








































































































































































































































































































































































































































































Author: Онищенко В.И. Мурашкин С.У. Коваленко С.А.
Tags: сельскохозяйственные машины и орудия сельскохозяйственное оборудование технология металлов машиностроение приборостроение строительные конструкции металлические конструкции учебное пособие издательство агропромиздат конструкционные металлы
ISBN: 5—10—000030—9
Year: 1991



УЧЕБНИКИ
И УЧЕБНЫЕ
ПОСОБИЯB. И. ОНИЩЕНКОC.Y МУРАШКИН
С. А. КОВАЛЕНКОДЛЯ УЧАЩИХСЯ ТЕХНИКУМОВТЕХНОЛОГИЯ
МЕТАЛЛОВ
И КОНСТРУКЦИОННЫЕ
МАТЕРИАЛЫДопущено Главным управлением высших учебных заведе¬
ний при Государственной комиссии Совета Министров
СССР по продовольствию и закупкам в качестве учебного
пособия для техникумов по специальностям «Механизация
сельского хозяйства» и «Электрификация и автоматизация2-Е ИЗДАНИЕ, ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕсельского хозяйства»фМОСКВА ВО «АГРОПРОМИЗДАТ» 1991
ББК 34
0-58УДК 631.3.002.3(075.3)Редактор Е. Б. РузинаРецензент В. А. Текутов (Серафимовичский техникум механиза¬
ции сельского хозяйства)Онищенко В. И. и др.0-58 Технология металлов и конструкционные мате¬
риалы. — 2-е изд., перераб. и доп. — М.: Агропром-
издат, 1991. 479 с.: ил.— (Учебники и учеб. пособия
для учащихся техникумов).ISBN 5—10—000030—9В учебном пособии рассмотрены основные свойства метал¬
лов и сплавов, металлургия чугуна, стали и цветных метал*
лов. Изложены основы металловедения, теория и практика-
термической и химико-термической обработки. Описаны угле¬
родистые, легированные стали и чугуны.Для учащихся средних сельскохозяйственных учебных за¬
ведений.3703000000—279О 228—91 ББК 34*035(01)—91© Издательство «Колос»*.1984© ВО «Агропромиздат».,ISBN 5—10—000030—9 1991, с изменениями
ВВЕДЕНИЕПредмет «Технология металлов и конструк¬
ционные материалы» предусматривает изучение основ
производства чугуна, стали, цветных металлов и спла¬
вов, широко применяемых в сельскохозяйственной тех¬
нике, основных способов горячей и холодной обработки
материалов, ознакомление со свойствами этих материа¬
лов, методами их изменения и применением их в авто¬
тракторном и сельскохозяйственном машиностроении и
.ремонтном деле.«Технология металлов и конструкционные материа¬
лы»— комплексный учебный курс, обеспечивающий под¬
готовку техников-механиков и техников-электриков, свя¬
занных с эксплуатацией и ремонтом сельскохозяйствен¬
ной техники.В современных условиях развития общества одним
из самых значимых факторов технологического прогрес¬
са в машиностроении является совершенствование тех¬
нологии производства. Коренное преобразование про¬
изводства возможно в результате создания более совер¬
шенных средств труда, разработки принципиально но¬
вых технологий.Развитие и совершенствование любого производства
связано с его автоматизацией, с созданием робототехни¬
ческих комплексов, широким использованием вычисли¬
тельной техники, применением станков с числовым про¬
граммным управлением.Важным направлением научно-технического про¬
гресса является также создание и широкое использова¬
ние новых конструкционных материалов. В производ¬
стве все шире используют сверхчистые, сверхтвердые,
жаропрочные, композиционные, порошковые, полимерные
и другие материалы, позволяющие резко повысить тех¬
нический уровень и надежность оборудования.Развитие отечественной металлургии неразрывно
связано с именем инженера П. П. Аносова (1797—
1851 гг.), который разработал технологию наплавки вьт-3
сококачественной стали, установил зависимость свойетв
металлов от их кристаллического строения, впервые при¬
менил микроскоп для изучения строения стали. Ученый-
металлург А. К. Чернов (1839—1921 гг.) первым научно
объяснил процессы нагрева и охлаждения металлов, ука¬
зал способы управления этими процессами.Советские академики А. А. Байков и Н. С. Курнаков
разработали современную теорию образования сплавов
и методов их физико-химических исследований. В разра¬
ботку теории и технологии термической обработки весо¬
мый вклад внесли С. С. Штейнберг (1872—1949 гг.),Н. А. Минкевич (1883—1942 гг.) и др.Развитием и совершенствованием сварочной техники
и технологии занимались русские ученые Н. Н. Бенар-
дос (1842—1905 гг.) и Г. Н. Славянов (1854—1897 гг.).
Крупный вклад в теорию и практику дуговой сварки
внесли и вносят исследования Украинского института
электросварки АН УССР.Основоположниками научных исследований процесса
резания металлов являются русские ученые И. А. Тиме,
К. А. Зворыкин, Я. Г. Усачев и А. Н. Челюсткин, чьи на¬
учные труды сохраняют свою теоретическую значимость
и в настоящее время. Проф. И. А. Тиме в 1870 г. в своем
труде «Сопротивление металлов и дерева резанию» впер¬
вые научно обосновал и изложил основные закономер¬
ности процесса стружкообразования. В 1893 г. проф.
К. А. Зворыкин применил для исследований сил реза¬
ния сконструированный им гидравлический динамометр.
Наука о резании металлов в 1915 г. пополнилась иссле¬
дованиями тепловых явлений и образования стружки в
процессе резания, которые провел Я. Г. Усачев, впервые
используя металлографический метод.Значительный вклад в науку о резании металлов и
ее практическое применение внесли советские ученые
А. И. Каширин, И. М. Беспрозванный, В. А. Кривоухов
и др.На современном этапе научно-технический прогресс
в области производства, обработки и применения кон¬
струкционных материалов предъявляет повышенные тре¬
бования к подготовке техников сельскохозяйственного'
производства. Настоящее учебное пособие призвано спо¬
собствовать приобретению знаний и их практическому’
использованию при изготовлении и восстановлении де¬
талей сельскохозяйственной техники.
Раздел 1. СТРОЕНИЕ И СВОЙСТВА
МЕТАЛЛОВГлава 1. ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛАХ
И СПЛАВАХ§ 1. КЛАССИФИКАЦИЯ МЕТАЛЛОВБольшое число различных металлов, кото¬
рые применяют в технике, можно разделить на черные
и цветные.Черные металлы имеют темно-серый цвет, большую
плотность, высокую температуру плавления, относитель¬
но высокую твердость и во многих случаях обладают по¬
лиморфизмом.Цветные металлы чаще всего имеют характерную
окраску — красную, желтую, белую; обладают большой
пластичностью, малой твердостью, относительно низкой
температурой плавления; для них характерно отсутст¬
вие полиморфизма.К черным металлам относят железо и его сплавы, к
цветным — все остальные металлы и их сплавы.Черные металлы представляют собой сложные спла¬
вы железа с углеродом, кремнием, марганцем, серой,
фосфором и другими элементами. Однако основным эле¬
ментом, оказывающим главное влияние на свойства этих
металлов, является углерод. В зависимости от его содер¬
жания сплавы делят на стали и чугуны.Сталями называют сплавы железа с углеродом, в
которых углерода содержится до 2,14%, а чугунами —
свыше 2,14%.Цветные металлы подразделяют на тяжелые (медь,
свинец, олово, никель и др.), легкие (алюминий, магний
и др.), редкие (молибден, вольфрам, ванадий и др.) и
благородные (золото, платина, серебро). Цветные метал¬
лы обладают многими ценными свойствами, которые
определяют применение их в промышленности. Но из-за
небольшого содержания цветных металлов в рудах,
большой трудоемкости получения и высокой стоимости
объем их производства незначителен. Во всех случаях,
когда это допустимо, цветные металлы заменяют черны¬
ми металлами, пластмассами и синтетическими мате¬
риалами.5
§ 2. АТОМНО-КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ
МЕТАЛЛОВВсе тела состоят из атомов. Тела, в кото¬
рых атомы расположены беспорядочно, называют аморф¬
ными (стекло, канифоль, воск, смола и др.). Кристалли¬
ческие тела, к которым относятся все металлы и метал¬
лические сплавы, характеризуются упорядоченным рас¬
положением атомов. В металлах и металлических спла¬
вах атомы находятся в узлах пространственных кристал¬
лических решеток.Аморфные тела изотропны, то есть имеют одинаковые
свойства по всем направлениям. Кристаллические тела
анизотропны: у них неоднородные свойства в разных гео¬
метрических направлениях. В связи с этим физические
и механические свойства одного кристалла (монокри¬
сталла) могут изменяться в зависимости от того, в каком
направлении эти свойства определяют. Например, пре¬
дел прочности при растяжении монокристалла меди
может изменяться от 14,5 до 350 МПа, а удлинение — от
10 до 30%.Металлические изделия, состоящие из огромного чис¬
ла кристаллов, представляют собой поликристаллические
тела. Произвольность ориентировки каждого кристалла
приводит к тому, что свойства оказываются практически
одинаковыми во всех направлениях. Это явление назы¬
вается квазиизотропией (ложной изотропией). Различ¬
ные свойства вдоль и поперек линии деформации могут
быть только у деформированного материала. Например,
механические свойства холоднокатаного листа, измерен¬
ные параллельно направлению прокатки, отличаются от
свойств, определенных перпендикулярно к направлению
прокатки, у этого листа.В процессе кристаллизации металлов и сплавов мо¬
гут образовываться кристаллические решетки разного
типа. Наиболее распространенными являются объемно-
центрированная кубическая, гранецентрированная куби¬
ческая и гексагональная решетки. Гранецентрированная
кубическая и гексагональная решетки характеризуются
наиболее плотной упаковкой атомов и их компактным
размещением (рис. 1).Расстояния между соседними атомами в кристалли¬
ческой решетке (параметр решетки) исключительно ма¬
лы. Для их измерения пользуются особой единицей —6
Рис. 1. Расположение атомов в крис¬
таллических решетках:
д — объемно-центрированная кубическая;б — гранецентрированная кубическая; в —
гексагональнаяангстремом (А°), который ра¬
вен 1А°=10“8 см, или наномет¬
ром (1 нм=10-9 см). Парамет¬
ры решетки металлов (их так¬
же называют периодами решет¬
ки) находятся в пределах 0,2...0,7 нм; их определяют методом
рентгеноструктурного анализа.В ряде случаев используют
дополнительные характеристи¬
ки кристаллической решетки,
вытекающие из ее геометрии и
отражающие плотность упа¬
ковки элементарных частиц в кристалле. Такими харак¬
теристиками являются координационное число и коэф¬
фициент компактности.Число ближайших равноудаленных элементарных
частиц определяет координационное число. Например,
в решетке объемно-центрированного куба (ОЦК) для
каждого атома число таких соседей будет равно восьми
(К8). Для гранецентрированной кубической решетки
(ГЦК) координационное число равно 12 (К12), гекса¬
гональная плотно упакованная кристаллическая решет¬
ка (ГПУ) имеет (К12).Решетку объемно-центрированного куба имеют мно¬
гие металлы, например К, V, Сг, Fea, Mo, W; гранецен-
трированную кубическую решетку — Al, Fe^, Ni, Си, Ag,
Аи, Pb; гексагональную решетку — Be, Mg, Со, Zn, Ti.Некоторые металлы в твердом' состоянии (железо,
марганец, кобальт и др.) в зависимости от температуры
нагрева могут иметь кристаллические решетки различ¬
ного строения и, следовательно, обладать различными
свойствами. Это явление называется аллотропией, или
полиморфизмом. Кроме того, известен полиморфизм под
влиянием температуры и давления. При нагреве до
2000 °С и давлении. ~1010 Па углерод в форме графита
перекристаллизовывается в алмаз.При очень больших давлениях в железе обнаруженап7
низкотемпературная модификация с гексагональной ре¬
шеткой ГПУ.Аллотропическое превращение твердого тела, то есть
его переход от одной аллотропической формы к другой,
связано с процессом перестройки атомов в кристалличе¬
ской решетке и сопровождается выделением или погло¬
щением теплоты. Аллотропические формы принято обо¬
значать буквами греческого алфавита: а, р, у, 6 и т. д.К металлам, не претерпевающим аллотропических
превращений в твердом состоянии при нагревании и
охлаждении, относятся алюминий, магний, медь и др.
Большое число технически важных металлов (олово,
цинк, никель, кобальт и др.) подвержено аллотропиче¬
ским изменениям.§ 3. ПЛАВЛЕНИЕ И КРИСТАЛЛИЗАЦИЯ МЕТАЛЛОВПереход металлов и сплавов из жидкого со¬
стояния в твердое связан с их кристаллизацией.Русский ученый Д. К. Чернов, наблюдая процесс
затвердевания расплавленной стали, установил, что про¬
цесс кристаллизации металла складывается из двух эле¬
ментарных процессов: образования центров кристалли¬
зации (зародышей) и роста кристаллов из этих центров.
При температуре кристаллизации в жидком металле
сначала образуются центры кристаллизации, причем их
роль играют разные примеси, мельчайшие шлаковые и
неметаллические включения. После образования заро¬
дышей атомы жидкого металла, расположенные беспо¬
рядочно, начинают располагаться вокруг этих зароды¬
шей и образуют кристаллы правильной геометрической
формы. Так как кристаллизация начинается одновремен¬
но во многих местах и рост кристаллов идет по всем
направлениям, то смежные кристаллы, сталкиваясь меж¬
ду собой, мешают свободному росту каждого. Это при¬
водит к тому, что кристаллы приобретают неправильную
внешнюю форму, несмотря на их упорядоченное внутрен¬
нее строение. Кристаллы неправильной формы принято
называть кристаллитами, полиэдрами, или зернами. По¬
верхности раздела зерен называются границами зерен.В практических условиях кристаллизация с образо¬
ванием геометрически правильных кристаллов происхо¬
дит очень редко. Почти всегда образуются кристалли¬
ческие зерна, или дендриты, неправильной геометриче¬8
ской формы. Кристаллические зерна имеют округлое
очертание и могут быть разного размера. Каждое зерно
состоит из большого количества мелких кристаллических
решеток, в которых атомы расположены закономерно.Образовавшиеся реальные кристаллы не обладают
строгой периодичностью в расположении атомов, они
имеют те или иные несовершенства (дефекты) кристал¬
лического строения.Дефекты в кристаллах принято классифицировать по
характеру их измерения в пространстве на точечные
(нульмерные), линейные (одномерные), поверхностные
(двухмерные), объемные (трехмерные).Точечными дефектами называются такие нарушения
периодичности кристаллической решетки, размеры кото¬
рых во всех измерениях сопоставимы с размерами атома.
К точечным дефектам относят вакансии (узлы в кри¬
сталлической решетке, свободные от атомов), межузель-
ные атомы (атомы, находящиеся вне узлов кристалличе¬
ской решетки), а также примесные атомы, которые мо¬
гут или замещать атомы основного металла (примеси
замещения), или внедряться в наиболее свободные места
решетки (поры или междоузлия) аналогично межузель-
ным атомам (примеси внедрения) (рис. 2).У линейных дефектов длина на несколько порядков
больше ширины; у поверхностных дефектов мала тол¬
щина, а ширина и длина больше ее на несколько поряд¬
ков. Объемные дефекты (поры, трещины) имеют значи¬
тельные размеры во всех трех направлениях.Дендриты представляют собой древовидные кристал¬
лы, образование которых объясняется неодинаковым от¬
водом теплоты в разных направлениях и неодинаковым
их ростом (рис. 3).О 6 6Рис. 2. Точечные дефекты в кристаллической решетке:а — вакансия; б — межузельный атом; в — примесный атом внедрения9
Рис. 3. Схема дендрита/а — ствол кристалла; б, в — ветки
кристаллаРис. 4. Схема стального слитка:1 — мелкие кристаллы; 2 — столб¬
чатые кристаллы; 3 — крупные кри¬
сталлы; 4 — усадочная раковинаВначале образуется ствол кристалла а, затем от ство¬
ла а под определенным углом растут ветви б, от кото¬
рых, в свою очередь, растут боковые ветви в. Д. К. Чер¬
нов обнаружил дендрит размером 39 см в усадочной
раковине 100-тонного слитка.На рисунке 4 приведена схема строения стального
слитка. Зона мелких кристаллов 1 образуется у холод¬
ной стенки изложницы. Затем по направлению отвода
тепла, перпендикулярно стейкам изложницы, растут
столбчатые кристаллы 2. В центре слитка скорость ох¬
лаждения небольшая, и там рбразуются крупные неори¬
ентированные кристаллы 3. Вследствие уменьшения объ¬
ема металла при кристаллизации в слитке образуется
усадочная раковина 4. При охлаждении сплава раство¬
ренные в металле газы могут образовывать в слитке га¬
зовые раковины и пузыри.При сверхвысоких скоростях охлаждения из жидкого
состояния (>106°С/с) диффузионные процессы настоль¬
ко замедляются, что подавляется образование зароды¬
шей и рост кристаллов. В этом случае при затвердева¬
нии образуется аморфная структура. Материалы с та¬
кой структурой получили название «аморфные», или
«металлические стекла».10
§ 4. ТЕРМИЧЕСКИЕ КРИВЫЕ НАГРЕВАНИЯ
И ОХЛАЖДЕНИЯ МЕТАЛЛОВ
И СПЛАВОВПри наблюдении за охлаждением и нагре¬
вам чистого металла могут быть построены кривые ох¬
лаждения и нагревания в .координатах температура —
время. Горизонтальный участок на кривой соответст¬
вует температурной остановке — температуре затверде¬
вания или расплавления чистого металла.Вследствие поглощения металлам скрытой теплоты
плавления температура остается постоянной (/пл), что
отмечено на графике горизонтальным участком кривой
нагревания (рис. 5,а). Только после того как металл рас¬
плавился полностью, его температура повышается по
наклонному участку кривой. Расплавленный металл
охлаждается плавно до температуры кристаллизации, а
затвердевает при постоянной температуре (горизонталь¬
ная площадка) (рис. 5,6). Это указывает на то, что
отвод теплоты охлаждением компенсируется скрытой
теплотой кристаллизации. После окончания затвердева¬
ния металла температура его плавно понижается. Кри¬
вые нагревания и охлаждения (см. рис. 5, а, б) характе¬
ризуют процесс равновесного превращения, так как в
данном случае показано совпадение температуры кри¬
сталлизации с температурой плавления.Практически кристаллизация происходит при темпе¬
ратуре более низкой, чем плавление, то есть площадка
температуры затвердевания на кривой располагается ни¬
же равновесной температуры плавления (/пл), как этоtnepemtnepemкчч\Jzа б в ВрТ дРис. 5. Кривые нагревания и охлаждения чистого металла, аморф¬
ного тела и сплава:а — кривая нагревания; б — кривая охлаждения без переохлаждения; в —
кривая с переохлаждением; г — кривая с петлей переохлаждения; д — кри¬
вая охлаждения аморфного тела; е — кривая охлаждения сплава1!
показано на рие. 5, в. Это явление называется переохлаж¬
дением жидкого металла, тепловым гистерезисом.Величиной, или степенью, переохлаждения называется
разность между равновесной (теоретической) и факти¬
ческой температурами кристаллизации.У некоторых металлов на кривой охлаждения обра¬
зуется петля, указывающая на то, что в результате боль¬
шого переохлаждения в начальный момент кристалли¬
зации бурно выделяется скрытая теплота затвердевания
и температура металла скачкообразно повышается, при¬
ближаясь к температуре плавления (рис. 5,г).Степень переохлаждения для разных металлов неоди¬
накова и зависит как от природы самого металла, так
и от скорости охлаждения: чем больше скорость охлаж¬
дения, тем больше переохлаждение. Некоторые металлы
(олово, сурьма, висмут) обладают большой склонностью
к переохлаждению.В отличие от кристаллических тел аморфные не имеют
выраженной границы при переходе из жидкого состоя¬
ния в твердое [с понижением температуры процесс идет
постепенно] (рис. 5, д).Охлаждение и нагревание сплавов характеризуются
(в отличие от чистых металлов) тем, что затвердевание
и расплавление у них происходит не при одной опреде¬
ленной температуре, а в интервале температур. Начало
затвердевания сплава соответствует температуре tu а
конец затвердевания — температуре t2 (рис. 5, е).Температуры, при которых происходят аллотропиче¬
ские и агрегатные превращения, называют критически¬
ми температурами, или критическими точками.§ 5. СВОЙСТВА МЕТАЛЛОВ И МЕТОДЫИХ ИСПЫТАНИЙМеталлы характеризуются механическими,
физическими, химическими и технологическими свойства¬
ми. Они определяют соответствие выбранного материа¬
ла расчетным нагрузкам при проектировании и обеспе¬
чивают надежность и долговечность машины в эксплуа¬
тации.Механические свойства. К механическим свойствам
относятся: прочность, пластичность, вязкость, твердость,
износостойкость, усталость, ползучесть и др.По механическим свойствам определяют: конструк¬12
ционную прочность материала; технологическое поведе¬
ние материала при его обработке; однородность и стан¬
дартность материала.Механические свойства определяют при проведении
механических испытаний. Свойства зависят от химиче¬
ского состава, структуры и характера технологической
обработки материала.Для определения характеристик механических
свойств из материала изготовляют специальные стан¬
дартные образцы установленных формы и размеров
(ГОСТ 1497—73), которые испытывают на специальных
машинах.Испытания бывают статические, когда прилагае¬
мая нагрузка возрастает медленно и плавно; динамиче¬
ские, когда внешняя сила воздействует с большой ско¬
ростью (удар); технологические пробы, при проведении
которых не принимается во внимание значение нагруз¬
ки, действующей на испытуемый образец.Испытание на растяжение является статическим. Его
проводят для определения прочностных и пластических
свойств металлов и сплавов.Прочность — способность металла не разрушаться под
действием приложенных к нему внешних сил.Упругость — способность металла восстанавливать
свою форму после снятия нагрузки, вызвавшей его де¬
формацию.Пластичность — способность металла изменять под
действием внешней силы свою форму и размеры, не раз¬
рушаясь, и сохранять полученную форму после прекра¬
щения действия силы.Для испытания на растяжение берут цилиндрические
и плоские образцы, имеющие стандартные форму и раз¬
меры (рис. 6).Характеристики механических свойств металла могут
быть определены посредством диаграммы растяжения,
которую получают при испытании образцов на разрыв¬
ной машине. Диаграмма показывает изменение длины
образца в зависимости от приложенной к нему нагрузки.На рисунке 7 приведена диаграмма растяжения об¬
разца из малоуглеродистой стали, на которой по верти¬
кальной оси отложена прилагаемая нагрузка Я, а по
горизонтальной — абсолютное удлинение образца А/.Характерные участки и точки диаграммы: прямоли¬
нейный участок О—Яр, на котором сохраняется пропор-13
Рис. 6. Образцы для испытания Рис. 7. Диаграмма растяжения-
на растяжение: стального образцаа — плоский образец; б — цилинд¬
рический образецциональность между удлинением и нагрузкой; точка рез¬
кого перегиба кривой Рт; горизонтальный участок К, ш
пределах которого металл течет при постоянной нагруз¬
ке; точка Рв, отмечающая наибольшее растягивающее
усилие (образование шейки на испытываемом образце)*точка Pz — усилие в момент разрушения образца.Напряжения по приведенным выше точкам характе¬
ризуют следующие величины.Предел пропорциональности оР (МПа)ор=Pp/F0fгде Рр — нагрузка, при которой нарушена пропорциональность; F9 —
площадь поперечного сечения образца до разрыва.Предел упругости ае (МПа)Се = P&/F ot
где Ре — напрузка при цределе упругости.Предел текучести а* (МПа)От = Рт/F oiгде Рт —нагрузка, при которой наблюдается текучесть (удлинение
образца без увеличения нагрузки).Предел прочности о* (МПа) —условное напряжение,
отвечающее наибольшей нагрузке, предшествовавшей
разрушению образца,Ов = Ръ/F otгде Рв — наибольшая нагрузка.Кроме приведенных выше величин, при испытании
на растяжение определяют пластичность материала, ха¬
рактеризуемую относительным удлинением б (%) и *т-14
иосительным сужением \|э (%) площади поперечного се¬
чения.Относительное удлинение определяется по формуле
б=1огде 1\ — длина образца после разрыва; /0 — длина образца до испы¬
тания.Относительное сужение определяется по формулечг=—— юо,г Огде Ft — площадь сечения образца в месте разрыва; F® — площадь
сечения образца до испытания.Испытанием на ударную вязкость определяют сте¬
пень сопротивления материала разрушению при ударной
нагрузке. Данное испытание является важным для ста¬
лей, из которых изготавливают детали, работающие при
знакопеременных нагрузках (коленчатые валы, вагонные
оси и др.). Для определения ударной вязкости применяют
маятниковый копер, который разрушает стандартный
образец (ГОСТ 9454—78) одним ударом (рис. 8).Работу удара А после разрушения образца 2 опре¬
деляют по шкале или по углу взлета маятника 1. Удар¬
ная вязкость материала ан (Дж/м2) характеризуетсяРис. 8. Маятниковый копер:
а — схема прибора; б — эскиз образца; в —установка образца в приборе15
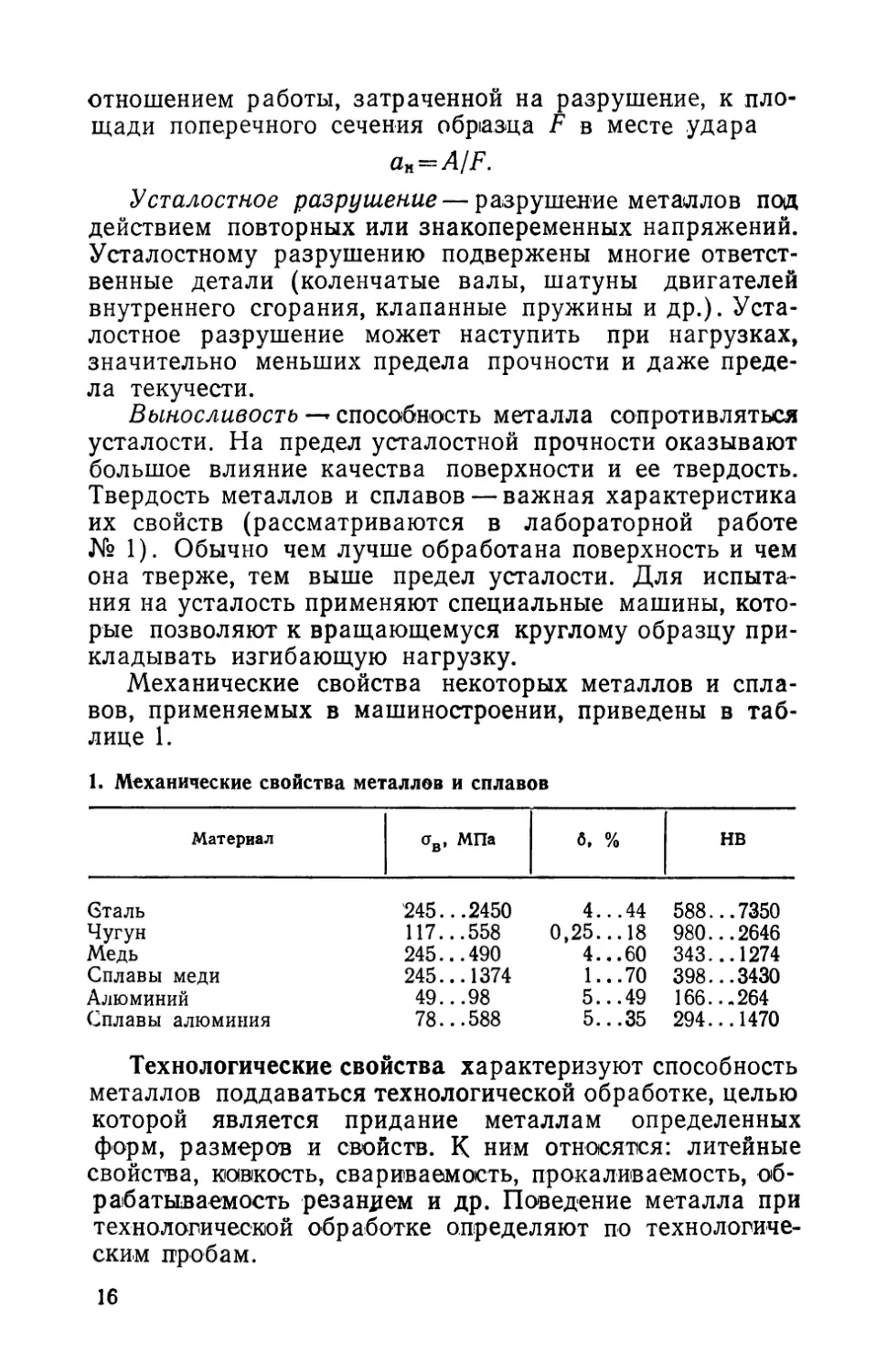
отношением работы, затраченной на разрушение, к пло¬
щади поперечного сечения образца F в месте удараan = A/F.Усталостное разрушение — разрушение металлов под
действием повторных или знакопеременных напряжений.
Усталостному разрушению подвержены многие ответст¬
венные детали (коленчатые валы, шатуны двигателей
внутреннего сгорания, клапанные пружины и др.). Уста¬
лостное разрушение может наступить при нагрузках,
значительно меньших предела прочности и даже преде¬
ла текучести.Выносливость — способность металла сопротивляться
усталости. На предел усталостной прочности оказывают
большое влияние качества поверхности и ее твердость.
Твердость металлов и сплавов — важная характеристика
их свойств (рассматриваются в лабораторной работе
№ 1). Обычно чем лучше обработана поверхность и чем
она тверже, тем выше предел усталости. Для испыта¬
ния на усталость применяют специальные машины, кото¬
рые позволяют к вращающемуся круглому образцу при¬
кладывать изгибающую нагрузку.Механические свойства некоторых металлов и спла¬
вов, применяемых в машиностроении, приведены в таб¬
лице 1.1. Механические свойства металлов и сплавовМатериалб. %НВбталь 245.Чугун 117.Медь 245.Сплавы меди 245.Алюминий 49.Сплавы алюминия 78..24504.,..44588.,..7350.5580,25.,..18980..,.2646.4904.,,.60343.,..1274.13741.,,.70398...3430.985..,.49166..• 264.5885....35294... 1470Технологические свойства характеризуют способность
металлов поддаваться технологической обработке, целью
которой является придание металлам определенных
форм, размеров и свойств. К ним относятся: литейные
свойства, ковжость, свариваемость, прокаливаемость, об¬
рабатываемость резанием и др. Поведение металла при
технологической обработке определяют по технологиче¬
ским пробам.16
Технологические пробы применяют главным образом-
для определения пригодности материала к тому или
иному способу обработки. Обычно о результатах техно¬
логических испытаний судят по состоянию поверхности
после испытания (отсутствие трещин, надрывов, изло¬
мов). Распространенными технологическими пробами яв¬
ляются: проба на загиб в холодном и нагретом состоя¬
нии, проба на перегиб и на выдавливание, проба на
осадку, проба на раздачу и обжатие труб, искровая про¬
ба (см. лабораторную работу № 1) и др.Физические свойства металлов и сплавов являются
важными, особенно для материалов, используемых в
электротехнической промышленности. К этим свойствам
относятся: плотность, температура плавления, теплопро¬
водность, электропроводность, тепловое расширение,
удельная теплоемкость и способность намагничиваться.
Основные физические свойства металлов приведены
в таблице 2.2. Физические свойства металловМеталлычЕр.5°
о, .2 к
£ s
Я я4) О)
Н Ч"83 кач кн в йиМ Й «о
cu к а ч
Otf s *S О (j ~~-4)^. ев Sн <0 asа Suа Г*.S 5S
«get
>> н *о*1Кgo,U1с°.2 с--
о <у нt Яя 2 я
£§0
5 s .® сой> о«2 ° я5 о &ч g сАлюминий2,766023,90,210,480,029Вольфрам19,333774,40,0320,380,060Железо7,86153911,90,110,140,100Кобальт8,9148012,70,100,160,104Магний1,7465126,00,250,370,044Медь8,92108316,40.090,980,017Никель8,9145513,70,110,1980,130Олово7,3123222,40,0551,160,124Свинец11,332729,30,0310,0840,208Титан4,511607,140,110,036о,9оаХром7,118008,40,1110,070,026Цинк7,1442039,50,0930,270,061Химические свойства — это способность металлов и
сплавов сопротивляться воздействию окружающей среды,
которое проявляется в различных формах. Под влиянием*
кислорода воздуха и влаги металлы подвергаются кор-2 Заказ № 897 17
розии: чугун и сталь ржавеют, бронза покрывается зе¬
леным слоем окиси меди; сталь при нагреве в печах без
защитной атмосферы окисляется, превращаясь в окали¬
ну, а в серной кислоте растворяется.Металлы и сплавы, стойкие против окисления при вы¬
сокой температуре нагрева, называются жаростойкими,
или окалиностойкими. Из них изготовляют такие дета¬
ли, как клапаны и коллекторы двигателей внутреннего
сгорания. Золото, серебро и нержавеющие стали слабо
поддаются коррозии.Лабораторная работа № 1. Определение
твердости металлов. Искровая
проба сталиЦель работы: приобретение навыков в опреде¬
лении твердости металлов на твердомерах типа ТШ
(прибор Бринелля) и ТК (прибор Роквелла); опреде¬
ление марки стали методом искровой пробы.Задания: 1. Изучить устройство и работу твердомеров
типа ТШ и ТК.2. Определить твердость на твердомерах типа ТШ и
ТК: образцов из отожженной стали марок 10, 30, 45,
У8А, У12А; образцов из закаленной стали марок 30, 45,
У8А, У12А.3. По показателям твердости, полученным при испы¬
тании стали, построить график зависимости твердости
стали от содержания в ней углерода.4. Определить марку стали методом искровой пробы
на образцах стали марок 10, 30, 45, У8А, У12А, Р9, Р18.5. Составить отчет о работе.Оборудование и материалы. Для выполнения работы
по определению твердости металлов: два твердомера
типа ТШ (прибор Бринелля); два твердомера типа ТК
(прибор Роквелла); две «лупы» для измерения отпечат¬
ков; два комплекта образцов отожженной стали марок
10, 30, 45, У8А, У12А размером 50X50X80; два комплек¬
та образцов стали марок 30, 45, У8А, У12А размером
50X50X80, закаленных в воде и отпущенных при тем¬
пературе 200 °С.Для выполнения работы по определению марки стали
методом искровой пробы: заточной станок с односторон¬
ним или двусторонним шпинделем; шлифовальные круги
ПП 300X50X76 или ПП 200X32X40; набор испытуемых18
при работе сталей диаметром 20 мм и длиной 200 мм;
образцы — эталоны.Методические указания. Работу выполняют бригады
по 3—4 человека. Две бригады изучают устройство и оп¬
ределяют твердость на приборах ТШ и ТК, одна зани¬
мается определением марки стали методом искровой
пробы. Затем бригады меняются местами.Теоретические сведения. Твердостью называется свой'
ство материала сопротивляться вдавливанию в него дру¬
гого, более твердого тела. Твердость тесно связана с та¬
кими основными характеристиками металлов и сплавов,
как прочность, износостойкость, и является важной ха¬
рактеристикой для выбора режущих инструментов. Ис¬
пытания на твердость относятся к статическим, они не¬
сложны, быстро выполняются и не разрушают изделия..
Существует несколько методов определения твердости,.
Особенно широкое распространение получили: вдавли¬
вание закаленного шарика (метод Бринелля); вдавли¬
вание вершины алмазного конуса или закаленного ша¬
рика (метод Роквелла); вдавливание вершины алмазной
пирамиды (метод Виккерса).По методу Бринелля испытывают незакаленные изде¬
лия, твердость которых не превышает НВ 450, так как
при испытании материалов с большей твердостью сталь¬
ной шарик при вдавливании будет деформироваться и.
результат опыта получится неправильный.Для испытания выбирают образец толщиной не ме¬
нее десятикратной глубины отпечатка, зачищенный на
шлифовальном круге или шлифовальной бумагой. Диа¬
метр шарика и величину нагрузки (давления) выбирают
в зависимости от толщины и твердости испытываемого
материала то данным таблицы 3.Время выдержки под нагрузкой составляет 10 с для
твердых материалов и 30 с для мягких. Перед испыта-3. Определение диаметра шарика и значения нагрузкиТолщина образ¬
ца, ммДиаметрщарика,ммНагрузка, Н30 D* для
стали и
чугуна10 D* для
латуни и
бронзы2,5 D9 для
мягких
материаловБолее 61030 00010 0002500От 6 до 3575002500625Менее 32.518756251562*19
Рис. 9. Схема прибора ТШ (Бринелля):1 — сигнальная лампочка; 2 — винт; 3 — держатель; 4 — ограничитель; 5 —
образец; 6 — столик; 7 — кнопка пуска электродвигателя; 8 — лимб; 9 *-
рукоятка лимба; 10 — маховик; 11 — подвеска; 12 — сменные грузы; 13 —
рычажная система; 14 — ролик; 15 — шатун; 16 — кривошипный вал; 17 —
электродвигатель; 18 — червячный редуктор; 19, 21 — шпиндель; 20 — пру¬
жина; 22 — шариковый наконечникнием на твердомере (рис. 9) в держатель 3 винтом 2 за¬
крепляют шариковый наконечник и устанавливают необ¬
ходимую нагрузку Р. Нагрузка создается рычажной си¬
стемой 13, подвеской 11 и сменными грузами 12. В зави¬
симости от формы испытуемого образца подбирают опор¬
ный столик 6. Твердость плоских образцов определяют
на плоском столике, а цилиндрических — на призматиче¬
ском. Маховиком 10 подводят образец к шарику до упо¬
ра в ограничитель 4, при отсутствии последнего — до
сжатия пружины 20. Нажатием -кнопки 7 включается
электродвигатель 17, который через червячный редук¬
тор 18, кривошипный вал 16 и шатун 15 отводит вниз
ролик 14. При этом действие нагрузки Р через систему
рычагов 13 и шпиндель 21 сообщается шариковому нако¬
нечнику 22. Этот момент фиксируется загоранием лам¬
почки 1.После соответствующей выдержки испытуемого об¬
разца под действием нагрузки Р происходит автомати¬
ческое переключение электродвигателя: ролик 14 пере¬
мещается вверх, возвращает рычаги 13 в исходное поло¬
жение, электродвигатель автоматически выключается,
лампочка гаснет. Столик прибора опускают махови¬
ком 10, образец снимают и замеряют полученный отпе¬20
чаток специальной лупой, имеющей шкалу с ценой деле¬
ния 0,1 м'м в двух взаимно перпендикулярных направ¬
лениях. Среднее значение диаметра используется для
расчета твердости НВ (МПа) по формулеНВ= 2i. nD (D—yD2—rfcp2)где P — нагрузка при испытании, Н; D—диаметр шарика, мм; dcр —
среднее значение диаметра отпечатка, мсм.Чтобы избежать длительных вычислений твердости
каждого образца, на практике пользуются таблицей, в
которой указана твердость образца при его испытании
наконечником с диаметром шарика 10 мм под нагрузкой
30 000 Н. Один образец испытывают дважды. Установ¬
лено, что между твердостью по Бринеллю и пределом
прочности при растяжении существует зависимость: для
углеродистых и низколегированных сталей сТв = 0,37 НВ;
для серых чугунов ств = 0,1 НВ.По методу Роквелла твердость образца определяют
вдавливанием в него специального наконечника (алмаз¬
ного конуса или стального шарика диаметром 1,588 мм).
В отличие от метода Бринелля твердость по Роквеллу
определяют не по площади отпечатка, а по глубине про¬
никновения наконечника в поверхность детали.Прибор ТК в зависимости от значения прилагаемой
нагрузки в 600, 1000 и 1500 Н имеет соответственно три
шкалы: А, В и С. Образцы подготавливают к испыта¬
нию так же, как и для испытания на приборе ТШ. Ми¬
нимальная толщина испытуемого образца в зависимости
от его твердости составляет 0,7...2 мм при испытании по
шкале В, 0,7...1,5 мм — по шкале С и 0,4...0,7 мм — по
шкале А.Шкалой В пользуются при измерений твердости мяг¬
ких металлов (незакаленные стали, цветные металлы и
их сплавы). Твердость определяют наконечником с шари¬
ком при нагрузке 1000 Н и обозначают буквами HRB.
Шкалой С пользуются при измерении твердости зака¬
ленных сталей алмазным наконечником с утлом при вер¬
шине 120°, общая нагрузка составляет 1500 Н. Значение
твердости обозначают буквами HRC. Шкалой А пользу¬
ются при измерении твердости изделий после химико-
термической обработки и твердых сплавов. Для этого
применяют алмазный наконечник при нагрузке 600 Н.
Значение твердости обозначают буквами HRA.
Рис. 10. Схема прибора ТК (Роквелл)1 — винт; 2 — рукоятка; 3 — масляный
амортизатор; 4 — стрелка; 5 — красная
точка; 6 — индикатор; 7 — наконечник;
8 — столик; 9 — маховикПри подготовке твердомера
к работе в соответствии с выб¬
ранной шкалой устанавливают
нагрузку и наконечник 7 (рис.
10), закрепляя его винтом L
В зависимости от формы испы¬
туемого образца выбирают и
останавливают столик <9. При
испытании образец, находя¬
щийся «а столике <3, вращением
маховика 9 приближают к на¬
конечнику 7 и, продолжая плав¬
ное вращение маховика, сооб¬
щают наконечнику предвари¬
тельную нагрузку 100 Н. Требуемое значение нагрузки
будет в тот момент, когда малая стрелка 4 на циферблате
остановится против красной точки 5. Далее вращением
обода шкалы индикатора 6 устанавливают нуль шкалы С
против большой стрелки независимо от шкалы измерения.
После этого сообщают наконечнику основную нагрузку,
для чего рукоятку 2 плавно отводят назад. Время нагру¬
жения (3...6 с) регулируется масляным амортизатором 3.
Затем плавным поворотом рукоятки 2 «а себя снимают
основную -нагрузку. Цифра, против которой остановится?
стрелка (наблюдать следует по той шкале, которая вы¬
брана для измерения твердости), укажет число твердо¬
сти но Роквеллу. Вращением маховика 9 против часовой
стрелки снимают предварительную нагрузку, опускают
столик и берут образец. Испытание проводят 2—3 раза.Достоинство метода Роквелла — большая точность
измерений, высокая производительность, небольшой раз¬
мер отпечатка на изделии и несложность техники испы¬
тания. Для перевода твердости, полученной методом
Роквелла, в твердость по Бринеллю пользуются специ¬
альными графиками или таблицами.Искровая проба предназначена для определения хи¬
мического состава стали. Во многих случаях она позво¬22
ляет приближенно судить о содержании углерода и не¬
которых других элементов.Марку стали по искре определяют на основании цве¬
та искры и количества «звездочек». Например, присутст¬
вие вольфрама в стали придает искре темно-бордовый
цвет, а поэтому все стали, содержащие более 3...4% W,
по искре резко отличаются от углеродистой стали. По
искре всегда можно безошибочно отличить быстрорежу¬
щую сталь от углеродистой. Углеродистая сталь дает
светло-желтую искру в виде нитей, на которых появля¬
ются «звездочки» (их количество увеличивается с повы¬
шением содержания углерода). При определенном навы¬
ке можно различать стали по содержанию углерода с
точностью 0,1...0,15%. Но качественную сталь нельзя
отличить от стали обыкновенного качества, несмотря на
то что последняя содержит больше серы и фосфора. Эти
примеси не придают особой окраски искре. Например,
сталь марки 20 в среднем содержит 0,2 % С и столько
же углерода содержит сталь марки Ст. 3, а следователь¬
но, искра у них будет одинаковая.Правильность определения марки стали могут под¬
твердить дополнительные характеристики: вид излома,
твердость. Например, быстрорежущая сталь Р18, Р9
хрупко ломается, а излом получается мелким и несколь¬
ко темноватым.Сталь 20 имеет излом светлый и крупнозернистый.
Точный химический состав стали определяют в специаль¬
ных лабораториях химическим и спектральным анали¬
зом.Учащийся, контролирующий сталь по искре, должен
приобрести навык и заранее просмотреть искру различ¬
ных эталонов сталей известного химического состава.Марку стали по искре определяют на рабочем месте,
имеющем заточный станок с односторонним или двусто¬
ронним шпинделем для установки одного или двух шли¬
фовальных кругов. Каждый шлифовальный круг должен
быть огражден кожухом с отверстием сверху для того,
чтобы проверяемый пруток свободно подводился к кру¬
гу. Испытания можно проводить при дневном свете или
неярком постоянном электрическом освещении. Заточ¬
ный станок устанавливают таким образом, чтобы его
шпиндель был расположен на высоте не более 1200 мм
от пола. Необходимо, чтобы на станок не попадал пря¬
мой солнечный свет.23
Железо Армко
Искры светло-жел¬
тые прямые без
разветвлений.Сталь 10
Искры сВетло-жел-
тые с малым ноли-
честВом разветвле¬
ний, небольшое коли¬
чество звездочек, кон¬
чики нитей острыеСталь УЗ, У Ю
Искры светло-жел¬
тые, разветвлений а
звездочек дольше,
чем у стали WСталь 40, 45
Искры светло-жел¬
тые, разветвления с
крупными звездочками
концы нитей острые,
разветвления сильно
развитыСталь x,xi; ШХ15ШХ9
Искры желтые, на
разветвлениях боль¬
шое количество мел¬
ких светло-красных
звездочекСталь 9ХС
Искры темно-желтые
со светло-красными
разветвлениями и
большим количест¬
вом звездочекСталь Р9
Искры бордовые
прямолинейные с
небольшими круглы-
ми звездочками на
концахСталь Р18
Искры темно-
малиновые с. желто¬
красными крапин-
намиРис. И. Характеристика пучка искр сталей различных ма¬
рок
При испытании следует применять шлифовальные
круги следующей характеристики: 24А10 СТ17К5 35 м/с1 кл А ГОСТ 2424—75 при вращении со скоростьюI500...2000 об/мин.Изменять характеристику шлифовальных кругов не
рекомендуется, так как круги различных характеристик
дают при испытании одной и той же марки стали раз¬
личный вид искры. Не следует также применять очень
твердые шлифовальные круги, так как при работе на них
искры плохо видны, а круги быстро засаливаются. Не
рекомендуется применять круги более мягкие, чем СТ1,
так как при испытании на них выделяется мало искр, а
круги быстро изнашиваются.Кроме станка и шлифовальных кругов, на рабочем
месте должен быть набор эталонов сталей всех марок,
применяемых при выполнении данной лабораторной
работы.Эталоны служат для облегчения определения марки
стали по искре. На каждом эталоне должна быть четко
выбита клеймом марка стали. Эталоны следует хранить
в специальных ящиках, сгруппировав их по маркам ста¬
лей (углеродистые, легированные и т. д.).При проверке на искру прутков, поковок или отли¬
вок необходимо снять слой окалины, так как определе¬
ние марки стали при наличии окалины не дает правиль¬
ных результатов. В зависимости от величины окалины
снимают слой толщиной 1...4 мм при проверке поковок
и отливок и 0,5...2 мм при проверке прутков.При определении марки стали по искре важны не
только цвет искры, но и форма и длина нитей, форма и
густота разветвлений, количество, форма и размер звез¬
дочек, форма кончика нитей, на которых при испытании
некоторых марок сталей образуются стрелочки. Чтобы
облегчить определение марок сталей по искре, приводят¬
ся рисунки и дается характеристика искр некоторых
марок сталей (рис. 11).Отчет о работе: отчет о работе, который учащийся
представляет в письменном виде, должен содержать:
цель работы, задание, последовательность определения
твердости на приборах Бринелля и Роквелла, определе¬
ние марки стали по искре, график зависимости твердо¬
сти стали от содержания в ней углерода.Контрольные вопросы и задания. 1. Приведите примеры аморф¬
ного и кристаллического вещества. 2. Какая разница между кристал¬25
лом и кристаллитом? 3. Чем объясняется анизотропность свойств
кристаллического тела? 4. Какие кристаллические решетки имеют
вольфрам, -медь, титан? 5. Что за явление аллотропия и какие метал¬
лы подвержены ей?Глава 2. ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
СПЛАВОВ§ 1. ПОНЯТИЕ О СПЛАВАХСплавы нашли широкое применение в тех¬
нике в связи с тем, что они обладают более высокими
механическими и технологическими свойствами, чем чи¬
стые металлы, и отвечают требованиям, предъявляемым
к материалам для изготовления деталей современных
машин.Сплавами называются соединения двух и более эле¬
ментов. Химические элементы или их соединения, обра¬
зующие сплав, принято называть компонентами.Сплавы можно получить сплавлением компонентов
в жидком состоянии, спеканием в твердом состоянии (по¬
рошковая металлургия), электролизом, возгонкой и дру¬
гими способами.При сплавлении в жидком состоянии большинство
компонентов обладает неограниченной растворимостью
с образованием одной фазы. Но некоторые пары метал¬
лов (медь и свинец, железо и свинец) практически не
растворяются и в жидком состоянии образуют смеси,
двух жидких фаз. Это объясняется большой разницей
атомных объемов и температур плавления элементов.Фазы — это физически однородные части сплава, от¬
деленные поверхностью раздела. Фазы могут быть жид¬
кие, твердые и газообразные. Как известно из физики,
газы почти всегда способны смешиваться друг с другом
в любых соотношениях, поэтому газовая смесь состоит
всегда из одной фазы. Металлические сплавы в рас¬
плавленном состоянии состоят в большинстве случаев из
одной фазы. При затвердевании (переходе из жидкого
состояния в твердое) они состоят из жидкой и твердой
фаз. После затвердевания в зависимости от природы
сплава он может состоять из одной, двух твердых фаз
и более.Структурными составляющими сплавов после их за¬
твердевания могут быть механические смеси, химические
соединения и твердые растворы.26
Механическая смесь пред¬
ставляет собой мельчайшую
смесь кристаллов (отдельные
фазы составляющих компо¬
нентов), не растворяющихся
в твердом состоянии.Химические соединения,
получающиеся при образова¬
нии некоторых сплавов, име¬
ют постоянный состав, осо¬
бую кристаллическую решет¬
ку и особые физико-химиче¬
ские свойства.Химическим соединениям,
находящимся в сплавах,
свойственны повышенная твердость, хрупкость и посто¬
янная температура плавления.Твердые растворы образуются при проникновении
атомов растворяющегося элемента в кристаллическую
решетку растворителя. Растворителем называют тот ме¬
талл, кристаллическая решетка которого сохраняется
как основа.Различают растворы замещения и внедрения. В пер¬
вом случае атомы растворимого элемента замещают в
решетке атомы растворителя (рис. 12,а), во втором слу¬
чае атомы растворимого элемента располагаются между
атомами растворителя (рис. 12,6).Структура твердых растворов состоит из однородных
зерен, подобна структуре чистых металлов, поэтому
сплавы, имеющие структуру твердых растворов, широ¬
ко применяют в промышленности, так как они обладают
рядом ценных свойств.Во многих сплавах могут присутствовать одновре¬
менно структурные составляющие в виде механической
смеси, химического соединения и твердого раствора.§ 2. ДИАГРАММЫ СОСТОЯНИЯ ДВОЙНЫХСПЛАВОВДиаграмма состояния представляет собой
графическую зависимость между фазовым составом, тем¬
пературой и концентрацией составляющих сплав ком¬
понентов. Она позволяет определять температуры плав¬
ления и затвердевания, структуры сплавов при разныхо Атом элемента растворителя
• Атом растВоренмого элементаРис. 12. Расположение ато¬
мов (ионов) в твердых ра¬
створах:а — твердый раствор замеще¬
ния; б — твердый раствор
внедрения27
температурах в условиях равновесия и те процессы, ко¬
торые претерпевают сплавы при охлаждении и нагрева¬
нии. По вертикальной оси диаграммы откладывают
температуру, по горизонтальной — концентрацию компо¬
нентов в сплаве.Диаграммы состояния металлических сплавов строят
на основании изучения их методами термического, мик¬
роскопического, рентгеноструктурного анализа. Термиче¬
ский анализ является основным методом для определе¬
ния температур начала и конца затвердевания сплавов
и превращений, происходящих в твердом состоянии. Этот
метод позволяет проследить изменения температуры ох¬
лаждаемого сплава во времени.При помощи термопары через определенные проме¬
жутки времени отмечают наблюдаемую температуру
сплава. На основании полученных данных строят кривые
охлаждения и нагревания в координатах температура-—
время и по перегибам и остановкам на них, вызванным
тепловым эффектом превращения, определяют темпе¬
ратуры превращения — критические точки.По диаграммам состояния можно установить связь
структуры сплава с его механическими и технологиче¬
скими свойствами, а также назначить режим термиче¬
ской обработки и температурный интервал проведения
горячей обработки металлов давлением.В качестве примера рассмотрим диаграмму состоя¬
ния первого типа, характеризующую такие сплавы, ком¬
поненты которых в жидком состоянии полностью взаим¬
но растворимы, а в твердом — нерастворимы и при этом
образуют механические смеси.Диаграмма состояния первого типа. По этому типу
диаграммы состояния кристаллизуются такие двойные
сплавы, как свинец — сурьма (Pb—Sb), олово — цинк
(Sn—Zn). Температура плавления свинца равна 327°С,
то есть при этой температуре свинец из твердого состоя¬
ния переходит в жидкое. Температура плавления сурьмы
равна 631 °С. Если взять сплавы Pb—Sb различного со¬
става с постепенно увеличивающимся содержанием сурь¬
мы (5% Sb —95% Pb, 13% Sb —87% Pb, 40% Sb —
60% Pb) и медленно их охлаждать, то получатся кривые
охлаждения, представленные на рисунке 13.Кривые охлаждения показывают, что сплавы в отли¬
чие от чистых металлов имеют две критические точки:
температуру начала и температуру конца кристаллизл-28
Рис. 13. Кривые охлаждения:а — чистого свинца; б — сплава, содержащего 5 % сурьмы и 95 % свинца?
в — сплава, содержащего 13% сурьмы и 87% свинца; г — сплава, содер¬
жащего 40 % сурьмы и 60 % свинца; д — чистой сурьмыции. При нижней критической температуре (246 °С) все
сплавы Pb—Sb окончательно затвердевают. При верх¬
них критических температурах, которые для разных по
составу сплавов неодинаковы, происходит только нача¬
ло затвердевания сплава (начало перехода из жидкого
состояния в твердое). При этом в зависимости от про¬
центного содержания РЬ и Sb в сплавах в момент начала
затвердевания начинает кристаллизоваться либо РЬ,.
либо Sb (это зависит от того, каким из указанных ме¬
таллов пересыщен сплав данного состава при соответ¬
ствующей температуре).При соединении точек начала и конца затвердевания
кривых охлаждения получается диаграмма состояния
сплавов свинца и сурьмы (рис. 14).Выше линии АСВ все свинцово-сурьмистые сплавы
находятся в жидком состоянии. Линия АСВ соответствует
началу затвердевания сплавов и называется линией лик¬
видуса (ликвидус — «жидкий»). Линия DCE соответст¬
вует концу затвердевания сплавов и называется линией
солидуса (солидус— «твердый»). Ниже этой линии все
сплавы находятся в твердом состоянии.По линии АС из сплавов, содержащих менее 13%
сурьмы, начинает кристаллизоваться чистый свинец, по
линии СВ из сплавов, содержащих более 13% сурьмы,
начинает кристаллизоваться чистая сурьма.В точке С, отвечающей составу .13% Sb и 87% РЬ,
одновременно кристаллизуются и свинец и сурьма с обра¬
зованием тонкой 1механической смеси кристаллов Sb и
РЬ. Такая структура называется эвтектикой. Оплав, со-29
Рис. 14. Диаграмма состояния сплавов свинец-сурьмаответствующий точке С, называется эвтектическим и ха¬
рактеризуется самой низкой температурой плавления по
сравнению со всеми сплавами Pb—Sb. Сплавы, по со¬
ставу лежащие левее точки С, называются доэвтектиче-
скими, а правее — заэвтектическими.Рассмотрим процессы кристаллизации доэвтектиче-
ского сплава, содержащего 5% Sb, и заэвтектического,
содержащего 40% Sb.Доэвтектичеекий сплав выше линии ликвидуса АС
находится в жидком состоянии. Когда сплав при охлаж¬
дении достигает линии Л С, начинают образовываться
кристаллы чистого свинца. Процесс продолжается до
температуры 246°С (линия DCE). При этом в жидкой
части сплава будет возрастать содержание сурьмы и при
достижении эвтектической температуры 246 °С жидкая
часть сплава, соответствующая по составу точке С (13%
Sb + 87% РЬ), затвердевает, образуя эвтектику, состоя¬
щую из (Кристаллов Sb и РЬ. Аналогично происходит за¬
твердевание всех доэвтектических сплавов. Ниже линии
солидуса (246 °С) сплавы имеют структуру, которая со¬
стоит из кристаллов свинца, выделившегося в интервале
температур от линии ликвидуса до линии солидуса, и
эвтектики, образовавшейся при окончательном затверде¬
вании сплавов на линии солидуса.30
Заэвтектичеюкий сплав с (’,с ... „ в мг
содержанием 40% Sb выше
линии ликвидуса СВ нахо¬
дится в жидком состоянии,и, когда он при охлаждениидостигает линии СВ, образу- —-/7 Nil и U /аются кристаллы сурьмы, ко- са%т 0торые продолжают выде¬
ляться ДО ЛИНИИ СЕ (246 °С). Рис. 15. Диаграмма состоя-
В интервале температур ния сплавов медь-никель
между линиями ликвидус исолидус количество кристаллов Sb непрерывно растет, а
жидкая часть сплава меняет свой состав; при температу¬
ре 246 °С жидкая часть сплава имеет состав, соответст¬
вующий точке С (13 % Sb + 87 % РЬ), и кристаллизуется
с образованием эвтектики. Аналогично затвердевают все
заэвтектические сплавы. Только один сплав этой систе¬
мы—сплав с эвтектической концентрацией (13% Sb +
+ 87% Pb) затвердевает при одной и той же температу¬
ре (246°С) с образованием структуры, состоящей только
из эвтектики без избыточных кристаллов чистого компо¬
нента.Диаграмма состояния второго типа. К диаграмме со¬
стояния второго типа относятся сплавы, которые харак¬
теризуются полной взаимной растворимостью компонен¬
тов как в жидком, так и в твердом состоянии. Полной
взаимной растворимостью обладают такие сплавы систе¬
мы: медь — никель, железо — никель, кобальт — хром.На рисунке 15 показана диаграмма состояния спла¬
вов Си—Ni. Температура плавления чистой меди 1083 °С,
а никеля— 1455 °С. При температурах, лежащих выше
кривой АСВ (линия ликвидуса), все сплавы находятся
в жидком состоянии, при температурах ниже кривой
ADB (линия солидуса)—в твердом. Между линиями
ликвидуса и солидуса сплавы находятся частично в виде
твердых кристаллов и частично в виде жидкого сплава.В процессе охлаждения образовавшиеся в начале
кристаллизации кристаллы богаты тугоплавким элемен¬
том никеля. При дальнейшем охлаждении в эти кри¬
сталлы диффундирует из жидкого сплава медь, а вновь
образовавшиеся кристаллы содержат больше меди и
меньше никеля. В результате диффузии концентрация
сплава выравнивается. Диффузия -происходит тем пол¬
нее, чем медленнее охлаждение..3*
Рис. 16. Диаграмма состояния Рис. 17. Диаграмма состояния
сплавов с ограниченной раство- сплавов с образованием хими-
римостью ческих соединенийВ практических условиях, если сплавы охлаждаются
довольно быстро и состав кристаллов не успевает вырав¬
ниваться, различные места кристалла имеют неодинако¬
вый состав. Такая химическая неоднородность называет¬
ся дендритной, или внутрикристаллической, ликвацией.
Установлено, что чем больше (Интервал между ликвиду¬
сом и солидусом сплава, тем больше дендритная ликва¬
ция сплава. Ликвацию можно устранить отжигом при
температуре 0,8...0,9 температуры плавления.Диаграмма состояния третьего типа. Она характери¬
зует сплавы, в которых два металла в жидком состоянии
обладают полной растворимостью, а в твердом состоя¬
нии— ограниченной (рис. 16). К этим сплавам относят¬
ся: медь — серебро, олово—-свинец, алюминий — крем¬
ний и др.По линии ликвидуса АСВ в отличие от диаграммы
первого типа не будут кристаллизоваться чистые компо¬
ненты Л и В, а будут выпадать кристаллы а твердого
раствора компонента В в Л (линия АС) и кристаллы {$
твердого раствора Л в В (линия ВС). При этом эвтек¬
тика будет состоять из смеси кристаллов двух твердых
растворов а и (3. Сплавы между точками D к С непосред¬
ственно после кристаллизации из жидкого раствора со¬
стоят из кристаллов а и эвтектики а+ р, а между точка¬
ми С и Е — из кристаллов р и эвтектики a+ip. Сплавы
с концентрацией меньше, чем в точке D, заканчивают
кристаллизацию из жидкого раствора по линии AD и
состоят из кристаллов а.При понижении температуры (линия DF) эти крис¬
таллы оказываются пересыщенными атомами компонен¬
та В, 'поэтому из твердого раствора а кристаллизуются32
зерна твердого раствора рвт. Такие превращения в твер¬
дых растворах называются вторичной кристаллизацией
в отличие от первичной, происходящей из жидкого рас¬
твора. В сплавах с концентрацией больше, чем в точке £,
при температурах ниже линии солидус (линия ADEB)
из кристаллов р (линия EG) выпадают кристаллы аВт.Диаграмма состояния четвертого типа. Она характе¬
ризует сплавы, в которых компоненты неограниченно
яастворимы в жидком состоянии, совершенно нераство¬
римы в твердом и при затвердевании образуют химиче¬
ские соединения. Это сплавы магний — кальций, маг¬
ний— олово, марганец — кремний.В качестве примера рассмотрим диаграмму состояния
сплава Mg—Са (рис. 17), компоненты которого образуют
прочное химическое соединение Mg4 и Саз(АпВт) с со¬
держанием 45% Mg и 55% Са (температура плавления
химического соединения 721 °С). Из диаграммы видно,
что указанное химическое соединение ведет себя как са¬
мостоятельный компонент и делит систему Mg—Са на
две диаграммы первого типа: Mg—Mg4Ca3(A—AnBm) и
Mg4Ca3—Ca(AnBm—В). Выше линии ликвидуса ABCDE
сплавы находятся в жидком состоянии в однофазном
равновесии, ниже линии солидуса FBKODM — в твердом
состоянии, имея двухфазное равновесие.Зависимость свойств сплавов от их состава и строе¬
ния. В результате многочисленных исследований акаде¬
мик Н. С. Курнаков установил зависимость механиче¬
ских и физических свойств сплавов от их состава и обра¬
зуемых структур.На рисунке 18 показаны основные типы диаграмм со¬
стояния и характер изменения твердости (линия 1) и
электропроводности (линия 2).Для сплавов, образующих эвтектику (рис. 18, а, твер¬
дость и предел прочности, удельная электропроводность
и электросопротивление изменяются по' линейной зависи¬
мости, то есть представляют собой среднее из свойств
исходных компонентов. Эвтектические сплавы обладают
высокими литейными свойствами (низкой температурой
плавления и жидкотекучестью), хорошо обрабатываются
резанием.У сплавов, образующих твердые растворы (рис. 18,6),
физико-механические свойства изменяются по плавным
кривым. Они обладают низкой электропроводностью,3 Заказ № 89733
а б б гРис. 18. Свойства сплавов и вид их диаграмм состоянияхорошей обрабатываемостью давлением, худшей — ре¬
занием.У сплавов с ограниченной растворимостью (рис. 18, в)
свойства изменяются в соответствии с принадлежностью
сплава к той или иной части диаграммы.У сплавов, образующих химические соединения и эв¬
тектику (рис. 18,г), механические -и физические свойства
изменяются по линейной зависимости, то есть представ¬
ляют собой среднее из свойств исходных компонентов
и химического соединения.Контрольные вопросы. 1. Что называется сплавом? 2. Что такое
эвтектика? 3. Чем отличается сплав от чистого металла? 4. Что ха¬
рактеризует кривая охлаждения металла и как она строится? 5. Ка¬
кую зависимость имеют свойства сплавов от их состава и строения?
Раздел 2. ПРОИЗВОДСТВО ЧЕРНЫХ
И ЦВЕТНЫХ МЕТАЛЛОВГлава 1. ПРОИЗВОДСТВО ЧУГУНАМеталлургия — наука о промышленных спо¬
собах получения чистых металлов и различных сплавов.
В России металлы производились с очень давних времен.
Русские мастера достигли значительного совершенства
в их производстве и обработке. Первые доменные печи
появились в России в 30-х годах XVII в. вблизи Тулы
и Каширы. В середине XVIII в. Россия по выплавке чу¬
гуна занимала первое место в мире, которое удерживала
до начала XIX в. Сейчас в нашей стране работают круп¬
нейшие в мире доменные печи, кислородные конвертеры,
электропечи, мощные прокатные станы, производятся
все цветные металлы. СССР по выпуску чугуна и стали
занимает ведущее место в мире.§ 1. МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ,ОГНЕУПОРНЫЕ МАТЕРИАЛЫ, СОСТАВШИХТЫМеталлургические процессы. В зависимо¬
сти от вида используемой для получения металлов энер¬
гии различают пирометаллургию, гидрометаллургию,
электрометаллургию и химикометаллургию. Пирометал-
лургические процессы обеспечиваются сжиганием раз¬
личных видов топлива. К ним относятся процессы про¬
изводства чугуна в доменных печах, стали в мартенов¬
ских печах. Гидрометаллургические процессы основаны
на переводе металлов из руд в растворы растворителем
с последующим выщелачиванием их из растворов. Таким
образом извлекают медь из некоторых видов руд. Элек¬
трометаллургические процессы происходят при выплав¬
ке сталей в электрических печах, при получении алюми¬
ния электролизом глинозема. Химико-металлургические
процессы основаны на том, что металлы получают при
помощи химических и металлургических процессов. Так
производят, например, титан.3*35
Огнеупорные материалы применяют для футеровки
(выкладки изнутри) доменных, сталеплавильных и дру¬
гих печей, а также ковшей для расплавленного металла
и других устройств, по которым транспортируется (же¬
лоба) или в которых хранится жидкий металл. Эти ма¬
териалы используют в виде кирпичей различных форм
и размеров, а также в виде порошка. Они выдерживают
высокие температуры, не разрушаясь в течение длитель¬
ного времени. Огнеупорные материалы подразделяют
на следующие группы: кислые, основные и нейтральные.К кислым относятся динасовый кирпич, кварцевый
порошок и песок. Они состоят из 93...97% оксида крем¬
ния и применяются для футеровки кислых печей. Эти
огнеупоры не разрушаются под действием кислых шла¬
ков, в которых преобладает оксид кремния. Температура
плавления кислых огнеупоров 1700...1730°С.К основным огнеупорным материалам относятся: маг¬
незит, доломит, смолодоломит. Магнезитовые огнеупоры
содержат 90...95% оксида магния и плавятся при темпе¬
ратуре 2000...2400 °С. Доломитовые огнеупоры изготов¬
ляют, обжигая доломит. Они содержат до 40% оксида
магния и до 50% оксида кальция. Температура плавле¬
ния не ниже 1800 °С. Смолодоломитовый кирпич изго¬
товляют из смеси доломитового порошка с каменноуголь¬
ной смолой. Температура плавления не ниже 1800°С„
Основные огнеупоры не вступают в реакции с основны¬
ми шлаками, где преобладают соединения СаО и MgO.
К нейтральным огнеупорным материалам относятся:
шамот, хромомагнезит, углеродистые материалы. Шамот¬
ный кирпич содержит 50...60% Si02 и 30...40% АЬОз.
Хромомагнезитовые огнеупоры содержат до 70% MgO
и до 20% СггОз. Их температура плавления не ниже
2000 °С. Углеродистые огнеупоры содержат до 92% угле¬
рода в виде графита, обладают высокой огнеупорностью.
Нейтральные огнеупорные материалы противостоят раз¬
рушению слабокислыми и слабоосновными шлаками.Состав шихты. Чугун — железоуглеродистый сплав,
содержащий 2,14...6,67% углерода. Выплавляют чугун в
доменных печах. Исходными материалами (шихта) для
производства чугуна являются: железная руда, топливо,
флюсы, агломерат, окатыши и воздух. Для производства
чугуна используют следующие виды железных руд: маг¬
нитный железняк, красный железняк, бурый железняк,
шпатовый железняк и железистые кварциты. Топливом36
в доменном производстве преимущественно служат кокс
и природный газ. Недостаток кокса — большое содер¬
жание серы (до 2%), которая в процессе доменной плав¬
ки частично переходит в чугун, ухудшая его свойства.
Применение дешевого (по сравнению с коксом) природ¬
ного газа в доменном производстве уменьшает расход
кокса примерно на 20% и увеличивает производитель¬
ность доменных печей до 10%. В качестве добавки к
коксу применяют также угольную пыль.Флюсы служат для обеспечения достаточной жидко-
текучести шлака при температуре 1400... 1450 °С. Шлак
состоит из оксидов пустой породы, золы кокса и флюса.
С флюсами частично переходят в шлак сера и фосфор.
В качестве флюсов в доменном производстве применяют
известняк СаСОз или доломитизированный известняк
CaC03-MgC03.Подготовка руд к доменной плавке осуществляется
для повышения производительности доменной печи, сни¬
жения расхода топлива и улучшения качества чугуна.
Цель этой подготовки состоит в увеличении содержания
железа в шихте и уменьшении в ней вредных примесей —
серы, фосфора, повышении ее однородности по химиче¬
скому составу. Обогащение руд производится на горно-
обогатительных комбинатах. Применяют следующие
способы обогащения железных руд: магнитная сепа¬
рация, обжиг, промывка и другие. Для переработки кон¬
центратов, полученных после обогащения, в кусковые
материалы необходимых размеров применяют агломера¬
цию или окатывание. Агломерат — продукт спекания ме¬
лочи руды, кокса, флюсов и колошниковой пыли в пори¬
стые куски размером 80...200 мм. Спекание осуществляют
на агломерационных ленточных машинах при температу¬
ре 1300...1500°С. Окатыши получают из тонкоизмельчен-
ных смесей примерно того же состава, что и агломерат,
с добавлением воды и связующего — бентонитовой гли¬
ны. Их получают во вращающихся барабанах, высуши¬
вают и обжигают. Окатыши имеют форму шариков
диаметром до 30 мм.§ 2. УСТРОЙСТВО И РАБОТА ДОМЕННОЙ ПЕЧИДоменная печь (рис. 19) является печью
вертикального (шахтного) типа. Внутри она выложена
(футерована) нейтральными огнеупорными материала-37
Рис. 19. Схема работы доменной печи объемом 2700 м3 со вспомога¬
тельным оборудованием:/ — доменная печь; 2 — воздухонагреватели; 3 — воздуходувная станция;4 — пылеуловитель; 5 — скруббер тонкой очистки; 6 — электрофильтр; 7 •—
бункерная эстакада; 8 — ковш для чугуна; 9 — ковш для шлака; 10 — ем¬
кость для пыли; / — чистый газ для нагрева воздухонагревателей сжигания
в котельных коксохимических и других цехах; II — дымовые газы; III ~
холодное дутье; IV — кислород; V — воздух; VI — горячее дутье; V// —
чугун; VIII — шихта; IX — колошниковый газ; X — шлак; XI — пыльми (нижняя часть печи — углеродистыми блоками, а
верхняя — шамотным кирпичом). Толщина кладки до2 м. Снаружи печь обтянута стальным кожухом толщи¬
ной до 40 мм. Футеровка примерно на 3Д высоты снизу
охлаждается водой, циркулирующей в металлических
холодильниках, находящихся внутри нее. Общая высота
доменной печи достигает 80 м, а наибольший диаметр —
10 м и более. В верхней части печи расположен засып¬
ной аппарат, состоящий у большинства печей из малой
и большой приемных воронок, закрываемых конусами.
Применяют также засыпные аппараты коробчатой фор¬
мы.По наклонному мосту, имеющему два рельсовых
пути, специальными тележками (скипами) в печь перио¬
дически подается шихта. Вверху печи расположены га¬
зоотводные трубы, по которым из нее выходят колошни¬
ковый (доменный) газ и пыль. Ниже засыпного аппара¬
та расположены: колошник, шахта, распар, заплечики
и горн. В верхней части горна расположены от 12 до 36
отверстий, куда вставлены водоохлаждаемые медные
фурмы. Из кольцевого воздухопровода, опоясывающего38
печь выше фурм, в фурмы подается нагретый в воздухо¬
нагревателях воздух, обогащенный до 35% кислородом.
Днище горна называется лещадью. На уровне лещади
по окружности горна расположены от 1 до 4 чугунных
леток, а выше них находится шлаковая летка. Печь ра¬
ботает с 3...4 воздухонагревателями (один из них резерв¬
ный) , которые имеют форму цилиндрических башен диа¬
метром до 10 м и высотой до 50 м и обтянуты стальны¬
ми кожухами. Внутри они имеют камеры сгорания и
выложенную в клетку насадку из фасонного шамотного
кирпича. Насадка воздухонагревателя нагревается про¬
дуктами сгорания колошникового газа, сжигаемого в
газовых горелках. Нагревается воздухонагреватель око¬
ло 2 ч, затем в него в течение 1 часа воздуходувной ма¬
шиной подается холодная воздушно-кислородная смесь
под давлением до 0,4 МПа, которая, проходя по кана¬
лам раскаленной насадки, нагревается до температуры900...1200 °С и уходит в кольцевой воздуховод доменной
печи, Полезный объем печи — это объем, занимаемый
шихтой от лещади до нижней кромки большого конуса
засыпного аппарата. Самая крупная в СССР и одна из
крупнейших в мире доменная печь имеет полезный объем
5580 м3. Расчетная производительность этой печи состав¬
ляет 4,5 млн. т чугуна в год. По высоте внутренний объем
печи условно разделяют на следующие температурные
пояса: подготовительный, восстановительный, цементи¬
рующий и плавильный. В подготовительном поясе при
температуре ~400°С из шихты удаляются влага и лету¬
чие вещества, в восстановительном поясе при температу¬
ре ~800°С железо восстанавливается из оксидов до
чистого губчатого железа, в цементирующем поясе при
температуре ~1000°С происходит науглероживание же¬
леза (образование чугуна), в плавильном поясе при тем¬
пературе ~1200°С происходит плавление чугуна и шла¬
ка. Восстановление оксидов железа, согласно теории
академика А. А. Байкова, идет ступенчато по следующей
схеме: Fe203 Fe304 FeO Fe, т. е. от высшего окси¬
да к низшему. Главную роль в восстановлении железа
из оксидов играет оксид углерода. За счет кислорода в
зоне фурм сжигается кокс: C+02=C02 + Q. Углекислый
газ С02, поднимаясь вверх, при температуре свыше
1000 °С реагирует с углеродом кокса, восстанавливаясь
в оксид углерода; С02+С = 2С0—Q. Оксид углерода,
являясь энергичным восстановителем, восстанавливает39
железо шихты из его окисло^. Реакции протекают в та¬
кой последовательности:ЗРе^Оз+СО =(2Fe304+C02+Q;Fe304+СО = 3Fe0+C02—Q;FeO-f-CO = Fe-j-C02“|-Q.Общий тепловой эффект реакций восстановления
оксида.железа оксидом углерода (непрямое восстанов¬
ление) является положительным. Процесс начинается в
шахте печи и заканчивается в заплечиках, где происходит
восстановление твердым (сажистым) углеродом (прямое
восстановление) с образованием губчатого железа:
FeO + C = Fe + CO—Q. Восстановленное железо науглеро¬
живается при температуре 900...1000 °С по реакции:
3Fe + 2 C0 = Fe3C + C02. При более высоких температу¬
рах науглероживание происходит сажистым углеродом,
проникающим в поры губчатого железа и образующим
карбид железа: 3Fe+C = Fe3C. Карбид железа РезС, со¬
держащий 6,67% углерода, растворяется в железе, насы¬
щая его углеродом. Так образуется чугун, который пла¬
вится и каплями стекает в горн. Одновременно происхо¬
дит восстановление из оксидов и растворение в чугуне
Si, Mn, S, Р и других элементов, идет шлакообразова¬
ние. Шлак состоит из оксидов CaO, Si02, А1203, MgO,
FeO, CaS. Шлак также стекает в горн и, так как он
имеет меньшую плотность, чем чугун, располагается над
ним. Чугун при температуре около 1500°С выпускают
в ковши-чугуновозы вместимостью до 100 т, а шлак — в
ковш-шлаковоз вместимостью до 30 т или гранулируют
на установках придоменной грануляции.Время непрерывной работы доменной печи от пуска
до капитального ремонта составляет 4...8 лет и более
(до 25). Основным продуктом доменной плавки является
чугун, а побочными — шлак, колошниковый газ и колош¬
никовая пыль. В доменных печах выплавляют передель¬
ные (белые), литейные (серые) чугуны и доменные фер¬
росплавы. Передельные чугуны выплавляют следующих
марок: Ml, М2, М3, Б1, Б2 и др. Они используются для
передела в сталь в жидком виде. Литейный чугун от до¬
менной печи направляется к разливочной машине, на
которой из него отливают небольшие слитки (чугунные
чушки), в дальнейшем используемые для переплавки в
литейных цехах машиностроительных заводов. Чугун
коксовый литейный чушковый выплавляют следующих40
марок: ЛК.1, ЛК2...ЛК7. Доменные ферросплавы — это
специальные чугуны, которые применяют как добавки
при выплавке легированных сталей, раскислении сталей
и в литейном производстве. К ним относятся: ферро¬
марганец, содержащий 70...75% марганца; ферросили¬
ций, содержащий 9...13% кремния, и другие.Шлак используют для производства цемента, строи¬
тельных блоков и при строительстве дорог. Колошнико¬
вый газ, содержащий до 32% СО и до 4% Н2, после
очистки в пылеуловителе используют как топливо для
нагрева воздухонагревателей доменной печи, котлов и
т. д. Колошниковая пыль, состоящая из мелких частиц
шихты, используется для производства агломерата и
окатышей.Для получения 1 т передельного чугуна в современ¬
ной доменной печи расходуется в среднем 2 т железной
руды (в основном в виде агломерата и окатышей), 0,6 т
кокса, 0,06 т флюса и 2 т увлажненного дутья. Кроме
1 т чугуна, получают в среднем 0,5 т шлака и 3 т колош¬
никового газа.Основными показателями работы доменной печи яв¬
ляются ее производительность, расход кокса на 1 т чугу¬
на, коэффициент К (м3/т) использования полезного объ¬
ема печи (КИПО), определяемый по формулеK=VIG,где V — полезный объем доменной печи, м3; G — масса чугуна, вы¬
плавляемого печью за сутки, т.Чем меньше КИПО, тем лучше используется полез»
ный объем печи и выше ее производительность. В СССР
среднее значение КИПО для большинства печей при¬
мерно 0,6, а рекордное — 0,35.Процесс получения доменного чугуна из руд и после¬
дующая переработка его в сталь связаны со значитель¬
ными затратами топлива, флюсов, электроэнергии и др.
Поэтому наряду с производством чугуна в доменных пе¬
чах все шире используют более экономичные процессы
прямого восстановления железа из руд. Один из таких
процессов осуществлен на Оскольском электрометаллур¬
гическом комбинате. Изготовленные из обогащенной
железной руды окатыши загружают в шахтную печь.
Восстановление железа из окатышей производится во¬
дородом и оксидом углерода, получаемых из смеси при¬
родного и доменного газов. В восстановительной зоне41
печи создается температура 1000...1100 °С, при которой
водород и оксид углерода восстанавливают железную
руду в окатышах до твердого губчатого железа. В ре¬
зультате получаются металлизованные окатыши с содер¬
жанием железа 90...95%. Охлажденные окатыши посту¬
пают на выплавку высококачественных сталей в элек¬
тропечах.Контрольные вопросы и задания. 1. Расскажите о назначении,
устройстве и работе доменной печи. 2. Расскажите о продуктах до¬
менного производства и их использовании. 3. Приведите основные
технико-экономические показатели работы доменной печи.Глава 2. ПРОИЗВОДСТВО СТАЛИ§ 1. СУЩНОСТЬ ПРОЦЕССОВ ПРОИЗВОДСТВАСТАЛИСталь — железоуглеродистый сплав, кото¬
рый содержит менее 2,14% углерода. Постоянными при¬
месями в сталях являются: марганец (до 0,8%), крем¬
ний (до 0,4%), сера (до 0,06%) и фосфор (до 0,07%).
Сталеплавильные процессы бывают основные и кислые.
Основные процессы происходят в сталеплавильных аг¬
регатах, футерованных основными огнеупорными мате¬
риалами, а кислые — кислыми. Кроме этого, основные и
кислые процессы отличаются составом шихты и неко¬
торыми особенностями технологии самой плавки. Стали
выплавляют в конвертерах, мартеновских и электриче¬
ских печах.Сталеплавильный процесс является окислительным.
Его цель — удалить методом окисления из чугуна часть
углерода и получить сталь. Во время плавки окисляются
и переходят в шлак также кремний, марганец, часть же¬
леза и другие примеси. Примеси окисляются кислородом,
растворенным в металле, и кислородом из атмосферы
печи.Вредные примеси (сера и фосфор) удаляют из метал¬
ла только в основных сталеплавильных агрегатах, куда
с этой целью добавляют известь.Продукты реакций в виде оксидов и сульфидов пере¬
ходят в шлак. FeO частично растворяется в металле. СО
в газообразном виде удаляют из металла. Завершающей
операцией каждого сталеплавильного процесса является
раскисление стали, которое заключается в восстановле¬42
нии железа из его закиси FeO. Закись железа ухудшает
прочность и пластичность стали. Раскислители добав¬
ляют в сталеплавильный агрегат в конце плавки^ или в
ковш, куда выпускают сталь. Раскисление производят
ферромарганцем, ферросилицием, алюминием и другими
раскислителями.Оксиды марганца, кремния и алюминия переходят в
шлак. По степени раскисления стали делят на группы:
кипящая (наименее раскисленная), спокойная (наиболее
раскисленная) передняя между ними — полуспокойная.§ 2. КОНВЕРТЕРНЫЕ СПОСОБЫ ПРОИЗВОДСТВАСТАЛИИзвестно три способа производства стали
в конвертерах: кислородно-конвертерный, бессемеров¬
ский и томасовский.Кислородно-конвертерный способ, который применя¬
ется в металлургической промышленности СССР с 1956 г.,
является наиболее прогрессивным. Кислородный кон¬
вертер представляет собой сталеплавильный агрегат
грушевидной формы (рис. 20). Внутри он выложен ос¬
новным огнеупорным- материалом, а снаружи обтянут
стальным кожухом. Вверху конвертера есть отверстие
(горловина), через которое загружают шихту и сливают
шлак. На стыке верхней конической и средней цилин¬
дрической частей конвертера расположена летка для
выпуска стали. Днище конвертера сплошное. В средней
(наружной) его части есть две цапфы, расположенные
перпендикулярно к оси конвертера. Цапфами он опира¬
ется на подшипники станины, в которых его поворачи¬
вают специальным механизмом на нужный угол при
загрузке шихты, выпуске шлака и стали. Вместимость
кислородных конвертеров от 50 до 400 т. Шихта состоит
из жидкого передельного чугуна, металлолома (до 30%
массы чугуна), извести, плавикового шпата и других до¬
бавок. Известь вводят для ошлакования фосфора и се¬
ры, а плавиковый шпат CaF2 — для разжижения шлака.Сущность кислородно-конвертерного процесса заклю¬
чается в том, что загруженную в конвертер шихту про¬
дувают сверху струей кислорода под давлением до1,5 МПа. Большое давление кислорода обеспечивает хо¬
рошее перемешивание металла. В начале продувки окис¬
ляются кремний, марганец и другие элементы, которые43
Рис. 20. Получение стали в кис¬
лородном конвертере:а — заливка чугуна 5 мин; б —
продувка (первый период 16 мин.
второй — 8 мин). 1 — опорная
станина; 2 — корпус конвертера;3 — механизм поворота конверте¬
ра; 4 — выпускное отверстие для
стали; 5 — водоохлаждаемая фур¬
ма для кислородапереходят в шлак. Про¬
цесс окисления примесей
идет с выделением тепло¬
ты, поэтому топлива не
требуется. После первого
периода продувки кисло¬
родом, длящегося пример¬
но 16 мин, фурму подни¬
мают, наклоняют конвер¬
тер, сливают через его
горловину шлак и берут
пробу металла. В конвер¬
тер добавляют известь,
ставят его вновь в верти¬
кальное положение, вво¬
дят фурму и начинают
второй период продувки
кислородом. Во второй пе¬
риод продувки продолжа¬
ются реакции окисления
примесей, выгорает угле¬
род, идут реакции шлако¬
образования и другие физико-химические процессы. Про¬
дувка заканчивается, когда содержание углерода в стали
предположительно соответствует заданным пределам.
В конце второго периода продувки в конвертер вводят
часть раскислителей. После удаления фурмы конвертер
наклоняют, берут контрольную пробу стали, прожигают
отверстие в боковой летке и выпускают сталь в разливоч¬
ный ковш, где завершается процесс ее раскисления фер¬
ромарганцем, ферросилицием или комплексными раскис-
лителями.После выпуска стали сливают оставшийся шлак и за¬
делывают выпускное отверстие. Общая продолжитель¬
ность технологического цикла плавки составляет 40...44
60 мин, а продолжительность продувки кислородом —18...30 мин. Кислородно-конвертерная сталь характери¬
зуется хорошим качеством и меньшей^себестоимостью по
сравнению с мартеновской и электросталью. Недостат¬
ком кислородно-конвертерного способа является боль¬
шой угар металла (6...9%).§ 3. МАРТЕНОВСКОЕ ПРОИЗВОДСТВОМартеновское производство стали приме¬
няют в металлургии с 1864 г. Мартеновская печь (рис. 21)
по устройству представляет собой пламенную регенера¬
тивную печь симметричной конструкции. Рабочее прост¬
ранство печи ограничено подом, стенками и сводом.
Слева и справа к рабочему пространству примыкают
головки с каналами для подвода газообразного топлива
и воздуха. В них начинается горение топлива. В перед¬
ней стенке печи есть несколько окон для загрузки шихты
и обслуживания печи в процессе плавки. Внизу (посре¬
дине задней стенки) расположена летка для выпуска
ллавки. Печь снабжена устройствами для подогрева
воздуха и газа, называемыми регенераторами. Печи, ра¬
ботающие на газообразном топливе, оборудованы двумя
парами регенераторов, а работающие на жидком топли¬
ве— одной парой. Насадка регенераторов подобна на-Продунты* 6Рис. 21. Схема мартеновской печи:1, 5 — головки печи; 2 — газовые и воздушные каналы в головке печи; 3 —
свод печи; 4 — рабочее пространство печи; 6, 8 — газовые и воздушные ре¬
генераторы; 7 — подина печи; 9 — завалочные окна45
садке воздухонагревателей доменной печи. Продукты
сгорания топлива, выходящие из рабочего пространства
печи, имеют высокую температуру. Они направляются
в регенераторы, нагревают их насадку до температуры1200...1300°С и уходят в дымовую трубу. Другая нагре¬
тая пара регенераторов в это время нагревает воздух и
газ, поступающие в печь, до температуры 1Ю0...1200°С.
После нагрева одной пары регенераторов и охлаждения
другой автоматически изменяется направление потоков.
В качестве топлива для мартеновских печей используют
природный газ, смесь коксового, колошникового и при¬
родного газов или мазут.По конструкции печи подразделяются на неподвиж¬
ные и качающиеся, основные и кислые. Преимуществен*
ное распространение имеют основные печи, футерован¬
ные основными огнеупорными материалами. Вместимость
печей от 200 до 900 т и более. В зависимости от состава
шихты для плавки различают скрап-процесс и скрап-руд-
ный процесс. Шихта для скрап-процесса состоит из60...70% стального лома (скрапа) и 30...40% чушкового
чугуна. Шихта для скрап-рудного процесса состоит из50...80% жидкого передельного чугуна, 20...50% скрапа и15...30% (от массы металлической части шихты) желез-
ной руды и известняка. Скрап-рудным процессом вы¬
плавляют основную массу стали в крупных мартеновских
печах металлургических заводов, где работают доменные
печи.При плавлении шихты под действием высокой тем¬
пературы происходит окисление кремния, марганца, же¬
леза и других элементов кислородом, содержащимся в
печных газах, а также кислородом, вдуваемым в печь
через фурмы, расположенные в своде печи. Оксиды эле¬
ментов, входящих в состав шихты, известь, а также ча¬
стицы футеровки, сплавляясь, образуют шлак, который
покрывает металл. В дальнейшем кислород печных га¬
зов действует на шлак, а шлак — на металл. Образую¬
щаяся при этом закись железа FeO вносит кислород в
покрытый шлаком металл. Дальнейшее окисление угле¬
рода, кремния, марганца и других элементов произво¬
дится кислородом закиси железа, которая сама восста¬
навливается. Окислившийся углерод выделяется из ван¬
ны в виде СО и создает впечатление кипения. Содержа¬
ние углерода и примесей в металле уменьшается, и по¬
лучается сталь.46
В процессе плавки берут^пробы для анализа химиче¬
ского состава металла и вводят добавки для получения
заданной марки стали. В конце плавки вводят раскис-
лители (ферросилиций, ферромарганец) для восстанов¬
ления железа из его закиси. При выплавке легирован¬
ных сталей вводят добавки никеля, хрома или других
легирующих элементов. Сталь выпускают в сталеразли¬
вочные ковши.Продолжительность плавки в мартеновских печах за¬
висит от емкости печи, применяемой шихты и других
факторов. Плавка длится от 2 до 12 ч. Основными тех¬
нико-экономическими показателями производства стали
в мартеновских печах являются производительность пе¬
чи, определяемая съемом стали с 1 м2 площади пода за
сутки, и расход топлива на 1 т выплавляемой стали.
Средний съем стали с 1 м2 площади пода в сутки состав¬
ляет 10 т/м2, а расход условного топлива — до 80 кг/т.Основными недостатками мартеновского процесса яв¬
ляются большой расход топлива и большая продолжи¬
тельность плавки, а преимуществом — универсальность
процесса по применяемой шихте и маркам выплавляемых
сталей.§ 4. ПРОИЗВОДСТВО СТАЛИ В ЭЛЕКТРИЧЕСКИХПЕЧАХ. РАЗЛИВКА СТАЛИВыплавку стали в электрических печах на¬
чали применять с конца XIX в. В электропечах получают
в основном легированные стали высокого качества, из
которых изготовляют особо ответственные детали машин
и инструменты. По конструкции электропечи делятся на
дуговые (рис. 22) и индукционные (рис. 23).В дуговых печах плавление шихты идет под дейст¬
вием теплоты электрической дуги, а в индукционных —
вихревых токов. По футеровке печи бывают основные,
футерованные основными огнеупорными материалами,
и кислые, футерованные динасом. Широкое применение
получили основные электропечи, в которых вредные при¬
меси (сера и фосфор) в процессе плавки переводятся в
шлак известью, входящей в состав шихты.Рабочее пространство трехэлектродной дуговой элек¬
тропечи в средней части имеет цилиндрическую форму,
снизу ограничено сферическим подом. Через свод про¬
ходят три графитизированных или угольных электрода.47
Рис. 22. Принципиальная схема Рис. 23. Схема устройства ин*
дуговой электропечи: дукционной печи:1 — электроды; 2 — съемный свод; 1 — огнеупорный тигель; 2 — ин-3 — рабочее окно; 4 — корпус пе- дуктор; 3 — металл
чи; 5 — сектор для наклона печи;6 — желоб для выпуска плавки;7 — электрододержателнС одной стороны печи расположено боковое рабочее
окно, а с другой — выпускная летка. Печь оборудована
реечным механизмом поворота для наклона в сторону
рабочего окна при выпуске шлака и в сторону летки
при выпуске стали. Дуговые печи строят вместимостью
до 400 т.Шихта состоит из стального лома с добавлением к не¬
му 10% твердого или жидкого чугуна. Используют так¬
же известь, ферросплавы и другие добавки. Рабочее на¬
пряжение 160...600 В, сила тока 1...10 кА. В процессе
плавки с металла несколько раз удаляют шлак. Для ин¬
тенсификации плавки металл продувают кислородом.
Продолжительность плавки составляет 4...8 часов. Ин¬
дукционные печи изготовляют вместимостью от 60 кг до
25 т. Шихта для них состоит из отходов легированных
сталей или чистого по сере и фосфору углеродистого
скрапа и ферросплавов. Частота однофазного перемен¬
ного тока 500...2000 Гц. Ток создает переменный магнит¬
ный поток, пронизывая куски металла в тигле, наводит
в них мощные вихревые токи, нагревающие металл до
расплавления. После расплавления шихты сталь рас¬
кисляют и легируют. Длительность плавки 1...3 ч. Широ-48
Рис. 24. Схема разливки стали в изложни¬
цы:а — сверху; б — сифономРис. 25. Схема установки для непрерывной
разливки стали:1 — разливочное устройство; 2 — водоохлаждае¬
мый кристаллизатор; 3 — жидкий металл; 4 —
зона вторичного охлаждения; 5 — тянущие валки——Кислород [111L—1Jкое применение электропечей огра¬
ничивается высокой стоимостью
электросталей. На 1 т стали расхо¬
дуют 800...900 кВт-ч электроэнергии.Внепечная обработка и разливка стали — завершаю¬
щий этап ее производства. Основные способы внепеч-
ной обработки стали в ковше следующие: вакуумиро-
вание; продувка стали аргоном через днище ковша, из¬
готовленное из специальных пористых огнеупорных ма¬
териалов; обработка синтетическим шлаком. Их цель —
уменьшить содержание растворенных в стали газов к
неметаллических включений. Внепечной обработке под¬
вергают в основном мартеновские и конвертерные стали.
В дальнейшем ковш с жидкой сталью поступает на раз¬
ливку. Наиболее часто применяют следующие способы
разливки (рис. 24): сверху в изложницы, снизу (сифон¬
ная) в несколько изложниц одновременно, непрерывно
в кристаллизатор.Схема установки непрерывной разливки (УНРС) по¬
казана на рисунке 25. Из разливочного ковша сталь по¬
ступает в промежуточный ковш, а из него — в водоох¬
лаждаемый медный кристаллизатор с двойными стенка¬
ми. В начале разливки нижняя часть кристаллизатора
закрывается стальной штангой со сменной плоской го¬
ловкой на конце, которая является временным дном4 Заказ № 89749
кристаллизатора. Вследствие интенсивного охлаждения
кристаллизатора водой, циркулирующей в нем, жидкая
сталь кристаллизуется у его стенок и в нижней части.
Временное дно опускается вместе со слитком, который
проходит зону вторичного водяного охлаждения разбрыз¬
гиванием. Слиток, опускаясь, доходит до установки, ко¬
торая разрезает или рубит его на заготовки мерной дли¬
ны. Заготовки, которые еще нагреты до высокой тем¬
пературы, направляют на прокатку.Недостаток вертикальных УНРС — их большая высо¬
та (до 45 м). В последние годы получают распростра¬
нение установки радиального типа небольшой высоты.
Важными преимуществами получения слитков на УНРС
является то, что отпадает необходимость нагрева слит¬
ков для прокатки на крупных обжимных станах, нет
необходимости иметь большое количество изложниц и
поддонов, в слитках отсутствуют усадочные раковины.Контрольные вопросы и задания. 1. Расскажите о составе ших¬
ты и технологии выплавки стали в кисло(родных конвертерах, марте¬
новских печах и электропечах. 2. Каковы технико-экономические по¬
казатели работы кислородных конвертеров, мартеновских печей и
электропечей? Какие способы и технологии выполнения разливки ста¬
ли вы знаете?Глава 3. ПРОИЗВОДСТВО ЦВЕТНЫХ МЕТАЛЛОВ§ 1. ПРОИЗВОДСТВО МЕДИМедь — металл красновато-розового цвета,
плотностью 8940 кг/м3, с температурой плавления 1083 °С.
Она обладает высокой электропроводностью, теплопро¬
водностью, хорошо куется, прокатывается, но плохо от¬
ливается. Медь в чистом виде применяют для изготов¬
ления проводов, шин и других деталей в электротехнике.
По электропроводности она уступает только серебру.
Широко используют медь для изготовления различных
сплавов. В природе этот металл встречается в самород¬
ном виде и в виде руды.Из самородков выплавляют примерно 5% меди. Мед¬
ные руды содержат небольшое количество меди. Пригод¬
ной для переработки считается руда, содержащая 0,5%
меди и более. Для получения 1 т меди расходуется до
200 т руды. По химическому составу руды делят на
сульфидные, в которых медь находится в виде соедине-50
Рис. 26. Схема пламенной печи для плавки медных руд и концентра¬
тов:1 — под печи; 2 — воронки для загрузки руды; 3 — бункер с рудой; 4 —
шихта на поду печи; 5 — отверстие для выпуска готового продуктаний с серой, и окисленные, содержащие соединение меди
с кислородом. Примерно 80% меди выплавляют из суль¬
фидных руд.Руды, содержащие менее 3% меди, перед плавкой
обогащают обжигом флотационным способом. Флотаци¬
онный способ основан на различном смачивании водой
частиц руды, содержащих металл, и пустой породы.
В обогащенной руде (концентрате) содержится от 10 до
40% меди.Из руд медь извлекают двумя способами: пироме-
таллургическим и гидрометаллургическим. Преимущест¬
венное распространение получил пирометаллургический
способ. Он включает в себя следующие стадии произ¬
водства: обжиг концентрата, плавку на штейн, получе¬
ние черновой меди, рафинирование. Обжиг проводят в
многоподовых печах или в печах кипящего слоя в окис¬
лительной среде при температуре до 850 еС. В процессе
обжига из концентрата удаляют значительную часть
серы и других примесей. Образуется обожженная ших¬
та (огарок) и газ SO2, который используют для произ¬
водства серной кислоты. Следующим процессом являет¬
ся плавка обожженной шихты на штейн в шахтных или
пламенных печах (рис. 26) при температуре до 1550 °С.
Наибольшее применение имеют пламенные печи. В них
поддерживается слабоокислительная или нейтральная
атмосфера, чтобы сернистое железо FeS не окислялось
печными газами.451
Продуктами плавки являются штейн и шлак. Штейн,
^имеющий большую, чем шлак, плотность, собирается на
поду печи, а шлак образует верхний жидкий слой. Шлак
^выпускают по мере накопления через окно, расположен¬
ное в хвостовой части печи, а штейн — через отверстия
(обычно два), расположенные в боковой стенке печи.
Штейны содержат 16...60% Си, 15...50% Fe и 23...28% S.Черновую медь получают из жидкого штейна, проду¬
вая его воздухом, в горизонтальных цилиндрических
конвертерах с боковым дутьем или в вертикальных кон¬
вертерах.Впервые продувку штейна в конвертере осуществил
« 1886 г. русский инженер В. А. Семенников. В процессе
продувки, которая длится от 16 до 24 ч, выгорает сера.Черновая медь содержит до 2% различных примесей,
<и ее в дальнейшем рафинируют (очищают). Применяют¬
ся два вида рафинирования: огневое и электрическое.
Огневому рафинированию подвергают медь, содержащую
незначительное количество благородных металлов. Ра¬
финированная огневым способом медь содержит 99...
'99,7% Си. Ее выпускают из печи и разливают в слитки
для прокатки или в анодные пластины для электриче¬
ского рафинирования. Электрическим рафинированием
получают медь высокой чистоты (не менее 99,9% Си) и
шзвлекают находящееся в ней золото и серебро.§ 2. ПРОИЗВОДСТВО АЛЮМИНИЯАлюминий — серебристо-белый металл, об¬
ладающий хорошей электропроводностью и теплопровод¬
ностью. По электропроводности он уступает только сере-
’бру и меди. На воздухе в присутствии влаги алюминий
покрывается синевато-серой пленкой, защищающей его
■от дальнейшего окисления. Плотность алюминия
2700 кг/м3, температура плавления 658 °С. Главные при¬
родные запасы алюминия заключены в бокситах, алуни¬
тах, нефелинах и глинах. Наибольшее промышленное
применение получили бокситы, которые содержат 30...
'57% А120з и пустую породу.Технология производства алюминия включает сле¬
дующие процессы: получение чистого глинозема из руд,
получение первичного алюминия электролизом глино¬
зема, рафинирование первичного алюминия. Чистый гли¬
нозем А120з получают из бокситов щелочным, кислотным,:52
Рис. 27. Схема электролизной ванны для получения алюминия:1 — катодные шины; 2 — угольные плиты; 3 — футеровка; 4 — кожух; 5 —
анодные стержни; 6 — угольные блоки; 7 — шихта; 8 — дно ванныэлектрометаллургическим и комбинированным мето¬
дами.Металлический алюминий получают по методу, раз¬
работанному профессором П. П. Федотьевым в 20-х го¬
дах XX в., — электролизом глинозема, растворенного в
криолите. Электролизная ванна заключена в стальной
кожух 4 (рис. 27), внутри она выложена угольными бло¬
ками 2. К подине подведены катодные шины 1, и весь
корпус ванны является, таким образом, катодным уст¬
ройством. Анодами служат угольные блоки 5, которые
присоединены к электрододержателям 5. Через загружен¬
ную глиноземом и криолитом вайну пропускают посто¬
янный ток силой 70...75 кА и напряжением 4...4,5 В. Ших¬
та нагревается и расплавляется теплотой, выделяющейся
ори прохождении тока между анодом и катодом. Рабо¬
чая температура составляет 930...950°С. Образующийся
в процессе электролиза жидкий алюминий собирается на
подине ванны, откуда его выкачивают вакуум-насосом
в ковш.Для получения 1 т алюминия расходуется до
18 5000 кВт-ч электроэнергии. Для очистки расплавлен¬
ного алюминия от растворенных в нем газов и примесей
его продувают в течение 10... 15 мин хлором.53
После рафинирования хлором получают алюминий
чистотой до 99,85%, а после дальнейшего электролити¬
ческого рафинирования — чистотой до 99,99%.§ 3. ПРОИЗВОДСТВО ТИТАНАТитан — металл серебристого цвета, плотно¬
стью 4500 кг/м3 с температурой плавления 1660 °С. Ти¬
тан и его сплавы имеют большую коррозионную стой¬
кость, жаропрочность и легко поддаются механической
обработке. Они хорошо куются, штампуются и прокаты¬
ваются в листы, ленты « даже в фольгу. Наиболее рас¬
пространенными рудами для производства титана явля¬
ются ильменит Fe0-Ti02 и рутил ТЮ2. Существует не¬
сколько способов получения металлического титана из
РУД-Наиболее широкое применение на заводах получил
магнийтермический способ производства титана, кото¬
рый включает следующие технологические операции:
обогащение титановой руды; плавку на титановый шлак;
получение четыреххлористого титана TiCl4; восстанов¬
ление титана магнием; очистку титана. Из титана и его
сплавов изготовляют насосы для перекачки агрессивных
жидкостей, применяемых на животноводческих фермах,
которые работают во много раз дольше аналогичных на¬
сосов, изготовленных из чугуна, стали и других материа¬
лов. Применение деталей из титана и его сплавов в дви¬
гателях внутреннего сгорания позволяет снизить массу
этих двигателец примерно на 20%.§ 4. ПРОИЗВОДСТВО МАГНИЯМагний — серебристо-белый металл, плотно¬
стью 1740 кг/м3, с температурой плавления 651 °С. Маг¬
ний и сплавы на его основе имеют малую плотность при
сравнительно высоких механических свойствах. Магние¬
вые сплавы обладают способностью хорошо противо¬
стоять ударным нагрузкам. Они подразделяются на
деформируемые и литейные. Эти сплавы исключительно
хорошо обрабатываются резанием. Основными рудами
для производства магния являются карналит
(MgCl2-KCl-6H20), магнезит (MgC03) и другие. Маг¬
ний получают электролизом из его расплавленных солей.54
Электролиз производят при температуре 720 °С, напря¬
жении около 3 В и силе тока до 50 кА. Расход электро¬
энергии на получение 1 т магния составляет 15... 17 тыс.
кВт-ч. После рафинирования чернового магния, полу¬
ченного электролизом, его разливают в изложницы на
чушки.Чистый магний применяют при получении высо-
копрочного чугуна, в пиротехнике, для приготовления
сплавов.Магниевые сплавы используются для изготов¬
ления деталей колес автомобилей, самолетов, а также
отбойных молотков, фотоаппаратов, радиодеталей.Контрольные вопроси и задания. Расскажите о свойствах, тех¬
нологии производства и применении меди, алюминия, титана и маг¬
ния*
Раздел 3. СПЛАВЫ ЖЕЛЕЗА С УГЛЕРОДОМ
И МЕТОДЫ ИЗМЕНЕНИЯ
ИХ СВОЙСТВГлава 1. ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ§ 1. СВОЙСТВА ЖЕЛЕЗА И УГЛЕРОДАЖелезо — серебристый металл с температу¬
рой плавления 1539°С. Имеет следующие механические
свойства: ав=250 МПа, с02=12ОМПа, а«50%, НВ 80.
Химически чистое железо, без примесей, получить чрез¬
вычайно трудно. Техническое железо всегда содержит
ряд элементов, которые попадают в него непроизвольно»
при производстве или вводятся специально для прида¬
ния особых свойств.В твердом состоянии железо может находиться в двух
модификациях: Fea (объемно-центрированная кубиче¬
ская решетка) и FeT (гранецентрированная кубическая
решетка). Кристаллические решетки, приведенные на
кривой охлаждения железа (рис. 28), характеризуют
аллотропические превращения. Остановка при 1539 °С
связана с первичной кристаллизацией железа. При этом
образуется б-железо с кристаллической решеткой объ¬
емно-центрированного куба (высокотемпературную а-мо-
дификацию обозначают буквой б) с периодом 0,293 нм.
При 1392°С решетка объемно-центрированного куба пре¬
вращается в гранецентрированную решетку, период ко¬
торой при 911°С равен 0,364 нм (образуется у-железо).
В интервале 1392...911°С железо находится в аллотропи¬
ческой форме Fev. При температуре 911 °С гранецентри¬
рованная решетка Fev превращается в объемно-центри¬
рованную решетку Fea с периодом 0,286 нм. Ниже этой
температуры решетка железа объемно-центрированная.Площадка на кривой охлаждения при 768 °С (точка
Кюри) указывает не на перестройку решетки, а на воз¬
никновение магнитных свойств в железе: выше 768 °С
железо немагнитно, ниже 768 °С магнитно. Изменение
строения кристаллической решетки железа влечет за
собой изменение некоторых его свойств (например, Fea
почти не растворяет углерод, aFeT растворяет до 2,14 %).
Аллотропические превращения всегда сопровождаются56
Рис. 28. Кривая охлаждения желе¬
завыделением теплоты при ох¬
лаждении и .поглощением
скрытой теплоты при нагре¬
вании.Углерод в природе су¬
ществует в двух, .модифика¬
циях — в виде графита и
алмаза.При нормальных услови¬
ях стабилен графит, алмаз
представляет собой его ме-
тастабильную модификацию.Углерод в железоуглеро¬
дистых сплавах присутствует
яли в (Виде .графита ,в струк¬
туре чугунов, или в виде
химического соединения кар¬
бида железа F3C (цементит). Углерод является неме¬
таллическим элементом прочностью сгв = 20...40 МПа.Время§ 2. СТРУКТУРНЫЕ СОСТАВЛЯЮЩИЕ
ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВВажным свойством железоуглеродистых
сплавов является то, что они в зависимости от содержа¬
ния углерода, температуры нагрева и скорости охлаж¬
дения способны иметь разные структуры. Изменяя струк¬
туру, можно получить самые различные физико-механи¬
ческие свойства сплавов. Способность сплавов образо¬
вывать различные структуры основана на том, что твер¬
дый раствор внедрения углерода в ужелезе, называемый
аустенитом, весьма неустойчив и может существовать
преимущественно при высоких температурах. При охлаж¬
дении аустенит распадается и в зависимости от скорости
охлаждения превращается в иные структуры.При медленном охлаждении в результате распада
аустенита образуются феррит, цементит, из которых по¬
лучаются перлит, ледебурит. При особых условиях, на¬
пример при высоком содержании кремния, образуется
свободный графит (углерод отжига).57
Аустенит — твердый раствор внедрения углерода в
у-железе с гранедентрированной кубической решеткой.
Максимальная растворимость углерода при 1147°С со¬
ставляет 2,14%. С понижением температуры раствори¬
мость углерода уменьшается и при 727 °С составляет
0,8%. Под микроскопом он имеет вид светлых зерен с
двойными линиями. Аустенит обладает большой вязко¬
стью, хорошей сопротивляемостью истиранию, химиче¬
ской стойкостью и твердостью НВ 170...220.Феррит — твердый раствор внедрения углерода ва.-железе с предельной концентрацией 0,02% при 727 еС
и 0,006%—при нормальной температуре. Он имеет объ¬
емно-центрированную кубическую решетку и ферромаг¬
нитен до 768 °С. Микроструктура состоит из светлых зе¬
рен различного размера. Феррит имеет твердость НВ 80,
он пластичен, Пластичность феррита зависит от разме¬
ра зерна: чем мельче зерна, тем пластичность выше.Цементит — химическое соединение железа с углеро¬
дом (РезС), содержащее 6,67% С. Он имеет сложную ор-
торомбическую решетку и обладает высокой твердостью
(НВ 800) и хрупкостью, пластичность его близка к нулю.
До температуры 217 °С (точка Кюри) цементит ферро¬
магнитен, а при более высоких температурах парамаг¬
нитен. Под микроскопом цементит обнаруживается в виде
светлых округлых скоплений, залегающих на стыке фер-
ритовых зерен, или в виде сетки. При медленном нагре¬
вании и выдержке при высокой температуре он распа¬
дается, выделяя свободный углерод в виде графита по
реакции Fe3C-»-3Fe + С. Температура плавления цемен¬
тита— около 1250 °С.Перлит — эвтектоидная смесь зерен цементита и фер¬
рита, соответствующая полному распаду твердого рас¬
твора аустенита и содержащая 0,8% С. Цементит в пер¬
лите может находиться в виде зерен и пластинок, его
механические свойства зависят от степени измельчения
и формы. Прочность перлита 0В=55О...13ОО МПа, пла¬
стичность <т=5...20%, твердость 160...260 НВ.Ледебурит — эвтектическая смесь, состоящая в мо¬
мент образования из цементита и аустенита, предельно
насыщенного углеродом. Аустенит при 727 °С превра¬
щается в перлит, и при нормальной температуре ледебу¬
рит состоит из смеси перлита и цементита. Твердость ле¬
дебурита НВ 700, он очень хрупкий и содержит 4,3 % С.
Ледебурит характерен для структуры белых чугунов.58
§ 3. ДИАГРАММА СОСТОЯНИЯ
ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВЖелезо и углерод при определенных кон¬
центрациях и температурах способны образовывать ме¬
ханические смеси, химические соединения и твердые рас¬
творы, поэтому диаграмма железоуглеродистых сплавов
имеет сложный характер. В ней одновременно встреча¬
ются комбинации из ранее рассмотренных типов диа¬
грамм двойных сплавов.На диаграмме состояния (рис. 29) представлены две
системы сплавов. Система Fe—РезС называется неустой¬
чивой (метастабильной) в связи с тем, что цементит
представляет собой неустойчивое соединение, способное
при нагреве распадаться. Она показана сплошными ли¬
ниями и характеризует стали и белые чугуны — сплавы
со связанным углеродом.t,c160015391500то1300.1200ноото910900воо700воо500400300200100Жидкии растворЖидкий раствор
^аустенитС\Жидкий раствор +
цементит (первичный).А и с тенит/ А с //л 7Аустенит+ //
среррит // 11 Аустенит + це
/ / I I ментит (Вт о-
. j I ^г/v/y^/^/^-*-
S^/уг ^^ледедурит1250FI Цементит (первичный)
I +ледевуритIs.I-11ISiПТ7I j Аустенит +I j цементит
j j (Вторичный)I I
I II I .II Перлит+цемен- I
I I mum {вторичный) |
I | ^ледебурит \_U |l!727цементит{первичный)+леде6урит0,70,81 1,35 2141116,67 %C20 30 40 50 60 7090 100%Fe2CРис. 29. Диаграмма состояния железоуглеродистых сплавов (в уп¬
рощенном виде)59
Система Fe—С (стабильная) показана пунктирным»
линиями и характеризует сплавы, в которых углерод на¬
ходится в свободном состоянии (графит).При изучении превращений, происходящих в сталях,
и белых чугунах, пользуются диаграммой Fe—FeeC, а
при изучении серых чугунов — обеими диаграммами'
(Fe—FesC и Fe—С). В практике термообработки черных.
металлов пользуются диаграммой Fe—FeeC.На диаграмме по оси ординат отложены температу¬
ры, а по оси абсцисс — содержание углерода в сплавах.
в процентах,до 6,67%, то есть до концентрации второго
компонента системы — цементита. Рассматриваемая диа¬
грамма охватывает только сплавы, содержащие до-6,67 %, так как сплавы с большим содержанием углеро¬
да в практике применения не находят.Точка А соответствует температуре плавления (за¬
твердевания) чистого железа (1539°С), точка D—темпе¬
ратуре плавления цементита (~1250°С).По характеру превращения сплавов с изменением
температуры всю диаграмму можно разбить на две ча¬
сти: верхнюю, охватывающую первичную кристаллиза¬
цию сплавов, от линии ликвидуса ACD до линии соли-
дуса AECF; нижнюю, охватывающую вторичную кристал¬
лизацию сплавов и образование определенных структур»
от линии солидуса до полного охлаждения.Выше линии ликвидуса ACD сплавы любой концен¬
трации находятся в жидком состоянии. Линия солидуса
AECF показывает температуру затвердевания сплавов,
на ней заканчиваются процессы первичной кристалли¬
зации. Между линией солидуса и линией PSK проходят
процессы вторичной кристаллизации сплавов.Первичная кристаллизация сплавов. Область АСЕ ох¬
ватывает сплавы, содержащие до 4,3% С. По линии АС
из жидкого расплава выделяются кристаллы твердого
раствора углерода в у-железе (аустенит). На линии АЕ
заканчивается кристаллизация сплавов, содержащих до
2,14% С, и образуется только аустенит. Между линиями
АС и АЕС сплавы имеют двухфазное состояние: кристал¬
лы Fev, изменяющие свой состав по линии АЕ, и жидкий
сплав, изменяющий свой состав по линии АС. При тем¬
пературе 1147°С в аустените содержится 2,14% С (точ¬
ка Е), а в жидкой части сплава — 4,3% С (точка С).Сплав, содержащий 4,3% С, выделяется среди других
сплавов системы: он затвердевает не в интервале темпе*60
ратур (ликвидус и солидус), как другие сплавы, а при?
