
которое одновременно подогревается. Этим достигается высокий
тепловой к. п. д. и обеспечивается нормальная работа загрузочных
и выгрузных устройств.
Полученную известь дробят до гранул размером менее 50 мм.
мелочь менее 5 мм отсеивают. Присутствие мелких фракций нело.
пустимо. так как ухудшается газопроницаемость шихты, нарушается
нормальный ’ход карбидной печи и с мелочью отсеиваются зольные
примеси кокса.
338
ГИЦА XIV. 15. Состав [в % (.пасс.)] сырья, применяемого на различных
Шодах
Г СаО Известь
со. Si 0; R;OS MgO s Р
М-> 95,48 1,24 0,25 .
95,25 1.30 0,67 1.87 0,27 0,07 0,009
' 83,58 8,09 2,17 1,07 2,11 0,047 0,005
! 94,08 2,40 1,70 0,658 0,57 ода 0,006
95,40 0.94 0,67 0.89 0,56 0,18 —
97,45 O.GS 0.4! 0,45 0,49 0,027 0,004
94,67 0,60 0,36 0,32 1.60 0,14 0,02
У г л е р о д и с т и е материалы
Зола Летучие Вл л а Примечание
11,08 0.94 3,73 Кохе
9,8'2 0,80 4,98 »
10,24 1.4
7.13 3,08 2,49 Антрацит
4.38 3,49 3,47
3,55 2.39 5,67
Кокс или антрацит перед подачей в печь подвергаются сушке,
так как присутствие влаги вызовет гашение извести и образование
мелочи. Кроме того, на удаление влаги из печи и восстановление
ее по реакции
1LO + С--> 11, Н- СО
требуется дополнительный расход кокса и электроэнергии. Сушку
проводят в бункерах хранения кокса, в сушильных барабанах,
в качестве топлива применяют печной газ, Во избежание загорания
кокса продукты сгорания разбавляются воздухом до 470—570 К.
Остаточное содержанке влаги — до 0,5%.
При расчете шихты необходимо определить соотношение извести
и углеродистого материала в шихте или количество извести и кокса
на 100 кг шихты. В карбидной печи помимо целевой реакции про-
ходит много побочных, потребляющих углерод п известь. Расход
углеродистого материала равен:
4 “ ~64* 1 ысг
Расход извести:
/;_^о-<м251асг1-^|00
[СаО ] k.2
Соотношение компонентов в шихте:
В _ (100 — 0,125 [СаС, ] — b) Cakt
Л ' 0.562 [СаС2| [СлО]
Где b -- содержание применен в кирбнде, °., (.масс.), принимается пи производствен-
ные данным.
339
На практике k2 = 0,96-0,95 и kt = 0,95 при использовании
антрацита, kt = 0,80—0,85 при работе па коксе.
В том случае, если изменился состав сырья либо необходимо
перейти на получение карбида другого литража, следует изменить
состав шихты.
Плавильный процесс
Наблюдения за работой карбидных электропечей показали, что
в них, так же как и в других печах этого типа, существуют следу-
ющие основные зоны (подробно см. гл, XI). Первая верхняя
зона — зона твердофазных процессов. Здесь происходят нагрев
шихтовых материалов, процессы термической деструкции, твердо-
фазные реакции. Последние наряду с реакцией взаимодействия
углерода с возгоняющимися из нижних зон парами кальция при-
водят к появлению карбида кальция.
Ь . Вторая зона — зона плавления. В карбидной печи расплавление
может быть вызвано появлением карбида в кусках извести. В том
случае, если реакции между углеродом п парами кальция или твер-
дой СаО развиты незначительно, зона плавления может отсутство-
вать.
Третья зона — углеродистая, как обычно, обогащена углеродом,
В ней проходят реакции между углеродом и расплавом, растворение
твердой извести в расплаве. В ней обеспечен электрический контакт
между расплавом и электродом.
Таким образом, торцы электродов должны находиться в угле-
родистой зоне; их подъем выше уровня зоны приведет к потере
электрического контакта, а опускание ниже этого уровня — к сни-
жению электросопротивления и возрастанию тока, ограниченному
мощностью трансформатора. Таким образом, положение и размер
углеродистой зоны определяют посадку электрода — важнейший
показатель работы печи.
В процессе эксплуатации карбидной печи необходимо обеспечить
максимальную мощность прн оптимальном литраже и нормальной
посадке электрода. Последняя определяется размерами углероди-
стой зоны; используя известную формулу (XI.I), получим, что
при заданных 1СаС21 и гу определенной мощности будет соответство-
вать определенное значение 6у, а следовательно, и положение элек-
трода. Если в реальных условиях электрод расположен слишком вы-
соко, то следует либо изменить электрические параметры (увеличить
ток, снизить напряжение), либо снизить литраж, либо уменьшить
размеры кусков кокса. Если ни одного из этих мероприятий не-
достаточно, следует снижать мощность печи. На практике обычно
при высокой посадке электрода подают корректирующую известь
на колошник. Прн достижении реакционной зоны корректирующая
известь снизит [СаСг J, что приведет к уменьшению ДС и снижению
посадки электродов.
На некоторых заводах постоянно подают корректирующую из-
весть, количество которой изменяют в зависимости от положения
электродов; шихта при этом составляется с избытком кокса. Такая
ЗЮ
^Нистема усложняет работу шихтовщика и может быть оправдана
ИКоЛЬКО прн очень неоднородном сырье.
ИГ- Если образовавшимся высокопроцентный расплав не обладает
f достаточной текучестью, так как печь «холодная», то необходима
корректировка известью с целью снижения содержания СаС2 в рас-
плаве и его «разжижения».
Режим сливов. Слив образовавшегося карбида следует прово-
дить регулярно в соответствии с установленным графиком. Время
между сливами зависит от потребляемой мощности, так как должно
накопиться достаточное количество карбида. Задержки слива при-
водят к увеличению уровня расплава и подъему углеродистой зоны.
Энергия, выделяющаяся в расплаве, не расходуется на целевую
реакцию, так как в нем нет необходимого для реакции углерода,
в результате чего расплав перегревается н происходит разложение
кврбида:
СаС2 2СаО —> ЗСгР Ч* 2СО
СаС2 —► С<зР Ч* 2С
Образовавшиеся газообразные продукты влекут за собой вскипа-
ние расплава и выброс его из печи. Выброс карбидного расплава
вызывает прожиг деталей электродержателя, газовых воронок.
В современных карбидных печах карбид кальция сливают во вра-
щающийся барабан, охлаждаемый водой, в котором происходят
кристаллизация и дробление карбида. Ввиду высокой реакционной
способности карбида кальция при 2270—2470 К он окисляется и
взаимодействует с азотом. В результате содержание СаС» снижается.
На практике при сливе карбида литражом 280—300 л/кг снижение
последнего достигает 30 л/кг, а при литраже сливаемого карбида
250—260 л/кг оно составляет 5—10 л/кг.
При сливе в изложницы карбид застывает в виде блоков массой
600—1000 кг. Их извлекают из изложниц при температуре 1070—
870 К. После охлаждения карбидные блоки дробят до требуемого
размера. Потери литража прн таком способе охлаждения составляют
2—3 л /кг.
Предложена совмещенная схема охлаждения и дробления кар-
бида. Стив ведут в цепь изложниц, в которых расплав охлаждается
и кристаллизуется при 1470—1270 К- Затем блоки выгружают в ба-
рабан, где их охлаждают и дробят. Такая система позволяет из-
бежать потерь литража, так как в барабане прн температуре ниже
1470 К реакции разложения СаСг развиты незначительно.
Работа электродов. Граница коксования должна находиться па
высоте 1/3 контактной щеки. Регулируют положение границы коксо-
вания подачей холодного воздуха в кожух электрода, своевременным
перепуском электродов.
Спекшаяся масса имеет плотность 1,4— 1,5 г см3, удельное элек-
трическое сопротивление 0,005—0,006 Ом-см; прочность на сжатие
15 МПа-
Загрузка электрода производится холодной дробленой массой
либо горячей размягченной.
341
Отбор газов. Состав газов после отсоса следующий в % (об.);
СО — 65 -70; Н2 — 8—15; СО2 — 4—6; О2 — 0,5—1,5; С2Н2 — 0,2;
СН4 — 0,5; содержание серы—до 10 мг/м3; пыли— 30—40 г/мя.
В зоне реакции газ имеет состав в % (об.): СО — 93—98; Н2 --
3—5 и СО2 — 0,5—1,5. Изменение состава газа происходит за счет
подсоса воздуха.
Теплотворная способность газа 9000 кДж'и8, температура в месте
отбора 870—970 К.
Очень важным показателем является содержание водорода. Он
образуется из летучих и воды. При работе на коксе содержание Н2
выше 8—10% (об.) свидетельствует о наличии течи воды. Обычно
на 1 т карбида улавливают 150—200 ми газа или 70% от общего
количества.
Пуск печн. Электроды ставят на кокс на под и включают токовую
нагрузку по специальному графику. В зависимости от мощности
печи подъем электрической мощности длится от нескольких часов
до 1,5 сут. Затем, когда электроды закоксовались на всю длину,
подают шихту.
Условия нормального ведения процесса плавки карбида кальция
следующие:
1) шихтовка колошника — около 200 мм выше бортов;
2) нормальная посадка электродов определяется по положению
электрододержателя: при глубокой посадке корректируется из-
вестью;
3) равномерное газовыделение на колошнике и его шуровка;
4) соблюдение режима сливов; частые сливы увеличивают трудо-
затраты и охлаждают печь; глубокая посадка электродов при за-
держке слива может привести к очень опасным выбросам;
5) правильный химический и гранулометрический состав шихты;
6) нормальная работа систем водяного охлаждения; температура
воды 300—370 К; давление на входе 0,2—0.15 МПа.
7) соответствие отбора газа мощности печи.
Т.4 БЛИЦА XIV. 16. Распределение основных компонентов шихты между конечными
продуктами
Элемент Приход. % (отн.) Расход, % (оти.)
известь кокс электрод карбидный расплав I аз. пыль (Jieppocib ЛИШ1 й
Са 99.7 0.3 0 85—95 5-15 0
С 1,2 92-96 6—3 55 45 0
Mfi * 95 5 0 70 30 0
Fe 30—60 60-30 10-15 О 20 80
Si 15-50 85—50 0 20 20 60
Al 50 50 0 90 10 0
S * 30 70 0 90 10 0
P 50 50 0 70 30 0
* Распределение зависит от общего содержания компонента в uiiixre.
342
'АБЛИЦА
альция
XIV. 17. Удельные расходы сырья и электроэнергии на 1 т карбида
Печи малой мощности (.1- 5 МВ-А) fh-чи средней МОЩНОСТИ (7.5 - 10 МВ - А) Печн боль- 1 шой мощно- сти (40— 1 60 МВ-А) Печн закры- тые (40 — 60 MR- А)
Кокс (85 %), кг/т 440-500 480—536 520-560 475-490
Известь <95 %), кг.'т 950—1050 870—910 920-970 790—760
Электродная масса. кг/т — 66—58 21 —24 30
Электроэнергия, кВт-ч т 3000—4000 2800—2900 2900-3000 2600 -2500
Содержание ОС» в продук- 60—70 72-75 70—72 80-82
те, % (масс.»
Литраж, л кг 220—260 270—280 260—270 300—306
Остановка печи. Снижают токовую нагрузку поднятием электрода
и выключают печь. При аварийной остановке необходимо сразу
поднять электроды, иначе они спекутся с расплавом.
Распределение элементов между продуктами плавки показано
в табл. XIV. 16.
В табл. XIV. 17 и XIV. 18 представлены данные о расходе сырья
и электроэнергии при производстве карбида кальпия в исчах раз-
личной мощности.
ТАБЛИЦА Л'/У. /8. Энергетический баланс карбидных печей различной мсщности
Статьи рас\ода Расход электроэнергии. кВт- ч
печи МОЩ- НОСТЬЮ 60 МВ- А печн мощ- ностью 1 МВ- А
Целевая реакция, нагревание и плавление продуктов 2385 2409 реакции Потерн от взаимодействия примесей 208 299 от уноса шихтовой мелочи 35 35 от разложения карбида 44 27 Нагревание шихты отходящими газами —118 —115 за счет сгорания газов на колошнике - 60 —120 Потерн тепловые с кожуха и пода печн 62 243 с водяных отлпждсьий 102 через электрод 27 178 Потери электрические в короткой сети 118 402 в электроде 98 73 Потери за счет простоев 48 13
Всего расход электроэнергии на ! т стандартного 2980 3440
Карбида
343
XIV.3. ТЕХНОЛОГИЯ ЭЛЕКТРОКОРУНДА НОРМАЛЬНОГО
Общие сведения
Электрокорупд нормальный — абразивный материал, представляющий собой
технический продукт* содержащий 93—98% минерала корунда и различные примеси,
связанные в минералы.
Основная составляющая электрокор у иди нормального — минерал корунд имеет
высокую микротвердость (20,0—26,0 111а) и высокую шлифующую (абразивную)
способность (до 0,06 г).
Метод определения абразивной способности шлифовальных порошков из элек-
трокорунда и карбида кремния заключается в истирания испытательного стекляи-
кого диска о стеклянный притир с помощью водно-глицериновой суспензии испытуе-
мого шлифовального порошка при установленном режиме испытаний. Абразивная
способность — величина, определяемая массой (в г), сошлифовапиой с испытатель-
ного диска.
Производят электрокорунд плавкой в дуговых электропечах шихты — смеси
сырьевых материалов — бокситов и углеродистого материала, осуществляя восста-
новительную плавку с переводом окпелоа железа, кремния и части титана в ферро-
сплав.
Практически во всем мире электрокорупд нормальный плавят способом «на
блок» — в электропечи периодически наплавляют массу корунда 15—30 т, который
в печи кристаллизуется.
В Советском Союзе освоена плавка электрокорунда нормального способом «на
выпуск», когда расплав из печи выпускают периодически в изложницы (от 10 до
25 т за слив). Производство электрокорунда нормального, созданное в Советском
Союзе в 1931 г. [[а ленинградском абразивном заводе «Ильич», прошло ряд весьма
важных ступеней развития.
Электрокорупд нормальный выплавлялся способом на блок в электропечах
мощностью 1200—1300, затем 1700—1900, позже 2500—4500 кВ-А. Удельный расход
электроэнергии достигал 8700 кВт-ч т продукта.
Технологический процесс плавки и электротермическое оборудование, главным
образом электропечи, совершенствовались одппвре?аепно с расширением объема
производства, строительством новых заводов и цехов. Плавка электрокорунда нор-
мального в 1931—1936 гг. осуществлялась с так называемым открытым колошником,
когда шихту вручную, лопатами, подавали только к стенкам кожуха печей, при этом
от начала наплавления блока до выключения электропечи весь центр печи представ-
ляд собой открытую ванну расплава. Потерн теплоты в окружающую среду при этом
были очень большими.
В 1936 г. удалось осуществить процесс плавки с закрытым колошником, когда
слой шихты толщиной до 250 мм покрывал расплав. Это позволило значительно умень-
шить тепловые потери с колошника примерно на 40% и увеличить массу наплавляе-
мого блока на 15—20%.
Анализ данных о производстве электрокорунда нормального за рубежом по-
зволил установить, что плавка ведется с использованием высококачественных бок-
ситов в электропечах невысокой мощности (900—1200 кВ-А) при относительно высо-
ком вторичном напряжении (150 —200 В). При этом выплавлялись блоки нсболвшой
массы (9—12 т).
Работами советских исследователей и технологов бь'Ло установлено, что при
плавке нормального электрокорунда с использованием отечественных щюкомодуль-
ных бокситов необходимо более глубокое восстановление окислсв в бокситах, что
достигалось применением значительно большей, чем за рубежом, массы восстанови-
теля (углеродистого материала), использованием пониженного напряжения на элек-
тродах (до 90 — 150 В) при значительном увеличении мощности электропечей (до
1700—4500 кВ-A). При плавке электрокорунда нормального в таких печах масса
блока увеличилась до 25—35 т. Эти изменения позволили снизить удельный расход
электроэнергии па 10%. увеличить производительность электропечей на 20—40%.
Позже, в 40-х Годах, была разработана технология плавки с постепенно увеличи-
вающейся степенью восстановления расплава от начала к концу плавки, чти обеспе-
чило более рациональное использование электроэнергии и позволило снизить се
344
рис. xiv. 10. Снижение удель-
ного расхода электроэнергии при
плавке электрокорунда:
/ — закрытия колошник; // —
увеличение мощности электро-
печей, напряжения, массы бло-
ка; ill — постепенное увеличе-
ние степени восстянавлеяпя рас-
рлава; IV — тяжелый колош-
ник; V — агломерация
удельный расход пр: .ерцо на 10%. В первой трети плавки (по времени) в шихту по
давалось 60—70% расчетного количества восстановителя, а в последней трети —
130-140%.
Значительным шагом вперед явилась разработка технологии плавки с так налы
ваемым тяжелым колошником, когда толщина слоя шихты, состоящей из сырого
боксита и восстановителя (антрацита), над расплавом достигала 1,5 м. В этом слое
шихта прогревалась за счет использования теплоты отходящих газов — реализо-
вывался принцип противотока. В слое тяжелого колошника, который постепенно
опускался с подплавлением нижней его части, осуществлялись дегидратация боксита
и даже восстановление Ре2Ол до FeQ. В результате этого нижний слой тяжелого ко-
лошника оказывался подготовленным к переводу в расплав, не происходило возму-
щения или вскипания расплава, осуществлялся нормальный сход леей шихты колош-
ника в расплав.
Внедрение этой технологии дало возможность ликвидировать взрыпы н выбросы
расплава, значительно снизить удельный расход электроэнергии (на 25—30%),
увелпчшь производительность электропечей (на 25—30%).
Важным этапом развития процесса плавки нормального'электрокорунда яви-
лась кальипнаипя, а позднее агломерация боксита. Процесс кальцинации (обезво-
живания) боксита был осуществлен на заводе «Ильича (г. Ленинград) в шахтных пе.
чах. Прокалка боксита достигалась за счет сгорания углеродистого материала (10—
15%), смешанногос бокситом. Шахтные печи работали неустойчиво, боксит спекался,
печи выходили из строя,
Агломерация боксита была освоена в 1957 г. При агломерации боксита происхо-
дят дегидратация, спекание мелких частиц и частичное восстановление окислов же-
леза до FeO.
Применение агломерированного боксита при плавке позволило снизить удель-
ный расход электроэнергии на 14 — 15%, значительно улучшить условия труда пла-
вильщиков (.многократное уменьшение пылевыдедений с колошника электропечи),
увеличить мощность электропечей (рис, XIV. 10). В дальнейшем главные усилия тех-
нологов были направлены на повышение качества электрокорунда.
Мощность элегшрспечен для плавки электрокорунда нормального способом на
блок постепенно возрастала и достигла 4500 кВ-Л. При зюм масса блока увеличи-
лась до 35—40 г, что потребовало применения громоздких мостовых кранов грузо-
П од темностью 50—70 т, чтобы обеспечить подтем массы блока и преодоление усилия
отрыва блока (.т пода печи. Все это вызвало необходимость создания соответствую-
щих подкрановых путей, обширных эстакад и копров для разбивки блоков, привле-
чения большого числа рабочих для разборки и сортировки материала блоков.
Дальнейшее повышение мощности электропечи для плавки и увеличение массы
блика становилось экономически и технически неоправданным.
34э
ТА Б.1ИЦА XIV, 19. Развитие технологии электрокоррнда нормального « СССР
На выпуск 2700 2600 2450 2500 2700 2 400—2 700 2 550- 2 900
346
ВВ> Принципиально новым техническим решением, не имеющим аналога за рубежом,
Ввилась разработка в Советском Союзе полунепрерывного метода плавки электроко-
Ипунда способом на выпуск. Это решение было подготовлено долголетней работой по
Геовершенствованшо плавки способом на блок — освоением агломерации боксита
R/также не имеющей аналогов за рубежом, где преимущество отдается способу про*
'Л валки — кальцинации в различного рода печах), использованием набивных, само-
V спекающихся, практически непрерывно действующих угольных электродов (вместо
L. прессованных), механизацией загрузки шихты в электропечи, автоматизацией и со-
7 першенствованием систем регулирования электродов, поддержания заданной мощ-
ности при плавке. Новый способ плавки на выпуск позволил увеличить мощность
электропечей последовательно до 4500. 7500, 10 500 и, наконец, 16 500 кВ-A и по-
дучить однородный по химическому составу и микроструктуре продукт в слитках.
Доля материала, выплавляемого на блок, уменьшалась; а выплавляемого на
выпуск — возрастала (табл. XIV.19). В ближайшие годы весь этот материал будет
выплавляться способом на выпуск.
Электрокорупд нормальный перерабатывается на шлифовальные материалы,
соответствующие различным маркам (OCT 2МТ71-5—78). Технические условия и нор-
ны на материалы различных марок приведены в табл. XIV.20.
Рассев материалов различных марок производятся по ГОСТ 3647—80. В этом
ГОСТе приводится зерновой состав, а также методы контроля гранулометрического
состава материала.
Электрокорунд, выплавленный способом иа блок, характеризуется высокой неод-
нородностью материала. В центре блока содержание окиси алюминия достигает
96—98%. а к периферии блока опо постепенно снижается, составляя всего 65—70%.
В нижней части блока материал сложен крупными кристаллами корунда размером
1,5—2,0 мм, в то время как в верхней части размеры кристаллов составляют 0,050 —
ТАБЛИЦА XIV.20. Технические требования к электрокарцндц нормальному
(ОСТ 2МТ7Б5-78}
Марка Номер зерни- стости • Химический состаи, % (масс.) Содержание магнитного ма- териала. % не более
Fe;Ojt не бо- лее TIOj. не ме- нее СаО, не более
18А 200—63 ** 0,50 2,4 0.4 0,17 50—16 0,30 0,4 0,08 12-6 0,40 0,4 0,10 5—4 0,40 0,5 0.10 М63-М50 0,30 0,4 0.06 M40-MI4 0.40 0,3 0,06 MI0-.M5 0,35 0.3 0,06 15Л 50—16 0.45 1,6 0.85 0,10 12—6 0,50 1.00 0.17 5—4 0.60 1.30 0,20 М63—М50 0.30 0,60 0,10 М4О-М14 0,40 0.65 0,10 М10—М5 0,50 0.70 0,10 14А 200—63 0.60 1,6 0,85 0.20 50-16 0,50 0.85 0.17 12- 6 0.70 1.0 0,20 5—1 0.80 1.3 0.25 200—63 1,50 1,6 1,0 1.20 50-16 1,30 1.0 1,20 12—6 1.60 1.60 1.30 5-4 1.70 1,60 1,30 * Or 200 да 12 — шлггфзерна; от 12—4 — шлифпорошки; МвЗ—М5 — мнкрошлнф- порошкн. * * Дот с кается содержание не более 0,7% SiOt.
347
0,2 мм. Нижняя часть блока имеет многочисленные вкрапления корольков ферро-
сплава. число которых уменьшается с высотой. Наиболее свободны от корольков
ферросплава, возможных включений, различных фаз, образованных примесями,
бока блока.
Сырье
Основными сырьевыми материалами для плавки электрокорунда
нормального являются бокситы или некоторые глииоземсодержащие
материалы и углеродистый материал — малозольные антрациты,
нефтяной кокс.
Бокситы. Для плавки могут быть использованы не любые бокситы,
а прежде всего малокальциевые — с весьма малым содержанием
СаО — не более 0,3%. К пригодным для плавки бокситам предъ-
являются жесткие требования по содержанию окислов железа,
кремния и титана. Месторождения малокальциевых бокситов, име-
ющие промышленное значение, приведены в табл. XIV.21.
Минералогический состав электрокорупда, как указывалось
выше, определяется прежде всего содержанием окиси кальция в бо-
ксите. Окислы железа, кремния, титана в боксите в основном вос-
ТАБЛИЦА XIV.21. Характеристика малокальциевых бокситов различных
месторождений
Месторожден ни Химический состав. % (масс.)
А),О, S(O. TiOj 1'е,О,
Аятские (СССР) 44,5 8,9 2,3 19,5 Влассннца (Югославия) 51,0 6.5 2,8 27.0 Дебеле (Гвинея) 47.7 2,5 2,5 22,0 Макеизи’(Гайяиа) 57,6 5,5 2.5 6.0 Парнас (Греция) 57,0 3.5 2.8 23.0 Средне-Ткманскпе (СССР) 50,2 G.4 2,7 27,6 Уэйна-Комалко (Австралия) 53,0 6.0 3.0 15,0 Агломерированный боксит 62,5 5,7 3.5 29,3 (СССР) Кальцинированный боксит :^80 <7,0 >3,5 <8 (нормы США) __
Месторождения Химический состав. % (масс.) 1А1аО(] IS OJ lAi.OJ [СаО] I Al,О J IFe.Oil
СзО и. п. гг.
Аятские (СССР) 0.22 24,2 5.0 200 2.3 Власепица (Югославия) 0.15 11,5 7,8 340 1.9 Дебеле (Гвинея) 0.07 25.3 19.0 680 2.1 Макензи (ГайянД 0.03 28,5 10.5 1400 9,6 Парнас (Греция) 0.4 12,5 16,0 140 2.5 Средпе-Тиманские (СССР) 0,15 11,5 7.8 330 1.8 Уэйпа-Комалко (Австралия) 0.08 22,5 8.8 650 3,5 Агломерированный боксит 0.33 0.4 10,6 183 2,1 (СССР) Кальцинированный боксит <Д,4 ^0,5 >11.5 >200 >10,0 (нормы США)
348
fp«c. XIV .t(. Зависимость удельного
Д^дежола электроэнергии от кремниевого
V Модуля в боксите.
', станавливаются в процессе
плавки и образуют ферро-
- сплав, а окись кальция не
восстанавливается и остает-
ся в расплаве корунда. По-
скольку на I т электроко-
£
X &юо -
t
3200 -
I
I 3000-
Е 2800 -
со 2600 -
2400 -
| 2200 -
5 2000-
_j____________________j------!------!—
4 0 Я 10 12 14
рунда используется около
2 т бокситов, содержание
окиси кальция в продукте
практически удваивается.
Содержание СаО характери-
зуется отношением (в %)
[А12О3 ]/ [СаО ] = ЛТ д -- каль-
циевым модулем бокситов.
Для плавки высококачественного электрокорунда он должен быть
не менее 200. Агломерированный боксит в СССР имеет Мса0 =
= 183 (см. табл. XIV.21).
Важной характеристикой боксита является содержание в нем
SiO2: А1$;О, = [AJ2O31/[SiO2 ], так как от него зависят удельный
расход электроэнергии при плавке, производительность электро-
печей и в некоторой степени качество выплавляемого электроко-
рунда -
Зависимость удельного расхода электроэнергии от содержания
SiO2 в боксите и в бокситном агломерате представлена на
рис. XIV.11. Опыт показывает, что при снижении модуля на одну
единицу производительность электропечи снижается на 20% (произ-
водительность при модуле 15 принята за 100%).
Высокое содержание окиси кремния приводит к некоторому
ухудшению качества электрокорунда, так как восстановить ее
полностью практически невозможно и в корунде образуются муллит
(3A1SO3-2SiOJ и шлаки переменного состава. Эти кристаллические
фазы, размещаясь между кристаллами корунда, разупрочняют
основной минерал — корунд, снижают качество шлифовального
зерна.
Кроме кальциевого и кремниевого модуля весьма важен желе-
зистый модуль .-Ике.о, = IА!20з 1/ [Fe2O31. Бокситы, используемые
в Советском Союзе, — железистые, с содержанием Fe2O3 25—28%
и, следовательно, с весьма небольшим железистым модулем 1,8—
2,2. За рубежом (как видно из данных табл. XIV-21) используют
бокситы с железистым модулем более 10. Железо содержится в элек-
трокорунде в виде корольков. Даже использование высокоэффектив-
ных магнитных сепараторов не позволяет получить высококаче-
ственный продукт (шлифовальное зерно и порошки). Наличие желе-
зистых включений ухудшает шлифующую способность материала.
Для производства электрокорунда нормального используются
бокситы в соответствии с ГОСТ 972—74 (табл. XIV.22).
349
ТАБЛИЦА XIV.22. Требования к бокситам (ГОСТ 972-74)
Марка Содержание A1SO3. %, пе менее Кремипевын модуль, не менее Преимущественная область использования
Б-00 50 12,0 Производство глинозема, электрокорунда марки 18А и глиноземистого цемента
Б-0 50 10.0 Производство глинозема, электрокорунда марок 14А и 15А и глиноземистого цемента
Б-1 48 8.0 Производство глинозема и электрокорунда марки 14А
Б-2 43 6,0 То же
Бокситный агломерат должен удовлетворять техническим усло-
виям OCT 2МТ75-1—78:
Марка АВ в АЫ АЬ2
Содержание, % (масс.) А1аОз. не менее 62 60 58
SiO2, ие более СаО, пе более 4 6 7
0,15 0,40 0,45
и. п. п. 0,9 0,9 1
Категория качества Высшая Высшая Первая
В последние годы ведутся работы по брикетированию и окатыва-
нию шихты для плавки электрокорунда нормального, Тонкодисперс-
иые материалы рационально брикетировать.
По физико-химическим, металлургическим свойствам брикеты
и окатыши шихты имеют значительные преимущества перед агло-
мератом. В брикетах и окатышах из шихтовых материалов восста-
новление примесей идет с большей полнотой скоростью. Немало-
важна также прн этом ликвидация пылевыдсления при плавке.
Следует ожидать также улучшения качества выплавляемого про-
дукта вследствие равномерности материала п более строгой шихтовки
компонентов на участках приготовления брикетов или окатышей.
Углеродистый восстановитель. При плавке электрокорунда нор-
мального в качестве восстановителя используется малозольный
антрацит или нефтяной кокс. Углеродистый восстановитель с золь-
ностью выше 6% снижает кальциевый и кремниевый модули бо-
ксита.
Подготовка углеродистых материалов состоит в том, что их
измельчают до 5 мм, и в таком виде они идут в шихту. Перед измель-
чением углеродистый материал должен быть высушен, иначе с тру-
дом осуществляется измельчение и совсем плохо — рассев. Макси-
мальное содержание влаги перед измельчением должно быть не
более 5%. Для корректировки расплава используют углеродистый
материал не крупнее 3 мм. Для подготовки шихты и корректировки
расплава необходимо убрать весь углеродистый материал мельче
1 мм, в противном случае на колошнике печи сгорает неконтроли-
руемое количество восстановителя и ведение плавки осложняется.
350
В промышленности для плавки электрокоруида нормального
пользуются углеродистые материалы со
щмесей 1в % (масс.)
следу ющи м соде ржанием
Антрацит
Нефтяной кокс
Пековая мелочь
Зола Влага
4,0-6,0 До 5,0
До 5,0 До 5,0
6,0—10,0 До 5,0
. (етучпе
Серд
До 6,0 До 1,0
До 10,0 До 1,5
До 12,0 До 1,0
В качестве весьма эффективной добавки взамен части углероди-
стого восстановителя на советских заводах используется алюминий-
содержащий шлак различных производств цветной металлургии.
Процесс восстановления окислов металлическим алюминием яв-
ляется экзотермическим и ведет к существенной экономии электро-
энергии при плавке.
Алюминийсодержащий шлак подбирается таким, чтобы с ним не
привносились вредные вещества — главным образом щелочные эле-
менты, а также такие соединения, как хлориды, фториды и другие,
не влияющие на качество продукта, но создающие вредные условия
труда.
Теоретические основы производства
Особенности восстановительной плавки бокситов
Основная цель плавки электрокорунда состоит в том, чтобы
путем восстановления окислов примесей получить в продукте высо-
кое содержание окиси алюминия, при застывании образующего
крупные кристаллы а-А13О3. Восстановление большого количества
окислов, содержащихся в боксите, достигается с помощью углеро-
дистого восстановителя — антрацита, нефтяного кокса или других
восстановителей.
В табл. XIV.23 приведены термодинамические характеристики
окислов.
Как следует из рис. XIV. 12, окисли железа, кремния, титана
восстанавливаются при меньших температурах, чем окись алюминия.
Окиси кальция и магния в чистом виде могли бы быть переведены
в карбиды, однако в корундовом расплаве опи связаны, их актив-
ность снижается и восстановление затруднено. Это же обуславливает
остаточное содержание FeO и SiO-2 в расплаве.
ТАБЛИЦА XIV.23. Термодичо.чтичк:^ характеристики окие.юв
Негцес г пи - К. Г.1? 1 кДж- миль*1 о кДж- моль"1-
А13О3 (Корунл) 1675.5 1577.5 51 0
СаО (К0исталлическ;1я) 6з5,1 601.6 39.8
FeO 266,7 2-14.5 54,0
Fe.,0, .SOo , 741,5 90.0
Fe3O4 1122*1 1014,9 146.5
MgO 602,2 569.9 26.8
Si02 (кварц) 880,1 805,5 41,9
TiOB (рутил) 944.1 853,3 51,9
351
Рис. XIV. 12. Температурная зависимость изобарного потенциала для ряда оинслол:
Изменение состояния
элемента окисла
Точка плавления F (F1
Точка кипения Е (Е)
Точка сублимации S (S)
Точка перехода Т (Т)
Дальнейшее увеличение температуры в условиях избытка угле-
родистого материала приведет к восстановлению окиси алюминия,
что вступает в противоречие с главной задачей плавки — получением
наибольшего содержания этого окисла в продукте. Окиси магния
и кальция имеют большее сродство к кислороду, чем окись алюминия,
их восстановление возможно только после того, как будет восста-
новлена главная часть окиси алюминия.
Из изло/кепиого следует, что возможность рафинирования рас-
плава боксита от целого ряда окисей с помощью восстановительной
плавки ограничена.
При восстановительной плавке электрокорунда нормального ряд
элементов образует с кислородом несколько промежуточных окислов,
и при этом значительную роль играют соединения низших валент-
ностей.
Так, восстановление TiO.2 происходит через такие ступени:
TiO3 --► ТЦ()5 -> ТкОя -> TiO---► Ti
Очень часто соединения низшей валентности термодинамически
более прочны, чем высшей валентности, и, следовательно, восста-
навливаются труднее. Это целиком относится к TiO2.
При плавке электрокорунда нормального из высокомодульных
высококачественных бокситов о ходе восстановления окислов судят
по степени восстановления окиси титана.
352
^Икдоессы, протекающие в кшюшннке и в ванне электропечи
Колошник--это слои шихты толщиной до 1,5 м. располага-
^Крщийся над расплавом электропечи. Шихта на колошнике снизу
МЕлпи появляется. особенно вблизи электродов, и постепенно опу-
И1скзется. По мере подплавления подаются новые порции шихты, и тол-
Енцина колошника похчерживается примерно постоянной- Восстано-
нтельные процессы, происходящие на границе расплав — колош-
К»яик, сопровождаются выделением СО, который проходит через
ЧАвсю толщину колошника и сгорает на нем до СО2. В колошнике
^-осуществляется подсушивание шихтовых материалов за счет теплоты
1 газов, а содержащийся в ппх СО восстанавливает окислы железа.
«I* Основные процессы восстановления твердым углеродом идут в рас-
''У плаве.
Восстановление окиси железа (Ill) до магнетита идет по реакции:
Р*’ З17е3()я гг, -|- СОг i« "I <-()., г (D
( Л67 - -7880- 12.877'
Для этой реакции 1g Д', -- (1723 Г) + 2,82. Уже при 300 К
PcoJPco - 10--% т. е. еще в колошнике Fe.,O:{ практически пол-
ностью перейдет в Fe30j. Дальнейшее восстановление магнетита
(Fe3O4) за счет СО идет по реакциям:
Fe3Q; тн COr ч—t 3Fc-OftJ (.0., г
FeO + С Fe СО
(2)
(3)
Экспериментально установлено, что восстановление окислов же-
леза в боксите до металла в твердой фазе происходит при температуре
1473—1573 К за 3 ч. Практически около 10 15% всей окис» железа,
содержащийся в бокентном агломерате, восстанавливается до ме-
талла па колошнике за время пребывания в нем шихты (2 ч). В основ-
ном восстановление окислов в бокентном агломерате осуществляется
за счет твердого восстановителя — углерода. Это объясняется тем,
что температура газов в верхней части 800—900 К, а материалы
шихты не достигают этой температуры. В расплаве температура до-
. стигает 1800—2000 К. и окислы железа, содержащиеся в бокентном
агломерате, проходя через всю толщину колошника, восстанавли-
ваются до металла. Для расчета равновесия между растворенными
Компонентами необходимо учитывать их активности. Тогда для
реакции FeO С ->Fe СО:
if °|->o -<dF.-AT%)
Активность железа в металлическом расплаве близка к 1: Ао —
== 1, т. е. nFeO ГК. Как видим, аКео 0 при любой темпера-
туре, хотя и может достигать очень малых значений.
Восстановление кремнезема твердым углеродом осуществляется
частично в твердой, а главным образом, в жидкой фазе — в расплаве
£ н происходит с образованием промежуточных продуктов: окиси кре.м-
Еиня SiO и карбида кремния SiC.
К- *2 и р В. А. Ершова 333
Восстановление кремнезема углеродом протекает по суммарно^
реакции
SiO2 + 2СТП Si;ij -г 2СОГ (4)
ас; = 159230 — 87.177
и температура начала восстановления составляет 1827 К. Но замет-
ный сдвиг равновесия в этой реакции в сторону восстановления крем-
незема будет при температуре 1873 К- Восстановленное железо
способствует восстановлению SiO2, так как растворяет восстановлен-
ный кремний, образуя ферросплав. Кремний образует с углеродом
карбид кремния. При избытке углерода кремнезем легче восстана-
вливается до SiC, чем до Si, ио реакции:
SiO-2 п( -р ЗС;в SiCE1) 2СО,- (5)
Эта реакция" начинается уже при температуре 1473 К и идет
через окись кремния:
SiO, тв т Si (в 2SiOr (6)
Константа равновесия этой реакции в интервале температур
1700—2001 К составит:
|й Л‘б -32400, 7 + 17,0
Карбид кремния восстанавливает кремнезем по реакциям:
Si02 тв “ Sit-in ч 2SiOr Gi n (7)
2SiOa rtJ -г SiCTii 3SiO2 г 4~ СОГ (8)
Реакция (7) начинается при температуре 1927 К, реакция (8) —
при 1727 к.
Достаточно надежные данные о температурах начала реакций
взаимодействия карбида кремния с кремнеземом и окисью кремния
приведены ниже:
SiO, тв "к SiC-гн 2SiO2 г в 4“ Si С] и SiO.. ж 4- 2SiC,B ч 2SiOr Стп , 3SiOr 4 (-Or ч—fc 3Si;ii - 2СОГ 2200 К 2000 К 2353 К
Sit-in т (-тп “г SiO; тп 2SiOL> ж -г SiCTB SiOr -г SiCIn ч=± 25т SiCrn ч 1 Sif Г (.J-J; 2Si-j: + 2СОг 3SiOr 4- CO(. к - COr 1982 К 2278 К 2163 К 2423 - : 2873 К (9.)
Равновесие реакции sior 4 - Cni Si,1; 4 COr (НО
для температур 16э0—2500 К может быть описано уравнением:
354
Для реакции
К SiOr : • SiCrsi ч 2Si;(,—- ('.'Or (11)
Вф интервале 1650- 2000 К получим:
г |< Лн - _ 2^1-У 0,5 k Т - 3.310 '7 | 2.14
if т
£ Термодинамически лхчншм восстановителем для SiO2 является
4углерод, затем кремний и карбид кремния. Окись кремния также
г лучше восстанавливается углеродом.
♦ Восстановление двуокиси титана TiOj идет о такой последова-
г" тельностп:
ТИХ - > П'А-----> ТьО3 — > ПО ----> П
Расчеты реакций восстановления титана дают следующие ре-
зультаты:
ЗПО. С Т-- П5О& .со (12)
АбП - 53300 — 467 :1]Н| 300 — 2300 К
Отсюда начало восстановления при о — 0.1 Mila прн Т ~
53 300 46 - И59 К.
Для остальных реакций:
2П3Ой л- с ЗТьОз - СО (13)
AG?, - - G2300 — 407 при 500 - 2500 К
ТСОа 4- С 4=t 2ПО - СО (14)
AG-, 89300 — 407 при 500 — 2500 К
ПО 4- С П 4- со (15)
Абу. = 91300 — 407 при 1000 — 2200 К
Поскольку титан образует прочные карбиды, то возможно их
получение при восстановлении окислов углеродом:
ТЮг -ь X T=fe TiC + 2СО (16)
AG?6 = 106140— 80,457
TijQj + 5C 2ПС4- 3CO (17)
5Gj- = 187700 — 113.77
Температура начала восстановления реакции (16) составляет
1320 К, реакции (17) — 1650 К-
Полуторная окись титана представляет особый интерес, так как
она образует твердый раствор с корундом в продукте плавки элек-
трокорунда нормального.
