/






























































































































































































































Author: Пучин Е.А.
Tags: сельскохозяйственные машины и орудия сельскохозяйственное оборудование сельскохозяйственные машины и орудия, трактора машиностроение автомобили ремонт автомобилей
ISBN: 978-5-9532-0456-9
Year: 2007


Text
ш
УЧЕБНИКИ И УЧЕБНЫЕ ПОСОБИЯ ДЛЯ СТУДЕНТОВ
ВЫСШИХ УЧЕБНЫХ ЗАВЕДЕНИЙ
ТЕХНОЛОГИЯ
РЕМОНТА МАШИН
Под редакцией профессора Е. А. Пучина
Допущено Министерством сельского хозяйства Российской
Федерации в качестве учебника для студентов высших
учебных заведений, обучающихся по специальности 110304
«Технология обслуживания и ремонта машин в АПК»
тзг
№7Ад У
ФУНДАМЕНТАЛЬНАЯ ,
BpHUCif*' !•■'■'•' •'■"-'•т-'еняой |
инжеилг!""-т'"''- г- - 'ичсской |
академии
МОСКВА «КолосС» 2007
УДК 631.3(075.8)
ББК 40.72я73
Т38
Авторы: Е. А. Пучин, В. С. Новиков, Н. А. Очковский, В. М. Корнее
И. Н. Кравченко, А. С. Кононенко, А. А. Гаджиев, А. В. Чепурин
Редактор Н. М. Щербакова
Рецензент докт. техн. наук, профессор Н.Ф.Баранов (Вятская государ
ственная сельскохозяйственная академия)
Технология ремонта машин / Е. А. Пучин, В. С. Новиков
Т38 Н. А. Очковский и др.; Под ред. Е. А. Пучина. — М.: Ко
лосС, 2007. — 488 с: ил. — (Учебники и учеб. пособия
студентов высш. учеб. заведений).
ISBN 978-5-9532-0456-9
Рассмотрены теоретические основы ремонта машин и оборудования
основные процессы, вызывающие снижение работоспособности машин,
методы повышения их надежности. Описаны производственный процес
ремонта машин и оборудования, современные технологические процессь
восстановления деталей. Подробно приведены технологические процессь
ремонта типовых деталей и сборочных единиц, прогрессивные способы и
восстановления. Особое внимание уделено методам определения опти-
мальных режимов выполнения производственных процессов, основам уп-
равления качеством ремонта машин и оборудования.
Для студентов вузов, обучающихся по специальности «Технология об-
служивания и ремонта машин в АПК».
Учебное издание
Пучин Евгений Александрович, Новиков Владимир Савельевич,
Очковский Николай Антонович, Корнеев Виктор Михайлович,
Кравченко Игорь Николаевич, Кононенко Александр Сергеевич,
Гаджиев Алиасхаб Алиевич, Чепурин Александр Васильевич
ТЕХНОЛОГИЯ РЕМОНТА МАШИН
Учебник для вузов
Художественный редактор В. А. Чуракова, компьютерная верстка С. И. Шаровой,
компьютерная графика С. В. Иванова, корректор Т. Д. Мирлис
Сдано в набор 26.10.06. Подписано в печать 24.08.07. Формат 60 х 88'/,6.
Бумага офсетная. Гарнитура Ньютон. Печать офсетная. Усл. печ. л. 29,89.
Изд. № 017. Тираж 2000 экз. Заказ № 8070.
УДК 631.3(075.8)
ББК 40.72я73
ООО «Издательство «КолосС», 101000, Москва, ул. Мясницкая, д. 17
Почтовый адрес: 129090, Москва, Астраханский пер., д. 8.
Тел. (495) 680-99-86, тел./факс (495) 680-14-63,
e-mail: koloss@koloss.ru, наш сайт: www.koloss.ru
Отпечатано с готовых диапозитивов в ОАО ордена «Знак Почета»
«Смоленская областная типография им. В. И. Смирнова»,
214000, г. Смоленск, проспект им. Ю. Гагарина, 2 «
ISBN 978-5-9532-0456-9
ISBN 978-5-9532-0456-9
Издательство «КолосС», 2007
/
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РЕМОНТА МАШИН
| ПРИЧИНЫ СНИЖЕНИЯ РАБОТОСПОСОБНОСТИ МАШИН
В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
I процессе эксплуатации машины подвергаются различным
иминим (эксплуатационным) и внутренним воздействиям, в ре-
II , н. чего изменяется их техническое состояние, что ухудшает
кит и жопомические показатели машин: увеличивается расход
Вини и масла; уменьшаются рабочие скорости и мощность, тя-
ти.. «■ mine; снижается производительность. Основные причины
Ми i. i in-I исходных характеристик: нарушение исходных регули-
«пн,■ механизмов и систем, ослабление креплений, изменение
Bern материалов, зазоров и натягов в соединениях деталей в
^Кльтатс изнашивания.
Н( ниешним факторам, влияющим на надежность машин, отно-
Шчн климатические условия, свойства почвы и растений, уровень
■Иического обслуживания (в том числе и при хранении), ремон-
Гкшшификации обслуживающего персонала и др.
I Климатические условия характеризуются температурой, влаж-
Hgf 1>ю, запыленностью воздуха и др. При эксплуатации машин в
Вини и период, особенно во время пуска двигателей, поступление
Вуетсншей смазки к трущимся поверхностям затруднено, что
[|>дит к ускоренному изнашиванию деталей. Повышенная
Ммература воздуха в летний период вызывает перегрев двигате-
Ш, п следовательно, уменьшение вязкости смазочного материала
Кол шины масляной пленки на трущихся поверхностях, что ведет
И появлению задиров.
1 Высокая влажность воздуха, наличие в нем паров ядохимика-
■I и удобрений ускоряют коррозионные процессы. Значитель-
рн запыленность воздуха увеличивает опасность проникновения
(йршивных частиц в цилиндры двигателя, в топливо и смазоч-
%ш материалы, что может увеличить скорость изнашивания де-
?йией. Существенное влияние на долговечность сельскохозяй-
В|енных машин оказывают свойства почвы и растений. Повы-
в1гиие сопротивления при обработке растительной массы в
■5...3 раза увеличивает нагрузки на агрегаты машин, возрастает
Цисло отказов.
К внешним (эксплуатационным) факторам, влияющим на тех-
ическое состояние машин, относится уровень технического об-
3
служивания и ремонта. Несвоевременное или неправильное регу-
лирование соединений, несвоевременная замена смазочного мате-
риала или изношенных деталей, ослабление крепления сборочных ]
единиц машины вызывают повышенный износ деталей, сокраща- |
ют ресурс составных частей машины в 2...3 раза.
Важный путь обеспечения работоспособности — правильное
использование машины в процессе работы. Закрытая заправка ма-
шин топливосмазочными материалами в целях предотвращения
попадания пыли, качественное технологическое регулирование, i
исключение перегрузок и нарушения теплового режима работы —
все это создает благоприятные условия для уменьшения числа от-
казов.
При длительном хранении от коррозии, структурных превра-
щений и остаточной деформации от собственной массы машины !
качество материала деталей изменяется. Под действием атмосфер-
ных осадков, резких перепадов температур, солнечного излучения
материалы стареют. У полимерных и резинотекстильных материа-
лов снижается эластичность, уменьшается сопротивление на удар,
сжатие и изгиб, повышается твердость. При совместном воздей-
ствии озона и солнечных лучей резина разрушается наиболее ин-
тенсивно. Смазочные материалы, попавшие на детали из резино-
текстиля, вызывают разбухание резины. Поэтому неподготовлен-
ные к хранению резиновые шины, прорезиненные ремни,
гидрошланги и другие детали быстро выходят из строя. Из-за на-
рушения правил хранения срок службы пневматических шин мо-
жет снижаться в среднем на 10...15 % в год.
Вредное воздействие на неработающие машины оказывают дли-
тельные статические нагрузки. Именно поэтому в некоторых случаях
наблюдают деформацию рам, платформ, пальцевых брусьев режу-
щих аппаратов у машин, не установленных в горизонтальное поло-
жение на подставки. Статические нагрузки испытывают также раз-
личные пружинные механизмы. При длительном хранении пружины
необходимо ослабить, чтобы они не потеряли своей упругости.
Надежность машин и их составных частей в значительной мере i
зависит от силы вибрации, которая возникает в процессе работы.
Причина повышенной вибрации — дисбаланс (неуравновешен-
ность) быстровращающихся деталей и сборочных единиц (кардан-
ных и коленчатых валов, маховиков, шкивов, дисков сцепления
колес и т. д.). Неуравновешенность деталей возникает вследствие
неравномерной плотности материала, погрешностей обработки
деталей, неточностей сборки сборочных единиц (перекосы, сме-1
щения и т. д.), появления износов и деформаций в процессе эксп-1
луатации машин. Вибрация создает дополнительные нагрузки на |
детали, в том числе и на подшипники, в результате чего они изна-
шиваются интенсивнее.
4
К пиутренним факторам, вызывающим изменение исходных
*н|< и п-ристик машины, относят несовершенство конструкции
Мишин (физико-механические свойства материалов, используе-
^Ш для изготовления деталей), технологии их изготовления или
// нравной считают машину, полностью укомплектованную по-
Квнными, отрегулированными, нормально работающими и
Иисчивающими безопасность движения агрегатами и механиз-
ймп и пригодную к использованию по назначению. Работоспо-
I» п машин, определенных показателей, характеризующих
■Щдежность, достигают в процессе конструирования и произ-
Вн'пп. Однако в результате воздействия на детали и агрегаты
Ночных видов энергии (механической, тепловой, химической
Ир i i очдаются условия для ухудшения технического состояния
Поищи и процессе их эксплуатации.
Ш^еправное состояние (исправность) — состояние машины, при
НЬром она соответствует всем требованиям нормативно-техни-
Щ¥> i "п и (или) конструкторской документации.
ЩНенсправное состояние (неисправность) — состояние машины,
шц котором она не соответствует хотя бы одному из требований
Ьмитикно-техыической и (или) конструкторской документации.
ЩРаботоспособное состояние (работоспособность) — состояние
■Шипы, при котором значения всех параметров, характеризую-
Кк способность выполнять заданные функции, соответствуют
Нбшшииям нормативно-технической и (или) конструкторской
<цч ументации.
ЩНеработоспособное состояние (неработоспособность) — состоя-
Щл Мишины, при котором значение хотя бы одного параметра,
Ирктеризующего способность выполнять заданные функции, не
Втнегствует требованиям нормативно-технической и (или) кон-
^тк горской документации.
ЩЛрсдельное состояние — состояние машины, при котором ее
^Лисйшее применение по назначению недопустимо или нецеле-
Нбрашо либо восстановление ее исправного или работоспособ-
I » тояния невозможно или нецелесообразно.
■Тереход машины из исправного в неисправное, но работоспо-
ЦАипг состояние называют повреждением — явление, заключаю-
щем 11 нарушении исправного состояния машины при сохране-
нии работоспособного состояния.
Г Восстанавливают работоспособность машины и обеспечивают ее
■ •■•рмильное функционирование в ходе технического обслуживания
и |п мои га. Эффективность этих мероприятий в значительной мере
Висит от одного из свойств надежности — ремонтопригодности.
Г Под ремонтопригодностью машины понимают приспособлен-
|ic 11. ее к поддержанию и восстановлению работоспособного со-
5
стояния путем проведения технического обслуживания (ТО) и ре-
монтов. Применительно к сельскохозяйственной технике ремон-
топригодность может характеризоваться контролепригодностью,
доступностью, легкосъемностью, блочностью, взаимозаменяемос-
тью и восстанавливаемостью.
1.2. ТРЕНИЕ, ИЗНАШИВАНИЕ И СМАЗЫВАНИЕ
1.2.1. ВИДЫ ТРЕНИЯ
Трение — основная причина изнашивания деталей машин.
Проблемы трения, изнашивания и смазывания изучает наука
трибология, базирующаяся на фундаментальных законах физи-
ки, химии, механики сплошных сред, термодинамики и материа-
ловедения.
Согласно ГОСТ 23.002 (обеспечение износостойкости изделий)
различают:
внешнее трение — явление сопротивления относительному пе-
ремещению, возникающее между двумя телами в зонах соприкос-
новения поверхностей;
внутреннее трение — явление, происходящее в жидкостях, га-
зах, пластичных материалах. Рассматривают трения скольжения,
качения, покоя.
Трение скольжения — трение, при котором скорости тел, сопри-
касающихся в точках касания, различны (по значению или по на-
правлению). Данный вид трения характерен для опор скольжения,
направляющих, а также рабочих органов сельскохозяйственных
машин (около 90...95 % сопряженных деталей в агрегатах этих ма-
шин изнашиваются трением скольжения).
Трением качения называют трение движения двух твердых тел,
при котором их скорости в точках касания одинаковы по значе-
нию и направлению. Такое взаимодействие и соответственно вид
трения наблюдают в шариковых и роликовых подшипниках каче-
ния, в сопряжениях ролик—направляющие.
Трение качения с проскальзыванием в основном наблюдают на прак-
тике при одновременном качении и скольжении трущихся поверхнос-
тей. Это особенно характерно для элементов зубчатых передач.
Трение покоя — трение двух тел при микросмещениях до пере-
хода к относительному движению.
Амонтон сформулировал закон для случая сухого трения, Н:
^=/скЛ (1-1)
гае Уск — коэффициент трения скольжения; Р — нормальная к плоскости трения
нагрузка, Н.
6
•
Б. В. Дерягин предложил молекулярную теорию трения, со-
гнасно которой, Н,
F=fCK(P + p0S), (1.2)
Где /;,) — добавочное давление, вызванное силами ионно-атомного притяжения,
Ml In; .У—площадь контакта, м2.
Сила сухого трения качения шара или цилиндра по плоской
понерхности по закону Кулона, Н,
F=fKP + A, (1.3)
| №' Л — коэффициент трения качения; А — сила сопротивления проскальзыванию
I Ич-'ш адгезии, Н.
Сила трения качения примерно в 10 раз меньше силы трения
скольжения.
Теория трения базируется на трех теоретических положениях.
Первое — сила внешнего трения имеет, физико-химическую
природу, Н:
^=v1Fi + vA (1.4)
№0 v, — коэффициент, учитывающий соотношение прочности трущихся поверх-
ностей в зависимости от их химического состава; Fa —деформационная составля-
ющим силы трения, Н; v2 — коэффициент, учитывающий изменение химического
Постава трущихся поверхностей или прочность их адгезионного сцепления; Fa —
цш с тонная составляющая силы трения, Н.
Второе (по Б. Н. Костецкому), основанное на первом законе
термодинамики, гласит, что работа внешнего трения AFрасходует-
ся на образование теплоты и поглощение энергии, Дж:
AF=AQ + AE, (1.5)
i не /1у — часть работы внешнего трения, перешедшая в теплоту, Дж; АЕ— количе-
i ню энергии, поглощенной поверхностными слоями трущихся деталей, Дж.
Третье (об установившемся процессе трения) — при устано-
ви ищемся трении происходят износ детали и динамическое са-
морегулирование образования и разрушения вторичных струк-
тур.
При заданных материалах, условиях их взаимодействия су-
ществует область изменения режима трения, в которой интег-
7
рал отношения энергии к работе сил трения по деформируемо-
му объему принимает минимальное значение:
\(AE/AF)dV=mm, (1.6)
где V— объем, воспринимающий нагружение трением, м3.
Рассмотрев основные положения теории внешнего трения
твердых тел, можно обоснованно управлять процессом изнашива-
ния деталей машин, сведя их износ к минимуму.
1.2.2. ВИДЫ И ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ИЗНАШИВАНИЯ
Изнашивание — процесс разрушения и отделения материала с
поверхности твердого тела при трении и (или) увеличении его ос-
таточной деформации, проявляющейся в постепенном изменении
размеров и (или) формы тела.
Износ — результат изнашивания, определяемый в единицах
длины, объема, массы. Износ деталей и соединений приводит к
ухудшению функциональных показателей машины и, как прави-
ло, регламентирует ее ресурс. В результате износа нарушается ки-
нематическая точность механизмов, снижается производитель-
ность, уменьшается прочность деталей, увеличиваются расходы на
ремонт машины, затраты энергии на производство конечной про-
дукции, появляются не предусмотренные расчетом дополнитель-
ные нагрузки, вибрация, шум.
Термины и определения в области изнашивания регламентиро-
ваны ГОСТ 27674 «Трение, изнашивание и смазка». Количествен-
но изнашивание характеризуется скоростью изнашивания v„ — от-
ношением износа Д/г к интервалу времени t, в течение которого он
возник, или интенсивностью изнашивания I — отношением износа
Ah к обусловленному пути L, на котором происходило изнашива-
ние, или к объему выполненной работы. Различают мгновенную
(в определенный момент времени) и среднюю скорость изнаши-
вания (за определенный интервал времени).
Под износостойкостью понимают свойство материала оказы-
вать сопротивление изнашиванию в определенных условиях тре-
ния, оцениваемое величиной, обратной скорости или интенсив-
ности изнашивания.
Значения износостойкости на практике колеблются от 103 до
1013. Установлены десять классов износостойкости изделий
(табл. 1.1) — от 3 до 12 в соответствии с показателем степени.
8
•
1.1. Класс износостойкости
Класс
Износостойкость
Класс
Износостойкость
3
4
5
6
7
103...104
104...105
105...106
106...107
107...108
8
9
10
11
12
108...109
109...1010
10I0...10n
, lO'L.lO12
1012...1013
Класс износостойкости типовых сопряжений приведен далее.
Узел трения
Цилиндропоршневая группа:
автомобиля
компрессора
Направляющие токарного станка
Колодочный тормоз
Дисковый тормоз
Подшипники скольжения
Зубчатые мелкомодульные передачи
Резцы
Калибры
Класс
12...11
10
10...9
7...6
10...6
8...5
8...5
8
11...10
Мвиду сложности процессов, протекающих в поверхностных
слоях твердых тел при изнашивании, различия условий и режимов
работы соединений и причин изнашивания предложить строгие
единые классификационные признаки всего многообразия про-
цессов изнашивания невозможно.
Наиболее распространена следующая классификация видов из-
нашивания по воздействию на поверхность трения и протекаю-
щих на ней процессов при эксплуатации машин:
механическое изнашивание — абразивное, гидроабразивное
(глюабразивное), гидроэрозионное (газоэрозионное), кавитаци-
опмое, усталостное, изнашивание при фреттинге, изнашивание
при заедании;
коррозионно-механическое — окислительное, изнашивание при
фреттинг-коррозии;
)лектроэрозионное.
Механическое изнашивание — изнашивание в результате меха-
нических воздействий. Коррозионно-механическое изнашива-
ние—изнашивание в результате механического воздействия, со-
провождаемого химическим и (или) электрохимическим взаимо-
действием материала со средой. Электроэрозионное изнашивание
происходит при прохождении через контакт трущихся поверхнос-
тей электрического тока. Характерные причины образования
различных видов изнашивания и примеры изнашивания приве-
дены в таблице 1.2.
9
1.2. Вид изнашивания и причина его образования
Вид изнашивания
Причина
Пример
Механическое изнашивание
Абразивное
Гидроабразивное
Гидроэрозионное
(газоэрозионное)
Кавитационное
Усталостное
Изнашивание
при фреттинге
Изнашивание
при заедании
Окислительное
изнашивание
Изнашивание материала в
результате режущего или
царапающего действия на
него твердых частиц, нахо-
дящихся в свободном или
закрепленном состоянии
Абразивное изнашивание
в результате действия твер-
дых частиц, взвешенных
в жидкости (газе) и переме-
щающихся относительно
изнашиваемого тела
Изнашивание поверхно-
сти тела под воздействием
потока жидкой или газовой
среды
Изнашивание при движе-
нии твердого тела относи-
тельно жидкости, при кото-
ром пузырьки воздуха за-
хлопываются вблизи по-
верхности, что создает
местное высокое ударное
давление
Изнашивание в результате
усталостного разрушения
при повторном деформи-
ровании микрообъемов ма-
териала поверхности тре-
ния
Изнашивание соприкасаю-
щихся тел при колебатель-
ном относительном мик-
росмещении
Изнашивание в результате
схватывания, глубинного
вырывания материала, пе-
реноса его с одной поверх-
ности трения на другую
и воздействия возникаю-
щих неровностей на соп-
ряженную поверхность
Рабочие органы и ходовая
часть сельскохозяйствен-
ной, строительно-дорож-
ной техники, дробильно-
размольные, смесительные
машины и оборудование
перерабатывающих произ-
водств
Элементы топливной ап-
паратуры, двигателя, объ-
емного гидропривода, де-
тали компрессоров и пнев-
матического инструмента,
выхлопные трубы
Золотники гидравлических
и топливных агрегатов, де-
тали глубинных насосов,
перекачивающих глинис-
тые растворы или нефть
Крыльчатка двигателя, кор-
пус водяного насоса, наруж-
ные поверхности гильз ци-
линдров, подшипники
скольжения, лопасти тур-
бин, гребных винтов
Питтинг, возникающий
при трении качения в ша-
риковых и роликовых под-
шипниках, опорно-поворот-
ных устройствах, катках,
вращающихся бандажах
Шлицевые соединения
Втулка колеса плуга, зуб-
чатые передачи, гипоидные
и винтовые передачи, тяже-
лонагруженные опоры
качения
Коррозионно-механическое изнашивание
Изнашивание, при кото-
ром преобладает химиче-
ская реакция материала
с кислородом или окисля-
ющей средой
Чугунные гильзы и порш-
невые кольца, так как об-
разуют между собой галь-
ваническую пару
10
Продолжение
шашивания
Причина
Пример
Посадки с запрессовкой
колец подшипников каче-
ния, поршневые пальцы,
втулки горячей посадки,
колесные бандажи, болто-
вые, клиновые и штифто-
вые соединения
ше
Скользящие контакты
электрических машин и
сварочных аппаратов, токо-
съемы подъемно-транспор-
тных машин, слаботочные
подвижные контакты рео-
статов, потенциометров,
реле
Рассмотрим основные методы повышения износостойкости со-
I единений и деталей машин.
Накопленные мировой практикой методы и способы предотв-
[ ршцения износа в машинах можно разделить на следующие груп-
j мм: материаловедческие; технологические; конструкционные;
производственные и эксплуатационные.
Материаловедческие методы включают направленный синтез
износостойких конструкционных и смазочных материалов, выбор
рациональных конструкционных и смазочных материалов в со-
единениях, изучение и управление процессами, протекающими в
материалах при изнашивании. При этом важно помнить, что из-
носостойкость не является постоянным свойством материала, а
проявляется в конкретных условиях и режимах эксплуатации. Ма-
териалы деталей и соединений помимо износостойкости должны
«Оладать комплексом других свойств, обеспечивающих надежную
работу конструкции в целом.
Технологические методы предупреждения износа основаны на
больших технологических возможностях управления износостойки-
ми свойствами деталей на этапе их производства. Это физико-хими-
ческое, тепловое, механическое воздействия на поверхностные слои
материалов; покрытие, наплавка рабочих поверхностей деталей, мо-
дифицирование поверхностных структур под воздействием различ-
ного рода физических полей и частиц, несущих высокую энергию.
Конструкционные методы обеспечивают износостойкость на
папе проектирования машин, они направлены:
на смягчение режимов работы материалов в деталях и узлах
трения (уменьшение температуры, нагрузки, скорости);
Нпшшивание
Ирм фреттинг-кор-
(Ннни (фреттинг-
Коррошя)
Изнашивание соприкасаю-
щихся тел при малых коле-
бательных относительных
перемещениях
Электроэрозионное изнашивай
|Шдрктроэрозион- Изнашивание поверхности
в результате воздействия
разрядов при прохождении
электрического тока
11
защиту трущихся деталей от контакта с абразивной и агрессив-
ной средой;
исключение режимов трения без смазочного материала или в
условиях скудной смазки; компенсацию износа деталей; обеспече-
ние равномерного изнашивания деталей;
исключение катастрофических видов изнашивания деталей при
схватывании и задире;
обеспечение ремонтопригодности деталей и агрегатов.
Этого достигают: рациональным подбором сочетания материа-
лов в сопряжении; выбором рациональной геометрии и кинемати-
ки работы узла; заменой опор скольжения на опоры качения; при-
менением разных способов смазки, различного рода уплотнений,
затворов, фильтров, отстойников и т.д.; доступностью и просто-
той обслуживания, ремонта и замены деталей и узлов.
Производственные и эксплуатационные методы обеспечения из-
носостойкости реализуют в процессе производства и эксплуата-
ции. На этапе создания техники необходимо точное соблюдение
технологии изготовления деталей и соединений в соответствии с
заложенными в проект требованиями. В процессе изготовления
контролируют следующие параметры: качество поверхностей тре-
ния; отклонение формы деталей; твердость поверхностей; точ-
ность сборки; биение; регламентированные зазоры и т. д.
С целью контроля износостойких показателей проводят стен-
довые ускоренные испытания отдельных деталей, соединений, аг-
регатов. Опытные образцы техники проходят полигонные и экс-
плуатационные испытания. На этих этапах устраняют возможные
недоработки в износостойкости деталей, рабочих органов машины
и регламентируют их режимы и условия эксплуатации.
В условиях реальной эксплуатации для обеспечения износостой-
кости и увеличения ресурса машины необходимо соблюдать режимы
эксплуатации, регламентированные в технических условиях; правила
технического обслуживания; своевременное и качественное диагнос-
тирование состояния деталей и агрегатов; сроки ремонта и замены
изношенных деталей и соединений, ресурс которых исчерпан.
Общепринятая классификация видов изнашивания не является
строгой и не включает многие виды разрушения поверхности при
трении, например водородное изнашивание, изнашивание при
избирательном процессе и др.
Открытие эффекта водородного изнашивания принадлежит
Д. Н. Гаркунову и А. Л. Полякову. Появление водорода в поверх-
ностных слоях обусловлено интенсивным его выделением из сма-
зочных материалов, топлива, окружающей газовой среды и неме-
таллических пар трения в результате трибохимических реакций.
Присутствие водорода в поверхностных слоях может быть также
результатом процессов литья и химико-термической обработки
12
•
Металлов. Адсорбция водорода, его диффузия в поверхностные
спои и концентрация на некоторой глубине от поверхности в об-
ит ш максимальных температур обеспечивается спецификой тем-
пературного режима трения.
11оверхностный слой, насыщенный водородом, разрушается в
м |ультате образования большого числа трещин по всей зоне де-
формирования. Водородное изнашивание наблюдают в насосах,
Игргкачивающих продукты нефтеперегонки, при трении поли-
мгрсодержащих тормозных колодок и в других узлах.
Уменьшение водородного изнашивания возможно легировани-
§м стали хромом, ванадием, титаном; применением смазочных
Материалов и введением в них ингибиторов; наполнением пласт-
массовой матрицы металлической стружкой; наведением электро-
■ гатического поля.
Скорость изнашивания может быть существенно понижена
при формировании в процессе трения на поверхности детали пле-
нок меди. Образование таких сервовитных пленок связывают с из-
бирательным растворением и осаждением отдельных элементов
сплавов, содержащих медь. Это явление имеет электрохимичес-
кую природу и получило название «избирательного переноса» (от-
крыто Д. Н. Гаркуновым и И. В. Крагельским).
Избирательный перенос — наиболее яркое проявление эффекта
диухслойной смазки, при котором и слой мягкого металла, покры-
иающего поверхности трения, и слой поверхностно-активных ве-
ществ (ПАВ), адсорбировавшихся на нем, образуются непосред-
ственно в процессе трения. Использование оригинального и
перспективного эффекта избирательного переноса позволяет
получить коэффициенты трения 0,01...0,005, интенсивность
Изнашивания Ю-10... Ю-12, в то время как при граничной смазке
и обычных условиях коэффициент трения составляет 0,05...0,1,
а интенсивность изнашивания — Ю-9...Ю-10. Это дало основа-
ние называть явление избирательного переноса эффектом безыз-
носности.
Избирательный перенос реализуется при трении стали по оп-
ределенным медным сплавам (например, по некоторым бронзам
или латуням) в ряде сред (прежде всего в глицерине, спиртоглице-
риновых средах, морской воде и т.д.) в определенных интервалах
изменения условий работы соединения.
Под действием глицерина (или другой среды) при трении на-
чинается избирательное анодное растворение легирующих бронзу
элементов. Атомы этих элементов уносятся в смазочную среду, а
поверхность бронзы обогащается медью. В восстановительной
среде, которой является глицерин, эта медь не окисляется и по-
лому очень активна. Она легко схватывается со стальной поверх-
ностью, покрывая ее тонким слоем.
13
В этом слое возникает большое количество вакансий, часть ко-
торых образует поры, заполняемые молекулами глицерина. В ре-
зультате образуется так называемая сервовитная пленка толщиной
1 ...2 мкм, которая имеет низкую прочность на сдвиг и не наклёпы-
вается при трении. Она прекрасно адсорбирует активные компо-
ненты среды, прежде всего комплексные соединения, образуемые
растворенными элементами сплава и продуктами механохимичес-
ких превращений смазочной среды. Кроме того, обладая высокой
теплопроводностью, она способствует снижению температуры по-
верхности трения путем отвода теплоты в глубинные слои мате-
риала.
Избирательный перенос, к сожалению, реализуется лишь при
определенных сочетаниях материалов трущихся тел и смазочных
материалов в определенном, достаточно узком интервале измене-
ния действующих факторов (нагрузочных, скоростных и особенно
температурных).
В общем случае процесс изнашивания деталей машин при по-
стоянных условиях проходит три стадии (рис. 1.1). На стадии /
(до точки А) осуществляется процесс приработки, т. е. процесс из-
менения геометрии поверхности трения и физико-химических
свойств материала. В процессе приработки, характеризуемом дос-
таточно высокой скоростью изнашивания и существенным накоп-
ленным износом, устанавливается определенная для данной три-
босистемы шероховатость, не зависящая от первоначальной шеро-
ховатости, полученной в результате технологической обработки, а
зависящая от трущихся тел и смазочного материала, а также от ус-
ловий изнашивания (нагрузки, скорости, температуры, условий
смазывания и т. д.).
После завершения образования равновесной шероховатости и
оптимальных для данного соединения структур поверхностных
и, v„, х
•
Рис. 1.1. Зависимость износа И трущихся тел, скорости изнашивания
v„ и интенсивности X отказов от продолжительности изнашивания т:
/, Пи III— стадии приработки, установившегося и катастрофического
изнашиваний
14
/ ; //
п
\ и.
Vm
•jy.
^^-**""****^ [ /
в v. ; /
—^г{
слоев трущихся тел начинается процесс установившегося изнаши-
вания (рис. 1.1, стадия II). При этом интенсивность изнашивания
постоянна и достаточно невелика. Тем не менее постепенное на-
копление износа через определенный период приводит к столь зна-
чительному изменению размеров и формы деталей, что условия ра-
боты узла трения значительно ухудшаются. Так, увеличение зазоров
в сопряжениях вследствие износа составляющих их элементов при-
водит к повышению динамических нагрузок. Наступает переход к
третьей стадии изнашивания — катастрофическому изнашиванию
(рис. 1.1, стадия 77/за точкой Q. Скорость изнашивания резко воз-
растает, существенно увеличивается накопленный износ, и нежела-
тельные явления в системе усиливаются. Видно, как на этой стадии
резко увеличивается частота отказов трущегося сопряжения, т. е.
увеличивается вероятность выхода из строя соединения.
Поскольку выход из строя соединения обусловлен изнашива-
нием рабочих элементов, для различных деталей можно устано-
вить характерный для них предельный износ — износ, соответ-
ствующий предельному состоянию изнашиваемого изделия или
его составной части.
При достижении предельного состояния необходимо устано-
вить, возможно ли дальнейшее использование машины или ее со-
ставной части: направить на капитальный ремонт или списать.
Обоснованное принятие решения о дальнейшем применении
машины или ее составной части по назначению, направлению на
капитальный ремонт или списанию связано с умением оценить
предельное состояние машины или ее составных частей.
Признаки, или критерии, по которым устанавливают предель-
ное состояние машины или ее составных частей, подразделяют на
экономические, качественные и технические.
Экономическими критериями оценивают снижение производи-
тельности машины, повышение расхода топлива, смазочных мате-
риалов, себестоимости выполнения работ. Их удобно применять
при оценке экономической целесообразности дальнейшего ис-
пользования машины по назначению.
Качественными критериями оценивают качество работы маши-
ны или агрегата. Предельные значения в этом случае устанавлива-
ют в зависимости от агротехнических требований и требований
безопасности.
Техническими критериями оценивают износы деталей машин, за-
зоры в подвижных и натяги в неподвижных соединениях. Техни-
ческие критерии устанавливают с учетом прочности значений дей-
ствующих нагрузок, условий трения и смазки, тепловой напряжен-
ности, интенсивности изнашивания, свойств поверхностных слоев.
Предельное состояние машины определяют по предельному со-
стоянию ее основных и дополнительных составных частей. Напри-
15
мер, колесный трактор с шарнирной рамой и гидромеханической
коробкой передач считают в предельном состоянии, если в пре-
дельном состоянии находятся его основные составные части: двига-
тель, коробка передач, передний и задний мосты с колесными ре-
дукторами и дополнительные составные части: управление поворо-
том с гидросистемой, рама, кабина в сборе, раздаточная коробка.
Двигатель находится в предельном состоянии, если в предель-
ном состоянии находятся блок цилиндров (требуется его замена
или восстановление с полной разборкой двигателя) и коленчатый
вал, имеющий предельный износ шеек или механические повреж-
дения, требующие его замены или шлифовки. При этом расход
масла на угар или прорыв газов в картер равны или превышают
предельные значения и не устраняются после замены комплекта
поршневых колец.
За предельное состояние сварной рамы или полурамы трактора
принимают такое состояние, при котором длина трещины лонжеро-
нов или поперечных брусьев и их сварных соединений, в том числе
с несущими кронштейнами, превышает 40 % периметра сечения.
В процессе ремонта машин износы деталей или зазоры в соеди-
нениях замеряют. По значению износов или размеру зазоров судят
о целесообразности дальнейшего использования детали или со-
единения.
Допустимыми износом Яд, размером детали или зазором в
соединении называют такие, при которых деталь или соедине-
ние могут быть поставлены на машину без восстановления и
будут удовлетворительно работать в течение предусмотренного
межремонтного ресурса Тмр (рис. 1.1, интервал от точки В до
точки С).
Полный ресурс детали, мото-ч, определяют по кривой ее изно-
са в зависимости от наработки:
Тп = [Иир/(Иир-Ия)]Тмр, (1.7)
где Япр и Иа — предельный и допустимый износы детали, мм (см. рис. 1.1).
Из формулы (1.7) получим выражение для определения допус-
тимого износа детали:
Иа = [(Тп-Тмр)/Тп]Иар. (1.8)
Детали или соединения с износами или зазорами меньше или
равными допустимым устанавливают на машину при ремонте без
каких-либо восстановительных процессов, а с износами или зазо-
рами, превышающими допустимые, — выбраковывают или вос-
станавливают.
16
»
Критерии предельного состояния машин и их составных час-
тей, предельные и допустимые износы, зазоры и размеры деталей
указывают в нормативно-технической документации.
1.2.3. МЕТОДЫ ОПРЕДЕЛЕНИЯ ИЗНОСА
В практике исследования износостойкости деталей наиболее
часто применяют следующие методы: микрометрирование, взве-
шивание, снятие профилограмм, метод искусственных баз, радио-
изотопные методы (радиоактивные изотопы и индикаторы, нейт-
ронная активация), спектральный анализ.
Микрометрирование. Проводят измерение линейных размеров
деталей до и после их изнашивания. По разнице в размерах в соот-
ветствии с установленными техническими условиями определяют
износ.
Недостаток метода — необходимость разборки агрегата и слож-
ность выполнения измерительных операций.
Взвешивание деталей до и после изнашивания. Применяют для
проверки состояния поршневых колец, вкладышей, втулок.
При этом определяют суммарный массовый (весовой) износ де-
талей.
Снятие профилограмм. Преимущества — высокая точность из-
мерений, возможность определения шероховатости и волнистос-
ти. Недостатки — большая трудоемкость из-за операций разбор-
ки-сборки, сложность снятия профилограмм, невозможность ис-
следования деталей, подверженных пластической деформации.
Метод искусственных баз. Основан на определении местного
износа детали по изменению линейных размеров отпечатков или
лунок, вырезанных на их поверхности. В процессе изнашивания
детали длина лунки сокращается, глубина ее уменьшается. Зная
первоначальные размеры и размеры, полученные после испыта-
ний, определяют износ деталей.
Радиоизотопные методы. Включают способы радиоактивных
изотопов, радиоактивных индикаторов, нейтронной активизации.
Преимущества метода радиоактивных изотопов: не требует раз-
борки, отличается высокой чувствительностью и скоростью иссле-
дований. Недостатки: дорогостоящее оборудование, специальные
меры защиты, сложность процесса активации.
Преимущества метода радиоактивных индикаторов: непрерыв-
ный контроль, точность наблюдений. Недостаток: дорогостоящее
оборудование.
Преимущество метода нейтронной активации — простота ис-
следования. Недостаток — сложность процесса активации и из-
мерения. »■—_ , . t ._
| Ф УIF Д А М F f • т л п ь н А ц~~ '-
2-8070 1 pfTiif^T)/^ " | 17
I а к а д -, м';; и
*
Спектральный анализ. Применяют для определения износа сбо-
рочных единиц без их разборки. Спектральный анализ избирате-
лен. Этим методом можно определить качественный и количе-
ственный состав масел на присутствие в них различных элементов
(например, железа, меди, алюминия, свинца, хрома, сурьмы, цин-
ка, углерода, кремния, фосфора, серы и др.). По наличию и кон-
центрации отдельных элементов в масле выявляют износ отдель-
ных деталей. Метод очень чувствительный. Этим методом можно
обнаружить скрытые неисправности, например в двигателе, за-
долго до их внешнего проявления.
1.2.4. СМАЗКА И СМАЗОЧНОЕ ДЕЙСТВИЕ
Для обеспечения надежности подвижных сопряжений деталей
машин и механизмов и минимизации энергетических потерь при
их эксплуатации в качестве компонентов этих сопряжений ис-
пользуют смазочные материалы.
Смазочными материалами называют продукты органического
или неорганического происхождения, которые вводят между по-
верхностями сопряженных деталей, находящихся во фрикцион-
ном контакте, с целью уменьшить потери на трение, предотвра-
тить заедание и снизить износ трущихся тел. Это достигается тем,
что внутреннее трение в смазочных материалах существенно
меньше, чем внешнее трение несмазанных деталей. Таким обра-
зом, смазочный материал является полноправным конструкцион-
ным элементом узла трения, во многом определяющим его надеж-
ность, а также потери энергии при его функционировании.
Действие смазочного материала, в результате которого умень-
шается трение контактирующих тел и (или) снижается их износ,
называют смазкой. Смазку, при которой трущиеся поверхности
сопряженных деталей полностью разделяются жидким или плас-
тичным материалом, называют жидкостной.
Если это разделение осуществляют газом — то газовой смаз-
кой. В этих случаях полностью исключен контакт трущихся тел
(во всяком случае, при установившемся движении). Трение твер-
дых тел отсутствует, его заменяет много меньшее внутреннее тре-
ние смазочной среды, составляющей слой, разделяющий эти
тела.
Жидкостную смазку подразделяют на гидродинамичес-
кую, гидростатическую и эластогидродинамическую.
Гидродинамическая смазка — жидкостная смазка, при которой
поверхности трения полностью разделяются в результате давле-
ния, самовозникающего в слое жидкости при относительном дви-
жении поверхностей.
18
»
Гидростатическая смазка — жидкостная смазка, при которой
поверхности трения деталей, находящихся в относительном
движении или покое, полностью разделяются жидкостью, по-
ступающей в зазор между поверхностями под внешним давле-
нием.
Эластогидродинамическая смазка — смазка, при которой трение
и толщина пленки жидкого смазочного материала между двумя
поверхностями, находящимися в относительном движении, опре-
деляются упругими свойствами материалов, а также реологичес-
кими свойствами смазочного материала.
Газовая смазка (ГС) — смазка, при которой поверхности
трения деталей, находящихся в относительном движении, разде-
ляются газом. В качестве последнего применяют в основном воз-
дух, азот, неон и хладон, а также газы с очень низким коэффици-
ентом вязкости (водород). ГС применяют в узлах трения точных
приборов, аппаратуре ядерных установок, ультрацентрифугах, га-
зовых турбинах, турбокомпрессорах.
Кроме того, выделяют граничную и полужидкостную (смешан-
ную) смазки.
Граничная смазка — смазка, при которой трение и износ
между поверхностями, находящимися в относительном движении,
определяются свойствами поверхностей трения и смазочного ма-
териала, отличными от объемной вязкости.
Практически все тяжелонагруженные узлы трения современ-
ных машин и механизмов, смазанные жидкими или пластичными
смазочными материалами, в определенные моменты (при пуске-
останове, при высоких контактных нагрузках или температурах,
при низких скоростях относительного перемещения трущихся де-
талей и т. д.) работают в режиме граничной смазки. Поверхности
трения при этом не разделены слоем жидкости, а непосредствен-
ный металлический контакт, приводящий к их повышенному из-
носу и заеданию узла трения, предотвращается (или, по крайней
мере, минимизируется) образованием граничных слоев различно-
го происхождения на рабочих поверхностях трущихся тел. Трение
при граничной смазке сопровождается изнашиванием сопряжен-
ных тел, причем продуктами износа могут быть как частицы ос-
новного металла, так и продукты взаимодействия металла со сма-
зочным материалом.
Полужидкостная (смешанная) смазка —смазка, при
которой осуществляется частично гидродинамическая, частично
граничная смазка. Это один из наиболее распространенных режи-
мов смазки, он имеет место (периодически или постоянно) прак-
тически в любом смазанном узле трения, т. е. полужидкостная
смазка может быть как рабочим режимом эксплуатации узла тре-
ния, так и реализовываться время от времени: при пуске-останове
2*
19
»
или когда соотношение между нагрузкой на узел трения, скорос-
тью течения жидкости в зазоре контактирующих деталей и вязкос-
тью смазочного материала препятствует реализации чисто жидко-
стной смазки, но более благоприятно для условий работы узла
трения, чем при граничной смазке.
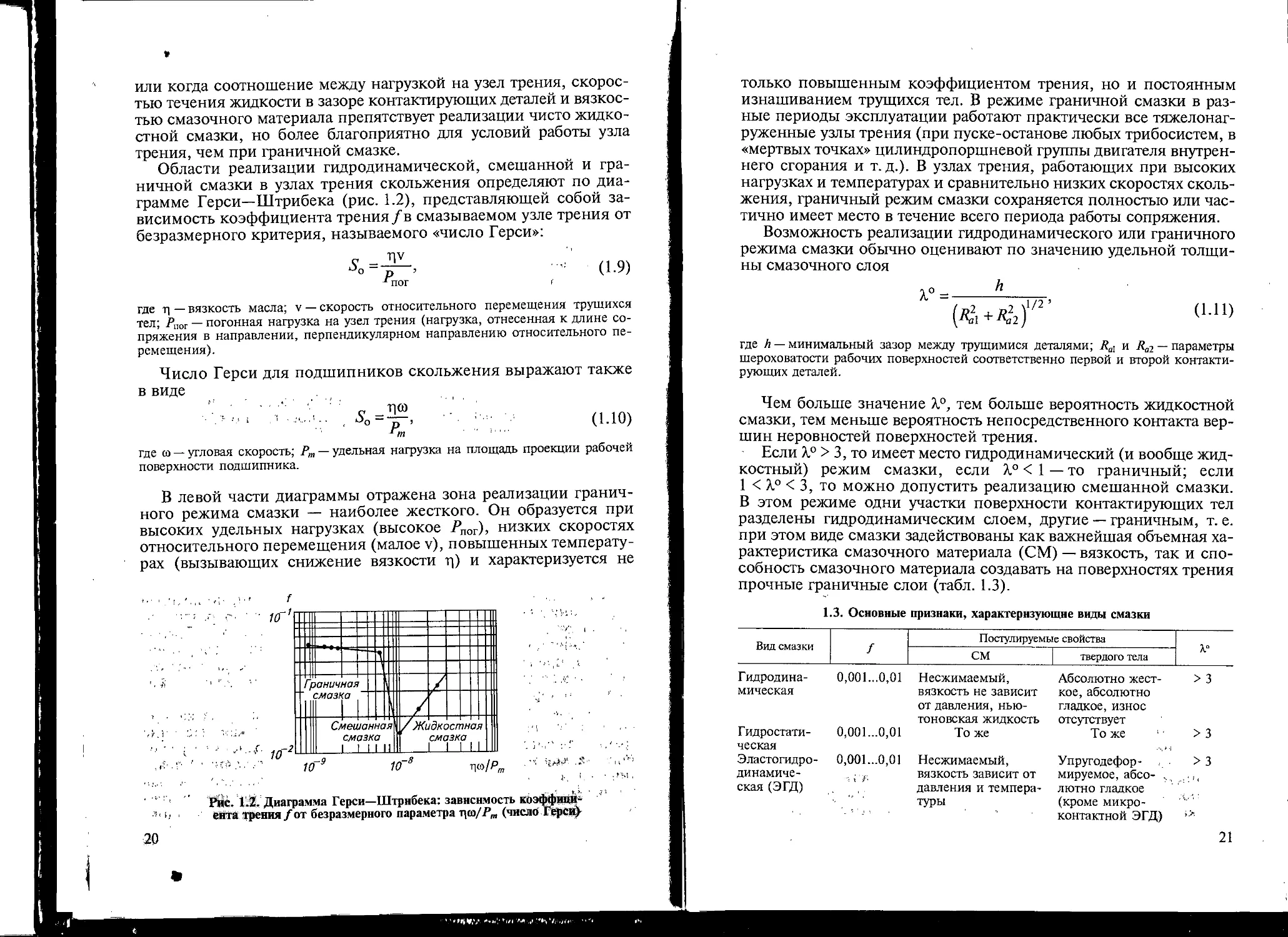
Области реализации гидродинамической, смешанной и гра-
ничной смазки в узлах трения скольжения определяют по диа-
грамме Герси—Штрибека (рис. 1.2), представляющей собой за-
висимость коэффициента трения/в смазываемом узле трения от
безразмерного критерия, называемого «число Герси»:
-*■ ттпг
(1-9)
где т| — вязкость масла; v — скорость относительного перемещения трущихся
тел; Р„ог — погонная нагрузка на узел трения (нагрузка, отнесенная к длине со-
пряжения в направлении, перпендикулярном направлению относительного пе-
ремещения).
Число Герси для подшипников скольжения выражают также
в виде
5о=-Ъ-> (1-Ю)
гт
где со — угловая скорость; Рт — удельная нагрузка на площадь проекции рабочей
поверхности подшипника.
В левой части диаграммы отражена зона реализации гранич-
ного режима смазки — наиболее жесткого. Он образуется при
высоких удельных нагрузках (высокое РПог)> низких скоростях
относительного перемещения (малое v), повышенных температу-
рах (вызывающих снижение вязкости ч\) и характеризуется не
ю
10
"ТП
\\\
1
Гр
(
"
аничнаь
•мазка
\
"Л
Смешанна
смазка
1 II 1
\
\У
/
w I f Жидкостная
смазка
II 1 1 1 1 1
10
10
Ч®1Рт
Рис. 1.2. Диаграмма Герси—Штрибека: зависимость коэффици-
ента трения/от безразмерного параметра Ц(о/Рт (число Герси)
20
•
только повышенным коэффициентом трения, но и постоянным
изнашиванием трущихся тел. В режиме граничной смазки в раз-
ные периоды эксплуатации работают практически все тяжелонаг-
руженные узлы трения (при пуске-останове любых трибосистем, в
«мертвых точках» цилиндропоршневой группы двигателя внутрен-
него сгорания и т. д.). В узлах трения, работающих при высоких
нагрузках и температурах и сравнительно низких скоростях сколь-
жения, граничный режим смазки сохраняется полностью или час-
тично имеет место в течение всего периода работы сопряжения.
Возможность реализации гидродинамического или граничного
режима смазки обычно оценивают по значению удельной толщи-
ны смазочного слоя
Х°=-
(Д»1 +Ra2)
1/2 '
(1.11)
где h — минимальный зазор между трущимися деталями; Rd и Ra2 — параметры
шероховатости рабочих поверхностей соответственно первой и второй контакти-
рующих деталей.
Чем больше значение Х°, тем больше вероятность жидкостной
смазки, тем меньше вероятность непосредственного контакта вер-
шин неровностей поверхностей трения.
Если Х° > 3, то имеет место гидродинамический (и вообще жид-
костный) режим смазки, если Х° < 1 — то граничный; если
1 < Х° < 3, то можно допустить реализацию смешанной смазки.
В этом режиме одни участки поверхности контактирующих тел
разделены гидродинамическим слоем, другие — граничным, т. е.
при этом виде смазки задействованы как важнейшая объемная ха-
рактеристика смазочного материала (СМ) — вязкость, так и спо-
собность смазочного материала создавать на поверхностях трения
прочные граничные слои (табл. 1.3).
1.3. Основные признаки, характеризующие виды смазки
Вид смазки
Гидродина-
мическая
Гидростати-
ческая
Эластогидро-
динамиче-
ская (ЭГД)
/
0,001...0,01
0,001...0,01
0,001...0,01
Постулируемые свойства
СМ
Несжимаемый,
вязкость не зависит
от давления, нью-
тоновская жидкость
То же
Несжимаемый,
вязкость зависит от
давления и темпера-
туры
твердого тела
Абсолютно жест-
кое, абсолютно
гладкое, износ
отсутствует
То же
Упругодефор-
мируемое, абсо-
лютно гладкое
(кроме микро-
контактной ЭГД)
X"
>3
>3
>3
21
Продолжение
Вид смазки
Смешанная 0,08...0,15
Граничная 0,08—0,18
Постулирфуемые свойства
твердого тела
СМ
Несжимаемая
жидкость, коллоюид-
ный раствор повеверх-
ностно- и химичечески
активных компоюнен-
тов в инактивнойй
среде
Коллоидный расгствор
поверхностно- и и хи-
мически активныых
компонентов в и инак-
тивной среде
Упруго- и (или) 3 > V > 3
пластически де-
формируемое
шероховатое, .
изнашиваемое,
взаимодейству-
ющее с актив-
ными компонен-
тами смазочного
материала
То же < 1
1.3. СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И РЕМОНТА МАШИН В СЕЛНЬСКОМ ХОЗЯЙСТВЕ
1.3.1. УПРАВЛЕНИЕ ТЕХНИЧЕСКИМИ СОСТОЯНИЕМ МАШИН
Управление техническим состояянием машин заключается в
обосновании и назначении видов и i периодичности технического
обслуживания (ТО), видов и методдов ремонта, критериев пре-
дельного состояния, степени восстановления технического ре-
сурса составных частей, продолжиительности эксплуатации до
списания и т. д.
Управление техническим состояянием конкретной машины
(рис. 1.3) включает: измерение парамметров состояния ее составных
частей, сравнение установленных знначений с допускаемыми или
предельными значениями, определаение остаточного ресурса со-
ставных частей, назначение вида и оЬбъема ремонтно-обслуживаю-
щих воздействий, а также наработки i до их проведения и, наконец,
выполнение всех установленных раббот по техническому обслужи-
ванию и ремонту машины и ее состггавных частей. Для измерения
параметров состояния используют срредства технического диагнос-
тирования.
Главное условие своевременного о управления техническим со-
стоянием машин — применение меэтодов и средств технического
диагностирования, позволяющих иязмерять параметры и оцени-
вать качественные признаки состояяния, обрабатывать и анализи-
22
»
Техническо?
состояние
машины -
Измерение
параметров!
состояния
Сравнение и
Опенка
надежности
и эффектив-
ности работы
машины
ОБРАТНАЯ СВЯЗЬ
обработка _^ решений М
результатов о ТО и
измерений ремонте
Подготовка]
D
Проведение
ТО
и ремонта
Корректировка]
управляющих
показателей
L, A L
ф
Рис 1 ''■ Схема управления техническим состоянием машин:
/„ — межремонтная
наработка; D — допускаемое отклонение параметра; t^, — остаточный
- средний ресурс составной части
ровать полученнУю диагностическую информацию, выдавать ко-
мандную информаНию по то и ремонту машин.
В практическом аспекте диагностирование дает возможность
установить нео^ходимость капитального ремонта машины или ее
составных част£и> объем и виды работ по текущему ремонту и тех-
ническому обс'1Уживанию- При ремонте машин решают задачи
выявления составных частеи> подлежащих ремонту и восстановле-
нию а также oi*eHKH качества ремонтных работ.
Решение о проведении необходимых ремонтно-обслуживаю-
щих работ вынРсят на основе оптимизации управляющих показа-
телей При опт!шизацИи обычно используют экономический кри-
терий — минимальные издержки на единицу наработки с учетом
издержек от простоя по техническим причинам или технический
критерий — максимальную вероятность безотказной работы. Со-
ответствующие оптимальные значения управляющих показате-
лей приводят в руководящей технической документации по видам
машин.
Обратная связь в процессе управления техническим состояни-
ем машин (см рис- 1-3) служит для получения информации о фак-
тических показателях надежности, эффективности работы машин
после управления' проверки результатов управления сравнением
ожидаемых опт'имальных значений показателей машин с факти-
ческими" корректиР°вки управляющих показателей.
Для управления состоянием машины следует располагать дос-
таточно достоверными исходными данными, определенным обра-
юм систематизиР°ванными по агрегатам, сборочным единицам,
23
Иерархическая
структура машины
Методы
определения
технического
состояния
Степень
восста-
новления
ресурса
Виды ТОР и
связи между
ними
Осмотр
II
Ш
Осмотр,
диагностиро-
вание
щ
Диагностиро-
вание
//
т
Осмотр,
диагностиро-
вание,
дефектация
II
Щ
Осмотр,
дефектация
Я/
Рис. 1.4. Единая система технического обслуживания и ремонта (ТОР) машин
и оборудования в АПК:
/— операции технического обслуживания без восстановления ресурса деталей; II— частичное
восстановление ресурса составных частей; III— полное или близкое к нему восстановление
ресурса составных частей; ТО — техническое обслуживание; ТР — текущий ремонт; КР — капи-
тальный ремонт (для детали — восстановление); В — восстановление или замена деталей новыми
соединениям и деталям, т. е. с учетом иерархических уровней
(рис. 1.4): машина — агрегат — сборочная единица — деталь — ее
трущаяся поверхность. Для этого организуют наблюдение за опре-
деленным числом машин одной марки в производственных усло-
виях. По каждому элементу определяют: число отказов, их причи-
ны, наработку и условия работы, при которых произошел отказ;
трудоемкость и продолжительность устранения последствий каж-
дого отказа; расход запасных частей, материалов, агрегатов и сбо-
рочных единиц обменного фонда на устранение последствий каж-
дого отказа, а также издержки. Классифицируют отказы по эле-
ментам на ресурсные и функциональные.
Анализируют причины отказов, условия устранения их послед-
ствий, выявляют элементы группы 1 (детали, соединения), которые
восстанавливают при техническом обслуживании; элементы груп-
24
«
пы 2, восстановление которых влечет за собой текущий ремонт со-
ответствующей сборочной единицы или ее капитальный ремонт
при совместном ремонте нескольких элементов этой группы, и эле-
менты группы 3, восстановление каждого из которых обусловливает
капитальный ремонт соответствующей сборочной единицы или аг-
регата машины. Одновременно устанавливают по элементам, какие
отказы являются постепенными (износными) или внезапными.
По каждому элементу групп 1, 2 и 3 выявляют структурные па-
раметры состояния (износ, размер) и качественные признаки пре-
дельного состояния. По этим параметрам на основании техничес-
кой документации или другим путем определяют предельные и
номинальные значения, а затем устанавливают последователь-
ность повышения надежности машины, исходя из вероятных мак-
симальных издержек на устранение последствий отказов, и выби-
рают номенклатуры структурных параметров, достижение кото-
рыми предельного значения обусловливает постепенные отказы.
По выбранным структурным параметрам собирают информацию
об их динамике.
После обработки полученных результатов определяют показа-
тели динамики параметра, которая аппроксимируется универсаль-
ной степенной функцией
#,(*) = Vta + Z(t) + АЛ, (1.12)
или
H{t) = #i(/) - АЯ= Vta + Z{t), (1.13)
где V— показатель скорости изменения параметра под влиянием внутренних кон-
структивных факторов; t— наработка; а — показатель степени, определяющий из-
менения параметра; Дг) — случайная стационарная гауссовская функция, учиты-
вающая внешние эксплуатационные факторы; ЛЯ—показатель, характеризую-
щий приработку соединения по параметру, численно равный значению функции
при t = 0.
Величина Z(t) может принимать как положительное, так и от-
рицательное значение, характеризуется среднеквадратическим от-
клонением и при малом значении ее приравнивают к нулю.
Значения показателя степени функции изменения параметра а
для некоторых соединений следующие.
Наименование параметра состояния соединения а
Радиальный зазор в подшипниках качения и скольжения 1,5
Износ посадочных гнезд корпусных деталей 1,0
Износ зубьев шестерен по толщине 1,5
Износ валиков пальцев и осей 1,4
Износ шлицевых соединений 1,1
Удлинение шага гусеничной и втулочно-роликовой цепи 1,0
25
нишви аохвлэйге BodXood
ШОНЬОХВХОО ВИНВаОЕЧТОНОИ
ojohitou и BHHOiraireduo mrff
('H "1 И ВИНВХИЖВЕ
1ЧИЭХ0И0 'ГШЭХОИО И0НВШШ0Х
винэнисэоэ SFwsAdmr/trad)
BirodxHOM ojoHaiqdadusH и охоя
-ОЭЬИ)ЛМЙЭЦ ЧХООНЖОМЕОВ ВОХЭ
-эии вЕхом 'иэховь хннавхэоэ
ИОЕВЯХО ХНННВаЕНВ 'XEXЖdЭE'EИ
И XBOXOOdH ХННЧ1ГЭХИЬВН£ HdjJ
(эхномэй Hdu эгшэвнэиве
'И1ГВХЭС orraboaoxirotr ээнэгеген)
винвохэоэ хи BirodiHOM oJOHdog
-EBdEsg чхоонжоиЕоа хэ^ахэх/fo
-хо вшоя 'ихоояяиж иэьодвй
иии иэховь хинавхооо иоевя
-хо хнннваЕна 'хежйэСен и
XBOXOOdU Х1ЧНЧ1ГЭХИЬВНЕ Hd]j
(нйвф HuwBir 'BdoxHimx
-нэв тшэй) иховь ионавхооо
jmoebmxo хнинвасна 'хвжюШ
-ей и xBoxoodu хипгпгодэн Hdjj
woinnodu a
aodxawBdBu хвинэьвне и
3>ixogBdBH о иэипвийофни
4XBJBirouDBd чхэоиитохдоэн
иэховь хин
-овнве EtfoxoBd эинэьигааХ
эоннэяхэхэахооэ и % 0£""£Т
вн аохнэиэга xiqwaXdnirod
-хном BodXood эинэшанэих
ИЭХОВЬ XHHOBHBE EtfOXOEd ЭИН
-эьитааХ оннэахохэахооо и
(BEBd Y"Z a) иховь ионавхооо
BodXo9d эинэшчнэиХ эожэд
{% 001) ЕНЧ1ГВИИОЯВИ
иховь ионавхооо нджХю
xodo be зоевяхо вхоховь
%Ч '"I — нджХио
MOdO BE ИХОВЬ ИОН
-авхооо зоевяхо вхохов^
BdxowBdBH
КИНЭНЭИЕИ HHriEEHITB3d
он HHHBaodHEOHJodu
%Ц"Ч — иджЛю
sodo ээ ее иховь ион
-авхооо аоЕЕЯхо exoxoej,
EdxowBdBU
ОШНЭНЭИЕИ ХГООЯ
-оэьихоихвхо XwoHirodo
он HHHBaodHEOHJodu
:ndu
(BHHBaodHxooHJBHir wbxbx
-qirXEOd он) ошнвохэоо оц
%6'"8-№
-ЖХ1ГО MOdo BE ИХОВЬ ИОН
-авхооо аоЕВмхо вхоховь
иховь ионавхооо
BodXood охояээьинхэх
ЭИНБЯОЕЧ1ГОШИ Э0Н1Г0Ц
ВВНХНЭКВШЭ,}
ЕЕВЯХО
эгоон ихоондэйшн оц
винэнэиийи чховидо
яохшаоРэн
ояхээШХииэйц
dOl кшашЗхэ
вишен Д01 ишэхвйхэ eMnxondsxaedex 'V\
ГА
Вторая задача — резкое сокращение продолжительности устра-
нения последствий отказов. Решают путем оперативного вызова и
применения передвижных ремонтных мастерских, широкого ис-
пользования метода поиска неисправностей по качественным
признакам состояния машин, организации страхового запаса не-
долговечных деталей и ремонтных комплектов, фиксации в дого-
ворах на услуги по техническому сервису гарантий на ремонт, сан-
кций за превышение времени простоя и т. п.
1.3.3. СТРУКТУРА РЕМОНТНО-ОБСЛУЖИВАЮЩИХ ВОЗДЕЙСТВИЙ
НА МАШИНЫ В СЕЛЬСКОМ ХОЗЯЙСТВЕ
Система технического обслуживания и ремонта предусматри-
вает следующие ремонтно-обслуживающие воздействия, с помо-
щью которых обеспечивают необходимое техническое состояние
машин и их работоспособность в течение всего периода эксплуа-
тации:
техническое обслуживание (ТО);
текущий ремонт (ТР);
капитальный ремонт (КР).
Виды и порядок чередования ремонтно-обслуживающих воз-
действий, необходимых для их планирования, устанавливают по
каждому типу машин отдельно.
Техническое обслуживание — комплекс работ по
поддержанию работоспособности или исправности машин при
их использовании, хранении и транспортировке. Работы носят
планово-предупредительный характер, и выполняют их в обяза-
тельном порядке на протяжении всего периода эксплуатации ма-
шины в соответствии с требованиями эксплуатационной доку-
ментации.
ТО включает обкаточные, очистные, контрольные, диагности-
ческие, регулировочные, смазочные, заправочные, крепежные и
монтажно-демонтажные работы, а также работы по консервации и
расконсервации машин и их составных частей.
Для машин и оборудования предусматривают следующие
виды ТО:
при обкатке (ТО-0);
ежесменное (ЕТО);
номерное в зависимости от вида машин (ТО-1; ТО-2; ТО-3);
сезонное, при переходе к весенне-летнему и осенне-зимнему
периоду эксплуатации (ТО-ВЛ; ТО-ОЗ);
дополнительные операции ТО в особых условиях эксплуатации
(ТО-У);
при хранении.
28
*
Техническое обслуживание при обкатке проводят перед началом,
в ходе и по окончании обкатки.
Ежесменное техническое обслуживание выполняют перед нача-
лом или после окончания каждой смены (примерно через 8...10 ч).
Номерные технические обслуживания проводят на основе единой
периодичности и контролируют по продолжительности работы в
часах, в условных эталонных гектарах или по количеству израсхо-
дованного топлива.
Сезонное техническое обслуживание проводят два раза в год:
ТО-ВЛ при установившейся среднесуточной температуре воздуха
выше 5 °С и ТО-ОЗ при установившейся среднесуточной темпера-
туре воздуха ниже 5 "С. Сезонное техническое обслуживание вы-
полняют одновременно с очередным номерным обслуживанием.
Техническое обслуживание в особых условиях эксплуатации вы-
полняют в тех случаях, когда трактор работает в пустыне и на пес-
чаных почвах, при длительных низких или высоких температурах,
на каменистых почвах, в условиях высокогорья, на болотистых
почвах. В зависимости от этих особых условий эксплуатации пре-
дусмотрено выполнение дополнительных операций к работам
ежесменного и номерного технических обслуживании.
Техническое обслуживание при хранении проводят при подготов-
ке к длительному хранению (ТО-ПДХР) не позднее 10 сут с мо-
мента окончания периода использования; в процессе длительного
хранения (ТО-ДХР) один раз в месяц при хранении на откры-
тых площадках и под навесом и один раз в два месяца при хра-
нении в закрытых помещениях; при снятии с длительного хра-
нения (ТО-СХР) за 15 сут до начала использования.
Виды и периодичность ТО основных типов машин и оборудова-
ния, используемых в сельском хозяйстве, приведены в таблице 1.5.
Текущий ремонт (ТР) выполняют для обеспечения или
восстановления работоспособности с целью замены и (или) восста-
новления отдельных частей. Данный вид ремонта — основной спо-
соб возобновления работоспособности машины в процессе ее эксп-
луатации. Он предусматривает как плановое, так и неплановое вы-
полнение операций. Содержание и организация текущего ремонта
для машин круглогодичного и сезонного использования различны.
В зависимости от сложности текущий ремонт можно выполнять
как на месте использования машины, так и в соответствующих мас-
терских или на станциях технического обслуживания.
При текущем ремонте составные части машины, достигшие
предельного состояния, подвергают капитальному ремонту, а не
достигшие — текущему (при необходимости). Неисправные со-
ставные части могут быть заменены новыми или отремонтирован-
ными. При этом замену выполняют только в том случае, если дру-
гие основные части машины имеют значительный запас ресурса.
29
о
1.5. Виды и периодичность ТО тракторов, комбайнов, сельскохозяйственных машин,
автомобилей и нефтескладского оборудования
Наименование
машины
Вид и периодичность технического обслуживания
ТО-0
ЕТО
ТО-1
ТО-2
ТО-3 ТО-ВЛ ТО-ОЗ ТО-У ТО-ПДХР ТО-ДХР ТО-СХР
Тракторы
Комбайны и сельско-
хозяйственные ма-
шины
Автомобили:
легковые
автобусы
грузовые автомо-
били и автобусы
на базе грузовых
автомобилей
Нефтескладское обо-
рудование:
колонки топли-
возаправочные
агрегаты приемо-
раздаточные
резервуары
8...10ч 125 500 1000
мото-ч мото-ч мото-ч
8...10Ч 60 240 -
мото-ч мото-ч
Один —
раз в
смену
3000 км 12000 км
2800 км 11200 км
2500 км 10000 км
+
+
+
+
+
+
+
+
+
+
3 мес 6 мес
3 мес 6 мес
6 мес 12 мес
Примечания: 1. Периодичность для автомобилей приведена для 3-й категории дорожных условий эксплуатации.
2. Знак «+» означает необходимость данного вида технического обслуживания; знак «—» означает, что данный вид тех-
нического обслуживания не проводится.
