/
















































































Author: Протопопов В.Б.
Tags: техника средств транспорта гидромеханика гидравлические расчеты трубопроводы
Year: 1966




Text
г
I*
I
II
yr
плотнения |
СУДОВЫХ |
Фланцевых
соединений
i
i
%
В. Б. ПРОТОПОПОВ
УПЛОТНЕНИЯ
СУДОВЫХ ФЛАНЦЕВЫХ
СОЕДИНЕНИЙ
(ТРУБОПРОВОДОВ И СОСУДОВ)
ИЗДАТЕЛЬСТВО «СУДОСТРОЕНИЕ»
Ленинград
1966
В. Б. ПРОТОПОПОВ
/7-43
732^88
УПЛОТНЕНИЯ
СУДОВЫХ ФЛАНЦЕВЫХ
СОЕДИНЕНИЙ
(ТРУБОПРОВОДОВ И СОСУДОВ)
ИЗДАТЕЛЬСТВО «СУДОСТРОЕНИЕ*
Ленинград
1966
УДК 629.12.061-726. 4
В книге рассматриваются уплотне-
ния соединений трубопроводов и ци-
линдрических сосудов современных
судовых энергетических установок
и общесудовых трубопроводов. При-
ведены данные, необходимые для
выбора конструкции и материала
прокладок, а также расчета уплот-
нений.
Книга предназначена для инженер-
но-технических работников, связан-
ных с проектирование*», изготовле-
нием, монтажом и эксплуатацией
судовых энер1етических установок,
и может быть полезна студентам
кораблестроительных вузов.
3-18-15
81—66
ВАЛЕРИЙ БОРИСОВИЧ ПРОТОПОПОВ
УПЛОТНЕНИЯ СУДОВЫХ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
(ТРУБОПРОВОДОВ И СОСУДОВ)
Темплан 1966 г., № 81
Рецензенты: канд. техн, наук А. А. Волошин и инж. Г. Т. Григорьев
Ответственный редактор Г. Т. Григорьев
Переплет художника В. С. Соколова
Редактор Л. А. Турандина
Технический редактор Ю. Н. Доровенко Корректор А. И. Дулькина
Сдано в набор 25/11 1966 г. М-10369. Подписано к печати 3/VI 1966 г.
Формат бумаги 60X90Vie* Печати, листов 10- Уч.-изд. л. 10,3- Изд. № 1699—65.
Тираж 2500 экз- Цена 67 коп. Заказ № 895
Издательство «Судостроение», Ленинград, ул- Гоголя, 8
Ленинградская типография № 6 Главполнграфпрома
Комитета по печати при Совете Министров СССР
Ленинград, ул- Моисеенко, 10
ОГЛАВЛЕНИЕ
Предисловие . . ............... ................... *
к
Введение . ........ о
Условные обозначения .............................................. 6
Глава I. Фланцевые соединения и прокладки . 7
§ 1. Типы фланцевых и резьбовых соединений судовых трубопро-
водов ......................................................... —
§ 2. Назначение прокладок и предъявляемые к ним требования 22
Глава II. Металлические прокладки ......... 35
§ 3. Металлы, применяемые для изготовления прокладок —
§ 4. Зубчатые прокладки....................................... 37
§ 5. Линзовые прокладки....................................... 48
§ 6. Прокладки плоские, треугольные, восьмигранные и другие 50
§ 7. Гофрированные, самоуплотняющиеся и мембранные прокладки 55
§ 8. Расчет критического удельного давления обжатия металли-
ческой прокладки ............................................. 57
§ 9. Полые металлические кольца ............................ 58
Глава III. Неметаллические прокладки . . . ...... 64
§ 10. Асбестовые прокладки..................................... —
§11. Паронитовые прокладки .................................. 66
§ 12. Основные положения по уплотнению фланцевых соединений
паронитовымн прокладками ..................................... 70
§ 13. . Резиновые прокладки................................... 81
§ 14. Основные (Положения по уплотнению затворов резиновыми
прокладками ............... ...... ...... 88
§ 15. Круглые резиновые кольца............................... 108
§ 16. Фторопластовые прокладки .............................. 116
§ 17. Фторопластовый уплотнительный материал 124
§ 18. Прокладки из картона, фибры и кожи................... 134
§ 19. Герметики и мастики ............................... . 136
Глава IV. Комбинированные прокладки ........................... 138
§ 20. Асбестометаллические прокладки......................... 139
§ 21. Спирально-навитые прокладки........................... 142
Глава V. Методы проверки герметичности фланцевых соединений .... 157
§ 22. Гидравлический метод проверки герметичности фланцевых
соединений..................................................... —
§ 23. Проверка герметичности фланцевых соединений сжатым воз-
духом ......................................................... —
Литература........................................................... 160
1*
ПРЕДИСЛОВИЕ
Вопросы обеспечения герметичности фланцевых соединений
приобретают особенно большое значение при проектировании и
монтаже современных судовых энергетических установок.
Применение рабочей среды с повышенными параметрами,
а также эксплуатация машин, механизмов и аппаратов с перемен-
ными параметрами рабочей среды значительно усложняют реше-
ние задачи по обеспечению герметичности фланцевых соединений.
Это приводит к необходимости создания и исследования новых
конструкций прокладок и изучению опыта эксплуатации.
В данной работе приводятся результаты исследований разъем-
ных соединений трубопроводов и сосудов, различных конструк-
ций прокладок, изготовленных из металла, неметаллических и
комбинированных (состоящих из металла и неметаллического
материала) и рекомендуются удельные давления обжатия прокла-
док.
Даются расчетные формулы для определения критического
удельного давления обжатия прокладок и другие данные, необхо-
димые при расчете фланцевых соединений на герметичность.
Дано краткое описание технологии изготовления соединений
и прокладок.
ВВЕДЕНИЕ
Фланцевые соединения судовых трубопроводов должны быть
герметичными в течение всего периода эксплуатации. В связи
с этим следует обращать внимание на условия работы прокладки
в затворе фланцевого соединения. Устройство затвора, как пра-
вило, таково, что вся нагрузка болтов при монтаже фланцевого
соединения передается на прокладке. Поскольку эта нагрузка
в несколько раз больше критического усилия обжатия,
прокладка, испытывая чрезмерные напряжения, выполняет
несвойственную ей роль опоры для фланцев при натяжении болтов.
Для повышения эксплуатационной надежности фланцевого
соединения, работающего в условиях ползучести и релаксации
напряжений, а также при резких изменениях температуры целе-
сообразно применять прокладки, обладающие достаточной упру-
гостью (комбинированные, резиновые). Для применения упругой
прокладки необходимо, чтобы усилия, передающиеся на нее, не
были чрезмерно большими. Ограничение усилия обжатия может
быть достигнуто либо соответствующей конструкцией затвора
фланцев, либо установкой ограничительных колец.
Исследования, проведенные автором, показали, что комбини-
рованные (спирально-навитые) прокладки обеспечивают герметич-
ность соединения при резком изменении температуры рабочей
среды (в прогретые паром патрубки при р = 70-105 н/м? и Т =
= 750° К подавалась вода при Т — 290° К). Критическое удельное
давление обжатия таких прокладок значительно меньше, чем
стальных.
Интерес представляют также резиновые круглые кольца, при-
менение которых позволяет снизить нагрузки, необходимые для
обжатия колец, и обеспечить надежную герметичность соединения
даже при весьма больших давлениях рабочей среды.
При выборе прокладки необходимо знать ее свойства, крити-
ческую величину удельного давления обжатия, величину удель-
ного давления на прокладке в условиях эксплуатации, стойкость
к рабочей среде при рабочих параметрах и релаксационную стой-
кость.
5
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
<2кр — критическое усилие обжатия прокладки, н
Qo — усилие обжатия, передаваемое на прокладку при монтаже соеди-
нения, н
Рх — усилие, снимаемое с прокладки при действии давления рабочей
среды на площадь, ограниченную средней окружностью про-
кладки, н
Q — усилие, передаваемое на прокладку в рабочих условиях, н
р — давление рабочей среды, н/м2
Оср — средний диаметр прокладки, м
<7кр. <7кр, — критическое удельное давление обжатия прокладки (критиче-
ское усилие обжатия, отнесенное к единице уплотнительной
площади прокладки или единице длины ее средней окруж-
ности), н/м2, н/м
qо, <7os — удельное давление обжатия прокладки (усилие обжатия, отне-
сенное к единице уплотнительной площади прокладки или
единице длины ее средней окружности), н/м2, н/м
<7, — удельное давление на прокладке в рабочих условиях, при кото-
ром сохраняется герметичность соединения (усилие на про-
кладке в рабочих условиях, отнесенное к единице уплотни-
тельной площади или единице длины ее средней окружности),
нДи2, н/м
/гкр, AKPj — коэффициент, характеризующий величину критического удель-
ного давления обжатия (безразмерный или имеющий размер-
ность длины, м)
k, ks — коэффициент, характеризующий величину удельного давления
на прокладке в рабочих условиях, при котором сохраняется
герметичность (безразмерный или имеющий размерность
ДЛИНЫ, л)
L = л£>сР — длина средней окружности прокладки, м
F — площадь одной стороны прокладки, м2
h — толщина прокладки, м
Ъ — ширина прокладки, м
ГЛАВА I
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ И ПРОКЛАДКИ
§ 1. ТИПЫ ФЛАНЦЕВЫХ И РЕЗЬБОВЫХ СОЕДИНЕНИЙ
СУДОВЫХ ТРУБОПРОВОДОВ
Судовые трубопроводы для монтажа, последующей разборки
и присоединения к механизмам имеют разъемные соединения.
Типы соединений могут быть различными (фланцевые, бугельные,
штуцерные, муфтовые и т. д.).
Все фланцы можно подразделить на две основные группы:
цельные и свободные.
Рис. 1. Фланцевые соединения
с цельными фланцами: а—уплот-
нительные поверхности с затвором
шип-паз; б — с плоскими уплотни-
тельными поверхностями; в, г, д —
с зажимами
г)
Цельный фланец (рис. 1) состоит из кольца с отверстиями для
болтов и втулки, с помощью которой кольцо присоединяется к трубе
(или без втулки, в этом случае кольцо присоединяется прямо
к трубе). Свободный фланец (рис. 2), как правило, состоит из
7
наконечника и надеваемого на него кольца с отверстиями для бол-
тов, что удобно при сборке, поскольку это позволяет совмещать
отверстия для болтов без поворота трубы. Наконечник свободного
фланца либо приваривается к трубе, либо изготовляется из трубы
путем отбортовки (рис. 2, в, г).
Фланцевое соединение включает в себя два
фланца, болты и прокладку, которая помещается между уплотни-
тельными поверхностями фланцев для создания герметичности.
I Рис. 2. Фланцевые соединения со свободными флан-
------------в цами: а — на приварном в стык бурте: б — на отбор-
тованной трубе; в — на отбортованной медной трубе со стальным кольцом;
г — с комбинированными свободновращающимися фланцами
Бугельное соединение (рис. 3) состоит из двух
наконечников, прокладки (резинового кольца) и разъемного
бугеля, охватывающего наконечники и стягивающего их при по-
мощи болтов. Бугельное соединение отличается простотой кон-
струкции, наличие двух болтов позволяет производить сборку
в относительно короткое время.
Штуцерное соединение, применяющееся для со-
единения труб диаметром до 38-Ю-3 м включительно, обычно
состоит из штуцера, гайки и ниппеля (рис. 4).
Муфтовое соединение состоит из муфты, навин-
чивающейся на концы соединяемых труб, и контргайки.
В зависимости от требований эксплуатации используются раз-
личные конструкции соединений труб.
Для уменьшения изгибающего момента, деформирующего
фланец, а следовательно, уменьшения диаметра фланца и его
веса целесообразно применять фланцевые соединения с зажимами.
Такие соединения применяются в химической промышленности
(при изготовлении эмалированных аппаратов). Типовые конструк-
ции фланцевых зажимов приведены на рис. 1, в, г, д.
8
Рис. 3. Бугельные соединения: а — бугель из двух половин; б — бугель
из профильных сегментов, приклепанных к охватывающей ленте.
1 — наконечник; 2 — бугель; 3 — прокладка; 4 — болт;
в — нормальный контакт между бугелем и наконечниками; г — контакт
по вершине наконечников; д — контакт по основанию наконечников.
9
При изготовлении фланцев сложной формы около 50—60%
металла заготовки уходит в стружку.
Практика показала, что использование фланцевых соединений
с зажимами для обычной химической аппаратуры позволяет сэко-
номить до 40—60% металла, значительно снизить трудоемкость
изготовления изделий и облегчить условия эксплуатации.
Рис. 4. Штуцерные соединения.
1 — штуцер; 2 — накндиая гайка; 3 — прокладка (уплотнительное кольцо);
4 — ниппель; 5 — труба; 6 — режущее клиновое кольцо; 7 — видимый бурт;
8 — пентеновое кольцо с шаровой уплотнительной поверхностью; 9 — витоновое
уплотнительное кольцо.
Эти соединения нормализованы и рекомендуются для уплотне-
ния аппаратов, работающих при давлении пара или газа до 25 X
X 105 н/м2 и температуре 573е К. Скорость изменения темпера-
туры среды в этом случае не должна превышать 5° К в минуту.
Конструкции затворов фланцевых соединений с зажимами
выполняются в трех вариантах: с плоскими уплотнительными
поверхностями, выступ-впадина и шип-паз.
10
Затворы фланцевых соединений можно подразделить на три
основных вида, различаемые по степени защищенности прокладки
от действия гидростатического давления рабочей среды: защищен-
ные, полузащищенные и незащищенные. К защищенным, напри-
мер,' относится затвор шип-паз, к полузащищенным — выступ-
впадина и к незащищенным — затвор с плоскими уплотнитель-
ными поверхностями.
В защищенном или полузащищенном затворах прокладка
ограничена в радиальном направлении и не может быть выдавлена
под действием гидростатического давления рабочей среды. В не-
защищенном затворе прокладка подвергается распору внутрен-
ним давлением и при недостаточном сопротивлении может быть
выдавлена, вследствие чего герметичность затвора нарушится.
Несмотря на это, незащищенные затворы находят применение из-за
простоты своей конструкции и удобства при монтаже.
Среди свободных фланцев следует рассмотреть соединения
на отбортованной трубе (рис. 2, б) и на отбортованной медной
трубе со стальным кольцом (рис. 2, в). Соединения на отбортован-
ной медной и стальной трубах применяют до давления рабочей
среды 10-10s, а на отбортованной медной трубе со стальным коль-
цом до давления 25-Ю5 н/ж2. При изготовлении этих соединений
не требуется применять детали из цветных сплавов и сварку или
пайку, поскольку соединения выполняются механическим спо-
собом (на гидравлическом прессе ПГ-50 или ПГ-100). Трубу
закрепляют в зажимном устройстве пресса двумя полувтулками.
Длина закрепляемого в полувтулках прямого участка трубы не
должна превышать 1,5 диаметра трубы. Затем при помощи под-
резного устройства производится обработка конца трубы, после
чего обработанный конец трубы подвергается отбортовке вначале
конусным пуансоном, а затем прижимным. Величины припуска
на отбортовку и усилие пуансона для каждого размера трубы и
материала устанавливаются экспериментально.
На рис. 2, г показана конструкция фланцев (комбинированных),
обладающая свойствами свободных фланцев, в частности, удоб-
ством монтажа. За счет сокращения расхода цветного металла ком-
бинированные фланцы дешевле литых. Стальной фланец свободно
вращается в обойме, изготовленной из цветного металла. Отливка
обойм производится центробежным методом в формах с заранее
установленными стальными фланцами. С помощью этого метода
получаются достаточно качественные отливки, обладающие более
высокой прочностью, лучшей структурой (однородность и мелкое
зерно), имеющие лучшую поверхность и более дешевые (на 20%)
по сравнению с отливками, получаемыми в песчаной форме.
Комбинированные фланцы допущены к применению в судовых
трубопроводах Английским Регистром Ллойда.
Бугельные соединения (см. рис. 3) все шире применяются
в технике для присоединения агрегатов к двигателю, для
11
соединения узлов двигателя и соединения труб. Эти соединения
нормализованы и размеры их выполняются согласно ведомствен-
ным нормалям.
Бугели изготовляют из двух половин и стягивают болтами
(см. рис. 3, а, б). Затворы могут иметь различную конструкцию
(плоские уплотнительные поверхности, выступ-впадина, шип-
паз и др.). Для улучшения условий работы болтов под головки
болтов и гайки устанавливаются шайбы.
Контакт бугеля и наконечников должен осуществляться по
коническим поверхностям полностью (см. рис. 3, в). Между на-
конечниками и бугелем по цилиндрическим поверхностям обес-
печивается гарантированный зазор. При неправильном выполне-
нии угла может иметь место частичный контакт бугеля и наконеч-
ников по вершине (см. рис. 3,а)или около основания (см. рис. 3, d).
В первом случае труднее обеспечить герметичность затвора,
поскольку усилия обжатия будут приложены на малой площади
уплотнительных поверхностей, а это приведет к уменьшению же-
сткости соединения. Во втором случае герметичность затвора
обеспечить легче, так как усилие обжатия будет приложено у осно-
вания наконечника и жесткость соединения не снизится. Однако
это ненормальное явление, так как при эксплуатации может быть
нарушена герметичность соединения.
Для равномерного обжатия, снижения веса и уменьшения
стоимости соединений бугели изготовляют из профильных сег-
ментов, приклепанных к охватывающей ленте (см. рис. 3, б),
или из штампованных тонколистовых сегментов, приваренных
контактной сваркой к охватывающей ленте. Концы лепты закан-
чиваются петлями, в которых устанавливаются стягивающий винт
и упор.
Центровка наконечников этих соединений производится са-
мими бугелями при использовании плоских уплотнительных по-
верхностей или с помощью выступов и шипов в случае применения
затворов выступ-впадина и шип-паз. Бугельные соединения при-
меняются в трубопроводах при температуре рабочей среды 530—
770° К и давлении до 90 • 105 н/м2. При температуре рабочей среды
до 330° К допускается давление 150-105 н/м2.
На рис. 4 приведены некоторые типы штуцерных соединений.
В конструкциях (см. рис. 4, а, в) для уплотнения используются
круглые резиновые кольца, обеспечивающие герметичность при
давлении рабочей среды 150-10® н/м2.
Штуцерные соединения (см. рис. 4, б) применяются в основном
для стальных труб. Они с успехом могут использоваться и для
труб из цветных металлов. Герметичность создается за счет обжа-
тия клинового кольца, которое под действием накидной гайки
входит в контакт с деталями соединения и на трубе образует кольцо.
Необходимым условием обеспечения надежной герметичности
является точная обрезка трубы под прямым углом к оси трубы.
12
При сборке соединений из цветных металлов не требуются
большие крутящие моменты, а в случае применения тонкостенных
труб рекомендуется устанавливать внутреннюю предохранитель-
ную втулку. Эта конструкция штуцерных соединений применяется
для стальных труб при давлении рабочей среды до 400-105 н/м2.
Оригинальное штуцерное соединение труб сточной системы
для радиоактивной воды показано на рис. 4, г. Уплотнение осу-
ществляется по шаровой поверхности пентенового кольца ниппеля.
Эти соединения в течение двух лет проходили эксплуатационные
испытания и показали удовлетворительные результаты.
Штуцерные соединения, показанные на рис. 4, д, нашли ши-
рокое применение в паропроводах вспомогательных механизмов
и других судовых трубопроводах. Изготовляют их при помощи
отбортовки труб или методом приварки штампованных патрубков
с опорными буртами.
Облегченным вариантом штуцерного соединения этого типа
является конструкция, показанная на рис. 4, е. Такое соединение
имеет несколько меньший вес по сравнению с ранее рассмотренным
соединением. Но в связи с тем, что фиксирующий выступ прокладки
находится внутри трубы, он в месте соединения способствует
уменьшению площади поперечного сечения трубы, что вызывает
увеличение местных сопротивлений.
Штуцерное соединение, разработанное для судостроения (см.
рис. 4, ж), отличается легкостью, надежностью и при использо-
вании не сужает проходное сечение трубопровода. Оно широко
применяется в трубопроводах различного назначения.
На рис. 4, з показана конструкция штуцерного соединения,
позволяющего применять прокладки без фиксирующего буртика.
Центровка прокладки производится проточкой в накидной гайке,
диаметр которой отличается от наружного диаметра прокладки
на строго определенную величину.
Для соединения полиэтиленовых труб, которые находят при-
менение в судостроении, используются свободные фланцы на при-
варных опорных кольцах (рис. 5). Опорные кольца изготовляются
из полиэтилена литьем под давлением и затем привариваются
к трубам. Фланцы изготовляются из малоуглеродистой стали
или алюминиевого сплава. Присоединительные размеры выдержи-
ваются те же, что и у металлических труб. Это позволяет присо-
единять полиэтиленовые трубы к фланцам любой арматуры.
Для соединения полиэтиленовых труб диаметром до 38-10“3 м
применяются штуцерные соединения, показанные на рис. 6. Кон-
струкция штуцерного соединения полиэтиленовых труб (рис. 6, а)
предусматривает применение литых опорных втулок, которые
присоединяются к трубам при помощи муфт. Штуцер и накидная
•'айка изготовляются из алюминиевых сплавов. Во избежание
самоторможения (заедания) резьбы их оксидируют или обматы-
вают резьбу штуцера фторопластовой пленкой, которая в то же
13
время предохраняет детали из алюминиевых сплавов от щелевой
коррозии, а соединения со штуцерной арматурой, детали которой
изготовлены из другого металла, от контактной коррозии.
Штуцерные соединения полиэтиленовых труб применяются при
давлении рабочей среды до 10-Ю5 н!м?.
Рис. 5. Фланцевое соединение со свободными фланцами на
приварных кольцах для полиэтиленовых труб.
1 — труба; 2 — фланец; 3 — прокладка; 4 — опорное кольцо.
Некоторое распространение получили соединения с накидной
гайкой на отбортованных трубах (рис. 6, б) [8]. При выполнении
таких соединений на пластмассовые трубы сначала надевают
Рис. 6 Штуцерные со-
единения для полиэти-
леновых труб.
/ — штуцер; 2 — накидная гайка; 3 — кольцо (прокладка); 4 — нип-
пель; 5 — труба; 6 — опорная втулка; 7 — муфта; 8 — центрирующее
кольцо; 9 — штуцерная втулка.
накидную гайку и опорную втулку, а затем конец трубы нагре-
вают и отбортовывают. Отбортовка трубы должна плотно при-
легать к опорной втулке. Все детали соединения изготовляют из
полиформальдегида, ударопрочного поливинилхлорида или поли-
амида. Преимущество соединения в том, что оно не корродирует
(протекающая по трубам среда не соприкасается с деталями со-
14
единения), так как уплотнение достигается за счет сжатия отбор-
тованных концов труб.
Недостатки соединения: некоторая сложность получения ка-
чественной отбортовки труб и возможность нарушения плотности
вследствие релаксационных явлений.
Весьма распространенным является штуцерное соединение
по конусу, состоящее из четырех металлических
с уплотнением
деталей (рис. 6,s). Монтаж соеди-
нения производится следующим
образом: концы труб обрезают под
прямым углом, на трубы надевают
опорное кольцо и накидную гайку,
а затем конец трубы нагревают и
раздают на конической оправке.
Такие соединения применяются
для труб с внутренним диаметром
не более 80-Ю-3 м.
Рис. 7. Муфтовое соединение.
1 — муфта; 2 — труба; 3 — уплотни-
тельное кольцо.
Опыты по соединению пластмассовых труб при помощи фитин-
гов с трубной резьбой показали, что такие соединения с течением
времени становятся негерметичными вследствие ползучести мате-
риала труб и фитингов. Применение подмотки и уплотнительных
паст также не обеспечивает сохранение герметичности соединения.
Рис. 8. Фланцевое соединение со свободными фланцами для Двух-
слойных труб.
1 — фланец; 2 — опорное кольцо; 3 — прокладка; 4 — армирующий
слой; 5 — полиэтиленовая труба.
На основании исследований разработана улучшенная кон-
струкция резьбового соединения, в которой в качестве уплотни-
теля использовано стойкое к старению мягкое кольцо, устанав-
ливаемое между торцами труб и внутренней полкой фитинга
(рис. 7). На муфте предусматривается внутренняя слегка кони-
ческая резьба с постепенным сбегом. Муфта имеет увеличенную
длину, чтобы при изгибающих усилиях труба упиралась в ее
гладкий конец. Это уменьшает напряжения в резьбе.
В судостроении находят применение полиэтиленовые трубы,
армированные стеклопластиком. На рис. 8 представлена конструк-
ция, показавшая наилучшие результаты в ходе лабораторных
15
и стендовых испытаний. Это соединение состоит из фланцев и опор-
ных втулок, приформованных к армирующему слою, на которые
отбортовывается конец полиэтиленовой трубы. Изготовление опор-
ных втулок из стеклопластика под фланцевые соединения произ-
водится в специальных пресс-формах. Результаты испытаний
показали, что прочность приформовки опорных колец составляют
0,85—0,9 от прочности самой трубы.
Штуцер и накидная гайка изготовляются из стали.
Конструкция штуцерного соединения двухслойных пластмас-
совых труб показана на рис. 9.
В 1960 г. опытно-штатная партия двухслойных пластмассовых
труб была установлена в системе охлаждения на дизель-электро-
Рис. 9. Штуцерное соединение двухслойных пластмассовых труб.
I — штуцер; 2 — накидная гайка; 3 — прокладка; 4 — армирующий слой;
5 — полиэтиленовая труба.
ходе «Актюбинск». Опытные участки двухслойных пластмассовых
труб были установлены в системе подачи воды к теплому ящику
и в трубопроводе слива воды от теплого ящика за борт.
Условия эксплуатации опытных трубопроводов были следую-
щие:
— скорость потока воды в трубопроводе на стояночных ре-
жимах 4,5—5,6 м/сек, а на ходовых режимах 3,6—4,5 м/сек-,
— температура воды в напорной магистрали 278—303° К,
сливаемой воды 283—323° К;
— температура окружающего воздуха под подволоком ма-
шинного отделения в районе расположения опытных участков
трубопроводов 298—328° К;
— опытные участки трубопровода эксплуатируются при дав-
лении забортной воды около 3 - 10s н/м2 на напоре и до 1 -105 н/м2
на сливе;
— участок опытного трубопровода, непосредственно при-
крепляемый к сливному клапану, работает при температуре на-
ружного воздуха в зимнее время 253е К за бортом.
В последнее время расширяется применение футерованных
труб в судостроении. Стальные трубы, футерованные полиэтиле-
ном высокого давления, предназначаются для всасывающих и
напорных трубопроводов, транспортирующих рабочую среду,
не растворяющую и не разрушающую полиэтилен (пресная,
16
12>24S g
морская вода и т. д.). Эти трубы предназначаются для давлений
транспортируемой рабочей среды до 16-Ю® н/м2 и температуре
не более 335° К.
Алюминиевые трубы, футерованные полиэтиленом, предназ-
начаются для всасывающих и напорных трубопроводов, транс-
портирующих рабочую среду, не растворяющую и не разрушаю-
щую полиэтилен для давлений рабочей среды до Ю-Ю5 н/м2 при
температуре не более 335° К.
Футерованные трубы представляют собой совокупность двух
материалов (слоев), резко отличающихся по своим физико-меха-
ническим свойствам. В связи с этим нельзя механически пере-
нести способы соединений металлических труб на футерованные.
Наиболее реальными являются соединения на отбортованной
трубе и на резьбовых фланцах. Учитывая это, при конструирова-
нии соединений футерованных труб должны выполняться следую-
щие требования:
I. Герметичность стыка в условиях вибрации и периодического
изменения температуры рабочей среды.
2. Надежная защита торца металлической оболочки от воздей-
ствия рабочей среды.
3. Сохранение физико-механических и химических свойств
футерующего материала в зоне стыка.
4. Необходимая прочность элементов соединения и футерую-
щего слоя в месте стыка.
5. Достаточная жесткость соединения, обеспечивающая раз-
грузку места стыка футерующего слоя от воздействия внешних
нагрузок (жесткость соединения должна быть не меньше жестко-
сти металлической оболочки).
6. Удобство монтажа и демонтажа.
В настоящее время имеется ряд .соединений футерованных труб,
в той или иной степени удовлетворяющих сформулированным
требованиям.
Фланцевые соединения, конструкции которых приведены на
рис. 10, наиболее часто применяются для соединения футерованных
труб. Фланцевое соединение на отбортованной трубе (рис. Ю, а)
наиболее просто по конструкции и удобно при монтаже, так как
имеет свободные фланцы.
Отбортовка футерованных труб может выполняться на гидрав-
лических прессах ПГ-50 или ПГ-100 с использованием конусного
и специального пуансонов.
Отбортовка алюминиевых футерованных труб должна произ-
водиться в следующей технологической последовательности:
а) установить и зажать трубу с учетом припуска на отбортовку
в зажимном устройстве пресса;
б) при помощи штатного пуансона с углом
произвести совместную раздачу алюминиевой
рующего слоя (рис. 11, переход /);
2 В. Б. Протопопов 895
при вершине 60
оболочки
е-
I
в) отвести пуансон в исходное положение, после чего выдер-
жать 1—2 мин. до возвращения футерующего слоя в исходное
состояние.
г) при помощи специального пуансона произвести дальнейшую
раздачу алюминиевой оболочки футерованной трубы на угол 90°
(рис. 11, переход 2). Следует обратить особое внимание на состоя-
ние футерующего слоя (его повреждение недопустимо);
Рис. 10. Фланцевые соединения Для футерованных труб: а — на отбортованной
трубе; б — на резьбовых кольцах; в — с резьбовыми фланцами; г — с резьбо-
выми фасонными фланцами.
1 — фланец; 2 — прокладка; 3 — металлическая труба; 4 — футерующая труба;
5 — кольцо резьбовое; 6 — футорка.
д) при помощи специального пуансона выполнить окончатель-
ную отбортовку алюминиевой оболочки (рис. 11, переход 3):
е) подогреть выступающий футерующий слой и затем его от-
бортовать (рис. И, переход 4).
Усилия для отбортовки стальных труб по величине значительно
превосходят усилия, необходимые для отбортовки алюминиевых
труб, поэтому при отбортовке стальных футерованных труб про-
исходит повреждение выступающего футерующего слоя. В этом
случае на конец трубы с выступающим футерующим слоем при-
варивают полиэтиленовую футорку методом поверхностного оплав-
ления или с помощью прутковой сварки горячим азотом.
В процессе изготовления труб, например при их гибке, футе-
рованная полиэтиленом труба может быть повреждена. В связи
с этим футерованные трубы перед монтажом проверяют на целост-
18
ность и сплошность. Эта технологическая операция может быть
проведена одновременно с гидравлическим испытанием труб в цехе
на прочность. Испытываемые трубы собирают в единую маги-
страль, производят сборку промежуточных штатных соединений
труб и устанавливают их
На один конец магистрали
труб, исключающей под-
вод испытываемой жидко-
сти, устанавливают глухую
электроизоляционную за-
глушку, на другой — со
стороны подвода жидкости
ог гидравлического насоса
изолирующий фланец, обе-
спечивающий присоедине-
ние к гидравлическому
прессу. Затем испытывае-
мые трубы заполняют
электролитом, к которому
стоек полиэтилен высокого
давления. К глухой элек-
троизолирующей заглушке
подключается цепь элек-
трического тока, состоя-
щая из электробатареи
и миллиамперметра, или
электросети переменного
тока с напряжением 36 в
и электролампы. Один
конец провода присоеди-
няется к изолированному
болтовому соединению (за-
глушке), а второй — к
фланцу испытываемой тру-
бы. В дальнейшем в испы-
на электроизоляционные подставки.
Рис. 11. Технологическая последовательность
отбортовки алюминиевых труб, футерован-
ных полиэтиленом, на прессе ПГ-50.
тываемой магистрали создается гидравлическое давление с вы-
держкой в течение 15 мин. Результаты испытания считаются
положительными, если в течение указанного времени в электро-
цепи отсутствует ток.
Во фланцевом соединении (см. 10, б) конец футерующей трубы
отбортован на плоскость опорного кольца, навинченного на конец
стальной трубы. Благодаря наличию опорных колец в этом соеди-
нении используются свободные фланцы, в связи с чем можно при-
менять стальные трубы с более тонкими стенками, чем при ис-
пользовании цельных фланцев (см. рис. 10, в). Опорные кольца
в случае применения свободных фланцев испытывают значительно
меньшие напряжения. Применение цельных фланцев требует
19
увеличения жесткости трубы, поскольку фланцы воспринимают
изгибающие усилия, возникающие в трубопроводах в условиях
эксплуатации.
Во фланцевых соединениях (см. рис. 10, г) вместо отбортовки
применяются футорки, которые приклеиваются или привари-
ваются к футерующей трубе, защищая таким образом уплотни-
тельную поверхность резьбового фланца. Футорки изготовляются
литьем под давлением, что позволяет получать их нужных разме-
ров с требуемыми допусками.
Рис. 12. Бугельные соединения с манжетным уплотнением: а — Для судо-
строения; б — для судоремонта.
/ — футерованная труба; 2 — бугель разрезной; 3 — манжета уплотнитель-
ная; 4 — манжета пластмассовая; 5 — болт с гайкой; 6 — резьбовое кольцо.
Для изготовления таких соединений нужно только нарезать
резьбу на конце трубы и после навинчивания фланца приварить
или приклеить футорку. Недостаток этих соединений заключается
в необходимости применения фланцев специальной конструкции.
Интерес представляют бугельные соединения футерованных
труб с манжетным уплотнением (рис. 12), состоящие из бугеля 2,
который стягивается двумя или четырьмя болтами 5, уплотни-
тельной манжеты 3 и колец 6. Торец трубы / защищен пластмас-
совой манжетой 4, которая приклеивается или приваривается
к футерующему слою.
Концы труб (рис. 12, а) имеют специальный паз, в который
заходят выступы бугеля. При сборке соединения на концы труб
надевается манжета из резины или другого стойкого к транспор-
тируемой среде материала и зажимается половинами бугеля, чем
и обеспечивается герметичность стыка. Это соединение рекомен-
дуется для трубопроводов, работающих при давлении рабочей
среды до 70-105 н/м?.
Конструкцией соединения, показанного на рис. 12, б, преду-
смотрено наличие кольца, навинченного на конец трубы, и более
широкого бугеля, который надевается на кольца и стягивается
20
четырьмя болтами. Уплотнительная манжета унифицирована
для обеих конструкций бугельных соединений футерованных
труб.
Это соединение рекомендуется применять в трубопроводах,
работающих при давлениях среды до 70-105 н/мг.
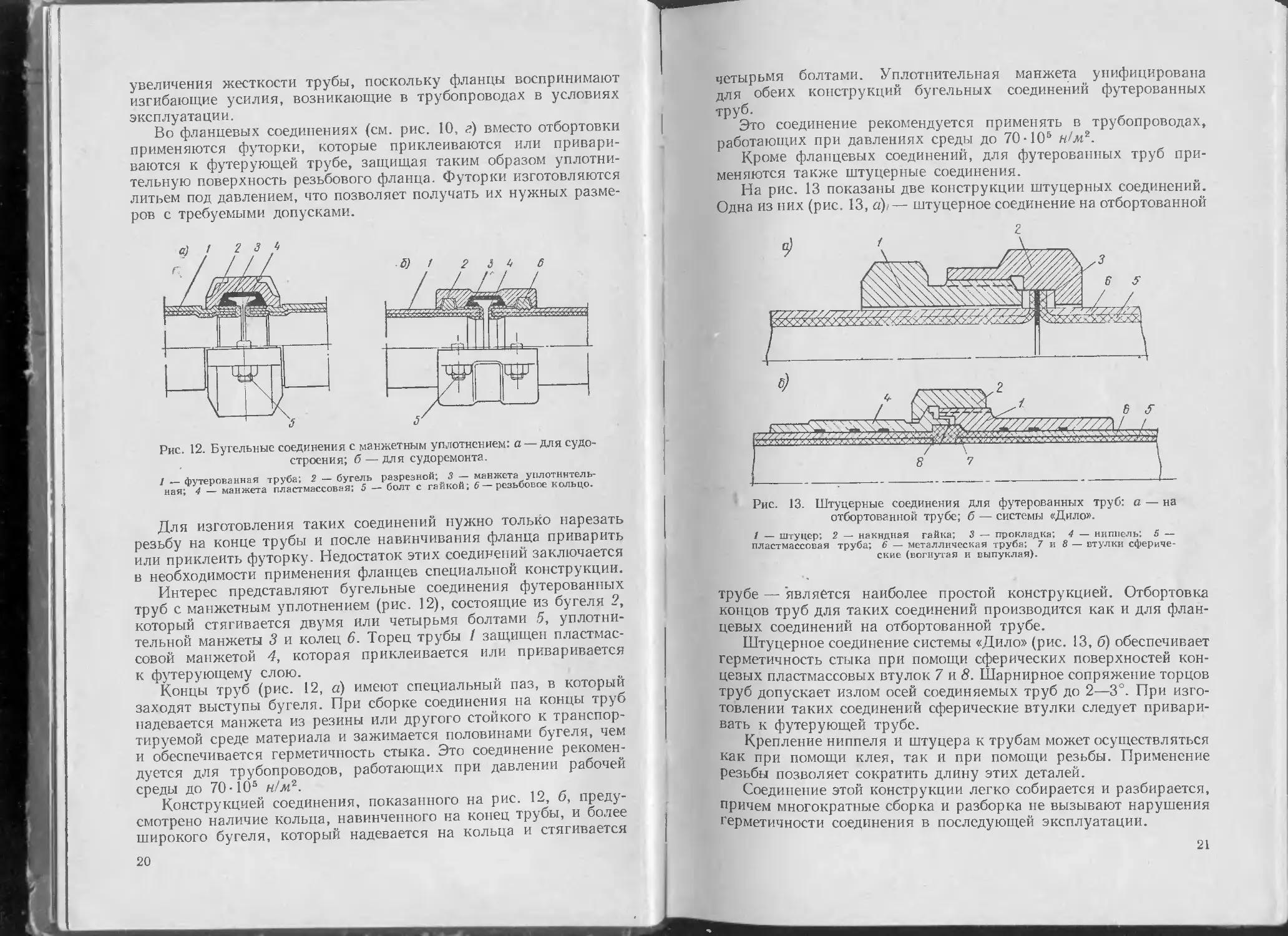
Кроме фланцевых соединений, для футерованных труб при-
меняются также штуцерные соединения.
На рис. 13 показаны две конструкции штуцерных соединений.
Одна из них (рис. 13, а),— штуцерное соединение на отбортованной
Рис. 13. Штуцерные соединения Для футерованных труб: а — на
отбортованной трубе; б — системы «Дило».
/ — штуцер; 2 — накидная гайка; 3 — прокладка; 4 — ниппель; 5 —
пластмассовая труба; 6 — металлическая труба; 7 и 8 — втулки сфериче-
ские (вогнутая и выпуклая).
трубе — является наиболее простой конструкцией. Отбортовка
концов труб для таких соединений производится как и для флан-
цевых соединений на отбортованной трубе.
Штуцерное соединение системы «Дило» (рис. 13, б) обеспечивает
герметичность стыка при помощи сферических поверхностей кон-
цевых пластмассовых втулок 7 и 8. Шарнирное сопряжение торцов
труб допускает излом осей соединяемых труб до 2—3°. При изго-
товлении таких соединений сферические втулки следует привари-
вать к футерующей трубе.
Крепление ниппеля и штуцера к трубам может осуществляться
как при помощи клея, так и при помощи резьбы. Применение
резьбы позволяет сократить длину этих деталей.
Соединение этой конструкции легко собирается и разбирается,
причем многократные сборка и разборка не вызывают нарушения
герметичности соединения в последующей эксплуатации.
21
§ 2. НАЗНАЧЕНИЕ ПРОКЛАДОК И ПРЕДЪЯВЛЯЕМЫЕ К НИМ
ТРЕБОВАНИЯ
Герметичность любого затвора, в том числе затвора фланце-
вого соединения, достигается в том случае, когда каналы, остав-
шиеся на уплотнительных поверхностях фланцев и прокладки
после механической обработки по величине таковы, что рабочая
среда по ним протекать не будет.
Известно, что при течении даже тщательно отфильтрованной
жидкости (минеральных масел, керосина) через капиллярные
каналы, соизмеримые с толщиной слоя поляризованных молекул,
адсорбирующихся на его стенках, наступает явление облитерации
(уменьшение или полное прекращение течения жидкости).
В плоском канале высотой Н = 2бк расход жидкости равен
нулю вследствие наступившей полной облитерации (бк — крити-
ческая толщина граничного слоя или толщина квазитвердой части
слоя).