одной температуре (1147°С, точка С), образуя только эв¬
тектику (ледебурит) без избыточных фаз.Линия DC показывает начало выделения из жидкого*
сплава кристаллов первичного цементита Fe3Ci. В интер¬
вале от линии ликвидуса DC до линии солидуса CF спла¬
вы имеют .двухфазное состояние: кристаллы цементита,
и жидкий сплав, состав которого изменяется по линии DC
до концентрации 4,3% С. На линии CF кристаллизация
сплавов заканчивается образованием эвтектики.По структурным составляющим, полученным в резуль¬
тате первичной кристаллизации, все сплавы системы;
Fe—РезС делятся на стали — сплавы, содержащие дог
2,14% С, в которых не образуется ледебурита, и чугуны
(белые)—сплавы, содержащие от 2,14 до 6,67% С, &
которых образуется ледебурит.Вторичная кристаллизация сплавов. Превращения*,
происходящие в сплавах в твердом состоянии при тем¬
пературах ниже линии солидуса, называются вторичной
кристаллизацией. В сталях на участке между линиями
АЕ и GSE все сплавы находятся в однофазном состоя¬
нии и имеют структуру аустенита.Сталь, содержащая 0,8% С, при температуре 727 °С
(точка S) претерпевает эвтектоидное превращение: иэь
аустенита образуется смесь феррита и цементита (пер¬
лит). При нормальной температуре сталь имеет перлит¬
ную структуру. Эвтектоидное превращение называется:
аллотропическим (FeT-^Fea). Эвтектоидная сталь
(0,8% С) стоит на границе между доэвтектоидными ста¬
лями (до 0,8% С) и заэвтектоидными (0,8...2,14% С).
В доэвтектоидных сталях при охлаждении линия пока¬
зывает начало выделения из аустенита кристаллов фер¬
рита вследствие превращения FeY в Fea. В результате*
вторичной кристаллизации и полного охлаждения до-
эвтектоидные стали имеют структуру, состоящую из*
феррита и перлита. В заэвтектоидных сталях по линии*,
ЕС из аустенита выделяются кристаллы вторичного це¬
ментита РезСц. На линии SK (727°С) аустенит превра¬
щается в перлит и структура состоит из перлита и сво¬
бодных кристаллов вторичного цементита.Сплавы, содержащие 2,14...6,67% С, ниже линии ECF
(1147°С) находятся в двухфазном состоянии: аустенит
и цементит. Аустенит по линии ECF имеет максимальную*
концентрацию углерода — 2,14%. При охлаждении ниже6Ё
чугун; ж — высокопрочный чугунлинии ECF вследствие понижения растворимости угле¬
рода из аустенита выделяется вторичный цементит. При
температуре 727°С в аустените остается 0,8% С и он
превращается в перлит.По диаграмме состояния различают белые чугуны
трех типов: эвтектический чугун, содержащий 4,3% С,
со структурой из эвтектики (ледебурит) без наличия из¬
быточных фаз; доэвтектические чугуны, содержащие2,14...4,3% С, со структурой ледебурита, перлита и ИвзСц;<62
заэвтектические чугуны, содержащие 4,3...6,67% С, со
структурой ледебурита и Fe3Ci.Цементит, находящийся в чугуне, придает излому ха¬
рактерный белый цвет, отсюда и произошло название
чугунов. Они обладают высокой твердостью, хрупкостью
и поэтому редко применяются, за исключением доэвтек-
тических белых чугунов, содержащих 2,5...3,2% С, кото¬
рые используют для получения ковких чугунов. Микро¬
структуры железоуглеродистых сплавов показаны на ри¬
сунке 30.Контрольные вопросы. 1. Какие аллотропические превращения
имеет железо? 2. Что такое точка Кюри? 3. На какие классы можно
разделить стали по их структурным составляющим? 4. Чем отлича¬
ются стали от чугунов? 5. Что такое аустенит, феррит и цементит?Глава 2. ЧУГУНЫ§ 1. ВЛИЯНИЕ ПРИМЕСЕЙ НА СТРУКТУРУИ СВОЙСТВА ЧУГУНАПо сравнению с углеродистой сталью чугун
характеризуется более высоким содержанием углерода
(С>2,14%), лучшими литейными и худшими пластиче¬
скими свойствами. В чугуне, кроме углерода, содержат¬
ся постоянные примеси: кремний, марганец, сера и
фосфор.Углерод определяет структуру и свойства чугуна.
В чугуне он может быть как в связанном с железом со¬
стоянии (цементит), так и в свободном (графит). Графит
в чугуне имеет разнообразную форму: пластинчатую,
сфероидальную (шаровидную), хлопьевидную (углерод
отжига).Выделение углерода в виде графита оказывает поло¬
жительное влияние на литейные свойства чугуна. В част¬
ности, увеличение объема серого чугуна при затверде¬
вании и охлаждении в интервале высоких температур
вследствие образования графита приводит к уменьшению
усадки в среднем до 1 % и хорошему заполнению форм,
что чрезвычайно важно для получения качественного
тонкостенного литья.Кремний — графитобразующая примесь. Он образует
с железом химические соединения (FeSi, Fe3Si2), так
называемые силициды, которые переходят в твердый
раствор с железом и, не проявляясь в структуре в видеба
самостоятельных составляющих, понижают раствори¬
мость углерода в железе и способствуют разложению
^цементита с выделением графита.Графитизирующее действие кремния практически ог¬
раничивается 3,5% его содержания в чугуне. Изменяя
содержание кремния в чугуне, можно регулировать в
нем соотношение между связанным углеродом и графи¬
том. Чем больше в отливке кремния, тем больше выде¬
ление графита и тем они крупнее, а следовательно, тем
меньше прочность такого чугуна, ниже твердость и луч¬
шие обрабатываемость.Увеличивая содержание кремния, даже при повы¬
шенной скорости охлаждения возможно получить струк¬
туру серого чугуна.Кремний способствует некоторому снижению темпе¬
ратуры плавления, уменьшению усадки, улучшению жид-
котекучести и, следовательно, хорошей заполняемости
‘форм.Марганец оказывает влияние, противоположное крем¬
нию. Повышение его содержания ускоряет охлаждение
и вызывает отбеливание чугуна, то есть он увеличивает
количество цементита и способствует более мелким вы¬
делениям графита. Марганец увеличивает усадку и хруп¬
кость чугуна, содержится в сером чугуне в пределах
0,5...1,0%. Этот элемент способствует раскислению ме¬
талла и улучшению его жидкотекучести.Сера ухудшает качество чугуна: понижает жидкоте-
кучесть, увеличивает усащку, вызывает хрупкость (крас¬
ноломкость) и склонность к образованию трещин. Поэто¬
му содержание серы ограничивается пределами 0,08...
Ю,12%. Присутствие, серы в чугуне задерживает разло¬
жение цементита, способствуя тем самым образованию
структуры белого чугуна (отбеливание литья). При этом
в чугуне появляются твердые пятна, что затрудняет его
обработку режущим инструментом и ухудшает механи¬
ческие свойства.Фосфор почти не влияет на структуру чугуна, так как
=не ускоряет и не замедляет графитоабразования. Твер¬
дость чугуна от присутствия фосфора в твердом рас¬
творе повышается, а вязкость значительно понижается.
"Следовательно, фосфор ухудшает механические свойства
чугуна, однако улучшает литейные свойства: понижает
температуру плавления, увеличивает жидкотекучесть и
способствует хорошему заполнению формы. Поэтому чу-т
гун с повышенным содержанием фосфора (1,0... 1,25%)
-используют для отливки художественных и очень тонко¬
стенных изделий (например, статуи, решетки, мелкая ар¬
матура и т. п.). В обычном литье содержится 0,1...
0,9% Р; высококачественное литье должно содержать
не более 0,4% Р.§ 2. ВЛИЯНИЕ ГРАФИТОВЫХ ВКЛЮЧЕНИЙ
И СТРУКТУРЫ НА МЕХАНИЧЕСКИЕ
СВОЙСТВА ЧУГУНАМеханические свойства чугуна зависят от
двух факторов: от числа, размера, формы и распределе¬
ния графитовых включений; от структуры металлической
основы.Первый фактор имеет решающее значение, так как
графитовые включения, располагаясь в чугуне и созда¬
вая как бы надрезы в металлической основе, ослабляют
его прочность (особенно при крупных включениях). При
мелких графитовых включениях чугун имеет более высо¬
кие механические свойства, особенно при шаровидной
форме графитовых включёний, снижающих концентра¬
цию напряжений в чугуне.Характер и степень графитизации обусловливаются
скоростью затвердевания и охлаждения чугуна. Чем
медленнее протекает процесс затвердевания и охлажде¬
ния, тем полнее разлагается карбид железа, тем боль¬
ше выделяется графита.Второй фактор, влияющий на прочность чугуна,—
структура его металлической основы. Нормальная
структура серого чугуна (без добавления легирующих
элементов и без термообработки)—феррит или перлит,
[ а промежуточная между ними — феррито-перлит.Наиболее желательная металлическая основа чугу¬
на— перлит, содержащий 0,8% связанного углерода в
виде Fe3C. Чугуны с ферритной и феррито-перлитной
г основой при прочих равных условиях имеют понижен¬
ную прочность по сравнению с перлитным чугуном, но
% они обладают повышенной вязкостью, так как в них
f меньше или совсем нет связанного углерода.Для повышения механических свойств чугуна при¬
меняют модифицирование, сущность которого заключа¬
ется в следующем. Перед разливкой по формам в жид¬
кий чугун вводят модификатор в виде размельченного5 Заказ № 89765
силикокальция или ферросилиция в количестве0,1...0,4 % от массы чугуна. Модификаторы раскисляют
чугун, образуя мелкодисперсные силикатные включе¬
ния, которые являются центрами графитизации и тор¬
мозят рост зерен графита. В качестве модификаторов
используют также магний и его сплавы. Это позволяет
получать высокопрочный чугун с шаровидным гра¬
фитом.§ 3. ВИДЫ ЧУГУНА, ИХ ПРИМЕНЕНИЕИ МАРКИРОВКАБелый чугун. В белом чугуне весь углерод
находится в связанном состоянии в виде карбида же¬
леза. Такой чугун в изломе имеет белый цвет и харак¬
терный металлический блеск. Структура состоит из пер¬
лита, ледебурита и избыточного цементита, поэтому
чугун отличается высокой твердостью, хрупкостью, низ¬
кой прочностью и трудоемкостью механической обра¬
ботки. Из белого чугуна делают отливки деталей с по¬
следующим отжигом на ковкий чугун. Белые чугуны
применяют для производства стали, поэтому их назы¬
вают передельными чугунами.Ограниченное применение имеют отбеленные чугу¬
ны— отливки из серого чугуна со слоем белого чугуна
в виде твердой корки на поверхности. Из них изготов¬
ляют прокатные валки, тормозные колодки и другие
детали, работающие в условиях износа.Серый чугун. В серых чугунах углерод в значитель¬
ной степени или полностью находится в свободном со¬
стоянии в форме пластинчатого графита. Из-за этого
излом имеет серый цвет.В зависимости от распада цементита различают фер-
ритный, феррито-перлитный и перлитный серые чугуны.
Серый чугун обладает высокими литейными свойствами,
хорошо обрабатывается, менее хрупок, чем белый чугун,
ему присущи хорошие антифрикционные свойства, что
объясняется пористым строением и наличием графита.
Иногда в структуре чугуна наряду с графитом содер¬
жится ледебурит. Такой серо-белый чугун называют
половинчатым. Основные его свойства: высокая твер¬
дость, хрупкость и низкая прочность.Серый чугун широко применяют в автотракторном »
сельскохозяйственном машиностроении для произвол-66
ства отливок, поэтому его называют литейным. Из него
изготавливают станины металлорежущих станков, бло¬
ки и гильзы автомобильных и тракторных двигателей,
поршневые кольца, корпуса и др. Маркируется серый
чугун по ГОСТ 1412—79 буквами СЧ и цифрами, кото¬
рые обозначают предел прочности при растяжении.
Например, марка СЧ18 (всего по ГОСТу 11 марок) по¬
казывает, что чугун этой марки имеет ав=176 МПа.Выбор марки чугунов для конкретных условий ра¬
боты обусловливается совокупностью технологических и
механических свойств. Ферритные серые чугуны СЧ10,
СЧ15, СЧ18 предназначены для слабо- и средненагру-
женных деталей: крышки, фланцы, маховики, диски
сцепления и др. Феррито-перлитные СЧ20, СЧ21, СЧ25
применяют для деталей, работающих при повышенных
статических и динамических нагрузках: блоков цилин¬
дров, картеров двигателя, поршней цилиндров, бараба¬
нов сцепления и др. Перлитные серые модифицирован¬
ные чугуны СЧЗО, СЧ35„ СЧ40, СЧ45 обладают наи¬
более высокими механическими свойствами и их исполь¬
зуют для изготовления гильз цилиндров, распредели¬
тельных валов и др.Высокопрочный чугун. В высокопрочном чугуне гра¬
фитовые включения имеют шаровидную форму. Это до¬
стигается модифицированием чугуна магнием до 0,5 %
от массы чугуна. Шаровидная форма графита опреде¬
ляет наибольшую сложность металлической основы и не
создает резкой концентрации напряжений, поэтому чугун
имеет высокую прочность при растяжении и изгибе. Из
высокопрочного чугуна изготавливают ответственные
детали машин (коленчатые валы, зубчатые колеса,
поршни и др.)-Высокопрочный чугун, так же как и серый, подраз¬
деляют на ряд марок в зависимости от механических
свойств, причем основными показателями служат пре¬
дел прочности при растяжении и относительное удлине¬
ние. Механические свойства зависят от структуры ме¬
таллической основы, которая может быть перлитная,
феррито-перлитная и ферритная. Лучшей структурой яв¬
ляется структура, состоящая из перлита и шаровидного
графита, окруженного небольшими островками феррита.Маркируется высокопрочный чугун по ГОСТ 7293—79
(всего по ГОСТу 10 марок) буквами ВЧ и цифрами, из
которых первые две обозначают предел прочности при5*67
t'c раетяженни, а последние —_jw—относительное удлинение в
|N———. процентах. Например, марка
, I , \ ВЧ42-12 помазывает, что чу-
Шшдштизации* \ ГУН Данной марки имеетЧО..ЛОчасов \20...за часов \ ав = 412 МПа и 6= 12 %. 1— 1 Ковкий чугун. КовкимвРемя называют чугун с хлопье-Рис. 31. График отжига видным графитом, кото-
белого чугуна на ковкий рый получают из белогочугуна в результате спе¬
циального графитизирующего отжига (томления).
Для получения ковкого чугуна необходимо белый
чугун нагреть до 950... 1000 °С и затем после дли¬
тельной выдержки охладить с малой скоростью до нор¬
мальной температуры (рис. 31). Изолированная хлопье¬
видная форма графита придает чугуну большую проч¬
ность и повышенную пластичность (хотя он и н^
поддается ковке).В зависимости от степени графитизации ковкий чу¬
гун может быть ферритным, перлитным, феррито-пер-
литным. Разная степень графитизации достигается из¬
менением условий отжига. Различие структур чугунов
обусловливает и различие их свойств. Так, ферритный
ковкий чугун по сравнению с перлитным чугуном обла¬
дает меньшей твердостью, но большей пластичностью.
Ковкий чугун широко используют в сельскохозяйствен¬
ном машиностроении для изготовления деталей, которые
в процессе работы испытывают ударные нагрузки (зуб¬
чатые колеса, звенья цепей и др.).Маркируется ковкий чугун по ГОСТ 1215—79 (всего
по ГОСТу 11 марок) буквами КЧ и цифрами, из кото¬
рых первые две обозначают предел прочности при рас¬
тяжении, а последние — относительное удлинение в про¬
центах. Например, марка КЧ35-10 (ферритный) озна¬
чает, что чугун имеет ав = 333 МПа и 6=10 %; а марка
КЧ60-3 (феррито-перлитный)—ав = 588 МПа и 6 = 3%.Специальные чугуны. К специальным чугунам отно¬
сятся: износостойкие, обладающие высокой сопротив¬
ляемостью изнашиванию; жаростойкие, хорошо сопро¬
тивляющиеся окислению, и коррозионно-стойкие (для
работы в агрессивных средах).Для получения специальных чугунов их легируют
никелем, хромом, молибденом, титаном, алюминием и6S
медью. Добавление в чугун этих элементов изменяет
характер графитных выделений и металлической осно¬
вы (графит получается сильно измельченным, а пер¬
лит — тонкопластинчатым, сорбитообразным).При изготовлении отливок со специальными свойст¬
вами применяют чугуны со значительно большим со¬
держанием легирующих элементов. Например, чугун
с присадками 12...20 % никеля, 5...8 — меди и 2...6 %]
хрома обладает высокой коррозионной стойкостью по
отношению к кислотам; жароупорный чугун получают,
добавляя 18...20 % никеля, 5...7 — кремния, 2...3 % хро¬
ма; жа£Остойкий (до 950 °С) алюминиевый чугун для
печной арматуры содержит 20...24 % алюминия; крем¬
нистые чугуны, содержащие 5... 14 % кремния, жаро¬
стойкие (до 900 °С) и обладают высокой коррозионной
стойкостью.Для изготовления поршневых колец применяют из¬
носостойкие чугуны с высокой упругостью. Этим требо¬
ваниям отвечают серые фосфористые чугуны с основой
из мелкого пластинчатого перлита.Контрольные вопросы. 1. Чем отличается серый чугун от белого
чугуна? 2. Какие элементы входят в состав серого чугуна? 3. Како¬
вы формы графита в сером чугуне? 4. Какие элементы влияют на об¬
разование структуры серого чугуна? 5. Какова металлическая основа
серого чугуна?Глава 3. УГЛЕРОДИСТЫЕ СТАЛИ§ 1. ОБЩИЕ СВЕДЕНИЯОсновной продукцией черной металлургии
является сталь, причем приблизительно изготавлива¬
ется 90 % углеродистой стали и 10 % легированной.Углеродистая сталь, полученная в плавильном агре¬
гате, помимо основы (железо и углерод), содержит по¬
стоянные примеси (кремний, марганец, фосфор, сера,
кислород, азот, водород) и случайные примеси (хром,
никель, медь и др.). Некоторые примеси (марганец,
кремний) необходимы в стали по условиям технологии
ее выплавки. Вредные примеси (сера, фосфор) не под¬
даются полному удалению. Постоянный характер носят
также так называемые скрытые примеси (кислород,
азот, водород), содержание которых мало.69
В зависимости от способа производства стали содер¬
жание примесей в ней колеблется, а это оказывает
-влияние на свойства. В углеродистой стали углерод яв¬
ляется главным элементом, который обусловливает ее
физико-механические свойства. Увеличение содержания
углерода повышает твердость и прочность стали и
уменьшает пластичность и вязкость, теплопроводность
и электропроводность. С увеличением процентного со¬
держания углерода (свыше 0,8 %) обрабатываемость ре¬
занием и свариваемость стали ухудшаются. Изменение
свойств стали по мере увеличения в ней содержания
углерода связано с изменением структуры (Ф + П->-
->n + Fe3Cn). Углерод влияет на понижение точки плав¬
ления и температуру аллотропных превращений в стали.§ 2. ВЛИЯНИЕ ПОСТОЯННЫХ ПРИМЕСЕЙ
НА СВОЙСТВА углеродистых
СТАЛЕЙКремний в пределах 0,3...0,5 % является
полезной примесью. Он раскисляет сталь и, растворяясь
в феррите, повышает его упругость и жесткость.Марганец в пределах 0,25...0,8 % тоже полезен. Он,
растворяясь в феррите, упрочняет его, образуя карбид
Мп3С, повышает механические свойства стали, увеличи¬
вает ее прокаливаемость и устраняет вредное действие
серы.Сера — вредная примесь, так как сернистое железо
FeS образует с железом легкоплавкую (988 °С) эвтек¬
тику и приводит к красноломкости стали, то есть повы¬
шенной хрупкости в горячем состоянии при ковке и про¬
катке. Она понижает сопротивляемость стали истиранию
и усталостному разрушению, а также химическую стой¬
кость. Содержание серы в сталях обыкновенного каче¬
ства не более 0,05%, а в высококачественных — 0,03%.Фосфор — вредная примесь, которая резко увеличи¬
вает хрупкость стали при нормальной температуре. Это
явление, называемое хладноломкостью, возникает в ре¬
зультате того, что фосфор, растворяясь в феррите,
существенно увеличивает его хрупкость. Он также сни¬
жает ударную вязкость стали. Содержание фосфора в
-сталях обыкновенного качества не должно превышать
Ю,05 %, а в высококачественных — 0,03 %.¥0
Азот и кислород образуют в сталях неметаллические
включения (нитриды, оксиды), которые уменьшают
ударную вязкость стали и резко повышают порог хлад¬
ноломкости.Водород не образует соединений с железом, поэтому
он может выделяться из металла. Однако если водорода
много в стали, то это может привести к чрезвычайно
опасным внутренним надрывам в металле (флокенам).§ 3. КЛАССИФИКАЦИЯ, МАРКИРОВКАИ ПРИМЕНЕНИЕ УГЛЕРОДИСТЫХ СТАЛЕЙУглеродистые стали классифицируют по
ряду признаков, из которых основными являются: хими¬
ческий состав, качество и назначение.По химическому составу стали подразделяют на
малоуглеродистые (до 0,3% С), среднеуглеродистые
(0,3...0,65 % С) и высокоуглеродистые (свыше 0,65 % С).,По качеству различают стали обыкновенного каче¬
ства (S^0,06% и Р^0,04%), качественные (S^0,04%
и Р^0,04%) и высококачественные (S^0,03% и Р^;
^0,03%). При этом учитывается способ производства
стали (мартеновская, кислородно-конвертерная и др.)..По назначению стали делят на конструкционные ш
инструментальные. В конструкционных сталях разли¬
чают строительные (преимущественно малоуглероди¬
стые) и машиностроительные (малоуглеродистые и;
среднеуглеродистые). Инструментальные стали пред¬
назначены для изготовления режущего, измерительного'
и штампового инструмента.Углеродистые стали обыкновенного качества (ГОСТ
380—71) предназначены для изготовления металлокон¬
струкций и деталей машин. Они подразделяются на три
группы в зависимости от назначения и гарантированных
характеристик:А — с гарантированными механическими свойствами;;Б — с гарантированным химическим составом;В — с гарантированными механическими свойствами
и химическим составом.В зависимости от нормируемых показателей (меха¬
нических свойств, химического состава) сталь вышеука¬
занных групп делится на категории: группа А— 1, 2, 3;
группа Б — 1, 2; группа В — 1, 2, 3, 4, 5, 6.Сталь изготовляют следующих марок:
группа А — СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб;группа Б — БСтО, БСт1, БСт2, БСтЗ, БСт4, БСт5;
Б Стб;группа В — ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5.Сталь всех групп с номерами марок 1, 2, 3 и 4 по
степени раскисления изготовляют кипящей, полуспокой-
ной и спокойной; с номерами 5 и 6 — полуспокойной и
спокойной. Полуспокойная сталь с номерами марок1...5 производится как с обычным, так и с повышенным
содержанием марганца.Сталь ВСт1, ВСт2, ВСтЗ всех категорий и всех степе¬
ней раскисления, в том числе и с повышенным содер¬
жанием марганца, а по требованию заказчика и сталь
ВСт1, ВСт2, ВСтЗ второй категории всех степеней рас¬
кисления, в том числе и с повышенным содержанием
марганца, поставляют с гарантией свариваемости.Для обозначения категорий стали к обозначению
марки добавляют номер соответствующей категории,
например: СтЗпс2, БСтЗкп2, ВСт4пс2.Для обозначения полуспокойной стали с повышен¬
ным содержанием марганца к обозначению марки стали
после номера марки ставят букву Г, например: СтЗГпс,
ВСтЗГпс, ВСтЗГпсЗ.Сталь изготовляют: горячекатаной — сортовой, фа¬
сонной, тонколистовой, толстолистовой, широкополосной
(универсальной); холоднокатаной — тонколистовой. Из
стали делают трубы, поковки, штамповки, ленту, про¬
волоку, метизы. Стали группы А предназначены для из¬
готовления неответственных деталей, требующих повы¬
шенной пластичности или глубокой вытяжки (Ст2кп),
а также деталей, которые не подвергаются горячей об¬
работке (сварке, ковке); стали группы Б — для изготов¬
ления изделий с применением горячей обработки; стали
группы В—для изготовления сварных конструкций.Торцы прутков стали всех марок (группы А, Б, В)
маркируют несмываемой краской, например: СтО1 —
красной и зеленой, Ст1 — белой и черной, Ст2 — желтой,
СтЗ — красной, Ст4 — черной, Ст5 — зеленой, Стб —
синей.Углеродистые качественные конструкционные стали,выпускаемые по ГОСТ 1050—74, по видам обработки
делятся на горячекатаные, кованые, калиброванные,
круглые со специальной отделкой поверхности (сере¬
брянка).72
В зависимости от назначения горячекатаная сталь
делится на следующие подгруппы: для горячей обра¬
ботки давлением; для холодной механической обработки
(точение, фрезерование и др.); Для холодного воло¬
чения.Углеродистые стали изготовляют: без термической
обработки, термически обработанными — Т, нагартован-
ными — Н (калиброванная сталь и серебрянка). По тре¬
бованиям к испытанию механических свойств (испыта¬
ния нормализованных заготовок после закалки и от¬
пуска, в нагартованном состоянии) сталь делится на
категории 1, 2, 3, 4 и 5.Углеродистые качественные конструкционные стали
выплавляют в кислородных конвертерах, мартеновских
и электрических печах и применяют для изготовления
ответственных деталей. Они делятся на две группы:I — стали с нормальным содержанием марганца; II —
стали с повышенным содержанием марганца.Стали группы I (0,25...0,8 % Мп) имеют следующие
марки: 05, 08, 10, 15, 20, 25...85. Малоуглеродистые ста¬
ли (08, 10, 15, 20, 25), имеющие сравнительно невысо¬
кие показатели прочности и высокую пластичность, при¬
меняют для деталей, изготовляемых штамповкой и свар¬
кой. По ГОСТу стали маркируют так: Сталь 10,
Сталь 20, Сталь 45 и т. д. Цифры в марке указывают
на среднее содержание углерода в стали, выраженное
в сотых долях процента. Например, Сталь 45 содержит
в среднем 0,45 % С. Степень раскисления стали указы¬
вают в конце марки: сталь 08 кп. Стали 10, 15, 20 и 25
широко используют для цементуемых деталей (цемен¬
туемые стали), а 35, 40, 45 и 50 — для всевозможных
деталей, подвергающихся закалке и высокотемператур¬
ному отпуску (улучшаемые стали).Стали группы II с повышенным, содержанием мар¬
ганца (0,7...1,2 % Мп) имеют следующие марки: 15Г,
20Г, ЗОГ, 40Г, 45Г, 50Г, 60Г, 65Г, 70Г. Марганец при¬
дает стали большую прокаливаемость. Из стали марок
60Г и 65Г изготовляют пружины и рессоры.Стали данного ГОСТа .также маркируются несмы¬
ваемой краской: стали 08...20 маркируют белой краской,
стали 25...40 — белой и желтой, стали 45...85 — белой и
коричневой.В отдельную группу выделены (ГОСТ 1414—75) ста¬
ли повышенной и высокой обрабатываемости резанием,73
которые в зависимости от химического состава разде¬
ляются на шесть групп: углеродистая сернистая, угле¬
родистая свинецсодержащая и др. Наибольшее приме¬
нение получили стали углеродистые сернистые (S =
= 0,15...0,3 %, Р = 0,05...0,15 %), которые называют авто¬
матными сталями и предназначены для обработки на
станках-автоматах. Стали маркируются: All, А12, А20,
АЗО, А35, А40Г (С=0,4%, Мп=1,2%) и служат для
изготовления болтов, гаек и других мелких деталей
счетных, пишущих машин и приборов.Инструментальные углеродистые стали, выпускаемые
по ГОСТ 1435—74, имеют следующие марки: У7, У7А,
У8, У8А, У9, У9А, У10, У10А, У И, У11А, У12, У12А,
У13, У13А. Буква «У» обозначает углеродистая, а циф¬
ра после буквы — десятые доли процента углерода (на¬
пример, сталь марки У10 содержит в среднем 1,0 % С).
Буква А обозначает высокое качество стали (S и
Р^0,03.%). Инструменты (зубила, штампы, слесарные
молотки и т. п.), подвергаемые ударам, должны обла¬
дать некоторой вязкостью; их изготовляют из стали ма¬
рок У7А и У8А. Высокоуглеродистую (заэвтектоидную)
сталь марок У9А, У10А и другие применяют для инст¬
рументов (напильники, шаберы, калибры и т. п.), кото¬
рые должны иметь высокую твердость и износостой¬
кость.Контрольные вопросы и задания. 1. Какие постоянные примеси
имеет сталь? 2. Как влияют кремний и марганец на свойства угле¬
родистых сталей? 3. Назовите вредные примеси в стали.Лабораторная работа № 2. Исследование
структуры железоуглеродистых сплавов,
находящихся в равновесном
состоянииЦель работы: ознакомиться с методикой микроско¬
пического анализа железоуглеродистых сплавов и изу¬
чить микроструктуры углеродистых сталей и чугунов.Задания. 1. Ознакомиться с металлографическим
микроскопом и методикой приготовления шлифов.2. Изучить микроструктуру доэвтектоидной, эвтектоид-
ной и заэвтектоидной сталей в отожженном состоянии.3. Изучить микроструктуру белого, серого, ковкого и
высокопрочного чугунов. 4. Освоить метод приближен¬74
ного определения содержания углерода в стали. 5. Со¬
ставить отчет о работе.Оборудование и материалы. Четыре металлографи¬
ческих микроскопа МИМ-7; четыре комплекта набора
шлифов железоуглеродистых сплавов с содержанием
углерода, %: 0,006; 0,4; 0,8; 1,2; 3,2; 4,3; 5,0; четыре ком¬
плекта набора шлифов серого, ковкого и высокопроч¬
ного чугунов; четыре альбома фотографий микро¬
структур.Методические указания. Лабораторную работу вы¬
полняют после изучения структурных составляющих
железоуглеродистых сплавов. Подгруппу разбивают на
4 бригады по 3—4 человека. Каждое рабочее место обо¬
рудовано одним металлографическим микроскопом, на¬
бором шлифов железоуглеродистых сплавов и альбомом
фотографий микроструктур.Преподаватель знакомит учащихся с правилами об¬
ращения с металлографическим микроскопом и приема¬
ми его настройки для наблюдения микроструктуры
(регулировка и подготовка микроскопа к работе осу¬
ществляется лаборантом до занятий).Теоретические сведения. Сущность микроскопиче¬
ского анализа заключается в исследовании структуры
металла с помощью микроскопа (при больших увели¬
чениях).Металлографический микроскоп предназначен для
наблюдения и фотографирования структуры металлов
и сплавов.Для микроскопа МИМ-7 (рис. 32) набор объективов
и окуляров дает возможность увеличивать объект в60... 1440 раз при визуальном наблюдении.В отличие от биологического в металлографическом
микроскопе исследование структуры ведется в отражен¬
ном свете.Металлографический микроскоп МИМ-7 состоит из
следующих основных частей: осветителя 10, установлен¬
ного на основании /; корпуса 2 с фотокамерой 3; цент¬
ральной части 5 с иллюминатором 11, визуальным тубу¬
сом 5 и механизмами грубой подачи предметного столика
и микрометрической подачи объектива, управляе¬
мых соответственно рукоятками 9 и 4\ квадратного пред¬
метного столика 6 с винтами 7, вращением которых
можно перемещать предметный столик по двум взаим-75
Рис. 32. Микроскоп МИМ-7но перпендикулярным направлениям в горизонтальной
плоскости.Микроскопический анализ проводят по специальным
образцам — микрошлифам. Операция приготовления
микрошлифов включает шлифование и полирование об¬
разцов. Образец вырезают ножовкой или на металло¬
режущем станке из изделия, которое подлежит иссле¬
дованию.Шлифуют образцы вручную или на специальных
станках, используя наждачную бумагу различной зер¬
нистости.Шлифование начинают на грубой бумаге и посте¬
пенно переходят на более тонкую, чтобы исчезали следы
предыдущей обработки. Для шлифования используют
наждачную бумагу различных номеров зернистости —
от 100 до 320.Для ускорения процесса шлифования и наблюдения
за исключением рисок при переходе к следующему но¬
меру бумаги образец поворачивают на 90°. После шли-76
фрвания образец тщательно промывают струей воды и
затем полируют тонкими абразивными порошками в
виде паст или эмульсий, наносимых на покрытые сук¬
ном или фетром вращающиеся круги.Чаще всего для полирования черных металлов ис¬
пользуют окись алюминия или окись хрома. Полирова¬
ние считают законченным, когда на поверхности образ¬
ца при любом увеличении не будет обнаружено царапин.
Полированный образец промывают водой и сушат, после
чего под микроскопом изучают шлиф для определения
формы, размера и распределения неметаллических вклю¬
чений. Для выявления структуры металла поверхность
микрошлифа травят химическими реактивами.Для травления применяют различные по составу
реактивы. Для железоуглеродистых сплавов используют
4 %-ный раствор азотной кислоты в этиловом спирте;
для сплавов на основе меди—10 %-ный водный раствор
персульфата аммония. Протравленный микрошлиф про¬
мывают в струе воды, затем в спирте и сушат фильтро¬
вальной бумагой.В результате неодинаковой стойкости к травлению
структурных составляющих образца на поверхности его
шлифа проявляется микрорельеф. Структура, травя¬
щаяся сильнее, кажется под микроскопом более темной.
Границы зерен чистых металлов и твердых растворов
-будут видны под микроскопом в виде тонкой сетки.
Часто зерна одного и того же металла травятся по-раз¬
ному, что объясняется явлением анизотропии. В сечении
■шлифа зерна перерезаны по различным кристаллогра¬
фическим плоскостям, а так как свойства зерен в раз¬
личных сечениях неодинаковы, то и растворение каж¬
дого зерна под действием реактива различно. То зерно,
которое протравилось сильнее, кажется темнее, так как
-оно после отражения от него света дает большее рас¬
сеивание лучей.Структурными составляющими железоуглеро¬
дистых сплавов являются: феррит, цементит, пер¬
лит, ледебурит, графит.Феррит — однородная структурная составляющая —
наблюдается под микроскопом в виде светлых зерен
различного размера. Феррит в технически чистом железе
имеет вид различных по размеру и ориентировке одно¬
родных зерен с хорошо различимыми границами, в угле¬
родистых сталях — вид светлых участков.77
Цементит — однородная структурная составляю¬
щая— наблюдается под микроскопом в виде пластин,
мелких зерен и сетки по границам зерен других струк¬
турных составляющих (феррита или перлита). При трав¬
лении раствором азотной кислоты в спирте цементит
под микроскопом имеет светлый оттенок, а при травле¬
нии нитратом натрия — темный цвет.Перлит наблюдается под микроскопом в виде чере¬
дующихся между собой темных и светлых полосок. В за¬
висимости от формы различают: пластинчатый перлит,
в котором цементит имеет форму пластин; зернистый
перлит, в котором цементит имеет форму зерен, распо¬
ложенных в феррите. Если размер цементитных частиц
очень мал, то перлит в обычном металломикроскопе
наблюдается в виде темных зерен, на которых нельзя
заметить ни пластин, ни зерен цементита.Ледебурит — цементитная эвтектика, представляю¬
щая собой смесь перлита с цементитом. Строение леде¬
бурита более грубое, чем перлита в стали, поэтому оно
различимо уже при увеличении порядка Х200.Структура доэвтектоидных сталей
представляет собой феррит и перлит. При рассмотрении
под микроскопом зерна феррита кажутся светлыми,
а перлита—темными. С увеличением содержания угле¬
рода количество зерен перлита растет.Отожженные эвтектоидные стали пол¬
ностью состоят из перлита (пластинчатого или зерни¬
стого).Структура заэвтектоидных сталей представляет собой
перлит и вторичный цементит. Последний в зависимости
от режима термической обработки наблюдается в виде
светлых, небольших по размеру зерен или в виде свет¬
лой сетки по границам зерен перлита. При увеличении
содержания углерода в заэвтектоидных сталях цемен¬
титная сетка становится толще, что также в некоторой
мере позволяет судить о составе стали.Структурными составляющими белых чугунов явля¬
ются перлит, ледебурит и цементит.Перлит белых чугунов под микроскопом ничем не
отличается ни по составу, ни по виду от перлита сталей.В зависимости от содержания углерода, а следова¬
тельно, и от структуры белые чугуны делятся на до-
эвтектические, эвтектические и заэвтектические.Микроструктура доэвтектического белого чугуна со-78
сфит из перлита, ледебурита и цементита. Перлит на¬
блюдается в виде темных зерен, ледебурит — отдельных
участков зерен перлита, расположенных в цементите,
цементит — светлых участков.Структура эвтектического чугуна состоит из одной
составляющей — ледебурита.Заэвтектический белый чугун имеет две структурные
составляющие: первичный цементит в виде светлых игл
и ледебурит.Структура серого чугуна представляет собой сталь¬
ную основу (феррит и перлит), пронизанную графито¬
выми (темными) включениями. В серых чугунах графит
наблюдается в виде пластинок.Ковкий чугун имеет хлопьевидную форму графита,
а высокопрочные чугуны — шаровидную.По микроструктуре можно определить с достаточной
точностью (в зависимости от навыка) содержание угле¬
рода в стали. Для этого внимательно рассматривают
шлиф под микроскопом и определяют процентное содер¬
жание структурных составляющих. Далее расчет ведут
следующим образом.Например, в доэвтектоидной стали содержится 40 %
перлита и 60 % феррита. Известно, что 100 % перлита
содержат 0,8 % С, тогда 40 % перлита содержат х % С,
отсюда*= ~'0ю°оД -=0’Э2% с-Порядок выполнения работы. 1. Ознакомиться с ме¬
тодикой изготовления микрошлифов.2. Пользуясь альбомом микроструктур и рисунками:рассмотреть под микроскопом набор шлифов стали,зарисовать схемы микроструктур и определить класс
стали (доэвтектоидный, эвтектоидный, заэвтектоидный);рассмотреть под микроскопом набор шлифов чугу¬
нов, зарисовать схемы микроструктур и определить вид
чугуна (белый, серый, ковкий, высокопрочный).Схемы изображаемых структур зарисовываются в
квадратах 50x50 мм. При зарисовке следует изобра¬
зить особенности строения структурных составляющих,
их распределение и соотношение, а не фотографически
точное изображение микроструктуры.3, Определить содержание углерода в исследуемом
шлифе.79
4. Составить письменный отчет о работе. В отчёт
включить цель работы, задание, схемы микроструктур
рассмотренных шлифов с указанием структурных До¬
ставляющих, расчет содержания углерода рассмотрен¬
ного шлифа. IГ л а в а 4. ЛЕГИРОВАННЫЕ СТАЛИ§ 1. ОБЩИЕ СВЕДЕНИЯСталь, содержащая, кроме постоянных при¬
месей (марганец, кремний), один или несколько спе¬
циальных элементов или повышенные концентрации
марганца и кремния (>1 %), называется легированной.
В качестве легирующих специальных элементов исполь¬
зуют Cr, Ni, W, Mo, Ti, V, Со и др.Положительное влияние легирующих элементов на
свойства стали объясняется тем, что они смещают тем¬
пературы превращений и особым образом взаимодейст¬
вуют с железом и углеродом. Специальные элементы
(Ni, Si, А1 и др.), растворенные в феррите, повышают
его механические свойства.Введение легирующих элементов способствует обра¬
зованию структур, имеющих более тонкое строение.
В результате взаимодействия с углеродом некоторые
элементы (хром, вольфрам, ванадий и др.) образуют
химические соединения (карбиды), которые обладают
очень высокой твердостью. Легирующие элементы в
большинстве случаев способствуют увеличению глубины
прокаливаемости стали и достижению более качествен¬
ной термической обработки, так как придают аустениту
большую устойчивость.§ 2. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВНА СТРУКТУРУ И СВОЙСТВАСТАЛИХром, широко применяемый для легирова¬
ния (в конструкционных сталях до 3 %' Сг), повышает
твердость и прочность стали при одновременном незна¬
чительном понижении пластичности и вязкости. Он час¬
тично растворяется в феррите и одновременно образует
прочные карбиты. Хром увеличивает прокаливаемость
стали, повышает сопротивляемость коррозии, при содер^80
ж'ании свыше 13 % Сг сталь становится нержавеющей;
Кроме того, хром повышает жаропрочность, а также»
сильно изменяет магнитные свойства стали. Благодаря
высокой износостойкости хромистой стали из нее изго¬
товляют подшипники качения. Хром вводится в состав
быстрорежущей стали.Никель — ценный легирующий элемент (в конструк¬
ционных сталях 1...5 % Ni)—придает стали прочность,
высокую пластичность и вязкость. Его используют в зна¬
чительных количествах, когда необходимо получить не¬
магнитную сталь и сталь с повышенной антикоррозион-
ностью. Растворяясь в феррите, никель упрочняет его,
способствует более глубокой прокаливаемости стали.
Для легирования инструментальных сталей никель не
применяют.Вольфрам — карбидообразующий элемент — сильно-
повышает твердость стали и придает ей красностой¬
кость (способность сохранять твердость при повышен¬
ных температурах). Его вводят преимущественно в инст¬
рументальные и быстрорежущие стали.Ванадий — карбидообразующий элемент — повышает
твердость стали и придает ей красностойкость, способст¬
вует образованию мелкозернистой структуры, повышает
упругость и сопротивление усталости.Ванадий вводят в инструментальные и быстрорежу¬
щие стали и в небольших количествах в конструкцион¬
ные стали (0,1...0,3 %).Молибден — карбидообразующий элемент — повы¬
шает твердость и прочность стали при повышенных тем¬
пературах. Он способствует глубокой прокаливаемости'
стали, придает ей мелкозернистость и предотвращает
образование отпускной хрупкости.Молибден вводят в конструкционные, инструменталь¬
ные и жаропрочные стали.Марганец — недорогой легирующий элемент, явля¬
ется неизбежной примесью стали. В конструкционных
сталях марганца содержится не более 2 %. Он повышает
прочность и твердость стали, сильно увеличивает глу¬
бину ее прокаливаемости. При повышенном содержании
марганец придает стали износостойкость и магнитоус¬
тойчивые свойства.Кремний, как и марганец, — неизбежная примесь ста¬
ли. При содержании кремния до 1 %1 прочность стали1
увеличивается при сохранении вязкости '(рессорные и6 Заказ № 8978Ь
пружинные стали). Он увеличивает кислотостойкост/ь,
жаропрочность, электросопротивление и магнитную про¬
ницаемость стали. Кремний вводят в конструкционные,
электротехнические, кислотоупорные и другие стДли.Алюминий вводят для повышения твердости азоти¬
руемой стали. Стали с 5...6 % А1 приобретают окалино-
стойкость. В сплавы, предназначенные для изготовления
мощных постоянных магнитов, вводят 12... 15 % А1.§ 3. КЛАССИФИКАЦИЯ И МАРКИРОВКАЛЕГИРОВАННЫХ СТАЛЕЙКлассификация легированных сталей. Леги¬
рованные стали классифицируют по назначению, хими¬
ческому составу и структуре.По назначению легированные стали делят на три
группы.1. Конструкционные стали, применяемые для изго¬
товления деталей машин и конструкции, подразделяют
на: работающие в условиях обычных температур; рабо¬
тающие в условиях повышенных температур (окалино¬
стойкие) .Конструкционные стали должны обладать комплек¬
сом высоких механических свойств.2. Инструментальные стали и сплавы, применяемые
для изготовления различного производственного инстру¬
мента и оснастки, подразделяют на три вида: для режу¬
щего инструмента; для штампов; для измерительного
инструмента.Инструментальные стали должны обладать высокой
твердостью и износостойкостью.3.. Стали и сплавы с особыми свойствами, обладаю¬
щие определенными физическими, химическими или
механическими параметрами, объединены в шесть
групп: нержавеющие, с высоким электросопротивлением,
электротехнические, с особым тепловым расширением,
магнитные, для работы при высоких температурах
(жаропрочные и жаростойкие).По химическому составу стали подразделяют в зави¬
симости от того, какие легирующие элементы (кроме Fe
и С) ив каких количествах присутствуют в стали.В зависимости от количества одновременно находя¬
щихся легирующих элементов различают тройные, чет¬
вертные и сложнолегированные стали.82
1 В зависимости от основных легирующих элементов
сталь подразделяют на ряд групп, например хромистая,
марганцовистая, хромомарганцовистая и т. д.Ц зависимости от общего содержания легирующих
элементов различают низколегированные (с общим со¬
держанием легирующих элементов не выше 3), средне¬
легированные (с общим содержанием легирующих эле¬
ментов 3...10 %) и высоколегированные (с общим содер¬
жанием легирующих элементов более 10%) стали.В зависимости от химического состава и свойств
легированная конструкционная сталь делится на сле¬
дующие категории: качественная, высококачествен¬
ная— А, особо высококачественная — Ш. К особо высо¬
кокачественной стали относят сталь электрошлакового
переплава. В этой стали количество серы составляет
0,015 %, а фосфора — 0,025 %.По структуре в отожженном состоянии легирован¬
ные стали подразделяют на доэвтектоидные, имеющие в
структуре свободный феррит; заэвтектоидные — избы¬
точные карбиды и ледебуритные — первичные карбиды,
выделившиеся из жидкой фазы.По структуре после охлаждения на воздухе легиро¬
ванные стали подразделяют на три основных класса:
перлитный, мартенситный и аустенитный. Эта класси¬
фикация чрезвычайно важна, поскольку по структуре
сталей полностью устанавливают их свойства. Напри¬
мер, сталь, имеющая перлитную структуру, обладает
небольшой твердостью и высокой пластичностью, а
сталь, имеющая мартенситную структуру, весьма твер¬
дая и хрупкая.Маркировка легированных сталей. Легированные
стали обозначают по буквенно-цифровой системе; леги¬
рующие элементы — буквами: никель — Н, хром — X,
вольфрам — В, ванадий — Ф, молибден — М, титан — Т,
кобальт — К, кремний — С, марганец — Г, алюминий —
Ю, медь — Д, ниобий — Б, бор — Р, фосфор — П, цирко¬
ний — Ц, селен — Е, редкоземельные элементы — Ч.Первые цифры марки (конструкционная сталь) ука¬
зывают среднее содержание углерода в сотых долях
процента. Цифры, стоящие за буквами, означают сред¬
нее содержание данноп> легирующего элемента в стали
в целых процентах, если его содержание превышает
1,5%. Например, марка 20ХН обозначает хромоникеле¬
вую сталь, содержащую около 0,20 % С, до 1,5 % Ni идо6*83
1,5% Сг. Марка 65Г2 обозначает марганцевую ста л/ь,
содержащую около 0,65 % С и около 2 % Мп. Одка
цифра перед маркой соответствует содержанию угле¬
рода в десятых долях процента. Например сталь мэ^эки
2Х18Н9 содержит 0,2 % С, 18 — Сг и 9% Ni. Отсутст¬
вие цифр перед маркой стали указывает, что углерода
в стали содержится в среднем 1 % или более. Напри¬
мер, сталь марки ХВ5 имеет 1,25...1,5% С. Некоторые
легированные стали выделены в особые группы, их обо¬
значают буквами, которые ставят впереди: Е — электро¬
технические стали с особыми магнитными свойствами;
Р — быстрорежущие стали; Ш — шарикоподшипнико¬
вые стали и т. д. Стали, полученные электроплавкой,
обозначают буквой Э; опытные (исследовательские)
стали обозначают буквами ЭИ и порядковым номером.
Например, ЭИ402, ЭП398 (пробные).§ 4. КОНСТРУКЦИОННЫЕ СТАЛИКонструкционные легированные стали
(ГОСТ 4543—71) применяют для изготовления различ¬
ных деталей и машин. В зависимости от условий работы
-они должны обладать необходимыми механическими
свойствами: высокой прочностью при значительных ста¬
тических нагрузках, пластичностью и вязкостью при
динамических воздействиях, достаточной выносливостью
при знакопеременных нагрузках, твердостью и износо¬
стойкостью.Из сталей нормальной и повышенной прочности наи¬
большее применение имеют стали с повышенной твер¬
достью поверхности и вязкой сердцевиной (цементуе¬
мые, азотируемые и упрочняемые ТВЧ) и улучшаемые
стали, содержащие, как правило, в сумме не более 5.%'
легирующих элементов.Низкоуглеродистые (0,1...0,3 % С) легированные
стали подвергаются цементации и нитроцементации.
Этими технологическими методами упрочняются шес¬
терни, зубчатые колеса, червяки, оси, рычаги переклю¬
чений, поршневые пальцы и др. В качестве легирующих
элементов для цементуемых сталей используют хром,
никель, марганец, молибден, титан и др. Для деталей,
работающих в условиях износа при трении (поршневые
лальцы, шлицевые валы), применяют стали 15Х, 20Х,
15ХФ, 20ХФ, 18ХГ, а также стали повышенной проч-$4
яости, вязкости и прокаливаемости марок 20ХН, 12ХН2,
12ХН2М и др. Для тяжело нагруженных зубчатых колес
с высокой прочностью сердцевины зуба используют ста¬
ли 18ХГТ, 25ХГТ, 25ХГМ, ЗОХГТ, а стали 20ХГР,
27ХТР, 20ХНР, 20ХГНР с микродобавками бора при¬
меняют для деталей, работающих на трение и при удар¬
ных нагрузках (червяки, кулаки шарнира). Детали ма¬
шин, изготовленные из этих сталей, подвергают упроч¬
няющей термической обработке (закалке и низкому от¬
пуску), и низкоуглеродистые стали наряду с твердой
поверхностью (HRC 58...63) имеют достаточно прочную
и вязкую сердцевину, устойчивую к воздействию цикли¬
ческих и ударных нагрузок.Азотируемые стали 38Х2Ю и 38Х2МЮА используют
для изготовления деталей с большой твердостью и изно¬
состойкостью поверхности (валики водяных насосов,
плунжеры, гильзы цилиндров двигателей внутреннего
сгорания и др.)*В качестве сталей, упрочняемых поверхностной за¬
калкой с нагревом ТВЧ, выбирают среднеуглеродистые
стали 40Х, 45Х, 47ГТ, ШХ4РП (РП — регламентирован¬
ная прокаливаемость), которые применяют для изготов¬
ления зубчатых колес, крестовин, деталей подшипников
качения, подвергающихся высоким изгибающим, крутя¬
щим и контактным нагрузкам.Улучшаемые легированные стали (0,4...0,5 % С) при¬
меняют для большой группы деталей машин, работаю¬
щих не только при статических, но и в условиях цикли¬
ческих и ударных нагрузок (валы, штоки, шатуны
и др.)* Хромистые стали 40Х, 45Х, 50Х относятся к де¬
шевым конструкционным материалам. С увеличением
содержания углерода в них повышается прочность, но
снижаются пластичность и вязкость. Хромокремнемар-
ганцевые стали ЗОХГСА, 35ХГСА содержат по 1 % Сг,
Мп и Si и называются хромансилями. Эти стали, соче¬
тающие хорошие технологические и механические свой¬
ства, широко применяют в автомобилестроении (валы,
детали рулевого управления). Хромоникелевые стали
4'ОХН, 45ХН, 50ХН имеют высокий температурный за¬
пас вязкости и меньшую склонность к хрупкому разру¬
шению в сравнении с хромистыми. Для изготовления
пружин и рессор используют легированные стали 50С2,
55С2, 50ХФА, 60С2ХА и др., обладающие высокой упру¬
гостью, выносливостью, достаточной вязкостью и пла¬85
стичностью. Предел выносливости рессор повышают п^-
тем специальной обработки рессорных листов дробью
(наклеп), что повышает срок службы в 5...8 раз. Под¬
шипниковые стали ШХ6, ШХ9, ШХ15, ШХ15СГ, служа¬
щие для изготовления подшипников качения, обладают
высокой твердостью и выдерживают большое количество
циклов высоких контактных напряжений. По своей при¬
роде перечисленные хромистые стали близки к углеро¬
дистым сталям примерно с 1 % С. Особое положение
занимает коррозионно-стойкая шарикоподшипниковая
сталь 95X18 для деталей, работающих при температуре
до 500°С.§ 5. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИИнструментальные стали, применяемые для
изготовления различных видов инструмента, можно раз¬
делить на четыре категории: пониженной прокаливае¬
мое™ (преимущественно углеродистые); повышенной
прокаливаемости (легированные); штамповые; быстро¬
режущие.Применяемые на практике инструменты можно раз¬
делить на три группы: режущие, измерительные и
штампы.Стали для режущих инструментов. Для режущих ин¬
струментов применяют стали, имеющие в термически
обработанном виде высокую твердость и красностой¬
кость. Измерительные инструменты должны обладать
износостойкостью, сохранять свои размеры, поэтому их
изготавливают из сталей, имеющих высокую износо¬
стойкость. Штампы изготавливают из сталей, обладаю¬
щих высокой твердостью и вязкостью.Углеродистые и легированные стали применяют для
режущего инструмента при легких условиях работы,
для измерительного инструмента и ударного инструмен¬
та (штампов). Из быстрорежущих сталей изготавли¬
вают режущий инструмент, работающий при ускорен¬
ных режимах.Инструментальные стали пониженной прокаливае¬
мости включают все углеродистые инструментальные,
а также стали с небольшим содержанием легирующих
элементов. Эти стали закаливают в воде. Инструмент,
изготовленный из этих сталей, имеет, как правило, не¬
закаленную сердцевину. После термообработки стали86
приобретают высокую твердость, прочность и износо¬
стойкость, но сохраняют их лишь при относительно не¬
высоком нагреве (200...250°С).В качестве углеродистых инструментальных сталей
используют стали по ГОСТ 1435—74, имеющие невысо¬
кую твердость (НВ 165... 180) и хорошую обрабатывае¬
мость в отожженном состоянии. Их используют для из¬
готовления слесарного инструмента, матриц для холод¬
ной штамповки, кузнечного, столярного и пневматиче¬
ского инструмента.Легированные инструментальные стали (ГОСТ
5950—63) марок 7ХФ, 8ХФ, 9ХФ, 11Х, 13Х и другие
применяют для изготовления матриц, пуансонов, метчи¬
ков диаметром до 30 мм, спиральных сверл, роликовых
ножей.Инструментальные легированные стали повышенной
прокаливаемости содержат легирующие элементы в
количестве 1...3 % и поэтому обладают повышенной про-
каливаемостью и износостойкостью. Их закаливают в
масле, а температуру отпуска устанавливают в зависи¬
мости от требуемой твердости рабочей части инстру¬
мента.Стали для изготовления штампов. Из легированных
сталей повышенной прокаливаемости марок X, 9ХС, ХГ,
Х8Г и других (ГОСТ 5950—63) изготавливают инстру¬
менты, для которых необходима высокая твердость и
износостойкость (сверла, фрезы, плашки, калибры и
штампы для холодной штамповки).Штамповые стали марок 7X3, 5ХНМ, 5ХНВ и другие
обладают хорошей прокаливаемостью и износостой¬
костью, но невысокой вязкостью.Из сталей марок 5ХНМ, 5ХНТ, содержащих никель
и обладающих большой вязкостью и глубокой прокали¬
ваемостью, изготовляют кузнечные (молотовые) штам¬
пы. Для штампов горячего деформирования используют
стали марок ЗХ2В8Ф, 4Х2В5ФМ и другие, обладающие
высокой стойкостью при высоких температурах.Стали для измерительных инструментов. Измери¬
тельный инструмент изготавливают из углеродистых
(У8...У12) и легированных инструментальных сталей
пониженной и повышенной прокаливаемости. Для изме¬
рительного инструмента большое значение имеют ста¬
бильность размеров в течение длительного времени, а
также коэффициент теплового расширения, не изменяю¬87
щийся при температурных колебаниях, высокая твер¬
дость и износостойкость.Быстрорежущие стали широко применяют для изго¬
товления режущих инструментов, которым необходимы
высокая твердость, износостойкость, красностойкость,
при высоких скоростях резания.Все быстрорежущие стали обозначают буквой Р'
(rapid. — скорость). Цифры, стоящие после буквы Р,
показывают среднее содержание основного легирующего>
элемента — вольфрама.Наибольшее применение имеет сталь марки Р18.
Аналогична ей по режущим свойствам сталь марки Р9,.
но она хуже подвергается термической обработке. Инст¬
румент из быстрорежущих сталей, содержащих кобальт
(Р18К5Ф2, Р9КЮ и др.), используют для работы с труд¬
нообрабатываемым материалом, нержавеющими и жаро¬
прочными сплавами.Инструмент из быстрорежущих сталей с повышен¬
ным содержанием ванадия и кобальта (Р9Ф5, Р10К5Ф5
и др.), имеющих высокую износостойкость и красно¬
стойкость (640 °С), применяют для отделочных опера¬
ций при обработке сплавов титана и материалов с абра¬
зивными свойствами (пластмасса, фибра, эбонит).В промышленности находит широкое применение
вольфрамомолибденовая сталь марки Р6МЗ для изго¬
товления инструментов, работающих в условиях дина¬
мических нагрузок и при больших подачах.Быстрорежущая сталь принадлежит к ледебуритному
классу. После отжига она имеет структуру сорбитооб¬
разного перлита, содержит до 25 % карбидов, ее твер¬
дость НВ 207...255. Термическая обработка инструмента
из быстрорежущей стали включает закалку и трехкрат¬
ный отпуск или закалку и обработку холодом (при
—80 °С) с последующим однократным отпуском
(рис. 33).Так как быстрорежущая сталь обладает низкой теп¬
лопроводностью, то нагревают ее под закалку по сту¬
пенчатому режиму (медленно) до 800...850°С и выдер¬
живают при этой температуре. Фасонные инструменты
из этой стали сначала подогревают до 550...600°С и вы¬
держивают, затем подогревают до 800...850°С и снова
выдерживают.При 800...850°С сорбит превращается в аустенит,
а карбиды сохраняются свободными. От 800...850°С88
Растворение
нарбидобЧ§ Выделение иарЬидоб
15дВ° 1час, 660° 1час560°11т1 “отпусп Iйотпуск3 йотпуск
ВремяРис. 33. Режим термической обра¬
ботки быстрорежущей стали Р18сталь быстро нагревают
до температуры закалки,
чтобы растворить в аус-
тените максимум карби¬
дов'. После короткой вы¬
держки инструмент ох¬
лаждают в масле. В ре¬
зультате закалки полу¬
чается структура, состоя¬
щая из мартенсита
(60%), сложных карби¬
дов (10%) и оста¬
точного аустенита
(30%); твердость HRC62...64.Для превращения остаточного аустенита в мартен¬
сит инструмент после закалки подвергают трехкратному
отпуску при 560 °С с выдержкой по 1 ч. Нагрев и вы¬
держка при отпуске способствуют выделению из оста¬
точного аустенита карбидов, а при охлаждении проис¬
ходит превращение остаточного аустенита в мартенсит
отпуска. В результате трехкратного отпуска количество
мартенсита и карбидов в структуре повышается, а оста¬
точного аустенита понижается. Для более полного пре¬
вращения остаточного аустенита в мартенсит применяют
обработку холодом.Низкотемпературное (540...570 °С) цианирование ин¬
струмента из быстрорежущей стали после отпуска повы¬
шает его режущие свойства.§ 6. СТАЛИ И СПЛАВЫ С ОСОБЫМИ СВОЙСТВАМИНержавеющие стали. Нержавеющие стали
обладают стойкостью против электрохимической корро¬
зии (атмосферной, щелочной, кислотной и др.). Хими¬
ческая стойкость нержавеющих сталей обусловлена на¬
личием в их составе таких элементов, которые образуют
твердые растворы высокой химической стойкости, и
созданием поверхностных окисных пленок. Они предо¬
храняют сталь от разъедающего действия кислорода
воздуха, кислот и других коррозионных сред. В состав
нержавеющих (коррозионно-стойких) сталей вводят
хром, никель и марганец.89
Коррозионно-стойкие стали для общего и химиче¬
ского машиностроения подразделяют на: стали (08X13,
12X13, 20X13 — ГОСТ 5632—72), применяемые в слабо¬
агрессивных средах (воздух, вода, пар) для изготовле¬
ния деталей с повышенной пластичностью, подвергаю¬
щихся ударным нагрузкам (клапаны гидравлических
прессов, предметы домашнего обихода и т. д.); стали
(09Х15Н8Ю, 07Х16Н6, 08Х17Н5МЗ — ГОСТ 5632—72)
для изделий, работающих в атмосферных условиях,
уксуснокислых и других солевых средах; стали (08X17Т,
08Х18Т1, 15Х25Т — ГОСТ 5632—72), применяемые вере¬
дах средней агрессивности для изготовления оборудова¬
ния заводов пищевой и мясо-молочной промышленности;
стали (08Х18Н10Т, 08Х18Н12Т, 10Х17Н13М2Т,
10X17H13M3T — ГОСТ 5632—72), применяемые в сре¬
дах повышенной и высокой агрессивности для изготов¬
ления сварных изделий, работающих в азотной кислоте
и азотнокислых средах при повышенных температурах.Жаростойкие и жаропрочные стали и сплавы. Жаро¬
прочность— способность материала противостоять меха¬
ническим нагрузкам при высоких температурах. Многие
жаропрочные стали и сплавы должны обладать одно¬
временно и достаточной жаростойкостью. Жаростой¬
кость (окалиностойкость)—способность сталей и спла¬
вов сопротивляться окислению при высокой темпера¬
туре. Жаростойкость зависит от непроницаемости и
прочности пленки окислов, образующихся на поверх¬
ности сплавов в процессе газовой коррозии при высоких
температурах.Для получения прочной и непроницаемой пленки
сталь легируют хромом, а также кремнием или алю¬
минием.Жаропрочные стали и сплавы классифицируют по
температуре эксплуатации. Для работы при 500...550°С
используют стали марок 20X13, 15X11МФ, 13Х14НЭВ2ФР,
из которых изготавливают лопатки паровых турбин,
тяжело нагруженные детали (диски, валы, стяжные бол¬
ты), работающие в условиях повышенной влажности.Для работы при 650...850°С применяют стали марок
40Х9С2, 40Х10С2М, 45Х14Н14В2М, из которых изготав¬
ливают клапаны автомобильных, тракторных двигате¬
лей. Кроме жаропрочных сталей, для работы при650...850°С применяют сплавы (ХН35ВТ, ХН80ТБЮ,
ХН77ТЮР) на никелевой и железоникелевой основе, из90
которых изготавливают рабочие лопатки и диски газо¬
вых турбин.Для работы при 900...1100°С используют сплавы ма¬
рок ХН62МВКЮ, ХН56ВМКЮ, ХН60ВТ, из которых из¬
готавливают лопатки и листовые детали газовых турбин.Износостойкие стали. Долговечность машин в боль¬
шой мере зависит от износостойкости материала, из
которого изготовлены ее детали.Износостойкость стали зависит от ее химического
состава, структуры, термической обработки и твердости
структурных составляющих.Для сопрягаемых деталей большое влияние на изно¬
состойкость оказывают характер работы и условия из¬
носа. Например, графит, являясь внутренней смазкой,
уменьшает трение и износ при неабразивном истирании.
Структура мартенсита обладает наивысшей износостой¬
костью из-за наличия твердых и равномерно распреде¬
ленных карбидов.К износостойким относят углеродистые инструмен¬
тальные стали У10...У13, хромистые, хромовольфрамо¬
вые, быстрорежущие стали. К износостойким также от¬
носят графитизированные стали марок ЭИ293, ЭИ336
и ЭИ366, имеющие высокое содержание углерода и
кремния (1,30... 1,75 % С, 0,7...1,25% Si), которые повы¬
шают способность стали к графитизации при графити-
зирующем отжиге.Детали из графитизируемой стали можно применять
в отожженном состоянии и после закалки с отпуском.
Отожженная графитизированная сталь превосходит по
прочности углеродистую качественную конструкцион¬
ную сталь 50. Термически обработанную графитизиро-
ванную сталь используют для холодных штампов, кали¬
бров, траков и других деталей, подвергающихся в ра¬
боте большим давлениям и износу. Из этой стали
изготавливают литые коленчатые валы.Широкое распространение в качестве износостойких
сталей получили высокомарганцовистые литые аустенит-
ные стали марки 110Г13Л с содержанием 1,0...1,4% С,11...14% Мп. Они обладают высокой вязкостью, износо¬
стойкостью в условиях ударных нагрузок и больших
давлений; эти стали применяют для изготовления гусе¬
ниц тракторов, черпаков и козырьков землечерпальных
машин. Данные стали трудно обрабатываются резанием
из-за способности наклепываться.91
§ 7. СТАЛИ И СПЛАВЫ СПЕЦИАЛЬНЫХ СПОСОБОВ
ВЫПЛАВКИДля получения высококачественных сталей?
и специальных сплавов используют специальные спосо¬
бы выплавки: электрошлаковый переплав (ЭШП);
вакуумно-индукционная плавка (ВИП); вакуумно-дуго^
вой переплав (ВДП); электронно-лучевой переплав
(ЭЛП) и плазменно-дуговая плавка (ПДП).Высококачественные высоколегированные стали типа
18Х2Н4МА для изготовления шатунов и коленчатых ва¬
лов дизельных двигателей, шарикоподшипниковую сталь
ШХ15СГ для изготовления крупногабаритных подшип¬
ников подвижного железнодорожного состава получают
электрошлаковым переплавом. ЭШП применяют в про¬
изводстве быстрорежущих сталей.Вакуумно-индукционной плавкой получают высоко^-
качественные коррозионно-стойкие стали 03Х18Н12,
03Х18Н12Т и другие. Стали этого типа применяют для
деталей, работающих в азотной кислоте и азотнокислых
средах при повышенных температурах, а также для из¬
готовления тонкостенных полированных трубок и изде¬
лий с зеркальной полировкой.Для выплавки прецизионных сплавов с высокими
электромагнитными свойствами используют метод ВИП.
Снижение содержания вредных цветных металлов и га¬
зов, неметаллических включений приводит к повыше¬
нию магнитных свойств сплава типа пермаллой.Высококачественные коррозионно-стойкие стали
12Х18Н9Т, 12Х18Н10Г, 08Х18Н10Т получают методом
вакуумно-дугового переплава. Этот метод позволяет зна¬
чительно повысить усталостную прочность стали ШХ15.
Используя ВДП, получают штамповые стали для от¬
ветственных дорогостоящих штампов, а также жаро¬
прочные стали на никелевой основе, из которых изго¬
тавливают лопатки и диски турбин, работающие при
температуре 750...940°С.В углеродистых сталях, полученных специальными
способами выплавки, уменьшено содержание серы
(0,025 %) и неметаллических включений. Так, углеро¬
дистые конструкционные стали марок 20-СШ, 25-СШ,
45-СШ, выплавленные с обработкой синтетическими
шлаками в ковше, получаются высококачественными.Высококачественные стали 30ХН2МФА-СШ,92
35ХНЭМА-СШ, обработанные синтетическим шлаком*,
могут работать при отрицательных температурах. Их ис¬
пытывают на ударную вязкость при температуре кипе¬
ния жидкого азота, при этом вязкость должна быть не-
менее 30 Дж/см2.При переплаве коррозионно-стойкой хромоникелевой
аустенитной стали методом ЭЛП стандартные механи¬
ческие свойства несколько повышаются, а ударная вяз¬
кость значительно возрастает — с 47 до 81 Дж/см2. Мно¬
гократный вакуумно-дуговой переплав обеспечивает зна¬
чительное увеличение времени службы (в 3,5 раза)
шарикоподшипников из стали ШХ15. Высокопрочную >
мартенситно-стареющую сталь марки 03Н18К9М5Т по¬
лучают комбинированным способом выплавки — вакуум¬
но-индукционной плавкой и электронно-лучевым пере¬
плавом.Контрольные вопросы. 1. Какие стали называются легированны¬
ми? 2. Какое влияние на структуру и свойства легированной стали
оказывают хром и никель? 3. Как классифицируют легированные ста¬
ли? 4. Как маркируют легированные стали?Глава 5. ОСНОВЫ ТЕРМИЧЕСКОЙ И ХИМИКО-
ТЕРМИЧЕСКОЙ ОБРАБОТКИ§ 1. КЛАССИФИКАЦИЯ ВИДОВ ТЕРМИЧЕСКОЙОБРАБОТКИТермической обработкой называют сово¬
купность операций нагрева, выдержки и охлаждения
металлических сплавов, находящихся в твердом состоя¬
нии, для изменения их структуры и получения нужных
физико-механических свойств.Термической обработке подвергают детали и инстру¬
менты для повышения твердости, прочности и износо¬
стойкости, а также заготовки (отливки, поковки и др.)
для подготовки к механической обработке.Отжиг — нагрев стали до заданной температуры, вы¬
держка и медленное охлаждение (вместе с печью) для
получения ненапряженной структуры и устранения лик¬
вации. Отжиг бывает первого и второго рода. Рекрис-
таллизационный отжиг (первого рода)—нагрев сплава
для устранения наклепа, полученного в результате
холодной деформации, и повышения пластичности. Этот
вид термообработки основан на процессах возврата,.
рекристаллизации и гомоге-
низации. Отжиг с фазовой
перекристаллизацией (вто¬
рого рода) характеризуется
нагревом сплава выше тем¬
пературы фазовых превраще-
1/1/1/ время н™ с Делью снижения твер-2 3 4 дости и устранения струк-
Рис. 34. График термической турной неоднородности ста-
обработки ли> Отжиг второго рода при¬меняют главным образом
для доэвтектоидных сталей.Нормализация — нагрев стали выше температуры
фазовых превращений с последующим охлаждением на
воздухе (в нормальных условиях) для улучшения мик¬
роструктуры стали и повышения механических свойств,
а также для подготовки к последующей термической об¬
работке.Закалка — нагрев стали выше температуры фазовых
превращений с последующим охлаждением по опреде¬
ленному режиму для получения нужной структуры и
повышения твердости и прочности.Отпуск — нагрев закаленной стали ниже темпера¬
туры фазовых превращений для снятия температурных
напряжений и получения более равновесной структуры.Основные факторы термической обработки — темпе¬
ратура и время, поэтому режим любой термической об¬
работки можно представить графиком в координатах
температура — время (рис. 34). На приведенном рисун¬
ке линия АБ характеризует скорость нагрева сплава,
линия БВ — выдержку при заданной температуре, v\t v2,
vs, — скорость охлаждения.Изменяя скорость охлаждения сплава, нагретого до
определенной температуры, можно получить различные
структуры и свойства, то есть произвести различную
термообработку.Фазовые превращения в железоуглеродистых спла¬
вах при нагреве и охлаждении наблюдаются при опре¬
деленных температурах, называемых критическими точ¬
ками. Их принято обозначать буквой А. Причем при
охлаждении к ней добавляют индекс г, а при нагре¬
ве— с. Порядок расположения точек обозначают циф¬
рами I, 2 и т. д. (табл. 4).94
4. Значения температур критических точек и превращения,
происходящие при нихПри нагреванииПри охлаждениикри¬кри¬тиче¬темпера¬характертиче¬темпера¬характерскаятура, °Спревращенияскаятура, °спревращенияточкаточкаACl727ЭвтектоидноеЛ-i727Эвтектоидноепревращениепревращениеперлита в аус¬аустенита в пер*тенитлитЛс2768Потеря магнит¬768Появление маг¬ных свойствнитных свойствферритав ферритеАс3727...Конец превра¬Агз910...Выделение фер¬910щения феррита727рита из аусте¬в аустенитнитаАст727...Конец растворе¬Ачтп1147...Выделение вто¬1147ния вторичного727ричного цемен¬цементита втитааустените§ 2. ПРЕВРАЩЕНИЯ ПРИ НАГРЕВАНИИ СТАЛИПри нормальной температуре доэвтектоид-
ные стали имеют структуру феррит плюс перлит, автек-
тоидные — перлит, заэвтектоидные — перлит плюс це¬
ментит, то есть исходное состояние всех сталей пред¬
ставляет смесь двух фаз: феррита и цементита. При
нагреве выше критической точки Ас (727 °С) проис¬
ходят фазовое эвтектоидное превращение Fea-HFeT и
растворение цементита в у_железе с образованием
аустенита. Это образование обусловлено диффузией, по¬
этому состав аустенита существенно отличается от фер¬
рита и цементита.Доэвтектоидные стали в интервале температур от
Ас j до Лсз (участок G5P, см. рис. 29) имеют структуру
феррит + аустенит с переменной концентрацией углерода
в аустените.В точке ЛСд, лежащей на линии GS, фазовая пере¬
кристаллизация заканчивается, феррит полностью рас¬
творяется в аустените.Эвтектоидная сталь со структурой перлита при пере¬
ходе через критическую точку ACl претерпевает эвтек-95
тоидное превращение и выше точки 5 имеет структуру
^аустенита.В заэвтектоидных сталях при ACl перлит превраща¬
ется в аустенит, который при дальнейшем нагревании
растворяет вторичный цементит, поэтому выше АСт ста¬
ли имеют однофазную структуру аустенита.Таким образом, нагрев любой стали выше линии
GSE приводит к превращению ее в аустенитное со¬
стояние.Скорость образования аустенита и рост его зерна в
значительной степени зависят от температуры нагрева
и времени выдержки. Росту зерна способствуют повы¬
шение температуры нагрева и времени выдержки. Но
склонность к росту зерен с повышением температуры
у сталей различная. Так, стали, которые в процессе
выплавки были раскислены кремнием и марганцем, об¬
ладают склонностью к росту зерна при небольшом пре¬
вышении критической точки. Такие стали называют на¬
следственно крупнозернистыми.Стали, раскисленные в процессе выплавки дополни¬
тельно алюминием, сохраняют мелкое зерно аустенита
при нагреве до высоких температур (900—950 °С).
Такие стали называют наследственно мелкозернистыми.Размер наследственного зерна определяют сравне¬
нием микроструктуры стали (при увеличении в 100 раз)
со стандартной шкалой размеров зерна по ГОСТ
5639—82. Наследственное зерно зависит от метода вы¬
плавки, способа раскисления и оказывает влияние на
технологический процесс термической обработки стали.От наследственного зерна нужно отличать действи¬
тельное, размер которого в стали зависит от вида тер¬
мической обработки. Механические свойства стали за¬
висят главным образом от действительного зерна. При
'одинаковом действительном зерне у разных сплавов и
сталей наследственное зерно может быть различным.§ 3. ПРЕВРАЩЕНИЯ АУСТЕНИТА ПРИНЕПРЕРЫВНОМ ОХЛАЖДЕНИИАустенит устойчив только при температу-
грах выше линии GSE. При охлаждении ниже этой ли¬
нии начинается его превращение, причем характер пре¬
вращения зависит от степени переохлаждения аустенита.'М
При медленном охлаждении стали с температурой
выше Act происходит эвтектоидное превращение аусте¬
нита с образованием смеси феррита и цементита — пер¬
лита. Аустенит превращается в перлит диффузионно:
углерод, выделяясь из аустенита, образует зародыши
цементитовых включений. Количество зародышей и ско¬
рость их роста определяют степень переохлаждения.
При малой степени переохлаждения аустенит превра¬
щается в смесь крупных частиц феррита и цементита,
так как число образовавшихся центров мало и они
успевают вырасти.С увеличением степени переохлаждения возможно
получить тонкую смесь феррита с цементитом, в резуль¬
тате чего твердость и прочность возрастают, а пластич¬
ность снижается.Степень переохлаждения аустенита зависит от ско¬
рости охлаждения: чем она выше, тем больше степень
переохлаждения, то есть ниже располагаются точки
ATl и АГа.Регулируя степень переохлаждения аустенита, мож¬
но изменять характер продуктов его распада и полу¬
чать следующие структуры: перлит, сорбит, троостит,
мартенсит (рис. 35).Перлит, сорбит и троостит являются смесью феррита
и цементита с различной дисперсностью (степенью из-
мельченности). Сорбит и троостит получаются при по¬
вышенных скоростях охлаждения (40...80°С в секунду).
Структура сорбита более близка к перлиту, имеет твер¬
дость HRC 30, хорошую вязкость и упругость. Троостит
имеет твердость HRC 40 и меньшую вязкость, чем
сорбит.При охлаждении с кри- Аустениттической скоростью, равной150...300°С в секунду, об¬
разуется мартенсит, который
представляет собой перена¬
сыщенный твердый раствор
углерода в a-железе. Мартен¬
сит имеет игольчатое строе¬
ние, высокую твердость .п.п ,„°г„ „I „„ й„ио™'
(HRC62...66), большую хруп- до 10 *°"J0 В0~80 ~ШгРад/см
кость, внутренние напряже- рис 35 влияние скорости ох-
ния. Мартенсит неустойчив лаждения на структуру стали; Заказ № 89797
по своей природе и способен при определенных усло¬
виях распадаться.К особенностям превращения аустенита надо отнести
то, что эти превращения сопровождаются изменением
объема стали. Структуры одной и той же стали можно
расположить по их объемному признаку в следующем
во-сходящем порядке: аустенит—перлит—сорбит—тро-
остит—мартенсит, то есть стальная деталь или инстру¬
мент, закаленный на мартенсит, имеет наибольший
объем. Увеличение объема в процессе закалки приводит
к появлению закалочных трещин.§ 4. ИЗОТЕРМИЧЕСКОЕ ПРЕВРАЩЕНИЕАУСТЕНИТАВ технологических процессах термической
обработки превращения аустенита можно получить не
только при непрерывном охлаждении с определенной
скоростью, но и при постоянной температуре —изотер¬
мически. Аустенит быстро охлаждают в соляных ваннах
до заданной температуры и выдерживают при ней в те¬
чение времени, необходимого для окончательного его
превращения в перлит, сорбит или троостит.Влияние степени переохлаждения на устойчивость
аустенита и скорость превращения представляют гра¬
фически в виде диаграмм. Эти диаграммы строят в ко¬
ординатах: температура превращения — время. Обычно
время откладывают на логарифмической шкале
(рис. 36).Основные закономерности перлитного превращения
рассмотрим на примере эвтектоидной стали. Изотерми¬
ческий распад аустенита эвтектоидной стали происходит
в интервале температур от АТх (720 °С) до Мн (250 °С).
Горизонтальная линия Мн показывает температуру на¬
чала бездиффузионного мартенситного превращения.Кривые на диаграмме изотермического превращения
аустенита имеют вид буквы С, поэтому их часто назы¬
вают С-образными. Кривая 1 указывает время начала
превращения, кривая 2 — время конца превращения
аустенита. В области диаграммы, расположенной левее
кривой lf существует переохлажденный аустенит (инку¬
бационный период); между кривыми 1 и 2 расположена
область, в которой происходит превращение; правее
кривой 2 находится область, в которой существуют про^98
Рис. 36. Диаграмма изотермического
превращения аустенита эвтектоидной
стали (схема): А/ — перлитное превращение; II — промежу¬
точное превращение; III — мартенситное ссп
превращение; П — перлит; С — сорбит; Т —
троостит; Б — бейнитдукты превращения аустенита. „
Устойчивость аустенита зависит^ <”
от степени переохлаждения. Наи¬
меньшей устойчивостью аустенит обладает при температурах, щ сблизких к 550 °С.Превращение аустенита при температурах в интер¬
вале Агх... 550°С называют перлитным, а превращение
при температурах в интервале 550°С...МН — промежу¬
точным. В интервале температур перлитного превраще¬
ния в результате распада аустенита образуются плас¬
тинчатые структуры перлитного типа, то есть структуры,
образованные из кристаллов феррита и цементита.
Строение перлитной структуры зависит от температуры
превращения, с увеличением степени переохлаждения
возрастает дисперсность ферритно-цементитной смеси
от структуры крупнопластинчатого перлита до троости-
та. С увеличением дисперсности структур перлитного
типа возрастают прочность и твердость стали; лучшую
пластичность и вязкость имеет структура сорбита.При промежуточном превращении возникает иголь¬
чатая микроструктура, которая называется бейнит. Бей¬
нит представляет собой двухфазную смесь кристаллов
феррита и цементита. Основная особенность промежу¬
точного превращения состоит в том, что полиморфный
переход происходит по мартенситному механизму. Бей¬
нит, образовавшийся при температуре 400...550°С, назы¬
вают верхним; он имеет перистое строение. Бейнит, об¬
разовавшийся при более низких температурах, называют
нижним; он имеет пластинчатое строение. Верхний бей¬
нит имеет низкие механические свойства; высокой
прочностью и одновременно достаточно высокими пла¬
стичностью и вязкостью обладает нижний бейнит.При переохлаждении аустенита до температуры, рав¬
ной или ниже мартенситной точки (Мн), соответствую¬
щей температуре начала превращения переохлажден¬Щ7*99
ного аустенита в мартенсит, диффузионные процессы
полностью подавляются и образование структуры, со¬
стоящей из феррита и цементита, становится невозмож¬
ным. В этом случае протекает бездиффузионное пре¬
вращение аустенита в структуру закаленной стали»
называемую мартенситом. Однако мартенситное превра¬
щение интенсивно протекает при непрерывном охлаж¬
дении, что уменьшает в структуре остаточный аустенит.§ 5. ОТЖИГ И НОРМАЛИЗАЦИЯДля снижения твердости и повышения вяз¬
кости стали, устранения химической и структурной не¬
однородности, уменьшения внутренних напряжений,
улучшения обрабатываемости и получения мелкозерни¬
стой структуры проводят ее отжиг или нормализацию.Существуют различные виды отжига, характеризую¬
щиеся режимами нагрева и охлаждения.Полный отжиг характеризуется нагревом стали на30...500 выше температуры превращений Асз (доэвтек-
тоидные стали) и последующим медленным охлажде¬
нием.При таком отжиге происходит значительное сниже¬
ние твердости и устранение структурной неоднородности
стали в результате фазовой перекристаллизации и из¬
менения формы и размеров зерна структурных состав¬
ляющих— сталь становится мелкозернистой. Полный
отжиг применяют главным образом для доэвтектоидных
сталей.Неполный отжиг характеризуется нагревом стали до
температур в интервале превращений Ач —ACg (доэв-
тектоидные стали) и ACf—АСт (заэвтектоидные стали)
и последующим медленным охлаждением.При таком отжиге снижается твердость, что улуч¬
шает обрабатываемость стали, снимаются внутренние
напряжения и структура становится более однородной.Изотермический отжиг, применяемый для легировав»
ных сталей, состоит из нагрева их на 20...30° выше ACf»
выдержки и относительно быстрого охлаждения до тем¬
пературы ниже точки Аг (630...700°С). При этой тем¬
пературе сталь выдерживают до полного распада аусте¬
нита, затем охлаждают на воздухе. После изотермиче¬
ского отжига стали приобретают такие же механиче¬100
ские свойства, как и после полного отжига. Изотерми¬
ческий отжиг по сравнению с обычным сокращает время
обработки вдвое.Отжиг на зернистый перлит (сфероидизация) приме¬
няют для эвтектоидной и заэвтектоидных сталей. Сталь
нагревают немного выше точки ACl, выдерживают дли¬
тельное время при этой температуре, затем медленно
охлаждают (25...30°С в час) ниже точки ATl до 600 °С,
выдерживают, после чего охлаждают на воздухе.В результате такого отжига карбиды принимают
зернистую (округлую) форму, понижается твердость
стали и улучшается ее обработка резанием.Диффузионный отжиг (гомогенизация) состоит из
нагрева стали до 1050...1150 °С, длительной выдержки
(10... 15 ч) и последующего медленного охлаждения.Цель диффузионного отжига — выравнивание хими¬
ческой неоднородности стали, то есть уменьшение лик¬
вации в слитках, отливках, заготовках. Поэтому диф¬
фузионный отжиг называют также гомогенизацией (по¬
лучение однородного по составу сплава). Диффузионный
отжиг приводит к образованию крупнозернистой струк¬
туры. Этот дефект можно устранить последующей горя¬
чей обработкой давлением или проведением полного
отжига.Рекристаллизационный (низкий) отжиг состоит из
нагрева стали ниже точки ACl на 50...100°, выдержки
при этой температуре и последующего охлаждения на
воздухе.После рекристаллизационного отжига образуется
однородная мелкозернистая структура с небольшой твер¬
достью и значительной вязкостью.Нормализация — более экономичный термический
процесс, чем отжиг. Она более производительна и дает
лучшие результаты. При нормализации измельчается
зерно перлита, разрушается сетка цементита в заэвтек¬
тоидных сталях и повышаются механические свойства
стали.Некоторые специальные стали после нормализации
приобретают такие механические свойства, которыми
они должны обладать в условиях эксплуатации. В этих
случаях нормализация служит окончательной операцией
термической обработки.Структура нормализованной стали может быть фер-101
рито-перлитная (низкоуглеродистые стали) и сорбито¬
образная с наличием структурно-свободного феррита
(среднеуглеродистые и низколегированные стали). Твер¬
дость перлита зависит от того, имеет ли он тонкое или
грубое строение. При нормализации, когда охлаждение
быстрое, перлит имеет более тонкое строение, чем при
отжиге, и обладает более высокой твердостью. Поэтому
нормализованная сталь более твердая, чем отожжен¬
ная. Твердость нормализованной стали 150...300 НВ
'в зависимости от химического состава стали. Нормали¬
зация горячекатаной стали (по сравнению с отжигом)
повышает ее сопротивление хрупкому разрушению, сни¬
жая порог хладноломкости. Нормализация обеспечи¬
вает большую производительность при обработке реза¬
нием и получение меньшей шероховатости обработанной
поверхности.Нормализацию с последующим высоким отпуском
(600...650 °С) часто используют для исправления струк¬
туры легированных сталей вместо полного отжига, так
как производительность первых двух операций выше,
чем одного отжига.§ 6. ЗАКАЛКАПроцесс закалки стали заключается в ее
нагреве до определенной температуры (на 30...50° выше
линии GSK по диаграмме Fe—Fe3C), выдержке и по¬
следующем быстром охлаждении в воде, масле, рас¬
плавленных солях или других средах.В результате закалки углеродистых и большинства
специальных конструкционных сталей их твердость и
механические свойства значительно возрастают. Неко¬
торые сорта высоколегированных сталей (например,
коррозионно-стойких) после закалки приобретают более
высокую пластичность и меньшую твердость.Изменение свойств стали при закалке связано с об¬
разованием неравновесных структур (мартенсит, тро-
остит, сорбит). Закалка основана на фазовых превра¬
щениях при нагреве и охлаждении. Применение различ¬
ных охлаждающих сред позволяет изменять скорость
охлаждения и получать нужную структуру.Скорость охлаждения, при которой в структуре ста¬
ли фиксируется образование чистого мартенсита, назы¬
вают критической скоростью закалки — это важнейшая102
характеристика стали, определяющая забор закалочных
сред и глубину прокаливаемости. Критическая скорость
зависит от температуры нагрева стали перед закалкой,
ее состава, размеров зерен и других факторов.Происходящее при закалке превращение твердою
раствора аустенита в мартенсит заключается только в-
изменении решетки твердого раствора, между тем как.
сам твердый раствор не претерпевает распада. Аустенит
превращается в мартенсит мгновенно, поэтому измерить
скорость роста отдельных кристаллов мартенсита очень
трудно. Аустенит, не успевший распасться, называют
остаточным аустенитом. Состав мартенсита непрерывно
меняется в зависимости от содержания углерода в ис¬
ходном аустените. Количество остаточного аустенита
зависит от состава и скорости охлаждения.Температура нагрева стали для закалки,зависит от
содержания в ней углерода и определяется положением
критических точек по диаграмме железоуглеродистых
сплавов.При закалке доэвтектоидные стали, имеющие в рав¬
новесном состоянии структуру феррит+перлит, нагре¬
вают до температуры выше точки ЛСз (выше линии GS)
для получения аустенита (см. рис. 36). После выдерж¬
ки при данной температуре сталь охлаждают с крити¬
ческой скоростью для получения структуры мартенсита.Непременным условием при выборе правильной тем¬
пературы 'нагрева доэвтектоидных сталей при закалке
является образование однородного твердого раствора —
аустенита, так как при последующем быстром охлаж¬
дении совершается почти полное превращение аустенита
в мартенсит. Поэтому доэвтектоидные стали надо на¬
гревать примерно на 30...50° выше критической точки
ЛСд (линия GS). При этом условии обеспечивается пол¬
ный переход исходной структуры (перлита и феррита)
доэвтектоидной стали в аустенит. Оптимальные темпе¬
ратуры нагрева данных сталей^ЗаК^Лсд -(-30. ..50°.Закалка доэвтектоидной стали с нагревом до темпе¬
ратуры, лежащей в интервале ЛС1 ...Лсз (между линия¬
ми PS и G5), называют неполной закалкой. При такой
закалке не достигается требуемая твердость стали из-за103
имеющихся в структуре мартенсита ферритных участков.Заэвтектоидные стали, имеющие структуру пер-
лит+цементит, следует нагревать под закалку выше
A0l (линия SK) на 30...50°. При указанной температуре
перлит перейдет в аустенит, в то время как цементит
почти полностью сохранится, и при быстром охлажде¬
нии стали ее структура будет состоять из мартенсита и
избыточного цементита. Присутствие в закаленной ста¬
ли включений цементита не снижает ее твердости и спо¬
собствует повышению износостойкости. Важно только,
чтобы избыточный цементит в структуре закаленной
стали находился не ® виде зернистого (сфероидизиро-
ванного) цементита, что достигается предварительной
термической обработкой до закалки.Наиболее распространенные закалочные среды — во¬
да, различные масла, водные растворы солей, иногда
расплавленные металлы и соли. Для специальных ста¬
лей, у которых критическая скорость закалки очень
мала, в качестве закаливающей среды используют
воздух.Желательно, чтобы закалочная среда быстро охлаж¬
дала в интервале температур малой устойчивости аусте¬
нита (600...550°С), медленно — в интервале мартенсит-
ного превращения (300...200°С), чтобы уменьшить де¬
формации и напряжения.Вода создает весьма энергичное охлаждение в двух
температурных интервалах, и это является ее недостат¬
ком, так как быстрое охлаждение в мартенситном ин¬
тервале способствует значительной деформации и обра¬
зованию закалочных трещин.Масла имеют скорость охлаждения в интервале мар-
тенситного превращения в 10 раз меньшую, чем вода,
что уменьшает возможность возникновения дефектов при
закалке.Выбор закаливающей среды в практике термообра¬
ботки зависит от химического состава стали, конфигу¬
рации изделий и необходимости получения тех или иных
структур и механических свойств.При закалке стали глубина проникновения мартен-
ситной или троосто-мартенситной структуры бывает не¬
одинаковой. Под прокаливаемостью стали следует по¬
нимать степень проникновения закалки во внутренние
слои изделия, то есть толщину слоя высокой твердости,104
имеющего структуру мартенеита. Прокаливаемость —
одна из важных характеристик стали, которая обуслов¬
ливает ее механические свойства после закалки. Про¬
каливаемость зависит от многих факторов: размера
зерна, состава стали, скорости охлаждения, темпера¬
туры нагрева и других. Прокаливаемость стали опреде¬
ляют по виду излома, по распределению твердости от
края к сердцевине после закалки, торцевым методом
и др.В зависимости от состава стали, конфигурации изде¬
лия и технических требований, предъявляемых к изде¬
лию, в практике термической обработки применяют ряд
способов закалки.Закалка в одном охладителе — самая распространен¬
ная для углеродистых и легированных сталей. Нагретое
до температуры закалки изделие погружают в охлаж¬
дающую среду до полного охлаждения. Изделия из угле¬
родистых сталей охлаждают в большинстве случаев в
воде, а из легированных сталей — в масле. Этот способ
прост, но может вызвать значительные внутренние на¬
пряжения.Прерывистая закалка (закалка в двух средах) при¬
меняется для предупреждения появления внутренних
напряжений в изделии. Этот способ используют преиму¬
щественно при закалке крупных изделий из конструк¬
ционной углеродистой и низколегированной стали. На¬
гретое до нужной температуры изделие сначала резко
охлаждают в воде до 300...200°С, затем переносят в
масло или на воздух, где оно медленно охлаждается
в мартенситном интервале. Недостаток прерывистой за¬
калки связан с трудностью регулирования времени вы¬
держки.Ступенчатая закалка характеризуется тем, что на¬
гретое изделие охлаждают, погружая в соляную ванну,
температура которой превышает температуру начала
мартенситного превращения данной стали. Затем изде¬
лие выдерживают в ванне для выравнивания темпера¬
туры по всему его объему и охлаждают на воздухе до
нормальной температуры, что снижает внутренние на¬
пряжения. Ступенчатую закалку целесообразно приме¬
нять для тонких стальных изделий из углеродистой
стали.Закалка с самоотпуском (закалка по цветам побе¬105
жалости; заключается в том, что изделие охлаждают
от температуры закалки в охлаждающей среде только
в течение времени, которое необходимо для его прока¬
ливания на определенную глубину. Дальнейшее охлаж¬
дение идет на воздухе. При этом осуществляется отпуск
за счет теплоотдачи из внутренних слоев изделия. Дан¬
ный способ применяют для закалки ударного инстру¬
мента (зубила, кузнечный инструмент и др.).Для изотермической закалки характерно промежу¬
точное охлаждение в соляной ванне с заданной темпе¬
ратурой до конца превращения аустенита и последую¬
щим медленным или быстрым охлаждением. Продолжи¬
тельность выдержки в закалочной среде определяют по
диаграмме изотермического распада аустенита для дан¬
ной стали. При изотермической закалке в интервале
температур 250...400°С образуется структура — игольча¬
тый троостит, которой свойственны большие твердость
и вязкость. Такое сочетание механических свойств не¬
обходимо для ударного инструмента, пружин и др.Поверхностная закалка применяется для увеличения
износостойкости различных деталей, воспринимающих
ударную нагрузку (зубчатые колеса, валы и др.)* Тех¬
нология поверхностной закалки включает нагрев по¬
верхностного слоя изделия до температуры закалки и
охлаждение для получения мартенситной структуры в
поверхностном слое при сохранении вязкой сердцевины.Различают следующие виды нагрева при поверхност¬
ной закалке: нагрев пламенем газовой горелки, контакт¬
ный электронагрев, нагрев токами высокой частоты и
нагрев в электролите. Наибольшее распространение в
промышленности получил способ поверхностной закалки
токами высокой частоты (ТВЧ), а при ремонте — за¬
калка с нагревом пламенем газовой горелки.Поверхностный слой изделий нагревают пламенем
газовых или кислородно-ацетиленовых специальных го¬
релок до температуры закалки и быстро охлаждают
водой. Благодаря высокой температуре пламени по¬
верхностный слой быстро нагревается до закалочной
температуры, а внутренние слои не успевают. Такой
способ нагрева обеспечивает получение в изделиях вы¬
сокой поверхностной прочности при сохранении вязкой
сердцевины, устраняет опасность образования закалоч¬
ных трещин. При поверхностной закалке этим методом106
твердость стальных изделий достигает HRC 60...65 при
глубине закаленного слоя 2,5...4 мм.Поверхностная закалка токами высокой частоты
(ТВЧ), предложенная проф. В. П. Вологдиным, основа¬
на на нагреве поверхности изделия вихревыми токами.
При этом используется явление поверхностного эффекта
(скин-эффект), заключающееся в неравномерном рас¬
пределении плотности переменного тока по сечению про¬
водящего тела. Глубина, на которую прогревается из¬
делие, зависит от частоты тока, магнитной проницае¬
мости и электросопротивления нагреваемого металла.
Чем выше частота тока, тем меньше глубина прогрева
(например, для глубины 1 мм частота тока ~60 000 Гц,
для 2 мм 15 000, для 4 мм ~4000 Гц).Деталь нагревают в индукторе, по которому пропус¬
кают ток высокой частоты. Он представляет собой мед¬
ную трубку, изогнутую по контуру 'нагреваемого изделия.Для индукционного нагрева на глубину 1,5—5 мм
применяют машинные генераторы с частотой тока500... 1500 Гц. Для закалки на небольшую глубину (до2 мм) мелких деталей и инструментов используют лам¬
повые генераторы с частотой тока более 106 Гц.Закалочной «средой после индукционного нагрева
служат вода, эмульсия, масло, сжатый воздух и др.
Чаще применяют струйчатое охлаждение, реже — охлаж¬
дение сбрасыванием нагретого изделия из индуктора
в закалочную ванну.§ 7. ОТПУСКОтпуск — это нагрев закаленной стали до
температуры ниже критической ACl, выдержка при этой
температуре и последующее охлаждение (обычно на
воздухе).Цель отпуска — повышение вязкости закаленной
стали при сохранении достаточно высокого предела
прочности, уменьшение внутренних напряжений после
закалки и получение более устойчивых (стабильных)
структур. Отпуску подвергают закаленные стали со
структурой тетрагонального мартенсита и остаточного
аустенита. Обе структуры неустойчивы и склонны при
нагреве превращаться в более устойчивое -состояние
с изменением объема. При температуре Ю0...200°С тет¬107
рагональный мартенсит образует структуру кубического
мартенсита (мартенсит отпуска). При температуре200...300°С остаточный аустенит превращается в мар¬
тенсит отпуска. Нагрев стали выше 350 °С ведет к рас¬
паду мартенсита в феррито-цементитовую смесь.В зависимости от температуры нагрева закаленной
стали различают следующие виды отпуска: низкий,
средний, высокий.Низкий отпуск — нагрев закаленной стали до 250 °С
для снижения внутренних напряжений при сохранении
высокой твердости. Такой отпуск применяют главным
образом для инструментов и изделий, которые должны
обладать высокой твердостью и износостойкостью, в том
числе для цементованных изделий.Средний отпуск — нагрев закаленной стали в интер¬
вале температур 350...450°С, который приводит к пони¬
жению твердости и повышению вязкости стали по срав¬
нению с низким отпуском. Кроме того, происходит об¬
разование более устойчивой микроструктуры троостита
и троостосорбита. Средний отпуск применяют для пру¬
жин, штампов, рессор, ударного инструмента и др.Высокий отпуск — нагрев закаленной стали в интер¬
вале температур 450...650°С, который способствует по¬
лучению наибольшей вязкости при сохранении доста¬
точно высокой прочности. В результате данного отпуска
твердость закаленной стали сильно снижается и обра¬
зуется структура сорбит. На практике широко приме¬
няют закалку деталей машин на мартенсит с последую¬
щим высоким отпуском на сорбит. Этот процесс назы¬
вают улучшением. Сорбит отпуска с зернистой формой
цементита имеет более высокие показатели прочности и
вязкости, чем сорбит закалки с пластинчатой формой
цементита.Обработка холодом — отпуск при температуре ниже
нуля. Заключается в обработке закаленных изделий
холодом при температурах порядка —80°С и ниже. Об¬
работка холодом основана на том, что остаточный
аустенит, находящийся в структуре закаленной стали
при низких температурах (порядка — 80°С и ниже),
распадается в результате возникновения внутренних на¬
пряжений. Данный метод повышает твердость режущего
инструмента, стабилизирует размеры измерительных ин¬
струментов и др. В промышленности применяют спе¬
циальные установки, в которых охладителями служат108
жидкий кислород (—183°С), жидкий азот (—195°С),
смесь из твердой углекислоты (сухой лед) с денатури¬
рованным спиртом (—78,5°С).§ 8. ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ ОБРАБОТКИЛЕГИРОВАННЫХ СТАЛЕЙ И ЧУГУНОВНизколегированные стали при закалке
охлаждают в воде, так же как и углеродистые. Увели¬
чение содержания легирующих элементов в стали вызы¬
вает понижение теплопроводности, поэтому время про¬
грева заготовок увеличивается. Легированные стали
необходимо нагревать и охлаждать равномерно и мед¬
ленно, чтобы не образовались значительные внутренние
напряжения, трещины и коробление. Легирование сни¬
жает критическую скорость закалки, вследствие чего
охлаждение проводят в среде масел, а хромовольфра¬
мовых и хромоникельмолибденовых сталей — на воз¬
духе.Прокаливаемость легированных сталей зависит от
присутствия легирующих элементов в составе стали.
Хром, кремний, марганец, никель и особенно молибден
улучшают прокаливаемость.Отпуск требует продолжительной выдержки при бо¬
лее высоких температурах, поскольку легирование за¬
медляет процессы превращения в стали. При отпуске
некоторых легированных сталей, например хромонике¬
левых и хромомарганцовистых, резко падает ударная
вязкость. Это явление называют отпускной хрупкостью.Термическую обработку серых, высокопрочных и
легированных чугунов проводят либо для увеличения
прочности и износостойкости, либо для снятия внутрен¬
них напряжений, образующихся в отливках, и уменьше¬
ния твердости.Для получения закалочных структур чугун нагре¬
вают до 850...880°С и охлаждают в масле или реже
в воде. Для снятия внутренних напряжений, возникаю¬
щих в результате охлаждения, проводят низкий отпуск.
В тех случаях, когда в чугунных отливках вследствие
неодинаковых условий охлаждения образуются внутрен¬
ние напряжения, целесообразно применять отжиг с на¬
гревом до 500...550°С. Отжиг для понижения твердости
и улучшения обрабатываемости чугуна резанием выпол¬
няют с нагревом отливки до 850...900°С.109
§ 9. ДЕФЕКТЫ И БРАК ПРИ ТЕРМИЧЕСКОЙОБРАБОТКЕПри выполнении операций термической об¬
работки необходимо соблюдать правильный темпера¬
турный режим нагрева и охлаждения. В противном слу¬
чае могут возникнуть различные дефекты: недостаточ¬
ная твердость, повышенная хрупкость, обезуглерожива¬
ние и окисление, коробление, образование трещин и др.Недостаточная твердость закаленных изделий объяс¬
няется либо неправильным температурным режимом при
нагреве, либо недостаточной скоростью охлаждения при
закалке.Повышенная хрупкость после закалки наблюдается
у сталей, нагретых до более высоких температур, чем
это рекомендуется.Обезуглероживание и окисление неизбежно возни¬
кают в стали при ее нагреве в печах с обычной атмо¬
сферой. Для предотвращения этих дефектов следует
применять защитную атмосферу.Коробление, деформация и образование трещин при
закалке связаны со структурной неоднородностью в раз¬
личных частях изделий и возникновением внутренних
напряжений. Для уменьшения внутренних напряжений
и коробления стали при закалке рекомендуется прово¬
дить охлаждение (когда это возможно) не в воде,, а в
масле.§ 10. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКАХимико-термическая обработка — это про¬
цесс поверхностного насыщения стали химическими эле¬
ментами (углеродом, азотом, хромом, алюминием, крем¬
нием и др.) для повышения износостойкости, твердости,
жаростойкости и других свойств.Процессы, происходящие при химико-термической
обработке, являются диффузионными и основаны на
способности у-железа и иногда a-железа при определен¬
ных температурах растворять в себе углерод, азот и
другие элементы, образуя твердые растворы.К химико-термической обработке относят цемента¬
цию, азотирование, цианирование и диффузионную ме¬
таллизацию.Цементация — процесс поверхностного науглерожи¬
вания стальных изделий для придания им высокой по-110
•верхностной твердости при сохранении вязкой сердце¬
вины.Цементации подвергают такие детали, как поршне¬
вые пальцы, зубчатые колеса, кулачки распределитель¬
ных валиков и др. Для изготовления деталей, подлежа¬
щих цементации, применяют низкоуглеродистые и леги¬
рованные стали с содержанием углерода 0,15...0,35 %.Вещества, предназначенные для науглероживания
стали, называют карбюризаторами. Цементацию можно
проводить в твердом, жидком и газообразном карбюри¬
заторах. Цементацию выполняют после окончательной
механической обработки с небольшим припуском на
шлифование.При цементации в твердом карбюризаторе детали за¬
гружают в металлический контейнер, наполненный кар¬
бюризатором, и нагревают в печи до температуры900...950°С. Выдержку по времени определяют из рас¬
чета, что за 1 ч получается цементованный слой глуби¬
ной 0,1 мм. Карбюризатором служит состав из 75%
березового угля и 25 % ВаСОз или NaC03.Глубина науглероженного слоя тем больше, чем
выше температура цементации и чем больше время вы¬
держки изделия в печи. Содержание углерода в цемен¬
тованном слое уменьшается от поверхности к сердце-
вине. Изменение содержания углерода по глубине при¬
водит к получению трех зон: заэвтектоидной (пер-
лит + Ре3С), эвтектоидной (перлит) и доэвтектоидной
(феррит + перлит).Цементованный слой изделия приобретает требуемую
высокую твердость и износостойкость только в резуль¬
тате термической обработки в виде закалки и низкого
отпуска. Цементация в твердом карбюризаторе распро¬
странена в условиях ремонтного производства.При газовой цементации поверхностный слой стали
насыщается углеродом при нагреве в атмосфере угле¬
родсодержащих газов. Детали нагревают в специаль¬
ных, герметически закрытых печах, в которые непрерыв¬
ным потоком подают цементующий газ, естественный
или искусственный, получаемый при разложении нефте¬
продуктов. Температура газовой цементации 900...930°С.Время выдержки при газовой цементации приблизи¬
тельно в 2 раза меньше, чем в твердом карбюризаторе.
При газовой цементации удобно и легко регулировать
количество и состав подаваемого газа и можно пол¬111
ностью механизировать процесс, что сокращает продол¬
жительность цикла и снижает стоимость обработки.Жидкостную цементацию, как правило, применяют
для мелких деталей, когда требуется небольшая глуби¬
на цементованного слоя (0,3...0,5 мм). Проводят ее в
соляных ваннах, состоящих из 75 % NaC03, 15 % NaCl,
10 % SiC, при температуре 900 °С.Азотирование — процесс насыщения поверхности ста¬
ли азотом для повышения твердости, износостойкости и
устойчивости против коррозии.Азотируют детали машин, работающих при высоких
температурах (гильзы цилиндров, клапаны), а также
измерительный инструмент. Процесс азотирования про¬
водят в специальных герметических печах при темпера¬
туре 500...600°С. Через печь пропускают аммиак NH3,
предварительно просушенный хлористым кальцием, ко¬
торый при нагреве диссоциирует по реакции 2NH3=
=2N+6H. Образующийся азот в атомарном состоянии
поглощается поверхностью стали и проникает в глубь
детали, образуя твердые растворы и химические соеди¬
нения, называемые нитридами.Для изготовления деталей, (подвергаемых азотирова¬
нию, применяют легированные стали марок 38Х2Ю и
38Х2МЮА. Результаты процесса зависят от темпера¬
туры, состава стали, времени выдержки и степени дис¬
социации аммиака. Чем выше температура азотирова¬
ния, тем глубже слой, но меньше его твердость. Про¬
должительность процесса зависит от требуемой глубины
азотированного слоя. Например, для получения азоти¬
рованного слоя 0,3...0,6 мм выдержка составляет30...60 ч.Перед азотированием изделия обязательно подвер¬
гают термической обработке, которая сводится к за¬
калке и последующему отпуску. Это придает сердцевине
изделия высокие механические свойства.Цианирование — процесс одновременного насыщения
поверхности стали углеродом и азотом для повышения
твердости и износостойкости, а также для увеличения
сопротивляемости коррозии. Чем выше температура
цианирования, тем сильнее поверхностный слой насыща¬
ется углеродом, чем ниже — азотом. Цианирование бы¬
вает высокотемпературным — при 800...950°С и низко»
температурным — при 500...600°С.112
При высокотемпературном цианировании получают
твердый поверхностный слой глубиной до 2 мм, обла¬
дающий высокой износостойкостью. После цианирова¬
ния изделия непосредственно из ванны или печи зака¬
ливают, а затем отпускают. Данную обработку исполь¬
зуют для увеличения срока службы шестерен и других
деталей.Низкотемпературное цианирование применяют для
инструмента из быстрорежущей стали, прошедшей тер¬
мообработку. Толщина слоя составляет 0,02...0,07 мм и
зависит от режима цианирования.На практике применяют два вида цианированияз
жидкостное в цианистой ванне, содержащей 45 % NaON,
35 % ЫаСОз, 20 % NaCl, и газовое (нитроцементация)
в среде, состоящей из 80 % науглероживающего газа и
20 % аммиака.Диффузионная металлизация — процесс насыщения
поверхностного слоя различными металлами (алюми¬
нием, хромом, кремнием и др.) для придания окалино-
стойкости, жаростойкости, коррозионной стойкости,
твердости и износостойкости.Диффузионную металлизацию, как и рассмотренные
выше виды химико-термической обработки, можно про¬
водить в твердых, жидких и газообразных средах при
температуре 1000... 1200 °С.Насыщение изделий из стали и чугуна алюминием
(алитирование) придает им высокую жаростойкость. На
практике процесс применяют для обработки газоотвод¬
ных труб двигателей, колосников и других изделий,
работающих при высоких температурах. Для устранения
хрупкости алитированные изделия подвергают диффу¬
зионному отжигу.Насыщение поверхностного слоя хромом (хромиро¬
вание) приводит к увеличению коррозионной стойкости,
окалииостойкости, твердости и износостойкости сталь¬
ных и чугунных изделий. Данный метод применяют для
обработки поршневых колец, режущего инструмента,
деталей форсунок и насосов и др.Насыщение стали кремнием (силицирование) при¬
дает ей коррозионную стойкость в некоторых агрессив¬
ных средах, несколько повышает ее износостойкость и
жаростойкость.8 Заказ № 897113
§ 11. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКАТермомеханическая обработка (ТМО) —
процесс упрочения стали за счет изменения структуры и
свойств, связанный с пластическим деформированием и
термической обработкой (закалкой и отпуском).При термомеханической обработке наряду с увели¬
чением прочности изделий повышается пластичность,
устраняется хрупкость и уменьшается склонность к об¬
разованию трещин.Процессы термомеханической обработки сочетают
наклеп стали, находящийся в аустенитном состоянии,
и быстрое охлаждение для получения структуры зака¬
ленной стали — мартенсита.Пластическое деформирование при ТМО можн) про¬
водить любым видом обработки давлением: прокаткой,
штамповкой, прессованием и др.Различают два вида ТМО: высокотемпературную
(ВТМО) и низкотемпературную (НТМО) в зависимости
от температуры, при которой деформируют деталь.Высокотемпературная термомеханическая обработка
связана с наклепом детали, нагретой до аустенитного
состояния (выше ^4с3), последующим охлаждением для
получения структуры мартенсита и низким отпуском.
При этом степень деформации (обжатие) составляет30...40 %.При низкотемпературной термомеханической обра¬
ботке стали также нагревают до аустенитного состоя¬
ния, затем их остужают до 450...550°С и пластически
деформируют при этой температуре с обжатием75...95 %, после чего проводят закалку и низкий отпуск.ВТМО подвергают любые стали, а НТМО — тольколегированные конструкционные. Данные виды упрочне¬
ния применяют как окончательные операции, поскольку
после них механическая обработка невозможна. Наи¬
большее упрочение достигается после НТМО (ав==
= 2800...3300 МПа, 8 = 6...8 %).Обработка на тонкопластинчатый перлит (троостит)
с последующей деформацией носит название патентиро-
вания. При патентировании .высокоуглеродистых ста¬
лей (1 % С) .возможна степень деформации более 95 %,
что позволяет получить прочность сгв = 4500 МПа. Такая
высокая прочность бывает лишь у тонкой проволоки..114
Лабораторная работа № 3. Термическая
обработка углеродистой сталиЦель работы: приобрести навык по термической об¬
работке углеродистой стали, ознакомиться с метаста-
бильными структурами.Задания. 1. Определить режим и провести закалку
образцов стали марок 30, 45, У10А. 2. Определить твер¬
дость образцов после закалки. 3. Определить режим и
провести низкий, средний и высокий отпуск образцов
стали марки 45, закаленной на мартенсит. 4. Опреде¬
лить твердость образцов после отпуска. 5. Изучить и
охарактеризовать структуру стали после выполненных
различных видов термической обработки. 6. Сделать
анализ влияния термической обработки углеродистой
стали на ее механические свойства. 7. Ознакомиться
с режимами термической обработки и структурой неко¬
торых деталей сельскохозяйственных машин. 8. Соста¬
вить отчет о работе.Примечание. Пункты 6 и 7 выполняют как до¬
машнее задание.Оборудование и материалы. Шесть печей с термо¬
электрическими пирометрами; твердомер типа ТК (при¬
бор Роквелла); два металломикроскопа; шесть кузнеч¬
ных клещей; три бака с водой; по 12 образцов углеро¬
дистой стали марок 30, 45 и У10А; шлифовальная бу¬
мага; два комплекта набора микрошлифов со структу¬
рой мартенсита, троостита, сорбита.Методические указания. При выполнении лабора¬
торной работы подпруппа разбивается на 4 бригады по3...4 человека. Бригаде выдают по три образца стали
марок 30, 45, У10А.Три печи нагревают соответственно до температуры
200, 400 и 600 °С, другие три —до температуры750...800°С.Теоретические сведения. Закалка углеродистых ста¬
лей производится для повышения их механических
свойств: твердости, предела прочности и износостой¬
кости. Правильное проведение закалки стали сводится,
к выбору температуры нагрева стали, времени налрева,
скорости охлаждения.Температура нагрева стали под закалку определя¬
ется положением критических точек /4Cf и Ас по диа¬
грамме состояния железоцементита. Для доэвтектоид-8*115
иых сталей она равна Лс# + 30...50вС, а для заэвтекто¬
идных сталей — Дс, + 30...50°С. Если доэвтектоидную
сталь нагреть до аустенито-ферритной структуры, то
закалка будет неполная, а твердость стали — невысокая
(в структуре присутствует феррит). Заэвтектоидные
стали рекомендуется нагревать до аустенито-цемен-
титной структуры, то есть проводить неполную закалку,
так как цементит, присутствуя в закаленной на мартен¬
сит стали, не понижает ее твердости (рис. 37).В случае нагрева выше рекомендованного интервала
возможны перегрев стали и снижение механических
свойств. Для контроля температуры в печи применяют
пирометры. При их отсутствии температуру ориентиро¬
вочно можно определить по цветам каления. Цвет кале¬
ния стали в зависимости от температуры (°С) изме¬
няется следующим образом:Начало свечения металла 500 Густо-оранжевый 900Темно-бурый 550 Желтый 1000Темно-красный 650 Желто-белый 1100Вишнево-красный 700 Белый 1200Светло-красный 800 Ярко-белый 1300Время выдержки стали при температуре закалки
должно быть достаточным для того, чтобы обеспечить
образование однородного аустенита по всему сечению.
Время нагрева и выдержки изделий из углеродистой
стали зависит от температуры нагрева, нагревающей
среды и формы изделий.Скорость охлаждения при закалке оказывает влия¬
ние на структуру и свойства стали. Для получения
структуры мартенсита в углеродистых сталях необхо¬
димо охлаждение со скоростью 400...600°С в интервале600...400 °С. Снижение скорости приводит к появлению
структуры троостита (200°С/с) и сорбита (около
100°С/с).Отпуск стали проводится после закалки, чтобы
уменьшить хрупкость, ослабить 'напряжения и получить
требуемые механические свойства.Температура нагрева стали зависит от вида отпуска.