Титан образует также прочные нитриды:
ТЬн + 'Дг ПМтв (18)
-\6д = —80850 4- 22,787
Восстановление окиси алюминия. Как указывалось выше, наи-
более устойчивыми из имеющихся в шихте для плавки электро-
корунда, более устойчивыми, чем окись алюминия, являются окиси
12* 355
кальция и магния. Окись алюминия восстанавливается углеродом
но реакции:
1 и ^;Оз I L’ “Г < ГН Ч—- " з-М;к (19)
AG;., - JU 200 — 13.17 3 интервале 930 - 2300 [<
Из этого следует, что восстановление окиси алюминия углеродом
начинается при температуре около 2400 К (2100 °C), т. е. несколько
выше температуры плавления окиси алюминия — около 2323 К
(2050 сС). Термодинамически более предпочтительна реакция вос-
становления окиси алюминия не до металла, а до карбида кремния
ио реакции:
1 зАМЭл лн ” <.С 1 ,.Л14С3 ; li ~ СО (20)
При — 0.1 МПа по реакции (20) глинозем восстанавливается
при температуре бодее 2173 К.
Наряду с окисью алюминия возможно образование оксикарбидов
А14О4С и и субокислов ALO. АЮ, в частности по реакции:
2А12О3 3(. A Al.|OiC _г 2СО (21)
\б21 -' 57.000 — 327' ори 1700 ~ 2300 К
При температуре 1500 1< и Р, о — 0,1 МПа этот оксикарбид
образуется сравнительно легко. Остальные оксикарбнды и субокислы
образуются термодинамически труднее, чем карбид алюминия А1)С:1.
По прочности соединении оксикарбнды занимают промежуточное
положение между окисными и карбидными соединениями. Исходя
из этого, при термодинамическом анализе системы Me О — С
целесообразно рассматривать следующие ступени процесса восста-
новления:
МеОа 4- гС MeC.rO, + (г - х) СО
где у — 2 — (z —
МсО2 4- ЗС МеС -г 2СО (22)
Все приведенные выше рассуждения относятся к нормальным
условиям, когда реакция восстановления осуществляется при атмо-
сферном давлении. А именно при этих условиях и производится
плавка электрокорунда.
Восстановление окиси магния может быть представлено реакцией:
MgOTB 4- Crp ^=t Mgr -у СОг (23|
AG’,< =- 4-15500 -- 7,37 lg Т — 96.77 при 1376 - 2000 К
Для реакции в стандартных условиях, т. е. при Р( 0 == PMg
= 0.1 МПа, температура начала восстановления 2143 К. Возможно
и образование карбида магния по реакции:
MgO™ -- 4СГР Mg2C3 ш4- СОг (2-0
AG7. - 107 200 - 7.37 lg Т — 47,77 при 1390 — 2500 К
Реакция (24) при Р. 0 = 0,1 МПа начинается при температуре
3273 К-
В присутствии А12О;) активность СаО снижается, что приведет
к соответствующечх снижению доли восстановленной окиси кальпия.
Процесс восстановления окислов Mg, Si. Ti идет в среде глино-
;ма, что накладывает особые условия на процесс. Восстановленные
еталлы в расплаве реагируют с присутствующими окислами:
2FcO Si 2I-e <- SiO,
2FeO i- Ti 2Fe — TiC)..
3FeO-- 2Д1 ЗГе-r А1Д
SiO, + Ti Si TiO.
l.STiCb -j- 2Д1 ч=ь 1,5Ti — ALO;)
Наряду с этим идут реакции взаимодействия карбидов металлов
с окислами.
Таким образом, в процессе плавки электрокорунда нормального
восстановление окислов идет за счет окиси углерода, твердого угле-
рода, карбидов металлов, металлов. А если учесть, что процесс
восстановления происходит в электропечах с различными темпера-
турными зонами — у электродов, между электродами, по периферии
печи, то общая картина получится достаточно сложной.
Процесс восстановления окислов, содержащихся в бокситах,
зависит от качества компонентов сырья и способа их подготовки
к плавке.
Исследование процесса восстановления окислов одного из отече-
ственных месторождений бокситов в сыром, прокаленном, агломери-
рованном и окомкованпом виде позволило установить, что скорость
восстановления окислов железа снижается в зависимости от вида
подготовки в таком порядке: окомкованпый, прокаленный, сырой,
агломерированный. Установлено, что уменьшение скорости вос-
становления окислов железа в агломерированном боксите происхо-
дит из-за наличия в нем шпинели состава Fe2+(Fe3+, Al, Ti)2O4, обра-
зующейся в процессе агломерации.
Как следует нз рис. XIV.13, прокаленный боксит имеет большую
степень суммарного восстановления окислов, которая может быть
еще повышена за счет более тесного контакта окнелов с восстанови-
телем, что достигается окомковываннем шихты. За степень восста-
новления бокситов (СВ), т. е. степень суммарного восстановления
окнелов, содержащихся в боксите (в %), принимается:
СВ - Д [О] V [01-100
где А [О] — количество кислорода (в г),
прореагировавшее в процессе восстанов-
ления и определяемое по потере массы
образца; У Ю] - общее количество ки-
слорода (в г), содержащееся в окнелах
Железа, кремпня, титана до опыта, рас-
считанное по данным химического ана-
лиза.
Рис. XIV.13. Зависимость степени восстанов-
ления бокситов от температуры и способов под-
готовки их к плавке:
/ — сырой бгжент: 2 — прокаленный; '? - аг-
Ломернрпсанный: -I - okumkoduiihi.iii.
Различия в степени восстановления бокситов, подготовленных
различными способами, получают объяснение при рассмотрении
хода восстановления отдельных окислов, содержащихся в бокситах.
Так, восстановление окиси железа в боксите, при любом способе
подготовки его к плавке, происходит последовательно через обра-
зование низшего окисла — FeO.
Характер фазовых превращений прокаленного и пеирокаленного
боксита после термообработки близок. До 1470 К железистая соста-
вляющая представлена гематитом (Fc.,O3). При 1470 К в прокаленном
боксите появляется шпинель, в состав которой входит двухвалентное
железо, кремний- и титансодержащие фазы. При этой же температуре
образуются первые корольки a-железа. Процесс восстановления
FeaO3 до FeO в прокаленном боксите практически заканчивается
при 1670 К, в пеирокалеппом — при 1870 К. В агломерированном
боксите при агломерации примерно треть Fc.,O3 переходит в FeO.
Основной фазой, содержащей Fe2O3 н FeO. является шпинель при-
мерного состава Fe2+(Fe3*. Al. Ti)2O.]. В процессе восстановления
шпинель псстепенно становится светлее в отраженном свете, и рядом
с ней развивается другая фаза шпинели предположительного состава
Fe2+(A1. Ti)2O4. При 1473 К от шпинели первоначального состава
остаются лишь реликты, ее место занимает шпинель более высоких
температур. Восстановление FeO идет по следующим стадиям: гема-
тит — шпинель Fe'2+(Fe3~, Al.Ti).2O4 шпинель Fe-+ (Al,Ti)2O4 —
железо. В окомковапном боксите .зерпа боксита сохраняются вплоть
до 1873 К, а железо в заметных количествах присутствует при
1473 К; по-видимому, тесный контакт углеродистых и бокситных
частиц интенсифицирует процесс восстановления окислов железа.
Восстановление окислов кремния и титана, независимо от способа
подготовки боксита к плавке, происходит лишь частично. Вместе
с тем суммарная скорость восстановления окислов резко возрастает
с увеличением температуры и находится в прямой зависимости от
кремниевого модуля боксита: чем выше последний, тем выше сум-
марная степень восстановления боксита.
Восстановление низкомодульных бокситов начинается при срав-
нительно высокой температуре — 2070 К. Это объясняется высоким
содержанием в низкомодульном боксите каолинита, который при
температуре около 1500 К переходит в муллит (ЗА1гО3-2SiO2); пос-
ледний начинает восстанавливаться лишь выше 2070 К. По-види-
мому, с муллнтизанией каолинита связано и замедление восстано-
вления окиси железа(П) в бокситах с низким кремниевым модулем,
так как при этом процессе уменьшается пористость образца, что приво-
дит к торможению реакции восстановления с участием газовой фазы.
Следует также отметить, что при высоком содержании окиси
железа(П) и кремния (Л1з:сц < 6) скорость суммарного процесса
восстановления резко уменьшается.
Кристаллизация расплава электрокорунда
Кристаллизация расплава электрокорунда нормального в блоке
(при плавке па блок) значительно отличается от кристаллизации
его в слитке (при плавке на выпуск),
358
Рве. XIV. 14. Глиноземная часть диаграммы состояния СаО —Л1аО3—SiO..
Кристаллизация в блоке начинается до завершения восстанови-
тельных реакций из расплава, состоящего из глинозема и остатков
окислов железа, кремния, титана, магния и кальция. В соответствии
с широко известным правилом кристаллизация начинается с самой
тугоплавкой составляющей — корунда, который образует твердые
растворы с окисью титана(Ш). Кристаллизация идет с поверхно-
стных слоев слитка. Так как процесс восстановления еще продол-
жается (расплав «доводится» до нужного качества), то получаемый
в этой последней части плавки ферросплав в виде капелек опускается
вниз, образуя так называемый железистый электрокорунд. Остаточ-
ный маточный расплав обогащается примесями, что приводит к сни-
жению его температуры плавления н кристаллизации сопутству-
ющих корундовых фаз. Концентрация основного компонента —
корунда и сопутствующих ему примесей в расплаве предопределяет
качественный и количественный состав продукта кристаллизации —
электрокорунда. В зависимости от вида сырья, режима плавки,
степени восстановления расплава в блоке получают разновидности
Электрокорунда нормального — черный, синий, коричневый, розо-
вый и другие различных марок, отличающихся друг от друга фазо-
вым и химическим составом, строением, крупностью кристаллов
корунда и сопутствующих корунду фаз.
.Медленное остывание основной массы расплава электрокорунда
в слитках из-за значительного их объема (30—25 т) приближает
условия его кристаллизации к равновесным. В связи с этим для
объяснения процесса образования и кристаллизации электрокорунда
можно использовать глиноземистую часть четверной системы
СаО — А1гО3 — Ti2O3 — SiO,. Ввиду сравнительно малой изучен-
ности данной системы более целесообразно рассмотреть
тройные системы СаО — А12О3 — SiOu, СаО — ALO3 — Ti2O3
н А1.,Оа — ТьОз — SiO2. Наиболее изученной является диаграмма
состояния системы СаО — ALO3 — SiO... Глиноземистая часть этой
системы представлена па рис. XIV.I4. Согласно этой диаграмме
359
1730 2020 2120 А1гО3
JCaO-Al2O3 СэО-Л12О3 СаО-2А12О3 22S3K
lOC-aO-WtOf
СаО-6А1гОз
Рнс. XIV.^5. Путь кристаллизации корунда в системе СаО -ALOj-SiO..
поле корунда граничит с полями устойчивости гексаалюмнната
кальция (СаО - 6Л1..О3). анортита СаО - AkO3*2SiO4 и меллита
(3Al2O.v2SiOJ (рис. XIV.15).
Проследим та кристаллизацией ряда расплавов, составы которых
находятся в рассматриваемом участке диаграммы. Для большей
наглядности возьмем три точки а, Ь, с (рис. XIV. 14), отвечающие
химическим составом, приведенным ниже, и представим их кри-
сталлизацию в равновесных условиях. .Химический состав расплава
1в % (масс.)) в точках о, Ь, с.
А!203 90 90 90
SiO, 9.0 6,8 5.6
Ср. О' 1.0 3.2 4.4
Рассмотрим точку о, находящуюся внутри треугольника
А1гО3 — 3Al2O3-2SiO2 — СаО А12О:4-2SiO2. Пусть кристаллизация
начинается в точке а и идет по прямой до а'. До .4 кристаллизуются
зсо
Ий*овместпо корунд и ЗА1аО3'2SiO., (муллит). В точке А расплав за-
^Вувердевает. и твердыми фазами (конечными продуктами кристал-
Влизании) в ней являются корунд, муллит и анортит.
Е~ Рассмотрим путь кристаллизации точки Ь, расположенной на
Е прямой А1Д — СаО-ALO3-2SiO?. От точки b до Ь' кристаллизуется
Ж корунд, в точке Ь' к нему присоединяется анортит, и расплав за-
ffr твердеваст в точке Ь' при совместной кристаллизации двух твердых
фаз -- корунда и анортита.
S. Кристаллизация расплава состава лежащего в треугольнике
А12Оа - CaO-2SiO2 — СаО-6А1.»О3. идет по прямой с — А12О3 до
некоторой точки с'. Точка с’ находится на пограничной кривой
г между полями корунда и гсксаалюмината кальция, затем по погра-
|- иичиой кривой к инвариантной точке С, где и заканчивается. От
точки с до с' кристаллизуется корунд, затем до точки С он раство-
। рястся с одновременным образованием гсксаалюмината кальция.
•_/ Растворение корунда не доходит до конца, и расплав застывает
в.виде трех твердых фаз: корунда, гсксаалюмината кальция н аиор-
' тнта.
Количественный минералогический состав электрокорунда в точ-
ках л, Ь, с, соответствующий указанным химическим составам,
представлен ниже:
и Ь <:
Корунд 70.6 84.0 65,5
Апортпт 4,9 16,0 13.0
Муллит 24,5 1— —.
Гексаалюмппат кальция -— — 21.5
Из приведенных данных следует, что оптимальными по содержа-
нию корунда являются составы, фигуративные точки которых рас-
положены в системе корунд — анортит. Практически состав глино-
земистого расплава должен располагаться в треугольнике
А — А12О3 - С, в котором второй фазой кристаллизации являются
стекла анортитового состава, т. е. соотношение между SiO2 и СаО
в расплаве более 2.
Согласно диаграмме состояния СаО — АСО3 — Ti2O3
и ALO3 ТКО3 — SiO2 корунд и гексаалюмипат кальция образуют
твердые растворы. В процессе остывания глиноземистого расплава
первой фазой кристаллизации является корунд, в структуру кото-
рого входит окись титана(Ш). По мере выделения корунда маточный
расплав обогащается примесями, что приводит к снижению его
температуры плавления. Образование гсксаалюмината кальция
СаО-6(AT.Ti)2O3 происходит в результате взаимодействия остаточ-
ного расплава, обогащенного окисью кальция, с ранее выделивши-
мися кристаллами1 корунда. Остаточный расплав анортитового со-
става обычно кристаллизуется в виде стеклофазы. Стекло присут-
ствует во всех разновидностях электрокорунда нормального в виде
включений, замкнутых в кристаллах кормпда и между ними.
Кислородные соединения титана iTiCC. Ti3O.v Tl4OTj Ti3O8t
Tir;On) кристаллизуются преимущественно в виде свободных фаз.
Полуторная окись титана и твердые растворы A!, Mg. Fe на ее
361
ТАБЛИЦА XIV.24. Свойства основных фаз э.гвктрокорунда нормального
Фаза Химическая формула Сингония Температура плавления, К Микро- твер- дость по Виккер- су. ГПа Плот- ность, г/см1
Корунд a-ALO3 Тригональная 2310 20-24 3,95— 4.01
Гексаал ю- минат Каль- СаО-6 (Al, Ti)jO3 Гексаго- нальная 2120 15-18 3,52 - 3,64
ция
Стекло Состав перемен- ный: SiO.., А1..О-,. СаО, ТЮ". MgO — — 8 2,2-2,7
Муллит 3Al..On-2SiO-, Ромбическая 21-10 9,75 3,0.3
Шпинель {.Мд, Мп, Fe)O А1.20з Кубическая 2400 17-17,5 3.6
Глинозе- мистая А1О-А1..О3 л 2250—2260 20.7 3,84 — 3.87
шпинель
Аносовиг п |(Ti. Al. J’c)3O3 TiOj '. К п |(Ti, Ге. Mg)O-2TiO.] Ромбическая 770—1070 9—15 4,21
Полуторная TiA Тригональная 2170 15-16 4,48
окись титана
Карбид TiC Кубическая .3420 33 4.25
титана
Нитрид TiN 3480 30—35 5,16
титана
Ферросплав a-Гс с твердым растаором * Т-120— 1470 5-8 6.7-6.2
основе - наиболее устойчивые соединения титана в электроко-
рунде. Опа присутствует как в свободном состоянии, так и входит
в решетку корунда. Некоторые свойства минералов, входящих
в состав электрокорунда, приведены в табл, XIV.24.
Концентрация сопутствующих корунду компонентов в расплаве
определяет качественный и количественный фазовый состав конеч-
ного продукта кристаллизации электрокорунда. Иными словами,
в зависимости от степени восстановления корундового расплава
и метода плавки (на блок или па выпуск) можно получить разно-
видности электрокорунда, различающиеся фазовым составом,
строением, крупностью кристаллов, расположением сопутствующих
фаз.
Плавильный процесс
Плавка на блок
Процесс плавки нормального электрокоруида на блок в подвиж-
ной электропечи состоит из нескольких стадий: розжиг нечи; на-
плавление блока; проплавление колошника и доводка расплава до
необходимого качества; кристаллизация расплава и охлаждение
блока.
362
F Розжигу печи предшествует подготовка печи к плавке, выкладка
[^треугольника или звезды из углеродистого материала крупностью
у50- 20 м.м (100-- J50 кг), зачистка электродов от корунда лредыду-
' щей плавки. На углеродистый треугольник или звезду опускают
fэлектроды и начинают разогрев их. Для интенсификации розжига
на углеродистый материал перед розжигом равномерно распреде-
ляется стальпая или чегмнная стружка (массой 30—50 кг) (см.
гл. VI).
С разогревом углеродистого треугольника или звезды начинается
подплавление агломерата подушки. При появлении озерца расплава
между электродами начинают подавать сначала агломерат (I—2 т),
затем шихту агломерат вместе с восстановителем. Через 20—
40 мин печь набирает заданную мощность и розжиг прекращается.
Наплавление блока осуществляется в течение 24-30 ч (для элек-
тропечей мпишоегыо 4500--2500 кВА). Процесс плавки ведут ио
методу возрастания степени восстановления расплава, разработан-
ному советскими технологами. В первую треть плавки дают 70%
необходимого количества восстановителя, во вторую треть плавки —
100% восстановителя, в третий период — 130% восстановителя.
.Смысл такого режима плавки состоит в том. что в начальный период
электроды «сидят» глубоко в расплаве и практически почти вся мощ-
ность электропечи расходуется на нагрев и расплавление шихты.
Шихта состоит из бокситного агломерата, углеродистого восстано-
вителя и возвратных материалов (главным образом, шлака). В пос-
ледний период плавки, длящийся 4 -6 ч. осуществляется постепен-
ное проплавление колошника и доводка расплава до нужного ка-
чества. Задача состоит в том. что при доводке получают в штанговой
или в ковшевой пробе содержание окиси алюминия 94—96%. Кор-
ректируют расплав добавками шихты, обогащенной либо восстано-
вителем, либо агломератом. Корректировка непосредственно вос-
становителем или бокситным агломератом может привести к вскипа-
нию расплава и даже выходу его через борт кожуха.
Часто для вскрытия колошника увеличивают мощность и проплав-
ление шихты ускоряется (1-2 ч), затем мощность снижают, обеспе-
чивая спокойное осаждение ферросплава и выход газов из расплава.
По окончании плавки электроды поднимают и печь отключают.
Кристаллизация расплава в блоке начинается в процессе плавки
снизу и с боков. Процесс кристаллизации корунда во время плавки
следует считать весьма полезным, так как выделяющаяся в расплав
теплота кристаллизации существенно снижает расход электроэнер-
гии па плавку. Тепловыми, энергетическими и материальными ба-
лансами удалось оценить, что за счет теплоты кристаллизации
корунда прн наплавлении блока экономится до 10% всего количе-
ства электроэнергии, расходуемой на плавку.
После выключения электропечи она транспортируется траверз-
ной тележкой или электротягачом в специальное гнездо для осты-
вали я, где выдерживается 4 -6 ч. затем кожух печи снимается,
И блок на тележке остывает еще 4 6 ч. После этого мостовым кра-
ном блок переносится для остывапия на эстакаде в течение 5—6 сут.
363
Применение водяного охлаждения на эстакаде позволяет сократить
время остывания до 2- 2,5 сут. Правда, при этом прочностные харак-
теристики нормального элекгрокорунда несколько снижаются, что
объясняется растрескиванием материала и появлением в нем внутрен-
них напряжений. После остывания блоки направляются на копер,
где подвергаются дроблению н сортировке.
Плавка на выпуск
Плавка на выпуск осуществляется в электропечах, значительно
превосходящих по мощности печи для плавки па блок. Опыт показал,
что плавка иа выпуск характеризуется высокой концентрацией мощ-
ности в объеме расплава, более постоянным тепловым режимом, что
позволяет осуществить несравненно более полное выделение ферро-
сплава и получить однородный продукт в слитках.
Процесс плавки па выпуск состоит из следующих стадий: розжиг
печи; дозировка и шлщча шихты в электропечь; плавка электро ко-
рунда; проплавление колошника; выпуск расплава в изложницу;
выпуск ферросплава; кристаллизация расплава электрокорунда,
остывание и разделка слитков.
Розжиг вновь включаемой электропечи или печи после длитель-
ной остановки ничем не отличается от розжига печи при плавке на
блок.
Дозировка и подача шихты в электропечь играют существенную
роль в организации процесса плавки на выпуск. Дозирование по
массе обеспечивает достаточную точность этой операции. Основная
трудность состоит в том. что ирн дозировке бокситного агломерата
фракции 50—10 мм и углеродистого материала фракции 5—1 мм
происходит сегрегация — разделение в бункерах, емкостях и пр.
Для сохранения однородности шихты в печп ее подают небольшими
порциями (0,5 — 1 т) по течкам. Конечно, сегрегация шихты может
быть полностью ликвидирована, если шихту к плавко готовить ока-
тыванием или брикетированием гонконзмельчениых компонентов.
Плавка электрокорунда производится при подаче в печь за пер-
вые 2 -3 ч всей необходимой шихты. В последующие 3 ч осуществ-
ляется проплавление колошника с образованием расплава нужного
качества. В этих часы происходит вскрытие колошника и отбирается
штанговая или ковшевля проба расплава, по которой расплав кор-
ректируют.
Вновь подготовленная изложница должна быть установлена под
леткой сразу после отправки предыдущей изложницы, наполненной
электрокорундом.
Режим плавки на каждой электропечи отрабатывается так, чтобы
в электропечи наплавлялось столько расплава, сколько нужно для
заполнения изложницы. При наплавлении большего количества
расплава, чем может принять изложница, требуется прекратить вы-
пуск, а это — сложная и трудоемкая операция. Очко изложницы за-
бивают конусами - пробками, изготовленными из электродной массы
с песком или из углеротисшго материала, смешанного с глиной.
364
^^Действенным средством против переполнения также является снн-
^деение нагрузки, а если нужно — то и выключение электропечи.
Совершенно недопустим так называемый метод загущения рас-
плава в электропечи путем подачи углеродистого материала, шихты
или чистого боксит но го агломерата. Часть указанных материалов
увлекается расплавом в изложницу, н после прекращения выпуска
расплав в изложнице покрывается коркой, под которой идут восста-
цовительныс процессы с выделением большого количества газов.
В' Давление газов достигает десятков п даже сотен атмосфер, что при-
' водит к самопроизвольному разлому слитков, часто с выбросом рас-
Ж плава, опасным и для обслуживающего персонала, н для обору-
Т. дования.
X, Выпуску расплава в изложницу предшествует разработка очка
летки примерно за 30—40 мин до ожидаемого выпуска. Путем кисло-
н родного прожига разрабатывается отверстие диаметром 50 -100 мм
и глубиной 700—1000 мм (в зависимости от мощности электропечи).
Кислородный прожиг проводят с помощью стальных толстостенных
*••• трубок диаметром 15—17 мм с подачей кислорода под давлением
до 1,5 .МПа.
После того как закончена доводка и получен расплав нужного
е качества, плавильщик или мастер подаст команду горновому для
вскрытия очка леткн. При правильной подготовке для прожига
вскрытие очка летки занимает всего 5—15 мин.
Выпуск расплава электрокорун.та в изложницу объемом 25 т
продолжается 10—15 мин. Из струи расплава отбирается штанговая
пли ковшовая проба. После выпуска расплава из электропечи очко
летки забивают пробками, состав которых приведен выше.
Выпуск ферросплава производят через 3—4 выпуска электро-
корунда. 1\ак правило, вскрытие очка ферросплавной летки прово-
дится электрическим прожитом с помощью стального прута — лома
диаметром 20 30 мм. который подключается к шунтовому устрой-
ству па печп или к особому трансформатору. Прожигают отверстие
диаметром 50—80 мм, глубиной 500—800 мм (в зависимости от мощ-
ности электропечи). Если ферросплавная летка забита электро-
корундом, то применяют кислородный прожиг. Последний исполь-
зуют и для окончательного прожига летки.
После полного выхода ферросплава из печп очко летки заделы-
вают пробками (конусами).
Отклонения от нормального хода плавки
Отклонения от нормального хода плавки, как правило, являются
следствием нарушений технологического процесса приготовления
шихты, ошибок дозировки, неравномерной подачи шихты в печь и пр.
В результате таких отклонений печь имеет бокептный ход — при не-
достатке углеродистого восстановителя - или карбидный ход —
при его избытке, шлакование поверхности расплава.
Б о к с и т п ы п х о д плавки характеризуется жидкой кон-
систенцией расплава и низкой посадкой электродов в расплаве.
365
Цвет штанговой пробы от темного до черного, с блестящим стекло-
видным изломом. Содержание А|,Оа в штанговой пробе ниже 80%,
а содержание TiCX более 4,5%. расплав бурлит и вскипает у элек-
тродов. Казалось бы, бокситиый ход легко устранить, подавая угле-
родистый восстановитель в печь. Но это вызывает мгновенную реак-
цию — активное взаимодействие восстановителя с расплавом, бур-
ное выделение газов, вскипание расплава, часто с выходом расплава
нз печи. Корректировка бокситного хода печи предусматривает
постепенную подачу шихты, обогащенной углеродистым восстано-
вителем. Весьма полезно также перейти па более высокое напря-
жение.
К а р б и д н ы й х о д плавки характеризуется густым распла-
вом. работой печи на открытых дугах, когда электроды находятся
практически над расплавом. Печь издает характерный гул, рев -
следствие работы с открытыми дугами. .Мощность. выбираемая печью,
колеблется. Наблюдается обильное газо- и нылевыделенпе уле-
тучивается белый дым. Штанга с трудом вхщиг в расплав, а штанго-
вая проба бугорчатая, светло-серого цвета. Содержание Л1аОз в штан-
говой пробе более 97%. Охлажденная проба, погруженная в воду,
имеет запах ацетилена.
Для корректировки карбидного хода в печь подают шихту с не-
достатком восстановителя, переходят на более низкую ступень вто-
ричного напряжения.
Шлакование поверхности расплава происходит вследствие
быстрого перехода от бокситного к карбидному ходу плавки и на-
оборот. Вскипающим расплавом пропитывается шихта па колош-
нике и становится пегазонроводпой.
Наиболее действенная мера против ошлакования поверхности -
это подача откорректированной шихты с образованием тяжелого
колошника толщиной до 1,5 —1,7 м и некоторое снижение мощности.
С проплавлением ошлакованной поверхности постепенно увеличивают
мощность электропечи.
Кристаллизация расплава электрокоруида
После заполнения изложницы расплавом электрокорунда ее
оставляют около электропечи (1 ч), а затем направляют для дальней-
шего остывания.
Слитки массой 18- 22 т охлаждаются со скоростью 3 —12 К мни.
В нем возникают специфические тоны — бок, верх, центр. Выявлены
различия в кристаллическом строении, минеральном составе, физико-
механических свойствах указанных зон. Конечно, они не идут ни
в какое сравнение с подобными различиями при плавке на блок.
В верхней боковой зоне слитков электрокоруида монокристаллы
имеют размер около 10 мкм, а в центре - - 600 мкм.
Раздельный выпуск расплава электрокоруида п ферросплава при-
водит к тому, что в слитках электрокорунд содержит значительно
меньше включений ферросплава, чем в блоке.
При разливке электрокирх нда нормального на конвейерной .ма-
шине с чугунными пзложнпиамп массой 130 кг. вмещающими по
36*3
30 кг расплава, удалось повысить скорость охлаждения до 90 СС мин.
В слитках массой 30 кг монокристаллы в боках имеют размеры 50—
rjOO мкм. в центре 100 -150 мкм. Испытания показали, что круп-
Вцосгь монокристаллического электрокоруида (из слитков по 30 кг)
Гна 28,3% меньше, а .микропрочиость па 20,5 % больше, чем у полу-
Ечаемого по действующей технологии - в слитках около 20 т.
f Материал, полученный на разливочной машине, рекомендован
[•для использования в шлифовании. Испытания инструментов из него
£ в различных областях машиностроения дали весьма обнадежива-
« ющие результаты. На разливочной машине также опробована
ливка ферросплава.
раз-
ГЛАВА XV
ПРОИЗВОДСТВО СЕРОУГЛЕРОДА (взаимодействие Т у Г)
XV. I. ОБЩИЕ СВЕДЕНИЯ
Несмотря на относительно Hvuo.il.той объем производства, сероуглерод отно.
снтся к одному из важнейших химических продуктов. Основной потребитель серо-
углерода — промышленность химических волокон: три четверти всего получаемого
в СССР сероуглерода идет на производство искусственного шелка, штапеля, целло-
фана. а также кордной нити.
С каждым годом увеличивается потребность в сероуглероде и для производства
таких важных продуктов, как четырех хлористый углерод, ускорители вулканиза-
ции, ядохимикаты для сельского хозяйства, хладорсагешы и т. д. Сероуглерод,
хорошо растворяющий жиры, масла, смолы, серу, фосфор широко используют в про-
мышленности органического синтеза. Доля потребления сероуглерода другими от-
раслями народного хозяйства, помимо п ромы шлеи пост н искусственных волокон,
превышает 20% всего производимого сероуглерода.
Впервые сероуглерод был получен в 1776 г. Дампадиусом, пропускавшим пары
серы через раскаленный уголь. Эта реакция стала единственной для всех способов
получения сероуглерода вплоть до середины нашего столетня. Аппаратурное оформ-
ление ее чрезвычайно разнообразно — or реторт многих типов до электропечей.
В 50-х гг. начал развиваться способ получения сероуглерода из природного газа,
а несколько позднее—из жидких углеводородов.
Электротермический метод отличается от ретортного тем. что необходимая для
проведения реакции теплота выделяется впулри реактора в результате преобразова-
ния электричества в теплоту.
Древесный уголь, прокаленный ди 970 1070 К. становится практически хоро-
шим элсктропровидннком. Через слой такого угля можно пропускать большой ток
и таким образом разогревать его ди нужной температуры.
XV.2. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
СЕРОУГЛЕРОДА
Чистый сероуглерод - бесцветная жидкость с плотностью
1,265 г.’см3 (при 20 4*), обладающая редечным запахом. Температура
кипения сероуглерода 46 С, температура замерзания —117 "С.
Сероуглерод — диэлектрик: его электрическая проводимость
почти в двадцать раз меньше, чем у воды. Сера, фосфор и большин-
ство органических веществ хорошо растворяются в сероуглероде,
причем со многими из них сероуглерод смешивается во всех соотно-
шениях.
Зь7
Сероуглерод на воздухе горит голубоватым пламенем с образова-
нием сернистого и углекислого газов:
CS2 30. —> СО2 -}- 250, - 1107,5 кДж
При недостатке воздуха в продуктах горения обнаруживаются
окись углерода и сера (твердая и газообразная). При температурах
выше 1050 К сероуглерод начинает разлагаться:
CS. — > CS у 1 CS, —> С -у S,
Сероуглерод способен реагировать со многими веществами и на
этом основано промышленное применение его.
Коан пюген и рован ие целлюлозы — одно из главных применении
сероуглерода лтя получения искусственных (вискозных) волокон
и целлофана:
.O-Ql-bo.,
СДД, У \аОИ ; C.S.. —> C=S ; Н3О
4 S—Ха
Образующийся ксантогепат целлюлозы при растворении в раз-
бавленной щелочи дает вязкий раствор (отсюда — термин вискоза).
Калиевые ксантогенаты спиртов жирного ряда получили широкое
распространение в качестве флотореагейтов в цветной металлургии.
Некоторые ксантогенаты используются в качестве ускорителей вул-
канизации.
Прямое хлорирование сероуглерода с образованием четыреххло-
ристого углерода - реакция, имеющая промышленное значение:
CS... 3CL - - > СС14 .у srj.
Около выпускаемого четыреххлористого углерода получают
путем хлорирования сероуглерода.
При воздействии хлора на сероуглерод в присутствии 0,2Dn
иода получается перхлорметплмеркаптан
CS. - ЗС12 —> CSCI4 у SCI,
обладающий слезоточивыми и ядовитыми свойствами; препарат яв-
ляется важным сырьем для синтеза ряда фунгицидов.
Один из важнейших ускорителен вулканизации — каптакс (2-мер-
каитобензтиазол). образуется при взаимодействии сероуглерода г ани-
лином в присутствии серы:
XV.3. ТЕРМОДИНАМИКА И КИНЕТИКА ОБРАЗОВАНИЯ
СЕРОУГЛЕРОДА
Выше 1170 К. т. е. при температурах промышленного синтеза
сероуглерода из твердых \ глеро.тсодержащнх материалов, нары серы
целиком состоят из двухатомных молекул. При использовании наро-
368
^Вобразнои серы реакция является слабо экзотермической и тепловой
И^ффект се составляет по данным различных авторов от 15 до
^г25 кДж моль (970 1370 1\).
S' .Максимальный выход сероуглерода в условиях термодпиамиче-
И‘ ского равновесия отвечает примерно 1020 К и медленно уменьшается
К: с дальнейшим ростом температуры.
К- Сера по химической активности значительно уступает кислороду,
К который взаимодействует с углеродом с выделением 395 кДж моль.
№ Малой активностью серы объясняется и то обстоятельство, что для
К промышленного получения сероуглерода из твердого углеродсодер-
® жащего материала и серы пригодны лишь наиболее активные мате-
риалы, проявляющие с парами серы достаточно высокую рсакцнон-
Ч ную способность. Тиореакционная способность углеродсодержащего
". материала (при 770 К) в зависимости от его природы приведена ниже:
У, лсродсидеьлатип Относительная тпоре-
цг .материал а к chi пая способность
"J Антрацит 50
i*. Графит 2,7
'•'* Полукокс торфяной 106
® - - Уголь древесный
березовый Ш0
еловый 65
Высокая тиореакционная способность древесных углей, объяс-
няемая их структурой, зависит также и от наличия в них некоторых
минеральных примесей. Присутствующие в древесном угле есте-
ственные примеси оказывают каталитическое действие, так как
$ основная их масса состоит из щелочных металлов. Выщелачивание
примесей из древесного угля приводит к понижению скорости обра-
зования сероуглерода на 10 —11%. Наоборот, добавка к березовому
углю 4—5% .\а2СО3 увеличивает скорость реакции на 30—40%.
Однако введение катализаторов в древесный уголь представляет
* значительные трудности, так как сопряжено с потерями угля, тре-
бует дополнительных затрат на пропитку и сушку, и поэтому не
нашло практического применения.
Сам процесс получения сероуглерода из твердого углеродсодер-
жащего материала и паров серы можно разделить на пять стадий,
а именно:
подвод паров серы к поверхности углерода (/);
j адсорбция газообразной серы па поверхности углерода (2);
химическая реакция па поверхности углерода (<?):
десорбция продуктов реакции (4);
отвод продуктов реакции от поверхности углерода в газовую
фазу (5).
Первая и пятая стадии диффузионные процессы, вторая,
третья и четвертая — процессы, подчиняющиеся кинетическим зако-
номерностям самой химической реакции синтеза сероуглерода.
Получение сероуглерода в промышленных реакторах и опре-
деляется соотношением скоростей этих стадий, г. е. соотношением
диффузионных и химических процессов.
I
XV.4. ПОЛУЧЕНИЕ СЕРОУГЛЕРОДА ИЗ ТВЕРДОГО
УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА И СЕРЫ
Реакцию получения сероуглерода ведут либо в чугунных ретор-
тах, либо в электропечах (рис. XV. 1). В качестве углеродсодержа-
щего материала в СССР используют древесный уголь*. Обычно
применяют уголь, выжженный из древесины твердолиственных по-
род (T.’l) бука, граба, березы. Уголь из смешанных лиственных
пород помимо меньшой тпореакцпонпой способности обладает и
меньшей механической прочностью. Уголь .марки ТД не должен
содержать примеси более мягких пород, ограниченно содержание
мелких кусков, пыли и головней, а также влаги. Зольность угля
не должна превышать 3%.
Для нормальной работы реактора необходимо, чтобы уголь был
возможно более равного фракционного состава: обычно используют
уголь фракции от 10 до 50 мм.
Отсеянный уголь поступает к сушилам по наклонным ленточным
транспортерам в специальной крытой галерее, соединяющей уголь-
ный склад с печным корпусом.
При электротермическом методе получения сероуглерода древес-
ный уголь для придания ему электропроводных свойств необходимо
прокаливать при 970—1070 1\. Обычно прокалку совмещают со
стадией сушки. В качестве сушильного агента используют топочные
газы, образующиеся при сгорании в специальной камере мазута,
природного газа и т. п.. которые, проходя сквозь слой влажного
угля, высушивают его. Дымовые газы и угольная пыль отсасываются
из сушила (кальцинатора) вентилятором; после гпдроуловителя.
в котором газы очищаются от угольной пыли, они выбрасываются
в атмосферу.
Для производства сероуглерода пригодна газовая или природная
сера, соответствующая первому сорту. Содержание примесей, т. е.
битумов, золы, влаги, не должно превышать 0,4"о. Поступившая по
железной дороге сера хранится в специальных складах, рассчитан-
ных на месячный запас. Непосредственно к складу примыкает серо-
плавильное отделение. Это отделение представляет собой комплекс
аппаратов и механизмов, предназначенных для плавления, фильтра-
ции. отстоя и передачи расплавленной серы в печной корпус. Во
избежание застывания серы все емкости, в которых она находится,
а также ссронроводы имеют паровую рубашку.
В СССР эксплуатируются два типа электропечей для синтеза
сероуглерода: однофазные электропечи (рис. XV.2) с проектной
производительностью 4 т.'сут и трехфазные электропечи с проектной
производительностью 5.5 т сут. Применяемые печи — эго печи со-
противления прямого нагрева; состоят они (рис. XV.2) из цилиндри-
ческого стального кожуха /. футерованного огнеупорным кирпичом 2.
Для уменьшения теплопотерь между кожухом и реакционной шах-
* В странах, бедных лесами, нашли применение различные полукоксы из торфа
и бурых углей, уступающие древесному углю по тио реакционной способности и ус-
ложняющие технологический процесс из-за большого содержания золы.
,370
lena в
i его
виде плоского металлического ии-
ювепхность слоем из электродной
he. XV. I. Схема получения cepo-
Г*ерода:
j реактор: - сероуловнтель;
$ — конденсатор сероуглерода; -J —
даладмтель; 5 - адсорбер.
той помещается теплоизо-
^ляциониый^слой'З из дна-
'томитового кирпича. Од-
нофазная электропечь лме-
; етдва полых охлаждаемых
i водой металлических элек-
трода 5. Рабочая часть
нижнего электрода выпол
линдра с наплавленным ш
массы толщиной 8 10 см. Верхний электрод с рабочей головкой
также сделан нз электродной массы и может перемещаться по вы-
соте.
На крышке электропечи расположены: загрузочный люк 8,
патрубок У для выхода газообразных продуктов и предохранитель-
ная мембрана - на случай резкого повышения давления внутри
лечи.
Серу подают в жидким виде через шесть отверстий 7 в бо-
ковых стенках печи па уровне головки верхнего электрода. Внизу
печи для чистки и ремонта имеется люк 6.
К нижнему электроду,
изолированному от кор-
пуса печи,ток подводится
по алюминиевым шинам 7,
верхний электрод соеди-
нен е корпусом печи.
П р о дс j л ж 11 те л ь ноет ь не-
прерывной работы печи
30 40 су г. рабочее напря-
жение 60 120 В, ток — до
3000 Л, мощность 300 кВт,
ра с ход эл с к гр оэнерг и и
1600-1300 кВт ч.т CS...
К недостаткам этих пе-
чей следует отнести вве-
дение жидкой серы непо-
средственно в реакцион-
ную шахту и применение
электродов, ох л а жд асмых
Рис. XV.2. Однофазна» печь для
производства сероуглерода:
! — к<ъкуч; 2 — футеровка: -3 —
тег.л шзилядон; f ~ яодв<»д серы;
5 5,ич>।роды. — .tick для чист-
ки: — шипи, л - загрузочный
л;оК. ' г .«зеходы
371
водой, что увеличивает расход электроэнергии и создает возмож-
ность прорыва воды в печь.