Л
т^вт
- о
и п ч
"ill
и 9 ffl ^
i i§ i
tf 23 x a
oj Я Efl Я
О g
s ~ a ^>
&° «
s я в §
S » «
а о (to
^ w s Q
sis
ни g 2
I S К н
3 о 2 н
§0oS
E о g a
о н S3 5
43 о w
0 ^ о я
1 н s 3
a p5 a /—v
g В g §S
S 1 8 §
-s 1 я а
* s " °
2. ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС РЕМОНТА
МАШИН И ОБОРУДОВАНИЯ
2.1. ОБЩИЕ СВЕДЕНИЯ
Производственный процесс ремонта машин и оборудования —
это совокупность действия людей, орудий производства и отдель-
ных технологических процессов и операций, проводимых в опре-
деленной последовательности с целью восстановления работоспо-
собности машины или оборудования с использованием отремон-
тированных и новых деталей, агрегатов и сборочных единиц.
Технологическим процессом называют часть производственно-
го процесса по решению производственных задач, изменению
формы, размеров, свойств материала или предмета производства
с целью получения изделия с заданными техническими требова-
ниями.
Технологический процесс состоит из отдельных операций. При
этом технологическая операция — это законченная часть техноло-
гического процесса, выполняемая на одном рабочем месте и
включающая все последовательные действия одного или несколь-
ких рабочих и оборудования по очистке сборочных единиц и дета-
лей, их восстановлению, комплектованию, сборке (разборке) из-
делия, окраске и т. д.
Структура производственного процесса ремонта зависит от его
вида и может включать различные технологические процессы и
операции (рис. 2.1). Четыре из представленных операций и про-
цессов, в том числе подготовка к ремонту, доставка, наружная
очистка, приемка в ремонт и выдача из ремонта, относятся к вспо-
могательным, остальные — к основным, принимающим непосред-
ственное участие в восстановлении работоспособности машины.
Степень расчлененности производственного процесса на от-
дельные технологические процессы и операции зависит от конст-
рукции машины и оборудования, программы ремонтно-обслужи-
вающего предприятия, его производственных возможностей.
Если машину можно расчленить на отдельные агрегаты (двига-
тель, коробку передач, передний и задний мосты, рулевое управ-
ление, сцепление, кабину и т.д.), то производственный процесс
ремонта можно организовать на выполняемых параллельно техно-
логических процессах ремонта агрегатов. Это имеет большое зна-
34
Подготовка машины
к ремонту
Доставка машины
в ремонт
Наружная очистка
и приемка в ремонт
Ремонт агрегатов
и сборочных единиц
Контроль качества
X
Ремонт рамы, ка-
бины, электрообо-
рудования, гидро-
системы, топливной
аппаратуры и др.
X
Разборка на агрегаты
и сборочные единицы
Очистка агрегатов
и сборочных единиц
X
Разборка агрегатов
и сборочных единиц
налетали
X
Очистка деталей
X
Контроль качества г— Дефектация деталей
Сборка машины
i
| Контроль качества
Обкатка и испыта-
ние машины
I
X
I
Детали,
требующие ремонта
X
Окраска машины
Восстановление
деталей
Комплектование
деталей
Контроль качества
X
Сборка агрегатов
и сборочных единиц
Приемка машины
из ремонта
X
Обкатка и испытание
агрегатов
I
Окраска агрегатов
Негодные детали
Склад
металлолома
Запасные
части
Контроль
качества
Рис. 2.1. Схема производственного процесса ремонта машины
чение для рациональной организации процесса ремонта в целом,
снижения его продолжительности, себестоимости, оснащения ра-
бочих мест специализированным технологическим оборудовани-
ем и оснасткой.
При большой программе ремонтно-обслуживающего предпри-
ятия расчленение производственного процесса на отдельные тех-
35
:•.:."■
Ремонтное производство
р}
р,
Pi
р4
Ps
Рб
Р?
Ps
Р9
Р
~г
Машиностроение
Mi
10
Р
М2
и
Р
12
Г "
Мз
м4
и т. д.
Рис. 2.2. Сравнение производственных процессов ремонта
и изготовления машины
нологические процессы, выполняемые параллельно, — неотъем-
лемая часть рациональной, экономически оправданной организа-
ции производства в целом, так как является основным условием
выполнения программы ремонта.
При рассмотрении производственного процесса ремонта ма-
шин и оборудования целесообразно его сравнение с машино-
строительным производственным процессом, конечная цель ко-
торого, так же как и ремонтного, — получение работоспособной
машины.
Сравнение наглядно показывает (рис. 2.2), что производствен-
ный процесс ремонта машин намного сложнее соответствующего
процесса в машиностроении, так как последний не содержит
специфических операций ремонтного производства {Р\...Р%), и
лишь с девятой операции начинается примерное совпадение (вос-
становление Р<) и изготовление М\ деталей соответственно). Сле-
довательно, трудоемкость изготовления всегда будет меньше тру-
доемкости капитального ремонта того Же объекта. Однако при ре-
монте машин большое число деталей может быть использовано
повторно. Более того, при изготовлении машины заготовки дета-
лей для машиностроительных предприятий проходят все стадии:
литье, штамповка, ковка, сверлильные, токарные операции и т. д.
При ремонте машин роль заготовки выполняет изношенная де-
таль, при этом восстановлению подлежат лишь отдельные эле-
менты, износ которых измеряется десятыми и сотыми долями
миллиметра. Их восстановление сводится к нанесению тонкого
поверхностного слоя или заключительным операциям механи-
ческой обработки. Таким образом, восстановление деталей при
ремонте машин является источником экономии, так как сто-
имость восстановления их не превышает 50...60 % стоимости но-
вых деталей.
Более того, при производстве заготовок для изготовления но-
вых деталей, помимо использования невозобновляемых природ-
ных ресурсов (руды, топлива), при плавке металла требуется боль-
шое количество кислорода. В то же время в окружающую среду
^►выбрасывается диоксид углерода.
36
Для решения отмеченных выше задач важное значение имеет
приемка машин в ремонт. При приемке особое внимание обраща-
ют на комплектность машин и состояние базовых деталей, так как
агрегаты машины, ее базовые детали являются заготовками, по-
зволяющими при восстановлении деталей снизить себестоимость
ремонта.
Другой источник снижения себестоимости ремонта, получения
прибыли — приобретение предприятием изношенных машин, по-
зволяющее организовать восстановление изношенных деталей,
ремонт и последующую продажу отремонтированных машин.
Основанием для реализации производственного процесса ре-
монта служит разработанная и утвержденная технологическая и
ремонтная документация.
Технологическая документация на ремонт представлена комп-
мектом документов, определенных Единой системой технологи-
ческой подготовки производства (ЕСТПП). В документацию
включены: Единая система конструкторской документации
(КСКД) — ГОСТ 2.001—70; Единая система технологической до-
кументации (ЕСТД) — ГОСТ 3.1109—81 и Единая система допус-
ков и посадок; Государственная система обеспечения единства из-
мерения (ГСИ); система стандартов безопасности труда (ССБТ);
отраслевые стандарты РТМ 70.0009.038, РТМ 10.0024 и другие ре-
монтно-технологические материалы.
Ремонтную документацию разрабатывают в соответствии с
ГОСТ 2.2602—68. Она включает в себя рабочие документы на ре-
монт сборочных единиц, агрегатов, машин и оборудования, вос-
становление деталей и контроль изделий после ремонта. Ее разра-
бвтывают раздельно на текущий и капитальный ремонты.
Порядок согласования и утверждения документации по ремон-
ту изделий определен ГОСТ 2.2609—79.
Г'емонтные чертежи на восстановление деталей выполняют в со-
ответствии с ГОСТ 2.604—68, а внесение изменений в ремонтную
документацию — по ГОСТ 2.2603—68.
Маршрутные карты на восстановление деталей разрабатывают
и соответствии с ГОСТ 3.1118—82; на операции обработки резани-
I рм — с ГОСТ 3.1404—86; нанесения химических, электрохимичес-
I ких, лакокрасочных покрытий — с ГОСТ 3.1408—85; термической
обработки — с ГОСТ 3.1405—86; карты эскизов к операционным
картам — с ГОСТ 3.1105—84; контроль — с ГОСТ 3.1502—85.
Основной документ для выполнения технологических процес-
I сои ремонта машин и оборудования, их составных частей — типо-
вая технология. В комплект материалов типовой технологии вхо-
дит технические требования на сдачу в ремонт и выдачу из ремон-
1 ти, типовые нормы времени на разборку и сборку машин и их
йгрсгатов, технические требования на капитальный ремонт сель-
скохозяйственной техники, маршрутные технологические процес-
сы капитального ремонта машин и их агрегатов, средние нормати-
вы времени и нормы расхода материалов на ремонт, перечень ре-
монтного оборудования и инструмента, альбомы чертежей не-
стандартного ремонтно-технологического оборудования.
2.2. ОЧИСТКА ОБЪЕКТОВ РЕМОНТА
2.2.1. ЗНАЧЕНИЕ И ЗАДАЧИ ОЧИСТКИ ПРИ РЕМОНТЕ
Очистка машин, агрегатов и деталей от эксплуатационных и
технологических загрязнений — один из важнейших факторов,
влияющих на ресурс отремонтированных машин. От совершен-
ства технологии и моечных установок зависят качество очистки
изделий, производительность труда, культура производства, без-
ошибочный контроль, дефектация деталей и в конечном счете се-
бестоимость как процесса очистки, так и всего ремонта.
В стандартах (ОСТ 70.0001.216-85 и ГОСТ 18206-78) термину
«очистка» дано следующее определение — удаление с поверхности
изделий нежелательных веществ (загрязнений). В свою очередь
загрязнения — это вещества, отложившиеся на поверхности дета-
лей (изделий) в процессе их производства или эксплуатации.
Разборочные и очистные работы все еще остаются наиболее
трудоемкими и малоэффективными. Очистка и подготовка поверх-
ностей составляют до 10 % трудоемкости изготовления изделий,
З...3,5 % общей трудоемкости капитального ремонта автомобилей.
При некачественной очистке деталей в процессе сборки дизелей
их послеремонтный ресурс снижается на 20...30 %.
Процесс очистки машин и деталей рассматривают как важную
часть технологии их изготовления, эксплуатации и ремонта, кото-
рый можно представить в виде четырех групп факторов: входных,
не зависящих от режима процесса, и возможность воздействий на
которые отсутствует (состав и свойства загрязнений, рельеф и
габариты объектов очистки, количество загрязнений, объем
очистных работ и др.); входных, определяемых режимом про-
цесса и характеризующих его состояние (сюда наряду с обычно
оцениваемой степенью чистоты поверхности относятся состав и
свойства использованных моющих растворов, а также состоя-
ние отмытых загрязнений); возмущающих (несовпадение во
времени оптимальных значений механических, термических и
физико-химических факторов, неоднородность загрязнений и
очищаемой поверхности, изменение режимов, параметров, со-
става и свойств очищаемой среды в ходе процесса) и, наконец,
управляющих.
38
т
Управляющее воздействие на процесс очистки можно оказы-
вать с помощью:
режимных параметров (температура, механическая энергия,
объем, удельный расход и интенсивность использования моющих
растворов, продолжительность процесса и его стадий);
способа механической интенсификации процесса (струйный,
11 ароструйный, погружные — вибрационный, кавитационный,
ультразвуковой, электрохимический, виброабразивный и т.д.,
iшркуляционный, комбинированный);
технологической схемы очистки — одно- или многостадийная,
соответствующая видам отмываемых загрязнений и степени дос-
тупности загрязненных поверхностей (многостадийная очистка
предусматривает наружную очистку, очистку агрегатов и сбороч-
ных единиц, очистку деталей после восстановления, очистку пе-
ред сборкой и окраской);
предварительного модифицирования загрязнений пропаркой,
растворением или другими способами;
конструкцией моечного оборудованиям (геометрическая и энер-
гетическая характеристика рабочей зоны, объем, расположение и
геометрия баков-отстойников, способ нагрева и схема циркуля-
ции моющего раствора);
состава очищающей среды (рецептура моющих средств, кон-
центрация раствора, жесткость воды).
Технология очистки сводится к научно обоснованному выбору,
реализации и строгому соблюдению управляющих факторов, с по-
мощью которых можно при минимальной себестоимости полу-
чить регламентированные (или желательные) выходные парамет-
ры. Эта себестоимость должна включать и расходы на очистку за-
грязненных растворов, и компенсацию возможного ущерба от
(агрязнения природы.
2.2.2. ВИДЫ И ХАРАКТЕРИСТИКИ ЗАГРЯЗНЕНИЙ
Знания природы загрязнений машин позволяют обоснованно
и эффективно принимать меры по качественной очистке поверх-
ностей деталей от этих загрязнений.
В начале процесса ремонта машины ее детали очищают от экс-
плуатационных загрязнений, а по завершении восстановления де-
талей и перед окраской агрегатов с поверхностей удаляют техно-
логические загрязнения.
Эксплуатационные загрязнения на наружных и внутренних по-
нерхностях различны. На наружных поверхностях находятся ос-
татки материалов, с которыми взаимодействовала машина, масла
и смазки, маслогрязевые отложения, герметизирующие мастики,
39
лакокрасочные покрытия, продукты коррозии и др. Загрязнения
на внутренних поверхностях представляют собой углеводородные
отложения как результат старения и химико-термического пре-
вращения смазочных материалов и топлива, продукты изнашива-
ния, остатки герметизирующих паст и прокладок, а также накипь,
образующуюся от взаимодействия охлаждающих жидкостей с ме-
таллическими стенками.
Детали машин в процессе восстановления покрываются техно-
логическими загрязнениями (окалиной, стружкой, притирочными
пастами, смазочными маслами, очистными материалами, продук-
тами приработочного износа и др.). Такие загрязнения уступают
эксплуатационным по прочности и массе, но они должны быть
также удалены с деталей перед сборочными операциями.
По химическому составу основную массу загрязнений подраз-
деляют на две большие группы: минеральные (кремнеземные) и
органические (углеводородные).
Кремнеземные загрязнения образуются на поверхностях дета-
лей в результате их взаимодействия с почвой и почвенной пылью.
Углеводородные загрязнения появляются от взаимодействия
топлив и масел с газами и влагой, продуктами изнашивания и по-;
верхностями деталей при повышенной температуре. Они включают
следующие группы веществ: масла и нейтральные смолы, оксикис-
лоты, асфальтены, карбены и карбоиды, нагар.
Нейтральные смолы входят в состав нефтепродуктов. Они полнос-
тью растворяются в петролеином эфире и бензине. Оксикислоты
способны образовывать соли в результате диссоциации, окисления и
реакции омыления. Асфальтены — продукты уплотнения нейтраль-
ных смол, хрупкие неплавкие вещества, разлагающиеся при темпера-
туре > 300 °С с образованием кокса и газов. Асфальтены растворяют-
ся в бензоле, хлороформе и сероуглероде. Карбены и карбоиды — про-
дукты уплотнения и полимеризации углеводородов при термическом
разложении масел и топлива. Карбены растворимы в сероуглероде и
пиридине, а карбоиды нерастворимы ни в каких растворителях.
В зависимости от соотношения составляющих веществ углево-
дородные загрязнения подразделяют на масляные, асфальтосмо-
листые, лаковые и нагар.
Масла на ранней стадии окисления и загрязнения присутству-
ют на большинстве поверхностей деталей.
Асфальтосмолистые отложения состоят из веществ, которые не
растворяются в масле и обладают большей по сравнению с ним
плотностью. Состав отложений: окисленные масла и смолы —j
40...80 %, карбены, карбоиды и зола — 10...30 %.
Лаковые отложения (пленки) образуются на немногочисленной
группе деталей, например на шатунах и поршнях, за счет тонко-
слойного окисления масла.
40
{
Основу нагара составляют карбены и карбоиды (30...70 %), мас-
■ё и смолы (8...3 %), остальное — оксикислоты, асфальтены и
Воли. Ьольшое количество нерастворимых или труднорастворимых
Компонентов нагара затрудняет его удаление.
() i дельную группу загрязнений образует накипь, которая откла-
■Ципется на внутренних поверхностях стенок радиаторов и руба-
охлаждения двигателей. Ее образование обусловлено содер-
Кймисм в воде в растворенном состоянии солей кальция и магния.
Характеристика основных загрязнений деталей машин приве-
Ъна в таблице 2.1.
Ш
2.1. Виды и характеристики загрязнений поверхностей
(лгрязнения
Сборочная единица, деталь
Характеристика загрязнений
максималь-
ная толщина,
мм
предел проч-
ности при сжа-
тии, МПа
■влогрязевые
rim пи и смазки
пйк< жрасочные
Ькрытия
Прндукты кор-
нппн
Някшп.
МНшлкгосмоли-
Ifiui' отложения
■lump
Картеры, крышки, поддоны
Корпусные детали, валы, ша-
туны, детали системы смазки
Детали с окрашенными по-
верхностями
Детали кузова, кабины, рамы,
корпуса
Блоки, гильзы и головки ци-
линдров
Блоки цилиндров, коленча-
тые валы, шатуны
Головки цилиндров, поршни,
коллекторы
10
5
0,1
3
3
0,5
1
2.-5
1...2
30
40
30
10
30
По связи с очищаемой поверхностью все загрязнения можно
Ь&чделить на три основные группы, которые различаются трудно-
Втмо удаления загрязнений и их физико-химическими и механи-
■|скими свойствами.
Первая группа — адгезионно-связанные (слабосвязанные заг-
МЯ'шсния без примесей органических веществ).
Вторая группа — поверхностно-адсорбционно-связанные (сла-
Моснмзанные загрязнения с примесью органических веществ).
Третья группа — прочно- или глубинно-связанные (загрязне-
■Иим, которые содержат в составе цементирующие и прочно склей-
I ЦйК'щие вещества).
Адгезионно-связанные загрязнения представляют собой бес-
I Порядочно расположенные и различные по размерам частицы
I Почни, дорожной и атмосферной пыли с малым содержанием
Г (этнических веществ (до 5...6 %) и удерживаемые на поверхнос-
■ только за счет молекулярных и электростатических сил.
41
К поверхностно-адсорбционно-связанным загрязнениям отно-
сят загрязнения внутренних поверхностей в виде масла, смазок,
осадков, смолистых отложений и некоторых наружных поверхно-
стей с большим содержанием органических веществ (более
5...6 %); технологические загрязнения, например шлифовальные и
полировальные пасты, удерживаемые на поверхности не только за
счет молекулярных и электростатических сил, но и за счет частич-
ного поглощения загрязнений твердой поверхностью.
К прочно- или глубинно-связанным загрязнениям можно отнести
загрязнения в виде лака, полимеризованных смолистых отложений,
нагара, краски, литейного конгломерата, продуктов коррозии, окали-
ны, накипи и адсорбционно-связанных с металлической поверхнос-
тью удобрений и ядохимикатов, удерживаемые поверхностью исклю-
чительно за счет прочного поглощения твердой поверхностью.
В реальных условиях может быть сочетание нескольких видов
загрязнений в различной последовательности и соотношениях.
2.2.3. МЕХАНИЗМ МОЮЩЕГО ДЕЙСТВИЯ
Применяемые способы и средства очистки поверхностей, не-
смотря на значительный прогресс в этой области [внедрение тех-
нических моющих средств (ТМС), более совершенного моечного
оборудования, многостадийных схем очистки, систем и устройств
для повторного водоиспользования], все же не соответствуют рас-
тущим требованиям производства и охраны окружающей среды.
Отечественная промышленность производит ежегодно более
100 тыс. т ТМС, после использования которых образуется не ме-
нее 10 млнт отработанных моющих растворов, токсикантами ко-
торых являются не только нефть и нефтепродукты, но и продукты
полимеризации и поликонденсации, часто тетраэтилсвинец, син-
тетические поверхностно-активные вещества (СПАВ), оксиды ме-
таллов, щелочные соли, органические растворители. Содержание
СПАВ в отработанных моющих растворах превышает предельно
допустимые концентрации (ПДК) в тысячи раз, в эмульгирован-
ных и растворимых нефтепродуктах — в сотни тысяч раз.
Моющее действие в водных средах — это ряд последовательно-
параллельных процессов: смачивание моющим раствором поверх-
ности загрязнения и свободной от него поверхности металла; уда-
ление загрязнений с поверхности путем растворения, солюбили-
зации, эмульгирования жидких и суспензирования твердых
компонентов; стабилизация диспергированных в объеме раствора
загрязнений и предотвращение их ресорбции; удаление загрязне-
ний из зоны очистки в суспензированном, эмульгированном, ра-
створенном и солюбилизированном состоянии.
42
•
Моющие средства подразделяют по виду основного технологи-
ческого эффекта, сопровождающего процесс, на растворяющие,
эмульгирующие и диспергирующие. Первые два вида сред, кото-
рые получили наибольшее распространение, применяют в жидком
виде, а последний — в жидком или твердом состоянии.
Основные явления, обусловливающие очистное действие сре-
ды, включают: растворение, смачивание, физико-химическую ад-
сорбцию, эмульгирование, диспергирование и стабилизацию за-
грязнений.
Растворение — это процесс образования однородной системы
из двух веществ с равномерным распределением одного вещества
и другом. Наибольшей взаимной растворимостью характеризуют-
ся вещества со сходными строением и свойствами — «подобное
растворяется в подобном».
Молекулы воды, спиртов, кислот, щелочей и различных хими-
ческих элементов полярны, т. е. обладают дипольным моментом.
V молекул некоторых веществ дипольный момент может индуци-
роваться (наводиться) при соприкосновении с полярными моле-
кулами. К таким веществам относятся, например, углеводороды
ароматического основания. Межмолекулярное взаимодействие
определяет взаимную растворимость жидкостей. При введении в
растворитель растворяемого вещества (рис. 2.3) их молекулы всту-
пают в электростатическое взаимодействие, образуя агрегатиро-
напные молекулы (сольваты). Последние равномерно распределя-
ются по всему объему растворителя. Растворение сопровождается
п диффузией — медленным проникновением молекул одного ве-
щества в промежутки между молекулами другого вещества. Пос-
ледний механизм растворения типичен для неполярных жидко-
стей. В этом случае вязкость смешиваемых веществ имеет основ-
ное значение.
Смачивание заключается в растекании капли жидкости, поме-
щенной на поверхность твердого тела. Это свойство зависит от
поверхностного натяжения жидкости, сочетания составов жидко-
сти и твердого тела. Смачивание — результат межмолекулярного
взаимодействия сред на границе соприкосновения трех фаз: твер-
дое тело — жидкость — газ.
При смачивании очистной раствор прони-
кает в поры и трещины твердого тела. Углево-
дородные загрязнения не смачиваются водой,
минеральные же частицы обычно смачивают-
ся, но при отсутствии жировых пленок на по-
верхности.
Рис. 2.3. Модель агрегатированной молекулы:
/ молекулы растворителя; 2— молекулы растворяемого вещества
43
/////7/г/р/У////?, 7777%
2
а
Рис. 2.4. Схема взаимодействия капли жидкости с поверхностью твердого тела
и газовой средой:
а — смачивание поверхности; б— поверхность не смачивается; 1 — капля жидкости; 2—
твердое тело; 3 — газовая среда (воздух)
Силы в поверхностном слое жидкости стремятся придать ей та-
кую форму, чтобы ее поверхность была наименьшей. На каждую
элементарную площадку у края жидкости, растекающейся по по-
верхности твердого тела (рис. 2.4), действуют силы Ри Р2 и Р3 на
границах соответственно твердое тело — газ; твердое тело — жид-
кость; жидкость — газ. Жидкость растекается по поверхности при
благоприятном соотношении сил, зависящих от свойств взаимо-
действующих веществ. Краевой угол смачивания
С08Ф = 7ГЬГ- (2.1)
Чем меньше значение угла <р, тем больше смачивающая способ-
ность жидкости.
На границе очищаемой поверхности и раствора имеется погра-
ничный слой молекул, не уравновешенных жидкой средой. Моле-
кулы слоя подвержены притяжению молекул всего объема этой
жидкости, поэтому слой обладает избытком свободной энергии,
или адсорбционной активностью. Избыток свободной энергии
определяет поверхностную энергию, или натяжение. Вещества,
понижающие поверхностное натяжение (определяемое работой,
которую необходимо затратить для увеличения поверхности жид-
кости), называют поверхностно-активными веществами (ПАВ).
ПАВ представляют собой полярные органические соединения.
Популярность ПАВ обусловлена строением молекул, состоящих
из гидрофобной и гидрофильной частей. Гидрофобная (водоот-
талкивающая) часть молекулы состоит из остатка углеводородной
цепи длиной 10... 18 углеродных атомов и способствует растворе-
нию ПАВ в масле. Гидрофильная часть молекулы содержит кар-
боксильную СООН, гидроксильную ОН, сульфатную OS03 или
аминогруппу NH2 и способствует растворению ПАВ в воде.
Адсорбция ПАВ сопровождается образованием адсорбционного
и сольватного слоев молекул, покрывающих все поверхности.
4*
Процесс адсорбции как увеличение концентрации растворенного
вещества у поверхности загрязнений уменьшает прочность его
соединения с металлической поверхностью и прочность самого
загрязнения, что приводит к образованию микротрещин в за-
грязнении и его последующему разрушению (диспергированию).
В зависимости от активности ПАВ адсорбционные процессы со-
провождаются различными эффектами: диспергирующими, раскли-
нивающими, капиллярными и их комбинацией. Так, расклиниваю-
щее давление в микротрещинах достигает значений 80...100 МПа, а
капиллярные давления— 150...260 МПа, что обеспечивает разру-
шение твердых загрязнений. Вещества, способные адсорбировать-
ся на поверхности гидрофобных частиц, называют эмульгаторами.
В очистных процессах наиболее часто применяют коллоидные
(мылоподобные) ПАВ. В водных растворах поверхностная актив-
ность коллоидных ПАВ высокая, они способны образовывать кол-
лоидные агрегаты — мицеллы. Причиной мицеллообразования яв-
ляется наличие в молекулах сильнополярной группы и гидрофоб-
ного радикала. Эта способность проявляется при пороговой
концентрации ПАВ. Образование мицелл при критической кон-
центрации мицеллообразования (ККМ) приводит к резкому изме-
нению очистных свойств растворов ПАВ, при этом меняются плот-
ность, электрическая проводимость, поверхностное натяжение и
моющее действие этих растворов. Значение ККМ зависит от вида
IIAB, наличия в растворе щелочных добавок и температуры раство-
ра. Для различных ПАВ значения ККМ составляют 1...10 г/л.
Щелочные добавки значительно снижают ККМ, что обеспечи-
вает эффективное очистное действие раствора при меньшем рас-
ходе ПАВ.
Водные растворы коллоидных ПАВ при концентрации больше
ККМ способны поглощать значительное количество нераствори-
мых в воде веществ, образуя прозрачные, не расслаивающиеся со
временем растворы. Этот процесс называют коллоидным раство-
рением, или солюбилизацией. Явление солюбилизации объяс-
няется способностью мицелл ПАВ поглощать гидрофобными
углеводородными радикалами молекулы веществ, нераствори-
мых в воде.
Загрязнения, как правило, состоят из жидкой (масла, смолы) и
твердой (пыль, асфальтены, карбены и др.) частей. Такие загряз-
нения удаляют с поверхности изделия путем эмульгирования жид-
кой фазы (образования эмульсий) и диспергирования твердой фазы
(образования дисперсий). На процессы эмульгирования и диспер-
гирования большое влияние оказывает механическое воздействие
раствора, способствующее разрушению загрязнений.
Суть стабилизации процесса очистки заключается в способнос-
ти очистного раствора удерживать в своем объеме загрязнения,
45
TfTfrr,' /7 ггТГП 7777 777777Т77 ////// ///
а б в г
Рис. 2.5. Механизм моющего действия на загрязнение
препятствуя обратному осаждению их на очищенные поверхности
детали.
Процесс очистки поверхности металла от загрязнения в жид-
ком растворе ПАВ показан на рисунке 2.5, где:
а — прилипшая к подложке частица загрязнений;
б — адсорбция молекул ПАВ на грязевой частице и подложке
(должна быть высокая скорость адсорбции, низкие концентрации
мицеллообразования, высокие значения — потенциала, начала
конкурентной адсорбции на подложке);
в — проникновение молекул ПАВ в зазор между подложкой и
частицей загрязнений и отрыв частицы (должна быть высока
прочность адсорбционно-защитных слоев молекул ПАВ, обеспе-
чивающая возникновение расклинивающего давления в зазоре,
начинает работать солюбилизация — затягивание гидрофобных
загрязнений в мицеллярный раствор ПАВ);
г — полный отрыв частицы загрязнения и унос ее в объем ра-
створа и дальше в слив либо в виде пены (флотация частиц грязи),
либо в виде эмульсии (суспензии) — должны быть высокие стаби-
лизационные свойства ПАВ.
Следует отметить также, что на стадиях б, в и г (см. рис. 2.5) су-
щественное значение имеет подводимая механическая работа,
что, при постоянстве других условий, повышает моющее дей-
ствие ПАВ.
При удалении загрязнений моющей жидкостью водный ра-
створ ПАВ растекается, смачивает ее и проникает в поры частиц
загрязнений, способствуя нарушению связи между ними. Чем
меньше поверхностное натяжение моющего раствора, тем больше
способность смачивать загрязненную поверхность и тем эффек-
тивнее действует на загрязнение раствор моющего средства. По-
этому одна из важных характеристик качества различных моющих
средств — показатель их поверхностного натяжения. Молекулы
ПАВ имеют гидрофобно-гидрофильное строение, при котором
один конец молекулы хорошо смачивается водой, а другой — мас-
лом. Попадая на загрязненную (замасленную) поверхность, моле-
кулы располагаются на поверхности раздела масло — вода, ориен-
тируясь гидрофильными (смачиваемыми водой) концами в сторо-
46
•
mv йоды, а гидрофобными (не смачиваемыми водой) — в сторону
Ивсла. В результате этого загрязненная поверхность покрывается
Пленкой молекул ПАВ, что способствует отделению загрязнения и
растворимости органических веществ.
Таким образом, ПАВ обладает способностью адсорбироваться
Ив границе раздела очищаемая поверхность—моющий раствор
(тгрязнение—моющий раствор), образовывать на этой границе
Мономолекулярные слои, проникать в поры и зазоры, создавать
расклинивающие давления и отделять загрязнения от очищаемой
Поверхности. Этому также способствует и то, что гидрофильные
Ионы являются одновременно носителями электрического заряда,
и связи с чем в нижней части масляной капли загрязнений встре-
чаются одновременно заряженные отталкивающиеся частицы.
Механическое воздействие струи моющего раствора ускоряет этот
процесс, обеспечивая высокое качество очистки при минималь-
ном расходе воды. Важно также и то, что сокращается время, не-
походимое для очистки.
Наиболее эффективно загрязненные поверхности будут очи-
щаться при повышенной температуре моющей жидкости. Тепло-
Вии энергия ускоряет химический процесс, прочная масляная
пленка становится текучей, что создает условия для наиболее ак-
тивного получения эмульсии моющего средства.
2.2.4. МОЮЩИЕ СРЕДСТВА
Номенклатура выпускаемых моющих средств (МС) отличается
разнообразием, однако большинство из них с трудом разлагаются
на почве и в воде водоемов, рек; обладают способностью накапли-
ваться в тканях организмов растительного и животного происхож-
дения; нередко и сами средства, смешиваясь с загрязнениями, ак-
тивно участвуют в нарушении экологического баланса в природе.
Поэтому современные моющие средства помимо их высокой ак-
тивности к различным загрязнениям согласно санитарно-гигие-
ническим нормам должны:
обладать низкой токсичностью и быть водорастворимыми;
легко подвергаться биодеградации микроорганизмами почв и
практически полностью разлагаться в течение 18...20 сут;
обладать индифферентностью по отношению к материалу очи-
щаемых изделий;
не вызывать аллергенных реакций, стабилизировать загрязне-
ния в моющем растворе с целью предотвращения ресорбции;
быть взрывопожаробезопасными.
В последнее время теория составления моющих композиций
I достигла уровня, когда преобладает тенденция создания моющих
47
*
средств с заданными свойствами. Эффективный моющий ра-
створ должен представлять собой многокомпонентную систему,
в которой свойства отдельных составляющих дополняют друг
друга и повышают моющее действие. При этом часто наблюда-
ют явление синергизма (свойство смеси обладать лучшей мою-
щей способностью, чем каждого из компонентов) при концент-
рации 3...5 %, что значительно ниже уровня критической кон-
центрации мицеллообразования. Поэтому в сливной воде
содержится минимальное количество химических веществ, что
ускоряет процесс биоразложения. К таким средствам относят
как специализированные, так и многоцелевые шампуни, жид-
кие очистители, моющие средства, выпускаемые различными
предприятиями и фирмами.
Ввиду многообразия сельскохозяйственной техники и вида
загрязнений для очистки машин при их ремонте и техническом
обслуживании применяют следующие моющие средства: воду,
органические растворители, растворяюще-эмульгирующие сред-
ства (РЭС), технические моющие средства (ТМС), универсаль-
ные биоразлагаемые моющие средства, расплавы щелочей и со-
лей и др.
Воду как моющую жидкость широко используют для удале-
ния наружных почвенных и маслянисто-почвенных загрязне-
ний при техническом обслуживании и ремонте машин. Кроме
того, вода является одним из главных компонентов всех мою-
щих растворов, применяемых для очистки поверхностей машин
и их деталей.
Органические растворители обладают незначительным поверх-
ностным натяжением и способностью растворять находящиеся
на поверхностях загрязнения, образуя однофазные растворы пе-
ременного состава. Полученные растворы содержат не менее
двух компонентов. Эти очистные среды должны обладать высо-
кой растворяющей способностью, нетоксичностью, пожаробе-
зопасностью и нейтральностью по отношению к материалу очи-
щаемой поверхности. Кроме того, растворители должны быть
стабильными при их регенерации. Важные характеристики ра-
створителей — летучесть, температура кипения и вспышки. Угле-
водородные растворители принадлежат к неполярным гидрофоб-
ным веществам, их применяют для растворения неполярных и
слабополярных загрязнений: масел, жиров, простых эфиров и
битумов.
Применяют алифатические, ароматические, неароматические и
хлорированные углеводороды, спирты, кетоны и эфиры (табл. 2.2).
По составу и пожароопасности органические растворители делят
на две группы.
48
2.2. Органические растворители и их свойства
Растворитель
Шотность
при 20 °С, кг/см3
Температура
кипения, °С
Простые углеводороды
kiriHH Б-70 680...730
Керосин 790...830
УиНт-спирит 790
tin пол 880
Тоиуол 870
Ксилол 860
Спирт:
метиловый 790
гшловый 789
изопропиленовый 785
Aiu-ioh 790
((и клогексанон 950
РГилацетат 900
Ьушлацетат 880
40...180
200...310
165...200
80,1
110,6
137...141
64,5
78,3
82,4
56,2
161,1
77,1
126,1
Хлорированные углеводороды
Хлористый метилен 1330
Мпилхлороформ 1350
Пгрхлорэтилен 1470
1рихлорэтилен 1630
Цстыреххлористый углерод 1650
Дихлорэтан
1170
39,9
73,9
87,2
121,2
76,8
57,3
Поверхност-
ное натяжение
при 20 °С, Н/м
22,3
24,1
23,2
28,8
28,5
25...30
22,5
22,3
22,5
23,3
33,9
23,7
25,2
28,1
25,7
19,5
32,9
25,7
24,7
Первую группу образуют: алифатические углеводороды, полу-
ченные из нефти (керосин, уайт-спирит, бензин), ароматические
VI певодороды, получаемые из каменноугольной смолы (бензол,
тпуол, ксилол), неароматические кольцевые углеводороды (ски-
пидар), спирты (метиловый, этиловый, изопропиленовый), кето-
ны (ацетон, циклогексанон) и эфиры (этилацетат, бутилацетат).
Нес они токсичны и пожароопасны.
Во вторую группу входят хлорированные углеводороды. Почти
Нее они негорючи, но токсичны. При взаимодействии с водой,
l петом и теплом нестабилиз'ированные хлорированные раствори-
гели разлагаются, а продукты разложения (соляная кислота, хлор,
фосген) вызывают коррозию металлов. Хлорированные углеводо-
роды работают при комнатной температуре.
Хлорированные углеводороды обеспечивают высокое качество
очистки деталей, но требуют больших затрат на обеспечение безо-
пасных условий труда, исключающих контакт растворителя и про-
дуктов его превращений с оператором. Наибольшее применение
При очистке деталей получил четыреххлористый углерод. Замена
рис [воров на слаботоксичные типа хлористого метилена обычно
приводит к недопустимому снижению качества очистки.
«070 49
При достижении предельной концентрации загрязнений в
органических растворителях процесс очистки прекращается. Этот
недостаток можно частично устранить, применив растворяюще-
эмульгирующие средства (РЭС).
РЭС состоят из базового и дополнительного растворителей,
ПАВ и небольшого количества воды (табл. 2.3).
2.3. Характеристики РЭС
Наимено-
вание
Состав, %
Особенности применения
AM-15
МС-3
Термос
Лабомид-312
Ксилол — 72; ализариновое
масло - 26: ПАВ ОС-20 - 2
Уайт-спирит —51; сосновая
канифоль — 34; едкий натр —
6; вода— 12
Уайт-спирит — 40; ОП-4 — 10;
ОП-7 — 1; сульфанол — 0,2;
вода — 2; остальное — дизель-
ное топливо
Трихлорэтилен — 60; трикре-
зол — 30; синтанол ДС-10 — 5;
алкилсульфаты — 5
Детали выдерживают
в 100%-м препарате, ополас-
кивают в растворах Лабомида
или МС
Температура применения
50 °С
Детали выдерживают
в 100%-м препарате, ополас-
кивают в водном растворе
триполифосфата
Детали выдерживают в пре-
парате, разведенном водой
(1:0,25), ополаскивают
в щелочном растворе
Базовыми растворителями служат ксилол, уайт-спирит и хло-
рированные углеводороды. Дополнительный растворитель обес-
печивает однородность и стабильность раствора с эмульгирован-
ным (диспергированным) загрязнением. В качестве дополнитель-
ных растворителей применяют ализариновое масло, канифоль и
трикрезол. Детали после извлечения из РЭС помещают в воду или
раствор ПАВ, где происходит эмульгирование загрязнений.
РЭС применяют при очистке деталей от асфальтосмолистых
отложений при температуре 20...50 "С.
Создание технических моющих средств на основе ПАВ и щелоч-
ных электролитов — одно из важнейших достижений в области
очистки техники.
Щелочные электролиты в ТМС повышают активность ПАВ.
Щелочную реакцию раствору придают как щелочи, так и щелоч-
ные соли.
Большинство ТМС состоят из смесей щелочных неорганичес-
ких веществ: кальцинированной соды, силиката натрия, простых
и полимерных солей фосфорной кислоты с небольшими добавка-
ми ПАВ. К таким порошкообразным ТМС относят: Лабомид-203,
Лабомид-М, Темп-ЮОД, ТМС-31М, Вимол, МС и др.
5*0
k * ,
ных м
погру
струй
па
1 as р
2 х о о
s 3 с- t-
га Э х я
о
OS
£
о
с—
X со
I х
Я 3
5 х
■*• х
К О
м
§ g S
° S х
В Ч S
и ст и
«
X
I
„ я
га о
a a
п S .
К о
р. р
- S
в В
5 х
со
2 •в* к
С[ О S
о о
О —с
1 >, | CN
(йЕо-Г
51
^ Й
« 55
1э
о *
3^
S4 я
о
ч
о аэ
>> -
5n i г4
g2 a M о
s s
S
о
M
M .
О CO
* о е
Q & Ц
«
м 3
a
sS
о
S
я
I
о
M
£4
§
Я
>S
О
2
H
о
«
Я
и
5
«
а
И
со
Э ^ р g
Й Ц й а
о S у а°о з
Кой .„'. ю
>Я о |у:.
ил ^S*
«16 оИ ■
О гГ . , О й лГ ?>
« d
о щ
й а
о
O.VD М
« S
О
S
ев
(-1
ев
Я ' г Г '
Я S^ 8
11И J •
§2йНй
о ЗЕ °
° e§ Й 3 Я
2 * F &"|
о g И с "
я S '
о i>
еёйнк
о Й S 1 &
о 1 Жи Н
О О В** а>
Н О Н о
N^."!
о"
•в*
К
Я
со
5 < I 1
« РЧ ^ ^
Йиии
р
о
я
о
S
со
О
О.
о,
о ..
И «
5
'1*
я
п Я _ а>
эЗ-В
cgn|
. о к®
«I s^
03
п &<
Ben
s* °.R Я
я> о u
О S S J5
BHHBaoMdogo oj
-OHhOIfOW HHTIKIfAxdHlI
i}OHH3N9daoHiro mnr
В0Ч1ШОЕЧ1ГОи0И ХЭЖ01Л1
•owsEJBirEBd ихоэыиотг
-оид xetfoa хнньохэ
a 'эоньиэяою1Геи
l33hradoj3H oaioiftdQ
эж ox
08'"09
0I"'S
-BHoEXdogo oJOHhoirop
-xogBdgo ^OHdexHHP
^sxaoHXdsaou xhw
-эетиихо HHEoddos xo
ХхитвЕ хэвяиьэиоэдо и
MXd EaodMOU охонжоя
винэжвdtfEEd хэвянЕиа
эн 'waHHBaoEBdgooH
-эй гаогсин хэввв1гдо
виих охон
-jjKdxD хвниш
-bw Х1чньэои д
08"'0Z.
08"'0S
эинвьэиисДи
BHHSHSwndu доооиэ
Э. 'EdoaxoEd
BdXiEdsuwsx
XOBU XI4H4ITF
-ХВХЭ0 КИНЕГ
-EBdlBE W
ИЭХ0О:
-ЭИ
ir/j '3doai3Ed a
KHlIEdlH3lIH0>I
эпнэжиодойц
v/
J
.Ж
—
^ = 2 . S
отложи
Созд
ных эле!
ОЧИСТКИ I
Щело1
Щелочну
ные соли
Больш
^ S. ■у
^2l^H
-d а ' .
: =^2
иа .i
= 5- s
§С о
S u S ез
%
меняемые для их производства ингредиенты легко растворяются в
воде, остаточные количества активных веществ полностью разла-
гаются при биологической очистке. Средства имеют гигиеничес-
кий сертификат и позволяют довести показатели сточных вод до
значений, не превышающих установленные допустимые уровни
(рН 6,5...8,5; содержание синтетических ПАВ — анионоактивных
до 0,5 мг/л, катионоактивных и неионогенных до 0,1 мг/л), при-
чем содержащиеся синтетические ПАВ практически полностью
разлагаемы. В зависимости от вида загрязнений концентрация
МС составляет 2...5 % для слабозагрязненных поверхностей и
5...15 % для сильнозагрязненных при температуре 10...80 "С.
Номенклатура универсальных биоразлагаемых моющих средств,
разработанных АООТ «Экоочистка» ГОСНИТИ и ТОО «Хемо-
люкс» следующая.
Марка МС Рекомендации по применению и основные особенности
Универсальные МС (ТУ 2384-014-20537742-97)
Мотолюкс Очистка двигателей, агрегатов машин и деталей от остатков
топливосмазочных материалов
Автолик Очистка сельскохозяйственной техники от эксплуатацион-
ных загрязнений при низком пенообразовании
Умос Очистка техники от масляных загрязнений, удаление нага-
ров, заполимеризовавшихся пленок животных и раститель-
ных масел
Санасепт Очистка мест содержания сельскохозяйственных животных,
санитарная обработка производственных и бытовых помеще-
ний и машин, работающих с ядохимикатами
Щелочные МС (ТУ 2384-015-20537742-97)
МУСС Очистка оборудования, поверхностей в производственных
помещениях на предприятиях АПК и объектах сопутствую-
щей инфраструктуры, в том числе общественного питания
МУСС-Супер Очистка оборудования термической переработки пищевых
продуктов, очистка производственных площадей и разделоч-
ного оборудования перерабатывающих предприятий
Яхонт-Прим Очистка оборудования, тары, агрегатов на предприятиях пи-
щевой промышленности
Кислотные МС (ТУ 2384-016-20537742-97)
Диокс Удаление молочного, пивного, мочевого камня, очистка и
дезинфекция сантехнического оборудования, очистка от
солевых отложений теплообменных аппаратов, радиаторов
отопления и охлаждения
Оксидан Удаление прочно- или глубинно-связанных загрязнений,
окисных и солевых отложений в трубопроводах, теплообмен-
ном оборудовании
Расплав щелочей и солей состоит из едкого натра (NaOH), азот-
нокислого натрия (NaN03) и хлористого натрия (NaCl) и очищает
поверхности деталей практически от всех видов загрязнений.
54
( ерную и соляную кислоты используют для травления, очист-
ки от продуктов коррозии, накипи, лакокрасочных покрытий и
«и фпльтосмолистых отложений. Применяют также уксусную, ща-
■левую, олеиновую, лимонную и нафтеновую кислоты. Коррози-
|||ли активность кислот уменьшается при введении в очистной
ОТВОр ингибирующих добавок.
Растворы каустической соды используют в выварочных ваннах
in снятия старой краски.
Прочные неомыляемые загрязнения удаляют с поверхности де-
VIи путем их механического дробления потоком твердых частиц
(Косточковой крошкой фруктовых растений, стеклянными шари-
Кйми диаметром 0,3...0,8 мм, частицами полиэтилена или поли-
Шида, корундом, чугунной и стальной дробью, кварцевым пес-
Ком). Среда переноса этих частиц — сжатый воздух, вода, раство-
ры ГМС.
Перспективно применение гранулированного сухого льда, ко-
Юрый полностью испаряется после очистки поверхностей.
2.2.5. ОЧИСТНОЕ ОБОРУДОВАНИЕ
('огласно разработанной ГОСНИТИ системе моечных машин
'Нструкции моечных машин делят на мониторные, струйные,
Погружные, комбинированные, циркуляционные и специальные.
Мониторные моечные машины предназначены для гидродинами-
■СКОЙ очистки наружных поверхностей машин и их агрегатов.
ущность гидродинамической очистки — подача на очищаемую
омерхность водяной струи или моющего раствора под давлением
0,,.20 МПа. Комплексное воздействие динамического напора
тру и, температуры и моющих средств обеспечивает эффективное
усиление с поверхности различных загрязнений.
Представителями этого типа моечных машин являются мони-
горпая моечная машина «Корона» (Россия), серия машин зару-
Рожных фирм «Клинетт», «Герни» (Дания), «Керхер» (Германия)
И Др.
С помощью этих машин можно очищать разнообразные объек-
\ы холодной (до 60 °С), горячей (до 100 °С) водой или пароводя-
ной смесью (100...150 °С) с эжекцией моющих средств.
Мониторные моечные машины подразделяют:
По виду исполнения: передвижные и стационарные;
типу привода: от электродвигателя, двигателя внутреннего сго-
МНия;
исполнению насоса: аксиально-поршневой с наклонным дис-
ком, плунжерный рядный (кривошипно-шатунный механизм
Привода плунжеров насоса);
55
Рис. 2.6. Схема мониторной моечной машины:
1 — насос; 2 — электродвигатель; 3 — разъем для подсоединения шланга
подачи воды; 4— фильтр; 5, 6 а 7—клапаны соответственно предохра-
нительный, перепускной и подачи моющего средства (МС); 8— инжек-
тор; 9— смеситель; 10— быстроразъемное соединение; 11 — шланг высо-
кого давления; 12— монитор; « — регулятор давления; 14 — манометр;
15— насадка сменная
температуре подаваемой воды: без подогрева, с подогревом, па-
рогенераторы.
Мониторная моечная машина работает следующим образом
(рис. 2.6). При включенном электродвигателе 2 по шлангу, присо-
единенному к разъему 3, через фильтр 4, обеспечивающий защиту
насоса 1 от попадания механических частиц (песка, ржавчины),
вода поступает в насос, который создает давление и нагнетает ее в
напорный шланг высокого давления 11 и далее в монитор 12 через
сменную насадку 75 на очищаемую поверхность. Давление на вы-
ходе насадки регулируется регулятором давления 13 и контроли-
руется по манометру 14. При повышении давления выше нормы
открывается встроенный в систему предохранительный клапан 5,
вода вновь подается на вход насоса, тем самым предотвращая его
повреждение.
При работе моечной машины в автоматическом режиме акти-
вацией ручки монитора обеспечивается перетекание воды через
смеситель 9, и машина выключается. Если ручка монитора больше
не активируется, то вода циркулирует через перепускной клапан 6
и машина останавливается. Повторное включение происходит че-
рез активацию ручки монитора.
Моющее средство подается в систему через инжектор 8 из от-
дельной емкости, куда опускается шланг с клапаном 7подачи МС.
Для оперативного режима работы в конструкции моечной маши-
ны предусмотрено быстроразъемное соединение 10, с помощью
которого можно быстро поставить монитор другой конструкции.
Для создания давления на выходе используют насадки вы-
сокого давления, которые отличаются большим разнообразием
&
но углу распыла и профилю выходного отверстия, что обуслов-
им наст форму струи и площадь следа струи на очищаемой по-
ipxHocra.
Насадки могут иметь постоянный угол распыла (обычно 0, 15,
15, 30, 40 и 60°) или переменный (от 0 до 90°), регулируемый в
Процессе очистки от минимального до максимального значений.
При угле распыла 0° струя сосредоточенная, с большим ударным
Импульсом, однако при этом площадь очистки небольшая (и, как
Следствие, низкая производительность очистки).- Увеличение угла
риспыла приводит к расширению струи; если струя веерная, то
ударный импульс резко снижается.
Положительные качества сосредоточенной и веерной струй ус-
пешно реализованы турбонасадкой, в которой сосредоточенная
струя жидкости, вращаясь со скоростью 4000 мин-1, описывает
Конусную поверхность. Хорошая очищающаяся способность дос-
тигается высоким ударным импульсом (на расстоянии 20 см от на-
кидки ударный импульс составляет более 70 % сосредоточенной
струи), а большая площадь очистки — вращением струи.
Основные характеристики мониторных моечных машин приве-
дет»! в таблице 2.6.
2.6. Характеристика мониторных моечных машин
4>ирма производитель
Марка
машины
Давле-
ние, бар1
Подача,
л/мин
Темпе-
ратура,
°С (max)
Мощ-
ность,
кВт
Масса,
кг
Без подогрева воды
•Ксрхер»
»
»
Концерн «Российские
щиосы»
•Гсрии»
•
ДО «Луч-Клинетт»
ь
«Кгрхер»
.
ДО «Луч-Клинетт»
•
|Гсрпи»
■
HD-655S
HD-790S
HD-1090
«Корона»
G-130
G-460
243-К
253-К
130
150
230
125
140
210
165
185
С подогревом воды
HDS-557
HDS-895
453-Н
473-Н
G-4500A
G-6000A
130
170
160
180
200
210
10
12,5
15,0
8,3
9,0
13,5
12,8
16,2
9,2
15,0
16,2
19,0
11,5
18,0
60
60
60
40
60
60
60
60
140
140
155
155
90
130
3,1
4,7
8,4
2,2
2,0
4,9
3,2
8,4
3,3
6,4
4,3
5,4
4,0
6,8
25,0
47,0
55
42,0
44,0
51,0
50,0
55,0
85,0
120,0
150,0
180,0
105,0
182,0
I бар = 105 Н/м2 = 1,019 кгс/см2.
57
По своей сути, мониторные моечные машины являются разно-
видностью струйных, которые бывают трех исполнений: камер-
ные тупиковые, камерные проходные и секционные. Очистка в
них осуществляется в камере струями моющего раствора, вытека-
ющего из насадок под давлением. Эффективность воздействия
струи на загрязненную плоскость объекта очистки состоит из сил
гидродинамического давления, сил скоростного воздействия по-
тока струи жидкости, растекающейся по поверхности, и физико-
химических влияний моющих средств. Для увеличения зоны пря-
мого действия иногда раме с соплами сообщают движение.
При работе машины для струйной очистки деталей (рис. 2.7) насос
подает технологическую очистную среду под давлением 0,2... 1 МПа
в систему гидрантов — фигурные трубопроводы с множеством сопл.
Форма гидрантов, число и направление сопл обеспечивают форми-
рование струй, направленных в наиболее загрязненные места. В не-
которых машинах гидранты выполнены подвижными, что позволя-
ет струям раствора взаимодействовать с очищаемой поверхностью с
разных направлений со сканирующим эффектом.
В процессе очистки объекты поступательно перемещаются на
транспортере или подвесном конвейере относительно гидрантов.
Перемещение деталей на подвесном конвейере обеспечивает луч-
шее качество их очистки, а перемещение на решетчатом транс-
портере исключает время завешивания деталей на подвески.
Недостатки струйных моечных машин: плохо очищаются дета-
ли сложной конфигурации, имеющие «карманы», углубления, за-
экранированные участки и т. д.; сила прямого удара воздействует в
небольшой зоне непосредственного контакта струи с очищаемой
поверхностью, а растекающийся от центра удара струи поток жид-
кости проходит мимо этих участков; применение малопенящихся
моющих средств, ограничивающих возможность использования
высокоэффективных моющих средств, или пеногасительных уст-
ройств, что усложняет конструкцию и технологию, увеличивает
затраты.
Мощность отдельных струйных моечных машин уже достигла
100 кВт и более, но их энергия на 90...95 % используется впустую:
струи бьют по очищенной поверхности, в то же время в недоступ-
ных для них местах остаются загрязнения. Уменьшение диаметра
сопл (меньше 4 мм) с целью повышения напора струи приводит к
быстрому их засорению (за 6 ч) из-за отсутствия надежных систем
фильтрации растворов. Увеличение диаметра насадка сверх ука-
занного вызывает излишние затраты энергии на очистку единицы
поверхности.
По энергетическим и тепловым затратам, удельным площадям
струйные моечные машины значительно уступают погружным.
Поэтому струйные моечные машины применяют для удаления
58
маслогрязевых отложений, общей очистки, ополаскивания и пас-
сивации деталей после обработки погружением, а также после не-
которых видов механической обработки.
Погружные моечные машины изготавливают двух видов: тупико-
вые и проходные. Объект очистки погружают в моющий раствор и
выдерживают в нем. Для интенсификации процесса часто создают
различные относительные движения объекта очистки и моющей
жидкости: либо сообщают движение объекту, либо возмущают жид-
кость, иногда встречается комбинация движений. В этом случае на
загрязнения воздействует комплекс физико-химических и гидроме-
ханических факторов, что создает более благоприятные условия для
равномерной очистки изделий сложной конфигурации.
Работу и устройство погружной машины крестово-роторного
типа рассмотрим на примере технологического модуля для очист-
ки деталей от маслогрязевых и асфальтосмолистых загрязнений
(рис. 2.8). На шипы крестовины подвешивают контейнеры 3 с де-
талями. Вал приводится во вращение от электродвигателя через
клиноременную передачу и редуктор. Дно ванны выполнено с ук-
лоном для облегчения удаления шлама. Устройство фильтрации
(на схеме не приведено) непрерывно очищает раствор при работе
модуля.
Рис. 2.7. Машина для струйной очистки
деталей:
/ — тамбур; 2— вентиляционный отвод; 3 —
люк; 4 — флотационный отсек; 5 и 9— на-
порные фильтры; 6— ванна с раствором и
нагревательными элементами; 7—очистная
камера; 8— система гидрантов; 10 — емкость
подачи раствора; 11 — насосный агрегат;
12— приборы управления
Рис. 2.8. Технологический модуль
для очистки деталей от маслогрязе-
вых и асфальтосмолистых загряз-
нений:
1 — ротор-активатор; 2 — устройство для
сбора загрязнений; 3 — контейнер с дета-
лями; 4 — вал с крестовинами; 5—ванна;
6— маслосборник; 7— теплообменник;
8— насос
59
Производительность и качество погружной очистки увеличива-
ются при гидродинамической активации очистного раствора.
Применяют следующие способы активации:
колебанием платформы с очищаемыми деталями в растворе
вдоль вертикальной оси;
лопастными винтами, которые создают осевые турбулентные
потоки раствора, заключенные в диффузоры;
роторами-активаторами, создающими радиальные турбулент-
ные потоки раствора;
ультразвуковыми колебаниями очищающей среды.
Предложена интенсификация очистки деталей за счет про-
странственного их перемещения в контейнере относительно трех
координатных осей (трехмерная гидродинамическая очистка).
Качество и производительность погружной очистки ответ-
ственных деталей (например, топливной аппаратуры) повышают-
ся за счет использования ультразвуковых колебаний очищающей
среды.
Под действием этих колебаний в жидкости образуются области
сжатия и разрежения, распространяющиеся по направлению ульт-
развуковых волн. При интенсивности ультразвуковых колебаний
2...5 Вт/см2 возникают кавитационные явления, связанные с за-
хлопыванием воздушных пузырьков. Происходит мощный гидрав-
лический удар, способный создать местное давление более 10 МПа.
Под действием гидравлических ударов трудноудаляемые загрязне-
ния (накипь, смола, нагар и др.) разрушаются, отделяются от по-
верхности детали, переходят в моющий раствор, превращаясь в
эмульсию. Кроме кавитации в процессах очистки большое значе-
ние имеют акустические течения, которые образуют вихревые
гидродинамические потоки, способствующие растворению и пе-
ремещению компонентов в жидкой среде.
Комбинированные моечные машины характеризуются сочетанием
в одном агрегате погружного и струйного способов очистки, что
обеспечивает высокое качество очистки изделий. По сравнению
со струйными они имеют лучший тепловой баланс, что снижает
на 30 % расход теплоты на 1 т очищаемых изделий. При очистке
деталей и узлов от почвенных и асфальтосмолистых отложений
производительность процесса повышается на 30...40 %. Однако
комбинированные моечные машины имеют сложную конструк-
цию и они энергоемкие.
Циркуляционные моечные машины рекомендуют для очистки раз-
личных внутренних полостей машин. Эффект очистки достигает-
ся циркуляцией моющего раствора под давлением через загряз-
ненные полости. Очищают этим способом, как правило, замкну-
тые полости, например трубопроводы, радиаторы, различные
каналы в деталях и т. д.
60
•
Специальные моечные машины рекомендуют для очистки изде-
лий от специфических трудноудаляемых загрязнений — нагара,
накипи, старых лакокрасочных покрытий, а также для очистки
фильтров, метизов и др. В них очистка происходит за счет механи-
ческих воздействий на загрязнения какого-нибудь инструмента
или абразивных тел. К ним относятся: очистка при помощи ме-
таллических щеток, часто щетки приводят в механическое дви-
жение различными устройствами; пескоструйная очистка (обдув-
ка загрязненных поверхностей кварцевым или металлическим
песком); очистка косточковой крошкой (обдувка мелко раздроб-
ленной скорлупой фруктовых косточек); гидроабразивная очист-
ка (воздействие струи воды с абразивом); очистка гранулирован-
ным диоксидом углерода (охлаждение в сочетании с ударным
действием частиц сухого льда); галтовка и виброабразивная очи-
стка (воздействие специального абразива на детали, размещен-
ные в одной емкости, совершающей гармонические колебания
или другие движения).
Заслуживает внимания очистка деталей потоком стеклянных
шариков диаметром 0,3...0,8 мм. Этот вид очистки по сравнению
с очисткой деталей косточковой крошкой более производите-
лен, здесь меньшая стоимость очистного агента, установка име-
ет меньшие габаритные размеры, а процесс легче механизи-
руется.
Материал шариков по сравнению с другими искусственными
абразивами характеризуется наибольшим значением коэффици-
ента восстановления при ударе (15/16). Стеклянные шарики при
ударе о поверхность детали не оставляют на ней следа.
Установка для очистки от нагара поршней двигателей внутрен-
него сгорания показана на рисунке 2.9.
На корпусе 1 находятся все узлы установки. Электродвигатель 2
посредством клиноременной передачи 3 приводит червячный ре-
дуктор 4, который, в свою очередь, клиноременной передачей 5
соединен с двумя шкивами, установленными на валах 6. На других
концах валов закреплены стаканы, в которые устанавливают очи-
щаемые детали.
Процесс очистки протекает в двух одинаковых камерах 7 (на
рисунке показана одна из них). Каждая из камер оборудована дву-
мя эжекционными форсунками 9. Камеры снабжены открываю-
щимися дверями 8, которые в закрытом положении воздействуют
на конечный выключатель (на рисунке не показан). Электричес-
кий сигнал выключателя используется для включения двигателя 2
И подачи сжатого воздуха к эжекционным форсункам. К послед-
ним также подключены шланги для подачи стеклянных шариков.
Дно каждой камеры 7выполнено наклонным для скатывания ша-
риков в выходной патрубок. Этот патрубок соединен с эжектором
61
■ '
■' :
'■■'• '
.
i
s.
8
7
6
5
4
3
2
1
Сжатый
воздух
Рис. 2.9. Машина для очистки деталей потоком стеклянных шариков:
1 — корпус; 2 — электродвигатель; За 5— клиноременные передачи; 4 — чер-
вячный редуктор; 6— вал; 7—камера; 8—дверь; 9— эжекционная форсунка;
10— сборник-фильтр; 11 — матерчатый фильтр; 12— фильтрующая сетка;
13 — эжектор
13, а последний — со шлангом для возврата шариков в сборник-
фильтр 10, в котором находятся запас стеклянных шариков, ма-
терчатый фильтр 11 и фильтрующая сетка 12. Шланги для подачи
шариков к эжекционным форсункам 9 подключены к основанию
конусного дна сборника. Патрубок, по которому шарики воз-
вращаются в сборник-фильтр, расположен тангенциально к его
корпусу.
Установка работает следующим образом. В два стакана на валах
6 устанавливают очищаемые детали и закрывают двери 8 камер 7.
Двери в закрытом положении воздействуют на конечный выклю-
чатель, который дает сигнал на включение двигателя 2 и подачу
сжатого воздуха к эжекционным узлам 9 и 13. Вращение от вала
электродвигателя посредством клиноременных передач 3 и 5 и ре-
дуктора передается на стаканы с деталями. Эжекционные форсун-
ки создают разрежение в подводных шлангах, что приводит к по-
ступлению шариков к форсункам. Шарики из фильтра-отстойни-
ка попадают в струю сжатого воздуха и приобретают необходимую
энергию для разрушения нагара в момент соударения с загрязне-
нием. Верхние форсунки, установленные в камерах 7, очищают
днище поршня, а боковые форсунки — канавки под поршневые
кольца. Шарики после соударения с нагаром попадают вместе с
62
•
истицами загрязнений на наклонное дно камеры, а затем благо-
дари работе эжектора 13 — в сборник-фильтр. Шарики проходят
Ittpc:} сетку 12, на которой задерживаются частицы загрязнения.
~ iработавший воздух через фильтр 11 выходит в атмосферу в очи-
с ш юм состоянии.
При открытии дверей 8 камер 7 отключаются напряжение к
сктродвигателю 2 и подача сжатого воздуха к эжекторам 9и 13.
чищенные детали извлекают из остановленных стаканов.
В конце смены частично разбирают сборник-фильтр 10 для
мления загрязнений с сетки 12 и очистки матерчатого филь-
и //.
2.2.6. ОСОБЕННОСТИ ОЧИСТКИ ОБОРУДОВАНИЯ
ПЕРЕРАБАТЫВАЮЩИХ ПРЕДПРИЯТИЙ
Важнейшая операция при выполнении технического обслу-
Ивания технологического оборудования перерабатывающих
редприятий — санитарная обработка. Она включает ополаски-
мие оборудования водой для удаления остатков продукта; про-
мнку оборудования с помощью моющих средств; дезинфекцию
иутренних поверхностей оборудования; ополаскивание водой
in удаления остатков химических, моющих и дезинфицирую-
их средств.
При остановке машин, непосредственно контактирующих с
ищевым сырьем, более чем на 2 ч их сразу же промывают теплой
Ьдой для удаления остатков сырья. Технологическое оборудова-
ние очищают с применением моющих средств ежедневно после
окончания работы каждой смены. Технологическое оборудование
Вчищают в следующем порядке: разборка, тщательная механичес-
кий очистка, промывание теплой водой, обезжиривание и заклю-
чительное промывание горячей водой.
Очистку и профилактическую дезинфекцию технологического
Морудования, инвентаря и других деталей осуществляют система-
тически согласно утвержденному графику под контролем произ-
водственной санитарной службы предприятия.
Убирает помещения, очищает, а также дезинфицирует обору-
дона пие специально назначенный для этого персонал: цеховые
■орщицы, мойщицы специального оборудования, дезинфекторы,
| ткже рабочие производственных цехов после предварительного
Инструктажа.
Инвентарь, химикаты, материалы, дезинфицирующие средства
Принят в специально отведенном запираемом помещении. Кон-
Бентрированные щелочи как сильно действующие вещества необ-
ходимо хранить в особых складах или шкафах с замком.
63
Для очистки и дезинфекции на предприятиях, например мяс-
ной промышленности, применяют следующие средства:
моющие: мыло хозяйственное, тринатрийфосфат, кальциниро-
ванная сода, едкий натр, каспос и технические моющие вещества,
разрешенные Минздравом РФ для применения в мясной про-
мышленности;
моюще-дезинфицирующие: едкий натр, каспос, демп, метасили-
кат натрия и некоторые композиции;
дезинфицирующие: хлорная известь, гипохлор, хлорамин Б, ед-
кий натр, каспос, формальдегид, негашеная известь, пероксид во-
дорода и некоторые другие.
Для очистки доильно-молочного оборудования целесообразно
использовать моющие средства типа МСЖ (см. табл. 2.5).
После очистки и дезинфекции оборудование тщательно опо-
ласкивают водой до полного удаления моющих и дезинфицирую-
щих средств (контроль по фенолфталеину или лакмусовой бумаж-
ке и отсутствию запаха).
Профилактической дезинфекции должна предшествовать очи-
стка оборудования и помещений от остатков сырья. Сырьевые
цеха очищают теплой водой, которую после использования спус-
кают в канализацию только через жироловки.
На предприятиях, где отсутствует централизованная система
приготовления и подачи растворов по трубопроводам, дезинфици-
рующий раствор наносят на поверхность технологического обору-
дования, полов, стен и т.д., распыляя раствор из дезинфицирую-
щих установок РЗ-ФДМ, УДП-М, моечной установки ЦКБ-1112,
электронасосов, краско- или гидропультов и т. п.
Профилактическую дезинфекцию химическими растворами в
производственных цехах выполняют только после полного удале-
ния из них пищевого сырья и готовой продукции.
На тех участках, где это возможно, для дезинфекции необхо-
димо использовать насыщенный пар или пар под давлением.
Ручной инструмент (мусаты, ножи и ножны, секачи и т. п.)
обеззараживают в стерилизаторах, изготовляемых специально
для этих целей и устанавливаемых в технологических цехах;
обеззараживание тары — в специально оборудованных камерах;
продолжительность обеззараживания зависит от температуры и
давления:
Температура, °С
Давление, МПа
Продолжительность, мин
100
0,05
50...60
110...111
0,05
30...40
118...120
0,1
15...20
64
•
2.2.7. СПОСОБЫ ОЧИСТКИ РАСТВОРОВ МОЮЩИХ СРЕДСТВ
Для продления срока службы раствора и экономии ТМС его
необходимо очистить от частиц загрязнений. Для чего применяют
процессы процеживания, отстаивания, коагуляции, флотации и
фильтрования (центробежное, ультрафильтрация).