Облитерация вызывается адсорбцией на стенках канала поля-
ризованных молекул рабочей жидкости и скоплением у стенок
канала крупных активных частиц, находящихся в рабочей жид-
кости в коллоидном или во взвешенном состоянии. При этом обра-
зующийся слой обладает свойствами, отличными от свойств жид-
кости в объеме.
Облитерация увеличивается с уменьшением размера попереч-
ного сечения канала (диаметра цилиндрического канала, высоты
плоского канала), увеличением абсолютного давления, при котором
происходит истечение жидкости через канал, и с увеличением
длины канала.
Из этих рассуждений видно, что требуемую величину каналов
можно обеспечить обработкой уплотнительных поверхностей флан-
цев с большой чистотой и точностью. Это не только трудно выпол-
нить, но и экономически нецелесообразно, так как известно, что
после чистовой механической обработки уплотнительных поверх-
ностей фланцев среднеквадратическая неровность (отклонение
от средней линии профиля поверхности) составляет 1,6- 10-6-т
0,2 • 10“6 м. Даже весьма чистая обработка уплотнительных поверх-
ностей позволяет уменьшить среднеквадратическую неровность
лишь до такой величины, которая все же остается несоизмеримо
больше размеров молекул газа или жидкости (рабочей среды).
Неровности, оставшиеся на уплотнительных поверхностях
после их обработки, образуют зазоры-каналы, по которым рабо-
чая среда перетекает из мест с большим давлением в места с мень-
шим давлением. Устранить эти каналы можно при помощи взаим-
ного сжатия уплотнительных поверхностей для смятия на них
всех неровностей, что требует больших (практически трудноосу-
ществимых) усилий сжатия.
Необходимость больших усилий для смятия неровностей под-
тверждается результатами исследований работы различных ви-
22
доб уплотнительных выступов в различных средах при нормальной
температуре, производившихся с помощью приспособления, по-
казанного на рис. 14 [12]. Обе детали, имеющие уплотнительные
выступы, устанавливались на пресс. Если в качестве рабочей
среды применялся газ, нарушение герметичности определялось
с помощью трубки, заполняемой жидкостью. Эта трубка соеди-
нялась с полостью, которую образовывала резиновая манжета,
надетая на обе детали в плоскости разъема.
При использовании в качестве рабочей среды воды или масла
нарушение герметичности определялось по появлению в разъеме
деталей мелких капелек.
Рис. 14. Приспособление для испытания
выступов.
1 — манометр; 2 — трубка; 3 — резиновая
манжет i; 4 — вход среды; 5 — центрирующее
кольцо; 6 — уплотнительные выступы.
£ м/м2
Рис. 15. График изменения
утечки рабочей среды в зависи-
мости от удельного давления
обжатия.
Исследования уплотнительных поверхностей с различными
диаметрами производились следующим образом. С помощью пресса
создавали определенное усилие обжатия, после чего при неизмен-
ной нагрузке постепенно повышали внутреннее давление от нуля
до величины, при которой происходило нарушение герметичности.
Затем нагрузка увеличивалась и опыт повторялся. Таким образом,
получалась достаточно полная картина работы уплотнения.
В ходе исследований проверялось предположение, достаточна
ли упругая деформация уплотнительных поверхностей для созда-
ния каналов такой величины, при которой не будет наблюдаться
протекания рабочей среды. С этой целью проверялась работа пло-
ских уплотнительных выступов с тщательно обработанными
обезжиренными поверхностями шириной 13-10-3 м, диаметром
300-10“3 м. В качестве рабочей среды использовался воздух.
Как показали испытания, даже при усилии обжатия 50-104 н
не было достигнуто герметичности (постоянно наблюдалась утечка
воздуха). Величину утечки в единицу времени в зависимости от
значений удельного давления обжатия q0 и внутреннего давления
среды р можно видеть на рис. 15.
23
Таким образом, результаты исследований показали, что упру-
гая деформация, возникающая при сжатии уплотнительных по-
верхностей, оказывается недостаточной для создания герметично-
сти. Даже при самой тщательной обработке уплотнительных
поверхностей не избежать образования каналов, через которые
будет происходить утечка.
Герметичность затвора была достигнута лишь когда перед мон-
тажом уплотнительные поверхности фланцев покрывались какой-
либо вязкой жидкостью, например маслом. В тонкой масляной
пленке между поверхностями возникают значительные адсорб-
ционные силы, которые тем больше, чем меньше величина каналов.
Эти силы, действующие между молекулами масла, оказываются
достаточными для обеспечения герметичности затвора, если канал
имеет высоту, соизмеримую с толщиной молекулярного слоя. Чем
более вязким будет масло и, следовательно, больше каждая мо-
лекула, тем значительнее возникающие при этом силы. Такое же
увеличение этих сил, а вместе с тем и повышение герметичности
при возрастании внутреннего давления возникает при максималь-
ном уменьшении высоты канала под действием увеличивающегося
усилия обжатия.
Результаты испытаний подтвердили этот вывод.
На рис. 16 показаны графики, полученные в результате иссле-
дования работы уплотнительных выступов диаметром 50-10~3 и
шириной 5-Ю-3 м при использовании различных сортов масла
и различном состоянии поверхностей. При определенной величине
внутреннего давления воздуха происходило выдавливание на-
ружу масляной пленки. Такое нарушение герметичности уже не
могло быть устранено только увеличением усилия обжатия. Для
продолжения испытания в этом случае надлежало демонтировать
соединение и наносить новый слой смазки.
Результаты этих испытаний позволяют сделать очень важный
для практики вывод: нарушение герметичности затвора фланцевого
соединения нельзя устранить простым подтягиванием болтов.
Из рассмотрения графика следует, что для создания герметич-
ности затвора наименьшее усилие обжатия потребовалось в случае
наиболее чистой поверхности. Другими словами, когда каналы
имеют наименьшую высоту, требуется меньшее усилие обжатия
для получения каналов таких размеров, при которых адсорбцион-
ные силы между молекулами масла потребуют значительно боль-
ших напряжений сдвига, чем усилия, созданные давлением воз-
духа.
Проведенные испытания показали, что обжатие уплотнитель-
ных поверхностей удельным давлением, вызывающим только упру-
гие деформации, даже при максимальной чистоте обработки уплот-
нительных поверхностей не обеспечивает герметичности затвора.
В этом случае герметичность может быть достигнута только путем
нанесения на уплотнительные поверхностия вязкой жидкости.
24
Проводились исследования герметичности затворов с высту-
пами, уплотнительные поверхности которых были обработаны
с разной чистотой. Целью этих испытаний было определение удель-
ного давления, необходимого для создания герметичности затвора
в зависимости от давления воздуха. Результаты испытаний можно
видеть на графике (рис. 17). На оси абсцисс откладывается давле-
ние воздуха, а на оси ординат — удельное давление на уплотни-
тельных поверхностях.
Рис. 16. Результаты испытаний
выступов с различной чистотой
обработки уплотнительных по-
верхностей: а, б, в — с высотой
неровностей 0,35 -10" 6; 1,95-10'6
и 2,49-10"е м соответственно,
о — керосин (кинематическая вяз-
кость 2-10 ® мй/сек)’,
X — масло (кинематическая вяз-
кость 96-10 ® м2/сек)\
0 — масло (кинематическая вяз-
кость 452-10-& м2/сек)\
© — масло (кинематическая вяз-
кость 720-10 ® 1лг1с6к).
р — В Н/Л42
Как видно из графика, вначале нарушение герметичности
происходит при разных удельных давлениях для кажой чистоты
обработки уплотнительных поверхностей. Постепенное увеличение
удельного давления обжатия не обеспечит герметичности соеди-
нения до тех пор, пока напряжения, вызванные удельным давле-
нием, не приведут к появлению на уплотнительных поверхностях
пластических деформаций, т. е. пока не будут смяты неровности
на уплотнительных поверхностях и каналы не примут такие раз-
меры, при которых рабочая среда не будет протекать (такому
удельному давлению соответствует точка Л).
Удельное давление, при котором происходит смятие неровно-
стей на уплотнительных поверхностях и закрытие каналов, назы-
вается критическим удельным давлением обжатия qKp. А усилие,
25
обеспечивающее это удельное давление, называется критическим
усилием обжатия QKp.
Результаты испытаний при первой нагрузке уплотнительных
поверхностей, чисто обработанных на токарном станке, отмечены
на рис. 17 знаком @, шлифованных 0, полированных @, грубо
Рис. 17. Результаты испытаний затвора
с выступами, обработанными разными
методами.
ф, Ч—“ чисто обработаны на токарном станке;
G, • — шлифованные;
— полированные;
О, V — грубо обработанные на токарном
станке.
р — в н/>и2
гаются на прямой О А,
Результаты разгрузки,
обработанных на токарном
станке Q.
Из графика видно, что
наибольшее удельное давле-
ние потребовалось для созда-
ния герметичности затвора
с грубо обработанными уплот-
нительными поверхностями,
а наименьшее — с полирован-
ными. Затворы со шлифован-
ными и чисто обработанными
уплотнительными поверхно-
стями показали примерно
одинаковые результаты. В
конце первой нагрузки удель-
ное давление на грубо обра-
ботанных уплотнительных по-
верхностях достигло 1850 X
X 103 н/м, на чисто обра-
ботанных и шлифованных
1400• 103 н/м, а на полиро-
ванных 1500-10s н/м.
После такого обжатия
(при первой нагрузке) гер-
метичность затвора уже не
зависит от качества обра-
ботки уплотнительных по-
верхностей, и точки распола-
проходящей через начало координат,
т. е. постепенного снижения удельного
давления и проверки герметичности затвора (обратный ход),
а также второй нагрузки подтверждают это расположением точек
(отмеченных на графике Т, ф, Д, \/) на сплошной прямой,
проходящей через начало координат. Такое расположение пока-
зывает, что после достижения удельным давлением обжатия кри-
тической величины все неровности на уплотнительных поверхно-
стях смяты и в дальнейшем герметичность затвора обеспечив'ается
при одинаковых удельных давлениях независимо от исходного ка-
чества обработки выступов.
Штриховая прямая, показанная на рис. 17, характеризует
величину удельного давления, оставшегося на уплотнительных
поверхностях перед нарушением герметичности затвора.
26
Усилие, которое создает это удельное давление, называется
усилием на уплотнительной поверхности соединения (или усилием
на прокладке) в рабочих условиях. Усилие обжатия прокладки
определяется расчетным путем
Qo 40s ^-^ср, (1)
где Qo — усилие обжатия прокладки, н:
Dcp — средний диаметр прокладки лт;
9os — удельное давление на прокладке при обжатии (опре-
деляется по графику в зависимости от давления рабочей
среды), н/м.
Усилие, снимаемое с выступа при действии сжатого воздуха,
средним диаметром выступа,
на площадь, ограниченную
Р^—^р, (2)
где р — давление воздуха,
н/м?.
Удельное давление,
оставшееся на выступе
(или прокладке) в рабочих
условиях
где L = л£)ср — длина сред-
ней окружности вы-
ступа, м.
Проводились испыта-
ния затворов с выступами
для определения влияния
рабочей среды на величину
критического удельного
давления обжатия (рис. 18).
Исследовалась работа за-
твора, уплотнительные по-
верхности которого чисто
Рис. 18. Результаты испытаний затвора
с выступами на герметичность разными
средами.
0, О — маслом;
— водой;
О» С — воздухом.
обработаны. Испытания проводились воздухом, маслом и водой.
Результаты при испытании маслом отмечены на графике зна-
ком Q, водой — воздухом — С - Удельное давление обжа-
тия при этом было меньше критического.
Вначале при обжатии удельным давлением до критической
величины (при а0 < дкр) ьаихудшие результаты были получены
при испытаниях воздухом, наилучшие — при испытании маслом.
По достижении критического удельного давления обжатия все
точки, соответствующие результатам последующих испытаний
(обозначенные соответственно Э — маслом, 0 — водой, 0 —
27
воздухом) расположились на прямой, проходящей через начало
координат. Таким образом, характер рабочей среды практически
не влияет на величину критического удельного давления обжатия
уплотнительных поверхностей.
Критическое удельное давление обжатия зависит от материала
деталей соединения, находящихся в контакте, чистоты обработки
уплотнительных поверхностей и по величине всегда превышает
предел текучести металла деталей соединения.
Критическое удельное давление обжатия измеряется в нЛи2
или в н/м. В случае, когда критическое усилие обжатия отнесено
к единице площади уплотнительной поверхности, имеет место
следующая закономерность:
*кр = const (4)
°10
ИЛИ
?кр ^кр^ю const, (5)
где kKp — безразмерный коэффициент, характеризующий вели,
чину критического удельного давления обжатия уплот-
нительных поверхностей деталей соединения (или про-
кладки), находящихся в контакте;
оу0 — напряжение, получаемое при испытании образца ме-
талла на сжатие при 10%-ной деформации (о10 можно
принимать равной временному сопротивлению металла
ов), н/м2.
Если же критическое усилие обжатия отнесено к единице длины
окружности по среднему диаметру уплотнительной поверхности,
то коэффициент определяется по формуле
£kPs
9kps
Що
const
(6)
или
9кр, = kKpGW const. (7)
""зет размерность длины (л). Удельное
яступе (прокладке), выражается в н/м.
ие, оставшееся на выступе (или про-
: площади уплотнительной поверхности,
ся по формуле
k = — const
Р
или
q = kp const,
(8)
(9)
где k — безразмерный коэффициент, характеризующий вели-
чину удельного давления обжатия уплотнительных по-
28
верхностей деталей соединения (или прокладки), нахо-
дящихся в контакте, перед нарушением герметичности
затвора (т. е. величину удельного давления, которую
необходимо обеспечить в рабочих условиях);
р — давление рабочей среды, н/м2.
Если удельное давление, оставшееся на выступе (или про-
кладке), отнесено к единице длины окружности по среднему диа-
метру уплотнительной поверхности,
А. = —s&const (10)
s р ' '
ИЛИ
9s = Кр const. (1 1)
Коэффициент ks имеет размерность длины (м).
Таким образом, результаты испытаний показывают, что для
обеспечения герметичности затвора, т. е. для создания критиче-
ского удельного давления обжатия, требуется весьма значитель-
ное усилие, величина которого зависит от сопротивления дефор-
мации материала, качества обработки и размеров уплотнительных
поверхностей
QkP = (12)
F = лЛср в, (13)
где F — площадь контактной поверхности выступа (или про-
кладки), л2;
Qkp ~ Q?Kps> (14)
гДе Qkp — критическое усилие обжатия выступа (или прокладки),
. kF.
Наиболее целесообразным методом уплотнения затворов флан-
цевых соединений является уплотнение при помощи прокладки.
Применение прокладки позволяет обеспечить герметичность за-
твора фланцевого соединения, уплотнительные поверхности кото-
рого обрабатываются с более низкой чистотой и меньшей точно-
стью, чем в случае без прокладки, и требуют меньших усилий
обжатия.
Прокладки должны удовлетворять следующим требованиям:
— при обжатии с возможно меньшими усилиями обеспечивать
надежное заполнение каналов, образовавшихся на уплотнитель-
ных поверхностях фланцев и прокладок при их изготовлении,
и герметичность затворов (в рабочих условиях);
— обладать достаточными упругими свойствами для сохране-
ния герметичности затвора при возможном упругом искривлении
уплотнительных поверхностей;
29
— сохранять возможно дольше свои уплотняющие свойства
в процессе эксплуатации;
— не вызывать повреждений уплотнительных поверхностей
соединений.
По виду материала уплотнительные детали (прокладки, кольца
и др.) подразделяются на три группы: металлические, неметалли-
ческие и комбинированные. При выборе прокладок необходимо
учитывать, что величина критического усилия обжатия прокладки
зависит от конструкции и материала прокладки. Как уже отме-
чалось, критическое усилие обжатия, кроме того, зависит от
сопротивления деформации материала прокладки, ее размера и
состояния уплотнительных поверхностей. Можно выбрать такую
конструкцию прокладки, чтобы при минимальном значении кри-
тического усилия обжатия достигалась требуемая величина кри-
тического удельного давления обжатия.
Для уменьшения площади поверхности прокладок и, следо-
вательно, уменьшения критического усилия обжатия применяют
прокладки, радиальное сечение которых имеет различную форму
(зубчатые, линзовые, овальные, круглые и др.). Так, из графиков
(см. рис. 25 и 35) изменения коэффициентов /гкРь и kKp соответ-
ственно для зубчатых и плоских металлических прокладок видно,
что этот коэффициент для зубчатых прокладок значительно меньше,
чем для плоских.
Для снижения критического усилия обжатия применяют само-
уплотняющиеся прокладки (см. рис. 41). Конструкция этих прокла-
док предусматривает использование, наряду с усилием обжатия,
усилия, возникающего от действия внутреннего давления среды.
Таким образом, критическая величина обжатия состоит из двух сла-
гаемых: усилия обжатия и усилия, возникающего от действия ра-
бочей среды. В связи с этим критическое усилие обжатия таких
прокладок будет достаточным только для создания начальной
герметичности, в дальнейшем под действием рабочей среды про-
кладка будет обжата удельным давлением, вполне достаточным
для обеспечения герметичности затвора.
Следует обращать внимание на выбор материала прокладки,
поскольку критическое удельное давление зависит от сопротивле-
ния деформации материала прокладки. Обычно он должен быть
мягче материала фланцев, чтобы происходило смятие прокладки,
а не уплотнительных поверхностей фланцев.
Для снижения критического удельного давления обжатия,
кроме того, применяют покрытие прокладок легкодеформирую-
щимся материалом, который заполняет каналы при относительно
небольших усилиях обжатия и работает подобно тому, как мы
наблюдали работу выступов, смазанных жидкостью (керосином,
маслом и водой).
Для покрытия применяются различные материалы (свинец,
медь, серебро, золото, платина и фторопласт). Покрытие выби-
30
рается в зависимости от условий, в которых должна работать
прокладка (металлическое кольцо), температуры, давления, агрес-
сивности рабочей среды и экономической целесообразности.
Недостаток заключается в том, что прокладки с покрытием
могут применяться только один раз.
Опыт эксплуатации судовых энергетических установок пока-
зывает, что нарушение герметичности фланцевого соединения
вызывается не разрушением фланцев, изготовленных из пластич-
ного материала, а перемещениями и деформациями частей соеди-
Рис. 19. Внешние нагрузки, действующие на фланцевое соединение: а — действие
внутреннего давления среды; б — действие внешнего изгибающего момента;
в — действие крутящего момента.
нений, превышающими допустимые величины. Эти величины опре-
деляются условиями совместной работы фланцев, болтов и про-
кладки [3 1.
Нарушение герметичности может быть вызвано следующими
причинами:
— снижением усилия обжатия прокладки в условиях эксплуа-
тации;
— неравномерным обжатием прокладки при монтаже соеди-
нения;
— деформацией фланцев при резком изменении температуры
рабочей среды;
— нарушением нормальных условий работы прокладки.
К внешним нагрузкам, действующим на фланцевое соедине-
ние в условиях эксплуатации, относятся сила давления рабочей
среды, изгибающие и крутящие моменты, возникающие при
деформации трубопроводов. Для уравновешивания этой нагрузки
следует увеличивать нагрузку на болты при монтаже соединения.
При пуске рабочей среды в трубопровод сила Р (рис. 19, а), рав-
ная произведению давления рабочей среды на площадь, ограничен-
ную окружностью среднего диаметра прокладки, стремится раз-
вести фланцы и тем самым нарушить герметичность затвора. Дей-
ствие изгибающего момента М вызывает расхождение фланцев
31
Рис. 20. Схема неравномерного распределе-
ния удельного давления на прокладку:
а — сечение фланцевого соединения; б — вид
сбоку.
на угол <р (рис. 19, б). Со стороны раскрытия фланцев удельное
давление на прокладке снижается, что при определенных усло-
виях может привести к нарушению герметичности; со стороны
смыкания фланцев возникают большие удельные давления на
прокладке, которые могут вызвать текучесть материала про-
кладки. Под действием крутящего момента может произойти
взаимное смещение уплотнительных поверхностей фланцев на
угол & (рис. 19, в), что нарушит герметичность соединения. Сни-
жение удельного давления при эксплуатации может вызываться,
кроме того, релаксацией напряжений болтов, ползучестью флан-
цев и прокладки.
Для сохранения герме-
тичности затвора необхо-
димо, чтобы удельное да-
вление на прокладке не
уменьшалось ниже некото-
рой величины минималь-
ного удельного давления,
нужного в рабочих усло-
виях и зависящего от да-
вления и температуры ра-
бочей среды, материала и
конструкции прокладки, а
также от чистоты и точ-
ности обработки уплотнительных поверхностей затвора.
Равномерное распределение удельного давления по прокладке
обеспечивает герметичность затвора при наименьшем усилии обжа-
тия, создаваемом болтами. Однако ввиду ограниченной жесткости
фланцев удельное давление на прокладке вблизи болтов может
быть больше, чем между ними. Так, при некоторой величине раз-
ности прогибов точек кольца фланцев A1F (рис. 20) невозможно
достичь герметичности затвора, даже если израсходовать всю
работоспособность болтов.
В условиях эксплуатации возникает необходимость резкого
изменения параметров рабочей среды.
При осесимметричном нагреве фланцевого соединения герме-
тичность не нарушается, хотя в его частях и возникают допол-
нительные температурные напряжения. В случае резкого изме-
нения температуры рабочей среды в связи с асимметричным изме-
нением температурного поля герметичность фланцев в большин-
стве случаев нарушается. Это объясняется значительным сни-
жением удельного давления на прокладке вплоть до образования
зазора между прокладкой и уплотнительными поверхностями
фланцев в зоне пониженной температуры (рис. 21, зазор / показан
пунктиром). Нижняя часть фланцевого соединения 2 заполнена
конденсатом, верхняя 3 — паром. Это наблюдается, например,
при ускоренном прогреве паропровода во время пуска установки.
32
Наряду с указанными причинами нарушение герметичности
затвора может быть вызвано 'изменением нормальных условий
работы прокладки. Появление пластических деформаций, напри-
мер в кольце фланца, всегда связано с искривлением уплотнитель-
ных поверхностей и приводит к неравномерному распределению
Рис. 21. Нарушение герметичности при попадании конденсата
в паропровод
1 - зазор; 2 - нижняя часть фланцевого соединения; 3 — верхняя
часть фланцевого соединения.
удельного давления на прокладке. Такое искривление нарушает,
как правило, герметичность фланцевого соединения с металличе-
скими прокладками. Это наблюдалось в соединениях со свобод-
ными и цельными фланцами и металлическими зубчатыми про-
Рис. 22. Вид впадин, появляющихся на уплотнительных поверхностях.
кладками при действии изгибающего момента (на стенде) при
температуре 293° К (рабочей средой была вода) [3]. Под дей-
ствием изгибающего момента в буртах наконечников свободных
фланцев возникали пластические деформации, на уплотнительных
поверхностях появлялись впадины (рис. 22, впадины не заштри-
хованы). Глубина впадин возрастала от 0,01 10“ 3-^-0,02 • 10“ 3
До 0,1 •10“3н-0,2-10“3 м, при этом не наблюдалось существенного
изменения изгибающего момента (в верхней части рисунка —
3 В. Б. Протопопов 895 33
область раскрытия фланцевого соединения, в нижней — об-
ласть смыкания). Фланцевое соединение с пластически дефор-
мированными уплотнительными поверхностями сохраняло гер-
метичность за счет сохранения контакта по их внешним кромкам.
Однако после нескольких повторных нагружений изгибающим
моментом герметичность этих соединений резко снизилась.
Во фланцевых соединениях с мягкими прокладками (из резины,
асбеста и т. д.) пластическое искривление значительно меньше
влияет на герметичность соединения.
Следует отметить, что поворот радиальных сечений фланцев
(см. рис. 20, г/) вызывает неравномерное распределение удельного
давления по ширине прокладки, причем удельное давление уве-
личивается на внешнем крае прокладки, что также приводит
иногда к нарушению герметичности фланцевого соединения. Если,
например, относительное сжатие резиновой прокладки на внешнем
крае достигает 70—80 %, то за относительно короткий промежуток
времени эксплуатации в резине могут появиться трещины и гер-
метичность затвора будет нарушена.
ГЛАВ 4 II
МЕТАЛЛИЧЕСКИЕ ПРОКЛАДКИ
§ 3. МЕТАЛЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ПРОКЛАДОК
Свинец — металл синевато-серого цвета с металлическим
блеском на свежем разрезе, температура плавления 600° К.
Свинец достаточно мягок, ковок, обладает малой прочностью на
разрыв, тягуч. Коррозионная стойкость свинца обеспечивается
появлением иа его поверхности защитной пленки (нерастворимых
соединений свинца), которая не разрушается при воздействии
на него агрессивных сред.
Благодаря высокой коррозионной стойкости он широко при-
меняется как прокладочный материал для уплотнения соединений
трубопроводов, транспортирующих агрессивные среды. Свинец
весьма стоек к действию серной кислоты, поэтому его применяют
для уплотнения соединений трубопроводов, транспортирующих
сернокислые среды при температуре до 373° К и давлении до 40-ь
50-10в я/л2 в соединениях с незащище'нным затвором.
Во фланцевых соединениях с защищенным затвором диапазон
применения свинца расширяется (при температуре до 300° К и
давлении до 1000-105 я/л2).
При изменении температуры механические свойства свинца
резко меняются. Так, при 90° К в два раза увеличивается его пре-
дел прочности при растяжении, повышаются также твердость и
вязкость. При повышении температуры твердость и прочность
свинца уменьшаются.
Свинец выпускается различных марок с чистотой 99,5—
99,9% [71.
Медь. Наиболее широко используется для прокладок медь
марок Ml и М3, содержащая 0,14-0,5% примесей и обладающая
достаточной способностью к пластическим деформациям. Перед
установкой в соединения прокладки из меди отжигаются при тем-
пературе 873—923° К-
Во избежание электролиза медные прокладки не следует уста-
навливать в соединения стальных фланцев при таких рабочих
3* 35
средах, как питьевая вода, морская вода, водные растворы солей,
кислот, щелочей и аммиака.
Медь марки М3 применима для изготовления прокладок при
температуре рабочей среды до 523° К, а марки Ml — для изго-
товления прокладок при температуре 623—673° К- Возможность
применения медных прокладок по давлению рабочей среды не
ограничивается давлением 1000-105 н/м2. Так, опыт эксплуатации
фланцевых соединений в химической промышленности показал,
что медные прокладки можно применять при давлении рабочей
среды 30004-4000 105 н/м2.
Алюминий — металл серебристо-белого цвета с легким
синеватым оттенком, температура плавления 931° К- Он обладает
большой пластичностью, уступая в этом отношении только зо-
лоту и серебру. Алюминий легко окисляется с образованием
окисной пленки повышенной плотности, предохраняющей его
от дальнейшего окисления. Этот металл легко поддается механи-
ческой обработке, что позволяет изготовлять различные по форме
поперечного сечения прокладки. Применяется он для уплотнения
фланцевых соединений трубопроводов насыщенного и перегретого
пара при давлении до 20 • 105 н/м2 и температуре до 573° К и, кроме
того, находит широкое применение в соединениях нефтемасло-
проводов при давлении до 60-10® н/м2 и температуре до 623° К
и трубопроводов, транспортирующих горячие газы, содержащие
серу [71.
Монель-мета л л — медно-никелевый сплав серебри-
стого цвета с содержанием никеля около 70 °о, меди 25,5%, же-
леза 3% и марганца 1,5%. Температура плавления 1633° К. Он
не подвержен атмосферной коррозии, воздействию газообразного
и жидкого аммиака, морской и пресной воды, насыщенного и пере-
гретого пара, нефти, минеральных масел, большинству кислот
и щелочей и обладает относительно высокими механическими свой-
ствами при высокой температуре.
Как прокладочный материал монель-металл применяется для
уплотнения соединений паропроводов и арматуры перегретого
пара при давлении до 100-10® н/м2 и температуре не выше 703° К
и соединений паропроводов, транспортирующих газы, содержа-
щие серу, при температуре до 523° К-
Никель — серебристо-белый металл с сильным блеском,
не тускнеющим на воздухе. Температура плавления 1758" К. При
отсутствии примесей (особенно серы) никель достаточно гибок,
ковок и тягуч.
Как прокладочный материал он пригоден для уплотне-
ния фланцевых соединений трубопроводов и арматуры воды,
насыщенного и перегретого пара, щелочей, нейтральных соляных
растворов, разбавленного аммиака и т. д. При работе в среде водя-
ного пара с температурой выше 703° К прокладки из никеля в усло-
виях перенапряжения металла становятся хрупкими.
36
Железо Армко с небольшим содержанием примесей
(до 0,2%) достаточно коррозионностойкий, мягкий и тягучий
материал. Как прокладочный материал Армко применяется для
уплотнения соединения трубопроводов насыщенного и перегретого
водяного пара.
Для этих же трубопроводов применяются прокладки, изготов-
ленные из стали 05КП (ГОСТ 1050—60) и 08КП (ГОСТ 4041—48).
Нержавеющая сталь применяется в качестве про-
кладочного материала для уплотнения фланцевых соединений
трубопроводов многих коррозионных сред, за исключением серной
кислоты и галлоидов.
Кроме перечисленных металлов, для изготовления прокладок
применяются также хромомолибденовая, хромованадиевая и дру-
гие стали.
Во всех случаях при выборе металла для прокладок необходимо
иметь в виду, что он должен быть мягче металла фланцев.
§ 4. ЗУБЧАТЫЕ ПРОКЛАДКИ
Зубчатые прокладки (рис. 23) изготовляют из различных ме-
таллов с помощью механической обработки и реже литья.
Стальные зубчатые прокладки изготовляют -из многих марок
сталей. Прокладки, выполненные из железа Армко с твердостью
НВ 90, применяются для уплотнения соединений трубопрово
Рис. 23. Зубчатые прокладки: а — требующие наименьшего
усилия обжатия; б — применяющиеся при больших усилиях
обжатия; в — литые прокладки.
дов насыщенного и перегретого пара, питательной воды и других
сред при давлении до 64-10® н/м2 и температуре до 698° К- При
более высоких температурах прокладки из Армко не рекоменуются,
так как они не обеспечивают требуемой герметичности соединения
из-за снижения предела текучести металла. В связи с этим для
уплотнения затворов фланцевых соединений паропроводов при
температуре перегретого пара 753° К и давлении 64 • 10® н/м2
применяют прокладки из стали марок 05КП, 08КП, 15М и 20М,
а для пара с температурой 723° К — прокладки из стали марки
15ХМ после нормализации при температуре 1223° К и отпуске
при 923—973° К.
37
Для уплотнения соединений паропровода перегретого пара
при давлении 140-10® «/лг и температуре 783“ К зубчатые про-
кладки изготовляют из нержавеющей стали типа 0Х18Н10Т
с присадкой титана (для придания прокладкам жароустойчи-
вости) .
Для уплотнения соединений трубопроводов, транспортирую-
щих агрессивные среды, применяют прокладки, изготовленные
из нержавеющей стали с 2°о-ной присадкой молибдена. Прокладки,
изготовленные из азотированной стали 35ХМЮА. используют для
уплотнения соединений паропроводов перегретого пара при тем-
пературе 873° К и давлении до 140-10® н/м2.
Уплотнение затвора соединения при использовании зубчатой
прокладки осуществляется по концентрическим контактным ли-
ниям. Изменяя количество зубцов, можно подобрать ширину
радиального сечения прокладки по заданной нагрузке болтов.
Стальные зубчатые прокладки были исследованы А. А. За-
харовым. Установка для исследования состояла из двух стальных
плит, изготовленных из закаленной углеродистой стали, между
которыми помещалась прокладка. В плитах были просверлены
отверстия для подвода воздуха. Поверхность плит, соприкасаю-
щаяся с прокладками, шлифовалась. Нагрузка на плиты, а сле-
довательно, и на прокладку создавалась гидравлическим прессом.
Давление воздуха контролировали с помощью пружинных
или ртутных манометров.
Исследовались прокладки диаметром 25-10“3-И25 • 10-3 м
с числом зубцов от одного до девяти. Высота зубцов составляла
0,2 • 10~3-е0,8-10“3 м. Ширина верхнего основания зубцов на-
ходилась в пределах 0,05- 10-3-е-0,6-Ю-3 м. Опытные образцы
прокладок изготовлялись из железа Армко, стали 15, хромистой
и хромоникелевой сталей.
В результате испытаний было установлено, что зубцы, приве-
денные под действием критического удельного давления обжатия
в пластическое состояние, в дальнейшем деформнруютОя так, что
опорная площадь их увеличивается пропорционально общей
нагрузке на прокладку.
Результаты опытов, полученные при испытании прокладок
с различными высотой, опорной шириной зубцов и числом зубцов,
показали, что эти факторы не имеют существенного влияния на
величину критического удельного давления обжатия прокладки.
Таким образом, можно считать, что критическое удельное давле-
ние обжатия зависит только от материала прокладки.
После проведения повторных опытов по определению крити-
ческого удельного давления было замечено, что величина его для
прокладок, изготовленных из железа Армко, углеродистой и хро-
мистой сталей, мало чем отличается от первого результата. Для
прокладок, изготовленных из хромоникелевой стали, обладающей
способностью нагартовываться при увеличенной нагрузке, наблю-
38
далось значительное повышение величины критического удельного
давления.
Если для создания герметичности затвора фланцевого соеди-
нения при обжатии прокладки (при монтаже) требуется пласти-
ческая деформация зубцов для обеспечения повсеместного кон-
такта их вершин с уплотнительными поверхностями фланцев, то
для сохранения герметичности затвора при действии гидростати-
ческого давления рабочей среды, разгружающего прокладку,
необходимо предотвратить образование зазоров за счет упругой
деформации зубцов.
Так как при обжатии зубцов прокладки критическим удельным
давлением их опорная поверхность будет плотно прилегать к уплот-
нительным поверхностям фланцев и при снижении удельного
давления под действием гидростатического давления среды необ-
ходимо будет удерживать их в упругом прижатии, то удельное
давление для сохранения герметичности должно быть значительно
меньше критического. Полученные в результате исследований и
опыта эксплуатации значения критических удельных давлений
обжатия прокладок приведены в табл. 1.
Для прокладок, изготовленных из железа Армко, углероди-
стой и хромистой сталей, рекомендуются значения коэффициен-
тов khV 2,2, k 1,2. Для прокладок из хромоникелевой стали,
которая сильно нагартовывается, коэффициент &кр, отнесенный
к ее временному сопротивлению, рекомендуется принимать рав-
ным 3,3.
Работу стальных зубчатых прокладок исследовали также в при-
способлении, имитирующем затвор фланцевого соединения, кото-
рое устанавливалось на гидравлический пресс [121. При помощи
пресса создавалась осевая нагрузка. К приспособлению подво-
дился воздух или азот. По окончании обжатия прокладки и после-
дующей выдержки в течение 2—3 мин. в приспособление подавался
сжатый воздух. После нарушения герметичности затвора воздух
проходил в ванночку, заполненную водой. Вода омывала при-
способление в плоскости разъема. По образующимся пузырькам
фиксировалось нарушение герметичности. Затем воздух стравли-
вали, увеличивали осевую нагрузку и испытания продолжались
до достижения наибольшей величины давления воздуха в баллоне,
после чего производили разгрузку (обратный ход).
Были проведены испытания с предварительным обжатием про-
кладок. На рис. 24 можно видеть результаты испытаний зубчатых
прокладок 0 113-1О“3Х 123-10"3 м.
Результаты, полученные без предварительного обжатия про-
кладок, отмечены знаком О. Эти точки разбросаны на графике
до определенной величины удельного давления обжатия. По до-
стижении критической величины удельного давления обжатия
точки располагаются на прямой, проходящей через начало коор-
динат.
39
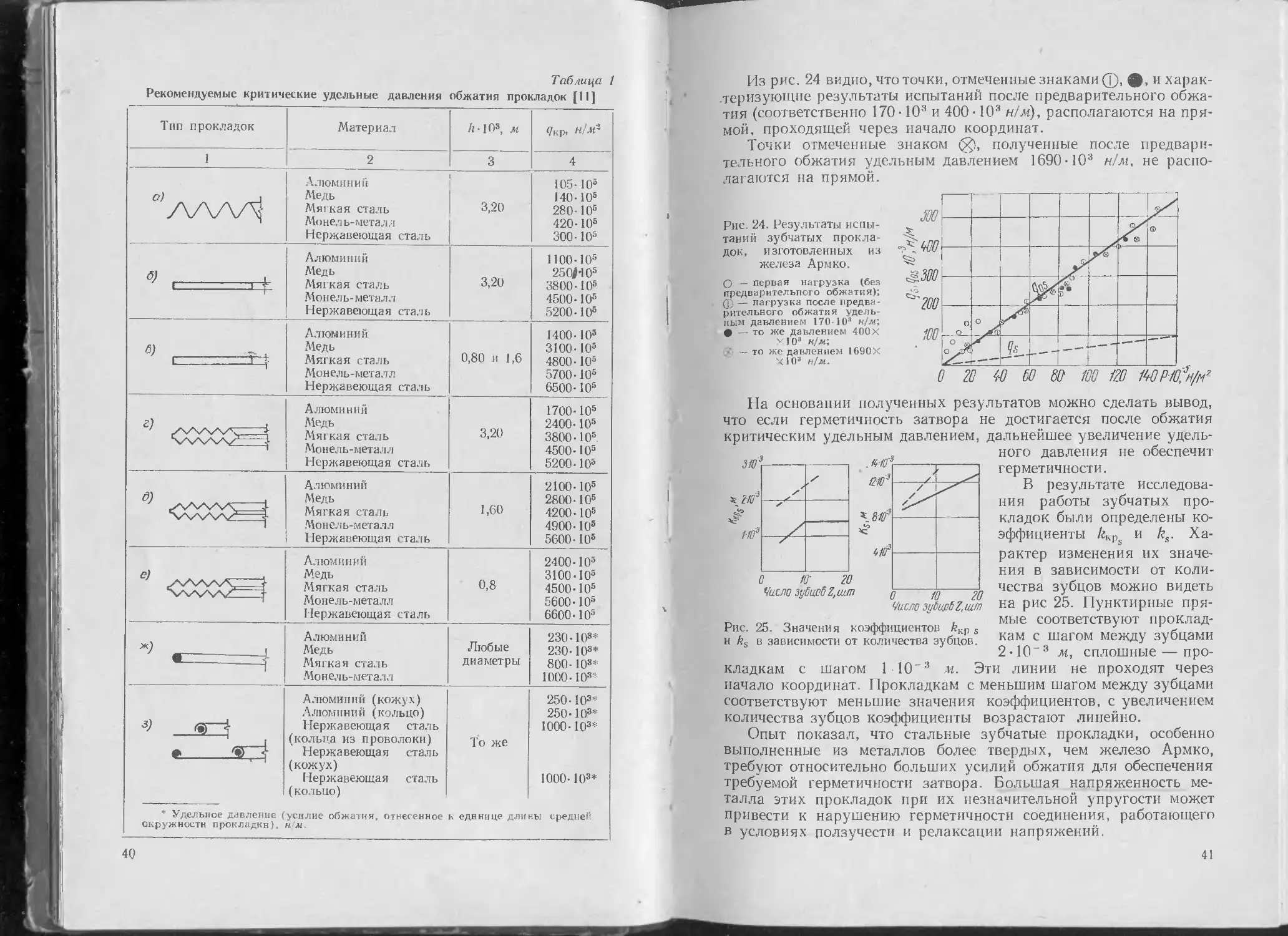
Таблица 1
Рекомендуемые критические удельные давления обжатия прокладок [II]
Тип прокладок Материал h • 103, л <7кр, н/м1
1 2 3 4
°^/\/\/\/^ Алюминии Медь Мягкая сталь Монель-металл Нержавеющая сталь 3,20 105-10= 140-10= 280-10= 420-1О5 300-1О6
* , г- =- Алюминий Медь Мягкая сталь Монель-металл Нержавеющая сталь 3,20 1100-10= 2500-10= 3800-10= 4500-10= 5200-10=
6) =3± h Алюминий Медь Мягкая сталь Монель-металл Нержавеющая сталь 0,80 и 1,6 1400-10= 3100-10= 4800-10= 5700-10= 6500-10=
г) i Алюминий Медь Мягкая сталь Монель-металл Нержавеющая сталь 3,20 1700-10= 2400-10= 3800-10= 4500-10= 5200-10=
д) Алюминий Медь Мягкая сталь Монель-металл Нержавеющая сталь 1,60 2100-10= 2800-10= 4200-10= 4900-10= 5600-10=
е) Алюминий Медь Мягкая сталь Монель-металл Нержавеющая сталь 0,8 2400-10= 3100-10= 4500-10= 5600-10= 6600-10=
. 1 Алюминий Медь Мягкая сталь .Монель-металл Любые диаметры 230-103* 230-103* 800- 10s* 1000-103*
3) fig— е мД * Удельное давление i окружности прокладки). Алюминий (кожух) Алюминий (кольцо) Нержавеющая сталь (кольца из проволоки) Нержавеющая сталь (кожух) Нержавеющая сталь (колыю) усилие обжатия, отнесенное н 'м. То же к единице дли 250-103* 250-10s* 1000-103* 1000-103* гы средней
40
Из рис. 24 видно, что точки, отмеченные знаками (Т), ф, и харак-
теризующие результаты испытаний после предварительного обжа-
тия (соответственно 170 • 103 и 400 • 103 н/м}, располагаются на пря-
мой, проходящей через начало координат.