Трехфазная электропечь имеет такой же корпус, что и однофаз-
ная; на крышке печи расположены загрузочный люк, газоход для
выхода газообразных продуктов и предохранительная мембрана.
В нижнюю часть печи введены три горизонтальных графитированных
электрода диаметром 500 мм, установленных под углом 120 друг
к другу. В огнеупорной футеровке из высокоглиноземного шамота
заподлицо с внутренней поверхностью шахты выложены газифика-
ционпые вертикальные каналы, служащие для испарения жидкой
серы. Сера в эти каналы поступает сверху, стекает по карборундовым
каскадным камням, испаряется, и пары ее вводятся в нижнюю часть
реакционной шахты.
Продолжительность непрерывной работы печи 35— 45 сут, рабо-
чее напряжение 30 -70 В, ток — до 4000 А, мощность силового
трансформатора 485 кВ-А. расход электроэнергии 900 кВт т CS2.
На трехфазных электропечах вследствие того, что сера большей
частью поступает в шахту в виде паров, обвалы угля очень редки,
а выбросов практически не бывает. Тем не менее при плохом угле,
содержащем много мелочи и пыли, а также при превышении сроков
работы печи возможно резкое повышение давления. В данном слу-
чае поэтому рекомендуется понижать высоту слоя угля до 3,5 м от
иода печи, что уменьшает гидравлическое сопротивление слоя и
улучшает его прогрев.
При работе трехфазных электропечей возможны случаи, когда
токовая нагрузка на электродах становится неодинаковой, проис-
ходит так называемый перекос по току (см. гл. V). Появление
больших перекосов отрицательно сказывается на производительности
электропечей, так как не весь слой угля одинаково участвует в реак-
ции: зона вблизи электрода с пониженной нагрузкой имеет более
низкую температуру и. следовательно, меньшую производительность.
Причина возникновения перекосов - неравномерная электрическая
проводимость слоя угля, Последняя же определяется равномер-
ностью прокаливания угля, его фракционным составом и равно-
мерностью подачи серы в газнфпкаиисяшые каналы.Прнсравнительно
небольшой (0,5—1,5 кА) разнице токов на электродах нагрузку вы-
равнивают изменением подачи серы в газифпкационные каналы,
расположенные в зоне электродов: в каналы вблизи электрода с боль-
шим током серы подают в избытке, и наоборот. Сера, попадающая
в раскаленный слой угля, реагирует с ним, а это ухудшает контакты
между кусочками угля. т. е. приводит к увеличению электросопро-
тивления участков слоя вблизи соответствующего электрода, и,
как результат, слитность тока уменьшается.
При больших тиковых перекосах более эффективны два других
метода. Первый заключается в том, что уголь в печи вырабатывают
на минимально возможную высоту, а затем загружают подряд
несколько бункеров угля до обычного уровня. Под действием дина-
мического удара прн загрузке свежего угля на электропроводя-
щий слой в последнем происходят смещения кусочков угля, в рс-
372
^^ультатс которых может измениться электросопротивление всего
^Елоя.
При втором способе отключают электрод с наиболее высоким то-
ВисоМ' Таким образом, некоторое время печь работает на двух элек-
И.тродах. Серу в это время желательно не подавать.
После окончания работы печь останавливают на чистку и ремонт.
К В это время из печи удаляют шлак н заменяют часть сгоревшей фу-
Н теровки.
В Сера, не вступившая в реакцию, газовым потоком выносится из
к реактора. В зависимости от режима работы ее содержание в газе
№' может быть от 2 до 20% и даже более. Эту серы необходимо отделить
Яр. от реакционных газов, поскольку в противном случае крайне уело ж-
Ж няются все последующие технологические операции. Поэтому между
]& реактором 1 и конденсатором 3 (см. рис. XV. 1) устанавливают спе-
циальпын аппарат — сероуловитель 2.
( Для конденсации сероуглерода служат аппараты, в которых na-
il рогазовая смесь барботирует через слой сероуглерода. Конденсатор
F' состоит из горизонтального барабана длиной около 2000 мм и дна-
метром 400 500 мм, заполненного сероуглеродом немного более
чем из половину. Газ из сероуловителя по газоходу понадает в бар-
1 ботер. расположенный по всей длине аппарата и имеющий форму
; опрокинутого корыта. Барботер погружен в сероуглерод на 80—
" 100 мм. По всему его периметру сделаны зубцы с высотой и шагом
- около 30 мм. Газ барботирует через жидкий сероуглерод и проходит
в небольшой трубчатый охладитель 4. Сероуглерод непрерывно отво-
дится на склад по трубопроводу, имеющему на пути гидравлический
затвор, который препятствует проходу газа. Барабан орошается
водой, которая собирается в поддон.
О работе конденсатора судят по температуре выходящего из пего
газа, которая не должна превышать 20 С даже летом.
В последнее время нашли применение конденсаторы типа труб-
чатого теплообменника. Парогазовая смесь проходит ио трубкам,
а в межтрубпос пространство подается вода.
За работой конденсаторов необходимо очень тщательно следить.
По разности показаний двух манометрических трубок на газоходе
и после конденсатора судят о глубине погружения барботера и интен-
сив и ост и работы реактора. На выходе газа из конденсатора обяза-
тельно Должен быть термометр. По его показаниям судят об эффек-
тивности работы конденсатора.
Для более полного извлечения сероуглерода из парогазовой смеси
предусмотрено дополнительное охлаждение ее рассолом, а также
сорбция сероуглерода растворителем или активным углем. В каче-
стве рассола используют хлорид кальция с температурой —25 С.
Рассол охлаждается па специальной холодильной установке. Эта же
установка дает в летний период охлажденную воду с температурой
—5 С для конденсационного и дистилляционного отделений. Скон-
денсировавшийся сероуглерод собирается на дне секций, из которых
состоит охладитель; затем его передают па склад серпуглерида-
сырца. Газ же. пройдя охладитель, направляют на сорбцию. На
373
большинстве сероуглеродных заводов, работающих па твердом
углеродсодержащем сырье, для извлечения из технологических газов
оставшегося сероуглерода применяют активный уголь, который
поглощает сероуглерод лучше, чем сероокись углерода, сероводород
и углекислый газ. Это обстоятельство позволяет произвести избира-
тельную адсорбцию почти всего сероуглерода из газа. Остальные
газы в начале процесса поглощаются адсорбентом довольно активно,
но к моменту насыщения вытесняются из угля сероуглеродом.
Отходящие газы, более половины которых составляет сероводо-
род. первоначально поступают в газгольдер. Основное назначение
последнего — обеспечение бесперебойной работы утилизационных
установок и поддержание во всей газовой системе постоянного избы-
точного давления.
Количество отходящих газов колеблется в довольно широких
пределах и в зависимости от качества сырья составляет 50 70 м'1
па 1 т CS2. Ila специальных установках - так называемого двух-
ступенчатого окисления пли печах Клауса — сероводород окисляют
кислородом воздуха до чистой серы. Выпуск отходящих газов через
различные выхлопные приспособления в атмосферу
недопустимы.
совершенно
ГЛАВА XVI
ПРОЦЕССЫ, ОСНОВАННЫЕ НА ВЗАИМОДЕЙСТВИИ
Т+Г. ТЕХНОЛОГИЯ КАРБИДА КРЕМНИЯ
XVI.I. ОБЩИЕ СВЕДЕНИЯ
Образование бинарного соединения кремния с углеродом наблюдал еще в 1824 г.
Берцелиус; в 1849 г. Депрс получил это соединение при восстановлении кремнезема
углеродом, цо не установил его состав. Промышленное производство карбида крем
пня оказалось возможным после того, как в 1891 г. почти одновременно Ачссон.
Муассан и Шютценбсрг получили сто различными методами и определили состав и
некоторые свойства. Дчесон не ы.п.ко запатентовал способ получения карбида
кремния нагреванием смеси кремнезема и углерода с небольшой добавкой поварен
ной соли, но и предложил использовать для производства керновую печь сопротив
Ленин. Разработки Ачссона — до сих пор основа промышленного производства кар
бида кремния во всем мире. Муассан идентифицировал обнаруженный в метеорите
из Каньон Дьябло минерал как карбид кремния, который был назван в его чссгн
муассанитом.
Благодаря высокой твердости, огнеупорности, полупроводниковых! и ряду Дру
гих ценных свойств, карбид кремния нашел широкое приме ненце в промышленности
что и обусловило развитие его производства. Так, в копие 80-х гг. в США было иолу
чено более 180 тыс. т карбида кремния, из них ягЗО % использовалось для целей аб
разивной обработки, 10 % — для изготовления огнеупоров и 60% — и элсктротех
нической, металлургической и других отраслях промышленности. Карбид кремния
также производится фирмами Японии, ФРГ. Норвегии ц ряда других капитал ист и чс
ских стран.
В СССР карбид кремния начали выпускать в небольших количествах (около 35 т г)
в 1919 г. на заводе «Пороги» под Челябинском. Промышленное производство было
начато в 1931 г. в Ленинграде на абразивном заводе «Ильич-'. В 1939 г. был пушен
Запорожский карборундовый завод. В настоящее время отечественная примышлен
ность выпускает три основных вида карбида кремния: зеленый, черный, а гак же
специальный черный карбид кремния — электротехнический.
374
Ег. СТРУКТУРА И СВОЙСТВА КАРБИДА КРЕМНИЯ
1а основании обобщения полученных ранее данных Фитидже-
»д в 1904 г. показал, что карбид кремния является соединением
ояиного состава л ему отвечает формула SiC. В кристаллах,
цценных перекристаллизацией через газовую фазу, отклонение
гехнометрии не превышает 10"5% (ат). Кремнии и углерод в кар-
кремния практически нерастворимы.
1рп атмосферном давлении карбид кремния не имеет постоянной
ературы плавления, сублимируя без заметной диссоциации,
jepaiypa его разложения зависит от количества и состава прп-
п и степени совершенства кристаллической решетки. Имеются
;ания. что карбид кремния начинает диссоциировать па кремний
лсрод уже при 2320 К, в восстановительной среде степень дне-
1 Зрсоциапии невелика вплоть до 2870 К. Выше 2970 К карбид крем-
Жния на 90—95% испаряется, остаток содержит 5—10% графита,
® газовая фаза — 15- 30% кремния. Газовая фаза над карбидом крсм-
Ь1 ния при высоких температурах имеет сложный состав и может со-
^держать кроме SiC Si<%, SiaC, Si и др.
i “% Известны две кристаллические модификации карбида кремния:
у- кубическая ф-SiC), имеющая структуру типа сфалерита, и гексаго-
нальная (се-SiC) со структурой вюрцита.
? Считается, что р-SiC — это низкотемпературная модификация,
переходящая в гексагональную при температурах 2300 К. На осно-
вании термодинамических данных показано, что кубическая моди-
фикация устойчива до 1800 К, но разница в теплосодержании при
298 К составляет всего 250 Дж/моль, изменение объема при переходе
0-SiC -► ct-SiC равно 0,06%. Благодаря большому термодинамиче-
скому сходству небольших технологических изменений достаточно
для появления той или иной модификации карбида кремния. Неодно-
кратно отмечалось, что при температуре получения выше 2300 К
в продукте содержится значительное количество кубического кар-
бида кремния, а гексагональная модификация обнаруживается
наряду с кубической в низкотемпературном продукте.
Гексагональная модификация карбида кремния образует большое
число структурных форм (типов). Термин «политипизм» был спе-
циально введен для карбида кремния, в отличие от обычного термина
«полиморфизм», так как различные политипы очень близки друг
1 Другу. Политипы а-SiC характеризуются одинаковыми параметрами
элементарной ячейки в направлении оси г/, но имеют различные
параметры по оси с.
В основу номенклатуры политипов гексагонального карбида
кремния положена елейность укладки тетраэдров из атомов кремния
и углерода. В решетках SiC каждый атом кремния расположен
внутри тетраэдра из четырех атомов углерода и. наоборот, каждый
атом углерода — внутри тетраэдра из четырех атомов кремния.
Тетраэдры ISiC,) и' ICSi.J в a-SiC ориентированы параллельно
или аптипараллельно: в результате образуются пачки из слоев
С одинаково ориентированными тетраэдрами, обычно с 2, 3 и 4
tl’HC, XVJ.J. Структура карбида кремния.
слоями, п их комбинациями. Основа всех структур
SiCll (символ 3.3) и. в меньшей степени. SiCIlI (сим-
вол 2.2). остальные--лишь комбинации этих двух.
Определено, что все типы ct-SiC — пе модификации'. а
кинетические образования, появляющиеся вследствие
регулярных нарушений в процессе роста кристаллов
(рис. XVI. 1).
Политипы a-SiC обозначают указанием числа слоев,
слагающих элементарную ячейку, и вида симметрии,
например 6/7— шестнслойная гексагональная: 15/? -
пятнадцатислонпая ромбоэдрическая. Условия образования раз-
личных политипов изучены недостаточно. Причиной появления
определенного типа cz-SiC могут служить примеси; чистый карбид
кремния при 2550 -2750 К образует политип 6/7. акцепторные
примеси (бор. алюминий) способствуют образованию политипа 4/7.
В техническом карбиде кремния основным является политип 6//
(до 90%), но присутствуют также 4// и 15/?. По физико-механиче-
ским и химическим свойствам различные политипы практически пе
отличаются. В то же время полупроводниковые свойства политипов
различны: соотношение между размерами элементарной ячейки и
шириной .запрещенной зоны имеет линейный характер.
Кристаллы химически чистого карбида кремния бесцветны. Тех-
нический продукт имеет окраску от светло-зеленого до темпо-синего
цвета. Предполагается, что цвет технического карбида кремния
определяется небольшим количеством примесей азота и алюминия,
находящихся в виде твердого раствора, причем если концентрация
алюминия невелика 10,01-0.08% (ат.) 1 и меньше концентрации
азота, то продукт имеет зеленую окраску, если же концентрация
алюминия превосходит концентрацию азота, то кристаллы приоб-
ретают окраску от голубой до тем но-с и ней. Пи химическому составу
выпускаемый черный и зеленый карбид кремния мало отличаются
друг от друга (табл. XVI. 1). Зеленый карбид кремния содержит
ТАБЛИЦА XV 1.1. Химический состиа технического кирбиип кремния ь зерне
Вид КЭрбнДТ Содержание компонентов. У, (масс )
ЕрРМННЯ Sic. Si Si О. С,
Зеленой Черный 98.0-99.5 98.0—99,0 0.1 - 0,1- 1.0 1.5 0.1—0.2 0.1-0.5 0.1-0,3 0.1-0,3
Вид карбида 1 Содержание компонентов. % (млсс )
KpVMHин Ге А1 С а | Мд Ti
Зеленый Черный 0.05-0.2 0.1-0.3 0.01-0,08 0,1 -0.2 0.01 - 0.05- -0,1 0,01 0.05 -0.2 0.01 0.1 0,01—0.05 0 И]-0.1
376
мё более 0 1 % (ат ) легирс- ТАБЛИЦА XVI.2. Микррмеханичггкие ЕшШХ поимесеЙ азота и алю- характеристики карбида кремния
Гминия. в чирном карбиде кремния суммарное количе- В1!д карС>(да креми11Я гхтво легирующих примесей 1,0,2- *0,4% (аг.), причем алю- Микро- твердость. ГПа Хрупкая микро- проч- ности, ГПа
рния содержится относите- Тм„„чем„Г1 । лыю больше, зеленый , Механические свойства черный [. зеленого и черного карбида Карбид кремния по. кремния заметно отличаются лупроводниковыи 1 (табл. Х\ 1.2). Высказы- 3.1 3,0 3.0 3.0 2,0 2.7
вается предположение, что различие в абразивной способности чер-
ного и зеленого карбида кремния связано с политипизмом. Так,
в черном карбиде кремния содержится в значительном количестве
4/7 тип структуры, отсутствующий в зеленом. В то же время
увеличение содержания 4// политипа в карбиде кремния несколько
снижает хрупкость зерна.
Теплота образования карбида кремния Д /7^ —
—*—69,03 кДж моль, энтропия 16,61 Дж. моль-К, теплоем-
кость при 298 К равна 27 Дж моль-К. Карбид кремния имеет низкий
коэффициент термического расширения (4,7 10 ц К’1 в интервале
300 -2000 К) и высокую теплопроводность (коэффициент теплопро-
водности при 1300 К около 20 Втм-К), что обеспечивает высокую
термостойкость изделий из него.
Карбид кремния относится к группе высокотемпературных полу-
проводников. Монокристаллы карбида кремния имеют удельное
электросопротивление 1(Г3-—10 12 Ом-см, в зависимости от содер-
жания примесных атомов, и характеризуются отрицательным тем-
пературным коэффициентом. Для огнеупоров из рекристаллизован-
ного карбида кремния удельное электросопротивление составляет
около 100 Ом-см при комнатной температуре и 2,3 Ом см при тем-
пературе 1500 К.
Карбид кремния является весьма инертным химическим соеди-
нением. Он устойчив к воздействию большинства кислот и щелочен,
лишь ортофосфориая кислота разлагает его при 500—550 К. При
сплавлении со щелочами и карбонатами карбид кремния образует
соответствующие водорастворимые силикаты:
SiC ф 3-Х'аОН 20* —> .\’a2SiO3 ~r I LO -ф СО2
SiC - ,\\%СОи -г 2O-, —> \j2SiO:f 2CO3
(1 окисши железа карбид кремния реагирует при температуре выше
1250 К. Разлагают карбид кремния при нагревании до высоких
температур также окисли магния, кальция, щелочные сульфаты,
бура. В присутствии железа карбид кремния разлагается при тем-
пературе выше 105(1 К с образованием ферросилиция.
Карби.। кремния устойчив к окислению из-за образования плот-
ной поверхностной пленки из окиси кремния. Окисление на воздухе
начинается при гемперапре выше 1250 К и лимитируемся диффузией
377
кислорода через плотный слой кремнезема. При температуре выше
1850 К окисление интенсифицируется вследствие взаимодействия
кремнезема и карбида кремния. Карбид кремния можно считать
вполне устойчивым к окислен ню на воздухе до 1650 К. Пары воды
способствуют окислению. Выше этой температуры карбид кремния
реагирует с азотом, образуя нитрид Si3\4. Хлор разлагает карбид
кремния при температуре выше 850 К с образованием четырех-
хлористого кремния; выше 1150 К образуется также и чстырех-
хлористый углерод.
Карбид кремния находит широкое применение в различных
отраслях техники. Высокая твердость в сочетании с определенной
хрупкостью делает абразивный инструмент на основе карбида крем-
ния эффективным для обработки различных твердых материалов, не
дающих сплошной стружки (твердые сплавы, чугун, керамика),
а также чистовой обработки практически всех материалов. Огне-
упорные изделия из карбида кремния как на различных связках,
так п реакционноспечепные и горячепрессовапные обладают хорошей
термостойкостью и износоустойчивостью, а также стойкостью к воз-
действиям окислителей (агрессивных газов), металлов и шлаков.
Карбидокремпиевые нагреватели позволили создать электрические
печи, работающие в окислительной атмосфере до 1750 К. За послед-
нее время все более широко реализуются полупроводниковые свой-
ства карбида кремния. На его основе изготовляют выпрямительные
диоды, светодиоды, терморез и сторы, игнитронные поджигатели,
нелинейные сопротивления и другие приборы.
XVI.3. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА
Промышленный способ производства технического карбида крем
нпя основан на восстановлении кремнезема углеродом при темпера
турах выше 2250 К.. Процесс может быть описан суммарной реак-
цией
SiCb -f- ЗС —> SiC 3 - 2СО
которая, однако, не отражает всей сложности механизма образова-
ния карбида кремния в промыт/ возможно протекание следующих SiO, ж + С —> SiO,. + СО; шиной печи. В данной реакций: ДО’ 159600 — 77.94Г системе (XV1.I)
SiOl - 2С > ' $iCT.B+CO; AG’ ~ —5875 — 4,027' (XVI. 2)
1 sSiO: ж я 2(-' -► 1 sSiC -I- CO; ДО] = 76860 - 40.98Г (XV 1.3)
1 uSiO_, ж-|-С— -> 1 -.Si* + CO; Л6\ = 83700 - 43,20Т (XV1.4)
\ aSiO; A - SiCT — -> 3 sSi^ 4- CO; - 97380 -• 47,017 (XVI,.5)
2SiO, „ SiCT - -> 3SiO_ “} CO; Лб6 -- 224 900 — 101,197 (XVI.6)
SiO. -- SC —> 2SiOr; ДО? - 1,51800 - 79.487 (XVI.7)
Термодинам и ясскими расчетами установлено, что реакция кар-
бидообразован ня (XVI.3) начинается при 1850 К. Эксперпмсяталь-
378
^Кдае результаты дали близкие значения начала появления карбидной
^Ифвзы. Протекание реакции (XVI.I) с образованием моноокиси крем-
возможно при температуре выше 2048 К. При температуре выше
^Выплавления кремния значительнее развитие может получить реак-
ИЕцмя (XVI.7). Образующаяся по реакции (XVI. 1) и (XVI.7) моно-
^Ейкись кремния восстанавливается углеродом до карбида кремния.
^В'При более высоких температурах получают развитие реакции (XVI.5)
и (XVI.6), приводящие к разложению карбида кремния.
И|. Поскольку кремнезем при температуре протекания процесса
К (около 2250 К) имеет очень высокую вязкость и «малоподвижен»,
И а образующийся твердый карбид кремния разделяет реагирующие
ВИ' компоненты, прямое восстановление SiO, углеродом в твердой фазе
nF в промышленной печи вряд ли имеет решающее значение. Поэтому
гЖ для объяснения механизма процесса карбидообразоваиия предло-
’St жсло несколько схем с участием газообразных реагентов.
I Д По одной из схем процесс карбидообразоваиия в промышленной
, S печи рассматривался как двухстадийный: сначала образуется эле-
Ш мептариый кремний при взаимодействии кремнезема с твердым
“В углеродом, а затем жидкий или парообразный кремний реагирует
‘ с углеродом до карбида кремния. Однако термодинамические рас-
четы показывают, что в системе кремнезем — углерод предпочти-
' . тельно образуется не элементарный кремний, а непосредственно его
Щ карбид.
Предположение об образовании па первой стадии взаимодей-
ствия кремнезема с углеродом более летучей моноокиси кремния SiO
с последующим ее поглощением углеродом it образованием карбида'
также вряд ли обоснованно, Моноокись кремния в присутствии угле-
рода является неустойчивой и должна превратиться в карбид,
т. е. реакция между углеродом и кремнеземом пойдет предпочти-
тельнее до образования карбида кремнпя, а не до моноокиси.
В одной из последних работ по механизму образования карбида
кремния в промышленной печи предложена следующая схема:
„ ,SiOr + 2С SiCi + СО
а Ъ /
SiO2 ж —► SiO2 с
А + С —► СО
Кремнезем, испаряясь (д), разлагается на моноокись кремния (Ь)
и кислород, и карбид кремния образуется в результате взаимодей-
ствия газообразной моноокиси с углеродом (J).
Образующийся слой карбида препятствует доступу паров моно-
окиси к углероду, и поэтому в дальнейшем возможно протекание
побочных реакций:
SiC? 4- 1 ао2 —► SiOr -Г СО; 5 3SiCT + 2.35Ю2 ж —► SA -7 VjCO
Образование карбида кремния, таким образом, сопровождается
отгонкой SiO в периферийные зоны печи, где она поглощается угле-
родом.
379
При увеличении температуры выше 2450 К в зоне вокруг керна
возможно разложение карбида кремния с образованием газообраз-
ного кремния:
SiCT —► Sij. — С
Пары кремния отходят во внешние слои и поглощаются избыточ-
ным углеродом.
Предложенная схема достаточно хорошо согласуется с практи-
ческим!! данными и объясняет ряд особенностей производства кар-
бида кремния.
На процесс образования карбида кремния и сто кристаллизацию
существенное влияние оказывают примеси, содержащиеся в сырье.
Окись алюминия при температуре рабочей зоны печп (1950—2250 К)
восстанавливается углеродом с образованием промежуточных соеди-
нений — субокислов и карбидов. Последние при температуре выше
2450 К разлагаются, образующиеся пары алюминия в зоне пере-
кристаллизации ,тегируют карбид кремния. При высоком содержании
алюминия в сырье образуется только черный карбид кремния. Пары
легколетучих соединений алюминия — прежде всего его низших
окислов — переносятся в более холодные зоны печи (1850 —1950 К),
где и конденсируются. Концентрация алюминия в этой зоне (зона
силоксикона и сростков) возрастает в 5—10 раз.
Подобным же образом ведет себя окись кальция, содержащаяся
в сырье. Окиелы алюминия и кальция образуют с кремнеземом легко-
плавкие соединения, которые препятствуют карбидообразованию
п способствуют за счет повышения теплопроводности потере теплоты
в окружающую среду. Практика показала, что увеличение суммы
окислов алюминия и кальция на О, I % приводит к возрастанию
расхода электроэнергии па 1%.
Окиелы железа восстанавливаются до металла еще до начала про-
цесса карбидообразовання (около 1450 К). Вследствие низкого
давления паров железо не переносится в холодные зоны и концен-
трируется в зоне кристаллизации, особенно в зоне мелкокристалли-
ческого карбида кремния-аморфа; содержание железа в продукте
поэтому в 1,5—2 раза выше, чем в исходном сырье. Присутствие
небольших количеств железа способствует перекристаллизации кар-
бида кремния и образованию более крупных кристаллов. Однако
содержание железа выше 0,1—0,2% в зерне оказывает в дальнейшем
отрицательное влияние па качество инструмента из карбида крем-
ния на керамической связке.
Высказанные предположения о поведении примесей при получе-
нии карбида кремния объясняют и роль поваренной соли, которую
вводят при производстве зеленого карбида кремния. Предпола-
гается, что поваренная соль взаимодействует с окисью алюминия
и способствует ее более полному переносу в виде низших хлоридов
в более холодные зоны, где происходит обратная реакция образова-
ния окислов. Количество поваренной соли дозируют, исходя из со-
держания алюминия в шихте — на каждые 0,1 % окиси алюминия
вводят I -2% со ли. Если содержание окиси алюминия менее 0,1 %.
3*0
Мк зеленый карбид кремния можно подучить и без рафинирующей
И&бавки соли, и, наоборот, нрн содержании окиси алюминия о сырье
И^дес I "о зеленый карбид кремния нс получается при любом количс-
И^ве вводимой поваренной соли, Но поваренная соль, помимо ра-
ДЬиннруюшего действия, оказывает отрицательное влияние на про-
й₽сс, способствуя большей потере теплоты в окружающую среду
K# счет повышения теплопроводности шихты. Каждый процент
вводимой поваренной соли увеличивает удельный расход электро-
«Энергии на 2—4%. Кроме пню, наличие расплавленной поваренной
Коли в печп ухудшает газопроводность и способствует неравномер-
Еному выходу газа («фа келен нс»).
XVI.4. СЫРЬЕ И ЕГО ПОДГОТОВКА
Е При производстве карбида кремния нс происходит существенного
^удаления примесей из системы. Основная часть примесных окне-
I лов отгоняется из зоны высоких температур и в результате этого
Lповышается их концентрация в периферийных, более пизкотемпе-
[ратуриых зонах. Поскольку основная часть пепрореагировавшей
F шихты вновь используется в технологическом процессе, примеси
>, вновь возвращаются в печь. Лишь незначительная их часть выво-
дится вместе с наиболее загрязненными продуктами электротерми-
I ческого процесса: сплоксиконом и сростками. Поэтому к чистоте
используемых сырьевых материалов предъявляются высокие тре-
- бования.
Состав снлоксикона значительно отличается от состава исходной
шихты. Вследствие сложности идентификации его состава рапсе
~ высказывалось предположение об образовании промежуточного со-
единения ориентировочного состава Si2C2O, названного си л окси ко-
ном. Позднее было показано, что силоксикон представляет собой
мелкодисперсную механическую смесь переменного состава, состоя-
’ щую в основном из SiO.>, SiC и С. Тем не .менее этот полупродукт
сохранил свое первоначальное название.
Основное сырье для производства карбида кремния — это крем-
неземсодержащий материал и углеродсодержащий восстановитель,
а также Древесные опилки или подсолнечная лузга п поваренная
соль (для зеленого карбида кремния). Кроме того, используют не-
которые вспомогательные (электроды угольные, огнеупорный кир-
пич) и возвратные (аморф, старая шихта) материалы.
Кремнийсодержащий материал
Основное требование, предъявляемое к кремнеземсодержащему
сырью, — высокая чистота и определенный гранулометрический
состав (табл. XV 1.3), Особо опасны большие количества окиси алю-
миния.
Для обеспечения более полного превращения кремнезема в кар-
бид, уменьшения его уноса в холодные зоны и предотвращения не-
равномерного выхода газа необходимо использовать крепиозернистые
Кремнеземсодержащие материалы, предпочтительно с крупностью
ТАБЛИЦА XV 1.3. Требования к химическому составу кремнийсодержащсго сырья
Сорт сырья 11 <! чн ;i4Ci: не Содержание компонентов. % (м.нел
SiO,. не ыелес ГогО, | Л1,о. 1 СаО
не более ”
Высший Для производства карби- 99.5 0.1 0.2 0,1
да кремния высшего ка-
чества
Первый Для производства зеленого и черного карбида 99.0 0.2 0.3 0.2
Второй Для производства черного карниза 98,5 0.3 0.5 о.з
в пределах 0,5—10 мм. Фракции крупнее 10 мм допускается не
более 10%, а фракции мельче 0,5 мм —не более 20%.
Этим требованиям удовлетворяют наиболее чистые разновидности
кварцевого песка, кварцитов и кварцевой крупки, К ним, в част-
ности, относятся кварцевые пески Орловского и Гусарского место-
рождений, кварцевая крупка Глуховенкого каолинового комбината
и кварцита месторождения «Гора Брусничная».
Кварцевые пески Орловского месторождения по крупности
относятся к среднезерннстым (0.6—0,25 мм). В соответствии
с ТУ 2.036-6—73 они должны удовлетворять следующим требова-
ниям:
SiOa — не менее 99,1 % А1аО3 — не более 0,22 %
Fe2O3 — не более 0,25 % СаО -j- MgO — не более 0,20 %
Содержание частиц размером менее 0,25 мм — не более 15,0 %.
Кварцевые лески Гусаровского .месторождения являются более
крупнозернистым видом сырья, однако содержат большее количе-
ство прн.месен. Требованиями ТУ 2.036-743—77 предусмотрены сле-
дующие показатели:
SiOa — не менее 97,5 % FeaO3 — не более 0,5 % Частицы размером не более 10 % менее 0,315 мм —
А12О3 — не более 0,75 % Частицы размером не более 4,0 % менее 0,222 мм —
Кварцевая крупка Глуховецкого каолинового комбината яв-
ляется отходом, образующимся прн переработке и обогащении као-
линовой руды. Размер зорен кварца колеблется в ней от 0,5 до 10 мм.
Опа поставляется в соответствии с ТУ 21-7-58—73:
SiOa — не менее 98,01 %
Каолин — не более 2,0 %
Потерн при прокаливании—
(п. п, п.) — не более 0,4 %
Частицы размером менее 0,25 мм
не более 5 %
Частицы размером крупнее 15 мм
0 %
Кварциты месторождения «Гора Брусничная» представляют собой
плотную породу, сложенную из кристаллов кварца и халцедона,
имеют большое число трещин, заполненных глиной (содержание
382
'Д.БЛИЦА Л'17.7 Требования, предъявляемые к коксам, используемым
производстве карбида кремния (ГОСТ 22898—78)
Содержание, %, не более Содержание
Вид кокса зала летучие влага | сера мелочи. %, нс более
КЗ-6 0.7 9.5 .3,0 1.5 10,0
КЗ-0 0,8 10,0 3,0 1.5 —
глины до 5—10 ?ii). Химический состав кварцитов представлен
ниже:
Si()2 — не менее 98,25 % СаО — не более 0,12 %
Ге26я — не более 0.57 % MgO — нс более 0.32 %
А12О3— не более 0,65 %
Основная часть примесей в кварцитах связана с наличием глины,
которая относительно легко может быть удалена промывкой с от-
тиркой.
Углеродсодержащий восстановитель
При производстве карбида кремния в качестве восстановителя
используют нефтяной кокс, который отвечает всем требованиям тех-
нологии (табл. XV 1.4).
Соль поваренная должна отвечать требованиям ГОСТ 13830—68:
содержание основного вещества — пе менее 97,5 %, нерастворимых—
не более 0,5 ?6, а влаги — не более 0,8 %.
Древесные опилки, желательно твердых пород, в соответствии
с ТУ 81-07-27—79 не должны содержать загрязняющих примесей,
содержание частиц размером менее 5 мм — не менее 70 %.
Угольные блоки, используемые в качестве электродов, с сече-
нием 400>'400 мм и длиной 1500 мм должны соответствовать
ТУ 48-12-18—73 «Блоки для футеровки доменных печей».
Огнеупорный шамотный кирпич для футеровки пода печи прямой
формы марки 111-8 класс Б размером 250 250 65 (ГОСТ 390—69).
Возвратные материалы
При производстве карбида кремния в качестве возвратных ма-
териалов используют аморф, старые шихту и керновый материал.
Аморф получается в печи прн электротермическом процессе
в зоне температур 1870 — 1970 К, недостаточной для образования
крупных кристаллов, и представляет собой мелкокристаллический
карбид кремния с небольшим количеством кремнезема, углерода
и повышенным содержанием примесей (табл. XVI 5).
Старая шихта является продуктом, находившимся в печи в зоне
низких температур, где восстановительные процессы отсутствуют.
Состав ее несколько отличается от исходной за счет удаленья влаги
и летучих, частичного выгорания углерода и отгонки поваренной
соли. Старая шихта должна содержать примесей, "и, не более:
СаО — I; Fe.jO;j — 0,3 и ЛБО3 — 5.
383
ТАБЛИЦА XVI.5. Требования, предъявляемые к аморфу Старый керновый ма- териал является графити-
1 JoKa.iaie.w Карбид кремни» челен ый К арбнд кремния черный рованным нефтяным кок- сом с примесью карбида кремния. Его используют для повторного выклады- вания крена. Подготовка сырья Основные легко отде- ляемые примеси кремне-
Содержание, % SiC\ не менее Fe..O3, не более Fe/), - ALO3 СаО. не более Крупность, мм. не более 75.0 0.4 1.0 10,0 75.0 Е0 2,0 10,0
земсодсржащего сырья —
каолин и кальцит. Каолин, находящийся в виде мелкодисперсной
фазы, отделяется отмывкой в пескомойке, одновременно уда-
ляются также наиболее мелкие фракции кремнезема (менее
0,25 мм). Кальцитом, наоборот, обогащены крупные фракции, кото-
рые отделяются в результате отсева па грохотах мокрого рассева,
сходы с которых (частицы более 10 мм) удаляются в отвал. Очищен-
ный песок затем обезвоживают и сушат в барабане при 520—570 К.
Подготовленное сырье должно содержать не менее 99,0% SiCX п
не более 0,3?« А.О3.
Нефтяной кокс перед шихтовкой должен быть доведен до круп-
ности менее 3 м.м. Для этого поступающий материал сушат до влаж-
ности 3—4% и измельчают на молотковой или валковой дробилке.
Процесс дробления должен обеспечивать содержание фракции
—1,0 мм не менее 70%. Одновременно отсеивается фракция 8—
25 .мм, которая используется в качестве свежего кернового материала.
Подготовка поваренной соли и опилок заключается в грохочении
для отделения крупных частиц (более 40 — 50 мм), а также посторон-
них включений.
Старая шихта может содержать сростки и спеки, обогащенные
примесями. Поэтому ее подготовка заключается в дроблении в зуб-
чатой дробилке до крупности —50 мм с последующим рассевом па
фракции —25 мм, идущей на приготовление шихты, и - 25 мм,
удаляемой в отвал.
Аморф является наиболее чистым из возвратных материалов.
Его подготовка состоит в последовательном измельчении до круп-
ности —16 мм.
Старый керновый материал перед повторным использованием
отсеивается для отделения фракции крупнее 25 мм, которая в основ-
ном состоит из частиц карбида кремния.
Расчет состава шихты
Оптимальное соотношение компонентов в шихте, обеспечивающее
максимальный выход кондиционного продукта и наименьшими за-
трамп электроэнергии, находят расчетом. В сослав шихты для про-
изводства карбида кремния зеленого кроме основных компонентов —
кремнеземсодержащего сырья и нефтскокса — входят (в %): старая
шихта (^-50), аморф (9—10), поваренная соль (6—7) и опилки (^Зк
ЗУ4
^юЦихта для производства карбида кремния черного поваренной
в^олн не содержит.
В основу расчета соотношения компонентов положена суммарная
К реакция образования карбида кремния:
К SiO2 -i- ЗС-> SiC -4- 2СО
Вр Исходными данными для расчета являются: содержание кремпе-
К зема в кварците, содержание активного углерода в нефтекоксе,
ц состав старой шихты и аморфа, а также установленные практикой
№ для данного предприятия коэффициенты, связанные с особенностями
» сырья и технологии и определяющие количества возвратной старой
К шихты, аморфа, поваренной соли и опилок в реакционной шихте.
П1 Расчет основан на определении модуля шихты, представляющего
ш отношение содержания углерода во всех компонентах к содержанию
г': кремнезема в шихте:
Л1= £lC] £[SiO,|
, Исходя из стехиометрического соотношения для основной реак-
II ции модуль должен быть равен 0,6. Практически его значение прн-
1 нимают равным от 0,58 до 0,62, в зависимости от особенностей сырья
в технологии.
Рассчитанное количество компонентов через дозаторы подают
в смеситель. Готовая шихта поступает на хранение в загрузочные
бункеры. Чистый аморф загружают поверх керна из расчета около
350 кг на каждый метр длины.
XIV.5. ХАРАКТЕРИСТИКА ПЕЧНОГО АГРЕГАТА
Для производства карбида кремния служат керновые печи сопро-
тивления. которые могут быть стационарными или передвижными.
В СССР используют самоходные печи, являющиеся отечественным
изобретением. Самоходная электрическая печь сопротивления
(рис. XVI.2) состоит из пода, боковых и торцевых стенок, смонти-
рованных па подвижной платформе. Платформа сварена из швелле-
ров, имеет ходовую часть из 6—8 колесных пар. Па платформе уста-
новлены чугунные колосники, образующие под гамачного типа.
Колосники изолированы от платформы шамотными кирпичами.
Рис. XVI.2. Самоходная печь для производства карбида кремния-
1 — рабочие электроды: 2 — боковые щиты: .7 — стойки боковых щитов; 4 — изолирующая
кирпичная кладка; л изолирующие угольные прокладки: t> — торцевая стенка hi ог-
неупорного кирпича: 7 — бетонный корпус нфцевон стенки: - — тележка.
13 11 р И Д. Ершова
Боковыми стенками печи служат чугунные перфорированные щиты,
устанавливаемые на закраины пода. Щиты крепятся с помощью
стоек, между отдельными щитами выкладываются электроизолиру-
ющие слои из шамотного кирпича. Торцевые стенки печи представ-
ляют собой железобетонный каркас, заполненный кладкой из ша-
мотного кирпича. В каркасе монтируют рабочие и изолирующие
электроды. Для прочности кладка торцов стягивается металличе-
скими накладками. Рабочим электродом является пакет из четырех
угольных блоков размером 400> 400 ’•. 1500 мм каждый. Изолиру-
ющие уголньные прокладки предохраняют рабочие электроды
от окисления и защищают кирпичную кладку от воздействия вы-
соких температур. Для передвижения печи на передней части плат*
формы смонтирован электропривод.
Мощность самоходных печей, эксплуатируемых на отечественных
заводах, в настоящее время 3—4 МВт. Увеличение мощности печей
за последние годы происходило за счет увеличения длины при со-
хранении неизменного поперечного сечения (ширина загрузки 2,4—
2,6 м, ширина кон на 0,8-1,0 м). Благодаря такому подходу стало
легче осваивать новые, более мощные печи, поскольку тепловой
режим существенных изменений не претерпевал, но прн этом значи-
тельно возросло рабочее напряжение электрического тока. Так,
при повышении мощности от 1,8 до 3,0 МВт напряжение па печи
увеличилось с 250 до 400 В.
Дальнейшее увеличение мощности печей по этому принципу не-
целесообразно, поскольку .значительно возрастут расходы на спе-
циальную высоковольтную аппаратуру для работы в условиях вы-
соких температур в запыленной и влажной среде, увеличится опас-
ность шунтирования тока по корпусу печи, а также затруднится
обслуживание печей в течение электротермического процесса. По-
этому возникла необходимость увеличения поперечного сечения
керна и, следовательно, всей загрузки, что позволит повысить мощ-
ность без изменения рабочего напряжения. Увеличение поперечного
сечения загрузки также положительно скажется на термическом
к. п. д. печи.