Процеживание через решетки и сетчатые корзины применяют
на первой стадии очистки растворов с целью отделения крупных
i иердых и волокнистых загрязнений.
Отстаивание — очистка растворов в струйных и погружных ма-
шинах, но при этом способе затруднено удаление осевших мине-
ральных взвесей и всплывших нефтепродуктов.
Коагуляция сопровождается укрупнением частиц загрязнений и
иыпадением из коллоидного раствора хлопьевидного осадка. Луч-
шие коагуляторы — железный купорос и гашеная известь.
Флотация основана на прилипании частиц загрязнений к воз-
душным пузырькам, переводе их в пенный слой и удалении этого
слоя. Степень и время очистки зависят от исходной концентрации
нефтепродуктов и взвесей, а также дисперсности пузырьков воз-
духа. Однако вместе с загрязнениями удаляются и ПАВ.
Центробежное фильтрование осуществляют в гидроциклонах
или центрифугах. Для осаждения твердых включений применяют
напорные гидроциклоны, а для удаления всплывших загрязнений
и их осаждения — открытые безнапорные.
Способ ультрафильтрации получил распространение для разде-
пения эмульсий. Раствор при этом фильтруют через полунепрони-
цаемые мембраны под давлением, превышающим осмотическое.
Мембрана в таком случае пропускает молекулы растворителя, за-
держивая растворенное вещество.
2.2.8. СИСТЕМЫ ЗАМКНУТОГО ВОДОИСПОЛЬЗОВАНИЯ
ПРИ ОЧИСТКЕ МАШИН
В жидкостях, используемых при очистке ремонтируемых ма-
шин и их сборочных единиц, накапливаются загрязнения, кото-
рые содержат минеральные вещества и нефтепродукты. Сливать
in грязненную воду или отработавшие моющие растворы в водо-
емы и канализационные сооружения недопустимо.
Решение комплекса вопросов, связанных с природоохранными
мероприятиями, в первую очередь требует решения проблем по
очистке от загрязнений сточных вод.
Основные загрязнители сточных вод — нефтепродукты и взве-
шенные частицы. Для удаления нефтепродуктов и вредных ве-
ществ из сточных вод на предприятиях используют различные
|Л особы.
1 К070
65
В последнее время на предприятиях сооружают системы по-
вторного и оборотного водоснабжения, получившие название зам-
кнутых систем водопользования.
Обычно процесс очистки загрязненной воды происходит по
следующей схеме. Загрязненная вода попадает в сточный при-
ямок, откуда поступает в резервуар-отстойник, где взвешенные
частицы выпадают по гравитационному принципу. Затем по сис-
теме перетоков вода поступает во второй резервуар — сепаратор
масла, в котором отделяются масляные фракции и нефтепродук-
ты. Далее вода поступает в так называемый «резервуар с осветлен-
ной водой», откуда насосом нагнетается на установку очистки
воды физическим или физико-химическим способом, после чего
она собирается в резервуаре с чистой водой и ее вновь можно ис-
пользовать для очистки машин.
Установка физической очистки представляет собой систему,
основанную на сочетании процессов фильтрации через антрацит-
но-кварцевую смесь с последующей адсорбцией загрязненных
вод в активированном угле. В процессе фильтрации твердые ча-
стицы удерживаются, и загрязненная вода таким образом про-
ходит предварительную очистку перед последующим процессом
адсорбции.
Фильтрующую часть установки промывают с периодичностью,
позволяющей поддерживать эффективность процесса фильтрации
неизменной.
Процесс адсорбции подразумевает поглощение остаточных
(эмульсионных) загрязнений, оставшихся после фильтрации. Ус-
тановок для физической очистки воды, которая загрязнена нефте-
продуктами и масляными фракциями, мало.
Установки химико-физической очистки представляют собой
систему, сочетающую процесс диссоциации (разложение путем
химической реакции) эмульсии с процессами фильтрации и адг-
сорбции. Как правило, эти системы выполнены конструктивно в
одном корпусе, однако могут быть применены отдельно агрегаты
химической очистки с последующим включением агрегата физиг
ческой очистки загрязненной воды.
Пройдя через резервуар-сепаратор масла, загрязненная вода
попадает в резервуар с осветленной водой, откуда подается в бак
химической очистки, где перемешивается с добавленными пог
рошкообразными реагентами. По мере течения реакции эмульси-
онные загрязнения преобразуются и выпадают в виде илистого
осадка. Затем полученная смесь проходит через сменный целлюг
лозный фильтр, где отделяется очищенная вода от илистого осад-
ка, после чего она поступает в агрегат физической очистки, гдр|
вода очищается окончательно. Затем сменный целлюлозный
фильтр утилизируют.
Рис. 2.10. Схема замкнутой системы водопользования при очистке машин:
/ — накопительный резервуар с чистой водой; 2— моющая система; 3— отстойник; 4— сепара-
тор масла; 5— накопитель осветленной воды; 6— агрегат химико-физической очистки; 7— слив
Принципиальная схема замкнутой системы водопользования
способом химико-физической очистки показана на рисунке 2.10.
2.2.9. КОНТРОЛЬ КАЧЕСТВА ОЧИСТКИ
Остаточную загрязненность поверхностей контролируют раз-
личными способами: смачиванием водой, весовым, протиранием
и люминесцентным.
Способ смачивания водой основан на способности металличес-
кой поверхности удерживать непрерывную пленку воды, если эта
поверхность свободна от гидрофобных загрязнений. При наличии
на поверхности минеральных масел в количестве > 0,01 мг/см2 во-
дяная пленка разрывается мгновенно, при 0,005 мг/см2 —через
4...7 с. Для смачивания применяют холодную дистиллированную
иоду, которую наносят на поверхность детали, погружая ее. При-
меняют для деталей с шероховатостью поверхностей i?2 < 3,2 мкм.
При использовании весового способа загрязнения снимают пу-
тем растворения (с последующей экстракцией) или соскаблива-
ния, взвешивают их и относят к площади поверхности.
Протирание ведут фильтровальной бумагой, бумажной салфет-
кой или ватным тампоном, а количество загрязнений определяют
нчвешиванием. Способ является основным при контроле качества
очистки каналов и внутренних полостей и дополнительным к спо-
собу смачивания.
Люминесцентный способ основан на свойстве масел светиться
под влиянием ультрафиолетового света. Наличие свечения и его
S*
67
интенсивность определяют качество очистки. Используют прибор
ПЛКД-2, определяющий содержание масляных загрязнений в ко-
личестве 0,0005...0,05 мг/см2.
В заводских условиях контролируют температуру очистного ра-
створа и массовую долю ТМС. Последний показатель определяют
косвенными методами: путем измерения щелочности рН регла-
ментно разбавленных растворов, их плотности или электропро-
водности. Наибольший интерес для ремонтного производства
представляет последний метод как наименее трудоемкий, более
точный и стабильный независимо от количества загрязнений в ра-
створе. Применяют анализатор моющих растворов АМР-ЗА, с по-
мощью которого определяют температуру и массовую долю ТМС
в процессе очистки деталей.
Допустимая остаточная масса загрязнений на единице поверх-
ности детали зависит от класса ее шероховатости. Так, на поверх-
ностях с шероховатостью 4-го класса остаточная загрязненность
не должна превышать 12,5 т/и2, а на поверхностях с шерохова-
тостью 9-го класса — 2,5 г/м2.
2.3. РАЗБОРКА МАШИН И АГРЕГАТОВ
2.3.1. ОБЩИЕ СВЕДЕНИЯ
Разборка машины, а также отдельных ее составных элемен-
тов — ответственный начальный этап производственного процес-
са ремонта. Трудоемкость разборочных работ машин и агрегатов
составляет 10... 15 % общей трудоемкости ремонта, при этом около
60 % трудоемкости приходится на резьбовые и около 20 % — на
прессовые соединения.
Конечная цель разборки — сохранение деталей для повторного
использования. Поэтому правильная организация и последова-
тельность выполнения разборочных работ значительно влияют на
продолжительность и трудоемкость разборки, сохранность дета-
лей и в конечном итоге на качество и стоимость восстановления
ремонтируемых объектов.
Последовательность разборки изделия может быть отражена в
маршрутных картах, а также в маршрутных схемах разборки
(рис. 2.11). Степень разборки определяют видом ремонта и техни-»
ческим состоянием объектов разборки. При капитальном ремонте'
на специализированных ремонтных предприятиях машины разби-
рают на агрегаты и сборочные единицы, а агрегаты и сборочные
единицы —на детали на специализированных постах. При этом
под деталью понимают составной элемент изделия, состоящий из:
однородного материала без применения сборочных операций, а
Рисунок (чертеж) изделия
с указанием позиций
каждой детали
Наименование детали
Номер по каталогу
Количество
Номер позиции
на рисунке
Деталь
Наименование
изделия
Деталь
Деталь
Сборочная
единица
2-го порядка
Сборочная
единица
3-го порядка
Деталь
Базовая
деталь
Деталь
Деталь
Сборочная
единица
1 -го порядка
Деталь
Базовая
деталь
Сборочная
единица
1-го порядка
Деталь
Деталь
Базовая
деталь
Деталь
Деталь
Деталь
Базовая
деталь
Деталь
Деталь
Базовая
деталь
Рис. 2.11. Структурная схема разборки изделия
под агрегатом и сборочной единицей — составной элемент изде-
лия, состоящий из двух и более деталей, соединенных между со-
бой посредством сборочных операций.
Основные приемы и принципы разборки следующие. Сначала
снимают легкоповреждаемые и защитные части (электрооборудо-
нание, топливную аппаратуру, топливо- и маслопроводы, шланги,
крылья и т. п.), затем самостоятельные сборочные единицы (ради-
аторы, кабину, двигатель, редукторы), которые разбирают на де-
69
тали. При этом структурную схему разборки строят так, чтобы из
изделия в первую очередь выводились соединительные элементы
и сборочные единицы 1-го порядка, которые затем разбирают со-
ответственно на соединительные детали и сборочные единицы
2-го и последующих порядков. Разборку каждой сборочной едини-
цы завершают выведением базовой детали.
Сборочные единицы и детали на структурной схеме разборки
изображают в виде прямоугольника с указанием наименования
элемента, номера его по каталогу, числа элементов в изделии и
номера позиции на соответствующем рисунке (чертеже), являю-
щемся обязательным приложением к схеме.
В процессе разборки не рекомендуется разукомплектовывать
соединенные пары, которые на заводе-изготовителе обрабатывали
в сборе или подвергали балансировке (крышки коренных под-
шипников с блоком цилиндров, крышки шатунов с шатунами,
картер сцепления с блоком цилиндров, коленчатый вал с махови-
ком двигателя), а также приработанные пары деталей (конические
шестерни главной передачи, распределительные шестерни, шес-
терни насосов смазочной и гидравлической систем и т. д.). Такие
детали связывают или вновь соединяют болтами.
Особые требования предъявляют к разборке при необезличен-
ном методе ремонта. В этом случае красками или другими спосо-
бами помечают взаимное расположение деталей. К каждой из них,
в том числе базовым, прикрепляют металлическую бирку с ремонт-
ным номером, присваиваемым изделию при приемке в ремонт.
После восстановления отдельных деталей на сборку подают со-
ставные элементы с одинаковым номером. Это позволяет при
сборке сохранить не только взаимное расположение деталей до
разборки, но и осуществить сборку из деталей, принадлежавших
лишь данному изделию.
В процессе разборки необходимо использовать стенды, съем-
ники, специальные приспособления и инструменты. При выпрес-
совке подшипников, сальников, втулок применяют съемники,
оправки и выколотки с мягкими наконечниками (как правило,
медными или алюминиевыми). Если выпрессовывают подшипник
из ступицы или стакана, то усилие прикладывают к наружному
кольцу, а при снятии с вала — к внутреннему.
При разборке резьбовых соединений, подверженных корро-
зии или механическим повреждениям, требуются специальные
приемы и приспособления, в частности выдержка под слоем ве-
тоши, смоченной керосином. При снятии чугунных деталей, зак-
репленных большим числом болтов, во избежание появления
трещин сначала отвертывают на пол-оборота все болты и гайки и
только после этого их вывертывают. Не разрешается использо-
вать зубило и молоток для отвертывания гаек, болтов, штуцеров,
70
•
пробок и т. п., так как это приводит к их повреждению. Не допус-
кается использовать ударный инструмент и при разборке других
соединений.
2.3.2. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ И ОСНАСТКА
ДЛЯ РАЗБОРОЧНЫХ РАБОТ
Разборка резьбовых соединений. Резьбовые соединения разбира-
ют с помощью наборов гаечных ключей: малого (19 видов), сред-
него (30 видов) и большого (56 видов), коловоротов, универсаль-
ного механизированного инструмента, специальных установок.
Вращающий момент (момент отвинчивания) при разборке значи-
тельно превышает соответствующий момент при сборке, что учи-
тывают при выборе инструмента.
Размер резьбы Мб М8 М10 М12 М14 М16 М18 М20 М24 М27
Вращающий
момент, Н • м:
при разборке 15... 20... 40... 60... 100... 150... 180... 200... 300... 400...
20 50 80 120 150 200 300 350 450 550
при сборке 12... 18... 30... 55... 80... 120... 160... 230... 300... 420...
15 30 35 60 90 140 190 270 360 480
Повышение производительности труда при разборке резьбовых
соединений и сохранность деталей, в том числе крепежных, дос-
тигают за счет применения механизированного инструмента
(пневматических, электрических и гидравлических гайковертов).
I Io конструктивному оформлению гайковерты могут быть ручны-
ми, подвесными, подвижными и стационарными, а по принципу
действия — гайковерты с прямой передачей от двигателя к шпин-
делю, с редуктором и муфтой, ограничивающей передаваемый на
шпиндель крутящий момент, и гайковерты ударно-импульсивного
действия (частоударные и редкоударные).
Пневматический механизированный инструмент приводится в
действие от компрессорной станции сжатым воздухом. Пневма-
тические гайковерты обладают большей (чем электрические)
энергоемкостью, надежностью в работе, безопасностью, меньшей
массой. Однако они имеют невысокий КПД (7... 11 %), требуют
очистки воздуха от влаги и примесей, дозированной подачи смаз-
ки, регулирования давления воздуха, а также обладают повышен-
ным шумом.
Из пневматических гайковертов наиболее широко распростра-
нены гайковерты ударно-импульсного действия (рис. 2.12). Они
характеризуются полным отсутствием реактивного момента и не-
большой массой. Особенно эффективно их использование при
разборке резьбовых соединений большого диаметра.
71
Рис. 2.12. Схема реверсивного
пневмогайковерта:
1 — сменная торцевая головка; 2 — шпин-
дель; 3 — шарики; 4 — вал; 5 —пружина; (223-T8f'
б—груз; 7—редуктор; 8— ротационный
двигатель; 9— штуцер; 10— пусковое уст-
ройство; II — пусковой курок; 12 — руко-
ятка; 13 — рукоятка реверса
Ударно-импульсный механизм гайковерта работает следующим
образом. Ударный груз 6 удерживается на валу 4 с помощью двух
диаметрально расположенных шариков 3, помещенных в фигур-
ных углублениях. Этот вал приводится в действие редуктором 7.
Если момент сопротивления вращению на ударном грузе превы-
шает вращающий момент на валу 4 (когда навертываемая гайка
доходит до конца), то вал стремится повернуться относительно
ударного груза, заставляя шарики скользить по наклонной грани
фигурного углубления. Ударный груз сдвигается вправо и сжимает
пружину 5, а кулачки груза выходят из зацепления с кулачками
шпинделя. В этот момент освобожденный груз начинает вращать-
ся с такой же частотой, как и вал 4. Основные технические харак-
теристики пневматических гайковертов приведены в таблице 2.7.
2.7. Основные технические характеристики ударных пневматических гайковертов
Показатель
Наибольший диаметр
резьбы, мм
Наибольший момент
затяжки, Н • м
Расход сжатого воздуха
при затяжке, м3/мин
Рабочее давление воз-
духа, МПа
Масса (без сменной
торцевой головки), кг
* Регулируемый.
ИПЗ-Ш
12
63
0,7
0,5
1,9
ИГО-112
14
100
0,97
0,5
2,2
ИПЗ-113
18
250
0,9
0,5
3
ИГО-106
42
800*
1250
1500
1
0,5
9
ИПЗ-205
42
800*
1250
1500
1
0,5
9,5
ИПЗ-207
14
■
100
0,7
0,5
2,6
. ■
щ
72
•
Из электрических гайковертов наиболее распространены высо-
кочастотные, работающие от сети переменного тока низкого на-
пряжения (36 В) и повышенной частоты (180...200 Гц), которую
получают от специальных преобразователей, а также однофазные
гайковерты, работающие от сети переменного тока напряжением
.'20 В и частотой 50 Гц. Они имеют небольшую массу и безопасны
II работе.
Основные технические характеристики электрических высоко-
частотных гайковертов приведены в таблице 2.8.
2.8. Основные технические характеристики электрических гайковертов
с высокой частотой ударов
Показатель
11аиболыиий диаметр резьбы, мм
1!ращающий момент затяжки
за 3 с, Н ■ м
Тип электродвигателя
11олезная мощность, Вт
11е ременный ток
11 а пряжение, В
Частота тока, Гц
иэз-пз
16
120
Коллек-
торный
180
Одно-
фазный
220
50
ИЭЗ-114А
16
120
Асин-
хронный
180
Трех-
фазный
36
200
ИЭЗ-116
12
6,3
Коллек-
торный
120
Одно-
фазный
220
50
ИЭЗ-117
12
6,3
Асин-
хронный
120
Трех-
фазный
36
200
Кроме универсального механизированного инструмента при
разборке резьбовых соединений широко применяют специализи-
рованные гайковерты, например ОР-12334 ГОСНИТИ, предназ-
наченный для отвинчивания и завинчивания гаек колес автомо-
билей марок ГАЗ, ЗИЛ, МАЗ, КрАЗ, КамАЗ, тракторов Т-150К,
К-701, прицепов и полуприцепов; имеет повышенную надеж-
ность за счет исключения заклинивания и перегрева электродви-
гателя.
Разборка соединений с натягом. Действительные усилия, имею-
щие место при распрессовке соединений с натягом, значительно
Польше расчетных при запрессовке, особенно если эти соедине-
ния подвержены коррозии.
Соединения с гарантированным натягом (подшипники каче-
ния, втулки, шкивы, пальцы, штифты и т. д.) разбирают, прилагая
осевое усилие и используя тепловое воздействие на разбираемые
детали. Для создания осевого усилия применяют прессы, съемни-
ки, специальные приспособления. Наиболее распространены уни-
иерсальные и специальные винтовые съемники. Универсальные
иинтовые съемники оборудованы винтом / (рис. 2.13, а) с гайкой
и двумя-тремя подвижными лапчатыми захватами 2, которые в за-
иисимости от размеров снимаемой детали раздвигают. Специаль-
ные съемники предназначены для распрессовки только одной де-
73
Рис. 2.13. Примеры использования съемников:
а —снятие ступицы колеса универсальным съемником; б—выпрессовка кольца роликового
подшипника специальным съемником; в — выпрессовка специальным съемником шарикового
подшипника из глухого гнезда; 1 — винт; 2 — лапчатый захват; 3 — упор; 4 — цанга
тали. Примеры использования универсального и специальных
винтовых съемников показаны на рисунке 2.13.
Оборудование для разборки прессовых соединений выбирают,
учитывая усилие выпрессовки, Н, которое можно вычислить по
формулам:
для шкивов, шестерен и втулок
P = jr/<icp/o(
ср*"ср'
(2.2)
где/—коэффициент трения в соединении (0,15...0,25); dcp — средний диаметр
контактирующих поверхностей, мм; /—длина контактирующих поверхностей де-
талей, мм; оср — напряжение сжатия на поверхности контакта, МПа;
для подшипников
Рг =
ndhdfiE
2Kn(d + 30)'
(2.3)
где d— чертежный диаметр отверстия подшипника, мм; h — ширина опорного
кольца подшипника, мм; 5 — расчетный натяг, мм; fi — коэффициент трения в со-
единении (0,10...0,25); Е— модуль упругости материала подшипника (22 • 104 МПа);
Кп — коэффициент, характеризующий серию подшипника (2,78 для подшипни-
ков легкой серии; 2,27 для подшипников средней серии; 1,96 для подшипников
тяжелой серии).
При наличии больших усилий при распрессовке соединений
целесообразно использовать гидравлические прессы и стенды.
Прессовое оборудование для разборных работ выбирают ис-
ходя из расчетного усилия распрессовки с коэффициентом за-
паса 1,5...2 и габаритных размеров разбираемой сборочной еди-
ницы.
74
*
Ручные двухстоечные прессы создают усилия до 50 кН. Ход
ползуна ручных прессов — 200...400 мм.
Пневматические прессы в зависимости от конструкции разви-
пают усилие от 5 (прямого действия) до 20...30 кН (рычажные) и
70... 100 кН (сдвоенные прессы с двумя цилиндрами).
Гидравлические прессы и стенды работают от гидроприводов с
давлением 15...20 МПа. Основной рабочий орган пресса — гидро-
цилиндр 2 (рис. 2.14) и гидронасос 5. К прессу прилагается набор
специальных приспособлений 4 для распрессовки, запрессовки
или правки различных деталей. Гидроцилиндр 2 можно снимать
со стойки и в сочетаниях с приспособлениями использовать как
переносной гидравлический съемник.
В ГОСНИТИ разработан комплект гидрофицированного инст-
румента высокого давления (70...80 МПа), состоящий из универ-
сальной переносной гидравлической станции, наборов исполни-
тельных механизмов вращательного и поступательного действия
(гидроцилиндров) широкого диапазона усилий, набора рабочих
органов (съемников, захватов и т.д.).
Во всех случаях для уменьшения усилия распрессовки целесо-
образно нагревать охватывающие детали, так как разъединяют де-
тали (в ряде случаев) при тепловом зазоре, что обеспечивает раз-
Порку соединений без повреждения посадочных поверхностей.
11аиболее распространены индукционные нагревательные устрой-
ства. Индукционное приспособление устанавливают на демонти-
руемую деталь и включают в электрическую сеть. Необходимую
Рис. 2.14. Универсальный переносной гидравлический пресс:
/ — шланг; 2 — гидроцилиндр; 3 — стойка; 4 — набор приспособлений; 5 — гидронасос
75
температуру нагрева, "С, стальных охватывающих деталей можно
определить по формуле
Гн=е TJd+Tl ' <2-4>
HjZ" )
где е — коэффициент, учитывающий потери тепла при нагревании из-за теплоот-
вода в соединенную деталь (е = 1,2...1,6); л —требуемое увеличение диаметра от-
верстия охватывающей детали, мкм; d — диаметр отверстия охватывающей детали,
мм; Т\ — температура вала, с которого снимается деталь, °С.
2.4. ДЕФЕКТАЦИЯ ДЕТАЛЕЙ
2.4.1. КЛАССИФИКАЦИЯ ДЕФЕКТОВ
Дефектация — это комплекс работ по определению состоя
ния деталей и возможности их повторного использования. Она
необходима для выявления у деталей дефектов, возникающих в
результате изнашивания, коррозии, усталости материала и других
процессов, а также из-за нарушений режимов эксплуатации и
правил технического обслуживания.
Под дефектом понимают каждое отдельное несоответствие де-
тали установленным требованиям.
Дефекты в общем случае подразделяют по ряду классификаци-
онных групп:
возможности обнаружения — на явные и скрытые;
значимости — на малозначительные, значительные и крити-
ческие;
причинам возникновения — на конструктивные, технологичес-
кие и эксплуатационные;
возможности устранения — на устранимые и неустранимые.
Явные — это дефекты, которые определяют визуально либо
предусмотренными в нормативно-технической документации ме-
тодами и средствами (микрометражным, весовым и др.).
Скрытые — это дефекты, которые обнаруживают специальны-
ми методами контроля, получившими название методов дефек-
тоскопии.
Малозначительные — дефекты, не оказывающие существенного
влияния на использование деталей, их долговечность.
Значительные — дефекты, существенно влияющие на использо-
вание деталей, их долговечность.
Критические — это дефекты, при наличии которых использова-
ние деталей по назначению невозможно.
Конструктивные — дефекты, появление которых обусловлено
нарушением правил разработки изделия.
76
•
Технологические — дефекты, появление которых обусловлено на-
рушением правил (технологии) изготовления и ремонта изделия.
Эксплуатационные — дефекты, появление которых обусловлено
жсплуатацией изделия.
Устранимые — дефекты, устранение которых технически воз-
можно и экономически целесообразно.
Неустранимые — дефекты, устранение которых технически не-
нозможно или экономически нецелесообразно.
Типовыми дефектами деталей сельскохозяйственной техники,
которые появляются в результате трения, динамических нагрузок
па них, являются:
уменьшение (увеличение) размеров рабочих поверхностей де-
талей, их массы и объема из-за физического изнашивания;
изменение пространственной геометрии деталей и сборочных
единиц в результате изгиба, скрученности, коробления из-за ди-
намических нагрузок;
нарушение конструктивной целостности деталей из-за трещин,
обломов, пробоин;
снижение механических и эксплуатационных свойств материа-
ла детали из-за изменения его химического состава, структуры;
нарушение целостности или свойств покрытий, защищаю-
щих элементы машин от агрессивного воздействия окружаю-
щей среды.
2.4.2. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ЯВНЫХ ДЕФЕКТОВ
Для обнаружения таких дефектов, как поломка, крупные тре-
щины, пробоины, достаточен визуальный наружный осмотр. Ос-
лабление заклепок, посадок резьбовых и прессовых соединений
выявляют методами остукивания и опробования вручную.
Дефекты геометрических параметров деталей и сборочных еди-
ниц (размеров, формы, взаимного расположения рабочих поверх-
ностей) выявляют измерением и сравнением фактических показа-
телей с данными технической документации, где приведены но-
минальные, допустимые и предельные размеры деталей, зазоры и
натяги соединений.
Чертежными считают размеры и другие технические характе-
ристики деталей, соответствующие рабочим чертежам.
Допустимыми считаются размеры и другие технические харак-
теристики детали, при которых она может быть поставлена на ма-
шину без ремонта и будет удовлетворительно работать в течение
предусмотренного межремонтного периода работы машины.
Предельными называют выбраковочные размеры и другие ха-
рактеристики детали.
77
i
Проверку проводят с помощью универсальных измерительных
инструментов (штангенциркули, микрометры, индикаторные нут-
ромеры, штангенрейсмасы, штангензубомеры, линейки, щупы и
др.), жесткого предельного инструмента (калибры, скобы, пробки
и др.), а также с помощью специальных приборов, приспособле-
ний и оборудования (упругость пружин, поршневых колец прове-
ряют на специальном приборе КИ-040А, изгиб и скрученность
шатуна — на специальном приспособлении КИ-724 и т. д.).
В зависимости от размера износа, вида и характера поврежде-
ния детали сортируют на три—пять групп и маркируют краской
соответствующего цвета: годные — зеленым, годные в соединении
с новыми или восстановленными до номинальных размеров дета-
лями — желтым, подлежащие ремонту или восстановлению на
данном ремонтном предприятии — белым, подлежащие восста-
новлению на специализированных ремонтных предприятиях —
синим и негодные — красным.
К годным относят детали, имеющие размер не менее (для дета-
лей типа валов) и не более (для отверстий) допустимого.
Ремонту подлежат детали, имеющие износ и другие отклоне-
ния, превышающие допустимые по техническим условиям, но ре-
монт которых экономически целесообразен.
К негодным относят детали с такими износами или поврежде-
ниями, при которых ремонт технически невозможен или эконо-
мически нецелесообразен, т. е. с неустранимыми дефектами.
У деталей обычно контролируют только те параметры, которые
можно изменять в процессе эксплуатации машины. Многие из
них имеют несколько дефектов, каждый из которых требует про-
верки. Для уменьшения трудоемкости дефектации необходимо
придерживаться той последовательности, которая указана в техно-
логических картах, где вначале приведены наиболее часто встре-
чающиеся дефекты.
Годные детали транспортируют в комплектовочное отделение
или на склад, требующие ремонта — на склад деталей, ожидающих
ремонта, или непосредственно на участки по их восстановлению,
негодные — на склад утиля.
2.4.3. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ СКРЫТЫХ ДЕФЕКТОВ
Скрытые дефекты обнаруживают следующими методами де-
фектоскопии: капиллярными, магнитными, акустическими, обна-
ружения подтекания жидкости или газа.
Капиллярный метод основан на проникновении веществ, назы-
ваемых пенетрантами, в полости дефектов контролируемого
объекта.
78
«
В зависимости от способа получения первичной информации
методы капиллярного контроля делят на цветной и люминесцент-
ный. Если в состав пенетранта входят вещества, способные флуо-
ресцировать при облучении ультрафиолетовым светом, то такие
жидкости называют люминесцентными, а сам метод обнаружения
дефектов — люминесцентным методом дефектоскопии. В состав
этой жидкости могут входить как естественные, так и искусствен-
но приготовленные вещества, называемые люминофорами.
Если в пенетранте содержатся красители, видимые при днев-
ном свете, то такие жидкости называют цветными, а сам метод —
цветным методом дефектоскопии. Для капиллярных методов уста-
новлено пять классов чувствительности.
Класс чувствительности Минимальный размер
(ширина раскрытия) дефекта, мкм
I Менее 1
II 1...10
III 10...100
IV 100...500
Технологический Не нормируют
Капиллярные методы контроля позволяют выявить откры-
тые нарушения сплошности поверхности детали, причем деталь
может быть изготовлена из любого материала, который не всту-
пает в химическую реакцию с веществами, применяемыми при
этом методе, в том числе ферромагнитные материалы, жаро-
прочные немагнитные материалы, алюминиевые, титановые,
магниевые и другие сплавы. Капиллярные методы успешно
применяют и при контроле некоторых видов пластмасс, метал-
локерамики, стекла, особенно если изделия из этих материалов
имеют сложную конфигурацию и контролировать их другими
методами невозможно.
Важное достоинство капиллярных методов — возможность их
использования для контроля изделий любой формы.
Основные этапы проведения контроля: подготовка поверхнос-
ти изделия к контролю; нанесение на изделие проникающих жид-
костей (пенетранта); удаление с поверхности изделия излишков
пенетранта; нанесение на поверхность изделия проявляющегося
вещества; расшифровка результатов контроля; удаление с поверх-
ности изделия проявляющегося вещества и следов других дефек-
тоскопических материалов (рис. 2.15).
В качестве проявителей используют сухие порошки (каолин,
мел и др.) и их суспензии в воде или органических растворителях
(керосин, бензин и др.), а также быстросохнущие пигментирован-
ные или бесцветные растворы красок и лаков, которые наносят на
поверхность детали после пропитки пенетрантом.
79
мт
Hi
Рис. 2.15. Примеры контроля деталей капиллярным методом с применени-
ем проявителя:
а —трещина, заполненная проникающей жидкостью; б— жидкость с поверхности
детали удалена; в —нанесен проявитель, трещина выявлена; 1 — деталь; 2—по-
лость трещины; 3— проникающая жидкость; 4 — проявитель; 5— след трещины
Так, при использовании пенетранта ЛЮМ-А для проявления
применяют раствор белой нитроэмали «Экстра» — 30 %, медицин-
ского коллодия — 30 и ацетона — 40 %, а при ЛЮМ-Б — бентони-
та - 0,72...2,21 %, каолина - 6.0...10 и воды S7...92 %.
Для цветного метода дефектоскопии в качестве пенетрантов
служат составы: керосин — 800 мл, нориол А — 200 мл, судан крас-
ный 5С — 10 г/л; спирт — 90%-й, эмульгатор ОП-7 — 10 % с до-
бавлением родомина С — 30 г/л.
В качестве проявителей применяют сорбенты в виде суспензш
и белые проявляющиеся лаки.
Обнаружить индикаторные следы дефектов можно визуально
или с помощью лупы.
При использовании цветного капиллярного метода дефекты
обнаруживают по индикаторному следу в видимом излучении.
Люминесцентный метод требует применения ультрафиолетовых
ламп, излучение которых стимулирует свечение люминофоров
также в видимой области спектра, но осматривать изделия необхо-
димо в затемненном помещении.
Капиллярные дефектоскопы могут быть переносные, пере-
движные и стационарные. Их укомплектовывают полностью или
частично устройствами для подготовки объектов к контролю, об-
работки объектов дефектоскопическими материалами, контроля
ультрафиолетового и видимого излучений, контроля качества де-
фектоскопических материалов и т. п.
Промышленность выпускает капиллярные дефектоскопы для
люминесцентного контроля: КД-20Л, КД-21Л, КД-31Л, КД-32Л,
КД-ЗЗЛ. Дефектоскопический комплект марки КД-40ЦЛ предназ-
начен для контроля деталей и изделий в цеховых, лабораторных и
других условиях цветным, люминесцентным и люминесцентно-
цветным методами. Комплект состоит из ультрафиолетового облу-
чателя, разборных аэрозольных баллонов, которые можно много-
кратно заряжать дефектоскопическими материалами.
80
•
Магнитный метод применяют для обнаружения дефектов изде-
лий, изготовленных только из ферромагнитных материалов, пото-
му что эти материалы значительно изменяют свои магнитные
свойства при внешнем намагничивании. Он основан на явлении
возникновения в месте расположения дефекта магнитного поля
рассеяния. Благодаря высокой чувствительности магнитного ме-
тода, его относительной простоте и надежности он получил ши-
рокое распространение в промышленности.
Для намагничивания изделий при магнитном контакте исполь-
зуют внешнее магнитное поле, возникающее в пространстве вокруг
проводника с током и в самом проводнике, между полюсами посто-
янного магнита или электромагнита, а также в соленоиде.
Для удобства магнитное поле графически изображают так на-
зываемыми «силовыми линиями», которые всегда замкнуты (не
имеют разрыва в пространстве).
Предположим, что изделие простой формы имеет поверхност-
ный дефект / и несколько подповерхностных дефектов 2
(рис. 2.16), различно ориентированных по отношению к плоско-
стям изделия. Пусть изделие намагничено одним из возможных
способов. Магнитный поток 4, проходя через бездефектный учас-
ток изделия, не изменяет своего направления. Так как магнитные
силовые линии не прерываются, то в местах расположения дефек-
тов они изменяют направление и частично выходят за пределы из-
делия, образуя так называемое «поле рассеяния» 3. Магнитные си-
ловые линии изменяют свое направление, потому что на их пути
встречаются препятствия с резко отличающейся от основного ма-
териала магнитной проницаемостью. Образованием полей рассея-
ния можно объяснить и возникновение магнитных полюсов на
краях дефекта.
Подповерхностный дефект 2, расположенный вдоль направления
силовых линий, практически не порождает поля рассеяния. Однако
и этот дефект можно обнаружить, изменив направление магнитных
силовых линий с продольного на поперечное (циркулярное). Наи-
большее распространение в ремонтном производстве получил маг-
нитопорошковый метод. Он основан на регистрации магнитных по-
лей рассеяния над дефектами с использованием в качестве индикато-
ра ферромагнитного порошка или магнитной суспензии.
Технология контроля состоит из подготовки изделия, намагни-
чивания, нанесения сухого порошка или
суспензии, расшифровки результатов и
размагничивания.
Рис. 2.16. Схема образования полей рассеивания
над дефектами при намагничивании изделий:
/ и 2— поверхностный и подповерхностный дефекты;
3— поле рассеяния; 4— магнитный поток 4
d 8070
81
Подготовка изделия к контролю включает в себя удаление гря-
зи, жира, масла, продуктов коррозии и окалины. Если при конт-
роле применяют суспензии, то особое внимание необходимо уде-
лить обезжириванию поверхности изделия.
Этап намагничивания изделия — очень ответственная задача.
Поэтому большое значение имеет правильное определение напря-
женности магнитного поля. Чрезмерно большая напряженность
приводит к появлению «мощных» дефектов, а малая — к сниже-
нию чувствительности метода.
Далее следует принять решение о способе контроля: либо в
приложенном поле, либо на использовании остаточной намагни-
ченности. Контроль способом приложенного поля характеризует-
ся образованием валика ферромагнитного порошка над дефектом
одновременно с воздействием на контролируемый объект внеш-
него намагниченного поля. Контроль способом остаточной намаг-
ниченности заключается в предварительном намагничивании
контролируемого изделия и последующем нанесении на него сус-
пензии или сухого порошка. Контроль способом остаточной на-
магниченности предпочтительнее, так как позволяет осматривать
изделия в любом положении или окунать в суспензию несколько
изделий одновременно. Однако контроль на остаточную намагни-
ченность не всегда можно применять, потому что ее значение за-
висит от магнитных свойств материала, размеров и формы конт-
ролируемого объекта, а также оборудования, используемого для
намагничивания.
Практика показывает, что при контроле в приложенном маг-
нитном поле намагниченность должна находиться в пределах
1590...3979 А/м, а при контроле на остаточную намагничен-
ность - 7958...15 915 А/м.
Сила тока, А, при циркулярном намагничивании цилиндричес-
ких деталей
/=0,25№/.
(2.5)
где Я—напряженность магнитного поля, А/м; d — диаметр детали, мм.
При продольном намагничивании в соленоиде силу тока, А,
пропускаемого через обмотку, определяют из выражения
7_Wa
+ L2
1,256 и
(2.6)
где Dz — средний диаметр соленоида, см; L — длина соленоида, см; п — число вит-
ков соленоида.
82
*
J
Наиболее сильное магнитное поле рассеяния возникает в том
случае, если магнитные силовые линии намагничивающего поля
ориентированы под прямым углом к плоскости дефекта, так как в
этом случае дефектом будет пересекаться большее число магнит-
ных силовых линий, чем дефектом, ориентированным под други-
ми углами (см. рис. 2.16). Если угол ориентации плоскости дефек-
та к магнитным силовым линиям будет менее 20°, то такой дефект
вообще может быть не выявлен.
Оптимальную ориентацию магнитных силовых линий к плос-
кости дефекта устанавливают выбором способа намагничивания
объекта контроля.
Предположим, что необходимо проконтролировать магнитопо-
рошковым методом болт, причем опытным путем установлено
расположение поверхностных дефектов — поперек его оси. В этом
случае самым благоприятным способом намагничивания будет
продольный способ, при осуществлении которого используют по-
стоянный магнит, соленоид или электромагнит. Иногда использу-
ют гибкий кабель, обматывающий контролируемое изделие.
Если известно, что дефекты расположены вдоль оси, например
цилиндрического изделия, то оптимальным способом намагничи-
вания является циркулярный способ. Его осуществляют пропуска-
нием тока через изделие, а если изделие полое — через стержень,
помещенный в полость изделия.
В практике встречаются случаи, когда ориентация дефектов не-
известна. Тогда контроль проводят дважды —при использовании
продольного и циркулярного намагничивания поочередно. Если по-
зволяют возможности дефектоскопа, то можно применить так на-
зываемое комбинированное намагничивание.
Суть комбинированного намагничивания заключается в одновре-
менном наложении на объект контроля двух магнитных полей —
продольного и циркулярного. При таком намагничивании значе-
ние и направление результирующего магнитного поля будет ме-
няться. Результирующий вектор будет перемещаться в пределах
некоторого угла, зависящего от соотношения амплитуд напряжен-
ности двух приложенных полей.
Контролируют изделия при комбинированном намагничива-
нии только способом приложенного поля, так как при снятии
внешних полей будет зафиксировано направление результирую-
щего поля, магнитные силовые линии которого могут быть ориен-
тированы к плоскости дефекта под углами, меньшими 20°.
Для индикации дефектов применяют ферромагнитные порош-
ки с большой магнитной проницаемостью и малой коэрцитивной
силой. Порошок магнетита (Fe304) черного или темно-коричне-
вого цвета используют для контроля деталей со светлой поверхно-
стью, а порошок оксида железа (Fe203) буро-красного цвета — с
83
темной поверхностью. Зернистость порошка существенно влияет
на обнаружение дефектов и должна быть 5... 10 мкм.
Магнитную суспензию приготавливают, используя керосин,
трансформаторное масло, смесь минерального масла с керосином
и водные растворы некоторых веществ. На 1 л жидкости добавля-
ют 30... 50 г магнитного порошка.
После контроля все детали, кроме бракованных, размагничи-
вают. Восстановление неразмагниченных деталей механической
обработкой может привести к повреждению рабочих поверхно-
стей из-за притягивания стружки. Не следует размагничивать
детали, подвергающиеся при восстановлении нагреву до тем-
пературы 600...700 °С сварочно-наплавочными и другими спо-
собами.
Детали размагничивают, воздействуя на них переменным маг-
нитным полем, изменяющимся от максимального значения на-
пряженности до нуля.
Крупногабаритные детали (коленчатые и распределенные валы
и др.) размагничивают, пропуская через них ток, постепенно
уменьшая его значение до нуля. Детали с отношением длины к
ширине, равным более пяти, размагничивают перемещением их
через открытый соленоид.
Короткие изделия с большим поперечным сечением размагни-
чиваются плохо. Поэтому их предварительно соединяют в пакет и
располагают вдоль соленоида.
Степень размагниченности контролируют, осыпая детали
стальным порошком, который не должен удерживаться на поверх-
ности детали. Для этих же целей применяют приборы ПКР-1,
снабженные феррозондовыми полюсоискателями.
Для контроля деталей магнитопорошковым способом серийно
выпускают стационарные, переносные и передвижные дефекто-
скопы. Последние включают: источник тока, устройства для под-
вода тока и намагничивания деталей и для нанесения магнитного
порошка или суспензии; электроизмерительную аппаратуру. Ста-
ционарные приборы (УНДЭ-2500, ХМД-10П, МД-5 и др.) харак-
теризуются большими мощностью и производительностью. На
них можно проводить все виды намагничивания.
В ремонтном производстве широко распространены переносные
и передвижные магнитные дефектоскопы (ПМД-68, ПМД-70,
ПМД-77, ПМД-ЗМ, М217 и МДВ). Они имеют относительно не-
большие массу, габариты и дают возможность получить магнит-
ные поля достаточной напряженности.
Ультразвуковые методы контроля основаны на регистрации па-
раметров упругих волн, возбуждаемых и (или) возникающих в
контролируемом объекте. Наибольшее распространение на прак-
тике получили эхо-импульсный и теневой методы.
84
и \
4\Ч-
w гз
шшш
Рис. 2.17. Схема ультразвукового эхо-импульсного метода
контроля:
1 — развертка индикатора; 2— усилитель; 3 — искательная
головка; 4— пьезопластина; 5 — контролируемый объект; 6—
дефект; 7— генератор радиоимпульсов
Эхо-импульсный метод дает самую обшир-
ную информацию об объекте контроля по
сравнению с другими ультразвуковыми мето-
дами, поскольку позволяет не только обнару-
жить внутренние (поверхностные) дефекты
типа нарушения сплошности, но и определить
глубину их залегания в толще материала, ори-
ентацию и размеры. Метод применим для контроля изделий, из-
готовленных из любых материалов, в которых можно возбудить
упругие колебания и получить эхо-сигнал от дна изделия.
При эхо-импульсном методе (рис. 2.17) упругие колебания в изде-
лие вводят с помощью специальных преобразователей. Основной
элемент такого преобразователя, как правило, — пьезопластина.
В некоторый момент времени генератор радиоимпульсов /воз-
буждает механические колебания пьезопластины 4 искательной
головки 3. Одновременно с возбуждением упругих колебаний пла-
стины запускается развертка индикатора / дефектоскопа. На экра-
не электронно-лучевой трубки (ЭЛТ) вырабатывается зондирую-
щий импульс а. Упругие колебания, распространяясь в материале
контролируемого объекта 5, достигают противоположной стороны
изделия и, отразившись от нее, возвращаются к пьезопластине,
возбуждая в ней механические колебания. В результате прямого
пьезоэффекта на электродах пьезопластины возникает переменное
напряжение, которое поступает на усилитель 2, а затем на верти-
кальные отклоняющие пластины ЭЛТ. На индикаторе дефектоско-
па появляется импульс в, называемый донным (от дна изделия).
Таким образом, толщина объекта контроля «переводится» во
временную диаграмму на индикаторе ультразвукового дефекто-
скопа. Если в материале будет дефект <5типа нарушения сплошно-
сти (трещина, неметаллическое включение в металле, газовая ра-
ковина и т. д.), то часть ультразвуковой энергии отразится от него
и на экране ЭЛТ сформируется импульс б. Этот импульс может
появиться только между зондирующим и донным импульсами.
Скорость развертки дефектоскопа прямо пропорциональна пути,
пройденному упругими колебаниями в материале. Если настро-
ить дефектоскоп на скорость распространения колебаний в среде,
то местоположение импульса б на ЭЛТ укажет на глубину залега-
ния дефекта, а по амплитуде импульса можно определить размер
выявленного дефекта.
85
Рис. 2.18. Схема ультразвукового теневого метода контроля:
1 — генератор; 2 — пьезоизлучатель; 3 — изделие; 4 — дефект; 5 — пьезо-
приемник; 6— усилитель; 7— индикатор
Промышленность выпускает ультразвуковые дефектоскопы об-
щего назначения на основе эхо-импульсного метода контроля
типа ДУК-66ПМ, УД-ЦПУ, УД-2-12 и др.
Теневой метод (рис. 2.18) ультразвукового контроля основан на
возбуждении упругих колебаний в материале изделия и регистра-
ции изменения амплитуды прошедших через изделие упругих ко-
лебаний.
Метод требует двустороннего допуска к контролируемому
объекту. Суть метода заключается в следующем. Преобразователь,
подключенный к генератору ультразвуковых колебаний, распола-
гают с одной стороны изделия, а преобразователь, принимающий
прошедшие через изделие колебания, — с противоположной сто-
роны.
Используя бездефектный участок изделия, настраивают прибор
так, чтобы амплитуда на экране ЭЛТ прошедшего через изделия
сигнала была равна Aq. Если в изделии встречаются внутренние
дефекты типа нарушения сплошности, то амплитуда А0 уменьшит-
ся в результате образования за дефектом ультразвуковой тени.
Чувствительность метода оценивают по формуле
K—ATOin/Afi,
(2.7)
где Дщп — минимальная амплитуда, которую может зафиксировать прибор при
данной настройке.
86
*
Предельная чувствительность метода связана с дифракцией уп-
ругих волн на дефекте и сравнима с длиной волны генератора уль-
тразвуковых колебаний.
Зеркально-теневой метод ультразвукового контроля является
разновидностью теневого метода и основан на анализе изменения
амплитуды сигнала, отраженного от дна изделия. Метод имеет
преимущество перед теневым — возможность использовать одно-
сторонний доступ к изделию.
Теневой и зеркально-теневой методы выявляют трещины, не-
провары, поры, неметаллические включения.
Для реализации теневого и зеркально-теневого методов приме-
няют дефектоскопы общего назначения, типы которых перечис-
лены ранее.
Обнаружение подтекания газа и жидкости необходимо для
проверки герметичности пустотелых деталей: блоков цилиндров,
водяных и масляных радиаторов, камер шин, трубопроводов,
шлангов, поплавков карбюраторов и др.
Кроме деталей при ремонте машин часто приходится прове-
рять герметичность соединений клапан—седло клапана в системе
газораспределительного механизма двигателя, прецизионных де-
талей дизельной топливной аппаратуры и др.
Основные методы контроля, используемые в ремонтном про-
изводстве при обнаружении подтекания газа и жидкости: визуаль-
ный, манометрический (гидравлический и пневматический), ке-
росиновой пробы.
При гидравлическом методе внутреннюю полость изделия за-
полняют рабочей жидкостью (водой), герметизируют, создают на-
сосом избыточное давление и выдерживают деталь некоторое вре-
мя. Наличие дефекта устанавливают визуально по появлению ка-
пель воды или отпотеванию наружной поверхности.
Герметичность соединений определяется также созданием оп-
ределенного давления над соединением, и по времени его падения
до установленной величины судят о работоспособности соедине-
ния. Таким образом, в частности, проверяется работоспособность
соединений прецизионных деталей топливной аппаратуры (топ-
ливного насоса, форсунки).
Пневматический способ нахождения сквозных дефектов бо-
лее чувствителен, чем гидравлический, так как воздух легче
проходит через дефект, чем жидкость. Во внутреннюю полость
деталей закачивают сжатый воздух, а наружную поверхность
покрывают мыльным раствором или погружают деталь в воду. О
наличии дефекта судят по выделению пузырьков воздуха. Дав-
ление воздуха, закачиваемого во внутренние полости, зависит
от конструктивных особенностей деталей и обычно равно
(),05...0,1 МПа.
87
Керосин обладает хорошей смачивающей способностью, глубо-
ко проникает в сквозные дефекты диаметром более 0,1 мм. При
контроле качества сварных швов на одну из поверхностей изделия
наносят керосин, а на противоположную — адсорбирующее по-
крытие (350...450 г суспензии молотого мела на 1 л. воды). Нали-
чие сквозной трещины определяют по желтым пятнам керосина
на меловой обмазке.
На просачивание керосина проверяется герметичность соеди-
нения клапан—седло клапана газораспределительного механизма
двигателя.
2.4.4. ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТОВ ПОВТОРЯЕМОСТИ
ДЕФЕКТОВ И СОЧЕТАНИЙ ДЕФЕКТОВ
При дефектации детали сортируют на три — пять групп. При
трех сортировочных группах детали делят на годные, негодные
и нуждающиеся в ремонте и восстановлении. При большем
числе сортировочных групп решают и другие дополнительные
задачи.
Результаты контроля сортировки обычно заносят в дефектные
ведомости. На основании статистической обработки дефектных
ведомостей можно определить очень важные для текущего и
перспективного планирования коэффициенты повторяемости
дефектов. Правильное определение указанных коэффициентов
имеет большое значение при планировании работы ремонтных
предприятий, в том числе планирование потребности в произ-
водственных площадях, оборудовании, материалах, запасных
частях, при распределении денежных и материальных средств
между производством новых и восстановлением изношенных
деталей.
Однако численное значение рассматриваемых коэффициентов
не является достаточным для целей планирования.
Каждая деталь имеет, как правило, несколько рабочих поверх-
ностей. Следовательно, каждая деталь может иметь несколько
дефектов, коэффициенты повторяемости которых различны.
В этих условиях очень важно знать не только коэффициенты по-
вторяемости дефектов, но и коэффициенты повторяемости сочета-
ний дефектов, так как в зависимости от сочетаний дефектов опреде-
ляется годность деталей. Предположим, у какой-то детали возможно
появление пяти различных дефектов. Технически возможно устра-
нить каждый из этих дефектов, однако с экономической точки зре-
ния устранять одновременно пять дефектов у одной детали может
быть и нецелесообразно, а к нуждающимся в ремонте относить толь-
ко детали, имеющие один—три дефекта в различных сочетаниях.
88
Знание коэффициентов повторяемости сочетаний дефектов по-
зволяет более обоснованно подойти к определению программы
производства по восстановлению деталей; экономической целесо-
образности и эффективности восстановления деталей, имеющих то
или иное сочетание дефектов; выбору маршрутов восстановления.
Методика их определения заключается в следующем.
В большинстве случаев возникающие дефекты можно рассмат-
ривать как независимые события. Это обстоятельство позволяет
применять для исследования закономерностей их появления зако-
ны теории вероятности.
Введем следующие обозначения.
Пусть Aj — событие, состоящее в том, что деталь имеет /-й де-
фект (/ = 1, 2, 3, ..., «); Д. — событие, состоящее в том, что деталь
не имеет /-го дефекта.
Вероятность того, что деталь имеет /-Й дефект, определяют из
выражения
P{Ai) = Ki=^-- (2.8)
вероятность того, что деталь не имеет /-го дефекта, определяет-
ся из выражения
Р(4) = 1-#,., (2.9)
где К; — коэффициент повторяемости /-го дефекта; Mj — число деталей, имеющих
/-й дефект; N — общее число проверенных деталей.
Зная вероятность появления каждого дефекта, можно устано-
вить и вероятность различных сочетаний дефектов.
Для определения коэффициентов повторяемости дефектов
достаточно проанализировать 50...100 деталей данного наимено-
вания.
Поскольку появление каждого дефекта рассматривают как не-
зависимое событие, в процессе дефектации возможно их появле-
ние в различных сочетаниях. Например, при трех возможных де-
фектах число их сочетаний равно восьми, при четырех — 16, при
пяти — 32 и т.д.
Обозначим Р (Х{ 2, п) как вероятность появления деталей со
ксеми возможными дефектами, или коэффициент повторяемости
сочетаний всех возможных дефектов. Его значение можно опреде-
лить из выражения
«, 2,..., «) = Р(А1)Р(А2)...Р(Ап), (2.10)
где п — число возможных дефектов у детали.
89
Коэффициент повторяемости сочетания дефектов 1, 2,..., (и — 1)
P(Xu_n_l) = P(A)P(A2)...P(An-l)...P(An) = KlK2...(l-Kn). (2.11)
Коэффициент повторяемости сочетания дефектов 1 и 2
P(Xl2) = P(Al)P(A2)P(T3)...P(An) = K1K2(l-K3)...(l-Kn). (2.12)
Коэффициент повторяемости деталей, имеющих только один
дефект — первый,
Р{ХХ) = Р{АХ)Р{^)Р{А^)...Р(\)^КХ(\-К2){\-Къ)...{\-Кп). (2.13)
Коэффициент повторяемости деталей, имеющих также только
один дефект, например второй,
P(X2) = P(Al)P(A2)P(A'3)...P(A^)^(l~K1)K2(i- K3)...(l- Кп). (2.14)
Коэффициент повторяемости деталей, не имеющих ни одного
дефекта,
Р(Х0) = Р(А1)Р(А2)Р(А3)...Р(А^)=0 - *,)(1 - #/2)...(1 - Кп). (2.15)
Пример. Деталь — ось опорного катка трактора ДТ-75М. Основные дефек-
ты детали и их коэффициенты повторяемости:
износ поверхности шеек под подшипники, К\ = 0,14;
износ посадочного места под ступицу, К2 = 0,25;
повреждение резьбовой поверхности, Kj = 0,40.
Определить коэффициенты повторяемости сочетаний дефектов изношенной оси.
При трех дефектах у детали могут встречаться следующие их сочетания:
одновременно все три дефекта — Х\^ 2 ,з,
только первый и второй дефекты — X\t 2\
только первый и третий дефекты — Х\^\
только второй и третий дефекты — X2i з;
только первый дефект — Х\,
только второй дефект — Х2;
только третий дефект — Х3;
не имеющие ни одного дефекта — Xq.
Коэффициенты повторяемости сочетаний дефектов:
Р{ХХ 2 з) = ККгКг = 0,014;
P(Xi2) = ЦЩ1 - #3) = 0,021;
ад'з) = Кг(1-К2)К3 = 0,042;
ДДг'з) = (1 - К{)К2Кг = 0,086;
P(Ai) = Ki(l - K2)(l - Аз) = 0,063;
Р{Х2) = #2(1 - *i)(l - Кг) = 0,129;
Р(ХЪ) = Кг{\ - #0(1 - К2) = 0,258;
АД,) = (1 - Кх)(\ - К2)(1 - К3) = 0,387.
Зная затраты на устранение каждого сочетания дефектов при
восстановлении деталей, можно более обоснованно сортировать
их на годные, подлежащие ремонту и негодные.
2.5. КОМПЛЕКТАЦИЯ ДЕТАЛЕЙ
Для обеспечения ритмичной сборки машин и агрегатов при их
ремонте каждое рабочее место должно быть укомплектовано всей
номенклатурой деталей и сборочных единиц, которые устанавли-
вают на машину или агрегат на данном рабочем месте. Комплекс
работ по подбору деталей и сборочных единиц, обеспечивающих
сборку изделий в соответствии с техническими требованиями,
осуществляют в специальном комплектовочном отделении.
Детали поступают туда с трех направлений: годные без ремонта
с допустимыми размерами из дефектовочного отделения, восста-
новленные до чертежного или ремонтного размера детали из цеха
восстановления изношенных деталей и новые детали со склада за-
пасных частей. Задача комплектации — подобрать из этих потоков
всю номенклатуру деталей, обеспечивающих необходимую точ-
ность сборки и соответственно необходимый ресурс изделия.
В машиностроении применяют три метода комплектования дета-
лей: метод полной взаимозаменяемости, метод групповой взаимозаме-
няемости (селективной сборки) и метод индивидуальной подгонки.
Метод полной взаимозаменяемости заключается в том, что точ-
ность сборки (посадки) деталей обеспечивают при соединении
любых взятых из партии деталей без подбора и подгонки.
При этом методе необходимы суженные поля допусков на раз-
меры деталей, высокая точность их обработки, что повышает тру-
доемкость и стоимость их обработки. Однако он обеспечивает
наибольшую четкость и простоту организации производственного
процесса сборки, поэтому в машиностроении, особенно в крупно-
серийном и массовом производстве, метод полной взаимозаменя-
емости применяют наиболее широко.
Метод групповой взаимозаменяемости основан на расширении
поля допуска при изготовлении соединяемых деталей, а для обес-
печения требуемого зазора или натяга при сборке детали сортиру-
ют и комплектуют по размерным группам.
Методика определения числа размерных групп заключается в
следующем. Схема формирования допуска посадки соединения
цилиндр—поршень при групповой взаимозаменяемости показана
на рисунке 2.19.
Введем следующие обозначения:
Smax, Smin — максимальный и минимальный зазоры в соедине-
нии между поршнем и цилиндром по техническим условиям;
91
Рис. 2.19. Схема формирования допуска зазора
соединения цилиндр—поршень при групповой
взаимозаменяемости
ДОПУСК зазора — TS = i%nax ~ &стп,
Anax, Anin — максимальный и мини-
мальный размеры цилиндра;
^тах, Дпш — максимальный и мини-
мальный размеры поршня;
TD — допуск на изготовление ци-
линдра:
1D = X/max Mninj
Td — допуск на изготовление поршня:
1 и = «max "min-
Максимальный и минимальный зазо-
ры, которые могут быть получены в со-
единении между поршнем и цилиндром
без их разделения на группы:
ТПтгх — ь>тах — "min j
ТЛщт ~ Miiin — "max-
Число размерных групп, на которые следует сортировать дета-
ли, вычисляют по формуле
777
1 Л-1 г
777,
TS
Групповой допуск цилиндра
TD
TDT=—.
п
Групповой допуск поршня
п
(2.16)
(2.17)
(2.18)
Пример. Цилиндры двигателя ВАЗ-2108 изготовляют с размерами
Du = 76+0'05, а поршни dn =7б^',ю5-
Максимальные и минимальные зазоры между цилиндром и ^поршнем при
сборке по техническим условиям составляют: Smax - 0,045 мм; Smin- 0,025 мм.
Допуск зазора по техническим условиям
TS = 0,045 - 0,025 = 0,02 мм.
Максимальный зазор между поршнем и цилиндром без их разделения на группы
ТПщ*. = 76,05 - 75,965 = 0,085 мм.
92
Минимальный зазор (натяг) между поршнем и цилиндром без их разделения
на группы
Щшп = 76,00 - 76,015 = -0,015 мм.
Если цилиндр и поршень собирать без разделения на группы, т. е. по методу
полной взаимозаменяемости, посадка в соединении будет колебаться от зазора
0,085 мм до натяга 0,015 мм.
Для обеспечения зазоров в соединении в соответствии с техническими услови-
ями детали следует разбить на пять групп:
0,085-(-0,015) 0,1 ,
й = — =—- -= —'— = 5.
0,02 0,02
Цилиндры двигателя ВАЗ-2108 сортируют на пять групп с размерами:
Л- 76,000...76,010мм; В —76,010...76,020 мм; С - 76,020.-76,030 мм; D-
/5,995.-76,005 мм; Е — 76,040.-76,050 мм.
Поршни сортируют также на пять групп с размерами: А —75,965.-75,975 мм;
В-75,975.-75,985 мм; С-75,985.-75,995 мм; D - 76,030.-76,040 мм; Е-
76,040.-76,050 мм.
Запасные поршни поставляют групп А, С и Е. Этих групп достаточно для под-
бора поршня к любому цилиндру при ремонте двигателя. Например, к цилиндру
группы В могут подойти некоторые поршни групп А и С, а к цилиндрам группы
D — поршни групп С и Е.
Метод индивидуальной подгонки заключается в том, что каждую
деталь при сборке подгоняют индивидуально под размер соеди-
ненной с ней деталью до достижения поля допуска зазора. Такой
метод комплектования очень дорогой. Применяют его при сборке
соединений очень высокой точности.
Все эти методы используют и при комплектации деталей в про-
цессе ремонта машин. Все новые детали из запасных частей, а так-
же детали, восстановленные до чертежного размера и комплектуе-
мые по методу полной взаимозаменяемости при изготовлении ма-
шин, комплектуют также и при ремонте.
Детали, имеющие большие поля допусков при изготовлении
машин и комплектуемые по методу групповой взаимозаменяемос-
ти (поршни — гильзы цилиндров, поршневые пальцы — отверстия
под поршневой палец в поршнях), так же комплектуют и при ре-
монте. Детали шатунно-поршневой группы сортируют и комплек-
туют не только по размерным группам, но и по массе.
Метод индивидуальной подгонки применяют при ремонте ди-
зельной топливной аппаратуры. Прецизионные детали сортируют,
комплектуют в сопряженные пары, затем подвергают совместной
притирке и спаренными комплектами подают на сборку. По методу
индивидуальной подгонки комплектуют клапаны и седла клапанов
гп ^распределительного механизма, других клапанных узлов.
Особенности комплектации деталей при ремонте.
I. Приработанные и годные для дальнейшего использования
детали соединений вновь направляют на сборку с обязательным
93
их необезличиванием, например цилиндрические и конические
шестерни, корпусные детали и стаканы подшипников, шлицевые
поверхности и др.
2. Детали соединений, обрабатываемые совместно при их изго-
товлении (блок цилиндров и крышки коренных подшипников,
шатун и крышка нижней головки шатуна и др.), нельзя раскомп-
лектовывать в случае, если их износ менее допустимого.
На передовых ремонтных предприятиях принят следующий
порядок движения деталей в производстве. Детали разобранных
агрегатов (кроме крупногабаритных) укладывают в специальные
корзины, очищают в моечных машинах, а затем подают на дефек-
тацию. Каждая из них в таре имеет свое определенное место.
Крупногабаритные детали подают на посты ремонта и сборки.
Вместо них в корзины на определенное место вешают жетон с
обозначением детали и ее характеристикой (например, годная, j
требующая ремонта). На постах дефектации негодные изделия
изымают из корзины и направляют в цех восстановления деталей j
или на склад деталей, ожидающих ремонта. Корзина с годными \
деталями поступает в комплектовочное отделение, где ее доуком-
плектовывают недостающими деталями и направляют на посты j
сборки агрегатов и машин.
Организация работ по данной схеме способствует уменьшению
перегрузок деталей, улучшению снабжения постов сборки комп-
лектами деталей по принадлежности к агрегатам, сохранению
приработанных пар, планомерной загрузке постов восстановления
и изготовления деталей.
2.6. БАЛАНСИРОВКА ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ
В процессе эксплуатации машин вследствие изнашивания и де-
формирования деталей нарушается уравновешенность вращаю-
щихся сборочных единиц. К неуравновешенности приводят так- '
же: неточность обработки деталей при их восстановлении из-за
возможного смещения осей посадок, отступление от конструктор-
ских баз, неравномерное распределение толщины наращенного
слоя на поверхности изношенной детали, некачественная сборка
и т. д.
Неуравновешенность — это состояние, характеризующее такое
распределение масс, которое вызывает переменные нагрузки на
опоры вращающихся деталей. Возникающие вследствие этого
вибрации приводят к ускоренному изнашиванию сопряжений и
снижению полезной мощности машин, способствуют быстрой
утомляемости водителей. Неуравновешенность вращающихся де-
талей машин и оборудования устраняют их балансировкой. К де-
94
*
а б в
Рис. 2.20. Схема статического балансирования дисков:
а — диск, насаженный на вал, лежащий на двух подшипниках; б— сечение диска (О— центр
пращения, S— центр масс диска, е — эксцентриситет диска, г— расстояние от центра враще-
ния до положения компенсирующей массы отк); в —вал диска уложен на длинные горизон-
тально расположенные призмы
талям, требующим балансировки, относят: коленчатые валы дви-
гателей, роторы турбокомпрессоров, лопасти вентиляторов, махо-
ники, колеса, барабаны центрифуг, карданные валы и т.д.
В ремонтно-обслуживающем производстве для устранения не-
уравновешенности деталей применяют два вида балансировки:
статическую и динамическую.
Статическое балансирование проводят без вращения тел, уста-
навливая их в вертикальной плоскости и находя для них положе-
ние безразличного равновесия. Диск массой М, насаженный на
нал и расположенный вертикально, показан на рисунке 2.20, а.
Пусть центр масс S (рис. 2.20, б) диска имеет радиальное сме-
щение е (эксцентриситет) относительно оси вращения О. Когда
такой диск будет вращаться (при эксплуатации) с угловой скоро-
стью со, возникнет центробежная сила инерции F, определяемая
соотношением
F = M(£e. (2.19)
Чтобы избавиться от воздействия данной силы на подшипни-
ки, прикрепим к облегченной части диска некоторую компенси-
рующую массу тк в точке, диаметрально противоположной центру
масс .5" диска на расстоянии гот оси вращения О. Чтобы при вра-
щении диска центробежная сила инерции, действующая на до-
полнительно введенную массу тк, уравновесила отмеченную выше
силу F, необходимо соблюдение равенства
nvto2 = Mco2e. (2.20)
(2.21)
95
Отсюда находим
тк =—М.
Задавшись теперь значением г по конструктивным или другим
соображениям, находим по выражению (2.21) необходимую до-
бавляемую массу. Точно так же рассчитывают и удаляемую массу.
Принципиальное решение задачи статического балансирова-
ния достаточно легко реализуется на практике.
Вал диска укладывают на длинные горизонтально расположен-
ные призмы (рис. 2.20, в) или ролики с малым сопротивлением от
трения в опорах. При этом облегченную часть диска располагают
вверху.
Удаляя часть материала с нижней стороны диска (высверлива-
нием или опиловкой), добиваются такого положения диска, при
котором после поворота его на любой угол он оставался бы непод-
вижным (т. е. был бы в состоянии равновесия).
Статическую балансировку выполняют на стендах с призмами
или роликами.
Динамическое балансирование характеризуют вращением дета-
лей и сборочных единиц, имеющих большую длину относительно
диаметра.
Вал с неуравновешенной массой т, которая после статической
балансировки уравновешена грузом с массой т\, показан на ри-
сунке 2.21, а. При вращении вала возникают две противоположно
направленные центробежные силы Fx и F2 (рис. 2.21, б), действую-
щие на плече L, что создает момент, равный FXL, и вызывает дина-
мическую неуравновешенность вала. В результате вал и его опоры
испытывают дополнительные нагрузки. Момент этой пары сил
может быть уравновешен другой парой сил, приложенной к валу,
действующей в той же плоскости и создающей равный противо-
действующий момент.