Точки отмеченные знаком (j>0, полученные после предвари-
тельного обжатия удельным давлением 1690 -103 н/м, не распо-
лагаются на прямой.
Рис. 24. Результаты испы-
таний зубчатых прокла-
док, изготовленных из
железа Армко.
О — первая нагрузка (без
предварительного обжатия);
Q — нагрузка после предва-
рительного обжатия удель-
ным давлением 170-103 н/л«;
• — то же давлением 400X
v103 н/м\
/ — то же давлением 1690Х
Х108 н/м.
Рис. 25. Значения коэффициентов kKP s
и ks в зависимости от количества зубцов.
На основании полученных результатов можно сделать вывод,
что если герметичность затвора не достигается после обжатия
критическим удельным давлением, дальнейшее увеличение удель-
ного давления не обеспечит
герметичности.
В результате исследова-
ния работы зубчатых про-
кладок были определены ко-
эффициенты /гкг, и ks. Ха-
рактер изменения их значе-
ния в зависимости от коли-
чества зубцов можно видеть
на рис 25. Пунктирные пря-
мые соответствуют проклад-
кам с шагом между зубцами
2-1(Г3 м, сплошные — про-
кладкам с шагом 1 10 ~3 и Эти линии не проходят через
начало координат. Прокладкам с меньшим шагом между зубцами
соответствуют меньшие значения коэффициентов, с увеличением
количества зубцов коэффициенты возрастают линейно.
Опыт показал, что стальные зубчатые прокладки, особенно
выполненные из металлов более твердых, чем железо Армко,
требуют относительно больших усилий обжатия для обеспечения
требуемой герметичности затвора. Большая напряженность ме-
талла этих прокладок при их незначительной упругости может
привести к нарушению герметичности соединения, работающего
в условиях ползучести и релаксации напряжений.
41
Исследовались отрезки (секторы) стальных зубчатых прокла-
док, изготовленных из Реманита 1740V и стали Д45У, длиной 14 '
v 10-3 м, которые укладывались в приспособлении так, что могли
«течь» подобно целой прокладке в рабочих условиях. Испытания
производились в приспособлении, устанавливаемом в электри-
ческую печь и позволяющем производить обжатие прокладок до
нагрева и после нагрева. Таким образом, определялось сопротив-
Рис. 26. Результаты испытаний металлических прокладок на релаксационную
стойкость.
/, 4 н Z — плоские прокладки 510-3 X 2-10 3 ж, изготовленные нз железа Армко;
2 и 5 — зубчатые прокладки I0-103 X 310 3 м, z — 10, изготовленные из стали
Д45У; 3 и 6 —зубчатые прокладки 10-10-3 х 3 • 10_3 ж, 2= 10, изготовленные
из реманита 1740V.
ление ползучести в различных условиях. Величину обжатия при
испытаниях принимали максимальной для каждого материала
при температуре испытания. Затем определяли характер сниже-
ния удельного давления и начало его стабилизации при опреде-
ленной температуре.
Так, при испытании участков зубчатых прокладок из стали
Д45У (кривая 2) при температуре 738° К удельное давление сни-
зилось с 2260-103 до 1700-1О3 н/м в течение 100 час., после чего
стабилизировалось (рис. 26). А при температуре 833° К (кривая 5)
стабилизация наступила при удельном давлении 560-103 н/м
после снижения с 1120-103 н/м (т. е. на 560-103 н/м, или вдвое).
При испытании участков прокладок, изготовленных из Рема-
нита 1740V, при температуре 728° К и исходном удельном давле
нии 2080-103 н/м (кривая 3) стабилизация началась при удельном
42
давлении 1600-IO3 н/ж, т. е. после его снижения на 480-103 н'м.
И, наконец, при исходном удельном давлении 1080 -103 н/м и
температуре 843° К (кривая 6) стабилизация напряжений насту-
пила после снижения удельного давления до 320 • 103 н/м, т. е,
на 760 - 10s н/м в течение 100 час.
На основании результатов этих испытаний была выведена сле-
дующая зависимость:
или
q. ~= k. От-ь (16)
/smax smax г х ’
где ^Sraax — максимально допустимое удельное давление на про-
кладке при повышенной температуре, н/м\
— предел текучести материала прокладки при повышен-
ной температуре, н/м2-,
— коэффициент, характеризующий максимально допу-
стимую величину удельного давления на прокладке
при повышенной температуре, м.
В результате испытаний было установлено, что для прокладки
с десятью зубцами коэффициент = 4-10“3 м. Сделав пред-
положение, что сопротивление ползучести будет пропорционально
числу зубцов г, можно определить величину коэффициента
ks -^4-10“3. (17)
smax 10 7
где z — число зубцов, шт.;
4-10“3 — опытный коэффициент, м.
Представляют интерес результаты испытаний по определению
упругого восстановления металлических прокладок (рис. 27).
Изменения толщины прокладок характеризуются прямыми, подъем
которых пропорционален модулю упругости материала прокладки.
При изготовлении стальные зубчатые прокладки необходимо
обрабатывать с чистотой V7, допускаемая непараллельность
при этом не должна превышать 0,05-10" 3 м, кроме того, требуется
большая чистота и точность обработки уплотнительных поверх-
ностей фланцев (V7), проверяемая под краску по плите.
Указанные требования обусловлены необходимостью избежать
(в случае, если один зубец будет выше других) перекоса, возник-
новения больших напряжений по линии контакта этого зубца и,
как следствие, неравномерного распределения нагрузки (удель-
ного давления), текучести этого зубца и нарушения герметичности
соединения после непродолжительной эксплуатации.
Необходимость, одинаковой ширины вершин зубцов вызвана
также требованием равномерного обжатия прокладки и исключения
43
1600
локализации напряжении, что в противном случае может также
привести к различным перекосам и последующему нарушению
герметичности соединений
Если материал прокладки будет тверже материала фланцев,
вершины зубцов врежутся в тело фланцев (рис 28, в). При оди-
наковой твердости материала про-
кладки и фланцев произойдет дефор-
мация зубцов и фланцев, что не по-
зволит достичь герметичности флан-
цевого соединения (рис. 28, б). Только
правильный выбор материала про-
кладки приведет к нормальному
смятию зубцов и, следовательно,
обеспечит герметичность соединения
(рис. 28, а).
Основания зубцов должны иметь
плавный переход, так как появление
надрезов может привести к образо-
ванию трещин при изменении темпе-
ратуры рабочей среды.
г
О 0,005-Ю'3 0,01-ю3 0,0:550 3 0,02503 OJ02510'3 0,03Ю'3
Рис. 27. Кривые упругого восстановления металлических прокладок из железа
Армко.
1 — размером 10 10-3 X 3-10~3 я (чечевицеобразная) и 5-10 3 X 2-10 3 я (плоская); 2 —
2-10 3 X 2-103 м (плоская); 3-10 - IO-3 X З Ю-3 М, г= 10 (зубчатая); 4 — в 2-10~3 м
(круглая); 5 — 1010'3 X 3-10~3 м (ромбическая); 6 — 5-Ю'3 X 3-10-3 м (ромбическая
усеченная); 7 — 5-10-3 X ЗЮ'3 м (овальная) и 5 10-3 X 3• 10-3 я, г= 6 (зубчатая);
8 — линзовая; 9 — линзовая с канавкой; 10 — линзовая с канавкой после предвари-
тельного обжатия удельным давлением 770 Ю3 н/м.
Опыт эксплуатации паропроводов и стационарных энергети-
ческих установок показывает, что стальные з_убчатые прокладки
не обеспечивают вполне надежной герметичности затворов флан-
цевых соединений, особенно при изменении температуры рабочей
среды. Это объясняется следующими недостатками, присущими
стальным зубчатым прокладкам:
44
— требованием больших усилий обжатия;
— малой упругостью;
— недостаточным сопротивлением ползучести при больших
напряжениях и воздействии высоких температур;
— требованиями большой чистоты и точности обработки уплот-
нительных поверхностей фланцев и прокладки.
Зубчатые стальные прокладки с разрезом. Кроме сплошных
стальных зубчатых прокладок, в практике используются разрез-
ные зубчатые прокладки. Их применение позволяет использовать
усилия, которые создаются рабочей средой, транспортируемой
по трубопроводу. До определенного давления рабочей среды про-
кладка с разрезом работает как обычная, а затем в ней используется
Рис. 28. Поперечные разрезы затворов с зубчатыми
прокладками: а — деформация прокладки; б — Дефор-
мация прокладки и фланца; в—деформация фланца.
эффект самоуплотнения. Необходимо отметить, что применение
таких прокладок не всегда целесообразно, так как изготовление их
довольно трудоемко.
Патрубки с фланцевыми соединениями диаметром 216-10~3 м
(рис. 29) после прогрева паром при давлении 135-106 н/м2 и тем-
пературе 900° К подвергались резкому охлаждению перегретым
паром давлением 92-10® н/м2 с температурой 573° К 191. Один
из фланцев каждого соединения был изготовлен из углеродистой
стали с примесью 2,25°о хрома и 1% молибдена, другой — из
хромистой стали марки 18-8. Так как эти металлы обладают раз-
личными коэффициентами линейного расширения, при нагрева-
нии уплотнительные поверхности фланцев взаимно смещались
в радиальном направлении. Шпильки изготовлялись из металла,
свойства которого практически исключали возможность релакса-
ции в них напряжений.
Все соединения были испытаны гидравлическим давлением
280-10® н/м.2. Температура частей соединений измерялась термо-
парами, напряжение в шпильках определяли по их удлинению.
Поток охлаждающего пара проходил через приспособление, рас-
положенное внутри патрубка, которое сообщало ему вращательное
движение со скоростью 46 м/сек. Испытание проводилось при
полной тепловой изоляции. Из 23 циклов нагрева и охлаждения
соединения герметичность была нарушена после шестого охлажде-
ния в 11 случаях, причем после каждого нарушения продолжи-
тельностью от 15 сек. до 8 мин. наступало самоуплотнение.
45
На рис. 30 показаны кривые изменения температуры при резком
охлаждении соединения. Сплошной линией показаны кривые
для верхних термопар, расположенных в верхней части фланце-
вого соединения, пунктирной — кривые для термопар, располо-
женных в его нижней части. Линия А характеризует температуру
охлаждающего пара, линия Б — температуру пара за фланцевым
соединением.
Рис. 29. Фланцевое соединение с зубчатой разрезной прокладкой и схема
расположения термопар.
1 — 18 — номера термопар
В результате испытаний было установлено, что зубчатая про-
кладка с разрезом, наличие которого улучшает ее работу, при
резком изменении температуры пара не обеспечивает надежной
герметичности после нескольких охлаждений соединений.
Медные зубчатые прокладки. Кроме стальных зубчатых про-
кладок, в отечественном судостроении используются зубчатые
прокладки, изготовляемые из отожженной меди марок Ml и М3
Медь марки М3 применяется только при изготовлении прокладок,
работающих при температуре до 523° К, медь марки Ml — при
изготовлении прокладок, работающих при температуре до 673'' К
[3]. При более высоких температурах материал прокладок по-
степенно меняет свою структуру — прокладки становятся хруп-
кими и разрушаются. Медные прокладки не рекомендуется при-
менять во избежание электролиза в стальных фланцевых соедине-
ниях трубопроводов, транспортирующих воду, водные растворы
46
1 г
JS- ..л ,
1
1
1
1
4й1 1
_L
й
1
Г" 1
/ ь
-1 Ое. 11 \ у Уч У Уч / 1
< У /У/ J к -Н
/о '6 -— э—
3/5 ,'4 -fr- !5-№
11, 14. 15—16 — номера термопар; А — температура охлаждающего пара; Б — температура пара за фланцевым
соединением.
47
солей, кислот и щелочей. Они широко применяются для уплотне-
ния затворов соединений воздухопроводов, а также в трубопрово-
дах топлива, нефти, смазочных масел, фреона, углекислоты и
выхлопных газов при давлении до 200-10® н/л:2 и температуре
до 523° К. Кроме того, медные зубчатые прокладки используются
для уплотнения затворов фланцевых соединений паропроводов
насыщенного пара. Коэффициенты kKPs и ks для медных прокладок
можно определять по графикам (см. рис. 25).
§ 5. ЛИНЗОВЫЕ ПРОКЛАДКИ
Линзовые прокладки создают уплотнение по линии контакта
и используются в основном для уплотнения фланцевых соединений
трубопроводов с давлением рабочей среды до 1000-10® н/м'2 при
температуре до 1173° К [14 I. Существует несколько конструкций
линзовых прокладок, которые нашли применение из-за относи-
тельно меньших удельных давлений обжатия по сравнению с пло-
скими. Так как уплотнение происходит по линии контакта про-
кладки с уплотнительными поверхностями, это вызывает большие
напряжения в прокладке, что в свою очередь приводит к необхо-
димости изготовлять их из хромистых и других высоколегирован-
ных сталей.
Для фланцевых соединений трубопроводов питания и продува-
ния котлов линзовые прокладки изготовляются из стали 20,
трубопроводов перегретого пара с температурой до 753° К —
из отожженной стали 15М, а для трубопроводов перегретого пара
с температурой выше 753° К — из стали 15ХМ, подвергнутой
нормализации с последующим отпуском для снижения твердости
[7]. Кроме цельных линзовых прокладок (рис. 31, а), исполь-
зуются линзовые прокладки с внутренней канавкой (рис. 31, б), ко-
торую заполняет рабочая среда. Такая конструкция позволяет
использовать дополнительные усилия от давления рабочей среды
для повышения герметичности (т. е. получается самоуплотняю-
щаяся прокладка).
Могут быть приняты следующие значения коэффициентов khPs
и ks для линзовых прокладок: &KPs — 2 • 10" 3 м, ks = 6 • 10" 3 м —
для цельных; kKp = 2-10"3 м, ks = 17-Ю"3 м — для прокладок
с канавкой.
Кроме рассмотренных, существуют сварные линзовые про-
кладки (рис. 31, в). Такие прокладки применяются в случае,
когда из-за высоких давлений нельзя использовать обычные
линзовые прокладки. Они соединяются с фланцами путем при-
варки усиков.
На рис. 32 приведены результаты исследований линзовых само-
уплотняющихся прокладок с канавкой (внутренний диаметр
105-10"3 м). Как и в предыдущих случаях, при испытаниях
48
Рис. 31. Линзовые прокладки: а — цельная; б — с канавкой;
в — сварная.
Рис. 32. Результаты
испытаний воздухом
линзовых прокладок
с канавкой.
О — первая нагрузка
(без предварительного
обжатия);
• — нагрузка после пред-
варительного обжатия.
4
В . Б. Протопопов 895
49
производилось обжатие прокладки. Все полученные точки рас-
положились на прямой, проходящей через начало координат.
Кроме того, если вернуться к рассмотрению рис. 27, на котором
приведены результаты упругого восстановления линзовых про-
кладок, то можно видеть влияние характера рабочей среды на
величину упругого восстановления. Кривая 8 показывает харак-
тер изменения упругого восстановления цельной линзовой про-
кладки. Кривая 9 характеризует состояние прокладки, когда
после снятия внутреннего давления уменьшалась нагрузка пресса.
Линзовые прокладки в этом случае предварительно обжимали
усилием 770-К)3 н/м.
Кривая 10 характеризует состояние прокладки, когда осевое
усилие обжатия остается постоянным, а прокладка под действием
внутреннего давления оказывается разгруженной.
§ 6. ПРОКЛАДКИ ПЛОСКИЕ, ТРЕУГОЛЬНЫЕ,
ВОСЬМИГРАННЫЕ И ДРУГИЕ
Плоские прокладки изготовляют из алюминия, меди, монель-
металла, мягкой стали (железа), нержавеющей стали, свинца
и других материалов. Они просты по конструкции, дешевы в изго-
товлении, и могут применять-
Рис. 33. Результаты испытаний воздухом
плоских алюминиевых прокладок.
О — первая нагрузка (без предварительного
обжатия);
ф — нагрузка после предварительного обжа-
тня удельным давлением 390 103 н/м‘,
• —то же давлением 450-103 н/м\
® — то же давлением 510-103 н м.
ся во фланцевых соединениях
трубопроводов и сосудов,, ра-
ботающих при высоких да-
влениях рабочей среды, осо-
бенно при защищенных или
полузащищенных затворах
[12]. Плоские прокладки обес-
печивают герметичность за-
твора соединения при усло-
вии, что удельное давление
обжатия вызывает напряже-
ния в прокладке, превышаю-
111 ие 110 величине предел теку -
чести ее материала. Вслед-
ствие этого большое"значение
приобретает чистота обра-
ботки уплотнительных по-
верхностей фланца и про-
кладки.
На рис. 33 приведены результаты испытаний плоских алюми-
ниевых прокладок 0 1О8-1О"3 П8-10"3 м, h- 2-10-3 м.
Точками С отмечены результаты испытаний при первой нагрузке,
т. е. без предварительного обжатия.
Точки (Т), ® и @ характеризуют результаты испытаний этих
прокладок после предварительного обжатия удельным давле-
нием соответственно 390-103, 450-103, 510-103 н/м.
50
Результаты испытаний медных плоских прокладок 0 108
Ю 5 118-Ю’3 Л1, h - 2-10 3 м приведены на рис. 34.
Как видно из графика, точки, характеризующие результаты
испытаний после предварительного обжатия прокладок удельным
давлением 620 • 103 и 840-Ю3 «Ли, не лежат на прямой, проходя-
щей через начало координат. И только после предварительного
обжатия прокладок удельным давлением 1130-Ю3 н/м точки, ха-
рактеризующие результаты этих испытаний, располагаются на
прямой, проходящей через начало координат.
Рис. 35. Значения коэффици-
ентов и ks в зависимости
от ширины плоской про-
кладки, изготовленной из
алюминия, меди или железа
Армко.
Рис. 34. Результаты испытаний
воздухом плоских медных про-
кладок.
О — нагрузка после предваритель-
ного обжатия удельным давле-
нием 620'103 н/м',
• — то же давлением 840-103 н/м',
® — то же давлением 1130-10“ н/м.
Таким образом, значение критического удельного давления
обжатия должно быть между 840-Ю3 и ПЗО-1О3 н/м.
Результаты проведенных испытаний показаны на рис. 35. Как
видно; коэффициент kKps, а следовательно, и критическое удель-
ное давление обжатия прокладки возрастают линейно с увеличе-
нием ширины прокладки. Значение коэффициента ks также воз-
растает линейно с увеличением ширины прокладки. Как правило,
его величина не должна превышать двойной ширины прокладки.
Плоские прокладки, изготовленные из железа Армко, подвер-
гались испытаниям на ползучесть при различных температурах
и различных значениях удельного давления обжатия. Результаты
этих испытаний приведены на рис. 26. Исходные значения удель-
ных давлений обжатия принимались максимальными для данной
температуры. Кривая 1 характеризует снижение удельного дав-
ления на прокладке при температуре 538° К и исходной величине
Удельного давления 2400-Ю3 н/м. Удельное давление снизи-
лось на 300-Ю3 н/м, т. е. стабилизация началась с величины
2Ю0-Ю3 н/м.
4*
51
Рис. 36. Разрушенная стальная пло-
ская прокладка.
Результаты испытаний при исходном удельном давлении об-
жатия 1400 10s н/м и температуре 633е К характеризует кривая 4.
В результате этих испытаний в течение 100 час. удельное давле-
ние снизилось до 800 -103 н/м, т. е. на 160-10s н/м, и стабилизи-
ровалось.
Результаты испытаний прокладок при температуре 708 К и ис-
ходном удельном давлении 880-103 н/м характеризует кривая 7.
Удельное давление обжатия в этом случае снизилось на 430 • 103 н/м
в течение 100 час. Стабилизация началась при величине удельного
давления 450-103 н/м.
После рассмотрения полу-
ченных при испытаниях значе-
ний коэффициента /? было
установлено, что для плоских
прокладок с достаточной для
практики точностью можно при-
нять
/? = йкр . (18)
smax 1s
Тогда формула (16) примет сле-
дующий вид:
^ах= (19)
На основании полученных
данных можно определить влия-
ние на прокладку удельного давления обжатия и температуры
(при эксплуатации), которое необходимо учитывать при расчете
усилия затяга болтов. Кроме того, на основании этих данных
можно определить допустимую величину удельного давления на
прокладке.
Плоские прокладки требуют достаточно больших критических
усилий обжатия и иногда разрушаются при изменении темпера-
туры. На рис 36 показана стальная плоская прокладка
0 344 • 10-8х248 10“ 3 м, Л=6-10-3лг, разрушившаяся под дей-
ствием удельного давления и резкого изменения температуры [ 14).
К недостаткам плоских металлических прокладок относятся
следующие:
— требование относительно больших критических усилий об-
жатия;
— сравнительно низкое сопротивление ползучести;
— низкое упругое восстановление (практически можно счи-
тать, что таковое отсутствует).
Несмотря на это, плоские прокладки применяются, так как
не требуют больших затрат времени при изготовлении.
При выборе материала плоских прокладок следует учитывать
его стойкость к рабочей среде при эксплуатационных параметрах.
52
Величины рекомендуемых критических удельных давлений на
прокладке приведены в табл. 1.
Овальные и восьмигранные прокладки применяются для уплот-
нения фланцевых соединений трубопроводов высокого давления.
Фтанцевые соединения в этом случае должны иметь специальную
конструкцию затвора (рис. 37). Эти прокладки широко приме-
няются в нефтяной промышленности для уплотнения фланцевых
соединений трубопроводов
среды до 1000-10s н/м2.
Уплотнение затвора до-
стигается контактом по
двум окружностям между
прокладкой и канавкой на
фланцах (наружной и вну-
тренней).
Результаты исследова-
ний позволяют отметить
и аппаратов при давлении рабочей
Рис. 37. Овальные (с) и восьмигранные (б)
металлические прокладки.
следующее:
— по внутренней кон-
тактной линии герметич-
ность нарушается раньше,
чем по наружной;
— в некоторых слу-
чаях одна прокладка может применяться несколько раз;
— для создания герметичности затвора необходимо, чтобы
средний диаметр прокладки был больше среднего диаметра канавки
на величину увеличения диаметра прокладки при достижении коль-
Рис. 38. Треугольная
прокладка, установлен-
ная в затвор.
фланцев вершиной
монтаже соединения
цевыми напряжениями предела текучести.
При этом не требуется обжатия критиче-
ским удельным давлением, т. е. = 0,
значение коэффициента ks можно принять
4-Ю”3 м 13].
Треугольные прокладки, называемые также
дельтаобразными, действуют подобно клипу.
Они устанавливаются в канавку треуголь-
ной формы, которая выполняется на уплот-
нительной поверхности каждого из пары
наружу. Форма канавки такова, что при
только два угла входят в контакт с уплот-
нительными поверхностями.
Под действием усилий от давления рабочей среды прокладка
начинает деформироваться, обеспечивая таким образом требуемую
герметичность (рис. 38). Деформации имеют преимущественно уп-
ругий характер и переходит в пластические при значительном
Давлении.
Треугольные прокладки (диаметром 830-10 3 м при давле-
нии рабочей среды до 700-10® н/м'2 и диаметром 200-10-3 м
при давлении до 3500-105 н/мг) показали хорошие результаты при
эксплуатации оборудования.
Треугольные прокладки изготовляются из металлов, хорошо
поддающихся ковке и штамповке. Рекомендуется изготовлять их
из металлов, не требующих после механической обработки термо-
обработки, во избежание деформации прокладки [111.
Ромбические прокладки изготовляются из меди, железа Армко
и хромистой стали.
На рис. 39 приведены результаты испытаний ромбических
прокладок 112]. Как видно, обжатие удельным давлением, близ-
РЮ
Рис. 39. Результаты испытаний воздухом
ромбических прокладок, изготовленных
из железа Армко.
О — первая нагрузка (без предварительного
обжатия);
(D — нагрузка после предварительного обжа-
тия удельным давлением 220-10J н/м\
3) — то же давлением 270-103 н/м;
• — то же давлением 1220-103 н/м.
р — в н/л«2.
ким к критическому, обеспе-
чило герметичность затвора.
Точки, соответствующие пре-
дварительному обжатию про-
кладок удельными давле-
ниями 220-103 и 270-103 н/м
и отмеченные знаками (Г) и
0, расположились на пря-
мой, проходящей через на-
чало координат. Точки, полу-
ченные после предваритель-
ного обжатия удельным
давлением 1220-103 н/м и от-
меченные знаком ©, распо-
ложились на некотором уда-
лении от прямой.
Таким образом, предвари-
тельное обжатие, превышаю-
щее критическое примерно
в шесть раз, отрицательно
сказывается на герметичности затвора. В связи с этим при рас-
чете фланцевого соединения следует помнить, что для обеспече-
ния и сохранения герметичности затвора обжатие ромбической
прокладки не должно превышать критическое более чем в два
раза.
Ромбические прокладки, изготовленные из меди, применяются
для уплотнения штуцерных соединений воздухопроводов высо-
ких давлений. При расчете критического удельного давления об-
жатия ромбической прокладки шириной 10-I0-3 и толщиной
3-10-3 м рекомендуется принимать khVs 0,8-10“3 м. При рас-
чете удельного давления в рабочих условиях можно принимать
= 6-10~3 ж. Испытания ромбических прокладок шириной
5-103 м той же толщины показали аналогичные результаты.
При этом рекомендуется принимать /гкр = 0,5• 10“3 м, а зна-
чение коэффициента ks то же, что и в первом случае.
Круглые прокладки изготовляют трех видов из различной
проволоки или прутков с помощью гибки:
54
1. Круглые прокладки из проволоки (см. табл. 1, ж) — при-
меняются для уплотнения крышек арматуры, компрессора, со-
единений вакуумных трубопроводов и т. д.
2. Круглые прокладки, состоящие из проволочного кольца
п облицованные листовым металлом (см. табл. 1,з) — приме-
няются для уплотнения фланцев без канавок. Наружный срез
облицовки служит для удобства центровки прокладки при
монтаже. Такая конструкция позволяет использовать мягкий
металл облицовки для создания герметичности затвора.
3. Прокладки, состоящие из двух колец и облицовки (см.
табл. I, з), создают уплотнение с помощью внутреннего кольца,
а наружное кольцо, которое по диаметру поперечного сечения
проволоки меньше внутреннего на О,5-1О“3Л1, предохраняет
фланцы от перекоса, что улучшает качество монтажа и надежность
герметичности. Облицовка колец при монтаже деформируется,
так как по среднему диаметру кольца возникают напряжения,
превосходящие предел текучести материала облицовки, что спо-
собствует заполнению каналов, образующихся при механической
обработке на уплотнительных поверхностях фланцев. Такая кон-
струкция прокладок не требует больших усилий обжатия и поз-
воляет получать компактные конструкции фланцев.
Круглые прокладки могут применяться для уплотнения флан-
цевых соединений с плоскими уплотнительными поверхностями.
Лучшее уплотнение достигается при проточке на уплотнительных
поверхностях V-образных канавок, объем которых должен быть
меньше объема прокладки.
В табл. 1 приведены критические удельные давления обжатия
прокладок. Величина этих удельных давлений получены на ос-
новании опыта длительной эксплуатации.
§ 7. ГОФРИРОВАННЫЕ, САМОУПЛОТНЯЮЩИЕСЯ
И МЕМБРАННЫЕ ПРОКЛАДКИ
Гофрированные прокладки изготовляются методом штамповки
из тонколистового проката алюминия, стали, меди и монель-ме-
талла. Гофры располагаются концентрично (см. табл. 1, а). Тол-
щина листового металла принимается 0,25 • 10" 3-ь0,78 • 10“3 м.
Шаг между гофрами колеблется в пределах 1.14 • 10“ Зн-6,3 • 10“ 3 м,
а толщина прокладки обычно составляет 40—50% от шага. Гоф-
рированные прокладки применяются для уплотнения фланцевых
соединений труб и арматуры при давлении рабочей среды до
35-1О5 н/м2
Температура и рабочая среда выбираются в зависимости от
металла, из которого изготовлена прокладка [10].
Гофрированные прокладки изготовляются однослойными, двух-
и трехслойными (рис. 40). Наличие нескольких слоев позволяет
применять их для уплотнения фланцевых соединений труб и
55
Рис. 40. Гофрированные
прокладки: а — однослой-
ная; б — двухслойная;
в — трехслойная.
арматуры при давлении рабочей среды до 70 • 105 н/м2. Металл про-
кладки выбирается в зависимости от параметров рабочей среды
Удельное давление в рабочих условиях согласно табл. I.
Самоуплотняющиеся прокладки. Герметичность соединения та-
кими прокладками обеспечивается благодаря использованию, на-
ряду с нагрузкой от болтов, усилий от
воздействия рабочей среды. Наиболее ти-
пичными представителями этого вида про-
кладок являются конструкции с V-образ-
ным (рис. 41, о) и К-образным (рис 41,6)
поперечными сечениями [11]. Такие про-
кладки изготовляются из твердых метал-
лов и конструируются таким образом что
контакт с уплотнительными поверхностями
происходит по линии выступающих частей
прокладок. Ширина сильфонной камеры
определяется с таким расчетом, чтобы
герметичность соединения после достиже-
ния определенного давления рабочей среды
обеспечивалась усилием на контактные
линии от внутреннего давления среды.
В связи с этим применение таких прокла-
док позволяет обеспечивать герметичность
при высоких давлениях рабочей среды и сравнительно малых
нагрузках затяга болтов при обжатии прокладки.
Мембранные прокладки применяются для уплотнения фланце-
вых соединений трубопроводов при давлении рабочей среды до
400-10® н/м2 114].
Рис 41. Самоуплотняющиеся прокладки: а — V-образная;
б — К-образная.
Мембранные прокладки, состоящие из двух колец (рис. 42, а),
применяются для уплотнения фланцевых соединений трубопро-
водов при давлении среды 100-г320-105 н/м2.
Недостаток этих прокладок в том, что два сварных шва нахо-
дятся на уплотнительных поверхностях фланцев. Для удобства
сварки колец по наружному диаметру один фланец делается сво-
Г6
бедным. При разборке фланцевого соединения наружный шов
снимается, а при сборке вновь заваривается. С этой целью наруж-
ный диметр колец выбирается больше диаметра уплотнительных
поверхностей фланцев.
На рис. 42, б показана конструкция, у которой все три сварных
шва находятся снаружи, что облегчает выполнение сварки. Эти
прокладки предназначены
для уплотнения соедине-
ний трубопроводов при
давлении рабочей среды
до 400 • 105 н!м\ Высота
усиков принимается 30
,'Ю-3 м, что позволяет
производить сварку и сня-
тие сварного шва несколь-
ко раз.
Исследования трубо-
проводов с фланцевыми
соединениями, уплотнен-
ными такими прокладками
при давлении рабочей сре-
ды до 1000-105 hIja2-, по-
казали, что из трех свар-
ных швов в среднем шве
под действием срезываю-
щих усилий могут появ-
ляться трещины. Для пред-
отвращения таких явле-
ний была принята кон-
Рис. 42. Мембранные прокладки: а—с одним
наружным сварным швом; б — с тремя на-
ружными швами; в — с тремя наружными
швами и внутренним кольцом.
струкция мембранной прокладки, показанная на рис. 42, в. Про-
кладка имеет подогнутые усики и дополнительное кольцо. Такая
конструкция усиков позволяет компенсировать возникающие
в прокладке усилия, которые вызывали появление трещин в рас-
смотренной выше прокладке.
Мембранные прокладки необходимо изготовлять из металлов,
хорошо сваривающихся с металлом фланцев
§ 8 РАСЧЕТ КРИТИЧЕСКОГО УДЕЛЬНОГО ДАВЛЕНИЯ ОБЖАТИЯ
МЕТАЛЛИЧЕСКОЙ ПРОКЛАДКИ
При монтаже фланцевых соединений затяг болтов обеспечи-
вается расчетным крутящим моментом. При этом создается рас-
четное удельное давление на уплотнительные поверхности.
Общее усилие, полученное при затяге болтов, должно уравно-
вешивать все внешние нагрузки, действующие на соединение при
эксплуатации. Таким образом, при монтаже прокладка обычно
обжимается усилием, достаточным для создания критического
57
удельного давления обжатия. В этом случае необходимо проверить
не вызывает ли величина этого затяга чрезмерных напряжении
в прокладке, в результате чего она будет «течь». Последнее может
привести к резкому уменьшению усилия затяга и нарушению гер-
метичности затвора при эксплуатации. В случае значительного
превышения усилия критической величины, это усилие следует
ограничить, например, путем изменения конструкции затвора
фланца.
При пуске рабочей среды произойдет разгрузка прокладки на
величину силы, равной произведению давления рабочей среды на
площадь, ограниченную средней окружностью прокладки. Кроме
того, при эксплуатации появится изгибающий момент, который
будет способствовать снижению на стороне раскрытия фланцев
усилия обжатия прокладки и увеличению этого усилия на стороне
их смыкания. Герметичность затвора соединения будет сохранена
в случае, когда оставшееся усилие обжатия обеспечит необходи-
мое удельное давление на прокладке.
На основании результатов проведенных исследований для рас-
чета критического удельного давления обжатия прокладки реко-
мендуется пользоваться формулами (5) и (7).
Расчет удельного давления на прокладке в рабочих условиях
можно производить по формулам (9) и (11).
При выборе коэффициентов £кр и ks рекомендуется пользо-
ваться их значениями для соответствующих конструкций прокла-
док.
§ 9. ПОЛЫЕ МЕТАЛЛИЧЕСКИЕ КОЛЬЦА
Подобно металлическим прокладкам, полые металлические
кольца применяются для уплотнения разъемных соединений при
температуре до 1275° К (рис. 43). Они обдадают упругостью и при
прочих равных условиях требуют значительно меньших усилий
обжатия, чем металлические прокладки. Различают при типа по-
лых металлических колец, применяемых для уплотнения фланце-
вых и штуцерных соединений трубопроводов и сосудов.
Первый тип — полое кольцо, изготовленное из согнутой
трубки, концы которой сварены и сварной шов зачищен. Такие
кольца рекомендуются для уплотнения соединений, работающих
при давлении рабочей среды 7-Ю5 : 28-105 н/м2 в зависимости
от толщины стенки трубки.
Второй тип — полое кольцо первого типа, заполненное инерт-
ным газом давлением до 40-105 н/м2. Они применяются для уплот-
нения соединений, работающих при давлении рабочей среды до
40-Ю5 н/м2.
Третий, наиболее распространенный тип полых металличе-
ских колец представляет собой полое металлическое кольцо, на
внутренней поверхности которого имеются отверстия, соединя-
58
ющие внутреннюю полость трубки с транспортируемой рабочей
средой. Трубки, применяемые для изготовления уплотнительных
колец, обычно имеют круглое сечение и в некоторых случаях
квадратное.
Полые кольца с отверстиями могут быть плоскими, круглыми,
овальными и других форм в зависимости от конструкций уплот-
нительных поверхностей фланцев, для которых эти кольца пред-
назначены
Изготовление колец включает следующие основные операции:
отрезку трубок, гибку, сварку, зачистку и шлифовку шва, калиб-
Рис. 43. Полые металлические кольца: а — штуцерное соединение с огра-
ничительным буртом; б — фланцевое соединение с ограничительным
кольцом; в — канавка, образованная уплотнительными поверхностями.
ровку. При выполнении операций, предусмотренных технологи-
ческим процессом, необходимо следить за тем, чтобы следы от об-
рабатывающего инструмента располагались вдоль по образующей
кольца, так как следы, расположенные по спирали или по радиусу,
являются потенциальными каналами для протечек рабочей среды.
Полые кольца с отверстиями могут работать в соединениях
при давлении рабочей среды до 3500-105 н/м2
При выборе типа кольца необходимо учитывать характер среды
и ее рабочие параметры: температуру, давление и окружающую
среду. В табл 2 приводятся основные характеристики колец треть-
его типа.
В связи с тем, что предел прочности металла трубок колец из-
меняется с изменением температуры, основной задачей для сохра-
нения герметичности соединения при высокой температуре яв-
ляется обеспечение требуемой величины предела прочности. Как
показал опыт проектирования и эксплуатации соединений, уп-
лотняемых металлическими кольцами, наилучшими являются
59
Таблица 2
Основные характеристики колец третьего типа
Наруж- ный диа- метр трубки Он-Ю3, м Толщина стенки трубки 6-103. м Материал трубки Критическое удельное давление обжатия кольца Яр/ Ю’3- н/м Величина упругого сжатия кольца 103, м
1 2 3 4 5
0,79 0,134-0,31 0,13 0,13 0,134-0,41 0,15 т-0,35 0,25-: 0,31 Нержавеющая сталь Инконель Инконель X Нержавеющая сталь Инконель Инконель X 5,44-14,4 3,6 5,4 3,64-7,7 5,44-19,8 9,94-12,6 0,05 0,4 0,03 0,08 0,05 0,05
1,59 0,254-0,35 0,254-0,35 0,25 0,314-0,36 Малоуглеродистая сталь Алюминий Монель-металл Медь 7,24-15,3 3,64-6,3 7,9 2,74-6,3 0,05 0,04 0,05 0,02
2,38 0,184-0,46 0,184-0,46 0,25 0,254-0,46 0,254-0,46 0,25 0,31 0,46 0,31 Нержавеющая сталь Инконель Инконель X Малоуглеродистая сталь Алюминий Монель-металл Отоженная медь Твердая медь Отожженный тантал 3,64-19 8 2,74-18,0 5,4 3,64-17,1 3,64-6,3 3,6 3,6 9,0 11,7 0,054-0,09 0,06 0 96 0,05 0,05 0,05 0,025 0,102 0,05
3,18 —< о —<0^0 о о о o’ o' o' О o' LO •I- -1- -I- -I- -I- Ю Ю — —5 СЧ СЧ 1Л to СЧ СЧ LQ тф o' о* о o' o' o“ o" cT Нержавеющая сталь Инконель Инконель X Инконель X Малоуглеродистая сталь Алюминий Алюминий Медь Монель-металл 3,84-18,0 4,54-5,4 18,04-25,2 14,44-28,8 4,54-12,6 1,374-1,8 4,04-5,04 9,04-14,4 4,5 0,084-0,102 0,102 0.094-0,102 0,102 0,05 0,05 0,05 0,05 0,05
3,97 0,254-0,64 0,25 0,64 Нержавеющая сталь Инконель Инконель X 2.74-18,0 2,7 17,1 0,1024-0,08 0,08 0,05
4,76 0,254-0,81 0,51 Нержавеющая сталь Инконель 2,74-41,4 10,8 0,13 0,102
6,35 0,254-1,24 0,89 Нержавеющая сталь Алюминий 7,94-45,0 4,5 0,154-0,18 0,08
7,94 9,35 12,7 1,25 0,894-1,24 2,034-3,05 Нержавеющая сталь » » » » 36,0 9,04-31,5 59,44-136,8 0,13 0,13 0,2034-0,18
60
металлы, имеющие предел прочности при рабочей температуре при-
мерно 6000 -105 н19р. При выборе материала колец необходимо
также учитывать, что коэффициент линейного расширения матери-
ала должен значительно отличаться от коэффициента линейного
расширения металла фланцев.
При рассмотрении табл. 2 видно, что для каждого диаметра
труб, изготовленных из различных металлов, необходимо опреде-
ленное критическое удельное давление обжатия. Трубка кольца
при этом сжимается на определенную величину по диаметру по
перечного сечения. Величина сжатия зависит от ее диаметра, ма
териала и толщины стенки. Приведенные в табл. 2 величины ежа
тия трубок колец находятся в диапазоне упругих деформаций
Уплотнение соединений по-
лыми металлическими кольцами
создается за счет усилий затяга
болтов, поэтому важно, чтобы
кольцо было затянуто с доста-
точным усилием, которое вызы-
вало бы упругие деформации,
и лишь по линии контакта —
пластические.
Величина нагрузки на болты рнс 44 Схема уплотнения: а—кольцо
зависит также от давления ра- с покрытием; б—кольцо без покрытия,
бочей среды и может достигать
больших значений, что в свою
очередь вызывает увеличение толщины фланцев. Что касается
колец третьего типа, то после обеспечения первоначальной герме-
тичности последняя в дальнейшем поддерживается усилиями от
действия давления рабочей среды, поступающей через отверстия
внутрь трубки кольца.