XVI.6. ПЕЧНОЙ ПРОЦЕСС
Подготовка печи
На подготовку печь поступает после сортировки карбида крем-
ния, полученного в результате предыдущей кампании, и удаления
старого кернового материала. Из печи извлекают старую подовую
шихту и очищают металлические конструкции от соли, заменяют
дефектный и просоленный кирпич пода, восстанавливают изоля-
ционные пояса. Рабочие и изолирующие электроды очищают от
карбида кремния и снеков, выгоревшие места заделывают графито-
вой пастой. Контактные устройства и шинные приспособления необ-
ходимо осматривать и, если нужно, ремонтировать. На подготовлен-
ную печь устанавливают боковые чугунные щиты, промежутки
между ними закладывают шамотным кирпичом.
386
^Загрузка сырья
Печь загружают в соответствии с составленной технологом цеха
^технологической картой, в которой указаны размеры керна и окру-
; кающих слоев шихты. На под загружают шихту до уровня керна,
затем устанавливают металлические щиты для укладки керна,
> В пространство между щитами и боковыми стенками помещают
шихту, а между щитами насыпают керновый материал, который раз-
равнивают и утрамбовывают. Особое внимание уделяют уплотнению
контактных зон. Для предотвращения зауглероживання зоны реак-
Е дни над керном и под ним насыпают слой кварцевого песка. Затем
извлекают керновые щиты, насыпают слой шихты 10—12 см, а по-
верх нее — слой аморфа на керн; далее печь загружают до верха
Л шихтой. Разрез загруженной печи показан на рис, XV1.3.
Л Электротермический процесс
Электротермический процесс проводят в специальном корпусе
-;’*кула перекатывают загруженную печь, подключаемую к короткой
сети трансформатора. Для питания печей используют однофазные
, трансформаторы со ступенчатой регулировкой напряжения под
нагрузкой. Первоначальное напряжение должно обеспечивать при
включении печи мощность не менее 70% номинальной, которая до-
стигается в течение 20—40 мин и далее поддерживается до конца
. кампании. Сопротивление печи во время процесса понижается в 2—
3 раза вследствие разогрева керна, образования электропроводного
при высокой температуре карбида кремния и увеличения сечения
керна за счет частичного разложения продукта в зоне высокой
температуры. Поэтому для поддержания постоянной мощности в те-
чение кампании напряжение автоматически снижается. Через 20—
30 мин после включения печи начинают выделяться пары воды н
реакционные газы, которые во избежание взрыва поджигают на
поверхности шихты е помощью специального запальника.
В ходе кампании иногда происходит местный прорыв газа, свя-
занный с образованием в реакционной зоне печи большого количе-
ства возгонов (окислов кремния и ряда примесных металлов), кото-
рые конденсируются в более холодных золах, в основном в слое
еилоксикона, и ограничивают его газопроницаемость. Это явление
обусловлено либо неблагоприятным соотношением гранулометриче-
ского состава шихты, либо нарушением электрического режима
процесса. В результате в зоне реакции скапливается значительное
количество газов, в основном окиси углерода, давление повышается
н происходит местный прорыв газов, нарушающий нормальное тече-
ние электротермического процесса вследствие изменения соотноше-
ния компонентов и значительных тепловых потерь. Для устранения
прорыва используют засыпку влажной шихтой, ио иногда прихо-
дится печь отключать.
Продол ж [[дельность электротермического процесса определяется
общим потреблением электроэнергии за кампанию, которое устанав-
g лнвается по оптимальным показателям, учитывающим удельный
f 13* 387
Рис. XVI.3. Разрез загруженной печи для производства карбида кремния:
/ — исходная шихта; 2 — слой аморфа; 3 — керн: 4 кпарцевая подсыпка.
Рис. XVI.4. Разрез печи для производства карбида кремния после завершения электротермиче-
ского процесса:
I — керн; 2 — карбид кремния (целевой продукт); 3 — ампрф; 4 — сростки; 5 - силоксн-
кон; 6 — возвратная шихта.
расход электроэнергии и сырья, часовую производительность и ряд
других факторов.
За время электротермического процесса в результате протекания
химических реакций образуется кристаллический карбид кремния,
а также продукты неполного восстановления: аморф, сростки и си-
локеккон. Значительная часть шихты играет роль теплоизоляции
и не претерпевает заметного изменения состава. Указанные продукты
располагаются в лечи вокруг керна концентрическими слоями
(рис. XVI.4). В самом керне также происходят значительные изме-
нения. Свежий нефтяной кокс под действием высоких температур
графитируется. Часть карбида кремния, образовавшегося в непо-
средственной близости от керна в начале кампании, затем разла-
гается под действием высокой температуры, кремний отгоняется
во внешние зоны, а вокруг керна образуется слой графита, который
прн сортировке удаляется вместе с керновым материалом. В резуль-
тате этого количество кернового материала увеличивается на 50—
60%.
Вокруг керна располагается слой карбида кремния. Толщина
слоя составляет 25—35 см, причем с боков и сверху блока толщина
слоя значительно больше, чем снизу. Карбид кремния окружен
слоем аморфа, толщина которого достигает 10—15 см. Аморф пред-
ставляет собой в основном мелкокристаллический карбид кремния
кубической и гексагональной .модификацией (более 70%) с приме-
сями иепрореагпровавшей шихты. В зависимости от состава и со-
держания примесей его окраска может быть различной: желто-
зеленой, тем но-се рой, черной.
На а морфе образуется небольшой слой сростков, отличающихся
от аморфа повышенной прочностью, меньшим содержанием карбида
кремния и повышенным содержанием примесей. Далее находится
слой енлокенкона, толщина которого обычно 3—5 см В течение
электротермического процесса температура в зоне сплоксикона
недостаточна, процесс карбидообразоваиия протекает незначительно:
содержание карбида кремния составляет 20—30%. В зоне силокси-
кона происходит конденсация окислив, отгоняемых из более высоко-
388
Импортурных зон, которые при этом образуют мелкодисперсную
^аморфную фазу. Непрореагировавшая шихта окружает реакционную
‘зону слоем 35—50 см и играет роль теплоизоляции. Температура
В этой зоне не превышает 1650 К.
Для охлаждения печей служит специальная остывочная пло-
щадка, на которую печи перегоняют после отключения; на пло-
щадке печи находятся в течение приблизительно 48 ч. Затем произ-
водят горячую разборку печей, при которой снимают боковые щиты
и удаляют непрорсагнровавшую шихту и силоксикон с верхней и
боковых частей блока. Разобранную печь выдерживают 6 ч, затем
блоки продукта поливают водой и снова выдерживают 6 ч для сте-
кания воды и естественного охлаждения. После этого печь с блоком
полученного продукта поступает на стадию сортировки.
Цель сортировки продуктов — отделение карбида кремния от
кернового материала и аморфа, а также отбраковка некондиционных
кусков. При сортировке первоначально отделяют сростки и остатки
силоксикона с блока, блок взламывают и куски его подают на сорти-
ровочные столы, где от них отделяют графит керна и аморф. Для
выборки кернового материала служит грейфер. Затем отсортировы-
вают куски карбида кремния нижней части блока н удаляют подо-
вую шихту. Из отделения сортировки товарный карбид кремния
поступает в отделение дробления, а аморф, керновый материал
н старая шихта — на склад возвратных материалов.
Прн эксплуатации печей мощностью 2500 кВ А на I т зеленого
карбида кремния получается до 500 кг аморфа, 200—220 кг сростков
н силоксикона, 300—350 кг графитированного нефтекокса и до
4,5 т возвратной шихты.
ГЛАВА XVII
ПРОЦЕССЫ, ОСНОВАННЫЕ НА ПЕРЕХОДАХ
Т^Тс, ТЕХНОЛОГИЯ УГЛЕГРАФИТОВЫХ
МАТЕРИАЛОВ
XVII.I. ОБЩИЕ СВЕДЕНИЯ
Полимеры углерода; нефтяные и угольные коксы, антрациты, древесный ynwibj
технический углерод (сажа), пироуглёрод, а также искусственный графит, получае-
мый на основе полимеров углерода — нефтяных коксов как наполнителя в каменно-
угольного пека как связующего, — широко используют в различных областях на-
родного хозяйства *.
Если искусственный графит дополнительно пропитывают каменноугольным пе-
ком или наносят на его поверхность пироуглерод или некоторые металлы, то его элек-
трическая проводимость, теплопроводность, термическая стойкость, газонепропинае.
мость и механическая прочность увеличиваются. При использовании различных исход-
ных материалов и условий обработки можно получить углеграфитовый материал
с различными свойствами, Особенно высокими свойствами обладают так называемые
рекристаллизованные графиты, полученные методами термомеханической обработки
(ТМО) под давлением и термомсханохимической обработкой (ТМХО) в присутствии
карбидообразующих металлов.
* Подробно теория графнтации рассматривается в гл. IV.
XVII.2. СЫРЬЕ И ЕГО ПОДГОТОВКА
Естественный графит
Залежи естественного графита различной степени упорядочен-
ности кристаллической структуры обнаружены во многих районах
земного шара. Наиболее совершенную структуру имеет крупнокри-
сталлический графит с острова Цейлон (Шри Ланка).
Основная особенность цейлонского графита -- высокая анизотро-
пия свойств. Так, удельное электросопротивление и теплопровод-
ность составляют: по La —0,4-Ю’1 Ом-см и 1700 Вт.м-К, а по
— 1500-10'4 Ом см п 8 Втм-К.
В СССР обнаружено несколько месторождений графита. Наи-
более мощное в Восточных Саянах (Тунгусский бассейн), па Урале,
Украине, в Средней Азии и других районах. Графит этих месторож-
дений имеет различную степень упорядоченности кристаллической
структуры и менее совершенен, чем цейлонский.
Относительно происхождения естественного графита достаточно
четких мнений нет,Предполагают только,что различные месторожде-
ния его имеют неодинаковые условия образования. Так, графит
цейлонского месторождения образовался в результате разложения
углеводородов и окиси углерода, которые выделялись из магмы
Земли по трещинам и разрывам земной коры. Некоторые месторож-
дения графита образовались в результате глубокого метаморфизма —
превращения твердых углеродных ископаемых. Однако и в этом
случае, по-видимому, па последней стадии происходило превращение
углеводородов. Не исключено также, что графит некоторых место-
рождений образовывался за счет выделения раскаленной магмы
в осадочные породы, содержащие углеродистые отложения. Анало-
гичным образом за счет углеводородов и окиси углерода с участием
высокотемпературной магмы образуются алмазные россыпи, но при
высоких давлениях.
Естественный графит добывают из руд, содержание которых в раз-
личных месторождениях колеблется в широких пределах: от 1—8
ДО 60%.
Графит выделяется из руд путем измельчения и обогащения фло-
тацией.
Естественные твердые горючие ископаемые
Состав и свойства твердых горючих ископаемых определяются ха-
рактером исходных материи л ов-у гл еобра зова толей и условиями их
превращения. По характеру исходных матерпалов-углеобразовате-
лей все ископаемые делятся на сапропелитовые п гумусовые и их
смеси — сапропелито-гумусовые и гумусо-сапропелитовые. Сапро-
пелитовые материалы — торф (сапропель), бурые п каменные
угли — образуются из флоры и фауны водоемов, гумусовые — из
наземных растений. Смешанные образования — сапропелито-гуму-
совые и гумусо-сапропелитовые — возникают в результате выноса
в большей или меньшей степени потоками воды в водоемы наземных
зэо
растений пли затопления значительной площади суши с наземными
растениями водой с образованием морей, заливов и лагун.
В начальной —торфяной — стадии образуются сап ролей и и гу-
мусовый торф или их смеси.Торфяные залежи превращаются в бурые
угли, а последние — в каменные. Существуют различные воззрения
как на образование бурых и каменных углей, так и на последующие
превращения каменных углей.
Различные твердые ископаемые характеризуют содержанием в их
составе углерода, водорода и кислорода, выходом летучих продук-
тов, составом первичных смол и содержанием фенолов в них, а также
характером твердого остатка (порошкообразный или спекшийся)
(табл. XVI.I).
Влажность гумусовых торфов и бурых углей как в свежедобытом
состоянии, так и воздушно-сухом велика. При переходе от торфа
к бурым и каменным углям уменьшается содержание кислорода и
водорода и повышается содержание углерода. В сапропелитовых об-
разованиях больше водорода и меньше углерода; в них также не-
сколько меньше кислорода по сравнению с гумусовыми образова-
ниями. Об изменениях в природных условиях или метаморфизме
каменных углей можно проследить по выходу летучих и элементному
составу на примерах углей Донецкого бассейна (табл. XVI 1.2).
Данные табл. XVI 1.2 показывают, что в результате превращения-
метаморфизма происходит переход более молодых углей в более ста-
рые. При этом уменьшается как выход летучих, так и содержание
кислорода и водорода, но одновременно повышается содержание
углерода. Кислород выделяетя в виде окислов углерода и воды,
а водород—в виде воды, аммиака и сероводорода. С повышением сте-
пени метаморфизма одновременно снижается содержание азота и серы.
ТАБЛ И Ц/I X VI1.1. Д' арактерист ика некоторых углеродсодержащих материалов
Muii'pifX'i ('.одержание. йц Элементный состав. % (в а органическую массу)
влаги (в сы- ром, воздуш- но-сухом) летучих С н О
Торф 85-90 35—40 60—70 53-62 5,7-6,5 30-40
Бурый уголь 30-50 10—20 45—60 67—78 5,5—6,5 20—30
Каменный уголь 4-15 2—10 17-44 78-92 4.3-5.7 4-15
Антрацит 5 1-2 3-4 93-97 1.3-2.5 1,5—5
Сапропель 80-90 0.5—3 80-90 53-60 7-8 22-35
Сапропелитовый уголь 3-4 0,5-3 75—80 75-83 8-11 5-14
ТАБЛИЦА XV11.2. Характеристика, каменных углей Донецкого бассейна
Марка угля Содсржацин летучих, % Элементный состав, % (на органическую массу) Характеристика твердою остатка
С н N О 4- S
Длиннопламснныв 42 78—86 5—6 1,8 10—17 Порошкообразный (Д) ИЛЯ СЛИПШИЙСЯ Газовый (Г) 35—44 78—89 4.5—5,5 1,8 7—16 Спекшийся, рыхлый Жирный (Ж) 26—35 84—90 4,0—5,4 1.7 5—10 Спекшийся, умерен- НО.пЛОТНЫЙ Коксовый (К) 18—26 87—92 4,0—5.2 1.5 3—8 Спекшийся, плотный Ограничен но-сне- 12 —18 89—94 3,8—4,3 1.5 2—5 Слабое пекшийся кающийся (ОС) Тощий (Т) 7—14 90—95 3,4—4,0 1,2 1.3—2,1 Слипшийся или по- рошкообразный Полуантрацит 5—6 92 3,3—3.5 — 1.4 —1,8 (ПА) Антрацит (Л) 1-2 95-98 0.8—1.9 - 0,2-1,5
Для получения металлургического кокса используют спекаю-
щиеся угли, т. е. те, которые при нагревании до 620—670 К без
доступа воздуха способны образовывать твердый остаток в виде
монолита. Этим свойством обладают угли марок Г. Ж, К и ОС
(см. табл. XVI 1.2), не спекаются угля марок Д и Т. Пол у а пт ранит
ие спекается, но размягчается, а антрацит даже не размягчается,
Спекаемость углей зависит как от степени метаморфизма их, так
и от петрографического состава. Основными петрографическими
составляющими являются: витрен, кларен, фюзен и дгарен. Витрен
и кларен обладают близкими свойствами н способны плавиться или
размягчаться; фюзен, состоящий в основном из остатков высоко-
организованных растений, содержит меньше водорода и больше
кислорода, чем витрен, нс способен плавиться и размягчаться.
Дюрен представляет смесь витрена п фюзена, и его свойства опре-
деляются содержанием их в дюрене.
Петрографические компоненты разделяют в тяжелых жидкостях
на внтринитовый и фюзенитовый концентраты по плотностям. Плот-
ность витрена меньше, чем фюзена, так как последний содержит
больше минеральных веществ. Найдено, что кокс, полученный из
витрена, хорошо графитируется, кокс фюзена, полученный из
того же угля, не графитируется.
Донецкие угли, в том числе и антрацит, на 80-85% состоят из
витрена и примерно на 10% из фюзена. Кузнецкие и карагандинский
угли содержат больше фюзена. Например, в антрацитах Сибири со-
держание фюзена превышает 50%. Кокс из углей марок Д и Т но
спекается (см. табл. XVII. 2): первым из-за высокого содержания
летучих, так как метаморфизм органической массы их еще не зашел
глубоко, второй—потому что превращение органической массы
их прошло очень глубоко и содержание летучих в них незначи-
тельно. Коксы из углей марки Г не графитируются.
392
г Для получения металлургического кокса высокого качества
обычно используют шихту, состоящую из хорошо спекающихся
углей Ж и К и плохо спекающегося ОС (последний играет роль
отощающей добавки). Из-за недостатка коксовых углей в шихту
качали добавлять газовые угли. Это привело к изменениям режима
коксования, а именно: температуру от 1370—1470 повысили до
1570 К, а время сократили от 14-16 до 10—12 ч. Это, несомненно,
сказалось на качестве, выходе и составе продуктов коксования.
На различных коксохимических заводах или коксохимических
цехах металлургических комбинатов в Донбассе используют шихту
состава (в %): 25—35 газовых углей; 30- 40 жирных углей; 12—
20 коксовых углей и 8—20 ограниченно-спскающихся углей. Эти
же угли используют для составления шихты на Карагандинском,
Челябинском, Магнитогорском и других заводах, но несколько
в других соотношениях. Шихта содержит основные петрографиче-
ские компоненты углей обычно в соотношении: витриниты 60—75%,
фюзениты 20—30%.
В настоящее время разрабатывается процесс получения металлур-
гического кокса из брикетов. В этом случае кокс может быть получен
только из угля, обладающего необходимыми свойствами, и в частно-
сти невысокой зольностью. Это, несомненно, скажется на свойствах
продуктов коксования.
При коксовании шихты из каменных углей выход кокса 70—
72%; состав кокса на горючую массу (в %): С — 97—98; Н — 0,8—
1,0; N— 1,0—1,5 и О — менее 0,5, летучих в коксе содержится
1 —1,5%, а золы — 10—12%; выход смолы — 3,5%. Состав смолы
приведен ниже:
Вы код, %
Легкое масло (ТК1Ш — до 440—450 К) 0,5—1,0
Средняя фракция (7к11п= 450—500 К) 10,0—12,0
Тяжелая фракция (Ткип = 500—540 К) 5,0—8,0
Первая антраценовая фракция (Ткпп “ 540— 3,0—5.0
570 К)
Вторая антраценовая фракция (7\шп = 570— 16,0—20,0
630 К)
Пек каменноугольный (Ткип — выше 630 К) 54—55
Состав коксового газа (в %): (СО2 -j- H2S) — 2—3; СО — 6—7;
C„Hm — 2—3; N2 — 3—4; СН4 и его гомологии — 22—25 и Н2 —
50—60; выход коксового газа 320—330 м3 т угля; теплота сгорания
Q — 16 800 — 18 000 кДж/м3, плотность 0,45—0,5 кг м3.
Каменноугольный пек
Каменноугольный пек — это тяжелый остаток каменноугольной
смолы, кипящий выше 620—630 К. При коксовании выход смолы
составляет «*3,5%, а пека 50—55% от смолы или 1,7—1,9% от
органической массы угля.
Найдено, что изменение состава шихты углей, идущих на коксо-
вание, почти не влияет на состав пека. В основном он содержит вы-
сокомолекулярные полициклические ароматические углеводороды.
Некоторые из них имеют метильные и метиленовые группы, нафтено-
вые структуры содержатся в небольшом количестве. Ароматические
структуры с молекулярной массой от 400 до 600 содержат от 6.5
до 11,5 колен, а нафтеновые 0,1—0.2, Число ароматических колец
в составе пека, по-видимому, зависит не от состава исходных углей,
а от условий процесса коксования и температуры отгонки легких
погонов смолы.
Данные о механизме образования составных компонентов камен-
ноугольной смолы противоречивы. Полагают, что составные части
каменноугольной смолы — это структурные фрагменты угля, кото-
рые в результате пиролиза-коксования переходят целиком в смолу.
Одпако существует мнение, что компоненты смолы, в том числе и
пек, образуются в результате вторичных реакций — синтеза из
простевших соединен Hit (например, ацетилена) *. Последнее, однако,
некоторые авторы оспаривают, мотивируя своп возражения тем, что
коксовый газ содержит долм процента ацетилена п кроме того,
невозможно понять .механизм образования некоторых компонентов
смолы (например, фенола). Однако эти соображения не могут слу-
жить основанием для отклонения предложенного механизма образо-
вания полициклических компонентов смолы, в том числе и пека.
В коксовых ночах происходит постепенное нагревание угольной
шихты, распространяющее от периферии к центру коксовой камеры.
При этом получаются продукты первичного разложення-пнролнза
угля: первичный газ, первичная смола, полукокс. Последний при
повышенной температуре превращается в кокс, при этом выделяются
водород и метан. Выделяясь, первичные газы и парообразные про-
дукты понадают главным образом в более высокотемпературную
зону — зону кокса, подвергаясь вторичному высокотемпературному
пиролизу.
Как показали исследования, пек первичной смолы бурых )глей
состоит из алифатических углеводородов, имеющих до 25—40 атомов
углерода в цепи. Экстракты из бурого и каменного угля почти иден-
тичны и содержат алифатические и нафтеновые углеводороды. Ка-
менноугольный лек состоит из полициклических ароматических
углеводородов с небольшим числом метильных и метиленовых
групп.
Первичная смола витрпнитовых углей (сапропелито-гумусовых),
которые главным образом используются для получения металлурги-
ческого кокса, содержит большое количество углеводородов жирного
ряда, а содержание ароматических и гидроароматическнх углеводо-
родов в ней невелико. Следовательно, в пиролизе принимают участие
преимущественно углеводороды жирного ряда первичной смолы
и в значительно меньшей степени фенолы и соединения, содержащие
гетероатомы.
В каменноугольной смоле (особенно в ее высших фракциях)
алифатических углеводородов не содержится и очень мало имеется
* Возможность образования высокомолекулярных полициклических углеводо-
родов из ацетилена доказал в прошлом веке Бертло.
394
нафтеновых циклов. Иными словами, алифатические углеводороды
первичной смолы подвергаются целиком пиролизу с образованием
низкомолекулярных углеводородов: этилена, пропилена и ацети-
лена. Подобное же превращение происходит с алкильными группами
ароматических и гидроароматических циклов, а также с фенолами.
Гидроароматические циклы могут дегидрироваться и перехо-
дить в ароматические углеводороды или распадаться на простейшие
непредельные углеводороды - этилен и ацетилен. Сложные гомо-
логи фенолов превращаются в простейшие фенолы: фенол, крезол,
ксиленол с отрывом боковых цепей. То же происходит п с соеди-
нениями, содержащими гетероатомы в цикле.
Таким образом, из первичной смолы в каменноугольную попадет
незначительная часть ароматических, особенно полициклических,
углеводородов; некоторые из них содержат метильные группы,
а также простейшие фенолы и циклические соединения, содержащие
гетероатомы. Основное количество первичной смолы переходит в ка-
менноугольную через простейшие непредельные углеводороды, обра-
зующиеся прн пиролизе первичной смолы.
Процесс образования высокомолекулярных полициклических
углеводородов из этилена и ацетилена идет с большой скоростью.
Так, за 10 2 с ацетилен успевает почти целиком превратиться в смолу,
сажу или кокс, особенно на твердой насадке — коксе.
Таким образом, состав и свойства смолы и пека определяются
главным образом вторичными продуктами, образующимися прн
пиролизе первичной смолы и углеводородных газов, Вот почему,
несмотря на повышение содержания в коксовой шихте газовых
углей (до 35—50%), свойства пека почти не изменяются.
Групповой состав пека определяется но растворимости в различ-
ных растворителях. Нерастворимая в бензоле часть пека — а-
группа — разделяется па нерастворимую и растворимую в хино-
лине сег и а2-грулпы. Группа состоящая в основном из твердых
веществ — коксовых п угольных частиц, сажи, нерастворимых
в хиполине углеводородов и минеральных примесей. — представ-
ляет балласт пеки, так как не является связующим и не обеспечивает
образования графитовой структуры. В условиях графитацпи она
образует турбостратиую структуру из твердых веществ, ококсован-
ных пеком. Растворимая в бензоле или толуоле часть пека затем раз-
деляется па растворимую и нерастворимую в петролейном эфире или
гексане у- и р-группы.
Изменения в свойствах пека связаны с изменениями условий про-
цесса коксования, а именно: с повышением температуры коксования
и сокращением времени коксования в пеке увеличивается содержа-
ние a-группы и особенно аггрупиы за счет удаления с парогазовой
смесью частиц угля и кокса, а также образования сажистых частиц
и полициклических углеводородов высокой степени конденсации.
Качество пека понижается за счет повышения содержания в пеке
аггрупиы и частичного снижения — «.,-группы, поскольку основ-
ное свойство пека — образовывать графитоподобные полимеры —
ухудшаете я .
ЗР5
В настоящее время в технических условиях на пек содержание
сц-группы ограничено 8%, тогда как на производство электродов
пек часто поступает с содержанием 10% и более. Следовательно,
если для получения электродов взять 80% наполнителя (нефтяного
кокса) и 20% связующего—пека, то при 55%-ном выходе кокса из
пека на 100 кг смеси получим 20-0,55 = 11 кг кокса из пека. Из них
8% составляет «^группа, т. е. 20-0,08 — 1,6 кг; т. е. кокса, участву-
ющего в связывании композиции электрода, будет 11 — 1,6 9,4 кг;
этого количества связующего недостаточно для получения практи-
чески прочных электродов с высокой электрической проводимостью.
Естественно, что при содержании аггруппы в пеке более 8% еще
больше снизится качество электродов.
Свойства и качество пека зависят от содержания различных
групп в нем, а также от состава и строения углеводородов, входящих
в них. В качестве связующего могут выступать группы углеводоро-
дов, способные к плавлению и последующему коксообразованию
в условиях обжига, т. е. при 670—770 К. Эти свойства в большей
степени присущи углеводородам а3- и p-групп и в значительно мень-
шей степени — у-группы. В а2-группу входят высокомолекулярные
полициклические углеводороды, содержащие шесть и более арома-
тических циклов; именно эта группа углеводородов, являющихся
связующими, переходит в кокс почти на 86%. Углеводороды р-
группы, растворимые в бензоле, пе могут иметь более четырех-пяти
ароматических циклов в молекуле (если они пе содержат алкильных
групп); поэтому в условиях обжига значительная часть углеводо-
родов Р-группы улетучивается, а в кокс переходит до 45%. Участие
в коксообразовании углеводородов у-группы незначительно, так как
они уже прн сравнительно низкой температуре легко испаряются.
Выход твердого остатка при коксовании пека оказался равным
для групп: а( 87,6%; а.> «« 82%; р 41,85% и у — 6,27%;
спекающая способность при этом: - 0%; а2 = 86%; Р 61 %
ну -= 18%.
Каменноугольные пеки заводов СССР содержат соединения
с молекулярной массой 600 при числе полиароматических циклов
II —12. Укажем, что в у-группу входят соединения из 3—4 колец;
в Р — из 6 колец; в а2 — до 13 и более. Чем больше число колец,
тем меньше связующая способность при коксовании. Соединения,
образованные из 6—7 ароматических колец, обладают связующими
свойствами, а из 13 — этими свойствами не обладают. Например,
гексабензкоронен С42Н1Я - 13 колец в структуре — имеют темпе-
ратуру размягчения (970 К).
Пековый кокс получают при 1170—1270 К в печах, используемых
для получения доменного кокса из углей. В этих же печах пековый
кокс подвергают дополнительной выдержке — прокалке. Исковый
кокс, полученный из обычного среднетемпературного пека (темпе-
ратура размягчения 340—350 К), обладает высокой степенью графи-
тацин. Он образуется из сравнительно однородных поликонденси-
рованных ароматических углеводородов с небольшим количеством
соединений, содержащих гетероатомы.
396
S’ В нестоящее время, к сожалению, для повышения выхода кокса
В пек предварительно окисляют при 570 К кислородом воздуха до
К температуры размягчения пека 400—420 К. При коксовании такого
В пека выход кокса повышается до 55%, Одновременно снижается
степень графитации кокса до 60% по сравнению с коксом из неокис-
лепного пека. Это связано с образованием в пеке структур, не спо-
К собных образовывать графитирующийся кокс, так как при окмсле-
ff нии пека происходит окислительная конденсация его составляющих
с образованием высокомолекулярных соединений, пе способных
у плавиться. Причем процесс конденсации идет через образование
кислородных пятпчлепных циклов.
Нефтяной кокс
Для правильного понимания условий формирования необходимых свойств поли-
меров углерода (кокс, сажа, графит), необходимо знать свойства исходных продук-
тов. Та'к как пефтянсш кокс получается из дистиллятов нефти, а нефть — это слож-
ная смесь углеводородов и их производных, то необходимо знать состав нефтей, их
свойства, а также условия превращения в твердые продукты — кокс. т. е. методы
коксования и их влияние на свойства кокса.
По преимущественному содержанию углеводородов (свыше 50 %) нефти делятся
на метановые, метано-нафтеновые. нафтеновые, нафтено-ароматические и аромати-
ческие. Наиболее старыми нефтями являются метановые, наиболее тяжелыми —
ароматические.
Исходные продукты для образования нефти тс же. что и для сапропелитовых
углей. Все нефти кроме углеводородов содержат в различных количествах гетеро-
атомные соединения, включающие кислород, серу и азот, а также асфальто-смоли-
стые вещества (от 5 до 20 %). По мнению Добрянского эти вещества являются недо-
развитой нефтью, т. е. веществами, которые по строению и свойствам уже не являются
нефтеобразователями. но еще не превратились в углеводороды нефти. Асфальтены
растворяются в бензоле н толуоле, но не растворяются к гексане. При нагревании
До 570 К они выделяют газ и'превращаются во вспученный кокс не плавясь. Кокс
асфальтенов не графитируется.
Смолы при нагревании переходят в асфальтены и мальтены (масла).
Хорошая растворимость асфальтенов в бензоле и толуоле и пло-
хая растворимость в них высококондепсированных полицикличе-
ских ароматических углеводородов указывает па то, что степень
конденсации в асфальтенах ядер ароматических углеводородов не
должна быть высокой. Смолы называются силикагелевыми, так как
выделяются на силикагеле. Асфальтены не являются индивидуаль-
ными соединениями: из различных смесей гептана и толуола дроб-
ным осаждением можно выделить различное количество веществ
с различным элементным составом и меняющейся температурой
плавления. Молекулярная масса смол — примерно 750, а асфаль-
тенов в 2 — 3 раза выше.
Нефть разгоняется на фракции:
бензиновую — отгоняется до 450 К:
керосиновую — отгоняется от 450 до 585 К;
дизельную — отгоняется до 620 К.
Выход указанных продуктов зависит от характера нефти и со-
ставляет от 45 до 55 %.
Остаток, выкипающий выше 620 К. — это темный продукт,
называемый мазутом и используемый в основном как котельное
397
топливо или для дальнейшей переработки. В зависимости от способа
перегонки из мазута получают различные минеральные масла, га-
зойль и гудрон, кипящий выше 770 К.
Мазут и гудрон могут подвергаться крекингу или коксованию
с получением газа, легких светлых продуктов и тяжелых погонов,
или нефтяного кокса. Выход последнего зависит главным образом
от содержания в нефтях а с фа л ьто-смол истых веществ, которые
почти полностью переходят в кокс. Степень графитацин этого кокса
будет определяться содержанием в нем асфальто-смолистых веществ.
Для крекинга с целью получения легких погонов (бензина) можно
использовать и более легкие дистиллятные фракцпи — дизельную
или газойлевую, которые почти не содержат асфальто-смолистых
веществ. Тяжелая часть крекинга этих фракций идет на получение
так называемого крекинг-кокса марки НККЭ — нефтяной кокс кре-
кинговый электродный. Поскольку последний образуется из тяже-
лых крекннг-остатков дистиллятных фракций, лишенных асфальто-
смолистых веществ, этот крекинг-кокс графитируется лучше,
В качестве сырья для получения кокса используют смолы про-
цесса пиролиза. Такой кокс называется нефтяной кокс пиролизный
электродный (НКПЭ). Пиролиз ведут обычно при 1020 К в мягких
условиях и 1070 1120 К в жестких, В результате пиролиза обра-
зуются непредельные углеводороды — этилен, пропилен и бути-
лены. В качестве сырья используют главным образом попутные
газы нефти, содержащие этан, пропан, бутан и др., или прямогон-
ный бензин и другие жидкие углеводороды. Наряду с непредель-
ными углеводородными газами получается пиролизная смола, при
коксовании которой образуется пиролизный кокс, причем лучший
кокс получается из пиролизной смолы .мягких условий пиролиза
и хуже из смолы жестких условий, так как в состав смолы входят
главным образом полициклические углеводороды с метильными
группами. Кроме того, эти смолы содержат значительное количество
(до 1211 о) высокомолекулярных неплавких продуктов. Пиролизная
смола находит применение как связующее в электродных компози-
циях и используется как пропиточный материал для уплотнения элек-
тродов.
Нефтяной кокс получают периодическим, полунепрерывным и
непрерывным методами, В периодическом процессе получения неф-
тяного кокса крекингового электродного (НККЭ) используют гори-
зонтальные металлические емкости (кубы) диаметром 2—4,5 и дли-
ной 10—13 м. Торцевые части куба открываются. В кубе находится
крестовина для выгрузки кокса. В куб заливают подогретое сырье.
При нагревании последнего образуются газ и легкие погоны, которые
отводятся через шлемовую трубу, расположенную вверху и центре
куба. Шлемовая труба соединяется с холодильником н конденсато-
ром и сборниками газэ и жидких продуктов. Снизу куб обогревается
форсунками (температура 970 —1070 К). По достижении темпера-
туры п кубе 715- 730 К выход легких погонов прекращается. После
этого куб обО1ревают еще 2—3 ч для прокалки кокса. Затем обогрев
отключают и куб охлаждается. При этом кокс охлаждается до 420 К
398
продувкой водяным паром. Кокс выгружается через одну из торце-
вых сторон куба.
В настоящее время кубовые установки применяют редко из-за
из быстрых прогаров и низкой производительности. Однако в кубах
получают более качественный коке, так как в них может коксо-
ваться более качественное сырье, а именно: крскипг-остатки легких
прямогонных нефтяных фракций — дизельной или газойлевой, ли-
шенных асфальто-смолист!,IX веществ, для получения крекингового
кокса и пиролизные смолы для получения пиролизного кокса.
В полунепрерывном процессе сырье подается непрерывно, а кокс
выгружается периодически. Для коксования служат две (или более)
спаренные камеры, в одной из которых получают кокс, а из другой
его выгружают. Подобные установки называют установками замед-
ленного коксования (УЗК).
До 765—770 К сырье подогревается в трубчатых печах и затем
направляется в одну из камер диаметром 3—6 и высотой 20—30 м.
Нагретое сырье поступает в камеру снизу, а газ и жидкие продукты
коксования выходят из камеры сверху и направляются на охлажде-
ние и разделение в ректификационные колонны, где выделяется
бензин, легкий и тяжелый газойль, а в камере накапливаются высо-
комолекулярные тяжелые продукты, которые затем переходят в твер-
дый остаток — кокс. После заполнения камеры па 80% коксом
поток сырья направляют во вторую освобожденную от кокса камеру.
Первую камеру перед охлаждением и выгрузкой кокса продувают
для очистки от паров углеводородов водяным паром; одновременно
происходит охлаждение до 470 К, Затем водой камеру охлаждают до
прекращения испарения ее и начинаю; выгружать кокс. По высоте
камеры кокс в ней по качеству разделяется на нижний, средний и
верхний слой. Худший кокс — в верхнем слое; он более рыхлый,
содержит много летучих, золы и серы.
Таким образом, свойства нефтяного кокса марки НК зависят
в значительной степени от состава исходного иырья п условий про-
цесса .
В условиях УЗК через коксовую камеру проходит вся тяжелая
фракция сырья — мазута пли гудрона. Поэтому в кокс переходят
асфальто-смолистые вещества п высокомолекулярные, главным обра-
зом ароматические, полициклические углеводороды. Качество кокса
определяется соотношением продуктов, перешедших в кокс. Чем
больше асфальто-смолистых веществ перейдет в кокс, тем хуже он
будет графитироваться. Часто в камеру коксования дополнительно
направляют отходы от очистки масел - асфальты и экстракты, ко-
торые еще больше ухудшают свойства кокса. В некоторых случаях
с пелыо повышения выхода кокса мазут или гудрон предварительно
окисляют. Это повышает выход кокса, по резко снижает его качество,
а именно: способность к гомогенной графитапип.
Для непрерывного получения нефтяного кокса методом тер.мо-
контактного крекинга (ТК К) используют аппараты с кипящим слоем.
В одном аппарате ш счет подача возтуха кокс разогревается до
87D -890 К. Разогретый продукт пл при пл я ют во второй аппарат,
399
куда поступает также н сырье на коксование — мазут или гудрон.
На частицах кокса происходит крекинг сырья с образованием на
поверхности их свежего кокса, Кокс при этом охлаждается, крупные
частицы его отводятся как товарный продукт, а мелкие — до 0,3 мм--
снова поступают в аппарат для разогрева за счет подаваемого воз-
духа. При разогреве до 40% образующегося кокса сжигается, и
продукты горения направляются в котел-утилизатор, где получается
пар.
Несмотря на ряд преимуществ этого метода перед кубовым и
УЗК, а именно: непрерывность, простота выгрузки кокса и низкое
содержание летучих в коксе, — метод не нашел широкого промыш-
ленного внедрения. Имеются только опытно-промышленные уста-
новки. Причина этого — низкий выход кокса и низкое его качество
в связи с окислением кокса, снижающего степень графитации его
в гомогенных условиях,
В табл. XVII.3 приведены данные о выходе и характеристике
кокса различных процессов коксования из различных нефтей.
Нефтяной кокс, полученный в кубах или при замедленном коксо-
вании при 720—770 К, перед использованием для производства
электродов необходимо прокаливать при 1370—1570 К. Цель про-
калки — по возможности более полное выделение летучих из кокса,
некоторое снижение содержания серы и золы, а также изменение
наиболее существенных структурных показателен, обуславливающих
расширение и усадку коксового материала. Эти изменения и удаление
летучих увеличивают электрическую проводимость н теплопровод-
ность кокса.
Структурные изменения и удаление летучих происходят прн
температурах выше 770 К, Если непрокаленный кокс используется
в электродах в качестве наполнителя, а связующим служит ка-
менноугольный пек, то в наполнителе происходят все основные
ТАБЛИЦА XV! 1.3. Характеристика коксов
Кокс Выход кокса, % Содержание. ®о
влага зол а сера летучие
И 3 малое е р н и с т о и и е фт । i
Кубовый
из крекинг-остатка 16—20 1-4 0,4—0.8 0.5—1.0 5—7
из пиролизной смолы 24-26 0.5—2 0,01-0.2 0,1—0,8 3-5
Замедленного коксова- 20—22 ния из гудрона Из сер j 3 цистой 0.5—0,8 нефти 1,3-1,5 7-10
Кубовый из крекинг-ос- татка 24—30 1-4 0,4-0,8 3,3-5.3 5-7
Замедленного коксова- ния из гудрона 22-24 6-9 0,3—0.5 3.4-3.9 5-10
Термоконтактного кре- кинга из гудрона J0-12 0,5—2 0,6-0,9 3.4—4.0 2-3
400
ТАБЛИЦА .XV11.4. Сравнительные данные нспрокаленных и прокаленных коксов,
полученных различными способами *
Кокс зола Содержант сера ?. % летучаю Порис- тость. Временное сопротивле- ние разрыпу, МПа
Кубовый из крекннгос- 0.6- 0,8 0,7—3,7 6.5 47,1 5.05
0.5- 0.6 0,6-2,! 0Д> 6,7-10,5 56.0 6,05
таткпв сернистой и мало- сернистой нефти
0,4 3,8 35- 25 3.0-6,5
Замедленного коксова- ния из крекинг-остатка сернистой нефти 0.3 2.3 0,2 46—50 5.0 4,6
0,7- 1.2 .3.0 0,6 11.0
Термоконтактного кре- 0,6-1,0 2.0 0,2 16,0 —
кинга из гудрона серни- стой нефти 3,0
0,1 0,3 2.5 65,4
Кубовый из пиролизной смолы од 0,3 0,2 71,0 9.0
* В числителе приведены показатели непрокалениого, а в знаменателе — прокаленного
кокса.