Для динамического уравновешивания к детали в плоскости
действия момента FXL необходимо прикрепить две равные массы
етшл
L
77777Т7??-
/
тШ
—1—
=rrL
»f»
.■7=F
1 L
\F,
Рис. 2.21. Схема динамического уравновешивания детали:
а —до балансировки; б— после балансировки
96
*
///v на расстоянии /, в результате чего при вращении возникнут цен-
тробежные силы Рх и Р2, создающие момент пары сил P\l = F{L.
Для динамической балансировки коленчатых валов отдельно и
и сборе с маховиком и сцеплением используют балансировочный
станок КИ-4274. Балансируемый вал на данном станке укладыва-
ют на упругие опоры, а для оценки неуравновешенности исполь-
чуют электрические сигналы от двух преобразователей, установ-
менных в опорных точках. Поочередно опоры не фиксируют.
Положение плоскостей, в которых размещены неуравновешен-
ные массы, определяют преобразованием электрических сигналов
и подачей их на статор, установленный в цепи генератора. Дисба-
ланс устраняют высверливанием отверстий в противовесах.
Корректирующая масса, г, при подобранном диаметре сверла и
расчетной глубине сверления
*~Т > т'=^Ъ (2-22)
где М— значение найденного дисбаланса, г • см; R — радиус, на котором произво-
ди!' удаление дисбалансной массы, см; d—диаметр сверла, см; h — глубина свер-
ления, см; q — плотность металла, г/см3.
Из равенства выражений
М _nd2
R 4
получим глубину высверливания
h-
hq (2.23)
R%dzq
(2.24)
2.7. СБОРКА, ОБКАТКА И ИСПЫТАНИЕ ОБЪЕКТОВ РЕМОНТА
Изделия в машиностроении имеют множество разнообразных со-
единений деталей. В машинах примерно 35...40 % соединений типа
цилиндрический вал — втулка, 15...20 % плоскостных, 15...25 % резь-
Гювых, 6...7 % конических, 2...3 % сферических и др. Все эти соеди-
нения характеризуются различными конструктивными, технологи-
ческими и экономическими факторами: степенью относительной
подвижности, возможностью разборки, технологичностью в сбор-
ке и демонтаже, видом контакта сопрягающихся поверхностей де-
талей, прочностью, химической стойкостью, затратами труда и
средств на сборку и т. д. По конструкции и условиям эксплуата-
ции соединения деталей можно разделять на подвижные и непод-
иижные. Детали подвижных соединений обладают возможностью
1 К070
97
относительного перемещения в рабочем состоянии по некоторым
траекториям, определяемым кинематической схемой механизма,
звеньями которого эти детали являются. Детали неподвижных со-
единений в рабочем состоянии перемещаться не могут.
Подвижные и неподвижные соединения в зависимости от воз-
можности их демонтажа подразделяют на разъемные (свободно
разбираемые) и неразъемные (неразбираемые). Число разъемных
соединений в современных машинах и механизмах составляет в
зависимости от их конструктивных особенностей от 65 до 85 %
всех соединений. Под разъемными (демонтируемыми) соединени-
ями подразумевают лишь те, которые могут быть полностью ра-
зобраны без повреждения соединяющих и скрепляющих их дета-
лей. Соединения могут быть: неподвижные разъемные (например,
резьбовые, пазовые и конические); неподвижные неразъемные
(например, соединения запрессовкой или развальцовкой, а также
заклепочные); подвижные разъемные (например, валы — подшип-
ники скольжения, плунжеры — втулки, зубья колес, каретки —
станины); подвижные неразъемные (некоторые подшипники ка-
чения, запорные клапаны).
Особенности сборки соединений с подшипниками качения —
наличие переходных посадок в сопряжениях, значительное влия-
ние геометрических размеров и форм посадочных мест на дефор-
мацию подшипников и, как следствие, на их работоспособность.
Устанавливая подшипники, необходимо соблюдать следующие
правила: при вращающемся вале и неподвижном корпусе внут-
реннее кольцо должно иметь посадку с натягом (горячую, тугую,
напряженную или плотную), а наружное — с зазором (скользящая
посадка); при неподвижном вале и вращающемся корпусе внутрен-
нее кольцо устанавливают с зазором (посадка скольжения и движе-
ния), а наружное — с натягом (горячая или тугая посадка). С увели-
чением частоты вращения посадки выбирают менее напряженные.
Защемление тел вращения (роликов или шариков) способствует
быстрому выходу из строя. Поэтому при установке подшипник необ-
ходимо правильно центровать и не допускать даже незначительных
перекосов. С этой целью применяют специальные оправки, центри-
рующие и направляющие устройства и прессовое оборудование. Аб-
солютно недопустимо наносить удары молотком непосредственно по
кольцам подшипников, сепараторам, роликам и шарикам.
При установке подшипников на длинные валы следует контро-
лировать соосность отверстий, в которые запрессовывают под-
шипники. При сборке игольчатых подшипников последняя игла
должна входить в обойму свободно. При установке подшипников
с предварительным натягом проверяют крутящий момент при
проворачивании вала (М^). Значение Мщ, регламентируют техни-
ческими условиями.
98
*
При сборке опор с подшипниками скольжения основное вни-
мание уделяют соблюдению сборочных зазоров, геометрических
параметров сопрягаемых деталей, соосности опор подшипников,
г. е. плотности их прилегания и правильности сборки.
Условия смазки подшипников скольжения, а следовательно, и
долговечность сопряжения в значительной мере зависят от пра-
мильности обработки вала и подшипника. Смазочный зазор опре-
деляют щупом или по расходу жидкости или воздуха, пропускае-
мых через сопряжения.
Надежность зубчатых соединений зависит от кинематической
точности, соответствующего контакта зубьев, плавности зацепле-
ния, шумности работы. Эти показатели обеспечиваются точнос-
тью геометрических параметров зубчатых колес, расстоянием
между осями и их взаимным расположением, размером бокового
шора между зубьями. Правильность зацепления сопрягаемых
тубчатых колес проверяют, измеряя боковой зазор между ними и
определяя пятно контакта (касание). Боковой зазор замеряют
щупом, свинцовой проволокой, пластинкой либо специальным
индикаторным приспособлением. Пятно контакта определяют с
помощью краски. Значение бокового зазора, а также размер,
форма и расположение пятна контакта должны соответствовать
требованиям технических условий на сборку и испытания ма-
шин.
Сборку шлицевых соединений отличает сложность обеспече-
ния точного бокового или радиального зазора (натяга) и сооснос-
ти сопрягаемых деталей. Погрешность взаимного расположения
осей приводит к наличию не всех, а одного или нескольких шли-
цев, что вызывает сокращение ресурса соединения. Поэтому при
Сборке важно обеспечить правильное центрирование охватывае-
мых деталей. В процессе сборки прямозубых шлицевых соедине-
ний центрирование выполняют по наружному диаметру выступов
охватываемой детали, в соединении с эвольвентными шлицами —
ю профилям зубьев, при треугольных шлицах — по боковым про-
филям шлицев.
Шлицевые соединения бывают подвижные и неподвижные.
1одвижные соединения собирают вручную, неподвижные — с по-
мощью специальных приспособлений и прессов. После сборки в
к-подвижных соединениях проверяют биение валов, а в подвиж-
ных — наличие люфтов и способность передвижения по длине.
Широкое применение в машинах нашли неподвижные разъем-
ные соединения вследствие их простоты и надежности крепления,
удобства регулирования усилия затяжки и возможности разборки
повторной сборки соединений без замены детали. К ним отно-
сит резьбовые и прессовые соединения (шпоночные, клиновые,
ит ифтовые, некоторые шлицевые соединения с натягом).
99
Резьбовые соединения обеспечивают прочность и герметич-
ность стыка, надежное стопорение резьбовых деталей. Этого дос-
тигают очередностью и равномерностью затяжки гаек, обеспече-
нием требуемых усилий затяжки, правильным геометрическим
положением рабочих поверхностей болтов (шпилек), применени-
ем стопорных устройств.
Равномерность затяжки гаек обеспечивают определенной после-
довательностью затяжки. При большом числе болтов (шпилек) гайки
следует затягивать постепенно, начиная от центра к периферии при
удлиненной детали (головка блока, крышки картеров агрегатов) и в
диаметрально противоположных направлениях при расположении
болтов (шпилек) по окружности (фланцы, ступицы). Затяжку выпол-
няют в три приема: затяжка до прикосновения с сопрягаемыми по-
верхностями, предварительная затяжка и окончательная с примене-
нием тарированных (динамометрических) ключей.
Перед сборкой резьбовые соединения смазывают, что в 1,5...
2 раза снижает крутящий момент, необходимый для получения за-
данного натяжения. При этом также уменьшается вероятность
коррозии и облегчается последующая разборка. Чтобы исключить
возможность произвольного ослабления резьбовых соединений,
применяют различные стопорные устройства: контргайки, сто-
порные винты, пружинные шайбы, шплинты, проволоку, дефор-
мируемые и фигурные шайбы, клеи.
При затяжке гаек герметичных соединений, а также соедине-
ний, детали которых находятся под большим внутренним давле-
нием и с переменными нагрузками, крутящий момент регламен-
тируют. Регламентирован момент затяжки гаек головок блока ци-
линдров, крышек коренных и шатунных подшипников, болтов
маховика, подшипников главной передачи.
Установлено, что около 95 % отрывов шпилек и болтов — след-
ствие неправильного геометрического их положения. При сборке
важно обеспечить перпендикулярность оси болта (шпильки) к по-
верхности прижимаемой детали и плотность посадки шпильки, а
также соосность болта (шпильки) и гайки.
Шпоночные соединения могут быть напряженными и ненап-
ряженными. В зависимости от вида шпоночного соединения
шпонку вставляют в паз вала с натягом или зазором. Изменение
размера шпонки по высоте может вызвать нарушение расположе-
ния охватывающей детали. Поэтому перед сборкой проверяют
размеры шпонки и паза вала. При установке шпонок в паз с на-]
пряженной или плотной посадкой не рекомендуют пользоваться
молотком или другими ударными приспособлениями, так как воз-
можен поперечный перекос шпонки и врезание ее кромки в тело
вала или наоборот. Запрессовывать шпонки необходимо прессом
или струбцинами.
100
•
В процессе сборки значительный объем работ приходится на
сборку соединений с натягом, которую выполняют с помощью спе-
циальных оправок и направляющих на прессах. Запрессовке подле-
жат различные втулки, шкивы, шестерни, кольца подшипников.
Рекомендуют при сборке прессовых соединений применять смазку,
I что позволяет на 10...20 % снизить усилие запрессовки.
Для сопряжений, детали которых работают с большими нагруз-
ками или изготовлены из материалов, имеющих различные коэф-
I фициенты линейного расширения, а также в тех случаях, когда
I сопряжение подвержено действию высоких температур или когда
посадка должна быть выполнена с большим натягом, предвари-
I к-льно нагревают охватывающую деталь или охлаждают охватыва-
I смую. Нагрев или охлаждение деталей целесообразны и при не-
I Полыиих натягах в целях облегчения сборки и сохранения каче-
ства поверхностей. При равных условиях прочность посадки с
I нагревом (охлаждением) деталей в 2...3 раза больше прочности
I прессовых посадок в холодном состоянии.
Посадки с охлаждением применяют при постановке вставных
I 11юзд клапанов, направляющих толкателей и клапанов, с нагревом
I поршневых пальцев, обойм подшипников, венца маховика и др.
I < )хлаждают детали в твердом диоксиде углерода (сухом льде) или
| жидком азоте, нагревают — в масле или токами высокой частоты.
В целях исключения перекосов деталей, ведущих к задирам и
I трещинам, используют базирование сопрягаемых деталей в специ-
I йт.ных приспособлениях.
Заклепочные соединения применяют в узлах, подверженных
I большим динамическим нагрузкам, или в случае сопряжения дета-
лей, изготовленных из плохо свариваемых друг с другом материа-
дои. К ним относят: раму, ведомую шестерню и крышку дифферен-
циала, накладку сцепления и тормозов, кронштейны рессор и
, амортизаторов. Работы по клепке весьма трудоемки. Замена клепок
[только рамы занимает около 10...12 % общей трудоемкости разбо-
I цочно-сварочных работ при капитальном ремонте автомобиля.
Клепка может быть холодной или с предварительным нагревом
|1иклепок. Усилие при клепке холодным способом значительно
И больше усилия при клепке с нагревом, но холодная клепка в ре-
Imohthom производстве предпочтительнее. Она дает более высокое
I качество соединений и улучшает условия труда рабочих.
Клепку можно выполнять вручную или с помощью специаль-
I них установок. Ручную клепку применяют в отдельных случаях
■ При ремонте машин в полевых условиях. На стационарных ремонт-
I Mux предприятиях клепку выполняют на гидравлических и пнев-
I магических прессах и установках.
Для получения качественного соединения выступающая часть
1й«клспки должна быть равна 1,3...1,6 диаметра ее стержня. Подбор
заклепок по диаметру и длине выполняют в соответствии с требо-
ваниями стандартов и технических условий.
В ремонтном производстве для соединения деталей все шире
используют синтетические клеи на основе полимеров. Высокая
прочность клеевых соединений, отсутствие энергетических затрат
и возможность соединения деталей в широком температурном
диапазоне окружающей среды (в частности, при отрицательных
температурах) позволяет в ряде случаев сварку и пайку заменять
склеиванием. Это особенно важно для ремонта машин в полевых
условиях.
Соединения, осуществляемые с помощью гибки, имеют в кон-
струкциях машин небольшое распространение. Гибочные работы
выполняются главным образом в связи с пригонкой различных
трубопроводов. Медные или латунные трубки малого диаметра
(до 8 мм) при больших радиусах закругления (более 10... 12 диамет-
ров) гнут вручную в холодном состоянии. Трубопроводы большо-
го диаметра (8... 14 мм) изгибают, надевая на место сгиба плотно
навитую спиральную пружину из стальной проволоки. Стальные
трубы диаметром до 10 мм гнут без нагрева, трубы больших разме-
ров — после наполнения их песком или с нагревом. После сборки
отремонтированные сборочные единицы и машины в целом под-
лежат обкатке и испытанию.
Обкатка и испытание — завершающие операции в технологи-
ческом процессе ремонта машин, определяющие эффективность
их работы при последующей эксплуатации. Основные задачи, ре-
шаемые в процессе обкатки и испытания: подготовка сборочных
единиц к восприятию эксплуатационных нагрузок, выявление
возможных дефектов, связанных с качеством восстановления де-
талей и сборочных работ, проверка основных характеристик в соч|
ответствии с требованиями нормативной документации. Цель об-
катки — приработка трущихся поверхностей.
Приработка — изменение геометрии поверхности трения и фи-
зико-механических свойств поверхностных слоев материала в на»
чальный период трения, проявляющееся при постоянных внеш-
них условиях в уменьшении силы трения, температуры и интен-
сивности изнашивания.
Под геометрией поверхности трения понимают совокупность
показателей, характеризующих как шероховатость, т. е. величину
и форму выступов и впадин, образовавшихся в процессе механи-
ческой обработки, так и отклонения от правильной геометричес-
кой формы (овальность, конусность и т.д.).
Под физико-механическими свойствами поверхности понима-
ют совокупность таких характеристик, как твердость, пластич-
ность, структура, коэффициент трения, наличие внутренних на-1
пряжений в поверхностном слое.
102
*
В процессе приработки при взаимном первичном изнашива-
нии улучшается качество поверхностей трения, достигаются тре-
Оуемая шероховатость и износостойкость поверхностных слоев
прирабатываемых материалов и, как следствие, улучшаются ос-
I новные эксплуатационные параметры сборочных единиц.
Приработку и испытание двигателей на ремонтных предприя-
|иях производят на обкаточно-тормозных стендах, включающих
устройство для вращения двигателя в период холодной обкатки и
для поглощения мощности двигателя во время горячей обкатки и
испытания, а также дополнительное оборудование, обеспечива-
I ющее двигатель топливом, охлаждающей жидкостью и смазкой.
('тенд состоит из асинхронной электрической машины, которая
при холодной обкатке работает в режиме двигателя. Во время го-
рячей обкатки электрическая машина работает в режиме генера-
гора, отдавая ток в электрическую сеть. Эффективную мощность
двигателя на стенде определяют путем измерения крутящего мо-
I мента, развиваемого двигателем при заданной частоте вращения
коленчатого вала. Для определения крутящего момента исполь-
1уют тормозное устройство. Для замера тормозного момента при
оГ) катке двигателей под нагрузкой или крутящего момента при
холодной обкатке используют весовой механизм. В условиях ре-
монтного производства стендовую обкатку двигателей подразде-
I л я ют на три стадии: холодная, горячая без нагрузки и горячая
I под нагрузкой.
При холодной обкатке коленчатый вал двигателя подкручивает-
I си на соответствующих скоростных режимах электродвигателем
обкаточно-тормозного стенда. Тепловое состояние двигателя при
•том поддерживают за счет подачи горячей воды и подогретого
масла.
Холодную обкатку проводят на переменной частоте вращения,
|и меряемой от минимальной до номинальной через 100... 150 мин-1.
И процессе холодной обкатки поверхности трения частично под-
готовлены к восприятию нагрузок.
Горячую обкатку без нагрузки {на холостом ходу) выполняют
после пуска двигателя постепенным повышением частоты враще-
ния коленчатого вала. При этом двигатель не нагружают тормоз-
ным устройством стенда.
Горячую обкатку под нагрузкой проводят методом торможе-
ния работающего двигателя тормозным устройством стенда на
соответствующих нагрузочных режимах. Обкатку под нагруз-
кой начинают при частоте вращения 1000... 1200 мин-1 и на-
П'узке, равной 10... 15 % номинальной. В процессе обкатки под
нагрузкой создаются оптимальные условия для приработки со-
I пряжений коленчатый вал — подшипник и поршень — ци-
линдр.
103
В процессе приработки двигателя подтягивают резьбовые со-
единения (кроме крепления головок блока и впускной трубы); ре-
гулируют угол опережения зажигания (подачи топлива), частоту
вращения коленчатого вала на холостом ходу, зазоры в клапанах,
натяжение ремней; контролируют герметичность соединений,
уровень шумов и стуки, давление масла и температуру охлаждаю-
щей жидкости, устойчивость работы двигателя на неустановив-
шемся режиме.
Один из методов повышения качества приработки восстанов-
ленных деталей автотракторных двигателей — введение в мотор-
ное масло специальных присадок, активные компоненты которых
обладают свойством адгезии к трущимся поверхностям деталей и
образования модифицированных (измененных) граничных roiei
нок либо непосредственно изменяют свойства существующих пле-
нок или пристеночного слоя смазочного материала.
После окончания обкатки двигатель подвергают приемо-сдаточ-
ным испытаниям с целью определения мощностных и экономи-
ческих показателей и оценки его технического состояния в соот-
ветствии с требованиями нормативной документации.
Двигатель считают прошедшим сдаточные испытания и при-
нятым, если он пускается стартером от двух-трех оборотов ко-
ленчатого вала; после прогрева устойчиво работает без перебоев'
и перегрева при минимальной частоте вращения холостого хода
400...500 мин-1; не останавливается и не дает перебоев при резком
переходе с малых частот вращения на большие и с больших на ма-1
лые; равномерно работает (на всех цилиндрах) при нагрузках и чая
стотах вращения, предусмотренных режимами испытания; сохра-
няет давление масла в условленных пределах.
Для контроля качества сборки и приработки кривошипно-ша-
тунного механизма двигатель после сдаточного испытания под!
вергают контрольному осмотру, при котором снимают и промыва-
ют масляный картер, удаляют отстой из масляных фильтров, про-
веряют затяжку болтов крепления шатунных и коренных
подшипников и крепление отдельных соединений двигателя.
Если обнаружены дефекты, то после их устранения испытания по-
вторяют по сокращенной или полной программе. В случае дефек-
тов, требующих замены блока цилиндров, коленчатого вала, пор-
шней, компрессионных колец или вкладышей коренных и шатун-
ных подшипников, приработку и испытания повторяют в полном
объеме. При других дефектах приработку повторяют по сокращен-
ной программе.
■"
2.8. ОКРАСКА МАШИН
2.8.1. ОБЩИЕ СВЕДЕНИЯ О ЛАКОКРАСОЧНЫХ МАТЕРИАЛАХ И ПОКРЫТИЯХ
Окраска лакокрасочными материалами (ЛКМ) необходима для
laiпиты металлических поверхностей от коррозии, а также для
| улучшения внешнего вида и придания конкурентоспособности
I машинам.
Лакокрасочные материалы — это многокомпонентные системы,
I и состав которых обязательно входят пленкообразующие веще-
I с i на, растворители, пигменты, а также могут входить пластифика-
Горы, наполнители, разбавители, катализаторы. Пленкообразую-
I шее вещество при высыхании сцепляется с поверхностью изделия
I и связывает все компоненты смеси.
Различают жидкие и твердые пленкообразующие вещества.
Жидкие получают химической и термической обработкой расти-
Гельных масел. Лучшее из них — льняная олифа. Твердые пленко-
I оЬразователи — естественные смолы (канифоль, битум, шеллак,
шпарь и др.), а также нитроцеллюлоза и многие синтетические
полимеры. Их наносят на поверхность в расплавленном или ра-
II шпоренном состоянии. Растворенные пленкообразователи рас-
пространены в виде лака, и их проще использовать. Если в плен-
I мюбразователь добавить пигменты, то получится краска. Пигмент
и олифа образуют масляную краску, а пигмент и лак —эмалевую
(1маль).
К основным видам готовых лакокрасочных материалов
(ГОСТ 9825) относят: лак, краску, порошковую краску, эмаль,
фунтовку, шпатлевку.
Лак — раствор пленкообразующих веществ в органических ра-
шюрителях или в воде, образующий после высыхания твердую
прозрачную однородную пленку.
Краска — суспензия пигмента или смеси пигментов с наполни-
■Тслнми в олифе, масле, эмульсии, латексе, образующая после вы-
Ьыхания непрозрачную однородную пленку.
Порошковая краска — сухая композиция пленкообразующего
I вещества с пигментами и наполнителями, образующая после
оплавления, охлаждения и отверждения твердую непрозрачную
Пленку.
Эмаль — суспензия пигмента или смеси пигментов с наполни-
Тслмми в лаке, образующая после высыхания непрозрачную твер-
дую пленку с различным блеском и фактурой поверхности.
Грунтовка — суспензия пигмента или смеси пигментов с на-
полнителями в связующем веществе, образующая после высыха-
ГИя непрозрачную однородную пленку с хорошей адгезией к под-
ожке и покрывным слоям.
105
Шпатлевка — густая, вязкая масса, состоящая из смеси пиг-
ментов с наполнителями в связующем веществе, предназначенная
для заполнения неровностей и сглаживания окрашиваемой повер-
хности.
Лакокрасочные материалы, выпускаемые промышленностью,
классифицируют и обозначают согласно ГОСТ 9825.
В зависимости от входящих в состав пленкообразователей ла-
кокрасочные материалы делят на группы: глифталевые — ГФ,
пенфталевые — ПФ, меламиновые — МЛ, мочевинные — МЧ, фе-
нольные — ФЛ, полиуретановые — УР, нитроцеллюлозные — НЦ,
сополимерно-акриловые — АС, перхлорвиниловые — ХВ, крем-
нийорганические — КО, битумные —БТ, эпоксидные — ЭП, ал^
кидно- и масляно-стирольные — МС и др.
Внутри групп лакокрасочные материалы располагают по при-
знаку преимущественного назначения материала и условно обо-
значают: атмосферостойкие — 1, ограниченно атмосферостойкие
(используют только внутри помещения) — 2, консервационные — 3,
водостойкие — 4, специальные (обладающие специфическими
свойствами) — 5, маслобензостойкие — 6, химически стойкие — 7,
термостойкие — 8, электроизоляционные — 9, грунтовки — О,
шпатлевки — 00.
Марка лакокрасочного материала состоит из буквенных обозна-
чений группы, вида пленкообразователя и нескольких цифр, из ко-
торых первая указывает назначение материала (преимущественное
применение), а остальные составляют порядковый номер регистра-
ции материала. Например, эмаль ПФ-133 —эмаль пентафталевая
(ПФ), атмосферостойкая (1), регистрационный номер 33.
Анализ ситуации на мировом рынке лакокрасочной продукции
показывает, что за последние десятилетия наметилась четкая тен-
денция к увеличению производства и потребления ЛКМ с пони-
женным содержанием летучих органических растворителей, со-
провождающаяся постепенным сокращением спроса на органо-
разбавляемые аналоги. На смену традиционным лакам и эмалям с
высоким содержанием летучих органических соединений (ЛОС)
пришли экологически благоприятные ЛКМ (на водной основе,
порошковые, с высоким сухим остатком).
Порошковые краски не содержат токсичных растворителей,
стабильны при хранении, удобны в обращении и при транспорти-
ровке, образуют покрытия с высокой адгезией, коррозионной и
абразивостойкостью. Все эти качества делают порошки привлека-
тельными для производителей металлической мебели, электро-
приборов, стальных конструкций, автомобилей, тракторов и т. д.
Несмотря на высокие темпы развития порошковой технологии,
по объемам производства и потребления порошковые ЛКМ зна-
чительно уступают ЛКМ на водной основе, лидирующим в списке
106
*
жологически благоприятных систем. Причина популярности вод-
ных красок — низкое содержание ЛОС (120...150, а в перспекти-
ве — 30...60 г/л), низкая токсичность, пожаробезопасность, про-
стота и доступность методов нанесения. Наиболее перспективные
сферы применения водоразбавляемых ЛКМ: автомобилестрое-
i ние, окраска рулонного металла, отделка древесины и изделий из
пластмасс.
Важное достоинство водоразбавляемых ЛКМ — возможность
их нанесения электрофорезным методом, получившим широкое
I распространение в автомобилестроении и сельскохозяйственном
I машиностроении. В отличие от других методов окраски электро-
■ форез дает возможность получать покрытие равномерной толщи-
ны, а также окрашивать труднодоступные места изделия. К тому
I же он легче поддается автоматизации.
Развитие производства водных и порошковых ЛКМ не достиг-
ло показателей, свойственных системам с высоким сухим остатком
(ВСО). К таким ЛКМ относят композиции, содержащие не менее
()()...80 % сухого вещества и соответственно не более 340 г/л ЛОС.
Выпускаются и ЛКМ со 100%-м сухим остатком —их называют
(юзрастворительными. На долю ЛКМ с ВСО приходится 15...27 %
рынка лакокрасочной продукции. Главные потребители материала
с ВСО — производство металлической упаковки, автомобилестрое-
I ние, электротехника и т. д. ЛКМ с ВСО достаточно экономичные,
так как требуют меньшего расхода материала на единицу площади
и меньше энергетических затрат на сушку покрытий. В отличие от
водных систем они хорошо смачивают металлические подложки и
не требуют введения дополнительных затрат.
В большинстве развитых стран экологически благоприятные
ЛКМ составляют почти половину рынка лакокрасочной продук-
ции, но доля традиционных лаков и эмалей с большим содержа-
нием растворителя все еще превышает 50 %.
Современные лаки и эмали базируются на использовании ал-
кидных, акриловых, полиэфирных, эпоксидных, нитроцеллюлоз-
Ных, полиуретановых и главным образом комбинированных плен-
кообразователей. Особенно популярны алкидные лаки и эмали —
они недороги, легко совмещаются с другими смолами и образуют
покрытия с хорошей адгезией к различным подложкам.
Среди традиционных органоразбавляемых ЛКМ особое место
| принадлежит полиуретановым лакам и эмалям. Эти наиболее со-
временные ЛКМ были впервые внедрены в промышленность бо-
нее 30 лет назад, а сейчас стали настолько популярны, что их про-
изводством занимается большое число крупных и средних фирм
но всем мире.
Среди органоразбавляемых полиуретановых ЛКМ наиболее по-
пулярны двухупаковочные лаки и эмали с жизнеспособностью от
107
6...8 до 72 ч. Одни из таких полиуретанов отверждаются при обыч-
ной температуре, другие требуют введения дополнительных ката-
лизаторов. Однако во всех случаях они образуют покрытия исклю-
чительно высокого качества, отличающиеся абразиво-, химо-, мо*
розо-, водостойкостью и высокими декоративными свойствами.
Благодаря хорошей коррозионной стойкости двухупаковочные
полиуретаны широко используют как компонент многослойной
окраски строительных конструкций из металлов, эксплуатируе-
мых в атмосферных условиях.
В сочетании с эпоксидными или другими антикоррозионными
грунтовками полиуретановые лаки и эмали используют для защи-
ты мостов, резервуаров, трубопроводов, а также экскаваторов, ва-
гонов, комбайнов и т. п.
В последние годы двухупаковочные полиуретановые ЛКМ ста-
ли активно использовать в автомобилестроении для формирова-
ния как промежуточных, так и верхних покрытий. Так как темпе-
ратура сушки этих материалов не превышает 80 °С, их очень удоб
но использовать для одновременной окраски металлических
пластмассовых деталей кузова.
Современные лакокрасочные материалы для окраски тран
портных средств и сельскохозяйственной техники, выпускаем:
одним из крупнейших российских производителей ЛКМ ООО
«Объединение Ярославские краски» (табл. 2.9), рекомендует сле-
дующие комплексы для окраски:
пассажирского, грузового транспорта (в том числе автобусов):
АК-0293 + УР-0273 + АК-1388; АК-0293 + АК-1388; ЭП-0279 +
+ АК-1388; АК-0293 + АК-1379;
для крупногабаритных транспортных средств и сельскохозяй-
ственной техники: ЭП-0280 + УР-1368.
ю-
и
ю-
ые
2.9. Лакокрасочные материалы для окраски транспортных средств и
сельскохозяйственной техники
Наименование ЛКМ
Технические условия (ТУ)
Краткая характеристика, назначение
АК-0293 (акрилурета-
новая различных
цветов)
ЭП-0280 (эпоксидная
различных цветов)
Грунтовки антикоррозионные
ТУ 6-27-18-241—2001 Быстросохнущая. Для защиты
от коррозии стальных, алюми-
ниевых поверхностей, поверх-
ностей из оцинкованного же-
леза и других цветных металлов
ТУ 6-27-169—2000 Для защиты от коррозии уг- I
леродистых сталей (без обра-
ботки), оцинкованных или
фосфатированных нержавею-
щих поверхностей (без обрабог-
ки или пассивированных), алю-
миния и других материалов
108
•
Продолжение
Наименование ЛКМ
Технические условия (ТУ) Краткая характеристика, назначение
)11-0279 (эпоксиуре-
1м новая различных
цветов)
ТУ 6-27-18-293-2000
Быстросохнущая. Для защиты
от коррозии стальных, алюми-
ниевых поверхностей, поверх-
ностей из оцинкованного же-
леза и других цветных металлов
Грунтовка межслойная выравнивающая
VP-0273 (полиурета-
мовая желтого цвета)
ТУ 6-27-240-2001
Толстослойная быстросохну-
щая для сглаживания и вы-
равнивания незначительных
неровностей на поверхности.
Применяется в качестве меж-
слойного покрытия в комп-
лексе с антикоррозионными
грунтовками или АК-0293
Грунтовки по прокорродировавшей поверхности (по ржавчине)
111-0199 (эпоксид-
ная красно-корич-
Невая)
ТУ 6-10-2084-86
И1-0199У (эпоксид-
Нйя универсальная
►. расно-коричневая)
ТУ 6-27-173-2000
)11-0277 (эпоксид-
ная красно-корич-
нгвая)
ТУ 6-27-190-2000
ПФ-0052 (пенфтале-
наи розовая)
Шпатлевка
ТУ 6-27-75-95
Для грунтования прокорроди-
ровавших поверхностей чер-
ных металлов (с толщиной
продуктов коррозии до
100 мкм) в промышленной
атмосфере, содержащей агрес-
сивные газы и пары, а также
при кратковременном обливе
кислотами и щелочами
Для грунтования прокорроди-
ровавших поверхностей чер-
ных металлов (с толщиной
продуктов коррозии до
100 мкм), а также в качестве
самостоятельного покрытия,
подвергающегося воздействию
агрессивных газов и паров, об-
ливу щелочами и кислотами.
Можно наносить при низких
температурах (до 0 °С)
Для окраски прокорродиро-
вавших поверхностей черных
металлов (с толщиной продук-
тов коррозии до 100 мкм). Мож-
но использовать в экстремаль-
ных условиях при влажности
воздуха до 100 % и температу-
ре до —5 °С
Для выравнивания загрунто-
ванных и незагрунтованных
поверхностей металлических
и неметаллических (асбоце-
ментных, деревянных, бетон-
ных), в том числе при окраске
авто-, мото- и сельхозтехники
109
Продолжение
Наименование ЛКМ
Технические условия (ТУ)
Краткая характеристика, назначение
АК-1388 (акрилурета-
новая различных
цветов)
Эмали
ТУ 6-27-238-2001
АК-1379 (акрилурета-
новая различных
цветов)
ТУ 6-27-231-2001
УР-1368 (полиурета-
новая различных
цветов)
АС-182 (различных
цветов)
АС-1371 (различных
цветов)
МЛ-158 (различных
цветов)
ТУ 6-27-160-2000
ТУ 6-27-18-177-96
ТУ 6-27-18-3-6-2000
ТУ 6-10-1096-76
Высокоглянцевая низкотемпе-
ратурной и естественной суш-
ки, с высокими декоративны-
ми и эксплуатационными
свойствами. Отличается высо-
ким глянцем, длительным сро-
ком службы покрытия в атмо-
сферных условиях (не менее
8 лет в условиях умеренного
климата У-1). Применяют в
комплексе с грунтовками
АК-0293, ЭП-0279 и при необ-
ходимости с выравнивающей
грунтовкой УР-0273
Глянцевая, матовая, низкотем-
пературной и естественной
сушки, с высокими декоратив-
ными и защитными свойства-
ми, срок службы покрытия
в условиях умеренного клима-
та не менее 5 лет. Эмаль
АК-1379 матовая, можно приме-
нять в качестве самостоятель-
ного двухслойного покрытия
для окраски различных метал-
лических поверхностей, в том
числе оцинкованного железа
Глянцевая, полуглянцевая, ма-
товая, низкотемпературной и
естественной сушки, с высо-
кими декоративными и защит-
ными свойствами. Срок служ-
бы покрытия в условиях уме-
ренного климата не менее
5 лет
Для окраски сельхозтехники
и сельскохозяйственного обо-
рудования для различных кли-
матических зон, в том числе
тропиков
Быстросохнущая, атмосферо-
стойкая, антикоррозионная.
Для окраски различных дета-
лей автомобилей, мотоциклов
(внутренняя поверхность капо-
та, багажника и пр.)
Для защитно-декоративной
окраски металла. Сушка при
(130+3) °С
ПО
»
Продолжение
Наименование ЛКМ Технические условия (ТУ) Краткая характеристика, назначение
МЛ-1350М (черная)
ПФ-1126 (различных
иистов)
ИФ-1246 (различных
нпетов)
ПФ-1280 (различных
иистов)
ТУ 6-27-162-99
ТУ 6-27-18-121-94
ТУ 6-27-13-90
ТУ 6-27-18-111-93
Для окраски предварительно
подготовленной фосфатиро-
ванной загрунтованной поверх-
ности и деталей автомобилей.
Сушка при (132±2) °С
Для окраски предварительно
загрунтованных металлических
поверхностей. Сушка при
(20±2) "С
Для окраски загрунтованных
металлических поверхностей.
Сушка при (20±2) "С
Для окраски предварительно
загрунтованных поверхностей
тракторов, сельхозмашин, обо-
рудования, эксплуатируемых
в различных климатических
зонах
Изменения в ассортименте выпускаемой лакокрасочной про-
екции самым непосредственным образом влияют и на ситуацию
па рынке растворителей.
В большинстве стран четко прослеживается тенденция к пере-
смотру лакокрасочных рецептур в сторону замены традиционных
растворителей, отнесенных законодательно к категории опасных,
и частности ксилола, толуола, метилэтилкетона, метилизобутил-
кстона и др., на экологически менее вредные аналоги. К после-
дним относятся эфиры пропиленгликолей, производные бутано-
ни, оксоспирты, дилериловые эфиры анилиновой, глутаровой и
янтарной кислот, л-хлорбензофторид и др.
Для замены наиболее опасных ароматических углеводородных
растворителей можно рекомендовать новые нетоксичные раство-
рители марки «Сураг», полученные методом каталитической обра-
нотки нефти. По свойствам они не уступают ксилолу и толуолу и
не ухудшают качество ЛКМ.
Перспективный заменитель традиционных растворителей —
П хлорбензофторид, отличающийся низкой токсичностью и поло-
жительным влиянием на некоторые свойства ЛКМ. Опыт приме-
нения этого растворителя в эпоксидных композициях дал превос-
ходные результаты.
Вместо л-хлорбензофторида для этих же целей можно исполь-
ювать более дешевый ацетон, исключенный из списка раствори-
телей, запрещенных к применению в ЛКМ.
111
Взамен растворителей, способствующих истощению озонового
слоя (к ним относится ранее популярный 1,1,1-трихлорэтан),
можно использовать недавно разрешенный к применению третич-
ный бутилацетат, не обладающий заметной фотохимической ак-
тивностью.
Замена стандартных растворителей — ксилола, метилкетона и
бутилацетата на трет-BuOAc или его смесь с метиловым эфиром
пропиленгликоля позволяет сократить содержание ЛОС в 2,7 раза.
При этом свойства покрытий изменяются незначительно.
2.8.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОКРАСКИ МАШИН
Технологический процесс нанесения ЛКМ состоит из приго-
товления лакокрасочных материалов, подготовки поверхности к
окраске, нанесения лакокрасочного материала, сушки окрашен-
ной поверхности, выполняемой на всех стадиях процесса нанесе-
ния покрытия, контроля качества покрытия.
Приготавливают лакокрасочные материалы непосредственно
перед нанесением их на окрашиваемые поверхности, тщательно
перемешивая, процеживая и разбавляя соответствующими раство-
рителями до необходимой рабочей вязкости.
Цвет эмали классифицируют по трем признакам: цветовому
тону, яркости и насыщенности. Основные цвета —синий, крас-
ный и желтый. Их нельзя получить смешиванием.
Если все цвета расположить так, чтобы наиболее близкие сто-
яли рядом, то образуется цветовой круг (рис. 2.22). Смешивая
краски основных цветов, расположенных в круге рядом, и прибав-
ляя к ним, если необходимо, белый или черный цвет, можно по-
лучить краски всех остальных цветов. Для получения ярких цветов
при смешивании красок в них не должны присутствовать оттенки
третьего основного цветового тона, который приводит к появле-
нию серого оттенка.
В современных условиях для тщательного подбора цвета, осо-
бенно для легковых машин, используют специальную лаборато-
рию для смешивания красок. Лаборатория имеет специальное ос-
вещение и вентиляцию для колориста, а также
бокс для хранения красок.
Подготовка поверхности детали к окраске
включает удаление различного рода жировых
Рис. 2.22. Цветовой круг:
/ — красный; 2 — красно-оранжевый; 3 — оранжевый; 4—оран-
жево-желтый; 5—желтый; 6— желто-зеленый; 7—зеленый; 8—
сине-зеленый; 9— синий; 10— сине-фиолетовый; 11 — фиолето-
вый; 12 — красно-фиолетовый
112
•
шгрязнений, влаги, коррозии и старой краски. При неподготов-
н с иной поверхности слой краски плохо прилипает к металлу, а
образовавшаяся лакокрасочная пленка преждевременно разру-
шается.
Способы подготовки поверхности выбирают в зависимости от
размера и конфигурации детали, ее загрязненности, а также на
основании технико-экономических расчетов. Окрашиваемые по-
пе рхности в зависимости от применяемого способа очистки могут
иметь различную шероховатость. Для качественной защиты ме-
талла от коррозии необходимо, чтобы толщина слоя покрытия в
2...3 раза превышала имеющиеся на металле выступы.
Подготовка поверхностей включает очистку деталей, обезжи-
ривание и сушку. Стандартом на подготовку металлических по-
нерхностей перед окраской установлены технические требования
к их качеству, способам и технологии выполнения работ. Наибо-
iice распространенные способы подготовки — механический и хи-
мический.
К механическим способам очистки относят пескоструйную,
дробеструйную очистку и обработку механизированным инстру-
ментом. Обработку поверхностей в песко- и дробеструйных уста-
новках выполняют сухим абразивным материалом. Черные ме-
таллы, медь и их сплавы обрабатывают металлической крошкой,
которая представляет собой рубленую стальную проволоку
(IIRC3 38...55), или чугунной крошкой (HRC3 58...62) с диамет-
ром зерен 0,6...0,8 мм. Для алюминия и его сплавов применяют
шлуминовую дробь. Гидроабразивную обработку поверхностей
деталей выполняют струей суспензии, состоящей из воды и квар-
цевого песка. Этим способом можно обрабатывать черные и
цветные металлы. Подготовку поверхностей к окраске механизи-
рованным инструментом осуществляют пневматическими или
•нектрическими машинками, оборудованными в качестве рабо-
чих органов шлифовальным кругом, металлической щеткой или
шарошкой.
Химическим способом удаляют загрязнения и оксиды в процес-
сах обезжиривания, одновременного обезжиривания и травления,
фосфатирования. Способ обезжиривания выбирают в зависимости
от вида и степени загрязнения. При слабой и средней загрязнен-
ности наибольшее распространение получило обезжиривание ще-
лочными растворами. Толстый слой жира удаляют органическими
растворителями. Одновременное обезжиривание и травление по-
пе рхностей состоит в том, что в травильные растворы вводят ПВА.
Наиболее эффективно этот процесс протекает при струйной обра-
ботке деталей в результате разбрызгивания форсунками моющих
растворов при температуре 50...70 °С под давлением 0,15...0,25 МПа
И специальных моечных камерах. Принципиальная схема обезжи-
I N070 ИЗ
I
Рис. 2.23. Схема установки для обезжиривания трихлорэтиленом:
1 — закрытая камера; 2 — изделие; 3 — опрыскиватель; 4 — охлаждающая труба;
5—конвейер
ривания органическим растворителем трихлорэтиленом, который
хорошо растворяет жиры, масла и не горит, показана на рисун-
ке 2.23. Процесс наиболее эффективно протекает при нахождении
трихлорэтилена в жидкой и паровой фазах. Недостатки трихлор-
этилена — высокая стоимость и токсичность паров.
Хорошее качество подготовки поверхности под окраску обес
печивает фосфатирование. В результате этой операции на поверх-
ности металла образуется неорганическая защитная пленка, об-
ладающая повышенными противокоррозионными свойствами.
Фосфатный слой — превосходный грунт под лакокрасочное по-
крытие. При повреждении фосфатнокрасочного слоя коррозии
подвергается лишь дефектный участок и она не распространяет-
ся под покрытием.
После химической обработки детали следует промыть и тща-
тельно просушить. Промывку осуществляют в проходных струй-
ных камерах в течение 2...3 мин холодной (при температуре
8...15°С) или горячей (при температуре 80...90°С) водой. Детали
сушат воздухом, нагретым до температуры П5...125°С, в течение
1...3 мин до удаления видимых следов влаги.
Нанесение лакокрасочных материалов на детали выполняют в
такой последовательности: грунтование, шпатлевание, шлифова-
ние, окраска.
Грунтование — нанесение первого слоя лакокрасочного покры-
тия на очищенную и обезжиренную поверхность металла. Слой
грунта — основа покрытия, поэтому должен обладать наилучшей
сцепляемостью с металлом и с последующим слоем краски. Грун-
товку наносят на поверхность детали пневматическим распылени-
ем или электроосаждением. Слой грунтовки должен быть мато-
! —
:
114
вым, так как глянцевая поверхность ухудшает сцепление грунта с
последующими слоями краски.
Для сокращения трудоемкости подготовки металлических по-
мерхностей, подверженных коррозии, в качестве первого слоя для
грунтования рекомендуют использовать преобразователи ржавчи-
ны. Эти преобразователи, попадая на ржавую поверхность всту-
пают в химическое взаимодействие с соединениями железа' кото-
рые преобразуют ржавчину, и переводят их в химические' веще-
ства, нерастворимые в воде.
Шпатлевание предназначено для выравнивания поверхности
Из-за того что оно снижает механическую прочность покрытия на-
носить слой толщиной более 0,5 мм не рекомендуют. Для лучшего
выравнивания поверхностей кроме местного шпатлевания густой
шпатлевкой наносят еще и сплошное покрытие грунт-шпатлевкой
Шлифование выполняют для сглаживания неровностей на за-
шпатлеванной поверхности детали. Шлифование бывает сухое и
мокрое. При мокром шлифовании обрабатываемую поверхность
Обильно смачивают водой, чем достигают хорошего результата об-
работки. В качестве шлифующего материала применяют водо-
стойкую шкурку с тонким абразивом. Шлифование проводят с по-
мощью шлифовальных машинок. После шлифования обрабатыва-
емую поверхность промывают водой и просушивают обдувая
сжатым воздухом.
Детали, сборочные единицы и машины можно окрашивать с
помощью кистей и накатных валиков, а также окунанием струй-
ным обливом, воздушным и безвоздушным распылением распы-
непием в электростатическом поле.
Сушка может быть естественной при температуре 18 23 "С и
относительной влажности не более 70 % и искусственной при
температуре 60... 175'С. Естественная сушка длится примерно
. ...48 ч, и выполняют ее в отдельных хорошо отапливаемых и вен-
тилируемых помещениях. Сушку считают законченной, если при
прикосновении к окрашенной поверхности в течение 5 6 с на
ней не остается следов.
Искусственная сушка, применяемая для синтетических эмалей
оосспечивает законченный процесс пленкообразования лучшую
Твердость, водостойкость, маслостойкость, паро- и газонепрони-
цаемость. Искусственная сушка позволяет производить окрасоч-
е Работы непрерывно в потоке и значительно сокращает время
ни рачиваемое на весь процесс.
При окраске используют конвекционный и терморадиацион-
нi.iи способы сушки.
Конвекционный способ сушки (рис. 2.24) - нагревание окра-
шенных поверхностей деталей горячим циркулирующим возду-
хом. Недостаток этого способа - высыхание краски на поверхнос-
115
Рис. 2.24. Схема конвекционной
сушки:
1 — отвод паров растворителей; 2 — подвод
теплоты; 3 — твердая пленка; 4 — слой
краски; 5— изделие
Рис. 2.25. Схема терморадиационной
сушки:
1 — подвод теплоты; 2 — твердая пленка;
3 — слой краски; 4— отвод паров раствори-
телей; 5— изделие
ти покрытия. При этом образуется поверхностная пленка, препят-
ствующая высыханию нижних слоев и испарению из эмали ра-
створителей. Пары, испаряющиеся в процессе сушки растворите-
ля, приводят к разрушению покрытия и образованию пор.
Терморадиационный способ сушки (рис. 2.25) основан на погло-
щении инфракрасных лучей лакокрасочной пленкой и окрашенной
поверхностью детали. Металлическая поверхность нагревается в ре-
зультате перехода лучистой энергии в тепловую.
Качество лакокрасочных покрытий контролируют по цвету,
чистоте, глянцу, твердости пленки,
прочности при ударе и изгибе, толщине
пленки, стойкости ее к воздействию
различных веществ (вода, масло, ра-1
створители, соли, кислоты, щелочи),
адгезии и др. При ремонте машин ла-
кокрасочные покрытия контролируют
по толщине нанесенного слоя пленки и
адгезионным свойствам подготовлен-
ной к окраске поверхности.
Контроль толщины лакокрасочной
пленки без нарушения ее целостности
выполняют магнитным толщиномером
(рис. 2.26). Действие прибора основано
на изменении силы притяжения магни-
та к ферромагнитной подложке в зави-
симости от толщины контролируемой
немагнитной пленки.
Во время работы с толщиномера
снимают колпачок 1, затем шаровую
шкала поверхность магнита ставят вертикал в-
Рис. 2.26. Магнитный
толщиномер:
1 — колпачок; 2—муфта; 3 —
116
•
Рис. 2.27. Внешний вид лакокрасочного покрытия после
проверки адгезии:
а — с хорошей адгезией; б— с плохой адгезией
по на измеряемую поверхность и, вращая муфту 2, поднимают
шкалу 3 до момента возникновения щелчка (отрыв магнита). По
показаниям шкалы определяют толщину покрытия. Контроль пра-
вильности работы прибора осуществляют по эталонам толщин.
Электронные приборы типа МТ-41-НЦ позволяют контролировать
качество лакокрасочного покрытия на магнитных основах, а при-
бор ВТ-ЗО-НЦ — на немагнитных основах с точностью до 1 мкм.
Адгезию (прилипаемость) покрытий к металлу контролируют
выборочно методом решетчатого надреза (рис. 2.27). На нелице-
вой поверхности делают 5...7 параллельных надрезов до основного
металла лезвием или скальпелем по линейке на расстоянии 1...2 мм
в чависимости от толщины покрытия и столько же надрезов пер-
пендикулярно первым. В результате образуется решетка из квад-
ратов. Затем поверхность очищают кистью и оценивают по четы-
рехбалльной системе. Полное или частичное (более 35 % плоша-
ли) отслаивание покрытия соответствует четвертому баллу;
первый балл присваивают покрытию, когда отслаивания его ку-
еочков нет. „
2.8.3. ОБОРУДОВАНИЕ ДЛЯ ОКРАСКИ
Лакокрасочные материалы наносят специальным оборудовани-
tM, выпускаемым промышленностью, конструкция которого зави-
сит от метода распыления материала.
Для воздушного распыления материалов (рис. 2.28) применяют
ручные краскораспылители различных марок: КРУ-1, ЗИЛ СО-71,
t;-512, KPM и др. При окрашивании в ручном режиме они обес-
печивают производительность 100...200 м2/ч.
Качество получаемого покрытия при использовании краско-
иепылителей зависит от правильного и равномерного их переме-
ни ия с определенной скоростью вдоль обрабатываемой поверх-
117
Рис. 2.28. Схема пневматической краскораспылителыгой установки:
1 — бак с краской; 2, б— шланги; 3— краскораспылитель; 4— мешалка; 5—
регулятор давления; 7— масловлагоотделитель
Рис. 2.29. Правильное (а) и неправильное (б) положения краскорас-
пылителя при нанесении лакокрасочных материалов
ности (рис. 2.29). Линия перемещения краскораспылителя должна
быть на расстоянии 25...30 см и параллельна поверхности (рассто-
яние от поверхности должно быть неизменным), а рука, удержи-
вающая распылитель, не должна совершать виляющих движений.
Для безвоздушного распыления промышленность выпускает ус-
тановки «Факел-3», «Веер-1», АБР-1М, «Радуга-063», «Радуга-2»,
2600Н, 7000Н, ОР-14264, «Ингул ОР-5500». Установки безвоздуш-
ного распыления работают по следующему принципу (рис. 2.30),
118
Подача
сжатого
воздуха
Рис. 2.30. Схема установки безвоздушного распылителя:
1 — насос; 2— шланг высокого давления; J?— краскораспылитель; 4 — всасываю-
щий шланг; 5— патрубок; 6— подставка
Лакокрасочный материал, предварительно тщательно отфильтро-
илнный, засасывается насосом через фильтр и нагнетается под вы-
соким давлением по шлангу в краскораспылитель. Лакокрасочный
материал наносят на изделие под давлением.
Нанесение краски электрическими распылителями можно вы-
полнять в стационарных проходных камерах (рис. 2.31) или с по-
мощью переносных окрасочных установок.
Электростатический пистолет-распылитель (рис.2.32) приме-
няют для ручной окраски деталей. Состоит из пластмассового
корпуса 4 а. ручки 13. Алюминиевую распылительную чашу б вра-
щает электродвигатель 1, закрытый кожухом 2. Высокое напряже-
ние поступает по кабелю 9 к распылительной чаше через ограни-
чительный резистор 7и бронзовую втулку 5. Вал электродвигателя
эпсктрически изолирован валиком 3 от чаши, находящейся под
высоким напряжением. Краска из дозатора подается к корпусу
клапана 15, откуда по трубке # поступает в распылительную чашу.
Расход краски регулируется перемещением иглы 14 клапана с по-
мощью гайки 10. При нажатии на курок 12 срабатывает выключа-
тель 11, замыкающий цепь подачи высокого напряжения на чашу.
Затем игла открывает канал для прохода краски, поступающей на
внутреннюю поверхность быстровращающейся чаши. Благодаря
119
Рис. 2.31. Схема автоматической окраски в электростатическом поле при помощи
перемещающихся роботов с чашеобразными распылителями:
1, 2 — отражатели; 3, 4— фонари; 5, 6, 18, 19— верхние роботы с распылителями; 7, 8, 20, 21 —
боковые роботы с распылителями; 9— генератор высокого напряжения; 10— электростатичес-
кий шкаф; И — насос подачи краски; 12— пульт управления; 13 — шкаф опознания конту-
ра детали; 14, 15, 16, 17— фотоэлементы; 22 — деталь
Рис. 2.32. Электростатический распылитель краски чашечного типа:
1 — электродвигатель; 2—кожух; 3— валик; -/ — корпус; 5—втулка; 6— распылительная
чаша; 7—ограничительный резистор; 8—трубка; 9— кабель; 10— гайка; 11 — выключатель;
12— курок; 13 — ручка; 14— игла; 15— корпус клапана
центробежной силе краска движется к кромке чаши в направле •
нии ее вращения и механически распыляется в плоскости, пер
пендикулярной оси вращения. Кромка чаши остро отточена, м
при подаче тока высокого напряжения непосредственно к головке
распылителя происходит короткий разряд. Под действием высо
кого напряжения распыленные частицы краски приобретают зач
120
«г
ряд и конусообразным факелом движутся по направлению сило-
вых линий электрического поля к окрашиваемой поверхности.
Срок службы лакокрасочного покрытия во многом зависит не
только от качества подготовки поверхности изделия к покраске,
i ю и от соблюдения технологии нанесения ЛКМ и процесса суш-
ки. Достичь высокого качества покраски, особенно легковых авто-
мобилей, можно только при использовании окрасочно-сушиль-
пых камер, которые фильтруют проточный воздух и удаляют пыль
и частицы аэрозолей при окраске, а также обеспечивают равно-
мерность нагрева поверхностей детали при сушке.
Современная окрасочно-сушильная камера — сложнейший аг-
регат, камеры которого выполняют в виде сборочных модульных
конструкций (рис. 2.33). Каждый модуль состоит из теплоизоли-
рующего материала, заключенного между стальными стенками.
При монтаже модули соединяют болтами, что позволяет изме-
нять конфигурацию камер. Камеры бывают длиной 6...7 м и вы-
сотой 2,5...3,5 м при ширине 3...4 м. Снаружи камеру обычно
окрашивают порошковыми материалами или обшивают оцин-
кованной сталью. Внутри камеру окрашивают специальной тер-
мостойкой эмалью белого цвета. Камеры обычно оборудуют во-
семью пожаробезопасными светильниками, встроенными под
углом 40° между потолком и боковыми панелями. Мощность
светильников достаточна для получения бестеневой освещенно-
сти не менее 1000 лк.
3460
27201
Рис. 2.33. Общий вид окра сочно-сушильной камеры:
/ — бокс для окраски и сушки; 2 — вентиляторная установка; 3 — теплогенератор
121
Поступающий воздух фильтруют на входе его в теплогенератор
с помощью фильтров, расположенных в подвесном потолке. Там
же находятся расширительные камеры, создающие нисходящий
ламинарный поток воздуха со скоростью около 20 см/с. Произво-
дительность приточной вентиляции достигает 20 000 м3/ч.
Очищают выходящий воздух от аэрозольной краски и паров
растворителей фильтрами в кассетах между балками и решетками
пола — половыми фильтрами. Все компоненты пола изготовлены
из стали с гальваническим покрытием высокой стойкости.
Окрасочно-сушильные камеры обычно укомплектовывают теп-
логенераторами, работающими на жидком топливе, газе, или
электрическими нагревателями. Мощность теплогенераторов со-
ставляет 105...210 кВт, что позволяет нагреть рабочий объем при
сушке до 60...80 °С.
Принципиальная схема работы современной окрасочно-су-
шильной камеры показана на рисунке 2.34. Конструкцией предус-
мотрены два режима работы — «окраска» и «сушка», причем во из-
бежание засасывания внешнего воздуха внутри камеры поддержи-
вают давление чуть больше атмосферного. При режиме «окраска»
воздух через воздухозабор 1, засасываемый вентилятором 3, про-
ходит через фильтр предварительной очистки 2, затем, проходя че-
рез бойлер теплогенератора 7, нагревается до заданной температу-
ры и через потолочные фильтры 6 поступает в рабочий объем ка-
меры. Заслонка 8 при этом закрыта. После половых фильтров 4
воздух выбрасывается наружу либо сразу, либо через дополнитель-
ный фильтр вторичной очистки 5.
Отличие режимов «сушка» и «окраска» в том, что при режиме
«сушка» заслонка 8 открыта, поэтому только часть воздуха посту-
пает в рабочую камеру, а часть уже горячего воздуха смешивается с
холодным, поступающим через воздухозабор, и вновь поступает в
Рис. 2.34. Принципиальная схема работы окрасочно-сушильной камеры:
а —окраска; б— сушка; / — воздухозабор; 2—фильтр предварительной очистки; 3— вентили
тор; 4 —половые фильтры; 5—блок вторичной очистки; 6— потолочные фильтры; 7— теплоч
генератор; 8— заслонка
I
оойлер теплогенератора. Тем самым повышается КПД камеры и
поддерживается стабильная температура.
Система управления окрасочно-сушильной камеры обеспечи-
вает автоматический выход на режимы окраски и сушки, заданные
оператором с пульта управления, при соблюдении всех требова-
ний безопасности и автоматическое их завершение.
2.8.4. ОСОБЕННОСТИ ОКРАСКИ ПОВРЕЖДЕННОГО
ЛАКОКРАСОЧНОГО ПОКРЫТИЯ ПОВЕРХНОСТИ МАШИНЫ
Большая часть обращений на предприятия технического серви-
са связана с незначительными повреждениями лакокрасочного
покрытия. Особенно это касается дорогостоящих легковых авто-
мобилей. Небольшие вмятины, царапины, сколы портят внешний
нид автомобиля и открывают путь коррозии кузова. Современные
системы лакокрасочных материалов позволяют отремонтировать
поврежденный участок кузова автомобиля, не прибегая при этом к
перекраске всей детали целиком. Существующие технологии мож-
но использовать для ремонта лакокрасочного покрытия как на ме-
таллических, так и на пластиковых деталях в такой последователь-
ности.
Отслоившуюся краску и шпатлевку на месте повреждения по-
крытия удаляют до основного металла механическим путем, а если
необходимо, то химическим. Чтобы исключить образование де-
фектов при окраске, поверхность тщательно обезжиривают специ-
фичным составом, который бесследно удаляет воски, масла и дру-
гие загрязнения, а также придает поверхности свойства, способ-
Ствующие дополнительной адгезии при нанесении лакокраски.
При этом обрабатывают только повреждение и небольшую об-
ласть вокруг. В отличие от традиционных методов ремонта мати-
рование (шлифовку) покрытия на всей детали не проводят. Все
j'i'o позволяет максимально сохранить неповрежденное фирмен-
ное (заводское) лакокрасочное покрытие.
Определяют код фирменного цвета ЛКМ. Для этого использу-
ют специальный каталог, содержащий цветовые образцы декора-
тивных покрытий автомобилей, выпускаемых более чем 40 миро-
выми производителями. Информация в каталоге сгруппирована
|' соответствии с годами выпуска и моделями автомобилей, бла-
годаря чему специалисту легко сориентироваться в мире автомо-
бильных цветов, определить фирменное название или код по-
крытия.
Для более точного определения кода и рецептуры ЛКМ реко-
ендуют использовать также электронную базу, например
COLOR EXPLORER», в которой содержится вся информация,
123
необходимая для приготовления эмали требуемого оттенка в нуж-
ных количествах. Присоединив компьютер к электронным весам,
при помощи этой базы можно автоматически контролировать
процесс взвешивания компонентов, внося в него необходимые
коррективы, так как обычно для устранения дефектов с нарушен-
ным лакокрасочным покрытием требуется не более 30 г краски.
Поэтому взвешивание проводят на электронных весах с точнос-
тью до 0,01. г.
Приготовление ЛКМ осуществляют на специальном краско-
смесительном стенде, позволяющем обеспечить однородность со-
става каждого компонента ЛКМ. Полученным лакокрасочным ма-
териалом делают пробную окраску. Если заметна разница цвета,
то проводят колеровку.
Перед окраской поверхность вокруг места с нарушенным ла-
кокрасочным покрытием маскируют во избежание попадания
ЛКМ на неповрежденные части автомобиля. Нанесение подо-
бранного лакокрасочного материала в область ремонта осуществ-
ляют с помощью специального приспособления — аэрографа,
который предназначен для выполнения декоративно-оформи-
тельских и художественных окрасочных работ. Он оснащен меха-
низмом двойного действия для независимой регулировки подачи
воздуха и лакокрасочного материала через сопло диаметром
0,12...0,65 мм (табл. 2.10).
2.10. Технические характеристики аэрографов
Модель
Диаметр
сопла, мм
Способ подачи ЛКМ
Расход сжатого
воздуха при давлении
0,2 МПа, л/мин
АВА-505 0,12 От водяного бачка (3 мл)
АВА-630 0,65 От нижнего бачка (30 мл)
или бокового бачка (5 мл)
Лакокрасочный материал наносят на ремонтную область, не-
много превышающую область окраски. Каждый слой нанесенного
лакокрасочного материала сушат феном или инфракрасной лам-
пой. После окончания сушки ремонтное лакокрасочное покрытие
полируют неабразивной полиролью особого состава. Цель поли-
ровки — получить на ремонтном лакокрасочном покрытии тексту-
ру, аналогичную имеющейся на заводском покрытии. Полировка,
как правило, занимает 10...20 мин. В результате отремонтирован-
ное лакокрасочное покрытие не отличается от фирменного по
цвету, блеску, текстуре.
Приведенная технология оптимизирована для качественного,
быстрого и недорогого ремонта сравнительно небольших локал ■
ных повреждений лакокрасочного покрытия автомобиля. При
124
)гом детали не демонтируют и, как следствие, качество заводской
сборки не нарушается, очаги коррозии автомобиля не провоциру-
ются, что позволяет существенно снизить стоимость ремонта.
Контрольные вопросы и задания. 1. Дайте характеристику загрязнений сельско-
хозяйственной техники и условий их образования. В чем сущность очистки дета-
пей и агрегатов машин? Приведите требования, предъявляемые к выполнению
очистки. Какова роль очистки в повышении качества ремонта машин? 2. Приве-
дите характеристику способов и современных средств очистки деталей от загряз-
нений. Сформулируйте основные требования, предъявляемые к моющим раство-
рам. 3. Назовите способы контроля качества очистки. 4. Назовите наиболее рас-
пространенные методы разборки машин и их агрегатов при ремонте. В чем их
сущность и содержание? Какими способами обеспечивают сохранность деталей
мри разборке и повышают производительность разборочных работ? 5. Перечисли-
те виды дефектов деталей, способы их выявления. Какова роль дефектации в ре-
монтном производстве? Назовите способы обнаружения дефектов, их сущность,
Области применения, преимущества и недостатки. 6. Назовите и охарактеризуйте
основные методы и средства дефектоскопии деталей машин. Укажите области
применения этих методов. 7. Дайте определение таким лакокрасочным материа-
ппм, как лак, краска, порошковая краска, эмаль, грунтовка, шпатлевка. Назовите
основные достоинства лакокрасочных материалов на водной основе, порошко-
кых, с высоким сухим остатком над лаками и эмалями с высоким содержанием
Яетучих органических соединений. 8. Какие операции включает в себя технологи-
ческий процесс нанесения лакокрасочных материалов на поверхности? Каковы
фебования, предъявляемые к выполнению отдельных операций, материалам,
применяемому оборудованию и инструменту? Как контролируют качество окрас-
ки и сушки? 9. Какие преимущества и недостатки имеют различные способы рас-
пыления лакокрасочного материала и сушки лакокрасочных покрытий?
3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ
•
3.1. ОБЩИЕ СВЕДЕНИЯ И ПОНЯТИЯ
О ВОССТАНОВЛЕНИИ ИЗНОШЕННЫХ ДЕТАЛЕЙ
Восстановление изношенных деталей — это технологический про-
цесс возобновления исправного состояния и ресурса этих деталей
путем возвращения им утраченной части материала из-за изнаши-
вания и (или) доведения до нормативных значений свойств, изме-
нившихся за время длительной эксплуатации машин.
Трудоемкость восстановления деталей составляет 30...50 % об-
щей трудоемкости процесса ремонта машин. Восстановление де-
талей — часть процесса ремонта машин (рис. 3.1).
Наибольшая доля трудоемкости процесса ремонта машин при-
ходится на восстановление их изношенных деталей, однако и наи-
большая доля экономической эффективности всего процесса ре-
монта обеспечивается восстановлением этих деталей.
Процесс восстановления деталей включает операции: очистки,
определения технического состояния, принятия решения по тех- ■
нологии восстановления, создания ремонтных заготовок с при-
пуском на восстанавливаемых поверхностях, термической (хими-
ко-термической) и механической обработки, поверхностного или
объемного пластического деформирования, нанесения защитных
покрытий, контроля и консервации. Основное содержание проЛ
цесса восстановления детали заключается в выполнении операции
создания припуска на ее поверхностях, термической и механичес-1
кой обработки.
Технологические процессы разделяют на типовые, единичные
и групповые.
Типовой технологический процесс предназначен для восстанов-
ления группы изделий с общими конструктивными и технологи
ческими признаками.
Единичный процесс.служит для восстановления группы изделий
одного наименования, типоразмера и исполнения.
Групповой процесс необходим при восстановлении группы изде-
лий с разными конструктивными, но общими технологическими
признаками.
Способ восстановления детали (неразъемной сбором
ной единицы) — совокупность операций, характеризующая техно
126
Рис. 3.1. Операции восстановления деталей в процессе ремонта машин:
/ приемка машин в ремонт; 2 — диагностирование агрегатов; 3— разборка машин, агрега-
тов и узлов; 4— очистка машин, агрегатов; 5— очистка деталей; 6— определение техничес-
кого состояния деталей; 7— предварительная механическая обработка; 8— нанесение по-
крытий, закрепление дополнительной ремонтной детали, пластическое деформирование; 9—
н-рмическая обработка; 10 — черновая механическая обработка; // —термическая (химико-
к-рмическая) обработка; 12 — чистовая механическая обработка; 13 — поверхностное пласти-
ческое деформирование; 14— отделка поверхностей; 15— очистка от технологических заг-
рязнений; 16— контроль; 17— комплектование деталей; IS— сборка агрегатов (машин);
19—-окрашивание; 20— обкатка; 21 — испытания; 22— контроль; 23— сдача заказчику
логический процесс (наплавка, напыление, закалка, механическая
обработка и т.д.).
Технологическая операция восстановления — закон-
ченная часть технологического процесса, выполненная на одном
рабочем месте.
Коэффициент восстановления детали — отношение числа дета-
лей, подлежащих восстановлению, к общему числу продефекто-
ii:iиных деталей.