Для уменьшения необходимого усилия затяга болтов кольца
покрывают пластически легко деформируемым материалом, ко-
торый заполняет каналы, образовавшиеся на уплотнительных по-
верхностях фланцев и колец при механической обработке (рис. 44).
Покрытие выбирается в зависимости от параметров рабочей среды
и ее агрессивности. В табл. 3 приводятся рекомендации по выбору
покрытий колец.
Обработка уплотнительных поверхностей фланцев под метал-
лические кольца с покрытиями зависит от материала, принятого
для покрытия кольца и рабочей среды. Так, уплотнительные по-
верхности фланцев для колец с металлическим покрытием (се-
ребро, золото, платина), предназначенных для уплотнения соеди-
нений трубопроводов тяжелых масел и смол, а также для колец,
покрытых фторопластом (для уплотнения соединений трубопро-
водов обыкновенных масел), применяемых в гидравлических си-
стемах, должны обрабатываться с чистотой V7. Уплотнительные
поверхности для колец с металлическим покрытием, применя-
61
Таблица 3
Рекомендуемые покрытия колец в зависимости от среды
и ее параметров
Условия работы кольца Материал трубки Покрытие
При низкой температу ре рабочей среды Нержавеющая 304 и 304L сталь Фторопласт, сереб ро
При средней температу- ре рабочей среды Практически материалы любые Любые покрытия
От низкой до высокой температуры рабочей среды Инконель, нель X инко- Серебро, золото, платина
При высокой темпера- туре рабочей среды Инконель, инко- нель X, тугоплавкие металлы То же
Радиоактивная среда Нержавеющая 347 сталь » »
Коррозионная среда Нержавеющая 316 или С20 сталь Фторопласт
Жидкие металлы (калий и натрий) Нержавеющая 18-8, инконель, нель X сталь инко- Серебро или медь
Вакуум (при средней температуре) Практически материалы любые Фторопласт, сереб- ро
Вакуум (при высокой температуре) Инконель, нель X инко- Серебро, золото, платина
емых для уплотнения соединений трубопроводов тяжелых масел
и смол, маловязких жидкостей (вода) и для колец, покрытых теф-
лоном, применяемых для уплотнения соединений трубопроводов,
транспортирующих газы, должны иметь чистоту обработки V8.
Для особо качественного уплотнения соединений трубопроводов,
транспортирующих газы, чистота обработки уплотнительных по-
верхностей фланцев должна быть V9. Наиболее распространен-
ной чистотой обработки является V8. В связи с этим при конст-
руировании соединений, уплотняемых металлическими кольцами,
большое внимание уделяется конструкции фланца: на уплотни-
тельных поверхностях фланцев предусматривают канавку или
ограничительный бурт для ограничения сжатия кольца.
На уплотнительной поверхности одного из пары плоских флан-
цев вытачивается ограничительный бурт, образующий со вторым
фланцем канавку, подобную той, какая имеется у фланцевого со-
единения с защищенным затвором шип-паз, или устанавливается
ограничительное кольцо (см. рис. 43, б). В осевом направлении
это обеспечивает ограничение удельного давления и, следова-
тельно, герметичность соединения. Одновременно канавка, огра-
62
ничительный бурт или ограничительное кольцо предохраняют
уплотнительное кольцо от радиального растяжения, возникаю-
щего от гидростатического давления рабочей среды, особенно при
высоких давлениях.
Размеры канавки, выточенной на уплотнительной поверхности
фланца (см. рис. 43,в) и канавки, которую образует ограничи-
тельный бурт (см. рис. 43, а) или ограничительное кольцо с уплот-
нительной поверхностью второго фланца, должны строго выдер-
живаться.
В табл. 4 приводятся основные размеры канавок для различ-
ных диаметров колец, изготовленных из трубок разных диаметров.
Таблица 4
Размеры канавок для металлических колец, м
Наруж- ный диа- метр трубки, Он-103 Максималь- ный диаметр кольца, ^тах' Ю3 Зазор между наружной поверхностью кольца и наружной стенкой канавки с-103 Глубина канавки /7-10а
минималь- ный максималь- ный минималь- ный максималь- ный
0,79 101,6 0,025 0,152 0,508 0,558
1,59 254,0 0,025 0,152 1,068 1,143
2,38 508,0 0,050 0,228 1,651 1,752
3,18 1016,0 0,050 0,301 2,286 2,513
3,97 1016,0 0,050 0,355 2,981 3,045
4,76 1016,0 0,050 0,381 3,683 3,810
6,35 1016,0 0,076 0,482 4,953 5,080
6,35' 2032,0 0,025 1,016 4,953 5,080
7,94 1016,0 0,076 0,584 6,370 6,477
7,98 2032,0 0,025 1,016 &160 6,477
9,52 1016,0 0,101 0,736 7,495 7,620
9,52 5080,0 0,254 1,016 7,495 7,620
12,70 1016,0 0,101 0,965 9,906 10,160
12,70 5080,0 0,254 1,016 9,906 10,160
Сравнительный расчет усилий обжатия показывает, что для
обеспечения герметичности соединения, уплотняемого полым ме-
таллическим кольцом, требуются усилия затяга болтов значи-
тельно меньшие (в 12 раз), чем при уплотнении соединения плоской
металлической прокладкой того же диаметра, что и кольцо, при
одинаковом давлении рабочей среды (105-10s н'м2).
При выборе колец необходимо учитывать коррозионную стой-
кость материала к рабочей среде.
63
ГЛАВА III
НЕМЕТАЛЛИЧЕСКИЕ ПРОКЛАДКИ
Неметаллические прокладки изготовляются из материалов на
основе асбеста (асбестовые, паронитовые и асбестопластмассовые),
резины, фторопласта и других материалов. Неметаллические про-
кладки значительно отличаются по своим свойствам от металли-
ческих, обладая меньшей прочностью, большей упругостью и т. д.
§ 10. АСБЕСТОВЫЕ ПРОКЛАДКИ
Асбест — материал минерального происхождения, выраба-
тывается в виде листов или ткани. По длине волокна асбест под-
разделяется на семь сортов. Наилучшие сорта листового прокла-
дочного материала вырабатываются из длинноволокнистого ас-
беста.
Различают два сорта асбеста: белый и голубой.
Белый хризотиловый асбест содержит в основном силикат
магния и около 15% кристаллизационной воды. До температуры
753° К асбестовые волокна остаются почти неповрежденными.
При 973° К испаряется кристаллизационная вода и волокна легко
растираются в порошок. Голубой асбест, известный в технике
как кросидолит, обладает большей кислотостойкостью и имеет
примерно те же температурные пределы, что и белый асбест.
Прочность волокон голубого асбеста ниже, чем белого. Голубой
асбест применяется в случае, когда кислотостойкость имеет ре-
шающее значение [3].
Асбестовый картон (ГОСТ 2850—58) изготовляют из хризо-
тилового асбеста с примесью шпата путем размола волокон и от-
ливки в листы на машинах. Непропитанный асбестовый картон
вследствие рыхлости впитывает любые жидкости и совершенно
размокает в воде. Из-за своей непрочности он пригоден лишь для
применения в незащищенных затворах при давлении рабочей
среды до 3 105 «/л2.
Ценным свойством асбестового картона является его высокая
температуростойкость (до 873° К). Асбестовый картон приме-
няется для уплотнения затворов фланцевых соединений, трубо-
64
Рис. 45. Зависимость вели-
чины сжатия от удельного
давления обжатия про-
кладки
проводов транспортирующих горячие, дымовые и выхлопные газы
и пар. После пропитки асбестового картона олифой, суриком или
жидким стеклом, картон можно применять для уплотнения затворов
фланцевых соединений трубопроводов, транспортирующих бен-
зин, керосин и другие углеводороды при температуре рабочей
среды до 433—453° К и давлении до 6-10 н/ж2 17 1.
Асбестовый прокладочный картон изготовляется из асбеста
и наполнителей (30% каолина, 5°о крахмала) и органических
связующих веществ (каучук, сера, олифа).
Этот тип асбестового картона выпускается
в листах толщиной 2- 10":,-И0- К) 3 м и
применяется для уплотнения затворов
фланцевых соединений малоответственных
трубопроводов.
Асбестовые ткани (ГОСТ 6102—52) зна-
чительно мягче асбестового картона и изго-
товляются из длинноволокнистой асбесто-
вой пряжи. Для улучшения прядильных
свойств в пряжу добавляется хлопок (10—
20% по весу). Асбестовая ткань выпу-
скается девяти марок (от АТ-1 до АТ-9)
в рулонах шириной 1020 • 10" 3-ь 1570 • 10" 3
и толщиной 1,6• 10"3н-3,8• 10"3 ж. Ткань
с примесью хлопка применяется для про-
кладок при температуре рабочей среды
до 753° К и выше.
Асбестометаллические прокладки, изго-
товленные из специальной асбестовой
пряжи с использованием металлической
проволоки применяют для уплотнения
соединений трубопроводов, транспортирующих горячую воду.
Более широко применяются прокладки из асбестовой ткани
с последующей обработкой каучуком.
Такне прокладки нашли применение для уплотнения затворов
фланцевых соединений трубопроводов, транспортирующих пар
и газ при температуре рабочей среды до 593° К, для уплотнения
крышек люков, лазов и т. д.
При обжатии во фланцевом соединении асбестовые прокладки
значительно деформируются. На рис. 45 показаны кривые, харак-
теризующие зависимость величины сжатия от удельного давления
на прокладке. По оси ординат отложено удельное давление q0
(н/м2), по оси абсцисс — величина относительного сжатия (%).
Из рисунка видно, что при удельном давлении 320-10® и/ж2 от-
носительное сжатие картона составляет 21 °Ь, а ткани 43%, вели-
чина сжатия прокладок при дальнейшем повышении удельного
давления изменяется незначительно. С достаточной для практики
точностью следует считать, что при удельном давлении
.4 — прокладка из прессо-
ванного асбеста; Б — из
асбестовой ткани.
5 Во Б. Протопопов 895
65
320-105 н/м2 устраняются неплотности в материале прокладки.
Опыт эксплуатации подтверждает, что наибольшее удельное дав-
ление на асбестовой прокладке составляет 1300 • 10в н/лг2.
Выпускаемые асбестовые прорезиненные полосы применяются
для уплотнения затворов фланцевых соединений, котельных ла-
зов, крышек бункеров и газогенераторов в среде насыщенного
и перегретого пара и воздуха. Полосы изготовляют графитиро-
ванные и неграфитированные шириной 15- 10“3-ь100-10“3 м.
Асбестовую ткань применяют для уплотнения затворов трубо-
проводов насыщенного пара при давлении до 25-10s н/м2 и тем-
пературе до 573° К, при температуре 673° К используют асбесто-
металлическую ткань.
В практике иностранного судостроения для уплотнения судо-
вых систем применяются прокладки, изготовляемые из голубого
асбеста, пропитанного тефлоном.
Запатентовано производство прокладок, работающих при тем-
пературе рабочей среды до 608° К, из порошка асбеста, пропитан-
ного тефлоном. Такие прокладки обладают малой ползучестью,
высокой химической стойкостью и низким коэффициентом темпе-
ратурного расширения, что позволяет использовать их для уплот-
нения штуцерных соединений судовых паропроводов. Промышлен-
ностью выпускаются асбестовые прокладки, напыленные с. обеих
сторон тонким слоем тефлона, толщина которого не превышает
0,02-Ю-3 м. Они применяются в системах гидравлики, работаю-
щих при давлении рабочей среды не более 300-10s н/м2.
Асбобумажные прокладочные шнуры (АБП), В одном из научно-
исследовательских институтов была разработана новая рецептура
и технология изготовления асбобумажных прокладочных шнуров
из нетекстильного асбеста. АБП прошли эксплуатационные испы-
тания в затворах фланцевых соединений различных трубопроводов,
крышек, люков при температуре рабочей среды до 773° К. Их
укладывают в паз фланца в два или три ряда и таким образом
обеспечивается герметичность соединения.
§ 11. ПАРОНИТОВЫЕ ПРОКЛАДКИ
Паронит (ГОСТ 481—58) — листовой прокладочный материал,
изготовляется из асбеста (60—70%), каучука (12—15%), мине-
ральных наполнителей (15—18%) и серы (1,5—2,0%) путем вулка-
низации и вальцевания под большим давлением. Листы паронита
выпускаются толщиной 0,4 • 10“ 34-6,0 • 10“ 3 м.
При лабораторных испытаниях на заводе-изготовителе паро-
нитовые прокладки, установленные во фланцевые соединения кол-
лектора автоклава и предварительно покрытые пастой масло-гра-
фит, должны выдерживать давление пара 100 • 105 н/м2 при тем-
пературе 723° К в течение 30 мин. без нарушения герметичности
66
затвора. Кроме того, они испытываются в среде бензина, керо-
сина и масла (давление 150-105 л/лг2 при нормальной темпера-
туре). Образцы паронита размерами 300-10“8х 20-Ю-3 м не
должны давать трещин и лопаться при загибе на 180° вокруг ци-
линдра соответствующего диаметра.
Для устранения прилипания прокладок к уплотнительным
поверхностям фланцев при эксплуатации применяется графитовая
смазка.
Паронит используется для уплотнения затворов фланцевых
соединений трубопроводов, транспортирующих морскую и прес-
ную воду, рассол, водяные растворы кислот и щелочей, насыщен-
ный и перегретый пар, аммиак, фреон, воздух, вентиляционные
дымовые, выхлопные и инертные газы при температуре до 723° К
и давлении до 50-Ю5 н/м2. Кроме того, паронитовые прокладки
применяются для уплотнения затворов фланцевых соединений
трубопроводов бензина, керосина и масла при нормальной тем-
пературе и давлении до 75•105 н/м2.
Прокладки изготовляют также из паронита марок Л (асбест,
латексный каучук и наполнители) и ЛВ (асбест, резина и мине-
ральные наполнители). Эти прокладки применяются во фланце-
вых соединениях трубопроводов горячей воды, насыщенного и
перегретого пара при температуре до 608° К и давлении до 40 '<
105 н/м2.
Паронит УВ-10, состоящий из асбеста, резины и минеральных
наполнителей, применяется для уплотнения фланцевых соеди-
нений трубопроводов, транспортирующих легкие нефтепродукты
и масло при нормальной температуре и давлении 75-105 н/м2 [71.
Кислотостойкий паронит. Были проведены работы по изучению
возможности изготовления кислотостойкого прокладочного мате-
риала, способного обеспечить герметичность затвора фланцевого
соединения трубопровода, транспортирующего минеральные кис-
лоты при температуре, превышающей 373° К. Исследовались раз-
личные кислотостойкие органические связующие материалы (кау-
чуки и синтетические смолы). Результаты испытаний показали, что
кислотостойкость прокладочного материала в основном зависит
от свойств связующих. Если разрушается связующее, то разру-
шается и прокладочный материал.
Каучуки СКФ-32, хлоросульфополиэтилен и полиизобутилен
оказались наиболее стойкими к кислотам и вследствие этого были
использованы в качестве связующих при изготовлении прокладоч-
ного материала.
В качестве волокна был принят хризотиловый асбест, так как
голубой асбест, хотя и стоек к кислотам, но обладает жесткостью
и ломается при вальцевании.
На основе каучука СКФ-32 был разработан паронит 9-1-СКФ,
содержащий в своем составе 18 % связующего. Образцы из паро-
нита этой марки испытывались в лабораторных условиях. Их
5* 67
взвешивали и помещали в растворы различных кислот. По истече-
нии срока испытания образцы промывали, сушили и вновь взвеши-
вали. Так, после испытаний в концентрированной серной кислоте
при температуре 273° К образцы несколько теряли свою перво-
начальную эластичность. Паронит 9-1-СКФ испытывался, кроме
того, в производственных условиях. Во всех испытаниях он заре-
комендовал себя как прокладочный материал, обладающий до-
статочно высокой прочностью и стойкостью к кислотам различ-
ных концентраций. Прокладки из паронита 9-1-СКФ обеспечи-
вали герметичность затворов фланцевых соединений трубопрово-
дов, транспортирующих серную, соляную кислоты и нх смеси при
температуре до 383° К-
В зарубежной практике существует метод изготовления паро-
нитовых прокладок путем пропитки асбестового картона или фетра
каучуковым латексом. Применение этого метода позволяет полу-
чить более однородный материал, отличающийся большей гибко-
стью и упругостью по сравнению с паронитом, полученным при
вальцевании.
Химическая стойкость паронита определяется составом свя-
зующего и сортом асбестового волокна. В ответственных системах
не рекомендуется применять прокладки из дешевых сортов паро-
нита, изготовляющихся обычно из второсортного асбеста (имею-
щего короткие волокна) и регенерированной резины, так как эти
материалы обладают низкими прочностными свойствами и не-
надежны в условиях длительной эксплуатации. В практике
зарубежного судостроения были случаи, когда применение не-
качественных паронитов для уплотнения ответственных систем
приводило к тяжелым авариям.
Представляют интерес новые типы асбестовых прокладочных
материалов, пропитанных пластмассой, например, прокладочный
материал, изготовленный из асбестового войлока, пропитанного
полипропиленом олеформ. При температуре 293° К этот материал
имеет следующие свойства:
Предел прочности на растяжение, н/м2 . 315-106
Предел прочности на изгиб, н/м2 . . . 360-105
Остаточная деформация при сжатии, % . . . . 1,6
Длительная теплостойкость, °К 419
Парониты, изготовленные на основе белого асбеста, в зави-
симости от типа каучука могут применяться в качестве прокла-
дочных материалов, работающих при температуре 478—763° К
и давлении 20 10Б-ь240 • 105 н/м2.
В зарубежной практике прокладки обычно вырубались из паро-
нитовых листов на судостроительных и судоремонтных заводах.
Сейчас они изготовляются на предприятиях-поставщиках про-
кладочных материалов и в готовом виде поступают на судострои-
тельные верфи. Прокладки, выполненные методом прессования
68
асбеста в пресс-формах с последующей пропиткой полученных
заготовок резиновыми смесями или пластмассами, отличаются
лучшими прочностными свойствами по сравнению с вырезанными
или вырубленными из листового материала. Это подтверждается
исследовательскими работами, в результате которых установлено,
что прокладки, изготовленные методом пропитки асбеста рези-
Зч)
прокладки:
Рис. 46. Паронитовые
а—с отверстиями для болтов; б—с от-
верстиями для трех болтов; в — тре-
угольная с отверстиями Для болтов;
г — с вырезами для болтов и ручкой (пунктирная линия);
д — с двумя центрирующими вырезами, одним отверстием и
ручкой (пунктирная линия); е — с двумя центрирующими
отверстиями для болтов; ж—для установки в защищенный
или полузащищенный затворы.
новыми смесями, выдерживают гидравлическое давление в 1,2 раза
больше, чем аналогичные прокладки, полученные методом вы-
рубки, ив 1,5 раза больше, чем вырезанные из паронитовых ли-
стов.
Все прокладки, уплотняющие фланцевые соединения с плоскими
уплотнительными поверхностями, фиксируются фланцевыми бол-
тами, что позволяет уменьшить вероятность закрывания проклад-
кой проходного сечения трубы и вследствие этого повысить на-
дежность соединения и снизить местные гидравлические сопро-
тивления в трубопроводе, способствуя тем самым уменьшению
эрозионных разрушений трубопроводов и систем. Широкое рас-
пространение получили паронитовые прокладки с отверстиями
под фланцевые болты (рис. 46).
69
§ 12. ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО УПЛОТНЕНИЮ ФЛАНЦЕВЫХ
СОЕДИНЕНИЙ ПАРОНИТОВЫМИ ПРОКЛАДКАМИ
Процесс уплотнения затворов фланцевых соединений неметалли-
ческими прокладками в основном тот же, что и металлическими.
Для неметаллических прокладок нет таких строгих ограничений
по величине о10, как для металлических, тем не менее критическая
величина удельного давления обжатия этих прокладок, при кото-
рой обеспечивается уплотнение затвора в процессе разгрузки,
достигается при значительно меньших удельных давлениях.
Однако нередки случаи, когда при монтаже фланцевого соедине-
ния из-за низкого давления рабочей среды удельное давление
обжатия прокладки не достигает критической величины. В таком
случае достаточно обеспечить минимальное удельное давление
на прокладке в рабочих условиях, величина которого для боль-
шинства материалов известна.
При обжатии неметаллические прокладки сжимают на опре-
деленную величину в зависимости от материала. Зная эту вели-
чину, можно судить о величине удельного давления. Следует
создавать герметичность не только в контакте прокладки с уплот-
нительными поверхностями затвора, но и в самом материале про-
кладки. Поэтому величина удельного давления обжатия прокладки
часто дается с учетом допущения диффузии газов через материал
прокладки. Избежать диффузии можно соответствующим изго-
товлением прокладки.
При использовании неметаллических прокладок необходимо
учитывать, что они не обладают достаточной прочностью и могут
быть выдавлены под действием гидростатического давления рабо-
чей среды. Критическое удельное давление обжатия прокладок
при уплотнении затворов, когда рабочей средой является жид-
кость, значительно ниже, чем в случае газообразной рабочей
среды.
Испытания прокладок, изготовленных из паронита (ГОСТ
481—58) толщиной 0,6-10“ 3 и 1,0-10“3 м, проводились во фланце-
вом соединении, установленном в приспособлении. После пред-
варительного обжатия прокладки усилием 1 • 104 н, что соответ-
ствует удельному давлению 42-10s w/.w2, устранялись случайные
деформации прокладки. После выдержки при этой нагрузке
в течение 2—3 мин. нагрузку увеличивали ступенями через 1
X 104 н, с выдержкой при каждой нагрузке в течение 1 мин. При
достижении осевой нагрузки 8-104 н, что соответствует удель-
ному давлению 340-105 н/м2, производилась разгрузка прокладки
ступенями до исходной нагрузки. Каждую прокладку трижды
нагружали и разгружали. Предварительные испытания показали,
что увеличивать число нагрузок и разгрузок нецелесообразно,
поскольку показания третьей и последующих нагрузок практи-
чески не отличаются. При первых двух обжатиях происходит
70
уплотнение материала прокладки
как упругое тело.
и в дальнейшем она ведет себя
от чистоты обработки
(при чистоте обработки,
Деформация прокладки почти не зависит
уплотнительных поверхностей фланцев
соответствующей 3—6 классам по
ГОСТ 2978—59).
Исследовано влияние диаметра,
ширины и толщины прокладок,
а также чистоты обработки уплот-
нительных поверхностей на герме-
тичность затворов [12]. Процесс
уплотнения затвора прокладкой,
изготовленной из паронита мар-
ки А, представлен на рис. 47. Как
видно, точки, отмеченные зна-
ком О и относящиеся к первому
обжатию прокладки, располага-
ются на параболе, проходящей
через критическую точку А. Точки
сятся к последующим обжатиям и
ния критического удельного давления
Рис. 47. Зависимость удельного
давления обжатия прокладки от
давления воздуха.
, отмеченные знаком ф, отно-
располагаются после достиже-
обжатия на прямой, про-
ходящей через начало ко-
ординат.
Результаты испытания
прокладок, изготовленных
из паронита марки В,
в приспособлении, уплот-
нительные поверхности ко-
торого чисто обработаны,
приведены на рис. 48. Точ-
ки, отмеченные знаком О.
располагаются на парабо-
ле, проходящей через на-
чало координат, и только
после достижения крити-
ческого удельного давле-
ния обжатия (580 • 103 н/м)
располагаются на прямой.
Предварительное обжатие
удельным давлением мень-
ше критического приводит
к тому, что эти точки раз-
мещаются на прямой или
вблизи нее.
Рис. 48. Результаты испытаний воздухом
паронитовых прокладок марки В уплотни-
тельными поверхностями, обработанными
чисто.
О — нагрузка без предварительного обжатия;
• — нагрузка после предварительного обжатия
удельным давлением 420-103 н/м',
Л — нагрузка после предварительного обжатия
удельным давлением 840-103 н/м.
Прокладки, изготовленные из паронита марки А, испытыва-
лись в приспособлениях, уплотнительные поверхности которых
в одном случае обрабатывались при подаче 1,1-10”3 м/об, а
71
в другом — на уплотнительных поверхностях имелись спираль-
ные риски с расстоянием между ними 1-Ю"3 я. Результаты
испытания этих прокладок приведены на рис. 49 и 50. Как видно.
20 40 60 60 100 120 140 160 180
Р-10'!,н/мг
Рис. 49. Результаты испытаний воздухом
прокладок из паронита марки А.
О — нагрузка без предварительного обжатия;
в — нагрузка после предварительного обжа-
тия удельным давлением 460-103 н/м;
-|-нагрузка после предварительного обжа-
тия-удельным давлением 680-103 н/м.
превышающим критическое (рис.
ность затвора даже при наличии спиральных рисок на уплотни-
тельных поверхностях (расстояние между рисками 1-10"8 л)
Наличие критического
удельного давления обжатия
подтверждают и результаты
испытаний, приведенные на
рис. 51. Как видно, точки,
отмеченные знаком О, вна-
чале располагались на пара-
боле, после достижения кри-
тического удельного давле-
ния 650-103 нЛи, они распо-
ложились на прямой и затем
при разгрузке (точки, отме-
ченные знаком ) также
разместились на этой пря-
мой. Таким образом, вели-
чина критического удельного
давления обжатия зависит
от материала прокладки.
Ввиду того, что паронит не стабилен по своим свойствам, кри-
тическое удельное давление для каждой партии паронита свое.
Следует отметить, что свойства паронита изменяются при длитель-
ном хранении.
предварительное обжатие
удельным давлением 460;
10я н/м не обеспечило герме-
тичности затвора, т. е. не все
точки, отмеченные знаком
расположились на прямой.
Только после обжатия удель-
ным давлением, превышаю-
щим критическое (точки, от-
меченные знаком -J ), герме-
тичность затвора была обес-
печена. Обеспечение герме-
тичности затвора при обжа-
тии удельным давлением
ниже критического зависит
от чистоты обработки уплот-
нительных поверхностей. По-
сле обжатия прокладки удель-
ным давлением, равным или
50), обеспечивается герметич-
Рис. 50. Результаты испытаний воздухом
прокладок из паронита марки А
О — нагрузка без предварительного обжатия;
9 — нагрузка после предварительного обжа-
тия удельным давлением 740-103 н/м;
-I--нагрузка после предварительного обжа-
тия удельным давлением 950-103 н/м.
72
Определенный интерес представляет поведение паронитовых
прокладок при испытаниях водой. Как видно из рис. 52, точки,
обозначенные знаком О и характеризующие результаты испытаний
Рис. 51. Результаты испытаний воздухом прокладок из
паронита УВ-10.
О — нагрузка без предварительного обжатия;
4---нагрузка после предварительного обжатия удель-
ным давлением 650-103 h/jh.
без предварительного обжатия, располагаются на прямой, про-
ходящей через начало координат, равно как и точки, отмеченные
знаком } , которые характеризуют результаты испытаний после
предварительного обжа-
тия. удельным давлением
450-10чяЛи. Уплотнитель-
ные поверхности затвора
были обработаны с чисто-
той \73. Таким образом,
очевидно, что для созда-
ния герметичности затво-
ра, где рабочей средой
является жидкость, не
требуется обжатия про-
кладки критическим удель-
ным давлением.
Как уже отмечалось,
точки, обозначенные зна-
Рис. 52. Результаты испытаний прокладок
водой из паронита (ГОСТ 481—58).
О — нагрузка без предварительного обжатия;
4- — нагрузка после предварительного обжатия
удельным давлением 450-105 н/м.
ком о и характеризую-
щие результаты испыта-
ний воздухом без предва-
рительного обжатия, рас-
полагаются в большинстве
случаев по параболе.
Поскольку паронитовые прокладки часто применяются для
уплотнения фланцевых соединений трубопроводов, транспорти-
рующих рабочую среду низкого давления, невозможно обеспечить
критическую величину удельного давления обжатия прокладки.
73
Для этого пришлось бы увеличивать толщину фланцев и болтов,
что привело бы к увеличению веса трубопроводов.
После обработки результатов испытаний удельное давление
обжатия прокладки при монтаже соединения с учетом того, что
точки, отмеченные знаком Q, располагаются по параболе, можно
определять по формуле
<7<>s = | <7kPs(/zs ~^)р- (20)
При испытании исследовалось влияниечистоты обработки уплот-
нительных поверхностей на величину критического удельного
давления дкр&. Были проведены испытания в приспособлениях,
уплотнительные поверхности ко-
торых имели разную чистоту
обработки (шлифовка, обра-
ботка при подаче 0,05, 0,2 и
1 -10"3 м/об).
Рис. 53. Влияние расстояния между рисками на уплотнительных поверхностях
затворов:
а — на удельное давление обжатия; б — на коэффициент ks.
/ — прокладка 0 65- Ю"3 X 85-10"3л«, h = 1-Ю-3 ли 2 — прокладка 0 65-Ю"3 .-. 85Х
Х10 3 л>, h = 2 10"3 м; 3 — прокладка 0 140 10-3 X 160-1О"3 м, h = II0-3 лг, 4 — про-
кладка 0J4O-1O"3 X 160-10"3л«, h = 2-Ю"3 м; 5 — прокладка в 10-Ю"3 X 50 10"3 м,
Il = 1 JO"3 м; 6 — прокладка 0 65- 10~3 X 85-Ю"3 м, h = 1-Ю"3 м‘, 065-Ю"3 X 85 '
ХЮ"3 Л1, /i = 210"3 м (среда — вода); 0 140-Ю"3 X 160-Ю"3 м, h = 1-Ю"3 м;
0 140-Ю"3 X 160-Ю"3 м, Л = 2-Ю"3 м.
Обобщенные результаты этих испытаний приведены на рис. 53, а.
Интересно отметить, что по мере увеличения расстояния между
рисками критическое удельное давление i/KPs снижается. Вероятно,
с увеличением расстояния между спиральными рисками материал
прокладки требует меньшего усилия для заполнения каналов
между рисками. Кроме того, ярко видна разница значений кри-
тических удельных давлений обжатия прокладок для воздуха и
воды.
Характер изменения коэффициента ks полностью соответствует
изменению критического удельного давления обжатия прокладки
при тех же условиях (рис. 53, б).
74
Представляют интерес обобщенные результаты испытания
прокладок разных диаметров. На рис. 54 виден характер снижения
критического удельного давления обжатия прокладок в зависимо-
Рис. 54. Влияние среднего диаметра прокладки: а — на
удельное давление обжатия; б — на коэффициент ks.
1, 2 и 3 — прокладки шириной 1010 3; 20 10 3 и ЗО Ю 3 л.
сти от среднего диаметра прокладок шириной 10 • 10“3 м (средний
диаметр меньше 100-10“3 м). Для прокладок прочих размеров
удельное давление не зависит от среднего диаметра прокладки
Рис. 55. Влияние ширины прокладки: а — на удельное давление обжа-
тия; б — на коэффициент ks.
1 — паронит марки А; 2 — паронит У В-10; 3 — паронит марки В.
Из этого же рисунка видно, что коэффициент увеличивается
после достижения прокладками шириной 10-10-3 м среднего
диаметра 150-10“3 м и шириной 20-10-3 м среднего диаметра
250-Ю-3 ле
Исследовалось также влияние ширины прокладки на крити-
ческое удельное давление обжатия прокладки и коэффициент ks
(рис. 55). Как видно, с увеличением ширины прокладки критиче-
ское удельное давление обжатия увеличивается линейно.
75
В связи с тем, что в паропроводах применяются паронитовые
прокладки с предварительным покрытием графитом для предот-
вращения прилипания к уплотнительным поверхностям, было
проверено влияние графита на герметичность затвора. Результаты
испытаний показали, что при уплотнении затворов со шлифован-
ными или чисто обработанными уплотнительными поверхностями
графитовое покрытие не улучшило герметичности затвора. На-
личие графита положительно сказалось при испытаниях затворов
с грубо обработанными уплотнительными поверхностями. Выпол-
няя роль наполнителя, графит заполнял неровности на уплотни-
тельных поверхностях Наряду с положительным влиянием гра
Рис. 56. Схема неравномерного обжатия прокладки при пово-
роте радиальных сечений колец фланцев.
фита, может быть значительно снижено трение и под действием
гидростатического давления среды прокладка может быть вырвана
из фланцевого соединения с незащищенным затвором.
Результаты проведенных испытаний показывают, что крити-
ческое удельное давление qKp для каждой марки паронита имеет
свое значение, кроме того, на его величине сказывается срок по-
ставки паронита. В связи с этим при проведении испытаний необ-
ходимо брать паронит одной партии.
При монтаже фланцевого соединения, а затем и в условиях
эксплуатации происходит деформация паронита, которая приводит
к неравномерному распределению удельного давления на про-
кладке за счет прогиба кольца фланца между болтами и поворота
радиальных сечений колец фланцев (рис. 56) [3]. Таким образом,
1
на поверхности прокладки с внутреннего края примерно на -у
ее ширины удельное давление снижается и она омывается рабочей
средой, что четко видно на прокладке после гидравлических испы-
таний (рис. 57). Поэтому при расчете усилия от действия внутрен-
ней среды принимается площадь прокладки, ограниченная ее
средним диаметром (на рис. 56 6 — угол поворота радиальных
сечений кольца фланца; Ь' — контактная ширина прокладки).
76
Очевидно, что макроиеровности, имеющиеся на площади,
ограниченной средним диаметром прокладки, не влияют суще-
ственно на герметичность затвора. Но неровности, выходящие за
пределы этой площади, могут привести к существенному снижению
герметичности затвора соединения. Для проверки этого предпо-
ложения было проведено испытание фланцевого соединения. После
предварительного расчета удельного давления на прокладке и
давления воды, при котором должна быть нарушена герметичность
затвора, на одной из уплот-
нительных поверхностей ис-
кусственно создавалась вы-
емка глубиной h. Давление
воды поднималось ступенями
через 5-10® н/и2. После на-
рушения герметичности да-
вление снижалось и соеди-
нение разбирали.
При обработке результа-
тов испытаний принимались
во внимание прогибы уплот-
нительных поверхностей
фланцев. Разность между
наибольшими и наименьшими
прогибами, определенными
по методике А. А. Волоши-
на, при удельных давлениях
' А5ААпооЖ1А-зСОСГаВ1г/ЯеТ Рис- 57 В,1Д прокладки после гидравли-
W = 0,00033-10 3 и W = ческих испытаний.
= 0,0026-10 3 м соответ-
ственно для фланцев толщиной 40-10-3 и 20-10'3 м.
В связи со столь незначительными величинами прогибов при
обработке результатов они не учитывались. При проведении даль-
нейших испытаний на уплотнительные поверхности наносили риски
в радиальном направлении через всю уплотнительную поверх-
ность, а после нескольких опытов на месте рисок делали канавки
шириной 10 -10“3 м той же глубины. Результаты испытаний пока-
зали, что наличие рисок и канавок, расположенных радиально,
значительно ухудшает герметичность затвора. Так, при удельном
давлении 133-10® н/м2 герметичность затвора нарушалась при
давлении воды 50 105 н/м2, в то время как при удельном давле-
нии 177-10® н/м2 и наличии радиальных рисок и канавок герме-
тичность затвора нарушилась при давлении воды 10-10® н/м2.
Следует отметить, что наличие рисок шириной 0,24-10“3 и глу-
биной 0,14-10“3 м или канавок шириной 10-10-3 м той же глу-
бины в равной степени ухудшает герметичность затвора.
Для проверки поведения паронитовых прокладок в условиях,
аналогичных натурным, проводились исследования их работы под
77
действием удельного давления и температуры (испытания на пол-
зучесть). Испытания производились в приспособлениях, имити-
рующих затвор фланцевого соединения, с последующим нагревом
в электрической печи. Таким образом, прокладки (из паронита
марки Д) подвергались одновременно действию удельного давления
и влиянию высокой температуры (473° К). Результаты испытаний
приведены на рис. 58. Из графика видно, что вначале удельное
давление снижается довольно интенсивно, причем скорость сни-
Рис. 58. Результаты испытаний паронитовых прокладок на релаксационную стой-
кость.
I — удельное давление предварительного обжатия 500-103 н/м, конечное 250-103 н/м',
1а — дополнительное обжатие после двух часов до 500-103 н/м, конечное удельное давле-
ние 400-103 н/м\ 2 — удельное давление предварительного обжатия 345-103 н/м, конеч-
ное 122-103 н/м', 3 — удельное давление предварительного обжатия 196-10s н/м, конечное
равно нулю; За — дополнительное обжатие через 1,7 час. удельным давлением 345-103 н/м,
конечное 80-Ю3 н/м\ 4 — удельное давление предварительного обжатия 220-103 н/м,
конечное 120-103 н/м.
жения зависит от величины удельного давления начального об-
жатия (скорость нагрева 100° К/час). В дальнейшем скорость зна-
чительно уменьшается, несмотря на дополнительное обжатие более
высоким удельным давлением. Это объясняется химическими из-
менениями, которые происходили вначале при нагреве и вызывали
размягчение материалов прокладки. Дальнейшее снижение удель-
ного давления уже не зависит от удельного давления начального
обжатия. Так, дополнительное обжатие удельным давлением, рав-
ным исходному (кривые 1а и За), показало, что характер сни-
жения удельного давления тот же, что и в первом случае (кривые 1
и 3). Снижение удельного давления на прокладке, изготовленной
из долго хранившегося материала, характеризуется кривой 4.
Вначале кривая 4 ничем не отличается от кривой 3, но после испы-
таний в течение первых 45 час. происходит ее снижение, а через
300 час. резкое возрастание.
Проводились испытания прокладок при температуре 573
и 673° К (рис. 59), удельное давление начального обжатия при этом
78
было одинаковым для всех прокладок (500-103 н/м). Вначале ис-
пытаний также наблюдалось довольно резкое снижение удельного
давления. Но после того, как была пройдена температура 500—
510° К, при которой происходит размягчение паронита, началась
стабилизация удельного давления на прокладке, так как паронит
начал твердеть и величина снижения удельного давления уже
зависела от температуры и материала прокладки.
Дополнительное обжатие в процессе испытаний не повлияло
на характер снижения удельного давления. Таким образом, не
t. час
Рис. 59. Результаты испытаний^пароннтовых 'прокладок на релаксационную
стойкость.
I — конечное удельное давление 290-10а н/ж при температуре 573° К (паронит марки А);
1а —дополнительное обжатие через 7 час. до 500-103 «/ж, конечное удельное давление
470-103 к/ж, нагрев при температуре 573° К; 2 — конечное 280-103 н/ж при температуре
673° К (паронит марки А); 3 — конечное удельное давление 226-103 н/м при температуре
573° К (паронит марки Д).
исключено, что снижение удельного давления при темпера-
туре 473° К будет превышать таковое при температуре 573° К,
поскольку в первом случае паронит размягченный, а во втором
уже твердый. Это приводит к нарушению герметичности фланце-
вых соединений при прогреве паропроводов, особенно паропро-
водов продувания, так как паронитовая прокладка находится
под действием относительно большого давления пара при темпера-
туре 500—510° К.
На рис. 60 можно видеть обобщенные результаты испытаний
паронитовых прокладок, проведенные для определения удельного
давления стабилизации 1 в зависимости от температуры и удель-
ного давления обжатия прокладки. Как видно из рис. 60, а,
Удельное давление стабилизации линейно зависит от удельного
давления обжатия.
1 Удельным давлением стабилизации называется такое удельное давление,
начиная с которого скорость падения удельного давления становится постоянной.
79
Результаты, приведенные на рис. 60, б, показывают, что удель-
ное давление стабилизации зависит от температуры. Так, при
температуре 473° К (кривая 2) удельное давление стабилизации
будет меньше, чем при температуре 573° К при одинаковом удель-
Рис. 60. Зависимость удельного давления стабилизации от удельного
давления обжатия и температуры: а — марки паронита А. В, С, Д; б —
паронит марки Д.
1 — при температуре 293° К; 2 — при температуре 473° К; 3 — при темпера-
туре 573° К-
ном давлении обжатия прокладки. Эта зависимость соблюдается
до определенной величины удельного давления обжатия
(370-103 н/м). Кроме того, на удельное давление стабилизации
влияет скорость нагрева: чем больше скорость нагрева, тем меньше
удельное давление стабилизации.
Расчет паронитовых прокладок и их выбор
Вследствие того, что паронит не стабилен по своим свойствам
и поэтому прокладки не имеют постоянной критической величины
удельного давления обжатия для определения qKp, целесообразно '
производить испытания прокладок, изготовленных из каждой пар-
тии паронита. Удельное давление обжатия прокладок, применяю-
щихся при низких давлениях среды, когда из условий расчета
усилие обжатия недостаточно для создания критического удель-
ного давления, можно определить по формуле
<7os= J 7«ps (ksn -Г ' (21)
где <7кр — критическое удельное давление обжатия про-
кладки, н/м;
£>ср — средний диаметр прокладки, м;
80
ks — коэффициент, характеризующий величину удельного
давления на прокладке в рабочих условиях (перед
нарушением герметичности), м;
<22)
’• • (23)
где Р — усилие, снимаемое с прокладки при действии давления
рабочей среды на площадь, ограниченную средним диа-
метром прокладки, н;
Qo — усилие, передаваемое на прокладку при монтаже со-
единения, н;
Qo = qOsL, (24)
где qOs — удельное давление, передаваемое на про-
кладку при монтаже соединения н/м;
L = nDcp — длина средней окружности прокладки, м;
р — давление среды, н/мг;
п — коэффициент запаса (1,5), учитывающий вли-
яние чистоты обработки уплотнительных
поверхностей.