структурные изменения после образования на его поверхности
кокса связующего (670— 770 К). В этом случае образовавшийся
кокс связующего разрушается и прочность, а также другие свойства
электродов ухудшаются, что иногда приводит к разрушению послед-
них (табл. XVI 1.4).
Технический углерод (сажа)
В настоящее время существует до десятка различных точек зре-
ния на характер зародыша и механизм образования сажевых частиц
(дисперсного углерода). Однако значительная их часть отражает
лишь частные случаи и не может служить теоретической основой
рассмотрения этого сложного процесса. Все теории сажеобразования
можно разбить на две группы. В первой в качестве зародыша саже-
вых частиц рассматривают простейшие углеводороды (СН41 С2На
и др.) или их радикалы (С2, С21 Г, СН и др.), а во второй — бензол,
высокомолекулярные полициклические соединения или капли тумана
смолистых веществ. Многие исследователи разрабатывают так назы-
ваемую ацетиленовую теорию сажеобразования. Но в зависимости от
условий ацетилен может превращаться в высокомолекулярные по-
лициклические ароматические углеводороды, смолы и кокс, а при
высоких температурах в результате дегидрирования ацетилен пре-
вращается в твердые сажевые частицы, т. е. стадия образования про-
межуточных жидких продуктов отсутствует, иными словами, единой
ацетиленовой теории быть не может.
Характер зародышей и механизм образования сажи может быть
понят только при глубоком изучении характера пламени и процесса
пиролиза углеводородов различных классов.
14 П/р В. А. Ершова
401
В настоящее время факел ламинарного диффузионного пламени
разделяют на четыре зоны:
зона реакции или окислительная (горения);
светящаяся зона;
темная зона топлива;
сине-зеленая зона.
Такое деление не отражает полностью существа химических
реакции, протекающих в пламени, но имеет принципиальное значе-
ние для характеристики всего процесса. Согласно этим представле-
ниям горение (расходование кислорода) идет только на внешней обо-
лочке факела, к которой через продукты горения диффундирует
кислород (воздух), а из внутренней части факела — горючие про-
дукты. К зоне горения со стороны факела примыкает сине-зеленая,
а затем светящаяся зона, состоящая в основном из твердых углеро-
дистых частиц (кокса и сажи) и части высокомолекулярных продук-
тов уплотнения, растворимых в органических растворителях. Нако-
нец, в центре факела располагается темная зона, названная неточно
зоной топлива. В зависимости от исходных углеводородов она, по
существу, является зоной начального пиролиза, а в качестве зоны
топлива может служить, в зависимости от свойства исходного топ-
лива, очень небольшой участок нижней части центра факела, центр
макродиффу знойного очага или капли топлива. Таким образом,
к зоне горения из внутренней части факела поступают продукты сине-
зеленой области и светящейся зоны. Следовательно, исходные угле-
водороды в условиях установившегося горения непосредственно
с кислородом не встречаются и не взаимодействуют между собой.
Кислород взаимодействует с продуктами превращения, образующи-
мися внутри факела. Вот та «лаборатория», в которой осуществляются
различные синтезы с превращением исходных продуктов при полном
н особенно при неполном горении — термоокислнтельном пиролизе.
Нам представляется целесообразным в ламинарном диффузион-
ном факеле, а также в очагах макро- и мнкроднффузионпых турбу-
лентных пламен выделить пять зон:
зону расходования кислорода воздуха (горения);
сине-зеленую, или спектроскопически прозрачную зону;
зону глубокого пиролиза (светящуюся зону);
зону начального пиролиза исходного топлива;
зону исходного топлива.
Как известно, большинство промышленных саж получается из
жидких и газообразных углеводородов или их смесей в условиях
пламени. В качестве жидкого сырья обычно используют нефтяные
фракции и фракции каменноугольной смолы, содержащие в основном
полициклические ароматические углеводороды. Число циклов
(1,8—2,3) в молекулах в значительной степени определяет качество
саж и их способность к графитацни. Найдено, что почти все аромати-
ческие углеводороды с двумя ароматическими кольцами в зависимости
от температуры в основном или конденсируются в высокомолекуляр-
ные полициклические соединения, или происходит разрыв аромати-
ческих колец с образованием радикалов С2, С2Н и ацетилена. Обра-
402
Рис. XVII.1. Структура частицы сажи.
зующнеся высокомолекулярные полициклические углеводороды под-
вергаются дальнейшему уплотнению в еще более высокомолекуляр-
ные продукты. Этот процесс идет значительно быстрее, чем повы-
шение температуры в системе (в очаге факела), вследствие чего пары
этих продуктов конденсируются в мельчайшие капельки тумана.
Тепловой удар воспринимается прежде всего поверхностью капли,
поэтому происходит затвердевание ее и дальнейшее уплотнение
поверхностного слоя капли, как это показано на рис. XVII. 1, а,
Прн высокой концентрации капель тумана они могут столкнуться
и произойдет слияние их с последующим уплотнением общей поверх-
ности двух капель (рис. XVII.I, б). Образующиеся сферические
твердые частицы имеют наиболее упорядоченную структуру на
внешней поверхности, а внутри них находятся мелкокристалличе-
ские частицы в неупорядоченном и неуплотнепиом состоянии. Даль-
нейшая кристаллизация их с повышением температуры происходит
уже в условиях свободного перемещения к внутренней поверхности
застывшей капли. Такой структурой обладают частицы термической
газовой (ТГ) и ламповой (ПМ-15) саж, получающиеся при 1470—
1520 К н обладающие высокой степенью гомогенной графитацни.
При более высоких температурах (1570—1770 К) ароматические
углеводороды сырья подвергаются пиролизу в основном с разрывом
кольца и образованием радикалов G, С2Н н ацетилена. Ацетилен
в этих условиях может дегидрироваться и конденсироваться с ради-
калами С2 и С2Н непосредственно в сажевые частицы, минуя стадию
образования промежуточных полимерных жидких продуктов. К та-
ким сажам относятся ПМ-50, ПМ-75, ПМ-100 и др.
Вследствие перехода углерода из газовой в твердую фазу и обра-
зования новых углерод-углеродных связей выделяется значительное
количество теплоты. При этом возникают мелкие кристаллики струк-
туры типа графита, которые, взаимодействуя между собой (коагу-
лируя), образуют сажевые частицы турбостратной структуры
(рис. XVII.2).
Расположение кристалликов между собой в подобной структуре
нивелирует анизотропные свойства их. Это скопление мелких крн-
14* 403
Рис. XVII,2. Сажевые частицы турбостратной структуры.
/ ПЛк сталликов попадает в зону начального пи-
релиза сырья — более низкотемпературную
зону факела, где ароматические углеводо-
роды сырья и образующийся ацетилен ча~
стично конденсируются в высокомолекуляр-
иые смолообразные продукты, которые осе-
1I дают на поверхности агломерата кристал-
спи ликов и закоксовываются на ней. Образо-
вавшаяся поверхностная пленка жестко закрепляет мелкие угле-
родные кристаллики сажевой частицы так, как это показано на
рис. XVII.2, и препятствует упорядочению и росту кристаллов гра-
фита при гомогенной графитацин таких саж.
Соотношение в сажевых частицах турбостратной части (агломе-
раты кристалликов) и поверхностного ококсованного на ней слоя,
приближающегося к упорядоченной графитовой структуре, зависит
от условий процесса получения саж, а именно: температуры про-
цесса, размера частиц распыляемого сырья, скорости прогрева и
скорости охлаждения саже-газовой смеси и состава исходного сырья.
В зависимости от указанных выше условий различные сажевые
частицы содержат больше или меньше гомогенно графитирующегося
поверхностного слоя и гомогенно пеграфнтирующихся агломератов
турбостратной структуры.
По этой причине прн гомогенной графитацин различных саж они
обладают различной степенью перехода в графитовую структуру.
В зависимости от указанных выше условий на поверхности сажевых
частиц находится еще некоторое количество высокомолекулярных
полициклических углеводородов различного состава. При быстром
охлаждении саже-газовой смеси они остаются и затвердевают па
поверхности сажевых частиц, агломерируя их в агрегаты и создавая
так называемую вторичную структуру сажи.
Эта вторичная структура легко разрушается при механическом
воздействии или нагревании.
Но в условиях карбонизации и графитацин сажи часть этих по-
лициклических соединений, находящихся на поверхности сажевых
частиц, может закоксоваться и жестко агломерировать сажевые
частицы, вследствие чего значительно понижается удельная поверх-
ность сажи. Такие сажи, так же как и представленные на рис. XVI 1,2,
не графитируются в гомогенных условиях. Для обеспечения гомоген-
ной графитацин этих саж необходимо посредством окислителей
(О2, СО2, Н2О и др.) разрушить углеродную пленку, агломерирующую
основную кристаллическую часть углерода.
Таким образом, гетерогенная графнтация с использованием
окислителей позволяет не только обеспечивать перенос атомов угле-
рода с одних активных центров участков решетки на другие, но и
создает условия для гомогенной графитацин в результате снятия
жестких углеродных пленок (каркасов), мешающих гомогенной
кристаллизации внутренней части углеродного полимера. Низкая
404
F
степень графитацин ацетиленовой взрывной сажи, по-видимому,
Е- является результатом агломерации частиц ацетиленовой сажи за
И?', счет полициклических углеводородов в период ее нагревания и
fr графитацин.
J Ацетиленовая взрывная сажа получается в особых условиях при
взрыве ацетилена (за время 10“® с) с выделением значительного
количества теплоты за счет образования новых углерод-углеродных
связей, что приводит к повышению температуры саже-газовой смеси
tyV до 3300 К. В этих условиях сажа получается непосредственно нз
/ радикалов Сп, СоН и ацетилена без образования промежуточных
. - жидких продуктов и обладает специфической структурой. В кристал-
• Л лнтах ацетиленовой сажи расстояния между атомами углерода в слоях
’ н между ними более соответствуют кристаллитам графита, чем в дру-
гнх сажах. Поэтому ацетиленовая взрывная сажа обладает сравни-
г- тельно высокой электрической проводимостью. Однако степень го-
< могенной графитацин ее оказалась низкой (0,264), а расстояние
у, между плоскостями (d002) равно 0,341 нм.
В условиях получения ацетиленовой взрывной сажи одновременно
с йен образуется некоторое количество полициклических аромати-
> ческнх углеводородов. Эти углеводороды получаются не как проме-
жуточные продукты процесса сажеобразовання, а параллельное ним
за счет части ацетилена, непосредственно находящегося у сравни-
\ тельно холодных стенок реактора. При охлаждении сажи поли-
циклические углеводороды осаждаются и затвердевают па ее по-
верхности.
У В обычных условиях они не оказывают существенного влияния на
I '" такие свойства сажи, как электрическая проводимость и электронно-
физические характеристики, но при нагревании и графитацин зна-
ч чительная часть их не выделяется в виде летучих, а коксуется на по-
? верхпости сажевых частиц и агломерирует их, вследствие чего за-
трудняется гомогенная графитацин основной массы полимера уг-
лерода.
*? XVII.3. ЭЛЕКТРОКАЛЬЦИНАЦИЯ УГЛЕРОДСОДЕРЖАЩИХ
МАТЕРИАЛОВ
Углеродсодержащие материалы прокаливают для полного удале-
пня влаги и летучих, максимального уплотнения вещества, увели-
чения механической прочности, электрической проводимости и тер-
z мостойкости.
В процессе прокаливания происходят максимальное уплотнение
структуры, стабилизация усадки прокаленного материала, позволя-
ющие контролировать и управлять объемными изменениями сфор-
мовапных электродных изделий при их последующей термической
; обработке (обжиг, графитацня).
Физико-химические основы прокаливания
; Абсолютное значение усадки при прокаливании неодинаково для
£ различных углеродсодержащих’матсриалов и'зависит от их природы,
1’ состава и микроструктуры, однако наибольшее влияние оказывает
й 405
содержание летучих веществ. Например, для антрацита, содержа-
щего 4,1 % летучих, объемная усадка составляет 14,4%, а при со-
держании летучих 7,3% усадка возрастает до 19%. Объемная
усадка нефтяных коксов колеблется в пределах 20—24%, а для
отдельных кусков достигает 30% и также зависит от содержания
летучих. Антрацит в плоскости наслоения претерпевает мень-
шую усадку, чем в направлении, перпендикулярном этой пло-
скости. Усадка коксов не имеет каких-либо ориентированных на-
правлений.
Выделение летучих для всех видов углеродсодержащих материа-
лов начинается с 450—550 К и нарастает с повышением температуры.
Термостойкость органических соединений зависит от их структуры
и обусловлена энергией химических связей. Повышение энергии
макромолекул при нагревании приводит к разрыву связей различной
прочности и отрыву периферийных радикалов, сопровождающимся
выделением водорода, окиси углерода, метана и других углеводо-
родов С„НГ?,; остаток обогащается углеродом. Скорость газовыделе-
ния с повышением температуры нарастает неодинаково для различ-
ных углеродсодержащих материалов. У антрацитов, например,
количество выделяющихся летучих нарастает более плавно, чем у неф-
тяных коксов. Характер и скорость нарастания газовыделеиия
у коксов объясняется температурным режимом коксования, а у ан-
трацитов — степенью метаморфизма.
В связи с характером газовыделеиия. определяемым температур-
ными условиями, протекают объемные изменения, вызываемые в ос-
новном различными химическими процессами. В пределах температур
максимального газовыделеиия боковые цепи отрываются и одновре-
менно происходит конденсация и полимеризация основных, более
тяжелых углеводородов с обогащением их углеродом. Эти процессы
сопровождаются сближением отдельных структурных элементов
материала, что обуславливает усадку. С повышением температуры
скорость газовыделеиия непрерывно уменьшается, но глубина пиро-
лиза непрерывно возрастает, а потому с прежней интенсивностью
протекают структурные уплотнения.
Уплотнение структуры углеродсодержащего вещества при про-
каливании — сложный физико-химический процесс. До термической
обработки эти материалы (антрациты, коксы) обладают большим
удельным электросопротивлением. С повышением температуры про-
каливания до 870 К происходит постепенное снижение сю значения
и резкое — в интервале 870—1170 К (на 3 порядка), приближаясь
к 1000 Ом-мм2'м при 1570 К. Связано это с преобразованием связен
в матрице вещества, с увеличением степени упорядоченности угле-
родных сеток в процессе прокаливания.
Механическая прочность углеродсодержащих материалов имеет
большое значение при использовании их в качестве электродов.
Так, крупные зерна термоантрацита создают костяк тела электрода,
придавая ему высокую прочность. Прочность для антрацита увели-
чивается от 34 до 70 МПа при 1570 К. а для нефтяного пиролизного
кокса — до 28,5 МПа.
406
В промышленной практике установлены оптимальные темпера-
туры, а также показатели для качественной оценки процесса про-
каливания. Показатели, характеризующие степень прокаливания,
могут быть различные — электрическая проводимость, истинная
плотность, содержание водорода и другие. Выбор метода для опера-
тивного управления процессом прокаливания определяют, учитывая
минимальность времени, необходимого па определение, точность
определения и его воспроизводимость. Требования, предъявляемые
к прокаленным углеродсодержащим материалам, характеризуются
областью их применения.
Технологические режимы процесса и типы печей
Углеродистые материалы прокаливают в специальных прокалоч-
ных печах различных конструкций. Последние выбирают с учетом
технологических требований, экономических соображений и про-
мышленных условий.
В настоящее время в промышленности применяются четыре тина
печей: электрические, вращающиеся, ретортные и шахтные. Все они
различаются конструкцией и технологическими условиями ведения
процесса, например видом теплоносителя, условиями теплопередачи
н средой прокаливания. Последняя оказывает большое влияние на
свойства прокаливаемых материалов. В ретортных печах материал
нагревается косвенным образом, а именно: теплотой, передаваемой
через стенку из огнеупорного кирпича. Во вращающихся печах про-
исходит прямое нагревание за счет контакта отопительных газов
с прокаливаемым материалом. В электрических печах, в которых
нагревание обусловлено превращением электричества в теплоту,
прокаливаемый материал выполняет роль сопротивления.
Электрические прокалочные печи бывают периодического и не-
прерывного действия. Поскольку первые низкопронзводительны н
неэкономичны, оии не нашли широкого применения. Кроме того,
электрические прокалочные печи делятся на закрытые п открытые.
Открытые печи в отличие от закрытых имеют открытую сверху
шахту. Устройство шахты закрытых печей позволяет собирать ле-
тучие, выводить и сжигать их за пределами цеха. Эти печи более
экономичны и обеспечивают более благоприятные санитарно-гигиени-
ческие условия при эксплуатации. Закрытые печи имеют горизонталь-
ное или вертикальное расположение токоподводящих электродов.
В настоящее время на отдельных предприятиях, где применяют
самоспекающнеся электроды и готовят электродную массу, исполь-
зуют открытые электрические печи — электрокальцинаторы, при-
надлежащие к типу шахтных печен. По электрической характери-
стике последние относятся к печам сопротивления с одним подвиж-
ным электродом, вторым электродом служит под печи. Электриче-
ский ток подводится к электродам и проходит через находящийся
в шахте печи и обладающий большим сопротивлением прокаливае-
мый материал. Выделяющаяся при этом энергия нагревает материал
до требуемой температуры, обеспечивая его прокаливание.
407
Рис. XVII.3. Электрональцинатор с вертикальными электродами:
1 — самоспекающийся электрод; 2 — огнеупорная кладка; 3 — шахта электрокальцннатора;
4 — наружный металлический каркас; 5 — под; 6 — ватержакет и устройство для выгрузки
Рнс. XVI 1.4. Температурное поле в шахте электрокальцннатора.
Печь (рис. XVII.3) представляет собой вертикальную шахт}' 3,
выложенную огнеупорным шамотным кирпичем 2. Снаружи печь
нмеет металлический каркас 4, высота печи 4,3—5,0 м, внешний
диаметр 2,45—4,0 м и внутренний диаметру шахты 1,75—1,86 м.
Внизу шахта переходит в конический под 5 из электродной массы,
который в центре имеет карборундовую выпускную воронку, окан-
чивающуюся металлической насадкой с водяным охлаждением 6.
Печь имеет трансформатор мощностью 250 кВ-А. Напряжение со
стороны НН 44—64 В, максимальный ток 5000—10 000 А. Диаметр
подвижного электрода / около 500—550 мм. Ток подводится медными
шинами к подвешенному электроду и к коническому поду.
Особенность данных печей — строгие требования, предъявляе-
мые к гранулометрическому составу, а именно: он должен быть по-
стоянным, поскольку от него зависит электросопротивление загрузки
и, следовательно, электрический режим (в конечном счете — тепло-
вой режим). При нарушении принятого гранулометрического со-
става изменяется электросопротивление загрузки и, следовательно,
нарушается температурный режим. Размеры кусков материала не
должны превышать 25 мм. Зерна мельче 6- 8 мм необходимо уда-
лять; однако и интервал размеров 25—8 мм слишком велик; он дол-
жен быть значительно уже, например 6—12, 8—17 мм пли 15—25 мм.
Для антрацита обычно принимают размеры кусков такими, чтобы
после прокаливания он поступал в дальнейший предел с минималь-
ными затратами на операцию измельчения.
Непосредственное измерение температуры в зоне прокаливания
ведут по показаниям электрических приборов. Обычно для этой цели
нспользуют амперметры, установленные со стороны НН трансфер-
ов
матора, В соответствии с показаниями приборов материал выгру-
жают из печи. По мере прогревания материала ток возрастает.
Существенный недостаток этих печей — неравномерное распреде-
ление температуры по сечению. Так, в центре печи температура
поднимается до 2250—2450 К, а па внутренней поверхности футе-
ровки она равна всего 800-000 К (рис. XVII.4). Управление тем-
пературным режимом нс предусмотрено н трудно осуществимо,
поэтому качество прокаливаемого материала неоднородно: от 2 до
15% прокаливаемого материала графитируется в результате обра-
зования местных электрических луг и перегрева застойных зон
в печи.
Материал загружают в печь из бункера, размещенного над
печью. В печи постоянно должен быть избыток материала, это предо-
храняет от сгорания и материал, и электрод и обеспечивает лучший
сход материала. Электрод должен быть погружен в материал. Вы-
грузку производят небольшими порциями.
Для обеспечения нормальных условий работы печи необходим
симметричный сход материала вокруг электрода. Это служит при-
знаком того, что материал проходит равномерно по всему объему
печи. Если нарушается нормальный сход материала, то в местах
зависания температура сильно повышается, увеличивается электри-
ческая проводимость материала, соответственно возрастает ток, что
может привести к перегреву части материала и даже сплавлению
футеровки. В этих случаях приборы почти не отмечают падения
тока при загрузке свежего материала.
Следует также следить за обгоранием токоподводящего электрода
и добиваться равного сгорания по всей поверхности. Часто электрод
обгорает в виде сосулек, образующиеся неровности вызывают не-
равномерное распределение тока по сечению шахты, что в свою оче-
редь приводит к неравномерному прокаливанию и может служить
причиной образования зависаний. Если своевременно не выравнять
электрод, куски его могут отвалиться и вызвать нарушение хода печи.
Производительность печи по антрациту соста-
вляет 200—800 кг, ч. На 1 т расходуется кВт-ч:
для антрацита -900—1600; для кокса - 1100;
для пекового кокса 400—500; для нефтяного
кокса 650 — 1250. Выход продукта 75—90%
в зависимости от содержания летучих и потерь
с угаром.
Закрытая электрическая печь с горизонталь-
ным расположением электродов (рпс. XVII,5)
представляет собой шахту около 9—12 м высо-
той. выложенную огнеупорным шамотным кирпи-
чом 2. Рабочая шахта 3 выкладывается в бетон-
ном каркасе 4. Сечение шахты имеет овальную
Рис. XVII.-. Электрокальтшятор с горпзонта.тыплмн электродами:
1 — узел ззгрузкн; 2 — огнеупорная кладкз; S — шахта элсктро-
кзльнннатг.ра: -? — наружный каркас; 5 — электроды; я — натер-
fr Гр*. i'K’TJJ Д‘"Я Н *34 ’ । 'V i;Г< [f,
•юэ
форму. Токоподводящий электрод 5 представляет собой блок,
собранный пз четырех графитированных электродов. Максималь-
ная плотность тока в электродах 3 А'см4. Ток проводится через
железную коробку, охлаждающуюся водой. Такие коробки заделы-
ваются в блок пакета токоподводящих электродов. Сверху печь
имеет отверстие 1 диаметром 740 мм для загрузки материалов. За-
грузочная воронка имеет герметичный затвор. Летучие выводятся
через специальную трубу в верхней части печи. В нижней части печи
для разгрузки прокаленного материала имеются два отверстия, за-
канчивающиеся охладительными приспособлениями и разгрузочной
аппаратурой 6. Выгрузка материалов производится из двух пита-
телей поочередно, чем достигается равномерный сход по всему
сечению шахты печи.
Для применения различных режимов прокаливания печн сна-
бжаются трансформаторами мощностью 400 кВ-А с широким интер-
валом напряжений от 45 до 100 В и током со стороны НН 5000—
20 000 А. Производительность печи от 500 до 1500 кг'ч прокаленных
материалов. Расход электроэнергии на 1 т прокаленных материалов
480—800 кВт-ч. Размер кусков прокаливаемого материала должен
быть от 10 до 25 мм и поддерживаться постоянным.
В рассматриваемой печи достигается более однородное прока-
ливание материалов, поскольку каждый кусок проходит в одинако-
вых условиях через зону максимальной температуры. Эта темпе-
ратурная зона расположена между токоподводящими электродами.
Поднимаясь, выделившиеся горячие летучие обогревают поступа-
ющий в зону прокаливания холодный материал. Температура про-
каливания колеблется в пределах 1650—1850 К-
XVII.4. ПРОИЗВОДСТВО ИСКУССТВЕННОГО ГРАФИТА
Технология графитацни
Графитированные материалы отличаются от всех углеродсодер-
жащих материалов тем, что они приобрели специфические свойства
в результате технологической операции — термической обработки
при -.2250 К, которая называется графитацней. 1\ таким специфи-
ческим свойствам графита относятся: высокие электрическая прово-
димость и теплопроводность, способность легко подвергаться меха-
нической обработке и полировке, антифрикционные свойства и др.
(табл. XVII.5).
Процесс графитацни проводится в специальных электрических
печах (подробно см. гл. VII).
Загрузка печи состоят из ряда последовательных операций:
подготовка иода, укладка изделий, загрузка пересыпки и теплоизо-
ляционной шихты.
Подготовка кирпичного пода состоит в создании условий для
предохранения его от воздействия высоких температур специальной
набойкой, обладающей высокой огнеупорностью, высоким электро-
сопротивлением и малой теплопроводностью. Для этого под набн-
410
ТАБЛИЦА XV11.5- Сравнение свойств угольных и графитированных электродов
Показатель Электроды
угольные графитиро- ванные
Максимальный размер зерна, мм Плотность, г/см® -10 -4
1.45-1,G0 1,50-1,65
Пористость, % 25-30 23-30
Электросопротивление, р-10'е Ом^м Предел прочности, МПа 40-65 6-13
при сжатии 25—50 15—30
при изгибе 6—15 5-15
Температурный коэффициент линейного расширения, а-Ю «, К'1 4-5 1—3,5
Коэффициент теплопроводности, Вт'(м-К) 4-7 >116
вают смесью порошкообразных материалов, состоящих из песка н
коксовой мелочи. Состав шихты определяется стехиометрией реак-
ции: SiO2 ЗС -► SiC + 2СО. На некоторых предприятиях в состав
шихты для пода вводят древесные опилки с целью снижения тепло-
проводности набойки. Для обеспечения нормального режима гра-
фитацпп, снижения тепловых потерь и утечки тока через под перед
каждой загрузкой проверяют состояние пода и устраняют, если это
необходимо, обнаруженные дефекты.
Собственно загрузка печи заключается в укладке изделий строго
параллельными рядами или в шахматном порядке и в загрузке
вспомогательных материалов. На слой шихты для пода толщиной
600 мм насыпают слон пересыпки толщиной 50—100 мм; толщина
зависит от размеров печи и изделий, подлежащих графитацни. Этот
слой необходим для предотвращения контакта изделии с подом —
он предохраняет его от перегревания и защищает изделия от поверх-
ностных повреждении.
Основная проблема стадии загрузки состоит в заполнении кер-
ном пространства печи таким образом, чтобы сопротивление его
было одинаковым по всему сечению, а это обеспечивает равномерное
распределение тока по всему сечению керна, а значит, и равномерное
нагревание. Керном печи называют объем загруженных в печь из-
делий вместе с пересыпкой. Неравномерная укладка керна приводит
к значительному неравномерному распределению тока при высоких
температурах. Это можно объяснить отрицательным температурным
коэффициентом сопротивления загрузки и тем, что выделяется боль-
шая мощность полинии наименьшего электрического сопротивления.
Поэтому операция загрузки является очень ответственной.
В процессе работы печи иод постепенно утрачивает изоляционные
свойства, которые для каждой кампании надо обновлять, а через
3—4 кампании производить набивку.
Для удобства и большой точности вкладки изделий, подвергае-
мых графитацни, используют деревянные шаблоны, которые ставят
между всеми вертикальными рядами изделий. С боков укладываемого
411
250-30Q !2Q SO ’0 № > '» ₽яс‘ xv,I-e* Схема загрузил печи графитации.
(рис. XVII.6) укладывают на
токоподводящих электродов.II
керна устанавливают металличе-
ские щиты для фиксации габаритов
керна. Расстояние между каждым
рядом уложенных изделий должно
составлять 20% от диаметра нз-
дел и й. Первы й р яд из дел н й
^стоянии 250—300 мм от концов
транство между рядами и металли-
ческими щитами заполняют пересыпкой. В качестве пересыпки при-
меняют коксы (графитированный оборотный кокс). Пересыпка при-
меняется для создания равномерного электросопротивления по сече-
нию н длине керна. Количество пересыпки составляет около 12%
от количества загружаемых изделий прямоугольного сечения и
25% — электродов.
Очень важно постоянство гранулометрического состава пере-
сыпки, что позволяет точно воспроизводить температурный режим
графитации. Тонкие фракции должны удаляться нз пересыпки.
Прн графнтацин крупных изделий применяют пересыпку крупностью
25—30 мм, а для мелких изделии — 5—10 мм.
Применение графитированной пересыпки с меньшим электро-
сопротивлением позволяет уменьшить перепад между температурой
пересыпки и температурой в центре графитируемых изделий за счет
выделения большого количества теплоты внутри заготовок, что позво-
ляет вести более «крутой» подъем мощности, чем рекомендуется прн
использовании пересыпки нз «сырого» кокса, без увеличения брака
из-за появления трещин. Применение графитированного кокса преду-
сматривает его .многократное использование, что резко сокращает
необходимое количество кокса для графитации и снижает себестои-
мость продукции.
Пространство между металлическими щитами и боковыми стен-
ками заполняют теплоизоляционной шихтой (толщина слоя 500 —
700 мм). В качестве теплоизоляционной шихты используют тщательно
перемешанную смесь коксовой мелочи (60%), песка (30%) и опилок
(10%). Эта шихта должна обладать высокими теплоизолирующими
свойствами, низкой теплопроводностью и высоким электросопротив-
лением для предотвращения утечки тока через шихту. Удельное
электрическое сопротивление такой шихты должно быть пе ниже
220 кОмм2/м, а фактически 350 кОм*м2. м. Шихта должна содержать
не менее 75% фракции 2 мм. Применение песка приводит к умень-
шению электропроводности шихты, но увеличение содержания песка
в шнхте сопровождается ростом теплопроводности ее. 14а некоторых
предприятиях в настоящее время песок не вводят. Введение в шихту
древесных опилок понижает как теплопроводность, так и электро-
проводность шихты, уменьшает насыпную массу шихты.
На теплоизоляционные свойства шихты влияет содержание влаги
в ней. При изменении содержания влаги в шнхте может изменяться
температурный режим печи, но при этом график мощности остается
412
постоянным. Теплопроводность шихты увеличивается с увеличением
влажности, ио одновременно создаются предпосылки для утечки
тока, снижается предельно допустимая температура и уменьшается
эффективность использования электроэнергии. Рекомендуется ис-
пользовать шихту с содержанием влаги 3—4%.
Режим графитации состоит в равномерном нагревании обожжен-
ных углеродсодержащих материалов до «=3250 К, т. е. до темпера-
туры, при которой заканчивается образование искусственного гра-
фита. Конечную температуру графитации задают, исходя из требова-
ний, предъявляемых к готовым изделиям и сырьевым материалам,
нз которых изготовлены полуфабрикаты.
В промышленной практике процесс графитации определяется
мощностью, подводимой к печи. Для каждого вида продукции экс-
периментально установлен график мощности, в основе его лежит
получение изделий высокого качества, большой выход годной про-
дукции и относительно невысокий расход электроэнергии. Снижение
мощности приводит к значительному сокращению скорости подъема
температуры и, следовательно, к удлинению цикла графитации и
увеличению электрических и тепловых потерь; иными словами —
к увеличению удельного расхода электроэнергии (табл. XVII.6).
Скорость нагревания ограничивается, с одной стороны, стремле-
нием получить более плотные изделия, с другой — избежать обра-
зования трещин. Эти требования находятся в противоречии с тепло-
техникой процесса графитации и установленным электротехническим
оборудованием. Поэтому наиболее эффективно быстрое нагревание.
Замедление процесса нагревания снижает предельную температуру
и увеличивает расход электроэнергии.
Наиболее важные процессы, сопровождаемые усадкой, проте-
кают в интервале 1550—2350 К, который рекомендуется проходить
со скоростью 30 К-ч"1. Если же скорость больше, то снижаются
плотность и механические свойства изделий, а также резко умень-
шается усадка. Основная причина образования трещин прн графи-
тации — неравномерное нагревание изделия по длине и сечению,
что создает громадные напряжения, разрывающие изделие. При оди-
наковом токе, протекающем через печь, количество выделяющейся
теплоты в загрузке пропорционально сопротивлению. Так как
сопротивление пересыпки составляет в среднем 98%, то, следова-
тельно, количество теплоты, выделяющейся в пересыпке, такое же.
ТАБЛИЦА X.VH.6. Основные параметры печей графитации
Длина керна, м Масса загрузки, т Удельный расход электроэнергии на графитацню. кВт-ч/т
электродов пересыпки
4,5 4.9 2.8 7310
5.4 6,0 3,1 6720
6.3 7.1 3,5 6320
8.1 9 3 4.2 5770
12,9 15,2 5.8 5190
17,9 20,3 7,6 5000
413
Вследствие низкой теплопроводности коксовых электродов при
быстром подъеме температуры в печи происходят значительные пере-
пады температур па периферии и в центре изделия, что может явиться
причиной разрушения. На рис. XVI 1.7 приведена топограмма распре-
деления температур по сечению печи.
В печи графитацни отсутствует возможность ведения режима
графитацни по измерению температуры в обрабатываемом изделии.
График мощности устанавливают экспериментально, на основе тре-
бований получения изделий высокого качества, большого выхода
годной продукции и относительно небольших расходов электроэнер-
гии. Анализ режимов графитацни различных видов продукции
показывает во всех случаях их сходство, заключающееся в характере
электротехнических параметров процессов (рис. XVI 1.8). Кривая
мощности Р постепенно возрастает до максимума, отвечающего кри-
тической мощности, а затем уменьшается. Одновременно понижаются
активное сопротивление керна R и коэффициент мощности cos q.
До критической мощности процесс управляем, так как можно обес-
печить то или иное приращение мощности- За критической точкой
процесс неуправляем, здесь необходимо следить за тем, чтобы не на-
ступила перегрузка трансформатора ио току. Уменьшение мощности
после достижения критической объяснимо резким снижением ак-
тивного сопротивления керна.
На снижение мощности керна оказывают влияние также элек-
трические характеристики контура печи R (активное сопротивление)
и х (реактивное сопротивле-
ние), определяющие и коэф-
фициент мощности COS (f, и
предельные активные мощ-
ности в функциях от R И Л'.
По достижении максималь-
ной мощности ток также ста-
новится максимальным, и,
следовательно, произведение
IU в дальнейшем почти не
Рис. XVII.". Топограмма распределения температур в печи.
Рис. XVII,8. График режима работы печи графитацни:
К — активное сопротивление контура печи; I/ — напряжение, подаваемое на печь; Р — мощ-
ность; cos 41 — коэффициент мощности печи.
414
меняется. Активное сопротивление керна продолжает снижаться,
снижается и активная мощность 7? - IU cos Коэффициент
мощности, близкий к единице в начале кампании, к концу ее сни-
жается до 0,5: cos ср — /?/> R- + х2. Снижение активной мощности
наступает, когда процесс графитацни вступает в решающую фазу
и необходимо дальнейшее повышение температуры, а также даль-
нейшее увеличение мощности. Удельный расход энергии на графи-
тацию (в кВт-чут) в зависимости от длительности процесса опреде-
ляется по формулам:
-= о*0 + пт; = 1940 -|- 40т
где — условный удельный расход, который был бы при мгновенном нагревании
печи до необходимой температуры; а — коэффициент, численно равный увеличению
удельного расхода электроэнергии при удлинении времени нагревания на 1 ч; на-
пример:
т = 50ч; = 1940 д- 40-50 = 3940 4000 кВт-ч/т
Длительность кампании графитацни мало зависит от принятой
длины печи и практически целиком определяется заданной скоростью
подъема мощности. Цикл печи может быть тоже различным для раз-
ных видов продукции. Например, для П-образной печи длиной 40 м
и диаметре электродов 400 мм продолжительность стадий такова (в ч):
Под током п переключением 50
Загрузка печи 48
Выгрузка 36
Охлаждение 120
Ремонт и резерв 25
Итого 27?
Контроль процесса графитацни ведут по количеству израсходо-
ванной электроэнергии. Наиболее точный метод ведения процесса
графитацни и определения конца кампании — измерение темпера-
туры в керне печи. До 1750 К измерение температур можно произ-
водить термопарами, а более высокие температуры — оптическим
пирометром через визирную угольную трубу, вставленную в керп
печи. При измерении оптическим пирометром в визирную трубу по-
ступают газообразные продукты из печи, а это приводит к погреш-
ности измерения. Иногда конец кампании определяют по удельному
расходу электроэнергии или установившемуся активному сопротив-
лению керна. По достижении максимальных температур или тепло-
вого равновесия печи с окружающей средой электросопротивление
перестает изменяться, что может служить основанием для окончания
процесса графитацни.
Перед включением печь осматривают и устанавливают загражде-
ния у токоподводящих электродов. В течение всего периода графи-
тацин из печи выделяются газы —- окись и двуокись углерода,
углеводороды и серусодержащие газы. Для обеспечения нормаль-
ных санитарных условий в цехе после окончания загрузки над
печью устанавливают специальный зонт, который соединен с газо-
отводящим воздуховодом и системой газоочистки. При установке
зонт должен быть изолирован от шихты. По периметру зонт и стенки
патрубков уплотняются огнестойкими тканями.
415
После отключения печь находится на охлаждении в течение
120—140 ч. Зонт снимают через 12 ч после отключения, через 24 ч
снимают верхний слой теплоизоляционной шихты, еще через 24 ч -
верхний ряд боковых блоков. Разгрузку печи ведут с помощью
траверз и специального грайферного крана. После разгрузки чистить
печь можно спустя 8 ч.
Печи графитацин питаются через печной трансформатор. Напря-
жение трансформатора можно изменять при помощи автотрансфор-
матора или потенциал-регулятора. Это обеспечивает до 30 36 сту-
пеней напряжения.
Легированные графиты
Термин легирование в литературе по углеродсодержащпм ма-
териалах! означает введение в материал различных элементов или их
композиций. Легирование углеродных материалов преследует цели:
изменение физических и химических свойств материала за счет
образования твердых растворов и комплексов;
использование донорных и акцепторных элементов для изучения
электронной структуры и направленного изменения электронных
свойств;
влияние иа структурные преобразования в процессе термической
обработки исходных органических соединений (положительный и
отрицательный катализ).
Вводимые в материал атомы можно разделить па две категории:
атомы с объемом близким к объему атома углерода, т. е. могущие
замещать его в кристаллической решетке; к таковым относятся
бор. азот, кислород;
атомы с большим объемом по сравнению с объемом атома угле-
рода; они не могут замещать углерод, не изменяя существенно ре-
шетку графита; к этой категории относятся большинство металлов,
а также их окиелы.
Элементы первой группы позволяют менять концентрацию носи-
телей заряда, практически не меняя геометрию решетки и зонную
структуру. Для этих целей используют бор, который наиболее эф-
фективно замещает атомы углерода в слое. Изменение свойств гра-
фита объяснимо акцепторным действием бора и соответствующим
понижением уровня Ферми.
В качестве легирующих добавок используют карбидообразующие
элементы IV группы Периодической системы, которые оказывают
существенное влияние на физико-химические свойства получаемых
графитов. Эти элементы пе входят в решетку графита и локализуются
в виде небольших карбидных вкраплений в объеме материала. Они
не оказывают непосредственного влияния па положения уровня
Ферми п электронные свойства полученного графита, но ускоряют
процесс совершенствования структуры во время термообработки.
Особое место занимают композиции: графит —карбид кремния —
кремний, или силицированный графит (табл, XVII.7). Благодаря
уникальным свойствам силицированный графит находит широкое
1 и>
'АБЛИ НА XVI 1.7. Физико-механические характеристики силицированного
иафита различных марок
Показатель сг-м СГ-Т СГ-П
Плотность, г'см3 2.25—2,40 2.50-2,70 2,40-2,60
Предел прочности, МПа
при растяжении 29,4 -39,3 39.3-49.1 59
при сжатии 128—157 294-314 412-442
при изгибе 58,6-78.5 78,5-108 98,1-118.8
Ударная вязкость, кДж. м2 2.8 2.8 4,0
Модуль упругости при сжатии, МПа 95,2 93,4 125
Коэффициент теплопроводности при 139-218 85-100 130—150
373 К, Вт.'(м2-К)
Температурной коэффициент линейного 4.6 4.6 4,2
расширения cz-IO ®, К?1 (293—1293 К)
применение в химической, металлургической, текстильной, авиа-
ционной промышленности и измерительной технике. Области при-
менения силицированного графита постоянно расширяются.
Силицированный графит по сравнению с традиционными мар-
ками графита обладает: большой износоустойчивостью и низким
коэффициентом трения; высокой термической и химической стой-
костью; более высокой температурой окисления (1350—1550 К);
повышенной эрозионной стойкостью; меньшим давлением паров и
скоростью испарения; высокой твердостью.
По сравнению с тугоплавкими металлами силицированный графит
обладает более высокой температурой окисления; с повышением
температуры у него увеличиваются прочностные характеристики;
нс имеет пластического состояния, пе деформируется под влиянием
даже значительных нагрузок; имеет значительно меньшую плот-
ность .
По сравнению с карбидом кремния у силицированного графита
меньше плотность; больше термостойкость, и из него можно гото-
вить изделия различной конфигурации механическим путем.