В лабораторных условиях сталь нагревают так же, как
и при закалке в муфельных печах, но чем ниже темпе¬
ратура, тем медленнее происходит прогрев изделия, тем
больше должно быть время нагрева.116
Диффузионный отжигОтжиг на зернистый перлит
Изотермический отжиг
^кристаллизационный отжиг
4Высокий отпускРис. 37. Температура нагрева стали при различных
видах термической обработкиШирокое применение имеет отпуск по цветам побе-грева, °С:285295. ..310
315...325
300жалости, которыезависятот температурыСветло-желтый220ФиолетовыйЖелтый230Темно-синийТемно-желтый240Светло-синийКоричневый255СерыйКоричнево-красный265117
К метастабильным (неустойчивым) структурам отно¬
сят мартенсит, тро-остит, сорбит, аустенит.Мартенсит имеет игольчатое строение. Размеры игл
зависят от температуры закалки, размеров зерен аусте¬
нита и их количества. Лучшими механическими свойст¬
вами обладает мелкоигольчатый мартенсит. Под мик¬
роскопом мартенсит наблюдается в виде игл, располо¬
женных под углами 60, 90 и 120° одна к другой.Троостит — продукт распада аустенита при закалке,
а при среднем отпуске — продукт распада мартенсита.
Троостит травится реактивами интенсивнее мартенсита,
поэтому под микроскопом он выглядит темным.Сорбит образуется при высоком отпуске закаленной
на мартенсит стали. Он наблюдается под микроскопом
в виде светлых участков — зерен цементита в феррите.Аустенит наблюдается в виде светлых полей или
светлого фона. Остаточный аустенит бывает только в
высокоуглеродистых и некоторых легированных сталях
после закалки.Порядок выполнения работы. 1. Установить по диа¬
грамме состояния железо — цементит температуру за¬
калки для сталей марок 30, 45 и У10А. Подготовить
печи для закалки (нагреть до нужной температуры).2. Используя клещи, загрузить образцы в печь и выдер¬
жать их установленное время. 3. Вынуть образцы из
печи и перенести их в охлаждающую среду.Охлаждение в воде или масле следует сопровождать
энергичным перемещением образца, чтобы избежать по¬
явления на его поверхности паровой рубашки (это сни¬
жает твердость). 4. Зачистить торцы образцов шлифо¬
вальной бумагой и измерить твердость на приборе
Роквелла. Полученные данные занести в протокол ис¬
пытаний. 5. Закаленные на мартенсит образцы под¬
вергнуть низкому, среднему и высокому отпуску. Нагрев
аналогичен нагреву при закалке. Охлаждение произво¬
дится на воздухе. 6. Зачистить торцы образцов шлифо¬
вальной бумагой и определить твердость «на приборе
Роквелла. Полученные данные занести в протокол ис¬
пытаний. 7. Используя набор микрошлифов закаленных
и отпущенных сталей, изучить структуру мартенсита,,
троостита, сорбита и аустенита. 8. Составить отчет
о работе. В отчет включить цель и задание работы, из¬
ложение последовательности процесса закалки и от¬
пуска, заполненный протокол испытаний (табл. 5) и118
5. Форма протокола испытанийЗакалкаОтпускНомер образцаМарка сталитемпература
нагрева, °Свыдержка,минохлаждаю¬
щая средатвердостьтемпература
нагрева, °Свыдержка,минохлаждаю¬
щая средатвердостьхарактеристики рассмотренных под микроскопом
структур.Домашнее задание. 1. Провести анализ изменения
механических свойств стали в зависимости от термиче¬
ской обработки. Построить кривые зависимости твер¬
дости от содержания углерода в стали и зависимости
твердости от температуры отпуска. 2. Ознакомиться
с режимами термической обработки и структурой неко¬
торых деталей сельскохозяйственных машин (табл. 6).3. По заданию преподавателя определить режим терми¬
ческой обработки назначенной им детали.6. Режим термической обработки деталей сельскохозяйственных
машинДетальМарка сталиТермическая обработкаЛемех плугаОтвал плугаJT65 (специальная
для лемехов трак¬
торных плугов)
БСт2сп2 и 15Лемех картофеле- 50
копалкиЛапа культивато¬
раДиски плуга, лу¬
щильника и боро¬
ныСегмент и вкладыш У965Г, 70Г, БСт5,
БСтб сп2
65Г, 70ГМестная закалка (850 °С),
и отпуск (300 °С), HRG
45 60Цементация и закалка, HRC
45Закалка (880 °С) и отпуск
(350°С), HRC 35 ... 45
Местная закалка, HRC
35 50Закалка общая или мест¬
ная, HRC 30 50Местная закалка и отпуск,
HRC 45 55Контрольные вопросы и задания. 1. Назовите все виды термиче¬
ской обработки стали, 2. Из каких элементарных операций складыва¬
ется каждый вид термической обработки стали? 3. Что называется
изотермическим превращением аустенита? 4. Что представляют со¬
бой аустенит, перлит, сорбит, троостит и мартенсит? 5. Что такое кри¬
тическая скорость закалки и как ее определяют?
Раздел 4. ЦВЕТНЫЕ МЕТАЛЛЫ
И СПЛАВЫ. ПОРОШКОВЫЕ
МАТЕРИАЛЫ. КОРРОЗИЯ МЕТАЛЛОВГлава 1. СПЛАВЫ ЦВЕТНЫХ МЕТАЛЛОВ§ 1. СПЛАВЫ НА МЕДНОЙ ОСНОВЕМедь обладает высокой электропроводно¬
стью, пластичностью, коррозионной устойчивостью и спо¬
собна с другими металлами образовывать ряд сплавов.Для технических целей большое значение имеет чи¬
стота меди, так как самое ничтожное содержание приме¬
сей резко снижает ее электропроводность. Медь приме¬
няют в чистом виде в электротехнике как хороший про¬
водник тока (шины, провода и т. п.), а с большим ко¬
личеством примесей ее используют для производства
технических сплавов. В зависимости от чистоты медь
(ГОСТ 859—78) изготовляют следующих марок: МОО
(99,99% Си), МО (99,95 % Си), Ml (90,9%' Си), М2
(99,7% Си), М3 (99,5% Си).Медь хорошо сопротивляется коррозии в обычных
атмосферных условиях, в пресной и морской воде и дру¬
гих агрессивных средах, но обладает плохой устойчиво¬
стью в сернистых газах и аммиаке.Механические свойства меди в литом состоянии: ав=
= 160 МПа, его,2=35 МПа, <т=25%; в горяче-деформиро-
ванном состоянии: <т=240 МПа, сг0,2=50 МПа, а=45%.
Путем холодного деформирования временное сопротив¬
ление может быть повышено до 450 МПа (проволока)
при снижении относительного удлинения до 3%. Медь
легко обрабатывается давлением, но плохо резанием и
имеет невысокие литейные свойства из-за большой
усадки.Различают две основные группы сплавов: латуни —
сплавы меди с цинком, содержащие до 45% Zn; брон¬
зы— сплавы меди с другими элементами, в числе кото¬
рых может быть и цинк.Латуни. Кроме простых латуней — сплавов только
меди и цинка, применяют специальные латуни, в состав
которых входят олово, свинец, никель, марганец, алюми¬
ний и другие элементы для придания сплавам высоких120
коррозионных свойств, хорошей обрабатываемости реза¬
нием, повышенной твердости и прочности.Латуни в зависимости от своих технологических
свойств разделяют на две группы: обрабатываемые дав¬
лением (деформируемые) и литейные.На практике применяют латуни двух видов: одно¬
фазные— а-латуни с содержанием до 39% Zn и двух¬
фазные—а+ р-латуни с содержанием от 39 до 45% Zn.
Однофазная а-латунь обладает высокой вязкостью и хо¬
рошей обрабатываемостью давлением в холодном состоя¬
нии. С появлением {i-фазы вязкость сплава падает, а
прочность повышается, поэтому двухфазные а + р-латуни
хорошо деформируются только в горячем состоянии.Простые латуни маркируют буквой Л и двухзначны¬
ми цифрами, указывающими процент содержания меди.
В специальных латунях за буквой Л следуют буквенное
обозначение основных легирующих элементов и цифры,
соответствующие содержанию меди и этих элементов.
Легирующие элементы обозначают буквами русского
алфавита: О — олово, С — свинец, Н — никель, М — мар¬
ганец; Ж — железо, К — кремний, А—алюминий и т. д.
Например, марка Л90 обозначает латунь с содержанием
90% Си, остальные 10% составляет Zn; марка ЛС59-1
содержит 59% Си, 1% РЬ и остальное — цинк; марка
ЛН65-5 содержит 65!% Си, 5% Ni и остальное — цинк;
марка ЛАЖМц 66-6-3-2 обозначает алюминиево-желези¬
стомарганцовистую латунь с содержанием 66;% Си,
6 — А1, 3 — Fe, 2 % Мп и остальное — цинк.Из свинцовых латуней марок ЛС59-1, ЛС74-3, ЛС64-2
и других изготавливают детали горячей штамповкой с
последующей обработкой резанием. Оловянные латуни
марок Л070-1 и Л062-1, содержащие около 1% олова,
применяют для изготовления деталей в морском судо¬
строении, так как они обладают высоким сопротивлением
коррозии в морской воде. Никелевую латунь марки
ЛН65-5 применяют в автотракторной промышленности
взамен бронзы при изготовлении вкладышей подшипни¬
ков. Литейные специальные латуни марок ЛА67-2,5,
ЛАЖ60-1-2, ЛКС80-3-3 применяют для получения литых
вкладышей подшипников, втулок.Бронзы. В зависимости от содержания элементов,
входящих в состав бронзы,, они подразделяются на оло¬
вянные, алюминиевые, бериллиевые, кремнистые, свин¬
цовые и др.121
Бронзы обладают высокими механическими и анти¬
фрикционными свойствами, коррозионной устойчиво¬
стью, хорошими литейными свойствами и обрабатывае¬
мостью резанием. Из них делают отливки деталей, ра¬
ботающих в условиях трения, а также коррозионно-стой¬
кие детали.Маркируют бронзы буквами Бр, следующие буквы
указывают на элементы, входящие в состав бронзы: О —
олово, С — свинец, Ф — фосфор, К — кремний и т. д., а
цифры показывают процентное содержание данных эле¬
ментов. Например, деформируемые бронзы маркируются:
марка Бр. ОФ4-6,25 обозначает оловянную бронзу, со¬
держащую 4% Sn, 0,25% Pb и остальное — медь, марка
Бр. ОЦС 4-4-2,5 содержит 4% Sn, 4% Zn, 2,5% Pb и ос¬
тальное— Си. В марках литейных бронз содержание
каждого легирующего элемента ставится сразу после
буквы, обозначающей его название. Например,
Бр. 06Ц6СЗ содержит 6% Sn, 6 — Zn, 3% Pb и остальное
медь.Среди медных сплавов оловянные бронзы имеют са¬
мую низкую линейную усадку, и поэтому их используют
для получения сложных фасонных отливок. Деформи¬
руемые бронзы характеризуются хорошей пластичностью
и более высокой прочностью, чем литейные. Наряду с
хорошей электрической проводимостью, коррозионной
стойкостью и антифрикционностью деформируемые брон¬
зы обладают высокими упругими свойствами и сопротив¬
лением усталости. Их используют для изготовления круг¬
лых и плоских пружин, мембран, пружинящих контактов*Алюминиевые бронзы обладают высокими механиче¬
скими, антикоррозионными и антифрикционными свойст¬
вами. К преимуществам перед оловянными бронзами
относятся меньшая стоимость, более высокие механиче¬
ские и технологические свойства. Однофазные бронзы
(Бр. А5, Бр. А7 при содержании 6...8% А1) имеет хоро¬
шую пластичность и относятся к деформируемым. Алю¬
миниевые бронзы добавочно легируют никелем, марган¬
цем, железом и др. (Бр. АЖ 9-4, Бр. АЖН 10-4-4,
Бр. АЖМц 10-3-1,5), их используют для различных
втулок, направляющих седел, фланцев, шестерен, рабо¬
тающих при температурах 400...500°С.Кремнистые бронзы содержат до 3,5% Si и добавоч¬
но легируются никелем и марганцем, что повышает проч¬
ность, пластичность, упругость и антифрикционные свой¬122
ства. Кремнистые бронзы легко обрабатываются давле¬
нием, резанием и хорошо свариваются. Марки Бр. КН1-3.
Бр. КМц 3-1 применяют для изготовления пружин и пру¬
жинящих деталей, работающих при температурах до
250 °С, а также в агрессивных средах (пресная, морская
вода).Бериллиевые бронзы относятся .к сплавам, упрочняе¬
мым термической обработкой, .и отличаются высокой
прочностью, твердостью и упругостью, при одновремен¬
ной высокой химической стойкости, хорошей сваривае¬
мости и обрабатываемости резанием. Так, бронза Бр. Б2
в состоянии после закалки и старения имеет ав =
= 1250 МПа и 6 = 3...5%, а после закалки, холодной пла¬
стической деформации с обжатием 30% и старении —
ав = 1400 МПа и 8 = 2%. Бронзу нередко легируют также
никелем и титаном (0,1...0,25 %) Бр. БИТ 1; 9 и
Бр. БНТ 1; 7. Бериллиевые бронзы применяют для мем¬
бран, пружин, пружинящих контактов, деталей, рабо¬
тающих на износ (кулачки полуавтоматов), в электрон¬
ной технике и т. д.Свинцовая бронза, содержащая 30% РЬ (Бр. С 30),
является высококачественным антифрикционным мате¬
риалом и служит для изготовления вкладышей подшип¬
ников скольжения, работающих с большими скоростями
и при повышенных давлениях. Свинцовые бронзы леги¬
руют никелем и оловом для повышения механических и
коррозионных свойств (Бр. ОС8-12, Бр. ОС 10-10,
Бр. ОСИ 10-2-3).§ 2. ЛЕГКИЕ СПЛАВЫАлюминий и его сплавы. Характерные свой¬
ства алюминия — высокая пластичность, теплопровод¬
ность, электропроводность и малая прочность. Он слабо
подвергается коррозии на воздухе, в пресной воде и не¬
которых других средах благодаря тому, что на его по¬
верхности образуется плотная оксидная пленка.Алюминий широко применяют для электротехниче¬
ских целей, изготовления трубопроводов, цистерн для
молока, посуды и т. д. Как конструкционный материал
применять алюминий нецелесообразно из-за низкой проч¬
ности.По степени чистоты ГОСТ 11069—74 предусмат¬
ривает алюминий особой чистоты А999 (99,999 % А1), вы-123
сокой чистоты А995 (99,995 % Al), А99 (99,99 % Al), А97
(99,97 % Al), А95 (99,95 % Al) и технической чистоты
А85, А8, А7, А6, А5, АО (99,9% А1).Технический алюминий изготавливают в виде листов,
профилей, прутков, проволоки и других полуфабрикатов,
маркируют АД и АД1.Механические свойства отожженного алюминия вы¬
сокой чистоты: ов=50 МПа, 0о,2= 15 МПа, 6=50% и тех¬
нического алюминия АДМ, М — мягкий (отожженный),
о=80 МПа, ао,2=30 МПа, 6 = 35%. Холодная пластиче¬
ская деформация повышает <тв технического алюминия
(АДН, Н — нагартованный) до 150 МПа, но относитель¬
ное удлинение снижается до 6 %. Благодаря высокой
пластичности в отожженном состоянии алюминий легко
обрабатывается давлением, но обработка резанием за¬
труднена. Сваривается всеми видами сварки.В современной технике широко применяют сплавы на
алюминиевой основе, которые по своим технологическим
свойствам можно разделить на три группы: литейные
сплавы, из которых детали изготовляют методом литья;
деформируемые сплавы, из которых изготовляют различ¬
ные полуфабрикаты прокаткой, прессованием, волоче¬
нием, ковкой и штамповкой, сплавы, получаемые методом
порошковой металлургии (САП — спеченные алюминие¬
вые порошки, САС — спеченные алюминиевые сплавы).Литейные сплавы должны обладать высокой жидко-
текучестью, небольшой усадкой и малой склонностью к
образованию горячих трещин. Чаще применяют сплавы
А1 с Si, Al с Си, А1 с Mg, в которые могут вводиться
модифицирующие добавки. Литейные сплавы обознача¬
ются буквами АЛ.Сплавы, полученные на основе системы Al—Si (АЛ2,
АЛ4, АЛ9), называют силуминами. Они содержат от 6
до 13% Si. Данные сплавы применяют для изготовления
деталей сложной конфигурации и средней нагруженно-
сти. Силумины, содержащие 9...14 % Si, для повышения
их механических свойств подвергают модифицированию
натрием.Сплавы алюминия с магнием АЛ8 (9,5...11,5% Mg),
АЛ13 (4,5...5,5% Mg) имеют высокую коррозионную стой¬
кость, их применяют для изготовления деталей, подвер¬
женных значительным ударным нагрузкам или работаю¬
щих при высоких температурах.Сплавы алюминия с медью применяют для произвол*124
ства фасонного литья. Наилучшим сочетанием литей¬
ных и механических свойств обладает сплав с содержа¬
нием 8% Си.Деформируемые сплавы в зависимости от состава, ме¬
тодов обработки и применения подразделяются на спла¬
вы, не упрочняемые термической обработкой, и сплавы,
упрочняемые термической обработкой. Сплавы, не уп¬
рочняемые термической обработкой, обладают высокой»
пластичностью и сопротивляемостью коррозии, а упроч¬
няются они нагартовкой. К этой группе относятся спла¬
вы систем А1—Мп и А1—Mg.Сплавы алюминия с марганцем обладают коррози¬
онной стойкостью, пластичностью, хорошей свариваемо¬
стью. Прочность этих сплавов (АМд, АМцС и др.) выше,,
чем у чистого алюминия, и они применяются для изго¬
товления сварных резервуаров для жидкостей и газов.Сплавы алюминия с магнием обладают высокой проч¬
ностью, пластичностью, коррозионной стойкостью и хо¬
рошо свариваются. В промышленности сплавы алюми¬
ния с содержанием до 5% магния (АМг и АМг5) при¬
меняют для изготовления трубопроводов для бензина
и масла, арматуры.К сплавам, упрочняемым термообработкой, относятся
сплавы системы А1—Си—Mg, называемые дюралюмина-
ми. Упрочняют их закалкой с последующим старением.Медь и магний — основные элементы в дюралюминах,
которые сообщают сплавам высокие механические свой¬
ства после соответствующей термической обработки.Все сплавы типа дюралюмина обозначают буквой Д
и цифрами, которые показывают условный номер марки
сплава. Например, Д1, Д16 (3,8...4,9% Си, 1,2...1,8% Mg,
0,3...0,9% Мп, А1 — остальное), которые применяют для
изготовления лонжеронов самолетов, обшивки, силовых
каркасов, строительных конструкций; кузовов грузовых,
автомобилей.При закалке сплавы Д1 и Д1 б нагревают до 495...
510 °С, а затем охлаждают в воде при 40 °С. После за¬
калки следует старение, когда сплав выдерживают при
комнатной температуре несколько суток (естественное
старение) или в течение 10...24 ч при температуре 100...
190°С (искусственное старение).Алюминиевые сплавы для ковки и штамповки, так
называемые ковочные алюминиевые сплавы, маркируют
буквами АК. Они обладают хорошей пластичностью в-125
стойки к образованию трещин при горячей пластической
деформации (450...475°С). Сплав АК6 (1,8...2,6% Си,
0,4...0,8% Mg, 0,4...0,8% Мп, 0,7...1,2% Si) используют
для деталей сложной формы и средней прочности (ав =
= 360 МПа), изготовление которых требует высокой пла¬
стичности в горячем состоянии (подмоторные рамы,
крыльчатки, фитинги, крепежные детали и т. д.). Сплав
АК8 рекомендуется для тяжело нагруженных штампо¬
ванных деталей (стыковые узлы, пояса лонжеронов,
бандажи вагонов, лопасти винтов вертолетов и т. д.).
Сплав АК8 менее технологичен, чем АК6.Высокопрочные алюминиевые сплавы маркируют бук¬
вой В. Они отличаются высокой прочностью (600...
700 МПа), но меньшей пластичностью, чем дюралюми¬
ний, и содержат, кроме меди, марганца и магния цинк
и хром. Представителями высокопрочных алюминиевых
сплавов являются сплав В95 и более прочный В96 (2,2...
2,8% Си, 2,5...3,2 — Mg, 0,2...0,5 —Mn, 7,6...8,6% Zn), ко¬
торые применяют для нагруженных конструкций, рабо¬
тающих в условиях напряжения сжатия (обшивка, стрин¬
геры, шпангоуты, лонжероны самолетов, силовые кар¬
касы строительных сооружений и т. д.).Жаропрочные сплавы для деталей, работающих при
температурах до 300 °С (порошки, головки цилиндров,
крыльчатки, лопатки и диски осевых компрессоров тур¬
бореактивных двигателей и т. д.), имеют более сложный
химический состав, их дополнительно легируют Fe, Ni
и Ti. К жаропрочным сплавам относятся Д20 и АК4-1
(1,9...2,5% Си, 1,4...1,8 —Mg, 0,35 —Si, 0,8...1,5 —Fef1,0...1,5 — Ni, 0,02...0,1 % Ti).Ковочные, высокопрочные и жаропрочные алюминие¬
вые сплавы подвергают закалке при 475...535°С с ох¬
лаждением в воде и старению при 135...220°С 4...16 ч.К спеченным алюминиевым сплавам относятся спла¬
вы на основе А1—А120з, получившие название САП и
САС, содержащие большое количество легирующих эле¬
ментов. Например, САС1 (25...30% Si, 5...7% Ni и Al —
остальное) применяют для изготовления деталей прибо¬
ров, работающих в паре со сталью при температуре
1Ю...200оС, которые требуют сочетания низкого коэффи¬
циента линейного расширения и малой теплопроводно¬
сти. Сплавы типа САП обладают высокой жаропрочно¬
стью при длительном нагреве до 500 °С.Магний и его сплавы. Механические свойства метал-Я26
лического магния очень невысоки, поэтому для изготов-
ления деталей он не применяется. Магниевые сплавы об¬
ладают меньшими удельным весом, теплопроводностью*
и электропроводностью, чем алюминиевые сплавы. Кро¬
ме того, они сильно подвержены коррозии, в связи с чем
необходимо применение специальных мер для увеличе¬
ния их коррозионной стойкости. Все магниевые сплавы
очень хорошо обрабатываются резанием. Сплавы под¬
разделяются на деформируемые (МА2, МАЗ, МА5, со¬
держащие 7,8...9,2% А1, 0,15...0,5 — Мп, 0,2...0,8% Zny
Mg — остальное) и литейные (MJI1, МЛ2, MJI3, содер¬
жащие 2,5...3,5% А1, 0,15...0,5 — Мп, 0,5...1,5% Zn, Mg —
остальное). Способность магниевых сплавов восприни¬
мать ударные нагрузки позволяет применять их для изго¬
товления деталей, подверженных значительным вибра¬
циям. Магниевые сплавы защищают от коррозии окси¬
дированием (образование на поверхности изделий оксид¬
ных пленок) и нанесением лакокрасочных покрытий.Наибольшее применение из литейных получили спла¬
вы марок MJ15 и MJ16. Сплав MJI5, в котором сочета¬
ются механические и литейные свойства, применяется-
для литья нагруженных крупногабаритных отливок (кар¬
теры двигателей, коробки передач, маслопомпы и т. д.).
Сплав МЛ6 обладает лучшими литейными свойствами,,
чем MJI5, и предназначается для изготовления тяжело-
нагруженных деталей.Деформируемый сплав МА1 обладает высокой пла¬
стичностью, коррозионной стойкостью, хорошей свари¬
ваемостью, но имеет низкую прочность (ав = 210 МПа).
Сплав МА2-1 обладает достаточно высокими механиче¬
скими свойствами (ав = 280 МПа), хорошей пластично¬
стью и свариваемостью. Деформируемые магниевые
сплавы вследствие высокой удельной прочности нашли
широкое применение в авиастроении, ракетной технике,,
электротехнике и радиотехнике (корпуса приборов, те¬
левизоров и др.). Благодаря способности поглощать теп¬
ловые нейтроны и не взаимодействовать с ураном маг¬
ниевые сплавы используют для изготовления оболочек:
трубчатых тепловыделяющих элементов в атомных ре¬
акторах.Титан и его сплавы. Они обладают ценными физико¬
механическими свойствами: относительно высокой удель¬
ной прочностью, высокой коррозионной стойкостью и
значительной тепловой прочностью. В связи с этим ти-12 Т
тая и его сплавы являются весьма перспективными
конструкционными материалами в различных областях
техники.В машиностроении применяют технический титан трех
марок (ГОСТ 19807—74): ВТ1-00 (99,53% Ti), ВТ1-0
(99,48% Ti) и ВТ1-1 (99,44% Ti), который подвергают
всем видам горячей и холодной обработки давлением,
дуговой сварке в атмосфере аргона или гелия. Вредны¬
ми примесями для титана являются азот, углерод, кис¬
лород и водород, образующие с ним твердый раствор
внедрения и хрупкие оксиды, карбиды, нитриды и гидри¬
ды. Эти примеси снижают пластичность и свариваемость
титана, повышают его твердость и прочность и ухудшают
сопротивление коррозии. Технический титан имеет проч¬
ность <тв=300...500 МПа и 6=20...30%.На поверхности титана легко образуется стойкая ок¬
сидная пленка, вследствие чего титан обладает высокой
сопротивляемостью коррозии в пресной и морской воде
и в некоторых кислотах, устойчив против кавитационной
коррозии и коррозии под напряжением. При темпера¬
турах выше 500 °С титан и его сплавы легко окисляются
и поглощают водород, который вызывает охрупчивание
(водородная хрупкость).Значительный интерес представляют сплавы титана,
обладающие по сравнению с чистым титаном более вы¬
сокими механическими свойствами и большей сопротив¬
ляемостью коррозии. Сплавы получают при легировании
титана различными металлами, из которых наиболее
важными являются алюминий, хром, железо, марганец,
молибден, олово и ванадий. Наибольшее упрочняющее
действие оказывает железо, а наименьшее — ванадий.
Алюминий повышает жаропрочность и придает сплавам
хорошую свариваемость, его применяют в качестве леги¬
рующего компонента всех титановых сплавов.Наибольшее практическое значение имеют два тита¬
новых сплава: ВТ5 (4,0...5,5% Al, Ti — остальное) и ВТ4
(4,0...5,0% Al, 1...2% Мп, Ti — остальное). Сплав ВТ5 не
упрочняется термической обработкой; в горячем состоя¬
нии его куют, прокатывают, штампуют. Сплав ВТ4 хо*
рошо сваривается. Наряду с деформируемыми титано¬
выми сплавами для получения фасонного литья приме¬
няют литейные титановые сплавы, аналогичные по хи¬
мическому составу некоторым деформируемым (ВТ5Л,
ВТЗ-1Л, ВТ14Л). Литейные сплавы обладают более низ¬128
кими механическими свойствами, чем соответствующие
деформируемые.Титановые сплавы в зависимости от их состава и на¬
значения можно подвергать отжигу, упрочняющей тер¬
мической обработке (закалке и старению), а также хи-
мико-термической обработке.Титановые сплавы получили широкие применение в
авиации, ракетной технике, судостроении, химической,
энергомашиностроении и других отраслях промышлен¬
ности.§ 3. АНТИФРИКЦИОННЫЕ СПЛАВЫАнтифрикционные, или подшипниковые,
сплавы применяют для изготовления подшипников. Они
должны удовлетворять ряду требований, из которых ос¬
новные: высокое сопротивление износу и малый коэф¬
фициент трения, высокая теплопроводность, пластичность,
микрокапиллярность и хорошие технологические свой¬
ства.Высокая пластичность основной массы сплава долж¬
на обеспечивать его хорошую прирабатываемость, а на¬
личие твердых частиц позволяет воспринимать доволь¬
но высокие удельные давления.К сплавам для подшипников трения скольжения от¬
носятся антифрикционные бронзы, чугуны, оловянные и
свинцовые баббиты, подшипниковые сплавы на алюми¬
ниевой и магниевой основе и металлокерамические по¬
ристые подшипниковые сплавы.Антифрикционные бронзы и чугуны. В качестве под¬
шипниковых бронз используют оловянные бронзы, содер¬
жащие 8% олова, и свинцовые бронзы, содержащие до
30% свинца. Из них изготавливают вкладыши для под¬
шипников трения скольжения, работающих в тяжелых
условиях, при больших удельных давлениях и скоро¬
стях.Для менее ответственных вкладышей, работающих
при больших давлениях и малых скоростях, применяют
перлитные или феррито-перлитовые серые и ковкие чу¬
гуны, в которых сочетаются пластичная основа феррита
и твердые опорные включения цементит — перлита.
Имеющиеся графитовые включения в чугуне образуют
каналы, удерживающие смазку и играющие роль смазки.Оловянные и свинцовые баббиты (ГОСТ 1320—74).
Эти баббиты состоят из мягких пластичных металлов9 Заказ № 897129
(олово и свинец) с добавками меди, сурьмы и реже кад¬
мия, никеля и других примесей.В зависимости от химического состава устанавлива¬
ются следующие марки оловянных и свинцовых бабби¬
тов: Б88, Б83, Б83С, Б16, БН и БС6.Высокооловянный баббит марки Б83 (10... 12% Sb„5,5...6,5% Си, Sn— остальное) применяют для подшип¬
ников особо нагруженных машин (паровые турбины,
турбокомпрессоры, электромоторы мощностью более
750 кВт). Широко применяют свинцовый баббит марки
БН (с добавкой до 0,7% Cd и 0,5 Ni) для подшипников
дизелей, компрессоров и свинцовый баббит марки БС6
(6% Sn, 6% Sb, Pb — остальное), который используют
для подшипников тракторных и автомобильных двига¬
телей, паровых турбин, редукторов.Наряду с оловянными и свинцовыми баббитами в тех¬
нике находят применение кальциевые баббиты (БКА,.
БК2), цинковые баббиты (ЦАМ10-5, ЦАМ9-1,5) и алю¬
миниевые баббиты (АСС6-5, ACM, АН-2,5). Их приме¬
няют как заменители оловянных и свинцовых баббитов.Металлокерамические пористые подшипниковые спла¬
вы, состоящие из порошков железо — графит, железо —
медь — графит, железо — свинец — графит, бронза —
графит и других, широко применяют в машиностроении
как материалы, характеризующиеся малым износом,
малым коэффициентом трения, хорошо удерживающие
масло в порах и хорошо прирабатывающиеся.Данные сплавы на основе железа с добавкой графита
в зависимости от технологии изготовления могут иметь
ферритную, феррито-перлитную и перлитную структуру.
Сплавы ферритной структуры менее тверды, но лучше
прирабатываются и не выдерживают больших нагрузок.
Бронзографитовые подшипники используют в технике
как самосмазывающиеся, а композиции на основе алю¬
миния применяют для работы в агрессивных средах.Лабораторная работа № 4. Изучение
микроструктур цветных металлов и сплавов
на их основеЦель работы: изучить микроструктуры цветных ме¬
таллов и сплавов на их основе.Задания. 1. Изучить микроструктуру меди и ее спла¬
вов. 2. Изучить микроструктуру алюминия и его спла-130
bob. 3. Установить связь между структурой, термической
обработкой и свойствами сплавов. 4. Составить отчет
о работе.Оборудование и материалы. Четыре металлографиче¬
ских микроскопа МИМ-7; четыре комплекта набора шли¬
фов меди и ее сплавов; четыре комплекта набора шли¬
фов алюминия и его сплавов, четыре альбома фотогра¬
фий микроструктур.Методические указания. Лабораторную работу вы¬
полняют после изучения структурных составляющих
сплавов. Подгруппу разбивают на 4 звена по 3—4 чело¬
века. На каждом рабочем месте имеется один металло¬
графический микроскоп, набор шлифов и альбом фото¬
графий микроструктур. Структурные составляющие уча¬
щийся определяет по соответствующим диаграммам
состояния сплавов. Учащийся, получив комплект шли¬
фов, просматривает их под микроскопом, изучает струк¬
туру каждого шлифа и зарисовывает ее в тетрадь.Теоретические сведения. Чистая медь, обладая высо¬
кой электропроводностью и пластичностью, является ос¬
новным материалом для проводов. Помимо этого, медь
используется на прокладки, уплотнительные кольца,
шайбы и т. д. Структура отожженной меди состоит из
равноосных зерен с наличием двойниковых кристаллов.
Сплавы меди применяются как антифрикционный мате¬
риал, например свинцовые и оловянные бронзы; антикор¬
розионный — морская бронза; конструкционный — лату¬
ни, алюминиевая и бериллиевая бронза; для электротех¬
нических целей — кадмиевая бронза и т. д.Латуни подразделяются: на а-латуни, имеющие одно¬
фазную структуру, состоящую из зерен твердого раство¬
ра а с наличием двойниковых образований, и двухфазо¬
вые а + р-латуни— со структурой твердого раствора а
(светлый фон) и твердого раствора р (темный фон).Бронзы в зависимости от компонентов, входящих в
сплав, могут иметь фазы: а, р, 6 и у, которые при трав¬
лении окрашиваются в светлые и темные зерна.Сплавы однофазные (а-фаза) —пластичные и состоят
из однородных зерен, а двухфазные сплавы менее пла¬
стичны, но обладают большей твердостью и прочностью.Алюминий и его сплавы обладают малым удельным
весом и достаточной антикоррозионной стойкостью (бла¬
годаря поверхностной окисной пленке с высокими за¬
щитными свойствами).9*131
Структура деформируемых алюминиевых сплавов со¬
стоит из зерен алюминиевого твердого раствора а (свет¬
лый фон) и мелких вторичных кристаллов СиА12, распо¬
ложенных по границам и внутри зерен твердого раствора
в виде темных точек.Структура литейных сплавов по сравнению с дефор¬
мированными сплавами крупнозернистая, грубая, поэто¬
му их подвергают модифицированию, в результате струк¬
тура становится мелкозернистой и состоит из твердого
раствора а (светлый фон) и эвтектики а + Si (темный
фон).Порядок выполнения работы. 1. Пользуясь альбомом
микроструктур и диаграммами состояний, рассмотреть
под микроскопом набор шлифов, зарисовать схемы мик¬
роструктур с указанием составляющих. 2. Установить
связь между структурой и термической обработкой и
свойствами сплавов на примере силумина, латуни н
бронзы. 3. Составить письменный отчет о работе.Контрольные вопросы. 1. Каковы механические свойства чистой
меди? 2. Какие сплавы меди называются латунями? 3. Как маркиру¬
ют латуни? 4. Какие сплавы называются бронзами? 5. Как маркируют
бронзы?Глава 2. ПОРОШКОВЫЕ МАТЕРИАЛЫ§ 1. ОБЩИЕ СВЕДЕНИЯСплавы, получаемые из металлических по¬
рошков прессованием и последующим спеканием без рас¬
плавления, называют порошковыми, а метод получения —
порошковой металлургией.Порошковая металлургия позволяет получать гото¬
вые изделия, которые обычными методами литья и об¬
работки давлением получены быть не могут либо полу¬
чение которых сопряжено с большими трудностями. Дан¬
ным методом получают изделия из особо тугоплавких
металлов, сплавы и изделия из не растворимых друг в
друге металлов (вольфрам и медь, железо и свинец),
изделия из композиций металлов с различными неме¬
таллическими материалами.Методы производства металлических порошков раз¬
деляют на две группы : физико-механические — техноло¬
гические процессы, при которых металлические порошки132
получают в результате измельчения твердых или жид¬
ких металлов или сплавов без изменения их химического
состава; физико-химические — технологические процессы,
в результате которых происходят физико-химические
превращения исходного материала и получаются метал¬
лические порошки, как правило, отличающиеся от ис¬
ходного материала по химическому составу.§ 2. КЛАССИФИКАЦИЯ И ПРИМЕНЕНИЕПОРОШКОВЫХ МАТЕРИАЛОВПорошковые материалы из железа, углеро¬
дистой, легированной и нержавеющей сталей, бронзы,
латуни, меди и других металлов и сплавов применяют
для изготовления различных деталей машин и приборов.Повышение механических свойств (прочности, твер¬
дости, пластичности) деталей из порошковых материалов
достигается применением легированных порошков, а так¬
же термической или химико-термической обработкой.Большинство деталей машин делают из компактных
материалов на железной и железомедной основе. Желе¬
зомедные спеченные сплавы обладают высокой прочно¬
стью, износостойкостью и вязкостью. Из порошковых
сплавов на основе меди широкое применение получили
латунные порошки для изготовления беспористых под¬
шипников. Сюда же относятся сплавы на алюминиевой
основе типа САП и САС.К порошковым материалам со специальными свойст¬
вами относятся: антифрикционные, фрикционные, пори¬
стые, магнитные, вакуумные, контактные и др.Из антифрикционных материалов изготавливают по¬
ристые подшипники скольжения и биметаллические вкла¬
дыши. Фрикционные материалы должны иметь стабиль¬
ный коэффициент трения, быть достаточно прочными,
иметь хорошую прирабатываемость, обладать высокой
теплопроводностью и коррозионной стойкостью. Пори¬
стые материалы широко применяют для изготовления
металлических фильтров из порошков железа, меди, ла¬
туни, бронзы, алюминия. Эти материалы служат для
изготовления деталей, работающих при высоких темпе¬
ратурах (лопатки газовых турбин), их также исполь¬
зуют для токосъемников, электродов аккумуляторов, го¬
релок.133
Методами порошковой металлургии получают твер¬
дые магнитные материалы (постоянные магниты), мяг¬
кие магнитные материалы и магнитодиэлектрики.Металлокерамические контактные материалы по сво¬
ему составу являются псевдосплавами металлов, обла¬
дающих высокой прочностью и тугоплавкостью (W, Мо
и др.), с металлами, имеющими высокую электропровод¬
ность (А1, Си и др.)* Для мощных воздушных выключа¬
телей применяют контакты на основе карбида вольфра¬
ма, а для щеток и коллекторных пластин — медно-гра¬
фитовые композиции.Вакуумные порошковые материалы применяют для
изготовления ламп накаливания, рентгеновских трубок,
катодных ламп, выпрямителей. Они должны обладать
высокой механической прочностью, химической инерт¬
ностью, небольшим коэффициентом линейного расшире¬
ния, малой распыляемостью. Таким требованиям отве¬
чают тугоплавкие металлы (W, Мо, Та), а также железо
высокой чистоты и его сплавы с никелем, молибденом,
кобальтом и медью.§ 3. МЕТАЛЛОКЕРАМИЧЕСКИЕ ТВЕРДЫЕ СПЛАВЫМеталлокерамические твердые сплавы пред¬
ставляют собой композиции, состоящие из особо твердых
тугоплавких соединений в сочетании с вязким связующим
металлом.Наибольшее практическое применение для производ¬
ства металлокерамических твердых сплавов имеют кар¬
биды WC, TiC и ТаС. Связующим металлом в спеченных
твердых сплавах является кобальт, а иногда никель и
железо.В зависимости от состава карбидной фазы твердые
сплавы разделяют на три основные группы: однокарбид¬
ные сплавы WC — Со (типа ВК), двухкарбидные сплавы
WC—Ti С—Со (типа ТК), трехкарбидные сплавы
WC—TiC—ТаС—Со (типа ТТК).Сплавы первой группы различаются по содержанию
кобальта (2...30%) и по зернистости карбидной фазы.
С увеличением содержания кобальта растет вязкость
сплава, но снижается твердость и износостойкость. Ук¬
рупнение зерен карбида вольфрама повышает вязкость
сплава, но снижает твердость.Однокарбидные сплавы применяют для изготовленияа 34
режущих инструментов, предназначенных для обработки
хрупких материалов: чугуна, цветных металлов и спла¬
вов, неметаллических материалов (резины, фибры, пласт¬
масс), а также нержавеющих и жаропрочных сталей,
титана и его сплавов. Сплавы с низким содержанием
кобальта ВК2, ВКЗ, ВКЗМ, ВК4 применяют для чисто¬
вой и получистовой обработки, а сплавы ВК6, ВК6МУ
ВК8 — для черновой обработки. Вязкие сплавы с боль¬
шим содержанием кобальта (более 20%) используют
для оснащения штампового инструмента, работающего
при значительных ударных нагрузках. Мелкозернистые
твердые сплавы (ВКЗМ, ВК6М) применяют при обработке
твердых чугунов по литейной корке. Если в марке стоит
буква В (ВК4В), это значит, что сплавы изготовлены
из крупнозернистого карбида вольфрама.Сплавы второй группы благодаря высокой твердости
и износостойкости применяют преимущественно при вы¬
сокоскоростной обработке сталей резанием. Свойства
сплавов определяются содержанием карбида титана и
кобальта. С увеличением содержания TiC повышается
износостойкость сплава и уменьшается его прочность, а
увеличение содержания кобальта повышает вязкость и
снижает твердость.Наивысшей для двухкарбидных сплавов износостой¬
костью и допустимой скоростью резания при чистовой
обработке обладает сплав Т30К4. Сплавы Т15К6, Т5КЮ
предназначены для получистовой и черновой обработки
углеродистых и легированных сталей (поковок, штампо¬
вок, отливок). Сплав Т5К12В применяют для тяжелой
черновой обработки поковок, штамповок и отливок, а
также для строгания углеродистых и легированных
сталей.Сплавы третьей группы применяют для черновой и
чистовой обработки труднообрабатываемых материалов,
в том числе жаропрочных сплавов и сталей. Добавка
карбида тантала или ниобия оказывает положительное
влияние на прочность и режущие свойства сплавов.
К этой группе относятся следующие марки: ТТ7К12,
ТТ7К15, ТТ8К6, ТТ20К9 и др.В связи с дефицитностью твердых сплавов на основе
вольфрама применяют сплавы на основе карбидов ва¬
надия, молибдена, хрома. Например, твердый сплав на
основе карбида хрома имеет более высокую жаростой¬
кость, чем сплавы ВК и ТК, и обладает хорошей износо¬135;
стойкостью. В последнее время начинают применять
безвольфрамовые твердые сплавы группы TiC—Ni—Mo
(монитикар), по своим свойртвам превосходящие тита¬
новольфрамовые сплавы. Сплавы группы монитикар
предназначены для обработки в условиях безударных
нагрузок углеродистых сталей и сплавов. Выпускаются
следующие марки сплавов: АЗ, Б2, БЗ, Б4, Б5, ВЗ, ГЗ и
ДЗ (44,3% TiC, 37,4% Ni, 18,3% Мо), имеющие низкий
кеэффициент трения и высокую износостойкость.Твердые сплавы получают прессованием порошков
карбидов и кобальта в изделия необходимой формы и
последующим спеканием при 1250... 1450 °С в атмосфере
водорода или в вакууме. Твердые сплавы чаще изготов¬
ляют в виде стандартных пластин различной формы для
оснащения ими резцов, фрез, сверл и других режущих
инструментов, а также различных матриц для прессова¬
ния полуфабрикатов и волочения проволоки. Пластины
в режущем инструменте крепят либо медным припоем,
либо механическим способом.Минералокерамические твердые сплавы изготовляют
из дешевого и недефицитного материала — окиси алюми¬
ния. Минералокерамические твердые сплавы термоко¬
рунд и микролит (ЦМ-332) выпускают в виде пластинок.
Минералокерамика обладает большой твердостью и крас¬
ностойкостью, что позволяет использовать ее при высо¬
ких скоростях резания для чистовой и получистовой об¬
работки чугуна, стали и других материалов. Однако ми-
нералокаремика имеет высокую хрупкость и низкие
показатели механической прочности, что ограничивает
область ее применения.§ 4. ПРИМЕНЕНИЕ ПОРОШКОВЫХ СПЛАВОВВ СЕЛЬСКОХОЗЯЙСТВЕННОМ МАШИНОСТРОЕНИИИ РЕМОНТНОМ ПРОИЗВОДСТВЕС целью повышения срока службы быстро-
изнашивающихся деталей сельскохозяйственных машин
применяют наплавку твердых сплавов. Наибольшим со¬
противлением износу обладают сплавы, содержащие
карбиды или бориды, сцементированные соответствую¬
щей эвтектикой. Наплавку твердыми сплавами сейчас
проводят не только при восстановлении изношенных, но
и при изготовлении новых деталей машин. Это в зави¬
симости от вида твердого сплава и технологии работ136
повышает износостойкость деталей в 2... 10 раз; значи¬
тельно сокращает потребность в новых деталях, время
простоя машин и механизмов, а также расходы на мон¬
тажные работы.Современные твердые сплавы в зависимости от спо¬
соба изготовления подразделяют на литые и порошко¬
образные (зернообразные). К первым относятся стелли¬
ты В2К, ВЗК, ВЗК-ЦЭ, стеллитоподобные сплавы сор-
майт № 1 и сормайт № 2, порошковые электроды и лен¬
ты; ко вторым — сталинит вокар, ВИСХОМ-9 и боридная
смесь.Стеллиты и стеллитоподобные сплавы представляют
собой твердый раствор карбида хрома в кобальте, нике¬
ле или железе. Основой твердого раствора стеллитов яв¬
ляется кобальт, а стеллитоподобных сплавов — никель
или железо. Данные сплавы выпускают в виде литых
ирутков и применяют в качестве присадочного металла
при наплавке деталей машин, работающих в условиях
еухого, полусухого и жидкостного трения в холодном и
горячем состоянии.Порошковые электроды и ленты применяют при на¬
плавке ножей бульдозеров и скреперов, опорных катков
тракторов и экскаваторов. Механические свойства метал¬
ла, наплавленного порошковыми электродами и лентами,
в случае необходимости можно изменять за счет хими¬
ческого состава наполнителя. На стержни порошковой
проволоки наносят покрытия, которые тоже влияют на
химический состав наплавленного металла. Наиболее
распространенными и доступными наполнителями порош¬
ковых электродов и лент являются доменный ферромар¬
ганец и сталинит.Порошковые электроды маркируют следующим об¬
разом: ЭТН-1 с шихтой из доменного ферромарганца,
ЭТН-2 с шихтой из сталинита, ЭТН-3 с шихтой из до¬
менного ферромарганца с добавлением 6...7% никеля.
Твердость металла, наплавленного данными электрода¬
ми, достигает HRC 60...61.Шихта улучшенного сталинита состоит из 38% фер¬
рохрома, 11% ферромарганца, 47% чугунного порошка
и 4% нефтенного кокса. В наплавленном металле содер¬
жится около 20% хрома, 17% марганца, 3% кремния
и до 10% углерода. Твердость металлопокрытия, полу¬
ченного при однослойной наплавке, составляет HRC 50,
при двухслойной HRC 56...57. Данную шихту применяют137
при наплавке щек дробилок, зубьев и козырьков ковшей
экскаваторов, бандажей бегунов и других деталей.Вокар представляет собой механическую смесь из¬
мельченного вольфрама с углеродом. В наплавленном
металле присутствуют сложные карбиды вольфрама, на¬
ходящиеся в твердом растворе. Наплавленный металл
содержит до 10% углерода, до 3 — кремния, 85...87 —
вольфрама и до 2% железа. Металлопокрытие имеет вы¬
сокую твердость, износостойкость и хрупкость. Первый
слой наплавки имеет твердость HRC 56...58, второй —
HRC 61...63. Вокаром наплавляют только буровой инст¬
румент. Высокая стоимость, а также свойства наплав¬
ленного слоя ограничивают его применение.Шихта ВИСХОМ-9 состоит из 74% измельченной
стружки серого чугуна, 15 — ферромарганца, 5 — ферро¬
хрома, 6% серебристого графита, связанных между со¬
бой раствором жидкого стекла с водой. Металл, наплав¬
ленный такой шихтой, имеет твердость HRC 55...56. Дан¬
ной шихтой наплавляют лапы культиваторов, лемеха,
полевые доски плугов и т. п.Боридная смесь БХ представляет собой механическую
смесь, состоящую из 50% борида хрома и 50% желез¬
ного порошка. Наплавленный металл насыщен кристал¬
лами борида хрома, сцементированными эвтектикой, и
содержит около 0,12% углерода, 35 — хрома, 7,63 — бора
и 57,25 % железа; его твердость HRC 82...84, а износо¬
стойкость в 2...3 раза выше, чем при наплавке сталини¬
том. Боридную смесь применяют при наплавке деталей,
работающих в абразивной среде без ударных нагрузок.Контрольные вопросы. 1. Какие свойства имеют специальные по¬
рошковые материалы? 2. Как подразделяются металлокерамические
твердые сплавы? 3. Что обрабатывают однокарбидными сплавами?
4. Что такое сплав монитикар? 5. Какие порошковые сплавы приме¬
няются в ремонтном производстве?Глава 3. КОРРОЗИЯ МЕТАЛЛОВ§ 1. ОСНОВНЫЕ ВИДЫ КОРРОЗИИРазрушение металлов под воздействием ок¬
ружающей среды называют коррозией. Коррозия — это
химический или электрохимический процесс.Разрушающей средой при коррозии металлов могут
быть кислород воздуха, различные газы, а также все¬138
возможные электролиты (кислоты, щелочи, соли). В за¬
висимости от того, какая коррозионная среда действует
на металл, различают несколько видов коррозии:атмосферная коррозия происходит под воздействием
кислорода воздуха;газовая коррозия происходит вследствие действия
газов;химическая коррозия обусловлена реакцией металла
с сухими газами и жидкими диэлектриками, не прово¬
дящими ток (бензин, масла, смолы и т. д.);электрохимическая коррозия происходит под воздей¬
ствием электролита. При этом ионы металла перехо¬
дят в раствор;подземная коррозия наблюдается при взаимодейст¬
вии с почвой;подводная коррозия — электрохимическая коррозия
металла, погруженного в жидкость.Продукты коррозии могут быть легко обнаружены
на металлах (ржавчина на железе, зеленый налет на
меди и др.), и по ним можно судить о характере корро¬
зионного процесса. Коррозионное разрушение металлов
может происходить равномерно, то есть по всей поверх¬
ности (общая коррозия) и неравномерно (местная кор¬
розия). Местная коррозия разделяется на следующие
типы: пятнами, в виде раковин, точечная и интеркри-
сталлитная. Разные типы местной коррозии отличаются
характером и глубиной коррозионного проникновения.
Интеркристаллитная коррозия характерна тем, что кор¬
розионное разрушение возникает по границам зерен,
постепенно поражая глубинные слои металла.Помимо вышеперечисленных видов коррозии, разли¬
чают еще ряд других, но все они являются результатом
химических или электрохимических процессов.При электрохимическом разрушении металлов кор¬
розионный процесс возникает в результате взаимодейст¬
вия металла и электролита и заключается в переходе
атомов металла в раствор в форме ионов. При погруже¬
ний металлической пластинки в электролит она преоб-
ретает некоторый электрический потенциал в зависимо¬
сти от природы металла и электролита. Стремление ато¬
мов металла перейти в раствор определяется значением
потенциала. Чем более отрицательный потенциал у ме¬
талла, тем он сильнее стремится перейти в раствор. Все
металлы в зависимости от своего электрохимическогот
7. Электрический ряд напряжений при нормальной температуреНормальный по¬Нормальный по¬Элементтенциал по
отношению
к водородуЭлементтенциал по
отношению
к водородуЗолото+ 1,50Никель—0,23Ртуть+0,86Кобальт—0,27Серебро+0,80Железо—0,439Медь+0,344Хром—0,54Висмут+0,226Цинк-0,762Сурьма+0,20Марганец—1,10Водород0Алюминий—1,30Свинец—0,127Магний— 1,55Олово—0,136Натрий—2,71потенциала располагаются в так называемый ряд напря¬
жений. В таблице 7 приведены значения потенциалов
некоторых элементов (измерения сделаны по водород¬
ному электроду, потенциал которого принят равным
дулю).Из данных таблицы 7 следует, что при образовании
гальванической пары двух металлов разрушаться будет
тот металл, у которого потенциал меньший. Например,
в паре медь — железо разрушается железо. Электрод¬
ные потенциалы металлов меняются в соответствии с тем
электролитом, в котором происходит процесс, поэтому
для каждого электролита необходимо строить свой ряд
напряжений. Более благородными металлами для дан¬
ного электролита являются те, которые расположены
ближе к серебру, менее благородными — ближе к маг-
яию.Для возникновения электрохимической коррозии не¬
обходимы контакт между двумя металлами (электро¬
дами), наличие разности потенциалов между ними и на¬
личие электролита.При образовании гальванической пары всякий ме¬
талл с более отрицательным потенциалом будет служить
анодом, а менее — катодом. Например, в паре цинк — же¬
лезо цинк является анодом (будет подвергаться корро¬
зии), а железо — катодом.При химической коррозии под действием на металлы
кислорода воздуха они покрываются тончайшими слоя¬
ми окислов. Толщина слоя в обычных атмосферных ус¬
ловиях очень мала и составляет 10...30 А. При высоких
температурах образуется слой большей толщины.140
8. Химическая стойкость металлов по классамКласс стой¬
кости металлаХарактеристика стойкостиПотеря в массе,
г/м2-ч1-йВполне стоек0...0,12-йДостаточно стоек0,1. 13-йОтносительно стоек1. .34-йМалостоекосо5-йНестоек10 и болееХимическую стойкость металлов характеризуют поте¬
рями в массовых единицах (г) с единицы поверхности
(м2) за единицу времени (ч) (табл. 8).§ 2. МЕРЫ БОРЬБЫ С КОРРОЗИЕЙКаждый из разнообразных методов борьбы
с коррозией имеет свои особенности и область примене¬
ния. К основным методам относят следующие: нанесе¬
ние металлических покрытий, нанесение неметалличе¬
ских покрытий, нанесение неметаллических пленок, за¬
щита металлических конструкций протекторами, приме¬
нение химически стойких сплавов.Металлические покрытия могут быть нанесены раз¬
ными способами: горячим, гальваническим, диффузион¬
ным, металлизацией и термомеханическим.Горячий способ заключается в том, что защищаемое
изделие погружают в ванну с расплавленным металлом,
который смачивает поверхность изделия. После того
как изделие вынут из ванны, его поверхность остается
покрытой слоем металла. Горячий способ применяют
главным образом для стальных изделий и полуфабрика¬
тов (лист, проволока). Большое практическое примене¬
ние имеют горячие покрытия цинком (цинкование), оло¬
вом (лужение), свинцом (свинцевание).Гальванический способ нанесения защитных покры¬
тий на поверхность металла производится в ваннах с ис¬
пользованием электролита. Этим способом можно нано¬
сить различные металлы: цинк, медь, кадмий, никель,
хром, серебро, олово. Способ позволяет легко регулиро¬
вать толщину слоя защитного покрытия и не требует
нагрева изделия.Диффузионный способ основан на принципе поверх¬
ностного насыщения металла различными компонента-141
ми при высоких температурах. Сюда относятся процес¬
сы химико-термической обработки, которые по характе¬
ру являются диффузионными. Диффузионным способом
подучают ряд покрытий: хромом, алюминием, кремнием.Металлизация заключается в нанесении расплавлен¬
ного металла на поверхности, подлежащие покрытию.
Для этого соответствующая металлическая проволока в
специальном аппарате (пистолете) расплавляется газо¬
вым пламенем или электрической дугой и распыляется
сильным потоком воздуха. Вылетающие из пистолета
мельчайшие частички металла наносят тончайшим слоем
на поверхность, образуя покрытие. Методом металли¬
зации могут быть нанесены: железо, сталь, алюминий,
медь, цинк, свинец, латунь.Термомеханический способ заключается в совместной
горячей обработке давлением основного и защитного
металлов (при прокатке). Сталь таким образом защи¬
щают от коррозии латунью, алюминием, нержавеющей
сталью.Неметаллические покрытия бывают органические (ла¬
ки, краски) и неорганические (цементные покрытия,
эмали и др.). Лаки и краски изолируют металлическую
поверхность от влаги и других корродирующих факторов,
тем самьгм увеличивая долговечность металлоизделий.
Лаки и краски обладают стойкостью против воздействия
воздуха, масел и щелочей.Эмали по своим физическим свойствам и химическо¬
му составу представляют собой нерастворимые силика¬
ты типа стекла. Для них характерна высокая химическая
стойкость против атмосферной коррозии, воздействия
воды, минеральных и органических кислот, растворов
солей. Однако эмалевые покрытия очень хрупки. Их
применяют для защиты железных и чугунных изделий
в пищевой промышленности и некоторой химической
аппаратуры.В качестве неметаллических покрытий используют
резину и эбонит (гуммирование). Применяют гуммирова¬
ние для предохранения от коррозии изделий при хране¬
нии кислот, щелочей, растворов солей.Смазки широко применяются для предохранения го¬
товых изделий при хранении и транспортировке. Защит¬
ные смазки представляют собой смеси минеральных ма¬
сел (машинное, трансформаторное, веретенное и др.) с142
9. Конструкционные материалы, применяемые в
сельскохозяйственном машиностроенииНаименование деталМатериал для
изготовленияСпособ упроченияСельскохозяйственные и мелиоративные машиныЛемех плугаСталь Л53, JI65Отвал плуга Сталь БС 2сп2Лемеха картофелекопал- Сталь 65Г, 70Г
к иЗакалка и отпуск, на¬
плавка твердых спла¬
вовЦементация и закалка
Закалка и отпуск, на¬
плавка твердых спла¬
вовЗакалка, наплавка
твердых сплавовЛапа культиватора, дис- Сталь 65Г, 70Г
ки сеялок, лущильника и
бороныРежущие сегменты сено- Сталь Х12М, 65, Закалка и отпуск
косилок, пальцы гусени- 70, 65Г, 70Г
цыРама плуга Сталь СтЗ, Ст4Коленчатые валы сель- Сталь Ст2, Ст3
скохозяйственных машин
Зубья молотильных ба- Сталь Сш6
рабановТракторы и автомобилиПодшипники каченияЗубчатые колесаКоленчатые и распреде¬
лительные валы
Полуоси грузовых авто¬
мобилей (ГАЗ)Капоты автомобилей и
тракторов, кожуха, лен¬
ты тормозов, трубки
Кулачковые валики, оси,
лальцы, звездочки, вилки
тяг, толкатели клапанов,
пальцы рессор, поршне¬
вые пальцыФрикционные диски, чер¬
вякиШлицевые валы, зубчатые
колеса в автомашинах
УАЗ, ЗИЛ и ГАЗСталь ШХ15,
ШХ15СГСталь 40, 45, 40Х,
45ХСталь 40, 45
Сталь 40
Сталь 05, 08, 10Сталь 15, 20, 25,
15Х, 20ХСталь 15Г, 20Г,
25Г, 20ХГР,
27ХТР, 20ХГНР
Сталь 20ХН,
20ХН2М, 20ХФ,
18ХГБез термической обра-
боткиБез термической обра¬
ботки
То жеЗакалка и отпуск
Закалка и отпуск
Закалка ТВЧ
Закалка ТВЧ
Без термообработкиЦементация или циа¬
нирование, закалка и
отпускЦементация или циа¬
нирование, закалка и
отпускЦементация, закалка
и отпуск143
ПродолжениеНаименование деталиМатериал'для
изготовленияСпособ упроченияЗубчатые колеса коробок
передач автомобилей и
тракторов, ведомое зуб¬
чатое колесо бортовой
передачи трактора, зуб¬
чатые колеса редуктора
заднего моста
Крестовины кардана
(ЗИЛ, КамАЗ), рычаги,
тяжело нагруженные зуб¬
чатые колеса
Гильзы цилиндров дви¬
гателей внутреннего сго¬
ранияВпускные клапаны трак¬
торных двигателей
Червяки рулевого управ¬
ленияПружины клапанов ав¬
томобильных двигателей
Рессоры и пружины ав¬
томобилей и тракторовВыпускные клапаны ав¬
томобильных двигателейВыпускные клапаны трак*
торных двигателей
Шатуны, шатунные бол¬
тыБлоки цилиндров, карте¬
ра, корпуса коробок пе¬
редачПоршневые пальцыЗвенья гусениц
Поршни, головки цилинд¬
ровГильзы цилиндровДетали рулевого управ¬
ления, валыСталь 18ХГТ,
25ХГМ, 25ХГТ,
ЗОХГТСталь 20ХГНТР
(55ПП),15ХГН2ТАСталь 38Х2МЮА,
38Х2ЮСталь 38ХС,
40Х9С2Сталь АСЗОХМСталь 65Сталь 55С2,
55С2А, 50ХГ,
50ХГА, 50ХФА
Сталь 30Х13Н7С2,
45Х22Н4МЗ,
55Х20Г9АН4
Сталь 10Х13СЮСталь 40, 45, 50,
40Х, 45Х, 40ХН
Серый чугун СЧ15,
СЧ18, СЧ21Серый чугун СЧ18,
СЧ21, СЧ28
Сталь 110Г13Л
Силумин АЛ1,
АЛ20Серый чугун СЧЗО,
СЧ35, СЧ40
Сталь ЗОХГСА,
35ХГСАЦементация, закалка
и отпускЦементация, закалка
и отпускАзотирование, закал¬
ка и отпускЗакалка и отпускЗакалка и отпускЗакалка и отпускЗакалка и отпускЗакалка, отжиг и за¬
калкаЗакалкаЗакалка и отпускБез термической об¬
работкиПористое хромирова¬
ниеЗакалкаЗакалка, старениеБез термической об¬
работкиЗакалка и отпусктакими веществами (например, мыло), которые препят¬
ствуют образованию свободных органических кислот.Неметаллические защитные пленки получают, превра¬
щая поверхностные слои металлов в химические соеди¬
нения (наиболее часто — окисные пленки). Для этого144
широко применяют оксидирование и фосфатирование.
Оксидирование используют для защиты от коррозии чер¬
ных металлов, алюминия, магния и их сплавов. На же¬
лезе и стали окисные пленки образуются при действии
концентрированного раствора щелочи с добавками дву¬
окиси марганца Мп02 или азотнокислого натрия NaNOa
при температуре 135...145°С. Оксидирование иногда на¬
зывают воронением, так как изделие приобретает сине¬
черный цвет. Фосфатирование представляет собой про¬
цесс увеличения химической стойкости стальных изделий
путем образования на их поверхности пленки, состоящей
из нерастворимых в воде фосфорнокислых соединений
железа и марганца.Защита протекторами заключается в том, что к за¬
щищаемой детали присоединяют протектор, являющийся
анодом по отношению к тому металлу, из которого изго¬
товлена деталь (например, цинк в железных изделиях).
Поскольку прикрепленный металл является анодом, он
разрушается в соответствующей коррозионной среде, а
защищаемая деталь остается целой. Протекторной за¬
щитой предохраняют от коррозии металлические конст¬
рукции, соприкасающиеся с морской водой (гидросамо¬
леты, подводные части морских судов и т. д.).Химически стойкие сплавы — очень эффективное
средство против коррозионного разрушения. Нержавею¬
щие стали, химически стойкие сплавы цветных метал¬
лов во всех случаях, когда изделия и конструкции под¬
вержены воздействию сильно агрессивных сред, явля¬
ются весьма ценными конструкционными материалами.В таблице 9 приведены конструкционные материалы,,
применяемые в сельскохозяйственном машиностроении.Контрольные вопросы и задания. 1. Какие виды коррозии вы
знаете? Дайте их характеристику. 2. Расскажите о методах защитьь
металлов от коррозии и о технологии их выполнения.10 Заказ № 897
Раздел 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВОПроцесс получения заготовок деталей ма¬
шин и других изделий методом литья называют литей¬
ным производством. Отливают заготовки массой от
нескольких граммов до сотен тонн практически любой
формы, которую иногда просто невозможно получить
другими методами. Отливкой получают заготовки бло¬
ков цилиндров, гильз, поршней, поршневых колец, кор¬
пусов коробок передач, чугунных зубчатых колес и мно¬
гих других деталей тракторов, автомобилей и сельско¬
хозяйственных машин. История литейного производства
уходит в глубокую древность. Известны отливки из
бронзы, полученные в третьем тысячелетии до н. э. Позд¬
нее научились изготовлять отливки из чугуна, а из ста¬
ли— только в XIX в. Отливки из алюминиевых сплавов
начали изготовлять в XX в. Русский мастер-литейщик
Андрей Чохов в 1586 г. отлил из бронзы царь-пушку
массой около 39 т, а Михаил Моторин в 1735 г. отлил
из бронзы знаменитый царь-колокол массой около 200 т.В 1973 г. на Ижорском заводе в Ленинграде из леги¬
рованной стали отлили сложную заготовку массой 230 т
для вала турбогенератора мощностью 1 200 000 кВт.Глава 1. ПОЛУЧЕНИЕ ОТЛИВОК В РАЗОВЫХ ФОРМАХМодельный комплект. Согласно ГОСТ
17819—84 модельным называют комплект формовочных
приспособлений, необходимый для образования при
формовке рабочей полости литейной формы. Он вклю¬
чает литейную модель, стержневые ящики, модели лит¬
никовой системы, формовочные, контрольные и сбороч¬
ные шаблоны для конкретной отливки. Литейная модель
(рис. 38, а) —приспособление для получения в литейной
форме отпечатка, соответствующего конфигурации и раз¬
мерам отливки. В зависимости от сложности изготов-146
Рис. 38. Модельный комп¬
лект:а — модель; б — стержневой
ящик; в — стерженьляемой отливки модели
делают цельными и
разъемными из двух и
более частей. Стержне¬
вой ящик — приспособ¬
ление, имеющее рабочую полость для получения в ней
стержня нужных размеров и очертаний из стержневой
смеси. Литейный стержень является элементом литейной
формы и служит для образования отверстия, полости
или иного сложного контура в отливке. Литниковой си¬
стемой называют систему каналов и элементов литейной
формы для подвода расплавленного металла в полость
формы, обеспечения ее заполнения и питания отливки
при затвердевании.Стержневые ящики чаще всего делают разъемными
из двух частей (рис. 38,6). Многие модели имеют на
концах выступы, называемые стержневыми знаками, ко¬
торые служат для образования в литейной форме отпе¬
чатков (постели), в которые кладут стержень. Верти¬
кальным стенкам модели придают конусность, называе¬
мую формовочным уклоном, который необходим для
облегчения выемки модели из формы. Значение уклона
зависит от размера модели и составляет 0,5...2,5°. Чем
больше размер модели, тем меньше уклон. Размеры мо¬
дели должны быть больше размеров отливки на значе¬
ние усадки металла. Усадкой называют уменьшение раз¬
меров отливки при ее охлаждении. Для чугунов усадка
равна 1%, а для сталей — 2%. Во многих, отливках пре¬
дусматривают припуски на механическую обработку. Мо¬
дели и стержневые ящики делают из дерева, чугуна,
алюминиевых сплавов, пластмасс и других материалов.
Деревянные модели применяют в индивидуальном про¬
изводстве, а также п{ш изготовлении отливок больших
размеров. В серийном и массовом производстве приме¬
няют металлические и пластмассовые модели, части ко¬
торых крепят на стальной модельной плите. Модельной
плитой называют плиту, на которой закрепляют части
модели и литниковую систему, служащую для набивки
одной из парных опок при неразъемных моделях.10*147
Инструменты и принадлежности для формовки. Рабо¬
чие-формовщики при ручной формовке пользуются сле¬
дующими инструментами: лопатой, ситом, тромбовкой,
крючком, ложкой, гладилкой, иглой-душником, шурупом-
подъемником, пеньковой кистью-палочкой и др. К при¬
надлежностям относятся подмодельные доски и опоки
разных форм и размеров.Формовочные материалы. По ГОСТ 18169—72 формо¬
вочным материалом называют совокупность природных
и искусственных материалов, используемых для приго¬
товления формовочных и стержневых смесей, формовоч¬
ных красок, разделительных составов и припылов.Формовочная смесь — многокомпонентная смесь фор¬
мовочных материалов, соответствующая условиям техно¬
логического процесса изготовления неметаллических
литейных форм.Состав формовочной смеси зависит от литейного
сплава, массы отливок и состоит из кварцевого песка,
глины, молотого каменного угля, опилок и других до¬
бавок.Формовочные смеси должны обладать прочностью,
пластичностью, газопроницаемостью, непригораемостью,
податливостью и долговечностью. Прочность — способ¬
ность не разрушаться при изготовлении разовой литей¬
ной формы и в процессе заполнения ее металлом. Подат¬
ливость— способность сжиматься при усадке металла.
Долговечность — способность формовочной смеси к мно¬
гократному использованию. Все эти требования обеспе¬
чиваются соответствующим составом смеси. Чем больше
глины в формовочной смеси, тем выше ее пластичность
и прочность, но ниже газопроницаемость. Каменноуголь¬
ная пыль, мазут, графит улучшают непригораемость, а
опилки — податливость смеси.По назначению формовочные смеси делят на облицо¬
вочные, наполнительные и единые. Облицовочную формо¬
вочную смесь изготовляют из свежих формовочных ма¬
териалов и применяют при ручной формовке, покрывая
ею модель первым слоем. При заливке она соприкасает¬
ся с расплавленным металлом. Наполнительная смесь
служит для наполнения формы после нанесения обли¬
цовочной смеси. Она состоит из отработанной смеси,
подготовленной для повторного употребления. Единую
смесь (формовочную или стержневую) используют одно¬
временно в качестве облицовочной и наполнительной148
смеси и применяют при машинной формовке. Она со¬
стоит из отработанной смеси с добавлением свежих со¬
ставляющих.Стержневой смесью называют многокомпонентную
смесь формовочных материалов, соответствующую усло¬
виям технологического процесса изготовления неметал¬
лических линейных стержней. Данные смеси состоят из
кварцевого песка (до 97%), глины (до 3%) и крепите¬
лей (патока, декстрин, льняное масло и др.)* К стержне¬
вым смесям предъявляют более высокие требования по
качеству, чем к формовочным. Приготовление формовоч¬
ных и стержневых смесей наиболее часто производят в
смесителях-бегунах с катками.Технология изготовления литейных форм. По ГОСТ
18169—72 литейной формой называется система эле¬
ментов, образующих рабочую полость, при заливке ко¬
торой расплавленным металлом формируется отливка.
Разовая форма — литейная форма, разрушаемая при
извлечении отливки. Для изготовления разовых литей¬
ных форм применяют ручную и машинную формовки.Ручную формовку используют при изготовлении не¬
большого количества отливок, а машинную — в серий¬
ном и массовом производстве. Применяют следующие
разновидности ручной формовки: в формовочной смеси
без опок, в формовочной смеси с одной опокой, в двух и
более опоках, по шаблону. Литейной опокой называют
приспособление для удержания формовочной смеси.
Опоки делают в виде рамок различных форм и разме¬
ров из чугуна, стали и алюминиевых сплавов.В практике литейного производства наибольшее при¬
менение получили ручная и машинная формовка в двух
опоках. На рисунке 39 показан технологический процесс
изготовления литейной формы для отливки втулки руч¬
ной формовкой в двух опоках по разъемной модели. Руч¬
ная формовка характеризуется низкой производитель¬
ностью и высокой трудоемкостью.Машинная формовка — способ изготовления литейных
форм на специальных машинах. При этом способе фор¬
мовки механизйруются операции уплотнения формовоч¬
ной смеси в опоке и извлечения моделей из формы, что
резко повышает производительность труда по сравнению
с ручной формовкой.Каждая технология изготовления литейных форм для
отливок из чугуна, стали, цветных металлов имеет свои149
Рис. 39. Формовка модели втулки:а — укладка полумодели на подмодельную доску; б — покры¬
тие облицовочной смесью; в — засыпка и трамбовка наполни¬
тельной смеси; г — накалывание отверстий для выхода газов;
д — установка верхней опоки и второй полумодели; е — уста¬
новка элементов литниковой системы и наполнение формовочной
смесью; ж — установка стержней и сборка формы; з — отливка
втулки с необрубленным литником и выпором; 1 — подмодель-
ная доска; 2 — полумодель; 3 — нижняя опока; 4 — вторая по-
лумодель; 5 — элементы литниковой системы; 6 и 9 — выпор;
7 — стержень; 8 — литникособенности. Для уменьшения усадочных раковин на
стальных отливках предусматриваются массивные при¬
были; Формовочные и стержневые смеси для отливок из
цветных металлов должны обладать хорошей газопро¬
ницаемостью и податливостью.150
Литниковая система. Литниковая система каждой
литейной формы служит для ввода жидкого металла в
форму и задержания шлака. Чаще всего применяют лит¬
никовую систему, состоящую из чаши, стояка, шлакоуло¬
вителя, питателей и выпора.Контрольные вопросы и задания. 1. Укажите детали тракторов,
автомобилей и сельскохозяйственных машин, заготовки которых из¬
готовляют методом литья. 2. Расскажите о технологии выполнения
ручной формовки в двух опоках.Г л а в а 2. ПОЛУЧЕНИЕ ЖИДКОГО МЕТАЛЛАЛитейные сплавы. В современном машино¬
строении и ремонтном деле для производства отливок
наибольшее применение получили следующие литейные
сплавы: серые (литейные), белые (передельные) и высо¬
копрочные чугуны, углеродистые и легированные стали,
бронзы, латуни, алюминиевые, магниевые, титановые, мо¬
либденовые, вольфрамовые и др. Технологические свой¬
ства литейных сплавов характеризуются температурой
плавления, жидкотекучестью, способностью поглощать и
выделять газы, усадкой и склонностью к ликвации. Чем
ниже температура плавления сплава, тем лучше его
литейные свойства.Сталь имеет худшие литейные свойства, по сравнению
с чугуном. У стали более высокая температура плавле¬
ния, меньшая жидкотекучесть и большая усадка, кото¬
рая способствует образованию больших усадочных ра¬
ковин и напряжений, вызывающих образование трещин.
Жидкотекучесть литейных сплавов — это способность их
в расплавленном состоянии заполнять литейные формы.
Углерод, марганец, кремний, фосфор улучшают жидко¬
текучесть чугунов и сталей, а сера и хром ухудшают.
Чем меньше литейные сплавы поглощают газы в про¬
цессе их плавления и заливки форм и чем легче они их
выделяют в процессе остывания отливки, тем лучше их
литейные свойства.Плавильные агрегаты. Основным плавильным агре¬
гатом для ^получения жидкого чугуна в литейных цехах
является вагранка (рис. 40). Плавка в вагранке — наибо¬
лее простой и экономичный способ получения чугуна.
Вагранка является шахтной печью цилиндрической фор¬
мы, обтянутой снаружи стальным кожухом, а внутри
выложенной шамотным кирпичом. Шахта вагранки ус-151
Рис. 40. Вагранка (разрез и внешний вид):1 — колонны; 2 — подовая плита; 3 — откидная дверка;
4 — кожух; 5 — колосниковое отверстие; 6 — под; 7 -•
воздушная коробка; 8 — фурмы; 9 — футеровка; 10 —
желоб; 11 — искрогаситель; 12 — копильник
тановлена на стальной или чугунной подовой плите, ко¬
торая лежит на четырех колоннах. Круглое отверстие в
этой плите служит для выбивки вагранки в конце рабо¬
ты. В средней части вагранки расположено колоснико¬
вое отверстие для загрузки ее шихтой. Часть вагранки,
расположенная выше колосникового отверстия, называ¬
ется трубой, а ниже шахтой. В верхней части трубы
расположен искрогаситель и пылеуловитель. Часть шах¬
ты виже фурм называется горном. Горн служит прием¬
ником для жидкого чугуна и шлака. Его дно называется
лещадью. На уровне лещади расположена чугунная
летка, а выше сбоку шлаковая. Выше шлаковой летки
расположены от одного до трех рядов фурм, через кото¬
рые в вагранку поступает воздух, нагнетаемый вентиля¬
тором. Воздух вначале поступает в воздушную коробку,
опоясывающую вагранку снаружи выше фурм. В горне
предусмотрено боковое рабочее окно для ремонта ваг¬
ранки. Многие вагранки имеют копильник, где накап¬
ливается чугун и выравнивается его химический состав.
В таких вагранках во время плавки чугун и шлак из
горна поступает в копильник по одной переходной летке,
а летка для выпуска чугуна и шлака находится в ко-
пильнике. Внутренний диаметр вагранки в области фурм
зависит от ее производительности и составляет 500...
2500 мм. Шихта для вагранки состоит из чушкового чу¬
гуна, металлолома, брака литья, ферросплавов, кокса и
известняка. В вагранке получают как серые, так и бе¬
лые чугуны. Для получения чугуна заданной марки про¬
изводят расчет шихты с учетом угара элементов в про¬
цессе плавки. Процесс загрузки вагранки и отбор чугуна
производятся в течение всего рабочего времени. Она ра¬
ботает обычно одну смену, а с водяным охлаждением
горна — несколько смен. Производительность вагранки
характеризуется количеством выданного ею жидкого
чугуна за один час работы. Она зависит прежде всего
от внутреннего диаметра вагранки и составляет от 1 до
50 т/час. КПД вагранки до 45%. Более 90% жидкого
чугуна в литейном производстве получают в вагранках.
В небольшом количестве чугун, в основном высококаче¬
ственный, плавят в дуговых и индукционных электропе¬
чах. Применяют также дуплекс-процесс, при котором
жидкий чугун из вагранки при температуре 1380...1430°С
заливают в электропечь, где его нагревают до 1500...
1520°С. Чем выше температура заливаемого в литейную153
форму чугуна, тем лучше его жидкотекучесть и меньше
брака литья. Литейную сталь плавят в конвертерах, мар¬
теновских печах и электропечах. Литейные сплавы цвет¬
ных металлов плавят в пламенных отражательных печах,
электрических и тигельных печах.Заливка форм, выбивка и очистка отливок. Перед за¬
ливкой металла в форму измеряют его температуру оп¬
тическими или термоэлектрическими пирометрами.
Нельзя заливать недостаточно нагретый металл, так
как он полностью не заполнит литейную форму и будет
брак по недоливам. В процессе заливки формы жидким
металлом нельзя прерывать струю. В противном случае
в отливке образуется спай, который расслаивается в
процессе работы изделия. Форму надо заливать до тех
пор, пока металл не заполнит все выпоры и прибыли.
После затвердевания отливок их выбивают из форм и
удаляют из отливок стержни. Затем из отливок удаляют
литники, выпоры и прибыли. Пригоревшую или пристав¬
шую формовочную смесь очищают после остывания от¬
ливки.Контрольные вопросы и задания. ,1. Расскажите о литейных спла¬
вах и требованиях, предъявляемых к ним. 2. Каковы назначение»
устройство и работа вапранки?Глава 3. СПЕЦИАЛЬНЫЕ МЕТОДЫ ЛИТЬЯЛитье в многократные (постоянные) метал¬
лические формы (кокили). Этот метод литья осущест¬
вляют путем свободной заливки расплавленного метал¬
ла, который под действием гравитационных сил обеспе¬
чивает высокую скорость формирования отливки. Чаще
всего кокили изготовляют разъемными из двух частей.
Литье в кокиль широко применяют для изготовления
отливок из цветных металлов, чугуна и в меньшей сте¬
пени из стали. Кокили делают в основном из серого чу¬
гуна марки СЧ18, высокопрочного чугуна ВЧ50-2 и уг¬
леродистых конструкционных сталей с содержанием
0,25...0,35% углерода. Перед заливкой металлом полость
кокиля смазывают противопригарным облицовочным
покрытием. После затвердевания залитого в кокиль ме¬
талла извлекают отливку и процесс повторяют. На ри¬
сунке 41 показан кокиль для отливки заготовки поршня.
Воздух и газы из кокиля удаляются через выпоры и спе¬
циальные вентиляционные каналы в стенках кокиля154
или в стержнях. Стержни
применяют металлические
и песчаные.По сравнению с литьем
в разовые формы техноло¬
гический процесс литья в
кокиль имеет следующие
преимущества: позволяет
получить мелкозернистую
структуру в отливках, что
в 2...3 раза повышает ме¬
ханические свойства; поз¬
воляет получать большое
количество отливок;уменьшает припуски на механическую обработку, а не¬
которые отливки поступают на сборку без обработки.Центробежное литье. Центробежное литье широко
применяют для изготовления отливок, имеющих форму
тел вращения. Центробежное литье — процесс получения
отливок путем свободной заливки металла во вращаю¬
щиеся формы, при котором формирование отливки про¬
исходит под действием центробежных сил. Центробеж¬
ные литейные машины бывают с вертикальной и гори¬
зонтальной осью вращения. Частота вращения форм150... 1200 об/мин. Отливки получаются без газовых ра¬
ковин, с хорошей плотностью и мелкозернистой струк¬
турой. Данным способом отливают из чугуна гильзы
автотракторных двигателей, заготовки поршневых колец,
чугунные трубы и др. В ремонтном деле этим методом
заливают антифрикционными сплавами вкладыши под¬
шипников двигателей.Литье в оболочковые формы. При этом методе отлив¬
ки получают путем свободной заливки расплавленного
металла в специальные формы. Изготовление оболочко¬
вых разъемных форм и оболочковых стержней основано
на том, что ряд термореактивных смол имеет свойство
плавиться, а затем, необратимо затвердевать под дейст¬
вием повышенных температур.Сухая песчано-смоляная смесь, состоящая из мелко¬
го кварцевого песка и 6...8% порошка термореактивной
(бакелитовой) смолы, наносится на модельную плиту,
нагретую до 220...250°С. Слой смеси, прилегающей к
плите, нагревается, термореактивная смола расплавля¬
ется и образует вокруг модели и плиты оболочку тол¬Рис. 41. Кокиль для отливки порш¬
ня:1 — неподвижная половина; 2 — под¬
вижная половина; 3 — плита формы;
4 — отливка с литниковой системой155
щиной 6... 10 мм. После удаления неразмягченной сме¬
си модельная плита вместе с песчано-смоляной оболоч¬
кой помещается в печь, нагретую до температуры 350...
370 °С, для окончательного отверждения. Отверждение
продолжается 1,5...2 мин. Оболочковые стержни изготов¬
ляют по этому же принципу.Изготовление литейной оболочковой формы рассмат¬
риваемым методом сводится к приготовлению оболочек
по обеим половинам модели и сборке из них формы. По-
луформы склеивают или соединяют скобами и ставят
вертикально в металлический ящик* в который засы¬
пают чугунную дробь или песок, чтобы предохранить
их от разрушения в процессе заливки жидким метал¬
лом.В оболочковой форме можно получать отливки из
чугуна, стали и цветных металлов с высокой точностью
и чистотой поверхности, что позволяет исключить меха¬
ническую обработку. Технология получения оболочковых
форм проста и легко поддается механизации и автома¬
тизации при несложном оборудовании. В оболочковых
формах изготовляют отливки с толщиной стенки 3...15 мм
и массой до 100 кг для автомобилей, тракторов, сель¬
скохозяйственных машин из чугуна, углеродистых ста¬
лей и сплавов цветных металлов.Точное литье по выплавляемым моделям. Этот метод
литья применяют для производства мелких отливок из
любых сплавов без последующей механической обра¬
ботки. Сущность метода состоит в том, что модели для
изготовления неразъемных форм делают из легкоплавких
материалов (50% парафина и 50% стеарина), которые
после получения форм выплавляют.Технологический процесс получения отливки состоит
из следующих операций: изготовление эталона (моде¬
ли) изделия; изготовление пресс-формы для отливки
восковых моделей; отливка восковых моделей, изготов¬
ление литейной формы, выплавка легкоплавкого мате¬
риала из формы и прокаливание последней, плавка ме¬
талла и заливка формы, выбивка отливок из формы,
удаление литников и очистка отливок.Полученную модель или обычно блок, составленный
из нескольких моделей и литниковой системы, погружают
в смесь, состоящую из кварца на гидролизованном рас¬
творе этилсиликата. Затем проводят опыливание порош¬156
ком корунда или песка для увеличения прочности по¬
крытия, после сушат на воздухе, и так повторяют не¬
сколько раз. Затем в печи выплавляют модель. Полу¬
ченные формы устанавливают в опоки, в которые для
устойчивости форм насыпают песок. После этого формы
заливают жидким металлом. Этим способом отливают
из стали корпуса форсунок насосов высокого давления
и другие детали.Литье под давлением. Литье под давлением — высо¬
копроизводительный способ получения отливок сложной
конфигурации с высокой чистотой поверхности и точ¬
ными размерами из цветных сплавов. Сущность литья
под давлением заключается в том, что расплавленный
металл заполняет формы под давлением и затвердевает
в них.Отливка, вынутая из формы и освобожденная от лит¬
ника, является готовой деталью, не требующей допол¬
нительной механической обработки. Данным методом
можно получать в отливке отверстия малого диаметра
и точную резьбу.В машинах для литья под давлением предусмотрена
холодная или горячая камера прессования, которая мо¬
жет располагаться вертикально или горизонтально. Ма¬
шины высокопроизводительны и работают в автомати¬
ческом режиме. Этим методом отливают детали карбю¬
раторов и др.Применяют способ точного литья по газифицируемым
моделям, изготовляемым из вспененного полистирола.
Эти модели из разовой формы не извлекают, а при за¬
ливке жидким металлом они в виде газов удаляются
из формы.Прокатка жидкого металла. Этим методом из бело¬
го чугуна отливают на специальном двухвалковом про¬
катном стане чугунный лист толщиной 0,7... 1,2 мм. Пос¬
ле отжига листов и получения ковкого чугуна из них
изготовляют чугунную черепицу.Дефекты отливок и их устранение. Чаще всего встре¬
чаются следующие виды дефектов и брака отливок: уса¬
дочные, газовые, земляные и шлаковые раковины, недо¬
ливы, плены и расслоения, трещины, перекос, коробле¬
ние, Наросты и др.Некоторые раковины и трещины устраняют мето¬
дами сварки.157
Перспективы развития литейного производства. Боль¬
шое значение для совершенствования литейного произ¬
водства имеет дальнейшее развитие перспективных спе¬
циализированных литейных цехов и заводов — центро-
литов.Централизация и специализация в литейном произ¬
водстве дают возможность наиболее полно использовать
достижения научно-технического прогресса. Затраты
труда на 1 т литья в массовом высокомеханизированном
производстве примерно в 3 раза меньше, чем в единич¬
ном и мелкосерийном производстве.Контрольные вопросы и задания. 1. Расскажите о специальных
^методах литья и их применении. 2. Перечислите виды и причины бра-
=ка в литейном производстве.
Раздел 6. ОБРАБОТКА МЕТАЛЛОВ
ДАВЛЕНИЕМГлава 1. ОБЩИЕ СВЕДЕНИЯ§ 1. ОСНОВЫ ТЕОРИИ ПЛАСТИЧЕСКОЙДЕФОРМАЦИИСущность обработки металлов давлением^
заключается в их способности под действием сил изме¬
нять форму и размеры, не разрушаясь, и сохранять эту
форму. Пластические деформации металлов происходят'
за счет сдвигов и поворотов одних частиц зерен относи¬
тельно других. Таким образом кристаллы измельчаются
и структура металла становится мелкозернистой. Пла¬
стическое деформирование осуществляется ударами или
статическим давлением, которое вызывает в металле
напряжение, большее напряжения его предела упру¬
гости.Пластичность металлов зависит от следующих фак¬
торов: химического состава, степени и скорости дефор¬
мации и температуры нагрева. Чем меньше примесей
в металле, тем выше его пластичность. Например, чи¬
стые медь и алюминий имеют пластичносп выше, чем
сплавы на медной или алюминиевой основе. С увеличе¬
нием в стали углерода, кремния, марганца, серы, фос¬
фора и всех легирующих элементов, кроме никеля и
молибдена, ее пластичность снижается. Чугуны, в кото¬
рых углерода содержится больше, чем в стали, обла¬
дают низкой пластичностью и давлением практически
не обрабатываются.Обработка металлов давлением бывает холодной и
горячей. В процессе холодного пластического деформи¬
рования происходят искажение кристаллических реше¬
ток, сдвиг и измельчение зерен, при этом твердость И’
прочность металла повышаются, а пластичность снижа¬
ется. Это явление называют наклепом. С увеличением
степени пластической деформации возрастает процесс
упрочнения наклепом. При степени деформации 80...90%
пластичность металла резко уменьшается и дальнейшая*
обработка давлением становится затруднительной и мо¬
жет привести к разрушению металла. При нагреве на¬159*
клепанного металла его первоначальные свойства вос¬
станавливаются.Различают следующие законы пластической дефор¬
мации: постоянства объема, наименьшего сопротивления,
сдвигающих напряжений, подобия. Закон постоянства
объема: при пластической деформации объем металла
практически не меняется. Этот закон учитывают при
расчете исходных заготовок. Закон наименьшего сопро¬
тивления: при пластической деформации металл пере¬
мещается всегда в том направлении, в котором встречает
наименьшее сопротивление. Закон сдвигающих напряже¬
ний: пластическая деформация наступает только тогда,
копда сдвигающие напряжения, возникающие в дефор¬
мируемом металле, превышают предел текучести данно¬
го металла. Закон подобия: (Необходимые количества
энергии для изменения форм геометрически подобных
тел, имеющих одинаковое внутреннее строение, соотно¬
сятся между собой как их массы (объемы). Таким обра¬
зом, определив необходимое усилие для деформирования
малых образцов заготовок, определяют усилия для де¬
формации им подобных крупных заготовок.§ 2. НАГРЕВ МЕТАЛЛА И НАГРЕВАТЕЛЬНЫЕУСТРОЙСТВАПри нагреве металла его прочность умень¬
шается, а пластичность увеличивается, поэтому сопротив¬
ление деформации значительно ниже, чем при холод¬
ной обработке. Нагрев заготовок перед обработкой дав¬
лением является ответственной операцией, и при выпол¬
нении ее необходимо соблюдать определенную техноло¬
гию, которая зависит от химического состава металла
и других факторов. В процессе нагрева и выдержки при
заданной температуре заготовки должны прогреваться
по всему сечению за минимальное время. Чем меньше
времени заготовки нагреваются, тем меньше удар ме¬
талла и меньше энергетические затраты. Однако заго¬
товки больших размеров, с малой теплопроводностью и
сложной конфигурацией, следует нагревать медленно во
избежание образования трещин от внутренних напряже¬
ний. Кроме трещин, к дефектам нагрева относят также
повышенное окисление, обезуглероживание, перегрев и
пережог.Температуры начала и конца горячего деформирова¬160
ния для различных металлов определяют по таблицам
и диаграммам. Малоуглеродистые стали рекомендуется
обрабатывать давлением в интервале температур 850...
1200 °С, среднеуглеродистые — 820...1150, а высокоугле¬
родистые— 800... 1050 °С. Нагрев заготовок выше реко¬
мендуемых температур вызывает перегрев или пережог.
Обработка заготовок при более низких температурах
недопустима вследствие понижения пластичности метал¬
ла. Перегрев металла характеризуется интенсивным
ростом зерна, а при пережоге наблюдается окисление
границ зерен. Перегрев можно исправить последующим
отжигом или нормализацией, пережог — неисправимый
брак, так как он связан с полной потерей пластичности
металла.Нагрев заготовок для горячей обработки давлением
проводят в кузнечных горнах, пламенных печах, электри¬
ческих печах и устройствах. В ремонтных мастерских кол¬
хозов и совхозов применяют в основном кузнечные
горны.Контрольные вопросы и задания. 1. Расскажите о законах плас¬
тической деформации. 2. Укажите температуры начала и конца горя¬
чего деформирования для углеродистых сталей.Г л а в а 2. ПРОЦЕССЫ ОБРАБОТКИ МЕТАЛЛОВ
ДАВЛЕНИЕМПрокатка металлов. Прокатное производст¬
во возникло в конце XVIII века. Его называют еще тре¬
тьим переделом после доменного и сталеплавильного
производства.Прокатка. Прокатка — способ обработки металлов
давлением, при котором процесс деформации нагретого
или холодного металла осуществляется сдавливанием
его между вращающимися валками прокатного стана
(рис. 42). Вследствие трения между прокатываемой за¬
готовкой и валками последние одновременно с дефор¬
мированием осуществляют подачу заготовки в направ¬
лении прокатки. Разность толщин заготовки h0 до про¬
катки и hi после прокатки называется абсолютной вели¬
чиной обжатия.Продукцию, изготовляемую данным способом, назы¬
вают прокатом. Прокат получают из стали, меди, лату-
|ни и других сплавов. Прокатные валки изготовляют*11 Заказ № 897 161
Рис. 42. Прокатка металлов:а — листовая прокатка; б — профильная прокаткагладкими и фасонными, то есть имеющими на своей по¬
верхности вырезы определенного профиля, называемые
ручьями. Прокатные валки делают из углеродистых и
легированных сталей, отбеленного и высокопрочного чу¬
гунов, а также с наплавленными рабочими поверхностя¬
ми из твердых сплавов.На рисунке 43 показано устройство прокатного ста¬
на. Основной его частью служит рабочая клеть, которая
состоит из станины, в подшипниках которой расположе¬
ны валки. Для подачи заготовок к валкам служит роль¬
ганг, состоящий из цилиндрических роликов, которые
перемещают заготовку.Прокатные станы классифицируют по нескольким
признакам. По виду выпускаемой продукции они делят¬
ся на обжимные, заготовочные, рельсобалочные, сорто¬
вые, листопрокатные, проволочные и специальные. К об¬
жимным станам относятся блюминги и слябинги. Они
предназначены для обжатия нагретых до температуры
прокатки слитков квадратного (блюмы) и прямоуголь¬
ного сечения (слябы). Блюмы в дальнейшем используют
для изготовления сортового, а слябы — листового про¬
ката. На заготовочных станах блюмы прокатывают в
квадратные заготовки меньших размеров, а на рельсо¬
балочных станах из блюмов изготовляют рельсы, дву¬
тавровые балки, швеллеры и др. На сортовых станах
прокатывают профили: круглый, квадратный, уголок и
др. На листопрокатных станах изготовляют листы и лен¬
ты. На трубопрокатных станах изготовляют бесшовные
трубы. Проволочные станы служат для прокатки нагре¬
той стальной проволоки диаметром 5... 10 мм. Специаль^162
ные станы применяют для изготовления заготовок перед¬
них осей автомобилей, железнодорожных колес и др.По числу валков прокатные станы делят на двухвал¬
ковые, трехвалковые, четырехвалковые и многовалковые.
Станы бывают одноклетьевые и многоклетьевые. На ри¬
сунке 44 показаны основные виды профилей проката,
большинство из которых широко применяют в сельско¬
хозяйственном и автотракторном машиностроении.Совокупность форм и размеров профилей, получае¬
мых прокаткой, называют сортаментом. В СССР сорта¬
мент проката изготовляется в соответствии с ГОСТом.
Круглую сталь прокатывают диаметром 5...250 мм, ли¬
стовую— от менее 0,2 мм (фольга) до 160 мм, бесшов¬
ные трубы — диаметром 30...650 мм с толщиной стенки2... 160 мм, сварные трубы — диаметром 5...2500 мм с тол¬
щиной стенки 0,5... 16 мм из углеродистых и легирован¬
ных сталей. При маркировке проката круглого профиля
указывается его диаметр в мм, квадратного — размер
стороны квадрата, угольника — номер. Например № 2
(20X20 мм), № 2/3 (20X30 мм); швеллера и двутавра
№ 16 указывает на высоту профиля в десятках мм —
№ 16 означает, что высота равна 160 мм; труба 1" озна¬
чает, что диаметр прохода, то есть внутренний, равен
25,4 мм, кровельный листовой материал имеет стандарт¬
ный размер 710X1420 мм.Волочение. Волочение — способ холодной обработки
металлов давлением, при котором обрабатываемый ме¬
талл протягивается через калиброванное отверстие в
волоке с целью уменьшения сечения исходной заготовки
(рис. 45). Обычно за один проход сечение уменьшается
не более чем на 30%. Волочением изготовляют проволо¬
ку, трубки, фасонные профили из стали, меди, латуни
и других сплавов. Волоки (фильеры) — инструменты для
волочения — изготовляют из легированных инструмен¬
тальных сталей, твердых сплавов, алмазов.Волочильные станы в зависимости от характера ра¬
боты тянущего устройства делят на барабанные и с пря¬
молинейным движением. Барабанные волочильные ста¬
ны применяют для волочения проволоки, которая нама¬
тывается на вращающийся тянущий барабан. Волочиль¬
ные станы с прямолинейным движением (цепные, рееч¬
ные и винтовые) применяют для волочения прутков и
труб. Для уменьшения трения между заготовкой и во-
локой заготовку смазывают минеральным маслом.1Р 163
Рис. 43. Устройство прокатного стана:1 — рабочая клеть; 2 — станина рабочей клетки; 3 — прокатные валки; 4 —
поперечина; 5 — шарнирное соединение; 6, 7 — шпиндели; 8 — шестеренная>
клеть; 9, 11 — соединительные муфты; 10 — редуктор; 12 — главный электро¬
двигательРис. 44. Основные виды профилей проката:1 и 2 — квадрат; 3 — круглый; 4 — прямоугольный; 5 — шестигранный; 6 —-
труба; 7 — угольник; 8 — швеллер; 9 — двутавровый; 10 — тавродый; 11 —
рельс} 12 — зетообразный; 13 — вагонное колесо; 14 — лист; 15 - Чриодиче*
скийРис. 45. Схемы волочения:а — прутка; 6 — трубы на длинной подвижной оправке; в — трубы на корот¬
кой неподвижной оправке; г — трубы без оправки
а1 дРис. 46. Схемы методов прессования:а — прямой; б — обратный; 1 — слиток; 2 — контейнер; 3 — пресс-шайба; 4—
пуансон; 5 — матрица; 6 — упорная шайбаПрессование. Прессование — способ получения изде¬
лий путем выдавливания нагретого до температуры го¬
рячей обработки давлением металла, находящегося в
специальном штампе. Этим способом изготовляют прут¬
ки и трубы из цветных металлов и реже из стали. Прес¬
сование проводят на горизонтальных и вертикальных
гидравлических прессах специальной конструкции.Применяют два метода прессования: прямой и обрат¬
ный. При прямом методе направления течения прессуе¬
мого металла и плунжера пресса совпадают (рис. 46,а).
Этот метод применяют для получения изделий с высокой
чистотой обработанной поверхности. При обратном ме¬
тоде течение прессуемого металла направлено навстречу
движению плунжера (рис. 46,6). Обратный метод тре¬
бует (Меньшего усилия для прессования.Ковка. Ковка — обработка давлением с помощью уни¬
версального подкладочного инструмента или бойков.
Ковка бывает ручной и машинной. Этот вид обработки
металлов давлением широко применяют при ремонте
техники, изготовлении преимущественно несложных, с
небольшой массой деталей и инструментов в мастерских
колхозов и совхозов, а также на ремонтных и машино¬
строительных заводах.К оборудованию для ковки относят ковочные молоты,
горизонтальные ковочные машины и гидравлические ко¬
вочные прессы. По принципу действия ковочные молоты
подразделяются на приводные и паровоздушные. К при¬
водным относятся пневматические (рис. 47), рессорные,
рычажные и фрикционные. В паровоздушных ковочно¬
штамповочных молотах подвижные их части приводятся
в действие паром или воздухом.165
Рис. 47. Пневматический молот:■а — общий вид; б — схема; 1 — педаль; 2 — боек; 3 — поршень; 4 — рабочий
цилиндр; 5 — компрессионный цилиндр; 6 — воздушные каналы; 7 — кран;
8 — поршень компрессора; 9 ~ кривошипно-шатунный механизмПри ручной ковке применяют следующие приспособ¬
ления: наковальни, шпераки, гвоздильни, различные оп¬
равки, стуловые тиски и др. Шперак — маленькая нако¬
вальня с хвостовиком, который вставляется в отверстие
«большой наковальни. Гвоздильни применяют для высад¬
ки головок заклепок, болтов и т. д. Оправки служат для
изготовления втулок.Инструмент, используемый при ручной ковке, разде¬
ляют на следующие группы: для обработки поковок, для
удержания поковок, измерительный, горновой. Для обра¬
ботки поковок применяют кувалды (ручной молот) мас¬
сой 2... 10 кг, ручники (кузнечный молоток) массой 0,5...
2 кг, зубила с подсечкой, радиусные и плоские подбойки,
гладилки, бородки, прошивни (рис. 48). Указанные ин¬
струменты изготовляют из углеродистых инструменталь¬
ных сталей качественных и высококачественных марок —
У7, У7А и др. Для удерживания поковок служат клещи
различных форм и размеров. Для измерения поковок
применяются линейки, кронциркули, нутромеры, уголь¬
ники, шаблоны и др. Для машинной ковки применяются
плоские и радиусные сменные бойки для молотов, об¬
жимки, кузнечные топоры, раскатки, прошивни и др.Операции ручной и машинной ковки делят на разде-166
Рис. 48. Кузнечный инструмент для ручной ковкиРис. 49. Схема основных операций ковки:1 — осадка; 2 — высадка; 3 — протяжка; 4 — раскатка; 5 и 6 — под*
шивка; 7 и 8 — отрубка; 9 и 10 — гибка; 11 — сварка; /2 — кручение
лительные и формоизменяющие. Схемы основных опера¬
ций ковки приведены на рисунке 49.Разделительная операция — обработка давлением, в
результате которой происходит отделение одной части
заготовки от другой по заданному контуру. К раздели¬
тельным операциям относятся: отрубка, надрубка, про¬
бивка, ломка. При выполнении отрубки пользуются зу¬
билом с подсечкой, кузнечным топором. При надрубке
деформирующий инструмент внедряется в заготовку не
на всю толщину. Пробивка — образование в заготовке
сквозных отверстий с помощью бородка или прошивня.
Ломка — разделение заготовки на части путем разру¬
шения изгибом.Формоизменяющая операция — обработка давлением,
в результате которой заготовке путем пластической де¬
формации материала придается заданная форма. К фор¬
моизменяющим операциям относятся: осадка, высадка,
протяжка, разгонка, прошивка, раскатка, гибка, прогла-
живание, правка. Осадка — уменьшение высоты заготов¬
ки при увеличении площади ее поперечного сечения. Вы¬
садка— осадка части заготовки, например высадка го¬
ловки болта с применением гвоздильни. Протяжка —
удлинение заготовки или ее части за счет уменьшения
площади поперечного сечения. При выполнении этой
операции применяют подбойки, раскатки. Разгонка —
увеличение ширины части заготовки за счет уменьшения
ее толщины. Для ее выполнения применяют те же инст¬
рументы, что и для протяжки. Прошивка — получение
полостей в заготовке за счет вытеснения материала. При
прошивке используют прошивни. Раскатка — увеличение
диаметра кольцевой заготовки при вращении за счет
уменьшения ее толщины с помощью бойка, оправки или
роликов. Гибка — образование или изменение углов меж¬
ду частями заготовки или придание ей криволинейной
формы. Проглаживание — устранение неровностей по¬
верхности гладилками. Правка — устранение искаженной
формы заготовки ручником.Штамповка — способ обработки давлением с помощью
штампа. Штамповка бывает горячей и холодной.Горячей штамповкой изготовляют заготовки стальных
коленчатых валов, распределительных валов, шатунов и
другие детали тракторов, автомобилей и сельскохозяйст¬
венных машин. Оборудованием для горячей штамповки
служат механические молоты, прессы, горизонтальные168
ковочные машины, а инструментами являются штампы.
Штампы для горячей штамповки состоят из двух частей,
представляющих собой стальные бойки о vглyблeниями
(ручьями), очертания которых соответствуют конфигу¬
рации изготовляемой детали. Применение штампов дает
возможность получать заготовки или детали со сложны¬
ми контурами. Горячую штамповку используют в серий¬
ном и массовом производстве.Холодная штамповка выполняется без нагрева ме¬
талла. Этот вид обработки применяют для изготовления
деталей в основном из проката разных профилей. Холод¬
ной штамповкой изготовляют детали с высокой точно¬
стью размеров и высокой чистотой поверхностей. Этим
методом из стального листового проката делают кузова,
крылья, капоты, обшивку и другие детали автомобилей,
тракторов и сельскохозяйственных машин. Выполняют
холодную штамповку на прессах и горизонтальных ги¬
бочных машинах с использованием штампов. Операции
холодной штамповки бывают разделительные и формо¬
изменяющие. К разделительным относятся: отрезка,
обрезка, надрезка, вырубка, пробивка и др. К формоиз¬
меняющим операциям относятся: вытяжка, отбортовка,
раздача, обжим, рельефная формовка, рельефная чекан¬
ка, навивка, выдавливание, накатывание. Накатыванием
изготовляют резьбу на стержнях (болты, шпильки).Контрольные вопросы и задания. 1. Перечислите типы прокат¬
ных станов, объясните их назначение, расскажите об устройстве и
работе. 2. Приведите примеры сортамента проката; расскажите о его
применении в автотракторном, сельскохозяйственном и электромаши¬
ностроении. 3. Какое оборудование и инструменты применяют для
выполнения операций ковки, горячей и холодной штамповки? 4. Ука¬
жите детали тракторов, автомобилей, сельскохозяйственных и элект¬
рических машин, изготовленные методами горячей или холодной
штамповки.
Раздел 7. СВАРОЧНОЕ ПРОИЗВОДСТВОГлава 1. КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА
СПОСОБОВ СВАРКИ§ 1. ФИЗИЧЕСКАЯ СУЩНОСТЬ, КЛАССЫИ ВИДЫ СВАРКИСваркой называют процесс получения не¬
разъемных соединений посредством установления меж¬
атомных связей между свариваемыми частями при их
местном (общем) нагреве или пластическом деформиро¬
вании, а также при совместном действии того и другого
(ГОСТ 2601—84).Физическая сущность процесса сварки заключается
в сближении соединяемых поверхностей на расстояние,
в пределах которого начинают действовать силы меж¬
атомного сцепления. Для необходимого сближения со¬
единяемых поверхностей производят тепловое или меха¬
ническое воздействие на металл в зоне соединения.Сварка — экономически выгодный, высокопроизводи¬
тельный технологический процесс, широко применяемый
в сельскохозяйственном машиностроении, энергомашино¬
строении и других отраслях машиностроения, а также
в ремонтном производстве.В зависимости от вида энергии, используемой для
образования сварного соединения, сварку делят на сле¬
дующие классы: термический, термомеханический и ме¬
ханический. В зависимости от вида источника энергии,
применяемого для образования сварного соединения,
каждый класс делят на виды. К термическому классу
относятся следующие виды сварки: дуговая, электрошла-
ковая, электронно-лучевая, плазменно-лучевая, газовая,
термитная. К термомеханическому классу относятся:
контактная, газопрессовая, печная и др. К механическому
классу откосятся: холодная, взрывная, ультразвуковая,
трением и магнитоимпульсная.По способу защиты металла в зоне соединения свар¬
ку делят на следующие виды: в воздухе, в вакууме, в за¬
щитном газе, под флюсом, по флюсу, в пене и с комби¬170
нированной защитой; по непрерывности процесса — на
непрерывную и прерывистую; по степени механизации —
на ручную, механизированную и автоматическую.§ 2. СВАРИВАЕМОСТЬ МЕТАЛЛОВ
И МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
ПРИ СВАРКЕСвариваемость металлов и сплавов характе¬
ризуется их способностью образовывать при сварке ка¬
чественное соединение без трещин, пор и других дефек¬
тов. Не все металлы хорошо свариваются дуговой, газо¬
вой и другими обычными методами сварки в воздушной
среде. Для соединения плохо свариваемых металлов
применяют более сложную технологию подготовки к
сварке (например, предварительный подогрев сваривае¬
мых заготовок), специальные виды сварки (например,
сварка в вакууме). После сварки некоторых металлов и
сплавов проводят термическую обработку сварного шва
и околошовной зоны или обработку давлением. Хорошо
свариваются методом плавления металлы с одинаковой
атомной решеткой, образующие друг с другом твердые
растворы.Некоторые металлы с разными атомными решетками
(например, медь и свинец) совершенно не свариваются.Свариваемость сталей зависит от содержания в них
углерода и легирующих элементов. Чем меньше углеро¬
да, тем лучше свариваемость. Стали, содержащие угле¬
рода более 0,7%, характеризуются плохой свариваемо¬
стью. Легированные стали (кроме никелевых) сварива¬
ются хуже, чем углеродистые. Чугуны отличаются пло¬
хой свариваемостью обычными методами дуговой и га¬
зовой сварки.Металлургические процессы при сварке отличаются
следующими особенностями: малым объемом расплав¬
ленного металла сварного шва, высокой температурой
зоны сварки, непродолжительным нахождением металла
в расплавленном состоянии, активным взаимодействием
расплавленного металла с окружающей средой, быстрым
отводом теплоты от расплавленного металла сварочной
ванны в прилегающей к ней зоны твердого основного
металла.Высокая температура при сварке ускоряет процессы171
плавления электродного и основного металла, а также
электродного покрытия и флюса. При этом происходят
выделение газов и испарение, разбрызгивание и окисле¬
ние веществ, участвующих в химических реакциях в зоне
сварки. Металл теряет некоторые полезные примеси, на¬
сыщается газами и окислами.В процессе сварки происходит окисление металла за
счет кислорода атмосферы, двуокиси углерода, паров
воды, высших окислов. Окислы и газы, остающиеся в
сварном шве, резко ухудшают его механические свой¬
ства. При сварке окислы частично переходят в шлак,
взаимодействуя с раскислителями, которые вводятся в
сварочную ванну через обмазку электродов, флюс и
присадочный металл. Через них же осуществляется ле¬
гирование металла шва никелем, хромом, вольфрамом
и другими элементами для улучшения его механических
свойств. При этом следует учитывать активность окис¬
ления легирующего элемента в зоне сварочной ванны.
С увеличением активности окисления легирующего эле¬
мента уменьшается его усвоение сварочной ванной. Для
оценки поведения того или иного элемента в сварочной
ванне необходимо знать степень активности окисления
его кислородом. Активность некоторых широко извест¬
ных элементов по отношению к кислороду повышается в
следующем порядке (до температуры 1600 °С): Си, Ni,
Со, Fe, W, Mo, Сг, Мп, V, Si, Ti, Zn, Al. Элементы, стоя¬
щие в таблице Менделеева левее от железа, при сварке
сталей будут практически полностью усваиваться сва¬
рочной ванной. Вольфрам и молибден, стоящие справа
от железа, усваиваются достаточно полно.Большую трудность представляет легирование шва
титаном и алюминием.На качество сварных соединений большое влияние
оказывает содержание серы и фосфора. Сера, соединяясь
с железом, образует сульфид железа FeS, который яв¬
ляется вредной примесью в металле шва. Сульфид же¬
леза в период кристаллизации сварочной ванны обра¬
зует эвтектику FeS—Fe, имеющую меньшую, чем сталь,
температуру плавления (940 °С) и малую растворимость
в жидкой стали. Это является причиной образования
горячих трещин, поскольку эвтектика при кристаллиза¬
ции располагается между зернами стали. Вредное влия¬
ние оказывает и фосфор, снижающий ударную вязкость
металла шва.172
§ 3. СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИВ процессе сварки возникают внутренние
«напряжения в металле и изменения формы и размеров
’Сварного изделия, называемые деформациями. К неиз¬
бежным причинам, способствующим возникновению на¬
пряжений и деформаций, относятся: неравномерный на¬
грев; тепловая усадка шва; структурные изменения ме¬
талла шва и околошовной зоны и т. д. К сопутствующим
причинам, способствующим возникновению напряжений
ги деформаций, относятся: неправильный расчет конст¬
рукции сварных узлов (близкое расположение швов, их
частое пересечение, неправильно выбранный тип соеди¬
нения и др.); применение устаревшей техники и техно¬
логии сварки (неверно выбраны способы наложения
слоев и диаметр электрода, не соблюдаются режимы
сварки и др.); низкая квалификация сварщика; наруше¬
ние геометрических размеров сварных швов и т. д.В результате продольных и поперечных деформаций
происходит сокращение элементов конструкций по дли¬
не и ширине. Эти деформации образуются при симмет¬
ричной укладке сварных швов. Деформации изгиба
появляются при несимметричном расположении сварных
швов в конструкциях и сопровождаются продольным и
поперечным сокращением элементов (продольной и попе¬
речной усадкой швов). Этот вид деформации в практике
встречается довольно часто.Сварочные напряжения могут вызывать появление
трещин, особенно при сварке малопластичных и склон¬
ных к закалке металлов (например, средне- и высокоуг¬
леродистые стали и чугуны). Большое значение для
уменьшения сварочных деформаций имеют правильный
порядок наложения сварных швов, а также применение
термической обработки после сварки (отжиг, нормали¬
зация) .§ 4. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВСварное соединение — неразъемное соеди¬
нение, выполненное сваркой. При ручной дуговой и га¬
зовой сварке, которые широко применяют в сельском
хозяйстве, в зависимости от взаимного расположения
свариваемых деталей применяют следующие виды свар¬
ных соединений: стыковые, тавровые, угловые, внахлест-173
ш кА_ U=0ЖРис. 50. Классификация сварных соединений:а — стыковые; б — тавровые; в — угловые; г — нахлесточные; д —
прорезные; е — торцовые; ж — с накладками; з — пробочныенижние__ t _иПрерывистыеУныиНормальныйПотолочныйФланговый _ВыпунмыйЛобовойВогнутыйКосойЕ2SS3,Рис. 51. Классификация сварных швов:а — по положению в пространстве; б — по отношению к действующему
усилию; в — по протяженности; г — по объему наплавленного металла
ку, прорезные, торцовые, с накладками и пробочные
(рис. 50). Стыковые соединения по сравнению с други¬
ми обеспечивают наименьшие напряжения и деформации
при сварке, а также расход основного и наплавленного
металла.Сварной шов — участок сварного соединения, обра¬
зовавшийся в результате кристаллизации металла сва¬
рочной ванны. По расположению в пространстве сварные
швы бывают: нижние, горизонтальные, вертикальные и
потолочные (рис. 51,а). Нижним называют шов, распо¬
ложенный на горизонтальной плоскости заготовок или на
плоскости, наклонной к горизонту под углом до 45°. Вер¬
тикальными называют швы, расположенные на верти¬
кальной плоскости вертикально или под углом более 45°
к горизонту. Горизонтальными называют швы, располо¬
женные на вертикальной плоскости горизонтально или
под углом менее 45° к горизонту. Потолочными называют
швы, расположенные на «потолке» заготовок. Сварку
рекомендуется по возможности выполнять в нижнем по¬
ложении. Наиболее трудным является потолочный шов.В зависимости от расположения шва по отношению к
действующим нагрузкам различают фланговые, лобовые,
комбинированные и косые швы (рис. 51,6). По форме
поперечного сечения сварные швы делят на нормальные,
выпуклые (усиленные) и вогнутые (ослабленные)
(рис. 51,г). У нормального шва действительная его вы¬
сота равна расчетной, у выпуклого — больше, а у вогну¬
того— меньше. Сварные швы изображают на чертежах
условно в соответствии с ГОСТ 2.312—72.Контрольные вопросы и задания. 1. Какие классы и виды сварки
вы знаете? 2. Какова физическая сущность сварки? 3. Какие металлы
хорошо свариваются, а какие плохо? 4. Какие причины способствуют
возникновению напряжений и деформаций при сварке? 5. Перечисли¬
те виды сварных соединений и швов, дайт§ их характеристику.Г л а в а 2. ГАЗОВАЯ СВАРКА И РЕЗКАГазовую сварку начали применять с конца
прошлого столетия, когда были разработаны промыш¬
ленные способы производства ацетилена и кислорода.