Удельный вес восстановления деталей в общем потреблении
шпасных частей — отношение стоимости восстановленных дета-
лей к общей стоимости запасных частей (новых и восстановлен-
ных), используемых при ремонте машин.
Восстановительное производство (производство по восстановле-
нию деталей) — это система сооружений, средств технологическо-
го оснащения и работников, обеспеченная нормативной, техноло-
гической и организационной документацией, потребляющая
производственные ресурсы с целью превращения ремонтного
онда в исправные детали.
Цель производства по восстановлению деталей заключается в эко-
омически эффективном восстановлении их надежности в резуль-
тате наиболее полного использования остаточной долговечности
"оставляющих элементов машин.
Организация восстановления деталей на любом уровне ремонт-
ного производства связана с решением следующих задач:
обоснование номенклатуры и объемов восстановления деталей
in данного уровня производства;
пыбор рациональных способов и обоснование технологических
роцессов восстановления деталей машин;
обоснование типажа и количества ремонтно-технологаческого
орудования для восстановления деталей на данном уровне;
127
расчет экономической целесообразности восстановления деталей.
Действует трехуровневая схема производства по восстановле-
нию изношенных деталей:
первый уровень — цехи и участки восстановления деталей при
специализированных ремонтных предприятиях (СРП). Номенк-
латура и объем восстанавливаемых деталей в таких цехах и участ-
ках зависят от специализации и программы ремонтируемых ма-
шин и агрегатов;
второй уровень — участки и посты восстановления изношенных
деталей при мастерских общего назначения (МОН) районных ре-
монтно-технических предприятий (РТП). На данном уровне вос-
станавливают детали широкой номенклатуры с использованием
универсального оборудования;
третий уровень — участки и рабочие посты по восстановлению
деталей в центральных мастерских хозяйств (ЦРМ). Здесь исполь-
зуют в основном ручную сварку и наплавку с последующей меха-
нической обработкой.
В зависимости от формы организации производства, определя-
емой объемом и номенклатурой восстановленных деталей, разли-
чают следующие типы производств по восстановлению: предприя-
тие, цех, участок, рабочий пост (место), поточно-механизирован-
ная линия (ПМЛ).
Под централизованным восстановлением деталей понимают
такой способ организации производства, при котором детали вос-
станавливают в специализированных цехах, на участках и ПМЛ не
только для собственных нужд, но и для других (или только для
других) предприятий.
Для первого и второго уровней производства по восстановле
нию изношенных деталей наиболее приемлемы следующие на
правления.
1. Объемы восстановления определяют наличием ремонтного
фонда. Восстановлению подлежат все ремонтопригодные детали,
Как правило, эта стратегия применима к деталям, восстановление
которых дает большой экономический эффект и способствует!
снижению стоимости ремонта. В этом случае новые запасные час-
ти расходуются лишь вместо выбракованных.
2. Объемы восстановления определяют наличием запасных час»
тей. Поступление новых запасных частей на сборку лимитирова*
но. Восстанавливаются при этом лишь недостающие детали.
Данная стратегия наиболее применима к деталям, восстановле4
ние которых связано с высокими затратами трудовых и материаль-
ных ресурсов, которые для любого предприятия являются лимит
рованными.
3. Сочетание двух предыдущих. Суть ее заключается в следую»]
щем: пока запас новых деталей превышает страховую величину,
128
принимают второе поправление, если запас новых деталей ниже
страхового — первое.
Для большей устойчивости производственного процесса при
реализации направлений 2 и 3 целесообразно все ремонтопригод-
ные детали направлять на склад деталей, ожидающих ремонта
(ДОР). Детали с сочетаниями простых дефектов будут восстанав-
иивать в первую очередь, а из деталей с более сложными дефекта-
ми может быть создан определенный запас, используемый в слу-
чае сбоев в поставках новых запасных частей. Такой запас можно
использовать также в периоды, когда поступающие на ремонт ма-
шины в большинстве своем сильно изношены и годных к повтор-
пому использованию деталей почти нет. После создания запаса
ремонтопригодные детали с сочетаниями сложных дефектов мож-
но отправлять в утиль.
Рассмотрим более подробно движение материальных потоков
на СРП (рис. 3.2).
На участок приемки ремонтного фонда поступает входной по-
ток машин и агрегатов NBX, которые затем передают на склад ре-
монтного фонда. Со склада ремонтного фонда в соответствии с
ритмом производственного процесса объекты ремонта передают на
участок разборки (поток N). Затем нерассортированные детали по-
ступают на участок (пост) дефектации (поток п), распадаясь на
Три потока:
детали, годные к повторному использованию (поток яг);
детали, годные к восстановлению (поток лв);
детали, восстановление которых невозможно или нецелесооб-
разно (поток иб).
Детали, годные к повторному использованию, направляют на
склад комплектации, где их учитывают.
Детали, признанные при дефектации годными к восстановле-
нию, направляют на склад ДОР, где их также накапливают и учи-
I тывают, а затем запускают в производство.
Выбракованные детали (поток лб) направляют на склад метал-
юлома, где их учитывают и хранят до сдачи в металлолом.
Если ремпредприятие осуществляет централизованное восста-
новление изношенных деталей в качестве товарной продукции, то
возникает еще один поток деталей — поток п^, который состоит
И i изношенных деталей, получаемых с баз снабжения и предприя-
тий-заказчиков. Этот поток поступает на участок приемки изно-
шенных деталей, откуда их передают на склад ДОР, где детали на-
кмпливают до запуска на восстановление.
I Iotok лв может распадаться на два дополнительных потока лв1
п„2, которые возникают тогда, когда предприятие из-за недоста-
очной технической оснащенности не в состоянии устранить все
|сфекты деталей, восстановление которых возможно при исполь-
(170 129
is
я
Q
I
i
I
1
О
3
s*
en
Участок
приемки
ремфонда
•*
ходной по
машин
peMcf
9
ognoi
gDi
*
Участок
разборки
! *
i
^
Q
§ О
■8 §
s Q
o>
a
Q
1
На реализацию
ювании наиболее прогрессивных технологических процессов. В
■»том случае часть деталей, как правило с наиболее тяжелыми со-
четаниями дефектов, отправляют для централизованного восста-
новления.
Они образуют поток пв2. Оставшиеся детали из потока пв, вос-
станавливаемые на ремонтном предприятии, образуют поток лв1.
Численное соотношение определяется выражением
яв=лв1+«в2, (3.1)
где \,^,j,Ь\2 — число деталей, проходящих за рассматриваемый период времени
соответственно по потокам пв, пъ\, пъг.
Если ремонтное предприятие само восстанавливает все ремон-
топригодные детали, то «в2 =0 и \ -ги^^.
Если же все детали отправляют на восстановление на сторону,
то «в1 =0 и «g =йз2-
Направляемые на специализированные предприятия изношен-
ные детали (потоки пъ\ и п^) после их восстановления образуют
поюки ивз и итв1- Поток «вз направляют на склад комплектации, а
Поток «тв! — на склад готовой продукции, где их учитывают. Сле-
дует отметить, что количественно потоки пву и ивз> а также лта и
//,„1 не адекватны, так как возможно выбытие деталей при их вос-
становлении вследствие технологического брака. В общем слу-
чае «b!>^3> а й^гй^.
На ремонтных предприятиях также существуют входные пото-
ки деталей (новых и восстановленных), питающие склад запасных
частей. Поток п™ представляет собой поток новых запасных час-
тей промышленной поставки, а поток яВ4 — поток восстановлен-
ных деталей. Допускаем, что в потоке лВ4 циркулируют как восста-
новленные по кооперации детали собственного ремонтного фон-
I, прошедшие через поток иВ2, так и детали, поступившие из
смонтных предприятий и приобретенные через торговую сеть.
Со склада запасных частей детали (новые и восстановленные)
оступают на склад комплектации (потоки пн и лВ4).
По ряду наименований деталей на ремонтном предприятии, как
равило, возникает еще один поток деталей — изготовленные дета-
и (поток пИ). Он также может распадаться на два потока: детали,
нотавливаемые для собственных ремонтных нужд (поток пп\), и
тали, изготавливаемые в качестве товарной продукции для реали-
ции (поток яИ2). Детали из потока яИ1 поступают на склад комп-
гктации, а детали из потока яИ2 — на склад готовой продукции. Со
мала комплектации детали всех категорий (восстановленные, из-
повленные, новые запасные части, годные к повторному исполь-
ианию) поступают на сборку. Они образуют поток ии.
131
Собранные, отрегулированные, окрашенные и испытанные ма-
шины поступают на склад готовой продукции (поток N). Со скла-
да готовой продукции машины уходят на реализацию. Дополни-
тельно с потоком N со склада готовой продукции могут выходить
потоки итв1, ли2.
Для обеспечения производства по восстановлению и изготовле-
нию деталей со склада поступают необходимые сварочно-напла-
вочные материалы, флюсы, металлопрокат и т. д., которые образу-
ют поток М. Запасы на материальном складе формируют за счет
поставок со стороны, образующих входной поток Мвх.
В общем случае число деталей, поступающих на сборку за рас-
сматриваемый период, определяют программой ремонта машин
(агрегатов) в рассматриваемом периоде N(T):
% = Еау^(Г), (3.2)
7=1
где /—число ремонтируемых на СРП типов машин; % — применяемость (число)
7-х деталей в 7-й машине (агрегате); ЩТ)~ программа ремонта 7-х машин (агрега-
тов) за период Т, шт.
Потребность сборки обеспечивается поступлением деталей по
потокам ив4, ив3, иг, «н, "иь
"1="г+«вЗ+^4+"н+«и1- (3-3)
Теоретически на дефектацию за тот же период должно посту-
пать такое же число деталей, т. е. п = щ.
Однако на практике отдельные машины поступают в ремонт не
полностью укомплектованные деталями. Это приводит к тому, что
на дефектацию поступает меньшее число деталей, чем определяют
теоретически:
п<щ; пх — Я = ДЯ, (3.4)
где An — число недостающих деталей на разобранных машинах.
Для формирования информационной базы, необходимой дли
реализации рассмотренного метода управления партией и пери о
личностью запуска деталей на восстановление (изготовление), и
также организации первичного учета трудовых и материальных
ресурсов на восстановление (изготовление) деталей, требуется
учитывать следующие факторы:
число деталей, поступивших с разборки на дефектацию (и); <
результаты дефектации ^,пъ,пъ)\
число деталей, направленное на восстановление (й^ и й^);
132
число восстановленных деталей [пъЪ,пы) и производственный
брак (яв1-«вз); , ,
поступление новых запасных частей [пн J;
изготовление деталей (Яи1);
расход новых запасных частей (йн) и деталей, восстановленных
м<1 стороне;
затраты материалов на восстановление и изготовление деталей;
трудовые затраты на восстановление и изготовление деталей.
В дальнейшем поступающие от внешних поставщиков изно-
шенные детали (поток п^) и детали, изготовленные и восстанов-
Есиные в качестве товарной продукции (потоки ли1 и п^), можно
с рассматривать, так как управление их запуском не зависит от
остояния ремонтного производства. Детали, восстанавливаемые
(изготавливаемые) в качестве товарной продукции, запускают, как
правило, партией с расчетной периодичностью при наличии на
складе ДОР необходимого числа изношенных деталей, поступив-
ших от внешних поставщиков.
В соответствии с приведенной характеристикой движения ма-
териальных потоков определены следующие точки, где ведут учет
деталей:
распадения нерассортированных деталей п на потоки пт, пъ, иб
(участок дефектации);
традиционные накопления и учета — склады. В данном случае
имеются в виду склады ДОР, запасных частей, комплектации, ма-
|ериалов.
Большое разнообразие деталей машин по размерам, форме,
: шероховатости поверхности, изготовляемых на различном техно-
логическом оборудовании с разной технологической оснасткой,
■ Порождает многообразие технологических процессов и различные
I пираты труда на их ремонт или изготовление.
Сокращение числа технологических процессов и разработка
Ьбщих принципов их проектирования могут быть осуществлены
Ни основе типизации технологических процессов, базирующихся
■и классификации деталей по конструктивно-технологической
■ однородности.
К конструктивным признакам, объединяющим детали в одно-
I Чинные группы, относятся геометрические размеры, материал и
■ипсса детали, точность изготовления, шероховатость поверхностей.
Основные технологические признаки, влияющие на классифи-
Ницию деталей, — виды износа, общность дефектов и их сочета-
ний, применяемые способы и средства восстановления и многие
Нругие.
Классификация более 3 тыс. деталей по конструктивно-техно-
■01 ическим признакам с учетом характера дефектов, устраняемых
■ условиях различных типов производств, приведена в таблице 3.1.
4-
3.1. Классификация деталей по конструкционно-технологическим признакам и перечень дефектов, устраняемых на
производствах различных типов
№
груп-
Деталь, входящая
в группу
Основные дефекты деталей
Работы по устранению дефектов
Первый и второй уровни производства
Третий уровень производства
II
III
Блоки цилинд-
ров, их голов-
ки и другие
корпусные
детали
Корпуса коро-
бок передач, ре-
дукторов и дру-
гих деталей
трансмиссии
Коленчатые и
распределитель-
ные валы
IV
Гильзы, ци-
линдры,
поршни
Трещины, изломы и про-
боины, износ или срыв
резьбы в отверстиях, ко-
робление (неплоскост-
ность) поверхностей при-
легания; износ поверхно-
стей коренных опор, тру-
щихся поверхностей, кла-
панных седел (гнезд)
Трещины, изломы; пов-
реждения резьбовых отвер-
стий; износ посадочных
отверстий и гнезд под
подшипники, фиксаторы,
валики; нарушение вза-
имного расположения
осей отверстий под валы
Износ шатунных и корен-
ных шеек, шпоночных ка-
навок, профиля кулачков,
опорных шеек; износ и
повреждение резьбы; из-
гибы
Износ поверхностей тре-
ния, канавок под поршне-
вые кольца, отверстий в
бобышках; смятие поса-
дочных поверхностей;
%
VI
VII
VIII
IX
X
XI
it*
1Л
Шатуны.
кронштейны,
вилки
Поршневые
пальца, клапа-
ны, толкатели
Шкивы, махо-
вики, диски
сцепления
Стаканы, сту-
пицы колес и
шкивов
Шлицевые и
карданные ва-
лы, оси
Прецизионные
детали топлив-
ной аппаратуры
и гидросистем
Шестерни, звез-
дочки цепных
передач, шли-
цевые втулки
Изгиб и скручивание
стержня шатуна; износ
отверстий верхней и ниж-
ней головок, поверхно-
сти пазов вилки; наруше-
ние межцентрового рас-
стояния, повреждение
резьбы, трещины, изло-
мы кронштейна
Износ поверхностей паль-
цев, толкателей, конуса
тарелок торца стержней
и стержней клапанов
Износ трущихся поверх-
ностей и отверстий под
болты и штифты
Износ торцовой поверх-
ности, посадочных мест
под подшипники, поверх-
ностей отверстий; износ
и повреждение резьбы
Износ шлицев, посадоч-
ных мест под подшипни-
ки; износ и повреждение
резьбы
Износ поверхностей плун-
жерных пар, клапанов, зо-
лотников, распылителей
Износ зубьев, шлицевых
и шпоночных пазов, пов-
реждение посадочных мест
Восстановление поверхностей ко-
ренных опор и других трущихся
поверхностей, резьбы и клапан-
ных гнезд до номинальных раз-
меров; устранение коробления
(неплоскостности) опорных по-
верхностей, изломов и пробоин
Восстановление взаимного распо-
ложения осей отверстий посадоч-
ных мест и отверстий; трещин, не-
параллельности фланцев и резь-
бовых отверстий до номинальных
размеров
Заделка трещин, изломов;
исправление и восстановле-
ние резьбы в отверстиях до
ремонтных размеров; шли-
фовка фасок клапанных
гнезд
Устранение трещин и из-
ломов; исправление резьбы
в отверстиях до ремонтных
размеров; восстановление
посадочных мест до ремонт-
ных размеров
Восстановление шеек коленчатого
вала под коренные и шатунные
подшипники и под подшипники
опор, кулачков и опорных шеек
распределительного вала под под-
шипники, шпоночных канавок и
резьб до номинальных размеров
Восстановление поверхностей от-
верстий и поршней до номиналь-
ных размеров
ШЫШ ■ ■ шЬШйА и* in и1 ■
Шлифование шатунных и
коренных шеек на ремонт-
ный размер; исправление и
восстановление резьбы;
правка распределительного
Шлифование поверхностей
отверстий цилиндров под
ремонтный размер
-Я
Восстановление отверстий голо-
вок шатуна до номинального раз-
мера; восстановление номиналь-
ного межцентрового расстояния,
правка стержня шатуна
Восстановление поршневых паль-
цев, фасок и стержней клапанов,
толкателей до номинальных раз-
меров
Восстановление до номинальных
размеров
Восстановление до номинальных
размеров изношенных поверхнос-
тей посадочных мест отверстий;
исправление резьбы
Восстановление шлицев, посадоч-
ных мест, резьбы до номинальных
размеров
Восстановление изношенных по-
верхностей до номинальных
размеров
Восстановление изношенных по-
верхностей зубьев, посадочных
мест, шлицевых и шпоночных
пазов до номинальных размеров
Правка стержня шатуна; рас-
точка отверстий головок ша-
туна под ремонтный размер;
исправление резьбы; завар-
ка; правка
Шлифование фасок клапа-
нов и толкателей под ре-
монтный размер; восстанов-
ление толкателей под номи-
нальный размер
Исправление под ремонт-
ный размер изношенных
отверстий; восстановление
до номинальных размеров
Восстановление до номи-
нальных размеров изношен-
ных поверхностей посадоч-
ных мест отверстий; исправ-
ление резьбы
Исправление резьбы; вос-
становление посадочных
мест под подшипники
Не восстанавливается
Восстановление шлицевых
втулок, шлицевых и шпо-
ночных пазов
При объединении деталей в группы учитывали их принадлеж-
ность к тому или иному агрегату машины, а также экономические
И организационные факторы. Например, объединение корпусных
деталей трансмиссии (группа II) заключается в том, что это доро-
гостоящие чугунные детали, определяющие экономику ее ремон-
та, обладающие большой массой и плохой транспортабельностью,
что ограничивает радиус их перевозок.
Каждая группа деталей в устранении основных дефектов в ус-
пониях различных типов производств существенно отличается.
Если в условиях специализированных предприятий и крупных це-
хов по восстановлению деталей устраняют все их дефекты (даже
полностью выработавших свой ресурс), то в условиях небольших
цехов и участков устраняют лишь менее сложные дефекты, приме-
няя для этого сравнительно простую технологию, не требующую
точного и высокопроизводительного оборудования, характерного
дни производств первого и второго направления.
3.2. МЕТОДЫ ВОССТАНОВЛЕНИЯ ПОСАДОК
СОЕДИНЕНИЙ ДЕТАЛЕЙ
Изнашивание сопряженных деталей приводит к изменению их
рачмеров и нарушению заданных посадок (зазоров, натягов). Вос-
становление посадок — основная задача при ремонте машин. Спо-
собы восстановления посадок можно разделить на три группы: без
изменения размеров деталей, с изменением размеров деталей, вос-
становлением размеров сопряженных деталей.
Восстанавливать посадку без изменения размеров деталей можно
рсчулировкой зазора (установкой или удалением прокладок и др.),
шменой детали на новую или установкой ее в другое положение (та-
ким образом, чтобы в соединении оказалась неизношенная сторона).
Это самые простые способы, при которых восстанавливают
и ишь работоспособность соединений, а межремонтный ресурс не
носстанавливают. Поэтому их применяют обычно при ТО и теку-
щем ремонте.
Восстановление посадок регулировкой. В конструкциях некото-
рых соединений возможна регулировка посадок, например регу-
иировка зазоров у конических роликовых подшипников за счет
изменения толщины комплекта прокладок.
Для регулирования зазора в соединении рекомендуют приме-
нять натяжные устройства, эксцентриковые механизмы, клино-
нидные элементы и т. п.
137
Перестановка деталей в другое положение (позицию). Этот метод
основан на использовании симметричного расположения одинако-
вых по всем параметрам поверхностей, но одна из них всегда или
почти всегда оказывается нагруженной и поэтому изнашивается, а
другая всегда или почти всегда работает вхолостую. Например, две
эвольвентные поверхности зуба шестерни, две поверхности цевоч-
ного зацепления зуба ведущей звездочки, привод гусеничного по-
лотна трактора, две одинаковые поверхности полевой доски корпу-
са плуга и т. п. Поэтому при ремонте допускаются перестановка
справа налево и наоборот пары шестерня — зубчатое колесо конеч-
ной передачи гусеничного трактора, перестановка ведущих звездо-
чек гусеничного полотна, поворот полевой доски другой стороной.
Метод эффективен при ремонте втулочно-роликовых цепей. Из-
за одностороннего износа валиков и втулок цепь удлиняется в ре-
зультате увеличения размера между соседними внутренними звенья-
ми. Валики и втулки в пластинах поворачивают на 180° относительно
их прежнего положения для работы неизношенными поверхностя-
ми, благодаря чему шаг цепи восстанавливается практически до ис-
ходного, хотя при этом цепь приходится полностью разбирать.
Восстановление посадок с изменением размеров деталей осуще-
ствляют двумя способами: применением ремонтных размеров и
постановкой дополнительных деталей.
При восстановлении посадок с применением ремонтных разме-
ров одну из сопрягаемых деталей, как правило, наиболее дорогую и
сложную, обрабатывают на станке до определенного размера, а дру-
гую деталь изготовляют или восстанавливают (наращивают) под этот
размер. При этом изменяются чертежные размеры деталей, но вос-
станавливаются посадка и ресурс соединения. Этот способ широко
применяют из-за простоты и доступности. Его недостатки — увели-
чение номенклатуры запасных частей и нарушение взаимозаменяе-
мости (если применяют нестандартные ремонтные размеры, когда
заводы-изготовители не выпускают детали таких ремонтных разме-
ров). Часто этот способ приводит к снижению ресурса соединения
из-за уменьшения твердости поверхности детали и других причин.
Так восстанавливают, например, посадки некоторых соедине-
ний кривошипно-шатунного механизма. Шейки коленчатого вала
шлифуют до ремонтного размера и соединяют с вкладышами того
же ремонтного размера. Гильзы цилиндров растачивают и хонин-
гуют до увеличенного (ремонтного) размера и соединяют с соот-
ветствующего размера поршнями и кольцами.
Методика расчета ремонтных размеров1. Ремонтный размер за
висит от износа детали, припуска на обработку и условий, налага
1 При написании методики были использованы работы профессора М. И. Юдинн
138
рмых рабочим процессом самой машины в отношении сохране-
ния первоначального положения геометрической оси обрабаты-
насмой детали, что обычно оговаривается требованиями завода-
изготовителя.
Характерный для определенной поверхности детали износ и
поле рассеивания его значений устанавливают микрометражом
после разборки соединений в машинах, эксплуатировавшихся в
рядовых условиях в разных агроклиматических зонах страны. Для
заблаговременного решения вопроса о ремонтных размерах ис-
пользуют информацию по машинам-аналогам, руководствуясь
принципом преемственности конструкций и повторяемости усло-
1ий эксплуатации.
Припуск на обработку назначают с учетом характера обработ-
ки, типа и технологической точности оборудования, размера и ма-
териала детали.
Методику расчета ремонтных размеров рассмотрим на примере
соединения вал — подшипник. Примем общий случай: восстанав-
мииаемая деталь —вал, который изнашивается неравномерно
(рис. 3.3). Считаем, что вал — это шейка коленчатого вала двигате-
пя, которую при ремонте обрабатывают за счет снятия материала
поверхности до ремонтного размера. Подшипник — это тонкостен-
ный разъемный вкладыш, заменяемый при ремонте на вкладыш ре-
монтного размера.
3,
+.
II
Рис. 3.3. Схема для расчета ремонтных размеров вала:
/„ износ отверстия; Sm4 и Л^ — начальный и максимальный зазоры в соединении; /„ и fB —
Йвномерный и односторонний износы вала; daa и d^ — диаметры вала с сохранением и без
i "хранения первоначального положения геометрической оси; dBH и DOH — чертежные диамет-
ры нала и отверстия; й?в.наиб — наибольший диаметр вала, обусловленный его равномерным из-
носом; </в.наим — наименьший диаметр вала, обусловленный равномерным и односторонним
ишосами; 0опред — предельный диаметр отверстия; ев — допустимое смещение первоначаль-
ного положения геометрической оси вала
139
Межремонтный интервал w в двух случаях определяют следую-
щим образом:
рабочий процесс машины не допускает смещения первона-
чального положения геометрической оси вала:
Wa='B+/B + AB, (3-5)
где /в — равномерный износ вала, мм; /в — односторонний износ вала, мм; Дв —
припуск на обработку на диаметр вала, мм;
рабочий процесс машины допускает (в определенном пределе ев)
смещение первоначального положения геометрической оси вала:
wp = /в + Ав. (3.6)
Очевидно, что ряд ремонтных размеров определяют так:
dpi = dBM — wa$y,
dp2~dpl~ wa{$)>
dpn = dp(n-l) _wa(p)
где dSH — чертежный диаметр вала, мм.
Число ремонтных размеров
"в ~ (dB.H - dB minVWa^,
где rfBmi„ — минимальный допустимый диаметр вала, мм.
Если при восстановлении посадки методом ремонтных разме-
ров оставляемой деталью служит не вал, а охватывающая деталь
(например, гильза двигателя, рис. 3.4), то ряд ремонтных размеров
представляют следующим образом:
-Dpi = А>.н— И'о(р);
Dp2 = Dp,-Wam; (3.1
А>« = -°р(л- 1) - Wo®))
где D0H — чертежный диаметр отверстия, мм; Wa — межремонтный интераН
для отверстия в случае, если рабочий процесс машины не допускает емс
140
(3-7)
■
И.8)
•
Рис. 3.4. Схема для расчета ремонтных размеров отверстия:
/0 — односторонний износ отверстия; /0 — равномерный износ отверстия; /„ — рав-
номерный износ вала; ^„ач и 5тах — начальный и максимальный зазоры в соедине-
нии; Dx и Д,р — диаметр отверстия с сохранением и без сохранения первоначаль-
ного положения геометрической оси; Д,„ и dBH — чертежные диаметры отверстия
и вала; Д,.наим — наименьший диаметр отверстия, обусловленный его равномер-
ным износом; £>0.„аиа — наибольший диаметр отверстия, обусловленный равно-
мерным и односторонним износами; d„.npw, — предельный диаметр вала; е0 — до-
пустимое смещение первоначального положения геометрической оси вала
щсния первоначального положения геометрической оси отверстия, мм,
Н/а = г0+Уо + Д0 (здесь /„ — равномерный износ отверстия, мм; f0 — односторон-
ний износ отверстия, мм; Д0 — припуск на обработку на диаметр отверстия, мм);
1К|) — межремонтный интервал для отверстия в случае, если рабочий процесс ма-
шины допускает (в определенном пределе е^,) смещение первоначального положе-
ния геометрической оси отверстия, мм, W^ =/„ + Д0.
Если значение (0,5/j, — eB) положительно, то его добавляют при
определении wp (см. рис. 3.3), поскольку половина односторонне-
го износа превышает допустимое смещение первоначального по-
ложения геометрической оси вала. Это замечание справедливо и
при определении W$, если разность (0,5^, — е0) также окажется по-
ложительной (см. рис. 3.4).
Число ремонтных размеров
по — (А>тах — А>.н)/ W"a(P)>
(3.10)
где £>отах — максимальный допустимый диаметр отверстия (охватывающей де-
гали), мм.
Пример. Установить ремонтные размеры для шатунных шеек коленчатого
пила двигателя по следующим исходным данным: чертежный диаметр шейки
</„.„ = 60~0'013 мм; минимальный допустимый диаметр шейки dBm\n = 59 мм; при-
пуск на обработку на диаметр Дв = 0,2 мм; наибольшие значения диаметров шеек
141
(<4.наиб)> полученные при их микрометрировании при достижении предельного за-1
зора в соединении (5тах= 0,15 мм) с доверительной вероятностью 0,95, оказались
не меньше 59,56 мм; наименьшие значения диаметров шеек (dBHmM), полученные
по тем же шейкам с той же вероятностью, оказались не меньше 59,90 мм; завод-
изготовитель не допускает при ремонте изменения радиуса кривошипа (ев = 0).
Равномерный износ шейки вала
к = <4.н - 4,.наиб = 60 - 59,96 = 0,04 мм.
Односторонний износ шейки вала
/в = 4,наиб - 4,на„„ = 59,96 - 59,90 = 0,06 мм.
Межремонтный интервал
wa = 4 +/в + Дв = 0,04 + 0,06 + 0,2 = 0,3 мм.
Число ремонтных размеров
„ _4..н-4»тш_60-59_, „
*"..»« ~ 0,3 "■*•**■
Ряд ремонтных размеров шатунной шейки:
' 1
dpi = rfB н — wa = 60,0 — 0,3 = 59,7 мм;
. < щ
4>2 = dpi — wa= 59,7 — 0,3 = 59,4 мм;
щ
■М
rfP3 = 4>2— wa=59,4 — 0,3 = 59,1 мм.
Пример. Установить ремонтные размеры для цилиндров двигателя по сле-
дующим исходным данным:
чертежный диаметр цилиндра D0H = 100 мм;
максимальный допустимый диаметр цилиндра Domsx = 102 мм;
припуск на обработку цилиндра (на диаметр) Д0 = 0,3 мм;
наименьшие значения диаметров цилиндров -0онаим, полученные при их мик-
рометрировании при достижении предельного зазора в соединении (5^ах = 0,2 мм)
с доверительной вероятностью 0,95, оказались не более 100,1 мм;
наибольшие значения диаметров цилиндров А,„аиб. полученные по тем же ци
линдрам с той же вероятностью, оказались не более 100,17 мм;
завод-изготовитель допускает смещение первоначального положения геомет-
рической оси цилиндра не более 0,2 мм (е0 < 0,2 мм).
Равномерный износ зеркала цилиндра
Односторонний износ зеркала цилиндра
/о = А,наиб - А,.наим = ЮО.П - 100,10 = 0,07 ММ.
142
•
I
Проверим условие (0,5fo — е„) < 0. Таким образом,
0,5 0,07-0,2 =-0,165 < 0 мм.
Межремонтный интервал
ИКр = г0 + Д0 = 0,10 + 0,30 = 0,40 мм.
Число ремонтных размеров
max -4,.н 102-100
"°~ Щ ~ 0,40
Ряд ремонтных размеров цилиндров двигателя:
А.1 = А>н+ И^р = 100,0 + 0,4 =
А>2 = A>i+ Щ = 100>4 + °'4 =
А>з = А>2 + Щ= 100,8 + 0,4 =
А>4=А>з+ ^р= 101,2+ 0,4 =
Пятый ремонтный размер не назначают, поскольку он совпал с максималь-
ным допустимым диаметром цилиндра A, max = 102 мм.
Метод восстановления посадки соединения постановкой дополни-
тельных деталей. Этот метод — разновидность метода ремонтных
размеров.
При восстановлении посадок постановкой дополнительных де-
талей изношенную поверхность детали обрабатывают и устанав-
ливают на нее с натягом специально изготовленную дополнитель-
ную деталь, которая компенсирует износ поверхности. Часто до-
полнительную деталь крепят сваркой, винтами и штифтами,
постановкой на клей. После закрепления ее обычно обрабатывают
до нужного размера. Таким способом восстанавливают, например,
посадочные отверстия под подшипники в корпусных деталях. Этот
гиособ восстановления посадок прост, обеспечивает хорошее каче-
г i но ремонта, но требует дополнительных материальных и трудо-
пых затрат.
При ремонте посадок восстановлением размеров сопряженных
деталей диаметры изношенных валов увеличивают, а отверстий —
уменьшают нанесением какого-либо покрытия, а затем обрабаты-
вают их до чертежных размеров. Это самый лучший способ, так
как он позволяет восстанавливать геометрию поверхностей дета-
100,4 мм;
100,8 мм;
101,2 мм;
101,6 мм.
143
лей, посадку и ресурс соединения. Разработаны способы, позволя-
ющие не только восстанавливать, но и увеличивать ресурс (изно-
состойкость) деталей.
3.3. КЛАССИФИКАЦИЯ СПОСОБОВ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Для восстановления изношенных деталей применяют различные
способы: сварку и наплавку, газотермические методы напыления,
гальваническое наращивание, пластическую деформацию и др.
По степени теплового воздействия на деталь в процессе восста- |
новления можно выделить следующие три способа:
восстановление, при котором происходит перевод поверхно-
стного слоя детали в зоне соединения в жидкую фазу без приме-
нения давления. К этому способу относятся все методы восста-
новления на основе сварки плавлением и заливки жидким ме-
таллом;
восстановление, при котором один или два соединяемых ме-
талла (поверхностный слой детали, присадочный материал) ос-
таются в твердой фазе. К этим методам относятся все способы
газотермического напыления (ГТН), пайки, сварки без расплав-
ления;
восстановление с использованием дополнительных элементов
(вставок, стяжек, пластин и т.п.), химических и электрохимичес-
ких методов, полимерных материалов.
В зависимости от физической сущности процессов, технологи-
ческих и других признаков существующие способы восстановле-
ния деталей можно разделить на десять групп (табл. 3.2).
3.2. Способы восстановления деталей
№
груп-
пы
Группа
Способ
1 Слесарно-механичес- Обработка под ремонтный размер (РР)
кая обработка Постановка дополнительной ремонтной детали
(ДРД)
Обработка до выведения следов износа и при
дания правильной геометрической формы
Перекомплектовка
2 Пластическое деформи- Вытяжка, оттяжка
рование Правка (на прессах, наклепом)
Раздача механическая
Раздача гидротермическая
Раздача электрогидравлическая
Раскатка
144
«г
Продолжение
№
груп-
Группа
Способ
Нанесение полимер-
ных материалов
Ручная сварка и на-
плавка
Механизированная
дуговая сварка и на-
плавка
Механизированные
бездуговые способы
сварки и наплавки
Газотермйческое на-
пыление (металлиза-
ция)
Гальванические и хи-
мические покрытия
Обжатие механическое
Обжатие термопластическое
Осадка. Выдавливание
Накатка
Электромеханическая высадка
Напыление: газопламенное, в псевдоожижен-
ном слое (вихревое, вибрационное, вибрових-
ревое) и др.
Опрессовка
Литье под давлением
Намазывание (шпателем, валиком, кистью и др.)
Газовая
Дуговая
Аргонодуговая
Плазменная
Контактная
Автоматическая под флюсом. В среде защит-
ных газов (в аргоне, углекислом газе, водяном
паре и др.)
С комбинированной защитой
Дуговая с газопламенной защитой
Вибродуговая
Порошковой проволокой или лентой
Широкослойная
Лежачим электродом
Плазменная
Многоэлектродная
С одновременным деформированием
Индукционная (высокочастотная)
Электрошлаковая
Контактная сварка и наварка
Трением
Газовая
Лазерная
Дуговое
Газопламенное
Пламенное
Детонационное
Высокочастотное
Железнение постоянным током
Железнение периодическим током
Железнение проточное
Железнение местное (вневанное)
Хромирование
Хромирование проточное, струйное
Меднение
Цинкование
Нанесение сплавов
Нанесение композиционных покрытий
Электроконтактное нанесение (электронатира
ние)
Гальваномеханический способ
Химическое никелирование
145
Продолжение
груп- - Группа Способ
пы [
9 Термическая и хими- Закалка, отпуск
ко-термическая обра- Диффузионное борирование
ботка » цинкование
» титанирование
» хромирование
» хромотитанирование
» хромоазотирование
Обработка холодом
10 Другие способы Заливка жидким металлом
Намораживание
Напекание
Пайка
Пайко-сварка
Электроискровое наращивание и легирование
Общим для способов слесарно-механической обработки является
то, что износы поверхностей устраняют слесарной или механичес-
кой обработкой с изменением их первоначальных размеров. При
этом необходимую посадку обеспечивают применением сопря-
женной детали с измененными размерами или постановкой ком-
пенсатора износа (кольца, бандажи, свертные втулки, резьбовые
спиральные вставки и т. д.). Иногда поверхность детали обрабаты-
вают до придания ей правильной геометрической формы (диски
нажимные, плоскости головок цилиндров и др.).
При пластическом деформировании размеры изношенных по-
верхностей восстанавливают за счет перераспределения металла от
нерабочих участков детали к рабочим. При этом объем детали ос-
тается постоянным. Основные достоинства этих способов — не
требуется присадочный материал, простота, высокие производи-
тельность и качество.
Технология восстановления деталей нанесением полимерных ма -
териалов отличается простотой и доступностью (применима даже
в полевых условиях), низкой себестоимостью, высокой произво-
дительностью и хорошим качеством.
Ручная сварка и наплавка получили широкое применение из
за простоты и доступности. В то же время этот способ малопро
изводителен, материалоемок, не всегда обеспечивает высокое
качество.
Механизированные способы дуговой сварки и наплавки могут был
автоматическими и полуавтоматическими. Большинство этих спо*.
собов обеспечивает высокие производительность и качество.
При дуговых способах сварки и наплавки источником теплоты
для плавления присадочного материала и поверхности детали ел у
146
•
жит теплота электрической дуги. При бездуговых способах сварки и
наплавки таким источником служат потери от вихревых токов
(ТВЧ), джоулева теплота (электрошлаковая наплавка, контактная
приварка), теплота сгораемых газов и др.
Ручные и механизированные сварочно-наплавочные способы
получили наибольшее применение (75...80 % общего объема вос-
становления). Их недостатки — термическое воздействие на ос-
новной металл, в том числе на невосстанавливаемые поверхнос-
ти, деформации деталей, значительные припуски на механичес-
кую обработку. Применение большинства из этих способов
целесообразно для восстановления сильноизношенных деталей.
При газотермическом напылении расплавленный присадочный
материал (проволока или порошок) с помощью сжатого воздуха
распыляется и наносится на подготовленную поверхность дета-
ли. Способы напыления в зависимости от источника теплоты
подразделяют на дуговые (теплота электрической дуги), газопла-
менные (теплота газового пламени) и т. д. Напылять можно ме-
таллы, полимеры и другие материалы. В случае напыления ме-
талла процесс называют металлизацией. Большинство способов
напыления обладают высокой производительностью, позволяют
достаточно точно регулировать толщину покрытия и припуск на
| механическую обработку. Серьезный недостаток напыления —
низкая сцепляемость покрытия с основой. Для ее повышения
мри меняют нанесение специального подслоя, последующее оп-
ошление и другие способы.
Гальванические покрытия основаны на явлении электролиза.
| Различаются они видом осаждаемого металла, родом используе-
| мого тока, способом осаждения и другими признаками. Гальвани-
ческие способы высокопроизводительны, не оказывают термичес-
кою воздействия на деталь, позволяют точно регулировать толщи-
ну покрытий и свести к минимуму или вовсе исключить
механическую обработку, обеспечивают высокое качество покры-
тий при дешевых исходных материалах. Применяют их для восста-
новления малоизношенных деталей. Недостатки этого способа
Восстановления деталей — многооперационность, сложность и
i экологическая вредность технологии.
Термическую обработку применяют для упрочнения и восста-
I нонления физико-механических свойств деталей (упругости пру-
I ж и п и др.). При химико-термической обработке происходит
диффузионное насыщение поверхности детали тугоплавкими
I металлами (хромом, титаном и др.) при некотором изменении
I рщмеров. Эти способы применяют для восстановления и повыше- ■
j мня износостойкости малоизношенных деталей (плунжерные
Миры и др.).
«■ 147
3.4. ВОССТАНОВЛЕНИЕ И УПРОЧНЕНИЕ ДЕТАЛЕЙ
ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ
Восстановление деталей пластической деформацией основано
на свойстве металла изменять форму и размеры детали без ее раз-
рушения под действием внешней нагрузки. Способ основан на ис-
пользовании пластических свойств металлов — стали различной
твердости, цветных металлов и сплавов.
В процессе пластического деформирования происходит прину-
дительное местное перераспределение металла самой детали, в ре-
зультате чего на ее восстановление дополнительного металла не
требуется.
Детали деформируют как в холодном, так и в нагретом состоя-
нии. Стальные детали твердостью до HRC3 30, а также детали из
цветных металлов и сплавов обычно деформируют в холодном со-
стоянии без предварительной термообработки.
Деформирование деталей из углеродистых сталей рекомендуют
проводить при температуре 800... 1250 °С, из легированных —
850...1150"С.
В зависимости от направления действия внешней нагрузки раз-
личают следующие основные способы пластического деформиро-
вания — осадку, раздачу, обжатие, правку.
Осадку применяют для уменьшения внутреннего и увеличения
наружного диаметров пустотелых и только лишь наружного диамет-
ра сплошных деталей. Площадь поперечного сечения детали увели-
чивается, а высота (длина) уменьшается. При необходимости выпол-
нения размерной (фиксированной) осадки ее выполняют в матрице.
Направление действия силы р не совпадает с направлением де-
формации детали 8 (рис. 3.5, а). Осадкой восстанавливают вилки
карданных валов, толкатели двигателей, ступицы ведомых дискон
сцепления, но наиболее часто — бронзовые втулки верхней голов-
ки шатуна. Требуемое при этом усилие, кН,
р=°М1АА
к
Ъ'
(ЗЛ1«
где от —предел текучести материала втулки, кПа; F— площадь сечения втулки
после осадки, м2; / и Ъ — соответственно длина и толщина втулки после осадки, м;
/— коэффициент трения (для бронзовой втулки и стальной матрицы/= 0,1...0,2м
Матрицей в данном случае служит верхняя головка шатуна.
Допустимое укорочение деталей: Д/< 8 % — для ответственных
деталей и А/< 15 % — для неответственных.
Раздачу применяют для увеличения наружных размеров пусто-
телых деталей за счет увеличения их внутренних размеров. Они
148
•
Рис. 3.5. Способы пластического деформирования:
а — осадка; 6— вытяжка; в — раздача; г — обжатие; д — вдавливание; е — накатка
характеризуется совпадением направления деформирующей силыр
С направлением деформации 8 (см. рис. 3.5, в). После раздачи на-
ружный диаметр детали должен быть равен диаметру согласно чер-
тежу с учетом припуска на последующую механическую обработку.
Усилие, кН, при раздаче
/> = 0,11ат1п-, (3.12)
Где R, г — соответственно наружный и внутренний радиусы детали, м.
Раздачей восстанавливают посадочные места под подшипники
кашек дифференциала, наружные цилиндрические поверхности
труб, втулки, шипы крестовин карданов, но наиболее часто порш-
Невые пальцы дизелей, изготовленные из стали марки 12ХНЗА.
После изготовления их подвергают цементации на глубину
1,1... 1,8 мм и закаливают. Твердость наружной поверхности
HRG, 56...63.
Наружный диаметр поршневых пальцев восстанавливают меха-
нической (пуансоном) или гидротермической раздачей.
При раздаче пальцев пуансоном их сортируют по внутреннему
и а метру на три размерные группы с интервалом 0,3 мм, после
Ьго подвергают отжигу. При этом пальцы каждой размерной
149
Рис. 3.6. Приспособление для раздачи поршневых палыц-п
1 — основание; 2— матрица; 3 — раздаваемый палец; 4— пуанпш
группы помещают в железный ящик с песком
и нагревают до температуры 800...830 "С, вы
держивают 1,0...1,5 ч и затем охлаждают вместе
с печью в течение 15...20 ч.
После отжига осуществляют раздачу паль
цев. Для этого палец устанавливают в матрицу
2 (рис. 3.6) и через его внутреннее отверстие
продавливают пуансон или шарик, диамсщ
которых больше внутреннего диаметра пальца,
Раздачу проводят в два-три прохода пуансопй
или шарика с последовательно увеличенными
диаметрами. После раздачи диаметр наружной
поверхности поршневого пальца, мм, 1
Dn = D,.+ (0,45...0,5),
(3.1»)*
где Dr—диаметр поршневого пальца по чертежу, мм; 0,45...0,5 —припуск in ум
ругую деформацию и механическую обработку.
После раздачи осуществляют термообработку поршневых пат
цев и, чтобы сохранить твердость наружной поверхности на уро~
не новых пальцев, цементацию, закалку и отпуск.
Гидротермическая раздача поршневых пальцев позволяет обо
печить их ресурс на уровне новых и восстанавливать одни и тс
пальцы до 4...5 раз.
Поршневой палец устанавливают в индуктор и нагревают ТВЧ
температуры 780...830 °С в течение 20...25 с. Затем с помощью сире
ера через внутреннюю полость пропускают холодную протоми'
воду под давлением 0,4...0,5 МПа в течение 14...16 с. В резульш
возникающих в металле растягивающих напряжений наружный ли
метр увеличивается до 0,2 мм. Последующая механическая обработ
способствует восстановлению пальцев под чертежный размер.
Обжатие применяют для уменьшения внутренних размер
пустотелых деталей за счет уменьшения наружных размеров. 11
правление деформирующей силы р совпадает с направлением
формации 5 (см. рис. 3.5, г).
Обжатием восстанавливают втулки из цветных металлов, ш
стия в проушинах рулевых сошек, рычагах поворотных цапф; ту
чатые муфты с изношенными проушинами под пальцы; отверст
проушин звеньев гусениц тракторов класса 30 кН. Последние ш
станавливают на специализированной поточной механизирои
ной линии в горячем состоянии.
150
*
Рис. 3.7. Схема обжатия проушин звеньев гусениц:
/ — гидроцилиндр бокового пуансона; 2 и 6 — боковой и основной
пуансоны; 3 — технологический палец; 4 — направляющие верхне-
го пуансона; 5 — матрица; 7— гидроцилиндр основного пуансона;
8— пульт управления; 9— насосная станция; 10— звено гусеницы
Нагревают звенья в электродных печах в два приема: сначала до
В5..,4()0 °С в течение 15...20 мин, а затем выдерживают в течение
Вмип в расплаве соли хлорида бария, нагретого до 1000... 1050 °С.
■Ирстос звено гусеницы 10 укладывают в матрицу 5 секционного
■Гимна (рис. 3.7), а в отверстия вводят технологические пальцы.
рпочодимое давление обеспечивается гидравлическим агрегат-
||м прессом с общим усилием 6 МН. Блок основных пуансонов
■Перемещаясь в вертикальной плоскости, поджимает верхнюю и
НЖтою стенки проушин и вытесняет металл к передней стенке.
■Коиые пуансоны 2 поджимают переднюю (изношенную) стенку
Окончательно формируют проушину. Время деформации звена в
мне не более 12 с. После обжатия звенья закаливают в холод-
проточной воде.
Прачку применяют при потере деталями своей первоначальной
мы вследствие изгиба, скручивания, коробления. Правят рас-
тительные валы, шатуны, балки мостов, детали рам, валы
Оайнов, коленчатые валы двигателей.
итличают правку статическим нагружением (под прессом) и
и кой (динамическим нагружением) с последующей (при не-
димости) механической обработкой.
ри правке деталей статическим нагружением к детали при-
шдынают нагрузку или крутящий момент, совпадающий по на-
■ипению с направлением требуемой деформации (рис. 3.8). Вер-
■г слои металла при правке изогнутых деталей сжимаются, и в
■ еотдаются напряжения сжатия, нижние, наоборот, растягива-
н, и в них возникают напряжения растяжения. Средние слои
дмтся в состоянии покоя. Для осуществления правки необхо-
©, чтобы напряжения сжатия и растяжения были больше пре-
гекучести материала детали.
151
Рис. 3.8. Схемы правки деталей:
а — изогнутых; 6— скрученных
Большинство деталей правят под прессом в холодном состоя-
нии. К детали при этом прикладывают усилие, Н,
Ря=-Ш~> (3.14)
»1'2
где/—стрела прогиба вала при правке, мм (f— 108, где 5 —деформация вала до
правки, мм); Е— модуль упругости материала детали, Н/мм2; /—осевой момент
инерции, мм4; / — длина вала, мм; Д и /2 — расстояния соответственно от точки
приложения усилия до опор, мм.
Нагрузку к детали прикладывают несколько раз и выдерживают
в течение 1,5...2 мин для повышения точности деформации.
Сущность правки динамическим нагружением (чеканкой) зак-
лючается в нанесении частых, но несильных ударов пневматичес-
ким молотком с закругленным бойком или закрепленным на бой-
ке шариком, подвергнутым закалке, а также ручным молотком со
сферическим бойком по вогнутой стороне детали (рис. 3.9, а).
В месте максимального прогиба под вал ставят металлическую
опору 3 с прокладкой из твердого дерева или меди. Конец вала,
ближайший к месту изгиба, закрепляют в хомуте 2 так, чтобы мас-
са консоли способствовала удлинению вогнутой части вала. Затем
До 120"
Рис. 3.9. Схемы правки вала:
/ — индикатор; 2— опорный хомут; 3— опора
152
•
Место нанесения
ударов
Рис. 3.10. Схема правки изогнутого коленчатого вала
участок вала над опорой подвергают чеканке по дуге окружности
около 120° (рис. 3.9, б). При этом сжатые элементы вала раздаются
it удлиняются, а вал выпрямляется. Значение, на которое опуска-
ется конец вала, контролируют индикатором /.
Динамическим нагружением целесообразно проводить правку
i юзначительно изогнутых ответственных деталей, например колен-
чатых валов, так как при правке под прессом в галтелях могут раз-
минаться старые и зарождаться новые микро- и макротрещины. В
процессе правки под прессом зачастую имеет место поломка вала.
При нанесении ударов по внутренней стороне щек (рис. 3.10)
коленчатый вал выпрямляется и принимает форму, показанную
пунктирной линией. Направление ударов изображено стрелками.
Проведение чеканки требует высокой квалификации испол-
нителей.
Кроме названных ранее основных способов пластического де-
I формирования можно применять высадку, растяжку, вытяжку и
I оттяжку деталей, вдавливание и накатку.
Высадка — разновидность осадки, используемая для увеличе-
ния площади поперечного сечения детали не по всей длине, а в ее
средней или концевой части. В этом случае часть поверхности де-
тали, которая будет подвергаться деформации, предварительно
нагревают, т. е. нагреву подлежит только осаживаемая часть. Вы-
садкой наиболее часто восстанавливают изношенные концевые
шейки валов и осей.
При растяжке, т. е. увеличении длины детали за счет уменьше-
ния площади поперечного сечения, направление деформирующей
силы совпадает с направлением деформации, а при вытяжке — не
совпадает (см. рис. 3.5, б). Этими способами увеличивают длину
тяг, шатунов, рычагов, штанг и т. д.
Оттяжку применяют в основном для восстановления рабочих
органов почвообрабатывающих машин (лап культиваторов, леме-
■DB, зубьев борон и др.).
153
Вдавливание — перспективный способ пластического деформи-
рования, способствующий увеличению наружных размеров детали
за счет ее деформации на ограниченном участке. Особенность
способа заключается в том, что деформирующая сила направлена
под углом к направлению деформации (см. рис. 3.5, д). Применя-
ют для восстановления изношенных боковых поверхностей шли-
цев, шаровых пальцев, зубьев шестерен. Деформацию осуществля-
ют, как правило, в горячем состоянии.
Накатку используют для восстановления посадочных мест под
подшипники на валах и в корпусных деталях. Рабочим элементом
служит ролик с шагом зубьев 1,5... 1,8 мм, прижимаемый с усилием
р к поверхности изношенной детали (см. рис. 3.5, е). Для умень-
шения усилия деформации деталь предварительно нагревают.
Увеличение диаметра не должно превышать 0,4 мм, а уменьшение
опорной поверхности — не более 50 %.
К разновидностям восстановления деталей пластическим де-
формированием относятся электромеханическая обработка и уп-
рочнение деталей.
Электромеханическая обработка — это разновидность восста-
новления деталей пластическим деформированием, заключается в
искусственном нагреве металла электрическим током в зоне де-
формации. Этот способ дает возможность обрабатывать закален-
ные детали и детали, восстановленные твердыми сплавами.
Электромеханическая обработка заключается в следующем.
Деталь / и инструмент 6 (рис. 3.11) подключают к вторичной
обмотке понижающего трансформатора 3. К вращающейся де-
тали прижимают с определенным усилием инструмент 6 и
включают продольную подачу. Через зону контакта детали и
инструмента пропускают ток 350...700 А напряжением 1...6 В.
Так как площадь контакта детали и инструмента мала, а ток
большой, то металл детали в зоне контакта мгновенно нагрева
ется до температуры 800...900 °С и легко деформируется инстру
ментом. Последующий быстрый отвод теплоты внутрь детали
(охлаждение) способствует закалке поверхностного слоя.
В зависимости от вида применяемого инструмента 6 можно
проводить два вида обработки — сглаживание поверхности и вьИ
садку металла с последующим сглаживанием.
Сглаживание осуществляют твердосплавной пластиной, изго-
товленной из сплава Т15К6 с закругленной вершиной. Радиус зак
рушения R = 80...100 мм.
Высадкой металла с последующим сглаживанием восстании
ливают посадочные места подшипников на валах с износом до
0,15 мм. Процесс включает две операции — высадку металла и
сглаживание выступов до необходимого размера. Металл высажи-
вают твердосплавной пластиной из сплава Т15К6 с углом в плащ!
«J54
\\f\K/\n^v^7C
Рис. 3.11. Схема электромехани-
ческой обработки:
/ —деталь; 2 —трехкулачковый патрон;
' — трансформатор; 4— рубильник; 5—
пращающийся центр; 6— инструмент
Рис. 3.12. Схема электромеханической
высадки и сглаживания поверхности детали:
1 — деталь; 2— высаживаемая пластина; 3— сгла-
живающая пластина; D0 — диаметр изношенной
поверхности; Dt — диаметр детали после высадки;
D2 — диаметр детали после сглаживания
60...70°. Подача S (рис. 3.12) должна быть в три раза больше
контактной поверхности /пластинки.
При вращении детали и продольной подаче суппорта твердо-
сплавная пластина 2 деформирует нагретый до температуры
К00...900°С металл, в результате чего на поверхности образуется
винтовая канавка и выпученность, а диаметр детали увеличивается
(D\). После прохода сглаживающей пластины 3 диаметр детали
принимает значение I>i, которое значительно больше диаметра
Iизношенной детали (ДО.
Винтовые канавки на поверхности детали, остающиеся на по-
верхности после сглаживания, заполняют эпоксидной компози-
цией, что компенсирует уменьшающуюся площадь контакта поса-
дочного места с внутренним кольцом подшипника.
Высадку и сглаживание проводят при скорости обработки по-
нсрхности детали соответственно 1,5...8 и 5...8 м/мин. Число про-
ходов 2...4 и 1...2, сила тока 400...500 и 250...400 А.
Давление на инструмент при высадке закаленных деталей
900...1200 Н, сглаживании — 300...400 Н, для незакаленных — со-
ответственно 600...800 и 300...400 Н.
Упрочнение деталей поверхностным пластическим деформирова-
нием (ППД). Сущность способа заключается в следующем. Под
давлением деформирующего инструмента микровыступы (мик-
(юмеровности) поверхности детали пластически деформируются
(сминаются), заполняя микровпадины обрабатываемой поверх-
ности, что способствует повышению твердости поверхностного
сдоя. Более того, в поверхностном слое возникают благоприят-
ные сжимающие напряжения, что способствует повышению ус-
талостной прочности на 30...70 %, износостойкости — в 1,5...2
155
раза, значительно снижается шероховатость поверхности упроч-
няемой детали.
К наиболее распространенным способам упрочнения ППД от-
носятся:
обкатка рабочих поверхностей шариками или роликами;
алмазное выглаживание;
дробеструйная обработка;
ультразвуковое упрочнение;
упрочнение наклепом.
Обкатку шариками или роликами (для внутренних поверхнос-
тей — раскатка) выполняют с помощью специальных шариковых
или роликовых накаток (раскаток) на токарно-винторезных стан-
ках, при этом упрочняющий инструмент закрепляют на суппорте
станка. Это перспективный способ ППД, так как способствует
снижению шероховатости поверхности до i?a = 0,16 мкм, микро-
твердость поверхностного слоя увеличивается на 40...60 %, возрас-
тает глубина упрочненного слоя металла.
Основные параметры процесса: усилие обкатывания, продольная
подача инструмента, число проходов и припуск на обкатывание.
Усилие обкатывания в каждом конкретном случае должно
быть оптимальным, так как недостаточное прижатие инстру-
мента к детали приводит к увеличению числа проходов инстру-
мента из-за неполного смятия микронеровностей поверхности.
Слишком большое усилие снижает надежность инструмента,
приводит к перенаклепу поверхности и отслаиванию упрочнен-
ного слоя.
В каждом конкретном случае усилие обкатывания, Н, можно
рассчитать с последующим уточнением опытным путем:
при обкатке шариками
—— Q', (3 15)
,0,54£ К-Ш
при обкатке роликами
Dlq1
P = ТЪ ^
0Д26Д ^ + 1
d
(3.16)
где D
„2.
диаметр упрочняемой детали, мм; q — наибольшее значение давления,
Н/мм2; д — (1,8...2,1)ст; Е— модуль упругости упрочняемого материала, Н/мм2;
/ — длина контакта ролика и детали, мм; d — диаметр или ширина ролика, мм.
Продольная подача при работе одним шариком или сферичес-
ким роликом —0,1...0,3 мм/об. При использовании многошари-
кового или многороликового инструмента подачу увеличивают.
156
*
Число проходов и припуск на обкатывание зависят от исходной
и требуемой шероховатости поверхности. При этом припуск на
обкатывание, мкм,
5 = l,35(i?,-/Q,
(3.17)
i де Лг и Kt — высота неровностей профиля соответственно до и после обкатыва-
ния, мкм.
Как правило, требуемую высоту неровностей получают за один
проход. При недостаточной шероховатости используют два прохода.
Алмазное выглаживание отличается от ППД обкаткой лишь
конструктивными особенностями используемого инструмента, в
котором рабочим элементом служат алмаз, гексанит Р или другие
сверхтвердые материалы.
На качество алмазного выглаживания, т. е. шероховатость по-
верхности, степень упрочнения, твердость поверхностного слоя,
влияет радиус сферической поверхности алмаза, усилие прижатия
поверхности к детали, продольная подача и число проходов.
Радиус алмаза выбирают в зависимости от исходной поверх-
ности металла, из которого изготовлена деталь. При этом для ма-
териалов твердостью НВ < 300 радиус алмаза 2,5...3,0 мм; при
ilRC3 35...50 —1,5...2,5 мм и HRC3 50...65 — 1,3...2,0 мм, т.е. с
увеличением твердости поверхности детали радиус алмаза умень-
шается.
Усилие прижатия инструмента к детали также имеет большое
"шачение. При усилии меньше оптимального микронеровности
iслаживаются не полностью, а при большем поверхностный слой
псренаклепывается и разрушается. В связи с этим в каждом конк-
ретном случае усилие прижатия алмаза, Н, рассчитывают, уточняя
и процессе упрочнения:
для закаленных деталей
( л. Л2
/>a=0,013HVJ
Dr
D + r
для цветных сплавов и незакаленных сталей
/>a=0,08HV
Dr
D + r
\
(3.18)
(3.19)
/
Hir HV —твердость обрабатываемой поверхности по Виккерсу, Н/мм2; D— диа-
Мпр упрочняемой детали (поверхности), мм; г —радиус алмаза, мм.
Установлено, что продольная подача инструмента зависит от
Ида упрочняемого материала. Для закаленных сталей она состав-
иет 0,02...0,04 мм/об., для цветных металлов и незакаленных ста-
157
Рис. 3.13. Схема упрочнения поверхности детали дробеструйной обработкой:
1 — механический дробемет; 2 — металлическая дробь; 3 — упрочняемая деталь; S — продол
- металлическая дробь; 3-
ная подача
лей — 0,03...0,05 мм/об. Основное условие при выборе подачи —
отсутствие неупрочненных участков на поверхности деталей.
Алмазное выглаживание осуществляют, как правило, за один
проход, так как увеличение числа проходов не изменяет суще-
ственно шероховатость поверхности упрочняемой детали.
Упрочняющий эффект при дробеструйной обработке достигает-
ся за счет пластического деформирования поверхности детали по-
током металлической дроби, поступающей к поверхности детали
со скоростью 30....9Q м/с. На поверхности детали образуется накле-
панный слой глубиной до 0,7 мм. Шероховатость поверхности
практически не изменяется, а микротвердость поверхностного
слоя увеличивается на 30...35 %. 1
По способу подачи дроби к поверхности детали различают
пневматические и механические дробеметные (рис. 3.13) устанон-
ки. В первом случае дробь подается потоком сжатого воздуха под
давлением 0,4...0,6 МПа, во втором — вращающимся ротором
(дробеметом). 1
Материал дроби выбирают в зависимости от материала упрочни
емой поверхности. Для стальных деталей используют дробь из отбе •
ленного чугуна или стальной пружинной проволоки, для деталей и i
цветных металлов и сплавов — стальную или алюминиевую дробь,
Способ упрочнения дробеструйной обработкой эффективен
для сложных деталей, работающих в условиях знакопеременных
нагрузок. В практике этим способом упрочняют листы рессор,
пружины, зубья колес, сварные швы. Режим дробеструйной обрм
ботки некоторых деталей автомобилей приведен в таблице 3.3.
158
•
3.3. Режим упрочнения деталей стальной дробью
Название детали
Скорость
вылета
дроби, м/с
Диаметр
дроби, мм
Время
упрочнения,
мин
Число
одновременно
упрочняемых
деталей
Пружины:
клапанов
передней подвески
Листовые рессоры
Полуоси
60
90
90...100
90
0,6.
0,6.
8..
0,8.
..0,8
..0,8
.12
..1,3
10...12
10...15
8...12
3,5
200...300
4...12
1
1
Ультразвуковое упрочнение относится к импульсивным спосо-
бам деформирования наружной поверхности восстанавливаемых
деталей.
При ультразвуковом упрочнении рабочая часть инструмента 6
(рис. 3.14), выполненная из твердосплавных материалов ВК8, Т15К6
или закаленных сталей ШХ15 с Ra = 0,02...0,08 мкм и радиусом зак-
ругления 8 мм, прижимается к обрабатываемой детали 7 с помощью
фуза 5 с усилием 300...400 Н и приобретает ультразвуковые колеба-
ния, создаваемые ультразвуковым генератором 2, магнитострикци-
онным преобразователем 3 и коническим концентратором 8.
Под действием сил — статической (усилия прижатия инстру-
мента к детали) и в большей степени динамической, создаваемой
колебательной системой, — пластически деформируется поверх-
ностный слой детали, что повышает поверхностную микротвер-
дость в 1,5...2 раза с глубиной упрочнения 0,3...0,4 мм; снижается
шероховатость поверхности; в ней создаются благоприятные на-
пряжения сжатия.
75М»
Рис. 3.14. Схема ультразвукового упрочнения наружных цилиндрических
поверхностей:
рубильник; 2— ультразвуковой генератор; 3 — магнитострикционный преобразователь;
направляющие; 5— груз; 6— рабочая часть ультразвукового инструмента; 7— обрабатыва-
емая деталь; 8— конический концентратор; /, II— подача и отвод охлаждающей воды
159
•т
-ft!
Рис. 3.15. Схема упрочнения наклепом:
/ — рабочий инструмент; 2 — отбойный молоток; 3 — упрочняемая деталь
Частота колебаний инструмента 18...24 кГц, амплитуда колеба-
ний 10...20 мкм, время контакта инструмента и детали 3 • 10~5 с,
скорость обработки поверхности детали 0,9... 1,0 м/с. Продольная
подача инструмента S= 0,125 мм/об. С целью уменьшения износа
инструмента и повышения производительности процесса при уп-
рочнении используют смазочно-охлаждающую жидкость — инду-
стриальное масло.
Применение ультразвукового упрочнения особенно эффекта н~
но для инструментов, зубьев колес, деталей, изготовленных ИЗ
чугуна, цветных металлов и сплавов, в том числе твердосплавных, а
также для деталей сложной формы, так как при ультразвуковом уп-
рочнении не требуется использование следящей системы или копи-
ра. Такой системой является поверхность упрочняемой детали.
Упрочнение наклепом — это местное уплотнение металла с по-
мощью специальных отбойных молотков (рис. 3.15), приводящее
к возникновению внутренних напряжений сжатия при ударе ра-
бочего инструмента по поверхности детали. Твердость поверхности
детали возрастает на 30...50 %. Глубина наклепа достигает 20...25 мм,
сопротивление усталости повышается на 50...90 %, долговечность
увеличивается в два раза и более.
Наклепом упрочняют как плоские поверхности (зубья колес,
сварные швы), так и поверхности сложной формы (например, гапу
тели коленчатых валов).
Упрочнение галтелей выполняют специальным пневматическим
молотком КМП-14М с энергией удара 0,25...0,5 кНс • м или ручным
слесарным молотком массой 0,8 кг со специальными бойками, pa i
меры которых должны соответствовать размерам галтелей.
3.5. РУЧНЫЕ ДУГОВАЯ И ГАЗОВАЯ СВАРКА И НАПЛАВКА
3.5.1. СВАРИВАЕМОСТЬ МЕТАЛЛОВ
Сваркой называют технологический процесс получения нератм
емных соединений твердых металлов посредством установления
межатомных связей между свариваемыми деталями при их мест
160
ном нагреве, или пластическом деформировании, или совместном
m-йствии того и другого. Процесс сварки —это комплекс не-
скольких одновременно протекающих процессов, основными из
которых являются: тепловое воздействие на металл в околошов-
ных участках, плавление, металлургические процессы, кристал-
лизация металла шва и взаимная кристаллизация металлов в зоне
сплавления.
Наплавка — разновидность сварки, представляет собой процесс
нанесения слоя металла на поверхность детали.
Под свариваемостью металлов понимают способность материа-
пои образовывать сварное соединение, свойства которого близки к
сиойствам основного материала. Свариваемость металлов рассмат-
ривают с технологической и физической точек зрения.
Отношение металла к конкретному способу сварки и режиму
принято считать технологической свариваемостью. Физическая
свариваемость определяется процессами, протекающими в зоне
i плавления свариваемых металлов, в результате которых образует-
ся неразъемное сварное соединение.
По свариваемости стали подразделяют на четыре группы: пер-
вая — хорошо сваривающиеся стали; вторая — удовлетворительно
спаривающиеся; третья — ограниченно сваривающиеся; четвертая
i руппа — плохо сваривающиеся стали.
Основные признаки, характеризующие свариваемость ста-
лей,—склонность к образованию трещин и механические свой-
ства сварного соединения.
Свариваемость сталей по маркам приведена в таблице 3.4.
3.4. Свариваемость сталей
Свариваемость
ГОСТ или нормаль
Марка
Углеродистые, низко- или среднелегированные стали
<орошая
Ут шлетворительная
380
1050
5520
4543
19281
977
380
1070
4543
977
19281
Ст1кп, Crlnc, Crlcn, Ст2кп, Ст2пс,
СтЗкп, СтЗпс, СтЗсп, Ст4кп, Ст4пс,
Ст4сп, БСт1кп, БСт1сп, БСт2кп,
БСт2пс, БСт2сп, БСтЗкп, БСтЗпс,
БСтЗсп, БСт4кп, БСт4сп
08, 10, 15, 20, 25
15К, 20К
15Х, 20X, 20ХГСА, 12ХН2, 12X2H4A,
15НМ
10ХСНД
15Л, 20Л
БСт5сп, БСт5Гсп
30, 35
12Х2Н4А, 20ХНЗА
ЗОЛ, 35Л
15ХСНД
|| N1)70
161
Продолжение
Свариваемость
Ограниченная
Плохая
.