Получают силицированный графит при пропитке специальных
марок графита, например НРОГ-2-100, ГМЗ (для СГ-М) и ПГ-50
(для СГ-Т), расплавом кремния, а также введением кремния в шихту
перед прессованием с последующим карбидообразованием в заго-
товке в отсутствие давления. Содержание карбида кремния и нали-
чие пепрореагировавшего свободного кремния значительно ска-
зываются на механических свойствах при высоких температурах.
Например, СГ-Т имеет модуль упругости в 10—20 раз более высокий,
чем у его основы ПГ-50. и приближается к таковому чисто карбид-
ных материалов.
Боросилнцированный графит отличается от силицированного
повышенной жаростойкостью, что связано с образованием на по-
верхности изделии сплошной самовосстанавливающейся боросили-
катной пленки, повышенной термостойкостью и твердостью кар-
бидной фазы. Пщелпя из боросилнцироваиного графита обладают
41?
повышенной прочностью, способны длительное время работать на
воздухе при температурах до 1750 К, выдерживают многократные
резкие теплосмспы (от 2250 до 290 К) и практически не смачиваются
расплавленными цветными металлами. Бороснлнцированный графит
марки БСГ-30 применяют для изготовления различных деталей,
установок непрерывного и полунепрерывного литья цветных ме-
таллов.
XVII.5. СТЕКЛОВИДНЫЙ УГЛЕРОД (СТЕКЛОУГЛЕРОД)
Термин стеклоуглерод используют для обозначения неграфити
рующихся углеродсодержащих материалов, структура и свойства
которых изотропны. Им присущи высокие химическая стойкость и
газонепроницаемость. В зависимости от температуры обработки
различают стеклоуглерод трех марок: СУ-1200, СУ-2000, СУ-3000.
Стеклоуглерод выпускают чаще всего в виде готовых изделий.
По кристаллической структуре стеклоуглерод относится к пара-
кристаллическим (реитгеноаморфным) материалам. В настоящее
время предложено несколько структур стеклоуглерода:
модель в виде трехмерного образования нз искаженных слоев,
соединенных всеми видами углерод-углеродных связей — тетраэдри-
ческих, тригональных и плоскостных двойных;
модель низкотемпературного стеклоуглерода, состоящая из двух
примерно равных по размеру (0,1—0.2 нм) микрообъемов углерода
с тетраэдрическими и тригональными связями, соединенных между
собой кислородными связями (мостиками) и разрушающихся только
при 2750 К;
модель, основывающаяся на представлениях, согласно которым
в макромолекулах переходных форм углерода наличествуют разные
типы углерод-углеродных связен, а свойства форм зависят от ка-
чественного соотношения гибридных разновидностей атомов и их
структурных сочетаний; стеклоуглерод — представитель переход-
ных форм углерода, в которых сосуществуют три вида гибридизации
углеродных атомов с тремя типами связей;
модель стеклоуглерода состоит из пустотелых глобул с толщиной
стенок 0.3- 0,9 нм.
Имеются работы, в которых в стеклоуглероде предполагают лен-
тообразное строение слоев, разделенных порами в виде вытянутых
полостей.
Уникальные химические свойства стеклоуглерода обусловили все
более расширяющиеся применение его в различных отраслях совре-
менной науки и промышленности. Наряду с обычными высокотем-
пературными свойстпами. присущими обычным углеродсодержащим
материалам, стеклоуглерод ввиду закрытой микропористое™ и
обусловленной этим малой «свободной» поверхностью обладает
чрезвычайно высокой стойкостью к коррозии и характеризуется
низкой реакционной способностью но отношению к традиционным
окислителям углсродсодержаших материалов (табл. XVI 1.8).
Примеси в стеклоуглероде оказывают меньшее влияние па его
свойства, чем это характерно для графита. Ввиду закрытой микро-
•118
£ ТАБЛИЦА XVI 1.8. Физико-механические характеристики стеклоуглерода
Показатель СУ-12 СУ-20 СУ-30
Плотность, г/см3 1,45-1,55 1,38-1,48 1,06-1,27
Открытая пористость, % 0,2—1,3 0,7-2,0 0,8-2,2
Максимальная рабочая темпе- ратура (в инертной и восстано- вительной средах и вакууме), К Газопроницаемость при ком- натной температуре, см2/с Электросопротивление, мкОм м 1450 2250 3250
10'* IO’8 10~8
45—54 45-54 45—54
Предел прочности прн изгибе, МПа Мякротвердость, МПа 2G0-320 210-140 210-240
1470-2255 1080—1G70 685—785
Модуль упругости, ГПа 28—31 23-27 15-17
Температурный коэффициент 4,6-5,8 4,6—5,8 3,7-5,7
лкнейного расширения а-10 ti, К"1 (1450 К) (2250 К) (3250 К)
Зольность, % 0,01—0,05 0,01—0,05 0,01—0,05
пористости примеси локализованы и миграция их затруднена.
Стеклоуглерод стоек к действию соляной, серной, фтористоводород-
ной кислот, щелочей, расплавов хлоридов щелочных металлов.
Содержание примесей может быть I0-4—10“5%.
К характерным свойствам стеклоуглерода следует отнести низкую
проницаемость для жидкостей и газов, большую теплостойкость
и высокую чистоту обработки поверхности.
Стеклоуглерод — перспективный конструкционный материал,
использующийся в высокотемпературной, полупроводниковой и
электронной технике, например, в качестве защитных трубок для
термоизмерительных приборов, особенно работающих в агрессивных
средах. Высокая коррозионная стойкость и конструкционная проч-
ность позволяет использовать стеклоуглерод для изготовления из-
носостойких деталей взамен платинового инструмента. Из стекло-
углерода можно изготавливать изделия любой конфигурации, но
кроме изделий нз стеклоуглерода получают волокно, отличающееся
повышенными прочностью при растяжении и модулем упругости.
Его стекловидная структура обуславливает минимальные изменения
свойств в мощных нейтронных потоках, что делает его ценным прн
использовании ядерных реакторов,
Для получения стеклоуглерода чаще всего используют углерод-
содержащие вещества, у которых температура плавления выше тем-
пературы разложения. Сырьем служат полимеры с относительно
высокой молекулярной массой и большим числом поперечных связей
(целлюлоза и ее производные, синтетические смолы, высокомолеку-
лярные соединения, содержащие функциональные группы, которые
могут вступать в реакции поликонденсации миграционной сополи-
меризации или пол и координации, и т. д.). Применяют также моди-
фицированные термопластичные полимеры. Используемое сырье
419
в целях повышения механической прочности стеклоуглерода пред-
варительно вакуумируют, что уменьшает выход летучих при кар-
боннзации.
Основные этапы термообработки исходных полимерных ве-
ществ — отверждение, пиролиз н высокотемпературная обработка.
Важную роль в формировании структуры н свойств стеклоуглерода
играют состав окружающей среды и давление выделяющихся газов.
При пиролизе исходных веществ с большим числом поперечных
связей образующиеся продукты распада удаляются нз объема мате-
риала до и после определенного температурного интервала обработки
посредством диффузии, которая лимитирует скорость процессов фор-
мирования структуры и свойств стеклоуглерода па ранней стадии.
Это ограничивает получение толстостенных (более 3 мм) изделий из
стеклоуглерода.
Изделия из стеклоуглерода получают методом горячего прессова-
ния пли методом лнтья, используя свободное центробежное литье,
иногда применяют комбинированный метод или способ склеивания
крупных изделий из отдельных элементов.
Стеклоуглерод обрабатывают с помощью алмазного инструмента
и ультразвука.
XVII.6. ПИРОЛИТИЧЕСКИЙ УГЛЕРОД
Пиролитический углерод — продукт разложения углеродсодер-
жащих соединений на горячих поверхностях — может быть получен
при пиролизе этих соединений в конденсированной фазе, однако
более распространен метод осаждения из гомогенно пли гетерогенно
разлагающихся газов и паров. Понятие нироуглерод объединяет
различные материалы, отличающиеся структурой и свойствами, но
«родственных» только принципом получения пз парогазовой фазы.
Основные технологические схемы изготовления ппроуглерода
показаны ниже:
П о л у чси ч е и р п атмосферном дл в л е „ и н
Углеводород 1 Электрическая печь
Инертный газ > —> Смеситель-—> (сопротивления —> Побочные продукты
Водород J или индукционная) реакции
Получение под в а к у у мо м
Углеводородный Электрическая печь
реагент (жидкий, —> (сопротивления или -—> Вакуумный —> Побочные продукты
газообразный) индукционная) насос реакции
Углеродсодержащие газы поступают с потоком транспортиру-
ющего газа или за счет диффузии в вакууме к нагретой поверхности
изделия (углеграфитовой, керамической, металлической). Покры-
ваемые поверхности нагреваются путем прямого пропускания через
них электрического тока или методом высокочастотного нагревания,
Сферические тела покрываются в кипящем слое при использова-
нии в качестве транспортирующего газа гелия, азота, аргона.
420
; Состав исходных газов определяет выход углерода и скорость
отложения, С увеличением относительной молекулярной массы угле-
водородных молекул выход углерода увеличивается. Ароматические
соединения дают более высокий выход углерода по сравнению с наф-
теновыми молекулами (циклогексаном) и парафиновыми (гептаном).
Наибольший выход пироуглерода получается из метана, име-
ющего наименьшую молекулярную массу, в то время как у угле-
водородов с большей молекулярной массой наблюдается повышенный
выход сажи.
Известны два основных вида пироуглерода, структура и свойства
которых определяются температурами образования: низкотемпера-
турный (1250—1350 К) и высокотемпературный (1650—2450 К) пиро-
графит.
Полученный в интервале 1750—2750 К при концентрации метана
меньше 15% ппроуглерод по микроструктуре может быть разделен
на три вида:
состоящий из конусов роста (гранулярная и слоистая структура);
изотропный;
переходный, содержащий области слоистых образований и изо-
тропного пироуглерода.
Наибольшее практическое значение имеет пироуглерод, состоя-
щий из конусообразных фрагментов. Он делится на группы: с четко
выраженными зернами или конусами глобулярной микроструктуры
и со слоистой микроструктурой, также состоящий из конусов. Прн
этом размеры конусов уменьшаются с ростом температуры отложе-
ния, что приводит к увеличению прочности пироуглерода в направ-
лении, перпендикулярном поверхности осаждения.
Пироуглеродные материалы обладают высокой химической стой-
костью н практически непроницаемы для газов и жидкостей. В инерт-
ной среде сохраняют работоспособность до 2450 К.
Ппроуглерод используют для нанесения покрытий на металл и
керамику для получения газоплотпых покрытий, электросопротив-
лений, электродов (спектральный анализ), изготовления высокотем-
пературных нагревателей и др.
Особенность лнроуглеродных материалов — анизотропия физико-
м хапических свойств в направлениях параллельном и перпенди-
кулярном плоскости осаждения.
Приводим некоторые физико-механические характеристики пи-
ролитического углеродного материала марки УПВ-1 *:
Плотность, г/см8
Предел прочности МПа
при сжатии
при растяжении
при изгибе
2,0-2,2
58,9
294
58,9
88,2
* В числителе приведены характеристики в направлении параллельном, а в зна-
менателе — перпендикулярном плоскости осаждения.
421
6
5400
3,5
950
336
1,51—3.14
105
-(0,6-0,2)
19-22
-(0,6)-1.9
Удельное электросопротивление, Ом*мм*/м
прн 373 К
при 2273 К
Коэффициент теплопроводности, Вт/(м-К)
при 293 К
при 2273 К
Температурный коэффициент линейного рас-
ширения, а- 10-й, К-1
при 293-373 К
при 293-2273 К
Материал марки УГ1В-1 используется в качестве тепловых экра-
нов, нагревателей, контейнеров для работы с растворами и распла-
вами щелочных металлов, а также концентрированными неоргани-
ческими кислотами при температуре их кипения.
Весьма перспективным представляется использование пиролити-
ческих углеродных покрытий для изготовления деталей клапана
искусственного сердца.
Интересно применение пироуглсрода в качестве связующего
для цементации волокнистых и сыпучих компонентов.
Пироуглеродная пленка полностью повторяет рельеф поверхности
отложения. Это служит доказательством отсутствия при температу-
рах образования ппроуглерода перемещения углеродных атомов по
поверхности. Выбор материала подложки определяется его совме-
стимостью с пироуглеродом по значениям температурного коэффи-
циента линейного расширения. Если они значительно различаются,
то при покрытии внутренней поверхности детали в процессе охла-
ждения возникают высокие сжимающие напряжения в пироугле-
роде и растягивающие напряжения в подложке, приводящие или
к ослаблению прочности сцепления, или к растрескиванию покрытия
или подложки. Данное обстоятельство является одним из ограни-
чений в применении пироуглеродных покрытий.
Во избежание этого разработаны специальные материалы под-
ложки, отличающиеся значительно меныпим по сравнению с пиро-
углеродным модулем упругости и близкие к пироуглероду по зна-
чениям температурного коэффициента линейного расширения. Для
этого применяют графитированные электроды и углепластик, позво-
ляющие резко снизить остаточное напряжение. Важное условие со-
хранения покрытия на внутренней поверхности без разрушения —
выполнение условия, при котором отношение толщины покрытия Д/?
к радиусу /? должно быть не менее 0,07. В отдельных случаях до-
пускается -= 0,15. С целью сохранения высокотемпературного
покрытия ограничивают его длину. Пироуглеродные покрытия, полу-
ченные на различных металлических и кварцевых поверхностях,
существенно отличаются кристаллической структурой (c/w2 -
— 0,336 нм) и отсутствием трехмерного упорядочения.
422
При осаждении пироуглеродных покрытий большой толщины
существенное значение приобретают температурные перепады в на-
правлении, перпендикулярном поверхности отлажения. С ростом
толщины пленки пироуглерода анизотропия внутренних слоев по-
вышается. В результате структурная анизотропия цироуглерода,
полученного указанным методом, усиливается по сравнению с об-
разцами, полученными в печах индукционного нагрева,
Графит, уплотненный пиролитическим углеродом, используют
в металлургической, химической, электротехнической промышлен-
ности и других отраслях техники. Уплотненный графит газонепро-
ницаем. устойчив против эрозии, имеет повышенную стойкость к раз-
личным растворам кислот и щелочей, металлическим расплавам
(табл. XVI 1.9).
Для снижения газопроницаемости традиционных видов углегра-
фитовых материалов проводят объемное уплотнение пиролитическим
углеродом (по гелию — от 10 “ до IO10 сма/с). Одновременно с ростом
плотности при объемном уплотнении происходит рост механической
прочности.
ТАБЛИЦА .XVI 1.9. Физико-механические характеристики графита, уплотненного пиролитическим углеродом *
Показатель Марка графита
гмз мг
гт . 1.75 1.58 Плотность, г/см’ 1,84—!~92 1.67-2,83 Предел прочности, МПа 30,8 34.3 при сжатии 57,5—83,5 39.3—61,8 9,81 при растяжении 13 4—17 3 — 14,3 19,1 прн изгибе 25,9—34.3 29.4—33,4 9 Удельное электросопротивление, Ом-мм-.м — — (373 К) ',3 г 105 Коэффициент теплопроводности при 100 С, ттг - Вт(м-К) 11 „ .... 5.5 Температурный коэффициент линейного чк п гп ко раешчосш,я «. 10 ». (293-1273 Ю 5.1о-6.3 ь,0-0.2 0.40 Распыляемость прн бомбардировке нонами — ~ 29 РТУТИ, мг к 1-Ю2 1 азопроницаемость, см-;с — "1 .]0~4—1 10"7'
* И таблице приведены характеристики графита ео степенью уплотнения_инроуглеро-
д<',м от 5 Д|‘< %: максимальные габариты уплотняемых изделий: диаметр — 700 и высота
1500 мм; в числители приведены .характеристики в и ап р апле н ян параллельном, а в знаме-
нателе — перпендикулярном ti.uicкьетн осаждения.
423
Эти материалы применяют для изготовления литейных форм,
инструмента для электроэрозиопной, а также электрохимической об-
работки металла, элементов скользящего электрического контакта
деталей коррозионноустойчнвой аппаратуры. В последние годы
приобретает важное значение получение пропитанных пиролитиче-
ским углеродом волокнистых материалов. Кроме того, графит,
уплотненный пиролитическим углеродом, используют для тормозных
устройств. Еще одно новое направление работ — использование
пиролитических углеродных покрытий для деталей клапана искус-
ственного сердца.
XVII.7. УГЛЕРОДНЫЕ ВОЛОКНА
Углеродные волокна относятся к переходным гомогенно-пегра-
фитпрующпмся формам углерода, структурные элементы которого
близки к графиту. Физико-химические свойства углеродного волокла
аналогичны свойствам массивных образцов углерода, но отличаются
от последнего исключительно высокими механическими показателями
(табл. XVII.10). Прочность волокна на 1 —1,5 порядка выше проч-
ности литьевых изделии. Углеродные волокна — прочный, жаро-
стойкий и химически инертный материал.
Углеродные волокна подразделяются на анизотропные и изо-
тропные. Общее для обоих типов волокон - существование турбо-
стратных элементов и аморфного углерода различных гибридных
форм. Размеры пакетов изотропных волокон несколько меньше,
чем у анизотропных.
Анизотропные углеродные волокна получают из высокоориенти-
рованных химических волокон с развитой системой фибрилл. Фиб-
риллы, имеющиеся в исходном волокне, в измененном виде сохра-
няются в углеродном волокне, оставаясь ориентированными вдоль
оси волокна.
ТАБЛИЦА XVI 1.10. Физико-механические характеристики пряжи из углерода
1 [сказатель Пряжа
Vi леродная графитированная
Плотность, г/см3 Удельная поверхность. м'Сг Прочность Температурный коэффициент ли- нейного расширения, а- 10"в, К 1 Удельное электросопротивление Ом • см Диаметр элементарных нитей, мкм Число элементарных нитей Число сложений Содержание С, <„ 9 11 на нить нз 720 элементарных нитей 19,3 0,39—31,7 7,6—10 720—1600 2—30 98— 99 5 1.5 2-5 15 11 на нить нз 720 элементарных нитей, 158 Н на нить (720/303 1-5 0,0019-0.3 4,25—7,6 480-1440 до 30 99.9
12-1
5
Рис. XVII.9. Модели углеродного волокна по Рулапду (а) и Джонсону (б).
Механические свойства анизотропных волокон наряду с другими
факторами определяются:
химическим строением углеродсодержащего вещества;
степенью ориентации слоев вдоль оси волокна (текстурой);
надмолекулярной структурой (фибрилляркостью элементарного
волокна); й I к
неоднородностью распределения напряжений по сечению волокна
(внешние н внутренние дефекты, пористость, межфибриллярные
спайки и др.).
Сырьем для получения изотропных волокон служат нефтяные
пеки или фенольные смолы. На их основе вначале формуются
волокна, которые затем перерабатываются в углеродные во-
локна.
Углеродные волокна просты по составу, но из-за большого мно-
гообразия утлерод-углеродных связей и кристаллических структур
создают сложные, трудноцоддающиеся изучению надатомные обра-
зования высшего порядка — фибриллы.
Согласно модели Руланда (рис. XVII.9, а) основу углеродного
волокна составляют плоские длинные узкие ленты пол и конденси-
рованного ароматического углеводорода с преимущественной ори-
ентацией вдоль оси волокна. Лепты имеют ширину около 6 10 нм
п длину несколько сотен нм. Определенное число пачек углеродных
лепт (3—7). соединяясь между собой, образуют микрофибрнллы.
На границах микрофибрнллы разделены межфибриллярным про-
странством, представляющим собой вытянутые поры длиной 20—
30 нм и диаметром I—2 нм, которые ориентированы вдоль оси во-
локна. Внутренняя поверхность пор возрастает с температурой
обработки, достигая максимального значения 800 мдем3 при 2250 К.
Общий объем пор колеблется в пределах 5—30% от объема волокна.
Модель Руланда в первом приближении отражает падатомпую орга-
425
низанию высокотемпературного углеродного волокна, но она имеет
следующие недостатки:
не определен характер связи между лептами в мнкрофпбриллах;
из рассмотренной схемы выпадает карбонизованное волокно,
которое, как и графитированное, построено из фибрилл.
Джонсон с сотр. (рис. XVI 1.9, б) рассматривают углеродное
волокно как гетерогенную систему, состоящую из пор н углерода.
Основные структурные составляющие — турбостратныс элементы,
соединенные в пакеты. В зависимости от температуры обработки
происходит изменение размера пор и соотношения между структур-
ными формами углерода. Между кристаллами расположены игло-
подобные поры диаметром менее 1 нм.
Согласно Джонсону, в карбонизованном волокне имеется разви-
тая система межкристаллнческих химических связей и большое
число мелких пор. С повышением температуры обработки (выше
2150 К) происходит распад межкристаллических химических свя-
зей, вследствие чего уменьшается прочность волокна. Одновременно
увеличиваются размеры кристаллита и улучшается ориентация
базисных плоскостей вдоль осп волокна, поэтому модуль Юнга
непрерывно возрастает. Происходит слияние мелких пор, уменьше-
ние их числа, увеличение размеров пор. Перераспределение пор
сопровождается уменьшение внутренней поверхности волокна. Со-
держание аморфного углерода в карбонизованном волокне состав-
ляет 30 %, а в волокне, подвергнутом обработке до 2250 К, снижается
до 5%.
Ориентационное вытягивание волокна снижает дефекты кри-
сталлов, уменьшает дислокацию плотности, способствует ориента-
ции пор и кристаллитов.
Модель Джонсона нс раскрывает структуры фибрилл. Ей при-
сущи некоторые недостатки, свойственные модели Руланда; в част-
ности, для графитированного волокна отрицается наличие межкри-
сталлических химических связей, что трудно согласовать с высокими
механическими свойствами волокон.
По мнению советских исследователей, в построении фибрилл
участвуют турбостратные кристаллиты. Кристаллиты посредством
аморфного углерода различных гибридных форм через отдельные
базисные плоскости связаны между собой и образуют пространствен-
ный полимер. Мнкрофнбрнллы — это первичные надатомные струк-
туры, объединение которых даст структурную систему более высокого
порядка. Их размеры определяются размерами турбостратных кри-
сталлитов, принимающих участие в образовании мпкрофибрилл,
соотношением между содержанием аморфного и кристаллического
углерода и другими факторами. Вероятно, в углеродных волокнах
существует набор микрофибрилл и фибрилл самых различных раз-
меров.
Морфология углеродного волокна зависит от исходного сырья и
условий термической обработки. Химические волокна имеют раз-
нообразную форму поперечного среза: круглую, бобовидную, фа-
солевидную и др.
426
Углеродные волокна имеют разнообразные внутренние поверх-
ностные макро- и микродефекты, снижающие механические свойства
волокна.
Углеродные волокна отличаются высокими механическими ха-
рактеристиками. В зависимости от назначения углеродные волокна
изготавливаются с различными уникальными механическими свой-
ствами: высокомодульные, высокопрочные и Др. Значительное влия-
ние на механические свойства оказывает пористость волокна. В гра-
фитированных волокнах поверхностная пористость невелика, в кар-
богшзоваиных волокнах более развита внешняя пористость по сравне-
нию с внутренней. Механические свойства углеродных волокон
улучшаются с повышением температуры.
Углеродные волокна отличаются высокой теплостойкостью и
развитой системой сетчатых связен, что препятствует протеканию
процессов термической деструкции. Химические свойства углеродных
волокон характеризуются высокой стойкостью к большинству агрес-
сивных сред (NaOH, H2SO4, HNO3, Н4Р2Ов и др.).
Основной недостаток углеродных волокон - чувствительность
к действию кислорода воздуха. Температура эксплуатации углерод-
ного волокна на воздухе 550—600 К, в инертной атмосфере - 1900—
2350 К- Для повышения стойкости углеродного волокна предложены:
введение добавок в волокна в процессе его получения; пропитка
волокон соединениями, которые при термической обработке обра-
зуют покрытия, стойкие к действию кислорода; нанесение покрытий
из газовой фазы.
Карбопизованные волокна по типу проводимости относятся к по-
лупроводникам, а графитированные — охватывают область от про-
водников до полупроводников.
Углеродные волокна характеризуются небольшим температурным
коэффициентом линейного расширения, заметно меньшим, чем
у металлов, графита и кварцевого стекла. Характерная особенность
углеродных волокон — пх большая теплопроводность.
В зависимости от назначения углеродные волокна могут исполь-
зоваться в виде ткани, лент, войлока и в композициях на их основе.
Высокая термостойкость позволяет применять пх в качестве тепло-
защитных средств (тепловые экраны, нагревательный элемент).
На основе углеродных волокон изготавливаются электропроводные
бумаги, специальные костюмы для персонала, работающего на ли-
ниях высокого напряжения и т. д.
Высокая химическая стойкость углеродных волокон позволяет
применять их для фильтрации агрессивных сред, очистки дымовых
газов. Волокна с развитой удельной поверхностью могут служить
активными сорбентами, даже радиоактивных веществ, носителями
катализаторов в химической промышленности. Углеродные волокна
могут быть использованы в качестве химических- источников тока.
Сырьем для получения углеродных волокон служит полиакрило-
нитрильное волокно (ПАН), целлюлоза. Процесс получения углерод-
ных волокон на основе ПАН состоит пз стадий окисления, карбони-
зации и графитацин.
427
1
ГЛАВА XVIII
ПРОЦЕССЫ, ОСНОВАННЫЕ НА ПЕРЕХОДАХ
Т^Ж
XVIII. 1. ТЕХНОЛОГИЯ ЭЛЕКТРОКОРУИДА БЕЛОГО
Общие сведения
Электрокорунд белый — искусственный абразивный материал, кристаллизую-
щийся из высокоглияоземистого расплава, выплавляемого в дуговых электропечах.
Он содержит более 99% (масс.) A12OS и незначительное количество других окнслоп - -
Na2O, К2О, СаО, S; О2 и Fe2O3, входящих в различные минералы.
Производство электрокоруида белого в СССР было начато в 1932 г. на ленин-
градском заводе «Ильич». Первоначально этот материал выплавляли способом «на
блок», когда периодически получаемый продукт застывал в форме блока массой 20—
50 т.
В 1949 г. начата плавка электрокоруида белого способом «па слив» в наклоняю-
щихся электрических трехфазных дуговых печах. В 1962 г. все производство элек-
трокорунда белого в СССР было переведено на слив. Этот метод имеет ряд преиму-
ществ перед способом на блок, а именно: появилась возможность значительного уве-
личения электрической мощности печи и, следовательно, ее производительности прн
значительном снижении затрат труда, снижении удельного расхода электроэнергии
при почти полной автоматизации и механизации процесса, улучшении условий труда
обслуживающего персонала и пр.
Основной сырьевой материал для производства электрокоруида белого — гли-
нозем марок ГЭБ, Г-1 (ГОСТ 6912—74). Ниже приведены технические условия на
глинозем:
Г-1 (рядовой) ГЭБ (гяубокопрока ленный глинозем)
Содержание а-А13О3, % (масс.), 30 70
не менее Содержание примесей, % (масс.), не более SiO3 0,05 0,08
Fe.Os 0,05 0,02
Na2O K2O в пересчете на NaaO 0,5 0.3
П. П. п. %, не более 0,9 0,4
Электрокорунд белый, производимый в СССР. Должен отвечать техническим усло-
виям OCT 2МТ7 1-5—78, приведенным в табл. XVIII,1.
Кроме мер по улучшению качества глинозема, ограничивающих вредное влияние
окнслов щелочных и щелочноземельных элементов, отработаны н внедрены меры по
улучшению условий кристаллизации электрокоруида белого — вторичный электри-
ческий подогрев расплава в изложницах и обработка расплава сжатым воздухом.
Обследование слитков электрокоруида белого показало, что вследствие быстрого за-
стывания расплава в изложницах в слитках образуется значительная раковина и од-
новременно увеличивается число дефектных кристаллов, а это в свою очередь ухуд-
шает свойства готового продукта. Установлено также, что материал в слитках по
сравнению с таковым в блоках, обладает меньшей монолитностью и меньшим раз-
мером кристаллических образований — микрокрнсталлов. Для улучшения условий
кристаллизации расплава в слитках и для улучшения микроструктуры электроко-
рунда отработан метод вторичного электрического подогрева расплава в изложнице-
электропечи. При электрическом подогреве расплава создаются условия его кри-
сталлизации, препятствующие образованию усадочной раковины и, следовательно,
неправильному росту кристаллов: все это обеспечивает однородность продукта по
всему объему слитков.
Кратко этот процесс ведут следующим образом. В изложницу, установленную
на особый поддон-под на подвижной тележке, из электропечи сливают расплав на
428
ТАБЛИЦА XVIII.I. Технические характеристики электрокоруида белого
Марка 11омер Химический состав, % (масс.) не более Содержание магнитного мате- риала. % (масс.), не более
зериистости Fc.O, SfOa Na2O С
25А 80—16 12—6 0,02 0.03 0,10 0,12 0,20 0.25 0,10 0,15 0,008 0,009
24А 80—16 0,05 0,14 0.30 0,20 0,010
12-16 0,05 0,16 0.35 0.20 0,010
М63—М50 0,03 0,15 0.30 0,15 0,007
М40—М14 0,04 0,15 0.40 0,15 0,007
М10—М5 0,05 0,25 0.50 0.20 0.007
23А 80—16 0,10 0.20 0.40 0.20 0,015
12—6 0.12 0.25 0,50 0.25 0,015
М63-М50 0,05 0,20 0.40 0,15 0,013
МЮ-МИ 0.07 0,20 0,50 0.20 0,013
MIO—М5 0,10 0,30 0,60 0,25 0,013
Прим екание. Содержание С не является браковочным показателем. Номера
зернистости от 80 до 16 составляют шлифзерно, от 12 до 6 - HI л нфпорошкн. от М63 до М5 —
мнкрошлнфпорошки
150—200 мм ниже верхней кромки. Изложницу с расплавом перемещают под свод
специальной установки, смонтированной невдалеке от печи. Эта установка с тремя
графитированными электродами диаметром 100 мы представляет собой трехфазную
электропечь мощностью 900 кВ-А. В расплав изложницы опускают электроды и начи-
нают подогрев при напряжении 120 В в течение 45—50 мин, снижая постепенно
(в последние 10—15 мин) мощность до нуля. Удельный расход электроэнергии при
подогреве составляет 100 кВт-ч т электрокоруида. По окончания электрического
подогрева после остывания (30 мин) изложницу вместе со слитком устанавливают
для последующего охлаждения в особом месте на 4,5 ч, затем после освобождения от
кожуха изложницы слиток остывает на эстакаде (двое суток). Обычно в конце осты-
вания слиток растрескивается и разваливается самопроизвольно, поэтому не требует-
ся специальной разбивки. Грейферным крапом куски электрокоруида белого по-
дают в приемную воронку, из которой они попадают в мощную щековую дробилку —
на первую стадию крупного дробления.
Кроме мероприятия по упорядочению тепловых условий кристаллизации мате-
риала в слитке с помощью вторичного электрического подогрева расплава в излож
нице-печи, разработан метод ускоренного охлаждения расплава электрокоруида
белого путем обработки струи сливаемого из электропечи расплава сжатым воздухом
в изложнице. Для подачи сжатого воздуха используют специальные форсунки.
Как следует из данных табл. XVI1L2, механическая прочность зерна электро-
корунда белого, полученного из расплава, обработанного сжатым воздухом, увеличи-
вается на 6% по сравнению с таковым, полученным с вторичным подогревом. Еще
более разительное улучшение отмечается при сопоставлении данных по зонам слит-
ков. Из расплава, обработанного сжатым воздухом, удается Получить более изоме-
тр ичное зерно; плотность увеличивается на 9% . Кроме того, белизна зерна электро-
корунда белого, полученного из расплава, обработанного сжатым воздухом, увели-
чивается на 40%.
Данные спектрального анализа (табл. XVI П.З) указывают па значительное сни-
жен не содержания примесей, особенно в нижней зоне слитков, полученных из рас-
плава, обработанного сжатым воздухом.
Обработка расплава сжатым воздухом создает условия для возникновения боль-
шего числа центров кристаллизация на границе газ — расплав. Это приводит к полу-
чению микро-и монокристаллического продукта с размером кристаллов 100—500 МКМ
в нижней половине слитка (против 500—2500 мкм в той же части слитка из расплава,
не обработанного сжатым воздухом), в верхней части слитка найдена упорядочен-
ная дендритная кристаллизация. Применение сжатого воздуха позволяет получить
изометрнчпое зерно, с повышенными физики-механическими свойствами и улучшен-
ным товарным видом.
429
ТАБЛИЦА XVIII.2. Физико-механические свойства зерна элсктрокорунда белого,
полученного при различных условиях кристаллизации расплава
Условия кристаллизации расплава и характер пробы Механическая прочность Насыпная плотность, г см1 Белизна, %
кол н чество неразрушен- ных зерен. % единичного зерна. Н;'зер- но
Без вторичного подогрева, 73,3 20,2 1.674 36,0
валовая С вторичным подогревом
валовая 75,0 20,G 1,653 45.0
верх слитка 75.0 20,0 — 44,0
центр слитка 70,3 19.0 -— 35,0
бок слитка 74,0 20,0 —► 45.0
низ елнтка 7G.0 21,0 —► 46,5
С обработкой сжатым воз- духом
валовая 81,3 22,2 1,810 72,0
верх слитка 77.7 19,2 — *—
центр елнтка 76,0 19.0 —
бок слитка 82.1 20.5 —
низ елнтка 88,1 23.6 —► 73,0
У слитков электрокорунда белого, установленных для остывания, часто само-
произвольно лопалась верхняя корка, и при этом часто выбрасывался расплав, что
создавало опасность для обслуживающего персонала и для окружающего оборудова-
ния. После обработки расплава сжатым воздухом полностью прекратились самопроиз-
вольные растрескивания слитков и выбросы расплава. Объясняется это тем, что при
обработке расплава электрокорунда белого сжатым воздухом в 2—4 раза умень-
шается содержание углерода в продукте, ликвидируется образование газов при
взаимодействии углерода с окислами, содержащимися в расплаве элсктрокорунда
белого.
Таким образом, в результате обработки расплава электрокорунда белого сжа-
тым воздухом ускоряется кристаллизация, примерно половина материала выделяется
в микрокристаллическом виде, а зерна имеют повышенные физнко-механические свой-
ства. Кроме того, в результате обработки расплава сжатым воздухом полностью
ликвидируется опасность самопроизвольного разлома слитков с выбросом расплава,
дожигается почти полностью углерод электродов, окисляются монооксикарбиды
типа А13ОС и тетраокси карбиды типа Л14О4С, карбид алюминия и даже восстановлен-
ный алюминий, что приводит к значительному увеличению белизны зерна — до
70—80%.
ТАБЛИЦА XV!Н.З. Спектральный анализ зерна электрокорунда белого,
полученного при различных условиях кристаллизации
Условия кристаллизации рас- плава и характер пробы Химический состав, % (масс.)
Si (Л 1-е;О, Na, О СаО Mg о С
Без вторичного подогрева, валовая 0.16 0,05 0.28 0.05 0,09 0,28
С вторичным подогревом, валовая С обработкой сжатым воздухом 0,11 0,05 0,25 0,04 0.09 0,31
валовая 0,09 0,06 0.26 0,07 0,06 0,18
верх слитка 0,05 0,07 0,25 0,04 0,06 0,10
центр слитка 0,1 0.04 0.21 0,03 0,05 0,10
бок слитка 0,15 0,04 0,20 0.02 0.05 0.10
низ слитка 0,03 0.03 0,13 0,03 0,05 0,18
430
Теоретические основы производства
Основная задача плавки и последующей кристаллизации электро-
корупда белого — это создание условий как для фазового перехода
у-глинозема в а-глинозем, так и для достаточно полной кристалли-
зации корунда. Процессу перехода одной разновидности глинозема
в другую соответствует значение ДСГ:
Av -j- 5,53 Т - 16,28) (-RT)
При Т — 900 К AG = 0 (по расчету), так что повышение темпера-
туры должно сопровождаться увеличением содержания фазы ко-
рунда. Однако достаточная скорость реакции зависит также и от
кинетики процесса, а в твердой фазе она замедлена. Получение ко-
рунда осуществляют путем кристаллизации расплавов оксида алю-
миния.
При кристаллизации корунда из расплавов окиси алюминия на
практике приходится считаться с наличием в исходном глиноземе
примесных окислов, так как одновременно с корундом кристалли-
зуются и Другие минералы. Кратко процесс кристаллизации электро-
корунда белого из глиноземистого расплава протекает следующим
образом. Кристаллизация блока, начинающаяся от периферии
к центру с выделением кристаллов корунда, протекает с образова-
нием многих центров кристаллизации, которые вырастают в зерна
изометричиой формы. Кристаллизация корунда происходит в среде,
содержащей высокоглпноземистый алюминат натрия. В различных
зонах блока содержание этого минерала составляет от долей про-
цента в нижней и боковой частях блока до процента в центральной
части. Изучение глиноземистой части системы Na2O—А13О3—SiO2
(рис. XVIII. 1) показало, что в этой части располагаются поля пер-
431
вичпой кристаллизации трех соединений: корунда, муллита и вы-
сокоглиноземнстого алюмината натрия (0-глипозема). Если для
муллита и корунда понятия «поле первичной кристаллизации» и
«поле устойчивости» являются синонимами, то для 0-глинозема их
содержание различно. 0-Глинозем имеет поле первичной кристалли-
зации, но у него отсутствует поле устойчивости. Эта особенность
системы объясняется своеобразным характером превращения в про-
цессе нагревания 0-глинозсма в корунд. При 1573—1973 К 0-гли-
иозем превращается (перерождается) в корунд, теряя содержащуюся
окнсь натрия. Поле первичной кристаллизации р-глинозема в си-
стеме граничит с полями устойчивости моноалюмината натрия,
карнегиита, нефелина и альбита.
Прочностные параметры зерен электрокорунда белого и характер
их изнашивания прн шлифовании во многом зависят от микрострук-
туры материала. Микрокристаллическим анализом установлено,
что основным минералом в составе электрокорунда белого является
корунд, представленный кристаллическими образованиями от ден-
дритных до так называемых «полей». Под «полями» понимают отно-
сительно монолитные участки корунда с поперечником в несколько
миллиметров в блоке и в долях миллиметра в слитке, ведущие себя
в скрещенных николях как монокристаллы. Основная масса мате-
риала в блоке — это дендритные образования. В слитке (после об-
работки расплава сжатым воздухом) упорядоченная дендритная
кристаллизация идет в верхней половине слитка, а в ннжпей части
слитка образуются зерна монокристаллов. Для наиболее плотных
зон слитка (низа и боков) типично значительное количество пустот.
В состав электрокорунда белого, кроме корунда (а-А12О3) и
высокоглиноземистого алюмината натрия — 0-глинозема, входят и
другие минералы: карнегиит (Na2O*Al2O3-2SiO2), кристаллизую-
щийся в виде бесцветных зерен и кристаллов сложного строения
с плотностью 2,51 г. см3; моноалюминат натрия (Na2O-Al2O3) — кри-
сталлизующийся в виде бесцветных округлых кристаллов; нефелин
(Na2O-ALO3-2S'O2), кристаллизующийся в гексагональной системе
в виде стекла с плотностью 2,61 г/см3. Сопутствуют корунду стекла,
в которых в виде включений встречаются группы пластинок 0-глп-
нозема.
Образование высокоглиноземистого алюмината натрия приводит
к значительному уменьшению содержания корунда в продукте,
уменьшению абразивной способности шлифматериалов и уменьшению
механической прочности абразивных изделии. Абразивная способ-
ность и механическая прочность электрокорупда белого находятся
в обратной зависимости от содержания в нем высокоглнноземистого
алюмината натрия (0-глпнозема), который имеет плотность 3,24 г/см3
(против 3,9—4.0 г см3 для корунда), мнкротвердость 16,0 ГПа (про-
тив 22,0—26,0 ГПа для корунда), а абразивную способность примерно
в 2 раза ниже, чем у корунда. При обжиге абразивного инструмента
зерна высокоглиноземистого алюмината натрия разрушаются, что
приводит к образованию микротрещин в инструменте, к уменьшению
их механической прочности.
432
Для того, чтобы прн кристаллизации расплава окись натрия,
содержащуюся в глиноземе, связать в минералы с меньшим содержа-
нием окиси алюминия (например, в нефелиновые стекла типа Na2Ox
- AI2O3-2SiO2) и воспрепятствовать образованию 0-глинозема,
в шихту предложено добавлять кварцевый песок. Образующиеся
стекла при дроблении и размоле кусков электрокорунда легко из-
мельчаются в пыль, в результате чего содержание физического
корунда в шлпфматериалах увеличивается, 0-глинозсма - умень-
шается практически до нуля.