Сравнительная простота оборудования и инструментов,
большая универсальность позволили использовать газо¬
вую сварку для соединения небольших деталей из раз¬
личных металлов и для всевозможных ремонтных работ175
в различных отраслях народного хозяйства, особенно
в сельском хозяйстве.Газовой сваркой соединяют стали малой толщины,
чугуны, цветные металлы и сплавы. Широкое примене¬
ние получила газовая резка металлов для получения за¬
готовок из листового проката большой толщины и дру¬
гих работ.§ 1. ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫСогласно ГОСТ 2601—84 газовой сваркой
называют сварку плавлением, при которой кромки соеди¬
няемых частей нагревают пламенем газов, сжигаемых
на выходе горелки. Для газовой сварки и резки метал¬
лов необходимо иметь горючий газ, кислород, присадоч¬
ный металл и флюсы. В качестве горючих газов исполь¬
зуется ацетилен, водород, метан, пропан-бутан, природ¬
ный, нефтяной, коксовый, сланцевый и другие газы, а
также пары бензина и керосина.Ацетилен получил наибольшее применение, так как
он по сравнению с другими горючими газами дает самую
высокую температуру при сгорании (3150 СС) и обеспечи¬
вает концентрированный нагрев. Технический ацетилен
при нормальных давлении и температуре представляет
собой бесцветный газ с резким чесночным запахом. Дли¬
тельное вдыхание ацетилена вызывает тошноту, голово¬
кружение и даже отравление. Ацетилен легче воздуха,
смесь ацетилена с воздухом (от 2,3 до 80,7% ацетилена
по объему) и с кислородом (от 2,3 до 93 %) взрывоопас¬
на. Поэтому при работе с ацетиленом необходимо строга
выполнять правила техники безопасности.Ацетилен СгН2 получают из карбида кальция и реже
из природного газа. Карбид кальция СаС2 является хи¬
мическим соединением кальция с углеродом и представ
ляет собой твердое вещество темно-серого или коричне¬
вого цвета. Получают карбид кальция в электрических
дуговых печах сплавлением кокса с негашеной известью.
По ГОСТ 1460—81 установлены следующие размеры кус¬
ков карбида кальция: 2X8,8X15, 15x25, 25x80 мм. Упа¬
ковывают карбид кальция в барабан из кровельной
стали вместимостью 100 и 130 кг. Вскрывать барабаны
с карбидом кальция следует специальным латунным но¬
жом или латунным зубилом и молотком, исключающими
возможность образования искр.176
Кислород при нормальных условиях (температура
20 °С, давление 0,1 МПа) представляет собой газ, кото¬
рый несколько тяжелее воздуха, без запаха, негорючий;
но активно поддерживающий горение. В промышленно¬
сти технический кислород получают из атмосферного
воздуха.По ГОСТ 5583—78 технический кислород выпускают
трех сортов: 1-й — чистота не менее 99,7%; 2-й — не ме¬
нее 99,5%; 3-й — не менее 99,2%. Чистота кислорода
имеет большое значение, особенно при кислородной рез¬
ке. Чем меньше содержится в кислороде газовых при¬
месей, тем выше скорость резания, чище кромки и мень¬
ше расход кислорода.Присадочный металл предназначен для введения &
сварочную ванну в дополнение к расплавленному основ¬
ному металлу. Присадочный металл может быть в виде
проволоки, прутков или полосок, нарезаемых из металла
того же или близкого химического состава, что и свари-
ваемый металл. Присадочный металл перед сваркой не¬
обходимо тщательно очистить от масла, краски и ржав¬
чины. В качестве присадочного металла при газовой
сварке применяют стальную сварочную проволоку
(ГОСТ 2246—70), чугунные прутки для газовой сварки
чугуна (ГОСТ 2671—80), проволоку и прутки из цвет¬
ных металлов и сплавов.Сварочные флюсы — неметаллические материалы,,
расплавы которых необходимы для улучшения качества
сварки. В процессе сварки флюсы, вводимые в свароч¬
ную ванну, расплавляются и образуют с окислами сва¬
риваемых металлов легкоплавкие шлаки, всплывающие
на поверхность сварочной ванны. Пленка флюса покры¬
вает расплавленный металл шва, предохраняя его от
дальнейшего воздействия атмосферного воздуха. В ка~
честве флюсов используют буру, борную кислоту и др.
Состав флюса выбирают в зависимости от вида свари¬
ваемого металла. При сварке углеродистых сталей флю¬
сы не применяют, так как сварочное пламя хорошо за-
щищает расплавленный металл от окисления. При сварке
высоколегированных сталей, чугуна, цветных металлов
и сплавов флюс используют для удаления тугоплавких
окислов свариваемых металлов. Флюсы применяют так¬
же для легирования сварного шва, а при кислородной
резке нержавеющих сталей и цветных металлов — для
облегчения процесса резки.12 Заказ № 897177
§ 2. ОБОРУДОВАНИЕ И ПРИНАДЛЕЖНОСТИСпециально оборудованное место для свар¬
ки называется сварочным постом. Сварочный пост для
газовой сварки и резки металлов (рис. 52) состоит из
следующего оборудования и принадлежностей: стола
сварщика, ацетиленового генератора (или баллона с
ацетиленом), баллона с кислородом, кислородного редук¬
тора, ацетиленового редуктора (при использовании аце¬
тиленового баллона), сварочной горелки и резака, рези¬
новых рукавов для кислорода и ацетилена, инструментов
для зачистки свариваемых заготовок перед сваркой и
отделки шва после нее (стальная щетка, зубило, моло¬
ток и др.)«Ацетиленовый генератор. Ацетиленовый генератор —
аппарат, который служит для получения ацетилена
разложением карбида кальция водой. Согласно
ГОСТ 5190—78 ацетиленовые генераторы классифици¬
руют по следующим признакам — по производительно¬
сти— 1,25...640 м3/ч; по давлению вырабатываемого аце¬
тилена: низкого — до 0,02 МПа; среднего — 0,02...
0,15 МПа; по способу взаимодействия карбида кальция
с водой: генераторы системы КВ («карбид в воду»); ге¬
нераторы системы ВК («вода на карбид»); генераторы
системы ВВ («вытеснение воды»). Все ацетиленовые ге¬
нераторы независимо от системы состоят из следующих
основных частей: газообразователя, газосборника, пре¬
дохранительного затвора, устройства автоматической
регулировки количества вырабатываемого ацетилена в
•зависимости от его потребления.В ремонтных мастерских широкое распространение
получили ацетиленовые генераторы низкого давления
ГНВ-1,25, АНВ-1,25-73, среднего давления АСВ-1,25,
АСП-1,25-7 и др. На рисунке 53, а показана схема уст¬
ройства и работы передвижного генератора низкого дав¬
ления марки ГНВ-1,25, работающего по системам «вода
на карбид» и «вытеснение воды». Корпус генератора 1
разделен перегородкой 2 на две части. В .корпусе нахо¬
дится реторта 6, которая сообщается с нижней частью
корпуса посредством крана 4 и резинового рукава 5.
К корпусу генератора крепится водяной затвор 9, кото¬
рый соединен через кран 11, резиновый рукав 12 и труб¬
ку 13 с газовым пространством генератора. Перед пус¬
ком в верхнюю часть корпуса генератора заливают 85 л178
Рис. 52. Пост газовой сварки с питанием от баллонов:1 — стол; 2 — свариваемые детали; 3 — присадочный металл; 4 — го¬
релка; 5 — рукав; 6 — ацетиленовый редуктор; 7 — кислородный ре¬
дуктор; 8 — пористая массаРис. 53. Схема устройства и принцип работы: ацетиленового
генератора типа ГНВ-1,25 (а); водяного затвора низкого дав¬
ления (б)12*
воды при закрытом кране 4 и открытом кране 11. За¬
полняют водой и водяной затвор через воронку 10 до
уровня контрольного крана 8. Проволочную корзину 7
загружают карбидом кальция грануляции 25x80 мм и
вставляют в реторту 6.При открывании крана 4 вода по резиновому рука¬
ву 5 идет в реторту. Образующийся ацетилен из ретор¬
ты 6 по трубке 3 поступает в нижнюю часть. Когда уро¬
вень воды станет ниже уровня (Ирана 4, подача воды
прекращается. Если сварки не производится (нет отбо¬
ра ацетилена), то давление ацетилена в нижней части
генератора и реторте будет повышаться и вода из ретор¬
ты будет вытесняться в .конусообразный сосуд 14, назы¬
ваемый вытеснителем. Из генератора по трубке 13 и ре¬
зиновому рукаву 12 ацетилен поступает в водяной за¬
твор 9, который служит для предотвращения проникно¬
вения пламени кислородно-ацетиленовой смеси в гене¬
ратор при обратном ударе. Обратный удар возникает,
когда скорость истечения газовой смеси становится
меньше, чем скорость ее горения. Это происходит при
засорении и перегреве сопла горелки. Если при обрат¬
ном ударе пламя, которое распространяется по ацети¬
леновому рукаву, проникает в генератор, то произойдет
взрыв.Принцип работы водяного затвора низкого давления
показан на рисунке 53,6. По газоподводящей трубе 1
ацетилен поступает в наполненный водой до уровня кон¬
трольного крана 3 затвор. Пройдя через слой воды, аце¬
тилен через кран 2 выходит в ацетиленовый рукав, кото¬
рый соединен с горелкой или резаком. При обратном
ударе пламя попадает в камеру водяного затвора через
кран 2, давление в камере повышается и вода вытесня¬
ется в газоподводящую трубку 1 и предохранительную
трубку 4, которая в генераторе охватывает с зазором
трубку 1. Вследствие образования водяной пробки в га¬
зоподводящей трубке 1 поступление ацетилена из гене¬
ратора прекращается. Из-за понижения уровня воды в
водяном затворе нижний торец предохранительной труб¬
ки обнажается, продукты сгорания выходят по ней в
атмосферу и давление уменьшается. Щиток 5, находя¬
щийся на воронке, частично отражает воду, отбрасывае¬
мую от затвора в момент обратного удара, и возвращает
ее в водяной затвор. После обратного удара в затвор
доливают воду.180
Рис. 54. Кислородный (а) иПромышленность выпу¬
скает генераторы ГНВ-1,25
также с водяным затвором,
который помещается внутри
генератора в трубке, соеди¬
няющей верхнюю его часть с
нижней. Такой генератор мо¬
жет работать при отрица¬
тельных температурах, так
как его водяной затвор и во¬
доподающая система распо¬
ложены внутри корпуса, в
•котором вода нагревается за
счет реакций разложения
карбида кальция.Баллоны. Баллоны для
хранения и транспортировки
сжатых, сжиженных и рас¬
творенных газов представ- _ЛЯЮТ собой стальные ЦИЛИН- ацетиленовый (б) баллоны:
Дрические сосуды. В горло- 1 — днище; 2 — башмак; 3 — ци-mIIITn линдрический сосуд; 4 — горлови-вине СОСуДОВ Предусмотрено на; 5 — вентиль; 6 — колпак; 7 —конусное отверстие с резь- пористая масса
бой, в которое ввертываетсязапорный вентиль. Кислородный баллон вместимостью
40 дм3 (рис. 54, а) рассчитан на рабочее давление
15 МПа. Баллон окрашивают в голубой цвет и снабжают
черной надписью «Кислород». При обращении с кисло¬
родными баллонами необходимо строго выполнять пра¬
вила техники безопасности. Причинами взрыва кисло¬
родных баллонов могут быть удары о металлические
предметы, попадание на вентиль масла или жира, нагрев
баллона, появление искры при слишком большом отборе
кислорода вследствие электризации его горловины.Ацетиленовые баллоны (рис. 54,6) имеют те же раз¬
меры, что и кислородные, но их окрашивают в белый цвет
и снабжают красной надписью «Ацетилен». Ацетилено¬
вый баллон заполняют специальной пористой массой из
активированного древесного угля или смеси угля, пем¬
зы и инфузорной земли. Эту массу в баллоне пропиты¬
вают ацетоном, в котором хорошо растворяется ацети¬
лен. Находящийся в порах массы растворенный в аце¬
тоне ацетилен не взрывоопасен, и его можно хранить
в баллоне под давлением 2,5...3 МПа.181
Редукторы. Редукто¬
ры — приборы, служащие
для понижения давлени-я
газа, отбираемого из бал¬
лона, до рабочего давле¬
ния и для автоматическо¬
го поддержания этого дав¬
ления постоянным. Кисло¬
родные редукторы присо¬
единяют к штуцеру вен¬
тиля баллона накидными
гайками, а ацетиленовые
редукторы крепят хому¬
том с упорным винтом.
Кислородные редукторы
регулируют давление от
0,1 до 1,5 МПа, а ацети¬
леновые — от 0,2 до
1,5 МПа.На рисунке 55 показа¬
на схема одноступенчато¬
го кислородного редуктора. Сжатый кислород из редук¬
тора поступает в камеру высокого давления А, где мано¬
метр 1 показывает его давление. Проходя через клапан 12\
кислород попадает в камеру низкого давления Б. Отсюда
кислород поступает в кислородный рукав, -который со¬
единен с горелкой или резаком. Мембрана 6, регулиро¬
вочный винт 4У пружины 5 и 13 служат для регулирова¬
ния давления газа в камере низкого давления. При ввер¬
тывании винта 4 пружины 5 и 13 сжимаются и давление
в камере Б повышается, а при вывертывании пони¬
жается.Рукава. Рукава, применяемые при газовой сварке к
резке металлов, служат для подвода газов к горелке или
резаку. Согласно ГОСТ 9356—75 рукава изготовляют
из вулканизированной резины, имеющей тканевые про-
кладки. В зависимости от назначения рукава подразде¬
ляют на следующие классы: 1-й — для подачи ацетилена,
городского газа (природный газ с добавками других га¬
зов), пропана и бутана под давлением до 0,63 МПа;2-й — для подачи жидкого топлива (бензина, керосина»
уайт-спирита или их смеси) под давлением до 2 МПа.
Внутренний диаметр рукавов равен 6,3; 8; 9; 10; 12; 12,5
и 16 мм. Промышленность поставляет рукава длиной 10Рис. 55. Схема кислородного
редуктора:1 — манометр; 2 — нажимной диск;
3 — толкатель; 4 — регулировочный
винт; 5 — нажимная пружина; 6 —
мембрана; 7 — манометр; 8 — нип¬
пель; 9 — предохранительный кла¬
пан; 10 — седло клапана; 11 и 14 —
фильтры; 12 — клапан; 13 — пру¬
жина; 15 — накидная гайка182
и 14 м. Наружный слой рукавов 1-го класса окрашивают
в красный, 2-го — в желтый, 3-го — в синий цвет. Длина
составных рукавов не должна превышать 20 м. При ис¬
пользовании рукавов большой длины значительно сни¬
жается давление газа. Для соединения кислородных ру¬
кавов применяют латунные, а ацетиленовых — стальные
ниппели, которые снаружи закрепляются хомутами.Сварочная горелка. Сварочная горелка — устройство
для смешивания горючего газа или паров горючей жид¬
кости с кислородом и получения сварочного пламени. Она
служит основным инструментом газосварщика при свар¬
ке и наплавке. Согласно ГОСТ 1077—79 сварочные го¬
релки подразделяют следующим образом: по способу
подачи горючего газа и кислорода в смесительную ка¬
меру (инжекторные и безынжекторные); по роду приме¬
няемого горючего газа (ацетиленовые, для газов-заме¬
нителей, для жидких горючих и водородные); по назна¬
чению (универсальные и специализированные). Свароч¬
ная горелка состоит из двух основных узлов: корпуса и
наконечника. В инжекторных горелках (рис. 56) подача
горючего газа в смесительную камеру 3 осуществляется
за счет его подсоса струей кислорода, вытекающего с
большой скоростью из отверстия сопла инжектора 5.
Давление кислорода при работе инжекторных горелок
составляет 0,15...0,5 МПа, а ацетилена — 0,001...0,12 МПа.
В безынжекторных горелках горючий газ и кислород по¬
даются примерно под одинаковым давлением 0,05...
0,1 МПа.В ремонтных мастерских сельского хозяйства широ¬
ко применяют универсальную инжекторную горелку мо¬
дели ГЗ-ОЗ, которая предназначена для ацетилено-кис-
лородной сварки, пайки, наплавки и других видов работ.
Этой горелкой можно сваривать металлы толщиной от
0,5 до 30 мм. Она укомплектована семью сменными на¬
конечниками от № 1, который применяют для сварки
сталей толщиной 0,5...1,5 мм, до № 7, которым свари¬
вают стали толщиной 17...30 мм. Горелка ГЗ-ОЗ замени¬
ла выпускавшиеся ранее горелки «Звезда», ГС-3.Ручные резаки. Ручные резаки для газовой резки ме¬
таллов классифицируют по следующим признакам: по
роду горючего газа (для ацетилена, газов-заменителей,
жидких горючих); по принципу смешивания газа и кис¬
лорода (инжекторные и безынжекторные); по назначе¬
нию (универсальные и специальные). В ремонтных мас¬183
Рис. 56. Схема инжекторной горелки:/ — мундштук; 2 — наконечник; 3 — камера смешивания; 4 — вентиль подачи’
кислорода; 5 — сопло инжектора; 6 — накидная гайка; 7 — вентиль поДачкь
ацетилена; 8 — ниппель для подвода кислорода: 9 — ниппель для подвода;
ацетиленаРис. 57. Схема газового резака УР:/ — головка резака; 2 — канал для режущего кислорода; 3, 4, 5 — вентилитерских сельского хозяйства применяют универсальные
инжекторные резаки «Маяк 1-02», Р2А-01 и др.'Универ¬
сальный резак, подобно инжекторной горелке, состоит из
двух частей: корпуса и наконечника. Резак имеет инжек¬
торное устройство, обеспечивающее нормальную работу
при любом давлении газа. В реваке есть дополнительный
канал 2 (рис. 57) для подачи режущего кислорода. Го¬
ловка резака 1 состоит из внутреннего мундштука, по>
которому выходит режущий кислород, и наружного мунд¬
штука. По кольцевому зазору между внутренним и на¬
ружным мундштуками 'подается ацетилено-кислородная
смесь, которая при сгорании нагревает металл в месте
реаки.Универсальный инжекторный резак укомплектовав
двумя наружными и пятью внутренними мундштуками.
Этим резаком можно резать низкоуглеродистые стали
толщиной от 3 до 300 мм. Номера сменных мундштуков
выбирают в зависимости от толщины разрезаемого ме¬184
талла. Например, для резки стали толщиной 3...5 мм ис¬
пользуют наружный и внутренний мундштуки № 1, тол¬
щиной 200...300 мм —наружный мундштук № 2, а внут¬
ренний— № 5. Давление кислорода при газовой резке
устанавливают в пределах 0,2... 1,4 МПа, в зависимости от
толщины разрезаемого металла, а ацетилена — не ниже
0,001 МПа.§ 3. ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ И РЕЗКИСварочное пламя. При газовой сварке наи¬
большее применение получило ацетилено-кислородное
пламя, имеющее температуру до 3150 °С. В зависимости
от соотношения между количеством кислорода и ацети¬
лена, подаваемых в горелку, получают следующие виды
сварочного пламени: нормальное, окислительное и на¬
углероживающее.Нормальное пламя получается при соотношении аце¬
тилена и кислорода в смеси от 1 1 до 1 1,3 по объему.
Нормальное ацетилено-кислородное сварочное пламя
состоит из следующих частей: ядра, восстановительной
зоны и факела (рис. 58). Ядро имеет резко очерченную
форму, закругляющуюся в конце светящейся оболочкой,
которая состоит из раскаленных частиц углерода, сго¬
рающих в наружном ее слое. Восстановительная зона
располагается за ядром и имеет более темный цвет. Эта
зона состоит из продуктов неполного сгорания ацети¬
лена. Восстановительной
она называется потому,
что окись углерода и водо¬
род, имеющиеся в этой зо¬
не, раскисляют расплав¬
ленный металл, отнимая ^000
кислород из его окислов.Этой зоной пламени необ¬
ходимо проводить сварку.Данная зона имеет самую
высркую температуру (до
3150 °С) на расстоянии3...6 мм от конца ядра.Факел (зона полного сгора¬
ния) располагается за вое- D ко п' г о о Рис. 58. Сварочное пламя:становительнои зоной и со- v1 — ядро пламени: 2 — восста-
СТОИТ ИЗ уГЛеКИСЛОГО газа, новительная зона; 3 — факел2СгН2+2024-C0+2Hz 02(Воздух)~Лсо,+2н,т185
паров воды и газов, которые образуются при сгорании
окиси углерода и водорода восстановительной зоны за
счет кислорода воздуха. Ее температура 1200...1250 °С.
Нормальное пламя чаще всего применяют при сварке.Окислительное пламя получают при подаче в го¬
релку на 1 объем ацетилена более 1,3 объема кисло¬
рода, то есть больше кислорода, чем его требуется для
полного сгорания ацетилена. В этом случае пламя ста¬
новится укороченным с заостренным ядром и приобре¬
тает синевато-фиолетовую окраску. Окислительное пла¬
мя применяют при сварке латуни и пайке твердыми
припоями.Науглероживающее пламя получают, когда в горел¬
ку на 1 объем ацетилена подается 0,95 и менее объема
кислорода, то есть сварка производится с избытком
ацетилена. На ядре такого пламени появляется зеленый
венчик. При большом избытке ацетилена пламя начи¬
нает коптить. Науглероживающее пламя с небольшим
избытком ацетилена применяют при сварке чугуна и
наплавке твердыми сплавами.Газовую сварку металлов применяют при ремонте
и изготовлении деталей из тонколистовой стали толщи¬
ной 1...3 мм, алюминия и его сплавов, меди, латуни,
свинца, сварке чугуна, наплавке твердых сплавов на
стальные и чугунные детали, пайке твердыми припоями.
Газовой сваркой могут свариваться почти все металлы
и сплавы, применяемые в технике. Чтобы получить доб¬
рокачественное сварное соединение, необходимо пра¬
вильно подобрать номер наконечника, отрегулировать
поступление ацетилена и кислорода в нужном соотно¬
шении, выбрать способ перемещения горелки и приса¬
дочного материала по шву. Номер наконечника выби¬
рают по толщине свариваемого металла. На наконечни¬
ках горелок обычно указывают толщину свариваемого
металла, для которой предназначен данный наконечник.Газовой сваркой выполняют нижние, горизонтальные,
вертикальные и «потолочные» швы. Наиболее часто
газовой сваркой выполняют стыковые соединения. Не
рекомендуется сваривать газовой сваркой соединения
внахлестку и тавровые, так как они требуют интенсив¬
ного нагрева металла, что сопровождается повышенным
короблением изделия. Перед сваркой кромки соединяе¬
мых металлов тщательно очищают от ржавчины, крас¬
ки, масла, окалины и других загрязнений.186
r^W#u!'Рис. 59. Способы сварки:а — левый способ; б — правый способЗажигают сварочную горелку в такой последова¬
тельности: открывают вентиль подачи кислорода, от¬
крывают вентиль подачи ацетилена, зажигают смесь и
регулируют пламя. Тушат пламя горелки, закрывая вна¬
чале вентиль подачи ацетилена, а затем вентиль подачи
кислорода во избежание образования взрывоопасной
смеси ацетилена с воздухом.При сварке пламя горелки направляют на металл
так, чтобы его кромки находились в восстановительной
зоне, но не касались ядра пламени. Конец присадочного
металла также должен находиться в восстановительной
зоне или быть погруженным в ванну расплавленного
металла. Скорость нагрева металла можно регулиро¬
вать, изменяя угол наклона мундштука горелки к по¬
верхности металла. Чем больше этот угол, тем быстрее
нагревается металл.В зависимости от направления перемещения горелки
и присадочного металла различают два способа свар¬
ки: левый и правый. Наиболее распространен левый
способ, при котором горелку перемещают справа на¬
лево, а присадочный материал располагают впереди
пламени горелки (рис. 59,а). Левым способом рекомен¬
дуется сваривать металлы толщиной менее 5 мм. При
правом способе сварки горелку перемещают слева на¬
право (рис. 59,6), а присадочный материал перемещают
вслед за горелкой. Правым способом целесообразно
сваривать металлы толщиной свыше 5 мм, а также ме¬
таллы с высокой теплопроводностью. Диаметр п,риса-187
дочной проволоки выбирают в зависимости от толщины
свариваемого изделия по следующим формулам: для-
левого способа сварки d = S/2+1, для правого способа
d = S/2 + 2 (d — диаметр присадочного металла, мм;S — толщина свариваемого изделия, мм).Кислородная резка металлов основана на свойстве
нагретого металла интенсивно сгорать в струе кисло¬
рода. Металл в месте разреза нагревают газовым пла¬
менем до температуры его воспламенения в кислороде
и на нагретую поверхность направляют струю режущего*
кислорода. Воспламенившийся металл сгорает, а обра¬
зующиеся окислы сдуваются струей кислорода.Для осуществления процесса кислородной резки не-
обходимы следующие условия: температура горения ме¬
талла в кислороде должна быть ниже температуры его
плавления; образующиеся в процессе резки окислы ме¬
талла должны плавиться при температуре более низкой,
чем температура горения металла; теплопроводность
металла должна быть низкой; количество тепла, выде¬
ляющегося при сгорании металла, должно быть доста¬
точно большим, чтобы обеспечить непрерывность про¬
цесса резки; консистенция окислов металла должна
быть жидкой. Наиболее точно перечисленным выше ус¬
ловиям отвечают стали с низким содержанием углерода
и техническое железо.Чугун, медь, латунь, алюминий и его сплавы имеют
температуру воспламенения в кислороде выше темпера!-
туры плавления, поэтому кислородной резке обычным
способом они не поддаются, а режутся кислородно-флю¬
совой резкой. При кислородно-флюсовой резке чугуна
в качестве флюса используют железный порошок с до¬
бавлением феррофосфора.Техника безопасности при газовой сварке и резке.
При газовой сварке и резке металлов основным источ¬
ником опасности является возможность взрыва ацети-
лено-воздушной смеси при неправильном обращении
с ацетиленовыми генераторами, баллонами с ацетиле¬
ном, карбидом кальция и горелками, при обратном уда¬
ре пламени. При попадании масла на клапаны кисло¬
родных редукторов или резком открывании вентиля
баллона возможны случаи воспламенения клапанов.
Ацетиленовый генератор следует устанавливать в вен¬
тилируемом помещении, имеющем объем не менее 60 м3.
Расстояние от места выполнения сварочных работ,188
а также от открытого огня до ацетиленового генератора
должно быть не менее 10 м, а до баллона с кислородом,
или горячим газом — 5 м. Водяной затвор генератора*
должен быть всегда заполнен водой. После каждого’
обратного удара в водяной затвор необходимо доливать
воду. Запрещается переносить баллоны на плечах. Их:
следует перемещать на специальных тележках или на<
носилках. Транспортировать баллоны без колпаков за-
прещается. Следует избегать ударов и сотрясений бал¬
лонов.Запрещается переполнять карбидом кальция ретор¬
ты генераторов или использовать карбид кальция не той
грануляции, которая указана в техническом паспорте
генератора. После пуска воды в реторту с карбидом;
кальция следует продуть ее первыми порциями ацети¬
лена, выпуская их в атмосферу. Перед зажиганием го¬
релки или резака необходимо продуть ацетиленом рези¬
новый рукав между горелкой или резаком и затвором
генератора. Горелки и резаки следует предохранять от
загрязнений, повреждений, перегрева и следить за плот¬
ностью всех их соединений. При обратном ударе или
хлопке надо сначала закрыть ацетиленовый вентиль,,
а затем кислородный. По ГОСТ 12.4.080—79 для газо¬
вой сварки и кислородной резки сварщикам следует ис¬
пользовать защитные очки со светофильтрами из стекол
С-1, С-2, С-3, С-4, а вспомогательным рабочим — очки
со светофильтрами В-1, В-2, В-3. Светофильтры С-1 при¬
меняют при расходе ацетилена не более 70 л/ч, а С-4 —
при расходе ацетилена не менее 800 л/ч. Не реже од¬
ного раза в год техническая комиссия предприятия
должна производить осмотр оборудования поста газо¬
вой сварки и резки металлов. При обнаружении неис¬
правностей дальнейшая работа прекращается.Контрольные вопросы и задания. 1. Какие приспособления и ин¬
струменты применяют на посту газовой сварки и резки металлов?2. Расскажите о технологии выполнения левой и правой газовой
сварки и ее применении. 3. Какие правила техники безопасности при¬
меняют при выполнении газовой сварки и резки металлов?Глава 3. ДУГОВАЯ СВАРКА И РЕЗКАДуговой сваркой называют сварку плавле¬
нием, при которой нагрев осуществляется электрической
дугой. Электрическая дуга представляет собой длитель¬189s
ный устойчивый электрический разряд между двумя
электродами в ионизированной атмосфере газов и паров
металла. Явление электрической дуги открыл В. В. Пет¬
ров в 1802 г. Русский инженер Н. Н. Бенардос в 1882 г.
первым в мире применил электрическую дугу для свар¬
ки металлов угольным электродом на постоянном токе.
В 1888 г. русским инженером Н. Г. Славяновым был
разработан способ дуговой сварки металлическим элек¬
тродом, который в настоящее время является самым
распространенным в технике. Этим способом можно
сваривать постоянным и переменным током. В 1940 г.
советский ученый Е. О. Патон разработал автомати¬
ческую сварку металлов под слоем флюса. Наша стра¬
на является родиной многих других открытий в об¬
ласти сварочного производства. Преимущественное
применение имеет сварка переменным током. Это свя¬
зано с тем, что стоимость электросварочного оборудова¬
ния и расход электроэнергии для переменного тока зна¬
чительно ниже, чем для постоянного.§ 1. ОБОРУДОВАНИЕ И ПРИНАДЛЕЖНОСТИСварочный пост для ручной дуговой свар¬
ки переменным (рис. 60) или постоянным током состоит
из стола сварщика, источника питания сварочной дуги,
гибких сварочных проводов, электрододержателя, сва¬
рочного щитка или маски со светофильтром. Источник
питания должен обеспечивать легкое зажигание дуги и
ее устойчивое горение. Процесс зажигания дуги в боль¬
шинстве случаев включает три этапа: короткое замы¬
кание электрода на заготовку, отвод электрода на рас¬
стояние 3...6 мм и возникновение устойчивого дугового
разряда. Короткое замыкание выполняется для разо¬
грева торца электрода и заготовки в зоне контакта
с электродом. Свойства источника питания дуги опре¬
деляются ее внешней вольт-амперной характеристикой,
представляющей кривую зависимости между током в
цепи и напряжением на зажимах наконечников пита¬
ния. В зависимости от конструкции источников питания
и их электрической схемы внешняя характеристика мо¬
жет быть (рис. 61): крутопадающая i, пологопадаю¬
щая 2У жесткая 3 и возрастающая 4. При ручной дуго¬
вой сварке наибольшее применение получили источники
питания с крутопадающей внешней характеристикой*190
так как они обеспечивают устойчивое горение дуги при
различной ее длине, а сила тока почти не изменяется
при изменении длины дуги.Каждый источник питания сварочной дуги рассчиты¬
вают на номинальное напряжение и номинальный ток
при определенном повторно-кратковременном режиме
работы, когда нагрузка чередуется с паузами холостого
хода, при котором сварочная цепь разомкнута. Источ¬
ник питания дуги должен давать ток короткого замы¬
кания, превышающий рабочий ток не более чем в два
раза. В целях безопасности максимальное напряжение
источника питания сварочной дуги не должно превы¬
шать 80 В для переменного и 90 В для постоянного*
тока.Сварочные трансформаторы — источники питания
сварочной дуги переменного тока, понижающие напря¬
жение сети с 220, 380, 500 В до 60...80 В, необходимое
для возбуждения дуги.Сварочные трансформаторы имеют регулируемое ин¬
дуктивное сопротивление для получения крутопадающей
внешней характеристики, обеспечивающей устойчивое
горение сварочной дуги. Для ручной дуговой сварки
применяют трансформаторы с увеличенным магнитным
рассеянием и подвижной обмоткой марок: ТД-306У2;ТД-500-4У2; ТС-300;:Рис. 60. Пост ручной дуго¬
вой сварки:1 — предохранительный щиток;2 — электрод; 3 — свариваемое
изделие; 4 — сварочный транс¬
форматорРис. 61. Внешние характе¬
ристики источников питания
сварочной дуги19 Г
.мальным магнитным рассеянием и реактивной обмоткой
СТН-350, ТСД-500 и др. На рисунке 62 показан сва¬
рочный трансформатор ТСК-500, который наряду с дру¬
гими трансформаторами применяется в ремонтных мас¬
терских сельского хозяйства. Цифры в марке трансфор¬
матора показывают значение номинального сварочного
тока в амперах. В трансформаторах ТД, ТС и ТСК сва¬
рочный ток регулируется перемещением вверх и вниз
катушек 5 вторичной обмотки. Для перемещения кату¬
шек служит винт, снабженный рукояткой 4. При сбли¬
жении катушек 5 и 6 магнитное рассеивание и вызы¬
ваемое им индуктивное сопротивление обмоток умень¬
шаются, а сварочный ток увеличивается. При
раздвижении катушек большая часть магнитного поля
рассеивается, то есть проходит не полностью по сталь¬
ному сердечнику 3 магнитопровода, индуктивное сопро¬
тивление обмоток увеличивается, что приводит к умень¬
шению тока в сварочной цепи. На крышке корпуса
•около рукоятки 4 есть шкала, показывающая прибли¬
женное значение тока. Серийное оборудование для руч¬
ной дуговой сварки переменным током обеспечивает
-регулирование величины тока в пределах 60...580 А.1Рис. 62. Сварочный трансформатор ТСК-500:-а — общий вид; б — схема регулирования сварочного тока; в — электрическая
схема; 1 — корпус; 2 — клеммы; 3 — сердечник; 4 — рукоятка регулирования;
5 — катушка вторичной обмотки; 6 — катушка первичной обмотки; 7 — ком¬
пенсирующий конденсаторт192
Рис. 63. Сварочный преобразователь ПСО-300-2У2:1 — приводной электродвигатель; 2 — генератор постоянного токаНоминальное рабочее напряжение 26...40 В, напряже¬
ние холостого хода, т. е. когда дуга не горит, состав¬
ляет 60...80 В.Осцилляторы — аппараты, которые применяют для
питания сварочной дуги током высокой частоты
(150...450 кГц) и высокого напряжения (2...8 тыс. В).
Осцилляторы бывают параллельного и последователь¬
ного включения с трансформаторами. Ток высокой час¬
тоты и высокого напряжения позволяет возбуждать дугу
без касания электродом изделия и поддерживать ее без
всяких усилий. Создаваемое осциллятором высокое на¬
пряжение не опасно для человека ввиду малой электри¬
ческой мощности осциллятора, которая не превышает
150 Вт.Для дуговой сварки постоянным током применяют
следующие источники питания: сварочные преобразова¬
тели, генераторы, выпрямители.Сварочные преобразователи служат для преобразо¬
вания переменного тока в постоянный. Преобразователи
марок ПД-305У2, ПСО-300-2У2 (рис. 63) и др. исполь¬
зуют при ручной сварке. Преобразователь ПСО-300-2У2
(преобразователь сварочный однопостовый с номиналь¬
ным сварочным током 300 А, модификации — 2, клима¬
тическое исполнение — У2) состоит из сварочного гене-13 Заказ № 897 193
Рис. 64. Общий вид агрегата АДД-305У2:1 — сварочный генератор; 2 — дизельный двигатель; 3 — соединительная муф-*-
та; 4 — пульт управления; 5 — аккумуляторная батарея; 6 — топливный бакратора постоянного тока и приводного электродвига¬
теля, расположенных в общем корпусе. Якорь генератора
и ротор электродвигателя расположены на общем валу.
Преобразователи для дуговой сварки позволяют регу¬
лировать величину сварочного тока в пределах300...500 А, номинальное рабочее напряжение 32...40 В,,
а напряжение холостого хода 80...90 В.Сварочные агрегаты состоят из генератора постоян¬
ного тока и двигателя внутреннего сгорания, валы кото¬
рых соединены эластичной муфтой. Генератор и дви¬
гатель установлены на общей раме. Агрегаты пред*
назначены для питания сварочных постов при работе
в полевых условиях и устанавливаются обычно на спе¬
циальном прицепе. Применяют агрегаты с бензино¬
выми карбюраторными двигателями АСБ-300-7У1,
АСБ-300-МУ1 и агрегаты с дизельными двигателями
АДД-305У1 (рис. 64), АСД-300-М1У1 и др.Сварочные выпрямители — агрегаты, которые с по¬
мощью полупроводниковых элементов преобразуют
переменный ток в постоянный. Для ручной дуговой
сварки применяют выпрямители типаВСС-300, ВКС-500,
ВД-201УЗ и др. Выпрямитель ВСС-300 — выпрямитель
селеновый, сварочный, с номинальным сварочным током
300 А. У выпрямителя ВКС-500 выпрямительный блок194
состоит из кремниевых пластин. Сварочные выпрями¬
тели могут иметь крутоподающую и жесткую внешнюю
характеристику. По сравнению со сварочными преобра-
зователями и сварочными агрегатами они более эконо¬
мичны, удобнее в эксплуатации, имеют более высокий
КПД, бесшумны в работе.Электрододержатели предназначены для зажима
электрода и подвода к нему тока в процессе ручной
дуговой сварки. Электрододержатели выпускают сле¬
дующих типов: для тока 125 А и провода сечением
25 мм2; тока 315 А и провода 50 мм2; тока 500 А и про¬
вода 70 мм2.Сварочные щитки и шлемы применяют для защиты
глаз и кожи лица сварщика от лучей сварочной дуги
и брызг расплавленного металла. Их делают из фибры
или пластмассы. Для наблюдения за дугой в лицевой
части щитка или шлема есть прямоугольный вырез,
окаймленный рамкой, в которую вставлен светофильтр,
не пропускающий ультрафиолетовые и инфракрасные
лучи. Для защиты от брызг металла светофильтр дол¬
жен быть прикрыт снаружи защитным стеклом.Сварочные провода служат для подвода тока от ис¬
точника питания сварочной дуги к электрододержателю
и изделию. Для меньшей утомляемости сварщика и
обеспечения маневренности манипулирования электро¬
дом в процессе сварки к электрододержателю крепится
отрезок гибкого провода длиной 2...3 м. В зависимости
от назначения сварочного тока выбирают следующее
сечение проводов:Значение тока, А 200 300 450 600Сечение провода, мм2 25 50 70 95Для зачистки сварочных швов и удаления шлака
используют проволочные щетки, зубила и молотки.
Инструментами сварщика являются также линейки,
угольники, шаблоны и др.§ 2. ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИИ НАПЛАВКИЭлектроды для дуговой сварки можно раз¬
делить на две основные группы: плавящиеся и непла-
вящиеся.13*195
Неплавящиеся электродные стержни делают из воль¬
фрама, электротехнического угля или синтетического'
графита. Угольные и графитовые стержни изготовляют
диаметром от 4 до 18 мм, длиной 250 и 700 мм. Графи¬
товые электроды имеют лучшую электропроводность и
более стойки против окисления при высоких темпера¬
турах, чем угольные.Плавящиеся электроды бывают стальные, чугунные,
алюминиевые, медные и др. Их изготовляют из свароч¬
ных проволок. Преимущественное применение имеют
стальные электроды, стержни которых делают из элек¬
тродной проволоки диаметром от 1,6 до 12 мм и длиной
от 150 до 450 мм.Металлические электроды подразделяют на голые и
с покрытием. Голые электроды при ручной дуговой:
сварке не применяют. Покрытия электродов служат для
повышения устойчивости горения дуги, защиты наплав¬
ленного металла от вредного действия кислорода и азо¬
та, для легирования металла сварного шва.Покрытые металлические электроды для ручной ду¬
говой сварки и наплавки сталей подразделяют по на¬
значению (ГОСТ 9466—75): У (условное обозначение-
электродов)— для сварки углеродистых и низколегиро¬
ванных конструкционных сталей с временным сопротив¬
лением разрыву до 600 МПа; Л — для сварки легиро¬
ванных конструкционных сталей с временным сопро¬
тивлением разрыву свыше 600 МПа; Т — для сварки
легированных теплоустойчивых сталей; В — для сварки
легированных сталей с особыми свойствами; Н — для
наплавки поверхностных слоев с особыми свойствами.Электроды подразделяют на типы: Э-38, Э-42, Э-46,
Э-50 и применяют для сварки углеродистых и низко¬
легированных конструкционных сталей с временным со¬
противлением разрыву до 500 МПа (числа в обозначе¬
нии типа электрода указывают минимальное гаранти¬
руемое временное сопротивление разрыву металла шва
в кгс/мм2); Э-42А, Э-46А, Э-50А применяют для сварки
углеродистых и низколегированных сталей с временным,
сопротивлением разрыву до 500 МПа, когда к металлу
сварного шва предъявляют повышенные требования па
пластичности и ударной вязкости. Покрытые металли¬
ческие электроды для ручной дуговой сварки и наплавки
поверхностных слоев с особыми свойствамй изготовляют
следующих типов (ГОСТ 10051—75): Э-10Г2,196
Э-320Х25С2ГР и др. Буква Э означает: электроды дляГ
ручной дуговой сварки и наплавки. Две или три цифры,-
следующие за буквой, указывают среднее содержание'
углерода в наплавленном металле в сотых долях про¬
цента. Буквы и цифры, стоящие далее, обозначают тси
же, что и в марках легированных сталей.Согласно ГОСТ 9466—75 электроды подразделяют
по толщине покрытия в зависимости от отношения диа¬
метра покрытого электрода D к диаметру сварочной
проволоки d: М (условное обозначение электродов):
с тонким покрытием (Dfd 1,2); С — со средним покры¬
тием (l,2<Z)/rf^ 1,45); Д — с толстым покрытием
(l,45<Z)/d^ 1,8); Г — с особо толстым покрытием
(D/d> 1,8). Электроды с тонким покрытием применяют
для сварки неответственных швов. От вредного действия
кислорода и азота воздуха наплавленный металл они
не защищают. Часто в качестве тонких покрытий при¬
меняют меловую обмазку, состоящую из 80 массовых
частей молодого мела и 20 массовых частей жидкого
стекла, разведенных в воде. Толщина мелового покры¬
тия составляет 0,1...0,3 мм. Электроды со средним, тол¬
стым и особо толстым покрытиями изготовляют в элек¬
тродных цехах методом опрессования или окунания
с последующей сушкой и прокаливанием. В состав тол¬
стых покрытий входят стабилизирующие (соединения
кальция, натрия), связующие (жидкое стекло), шлако¬
образующие (марганцевая руда, каолин), раскисляю¬
щие (ферросилиций), газообразующие (древесная мука,
декстрин) и легирующие (феррохром) компоненты.Электроды подразделяют по видам покрытия:
А (условное обозначение покрытия)—с кислым покры¬
тием; Б — с основным покрытием; Ц — с целлюлозным
покрытием; Р — с рутиловым покрытием; двойное ус¬
ловное обозначение — с покрытием смешанного вида;
П — с прочими видами покрытия. Если в составе покры¬
тия содержится железный порошок в количестве более
20%, то к обозначению вида покрытия электродов до¬
бавляется буква Ж.Кислые покрытия состоят из окислов кремния, мар¬
ганца и железа, основные покрытия содержат мрамор
и плавиковый шпат, целлюлозные — целлюлозу, а рути-
ловые в качестве основного элемента содержат рутил.
К прочим покрытиям относятся органические покрытия,
которые содержат крахмал, пищевую муку и др.197'
Электроды с кислым покрытием применяют при
сварке швов в любом пространственном положении,
с ржавыми кромками и окалиной, переменным и посто¬
янным током. Электроды с основным покрытием исполь¬
зуют при сварке постоянным током обратной полярности
во всех пространственных положениях шва. Эти элек¬
троды чувствительны к ржавчине, влаге и другим за¬
грязнениям свариваемых кромок. Электроды с целлю¬
лозным покрытием применяют при сварке постоянным
током любой полярности. Электроды с рутиловым по¬
крытием обеспечивают хорошее формирование шва,
устойчивое горение электрической дуги при сварке по¬
стоянным и переменным током в любом положении.Электроды подразделяют по допустимым прост¬
ранственным положениям сварки или наплавки: 1 (ус¬
ловное обозначение)—для всех положений; 2 — для
всех положений, кроме вертикального сверху вниз; 3 —
для нижнего, горизонтального на вертикальной плоско¬
сти и вертикального сверху вниз; 4 — для нижнего и
нижнего «в лодочку». По роду и полярности применяе¬
мого при сварке и наплавке тока, а также по номиналь¬
ному напряжению холостого хода источника питания
сварочной дуги переменным током частотой 50 Гц элек¬
троды подразделяют в соответствии с таблицей 10.Пример условного обозначения электродов на эти-
кетках, пачках, коробках или ящиках:Э-46-УОНИИ-13/45-4,0-УД2
Е432 (6) -51010. Обозначение электродов в зависимости от рода
и полярности токаРекомендуемая
полярность посто¬
янного токаНапряжение холос¬
того хода источника
переменного тока, ВОбозначениеэлектродовОбратная—0Любая50±51Прямая50±52Обратная50±53Любая70±Ю4Прямая70±105Обратная70±Ю6Любая90±57Прямая90±58Обратная90±59
ГОСТ 9466—75, ГОСТ 9467—75. Электроды типа Э-46
по ГОСТ 9476—75, марки УОНИИ-13/45, диаметр 4 мм,
для сварки углеродистых и низколегированных ста¬
лей (У), с толстым покрытием (Д), второй группы по
качеству, с установленной по ГОСТ 9467—75 группой
индексов, характеризующих наплавленный металл и ме¬
талл шва (432,5), с основным покрытием (Б), для свар¬
ки во всех пространственных положениях (1) на посто¬
янном токе обратной полярности (О).В технической документации (технологические кар¬
ты, чертежи и др.) в обозначение электродов входят:
марка, диаметр, группа по качеству и ГОСТ (например,
УОНИИ-13/45-4,0-2 ГОСТ 9466—75).Структура условного обозначения электродов для
наплавки поверхностных слоев деталей или инструмен¬
тов установлена ГОСТ 9466—75 такой же, как и элек¬
тродов для сварки сталей. Согласно ГОСТ 10051 напла¬
вочные электроды подразделяют на типы по химиче¬
скому составу наплавленного металла. Обозначение
типов аналогично маркировке легированных сталей.
Индексы металла шва в условном обозначении электро¬
дов двойные. Первая группа индексов — средняя твер¬
дость наплавленного металла по Ваккерсу и по Рок¬
веллу (через косую черту). Второй индекс указывает,
что твердость наплавленного металла обеспечивается
без термообработки (индекс 1) или после термообра¬
ботки (индекс 2). Например, для наплавки деталей,
изнашивающихся от трения по металлу, рекомендуется
марка электрода ОЗН-250У. На этикетках, коробках она
имеет следующее условное обозначение: Э-.10Г2-ОЗН-250У-Ф-НД гост 94б6_75 р0СТЕ-250/25-1-Б4210051—75 или ТУ (технические условия).Цвета окрашивания верхних торцов металлических
электродов разных групп следующие:красный — электроды общего назначения для сварки
углеродистых и низколегированных конструкционных
сталей — более 90 % общего выпуска электродов со¬
ставляет эта группа;синий — электроды для сварки теплоустойчивых ста¬
лей;желтый — электроды для сварки коррозионно-стой¬
ких, жаростойких и жаропрочных сталей и сплавов;199
сиреневый — электроды для сварки высокопрочных
среднелегированных сталей;оранжевый — электроды для наплавки на детали;
зеленый — электроды для сварки и наплавки чугуна;
серый — электроды для сварки цветных металлов.§ 3. ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙСВАРКИ И РЕЗКИДуговая сварка. Качество сварного соеди¬
нения зависит от качества подготовки и сборки загото¬
вок под сварку и режима сварки. Основной металл в
разделке свариваемых кромок и на 20...30 мм от нее
должен быть очищен от ржавчины и других загрязне¬
ний. Режим сварки характеризуется совокупностью
параметров, определяющих условия процесса. При руч¬
ной дуговой сварке основными параметрами являются:
диаметр электрода, сила тока, его род и полярность,
напряжение на дуге, скорость сварки и перемещение
электрода. К дополнительным факторам относятся: по¬
ложение электрода и шва в пространстве, состав и тол¬
щина электродного покрытия, начальная температура
основного металла и др.Диаметр электрода при сварке в нижнем положении
выбирают, пользуясь следующими, установленными
практикой данными:Толщина0,5...1,51,5...33...5 6...8металла,ммДиаметр1,6...22...3со.5электрода,ммТолщина9...1213...-20Более 20металла,ммДиаметр4...65...66... 12электрода,_ммПри сварке вертикальных швов не следует пользо¬
ваться электродами диаметром более 5 мм, а при свар¬
ке горизонтальных и потолочных швов — более 4 мм.
Электроды диаметром более 6 мм применяют редко.
Тип и марку электрода выбирают по справочным таб¬
лицам в зависимости от марки свариваемого металла
и условий сварки. Химический состав металла электро-200
да должен быть одинаковым с химическим составом
основного металла или близким к нему.Силу сварочного тока /св (А) можно ориентировочно
определять по формуле:/ св = kdsmгде k—опытный коэффициент, равный 40...60 для электродов со
стержнем из низкоуглеродистой стали и 35...40 для электродов со
стержнем из высоколегированной стали.Повышенные значения коэффициента k принимают
при сварке нижних швов, а пониженные — при сварке
вертикальных, горизонтальных и потолочных. Значение
сварочного тока зависит от вида сварного соединения:
нахлесточные и тавровые соединения выполняются по¬
вышенным током по сравнению со стыковыми. Свароч¬
ный ток зависит также от марки электрода и более
точно может быть определен по справочным таблицам.
Правильный выбор сварочного тока имеет большое зна¬
чение для качественного выполнения сварки.Полярность тока может быть прямой и обратной.
При прямой полярности анод «( + ») присоединяют к из¬
делию, а катод «(—)» — к электроду. Концентрация
теплоты на аноде больше (до 45 %), чем на катоде.
В практике сталь сваривают постоянным током при
включении на прямую полярность потому, что масса
изделия в большинстве случаев больше массы электро¬
да. Такая технология обеспечивает наилучшие условия
для хорошего провара основного металла. Сварку по¬
стоянным током сталей малой толщины необходимо вы¬
полнять при включении на обратную полярность во
избежание прожога основного металла.Напряжение при ручной дуговой сварке изменяется
незначительно и возрастает с увеличением длины дуги.
Для стальных покрытых электродов диаметром 4...5 мм
нормальная длина дуги равна 5...6 мм. Такая дуга назы¬
вается короткой. Горит она устойчиво и обеспечивает
нормальное протекание процесса сварки. Дугу более6 мм называют длинной. Она горит неустойчиво, сте¬
кающие с конца электрода капли металла больше окис¬
ляются кислородом и обогащаются азотом воздуха,
сварочный шов получается пористым, повышается раз¬
брызгивание металла, образуются места с непроваром
и понижается производительность сварки. Зажигают
дугу кратковременным прикосновением конца электрода201
к изделию и быстрым отводом его на расстояние3...6 мм от изделия.Перемещение электрода необходимо для поддержа¬
ния горения сварочной дуги и получения сварного шва.
Сварщик в процессе работы должен выполнять три дви¬
жения электрода: непрерывное равномерное вниз по
мере расплавления электрода, в направлении сварки
ъ поперек шва. Направление сварки может быть слева
направо, справа налево, от себя, к себе. Независимо от
направления сварки положение электрода должно быть
определенным, электрод должен быть наклонен к оси
шва так, чтобы металл свариваемого изделия проплав¬
лялся на наибольшую глубину. При сварке в нижнем
положении, на горизонтальной плоскости, угол наклона
электрода должен быть равен 15° от вертикали в сто¬
рону ведения шва.Скорость сварки выбирают с таким расчетом, чтобы
получить сварной шов шириной около 1,5 йэл, с хорошим
проваром и плавным переходом наплавленного металла
к поверхности свариваемого изделия.Дуговая резка. Процесс основан на расплавлении
металла теплотой электрической дуги с удалением его
из места резки под действием давления дуги и собст¬
венной массы. Резку можно проводить угольным или
металлическим (со специальной обмазкой) электродом.
Угольным электродом режут при прямой полярности.
Обмазка металлического электрода, сгорая, выделяет
теплоту, ускоряя процесс резки.Техника безопасности при дуговой сварке и резке.
Электрическая дуга излучает видимые (световые) и не¬
видимые (ультрафиолетовые и инфракрасные) лучи,
которые вредно действуют на глаза и кожу, вызывая
раздражение и ожоги. Для защиты глаз сварщика слу¬
жат щитки и маски со светофильтрами. При дуговой
сварке и резке по ГОСТ 12.4.080—79 рекомендуется
применять светофильтры марок С-3, С-4, С-5, С-6, С-7,
С-8, С-9, С-10 и С-11. Марка светофильтра выбирается
по силе сварочного тока: марка С-3 — для силы тока до
30 А; С-4 — от 30 до 60 А; С-5 — от 60 до 150 А; С-6 —
от 150 до 275 А; С-7 — от 275 до 350 А; С-8 — от 350 до
600 А, ...С-11 от 800 до 900 А. Сварщик должен рабо¬
тать в спецодежде. Места сварки и резки ограждаются
светонепроницаемыми щитами, кабинами или ширмами
из брезента или фанеры высотой до 1,8 м. Это защи¬202
щает людей, работающих рядом со сварщиком, от дей¬
ствия лучей электрической дуги. Для улучшения венти¬
ляции кабины ее стенки не доводят до пола на 0,3 м.
Для предупреждения от поражения током все провода
и токоведущие части сварочных установок должны
иметь хорошую изоляцию, а корпуса сварочной аппа¬
ратуры и сварочные столы должны быть надежно за¬
землены. Включающие и выключающие устройства за¬
щищают кожухами. Постоянные кабины для дуговой
сварки и резки должны быть оборудованы надежной
приточно-вытяжной вентиляцией.Контрольные вопросы и задания. 1. Дайте характеристику обору¬
дования и принадлежностей поста дуговой сварки и резки перемен¬
ным током. 2. Дайте характеристику оборудования и принадлежно¬
стей поста дуговой сварки и резки постоянным током. 3. Приведите
примеры марок (и расшифровку) электродов для дуговой сварки и
наплавки.Глава 4. СПЕЦИАЛЬНЫЕ СПОСОБЫ СВАРКИ.ДЕФЕКТЫ И МЕТОДЫ КОНТРОЛЯ СВАРНЫХ
СОЕДИНЕНИЙ§ 1. КОНТАКТНАЯ СВАРКАСогласно ГОСТ 2601—84 контактной назы¬
вают сварку с применением давления, при которой на¬
грев проводится теплом, выделяемым при прохождении
электрического тока через находящиеся в контакте со¬
единяемые части. В месте соприкосновения частей ток
испытывает большое сопротивление, отчего выделяется
значительное количество теплоты, нагревающего ме¬
талл настолько, что он приходит в пластичное состоя¬
ние или оплавляется. При этом свариваемые части за¬
готовок сильно прижимают одну к другой.Металлы с малым электросопротивлением, например
медь и алюминий, труднее поддаются контактной свар¬
ке, чем сталь, которая обладает более высоким элек¬
трическим сопротивлением.Контактную сварку подразделяют на стыковую
оплавлением, стыковую сопротивлением, точечную, шов¬
ную, рельефную и др. Контактная машина состоит из
трех основных частей: источника переменного тока, пре¬
рывателя тока и механизма давления. Первичную об¬
мотку трансформатора подключают к сети напряжением203
/ 9 7 СжатиеI Сжатие
6Рис. 65. Контактная сварка:а — стыковая; б — точечная; в — шовная; 1 и 2 — свариваемые детали; 3 —
медные электроды; 4 — сварной шов; 5 — сварочный трансформатор220...380 В. Вторичное напряжение 1...12 В. Сила вто¬
ричного тока составляет 100... 100 ООО А.При стыковой контактной сварке (рис. 65, а) соеди¬
нение свариваемых частей происходит по поверхности
стыкуемых торцов. Этим способом сваривают трубы,
рельсы, цепи, сверла, рабочая часть которых изготов¬
ляется из быстрорежущей стали, а хвостовик — из угле¬
родистой и др.При точечной контактной сварке (рис. 65,6) соеди¬
нение элементов происходит на участках, ограниченных
площадью торцов электродов, подводящих ток и пере¬
дающих усилие сжатия. Электроды изготовляются по¬
лыми из сплавов меди с хромом, алюминием и другими
элементами. Во время сварки они охлаждаются цирку¬
лирующей в полости водой. Точечную сварку приме¬
няют при изготовлении из тонколистового проката ка¬
бин, кузовов и емкостей для зерна, деталей обшивки и
других изделий в автотракторном и сельскохозяйствен¬
ном машиностроении.204
При шовной контактной сварке (рис. 65, в) элемен¬
ты соединяют внахлестку вращающимися дисковыми
электродами. Шов может быть сплошной или прерыви¬
стый. Шовной контактной сваркой с непрерывными шва¬
ми изготовляют, например, топливные баки. Контактная
сварка высокопроизводительна, она получила широкое
применение во многих отраслях промышленности в се¬
рийном и массовом производстве.§ 2. АВТОМАТИЧЕСКИЕ СПОСОБЫ СВАРКИДуговая сварка под флюсом (рис. 66) вы¬
полняется голой электродной проволокой, которая по¬
дается в зону горения дуги специальным механизмом.
Сварочная дуга возбуждается между электродной про¬
волокой под слоем сыпучего флюса и свариваемым ме¬
таллом. За счет высокой температуры дуги флюс пла¬
вится и закрывает расплавленный металл шва и элек¬
трода коркой расплавленного шлака, замедляющего
процесс охлаждения металла шва и зон, прилегающих
к нему, а также предохраняет металл от соприкоснове¬
ния с воздухом, что способствует улучшению каче¬
ства шва.Малый вылет электрода, отсутствие на нем покры¬
тия, большая скорость подачи электродной проволокиРис. 66. Автоматическая электродуговая сварка под слоем флюса:а — схема установки; б — схема сварки; 1 — бункер; 2 — флюсоотсасывающее
устройство; 3 — подающая головка; 4 — электродная проволока; 5 — шлако¬
вая корка; 6 — флюс; 7 — сварочный шов; 8 — ванна жидкого металла205
позволяют значительно увеличить сварочный ток по
сравнению с ручной сваркой электродами тех же диа¬
метров, что приводит к ускорению процесса плавления
сварочной проволоки, увеличению глубины проплавле¬
ния основного металла и, как следствие, к значитель¬
ному повышению производительности.При сварке под флюсом эффективно используется
тепло дуги и экономично расходуется электроэнергия.
Выполняется автоматическая сварка как на перемен¬
ном, так и на постоянном токе.Дуговая сварка в защитном газе характеризуется
тем, что в зону горения дуги подается защитный газ,
оттесняющий воздух из области сварки и защищающий
металл сварочной ванны от вредного воздействия атмо¬
сферы. Благодаря этому отпадает потребность в элек¬
тродных покрытиях и сварочных флюсах. В качестве
защитных могут быть использованы инертные газы
(аргон и гелий), активные газы (азот, водород, угле¬
кислый газ), смеси газов (аргон с углекислым газом
и др.). Для питания дуги применяют постоянный и
переменный ток. Преимущественное распространение
получила сварка постоянным током, при котором легче
зажигается дуга. Сварку выполняет плавящимися и не-
плавящимися электродами. В сельскохозяйственном
машиностроении и ремонтном деле получила распрост¬
ранение дуговая сварка в углекислом газе для соеди¬
нения низкоуглеродистых и легированных сталей, спла¬
вов алюминия, а также чугуна.Электрошлаковая сварка — соединение металлов
плавлением, при котором для нагрева используют тепло,
выделяющееся при прохождении электрического тока
через расплавленный шлак. Электрическая дуга воз¬
буждается в начале процесса и горит между электро¬
дом и свариваемым металлом. Затем дугу засыпают
флюсом, который плавится и образует шлаковую ванну,
которая достигает некоторого объема, и уровень ее под¬
нимается. Дуга, закороченная шлаком, гаснет, и возни¬
кает бездуговой процесс, при котором расплавленный
шлак (электролит) пропускает сварочный ток. Затвер¬
девший шлак тока не проводит.Кромки свариваемых частей и электрод, омывае¬
мые горячим шлаком, плавятся как за счет тепла рас¬
плавленного шлака, так и за счет тепла, выделяемого
в контакте между жидким шлаком и металлом. В ре¬206
зультате этого под жидким шлаком образуется свароч¬
ная ванна расплавленного металла, а после его охлаж¬
дения — сварной шов.Электрошлаковая сварка позволяет сваривать за
один проход металл толщиной до 400 мм, имеет высо¬
кую производительность и отличается высоким качест¬
вом шва.Холодная сварка — соединение металлов давлением
при значительной пластической деформации без внеш-
.него нагрева. Этот метод применяют для сварки таких
пластичных металлов, как медь, алюминий, свинец и
др. На специальных машинах выполняют точечную и
шовную холодную сварку. Применяют также специаль¬
ные клещи для холодной сварки проводов и шин из
алюминия и меди.Холодной сваркой можно соединять и разнородные
металлы. Например, к алюминиевым шинам привари¬
вают медные наконечники.Сварка трением — соединение металлов давлением
с нагревом за счет трения. Сварку выполняют на уни¬
версальных токарных станках или специальных маши¬
нах. Одну из свариваемых заготовок укрепляют непо¬
движно в суппорте токарного станка, а другую — в пат¬
роне. В процессе сварки к вращающейся заготовке при¬
жимают неподвижную, и их трущиеся торцевые поверх¬
ности нагреваются до температуры сварки.Плазменная сварка — соединение металлов плавле¬
нием, при котором для нагрева используется тепло плаз¬
менной струи, представляющей собой поток ионизиро¬
ванного газа, имеющего температуру 10 ООО...20 ООО °С.
Плазму получают в плазменных горелках, пропуская
газ (азот, аргон, водород, гелий, воздух и их смеси)
через столб сжатой дуги. Горелка питается постоянным
током прямой полярности. Сварку плазменной струей
используют для соединения тонколистового материала,
включая тугоплавкие металлы и нержавеющие стали,
так как тепловая мощность плазменной струи ограни¬
ченна. Плазменной струей можно разрезать тонкие
цветные металлы и сплавы, высоколегированные стали,
тугоплавкие металлы, керамику и др., особенно те, рез¬
ка которых другими способами затруднена, например
меди, алюминия и др.Ультразвуковая сварка основана на использовании
механических ультразвуковых колебаний, подводимых207
к металлу. Она бывает точечной и шовной. Данным
способом сваривают металлы небольшой толщины,
а также некоторые пластмассы. Электрическую энергию
в сварочной машине преобразует в механическую уль¬
тразвуковую магнитострикционный преобразователь.Электронно-лучевая сварка в вакууме характеризу¬
ется тем, что энергию, необходимую для нагрева и плав¬
ления металла, получают в результате интенсивной
бомбардировки места сварки быстро движущимися в
вакууме электронами. Для ускорения движения элек¬
тронов к катоду и аноду подводится ток напряжением30...100 кВ.Электронно-лучевую сварку применяют при изготов¬
лении деталей из тугоплавких, химически активных
металлов.§ 3. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙИ ПРИЧИНЫ ИХ ОБРАЗОВАНИЯДефекты сварных соединений бывают на¬
ружными и внутренними. К наружным при дуговой и
газовой сварке относятся: неравномерность поперечного
сечения по длине шва, незаплавленные кратеры, под¬
резы основного металла, прожог, наружные трещины,
коробление и др.; к внутренним — непровар, внутренние
поры и трещины, шлаковые включения, пережог и др.
Дефекты в сварных соединениях образуются по разным
причинам. При дуговой и газовой сварке сечение швов
будет неравномерным, если нарушен режим сварки.
Сущность подреза состоит в том, что края основного
металла тоньше, чем шов. Причинами подрезов и про¬
жогов в большинстве случаев является большой ток или
большая мощность сварочной горелки. Трещины обра¬
зуются при сварке сталей с повышенным содержанием
углерода или легирующих элементов, завышенном со¬
держании серы или фосфора в металле шва. Непро¬
вар— дефект в виде местного несплавления основного
металла и сварочного шва. Причинами непровара мо¬
гут быть малая величина тока или недостаточная мощ¬
ность горелки, плохая зачистка кромок основного ме¬
талла и др. Пережог происходит при окислении метал¬
ла во время сварки, когда зерна металла покрываются
пленкой окислов, отчего уменьшается сцепление частиц208
металла между собой. Причины пережога — избыток
кислорода при газовой или слишком длинная дуга при
дуговой сварке.§ 4. МЕТОДЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙПри выполнении сварочных работ приме¬
няют различные методы контроля сварных соединений:
внешний осмотр швов, металлографические исследова¬
ния, просвечивание рентгеновыми и гамма-лучами, маг¬
нитный контроль, механические испытания, контроль
швов на плотность и др.Контроль перед сваркой заключается в проверке
качества основного металла, электродов, проволоки,
флюсов, обмазки; в проверке правильности подготовки
кромок, зазора между ними и т. п.В процессе сварки контролируют силу тока и дефек¬
ты, обнаруживаемые внешним осмотром.Внешним осмотром выявляют поверхностные дефек¬
ты сварки: неравномерность шва, подрезы, прожоги ме¬
талла, пористость, трещины и др. Для выявления плохо
видимых дефектов пользуются лупой, а для замеров —
измерительными инструментами и шаблонами.Металлографические исследования макро- и микро¬
структуры могут быть проведены на образцах, вырезан¬
ных из сварного соединения. Макроанализ позволяет
обнаружить такие дефекты, как шлаковые включения,
раковины, поры, трещины и др. Микроанализ дает пред¬
ставление о структуре шва, об изменениях состава ме¬
талла, пережоге, о наличии микроскопических дефектов
шва.Просвечивание рентгеновыми и гамма-лучами заклю¬
чается в том, что данные лучи, встречая на своем пути
дефекты шва (поры, трещины, шлаковые включения
и др.), поглощаются здесь меньше, поэтому сильнее
действуют на фотопленку, чем при прохождении плот¬
ных здоровых мест шва, вызывая на снимках почерне¬
ния, форма которых на рентгенограмме соответствует
форме дефекта.Механические испытания проводят на растяжение,
изгиб, удар на образцах, вырезанных из сварного со¬
единения.Контроль швов на плотность применяют для резер¬
вуаров, труб и т. п. Он может осуществляться: водой,14 Заказ № 897209
подаваемой внутрь изделия при определенном давле¬
нии; сжатым воздухом, накачиваемым в изделие, погру¬
женное в воду; керосином (шов снаружи покрывают
мелом, разведенным в воде, а изнутри его промазывают
керосином); аммиаком (о наличии дефектов судят по
чернению бумаги, пропитанной раствором азотнокислой
ртути и наклеенной на шов изделия, в которое вместе
со сжатым воздухом подают аммиак).§ 5. ПРИМЕНЕНИЕ СВАРКИ И НАПЛАВКИВ РЕМОНТНОМ ПРОИЗВОДСТВЕСваркой и наплавкой восстанавливают по¬
ломанные и изношенные детали сельскохозяйственных
машин, тракторов, автомобилей и другой техники, изго¬
товленные из стали, чугуна, цветных металлов и спла¬
вов. Сварочные ремонтные работы выполняют в основ¬
ном дуговой и газовой сваркой. При правильной техно¬
логии сварка сталей обычно не вызывает затруднений.
Детали небольшой толщины лучше сваривать газовой
сваркой во избежание прожогов, а толщиной 3 мм и бо¬
лее— дуговой сваркой (она более производительна).Сварка чугунных деталей затруднена по ряду при¬
чин, таких как: образование отбеленного чугуна со
структурой цементита, а также закалочных структур
(мартенсита, троостита) при быстром охлаждении свар¬
ного шва от температуры выше 750 °С; образование
трещин при неравномерном нагреве в связи с появле¬
нием значительных внутренних напряжений в металле
шва и околошовной зоне и низкой пластичности чугу¬
нов; появление пор в сварном шве из-за окисления угле¬
рода с обильным образованием газообразной окиси
углерода; образование пленки тугоплавких окислов
кремния и других элементов, температура плавления
которых более высокая, чем основного металла. Чугуны
сваривают только в нижнем положении (из-за их повы¬
шенной жидкотекучестч) дуговой и газовой сваркой без
предварительного подогрева свариваемых деталей (хо¬
лодная сварка) и с предварительным подогревом (горя¬
чая сварка).Холодную сварку применяют при ремонте крупно¬
габаритных деталей (корпуса коробок передач, блоки
цилиндров и др.), а также тонкостенных деталей, при
нагреве которых возможно их коробление. Холодная210
дуговая сварка чугуна проводится стальными электро¬
дами, комбинированными электродами и чугунными
прутками. При ремонте крупногабаритных чугунных де¬
талей широко используют дуговую сварку с примене¬
нием стальных шпилек, которые ввертываются в свари¬
ваемую деталь. При ремонте трещины ее концы засвер-
ливают, а кромки разделывают под углом 70...90°. При
холодной дуговой сварке следует предупреждать чрез¬
мерный нагрев детали. Сварку нужно проводить враз¬
брос, накладывая короткие участки шва в разных мес¬
тах завариваемого дефектного участка. В качестве при¬
садочного материала при холодной дуговой сварке
чугуна применяют стальные электроды типа Э-46А мар¬
ки УОНИИ-13/45 (ГОСТ 9467—75), чугунные прутки,
медно-стальные и медно-никелевые электроды, порош¬
ковую проволоку и др. При газовой холодной сварке
тонкостенных чугунных деталей применяют чугунные
прутки марки ПЧ1 (ГОСТ '2671—80), а толстостен¬
ных— марки ПЧ2. Флюсом при холодной газовой свар¬
ке чугуна служит прокаленная бура. После сварки де¬
таль закрывают асбестом или засыпают сухим песком
для уменьшения скорости охлаждения.Горячую сварку чугунов выполняют с предваритель¬
ным подогревом детали в горне или других печах до
температуры 700...850°С при дуговой сварке, 450...700°С
при газовой сварке. Подогрев необходим для того, что¬
бы снизить скорость охлаждения металла шва и этим
исключить или уменьшить возможность образования
трещин. Присадочным материалом при горячей дуговой
сварке чугуна являются чугунные прутки марки ПЧН2
(ГОСТ 2671—80), а при газовой сварке — марки ПЧН1.
В качестве флюса используется бура.Выполняя ремонтные работы пр сварке меди и ее
сплавов, следует учитывать их теплопроводность. У ме¬
ди, например, она почти в 6 раз больше, чем у стали.
При газовой сварке меди используют горелки увеличен¬
ной мощности по сравнению со сваркой стали, процесс
ведут быстро и в один проход. В качестве присадочного
материала используют электролитическую медь. При
сварке меди, латуни и бронзы используют флюс сле¬
дующего состава: 60...70% прокаленной буры, 10...20%
борной кислоты, 20...30 % хлористого натрия. Сварку
латуни ведут окислительным пламенем. В процессе
сварки на поверхности сварного шва образуется пленка14*211
окислов цинка. Для уменьшения выгорания цинка пла¬
мя горелки направляют не на основной металл, а на
латунный присадочный материал. Теплопроводность
латуни значительно меньше, чем меди, поэтому ее сва¬
ривают горелками такой же мощности, как и стали.
Технология газовой сварки бронзы такая же, как и меди.
В качестве присадочного материала используют бронзо¬
вые прутки, близкие по составу к основному металлу.Дуговую сварку меди, латуни и бронзы выполняют
угольными или металлическими электродами. Сварку
угольными электродами проводят постоянным током
лрямой полярности и длинной дугой. Присадочный ма-
териал применяют того же состава, что и основной
металл. В качестве флюса применяют буру и борную
кислоту. Дуговую сварку металлическим электродом
выполняют постоянным током обратной полярности и
короткой дугой быстро и без перерыва. Сварка меди и
ее сплавов проводится электродами большего диаметра
по сравнению со сталью.В практике ремонтного дела выполняют сварку де¬
талей, изготовленных как из чистого алюминия (алю¬
миниевые токопроводящие детали, посуда для молока
и др.), так и из алюминиевых сплавов (блок-картеры,
головки блоков и др.). Трудности, характерные для
сварки цветных металлов, при сварке алюминия и его
сплавов усугубляются рядом присущих алюминию осо¬
бенностей. Главная из них — наличие тугоплавкой окис-
ной пленки, температура плавления которой 2050°С,
а температура плавления алюминиевых сплавов колеб¬
лется в пределах 600...650°С. Пленку в процессе сварки
удаляют при помощи флюсов, электродных покрытий.При дуговой сварке алюминия применяют электроды
марки 03А-1 со стержнем из алюминиевой проволоки
(ГОСТ 7871—75). Сварка проводится постоянным то¬
ком обратной полярности короткой дугой без попереч¬
ных колебаний электрода. Перед употреблением элек¬
троды обязательно просушивают. После сварки шлак
немедленно удаляют стальной щеткой и промывают
сварной шов горячей водой. Для заварки трещин и дру¬
гих пороков в изделиях применяют покрытые электроды
марки ОЗА-2. Подготовка свариваемых кромок деталей
из алюминия и его сплавов подобна подготовке сталей.
Швы по возможности следует выполнять однопроход¬
ными с большой скоростью сварки.212
При газовой сварке алюминия и его сплавов приме¬
няют присадочный материал такой же марки, что и сва¬
риваемый металл. Сварку предпочтительно проводить
левым способом, применяя сварочное пламя с неболь¬
шим избытком ацетилена. Пленку окиси алюминия уда¬
ляют со шва стальным крючком или используют флюс
следующего состава: 50% хлористого кальция, 28 —
хлористого натрия, 14 — хлористого лития и 8% фтори¬
стого натрия.Восстановление деталей наплавкой в условиях мас¬
терских колхозов и совхозов, предприятий РАПО нахо¬
дит широкое применение в связи с простотой техноло¬
гического процесса и возможностью использования
обычного сварочного оборудования. Ее применяют для
восстановления первоначальной формы деталей, а так¬
же для получения металлопокрытий высокой износо¬
стойкости.Наряду с ручной дуговой и газовой сваркой и на¬
плавкой применяют специальные методы: наплавка в
среде углекислого газа, под слоем флюса, в струе пара,
вибродуговая и т. д. Способ наплавки и используемый
материал для получения покрытия выбирают в зависи¬
мости от характера работы детали. При этом стремятся,
чтобы восстановленная деталь имела равнозначный срок
службы со всеми деталями ремонтируемого узла или
механизма.Ручная дуговая наплавка целесообразна при незна¬
чительном объеме работ в различных пространственных
положениях. Детали тракторов, автомобилей и сельско¬
хозяйственных машин, изготовленные из малоуглероди¬
стых сталей, наплавляют электродами ОММ-5, ЦМ-7
типа Э-42; ответственные детали (передние оси тракто¬
ров, валы коробок передач и др.) восстанавливают
электродами УОНИИ-13/55 типа Э-50А, Э-55А. Для уве¬
личения твердости и износостойкости лемехов плугов,
лап культиваторов, ножей скреперов используют элек¬
троды 13КН-ЛИВТ, Т-590, Т-620. Для наплавки быстро-
изнашивающихся деталей машин применяют зернооб¬
разные и литые твердые сплавы, порошковые электроды
и ленты.К специальным методам наплавки относится авто¬
матическая дуговая наплавка под слоем флюса, кото¬
рой восстанавливают различные детали и получают
износостойкие металлопокрытия. Использование напла¬213
вочных аппаратов А-384, А-580 на токарно-винторезных
станках позволяет механизировать процессы восстанов¬
ления. Дуговую наплавку в среде углекислого газа при¬
меняют без флюса и электродных покрытий, что значи¬
тельно облегчает технологию работ.При вибродуговой наплавке к поверхности вращаю¬
щейся детали подают электродную проволоку, конец
которой постоянно вибрирует. Наплавку проводят на
воздухе, в среде защитного газа и в жидкости с приме¬
нением специальных головок типа ЭВГ-2, КУМА-5М,
ГМВК-2 и др. Широкое применение имеет наплавка
в среде водяного пара с использованием подающего
механизма электродной проволоки, предназначенного
для наплавки под слоем флюса.Для упрочения и восстановления лемехов плугов и
лап культиваторов применяют индукционную наплавку.
Процесс основан на использовании токов высокой час¬
тоты. Для соединения разнородных тугоплавких мате¬
риалов применяют плазменную наплавку. Она позволяет
наносить жаропрочные материалы на рабочую поверх¬
ность клапанов автомобилей и тракторов.Контрольные вопросы и задания. 1. Какие виды и технологии вы¬
полнения специальных методов сварки дрименяют в автотракторном,
сельскохозяйственном и энергомашиностроении? 2. Перечислите де¬
фекты сварных соединений и объясните причины их образования.3. Назовите методы контроля сварных соединений и дайте их харак¬
теристику. 4. Какие методы применяют при восстановлении изношен¬
ных деталей наплавкой?
Раздел 8. ОБРАБОТКА КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ РЕЗАНИЕМГлава 1. ОСНОВЫ СТАНДАРТИЗАЦИИ.ДОПУСКИ, ПОСАДКИИ ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ§ 1. СТАНДАРТИЗАЦИЯ И КАЧЕСТВО ПРОДУКЦИИСтандартизация — установление и примене¬
ние правил с целью упорядочения деятельности в опре¬
деленной области на пользу и при участии всех заинте¬
ресованных сторон, в частности для достижения всеоб¬
щей оптимальной экономии при соблюдении условий
эксплуатации (использования) и требований безопас¬
ности (ГОСТ 1.0—85). Стандартизация основывается
на объединенных достижениях науки, техники и пере¬
дового опыта и определяет основу не только настоящего,
но и будущего развития. Важнейшей особенностью стан¬
дартизации в условиях социалистического хозяйства яв¬
ляется ее активная роль в управлении народным хо¬
зяйством, выражающаяся в плановой деятельности
государственных органов, предприятий и организаций
по установлению и применению обязательных норм, пра¬
вил, требований, направленных на ускорение техниче¬
ского прогресса, повышение производительности об¬
щественного труда и улучшение качества продукции.
Стандарт — нормативно-технический документ по стан¬
дартизации, утвержденный компетентным органом.
Стандарты разрабатываются как на материальные пред¬
меты (продукцию, эталоны, образцы веществ и т. п.),
так и на нормы, правила, требования к объектам орга¬
низационно-методического и общественного характера.
Эффективность внедрения стандарта определяют путем
сопоставления всех затрат на разработку и внедрение
с суммой, которую получают от применения стандарта.
На один рубль, затраченный на стандартизацию, эконо¬
мический эффект составляет 8...10 руб.215
§ 2. НАУЧНО-ТЕХНИЧЕСКИЕ ПРИНЦИПЫСТАНДАРТИЗАЦИИСтандартизация направлена на решение
важнейших практических задач и способствует разви¬
тию научно-технического прогресса. Ее проводят, руко¬
водствуясь определенными принципами.Принцип системности требует, чтобы стандартиза¬
ция охватывала все этапы производства и использова¬
ния сырья, материалов и конечной продукции.Принцип предпочтительности обеспечивает ограни¬
чение разнообразия номенклатуры и типоразмеров раз¬
личных одноименных изделий, применяемых во многих
отраслях промышленности (болтов, гаек, подшипников
качения и др.). Наиболее целесообразными рядами
основных параметров являются ряды, построенные по
арифметическим или геометрическим прогрессиям.Принцип прогрессивности и оптимизации стандартов
является сущностью стандартизации и отражен в опре¬
делении стандартизации.Принцип функциональной взаимозаменяемости стан¬
дартных изделий обеспечивает взаимозаменяемость из¬
делий по эксплуатационным показателям.Принцип взаимоувязки стандартов. Без осуществле¬
ния этого принципа невозможна разработка новых об¬
щетехнических и межотраслевых стандартов, а также
развитие комплексной стандартизации.Научно-технический принцип. Разработка всех ви¬
дов стандартов при необходимости должна сопровож¬
даться проведением научно-исследовательских работ.Принцип минимального удельного расхода материа¬
лов обеспечивает снижение расходов на материалы, при¬
меняемые для изготовления изделий, за счет выбора
рациональных конструкций деталей, применения про¬
грессивных технологических процессов и т. д., что дает
большой экономический эффект.Принцип патентной чистоты стандартов недопустимо
использовать при проектировании и изготовлении но¬
вых машин и других изделий оригинальных конструк¬
ций, запатентованных в других государствах.§ 3. КАТЕГОРИИ И ВИДЫ СТАНДАРТОВСогласно ГОСТ 1.0—85 стандарты в СССР
подразделяют на следующие категории: государствен¬
ные стандарты Союза ССР — ГОСТ; отраслевые стан¬216
дарты — ОСТ; республиканские стандарты союзных рес¬
публик— РСТ; стандарты предприятий (объедине¬
ний) — СТП.Для стандартов каждой категории установлена сфе¬
ра обязательного применения. ГОСТы являются обяза-
тельными документами для предприятий, организаций и
учреждений СССР, ОСТы и РСТ — для данной отрасли
и республики. СТП действуют только в пределах дан¬
ного предприятия или объединения. Кроме указанных
отечественных категорий стандартов, в нашей стране
используются также стандарты СЭВ и ISO. Стандарты
всех категорий на продукцию подразделяют на виды.
Вид стандарта определяет содержание стандарта в за¬
висимости от его назначения. Например, стандарты раз¬
меров, марок, правил эксплуатации и ремонта, правил
приемки, методов контроля, типовых технологических
процессов и д{х К технической документации, которая,
как и стандарты, широко используется при изготовле¬
нии многих видов продукции, относятся технические
условия (ТУ). Технические условия — нормативно-тех¬
нический документ, устанавливающий-комплекс требо¬
ваний к конкретным типам, маркам, артикулам продук¬
ции. Внедрение стандартов и технических условий в про¬
изводство обеспечивается нормоконтролем, который
является обязательной и важнейшей формой проверки
всех видов чертежей и другой нормативно-технической
документации.§ 4. СТАНДАРТИЗАЦИЯ И КАЧЕСТВО ПРОДУКЦИИГосударственная система стандартиза¬
ции— основа производства продукции высокого каче¬
ства. По ГОСТ 15467—79 (СТ СЭВ 3519—81) качество
продукции — совокупность свойств продукции, обуслов¬
ливающих ее пригодность удовлетворять определенные
потребности в соответствии с ее назначением. Качество
продукции оценивают показателями качества продук¬
ции — количественными характеристиками основных
свойств продукции. В машиностроении применяют сле¬
дующие показатели: экономические; надежности; эрго¬
номические (способствуют созданию оптимальных усло¬
вий труда); эстетические (характеризуют совершенство
формы изделия); унификации (характеризуют на¬
сыщенность изделия стандартными деталями и узлами,217
применяемыми на изделиях разных моделей); патентно¬
правовые и др. Всю продукцию, подлежащую аттеста¬
ции, в СССР относят к высшей и первой категории
качества. Промышленная продукция высшей категории
качества по показателям технического уровня качества
должна превосходить лучшие отечественные и зарубеж¬
ные образцы или соответствовать им и быть конкурен¬
тоспособной на внешнем рынке. Продукция первой кате¬
гории качества по технико-экономическим показателям
должна соответствовать современным требованиям стан¬
дартов (технических условий) и удовлетворять потреб¬
ностям народного хозяйства и населения страны. В на¬
шей стране осуществляются мероприятия государствен¬
ного управления качеством продукции. Вневедомствен¬
ный контроль Госстандарта СССР качества выпускае¬
мой предприятиями продукции ставит надежный заслав
браку.§ 5. ОБЩИЕ ПРИНЦИПЫ, ВИДЫ ИЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬВЗАИМОЗАМЕНЯЕМОСТИВзаимозаменяемость — это свойство неза¬
висимо изготовленных деталей, узлов или агрегатов
равноценно заменять при сборке или ремонте любой иа
множества их однотипных экземпляров. Взаимозаменяе¬
мость является комплексным понятием, которое не
только сводится к собираемости деталей или других
сборочных единиц при изготовлении и ремонте изделий.
Она охватывает также существенные технические и эко¬
номические вопросы проектирования, производства и
эксплуатации изделий, т. е. лежит в основе важнейших
принципов и форм организации современного производ¬
ства. Базой для осуществления взаимозаменяемости в
современном промышленном производстве является
стандартизация. Взаимозаменяемость бывает полной и
неполной (ограниченной). При полной взаимозаменяе¬
мости собираемые в процессе сборки детали, узлы или
агрегаты занимают определенные места в машине без
каких-либо дополнительных операций обработки, под¬
бора или регулирования, и выполняют при этом свои
функции в соответствии с заданными техническими ус¬
ловиями. Полностью взаимозаменяемыми являются, на¬
пример, однотипные болты, гайки, шайбы, свечи зажй-218
гания к двигателям внутреннего сгорания, подшипники
качения и др. Не полностью взаимозаменяемыми назы¬
ваются такие детали, при сборке или замене которых
требуется групповой подбор деталей, пригонка, приме¬
нение компенсаторов или регулирование положения не¬
которых частей узла. Например, поршни и гильзы дви¬
гателя автомобиля ЗИЛ-130 перед сборкой делятся на
шесть размерных групп, то есть применяется селектив¬
ная сборка. Для этого вида сборки на изготовление от¬
дельных деталей устанавливают сравнительно большие
допуски. Чем больше допуск, тем легче изготовить де¬
таль, меньше брака и меньше ее себестоимость, так как
нет необходимости для изготовления использовать доро¬
гое высокоточное оборудование, приспособления, инст¬
рументы и привлекать к выполнению работ высококва¬
лифицированных рабочих. А точность сборки увеличи¬
вается во столько раз, на сколько размерных групп
разделяются детали. Эффективность взаимозаменяе¬
мости заключается в том, что она является предпосыл¬
кой расчленения производства, независимого изготовле¬
ния деталей, узлов и агрегатов. На ее базе организу¬
ется серийное и массовое производство, осуществляются
механизация и автоматизация производственных про¬
цессов, широкая специализация и кооперирование про¬
изводства, что способствует значительному увеличению
производительности труда и снижению себестоимости
выпускаемой продукции. Приоритет взаимозаменяемого
производства принадлежит России. В 1761 г. на Туль¬
ском оружейном заводе впервые в мире было органи¬
зовано массовое производство ружей с взаимозаменяе¬
мыми деталями. Взаимозаменяемые детали, узлы и
агрегаты, которые используются при изготовлении из¬
делий разных марок, называются унифицированными.
Унифицированными являются, напрймер, метизы, шари¬
коподшипники, электродвигатели и др.§ 6. ОСНОВНЫЕ ПОНЯТИЯ ТЕОРИИ ДОПУСКОВКаждая машина, прибор или аппарат со¬
стоит из отдельных деталей. Соединяя эти детали в опре¬
деленной последовательности, получают готовое изде¬
лие. В сопрягаемых парах деталей различают охваты¬
вающие поверхности, называемые отверстиями, и охва¬
тываемые поверхности, которые называются валами.219
Например, внутренняя поверхность втулки верхней го¬
ловки шатуна двигателя внутреннего сгорания является
отверстием, соединяется она с наружной поверхностью
поршневого пальца, который является валом. Наружная
поверхность этой же втулки является валом, так как
охватывается отверстием верхней головки шатуна.
Изготовить несколько втулок, поршневых пальцев или
других деталей, вполне одинаковых, чрезвычайно труд¬
но, размеры каждой детали, хотя бы на малейшую ве¬
личину, будут отличаться от другой. Стремясь избежать
дополнительных операций пригонки и получить сопря¬
жение деталей, соответствующее заданным техническим
условиям, для сопрягаемых валов и отверстий устанав¬
ливают предельные размеры. Каждая деталь имеет два
предельных размера — наибольший и наименьший. Раз¬
ность между наибольшим и наименьшим предельными
размерами называется допуском. Для удобства расчетов
на чертежах деталей указывают номинальный размер
детали и отклонения, а каждый из двух предельных
размеров определяют расчетом: например, на завод¬
ском чертеже гильзы автомобиля ЗИЛ-130 указан ее
внутренний размер 0 ЮО+0 06, а наружный размер порш¬
ня этого же двигателя равен 0 100 — о’о! Согласно стан¬
дарту СЭВ 145—75 номинальный размер— размер, от¬
носительно которого определяют предельные размеры и
который служит также началом отсчета отклонений.
Указанные гильза и поршень имеют номинальный раз¬
мер 100 мм. Верхним отклонением называется алгеб¬
раическая разность между наибольшим предельным и
номинальным размерами, а нижним отклонением назы¬
вается алгебраическая разность между наименьшим
предельным и номинальным размерами. Верхнее откло¬
нение гильзы равно +0,06 мм, а поршня +0,02 ммг
нижнее соответственно 0 и —0,04 мм. При изготовлении
деталей машин отклонения отверстий или валов могут
быть: а) оба положительные, например 0 80+о,*о4»
б) оба отрицательные 0 80Zo,’o5 ; в) одно положитель¬
ное, а другое отрицательное 0 80io!o2 или 0 80+0,01,
то есть верхнее отклонение равно +0,01, а нижнее
—0,01; г) одно отклонение положительное ,или отрица¬
тельное, а второе равно нулю 0 80+0’08 или 0 80_0,об- От¬
клонение, равное нулю, не пишется. Действительным
размером называется размер, установленный измере¬2 20
нием с допустимой погрешностью. При сборке отверстия
и вала соединяются между собой с зазорами (гильза иг
поршень) или с натягами (втулка верхней головки ша¬
туна соединяется с шатуном). Характер соединения
деталей, определяемый величиной получающихся в нем
зазоров или натягов, называется посадкой. Зазор — раз¬
ность размеров отверстия и вала, если размер отверстия
больше размера вала. Натяг — разность размеров вала
и отверстия до сборки, если размер вала больше раз¬
мера отверстия. В период с 1977 по 1980 г. отечествен¬
ная промышленность переведена на Единую систему
допусков и посадок СЭВ — ЕСДП СЭВ, вместо системы
допусков и посадок ОСТ, которая применялась с 1929 го¬
да. ЕСДП СЭВ основана на стандартах и рекоменда¬
циях Международной организации по стандартиза¬
ции— ISO. По ЕСДП СЭВ установлены следующие
обозначения:Dн, dn
•^max> d max•^min, dm\nES, es
EI, ei
TD, TdStnaxt 5miib SA, Sq
^max> -Л/mi > Л/д, N с
IT-ITl, IT2 и Т. д— номинальный размер (отверстия, вала);— наибольший предельный размер (отверстия;,
вала);— наименьший предельный размер (отверстия»
вала);— верхнее отклонение (отверстия, вала);— нижнее отклонение (отверстия, вала);— допуск (отверстия, вала);— зазор (наибольший, наименьший, действи¬
тельный, средний);— натяг (наибольший, наименьший, действи¬
тельный, средний);— допуск размера по соответствующему ква-
литету.На рисунке 67 показано графическое изображение
размеров,отклонений, допусков, зазоров и натягов. 00 на
рисунке — нулевая линия. Нулевая линия — линия, со¬
ответствующая номиналньому размеру, от которой от¬
кладываются отклонения размеров при графическом;
изображении допусков и посадок. Положительные от¬
клонения откладываются вверх от нее, а отрицатель¬
ные — вниз.Пример. Гильза цилиндра автомобиля ЗИЛ-130
имеет размер 0 100+0*06, а поршень 0 100io,’o4 Опреде¬
лить отдельно для отверстия и вала номинальный, пре¬
дельные размеры и допуск, а для соединения опреде¬
лить наибольший, наименьший и средний зазоры.221:
€±Отбер-
стиеИуледая
линия \ШШ•±0ШРис. 67. Графическое изображение размеров, отклонений, допусков,
зазоров и натягов:а — посадка с зазором; б — посадка с натягомРешение:для гильзы (£>н=Ю0):D max—Du “I- ES = 100+0,06 = 100,06;
£>тш=£>н+£7=100, так как EI=0;TD = Dmax—Dmin= 100,06—100 = 0,06;для поршня (dH = 100):dmax=dn~\~es = 100+0,02= 100,02;
^min==^H+^i=^lO0+'(—0,04) =99,96;7Wmax—dmin= 100,02—99,96 = 0,06;зазоры:5max = Dmax ^mln = 100,06 99,96 = 0,10;Smin = ^min—rfmax = 100— 100,02 = 0,02.Отрицательный зазор является натягом. Но натяг в
•соединении гильзы и поршня не допускается. Гильзы и
поршни ЗИЛ-130 перед заводской сборкой сортируются
на следующие размерные группы: А, АА, Б, ББ, В, ВВ,
то есть применяется селективная сборка. Размеры гильз
группы А колеблются в пределах от 100,06 до 100,05,
а поршни этой группы имеют размеры 100,02...100,01.
Гильзы группы ВВ имеют размеры 100,01...100,00, а
поршни этой группы имеют размеры 99,97...99,96. так222
что при соединении гильз и поршней всегда гаранти¬
руется зазор. А средний зазор^ £max +«Smln 0,10+ (—0,02) 0>08 q2 2 2Если сопрягаемые пары деталей соединяются непо¬
движно, то есть с натягом, то определение размеров
отверстия и вала производится аналогично, как в рас¬
смотренном примере, а натяги определяются следующим
образом:max = ^max -DminJ
Л/" min = dm'm D max»а среднийд т Л^шах A^minс(== о § 7. ПОСАДКИПосадка в ЕСДП СЭВ образуется опреде¬
ленным сочетанием поля допуска отверстия и поля до¬
пуска вала. Посадки отверстий обозначают одной или
двумя прописными, а валов — строчными буквами ла¬
тинского алфавита. Посадки отверстий: А, В, С, CD, Dt
Е, EF, F, FG, Gy Я, /s, /, /С, Af, tf, Р, R, S> 7\ I/, У, X,
У, Z, 2Л, ZS, ZC. Посадки валов: а, &, с, cd, d, е, ef,
f> К Ys, m> n> Py za,Посадки отверстий и валов разделяют на следующие
группы: а) с зазором; б) переходные; в) с натягом.
К посадкам с зазором относятся посадки от Л, а до
Я, А. К переходным относятся посадки от /s, ys до N, п.
Посадки от Р, р до ZC, zc относятся к посадкам с на¬
тягом. Переходная посадка — посадка, при которой воз¬
можно получение как зазора, так и натяга. Наибольший
зазор в посадках с зазором устанавливается для посад¬
ки Л, а, а наименьший для посадки Я, h. В посадках
с натягам наименьший натяг установлен для посад¬
ки Р, р, а наибольший для посадки ZC, zc. К посадке
с зазором относится,, например, соединение шейки
коленчатого вала двигателя внутреннего сгорания с ниж¬
ней головкой шатуна. Примером переходной посадки
является соединение отверстия звездочки цепной пере¬
дачи с валом. Соединение втулки верхней головки шату¬
на с шатуном выполняется с гарантированным натягом.22а
§ 8. ДИАПАЗОНЫ РАЗМЕРОВ, ЕДИНИЦЫ
ДОПУСКА И КВАЛИТЕТЫ В ЕСДП СЭВЕСДП СЭВ распространяется на размеры
до 10 000 мм (нижний предел менее 1 мм не ограничен).Диапазон размеров. Диапазон размеров разбит на
следующие группы: до 500 мм, от 500 до 3150 мм и от
3150 до 10 000 мм. Группы размеров делятся на основ¬
ные и промежуточные интервалы. Так, для размеров до
500 мм, которые чаще применяют в машиностроении,
установлено 13 основных интервалов: от 1 до 3 мм, свы¬
ше 3 до 6 мм, свыше 6 до 10 мм и т. д. Последний интер¬
вал свыше 400 до 500 мм. Начиная с 10 мм основные
интервалы еще разбиты на промежуточные. Основные и
промежуточные интервалы для различных групп разме¬
ров приводятся в таблице ЕСДП СЭВ.Единицы допуска. Для построения системы допусков
устанавливают единицу допуска /, которая, отражая
влияние технологических и других факторов, выражает
зависимость допуска от номинального размера, ограни¬
чиваемого допуском, и является мерой точности.
В ЕСДП СЭВ для размеров от 1 до 500 мм единица до¬
пуска/ определяется по формуле:i = 0,451^5+0,00'Ш ■М'КМ,где D — среднее геометрическое крайних размеров каж¬
дого интервала, мм. D = yDminDmaXy
где Z)m;n и Dmax — меньший и больший размеры интер¬
вала.Например, для интервала размеров свыше 18 до
30 мм£> = У18X30 «'23,2 мм.Для размеров 500...3150 мм и свыше 3150...10 000 мм
.1=0,004/) +2,1 мкм. Деление размеров на интервалы и
применение для размеров каждого интервала общей еди¬
ницы допуска позволяют ограничить разнообразие зна¬
чений допусков и упрощают таблицы стандартов.Квалитеты. Квалитет — совокупность допусков, соот¬
ветствующих одинаковой степени точности для всех
номинальных размеров. Для размеров до 50 мм в
ЕСДП СЭВ установлены следующие квалиты: ЛГ01,
JT0, /Т1, /Т2, /ТЗ, /Т4, /Т5, /Тб, /Т7, /Т8, /T9, /Т10,224
П\\, /Т12, /Т13, /Т14, /Т15, /Т16, /Т17. IT—междуна¬
родный допуск, а цифры указывают номер квалитета.
Наименьшие допуски в квалитете /Т01, а наибольшие —
в /Т17. В автотракторном машиностроении преимущест¬
венно применяются квалитеты /Т5.../Т8, а в сельскохо¬
зяйственном машиностроении — /Т9.../Т13. Квалитеты
/Т01.../Т4 применяют при изготовлении измерительных
инструментов и особо точных деталей, а /Т14.../Т17 —
для несопрягаемых размеров и припусков на отливки,
поковки и др. Значение допуска для любого квалитета
определяют по формуле T—ai мкм, где а — коэффи¬
циент, равный количеству единиц допуска, зависящий
от квалитета, не зависящий от номинального размера и
определяемый по таблицам ЕСДП СЭВ; г — единица
допуска в мкм. Для квалитета /Т5 а—7, для квалитета
/Т17 а = 1600.§ 9. СИСТЕМА ДОПУСКОВ ЕСДП СЭВСистемой допусков и посадок называется
закономерно построенная на основе теоретических ис¬
следований, обобщения опыта проектирования, изготов¬
ления и эксплуатации изделий система, состоящая из
совокупности стандартизованных допусков и предель¬
ных отклонений размеров деталей^ а также посадок,
образованных отверстиями и валами. В ЕСДП СЭВ
установлены две системы допусков: система отверстия
и система вала. Система отверстия характеризуется тем,
что в ней основной деталью является отверстие, причем
предельные размеры отверстия для определенного номи¬
нального размера и квалитета остаются постоянными
для всех посадок, а различные посадки осуществляются
за счет изменения предельных размеров валов. Основ¬
ное отверстие — отверстие, нижнее отклонение которого
равно нулю. При графическом изображении допусков и
посадок основное отверстие обозначается буквой Н,
а посадки валов строчными буквами. Примеры приме¬
нения системы отверстия: а) по внутреннему кольцу
шарикоподшипника обрабатывают вал; б) по отверстию
в ступице колеса, шестерни, муфты и других деталей
обрабатывают восстановленные в процессе ремонта ме¬
тодами наплавки различные детали типа валов и осей.Система вала характеризуется тем, что в ней основ¬
ной деталью является вал, причем предельные размеры(5 Заказ № 897225
вала для определенного номинального размера и квали-
тета остаются постоянными для всех посадок, а различ¬
ные посадки осуществляются за счет изменения пре¬
дельных размеров отверстий. Основным валом назы¬
вается вал, верхнее отклонение которого равно нулю.
Основной вал при графическом изображении допусков
и посадок обозначается буквой А, а посадки отвер¬
стий— прописными буквами. Примеры применения
системы вала: а) по валу электродвигателя растачи¬
вают отверстие в ступице шкива; б) по наружному
кольцу шарикоподшипника обрабатывают отверстие в
детали, с которой оно сопрягается; в) по поршням ре¬
монтных размеров обрабатывают гильзы цилиндров
двигателей внутреннего сгорания и др. Экономически-
более выгодна и поэтому чаще применяется в практике
система отверстия, так как валы легче обрабатывать
и измерять. Разные размеры валов можно получить,
например, одним резцом на токарном станке или шли¬
фовальным кругом на круглошлифовальном станке. Для
получения же различных размеров отверстий, особенна
небольших диаметров, которые нельзя расточить, необ¬
ходимы сверла, зенкеры, развертки различных размеров,
которые по конструкции сложнее резцов, а по стоимости
дороже их.§ 10. ОБОЗНАЧЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ ИПОСАДОК НА ЧЕРТЕЖАХНа все размеры, указанные на чертежах*
должны быть назначены предельные отклонения одним
из следующих способов: 1) значениями величин предель¬
ных отклонений; 2) условными обозначениями полей
допусков; 3) условными обозначениями полей допусков
и значениями величин предельных отклонений. Правила
нанесения предельных отклонений установлены ГОСТ
2.307—68. На сборочных чертежах (рис. 68) указыва¬
ется номинальный размер соединения и проставляются
предельные отклонения отверстия — в числителе и пре¬
дельные отклонения вала — в знаменателе. Если на сбо¬
рочном чертеже, например, указан размер 0 100гто это означает, что номинальный размер соединения
100 мм, отверстие сделано по системе вала, по посад¬
ке N и 7-му квалитету, а вал сделан по системе вала226
Ф100 -0,015' >Ф100Н5Ф100Ь5(-цою)Рис. 68. Примеры обозначения полей допусков и посадок на черте¬
жах:а — на сборочном чертеже; б — на чертеже отверстия; в — на чертеже валаи 5-му квалитету. На чертеже отверстия для указанного
соединения проставляется размер 0100ЛГ7, а на чер¬
теже вала 0 100/i5. Величины отклонений в этом случае
определяются по таблицам ЕСДП СЭВ. Соединение0 100- имеет практическое применение при сопря¬
жении ступицы переднего колеса трактора Т-40 с на¬
ружным кольцом роликового подшипника. Если на сбо-Н8рочном чертеже указан размер 080-—^— ,то это ознатчает, что номинальный размер 80 мм, отверстие изготов¬
ляется по системе отверстия —Ни 8-му квалитету,
а вал изготовляется также по системе отверстия, по
посадке I и 8-му квалитету. На чертеже отверстия про¬
ставляется размер 08ОН8, а на чертеже вала 080/8.
Вывод: если на сборочном чертеже в числителе стоит
буква Н, то это означает, что отверстие сделано по
системе отверстия, а если стоит обозначение какой-либо
другой посадки (А, В, ...Z), то это означает, что от¬
верстие сделано по системе вала. Если на сборочном
чертеже в знаменателе стоит буква ft, то это означает,
что вал изготовляется по системе вала, а если стоит-0,010
-0,045
ФЮО (-0,015)Ф100 N7/Ь5N7&&%^-шЩ1!1*м:Щ|Й!1<P10DN7фюоюЩ15*227
обозначение какой-либо другой посадки (а, Ь ...г), то
это означает, что вал изготовляется по системе отвер¬
стия, по указанной посадке и квалитету, указанному
цифрой, например 0 40Л8 или 0 40/8.§ 11. ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯПОВЕРХНОСТЕЙ. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИНа чертежах деталей машин их геометри¬
ческие параметры задаются размерами элементов,
а также формой и взаимным расположением их поверх¬
ностей. При изготовлении деталей возникают отступле¬
ния геометрических параметров реальных деталей от
запроектированных значений. Такие отступления назы¬
вают погрешностями. Степень приближения действитель¬
ных параметров деталей к запроектированным (идеаль¬
ным) называется точностью. Чем выше точность, тем
меньше погрешность. Точность деталей по геометриче¬
ским параметрам является совокупным понятием, под¬
разделяющимся по следующим признакам: 1) точности
размеров элементов (диаметров, длин и др.); 2) точ¬
ности формы (овальность, конусообразность, бочкооб-
разность, седлообразность и др.); 3) точности по шеро¬
ховатости поверхности (микрогеометрии); 4) точности
взаимного расположения элементов (параллельности,
перпендикулярности, соосности и др.). Эти погрешности
возникают под действием следующих причин: 1) по¬
грешностей станка; 2) погрешностей режущего инстру¬
мента и приспособлений; 3) износа режущих инстру¬
ментов; 4) упругих деформаций в системе станок—при¬
способление—инструмент—деталь; 5) погрешностей из¬
мерения и др. По СТ СЭВ 368—76 установлены услов¬
ные обозначения на чертежах допусков на отклонения
формы и расположения поверхностей. Шероховатостью
поверхности (СТ СЭВ 638—77 и ГОСТ 2789—73) назы¬
вают совокупность неровностей поверхности с относи¬
тельно малыми шагами на базовой длине. Базовая дли¬
на /=0.08...8 мм. Шероховатость поверхностей ухудшает
качественные показатели работы сопрягаемых деталей.
Числовые значения шероховатости поверхности опреде¬
ляют от единой базы, за которую принята средняя ли¬
ния профиля т (рис. 69). Если опустить перпендику¬
ляры от отдельных точек профиля к этой средней линии,
то сумма расстояний Уь У 2 и т. д., деленная на число пу228
Ia-77777777777777777, неровностей
6Рис. 69. Обозначение шероховатости поверхности:а — профилограмма шероховатости поверхности; б — структура обозначения
шероховатости поверхности; в — пример обозначениябудет средним арифметическим отклонением профиля
поверхности от средней линии, она обозначается Ra
(мкм):Числовое значение параметра Ra используется для
оценки шероховатости. Для оценки шероховатости поль¬
зуются еще вторым показателем — средней высотой не¬
ровности поверхности по 10 точкам (обозначается Rz).
Для определения величины Rz параллельно средней
линии т ниже профиля поверхности проводят линию и
на нее опускают перпендикуляр из' высших точек вы¬
ступов и низших точек впадин. За величину неровно¬
стей Rz (мкм) принимают среднее расстояние между
пятью высшими точками выступов и пятью низшими
точками впадин на базовой длинеНормирование параметра Ra является предпочти¬
тельным. Обработанные поверхности подразделяют на
следующие группы: черновые — Ra= 100...12,5 мкм (об-(У1+У2+,.,+Уп)R*=(Л. + Лб max)~~(/tl mln)5229
тачивание, растачивание, фрезерование, строгание чер¬
новое, сверление, обработка драчевыми напильниками);
получистовые — Ra= 12,5...1,6 мкм (точение, растачива¬
ние, фрезерование получистовое, зенкерование); чисто¬
вые— Ra= 1,6...0,2 мкм (обтачивание, растачивание тон¬
кое, шлифование, развертывание, протягивание); весь¬
ма чистые — /?а = 0,2...0,006 мкм (шлифование чистовое,
хонингование, притирка, полирование, суперфиниширо¬
вание). Обозначение допусков на шероховатость регла¬
ментирует ГОСТ 2.309—73 ЕСКД. Шероховатость по¬
верхности оценивают качественным методом, сопостав¬
ляя ее визуально с эталонами шероховатости на токар¬
ные, шлифовальные и другие виды работ, и качествен¬
ным методом, пользуясь приборами (профилометрами,
профилографами, двойными микроскопами акад.
В. П. Линника и др.).§ 12. ПОНЯТИЕ О МЕТРОЛОГИИ И ТЕХНИЧЕСКИХИЗМЕРЕНИЯХТехнический прогресс, производство точ¬
ных, надежных и долговечных машин и приборов, по¬
вышение качества продукции, обеспечение взаимозаме¬
няемости деталей, узлов, агрегатов невозможны без раз¬
вития метрологии и постоянного совершенствования
техники измерений. Согласно ГОСТ 16263—70 метроло¬
гия— наука об измерениях физических величин, методах
и средствах обеспечения их единства. Основные пробле¬
мы метрологии: установление единиц физических вели¬
чин; разработка методов и средств измерений; установ¬
ление эталонов и образцовых средств измерений; раз¬
работка методов передачи размеров единиц от эталонов
или образцовых средств измерений рабочим средствам
измерений и др. Важнейшая роль в решении указанных
проблем отводится государственной метрологической
службе. Большую роль в развитии метрологии сыграл
Д. И. Менделеев, который руководил метрологической
службой в России в период 1892—1907 гг. Осуществле¬
ние задач, стоящих перед Государственной метрологи¬
ческой службой СССР, достигается государственной
системой обеспечения единства измерений (ГСИ).
Основными нормативно-техническими документами ГСИ
являются ГОСТы. В 1960 г. была принята Международ¬
ная система единиц (СИ). В соответствии с СИ разра-230
ботан СТ СЭВ 1052—78, который с 1 января 1980 г.
введен в действие в качестве Государственного стан¬
дарта СССР. Он устанавливает обязательное примене¬
ние единиц СИ во всей нормативно-технической доку-
ментации СССР. В СИ установлены семь основных
единиц. За единицу длины принят метр. Метр — это
длина, равная 1650763,73 длины волны в вакууме излу¬
чения, соответствующего оранжевой линии спектра
криптона — 86.§ 13. МЕТОДЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙТехнические измерения в машиностроении
и в ремонтном производстве являются органической
частью всего технологического процесса. Состояние из¬
мерительной техники оказывает значительное влияние
на всю экономику производства: себестоимость, процент
брака, трудоемкость сборочных операций, долговечность
и надежность машин. К техническим измерениям
предъявляют следующие требования: точность, произ¬
водительность и возможность заранее предупреждать
появление брака. Специфичность ремонтного производ¬
ства (измерения с целью дефектовки, сборка новых де¬
талей вместе с частично изношенными и др.) диктует
необходимость особого подхода к выбору средств изме¬
рения и к конструкции измерительных инструментов и
приборов. Существует четыре метода технических изме¬
рений:абсолютный, при котором измерительными прибо¬
рами определяют величину измеряемого размера в еди¬
ницах измерения;относительный (сравнительный) — измерительный
прибор показывает лишь разность между величиной из¬
меряемого размера и соответствующего эталона;предельный — с помощью калибров устанавливают
соответствие измеряемого размера интервалу допусти¬
мого отклонения размеров;комплексный — одновременно проверяется несколько
размеров.Каждый из этих методов, в свою очередь, может
быть прямым (измеряется непосредственно интересую¬
щий нас размер) и косвенным (величина размера вы¬
числяется по результатам измерения других величин).
Вид измерительного инструмента выбирают в зави-23 s
симости от принятого метода измерений, размеров и
конфигурации измеряемой детали и требуемой точности
измерений. При абсолютном методе измерений исполь¬
зуют штриховые нераздвижные инструменты, инстру¬
менты с линейным нониусом, микрометрические инстру¬
менты, углоизмерительные инструменты и оптические
приборы со штриховой шкалой.Для относительных измерений используют рычажно¬
механические, пневматические, оптические и электриче¬
ские приборы, причем показания этих приборов лишь
пропорциональны измеряемой величине.При предельном и комплексном способах измерений
применяют различные предельные калибры.Все измерительные приборы и инструменты (за ис¬
ключением калибров) имеют шкалу, то есть совокуп¬
ность отметок, изображающих ряд последовательных
чисел, соответствующих значениям измеряемой вели¬
чины. Делением шкалы называется линейный проме¬
жуток между осями или центрами двух смежных отме¬
ток на шкале. Цена деления шкалы — это значение
измеряемой величины, соответствующее одному деле¬
нию шкалы. Точностью измерений называется наимень¬
шее значение измеряемой величины, которое может
быть зафиксировано с помощью шкалы данного инст¬
румента; пределом измерений называется значение из¬
меряемой величины, при котором погрешность измере¬
ний не превышает допустимой величины.§ 14. ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ПРИБОРЫДля измерения линейных размеров загото¬
вок с малой точностью применяются штриховые нераз¬
движные инструменты: измерительные линейки, склад¬
ные метры и рулетки. Эти инструменты имеют шкалу
с делением через 1, редко 0,5 мм и позволяют произво¬
дить замеры с точностью до 0,5 мм. Пределы измере¬
ний: для линеек — от 100 до 1000 мм, для рулеток —
от 1 до 20 м. В сочетании с кронциркулями и нутроме¬
рами эти инструменты позволяют измерять диаметраль¬
ные размеры.Большей точностью обладают инструменты с линей¬
ным нониусом. Их отличительной особенностью явля¬
ется наличие двух шкал: основной и вспомогательной
(рис. 70). Основная шкала нанесена на штанге и подоб-232
г|115~1С5<|)ПЧ i|rtJgrо.1.1.1. м. [.и, I.р11рПШ1|1113 2■VРис. 70. Штангенинструменты:
а — штангенциркуль; б — штангензубомерна шкале линейки. Вспомогательная (нониус) нанесена
на подвижной части инструмента и служит для отсчета
дробных долей основной шкалы.Принцип устройства нониуса поясним на примере
нониуса с отсчетом десятых долей миллиметра. Шкала
нониуса имеет длину 19 мм и разделена на десять рав¬
ных интервалов, следовательно, каждый интервал деле¬
ния равен 1,9 мм, т. е. один интервал деления нониуса
короче двойного интервала деления основной шкалы
штанги на 0,1 мм. Таким образом, когда нулевые штри¬
хи шкалы нониуса и основной шкалы совпадают, первое
деление нониуса не доходит до второго деления основ¬
ной шкалы на 0,1 мм, второе — на 0,2, третье — на0,3 мм и т. д. Десятое же деление нониуса совпадает
с девятнадцатым делением основной шкалы. При изме¬
рении детали целые числа миллиметров определяют на
основной шкале по положению нулевого штриха нони¬
уса, а десятые доли миллиметра определяют по тому
штриху нониуса, который совпадает со штрихом основ¬
ной шкалы. Штангенинструменты выпускаются с вели¬
чиной отсчета 0,1, 0,05 и 0,02 мм. Наиболее распрост¬
раненным инструментом этой группы является штанген¬
циркуль (рис. 70,а), который состоит из штанги 2 с губ¬
ками 1 и 9, рамки 6 с губками 3 и S, нониуса 7, зажима
рамки 4 и микрометрического винта 5. Аналогичную во
многом конструкцию имеют штангенглубиномеры, пред¬
назначенные для измерения глубины отверстий и пазов;
штангенрейсмусы, измеряющие размеры от плиты, и
штангензубомеры (рис. 70,6), применяемые при конт¬
роле зубчатых колес. Штангензубомер имеет две взаим¬
но перпендикулярные линейки U два нониуса 3 и 7, две
рамки 2 и 6, что позволяет измерять губками 4 толщину
зуба на высоте, установленной планкой 5.Конструктивные разновидности штангенциркулей
регламентируются ГОСТ 166—80, штангенглубиноме-
ров — ГОСТ 162—80, штангенрейсмусов—ГОСТ 164—80.
Микрометрические инструменты позволяют измерять
линейные размеры с точностью до 0,01 мм.В ремонтном деле чаще всего применяют гладкий
микрометр (рис. 71), который состоит из микрометри¬
ческого винта 3, шаг которого 0,5 мм, скобы 7, являю¬
щейся корпусом инструмента, пяты 2, стебля 5, бара¬
бана 6, трещотки 7 и стопора 4. На стебле нанесена
продольная шкала с двумя рядами штрихов, а на бара¬
бане— круговая шкала с 50 равными делениями. Каж¬
дый ряд продольной шкалы имеет деление 1 мм, но так
как штрихи этих рядов смещены относительно один дру¬
гого, то цена деления всей шкалы равна 0,5 мм. Шаг
микрометрического винта равен 0,5 мм и, следовательно,
при повороте барабана на Vso часть, т. е. на одно деле-234
Рис. 71. Микрометр гладкий с пределом измерений 0 ... 25 мм:/ — скоба; 2 — пята; 3 — микрометрический винт; 4 — стопор; S — стебель;
6 — барабан; 7 — трещоткаРис. 72. Индикатор часового типа:
а — общий вид; б — схема механизма
ние, микрометрический винт перемещается на 0,01 мм.