При практическом применении формулы (21) для расчета удель-
ного давления предварительного обжатия прокладки значение
удельного давления qKPs и коэффициент ks можно принимать по
графикам, приведенным выше.
§ 13. РЕЗИНОВЫЕ ПРОКЛАДКИ
Резина — продукт, получаемый при смешении каучука с на-
полнителями и другими ингридиентами с последующей вулкани-
зацией. Вулканизацию применяют для придания резине механи-
ческой прочности, высокой эластичности и стойкости к раствори-
телям. Свойства резины определяются свойствами и относительным
количеством основных компонентов (каучука, серы, наполнителей,
противостарителей и т. д.), режимом изготовления резиновых
смесей, степенью и способом их вулканизации. Так, эластичность
резины зависит от количества присутствующей в ней серы, в связи
с чем резина подразделяется на мягкую (2—8% серы), средней
твердости (12—20% серы) и повышенной твердости (25—60% серы).
Добавка газовой сажи способствует повышению прочности резины,
а добавка пластификаторов — повышению ее морозостойкости [7].
Высокая эластичность, достаточная прочность, химическая
стойкость по отношению к рабочей среде, а также температуро-
Устойчивость резины позволяют широко использовать ее как про-
кладочной материал.
6 В. Б. Протопопов 895 81
Для изготовления резины применяются различные каучуки.
Натуральный каучук — сок каучуконосных растений, сгу-
щаемый методом концентрирования, испарения и коагуляции.
Он является полимером углеводородного вещества неопрена
(CbH8)n. Содержание углеводорода в различных сортах техниче-
ского каучука колеблется в широком диапазоне. Так, высшие
сорта содержат углеводорода до 90%, а низшие всего до 12%.
Натуральный каучук обладает высокой прочностью и упругостью,
в слабых растворах кислот и щелочей не растворяется, однако
не стоек к маслам и бензину. При температуре 473—553° К он
разлагается.
Наряду с натуральным каучуком широко применяются синте-
тические каучуки, значительно отличающиеся от натурального
по химическому составу. Большинство из них является сополиме-
рами, т. е. продуктами полимеризации двух или нескольких ве-
ществ, соединенных для получения желательных характеристик
каучука. Например, натрийбутадиеновый каучук применяется для
изготовления резин, которые используются для уплотнения затво-
ров фланцевых соединений трубопроводов, транспортирующих
воздух, воду морскую и пресную, 20%-ные растворы соляной
и серной кислот, едкого натра и калия, водяной пар. Основные
свойства этих резин приведены в табл. 5.
Бутадиен стирольный каучук совместно с такими наполнителями
как асбест, каолин, графит используется для изготовления резин,
которые применяются для уплотнения соединений трубопроводов,
транспортирующих воздух, азотную и серную 20 % ные и кон-
центрированные кислоты, морскую и пресную воду. Свойства
этих резин приведены в табл. 6.
Бутадиеннитрильный каучук придает резинам стойкость к ма-
шинному маслу, соляровому, МВП, АМГ-10, МК, МС, керосину,
дизельному топливу, нефти, веретенному маслу АУ, бензину,
бензолу и топливу Т-1.
Свойства некоторых резин на основе бутадиеннитрильного ка-
учука приведены в табл. 7.
Кроме перечисленных, применяются резины, изготовленные
на основе наирита, прокладки из которых используются для уплот-
нения затворов фланцевых соединений трубопроводов, транспор-
тирующих масло МК-22, машинное, АМГ-10, МС, бензин, топливо
Т-1, воздух, морскую и пресную воду, 20°6-ные растворы соляной
и серной кислот и растворы едкого натра и калия.
Эти резины, кроме маслобензостойкости, обладают бзоностой-
костью и тропикостойкостью. Свойства некоторых резин на основе
наирита приведены в табл. 8.
В отечественном судостроении применяются, кроме того, резины
на основе кремнийорганического каучука, обладающие достаточно
высокой теплостойкостью (до 523° К) и стойкостью к воздуху,
морской и пресной воде, озону, а также пригодные для работы
Свойства наиболее распространенных резин на основе натрийбутадиенового каучука
6*
83
оо
4»
Свойства наиболее распространенных резин на основе бутадиеннитрильного каучука
Таблица 7
Характеристика Марка резины
8871 8075 8470 В14 3825
Предел прочности при разрыве, н/м2 50-105 90-105 110 • 105 100 105 100-105
Относительное удлинение при разры- ве, % Относительное остаточное удлине- 500 150 400 160 120
25 11 30 8 10
ние, % Твердость по твердомеру TILLVf-2, н/м2
6,9- 105ч- — 8,5-105ч- 12,0- 108ч- 16,0- 105ч-
4-9,0 • 105 4-10,5 • 105 4 19,0-105 4-33,0-105
ТМ-2, условные единицы Рабочая температура среды, °К 35—60 55—75 — 70—77 80—95
343 343 343 373 373
Морозостойкость, °К 243 228 243 213 243
Таблица 8
Свойства наиболее распространенных резин на основе наирита
Характеристика Марки резин
С509 НО-68-1 С576 3465-Н-4 С848
Поедел прочности при разрыве, н/м2 Относительное удлинение при разры- ве, % Относительное остаточное удлине- ние, % Твердость по твердомеру ТШМ-2, н/м2 ТМ-2, условные единицы Рабочая температуда среды, К Морозостойкость, “К 10-505 1350 25 Не более 25 343 243 90-105 250 12 7,0 • 105ч- 4-14,0 • 105 55—70 373 218 100-106 300 25 9,5 • 105ч- 4-15,0-Ю5 55—85 323 243 80-105 180 10 11,0 • 105ч- .-21,0 • 105 70—85 403 233 65-105 300 20 7,0-105 ч- 4-11,0 -103 45—65 323 243
5
Е
з
г
5
2
я
К
St
O bit!
S= (a О
s
2
S
2
to
я
о
о
£
я
о
ЯС
я
о
to
s
о
S'
X
о , .
St о
to
о
я
о
Яс
я
Яс
S пл
я
<3
я
о
я
о
к
я
(3
*
(3
я
ь
я
>3
о
я
73
я
о
73
о
1=1
о
я
о
Яс
£
ф
я
я
5
о
я
я
я
я
я
я
73
о
О\
g
5
5
х
5
E
to S
> >-H
я
>4
Я
5
я
я
я
о
W
я
£
я
о
о
я
я
я
я
я
о
я
W
я
я
я
я
я
W
%
я
о
X
&
я
£
и
о
о
я
я
я
Свойства наиболее распространенных резин на основе
кремнийорганического и
фторосодержащего
Таблица 9
каучуков
Характеристика Марки резины
14р-6 5р-129 ИРП-1064 ФКС-1 С571
Предел прочности при разрыве, н/м2 25-105 25-Ю5 150-10® 100-Ю5 45 • 10s
Относительное удлинение при разры- ве, % 200 170 150 80 550
Относительное остаточное сжатие, % — — 15 — 40
Твердость по твердомеру ТШМ-2, н/м2 — 4,5 • 105ч- 4-10,5 -105 12,1 • 105ч- 4-26,0 • 105 — 4,5-105ч- 4-6,5-105
ТМ-2, условные единицы — — 70—80 85—95 35—50
Рабочая температура среды, °К 473 523 473 623 323
Морозостойкость, °К 213 213 213 203 243
мых за рубежом в качестве уплотнительных материалов, попол-
нился эластомером — хлорсульфированным полиэтиленом, извест-
ным под названием хайпалон. Вулканизация этого своеобразного
каучука осуществляется с помощью окислов металлов, из которых
наилучшие результаты дает сублимированная окись свинца. Эти
резины стойки в горячих хромокислых растворах, разрушающих
все каучукоподобные полимеры, кроме фторкаучуков. Детали
уплотнений, изготовленные из резин на основе хайпалона, могут
применяться вместо дорогостоящих материалов в трубопроводах,
транспортирующих специальные среды.
Хайпалоновые резины тропикостойки и озоностойки, их тепло-
стойкость достигает 393° К-
Прокладки, кольца и прочие уплотнительные детали на основе
хайпалона, обладая высокой химической стойкостью, имеют не-
оспоримые преимущества по сравнению с соответствующими изде-
лиями из многих других каучуков.
Среди синтетических каучуков, используемых для изготовле-
ния прокладочных материалов, особое место занимает бутиловый
каучук благодаря некоторым особенностям его строения. Прису-
щая ему высокая газонепроницаемость и малая водонабухаемость
наряду с другими ценными свойствами позволяют широко исполь-
зовать его в деталях уплотнений. Резины на основе бутилкаучука
противостоят некоторым органическим растворителям (ацетону,
анилину нитробензолу и т. д.), которые действуют разрушающе
на бензомаслостойкие бутадиеннитрильные каучуки.
Прокладочные материалы на основе этиленпропиленового кау-
чука под названием эластомер нашли широкое применение при
изготовлении прокладок, работающих при температуре до 423е К
в пресной и морской воде газах и паре. Одновременно появился
новый прокладочный материал на основе этого каучука, называе-
мый нордель. Резины на основе этого каучука обладают высокими
теплостойкостью и устойчивостью к органическим кислотам и
озоностойкостью. Можно предполагать, что в ближайшие годы он
вытеснит более дорогие резины на основе силиконовых и фторо-
содержащих каучуков, применяющихся в системах кондициони-
рования и вентиляции воздуха, а также трубопроводах забортной
и пресной воды и конденсатных системах.
Из каучуков общего назначения наибольшее распространение
в качестве прокладочного материала получил полиизопреновый
каучук.
Лучшей химической стойкостью к различным средам обладают
резины на основе фторосодержащих каучуков, которые по этому по-
казателю приближаются к фторопластам.
Одним из первых представителей фторкаучуков (сейчас на-
считывают несколько сополимеров) был эластомер вайтон — мяг-
кий, полупрозрачный каучукоподобный продукт, содержащий
65% фтора, чем и объясняется его химическая теплостойкость.
86
Кроме основной марки, за последнее время приобрели известность
и улучшенные сорта: вайтон-А и вайтон-Б. Первый обладает повы-
шенной по сравнению с вайтоном вязкостью и поэтому может изго-
товляться с наполнителями. Второй дает несколько более прочные
и более теплостойкие вулканизаты, сохраняющие свои эластиче-
ские свойства при температуре 523—573° К.
Прочностные свойства вулканизатов вайтон при нагревании
изменяются весьма незначительно. Практически резиновые уплот-
нения на основе вайтона могут работать в интервале температур
229—473° К. Эти резины отличаются исключительной химической
стойкостью, атмосфсростой костью. стойкостью к сильным окисли-
телям, стойкостью к действию озона, кислорода, к алифатическим,
ароматическим и хлорированным углеводородам, ароматическим
аминам, нефтяным углеводородам, разбавленным и концентриро-
ванным минеральным кислотам и щелочам, к воде. Растворяется
вайтон в кетонах.
Вайтоновые резины хорошо сохраняют свои прочностные
свойства и эластичность при воздействии агрессивных сред. При-
меняются они для изготовления уплотнительных колец и прокла-
док. В судостроении эти изделия используются в системах, транс-
портирующих нефтепродукты, окислительные среды, специальные
топлива, смазочные масла и жидкости, применяющиеся в системах
гидравлики.
Применение синтетических каучуков позволяет снизить стои-
мость резин. Сравнительная легкость получения синтетических
каучуков, обладающих нужными свойствами, позволила создать
резины, значительно превосходящие по своим свойствам резины,
изготовленные на основе натурального каучука.
Для изготовления прокладок фланцевых соединений исполь-
зуется листовая техническая резина (ГОСТ 7333—55). Она под-
разделяется на пять типов: кислотощелочестойкая, теплостойкая,
мор.озостойкая, маслобензостойкая и пищевая. Для работы при
повышенных давлениях среды прокладки изготовляют из резин
с прослойкой из хлопчатобумажной ткани или металлической
проволоки.
Резине свойственна упругая (высокоэластическая) деформа-
ция, пределы практически обратимой деформации резины в 20—
30 раз больше, чем у стали. Ее способность к упругим деформациям
зависит от температуры. Высокой объемной упругостью резина
напоминает жидкость.
В расчетах резину с достаточной точностью можно принимать
несжимаемой. Чтобы она могла сжиматься в одном направлении,
необходимо предусмотреть возможность ее расширения в других
направлениях.
Для правильного выбора резины как конструкционного ма-
териала и обоснованного гарантирования надежной работы про-
кладок в соответствии с заданными условиями необходимо,
87
во-первых, знать механизм уплотнения резиновыми прокладками
в различных уплотнительных узлах и, во-вторых, сообразовать
изменение уплотнительной способности прокладок с изменением
высокоэластичных свойств резины.
Наиболее часто применяемый тип уплотнений фланцевых со-
единений — резиновые прокладки прямоугольного поперечного се-
чения, вырубаемые из пластин или получаемые формовым спосо-
бом. Они могут использоваться во фланцевых соединениях с пло-
скими уплотнительными поверхностями с затворами выступ-
впадина и шип-паз.
§ 14. ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО УПЛОТНЕНИЮ ЗАТВОРОВ
РЕЗИНОВЫМИ ПРОКЛАДКАМИ
Для уплотнения затворов фланцевых соединений применяют
обычно круглые прокладки с прямоугольной формой поперечного
сечения. При сборке фланцевого соединения прокладку обжимают,
при этом она заполняет все
Рис. 61. Зависимость удельного
давления от степени сжатия про-
кладки, изготовленной из резины
с разными модулями упругости.
/ — при Е — 17,6-10й н/м^', 2 — при
Е = 34,3-105 н/м2\ 3 — при Е —
= 39,2-10& w/№; 4 — при Е = 59,8 :
v Ю5 н/м2.
неровности на уплотнительных по-
верхностях фланцев, что способ-
ствует созданию герметичности за-
твора. Таким образом, удельное
давление обжатия прокладки яв-
ляется основной величиной, ока-
зывающей влияние на уплотняю-
щие способности резиновой про-
кладки. В свою очередь, удельное
давление обжатия прокладки зави-
сит от модуля упругости резины.
Если известна зависимость сте-
пени деформации от удельного
давления на прокладке, можно
задаваться не удельным давлениме
обжатия, а степенью сжатия про-
кладки. На рис. 61 показано за-
висимость между степенью дефор-
мации и удельным давлением для
прокладок 0 44•10 3 X 24•10 3 м
и толщиной 9 • 10“ 3 м, изготовлен-
ных из резин с различной твердостью. Как видно из графика,
удельное давление обжатия прокладки зависит от твердости ре-
зины, из которой она изготовлена. Таким образом, чем больше
твердость резины (модуль упругости), тем большее удельное давле-
ние обжатия требуется для сжатия ее на определенную величину.
На основании результатов испытаний прокладок, приведенных
на рис. 61, производился расчет модуля упругости прокладки.
Испытания на герметичность проводились в приспособлениях,
имитирующих фланцевые соединения с незащищенным и защи-
щенным затворами. Прокладку обжимали до определенной степени
88
деформации и после этого подавали сжатый воздух до нарушения
герметичности затвора соединения. Нарушение герметичности оп-
ределялось по появлению пузырьков воздуха в ванне с водой,
куда опускалось фланцевое соединение. Затем увеличивали сте-
пень деформации и вновь подавали воздух и так до тех пор, пока
давление воздуха не достигало 120 • 105н/ж2. Зависимость степени
сжатия прокладки от давления воздуха, при котором сохраняется
герметичность затвора, приве-
дена на рис. 62. Как видно из
рисунка, при одинаковой сте-
пени деформации прокладка,
изготовленная из более твердой
резины, обеспечивает герметич-
ность затвора при более высо-
ком давлении воздуха.
Свойства резиновых про-
кладок лучше характеризует
зависимость удельного давле-
ния обжатия прокладки от дав-
ления сжатого воздуха (рис. 63).
Вначале все точки имеют не-
большой разброс, но затем про-
исходит их упорядочение и они
располагаются на одной пря-
мой, несмотря на то, что про-
кладки изготовлены из резин
с разными модулями упруго-
сти. Первоначальный разброс
точек не очень резко выражен
(как например, у металлических
Рис. 62. Зависимость степени сжатия
прокладки от давления воздуха.
1 — при Е = 17,6-105 н/м?\ 2 — при
Е = 34,3-105 н/л*; 3 — при Е = 39,2 X
X 105 н/м?\ 4 — при Е = 59,8-105 н/ти2.
р — в н/м?.
прокладок). Это можно объяснить способностью резины заполнять
неровности уплотнительных поверхностей при небольших значе-
ниях удельного давления обжатия прокладки, а также высокой
эластичностью резиновых прокладок, в результате чего при де-
формации, достигающей ИЬ—2й°Ь, обеспечивается достаточная гер-
метичность затвора.
С увеличением степени деформации прокладки прекращается
и диффузионное течение через саму прокладку. Однако обжатие
не способствует увеличению плотности самой прокладки, как это
наблюдалось у паронитовых и асбестовых. Нарушение герметич-
ности затвора с резиновыми прокладками происходит после того,
как прокладка теряет устойчивость, т. е. когда величина радиаль-
ных сил, равных произведению давления среды на поверхность,
ограниченную толщиной прокладки по периметру ее внутреннего
отверстия, становится больше сил трения.
Величина силы трения равна произведению удельного давле-
ния на прокладке в рабочих условиях на площадь поверхности
89
прокладки и коэффициент трения. При действии внутреннего дав-
ления рабочей среды удельное давление на прокладке снижается,
увеличение удельного давления обжатия прокладки ограничено
оптимальной степенью сжатия (15—35%). Следовательно, для уве-
личения сил трения целесообразно увеличить коэффициент трения,
для чего на уплотнительных поверхностях вытачивают кольцевые
канавки пли применяют относительно широкие прокладки. Если
по конструктивным соображениям нельзя обеспечить требуемых
сил трения в соединении с незащищенным затвором, применяют
соединение с защищенным затвором.
Рис. 64. Схема возникнове-
ния эффекта самоуплотнения
в защищенном затворе с су-
хими уплотнительными по-
верхностями.
РЮ^.н/и3
Рис. 63. Зависимость удельного давления
на прокладке от давления воздуха.
О — при Е = 60-105 н/мг\ • — при Е — 80 X
. X 105 и/л«2; 4---при Е= J8-105 н/м2.
При уплотнении защищенного затвора резиновой прокладкой
между прокладкой и наружной стенкой паза или впадины обя-
зательно будет зазор ДО (см. рис. 92). Этот зазор уменьшится
и совсем исчезнет при обжатии прокладки вследствие того, что
она примет бочкообразную форму, или потеряет устойчивость.
После того, как прокладка заполнит зазор, по мере роста дав-
ления рабочей среды начнет увеличиваться удельное давление.
Силы давления рабочей среды будут сжимать прокладку в ради-
альном направлении, а поскольку резина несжимаема, она будет
передавать давление на уплотнительные поверхности фланцев и
наружную стенку паза или выступа, улучшая тем самым контакт
прокладки с металлом. Лучший контакт позволит обеспечить гер-
метичность затвора при больших давлениях воздуха.
Возникновение эффекта самоуплотнения схематически изо-
бражено на рис. 64. Точка В соответствует началу самоуплотнения.
Величина отрезка ОА, равная удельному давлению начала само-
уплотнения с, зависит от модуля упругости прокладки и зазора
между прокладкой и стенкой паза или выступа ДО. Длина участ-
90
ка ОД характеризует скачкообразное смещение прокладки под
действием давления рабочей среды. Величина отрезка ОД зависит
от жесткости прокладки и величины зазора ДО.
Из рис. 65 видно, что при одной и той же величине зазора ДО
(1 • 10-3лг) между прокладкой по ее наружному диаметру и стенкой
паза длина участка ОД (рис. 64) различна для каждой прокладки
[2]. Так, наибольшие значения удельного давления самоуплотне-
ния и длины участка ОД наблюдаются у прокладок, изготовленных
из резины с модулем упру-
гости 58,8-105 н/м2, а наи-
меньшие — у прокладок, из-
готовленных из резины с мо-
дулем упругости 13,2 ,
>< 105 н/м2. Следовательно,
для уплотнения защищенных
затворов целесообразно при-
менять прокладки, изгото-
вленные из резин с низким
модулем упругости, так
как эффект самоуплотнения
в этом случае наступит рань-
ше и герметичность защи-
щенного затвора будет на-
дежнее. Следует учитывать,
что чем меньше зазор ДО,
тем меньше длина участ-
ка ОД, а при отсутствии за-
зора участка ОД не будет.
Это очень важно для прак-
Рис. 65. Зависимость удельного давления
на прокладке от давления воздуха.
1 — при Е = 13,2-Ю5 2 — при Е —
= 27.4Ю5 н/м2', 3 — при Е — 38,2-105 н/м2\
4 — при Е — 58,8-105 н/м2.
тики, так как при относи-
тельно большом зазоре может наступить такой момент,
когда‘удельное давление на прокладке уменьшится вследствие
ее радиального смещения и, еще не достигнув стенки паза, не
будет обеспечен контакт резины с металлом, при котором сохра-
няется герметичность затвора. Другими словами, удельное давле-
ние на прокладке может быть меньше удельного давления начала
самоуплотнения.
В случае применения смазки на силиконовой основе при уплот-
нении затвора резиновой прокладкой процесс возникновения са-
моуплотнения несколько отличается от рассмотренного на рис. 64.
Как видно из рис. 66, удельное давление на прокладке снижается
по прямой АД из-за радиального смещения прокладки под дей-
ствием рабочей среды.
Если прокладка установлена в защищенный затвор, снижение
удельного давления на прокладке прекратится после того, как
прокладка коснется стенки паза (этому моменту соответствует
точка В). Дальнейшее повышение давления рабочей среды приведет
91
к возникновению эффекта самоуплотнения. Ордината точки В
соответствует удельному давлению начала самоуплотнения qH с
и зависит от модуля упругости прокладки, а абсцисса этой точки —
давлению среды начала самоуплотнения рн. с. Обе эти величины
в свою очередь зависят от величины зазора ДО. В дальнейшем по
мере увеличения давления среды увеличивается и удельное давле-
ние на прокладке (прямая ВС). Это
удельное давление назовем удельным
давлением самоуплотнения qc.
Как и в случае с сухими уплот-
нительными поверхностями следует
учитывать, что при относительно
большом зазоре может наступить
такой момент, когда удельное давле-
Рис. 66. Схема возникновения эффекта
самоуплотнения в защищенном и полу-
защищенном затворах со смазанными
уплотнительными поверхностями.
Рис. 67. Зависимость удель-
ного давления на прокладку
со смазкой от давления воз-
духа.
1 — при до = з, 1 ю-3 м; 2 —
при ДО = 2,1 103 м; 3 — при
ДЫ= 1,5 10-3 м', 4 — при ДО=0:
5 — при ДО = 0,5-10-3 6 —
при ДО = 1,1-10~3 м.
ние на прокладке в рабочих условиях станет меньше требуемой
величины, а прокладка еще не коснется стенки паза. Поэтому
при расчете нужно учитывать увеличение размера обжатой про-
кладки, помня при этом, что неограниченное сжатие прокладки
недопустимо из-за возможного усталостного разрушения и «хими-
ческого» течения резины под большими нагрузками.
Подтверждением схемы возникновения эффекта самоуплотнения
может служить рис. 67, из которого видно, что при отсутствии
зазора AD, удельное давление на прокладке увеличивается по
мере роста давления среды. Оно снижается при наличии зазора
(прокладки были изготовлены из резины с модулем упругости
13- 10Б н/м2 при различной величине зазора). Результаты, при-
веденные на рис. 67, подтверждают также, что координаты начала
эффекта самоуплотнения (точка В, см. рис. 66) зависят не только
92
от модуля упругости прокладки, но и от величины зазора. Следо-
вательно, наилучшим условием для создания эффекта самоуплот-
нения является отсутствие зазора AD.
Интересно рассмотреть зависимость удельного давления начала
самоуплотнения от давления воздуха при постоянном зазоре \D =
J 2-Ю-3 м для прокладок со смазанными поверхностями, изго-
товленных из резин с разными модулями упругости (рис. 68).
Как и следовало ожидать,
Рис. 68. Зависимость удельного
давления на прокладку со смазкой
от давления воздуха при постоян-
ном зазоре = 2-10~3 м.
1 — при Е = 13.2- 10s н/л1 2; 2 — при
Е = 27,4-105 и/лг2; 3 — при Е = 38,2 X
Х10г> н/м2', 4 — при Е — 58,8-10“ н/м2.
вначале происходит сниже-
ние удельного давления на
прокладке, затем при опре-
деленном давлении воздуха
заканчивается радиальное
смещение прокладки и возни-
Рис. 69. Влияние модуля
упругости резины на удель-
ное давление ?н.с(/) и да-
вление воздуха начала само-
уплотнения рн. с (2).
------ смазанные;-------су-
хие уплотнительные поверхно-
сти.
кает эффект самоуплотнения. Величина удельного давления начала
самоуплотнения qu. с зависит от модуля упругости прокладки.
Давление среды, при котором начинается самоуплотнение рн.с,
зависит от жесткости прокладки и величины зазора.
Зависимость удельного давления начала самоуплотнения qH.c
и давления воздуха рн.с от модуля упругости резины, из которой
изготовлена прокладка, при постоянном зазоре приведена на
рис. 69. Как видно, чем жестче резина, тем больше qH.c и рк. с.
Значения этих величин при наличии смазки на прокладке значи-
тельно ниже по сравнению с сухими прокладками. Это объяс-
няется тем, что при наличии смазки герметичность затвора
достигается при меньшем значении удельного давления обжатия
прокладки, вследствие чего и </„.<. будет меньше, чем у сухих про-
кладок. У прокладок со смазкой эффект самоуплотнения наступает
Раньше, так как трение значительно меньше, чем у сухих, и рн. с
93
в результате получается значительно меньшей величины. Кроме
того, наличие смазки в большей степени способствует снижению
трения, а следовательно, и большему уменьшению рн.с, чем умень-
шению qK. с. Этим объясняется и расположение прямых на рис. 69
для прокладок со смазкой. Прямая 2, характеризующая влияние
модуля упругости на величину давления воздуха, расположена
ниже, чем аналогичная зависимость для q,.с сухих прокладок, где
прямая 2 расположена выше, чем прямая /. Сравнивая рис. 65 и 68,
можно видеть четкую разницу значений рп. с в случае смазанных
и сухих поверхностей прокладок при прочих равных условиях.
Учитывая сказанное, практически гораздо целесообразнее
устанавливать прокладки со смазанными поверхностями, так как
в этом случае требуются значительно меньшие удельные давления
обжатия и эффект самоуплотнения возникает при меньших зна-
чениях qUi с и ри. с.
Влияние низких температур на резиновые прокладки
Резиновые прокладки при эксплуатации и хранении могут на-
ходиться под действием низких температур. В этих условиях про-
кладки должны обеспечивать надежную герметичность затвора.
удельного давления от
степени сжатия про-
кладки.
/ — при температуре 293° К;
2 — при температуре 233° К;
3 — при температуре 213° К-
Рис. 71. Изменение удельного давления на
прокладке, обжатой при 293° К, при сниже-
нии температуры.
1 — на прокладке из мягкой резины; 2 г- на про-
кладке из жесткой резины.
смещению (рис. 70). Следовательно, прокладка будет обеспечивать
герметичность при более высоком давлении воздуха. Необходимо
учитывать, что при понижении температуры происходит снижение
удельного давления на прокладке. Как видно из рис. 71, на про-
кладках, изготовленных из жесткой резины, удельное давление сни-
жается резко и достигает нуля при температуре, близкой к темпе-
94
ратуре морозостойкости, а на прокладках, изготовленных из мяг-
кой резины, снижение удельного давления происходит плавно.
Следует ожидать, что с понижением температуры герметичность
затвора будет нарушаться при значительно меньших давлениях
воздуха, чем при нормальной температуре (293е К). Однако ре-
зультаты, приведенные на рис. 72, показывают, что при одина-
ковой степени сжатия прокладки с понижением температуры гер-
метичность обеспечивается при более высоких давлениях воздуха.
Так, прямая 1 характеризует герметичность затвора при темпера-
туре 293° К, а прямая 4 — при температуре 213е К (герметичность
затвора в этом случае была
обеспечена при давлении воз-
духа, превышающем в шесть-
семь раз давление воздуха при
температуре 293е К). При даль-
нейшем понижении температуры
герметичность затвора резко
ухудшилась и прямая 5, харак-
теризующая герметичность за-
твора при температуре 203° К,
расположилась левее прямой 1.
Рис. 72. Зависимость между степенью
сжатия прокладки и давлением воздуха
при разных температурах.
Как видно, при температуре
203 К происходит ухудшение
уплотнительных свойств про-
кладки.
Температуру, при которой
была достигнута герметичность
1, 2, 3, 4, 5 — при температурах 293, 253,
233, 213, 203° К соответственно.
при наибольшем давлении рабочей среды, назовем критической Ткр.
В данном случае Ткр -- 213° К (рис. 72). При дальнейшем пони-
жении температуры происходит нарушение герметичности затвора,
а при достижении температуры стеклования резины прокладки
практически полностью теряют эластичность и восстанавливае-
мость высокоэластической деформации снижается до 1—2%.
Повышение уплотнительной способности резиновых прокладок
при низкой температуре объясняется тем, что при снижении тем-
пературы от 293° К до критической (в нашем случае до 213° К)
модуль сжатия увеличивается почти в шесть раз, удельное давле-
ние обжатия прокладки уменьшается в два раза, а давление воз-
духа, при котором обеспечивается герметичность затвора, увели-
чивается в шесть-семь раз по сравнению с давлением воздуха при
температуре 293° К. Вблизи температуры стеклования Тсг де-
формация резины в значительной степени «заморожена» и при
дальнейшем охлаждении начинает проявляться различие в теп-
ловых усадках металла и резины. Более быстрая тепловая усадка
резиновой прокладки ведет к резкому снижению удельного дав-
ления на прокладке (см. рис. 71) и полной потере герметично-
сти затвора. Температура, при которой происходит нарушение
95
герметичности, как правило, для большинства резин несколько
выше температуры стеклования Т„, для некоторых резин она сов-
падает, но ниже не бывает, так как процесс стеклования резин про-
исходит не всегда при одной строго определенной температуре.
Как это видно из рис. 73, понижение температуры до опре-
деленных значений не ухудшает уплотнительных свойств про-
кладок. Вплоть до критической температуры давление воздуха,
при котором обеспечивается герметичность затвора, возрастает.
Таким образом, герметичность затвора не зависит от удельного
давления обжатия.
Рис. 73. Зависимость давления воз-
духа от температуры стеклования
резины.
1 — на прокладке из жесткой резины;
2 — на прокладке из мягкой резины.
Рис. 74. Зависимость давления
воздуха от температуры и со-
стояния уплотнительных поверх-
ностей.
1 — для прокладок без смазки;
2 — для прокладок со смазкой.
Давление воздуха, при котором обеспечивается герметичность
затвора, зависит от температуры. Причем характер этой зависи-
мости для сухих и смазанных поверхностей прокладок различный
(рис. 74). Так, у сухих прокладок с понижением температуры дав-
ление воздуха, при_котором обеспечивается герметичность затвора,
возрастает, а после достижения температуры, близкой к темпера-
туре стеклования резины, резко падает. Это объясняется главным
образом повышением жесткости прокладки, а следовательно, и
повышением сопротивления радиальному смещению. У прокладок
со смазкой давление воздуха, при котором обеспечивается герме-
тичность затвора, вначале снижается, а после достижения темпе-
ратуры, близкой к температуре стеклования, модуль упругости
резко увеличивается и давление воздуха несколько повышается.
Изменение давления сжатого воздуха вначале снижения темпера-
туры объясняется тем, что благодаря смазке, уменьшается коэф-
фициент трения и снижается удельное давление на прокладке,
а вследствие этого уменьшается радиальное сопротивление про-
кладки и происходит нарушение герметичности затвора. После
96
достижения температуры стеклования резины давление воздуха
плавно снижается. Таким образом можно сказать, что смазка
прокладок улучшает герметичность затвора.
Влияние остаточной деформации на высокоэластическую
восстанавливаемость резины при низких температурах
При эксплуатации или хранении резиновых прокладок в сжа-
том состоянии в результате накопления остаточной деформации
происходит ухудшение уплотняющих свойств, которое приводит
к снижению удельного давления на прокладке и возможному на-
рушению герметичности затвора.
Рис. 75. Характер изменения относительного удельного давле-
ния в течение времени при воздействии высоких температур.
/, 2, 3, 4 — при температурах 323, 343, 353, 363° К соответственно.
Известно, что высокоэластическая восстанавливаемость рези-
новых ‘прокладок уменьшается с течением времени и понижением
температуры. Такое явление вызвано «замораживанием» высоко-
эластической деформации.
На высокоэластическую восстанавливаемость резиновых про-
кладок при низких температурах может оказывать влияние на-
копление остаточной деформации при предварительном длитель-
ном хранении прокладок в напряженном состоянии (в процессе
постройки судна) при повышенных температурах. Процессы на-
копления остаточной деформации прн высоких температурах и
«замораживания» высокоэластической деформации при низких тем-
пературах приводят к уменьшению высокоэластической восста-
навливаемости прокладок.
На рис. 75 показан характер изменения относительного удель-
ного давления на прокладке в течение времени под действием вы-
соких температур. По оси абсцисс отложено время, по оси орди-
нат — относительное удельное давление. Удельное давление на
7
В. Б. Протопопов 895
97
прокладке, замеренное во время /, обозначено qt. Как видно,
наибольшее относительное изменение удельного давления на про-
кладке происходит в течение первых 100—150 час., в дальнейшем
оно изменяется незначительно Степень сжатия не оказывает влия-
ния на относительное изменение удельного давления на прокладке
(рис. 76).
Определение остаточной деформации в зависимости от срока
хранения и температуры показало, что эта зависимость для боль-
шинства резин аналогична.
Образцы подвергались сжатию при температуре 293° К на
20"о, затем их нагревали до 343 ’ К и разгружали после различных
Рис. 76. Зависимость изменения отно-
сительного удельного давления от сте-
пени сжатия при температуре 343° К.
сроков хранения при этой тем-
пературе. Относительная оста-
точная деформация
%™ (25)
где
%ет ^4^100; (26)
в 4^ |0°- (27)
Поскольку остаточная деформация снижает высокоэластпче-
скую восстанавливаемость прокладки при высоких температурах,
когда процесс высокоэластического восстановления происходит
практически мгновенно, его характеризуют коэффициентом
| 8 ОСТ
(28)
или
(29)
где еост — остаточная деформация, %;
е—деформация сжатия, %;
h — исходная толщина прокладки, м;
hx —толщина сжатой прокладки (на 20%), м;
h2 — толщина прокладки после восстановления, Л;
/<j — коэффициент высокоэластичсской восстанавливаемо-
сти образца при высоких температурах.
Из рис. 77 видно, что при выдержке резины в сжатом состоянии
при температуре 343° К коэффициент уменьшается с течением
времени. Вначале уменьшение этого коэффициента происходит
более резко, а после выдержки резинй в течение 250 час. наблю-
дается плавное снижение.
Высокоэластическую восстанавливаемость в области низких
температур определяли при сжатии образцов на 20% и темпера-
98
туре 293 К с последующим охлаждением. Все замеры образцов
производились при низких температурах. Высокоэластическая
восстанавливаемость, характеризующая морозостойкость резины,
определяется по формулам
К2 = £эл , е ’ (30)
еэл ~ ha — . h ’ (31)
ha — К h — /z4 ’ (32)
где h3 — толщина прокладки после разгрузки при заданной низ-
кой температуре, м;
еэл — деформация, исчезнувшая после разгрузки в течение
3 мин., %;
K-i — коэффициент морозостойкости резины, зависящий от
температуры.
Изменение коэффициента морозостойкости в зависимости от
температуры показано на рис. 78, откуда видно, что он при пони-
жении температуры резко умень-
шается
Итоговый коэффициент высо-
коэластического восстановления,
Рис. 78. Зависимость коэф-
фициента морозостойкости К2
от температуры.
Рис. 77. Изменение коэффициента
высокоэластической восстанавли-
ваемости К\ в течение времени при
температуре 343° К-
учитывающий влияние выдержки прокладки в сжатом состоянии
при высокой температуре и последующее влияние низких темпе-
ратур, определяется по формуле
(33)
где /г4 — толщина прокладки, замеренная через 3 мин. после сня-
тия нагрузки при заданной низкой температуре, м.
В табл. 10 приведены значения коэффициента К3, полученные
опытным путем. При рассмотрении этих данных видно, что
7* 99
Таблица 10
Значения коэффициента Л’3 при различных сроках
выдержки резины в напряженном состоянии
Темпера- тура, °к Продолжительность выдержки резины при 343° К и 20%-ном сжатии, час.
6 100 250 500 600 750
253 0,71 0,54 0,47 0,39 0,36 0,34
243 0,54 0,49 0,37 0,31 0,30 0,30
233 0,20 0,13 0,12 0,12 0,12 0,10
предварительная выдержка резиновых образцов в сжатом состоя-
нии при температуре 343° К существенно влияет на высокоэласти-
ческую восстанавливаемость резины при низких температурах.
Величину итогового коэффициента восстанавливаемости Ка можно
определить как произведение коэффициента высокоэластической
восстанавливаемости после накопления остаточной деформации при
высокой температуре К, и коэффициента высокоэластической вос-
станавливаемости (морозостойкости) при низких температурах К2
Кз К.К2. (34)
Установлено, что значения коэффициента итоговой восстана-
вливаемости, полученные опытным и расчетным путями, совпа-
дают. Поэтому можно с достаточной для практики точностью опре-
делять К3 расчетным путем и отказаться от проведения сложных
опытов по его определению.
Следует отметить, что коэффициент высокоэластической вос-
станавливаемости прокладки зависит от величины удельного дав-
ления обжатия, которое снижается в процессе «химического» те-
чения резины при высоких и низких температурах.
Полученные опытным путем в процессе хранения резиновых
прокладок значения удельного давления и остаточной деформации
и их сопоставление показали, что
Kj = = — = —~е°ст , (35)
е
где q1 — удельное давление на прокладке в процессе хранения
в сжатом состоянии, н/м\
q0 — удельное давление предварительного обжатия прокладки
в начале хранения в сжатом состоянии (при мон-
таже), «Ли2.
Зависимость между коэффициентом' высокоэластической вос-
станавливаемости и относительным снижением удельного давления
на прокладке в процессе накопления остаточной деформации при
температуре 343° К прямо пропорциональная.
100
При понижении температуры значение удельного давления на
прокладке будет уменьшаться пропорционально коэффициенту
морозостойкости К2. Удельное давление на прокладке, которое
останется в результате накопления остаточной деформации при
высокой температуре и последующем снижении температуры,
можно рассчитать по формуле
<72 := ^1^2<7о Кз<7о- (36)
Следовательно, морозостойкость резиновых прокладок зависит
не только от морозостойкости резины, но и от степени накопления
остаточной деформации при хранении или эксплуатации прокла-
док при высоких температурах.
Расчет прокладок
При сборке фланцевого соединения прокладка испытывает
сложное сжатие, при котором ее боковая свободная поверхность
принимает бочкообразную форму вследствие сцепления ее с уплот-
нительными поверхностями (в результате трения). Существует
линейная зависимость между расчетным удельным давлением об-
жатия прокладки и относительным сжатием
<7о - -= £прЬ, (37)
где £пр — модуль упругости сжатия прокладки, н/м2-,
к — кратность деформации прокладки
£лр = Е (1 - <хФ), (38)
где Е — модуль упругости резины, н/м2-,
а — коэффициент, учитывающий трение (а^к2р);
р — коэффициент трения резины по металлу (р = 0,44-0,6
при 293° К);
Ф — коэффициент формы, равный отношению площади опор-
ной поверхности прокладки к площади ее боковой по-
верхности
Ф=4-, (39)
где b — ширина прокладки, м;
h — исходная толщина прокладки, м.
Степень сжатия прокладки задается из расчета 15—35% пер-
воначальной толщины
е --=^1 Ю0°/о, (40)
где /гг — толщина сжатой прокладки, м.
Усилие, необходимое для обжатия прокладки,
Qo = л£>ср<706, (41)
где £)ср — средний диаметр прокладки, м.
101
I
При конструировании и расчете прокладок следует учитывать
соотношение среднего диаметра и толщины прокладок.