Экспериментально установлено, что количество подаваемого квар-
цевого песка должно быть в два раза больше, чем суммарное содер-
жание окнелов натрия, калия н кальция в глиноземе. Минералоги-
ческий состав |в °<» (масс.)] электрокорунда белого (с добавкой и
без добавки песка) в разных зонах блоков приведен ниже:
SiO_. Добавлен -Т1 i с=тсутстнует
Корунд (a ALO:)) верх слитка 98.3 95,9
центр слитка 95.5 95,5
низ слитка 99.7 99,4
бок слитка 99.6 98.0
р-Гл и позем верк слитка 4,1
центр слитка — 4,4 '
пиз слитка — 0,6
бок елгпкл — 2.0
Прочие минералы верх слитка 1.2 —
центр слитка 4.5 0.1
низ слитка 0.3 —
бок слитка 0,4 —
Приведенные данные показывают, что обычная плавка элсктро-
коруида белого без добавки SiO_. приводила к получению продукта
с содержанием значительного количества 0-глинозема (0,6—4,4%).
Прочие минералы (0,3—4,5%), образующиеся при плавке электро-
корунда белого с добавкой S:O>, -это стекла, легко удаляемые
из шлифматериалов при их измельчении. Последующие исследова-
ния показали, что при этом, однако, происходит уменьшение меха-
нической прочности шлифовального зерна, объясняемое дендритным
характером кристаллизации электрокорунда белого. Избежать этого
можно уменьшением содержания окиси натрия за счет добавки хло-
рида аммония. Приводим данные о влиянии добавок хлорида аммо-
ния па строение и форму зерна электрокорунда белого:
\ Н4С1 добавлен КНЩ1 отг\тетн>,-<?т
Монокристаллы и их 39,5 36,8
осколки
Плотные агрегаты 51.0 31.2
Агрегаты 0 6 1.1
Дендриты .— 2.(1
Пластинки 7.0 20 7
.Мечевидные иб р, 13 •1 в j i и i я 1,9 5.2
13 Ц Ц. A IjHb.tu 433
Печной процесс
Конструкция электропечей и вспомогательного оборудования
Плавка электрокорунда белого на слив проводится в дуговых
трехфазных электропечах (рис. XVIII.2), которые состоят из свар-
ного стального кожуха /, металлического (полого) свода 5, электро-
додержателей 3, механизма передвижения электродов 2, механизма
наклона 7, летки 6. системы водоохлаждения, трансформатора и защи-
тной футеровки --- гарнисажа 4. Сварной стальной кожух имеет форму
усеченного конуса. На расстоянии 600 мм от верха кожуха для
летки прорезано окно.
Стальной свод состоит из пустотелых секций, изолированных
друг от друга и охлаждающихся водой, ('вод выполнен в виде усе-
ченного конуса, с внутренней стороны которого сделана огнеупорная
футеровка. В своде имеется три отверстия для электродов, два окна
(в боковой части) для обслуживания колошника и патрубок для
присоединения к газоходу, ведущему печные газы и пыль к электро-
фильтру. В своде предусмотрены отверстия для подачи глинозема
в печь и прохождения щупа, которым замеряют глубину расплава
и толщину футеровки пода.
Электрододержателя с внутренним водяным охлаждением при-
меняются двух типов: с гидравлической системой перепуска и фигур-
ными литыми щеками со специальными пружинными зажимами для
электродов. Электроды передвигаются при помощи специальных
лебедок.
Для наклона печи служат гидравлические сварные домкраты.
Принудительная система водоохлаждения предназначена для охла-
ждения свода кожуха и днища печи. Из водосборника вода поступает
к днищу кожуха, затем сбрасывается в дренажные траншеи.
В целях предотвращения аварий необходимо вести постоянный
контроль за работой системы водяного охлаждения и не допускать
соприкосновения расплава и воды.
Защитная футеровка (гарнисаж) наплавляется из электрокорунда
белого па дно (под) и боковые стенки печп.
Изложница для приема расплава состоит из кожуха и иода.
Кожух представляет собой усеченный конус. Для охлаждения из-
ложницы иод ребордой кожуха уло-
жены стальные трубы с отверстиями
диаметром 3—5 мм, через которые
вытекает вода. Под изложницы пред-
ставляет собой стальной цилиндр,
выложенный по дну и бортам огне-
I упорным кирпичом, а по центру
Рис, XV(11.2. Печь для плавки электрокорунда
белого:
; — кожух; ? — механизм передвижения электро-
дои; ,ч __ электрг:додержатель: 4 — гарнисаж-; 5 —
свод; h — летиз:*; — механизм наклона; а — тран*
сформатор.
434
угольными плитами. Цилиндр засыпают крупкой электрокорунда
белого. Кожух устанавливают на под и между нижней кромкой
кожуха и подом насыпают слой электрокорунда белого. Подгото-
вленную таким образом изложницу устанавливают на металличе-
скую тележку.
После наплавления футеровки на под печи выкладывают угле-
родистый треугольник или звезду, опускают электроды и начинают
розжиг, после чего в печь к электродам подают глинозем и начинают
плавку. Глинозем применяется двух марок: ГЭБ (глубокопрокален-
ный) или Г-1 (рядовой), различающихся лишь содержанием влаги
и потерями при прокаливании (н. и. п.):
ГЭБ
Содержание, % (масс.)
СС" А 12^3
Гс,О3
Na.О
SiO,
влаги
п. п. и.
Плотность, г'см3
Угол естественного от-
коса, град
Насыпная плотность,
г/см5
Содержание частиц, %
фракция 40 мкм
фракция 10 мкм
80—90
0,01-0,1
0,20—0,30
0,051—0,070
0,15—0.05
0.20-0.40
3.8-3.9
39-44
0,94-0,88
:\5 —50
0,01-0,1
0,20—0,30
0,051—0,07
0,40—0,80
0,50—0,70
3.7
35—38
0,96 -0,92
45-35 60—38
5—8
3-5
Глинозем в печь загружается двумя порциями: первую поло-
вину загружают сразу после включения печи, вторую — через
20 мин. Плавку ведут под закрытым колошником. После слива в печи
остается значительная часть расплава. Толщину футеровки пода
и количество расплава по высоте определяют металлической штан-
гой, опускаемой на дно ванны через специальное отверстие в своде
печи. Определяют общую штангу — расстояние от свода до расплава.
Режимы плавки отличаются друг от друга напряжением и током.
Выбор режима зависит от толщины гарнисажа.
Отклонения от нормального хода плавки могут быть вызваны ря-
дом причин: нарушением загрузки глинозема в печь; недосмотром
за состоянием колошника; попаданием в ванну большого количества
углерода и воды со свода или кожуха; перебоями в снабжении элек-
троэнергией н водой для охлаждения печи и электрододержателей.
Перебои в снабжении глиноземом для плавки могут привести
к подплавлению футеровки пода и стенок электропечи. Обычно для
исправления состояния футеровки в печн подают глинозем. Если
это не приводит к увеличению толщины футеровки, тогда необходимо
снизить мощность печи (иногда на 50%).
Недосмотр за состоянием колошника — местами вскрытие колош-
ника, местами его перегрузка глиноземом, — происходящий при
небрежном разравнивании, может стать причиной местного перегрева
нлн значительного попадания глинозема в изложницу при елнве
расплава. Для исправления состояния колошника необходимо раз-
15* 435
равнять глинозем по всему колошнику до толщины примерно
200 мм (до толщины 100 мм перед выпуском расплава в излож-
ницу).
Попадание большого количества углерода электродов в расплав
часто происходит из-за невысокого качества графитированных элек-
тродов (часто из-за их неудовлетворительного храпения под дождем,
снегом и пр.), что приводит к их осыпанию при плавке, а также
к появлению трещин и сколов. Если углерода в расплаве много, то
продукт получается грязно-серого цвета. В этом случае следует
принять меры к замене одного электрода или всех. Расплав с боль-
шим количеством углерода (это определяют с помощью штанговой
или ковшевой проб) сливают в изложницу, ио не смешивают па
стадии переработки с остальным качественным материалом.
Попадание на колошник со свода печи воды в виде капель или
тонкой струи не опасно, так как в этом случае вода испарится.
Однако должны быть приняты меры, предотвращающие попадание
воды в печь. Очень опасно появление воды в футеровке. При намо-
кании последней и ес осыпании расплав может попасть на водоохла-
ждаемый кожух, что приводит к возмущению ванны: выбросам рас-
плава и даже взрыву. Необходимо вести наблюдения за состоянием
кожуха и принимать меры по его ремонту в случае появления тре-
щин, прогаров и пр. Прн обнаружении попадания воды печь отклю-
чают и ремонтируют кожух.
Значительную опасность представляет даже кратковременное
прекращение водяного охлаждения свода, кожуха, пода печи и
электрододержателей. Поэтому необходимо вести наблюдения за
контрольным щитом, на который выведены концы труб системы
охлаждения. При прекращении слива воды из труб в коллектор
должно быть включено аварийное или резервное охлаждение. В слу-
чае перегрева отдельных элементов печь отключают, а затем посте-
пенно включают аварийное охлаждение до полного напора. После
этого печь может быть снова включена.
Длительный перебой в снабжении электроэнергией может при-
вести к застыванию расплава и к «замерзанию» в нем электродов,
поэтому через 30 мин после прекращения подачи электроэнергии
электроды поднимают.
После того как расплав наплавлен по высоте до сливной летки,
плавильщик сливает расплав в изложницу, наклоняя печь в сторону
летки с помощью гидродомкратов. Расплав из легочного окна сли-
вается по лотку широкой струей в изложницу. Во время слива струя
расплава обрабатывается сжатым воздухом, им же обрабатывается
зеркало расплава в изложнице по окончании слива.
По окончании обработки расплава сжатым воздухом изложница
с расплавом остывает под леткой электропечи; затем ее откатывают
на специальную площадку для дальнейшего охлаждения и перево-
зят в специальное отделение для окончательного остывания и осво-
бождения слитка от кожуха изложницы.
Внутреннюю стенку кожуха каждый раз смазывают заново. Это
в значительной степени предотвращает попадание стальной окалины
I3C,
вместе с корочкой слитка в переработку. Окалина в корочке обра-
зует герцинит (FeO*Al.,O3), который впоследствии при изготовлении
абразивного инструмента ведет к получению «мушки» — рыжих
пятен, которые пе только портят товарный вид инструмента, но и
приводят к получению прижогов прн шлифовании металлических
изделий. Толщина боковых корочек, пораженных герцинитом,
2—3 мм, а мас.а около 100 кг. Наиболее эффективный состав об-
мазки - смесь жидкого стекла с глиноземом и водой.
В дуговых электрических трехфазных печах при плавке электро-
корунда белого используются графитированные электроды
(ГОСТ 4-426—80). Электроды в один слой на деревянных рейках
хранят в закрытых помещениях. При укладывании электродов
должна быть обеспечена их сохранность от ударов, при котором могут
образовываться трещины или сколы. Оперативный запас электродов
хранится обычно в печном зале или прилегающих помещениях при
температуре выше 15 °C. Электроды наращиваются через графитиро-
ванные ниппели при помощи мостового крана или особых механиз-
мов. Перед этим резьбу в электродах и ниппелях продувают сжатым
воздухом. Резьбу в электродах, установленных на печи, во избежа-
ние запыления обычно прикрывают особым металлическим колпаком.
Перед сращиванием колпак снимают, резьбу продувают сжатым
воздухом. Затем краном подают электрод, в резьбу которого уже
завинчен ниппель для сращивания уже с действующим электродом.
При работе электропечи электродчпки и плавильщики должны
наблюдать за целостью сальника, установленного в своде. Сальник
уплотняет зазор между электродом и сводом и предохраняет их от
короткого замыкания. Обломки электродов, как правило, извле-
каются из печи через особые смотровые окна в своде.
Пылегазовые выделения при плавке
При плавке электрокорунда белого в электрических дуговых
печах из-за легкоподвнжности нагретого глинозема, возмущения,
создаваемого дугой под электродами, а также в результате выделе-
ния теплоты и газов происходит вынос глинозема из электропечи.
При работе электропечей, закрытых сводом, средний унос пыли
глинозема в процессе плавки составляет 125—200 кпч (измерения
в газоходе). В последнее время установлено, что упос пыли зависит
от содержания в иен а-А12О3. При плавке на глубокопрокаленном
глиноземе пылеунос заметно снизился.
Для улавливания пыли наиболее приемлемыми оказались элек-
трофильтры, в которых удается уловить 99% пыли. Безвозвратный
унос из электрофильтров в атмосферу не превосходит 2,5 кг/ч.
Размер частиц пыли, улетающей из электропечей и осаждающейся
на электрофильтрах, составляет главным образом менее 250 мкм;
фракции 400—250 мкм содержится не более 2—5%. По данным хи-
мического анализа пыль в электрофильтрах содержит до 1 % окиси
натрия, что превышает норму.
437
Технологический контроль производства
Сменную пробу глинозема, поступающего в расходные бункера,
отбирают с помощью автоматического пробоотботника; химический
состав определяют в соответствии с ОСТ 2-17—71,
В процессе плавки отбирают ковшевые и штанговые пробы.
Химический или спектральный анализ проб производят по
OCT 2МТ71-5—78. Кусок электрокоруида белого анализируют
после его дробления и измельчения до крупности —10 мм.
Пробу электрокоруида белого отбирают методом полного попе-
речного пересечения струи материала с потока перед поступлением
в бункер мельницы. Проба на специальной установке усредняется,
масса ее уменьшается до 1 кг: затем ее измельчают до зерна № 40
и К° 16 (см, примечание к табл. XVIII.1) и направляют в лабора-
торию на химический и минералогический анализ по методам испы-
тания дробленых искусственных абразивных материалов.
XVIII,2. ТЕХНОЛОГИЯ ЛЕГИРОВАННЫХ ЭЛЕКТРОКОРУНДОВ
Физико-химические основы легирования
Электрокорупд, содержащий различные элементы н образующий
с ними твердые растворы, в результате чего наиболее заметно ме-
няются свойства электрокоруида, называют легированным.
Корунд — главная кристаллическая фаза электрокоруида —
кристаллизуется в тригональной сингонии, вид симметрии — ди-
тригонально-скаленоэдрический. Кристаллическая решетка корунда
построена из ионов алюминия и ионов кислорода в плотнейшей упа-
ковке, предопределяющей его высокую прочность и тугоплавкость.
Элементарная ячейка корунда представляет собой ромбоэдр, длина
ребра которого а = 0,512 нм, а плоский угол 55° 17'. В реальном кри-
сталле эта картина в результате дефектов нарушена.
Один из типов отклонения строения кристаллов от идеального —
вхождение посторонних ионов в решетку основного кристалла.
Посторонние ионы входят в решетку кристалла, размещаясь в ней
беспорядочно или упорядоченно. В последнем случае образуется
новая кристаллическая фаза, а энергия системы понижается. По-
сторонние ионы входят в решетку основного кристалла, либо заме-
щая ионы в решетке основного кристалла с образованием твердого
раствора замещения, либо размещаясь в незанятых междоузлиях
кристалла с образованием твердых растворов внедрения.
Возможность образования твердого раствора замещения опреде-
ляются размером ионов, их валентностью, химическим сродством,
кристаллической структурой. Например, размеры замещаемых ио-
нов не должны отличаться более чем на 15%.
Необходимо, чтобы вводимые окисли и корунд имели как одинако-
вую валентность катионов, так и кристаллическую структуру, в дан-
ном случае — типа корунда. Таким условиям удовлетворяют полу-
торные окислы титана, хрома, ванадия, железа, кобальта, галлия,
родня, а также титанаты магния, железа, марганца, никеля н кад-
мия типа MgTiO3 (табл. XVIII.4).
438
ТАБЛИЦА XVI11.4. Характеристика окис.юв ЛйсОд, имеющих кристаллическую
структуру типа корунда
Соединение Ионный радиус Ме’+. мм Объем ячейки (относительно ко- рунда)
по Белову и Бокню по Гольдшмиту л Полингу
а-Л|ДЭ3 0,057 0,050 1.000
TiaO3 0,069 0,069 1.228
СгиОа 0,064 0,064 1.125
V2Oa 0,067 0.066 1,140
Ге^Оз 0,067 0.060 —
Образование непрерывных твердых растворов различных окис-
лов в корунде подтверждено, например, в системе Сг2О3 — корунд.
Для системы Т12О3 — корунд предельная концентрация Ti2O3 при
растворении ее в корунде составляет 12,5% (мол.) при 1950 К- Ко-
рунд можно легировать сразу несколькими окислами, которые вхо-
дят в решетку корунда как изоморфная примесь.
Зерна легированного корунда имеют повышенную износостой-
кость при шлифовании; они обладают более высокой механической
прочностью, особенно прн ударной нагрузке, и меньшей микро-
хрупкостью. Упрочнение корундовых образцов при добавке окнслов
титана и хрома объясняют наличием пластической деформации и мо-
заичностью строения корунда. Указывают на то, что наличие в кри-
сталлической решетке изоморфных примесей изменяет энергию кри-
сталлических связей. Статическое искажение решетки вследствие
отклонения ионов от правильного положения в узлах тем более
заметно, чем больше различие в размерах ионов корунда и легирую-
щего окнсла,
В настоящее время за рубежом выпускаются легированные элек-
трокорунды — хромистый, титанистый, ванадиевый. Точный объем
выплавляемых легированных электрокорундов нс сообщается, так
как в торговой статистике они учитываются совместно с электро-
корундом белым.
Для испытания шлифовальных кругов из электрокорундов леги-
рованных и белого использовали стали 45, ШХ15 и 40Х в обдирочном
и чистовом режимах обработки. На обдирочном режиме производи-
тельность кругов из электрокорундов, легированных хромом (элек-
трокору ид хромистый) и титаном (элсктрокорунд титанистый), была
на 15—20%, а на чистовом на 20—30% больше, чем кругов из элек-
трокорунда белого. Удельная производительность кругов из выше-
указанных электрокорундов легированных оказалась в 1,5—2 раза
выше, чем кругов из электрокорунда белого; соответственно износ
кругов на 10—30% ниже.
Проведенные испытания позволили установить, что круги, из-
готовленные из вышеуказанных электрокорундов легированных,
при шлифовании закаленных сталей имеют стойкость на 30—50%
большую, чем круги из электрокоруида белого. Испытания инстру-
ментов из электрокорунда хромотитанистого па ряде промышлен-
439
Hbfx предприятий показали, что стойкость кругов между плавками
и удельная производительность в 1,5—2 раза выше, чем в случае
работы с инструментами из электрокорунда титанистого и белого.
Разработаны основы технологии выплавки электрокорундов из гли-
нозема с добавками различных окнелов.
Сущность этой технологии состоит в том, что к глинозему, иду-
щему в плавку, добавляют кислородсодержащие соединен и я неко-
торых металлов и углеродистый материал в количестве, необходимом
для перевода высшего кислородного соединения металла типа TiO2
или V2O-, в полуторное соединение типа Ме2О.,, образующее твердый
раствор в корунде.
Электрокорунд титанистый
Материал, выплавленный в электрической дуговой печи из гли-
нозема в смеси с полуторным окислом титана, образующим твердый
растворе корупдом, называется электрокорундом титанистым. Най-
дено, что при выплавке электрокорунда титанистого наиболее высо-
кими прочностными свойствами обладает материал, содержащий
0,7—1,5% (масс.) Ti2O3. Кроме того, прн выплавке электрокорунда
с 0,3—1,0% (масс.) Ti.,O3 на обычных графитированных электродах
ЭГО и ЭГ1 нет необходимости добавлять в шихту антрацит, так как
незначительное увеличение счо в шихте ведет к перевосстановлению
окисла титана, что резко уменьшает количество титана в твердом
растворе с корундом. Для выплавки электрокорунда титанистого
могут быть использованы электропечи, применяемые для выплавки
электрокорунда белого, при тех же электрических параметрах. Для
улучшения тех и и ко-эко я омических показателей плавки и для улуч-
шения качества выплавляемого материала необходима, однако, кор-
ректировка электрических параметров печи. Так, для выплавки
электрокорунда титанистого на блок использовали трехфазную ду-
говую электропечь мощностью 1700 кВ Л при вторичном напряжении
130 В. Печь имела следующие размеры: диаметр кожуха — 3. вы-
сота кожуха — 1,94 м. Плавку вели с применением графитирован-
ных электродов диаметром 350 мм. Сырьем служили тихвинский
глинозем и донецкий антрацит. Химический состав использованного
глинозема в % (масс.): Л12О:} — 98; СаО — 0,04; SiO, — 0,16;
Fe.iOs — 0,05; ХаЛ) — 0,55; п. п. п. — 0,45. Химический состав
донецкого антрацита марки АП (антрацит -плита) таков, в % (масс.):
влаги — 3—4; золы — 2—3; летучих — 1,5- 2.0; углерода — 98—
91. В качестве tjci ан содержащей добавки применяли двуокись ти-
тана марки «пигментная'1, содержащую более 99% (масс.) ТЮ2.
Использование в качестве титансодержащей добавки ильменито-
титанистого концентрата, содержащего кроме окиси титана и окись
железа, позволяет выплавить так называемый технический сапфир,
так как титанаты железа, входящие в состав ильменита, образуют
твердый раствор в кор сиде.
Печь иод юта вливал и следующим образом. Па под укладывали
так называемую подушку, состоящую из 2 г мелочи электрокорунда
белого или шлака (крупностью менее 50 мм) и примерно 1 т глино-
440
ТАБЛИЦА XVI//.5. Техника-экономические показатели плавки на блок
.члсктрокорпндив типнтиспюго и белого
Электрокорупд Масс и блока, т Р 14 г.ч Общи;} расход длектро- KR-- ч Удельный р.-ехг.д энергии. К-Ш • Ч т Расход г.тпнпзе- мл т Средняя часовая МОЩ- НОСТЬ, кВт
Титанистый 29.4 31.68 1.18 47 256 ] 365 36.2 1607
32.3 31 ,Н7 0.98 51 810 1620 29.6 1605
3G.3 35.52 0.98 57 504 1620 40.7 1585
Белый (среднее значение) 30,0 33,00 1.10 50 700 1 330 41,5 1600
зема. На подушке из 100—200 кг литейного кокса или электрокорун-
дового боя (крупностью 50—15 мм) выкладывали треугольник для
розжига печи. Шихту составляли из следующих компонентов, в %
(масс.): глинозем - 95,5; окись титана — 3,42; антрацит — 0,12;
кварцевый песок -0.96. В электропечь на каждые 1000 кВт-ч вы-
бранной электроэнергии загружали 1.11,2 т шихты. После загрузки
печь проплавляли в течение 1 ч при мощности 1200—1400 кВт; затем
в течение 10-15 мин мощность снижали до 500—600 кВт. После
окончания плавки блок остывал 10 ч (в том числе 6 ч в кожухе), а за-
тем вывозился на эстакаду, где остывал 6-7 сут. Блоки разбивали
на копре, а затем материал сортировали. В табл. XVIII.5 для сопо-
ставления приводятся технико-экономические показатели выплавки
на блок элсктрокорупдов титанистого и белого.
Строение блоков электрокорундов титанистого и нормального
похоже: в верхней части блока расположена шапка в виде плит,
разделенных пустотами. Цвет материала - от светло- до темно-ко-
ричневого. Под усадочной раковиной элсктрокорунд имеет плотную
структуру, пронизанную большим числом пустот, поверхность кото-
рых покрыта белым налетом. Бок, центр и пив блока имели массивную
структуру сливного типа.
Данные, характеризующие некоторые физико-механические свой-
ства электрокорунда титанистого в сопоставлении с электрокорун-
дом нормальным и белым, приведены в табл. XV11I.6. Физико-ме-
ханические свойства электрокорупда титанистого зависят от содер-
жания титана в твердом растворе (табл. XVII 1.7).
ТАБЛИЦА А Г11 /. 6, //t7v7 физико i .vаяиче<, киг с сойс шве электрокаройдов
Электройорунд XCp.i-iiiHII способ, ность к эталон;. (.«он о Кер у иду > Vг1 Е=:.иглр- гЧ fri K-TS 1 iLO.ln id TEG нсг ы зр'.-шеипьп тГ.) М । г кр«твердость. ГПа
Тнташк1 гый 105.4 76.0.- п.5 22.0— 23.04.0.5
1 Щр.МИЛЬНЫП !()0.3 67.0 = (1.5 19 0---21,5±0.5
Белы й 89.0 81.5=0.5 23.8—24.0± 0,5
441
ТАБЛИЦА XV Н 1.7. Некоторые физико-механические свойства электрокорунда
титанистого
Содержание TISO» в твердом растворе, % (масс.) Механике, скан проч- ность еди- ничного зер- на. I), зерно Шлифующая способ- ность. г Насыпная плотность, г, см4 Микротвер- дость. ГПа Хрупкость, {| - ,0
0.31 24.8 0.0555 1,774 22.4 46,5
0,71 29.8 0.0547 1,792 21.6 46,2
0,84 27.4 0,0530 1,765 23.3 45,7
0,85 27.2 0.0560 1,825 23,5 46.3
1.28 27.7 0.0540 1,787 24,25 45,8
2,50 27,3 0.0522 1,791 21,95 47,5
2,01 27.8 0.0574 1,821 22,20 47,5
0 25,9 0.0530 1,785 24,20 45.2
Электрокорунд титанистый из боковых зон блоков был подверг-
нут рентгеноструктурному анализу, что позволило определить
параметры кристаллической решетки (табл. XVII 1.8).
Данные табл. XVI 11.8 показывают, что электрокорунд титани-
стый по сравнению с электрокорундом белым имеет менее упорядо-
ченную структуру, меньшие внутренние напряжения.
В табл. XVIII.9 и XVIII.16 приведены результаты фазового и
спектрального анализов электрокорунда титанистого одной и той же
плавки.
Отношение содержащегося в твердом растворе TiO2 к общему
содержанию его зависит от количества введенного ТЮ^, снижаясь
от 67 % (0,5% ТЮ3) до 38% (5% ТЮ?).
Исследование микроструктуры электрокорунда титанистого
позволило установить его фазовый состав, данные по которому
приведены в табл. XVIII.I1.
ТАБЛИЦА XV///.8. Данные рентгеноструктурного анализа электрокорунда
титанистого
Электрокорунд Содержание TiOf а твер- дом раство- ре. % (масс.) Особенности искажении структуры корунда 1 Особенности строения корунда
Белый 0 Равновесная структура, напряжений нет Крупнокристаллический неупорядоченный агре- гат. Кристаллы размером до 5 мм с развитой мозаич- ностью. Блоки 500 мкм
Титанистый (низ блока); 5 % (масс.) TiO, 2,92 Неравновесное состоя- ние решетки корунда. Значительные мнкриис- кажеиня и структурные напряжения К Р у п и ок ри с тал л и чес к и й неупорядоченный агре- гат. Неоднороден по раз- меру кристаллов: 0,5— 3 мм. Блоки 500— 800 мкм
442
ТАБЛ И ЦА XVfflAJ. Фазовый анализ элект рокор унда т и тин истого п о зонам блока
Зоны блока Фазовый состав
корунд стекло TiN-r TiC Ti»om Прочие
Шапка 96,5 1.9 0.2 1,3 0,1
Подшапка 96,4 1.0 0.2 2,4 —
Центр 96,0 2.5 0,4 1.4 0,1
Низ 95,6 2.0 1.6 0.8 1.0
Элсктрокорупд титанистый, выплавленный из глинозема с до-
бавкой окисла титана, по микроструктуре аналогичен элсктроко-
рунду, выплавляемому из высококачественного боксита. Это ука-
зывает на то, что электрокорунд титанистый при высоком содержании
окиси титана (^3%) аналогичен электрокорунду нормальному, в ко-
тором отсутствуют некоторые примеси, кристаллические фазы и
ферросплавы.
Найдено, что титан в твердом растворе с корундом при обжиге
на воздухе (около 1250 К) претерпевает превращение: полуторный
окисел Ti2O;j окисляется до TiO,. Такое термическое воздействие на
электрокор унт, титанистый в окислительной среде необходимо учи-
тывать при изготовлении абразивных инструментов.
Исследование электрокорунда титанистого позволило создать
ТУ на этот материал; нормы ТУ на материал марки 37А приведены
ниже:
Номер зернистости 50—16 Содержание магнитного 0,04
Содержание, % (.масс.) материала, ?о (масс.), не
Ке2О3 0,15 более
TiOa 1,0—3,0 Шлифующая способ- 0,05
SiO3, не более 0.3 ность, г, не менее
Na3b, не более 0.5
С 0,2
Примечание. Содержание углерода и шлифующая способноегь не яв-
ляются браковочными показателями; эти определения производятся для накопления
статистических данных.
ТАБЛИЦА XVШЛО. Спектральный анализ электрокорунда титанистого по
зонам блока
Зоны блока Химический состав. , (масс.)
А1гО» Si о, КО, Г-еДХ СаО MgO N.1,0 С
Шапка 95,71 0.88 2,63 0,14 0,09 0,13 0,08 0,23
Подшапка 96,15 1,00 3,11 0,17 0.09 0.13 0,11 0,14
Центр 95,31 1.06 2,90 0,14 0.09 0.08 0,32 *—
Бок 94,92 0.95 3.27 0,20 0.09 0.12 0,18 0Д7
Низ 94.41 1.33 3.51 0,19 0.10 0,09 0,12 0,15
443
ТАБЛИЦА XV Н 1.11. Фазовый состав э.юктрокорунда титан истого
Фаза Добавка TiO,. % (масс.)
о.; 1.5 5.0
зерно кусок 4q зерно кусок ,Vi 4 0 зерно кусок дх 40
Корунд 98.2 98,5 97,3 97.9 95,7 95.2 Р-АСО3 1,3 1,4 1.(1 2.0 0.2 1.5 Титан-кислородная 0,3 0,1 0.8 0,1 .3,4 2.7 Титан-некислородная -- — — -- — 0.08 Стекло 0,2 — 0,3 — 0.7 0.5 Ферросплав — — — „ _
Электрокору ид хромистый
При плавке глинозема с добавками окисла хрома получается ко-
рунд, содержащий твердые растворы хрома. Продукт этот был на-
зван электрокорундом хромистым. Найдено, что интенсивность окра-
ски электрокоруида хромистого зависит от количества растворенного
в корунде хрома. Отмечено, чго с увеличением содержания послед-
него в шихте резко увеличивается удельное электросопротивление
рвенлава. Так, при содержании Сг.2О3 1% (масс.) удельное электро-
сопротивление составляет 1,25 Ом-см, а при увеличении содержания
окисла до 5?о (масс.) опо увеличивается до 1,8 Ом-см. При указан-
ных содержаниях окиси хрома и тех же электрических параметрах
плавки резко возрастает удельный расход электродов — с 6 до
16 кг/т. что приводит к интенсивному восстановлению окисла до
металлического хрома (увеличивается вдвое). Установлено также,
что несколько уменьшить удельный расход электродов можно повы-
шением вторичною напряжения па электродах.
Присутствие мсгаллического хрома в электрокорунде хромистом
в абразивном инструменте проявляется в виде рыжих пятен — так на-
зываемых мушек, что не только портит их товарный вид, но вызы-
вает ухудшение чистоты поверхности шлифуемого материала с обра-
зованием прпжогов. Поскольку хром металлический немагнитен, то
при магнитном обогащении освободиться от него не удается.
Плавка электрокоруида хромистого в индукционных печах
(так называемых водоохлаждаемых трубчатых тиглях) в условиях
отсутствия угольно-графитовых электродов и тиглей и в окисли-
тельных условиях сопровождается образованием твердого раствора
в корунде с почти всем окислом хрома.
При обработке расплава электрокоруида хромистого сжатым
воздухом удается выжечь углерод электродов и окислить восстанов-
ленный окисел хрома и. возможно, карбид алюминия. После обра-
ботки сжатым воздухом расплава электрокорунда хромистого в блоке
илн струе расплава при сливе из печи и в изложнице удается повысить
содержание Сг.»Оу в твердом растворе в корунде от 40—60 до 80—
90% (масс.). Отмечено, что при увеличении объема продуваемого
через расплав воздуха значительно снижается содержание в продукте
примесей Ха2О, МцО, СаО и SiO2 за счет уноса их с газами.
444
ТЛБЛ1ЩЛ XVIHJ2. Технико-экономические показсгпс.ш п.юсск rm блок
электрокорундоо хро.ши того и белого
Элсктрокорунд Материал 11 сорта, Дл стель- ность плавки, я Выход. Общий расход электро- энергии. кВт-ч Удельный расход электро- энергии, кВт - чт Средне- часовая мощность, кВт
Хромистый 18.9 59.3 1,11 63 528 1450 1615
20,7 38.1 1,07 59 101 1440 1550
Белый 21.7 37.9 1.16 61 680 1400 1630
20.2 36.8 1,04 59 784 1560 1620
13.85 39.9 1,08 69 440 1520 1640
Установлено также, что при скорости охлаждения расплава до
9' С мип получают электрокорунд хромистый с высокими физико-
механическими свойствами, что соответствует толщине слитка 200—
300 мм; при этом достигается максимальное образование твердого
раствора хрома в корунде. Это обстоятельство предопределяет вы-
бор размера изложницы при плавке электрокоруида хромистого на
выпуск или на слив.
В табл. XVIII. 12 для сопоставления приводятся технико-эконо-
мические показатели плавки па блок электрокорундов хромистого
и белого.
Химический состав электрокоруида хромистого п параметры кри-
сталлической решетки зависят от содержания СгХ)3 в шихте
(табл. XVIII.13 и XVIII.14).
Ниже приводятся характеристики электрокоруида хромистого
по зонам блока;
Шапка Сложена крупными полями корунда и дендритами скелетных
ромбоэдров; цвет корунда — чуть розоватый, почти бесцвет-
ны ii; встречается незначительное количество включений стекла
и альбита
Подшалка Сложена крупными нолями корунда; размер в поперечинке са-
мых мелких 0,3 мм; материал в основном бесцветен, лишь от-
дельные участки окрашены в бледно-розовый цвет; встречаются
единичные включения fJ-глипозема чуть зеленоватого цвета и
очень мелкие металлические включения, которые в косом свете
имеют бледно-розовый цвет
Центр Сложен дендритами сплетенных ромбоэдритов корунда; материал
бесцветен, только отдельные участки окрашены в бледно-розовый
цвет; часты включения р-глипозема в альбит, встречаются еди-
ничные корольки ферросплава
Бок Сложен полями корунда размером в поперечинке от 0,3 до
2,0 мм; материал бесцветен; встречается очень незначительное
количество включений стекла
Пиз Сложен изометричными зернами корунда размером в поперечнике
от 0,16 до 0.7 мм
Деформация решетки в электрокорупде хромистом значительно
меньше, чем в электрокорунде титанистом. Это объясняется тем,
что ионный радиус хрома (0,52 им) значительно меньше ионного ра-
диуса титана (0.68 нм) (по Полингу). Сопоставление соответствующих
рентгенограмм (см. табл. XVIII.14) свидетельствует о том, что струк-
тура всех образцов находится в равновесном состоянии.
445
ТАБЛИЦА XVIII. 13. Химический состав электрокорунда хромистого
Содер- жание Сг.О, в шихте. (масс.) Химический состав, % (масс.)
Ст, О, (вал) общий Сг,О, (в твер- дом рас- тноре) Сг {сво- бодный) Si О, FcjO, Na, О СаО MgO
. , 0,08 0,05 0.22 0,10 0,07
0.5 0.57 0,50 0.05 0.09 0,05 0,25 0,08 0,06
1.0 1.15 0.92 0,16 0.085 0,05 0.21 0.08 0.08
1.5 1.30 0.94 0.25 0.08 0.052 0.18 0.07 0,05
2,0 1.55 1.15 0.27 0.07 0.052 0.22 0,05 0,05
.3,5 3.40 2,70 0.48 0.065 0.05 0.28 0.07 0,05
5.0 4.00 2.98 0.7 0.18 0.06 0,24 0,04 0.04
5.0 4.00 3,15 0.58 0.14 0,085 0.19 0.13 0,05
10.0 6.40 4.15 1.50 0.089 0,2! 0,10 0,05
Хром растворяется неравномерно по всему объему материала
(в отличие от титана) и образует в кристаллической решетке корунда
ликвации В остальном объеме корунда содержится малая доля рас-
творенного хрома, и решетка деформирована незначительно.
Добавка окиси хрома улучшает структуру корунда и его строе-
ние, так как монокристаллов в элсктрокорундс хромистом на 6,2 %
больше, чем в электрокорупде белом. Приводим данные, харак-
теризующие строение и форму зерен электрокорундов хромистого
и белого:
>держание, % э.тектрокорч ид хромистый Электрокрунд белый
монокристаллы и их осколки 60.5 54.3
плотные агрегаты 14,7 14,7
агрегаты 6,0 6,2
дендриты 2,0 3,8
пластинки 9.0 4,0
мечевидные образования 14,6 17,0
Физико-механические свойства электрокорунда хромистого и
белого близки. Электрокорунд хромистый, выплавленный на слив,
ТАБЛИЦА XVI 11.14. Параметры кристаллической решетки электрокорундов
белого и хромистого
Содержание Сг,О3 в шихте. % (масс ) Межплос- костяое рас- стояние <(41» Угол отра- жения 641<. градусы Параметры решетки, им
с
0 0,082887 86.410
(электрокорунд белый)
1.0 0.082890 86.382 0.47587 1,29955
2,0 0.082898 86.299 0,47530 1.29972
3,0 0.082901 86.275 0.47592 1.29972
4.0 0.082906 86.209 0.47597 1.30022
5,0 0,082909 86.478 0,47599 1.29964
446
ТАБЛИЦА XVHL15. Технические условия на электрокорунд хромистый
Мар- ка Номер зернис- тости Химический состав, % (масс.) Содержание магнит- ного материала, не более
Fe.Oi. нс более Сг,О> Na,O. не бо- лее , 5Ю„ не бо- лее С, не более
общая и твердом растворе, не менее свободная, не более
34А 80-16 0,10 0,8-1,25 0 50 0.20 0.40 0,10 0,15 0,020
34А 12-6 0,12 0,5—1,50 0,50 0.20 0,50 0,20 0,20 0,025
ЗЗА 80-16 0,12 0,5—2,0 0.50 0.30 0,50 0.15 0,20 0,025
12-6 0.15 1.0-2,0 0,50 0,30 0,60 0.25 0.30 0,030
Примечание. Содержание углерода не является браковочным показателем н
определяется для накопления статистических данных.
более однороден по химическому составу и микроструктуре, чем
электрокорунд, выплавленный на блок.
* Электрокорунд хромистый выпускается в СССР по
! OCT 2МТ-71—78 марок 34А н ЗЗА; нормы ТУ на указанные марки
приведены в табл. XVII14 5.
Электрокорунд хромотитаиистый
Исследован электрокорунд, содержащий одновременно и хром, и
титан. Для промышленных плавок электрокорунда хромотитани-
стого использовали электропечи мощностью 1200, 1500 и 1900 кВ-А
при плавке на блок и 4500 кВ-А при плавке на слив.
Основное сырье для плавки электрокорунда хромотитанистого
являлись:
глинозем марок ГЭБ или ТОО (ГОСТ 6912— 74);
окись хрома марки ОХМ-1 (ГОСТ 2912—79) с содержанием окиси
хрома не менее 99,0% (масс.);
двуокись титана (пигментная) Т Уб-09-21-66—77;
крупка электрокорунда хромотитаппстого фракции —30 мкм для
заправки печей или изложниц, с содержанием магнитного материала
не более 1% (масс.) и влаги не более 1,0% (масс.).
Розжиг электропечей и процесс плавки хромотитаппстого элек-
трокорунда нс отличается от таковых при получении хромистого
или титанистого электрокорундов. Приводим расходные коэффи-
циенты производства:
Удельный расход электроэнергии 1600 кВт-ч.т
Удельный расход глинозема 1085 кг/т
Удельный расход графитированных 9 кг г
Электродов
Удельный расход окиси титана 15 кг/т глинозема
Удельный расход окиси хрома 10—15 кг/т глинозема
Практически удельные расходы электроэнергии для выплавки
электрокорунда хромотитанистого и хромистого не отличаются.
447
Выход готового продукта (1 сорта) увеличивается при плавке элек-
трокорунда хромотитанистого ио сравнению с хромистым (в среднем
на 7%).
Результаты исследования электрокорунда хромотнтанистого,
выплавленного при различных соотношениях окнслов хрома и ти-
тана, показали, что самые высокие физико-механические свойства
имеет продукт, содержащий по 1,5% (масс.) окнслов.
В электрокорунде хромотитанистом по сравнению с хромистым
резко уменьшается содержание углерода, уменьшается содержание
хрома металлического (свободного), значительно больше окиси хрома
в твердом растворе в корунде:
Электрокорунд хромотнтаннсты:! (зерно X* 40) Элсктрокорунд хро- мистый (jcpit'i .Vi 4 0)
Содержание, % (масс.)