ГОСТ или нормаль
380
1050
4543
5950
977
1050
4543
14959
5950
977
1435
Марка
Стбпс, Стбсп, БСтбпс, БСтбсп
40, 45, 50
35ХМ, 30ХГС, ЗЗХС, 20Х2Н4А
5ХНМ
40Л, 45Л, 50Л
60Г, 65Г, 70Г
50ХН
50ХГ, 50ХГА, 55С2, 55С2А, 65, 75, 8J
60С2, 60С2А
9Х, 9X1
55Л
У7, У8, У8Г, У9, У10, У11, У12, У13,
У7А, У8ГА, У9А, У10А, УНА, У12А,
У13А
Хорошая
Удовлетворительная
Нормаль Ки-
ровского завода
Ограниченная 5632
Плохая 19265
5950
Легированные стали
5632 0820Н14С2, 20Х23Н18, 08Х18Н10,
12Х18Н9Т
9Х14А, 12Х14А
17Х18Н9Т, 12Х18Н9
Р18, Р9
Х12, Х12М, X, 9Х, 9X1, 7X3, 8X3,
9ХС, 4ХС, 8ХФ, ЗХ2В8Ф, 4ХВ2С,
5ХВ2С, ХВГ, 9ХВГ, 6ХВГ, 5ХНВ,
ХВ5, ХВ4, 5ХГМ, 6ХВ2С
3.5.2. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА И НАПЛАВКА
При электродуговой сварке и наплавке источником теплоты я и J
ляется сварочная дуга — устойчивый электрический разряд в ион и*
зированной смеси газов и паров материалов. Этот способ характо»
ризуется ручным выполнением двух основных рабочих движений I
подачи электрода и перемещения дуги относительно детали.
Дугу возбуждают двумя способами: прикосновением торца элок4
трода к детали с последующим его отводом на расстояние 3...4 мм
или быстрым боковым движением электрода также с последую»
щим отводом. В процессе наплавки одновременно с подачей элсц!
трода (если он плавящийся) ему сообщают поступательное движв»
ние вдоль оси шва (валика) и, кроме того, поперечно-колебателщ
ное движение в случае необходимости получения уширен noil
валика (рис. 3.16).
В зоне электродуговой наплавки и сварки происходят: плавлсии!
металла, перенос электродного или присадочного металла, обря
зование сварочной ванны с зоной термического влияния, криспш
лизация сварочной ванны и фазовые изменения в зоне терм и моя
кого влияния. !"■■■
162
60... 120°
Направление
нчплавки
1'ис. 3.16. Схема ручной наплавки:
/ основной металл; 2—наплавленный ва-
яй к; 3 — шлаковая корка; 4—электродный
II гсржень; 5— покрытие электродного стерж-
ни, 6 — газошлаковая защита; 7—сварочная
ванна
^
Рис. 3.17. Расположение сварного и
в пространстве:
1 — нижнее; 2— вертикальное или
горизонтальное; 3 — потолочное
Положение электрода при сварке и наплавке зависит от поло-
||сения шва в пространстве. Различают следующие положения
11НЮВ (рис. 3.17): нижнее 1, вертикальное и горизонтальное на вер-
тикальной плоскости 2, потолочное.
Сварку вертикальных швов можно выполнять сверху вниз и снизу
toepx. Схемы сварки вертикальных швов показаны на рисунке 3.18.
При сварке в нижнем положении электрод имеет наклон от
игр гикали в сторону направления сварки (рис. 3.19, а). Перемеще-
iiie электрода при сварке может осуществляться способами «к
СгГ)с» (рис. 3.19, б) и «от себя» (рис. 3.19, в).
При отсутствии поперечных колебательных движений конца
Нектрода ширина валика равна (0,8...l,5)d электрода. Такие швы
(или валики) называют узкими, или ниточными. Их применяют
"Чри сварке тонкого металла и при наложении первого слоя в мно-
Вслойном шве.
Получение средних швов (или валиков), ширина которых
шчно не более (2..A)d электрода, возможно за счет колебатель-
Мх движений конца электрода.
Рис. 3.18. Схемы сварки вертикальных швов:
а — сверху вниз; б — снизу вверх
163
Рис. 3.19. Перемещения электрода при сварке:
а — в нижнее положение; б — «от себя»; в — «к себе»
В зависимости от длины различают короткие (250...300 мм),
средние (350... 1000 мм) и длинные (более 1000 мм) швы.
В зависимости от размеров сечения швы выполняют однопро
ходными, или однослойными, многопроходными, или много-
слойными.
При дуговой сварке и наплавке применяют неплавящиеся, пла
вящиеся электроды и некоторые другие вспомогательные матери
алы (активные или неактивные флюсы, защитные газы и газовые
смеси).
Электроды классифицируют по следующим признакам: мате
риалу, из которого они изготовлены; назначению для сварки он
ределенных сталей; толщине покрытия, нанесенного на стержень;
видам покрытия и шлака, образующегося при расплавлении Щ
крытая; техническим свойствам металла шва; допустимым про
странственным положениям сварки или наплавки; роду и поляр-,
ности применяемого при сварке или наплавке тока.
Электроды для сварки обозначают буквой Э с двухцифровым
числом через дефис. Число показывает прочность сварочного mill
на растяжение. Электроды для наплавки обозначают буквами )Н
и числом которое указывает гарантированную твердость нашпи-
ленного материала. Каждому типу электродов соответствует не-
сколько их марок, различающихся видом и составом покрытии,
По ГОСТ 10051—75 установлено 44 типа электродов. Для сварки К
наплавки деталей применяют электроды с покрытиями.
По толщине покрытия в зависимости от отношения диаметр»
электрода к диаметру стержня D/d электроды изготовляют:
тонким покрытием (D/d < 1,20)-М; со средним покрытием
(1,20 < D/d< 1,45) — С; с толстым покрытием (1,45 < D/d< 1,»U) -
с особо толстым покрытием (D/d > 1,80) — Г.
164
I
Общее назначение электродных покрытий — обеспечение ста-
, Опльности горения сварочной дуги и получение металла шва с за-
I рпиее заданными свойствами (прочность, пластичность, ударная
I ни жость, стойкость против коррозии и др.). Стабильности горе-
I ним сварочной дуги достигают снижением потенциала ионизации
Иощушного промежутка между электродом и свариваемой дета-
лью. Покрытия выполняют следующие функции:
газовая защита зоны сварки и расплавленного металла создает-
iti при сгорании газообразующих веществ и предохраняет расплав-
Ленный металл от воздействия кислорода и азота. Газообразующие
Илцества вводят в покрытие в виде органических соединений: дре-
Ксной муки, декстрина, целлюлозы, крахмала, хлопчатобумажной
лни, пищевой муки и т.д.;
раскисление металла сварочной ванны элементами, обладаю-
щими большим сродством с кислородом, чем железо, и связываю-
цими кислород, находящийся в шлаке. К ним относятся марга-
|ец, титан, молибден, хром, кремний, алюминий, графит;
шлаковая защита служит для защиты расплавленного металла
от воздействия кислорода и азота воздуха путем образования
Шлаковых оболочек на поверхности капель электродного метал-
«п, переходящих через дуговой промежуток, и для образования
Шлакового покрова на поверхности расплавленного металла шва.
Шлаковое покрытие уменьшает скорость охлаждения и затверде-
|1й 11 и я металла шва, способствуя выходу из него газовых и неме-
таллических включений. Шлакообразующими компонентами
Покрытий являются: титановый концентрат, марганцевая руда,
йолин, мрамор, мел, кварцевый песок, доломит, полевой шпат
МР-;
I легирование металла шва для придания специальных свойств
«плавленному металлу (в основном для повышения механичес-
IX свойств, износостойкости, жаростойкости, сопротивления
оррозии). Наиболее часто применяют такие легирующие ком-
©иенты, как хром, никель, молибден, вольфрам, марганец, ти-
Для закрепления покрытия на стержне электрода используют
ттующие компоненты: жидкое стекло, декстрин, желатин, пла-
Гмассы и др. Жидкое стекло имеет также и стабилизирующие
цоиства.
Вид электродного покрытия обозначают индексами:
Л — кислое покрытие, содержащее оксиды железа, марганца,
иемния, иногда титана (ОММ-5, ОММ-5Ц, ЦМ-7, ЦМ-8 и др.).
дапрку ведут на переменном или постоянном токе прямой или
■втной полярности;
} 1> — основное покрытие, содержащее фторид кальция (плави-
Ьный шпат) и карбонат кальция (мрамор, мел). Это электроды
165
марок: УОНИ-13/45, УОНИ-13/55, ЦЛ-9, ОЗС-2, АНО-7 и АНО-8.
Электроды применяют для сварки на постоянном токе обратной
полярности. Вследствие малой склонности металла шва к образо
ванию горячих и холодных трещин электроды применяют и для
сварки деталей с толстыми стенками;
Ц — целлюлозное покрытие, создающее газовую защиту дуги
(ВСЦ-4, ВЦС-4А, ОМА-2, ОЗС-1 и др.). Ими сваривают стали ма-
лой толщины на переменном токе обратной полярности;
Р —рутиловое покрытие (ОЗС-4, ОЗС-6, АНО-1, АНО-3,
АНО-4, АНО-5, АНО-12 и др.). Основной компонент покрытия -
оксид титана. Электроды служат для сварки на переменном и по-
стоянном токе прямой и обратной полярности. Достигается высо-
кая устойчивость горения дуги во всех пространственных положс •
ниях. Поскольку в покрытие входит 2...8 % органических вещести,
то электроды хранят в сухом месте, а перед употреблением сушат
в течение 1 ч при температуре 120...150 °С;
АЦ, РБ и др. — смешанные покрытия;
П — прочие виды покрытий (АНО-6, АНО-10 и др.).
В зависимости от вида свариваемых материалов электроды де-
лят на группы для сварки: У — углеродистых сталей; Л — легиро-
ванных конструкционных сталей; Т — легированных теплоустой-
чивых сталей; В — высоколегированных сталей с особыми свой-
ствами, а также Н — для наплавки поверхностных слоев 4
особыми свойствами. ^L
По допустимым пространственным положениям свариваемого
шва электроды обозначают: 1 — для всех положений; 2 — для всех
положений, кроме вертикального сверху вниз; 3 — для нижнего||
горизонтального на вертикальной плоскости и вертикального
снизу сверх; 4 —для нижнего.
По роду и полярности применяемого тока, а также по но ми-
нальному напряжению холостого хода источника питания свароч J
ной дуги переменного тока электроды маркируют: 0 — только дли
постоянного тока обратной полярности; 1, 2 и 3 —для напряжо*-
ния холостого хода переменного тока 50 ± 5 В; 4, 5 и 6 — то же дл<]
напряжения 70 ± 10 В; 7, 8 и 9 — то же для напряжения 90 + 5 В. 1
Условное обозначение электрода состоит из обозначения мар»
ки электрода, его типа, диаметра стержня, типа покрытия:
Э46А-УОНИ-13/45-3,0-УД2
Е-432(5)-Б10
Расшифровывают его следующим образом: Э46А (Э — электрод
сварочный, 46 — минимальный гарантируемый предел прочности
металла шва на растяжение 460 МПа, А — гарантируется полученщ
повышенных пластических свойств металла шва); УОНИ-13/45 I
166
марка электрода (3,0 —диаметр стальной проволоки, мм; У —
>лектроды для сварки углеродистых и низколегированных сталей;
1 Д2 — с толстым покрытием второй группы); Е-432(5) характеризу-
I ет наплавленный металл шва [43 — временное сопротивление раз-
рыву 430 МПа, относительное удлинение > 2 % и (5) — ударная
вязкость > 34,5 Дж/см2 при температуре 40 °С]; Б — основное по-
крытие; 1—для сварки во всех пространственных положениях;
0 — на постоянном токе обратной полярности.
Режимы ручной дуговой сварки и наплавки определяются диа-
метром электрода и скоростью его перемещения вдоль шва, на-
пряжением на дуге, значением сварочного тока и его родом, по-
лярностью.
Диаметр электрода выбирают в зависимости от толщины сва-
риваемого металла, типа сварного соединения, положения шва в
пространстве, размеров детали, состава свариваемого металла.
При сварке встык металла толщиной до 4 мм применяют элект-
роды диаметром, равным толщине свариваемого металла, а боль-
шей толщины — электроды диаметром 4...8 мм при условии обес-
печения провара основного металла. В многослойных стыковых
швах первый слой выполняют электродом диаметром 3...4 мм, а
последующие слои — электродами большего диаметра. Сварку в
вертикальном положении проводят электродами диаметром не
более 5 мм. Потолочные швы выполняют электродами диамет-
ром до 4 мм.
Силу сварочного тока выбирают в зависимости от марки и диа-
метра электрода, при этом учитывают положение шва в простран-
стве, вид соединения, толщину и химический состав свариваемого
металла. При учете всех указанных факторов необходимо стре-
миться работать на максимально возможной силе тока. Силу сва-
рочного тока подбирают по зависимостям:
/«-fck (3.20)
/св= (20+-64Х, (3-21)
Be к — коэффициент, зависящий от диаметра стержня электрода; d3 — диаметр
шсктродного стержня, мм.
<4, мм 1...2 3....4 5...6
к, А/мм 25...30 30...45 45...60
Если толщина металла менее l,5d3 при сварке в нижнем поло-
1СИИИ, то /св уменьшают на 10...15 % по сравнению с расчетным,
ели толщина металла более 3d3, то /св увеличивают на 10...15 %
о сравнению с расчетным. При сварке на вертикальной плос-
ости /св уменьшают на 10...15%, в потолочном положении —
167
на 15...20 % по сравнению с нормально выбранной силой тока для
сварки в нижнем положении.
При недостаточной силе сварочного тока дуга горит неустойчи
во, а при чрезмерной — интенсивно плавится электрод, возраста
ют потери на разбрызгивание, ухудшаются устойчивость дуги и
формирование шва. Допустимая плотность тока зависит от диа-
метра электрода и вида покрытий. Чем больше диаметр электрода,
тем меньше допустимая плотность тока, так как ухудшаются уело
вия охлаждения.
Допустимая плотность тока в электроде при ручной сварке следу
ющая: для стержня электрода диаметром d = 3 мм i = 13. ..18,5 А/мм2;
при (/=4мм/= 10... 14,5; при d = 5 мм /= 9 + 12,5; при d = 6 мм
/= 8,5...12,0 А/мм2.
Напряжение дуги (U) изменяется в пределах 6...30 В.
Длина дуги, которую необходимо поддерживать в процессе
сварки и наплавки, зависит от марки и диаметра электрода. Опти-
мальная длина дуги не должна превышать диаметра электрода:
ХД=(0,5...1,0К (3.22)
Скорость сварки, м/ч, определяют по формуле
i
vCB = 4ДнМ (3.23)1
где А„ — коэффициент наплавки, г/(А-ч), ЛГ„ = 7...12г/(А-ч); т — масса наплав• |
ленного металла на 1 м длины, г/м.
Расход электрической энергии, кВт • ч,
Р= Шсв +WJT-t), (3 24И
г,.Ю00 xV v '
где Г) —КПД источника питания (для трансформатора при /СВ=100...450А г\ ■
= 0,8...0,85; для генераторов ц = 0,3...0,4); Wx — мощность холостого хода источч
ника питания дуги, кВ ■ А (для трансформатора Wx = 0,2...0,4 кВ • А, для генератор
pa Wx= 2...3 кВ • А); Т— общее время работы источника питания, ч (рабочее и хоЛ
лостое); /—время отключения электроэнергии, ч.
В среднем на 1 кг наплавленного металла при ручной дугоиой
сварке на переменном токе затрачивается 3,5...4,5 кВт • ч и на по J
стоянном — 7...8 кВт • ч.
Основные величины, характеризующие процесс сварки и n.i
плавки, — коэффициенты расплавления Kv, наплавки Кн и потерь
Кп. От их значений в значительной степени зависит производи*
тельность процесса.
168
Коэффициент расплавления, г/(А • ч),
*р = <УШ (3.25)
Где Ср — масса расплавленного электродного металла, г; /— сила сварочного тока,
А; 1Г — время горения дуги, ч.
Коэффициент наплавки, г/(А ■ ч),
Kn=GJ(ItT), (3.26)
Me GH — масса наплавленного металла, г.
Коэффициент наплавки обычно меньше коэффициента рас-
плавления на 3...5 г/(А • ч), так как часть расплавленного элект-
родного металла теряется на окисление, испарение и разбрызги-
|ание.
Коэффициент наплавки (Кн) характеризует производитель-
ность процесса сварки и наплавки. Чем больше Кн, тем больше
производительность сварки, г/ч:
ПСВ = КН1. (3.27)
Коэффициент потерь, %,
*n=^V^-100. (3.28)
Коэффициент потерь для разных электродов обычно принима-
ет 1,1-1,25.
В качестве оборудования для ручной сварки и наплавки приме-
ни ют сварочные трансформаторы, преобразователи, выпрямители
и передвижные агрегаты с двигателем внутреннего сгорания.
3.5.3. ГАЗОВАЯ СВАРКА И НАПЛАВКА
Сущность процесса заключается в том, что расплавление сва-
ри паемого и присадочного металла происходит пламенем, которое
Получается при сгорании горючего газа в смеси с кислородом.
В качестве горючего газа обычно применяют ацетилен — соедине-
ние углерода с водородом. Температура пламени при сгорании
!це гилена в смеси с кислородом до 3200 "С. Получают ацетилен из
нрбида кальция путем воздействия на последний водой. При ре-
кции с водой 1 кг карбида кальция дает 230...280 л газообразного
169
ацетилена. В результате реакции получают газообразный ацетилен
С2Н2 и гашеную известь Са(ОН)2:
СаС2 + 2Н20 = С2Н2 + Са (ОН)2.
Транспортируют ацетилен и кислород в стальных баллонах, ко*
торые через каждые пять лет осматривают и испытывают. Техни-
ческие характеристики кислородных и ацетиленовых баллонов
приведены в таблице 3.5.
3.5. Техническая характеристика кислородных и ацетиленовых баллонов
Параметр
Кислородный
Ацетиленовый
Давление, МПа:
предельное рабочее
испытательное
Состояние газа в баллоне
Надпись на баллоне
Цвет:
окраски
надписи
Количество газа в баллоне, л
Жидкостная емкость, л
Размеры (высотахдиаметрхтол-
щина), мм
Масса баллона без газа, кг
15
22,5
Сжатый
«Кислород»
Голубой
Черный
6000
40
1390x219x8
1,6
3,0
Растворенный
«Ацетилен»
Белый
Красный
5520
40
1390x219x7
67
52
Ацетилен получают с помощью ацетиленовых генераторов, ко-
торые различаются по производительности, способу устройства и
системе регулирования взаимодействия карбида кальция с водой.
Технические характеристики ацетиленовых генераторов приведе-
ны в таблице 3.6.
Сварку и наплавку осуществляют сварочными горелками, кото-
рые предназначены для смешивания горючего газа с кислородом и
получения сварочного пламени.
3.6. Технические характеристики ацетиленовых генераторов
Параметр
ГВД-0,8 ГВР-1,25 AHB-1,66 ACM-1-58
МГ-65
ГВР-3
Расход ацетилена, м3/ч
Рабочее давление аце-
тилена, МПа
Система генератора
Количество карбида
кальция в одной за-
грузке, кг
Масса генератора, кг
0,8
0,007...
0,030
Вытес-
нение
2
1,25 1,25
0,008... 0,002...
0,015 0,003
«Вода на карбид»
4 4
1,25
0,01...
0,03
Вытес-
нение
2,2
2 3
0,035 0,015..
0,030
«Вода на карбид
2x2,5 2x4
19,5
54
42
204
70
ПО
170
»
I орелки классифицируют: по способу подачи горючего газа и
кислорода —инжекторные или безынжекторные; по роду приме-
няемого газа; по назначению — универсальные и специализиро-
нлпные; по числу факелов пламени — однопламенные и много-
пламенные; по мощности — малой мощности (расход ацетилена
25...400 л/ч), средней мощности (400...2800), большой мощности
(2800...7000 л/ч).
Наиболее распространены горелки типов «Москва» и ГС-3,
предназначенные для сварки металла толщиной 0,5...30 мм. Для
сиарки металла толщиной 0,2...4 мм применяют сварочные горел-
ки малой мощности типов ГС-2, «Малютка» и «Звездочка». Горел-
ки снабжают комплектом сменных наконечников.
Для получения хорошего качества шва при газовой сварке не-
обходимо правильно выбрать присадочный металл, мощность го-
Гслки, номер наконечника и отрегулировать сварочное пламя.
1рисадочный материал выбирают в зависимости от химического
состава свариваемого металла. Мощность пламени характеризует-
ся массовым расходом ацетилена, зависящим от номера наконеч-
ника горелки (табл. 3.7).
3.7. Мундштуки наконечников горелок
Номер
наконечника
Расход
ацетилена, дм'/ч
Диаметр
канала сопла, мм
1,0
1,3
1,6
2,0
2,5
3,0
3,5
Расход ацетилена, м3/ч,
Qa = SR, (3.29)
Где S — толщина детали, мм; R — коэффициент, характеризующий удельный рас-
Код ацетилена на 1 мм толщины детали, м3/ч (для стали— 0,10...0,12, чугуна —
0.11..0,14, латуни —0,12...0,13, алюминия —0,06...0,10).
Расход кислорода на 10...20 % больше, чем расход ацетилена.
Угол наклона мундштука горелки к поверхности свариваемого
Металла зависит от толщины соединяемых кромок изделия.
Толщина мате- До 1 1...3 3...5 5...7 7...10 10...12 12...15 Более 15
{мала, мм
'гол наклона, 10 20 30 40 50 60 70 80
(рад
1 150
2 250
3 400
4 500
5 1000
6 1700
7 2500
171
Изменением угла наклона мундштука горелки к поверхности
свариваемого металла можно изменять интенсивность расплавле-
ния свариваемого металла. Наиболее интенсивно металл расплав-
ляется при перпендикулярном расположении мундштука к по-
верхности металла. При сварке очень тонких и особенно лег-
коплавких металлов мундштук располагают почти параллельно
поверхности свариваемого металла.
Большое влияние на качество сварного шва оказывает газосва-
рочное пламя. В зависимости от соотношения кислорода и ацети-
лена в горючей смеси сварочное пламя может быть нормальным,
окислительным и науглероживающим.
Нормальное, или восстановительное, пламя получается при от-
ношении ацетилена к кислороду от 1 : 1 до 1 : 1,3. В большинстве
случаев при сварке применяют нормальное пламя, которое спо*
собствует раскислению металла сварочной ванны и получению ка-
чественного сварного шва. Окислительным называют пламя, в
котором имеется избыток кислорода. Такое пламя сильно окисля-
ет металл сварочной ванны, способствует получению пористости
и низкого качества сварного шва. Пламя с избытком ацетилена
имеет желтый цвет и удлиненный коптящий факел. Оно науглеро-
живает металл сварочной ванны.
Нормальное ацетилено-кислородное сварочное пламя (рис. 3.20)
делится на три резко выраженные зоны: ядро, восстановительную
зону и факел. Ядро имеет форму закругленного ярко светящегося
конуса. Оно состоит из раскаленных частиц углерода, которые
t, "С
3000
2000
1200
1000
500
300
I, мм
Рис. 3.20. Схема нормального газосварочного пламени:
1 — ядро; 2 — восстановительная зона; 3 — факел
172
/ 2 3
»
Рис. 3.21. Основные способы газовой сварки:
а — правый; б — левый; 1 — формирующий шов; 2— присадочный пруток;
3 — пламя горелки; 4 — горелка
сгорают, выходя на наружную часть ядра. Расстояние от конца
мундштука до конца ядра (длина ядра) зависит от скорости исте-
чения горючей смеси из горелки.
Восстановительная зона состоит в основном из оксида углерода
и водорода, получающегося в результате сгорания ацетилена:
С2Н2 + 02 = 2СО + Н2.
Эта зона по сравнению с ядром имеет более темный цвет. Мак-
симальная температура пламени находится в восстановительной
■юне на расстоянии 2...4 мм от ядра, поэтому этой частью пламени
и расплавляют свариваемый металл.
Факел располагается за восстановительной зоной и имеет уд-
линенную конусообразную форму. Состоит факел из диоксида
углерода и паров воды, которые получаются в результате сгора-
ния оксида углерода и водорода, поступающих из восстанови-
тельной зоны.
В процессе сварки пламя не только расплавляет металл, но и
ницищает расплавленную ванну от вредного влияния кислорода и
И'юта атмосферного воздуха. Поэтому при сварке необходимо,
чтобы расплавленный основной металл и конец присадочного ме-
талла находились все время в восстановительной зоне пламени.
Применяют два основных способа газовой сварки: правый
(рис. 3.21, а) и левый (рис. 3.21, б). При правом способе процесс
Ьарки ведется слева направо, горелка перемещается впереди приса-
дочного прутка, а пламя направлено на формирующийся шов. В ре-
зультате сварочная ванна хорошо защищена от воздействия атмо-
сферного воздуха и сварной шов охлаждается замедленно. При
иром способе получают швы высокого качества, и применяют его
При сварке металла толщиной более 5 мм. Пламя горелки ограни-
чено с двух сторон кромками изделия, а позади — наплавленным
циником, что значительно уменьшает рассеивание теплоты и по-
вышает степень ее использования. Этим способом легче сваривать
Потолочные швы, так как в этом случае газовый поток пламени
173
направлен непосредственно на шов и тем самым препятствует вы-
теканию металла из сварочной ванны.
При левом способе процесс сварки выполняют справа налево,
горелка перемещается за присадочным прутком, а пламя направ-
ляется на несваренные кромки и подогревает их, подготавливая к
сварке. Пламя свободно растекается по поверхности металла, что
снижает опасность его пережога. Способ позволяет получить
внешний вид шва лучше, так как сварщик отчетливо видит шов и
может получить его равномерным по высоте и ширине, что осо-
бенно важно при сварке тонких листов. Этим способом осуществ-
ляют сварку вертикальных швов снизу вверх; на вертикальных по-
верхностях горизонтальными швами выполняют сварку, направ-
ляя пламя горелки на заваренный шов.
Диаметр присадочной проволоки, мм, при сварке левым спосо-
бом металла толщиной до 15 мм
</= 5/2 + 1, (3.301
где б1—толщина свариваемого металла, мм, при правом способе — половина тол-
щины свариваемого металла. При сварке металла толщиной более 15 мм применя-
ют проволоку диаметром 6...8 мм.
После сварки, чтобы металл приобрел достаточную пластич-
ность и мелкозернистую структуру, необходимо провести прокоп-
ку металла шва в горячем состоянии и последующую нормализа-
цию при температуре 800...900 "С.
Газовая сварка нашла наибольшее применение при заварке
трещин, наложении заплат, приварке обломов и сварке тонколис-
тового металла при ремонте кузовов, кабин, кожухов, баков, one*'
рения.
При сравнении с электродуговой сваркой газовая сварка —
процесс малопроизводительный.
3.5.4. ОСОБЕННОСТИ СВАРКИ ЧУГУННЫХ ДЕТАЛЕЙ
Чугун представляет собой сплав железа с углеродом (содержа-
ние углерода более 2 %) и относится к группе плохо сваривающих-1
ся металлов.
Свариваемость чугуна неудовлетворительна, что обусловлено!
его повышенной склонностью к образованию трещин из-за ни i-1
кой прочности и пластичности металла. Трещины при сварке мо«|
гут возникать в металле шва и зоне термического влияния при по«|
вышенных скоростях охлаждения в результате образования хруп»!
кого белого чугуна (ледебуритных прослоек) и структур закал к hJ
174
На образование таких структур и трещин влияют термический
цикл сварки (технология сварки), химический состав и структура
i вариваемого чугуна.
Чугунные детали, работающие длительное время при высоких
ц-мпературах, почти не поддаются сварке. Это происходит в ре-
сультате того, что под действием высоких температур (300...400 °С
и выше) углерод и кремний окисляются и чугун становится очень
хрупким. Чугун с окисленным углеродом и кремнием называют
горелым. Также плохо свариваются чугунные детали, работавшие
длительное время в соприкосновении с маслом и керосином. В та-
ких случаях поверхность чугуна как бы пропитывается маслом и
керосином, которые при сварке сгорают и образуют газы, способ-
ствующие появлению сплошной пористости в сварном шве.
Чугун можно сваривать дуговой сваркой металлическим или
угольным электродами, газовой сваркой, термитной сваркой и за-
ливкой жидким чугуном.
По состоянию свариваемой детали различают три способа
Сварки чугуна: холодную, полугорячую и горячую. Холодную свар-
ку выполняют без подогрева свариваемых деталей, полугорячую —
при полном или местном подогреве до температуры 300...400 "С,
юрячую — при полном нагреве до температуры 600...800 "С. Эти
способы сварки подразделяют на отдельные методы в зависимости
си вида сварки, применяемых электродов и присадочного металла.
Холодная сварка. Этот способ сварки имеет несколько разно-
видностей: стальными электродами, стальными электродами со
специальными покрытиями, стальными электродами с помощью
шпилек, газовая (ацетилено-кислородным пламенем).
Сварку стальными электродами применяют при ремонте не-
ответственных чугунных изделий небольших размеров с малым
Объемом наплавки, не требующих после сварки механической об-
работки. Сварное соединение неоднородно по структуре, часто не
обладает достаточной плотностью и имеет низкую прочность.
Сварку электродами с защитно-легирующими покрытиями вы-
олняют с V- или Х-образной разделкой кромок. Для устранения
Неравномерного разогрева детали сваривают отдельными участка-
ми вразбивку. Длина отдельных наплавленных участков сварного
Шва не должна превышать 100...120 мм. После наплавки отдель-
ных участков им дают возможность остыть до температуры
ML.80 "С. При сварке изделий толщиной 8...15 мм сварку ведут с
увеличенной шириной усиления шва. Сварку электродами с по-
крытиями ОММ-5 и К-5 можно выполнять на переменном или на
постоянном токе. Наилучшие результаты получают при сварке
электродами с покрытием УОНИ-13/45. Сварку электродами с
Покрытием УОНИ проводят на постоянном токе обратной no-
li рности.
175
Полугорячая сварка. Подогрев свариваемой детали до
300...400 °С способствует более замедленному охлаждению металла
шва и прилежащих к нему зон после сварки. Замедленное охлаж
дение в значительной степени предотвращает получение отбелен
ных зон, что позволяет производить механическую обработку
сварных соединений. Детали перед сваркой нагревают в термичес
ких печах, горнах или с помощью газовых горелок ацетилено-кис
дородным пламенем. При подогреве газовой горелкой необходимо
следить за равномерностью нагрева подогреваемой поверхности.
Полуторячую сварку чугуна можно осуществлять низкоуглеро
дистыми стальными электродами с защитно-легирующими по-
крытиями типа ОММ-5, МР-3, К-5 и УОНИ-13; стальными элек
тродами со специальным покрытием; чугунными электродами и
ацетилено-кислородным пламенем с применением чугунных при
садочных прутков.
Горячая сварка. Мелкие детали предварительно подогревают до
600...700 "С, крупногабаритные (толщина стенок более 30 мм) —
до700...800°С.
Горячая сварка состоит из следующих последовательных опе-
раций: механической обработки под сварку, формовки сваривае-
мых деталей, нагрева, сварки и охлаждения сваренных деталей.
Механическая обработка заключается в вырубке дефектных
участков и зачистке их от масла, грязи, шлака и формовочной
земли. При сварке двух сломанных частей скоса кромок не де-
лают, а оставляют между ними зазор, обеспечивающий доступ
электрода. Стенки деталей в зазоре должны быть механически
обработаны.
Для предохранения расплавленного металла от вытекания участ
ки, подлежащие сварке, формуют с помощью формовочной земли
и графитовых пластинок (рис. 3.22).
Детали нагревают в специальных нагревательных печах, колод
цах, горнах или с помощью индукционных подогревателей. В не
которых случаях на месте сварки сооружают временные нагрева
тельные горны и печи.
Для горячей сварки применяют чугунные электроды со стержня
ми марок А и Б. Наиболее распространенными электродными
покрытиями для горячей сварки являются ОМЧ-1 и УЗТМ-74.
Ввиду значительного объема наплавлен
ного металла при горячей сварке приме-
няют электроды больших диаметрои
(8...16 мм).
Рис. 3.22. Горячая сварка чугуна:
1 — формовочная земля; 2— графитная пластинка; 3
свариваемые детали; 4— электрод
176
Чугунные детали сваривают чугунными электродами на сле-
дующих режимах.
Диаметр электрода, мм 8 10 12 16
(ила тока, А 600...700 750...800 1000...1200 1500...1800
Газовая сварка является весьма распространенным способом
ремонта чугунных деталей. При использовании в качестве приса-
дочного металла латунных прутков сварной шов получается доста-
точно плотным и поддается механической обработке. При сварке
I в качестве присадочного металла применяют стальную сварочную
проволоку Св-08 и Св-08А или стержни из чугуна марки А.
3.5.5. ОСОБЕННОСТИ СВАРКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ
Технически чистый алюминий в технике имеет сравнительно
ограниченное применение вследствие низкой прочности и высо-
кой пластичности.
Большей частью в технике применяют сплавы алюминия — дю-
ралюмины и силумины.
Основные затруднения при сварке алюминия и его сплавов
следующие: на поверхности расплавленного металла постоянно
образуется тугоплавкая пленка оксида алюминия А1203, препят-
I с гиующая сплавлению между собой частиц металла; высокая тем-
пература плавления оксида алюминия (2050 °С) и низкая темпера-
тура плавления алюминия (658 °С) крайне затрудняют управление
процессом сварки.
Высокая теплопроводность алюминия и его сплавов требует
применения специальных технологических приемов, а при мас-
сивных деталях — предварительного подогрева.
Алюминий и его сплавы сваривают с помощью электродуговой,
йргонодуговой и газовой сварки. Независимо от способа сварки
илюминиевые изделия перед сваркой должны проходить специ-
шп.ную подготовку, заключающуюся в обезжиривании металла и
удалении с его поверхности пленки оксида алюминия. Такой под-
готовке необходимо также подвергать присадочную проволоку и
электродные стержни перед нанесением на них покрытия.
Для деталей из алюминия и его сплавов рекомендуют следую-
щие способы сварки:
11еплавящимся вольфрамовым электродом в среде аргона (арго-
иодуговая сварка). В качестве присадочного материала используют
сплавы алюминия. В зависимости от толщины деталей используют
электроды диаметром 1...5 мм, силу сварочного тока 45...280 А на-
пряжением 22...24 В. Расход аргона колеблется в пределах 4...12 л/мин.
('парку ведут на переменном токе без применения флюса;
■ R070
177
электродами ОЗА-2 (сплава алюминия) и ОЗА-1 (технического
алюминия) на постоянном токе обратной полярности, короткой ду-
гой (электродуговая сварка). Силу тока выбирают из расчета 35...45 А
на 1 мм диаметра электрода. Стержень электрода изготавливают из
алюминиевой проволоки. Электрод имеет покрытие АФ-4А;
ацетилено-кислородным нейтральным пламенем (газовая свар-
ка) с использованием флюса АФ-4А. Присадочный материал дол-
жен быть того же состава, что и основной металл. В момент рас-
плавления основного и присадочного материалов пленку оксидов
разрывают с помощью стального крючка.
3.6. МЕХАНИЗИРОВАННЫЕ СПОСОБЫ НАПЛАВКИ И СВАРКИ
3.6.1. ЭЛЕКТРОДУГОВАЯ НАПЛАВКА И СВАРКА ПОД СЛОЕМ ФЛЮСА
Сущность процесса заключается в том, что в зону горения
электрической дуги автоматически подается сухой гранулирован-
ный флюс с размерами зерен 0,5...3,5 мм и электродная сплошная
или порошковая проволока (лента).
Химический состав электродной проволоки и флюса, а также
режимы наплавки определяют механические свойства получаемо-
го покрытия. Флюс при наплавке выполняет следующие функции:
устойчивое горение дуги; защиту расплавленного металла от воз-
действия кислорода и азота воздуха; очистку расплавленного ме-
талла от включений и его раскисление; легирование необходимы-
ми элементами металла шва; образование теплоизоляционного
слоя, замедляющего процесс затвердевания металла; формирова
ние поверхности шва.
Типовая схема процесса наплавки под слоем флюса показана
на рисунке 3.23.
Процесс применяется при наплавке плоских и цилиндрических
поверхностей. Схема наплавки под флюсом цилиндрических дета-
лей приведена на рисунке 3.24.
Деталь 5 устанавливают в патроне или центрах специально пе-
реоборудованного токарного станка, а наплавочный аппарат — на
его суппорте. Электродная проволока подается из кассеты 2 рол и
ками подающего механизма наплавочного аппарата в зону горе-
ния электрической дуги. Движение электрода вдоль сварочного
шва обеспечивается вращением детали, а по длине наплавленной
поверхности — продольным движением суппорта станка. Флюс 4
в зону горения дуги поступает из бункера 3. Флюс насыпается ело
ем толщиной 10...40 мм. Под воздействием теплоты, выделяемой
сварочной дугой, одновременно расплавляются электродная про
волока, поверхность детали и флюс (рис. 3.25).
178 I
«г
i 'не. 3.23. Схема процесса наплавки
под флюсом:
/ наплавляемая деталь; 2 — сварочная
Цуга; 3 — токопроводящая втулка; 4 —
шсктродная проволока; 5—сварочная
ванна; 6— наплавленный валик; 7—шла-
ковая корка; 8— флюс
Рис. 3.24. Схема наплавки цилиндричес-
ких деталей под слоем флюса:
1 — патрон; 2 — кассета; 3— бункер; 4—
флюс; 5 —деталь
В зоне наплавки сварочная дуга с каплями металла оказывается в
объеме газов и паров, ограниченном жидкой оболочкой расплав-
пенного флюса. Последний вследствие меньшей плотности всплы-
нает на поверхность расплавленного металла шва, покрывает его
плотным слоем и тем самым изолирует жидкий металл от кислоро-
да и азота воздуха и способствует сохранению теплоты дуги.
По мере удаления сварочной дуги после затвердевания металла
образуется наплавленный валик, покрытый шлаковой коркой и не-
расплавившимся флюсом. Металл сварочного шва, полученного под
флюсом, состоит из расплавленного присадочного (1/3) и переплав-
лепного основного металла (2/3). Массы расплавленного флюса и
присадочного металла примерно одинаковы.
Остывшую шлаковую корку удаляют. Неиз-
расходованную часть флюса собирают и ис-
пользуют в дальнейшем для наплавки.
Флюсы по составу и способу приготовле-
ния делят на плавленые, керамические (не-
■лавленые) и смеси.
Плавленые флюсы получают сплавлением
Исходных материалов (марганцевой руды,
1'ис. 3.25. Схема горения электрической дуги под слоем
флюса:
/ наплавленный слой металла; 2— шлаковая корка; 3 — бун-
|Н|> с флюсом; 4—электрод; 5—расплавленный флюс; 6—
(ни плавленный металл; 7—основной металл; е — размер сме-
щения электрода с зенита
))•
179
кварцевого песка, известняка, плавикового шпата, магнезита, ди-
оксида титана и др.) в электрических или пламенных печах с пос-
ледующей грануляцией. Расплавленную массу выливают в воду и
таким образом получают стекло- или пемзовидный гранулирован-
ный флюс в виде частиц круглой формы. Плавленые флюсы со-
держат стабилизирующие, газо- и шлакообразующие компоненты
и раскислители (оксиды кремния и марганца).
Плавленые флюсы подразделяют на виды в зависимости от
массовой доли оксидов кремния и марганца. Марганцовистые
флюсы содержат > 12 % МпО. Низкокремнистые флюсы включа-
ют < 30 %, а высококремнистые > 30 % Si02.
Широко применяют в ремонте высококремнистые марганцо-
вистые флюсы марок АН-348А и ОСЦ-45, которые имеют в своем
составе 38...44 % оксида марганца, обеспечивают устойчивое горе-
ние дуги, хорошее формирование сварочных валиков и небольшое
количество пор в наплавленном металле. Низкокремнистые без-
марганцовистые флюсы марок АН-20 и АН-30 уменьшают воз-
можность появления горячих трещин и пор в наплавленном слое.
Плавленые флюсы хорошо защищают сварочную ванну, обес-
печивают малую склонность к образованию трещин в покрытии,
удовлетворительную отделяемость шлаковой корки, но не содер-
жат легирующих веществ. Флюсы АН-348А, ОСЦ-45, АН-8 при-
меняют для наплавки деталей из углеродистых сталей, а флюсы
АН-22, АН-26 — для наплавки деталей из легированных сталей.
Керамические флюсы представляют собой механическую смесь
легирующих, модифицирующих и шлакообразующих составляю
щих, соединенных жидким стеклом (17...18 мае. % сухих компо-
нентов). Флюсы получают смешиванием порошков исходных ма-
териалов с добавкой связующего вещества. Затем массу дробят ни
гранулы размером 2...3 мм и сушат. Время сушки материала флюса
20 мин при температуре 200 °С.
Керамические флюсы содержат ферросплавы (феррохром, фер
ромарганец, ферросилиций, ферротитан), которые придают флю
сам легирующие свойства. Наиболее распространены для напланки
деталей керамические флюсы АНК-18, АНК-19, АНК-30 и ЖСН I,
Флюсы-смеси получают смешением плавленых и керамических
флюсов или плавленых с ферросплавами и графитом. Например, к
плавленому флюсу АН-348А добавляют легирующие элементы н
виде серебристого графита из электродов сталеплавильных печей,
ферромарганца (70...80 % Мп и 1,5...2 % С), ферросилиция (вкли
чает 70...80 % Si), феррохрома (содержит 70...80 % Сг) и алюмини-
евого порошка. Такие флюсы обеспечивают получение закалоч-
ной структуры материала без последующей термообработки.
Марку электродного материала, как и флюса, выбирают с учг
том требуемых физико-механических свойств наплавленного по
180
Ш
крытия. Применяют следующие электродные материалы: про-
иолоку сплошного сечения (углеродистую Нп-30, Нп-50; леги-
рованную Св-12Г2, Св-08Г2С; высоколегированную Св-20ХЗ,
Нп-ЗОХВ) и порошковую (легированную, высоколегированную).
Качество наплавленного металла зависит от выбора режима
процесса. Основные технологические параметры наплавки: со-
став электродного материала и флюса, напряжение дуги, сила и
полярность тока, скорость наплавки и подачи электродного ма-
териала, шаг наплавки, смещение электрода с зенита е (см.
рис. 3.25), диаметр и вылет электрода. Примерные режимы на-
плавки плоских и цилиндрических поверхностей деталей приведе-
ны в таблицах 3.8 и 3.9.
3.8. Режимы наплавки плоских поверхностей под слоем флюса
Износ
мм
Диаметр
электродной
проволоки, мм
Сила тока, А
Напряжение,
В
Скорость, м/ч
наплавки
подачи
электрода
2...3
3...4
4...5
5...6
1,6—2
1.6...2
2...3
4...5
160...220
220...250
350...460
650...750
30...32
32...34
32...34
34...36
20...25
25
20...25
25...30
100...125
150...200
180...210
200...250
3.9. Режимы наплавки цилиндрических деталей под слоем флюса
Диаметр
детали, мм
Сила тока, А,
в зависимости от
диаметра электродной
проволоки, мм
1,2...1,6
2...2,5
Напряже-
ние, В
Скорость, м/ч
подачи
электрода
Шаг
наплавки,
мм/об.
50...6О
65...7S
К0...100
150...200
250...300
120.
150.
180.
230.
270.
,.140
.220
.200
.250
.300
140.
180..
230..
300..
350..
.160
.220
.280
.350
.380
26.
26.
28.
30.
30.
.28
..28
..30
..32
..32
16.
16.
16.
16..
16.
..24
..28
.30
..32
..35
77
17
104
140
200
3
3.5...4
4
5
6
Наиболее устойчивый режим наплавки обеспечивается при
применении постоянного тока обратной полярности, т.е. на де-
таль подается отрицательный потенциал (анод), а на электрод —
положительный (катод). При наплавке постоянным током в ка-
i одном пятне выделяется больше теплоты, чем в анодном. Поэто-
му при прямой полярности тока меньше расплавляется основного
металла, чем при обратной полярности. Это обусловливает умень-
шение ширины шва и глубины проплавления при наплавке посто-
янным током прямой полярности по сравнению с наплавкой на
обратной полярности.
С увеличением диаметра электрода (при постоянных других
параметрах) усиливается блуждание активного пятна по торцу
181
электрода и, следовательно, активного пятна, расположенного на
детали. Ввод теплоты дуги через большую поверхность увеличива-
ет ширину шва и теплоотвод, что уменьшает глубину проплавле-
ния (табл. 3.10).
3.10. Влияние диаметра электрода и сварочного тока на глубину проплавления
Диаметр
электрода, мм
2
3
Сварочный
ток, А
200
300
400
500
600
350
400
500
625
725
Глубина про-
плавления, мм
3,0
4,0
6,0
8,0
10,0
4,0
4,5
6,0
8,0
10,0
Диаметр
электрода, мм
4
5
Сварочный
ток, А
425
500
675
800
900
600
725
825
900
—
Глубина про-
плавления, мм
4,0
5,0
8,0
10,0
11,5
6,0
8,0
8,0
10,0
11,0
Примечание. Флюс АН-348, проволока Св-08А.
Для улучшения формирования шва электроды смещают с зени-
та е (точки, находящейся над вертикальной осью наплавляемой
детали, см. рис. 3.25) в сторону, противоположную направлению
вращения детали. Это предотвращает стекание наплавленного и
неостывшего металла с поверхности детали. Смещение зависит от
режима наплавки, флюса и диаметра детали. Для деталей диаметром
50...70 мм оно составляет 3...8 мм, 70...100 мм — 8...15, 100...150 мм —
15...20, 150...200 мм — 20...30; для 200 мм и более — 30...40 мм.
Режимы автоматической наплавки под слоем флюса рассчиты-
вают по следующим математическим выражениям.
1. Сила сварочного тока, А,
= 403/1),
(3.31)
где D — диаметр детали, мм.
2. Напряжение источника питания, В,
£/=21 + 0,04/св.
3. Коэффициент наплавки, г/(А ■ ч),
А-„ = 2,3 + 0,065(/свЛ/),
где d — диаметр электродной проволоки, мм.
(3.32)
(3.33)
182
4. Скорость наплавки, м/ч,
vH = KJJ(hSi), (3.34)
|де Л —толщина наплавляемого слоя, мм; 5—шаг наплавки, мм/об.; у —плот-
ность электродной проволоки, г/см3 (у =7,85). <
5. Частота вращения детали, мин-1,
п = 1000v„/(60xci)). (3.35)
6. Скорость подачи электродной проволоки, м/ч,
y3 = AKHIJ{TtlH- (3.36)
7. Шаг наплавки, мм/об.,
S={2..2,5)d. (3.37)
8. Вылет электродной проволоки, мм,
#=(10...15)</. (3.38)
9. Смещение электродной проволоки, мм,
e=(0,05...0,07)Z). (3.39)
10. Толщина наплавляемого слоя металла, мм,
H=M/2 + t+tu (3.40)
тс Я—износ детали, мм; ?—припуск на механическую обработку после нанесе-
нии покрытия на сторону, мм (/ = 0,8...1,1); ^ — припуск на механическую обра-
ботку перед наплавкой на сторону, мм (ti = 0,1...0,3).
Для выполнения сварочно-наплавочных работ в качестве ис-
точников питания применяют выпрямители ВС-300, ВДУ-504,
IC-600, ВДГ-301 и преобразователи ПСГ-500 с пологопадающей
и ни жесткой внешней характеристикой. В роли вращателей дета-
лей используют специальные установки (УД-133, УД-140, УД-143,
УД-144, УД-209, УД-233, УД-299, УД-302, УД-651, ОКС-11200,
ОКС-11236, ОКС-11238, ОКС-14408, ОКС-27432, 011-1-00 РД)
либо списанные токарные или фрезерные станки. Для подачи
Проволоки применяют головки А-580М, ОКС-1252М, А-765,
А-1197.
183
В качестве оборудования для электродуговой наплавки и свар-
ки используют универсальные наплавочные станки У-651 и У-653.
Область применения механизированной наплавки под слоем
флюса распространяется на восстановление деталей (диаметром
более 50 мм) из углеродистых и низколегированных сталей, требу-
ющих нанесения слоя толщиной более 2 мм с высокими требова-
ниями к его физико-механическим свойствам. Наплавляют шейки
валов, поверхности катков и роликов, направляющие станин и
другие элементы.
Механизированная наплавка под слоем флюса обладает следу-
ющими преимуществами:
повышением производительности труда в 6...8 раз по сравне-
нию с ручной электродуговой наплавкой с одновременным сни-
жением расхода электроэнергии в 2 раза за счет более высокого
термического КПД;
высоким качеством наплавленного металла благодаря насыще-
нию необходимыми легирующими элементами и рациональной
организации тепловых процессов;
меньшим расходом присадочного материала в результате ис-
ключения потерь на разбрызгивание, отсутствием огарков Я
уменьшением угара металла;
лучшими условиями труда наплавщиков за счет механизации
процесса и отсутствия открытой дуги.
Недостатки процесса:
большое вложение теплоты в материал детали, что увеличивает
зону термического влияния и изменяет результаты предыдущей
термической обработки. После наплавки обычно требуется после
дующая термическая обработка, хотя применение керамического
флюса ее исключает;
трудности удержания ванны расплавленного металла на поверх
ности цилиндрической детали и необходимость удаления шлако
вой корки. По первой причине детали диаметром менее 50 мм под,
слоем флюса не наплавляют;
уменьшение усталостной прочности деталей до 20...40 % за счет
остаточных напряжений, пористости и структурной неоднород
ности;
появление при загрузке флюса в бункер и его просеивании поело
использования силикатной пыли, вредной для организма человек;!,
3.6.2. НАПЛАВКА И СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Этот способ целесообразно применять в тех случаях, когда не»
возможна или затруднена наплавка под флюсом, например при
наплавке внутренних поверхностей глубоких отверстий; при uit*
184
1'ис. 3.26. Схема наплавки в среде защитного газа:
/ - наплавленный металл; 2— сварочная ванна; 3— элек-
фическая дуга; 4— сопло горелки; 5—наконечник; 6—
горелка; 7—электродная проволока; #—мундштук; 9—
наплавляемая деталь
плавке деталей сложной формы; при
многослойной наплавке сплавов с высо-
ким содержанием примесей, ухудшаю-
щих отделимость шлаковой корки; при
наплавке мелких деталей. Сущность спо-
соба наплавки (рис. 3.26) заключается в
том, что электродная проволока из кас-
сеты непрерывно подается в зону сварки.
Ток к электродной проволоке подводит-
ся через мундштук и наконечник, распо-
ложенные внутри газоэлектрической горелки. При наплавке ме-
талл электрода и детали перемешивается. В зону горения дуги под
давлением 0,05...0,2 МПа по трубке подается защитный газ, кото-
рый, вытесняя воздух, защищает расплавленный металл от вред-
ного действия кислорода и азота воздуха.
В качестве защитных газов применяют инертные (аргон, гелий
И их смеси), активные (диоксид углерода, азот, водород, водяной
пар и их смеси) и смеси инертных и активных газов.
Наилучшую защиту металла при наплавке обеспечивают инерт-
ные газы, однако их применение ограничивается высокой стоимо-
стью. Для защиты сварочной ванны при наплавке в инертных ra-
ta х в основном применяют аргон и реже гелий. При использова-
нии одинакового электродного материала наилучшее качество
наплавленного слоя достигают в случае наплавки в аргоне: на
10...20% меньше выгорание легирующих элементов и настолько
же больше ударная вязкость слоя и усталостная прочность дета-
лей. Наплавка в смеси аргона (65 %) с гелием (35 %) обеспечивает
глубокое проплавление основного металла, хорошее формирова-
ние металла шва, снижает разбрызгивание.
Наибольшее применение в ремонтном производстве получила
наплавка в среде диоксида углерода (С02) вследствие его доступ-
ности и низкой стоимости. При наплавке используют электро-
дные проволоки диаметром 0,8...2 мм.
Для наплавки в среде аргона используют присадочную прово-
Йоку химического состава, соответствующего составу наплавляе-
мого металла; для наплавки в среде диоксида углерода —- проволо-
ку с повышенным содержанием раскислителей.
Наплавку деталей из углеродистых и низколегированных ста-
Лсй для восстановления размеров и повышения износостойкости
выполняют электродной проволокой марок: Св-08ГС, Св-08Г2С,
185
UP
111
a1
о я
x 5
1
J
!■!
51
_ - M <Л 00
oo oo oo ^ ^
\d ю Ю
№ r-^ r-- cn m m о
P ^ и ^ pi (4 N N ^ *-н —<# ^
„J-JootNodooooouS
OCNinOO^OOV^CNv-»*/*!^
m* n n ^t 'Л чэ" h-" t^" m" n n \o
(N (S ГО ГО тГ t "Л Ю (N П П rf
t "О чв S 2 S 2 12 S.'U-RS
*nov>oNOOOO*n
О О "Л w-i
^* ^ м m
оо-^оооо>л
00Or044*0a©O(N0\0'S^4fr
*-i «—> —4 cn cs cn ro cn —i —t ^-.en
_ —- о О О О О
о2°,°°00»поо
о о о о
О Ю ^ (N
j-jooooooooo
(Ч CN ГО *-н
О (N ^ ЧО^ О^ »П О^ Om CN^ СЧж О^
_Г ^н" —Г «-4* гч" <ч" го" —* -^" *-» cn"
о" --Г —Г ~-Г >^" of cn* гп" ^ -и" ^-Г of
v^oo о f^ rf ^о^^оо^оо^оо^оо^
©я о" f-J" —Г w —Г cn" of о" о" о" —"
си
1-М
©ооооооо
счгпт^»пчог^оооч^
—. О О О
2 *г> о о
О ^ц ^ ^J-
оооооооо
-HfNrOTti040t-^00
• о о о
°, о о о
ON ^ч rs см
II
о о 0 о
N М ]2 П
о о d о
Ю N Я ™
I»
I!
° я
t-~ чо ^г <а
о
^ м г~ оо о\ о
а ^ ^н ^ ^< г)
s «
X
2
а s
-I
i i H
°°« °„ °1 °.
о" —Г -^ <Ч
1Л СО 6 Н
о" о" —<" *М
VI О р_ О
—Г cn" m" ^
оо ^i о*в d
о" -^ fN П
186
Св-12ГС, Св-20ХГСА, ЗОХГСА; порошковыми проволоками:
ПП-1Х14Т-0, ПП-ПЗН4-0, ПП-Р18Т, ПП-Р19Т, ПП-4Х28Гидр.
Наплавку в среде диоксида углерода производят на постоянном
токе обратной полярности.
Механизированную сварку в диоксиде углерода применяют
при ремонте кабин, кузовов и других деталей, изготовленных из
листовой стали небольшой толщины, а также для устранения де-
фектов резьбы, осей, зубьев, пальцев, шеек валов и т. д.
Режимы наплавки, выполняемой на цилиндрических деталях,
приведены в таблице 3.11.
Рекомендуемые режимы сварки металла в среде диоксида угле-
рода приведены в таблице 3.12.
Для наплавки применяют:
установку УД-609.04 со сварочным полуавтоматом ПДР-616
(для наплавки плоских деталей);
установку УД-609.06 с источником питания ВДГ-303 и свароч-
ным полуавтоматом ПДГ-312 (для скоростной наплавки цилинд-
рических деталей);
источники питания с жесткой характеристикой: УД-209,
УД-294, ВС-200, ВС-400, ВДГ-301, ПСГ-350, АЗД-75/30 (для
аргонодуговой наплавки: ВСУ-300, УДГ-301, УДГ-501,
УПС-301);
полуавтоматы: А-348, А-409, А-537, А-547У, А-547Р, А-580М,
Л-929, А-1230М, ПДГ-301, ПДГ-501, ПДПГ-515, «Гефест» и др.;
наплавочные головки АБС, ОКС-1252М;
баллоны емкостью 40 л;
подогреватели газа;
осушители;
редукторы-расходомеры ДРЗ-1-5-7, или ротаметры РС-3, РС-ЗА,
l'KC-65, или кислородный редуктор РК-53Б.
3.6.3. ВИБРОДУГОВАЯ НАПЛАВКА
Автоматическую вибродуговую наплавку широко применяют
для восстановления преимущественно деталей типа вала диамет-
ром более 20 мм, а также для восстановления отверстий диамет-
ром более 40 мм и глубиной до 100 мм. Процесс наплавки осуще-
ствляют при вибрации электродной проволоки с подачей охлаж-
дающей жидкости на наплавленную поверхность. В качестве
охлаждающей жидкости применяют 2,5...6%-й водный раствор
кальцинированной соды или 10...20%-й водный раствор глицери-
на. Образующийся пар защищает расплавленный металл от воз-
действия кислорода и азота воздуха и охлаждает наплавляемую де-
таль, чем способствует получению валика с более высокими меха-
ническими свойствами.
187
Сущность способа вибродуговой наплавки деталей состоит в
том, что электродная проволока подается из кассеты к наплавляе-
мой поверхности специальным механизмом, который одновре-
менно с подачей проволоки вниз, к детали, придает ей колеба-
тельные движения с определенной частотой (50... 110 Гц) и ампли-
тудой (до 4 мм).
К детали и электродной проволоке подводится ток 80...300 А
при напряжении 12...20 В. В место соприкосновения проволоки с
деталью подаются охлаждающая жидкость, защитный газ или
флюс. Процесс может вестись и без защиты дуги.
Цикл наплавки включает в себя короткое замыкание (в момент
касания электродом детали), горение дуги (во время отрыва элект-
рода от детали) и холостой ход (от момента, когда дуга погасла, до
следующего короткого замыкания).
При включении в цепь тока индуктивности нарастание и паде-
ние импульсов тока сглаживаются, длительность и устойчивость
горения дуги возрастают.
Принципиальная схема вибродуговой установки с электроме-
ханическим вибратором показана на рисунке 3.27. Деталь 3, под-
лежащую наплавке, устанавливают в патроне или центрах токар-
ного станка. На суппорте станка монтируют наплавочную голов-
ку, состоящую из механизма подачи 5 проволоки с кассетой 6,
электромагнитного вибратора 7 с мундштуком 4. Вибратор создает
колебания конца электрода с частотой ПО Гц и амплитудой коле-
бания до 4 мм, обеспечивая размыкание и замыкание сварочной
цепи. При периодическом замыкании электродной проволоки и
детали происходит перенос металла с электрода на деталь. Вибра-
J-Z
Рис. 3.27. Схема установки для вибродуговой наплавки:
1 — насос; 2—бак; 3—деталь; 4— мундштук; 5—механизм подачи; 6-
кассета; 7—вибратор; 8— реостат; 9—дроссель
188
ция электрода во время наплавки обеспечивает стабильность про-
i iccca за счет частых возбуждений дуговых разрядов и способствует
подаче электродной проволоки небольшими порциями, что обес-
печивает лучшее формирование наплавленных валиков.
Электроснабжение установки осуществляется от источника
тока напряжением 24 В. Последовательно с ним включен дроссель
9 низкой частоты, который стабилизирует силу сварочного тока.
Реостат 8 служит для регулировки силы тока в цепи. В зону на-
плавки при помощи насоса / из бака 2 подается охлаждающая
жидкость (4...6%-й раствор кальцинированной соды в воде), кото-
рая защищает металл от окисления.
Качество соединения наплавленного металла с основным зави-
сит от полярности тока, шага наплавки (подача суппорта станка
на один оборот детали), угла подвода электрода к детали, качества
очистки и подготовки поверхности, подлежащей наплавлению,
толщины слоя наплавки и др.
Высокое качество наплавки получают при токе обратной полярно-
сти («+» на электроде, «—» на детали), шаге наплавки 1,5...3,5 мм/об.
и угле подвода проволоки к детали 15...30°. Твердость наплавленно-
го слоя зависит от химического состава электродной проволоки, ус-
повия подачи охлаждающей жидкости, взаимного перекрытия ва-
нн ками друг друга. Для вибродуговой наплавки применяют преиму-
щественно углеродистую проволоку с содержанием углерода до
0,9 % (Св-08, Нп-65Г, Нп-ЗОХГСА, У-7, ПК-1, Нп-30, Нп-50). Диа-
метр проволоки 1...3 мм. Следует учитывать, что с увеличением диа-
метра проволоки существенно возрастает производительность на-
плавки: при использовании проволоки диаметром 2 и 2,5 мм увели-
чивается производительность соответственно в 2 и 3 раза по
сравнению с применением проволоки диаметром 1,4 мм, но при
)том снижается твердость слоя на 5...8 единиц.
Толщина наплавляемого слоя зависит от диаметра проволоки,
соотношения скорости подачи проволоки и скорости наплавки.
Ниже даны рекомендуемые диаметры проволоки в зависимости от
толщины наплавляемого слоя, мм:
I олщина наплавляемого слоя, мм 0,3...0,9 1... 1,6 1,7...2,5
Диаметр электрода, мм 1...1.5 1,5...2,5 2...3
Напряжение источника питания, В 12... 15 15...20 20...25
Чем больше скорость подачи проволоки и меньше скорость на-
плавки, тем толще наплавляемый слой. Для наплавки слоя толщи-
ной 0,8...1 мм при скорости подачи проволоки 1,3 м/мин частота
иращения детали с учетом ее диаметра составляет:
Диаметр детали, мм 20 30 40 50 60 70
Чистота вращения, мин-1 10...16 8...14 6...10 4...8 2...5 1...3
189
Сравнительно тонкие слои (0,7... 1 мм) наплавляют, применяя
подачу 1,2...2 мм/об., а более толстые — при подаче 1,7...3 мм/об.
Режимы вибродуговой наплавки рассчитывают по следующим
формулам.
1. Сила сварочного тока, А,
/св = (60...75)(т«/2/4), (3.41)
где d — диаметр электродной проволоки, мм.
2. Скорость подачи электродной проволоки, м/ч,
v3 = 0,UCBU/d2,
где [/_ напряжение источника питания, В (U= 12...25 В).
3. Скорость наплавки, м/ч,
vH = 0,785</Кэг,/(/г&г),
(3.42)
(3.43)
где л _ коэффициент перехода электродного материала в наплавленный металл
(л = 0 8 0 9)- h — заданная толщина наплавляемого слоя (без механической обра-
ботки) мм- 5-шаг наплавки, мм/об.; а - коэффициент, учитывающий отклоне-
ние фактической площади сечения наплавленного слоя от площади четырехуголь-
ника с высотой h (a = 0,7...0,85).
4. Частота вращения детали, мин-"1,
л=1000у„/(6071£),
где D — диаметр детали, мм.
5. Шаг наплавки, мм/об.,
5=(1,6...2,2)</.
6. Амплитуда колебаний электродной проволоки, мм,
Л = (0,75...1,0)с?.
7. Вылет электродной проволоки, мм,
#= (5...8К
8. Индуктивность электрической цепи, Гн,
L = 5lnd2v3y/(I2J),
(3.44)
(3.45)
(3.46)
(3.47)
(3.4S)
где у-плотность электродной проволоки, г/см3 (у = 7,85); /-максимальная си|
тока в цепи, А (принимают в два раза больше силы тока по амперметру);/- Щ
тота колебаний, Гц.
190
Для вибродуговой наплавки применяют: специализированные ус-
тановки УД-144, УД-209, УД-283, УД-284, ОКС-27414, ОКС-27508;
наплавочные станки УД-143, ОКС-11336, У-653; наплавочные го-
товки ОКС-6569М, ОКС-1252; источники питания с жесткой
внешней характеристикой (генераторы АДН-500/250; выпрямите-
I ли ВС-300, ВС-600; преобразователи ПД-305, ПСГ-500; дроссели
Л-780, А-855, РСТЭ-24, РСТЭ-34).
Достоинства способа: незначительная по глубине зона терми-
ческого влияния; незначительная деформация деталей после на-
плавки; высокая твердость и износостойкость покрытия; высокая
производительность процесса; возможность получения покрытия
| различной толщины и механических свойств.
Недостатки способа: снижение усталостной прочности до 60 %
из-за образования закалочных структур в материале, вызывающих
растягивающие напряжения и неоднородность твердости (в мес-
тах перекрытия точек сварки в результате отпуска твердость сни-
жается); наличие пор в покрытии по причине быстрого перехода
металла из жидкого состояния в твердое.
3.6.4. ЭЛЕКТРОШЛАКОВАЯ НАПЛАВКА
Способ наплавки основан на использовании тепловой энергии,
иыделяемой при прохождении электрического тока через расплав-
ленный флюс от электрода к восстанавливаемой детали. Теплота
поддерживает флюс в жидком перегретом состоянии, а также рас-
плавляет электродную проволоку и поверхность наплавляемой де-
тали. Зона наплавки на поверхности восстанавливаемой детали
ограничена поверхностями водоохлаждаемого кристаллизатора и
технологической пластины. Размеры этой зоны определяют сече-
нием наплавленного покрытия. Возможная толщина слоя наплав-
ки более 12 мм. Кристаллизатор изготовляют из меди, графита или
■ керамики.
Процесс наплавки начинают на технологической пластине, ко-
торую затем удаляют. В ванну помещают флюс и электрод. Зажи-
I га ют дугу между электродом и технологической пластиной, в ре-
тультате чего флюс расплавляется, образуя жидкую ванну. После
образования шлаковой ванны дуга гаснет, ток проходит через
жидкий шлак и начинается бездуговой процесс. Включают подачу
электродной проволоки, открывают дозатор с флюсом и сообща-
ют' движение детали. Под воздействием высокой температуры
шлак оплавляет поверхность детали и электрода. Температура
шлаковой ванны больше, чем температура плавления присадочно-
го электродного материала. Присадочный металл после расплав-
пения оседает и формирует с помощью охлаждаемого кристалли-
тагора нужную форму покрытия.
191
Рис. 3.28. Схема электрошлаковой наплавки:
1 — кристаллизатор; 2—шлаковая ванна; 3— электрод; 4— мундштук; 5 — доза-
тор легирующих добавок; 6— крупногабаритные диски; 7—восстанавливаемая
деталь; 8— оправка; 9— покрытие
Электрошлаковой наплавкой восстанавливают массивные
детали с большим износом: опорные катки гусеничных машин,
звенья гусениц, шестерни коробок передач и др. Примером мо-
жет служить электрошлаковая наплавка опорных катков тракто-
ров, износ которых достигает 30 мм на диаметр, а потеря массы
металла — до 6 кг (рис. 3.28). Восстанавливаемую деталь (каток)
7 устанавливают между крупногабаритными дисками 6 на оп-
равке с?. Диски изготовлены из меди и имеют размер нового
катка. К ним подводят плотно прилегающий кристаллизатор
металла 1. Пространство, ограниченное ободом катка, габарит-
ными дисками и кристаллизатором, представляет собой шлако
вую ванну, в которой происходит электрошлаковый процесс и
по форме которой получается наплавленное покрытие 9. До на
чала электрошлакового процесса в шлаковую ванну 2 заливают
предварительно расплавленный флюс-шлак, после чего вклю
чается подача электрода 3, открывается дозатор легирующих
добавок 5 и включается привод катка. Ток к электроду подио
дится через мундштук 4.