Микрометры гладкие (ГОСТ 6507—78) типа МК изго¬
товляются с пределами измерений 0...25, 25...50, 50...75
и т. д. через 25 мм до 275...300, а также 300...400;400...500 и 500...600 мм.Микрометры периодически проверяются и настраи¬
ваются по установочной мере определенной длины, кото¬
рая прилагается к микрометрам с пределами измерений
более 25 мм. Помимо обычных микрометров, сущест¬
вуют специальные микрометры со вставками для изме¬
рения среднего диаметра резьбы и др. К микрометри¬
ческим инструментам относятся также микрометриче¬
ские глубиномеры, микрометрические нутромеры (штих-
массы) и др. Рычажно-механические приборы в зависи¬
мости от конструкции механизма, передающего переме¬
щение измерительного наконечника на стрелку, имеют
цену деления от 0,01 до 0,001 мм. Конструкции этих
приборов весьма разнообразны и могут быть подразде¬
лены на 5 групп: а) рычажного типа (рычажные инди¬
каторы, миниметры); б) с зубчатой передачей (индика¬
торы часового типа); в) рычажно-зубчатые (рычажные
скобы;) г) пружинные (микрокаторы); д) комбиниро¬
ванные, построенные на принципе сочетания рычажно¬
зубчатого механизма с микрометрической парой. Наи¬
более широкое применение получили индикаторы часо¬
вого типа (рис. 72,а), конструктивные разновидности
которых регламентированы ГОСТ 577—68 и СТ СЭВ
3138—81. Циферблат индикатора имеет 100 делений,
каждое из которых соответствует перемещению измери¬
тельного стержня 7 (рис. 72,6), удерживаемого пружи¬
нами 8 и 5 на 0,01 мм. Движение стержня передается
стрелке 3 с помощью системы зубчатых колес 1, 2, 4
и 6. Индикаторы часового типа применяются для наруж¬
ных или внутренних измерений, а также используются
в качестве отсчетных устройств в контрольных приспо¬
соблениях. Особенно часто индикаторы применяются в
приспособлениях для контроля биения, неперпендику-
лярности или непараллельности одной поверхности
относительно другой и для проверки правильности гео¬
метрической формы поверхности: овальности, конусооб-
разности, бочкообразности, седлообразности, плоскост¬
ности. Примером может служить приспособление для
проверки биения цилиндрической и торцевой поверхно¬
сти втулки (рис. 73). Контролируемая втулка, плотно236
Рис. 73. Контрольное приспособление с индикаторами часового типа
для проверки биенияРис. 74. Предельные измерительные инструменты:а — калибр-пробка; б — скоба; в — шаблон: 1 — измеряемая деталь; 2 — ин¬
струментнасаженная на переходную оправку 3, надета на штырь1 приспособления. Биение оценивается показаниями
двух индикаторов при вращении детали. Рычажные при¬
боры могут использоваться в контрольных приспособле¬
ниях для измерения линейных размеров. Для этого, по¬
мимо специальных эталонов, применяются плоскопарал¬
лельные концевые меры длины, размеры которых
регламентированы ГОСТ 9038—83 (СТ СЭВ 720—77).
Это наиболее точные средства измерений, применяемые
при работе в цеховых условиях. Размеры концевых мер
(плиток) выдерживаются с точностью до долей микро¬
метра. Измерительные плоскости их строго параллельны
и прямолинейны, что позволяет комплектовать плитки
в измерительные блоки. Наборы концевых мер (№ 1,2...16) выпускаются комплектами от 10 до 112 мер в на¬237
боре с рабочими размерами от 0,5 до 1000 мм. Следует
иметь в виду, что точный размер плитки имеют при тем¬
пературе +20 °С. При этой температуре рекомендуется
пользоваться и остальными средствами измерений. Раз¬
витие современного машиностроения требует значитель¬
но большей точности измерений, чем та, которую дают
рычажные и микрометрические приборы. В инструмен¬
тальной промышленности применяют оптические, пнев¬
матические и электрические приборы, которые позво¬
ляют проводить измерения с точностью до долей микро¬
метра. При крупносерийном и массовом характере про¬
изводства для контроля всех размеров используется
предельный метод измерений, основанный на примене¬
нии предельных калибров-пробок (гладких, резьбовых,
шлицевых), калибров-скоб, шаблонов и др. (рис. 74).
Изделие считается годным, если проходная сторона
калибра при небольшом усилии (обычно масса инстру¬
мента) проходит, а непроходная не проходит контроли¬
руемый размер детали.Калибры для комплексных измерений в большинстве
случаев являются специальными инструментами, но сре¬
ди них есть калибры, имеющие универсальный харак¬
тер. Так, резьбомер, применяемый для проверки шага
и профиля резьбы, по существу является комплексным
шаблоном. Комплексными калибрами являются резьбо¬
вые и шлицевые калибры — пробки и кольца. Помимо
названных инструментов, в процессе выполнения ре¬
монтных и других работ большое применение находят
простейшие измерительные инструменты: щупы, угла-
меры, уровни и другие.Контрольные вопросы и задания. 1. Перечислите категории и ви¬
ды стандартов, дайте их характеристику. 2. Какова экономическая
эффективность стандартизации? 3. Перечислите категории качества
продукции, дайте их характеристики. 4. Каковы виды и экономиче¬
ская эффективность взаимозаменяемости? 5. Что называется номи¬
нальным размером, предельными размерами, верхним отклонением,
нижним отклонением, допуском, посадкой, зазором и натягом?Лабораторная работа № 5. ТехническиеизмеренияЦель работы: изучить устройство измерительных
инструментов и освоить технику измерений.Задания. 1. Изучить устройство и освоить приемы
измерения инструментами: штангенциркулем, микромет¬238
ром, резьбомером и щупом. 2. Определить годность за¬
данной детали сопоставлением результатов ее измере¬
ний с размерами, указанными на чертеже. 3. Составить
отчет о работе.Оборудование и материалы. Для выполнения рабо¬
ты необходимо иметь: 6 штангенциркулей ШЦ-1 с пре¬
делом измерений 0...125 мм; 6 штангенциркулей ШЦ-2
с пределом измерений 0...320 мм; 10 микрометров глад¬
ких МК с различными пределами измерений; 6 шабло¬
нов резьбовых, набор № 1; 6 щупов, наборы № 1 и 2;
детали автотракторных двигателей, поршни в сборе
с кольцами, болты с гайками с различным шагом мет¬
рической резьбы, другие детали и их чертежи, годность
которых необходимо определить; обтирочный материал
(мягкая ткань); 40 г авиационного бензина; серию пла¬
катов «Измерительные инструменты и приемы изме¬
рений».Методические указания. Данная лабораторная рабо¬
та выполняется после изучения § 12, 13 и 14 главы 1
раздела 8.Работу следует проводить с подгруппой, разделив ее
на шесть звеньев, по 2—3 человека в звене. Каждое
рабочее место должно быть подготовлено лаборантом,
то есть оснащено наборами измерительных инструмен¬
тов и деталей для измерений.Каждый набор включает следующее: валик и чертеж
этого валика, диаметр одной из шеек которого измеря¬
ется штангенциркулем, а также микрометром, а дли¬
на— штангенциркулем, болт и гайку для определения
шага резьбомером; поршень в сборе с кольцами для
измерения зазора щупом. Набор измерительных инстру¬
ментов: штангенциркули ШЦ-1 и ШЦ-2, микрометр,
резьбомер, щуп.В методических указаниях приведен примерный пе¬
речень деталей, который может быть уточнен препода¬
вателем.В начале работы преподаватель или лаборант де¬
монстрируют приемы измерения перечисленными инстру¬
ментами, а после этого учащиеся приступают к выпол¬
нению задания.Измерение деталей штангенциркулем с величиной
отсчета 0,05 мм.1. Перед началом измерений штангенциркуль должен
быть подготовлен к работе: протерт мягкой тканью,239
смоченной в авиационном .бензине, а затем сухой мяг¬
кой тканью; проверено нулевое положение. Для этого
его рамку сдвигают до соприкосновения измерительны»
губок, при этом между поверхностями губок должен от¬
сутствовать зазор, а нулевые штрихи измерительных
шкал должны совпадать. При проверке рамка с нониу¬
сом должна плавно перемещаться по штанге.2. Произвести измерение заданной детали по разме¬
рам, указанным «а ее чертеже.Цилиндрические детали и отверстия измеряют в трех
сечениях, равномерно расположенных по длине детали,
и в двух взаимно перпендикулярных направлениях.3. Деталь берется левой рукой, а штангенциркуль
правой. Если деталь неудобно держать в руке, то ее
устанавливают на стол или плиту.4. Освободить стопорный винт рамки и стопорный
винт хомутика. Раздвинуть измерительные губки на ве¬
личину, несколько большую контролируемого размера.
Ввести деталь между измерительными губками штанген¬
циркуля, прижать деталь к неподвижной губке (укреп¬
ленной на штанге) и подвести подвижную губку (ук¬
репленную на рамке) к поверхности детали, застопорить
хомутик винтом. Гайкой микрометрического винта за¬
жать деталь так, чтобы ее покачивание стало невозмож¬
ным, но она могла бы скользить с легким трением, за¬
стопорить рамку штангенциркуля винтом.5. Снять с детали штангенциркуль и прочесть его
показания.6. Результаты измерений занести в отчет.Измерение детали микрометром. 1. Перед началом'измерений микрометр также должен быть подготовлен
к работе: протерт мягкой тканью, смоченной авиацион¬
ным бензином, а затем сухой мягкой тканью. Должны
быть проверены качество его сборки и нулевое поло¬
жение. Барабан микрометра должен свободно и плавно
перемещаться вдоль стебля, а микрометрический винт
не иметь осевого люфта или боковой качки. При про¬
верке микрометра следует плавным вращением трещотки
свести измерительные поверхности микрометрического
винта и пяты и после двух-трех щелчков проверить по¬
казания отсчетных шкал, срез барабана должен совпа¬
дать с риской нулевого деления, а нулевое деление ба¬
рабана — с продольной риской стебля.2. Микрометр взять левой рукой за скобу (брать240
микрометр за барабан нельзя) и пальцами правой рук©
равномерным вращением трещотки отвести микромет¬
рический винт на расстояние, несколько большее изме¬
ряемого размера. Затем между измерительными поверх¬
ностями винта и пяты ввести измеряемую деталь. Вра¬
щением микрометрического винта за головку трещотки*
подвести винт до соприкосновения с поверхностью дета¬
ли и после двух-трех щелчков закрепить микрометриче¬
ский винт, снять микрометр с детали и отсчитать пока*
зания шкал.3. Измерение каждого размера детали следует про¬
изводить не менее трех раз в той же последовательно¬
сти, как они осуществляются при измерении штангенцир¬
кулем. Результаты измерений занести в протокол.Измерение шаблонами. Шаблоны в большинстве слу¬
чаев имеют специальное назначение. Исключение со¬
ставляют нормальные шаблоны — радиусомеры и ком¬
плексный шаблоннрезьбомер, применяемый для провер¬
ки шага и профиля резьбы. Резьбомер состоит из набора
стальных пластин-шаблонов профилей резьбы с различ¬
ным шагом. Измерение производится путем наложения*
профиля резьбового шаблона на измеряемую резьбу. Ес¬
ли шаг и профиль резьбы и шаблона совпадают, то на
шаблоне читают размер шага резьбы.Диаметр резьбы измеряют штангенциркулем или мик¬
рометром.Щупы применяют для измерения величины зазора
между деталями (поршень — кольцо, «лапан — коромыс¬
ло и т. д.). Изготовляют их в виде набора стальных ка¬
либровочных пластин толщиной от 0,03 мм с интервалом*
в 0,01 мм или больше в зависимости от номера набора.
Зазор проверяют введением одной или нескольких сло¬
женных пластин между двумя деталями. При правиль¬
ном выборе пластины или их набора, соответствующих
зазору, они должны скользить с легким трением между-
деталями.Порядок выполнения работы. 1. Ознакомиться с ме¬
тодическими указаниями. 2. Подготовить измерительный^
инструмент к работе и проверить его исправность. 3. Из¬
мерить заданные детали в соответствии с указанным
порядком и последовательностью. 4. Результаты изме¬
рений занести в отчет. 5. Сделать заключение о годности*
измеренной детали. 6. Составить отчет. В отчете указать
цель и задание лабораторной работы, показать эскиз-16 Заказ М 897241;
детали и схему ее намерений, дать заключение о год¬
ности измеренной детали, указать измеренный шаг резь¬
бы и величину зазора собранных деталей.Глава 2. ОСНОВЫ СЛЕСАРНОЙ ОБРАБОТКИ§ 1. СЛЕСАРНЫЕ РАБОТЫ. РАБОЧЕЕ МЕСТОСлесарные работы — это ручная обработка
материалов, пригонка деталей, сборка и ремонт различ¬
ных механизмов и машин.При выполнении слесарных работ обрабатываемому
изделию придают заданную чертежом форму и размеры,
определенную точность и шероховатость поверхности.
Для этого выполняют ряд операций: разметку, рубку,
опиливание, шабрение и др. Слесарные работы выпол¬
няют при сборке машин. Для поддержания работоспо¬
собности оборудования и машин в процессе эксплуата¬
ции проводят ремонтные слесарные работы.Рабочим местом называют часть производственной
площади со всем находящимся на ней оборудованием,
инструментом и материалами, .которые используются ра¬
бочим или бригадой рабочих для выполнения производ¬
ственного задания.От правильной организации рабочего места и труда
слесаря зависят качество изготовления деталей и про¬
изводительность процесса.Рабочее место должно занимать площадь, необходи¬
мую для рационального размещения на ней оборудова¬
ния и свободного перемещения слесаря при работе.
Расстояние от верстака и стеллажей до слесаря должно
быть таким, чтобы он мог использовать преимуществен¬
но движение рук и по возможности избегал поворотов
и нагибания корпуса. Рабочее место должно иметь хо¬
рошее индивидуальное освещение.Слесарный верстак (рис. 75)—основное оборудова¬
ние рабочего места. Он представляет собой устойчивый
металлический или деревянный стол, крышку (столеш¬
ницу) которого изготовляют из досок толщиной 50...60 мм
твердых пород дерева и покрывают листовым железом.
Наиболее удобны и распространены одноместные вер¬
стаки, так как на многоместных верстаках при одновре¬
менной работе нескольких человек качество выполнения
точных работ снижается.242
Рис. 75. Одноместный слесарный
верстак:/ — каркас; 2 — столешница; 3 — тис¬
ки; 4 — защитный экран; 5 — планшет
для чертежей; 6 — светильник; 7 — по¬
лочка для инструмента; 8 — планшет
для рабочего инструмента; 9 — ящики;
10 — полки; 11 — сиденьеНа верстаке располагают/;,
необходимые для выполне¬
ния задания инструменты. ^
Чертежи ставят в планшет,а измерительные инструмен- | jты кладут на полочки. *Под столешницей верстака находятся выдвижные
ящики, разделенные на ряд ячеек для хранения инстру¬
мента и документации.Для закрепления обрабатываемых деталей на вер-
стаке устанавливают тиоки. В зависимости от характера
работы применяют параллельные, стуловые и ручные
тиски. Наибольшее распространение получили парал¬
лельные поворотные и неповоротные тиски, у которых
губки при разводе остаются параллельными. Поворотная
часть тисков соединена с основанием центровым болтом,
вокруг которого она может поворачиваться на любой
угол и закрепляться в требуемом положении при помо¬
щи рукоятки. Для увеличения срока службы тисков к
рабочим частям губок крепят стальные накладные губ¬
ки. Стуловые тиоки применяют редко, только для выпол¬
нения работ, связанных с ударной нагрузкой (при рубке,
клепке и др.). При обработке деталей небольших раз¬
меров используют ручные тиски.Выбор высоты тисков по росту работающего и ра¬
циональное размещение инструмента на верстаке спо¬
собствуют лучшему формированию навыков, повышению
производительности труда и снижают утомляемость.При выборе высоты установки тисков согнутую в
локте левую руку ставят на губки тискав так, чтобы кон¬
цы выпрямленных пальцев руки касались подбородка.
Инструменты и приспособления располагают так, чтобы
их удобно было брать соответствующей рукой: что берут
правой рукой — держать справа, что берут левой —
слева.На верстаке устанавливается защитный экран из ме-16*243;
талличеокой сетки или прочного плексигласа для за¬
держания кусков металла, отлетающих при рубке.Заготовки, готовые детали и приспособления разме¬
щают на стеллажах, установленных на отведенной для
них площади.§ 2. РАЗМЕТКАРазметка — операция нанесения на заготов¬
ку линий (рисок), определяющих (согласно чертежу)
контуры детали и места, подлежащие обработке.Разметку применяют при индивидуальном и мелкосе¬
рийном производстве, необходимость в ней отпадает при
крупносерийном и массовом производстве, так как обра¬
ботка заготовок ведется в приспособлениях.В зависимости от формы деталей применяют плоско¬
стную или пространственную разметку. В первом случае
линии (риски) наносят только на одной поверхности, во
втором — на нескольких поверхностях, расположенных
в различных плоскостях.Разметку выполняют на разметочных плитах, отли¬
тых из серого чугуна, подвергнутых старению и точно
обработанных.Линии (риски) при плоскостной разметке наносят
чертилкой (рис. 76, с), при пространственной—чертил¬
кой, закрепленной в хомутике рейсмаса (рис. 76, б).
Чертилки изготовляют из стали марок У10 и У12, рабо¬
чие концы их закаливают я остро затачивают.Кернер (рис. 76, г) предназначен для нанесения уг¬
лублений (кернов) на предварительно размеченных
линиях. Изготовляют его из сталей марок У7, У7А, У8
и У8А.Рабочий конец кернера закаливают и затачивают под
углом 60° Ударная часть (боек) инструмента для цент¬
рирования удара имеет сферическую форму и также за¬
калена. Для точного кернения применяют пружинный
и электрический кернеры.Разметочный циркуль (рис. 76, в) служит для про¬
ведения окружностей, деления углов и нанесения линей¬
ных размеров на заготовку.Для того чтобы проводимые линии на размечаемых
поверхностях были хорошо видны, поверхности окраши¬
вают раствором мела в воде с добавкой жидкого сто-244
Рис. 76. Инструменты для разметки:а — чертилка; б — рейсмас с чертилкой; в — разметочный
циркуль; г — кернерлярного клея или раствором медного купороса, а также
лаками и красками.Детали размечают по чертежу, шаблону, образцу и
по месту. При раз!метке по чертежу сначала наносят
осевые линии, затем — горизонтальные и вертикальные,
в последнюю очередь — наклонные линии, окружности и
дуги. После этого контуры детали накервивают.Разметку по шаблону применяют при изготовлении
большого количества одинаковых по форме и размерам
деталей.Центр на торцах цилиндрических деталей находят при
помощи центроискателей, центронаметчиков и циркулей.Центроискатель (рис. 77, а) представляет ообой
угольник с прикрепленной к нему линейкой, являющейся
биссектрисой прямого угла. Угольник устанавливают на
торец и чертилкой проводят линию, которая пройдет че¬
рез центр окружности, затем поворачивают угольник на
угол около 90° и проводят вторую линию. На пересече¬
нии линий и находится центр.Кернер-центроискатель (рис. 77, б) используют при
малом диаметре изделий. Центр накервивают, прижимая245
Рис. 77. Отыскивание центров-
окружностей:а — центроискателем; б — керне-
ром-центроискателем: 1 — кернер;
2 — фланец; 3 — колокол; 4 — пру¬
жина; 5 — головка; в — шарнирные
центроискателемколокол к торцу изделия
и ударяя молотком по
головке кернера.Шарнирный центро-
искатель (рис. 77,в) по¬
зволяет находить поло*
жение центров цилин¬
дрических, конических,
прямоугольных и других
отверстий. Он состоит
из четырех шарнир¬
но связанных планок,
соединенных пружина¬
ми, которые прижимают концы планок к стенкам
отверстия. Центр находится на пересечении линий, про¬
веденных через точки А—А и Б—Б.После разметки наносят контрольные линии, по ко¬
торым проверяют правильность и точность обработки.Разметка—трудоемкая и ответственная операция,
требующая высокой квалификации рабочего. В послед¬
нее время на машиностроительных заводах переходят к
работе без разметки, применяя 'простейшие разборно¬
сборные приспособления.§ 3. РУБКАРубка — слесарная операция, при выполне¬
нии которой режущим и ударным инструментом с за¬
готовки удаляют лишние слои металла, вырубают пазы
и канавки или разделяют заготовку на части. Режущим
инструментом служат зубило, крейцмейсель, а удар¬
ным — молоток.Зубилом (рис. 78, а) рубят металл и обрубают заусен¬
цы. Оно имеет рабочую 2, среднюю 3 и ударную 4 ча¬
сти. Рабочая часть зубила клиновидной формы с режу¬
щей частью 1, заточенной в зависимости от твердости
обрабатываемого металла под определенным углом. За246
Рис. 78. Инструмент для руб¬
лей:£L — зубило; б — крейцмейсельсреднюю часть зубило
держат при рубке, удар¬
ная часть (головка) су¬
жается кверху и для
центрирования удара за¬
круглена.Крейцмейселем (рис.78,6) вырубают пазы и
узкие канавки, а для
прорубания профильных
канавок используют спе¬
циальные крейцмейсели
«канавочники», которые отличаются формой режущей
кромки.Зубила, крейцмейсели и канавочтсики изготовляют из
стали У7, У7А, У8 и У8А.Их рабочие и ударные части закаливают и отпускают.Геометрия заточки зубила и крейцмейселя выбира¬
ется в зависимости от твердости обрабатываемого ма¬
териала. Угол заострения зуба для рубки чугуна и брон¬
зы берется 70°, для стали — 60°, латуни, меди — 45е,
алюминиевых сплавов — 35°.Слесарные молотки имеют квадратную или круглую
ударную часть — боек. Противоположный бойку конец
(молотка, имеющий форму скругленного клина, называ¬
ется носком. Его используют при расклепывании, правке
и т. д.Изготовляются молотки из стали марок 50, 50Х, У7 и
У8. Рабочие части -молотка (боек и носок) закаливают
и отпускают.Для закрепления молотка на рукоятке в его средней
части есть отверстие овальной формы. Рукоятки изго¬
товляют из твердых пород дерева (береза, клен, дуб
и др.). Для надежной фиксации конец рукоятки в от¬
верстии молотка расклинивают деревянным или метал¬
лическим клином.Основной характеристикой молотка является его мас¬
са. Молотки с квадратным бойком изготовляют массой
50 г и более, с круглым бойком — 200, 400, 500 г и более.247
Рис. 79. Удары молотком:
а — кистевой; б — локтевой; в — плечевойМолотки массой 50...200 г применяют для слесарно-шь
струментальных работ (разметки и др.), а более тяже¬
лые— для слесарных (рубка, клепка) и ремонтных
работ.Масса молотка выбирается в зависимости от длины
режущей «ромки зубила или .крейцмейселя (на 1 мм дли¬
ны режущей кромки зубила требуется 40 г массы мо¬
лотка, крейцмейселя — 80 г). Выбранные молоток и зу¬
било кладут на верстаке на закрепленные за ними ме¬
ста: молоток с правой стороны, а зубило с левой.Рубку проводят в тиоках, на плите или на наковаль¬
не, крупные детали обрабатывают на том месте, где они
находятся. Зубило держат в левой руке без излишнего
зажима, расстояние от руки до ударной части должно
быть 20...25 мм. Молоток берут правой рукой за руко¬
ятку на расстоянии 15—30 мм от ее конца. В зависи¬
мости от толщины металла рубку выполняют кистевым-,
локтевым или плечевым ударом молотка (рис. 79). Кис¬
тевой удар применяют при выполнении точных работ.
Обычно рубят локтевым ударом. Плечевым ударом
пользуются при снятии толстого слоя металла.§ 4. РЕЗКАРезка — это операция разделения металлов
и других материалов на части. В зависимости от формы
и размеров заготовок резку проводят ручной ножовкой,,
ручными или рычажными ножницами.Ручная ножовка (рис. 80) состоит из стальной цель¬
ной или раздвижной рамки и ножовочного полотна, ко¬
торое вставлено в прорези головок и закреплено штиф¬
тами. На хвостовике неподвижной головки закреплена248
рукоятка. Подвижная голов-
ка с винтом и барашковой «1
гайкой служит для натяже-
ния ножовочного полотна.Режущей частью ножовки
является ножовочное полот- Рис. 80. Ручная ножовка
но (узкая и тонкая пластина
с зубьями на одном из ре¬
бер), изготовленное из сталей марок У10А, 9ХС, Р9, Р18
и закаленное. Применяют ножовочные полотна длиной
(расстояние между отверстиями) 250—300 мм. Зубья
полотна разводят (отгибают) для того, чтобы ширина
разреза была немного больше толщины полотна.Круглый материал при раз,резке предварительно раз¬
мечают, зажимают в тиски и для лучшего направления
ножовочного полотна по разметочной риске делают на¬
пильником неглубокую канавку. На неразмеченной за¬
готовке у места реза ставят большой палец левой руки,
к его ногтю плотно прислоняют ножовочное полотно, а
правой рукой перемещают ножовку.При разрезании квадратного и полооового металла
в начале операции ножовку наклоняют вперед, а затем
режут при горизонтальном положении инструмента. По¬
лосовой металл рационально резать по узкой стороне.Трубы перед обработкой размечают по окружности
изогнутым по трубе шаблоном, затем зажимают в тисках
(чисто обработанные и тонкостенные трубы зажимают
между специальными деревянными накладками) и режут
по риске, держа ножовку горизонтально. В процессе
разрезания трубу необходимо поворачивать.Тонкий листовой материал режут вместе с деревян¬
ными прокладками, между которыми он зажимается.
Чаще всего для разрезания листового материала при¬
меняют ручные или рычажные ножницы.Для разрезания металла, помимо ручных инструмен¬
тов, применяют механические ножовки и электрические
ножницы.§ 5. ПРАВКА И ГИБКАПравка металла — операция, при которой
устраняют неровности, вмятины, кривизну, коробление,
волнистость и другие дефекты материалов, заготовок и
деталей. Правка в большинстве случаев является под¬
готовительной операцией. Рихтовка имеет то же назна-249
чение, что и правка, но
дефекты исправляются у
закаленных деталей.Гибку широко приме¬
няют для придания заго-товкам определенной фор-
0(у °о0 мы при изготовлении де-Чталей. Операции выпол-довании. Для правки и гибки вручную применяют пра¬
вильные плиты, рихтовальные бабки, наковальни, тиски,
оправки, кувалды, молотки металлические и деревянные
(киянки) и специальные приспособления.Перед правкой проверяют кривизну детали по зазору
между ней и плитой или на глаз. Полосовой металл
правят на плите, придерживая его левой рукой, а пра¬
вой наносят удары молотком по выпуклым местам от
краев к середине выпуклости. Сила ударов молотком за¬
висит от кривизны, и ее следует уменьшать по мере пе¬
рехода от наибольшего изгиба к наименьшему.Правка листового 'Металла является сложной опера-
цией и обычно проводится стальным молотком. Тонкий,
листовой металл и обработанные поверхности правят
молотком из мягкого материала (меди, .свинца, дерева).
Вначале осмотром устанавливают место выпуклости и
обводят его мелом. Затем намечают схему ударов при
правке (рис. 81). Удары наносят от края листа, их сила
с приближением к месту выпуклости постепенно умень¬
шается, а частота увеличивается. При этом ровная часть
листа вытягивается и выпуклость выправляется. После
этого лист перевертывают и легкими ударами молотка
восстанавливают его плоскостность.Перед гибкой полосового и круглого материала опре¬
деляют длину заготовки, а затем материал вместе с
оправкой зажимают в тиски и ударами молотка прида¬
ют ему определенную форму. Трубы гнут в холодном к
горячем состоянии, пользуясь различными приспособле¬
ниями, или на специальных трубопибочных станках. Тру¬
бы диаметром более 20 мм перед гибкой на стальных
оправках, шаблонах и роликовых приспособлениях наби¬
вают наполнителем (песком или канифолью).Навивка пружин небольшого диаметра проводится в
тисках на цилиндрической оправке с рукояткой.250
§ 6. КЛЕПКАКлепка — слесарная операция соединения
двух или нескольких деталей заклепками. Заклепочные
соединения относятся к неразъемным и применяются при
изготовлении различных металлических конструкций.Заклепки представляют собой металлические цилин¬
дрические стержни с заранее высаженными головками.
Их изготовляют из углеродистых сталей, легированных
сталей 09Г2 и Х18Н9Т, цветных металлов и сплавов М3,
Л62, АД1 и Д18П. Применяют несколько типов закле¬
пок: с полукруглой высокой или низкой головкой, с пло¬
ской головкой, с потайной и полупотайной головкой,
взрывные, двухкамерные. Наиболее часто используют
заклепки с полукруглыми и потайными головками. Вто¬
рую (замыкающую) головку заклепки высаживают при
склепывании.Клепку выполняют в холодном или горячем (если
диаметр заклепки более 10 мм) состоянии. Преимущест¬
во горячей клепки в том, что стержень лучше заполняет
отверстия в соединяемых деталях, а при охлаждении
заклепка лучше стягивает их. При клепке в горячем со¬
стоянии диаметр заклепки должен быть на 0,5... 1 мм
меньше отверстия, а в холодном—-на 0,1 мм.Ручную клепку выполняют молотком, массу его вы¬
бирают .в зависимости от диаметра заклепки, например
для заклепок диаметром 3...3,5 мм необходим молоток
массой 200 г.§ 7. ОПИЛИВАНИЕОпиливание — слесарная операция, при ко¬
торой с поверхности детали напильником (рис. 82) сре¬
зают слой металла для получения требуемой формы,
размеров и шероховатости поверхности, для пригонки
деталей при сборке и подготовке кромок под сварку.*Рис. 82. Напильник:1 — нос; 2 — ребро; 3 — грань; 4 — нятка; 5 — хвостовик; 6— ручка251
Напильники представляют собой стальные (марки:
сталей У13, У13А; ШХ13 и 13Х) закаленные бруски:
различного профиля с насеченными на рабочих поверх¬
ностях зубьями. Зубья напильника, имеющие в сечении,
форму острозаточенного клина, срезают с обрабатывае¬
мой детали слои металла в виде стружки (опилок).Напильники изготовляют с одинарной и двойной
(перекрестной) насечкой. Напильником с одинарной на¬
сечкой, нанесенной под углом 25° к его оси, опиливают
мягкие материалы, так как работа им требует больших
усилий ©следствие срезания широкой стружки. У на¬
пильников с двойной насечкой нижнюю (основную) на¬
сечку делают под углом 25°, а верхнюю (вспомогатель¬
ную) — под углом 45° к оси напильника. Верхняя на¬
сечка разрезает нижнюю на большое количество зубьев,
что позволяет обрабатывать напильниками твердые ма¬
териалы, так как при опиливании стружка дробится и
работа облегчается.По назначению напильники подразделяют на группы:
общего назначения, специального назначения, надфили,
рашпили, машинные. В зависимости от числа насечек
на 1 <см длины напильники делят на следующие номера:О и 1—драчевые, 2 и 3 — личные, 4 и 5 — бархатные.
Драчевые напильники имеют наиболее круглый зуб и
применяются для грубого опиливания, когда необходимо
снять слой металла более 0,3 мм, точность обработки
ими невысокая. Для чистового опиливания с точностью
0,02 и 0,05 мм применяются личные напильники, толщи¬
на снимаемого ими слоя металла не выше 0,02 и 0,06 мм.
Бархатные напильники предназначены для окончатель¬
ной обработки деталей с точностью 0,01—0,005 мм, тол¬
щина снимаемого ими слоя металла 0,01...0,03 мм.Напильники с насечкой в виде отдельных (точечных)
зубьев называются рашпилями. Их применяют для опи¬
ливания вязких и мягких материалов (баббит, дерево
и др.).Для обработки небольших поверхностей и доводоч¬
ных работ используют надфили. Напильники с дуговой
насечкой обеспечивают высокую производительность и
повышенный класс шероховатости обработанной поверх¬
ности.Напильники выпускают длиной 100, 125, 150, 200, 250,
300, 350 и 400 MiM. По форме поперечного сечення на¬
пильники изготовляют восьми типов (рис. 83): плоские252
еж зРис. 83. Разновидности напильников по форме сечения:а, б — плоские; в — квадратные; г — трехгранные; д — круглые; е — полу*-
круглые; ж — ромбические; з — ножовочныеI Начало |/ Движение^
правой руки[ Коней "1
Движение
левой рукц.^_\ >,Усилие,
создаваемое
правой рукой,Усилие,
создаваемое
левой рукой,постепенно увеличивается постепенно уменьшаетсяРис. 84. Распределение усилий нажима при опиливании(остроносые и тупоносые), квадратные, круглые, полу¬
круглые, трехгранные, ромбические и ножовочные. Вы¬
бор формы напильника определяется очертанием обра¬
батываемой поверхности детали.Напильники укладываются на верстаке с правой сто¬
роны в той последовательности, в которой ими будут
работать. Для получения ровной опиливаемой поверх¬
ности без завалов по краям движение нашильника долж¬
но быть строго горизонтальным, при этом необходимо
координировать усилие нажима на напильник во время
рабочего хода, постепенно увеличивая нажим правой ру¬
кой и одновременно уменьшая нажим левой. При обрат¬
ном ходе не следует отрывать напильник от опиливаемой253'.
поверхности, но и не прижимать его, он должен лишь
скользить (рис. 84).Опиленные плоскости проверяют линейкой или уголь¬
ником на просвет. Бели просвет между линейкой и пло¬
скостью узкий и равномерный, значит, она обработана
правильно.§ 8. СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ ИРАЗВЕРТЫВАНИЕВ процессе получения и обработки отвер¬
стий пользуются сверлами, зенкерами, зенковками и раз¬
вертками.При слесарной обработке в отдельных случаях свер¬
лят и обрабатывают отверстия вручную. При этом ин¬
струмент вращают ручными, электрическими и пневма¬
тическими дрелями, а также с помощью трещоток. При
ручном зенкеровании и развертывании инструмент за¬
крепляют в воротке и вращают его, а заготовку (так
же, как и при сверлении) зажимают в тисках или дру¬
гих приспособлениях. Следует помнить, что работа ту¬
пым или неправильно заточенным -инструментом на не¬
исправном оборудовании и приспособлениях вызывает
поломку инструмента и брак деталей.§ 9. НАРЕЗАНИЕ РЕЗЬБЫРезьбовое соединение — надежный вид креп¬
ления деталей машин. Оно позволяет просто проводить
сборку, регулировку, разборку.Винтовая канавка, прорезанная на наружной или
внутренней цилиндрической поверхности, образует со¬
ответственно наружную или внутреннюю резьбу. Про¬
филем резьбы называют сечение ее витка плоскостью,
проходящей через ось цилиндра, на котором нарезана
резьба. Ниткой (витком) называют часть резьбы, об¬
разуемую при одном полном обороте профиля. Углом
профиля резьбы называют угол, заключенный между
боковыми сторонами профиля резьбы. Впадина профи¬
ля— участок, соединяющий боковые стороны канавки.
Шаг резьбы — расстояние между двумя одноименными
точками соседних витков, измеренное параллельно оси
резьбы.По црофилю резьбы бывает цилиндрическая треу-254
гольная, коническая треугольная, прямоугольная, тра¬
пецеидальная, упорная и круглая.В машиностроении распространены три системы тре¬
угольной резьбы: метрическая, дюймовая и трудная.
Метрическая резьба имеет угол профиля 60°, характе¬
ризуется шагом и диаметром, выраженными в метричес¬
кой системе мер — миллиметрах. Дюймовая резьба име¬
ет угол профиля 55°, наружный диаметр измеряется в
дюймах (1" равен 25,4 мм), шаг характеризуется чис¬
лом ниток на 1", применяется редко. Трубная резьба
имеет профиль дюймо)вой резьбы и характеризуется чи¬
слом ниток 1", применяется для соединения труб.Инструментами для нарезания резьбы служат мет-
чики и плашки. Их изготавливают из сталей У10А, У11 Аг
У12А, 9ХС и Р18.Для нарезания резьбы в отверстиях применяют ком¬
плект из двух-трех /метчиков с различным диаметром
рабочей части (черновой, средний и чистовой). Для
отличия метчика на его хвостовике наносят круговые
риски. Чистовой метчик (рис. 85) имеет три круговые
риски и служит для чистового нарезания резьбы, так
как имеет полный профиль режущей части.Для нарезания наружной резьбы применяют плашки
(рис. 86) нескольких видов: круглые, квадратные, шес¬
тигранные и раздвижные призматичеокие.Диа-метр сверла для получения отверстия под резьбу
определяется по таблицам или (с достаточной точ¬
ностью) вычитанием из диаметра резьбы ее шага. Диа¬
метр стержня должен быть равен наружному диаметру
нарезаемой резьбы, но обычно его берут меньше на
0,3...0,4 мм для получения хорошего качества резьбы.Перед нарезанием резьбы у стержня и в отверстии
необходимо снять фаски. Для вращения метчика при¬
меняют вороток, © квадратное отверстие которого встав¬
ляют метчик. Круглую плашку закрепляют в воротке
(плашкодержателе), а раздвижную призматическую — в
рамке клуппа. Рабочие части инструмента и заготовки
необходимо смазать. Метчик надо вста!вить в отверстие
и по угольнику проверить его соосность с об¬
рабатываемой поверхности. Плашку следует наложить
на нарезаемый конец стержня так, чтобы клеймо нахо¬
дилось внизу и ее плоскость была перпендикулярна к
оси стержня. При вращении необходимо делать один-два
оборота в рабочем направлении и пол-оборота в обрат-255
"Рис. 85. Метчик:60°0,5. J,5ммРис. 86. Круглые плашки:1 — квадрат; 2 — хвостовик; 5 — а — цельная; б — разрезная
канавка; 4 — режущая часть;-5 — нитки (виток)«ую сторону для дробления стружки и предупреждения
заедания инструмента. В качестве смазочных веществ
применяют эмульсию, керосин, машинное масло.§ 10. ШАБРЕНИЕШабрением называется операция соскабли¬
вания с поверхности детали тонких слоев металла ре¬
жущим инструментом — шабером (рис. 87). Это оконча¬
тельная обработка точных поверхностей (направляющих
станин станков, контрольных плит, подшипников сколь¬
жения и др.) для обеспечения плотного сопряжения.
Шаберы изготавливают из сталей У10 и У12А, режущие
концы их закаливают без отпуска до твердости HRC
■64.. .66.Шаберы разделяют: по конструкции (цельные и со
вставными пластинками); по числу режущих концов
(односторонние и двусторонние); по форме режущей ча¬
сти (плоские, трех-, четырехгранные и фасонные).Для шабрения плоскостей используют плоский шабер1256
Рис. 87. Шаберы:а — плоский односторонний; б — плоский с изогнутым концом; в — плоский
двухсторонний; г — трех- и четырехгранныес прямолинейной или криволинейной режущей кромкой,
режущую часть его затачивают для грубой обработки
под углом 70...75°, а для чистовой — 90° Внутренние
цилиндрические поверхности обрабатывают трехгран¬
ным шабером.Поверочными инструментами при шабрении служат
плиты, плоские .и угловые линейки, .валики.Процесс подготовки и шабрение осуществляют в сле¬
дующей последовательности. Поверхности детали очи¬
щают и протирают. На поверочную плиту наносят тон¬
кий слой краски (сажу, лазурь и другие, смешанные с
машинным маслам) и осторожно накладывают деталь
обрабатываемой поверхностью на плиту. Затем деталь
передвигают круговыми движениями по плите и осто¬
рожно снимают. На обрабатываемой поверхности наибо¬
лее выступающие места слабо окрашиваются. В процес¬
се шабрения с окрашенных мест постепенно соскабли¬
вают металл, передвигая шабер с легким нажимом
вперед, каждый раз в различных направлениях так,
чтобы штрихи перекрещивались под углом 90°. При
черновом шабрении рабочий ход инструмента составляет10...15 мм, а при чистовом — 4...5 мм.Для проверки точности шабрения плоскостей к ним
прикладывают в нескольких местах рамку размером17 Заказ № 897257
25X25 мм и считают чи,сло пятен на площади, ограни¬
ченной рамкой. Шабрение заканчивают при следующем
количестве пятен: черновое — 8... 10, получистовое— 12,
чистовое—15, точное —20, тонкое — 25. Кроме того, по¬
верхность должна иметь мелкий и равномерный штрих,
без глубоких следов шабера. Точность шабрения криво¬
линейных поверхностей проверяют шаблоном—сеткой.Процесс шабрения механизируется путем использо¬
вания пневматического и электрического шабера или ус¬
тановки с шабровочной головкой.§ 11. ПРИТИРКА И ДОВОДКАПритирка и доводка—операции обработки
поверхностей особо мелкозернистыми абразивными ма¬
териалами с помощью притиров.Этими операциями добиваются получения не только
требуемой формы, но и наивысшей точности (5...6-й ква-
литеты), а также наименьшей шероховатости поверхно¬
сти (до 7?z=0,05 мкм).Притирку широко применяют в инструментальном
производстве, точном машиностроении, при ремонте дви¬
гателей внутреннего сгорания и топливной аппаратуры.Для приготовления притирочной смеси используют
тонкоизмельченные абразивные материалы: электроко¬
рунд, карбид кремния, карбид бора, синтетические ал¬
мазы, окись хрома и др. В качестве ювязующей жидко¬
сти применяют машинное масло, керосин, стеарин и ва¬
зелин.При притирке широко используют пасты ГОИ, содер¬
жащие в своем составе, кроме абразива и связки, по¬
верхностно-активные вещества, а также алмазные пасты.Материал притира должен быть мягче поверхности
притираемого материала. Обычно его изготовляют из
серого чугуна, бронзы, меди и дерева. Форма и размеры
притира должны быть очень точны, так как они копи¬
руют обрабатываемую поверхность.Для притирки плоскостей используют притирочные
плиты, по которым равномерно перемещают детали кру¬
говыми движениями с небольшим нажимом. Притиркой
на плитах получают высокую точность обработки.Внутренние конические поверхности притирают кони¬
ческими пробками-притирами, а наружные—в специ¬
альных притирах с коническим отверстием.258
Притирку ведут до тех пор, пока поверхность не
станет матового цвета или зеркальной. Качество про¬
веряют краокой, которая должна равномерно ложиться
по всей поверхности.§ 12. ПАЯНИЕ И ЛУЖЕНИЕПаяние — процесс соединения металлов в
твердом состоянии посредством расплавленного сплава
(припоя), температура плавления которого ниже тем¬
пературы плавления 'соединяемых металлов. Припой,
смачивая поверхности деталей, за счет возникающей
межатомной связи и диффузии соединяет их после ох¬
лаждения и затвердевания.Качество, прочность и эксплуатационная надежность
паяного соединения в первую очередь зависят от пра¬
вильного выбора припоя. Припои должны обладать сле¬
дующими свойствами: иметь температуру плавления
ниже температуры плавления спаиваемых материалов;
в расплавленном состоянии хорошо смачивать паяемый
материал и легко растекаться по его поверхности, обес¬
печивать достаточно высокие сцепляемоеть, прочность,
пластичность и герметичность паяного соединения.Припои подразделяются на твердые (тугоплавкие и
высокопрочные —температура плавления выше 500 °С)
и мягкие (легкоплавкие, обладающие меньшей проч¬
ностью,— температура плавления ниже 500°С).Легкоплавкие (мягкие) припои широко применяются
в отраслях промышленности и в быту, чаще всего при¬
пои оловянноновинцовые ПОС-90, ПОС-50, ПОС-40,
ПОС-ЗО, ПОС-18 (число указывает содержание олова,
а остальное — свинец), обладающие рядом преимуществ
по сравнению с другими. ПОС-ЭО применяют для пайки
электроаппаратуры, ПОС-ЗО — для пайки кабельных
оболочек, ПОС-18 — для пайки автотракторных радиа¬
торов.Припои оловянно-цинковые ПОЦ-ЭО, ПОЦ-70, ПОЦ-
60, П01Д-40 (39...40% Sn, 60...61% Zn)—по сравнению
с оловянно-свинцовыми более прочные, но менее плас¬
тичные— применяются реже, в основном для пайки
бронз и латуни.Тугоплавкие (твердые) припои представляют собой
тугоплавкие металлы и сплавы, применяют их для по¬
лучения соединений, прочных при высоких температу-17е259
pax, стойких против усталости и коррозии. Припои мед¬
но-цинковые ПМЦ-36, АМЦ-48, ПМЦ-54 (52...56% Си*43...47% Zn), температура плавления которых 700...950°,
а также латуни марок JI62 и Л68 (температура плав¬
ления 905° и 938 °С), обладающие большей пластич¬
ностью и высокой прочностью по сравнению с медно-
цинковыми припоями, используют для пайки стальных,
медных и чугунных изделий. Серебряные припои ПСр-10,
ПСр-70 (69,5...70,5 % Ag, 25,5...26,5 —Си, 3...5 % Zn) в
зависимости от химического состава имеют различную
температуру плавления от 650° до 870 °С, обеспечивают
прочное соединение, хорошую электропроводность, а так¬
же коррозионную стойкость паяного шва и применяются
для паяния черных и цветных металлов и сплавов, за
исключением алюминия, цинка, магния и их сплавов.
Алюминиевые припои АС2 (силумин), 34А (66% АЦ
28 — Си, 6% Si) в основном состоят из алюминия с при¬
месью некоторых других металлов, добавляемых для
снижения температуры плавления припоя.Припои выпускают в виде чушек, проволоки, литых
прутков, зерен, лент фольги, трубок, заполненных флю¬
сом (канифолью), а также в виде порошков и паст из
порошка с флюсом.Для очистки и предохранения поверхности от окис¬
лов, улучшения смачиваемости и растекания припоев
применяют различные флюсы. При паянии мягкими при¬
поями флюсами служат хлористый цинк, нашатырь, ка¬
нифоль, пасты; медно-цинковыми припоями — бура, бор¬
ная кислота; серебряными — фтористый натрий.Нагревать места соединения и расплавлять припой
можно паяльником, паяльными лампами, газовыми го¬
релками. Наконечники паяльников изготовляют из меди,
обладающей высокой теплопроводностью.Перед паянием поверхности металлов очищают ме¬
таллической щеткой и напильником, затем нагревают
до температуры плавления припоя и при помощи флю¬
са удаляют с поверхности окислы, после чего вводят
припой. После охлаждения спаянных деталей обраба¬
тывают полученный шов.Паяние алюминия и его сплавов является весьма
трудной операцией в связи с тем, что на воздухе (осо¬
бенно при нагреве) на их поверхности образуется туго¬
плавкая пленка окислов. Перед паянием алктиния по¬
верхности сначала обезжиривают бензином или спиртом,260
затем очищают напильником или металлической щеткой.
После этого нагретые поверхности облуживают натира¬
нием куском припоя с флюсом. Флюс удаляет окислен¬
ную плевку, припой облуживает соединяемые поверх¬
ности.Облуженные поверхности паяют обычным способом,,
после чего детали тщательно дромывают. Для алюминия:
припоем может служить сплав из 25% Zn, 40 — Sn,.
15 —А1 и 20% Cd.Лужение — покрытие поверхности металлических из¬
делий тонким слоем оло-ва или его сплава для предо¬
хранения от коррозии, а также -при подготовке к паянию.Поверхности, подлежащие лужению, очищают щет¬
ками, а неровности удаляют шлифованием абразивными
кругами или шкуркой. Затем проводят химическое обез¬
жиривание и травление в 20...30%-^ным растворе серной
кислоты. Полуду наносят натиранием (большие изде¬
лия) и погружением (небольшие изделия).§ 13. СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫСлесарно-сборочные работы — это монтаж¬
ные и демонтажные работы, выполняемые при сборке
и ремонте машин. Разнообразные соединения деталей,
выполняемые при сборке машин, делят на два основных
вида: подвижные и неподвижные. При подвижных сое¬
динениях возможно взаимное перемещение сопряженных
деталей (нала относительно подшипника и т. д.). Не¬
подвижные соединения имеют неизменное взаимное ра¬
сположение деталей. По конструкции и условиям эк¬
сплуатации они делятся на разъемные и неразъемные.
Примером неподвижных разъемных ‘соединений служат
винтовые и клиновые соединения. Соединения деталей,
полученные сваркой, клепкой, горячей прессовкой, от¬
носятся к неразъемным соединениям. При выполнении
слесарно-оборочных работ црименяют разнообразные
инструменты и приспособления: гаечные 'ключи (про¬
стые, торцевые, раздвижные и др.), отвертки, вььколот-
ки, съемники, приспособления для напрессовки и выпрес-
совки.§ 14. ТЕХНИКА БЕЗОПАСНОСТИСлесарь должен знать правила техники без¬
опасности, безопасные приемы при всех слесарных ра¬
ботах, которые ему приходится выполнять, причины, ко¬261
торые могут вызвать несчастные случаи при работе, и
строго соблюдать меры предосторожности в процессе
производства работ.Перед началом работы необходимо надеть спецодеж¬
ду, застегнуть все пуговицы и проверить, чтобы не было
развевающихся концов, а волосы убрать под головной
убор. Необходимо правильно организовать рабочее ме¬
сто и проверить исправность приспособлений и инстру¬
мента, правильность его заточки и заправки. При про¬
верке инструмента необходимо обратить внимание на
то, чтобы молотки были хорошо насажены на ручки и
закреплены клином, напильники и шаберы должны быть
прочно насажены на ручки. Необходимо проверить ис¬
правность оборудования, его заземление, а также удо¬
стовериться, имеют ли вращающиеся части защитные
ограждения. Необходимо обеспечить достаточную осве¬
щенность.Во время работы следует прочно зажимать в при¬
способлениях детали, опилки удалять только щеткой.
При рубже следует работать только в защитных очках.
При работе с электроинструментами следует пользо¬
ваться резиновыми перчатками, калошами, ковриками и
изолирующими подставками. При пайке, лужении и
работе с кислотами следует пользоваться перчатками и
защитными очками. Нельзя допускать загрязнения одеж¬
ды керосином, бензином и маслом.Контрольные вопросы и задания. Д. Каким основным требовани¬
ям должно отвечать рабочее место слесаря? 2. Назовите инструмен¬
ты, применяемые при рубке, расскажите, чем руководствуются при
их. выборе. 3. Назовите инструменты, применяемые для резки метал¬
ла вручную. 4. Расскажите о видах напильников, их применении и
приемах опиливания.Глава 3. ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МЕТАЛЛОВПроцесс резания металлов изучается нау¬
кой, которая называется теорией резания металлов.Теория резания металлов рассматривает: общие за¬
кономерности процесса образования стружки; режущий
инструмент, его геометрию и влияние геометрии инстру¬
ментов на процесс резания; силы, действующие на ин¬
струмент, и их влияние на процесс резания; теплообра¬
зование в процессе резания; износ инструментов и пути
повышения их стойкости и т. д.262
§ 1. ДВИЖЕНИЯ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
И ОСНОВНЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
РЕЗАНИЕМБольшинство деталей машин заданных фор-
мы, размеров и точности получают путем снятия струж¬
ки — обработкой резанием.Процесс резания возможен только при непрерывном
относительном взаимном перемещении обрабатываемой
заготовки и лезвий режущего инструмента. Заготовки
и режущие инструменты приводятся во взаимосогласо¬
ванные движения механизмами станков.В процессе обработки резанием различают рабочее
движение двух видов: главное движение резания и дви¬
жение подачи.Главное движение, имея наибольшую скорость, опре¬
деляет направление и скорость деформаций в материа¬
ле срезаемого слоя и тем самым направление схода
стружки и ее форму. Поэтому скорость главного движе¬
ния является скоростью резания. Движение подачи обе¬
спечивает проникновение лезвия инструмента в новые
слои материала. Как главное движение, так и движение
подачи может быть вращательным, поступательным
(возвратно-поступательным), .комбинацией этих двух
движений и сообщается как детали, так и инструменту*
Сочетание и количественные соотношения главного дви¬
жения и движения подачи определяют все известные
методы обработки резанием.Для подготовки к резанию выполняют вспомогатель¬
ные движения, которые необходимы для установки де¬
тали, подвода и отвода инструмента и т. д.В зависимости от характера выполняемых работ и
вида режущего инструмента различают следующие ме¬
тоды обработки материалов резанием (рис. 88): точение,
сверление, фрезерование, строгание и шлифование.Точение производится резцами, заготовке сообщается
вращательное главное движение, а инструменту — по¬
ступательное движение — подача. При сверлении глав¬
ное (вращательное) движение и (поступательное дви¬
жение) подача сообщаются инструменту (сверлу). При
фрезеровании главное (вращательное) движение сооб¬
щается инструменту (фрезе), а (поступательное движе¬
ние) подача — заготовке. Резец при поперечном строга¬
нии [совершает главное (возвратнонпостуштелыюе)263
Рис. 88. Основные методы об¬
работки материалов резанием:а — точение; б — сверление; в —
фрезерование; г, д — строгание.
с, ж — шлифованиедвижение, а заготовка
(пер иодическое попереч-
ное поступательное дви¬
жение) — г/эдачу. При
продольном строгании за¬
готовка совершает глав¬
ное (возвратно-поступа¬
тельное) движение, а ре¬
зец — подачу (прерыви¬
стое поперечное поступа¬
тельное движение). Нри шлифовании главное движение
всегда вращательное, осуществляется шлифовальным
кругом. При круглом шлифовании заготовке сообщается
вращательное движение (круговая подача) и одновре¬
менно осуществляется ее возвратно-поступательное дви¬
жение (продольная подача), а также радиальная подача
круга (периодическое движение, перпендикулярное к оси
заготовки). При плоском шлифовании круг совершает
главное (вращательное) движение и периодические
поперечную и радиальную подачи, а заготовка —
возвратно-поступательное движение, продольную по¬
дачу.§ 2. ТОКАРНЫЙ ПРОХОДНОЙ РЕЗЕЦДля разных методов обработки применимы
общие понятия и определения. Для удобства рассмот¬
рим их на примере точения.При обработке резанием на заготовке различают три
поверхности (рис. 89). Обрабатываемая поверхность —
это поверхность, с которой срезается ‘слой металла. Об¬
работанная поверхность — это поверхность, с которой
срезан слой металла и превращен в стружку. Поверх¬
ность резания — это поверхность, образованная главной
режущей кромкой инструмента и являющаяся переход¬
ной между обрабатываемой и обработанной поверх¬
ностями.264
Рис. 89. Поверхности обраба¬
тываемой заготовки и коорди¬
натные плоскости:1 — обрабатываемая поверхность;2 — поверхность резания; 3 — об¬
работанная поверхность; 4 — ос¬
новная плоскость; 5 — плоскость
резанияРис. 90. Части и поверхности
проходного токарного резца:1 — крепежная часть (стержень)
резца; 2 — рабочая часть; 3 — пе¬
редняя поверхность; 4 — вспомога¬
тельное режущее лезвие (кромка);
5 — вершина; 6 — вспомогательная
задняя поверхность; 7 — главная
задняя поверхность; 8 — главное
режущее лезвие (кромка)Знание частей, конструктивных элементов и геомет¬
рии токарного резца позволяет ориентироваться во всем
многообразии лезвийных металлорежущих инструментов.Токарный прямой проходной резец (рис. 90) состоит
из двух частей — рабочей части, имеющей режущие
кромки, срезающие слой металла с заготовки, и крепеж¬
ной части (стержня), предназначенной для установки и
крепления его в резцедержателе станка.Рабочая (режущая) часть образуется рядом поверх¬
ностей, которые, пересекаясь, образуют режущие кромки
и вершину резца. Передняя поверхность — это поверх¬
ность, контактирующая в процессе резания со срезаемым
слоем и стружкой. Задние поверхности резца контакти¬
руют в процессе резания с поверхностями заготовки.
Главная задняя поверхность — поверхность, обращенная
к поверхности резания заготовки. Вспомогательная зад¬
няя поверхность — поверхность, обращенная к обрабо¬
танной поверхности заготовки. Передняя и главная зад¬
няя поверхности в пересечении образуют главную режу¬
щую кромку, формирующую большую сторону сечения
срезаемого слоя. Передняя и вспомогательная задняя
поверхности, пересекаясь, образуют вспомогательную
режущую кромку, формирующую меньшую сторону се¬
чения срезаемого слоя. Вершина резца — точка пересе¬265
чения главной и вспомогательной режущих кромок. Для
увеличения износостойкости резца и повышения чистоты
обработанной поверхности вершину его закругляют по
радиусу или срезают, образуя переходную режущую
кромку. Основную работу, связанную со срезанием при¬
пуска, выполняет главное лезвие, состоящее из главной
режущей кромки и примыкающих к ней контактных
площадок на передней и задней поверхностях рабочей
части резца.Чтобы резец ,мог выполнять работу резания, его ра¬
бочей части необходимо придать форму клина, затачи¬
вая ее по передней и задним поверхностям. Углы резца
определяют взаимное расположение поверхностей его
режущей части, а также остроту режущего клина, фор¬
му поперечного сечения урезанного слоя.Для определения углов резца пользуются координат¬
ными плоскостями: основной, резания, главной секущей
и вспомогательной секущей.Основная плоскость — плоскость, проведенная через
рассматриваемую точку режущей кромки перпендику¬
лярно скорости главного движения в этой точке. Она
параллельна направлениям продольной и поперечной
подач токарного станка.Плоскость резания — плоскость, касательная к режу¬
щей кромке в рассматриваемой точке и перпендикуляр¬
ная основной плоскости. Главная секущая плоскость А —
А —плоскость, перпендикулярная к проекции главной
режущей кромки на основную плоскость. Вспомогатель¬
ная секущая плоскость Б—Б — плоскость, перпендику¬
лярная к проекций вспомогательной режущей кромки на
основную плоскость.Углы резца рассматривают при неподвижном (ста¬
тическом) состоянии резца и заготовки — это необходи¬
мо для того, чтобы можно было изготовить его в ме¬
талле и сделать заточку рабочей части. Кроме углов
статических, различают углы кинематические (или углы
в движении) при вращении заготовки и подаче резца.
Кинематические углы несколько отличаются от стати¬
ческих; обычно значения статических углов назначаемых
инструментов приводятся с учетом изменений их вели¬
чин в процессе рабочих движений. Поэтому рассмотрим
углы в статике исходя из следующих условий: ось резца
перпендикулярна линии центров токарного станка; вер¬
шина резца находится на линии центров станка. Глав-266
^ Оснобная
плоскостьРис. 91. Углы заточки режущей части резцаные углы резца определяют в главной секущей плоско-
сти А—А (рис. 91).Главный передний угол Y — угол между передней по¬
верхностью резца и плоскостью, перпендикулярной к
плоскости резания, проходящей через главное режущее
лезвие (точка М). Значение угла у колеблется в широ¬
ких пределах: от —10° (отрицательный угол у, распо¬
лагаемый в теле резца) до +30° и выбирается в зави*
симости от условий резания. С увеличением угла у об¬
легчается процесс стружнообразоваиия и снижаются
силы резания и расход мощности, но уменьшается проч¬
ность главного режущего лезвия.Главный задний угол а образуется главной задней
поверхностью и плоскостью резания, его принимают рав¬
ным 6...12°. Он служит для уменьшения трения между
главной задней поверхностью резца и поверхностью ре¬
зания.Главный угол заострения [J— угол между передней и
главной задней поверхностями.Угол резания 8 образуют передняя поверхность и
плоскость резания.
Из рисунка 91 видно, что углы р и 6 зависят от уг¬
лов а и у и связаны -с ними следующими зависимостями:J} = 90°—(a+v) и 6=90°—у.Вспомогательные углы ^ и ai измеряются во вспо¬
могательной секущей плоскости Б—£, перпендикулярной
к проекции вопо!Могательного режущего леэвия иа ос¬
новную плоскость. Основное назначение угла yi — умень¬
шение трения между вспомогательной задней поверх¬
ностью резца и обработанной поверхностью заготовки.Углы в '.плане ф, фь е определяются в основной плос¬
кости. Главный угол в плане ф — угол между проекцией
главного режущего лезвия на основную плоскость и на¬
правлением подачи, он изменяется в пределах 30...90°
Уменьшение угла ф повышает чистоту обработанной по¬
верхности и снижает износ резца, но приводит к уве¬
личению 'радиальной составляющей силы «резания, по¬
этому чаще всего угол ф берется равным 45° Вспомо¬
гательным углом в плане <pi называется угол между
проекцией вспомогательного .режущего лезвия на основ¬
ную плоскость и направлением, обратным подаче. Обыч¬
но его значения выбирают в пределах 5... 10°. С умень¬
шением ф! повышается чистота обработанной поверхно¬
сти, увеличивается прочность вершины резца и снижа¬
ется его износ. Угол при вершине в плане г образуется
проекциями режущих лезвий на основную плоскость, и
его определяют из соотношения е=180°—(ф + фО-Угол между главным режущим лезвием и плоскостью,
проведенной параллельно основной плоскости через
вершину резца, называется углом наклона главного ре¬
жущего лезвия %. Угол считается положительным, когда
вершина резца является низшей точкой режущего лез¬
вия, отрицательным — высшей. Угол % (равен нулю, если
главное режущее лезвие параллельно основной плос¬
кости. При положительном и нулевом значениях угла X
стружка сходит в направлении обработанной поверхно¬
сти и царапает ее, но режущая часть более массивна,
поэтому резцы с этими углами применяют при черновой
обработке, а с отрицательным углом К — при чистовой.Изменение условий установки резца приводит к из¬
менению величины углов. Так, при наружной обточке
установка вершины резца выше линии центров приводит
к увеличению переднего угла ^ и к уменьшению глав¬268
ного заднего угла а. Установка 'вершины резца ниже
линии центров приводит -к увеличению угла *а и уменьше¬
нию угла у- При (внутренней обточке установка вершины
резца выше и ниже линии центров приводит к обрат¬
ному характеру изменения углов у и а по сравнению с
наружной обточкой. Неперпендикулярность оси .резца к
линии центров изменяет величины углов ср и фьВ зависимости от обрабатываемого материала, ма¬
териала резца и условий работы применяются различ¬
ные формы заточки (передней поверхности резца: плос¬
кая с положительным углом у, плоская с отрицательным
углом у (для черновой обработки стали и чугуна) и ра¬
диусная. (для чистого точения -пластичных металлов).У резцов вначале затачивают под заданные углы
главную и вспомогательную задние поверхности, а затем
переднюю поверхность. После этого на передней по¬
верхности затачивают стружкозавивающую канавку (при
необходимости), фаску и вершину по радиусу. После
заточки твердосплавные резцы подвергают доводке на
алмазных кругах. Доводка позволяет получить на ре¬
жущем лезвии высокий класс шероховатости поверхно¬
сти, обеспечивает высокую остроту лезвия и повышает
стойкость резца в 1,5...2 раза.§ 3. РЕЖИМЫ РЕЗАНИЯ И ГЕОМЕТРИЯ СРЕЗАЕМОГОСЛОЯК элементам резания при точении относят
скорость резания, подачу и глубину резания (рис. 92).
Совокупность этих величин называют режимом резания.Скоростью резания v (м/мин) называется путь пере¬
мещения режущего лез¬
вия инструмента относи¬
тельно заготовки в на¬
правлении главного дви¬
жения в единицу време¬
ни. Если главное движе¬
ние вращательное (точе¬
ние), то скорость резания
определяют по формулеJlD за
1000к<Л{'У4\В^3А \ismK*&Рис. 92. Элементы резания и гео¬
метрия срезаемого слоя269
где /Эзаг — наибольший диаметр обрабатываемой заготовки, мм;
п — частота вращения заготовки, об/мин.Подачей 5 (мм/об) называется путь точки режущего
лезвия инструмента относительно заготовки в .направлен
нии движения подачи за один оборот.Глубиной резания t (мм) называется расстояние ме¬
жду обрабатываемой и обработанной поверхностями за¬
готовки, измеренное перпендикулярно к последней, за
один проход инструмента относительно обрабатываемой
поверхности. При наружном точении глубина резания
определяется 'как полуразность диаметров до и после
обработки:, /^заг—d2Объем металла, срезаемого за одну минуту, опреде¬
ляется по формуле: G = vSt, см3/мин.Геометрия срезаемого слоя характеризуется толщи¬
ной, шириной и площадью поперечного сечения.Толщина срезаемого слоя а (мм) —длина нормали к
поверхности резания, проведенной через рассматривае¬
мую точку режущей .кромки, ограниченная сечением
срезаемого слоя.Ширина срезаемого слоя (ширина среза, мм) —длина
стороны сечения срезаемого слоя, образованного поверх-*
ностью резания.Номинальная площадь срезаемого слоя /авсд (мм2)
(см. рис. 92) определяется по формуле /авсд =ae = tS.Действительная площадь срезаемого слоя /бсдв
вследствие того, что участвуют два движения (v и 5),
будет меньше номинальной / авсд на значение площади
осевого сечения гребешка / аве, остающегося на обрабо¬
танной поверхности. Эти гребешки обусловливают шеро¬
ховатость поверхности, которая повышается с возраста.-*
еием t, S и углов ф, фь§ 4. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ ИНАРОСТАОбразование стружки является сложным
процессом деформации металла режущим инструментом,,
который, внедряясь в металл, вызывает все виды дефор¬
мации (упругую, пластическую и разрушение). Это яв^
ление исследовал впервые проф. И. А. Тиме.270
Рис. 93. Схема процесса об¬
разования стружкиПри обработке пласти¬
ческих металлов (рис. 93)
в начальный момент резец
под действием силы Р внед¬
ряется в металл и в сре¬
заемом слое возникают уп¬
ругие деформации. При
дальнейшем движении рез¬
ца в металле происходят
пластические деформации и
постепенно увеличиваются
напряжения сжатия. В мо¬
мент, когда пластические
деформации дойдут до
предела, а напряженияпревзойдут предел прочности металла, происхо¬
дит отделение (.скалывание) элемента стружки от ос¬
новного металла до плоскости 00, названной плос¬
костью (скалывания. При дальнейшем движении резца
таким же образом отделяются второй и последующие
элементы стружки. Следовательно, стружкой называют
деформированный и отделенный в результате обработки
резанием поверхностный слой материала заготовки.
Плоскость скалывания, расположенная -под углом ска¬
лывания 0, является некоторой границей между дефор¬
мацией в заготовке и стружке, ее расположение в
пространстве вполне определенное, так как угол ска¬
лывания незначительно изменяется при резании пласти¬
ческих металлов. Исследованиями Я. Г. Усачева уста¬
новлено, что элементы стружки после их отделения от
основного металла подвергаются дополнительной дефор¬
мации и в них происходит скольжение мономолекуляр-
ных слоев металла по плоскостям OiOb которые назы¬
ваются плоскостями сдвига. Благодаря этому прочность
металла в стружке меньше по плоскостям сдвига, чем
по плоскостям скалывания. Угол между плоскостями
скалывания и сдвига называется углом сдвига (для
пластичных металлов р«30°, для хрупких f}«0°).При резании металлов деформация распространяется
за пределы плоскости скалывания и в глубь металла,
в результате этого возникает упрочнение (наклеп) ме¬
талла обработанной поверхности, появляются остаточные
напряжения. Глубина наклепа и значение остаточных
напряжений зависят от физикопмеханических свойств271
металла, режимов резания
и геометрии инструмента.а — сливная; ё — скалы
в — надломаРис. 94. Виды стружек:Степень пластической де¬
формации металла при ре¬
зании характеризуется усад¬
кой стружки. Длина струж¬
ки L всегда короче пути L0,
пройденного резцом, а тол¬
щина стружки а больше тол¬
щины срезаемого слоя а®.Изменения размеров срезаемого слоя после превраще¬
ния его в стружку (называют усадкой и определяют от¬
ношением K=L0/L. Значения К колеблются от 1 (для
хрупких '.металлов, у которых пластическая деформация
практически отсутствует) до 8 (для очень вязких ме¬
таллов).В зависимости от физико-механических свойств об¬
рабатываемых металлов и условий резания И. А. Тиме
подразделил образующиеся стружки на сливную, скалы¬
вания и надлома (рис. 94).Сливная стружка образуется при обработке пластич¬
ных металлов с повышенными скоростями, малой
толщиной срезаемого слоя и большими передними
углами у инструмента. Она имеет вид сплошной ленты,
и отдельные элементы ее прочно связаны друг с другом.Стружка скалывания образуется при обработке ме¬
таллов повышенной твердости с небольшими скоростя¬
ми резания, с малыми передними углами у инструмента
и большой толщиной срезаемого слоя. У этой стружки
элементы имеют менее прочную связь и отчетливо вид¬
ны плоскости скалывания между ними.Стружка надлома образуется при обработке твердых
и непластичных материалов (чугун, бронза, некоторые
неметаллические материалы) и состоит из отдельных
элементов неопределенной формы, не связанных между
собой.Образование нароста происходит в процессе резания
пластичных материалов. На передней поверхности резца
у его режущей кромки образуется застойное накопление
деформированных частиц обрабатываемого металла,
которые под влиянием давления и высокой температуры
привариваются, образуя нарост. Твердость нароста в2...3 раза больше твердости обрабатываемого металла,
он может резать металл, защищая режущую кромку от272
истирания и воздействия теплоты. Нарост изменяет гео¬
метрию режущей части инструмента (уменьшается угол;
резания), тем самым оказывает влияние на процесс
внедрения резца ib металл и на деформацию срезаемого
слоя. Нарост 'периодически разрушается и вновь обра¬
зуется, изменяя толщину срезаемого слоя. В результате
этого ухудшается шероховатость обработанной поверх¬
ности и снижается точность обработки. Поэтому при.
чистовой обработке образование нароста нежелательно;,
а лри черновой обработке он не вредит процессу ре¬
зания.Наибольшее влияние на образование нароста ока¬
зывает 'скорость резания. Интенсивное образование его»
происходит при работе со скоростями в диапазоне от 10*
до 30 м/мин.§ 5. ТЕПЛОВЫДЕЛЕНИЕ И ИЗНОС РЕЗЦОВ.СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩИЕ ЖИДКОСТИТепловыделение связано с процессом реза¬
ния металлов. Основным источником образования теп¬
лоты при резан/ии является работа, затраченная на де¬
формацию срезаемого слоя, трение стружки о переднюю»
поверхность резца и трение главной задней поверхностио (поверхность резания. Больше всего выделяется тепло¬
ты в результате деформации срезаемого слоя. В зави¬
симости от условий обработки и режима резания &
стружку отводится 50...86% общего количества теплоты.,
в резец— 10...40, в заготовку — 3...9, в окружающую сре¬
ду— около 1%.На распределение теплоты главным образом влияет
скорость резания, с увеличением ее количество теплоты*,
отводимой в заготовку, уменьшается, а в стружку — уве¬
личивается.Теплота, выделяющаяся в зоне резания, оказывает
большое влияние на процесс резания, коэффициент тре¬
ния, точность обработки и износ инструментов. Вслед¬
ствие щовышения температуры заготовки и инструмента
меняются их размеры, что сказывается на точности об¬
работки и является причиной искажения геометрии об-
работанной поверхности. В режущий инструмент отво¬
дится сравнительно незначительное .количество теплоты,,
однако в процессе резания температура его может до¬
стичь 800...1000 °С. Повышение температуры режущего18 Заказ № 897273-
инструмента вызывает его износ, протекающий в виде
Истирания и удаления микрочастиц с поверхности ин¬
струмента и микроскопов (выкрашивания) режущей
кромки. Сопротивление износу — важная характеристи¬
ка инструмента.Износ резцов бывает абразивный, адгезионный и
диффузионный.Абразивный износ происходит в результате срезания
микроскопических объемов материала инструмента
твердыми структурными составляющими (Fe3C, карби¬
дами легирующих элементов) обрабатываемого мате¬
риала, а также абразивного воздействия литейной кор¬
ки и окалины заготовок.Адгезионный износ происходит в результате дейст¬
вия значительных сил молекулярного сцепления (прили¬
пания, сваривания) между материалом инструмента и
заготовки (стружки), вызывающих при скольжении от¬
рыв мельчайших частиц материала инструмента. Этот
вид износа происходит при значительном давлении и
высокой температуре в зоне резания.Диффузионный износ происходит при высоких темпе¬
ратурах и состоит во взаимном проникновении частиц
обрабатываемого материала и материала инструмента,
вследствие чего изменяются химический состав и физико-
механические свойства в поверхностных слоях инстру¬
мента и снижается его износостойкость.В зависимости от условий обработки резцы могут
иметь следующие геометрические формы износа: по
главной задней поверхности, по передней поверхности с
образованием лунки, одновременный износ по передней
и главной задней поверхностям и износ, связанный с
округлением режущей кромки.В результате износа главной задней поверхности
около режущей кромки образуется площадка, ширина ее
является количественным выражением допустимой ве¬
личины износа (критерий износа).Смазывающе-охлаждающие жидкости применяют для
уменьшения трения, охлаждения инструмента и обраба¬
тываемой детали, они оказывают благоприятное влия¬
ние на процесс резания. В- результате использования
смазывающе-охлаждающих жидкостей на 10... 15% сни¬
жается эффективная мощность резания, уменьшается
износ режущего инструмента и улучшается на 1...2 клас¬
са шероховатость обработанной поверхности. Смазыва-274
юще-охлаждающие жидко¬
сти должны обладать анти¬
коррозионными свойствами,
быть нетоксичными и до¬
статочно устойчивыми при
хранении и эксплуатации.Наиболее часто употреб¬
ляют следующие смазываю-
ще-охлаждающие жидкости:
эмульсии, раствор соды в во¬
де, сульфофрезолы, мине- Рис. 95. Составляющие си-
ральные и растительные лы резания при точении
масла, скипидар.Применяют несколько способов подвода смазываю-
ще-охлаждающих жидкостей в зону резания, из которых
наиболее распространен способ подачи жидкости сво¬
бодной струей. Способы охлаждения высаконапорной
струей и распыленной жидкостью применяют сравни¬
тельно редко.§ 6. СИЛЫ РЕЗАНИЯ И МОЩНОСТЬ ПРИ ТОЧЕНИИВ процессе резания на резец действуют раз¬
лично ориентированные в пространстве силы упругого и
пластического деформирования, а также силы трения,
которые приводятся к одной силе Р, называемой силой
резания. Значение и точка приложения силы резания Р
(рис. 95) (в процессе обработки не остаются постоянны¬
ми, так как изменяются структура обрабатываемого ме¬
талла, твердость заготовки, сечения срезаемого слоя и
другие факторы.Для решения практических задач силу резания рас¬
кладывают по трем координатным осям х, у и г на со¬
ставляющие РХУ Ру и Рг. Сила резания Р представляет
собой геометрическую сумму трех составляющих:Р = УРг2+Ру2+Рх2,где Рг — главная составляющая силы резания (собственно сила ре¬
зания), она совпадает по направлению со скоростью главного движе¬
ния. По ней рассчитывается эффективная мощность и прочность ме¬
ханизма коробки скоростей; Рх — осевая составляющая силы резания,
параллельная оси главного вращательного движения резания. По ней
рассчитывается на прочность механизм подачи; Ру — радиальная со¬
ставляющая силы резания, направленная по радиусу главного враща¬
тельного движения резания, вызывает изгиб заготовки и способствует18*275
«появлению вибрации. По ней рассчитывают на прочность механизм
(поперечной подачи. Соотношение между этими силами примерно та-
жое Рг: Ру:Рх= 1 : (0,55...0,4) (0,45 : 0,25).Силу Pz (Н) определяют по эмпирической формуле
Р2=9,81 CPt*pSvpKp,тде СР — коэффициент, учитывающий свойства обрабатываемого ме¬
талла; t — глубина резания, мм; 5 — подача, мм/об; /Ср — коэффици¬
ент, учитывающий факторы, не вошедшие в формулу (углы резца,
;вид смазывающе-охлаждающей жидкости и др.); хР и у$ — показа¬
тели степеней, учитывающие свойства обрабатываемого материала.
Значения коэффициентов Ср и /СР и показателей степеней хр и уР бе-
.рут из справочников.Зная Pz (Н), определяют эффективную мощность ре¬
зания Ne (кВт) по формулеNe = ——— .
е 60 000Мощность электродвигателя N3 (кВт) привода глав¬
ного движения можно определить, зная коэффициент
полезного действия станка т] = 0,75...0,8:Nd=Ne/T).Крутящий момент Л4кр на обрабатываемой заготовке
определяют по формулеMPzD загКЕ» = 2 ’где D3аг — диаметр заготовки, мм.§ 7. СКОРОСТЬ РЕЗАНИЯ И СТОЙКОСТЬ РЕЗЦОВСкорость резания — один из важнейших элементов
режима резания, от которого зависят (качество обрабо¬
танной поверхности /и производительность. Скорость ре¬
зания зависит от ряда факторов, основными из которых
являются: механические свойства обрабатываемого ма¬
териала; стойкость режущего инструмента; физико-ме¬
ханические свойства материала инструмента; глубина
резания и подача; углы заточки инструмента и охлаж¬
дение.Более всего на скорость резания влияют предел
прочности при растяжении и твердость обрабатываемо¬
го материала. При их повышении во избежание быстро¬
го износа инструмента скорость резания приходится
снижать.276
Стойкость инструмента Т — время его работы от од¬
ной заточки до другой, измеренное в минутах. Наиболь¬
шее «влияние на стойкость оказывает скорость резания.
В качестве примера ниже дано соотношение между V и
Т при показателе относительной стойкости пг = 0,-2.у, % 75 100 110 125Т, % 425 100 66 33Из приведенного -выше видно, что даже при незна¬
чительном возрастании скорости резания резко снижа¬
ется стойкость инструмента, поэтому обработку резани¬
ем следует вести дри расчетной (оптимальной) скоро¬
сти резания.Оптимальную скорость резания v (м/мин) определя¬
ют по формуле Су |-гv~ Tmt*vSvv Аг”где Си — коэффициент, учитывающий материал обрабатываемой заго¬
товки и условия обработки; Т — стойкость резца, мин; m — показа¬
тель относительной стойкости; t — глубина резания, мм; 5 — подача,
мм/об; Kv — коэффициент, учитывающий материал и геометрию ин¬
струмента, охлаждение и др. Коэффициенты Cv и Kv и показатели
степеней xv, yv и m берут из справочников.Лабораторная работа № 6. Токарные резцыЦель работы: ознакомиться с конструкциями и гео¬
метрией режущей части основных типов токарных рез¬
цов и их -заточкой.Задания. 1. Изучить на проходном прямом правом
токарном резце элементы и углы заточки и зарисовать
их схему. 2. Изучить и зарисовать формы передней по¬
верхности резцов из быстрорежущей стали и с пластин¬
ками твердого сплава. 3. Изучить и зарисовать виды в
плане основных типов токарных резцов (подрезных,
отрезных, расточных и резьбовых) и геометрию одного
резца (по заданию преподавателя).Оборудование и материалы. Для выполнения работы
необходимо иметь: 7 проходных прямых правых резцов;
7 проходных прямых левых резцов; 7 проходных отогну¬
тых правых резцов; 7 проходных отогнутых левых рез¬
цов; 7 подрезных правых резцов, 7 подрезных левых
резцов; 7 отрезных резцов; 7 расточных резцов (для
расточки глухих отверстий); 7 расточных резцов (для
расточки сквозных отверстий); 7 комплектов резцов из277
■быстрорежущей стали с различной формой заточки
передней поверхности; 7 комплектов резцов с пластин¬
ками твердого сплава с различной формой заточки пе¬
редней поверхности; 7 комплектов резцов с положитель¬
ным, отрицательным и равным нулю углом наклона
главной режущей кромки; 7 универсальных угломеров;
7 комплектов шаблонов для измерения углов резцов;1 стенд с набором резцов; 1 плакат «Поверхности и ко¬
ординатные плоскости при точении», 1 плакат «Элемен¬
ты и геометрия прямого проходного правого токарного
резца»; 1 макет проходного прямого правого резца с
координатными плоскостями и главной секущей плос¬
костью.Методические указания. Лабораторную 'работу про¬
водят в оборудованном кабинете «ли в учебных мастер¬
ских. Занятия проводят с подгруппой, которую делят на
звенья, состоящие из двух учащихся. Каждое рабочее
место должно быть обеспечено набором инструментов,
необходимых для выполнения задания. В начале заня¬
тия преподаватель знакомит учащихся с целью и зада¬
нием лабораторной работы, а также дает краткое обоб¬
щение основ теории резания металлов применительно к
изучению конструкции и геометрии резцов. Работу сле¬
дует выполнять в последовательности, указанной в зада¬
нии. Заточку одного или двух резцов производит пре¬
подаватель или лаборант.Теоретические сведения. Конструкция и гео¬
метрия проходного прямого правого то¬
карного резца. Вначале необходимо на резце опре¬
делить поверхности, а затем режущие кромки, исполь¬
зуя резец, макет и плакаты «Поверхности ,и координат¬
ные плоскости при точении» и «Элементы и геометрия
прямого проходного правого токарного резца». После
этого изучается геометрия резца: определяются в первую
очередь углы в главной секущей плоокости, затем углы
в плане и углы наклона главной режущей кромки. При
изучении углов наклона главной режущей кромки не¬
обходимо использовать комплект резцов с положитель¬
ным, отрицательным и равным нулю углом наклона
главной режущей кромки. Надо определить направление
схода стружки в зависимости от угла наклона, уточнить
использование резцов с различным углом наклона глав»
■ной режущей кромки.Форма передней поверхности резца на^278
15-20"Id ~v&)~1=0,?...0,Эмм;д=2...2,5ммR=6...4mm, глубина лунки
\o 0,1... 0,15Рис. 96. Формы передних поверх¬
ностей резцов:а — из быстрорежущих сталей; б — из
твердых сплавовзначается в зависимости
ют обрабатываемого ма¬
териала, типа резца и
условий работы.Для резцов из быст¬
рорежущей стали назна¬
чают три формы заточки
передней поверхности:
радиусную с фаской, ус¬
ловное обозначение этой
-формы I, плоскую с фас¬
кой— II и плоскую — III
(рис. 96,а).Форма I применяется
для заточки резцов всех
типов (за исключением
фасонных, со сложным
контуром режущей кром¬
ки) при обработке
стали, особенно при
необходимости обеспе¬
чения стружкозавива-
ния.Форма II применяется для заточки всех типов рез¬
цов, используемых для обработки стали при подачах
«S>0,2 мм/об.Форма III применяется:а) для резцов всех типов при обработке чугуна;
б) для резцов при обработке стали с подачей
5^0,2 мм/об; в) для фасонных резцов со (сложным кон¬
туром режущей кромки.Твердосплавные резцы имеют четыре формы перед¬
ней поверхности (ряс. 96, б): плоскую с отрицательной
фаской (условное обозначение 1а) и радиусную с отри¬
цательной фаской—16; плоскую отрицательную двой¬
ную— Па и плоскую отрицательную одинарную — IIб.Фо;рма 1а применяется при обработке стали с ов^
eg:800 Н/мм2.Форма 16 применяется при получистовой обработке
стали с f=1...5 мм, 5^0,3 мм/об при ов до 300 Н/мм2;
стали с 0В>8ОО Н/мм2 при недостаточно жесткой тех¬
нологической системе.Форма На применяется при обработке стали- с279
ов>800 Н/мм2; стали с уда,ром и неравномерным при¬
пуском.Форма 116 применяется при обработке «стали с
ав>8(>0 Н/мм2; чугуна с ударом, неравномерным при¬
пуском и по корке.Резцы затачивают по главной и вспомогательной зад*
ним поверхностям, а также по передней поверхности.Порядок выполнения работы. 1. Ознакомиться с ме¬
тодическими указаниями. 2. Подготовить рабочее место
для изучения резцов (резцы следует расположить на
столе в последовательности, указанной в задании).3. Составить письменный отчет. В отчет включить
цель работы, задание и рисунки: проходного прямого»
правого токарного резца, его частей, элементов и гео¬
метрии заточки; формы заточки передней поверхности
резцов из быстрорежущей стали, с пластинками твердых
сплавов; резца, изучаемого согласно индивидуальному
заданию.Контрольные вопросы и задания. 1. Как подразделяются движе¬
ния при резании металла? 2. Назовите основные методы обработки»
резанием. 3. Какие поверхности различают на обрабатываемой заго¬
товке? 4. Назовите основные части и элементы токарного резца.
5. Назовите координатные плоскости и главные углы токарного рез¬
ца и укажите влияние углов на цроцесс резания.Глава 4. ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛОРЕЖУЩИХ
СТАНКАХСозданию современного металлорежущего»
станка предшествовал длительный период. Гениальный
русский механик А. К. На ртов ib 1712 г. впервые в мире
построил токарный станок с механическим суппортом..
Академик А. В. Гадолин в 1876 г. в работе «О переме¬
нах скоростей вращения шпинделей токарных и свер¬
лильных станков» разработал теорию построения частот
вращения шпинделей металлорежущих станков по зако¬
ну геометрической прогрессии, заложив основы кинема¬
тического расчета коробок скоростей металлорежущих
станков.§ 1. КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХСТАНКОВБольшое разнообразие обрабатываемых де¬
талей и применяемых методов обработки предопредели¬
ло наличие множества типов и моделей станков. Метал¬ле
лорежущие станки, выпускаемые в СССР, классифици¬
руют по системе, разработанной Экспериментальным
научно-исследовательским (институтом металлорежущих
станков (ЭНИМС) (табл. 11). Согласно этой системе
станки по виду обработки и применяемому режущему
инструменту разбиваются на 10 групп (токарные, свер¬
лильные, фрезерные и др.). В свою очередь, каждая
группа в зависимости от важнейших признаков подраз¬
деляется на 10 типов: по степени универсальности (уни¬
версальные, специализированные и специальные); степе¬
ни автоматизации (полуавтоматы, автоматы); точности
обработки изделий (нормальной — Н, повышенной — П,
высокой — В, особо высокой — А, особо точные стан¬
ки —С).Иногда в название станков включаются конструктив¬
ные признаки, например расположение шпиндельного
вала, горизонтально-фрезерный или 'вертикально-фре¬
зерный. Кроме того, в название станков входит число
наиболее важных узлов: суппортов у токарных сташшв
и количество шпинделей у сверлильных (многошпин¬
дельный горизонтально-сверлильный станок).Каждый тип станков разбит на типоразмеры. В ос¬
нову этого деления положен один наиболее важный для
эксплуатации размер (например, для токарных станков
это высота центров станка, указывающая наибольший
размер детали, обрабатываемой над станиной).Станки нумеруют тремя или четырьмя цифрами (на¬
пример, 2135). Первая цифра (2) показывает группу
станка (сверлильный), вторая (1)—тип станка (верти-
кально-сверлильный), третья и четвертая (35)—важ¬
нейший размер для эксплуатации (максимально допус¬
тимый диаметр оверления 35 мм). Кроме того, между
цифрами и в конце их ставят буквы, которые указывают
на усовершенствование и изменение основной модели
станка.Например, 2Н135А означает, что станок 2135 модер¬
низирован (на это указывает буква Н) и может рабо¬
тать в автоматическом цикле (буква А).Станки с числовым программным управлением
(ЧПУ) имеют в обозначении букву Ф и цифру после
нее, указывающую на систему управления: Ф1—с циф¬
ровой индикацией и преднаборам координат; Ф2 — с по¬
зиционными системами; ФЗ — с контурными системами;281
оо 11. Группы и типы металлорежущих станковШифр типа^Наименование группы^
станковШифргруппы0123ТокарныеСверлильные и
точныеО*1специализирован¬ныерас- 2Автоматы и полуавтоматы Револьверныеодношпиндельные многошпиндельныеВертикально-свер¬лильныеПолуавтоматы
Одношпиндельные МногошпиндельныеШлифовальные и по- 3 —лировальныеКомбинированные 4 —Зубо- и резьбообра- 5 Резьбонарезные
батывающиеФрезерные 6 —Строгальные, долбеж- 7 —ные и протяжныеРазрезные 8 —Разные 9Круглошлифовальные ВнутришлифовальныеУниверсальныеЗубострогальные для
цилиндрических колесВертикальные, кон¬
сольныеОбдирочно-шлифо¬вальныеАвтоматыПолуавтоматыЗуборезные для кони- Зубофрезерные
ческих колесНепрерывного дейст- —вияодностоечныерезцомМуфты и трубообрд
(ЗатывающиеПоперечно-строгаль¬ныеПродольныедвухстоечныеРазрезные, работающие
абразивным кругом гладким дискомПилонасекательные Правильно- и бесцент¬
рово-обдирочные
ПродолженйёШифр типа456789Сверлильно-отрез¬ныеКарусельныеТокарные и
лобовыеМногорезцовыеСпециализирован¬ныеРазныетокарныеКоординатно-рас¬точныеРадиально-свер¬лильныеГоризонтально¬расточныеАлмазно-расточ¬ныеГоризонтально¬сверлильныеРазныеныесверлиль-Специализирован¬
ные шлифовальные—ЗаточныеПлоскошлифо¬вальныеПритирочные и
полировальныеРазные, работаю¬
щие абразивамиДля нарезания чер¬
вячных парДля обработки тор¬
цов зубьевРезьбофрезер¬ныеЗубоотделочные и
проверочныеЗубо- и резьбо¬
шлифовальныеРазные зубо- и
резьбообрабатыва¬
ющиеКопировальные и
гравировальныеВертикальныебесконсольныеПродольныеКонсольные широ¬
коуниверсальныеГоризонтальныеконсольныеРазные фрезерныеДолбежныеПротяжные гори¬
зонтальные—Протяжные верти¬
кальные—Разныеныестрогаль-Правильно-отрез¬ныеЛенточныеПилы дисковыеНожовочные—1—Б алансировочныеДля испытания
сверл и шлифо¬
вальных круговДелительныемашины* Нулевая группастанков является резервной и пока наименования не имеет.
Ф4 — с универсальными системами для позиционной и
контурной обработки (например, 2Н125Ф2).Станки, выпускаемые другими отраслями (кроме
станкоинструментальной), специализированные и другие
имеют отраслевое обозначение, не связанное с класси¬
фикацией ЭНИМС.§ 2. ПРИВОДЫ, РЯДЫ ЧАСТОТ ВРАЩЕНИЯ
ШПИНДЕЛЯМеханизм или .совокупность механизмов,
передающих движение от источника энергии (электро¬
двигателя) к рабочим органам станка, называют при¬
водом. Современные металлорежущие станки имеют ин¬
дивидуальный привод, при котором механизмы приво¬
дятся © движение от отдельного электродвигателя, а
некоторые станки оборудованы индивидуальным приво¬
дом главного движения, приводом подачи и приводом
вспомогательных движений.Электродвигатель может быть установлен на отдель¬
ном фундаменте. В этом случае движение от него пе¬
редается ведущему налу рабочего узла через ременную,
цепную и другие передачи. Иногда электродвигатель
крепят к корпусу узла станка и движение от него пе¬
редается через зубчатую или червячную передачу.
Встречаются встроенные электродвигатели. При этом
ротор электродвигателя одновременно является шпин¬
делем станка.По характеру регулирования скорости главного дви¬
жения и подач различают ступенчатое и бесступенчатое
регулирование.Ступенчатое регулирование скорости осуществляется
при помощи шестеренчатых коробок окоростей или
мно госкоростных электродвигателей трех фазного тока, а
иногда сочетанием того и другого.Предельные значения частоты вращения шпинделей
(ходов ползунов) устанавливаются исходя из условий
обработки и предельно допустимых скоростей резания.Поскольку диаметр обрабатываемых деталей может
изменяться в определенных пределах, на станках пре¬
дусматривается изменение частоты вращения шпинделя
в определенном диапазоне.Диапазоном частоты вращения шпинделя называет*284
ся отношение максимальной и минимальной частоть?
его вращения:С\ = Ягпах/^ш!п»где С — диапазон частоты вращения; птах — максимальная частота
вращения шпинделя, об/мин; птщ — минимальная частота вращения
шпинделя, об/мин.Для токарных, фрезерных и расточных станков-
С=50... 100; сверлильных— С= 15...30; шлифовальных —
С= 1...3. Чем больше диапазон частот вращения шпин-
деля, тем универсальнее станок (позволяет обрабаты¬
вать заготовки на режимах, близких к расчетным).При ступенчатом регулировании промежуточные зна¬
чения частоты вращения шпинделя выбирают так, ч.то-
бы они составляли ряд геометрической прогрессиипт\п = пи n2 = ni<p; /z3 = rti<p2; ... пг = пхф2"1,где ф — знаменатель геометричеокой прогрессии; 2 — число членов
геометрической прогрессии.Геометрический ряд дает постоянный перепад ско¬
ростей А (изменение скорости при переходе от одной
ступени к другой постоянно). Величину перепада око-
рости обычно выражают в .процентах:А= <р~1 100,Фгде А — величина перепада скоростей, %.Ча1Стоты вращения шпинделей металлорежущих стан¬
ков в СССР стандартизованы и составляют нормальные
ряды со стандартны Mv значением знаменателя геомет¬
рического ряда:Ф 1,06 1,12 1,26 1,41 1,58 1,78 2,0
Л, % 5-*- 10—* 20-*. 30—*- 40-* 45—* 50-*-Перепад скорости А будет тем меньше, чем меньше
знаменатель геометрической прогрессии, а следователь¬
но, меньше разность между значениями /гь п2, п3, ...,/гг
и лучше регулирование частоты вращения шпинделя.Значения знаменателя геометрической прогрессии q>
наиболее часто берутся равными 1,26, 1,41 или 1,58;
другие значения используются реже.Применение в металлорежущих станках коробок ско¬
ростей оо ступенчатым регулированием не всегда позво¬
ляет работать на оптимальной скорости резания.Бесступенчатое регулирование осуществляется при285»
помощи механических, гидравлических и электрических
приводов. Привод с бесступенчатым регулированием
обеспечивает плавное изменение на ходу частоты враще¬
ния шпинделя или числа ходов ползуна (стола) и точ¬
ную установку 'необходимой скорости резания и подачи.
Это позволяет обрабатывать заготовки на расчетных
оптимальных режимах резания. Однако приводы с бес¬
ступенчатым регулированием скоростей усложняют кон¬
струкцию и условия эксплуатации станков, поэтому их
применяют ограниченно.§ 3. ПЕРЕДАЧИПередачей в станках называется механизм,
который преобразует или передает движение от одного
элемента к другому (рис. 97). Передача характеризуется
передаточным отношением i, которое показывает, во
сколько раз частота вращения ведомого вала больше
или меньше частоты вращения ведущего вала:где п\ — частота вращения ведомого вала, об/мин; п2 — частота вра¬
щения ведущего вала, об/мин.Передаточное отношение ременной передачи опреде¬
ляют как отношение диаметра D ведущего шкива к диа¬
метру Di ведомого шкива:где v=0,98 — поправочный коэффициент, учитывающий неизбежное
проскальзывание ремня.Для цепной и зубчатой передач передаточное отно¬
шение равно отношению числа зубьев z\ ведущего ко¬
леса к числу зубьев г2 ведомого колеса:i=Zilz2.Передаточное отношение червячной передачи — отно-шение числа заходов К червяка к числу зубьев z чер¬
вячного колеса:i=Klz.Передаточное отношение кинематической цепи равно286
f. XIp Vзфе зфф.ЖРис. 97. Условные обозначе¬
ния передач и соединений:I — ременные передачи: а —
прямая с плоским ремнем; б —
перекрестная с плоским ремнем;
т^т в — прямая с клиновидным рем¬
нем; II — цепная передача;
III — зубчатые передачи: а —
цилиндрические соответственно с
прямыми, косыми и шевронны¬
ми зубьями; б — коническая;
в — с винтовым зацеплением;
—г — червячная; д — реечная;
е — храповая; IV — винтовая
передача: а — с неразъемной
гайкой; б — с разъемной гай¬
кой; V — фрикционные муфты:
а — коническая; б — дисковая;
в — колодочная; VI — соедине¬
ния детали с валом: а — свободное; б — при помощи направляющей шпон¬
ки; в — при помощи глухой шпонки; г — при помощи выдвижной шпонки;
VII — кулачковые муфты: а — односторонняя; б — двухсторонняяпроизведению передаточных отношений всех звеньев,
входящих в рассматриваемую цепь:i = ^где ii, izy isy ..., in— передаточные отношения отдельных пар, входя¬
щих в цепь.Кинематическая схема — это последовательное изо¬
бражение с помощью условных обозначений всех пере¬
дач, механизмов и других звеньев (муфт, валов, кулач¬
ков и т. п.), передающих движение от электродвигателя
к рабочим или исполнительным органам станка, обес¬
печивающим необходимые взаимные перемещения заго¬287
товки и инструмента. Кинематическая схема дает на¬
глядную характеристику взаимосвязи всех узлов станка
и позволяет определить передаточные отношения, часто¬
ту вращения шпинделя, подачу и КПД станка.§ 4. МЕХАНИЗМЫ СТАНКОВКоробки скоростей и коробки подач станков
представляют различные сочетания элементарных меха¬
низмов (множительные механизмы), которые позволяют
изменять передаточные отношения кинематических це¬
пей. Наиболее часто применяют множительные меха¬
низмы с передвижными блоками зубчатых колес.Механизм со скользящими зубчатыми колесами
(рис. 98, а) рассчитан на три скорости. Зубчатые коле¬
на Z\, Z3,... 25 с различным числом зубьев жестко за-Рис. 98. Схемы механизмов:а — со скользящими зубчатыми колесами; б — со скользящим и накидным
зубчатыми колесами; в — с шестеренчатым конусом со скользящим и накидным
зубчатыми колесами; г — с двойным шестеренчатым конусом и выдвижной
шпонкой; д — с качающейся кулисой; а — храповой механизм; ж — ревер¬
сивный механизм с цилиндрическими зубчатыми колесами и кулачковой муф¬
той; з — реверсивный механизм с коническими зубчатыми колесами и кулач¬
ковой муфтой.288
креплены на валу I (ведущем). Каждое из этих колес
может входить в зацепление с одним зубчатым колесом
трехвенцового 'блока при передвижении его по валу II:
21 с z2, z3 с 24, гь с 2в. Валу II при этом сообщаются три
скорости с передаточными отношениями£*1 = * i = ———- * i 22 * 24 ’ ZqПередвижные блоки обычно имеют два или три зуб¬
чатых венца, четырехвенцовые блоки встречаются редко.Рассмотренные зубчатые механизмы могут использо¬
ваться и в коробках подач. Однако для последних при¬
меняют специфические множительные зубчатые меха¬
низмы.Механизм со скользящим и накидным зубчатым ко¬
лесами (рис. 98, б) используется в коробках подач.
В конструкции этого механизма, кроме валов I и II,
имеется промежуточный вал с двумя двухвенцовыми
блоками (г2 и г3, z5 и 26). На валу I зубчатые колеса
2j и г4 закреплены жестко и находятся в постоянном
зацеплении 2i с зубчатым венцом z2 первого блока, а
24 — с зубчатым венцом г5 второго блока. Вал II имеет
обойму с накидным гн и скользящим гс зубчатыми ко¬
лесами. При передвижении обоймы вдоль вала II на¬
кидное 2„ зубчатое колесо может быть введено в зацеп¬
ление с зубчатыми колесами г2, 2з, 25 и z$ промежуточ¬
ного вала. Движение с вала I на вал II передается через
скользящее зубчатое колесо zc четырьмя различными
способами с передаточными отношениями/,=3_ i2 £_ • _£1_ .г2 2н 2с 22 2н 2с• __ 24 .N 25 # 2Н . • _ 24 # 2е в 2Н
3~ Z5 2Н 2С * 4 2S 2н 2сМеханизм с шестеренчатым конусом со скользящим
и накидным зубчатыми колесами (рис. 98, в) используют
также в коробках подач. На валу II этого механизма
жестко закреплены зубчатые колеса zu z2, z%, 24, 25 и ze,
образующие шестеренчатый конус, а вал / имеет обой¬
му, в которой находятся в постоянном зацеплении на¬
кидное зубчатое колесо z„ и скользящее 2С.При перемещении обоймы по валу I накидное зубча¬
тое колесо 2Н может зацепляться с одним из зубчатых19 Заказ № 897289
колес шестеренчатого конуса и передавать вращение
скользящему зубчатому колесу гс, а следовательно, и
валу I, который получает шесть скоростей с передаточ¬
ными отношениямиМеханизм с двойным шестеренчатым конусом и вы¬
движной шпонкой (рис. 98, г) применяется в коробках
подач. На валу I жестко закреплены зубчатые колеса
Z\, 23, 25, z1 и z9 первого шестеренчатого конуса, и с ни¬
ми в постоянном зацеплении находятся зубчатые колеса
22> 24> 26, 28 и Zio второго конуса, которые свободно сидят
на валу II и имеют шпоночные канавки. Вал II полый*
и внутри его проходит тяга а, шарнирно связанная с
выдвижной шпонкой, -которая при движении тяги вдоль
вала может входить в паз одного из зубчатых колес
этого вала. При этом движение с вала I (если он веду¬
щий) на вал II передается через эту пару зубчатых,
колес.В металлорежущих станках вращательное движение
в поступательное преобразуется реечным механизмом,,
винтовой парой, качающейся кулисой, храповым меха¬
низмом.Механизм с качающейся кулисой (рис. 98, д) преоб¬
разует вращательное движение в поступательное. Кули¬
са, закрепленная на оси 0, может качаться. Верхним,
кондом она через шарнир 4 и гайку 5 связана с ползу¬
ном 6. Кулиса имеет прорезь 3, вдоль которой переме¬
щается кулисный камень 2, свободно сидящий на паль¬
це кулисного колеса 1. При вращении кулисного колеса
палец перемещает кулисный камень вдоль прорези ку¬
лисы ,и качает ее, кулиса при движении перемещает
ползун.При повороте кулисного колеса на угол а ползун со¬
вершает медленное движение вперед (рабочий ход), а
при повороте колеса на угол |5 происходит возвратное
быстрое перемещение ползуна (холостой ход). Скорость
рабочего хода vp будет во столько раз меньше скорости
холостого хода vx, во сколько угол а больше угла р.Храповой механизм (рис. 98, е) служит для преобра¬
зования вращательного движения в прерывистое посту¬
пательное и используется в приводах движения подачи.
В этом механизме при повороте диска А поворачивается290
эксцентрично закрепленный палец 1 и тянет за собой
шатун 2, шарнирно соединенный с ним. Конец 3 шатуна2 шарнирно соединен с планкой 4 и поворачивает ее.
Планка имеет собачку 5, которая, западая во впадишу
между зубьями храпового колеса zxp, поворачивает его
и винт б. Вследствие этого происходит перемещение
гайки 7, жестко закрепленной на столе, и, следователь¬
но, перемещение стола станка. При повороте диска А
далее (на половину окружности) шатун поворачивает
планку в противоположном направлении и собачка 5
проскакивает зубья храпового колеса, не поворачивая
его. Поворот храпового колеса регулируется значением
эксцентричности закрепления пальца 1 на диске А. Чем
меньше эксцентричность, тем меньше угол поворота хра¬
пового колеса и меньше перемещение гайки. Чем больше
эксцентричность, тем больше угол поворота храпового
колеса и перемещение гайки, а следовательно, стола
станка.Реверсивный механизм с цилиндрическими зубчаты-
мы колесами и кулачковой муфтой (рис. 98, ж) пред¬
назначен для изменения направления движения рабочих
органов в металлорежущих станках. В этом механизме
кулачковая муфта А может замыкать на валу II зуб¬
чатое колесо 25. Так как движение передается с вала I
через промежуточное (паразитное) г4 зубчатое колесо,
то вал II получает то же направление, что и вал I. При
замыкании муфтой А зубчатого колеса z% вал II полу¬
чает противоположное вращение.Реверсивный механизм с коническими колесами и ку¬
лачковой муфтой (рис. 98, з) имеет свободно сидящие
на валу I колеса z, и z2, которые поочередно приводятся
в движение муфтой Л. При этом колесо z3 на валу II
получает правое (с z{) или левое (с ?г) вращение.§ 5. УСТАНОВКА И ИСПЫТАНИЕ СТАНКОВУстановка станков выполняется на специ¬
ально подготовленное основание (фундамент), которое
должно обеспечивать наилучшие условия их работы, на¬
иболее полное использование их возможностей по про¬
изводительности, точности и долговечности. Конструк¬
тивно фундамент может быть выполнен в виде индиви¬
дуального устройства (размеры фундаментов указаны в
паспорте или определяются расчетом), в виде общего19*291
бетонного полотна толщиной 300...400 мм или отдельной
ленты толщиной 150...700 мм и шириной 1200...3000 мм.
Соотношение цемента, песка и щебня в составе бетона
для фундаментов рекомендуется 1:3:5.Станки нормальной точности малых и средних раз¬
меров, работающие на интенсивных режимах резания со
значительными динамическими 'нагрузками, закрепляют
болтами, которые закладывают в фундамент при его
заливке.В условиях единичного производства в цехе станки
расставляют по группам (токарные, фрезерные), а се¬
рийного производства на ремонтных предприятиях — по
ходу технологического процесса.Испытания станков проводят после изготовления в
капитального ремонта в соответствии с ГОСТом. Тех¬
нические условия при испытаниях предусматривают
проверку качества изготовления деталей 'станка и сбор¬
ку системы приводов, смазки и охлаждения. Для про¬
верки действия всех механизмов и паспортных данных
станок испытывают сначала на холостом ходу, а затем
в работе (при нагрузке до номинальной мощности, при
кратковременной перегрузке на 25%, на производитель¬
ность, которая определяется количеством обработанных
в единицу времени деталей). После этого станок про¬
веряют на точность, к основным показателям которой
относятся: геометрическая точность баз для установки
инструмента и заготовки; точность координатных пере¬
мещений рабочих органов станка; точность геометриче¬
ских форм и расположения обработанных поверхностей
образца и изделия; шероховатость поверхностей и др.
В последнее время металлорежущие станки подвергают
и ряду других испытаний (например, проверяется жест¬
кость) .§ 6. ТЕХНИКА БЕЗОПАСНОСТИБезопасные условия работы на предприя¬
тиях нашей страны обеспечиваются путем усовершенст¬
вования технологического процесса производства, модер¬
низации оборудования и инструмента, механизации тру¬
доемких работ, правильной организации производства it
проведения санитарно-шгаенических мероприятий.К работе на станках допускаются лица, имеющие со-
ответствуюущую квалификацию, а также прошедшие
инструктаж по технике безопасности. Исправность стан¬292
ка проверяют каждый раз перед началом работы. На
неисправном оборудовании работать запрещается.Инструмент и обрабатываемую деталь необходимо
надежно закреплять на станке. Останавливать рукой
вращающиеся части станка запрещается. Измерять де¬
тали и удалять стружку можно только после остановки
станка, при этом стружку удаляют специальными крюч¬
ками или щетками. Ремонтировать станок и его элек¬
трооборудование рабочему запрещается (это выполняет
слесарь или электрик). После окончания работы и на
время перерывов станки выключают.Одежда рабочего должна быть застегнута, не иметь
развевающихся концов. Длинные волосы заправляют под
берет или платок, а концы платка подвертывают внутрь
так, чтобы они не болтались. Для защиты глаз и лица
от поражения стружкой и абразивной пылью необходимо
пользоваться очками или устанавливать на станках эк¬
раны и щитки из небьющегося стекла.Контрольные вопросы. 1. На основании каких признаков клас¬
сифицируют металлорежущие станки? 2. Как маркируют различные
модели станков и что обозначают цифры и буквы?Глава 5. ТОКАРНЫЕ СТАНКИ И РАБОТЫ,
ВЫПОЛНЯЕМЫЕ НА НИХ§ 1. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОКТокарно-винторезный станок модели 16К20
является современным высокопроизводительным стан¬
ком нормальной тонности. На его базе выпускается ряд
модификаций: 16К20Г— с выемкой в станине для обта¬
чивания заготовок диаметром до 600 мм, 16К20П — по¬
вышенного класса точности, 16К20Т1 — с числовым про¬
граммным управлением. На модели 16К20Т1 программа
вводится прямо с пульта управления станка, составление
ее занимает считанные минуты. Благодаря этому откры¬
вается реальная возможность использования таких стан¬
ков на небольших предприятиях с мелкосерийным и еди¬
ничным производством, а также на ремонтных заводах
и в мастерских.Токарно-винторезные станки имеют однотипную ком¬
поновку, которую рассмотрим на примере модели 16К20
(рис. 99).293
15 ЩРис, 99. Токарно-винторезный станок модели 16К20:1 — передняя бабка; 2 — шпиндельный вал; 3 — суппорт с резцедержателей;
4 — верхние продольные салазки; 5 — рукоятки включения механического пе¬
ремещения суппорта и поперечных салазок суппорта; 6 — нижние продольные
салазкн; 7 — задняя бабка; 8 — станина; 9, 15 — тумбы; 10 — ходовой вант;
/У — ходовой валик; 12 — фартук; 13 — поперечные салазки; 14 — коробка
подач; 16, 17 — рукоятки установки подачи шага резьбы и отключения мехЬ*
низиа коробки подач; 18, 19 — рукоятки управления коробкой скоростейСтанина 8, имеющая жесткую коробчатую форму с
заваленными шлифованными направляющими, (установ¬
лена на монолитном основании 9 и служит для монтажа
всех узлов ставка.В основании 9 станка расположены электродвигатель
привода главного движения и подачи, а также агрегаты,
подающие масло для смазки механизмов станка и ох¬
лаждающую жидкость.Передняя (шпиндельная) бабка 1 закреплена на ле¬
вой стороне станины. В ее корпусе размещена коробка
скоростей, механизмы которой изменяют частоту вра¬
щения шпиндельного вала 2.Шпиндельный вал 2 служит для закрепления заго¬
товки и сообщения ей главного (вращательного) движе¬
ния. В нем есть сквозное отверстие (с переднего конца
конической формы), служащее для установки центра
(при работе в центрах), а также используемое при об¬
работке длинных прутков, пропускаемых через это от¬
верстие. На наружную резьбу переднего конца шпинде¬
ля навинчивают кулачковый патрон для закрепления
обрабатываемых заготовок. Шпиндель смонтирован в294
прецизионных подшипниках качения, не требующих ре-»
гулировки в процессе эксплуатации.Гитара сменных зубчатых колес установлена с левой
стороны на станине. Они служат для передачи движения
от выходного вала коробки скоростей на коробку подач,
а также используются при настройке станка для наре¬
зания резьбы (если невозможно установить заданный
шаг резьбы с помощью рукояток коробки подач).Коробка подач 14 предназначена для получения не¬
обходимой подачи и шага резьбы. Она расположена на
передней стороне станины станка, ниже передней бабки.
Коробки подач современных токарно-винторезных стан¬
ков, позволяющие получать продольные и поперечные
подачи в широком диапазоне, удобны в эксплуатации,
так как установить заданную подачу можно легко пово¬
ротом соответствующих рукояток.Суппорт предназначен для перемещения резца, закреп¬
ленного в резцедержателе 3. Нижняя часть суппорта,
называемая продольными салазками или кареткой, пе¬
ремещается при продольной подаче (5пр0д) по направ¬
ляющим станины. Продольные салазки имеют направ¬
ляющие, по которым при поперечной подаче (5 поп) дви¬
жется поперечная каретка (поперечные салазки) 13. На
поперечной каретке установлен поворотный круг, позво¬
ляющий поворачивать верхнюю каретку 4 под любым
углом и закреплять ее в этом положении. Поворотный
круг имеет направляющие для перемещения (5Н) верх¬
ней каретки при обработке конических поверхностей.
На верхней каретке установлен 4-позиционный резцедер¬
жатель 3.Фартук 12 прикреплен к нижней плоскости продоль¬
ных салазок суппорта. В нем расположен механизм, пре¬
образующий вращательное движение, передаваемое от
коробки подач к ходовому валику или ходовому винту,
в поступательное прямолинейное (продольное или попе¬
речное) движение суппорта, а также механизмы ручно!
подачи. В нем монтируются устройства для включения
продольной или поперечной подачи, подачи при нареза¬
нии резьбы, ускоренного перемещения суппорта. Фартук
оснащен оригинальным механизмом отключения подачи,
позволяющим производить обработку изделий по упорац
при продольном и поперечном точении.Ходовой винт 10 используется при нарезании резьбы395
резцом. В остальных случаях механическое передвиже¬
ние суппорта производится от ходового валика 11.Задняя бабка 7 расположена на станине станка с
правой стороны и служит для поддержания правого кон¬
ца обрабатываемой заготовки при работе в центрах, для
закрепления инструментов (сверл, зенкеров, разверток
и др.) при обработке отверстий, а также для точения
конических поверхностей. Корпус задней бабки установ¬
лен «а плите, которая может быть передвинута по на¬
правляющим станины в продольном направлении и за¬
креплена в требуемом положении. В корпусе находится
пиноль, в конусное отверстие ее устанавливают центр и
инструмент для обработки отверстий. Пиноль с закреп¬
ленным инструментом при обработке отверстий переме¬
щается в продольном направлении вращением махович¬
ка, а для механической «подачи у задней бабки имеется
устройство сцепки с суппортом.При обработке конических поверхностей корпус зад¬
ней бабки смещают относительно плиты в поперечном
направлении.На правой стороне станины закреплен механизм ус¬
коренного перемещения суппорта.К станку прилагается гидрокопировальное устрой¬
ство, позволяющее обрабатывать детали со сложным
профилем.Станок модели 16К20 имеет следующую техническую
(характеристику: наибольший диаметр заготовки, уста¬
навливаемой над станиной, — 400 мм, а над поперечны¬
ми салазками ауппорта — 220 мм; расстояние между
центрами — 710, 1000 и 2000 мм; пределы частот вра¬
щения шпинделя —12,5...1600 об/мин; пределы про¬
дольных подач — 0,05...2,8 мм/об; пределы поперечных
подач — 0,025... 1,4 мм/об; нарезаемая метрическая резь¬
ба— с шагом от 0,5 до 112 мм; мощность главного элек¬
тродвигателя— 7,5 или 10 кВт.§ 2. КИНЕМАТИЧЕСКАЯ СХЕМА ТОКАРНО¬
ВИНТОРЕЗНОГО СТАНКАКинематическая цепь (рис. 100) главного
движения связывает вал электродвигателя
(W=10 кВт, /г= 1460 об/мин) со шпинделем станка.