Fe.O4 0.088 0,056
\айО 0,19 0,17
SiOa 0,047 0.043
С 0,09 0.15
TiO2 1,18
Сг2О3
общая 0,88 0,83
в твердом растворе 0.77 0.57
свободная 0.07 0.19
Отношение Сг2О3 t Rk р_рг'СггО3,. б)П 69
Результаты рентгеновского анализа электрокорундов хромоти-
танистого в сопоставлении с титанистым и белым приведены
в табл. XVIII. 16.
В результате рентгеновского исследования электрокоруида
хромотнтанистого установлено, что в твердом растворе в корунде
находятся ионы титана и хрома. Результаты петрографического
анализа электрокоруида хромотнтанистого приведены в табл.
XVIII.17.
Результаты исследований влияния различных количеств окнслов
хрома и титана на некоторые физико-механические свойства леги-
рованного электрокоруида представлены в табл. XVII 1.18.
Данные табл. XVII 1.18 показывают, что наибольшей .механиче-
ской прочностью обладает единичное зерно при равных (1,5%) со-
держаниях окислив. Электрокорупд хромотитаниитып отличается
от хромистого и титанистого электрокорундов, кроме всего прочего,
более полным растворением в корунде легирующих компонентов.
Хромогитанистый электрокорупд отличается от белого более
плотным, монолитным строением, но так же как и белый, характери-
зуется скелетным строением кристаллов корунда, пористостью и
кристаллизапией сопутствующих корунду фаз в порах. Макро- и
мпкростроенис хромотнтанистого электрокоруида зависит от усло-
вий плавки (мощности электропечей, электрического режима плавки,
характера охлаждения) и от количества вводимых легирующих до-
бавок. Окись хрома повышает плотность электрокоруида, а окись
титана приводит к более крупной и полногранной кристаллизации
электрокоруида.
44В
Ж. ТАБЛИЦА XV И 1.16. Рентгеновские исследими.ч э.юктрокорундов
Электроко- РУ ИД Содержание. % (масс.) Содержа» не ПО, н Сг,Оэ в твердом растворе. % (масс) Особенности иска- жени я структуры Особенности строения корунда
TiOs СГ1О,
Белый — — — Равновесная Кр> пнокрисгаллнчс- структура; на- скин иеупорядочсо- пряжений нет ггын агрегат; кри- сталлы примерна од- ного размера 1—5 мм с развитой мозаич- ностью; блоки крис- талла 500 мкм Хромистый — 5 0,9 до Неравновесное Крупнокристалличе- — 6,0 состояние решет- скин неупорядочен- . кп корунда; аг- нып агрегат; пеод- рсгацпя хрома, нородсл по размерам по.видимому, ио кристаллов. преоб- межблочным гра- ладает размер 2— пинам .3 мм; блоки кристал- лита 400—800 мкм Титанистый 5.0 — 1,3—4,6 Неравновесное Крупнокристаллнче- (нпз) (2,92 ср.) состояние решет- скин пеупорядочен- ки корунда. пый агрегат. Неод- Значптельные нороден по размерам микроискаження кристаллов (0,5— и структурные 3 мм); блоки 500— напряжения 800 мкм Хромотита- 2.5 2.5 — Совместное вхож- — пнетий (низ) .теине п структу- ру корунда ио- нов титана н хро. Ма. Суперпози- ция структурных состоянии, ха- ] рактерных для твердых раство- ров титана и хро- ма
Рентгеновское исследование легированных электрокору идов
(хромистого, титанистого, хромотнтанистого) промышленных пла-
вок показало, что параметры кристаллической решетки хромотита-
нистого электрокоруида больше, чем таковые у хромистого и тита-
нистого (табл. XVIII. 19).
Химико-минералогическим исследованием хромотитанистого
электрокоруида показано, что материал на 95—98% состоит из ко-
рунда. Корунд содержит изоморфные примеси 0,7—0,8% Сг3Оэ и
0,5—0.9% fi.,O3. В структуре корунда легирующие катионы распо-
лагаются в октаэдрических пустотах, и окрашивающими центрами
являются трехвалептныс ноны в шестерной координации. Хром и
титан, входящие в структуру корунда совместно, придают ему сире-
невую, фиолетовую окраску. Так как распределение изоморфных
441
ТА БЛИЦА XVIII .17. .Иикроструктура электрокорунда хромотитанистого
Содержание.
% (масс.)
Сг,О» ТгО,
Микроструктура
0,5 0,5 Корунд образует зерна неправильной формы с извилистыми краями
размером 0.3—0,6 мм в поперечнике; но границам зерен (реже —
внутри них) имеются мелкие, неправильной формы вкрапления со-
путствующих (не более 30—40 мкм); единичные вкрапления дости-
гают 300 мкм в поперечнике; сопутствующие представлены мелко-
пластинчатыми p-ALQs, стеклом, кислородными соединениями Ti
2,5 1,5 Характер кристаллизации корунда и сопутствующих аналогичен
вышеописанному образцу, но в отличие от него в корунд — и реже
во вкрапления сопутствующих — вкраплены многочисленные мелкие
(главным образом'5—25, единичные до 130 мкм) корольки металла
1,5 1,5 Материал близок вышеописанному. Корольки металлов, однако
весьма многочисленные и мелкие
0,5 2,5 Характер кристаллизации корунда близок вышеописанному (раз-
мер кристаллов, характер границ), сопутствующие располагаются
как по границам зерен корунда, так и внутри них; образуются не-
правильной формы вкрапления: изменяется характер сопутствую-
щих: TiO2 (в ассоциации с р-А120а) билес ярко окрашен; голубоватая
более высококислородная фаза; здесь же мелкие кружевные и капе-
левидпые образования TiN в краях корольков металла TiN—TiC;
корольки металла многочисленные, мелкие, главным образом в ко-
рунде (размером от нескольких мкм до 30 мкм)
2,5 2.5 Характер кристаллизации корунда дендритный, о чем можно судить
по отчетливо выраженному субпараллельному расположению много-
численных мелких вкраплений сопутствующих фаз; сопутствующие
представлены тонкопластинчатыми р-А12О3 н кислородными соеди-
нениями Ti (TinO,n. главным образом Ti2O3); корольки металла
размером от нескольких до 50 мкм как в корунде, так и во включениях
сопутствующих
примесей в корунде неоднородно, то в шлифзерне хромотитанистого
электрокорунда, наряду с зернами сиреневыми и фиолетовыми раз-
личной интенсивности окраски, наблюдаются зерна белые, розовато-
малиновые, винно-коричневые. Уже по окраске зерен шлифзерна, по
ТАБЛИЦА XT 11 /.18. Сравнительные характеристики электрокорундов
хромотитанистых (зерно № 40}
Содержание в шихте. % (масс.) Содержание добавок в электроко- рундс. % (масс.) Механиче- ская проч- ность единич- ного зерна. Н. зерно Режущая способ- ность. мН
Сг,0, ТЩ CrtO, ПО.
обща» в твер- дом рас- творе свобод- ная об- щая в твер- дом рас- творе
1.0 1,2 0.92 075 0.14 1.16 0.85 21,7 0,500
1,5 1,5 1,40 1.21 0,13 1,47 1.09 23.5 0,581
1,5 2.5 1.45 1.26 0,13 2.50 1.80 22,5 0,597
1.5 3.0 1.52 1.33 0.13 2.90 2.00 22,0 0,621
2,5 1.5 2.35 1ЯН п .25 1.58 1.16 21.9 0.579
450
ТАБЛИЦА XVIП. 19. Рентгеновские характеристики решетки легированных
электрокорундов
Электрокорунды Содержание, % (масс.) Межплоскостное расстоя- ние eft|t в структуре ко- рунда (среднее значение прн 20 °C), нм
Сг,О» тю,
Белый . . - 0.08305
Хромистый 1.2 — 0,083052
Титанистый 3.5 0,083114
Хромотитанистый 1.2 1.5 0.083086
1.2 9.5 0,083094
1.2 3.5 0.083124
содержанию в нем сиреневых и фиолетовых зерен можно судить
о природе и степени вхождения в структуру корунда легирующих
элементов.
Основной сопутствующей корунду фазой в хромотитанистом
электрокорунде является высокоглипозсмкстый алюминат натрия
Na2O’llA!2Oa ф-глипозем), содержание которого колеблется в ин-
тервале 1—4 % (масс.). По характеру кристаллизации 0-глинозем
не отличается от такового в Селом электрокорунде, т. е. кристалли-
зуется в виде пластинок, заполняя пустоты в корунде, или в виде
включений в нем. Как правило, в хромотитанистом электрокорунде
0-глинозем окрашен ионами титана и хрома в зеленый цвет.
Плотность большей части зерен (№ 40) в шлифзерне хромоти-
танистого электрокорунда марки 92А равна 3,95 г/см3.
Ряд механических характеристик хромотитапистого электроко-
рунда приведен в табл. XVII 1.20.
Электрокорупд хромотитанистый выпускается в Советском Союзе
по ОСТ 2МИ-71-5—78 марок 91А и 92А; нормы ТУ на указанные
марки приведены в табл. XVIИ.21.
ТАБЛИЦА XVHP20. Физика-механические характеристики электрокорундов
(зерно Xs 40}
Электрокорупд Механиче- ская проч- ность • еди- ничного зер- на, Н/зерно Разрушае- мость. % Микротвер- дость. ГПа Микро- хруп- кость, М-‘.10» Микро- проч- ность, Па- Ю-‘
Белый 0.0250- 0.0260 43,0—46,0 21,00—23,00 3,8-4,8 200—260
Хромистый 0,0265 45,0 23,00 4,0 270
Титанистый 0,0260 43,0 23.00 3,7 270
X ромотнтан и сты й 0,0285 45,0—50,0 24.00 3.3 320
* Приведенные значения прочности единичного зерна получены методом раздавлнва-
пня зерен валкими.
451
ТАБЛИЦА Технические условии на электрокорунд хромотитанистый
Марка Номер зернис- тости Химический состав. % (масс.) Содержание магнит- ного материала. % не более
[е>О3. не бо- лее TiOs Si О». нс бо- лее NajO. не бо- лее С-Гмет, не бо- лее Cr.Oj и твердом растворе, не ме- нее
общая а твердом растворе (% от об- щей)
92 А 50-16 0,10 0,75-2,0 60 0.14 0,25 0Д5 0.6о 0,020
12- 6 0.15 0.75-2,0 55 0.16 0.40 0.25 0,50 0.025
91А 50—16 0.15 0.75—2.0 55 0,20 0.35 0.20 0.50 0,0.35
12-6 0.20 0.75- 2,0 50 0.25 0,50 0.30 0.50 0,040
Электрокоруид циркониевый
В технике все более находят применение новые марки быстро-
режущих, жаропрочных, нержавеющих и других сталей и сплавов,
отличающихся трудной обрабатываемостью как металлическим (лез-
вийным), так и абразивным инструментом. Эффективно такие ма-
териалы можно обрабатывать только абразивным инструментом,
обладающим высокой прочностью и износоустойчивостью. И за ру-
бежом, п у нас для этой цели служат абразивные инструменты, изго-
товленные из электрокорунда циркониевого.
Электрокорунд циркониевый получают плавкой глинозема или
глиноземсодержащего сырья (типа электрокорунда нормального)
н цирконийсодержащего сырья в дуговых электрических печах ме-
тодом на слив с последующим интенсивным охлаждением расплава.
Выплавляют электрокоруид циркониевый с содержанием ZrCh 10,
25, 40% (масс.), но наибольшее распространение получил материал
с 25% (масс.) ZrO2.
При шлифовании в зоне контакта абразивного инструмента с об-
рабатываемым металлом температура повышается до 1250—1450 К,
что сопровождается разупрочнением как металла, так и абразива.
Уменьшение прочности металла при его обработке вследствие тепло-
вого воздействия оценивается как положительный фактор, способ-
ствующий абразивной обработке. При изготовлении абразивного
инструмента в качестве наполнителя используют теплопроводные
материалы, способствующие эффективному отводу теплоты из зоны
шлифования, а это препятствует разупрочнению материала абразив-
ного инструмента.
Наиболее эффективен процесс обдирочного шлифования при ско-
рости кругов 60—80 м с и давлении на круг в 1—3 т. Для такого ре-
жима шлифования шлифзерно в абразивном инструменте должно
обладать высоким сопротивлением истиранию, большим сопротивле-
нием разрушению, а это зависит от кристаллической структуры.
Исследования позволили установить, что общим для всех мате-
риалов, успешно используемых для силового шлифования, яв-
452
ляется тонкозернистая микроструктура. В последней каждое зерно
электрокорунда циркониевого работает при шлифовании как сово-
купность множества мельчайших резцов. Эти резцы обладают мини-
мумом дефектов и поэтому могут выдерживать большие нагрузки.
Так, прочность единичного зерна электрокорунда циркониевого
в два раза выше таковой электрокорунда нормального.
Электрокорунд циркониевым содержит микролиты корунда и ко-
рунд-бадделемтовую эвтектику. Размеры микролитов корунда около
5 мкм, а размеры первичных скелетных кристаллов корунда в элек-
трокорунде циркониевом 30—40 мкм. Это достигается путем быстрого
охлаждения расплава.
На фазовой диаграмме системы А1гО3—ZrO-., показано, что смесь
содержания 44% ZrO и 56% А12О3 имеет минимальную температуру
плавления. Это существенно отличается от того, что показано было,
например, в работе Бережного А. С. («Многокомпонентные системы
окислов'> Паукова думка. Киев, 1970), где минимальная температура
(1910 42) соответствовало содержанию 32% А%03 и 68?» ZrC\. Еди-
ного мнения о составе эвтектики и температуры не имеется.
Основными сырьевыми материалами, используемыми при плавке
электрокорунда циркониевого, являются: электрокоруид нормаль-
ный, глинозем, двуокись циркония или бадделеитовый концентрат,
двуокись титана, кварцевый песок.
Для получения электрокорунда циркониевого используют обыч-
ные наклоняющиеся трехфазиые электрические печи. Для охлажде-
ния расплава служат водоохлаждаемые валкп-кристаллизаторы,
пластинчатые кристаллизаторы, в которых температура расплава
меняется от 2250 до 1250 К за несколько секунд. Охлажденный ма-
териал направляют на переработку: дробление, измельчение и рас-
сев. Для изготовления абразивных инструментов для силового или
обдирочного шлифования служат зерна № 400 и 100.
XVIII.3. ПЛАВЛЕНЫЕ ОГНЕУПОРЫ
Общие сведения
Производство плавленых огнеупорных материалов — один из видов петрургн-
ческого процесс,!. Пструргией предложено называть технологию камспно^титых
изделий из расплавов горных пород. В процессе плавления компоненты исходной
шихты реагируют между собой, образуя расплав определенного состава, который
сливают из печи в <|юрму; в последней в равновесных или неравновесных условиях
кристаллизуются минералы. Полученные изделия затем отжигают в подвергают
механической обработке. Конечный продукт — фасонное изделие определенной фор-
мы для фчцеровапия печей, как правило стекловаренных (рис. XV1I1.3).
Такой способ получения огнеупоров обеспечивает их более высокую стойкость
но сравнению с огнеупорными материалами, полученными методом спекания. Иногда
охлажденный блок расплава дробят и огнеупорные изделия готовят по керамической
технологии. Плавленые отеупоры разделяются на муллитовые, в том числе чисто
муллитовые и пир кони-муллитовые, бадделеитокор у ндовыс (бакоровыс) и высоко-
глнноземнегые (табл. XVIII.22). Основными компонентами являются двуокиси крем-
ния и цирконил н окись алюминия, причем ZrOa и А1аО3 наиболее тугоплавки и их
npiiCvicTBije нбеснечивасг высокую коррозионную стойкость огнеупора по отношению
453
Рис. XVili.3. Примеры сборки различных узлов из фасонных плавленых огнеупоров.
к силикатным расплавам. Однако ио отношению к известковым расплавам эти огне-
упоры нестойки. Попытки их применения для футеровки карбидных печей в зоне
расплава не увенчались успехом. Содержание в огнеупоре окнслов железа и титана
снижает температуру плавления, что приводит к «выпотеванию» из огнеупора обра-
зовавшейся жидкой стекловидной фазы. Фазовым состав огнеупоров зависит от их
типа. Для муллитовых огнеупоров характерно высокое содержание кристаллов
муллита, корунда и связывающей их стеклофазы.
Муллит как минерал имеет формулу ЗА13О3-25!Ог (рис. XVI1I.4). При охлажде.
нии муллитовых расплавов сначала кристаллизуется корунд, а ниже 2080 К — мул-
лит. Минимальная температура появления жидкой фазы— 1955 К. В присутствии
2—3% (масс.) примесей они образуют стекловидную фазу с SiO3, температура плав-
ления которой значительно ниже 1955 К, что ухудшает свойства огнеупора.
Рис. XVIH.4. Диаграмма состояния системы Al,Oj — SiO,—ZrO,.
454
мацин под нагрузкой
0.2 МПа. К
Теплоп роводi [ ост ь А • 1О’1,
Вт/(м- К)
455
Муллитовые огнеупоры, обладающие высокой механической прочностью, тем-
пературой деформации, плотностью я малой пористостью, с успехом применяют
для кладки стекловаренных печей в зонах температур 1670—1730 К. Недостаток
муллитовых огнеупоров — низкая стойкость но отношению к действию щелочен.
Бадделеитоко’рундовые (бакоровые) огнеупоры слагаются из кристаллических
минералов состава ZrO2—SiO2—А12О3 н стсклофазы, образованной примесями. Ана-
лиз диаграммы состояния этин системы в области составов: ALO3 (44— 50"о) —
SiO2 (5—18%) — 2гОй (20—60 %) — показывает, что в минеральном составе огне-
упора должны преобладать кристаллы бадделеита (ZrO2) и корунда (а-Л12Оэ),
также некоторое количество муллита.
Для корундовых огнеупоров характерно присутствие корунда (сс Л12О3) и ₽-А1..О3.
Содержание последнего в корун.те-93 составляет 8—10% (а -г р-тнп); в новокорс —
3—6% (а-тип), в жаргале II — более 97,5% (р-тнп). Расплав корунда обладает малой
вязкостью и хорошо кристаллизуется, что приводит к высокой" пористости слитка.
По этой причине в шихту добавляют щелочные окпелы (Na2CO3. NaOll, Na2O3) и
двуокись кремния. Образующиеся расплавы более вязки, склонны к переохлаждению
и образованию стекловидной фазы. Получаемый огнеупор имеет высокую плотность,
термостойкость, прочность, коррозионную прочность. Стабилизация Р-гл и позема
достигается введением соединений г г атрия.
В связи со способностью р-А1гОа расширяться при нагревании огнеупоры на
основе Р-глинозема имеют пониженную пористость. Огнеупор типа жаргаль И (со-
держание соединений натрия до 6,5%) полностью состоит из фазы р-А!гО3. Он устой-
чив к парам щелочей, температурным перепадам, но быстро разрушается при контакте
с силикатными расплавами.
Теоретические основы производства
При производстве бакоровых огнеупоров происходят следующие
реакции:
диссоциация циркона при 1810 К —
ZrSiO4 --> ZrO2 -г SiO2
связывание примесей (СаО, MgO, Na2O) в силикаты -
SIO2 Мео —> MeSiO3
образование муллита —
ЗА120а+ 2SiO2 —> 3Al2O.r2SiO-.
Следовательно, основные процессы в данном случае — это плав-
ление с разложением или образованием силикатов. В чистом виде
последние могут выделиться при кристаллизации, т. е. охлаждении
расплава вне печи.
Таким образом, рассматриваемый процесс относится к типу
Т -► Ж и лимитирующей стадией (как и при производстве белого
электрокорунда) является нагревание твердой фазы, зависящее от
гранулометрического состава твердой фазы и развитости поверхно-
сти контакта с расплавом, С целью ускорения процесса плавления
в шихту вводят окись бора (в виде В2О,, Н3ВО3 или Na2B4O,-- 101 ПО),
дающей гидроксильные группы, ускоряющие плавление шихты, на-
пример:
НдВОз —> 1%о3— ЗОН- 4 зн-
Присутствие В2О3 уменьшает термический коэффициент линей-
ного расширения. Для улучшения литейных свойств, появления
центров кристаллизаций в шихту вводят окиси редкоземельных эле-
ментов Се, La. Nd, Рг в виде полирита.
151,
Повышенное содержание SiO2 приводит к повышенному содержа-
нию наименее коррозионноустойчивой стеклофазы. В связи с этим
содержание SiO2 в бакоровом огнеупоре не должно превышать 14-
12%, муллите 24—21%, в корунде 5—8%. Структура огнеупора
должна иметь мелкокристаллический характер, так как крупно-
кристаллическая имеет большую пористость н содержит больше
стеклофазы. Формирование структуры отливок определяется темпе-
ратурным градиентом и методом литья.
В процессе плавки идет частичное восстановление SiO. и А1.>0:|
с образованием летучей SiO, карбида А14С3. свободного А1 в ре-
зультате взаимодействия расплава с графитом электрода. Эги про-
цессы приводят к потере SiO2, повышенному расходу электроэнер-
гии, науглероживанию корундового огнеупора и ухудшению ого
эксплуатационных свойств. Методы борьбы с процессами восстанов-
ления те же, что и в производстве белого корунда: высокая посадка
электрода, т. е. работа па высоком напряжении, обдувка, расплава
воздухом. Имеется опыт плавки огнеупора с подачей дутья через
электрод, т. е. в плазменном режиме.
Сырье
Глинозем — продукт переработки боксита (см. стр. 428).
Циркон — минерал (ZrSiOJ, в чистом виде содержит 67,2 ZiO2
fi 32,8% (масс.) SiO-г- Обычно применяемый циркониевый концентрат
содержит примеси гафния (0,5—4%) и незначительные количества
Ti, Fe, Al, Р, Nb, Th и U. Плотность циркона 4,4—4.7 г.см3, темпе-
ратура плавления 2270 К, цвет — от светло-желтого до коричне-
вого. Удаление примесей, особенно железа и титана, позволяет по-
лучить бесцветный пиркон с температурой плавления 2470 К- Зер-
нистый цирконовый концентрат имеет частицы с преимущественным
размером 100-63 мкм (более 90%) (ГОСТ 4882—74).
Кварцевый песок — см. ГОСТ 2138—74. В качестве легирующих
добавок применяют соду (Na2CO3 либо Na/XV 10IFO), мел (СаСО3).
Содержание железа пе должно превышать 0,2% (масс.).
Технология плавленых огнеупоров
Однородность шихты и состава исходных компонентов является
определяющей для получения качественного огнеупора. Поэтому
большое значение имеет прием и хранение сырья. Воздух, применяе-
мый для пневмотранспорта пылевидного сырья, очищают от пыли в спе-
циальных фильтрах. После дозировки компонентов на автоматиче-
ских дозаторах полученная шихта перемешивается в смесителях
(СТ-700.М). Очень важен контроль за параметрами сухого смеше-
ния — число оборотов смесителя, длительность перемешивания.
Затем шихту анализируют и подают в печные бункеры, из которых
ячейковыми питателями по течкам она поступает в печь.
Поскольку при работе на пылевой шихте велики уносы и потерн
цепных компонентов, предложен метод получения гранулированной
457
5
Рис. XVI11.5. Печь для плавки огнеупоров;
/ — корпус; 2 — шихта; 3 — крышка; 4 — механизм подъема электрода; 5 — электроды;
6 — механизм наклона печн.
шихты. Для этого шихту измельчают до достижения удельной по-
верхности 2350 м2/кг и окатывают на тарельчатом грануляторе диа-
метром 1,5 м, Обжиг окатышей ведут при 1050—1150 К. Окатыши
0=^12 мм) имеют влажность 0,5 %, достаточную прочность и пригодны
для транспортировки; кажущаяся плотность шихты 1,47—1,65 гем3.
Использование гранулированной шихты снижает уносы нз печи, ста-
билизирует процесс плавления, увеличивает производительность
печей.
На плавку в печь подают также возвратные материалы — бра-
кованные изделия, бой и т. п. Обычно возвратный бой составляет
25—30% шихты. Его очищают от грязи, дробят до размеров 10 см н
подают в печь через смотровые окна в укрытии после слива. Плавку
шихты ведут в электропечах типа ДС-0,5 или ОКБ-2126, ОКБ-2130.
Эти печи работают в режиме дуговых печей сопротивления или в чи-
сто дуговом режиме (рис. XVII 1.5, табл. XVIII.23).
Электроды применяют графитированные марки ЭГО и ЭГ-1.
Для уменьшения восстанавливающего действия графита электродов
на компоненты расплава предложено их обмазывать бакоровой ших-
той на алюмофосфатном связующем.
458
(Основной параметр, который обеспечивает получение высокока-
чественного огнеупора — физическая и химическая однородность
расплава, что достигается поддержанием температуры расплава на
заданном уровне перегрева относительно температуры плавления.
Большой перегрев нежелателен, так как приводит к испарению ком-
г понентов расплава,
!Г1ечь запускают с помощью кокса или боя электродов, загру-
жаемых па под печи. По .мере расплавления добавляют новые порции
шихты. При появлении достаточного количества расплава он соз-
ji дает условия для возникновения электрического контакта между
1 электродами и необходимость в коксе отпадает.
Процесс плавления регулируется количеством загружаемой
шихты, временем плавки, изменением тока и напряжения. Шихту
подают в печь порциями, достаточными для покрытия зеркала рас-
f плава. При этом снижается излучение от расплава, что облегчает
работу свода и обеспечивает прогрев расплава па большую глубину.
Загрузку в печь прекращают за 60 90 мин до слива. Продолжи-
тельность плавки 1 зависит от массы загруженной шихты т и по-
требляемой мощности Р. При известном удельном расходе энергии
и1 можно рассчитать время плавки: т = М w Р. Обычно т ~ 2—4 ч.
Значения ш зависят от вида огнеупора и равны (кВт-ч.т):
Кору ид-93 4170-5000 Бакор-41 2500-2780
Бакор-45 2780—3060 Бакор-33 1950-2220
В зависимости от напряжения печь может работать в режиме
развитой дуги или в режиме сопротивления. В первом случае велико
испарение компонентов расплава, потери энергии с излучением, воз-
можна потеря дуги при попадании шихты под электрод.
При работе в режиме сопротивления расплав прогревается, ио
его поверхность охлаждается и может закристаллизоваться. Обычно
первую часть плавки — расплавление шихты — ведут при более
ТАБЛИЦА XV И 1.23. Технические характеристики печей для плавки огнеупоров
Характеристики Тип печи
ОКБ-2130 ОКБ-2! 25 ДС-0,5
Число фаз 3 3 3
Мощность, кВ-А 2800 1800 570
Напряжение, В 114-267 123—244 56—168
Число ступеней напряжения 12 5 —
Ток, кА Диаметр, мм 6,3 4.26 3,0
печи 3700 2126 1500
распада электродом 1200 800 600
электродов 350 250 150
Максимальная плотность тока, А/см3 6,55 8,68 17
Удельный расход электроэнергии при плавке бакора-33, кВт-ч/т 1800-1900 1900—2000 2000—2300
459
высоком напряжении (205—215 В), а вторую — прогрев расплава —
ведут в режиме сопротивления при пониженном напряжении (175—
180 В).
Полученный расплав заливают в форму, охлаждают и отжигают
по специальному режиму; полученные изделия затем подвергаются
механической обработке. Из полученных фасонных изделий произ-
водят контрольную сборку элементов печи, маркировку п упаковку.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Аппен А. Л. Химия стекла. Л.: Химия, 1974 . 352 с.
Ван Везер. Фосфор и его соединения, .М.: 114, 1961. G88 с.
Герасимов Я- Н. Дрееинг В. П., Еремин Е- //- и др. Курс физической химии. Л.:
Госхнмиздат, 1963, Т. I, И.
Голдина И. Черника Л. Л. Электрондавленые огнехноры для стекловарен-
ных печей. М.: Строй из,чат, 1975. 182 с.
Гухман А. А. Введение в теорию подобия. Л1,: Высшая школа. 1973. 232 с.
Данцис Я- В - Методы электротехнических расчетов мощных электропечей. Л.:
Энергия, 1982. 230 с.
Данцис Я- В., Жилое Г. ЛЕ Емкостная компенсация реактивных нагрузок
мощных токоприемников промышленных предприятий. Л.: Энергия. 1980. 176 с.
Денисов Е. Т. Кинетика гомогенных химических реакций. М.: Высшая школа,
1978. 368 с.
Добрянский .4. Ф. Химия нефти. Л.: Гостоптехиздат, 1961. 221 с.
Еднерил Ф. П. Электрометаллургия стали и ферросплавов. ДЕ: Металлургия,
1977. 480 с.
Еремин Е. II. Основы химической термодинамики, 2-е изд. М-: Высшая школа,
1978 . 392 с.
Ершов В. АДанцисЯ- В., Жилое Г. М. Теоретические основы химической элек-
тротермии. Л.’. Химия, 1978. 184 с.
Ершов В. А., Данцис Я- Б-, Реутович Л. Н. Производство карбида кальция.
Л.: Химия, 1974. 152 с.
Есин 0. А-, Гельд П. В. Физическая химия пирометаллургнческих процессов.
М.: Металлургия. Ч. Н. 1952, 704 с.
Ефроймович Ю. Е. Оптимальные электрические режимы сталеплавильных пе-
чей. М.: Металлургиздат, 1960. 484 с.
Клар Э. Полициклические углеводороды. М.: Химия, 1971. Т. 1. 456 с.
Короткие сети и электрические параметры дуговых электропечей: Справочник/
Под ред. Я. Б. Данкиса. М.: Металлургия, 1974. 310 с,
Красюков А. Ф- Нефтяной кокс.'М.: Гостоптехиздат, 1963. 164 с.
Кунаев А. ЛЕ Пирогидрометаллургические способы переработки ванадиевого
сырья Казахстана. Алма-Ата: Наука, 1971. 208 с.
Мизин В. Г.. Серов Г, В. Углеродистые восстановители для ферросплавов. ЛЕ:
Металлургия, 1976. 272 с.
Минусинский А - С. Определение параметров руднотермических печей на основе
теории подобия. ЛЕ: Л.: Энергия. 88 с.
Миллер С. А. Ацетилен, его свойства, получение н применение. Л. : Химия,
1969. 680 с.
Новоселова А- В. Методы исследования гетерогенных равновесий. ЛЕ: Высшая
школа, 1980. 166 с.
Полубелоса А- С., Крылов В. Н., Карлин В. В.. Ефимова И. С. Производство
абразивных материалов. Л.г Машиностроение. 1968, 180 с.
Роеайлин М. И.. Чалых Е. Ф. Справочник по углеграфитовым материалам. Л.:
Химия. 1974. 208 с.
Рысс ЛЕ А. Производство ферросплавов. ЛЕ: Металлургия. 1968. 388 с.
Свойства конструкционных материалов на основе углерода: Справочник Под
ред. В. П. Соседова. ЛЕ: Металлургия, 1975. 336 с,
Сергеев П. В. Энергетические закономерности руднотермических печей, элек-
тролиза и электрической дуги. Алма-Ата: Изд-во ЛН КазССР, 1963. 250 с.
Смуров В. С., Аранович Б. С. Производство сероуглерода. Л.: Химия, 1966.
Соловейчик Э- Я Методические указания по курсовому и дипломному проекти-
рованию. Специальность ОЙ32. Л.: ЛТП им. Ленсовета, 1973. 40 с.
Соловейчик Э- Я , Работное В. В .Материальные расчеты в производстве абра-
зивных и углеграфитовых материалов. Л.: ЛТП им. Ленсовета, 1976. 24 с.
Структурная химия углерода и углей Под ред В. И. Касзточкииа. М.: Наука
1969. 158 с. ' ' '
Технология фосфора Белов В. 1L, Большакова А. Г1-, Данцис Я. Б. и др. Л.:
Химия. 320 с.
Третьяков К). Д. Твердофазные реакции. М.: Химия, 1978. 360 с.
Фигуровский Н. А. Очерк общей истории химии. М.: Наука. 1969. 456 с.
Чалых Е. Ф. Технология и оборудование электродных и электроугольиых пред-
приятий, Мл Металлургия, 1972. 432 с.
Шелудяков Л. Н. Состав, структура и вязкость гомогенных силикатных и алюмо-
силикатных расплавов. Алма-Ата, 19^0. 156 с.
Электрические параметры и характеристики действующих фоа|юрных электро-
печей Под ред. Я. Б. Дэнниса. Л л ЛенННИГнпрохим. 1979. 66 с.
Элерс Э. Интерпретация фазовых диаграмм в геологии. М.; Мир, 1975. 300 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абразивная способность 3 14. 432, J11
Агломерат 350
Л, ломериния 265. 318. 315
Аморф 380
Асбест I84
зажигания 120
потухания 120
Жнрг.тль Н 155
Жидкость изотропная 5!
Бакор 455
Борокарбид 330
Брикетирование 265
Влажность 235
Вода охлаждающая 185
Волокно
алюмосиликатное 184
анизотропия 424
графитированное 184. 424, 426
карбоиизование 426
Вольт-амперная кривея 112, 117
Восстановление, степень 357
Вязкость
зависимость от температуры 69
изотерма 70
Закаливание 35
Закон
действующих поверхностей 45
квадратного корня 43, 54
Зернистость, номер 347, 429
Измельченне
Классы 249
степень 249
Изоморфизм 439
Ионизаторы lit
Ионизация в дуге 113
Ноны
модификаторы 60
сеткообразующне 60, 65
Гарнисаж 10-1, 159
Глинозем, модификации 431
Гранулятор водоооздушный 277
Графит
боросилицпрованный 417
искусственный 119, 389
рекрггсталлнэовакный 389
Г рафит
силицированный 416
уплотненный 423
Графитацин 86
гетерогенная 87. 104
гомогенная 87, 90, 93, 399, 404
термическая 87
Дея пн из,ши я н дуге 11л
Дробление 2:9
г и. нинряжспие
Кальцинация 345
Карбид кальция, модификации 325
Карбид кремния, модификации 375
Карбонизация 404
Керн 411
Классификация 258
электротермических процессов 14
Классы измельчения 219
Коксование 92. 94
Компонент 17
Котрсльное молоко 318, 321
Короткая сеть 107
элементы 195
Критерий Максименко !05
Критерий подобия 201
технологический 288
тепловой 288
электрический 288
Крупность 231
461
Коэффициент
близости 202
взаимоиндукции 200
добавочных потерь 202
заполнения мельницы 256
нспользования
времени 211. 217, 301. 307
мощности 160. 211, 217, 301. 307
объема 237
истечения 238
масштабный 205
модности II. 110
естественный 233
компенсированный 233
поверхностного эффекта 202
подвижности 236
работы мельницы 256
самоиндукции 200
структуры инионов (КСА) 65, 73
формы 44, 282
Лещлдность 274
Литраж 268. 321
Печь
плазменная 12
размер ванны 134
симметричная 108
солнечная 12
сопротивления И. 102
тигельная 106
шахтная 13
электродная 279
электроннолучевая !2
Пирографнт 421
Пнроуглсрид 389
Плавка
бпкс1ииный ход 365
корупдный ход 365
Плавление
квант 51
механизм 51
Плазмотрон 104
Пламя, зоны факела 102
Помол 249
Приняло определения пригодности руд
для получения фосфора 315
Пропускная способность бункера 238
Масса
набивочная 182
торкрет- I 82
Межфибриллнрнос пространство 425
Метод
исследовании дуг 124
кинетического описания процесса 32
моделирования процесса 33
нагрева
косвенный 13, 103
прямой 13. 103
регулярных растворов 27
совершенного ионного раствора 26
теории подобия 47
Минеральное сырье, группы 264
Модель флуктуирующих полостей 59
Модуль
железистый 349
кальциевый 265, 349
кислотности 66. 265. 286. 31 1
Кремниевый 265. 349
основности 66
Мощность печи переменного тока 109 НО,
Несимметричная система токов и э. д. с.
107
Новокор 455
Огнеупорные
бетоны 182
материалы 178, 181
растворы 181
Окатывание 265, 318
Окатыш 350
Параметры тока
линейные 107
фазные 107
Пек, групповой состав 393. 395
Пересыщение, степень 35
Петрургня 453
Печь
габариты 160
графитации 413
дуговая 11. 13, 103
индукционная 11. 105
инфракрасного нагрева 12
канальная 106
керновая 279
непрерывного действия 13
несимметричная 108
основные узлы 142
периодического действия 213, 217
Разряд п газах 11I
Режим
процесса 39
слива 186
Сажа
антраценовая 91. 95
ацетиленовая 405
взрывная 405
вторичная структура 104
образование 401
Свнгцеобразованнс 282
Силокснкон 381. 388
Симметричные системы токов и э. д. с. 107
Слюда 184
Стандартное состояние 24
Ствол дуги разряда I13
Степень'свободы I 7
Стеклоуглерод 418
Схема
замещения электрической цепи 128
эквивалентной ванны печи 127, 129
Схема Шенка 58
Схемы
включения
звезда 108. 109
компенсированная звезда 199
треугольник 108, 199
электротермической технологии 263
Теплоизоляционные материалы 184
Термоконтактный крекинг 399
Тиореакцнонная способность 369
Типы структур анионов 60
Триангулярная структура 88
Турбостатная структура 87, 403, 424. 426
Углерод
аморфный 424, 426
сажистый 100
технический 95
Уравнение
Авраами — Ерофеева 37
Айртон I17
Андраде 68
Аррениуса 41
Бачинского 68
Бокрнса 70
Вагнера 45
Валснси — Картера 46
Генри 81
Гиббса 31. 82
1 пистоны а 43, 46, 311
462
Уравнение
Грановского II?
Евстропьева 75
КинДжери 77
Кирхгофа 303
Лэнгмюра 40. st
Максвелла 20=1
Нерксга 79
Ротиняна — Дроздова 48
Саха ! 13
Соломина 70
Стокса 79, 81
Таммана 45
Фика 41
Фрейндлиха 40
Френкеля 68,^75
Фурье Кирхгофа 2tt’J
Шяшковского 82
Эйнштейна 74, 7'3
Уравнение
диаметра электрода 21г
полезной мощности 311
производительности печи 306
размеров
диффундирующей частицы 80
печи 211. 212
Для^а счета токов н напряжений печи
скорости плавки 282
степени ионизации Н6
температуры дуги 116
тока дуги 121. 122
удельной объемной мощности 129, 130
Уравнения электрических параметров печ-
ной установки 137
Условие возникновения фазы 33. 31. 36
карбидообразоваиия 30
образования окнслов углерода 98
Фаза
дикая 138, 140
Ф,)3а
мертвая 1.18. 149
Факеление 381
Фибрилла 424
микро 425, 126
Флуктуация 33. 51
Фосфор
модификации 309
правило определения пригодности
руд для получения 315
состав шихты для получения 315
Химический реактор 32
Шлак
группы катионов 59, 65
кнслотно-оснонные свойства 66
микронеоднородность 65
строение 57
Шлам 321
Шлнфзерно 347. 429
Шлнфиорошок 317, 429
Шлифующая способность 314. 443
эквивалентное условное топливо 301
Электрические характеристики
сводные 219
универсальные 219
Электрод
облом 300
обрыв 300
Электродная масса 293, 291
механизм коксования 294, 296
Электрокальцинация 407
Электротермические установки, типы 102
Энергоресурсы вторичные 302
Эффект
близости 198, 203
поверхностный 203
сжимающий И7, 118
Яков Борисович Данцис
Вадим Андреевич Ершов
Генрих Моисеевич Жилое
Виктор Васильевич Карлин
Андрей Дмитриевич Кокррин
Анатолий Александрович Педро
Владимир Васильевич Работное
Леонид Никифорпнич Рертович
Эльза Яковлевна Соловейчик
Александр Семенович Татищев
ЭЛЕКТРОТЕРМИЧЕСКИЕ ПРОЦЕССЫ
ХИМИЧЕСКОЙ ТЕХНОЛОГИИ
Редактор В. ,-1. Станкевич
Техн, редактор Л. Ю. Щукина
Корректор .V В Васина
ИБ № 1572
Сдано в набор 11..(H.8J. । [однис.тно я печать iO GH.SI AVIiJlC.
Формат бум,at п 60х9'|’ ц. Бумага тип. А? 2. Литературная гарнитура.
Высокая печать Уел. г,<ч. л. 29.li. Уел. кр.-отт. ЙУ.Л.' Уч -nW л. 33,0.
Тираж .ViJii эка. Зак. 9-1. Цена I р. G(< к. Над. .V. 2279.
Орлена ‘Знак Почет.» итдатедьство «Химия». Лен ин г ряде кое отделение.
191186. 1. Ленинград, Д-П'к НевскпЛ пр. 28
Ленинградская типография .V 6 ордена Трудового Красно.о Знамени
Ленинградского объединения «Техническая книга» нм. рьгении Соко-
линой Cor>зпплиграфпрома при Государственном комитете 4.ССР
по делам и (Лательстп. по.ии рафии И книжной тор: <гпти
193! !!. [. Ленинград, уд. Моисеенко. HJ.