При высоких температурах происходит накопление остаточной
деформации, которая способствует снижению высокоэластичсской
восстанавливаемости прокладки. Это влияние учитывается коэф-
фициентом высокоэластической восстанавливаемости, который оп-
ределяется по формулам (28) или (29).
Схема последовательности уплотнения защищенного затвора
резиновой прокладкой приведена на рис. 79.
Работоспособность прокладок определяется величиной конеч-
ных удельных давлений.
Рис. 79. Схема последовательности уплотнения защищен-
ного затвора резиновой прокладкой: а — до обжатия;
б — после обжатия; в, г — после смещения прокладки
под действием давления среды.
Степень изменения удельного давления на прокладке при воз-
действии низких температур зависит от высокоэластических
свойств резины при этих температурах и характеризуется коэф-
фициентом восстанавливаемости. С понижением температуры вы-
сокоэластическое восстановление уменьшается и при температуре
стеклования равняется нулю.
Температура, при которой высокоэластическое восстановление
прокладки достигает нуля, характеризуется коэффициентом моро-
зостойкости резины, из которой она изготовлена, определяемым
по формуле (30) или (32).
Суммарное влияние деформаций при хранении прокладки
в сжатом состоянии в условиях высоких температур и накопление _
при этом остаточной деформации, а также последующее воздействие
низких температур на прокладку учитывается итоговым коэффи-
циентом, определяемым по формуле (34).
Значение удельного давления на прокладке, которое останется
в результате накопления остаточной деформации при воздействии
высоких температур, определяется по формуле
71 = К17о- (42)
102
Расчет удельного давления на прокладке, которое останется
в результате накопления остаточной деформации при воздействии
высоких температур и последующем «замораживании» высокоэла-
стической деформации при низких температурах, можно произ-
водить по формуле (36).
Глубина канавки или толщина сжатой между плоскими флан-
цами прокладки с учетом допусков на толщину прокладки рас-
считывается исходя из заданной степени сжатия
Ч„-('<43>
йк = (1 -^М(й-с), (44)
ктах \ 100 / '
где hK . — глубина канавки с учетом нижнего допуска, м\
hK ах — глубина канавки с учетом верхнего допуска, м;
Ешах — максимальная деформация, %;
emin — минимальная деформация, %;
(й — с) — минимальная толщина прокладки с учетом нижнего
допуска, At;
(h г с) — максимальная толщина прокладки с учетом верх-
него допуска, м\
с — величина допуска на толщину прокладки, м.
I Ширина канавки под прокладку с учетом допусков рассчиты-
вается из условия равенства площадей сечений прокладки и ка-
навки
Площадь поперечного сечения канавки может быть больше пло-
щади поперечного сечения прокладки на 15%
byhy^hh; (45)
Ь
by .
*min
(Ь -Г q) (/г Ч- <-) .
(46)
max
1,15
(b — Ci) (h — с)
^хтах
(47)
где by — ширина канавки с учетом верхнего допуска, м\
by — ширина канавки с учетом нижнего допуска, м;
h — толщина прокладки, ж;
Ь — ширина прокладки, м\
с — величина допуска на толщину прокладки, м\
сг — величина допуска на ширину прокладки, м.
В зависимости от качества механической обработки уплотни-
тельных поверхностей фланцев образующиеся каналы имеют раз-
личные размеры. Деформируясь, прокладка заполняет микроне-
ровности на уплотнительных поверхностях, обеспечивая тем самым
герметичность соединения.
103
|||
После сжатия прокладки на 15—3596 контакт металл-резина
достигает достаточной герметичности и контактное натекание пре-
кращается.
Расчет прокладок на распор под действием гидростатического
давления в незащищенном затворе
Давление рабочей среды на внутреннюю цилиндрическую часть
прокладки в незащищенном затворе стремится вызвать ее пере-
мещение относительно уплотнительных поверхностей.
Величину силы гидростатического давления рабочей среды на
площадь, ограниченную внутренним диаметром прокладки, можно
подсчитать по формуле
Qr = лОв.п/гХр, (48)
где £>к. п — внутренний диаметр прокладки, ж;
X — кратность деформации, т. е. отношение толщины сжа-
той прокладки к ее исходной толщине
Х = А = 1-е, (49)
где е — относительная деформация, %;
h — исходная толщина прокладки, м;
11г — толщина сжатой прокладки, м.
Сила трения с учетом двух контактных поверхностей
Qtp — = (50)
где р — коэффициент трения (р = 0,4—0,6 при 293° К для су-
хих поверхностей);
Qo — усилие обжатия прокладки, н.
Герметичность затвора будет сохраняться до тех пор, пока
будет существовать, равновесие сил, приложенных к прокладке и
действующих в ее плоскости. Следовательно, нарушение герметич-
ности затвора произойдет при увеличении давления рабочей среды
до какой-то определенной величины. Величину давления рабочей
среды, до которой будет обеспечена герметичность соединения,
назовем максимальной.
Максимальную величину давления рабочей среды можно опре-
делить из условия
Qr - QTP = 0. (51)
Заменив Qr и QT„ их выражениями по формулам (48) и (50),
с учетом формулы (49) получим
104
Принимая во внимание формулу (37),
Ртах й (1 — е)2ОЕ. п 2’Ll£nP’ ^3)
где pmsx — наибольшее давление рабочей среды, при котором еще
будет обеспечена герметичность затвора, н/м*.
Уравнения (52) и (53) не учитывают влияния накопляемой оста-
точной деформации при высоких температурах и снижения высо-
коэластической деформации при низких температурах на умень-
шение удельного давления на прокладке. Поэтому при расчете
прокладок следует учитывать условия, в которых будет работать
прокладка. Если она работает при высоких температурах, в фор-
мулу (52) или (53) необходимо вводить коэффициент К±. учитываю-
щий влияние накопления остаточной деформации при высоких
температурах на снижение удельного давления обжатия про-
кладки.
При расчете прокладок, работающих при низких температурах,
в формулы (52) и (53) следует вводить коэффициент морозостой-
кости К2.
И, наконец, при расчете прокладок, которые будут подвер-
гаться воздействию высоких температур, а затем низких, в фор-
мулы (52) и (53) следует вводить итоговый коэффициент К3, учи-
тывающий влияние накопления остаточной деформации при вы-
соких температурах и последующего влияния низких температур
на высокоэластичсскую восстанавливаемость прокладки.
Из приведенных для расчета формул видно, что при заданных
размерах прокладки можно подобрать резину с соответствующим
модулем упругости или же при заданном модуле упругости вы-
брать соответствующие размеры прокладок для выполнения усло-
вия Ртах (расчетное) < ргаах (заданное).
Если нельзя выполнить этого условия, следует принимать кон-
струкцию соединения с защищенным затвором.
Расчет прокладок в соединениях с защищенным затвором
Особенность работы прокладки в соединениях с защищенным
затвором состоит в том, что при достижении давления рабочей
среды, превышающего расчетное значение, происходит радиаль-
ное смещение прокладки и она упирается в стенку паза или впа-
дины, которая препятствует ее дальнейшему смещению (см. рис. 79).
При радиальном смещении удельное давление на прокладке
снижается и чем больше зазор ДЙ между прокладкой по ее наруж-
ному диаметру и стенкой паза или впадины, тем значительнее это
снижение (см. рис. 92).
После того, как прокладка упрется в стенку паза или впадины,
она будет воспринимать, а затем передавать на уплотнительные
поверхности фланцев давление рабочей среды во все стороны равно-
мерно, подобно жидкости. Следовательно, будет увеличиваться
105
удельное давление на -прокладке и улучшаться герметичность за-
твора. Предельное давление рабочей среды в этом случае ограни-
чивается прочностью фланцев и болтов.
Герметичность затвора будет обеспечена при выполнении сле-
дующего условия:
<7,.. с > Р, (54)
где qu. с — удельное давление начала самоуплотнения, н/м2.
р — расчетное давление рабочей среды, н/м2.
Таким образом, после того, как прокладка коснется стенки
паза или впадины, начнется эффект самоуплотнения.
Удельное давление на прокладке, при котором начинается эф-
фект самоуплотнения, называется удельным давлением начала
самоуплотнения qH, с, а давление рабочей среды при этом — дав-
лением начала самоуплотнения р„. с.
Удельное давление на прокладке в процессе самоуплотнения
<7с = <7н.с с (Р — R), (55)
где <7„. с — удельное давление начала самоуплотнения, н!м2‘,
С — постоянная для резин с твердостью по Шору от 30 до
60 единиц (С 1);
R — упругое сопротивление прокладки радиальному сме-
щению, н/м2.
Как следует из уравнения (55), возникновение эффекта само-
уплотнения зависит от величины второго слагаемого. При R р
эффект самоуплотнения не возникает и расчет максимальной ве-
личины давления рабочей среды можно производить по форму-
лам (52) и (53).
Если R < р, начнется эффект самоуплотнения и тем раньше,
чем больше будет разность (р — R). Величина удельного давления
начала самоуплотнения q„. с может колебаться в диапазоне от ве-
личины удельного давления обжатия прокладки до нуля.
Как уже говорилось, эффект самоуплотнения начинается после
того, как прокладка окончательно сместится и будет заполнен
ранее существовавший зазор Д£> Чем -больше зазор, тем меньше
значение удельного давления начала самоуплотнения qH_ с и тем
больше значение упругого сопротивления прокладки радиальному
смещению R, так как упругое сопротивление прокладки увели-
чивается с увеличением радиальных деформаций.
Опытным путем установлены зависимости изменения удель-
ного давления начала самоуплотнения qn. с и упругого сопроти-
вления прокладки радиальному смещению R от величины зазора.
С учетом удельного давления обжатия прокладки и модуля ее
упругости удельное давление 7„. с можно определить по формуле
<7н.с = %(i-i,W); (56)
R = 0,36Enp/V, (57)
106
где N — коэффициент, учитывающий влияние зазора,
Л^-Д, (58)
ГПр
где V3 — объем между прокладкой в сжатом состоянии и стенкой
паза или впадины со стороны, противоположной дей-
ствию давления рабочей среды, м3;
17пр — объем прокладки, м3.
Объем прокладки остается постоянным и практически не меняется
при любых степенях сжатия. При обжатии прокладки ее боковые
поверхности принимают бочкообразную форму, т. е. меняется
форма поперечного сечения.
Используя уравнения (56) и (57), преобразуем выражение (55)
% <7С| (1 - 1,1N) + С (р - O,36Enp7V) (59)
или, учитывая, что
<7о — j _ е >
7с ^(1-1,17V) :-С(р-0,36£п1Л). (60)
Как видно из формулы (60), для создания условий, обеспечи-
вающих возникновение эффекта самоуплотнения, при изготовле-
нии прокладок, устанавливаемых во фланцевое соединение с за-
щищенным затвором, следует применять резины с низким модулем
упругости. В этом случае прокладка сместится при относительно
малом давлении среды, т. е. раньше возникнет эффект самоуплот-
нения, что позволит быстрее и надежнее создать герметичность
затвора. Чтобы ускорить возникновение эффекта самоуплотнения,
применяют смазку прокладок для резкого снижения коэффициента
трения и уменьшения устойчивости прокладки к радиальному
смещению. Если прокладки работают при высоких температурах,
при расчете удельного давления самоуплотнения в формулу (60)
следует вводить коэффициент Klt учитывающий влияние этих
температур.
При эксплуатации прокладок в условиях низких температур
надо вводить в формулу (60) коэффициент морозостойкости К2.
И, наконец, если прокладка при монтаже, хранении и эксплуа-
тации находится под действием высоких температур, а затем низ-
ких или наоборот, следует вводить итоговый коэффициент К3,
учитывающий влияние на удельное давление самоуплотнения на-
копления остаточной деформации при высоких температурах и
«замораживания» высокоэластического восстановления прокладки
при низких температурах. В этом случае формула (60) примет сле-
дующий вид:
7с -gr(l-1,17V) Кз С(р-0,36Е11рЖз)- (61)
107
При расчете прокладок для уплотнения фланцевого соединения
с защищенным затвором следует выбирать резину с твердостью
30—60 единиц, степень сжатия прокладки принимать равной 20—
25% и стремиться к уменьшению зазора Дй). Для максимального
снижения коэффициента трения целесообразно применять смазки
типа ЦИАТИМ-221, учитывая при этом, что смазка должна быть
инертной по отношению к рабочей среде, материалу прокладки
и уплотнительным поверхностям деталей соединения.
Расчет прокладок для соединений,
работающих в условиях вакуума
Резиновые прокладки находят применение и в затворах соеди-
нений, работающих в условиях вакуума. Протечка газа может
происходить двумя путями: натеканием газа через контакт резины
с металлом и диффузией через прокладку.
Натекание газа через контакт зависит от чистоты и точности
обработки уплотнительных поверхностей и степени сжатия про-
кладки при монтаже. С увеличением степени сжатия до 35% кон-
тактное натекание при температуре 293—300° К прекращается,
но с понижением температуры или длительной работе при высокой
температуре может возникнуть вновь. Учитывая это, необходимо
подбирать такие резины, которые сохраняли бы свои свойства в ус-
ловиях эксплуатации и хранения, и, кроме того, применять ваку-
умную смазку для повышения герметичности затвора.
Диффузионное натекание не зависит от состояния уплотнитель-
ных поверхностей Диффузия газа через резину характеризуется
величиной проницаемости, которая зависит от свойств резины и
размеров прокладки.
При выборе резины для изготовления прокладок следует учи-
тывать, что если прокладки должны работать в условиях низких
температур, лучше выбирать резину с большой морозостойкостью
в ущерб ее проницаемости, так как при понижении температуры
может возникнуть контактное натекание. При глубоком вакууме
происходит отсасывание летучих ингредиентов из резины, поэтому
необходимо применять специальные вакуумные резины, которые
содержат минимальное количество летучих ингредиентов. Кроме
того, лучше использовать соединения с защищенными затворами.
§ 15. КРУГЛЫЕ РЕЗИНОВЫЕ КОЛЬЦА
Кроме плоских резиновых прокладок, для уплотнения разъем-
ных соединений трубопроводов широко применяются различные
уплотнительные кольца (рис. 80), работа которых основана на
принципе самоуплотнения. Они хорошо себя зарекомендовали
в условиях вибрационных нагрузок при давлении рабочей среды
до 1000-105 н/м2.
108
Важным преимуществом соединений с круглыми кольцами
является то, что они не требуют больших усилий затяга, так как
затяг болтов производится только для обеспечения контакта между
фланцами. Кроме того, усилие затяга болтов должно компенсиро-
вать разжимающее усилие гидростатического давления рабочей
среды на площади, ограниченной средним диаметром кольца.
Рис. 80. Конструкции резиновых колец: а — круглое; б — ква-
дратное с выточками; в—треугольное; г — Х-образное; д—пря-
моугольное.
Установка круглых колец позволяет избежать загрязнения
фильтров, насосов-и других аппаратов и, таким образом, обеспе-
чить их работу без повреждений. Для поддержания герметичности
соединения не требуется периодически подтягивать гайки.
Для колец, применяемых в ка-
честве прокладок, канавки во
фланцах выполняют обычно пря-
моугольной. формы.
Прямоугольную канавку мож-
но вырезать наполовину в одном
фланце и наполовину во втором
или полностью в любом из пары
фланцев-(рис. 81).
В настоящее время имеется
множество конструкций фланце-
Рис. 81. Фланцевое соединение,
уплотненное резиновым кольцом
круглого сечения: а — канавка
в обоих фланцах; б — канавка
в одном фланце.
вых соединений с круглыми коль-
цами. Угловая канавка (рис. 82, б)
используется в случае, когда боль-
шое значение придается легкости
обработки и связанному с этим
уменьшению расходов. В неко-
торых из этих конструкций канавки для удобства обработки и
уменьшения стоимости имеют треугольную форму (рис. 82, в).
При конструировании соединений с основанием в виде ласточ-
кина хвоста объем канавки выполняется больше объема уплотни-
тельного кольца на 30—35% (рис. 82, г). Эта величина зависит
от размеров и допусков колец и канавок. Такие соединения при-
меняются в топливных системах и системах гидравлики.
109
Уплотнительное кольцо должно выступать на 0,4-10“3s-
-н0,8-10-3 м над уплотнительной поверхностью фланца. Объем
канавки должен быть равен минимальному объему кольца. Точ-
ность изготовления уплотнительных колец имеет первостепенное
значение.
Ввиду наличия эластичных свойств контроль внутреннего диа-
метра резиновых колец обычными проходными, непроходными и
ступенчатыми калибровыми пробками и даже оптическими аппа-
Рис. 82. Конструкции канавок фланцевых соединений,
уплотняемых резиновыми кольцами: а — прямоугольная;
б — угловая; в — треугольная; г — в форме ласточкина
хвоста.
ратами невозможен или же требует длительного времени. Для про-
верки размеров различных уплотнительных деталей разработан
контрольный прибор «световой ящик», внутри которого помеща-
ются сильные источники света. Внутри ящика на двух стойках
смонтированы калибровые пробки, выступающие наружу через
отверстия в крышке. Проверяемую деталь уплотнения надевают
на пробку и опускают до полированной поверхности крышки.
Если внутренний диаметр кольца больше допустимого или оно
имеет овальность или какой-нибудь самый незначительный дефект
рабочей поверхности, свет проходит наружу и кольцо бракуется
В зарубежной практике резиновые кольца особенно широко
применяются для уплотнения судовых систем, работающих при
высоких давлениях, в частности систем воздуха высокого давле-
ния и систем гидравлики. Так, в штуцерных соединениях труб
воздухопроводов при работе компрессоров на минеральных маслах
применяются кольца, изготовленные из резины на основе бутадиен-
110
Рис.
резиновыми
— резиновые
83. Прокладка с
кольцами.
1 — корпус прокладки; 2
кольца круглого сечения.
нитрильного каучука, а при работе компрессоров на смазке Р1 —
кольца из резины на основе бутилкаучука. В указанных системах
хорошо зарекомендовали себя конусные штуцерные соединения,
сохраняющие герметичность от глубокого вакуума до давления
150 - 10е н/ж2.
—Для уплотнения фланцевых соединений судовых пластмассовых
трубопроводов применяется прокладка новой конструкции с ре-
зиновыми уплотнительными кольцами (рис. 83), которые состоят
из пластмассового корпуса с двумя монтажными отверстиями под
болты и двумя разнесенными
по диаметру канавками под
кольца и двух резиновых колец.
Такие прокладки вполне на-
дежны в условиях вибрацион-
ных нагрузок при давлении до
16-ТО5 н/м2. Кроме того, они
могут применяться для уплот-
нения фланцевых соединений
даже при условии некачествен-
ного изготовления металличе-
ских фланцев.- Корпус про-
кладки в зависимости от приме-
нения изготовляется из пентона,
полиформальдегида и полиами-
да, а кольца — из неопрена и
вайтона.
Кроме колец круглого сече-
ния в судостроении находят ши-
рокое применение квадратные и Х-образные кольца (см. рис. 80).
Квадратные кольца дешевы в изготовлении, так как не требуют
сложных пресс-форм. Они обычно применяются для уплотнения
неответственных трубопроводов, работающих при давлении до
16-10® н/м2. Наибольшей надежностью обладают Х-образные
кольца, имеющие четыре уплотнительные поверхности.
В зарубежном судостроении, кроме резиновых уплотнитель-
ных колец, находят применение тефлоновые и полиамидные кольца.
Для уменьшения коэффициента линейного расширения полиамида
при изготовлении уплотнительных колец в него добавляют раз-
личные наполнители. Например, прессование нейлона произво-
дится после того, как мелко измельченный порошок нейлона сме-
шивается с 10—15/6 графита. Кроме графита, для повышения из-
носостойкости в смесь добавляют около 0,5% силиката циркония.
Тщательно перемешанную смесь подогревают и прессуют при да-
влении 5000-10® н!м2. Высокая степень сжатия обеспечивает полу-
чение плотных колец с хорошими прочностными свойствами. Затем
прессованное кольцо подвергается спеканию в защитной атмосфере
инертных газов или специального масла при температуре, близкой
111
к температуре плавления нейлона. В процессе спекания в кольцах
значительно уменьшаются внутренние напряжения, что исклю-
чает деформацию деталей во время работы при повышенных темпе-
ратурах и давлениях.
Во избежание пористости уплотнительные кольца пропиты-
ваются в вакууме специальной смазкой. '
Кольца из тефлона изготовляются с наполнителем и без него
и применяются при давлении рабочей среды до 60-10® н/м2.
Основные положения по уплотнению затворов
фланцевых соединений резиновыми кольцами
Принцип действия уплотнения при помощи резинового кольца
круглого сечения основан на способности резины создавать и
обеспечивать герметичность затвора за счет контакта между уплот-
нительными поверхностями затвора и кольца под действием удель-
ного давления обжатия кольца и увеличения удельного давления
на кольце (самруплотнения) под действием давления рабочей среды.
Обеспечить герметичность затвора при малых давлениях в начале
поступления рабочей среды (особенно при низких температурах)
значительно труднее, чем при рабочем давлении. Поэтому обеспе-
чение герметичности при малых давлениях зависит от способности
материала кольца сохранять свои свойства независимо от окру-
жающих условий. Сохранение герметичности затвора при рабочем
давлении среды зависит в основном от способности материала
кольца передавать давление среды на уплотнительные поверхности
затвора, его жесткости, износостойкости, чистоты и точности обра-
ботки уплотнительных поверхностей.
От того, как поддерживается удельное давление на кольце,
зависит герметичность затвора соединения, особенно при малых
давлениях рабочей среды. В этой связи следует учитывать:
— зависимость удельного давления обжатия кольца от степени
его деформации, модуля упругости и твердости резины;
— уменьшение удельного давления на' кольце с течением вре-
мени вследствие релаксации напряжений, влияние температуры,
старения и влияние рабочей среды.
Расчет резиновых колец круглого сечения
Если при расчете резиновых прокладок допускалось существо-
вание линейной зависимости между удельным давлением обжатия
прокладки и степенью ее деформации, то для колец круглой формы
эта зависимость более сложна и при относительной деформации
е = 20—25% может быть определена по формуле
q0 = Беот, (62)
где Б — постоянная, зависящая от твердости резины (для резин
с твердостью 50—55 ед. Б = 19—21 -105 н/м2, для резин
с твердостью 70—72 ед. Б = 34,2 • 103 н/м2);
112
е — относительная деформация, %;
т — показатель степени (для резин с твердостью 50—55 ед.
т = 0,5, для резин с твердостью 70—72 ед. т -- 0,52).
Установлено, что удельное давление обжатия кольца не за-
висит от диаметра его поперечного сечения. Это было подтверждено
замерами фактического удельного давления на кольце диаметром
поперечного сечения 3-10~ 3-ь15 • 10-3 м.
Величина удельного давления обжатия кольца зависит от чи-
стоты обработки уплотнительных поверхностей соединения, но не
зависит от вязкости рабочей жидкости
(при изменении вязкости в 50 раз ве-
личина удельного давления обжатия не
изменяется). Это объясняется тем, что
герметичность затвора обеспечивается
в основном заполнением резиной микро-
неровностей уплотнительных поверхно-
стей, что не позволяет рабочей среде
протекать даже при малых величинах
вязкости. Канавка и сопряженные
с нею уплотнительные поверхности
должны обрабатываться с чистотой \J1.
Измерение и контроль удельного
давления обжатия кольца довольно
Рис. 84. Зависимость удель-
ного давления обжатия коль-
ца (н.'.и2) от степени сжатия.
сложны, поэтому при расчете необхо-
димо принимать во внимание вели-
чину, однозначно связанную с удель-
ным давлением. Такой величиной
является относительная
деформация сечения кольца
или е -АА. 100%, (63)
где d — исходный диаметр сечения кольца, м\
/г, — высота сжатого кольца, м.
На рис. 84 приведена зависимость удельного давления обжатия
кольца от степени сжатия Для определения этой зависимости
были испытаны резиновые кольца с внутренними диаметрами
104-10~3, 56-10-3 и 52-Ю-3 м, диаметры поперечного сечения
были соответственно 14-10“3, 4-10-3 и 7,5-Ю’3 м. Кольца изго-
товлялись из резин с твердостью 40, 45, 50, 55 и 60 ед. Точки,
характеризующие результаты этих испытаний, расположились на
приведенной кривой или в непосредственной близости от нее.
Полученные результаты показывают, что зависимость удельного
давления обжатия кольца от степени деформации характерна для
колец различных размеров, изготовленных из резин с различной
твердостью.
Для обеспечения герметичности затвора при температуре 293J К
минимальная величина деформации кольца составляет 6—7?<>, в то
8
В. Б. Протопопов 895
113
время как для обеспечения герметичности при температуре 213' К
даже для морозостойких резин эта величина достигает 30—35%.
Так, для обеспечения герметичности затвора соединения, работаю-
щего в диапазоне температур 328 —218е К и рабочем давлении
среды до 220-105 н/м2 при обжатии кольца, изготовленного из
резины В14, требуемая минимальная величина деформации соста-
вляет 30—35% при диаметре поперечного сечения кольца d —
Рис. 85 Зависимость от-
носительной площади кон-
тактной поверхности от
степени деформации
кольца.
2 -10*4 -10“3 м и 25—30% при
d - 5-10-3<-7-.Ю-3 м.
Для колец, которые будут работать
в затворах соединений при температурах
273—323е К, минимальную величину де-
формации можно принимать меньшей. Для
колец d - 2-10'3 м величина деформа-
ции 27—33°о, для колец d =~ 2,6-10~3-г
7,0-10 3 At деформация составляет 19—
22%.
При сжатии резинового кольца между
уплотнительными поверхностями затвора
соединения средний диаметр кольца не
изменяется даже при деформации, дости-
гающей 70%. Эти результаты получены
при испытании колец на сжатие разных
размеров без давления среды. Поэтому
правильнее говорить об изменении ширины
контакта кольца с уплотнительными по-
верхностями при его сжатии.
Относительная площадь контакта мо-
жет быть определена по формуле
SOTH = %-, (64)
где SI1CT — истинная площадь контакта после обжатия, л2,
S — площадь опорной поверхности до обжатия, м2.
При исследовании изменения размеров колец было установлено,
что относительная площадь контакта одинакова у всех колец при
равных степенях сжатия. Зависимость изменения относительной
площади контактной поверхности от степени деформации кольца
приведена на рис. 85 (кольца были изготовлены из резин
с твердостью 40, 50, 55, 60 ед.) Как видно из рисунка, кри-
вую можно разделить на два участка: один — при степени
сжатия 5—40%, второй — при степени сжатия, превышающей
40%.
Так как средний диаметр кольца не изменяется от степени де-
формации, можно считать, что изменение относительной площади
контакта происходит только за счет изменения ширины контакта.
114
Зависимость относительной площади можно представить эмпири-
ческой формулой
S0TH = = -^ = °>02е ’ °’ 15> (65)
где Ьк — ширина контакта деформированного кольца, м\
d — исходный диаметр поперечного сечения кольца, м.
Это выражение справедливо при сжатии в диапазоне 5—40%.
При степенях
щих 40%,
3>ист
S
сжатия, превышаю-
S
‘“’отн
felt
rf
(0,02е 0,15)2. (66)
.При сжатии кольца, равном 40%,
относительная площадь SOTn 1, т. е.
S11C1 S. Размеры колец следует выби-
рать с учетом того, что диаметр попе-
речного сечения кольца не должен быть
меньше 2-10”® м, в противном случае
они очень чувствительны к механиче-
ским повреждениям и, как показала
практика, недостаточно надежно обес-
печивают герметичность затвора соеди-
нения.
При выборе резиновых колец круг-
Рис. 86. Зависимость паде-
ния удельного давления об-
жатия (н л2) кольца от тем-
пературы.
лого сечения следует учитывать влия-
ние температуры на свойства резины.
Так, работа колец
в затворах соединений при высоких температурах вызывает на-
копление остаточной деформации и релаксацию напряжений, а при
низких температурах приводит к снижению удельного давления
на кольце за счет потери резиной эластичности. Установлено, что
скорость падения удельного давления на кольце в рабочих усло-
виях зависит от морозостойкости резины и пропорциональна сте-
пени сжатия кольца при обжатии. Наиболее интенсивно этот про-
цесс протекает при температуре 253—233° К.
На рис. 86 приведена зависимость падения удельного давления
на кольце от степени сжатия под влиянием низких температур.
При расчете удельного давления обжатия кольца необходимо учи-
тывать влияние температуры в зависимости от условий, в которых
будет эксплуатироваться соединение. Так, влияние высоких тем-
ператур учитывается коэффициентом высокоэластической восста-
навливаемости после накопления остаточной деформации
А'1
— /'1
d — /ц ’
(67)
где d — исходный диаметр поперечного сечения кольца, ж;
— высота кольца в сжатом состоянии, м;
h 2 — высота кольца после восстановления, м.
113
Расчет удельного давления обжатия кольца в этом случае
можно производить по формуле (62) с учетом коэффициента Ki
<7о = БетКх. (68)
Если по условиям эксплуатации кольцо испытывает влияние
низких температур, в расчетную формулу (62) следует вводить
коэффициент морозостойкости резины К2, из которой изготовлено
кольцо,
т°к
Рис. 87. Зависимость ко-
эффициента морозостой-
кости от температуры.
Лг
^з —
(I - hi
(69)
где /<„ — высота кольца после разгрузки
при заданной низкой темпера-
туре, м.
Формула (62) примет следующий вид:
% БетК2. (70)
Если кольцо находится под влиянием
высоких температур в обжатом состоянии
длительное время, а затем подвергается
воздействию низких температур, в фор-
мулу (62) следует вводить итоговый коэф-
фициент К-a равный произведению К, и К,,
д0=Б^К3. (71)
Для определения KL и К-> существуют определенные методики.
Образцы резины, из которой будут изготовляться кольца, при
этом применяются цилиндрической формы.
Характер изменения коэффициента К, с течением времени
можно проследить по графику (см. рис. 77). Зависимость коэффи-
циента морозостойкости К2 от температуры для колец, изготовлен-
ных из резины В14, приведена на рис. 87. Коэффициент морозо-
стойкости интенсивно снижается при понижении температуры
примерно до 240 К и достигает нуля при температуре, близкой
к температуре стеклования, незначительно отличающейся от тем-
пературы морозостойкости.
Из сопоставления графиков, приведенных на рис. 86 и 87,
видно, что скорость падения удельного давления на кольце при
низких температурах совпадает со скоростью падения коэффи-
циента морозостойкости.
§ 16. ФТОРОПЛАСТОВЫЕ ПРОКЛАДКИ
Фторопласт-4 представляет собой белую, слегка просвечиваю-
щуюся, а в тонких слоях прозрачную массу. Поверхность его
скользкая, на ощупь напоминает парафин.
Из всех известных пластмасс фторопласт-4 является наиболее
химически стойким материалом. Он не растворяется и не набухает
116
ни в каких растворителях,
в том числе и во фториро-
ванных. Наиболее агрес-
сивные химические веще-
ства (кислоты, щелочи,
окислители и т. д.) прак-
тически не оказывают
на него никакого дей-
ствия.
При повышении темпе-
ратуры фторопласт-4 ста-
новится мягким, при пони-
жении—твердым, но даже
при весьма низких темпе-
ратурах он не бывает
хрупким. Фторопласт-4
обладает значительной
псевдотекучестью на хо-
лоде, т. е. дает осадочные
деформации при опреде-
ленных нагрузках, что яв-
ляется его недостатком.
Псевдотекучесть его зави-
сит от температуры и
удельного давления.
Допустимая рабочая
температура для фторо-
пласта-4 достигает 523° К,
что значительно превы-
шает рабочую температуру
всех других видов пласт-
масс. Фторопласт-4 отно-
сится к полимеризацион-
ным термопластам: при на-
гревании в нем не проис-
ходит никаких химических
изменений, характерных
для термореактивных пла-
стиков. Он перерабатывает-
ся в заготовки в виде плас-
тин; стержней, втулок и
колец методом холодного
прессования при удель-
ном давлении (250-т-300) X
X Ю5 н/м2 с последующей
термообработкой при тем-
пературе 648° К-
117
Механические свойства фторопласта в зависимости от темпера-
туры приведены в табл. 11. Из таблицы видно, что при нагревании
его модуль упругости снижается, материал становится все более
мягким. При понижении температуры фторопласт-4 становится
более твердым, но модуль упругости возрастает медленно и при
очень низких температурах он невысок.
Коэффициент линейного расширения фторопласта-4 имеет слож-
ную зависимость от температуры. При низких температурах в диа-
пазоне 213—263 °К величина коэффициента мало изменяется и
равна в среднем 8-10“5 м/м СК. Начиная с 263° К, его значение
резко возрастает и достигает максимума (25 • 10”6 м/м °К) при
температуре 293° К. При температуре 323° К величина коэффи-
циента снова резко падает до 11 • 10“5 м/м° К. При дальнейшем
повышении температуры коэффициент линейного расширения воз-
растает ступенчато: в диапазоне температур 383—393° К до
15 • 10“ 5 м/м °К, в диапазоне 473—483 °К до 21 • 10“5 м/м °К.
Фторопласт-4 является одним из лучших диэлектриков. Его
диэлектрические свойства не зависят ни от частоты тока, ни от
температуры.
Основные положения по уплотнению затворов
фторопластовыми прокладками
Ввиду того, что фторопласт-4 обладает псевдотекучестью, были
предложены самые различные способы уменьшения падения удель-
ного давления на прокладке при эксплуатации. Рекомендовалось,
например, стремиться к уменьшению величины зазоров AD и Ad
между уплотнительными поверхностями (шипом и пазом), что
экономически нецелесообразно и технически трудно выполнимо.
И только изучение псевдотекучести фторопласта-4 и влияние этого
процесса на снижение удельного давления на прокладке, а следо-
вательно, и на герметичность затвора позволило найти рацио-
нальное решение.
Исследование фторопластовых прокладок производилось в при-
способлениях (имитирующих защищенный и полузащищенный за-
творы), которые устанавливались на стенд (см. рис. 99). Прокладки
испытывались в приспособлениях, имеющих разные зазоры, и при
различных температурах. Фторопластовую прокладку помещали
в приспособление и закрывали- крышкой, после этого создавали
осевую нагрузку на крышку. Величина нагрузки контролировалась
при помощи верхнего индикатора. Снижение нагрузки во времени
фиксировалось. Кроме исследований в условиях нормальной тем-
пературы, проводились испытания при повышенных температурах,
достигающих 473° К, для чего приспособление, установленное на
стенде, нагревали в электропечи (см. рис. 102) и после нагрева
до требуемой температуры охлаждали.
В начале испытаний нагрев производили до температуры
373° К, а затем до 473° К. Кроме того, фторопластовые про-
118
кладки испытывали при изменении температуры в диапазоне 223—
323е К.
Результаты испытаний фторопластовых прокладок, выполнен-
ных для определения снижения удельного давления на прокладке
в условиях нормальной температуры, приведены на рис. 88. Как
видно из графика, в первые пять часов средняя скорость снижения
удельного давления на прокладке составляла t’j = 8-Ю5 н/м" час,
20-10® н/м" час, v3 = 32 105 н/м2час. В период от 5 до 25 час.
в первых двух случаях удельное давление стабилизировалось,
а в третьем % = 1 105 н!м~час, т. е. уменьшилось в 32 раза.
Рис. 88. Зависимость снижения удельного давления обжатия прокладки
в течение времени от величины зазоров.
/ — при ДО = 0,2910~3 Л(, Д</ = 0,25-10~3 м; 2 — при ДО = СТ 8 81О-3 м.
Ad = 0,5210-3 м; 3 — при ДО = 1,45-Ю-3 м, Ad = 0,81-10-3 м.
Скорость снижения
деляется по формуле
удельного давления на прокладке
опре-
•/
(72)
где <7; — промежуточное удельное давление на прокладке во вре-
мени, н/м2.
В дальнейшем удельное давление обжатия прокладки снижа-
лось незначительно, поэтому можно считать, что оно стабилизиро-
валось. Величину удельного давления на прокладку, при которой
происходит стабилизация удельного давления обжатия, назовем
удельным давлением стабилизации и обозначим qcr.
На рис. 88 видно, что qCT зависит от величины зазоров Д£>
и t\d. При меньших величинах зазоров qCT больше при одинаковой
ис'ходной величине q0. Характер снижения удельного давления
на прокладке в зависимости от исходной величины q0 показан
на рис. 89, из которого видно, что значение удельного давления
стабилизации повышается с увеличением удельного давления об-
жатия прокладки.
Представляют интерес результаты испытаний фторопластовых
прокладок в условиях нагрева до температур 373 и 473° К с после-
119
Рис. 89. Зависимость снижения
удельного давления обжатия про-
кладки в течение времени от вели-
чины начального обжатия при вели-
чине зазоров \D 1,45-10“3
Ad = 0,81-10-s м.
1, 2,3,4 — последовательность обжа-
тий.
дующим охлаждением до нормальной температуры 293 К. Удель-
ное давление на прокладке при нагреве изменяется. Так, при на-
греве приспособления до 373 К удельное давление увеличивалось
на 40-103 н/м2. величина зазоров в этом случае составляла ДО
0,6-10“3 м и Ad 0,5-10“5 м. При величине зазоров ДО
— 1,8-10 ° м и Ad 1,9-10“ 5 м удельное давление снижалось
на 100-103 н‘м2. В обоих случаях исходное удельное давление
составляло 340-103 н/м2.
При охлаждении приспособления до температуры 293 К в пер-
снижалось до 300-103 н/м2, а во
втором до 160-103 н/м2.
После второго обжатия не
наблюдалось резкого снижения
удельного давления при охлажде-
нии до температуры 293° К- В про-
цессе испытаний в течение 50 час.
было сделано пять циклов на-
грев— охлаждение. В результате
удельное давление на прокладке
снизилось до 320-10в и до 230
105 н/м2 соответственно. Герме-
тичность затворов при этом была
нарушена в первом случае при
давлении воздуха 90-Ю5 н/м2, во
втором при давлении воздуха
70-105 н/м2.
Колебания удельного давления
на прокладке монотонны (особенно
после второго обжатия) и можно
считать, что и при дальнейших
нагревах и охлаждениях характер их не изменится.
После определения характера изменения удельного давления
на прокладке (в условиях нормальной температуры, а также
под влиянием нагрева и охлаждения) и промежуточной проверки
герметичности затвора проводились испытания по определению
этого удельного давления в зависимости от давления воздуха.
Испытания проводили на стенде (см. рис. 99) в приспособлениях,
имитирующих защищенный и полузащищенный затворы. Обоб-
щенные результаты этих испытаний приведены на рис. 90. Вначале
точки, отмеченные знаком 3 и характеризующие герметичность
затвора, располагаются вразброс, после достижения удельного
давления (350н-400) • 105 н/м2 они расположились на прямой, про-
ходящей через начало координат, и вблизи от нее. При последую-
щей разгрузке и нагрузке точки, отмеченные знаком •, располо-
жились также на этой прямой и вблизи от нее.
Следовательно, для обеспечения герметичности затвора про-
кладку достаточно обжать удельным давлением (350 400) • 103 н/м2,
120
так как в этом случае все неровности, имеющиеся на уплотнитель-
ных поверхностях, заполняются и микроканалы закрываются.
Величина критического удельного давления на основании прове-
денных опытов составляет 350-103 н/м2.
Опытным путем установлено, что удельное давление обжатия
прокладки зависит от ее толщины (в результате испытаний про-
кладок толщиной 0,88-10~3: 1,0-10“3 и 2,0-10":| л). Наибольшая
величина удельного давления потре-
бовалась для прокладки толщиной
0,88-Ю“3 л, а наименьшая — для
прокладки толщиной 2,0-10"3 м.
Кроме того, при использовании тон-
ких прокладок происходит меньшее
снижение удельного давления q0, что
является положительным фактором.
Однако при выборе толщины про-
кладки следует учитывать возможную
волнистость фланцев, особенно для
Рис. 90. Зависимость удельного давления
обжатия прокладки от давления воздуха.
С — первая нагрузка;
• — разгрузка и последующие нагрузки.
Рис. 91. Зависимость удельного
давления обжатия (н/м2) про-
кладки от давления воздуха при
разной чистоте обработки уплот-
нительных поверхностей-
1 — чистота обработки v3; 2 — чи-
стота обработки v5; 3 — чистота
обработки v8; — — — — толщина
прокладок Л = 0,88 10-3 м;
------ толщина прокладок h —
= 2.0 10-3 м.
фланцев больших диаметров. Волнистость может достигнуть такой
величины, что толщины прокладки будет недостаточно для запол-
нения зазоров.