Движение от электродвигателя передается через клино¬
ременную передачу (передаточное отношение 140/268)296
на вал 1. На валу 1 свободно сидят блок из двух зуб¬
чатых колес 51 а 56 и зубчатое колесо 50 (цифры на
схеме у шкивов и зубчатых колес обозначают диаметр
шкивов и число зубьев колес) и фрикционная муфта
Ми позволяющая включать, останавливать шпиндель¬
ный вал и изменять направление его вращения. При
включении муфты М\ влево происходит прямое (рабо¬
чее) вращение шпиндельного вала. Вращение от вала /
на вал III передается через двойной шестеренчатый
блок 34—39. В зависимости от его положения вал III
получает две частоты вращения (передаточные отноше¬
ния 56/34 и 51/39). С вала III вращение передается на
вал IV при переключении тройного блока 47—55—38
(29/47, 21/55 и 38/38). Таким образам, вал IV может
получить (2-3) шесть различных частот вращения. При
левом включении блока 48—60 вращение от вала IV пе¬
редается на шпиндельный вал VII, и он получает (2-3*2)
двенадцать различных частот вращения. При правом
включении блока 48—60 вращение от вала IV на шпин¬
дель передается через механизм перебора (45/45% 15/60)
на вал V, а с него на вал VI (18/72). Шпиндельный вал
VII получает при этом еще (2-3-2) двенадцать различ¬
ных частот вращения, значение которых меньше, чем
при непосредственной передаче с вала IV. Таким обра¬
зом, общее число частот вращения шпинделя 24, но ча¬
стоты вращения /г=500 об/мин и п=630 об/мин повто¬
ряются дважды, следовательно, шпиндельный вал может
получить 22 различные частоты вращения.Разбор кинематической схемы и подсчет частот вра¬
щения шпинделя удобно вести с помощью структурной
формулы, в которой записываются все возможные пере¬
даточные отношения1460*^-0,985562960344748213055605138303938*пер• 60stl ШП»Передаточные отношения перебора. _45.]8 . __15.18
1пер —45 ’ 72 И *пеР 60 * 72 *297
PCM,'U'n= 5mm58 34 51 392921 245036 38 45 60 6030 3018722020Верхние салазки
суппорта с меха¬
нической подачейФ12756 66 17 35 ххш 1718 3634Ф85
Рис. 100. Кинематическая схема токарно-винторезного станка моде*
ли 16К20 (цифры у зубчатых колес обозначают число зубьев)Частоту вращения шпинделя для каждой ступени
рассчитывают по уравнению кинематической цепи между
электродвигателем и шпинделем, пользуясь приведенной
структурной формулой.Минимальная частота вращения (об/мин) (при ра¬
боте с перебором, при передвижении блока 48—60
вправо):Максимальная частота вращения (об/мин) (при ра¬
боте без перебора, при передвижении блока 48—60
влево):Обратное (нерабочее) вращение шпинделя осущест¬
вляется с различными частотами при включении муф¬
ты Mi вправо через промежуточный реверсивный блок
24—36 на вал III (передаточное отношение 50/24, 36/38).
С вала III движение передается на шпиндельный вал
так же, как рассмотрено ранее, причем обратное вра¬
щение шпинделя будет ускоренным.Движение подачи осуществляется от шпиндельного
вала VII и передается на вал VIII при передвижении
блока 60—45 влево (60/60). При нарезании резьбы с
увеличенным шагом используют звено увеличения шага,
при этом зубчатое колесо 45 блока 60—45 зацепляется с
колесом 45 вала IV. С вала VIII на вал IX через ревер¬
сирующий механизм передается прямое вращение при
передвижении колеса 45 вправо (30/25-25/45). При об¬
ратном вращении колесо 45 передвигают влево (30/45),
и движение на вал X коробки подач передается через
гитару сменных' колес.Гитара со сменными колесами К, L, N, М служит для
точения и нарезания метрической и дюймовой резьбы с
включением ее (показано на схеме) в виде К/N", в виде
K/L-M/N — для нарезания модульной и питчевой резьбы
(/С=60; N=36; L=86; М = 73).При настройке станка на рабочую подачу от ходо¬
вого вала и при нарезании метрической и дюймовойtlmin = 1460-— 0,985 • —51 21 J 30, „
39 55' 16 60-Птах = 1460.^.0,985-299
резьбы вращение с вала X (муфта М3 включена влево)
передается через зубчатые колеса 28—28 на вал XI, пе¬
редачи 28—28 (или 28—35, или 30—25, или 42—30) на
вал XII, а затем на вал Xlff при включении муфты Л1<
вправо. С вала XIII вращение на вал XV передается при
включении блоков 18—28 и 28—48 множительного меха¬
низма, который обеспечивает четыре различные комби¬
нации переключений с передаточными отношениями• -21 — 1. • 35— 1 •Il—35'28 ’ 12 45*28 2 ’• _?§ 15 1 • • 1^ — 11з — 35' 48 = 4 * 14 — 45' 48 8Затем вращение передается на ходовой винт XVIII
при включении муфты М$ вправо. Вращение с вала XV
передается на ходовой валик XIX через зубчатые колеса
23—40, 24—39, находящиеся в зацеплении, обгонную
муфту Мо и зубчатые колеса 28—35, когда муфта М%
передвинута влево.При нарезании модульных и питчевых червячков
вращение с вала X передается через колеса 28—28,
38—34 на вал XII (муфта М3 включена вправо), затем
через блоки 28—35 и 25—30 передачи 28—28 (или
35—28, или 25—30, или 30—42) на вал XI, далее посред¬
ством зубчатых колес 30—33 на вал XIII, с которого
при включении множительного механизма вращение пе¬
редается на вал XV и при включении муфты Мъ вправо
на ходовой винт XVIII.Третья кинематическая цепь используется для наре¬
зания точных и нестандартных резьб, при этом включа¬
ются муфты М2 и М5, вследствие чего соединяются валы
X, XI и ходовой винт XVIII.В фартуке станка находятся пять кулачковых муфт:
М6, М7, М8, М9 и Мп. Первые четыре муфты предназна¬
чены для включения и реверсирования продольной и по¬
перечной подач, муфта М„ предохраняет механизм фар¬
тука от перегрузок. При нарезании резьбы резцом по¬
дача осуществляется от ходового винта путем замыка¬
ния разъемной гайки, закрепленной на фартуке.Движение ускоренной подачи каретки и поперечных
салазок передается от электродвигателя, закрепленного
справа на станине станка, через клиноременную переда¬
чу (85/127) на ходовой вал XVI.300
Наладка тсжа;рно-свинторезного станка включает уста¬
новку необходимых для выполнения заданной работы
резцов и других режущих инструментов, приспособле¬
ний, а также установку, выверку и закрепление заготов¬
ки © приспособлении, смазку станка и ряд других работ.Настройка стайка заключается в кинематической
подготовке его к заданному режиму резания (установка
заданной частоты вращения и подачи).§ 3. ПРИСПОСОБЛЕНИЯ К ТОКАРНЫМ СТАНКАМХарактер установки и закрепления заготов¬
ки, обрабатываемой на токарном станке, зависит от ти¬
па станка, вида обрабатываемой поверхности, характе¬
ристики заготовки (отношение длины заготовки к ее
диаметру), требуемой точности и других факторов. На
токарно-винторезных станках заготовки закрепляют в
различных приспособлениях (рис. 101).Трехкулачковые (самоцентрирующиеся) патроны при¬
меняют для закрепления заготовок цилиндрической
формы при отношении их длины к диаметру меньше 4.
Патроны имеют три кулачка, одновременно перемещаю-Рис. 101. Приспособления и принадлежности к токарным станкам:а — трехкулачковый самоцентрирующийся патрон: 1 — малое коническое зуб¬
чатое колесо; 2 — большое коническое зубчатое колесо; 3 — основание со
спиральным зубом; 4 — кулачок; 5 — корпус; б — простой центр; в — сре¬
занный центр; г —■ центр с шариком; д — обратный центр; е — вращающийся
центр; ж — поводковый патрон; з — хомутик; и, к — люнеты (подвижный и
неподвижный); л, я — оправки —• (простая и разжимная цанговая)301
Щ'ихся по радиальным пазам, что позволяет не только
зажимать, но и центрировать заготовки.Четырехкулачковый патрон позволяет закреплять и
центрировать заготовки несимметричной формы, так как
каждый кулачок его перемещается независимо.Кулачки патронов могут быть закаленными. Вслед¬
ствие этого они мало изнашиваются, но при закреплении
в них деталей с окончательно обработанными поверхно¬
стями на этих поверхностях остаются вмятины. Чтобы
избежать образования вмятин, необходимо применять
незакаленные кулачки.Жесткие (цельные) и разжимные оправки применя¬
ют для закрепления заготовок типа втулок, колец и
стаканов, имеющих обработанные внутренние поверхно¬
сти, в случаях, когда необходимо выдержать строгую
концентричность наружной поверхности относительно
внутренней. На цельных конических оправках заготовка
удерживается от проворачивания за счет силы трения
на (сопряженных поверхностях, так как оправка имеет
небольшую конусность. На цельной цилиндрической оп¬
равке заготовка удерживается от проворачивания за
счет жесткого ее закрепления гайкой. Заготовки, у ко¬
торых разница в диаметрах отверстий колеблется в пре¬
делах 0,5...1,5 мм, а также тонкостенные детали закреп¬
ляются на разжимных оправках.Планшайбы применяют для закрепления несиммет¬
ричных и сложных по конфигурации заготовок. План¬
шайба представляет собой чугунный диск, снабженный
ступицей для навинчивания на шпиндель. На ее перед¬
ней плоскости имеются 4...6 канавок Т-образного профи¬
ля -и несколько сквозных пазов и отверстий. Заготовки
закрепляют на планшайбе планками, угольниками, при¬
жимными болтами.Заготовки (при отношении их длины к диаметру4<-^-<10) устанавливают в центрах, а для передачи.крутящего момента от шпинделя на заготовку исполь¬
зуют поводковый патрон, навинченный на передний ко*
нец шпиндельного вала, и хомутик, закрепленный на
переднем конце заготовки. Для установки заготовки в
центрах ее необходимо зацентровать, то есть сделать
центровые отверстия с торцов.Центры бывают простые, срезанные, шариковые, об¬
ратные и вращающиеся. Простые центры используют302
чаще, а при работе с большими скоростями применяют
вращающийся центр, вставляемый в пиноль задней
бабки.При подрезке торцов, когда центр не должен мешать
выходу резца, применяют срезанный центр, а при обра¬
ботке конических поверхностей смещением задней бабки
используют шариковый центр.Подвижные и неподвижные люнеты применяют при
обработке валов (если отношение длины заготовки к
диаметру более 10) для уменьшения деформации заго¬
товки. Подвижный люнет устанавливают на суппорте, а
неподвижный закрепляют на станине.Центросместители применяют в практике ремонтных
мастерских для установки коленчатых валов и эксцент¬
риков. Гильзы и другие детали при обработке устанав¬
ливают и закрепляют при помощи специальных приспо¬
соблений на суппорте станка.Резцы на токарно-винторезном станке устанавливают
и закрепляют в резцедержателе суппорта, а сверла, зен¬
керы и развертки, которые предварительно закрепляют в
трехкулачковом патроне или переходных втулках, уста¬
навливают в пиноль задней бабки.§ 4. ТОКАРНЫЕ РЕЗЦЫМногообразие видов поверхностей, обра¬
батываемых на токарных станках, привело к созданию
большого количества резцов различных конструкций и
разного назначения, которые классифицируют по не¬
скольким признакам.По виду обработки различают резцы проходные для
обтачивания наружных цилиндрических и конических
поверхностей, подрезные для обтачивания плоскости
торцовых поверхностей, расточные для растачивания от¬
верстий, отрезные для разрезания заготовок и для про¬
тачивания кольцевых канавок, прорезные для обтачива¬
ния кольцевых канавок, резьбовые для нарезания на¬
ружных и внутренних резьб, фасонные для обтачивания
фасонных поверхностей, галтельные для обтачивания
переходных поверхностей между ступенями валов по
радиусу.По характеру обработки различают резцы черновые
(обдирочные), чистовые и тонкого точения.По форме рабочей части различают резцы прямые,303
отогнутые (рабочая часть отогнута в горизонтальной
плоскости), изогнутые (рабочая часть изогнута в верти¬
кальной плоскости), оттянутые.По направлению подачи резцы подразделяют на пра¬
вые, работающие с подачей справа налево, левые — сле¬
ва направо. У правого резца главная режущая кромка
будет находиться со -стороны большого пальца правой
руки, наложенной ладонью вниз на резец, у левого рез¬
ца — со стороны большого пальца левой руки.По роду материала различают резцы из быстроре¬
жущей стали, с пластинками из твердого сплава, с пла¬
стинками из минера локера мики, с кристаллами алмазов.По способу изготовления различают резцы целые, с
припаянной или приваренной пластинкой инструмен¬
тального ^материала, со сменными пластинками, а также
с многогранными неперетачиваемыми пластинками из
твердого сплава.§ 5. ОСНОВНЫЕ РАБОТЫ, ВЫПОЛНЯЕМЫЕНА ТОКАРНЫХ СТАНКАХОсновные работы, выполняемые на токар¬
ных станках, пред ставлены на рисунке 102.Обтачивание наружных цилиндрических поверхностей
проводится проходными прямыми или отогнутыми (пра¬
выми или левыми) резцами с продольной подачей и
подразделяется на черновое, чистовое и тонкое. Заго¬
товки устанавливают и закрепляют в патронах, центрах,
в центрах с люнетом. Правильность установки прове¬
ряют при помощи рейсмуса или индикатора.При черновом обтачивании снимают значительный
слой металла, поэтому черновые проходные резцы долж¬
ны быть жесткими. Их устанавливают выше центров на0,3...1,2 мм, в зависимости от диаметра заготовки. За¬
данную глубину резания устанавливают отсчетом по-
лимбу и риске на неподвижной втулке винта поперечной
подачи.Чистовое обтачивание заключается в снятии с поверх¬
ности изделия небольшого припуска для придания из¬
делию окончательных размеров, формы и получения
заданной шероховатости поверхности. Обтачивают чи¬
стовыми прямыми, отогнутыми и широкими резцами с
радиусом закругления вершины R=3...5 мм (чем боль¬
ше радиус при вершине, тем чище обработанная поверх-304
Рис. 102. Работы, выполняемые на токарных станках:а — наружное гладкое точение: 1 — правым проходным резцом; 2 — левый
проходным резцом; 3 — правым проходным отогнутым резцом; 4 — левым
проходным отогнутым резцом; 5, 6, 7 — резцами для чистого точения; б —-
точение торцовых поверхностей: 1 — с продольной и поперечной подачей; 2, 3—•
с поперечной подачей отогнутыми резцами; 4 — с поперечной подачей с приме»
нением срезанного центра; в — отрезание отрезным резцом; г — растачивание
сквозного и глухого отверстия; д — точение фасонной поверхности призматиче¬
ским фасонным резцомность). При выборе соответствующих режимов резания
можно достигнуть 11...12-го квалитета и 4...7-го класса
шероховатости обработанной поверхности. Более высо¬
кие классы шероховатости (7...9-Й) получают при тонком
точении.Для обтачивания заготовок малого диаметра и не¬
жестких валов, когда отношение длины вала к диаметру
больше 10, применяют проходные упорные резцы, так
как яри обработке ими меньше деформация (прогиб) за¬
готовки.Обработка торцовых поверхностей и уступов осуще¬
ствляется подрезными резцами с поперечной подачей
чаще всего от периферии к центру, а для получения об¬
работанной поверхности с меньшей шероховатостью—■
от центра к периферии за два прохода. Подрезание тор¬
цов выполняют также проходными упорными или про¬20 Заказ № 897305
ходными отогнутыми резцами при поперечной подаче.
Заготовку закрепляют в кулачковых патронах на план¬
шайбе или в центрах. Торцы подрезают со стороны зад¬
ней бабки, а выход резца из материала обеспечивается
применением срезанного центра или центровым отвер¬
стием с предохранительным конусом. Уступы подрезают
как со стороны задней, так и ico стороны передней бабки.
При закреплении в патроне вылет заготовки должен
быть по возможности минимальным.Обработку галтелей »ведут галтельными или проход¬
ными резцами, заточенными по соответствующему ради¬
усу, применяя продольную и поперечную подачу.Проточку канавок осуществляют на предварительно
обточенных деталях резцами, режущее лезвие которых
имеет размеры и профиль канавки. Используют попе¬
речную подачу. Широкие канавки с прямолинейной по¬
верхностью обрабатывают вначале с поперечной подачей
резца, а затем с продольной.Отрезкой отделяют обработанные изделия или излиш¬
ки заготовки, а также разделяют прутки и болванки на
заготовки отрезными резцами с поперечной подачей. От¬
резные резцы устанавливают строго по высоте центров
станка и так, чтобы их режущая кромка была в гори¬
зонтальной плоскости. Державку прямого отрезного
резца устанавливают строго перпендикулярно к оси
заготовки. Обработку следует вести при пониженных
подаче и скорости резания.Сверление отверстий выполняют в заготовках, за¬
крепленных в патроне. Сверло устанавливают в пиноль
задней бабки и подают вручную вращением маховичка
или механически, соединяя заднюю бабку с суппортом.
Торец заготовки предварительно подрезают и накерни-
вают или зацентровывают. Отверстие большого диамет¬
ра получают путем обработки зенкером и расточным
резцом ранее просверленного или имеющегося в заго¬
товке отверстия. Если необходимо получить отверстие
высокой точности и шероховатости, то его развертыва¬
ют. Зенкеры и развертки устанавливают в пиноль зад¬
ней бабки и подают вручную или механически.Растачивание внутренних цилиндрических поверхно¬
стей выполняют расточными резцами с продольной по¬
дачей. Гладкие сквозные отверстия растачивают расточ¬
ными резцами, у которых главный угол в плане
<р*=45...60°, а глухие или ступенчатые цилиндрические306
Рис. 103. Схемы точения наружных конических поверхностей на то¬
карно-винторезном станкеотверстия — упорными расточными резцами с углом
Ф^90°. После растачивания глухого или ступенчатого
отверстия на заданную длину продольную подачу от¬
ключают, а включают поперечную подачу и подрезают
внутренний торец.Обработка конических поверхностей на токарных
станках возможна несколькими способами в зависимо¬
сти от угла конусности и длины образующей конической
поверхности.Конические поверхности с любой конусностью и дли¬
ной образующей 25...30 мм обрабатывают широкими рез¬
цами (рис. 103, а). Увеличение длины конической по¬
верхности вызывает вибрацию резца и изделия, в
результате ухудшается шероховатость поверхности. Ре¬
жущее лезвие резца должно быть на 1...3 мм длиннее
образующей обрабатываемого конуса, а главный угол
в плане ф равен половине угла при вершине конуса.
Обрабатывают поверхность с поперечной или продоль¬
ной подачей резца.Наружные и внутренние конические поверхности с
любым углом конусности, но с ограниченной длиной
образующей получают поворотом верхних салазок суп¬
порта (рис. 103,6). При точении конической поверхно-20*307
сти с повернутыми верхними салазками суппорта сна¬чала определяют угол поворота а из формулы4. D—da=a,rctg—2/ >где D — больший диаметр конуса, мм; d — меньший диаметр, мм;I — длина конуса, мм.Затем верхние салазки поворачивают на угол а и
закрепляют. При этом способе обработки подачу осуще¬
ствляют вручную, вращая маховичок верхних продоль¬
ных салазок, ограниченное перемещение которых опре¬
деляет наибольшую длину образующей конуса. На стан¬
ке 16К20П имеется механизм автоматической подачи
верхних салазок суппорта, используемый при обработке
конуса. Механизм по особому заказу может поставлять¬
ся со станком 16К20. Движение с механизма фартука
на винт верхних салазок суппорта передается посред¬
ством зубчатых колес:29 20 20 23 30 28 20 , 1Г.т18" 20' 23" 30" 28 * 36* 20 ^ Р ^Смещением корпуса задней бабки в поперечном на¬
правлении относительно основания (рис. 103, в) обта¬
чивают длинные конические поверхности с небольшим
углом конуса при вершине (2а^8°) с продольной по¬
дачей резца. Обрабатываемую заготовку устанавливают
на шариковые центры. Смещение корпуса задней бабки
h (мм) определяют по формуле. L(D-d)
h~ 21 где L — длина всей детали, мм; I — длина конусной части детали, мм;
D — наибольший диаметр конуса, мм; d — наименьший диаметр ко¬
нуса, мм,С помощью копировальной конусной линейки (рис.
103, г) обтачивают длинные наружные и внутренние
конические поверхности с углом при 1вершине конуса до30...40° с продольной подачей резца. При этом гайку
ходового винта поперечной подачи отсоединяют от ка¬
ретки. Призматическую направляющую 2 устанавлива¬
ют под заданным углом по шкале на корпусе 3 к линии
центров станка, а ползун 1 соединяют посредством ры¬
чага с поперечными салазками суппорта 4. Угол пово¬
рота а направляющей 2 конусной линейки определяют
оуппорМ^Ле’ слУжаще® для определения угла поворотаОбтачивание фасонных поверхностей деталей длиной30...40 мм проводят с поперечной подачей фасонными
резцами. Длинные фасонные поверхности обрабатывают
с помощью фасонного копира, установленного вместо
конусной линейки. При продольной подаче суппорта по
фасонному копиру перемещается ползун, жестко связан¬
ный с поперечными салазками, и передвигает их в по¬
перечном направлении (гайка ходового винта попереч¬
ной подачи отсоединена от каретки). В результате
сложения этих движений резец точно копирует фасон¬
ную поверхность. В серийном производстве для обра¬
ботки фасонных поверхностей на токарных станках ис¬
пользуют гидрокопировальный суппорт.Нарезание резьбы на токарно-винторезных станках
выполняют метчиками, плашками, резьбовыми резцами
и другими инструментами. Форма режущих лезвий рез¬
цов определяется профилем и размерами поперечного
сечения резьбы.Резьбовой резец устанавливают на станке в резце¬
держателе по шаблону, затем настраивают станок.Нарезание резьбы относится к числу наиболее точ¬
ных работ, выполняемых на токарно-винторезных стан¬
ках. При этом осуществляется два согласованных между
собой движения: вращение детали и продольная подача
суппорта с резцом от ходового винта. Подачу устанав¬
ливают в зависимости от шага резьбы переключением
рукояток коробки подач.При нарезании точной резьбы или резьбы с шагом,
подачу для которых невозможно установить коробкой
подач, рассчитывают сменные зубчатые колеса гитары,
используя для этого уравнение настройки. /р _ а сгде ^см — передаточное число гитары; — шаг резьбы, мм; tx. в —
шаг ходового винта, мм; а, Ь, с и d — число зубьев сменных колес.Станки чаще всего снабжаются набором сменных
зубчатых .колес с числом зубьев, делящимся на 5 (от 20
до 120). В наборе зубчатых колес есть колесо с числом
зубьев 127, применяемое при нарезании на станках дюй¬
мовой резьбы. Современные токарно-винторезные стан¬
ки имеют четыре сменных зубчатых колеса, которые309
при различных зацеплениях в сочетании с использова¬
нием коробкя подач позволяют нарезать резьбу в ши¬
роком диапазоне шагав.При нарезании резьбы различают четную резьбу,
шаг которой кратен шагу ходового винта, и нечетную.
При нарезании четной резьбы можно выключать разъ¬
емную гайку в суппорте после каждого прохода и быстро
возвращать суппорт в исходное положение вручную, не
останавливая станок. При последующем проходе резец
автоматически попадает во впадину резьбы, что исклю¬
чено при нарезании нечетной резьбы, здесь отвод рез¬
ца в исходное положение связан с реверсированием обо¬
ротов шпинделя станка и подачи.На токарночвинторезных станках полный профиль
резьбы нарезают резцом за несколько проходов. После
каждого прохода резец может быть установлен на оп¬
ределенную глубину резания двумя способами: переме¬
щением перпендикулярно к оси детали и параллельно
его режущей кромке.Перемещение резца на глубину резания 0,02...0,05 мм
перпендикулярно к оси обрабатываемой детали позво¬
ляет получить чистую поверхность резьбы. Применяют
этот способ при нарезании резьбы с шагом до 2 мм.Перемещение резца на глубину резания 0,1...0,2 мм
параллельно правой режущей кромке дает возможность
нарезать резьбу с шагом свыше 2 мм. При этом левая
сторона впадины резьбы получается чистой, а правая—■
шероховатой, требующей дополнительной обработки.
Перемещение резца осуществляется при помощи верх¬
них салазок суппорта, которые должны быть повернуты
на угол, равный половине угла е при вершине в плане.Перемещение резца с положительным передним уг¬
лом на глубину резания параллельно правой режущей
кромке позволяет применять глубину резания 0,3...0,5мм,
но чистота поверхностей профиля резьбы получается не¬
высокая. Поэтому данный способ можно использовать
лишь для предварительного (чернового) нарезания
крупной резьбы.Наружная резьба на деталях может быть выполнена
плашками, которые предварительно закрепляют в во¬
ротке, а резьба в отверстиях — метчиками, вставленны¬
ми в вороток.Многозаходную резьбу нарезают так же, как и од-
яозаходную, только после получения одной винтовой нит¬310
ки деталь поворачивают с помощью делительного при¬
способления на определенный угол, зависящий от числа
заходов.§ 6. РАЗНОВИДНОСТИ СТАНКОВ ТОКАРНОЙГРУППЫНа заводах тракторного и сельскохозяйст¬
венного машиностроения применяют различные станки
токарной группы: револьверные, многорезцовые, лобо¬
вые, карусельные, полуавтчжаты, автоматы и др.Револьверные станки предназначены для изготовле¬
ния деталей -сложной формы из пружа или штучных за¬
готовок. Револьверные станки по конструкции отлича¬
ются от токарнонвинторезных тем, что у них вместо
задней бабки имеется суппорт с револьверной головкой.Револьверные станки изготовляют с револьверными
головками с вертикальной или горизонтальной осью
вращения. В гнездах головки закрепляется необходимый
режущий инструмент, который последовательно исполь¬
зуется при повороте головки в рабочую позицию. Число
позиций у ста.нков с вертикальной осью вращения го¬
ловки 6...8, а с горизонтальной — до 16. Поворот ре¬
вольверной головки позволяет быстро перейти от обра¬
ботки одним инструментом к обработке другим. Вы¬
ключение подачи в конце рабочего хода производится
автоматически от упоров, сменяющихся при каждом по¬
вороте револьверной головки.Использование большего количества разнообразных
инструментов, возможность совмещать работу несколь¬
кими инструментами, сокращение времени на замену
инструмента — все это обеспечивает высокую произво¬
дительность обработки на револьверных станках.Многорезцовые токарные станки имеют для закреп¬
ления резцов несколько суппортов с самостоятельным
движением. На каждом суппорте можно устанавливать
несколько резцов, что позволяет одновременно вести об¬
работку нескольких поверхностей.Эти станки рационально использовать в серийном и
массовом производстве.Лобовые и карусельные станки служат для обработ¬
ки крупных и тяжелых деталей большого диаметра, но
небольшой длины. Лобовые станки по конструкции от¬
личаются от токарно-винторезных более низкой и корот¬
кой станиной, большей высотой центров, отсутствием311
задней бабки. У станков, предназначенных для обра¬
ботки заготовок большого диаметра, передняя бабка
изготовляется отдельно от суппорта станка.Карусельные станки имеют более широкое примене¬
ние, так как у них планшайба расположена и вращаете»
в горизонтальной плоскости внизу, что позволяет легко
закреплять и выверять заготовки.Токарные полуавтоматы и автоматы с каждым годом
находят все большее применение в машиностроении.
Полуавтоматы — станки, у которых все рабочие движе¬
ния автоматизированы, а вручную выполняются только
пуск и остановка станка, установка заготовки и снятие
детали. Автоматами называют такие станки, на которых
после их наладки и настройки все операции выполняют¬
ся автоматически, без участия рабочего, который лишь
периодически загружает материалы (заготовки, прутки).Токарные полуавтоматы и автоматы подразделяются
на одношпиндельные и многошпиндельные, последние
имеют от двух до восьми шпинделей и более. Токарные
полуавтоматы применяются для обработки главным об¬
разом штучных заготовок (поковок, отливок), а на ав¬
томатах из прутков проката изготовляют крепежные
детали (болты, винты, гайки, втулки, валики и т. д.).Контрольные вопросы и задания. 1. Назовите основные узлы то¬
карно-винторезного станка и поясните их назначение. 2. Какие узлы
и механизмы обеспечивают главное движение и какие — подачу?
3. Пользуясь структурной формулой, определите максимальную и
минимальную частоты вращения шпинделя. 4. Назовите признаки, по
которым классифицируют токарные резцы.Глава 6. СВЕРЛИЛЬНЫЕ И РАСТОЧНЫЕ СТАНКИ
И РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА НИХ§ 1.ПРОЦЕСС СВЕРЛЕНИЯ И ЕГО ОСОБЕННОСТИСверление — это процесс образования от¬
верстий в сплошном металле режущими инструментами
(сверлами). По конструкции сверла подразделяются на
спиральные, перовые, центровочные, для глубокого свер¬
ления и др.Главное движение при сверлении вращательное, а
движение подачи — поступательное. Оба движения мо¬
гут сообщаться детали и инструменту в различных ком-312
•бинациях. При сверлении на сверлильных станках оба
движения осуществляет инструмент.Элементами режима реаания при сверлении являют¬
ся глубина резания t (мм), подача S (мм/об), скорость
резания v (м/мин).Глубина резания при сверлении отверстий в сплош¬
ном материале составляет половину диаметра сверла/=Z)i/2,еде Di — диаметр сверла, мм.При рассверливании отверстий глубина резания4 D2 D\t= 2 *-где Di и D2 — диаметр отверстий до и после .рассверливания, мм.Подача — перемещение сверла вдоль оси за один его
■оборот. Так как сверло имеет две главные режущие
кромки, то подача Sz (мм/зуб), приходящаяся на каж¬
дую из ,них, определяется по формулеSz—S/2.Скорость резания при сверлении — окружная ско¬
рость вращения наиболее удаленной точки режущей
кромки от оси сверла. Скорость резания определяют по
формулетде D — наружный диаметр сверла, мм; п — частота вращения свер¬
ла, об/мин.Бели рассматривать процесс стружкообразования при
сверлении на небольшом участке режущего лезвия, то
•он будет подчиняться тем же закономерностям и сопро¬
вождаться теми же явлениями, что и йри точении: упру¬
гие и пластические деформации, тепловыделение, наро-
стообразование, упрочнение, износ инструмента возни¬
кают по тем же причинам.Особенностью сверления является то, что процесс
резания протекает в более сложных и тяжелых усло¬
виях, чем при точении, а сверло имеет менее благопри¬
ятную геометрию рабочей части.В процессе резания при сверлении затруднен отвод
кружки. При ее удалении происходит трение стружкио поверхность канавок сверла, а также трение сверла о313
поверхность отверстия. В результате повышаются дефор¬
мация стружки и тепловыделение. На увеличение дефор¬
мации стружки также влияет изменение скорости ре¬
зания вдоль режущего лезвия от максимального
значения на периферии сверла до нулевого у оси. До¬
полнительная деформация и повышенное трение способ¬
ствуют большому тепловыделению, а так как подвод
охлаждающей жидкости >в зону резания затруднен, то
сверло работает в более тяжелых термических условиях,
чем резец.§ 2. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕНА СВЕРЛИЛЬНЫХ СТАНКАХСпиральное сверло — наиболее раслроетра-'
ненный режущий инструмент при сверлении и рассвер¬
ливании. Оно состоит из рабочей части I, шейки IV,
хвостовика (конического или цилиндрического) V и лап¬
ки VI (рис. 104, а). У сверл с цилиндрическим хвосто¬
виком лапки отсутствуют. Рабочую часть составляют
режущая II и направляющая III части. Направляющая
часть предохраняет сверло от увода в сторону и позво¬
ляет осуществлять его многократную переточку.На всей этой части сверла имеются узкие ленточки,
которые (рис. 104, б) служат для направления инстру-Рис. 104. Элементы и гео¬
метрия загочки спирального
сверла:а — части сверла; б — элемен¬
ты рабочей части: 1 — спираль¬
ная канавка; 2 — главные ре¬
жущие лезвия (кромки); 3 —
ленточка; 4 — главные задние
поверхности; 5 — поперечное
лезвие (перемычка); в — геомет¬
рия режущей части314
мента в, отверстии. Ленточки снижают трение сверлаоб обработанную поверхность, так как уменыиаётся
площадь соприкосновения инструмента с поверхностью
отверстия. С этой же целью на направляющей часги
сверла делается обратный конус.Режущая часть совершает основную работу резания
и имеет два винтовых зуба, которые соединяются серд¬
цевиной. Винтовые канавки служат для отвода стружки,
а дно каждой канавки является передней поверхностью.
На конце сверла (на торцах зубьев) затачиваются две
конусные поверхности, которые являются главными зад¬
ними поверхностями инструмента. Пересечение передних
и главных задних поверхностей дают две главные ре¬
жущие кромки, которые и выполняют основную работу
резания. Вспомогательными режущими кромками сверла
являются винтовые кромки направляющих ленточек.
Главные задние поверхности, пересекаясь друг с другом,
образуют поперечную режущую кромку (перемычку),
которая врезается в металл и центрирует сверло при
работе.Геометрия режущей части стирального сверла пред¬
ставлена на рисунке 104, в. Передний угол у измеряется
в плоскости Б—Б, нормальной к главной режущей кром¬
ке. Это угол между касательной к передней поверхно¬
сти в /рассматриваемой точке и нормалью в той же
точке к поверхности вращения режущей кромки вокруг
оси сверла. В каждой точке режущей кромки передний
угол является величиной переменной, наибольшее зна¬
чение угол у имеет на периферии сверла, где он прак¬
тически равен углу наклона винтовой канавки о, а на¬
именьшее— у вершины сверла. На поперечной режущей
кромке (перемычке) угол имеет отрицательное значе¬
ние, что создает угол резания больше 90°, а следова¬
тельно, и тяжелые условия работы.Задний угол а — угол между касательными к задней
поверхности в рассматриваемой точке и касательной к
окружности ее вращения вокруг оси сверла. Этот угол
рассматривается в плоскости А—А, параллельной оси
шерла. Задний угол а затачивают переменным: большим
у оси сверла (20...270) и меньшим у периферии (8... 14°).Угол наклона винтовой канавки ю измеряют между
касательной к винтовой поверхности и образующей ци¬
линдра. Он обычно равен 18...300.Угол наклона поперечной режущей кромки а)з изме-315
Рис. 105. Инструменты для обработки отверстий на свер¬
лильных станкахряют между проекциями главной и поперечной режущих
кромок на плоскость, перпендикулярную к оси сверла.
У стандартных сверл if>=50...55°.Угол при вершине сверла 2 <р измеряют между глав¬
ными режущими кромками. Он имеет различную вели¬
чину в зависимости от обрабатываемого материала (80Р
для мрамора и других хрупких материалов, 14(У* для
алюминия, баббита и других мягких материалов,116...120° для стали и чугуна).Зенкерами обрабатывают предварительно просвер¬
ленные отверстия, а также отверстия в литых и штампо¬
ванных заготовках. Зенкер (рис. 105, а) имеет те же
части и элементы, что и сверло, но в отличие от послед¬
него он может иметь три и более зубьев, а следователь¬
но, такое же число режущих кромок. У зенкера нет
поперечной кромки, что повышает его прочность и же¬
сткость. По типу крепления зенкеры различают хвосто¬
вые (рис. 105, а и б) и насадные (рис. 105, в).Развертками (рис. 105, г...е) окончательно обрабаты¬
вают отверстия после растачивания или зенкерования.
Они имеют те же режущие элементы, что и сверло, но
•изотовляются с числом зубьев от 6 до 12 с прямыми
или винтовыми канавками. По типу крепления разверт¬
ки, так же как зенкеры, различают хвостовые и на¬
садные.Машинными и ручными метчиками (рис. 105, ж) на¬
резают резьбу в отверстиях на сверлильных станках.316
Они имеют режущую (заборную) часть, которая выпол¬
няет основную работу резания, калибрующую часть„
окончательно формирующую профиль резьбы.§ 3. ПРИСПОСОБЛЕНИЯ И ВСПОМОГАТЕЛЬНЫЙИНСТРУМЕНТ К СВЕРЛИЛЬНЫМ СТАНКАМПри обработке на сверлильных станках
применяют различные приспособления (рис. 106) для
установки и закрепления заготовок на столе станка.Машинные тиски (рис. 106, а) чаще всего применяют
для закрепления заготовок. При сверлении сквозных от¬
верстий заготовку устанавливают в тисках на подклад¬
ках, чтобы обеспечить свободный выход сверла из от¬
верстия.Простые (рис. 106, б) 1И универсальные угольникииспользуют при сверлении параллельных отверстий или
отверстий, расположенных под утлом к установочной
плоскости. На призмах (рис. 106, з) устанавливают за¬
готовки цилиндрической формы при сверлении в них
отверстий. Закрепляют заготовки прижимными планка¬
ми, прихватывая болтами. Крупные заготовки устанав¬
ливают на столе (рве. 106, г) станка и закрепляют при¬
жимными планками и болтами.Кондукторы применяют при сверлении без разметки
одного или нескольких точно расположенных отверстий
в деталях, обрабатываемых большими партиями. На¬
правляющие втулки, установленные в плите кондуктора,,
обеспечивают определенное положение режущего инст¬
румента относительно обрабатываемой детали.Универсальные трехкулачковые патроны (рис. 107, а)
служат для крепления режущих инструментов с цилин¬
дрическим хвостовиком. Патрон с вставленным инстру¬
ментом затягивают вручную или с помощью ключа (дляРис. 106. Приспособления для установки заготовок на столе свер»
лильного станка:а — машинные тиски; б ~ угольники; в — призмы; г — стол31?
Рис. 107. Патроны:а — универсальный трехкулачковый; б — быстросмен¬
ный. 3
.Уусиления зажима). Эти патроны применяют, когда об¬
работка ведется одним инструментом.Быстросменные патроны (рис. 107, б) применяют в
тех случаях, когда приходится часто менять инструмен¬
ты в процессе работы. Эти патроны позволяют заменять
режущий инструмент без выключения шпинделя станка.
Инструмент закрепляют в сменной втулке 4 и вставля¬
ют в центральное отверстие корпуса патрона. При этом
шарики 2 попадают в лунки 3 втулки и удерживаются
опущенной вниз муфтой 1. При смене инструмента муф¬
та поднимается, шарики вытесняются из лунок и втулка
с инструментом вынимается. Пружинные кольца ограни¬
чивают перемещение муфты 1 вверх и .вниз.Предохранительные патроны, которые могут переда¬
вать строго ограниченный крутящий момент, применяют
на сверлильных станках при нарезании резьбы для пре¬
дупреждения поломки метчиков в глухих отверстиях.Переходные конические втулки применяют для за¬
крепления режущего инструмента (сверл, зенкеров, раз¬
верток) с коническим хвостовиком, когда конус хвосто¬
вика инструмента меньше конуса отверстия шпинделя
станка.318
Конические хвостовики инструментов и конические
отверстия в шпинделях сверлильных и других станков
имеют форму конуса Морзе. Номера конусов: 0, 1, 2, 3,
4, 5 и 6. Каждому номеру соответствуют определенные
размеры конуса. Номера переходных втулок выбирают
по размерам конусов режущих инструментов. В кониче¬
ском отверстии шпинделя хвостовик удерживается силой
трения, возникающей между поверхностями. Лапка хво¬
стовика входит в паз шпинделя и предохраняет хвосто¬
вик от проворачивания, служит для передачи крутящего
момента.Оправки применяют на сверлильных и расточных
станках для установки и закрепления резцов, специаль¬
ного инструмента, а также в качестве удлинителей.§ 4. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОКСверлильные станки подразделяются на
универсальные (общего назначения) и специализирован¬
ные. Вертикально-сверлильные станки составляют основ¬
ную часть (90%) парка сверлильных станков и широко
применяются в ремонтных мастерских, на ремонтных и
машиностроительных заводах. Наиболее крупные станки
этого типа позволяют сверлить отверстия диаметром
75 мм, а вертикально-сверлильный станок модели
2Н135А — диаметром до 35 мм.На рисунке 108 показаны контуры и кинематическая
схема одношпиндельного вертикально-сверлильного стан¬
ка модели 2Н135А. На фундаментной плите крепится
станина станка, в ее верхней части расположен корпус,
в котором смонтированы ,короб,ка скоростей, коробка по¬
дач и шпиндельный вал, а также механизм перемещения
корпуса по вертикальным направляющим станины. За¬
готовку и приспособления устанавливают на столе, кото¬
рый может передвигаться по вертикальным направляю¬
щим станины и устанавливаться на необходимой высоте.Главное движение передается шпинделю от электро¬
двигателя мощностью 4,5 кВт с частотой вращения
1440 об/мин через коробку скоростей по следующей ки¬
нематической схеме. Движение с вала / на вал II пере¬
дается через зубчатые колеса 28 и 40, находящиеся в
постоянном зацеплении (28/40). С вала II вращение пе¬
редается на вал III при переключении тройного блока
25—30—35 с передаточными отношениями 25/35, 30/30,31»
Рис. 108. Кинематическая схема вертикально-сверлильного
станка
35/25. Движение с вала III на вал IV передается при
переключении блока 35—42 и зацеплений зубчатых колес:
35 с 35 или 15 с 42 (35/35 или 15/42). Вал IV получает
(3-2 = 6) шесть различных частот вращения. Далее вра¬
щение передается с вала IV на шпиндельный вал VI
при переключении блока 15—50, установленного на ва¬
лу V, и зацеплении его с зубчатыми колесами вала IV
и шпиндельного вала VI с передаточными отношениями
25/50-15/60, 25/50-50/25. Шпиндельный вал получает
(3-2-2) двенадцать различных частот вращения — от 32
до 1410 об/мин.Частоту вращения шпинделя для каждой ступени
можно определить с помощью структурной формулы■«О*253535251530355060301525503542502525— tlmn*Движение подачи осуществляется от гильзы (в ко¬
торой скользит шпиндель) через зубчатые передачи, на¬
ходящиеся в постоянном зацеплении (30/53-17/48), на
вал IX коробки подач. С вала IX при помощи тройного
блока 46-31-20 на вал X передаются три различные ча¬
стоты вращения (46/16, 31/31, 20/42). Вал XI при пере¬
ключении блока 26-31-36 (36/26, 31/31 и 26/36) получает
с вала X (3-3) девять различных частот вращения.
Валы XI и XII соединяются между собой электромаг¬
нитной муфтой М при осуществлении механической по¬
дачи. От вала XII вращение передается реечному коле¬
су 13, находящемуся в зацеплении с рейкой гильзы
шпинделя, через червячную пару 1—60 (1/60), и осу¬
ществляется вертикальная подача шпинделя.Для ускоренной подачи шпинделя движение на вал
XII передается от электродвигателя быстрых холостых
ходов (N=0,4 кВт, п=2000 об/мин) через зубчатые ко-
леоа 31/31 и коническую пару 23—44. В этом случае
вал XII отключается от вала XI муфтой М.Ручное перемещение шпинделя (ручная подача) осу¬
ществляется вращением штурвала, сидящего на валу
XVII. Глубину сверления контролируют с помощью лим¬21 Заказ №» 897321
ба, движение на который передается через зубчатые ко*
леса 20—47.Подъем и опускание стола производят вручную по¬
воротом рукоятки на валу XV через коническую пару
20—60 и винт с гайкой.Перед началом работы выбирают приспособление для
закрепления заготовки и вспомогательный инструмент
для установки и закрепления режущего инструмента.
Затем устанавливают при помощи рукояток соответст¬
вующие частоту вращения шпинделя и подачу.§ 5. РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА СВЕРЛИЛЬНЫХСТАНКАХНа сверлильных станках выполняют сверле¬
ние, рассверливание, зенкерование, зенкование, цекова-
ние, развертывание, нарезание резьбы и обработку слож¬
ных отверстий в заготовках массой до 25 кг.Сверление (рис. 109, а) чаще всего производят спи¬
ральными сверлами, /которые закрепляют во вспомога¬
тельных инструментах (патронах, переходных втулках
и др.) и устанавливают в шпинделе станка. Главное
движение и подачу при сверлении осуществляет сверло.
Заготовку устанавливают и закрепляют неподвижно на
столе станка в соответствующем приспособлении. В за¬
висимости от точности обработки сверление можно вы¬
полнять по разметке или с помощью специального при¬
способления (кондуктора), использование которого со¬
кращает время на установку заготовки и устраняет
разметку.322
Перед сверлением необходимо проверить установку
сверла и надежность крепления детали. Если не соблю¬
дать этих правил, то отверстие может получиться не¬
правильной формы и неверно расположенным.Чтобы избежать поломки сверла и повреждения от¬
верстия при сверлении оквозных отверстий, необходимо
уменьшать подачу в момент выхода инструмента. При
сверлении глубоких отверстий для удаления стружки
из канавок сверла его следует периодически выводить из
■отверстия, не останавливая станок.Рассверливанием получают отверстия диаметром свы¬
ше 30 мм. Сначала сверлят отверстие диаметром до
15 мм, затем рассверливают его до требуемого размера
другим сверлом (рис. 109, б).Отверстие после сверления и рассверливания получа¬
ется 11...12-го квалитета и с шероховатостью обрабо¬
танной поверхности 3...4-го класса.На сверлильных станках отверстия можно растачи¬
вать резцами, которые закрепляют в специальной оп¬
равке, ia затем устанавливают ее в шпиндель станка.Зенкерование (рис. 109, в) в основном является про¬
межуточной операцией между сверлением и развертыва¬
нием. Припуск под зенкерование зависит от диаметра
зенкера и изменяется в пределах 0.5...3 мм. Для зенке¬
ров, оснащенных режущими элементами из твердых
сплавов, припуок берется 0,5... 1,5 мм. Для обработки
отверстий в заготовках с предварительно отлитым или
прошитым отверстием следует применять зенкерование,
а не рассверливание, так как наличие 3...4 зубьев у зен¬
кера делает его более точным и производительным ин¬
струментом.Зенкерованием обрабатывают отверстия до 10...11-го
квалитета и 4...5-го класса шероховатости поверхности.Развертывание (|рис. 109, г и д) —процесс оконча¬
тельной обработан отверстия после растачивания или
зенкерования. Его разделяют на черновое (припуск
-0,15...0,5 мм) и чистовое (припуок 0,05...0,2). Отверстия
получаются 7...9-го квалитета и с шероховатостью обра¬
ботанной поверхности 7.,.9-го класса. Для повышения
точности размера отверстия припуск снимается после¬
довательно двумя или тремя развертками.Зенкованием получают в отверстиях цилиндрические
(рис. 109, ж) и конические (рис. 109, з и к) углубления
под головки болтов, винтов, заклепок и других деталей.323
Режущими инструментами при зснковании служат зен¬
керы, называемые также зенковками.Цекование (рис. 109, е) — обработка торцевой по¬
верхности отверстия торцевым зенкером (цековкой) для
достижения перпендикулярности плоской торцевой по¬
верхности отверстия к его оси.Зенковки и цековки изготовляют с направляющими
цапфами, закрепленными в торце инструмента. Направ¬
ляющая цапфа при зенковании обеспечивает получение
соосности обрабатываемого и ранее полученного отвер¬
стия, а при цековании — перпендикулярность торцевой
поверхности к оси отверстия.Нарезание резьбы (рис. 109, и) в отверстиях на свер¬
лильных станках выполняют машинными и гаечными
метчиками. Конструкция этих инструментов подобна
конструкции ручных метчиков (незначительно отлича¬
ются некоторые элементы заточки), но у машинных мет¬
чиков изменен хвостовик. На нем есть кольцевая выточ¬
ка для установки инструмента в быстросменном патроне*
У гаечных метчиков хвостовик удлинен. При нарезании
резьбы гайки навинчиваются на метчик одна за другой
и выходят на хвостовик, после чего метчик вынимают
и готовые гайки сбрасывают.Машинные метчики для нарезания резьбы в стальных
деталях изготовляют двухкомплектными; в чугунных
деталях резьбу нарезают одним метчиком.После получения резьбы для вывинчивания метчика
нужно включить обратное вращение шпинделя. Для этой
же цели применяют реверсивный патрон. При нарезании
резьбы в сквозных отверстиях метчик проходит сквозь
него и падает, а затем снова вставляется в патрон.Обработка сложных поверхностей отверстий выпол¬
няется комбинированными режущими инструментами»
позволяющими повысить производительность, улучшить
качество обработки и устранить опасность несовпадения
осей инструмента и отверстия. На рисунке 109, к пока¬
зана обработка цилиндрической и конической поверхно¬
стей комбинированным зенкером.§ 6. СТАНКИ СВЕРЛИЛЬНОЙ И РАСТОЧНОЙГРУППРадиально-сверлильные станки предназна¬
чены для обработки отверстий в тяжелых и громоздких
заготовках (блоки, корпуса и т. п.), установка и пере-324
Рис. 110. Радиально-сверлиль¬
ный станокРис. 111. Горизонтально-рас¬
точной станокмещение которых на столе вертикально-сверлильного
станка затруднены или невозможны. Особенно удобно
на них обрабатывать систему отверстий. Если на вер-
тикально-оверлильных станках перед сверлением каждо¬
го отверстия деталь необходимо перемещать по плоско¬
сти стола, что вызывает большие неудобства и потерю
времени, то на радиально-сверлильных станках шпин¬
дель устанавливают в требуемое положение, а заготов¬
ка остается неподвижной.На рисунке 110 показан общий вид радиально-свер¬
лильного станка. На фундаментной плите 1 крепится
колонка 2 с поворотной гильзой 3. Разрезной хомут,
скрепляющий колонку с гильзой, стягивается специаль¬
ным устройством посредством электродвигателя.На гильзе 3 установлены траверса 4, перемещающая¬
ся в вертикальном направлении с помощью электродви¬
гателя, редуктора 5 и винта. Поворот траверсы осуще¬
ствляется механически или вручную. Траверса имеет
горизонтальные направляющие, по которым перемеща¬
ется шпиндельная бабка 6 с коробкой скоростей 7, ко¬
робкой подач 8 и шпинделем 9. Главное (вращательное)
движение и движение подачи (поступательное верти¬
кальное) получает шпиндельный вал с инструментом.При обработке на радиально-сверлильном станке за¬
готовку закрепляют на съемном столе 10 или непосред¬
ственно на фундаментной плите 1, а инструмент уста¬325
навливают в рабочее положение перемещением траверсы
вокруг колонны, шпиндельной бабки по направляющим
траверсы и шпинделя вдоль его оси.Расточные станки применяют для обработки отвер¬
стий с точно координированными осями в тяжелых круп¬
ногабаритных заготовках корпусных деталей (блоки
цилиндров, коробки скоростей станков и др.). На этих
станках можно обтачивать цилиндрические поверхности
и торцы, фрезеровать, нарезать резьбу, растачивать ко¬
ренные подшипники блоков двигателей.На расточных станках для обработки поверхностей
используют резцы, расточные блоки, расточные головки,
сверла, зенкеры, развертки, метчики и фрезы. Расточные
блоки представляют собой сборочную конструкцию, со¬
стоящую из корпуса и вставных регулируемых резцов.
Расточные головки применяются для обработки отвер¬
стий большого диаметра.Горизонтально-расточной станок относится к числу
наиболее распространенных (рис. 111).На станине 1 справа установлена передняя стойка 2,
на вертикальных направляющих которой смонтирована
шпиндельная бабка 3 с коробкой скоростей и коробкой
подач. Шпиндель коробки скоростей полый, .внутри него
смонтирован расточной шпиндель 6, а на нем закрепле¬
на планшайба 4 с радиальным суппортом 5. В коничес¬
кое отверстие расточного шпинделя вставляется оправ¬
ка, левый конец ее удерживается в люнете 8 задней
стойки 7. Люнет перемещается по задней стойке син¬
хронно со шпиндельной бабкой 3, сохраняя соосность со
шпинделем.Для установки и закрепления заготовок служит по¬
воротный стол 11, состоящий из двух частей: продоль¬
ных салазок 9, перемещающихся вдоль станины, и по¬
перечных салазок 10, имеющих поперечное перемещение.Поверхности на расточных ставках формообразуются
за счет сочетания главного (вращательного) движения
резца или другого -инструмента и движения подачи, со¬
общаемого заготовке или инструменту. Направление
подачи может быть продольным, поперечным, радиаль¬
ным и вертикальным в зависимости от характера обра¬
батываемой поверхности детали.Специальные расточные и алмазно-расточные станки
применяют в мастерских совхозов и колхозов, а также
на ремонтных заводах для растачивания блоков, гильз326
автомобильных и тракторных двигателей. Растачивают
отверстия (постели) в блоках под вкладыши коренных
подшипников, а также шатунные подшипники и вклады¬
ши коренных подшипников вне блока.Лабораторная работа № 7. Режущий
инструмент, применяемый при работе
на сверлильных и фрезерных
станкахЦель работы. Изучить конструкцию и геометрию ре¬
жущей части инструментов, применяемых на сверлиль¬
ных и фрезерных станках.Задания. 1. Изучить конструкцию и геометрию режу¬
щей части сверла, зенкера и развертки. 2. Измерить уг¬
лы заточки сверла шаблоном и универсальным угломе¬
ром. 3. Изучить конструкцию и геометрию режущей ча¬
сти прямозубой цилиндрической и торцевой фрез.4. Изучить типы фрез, применяемых на фрезерных стан¬
ках и ознакомиться с их назначением.Оборудование и материалы. Для выполнения работы
необходимо иметь: 3 набора инструментов, применяемых
на сверлильных станках; 2 универсальных угломера;
4 шаблона с различными углами; 3 прямозубые цилин¬
дрические фрезы; 3 торцевые фрезы; 2 набора основных
типов фрез; плакаты: «Инструменты, применяемые на
сверлильных станках», «Типы фрез и их геометрия».Методические указания. Лабораторная работа вы¬
полняется после изучения глав б и 8 раздела 8. Работа
проводится в лаборатории или мастерских с подгруппой,
которая делится на 3 звена по 4—5 человек в звене. 1-е
звено выполняет 1-й и 2-й пункты задания, 2-е звено
выполняет 3-й пункт задания и 3-е звено — 4-й пункт
задания, затем звенья меняются рабочими местами с
таким расчетом, чтобы каждое звено выполнило все
пункты задания.Порядок выполнения работы. 1. Ознакомиться с ме¬
тодическими указаниями. 2. Задание выполнять в после¬
довательности, приведенной в методических указаниях.3. Составить краткий отчет. В отчете указать цель ра¬
боты и задание. Привести рисунки сверла и цилиндриче¬
ской прямозубой фрезы, указав на рисунках название
частей и обозначив углы заточки.327
Контрольные вопросы и задания. 1. Что является главным дви¬
жением и движением подачи на станках сверлильной группы? 2. На¬
зовите, какие особенности имеет процесс резания при сверлении.
3. Какие части имеет сверло, зенкер и развертка? Укажите назначе¬
ние и особенности конструкции каждого из них.Глава 7. СТРОГАЛЬНЫЕ, ДОЛБЕЖНЫЕ, ПРОТЯЖНЫЕ
СТАНКИ И РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА НИХ§ 1. ОСОБЕННОСТИ ПРОЦЕССА РЕЗАНИЯ
ПРИ СТРОГАНИИ, ДОЛБЛЕНИИ
И ПРОТЯГИВАНИИСтрогание и долбление (рис. 112) подобны
течению, а режущий инструмент (строгальные и дол¬
бежные резцы) подобен тоокарному резцу. При стро¬
гании и долблении различают, как и при токарной об¬
работке, обрабатываемую поверхность 1, поверхность
резания 2, обработанную поверхность 3. Аналогичны
этому элементы режима резания: глубина резания t
(мм), подача S (мм/дв. ход), ширина срезаемого слоя
Ъ (мм), толщина срезаемого слоя а (мм), скорость
резания v (м/мин).Однако процесс резания при строгании и долбле¬
нии имеет ряд особенностей. Процесс идет прерывисто.
Резец совершает резание при движении только в од¬
ну сторону, во время рабочего хода (VP), а затем при
поперечном строгании и долблении всегда следует хо¬
лостой ход (Ух), в течение которого инструмент воз-328
а — плоская протяжка; А — толщина срезаемого слоя, мм; б — круглая про*
тяжка; Y — передний угол; сс— главный задний угол; в — круглая прошивкавращается в исходное положение и одновременно осу-
ществляется подача (5) заготовки. Во время холо¬
стого хода резец охлаждается. Наличие холостого хода
у станков этой группы снижает производительность.
Процесс резания при каждом рабочем ходе начинается с
удара резца об обрабатываемую заготовку при врезании.
Динамическая нагрузка на инструмент ограничивает
скорость резания, а также требует изготовления резцов,
более массивных и прочных по сравнению с резцами,
применяемыми при точении. При строгании (особенно
при черновой обработке) следует применять изогнутые
резцы, так как при отжиме прямого резца глубина ре¬
зания увеличивается, что снижает точность обработки,
стойкость инструмента и повышает шероховатость по¬
верхности. Характерной особенностью работы попереч¬
но-строгальных станков является переменная скорость
резания по длине хода ползуна, которая меняется от
нуля до максимума и потом снова до нуля, что также
существенно сказывается на процессе резания.Строгальные резцы подразделяются на проходные,
подрезные, отрезные и т. д.Протягивание — процесс обработки металлов с по¬
мощью многолезвийного режущего инструмента (про¬
тяжки), зубья которого последовательно срезают тонкие
слои металла с обрабатываемой поверхности (рис. 113).329
Протяжки работают при растягивающем усилии. Ими
обрабатывают внутренние и наружные поверхности раз¬
личных профилей. При обработке отверстий применяют
прошивание (рис. 113, в), которое выполняют более
коротким, чем протяжка, инструментом — прошивкой,
его длина не превышает 15 диаметров отверстия. Про¬
шивки продавливаются (сжимающее усилие Р) плунже¬
ром пресса.Протяжке и прошивке при обработке сообщают одно
главное движение (поступательное) со скоростью реза¬
ния v, а движение подачи как таковое отсутствует. По¬
следовательное срезание слоев металла обеспечивается
конструкцией инструмента и выражается величиной пре¬
вышения последующего зуба над предыдущим Sz =
= 0,01...0,2 мм. Протягивание позволяет при невысоких
скоростях резания достигнуть высокой производительно¬
сти, обеспечивая 7-й квалитет и 9-й класс шероховато¬
сти обработанной поверхности.Протяжка—сложный в изготовлении и дорогостоя¬
щий инструмент, в подавляющем большинстве случаев
пригодный для обработки поверхности вполне опреде¬
ленных размеров и форм. Протягивание широко приме¬
няют на заводах крупносерийного и массового произ¬
водства, а также для изготовления уникальных деталей.§ 2. ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОКПоперечно-строгальные станки применяют
для обработки небольших заготовок в ремонтных мас¬
терских и цехах, на машиностроительных заводах с мел¬
косерийным производствам и в инструментальных цехах.На поперечно-строгальном станке возвратно-посту¬
пательное движение резца является главным движением,
скорость резания которого — величина переменная по
длине хода ползуна, меняющаяся от нуля до максимума
и потом снова до нуля, а периодическое перемещение
заготовки — подачей.Поперечно-строгальный станок модели 737 (рис. 114)
служит для обработки деталей длиной от 150 до 900 мм,
так как длина хода ползуна изменяется в этих пределах.Основанием станка служит фундаментная плита, на
которой установлена и закреплена станина А. По ее
горизонтальным направляющим перемещается ползун Б
с поворотным суппортом В. По вертикальным направля¬
ющим станины перемещается поперечина Д, а по ее на-330
Рис. 114. Кинематическая схема поперечно-строгального ставка
правляющим передвигается стол Г, который для большей
жесткости поддерживается стойкой Е, связанной с фун¬
даментной плитой. Резец закрепляется в резцедержате¬
ле, установленном на суппорте В, а обрабатываемая
деталь—на столе д. Внутри станины расположена гид¬
равлическая система, осуществляющая возвратно-посту¬
пательное движение ползуна Б и подачу стола Д. Гид¬
ропривод позволяет осуществлять бесступенчатое изме¬
нение скорости главного движения и скорости подачи.
Электродвигатель М приводит во вращение два рота¬
ционных насоса — Яi и Я2. В гидросистеме имеется пять
регулирующих золотников:золот»ик 3i предназначен для
изменения скорости рабочего хода ползуна (скорости
резания); золотник Зг осуществляет реверс ползуна; зо¬
лотник Зз служит для управления золотником 3г (пере¬
мещает его влево или вправо); золотник 34 предназна¬
чен для плавного торможения ползуна при его ревер¬
сировании; золотник З5 используется для регулирования
величины подачи стола. Рукояткой Р золотник 3i может
быть зафиксирован ,в трех положениях. В первом слу¬
чае золотник 3i находится в крайнем правом положении
и пропускает масло в систему только от одного насоса
#2. При этом скорость ползуна минимальная. Масло от
насоса Hi через золотник 3i поступает в бак через
переливной клапан Пл и частично в золотник подачи 35.При среднем положении золотника 3i масло в ма¬
гистраль попадает от насоса Н\ (производительность его
выше, чем насоса Яг), а от насоса Яг— через золотник
3i и переливной клапан П„ в бак, при этом скорость
ползуна будет выше, чем в первом случае. В крайнем
левом положении золотника 3i масло в магистраль по¬
ступает одновременно от насосов Н\ и Я2 и, следова¬
тельно, скорость ползуна будет максимальной. При по¬
ступлении масла в правую часть рабочего цилиндра пол¬
зун совершает рабочий ход, в левую часть — холостой
ход. Реверсирование хода ползуна происходит от упо¬
ров, установленных на ползуне. В конце рабочего хода
ползуна правый упор поворачивает рычаг Pi и смещает
золотник 3з влево, вследствие чего масло из магистрали
поступит в левую полость цилиндра золотника Зг и сме¬
стит его вправо. При этом масло будет направлено в
левую полость рабочего цилиндра и ползун получит хо¬
лостой ход. В конце холостого хода ползуна левый упор
повернет рычаг Pi и направление движения масла изме¬332
нится. Масло начнет поступать в правую часть рабочего
цилиндра, т. е. начнется рабочий ход. Регулирование
скорости рабочего хода ползуна в пределах каждой сту¬
пени производится дросселем Д\. Длину хода ползуна
можно регулировать, изменяя расстояние между упора-
ма на ползуне, при сближении упоров будет уменьшать¬
ся ход ползуна.Пуск и останов ползуна производится открытием и
закрытием крана К\, при закрытии краном К\ основной
магистрали масло будет сливаться в бак. Золотник З4
под действием пружины сместится вправо и перекроет
оба канала подвода масла в рабочий цилиндр.Подача стола гидравлическая. Масло из правой вы¬
точки золотника Зг поступает в левую полость золот¬
ника З5 и смещает золотник вправо. При этом масло от
насоса Н\ через правую выточку золотника З5 поступает
в верхнюю полость цилиндра подачи и омещает поршень
вниз. Поршень соединен с рейкой, которая поворачивает
зубчатое колесо 28. Однако из-за наличия муфты обго¬
на Мо1 зубчатое колесо поворачивается вхолостую, не
вращая вала I. При холостом ходе ползуна масло от
насоса Яi через золотник 32 поступает в правую полость
золотника Зь, смещая золотник влево, и масло из пра¬
вой выточки золотника З5 поступает в нижнюю часть
цилиндра подачи, смещая поршень вверх. При этом рей¬
ка поворачивает колесо 28 вместе с валом I в обратную
сторону. От вала I через реверсивный механизм движе¬
ние передается валу II (со скользящим колесом 30), от
которого движение передается через колесо 26 ходовому
винту горизонтальной подачи III (^ = 2X6 мм) или через
зубчатую и червячную пары ходовому винту вертикаль¬
ной подачи (/=8 мм). Бесступенчатое регулирование по¬
дачи производят маховиком, расположенным сверху
цилиндра подачи, изменяя ход поршня.Ускоренное перемещение стола в горизонтальном или
вертикальном направлении осуществляется от электро¬
двигателя М2 через зубчатые пары и обгонную муф¬
ту Мо2.§ 3. ДОЛБЕЖНЫЕ, ПРОДОЛЬНО-СТРОГАЛЬНЫЕИ ПРОТЯЖНЫЕ СТАНКИДолбежнае станки предназначены для об¬
работки наружных и внутренних плоских и фасонных
поверхностей заготовок небольшой высоты, но имеющих333
большие поперечные размеры, а также для долбления
шпоночных пазов в ступицах шкивов и зубчатых колес.Главным движением на долбежном станке является
возвратно-поступательное движение долбяка с закреп¬
ленным в суппорте резцом по вертикальным направля¬
ющим стойки станины. Привод осуществляется от элек¬
тродвигателя через коробку скоростей и кулисный ме¬
ханизм. Процесс резания идет во время рабочего хода
долбяка, а при холостом ходе он возвращается в исход¬
ное положение. На горизонтальных направляющих ста-
нины установлен комбинированный стол, на котором за¬
крепляют заготовку. Стол станка во время холостого
хода долбяка может периодически перемещаться в одном
из трех направлений (продольном, поперечном, вокруг
вертикальной оси), то есть совершать подачу. Наличие
на станке трех видов подач позволяет с одной установ¬
ки обрабатывать несколько поверхностей заготовки.Долбежные станки применяют в единичном и мелко¬
серийном производстве, на ремонтных предприятиях.Продольно-строгальные станки применяют на маши¬
ностроительных и ремонтных заводах для обработки
крупных изделий (станин станков, корпусных деталей,
разметочных плит, штампов). Эти стаями имеют стани¬
ну, по направляющим которой .перемещается стол, две
вертикальные стойки, соединенные перекладиной. На
вертикальных направляющих стоек установлена травер¬
са, по которой перемещаются вертикальные суппорты.
Боковой суппорт перемещается по вертикальным на¬
правляющим.Исполнительный механизм любого продольно-стро¬
гального станка состоит из стола, на котором закрепля¬
ют заготовку, и двух—четырех суппортов с установлен¬
ными в них резцами. Главное движение сообщается
столу от электродвигателя через коробку скоростей. Ре¬
зание осуществляется во время рабочего хода. Движение
подачи на каждый двойной ход стола совершает суппорт
с резцами за время холостого хода стола. Вертикальные
суппорты перемещаются по траверсе в поперечном на¬
правлении, а боковой суппорт —в вертикальном направ¬
лении. Суппорты можно поворачивать при строгании
наклонных поверхностей. Для расширения технологиче¬
ских возможностей продольно-строгальных станков их
оснащают дополнительными фрезерными, шлифовальны¬
ми головками и копировальными приспособлениями.334
Протяжные станки широко применяют в массовом и
серийном производстве. Протягивание проводят на го¬
ризонтальных и вертикальных станках. Наиболее рас¬
пространены горизонтальные протяжные станки, служа¬
щие, как правило, для обработки отверстий. Вертикаль¬
но-протяжные станки применяют в основном для наруж¬
ного протягивания. В большинстве случаев протяжные
■станки имеют только одно главное движение — посту¬
пательное прямолинейное движение инструмента.§ 4. РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА СТРОГАЛЬНЫХИ ДОЛБЕЖНЫХ СТАНКАХВ условиях единичного и мелкосерийного
производства заготовки, обрабатываемые на строгальных
и долбежных станках, устанавливают и закрепляют или
непосредственно на столе с помощью принадлежностей
и универсальных крепежных деталей, или в машинных
тисках и других универсальных приспособлениях. На¬
ибольшее распространение для закрепления заготовок
получили прижимные планки с подкладками и крепеж¬
ными болтами, различной конструкции домкраты, уголь¬
ники, призмы и т. д. Из универсальных приспособлений,
кроме машинных тисков, для закрепления заготовок при¬
меняют поворотные столы, кулачковые патроны токар¬
ного типа, делительные устройства.На поперечночстрогальных станках строгание гори¬
зонтальных плоскостей (рис. 115, а) осуществляется
черновыми и чистовыми проходными резцами, прямыми
или изогнутыми. Вертикальные плоскости (рис. 115, б)
обрабатывают либо подрезными резцами, установленны¬
ми вертикально, либо проходными резцами, установлен¬
ными наклонно к направлению вертикальной подачи.
Наклонные плоскости строгают (рис. 115, в) проходны¬
ми или подрезными резцами. Поворотную часть суппор¬
та с резцом устанавливают под углом, который соответ¬
ствует углу наклонной плоскости. При этом вертикаль¬
ная подача осуществляется параллельно обрабатываемой
поверхности.Прямоугольные пазы выполняют прорезными резца¬
ми с применением вертикальной подачи. Широкие пазы
строгают за несколько проходов.При строгании Т-образных пазов сначала прорезным
резцом строгают прямоугольный паз, а затем специаль-335
2Рис. 115. Схемы обработки поверхностей заготовок на строгальных
и долбежных станках:а . . .г — на поперечно-строгальном; д . . .ж — на продольно-строгальном;
з к — на долбежномными резцами — боковые пазы. После этого двухлез¬
вийным резцом обрабатывают фаски и круглым резцом
калибруют стенки паза.Пазы типа «ласточкин хвост» строгают в такой по¬
следовательности. Вначале прорезным резцом прорезают
прямоугольный паз, после этого устанавливают пово¬
ротную часть суппорта на угол, соответствующий углу
наклона стенки паза, и обрабатывают его обе стенки.
На рисунке 115, г показано строгание рифлений специ¬
альным резцом, у которого угол при вершине в плане
соответствует углу профиля рифлений.На продольно-строгальных станках выполняют одно-336
временное строгание горизонтальной и вертикальной
плоскостей заготовки (рис. 115, д), одновременное стро¬
гание пазов типа «ласточкин хвост» и призматического
(рис. 115, е), строгание фасонной поверхности по копиру
(рис. 115, ж).На долбежных станках обрабатывают плоские вер¬
тикальные поверхности (рис. 115, з), фасонные поверх¬
ности, цилиндрические поверхности (рис. 115, и), наруж¬
ные и внутренние пазы (рис. 115, к), а также многогран¬
ные отверстия и многогранники.На станках этой группы выполняют и другие виды
обработки (например, строгание зубьев зубчатых колес).Контрольные вопросы. 1. Какие особенности имеет процесс реза¬
ния при строгании и долблении? 2. Чем отличаются строгальные рез¬
цы от токарных? 3. Что является главным движением и движением
подачи на строгальных и долбежных станках и в каких единицах
измеряется скорость резания и подачи?Глава 8. ФРЕЗЕРНЫЕ СТАНКИ И РАБОТЫ,
ВЫПОЛНЯЕМЫЕ НА НИХ§ 1. СУЩНОСТЬ ПРОЦЕССА И ЭЛЕМЕНТЫРЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИФрезерование — один из высокопроизводи¬
тельных и распространенных способов обработки метал¬
лов многолезвийными режущими инструментами (фре¬
зами).'Фреза имеет большое количество зубьев, причем каж¬
дый зуб характеризуется теми же элементами, что и
токарный резец. Процесс резания при фрезеровании
отличается от резания при точении и сверлении тем, что
зубья фрезы работают периодически. В работе участ¬
вует несколько зубьев, а остальные зубья, не участвую¬
щие .в резании, успевают частично охладиться. Это по¬
вышает стойкость фрез.При фрезеровании (рис. 116, а и б) главное (вра¬
щательное) движение осуществляет фреза, а заготовка,
закрепленная на столе, — движение подачи, которое мо¬
жет быть прямолинейным, круговым или винтовым.В зависимости от направления вращения фрезы и
поступательного перемещения обрабатываемой заготов¬
ки (подачи) различают два метода фрезерованияз
встречное, когда направление вращения фрезы противо-22 Заказ над 897337
Рис. 116. Схема фрезерования:а — цилиндрической фрезой; б — торцевой фрезой; в — встречное фрезеровав
ние; г — попутное фрезерование; 1 — заготовка; 2 — фрезаположно направлению движения подачи (рис. 116, в), и
попутное, когда направление вращения фрезы совпада¬
ет с направлением движения подачи (рис. 116, г).При встречном фрезеровании толщина срезаемого
слоя каждым зубом фрезы изменяется от нуля (точка
А) до dmax (точка В). Соответственно нагрузка на зуб
увеличивается постепенно от нуля до максимума. Каж¬
дый зуб при этом работает «из-под корки», надламывая
ее и выбрасывая из зоны резания, что очень важно при
обработке заготовок, имеющих литейную корку или ока¬
лину. Недостатком этого метода является то, что сила,
действующая на заготовку, стремится оторвать ее от
стола. Это приводит к вибрациям и увеличению шеро¬
ховатости, а также требует более жесткого крепления
заготовки к столу. Наличие начального скольжения
зуба по наклепанной поверхности, образованной преды¬
дущим зубом, вызывает повышенный износ зубьев фрезы.При попутном фрезеровании зуб фрезы работает с
ударом, сразу же снимает максимальную толщину сре¬
заемого слоя, а следовательно, подвергается максималь¬
ной нагрузке. При этом зуб встречает на поверхности
ваготовки корку и сильнее от этого изнашивается, что
снижает стойкость фрезы. После врезания процесс про¬
должается спокойно, толщина срезаемого слоя уменьша¬.338
ется до нуля, а сила, действующая на заготовку, при¬
жимает ее к столу, что уменьшает вибрации. Этот ме¬
тод фрезерования используют при чистовой обработке
при отсутствии корки. 0,н позволяет получить шерохова¬
тость обработанной поверхности на 1...2 класса выше,
чем при встречном фрезеровании. Кроме того, при по¬
путном фрезеровании на 10...15% уменьшается мощ¬
ность, затрачиваемая на резание.К режиму резания при фрезеровании (см. рис. 116)
относят глубину фрезерования (резания) t, подачу 5,
скорость резания v и ширину фрезерования В.Глубина фрезерования t и ширина фрезерования В
(мм) —понятия, связанные с размерами слоя заготовки,
срезаемого при фрезеровании. Во всех видах фрезерова¬
ния, за исключением торцевого, глубина фрезерования t
(мм) —расстояние между обрабатываемой и обработан¬
ной поверхностями заготовки, измеренное в направле¬
нии, перпендикулярном к оси вращения фрезы, то есть
слой металла, снимаемый за один рабочий ход фрезы.
Ширина фрезерования В — ширина обрабатываемой по¬
верхности, измеренная в направлении, параллельном оси
фрезы. При торцевом фрезеровании эти понятия меня¬
ются местами.Подача 5 — перемещение заготовки относительно
вращающейся фрезы. Различают три вида подачи при
фрезеровании: подача на один зуб фрезы Sz (мм/зуб),
подача на один оборот фрезы S0 (мм/об), подача за1 мин SM (мм/мин). Между этими видами подач име¬
ется зависимость*S м—5 qTI ==где г — число зубьев фрезы; п — частота вращения фрезы, об/мин.Скорость резания v (м/мин) — окружная скорость
наиболее удаленных точек зубьев фрезыгде D — наружный диаметр фрезы, мм; п — частота вращения фрезы,
об/мин.§ 2. ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ ЗАКРЕПЛЕНИЕТипы фрез. Фреза состоит из корпуса (те¬
ла) и режущих зубьев. Фрезы бывают цельные (зубья
выполнены заодно с корпусом) и сборные (с налаянны¬
ми или вставными ножами). Цельные фрезы изготов-22*339
Рис. 117. Типы фрезляют из инструментальных сталей, корпуса сборных
фрез—из конструкционных сталей, зубья—из быстро¬
режущих сталей или твердых сплавав и закрепляют в
корпусе различными способами: приваривают, припаи¬
вают или крепят механически с помощью винтов и
клиньев.Фрезы бывают с прямыми (рис. 117, а), винтовыми
(рис. 117, б) и разнонаправленными зубьями.В зависимости от конструкции зубьев различают
фрезы с остроконечными и с затылованными зубьями.
У последних задняя поверхность обработана по архиме¬
довой спирали. Затылаванные зубья для сохранения
профиля перетачивают только по передней поверхности:
передний угол у зуба обычно равен нулю. С затыло-
ванными зубьями изготавливают фасонные фрезы, а
остальные — с остроконечными. Остроконечные зубья
фрез затачивают по главной задней поверхности. У ци¬
линдрической фрезы с винтовым зубом передний угол у
измеряют в плоскости, перпендикулярной к режущей
кромке, а главный задний угол а — в плоскости, перпен¬
дикулярной к оси фрезы. У цилиндрической фрезы с
прямым зубом эти плоскости совмещаются в одну плос¬
кость А—А. На рисунке 117, а показаны углы. Передний
угол у облегчает образование и сход стружки. Главный
задний угол а уменьшает трение задней поверхности
зуба о поверхность резания. На рисунке 117, б показан
угол наклона зубьев со у фрезы с винтовым зубом, обес¬
печивающей более спокойные условия резания по срав¬
нению с прямозубой фрезой. По виду поверхности, на
которой нарезаны 3|убья, различают цилиндрическиэ340
Рис. 118. Крепление инструмента на фрезерных станках{рис. 117, с и б), торцевые (рис. 117, в), угловые (рис.
117, г), фасонные (рис. 117, д...и), дисковые (рис. 117,з)
фрезы.Закрепление фрез. Фрезы с цилиндрическим хвосто¬
виком (рис. 117, е) закрепляют в патроне. Фрезы с ко¬
ническим хвостовиком (рис. 117, ж) устанавливают в
отверстие шпинделя непосредственно или через переход¬
ную втулку и крепят затяжным болтом.Насадные фрезы, имеющие в корпусе отверстие со
шпоночным пазом, закрепляют с помощью центровых
или конических оправок. Фреза 4 (рис. 118, б) устанав¬
ливается на цилиндрической концевой части оправки на
шпонке 3 и закрепляется винтом. Оправка вставляется
конусной частью 1 в отверстие шпинделя и затягивает¬
ся шомполом. Вращение инструменту передается шпон¬
ками, закрепленными на торце шпинделя, которые вхо¬
дят в пазы 2 оправки.На рисунке 118, а показаны установка и закрепле¬
ние фрезы на станке. Фреза 5 располагается на оправке
3 свободно или на шпонке в нужном положении с по¬
мощью установочных колец и зажимается втулкой 6 и
гайкой 10. Оправка 3 коническим хвостовиком вставля¬
ется в коадус шпинделя 2 и затягивается шомполом 1.
Другой конец оправки проходит через втулку 6, зажи¬
маемую гайкой 10. Втулка 6 входит в разрезную втул-341
N= 1,7 HBmn= тооб/мииРис. 119. Кинематическая схема универсального горизонтально-фрезерного станка модели 6М82
ку 7, поджимаемую гайкой 8 и контргайкой 9. Разрез*
мая втулка 7 находится в подвесном кронштейне, уста¬
новленном на хоботе станка.Торцевые фрезы крепятся или на концевой части
шпинделя, или н>а оправке.§ 3. УНИВЕРСАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИФрезерные станки общего 'назначения (го¬
ризонтально-фрезерные и вертикально-фрезерные) приме¬
няют главным образом при единичном производстве
деталей в ремонтных мастерских совхозов и колхозов, а
также на ремонтных заводах и в инструментальных
цехах.Наибольшее распространение в ремонтных мастер¬
ских получили вертикально-фрезерный станок модели
6Н12, горизонтально-фрезерные станки моделей 6Н82 и
6М82. На них можно обрабатывать разнообразные по¬
верхности заготовок торцевыми, цилиндрическими, кон¬
цевыми и другими фрезами, а также нарезать зубья
колес и фрезеровать винтовые канавки.Важной характеристикой горизонтальных и верти¬
кальных фрезерных станков являются размеры рабочего
стола. По этому признаку станш делятся на шесть но¬
меров. Например, горизонтально-фрезерный станок мо¬
дели'6Н82 имеет рабочий стол № 2 (последняя цифра
в обозначении), а размеры стола, соответствующие
этому номеру, будут: ширина 320 мм, длина
1250 мм.У универсального горизонтально-фрезерного станка
модели 6М82 (рис. 119) шпиндельный вал расположен
горизонтально. Стол может перемещаться в горизон¬
тальном (продольном и поперечном) и вертикальном
направлениях. Основанием станка служит фундаментная
плита /, на которой закреплены станина 2, имеющая
коробчатую форму, и электродвигатель 9. По вертикаль¬
ным направляющим станины перемещается консоль 3 с
поперечными направляющими, служащими для передви¬
жения нижних салазок. На нижних салазках установ¬
лены поворотные верхние салазки, которые при наладке
станка могут быть повернуты вокруг вертикальной оси
на угол ±45°. Направляющие верхних поворотных сала¬
зок позволяют перемещать стол 4 в продольном гори-34а
зонтальном направлении. Хобот 5 установлен на гори¬
зонтальных направляющих станины и может по ним пе¬
редвигаться на определенное расстояние при наладке
станка. Он служит для установки и закрепления крон¬
штейна 6, необходимого для поддержания конца оправки7 с инструментом, а также для крепления поддержек,
увеличивающих жесткость узла станка. Привод шпин¬
деля 8 осуществляется от электродвигателя 9 через ко¬
робку скоростей. К консоли 3 крепится электродвига¬
тель 10 для привода подачи. Внутри консоли размещен
привод механизма подач, который состоит из коробки
подач и механизмов для осуществления продольной, по¬
перечной и вертикальной подач.Главное движение (вращение шпинделя) осущест¬
вляется от электродвигателя 9 (N=7 кВт, п=
= 1440 об/мин) по следующей цепи. Через зубчатую пе¬
редачу постоянного зацепления 27-53 движение пере¬
дается на вал II. Вал III коробки скоростей получает
вращение от вала II через одну из зубчатых передач
(16-38, 22-32, 19-35) при переключении блока зубчатых
колес 16-22-19. Вращение на вал IV передается через
зубчатые передачи 27-37, 17-46, 38-26 при переключении
блока зубчатых колес 37-46-26. Вал IV может получить
девять различных частот вращения. Шпиндель V через
зубчатые передачи 19-69 или 82-38 может получить
18 различных частот вращения. Цепь передачи движения
от электродвигателя до шпинделя можно записать в
таком виде:271440-5319273537192217693246821638383826— /2шп*Частоту вращения (об/мин) шпинделя можно под¬
считать умножением частоты вращения электродвигате¬
ля на передаточные отношения тех зубчатых колес, ко¬
торые находятся в зацеплении. Для случая зацепления
зубчатых колес, указанного на схеме,27 16 17 19 00
/гшп —1440- 53-38-4б-б9 —32.344
Реверсирование вращения шпинделя проводится
электродвигателем.Движение подачи осуществляется от электродвигате¬
ля 10. Вначале рассмотрим цепь движения до вала XI
{зубчатое колесо 28). От электродвигателя с помощью
зубчатых передач 26-50 и 26-57 вращение передается на
вал VIII и далее при переключении блока зубчатых ко¬
лес 27-36-18 (18/36, 36/18, 27/27) на вал IX. С вала IX
при переключении блока 34-40-37 (24/34, 18/40, 21/37)
вращение передается валу X. Отсюда вращение переда¬
ется на широкое зубчатое колесо 40 (свободно сидит на
валу XI) через зубчатую передачу 40-40 при смещении
зубчатого колеса 40 вала X вправо я сцеплении с муф¬
той Mi или через передачи 13-45 и 18-40 при смещении
зубчатого колеса 40 вала X влево.Широкое зубчатое колесо 40, сидящее свободно на
валу XI, передает ему и зубчатому колесу 28 вращение
при включении муфты М% При включении фрикционной
муфты М% вал XI (зубчатое колесо 28) может получать
быстрое вращение, необходимое для осуществления ус¬
коренных ходов, через зубчатые передачи 26-50, 50-67,
67-33, находящиеся в постоянном зацеплении.Далее подачи осуществляются путем соединения ва¬
ла XI с ходовым винтом соответствующей подачи.Цепь продольной подачи соединяет вал XI с ходовым
винтом XII через зубчатые передачи 28-35, 18-33, 33-37,
18-16, 18-18.Цепь поперечной подачи состоит из зубчатых передач
28-35, 18-33, 33-37, 37-33 и ходового винта поперечной
подачи стола. Цепь вертикальной подачи содержит зуб¬
чатые передачи 28-35, 18-33, 22-33, 23-46 и ходовой винт
вертикальной подачи стола.Механическая подача осуществляется в том случае,
если включена соответствующая муфта. Например, для
осуществления механической вертикальной подачи необ¬
ходимо включить муфту М4.Ручную продольную, поперечную и вертикальную по¬
дачи на станке осуществляют вращением соответствую¬
щих рукояток.Реверсирование рабочих и ускоренных подач произ¬
водится электродвигателем.345
§ 4. РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА ФРЕЗЕРНЫХ
СТАНКАХ'При фрезеровании точность и шерохова¬
тость обработки, а также производительность во многом:
зависят от правильности закрепления фрезы и изделия
■на станке. При работе на фрезерных станках применяют
несколько способов закрепления заготовок. Если заго¬
товки имеют опорную поверхность, то их закрепляют
непосредственно на столе станка при помощи различных
планок с пазами для болтов, головки которых заводятся
в продольные пазы стола.В призмах на столе станка устанавливают и крепях
заготовки круглого сечения.Угловую плиту (угольник простой или универсаль¬
ный) используют для закрепления заготовок в тех слу¬
чаях, когда две ее поверхности после обработки долж¬
ны составить прямой или заданный угол.Для закрепления заготовок на фрезерных станках
применяют также универсальные приспособления: ма¬
шинные тиски, вращающиеся круглые столы, делитель¬
ные головки и др.Горизонтальные плоскости обрабатывают на горизон¬
тально-фрезерных станках (рис. 120, а) цилиндрически¬
ми фрезами с прямыми, наклонными или винтовыми
зубьями. Заготовка закрепляется на столе в машинных
тисках или при помощи прижимных планок.При обработке плоскостей фрезами с винтовым зу¬
бом возникающая осевая сила стремится сдвинуть ин¬
струмент вдоль оси оправки и нагружает опорные под¬
шипники шпинделя. Для устранения осевой силы ком¬
плект одновременно работающих фрез изготовляют с
разнонаправленными зубьями. На вертикально-фрезер¬
ных станках горизонтальные плоскости обрабатывают
торцевыми фрезами (рис. 120, б). Благодаря большей
жесткости крепления фрезы условия резания на этих
станках более благоприятны, чем на горизонтально¬
фрезерных.Вертикальные плоскости на горизонтально-фрезер¬
ных станках обрабатывают торцевыми фрезами (рис.
120, в), а на вертикально-фрезерных — концевыми фре¬
зами (рис. 120, г).Наклонные плоскости обрабатывают на вертикально¬
фрезерных станках торцевыми (рис. 120, <Э) или конце-346
litJlmri Обррj О SnpУШ:snpШш/Ж Г* 10 *5/7/7/77Рис. 120. Схемы обработки поверхностей заготовок на горизонталь¬
но- и вертикально-фрезерных станкахвыми (рис. 120, е) фрезами (шпиндель станка устанав¬
ливают под требуемым углом), а на горизонтально-фре¬
зерных— угловыми фрезами (рис. 120, ж).Сложные поверхности, представляющие комбинацию
горизонтальных, вертикальных и наклонных плоскостей,
у небольших деталей обрабатывают яа горизонтально¬
фрезерных станках набором фрез или цельными фасон¬
ными фрезами (рис. 120, з).Прямоугольные пазы и уступы получают дисковыми347
(рис. 120, и) и концевыми (рис. 120, к) фрезами на ге^
ризонтально- и вертикально-фрезерных станках.Фасонные пазы (рис. 120, л) обрабатывают фасонной
дисковой фрезой, угловые пазы (рис. 120, м)—одноуг¬
ловой или двухугловой фрезой на горизонтально-фрезер¬
ных станках, фасонные поверхности (рис. 120, г)—фа¬
сонной фрезой на горизонтально- и вертикально-фрезер¬
ных станках.Пазы Т-образные и типа «ласточкин хвост» фрезеру¬
ют за два прохода. Сначала концевой или дисковой
фрезой получают паз прямоугольного профиля, затем у
Т-образного паза обрабатывают нижнюю часть фрезой
для Т-образных пазов (рис. 120, о), а у паза «ласточкин
хвост» фрезеруют скосы концевой одноугловой фрезой
(рис. 120, м).Закрытые шпоночные пазы изготовляют концевыми
фрезами (рис. 120, п), а открытые—концевыми или
шпоночными фрезами на вертикально-фрезерных стан¬
ках; фрезерование шпоночной фрезой обеспечивает по¬
лучение более точного паза.Пазы под сегментные шпонки обрабатывают на го¬
ризонтально-фрезерных станках дисковой фрезой, сооб¬
щая заготовке вертикальную подачу (рис. 120, с).Отрезка заготовок и прорезка неточных пазов произ¬
водятся прорезными или отрезными фрезами.§ 5. МЕТОДЫ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕСРазличают два основных метода профили¬
рования боковых поверхностей зубьев зубчатых колес;
метод копирования и метод обкатки (огибания).Метод копирования заключается в прорезании впа¬
дины фасонным инструментом, форма режущих лезвий
которого соответствует очертанию впадины между дву»
мя соседними зубьями.Фрезерование цилиндрических зубчатых колес мето¬
дом копирования проводится дисковыми модульными
фрезами на горизонтально-фрезерных и универсально¬
фрезерных станках (рис. 121, б) или модульными паль¬
цевыми фрезами на вертикально-фрезерных станках
(рис. 121, а).Этот метод используют для нарезания зубчатых ко¬
лес в единичном производстве, а также для нарезания
крупномодульных колес или колес большого диаметра.348
Рис. 121. Нарезание зубьев зубчатых колесМодульные фрезы подразделяют по номерам (кроме
деления по модулям). Для фрезы каждого номера оп¬
ределен интервал чисел зубьев, которые обрабатывают¬
ся этой фрезой. Применяют комплекты фрез одного и
того же модуля, состоящие' из 8, 15 или 26 штук. Ниже
приведен наиболее распространенный набор, состоящий
из 8 фрез, который применяется для нарезания зубьев>
колес с модулями до 8 мм.Номер фрезы 12 3 4Число зубьев 12...13 14...16 17...£0 21...25Номер фрезы 5 6 7 8Число зубьев 26...34 35...54 55...134 135 и болееКомплект из 15 фрез применяют для нарезания зубь¬
ев зубчатых колес с модулями более 8 мм. Для более34»
точного нарезания зубьев колес используют комплект,
состоящий из 26 фрез.При нарезании зубьев колее методом копирования
после фрезерования каждой впадины заготовку пово¬
рачивают при помощи делительной головки для проре¬
зания следующей впадины.Метод копирования имеет следующие недостатки: не
обеспечивает высокой точности нарезания зубьев вслед¬
ствие погрешностей фасонного инструмента и неточности
делительных головок; ограниченное количество фрез в
комплекте, что также сказывается на точности .нареза¬
ния зубьев; искажение профиля зуба при нарезании ко¬
созубых колес; низкая производительность в связи с
периодическим возвратом заготовки в исходное положе¬
ние и делительным движением.Метод обкатки (огибания) (рис. 121, в) характери¬
зуется тем, что профиль режущих лезвий инструмента
не совладает с профилем нарезаемых зубьев. Он соот¬
ветствует профилю зубьев некоторого зубчатого колеса
или рейки, с которыми нарезаемое колесо находится в
зацеплении. В результате согласованных движений ин¬
струмента и заготовки на последней нарезаются зубья
с профилем огибающей кривой к ряду последователь¬
ных положений режущих лезвий инструмента. Чем боль¬
ше этих относительных положений, тем больше профиль
нарезаемого колеса соответствует теоретическому.Этот метод обеспечивает высокую производитель¬
ность, значительную точность обработки, высокий класс
шероховатости поверхностей зубьев. Кроме того, одним
инструментом одного и того же модуля можно нарезать
зубья колес с любым числом зубьев.§ 6. ДЕЛИТЕЛЬНЫЕ ГОЛОВКИПри выполнении ряда работ на горизон¬
тальных и вертикальных фрезерных станках применяют
делительные головки. С их помощью можно периоди¬
чески поворачивать заготовки на любые равные и не¬
равные части окружности, что позволяет фрезеровать
зубчатые колеса с прямыми зубьями, многогранники,
шлицевые валики и т. п. Если шпиндель делительной
головки повернуть относительно стола в вертикальной
плоскости, то можно фрезеровать зубья конических зуб¬
чатых колес, конические зенкеры и развертки. Делитель¬350
ные головки используют также для передачи заготовке
непрерывного вращательного движения, согласованного
с подачей стола, что позволяет фрезеровать винтовые
канавки или поверхности и .изготавливать сверла, зен¬
керы и развертки, а также одно- и многозаходные
винты.По конструкции различают упрощенные, универсаль¬
ные и оптические делительные головки. Упрощенные и
оптические делительные головки применяются сравни¬
тельно редко.Универсальные делительные головки чаще бывают
одноишиндельными, реже — двух- и трехшпиндельными.
Их выпускают с делительным диском (лимбом) или без
него. Универсальные делительные головки моделей
Н-100, Н-135, Н-160 с высотой центров 100, 135 и 160 мм
чаще используются на ремонтных предприятиях и в ин¬
струментальных цехах.Универсальной делительной головкой, показанной на
рисунке 122, а, можно выполнять три вида деления: не¬
посредственное, простое и дифференциальное. Делитель¬
ная головка имеет следующие основные части: корпус 1Г
поворотную часть 2, лимб непосредственного деления Зу
шпиндель 4, боковой лимб 5 и рукоятку 6 с фиксирую¬
щим штифтом 7. Для поддержания второго конца заго¬
товки применяется задняя бабка 8.Передний конец шпинделя имеет наружную резьбу*
на которую навинчивается трехкулачковый или поводко¬
вый патрон, а в коническое отверстие устанавливается
центр. На заднем конце шпинделя также имеется кони¬
ческое отверстие для установки оправки при дифферен¬
циальном делении. На переднем конце шпинделя непо¬
движно закреплен лимб непосредственного деления 3 с
градуировкой 360° через каждый градус. Делительная
головка и задняя бабка устанавливаются на столе фре¬
зерного станка.При непосредственном делении заготовка поворачива¬
ется на требуемый угол относительно фрезы при по¬
мощи градуированного на 360° лимба непосредственного
деления 3 и фиксируется защелкой, закрепленной на
корпусе. Угол поворота для каждого деления определя¬
ется по формулеа=360°/г,где z — число делений.351
После каждого поворота шпинделя на требуемый
угол его необходимо застопорить.В том случае, если диск для непосредственного де¬
ления не градуирован на градусы, а имеет равномерно
расположенные пазы или отверстия, то деление прово¬
дится так же, как на упрощенных головках. Число пазов
(отверстий) диска делится на число фрезеруемых кана¬
вок. Для прорезания каждой канавки поворачивают за¬
готовку на число пазов, полученных при делении.При простом делении (рис. 122, б) на делительной
головке используется боковой лимб, который имеет с■352
обеих сторон по 11 концентрических окружностей с не¬
сквозными отверстиями. С одной стороны лимба по ок¬
ружности 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 отвер¬
стия, а с другой стороны — 46, 47, 49, 51, 53, 54, 57, 58,59, 62, 66 отверстий. Выпускаются делительные головки
с комплектами из двух или трех сменных делительных
лимбов с другим числом окружностей и отверстий в них.
Рукоятка 1 с фиксатором закреплена на валу /, на ко¬
тором установлен червяк с числом заходов К (одноза-
ходный). С ним находится в зацеплении зубчатое коле¬
со гг с 40 зубьями, закрепленное на шпинделе. Переда¬
точное отношение червячной пары i=K/zr. Характеристи¬
кой N делительной головки называется величина, обрат¬
ная передаточному отношению червячной пары:М=4-=40.Простое деление проводится поворотом рукоятки 1
относительно бокового лимба 2, неподвижно закреплен¬
ного на корпусе делительной головки. За один оборот
рукоятки шпиндель повернется на V40 оборота. Для по¬
лучения -j- оборота шпинделя нужно совершить п обо¬
ротов рукояткиN а . т А . етп = — = АЧ = АЧ >2 1 р 1 ергде п — число оборотов рукоятки; N — характеристика делительной
головки; z — число нарезаемых зубьев или делений заготовки; А —
целое число оборотов рукоятки; тир — числитель и знаменатель
простой несократимой дроби, указывающей часть оборота, на кото¬
рую необходимо повернуть рукоятку; е — общий множитель для т
и р, выбранный таким образом, чтобы цроизведение ер представляло
число отверстий, имеющихся на какой-либо окружности лимба, а
ет — число шагов (шаг — расстояние между, соседними отверстия¬
ми), на которое надо повернуть заготовку по кругу с числом отвер¬
стий ер.Таким образом, при осуществлении каждого деления
заготовки при нарезании z зубьев необходимо рукоятку
повернуть на А целых оборотов и ет шагов по окруж¬
ности с числом отверстий ер.Для облегчения отсчета ет шагов по лимбу имеется
подвижный сектор, состоящий из двух раздвижных пла¬
нок, которые необходимо раздвинуть на ет шагов по
окружности с числом отверстий ер и закрепить винтом.Дифференциальное деление (рис. 122, в) применя-23 Заказ Ш 897353
ется, когда на делительном лимбе нет окружности
с числом отверстий, необходимым для простого деления.
В этом случае делительный лимб освобождается от за¬
крепления и соединяется через гитару зубчатых колес
а, &, с и d со шпинделем, от которого лимб получает
вращение. При дифференциальном способе деления,
если требуется нарезать ZH зубьев, выбирают прибли¬
женное число делений Znp, близкое к ZH и удовлетво¬
ряющее простому делению. После этого определяют
число оборотов рукояткиtinp = N/Znp..Допущенная при приближенном делении ошибка
компенсируется поворотом делительного диска от шпин¬
деля через сменные зубчатые колеса а, &, с и rf, переда¬
точное отношение которых подсчитывается по формулеN(Znp-~-ZB) а с
1сы~ zZ, Г'Т'После того как определены сменные зубчатые коле¬
са, необходимо проверить их на зацепление перед уста¬
новкой на делительную головку по условиюа+Ь^с;c-\-d^b.Если числа зубьев колес удовлетворяют этому усло¬
вию, то их устанавливают. Если ZH>Znp, то между зуб¬
чатыми колесами а и b ставится промежуточное зубча¬
тое колесо.При фрезеровании винтовых канавок (рис. 122, г)
заготовка совершает одновременно два согласованных
движения: поступательное продольное вместе со столом
и вращательное от ходового винта продольной подачи
через сменные зубчатые колеса и делительную головку.
Стол станка должен быть установлен по отношению
к оси фрезы под углом р, который определяется по фор¬
мулеP = arctg-^r-.где d — диаметр заготовки, мм; SB — шаг нарезаемой винтовой ка¬
навки.354
Передаточное отношение сменных зубчатых колес,
которые осуществляют передачу вращательного движе¬
ния от ходового винта заготовке, подсчитывают по фор¬
мулегде 5Х — шаг ходового винта.При фрезеровании многозаходных винтовых канавок
необходимо поворачивать заготовку после прорезания
каждой канавки. Обороты рукоятки п определяют в за¬
висимости от числа винтовых канавок, как при простом
делении.§ 7. НАСТРОЙКА ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО
СТАНКА ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗУБЧАТОГО
КОЛЕСАЗубья зубчатого колеса на горизонтально¬
фрезерном станке нарезают с помощью универсальной
делительной головки. Делительная головка и задняя
<бабка устанавливаются фиксирующими сухарями в сред¬
ний паз стола и закрепляются болтами. Затем прове*
ряется совпадение центров делительной головки и задней
бабки с помощью установленного в них контрольного
шлифованного валика и индикатора.Фрезу по оси заготовки устанавливают следующим
образом. Вращением рукоятки вертикальной подачи
поднимают стол станка до тех пор, пока центр задней
•бабки не окажется на одном уровне с зубом фрезы.
Затем, вращая маховичок поперечной подачи, передви¬
гают стол в поперечном направлении до тех пор, пока
острие центра задней бабки не совпадет с вершиной
зуба фрезы. После этого заготовку закрепляют в цент¬
рах и вращением рукоятки вертикальной подачи уста¬
навливают ее относительно фрезы на высоту фрезеруе¬
мого зуба (на глубину фрезерования), которая опреде¬
ляется по формуле/13=2,25т,где h3 — высота зуба, мм; т—модуль, мм.Затем настраивают делительную головку на опреде¬
ленный вид деления, то есть рассчитывают число пово¬
ротов рукоятки. Например, требуется нарезать зубчатое
колесо, имеющее Z=27 зубьев.23*355
Число оборотов п рукоятки подсчитывается по фор¬
муле N__ JO . 13п~ Z ~ 27 — i 27 'Подсчет показывает, что рукояткой следует сделать
один полный оборот и часть оборота, соответствующую
13/эт. Но на делительном диске окружности с 27 отвер¬
стиями нет, поэтому выбираем окружность с числом
отверстий, кратным 27. Такая окружность имеет 54 от¬
верстия. Следовательно, после фрезерования первой
канавки необходимо рукоятку повернуть на один пол¬
ный оборот н часть оборота, соответствующую 26 шагам
(шаг — расстояние между соседними отверстиями) по
окружности с 54 отверстиями. После этого фрезеруют
вторую канавку. Повороты рукоятки (деление) повто¬
ряются до тех пор, пока будут нарезаны 27 зубьев.Например, требуется нарезать зубчатое колесо, имею¬
щее ZH=97 зубьев. На делительном диске нет окруж¬
ности с числом отверстий, которое удовлетворяло бы
простому делению. Следовательно, необходимо приме¬
нить дифференцированное деление, принимая прибли¬
женное значение числа зубьев Znp=96. Для него опре¬
деляем число оборотов рукояткиN 40 101
”пр_ Znp “ 96 ~ 24 'На делительном диске имеется окружность с 24 от¬
верстиями, поэтому при повороте рукоятки на ней необ¬
ходимо откладывать 10 шагов. Для компенсации ошиб¬
ки, допущенной при приближенном делении, подсчиты¬
вают передаточное число сменных зубчатых колес,
которые устанавливают для вращения бокового дели¬
тельного диска:—ZH ) O’ С,см= zZ “T'~d•Подставляя числовые значения в формулу, получим, _ 40(96-97) _ ( 20 50 ^ ас
см 96 [ 60 ’ 40 Ь * d ’Число зубьев сменных зубчатых колес будет: Z=20
(колесо a), Z=60 (колесо 6), Z=50 (колесо с) и Z—40356
(колесо d). После этого проверяют условие зацепления
выбранных зубчатых колес20+60^50; 50+40>60.Из проведенной проверки условия зацепления зуб¬
чатых колес видно, что они выбраны правильно. Отрица¬
тельный знак перед дробью указывает, что длительный
диск (лимб) должен вращаться в противополож¬
ную сторону (навстречу рукоятке). Для этого необхо¬
димо установить промежуточное колесо с любым числом
зубьев в гитарном механизме.§ 8. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВВертикально-фрезерные станки, так жекак и горизонтально-фрезерные и универсально-фрезер¬
ные, получили наибольшее распространение на ремонт¬
ных предприятиях. Шпиндельный вал у вертикально¬
фрезерного станка расположен вертикально и монти¬
руется в шпиндельной бабке, корпус которой отлит как
одно целое со станиной или отлит отдельно и привернут
к станине болтами. У некоторых типов станков шпин¬
дельная бабка соединяется со станиной поворотным
кругом, что позволяет обрабатывать поверхности, рас¬
положенные под разными углами. Стол у вертикаль¬
но-фрезерных станков совершает движение в продоль¬
ной, поперечной и вертикальной плоскостях.Продольно-фрезерные станки широко применяют в
условиях серийного и массового производства для обра¬
ботки плоскостей на крупных заготовках. У этих стан¬
ков на станине смонтированы две стойки, на которых
установлены две шпиндельные головки, а по направляю¬
щим стоек в вертикальной плоскости перемещается тра¬
верса. На траверсе установлены также две шпиндель¬
ные головки. Каждая головка представляет собой само¬
стоятельный агрегат с индивидуальным приводом,
который сообщает шпинделю вращательное движение,
являющееся главным движением. Движение подачи осу¬
ществляет заготовка, закрепленная на столе.Резьбофрезерные станки в массовом и серийном про¬
изводстве применяют двух типов: одни служат для фре¬
зерования длинных резьб, прямых и винтовых канавок,357
другие — для нарезания коротких резьб треугольного
профиля с малым шагом гребенчатыми резьбовыми
фрезами.На зубофрезерных станках червячными фрезами
фрезеруют методом обкатки прямозубые и косозубые
цилиндрические зубчатые колеса. Эти станки применя¬
ются на машиностроительных заводах серийного и мас¬
сового производства, на ремонтных заводах и в крупных
ремонтных цехах.Контрольные вопросы и задания. 1. В чем сущность процесса
фрезерования и его отличие от точения и сверления? 2. Поясните ме¬
тоды фрезерования и почему при черновой обработке применяется
встречное фрезерование, а при чистовой — попутное?Г л а в а 9. ОБРАБОТКА НА ШЛИФОВАЛЬНЫХ СТАНКАХ§ 1. ОСОБЕННОСТИ ПРОЦЕССА РЕЗАНИЯПРИ ШЛИФОВАНИИШлифование — процесс резания материа¬
лов при помощи абразивного инструмента, режущим
элементом которого являются зерна абразивных мате¬
риалов. Сущность шлифования рассматривается как
процесс суммарного микроцарапания и истирания мате¬
риала абразивными зернами инструмента. При относи¬
тельном движении инструмента и обрабатываемой дета¬
ли под некоторым давлением в начале контакта каж¬
дого зерна происходит истирание, а когда давление
превысит силу сцепления частиц материала, начинается
резание (царапание) с отделением материала в виде
стружки малой толщины (несколько микрометров).Процесс резания при шлифовании в отличие от дру¬
гих методов механической обработки имеет следующие
особенности.1. У абразивного инструмента отсутствует сплошная
кромка. На рабочей поверхности инструмента находится
большое количество беспорядочно расположенных абра¬
зивных зерен, имеющих острые вершины и кромки.2. Абразивные зерна имеют неправильную геометри¬
ческую форму и наряду с острыми кромками могут
иметь и округлые грани. Углы резания у различных
абразивных зерен неодинаковы и имеют отрицательное
и положительное значение.;358
3. Вследствие высокой скорости резания (царапа¬
ния) отдельные абразивные зерна снимают стружки в
ничтожно малые промежутки времени, а весь абразив¬
ный инструмент срезает в единицу времени огромное
число стружек.4. Абразивные зерна имеют высокую твердость и
термоустойчивость, что позволяет обрабатывать ими'
самые твердые материалы. С другой стороны — абра¬
зивные зерна очень хрупки и легко разрушаются по
плоскостям спайности.5. Интенсивное скольжение зерен по обрабатывае¬
мому материалу в момент, предшествующий врезанию,
что в сочетании с динамическим воздействием на сре¬
заемый слой ведет к активному тепловыделению и повы¬
шению мгновенной температуры резания до 1500 °С.Вследствие малого сечения среза и большой скорости
резания шлифование обеспечивает высокую производи¬
тельность, точность (6...7-й квалитет) и хорошую шеро¬
ховатость обработанной поверхности (от /?а = 1,25 до
/?а = 0,04 мкм).§ 2. АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И ИХХАРАКТЕРИСТИКААбразивным инструментом называют режу¬
щий инструмент, рабочая поверхность которого содер¬
жит частицы шлифовального материала. Измельчен¬
ный, обогащенный и классифицированный абразивный
материал, твердость которого превышает твердость об¬
рабатываемого материала и который способен осу¬
ществлять обработку резанием, называют шлифоваль¬
ным. Режущая способность абразивного инструмента
определяется не только свойствами материала шлифо¬
вальных зерен, но и качеством связующего материала
(связкой) и структурой инструмента. Абразивные инст¬
рументы изготавливают со связаными зернами (шлифо¬
вальные круги, головки, сегменты, шкурки), также шли¬
фовальные материалы применяются в виде несвязан¬
ных— свободных зерен (пасты, суспензии, порошки).
Процесс изготовления абразивного инструмента состоит
из приготовления формовочной массы, смешивания шли¬
фовальных зерен, связки и наполнителя формирования,
термической обработки, механической отделки и испы¬
тания.359
Абразивные инструменты характеризуются материа¬
лом шлифовальных зерен и их размерами, видом связки,
твердостью, структурой, формой и размерами. Алмаз¬
ные круги и бруски дополнительно характеризуются
концентрацией и маркой алмазов.Шлифовальные материалы имеют высокую твердость
и прочность, износостойкость, теплостойкость до 2000 °С.
Шлифовальные материалы делятся на естественные и
искусственные. К естественным материалам относятся:
алмаз, корунд, наждак и кварц. Из этих материалов
наибольшее практическое значение сохранил алмаз, так
как абразивный инструмент из естественных материалов
не имеет однородных свойств. Алмазы (кристалличе¬
ский углерод) марок Al, А2, АЗ применяют для изго¬
товления инструментов на металлической связке для
шлифования стекла, керамики, камня, а марок AM, АМ5
и АН — для инструментов, паст и суспензий, используе¬
мых для доводки, полирования твердых и сверхтвердых
труднообрабатываемых материалов. Алмаз применяется
для изготовления специальных резцов, карандашей, для
правки шлифовальных кругов.Корунд (кристаллический глинозем), содержащий до
95 % окиси алюминия А120з. Зерна корунда имеют бла¬
гоприятную для резания форму с острыми кромками.
Примеси делают свойства естественного корунда неста¬
бильными, что является его недостатком. Корунд при¬
меняется для изготовления кругов, брусков, наждачной
бумаги и полировальных порошков. Наждак (разновид¬
ность корундовых руд) содержит до 60 % А1203, приме¬
няется для изготовления наждачных порошков и шли¬
фовальных кругов. Кварц — безводная кристаллическая
окись кремния Si02. Применяется для изготовления ве¬
дущих кругов для бесцентрового шлифования и наждач¬
ной. бумаги для обработки дерева.Из искусственных материалов для изготовления
абразивного инструмента применяют электрокорунд,
карбид кремния, карбид бора, синтетические алмазы,
кубический нитрид бора (эльбор).Электрокорунд (кристаллический глинозем), содер¬
жащий от 90 до 99 % А1203, получается плавкой в элек¬
трических печах. В зависимости от содержания А120з
и примесей электрокорунд имеет различные цвет, струк¬
туру и свойства. Существует несколько разновидностей
электрокорунда. Наибольшее применение получил элек¬360
трокорунд нормальный IA (87 %'...91 % А1203), который
выпускается следующих марок: 16А, 15А, 14А, 13А и
12А (первая цифра в обозначениях показывает номер
группы шлифовальных материалов, а вторая — под¬
группу в зависимости от химического состава материа¬
ла— наличия примесей и их содержания). Из нормаль¬
ного электрокорунда изготовляют подавляющее боль¬
шинство абразивного инструмента для обычного
шлифования стали (стальных отливок, поковок) и дета¬
лей из высокопрочных чугунов. Электрокорунд белый 2А
(до 97 % А1203) выпускают следующих марок: 25А,
24А, 23А и 22А. Используют для изготовления кругов
для точного шлифования и заточки инструмента. Разра¬
ботаны и находят все большее применение хромистый
электрокорунд ЗЗА и 34А, титанистый электрокорунд
37А и циркониевый электрокорунд 38А, монокорунд 4А
(марки 45А, 44А, 43А). Зерна монокорунда, хромистого
и титанистого электрокорунда обладают большой проч¬
ностью, износостойкостью и высокими режущими
свойствами. Изготовленные из них шлифовальные круги
применяются для обработки закаленных цементуемых и
азотированных сталей, а также высоколегированных
сталей с низкой теплопроводностью и теплоемкостью.Карбид кремния (карборунд) —химическое соедине¬
ние кремния с углеродом (SiC), получаемое при плавке
кварцевого песка и кокса в электрических печах при
температуре 1900...2000°С. Зерна карбида кремния
имеют заостренную форму и обладают хорошими режу¬
щими свойствами, но так как они менее прочны, чем
зерна корунда, то применяются для обработки хрупких
материалов, таких как чугун и металлокерамические
твердые сплавы. Карбид кремния выпускается двух ви¬
дов: черный карбид кремния 5С (марка 55С, 54С и
53С) содержит 97...98 % SiC, зеленый карбид кремния
6С (марок 64С и 63С) применяется для заточки твердо¬
сплавного режущего инструмента. Карбид бора<—хими¬
ческое соединение бора с углеродом (В4С) — получают
сплавлением борной кислоты с нефтяным коксом. Кар¬
бид бора имеет высокую твердость, большую хрупкость,
применяется в виде порошков для доводочных и прити¬
рочных процессов и при ультразвуковой обработке
хрупких материалов.Синтетические алмазы получают в виде мелких кри¬
сталлов размером не более 10 мкм. Синтез алмазов про¬361
исходит в результате воздействия на графит больших
давлений и высоких температур в присутствии метал¬
лического катализатора. Синтетические алмазы в зави¬
симости от прочности делятся на пять марок: низкой
прочности — АСО, повышенной прочности — АСР, высо¬
кой прочности — АСВ, монокристальные АСК и АСС.
Синтетические алмазы служат для изготовления кругов,
брусков, порошков и паст, которые применяют для об¬
работки твердосплавного инструмента и изделий из
оптического стекла, кварца и т. п.Кубический нитрид бора (эльбор) состоит из 44 %
бора и 56 % азота. Твердость его уступает лишь алма¬
зу, а теплостойкость в 2 раза выше. Круги из эльбора
марок ЛО и ЛП наиболее эффективны при чистовом
шлифовании, заточке и доводке инструментов из быст¬
рорежущей стали.Зернистость шлифовальных материалов. Шлифоваль¬
ные материалы в зависимости от размера зерен делятся
на четыре группы: шлифзерно (2000... 160 мкм); шлифпо-
рошки (125...40 мкм); микрошлифпорошки (63...14 мкм)
и тонкие микрошлифпорошки (10...3 мкм). Совокуп¬
ность зерен шлифовального материала в установленном
интервале размеров называют фракцией, а фракцию,
преобладающую по массе, объему или числу зерен, на¬
зывают основной. Зернистость характеризует размеры
зерен основной фракции. В зависимости от группы мате¬
риалов приняты следующие обозначения зернистости:
шлифзерна и шлифпорошков — как 0,1 размера стороны
ячейки сита в свету в мкм, на котором задерживаются
зерна основной фракции, например 80, 40, 16 (соответ¬
ственно 800, 400, 160 мкм); микрошлифпорошки — по
верхнему пределу размера зерна основной фракции
с добавлением буквы М, например М50, М14 (соответст¬
венно 50, 14 мкм); алмазных шлифпорошков — дробью,
числитель которой соответствует размеру стороны ячей¬
ки верхнего сита, а знаменатель — размер стороны
ячейки нижнего сита основной фракции, например
160/100, 160/125. Цифровое обозначение зернистости в
зависимости от процентного содержания основной
фракции дополняют буквенным индексом: В, П, Н и Д,
например 40—П (55 % — основной фракции).Зернистость шлифовального материала в значитель¬
ной мере обусловливает производительность процесса
шлифования и качество обработанной поверхности.362
Абразивные инструменты зернистостью № 125, 100, 80
применяются для обдирочного шлифования и правки
шлифовальных кругов, а № 63 и № 50 — для предвари¬
тельного шлифования. Чистовое шлифование и заточку
режущих инструментов производят кругами зерни¬
стостью № 25, № 20, № 16 и получают шероховатость
поверхности Ra = 1,25.../?,—0,16 мкм. Шероховатость об¬
работанной поверхности Ра=0,63.../?а=0,16 мкм полу¬
чают при чистовом и тонком шлифовании кругами зер¬
нистости № 12, 10, 8 и 6. Доводку особо точных дета¬
лей, хонингование и суперфиниширование производят
инструментом с зернистостью М 40...М5 и получают
шероховатость поверхности Ра=0,16..../?а = 0,02 мкм.Связкой называют вещества, применяемые для за¬
крепления и удержания зерен шлифовального материа¬
ла и наполнителя в абразивном инструменте. Наполни¬
тели двух типов добавляют для образования пор в
абразивном инструменте, одни (древесная мука, пласт¬
массы, нафталин и др.) растворяются или возгоняются,
образуя поры, при изготовлении инструмента, другие
(известняк, мрамор и др.) образуют поры при шлифо¬
вании вследствие выкрашивания. От связки зависит гео¬
метрия рельефа и износ рабочей поверхности абразив¬
ного инструмента и шероховатость обработанной по¬
верхности. Применяют связки трех видов: неорганиче¬
ские, органические и металлические.Неорганические связки — керамические, магнезиаль¬
ные, силикатные. Наиболее распространены керамиче¬
ские связки (К1, К2...КЮ), состоящие из смеси огне¬
упорной глины, полевого шпата, борного стекла, талька
и других минеральных материалов с добавками клея¬
щих веществ (растворимого стекла, декстрина и др.).