Оптимальный режим электрошлаковой наплавки при восста
новлении опорных катков тракторов: напряжение тока 36...40 И,
сила тока 800...900 А, скорость подачи проволоки З...3,5 м/мии,
глубина шлаковой ванны 80 мм, «сухой» вылет электродов 150 мм,
число электродов 2, диаметр проволоки 3 мм. Электродная про но
лока типа Св-08, флюс АН-348А или АН-8. Скорость подачи леги»
рующих добавок (сормайта) 50...85 г/мин. Износостойкость кат
ков по сравнению с новыми катками в 1,5... 1,9 раза больше. HI
плавку производят на установке ОКС-7755.
В качестве флюсов при наплавке используют АН-8, АН-22 и
АН-348А, а в качестве электродного материала — сварочные про»
волоки и ленты.
192
*
Параметры электрошлаковой наплавки: глубина шлаковой
ианны, «сухой» вылет электрода, диаметр электрода, сварочный
гок, напряжение на электродах и скорость их подачи.
Силу сварочного тока и напряжение устанавливают по количе-
i гну теплоты, необходимой для расплавления соответствующего
оОъема металла с учетом потерь. Зависимость между силой свароч-
ного тока /, А, и толщиной наплавленного металла S, мм, выража-
| к и формулой
I=A + BS, (3.49)
рде А и В — эмпирические коэффициенты (А = 220...280, В= 3,2...4,0).
Скорость подачи электрода, м/ч,
v = //C, (3.50)
Рдс С — эмпирический коэффициент (С= 1,6...2,7 А-ч/м).
Диаметр электродов определяют исходя из толщины и ширины
наплавленного шва. Диаметр обычно принимают равным 3 мм,
толщину наплавленного металла — 20...30 мм и ширину шва—
60 мм.
Глубина шлаковой ванны существенно влияет на процесс на-
плавки. Недостаточное ее значение нарушает устойчивость про-
цесса, приводит к кипению и разбрызгиванию шлака, а слишком
I" большое— уменьшает проплавление основного металла детали.
Оптимальной считают глубину, равную 40...60 мм.
3.6.5. ЭЛЕКТРОКОНТАКТНАЯ ПРИВАРКА
МЕТАЛЛИЧЕСКОГО СЛОЯ
Сущность процесса заключается в точечной приварке к наруж-
ной поверхности детали металлического порошка, проволоки или
Лепты в результате воздействия мощных импульсов тока с прило-
жением давления Р (рис. 3.29).
Металл детали и слоя расплавляется в результате прохождения
Цчжа не по всей толщине покрытия, а только в точках контакта
Материала. Способ реализуют на установках путем совместного
сформирования наносимого металла и поверхностного слоя дета-
ли, нагретых в очагах пластического деформирования короткими
(0,02...0,16 с) импульсами тока 7...30 кА.
Деформирующее усилие составляет 1000... 1600 Н. Слой прива-
ривают ко всей поверхности детали перекрывающимися точками,
I «070 193
№
Рис. 3.29. Схема электроконтактной приварки стальной ленты:
1 — центр; 2— восстанавливаемая деталь; 3 — лента; 4 — ролик; 5 —
трансформатор; 6 — прерыватель тока
которые располагают по винтовой линии. Сварные точки перс
крываются как вдоль рядов, так и между ними. Перекрытия точек
достигают частотой импульсов тока, пропорциональной частоте
вращения детали и скорости продольного перемещения свароч
ной головки. Такое расположение сварных точек обеспечивает
высококачественную приварку. При электроконтактной приварке
материал детали прогревается на малую глубину, что обеспечивает I
неизменность его химического состава и исключает применение
флюсов и защитных газов. Для уменьшения нагрева детали и улуч-
шения условий закалки приваренного слоя в зону приварки пода
ют охлаждающую жидкость.
Способ применяют для восстановления шеек и резьбовых участ-
ков валов, наружных цилиндрических поверхностей других дета
лей, а также отверстий в чугунных и стальных деталях (гильзах и
блоках цилиндров).
В качестве основных материалов при наплавке порошков ис-|
пользуют сплавы: ПГ-Х20Н80, СНГН, ПГ-СР2, ПГ-ХН80СР2,
ПГ-10Н-01, ПГ-ЮН-04, ПГ-УС25, ПГ-С27, механические смеси
КБХ и ФБХ-6-2, а также различные композиции.
При восстановлении шеек валов применяют проволоку сплош
ного сечения (Нп-35, Нп-40, Вс-08Г2С, Нп-ЗОХГСА, ПК-2) и тШ
рошковую (например, ПП-АН-10) диаметром 1,6...2,5 мм, а также
толщиной 0,5...0,6 мм из углеродистых 10, 20, 40, 50, У7, У8, 651 и
легированных сталей 40Х и 50ХФА.
Приварка проволоки обеспечивает высшую износостойкост1|
покрытий, но отрицательно влияет на усталостную прочность вос-
становленных элементов. Приварка проволок Св-08ГС и 65Г сии«
жает усталостную прочность на 10...25 % по сравнению с этими
показателями у нормализованной стали 45 и чугуна ВЧ-50. Реж
194
мы приварки проволоки приведены в таблице 3.13. Длительность
импульса составляет 0,02...0,04 с, а паузы — 0,06...0,08 с. Скорость
приварки 1,6...2,0 м/мин.
3.13. Режимы электроконтактной приварки проволоки на наружные
поверхности цилиндрических деталей
Проволока
Диаметр
проволоки, мм
Ток, кА
Давление
на ролик, H
Шаг приварки,
м/об.
Пружинная
('11-08
2
1,6
2,5
2,0
1,6
8,5...Ю
7,5...9
7...8
5...6
8.5...10
7,5...9
8...9
7...8
5...6
1300
1100
1500
1300
1100
1000
2,0...2,2
1,6...1,8
2,5—2,8
2,0.-2,2
1,6.-1,8
1,6.-1,8
Среди способов приварки широкое распространение получила
июктроконтактная приварка ленты.
Ленту приваривают в сварной точке, полученной от действия
импульса тока, в которой расплавляются металлы ленты и детали.
Металл ленты расплавляется не по всей ее толщине, а лишь в тон-
ком поверхностном слое, в месте контакта ее с деталью. Полнос-
тью лента не расплавляется. Сплошная приварка слоя происходит
и результате воздействия сварочных импульсов, образующих сва-
рочные точки, которые располагаются по винтовой линии, час-
тично перекрывая друг друга как вдоль рядов, так и между ними.
Это достигается вращением детали со скоростью, пропорциональ-
ной частоте импульса, и продольным перемещением сварочных
электродов. Чтобы исключить нагрев детали и закалить приварен-
ный слой, в зону сварки подают охлаждающую жидкость.
Твердость, износостойкость и прочность сцепления ленты с де-
влью зависят от марки стали ленты. Высокую твердость обеспе-
чивают ленты из хромистых и марганцевых сталей. Материал лен-
ы выбирают по таблице 3.14. Толщину ленты берут в пределах
Д.. 1,5 мм. Усилие прижатия роликов при приварке ленты —
1,3... 1,6 кН.
3.14. Твердость приваренного слоя в зависимости от материала ленты
Марка стали
припариваемой ленты
Твердость прива-
ренного слоя, HRC3
Марка стали
привариваемой ленты
Твердость прива-
ренного слоя, HRC3
Сталь 20
Сталь 40
Сталь 45
30...35
40...45
45...50
Сталь 55
Сталь 40Х
Сталь 65Х
50.-55
55.-60
60.-65
)!•
195
Ролики электрода изготавливают из специальных медных спла
вов, бронзы (БрНЮТ, ХКд-0,5-0,3, БрХ, БрХЦр-0,6-0,05), сплава
Мц-4, меди М-1.
Ориентировочные режимы приварки стальной ленты приведе-
ны в таблице 3.15.
Усилие сжатия Р, Н, и сила сварочного тока I, А, имеют следу
ющую зависимость:
Р = 6,4л/7.
3.15. Режимы приварки стальной ленты
(3.51)
Параметр
Сила сварочного тока, А
Длительность, с:
сварочного цикла
паузы
Скорость сварки, м/мин
Подача электродов, мм/об.
Усилия сжатия электродов, мм
Ширина рабочей части электро-
дов, мм
Диаметр рабочей части электро-
дов, мм
Материал:
ленты
детали
Расход охлаждающей жидкости,
л/мин
Деталь
корпусная
7800...8000
0,12.-0,16
0,08.-0,10
0,5
Ручная
1,70.-2,25
8
50
Сталь 20
Чугун СЧ 18-36;
СЧ-21-40
0,5...1,0
типа «вал»
16100...18100
0,04...0,08
0,10-0,12
0,7.-1,2
3...4
1,90.-1,60
4
150...180
Сталь 40...50
Сталь любая
1,5.-2,0
Количество тепловой энергии, необходимой для сплавление
ленты или припекания порошка к детали, определяют в соотвс i
ствии с законом Джоуля—Ленца, Дж,
Q = I2Rt,
(3.52)
где /—сила сварочного ток, A; R — сопротивление зоны сварки, Ом; t— время
прохождения тока, с.
Широкими технологическими возможностями, позволяющими!
повысить послеремонтную наработку восстановленных деталей,
обладает электроконтактная приварка порошковых материалов, j
Сущность процесса заключается в том, что между движущими*
ся деталью и электродом помещают металлический порошок, че«
рез них пропускают электрический ток под давлением.
196
Один из электродов переменного тока — вращающаяся или не-
подвижная деталь, второй — медный вращающийся или непод-
вижный электрод. В зазор между этими двумя электродами из
пункера подают порошковый материал, который к восстанавлива-
емой поверхности детали прижимают под давлением 30...60 МПа
вторым электродом. Через электроды и материал пропускают
•лектрический ток силой 5...30 кА, плотностью 1...5 А/см2, напря-
жением 6...12 В и импульсами длительностью 0,04...0,14 с. Ско-
рость приварки — 0,17...0,37 м/мин.
В результате на поверхности восстанавливаемой детали образу-
ется слой, толщина которого определяется углом захвата порошка
роликом. От состава порошков зависят требуемые свойства вос-
становительных покрытий.
Высокое качество восстановления обеспечивает композиция из
еамофлюсующегося порошка ПГ-ХН80СР2, порошков сормайта
11Г-С1 и железа ПЖ-ЗМ в равных объемных частях с добавкой к
ним меди и свинца (1,5...5 %).
Для восстановления деталей применяют установки «Ремдеталь»
011-1-02 и ОКС-12296 ГОСНИТИ-для шеек валов; 011-1-05-
цля резьбовых участков валов малого диаметра и поверхностей де-
галей типа «вал»; 011-1-06 —для внутренних поверхностей гильз
цилиндров; 011-1-11 —коренных опор блоков цилиндров.
По сравнению с дуговыми способами наплавки электроконтак-
тпая приварка металлического слоя с охлаждением рабочей зоны
позволяет:
увеличить в 2...3 раза производительность труда;
сократить в 3...4 раза расход материала за счет сокращения по-
терь на разбрызгивание металла и создания минимально необхо-
димого припуска на обработку;
исключить нагрев и деформацию детали;
обеспечить закалку слоя непосредственно в процессе при-
парки;
достичь высокой прочности соединения покрытия с восстанав-
ливаемой поверхностью (100...250 МПа);
наплавлять черные и цветные металлы на различные марки
с i алей и чугунов;
исключить выгорание легирующих элементов;
обеспечить различные сочетания присадочных материалов;
создать благоприятные санитарно-производственные условия.
Недостатки способа: сложность установки сварочного оборудо-
вания; несоответствие конфигурации деталей; необходимость ис-
пользования акустического контроля качества при точечной свар-
ке; высококачественная подготовка поверхностей деталей под
сварку.
197
3.6.6. ИНДУКЦИОННАЯ НАПЛАВКА
Технология индукционной наплавки основана на использова
нии токов высокой частоты (ТВЧ) для подогрева металла детали и
присадочного материала.
Индукционный нагрев по удельной мощности тепловложения
превосходит газовый и электродуговой, обеспечивает реальную
скорость роста температуры до 200 °С/с и высокую производитель
ность процесса. Мощность ТВЧ превышает в 15...20 раз мощность
газового пламени. Однако при наплавке ТВЧ отсутствует защитная
среда, что требует очистки деталей и введения дополнительных
флюсов.
Технологический процесс индукционной наплавки следую-
щий. Восстанавливаемую поверхность детали предварительно of)
рабатывают для получения необходимых геометрической формы I
размеров. На эту поверхность наносят слой шихты, который опре-
деляет необходимую толщину наплавленного слоя.
Деталь с нанесенной шихтой вводят в индуктор ТВЧ уста-
новки. Конструкция индуктора и расположение детали зависят
от конфигурации наплавляемой поверхности. При прохожде-
нии ТВЧ через контур индуктора в поверхностных слоях детали
возникают токи Фуко и наружный слой основного металла на
гревается. Шихта, расположенная между индуктором и нагрева
емой поверхностью детали, вследствие большого электрически
го сопротивления и мелких размеров частиц слабо реагирует HI
воздействие переменного электромагнитного поля. Она нагре-
вается главным образом за счет теплопередачи от основного ме-
талла. Температура плавления шихты на 100... 150 К ниже тем
пературы плавления основного металла, а скорость нагрева по-
верхности детали — больше скорости теплоотвода в глубину
детали.
Флюс шихты плавится, взаимодействует с оксидами и разру
шает их на поверхности основного металла и порошкообразно!»
металлического сплава. Флюс также предотвращает последующе!
образование оксидов и сдерживает теплоотдачу в окружающую
среду. Дальнейшее повышение температуры шихты вызывает
плавление ее металлической части. При этом жидкий сплав вы*
тесняет отработавший флюс с наплавленной поверхности. Высо«
кая температура нагрева материала и различный химический eoJ
став флюса, металлического сплава и основного металла спосоо»
ствуют развитию диффузии, которая обеспечивает прочной!
соединение наплавленного слоя с поверхностью детали.
После всплытия шлаков индукционный нагрев детали прекрй«
щают. Деталь охлаждают на воздухе или в песке.
198
»
Шихта состоит из магнитного порошкообразного твердого
in лава и немагнитного флюса со связующим веществом. Если
применяют самофлюсующийся порошок, то флюс не требуется.
В качестве материалов для наплавки применяют: высо-
колегированные чугуны — У30Х28Н4С4 (сормайт №1),
У45Х35ГЗР2С (ФБХ-6-2), У35Х2Н5 (нихард), Ж4НДХ-15-7-2
(пирезист); сплавы на основе кобальта, вольфрама и никеля —
стеллиты В2К и ВЗК; композиционные материалы (псевдоспла-
мы) на основе карбидов вольфрама (релиты) и хрома (ПС-14-80,
ПС-14-60, ПС-15-30).
Порошкообразные твердые сплавы обеспечивают высокие экс-
плуатационные характеристики наплавленных деталей. Материа-
лы имеют минимальную магнитную проницаемость (являются па-
рамагнитными) и обладают необходимым гранулометрическим
составом. При толщине слоя шихты 1,5...4,5 мм размер частиц ме-
няется от 0,2...0,4 до 0,8...1,2 мм. Температура плавления приса-
дочного материала должна быть на 150...350 К ниже температуры
плавления основного металла.
При увеличении в наплавленном металле содержания хрома и
углерода возрастают твердость и износостойкость в абразивной
среде, но снижаются пластичность и стойкость к ударным нагруз-
кам. При уменьшении содержания хрома и углерода при одновре-
менном увеличении содержания никеля, как правило, несколько
ухудшается твердость, но одновременно повышаются пластич-
ность и стойкость к ударным нагрузкам.
При наплавке сормайтом и псевдосплавами применяют флю-
(i.i, содержащие 43...62 % борной кислоты, 30...42 % кристалли-
ческой буры и 5...15 % силикокальция. В зависимости от толщины
наплавленного слоя в шихте должно содержаться 10...16 % флюса.
Индукционная наплавка дает высокую износостойкость на-
плавленного слоя (в 2...5 раз и более, чем поверхностей без покры-
тия), не требует сложной оснастки и обеспечивает высокую куль-
туру производства.
Высокая мощность ТВЧ позволяет наплавлять крупногабарит-
ные детали с большими площадями износов. К таким деталям от-
носятся: лемеха, лезвия, диски тяжелых борон, лапы культивато-
ров, траки гусениц и др.
3.6.7. ЛАЗЕРНАЯ НАПЛАВКА
Этот способ наплавки представляет собой технологический ме-
юд получения покрытий с заданными физико-механическими
свойствами путем нанесения наплавочного материала (порошок,
199
фольга, проволока и др.) с последующим оплавлением его лазер-
ным лучом. Наименьших затрат энергии требуют порошковые ма-
териалы.
Порошковая лазерная наплавка заключается в получении по-
крытий путем принудительной подачи порошка газовым потоком
непосредственно в зону лазерного излучения. Частицы порошка
начинают нагреваться в лазерном луче и расплавляются в поверх-
ностном слое.
Порошки на поверхность детали можно подавать непосред-
ственно в зону лазерного луча с помощью дозатора; после предва-
рительной обмазки клеющим составом; в виде коллоидного ра-
створа. Для первого случая характерен увеличенный (в 5...7 раз)
расход порошка и ухудшение физико-механических свойств по-
крытия. Коллоидный раствор — это смесь порошка и раствора
целлюлозы.
С увеличением толщины обмазки возрастают поглощение из-
лучения и КПД наплавки, а также твердость нанесенного слоя,
которую путем подбора скорости наплавки и материала можно ре-
гулировать в пределах 35...65 HRC3.
Технология лазерной наплавки определяется следующими па-
раметрами (интервалы оптимальных значений приведены 1
скобках):
мощностью лазерного излучения (1...3 кВт);
скоростью перемещения восстанавливаемой поверхности под!
облучением (16,7...33,3 мм/с);
диаметром пятна нагрева, определяемым условиями фокуси-
ровки излучения (10... 15 мм);
массовым расходом порошка, подаваемого в зону обработки
(2,1...3,2 кг/ч);
углом ввода порошка (30...35°).
Покрытия, нанесенные лазерной наплавкой, имеют следую-
щие характеристики: толщина слоя, наплавленного за один про-
ход,—до 0,8 мм; толщина дефектного слоя —не более 0,1 мм|
прочность сцепления — до 35 кг/мм2; потери наплавляемого мц|
териала — не более 1 %; глубина зоны термического влияния -
не более 1 мм. Толщина нанесенного слоя может достигати
40...50 мкм.
В качестве оборудования при лазерной наплавке применяю!
установки ЛГН-702, УЛГН-502, ЛОКК-ЗМ, ЛТ1-2 и технолощ.
ческие модули 01.03.178 и 01.12.376 «Ремдеталь».
3.6.8. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА И НАПЛАВКА
Этот способ основан на использовании энергии, высвобождае-
мой при торможении потока ускоренных электронов в сваривае-
мых материалах.
Схема установки для электронно-лучевой сварки показана на
рисунке 3.30. Она включает: электронно-лучевую сварочную пуш-
ку 5 с системами управления и электропитания, формирующую
поток электронов; вакуумную камеру 2 с люками загрузки и выг-
рузки деталей, механизмами перемещения свариваемых деталей /
и со смотровыми окнами 3; вакуумную систему, обеспечивающую
при сварке в рабочем объеме камеры разрежение 1,33...13,3 МПа.
Электроны могут быть ускорены до энергии 20...30 кэВ (низко-
вольтные пушки), до 30... 100 (пушки с промежуточным ускоряю-
щим напряжением), до 100...200 кэВ (высоковольтные пушки).
I Iotok электронов, эмитируемых катодом, формируется предвари-
к*льно электростатическим полем в области катод—анод.
Силу тока луча регулируют подачей напряжения на управляю-
щий (прикатодный) электрод 4. Удельная энергия, высвобождае-
мая в месте бомбардировки металла потоком электронов, может
изменяться с помощью системы электромагнитной фокусировки
пуча 6. Для совмещения пятна нагрева со сварным стыком при от-
к точении последнего от геометрической оси пушки или при свар-
ке по сложному контуру служит система электромагнитного от-
клонения луча 7.
Рис. 3.30. Схема установки для электронно-лучевой сварки:
1 — механизм перемещения свариваемых деталей; 2—камера вакуумная; 3 —
окна смотровые; 4— электрод; 5—пушка сварочная; 6—система фокусировки
луча; 7— система отклонения луча
201
Сущность электронно-лучевой наплавки заключается в нагреве
материала и поверхности детали потоком электронов. Способ
обеспечивает высококонцентрированное вложение энергии в на-
греваемую поверхность.
Малый объем обрабатываемого металла и кратковременность
теплового воздействия гарантируют незначительные термические
деформации соединяемых деталей. Толщина покрытий составляет
от нескольких десятых миллиметра до 1,0...1,5 мм на сторону.
В последние три десятилетия внимание исследователей при-
влечено к изучению аморфного состояния поверхностных слоев
металлических сплавов, в том числе образуемых при восстановле-
нии деталей. Эти слои, получаемые охлаждением из жидкого со-
стояния конденсацией, вакуумным или ионно-плазменным напы-
лением, а также облучением покрытий электронами или ионами,
характеризуются отсутствием дальнего порядка во взаимном рас-
положении атомов и называются металлическими стеклами.
Металлическим стеклам присуще оптимальное сочетание нео-
бычных электрических, магнитных, механических и химических
свойств. Так, часть из них имеет удовлетворительную пластич-
ность наряду с высокими твердостью и прочностью при растяже-
нии, приближающуюся к теоретической.
Еще одно достоинство металлических стекол — их коррозион-
ная стойкость, в частности устойчивость к питтингу в растворах
кислот. Она объясняется образованием на поверхности материала
очень однородной пассивной пленки. Ряд классов металлических
стекол может быть использован в качестве катализаторов в хими-
ческих технологиях, стойких против радиационных воздействий и
катодного распыления материалов.
Применение новых промышленных ускорителей электронов с
энергией 1,5 МэВ и более и мощностью 50 кВт позволяет осущестн
лять наплавку углеродистых, легированных и жаропрочных сталей,
серого чугуна и меди. Применяют наплавочные материалы в виде
порошков никеля и железа: ПР-Н80Х13С2Р, ПР-Н67Х18С5Р4,
ПР-Н73Х16СЗРЗ, ПР-Н70Х17С4Р4, ПР-10Р6М5, ПГ-10Н-04,
ФБХ-6-2. Толщина насыпного слоя изменяется от 1 до 5 мм, ihiiJ
рина слоя 8...40 мм, мощность электронного пучка 1,5...15 кВт,
скорость наплавки 8... ПО мм/с.
Покрытия, полученные электронно-лучевой наплавкой, содер
жат небольшое количество кислорода и азота: (4...19)10^3 и
(1...7)10-3 % соответственно. Столь низкое содержание газов в ме-
талле, наплавленном без защиты, объясняется возникающим и
зоне облучения порошка потоком из активированных газов, парой
металла и ультрадисперсных частиц. Этот поток препятствув'1
контакту расплавленного металла с воздухом. Наличие такой за«]
щиты обеспечивает отсутствие пор в покрытии. Лишь при исполь •
202
*
ювании порошка ПР-Н67Х18С5Р4 в наплавленном слое встреча-
ются единичные поры.
Электронно-лучевая наплавка обеспечивает высокую произво-
дительность и широкие технологические возможности. Напри-
мер, по сравнению с индукционной наплавкой производитель-
ность наплавки пучком электронов в 10...15 раз больше. Данный
способ практически применим для наплавки любых материалов,
позволяет точно дозировать энергию, вводимую в металл, изменяя
тем самым глубину проплавления основного металла, структуру
основного и наплавленного металла.
Для электронно-лучевой сварки и наплавки применяют уни-
версальные установки ЭЛЛУ-4, У-ЗМ2, А.306.05, У-74, У-101 и др.
3.6.9. ПЛАЗМЕННО-ДУГОВАЯ СВАРКА И НАПЛАВКА
Способ основан на использовании в качестве источника тепло-
ты плазменной дуги, для получения которой служат устройства,
называемые плазмотронами (рис. 3.31).
Плазмотрон состоит из охлаждаемых водой катода и анода,
смонтированных в рукоятке. Катод обычно изготовляют из вольф-
рама или лантанированного вольфрама (вольфрамовые стержни с
присадкой 1...2 % оксида лантана), анод (сопло) — из меди (водо-
очлаждаемое сопло). Катод и анод изолированы друг от друга про-
кладкой из изоляционного материала (асбеста).
Для получения плазменной струи между катодом и анодом воз-
буждают электрическую дугу от источника постоянного напряже-
ния 80...100 В. Электрическая дуга, горящая между катодом и ано-
дом, нагревает подаваемый в плазмотрон газ до температуры плаз-
Рис. 3.31. Схемы устройства плазмотронов:
и для работы на порошках; б — на проволоке; 1 — сопло плазменной струи (анод); 2кЗ — подвод
и отвод охлаждающей воды; 4—изолирующее кольцо; 5—подвод плазмообразующего газа; 6—
мшыррамовый электрод (катод); 7—подача напыляемого порошка; 8—контактное устройство
Him проволоки; 9 — напыляемая проволока (анод); 10 — направляющая трубка для проволоки
203
мы, т. е. до состояния электропроводности. В поток нагретого газа
вводят материал для сварки и наплавки. Образующиеся расплав-
ленные частицы материала выносятся потоком горячего газа из
сопла и наносятся на поверхность изделия.
В качестве плазмообразующих газов используют аргон, азот,
гелий и аргон-азотную смесь.
Наименование газа
Азот газообразный технический повышен-
ной чистоты в баллонах:
Содержание основного вещества,
мае. %
первый сорт
второй сорт
Аргон газообразный:
высший сорт
первый сорт
Гелий газообразный:
особой чистоты
высокой чистоты
технический
Смесь аргон-азотная
(аргон технический)
99,99
99,95
99,992
99,987
99,995
99,985
99,8
86...88% Ar, 12...14%Nj
Область применения способа — нанесение тонкослойных по-]
крытий на нагруженные детали с малым износом. Плазменную
наплавку применяют при восстановлении коленчатых, кулачко-
вых и распределительных валов, валов турбокомпрессоров, осей,
крестовин карданных шарниров и др.
При плазменной наплавке получают покрытия толщиной
0,2...6,5 мм и шириной 1,2...45 мм. Если наносят легкоплавкий
материал, то возможно нанесение покрытия с проплавлением
очень тонких поверхностных слоев без оплавления поверхности.
Термический КПД наплавки в 2...3 раза больше, чем при элек-
тродуговом процессе. Производительность процесса 0,4...5,5 кг/ч.|
Производительность плазменно-порошковой наплавки аустенит
ных нержавеющих сталей не уступает производительности элект-
родуговой наплавки.
Различают наплавку по винтовой линии с непрерывной пода J
чей плазмотрона и широкослойную наплавку с его гармонически
ми колебаниями относительно оси вращающейся детали. Для на
несения покрытий толщиной более 4 мм применяют многослоп
ную наплавку.
Материалы для плазменной наплавки разнообразны и вклю*
чают железоуглеродистые высоколегированные сплавы, колмо
ной, стеллиты, инструментальные и быстрорежущие стали
Применяют прутки, проволоку, порошки и комбинации мате
риалов.
В ремонтной практике для получения износостойких но
крытий используют порошковые материалы ПР-Н73Х16С31М
204
IIP-H70X17MC4P4, Х5, ПР-Х4ГСР и порошковые смеси ПЖВ-1,
11Р-М6ФЗ, ПР-Х18Н9.
Оптимальный размер частиц порошка 60... 100 мкм. Эффектив-
нее подавать присадочный порошок вдоль оси плазменной струи
через отверстие анода, в этом случае полностью расплавляются
частицы размером 200...250 мкм и создаются наилучшие условия
дня расплавления и формирования покрытия.
Для плазменной наплавки применяют установки УД-417,
VIIH-303, УН-602, для сварки -УПС-301, УПС-403, УПС-804.
3.6.10. СВАРКА С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКА
Ультразвук — это волнообразно распространяющееся колеба-
тельное движение частиц твердых тел, жидкостей и газов, проис-
ходящее с частотой более 16...20 кГц.
Сущность процесса ультразвуковой сварки состоит в том, что
при приложении колебаний высокой частоты к свариваемым
деталям в них возникают касательные напряжения, вызываю-
щие пластические деформации материала свариваемых поверх-
ностей.
В результате механических колебаний в месте соединения ме-
талла повышается температура, зависящая от свойств сваривае-
мого материала. Эта температура способствует возникновению
пластического состояния материалов и их соединению. В местах
сварки образуются совместные кристаллы, обеспечивающие проч-
ность сварного соединения. Длительность процесса сварки исчис-
пястся для деталей малой толщины долями секунды.
Схема установки для получения точечных соединений ультра-
туком показана на рисунке 3.32. Вибратор 5, обмотка которого
Вода
Вода
j tt К ультразвуковому
генератору
Рис. 3.32. Схема сварки с использованием ультразвука:
1 — зажим подвижный; 2 — деталь; 3— выступ волновода;
4 — волновод; 5 — вибратор
205
питается током высокой частоты, охлаждается водой. Вибратор
служит для преобразования тока высокой частоты в механические
колебания, которые передаются на волновод 4, являющийся одно-
временно усилителем-концентратором механических колебаний.
На конце волновода имеется выступ 3, который служит одним из
электродов. При сварке деталь 2 зажимают между выступом 3 вол-
новода и подвижным зажимом 1, через который передается на де-
таль необходимое для сварки давление. Сварка происходит в мо-
мент включения электрического тока высокой частоты на обмотку
вибратора.
Способ применяют как для сварки двух листов малой толщины,
так и для пакетной сварки, сварки разнородных металлов (коррози-
онно-стойких сталей с алюминием, меди с алюминием и др.), дета-
лей малой и большой толщины, трудносвариваемых металлов (мо-
либдена, вольфрама, тантала, циркония и др.), а также для сварки
пластмасс. Прочность соединения, выполненного сваркой ультра-
звуком, превышает прочность соединения, полученного контакт-
ной сваркой. При сварке сталей различных толщин ультразвуковые
колебания вводят со стороны более тонкой детали.
Для выполнения сварки ультразвуком применяют установки
УЗСМ-1, УТ-4, УЗТШ-1, МТУ-4 и др.
3.6.11. ДИФФУЗИОННАЯ СВАРКА В ВАКУУМЕ
Способ сварки основан на диффузионном соединении матери-
алов в вакууме без их расплавления. Образование подобного со-
единения объясняется возникновением металлических связей за
счет локальной пластической деформации при повышенной тем
пературе, значительным сближением поверхностей, а также вза-
имной диффузией в поверхностных слоях контактирующих мате
риалов.
Процесс сварки с помощью диффузионного соединения услов-
но подразделяют на две стадии.
На первой стадии происходит нагрев материалов до высоко I
температуры и приложение давления, что вызывает пластическую
деформацию микровыступов, разрушение и удаление различи их
пленок на контактирующих поверхностях. При этом образуются
многочисленные участки непосредственного металлического кон-
такта (металлические связи).
Вторая стадия — ликвидация оставшихся микронесплошностей]
и образование объемной зоны взаимного соединения под действи-
ем диффузии.
Для получения соединения материалов с помощью диффузи-
онной сварки с технологической точки зрения необходимо выпол»!
206
нить следующие операции: очистить соединяемые поверхности и
устранить возможность дальнейшего их окисления, приложить
сжимающее усилие, нагреть соединяемые детали, обеспечив вы-
держку их при заданной температуре.
С помощью диффузионной сварки в вакууме можно соединять
однородные и разнородные черные, цветные металлы и сплавы, а
также металлокерамические изделия с металлами.
Для выполнения диффузионной сварки применяют установки
СДВУ-7, ТОР-39, УДСВ-КС-2, А306-20. Сварочные диффузион-
ные вакуумные установки состоят из следующих основных узлов:
вакуумной системы для обеспечения вакуума в рабочей камере,
системы для создания давления на соединяемые детали, для
подъема и опускания камеры, электрической системы и системы
автоматизации (привод и управление узлами установки).
3.6.12. ЭЛЕКТРОИСКРОВАЯ ОБРАБОТКА
Электроискровая обработка металлических поверхностей осно-
нана на использовании электрических разрядов между электрода-
ми в газовой среде. Сущность технологии восстановления поверх-
ностей состоит в том, что в промежутке между металлическими
электродами разрушается материал анода, продукты эрозии пере-
носятся на катод (заготовку).
Вследствие кратковременности разряда (до 10 мкс) и локально-
сти нагрева микрообъемы переносимого на деталь металла мгно-
венно охлаждаются. При определенных режимах обработки проис-
ходит сверхскоростная закалка ее поверхностного слоя до высокой
твердости. При многократном воздействии искровых импульсов на
поверхности детали формируются покрытия со свойствами, близ-
кими к свойствам материала электрода. Толщина покрытия увели-
чивается с ростом содержания углерода в материале детали и энер-
гии единичного импульса.
Нанесение твердых износостойких покрытий толщиной до 0,1 мм
относят к упрочнению, а нанесение покрытий большей толщи-
ны — к наплавке.
Покрытие, нанесенное на восстанавливаемую поверхность
деталей, имеет прочную связь с основной, потому что его обра-
зование сопровождается химическими и диффузионными про-
цессами.
Способ применяют для восстановления шеек валов и осей, по-
верхностей отверстий под подшипники, упрочнения взамен тер-
мообработки трущихся поверхностей, создания износостойкого
поверхностного слоя толщиной 0,5 мм. Стойкость режущей части
инструмента в результате упрочнения повышается в 3...8 раз.
207
Электроискровая обработка в ряде случаев при восстановлении
изношенных поверхностей подшипниковых узлов является фи-
нишной операцией, не требующей дополнительной механической
обработки. Способ получил распространение при восстановлении
деталей топливной аппаратуры дизелей и золотников, изготовлен-
ных из стали 15Х и имеющих твердость 56...63 HRC3.
Глубина термического влияния на материал детали составляет
0,8... 1 мм. Предел выносливости детали практически не изменяется.
Формирования микрогеометрии и несущей способности по-
крытий при электрической наплавке имеют особенности.
Исходная шероховатость восстанавливаемой поверхности не
должна превышать Rz = 10 мкм. Поверхность после электроискро-
вой наплавки существенно отличается от поверхностей, получен-
ных другими способами. После снятия случайно прилипших час-
тиц распыляемого металла на поверхности остаются равномерно
расположенные скругленные сферические выступы и впадины.
Микрорельеф имеет практически одинаковые характеристики по
всем направлениям и не содержит острых гребешков, как после
механической обработки. Однако с увеличением толщины покры-
тий средняя высота Rz, радиус закруглений и средний шаг неров-
ностей непрерывно растут.
В условиях эксплуатации наплавленные поверхности показы-
вают лучшие результаты по сравнению с исходными поверхностя-
ми. Для достижения оптимальной площади опорной поверхности
целесообразно назначить пропуски на раскатывание и механичес-
кую обработку в пределах доли толщины покрытия.
Если раскатывание роликами или шарнирами ведут при давле-
нии 5...20 % от предела текучести материала, то остаточные растя-
гивающие напряжения, возникающие в результате наплавки и
снижающие усталостную прочность на 10... 13%, практически
снимаются. Опорная поверхность после пластического деформи-
рования увеличивается, а образовавшиеся каналы удерживают
~ 0,02 мм3 масла на каждый 1 см3 площади впадин. Угол их рас-
крытия такой, что за счет поверхностного натяжения масло высту-
пает над поверхностью трения.
Механическую обработку (полирование) наплавленного по-
крытия назначают после пластического поверхностного деформи
рования.
Для электроискрового упрочнения применяют следующие мм
териалы: металлокерамические твердые сплавы ВК6-ОМ, ВК-8,
Т15К6, ТТ15К10-ОМ, Т30К4 и Т60К4, ТН-20 круглого и пря-
моугольного сечений; медную проволоку; товарную брошу
БрАЖ10-3, БрАЖМцЮ-3-1,5, БрАЖНЮ-4-4 и др.; специальные
электродные материалы ВБр5М (бронза); ДКВ — аналог релита;
АОМ (алюминиево-оловянисто-медный сплав); сплавы ВЖЛ-?,
208
•
ВЖЛ-М, ВЖЛ-13, ВЖЛ-17, В56, ЖСН-Л; стали 65Г, 20X13,
''5X18,IHX15 и др. Применяют также сормайт, стеллит, вольфрам-
11лотность энергии, передаваемой детали при искровом разряде,
составляет 5 ■ 103...8 -105 кВт/см2.
Процесс электроискровой обработки ведут как вручную, так и; с
применением средств механизации. В обоих случаях перемещение
электрода, продолжительность обработки, режимы по току, aMli-
митуде и частоте вибрации электрода выбирают так, чтобы покры-
тие было сплошным, равномерным и имело ровную, отражающую
спет поверхность.
Наибольшее распространение получили установки групДь1
' ХРИ-46А, -23М, -25М, -54А.
Имеется семь классов модернизированных мобильных устано-
нок типа «Элитрон» и два класса «Вестрон», с помощью которЬгХ
можно наносить покрытия толщиной до 0,4 мм (сплошностьв?
<>()...95 %) и 0,4... 1,0 мм (сплошностью 25...60 %).
3.6.13. ДЕФЕКТЫ НАПЛАВКИ И СВАРКИ
Основные дефекты наплавок — трещины в наплавленном слое
и и зоне сплавления с основным металлом детали, поры и рако№-
, шлаковые включения, несплавления слоя с основным метан-
ном, надрывы и др.
Дефекты могут быть внешними, выходящими на поверхности
наплавок, и внутренними, располагающимися внутри наплавлен-
ного слоя.
Внешние дефекты обнаружить сравнительно легко путем ос-
мотра наплавок, с помощью магнитной дефектоскопии и др. Об-
наружение внутренних дефектов представляет сложную и не все-
гда надежно разрешимую задачу. В этом случае пользуются следу
иицими методами контроля: просвечиванием рентгеновскими дац*
гамма-лучами, магнитной и ультразвуковой дефектоскопией, Ме-
таллографическими исследованиями макро- и микрошлифов и др.
Трещины — наиболее опасный дефект наплавок, так как ПОД
по (действием быстроизменяющихся нагрузок или тепловых колеба-
ний они могут развиваться, т. е. увеличиваться в размерах, что МО--
жет привести к преждевременному выходу детали из строя. В свЯЗ**
с этим контролю на обнаружение трещин необходимо уделЯ№
наиболее серьезное внимание.
Возникновение трещин зависит от содержания углерода и серь!
н наплавленном металле, от недостаточного предварительного гКк
догрева детали при наплавке, жесткости изделия и пр. Холоднее
трещины могут возникать при отсутствии замедленного охлажде-
ния детали после наплавки.
Н К070
209
м
Поры образуются при использовании влажного или отсырев-
шего флюса, при наличии ржавчины на наплавляемых поверхнос-
тях, при недостаточном слое флюса и др. Поры появляются при
наплавке по металлу, ранее наплавленному электродами с мело-
вой обмазкой, который содержит повышенное количество азота.
Поры — менее опасный дефект, чем трещины, но они снижают
износостойкость и прочность наплавленного металла.
Шлаковые включения чаще наблюдаются при многослойной
наплавке. Они являются результатом наплавки по неудаленной
или плохо удаленной шлаковой корке с предьщущих слоев. Шлак
не успевает расплавиться и всплыть на поверхность металла,
вследствие чего остается в металле в виде шлаковых включений.
Несплавления наплавленного металла с основным металлом
детали могут образоваться при несоответствии, например, выб-
ранной скорости наплавки и типа оборудования, неправильной
установке электрода, загрязнении наплавляемых поверхностей,
нарушении режима наплавки и др. Наличие этих дефектов может
привести к отколу наплавленного слоя в процессе работы восста-
новленной детали.
Причина наплывов и подрезов в наплавленном слое — наруше-
ние режима наплавки (силы тока, напряжения дуги, скорости на-
плавки, смещение электрода с зенита при наплавке цилиндричес-
ких деталей, изменение размера вылета электрода и др.).
Причиной поверхностных дефектов наплавленного слоя может
быть и плохая устойчивость дуги.
3.7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
ГАЗОТЕРМИЧЕСКИМ НАПЫЛЕНИЕМ
Газотермическое напыление в соответствии с ГОСТ 28076—8()
определено как процесс получения покрытий с применением вы-
сокотемпературной газовой струи, используемой для напыления
частиц расплавленного металла на поверхность восстанавливас
мой детали, соединение с которой осуществляется путем метал
лургического взаимодействия и механического сцепления.
Для расплавления металла используют газовое пламя, дуговой
разряд, плазменную струю, детонационную волну, что послужило
основой названия способов напыления — газопламенное, элект
родутовое, плазменное и детонационное.
Газопламенное напыление. При данном способе напыляемi.iil
материал в виде порошка или проволоки плавится в высокотемпе-
ратурном источнике тепла, образующегося в результате горении
смеси кислорода и горючих газов, и струей транспортирующего
газа наносится на предварительно подготовленную поверхностъ
210
Напыляемый 150...250 мм
Рис. 3.33. Схемы газопламенного напыления:
а — порошковых материалов; 6— проволоки; 1 — сопло; 2— газовое пламя; 3— покрытие; 4—
постанавливаемая поверхность; 5 — диспергированные частицы металла; 6— напыляемый
материал (проволока); 7—смесь горючего газа и кислорода; 8— сжатый воздух (транспорти-
рующий газ)
восстанавливаемой детали (рис. 3.33, а, б). Транспортирующим га-
юм служит азот или сжатый воздух.
Подготовку поверхности восстанавливаемой детали проводят с
целью обеспечения максимальной сцепляемости (адгезии) покры-
тия с основой. С этой целью после предварительной механической
обработки для повышения шероховатости поверхности деталь об-
рабатывают порошком электрокорунда зернистостью 500...800 мкм
и струйных камерах при давлении сжатого воздуха 0,5...0,6 МПа.
Участки детали, не подлежащие напылению, защищают кожухами
п экранами.
Сцепляемость покрытия с основой также повышают, непосред-
ственно проводя газопламенное напыление. В этом случае возмож-
но напыление без оплавления покрытия, с последующим оплавле-
нием и с одновременным оплавлением (газопорошковая наплавка).
Напыление без оплавления выполняют в две стадии. Вначале
на предварительно подогретую до 50...100°С поверхность детали
наносят подслой, осуществляющий микросварку, а затем основ-
ной слой необходимой толщины (до 2 мм). Однако данный техно-
логический прием используют при восстановлении деталей, не
имеющих деформаций, не подвергающихся знакопеременным на-
грузкам и нагреву до температуры выше 350 "С.
Более высокую адгезию с основной поверхностью получают
при газотермическом напылении с последующим и одновремен-
ным оплавлением. При этом оплавление выполняют вручную, ис-
пользуя пламя ацетилено-кислородных горелок, или на специаль-
ных устройствах нагревом ТВЧ, лазерным лучом и т. п. Участок,
покрытый порошком, нагревают до полного расплавления всех зе-
рен металла в напыленном слое, при этом частично расплавляется
поверхность восстанавливаемой детали, за счет чего достигается
мысокая сцепляемость с основой.
211
Газопламенное напыление с оплавлением позволяет восстанав-
ливать детали из чугуна, сталей различных марок при износах
1,3..Л,8 мм на сторону, работающих в условиях знакопеременных
и ударных нагрузок, а также при повышенных температурах.
Качество покрытий определяют визуально. На поверхности не
должно быть видимых трещин, раковин, отслоений.
Газопламенное напыление выполняют на специализированных
установках и постах. Для нанесения порошковых материалов на
деталь типа «вал» используют установку 011-1-09 «Ремдеталь», на
цилиндрические поверхности — установку 011-1-01 «Ремдеталь».
Для контроля давления и расхода кислорода, ацетилена и воздуха
предназначен передвижной газораспределительный щит 01.02-006,
а для подготовки поверхности детали перед напылением — уста-
новка для струйной обработки 026-7 «Ремдеталь».
Электродуговое напыление (металлизация). Это процесс, при ко-
тором металл, чаще всего в виде двух электродных проволок, рас-
плавляется электрической дугой и затем струей сжатого воздуха
наносится на предварительно подготовленную поверхность изно
шенной детали. Процесс электродугового напыления осуществля-
ют с помощью специального аппарата — металлизатора, основны
ми конструктивными элементами которого являются источник
тока 4 (рис. 3.34), соединенный с направляющими—латунными
наконечниками /, ролики 2 для подачи электродной проволоки,
устройство для подвода сжатого воздуха — сопло 5.
При достаточном сближении проволок возникает электричес-
кая дуга, расплавляющая металл. Поступающий по воздушному
соплу сжатый воздух под давлением 0,45...0,6 МПа распыливаот
образующиеся капельки жидкого металла на мельчайшие части-
цы, приобретающие скорость 120...300 м/с. Незначительное рас4
стояние /детали от очага плавления проволоки (/= 75...100 мм) и
соответственно время полета, исчисляемое тысячными долями
секунды, способствуют пластическому деформированию части if
Рис. 3.34. Схема электродугового напыления:
1 — латунные наконечники (направляющие); 2 — ролики для подачи прово-
локи; 3 — электродная проволока; 4— источник тока; 5 —воздушное сопло;
/ — расстояние от восстанавливаемой поверхности до электрической дуги
212
расплавленного металла, заполнению всех неровностей, пор на по-
верхности детали, сцеплению между собой и с поверхностью. Де-
таль не расплавляется, температура поверхности не превышает
150 °С, т. е. деталь не коробится и не нарушается ее термообработка.
Последовательным наслаиванием расплавленного металла на
вращающуюся деталь можно получить покрытия до 10 мм,, прак-
тическое значение имеют покрытия слоем 1...1,5 мм для тугоплав-
ких металлов и 2,5...3 мм для легкоплавких.
Образующиеся при электродуговом напылении покрытия обла-
дают пористостью, что создает благоприятные условия для работы
подвижных соединений. С повышением температуры трущихся
поверхностей смазка, проникшая в поры, за счет большего объем-
ного расширения выходит из пор и капилляров и смазывает по-
нсрхности трения, т. е. покрытия обладают самосмазываемостью.
При использовании высокоуглеродистой проволоки напыляемое
покрытие имеет высокую твердость — происходит закалка частиц.
Важнейшая особенность процесса электродугового напыле-
ния—необходимость обеспечения надежной сцепляемости по-
крытия с поверхностью восстанавливаемых деталей. Достигается
по условие предварительной подготовкой поверхности. Для уда-
пения оксидной пленки, придания поверхности шероховатости
применяют следующие способы обработки:
струйную обработку корундом деталей с твердой термообрабо-
tминой поверхностью;
дробеструйную обработку;
нарезание некачественной («рваной») резьбы.
Последняя образуется с помощью резьбонарезного резца, уста-
новленного с большим вылетом ниже оси детали на 3...6 мм. Виб-
рация резца приводит к появлению шероховатой поверхности с
■йусенцами. Скорость резания 8... 10 м/мин, глубина 0,6...0,8 мм,
par резьбы 0,9...1,3 мм.
Покрытия получают с помощью переносных металлизаторов
)М-14М, стационарных (станочных) ЭМ-12М, ЭМ-15 и высоко-
частотных МВЧ-1 и МВЧ-2, а также комплектов оборудования
КДМ-1 иКДМ-2.
При восстановлении поверхностей деталей неподвижных со-
единений применяют малоуглеродистую проволоку из стали 08,
К), 15, 20. Для получения износостойких покрытий на деталях,
[работающих в подвижных соединениях, используют проволоку
И'| высокоуглеродистых (У7, У7А, У8, У10) и легированных
('10X15 и др.) сталей.
Электродуговое напыление применяют также для антикоррози-
йной защиты труб и металлоконструкций. Используют алюминие-
вую проволоку АД-1, АМгЗ, АПТ и другую диаметром 1,5...2,5 мм.
1олучило распространение электродуговое напыление для нанесе-
213
ния антифрикционных покрытий из псевдосплавов, образуемых в
результате одновременного распыления двух или трех разных ме-
таллов. Такие покрытия из недефицитных металлов отличаются
высокими антифрикционными свойствам, так как из-за пористос-
ти напыленного слоя металла в него проникает некоторое количе-
ство масла, что обеспечивает длительную работу этих деталей в от-
сутствие смазки.
Режим напыления: напряжение для алюминиевой проволоки
25 В, стальной — 30...40, нержавеющей стали — 30...40, меди —
32...35, цинка — 20, латуни — 25 В. Сила тока зависит от материала
проволоки, ее диаметра и скорости подачи и составляет 32...530 А.
Частота вращения детали и продольная подача приведены в таб-
лице 3.16.
3.16. Частота вращения деталей и продольная подача при
электродуговом напылении в зависимости от диаметра детали
Диаметр детали, мм
Частота вращения
детали, мин-1
Продольная подача (переме-
щение металлизатора), мм/об.
10...30 160...130 15...12
30...100 120...60 13...7
100...300 50...20 6...3
Основные способы отработки покрытий, полученных электро-
дуговым напылением, — точение и шлифование. Точение осуще-
ствляют резцами с пластинами из твердых сплавов. Режим токар-
ной обработки покрытий приведен в таблице 3.17.
3.17. Режим токарной обработки покрытий, полученных
электродуговым напылением
Материал покрытия
Скорость
резания, м/мин
Подача, мм/об.
Глубина
резания, мм
Сталь 10
Среднеутлеродистая сталь
Сталь 50
Алюминий
Псевдосплавы:
без стали
содержащие сталь
При высокой твердости покрытий и небольших припусках на об
работку применяют шлифование без предварительной токарной об
работки при следующем режиме: окружная скорость шлифовальном»
круга 10...30 м/с, детали 6...15 при черновом и 3...6 м/с при чис-
товом шлифовании. Глубина резания соответственно 0,01...0,03 мм
при черновом и 0,008...0,01 мм при чистовом шлифовании. Испол"..
зуют корундовые круги на мягкой основе М60СМ, Э60СМ и др.
20...30 0,2—0,3 0,5.-1,0
15...20 0,2...0,3 0,4...0,7
9...12 0,1—0,2 0,3—0,5
50...60 0,5-0,1 0,8-1,2
60-70 0,1-0,4 0,3-1,5
35-40 0,1-0,4 0,2...0,5
2^
Качество покрытий контролируют с использованием увеличи-
тельных стекол четырехкратного увеличения. Не допускаются
микротрещины, вмятины, отслоения, следы прижогов при шли-
фовании и другие дефекты.
Плазменное напыление. Плазма —это высокотемпературный,
сильно ионизированный газ. Ионизация — процесс превращения
хпектронейтральных атомов и молекул в электрически заряжен-
ные частицы — ионы.
Электроны от электронейтрального атома отрываются с затра-
той большого количества энергии. При плазменном напылении
>то тепловая энергия, выделяющаяся при горении электрической
дуги, размещенной в узком канале специального устройства —
плазмотрона. Электрическая дуга обдувается соосным потоком
инертного плазмообразующего газа, сжимается, и ее температу-
ра повышается до 10 000...30 000 °С. Металлические порошки, в
том числе тугоплавкие, попадая в плазменную струю, расплав-
инются. Частицы расплавленного металла приобретают скорость
50...200 м/с и осаждаются на поверхности вращающейся детали
(рис. 3.35), температура поверхности которой при этом не превы-
шает 150 "С.
Электрическая дуга горит между вольфрамовым катодом 3 и
анодом, в качестве которого может быть восстанавливаемая деталь
(открытая дуга), водоохлаждаемое сопло / (закрытая дуга), а также
деталь и сопло одновременно (комбинированная дуга).
При открытой плазменной дуге ток течет между катодом 3 и
постанавливаемой деталью. Плазмообразующий газ 2 обтекает
дугу на всем ее протяжении от катода до детали. Последней пере-
дается большое количество теплоты, поэтому открытую дугу ис-
пользуют при резке металла.
При закрытой плазменной дуге плазмообразующий газ 2 совпа-
дает с дугой лишь на коротком участке между катодом 3 и отверсти-
ем в сопле анода 1 и затем выходит из сопла в виде факела плазмы.
11лазмообразующий газ сжимает дугу, и температура ее в сжатой
Рис. 3.35. Принципиальная схема плазменного напыления:
/ — бутылкообразный анод (медное водоохлаждаемое сопло); 2— плазмообразующий
газ; 3— вольфрамовый катод; 4— транспортирующий газ; R\ и Ю. — сопротивления
215
части на 25...30 % выше, чем у открытой дуги, в связи с чем закры-
тую дугу используют для плавления подаваемых в сжатую часть
тугоплавких порошков, наносимых на поверхность детали.
При комбинированной дуге одновременно горят две дуги, что
позволяет осуществлять раздельно плавление основного и приса-
дочного материалов, регулируя соответствующее сопротивление
Выбор режима плазмообразования, а также плазмообразующе-
го и транспортирующего газов зависит от вида напыляемого ма-
териала (порошок, проволока) и назначения покрытия. Наиболее
часто в качестве плазмообразующих и транспортирующих газов ис-
пользуют азот, аргон, гелий и водород. Давление газов 0,4...0,6 МПа.
Расход плазмообразующего газа 3,5...4,5 л/мин, транспортирую-
щего — 5,5...6,0 л/мин.
В качестве напыляемого материала используют, как правило,
порошковые композиции на основе никеля и титана, позволяю-
щие получать твердость поверхности восстанавливаемой детали от
35 до 50 HRC3 (ПН85Ю15; ПН70Ю30; ПН55Т45 и др.), коррози-
онно-стойкие (ПР-Х18НД; ПР-Х20Н80 и др.), а также самофлю-
сующиеся порошки (хромборникелевые) — ПР-Н80Х13С2Р;
ПР-Н70Х17С4Р4; ПГ-ХН80СР4 и др. Бор, содержащийся в дан-
ных материалах, снижает температуру плавления хрома, никеля и
железа и в сочетании с кремнием образует борсиликатное стекло,
играющее роль флюса при плазменном напылении.
Основной недостаток порошков — их высокая стоимость. Кро-
ме этого при напылении деталей с большими износами возможно
образование трещин.
Для снижения вероятности образования трещин и стоимости
порошков в их состав введены сормайт и алюминий. Разработан-
ная смесь из порошков сормайта №1, ПГ-ХН80СР4 и алюминия I
соотношении 77 : 19 : 4 по массе позволила снизить стоимость со-
става, напылять слои значительной толщины (до 3 мм) без образо-
вания трещин. На поверхности образуется защитная пленка из ок-
сида алюминия, что не требует использования при напылении за-
щитного газа.
Для проведения плазменного напыления создан ряд установок
(УПУ-3, УПМ-5, УПМ-6) с мощностью плазмотрона от 30 до 40 кНт.
Плазменное напыление используют при восстановлении рото-
ров и втулок насосов, кулачков распределительных валов, шеей
валов, седел клапанов, деталей станков и др.
Детонационное напыление. Это процесс нанесения покрытия па
поверхность изношенных деталей с использованием энергии, вы
деляющейся при мгновенном сгорании взрывчатой смеси. Осуця •
ствляют его на специальных установках (пушках). В рабочую ка«
меру установки подается горючая смесь и напыляемый порошок^
216
• I
С помощью электрической искры смесь поджигается (взрывает-
ся), и из взрывной камеры по стволу установки пламя распростра-
няется до возникновения детонационной волны, скорость распро-
странения которой 1000...3500 м/с. Продукты детонации увлекают
за собой частицы порошка, которые кроме тепловой получают и
кинетическую энергию. Скорость выхода порошка из пушки
600...1000 м/с. Установленная на пути следования потока газов и
порошка деталь покрывается частицами напыляемого материала,
образуя плотный слой покрытия.
Детонационное напыление в сравнении с ранее рассмотренны-
ми способами имеет ряд преимуществ:
более высокая скорость перемещения частиц металла;
более высокая сцепляемость покрытия с основой;
получение покрытия плотной структуры. Пористость покрытия
не превышает 1 %.
В качестве горючей смеси применяют кислород с пропан-бу-
тановой смесью, ацетиленом или пропаном. Газ подается из бал-
лонов и смешивается в смесительной камере. В зависимости от
соотношения компонентов смеси можно изменять температуру
горения и скорость детонации. Наибольшая скорость достигается
при содержании, например, кислорода и ацетилена в соотноше-
нии 1 : 1, а наибольшее тепловыделение — при содержании кисло-
рода 71 % (по объему).
Деталь в процессе напыления нагревается до температуры не
(шлее 250 °С, что не вызывает появления внутренних напряжений
и нарушения ее термообработки. Покрытия характеризуются вы-
сокой износостойкостью.
Необходимую толщину покрытий получают, повторяя циклы
стрельбы. При этом за один цикл можно получить толщину по-
крытия от 5 до 20 мм площадью 400 мм2.
При детонационном напылении можно получать покрытия из
л юбых материалов — самофлюсующихся сплавов, бронзы, карби-
дов тугоплавких металлов, а также оксидов. Его рекомендуют для
восстановления валов и осей, направляющих, золотников, шне-
ков, посадочных мест корпусных деталей и др. Детонационные
покрытия из бронзы хорошо обрабатываются, имеют низкий ко-
к|)фициент трения. Применяют их для восстановления деталей из
цветных металлов и сплавов — корпусов насосов гидросистем,
втулок, вкладышей и т. д.
Использование детонационных покрытий на основе карбида
вольфрама, карбида бора позволяет значительно увеличить срок
службы деталей оборудования перерабатывающих отраслей. Та-
ким способом упрочняют ножи, фильеры, пуансоны и другие
детали. Физико-химические и эксплуатационные свойства де-
тонационных покрытий, как правило, превышают свойства по-
217
крытий, полученных другими способами газотермического напы-
ления.
Покрытия, нанесенные детонационным способом, при необхо-
димости подвергают механической обработке (точению, фрезеро-
ванию, шлифованию).
Для получения детонационных покрытий промышленность
выпускает установки «Катунь» и «Корунд». Первая работает на
смеси кислорода и пропан-бутане, последние три — на смеси кис-
лорода с ацетиленом или пропаном.
3.8. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
ЭЛЕКТРОЛИТИЧЕСКИМ ОСАЖДЕНИЕМ МЕТАЛЛОВ
Большинство деталей тракторов и автомобилей, поступающих
на участки восстановления, имеют износ менее 0,3 мм. Часть та-
ких деталей целесообразно восстанавливать гальваническими по-
крытиями, которые имеют преимущества перед другими способа-
ми восстановления: отсутствие коробления детали, небольшие
припуски на механическую обработку, получение покрытий с за-
данными постоянными по толщине физико-механическими свой-
ствами, одновременное восстановление большого числа деталей,
получение покрытий высокого качества из недефицитных и деше-
вых материалов.
Объемы восстановления деталей на сервисных предприятиях,
в том числе и с помощью электролитического осаждения метал
лов, за последние годы значительно снизились. В ремонтном про
изводстве из гальванических покрытий чаще всего применяют же
лезнение и хромирование, реже — цинкование и никелирование.
3.8.1. СУЩНОСТЬ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ МЕТАЛЛОВ
В основе электролитического осаждения металлов лежит явле-
ние электролиза. Электролизом называют химические процессы,
совершающиеся на электродах при прохождении через электролит
электрического тока.
Электролиты — это растворы солей, кислот и щелочей, проно
дящие электрический ток. При растворении вещества в воде его
молекулы диссоциируют (растворяются) на отрицательно и поло
жительно заряженные ионы, находящиеся в хаотическом движе
нии. При погружении в электролит проводников (электродом),
подключенных к источнику постоянного тока, в электролите now
никает направленное движение ионов и начинает идти ток. Мри
этом положительно заряженные ионы (ионы металлов и водорода)
218
перемещаются к отрицательному электроду — катоду и их называ-
ют катионами, а отрицательно заряженные ионы (ионы металло-
идов и кислотных остатков) движутся к положительному электро-
ну — аноду и их называют анионами.
Достигнув поверхности электродов, ионы разряжаются, пре-
кращаясь в нейтральные атомы или группы атомов. На катоде
осаждаются металлы и выделяется водород. Анод, как правило,
растворяется, и на его поверхности выделяется кислород, ионы
металла при этом переходят в раствор.
При гальваническом покрытии деталей в качестве электролита
обычно применяют раствор соли осаждаемого металла (в электролит
вводят также некоторые компоненты, улучшающие свойства покры-
тий, увеличивающие электропроводность электролита и т. д.). Като-
дом служат предварительно очищенные и подготовленные детали,
подлежащие покрытию, а анодом — пластины из осаждаемого ме-
талла. Иногда используют аноды из металла или сплава, которые в
на и ном электролите не растворяются (свинец), а также нераство-
римые аноды из графита. На таких анодах при электролизе обыч-
i ю выделяется кислород.
Электролиз сводится главным образом к тому, что находящие-
СЯ в электролите ионы металла разряжаются на катоде, переходя в
а гомарное состояние, и осаждаются на нем. Атомы образуют кри-
сталлическую решетку, покрывая поверхность детали слоем ме-
талла. Анод растворяется (в случае электролиза с растворимым
анодом), образуя новые ионы металла взамен выделившихся на
катоде, тем самым поддерживая концентрацию электролита при
шектролизе.
Количественно процесс электролиза подчиняется двум зако-
нам, открытым Фарадеем в 1833 г., названным впоследствии зако-
нами Фарадея:
первый — масса вещества, выделившегося на катоде или ра-
створившегося на аноде, прямо пропорциональна силе тока и вре-
мени его прохождения, т. е. прямо пропорциональна количеству
прошедшего через электролит электричества;
второй — при прохождении одного и того же количества элект-
ричества через разные электролиты масса выделившихся или ра-
створившихся веществ пропорциональна их химическим эквива-
лентам.
Оба закона Фарадея в общем виде выражают формулой
Мт = CIt, (3.53)
Ш Мт — масса выделившегося на катоде (растворившегося на аноде) вещества, г;
i электрохимический эквивалент вещества, г/(А • ч); /— сила тока, проходяще-
го через электролит, А; / — продолжительность электролиза, ч.
219
Электрохимический эквивалент показывает, какое количество
вещества вьщелится на катоде при пропускании через электролит
одного ампер-часа электричества. Для железа С = 1,042 г/(А ■ ч).
При электролизе одновременно с осаждением металла на като-
де выделяется водород, а также протекают другие побочные про-
цессы, на что затрачивается часть электрического тока. Поэтому
действительная масса осажденного металла будет меньше теорети-
ческой, рассчитанной по закону Фарадея. Отношение практичес-
ки полученного на катоде количества металла Мп к теоретически
возможному называют катодным выходом металла по току, кото-
рый выражают в процентах:
лк = Шп/Ю 100 = (MJCIt) 100. (3.54)
Выход металла по току — важнейший показатель электролиза.
Физический смысл выхода металла по току заключается в том, что
он представляет собой коэффициент использования электричес-
кого тока, при железнении г|к == 85...95 %. Это означает, что
85...95 % электричества, затраченного на электролиз, полезно ис-
пользуется на осаждение металла.
Так же определяют и анодный выход по току — это отношение
количества металла, практически растворенного на аноде, к тео-
ретически возможному.
Структура и свойства покрытий зависят от режима электроли-
за, основные параметры которого следующие:
состав и концентрация электролита, выраженная обычно ко-
личеством граммов вещества, растворенного в 1 л электро-
лита, г/л;
кислотность электролита, выраженная в г/л или в единицах pi I
Удобнее пользоваться водородным показателем, так как его легко
определить, не производя химический анализ электролита, с по<
мощью серийно выпускаемых приборов (рН-метров) или индика
торной бумаги;
температура электролита, °С;
катодная плотность тока, равная отношению силы тока, прохо
дящего через электролит, к площади покрываемой поверхности,
А/дм2:
Дк=тг-- (3.551
Изменяя условия электролиза, можно управлять процессом
электрокристаллизации металла и получать покрытия с заданны-
ми свойствами.
Зная законы Фарадея и режим электролиза, можно найти сред-
нюю толщину осажденного на катоде покрытия в зависимости of
220
•
продолжительности электролиза и, наоборот, определить время,
необходимое для получения покрытия заданной толщины, мм:
, Д,Спк/
^15oot; <3-56>
1000 YA
,=Ж' (3-57)
где / — время, необходимое для получения покрытия заданной толщины, ч; у—
плотность осаждаемого металла (для железа у =7,8 г/см3).
Если разделить толщину покрытия на продолжительность
электролиза, то получим скорость осаждения металла (производи-
тельность процесса), мм/ч:
/г=СДкГ|
/ 1000 у' (3-58)
Так как Сиу зависят от природы осаждаемого металла и для
каждого металла постоянны, то скорость осаждения будет тем
выше, чем больше плотность тока и выход по току. Поэтому в
производственных условиях необходимо стремиться задавать воз-
можно большую плотность тока, учитывая при этом требуемые
свойства покрытия, которые ухудшаются при чрезмерном увели-
чении плотности тока.
3.8.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ЭЛЕКТРОЛИТИЧЕСКИМ ОСАЖДЕНИЕМ МЕТАЛЛОВ
Технологический процесс восстановления деталей электроли-
тическим осаждением металлов состоит из подготовки деталей,
нанесения покрытия, обработки деталей после наращивания.
Прочность сцепления гальванических покрытий зависит глав-
ным образом от подготовки поверхности перед покрытием. Сцеп-
ление металла покрытия с металлом детали обусловливается их
межмолекулярным взаимодействием. Межмолекулярные силы за-
метно проявляются только в том случае, если расстояние между
атомами составляет не более 5- 10~^мкм. При этом межмолеку-
/Iирные силы убывают пропорционально третьей степени меж-
атомного расстояния. При подготовке деталей покрываемым по-
мерхностям придают необходимую шероховатость, с них удаляют
различные загрязнения, жировые и оксидные пленки. При пра-
вильном выполнении технологии подготовки металл осаждается на
активном чистом катоде, свободном от чужеродных частиц. В ре-
зультате покрытие физически сращивается с основным металлом
221
настолько прочно, что не отслаивается от детали даже при ее раз-
рушении. В этом случае покрытие работает как одно целое с ос-
новным металлом. Нарушение технологии подготовки резко
уменьшает сцепляемость покрытия и может привести к его отсла-
иванию от детали.
Технологический процесс выполняют в следующей последова-
тельности.
1. Очистка деталей от загрязнений и масла на разборочно-мо-
ечном участке по принятой технологии очистки машин и обору-
дования.
2. Механическая обработка деталей с целью удаления следов из-
носа и придания покрываемой поверхности правильной геометри-
ческой формы и шероховатости поверхности Ra= 1,25... 1 мкм.
3. Промывка деталей органическим растворителем для удале-
ния масляной пленки, а также с целью более тщательной очистки
деталей, особенно различных углублений, от загрязнений.