Как известно, на герметичность соединения, вернее на удельное
Давление q0 оказывает влияние чистота обработки уплотнительных
повёрхностей. Проведенные испытания, результаты которых можно
видеть на рис. 91, показали, что чистота обработки оказывает влия-
ние на удельное давление обжатия прокладки только в случае
применения прокладок толщиной 0,88-10"3 м. При этом лучшие
результаты были получены при чистоте обработки V/ 5 и худшие
при чистоте обработки V3. Объясняется это тем, что при обра-
ботке по классу чистоты V3 высота гребешков на уплотнительных
121
поверхностях составляет 40-10“6-ь63-10“G м и для заполнения
всех микроканалов на уплотнительных поверхностях материала
недостаточно. При обработке с чистотой V8 результаты нена-
много лучше. Видимо, слишком чистая поверхность приводит
к снижению трения и нарушению герметичности вследствие потери
прокладкой устойчивости (под действием гидростатического давле-
ния она выдавливается в радиальном направлении).
При уплотнении затворов прокладкой толщиной 2,0-10“3 м
чистота обработки уплотнительных поверхностей практически не
сказывается на герметичности.
Кроме испытаний в приспособлениях, имитирующих затворы
фланцевых соединений, а также соединение крышки с корпусом,
прокладки из фторопласта-4 испытывались в натурных фланцевых
соединениях. Они устанавливались во фланцевые соединения раз-
мерами (ГОСТ 4437—48) Ду 50-10" 3, Ду 100-10" 3 и Ду 150- 10“ 3 м
с затвором шип-паз, и болты затягивались при помощи тарирован-
ного ключа, создавая при этом критическое удельное давление об-
жатия 350-10® н/м2. Затем фланцевые соединения проверяли воз-
духом на герметичность и подвергали испытаниям, состоящим из
циклов охлаждения от 293 до 233—198° К, нагревания от 233—198
до 323° К и охлаждения от 323 до 293° К.
При каждой температуре производили проверку герметичности
соединения. Фланцевое соединение Ду 150-10“3 м подвергалось
испытаниям по циклу, состоящему из нагрева до 373° К и охла-
ждения до 293° К.
Во фланцевом соединении Ду 50-Ю'3 м в течение первого и
второго циклов при температуре 233° К герметичность значительно
ухудшилась, а во фланцевом соединении Ду 100-10“3 м при этой
температуре изменилась незначительно только на восьмом цикле.
При температурах 323 и 293° К герметичность фланцевых со-
единений сохранялась на протяжении восьми циклов, хотя к концу
восьмого цикла (через 120 час.) во фланцевом соединении Ду
50-10“3 м удельное давление снизилось на 46,3% и на 60% во
фланцевом соединении Ду 100-10“3 м.
После второго обжатия удельным давлением 350-10® н/м2 и
последующего испытания фланцевых соединений Ду 50-Ю-3 и
Ду 100-10“3 м в течение пяти циклов герметичность независимо
от температуры сохранялась при давлении воздуха 48-10® н/м2.
К концу пятого цикла (через 90 час.) после второго обжатия
во фланцевых соединениях Ду 50-10“3 и Ду 100-10“3 м удельное
давление на прокладке соответственно снизилось на 34 и 41%.
Последующая проверка этих соединений через 300 час. пока-
зала, что герметичность не ухудшилась и удельное давление оста-
лось без изменения. Испытание фланцевого соединения Ду
150-10“3 м показало достаточно хорошие результаты. Так, после
десяти циклов герметичность соединения ухудшилась незначи-
тельно, хотя удельное давление на прокладке снизилось на 34%.
122
После второго обжатия и последующих испытаний в течение
18 циклов (через 132 час.) удельное давление на прокладке сни-
зилось на 21,5%, герметичность при этом не ухудшилась. После-
дующая проверка герметичности и удельного давления на про-
кладке в этом соединении через 500 час. показала, что герметич-
ность соединения не ухудшилась и удельное давление не изме-
нилось.
Фторопластовые прокладки достаточно надежно обеспечивают
герметичность соединений в условиях вибрации. Так, при испыта-
нии штуцерных соединений они обеспечили герметичность при
давлении воздуха 60- 10s и воды 100- 10s н/м2 при частоте колеба-
ний 100 гц в состоянии резонанса. При испытании на специальном
вибростенде во фланцевых соединениях с затвором шип-паз фторо-
пластовые прокладки обеспечили герметичность при амплитуде
колебаний 0,3 10“ 3 м в течение 2 106 циклов.
Полученные результаты испытаний и обобщение эксплуатацион-
ных данных позволяют сделать следующие выводы:
— удельное давление стабилизации qCT зависит от удельного
давления обжатия прокладки %, температуры и величины зазора,
г. е. чем больше <70, тем больше рст, а чем больше температура и
зазор, тем меньше рст;
— каждое последующее обжатие прокладки приводит к повы-
шению удельного давления стабилизации;
— удельное давление стабилизации наступает в течение 12—
24 час. после сборки фланцевого соединения (после монтажа
фланцевого соединения рекомендуется производить второе обжа-
тие прокладки через 12—24 час.);
— вследствие значительной разницы коэффициентов линей-
ного расширения фторопласта-4 и деталей соединения при тепло-
сменах меняется удельное давление на прокладке: при повышении
температуры оно увеличивается, что приводит к выжиманию фторо-
пласта в зазоры, а при понижении температуры снижается за счет
тепловой усадки и уменьшившегося объема фторопласта на вели-
чину, выжатого в зазор.
Расчет фторопластовых прокладок
При расчете усилия обжатия прокладки удельное давление
принимается равным критическому удельному давлению обжатия
9кр 350-10® н/м2. Удельное давление на прокладке в рабочих
условиях следует рассчитывать по формуле
q = 2,86р. (73)
где р — давление рабочей среды, н/м2;
2,86 — опытный коэффициент.
Во фланцевом соединении с затвором шип-паз или выступ-впа-
дина, выполненном по размерам, указанным соответствующими
ГОСТами, для работы в условиях изменения температур в диа-
123
пазоне 200—473L К рекомендуется принимать толщину прокладки
в зависимости от ее среднего диаметра:
^ср> До 80-КГ3 81 • 10'3-н 130 • 10 3 131 -К)"3-: 250-10’ 3 Более 251-10“3 Й, м 08-10 3 1,0-IO3 2 0-Ю-3 3,0-10 3
Для изготовления прокладок применяют пленочный или ли-
стовой фторопласт, допускается изготовление прокладок с по-
мощью механической обработки и прессования. Допуск на тол-
щину прокладок следует принимать по седьмому классу точности
(ГОСТ 1010). Чистота обработки уплотнительных поверхностей
допускается V3—Х74.
Уплотнительные поверхности затвора фланцевых соединений
под фторопластовую прокладку должны обрабатываться с чисто-
той v5.
§ 17. ФТОРОПЛАСТОВЫЙ УПЛОТНИТЕЛЬНЫЙ МАТЕРИАЛ
На основе фторопласта-4 был разработан фторопласт-4Д, пред-
ставляющий собой мелкодисперсную модификацию фторопласта-4.
Он изготовляется из порошкообразного фторопласта-4, который
смешивается с определенным количеством замасливателя, после
чего полученная пастообразная масса продавливается через про-
филирующие мундштуки на поршневом прессе специальной кон-
струкции.
Готовый шнур, поперечное сечение которого может быть любой
формы, обладает достаточной прочностью на разрыв (около
90-105 нЛи2), большой пластичностью и малым коэффициентом
трения. Фторопластовый шнур получил название фторопластового
уплотнительного материала (ФУМ).
ФУМ выпускается трех марок:
ФУМ-В — для работы в различных агрессивных средах обще-
промышленного типа;
ФУМ-Ф и ФУМ-К — для работы в средах специального назна-
чения.
ФУМ используется в качестве прокладочного материала для
работы при температурах 213—423° К и давлении среды до
64-105 н/м?.
ФУМ изготовляется обычно в виде трех профилей: круглого
(диаметром 1 • 10~ 3-н5 • 10-3 м), квадратного (с размерами от
3- 10-3хЗ-10~3 до 8-Ю"3 X 8-Ю-3 м) и прямоугольного (с раз-
мерами сечений от2 10 3 X 4 • 103 до 2 • 10 3 8 • 10“ 3 лс). ФУМ
может изготовляться в виде других профилей.
Не уступая фторопласту-4 по химической стойкости, теплостой-
кости и антифрикционным свойствам, ФУМ в то же время является
124
более технологичным при изготовлении из него прокладок. При-
менение прокладок из ФУМа обеспечивает 100°6-ное использова-
ние материала, в то время как изготовление прокладок из фторо-
пласта-4 сопряжено с большими отходами, особенно при изгото-
влении механической обработкой.
Основные положения по уплотнению затворов
прокладками из ФУМа
Ввиду того, что фторопласт-4 обладает псевдотекучестью, про-
веряли поведение прокладок, изготовленных из ФУМа. С этой
целью проводились испытания в приспособлениях, имитирую-
щих затвор соединения (рис. 92), которые устанавливали на
стенды (см. рис. 99). ФУМ укладывали в гнездо приспособления
и закрывали крышкой, па которую в осевом направлении созда-
Рпс. 92. Затвор приспособлений: а — крышка-корпус; б - шип-паз.
вали нагрузку при помощи шпинделя. По мере обжатия ФУМ за-
полнял все неровности на уплотнительных поверхностях затвора,
а излишки выжимались в зазоры.
Величину зазоров при испытаниях выбирали различной для
определения влияния ее на поведение прокладки (AD = D2 — Dt —
зазор по наружному диаметру; Ad = d2 — dt — зазор по вну-
треннему диаметру). Испытания прокладок из ФУМа при комнат-
ной температуре в приспособлениях, имеющих различные зазоры,
производились при разных значениях исходных удельных давле-
ний на прокладке.
При исходной величине удельного давления обжатия
100-Ю0 н/м2 стабилизация наступила при удельном давлении
9-Ю5 н/м2 в затворе с зазорами AD = 1,68-10“:! и Ad =
1,29-Ю-3 м, а в затворе с величиной зазоров AD 0,29-Ю-3
и Ad - 0,19-10“3 м при удельном давлении 8-105 н/м2. После
второго обжатия до величины удельного давления 220-Ю5 н/м2
в первом случае qCT = 141 10й «Ли2, а во втором — 52 105 «Ли2.
И, наконец, после третьего обжатия до удельного давления
125
350-10s н/м2 в первом случае с/(.т = 313-105 н/м2, а во втором
qCT = 94-105 н/м2.
Как видно, удельное давление стабилизации зависит от удель-
ного давления обжатия прокладки и величины зазоров. Чем больше
удельное давление и меньше зазор, тем больше величина удель-
ного давления стабилизации. В первом случае стабилизация удель-
ного давления наступает раньше, чем во втором, так как в боль-
шие зазоры излишки ФУМа выжимаются быстрей.
Кроме испытаний при нормальной температуре, прокладки из
ФУМа подвергались испытаниям при нагреве до 373 К и охлаж-
дении до 293° К. Нагрев приспособления производили после вы-
держки его при комнатной температуре 293° К и удельном давле-
нии 350-105 н/м- в течение 20 час. За время выдержки удельное
давление стабилизировалось и составило в первом случае
313-105 н/м2 при АО - 1,68-10~3 и Ас/ 1,29• 10~3 м, а во вто-
ром 94-Ю5 н/ж2 при АО = 0,29-Ю’3 и bd = 0,19 • 10“3 м. При
нагреве и охлаждении значение удельного давления в первом слу-
чае колебалось меньше, поскольку толщина, а следова-
тельно, и объем ФУМа были меньше, чем во втором.
Колебание удельного давления в основном обусловлено раз-
ницей коэффициентов линейного расширения ФУМа и деталей
затвора. Поэтому при нагреве удельное давление возрастает, из-
лишки ФУМа выжимаются и при охлаждении его величина сни-
жается больше, чем в первом случае.
Проводились испытания прокладок при нагреве до темпера-
туры 473° К и даже до 543° К- После обжатия удельным давлением
350-105 н/м2 и подачи в приспособление воздуха герметичность
была нарушена при давлении воздуха 70-Ю5 н/м2. Затем сразу
производили нагрев до температуры 473 К и охлаждение до
293° К, а после семи таких циклов нагрев увеличивали до темпе-
ратуры 543° К- Так, при величине зазоров AD — Ас/ — 1,0-10~3 м
удельное давление стабилизации составляет 315-105 н/м2, т. е.
практически не зависит от температуры нагрева.
В конце испытаний через 120 час. герметичность была нару-
шена при давлении воздуха 53-105 н/м2, т. е. при его снижении на
17-Ю5 н/м2 или на 24% по сравнению с исходной величиной.
Было установлено, что повышение температуры нагрева в диапа-
зоне температур 473—543° К не оказывает влияния на герметич-
ность затвора, уплотненного прокладкой нз ФУМа.
При испытаниях прокладок при низких температурах были по-
лучены следующие результаты. После обжатия прокладок из
ФУМа удельным давлением 350- 105 н/м2 в приспособлениях с ве-
личиной зазоров АП = 1,68-10"3, Ас/ = 1,29-КГ3 м и АО —
= 0,29-10 3, Ас/ = 0,19-10 3 м при выдержке в течение 70 час.
при нормальной температуре удельное давление стабилизации
в первом случае составило 305 -108, а во втором 81 -10’’ н/м2. За-
тем приспособления были подвергнуты нагреву и охлаждению
126
в диапазоне температур 323—223° К- После 16 циклов нагрев—
охлаждение в течение 50 час. удельное давление стабилизации
практически не изменилось. Таким образом, после первого обжа-
тия удельное давление в первом случае снизилось на 16 °6, а во
втором на 76°о.
После второго обжатия до удельного давления 350-10® н/ж2
удельное давление стабилизации в конце испытаний, проводимых
в течение 75 час., составляло в первом случае 318-10® н/ж2, а во
втором 200-10® н/ж2.
После второго обжатия qCT уменьшилось в первом случае
до 9%, а во втором до 43%.
Обобщая результаты испытаний, можно сделать следующие
выводы
— снижение удельного давления обжатия прокладки (на
80—90%) происходит за первые три-четыре часа после обжа-
тия;
— удельное давление обжатия прокладки стабилизируется
с течением времени, причем удельное давление стабилизации на-
ступает раньше в затворе с большими зазорами, близкими по ве-
личине к указанным в ГОСТе на фланцы;
— удельное давление на прокладке увеличивается при нагре-
вании и уменьшается при охлаждении, причем тем больше, чем
толще прокладка;
— удельное давление стабилизации увеличивается по мере
увеличения удельного давления обжатия прокладки (при прочих
равных условиях) и достигает наибольшей величины при толщине
прокладки 100 10~®-=-150 1(Г6 ж;
— объем кольца, выполненного из шнура, следует выбирать
таким, чтобы после обжатия его при незначительном выжимании
излишков прокладка была бы оптимальной толщины (100-10 ^4-
150-10“° ж).
Установлено, что снижение удельного давления обжатия пре-
кращается со временем, другими словами, по истечении некоторого
времени может быть обеспечено постоянное удельное давление на
прокладке.
Представляет интерес поведение прокладок из ФУМа с точки
зрения создания герметичности при комнатной температуре.
Результаты испытаний прокладок в приспособлениях, имити-
рующих затворы шип-паз и выступ-впадина, приведены на рис. 93.
Испытания производились в том же порядке, что и испытания
прокладок из фторопласта-4. В качестве рабочей среды применяли
сжатый воздух. ФУМ сворачивали в кольцо, укладывали в гнездо
и закрывали крышкой. Затем на крышку создавали осевую на-
грузку, величина которой контролировалась при помощи верх-
него индикатора (см. рис. 99). После пятиминутной выдержки по-
давался воздух. При нарушении герметичности записывали ве-
личину давления.
129
При рассмотрении рис. 93, на котором приведена полученная
в результате испытаний зависимость удельного давления обжатия
прокладки от давления воздуха, видно, что прокладки из ФУМа
обеспечивают герметичность затвора при меньшем удельном давле-
нии, чем прокладки, изготовленные из фторопласта-4. Это объ-
ясняется пластичностью ФУМа и, кроме того, возникновением
при высоких давлениях эффекта самоуплотнения (выдавленная
часть ФУМа под действием внутреннего давления рабочей среды
уплотняет зазор).
Точки, отмеченные на рис. 93 знаком О и характеризующие
первое обжатие, вначале разбросаны беспорядочно, но при дости-
Рис. 93. Зависимость удельного давления обжа-
тия прокладки от давления воздуха.
О — первая нагрузка;
• — разгрузка и последующие нагрузки и разгрузки.
жении удельного давления (300-ъ350)-10® н/м2 они располагаются
на прямой, проходящей через начало координат. Учитывая ре-
зультаты испытаний, можно считать, что для прокладок из ФУМа
критическая величина удельного давления обжатия составляет
350-10® н/м~.
Для проверки результатов, полученных при испытаниях про-
кладок в приспособлениях, были проведены испытания прокла-
док в натурных фланцах с затвором шип-паз. Удельное давление
обжатия прокладки во фланцевых соединениях Ду 50-10"3,
Ду 100-10“3 и Ду 150-10-3 м составило 350-10®, 300-10®
и 320-10® н/м2 соответственно. Размеры фланцев соответствовали
ГОСТ 4437—48, площадь контакта принимали р^&ной площади
шипа. После затяжки болтов тарированным ключом фланцевые
соединения нагревали до температуры 373° К в течение 2 час.,
а затем охлаждали в течение одного часа. Такие испытания прово-
дились в течение 35 теплосмен. Герметичность при давлении воз-
духа 40-10® н/м2 не была нарушена, удельное давление снизилось
тс.всего на 8—10%.
126
Проводились испытания при изменении температур в диапа-
зоне 223—323° К. Смонтированное фланцевое соединение выдер-
живали при комнатной температуре в течение суток, а затем после
проверки его герметичности производили охлаждение в течение
2—3 час. до температуры 203—223° К. Охлажденное фланцевое
соединение проверяли на герметичность и нагревали до темпера-
туры 323° К. После седьмого цикла при температуре 223° К гер-
метичность фланцевого соединения Ду 50-Ю'3 м была нарушена
при давлении воздуха 25-10s н!м.~. Общая нагрузка на болты
снизилась на 20%. После дополнительного затяга болтов герме-
тичность соединения была обеспечена в течение пяти циклов при
давлении воздуха 30-Ю5 hIm?.
Во фланцевом соединении Ду 100 -10“3 м герметичность была
нарушена на восьмом цикле при температуре 213° К, причем про-
течка наблюдалась только в одном месте. Удельное давление на
прокладке снизилось на 17%. После обжатия до исходного удель-
ного давления герметичность затвора фланцевого соединения
Ду 100 -10-3 м была обеспечена в течение пяти циклов. И только
в конце двенадцатого цикла при температуре 223° К герметичность
затвора была нарушена при давлении воздуха 20-105 н/л2. После
испытаний при изменении температуры фланцевые соединения
выдерживали при комнатной температуре в течение пяти суток.
Последующие испытания показали, что герметичность этих соеди-
нений обеспечивается при давлении воздуха 30-105 н/м?.
После разборки фланцевых соединений было обнаружено, что
нарушение герметичности фланцевого соединения Ду 100-10 3 Л1
произошло в месте стыка концов шнура, который был выполнен
некачественно. Прокладка во фланцевом соединении Ду 50-10“3 м
имела толщину 50-10"®-г-400-10 6 м, что объясняется неравно-
мерным затягом болтов и волнистостью уплотнительных поверх-
ностей.
Испытания прокладок из ФУМа проводились и во фланцевых
соединейнях с затвором шип-паз Ду 50-10~3 м, на вибростенде
в течение 2-10® циклов при давлении воды 100-10® н/м2. Удель-
ное давление обжатия при этом составляло около 350-105 н/м2.
В результате испытаний все 24 соединения сохранили герметич-
ность. Проведенные испытания показали, что прокладки из ФУМа
обеспечивают надежную герметичность при обжатии критическим
удельным давлением 350-105 н/м2.
Расчет прокладок из ФУМа
Как уже говорилось, при Использовании прокладок из ФУМа
надо стремиться к возможно меньшей толщине этих прокладок.
Положительные результаты при испытаниях были получены
в случае, когда толщина прокладки составляла 100-10~°-н
-И50*10“® м. Для получения такой толщины необходимо выпол-
нять два условия: обеспечивать критическое удельное давление
9
В, Б. Протопопов 895
129
обжатия (<7кр — 350 10s н/м2) и выбирать соответствующий
размер шнура ФУМ для изготовления прокладки. При расчете
усилия обжатия площадь прокладки принимается равной площади
шипа в соединениях с затвором шип-паз и площади выступа в со-
единениях с затвором выступ-впадина. Усилие, необходимое для
обжатия прокладки, можно определять по формуле
Qo =- ^кР> (74)
где qKp — критическое удельное давление обжатия прокладки,
н/м2\
F — площадь шипа или выступа, м2.
Удельное давление на прокладку в рабочих условиях (перед
нарушением герметичности)
<7 = 1 (75)
где р — давление рабочей среды, н/м2',
1,3 — опытный коэффициент.
В табл. 12 приведены значения толщины прокладок, получен-
ные при разных удельных давлениях обжатия в затворах с раз-
личной величиной зазоров.
Таблица 12
Толщина прокладок из ФУМа после обжатия
р-105, н/м2 ДО-103, м \d- 10s, м Л-10°, м
350 1,68 1,29 40—80
220 1,68 1,29 120—160
90 1,68 1,29 300—500
350 0,29 0,19 1000 1.300
220 0,29 0,19 1200—1500
90 0 29 0,19 1500- 2000
Толщина прокладок после испытаний в условиях изменения
температур при q0 = 350 • 105 н/м2, затворе с зазорами АО =
= 1,68 - 10 s и Ad — 1,29 • 10“3 м составила 20 • 10“в 4-50 -10“® м,
а при АО — 0,19-10~3 и Ad = 0,29-10“3 м эта величина соста-
вила 90010“64-100010“6 м. \
Размеры поперечного сечения шнура ФУМ рекомендуется вы-
бирать в зависимости от ширины шипа (или выступа). Так, при
ширине шипа 5-10“3 и 7-10“3ж рекомендуется шнур 0 2-10“3-г-
3•10“3и 2•10“3 х 4-10“3 м соответственно; для шипа шириной
10-10-3 или 13-10“3 м рекомендуется шнур 0 3-1О-3 или
2-10“3 X 4-10“3 м.
130
Длину шнура можно определять по формуле
L =* nD ф- С, (76)
где L — длина шнура, м;
D — диаметр уплотнительной поверхности, л;
С — дополнительная длина шнура (для соединения прини-
мается 15- 10“3ч-20 10“3 м).
Диаметр уплотнительной поверхности в соединении с затвором
шип-паз принимается равным внутреннему диаметру паза, а в со-
единении с затвором выступ-впадина — наружному диаметру
впадины. Прокладки из ФУМа рекомендуется применять в соеди-
нениях с затворами шип-паз и выступ-впадина с зазорами не менее
0,4 -10-3 м. Чистота уплотнительных поверхностей должна быть
не ниже \74. При укладке шнура круглого сечения концы его
скручиваются и получившееся кольцо укладывается в гнездо,
в случае применения шнура прямоугольного сечения концы его
рекомендуется соединять внахлестку. Шнур в соединениях с затво-
ром шип-паз следует укладывать по внутреннему диаметру паза,
а в соединениях с затвором выступ-впадина — по внешнему диа-
метру впадины.
При укладке шнура на вертикально расположенные уплотни-
тельные поверхности для его фиксации рекомендуется смазать
уплотнительные поверхности клеем — 20%-ным раствором низко-
молекулярного полиизобутилена (ТУ МХП 1761—54) в бензине.
Обжатие прокладки следует производить равномерно, избегая
перекосов. Через 10—12 час. производят второе обжатие удельным
давлением, равным исходному (350-105 н/м2).
Уплотнение соединений с помощью ленты из ФУМа
Фторопласт-4 и ФУМ наряду с применением в качестве про-
кладочного материала могут использоваться для уплотнения
и предохранения от заедания резьбовых соединений судовых тру-
бопроводов. С этой целью испытана лента из ФУМа толщиной
0,1 • 10 3 и шириной 10 • 10-3ч-15-10 3 м.
Предварительные испытания показали, что наиболее полно
удовлетворяет предъявляемым требованиям неэкстрагированная
сырая пленка из ФУМа. Муфтовые соединения, уплотненные этой
пленкой, в течение 1000 час. сохраняли герметичность при вну-
треннем давлении воды до 50-105 н/м2 и температуре 293° К.
Для проверки герметичности соединений при воздействии ви-
брационных нагрузок были проведены вибрационные испытания
муфтовых соединений. Режим испытаний устанавливался по нор-
мам и методикам, применяемым в судостроении. Результаты ис-
пытаний показали, что воздействие вибрационных нагрузок не
вызывает нарушения герметичности соединений. По окончании
испытаний погруженные в воду опытные секции выдерживали
внутреннее давление сжатого воздуха 50 • 105 н/м2.
9* 131
Технология наматывания ленты проста: лента шириной
10-10~3-М5-КГ3 м для удобства предварительно наматывается
на катушку. Резьбу очищают, протирают и обертывают двумя
слоями ленты, которая точно повторяет профиль резьбы благодаря
хорошему поперечному расширению.
Лента из ФУМа обладает анизотропией, т. е. высокой проч-
ностью при растяжении в продольном направлении и незначитель-
ной в поперечном направлении.
ФИЗИКО-МЕ ХАНИЧЕСКИЕ СВОЙСТВА НЕЭКСТРАГИРОВАННОЙ
ЛЕНТЫ ИЗ ФУМА
Характеристика
Толщина, ж . . 0,10-КГ3
Предел прочности на растяжение, н!м-'.
в продольном направлении 130-ь 180 105
» поперечном » 15-105
Относительное удлинение, %
в продольном направлении . . 100—200
» поперечном » 500—600
Электрическая прочность при испытании по-
стоянным током, кв/мм 40
Удельное объемное сопротивление, ом-м 1-10’
Тангенс угла диэлектрических потерь при ча-
стоте тока 10° гц 0,00025
Поэтому при навинчивании гайки или муфты пленка не подре-
зается и уплотняет резьбу при обжатии соединения. Слой фторо-
пласта между резьбами препятствует их заеданию и способствует
созданию герметичности соединения. Такое резьбовое соединение
легко разъединяется. Применение пленки не изменяет существу-
ющей последовательности операций при сборке муфтового соеди-
нения (рис. 94).
Опыт эксплуатации водопроводов показывает, что нельзя из-
бежать попадания воздуха в систему (при падении внутреннего
давления) при старых методах уплотнения, что вызывает ускоре-
ние коррозионного разрушения труб, в первую очередь, их резь-
бовых соединений. Можно сказать, что уплотнение резьбовых со-
единений один из путей увеличения эксплуатационной надежности
трубопроводов.
Использование новых материалов для уплотнения резьб позво-
ляет применять прогрессивные методы испытаний трубопроводов
на герметичность (сжатым воздухом взамен гидравлических испы-
таний).
Опробование новой технологии уплотнения резьбы при мон-
таже водогазопроводных труб, проведенное на судостроительных
и судоремонтных заводах, дало положительные результаты. На
132
трех судах было установлено около 300 муфтовых соединений.
Трудоемкость сборки соединений по сравнению с трудоемкостью
при сборке старым методом уменьшилась, а качество работ улуч-
шилось.
Для определения надежности (возможности самоотвинчива-
ния) накидных гаек штуцерных соединений, изолированных фто-
ропластовой лентой, под воздействием вибрационных нагрузок
была проверена герметичность этих соединений при одновременном
воздействии вибрационных
нагрузок и внутреннего
давления. Испытания про-
водились на вибростенде
со следующим режимом
работы: частота колебаний
1200 в минуту, амплитуда
колебаний 0,8 • 10“3-н 1,2'<
. 10~3 м, общая продол-
жительность испытаний
2-Ю6 циклов. Все соеди-
нения сохранили герметич-
ность.
В некоторых случаях
бывает необходимо соеди-
нить с помощью резьбовых
соединений участки трубо-
проводов забортной воды,
изготовленных из различ-
ных материалов. Напри-
мер, при установке на
стальной магистрали брон-
зового муфтового клапана
Рис. 94. Последовательность намотки ленты
из ФУМа на резьбу.
возникает опасность раз-
рушения стальной трубы
вследствие контактной кор-
розии. Применение ленты из ФУМа позволяет в этом слу-
чае обеспечить разрыв электрической цепи в месте соединения
и уменьшить тем самым вероятность возникновения контактной
коррозии. Длительное напряженное состояние, которое испыты-
вает лента в резьбовом соединении, практически не оказывает
влияния на изменение ее электроизолирующих свойств при тем-
пературе 213—453° К.
В редко разбираемых резьбовых соединениях применяются
накидные гайки из цветного металла (латуни). Применение ленты
из фторопласта позволит заменить подобные детали стальными
и предохранить соединение от ржавления и «прикипания» резьб,
что часто случается при использовании стальных штуцеров
и гаек.
133
Защищенные прокладки
Одним из путей снижения расхода фторопласта-4 является
применение защищенных прокладок. Резиновая или паронитовая
прокладка покрывается защитным кожухом из пленочного фторо-
пласта (рис. 95). Такая конструкция обеспечивает высокую упру-
гость прокладок, химическую стойкость и низкую стоимость по
сравнению с фторопластовыми. Такие прокладки нашли широкое
применение в судовых специальных системах, транспортирующих
различные агрессивные жидкости.
Прокладки этого типа изготовляются из фторопластовой пленки
толщиной 0,25 10-3-ь0,30 • 10-3 м и резиновых или паронитовых
вкладышей толщиной 2,5 ИО-3 м
в такой последовательности [11]:
— фторопластовую пленку укла-
дывают на стол пресса;
— вырубают заготовки колец;
— кольца укладывают в свароч-
ный кондуктор;
— кожухи сваривают в специаль-
ном электросварочном шкафу при
температуре 658е К в течение 90 сек.,
допускаемое отклонение температуры сварки в пределах ±5° К.
Далее производится охлаждение сварочного кондуктора
в ванне, после чего пакет разбирают и качество кожухов контро-
лируют. Затем кожухи надевают на вкладыши.
К готовым защищенным прокладкам предъявляются следую-
щие основные требования:
— в кожухах не допускаются трещины, проколы, складки
и незаваренные места;
— ширина кольца допускается с отклонением не более
0,5-10~3 м, ширина сварного шва с допуском ±0,5-ИГ3 м;
— контролю должны подвергаться все 100 °6 изготовляемых
прокладок.
Применение прокладок этого типа позволяет одновременно
с повышением надежности судовых трубопроводов и систем сэко-
номить значительное количество фтороплаета-4.
Рис. 95. Защищенная прокладка.
1 — кожух; 2 — вкладыш.
§ 18. ПРОКЛАДКИ ИЗ КАРТОНА, ФИБРЫ И КОЖИ
Для изготовления прокладок используются водонепроница-
емый и пропитанный прокладочный картон и листовая сульфат-
ная небеленая целлюлоза. Такие прокладки применяются для
уплотнения фланцевых соединений трубопроводов, транспорти-
рующих пар низкого давления, воду и растворы нейтральных
солей при температуре до 393° К и давлении рабочей среды до
6-Ю5 н/м2, а также масло при температуре 303—333е К и давле-
134
нии до 40 10й н/м2, нефтепродукты (картон пропитанный) при
температуре до 358° К и давлении до 6-10s н/м2.
Прокладки из фибры. Фибра представляет собой прессованную
бумагу, обработанную концентрированными растворами хлорис-
того цинка, касторового масла и глицерина.
Для прокладок применяется фибра техническая и прокладоч-
ная кислородостойкая. Фибра обладает достаточной стойкостью
против усадки. Она используется для уплотнения фланцевых
соединений трубопроводов, транспортирующих бензин, керосин,
минеральные масла и другие нефтепродукты, а также щелочи,
кислород и углекислоту при температуре до 373° К. Наибольшее
допустимое удельное давление обжатия прокладки из фибры
составляет 560 • 105 н/м2.
Прокладки из кожи. Прокладки для фланцевых соединений мо-
гут изготовляться из дубленой кожи. Для прокладок, применяе-
мых при низких давлениях рабочей среды, кожу пропитывают
маслом, различными мазями и воском, при высоких давлениях
применяют кожу растительного дубления. Кожаные прокладки
используются во фланцевых соединениях, работающих в среде
воды (при высоких давлениях и нормальной температуре), расти-
тельных, минеральных, рыбных и животных масел и жиров,
инертных газов, воздуха, бензина и многих других нещелочных
и некислотных жидкостей. В незащищенных затворах фланцевых
соединений давление жидких сред достигает 160 • 105 н/м2 при тем-
пературе до 303° К, в среде инертных газов при той же темпера-
туре давление допускается до 40-10s н/м2.
По технологии обработки кожу подразделяю! на следующие
группы: необработанную (для прокладок не применяется); дуб-
ленную с помощью растительного танина; дубленную с помощью
минеральных веществ; комбинированного дубления.
В большинстве случаев требуется не только дубление, но и про-
питка'кожи. Для этого используются воск, смолы и синтетические
жидкие полимеры.
Ввиду сочетания таких свойств, как плотность, пластичность,
прочность, абразивная стойкость и способность удерживать смазку
между волокнами, кожа считается незаменимым материалом для
уплотнений, работающих в условиях вибрационных нагрузок.
Как и большинство натуральных продуктов, кожа имеет
сложную структуру. Она состоит из волокнистых узлов, рас-
положенных приблизительно в одном направлении, и в то же
время сложно переплетенных. Такая структура создает плотный
материал, обладающий большим сопротивлением к напряжениям,
вызывающим износ, перекос или разрыв.
Пористость кожи способствует пропитке, повышающей ка-
чество материала. Сейчас применяются новые пропиточные ма-
териалы и новые методы пропитки. Предел прочности на разрыв
У кожи резко колеблется, но обычно он не превышает 210 • 105 н/м2.
135
Одним из наиболее важных свойств кожи является способность
сохранять упругость при пониженных температурах.
К недостаткам кожаных прокладок следует отнести повышен-
ные требования к точности изготовления и чистоте обработки уплот-
нительных поверхностей.
Кожаные прокладки лучше всего укладывать в канавки.
При условии хорошей пропитки кожа может применяться
в топливо- и маслопроводах и системах гидравлики, работающих
при температуре 217—381° К-
§ 19. ГЕРМЕТИКИ И МАСТИКИ
Кроме разнообразных конструкций прокладок из различных
материалов для уплотнения фланцевых и штуцерных соединений
применяются герметики, представляющие собой пасты, которые
после введения в них вулканизирующих агентов при нормальной
температуре способны переходить в резиноподобное состояние.
В судостроении нашел применение герметик марки УЗО МЭС-5,
применяющийся в диапазоне температур 213—403° К.
Продолжительность процесса вулканизации зависит от темпе-
ратуры: при температуре 373° К полный процесс осуществляется
в течение 6 час., при 263° К — в течение 410 час.
Герметик УЗО МЭС-5 обладает хорошей адгезией к металлам
п стеклопластику.
Поставляемый промышленностью герметик содержит следую-
щие компоненты: герметизирующую пасту УЗОЭ 5, вулканизи-
рующую пасту № 9 и дифенилгуанидин.
Рабочая жизнеспособность герметика, или время, в течение
которого герметик можно наносить на поверхности с обеспечением
хорошего сцепления, колеблется от 2 до 15 час.
Исследования штуцерно-торцовых соединений с применением
герметика УЗО МЭС-5, проведенные автором, показали надежную
герметичность соединения и сохранение ее в условиях вибрации
при резонансе. Так, штуцерно-торцовые соединения, собранные
без прокладки, резьба штуцера и тыльная/часть накидной гайки
которых, покрытые герметиком, обеспечивали надежную герме-
тичность в условиях вибрации.
Проверка герметичности этих соединений гелием методом об-
дувки дала положительные результаты.
Кроме герметиков, в практике применяются уплотняющие
пасты и мастики.
Уплотняющая паста «Teroson — МК26» светло-коричневого
цвета, огнеопасная широко применяется для герметизации флан-
цевых соединений с большими условными проходами. Паста может
наноситься на поверхность любого металла, не вызывая его
коррозии. Герметичность обеспечивается даже в том случае,
136
если соединяемые поверхности грубо обработаны (обработка
с низкой чистотой, пористость и мелкие раковины). При примене-
нии пасты «Feroson — МК26» отпадает необходимость в проклад-
ках. Паста выдерживает температуру до 473° К и обладает при
этой температуре химической стойкостью против масла, бензина,
бензола, дизельного и котельного топлива, слабых растворов
кислот, пресной и забортпой воды. Она непроницаема для воздуха,
фреона и других газов. Хранить уплотняющую пасту следует
в холодном месте, срок хранения один год.
При использовании пасты поверхности деталей промывают
и протирают ветошью. На одну из уплотнительных поверхностей
фланцевого соединения кистью наносят слой пасты толщиной
1 .10~3-ь 1,5 • 10-3 м. Масса затвердевает в течение 5—6 дней.
При повторном монтаже перед нанесением нового слоя
пасты поверхности необходимо обязательно очищать от старого
слоя.
Уплотняющая паста «Teroson — atmost» неогнеопасная, осо-
бенно эффективна при уплотнении фланцевых соединений часто
разбираемых трубопроводов. После застывания пасты получив-
шаяся пленка эластична, легко отделяется от уплотнительных
поверхностей, после демонтажа сохраняет форму прокладки и,
если не имеет повреждений, может применяться при повторном
монтаже. Такая паста с успехом используется в случае примене-
ния твердых металлических прокладок, которые не обладают эла-
стичностью.
Паста'выдерживает температуру 248—393° К и кратковременно
температуру 473° К. Сохраняется при комнатной температуре,
срок хранения 6 месяцев.
Перед употреблением пасту необходимо хорошо размешать,
затем очистить уплотнительные поверхности и нанести слой пасты
кистью.
Уплотняющая паста «Teroson — fluid » жидкая, золотисто-
коричневого цвета применяется для герметизации резьбовых со-
единений труб. Она выдерживает температуру до 453° К, устой-
чива против воздействия пресной и морской воды, минеральных
масел, керосина, бензина, дизельного и котельного топлива,
а также слабых растворов кислот. Непроницаема для воздуха
и различных кислот.
При использовании пасты уплотнительные поверхности дета-
лей очищают и обезжиривают, а затем на резьбу кисточкой наносят
слой массы. Чтобы масса подсохла, ее выдерживают в течение
10 мин. и затем навинчивают муфту или штуцер. Окончательное
затвердевание пасты наступает через 48 час.
Мастика «Ю-Плекс», состоящая из алюминиевой окиси, гра-
фита и эпоксидной смолы, успешно применяется для уплотнения
судовых паропроводов, в частности, она использовалась при ре-
монте танкера «Касимов» и ледоколов «Малыгин» и «Красин».
137
ГЛАВА IV
КОМБИНИРОВАННЫЕ ПРОКЛАДКИ
Из всего сказанного о металлических и неметаллических про-
кладках можно заключить, что первые обладают высокой проч-
ностью, но почти не имеют упругости и для обеспечения гер-
метичности затвора фланцевого соединения требуют относительно
больших удельных давлений при обжатии, а вторые, обладая упру-
гостью (особенно резины), не имеют достаточной прочности (и вслед-
ствие этого не обеспечивают герметичности затвора фланцевого
соединения при высоком давлении рабочей среды) и требуют зна
чительно меньших удельных давлений при обжатии.
Комбинированные прокладки сочетают в себе положительные
свойства тех и других.
Благодаря своей конструкции комбинированные прокладки
обладают упругостью, достаточной прочностью и не требуют боль-
ших удельных давлений при обжатии. По сравнению со стальными
зубчатыми прокладками они допускают снижение чистоты обра-
ботки уплотнительных поверхностей фланцев и обеспечивают гер-
метичность затвора даже при упругом искривлении уплотнитель-
ных фланцев.
Комбинированные прокладки изготовляются из листового ме-
талла (алюминия, свинца, меди, углеродистой и нержавеющей
сталей, никеля и монель-металла) и наполнителя. В качестве на-
полнителя используют асбестовый шнур, асбестовый картон и дру-
гие асбестовые изделия и материалы. Если к наполнителю предъяв-
ляется требование коррозионной стойкости, применяют фторо-
пласт. Асбестовые наполнители целесообразно применять для
прокладок, предназначенных для уплотнения затворов фланцевых
соединений трубопроводов при температуре рабочей среды до 783—
803° К- Однако были случаи, когда они применялись в трубопро-
водах при температуре рабочей среды 973° К в течение длитель-
ного времени эксплуатации. Асбестовые наполнители могут при-
меняться и при низких температурах рабочей среды, но лучшие
результаты в этом случае были получены при использовании в ка-
честве наполнителя фторопласта. Фторопластовые наполнители
могут применяться в диапазоне температур рабочей среды 78—
523° К.