Керамические связки спекающиеся К2, КЗ используют
для закрепления зерен карбида кремния, а плавящиеся
К1, К5, К8 — для закрепления зерен электрокорунда.
Инструменты, изготовленные на керамических связках,
теплостойки, обладают химической стойкостью, не
боятся влаги, но имеют относительно высокую хруп¬
кость и чувствительность к ударам. Магнезиальная и
силикатная связки дают мягкий абразивный инструмент,
малопрочный и малопроизводительный, а потому редко
применяемый.Органические связки — бакелитовая Б, глифталие-
вая Г и вулканитовая В. Наибольшее применение363
имеют бакелитовые связки на основе фенолформальде-
гидной смолы. Инструмент на бакелитовой связке про¬
чен, эластичен и допускает большие окружные скорости,
но химическая и тепловая стойкость невысокая. Глифта-
левую связку получают на основе синтетической смолы
из глицерина и фталиевого ангидрида. Шлифовальные
круги на этой связке применяют при отделочном шли¬
фовании закаленных сталей. Вулканитовая связка изго¬
тавливается из каучука с добавлением серы (до 30%)
с последующей вулканизацией, обладает высокой проч¬
ностью и эластичностью, но низкой теплостойкостью.
Эта связка позволяет изготавливать тонкие круги, при¬
меняемые для отрезных и прорезных операций. Разли¬
чают два основных вида металлических связок — галь¬
ванические и порошковые. Гальванические связки
выполняются на никелевой основе методом гальваниче¬
ского закрепления зерен на металлическом корпусе.
Порошковые металлические связки получают спеканием
порошков из медных и алюминиевых сплавов. На метал¬
лической связке изготовляют только алмазные и эльбор-
ные круги, зерна которых обладают высокой износо¬
стойкостью.Твердость абразивных инструментов — это сопротив¬
ление связки вырыванию абразивных зерен с поверх¬
ности инструмента под действием внешних сил. Установ¬
лено девять классов твердости инструментов: ЧМ —
чрезвычайно мягкие; ВМ —весьма мягкие; М—мягкие;
СМ — среднемягкие; С — средние; СТ — среднетвердые;
Т — твердые; ВТ — весьма твердые; ЧТ — чрезвычайно
твердые. Возрастание твердости абразивного инстру¬
мента внутри степени характеризуется цифрами, напри¬
мер мягкий М—Ml, М2, М3.Для шлифования твердых материалов и закаленных
сталей применяют мягкие круги, так как затупившиеся
зерна легко отрываются и в работу вступают новые зер¬
на с острыми кромками. Процесс равномерного обна¬
жения острых шлифовальных зерен на поверхности кру¬
га называют самозатачиванием. При шлифовании мяг¬
кой стали применяют твердые круги. Шлифование меди
и латуни производят мягкими крупнозернистыми кру¬
гами, чтобы избежать «засаливания» рабочей поверх¬
ности круга (заполнение пор на режущей поверхности
абразивного инструмента стружкой, продуктами износа
зерен и связки).364
, _.-.'г“Л.-.т..6Структура абразив¬
ного инструмента харак¬
теризуется соотноше¬
нием объемов шлифо¬
вального материала,
связки и пор. Различают
четыре группы структур
абразивных инструмен¬
тов: закрытые (№ 1...4),Средние (№ 5...8), откры- рИр 123. Основные геометричес-
тые (№ 9... 12) , ВЫСОКО- кие формы шлифовальных кругов:
пористые (№ 13...18). а — плоская; б — чашечная; в — та-Структура № 1 имеет еельчатая*2 “ дисковая
минимальное расстоя¬
ние между зернами с объемным содержанием шли¬
фовального материала (60%). Выбор структуры абра¬
зивного инструмента зависит от его назначения, свойств
обрабатываемого материала и других условий обра¬
ботки. Инструмент с закрытой структурой применяют
для доводочных работ и в тех случаях, когда необхо¬
димо дольше сохранить его профиль. Открытые и высо¬
копористые инструменты используют при обработке
очень вязких материалов.Под концентрацией алмазов понимают содержание
алмазных зерен в единице алмазного слоя. Условно при¬
нято за 1.00 %-ную концентрацию считать такую, при
которой примерно четверть объема слоя занимают алма¬
зы—0,878 мг зерен в 1 мм3 (4,39 карата в 1 см3).
Алмазные инструменты изготовляют с концентрацией
алмазов от 25 до 200 % (с интервалом 25 %).Типы абразивных инструментов. Применяемые для
абразивной обработки цельные и составные инструмен¬
ты в зависимости от формы делятся на четыре группы:
шлифовальные круги, головки, сегменты и бруски. В кру¬
гах прямого профиля, а также в головках и брусках
рабочей поверхностью является периферийная, а в
чашечных и тарельчатых — торцевая. Дисковые круги
применяются для отрезных и порезных работ и шлифо¬
вания глубоких узких пазов. Основные геометрические
формы шлифовальных кругов показаны на рисунке 123.Алмазные инструменты в отличие от абразивных вы¬
полняются несплошными. Они имеют алмазоносный
слой толщиной не более 3 мм, закрепленный на метал¬
лическом корпусе.365
Распространенным абразивным инструментом явля¬
ется шлифовальная шкурка Ш, имеющая один или два
слоя абразивных зерен, прикрепленных к гибкой основе.Маркировка абразивных инструментов. При марки¬
ровке абразивного инструмента в определенном порядке
указываются все его характеристики: материал абра¬
зивных зерен, зернистость, твердость, номер структуры,
вид связки, точность размеров,” класс круга по неурав¬
новешенности, форма и размеры круга, допустимая
окружная скорость. Например, 24А40СМ17К5, А1,
ПП200Х16X32,35 м/с. Здесь 24А—абразивный мате¬
риал второй группы (белый электрокорунд), зерни¬
стость № 40 (400 мкм), твердость СМ1 (среднемягкий
круг первой степени), структура № 7 (средняя), связка
керамическая пятая, класс точности А (всего по ГОСТу
три класса точности: АА, А, Б), класс неуравновешен¬
ности 1 (для класса точности А по ГОСТ 3060—75
класс неуравновешенности 1 или 2), круг формы ПП
(плоский прямой), наружный диаметр 200 мм, ширина
16 мм, диаметр отверстия 32 мм, окружная скорость не
более 35 м/с. Маркировка круга приведена по ГОСТ
2424—75.При маркировке алмазных кругов указываются мар¬
ка алмазов и зернистость, связка и концентрация, фор¬
ма и размеры круга. Например, АСВ 125/100 Т02 100 %'
АПП 150X10X3X32 означает: АСВ — материал шли¬
фующих зерен, шлифпорошок с размером зерен основ¬
ной фракции от 100 до 125 мкм, Т02 — обозначение
связки, концентрация алмазов в объеме рабочего слоя
100%, круг формы АПП (алмазный плоский прямой)
с наружным диаметром 150 мм, шириной 10 мм, тол¬
щиной алмазоносного слоя 3 мм, диаметр посадочного
отверстия 32 мм.Эльборовый круг маркируется следующим образом:
Л16КБ100%. Здесь Л — материал зерен (эльбор), 16-
зернистость, КБ — связка, 100%—концентрация
(0,88 г/см3). Маркировка наносится на торце круга спе¬
циальной краской.§ 3. ОСНОВНЫЕ ВИДЫ ШЛИФОВАНИЯВ зависимости от характера обрабатывае¬
мых поверхностей шлифование подразделяется на сле¬
дующие виды (рис. 124): наружное круглое шлифова-366
Рис. 124. Схемы работы абразивными инструментами:а — наружное круглое шлифование с продольной подачей; б — с поперечной
подачей; в — глубинное шлифование; г — бесцентровое наружное круглое
шлифование; д — внутреннее шлифование с продольной подачей; е — плане¬
тарное шлифование; ж — плоское шлифование периферией круга на плоском
-столе; з — плоское шлифование торцом круга на плоском столе; и — плоское
шлифование периферией круга на круглом столе; к — плоское шлифование
торцом круга на круглом столеяие (цилиндрических, конических и фасонных поверх¬
ностей тел вращения); внутреннее шлифование
(отверстий); плоское шлифование (плоскостей); бес¬
центровое наружное круглое шлифование; специальное
шлифование (зубьев, резьб, шлицевых поверхностей
и др.).Наружное круглое шлифование в центрах подразде¬
ляется на три вида. Наружное круглое шлифование
бывает с продольной подачей, с поперечной подачей,
глубинное. Первый вид является основным способом
шлифования. Шлифование с поперечной подачей при¬
меняется при обработке в упор методом врезания шли¬
фовального круга. Глубинное шлифование используется
при снятии больших припусков обычно за один проход.
Для этого шлифовальный круг правится на конус.Внутреннее шлифование подразделяется на простое
с продольной подачей и планетарное. Простое внутрен¬
нее шлифование применяется при обработке отверстий
сравнительно небольших размеров в легких заготовках.367
Внутреннее планетарное шлифование используется при
обработке отверстий больших размеров в крупных и
тяжелых заготовках, которые закрепляются на станке
неподвижно. Вращается и совершает планетарное дви¬
жение шлифовальный круг. Периодические подачи осу¬
ществляются перемещением стола станка с заготовкой
и шлифовального круга.Плоское шлифование подразделяется на шлифова¬
ние периферией и торцом круга. Главное движение и
поперечная подача осуществляются обычно шлифоваль¬
ным кругом.Бесцентровое наружное шлифование применяется в
массовом производстве для обработки поршней, паль¬
цев, роликов без закрепления обрабатываемой заго¬
товки.Бесцентровое внутреннее шлифование используют
для тонкой обработки отверстий в деталях.§ 4. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ ПРИ КРУГЛОМНАРУЖНОМ ШЛИФОВАНИИПродольная подача 5 (мм/об) выбирается
в долях ширины круга В. Для чернового шлифования
S= (0,7...0,8) В, для чистового шлифования 5 =
= (0,2...0,4) В.Глубина резания t, мм, (поперечная подача)—слой
металла, снимаемый за один проход шлифовальным
кругом. При черновом шлифовании /=0,01...0,025 мм,
при чистовом /=0,002...0,01 мм.Окружная скорость шлифовального круга vK (м/с)
определяется по формуле к_ 60-1000 ’где DK—диаметр шлифовального круга, мм; пк — частота вращения
шлифовального круга, об/мин.Обычно окружная скорость шлифовального круга на
керамической связке выбирается в пределах 30...35 м/с,
на бакелитовой связке — 35...40 м/с.Окружная скорость детали оя (м/мин) подсчитыва¬
ется по формулегде Од — диаметр детали, мм; пд — частота вращения детали, обелив.368
Окружная скорость детали выбирается в пределах.10...80 м/мин. При выборе уд следует учитывать требуе¬
мую шероховатость поверхности, свойства обрабатывае¬
мого материала и характер термической обработки.§ 5. ОСНОВНЫЕ ТИПЫ ШЛИФОВАЛЬНЫХ СТАНКОВЧаще всего на ремонтных предприятиях ис¬
пользуют следующие типы шлифовальных станков: уни¬
версальные круглошлифовальные, внутришлифовальные-
с вращающейся заготовкой, плоскошлифовальные и за¬
точные станки. Все они имеют гидравлический привод,
который в основном используется для возвратно-посту-
пательного движения стола с дроссельным регулирова¬
нием. Кроме того, станки снабжены устройством для
правки шлифовального круга.Круглошлифовальные станки получили наибольшее
распространение (рис. 125). Они предназначены для
шлифования наружных цилиндрических и конических
поверхностей заготовок, имеющих форму тел вращения.
Станок состоит из следующих узлов: станины 1, ниж¬
него и верхнего (поворотного) столов 2, передней баб¬
ки 3, шлифовальной бабки 4 и задней бабки 5.Внутри станины размещен гидропривод к столу и
шлифовальной бабке, а в передней бабке — привод для
вращения заготовки. Привод к шлифовальному кругуРис. 125. Круглошлифовальный станок
24 Заказ Ш 897369
расположен в шлифовальной бабке. Органы управления
станком размещены на передней стороне станины. Стол
вместе с задней и передней бабкой получает возврат¬
но-поступательное движение по направляющим станины.
Для шлифования конических поверхностей верхняя
часть стола может быть повернута на угол ±8... 10°.В универсальных круглошлифовальных станках стол
и шлифовальная бабка поворачиваются вокруг верти¬
кальной оси, что дает возможность обрабатывать изде¬
лия с большой конусностью и торцевые плоскости.Внутришлифовальные станки с вращающейся заго¬
товкой предназначены для обработки внутренних цилин-
дрическихг конических и других поверхностей. Передняя
бабка, в которой закреплена заготовка, — неподвижная,
а стол со шлифовальной бабкой получает возвратно-по¬
ступательное движение. У некоторых моделей станков
передняя бабка со столом осуществляет возвратно-по¬
ступательное движение по направляющим станины.Плоскошлифовальные станки предназначены для об¬
работки плоскостей и фасонных поверхностей. Станки,
работающие периферией круга, обеспечивают большую
точность обработки, чем станки, работающие торцом
круга. Однако вторые более производительны. Заго¬
товка, закрепленная на станке (на специальном магнит¬
ном столе), совершает возвратно-поступательное дви¬
жение продольной подачи или круговую подачу при
круглом вращающемся столе.Обдирочно-шлифовальные станки (точила) приме¬
няют для заточки различного режущего инструмента.
Станки имеют лишь одно движение — вращение шпин¬
деля с постоянной частотой вращения. Затачиваемый
инструмент рабочий держит в руках, прижимая его
к поверхности круга и перемещая его в нужном на¬
правлении.Специальные станки применяют для шлифования
коренных и шатунных шеек коленчатых валов, фасок
клапанов, кулачков распределительных валов.§ 6. РАБОТА НА ШЛИФОВАЛЬНЫХ СТАНКАХПроизводительность процесса шлифования
обычно оценивают объемом материала заготовки, сня¬
того в единицу времени, а при отделочных абразивных
процессах — размером поверхности, обработанной веди-370
ницу времени для получения необ¬
ходимого качества поверхностного
слоя. Правильный выбор характе¬
ристик абразивного инструмента
в значительной степени определяет
производительность шлифования,
износ инструмента и качество по¬
верхности.При обдирочном шлифовании
(работа с большими подачами)
применяют крупнозернистые (№160...80) и твердые круги (СТ...ВТ)
на керамической связке. При пред¬
варительном шлифовании исполь¬
зуют круги зернистостью № 50...40,
при чистовом шлифовании №25... 12,
для хонингования — бруски зерни¬
стостью № 3, при суперфинишировании — М28 и мель¬
че. Для получения поверхностей особо высокого каче¬
ства применяют субмикропорошки.Перед установкой круга на станок следует убедиться
в отсутствии в нем трещин. Проверку выполняют внеш¬
ним осмотром или легким постукиванием деревянным
молоточком по торцевой поверхности круга (звонкий
звук свидетельствует об отсутствии трещин). Круг дол¬
жен быть испытан на прочность и отбалансирован. Для
испытания на прочность его вращают в течение 5... 10 мин
со скоростью, превышающей на 50...60 % рабочую.Крепление кругов зависит от их формы и размеров.
Обычно круг крепится на шпинделе станка двумя флан¬
цами одинакового диаметра. Между фланцами и кругом
ставят картонные, кожаные или резиновые прокладки
(рис. 126). Круг должен иметь отверстие, диаметр кото¬
рого на 0,2... 1,2 мм больше диаметра посадочного места.
После закрепления круг проверяют при рабочей час¬
тоте вращения вхолостую не менее 5 мин.Чтобы обеспечить правильное расположение рабочей
поверхности круга относительно оси вращения для при¬
дания правильной геометрической формы, круг правят.
Правку круга выполняют и в процессе работы для уда¬
ления с поверхности затупившихся абразивных зерен,
восстановления режущей способности. Особенно часто
круг правят при чистовом шлифовании во избежаниеРис. 126. Закрепле¬
ние шлифовально¬
го круга:1 ~ круг; 2 — про¬
кладки; 3 — фланцы;
4 — шпиндель24’371
Рис. 127. Правка шлифовальных кругов:
а — алмазом; б — шарошкой; в — карборундовым колокольчикомярижогов шлифуемой поверхности затупившимися зер¬
нами.Шлифовальные круги правят (рис. 127) техниче¬
скими алмазами, алмазно-металлическими карандашами
(зерна алмаза, сцементированные металлическим спла¬
вом), кругами из черного или зеленого карбида крем¬
ния, металлическими шарошками, твердосплавными
дисками.На круглошлифовальных станках заготовка чаще
всего крепится в центрах, для передачи вращения ис¬
пользуются поводковые планшайбы и хомутики. На дру¬
гих станках шлифовальной группы для установки и за¬
крепления изделий используют машинные тиски, маг¬
нитные столы и другие приспособления.§ 7. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКАОтделочные методы абразивной обработки
делятся на две группы: обработка инструментом со свя¬
занным абразивом (брусками БХ, хонингование, супер¬
финиширование), обработка свободным абразивом (до¬
водка— часто называемая притиркой, полирование).
Наиболее широкое распространение получила обработка
брусками.Хонингование — чистовая абразивная обработка, по¬
средством которой достигаются высокая точность и
шероховатость поверхности. Применяется главным об¬
разом для обработки цилиндрических внутренних по¬
верхностей (гильзы цилиндров). Процесс хонингования
осуществляется на специальных станках мелкозерни¬
стыми абразивными (алмазными) брусками, укреплен¬
ными в специальной хонинговальной головке, которая372
■соединена шарнирно со шпинделем станка, получающим
одновременно вращательное и возвратно-поступательное
движение. Подача на глубину резания осуществляется
за счет радиального раздвижения брусков. В качестве
смазочно-охлаждающей жидкости применяют керосин
(часто с добавлением 10...20 % машинного масла).Суперфиниширование — процесс сверхтонкой абра¬
зивной обработки наружных и внутренних цилиндриче¬
ских и конических поверхностей, а также плоскостей
колеблющимися брусками. При суперфинишировании
•обычно удаляются только гребешки, оставшиеся от пре¬
дыдущей обработки, поэтому для этого процесса остав¬
ляют очень малые припуски (0,005...0,001 мм). Обработ¬
ка суперфинишированием осуществляется на спе¬
циальных станках или при помощи приспособлений на
токарных или шлифовальных станках.Доводка заключается в относительном перемещении
заготовки и притира, вследствие чего происходит меха¬
ническое снятие мелких частиц металла с поверхности
изделия зернами твердого абразива. Наряду с механи¬
ческим воздействием притира может происходить хими¬
ческое воздействие поверхностно-активных веществ.Полирование применяется для окончательной обра¬
ботки поверхностей деталей для придания им декора¬
тивного вида и повышения коррозионной стойкости.Контрольные вопросы и задания. ,1. Дайте определение процес¬
су шлифования и перечислите его особенности. 2. Какие инструменты
называют абразивными? Назовите состав формовочной массы для
изготовления абразивного инструмента и основные операции. 3. Дай¬
те определение шлифовальным материалам и назовите их.Глава 10. ОБРАБОТКА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
БЕЗ СНЯТИЯ СТРУЖКИ.
ЭЛЕКТРОФИЗИЧЕСКИЕ И
ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ
ОБРАБОТКИ§ 1. ОБРАБОТКА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙБЕЗ СНЯТИЯ СТРУЖКИМетоды обработки без снятия стружки при¬
меняют как при изготовлении деталей машин, так и для
чистовой и отделочной обработки поверхностей деталей.
Эти методы основаны на использовании пластических373
Рис. 128. Схемы обкатывания и раскатывания поверхностей загото»
вок:а — обкатывание поверхности вала роликом; б — обкатывание радиусных по*
верхностей роликом; в — раскатывание отверстия роликом; г — обкатывание
поверхности шарикомсвойств металлов, т. е. способности металлических за¬
готовок принимать остаточные деформации без нару¬
шения целостности. Поверхность заготовки принимает
требуемую форму, размеры и шероховатость поверхно¬
сти в результате перераспределения элементарных
объемов металла под воздействием инструмента. Обра¬
ботка методами пластического деформирования сопро¬
вождается упрочнением поверхности, что способствует
повышению долговечности работы деталей, снижает
чувствительность к усталостному разрушению, повы¬
шает износостойкость и коррозионную стойкость, уда¬
ляются риски и микротрещины, оставшиеся от пред¬
шествующей обработки.Обкатыванием и раскатыванием отделывают и
упрочняют цилиндрические, конические, плоские и фа¬
сонные наружные и внутренние поверхности (рис. 128).Алмазным выглаживанием снижают шероховатость
поверхности и упрочняют ее, тем самым повышают экс¬
плуатационные свойства обработанной поверхности.Калиброванием повышают точность отверстий и по¬
лучают поверхность высокого качества путем сглажи¬374
вания неровностей и исправлением погрешностей пред¬
шествующей обработки, а также за счет упрочнения по¬
верхности.§ 2. ОБРАБОТКА ЭЛЕКТРИЧЕСКИМ ТОКОМЭлектрические методы обработки металлов
получают все большее распространение в различных от¬
раслях промышленности и в ремонтном производстве.
Важное значение эти методы приобретают при обра¬
ботке заготовок из токопроводящих материалов, метал¬
локерамических твердых сплавов, жаропрочных сталей
и труднообрабатываемых сплавов.Электрообработку подразделяют на следующие
виды: электроискровую, электроимпульсную, анодно¬
механическую и электроконтактную.Электроискровая обработка наиболее эффективна
для закаленных металлов, твердых сплавов и других
труднообрабатываемых токопроводящих материалов.
Сущность метода заключается в том, что между двумя
металлическими электродами, находящимися под на¬
пряжением и сближенными до пробивного промежутка,
происходит мгновенный (искровой) разряд. При этом
на положительно заряженном электроде (аноде) наблю¬
дается разрушение (эрозия) металла, а на отрицательно
заряженном электроде (катоде) частицы металла осе¬
дают. Если обрабатываемую заготовку присоединить
к положительному полюсу источника тока и подвести
к ней инструмент, соединенный с отрицательным полю¬
сом так, чтобы между ними проходил электроискровой
разряд, то в результате эрозии будут происходить мест¬
ные разрушения поверхности металла обрабатываемой
заготовки. К достоинствам электроискровой обработки
можно отнести возможность извлечения из заготовок
сломавшихся сверл, метчиков, разверток, а также упроч¬
нения и наращивания деталей при ремонте (рис. 129).Электроимпульсная обработка является разновид¬
ностью электроискровой и имеет ряд преимуществ: вы¬
сокая производительность, меньший износ электродов и
меньшая затрата электрической энергии. Улучшение
технологических характеристик обусловлено примене¬
нием специальных высококачественных генераторов им¬
пульсов.Анодно-механическая обработка металлов основана
на снятии слоя, образующегося в электролите на по¬375
оRРис. 129. Схема электроискро¬
вой установкиРис. 130. Схема анодно-меха¬
нической обработки:1 — деталь; 2 — диск; 3 — трубка
для подвода электролитаверхности детали, включенной в цепь в качестве анода
(рис. 130). Электролитом служит раствор жидкого стек¬
ла или глины. Электроинструмент, имеющий форму
диска, вращается и снимает образующуюся на поверх¬
ности детали пленку. Направленное разрушение метал¬
ла связано с совместным электрохимическим и электро¬
термическим действием тока, проходящего между заго¬
товкой и диском.Электроконтактная обработка заключается в том,
что между обрабатываемой заготовкой и инструментом,
изготовленным обычно из тугоплавкого материала,
создается электрический контакт с очень большой плот¬
ностью тока (рис. 131). Возникающие термические про¬
цессы размягчают материал заготовки, а тугоплавкий
электрод (инструмент) снимает размягченные слои ме-Рис. 131. Схема электрокон- механический метод основа»тактной обработки: на пропускании постоянно-1 — диск; 2 — деталь; 3 — Jталла.Электрохимическое поли¬
рование и химико-механиче¬
ская обработка основаны на
использовании электролиза
и поляризации. Электрохи¬
мическое полирование ме¬
таллических поверхностей
сводится к удалению пленки
с верхушек неровностей де¬
тали (анода) силами элек¬
трического поля. Химико-1 — диик, JSтрансформаторго тока через электролит.376
В этом случае на детали за счет электрохимического
взаимодействия с электролитом образуется нераствори¬
мый осадок (пленка), снимаемый механическим пу¬
тем — щеткой или скребком. Щетка или скребок явля¬
ются электродом — инструментом, включаемым в каче¬
стве катода. Этот способ применяется для обработки
твердых сплавов и других материалов.§ 3. УЛЬТРАЗВУКОВАЯ ОБРАБОТКАОдно из важных преимуществ ультразвуко¬
вого метода обработки в отличие от электроэрозионного
метода заключается в том, что им можно обрабатывать
отверстия любого профиля в материалах как токопро¬
водящих, так и изоляционных. При ультразвуковой об¬
работке используют магнитострикционные излучатели.
Принцип работы их основан на том, что под действием
магнитного поля такие металлы, как железо, кобальт,
никель и их сплавы, уменьшаются по длине, а при сня¬
тии магнитного поля первоначальный их размер восста¬
навливается. Это свойство металлов называется магни-
тострикцией. Оно используется для получения ультра¬
звуковых колебаний. Ультразвуковые колебания вибра¬
тора через присоединенный к нему инструмент могут
быть переданы любой другой среде. Под действием
ультразвука частицы жидкости с абразивным порошком
получают большие ускорения. Если под инструмент по¬
местить обрабатываемый материал, то частицы абра¬
зива, ударяя по нему с большой силой и большой час¬
тотой в соответствии с частотой колебания вибратора,
будут вырывать из заготовки частицы материала.§ 4. ЭЛЕКТРОННО-ЛУЧЕВАЯ И ЛАЗЕРНАЯОБРАБОТКАЭлектронно-лучевая обработка основана на
использовании кинетической энергии сфокусированного
пучка электронов, который в точке соприкосновения
нагревает поверхность обрабатываемой заготовки до
6О0О°С в результате преобразования кинетической энер¬
гии в тепловую. При этой температуре материал пла¬
вится и испаряется, что позволяет получать прорези и
отверстия с диаметром до 0,001 мм. Установка для элек¬
тронно-лучевой обработки состоит из электронной пуш¬377
ки, в которой формируется мощный электронный луч,
вакуумной (рабочей) камеры, высоковольтного источ¬
ника энергии и системы для контроля и управления
процессом.Лазерная обработка основана на использовании
внутренней энергии атомов и молекул некоторых ве¬
ществ. Лазеры работают в импульсном режиме, и энер¬
гия их светового импульса невелика. Если же эту энер¬
гию сфокусировать в луче диаметром около 0,01 мм и
выделить в миллионные доли секунды, то обрабатывае¬
мый материал расплавится и испарится. Наибольшее
распространение получили лазеры, в которых активным
элементом является синтетический рубин или неодимо¬
вое стекло. Данный способ применяют для сверления,
разрезки, сварки.Контрольные вопросы и задания. 1. Назовите методы обработки
детали пластическим деформированием, поясните их сущность и на¬
значение. 2. Укажите назначение и поясните сущность электроискро¬
вой обработки. 3. В чем состоит отличие электроимпульсной обработ¬
ки материалов от электроискровой?
Раздел 9. ОСНОВЫ ПРОЕКТИРОВАНИЯ
И ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИГлава 1. ОСНОВЫ ПРОЕКТИРОВАНИЯТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ§ 1. ТИПЫ ПРОИЗВОДСТВА И ИХ ХАРАКТЕРИСТИКАВ машиностроении различают три типа
производства: единичное (индивидуальное), серийное и
массовое.Единичным называется производство, специализи¬
рующееся на выпуске различных изделий единицами или
небольшими партиями, по отдельным заказам, причем
повторность выпуска этих изделий не предусматривается
или она нерегулярна. На предприятиях единичного про¬
изводства номенклатура выпускаемых изделий довольно
широкая.В единичном производстве применяются универсаль¬
ные металлорежущие станки, нормальные режущие
инструменты и универсальные приспособления, обеспе¬
чивающие обработку разнообразных деталей. Обработка
изделия предусматривается на одном станке. Квалифи¬
кация рабочих при единичном производстве обычно вы¬
сокая, но производительность труда значительно ниже,
а себестоимость детали выше, чем при других видах
производства.Серийным называется производство, специализирую¬
щееся на выпуске изделий определенной установившейся
номенклатуры сериями, которые повторяются с извест¬
ной регулярностью. В зависимости от количества изде¬
лий в серии, частоты повторяемости серий, характера и
трудоемкости изделий различают мелкосерийное, серий¬
ное и крупносерийное производство. Основным отличием
серийного производства от единичного является менее
разнообразная номенклатура деталей, изготовляемых на
рабочем месте, и периодическая повторяемость партий
деталей. Точность обработки часто контролируется спе¬
циальными измерительными инструментами (предель¬379
ными калибрами). Производительность труда выше, чем
при единичном производстве.Массовым называется производство, которое харак¬
теризуется постоянным и непрерывным выпуском одних
и тех же изделий в течение продолжительного срока.
Это позволяет широко использовать специальные и спе¬
циализированные станки, автоматы и полуавтоматы,
специальные приспособления, режущий и измеритель¬
ный инструмент. Размеры изготовляемых деталей конт¬
ролируют с помощью специальных приспособлений, при¬
чем часто в процессе обработки. Оборудование настраи¬
вают квалифицированные наладчики.Массовое производство обеспечивает наиболее эко¬
номичную обработку изделий. Этот тип производства
широко распространен в автомобильной и тракторной
промышленности, на заводах, выпускающих сельско¬
хозяйственное оборудование.§ 2. ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙПРОЦЕССЫПроизводственный процесс — совокупность
всех действий людей и орудий производства, в резуль¬
тате которых исходные материалы и полуфабрикаты
.превращаются в изделия. Производственный процесс
включает основные процессы, связанные с изготовлением
деталей машин и их сборкой, и вспомогательные, обес¬
печивающие выполнение основных процессов. К вспомо¬
гательным процессам относятся, например, транспорти¬
ровка заготовок и деталей, контроль продукции, изго¬
товление инструментов и приспособлений, упаковка
готовой продукции и т. д.Технологический процесс — часть производственного
процесса, содержащая действия по изменению и после¬
дующему определению состояния предмета производ¬
ства. Различают технологические процессы изготовления
заготовок, термической обработки, механической обра¬
ботки и сборки. ‘Технологический процесс механической обработки —
часть производственного процесса, содержащая дейст¬
вия по изменению размеров, формы и свойств обраба¬
тываемой заготовки и последующему их контролю. Тех¬
нологический процесс состоит из технологических опе¬
раций.380
Технологическая операция — законченная часть тех¬
нологического процесса, выполняемая на одном рабо¬
чем месте. Содержание и последовательность операций
определяют как трудоемкость спроектированного техно¬
логического процесса, так и качество изготовления де¬
тали. На выполнение операции устанавливается норма
времени.Технологические операции состоят из технологиче¬
ских и вспомогательных переходов, установок и позиций.Технологический переход — законченная часть техно¬
логической операции, характеризующаяся постоянством
применяемого инструмента и поверхностей, образуемых
обработкой.Вспомогательный переход — законченная часть тех¬
нологической операции, состоящая из действий человека
и (или) оборудования, которые не сопровождаются из¬
менением формы, размеров и чистоты поверхностей, но
необходимы для выполнения технологического перехода.
Например, вспомогательным переходом является смена
инструмента, установка заготовки, снятие заготовки
и т. д.Рабочий ход — законченная часть технологического
перехода, состоящая из однократного перемещения ин¬
струмента относительно заготовки, сопровождаемого
изменением формы, размеров, чистоты поверхности или
свойств заготовки. Технологический переход в зависи¬
мости от припуска может иметь несколько рабочих
ходов.Вспомогательный ход — законченная часть техноло¬
гического перехода, состоящая из однократного переме¬
щения инструмента относительно заготовки, не сопро¬
вождаемого изменением формы, размеров, чистоты по¬
верхности или свойств заготовки, но необходимого для
выполнения рабочего хода.Установ — часть технологической операции, выпол¬
няемая при неизменном закреплении обрабатываемой
заготовки. Наибольшая точность изготовления изделия
достигается при обработке ее за один установ. Установ*
может быть заменен позицией.Позиция — фиксированное положение, занимаемое
неизменно закрепленной обрабатываемой заготовкой или
собираемой сборочной единицей совместно с приспособ¬
лением относительно инструмента или неподвижной
части оборудования для выполнения определенной части
операции.
§ 3. БАЗИРОВАНИЕ ЗАГОТОВОК ПРИ ОБРАБОТКЕ
НА СТАНКАХ И ВЫБОР БАЗТочность обработки зависит от правильного
базирования заготовок на металлорежущих станках в
процессе их обработки. Базирование — придание заго¬
товке или изделию требуемого положения относительно
выбранной системы координат. База — поверхность, со¬
четание поверхностей, ось, точка, принадлежащие заго¬
товке или изделию и используемые для базирования.По назначению базы подразделяются на конструк¬
торские, технологические и измерительные.Конструкторская база используется для определения
положения детали или сборочной единицы в изделии.
Конструкторские базы бывают основные и вспомога¬
тельные. Основная база принадлежит детали (сбороч¬
ной единице) и используется для определения ее поло¬
жения в изделии. Вспомогательная база используется
для определения положения присоединяемого изделия.Измерительная база используется для определения
относительного положения заготовки или изделия и
•средств измерения. Она применяется при измерении из¬
делия в процессе изготовления.Технологическая база используется для определения
положения заготовки или изделия в процессе изготов¬
ления или ремонта. Технологические базы подразделя¬
ются на установочные, направляющие и опорные. Уста¬
новочная база лишает заготовку трех степеней сво¬
боды— перемещения вдоль одной координатной оси и
поворота вокруг двух других осей. Направляющая база
лишает заготовку двух степеней свободы — перемещения
вдоль одной координатной оси и поворота вокруг дру¬
гой оси. Опорная база лишает заготовку одной степени
свободы — перемещения вдоль одной координатной оси
пли поворота вокруг оси.Схема расположения опорных точек на базах заго¬
товки называется схемой базирования. Опорная точка
символизирует одну из связей заготовки с выбранной
системой координат.Выбранная система базирования графически указы¬
вается на операционных эскизах технологических карт
условными обозначениями опор и зажимов. Правило
«шести точек» — это правило определенности базирова¬
ния (рис. 132). Полная определенность базирования до¬-382
стигается при установке
заготовки на шесть точек,
из которых три лежат в
опорной плоскости, две —
в направляющей и одна —
в упорной. В зависимости
от состояния поверхности
заготовки технологические
базы подразделяются на
черновые и чистовые.За черновую базу вы¬
бираются поверхности, ко¬
торые в дальнейшем не
обрабатываются. За счет
этого добиваются бо¬
лее точного взаимного
положения обработанных
и необработанных поверхностей. Например, при*
обработке поршня тракторного двигателя за черновую^
базу принимают необрабатываемую внутреннюю поверх¬
ность. Этим добиваются равностенности поршня, что
очень важно для нормальной работы двигателя. Если
у детали обрабатываются все поверхности, то за чер¬
новую базу принимают поверхности с наименьшим при¬
пуском.В качестве чистовых баз следует принимать основ¬
ные, а не вспомогательные базы. Следует соблюдать
принцип совмещения конструкторских, установочных и
измерительных баз, а также обрабатывать детали при
наименьшем количестве баз.При выборе установочных баз и поверхностей при¬
жима нужно стремиться, чтобы последние совпадали;
с базами или располагались против них. Например,
в тисках неподвижная губка служит базой (направляю¬
щей плоскостью), а подвижная — зажимом. Последний
пример позволяет отметить еще одну особенность уста¬
новки деталей. Нужно стремиться к тому, чтобы силы
резания прижимали заготовку к базе (в нашем примере
сила резания стремится сдвинуть заготовку вдоль на¬
правляющей плоскости, поэтому для создания необхо¬
димой для ее удержания силы трения приходится сжи¬
мать заготовку с большой силой, что может привести^
к ее деформации).Если силы резания не прижимают заготовку к базе,Рис. 132. Схема установки
детали по правилу «шести
точек»:1 — направляющая плоскость;2 — упорная плоскость; 3 —
опорная плоскость383*
то приходится вводить упорную плоскость даже в те
приспособления, в которых по характеру обработки она
■могла бы отсутствовать.§ 4. ПОРЯДОК РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХПРОЦЕССОВОсновными задачами проектирования тех¬
нологического процесса механической обработки явля¬
ются установление методов и средств обработки с целью
изготовления деталей соответствующего качества, удов¬
летворяющих требованиям чертежа и технических усло¬
вий при минимальных затратах и в установленные
сроки. Для оптимального решения этого разрабатыва¬
ются различные варианты технологических процессов,
из которых выбирается наиболее производительный и
экономичный.Каждому типу производства свойственны свои осо¬
бенности разработки технологического процесса, по¬
этому прежде всего необходимо установить тип произ¬
водства исходя из заданной, программы.На характер технологических процессов сборки ма¬
шины и изготовление ее деталей существенно влияет ее
технологичность, то есть конструкция машины и ее де¬
талей должна быть такой, чтобы, удовлетворяя всем
эксплуатационным требованиям, она в то же время
позволяла изготовить детали и собрать их в машину
наиболее рациональным способом. Таким образом, чем
меньше трудоемкость и себестоимость изготовления ма¬
шины, тем она технологичнее. Технологичность конст¬
рукций достигается оптимальными решениями на всех
этапах ее разработки. Снижение трудоемкости обработ¬
ки достигается:за счет применения деталей простых форм, с участ¬
ками легкодоступными для механической обработки;применением заготовок с малой металлоемкостью,
минимальными припусками на обработку, с использова¬
нием профильного проката и штамповки;внедрением унифицированных, нормализованных и
стандартизованных деталей.Для проектирования технологического процесса
•механической обработки детали обязательны следующие
данные: чертеж детали и технические условия; чертежт
узла, в который входит деталь; программа и календар¬
ные сроки выпуска деталей и объектов производства;
сведения о заготовке; данные о наличии оборудования,
а также паспорта станков и каталоги; нормативы и
справочная литература (по режимам резания, расчету
припусков и др.)*Точность изготовления детали в основном обеспечи¬
вается выбором методов и последовательности обработ¬
ки, технологических баз, оборудования, приспособлений
и режимов резания, методов и средств контроля. Проек¬
тирование технологических процессов состоит из взаи¬
мосвязанных и выполняемых в определенной последо¬
вательности этапов.На первом этапе проектирования следует установить
тип производства, в зависимости от которого следует
разрабатывать технологический процесс. Далее выпол¬
няется технологическая проработка чертежа детали,
которая включает: изучение рабочего чертежа детали
(проверку достаточности проекций, размеров и сечений,
правильности и технологичности расстановки размеров),
технических условий на ее изготовление; условий рабо¬
ты ее в узле, проверку рациональности конструкции
детали.После этого решается вопрос о выборе метода полу¬
чения заготовки (отливка, штамповка и др.) и произво¬
дятся выбор технологических баз, оценка точности бази¬
рования и закрепление детали. Затем выбирают методы
обработки поверхностей, которые зависят от требова¬
ний, предъявляемых к данной детали в отношении точ¬
ности и шероховатости обработанной поверхности.При разработке технологического процесса рекомен¬
дуется назначать сначала все черновые, потом чистовые
и отделочные операции.Разделение всех операций технологического про¬
цесса на три группы соответствует наиболее рациональ¬
ному размещению оборудования в цехе. Операции каж¬
дой группы могут выполнять рабочие разной квалифи¬
кации, что снижает себестоимость продукции.Технологический процесс можно составить с большим
или меньшим расчленением на операции. Уменьшение
числа операций за счет их усложнения концентрирует
(укрупняет) технологический процесс и, наоборот, уве¬
личение числа операций за счет деления более сложных
на более простые дифференцирует (расчленяет) его.25 Заказ № 897385
При этом растягивается технологическая цепочка и
большее число людей и оборудования вовлекается в осу¬
ществление задуманной технологии.Основным фактором, определяющим степень диффе¬
ренциации технологического процесса, является про¬
грамма выпуска и связанный с ней тип производства.
Наиболее дифференцированы операции в массовом и
менее всего — в единичном производстве.При составлении технологического процесса механи¬
ческой обработки следует предусмотреть термическую
обработку детали. Снятие больших стружек с терми¬
чески обработанных деталей затруднено, поэтому тер¬
мическую обработку намечают после черновых опе¬
раций.При составлении технологического процесса реко¬
мендуется указать, по каким элементам и в каком коли¬
честве контролируют деталь станочник, наладчик и
мастер.После этого выбирают оборудование, приспособле¬
ния и инструмент.На следующем этапе проектирования рассчитывают
припуски и согласовывают их с размерами припусков
на отливки, поковки и штамповки и прокат, установлен¬
ные соответствующими стандартами. В технических
условиях указывают требования к поверхностям, кото¬
рые являются установочными базами на первой опера¬
ции. Затем рассчитывают режимы резания, нормы вре¬
мени и делают экономическую оценку разработанного
технологического процесса.Заключительным этапом является оформление тех¬
нологической документации в соответствии с Единой
системой технологической документации (ЕСТД), согла¬
сование и утверждение.§ 5. ВЫБОР ЗАГОТОВКИ И ПОНЯТИЕО ПРИПУСКАХВыбор заготовки, наиболее рациональной
для данной детали при заданной программе выпуска*
в значительной степени определяет экономическую целе¬
сообразность запроектированного технологического про¬
цесса. В зависимости от конфигурации и материала из¬386
готовляемой детали в качестве заготовки могут быть
использованы отливка, поковка, штамповка, прокат или
сварная конструкция.Заготовки из проката широко применяют для изго¬
товления болтов, рычагов, тяг, рам, валов и других де¬
талей машин. Получение заготовки методом литья рас¬
пространено в сельскохозяйственном машиностроении.
Выбор способа изготовления отливок зависит от их
массы и серийности выпуска, сложности, экономических
факторов. Отливка в земляные формы, полученные руч¬
ной формовкой, является простым и универсальным
методом, но имеет ряд недостатков: невысокую точ¬
ность, плохое качество поверхности.Поковки и штамповки — основной вид заготовок для
изготовления ответственных деталей из стали и неко¬
торых цветных сплавов.У заготовок, полученных сваркой, зачищают сварные
швы, затем их подвергают термической обработке.Припуск на обработку — слой металла, подлежащий
удалению при механической обработке заготовки для
получения заданных чертежом и техническими усло¬
виями размеров, формы и качества обработанной по¬
верхности. Припуски бывают операционные и общие.Операционный припуск — слой металла, удаляемый
при выполнении одной операции. Общий припуск пред¬
ставляет собой сумму всех операционных припусков.Величина припуска зависит от погрешностей формы
и размеров заготовки, от толщины поврежденного по¬
верхностного слоя заготовки (окалина, литейная корка
и т. д.), от способа установки при обработке и точности
предыдущей обработки. В целом припуски на обработку
должны обеспечивать, с одной стороны, получение де¬
тали заданных размеров, формы и качества поверхно¬
сти, а с другой — должны быть минимальными во избе¬
жание перерасхода металла и для уменьшения объема
механической обработки.§ 6. ОБОСНОВАНИЕ ВЫБОРА ОБОРУДОВАНИЯ,ПРИСПОСОБЛЕНИЙ И ИНСТРУМЕНТАПри проектировании технологического про¬
цесса механической обработки деталей одной из наи¬
более важных и сложных задач является выбор станка.25*387
Трудно установить твердые и точные правила выбора
станка для каждого случая обработки. Однако, выбирая
станок, необходимо обеспечить:получение установленной точности и шероховатости
поверхности при обработке;соответствие производительности станка заданной
программе выпуска деталей;возможно более полное использование станка па
мощности и времени загрузки;соответствие размеров рабочей зоны станка разме¬
рам обрабатываемых деталей;удобство обработки на станке (удобство управления
станком, удаление стружки и т. п.);
экономичность обработки.При составлении плана операций и установлений
методов обработки одновременно с выбором типораз¬
мера станка должно быть подобрано приспособление,
необходимое для выполнения намеченных операций.
Если требуется нормальное приспособление, являю¬
щееся принадлежностью станка (патроны, тиски, люнет
и т. п.), то указывается его наименование и ГОСТ; если
же для данной операции требуется специальное приспо¬
собление, то необходимо дать его схему и описание
работы. Одновременно с выбором станка и приспособ¬
ления для выполнения операции механической обработ¬
ки надо указать режущий инструмент и дать необходи¬
мые пояснения, подтверждающие целесообразность его
применения в данных производственных условиях,
а также краткую характеристику, основные размеры,
материал режущей части и ссылку на ГОСТ. Геометри¬
ческие параметры режущей части инструмента и его
стойкость выбираются в зависимости от обрабатывае¬
мого материала и условий обработки.При проектировании технологического процесса
должно быть приведено обоснование выбора измери¬
тельного инструмента или контрольных приспособлений.
Для контроля и измерения размеров деталей в процессе
изготовления используется нормальный и специальный
измерительный инструмент. При применении нормаль¬
ного измерительного инструмента необходимо указать
его наименование и ГОСТ, а при использовании спе¬
циального измерительного инструмента или измеритель¬
ного приспособления следует дать его схему и описание
работы.388
При выборе приспособлений, режущего и измери¬
тельного инструмента нужно пользоваться справочни¬
ками и каталогами.§ 7. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯТехнологическая документация служит ос¬
новой для обеспечения технологической дисциплины на
производстве. Она содержит все данные, необходимые
для реализации разработанных технологических про¬
цессов, изложенные в краткой форме, четких и ясных
выражениях, не допускающих разночтений. Технологи¬
ческая документация регламентируется системой стан¬
дартов ЕСТД. В соответствии с ЕСТД технологическая
документация подразделяется на два вида — предвари¬
тельный проект технологического процесса и рабочую
технологическую документацию. Предварительный
проект технологического процесса разрабатывается для
составления эскизного или технического проекта конст¬
рукции. Он предназначен для проверки технологичности
конструкции изделия на стадиях эскизного и техниче¬
ского проектов, а также для подготовки и разработки
рабочей документации. Рабочая документация представ¬
ляет собой совокупность документов, содержащих все
данные, необходимые для изготовления и контроля из¬
делий. Ниже приведено содержание некоторых техно¬
логических документов.Маршрутная карта (ГОСТ 3.1105—84 формы 4 и
4а) —технологический документ, содержащий описание
процесса изготовления или ремонта изделия (включая
контроль и перемещение) по всем операциям в техно¬
логической последовательности с указанием данных об
оборудовании, оснастке, материальных и трудовых нор¬
мативах. Маршрутная карта является обязательным
документом (рис. 133).Операционная карта (ГОСТ 3.1404—81 формы 2
и 1а)—технологический документ, содержащий описа¬
ние технологических операций с указанием переходов,
режимов обработки и данных о средствах технологиче¬
ского оснащения (рис. 134).Карта эскизов содержит эскизы, схемы и таблицы,
необходимые для выполнения технологического про¬
цесса, операции и перехода.389
НомерНаименование
и содержание операцииОборудование
(нод,наименова¬
ние, инвентар¬
ный номер)Приспособление
и вспомогатель¬
ный инструмент
(нод, наименование)Режущий
инструмент
[код, найме но-'
вание}Измерительный
инструмент
(нод, наимено¬
вание/цехаi[операции 11ТокарнаяТочить поверхности с переустано-Токарно-винтоТрехкулачковыйРезец проход¬Штангенцир¬дом 6 размеры по чертежурезный станонпатронной прямойкульмод. 16 И 20ГОСТ 24375-80T15H6ГОСТ 8.113-7^2СлесарнаяРазметить и наиернить центрВерстанКернерШтанген-отберстия б размер по чертежуслесарныйГОСТ 7213- 72рейсмусЧертилкаГОСТ 8.164-753СберлилънаяГ0СТ2М73-80ЕСверлить отверстие б размерВертикально -Тиски станоч¬Сверла Ф12по чертежусверлильныйные ГОСТ ms-P9 ГОСТ886-77станон 24135-77Разраб.ЛистПисгобИЗМ.Лист№с!охуь1.ПодписьйотаИЗМЛист№донум.ПодписьДатан.нонтр.Рис. 133. Маршрутная технологическая карта
I номер I
тех. I/ Содержание
1 перехода 1Инструмент (под! и. найменование)Расч. piазмер.tLРежьjm обработкиТомин■р'8
минВспомогателный/ РежущийИзмерительныйДиаметрширинаДлинамм/obоб/мин <Vм/мин11Сверлить отверстиеСберлильный'Сберло Ф12Штангенцирнулъ1239610,2854020,50,3040,62б размеры (2)® 'патронР9 ГОСТ886-тГОСТ 8.113-4ГОСТ 16161-70Разраб.ЛистИЭМ.Лист№д1»ушн.ПодписьДататJlucmIПодписьДатеН.нонтрРис. 134. Операционная карта механической обработки резанием
Лабораторная работа № 8. Проектирование
технологического процессаЦель работы: освоить методику разработки техноло¬
гического процесса механической обработки детали
средней сложности применительно к условиям единич¬
ного или мелкосерийного производства.Задание. Спроектировать технологический процесс
механической обработки заданной детали применитель¬
но к оборудованию, установленному в мастерской тех¬
никума. Учащемуся выдается рабочий чертеж детали,
общий вид и описание узла машины, в которую входит
деталь, и указывается программа выпуска детали.Оборудование и приспособления. Работа выполня¬
ется в механической мастерской. Необходимо иметь пас¬
порта всех установленных в ней станков, а также ката¬
логи нормализованного или стандартизованного режу¬
щего, измерительного и вспомогательного инструмента.Станки в мастерской должны быть укомплектованы
универсальными приспособлениями: трех- и четырех¬
кулачковыми патронами, центрами, поводковыми хому¬
тиками, станочными тисками и т. д. Желательно иметь
наборы режущего, измерительного и вспомогательного
инструмента, необходимого для выполнения основных
работ на установленных в мастерской станках.Методические указания. План обработки детали вы¬
бирается в зависимости от ее конфигурации и массы,
формы и точности обработки, взаимного расположения
поверхностей детали, заданной программы выпуска,
выбранного вида заготовки, наличия и расстановки в
мастерской техникума оборудования, имеющегося вспо¬
могательного, режущего и измерительного инструмента.План обработки должен быть составлен так, чтобы
осуществить его можно было на станках мастерской
(при отсутствии того или иного вида оборудования пре¬
подаватель может разрешить использовать паспортные
данные неустановленных станков).Из справочника выписываются все возможные вари¬
анты методов обработки основных поверхностей детали,
и после оценки возможностей оборудования мастерской
(учебного цеха) намечается последовательность и ха¬
рактер операций.Разработанный технологический процесс механиче¬392
ской обработки детали оформляется в маршрутных и
операционных картах.Оформление операционной технологической карты
механической обработки детали, согласно требованиям
ЕСТД, выполняется по следующим правилам (см.
рис. 134).1. Технологические операции и переходы следует
нумеровать арабскими цифрами в технологической по¬
следовательности.2. Наименование операций следует указывать в со¬
ответствии с терминологическими стандартами по видам
работ или с классификатором операций.3. Допускается помещать такую информацию в пер¬
вой строке.4. Единицы измерения величины необходимо указы¬
вать в графе, где имеется их наименование или обозна¬
чение.5. Наименование станка указывают по ЭНИМС.6. Для упрощения эскиза любые зажимы обозначают
условным знаком и применяют этот знак в сочетании
как с упрощенным, так и со специализированным обо¬
значением опор.Порядок выполнения работы. 1. Ознакомиться с чер¬
тежом детали и условиями ее работы в машине. 2. Оце¬
нив сложность детали и заданную программу выпуска,
установить вид производства для изготовления детали.3. Выбрать вид заготовки и по указанию преподавателя
рассчитать припуск на обработку 1...2 поверхностей или
выбрать по справочникам. 4. Используя данные ГОСТов
и полученные значения припуска, вычертить эскиз заго¬
товки. 5. Наметить план обработки детали и согласовать
с преподавателем. 6. Заполнить маршрутную техноло¬
гическую карту и операционную карту механической
обработки детали согласно требованиям ЕСТД.Глава 2. ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ§ 1. ЗАДАЧИ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯИ СТРУКТУРА НОРМЫ ВРЕМЕНИРазвитие социалистического производства
требует непрерывного роста производительности труда.
Одним из важнейших средств повышения производи¬
тельности труда является техническое нормирование.393
Основная задача технического нормирования состоит
в установлении технически обоснованных норм времени
на выполнение технологических операций.Нормой времени называется регламентированное
время выполнения технологической операции в опреде¬
ленных производственных условиях одним или несколь¬
кими исполнителями соответствующей квалификации.
Технически обоснованные нормы времени являются не
только мерой труда для определения размера вознаг¬
раждения, но и способствуют повышению производи¬
тельности труда и рациональной организации произ¬
водства.Объем работы, который рабочий выполняет в еди¬
ницу времени, называется нормой выработки.Норма времени строится с учетом следующих фак¬
торов: квалификация рабочего соответствует выполняе¬
мой работе; технологический процесс составлен для
данной партии деталей с учетом ее размера и преду¬
сматривает использование передовых методов обработ¬
ки; полного использования наиболее подходящего для
данной обработки инструмента и оборудования; работа
ведется на рациональных режимах резания; организа¬
ция труда хорошо продумана и наиболее целесообразна
для данного случая.Норма времени Ти {мин), или штучное калькуля¬
ционное время Тт. к, состоит из двух самостоятельных
частей: нормы штучного времени и нормы подготови¬
тельно-заключительного времени 7’ *г I ^пзН — -* Ш.К — * Uli ~ »где Тш — штучное время, мин; Тп. з — подготовительно-заключитель¬
ное время, мин; п — число деталей в обрабатываемой партии, шт.Подготовительно-заключительное время Тп. 3 — этовремя, затрачиваемое на ознакомление с чертежом де¬
тали, технологическим процессом ее обработки и тех¬
ническими требованиями к качеству детали. Сюда же
включается время на подбор инструмента и приспособ¬
лений, их установку на станок, время на наладку стан¬
ка для обработки данной детали и время на другие
работы, относящиеся ко всей партии обрабатываемых
деталей. Чем больше величина партии, тем меньше
удельный вес Гп.3 в норме времени и ниже стоимость
продукции.394
Штучное время определяется по формуле
Тц]~Т о-{-Т ъ-\-Т 06-\-ТЛ.Н1где Т0—основное технологическое время, мин; Тв—вспомогатель¬
ное время, мин; Т0б — время обслуживания рабочего места, мив;
Гл. н — время на личные потребности, мин.Основное время ТQ (мин) —часть штучного времени,
затрачиваемая на изменение формы, размеров или физи¬
ческих свойств обрабатываемой детали. В зависимости
от характера операции основное технологическое время
может быть машинным, машинно-ручным или ручным.
Машинным называется время обработки детали без за¬
траты физического труда рабочего, например время об¬
точки детали с механической подачей. Машинно-ручное
время отличается от машинного тем, что рабочий, не¬
прерывно управляя машиной, прикладывает большие
или меньшие физические усилия, например при сверле¬
нии отверстия на сверлильном станке с ручной подачей.
Ручным называется время на ручную обработку детали,
например слесарной опиловкой металла.Вспомогательным временем Тв (мин) называется
время выполнения вспомогательных приемов, связанных
с основной работой. Это время затрачивается на уста¬
новку и снятие детали со станка, управление механиз¬
мами станка и измерение детали в процессе обработки.
Сокращение вспомогательного времени — один из самых
значительных резервов повышения производительности
труда. Наибольшее сокращение вспомогательного вре¬
мени достигается при внедрении автоматизации. Сумма
основного и вспомогательного времени составляет опе¬
ративное время Топ (мин):Т0п = Т0-\~Тв.Время обслуживания рабочего места Т0б (мин) скла¬
дывается из времени технического и организационного
обслуживания. Время технического обслуживания
включает время на уход за станком и другими меха¬
низмами, очистку станка от стружки, смену затупивше¬
гося инструмента и его регулировку после переточки,
наладку и подналадку станка и т. д. Время организа¬
ционного обслуживания состоит из времени на рас¬
кладку инструмента перед работой, смазку и очистку
станка в конце работы, времени на транспортировку от
станка стружки и деталей и другие подсобные работы.395
Многие из этих работ в настоящее время механизи¬
руются.Время на личные потребности Гл. н при работе зави¬
сит от условий труда и характера технологического
процесса.Дополнительное время складывается из организа¬
ционно-технического обслуживания рабочего места, вре¬
мени перерывов на отдых, личные потребности и про¬
изводственную гимнастику. Дополнительное время рас¬
считывают пропорционально затратам оперативного
времени:где k — процентное отношение дополнительного времени к оператив*
ному, берется из таблиц.Тогда норму времени (мин) определяют так: 71 | 71 | 7*11.3Н — 1 ОП^Т* ДОП“1 Определив норму времени на операцию, переходят
к определению нормы выработки в штуках в час по
формуле^нв = 60/Гн.§ 2. МЕТОДИКА РАЗРАБОТКИ ТЕХНИЧЕСКИХ НОРМТехнические нормы в условиях массового
производства определяют в результате расчета режи¬
мов резания (с последующим их уточнением) и опреде¬
ления по хронометру вспомогательного времени, вре¬
мени обслуживания рабочего места и времени на отдых.
Норма времени, определенная таким путем, называется
аналитически-исследовательской.В серийном производстве и для приближенных пред¬
варительных расчетов в массовом производстве норма
времени определяется по утвержденным нормативам.
Расчет начинается с определения основного технологи¬
ческого времени, затем по нормативам вычисляется
вспомогательное время, после чего по оперативному
времени определяется норма штучного времени и, на¬
конец, по соответствующим таблицам находится норма
подготовительно-заключительного времени. Такой спо¬
соб нормирования получил название аналитически-рас-396
четного. Очевидно, что этот расчет возможен при нали¬
чии подробно разработанного технологического про¬
цесса.В мелкосерийном и единичном производстве часто
ограничиваются составлением лишь маршрутной техно¬
логии, в этом случае норму времени рассчитывают по
укрупненным комплексам работы или путем использо¬
вания норм времени, установленных на типовые техно¬
логические операции.При составлении норм выработки аналитически-ис-
следовательским способом, а также при составлении
всевозможных нормативов широко используется фото¬
графия рабочего времени — фиксирование всех без ис¬
ключения затрат времени рабочего и оборудования в
течение рабочей смены.Изучение результатов фотографии рабочего времени
позволяет установить фактический баланс времени ра¬
бочего и оборудования, выяснить потери рабочего вре¬
мени, установить их причину и, что самое главное, раз¬
работать меры по устранению этих потерь.Хронометраж отдельных приемов в отличие от фото¬
графии ставит конкретную цель изучения отдельных
определенных приемов. Поэтому время для каждого из
наблюдаемых приемов вносится в бланк с отсчетом от
нуля, что упрощает последующую обработку результа¬
тов наблюдений.§ 3. МЕТОДИКА НОРМИРОВАНИЯ СТАНОЧНЫХ
РАБОТ И МЕТОДЫ ПОВЫШЕНИЯ
ПРОИЗВОДИТЕЛЬНОСТИ ТРУДАНормирование станочных работ начинается
с определения основного технологического времени, для
чего необходимо установить рациональные режимы
резания.Прежде всего устанавливают глубину резания t,
стремясь к тому, чтобы глубина резания равнялась при¬
пуску на обработку, в этом случае деталь может быть
обработана в один рабочий ход. При черновой обра¬
ботке глубина резания ограничивается мощностью стан¬
ка и жесткостью системы: станок—приспособление—ин¬
струмент—деталь. Для каждого вида обработки созданы
справочные таблицы, в которых указывается наиболь¬397
шая глубина ревания, допустимая по размерам детали*
типу станка и способу крепления детали на станке.Затем назначается величина подачи S. При чистовой
обработке величина подачи лимитируется качеством об¬
работанной поверхности. При черновой обработке по¬
дачу устанавливают, руководствуясь теми же сообра¬
жениями, что и при выборе глубины резания. Выбран¬
ное значение подачи корректируется по станку, и в даль¬
нейших расчетах используются только те подачи, кото¬
рые имеются на станке.Зная глубину резания и подачу и задавшись перио¬
дом стойкости, определяют скорость резания с; и по ней
частоту вращения шпинделя п или число двойных хо¬
дов /С, которое корректируют по станку, после чего под¬
считывают действительную скорость резания.Найденные режимы резания должны быть проверены
по прочности инструмента и станка, жесткости системы:
станок—приспособление—инструмент—деталь и мощ¬
ности привода станка.Практически мощность двигателя привода станка
рассчитана так, чтобы она соответствовала прочности
всех звеньев механизма станка. Если пользоваться ин¬
струментом рекомендуемого для данного станка раз¬
мера, то его прочность соответствует мощности привода
станка. Поэтому достаточно бывает проверить использо¬
вание станка по мощности и, если мощность резания
меньше мощности привода, дальнейшую проверку не
производят.После окончательного установления режима резания
основное (машинное) время (мин) определяют по фор¬
мулеrp L>i0==~^Г’где L — расчетная длина обрабатываемой поверхности с учетом вре¬
зания и перебега, мм; i — число рабочих ходов (проходов); п — час¬
тота вращения шпинделя (детали), о-б/мин; 5 — подача, мм/об.Расчетную длину обрабатываемой поверхности опре¬
деляют по формулеL = l-\-ytгде / — длина обрабатываемой поверхности детали, мм; у — величина
врезания и перебега, мм.Длину обрабатываемой поверхности в направлении
подачи определяют по чертежу детали. Величины вре¬398
зания и перебега устанавливают по таблицам или рас¬
считывают.Число рабочих ходов (проходов) i определяют поформулеi=h/t,где h — припуск на обработку, мм; t — глубина резания, мм.После расчета основного времени по всем переходам
операции приступают к расчету вспомогательного, до¬
полнительного и подготовительно-заключительного вре¬
мени, значения которого устанавливают по таблицам
или определяют по формулам.Трудоемкость изготовления детали может быть зна¬
чительно уменьшена в результате внедрения комплекса
организационно-технических мероприятий: уменьшения
припусков, совмещения обработки нескольких деталей
или нескольких поверхностей детали на одном станке,
применения специальных и специализированных стан¬
ков.Лабораторная работа № 9. Техническое
нормирование операции механической
обработкиЦель работы: закрепить теоретические знания, полу¬
ченные при изучении методики технического нормиро¬
вания. Приобрести навыки нормирования технологиче¬
ских процессов механической обработки детали.Задание. Пронормировать технологический процесс
механической обработки детали (или его отдельные опе¬
рации по указанию преподавателя), разработанный при
выполнении лабораторной работы № 8.Справочная литература. Для выполнения лаборатор¬
ной работы используются: паспорта станков, установ¬
ленных в мастерской, технологический процесс механи¬
ческой обработки детали, составленный при выполнении
лабораторной работы № 8, справочник В. А. Матвеева,
И. И. Пустовалова «Техническое нормирование ремонт¬
ных работ в сельском хозяйстве» (М.: «Колос», 1979).Методические указания. Операции технологического
процесса нормируют независимо одна от другой. Нор¬
мирование проводят в такой последовательности:1. Для каждой обрабатываемой поверхности из тех¬
нологического процесса нужно выписать величину при-399tr
пуска и установить число рабочих ходов (проходов),
а затем определить глубину резания.2. Пользуясь эскизами детали, определить длину об¬
рабатываемой поверхности с учетом врезания и пере¬
бега, который необходимо установить по справочнику.3. По справочнику выбрать подачу, обеспечивающую
получение заданной шероховатости, и найти по паспор¬
ту станка значение подачи, наиболее близкое к рас¬
четному.4. Выбрать по справочнику период стойкости инстру¬
мента, зная глубину резания, и подачу, определить ско¬
рость резания и по ней частоту вращения шпинделя
(или двойных ходов). Подобрать частоту вращения
шпинделя (двойных ходов), ближайшую имеющуюся
в паспорте станка.5. Проверить выбранные режимы резания по мощ¬
ности станка.6. Подсчитанные значения глубины резания, подачи,
скорости резания, частоты вращения шпинделя (число
двойных ходов) занести в бланк операционной карты.Так как процесс подсчета режимов по формулам до¬
вольно трудоемок и на практике им не пользуются,
учащиеся должны освоить методику назначения режи¬
мов резания с максимальным использованием справоч¬
ных таблиц, использовать поправочные коэффициенты,
учитывающие изменения условий обработки и геомет¬
рии инструмента или свойств обрабатываемого мате¬
риала.7. По формулам подсчитать основное время.8. По соответствующим таблицам справочника най¬
ти составляющие вспомогательного времени, суммируя
которые определить вспомогательное время на опе¬
рацию.9. По справочнику найти величину подготовительно¬
заключительного времени и по формуле подсчитать
штучное и штучно-калькуляционное время. Полученные
данные занести в операционную карту.Порядок выполнения работы. 1. Изучить теорети*
ческую часть и ознакомиться с методическими указа¬
ниями. 2. Получить от преподавателя задание. 3. Вы¬
полнить все расчеты согласно заданию в последова¬
тельности, рекомендуемой в методических указаниях.4. Составить отчет, который включает заполнение опе¬
рационной карты с пояснениями, расчетами и схемами.400
Пример. Нормирование операции: сверлильная (см.
3-ю операцию лабораторной работы № 8).1. Глубину резания t (мм) при сверлении опреде¬
ляем по формулеt=d/2,где d — диаметр отверстия, мм; по технологическому процессу
d= 12 мм, тогда t= 12/2=6 мм.2. Подачи при сверлении отверстий выбирают по
диаметру сверла и обрабатываемому материалу
(табл. 27): S = 0,26 мм/об. Выбранную подачу коррек¬
тируем по паспорту станка модели 2А135 и берем бли¬
жайшую 5=0,28 мм/об.3. Скорость резания при сверлении сверлами из
быстрорежущей стали выбирают по принятой подаче и
диаметру сверла (табл. 29): и=20 м/мин.4. Частоту вращения сверла п (об/мин) находят по
формулеn=318u/d,где v — скорость резания, м/мин; d — диаметр сверла, мм, тогда
я=318-20/12=530 об/мин.Выбираем ближайшую частоту вращения шпинделя
по паспорту станка модели 2А135: «к], = 540/мин>
тогда Уф = 540-12/318=20,5 м/мин.При незначительной разнице между расчетной и
паспортной величинами частоты вращения шпинделя
(в пределах ±10%) изменения первоначально назна¬
ченных глубины резания и подачи практически не тре¬
буется.Проверку режима на усилие резания и мощность не
проводим, так как на выбранном станке 2А135 мощ¬
ность привода N=4,5 кВт позволяет сверлить отверстия
диаметром 35 мм, а по технологическому процессу не¬
обходимо сверлить отверстие только диаметром 12 мм.5. Основное (машинное) время (мий) определяем по
формулеT0 = L/nS,где п — частота вращения шпинделя, об/мин; S — подача, мм/об;
L — глубина обработки с учетом врезания и выхода инструмента, мм.Величину врезания и выхода инструмента опреде¬
ляем по таблице 64: у = 7 мм, а глубину сверления опре¬
деляем по чертежу: ^=39 мм, тогдаL = /+y=39+7=46 мм.Т0=46/540 • 0,28 = 0,304 мин.26 Заказ № 897401
6. а) вспомогательное время на установку в тисках
и снятие детали определяем по таблице 65: 7У=
= 0,5 мин;б) вспомогательное время, связанное с проходом,
определяем по таблице 66: 7У/ = 0,12 мин.Общее вспомогательное время (мин)7}b«7V+7’b,,=0,5+0,12=0,62.7. Определяем оперативное время (мин) по формулеТоп=7’о+7’в = 0,304+0,62=0,924.8. Дополнительное время вычисляем по формулеТ доп = Т оп^/100,выбирая из таблицы 7 процентное отношение дополни¬
тельного времени к оперативному &=6%, тогда7доп=0,924-6/100 = 0,055 мин.9. Подготовительно-заключительное время опреде¬
ляем по таблице 67 по диаметру сверления и закреп¬
лению в тисках: 7’п. 3=5 мин, тогда при партии деталей
п = 10 штук Гп. з на одну детальТ'п.з= —Ц*— = -[^- = 0,5 мин.10. Норму времени (мин) на операцию сверления
с одним переходом определяем по формулеТя = 7'о+7в+7’доп+ = 0,304+0,62+0,055+^ = 1,479.Норма времени на операцию сверления Тв=
= 1,479 мин.
Раздел 10. НЕМЕТАЛЛИЧЕСКИЕ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫГлава 1. ДРЕВЕСНЫЕ МАТЕРИАЛЫ§ 1. ОБЩИЕ СВЕДЕНИЯДревесина используется в качестве конст¬
рукционного материала в различных отраслях промыш¬
ленности как в натуральном, так и в переработанном
виде.Основными преимуществами древесных материалов
являются: малый удельный вес, высокая удельная проч¬
ность, способность поглощать удары вследствие упру¬
гости, простота обработки, высокие тепло-, звуко- и
электроизоляционные свойства, хорошая химическая
стойкость к ряду кислот, солям, маслам, газам. Важ¬
ными свойствами древесины являются ее способность
к склеиванию, возможность быстрого соединения гвоз¬
дями и шурупами.Наряду с указанными достоинствами древесина об¬
ладает рядом недостатков, ограничивающих ее приме¬
нение. К наиболее существенным недостаткам отно¬
сятся: способность к быстрому загниванию, гигроско¬
пичность, низкая огнестойкость, низкий модуль упру¬
гости, неоднородность строения.Чтобы повысить стойкость древесины против гние¬
ния, ее пропитывают защитными веществами — анти¬
септиками (оксидифенил, креозот и др.), а также по¬
крывают красками и лаками. Для предохранения дре¬
весины от возгорания и для снижения ее горючести
применяют специальные пропиточные' составы (анти¬
пирены) или огнезащитные покрытия — силикатные
краски или обмазки, жидкое стекло. В качестве анти¬
пиренов используют аммониевые соли и соли фосфорной
или борной кислоты.Древесина имеет слоисто-волокнистое строение, кото¬
рое обычно рассматривают в трех разрезах (рис. 135).Наиболее важной физико-механической характери¬
стикой древесины является ее масса. Обычно масса
древесины характеризуется величинами удельной и
объемной массы.26*
Сердцевинные
JлучиЛуд
НораПоперечный
(торцовый)
разрезГодичные
кольцаРис. 135. Разрез ствола дере¬
ваУдельная масса древе¬
сины — масса единицы
объема ее волокон, осво¬
божденных от воздуха (в
среднем равна 1,54г/см3).Объемная удельная
масса — масса единицы
объема древесины в ее
естественном состоянии,
зависящая от количества
пор в древесине (для ели
0,47 г/см3, для дуба
0,702 г/см3).§ 2. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ДРЕВЕСНЫХ МАТЕРИАЛОВГигроскопичность древесины имеет суще¬
ственное значение при решении вопросов о техническом
использовании древесного материала. Так, увеличение
влажности резко снижает прочность, но повышает упру¬
гость.Теплопроводность древесины в сухом состоянии до¬
вольно низкая. С повышением влажности теплопровод¬
ность возрастает, так как поры заполняются влагой,
которая более теплопроводна, чем волокно.Электропроводность древесины низкая, поэтому она
может быть использована в качестве изоляционного ма¬
териала. С повышением влажности, плотности и тем¬
пературы электропроводность дерева увеличивается.Механические свойства древесины зависят от ряда
факторов: влажности, возраста, положения волокон по
отношению к направлению действия сил, наличия по¬
роков и др. Сопротивление древесины сжатию вдоль
волокон сравнительно высоко, оно в 5... 10 раз больше
сопротивления поперек волокон. Сопротивление растя¬
жению вдоль волокон в 2...3 раза больше сопротивле¬
ния сжатию.Твердость в торцевом направлении больше твердо¬
сти боковой поверхности в 1,5...2 раза. По степени твер¬404
дости различные породы дерева располагаются в таком
возрастающем порядке: липа, пихта, сосна, береза,
лиственница, дуб, ясень. Твердость зависит от плот¬
ности древесины: чем плотнее древесина и чем больше
ее объемная масса, тем она тверже. Влажность сни¬
жает твердость и сопротивление истиранию.§ 3. РАЗНОВИДНОСТИ ДРЕВЕСНЫХ МАТЕРИАЛОВПиломатериалы (брус, доска, горбыль и
др.) из хвойных пород применяют наиболее широко,
поскольку они обладают высокой прочностью, меньше
подвержены загниванию (особенно сосна).Шпон — тонкий слой древесины, полученный на спе¬
циальных станках и используемый как полуфабрикат
для изготовления слоистых древесных материалов
(фанеры, древесных пластиков) или как материал для
отделочных работ. Толщина листов шпона от 0,55 до
1,5 мм.Фанера — листовой материал, получаемый путем
склейки слоев шпона. Толщина фанеры от 1 до 12 мм,
более толстые (25...30 мм) материалы называются пли¬
тами. Фанеру изготовляют из березового, ольхового,
букового и соснового шпона. В качестве склеивающего
материала применяют альбуминовый и казеиновый
клей. В зависимости от клея и степени водостойкости
фанера выпускается следующих марок: ФСР — на
фенолформальдегидном клее с повышенной водостой¬
костью, ФК — на карбамидном и ФБА — на альбуми-
но-казеиновом клеях со средней водостойкостью, ФБ —
на белковых клеях с ограниченной водостойкостью.Прессованную древесину (лигностон) получают при
горячем прессовании (130...150°С) брусков, досок и дру¬
гих заготовок, пропитанных химическим составом
(20 %-ным раствором глюкозы и фенолформальдегид-
явй смолой в спирте). Лигностон является заменителем
чарных и цветных металлов и пластмасс.Древеснослоистые пластики (гигнофоль и дельта¬
древесина) представляют собой пакет прессованного
березового шпона, пропитанного термореактивной смо¬
лой). Нагрев пакета и прессование проводят при тем¬
пературе 110... 160 °С.Древесностружечные плиты изготовляют горячим
прессованием древесной стружки по связующим (термо¬405
реактивная смола). Плиты бывают однослойные (ПС-1,
ПТ-1), трехслойные (ПС-3, ПТ-3) и облицованные шпо¬
ном, фанерой, бумагой (ЭС, ЭМ). Древесностружечные
плиты обладают хорошими тепло- и звукоизоляцион¬
ными свойствами.Древесноволокнистые плиты изготовляют прессова¬
нием из древесных волокон (размельченной древесины)
с применением фенолформальдегидной или мочевино-
формальдегидной смолы.Древесную муку используют в качестве наполни¬
теля при изготовлении изделий из пенопласта и амино-
пласта.§ 4. ПРИМЕНЕНИЕ ДРЕВЕСНЫХ МАТЕРИАЛОВ
В СЕЛЬСКОХОЗЯЙСТВЕННОМ МАШИНОСТРОЕНИИ
И РЕМОНТНОМ ПРОИЗВОДСТВЕДревесные материалы в сельскохозяйст¬
венном машиностроении широко используют для изго¬
товления конструкций и деталей машин. Хвойные пило¬
материалы применяют для обшивки машин, платформ
и площадок, изготовления лопастей мотовил, брусьев
транспортных тележек, а также деталей грузовых авто¬
мобилей, транспортных тележек и т. п. Березу исполь¬
зуют для изготовления шатунов, рамок решет, планок
соломотряса. Дуб применяют для изготовления ответст¬
венных деталей сельскохозяйственных машин: планок
транспортеров, подшипников, тормозных колодок и т.д.
Из лиственных деревьев также большое значение
имеют бук, клен, граб, вяз.Прессованная древесина идет для изготовления де¬
талей машин, работающих при ударных нагрузках
(кулачки, сегменты зубчатых передач, подшипники,
втулки и т. д.). Вкладыши из древесины по сравнению
с бронзовыми имеют вдвое меньший износ.Высокой прочностью и устойчивостью к ударным
нагрузкам обладает армированная фанера, состоящая
из листов шпона и металлических листов или из листов
шпона и металлической сетки, вклеенной между лис¬
тами шпона. Армированная фанера хорошо гнется,
штампуется, склеивается.Древеснослоистые пластики используют как конст¬
рукционные, электроизоляционные и антифрикционные406
материалы для изготовления подшипников, зубчатых
колес.Из древесностружечных плит делают полы и борта
грузовых машин и прицепов.Контрольные вопросы и задания. 1. Какие физико-механические
'свойства имеют древесные материалы? 2. Назовите разновидности
древесных материалов.С л а в а 2. ПЛАСТИЧЕСКИЕ МАССЫ§ 1. ОБЩИЕ СВЕДЕНИЯПластическими массами (пластиками) на¬
зывают материалы, которые при определенной темпе¬
ратуре приобретают пластические свойства, то есть спо¬
собность принимать в результате прессования, литья
под давлением или других видов обработки необходи¬
мую форму и сохранять ее.Некоторые пластики, обладающие низким коэффи¬
циентом трения, пригодны для изготовления подшипни¬
ков скольжения, другие же, обладающие фрикцион¬
ными свойствами, используются в тормозных устройст¬
вах. Пенообразные, пористые пластики применяют для
теплоизоляции.Пластмассы представляют собой сложные компози¬
ции. Смола в них является основной составляющей.Искусственные смолы разделяют на термопластич¬
ные и термореактивные. Термопластичные смолы и пла¬
стики, изготовленные на их основе, при нагревании
приобретают пластичность, размягчаются и плавятся,
а после охлаждения отвердевают. При повторном на¬
греве они снова приобретают пластичность. Благодаря
этому свойству данные пластики могут подвергаться
многократной переработке.Термореактивные смолы и пластики, изготовленные
на их основе, при нагревании приобретают пластич¬
ность, но после охлаждения утрачивают способность
вновь размягчаться при повторном нагреве.В состав пластических масс входят наполнители,
пластификаторы, смазывающие вещества, отвердители,
красители и др.407
§ 2. СВОЙСТВА И ПРИМЕНЕНИЕ ПЛАСТИЧЕСКИХ
МАССТермореактивные пластмассы получают
на основе фенолформальдегидных, аминоформальде-
гидных, кремнийорганических смол с различными на¬
полнителями (порошковыми, волокнистыми, слои¬
стыми).Пластмассы с порошковыми наполнителями изго¬
товляют из органических (древесная мука, порошкооб¬
разная целлюлоза) и минеральных (молотый кварц,
тальк, цемент, графит) порошков.Из кремнийорганических полимеров можно изготав¬
ливать контакторы, коллекторы, изоляцию электриче¬
ских машин. Композиции на основе эпоксидных смол
применяют для изготовления различных деталей машин,
литейных моделей, а также для восстановления изно¬
шенных деталей.Пластмассы с волокнистыми наполнителями: волок*
ниты, асбоволокниты, стекловолокниты.Волокниты представляют собой материалы с напол¬
нителями из отходов хлопка, пропитанного фенолфор-
мальдегидной смолой.Асбоволокниты состоят из асбестоволокнистого ми¬
нерала и фенолформальдегидной смолы. Они имеют
высокую теплостойкость и применяются для теплоза¬
щитных покрытий или в качестве кислотоупорных ма¬
териалов. Асбоволокниты обладают высокими фрик¬
ционными свойствами и используются в тормозных
устройствах (тормозные колодки, диски, накладки).Стекловолокниты — это композиции, состоящие из
связующего (синтетической смолы) и стекловолокни¬
стого наполнителя. Из стекловолокнитов можно прес¬
совать детали сложных форм с металлической армату¬
рой, изготавливать силовые электротехнические детали,
крупногабаритные изделия простой формы (кузова
автомобилей, корпуса приборов).Слоистые пластмассы изготовляют прессованием
пропитанных термореактивными смолами листов бума¬
ги, тканей и древесного шпона.Гетинакс — слоистый пластик с бумажной основой.
Он подразделяется на электротехнический (для пане¬
лей, щитков) и декоративный (для облицовки кабин).Текстолит — слоистый пластик с основой из хлопча¬408
тобумажной ткани. Его используют для изготовления
зубчатых колес, вкладышей подшипников и др. В зави¬
симости от назначения текстолит бывает конструкцион¬
ный, электротехнический и прокладочный.Древеснослоистые пластики (ДСП) — на основе дре¬
весного шпона, их применяют для изготовления зубча¬
тых колес, подшипников, шкивов, втулок.Асботекстолит — слоистый пластик на основе асбе¬
стовой ткани. Это конструкционный, фрикционный и
термоизоляционный материал. Из него делают тормоз¬
ные колодки, фрикционные диски и др.Стеклотекстолит — слоистый пластик на основе
стеклянной ткани. Это электроизоляционный и конст¬
рукционный материал для изготовления электрических
машин, автомобильных кузовов.Материал СВАМ — стекловолокнистый анизотроп¬
ный пластик. Он имеет большую прочность и высокую
ударную вязкость и используется для силовых изделий.Термопластичные пластмассы характеризуются вы¬
сокой ударной вязкостью, водостойкостью и хорошими
диэлектрическими свойствами, значительной хладотеку-
честью и низкой теплостойкостью. Из термопластичных
пластмасс наиболее широко применяют полиэтилен,
полипропилен, полистирол, органическое стекло, поли¬
винилхлорид, фторопласты и др.Полиэтилен имеет высокие антикоррозионные и ди¬
электрические свойства, химически стоек. Его приме¬
няют для изготовления труб, кранов, контейнеров, ка¬
белей. Им покрывают металлы для защиты от кор¬
розии.Полипропилен — нетоксичный материал, из него из¬
готавливают различные трубы, детали автомобилей,
холодильников, корпуса насосов и др., Пленка из поли¬
пропилена имеет более высокую прочность и газопро¬
ницаемость, чем из полиэтилена.Полистирол по диэлектрическим свойствам близок
к полиэтилену. Из полистирола изготавливают детали
приборов, холодильников, кожухи, сосуды для воды и
химикатов, электроизоляцию.Поливинилхлорид применяют для изготовления труб,
изоляции электрокабелей, для производства лаков,
клеев, искусственной кожи.Органическое стекло (плексиглас) — аморфный тер¬
мопласт, обладающий высокой прочностью, использу¬409
ется для изготовления подфарников, деталей приборов
и аппаратов, оптических линз, молокопроводов и др.Фторопласты обладают высокими антифрикцион¬
ными свойствами и теплостойкостью, не растворяются
в органических растворителях, имеют хорошие диэлек¬
трические свойства, используются для изготовления
уплотнительных деталей {прокладок, манжет, сальни¬
ковых набивок), труб, кранов, насосов и др.Полиформальдегид обладает высокой прочностью и
твердостью, стоек к минеральным маслам и бензину,
имеет хорошие антифрикционные и диэлектрические
свойства.Полиамиды (капрон, нейлон) имеют низкий коэф¬
фициент трения и хорошую прирабатываемость, высо¬
кую прочность, термостойкость, масло- и бензостой¬
кость, хорошие технологические и антикоррозионные
свойства. Полиамиды применяют для изготовления де¬
талей, подвергающихся трению, в качестве прокладоч¬
ного и уплотнительного материала, для изготовления
покрышек, транспортерных лент.Газонаполненные пластмассы (пенопласты, пароплас-
ты) получают на основе синтетических полимеров
(поливинилхлорида, полистирола, фенолформальдегид-
ных и других смол) и газообразующих материалов
(углекислого аммония, бикарбоната натрия и др.).§ 3. СПОСОБЫ ПЕРЕРАБОТКИ ПЛАСТИЧЕСКИХМАСС В ИЗДЕЛИЯПластмассы, предназначенные для перера¬
ботки в изделия, могут быть в виде порошков, стержней,
пластин, листов, трубок различных сечений и т. п. Суще¬
ствуют различные методы переработки пластмасс: про¬
катка, листовая штамповка, .непрерывное выдавливание
(экструзия), литье под давлением, ллтьевое и горячее
прессование и др.Прокатка — получение листов и лент из термопластов
на многовалковых машинах (каландрах) при пропуска¬
нии исходных материалов между нагретыми валками.Штамповка: заключается в придании листу из термо¬
пласта соответствующей формы .в штампах или специаль¬
ных приспособлениях. Заготовку перед штамповкой на¬
гревают до эластичного состояния.Экструзионные формообразования — выдавливание410
термопласта, разогретого до вязкотекучего состояния,
через сменный мундштук экструзионной шнековой ма¬
шины.Литье под давлением — процесс получения тонкостен¬
ных изделий высокой точности.Горячее прессование применяют для изготовления из¬
делий из термореактивных пластмасс и некоторых видов
термопластиков, обладающих ограниченной раствори¬
мостью.Литьевое прессование применяют для получения тон¬
костенных сложных изделий повышенной точности, а так¬
же армированных деталей.Контрольные вопросы. 1. Какими свойствами обладают термопла¬
стичные и термореактивные смолы и пластики? 2. Что входит в со¬
став пластических масс? 3. Что относится к пластмассам с волокни¬
стыми наполнителями?Глава 3. ЛАКОКРАСОЧНЫЕ И КЛЕЕВЫЕ МАТЕРИАЛЫ§ 1. СОСТАВ И КЛАССИФИКАЦИЯЛАКОКРАСОЧНЫХ МАТЕРИАЛОВЛакокрасочные материалы — это жидкие
композиции, образующие после нанесения и высыхания
пленку, соединяющуюся с окрашиваемой поверхностью.
Эту пленку называют лакокрасочным покрытием.Лакокрасочные покрытия предназначены для защиты
металлических деталей и изделий от коррозионного раз¬
рушения, изоляции деталей электромашин, для предох¬
ранения неметаллических (материалов (древесины, пласт¬
масс и т. д.) от увлажнения и загнивания, для получе¬
ния изделий с декоративным видом.Лакокрасочные материалы состоят из нескольких ис¬
ходных продуктов: лленкообразующего вещества (осно¬
вы), растворителя, пластификаторов, пигмента, наполни¬
теля и сиккатива (ускорителя высыхания).По составу лакокрасочные материалы подразделяют
на лаки, эмали, грунты, шпатлевки.Лак —раствор смолы в спирте, употребляемый для
придания блеска различным предметам и для защиты по¬
верхности изделия от воздействия внешней среды.Эмаль состоит из лака и пигмента. Для получения не
глянцевых, а матовых покрытий в эмаль вводят наполни¬
тель. Пигменты придают эмали цвет и некоторые специ-411
фичеокие свойства (белые пигменты — водоупорность*
сажа —токопроводимость и т. д.).Грунт защищает металл от коррозии и увеличивает
адгезию последующих слоев. В состав грунта входит лак
и пигмент, обладающий защитными свойствами.Шпатлевка предназначена для выравнивания неров¬
ностей на 'поверхности изделий перед окраской. В состав
шпатлевки входят лак, пигмент и наполнитель. Шпатлев¬
ку наносят на предварительно загрунтованную поверх¬
ность.§ 2. СПОСОБЫ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХПОКРЫТИЙНезависимо от того, какое и с какой целью
наносят лакокрасочное покрытие на поверхность изделия,
процесс его нанесения состоит из следующих операций:подготовка поверхности изделия (металла) к покры¬
тию;нанесение грунта, улучшающего сцепление лакокра¬
сочного покрытия с металлом и антикоррозионные свой¬
ства изделия;нанесение промежуточного слоя для выравнивания
поверхности металла (шпатлевка) или для изоляции
грунта от действия растворителя покровного слоя;нанесение одного или нескольких слоев лака или
краски на поверхность изделия.Лакокрасочные материалы наносят на поверхность
изделий с помощью вальцевания, кисти, распыления, оку¬
нания, обливания.Ручной способ заключается в нанесении покрытия
кистью тонким слоем.Способ распыления отличается высокой производи¬
тельностью, позволяет использовать медленно и быстро
сохнущие лакокрасочные материалы, а также автомати¬
зировать процесс окраски.Окраску на вальцах применяют для обработки листо*
вых изделий. Вальцы смачивают лакокрасочным мате¬
риалом, и при вращении их протягиваемый лист окраши¬
вается.Способ окунания используют для массовой окраски
деталей небольших размеров, несложной формы, с хоро¬
шо обтекаемой поверхностью.Способ обливания требует меньшего количества ла¬
кокрасочных материалов по сравнению с методом окуна*412
ния. Сущность процесса заключается в том, что в уста¬
новках для обливания изделия транспортируют с по¬
мощью подвесного конвейера и окрашивают с двух сто¬
рон ;из гидравлических форсунок.После нанесения покрытия изделия подвергают хо¬
лодной или горячей сушке для образования пленки.§ 3. СОСТАВ И КЛАССИФИКАЦИЯ КЛЕЕВЫХМАТЕРИАЛОВКлеевые материалы — это коллоидные вяз¬
кие растворы, обладающие склеивающей способностью*
то есть способностью образовывать твердую пленку,
прочно сцепляющуюся с соединяемыми материалами.Клеевые соединения по сравнению с другими видами
неразъемных соединений (заклепочными, сварными и
др.) имеют ряд преимуществ: возможность соединения
различных материалов (металлов и сплавов, пластмасс,
стекол, .керамики и др.) как между собой, так и в раз¬
личных сочетаниях; стойкость к коррозии; герметичность
соединения; возможность соединения тонких материалов
и т. п.Основным недостатком клеевых соединений является
их ограниченная теплостойкость (до 350 °С), обусловлен¬
ная органической природой клеев.В состав клеевых материалов входят следующие ком¬
поненты: пленкообразующие вещества — основа клея, ко¬
торая определяет физико-механические свойства соеди¬
нения; растворители, создающие определенную вязкость
клея; пластификаторы — для устранения усадочных яв¬
лений в пленке и повышения ее эластичности; отвердите-
ли и катализаторы для перевода пленкообразующего ве¬
щества в термостабильное соединение; наполнители—для
уменьшения усадки клеевой пленки и повышения проч¬
ности соединения.Клеи классифицируют по ряду признаков. В зависи¬
мости от применения различают клеи конструкционные*
предназначенные для соединения деталей, воспринимаю¬
щих нагрузки, и неконструкционные — для соединения
ненагруженных деталей.По условиям отвердения клеи бывают для холодного-
и горячего склеивания, по состоянию при поставке —
жидкими, порошкообразными (с предварительным рас¬41&
творением) .и пленочными (в виде пропитанных пленок,
ткани, бумаги и т. д.). Наибольшее распространение по¬
лучили жидкие клеи.§ 4. ОСНОВНЫЕ ТИПЫ КЛЕЕВЫХ МАТЕРИАЛОВИ ИХ ПРИМЕНЕНИЕКлеи, полученные на основе синтетических
смол, применяют в сельскохозяйственном машинострое¬
нии для оклеивания деталей и элементов конструкций из
различных материалов. Клеи могут быть изготовлены на
основе чистых смол и с добавками каучука, термоплас¬
тов для уменьшения хрупкости при склеивании.Клеи на основе модифицированных фенолформальде-
гидных смол применяют для склеивания металлических
силовых элементов, конструкций из стеклопластиков и
т. п. К ним относятся фенолполивинилацеталевые и фе-
нолкремнийорганичеокие «леи.Фенол каучуковые клеи (ВК-32-200, ВК-4 и др.) при¬
меняют для соединений, воспринимающих циклические
нагрузки. Они тепло- и водостойкие, поэтому использу¬
ются в любых климатических условиях.Фенолполивинилацеталевые клеи (БФ-2, БФ-4) при¬
меняют для склеивания металлов, пластмасс, керамики,
стекла и их различных сочетаний.Фенолкремнийорганические клеи (ВК-18, ВК-18М)
обладают .прочностью, вибростой костью, термостой¬
костью, водостойкостью.Клеи на основе эпоксидных смол способны образовы¬
вать .прочные соединения как между металлами, так и
между металлами и различными пластическими масса¬
ми. Выпускаются клеи с холодным (Л-4, ВК-9, КЛН-1
и др.) и горячим (ВК-32-ЭМ, К-153, ФЛ-4С и др.) спо¬
собом отвердения.Полиуретановые клеи (ПУ-2, ВК-5, ВК-11 и др.) об¬
ладают хорошей вибростойкостью и прочностью, а так¬
же стойкостью к нефтяным продуктам.Клеи на основе кремнийорганических соединений
(ВК-2, ВК-8, ВК-16 и др.) имеют высокие диэлектриче¬
ские свойства, устойчивы к маслу, бензину. Их применя¬
ют для склеивания легированных сталей, титановых
сплавов, стеклопластиков и др.Резиновые (каучуковые) клеи используют для соеди¬414
нения резиновых и металлических деталей в различных
сочетаниях, основные марки 88Н, 88НП, 9М-35Ф, ФЭН-1.Герметики на смоляных (У-20А, НИАТ-1, ВИ-32-3) и
каучуковых (У-30, ВТУР) композициях применяют для
герметизации .клапанных, болтовых и сварных соедине¬
ний из стали и сплавов титана, алюминия и магния.Контрольные вопросы и задания. 1. Каково назначение лакокра¬
сочных покрытий? 2. Перечислить компоненты, входящие в состав
красок. 3. Какими методами осуществляют окраску изделий?Г л а в а 4. РЕЗИНОВЫЕ И ПРОКЛАДОЧНЫЕ
МАТЕРИАЛЫ§ 1. РЕЗИНОВЫЕ МАТЕРИАЛЫ И ИХ ПРИМЕНЕНИЕРезиной называют продукты химической пе¬
реработки «каучука и вулканизирующих веществ (сера,
натрий, диазоаминобензол), осуществляемой при помощи
термической обработки (горячая вулканизация) или без
нее (холодная вулканизация).Основными свойствами резины являются: эластич¬
ность, вибростойкость, повышенная химическая стой¬
кость, газо- и водонепроницаемость, электроизоляцион-
ность.Основными процессами производства резины явля¬
ются: приготовление резиновых смесей, их переработка в
полуфабрикаты (изделия) и вулканизация. Резиновые
смеси (сырую резину) приготовляют из -каучука и по¬
рошкообразных составляющих. Каучуки по происхожде¬
нию подразделяют на натуральные, или естественные
(НК), и синтетические, или искусственные (СК).К основным компонентам и составляющим резиновой
смеси относятся: вулканизирующие вещества (сера, ме¬
таллический натрий и диазоаминобензол), ускорители
вулканизации (дифенилгуанидин, окись цинка), наполни¬
тели или усилители (сажа газовая и ламповая, углекис¬
лый марганец, мел, барит, тальк, инфузорная земля),
противостарители (стеариновая и олеиновая кислоты, ми¬
неральные масл!а, парафины), красители (охра, ультра¬
марин), регенерат (пластический продукт, полученный
специальной обработкой бывшей >в употреблении рези¬
ны). Введение указанных составляющих при определен-415
ном процентном соотношении улучшает эластичность,
сокращает время .вулканизации, снижает температуру
процесса, удешевляет резину, предохраняет ее от быстро¬
го старения, .придает мягкость, морозостойкость, повыша¬
ет пластичность.Резины общего назначения изготовляют из натрийбу-
тадиенового .каучука (СКВ), бутадиенстирольного каучу¬
ка (СК.С), бутадиеннитрильного каучука (СКН), изопре-
нового каучука (СКИ) и др. Резины общего назначения
могут работать в воде, .воздухе, слабых растворах кислот
и щелочей. Из них изготовляют шины, ремни, рукава,
транспортерные ленты, изоляцию кабелей, различные ре¬
зинотехнические изделия.Специальные резины подразделяют на несколько ви¬
дов: маслобензостойкие, теплостойкие, светоозоностой¬
кие, износостойкие, электротехнические, стойкие к гид¬
равлическим жидкостям. Маслобензостойкие резины мо¬
гут работать в среде бензина, топлива, масел, а тепло¬
стойкие выдерживают температуру до 400 °С. Электро¬
технические резины разделяют на электроизоляционные
и электропроводящие (.в их состав входит до 70% сажи
и графита).Применяемые в сельскохозяйственном и автотрактор¬
ном машиностроении резиновые изделия по назначению
подразделяют на ряд групп: уплотнительные (кольца,
оконные ленты для автомобилей, мембраны и др.); сило¬
вые (шестерни, корпуса насосов, муфты, шарниры); опо¬
ры скольжения (резинометаллические подшипники, опо¬
ры) ; армированные (гибкие шланги с металлической сет¬
кой); противоизносные (протекторные кольца, катки);
фрикционные (фрикционные колеса); несиловые и за¬
щитные (ковры, ручки, педали). Из резиновых изделий
изготовляют напорные рукава для топлива, масла, а так¬
же трубопроводы воздушных тормозов, приводные ремни,
ленты. Из армированной резины, помимо шлангов, изго¬
товляют шины к различным машинам. Для производства
изделий, которым необходимы значительная механиче¬
ская прочность и твердость, а также хорошие электро¬
изоляционные свойства, применяют эбонит (твердая ре¬
зина) . Эбонит получают из резиновой смеси, содержащей
до 35% серы, (путем длительного нагревания. Из него из¬
готовляют детали электрооборудования (магнето), акку¬
муляторные банки, штурвалы и др.416
§ 2. ПРОКЛАДОЧНЫЕ И ФРИКЦИОННЫЕ
МАТЕРИАЛЫПрокладочные материалы предназначены
для создания герметичности сопрягаемых деталей с
целью предохранения от попадания пыли, а также выте¬
кания смазки, газов и др. К прокладочным материалам
относятся кожа, фибра, войлок, картон, паронит, клин-
герит, пробка, асбометаллические прокладки и кольца,
фторопласт-4.Техническую кожу применяют для изготовления ман¬
жет и уплотнительных прокладок для насосов, компрес¬
соров, прессов. Она хорошо сохраняется в среде бензина,
масла, но имеет слабую химическую стойкость и повы¬
шенную способность к водопоглощению. В качестве за¬
менителей кожи используют дермантин (ткань, покрытая
специальной пленкой) и фибру.Фибру прокладочную (марки ФТ) получают из специ¬
альной бумаги (типа фильтровальной), обработанной
концентрированным раствором хлористого цинка. Фибра
идет на изготовление уплотнительных прокладок и шайб,
а специальная электротехническая фибра (Используется в
качестве изоляционного материала.Войлок изготовляют уплотнением шерсти. Он имеет
высокие теплоизоляционные свойства. Технический вой¬
лок применяют для изготовления сальников, прокладок
между металлическими поверхностями, а также для мас¬
ляных фильтров.Бумагу и картон изготовляют из дешевых сортов дре¬
весины. Их применяют в качестве электроизол'яционных
материалов и прокладок.Паронит — листовой материал, изготовленный из ас¬
беста, каучука и наполнителей. Применяют в виде уплот¬
нительных прокладок соединений в моторах, паропрово¬
дах, гидравлических установках и других механизмах,
работающих при температуре до 450 °С.Клингерит — листовой материал, изготовляемый из
асбеста, смешанного с графитом, суриком, окисью желе¬
за и каучуком. Прокладки из клингерита используют в
соединениях машин, работающих при температуре до
200 °С.Пробка изготовляется из коры пробкового или бар¬
хатного дерева и применяется в качестве изоляционных
прокладок и сальников в двигателях электроустановок.Асбометаллические прокладки и кольца применяют27 Заказ № 897417
для уплотнения соединений металлических поверхностей*
работающих при температуре до 350°С и большом дав¬
лении, например прокладки головки блока в двигателях
внутреннего сгорания. Они состоят из двух листов фольги
(медной, латунной или алюминиевой) и заключенного
между ними асбестового картона или двух листов латекс¬
ной бумаги, соединенных перфорированным стальным
каркасом.Фторопласт-4 применяют для изготовления уплотни¬
тельных прокладок, манжет, сильфонов.Фрикционные материалы — тканые асбестовые ленты,
асбестовый и асбестолатексный картон, асбоволокниты,
асботекстолиты. Из этих материалов изготовляют детали
высокой фрикционной способности (накладки, ленты и
колодки тормозных устройств, муфты и др.). Недостат¬
ком фрикционных материалов является низкая теплопро¬
водность, увеличение которой достигается введением осо¬
бых компонентов, .например латунных частиц. Фрикцион¬
ные свойства этих материалов сохраняются при темпера¬
туре до 300 °С.Контрольные вопросы и задания. 1. Назовите основные свойств»
резины. 2. Что относится к основным компонентам .резины? 3. Назо¬
вите прокладочные материалы.Г л а в а 5. ОБРАБОТКА ДРЕВЕСИНЫ И ПЛАСТМАСС
РЕЗАНИЕМ§ 1. ОБРАБОТКА ДРЕВЕСИНЫВ зависимости от направления резания от¬
носительно волокон древесины различают три вида реза¬
ния (рис. 136). При продольном резании резец движется
вдоль волокон, сравнительно легко разделяя слои, по¬
верхность получается гладкой. При торцевом резании ре¬
зец движется перпендикулярно к волокнам древесины,
перерезает их, получается мелкая рассыпчатая стружка
скалывания. Поперечное резание происходит при движе¬
нии резца в плоскости волокон перпендикулярно к их на¬
правлению.Изготовление деталей из древесины обычно начина¬
ется с разметки заготовок. Древесину обрабатывают раз¬
личными режущими инструментами: пилами, строгаль¬
но-фрезерными ножами, резцами и др. Режущая часть
любого деревообрабатывающего инструмента подобна
режущей части инструмента для обработки металла.418
а56Рис. 136. Основные виды резания:а, б — продольное; в — торцевое; г — поперечноеРаспиловка. Это один из распространенных способов
резания древесины многорезцовыми инструментами (пи¬
лами). Для уменьшения трения и устранения заедания
увеличивают зазор между боковыми стенками пропила и
пилы, разводя зубья инструмента.Для получения очень чистого пропила при поперечной
распиловке применяют шелковые пилы с очень мелкими
зубьями или строгающие (бархатные) пилы.В столярно-механических цехах для продольного
{рис. 137), поперечного и смешанного распиливания
применяют, как правило, круглопильные станки.Работа на станке проводится следующим образом: на
стол укладывается подлежащая распилу заготовка, кото¬
рая надвигается на пильный диск, получающий вращение
от электродвигателя. Рабочей частью пильного диска
является его часть, выступающая над столом.Для поперечной распиловки применяют маятниковые
пилы и круглопильные станки с прямолинейной подачей.
Для выпиливания криволинейных и прямолинейных де¬
талей, не требующих большой точности, применяют лен¬
точно-пильные станки.Для выполнения различных выпиловочных работ, вРис. 137. Круглопильный станок ЦА-2:/ __ станина; 2 — дисковая пила; 3 — стол; 4 — расклинивающий нож; 5 —
направляющий угольник27* 419
огРис. 138. Прямые пилы (ножовки):а — широкая для поперечного пиления; б — узкая для криволинейного пиле-»
ния и сквозных пропилов; в — с обушком для неглубоких пропилов; г — на*
градка для несквозного пропиливания пазовтом числе и для изделий, имеющих криволинейные внут¬
ренние замкнутые контуры, применяют ажурные или лоб-
зиковые станки. Для пиления вручную применяют раз¬
личные прямые (рис. 138) и ручные механизированные
пилы.Строгание. Режущим инструментом для обработки
древесины на строгальных станках являются строгаль¬
ные .ножи, закрепленные в ножевых патронах.Фрезерование. Режущими инструментами служат
фрезерные ножи, цельные фрезы, фрезерные головки и
концевые фрезы.Фрезерные станки служат в основном для получения
фасонных поверхностей. Наибольшее применение имеют
универсальные одношпиндельные вертикально-фрезерные
станки.Сверление. Для получения круглых и овальных отвер¬
стий применяют сверлильные станки. Для сверления
овальных отверстий, кроме вертикальной подачи сверла
или изделия, последнее получает также и горизонталь¬
ную подачу. Для получения квадратных, прямоугольных,
овальных отверстий и гнезд применяют сверлильно-дол¬
бежные и цепно-долбежные станки. Вертикальные и го¬
ризонтальные сверлильные станки бывают одношпин¬
дельные и многошпиндельные.Точение. Обработку изделий, имеющих форму тел
вращения, выполняют на токарных станках. Кроме про¬
стых токарных станков, находят применение лобовые, то¬
карно-копировальные и другие станки. Режущий инст¬
румент— резец при работе опирается на подручень или
крепится на суппорте, который может перемещаться п&
направляющим вручную или автоматически.420
Шлифование. Обработку выполняют лентами (бу¬
мажными или шлотняными), несущими на своей поверх¬
ности режущие зерна абразивных материалов или стекла,.§ 2. ОБРАБОТКА ПЛАСТМАССОбработка пластмасс резанием является"
трудоемким (процессом и применяется для изготовления
изделий сложных очертаний, которые трудно получить
другими методами.Процесс механической обработки пластмасс имеет не¬
которые особенности: пластмассы неоднородны, твер¬
дость их отдельных составляющих неодинакова. Это
объясняется наличием в составе пластмасс труднообра¬
батываемых наполнителей (асбо- и стекловолокна и др.),
а также абразивных веществ. Пластмассы отличаются
низкой теплопроводностью, поэтому тепло, выделяющее¬
ся при обработке, перегревает режущие кромки инстру¬
мента и они теряют режущие свойства.Обработку пластмасс рекомендуется вести на боль¬
ших скоростях с малой подачей. Смазочно-охлаждающих
жидкостей не применяют.Основные виды механической обработки пластмасс —
распиловка (резка), токарная обработка, фрезерование,
сверление, нарезание резьбы, строгание, шлифование и
полирование.Распиловка. Обработка проводится различными пила¬
ми (ленточными и дисковыми с мелким зубом, слесар¬
ными ножовками с шагом зуба менее 1 мм), а также на
фрезерных станках дисковыми фрезами, на строгальных
станках п-рорезиыми резцами. Скорость резания при рас¬
пиливании пластмасс выбирают в пределах 15...20 м/мин.Токарная обработка. Геометрия резцов и режим реза¬
ния зависят от материала, из которого изготовлен инст¬
румент, и вида пластмассы. Термопласты обрабатывают
резцами (из инструментальной стали) с 7=20° и
а=10...12°, скорость резания до 300 м/мин. Слоистые
пластики обрабатывают на высоких скоростях резцами
из твердых сплавов со следующей геометрией: у=20°,
а=8...10°, ф=45°, Я=0. Чистота поверхности получается
наилучшей при обработке резцами с большими радиуса¬
ми вершины (3...4 мм) и малых подачах. Термопласты
обрабатывают с охлаждением струей сжатого воздуха.Фрезерование. Применяют фрезы из быстрорежущей42!
стали (для пресс-материалов), твердосплавные (для
слоистых пластмасс), из инструментальной углеродистой
стали (для оргстекла). Фрезерование ведут цилиндриче¬
скими, торцевыми, пазовыми и другими фрезами. Этим
способом изготавливается множество различных деталей,
в том числе и зубчатые колеса. Режимы фрезерования и
геометрия фрез зависят от материала инструмента и ви¬
да пластмасс. Так, фрезы со спиральным зубом имеют
углы заточки y=10...15° и а=10...25°. При фрезеровании
оргстекла требуется встречная подача (вращение фрезы
против (направления подачи). При обработке слоистых
пластмасс (во избежание задира и отслаивания материа¬
ла) подачу осуществляют в направлении вращения фре¬
зы (попутное фрезерование). Скорость резания при об¬
работке слоистых пластиков — от 0,8 до 1,1 м/мин.Сверление. Применяют спиральные сверла из быстро¬
режущей стали, а также оснащенные пластинами из твер¬
дых сплавов с крутым углом подъема спиральных кана¬
вок. При сверлении отверстий, особенно в термопластах,
для удаления стружки и охлаждения необходимо часто
вынимать сверло.Нарезание резьбы. При нарезании резьбы на станках
часто происходит скалывание из-за высокой скорости ре¬
зания, поэтому чаще процесс ведут вручную.Строгание. Пенопласты, в том .числе и армированные
дюралюминием, а также дельта-древесину обрабатыва¬
ют на фуговальных и рейсмуоовочных станках, Режимы
резания подбирают опытным путем.Шлифование. Процесс осуществляют шлифовальны¬
ми кругами на обычных шлифовальных станках. Для
шлифования фено- и аминопластов применяют карборун¬
довые шлифовальные круги. Скорость шлифования0,4...0,5 м/с. Для обработки термопластов используют
хлопчатобумажные и суконные диски с нанесенной на
них пастой (тонкоиз.мельченная пемза с водой).Полирование. Для удаления следов рисок и для полу¬
чения зеркальной поверхности применяют предваритель¬
ное полирование на кругах из бязи, сукна с использова¬
нием полировальных паст ГОИ, ВИАМ-2.Отделочное полирование (глянцевание) выполняют
без пасты на сухих кругах из фланели, замши.Контрольные вопроси и задания. 1. Какие операции и инструмент
применяют при обработке древесины? 2. Перечислите особенности об¬
работки пластмасс резанием.
Раздел 11. ЭЛЕКТРОТЕХНИЧЕСКИЕ
МАТЕРИАЛЫГлава 1. МАГНИТНЫЕ МАТЕРИАЛЫ§ 1. ОБЩИЕ СВЕДЕНИЯ О МАГНИТНЫХСВОЙСТВАХ МАТЕРИАЛОВОсновными параметрами магнитных мате¬
риалов являются: Вг — магнитная индукция, остающаяся
в образце после его намагничивания; Нс — напряжен¬
ность магнитного поля (коэрцитивная сила), приложен¬
ная к образцу и необходимая для его размагничивания;
\х — магнитная проницаемость.Магнитная проницаемость (Гн/м) определяется соот¬
ношением[i = Br/Hc.По магнитным свойствам материалы подразделяются
на слабомагнитные (диамагнетики и парамагнетики) и
сильномагнитные (ферромагнетики и ферримагнетики).Диамагнетиками являются вещества с магнитной про¬
ницаемостью |х<1, значение которой не зависит от на¬
пряженности внешнего поля. К ним относятся водород,
инертные газы, большинство органических соединений,
каменная соль и некоторые металлы (медь, цинк, сереб¬
ро, золото, ртуть), а также висмут, галлий, сурьма.К парамагнетикам относятся вещества с магнитной
проницаемостью |л<1, также не зависящие от напряжен¬
ности внешнего магнитного поля. К ним относятся кис¬
лород, окиси азота, соли железа, кобальта, никеля и ред¬
коземельных элементов, щелочные металлы, алюминий,
платина.Диамагнетики и парамагнетики имеют магнитную
проницаемость, близкую к единице, и по магнитным
свойствам — ограниченное применение в технике.У сильномагнитных материалов |х»1 и зависит от
напряженности магнитного ноля. К ним относятся желе¬
зо, никель, кобальт и их сплавы, сплавы хрома и марган¬
ца, гадолиний, ферриты различного состава. Намагничен¬
ность сильномагнитных материалов в десятки, сотни и
тысячи раз превосходит магнитную напряженность ис¬
ходного магнитного поля.423
В качестве магнитных материалов техническое значе¬
ние имеют ферромагнитные вещества и ферримапнитные
химические соединения (ферриты).При намагничивании ферромагнитных материалов на¬
блюдается изменение их линейных размеров, это явление
носит название магнитострикции. Из трех основных фер¬
ромагнитных элементов (Fe, Ni, Со) наибольшей магни-
тострикцией обладает никель.Все ферромагнетики характеризуются: 1) кристалли¬
ческим строением; 2) большим положительным значени¬
ем магнитной восприимчивости (магнитной проницаемо¬
сти), а также существенной и нелинейной ее зависи¬
мостью от напряженности поля и температуры; 3) спо¬
собностью намагничиваться до насыщения гори обычных
температурах даже в слабых полях; 4) гистерезисом —
зависимостью магнитных свойств от предшествующего
магнитного состояния («магнитной предыстории»);
5) точкой Кюри, т. е. температурой, выше которой мате¬
риал теряет ферромагнитные свойства (для чистого же¬
леза 768 °С, для никеля 358 °С, для кобальта 1131°С).Магнитные характеристики магнитных материалов
зависят от химического состава, вида термической обра¬
ботки, внутреннего строения, способа изготовления и дру¬
гих факторов. Легко намагничиваются (малое значениеН) химически чистые ферромагнитные металлы и одно¬
фазные сплавы на их основе. Количество кристалличе¬
ских дефектов в них должно быть минимальным, напри¬
мер границы кристаллов должны иметь минимальную
протяженность, что обеспечивается крупнокристалличе¬
ской структурой. Большинство технических магнитных
материалов имеет сложный химический состав, так как
эти материалы создаются в виде двойных или тройных
сплавов с добавлением легирующих элементов. В этих
случаях состав выбирается с целью получения магнит¬
ных материалов с определенными свойствами.§ 2. КЛАССИФИКАЦИЯ МАГНИТНЫХ МАТЕРИАЛОВМагнитные материалы в зависимости от ко¬
эрцитивной силы и магнитной проницаемости делят на
две основные группы: магнитомягкие и магаитотвердые.Согласно ГОСТ 19693—74 к магнитомягким .относятся
материалы с Нс<4 кА/м, а к магнитотвердым — мате¬
риалы с Нс>4 кА/м. Термины «магнитомягкий» и «маг¬424
нитотвердый» не относятся к характеристике механиче¬
ских свойств материала. Существуют механически мяг¬
кие, но магнитотвердые материалы и наоборот. В отдель¬
ную группу выделяют материалы специализированного
назначения.К магнитомягким относят магнитные материалы с ма¬
лой коэрцитивной силой и высокой магнитной проницае¬
мостью. Они обладают способностью намагничиваться до
насыщения в слабых магнитных полях, характеризуются
узкой петлей гистерезиса и малыми потерями на перемаг-
ничивание. Они используются в качестве различных маг-
нитопроводов: сердечников дросселей, трансформаторов,
электромагнитов, магнитных систем электроизмеритель¬
ных приборов, магнитных экранов и т. п. Для того чтобы
получать большие магнитные потоки яри малой площади
материалов (малой массе), рекомендуется применять
магнитомягкие материалы с высокой магнитной прони¬
цаемостью и индукцией насыщения.Магнитотвердые материалы применяют для изготов¬
ления постоянных магнитов, они имеют большую коэрци¬
тивную силу, магнитную индукцию и незначительную
магнитную проницаемость. Магнитотвердые материалы
используют в электро- и радиоаппаратуре (измеритель¬
ные приборы, реле, устройства магнитной памяти).К группе магнитных материалов специализированно¬
го назначения относятся: специальные ферромагнетики,
ферриты, магнитодиэлектрики, конструкционные чугуны
и стали. Данные материалы имеют особые магнитные
свойства, которые определяются структурой и составом.§ 3. МАГНИТОМЯГКИЕ МАТЕРИАЛЫПомимо высокой магнитной проницаемости
и малой коэрцитивной силы, магнитомягкие материалы
должны обладать большой индукцией насыщения, то есть
пропускать максимальный магнитный поток через задан¬
ную площадь поперечного сечения магнитопровода. Вы¬
полнение этого требования позволяет уменьшить габа¬
ритные размеры и массу магнитной системы.Магнитный материал, используемый в переменных
полях, должен иметь возможно меньшие потери на пере-
магничивание, которые складываются в основном из по¬
терь на гистерезис и вихревые токи. Для уменьшения по¬
терь на вихревые токи в трансформаторах выбирают маг¬425
нитомягкие материалы € повышенным удельным сопро¬
тивлением. Обычно магнитопроводы собирают из отдель¬
ных изолированных друг от друга тонких листов.Магнитомялкие материалы можно разделить на три
группы.1. Сталь электротехническая тонколистовая и сорто¬
вая нелегированная ГОСТы 3836—83, 11036—75 (техни¬
ческое железо).2. Сталь электротехническая -кремнистая ГОСТы
21427.0—75; 21427.3—75 и 21427.4—78.3. Сплавы прецизионные магнитомягкие ГОСТы
10160—75, 10994—74.Основным компонентом большинства магнитных ма¬
териалов является железо. Само по себе железо в эле¬
ментарном виде представляет собой типичный магнито¬
мягкий материал, магнитные 'свойства которого сущест¬
венно зависят от содержания примесей. Технически чи¬
стое железо обычно содержит небольшое количество при¬
месей углерода, серы, марганца, кремния и других эле¬
ментов, ухдшающих его магнитные свойства. Вследствие
сравнительно низкого удельного сопротивления техниче¬
ски чистое железо используют довольно редко, в основ¬
ном для .изготовления магнитопроводов постоянного маг¬
нитного потока.Для магнитопроводов, предназначенных для работы
на постоянном токе и невысоких технических частотах
(сердечники реле, трансформаторы, электрические ма¬
шины), наиболее подходящими являются различные сор¬
та нелег-ированных и электротехнических сталей.Малое удельное электросопротивление железа
р^0,1 Ом-мм2/м ограничивает его применение в мощ¬
ных устройствах на переменном токе из-за роста потерь
на вихревые токи с повышением частоты. Поэтому в пере¬
менных полях низкой частоты (примерно до 25 кГц) при¬
меняют электротехнические кремнистые стали, содержа¬
щие до 4,8% Si. Растворяясь в железе, «кремний сильно
искажает кристаллическую решетку и повышает элект¬
росопротивление (при содержании кремния 4,8% сопро¬
тивление увеличивается в 7 (раз). В кремнистых сталях
часто используют анизотропию магнитных свойств, что
достигается холодной прокаткой, которая, поворачивая
зерна, ориентирует их ребрами, т. е. направлениями лег¬
кой намагничиваемости, таким образом повышаются маг¬
нитные свойства вдоль направления прокатки листа.426
Для применения электротехнических кремнистых ста»
лей на более высоких частотах рекомендуется выбирать
листы толщиной до 0,1 мм. Уменьшение толщины листа'
резко снижает потери на вихревые токи. Для динамома¬
шин часто выбирают кремнистые стали с содержанием
кремния до 3%, для трансформаторов — от 3 до 4,8%.Сталь электротехническая нелегированная тонколис¬
товая изготовляется следующих марок: 10848, 20848,
10895, 10880, 20880, 10864, 20864, 20895, 20832. Значение
цифр в марке: 1—горячекатаная .изотропная; 2 — холод¬
нокатаная изотропная; 0 — содержание кремния не более
0,03 %; 8 — группа по основной нормируемой характери¬
стике— коэрцитивной силе; четвертый и пятый знаки —
значение коэрцитивной силы в А/м. Например, 10895
(Нс=95 А/м), 20832 (Нс=32 А/м). Эти стали применяют
для 'изготовления сердечников электромагнитов, электро¬
магнитных реле, работающих на постоянном токе, изме¬
рительных приборов, динамических репродукторов, мем¬
бран, магнитных экранов.Сталь сортовая электротехническая нелегированная
изготовляется 12 марок. Цифры в марке означают: пер¬
вая: 1 — горячекатаная, 2 — калиброванная; вторая: 0—
нелегированная без .нормирования коэффициента старе¬
ния, 1 —нелегированная с заданным коэффициентом ста¬
рения; третья: 8 — группа по основной нормируемой ха¬
рактеристике (коэрцитивной силе); четвертая и пятая —
значение коэрцитивной силы в А/м.Коэффициент старения определяют на образцах, взя¬
тых для определения магнитных свойств и подвергнутых
старению в течение 120 ч при 120 °С. Коэффициент ста¬
рения (процент увеличения коэрцитивной силы образца
после старения) сталей 11880, 21880, 11895 и 21895 не
должен быть более 10%. Стали 11864 и 21864 изготовля¬
ются с нормированным коэффициентом, старения. Данные
стали применяют для изготовления сердечников электро¬
магнитов, электромагнитных реле, работающих на по¬
стоянном токе.Сталь электротехническая тонколистовая кремнистая
по действующим стандартам изготовляется 44 марок го¬
рячекатаной ,и холоднокатаной. Первая цифра в марке
обозначает структурное состояние и вид прокатки, вто¬
рая— процентное содержание кремния (1—до 0,8%,
5 — до 4,8%), третья — основную нормируемую характе¬
ристику (удельные потери на гистерезис и тепловые сто-427
тери, Вт/кг), четвертая — порядковый номер типа стали.