138
§ 20. АСБЕСТОМЕТАЛЛИЧЕСКИЕ ПРОКЛАДКИ
Волнистые прокладки (рис. 96) изготовляются из тонких метал-
лических листов методом штамповки [10, 11]. Они применяются
для уплотнения затворов фланцевых соединений трубопроводов,
транспортирующих жидкую и газообразную среды при давле-
нии до 40-10® н!м2. Толщина металлических листов 0,25-10-3-=-
Рис. 96. Комбинированные прокладки: а — волнистая; б — полузакрытая;
в — закрытая (составная из двух частей); г — закрытая (из трех частей); д —
полузакрытая; е, ж — закрытые; з — волнистая закрытая; и — круглая и оваль-
ная закрытые; к — металлическая с асбестовым шнуром; л — составная закры-
тая; м — составная полузакрытая.
0,5-10“3 м, шаг между волнами 3• 10" 3-ь6• 10~3 м, толщина
прокладки составляет 65—75 96 от шага. При правильном выборе
материалов эти прокладки могут применяться в широком диапа-
зоне температур рабочей среды, транспортируемой по трубопро-
воду.
В концентрические волны, образующиеся при штамповке,
укладывается наполнитель (в виде шнура), который выбирается
в зависимости от температуры и типа среды. Волны способствуют
возникновению эффекта лабиринтового уплотнения, предохраняя
при этом наполнитель от механических повреждений. Упругость
139
прокладки зависит от глубины волн и их шага, толщины и механи-
ческих свойств применяемого металла. Для равномерного рас-
пределения удельного давления по поверхности прокладки и во
избежание перекоса фланцев при затяжке болтов волнистые про-
кладки иногда устанавливают на всю поверхность фланцев. Для
этого в прокладке просверливаются отверстия для болтов,
две-три волны располагаются до окружности болтов и одна-две —
за окружностью (только для фланцевых соединений с плоскими
уплотнительными поверхностями).
При температуре рабочей среды, превышающей 760°.К, целе-
сообразно применять закрытые волнистые прокладки (рис. 96).
Благодаря двойной оболочке и наполнителю закрытые прокладки
обладают большей упругостью по сравнению с простыми гофриро-
ванными. Так, асбестоалюминиевые и асбестостальные волнистые
прокладки изготовляют из алюминиевого отожженного листа тол-
щиной 0,3 • 10“ 34-0,5 -10“м или из мягкой низкоуглеродистой
листовой стали (с содержанием углерода не более 0,035% и твер-
достью НВ < 100) или легированной стали ОХ18Н9 и асбесто-
вого картона. Такие прокладки диаметром 400 • 10“ 3-ь3000 • 10“3 м
применяются в затворах, где рабочей средой являются хлор,
сернистый газ, генераторный газ, коксовый газ, кислород и озон
при температуре до 573° К и давлении до 40-105 н/м2, фреон при
температуре до 723° К и давлении до 100 • 10в н/м2, щелочи при
температуре до 573е К и давлении до 40 • 10s н/м2, вода и пар при
давлении до 25-106 н/м2 и температуре до 573° К.
Кроме волнистых прокладок, применяются прокладки, выточен-
ные из металла, в канавки которых укладывается неметалличе-
ский шнур (рис. 96, к) [10]. Эти прокладки обладают более высокой
прочностью и благодаря наполнителю могут обеспечивать надеж-
ную герметичность затворов фланцевых соединений трубопрово-
дов, работающих при больших давлениях среды.
Закрытые плоские прокладки состоят из мягкого наполнителя,
целиком покрытого металлическим кожухом (рис. 96, в, г, е, ж,
з и). Они обладают более высокой упругостью, чем волнистые
и лучше компенсируют неровности на уплотнительных поверхно-
стях фланцев, что особенно ценно при высоких давлениях. Уплот-
нение происходит по внутренней кромке, так как прокладка в этом
месте получается толще. Это утолщение создает эффективное уплот-
нение. Внутренняя окантовка прокладки дблжна быть полностью
под усилием обжатия. Эти прокладки применяются в круглых
и некруглых фланцах (где требуется величина сжатия 20—30%)
и при температурах, которые могут выдержать наполнитель и ме-
талл. Благодаря упругости прокладки обеспечивают герметич-
ность соединения при релаксации напряжений в деталях соеди-
нения.
Закрытые прокладки изготовляются из широко распростра-
ненных металлов и асбестовых наполнителей.
140
Асбестовый картон (стандартный наполнитель) применяется
при температуре 733—763° К, но в некоторых случаях при эксплуа-
тации он выдерживает температуру 923 К. Прессованные асбесто-
вые листы применяются в случае, когда необходима высокая проч-
ность прокладки. Фторопласт используется при температуре
78—523° К, если имеются агрессивные среды.
Максимальная ширина нахлеста, которая обеспечивает качест-
венную окантовку снаружи без трещин и изломов, зависит от ме-
талла, его толщины, толщины прокладки и ее диаметра.
Полузакрытые прокладки (рис. 96, <Э) применяются в затворах
фланцевых соединений с узкими уплотнительными поверхностями
Чистота обработки уплотнительных поверхностей допускается У/З.
Л1инимальная ширина прокладки принимается равной 1,5 ее тол-
щины. Закрытые прокладки (рис. 96, г) требуют такой же чистоты
обработки уплотнительных поверхностей, но поскольку они зна-
чительно шире, для достижения герметичности затвора соединения
требуются большие усилия обжатия.
Составные прокладки изготовляются полностью закрытыми
(рис. 96, л) и частично закрытыми (рис. 96, м). Они состоят из ме-
таллической зубчатой прокладки и закрываются полностью или
частично кожухом из неметаллического материала. Материал
Таблица 13
Критическое удельное давление обжатия прокладок
Тип прокладки Материал /г-103, м '7kps-10~3.h>
°) Алюминий Медь Мягкая сталь Монель-металл Нержавеющая сталь 3,20 140 175 210 246 280
<ЕЭ 4 i Свинец Алюминий Медь Мягкая сталь Никель Монель-металл Нержавеющая сталь 3,20 35 176 280 420 420 527 700
Свинец Алюминий Медь Мягкая сталь Монель-металл Нержавеющая сталь 3,20 35 70 176 246 316 420
141
кожуха выбирается в зависимости от типа рабочей среды и ее пара-
метров. Так, для уплотнения затворов фланцевых соединений
паропроводов применяется паронит, для агрессивных сред при
температуре 78—523° К применяют фторопластовые кожухи. На-
личие неметаллического кожуха способствует лучшему уплотне-
нию при значительно меньших удельных давлениях на прокладке.
Это объясняется тем, что неметаллический материал деформи-
руется при меньших нагрузках, чем металл, и поэтому целиком
заполняет микроканалы, образующиеся на уплотнительных по-
верхностях фланцев при механической обработке.
Металлические зубцы образуют лабиринтовое уплотнение,
а канавки между зубцами заполняются неметаллическим материа-
лом. Кроме плоских, закрытые прокладки выпускаются и дру-
гих форм, например гофрированные, круглые и в форме чечевицы
(рис. 96, и).
Критические удельные давления обжатия прокладок приве-
дены в табл. 13.
§ 21. СПИРАЛЬНО-НАВИТЫЕ ПРОКЛАДКИ
Спирально-навитые прокладки (рис. 97) изготовляются из про-
филированной нержавеющей ленты марки ОХ18Н10, геометри-
ческие размеры которой приведены на рис. 97, б, и паронитовой
ленты толщиной 0,35-10“3н-0,5-10~3 м.
Установка для изготовления спирально-навитых прокладок
(рис. 98) состоит из станины 1, на которой навешены катушки 2
для стальной ленты, профилирующие ролики 3, направляющий
ролик 4 с рычагом, шкив 5, соединенный валом с оправкой 6,
и обжимающий ролик 7 с рычагом. В нижней части установки рас-
положены редуктор 8, катушка'для паронитовой ленты 9 и электро-
двигатель 10. Стальная лента с катушки поступает в профилирую-
щие ролики, проходит через направляющий ролик, крепится на
оправке и прижимается обжимающим роликом.
После включения электродвигателя, связанного с редуктором,
который в свою очередь соединен клиноременной передачей со
шкивом, сидящим на одном валу с оправкой, производится навивка
первых трех витков. Затем электродвигатель выключается и про-
изводится контактная сварка витков между собой. С катушки паро-
нитовая лента подается через направляющий ролик на оправку,
где закрепляется под стальной лентой. После навивки прокладки
до нужного диаметра (контроль осуществляется линейкой, уста-
новленной на станине) паронитовая лента отрезается. Затем вклю-
чается электродвигатель, навиваются три наружных витка, про-
изводится их сварка, снимается оправка, а с нее готовая про-
кладка. На изготовленную прокладку надевают наружное ограни-
чительное кольцо и вставляют внутреннее.
Были проведены испытания спирально-навитых прокладок для
определения критического удельного давления обжатия прокладки
142
и удельного давления в момент нарушения герметичности в зави-
симости от давления сжатого воздуха, конструкции затвора и раз-
меров прокладки и влияния изменения температуры рабочей среды
и внешнего изгибающего момента на герметичность затвора сое-
динения.
Испытания спирально-навитых прокладок при нормальной тем-
пературе проводят следующим способом.
Рис 97. Спирально-навитые про-
кладки: а—общин вид и разрез;
б—профиль стальной ленты; в—из-
готовленная прокладка.
На стенде (рис. 99) в приспособлениях, имитирующих затвор
фланцев с плоскими уплотнительными поверхностями, испыты-
вали прокладки следующих размеров: 0 73-Ю"3 У 88-Ю-3,
0 73-10~3 X 98-10"3, 0 128-Ю-3 X 150-Ю-3, 0 128-Ю-3*
' 166.Ю'3 и 0 238-Ю-3 X 260-Ю-3 м.
Прокладку помещали в приспособление и закрывали крышкой,
на которой были установлены индикаторы. Предварительная тари-
ровка шпинделя позволила установить, что деформация его на одно
деление верхнего индикатора, равная 0,01 • 10“3 м, происходит при
нагрузке 5000 н. В корпусе приспособления были предусмотрены
отверстия для подвода сжатого воздуха и выхода его при наруше-
нии герметичности затвора.
Создавали нагрузку, равную трем единицам верхнего индика-
тора, записывали показания всех индикаторов и после двух-,
трехминутной выдержки в приспособление подавали сжатый воз-
дух. Нарушение герметичности затвора определяли по поступлению
143
4
Рис. 98. Установка для изготовления прокладок.
Рис. 99. Стенд Для нспы
тания спирально-навитых
прокладок.
144
воздуха в колбу, заполненную водой, в которую была опущена
резиновая трубка, надетая на выходной штуцер приспособления.
Давление воздуха, при котором нарушалась герметичность, кон-
тролировали образцовым манометром. После нарушения герметич-
ности клапан на баллоне закрывали, увеличивали нагрузку и испы-
тания повторяли до достижения предельного давления воздуха
в баллоне. Затем снижали нагрузку и проверяли герметичность
затвора. Таким образом, каждую прокладку нагружали и раз-
гружали трижды и записывали показания всех индикаторов и ма-
нометра На основании полученных данных были построены гра-
фики (рис. 100).
Испытания спирально-навитых прокладок размерами
0 73-Ю-3 '88-Ю-3; 0 73-Ю’3 .. 98-Ю’3; 0 128-10 3,.
X 150-Ю-3; 0 128-Ю-3 158-Ю-3; 0 128 • 10~3 X 166 • 10'3;
0 182-Ю-3 204-Ю-3; 0 182-Ю-3 216-Ю-3 м в при-
способлениях, имитирующих затвор фланцевого соединения
выступ-впадина, производили в той же последовательности.
Наряду с этим испытывали прокладки с ограничительными коль-
цами размерами 0 73-10-3 X 88-Ю-3; 0 128-10'3 ' 150-10“3
и 0 128-10-3 X J58-10'3 м. Кроме того, прокладки размером
0 128-10_я 150-Ю-3 м испытывали с предварительным об-
жатием (рис. 100, в.) Спирально-навитые прокладки размерами
073-10-3 х 88-Ю'3, 0 128-Ю-3 204-Ю-3 и 0 238-Ю-3
.. 260-Ю-3 м испытывали в приспособлениях, имитирующих за-
твор шип-паз. Результаты испытаний приведены на рис. 100, а— е.
Из графиков видно, что пока прокладка не будет обжата удельным
давлением, которое обеспечит достаточную плотность между вит-
ками стальной и паронитовой лент, она не заполнит все микро-
каналы, имеющиеся на уплотнительных поверхностях (точки, отме-
ченные знаком С, не расположатся на одной прямой). Минималь-
ное удельное давление, начиная с которого точки, отмеченные
знаком О, будут расположены на одной прямой, называется крити-
ческим удельным давлением обжатия прокладки. Как видно из
графиков, критическое удельное давление обжатия спирально-
навитых прокладок, обеспечивающее надежную герметичность
затвора, составляет 400-Ю3 н/м. *
Таким образом, полученные результаты показали, что величина
критического удельного давления обжатия постоянна для всех
прокладок и не зависит от размеров прокладок, их конструкции
(с ограничительными кольцами или без них), а также конструкции
затвора (плоские фланцы, затвор выступ-впадина или шип-паз).
Анализ данных, приведенных на рис. 100, показывает, что с уве-
личением среднего диаметра прокладки уменьшается величина
* Чтобы можно было сопоставить величины усилий обжатия спирально-
навитых прокладок различных размеров, эти усилия отнесены к единице длины
окружности по среднему диаметру прокладки.
Ю В. Б. Протопопов 895 145
II
удельного давления от
давления сжатого воз-
духа при испытании:
а — прокладок 0 73 у
X 10“ 3Х 88-10“ Зл (за-
твор шип-паз); б—про-
кладок 0 73-Ю-3 х
X 98-Ю-3 м (затвор
выступ-впадина); в —
прокладок 0 128;
'IO-3 X 150-10-3 м
с ограничительными
кольцами с предвари-
тельным обжатием (за-
твор с плоскими уплот-
нительными поверхно-
стями); г — прокладок
0 128-10*3 X 158 X
Х10-3 м с ограничи-
тельными кольцами
(затвор с плоскими
уплотнительными по-
верхностями); д—про-
кладок 0 128-10“ 3 X.
. 166-10-3 м (затвор
с плоскими уплотни-
тельными поверхно-
стями); е — прокладок
0 182-IO-3 X 216 '
X 10“3 м (затвор вы-
ступ-впадина).
О — первая нагрузка;
Ч---первая разгрузка;
• — последующие наг-
рузки и разгрузки.
10-
147
удельного давления на прокладке (при испытаниях прокладок
£>ср > 240-10"3 м). Это объясняется возникновением эффекта
самоуплотнения от действия рабочей среды. Эффект самоуплот-
нения способствует повышению герметичности затвора за счет
улучшения контакта между уплотнительными поверхностями за-
твора и прокладки вследствие распирающего действия, вызывае-
мого давлением рабочей среды на площадь, ограниченную внут-
ренней гофрой прокладки.
На рис. 101 приведен характер изменения величины коэффи-
циента /?, для спирально-навитых прокладок в зависимости от их
Рис. 101 Характер изменения ко-
эффициента ks в зависимости от
среднего диаметра спирально-нави-
той прокладки.
среднего диаметра.
В результате испытаний было
установлено, что коэффициент ks
уменьшается с увеличением сред-
него диаметра прокладки. При
расчете значение этого коэффици-
ента для прокладок со средним
диаметром, превышающим 200 х
Х10"’ м, целесообразно прини-
мать 10-10"3 м.
Следовательно, герметичность
затвора, уплотненного спираль-
но-навитой прокладкой со средним
диаметром более 200 10“ 3 м, будет
обеспечена даже в случае равен-
ства величин удельного давления
на прокладке и рабочего давле-
ния среды.
При испытаниях спирально-навитых прокладок водой наруше-
ние герметичности затвора наступало после того, как разгружаю-
щая сила Р, равная произведению давления воды на площадь.
ограниченную средним диаметром прокладки, превышала усилие
обжатия Qo. Это фиксировалось верхним индикатором. Эффект
самоуплотнения в этом случае имеет еще большее значение для
повышения герметичности затвбра. Проведенные испытания пока-
зали, что спирально-навитые прокладки обеспечивают надежную
герметичность при давлениях воды 900 - 105-е 1200 • 105 н/ж2.
Испытания спирально-навитых прокладок
при нагреве
Полученные зависимости удельных давлений на прокладке
от величины давления сжатого воздуха проверялись при нагреве
и резком охлаждении приспособления.
Приспособление с прокладкой помещали в электропечь
(рис. 102), состоящую из двух полуцилиндров, внутри которых
имелись спирали. После обжатия прокладки и проверки герметич-
ности сжатым воздухом в крышке приспособления монтировали
148
сжатого
нагрева
термопару, электропечь закрывали и включали в электросеть.
Температуру контролировали и регулировали электронным потен-
циометром марки ЭПВ-01, а питание электропечи осуществлялось
через автотрансформатор ЛАТР-1. По достижении температуры
673е К проверяли герметичность затвора сжатым воздухом при
исходном давлении и выдерживали его при температуре 673° К
в течение 3—4 час. под давлением воздуха. Затем
выключали и приспособление
охлаждали струей
воздуха (скорость
150 К/час, скорость охлажде-
ния 250° К/час). После охла-
ждения нагрузку на прокладку
увеличивали, вновь проверяли
герметичность затвора и вклю-
чали электропечь для нагрева.
Таким образом, каждую про-
кладку нагревали и охлаждали
при удельных давлениях, обес-
ценивающих герметичность за-
твора, и давлении воздуха
60 -105; 100-105 и 130-105 н/м2.
Все прокладки, независимо
от их размеров и конструкций
затворов, обеспечили герметич-
ность.
Испытания спирально-нави-
тых прокладок на паровом стен-
де производили в патрубках,
изготовленных из натурных
фланцев. Эти фланцы с про-
стыми уплотнительными поверх-
ностями применялись в глав-
ном паропроводе на танкерах
грузах типа «Ленинский комсомол»,
находилось по две пары фланцев Dy w-iv ,
и £)у 200-10”3 м. Ввиду того, что фланцы должны сохранять гер-
метичность на протяжении всего периода эксплуатации, особое
внимание было обращено на условия работы прокладки в затворе
фланцевого соединения. Устройство затворов фланцевых соедине-
ний таково, что вся нагрузка от затяга шпилек передается на
прокладку. Эта нагрузка в несколько раз превышает усилие,
необходимое для обжатигг прокладки, поэтому последняя допол-
нительно выполняет несвойственную ей роль опоры для фланцев
при натяжении шпилек. В связи с этим была установлена про-
кладка с ограничительными кольцами. После монтажа наружное
ограничительное кольцо (рис. 103) воспринимало часть нагрузки
электропечь
Рис. 102. Стенд с установленной элек-
тропечью.
типа «Пекин», «София» и сухо-
В каждом патрубке
60-10~3, £>v 150-Ю-3
149
обжатия прокладки, в результате чего прокладка сжималась
на строго контролируемую величину, равную толщине наруж-
ного ограничительного кольца. Толщину кольца принимали
3,5 • 10'3 м, так как испытания показали, что при сжатии прокладки
на 28—30% она обладает упругой деформацией до 0,3-10“3-г-
0,4 -10“ 3 м.
Рис. 103. Спирально-навитые прокладки, установленные во фланцевые соедине-
ния: а — с плоскими уплотнительными поверхностями (прокладка с наружным
ограничительным кольцом); б—с плоскими уплотнительными поверхностями
(прокладка с двумя петлями); в —с плоскими уплотнительными поверхностями
(прокладка с наружным и внутренним ограничительными кольцами); г — с пло-
скими уплотнительными поверхностями (прокладка с двумя петлями и внутренним
ограничительным кольцом); д — с полузащищенным затвором выступ-впадина
(прокладка без ограничительных колец); е—с защищенным затвором шип-паз
(прокладка без ограничительных колец).
Для проверки зависимостей, полученных прн стендовых испы-
таниях, результаты которых приведены на графиках (см. рис. 100),
прокладки испытывались во фланцевых соединениях. Чтобы обес-
печить равномернос\ обжатие прокладок, монтаж патрубков вы-
полняли при помощи тарированных ключей. Для обжатия про-
кладки необходимым удельным давлением затяг шпилек фланце-
вых соединений Dy 60• 10"3, Dy 150• 10“3 и Dy 200-10'3 м про-
изводился с помощью крутящих моментов 5000, 9000 и 9400 нм
соответственно.
После монтажа герметичность фланцевых соединений прове-
ряли гидравлическим давлением 100-105 н/м2 и каждый патрубок
подключали к паропроводу, транспортирующему пар давлением
75-Ю5 h/jw2 при температуре 743—763° К.
После прогрева патрубка в течение 30 мин. температура уплот-
нительных поверхностей достигала 693° К. Контроль температуры
150
производился при помощи термопары, спай которой помещался
в сверлении во фланце в непосредственной близости от уплотни-
тельной поверхности. Прогретый патрубок, через который продол-
жал проходить пар, охлаждался снаружи водой (температура
воды 293° К) в течение 3—5 мин. Каждый патрубок испытывался
таким образом в течение 15 циклов. Герметичность соединений
не нарушилась.
После этого патрубки теплоизолировали и подключали к паро-
проводу. Контроль температуры уплотнительных поверхностей
производился термопарами (в непосредственной близости от про-
кладки). При нагревании в течение 20—30 мин. температура уплот-
нительных поверхностей достигала 693—703° К.
Прогретые патрубки отключали от паропровода и подавали
воду, которую прокачивали через патрубок в течение 3—5 мин.,
после чего закрывали клапан на выходной трубе и в патрубке
создавали давление 120 • 105 н!м2. Этим испытаниям подвергался
каждый патрубок в течение 15 циклов. Все фланцевые соединения
сохранили герметичность.
Для проверки спирально-навитых прокладок при рабочей
нагрузке шпилек, равной расчетной рабочей нагрузке при исполь-
зовании стальных зубчатых прокладок, они были обжаты до-
полнительно. Шпильки фланцевых соединений Dy 60-Ю-3,
Dy 150-10“3 и Dy 200 10"3 м при этом затягивались с помощью
крутящих моментов 7060,21700 и 23 980 нм соответственно (со-
гласно расчету).
При затяге шпилек эти крутящие моменты создавали удельное
давление, превышающее по величине удельное давление, получен-
ное опытным путем (в три раза). Проведение таких испытаний по-
зволило проверить поведение спирально-навитых прокладок в ус-
ловиях, близких к натурным.
Патрубки после дополнительного затяга шпилек испытывались
при резком изменении температуры рабочей среды. Испытания
проводились аналогично предыдущим, все соединения сохранили
герметичность в течение 15 циклов.
По формуле, предложенной А. А. Волошиным (31, можно
рассчитать зазор между прокладкой и уплотнительными поверх-
ностями фланцев, образующийся при резком изменении темпера-
туры рабочей среды при условии, что распределение падения тем-
пературы в радиальном направлении происходит по линейному
закону
А _ 2ЛА/ 2/ ~ °в- * а, (77)
Он.ф-^в.ф
где 2/г — суммарная толщина фланцев в соединении;
А / — разность между температурами внутренней и наруж-
ной поверхностей фланца при наибольшем снижении
температуры рабочей среды;
151
г' — радиус окружности, по которой осуществляется каса-
ние фланцев при образовании зазора:
Он.ф — номинальный наружный диаметр кольца фланца,
Dв. ф — внутренний диаметр фланца;
а — коэффициент линейного расширения материала фланца.
Результаты испытаний спирально-навитых прокладок пока-
зали, что благодаря упругости эти прокладки могут обеспечить
надежную герметичность затворов фланцевых соединений при рез-
ком изменении температуры рабочей среды. Через патрубки после
испытаний пропускали пар (давлением 75-105 н/м2 при темпера-
туре 743—763" К) в течение 1500 час. с периодическим охлажде-
нием. Когда их разобрали и проверили прокладки, толщина про-
кладок превышала толщину наружного ограничительного кольца
на 0,3 • 10“ 3-ь0,4 • 10-3 м.
Испытания спирально-навитых прокладок
на релаксационную стойкость
Для определения основных факторов, оказывающих влияние
на релаксационную стойкость прокладок, температуру, удельное
давление и время, спирально-навитые прокладки испытывались
при нормальной температуре 293 К- Испытания производились
в приспособлениях на стенде (см. рис. 99) в течение 2000 час.
Результаты испытаний прокладок размером 0 73-Ю-3
' 88-Ю-3 м приведены на рис. 104 (кривые 2, 3, 7 и 8).
Кривая 2 характеризует результаты испытания спирально-на-
витых прокладок с ограничительными кольцами, которые предва-
рительно обжимали удельным давлением 900-103 н/м. Затем эти
прокладки разгружали и вновь обжимали удельным давлением
1300-10 н/м. В течение первого периода релаксации напряжений
в прокладке (в течение двух часов) удельное давление снизилось
на 40-103 н/м. Последующая релаксация напряжений в прокладке
в течение второго периода (в течение 2000 час.) привела к сниже-
нию удельного давления на 20-103 н/м. Общее снижение удель-
ного давления составило 60-103 н/м за весь период испытания.
Результаты испвкганий прокладок без предварительного обжа-
тия характеризуются кривой 3. После обжауия прокладки удель-
ным давлением 1200-103 н/м в течение первого периода релакса-
ции напряжений удельное давление снизилось на 60-Ю3 н/м,
а в течение второго — на 30-103 н/м. Общее снижение удельного
давления составило 90-10 н/м.
В результате испытания прокладок без ограничительных колец
и без предварительного обжатия (кривая 7) удельное давление
снизилось в течение первого периода на 45-103 н/м и в течение
второго на 20-103 н/м, общее снижение составило 65-Ю3 н/м.
Испытания прокладок без ограничительных колец с предвари-
тельным обжатием (кривая 8) показали, что за первый период ре-
152
лаксации напряжений удельное давление снизилось на 25-10,! н/.м,
а за второй — на 15 • 103 н/м. Общее снижение удельного давления
на прокладке составило 40-103 н/м в течение 2000 час.
Спирально-навитые прокладки подвергались испытаниям на
релаксацию в электропечи (см. рис. 102). Температура в непосред-
ственной близости от прокладки поддерживалась равной 673° К.
Испытания проводили в течение 250—300 час., а затем полученные
результаты графически экстраполировали до 2000 час.
Рис. 104. Результаты испытаний спирально-навитых прокладок на релаксацион-
ную стойкость при обогреве в электропечи.
Г — прокладки. 0 73-10-3 X 881О~3Л1 с ограничительными кольцами (предваритель-
ное обжатие 1500-103 н/м при температуре 673° К); 2 — прокладки 0 73-10~3 X
X 88-Ю3 м с ограничительными кольцами (предварительное обжатие 900-103 н/м
при температуре 293° К); 3 — прокладки о 73-10”3 X 88-10-3 м с ограничительными
кольцами (без предварительного обжатия при температуре 293° К); 4 — прокладки
7 73-10 3 X 88-10-3 м с ограничительными кольцами (предварительное обжатие
895-1О8 н/м при температуре 673° К); 5 — прокладки 0 73-10-3 X 88-10~3 м с огра-
ничительными кольцами (без предварительного обжатия при температуре 673° К): б —
прокладки 0 73-10-3 X 88-10-3 м без ограничительных колец (предварительное
обжатие 715-Ю3 н/м при температуре 673° К); 7 — прокладки 0 73 10 3 X 88-10~3 м
без ограничительных колец (без предварительного обжатия при температуре 293° К);
8 — прокладки 0 73-1СГ3 X 88-10-3 м без ограничительных колец (предварительное
обжатие 300-103 н/м при температуре 293° К).
Результаты этих испытаний приведены на рис. 104 (кривые 1,
4, 5 и 6). После предварительного обжатия прокладки с ограни-
чительными кольцами в течение первого периода релаксации на-
пряжений (кривая /) удельное давление снизилось на 50-103 н/м,
в течение второго периода — на 4 н/м, после экстраполяции этих
результатов до 2000 час. удельное давление в течение второго
периода (через 300 час.) снизилось на 25-Ю3 н/м. Общее сниже-
ние удельного давления составило 75-Ю3 н/м.
Результаты испытаний прокладок с предварительным обжа-
тием, но меньшим удельным давлением обжатия прокладки (кри-
153
вая 4) показали, что снижение удельного давления в течение пер-
вого периода релаксации напряжений составило 40 • 103 н/м, а в те-
чение второго периода после экстраполяции на 20-103 н/м. Общее
снижение удельного давления составило 60-10я н/м. Снижение
удельного давления в результате релаксации напряжений на про-
кладке без предварительного обжатия характеризует кривая 5.
В первый период релаксации удельное давление снизилось на
40 • 103 н/м, а во втором периоде после экстраполяции на 25 • 10я н/м.
Общее снижение удельного давления составило 65-10я н/м.
Испытания спиралыю-навитых прокладок без ограничительных
колец, но с предварительным обжатием показали, что в первом
периоде релаксации (кривая 6) удельное давление снизилось на
45-Ю3 н/м, а во втором периоде после экстраполяции на
25-10я н/м. Общее снижение удельного давления на прокладке
составило 70-10я н/м за 2000 час.
Анализ результатов релаксационных испытаний показал, что
спирально-навитые прокладки обладают достаточно высокой ре-
лаксационной стойкостью. Предварительное обжатие прокла-
док положительно сказывается на их релаксационной стойкости.
Это объясняется «тренировкой» материала прокладки в резуль-
тате обжатия при нормальной температуре.
Величина удельного давления на прокладке в конце испытания
прямо пропорциональна исходной величине удельного давления
предварительного обжатия.
Влияние температуры на релаксационную стойкость спираль-
но-навитых прокладок весьма ограниченное. Из рис. 104 видно,
что кривая 2 не отличается от кривой 3, хотя первая характери-
зует результаты испытаний при температуре 293е К, а вторая —
при температуре 673° К-
Следует отметить, что релаксационная стойкость спирально-
навитых прокладок от времени практически не зависит (характер
релаксации напряжений в прокладках одинаков на протяжении
всего времени испытаний).
Расчет усилия обжатия спирально-навитых прокладок
На основании результатов испытания были выведены следую-
щие эмпирические формулы.
Ввиду того, что контакт между спирально-навитой прокладкой и
уплотнительными поверхностями фланцев осуществляется по всей
поверхности прокладки, при расчете усилие обжатия следует
относить к единице площади прокладки.
Критическое удельное давление обжатия прокладки
_ 400-103
?кр —
(78)
где 400-10я — опытный коэффициент, н/м\
b — ширина прокладки, м.
154
В соответствии с этим величина критического удельного
давления обжатия спирально-навитой прокладки размером
0 182-103 v 204-10'3 м составила
400-I03
<7кР b
400-103 ос. ,пг> , ,
= 364- 10J н/м1.
1110”d
Полученное значение в 15 раз меньше значения критического
удельного давления обжатия стальной зубчатой прокладки.
Удельное давление на прокладке (в рабочих условиях), при
котором сохраняется герметичность затвора,
ksp
(79)
где ks—опытный коэффициент, м;
b — ширина прокладки, м;
р — давление пара, н/м2.
Удельное давление на прокладке размером 0 182-Ю'3
204-10“3 At перед нарушением герметичности затвора
« - Ъ
10-10~3-64-105
11-10 3
58-106 н/м2.
Полученная величина примерно в три раза меньше значения
удельного давления на стальной зубчатой прокладке тех же раз-
меров.
На основании проведенных испытаний можно сделать следую-
щие выводы:
1. Спирально-навитые прокладки обеспечивают герметичность
затвора фланцевого соединения при изменении температуры рабо-
чей среды в диапазоне 293—773° К (скорость нагрева 30° К/мин,
скорость охлаждения 60° К/мин).
2. Рекомендуемая величина обжатия прокладок для уплотне-
ния затвора фланцевых соединений паропроводов составляет 30%
от исходной толщины прокладки. В связи с этим спирально-нави-
тые прокладки могут использоваться в затворах фланцевых соеди-
нений с плоскими уплотнительными поверхностями с применением
только ограничительных колец, в соединениях с затвором выступ-
впадина при ограничении нагрузки самим затвором (или ограничи-
тельными кольцами) и в соединениях с затвором шип-паз при огра-
ничении нагрузки самим затвором.
3. Для определения критического удельного давления обжатия
и удельного давления на прокладке в рабочих условиях рекомен-
дуется пользоваться формулами соответственно (78) и (79).
4. Спирально-навитые прокладки требуют при обжатии зна-
чительно меньших удельных давлений (примерно в 15 раз), чем
стальные зубчатые прокладки.
5. Благодаря самоуплотнению прокладки обеспечивают гер-
метичность затвора даже при меньших (примерно в 3 раза) удель-
ных давлениях на прокладке, чем это требуется для стальных
зубчатых прокладок.
6. Оптимальную ширину прокладок, выбранную из конструк-
тивных соображений и с учетом результатов испытаний, рекомен-
дуется принимать 7-10“3<-8-10“3 м для фланцев Dy 100-10“ 3
и 9-10“3-^-12-10-3 м для фланцев Dy 100-10“3 : 250-10“3 м.
7. Благодаря высокой релаксационной стойкости спирально-
навитые прокладки могут обеспечить герметичность фланцевого
соединения в течение 10—12 тыс. час.
ГЛАВА V
МЕТОДЫ ПРОВЕРКИ
ГЕРМЕТИЧНОСТИ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
Существует несколько методов проверки герметичности трубо-
проводов, целесообразность применения которых определяется
в основном требованиями, предъявляемыми к герметичности флан-
цевых соединений трубопроводов (гидравлическим давлением,
сжатым воздухом, люминесцентный, галлоидный, гелиевый и дру-
гие методы).
§ 22. ГИДРАВЛИЧЕСКИЙ МЕТОД ПРОВЕРКИ
ГЕРМЕТИЧНОСТИ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
При испытаниях трубопроводов этим методом (самым распро-
страненным и наиболее простым в применении) создается гидрав-
лическое давление, превышающее рабочее в 1,25 раза. Нарушение
герметичности узнают по появлению капель рабочей жидкости
в разъеме фланцевого соединения при визуальном осмотре. Иногда
при испытаниях в рабочую жидкость добавляют индицирующие
присадки. Появление капель рабочей жидкости обнаруживается
в этом случае при помощи лакмусовой бумаги. Недостатки этого
метода: довольно трудоемкие операции по заполнению трубопро-
вода водой, ее подогрева (в зимнее время) и слива; в случае нару-
шения герметичности может быть залито помещение, в котором
находится испытываемый трубопровод.
§ 23. проверка герметичности фланцевых
соединений сжатым воздухом
Примерно 60—80''о всех трубопроводов и систем предназна-
чено для работы при давлениях среды, не превышающих, как пра-
вило, 16-10° н!м2. Проверка герметичности таких трубопроводов
сжатым воздухом значительно проще и дешевле (за счет снижения
трудоемкости) гидравлического метода. Так как воздух обладает
значительно большей проницаемостью, заполнение трубопроводов
и выпуск воздуха происходят во много раз быстрее.
157
Для решения основных вопросов, связанных с заменой гидрав-
лических испытаний сжатым воздухом, была проведена экспери-
ментальная работа, результаты которой проверялись в натурных
условиях [1 ]. Исследовалось истечение воды и воздуха через малые
отверстия диаметром 0,13-10“3-з-0,52-10“3 м. Было установлено,
что давление воздуха при истечении снижается почти равномерно
на протяжении всего периода испытания, а давление воды резко
падает в самом начале.
Полученные значения переходных коэффициентов показали,
что трубопроводы, работающие при давлении рабочей среды до
16-106 н/м2, могут испытываться сжатым воздухом от заводской
магистрали. В результате испытаний было определено, что влияние
температуры на падение давления воздуха в трубопроводах не-
значительно и что действительное падение давления происходит
вследствие протечки воздуха при нарушении герметичности флан-
цевого соединения.
При гидравлических испытаниях требование обеспечения водо-
непроницаемости фланцевых соединений является технически вы-
полнимым и экономически целесообразным. При испытаниях сжа-
тым воздухом целесообразно требовать полной воздухонепроницае-
мости фланцевых соединений трубопроводов, транспортирующих
жидкие рабочие среды. Допускается некоторая утечка воздуха,
поскольку соединение, не обеспечивающее герметичности при ис-
пытаниях воздухом, будет герметично при транспортировке по
трубопроводу жидких сред.
Следовательно, кроме переходного коэффициента, необходимо
было установить допускаемую величину падения давления воздуха
вследствие его просачивания при нарушении герметичности соеди-
нений.
В результате проведенных исследований и натурных испытаний
величина переходного коэффициента для воздушных испытаний
была принята 0,15-3-0,20 от пробного давления (рП1!) при гидравли-
ческом испытании.
Для практического применения переходный коэффициент был
принят 0,35 от рабочего давления среды в испытываемом трубо-
проводе рра6 (с учетом всех факторов и коэффициента 1,25, кото-
рый принимается при гидравлических испытаниях).
В судостроении проверка герметичности фланцевых и штуцер-
ных соединений сжатым воздухом применяется при испытаниях
трубопроводов и систем, работающих при давлении рабочей среды
до 16-105 н/м2, за исключением паропроводов, газо- и воздухопро-
водов, трубопроводов питания и продувания котлов.
При проверке герметичности трубопроводов используют воздух
от заводской магистрали. Испытания проводят при неизолирован-
ных и неокрашенных фланцевых соединениях. Величина пробного
давления сжатого воздуха принимается 0,35рра6, но не ниже
1-Ю5 н!м2. Для трубопроводов, работающих в условиях
158
1М
вакуума, пробное давление сжатого воздуха принимается
1 - 10s н!м2.
Для предотвращения попадания воды и масла в испытываемый
трубопровод и обеспечения безопасности на впуске сжатого воз-
духа в трубопровод должны быть установлены водомаслоотделитель
и предохранительный клапан. Заполнение испытываемого трубо-
провода сжатым воздухом производится через редукционный кла-
пан, давление постепенно повышают до установленной величины
пробного давления. Не отключая подачи воздуха, выявляют места
его утечки вначале на слух, а затем путем обмазывания соединений
мыльной пеной.
Устранять нарушения герметичности рекомендуется при дав-
лении воздуха, сниженном до атмосферного. После этого давление
сжатого воздуха вновь поднимают до величины пробного, отклю-
чают подачу воздуха и после выдержки в течение 5—8 мин. про-
веряют герметичность (по величине падения давления). Давление
воздуха в трубопроводе может снизиться вследствие выравнивания
температур сжатого воздуха и стенок труб во время выдержки.
Для компенсации этого снижения рекомендуется завысить вели-
чину пробного давления на 5—10%.
Проверка герметичности фланцевых соединений производится
в течение 15 мин. по падению давления сжатого воздуха, при этом
падение давления не должно превышать 5°о от величины пробного
давления. При проведении испытаний трубопроводов на герметич-
дость сжатым воздухом необходимо соблюдать требования техники
безопасности.
ЛИТЕРАТУРА
1. Барит Г. Ю., Испытания судовых трубопроводов на плотность сжатым
воздухом, «Судостроение», 1960, № 9.
2. Бартенев Г. М., Колядина Н. Г., О механизме самоуплотне-
ния в уплотнительных узлах с резиновыми прокладками, «Каучук и резина»,
1962, № 5, стр. 29.
3. Волошин А. А., Расчет фланцевых соединений трубопроь дов и со-
судов, Судпромгиз, 1959.
4. Захаров А. А., Расчет фланцевых соединений трубопроводов и ци-
линдрических сосудов, Машгиз, 1958.
5. К а г а и Б. Ф., Гусев Г. Г., С и н к е в и ч К- В., Анализ кон-
струкций соединений стальных труб, футерованных винипластом и полиэтиленом,
Сборник трудов № 12 НИИ Санитарной техники, Госстройиздат, 1962.
6. П е р ц е в Л. П., Я р о ш е в с к а я Л. А., Конструирование и расчет
фланцевых соединений с зажимами, «Стандартизация», 1964, № 2, стр. 16.
7 Сербинов А. П., Прокладочные и набивочные материалы для судо-
вых механизмов, Морской транспорт, 1959.
8. Ш е в е л е в Ф. А., К а г а н Д. Ф., Е х л а н о в С. В., М и р о 4
нов А. А., Анализ способов и типов соединений полиэтиленовых труб, Сборни,
трудов № 8 НИИ Санитарной тёхники, Госстройиздат, 1961.
9 Carlson I. Н., ,,WS Black loints for High-Pressure High-Tempera-
fure Piping", Trans. ASME, april 1951, v. 73, N 3, p. 10.
10. E 1 о n k a S., Gackets, Pawer, march, 1954, p. 105—125.
11. The seals Book, „Machine Design", 1961, v. 33, N 3, p. 161—388.
12. S i e b e 1 E., Kr age lock E., «Untersuchungen und Dichtungen
fur Rohrleitungen», Konstruktion, 1955, N 4, S. 123—137, 187—196.
13. Seufer t W., «Untersuchungen uber das Dichtungsleisten—BWK»,
1951, N 5, Bd>3, S. 144—148.
14. «Industrie Anzeiger», 1958, N 80, S. 27 und 81.