Стали по ГОСТ 21427.1—75 марок 3411, 3412, 3413, 3414
и другие с содержанием кремния 2,8...3,8% используют
для магнитных цепей электрических машин, трансформа¬
торов и приборов.Сталь электротехническая холоднокатаная по ГОСТ21427.2—75 марок 2011, 2012, 2111, 2112 и др. с содержа¬
нием кремния 0,4...3,8% используют для малнитных цепей
электрических машин (якорей и полюсов машин посто¬
янного тока), для роторов ,и статоров асинхронных дви¬
гателей мощностью до 100 кВт.Стали электротехнические горячекатаные по ГОСТ21427.3—75 марок 1211, 1212, 1213, 1311, 1312 и другие
используют для роторов и статоров асинхронных двига¬
телей мощностью 100...400 «Вт и роторов синхронных
двигателей более высокой мощности. Стали этих марок
содержат до 4,8% кремния.Прецизионные магнитомягкие сплавы (типа пермал¬
лой), ГОСТ 10160—75, по составу можно разделить на
две группы: низконикелевые с содержанием 45...50% Ni,
имеющие высокую магнитную проницаемость
г^4 мГн/м) при относительно высокой индукции насы¬
щения (1,5 Тл), и высоконикелевые с содержанием79...83% Ni с чрезвычайно высокой магнитной проницае¬
мостью (ц,^35 мГн/м), по меньшей индукцией насыще¬
ния 0,75 Тл.Для улучшения электромагнитных и технологических
свойств эти сплавы дополнительно легируют Мо, Сг, Со,
Si, V и др. Все легирующие элементы увеличивают маг¬
нитную проницаемость. Сплавы подразделяют по уровню
основных свойств на девять групп. В каждой группе их
подразделяют на классы. В группу сплавов с наивысшей
проницаемостью в слабых магнитных полях входят высо¬
коникелевые легированные пермаллои 79НМ (78,5...
80,0 % Ni, 3,8...4,1 % Мо) и 81НМА. В группу сплавов с
высокой магнитной проницаемостью и повышенной ин¬
дукцией входят низконикелевые нелегированные пермал¬
лои 45Н и 50Н. Представителем группы сплавов с высо¬
кой магнитной проницаемостью и повышенным удельным
электрическим сопротивлением является пермаллой
50НХС (48,5...51,0% Ni, 1,1..Л,4 —Si, 3,8...4,2% Сг).Особую группу составляют пермаллои с прямоуголь¬
ной петлей гистерезиса 50НП, 65НП, 79НМП и др., кото¬
рые широко используются в вычислительной технике и428
устройствах автоматического управления. Отличительная
особенность таких материалов— большая остаточная ин¬
дукция. У сплава 50НП прямоугольность петли достига¬
ется прокаткой, а у «сплавов 65НП и 79НМП — путем об¬
работки в магнитном поле.§ 4. МАГНИТОТВЕРДЫЕ МАТЕРИАЛЫПо составу, состоянию и способу получения
магиитотвердые материалы классифицируют на: 1) ли¬
тые магнитотвердые сплавы; 2) магниты из порошков;
3) магнитотвердые ферриты; 4) легированные мартенеит-
ные стали; 5) пластически деформируемые сплавы и маг¬
нитные ленты.По применению магнитотвердые материалы можно
подразделить на материалы для постоянных магнитов и
материалы для записи и длительного хранения звука,
изображения и т. п.Сплавы магнитотвердые литые для постоянных магни¬
тов по ГОСТ 17809—72 выпускают 25 марок на основе
Fe — Ni — А1 и Fe — Ni — А1 — Со, легированные медью,
титаном, ниобием и некоторыми другими элементами.
Основной недостаток литых сплавов — высокая твердость
и хрупкость, поэтому они обрабатываются шлифованием
и электроискровым способом. Для постоянных магнитов
с невысокими магнитными свойствами применяют спла¬
вы ЮНД4 и ЮНД8 (11,3% А1, 28,4 —Ni, 8,2% Сг, Fe —
остальное). Для магнитных систем с наименьшей массой
и габаритами, обладающих большой магнитной энергией,
используют сплавы типа ЮН13ДК25БА (8,1% А1, 13 —
Ni, 3,5 — Си, 26 — Со, 0,8% Nb, 0,6% Si), буква А обозна¬
чает столбчатую кристаллическую структуру.Порошковые магнитотвердые материалы предназна¬
чены для изготовления магнитов, которые подразделяют
на ряд групп:металлокерамические магниты, получаемые из метал¬
лических порошков прессованием без связывающего ма¬
териала и спеканием при высокой температуре;металлопластические магниты, изготовляемые, как и
металлокерамические, из металлических порошков, но с
изолирующей связкой;бариевые магниты (БИ и БА), предназначенные для
магнитных, периодически фокусирующих систем и для429
электродвигателей, эксплуатируемых при температуре
до —50 °С.Промышленностью выпускается 11 марок металлоке*
рамических магнитов (ММК1...ММК11) ГОСТ 13596—68.Буквы ММК обозначают: магнит металлокерамический,
а цифра в марке является порядковым номером. Магнит¬
ные свойства металлопластических магнитов гораздо ни¬
же из-за содержания 'немагнитного связывающего веще¬
ства. Металл0'пластические магниты обладают высоким
электрическим сопротивлением, что позволяет ’применять
их в аппаратуре с наличием переменного магнитного поля
повышенной частоты.Бариевые магниты БИ (бариевые изотропные) и БА
(бариевые анизотропные) выпускаются по ГОСТ
24063—80 и отличаются высокой стабильностью в отно¬
шении воздействия внешних магнитных полей. Кроме
бариевых ферритов, используют кобальтовые ферриты,
которые характеризуются большей температурной ста¬
бильностью.Легированные мартенситные стали, содержащие да
1 % углерода и легирующие элементы (хром, вольфрам,
молибден, кобальт), по ГОСТ 6862—71 включают сле¬
дующие марки: ЕХЗ (0,9... 1,1% С, 2,8...3,6% Сг), ЕВ6
(0.68...0.78 %' С, 0,3...0,5 % Сг, 5,2...6,2 % W), ЕХ5К5,
ЕХ9К15М2. 'Большим достоинством сталей для постоянных магни¬
тов является их низкая стоимость и технологичность в от¬
ношении горячей обработки давлением и резанием.
В связи с этим они успешно используются в магнитах
больших размеров.Для малогабаритных постоянных магнитов применя¬
ются сплавы системы Fe — Со — V (ГОСТ 10995—74).
К ним относятся марли 52К10Ф, 52К11Ф, 52К12Ф,
52К13Ф (52...54% Со, 12,6...13,5% V, Fe — остальное).
Сплавы 52КЮФ, 52К11Ф, кроме того, применяются для
активной части гистерезисных двигателей, а также спла¬
вы системы Fe — Go — V — Сг и Fe — Со — V — N1
(ГОСТ 10994—74). Сплавы 35КХ4Ф, 35КХ6Ф, 35КХ8Ф
(34,3...35,8% Со, 7,5...8,5 — Сг, 7,5...8,5% V, Fe — осталь¬
ное), 25КФ14Н, 35КФЮН (34,3...35,8% Со, 3,5...4,5 —V,9,5...10,5% Ni, Fe — остальное). Это сплавы с заданными
параметрами частной (в поле максимальной проницаемо¬
сти) петли гистерезиса. Сплавы 25КФ14Н и 35КФЮИ430
имеют прямоугольную петлю гистерезиса' при изотропно*
сти свойств.Пластически деформируемые сплавы выпускают в ви¬
де лент, листов, проволоки для изготовления мелких маг¬
нитов измерительных приборов, стрелок компасов, лент
магнитной записи. Такие материалы созданы на основе
следующих металлических систем: Си — Ni — Fe (спла¬
вы Кунифе), Си — Ni — Со (сплавы Кунико) и
Со — V—Fe (Викаллой). Сплав Кунифе имеет следую¬
щий химический состав: 20% Ni, 60% Си, остальное—Fe;
сплав Кунико: 50% Си, 21 — Ni, 29% Со; сплав Викал-
лой: 52% Со, 35 —Fe, 13% V.Материалами для изготовления магнитных лент слу¬
жат сплошные металлические ленты из коррозионно-
стойкой стали, биметаллические ленты и ленты на пласт¬
массовой основе с порошковым рабочим слоем.Эластичные магниты — магниты на резиновой осно¬
ве — используют в качестве листов магнитной памяти для
вычислительных машин, магнитов для отклоняющих си¬
стем в телевидении, корректирующих магнитов и др. Они
могут быть любой формы, которую допускает технология
обработки резины (в виде шнуров, длинных полос, листов
и т. п.).Перспективными являются магнитотвердые материа¬
лы в виде соединений .или сплавов редкоземельных ме¬
таллов (РЗМ), которые используются для изготовления
магнитов (ГОСТ 21559—76). К ним относятся КС37,
КС37А, КСП37, КСП37А; буква К означает кобальт,
С — самарий, П — празеодим. Эти материалы обладают
.очень высокими значениями коэрцитивной силы (Нс =
= 540...500 кА/м), удельной магнитной энергией юМакс=
= 55...72,5 кДж/м3.§ 5. МАТЕРИАЛЫ СПЕЦИАЛИЗИРОВАННОГОНАЗНАЧЕНИЯСпециальные ферромагнетики. К данным
материалам можно отнести: 1) сплавы, отличающиеся
незначительным изменением магнитной проницаемости
при изменении напряженности поля; 2) сплавы с сильной
зависимостью магнитной проницаемости от температу¬
ры; 3) сплавы с высокой магнитострикцией; 4) сплавы с
особо высокой индукцией насыщения.К первым относится сплав, получивший название пер-431
минвара (29,4% Fe, 45 — Ni, 25 — Со, 0,6% Мп), имею¬
щий небольшую 'коэрцитивную силу, чувствителен к влия¬
нию температуры и механическим напряжениям.Ко вторым относятся термомагнитные сплавы на ос¬
нове Ni — Си, Fe — Ni или Fe — Ni — Сг. Указанные
сплавы применяются для компенсации в установках тем¬
пературной погрешности, вызываемой изменением индук¬
ции постоянных магнитов или изменением сопротивления
проводов в магнитоэлектрических приборах по сравне¬
нию с тем значением, при котором производилась градуи¬
ровка. Наибольшее техническое применение получили
сплавы Fe — Ni — Со (компенсаторы).К третьим относятся сплавы с высокой магнитострик-
цией системы Fe — Pt, Fe — Со, Fe — А1, а также чистый
никель, шжель-ко'бальтовые сплавы, некоторые марки
пермаллоев и различные ферриты. Явление магнито-
стрикции используется в генераторах звуковых и ультра¬
звуковых колебаний. Магнитострикционные вибраторы
применяются в технологических установках по обработ¬
ке ультразвуком хрупких и твердых материалов, в дефек¬
тоскопах, а также в устройствах преобразования механи¬
ческих колебаний в электрические и т. п.К четве;ртьгм относятся железокобальтовые сплавы,
содержащие 50...70% Со (пермендюры), обладающие
особо высокой индукцией насыщения. Пермендюры
вследствие их высокой стоимости могут применяться
только в специализированной аппаратуре, в частности в
динамических репродукторах, осциллографах, телефон¬
ных мембранах и т. д.Ферриты представляют собой магнитную керамику с
незначительной электронной электропроводностью.
Удельное электрическое сопротивление их достигает
1012 Ом-м, что определяет возможность использования их
в области высоких радиочастот и сверхвысоких частот.
Ферриты изготовляют спеканием двойных оксидов типа
Fe0-Fe203. Ферриты — твердые и хрупкие материалы, не
позволяющие производить обработку резанием и допу¬
скающие только шлифование и полирование. Магнитные
свойства ферритов определяются их химическим соста¬
вом и зависят от условий эксплуатации и, в первую оче¬
редь, от частоты перемагничивания.Ферриты изготовляются: для устройств, применяемых
на радиочастотах; для устройств, применяемых на высо¬
ких частотах (<800 МГц); для устройств, применяемых432
на (сверхвысоких частотах (>800 МГц); с прямоугольной
петлей гистерезиса (ППГ); магнитострикционные ферри¬
ты и др.Ферриты Мп — Zn, обладающие высокой магнитной
проницаемостью, но имеющие относительно небольшое
удельное электрическое сопротивление (4000НМ,
1000НМ), и ферриты Ni — Zn, отличающиеся высоким
удельным электрическим сопротивлением и малыми поте¬
рями (ЮООНН, 400НН), используются для изготовления
устройств, применяемых на радиочастотах. Ферриты для
устройств, применяемых на высоких частотах, характе¬
ризуются высоким удельным электрическим сопротивле¬
нием (до 1012 Ом-м), стабильностью магнитной прони¬
цаемости, низкими потерями и сохраняют эти параметры
постоянными до 800 МГц. На СВЧ применяют специаль¬
ные марки ферритов — никелевые, магниевые, магниевые
ферроамоникаты, никелевые и магниевые феррохромиты
и др. В этой области частот в первую очередь использу¬
ются 'возможности управления электрическими и магнит¬
ными параметрами ферритов, ферриты с прямоугольной
петлей гистерезиса используются в вычислительной тех¬
нике, и их маркируют по значению коэрцитивной силы —
с низкой коэрцитивной силой (10ВТ, ЗОВТ, 56ВТ) и с вы¬
сокой коэрцитивной силой (100ВТ, 140ВТ, 180ВТ).Магнитострикционные ферриты применяют для сер¬
дечников преобразователей магнитных колебаний в ульт¬
развуковые, для изготовления звукозаписывающих голо¬
вок и др. Кроме большого коэффициента магнитострик-
ции, эти сплавы должны обладать малой коэрцитивной
силой и высоким удельным электрическим сопротивле¬
нием.Магнитодиэлектрики представляют собой одну из раз¬
новидностей магнитных материалов, предназначенных
для использования на высоких частотах, так как они ха¬
рактеризуются большим удельным электрическим сопро¬
тивлением. В качестве основы применяют карбонильное
железо, альсифер с использованием изолирующих связок
из фенолформальдегидной смолы, полистирола, стекла
и др. Магнитная проницаемость магнитодиэлектриков
практически неуправляема внешним магнитным полем.Конструкционные чугуны и стали, применяемые в
электромашиностроении, приборостроении, по магнит¬
ным свойствам разделяются на материалы магнитные и
немагнитные. Магнитные чугуны и стали служат для из¬28 Заказ № 897433
готовления корпусов электрических машин, крепежных
деталей, валов, станин машин и др. Немагнитные чугуны
и стали имеют структуру аустенита, получаемую в ре¬
зультате высокого содержания марганца и никеля. При¬
меняются для изготовления деталей электромагнитов,
магнитных аппаратов, электрических машин, а также
компасных корпусов. Большое электрическое сопротивле¬
ние немагнитного чугуна дает ему преимущество перед
цветными сплавами в отношении снижения потерь на
вихревые токи.Контрольные вопросы и задания. 1. На какие группы подразде¬
ляются магнитные материалы? 2. Где используются магнитомягкие
материалы? 3. Дайте характеристику магнитотвердым материалам.Т л а в а 2. СПЛАВЫ С ВЫСОКИМ
ЭЛЕКТРОСОПРОТИВЛЕНИЕМ§ 1. СПЛАВЫ ДЛЯ НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВПЕЧЕЙСплавы для электронагревательных элемен¬
тов печей являются жаростойкими проводниковыми ма¬
териалами на основе никеля, хрома, железа и некоторых
других компонентов. Жаростойкость этих сплавов, то есть
их неокиеляемость при высоких температурах (1000...
1200°С), обусловлена образованием на их поверхности
окисной пленки большой плотности, исключающей до¬
ступ кислорода к сплаву. Основой жаростойких окисных
пленок является окись хрома Сг203 и закись никеля NiO,
которые не испаряются с поверхности сплава при высо¬
ких температурах. Жаростойкие проводниковые материа¬
лы на основе никеля, хрома и алюминия называются со¬
ответственно нихромами, фехралями и хромалями. Все
они представляют собой твердые растворы металлов с не¬
упорядоченной структурой, поэтому эти сплавы облада¬
ют большим удельным сопротивлением, малыми значе¬
ниями температурного коэффициента, сопротивления и
высокой окалиностойкостью. Кроме того, во многих слу¬
чаях требуется технологичность сплавов — возможность
изготовления из них гибкой проволоки, иногда весьма
тонкой.Сплавы маркируются по буквенно-цифровой системе:
хром — X, никель — Н, алюминий — А и титан — Т. Циф¬
ры, стоящие за буквой, указывают на среднее оодержа-434
Н'ие данного металла в сплаве. Например, в нихроме мар¬
ки Х20Н80 содержится: 20% хрома и 80% никеля (по
массе).На сплавы высокого омического сопротивления рас¬
пространяют ГОСТ 12766.1—77...12766.5—77, на сплавы
с заданным электрическим сопротивлением — ГОСТ
10994—74.К сплавам высокого омического сопротивления отно¬
сятся: Х13Ю4 (12...15,0% Сг, 3,5...5,5% А1) — для изго¬
товления нагревательных элементов бытовых приборов и
реостатов; ОХ23Ю5 (21,5...24,5 % Сг, 4,5...5,5 % А1)—
для промышленных и лабораторных печей, бытовых
приборов, реостатов и спиралей свечей накаливания;
Х20Н80 — для промышленных и лабораторных печей,
микропроволоки для малогабаритных элементов электри¬
ческих сопротивлений, проволоки и ленты для реостатов,§ 2. СПЛАВЫ ДЛЯ РЕОСТАТОВ И ТОЧНЫХПРИБОРОВПри использовании сплавов для электроиз¬
мерительных приборов и образцовых резисторов, помимо
высокого удельного сопротивления, требуются также
стабильность значения во времени, малый температур¬
ный коэффициент электросопротивления и малый коэф¬
фициент термоЭДС в паре сплава с медью.Перечисленными свойствами обладают сплавы меди
с никелем, известные под названием манганин и констан-
тан.Манганин — сплав меди, никеля и марганца светло-
оранжевого цвета с температурой плавления 960°С.Манганин, широко применяемый для изготовления об¬
разцовых резисторов, имеет температурный коэффициент
электросопротивления весьма малый (0,ЗХ Ю-41 /°С),
коэффициент термоЭДС в паре с медью всего лишь1 мкВ/°С.Для стабилизации электрических характеристик ман¬
ганиновых изделий их подвергают тепловой обработке в
вакууме при 400 °С и последующей длительной выдержке
при .комнатной температуре. В результате такой обработ¬
ки повышается однородность сплава и стабилизируются
его свойства. Наибольшая допустимая температура для
изделий из стабилизированных сортов манганина 200 °С,
из дестабилизированных 60...80°С. При повышении этих28*435,
температур в манганиновых изделиях происходит необ¬
ратимое изменение свойств. Из манганина изготовляют
мягкие и твердотянутые проволоки диаметром 0,02...6 мм
и ленты толщиной до 0,08 мм и шириной до 270 мм. Кро¬
ме того, применяют манганиновые обмоточные провода с
эмалевой изоляцией, с изоляцией из натурального шелка,
г также изолированные эмалью и одним слоем натураль¬
ного шелка.Манганиновые изделия применяют при производстве
резисторов и потенциометров высокого класса.Константан— сплав меди, никеля и марганца сереб-
ристо-желтого цвета с температурой плавления 1260°С.Сплав константан отличается от манганина меньшим
содержанием марганца (1...2% Мп) и постоянством
удельного электрического сопротивления с изменением
его температурыИз константана изготовляют мягкие и твердые изде¬
лия: проволоку диаметром 0,03...5 мм и ленту толщиной
до 0,1 мм. Изолированная константановая проволока в
паре с медной применяется для изготовления термопар и
в качестве тензометрического сплава.Константановые изделия (проволока, ленты) могут
использоваться при температурах не \выше 450°С.На сплавы для реостатов и точных приборов распро¬
страняется ГОСТ 10994—74.К сплавам с заданным электрическим сопротивлени¬
ем относятся: Х20Н80ВИ (20...23% Сг, 1,5% Fe, Ni — ос¬
нова) — для ответственных деталей внутривакуумных
приборов, соединителей в изделиях электронной техники
и микропроволоки для резисторов неответственного .на¬
значения; манганин МНМцЗ-^ (82...85% Си, 2,5...3,5 —
Ni, 11,5...13,5% Мп)—для изготовления датчиков, кото¬
рыми измеряют высокие гидростатические давления об¬
разцовых сопротивлений, добавочных сопротивлений и
шунтов электроизмерительных приборов высокой точно¬
сти; константан МНМц40-1,5 (56...59% Си, 39...41 — Ni,1...2% Мп) —для изготовления реостатов и др.Для изготовления термопар применяются следующие
сплавы: «опель (56% Си, 44% Ni), алюмель (95% Ni,
остальное — Al, Si и Mg), хромель (90% Ni, 10% Сг),
платинородий (90% Pt, 10% Rh). Термопары могут при¬
меняться для измерения следующих температур: плати¬
нородий—платина до 1600 °С; медь—константан и медь—
капель до 350°С; железо—■константан, железо — копель436
и хромель — копель до 600 °С; хромель — алюмель до900...1000 °С. Наибольшую термоЭДС при данной разно¬
сти температур развивает термопара хромель — копель.
Наиболее высокой точностью, стабильностью и воспроиз¬
водимостью обладают ллатино,родиевые термопары, не¬
смотря на малую удельную термоЭДС.§ 3. КОНТАКТНЫЕ МАТЕРИАЛЫВ качестве контактных материалов для раз¬
рывных контактов, помимо чистых тугоплавких металлов
{Сг, W), применяются различные сплавы ,и металлокера¬
мические композиции на основе порошков серебра и оки¬
си кадмия (СсЮ~20%). В .качестве сильноточных дуго¬
размыкающих контактов применяют металлокерамику,
изготовленную из порошков серебра, вольфрама
(40...50%) и никеля (2...3%).Металлокерамические контакты, изготовляемые из по¬
рошков меди и графита, отличаются высокой устойчи¬
востью к свариванию при размыкании больших токов
{30000...100000 А). Материалы для скользящих контак¬
тов должны обладать высокой стойкостью к истиранию.
Для этой цели применяют холоднотянутую (твердую)
медь и бериллиевую бронзу. Щетки, -служащие для со¬
здания скользящего контакта во вращающихся электри¬
ческих машинах, изготавливаются из электроугольных
изделий. Различают щетки угольно-графитные (УГ), гра¬
фитные (Г) , электрографитированные, т. е. подвергнутые
термической электрообработке — графитированию (ЭГ),
медно-графитные — с содержанием металлической меди
(МиМГ).Контрольные вопросы и задания. 1. Что представляют собой
сплавы для нагревательных элементов печей? 2. Перечислите основ¬
ные свойства манганина и константана.Глава 3. СПЛАВЫ С ОСОБЫМИ ТЕПЛОВЫМИ
И УПРУГИМИ СВОЙСТВАМИ§ 1. СПЛАВЫ С ЗАДАННЫМ ТЕМПЕРАТУРНЫМКОЭФФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯВ приборостроении в ряде случаев требуют¬
ся сплавы с самыми разнообразными свойствами, напри¬
мер сплавы с коэффициентом линейного расширения,4 37
равным коэффициенту линейного расширения стекла, или
с коэффициентом, равным нулю, а также с весьма боль-
шим коэффициентом и т. д. Чтобы удовлетворить этим
требованиям, для каждого конкретного случая примене¬
ния изготавливают сплавы строго определенного состава.
Их, как и магнитные (И электротехнические сплавы, назы¬
вают часто прецизионными сплавами.Сплавами с заданным температурным коэффициентом
линейного расширения (ТКЛР) .называются сплавы, со¬
храняющие в некотором интервале температур практиче¬
ски постоянным свой объем, то есть имеющие малый ко¬
эффициент температурного линейного расширения. Такое
аномальное поведение сплавов объясняется тем, что при
изменении температуры в них возникают магнитные пре¬
вращения, сопровождающиеся объемными изменениями,,
компенсирующими термическое расширение, обусловлен¬
ное тепловыми колебаниями атомов. К ним относят спла¬
вы на основе Fe — Ni '(ГОСТ 10994—74), имеющие аусте-
нитную структуру, что обеспечивает получение низкого
коэффициента линейного расширения.Сплавы можно разделить на три группы: с минималь¬
ным ТКЛР—36Н (35...37% Ni), 36НХ, 39Н; с низким
ТКЛР—29НК (28,5...29,5% Ni, 17...18% Со), ЗОНКД,
38НКД; со средним ТКЛР—47НД (46...48% Ni, 4,5...5,5%
Си), 47НЗХ, 47НХР.Для деталей с высокой стабильностью /размеров в ин¬
тервале температур —60...+100°С выбирают сплавы с
ТКЛР, близким к нулю (типа инвар). Например, сплав
36Н, применяемый в приборах для деталей, размеры ко¬
торых не должны изменяться с изменением температуры.
Для деталей и труб в криогенной технике применяют
сплавы 39Н и 36НХ, структура и свойства которых ста¬
бильны до температуры жидкого гелия. Для нагружен¬
ных деталей высокоточных приборов, а также для точных
пружин применяют сплав 35НКТ.Свойства инвара дополнительно улучшают легирова¬
нием кобальтом, который частично заменяет никель, и
медью. Сплав такого типа, называемый суперинвар
(32НКД), имеет еще более низкий коэффициент линей¬
ного расширения.Сплавы с низким и средним ТКЛР предназначены
для вакуумно-плотных соединений со стеклом, керамикой
в радиоэлектронной аппаратуре. Из этой группы сплавов
наиболее широко применяют в промышленности сплав438
29НК (ковар), который хорошо обрабатывается резани¬
ем, свариванием и штампуется.Для сплавов 47НД и 52Н, применяемых для гермети¬
зированных управляемых контактов (герконов), кроме
ТКЛР, нормируются и характеристики магнитных
свойств.В качестве терморегулятора в приборостроении ис¬
пользуют термобиметаллы — это спаянные пластины
двух различных металлов или сплавов с резко разнород¬
ными .коэффициентами линейного расширения. Они ис¬
пользуются при изготовлении термобиметаллических эле¬
ментов электрических аппаратов дистанционного управ¬
ления (релей регуляторы).§ 2. СПЛАВЫ С ЗАДАННЫМ ТЕМПЕРАТУРНЫМ
КОЭФФИЦИЕНТОМ МОДУЛЯ УПРУГОСТИСплавы Fe — Ni, помимо низких значений
температурного коэффициента линейного расширения
при некоторых концентрациях никеля, обладают еще од¬
ним замечательным свойством — малым температурным
коэффициентом модуля упругости.Во всех твердых телах, в том числе и металлах, мо¬
дуль упругости при нагреве уменьшается -в связи с умень¬
шением энергии межатомных связей. В некоторых спла¬
вах Fe — Ni, называемых элинварными, наблюдается
аномалия в изменении модуля упругости при нагреве, ко¬
торый либо растет, либо изменяется очень незначительно.Элинварные сплавы 42НХТЮ, 44НХТЮ (43,5...45,5%
Ni, 5,0...5,6% Сг, 2,2...2,7% Ti, 0,4...0,8 Al, Fe — осталь¬
ное) широко применяются для изготовления упругих
элементов и пружин, точных приборов и механизмов
(пружин, камертонов, созонаторов электромеханических
фильтров и пр.). Постоянство модуля упругости обеспе¬
чивает малую температурную погрешность в условиях
эксплуатации. Данные сплавы обладают хорошими ан¬
тикоррозионными свойствами и, что особенно важно,
-малым внутренним трением. Рабочая температура элин-
варных сплавов равняется Ю0...200°С.Контрольные вопросы. 1. Какие свойства имеют сплавы ТКЛР?
2. Где используются элинварные сплавы?439
Глава 4. ПРОВОДНИКОВЫЕ МАТЕРИАЛЫ§ 1. КЛАССИФИКАЦИЯ И ОСНОВНЫЕ СВОЙСТВАВ качестве проводников электрического тока
могут быть использованы как твердые тела, так и жидко¬
сти, а при соответствующих условиях и газы. Важнейши¬
ми практически применяемыми в электротехнике тверды¬
ми проводниковыми материалами являются металлы и
их сплавы.Из металлических проводниковых материалов могут
быть выделены металлы высокой проводимости, имею¬
щие удельное сопротивление р при нормальной темпера¬
туре не более 0,05 мкОм-м, и сплавы .высокого сопротив¬
ления, имеющие р при нормальной температуре не менее
0,3 мкОм*м. Металлы высокой проводимости использу¬
ются для .проводов, токопроводящих жил кабелей, обмо¬
ток электрических машин и трансформаторов и т. п. Ме¬
таллы и сплавы высокого электросопротивления, приме¬
няемые для изготовления резисторов, электронагрева¬
тельных приборов и т. п., даны в главе 2. Особый интерес
представляют собой обладающие чрезвычайно малым
удельным сопротивлением при весьма низких (криоген¬
ных) температурах материалы — сверхпроводники и
криопроводники.К жидким проводникам относятся расплавленные ме¬
таллы и различные электролиты. Все газы и пары, в том
числе и пары металлов, при низких напряженностях
электрического поля не являются проводниками. Однако,
если напряженность поля превзойдет некоторое критиче¬
ское значение, обеспечивающее начало ударной и фото-
понизации, то газ может стать проводником с электрон-
ной и ионной электропроводностью. Сильно ионизиро¬
ванный газ представляет собой особую проводящую сре¬
ду, носящую название плазмы.Механизм прохождения тока в металлах — как в
твердом, так и в жидком состоянии — обусловлен движе¬
нием свободных электронов под воздействием электриче¬
ского поля, поэтому металлы называют проводниками с
электронной электропроводностью, или проводниками
первого рода. Проводниками второго рода, или электро¬
литами, являются растворы (в частности, водные) кис¬
лот, щелочей и солей.К важнейшим параметрам, характеризующим свойст¬440
ва проводниковых материалов, относятся: 1) удельная
проводимость у или обратная ей .величина — удельное со¬
противление р; 2) температурный коэффициент удельно¬
го сопротивления ТКр или аР; 3) коэффициент теплопро¬
водности 7Т; 4) контактная разность потенциалов и тер¬
моэлектродвижущая сила (термоЭДС); 5) работа выхо¬
да электронов из металла; 6) предел прочности при рас¬
тяжении ств и относительное удлинение S.Значение удельной проводимости (или удельного со¬
противления) в основном зависит от средней длины сво¬
бодного пробега электронов в данном проводнике К9 ко¬
торая, в свою очередь, определяется структурой провод¬
никового материала. Все чистые металлы с наиболее
правильной кристаллической решеткой характеризуются
наименьшими значениями удельного сопротивления; при¬
меси, искажая решетку, приводят к увеличению р. Тем¬
пературный коэффициент удельного сопротивления ме¬
таллов характеризует влияние температуры нагрева на
электрическое сопротивление. С ростом температуры уве¬
личивается число препятствий на пути направленного
движения свободных электронов под действием электри¬
ческого поля, т. е. уменьшается подвижность электронови, как следствие, уменьшается удельная проводимость
металлов и возрастает удельное сопротивление. При пе¬
реходе из твердого состояния в жидкое у большинства
металлов наблюдается увеличение удельного сопротив¬
ления (медь и др.), у некоторых металлов (галлий, вис¬
мут, сурьма) р — уменьшение. Удельное сопротивление
увеличивается при плавлении у тех металлов, у которых
при плавлении увеличивается объем, т. е. уменьшается
плотность.Коэффициент теплопроводности 7Т металлов намного
больше, чем коэффициент теплопроводности диэлектри¬
ков. Очевидно, что, при прочих равных условиях, чем
больше удельная электрическая проводимость 7 металла,
тем больше должен быть его коэффициент теплопровод¬
ности. При повышении температуры, когда подвижность
электронов в металле и соответственно его удельная про¬
водимость 7 уменьшаются, отношение коэффициента теп¬
лопроводности металла к его удельной проводимости
7т/у должно возрастать.Термоэлектродвижущая сила возникает за счет кон¬
тактной разности потенциалов двух различных металли¬
ческих проводников. Причина появления этой разности441
потенциалов заключается в различии значений работы
выхода электроно1В из различных металлов, а также в
том, что концентрация электронов, а следовательно, в
давление электронного газа у разных металлов и сплавов
могут быть неодинаковыми. В термопарах используются
проводники, имеющие большой и стабильный коэффици¬
ент термоЭДС. Наоборот, для обмоток измерительных
приборо>в и резисторов стремятся применять проводнико¬
вые металлы и сплавы с возможно меньшим коэффици¬
ентом термоЭДС относительно меди, чтобы избежать по¬
явления в измерительных схемах паразитных термоЭДС,
которые могли бы вызвать ошибки при точных измере¬
ниях.§ 2. МАТЕРИАЛЫ ВЫСОКОЙ ПРОВОДИМОСТИПроводниковые материалы, кроме высокой
электрической проводимости, должны иметь достаточную
прочность, пластичность, коррозионную стойкость в ат¬
мосферных условиях и в некоторых случаях высокую из¬
носостойкость. Кроме того, металл должен хорошо сва¬
риваться ,и подвергаться пайке для получения соединения
высокой надежности и электрической ,проводимости.Практическое применение имеют химически чистые
металлы: медь, алюминий, железо, серебро, платина, зо¬
лото и др. Эти металлы обладают высокой электрической
цроводимостью при минимальном содержании примесей
и дефектов кристаллической решетки. В связи с этим та¬
кие металлы используют в технически чистом виде и для
достижения максимальной электрической проводимости
в отожженном состоянии.Медь используют в виде проката: проволок различ¬
ных диаметров, шин, полос и .Прутков. Отожженную медь
используют для обмоточных проводов и кабельных изде¬
лий, нагартованную — для подвесных токонесущих и кон¬
тактных проводов, коллекторных пластин. Для изделий,
от которых требуется прочность выше 400 МПа, исполь¬
зуют латуни и бронзы с кадмием и бериллием, обеспечи¬
вающими большие прочность и износостойкость, чем
медь, при некоторой потере электрической проводимости.Алюминий высокой чистоты обладает хорошей плас¬
тичностью, поэтому из него изготовляют конденсаторную
фольгу толщиной 6...7 мкм. Технически чистый алюминий
используют в виде проволоки в производстве кабелей и
токонесущих проводов. Алюминий уступает меди в элект¬442
рической проводимости и .прочности, iHO он значительно
легче, больше распространен в природе.Для токонесущих проводов воздушных линий элект¬
ропередач с большими расстояниями между опорами ис¬
пользуют алюминиевые сплавы повышенной механиче¬
ской прочности типа альдрей (0,3...0,5% Mg, 0,4...0,7—Si,
0,2...0,3% Fe и At — остальное). Алюминий обладает вы¬
сокой коррозионной стойкостью вследствие образования
на поверхности защитной оксидной пленки А1203.Сталеалюминиевый провод, широко применяемый в
линиях электропередач, представляет собой сердечник,
свитый из стальных жил и обвитый снаружи алюминие¬
вой проволокой.Алюминий — серебристо-белый блестящий металл,
стойкий к окислению при нормальной температуре, от
других металлов отличается наименьшим удельным со¬
противлением.Платина — белый металл, практически не соединяю¬
щийся с кислородом и весьма стойкий к химическим реа¬
гентам. Платину применяют для изготовления термопар,
рассчитанных на рабочие температуры до 1600 °С, а так¬
же для подвесок подвижных систем в электрометрах и
других чувствительных приборах.Золото — блестящий металл желтого цвета, обладаю¬
щий высокой (Пластичностью. Золото используют как кон¬
тактный материал в электронной технике, для покрытий
внутренних поверхностей волноводов и резонаторов СВЧ.Биметаллический провод (стальной провод, покрытый
медью) используют при передаче переменных токов по¬
вышенной частоты.В качестве твердых неметаллических проводниковых
материалов используют материалы на основе углерода
(электротехнические угольные изделия, сокращенно —
электроугольные изделия). Из угля изготовляют щетки
электрических машин, электроды для прожекторов,
электроды для дуговых электрических печей и электро¬
литических ванн, аноды гальванических элементов.
Угольные порошки используют в микрофонах для созда¬
ния соцротивления, изменяющегося от звукового давле¬
ния. Из угля делают высокоомные резисторы, разрядни¬
ки для телефонных сетей; угольные изделия применяют
в электровакуумной технике.В некоторых случаях [нагревательные элементы вы¬
сокотемпературных электрических печей, электроды маг-443
митогвдроди1на<мичес1Кие (МГД) генераторов] требуются
проводниковые материалы, которые могли бы достаточно
надежно работать при температурах 1500...2000 К и даже
выше. В МГД-генераторах условия работы проводнико¬
вых материалов еще усложняются из-за соприкосновения
материала с плазмой и возможности электролиза при
прохождении через материал постоянного тока.§ 3. СВЕРХПРОВОДНИКИ И КРИОПРОВОДНИКИОсобую группу материалов высокой элект¬
рической проводимости представляют сверхпроводники.
Наличие у вещества практически бесконечной удельной
проводимости было названо сверхпроводимостью. Тем¬
пературу 7с, при охлаждении до которой вещество пере¬
ходит в сверхпроводящее состояние, называют темпера¬
турой сверхпроводящего перехода, а вещества, переходя¬
щие в сверхпроводящее состояние,—сверпроводниками.Переход в .сверхпроводящее состояние является обра¬
тимым; при повышении температуры выше значения Тс
сверхпроводимость нарушается и вещество переходит в
нормальное состояние с конечным значением удельной
проводимости у. Сверхпроводящее состояние разрушает¬
ся не только в результате нагрева, m также в сильных
магнитных полях и при пропускании электрического тока
большой силы (критическое значение поля и тока).В настоящее время известно уже 35 сверхпроводника-
вых металлов и более тысячи сверхпроводниковых спла¬
вов химических соединений различных элементов. В то
же время многие вещества, в том числе такие, обладаю¬
щие весьма малыми значениями при нормальной темпе¬
ратуре металлы, как серебро, медь, золото, платина и
др., при наиболее низких достигнутых в настоящее время
температурах (около милликельвина) перевести в сверх¬
проводящее состояние не удалось.Чистые сверхпровод-никовые металлы называются
сверхпроводниками I рода, а сверхпроводниковые спла¬
вы и химические соединения называются сверхпроводни¬
ками II рода, и переход из нормального в сверхпроводя¬
щее состояние у них (Происходит не скачком (как у сверх¬
проводников I рода), а постепенно.Из всех элементов, способных переходить в сверхпро¬
водящее состояние, ниобий имеет самую вьлсокую кри¬
тическую температуру перехода 9,17 К (—263,83 °С).444
Практическое использование нашли сверхпроводящие
сплавы с высоким содержанием ниобия: 65БТ и 35БТ
(ГОСТ 10994—74). Сплав 65БТ содержит 22...26% Ti,63...68 — Nb, 8,5...11,5% Zr и имеет критическую тем-пера-
туру перехода 9,7 К (—263,3 °С). Оба сплава применяют
для обмоток мощных генераторов, -магнитов большой
мощности (например, поезда на машитной подушке),
туннельных диодов (для ЭВМ).Помимо явления сверхпроводимости, в современной
электронике все шире используется явление криопрово-
дамости, т. е. достижение металлами весьма малого зна¬
чения удельного соцротивления при криогенных темпера¬
турах (но без перехода в сверхпроводящее состояние).
Металлы, обладающие таким свойством, называются*
криоп р оводник а м и.Применение криопроводников вместо сверхпроводни¬
ков в электрических машинах, аппаратах .и других элект¬
ротехнических устройствах может иметь преимущества.
Использование в качестве хладагента жидкого водорода
или жидкого азота (вместо жидкого гелия, который зна¬
чительно дороже других хладагентов) упрощает и уде¬
шевляет выполнение тепловой изоляции устройства и
уменьшает расход мощности .на охлаждение.Во всех случаях для получения высококачественных
криошроводников требуются исключительно высокая чи¬
стота (отсутствие примесей) и отсутствие наклепа (отож¬
женное состояние).Контрольные вопросы. 1. Как можно классифицировать провод¬
никовые материалы? 2. Какие параметры характеризуют свойства
проводниковых материалов? 3. Что относится к материалам высокой
проводимости? 4. Какие металлы и в каких условиях могут перехо¬
дить в состояние сверхпроводимости?Глава 5. ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ§ 1. ОБЩИЕ СВЕДЕНИЯ О ПОЛУПРОВОДНИКАХПолупроводники представляют собой мате¬
риалы, которые по удельной электропроводности занима¬
ют промежуточное положение между цроводниками (ме¬
таллами) и диэлектриками. При незначительных внеш¬
них воздействиях света, тепла, электрического напряже¬
ния в ,них появляется достаточное количество свободных
электронов, способных переносить электрический ток.44S
В настоящее время наиболее распространены так на¬
зываемые элементарные полупроводники, то есть такие
-материалы, которые состоят из одного химического эле¬
мента (например, германий, кремний, селен).Некоторые элементы, являющиеся в чистом виде про¬
водниками (алюминий, индий, сурьма, галлий и др.),
сплавленные в определенных пропорциях, могут образо¬
вывать полупроводниковые материалы. Такие материа¬
лы называют интерметаллическими соединениями.Полупроводниковыми свойствами обладают и некото¬
рые окислы (закись меди, окись магния, окись алюми¬
ния), сульфиды и селениды некоторых металлов и даже
многие высокомолекулярные органические соединения,
называемые органическими полупроводниками.Управляемость электропроводностью полупроводни¬
ков посредством температуры, света, электрического по¬
ля, механических усилий положена в основу принципа
действия соответственно терморезисторов (термисторов),
’фоторезисторов, нелинейных резисторов (варисторов),
тензорезисторов и т. д. Наличие у полупроводников двух
типов электропроводности — электронной (п) ,и электрон-
но-дырочной (р) позволяет получить полупроводниковые
изделия с р-п-переходом. Сюда относятся различные ти¬
пы выпрямителей, усилителей и генераторов. Полупро¬
водниковые системы могут быть использованы для пре¬
образования различных видов энергии в энергию элект¬
рического тока, например солнечные батареи и термо¬
электрические генераторы. Полупроводники могут слу¬
жить нагревательными элементами (еилитовые стержни) ,
индикаторами радиоактивных излучений и т. д. Исполь¬
зующиеся в практике полуцроводники могут быть под¬
разделены на простые полупроводники (их основной со¬
став образован атомами одного химического элемента) и
сложные полупроводниковые композиции, основной со¬
став которых образован атомами двух или большего чис¬
ла химических элементов. В настоящее время изучаются
также стеклообразные и жидкие полупроводники. К про¬
стым электронным полупроводникам относятся: бор,
кремний, германий, фосфор, мышьяк, сера, селен и др.Из полупроводниковых материалов наиболее широко
применяют германий и кремний, которые обладают мно¬
гими ценными свойствами.В последнее время все чаще используют искусственно
^созданные полупроводники следующих композиций:*446
мышьяк-галлий (арсенид галлия), индий-сурьма, кад¬
мий-висмут.Германий и кремний подвергают многократной тон¬
кой и весьма тщательной обработке, прежде чем они
превратятся в кристаллы, пригодные для изготовления
полупроводниковых приборов. Этой обработкой достига¬
ют 'необходимой чистоты и однородного состава материа¬
ла, а также совершенно идеального построения его кри¬
сталлической решетки. Наибольшая однородность соста¬
ва и высокая степень совершенства кристаллической ре¬
шетки могут быть дрисущи лишь монокристаллам чистых
элементов.Германий и кремний благодаря высокой подвижности
в них носителей тока, обусловленной характером и про¬
странственным расположением электронных связей в
них, оказались пригодными для изготовления не только
выпрямителей, но и кристаллических усилителей (тран¬
зисторов), фотоприемников и др. Весьма 'перспективно
использование кремния в новых источниках тока — сол¬
нечных батареях, преобразующих энергию солнечного
света непосредственно в электрическую энергию с КПД,
превышающим 10%.Изготовленные из полупроводниковых материалов
приборы обладают следующими преимуществами:1) большой срок службы; 2) малые габариты и масса;
3) простота и надежность конструкции, большая механи¬
ческая прочность (не боятся тряски и ударов); 4) отсут¬
ствие цепей накала при замене полупроводниковыми при¬
борами электронных ламп, потребление малой мощности
и малая инерционность; 5) экономичность при массовом
производстве.§ 2. ЭЛЕКТРОПРОВОДНОСТЬ ПОЛУПРОВОДНИКОВПоявление электрического тока в полупро¬
воднике возможно лишь тогда, когда часть электронов
покидает заполненную валентную зону и переходит в зо¬
ну проводимости, где они становятся носителями элект¬
рического тока. Для такого перехода электроны должны
пройти запрещенную зону, для чего необходима опреде¬
ленная энергия, которую полупроводник может получить
в виде света или теплоты. При нагреве увеличивается
концентрация носителей электрического тока, а электри¬
ческое сопротивление полупроводника уменьшается.447
Чем больше ширина запрещенной зоны, тем выше
должна быть температура нагрева полупроводника для
разрушения ковалентных связей и образования носите¬
лей тока. Так, у кремния ширина запрещенной зо(ны су¬
щественно выше, чем у германия, поэтому при нагреве
кремний сохраняет высокие постоянные значения элект¬
рического сопротивления до больших температур. Это
позволяет использовать кремниевые приборы для работы
при более высоких температурах, чем германиевые.Проводимость в химически чистом полупроводнике
называется собственной проводимостью, а полупровод¬
ник, не содержащий примесей, влияющих на его электро¬
проводность, — собственным полупроводником. Однако
.получить химически чистые элементы весьма сложно.
Вследствие этого полупроводники всегда содержат при¬
меси, которые меняют характер и величину проводимо¬
сти. Электрическая проводимость, обусловленная присут¬
ствием примесей в полупроводнике, называется примес¬
ной.На электропроводность полупроводников большое
.влияние оказывает воздействие внешних факторов: теп¬
ловой энергии, деформации, воздействие света и сильных
электрических полей. Температурная зависимость удель¬
ной проводимости полупроводника есть результат изме¬
нения концентрации и подвижности носителей заряда.
В области низких температур полупроводник характери¬
зуется примесной электропроводностью, а в области вы¬
соких темпер атур — собственной электропроводностью.
Электропроводность твердых кристаллических тел. изме¬
няется при деформации вследствие увеличения или
уменьшения (растяжение, сжатие) межатомных расстоя¬
ний, приводящих к изменению концентрации и подвижно¬
сти носителей. Величиной, численно характеризующей
изменение удельной проводимости (удельного сопротив¬
ления) полупроводников при определенном виде дефор¬
мации, является тензочувствительность. Световая энер¬
гия, поглощаемая полупроводником, вызывает появление
.в нем избыточного (по сравнению с равновесным при
данной температуре) количества носителей зарядов, при¬
водящего к возрастанию электропроводности. Сильные
электрические поля вызывают интенсивный рост удельной
^проводимости, приводящей к разрушению структуры по¬
лупроводника.448
§ 3. ПОЛУПРОВОДНИКОВЫЕ ХИМИЧЕСКИЕ
СОЕДИНЕНИЯ И МАТЕРИАЛЫ
НА ИХ ОСНОВЕПомимо элементов (германий, кремний), об¬
ладающих свойствами полупроводников, широкое приме¬
нение в электротехнике получили полупроводниковые
соединения — (карбид -кремния, арсенид галлия, антимо-
нид индия и др.Карбид кремния в электротехнике применяется для
изготовления резисторов вентильных разрядников, за¬
щищающих линии передачи высокого напряжения я ап¬
паратуру; для производства различных низковольтных
варисторов, используемых в автоматике, вычислительной
технике, электроприборостроении, в технике получения
высоких температур, для создания светодиодов, источни¬
ков излучения, работающих на принципе инжекционной
электролюминесценции.Арсенид галлия — один из самых перспективных по¬
лупроводниковых материалов, служащих для изготовле¬
ния фотоэлементов с КПД около 7%, дозиметров рентге¬
новского излучения, полупроводниковых лазеров. Из вы¬
рожденного арсенида галлия производят туннельные дио¬
ды. Полупроводниковые приборы из арсенида галлия по
частотному пределу превосходят германиевые, а по мак¬
симальной рабочей температуре (до 450 °С)—кремние¬
вые.Антимонид индия применяют для изготовления фото¬
элементов высокой чувствительности (основанных на ис¬
пользовании различных видов фотоэффекта), датчиков
ЭДС Холла и оптических фильтров. Кроме того, антимо¬
нид индия используют для термоэлектрических генерато¬
ров и холодильников.Сульфиды — сернистый свинец, сернистый висмут и
сернистый кадмий — используют для изготовления фото-
резисторов (фотосопротивлений).Полупроводниковые оксиды используют для изготов¬
ления терморезисторов с большим отрицательным тем¬
пературным коэффициентом удельного сопротивления.
Терморезисторы используются для измерения, регулиро¬
вания температуры и термокомпенсации, для стабилиза¬
ции напряжения, ограничения импульсных пусковых то¬
ков, измерения теплопроводности жидкостей, в качестве
бесконтактных реостатов и токовых реле времени.29 Заказ № 897449
Позисторы (терморезисторы, имеющие большой по¬
ложительный температурный коэффициент сопротивле¬
ния) предназначены для контроля и регулирования тем¬
пературы, использования в системах пожарной сигнали¬
зации, предохранения двигателей от перегрева, ограниче¬
ния токов, измерения потоков жидкостей и газов.Контрольные вопросы и задания. 1. Какие виды полупроводнико¬
вых материалов применяются в технике? 2. Почему кремний стал
важнейшим материалом полупроводниковой электроники? 3. Назови¬
те перспективные полупроводниковые вещества.Глава 6. ДИЭЛЕКТРИЧЕСКИЕ МАТЕРИАЛЫ§ 1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯВ инженерной практике термины «электро¬
изоляционный материал» и «диэлектрический материал»
часто применяются как равнозначные. Однако согласна
ГОСТ 19880—74 диэлектрик определен как «вещество,
основным электрическим свойством которого является
способность поляризироватыся в электрическом поле»;
диэлектрический материал по ГОСТ 21515—76 определен
как «материал, предназначенный для использования его
диэлектрических .свойств», а электроизоляционный мате¬
риал— как «диэлектрический материал, предназначен¬
ный для электрической изоляции».Диэлектрические материалы имеют чрезвычайно важ¬
ное значение для электротехники. К ним принадлежат
электроизоляционные материалы, которые используются
для создания электрической изоляции токоведущих час¬
тей электрических устройств. Электроизоляционные мате¬
риалы по агрегатному состоянию разделяются на твер¬
дые, жидкие и газообразные; особую группу составляют
твердеющие материалы, которые ,в том состоянии, в кото¬
ром они вводятся в электрическую изоляцию, являются
жидкими или пластичными, но в готовой, работающей
изоляции —твердыми веществами.По химическому составу электроизоляционные мате¬
риалы разделяются на органические — соединения угле¬
рода с водородом, азотом, кислородом, с некоторыми
другими элементами — неорганические. Особая группа
материалов — элементоорганические, в молекулы кото¬
рых входят атомы элементов, не характерных для обыч¬
ных органических веществ, — кремния, магния, алюми¬
ния, титана и пр. Как правило, неорганические материа¬450
лы имеют более высокую нагревостойкость, чем органи¬
ческие материалы.К диэлектрическим материалам относятся диэлектри¬
ки, применяемые в конденсаторах, когда требуется иметь
определенную электрическую емкость устройства, а так¬
же активные диэлектрики, то есть диэлектрики с управ¬
ляемыми свойствами: сегнетоэлектрики, пьезоэлектрики,
электреты.§ 2. ГАЗООБРАЗНЫЕ ДИЭЛЕКТРИКИГазообразные диэлектрики при атмосфер¬
ном давлении обладают небольшой электрической проч¬
ностью по сравнению с жидкими и твердыми диэлектри¬
ками. Тем не менее газообразные диэлектрики широко
применяются в электротехнике благодаря другим своим
ценным свойствам, а также в силу того, что в ряде слу¬
чаев их присутствие неизбежно. Например, воздух окру¬
жает большинство электротехнических установок, а в ли¬
ниях электропередачи высокого напряжения является
основной изолирующей средой.Наиболее ценным свойством газов, широко используе¬
мых при изготовлении высоковольтных аппаратов, явля¬
ется их способность восстанавливать электрическую
прочность после разряда, в том числе при определенных
условиях после дугового разряда. Это свойство наряду с
другими используется для изготовления воздушных и
элегазовых выключателей, разрядников и ряда других
аппаратов.Другими характерными свойствами газов являются:
малая плотность, низкое значение диэлектрической про¬
ницаемости, высокое значение удельного сопротивления,
очень малый угол диэлектрических потерь, отсутствие
старения, т. е. ухудшения свойств с течением времени.Из очень большого количества газов, которые разра¬
ботаны или существуют в природе, только небольшое ко¬
личество нашло применение в электротехнике. Это связа¬
но с тем, что к газам предъявляются следующие требова¬
ния, ограничивающие их выбор для применения в элект¬
ротехнике: химическая инертность по отношению к твер¬
дым и .жидким материалам; нетоксичность как самого га¬
за в исходном состоянии, так и продуктов его разложе¬
ния при электрическом разряде: низкая температура
сжижения, позволяющая использовать их при повышен¬
ных давлениях; невысокая стоимость; негорючесть.29*451
При 'Применении газов с повышенной электрической
прочностью, например элегаза (SF6), для создания необ¬
ходимой прочности требуется более низкое давление —
0,4 МПа, а при применении азота, не обладающего этим
свойством, — более высокое давление — 2 МПа. Однако
следует иметь в виду, что выбор газа для тех или иных
целей определяется не только его электрической проч¬
ностью, но и совокупностью целого ряда других свойств,
в том числе его охлаждающей и дугогасящей способ¬
ностью, стоимостью и т. п.Водород, имеющий весьма высокий 'коэффициент теп¬
лопроводности, несмотря на меньшую электрическую
прочность по сравнению с воздухом, используется в каче¬
стве электроизоляционной и охлаждающей среды в круп¬
ных турбогенераторах. Применение водорода в этом слу¬
чае приводит к снижению вентиляционных потерь и по¬
терь на трение о газ примерно в 10 раз по сравнению с
потерями при применении воздуха и, следовательно, за¬
метно повышает КПД генератора. Одновременно при
этом происходит снижение вентиляционных шумов д, что
особенно важно, удлиняется срок службы твердой изоля¬
ции генератора вследствие отсутствия процессов окисле¬
ния и образования азотистых соединений.Инертные газы — аргон, неон, гелий и др. — использу¬
ются в основном в технике слабых токов. Аргон, обла¬
дающий малой теплопроводностью, а также инертностью
к твердым материалам, применяется ,в газотронах и тира¬
тронах, а также в газонаполненных фотоэлементах. Неон
используется в газонаполненных разрядниках для защи¬
ты приборов в депи слабого тока, например телеграфа от
случайных перенапряжений, вызванных грозовыми раз¬
рядами. Газоразрядные приборы также используются до
многих импульсных электрических схемах.В высоковольтной технике инертные газы, например
гелий, иногда могут использоваться как добавка к высо¬
копрочным сжатым газам для повышения их дугогаси¬
тельной способности. Широко известно использование
инертных газов в газосветных трубках.§ 3. ЖИДКИЕ ДИЭЛЕКТРИКИЖидкие диэлектрики классифицируют по
различным признакам: а) по химической црироде — неф¬
тяные масла, .синтетические жидкости; б) по специфике452
применения — для трансформаторов, выключателей и
контакторных устройств, конденсаторов, кабелей и др.;
в) по верхнему пределу допустимой рабочей температу¬
ры— до 70°С (нефтяные масла в конденсаторах), до
95 °С (нефтяные масла в трансформаторах, хлорирован¬
ные углеводороды в конденсаторах); в) по степени горю¬
чести— горючие, негорючие.Жидкие диэлектрики, например в трансформаторах,
выполняют дополнительную функцию, являясь охлаж¬
дающим агентом и обеспечивая отвод теплоты, выделяю¬
щейся внутри электрооборудования, что требует высо¬
кой теплоемкости и низкой вязкости при наименьших ра¬
бочих температурах.Часто отказы электрооборудования сопровождаются
искрением, дугообразованием, которые могут воспламе¬
нить жидкость, газообразные продукты ее испарения или
разложения. Важно, чтобы диэлектрическая жидкость,
ее пары или газообразные продукты разложения не вос¬
пламенялись при отказе электрооборудования. О сопро¬
тивлении жидкости воспламенению судят по степени ее
негорючести.Ни ©дин жидкий диэлектрик не соответствует всем
этим требованиям одновременно. Приходится ориентиро¬
ваться на важнейшие для данного конкретного случая
применения требования, компенсируя отдельные недо¬
статки ограничения в условиях эксплуатации либо внося
соответствующие изменения в конструкцию электрообо¬
рудования.Нефтяные масла применяют в трансформаторах, вы¬
соковольтных вводах, конденсаторах, выключателях и
контакторных устройствах для регулирования напряже¬
ния под нагрузкой.Трансформаторное масло, которым заливают силовые
трансформаторы, из всех жидких электроизоляционных
материалов находит наиболее широкое применение в
электротехнике. Оно используется в масляных выключа¬
телях высокого напряжения, а также для заливки масло¬
наполненных вводов, некоторых типов реактивов, реоста¬
тов и других электрических аппаратов.Конденсаторное масло служит для пропитки бумаж¬
ных конденсаторов, в особенности силовых, предназна¬
ченных для компенсации индуктивного фазового сдвига.Нефтяное конденсаторное масло имеет плотность
0,86...0,89 Мг/м3, температуру застывания — 45 °С.453
Вазелиновое конденсаторное масло по плотности и
электрическим свойствам близко к нефтяному, но имеет
более высокую температуру застывания (—5°С). Элект¬
рическая прочность конденсаторных масел не менее
20 МВ/м.Кабельные масла используются в производстве сило¬
вых электрических кабелей; пропитывая бумажную изо¬
ляцию этих кабелей, они повышают ее электрическую
прочность, а также способствуют отводу теплоты потерь.Кабельные масла бывают различных типов. Для про¬
питки изоляции силовых кабелей на рабочее напряжение
до 35 кВ в свинцовых или алюминиевых оболочках (ка¬
бели с вязкой пропиткой) применяется масло марки
КМ-25 с кинематической вязкостью не менее 23 мм2/с при
100 °С, температурой застывания не выше —10°С и тем¬
пературой вспышки не ниже +220°С.В маслонаполненных кабелях используют менее вяз¬
кие масла. Так, масло -марки МН-4 применяется для на¬
полнения кабелей на напряжение 110...220 кВ, з которых
во время эксплуатации с помощью подпитывающих
устройств поддерживается избыточное давление 0,3...
0,4 МПа. Для кабелей высокого давления (до 1,5 МПа)
на напряжения от 110 до 500 кВ, прокладываемых в
стальных трубах, применяется особо тщательно очищен¬
ное масло марки С-200.§ 4. СИНТЕТИЧЕСКИЕ ЖИДКИЕ ДИЭЛЕКТРИКИНаибольшее применение получили синтети¬
ческие жидкости на основе хлорированных углеводоро¬
дов. Это обусловлено их высокой термоокислителыной и
электрической стабильностью, особенно при переменном
напряжении, негорючестью, повышенным значением ег,
относительно невысокой стоимостью при вполне удовлет¬
ворительных эксплуатационных свойствах. Однако из-за
токсичности хлорированных углеводородов их примене¬
ние сначала ограничивалось, а сейчас почти повсеместно
запрещено, хотя в эксплуатации еще имеются значитель¬
ные количества.Для пропитки силовых конденсаторов применяют
ТХД, для пропитки и заполнения силовых трансформато¬
ров применяют совтол-10, представляющий собой смесь
90% пентахлордифенила и 10% трихлортензола, и гек-
сол. Совтол-10 по своим вязкостно-температурным свой¬454
ствам значительно уступает гексолу, что несколько огра¬
ничивает область его применения в трансформаторах.
Гексод представляет собой смесь 20% пентахлордифени-
ла и 80% гексахлор бутадиена.Жидкие диэлектрики на основе полиорганосилоксано-
вых (кремнийорганических) соединений (ПОСЖ) ис¬
пользуют в импульсных трансформаторах, специальных
конденсаторах, блоках радио- и электронной аппарату¬
ры, волноводах, преобразовательных устройствах, магне¬
тронах и в других устройствах. Опыт применения жидких
ПОСЖ подтвердил их высокое качество, термоокисли¬
тельную стабильность и эксплуатационную надежность.Жидкие диэлектрики «а основе фторорганических
(ФОСЖ) и хлорфтороргаиических (ХФОСЖ) соедине¬
ний могут длительно работать при температуре 220 °С и
выше. Характерными свойствами этих жидкостей являют¬
ся малая вязкость, низкое поверхностное натяжение, вы¬
сокий температурный коэффициент объемного расшире¬
ния, сравнительно высокая летучесть. Оми способны
обеспечивать более интенсивный отвод теплоты потерь
от охлаждаемых ими обмоток и магнитопроводов, чем
нефтяные масла или кремнийорганические жидкости.Некоторые хлорфторуглеводороды, которые по своим
термодинамическим свойствам нашли применение в ка¬
честве хладоагентов, получили название хладонов (рань¬
ше их называли фреонами). Ряд хладонов нашел приме¬
нение в качестве жидких диэлектриков для заполнения
небольших трансформаторов, блоков электронного обору¬
дования и других электротехнических изделий во всех
случаях, когда другие виды жидких диэлектриков не вы¬
держивают высоких рабочих температур.§ 5. ЭЛЕКТРОИЗОЛЯЦИОННЫЕ СМОЛЫПрименяемые .в электроизоляционной техни¬
ке смолы большей частью нерастворимы в воде и мало-
гигроскопичны, но растворимы в близких по химической
природе органических растворителях. Обычно смолы об¬
ладают клейкостью и при переходе из жидкого состояния
в твердое (при охлаждении расплава или при испарении
летучего растворителя из раствора) прочно прилипают к
соприкасающимся с ними твердым телам. При низких
температурах смолы — аморфные, стеклообразные массы,455
более или менее хрупкие. При нагреве смолы (если они
ранее не претерпевают химических изменений) размяг¬
чаются, становясь пластичными, а затем жидкими.Наибольшее значение в электрической изоляции име¬
ют синтетические смолы — полимеризационные и конден¬
сационные. Общим недостатком конденсационных смол
является то, что при их отверждении .происходит выделе¬
ние воды или других веществ, остатки которых могут
ухудшить электроизоляционные свойства смолы. Кроме
того, молекулы конденсационных смол, как цравило, со¬
держат полярные группы, что повышает тангенс угла их
диэлектрических потерь ,и гигроскопичность. Полимери¬
зационные смолы могут быть и неполярными (полимеры
углеводородного состава, политетрафторэтилен и др.).К органическим электроизоляционным смолам отно¬
сятся: полиэтилен, полистирол, политетрафторэтилен, по¬
ливинилхлорид, полиметилметакрилат, полиамиды, эпок¬
сидные, фенолформальдегидные, полиэфирные.Полиэтилен различных (видов) типов широко ис¬
пользуется в изоляции кабелей (как радиочастотных и
кабелей телефонной связи, так и силовых). Выпускается
он в виде пленок, лент и других изделий.Полипропилен применяется как диэлектрик намотан¬
ных (пленочных, а также комбинированных — бумажно¬
пленочных) силовых конденсаторов.Полистирол обладает хрупкостью при пониженных
температурах, склонностью к постепенному образованию
поверхностных трещин, малой стойкостью к действию
растворителей (в частности, жидких углеводородов) и
н евы со ко й н а грево сто йкостью.Поливинилхлорид стоек к действию воды, щелочей,
разбавленных кислот, масел, бензина и спирта. Он ис¬
пользуется в технике и в быту для изготовления пласти¬
ческих масс и резиноподобных продуктов, для изоляции
проводов, защитных оболочек кабелей и т. п.Полиметилметакрилат известен под названиями орга¬
ническое стекло, плексиглас. Применяется в разрядни¬
ках высокого напряжения, где требуется быстрое гаше¬
ние возникающей дуги. Политетрафторэтилен, или фтор-
лон-4 (фторопласт-4), обладает высокой нагревостойко-
стью (около + 250 °С), химически стоек, совершенно
негорюч, абсолютно негигроскопичен и не смачивается
водой и другими жидкостями. По электроизоляционным
свойствам фторлон-4 принадлежит к лучшим из извест¬456
ных диэлектриков, и его применяют в особо ответствен¬
ных случаях: при одновременном воздействии на изоля¬
цию высоких и низких температур, химически активных
сред, влаги и т. п. Внедрению фторлона-4 препятствуют
его высокая стоимость и сложность технологии.Эпоксидные смолы имеют малую усадку при отвер¬
ждении (0,5...2%), способствующую получению моно¬
литной изоляции и высокую адгезию к различным пла¬
стическим массам, стеклам, керамике, металлам и дру¬
гим материалам. Применение эпоксидной смолы в ка¬
бельных соединительных и концевых муфтах вместо
чугунных муфт, заливаемых битумными или маслокани-
фолевыми компацидами, значительно уменьшает разме¬
ры муфт и дают значительный экономический эффект.К элементоорганическим электроизоляционным смо¬
лам относятся кремнийорганические смолы, в состав ко¬
торых, помимо характерного для органических полиме¬
ров углерода, входит кремний. Электроизоляционные
свойства кремнийорганических соединений высоки даже
при повышенных температурах. Кроме того, кремнийор¬
ганические соединения обладают малой гигроскопично^
стью и практически не смачиваются водой.Из природных смол наибольшее применение в элек¬
тротехнике получили канифоль, шеллак, битумы.Канифоль применяется в электрической изоляции при
изготовлении лаков и компаундов; она добавляется к
нефтяному маслу при пропитке бумажной изоляции си¬
ловых кабелей. Кроме того, в большом количестве кани¬
фоль применяется как составная часть многих электро¬
изоляционных смол, в частности фенолформальдегидных
и полиэфирных, как сырье для изготовления резина¬
тов— сиккативов («сплавы» канифоли с РЬ, Со, Мп и
другими металлами). Канифоль находит большое приме¬
нение в качестве флюса при пайке медных проводов..В электротехнике шеллак применяется главным об¬
разом для изготовления клеящих лаков, в частности для
слюдяной изоляции, а также для лакировки деталей. Со¬
держание шеллака в электроизоляционных лаках колеб¬
лется в пределах 30...45 %.Битумы широко используются для изготовления элек¬
троизоляционных заливочных и пропиточных составов —
компаундов и масляно-битумных электроизоляционных
лаков различного назначения.457
Лабораторная работа № 10. Определение
электрической прочности твердых
диэлектриковЦель работы: ознакомиться с методикой определения
электрической прочности различных твердых диэлек¬
триков.Задания. 1. Ознакомиться с принципиальной схемой
установки. 2. Изучить правила техники безопасности при
работе на установках высокого напряжения. 3. Прове¬
сти испытание образцов на электрическую прочность и
обнаружить место пробоя. 4. Составить отчет о работе.Оборудование и материалы. Четыре установки пере¬
менного тока промышленной частоты; четыре комплекта
набора образцов слоистых электроизоляционных мате¬
риалов (гетинакса, текстолита) размером 50X50X10 с
толщиной слоя в месте пробоя 2 мм.Методические указания. Работа выполняется брига¬
дами по 3...4 человека. Первое испытание должно прово¬
диться в присутствии преподавателя. До включения ап¬
парата в сеть студенты должны выполнить все операции
по подготовке установки к испытанию, и только после
этого преподаватель разрешает включить аппарат в сеть.Теоретические сведения. При увеличении напряжения
в электрической установке может произойти пробой ее
изоляции. В результате этого диэлектрик окажется не¬
пригодным для дальнейшего применения. Напряжение,
при котором происходит пробой, называется пробивным,
обозначается С/Пр и выражается в киловольтах. Способ¬
ность электроизоляционных материалов противостоять
пробою называется электрической прочностью. Электри¬
ческая прочность ЕПр, МВ/м, определяется отношением
пробивного напряжения к толщине диэлектрика в месте
пробоя и вычисляется по формуле (однородное поле):Ецр = Uup/h,
где h — толщина диэлектрика в месте пробоя, мм.Электрическая прочность твердых диэлектриков зави¬
сит от их структуры, толщины, окружающей темпера¬
туры и других факторов. Диэлектрическая прочность
диэлектрика может быть повышена пропиткой его мас¬
лами, лаками или компаундами.Для обеспечения надежности работы электрических
установок рабочее напряжение £/раб электроизоляцион¬458
вРис. 139. Принципиальная схема установки переменно¬
го тока для измерения пробивного напряженияных материалов должно быть значительно ниже про¬
бивного напряжения Unp. Электрическую прочность ди¬
электриков определяют на установке переменного тока
промышленной частоты (50 Гц), изображенной на ри¬
сунке 139. Изменение подводимого напряжения осущест¬
вляют регулирующим устройством — лабораторным авто¬
трансформатором JIATP. Испытываемый образец О с
двумя электродами включают последовательно с рези¬
стором R, который служит для ограничения тока в цепи
при пробое образца диэлектрика. Защитное сопротив¬
ление выбирают по высшему напряжению UB трансфор¬
матора T/R = 0,2 Uв.Мощность повышающего трансформатора выбирают
в зависимости от наибольшего напряжения установки.Наибольшие напряжения установ- 1 5 50 80 150
ки, кВМощность трансформатора, 0,5 1 2,5 5 10кВ-А, не менееНапряжение измеряют электростатическим вольтмет¬
ром высокого напряжения, присоединенным параллель¬
но к испытываемому образцу, или с помощью измери¬
тельного трансформатора напряжения.Электрическую прочность слоистых электроизоляци¬
онных материалов вдоль слоев определяют на образцах
с отверстиями (рис. 140),. в которые плотно вставляются
трубчатые электроды диаметром 5 мм. Электроды изго¬
товляются из меди, латуни или нержавеющей стали. Их
рабочие поверхности должны быть отшлифованы и плот¬
но прижаты к образцам, чтобы обеспечить хороший кон¬
такт. Форма и геометрические размеры электродов
должны соответствовать ГОСТ 6433.3—71.459
15Рис. 140. Образец слоистого диэлектрика
для определения электрической прочности
вдоль слоев:/г — толщина образца диэлектрикаПорядок выполнения работы. 1. Ознакомиться с прин¬
ципиальной схемой установки. 2. Изучить правила тех¬
ники безопасности при работе на установках высокого
напряжения. 3. До включения аппарата в сеть выполнить
следующее: а) соединить зажим заземления аппарата,
находящийся на его каркасе, с заземляющей шиной ла¬
боратории. Проверить надежность заземляющего прово¬
да; б) проверить размеры образцов, подлежащих испы¬
танию, и установить их; в) перевести движок регулиро¬
вочного автотрансформатора в крайнее левое положение
(повышать напряжение следует от нуля). 4. Подать на¬
пряжение сети Uс на аппарат, включив вилку в штепсель¬
ную розетку. При этом должна загореться зеленая лам¬
па, сигнализирующая о наличии напряжения на авто¬
трансформаторе. 5. Включить автоматический выключа¬
тель, при этом загорается красная лампа, что указывает
на наличие напряжения на первичной обмотке повышаю¬
щего трансформатора. 6. Пользуясь регулирующим уст¬
ройством J1ATP, плавно увеличивать напряжение со ско¬
ростью 1 кВ/с до наступления пробоя. Время повышения
напряжения не менее 10 с. В момент пробоя диэлектри¬
ка автоматический выключатель должен срабатывать,
разрывая цепь первичной обмотки трансформатора.
7. Записать показания вольтметра в момент пробоя. Это
напряжение является пробивным f/np. Для каждого об¬
разца измерить пробивное напряжение не менее 3 раз и
взять среднее его значение. 8. Зная среднее пробивное
напряжение t/np и среднюю толщину диэлектрика, вычис¬
лить электрическую прочность (МВ/м) по формуле £Пр =460
= Unp/h. 9. После проведенных испытаний необходимо:
а) переместить ручку регулирующего устройства ЛАТР
в исходное положение; б) извлечь испытываемый обра¬
зец и обнаружить место пробоя. 10. Составить отчет о
работе. В отчет включить цель и задание работы, изло¬
жение последовательности выполнения работы, запол¬
ненный протокол испытаний (табл. 12).12. Форма протокола испытанийНаименованиеИзмеряютсяВычисляются№пп.испытывае¬
мого мате¬
риалаА, ммис. в^пр. MB^пр.ср»MB£пр. МВ/мЛабораторная работа № 11. Зависимость
электрического сопротивления проводника
(металла) от температурыЦель работы: определить опытным путем сопротив¬
ление материалов и рассчитать ТКР данного материала
по приведенной формуле.Задания. 1. Ознакомиться с принципом работы термо¬
стата с электрическим подогревом. 2. Изучить правила
техники безопасности при работе с термостатом. 3. Про¬
вести испытания и построить график зависимости элек¬
трического сопротивления от температуры. 4. Составить
отчет о работе.Оборудование и материалы. Для установления зави¬
симости сопротивления металлического проводника с из¬
менением его температуры необходимы: четыре калиб¬
рованных резистора или специально подготовленные об¬
разцы из выбранного материала, четыре термостата с
электрическим подогревом, заполненных трансформатор¬
ным маслом, глицерином или другой изоляционной жид¬
костью, четыре термометра со шкалой до 100...150®С,
четыре двойных моста типа Р329.Методические указания. Работа выполняется звенья¬
ми по 3...4 человека. Первое испытание должно прово¬
диться в присутствии преподавателя. По результатам
измерений построить график, откладывая по оси абс¬
цисс значение температуры от комнатной до конечной,
а по оси ординат — сопротивление резистора в интервале
температур от 5 до tK, °С. По данным графика определить
значения R0 и вычислить значение ТКР при конечной
температуре tK.461
Теоретические сведения. Металлические проводники
имеют хорошую теплопроводность и высокую электро¬
проводность. При нагревании проводников, в том числе
при прохождении электрического тока, увеличивается их
электрическое сопротивление.Электрическое сопротивление и обратный ему пара-
метр — электропроводность различных материалов зави¬
сят от структуры проводника, температуры и характери¬
зуются значениями удельного электрического сопротив¬
ления и электропроводности.Отношение превращения электрического сопротивле¬
ния проводника при изменении температуры на 1 °С на¬
зывается коэффициентом электрического сопротивления
77СР = 0,004, или 1/250 1/°С.В пределах от 8 до 100 °С относительное приращение
сопротивления металлов-проводников можно считать
пропорциональным изменению температуры: AR/R\ =
= (R2—Ri)IRi = a(t2—ti), откудаR2 = Rl~\~ RlCto(t2—^l)» 'ИЛИ R2 = /^i£l | ex. {t2—/1)],где a — температурный коэффициент сопротивления TKP; R2— со¬
противление при температуре t2 (конечной); Ri— сопротивление при'
температуре ti (начальной). Для измерения температуры преобразу¬
ем формулу (R2—Ri)!Ri = a(t2—ti)=at2—atu откуда^2='(/?i+^2)/oRi+^i«Температурный коэффициент сопротивления можно»
представить следующей формулой: ТКР= (1/R) (/У?/ДГ),
то есть ТК является функцией температуры.Порядок выполнения работы. 1. Установить в термо¬
стат образец резистора, предназначенного для измерения
его сопротивления. 2. Измерить термометром темпера¬
туру залитой жидкости, тем самым определив темпера¬
туру исследуемого образца. 3. Включить электрический
нагреватель и непрерывно помешивать жидкость мешал¬
кой. 4. Измерить сопротивление резистора двойным мос¬
том для измерения малых сопротивлений через каждый
интервал температур, равный 5°С. 5. Данные измерения
занести в протокол испытаний (табл. 13).13. Форма протокола испытанийНаименованиеиспытуемогообъектаИзмеряютсяВычисляются№пп.о оо оRt> Ом
Як, ОмR0, Ом7Хр, Ом/°С462
ПРАКТИЧЕСКИЕ РАБОТЫПРАКТИЧЕСКАЯ РАБОТА № 1
Практика формовки в опоках
и заливка форм расплавленным металломЦель работы: ознакомление с технологическими про¬
цессами приготовления формовочных смесей и изготов¬
ления литейных форм. Приобретение практических навы¬
ков формовки в опоках и заливки металла в формы.Задания. 1. Ознакомиться с правилами техники безо¬
пасности при работе с расплавленным металлом. 2. Из¬
готовить литейную форму для отливки фасонной втулки
путем формовки формовочной смеси в двух опоках по
разъемной модели. 3. Залить изготовленную литейную
форму расплавленным металлом. 4. Составить отчет о
работе.Оборудование и материалы. Для выполнения работы
необходимо иметь: сушильную печь; плавильную печь;
стержневой ящик; опоки; модели и формовочный инст¬
румент; подмодельные доски; литейный ковш; формо¬
вочную и стержневую смеси; припылы; металл для за¬
ливки литейной формы.Методические указания. Учащиеся совместно с мас¬
тером приступают к изготовлению стержня и после из¬
влечения из стержневого ящика его подвергают сушке.
Затем изготавливают литейную форму, в которую уста¬
навливают готовый стержень (ранее приготовленный) и
производят заливку расплавленным металлом. Носок
ручного ковша при заливке формы должен находиться
на незначительном расстоянии по высоте от литниковой
чаши. Лить металл необходимо без перерыва струи.
После охлаждения отливки извлечь ее из формы.В письменный отчет включить описание технологиче¬
ского процесса изготовления формы и стержня с эски¬
зами по операциям, а также эскиз модели.ПРАКТИЧЕСКАЯ РАБОТА № 2
Освоение приемов ковки металловЦель работы: ознакомление с основными операциями
ковки.Задания. 1. Ознакомиться с правилами техники безо¬
пасности при ковке металлов.463
2. Освоить технику основных операций ковки.3. Изготовить несложную поковку (слесарное зуби¬
ло, костыль, болт, угольник и т. д.).4. Составить отчет о работе.Оборудование и материалы. Для выполнения работы
необходимо иметь: пневматический молот ПМ-50, три
комплекта инструмента для ковки, нагревательное уст¬
ройство (горы, пламенную печь или установку ТВЧ с ин¬
дуктором); шесть заготовок для изготовления поковок.Методические указания. Преподаватель выдает зада¬
ние на изготовление несложной поковки на двух уча¬
щихся, которые попеременно будут выполнять роль куз¬
неца и молотобойца. При наличии трех рабочих мест
для ковки одновременно заняты шесть учащихся, ос¬
тальные занимаются оформлением отчета о работе. За¬
тем группы меняются. На рабочем месте имеются нако¬
вальня и набор кузнечного инструмента. Нагревательное
устройство одно на три рабочих места.Вначале мастер демонстрирует основные операции
ковки. Затем учащийся изготавливает поковку по зада¬
нию преподавателя. При выполнении задания учаще¬
муся следует: выбрать необходимый инструмент; уста¬
новить температурный интервал нагрева заготовки; со¬
ставить технологическую карту (последовательность
операций) изготовления поковки и после проверки пре¬
подавателем приступить к работе.В письменный отчет включить эскизы основных опе¬
раций ковки и пооперационную технологическую кар¬
ту изготовленной поковки.ПРАКТИЧЕСКАЯ РАБОТА № 3
Освоение рабочих приемов газовой
сварки и резки металловЦель работы: получить навык газовой сварки и резки.Задания. 1. Ознакомиться с правилами техники безо¬
пасности при газовой сварке и резке. 2. Освоить технику
левой и правой сварки. 3. Освоить технику резки метал¬
ла. 4. Выполнить сварку стальных пластин стыковым
швом. Проверить прочность соединения. 5. Составить от¬
чет о работе.Оборудование и материалы. Для выполнения работы
необходимы: ацетиленовый генератор; кислородный бал¬
лон; редуктор; горелка; резак; сварочная проволока;464
защитные приспособления (спецодежда, очки, рукавицы);
подкладки для отработки технологии левой и правой
сварки; пластины или прутки для резки; заготовки сталь¬
ных пластин для сварки.Методические указания. Учащийся совместно с масте¬
ром подготавливает ацетиленовый генератор к работе,
присоединяет редуктор к вентилю баллона, регулирует
рабочее давление, выполняет монтаж поста газовой
сварки. Далее учащийся приобретает навык регулиров¬
ки нормального пламени сварочной инжекторной го¬
релки. После того как освоены приемы регулировки пла¬
мени инжекторной горелки и резака, можно перейти к
освоению рабочих приемов газовой сварки и резки. Ос¬
воив технику газовой сварки, следует сварить две пла¬
стины стыковым швом. Пробу испытать на удар.В письменный отчет включить монтажную схему по¬
ста газовой сварки с указанием марки применяемого
оборудования.ПРАКТИЧЕСКАЯ РАБОТА № 4
Освоение рабочих приемов
дуговой сварки металловЦель работы: получить навык ручной дуговой сварки.Задания. 1. Ознакомиться с правилами техники безо¬
пасности при электродуговой сварке. 2. Освоить технику
устойчивого горения дуги при переменном и постоянном
токе. 3. Освоить приемы наложения валиков на сталь¬
ную пластину. 4. Выполнить сварку стальных пластин
стыковым швом. Проверить прочность соединения. 5. Со¬
ставить отчет о работе.Оборудование и материалы. Для выполнения работы
необходимы: сварочный трансформатор; сварочный пре¬
образователь или выпрямитель; электроды; защитные
приспособления (спецодежда, щитки, рукавицы); под¬
кладки для отработки умения держать устойчиво дугу;
заготовки стальных пластин для сварки.Методические указания. Учащийся рассчитывает ре¬
жим сварки, проверяет правильность монтажной схемы
аппарата, настраивает сварочный аппарат согласно вы¬
бранному режиму. Далее учащийся учится держать ус¬
тойчиво дугу при сварке на постоянном и переменном-
токе. После того как освоены приемы сохранения устой¬
чивой дуги и получения на пластине равных валиков,30 Заказ ISTt 89746S
необходимо сварить две пластины стыковым швом. Про¬
ба испытывается на удар.В письменный отчет по заданию включить технологи¬
ческую карту по форме:Описание и эскиз пробыМарка свариваемого металла:Марка электрода:Диаметр электро¬
да:Оборудование:Величина тока:Время сварки:Размеры шва:Оценка мастера за пробу:ПРАКТИЧЕСКАЯ РАБОТА № 5
Слесарно-монтажные работыЦель работы: приобрести навыки по подготовке и ор¬
ганизации рабочего места для выполнения основных
слесарных операций, руководствуясь общими положе¬
ниями научной организации труда.Задания. 1. Проверить правильность установки тисков
и отрегулировать их по высоте. 2. Подобрать разметоч¬
ный инструмент для разметки заданной геометрической
фигуры или детали и произвести разметку. 3. Назначить
геометрию заточки и заточить зубило для обработки ука¬
занного в задании металла, подобрать молоток и при¬
обрести навыки рубки. 4. Выбрать напильники для об¬
работки поверхности детали и приобрести навыки опи¬
ливания. 5. Подобрать сверло для сверления отверстия
под резьбу и метчики для нарезания резьбы, указанной
в чертеже детали. Приобрести навыки сверления и на¬
резания резьбы. 6. Расположить подобранный согласно
заданию инструмент на верстаке в последовательности
его применения.Оборудование и материалы. Для выполнения работы
необходимо иметь: 15 одноместных слесарных верста¬
ков; 15 штангенциркулей; 15 металлических линеек дли¬
ной 200 мм; 15 наборов разметочного инструмента (чер¬
тилка, разметочный циркуль, кернер и др.); 15 зубил;
30 слесарных молотков (различных по массе, до 400 г);
15 наборов напильников общего назначения; 15 наборов466
сверл (диаметром 5... 10,2); 15 наборов метчиков; ^ шаб¬
лонов для измерения угла заострения зубила; 15 кусоч¬
ков мела; 15 чертежей деталей для выполнения задания;1 комплект плакатов «Слесарно-монтажные работы».Методические указания. Работа проводится в слесар¬
ном классе (мастерской). Преподаватель выдает инди¬
видуальные задания учащимся в виде чертежа детали и
распределяет учащихся по рабочим местам. Перед нача¬
лом работы преподаватель проводит краткий инструктаж
по технике безопасности, затем учащиеся самостоятель¬
но выполняют задание.В начале работы необходимо установить тиски по
высоте. Затем по чертежу заданной детали наметить
этапы разметки, выбрать разметочный инструмент и в
зависимости от последовательности его применения рас¬
положить на верстаке. После этого произвести разметку.Для рубки металла, указанного в чертеже детали^
выбрать геометрию заточки зубила и произвести его
заточку с разрешения преподавателя. Затем выбрать
молоток и произвести рубку металла, приобретая навыки
выполнения этой операции.По чертежу детали выбрать напильники требуемой
формы и класса и уложить их на верстаке, затем присту¬
пить к освоению приемов опиливания.При нарезании внутренней резьбы диаметр отверстия
должен определенным образом соответствовать диамет¬
ру резьбы. Если диаметр отверстия будет больше тре¬
буемого, то получится неполная резьба, а если меньше,
то будет сорвана резьба или сломается метчик. Поэтому
вначале необходимо определить диаметр сверла, выбрать
сверло и просверлить отверстие. Затем для нарезания
резьбы, указанной в чертеже детали, подобрать метчики
и освоить приемы нарезания резьбы.На верстаке сверла и метчики кладутся подальше,
так как они используются в конце обработки детали.Порядок выполнения работы. 1. Ознакомиться с мето¬
дическими указаниями. 2. Подготовить рабочее место
согласно полученному заданию и предъявить его для
предварительной оценки преподавателю. 3. Освоить ра¬
бочие приемы выполнения разметки, рубки, опиливания,
сверления и нарезания резьбы. 4. Составить письменный
отчет о работе. В отчет включить цель работы, задание
и эскиз верстака с расположенными инструментами, вы¬
бранными и обоснованными согласно заданию.467
ПРАКТИЧЕСКАЯ РАБОТА № 6
Токарные и сверлильные станкиЦель работы: изучить токарно-винторезный и верти¬
кально-сверлильный станки, приобрести навыки налад¬
ки и настройки их.Задания. 1. Изучить устройство токарно-винторезного
станка. 2. Произвести наладку и настройку токарно-вин¬
торезного станка. 3. Изучить устройство вертикально¬
сверлильного станка. 4. Произвести наладку и настрой¬
ку вертикально-сверлильного станка.Оборудование и материалы. Для выполнения работы
необходимо иметь: 2 токарно-винторезных станка; 2 вер¬
тикально-сверлильных станка; набор резцов; сверла,
зенкеры и развертки; переходные втулки; 3-кулачковый
патрон для закрепления сверл; машинные тиски; ключи
для закрепления резцов и сверл; 4 плаката изучаемых
'станков.Методические указания. Практическая работа выпол¬
няется после изучения глав 5 и 6 раздела 8. Работа про¬
водится в механической мастерской с подгруппой, кото¬
рая делится на 4 звена. Каждое звено выполняет один
пункт задания и после его выполнения происходит смена
рабочих мест звеньев. Занятие проводится на отключен¬
ном от сети оборудовании.Перед началом работы с учащимися проводится ин¬
структаж по технике безопасности.Станки, являющиеся объектами изучения, наладки
и настройки, должны быть подготовлены к проведению
работы и тщательно приведены в соответствие с установ¬
ленными нормами техники безопасности.Устройство токарно-винторезного станка изучается
по плакату «Токарно-винторезный станок», а затем уча¬
щиеся непосредственно знакомятся с механизмами и уз¬
лами станка.Управление механизмами токарно-винторезного стан¬
ка производится кнопками, рукоятками и маховичками.
Назначение органов управления и приемы пользования
ими необходимо изучить по плакату, а затем практиче¬
ски отработать на станке.Вертикально-сверлильный станок также изучается по
плакату, а затем изучаются органы управления станком
и отрабатываются рабочие приемы управления им и на¬
стройка на заданный режим работы. Наладка и настрой¬468
ка станков производятся по заданию преподавателя.Порядок выполнения работы. 1. Ознакомиться с мето¬
дическими указаниями. 2. Задания выполняются по ука¬
занию преподавателя. 3. Составить краткий отчет. В от¬
чете указать цель и задание, дать рисунок станка и
схему переключения рукояток коробки скоростей и ко¬
робки подач каждого станка.ПРАКТИЧЕСКАЯ РАБОТА № 7Фрезерные и шлифовальные станкиЦель работы: изучить горизонтально-фре¬
зерный и круглошлифовальный станки, приобрести на¬
выки наладки и настройки их.Задания. 1. Изучить устройство горизонтально-фре¬
зерного станка. 2. Произвести наладку и настройку го¬
ризонтально-фрезерного станка. 3. Изучить устройство
круглошлифовального станка. 4. Произвести наладку и
настройку круглошлифовального станка.Оборудование и материалы. Для выполнения работы
необходимо иметь: 2 горизонтально-фрезерных станка;2 круглошлиф'овальных станка; цилиндрическую фрезу;
справку с набором установочных колец; гаечные ключи;
4 плаката изучаемых станков.Методические указания. Практическая работа выпол¬
няется после изучения глав 8 и 9 раздела 8. Работа про¬
водится в механической мастерской с подгруппой, кото¬
рая делится на 4 звена. Каждое звено выполняет один
пункт задания, и после его выполнения происходит сме¬
на рабочих мест звеньев. Занятие проводится на отклю¬
ченном от сети оборудовании.Перед началом работы с учащимися проводится ин¬
структаж по технике безопасности.Станки, являющиеся объектами изучения, наладки
и настройки, должны быть подготовлены к проведению
работы и тщательно проверены на соответствие установ¬
ленным нормам техники безопасности.Устройство горизонтально-фрезерного станка изуча¬
ется по плакату «Горизонтально-фрезерный станок», а
затем учащиеся непосредственно знакомятся с механиз¬
мами и узлами станка.Управление механизмами горизонтально-фрезерного
станка производится кнопками, рукоятками и махович¬
ками. Назначение органов управления и приемы поль¬469
зования ими необходимо изучить по плакату, а затею
практически отработать на станке.Круглошлифовальный станок также изучают по пла¬
кату, а затем переходят к изучению механизмов и узлов-
непосредственно на станке.Органы управления станком вначале изучают по пла¬
кату, а затем на станке отрабатывают рабочие приемы
управления им и проводят настройку станка на заданный
режим работы. Наладка и настройка станков произво¬
дятся по заданию преподавателя.Порядок выполнения работы. 1. Ознакомиться с мето¬
дическими указаниями. 2. Задания выполняются по ука¬
занию преподавателя. 3. Составить краткий отчет. В от¬
чете указать цель и задание, дать рисунок станка и схе¬
му переключения рукояток коробки скоростей и коробки
подач каждого станка.ПРАКТИЧЕСКАЯ РАБОТА № 8
Нарезание зубьев зубчатых
колесЦель работы: изучить устройство делительной голов¬
ки и получить навыки применения ее для нарезания
зубьев зубчатых колес.Задания. 1. Выбрать модульную дисковую фрезу для
нарезания зубчатого колеса, произвести установку и за¬
крепление ее на горизонтально-фрезерном станке. 2. Изу¬
чить устройство делительной головки и освоить способы
деления, применяемые при нарезании зубьев зубчатых
колес. 3. Произвести наладку и настройку делительной
головки и горизонтально-фрезерного станка для наре¬
зания зубьев зубчатого колеса.Оборудование и материалы. Для выполнения работы
необходимо иметь: 2 горизонтально-фрезерных станка,2 делительные головки и задние бабки; 2 комплекта дис¬
ковых модульных фрез одного модуля; 2 оправки с на¬
бором установочных колец; индикатор со стойкой; кон¬
трольный шлифованный валик диаметром 40 мм; штан¬
генциркуль ШЦ-2; 4 плаката («Делительная головка»,
«Настройка делительной головки», «Установка и закреп¬
ление фрезы на горизонтально-фрезерном станке», «Го¬
ризонтально-фрезерный станок»).Методические указания. Практическая работа выпол¬
няется после изучения главы 8 раздела 8. Работа про¬470
водится в механической мастерской с подгруппой, кото¬
рая делится на 3 звена по 4...5 человек в звене.Каждое звено выполняет один из пунктов задания
на рабочем месте. Первое рабочее место организуется
у горизонтально-фрезерного станка (1-й пункт задания).
На втором рабочем месте учащиеся выполняют 2-й пункт
задания. Наладка и настройка делительной головки и
горизонтально-фрезерного станка для нарезания задан¬
ного числа зубьев зубчатого колеса производятся на
третьем рабочем месте.После выполнения каждого пункта задания звенья
меняются рабочими местами. Занятие проводится на
отключенном от сети оборудовании.Перед началом работы с учащимися проводится ин¬
структаж по технике безопасности.Порядок выполнения работы. 1. Ознакомиться с мето¬
дическими указаниями к каждому заданию. 2. Задания
выполнять в последовательности, приведенной в методи¬
ческих указаниях. 3. Составить краткий отчет. В отчете
указать цель работы и задание. Кратко описать методику
подбора дисковой модульной фрезы для нарезания за¬
данного числа зубьев зубчатого колеса, привести расчет
по определению числа оборотов рукоятки делительной
головки, проведенный при выполнении работы.
ЛИТЕРАТУРАГорбунов Б. И. Обработка материалов резанием, металлорежу¬
щий инструмент и станки. — М.: Машиностроение, 1981.Гуляев А. П. Металловедение. — М.: Металлургия, 1986.Журавлев В. Н., Николаева О. И. Машиностроительные
стали. — М.: Машиностроение, 1981.Журавлев А. Н. Допуски и технические измерения. — М.: Выс¬
шая школа, 1981.Кондратьев Е. Т. Технология конструкционных материалов »
материаловедение. — М.: Колос, 1983.К и т а е в А. М., Китаев Я. А. Справочная книга сварщика. — М.:
Машиностроение, 1985.Козловский Н. С., Виноградов А. Н. Основы стандартиза¬
ции, допуски, посадки и технические измерения. — М.: Машино¬
строение, 1982.Кострицкий В. Г., Кузьмин А. И. Контрольно-измерительные
инструменты и приборы в машиностроении. — Киев: Техника,
1986.Л а х т и н Ю. М. Металловедение и термическая обработка метал¬
лов. — М.: Металлургия, 1984.Материаловедение под ред. Б. Н. Арзамасова. — М.: Машинострое¬
ние, 1986.Матвеев В. А., Пустовалов И. И. Техническое нормирование
ремонтных работ в сельском хозяйстве. М.: Колос, 1979.Мягков В. Д., Палей М. А., Романов А. Б., Брагинс¬
кий В. А. Допуски и посадки. Справочник в 2-х частях. — Л.:
Машиностроение, 1982.Никифоров В. М. Технология металлов и конструкционные ма^
териалы. — М.: Высшая школа, 1980.Онищенко В. И., Мурашкин С. У., Коваленко С. А. Тех¬
нология металлов и конструкционные материалы. — М.: Колос,
1984.Соколов И. И. Газовая сварка и резка металлов. — М.: Высшая
школа, 1986.Справочник технолога-машиностроителя. В 2-х томах. Под ред.
^985 Шиловой, Р. К Мещерякова. — М.: Машиностроение,Технология конструкционных материалов. Под ред. А. М. Дальско-*
го. — М.: Машиностроение, 1985.
ОГЛАВЛЕНИЕВведение . . 3Раздел 1. СТРОЕНИЕ И СВОЙСТВА МЕТАЛЛОВ 5Глава 1. Общие сведения о металлах и сплавах 5§ 1. Классификация металлов 5
§ 2. Атомно-кристаллическое строение металлов 6
§ 3. Плавление и кристаллизация металлов . 8
§ 4. Термические кривые нагревания и охлаждения ме¬
таллов и сплавов . . 11
§ 5. Свойства металлов и методы их испытаний 12
Лабораторная работа № 1. Определение твердости
металлов. Искровая проба стали 18Глава 2. Основные сведения из теории сплавов 26§ 1. Понятие о сплавах . 26§ 2, Диаграммы состояния двойных сплавов 27Раздел 2. ПРОИЗВОДСТВО ЧЕРНЫХ И ЦВЕТНЫХМЕТАЛЛОВ 35Глава 1. Производство чугуна 35§ 1. Металлургические процессы, огнеупорные материалы,состав шихты . 35§ 2. Устройство и работа доменной печи 37Глава 2. Производство стали 42§ 1. Сущность процессов производства стали 42§ 2. Конвертерные способы производства стали 43§ 3. Мартеновское производство 45
§ 4. Производство стали в электрических печах. Разливкастали 47Глава 3. Производство цветных металлов 50§ 1. Производство меди 50§ 2. Производство алюминия 52§ 3. Производство титана 54§ 4. Производство магния 54Раздел 3. СПЛАВЫ ЖЕЛЕЗА С УГЛЕРОДОМ И МЕТО¬
ДЫ ИЗМЕНЕНИЯ ИХ СВОЙСТВ 56
Глава 1. Железоуглеродистые сплавы 56
§ 1. Свойства железа и углерода 56
§ 2. Структурные составляющие железоуглеродистыхсплавов . • , 57473
§ 3. Диаграмма состояния железоуглеродистых сплавов 59Глава 2. Чугуны 63
§ 1. Влияние примесей на структуру и свойства чугуна 63
§ 2. Влияние графитовых включений и структуры на ме¬
ханические свойства чугуна 65
§ 3. Виды чугуна, их применение и маркировка 66Глава 3. Углеродистые стали 69
§ 1. Общие сведения . . 69
§ 2. Влияние постоянных примесей на свойства углеро¬
дистых сталей . 70
§ 3. Классификация, маркировка и применение углероди¬
стых сталей .... ... ... 71
Лабораторная работа № 2. Исследование структуры
железоуглеродистых сплавов, находящихся в равно¬
весном состоянии 74Глава 4. Легированные стали 80
§ 1. Общие сведения . . . .80
§ 2. Влияние легирующих элементов на структуру и свой¬
ства стали .... . .80§ 3. Классификация и маркировка легированных сталей 82§ 4. Конструкционные стали 84§ 5. Инструментальные стали . 86§ 6. Стали и сплавы с особыми свойствами 89§ 7. Стали и сплавы специальных способов выплавки 92Глава 5. Основы термической и химико-термической обра-ботки 93§ 1. Классификация видов термической обработки 93
§ 2. Превращения при нагревании стали 95
§ 3. Превращения аустенита при непрерывном охлажде¬
нии .... . 96
§ 4. Изотермическое превращение аустенита 98
§ 5. Отжиг и нормализация 100
§ 6. Закалка 102
§ 7. Отпуск ... .... . . 107
§ 8. Особенности термической обработки легированныхсталей и чугунов . . . . . 109§ 9. Дефекты и брак при термической обработке 110§ 10. Химико-термическая обработка 110§ 11. Термомеханическая обработка . . 114
Лабораторная работа № 3. Термическая обработкауглеродистой стали 115Раздел 4. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ. ПОРОШ¬
КОВЫЕ МАТЕРИАЛЫ. КОРРОЗИЯ МЕТАЛЛОВ 120Глава 1. Сплавы цветных металлов 120»§ 1. Сплавы на медной основе 120§ 2. Легкие сплавы 123§ 3. Антифрикционные сплавы . 129
Лабораторная работа № 4. Изучение микроструктурцветных металлов и сплавов на их основе 130Глава 2. Порошковые материалы 132474
§ 1. Общие сведения . 132
§ 2. Классификация и применение порошковых материалов 133
§ 3. Металлокерамические твердые сплавы . 134
§ 4. Применение порошковых сплавов в сельскохозяйст¬
венном машиностроении и ремонтном производстве J36Глава 3. Коррозия металлов 138§ 1. Основные виды коррозии 138§ 2. Меры борьбы с коррозией 141Раздел 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО 146Глава 1. Получение отливок в разовых формах 146Глава 2. Получение жидкого металла 151Глава 3. Специальные методы литья 154Раздел 6. ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ 159Глава 1. Общие сведения 159§ 1. Основы теории пластической деформации 159§ 2. Нагрев металла и нагревательные устройства 160Глава 2. Процессы обработки металлов давлением 161Раздел 7. СВАРОЧНОЕ ПРОИЗВОДСТВО 170Глава 1. Классификация и характеристика способов сварки 170
§ 1. Физическая сущность, классы и виды сварки 170
§ 2. Свариваемость металлов и металлургические процес¬
сы при сварке . 171
§ 3. Сварочные напряжения и деформации 173
§ 4. Виды сварных соединений и швов 173Глава 2. Газовая сварка и резка 175§ 1. Применяемые материалы 176§ 2. Оборудование и принадлежности 178§ 3. Технология газовой сварки и резки 185Глава 3. Дуговая сварка и резка 189§ 1. Оборудование и принадлежности . 190§ 2. Электроды для дуговой сварки и наплавки 195§ 3. Технология ручной дуговой сварки и резки 200Глава 4. Специальные способы сварки. Дефекты и методыконтроля сварных соединений 203§ 1. Контактная сварка . . 203
§ 2. Автоматические способы сварки 205
§ 3. Дефекты сварных соединений и причины их образо¬
вания 208
§ 4. Методы контроля сварных соединений 209
§ 5. Применение сварки и наплавки в ремонтном произ¬
водстве 210Раздел 8. ОБРАБОТКА КОНСТРУКЦИОННЫХ МАТЕ¬
РИАЛОВ РЕЗАНИЕМ 215Глава 1. Основы стандартизации. Допуски, посадки и тех¬
нические измерения 215§ 1. Стандартизация и качество продукции 215475
§ 2. Научно-технические принципы стандартизации 216
§ 3. Категории и виды стандартов . 216
§ 4. Стандартизация и качество продукции . 217
§ 5. Общие принципы, виды и экономическая эффектив¬
ность взаимозаменяемости 218
§ 6. Основные понятия теории допусков 219
§ 7. Посадки 223
§ 8. Диапазоны размеров, единицы допуска и квалитетыв ЕСДП СЭВ ... 224§ 9. Система допусков ЕСДП СЭВ 225
§ 10. Обозначение предельных отклонений и посадок начертежах . . 226
§11. Допуски формы и расположения поверхностей. Ше¬
роховатость поверхности 228
§12. Понятие о метрологии и технических измерениях 230
§13. Методы технических измерений . 231
§ 14. Измерительные инструменты и приборы 232
Лабораторная работа № 5. Технические измерения 238Глава 2. Основы слесарной обработки 242§ 1. Слесарные работы. Рабочее место 242§ 2. Разметка 244§ 3. Рубка 246§ 4. Резка . 243§ 5. Правка и гибка 249§ 6. Клёпка 251§ 7. Опиливание 251§ 8. Сверление, зенкерование и развертывание 254§ 9. Нарезание резьбы 254§10. Шабрение 256§11. Притирка и доводка 258§ 12. Паяние и лужение 259§ 13. Слесарно-сборочные работы 261§14. Техника безопасности 261Глава 3. Основы теории- резания металлов 262§ 1. Движения на металлорежущих станках и основныеметоды обработки материалов резанием 263§ 2. Токарный проходной резец 264§ 3. Режимы резания и геометрия срезаемого слоя 269§ 4. Процесс образования стружки и нароста 270-
§ 5. Тепловыделение и износ резцов. Смазывающе-охлаж-дающие жидкости 273§ 6. Силы резания и мощность при точении 275§ 7. Скорость резания и стойкость резцов 276Лабораторная работа № 6. Токарные резцы 277Глава 4. Общие сведения о металлорежущих станках 280§ 1. Классификация металлорежущих станков 280§ 2. Приводы, ряды частот вращения шпинделя 284§ 3. Передачи 286§ 4. Механизмы станков 288§ 5. Установка и испытание станков 291§ 6. Техника безопасности 292Глава 5. Токарные станки и работы, выполняемые на них 293476
§ 1. Токарно-винторезный станок . 293'§ 2. Кинематическая схема токарно-винторезного станка 296-§ 3. Приспособления к токарным станкам 301§ 4. Токарные резцы 303§ 5. Основные работы, выполняемые на токарных станках 304-§ 6. Разновидности станков токарной группы 3i1Глава 6. Сверлильные и расточные станки и работы, вы¬
полняемые на них 312§ 1. Процесс сверления и его особенности 312§ 2. Инструменты, применяемые на сверлильных станках 314
§ 3. Приспособления и вспомогательный инструмент ксверлильным станкам . 317
§ 4. Вертикально-сверлильный станок 319
§ 5. Раб©ты, выполняемые на сверлильных станках 322
§ 6. Станки сверлильной и расточной групп . 324
Лабораторная работа № 7. Режущий инструмент,
применяемый при работе на сверлильных и фрезер¬
ных станках 327Глава 7. Строгальные, долбежные, протяжные станки иработы, выполняемые на них 328§ 1. Особенности процесса резания при строгании, долб¬
лении и протягивании 328
§ 2. Поперечно-строгальный станок . 330
§ 3. Долбежные, продольно-строгальные и протяжныестанки 333
§ 4. Работы, выполняемые на строгальных и долбежныхстанках 335Глава 8. Фрезерные станки и работы, выполняемые на них 337§ 1. Сущность процесса и элементы резания при фрезе¬
ровании 337
§ 2. Основные типы фрез и их закрепление 339
§ 3. Универсально-фрезерные станки 343
§ 4. Работы, выполняемые на фрезерных станках 346
§ 5. Методы нарезания зубчатых колес 348
§ 6. Делительные головки 350
§ 7. Настройка горизонтально-фрезерного станка для на¬
резания зубьев зубчатого колеса 355
§ 8. Типы фрезерных станков 357Глава 9. Обработка на шлифовальных станках 358§ 1. Особенности процесса резания при шлифовании 358§ 2. Абразивные инструменты и их характеристика 359§ 3. Основные виды шлифования 366
§ 4. Элементы режима резания при круглом, наружномшлифовании 368§ 5. Основные типы шлифовальных станков 369§ 6. Работа на шлифовальных станках 370§ 7. Окончательная отделка 372Глава 10. Обработка поверхностей деталей без снятия
стружки. Электрофизические и электрохимические методыобработки 373§ 1. Обработка поверхностей деталей без снятия стружки 373477-
§ 2. Обработка электрическим током 375§ 3. Ультразвуковая обработка . . 377§ 4. Электронно-лучевая и лазерная обработка 377Раздел 9. ОСНОВЫ ПРОЕКТИРОВАНИЯ И ТЕХНИЧЕС¬
КОЕ НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРО¬
ЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ 379Глава 1. Основы проектирования технологического процес¬
са механической обработки 379
§ 1. Типы производства и их характеристика . 379
§ 2. Производственный и технологический процессы . 380
§ 3. Базирование заготовок при обработке на станках ивыбор баз . . . 382§ 4. Порядок разработки технологических процессов 384§ 5. Выбор заготовки и понятие о припусках .... 386
§ 6. Обоснование выбора оборудования, приспособленийи инструмента . . . 387§ 7. Технологическая документация 389Лабораторная работа № 8. Проектирование техноло¬
гического процесса 392Глава 2. Основы технического нормирования 393§ 1. Задачи технического нормирования и структура нор¬
мы времени 393§ 2. Методика разработки технических норм . . 396§ 3. Методика нормирования станочных работ и методыповышения производительности труда . . 397
Лабораторная работа № 9. Техническое нормирова¬
ние операции механической обработки 399Раздел 10. НЕМЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИОННЫЕМАТЕРИАЛЫ 403Глава 1. Древесные материалы 403
§ 1. Общие сведения . . . .... 403
§ 2. Физико-механические свойства древесных материалов 404
§ 3. Разновидности древесных материалов . . 405
§ 4. Применение древесных материалов в сельскохозяйст¬
венном машиностроении и ремонтном производстве 406Глава 2. Пластические массы 407§ 1. Общие сведения . . 407§ 2. Свойства и применение пластических масс . 408§ 3. Способы переработки пластических масс в изделия 410Глава 3. Лакокрасочные и клеевые материалы 411§ 1. Состав и классификация лакокрасочных материалов 411§ 2. Способы нанесения лакокрасочных покрытий 412§ 3. Состав и классификация клеевых материалов . . 413§ 4. Основные типы клеевых материалов и их применение 414Глава 4. Резиновые и прокладочные материалы 415§ 1. Резиновые материалы и их применение . 415§ 2. Прокладочные и фрикционные материалы . 417Глава 5. Обработка древесины и пластмасс резанием 418§ 1. Обработка древесины 418478
§ 2. Обработка пластмасс 42 fРаздел 11. ЭЛЕКТРОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ 423Глава 1. Магнитные материалы 423§ 1. Общие сведения о магнитных свойствах материалов 423§ 2. Классификация магнитных материалов 424§ 3. Магнитомягкие материалы 425§ 4. Магнитотвердые материалы 429§ 5. Материалы специализированного назначения 431Глава 2. Сплавы с высоким электросопротивлением 434§ 1. Сплавы для нагревательных элементов печей 434§ 2. Сплавы для реостатов и точных приборов 435§ 3. Контактные материалы 437Глава 3. Сплавы с особыми тепловыми и упругими свойст¬
вами 437§ 1. Сплавы с заданным температурным коэффициентомлинейного расширения . . 437§ 2. Сплавы с заданным температурным коэффициентоммодуля упругости 43£Глава 4. Проводниковые материалы 440§ 1. Классификация и основные свойства 440§ 2. Материалы высокой проводимости 442§ 3. Сверхпроводники и криопроводники 444Глава 5. Полупроводниковые материалы 445§ 1. Общие сведения о полупроводниках 445
§ 2. Электропроводность полупроводников 447
§ 3. Полупроводниковые химические соединения и мате¬
риалы на их основе 449Глава 6. Диэлектрические материалы 450§ 1. Назначение и классификация 450
§ 2. Газообразные диэлектрики 451
§ 3. Жидкие диэлектрики . 452
§ 4. Синтетические жидкие диэлектрики 454
§ 5. Электроизоляционные смолы 455
Лабораторная работа № 10. Определение электриче¬
ской прочности твердых диэлектриков . . 458
Лабораторная работа № И. Зависимость электричес¬
кого сопротивления проводника (металла) от темпе¬
ратуры 461Практические работы 463Литература 472
Учебное изданиеОнищенко Владимир Иванович
Мурашкин Сергей Устинович
Коваленко Сергей АндреевичТЕХНОЛОГИЯ МЕТАЛЛОВ
И КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫУчебное пособие для техникумаЗав. редакцией С. А. Карпу шин
Худ. редактор А. И. Бершачевская
Технический редактор Н. Н. Зиновьева
Корректор Н. Н. МихайловаИБ № 6335Сдано в набор 09.04.91. Подписано к печати 10.09.91. Формат
84x108732. Бумага кн.-журн. Гарнитура Литературная. Печать вы¬
сокая. Уел. печ. л. 25,20. Уел. кр.-отт. 25,20. Уч.-изд. л. 26,13.
Изд. № 282. Тираж 38 000 экз. Заказ № 897. Цена 1 р. 40 к.Ордена Трудового Красного Знамени ВО «Агропромиздат», 107807,
ГСП-6, Москва, Б-78, ул. Садовая-Спасская, 18.Московская типография № 11, 113105, Москва, ул. Нагатинская, 1