4. Изоляция непокрываемых поверхностей с целью защиты от
осаждения на них металла, что сохраняет геометрические размеры
поверхностей, предотвращает потери электроэнергии и металла.
Изоляцию выполняют с помощью постоянных изоляторов (ко-
робки, трубки, шайбы и т.д.) или различными изоляционными
материалами: тонкой резиной, листовым целлулоидом, изоляци-
онной лентой, пленочными полимерными материалами, церези-
ном, пластизолем и др.
5. Завешивание деталей в ванну с электролитом осуществляют
монтажом их на специальные приспособления — подвески. Кон-
струкция подвески должна создавать надежный электрический
контакт с покрываемыми изделиями и штангой ванны. Детали на
подвесках располагаются вертикально или наклонно, чтобы водо-
род удалялся с покрываемых поверхностей. Подвески изготавли-
вают из стали, а контактные крючки из меди и латуни. Металли-
ческие поверхности подвесок, кроме мест контактов с деталями,
изолируют электроизоляционным кислотостойким материалом.
6. Обезжиривание выполняют с целью удаления с поверхностей
деталей жировых загрязнений. Этот процесс основан на том, что
животные и растительные жиры под воздействием горячей щело-
чи разрушаются и образуют мыло (омыляются), которое легко
смывается горячей водой. Обезжиривание в щелочных растворах
можно проводить химическим и электрохимическим методами.
7. Тщательная промывка деталей горячей водой (70...80 °С).
8. Промывка холодной водой — если вода равномерно растека
ется и смачивает всю поверхность детали, а не растекается кап
лями, то качество обезжиривания хорошее. После обезжирипл
ния и промывки водой нельзя прикасаться руками к поверхности
детали.
222
»
9. Анодное травление деталей выполняют с целью удаления с
поверхностей оксидных пленок и выявления кристаллической
структуры металла. Без проведения этой операции или при непра-
вильном ее выполнении нельзя получить прочного сцепления по-
крытия с деталью. Состав электролита и режим обработки зависят
от вида покрытия (см. ниже).
10. Промывка холодной водой.
11. Промывка горячей водой (60...70 °С).
12. Нанесение покрытия (железнение, хромирование, и т.д.).
Состав электролита и режим электролиза зависят от вида покры-
тия (см. ниже).
13. Промывка горячей водой (60...70 °С).
14. Нейтрализация деталей для предотвращения коррозии в
10%-м растворе тринатрийфосфата при температуре 70...80°С в
течение 3...5 мин.
15. Промывка горячей водой (70...80 °С).
16. Демонтаж деталей с подвесок и снятие изоляции.
17. Контроль качества покрытий:
внешний осмотр поверхности;
определение твердости покрытия;
замер диаметров деталей;
определение прочности сцепления покрытия с деталью.
При внешнем осмотре обращают внимание на блеск, цвет,
плотность покрытия, гладкость поверхности, отслоения и харак-
тер наростов на острых кромках. Хорошее покрытие должно
быть гладким, без значительного количества бугорков и нарос-
тов, не должно иметь разрывов, шелушения, вздутия и других де-
фектов.
18. Механическая обработка до необходимого размера и шеро-
ховатости поверхности.
Описанный выше общий технологический процесс восстанов-
п с ния деталей электролитическим осаждением металлов может
и (меняться в зависимости от вида покрытия и конструктивно-
технологических особенностей отдельных деталей и их назначе-
ния. При этом может изменяться не только последовательность
мыполнения операций, но и их состав. Так, при малом (сотые
поли миллиметра) равномерном износе деталей часто не прово-
дят предварительную и последующую механическую обработку
(размерное хромирование, железнение и т. д.). При восстановле-
нии ответственных деталей хромированием (прецизионные дета-
ли, детали шестеренных насосов и др.) обычно перед окончатель-
ной механической обработкой применяют термообработку при
температуре 180...220 °С в течение 1,5...2 ч с целью обезводорожи-
|ания, в результате чего снижается хрупкость деталей, повышает-
ся их усталостная прочность и стабилизируются размеры. При на-
223
несении покрытий на внутренние поверхности обезжиривание
венской известью выполняют перед сборкой деталей на подвеску.
3.8.3. ХРОМИРОВАНИЕ И ЖЕЛЕЗНЕНИЕ
Электролитическое хромирование. Применяют при изготовлении и
восстановлении деталей машин. Хромирование позволяет получить
мелкозернистые покрытия микротвердостью 4000... 12 000 МПа, об-
ладающие низким коэффициентом трения и высокой сцепляемос-
тью с основой. Хром химически стоек к воздействию многих кис-
лот и щелочей, жароустойчив. Эти свойства хрома обеспечивают
детали высокую износостойкость даже в тяжелых условиях эксп-
луатации, превышающую в 2...5 раз износостойкость закаленной
стали. В то же время хромирование — энергоемкий, дорогой, ма-
лопроизводительный процесс, применять который нужно в строго
необходимых случаях.
Восстановление деталей хромированием осуществляют в таком
порядке.
Выполняют подготовительные операции 1...8 технологического
процесса (см. подраздел 3.8.2).
9. Анодное травление в электролите, содержащем 100... 150 г/л
хромового ангидрида (Сг03) и 2...3 г/л серной кислоты (H2S04),
при анодной плотности тока Да = 25...40 А/дм2 в течение 30...90 с -
для стальных деталей и при Да = 20...25 А/дм2 в течение 25...30 с -
для чугунных деталей. Температура электролита 55...60 °С.
10. Промывка в ванне улавливания электролита, заполненной
дистиллированной водой, которую затем доливают в ванну хроми
рования по мере испарения из нее воды.
11. Хромирование. В зависимости от назначения хромового по
крытия применяют различные концентрации электролитов и реч
жимы электролиза. Наибольшее применение получил так назыиа
емый «универсальный электролит»:
хромовый ангидрид (Сг03) — 200...250 г/л;
серная кислота (H2SO4) — 2...2,5 г/л.
Изменяя режим электролиза, из этого электролита можно по»
лучать все виды хромовых покрытий: блестящие, молочные и се-
рые.
При восстановлении изношенных деталей применяют блестя-
щие износостойкие покрытия, получаемые при плотности токи
30...100 А/дм2 и температуре электролита 50...70 °С (наиболее цщ
то применяют Т= 55+1 °С и Дк = 40...60 А/дм2).
В качестве защитно-декоративных применяют блестящие по-
крытия, получаемые при Дк = 15...25 А/дм2 и Т= 50 "С. Молочные
покрытия, полученные при Дк = 25...35 А/дм2 и Т = 70 "С, обладм
ют наибольшей коррозионной стойкостью, вязкостью, понижен!
224
«г
ним коэффициентом трения и применяются в качестве защитных
покрытий, а также для восстановления деталей, работающих в тя-
желых условиях: при высоких динамических нагрузках, при абра-
зивном изнашивании в коррозионной среде и др. Колебание тем-
пературы электролита в процессе хромирования допускается в
пределах ±1...2°С.
При хромировании необходимо выдерживать соотношение
анодной и катодной поверхностей SJSK = 1,5...2, а расстояние
между анодом и деталью — 30...35 мм.
В отличие от других гальванических процессов при хромирова-
иии применяют нерастворимые аноды, изготавливаемые из свин-
ца или сплава свинца с 6 % сурьмы. Поэтому электролит постоян-
но обедняется и его необходимо периодически корректировать,
добавляя в него хромовый ангидрид.
Хромирование целесообразно применять для восстановления
деталей при толщине покрытия до 0,2...0,3 мм.
Припуск на последующую механическую обработку составляет
обычно 0,05...0,15 мм на диаметр.
12. Промывка в ванне улавливания.
Затем выполняют заключительные операции 13...18 технологи-
ческого процесса. Часто на ремонтных предприятиях декапирова-
ние проводят непосредственно в ванне хромирования путем пере-
ключения ее полярности: сначала детали включают в качестве
а подов на необходимое время, а затем с помощью перекидного
рубильника подключают к минусу источника тока и проводят хро-
мирование. В этом случае операции 9 и 11 объединяют, а 10 не
проводят вовсе.
Пористое хромирование. Обычные хромовые покрытия плохо
смачиваются маслом и соответственно плохо прирабатываются.
Чтобы повысить износостойкость деталей, работающих при недо-
статочной смазке, следует применять пористое хромирование.
11ористый хром представляет собой покрытие, на поверхности ко-
горого специально создается большое число пор или сетка тре-
Ицин, достаточно широких для проникновения в них масла. Его
можно получить механическим, химическим и электрохимичес-
ким способами.
Наиболее широко применяют электрохимический способ. Он
заключается в том, что хром осаждается при режиме, обусловлива-
ющем появление в покрытии сетки микротрещин. Для их расши-
' рения и углубления покрытие подвергают анодной обработке в
|чпсктролите того же состава, что и при хромировании (поверх-
ность трещин активнее и растворяется гораздо быстрее других
участков хрома). В зависимости от режима хромирования и анод-
ного травления можно выполнить пористость двух типов: каналь-
Читую и точечную,
и к»7о 225
Для получения пористых покрытий деталь хромируют в уни
версальном электролите при плотности тока 40...50 А/дм2, а затем
переключают полярность ванны и проводят анодное травление
при той же полярности тока. Канальчатую пористость получаю!
при температуре электролита 58...62 °С и продолжительности
травления 6...9 мин, а точечную —при 50...52 "С и 10...12 мин. Ни
анодное травление оставляют припуск 0,01...0,02 мм на диаметр.
Пористое хромирование поршневых колец увеличивает их и i
носостойкость в 2...3 раза, а износостойкость гильзы — в 1,5 раза.
Железнение. Оно обладает хорошими технико-экономически
ми показателями: исходные материалы и аноды дешевые и неде
фицитные; высокая производительность — скорость осаждения ;
железа составляет 0,2...0,5 мм/ч; толщина твердого покрытия дос
тигает 0,8...1,2 мм; возможность в широких пределах регулирован,
свойства покрытий (микротвердость — 1600...7800 МПа) в зависи
мости от их назначения обусловливает универсальность процесса,
достаточно высокая износостойкость твердых покрытий, не усту
пающая износостойкости закаленной стали.
Железнение используют:
при восстановлении изношенных деталей (наращивание до
чертежного или ремонтного размера);
исправлении брака механической обработки;
упрочнении рабочих поверхностей деталей из малоуглеродно
той и среднеуглеродистой сталей, не прошедших при изготовле-
нии термической обработки.
Железнение осуществляют в таком порядке.
Выполняют подготовительные операции 1...8 технологического
процесса (см. подраздел 3.8.2).
9. Анодное травление проводят в 30%-м растворе серной кис-
лоты (365 г/л) и 10...20 г/л сернокислого железа (FeS04-7Н20),
при температуре 18...25 °С. Детали завешивают на анодную штанЗ
гу. Катодами служат свинцовые пластины, площадь которых в 4...S
раз больше площади покрываемых деталей. Стальные детали об J
рабатывают при плотности тока 30...50 А/дм2 в течение 2...3 мим, 1
чугунные — при 18...20 А/дм2 в течение 1,5...2 мин.
10. Промывка холодной водой.
11. Промывка горячей водой (60...70 °С).
12. Железнение. По составу электролиты для железнения делмГ
на три группы, различающиеся видом аниона соли железа: хлорич
стые, сернокислые и смешанные (сульфатно-хлористые). Серим
кислые электролиты по сравнению с хлористыми менее химичес»
ки агрессивны и устойчивы к окислению. Однако они уступа»»!
хлористым электролитам по производительности, качеству полу»
чаемых покрытий и другим показателям. Наиболее распростри
ненные электролиты приведены в таблице 3.18.
226
•
3.18. Состав электролитов и режимы железнения
Компонент
Хлористое железо, г/л
('ернокислое железо, г/л
Аскорбиновая кислота, г/л
Кислотность (НС1), рН
Температура электролита, °С
11лотность тока, А/дм2
Кыход по току, %
Электролит
№ 1
300...500
0,8...1,2
70...80
20...50
85...9S
№2
400...600
0,5...2,0
0,5.-1,3
20...50
10...30
85.-92
№3
150...200
200
0,6.-1,1
30...50
20...25
85.-92
Наибольшее распространение получил горячий хлористый
•электролит № 1.
Для обеспечения высокой прочности сцепления покрытий с
деталями применяют разгонный режим: после промывки детали
шнешивают в ванну железнения и выдерживают без тока 10...60 с,
in тем включают ток плотностью 2...5 А/дм2 и проводят электролиз
0,5...1 мин. Затем в течение 5... 10 мин постепенно повышают ка-
Юдную плотность тока до заданного значения. В качестве анодов
при железнении используют растворимые пластины из малоугле-
родистой стали, которые во избежание загрязнения электролита
помещают в чехлы из стеклохолста. Соотношение площадей ано-
дон и катодов SJSK =1:2, расстояние между ними 80... 120 мм.
При определении необходимой толщины покрытия учитывают
припуск на последующую механическую обработку, принимае-
мый равным 0,1...0,2 мм на диаметр для шлифования и 0,2...0,3 мм
для токарной обработки. После железнения выполняют заключи-
тельные операции 13... 18 технологического процесса.
3.8.4. ПРИМЕНЕНИЕ ПЕРИОДИЧЕСКОГО ТОКА
ПРИ ЭЛЕКТРИЧЕСКОМ ОСАЖДЕНИИ МЕТАЛЛОВ
Существенный недостаток рассмотренных ранее электроли-
том — необходимость подогрева их до 70.„80 °С. Это усиливает
Агрессивность электролита, ухудшает его стабильность, услож-
няет конструкцию ванны и ее обслуживание, приводит к значи-
тельному расходу энергии на подогрев электролита и потере его
при испарении. Холодные электролиты (электролиз ведут без
нагрева) лишены указанных недостатков, но менее производи-
тельны, так как электролиз проводят при меньших плотностях
Тока.
Существует новый способ холодного железнения периодичес-
ким током с независимым регулированием амплитуд прямого (ка-
тиного) и обратного (анодного) импульсов, позволяющий в не-
сколько раз повысить производительность процесса и улучшить
и-
227
РА1
R1
T1 T2
VD1
На-
ле/
Ч2Н
Рис. 3.36. Принципиальные схемы электролиза периодическим током с независимым
регулированием амплитуд:
а — прямого и обратного импульсов тока реостатами; б — прямого импульса тока автотранс-
форматором; Г и 72 — трансформаторы; 77 — автотрансформатор; VD1 и VD2 — полупровод-
никовые диоды; R1 и R2— регулировочные реостаты; РА1 и РА2 — магнитоэлектрические ам-
перметры; РАЗ и PV— соответственно электромагнитные амперметр и вольтметр; В — ванна
свойства покрытий. Сущность этого способа заключается в следу-
ющем. Питание ванны периодическим током осуществляется от
понижающих трансформаторов Т и Т2 (рис. 3.36). Встречно-па-
раллельное включение полупроводниковых диодов VD1 и VD2
позволяет с помощью реостатов R1 и R2 разделить и независимо
друг от друга регулировать прямой (—/) и обратный (+/) импульсм
переменного тока, задавая им различные амплитуды 7* и /;,',
(рис. 3.37). Осаждается металл только во время прохождения пря-
мого импульса. Во время прохождения обратного импульса осаж
денный металл растворяется. Но так как амплитуда прямого им
пульса /* в несколько раз больше амплитуды обратного импульса
7* то осаждение металла значительно преобладает над его ра-
створением, в результате чего на деталях постепенно наращивает
ся слой покрытия. Благодаря периодическому (с частотой 50 Гц)
изменению заряда деталей и частичному растворению осажденпо- |
го металла создаются особые условия, позволяющие в несколько
раз повысить допустимую плотность тока. В результате этого про*
-/■ 1
1*
/а
'с
+•/
1
f
1 ^-6
ш
гх
iiliilt
. т>2 .
7
ч*
"•Чц, '
SJS
^
f
<ш
Рис. 3.37. График периодического тока с независимым регулированием
амплитуд прямого и обратного импульсов:
/к и /т — амплитуды прямого и обратного импульсов; /£ и /£ —средние чип
чения прямого и обратного импульсов за период; Т— период периодического MB
228
•
п шодительность холодного железнения повышается до уровня
производительности горячего железнения постоянным током. Для
сокращения потерь электроэнергии и облегчения управления про-
цессом электролиза целесообразно перед понижающим трансфор-
матором установить автотрансформатор Т1 (см. рис. 3.36, б).
При осаждении металлов периодическим током режим элект-
ролиза характеризуется не одним, а двумя электрическими пара-
метрами: катодной плотностью тока Дк и катодно-анодным пока-
ia гелем р, определяемым по формулам:
Дк = /скЛУк; (3-59)
Р = 7ск/7са, (3.60)
i не /к и /| — средние значения за период соответственно прямого (катодного) и
иОратного (анодного) импульсов тока, A; SK — площадь катода, дм2.
Оптимальные значение этих параметров при холодном желез-
непии следующие: Дк = 20...30 А/дм2, Р = 6...10. Кислотность
шектролита должна быть 0,5...0,9, температура не регламентиру-
ется.
При холодном железнении применяют те же электролиты и тех-
нологический процесс, что и при горячем железнении. После анод-
ного травления и промывки холодной водой детали завешивают в
Ванну железнения и выдерживают без тока 30...60 с. Затем включа-
ют заданное значение катодной плотности тока (20...30 А/дм2) и
начальное значение катодно-анодного показателя р = 1,2...1,5 и
производят осаждение в течение 1 ...1,5 мин. После этого, умень-
шая значение обратного импульса, постепенно за 5...6 мин увели-
чикают катодно-анодный показатель до заданного значения
(d ...10), при котором производится осаждение до необходимой
олщины.
3.8.5. ОБОРУДОВАНИЕ ГАЛЬВАНИЧЕСКИХ УЧАСТКОВ
Основное оборудование гальванических участков и цехов —
I Стационарные, барабанные и колокольные ванны, автоматические
и полуавтоматические установки, конвейерные линии и источни-
ки тока. В качестве источников постоянного тока применяют либо
l ии жовольтные двигатель-генераторы типа АНД, либо выпрями-
тели: селеновые типа ВСМН, ВСМР и др.; кремниевые типа
ЙЛКГ и др.; германиевые типа ВАГГ, ВГВ и др.
Напряжение источников тока составляет 6... 12 В. В цехах с от-
4осительно невысокой производственной программой и большой
229
номенклатурой ремонтируемых деталей используют обычно ста-
ционарные ванны.
Стационарная ванна представляет собой емкость прямоуголь-
ной формы. В нее входят: нагревательное устройство (при необхо-
димости); бортовые отсосы для удаления вредных испарений; ка-
тодные и анодные штанги, подсоединенные к источнику тока, для
завешивания деталей и анодов. Внутреннюю поверхность ванны
футеруют кислотостойкими материалами.
Мелкие детали (например, метизы при цинковании) покрыва-
ют во вращающихся колоколах и барабанах из токонепроводящего
кислотостойкого материала.
Колокол имеет форму усеченного конуса. Он приводится во
вращение с частотой 8...15 мин-1. Ток к деталям (катоду), насы-
панным в корпус, подводится с помощью металлических щеток
или опусканием в него стержня или провода с грузом, контакти-
рующим с деталями. Анод представляет собой пластину, опускае-
мую в корпус на переносном штативе.
Детали загружают в колокол с электролитом, в который поме-
щают анод, включают механизм его вращения и источник тока.
При вращении детали пересыпаются, контактируют с катодом и
между собой. Некоторые из них временно могут оказаться не под
током. По окончании электролиза колокол наклоняют над баком
с сеткой. Детали попадают в сетку, а электролит стекает в бак, от«
куда он снова заливается в колокол.
Недостатки колокольных ванн: быстрый нагрев электролита,
низкая производительность и значительные потери электролита.
Барабанные ванны лишены отмеченных недостатков. Здесь бара-
бан вращается в емкости с электролитом, который поступает к дета-
лям через отверстия в стенках. Анодные пластины подвешивают на
специальные штанги по обеим сторонам колокола. Детали выгружа
ют поднятием последнего из емкости.
При восстановлении корпусных и других крупных деталей пло-
щадь наращиваемых поверхностей мала по сравнению со всей
площадью. Поэтому их наращивают безванными способами: при
точным, струйным, электроконтактным и др.
Принцип такого нанесения заключается в том, что у поверх!к>«
сти, подлежащей покрытию, с помощью несложных устройств со-
здают местную электролитическую ячейку (ванночку), в которую
подают электролит, а деталь и анод подключают к источнику токн, j
Восстановление деталей электролитическим осаждением ме
таллов — один из технологических процессов, оказывающих вред»]
ное воздействие на окружающую среду. Поэтому производствен*]
ный процесс необходимо осуществлять в спецодежде (халат, пер-
чатки, защитные очки), в специально оборудованном помещении
с включенной приточно-вытяжной вентиляцией.
3.9. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ
С ПОМОЩЬЮ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
При производстве, техническом обслуживании и ремонте ма-
шин получили широкое применение различные виды синтетичес-
ких, полимерных, композиционных материалов и пластических
материалов на их основе. При этом используют физические и хи-
мические процессы взаимодействия материалов восстанавливае-
мых деталей и материалов покрытия.
.
3.9.1. МЕТОДЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ ТРЕЩИНЫ
И ПРОБОИНЫ, ТЕРМОРЕАКТИВНЫМИ ПОЛИМЕРАМИ
Блоки цилиндров, головки блоков, картеры коробок передач и
другие детали, имеющие трещины и пробоины, могут быть отре-
монтированы с использованием эпоксидных смол.
Наибольшее распространение на ремонтных предприятиях на-
ходит эпоксидная смола марки ЭД-16 — прозрачная вязкая масса
систло-коричневого цвета. В герметически закрытом сосуде при
комнатной температуре эта смола может храниться продолжи-
тельное время.
Отверждение эпоксидной смолы происходит под действием от-
нердителя. В качестве отвердителей используют алифатические
и мины (полиэтил енполиамин), ароматические амины (АФ-2),
пизкомолекулярные полиамиды (Л-18, Л-19, Л-20). Наибольшее
распространение в качестве отвердителя получил полиэтиленпо-
инамин — глицеринообразная жидкость от светло-желтого до тем-
но-бурого цвета.
Для повышения эластичности и ударной прочности отверж-
депной эпоксидной смолы в ее состав вводят пластификатор. В
качестве пластификатора наиболее широко используют дибу-
тнлфталат — желтоватую маслянистую жидкость. Для улучше-
ния физико-механических, фрикционных и антифрикционных
РВОЙств, повышения теплостойкости, теплопроводности и сни-
жения стоимости композиции в эпоксидные составы вводят на-
полнители — чугунный, железный, алюминиевый порошки, ас-
Пест, цемент, кварцевый песок, графит, стекловолокно и другие
материалы.
Эпоксидную композицию приготавливают следующим обра-
ном. Тару с эпоксидной смолой ЭД-16 разогревают в термошкафу
или емкости с горячей водой до температуры 60...80 °С и произво-
дят отбор необходимого количества эпоксидной смолы в ванноч-
ку. В отобранную смолу добавляют небольшими порциями необ-
ходимое количество пластификатора — дибутилфталата. Во время
231
добавления пластификатора смесь тщательно перемешивают (в те-
чение 5...8 мин)
В полученную смесь небольшими порциями вводят необходи-
мое количество наполнителя. При этом смесь перемешивают в те-
чение 8... 10 мин. Приготовленный состав можно хранить длитель-
ное время.
Непосредственно перед применением в состав добавляют не-
большими порциями нужное количество отвердителя и переме-
шивают в течение 5 мин.
После введения отвердителя эпоксидная композиция должна
быть использована в течение 20...25 мин.
Качество эпоксидных покрытий во многом зависит от состава
композиции, при приготовлении которой следует точно выдержи-
вать рецептуру (табл. 3.19).
3.19. Состав эпоксидных композиций
__
Составы (в частях по массе)
Смола ЭД-16
Компаунд К-115
Дибутилфталат
Полиэтиленполиамин
Олигоамин Л-19
Отвердитель АФ-2
Железный порошок
Цемент
Алюминиевая пудра
Графит
А
100
—
10...15
8
—
—
—
—
—
"
Б
100
—
15
10
—
—
160
—
—
"
в
100
—
15
10
—
—
—
—
25
"
Г
100
—
—
—
30
—
120
60
—
д
120
—
—
—
30
—
—
—
70
Трещины длиной до 20 мм заделывают в следующей последова-
тельности. С помощью лупы 8... 10-кратного увеличения опреде-
ляют границы трещины и на ее концах сверлят отверстия диамет-
ром 2,5...3 мм. Вдоль трещины по всей ее длине снимают фаску
под углом 60...70° на глубину 1...3 мм.
Глубина фаски зависит от толщины детали. При толщине дета-
ли менее 1,5 мм снимать фаску не рекомендуется. Поверхность
детали на расстоянии 40...50 мм от трещины зачищают до метал
лического блеска. Затем поверхность трещины и зачищенного
участка обезжиривают, протирая их тампоном, смоченным ацето
ном. После просушивания в течение 8... 10 мин поверхность детали
вновь обезжиривают и вторично просушивают. После этого деталь
1 (рис. 3.38, а) устанавливают так, чтобы поверхность с трещиной J
находилась в горизонтальном положении, и на поверхность тре-
щины и зачищенного участка шпателем наносят слой эпоксидно-
го состава 3. Трещины на чугунных и стальных деталях заделы на
232
Рис. 3.38. Схемы заделки трещин:
..г-варианты; 1 — деталь; 2— трещины; J-эпоксидный состав; 4 и 6— накладки из
стеклохолста; 5 —ролик; 7—металлическая накладка; 8— болт
ют составом Б, на деталях из алюминиевых сплавов — составом В
(см. табл. 3.19).
Заделку трещин длиной 20... 150 мм выполняют аналогично, но
после нанесения эпоксидного состава 3 (рис. 3.38, б) сверху поме-
щают накладку 4 из стеклохолста, которая перекрывает трещину
со всех сторон на 20...25 мм. После этого накладку прикатывают
роликом 5, на ее поверхность наносят тонкий слой состава, уста-
навливают вторую накладку 6 (рис. 3.38, в) с перекрытием первой
на 10... 15 мм. Далее прикатывают роликом и наносят окончатель-
ный слой эпоксидного состава.
Трещину длиной более 150 мм заделывают, нанося эпоксидный
состав с наложением металлической накладки и закреплением ее
болтами. Подготавливают поверхности и разделывают трещины
гак же, как и в случае трещины меньшей длины. Накладку 7
(рис. 3.38, г) изготавливают из листовой стали толщиной 1,5...2 мм с
размерами, обеспечивающими перекрытие трещины на 40...50 мм.
В накладке сверлят отверстия диаметром 10 мм. Расстояние между
центрами отверстий вдоль трещины должно составлять 60...80 мм.
Центры отверстий должны отстоять от краев накладки на расстоя-
нии не менее 10 мм.
Накладку устанавливают на трещину, на детали кернером на-
мечают центры отверстий, снимают накладку, сверлят отверстия
диаметром 6,8 мм и нарезают в них резьбу М8 х 1. Поверхности
детали и накладки зачищают до металлического блеска и обезжи-
ривают. На подготовленные поверхности детали и накладки нано-
сят тонкий слой эпоксидного состава, устанавливают накладку на
деталь и вворачивают болты, предварительно покрыв резьбовые
поверхности тонким слоем эпоксидного состава.
233
Рис. 3.39. Схемы заделки пробоин наложением накладок:
а — заподлицо; 6 — внахлестку; 1 и 6— металлические накладки; 2 и 5— слои
эпоксидного состава; 3 — проволока; 4 — накладка стеклохолста; 7— болт
Пробоины на деталях устраняют с помощью эпоксидного со-
става с наложением металлических накладок заподлицо или внах-
лестку.
При заделке пробоины заподлицо (рис. 3.39, а) притупляют ос-
трые кромки пробоины, зачищают поверхность детали вокруг
пробоины до металлического блеска на расстоянии 10...20 мм, из-
готавливают из листовой стали толщиной 0,5...0,8 мм накладку,
которая должна перекрывать пробоину на 10...20 мм. Кромки про-
боины и зачищенный участок поверхности вокруг пробоины
обезжиривают и просушивают в течение 8... 10 мин. К центру на-
кладки прикрепляют проволоку диаметром 0,3...0,5 мм и длиной
130... 150 мм. Из стеклохолста изготавливают накладки по контуру
пробоины. После вторичного обезжиривания кромок пробоины и
зачищенного участка и просушивания на поверхность металличес-
кой накладки наносят тонкий слой эпоксидного состава. Метал-
лическую накладку 1 устанавливают под пробоину и закрепляют
проволокой 3. Сверху помещают накладку 4 из стеклохолста, при-
катывают ее роликом, наносят эпоксидный состав, затем вторую
накладку из стеклохолста и прикатывают ее роликом. Операции с
эпоксидным составом и накладками из стеклохолста повторяют до
тех пор, пока пробоина не будет заполнена по всей толщине стен-
ки. На верхнюю накладку наносят слой эпоксидного состава 2 и
оставляют до отверждения.
В процессе заделки пробоины с наложением накладки внахлес-
тку (рис. 3.39, б) притупляют острые края пробоины, зачищают
поверхность детали вокруг пробоины на расстоянии 40...50 мм до
металлического блеска, изготавливают из стали толщиной 1,5...2 мм
накладку, которая должна перекрывать пробоину на 40...50 мм.
В накладке сверлят отверстия диаметром 10 мм. Расстояние между
234
«г
центрами отверстий по периметру пробоины должно составлять
50...70 мм. Центры отверстий должны находиться от краев наклад-
ки на расстоянии 10 мм. В детали сверлят отверстие диаметром
6,8 мм и нарезают в них резьбу М8 х 1. Поверхность накладки, со-
прикасающуюся с деталью, зачищают до металлического блеска.
Зачищенные поверхности детали и накладки обезжиривают, и за-
тем на них наносят тонкий слой эпоксидного состава 5. Установив
накладку 6 на пробоину, заворачивают болты 7, предварительно
смазав их резьбовые поверхности тонким слоем эпоксидного со-
става. Отверждают эпоксидные композиции, содержащие поли-
этиленполиамин (составы А, Б, В) при температуре 18...20 "С в те-
чение 12 ч, а затем при нагревании по одному из следующих ре-
жимов: при температуре 40 °С в течение 48 ч, при 60 °С — 24, при
НО °С - 5 и при 100 °С - 3 ч.
После отверждения зачищают подтеки и наплывы эпоксидной
композиции и проверяют качество ремонта.
3.9.2. ТЕХНОЛОГИЯ СКЛЕИВАНИЯ МАТЕРИАЛОВ ПРИ РЕМОНТЕ
В ремонтной практике все шире применяют метод соединения
деталей при помощи клея. Склеивание — наиболее рациональный
метод. Процесс склеивания значительно проще, чем сварка или
пайка, и не требует применения специального оборудования.
Склеивать можно практически все материалы, применяемые в ма-
шиностроении.
Для получения прочного соединения склеиваемые поверхности
следует тщательно очистить и обезжирить. Шероховатость поверх-
ности должна быть не выше 3...4-го квалитетов чистоты и иметь
правильную геометрическую форму.
Клей нужно наносить через 5... 10 мин после промывки поверх-
ностей растворителем, остатки которого тоже являются загрязне-
нием и ухудшают адгезию клея с материалом детали. Применяе-
мые растворители легко испаряются, а отсутствие запаха свиде-
тельствует об их полном удалении.
Клей наносят на поверхность равномерным слоем кистью или
шпателем. Толщина клеевого слоя должна быть не более 0,1 мм.
Отверждение клеевого слоя при нормальной температуре
длится 25...30 ч. Для сокращения времени отверждения детали
можно нагревать в термостате до 120 °С: тогда процесс отверж-
дения продолжается 2...3 ч. Можно ускорить процесс отвержде-
ния нагреванием деталей инфракрасными и ультрафиолетовы-
ми лампами.
Склеивание во многих случаях заменяет сварку, клепку, пайку
и соединение деталей болтами.
235
Клеевые соединения устойчивы к воздействию смазочных ма-
сел, керосина, бензина, не взаимодействуют с кислородом воздуха
и водой. При отверждении клей не вьщеляет летучих веществ, дает
небольшую усадку (не более 0,5 %) и не образует усадочных тре-
щин при переходе в твердое состояние.
При ремонтных работах применяют эпоксидные композиции с
тем или иным соотношением исходных материалов. Для склеива-
ния небольших по размерам деталей можно применять клей-
эпоксид ПР, приготовленный на основе твердой эпоксидной
смолы Э-41. Клей-эпоксид ПР долго сохраняется (до 6 мес) и со-
вершенно безвреден.
Эпоксидные клеи на основе жидких смол ЭД-16 и ЭД-20
имеют существенные недостатки. Сохранность этих клеев со-
ставляет 30...60 мин. Кроме того, жидкие клеи токсичны, и ра-
бота с ними требует принятия соответствующих мер по технике
безопасности.
Для склеивания сталей применяют клей следующего состава,
вес. ч:
Эпоксидная смола Э-41 100
Дициандиамин 7
Железный порошок 100
Эпоксидную смолу и отвердитель, взятые в необходимом коли-
честве, тщательно измельчают и просеивают через сито. В полу-
ченный порошок добавляют наполнитель. Полученную смесь рас-
плавляют при температуре 100..Л 10 °С и отливают в бруски.
При склеивании детали нагревают до температуры ПО...120 °С
и натирают бруском клея. Клей плавится на нагретой детали и ра-
стекается по поверхности равномерным слоем. После покрытия
поверхностей слоем клея детали соединяют и стягивают струбци-
нами или прижимными планками. Собранные детали помещают в
термостат, где происходит полимеризация клея. Склеивание име-
ет целый ряд преимуществ по сравнению со сваркой, пайкой и
другими способами соединения деталей, но имеет свои пределы
рационального применения и свои недостатки. Недостатки: срав-
нительно недолгий срок хранения клея и очень длительный пери-
од отверждения.
Приклеивание фрикционных накладок дисков сцепления двигате-
лей и тормозных колодок. Способ крепления фрикционных накла-
док дисков сцепления заклепками имеет ряд существенных недо-
статков. В процессе эксплуатации диски коробятся, толщина их
становится неравномерной. Фрикционные накладки по толщине
используются при эксплуатации не более чем на 40 %, так как го-
ловки заклепок приходят в соприкосновение с поверхностью со-
прягаемой детали. Поэтому возникает необходимость замены час-
236
тично изношенной накладки новой. Этих недостатков лишен спо-
соб крепления фрикционных накладок приклеиванием.
При этом способе после удаления старых накладок диски зачи-
тают до металлического блеска с помощью шлифовальной маши-
ны или дробеструйной установки. На зачищенной поверхности не
допускается наличие следов коррозии. Обезжиривают поверхнос-
ти склеивания ведомого диска и фрикционных накладок тампо-
ном, смоченным ацетоном. После просушивания в течение 10 мин
па обезжиренные поверхности наносят слой клея ВС-ЮТ и вы-
держивают его не менее 5 мин на воздухе при температуре
18...20°С. Толщина клеевого шва должна быть 0,1...0,2 мм, а рас-
ход клея не больше 200 г на 1 м2 поверхности. Момент окончания
сушки клеевого слоя определяют с помощью резинового бруска —
брусок не прилипает к нанесенному клеевому слою.
Ведомый диск соединяют с фрикционными накладками и ук-
ладывают в приспособление (рис. 3.40), состоящее из основания 1,
направляющей трубы 2, болта 3 с гайкой 4 и динамометрического
ключа 5. Между собранными дисками 6 устанавливают промежу-
точные кольца 8. Динамометрическим ключом на склеиваемых
поверхностях создают давление не менее 0,1 МПа. Смещение на-
кладок относительно диска не должно превышать 0,5 мм.
Приспособление с дисками устанавливают в электропечь и вы-
держивают при температуре 180 °С в течение 40 мин. Охлаждают
диски до температуры 70... 100 °С в отключенной печи, а затем на
воздухе до температуры 35...40 "С. После этого разбирают приспо-
собление, зачищают подтеки и наплывы клея, проверяют качество
склеивания внешним осмотром и простукиванием.
По аналогичной технологии приклеивают фрикционные на-
садки тормозных колодок легковых авто-
мобилей. При этом кроме клея ВС-ЮТ
используют клей БФТ-52, прочность
клеевых соединений с которым при
550 °С в 1,5...1,7 раза более высокая по
сравнению с ВС-ЮТ.
Восстановление неподвижных соеди-
нений подшипников качения. Использо-
вание полимерных материалов для вос-
становления неподвижных соединений
подшипников качения значительно уп-
рощает технологический процесс, по-
Рис. 3.40. Схема приспособления для приклеива-
ния фрикционных накладок дисков сцепления:
/ — основание; 2 — направляющая труба; 3 — болт; 4 —
гайка; 5—динамометрический ключ; 6 — диск сцепле-
ния; 7—фрикционная накладка; 8— кольцо
237
зволяет снизить трудоемкость и себестоимость ремонта машин.
С этой целью применяют эпоксидные композиции, эластомеры
и анаэробные герметики. Неподвижные соединения можно вос-
станавливать склеиванием. При этом сопрягаемые поверхности
зачищают до металлического блеска, обезжиривают и просушива-
ют в течение 10 мин. После вторичного обезжиривания и просу-
шивания на сопрягаемые поверхности наносят равномерный слой
состава А (см. табл. 3.19) на основе эпоксидной смолы ЭД-16.
После выдержки в течение 10 мин сопрягаемые детали соединяют,
удаляют подтеки и излишки эпоксидного состава и оставляют до
отверждения.
Посадочные места под подшипники качения картеров коробок
передач восстанавливают следующим образом. Изношенные по-
верхности зачищают до металлического блеска, зачищенные по-
верхности обезжиривают ацетоном, просушивают в течение 5 мин
и вторично обезжиривают. Затем шпателем наносят на них эпок-
сидные составы Г или Д (см. табл. 3.19). После этого деталь с
эпоксидным составом Г выдерживают в течение 1 ч, а с составом
Б —2 ч на воздухе при температуре 18...20°С. За это время вяз-
кость состава значительно увеличивается, что исключает возмож-
ность стекания его с вертикальных поверхностей. Затем корпус
устанавливают на плиту / кондуктора (рис. 3.41), закрепленную на
столе радиально-сверлильного станка.
Кондуктор состоит из плиты / с запрессованными втулками За
двумя штифтами 2, предназначенными для фиксации корпуса 4.
Расстояния между осями отверстий под втулки соответствуют меж-
осевым расстояниям посадочных мест картера коробки передач.
Нанесенный слой эпоксидного состава формуют под номи-
нальный размер отверстий с помощью калибрующей оправки 5,
которая закреплена в шпинделе радиально-сверлильного станка.
Формование отверстий производят протягиванием оправки сверху
вниз без вращения относительно оси шпинделя. Калибрующая
оправка своим нижним хвостовиком
входит в направляющую втулку 3, что
обеспечивает соблюдение межцентро-
вых расстояний восстанавливаемых от-
верстий и параллельность их осей.
Калибрующая оправка изготовлена
из стали 45 и закалена до твердости
HRC 45. Рабочие поверхности оправки
Рис. 3.41. Схема формовки посадочных мест
подшипников корпуса коробки передач:
/ — плита; 2— штифт; 3 — втулка; -/—корпус; J —
калибрующая оправка; 6 — слой эпоксидного состава
238
прошлифованы. Допуск на изготовление оправки выбирают с уче-
1'ом усадки эпоксидного состава и толщины слоя разделителя, ко-
торым смазывают оправку перед формованием отверстий. В каче-
стве разделителя применяют моторное масло.
После формования отверстий на поверхности остается слой 6
>п оксидного состава, обеспечивающий получение посадочных
мест под подшипники номинального размера.
Отверждают эпоксидный состав терморадиационной обработ-
кой. Для исключения возможности стекания состава Г при нагре-
вании отверждение производят по ступенчатому режиму: при тем-
пературе 60 °С выдерживают 2 ч, при 100 °С — 1 ч, при 150 °С — 1 ч.
Состав Д отверждается при температуре 18...20°С в течение 5 ч
или при температуре 100 °С в течение 1 ч. Температуру регулируют
изменением расстояния между поверхностью излучения.
Широкое распространение при восстановлении неподвижных
соединений подшипников качения находят эластомеры и ан-
аэробные герметики. Эластомер 6Ф представляет собой продукт
совмещения каучука марки СКН температурой 40 °С и смолы ФКУ
на основе замешанного фенола винилацетиленовой структуры.
Поверхности деталей перед нанесением покрытия зачищают и
обезжиривают. При нанесении покрытий на кольца подшипников
зачищать поверхности обычно не требуется.
Покрытие из раствора эластомера на поверхность детали нано-
сят в зависимости от конструкции детали и имеющихся средств
различными способами: кистью, окунанием, обливом, центро-
бежным.
Долговечность неподвижных соединений, восстановленных
нанесением покрытий из растворов эластомеров, зависит от зазо-
ра в соединении перед восстановлением. С увеличением зазора
долговечность уменьшается. Поэтому герметиком 6Ф рекоменду-
ют восстанавливать неподвижные соединения обоих типов с заме-
ром до 0,2 мм.
Неподвижные соединения, на одну из деталей которых нанесе-
i ю покрытие из раствора эластомера, собирают путем запрессовки
с натягом 0,01...0,03 мм по принятой на ремонтном предприятии
технологии.
Анаэробные герметики — это многокомпонентные жидкие со-
ставы, способные длительное время храниться на воздухе без из-
менения свойств и быстро отверждаться (полимеризоваться) при
температуре 15...35 °С без доступа воздуха с образованием прочно-
го твердого полимера.
Анаэробные герметики нашли широкое применение для конт-
ровки и герметизации резьбовых соединений, фиксации, стопоре-
пия подвижных соединений, пропитки пористого литья, сварных
швов, прессованных изделий, уплотнения фланцевых соединений.
239
Анаэробный герметик наносят на поверхности охватываемой и
охватывающей деталей из капельницы полиэтиленового флакона.
Процесс полимеризации анаэробных герметиков протекает с
различной скоростью в зависимости от активности металла, раз-
мера зазора, температуры, наличия активатора.
Для фиксации подшипников качения наиболее широко ис-
пользуют анаэробные герметики «Анатермы» (АН-6, АН-6В) и
«Унитерны» (УГ-7, УГ-8).
При температуре 20 °С герметик УГ-7 отверждается в течение
8 ч, УГ-8 — 9, АН-6 и АН-6В — 96 ч. При повышении температу-
ры до 50 °С время отверждения герметика УГ-8 уменьшается до
4 ч, АН-6 и АН-6В — до 5 ч. При температуре 80 °С герметик УГ-8
отверждается в течение 1 ч, а АН-6 и АН-6В — 4 ч.
С повышением температуры отверждения увеличивается проч-
ность клеевого соединения. При диаметральном зазоре 0,15 мм
предел прочности при аксиальном сдвиге клеевого соединения,
выполненного герметиком АН-6 и отвержденного при температу-
ре 20 "С, - 3,6 МПа, 50 °С - 11,3 и при 80 °С - 11,5 МПа.
3.9.3. ФОРМИРОВАНИЕ ПОЛИМЕРНЫХ ПОКРЫТИЙ ПУТЕМ НАПЫЛЕНИЯ
Напыление — технологический процесс нанесения полимер-
ных материалов на предварительно нагретые поверхности деталей.
Соприкасаясь с разогретой поверхностью, полимерный материал
(пластмасса), чаще всего порошкообразный, оплавляется и обра-
зует покрытие в виде пленки.
Существует два основных метода напыления деталей: вихревой
и газопламенный.
Вихревое напыление. Устройство установки вихревого напыле-
ния (рис. 3.42) представляет собой корпус произвольной формы,
обычно цилиндрической, в нижней части которого вмонтировано
сетчатое дно 2, которое изготовляют из газопроницаемого материа-
ла, керамики и т. д. Сжатый газ в нижнюю камеру / подводят чере i
вентиль. Перед началом работы в камеру с деталью засыпают по-
рошкообразный полимерный материал. После этого включаю!
компрессор и подают сжатый газ под сетчатое дно. Газ, проникая
мельчайшими струями через нижнюю камеру за счет его отсоса I
верхней камере 4, взмучивает порошок, образуя так называемый
«вихревой слой». Этот слой обладает свойствами жидкости.
В зависимости от удельного веса и размера зерен, а также от коли
чества подаваемого в резервуар сжатого газа порошок в 1,5...2 рая
увеличивает свой первоначальный объем.
Технология вихревого напыления включает следующие оперп
ции: подготовку деталей к напылению, нагрев деталей, наплавлс
ние в вихревой камере, охлаждение и термообработку.
240
•
Отсос
Рис. 3.42. Схема установки для нанесения полимерных покрытий
вихревым способом:
1 и 4— нижняя и верхняя камеры; 2 — дно; 3 — корпус; 5 — деталь
Температура нагрева зависит от температуры плавления пласт-
массового порошка и требуемой толщины покрытия. Для наплав-
нения порошком капрона деталь чаще всего нагревают до
260...300°С.
Температура плавления порошка капрона 210...220 "С. Частицы
капронового порошка, сталкиваясь с нагретой поверхностью дета-
ли, оплавляются и образуют пластмассовое покрытие. Время вы-
держки детали в камере зависит от требуемой толщины покрытия
и колеблется от 1 до 5 с.
После наплавления деталь помещают в ванну с инертным мас-
пом, нагретым до 140...160 "С, и выдерживают в ней в течение
15... 16 мин.
Газопламенное напыление. Сущность такого способа напыления
состоит в том, что струя воздуха с частицами порошкообразного по-
лимерного материала пропускается сквозь факел газового пламени.
11ролетая через факел, частицы нагреваются, оплавляются до плас-
тичного состояния и, ударяясь о предварительно подогретую по-
иерхность детали, растекаются на ней, образуя покрытие.
Для получения покрытий газопламенным напылением наи-
большее распространение получили установки УПН-6-63,
У1Ш-7-65иУГПЛ.
В качестве горючего газа применяют ацетилен или пропан-бу-
ган. При работе на пропан-бутане используют специальную на-
садку к газовой горелке. Для питания горелки пригоден ацетилен,
получаемый из ацетиленовых генераторов, или растворенный
ацетилен в баллонах. Рабочее давление газа дожно быть не ниже
500 Па при расходе 30 л/ч.
241
Hi 8070
Рис. 3.43. Схема вибровихревой установки:
/ — деталь; 2 — ванна; 3 — пружина; 4—вибратор; 5—
пневматическая камера; 6—пористая перегородка; 7—по-
лимерный порошок
Вибровихревое напыление. Наибольшее
применение при восстановлении изно-
шенных деталей получил вибровихревой
способ. Основная особенность вихревого
и вибровихревого способов напыления —
простота технологии, а также неслож-
ность и невысокая стоимость применяе-
мого оборудования. Все это позволяет
использовать эти методы не только на
специализированных ремонтных пред-
приятиях, но и в мелких мастерских хо-
зяйств и предприятий.
Установка для нанесения покрытий вибровихревым способом
(рис. 3.43) смонтирована на пружинах 3. Пористая перегородка 6—
один из основных элементов установки. Первоначальная высота
слоя порошка равна Н0. За счет совместного действия сжатого газа
и вибрации полимерный порошок переходит в псевдоожиженное
состояние. Высота слоя возрастает и становится равной Нвзв.
При нанесении покрытий из порошкообразного поликапро-
амида деталь 1 нагревают до температуры 290 °С и погружают в
псевдоожиженный слой на 5...20 с. Частицы порошка 7, ударяясь
о поверхность нагретой детали, оседают на ней и, сплавляясь, рас-
текаются в равномерное покрытие. Время выдержки детали в
псевдоожиженном слое зависит от требуемой толщины покрытия.
После этого деталь вынимают из установки, обдувают сжатым воз-
духом, подвергают термообработке при температуре П0...130°С в
течение 5... 10 мин в масле и охлаждают на воздухе.
Необходимые размеры получают с помощью механической об-
работки деталей.
4 5
242
Рис. 3.44. Схема восстановления деталей литьем под давлением:
/ — бункер; 2 — полимерный материал; 3 — цилиндр; 4—деталь; 5—
пресс-форма; б—расплавленный полимерный материал; 7—плунжер
Восстановление изношенных деталей литьем под давлением. Тех-
нологический процесс литья под давлением состоит в том, что по-
лимерный материал размягчается в инжекционном (материальном)
цилиндре лицевой машины до состояния текучести и выталкивает-
ся поршнем или червяком (шнеком) этого цилиндра в оформляю-
щие гнезда литьевой пресс-формы. Остывая в гнездах пресс-формы
под определенным давлением, полимерный материал приобретает
конфигурацию изделия. После остывания изделия литьевая пресс-
форма раскрывается и изделие вместе с литниками выталкивается
из формующей полости. Перед раскрытием литьевой пресс-формы
инжекционный механизм возвращает поршень или червяк (шнек) в
исходное положение, и весь цикл литья повторяется сначала.
В загрузочный бункер 1 (рис. 3.44) литьевой машины засыпают
полимерный материал 2, который затем подается в цилиндр 3. Там
он нагревается до температуры 240...270°С в течение 30...40 мин.
Деталь 4, нагретую до температуры 240 °С, устанавливают в пресс-
форму 5, предварительно подогретую до температуры 80...100 "С.
При движении плунжера 7 справа налево расплавленный поли-
мерный материал 6 выталкивается из цилиндра 3 и заполняет за-
юр между заполняющей поверхностью пресс-формы и изношен-
ной поверхностью детали. Температура должна быть на 20 "С выше
температуры плавления материала, давление литья —30...35 МПа,
иыдержка при давлении — 20 с.
После этого снимают давление, разбирают пресс-форму, извле-
кают восстановленную деталь, зачищают швы и проводят термо-
обработку детали при температуре 120...130 °С в течение 1,5...2 ч.
3.10. ПРИМЕНЕНИЕ ПАЙКИ ПРИ РЕМОНТЕ МАШИН
Основные понятия. Пайкой называется технологический про-
цесс, который заключается в неразъемном соединении двух метал-
лических поверхностей с помощью присадочного материала {при-
поя), имеющего температуру плавления ниже, чем у материала со-
единяемых деталей.
Процесс паяния условно можно разделить на следующие стадии:
прогрев металла до температуры, близкой к температуре плав-
ления припоя;
расплавление припоя до жидкого состояния, нанесение его на
поверхность основного металла и заполнение шва;
взаимная диффузия металлов в паяном шве.
Основное условие получения высококачественного соедине-
ния — создание условий для взаимодействия припоя с основным
металлом {диффузия), т. е. чтобы атомы жидкого припоя вступили
во взаимодействие с атомами твердого основного металла. Сте-
!<>• 243
пень диффузии зависит от чистоты соединяемых поверхностей,
температуры пайки, времени вьщержки при этой температуре, ко-
личества оксидов, состава и марки флюса.
Пайка состоит из трех операций: подготовки деталей к пайке,
пайки и обработки детали после пайки.
Подготовка деталей к пайке заключается в тщательной очистке
от загрязнений, продуктов коррозии, оксидных пленок механи-
ческим путем, затем их подвергают химической очистке при по-
мощи флюсов (травление). Очистка спаиваемых поверхностей де-
талей необходима, так как к грязной, жирной, покрытой окали-
ной поверхности припой не пристает. При очистке стальных
деталей травлением применяют кислотные (смесь серной и соля-
ной кислот) или щелочные (10 % едкого натра, 25 % углекислого
натрия, 25 % тринатрийфосфата и 22 % жидкого стекла) растворы.
Важный этап подготовки деталей к пайке — нагревание (до темпе-
ратуры, несколько превышающей температуру плавления соеди-
няемых металлов). Все металлы при нагреве их на воздухе покры-
ваются оксидной пленкой, при пайке эта пленка (беспрерывно
образующаяся на поверхности деталей) будет препятствовать на-
дежному сцеплению расплавленного припоя с поверхностью дета-
лей. Поэтому для предотвращения образования пленки оксидов
во время пайки поверхности деталей покрывают флюсом.
Следующий этап — плотная прогонка (выправка и припиловка) ме-
ста спая деталей, обеспечивающая равномерное заполнение припоем
промежутков спаиваемых деталей и получение тонкого шва.
Паяльные флюсы. Материалы, применяемые при пайке метал-
лов для очистки соединяемых поверхностей от оксидов и загряз-
нений, называют паяльными флюсами.
Паяльные флюсы должны удовлетворять двум основным требо-
ваниям:
удалять оксиды и загрязнения с поверхности металла и защи-
щать ее от окисления в процессе пайки;
способствовать смачиванию припоем соединяемых поверхнос-
тей и обеспечивать затекание припоя в зазоры между ними.
Припои. Припоями называют присадочные материалы, приме
няемые при пайке для заполнения зазоров между соединениями
деталей с целью получения монолитного паяного шва.
Химический состав наиболее употребляемых припоев и их ос-
новные свойства приведены в таблицах 3.20...3.22.
Лужение. Технологический процесс лужения состоит из следу
ющих операций:
очистки поверхности от посторонних веществ металлической
щеткой, песком или шлифовальной шкуркой;
обезжиривания бензином или горячим водным раствором соды
или едкого натра;
244
промывки в воде;
химической очистки от оксидов травлением в кислотах;
покрытия флюсами (хлористым цинком) кистью или погруже-
нием в водный раствор флюса;
подогревания до температуры полуды и лужения;
лужения небольших предметов паяльником.
Лужение больших предметов проводят натиранием. Для этого из-
делие смачивают раствором хлорида цинка и нагревают до темпера-
туры плавления олова, после чего посыпают порошкообразной сме-
сью олова с хлоридом аммония (нашатырем). Олово при этом пла-
вится и, растертое паклей, образует на поверхности ровный слой.
После лужения остатки флюса смывают горячей водой.
Пайка мягкими припоями. Изготавливают их из оловяно-свин-
цовистых сплавов. Эти припои характеризуются высокими техно-
логическими свойствами и коррозионной стойкостью, низкой
температурой плавления (не более 300 °С) и обеспечивают доста-
точную прочность соединения в месте пайки.
Пайка твердыми припоями. Тугоплавкие припои представляют
собой чистые цветные металлы и их сплавы. Для пайки черных
металлов применяют медные припои марок Ml и М2. Они весьма
жидкотекучи, хорошо смачивают поверхности и дают прочные и
пластичные соединения. Недостаток — высокая (1083°С) темпе-
ратура плавления.
Лучшие тугоплавкие припои — серебряных марок, они позво-
ляют получать высокопрочные и пластичные соединения. Эти
припои дорогостоящие, и применяют их только в тех случаях, ког-
да шов должен обладать большой механической прочностью, по-
вышенной стойкостью к коррозии, но и когда место пайки не дол-
жно снижать электропроводность детали.
При пайке деталей электрооборудования низкотемпературны-
ми припоями применяют бескислотные флюсы на основе канифо-
ли.
Для более интенсивного удаления оксидов в них иногда вводят
активирующие добавки в виде хлорида цинка, хлорида аммония,
салициловой кислоты и др. Флюсом для пайки низкотемператур
ными припоями служит также хлорид цинка-аммония.
Оборудование и инструмент. При пайке металлов мягкими при
поями для нагревания мест пайки и детали применяют паялыш
ки, в том числе обычные ручные с подогревом от электроспирали,
с подогревом от газовой горелки или паяльной лампы. Форма и
размеры паяльника определяются удобством работы, доступнос-
тью мест пайки, конфигурацией спаиваемых деталей.
Ручные паяльники используют для пайки низкотемпературна
ми припоями и изготавливают из меди. Их делят на периодически
и непрерывно нагреваемые. Периодический нагрев ведут при по
246
мощи паяльной лампы, в печи или газовой горелкой, а непрерыв-
ный — электроспиралью.
Паяльники периодического действия в зависимости от конфи-
гурации называют торцовыми или молотковыми. Паяльники мо-
ноткового типа бывают массой от 1000 до 2000 г. Большим и тяже-
лым паяльником удобно прогревать более массивные детали, при
пайке мелких деталей производительнее работать легким паяль-
ником.
Для пайки нагретую часть паяльника обрабатывают канифолью
или хлоридом цинка для удаления оксидной пленки. После этого
наконечник паяльника вдавливают в припой, который расплавля-
ется и остается на поверхности наконечника. Припой переносится
на предварительно подготовленные поверхности деталей и равно-
мерно распределяется по ним.
Для нагревания и расплавления высокотемпературных припоев
требуется большое количество теплоты. Поэтому применяют газо-
пламенное и электрическое нагревание, нагревание в печи и тока-
ми высокой частоты.
При электроконтактной пайке нагревание происходит за счет
гокэ, проходящего через напаиваемый контакт, припой и деталь.
Обработка деталей после пайки заключается в удалении со шва
остатков флюса, припоя и промывки участка пайки водой.
При низкотемпературной пайке алюминия образующаяся в
процессе нагревания детали оксидная пленка оседает вниз и пре-
пятствует соединению присадочного материала и металла.
Для удаления оксидной пленки со дна шва в процессе паяния
используют абразивный или ультразвуковой паяльники.
При низкотемпературной пайке алюминия применение флю-
сов неэффективно, так как при невысокой температуре флюсы не
таимодействуют с оксидами и не растворяют их. Хорошие ре-
зультаты при низкотемпературной пайке алюминия дает исполь-
зование ультразвукового паяльника.
3.11. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ
В ремонтной практике широко применяют такие виды химико-
н-рмической обработки, как цементация, азотирование, цианиро-
илпие, диффузионная металлизация.
Цементация стали — процесс насыщения поверхностного слоя
углеродом при нагревании без доступа воздуха до температуры
ЧО()...950°С в среде углерода или газов, содержащих углерод. Це-
ментацию проводят для получения высокой твердости поверх-
ностного слоя при условии сохранения мягкой и вязкой сердцеви-
247
ны, а также для повышения износостойкости и предела выносли-
вости стальных деталей, что обеспечивается термической обработ-
кой после цементации (закалкой и низким отпуском).
Обычно цементации подвергают низкоуглеродистые стали а
содержанием углерода до 0,25 %, в результате чего твердость внуг-
ренних слоев детали после закалки не изменяется и остается раи-
ной 160...170 НВ, а твердость поверхностного слоя повышается до
600 НВ. Толщина цементированного слоя для деталей 0,5...2 мм,
для измерительного инструмента — 0,3... 1 мм, а концентрация уг
лерода в поверхностном слое — 0,8...1 %. Различают цементацию
твердым карбюризатором и газовую.
Более широко применяют цементацию в газовых средах как
высокопроизводительный способ. В качестве карбюризатора и с
пользуют, например, природные газы метан, пропан или бутам,
которые при нагревании диссоциируют с вьщелением атомарного
углерода.
Детали нагревают до температуры 900...950 "С в специальных
герметически закрытых печах, в которые подается карбюризатор,
При цементации газообразным карбюризатором длительность
процесса сокращается в 2,5...3 раза по сравнению с цементацией
твердым карбюризатором. Заданная концентрация углерода в по
верхностном слое обеспечивается автоматическим регулирован и
ем состава газа.
При цементации твердым карбюризатором детали, насыщае-
мые углеродом, после предварительной очистки от ржавчины и
жиров укладывают в металлические ящики и засыпают карбюри
затором, состоящим в основном из древесного угля с добавлением
углеродистого бария, соды, карбоната кальция и крахмала в коли
честве, составляющем 10...40 % массы угля. Крышку ящика длЦ
его герметизации обмазывают огнеупорной глиной. Продолжи»
тельность цементации в печи в зависимости от размеров ящика к.
числа загруженных деталей составляет 10...20 ч. После цементм
ции детали в ящиках охлаждают вместе с печью или на воздухе, I
затем подвергают закалке и низкому отпуску. Цементации подпер*
гают зубчатые колеса, шейки валов, плунжеры насосов, черня к щ
звездочки и другие детали.
Азотирование стали — процесс насыщения поверхности off
слоя стали азотом при нагревании ее в среде аммиака NH3. Л км
тирование проводят для повышения твердости поверхностно! <
слоя деталей, износо- и теплостойкости, а также коррозиопшЦ
стойкости.
Азотированию подвергают детали, прошедшие термическую
обработку (закалку с высоким отпуском) и обработку резанпоЦ
На неазотируемые участки наносят электролитическое покрыт)
оловом. Внутренние резьбы и отверстия защищают обмазками
^48
Детали укладывают равномерно в герметически закрытый муфель
(реторту), который помещают в электропечь. В муфель из балло-
11ов подается аммиак, который при нагревании разлагается, обра-
| чуя атомарный азот.
Процесс азотирования продолжается 3...90 ч, а последующее
медленное охлаждение печи с деталями — 4...5 ч. Глубина азоти-
ованного слоя (0,25...0,65 мм) зависит от температуры и времени
Издержки.
Различают прочностное азотирование, которое проводят для
1овышения твердости, износостойкости и усталостной прочнос-
1и, и противокоррозионное азотирование (декоративное) — для
Повышения коррозионной стойкости во влажной атмосфере и
1|>есной воде.
Противокоррозионному азотированию в основном подвергают
! леродистые стали. Процесс протекает при температуре 600...700 "С
выдержкой 0,5...1 ч.
Азотирование по сравнению с цементацией имеет следующие
феимущества: твердость и износостойкость азотированного слоя
риачительно выше цементированного закаленного слоя; после азо-
гирования закалки деталей не требуется, что предотвращает их ко-
обление; азотированная поверхность более устойчива к коррозии.
)днако азотирование — процесс более длительный и сложный, по-
1 ому его применяют только для легированных сталей. Азотирован-
ие детали малопригодны для работы в условиях высоких удельных
<а грузок из-за недостаточной толщины азотированного слоя.
Цианирование (нитроцементация) стали — процесс одновре-
менного насыщения поверхности стальной детали азотом и угле-
Рдом. Цианированию подвергают детали из сталей, содержащих
,2...0,4% углерода, в твердых, жидких и газообразных средах.
В*|1срдое цианирование применяют крайне редко как менее эф-
фективное по сравнению с жидким и газовым. Наиболее часто ис-
Кользуют цианирование в жидкой среде.
Детали, прошедшие механическую обработку, погружают в
специальную ванну с расплавом солей, состоящим из 20...25 %
fcaCN, остальное — NaCl и Na2C03. В зависимости от необходи-
мой толщины получаемого слоя детали нагревают до температуры
[(Л)...960°С. Образующиеся при нагревании атомарный азот и уг-
I Оерод диффундируют в сталь, поверхность детали насыщается азо-
|Чпм (до 1...2 %) и углеродом (до 0,7 %). При температуре распла-
■ fiii 820...860 °С получают слой толщиной до 0,3 мм, при температу-
ра расплава 930...960°С —до 2 мм; продолжительность процесса
■()...40 мин. После цианирования проводят закалку и низкий
Втиуск, в результате твердость полученного слоя составляет
рЧ...63 HRC3. Этот процесс называют высокотемпературным циа-
жированием.
249
Цианирование при температуре 550...600°С по существу явля-
ется азотированием в жидких средах, поскольку науглероживания,
т. е. насыщения углеродом, не происходит. Этот процесс проводят
в неразбавленных другими веществами расплавах цианистых со-
лей, содержащих 40 % (массовая доля) KCN и 60 % NaCN. Высо-
котемпературное цианирование применяют для средне- и низко-
углеродистых сталей (обыкновенных углеродистых и легирован-
ных), низкотемпературное цианирование — для быстрорежущего
инструмента. Глубина цианированного слоя зависит от времени
выдержки.
Газовое цианирование (нитроцементацию) проводят в смеси
науглероживающих и азотирующих газов, например в смеси све-
тильного или природного газа (90...97 %) и аммиака (3...10 %).
Детали нагревают до температуры 850...870 °С, длительность нит-
роцементации —- 2...10 ч. После нитроцементации детали под-
вергают закалке и низкому отпуску; твердость полученного слоя
61...63 HRC3.
Диффузионная металлизация — процесс насыщения поверх-
ностей стальных деталей различными металлами. Наиболее час-
то применяют металлизацию алюминием (алитирование), хро-
мом (хромирование), кремнием (силицирование) и бором (бо-
рирование). Одновременное насыщение поверхностей хромом
и алюминием или хромом и вольфрамом называют хромо-али-
тированием, хромо-вольфрамированием. В результате диффу-
зионной металлизации повышаются жаростойкость (окалино-
стойкость) до 1100 °С, износостойкость, твердость (до НВ 2000)
и коррозионная стойкость стальных деталей. Насыщение про-
водят в твердых, жидких и газообразных средах при температу-
ре 1000...1200 °С.
Процесс диффузии при металлизации происходит значительно
медленнее, чем при других видах химико-термической обработки,
поэтому получение даже очень тонких слоев протекает при высо-
ких температурах и длительных выдержках.
Алитирование стали проводят для повышения жаростойкости
(окалиностойкости) деталей, работающих при температурах до
900 °С..
Алитирование деталей осуществляют в порошкообразной сме-
си, содержащей 49 % (массовая доля) алюминия, 39 % оксида
алюминия и 12 % хлорида аммония. Смесь засыпают в стальной
ящик с уложенными для алитирования деталями. Температура печи
950...1050 °С, продолжительность обработки 4...12 ч. На поверхнос
ти алитированной детали образуется тонкая тугоплавкая (темпера
тура плавления более 2000 °С) пленка оксида алюминия (А120з) тол
щиной 0,1...1 мм, предохраняющая металл от окисления. Алитиро
ванию подвергают изложницы для разлива стали, котельную
250
•
арматуру. Актированные детали устойчивы в газах, содержащих
сернистые соединения. Их можно использовать вместо деталей,
изготовленных из жаростойких (окалиностойких) сталей.
Диффузионное хромирование стали проводят с целью повы-
шения жаро- и коррозионностойкости. Стали, содержащие более
0,3 % углерода, при хромировании приобретают высокую твердость
и износостойкость вследствие образования на поверхности карби-
дов хрома. Наиболее широко применяют газовое хромирование в
среде газообразного хлора или смеси водорода и хлороводорода.
Карбюризатором является феррохром или хром, температура в ре-
торте или печи 950...1050 "С, глубина насыщения хромом 0,1...0,2 мм,
продолжительность процесса 4...6 ч.
3.12. БЕЗРАЗБОРНЫЕ МЕТОДЫ
ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЙ АГРЕГАТОВ
Детали подвижных соединений машин работают в условиях
повышенных переменных нагрузок и скоростей, при значитель-
ных изменениях температур и в других специфических условиях.
Для снижения трения и износа сопрягаемых поверхностей в ос-
новном применяли разнообразные специальные присадки к мас-
лам, стабилизирующие вязкость и термическую стойкость смазоч-
ных материалов.
В последнее время все больший интерес представляют специ-
альные составы, предназначенные для непосредственного измене-
ния трибологических показателей поверхностей деталей в узлах
трения машин, и прежде всего для уменьшения коэффициента
i рения и износа. Известны несколько способов повышения долго-
нечности сопряжений:
модификаторы трения (тифлон, дисульфид молибдена и др.),
формирующие на поверхности трущихся деталей защитные плен-
ки, обладающие легким сдвигом в плоскости скольжения, что
снижает трение, но практически не защищает от изнашивания
трущиеся пары;
кондиционеры металла, которые воздействуют непосредствен-
но на металл трущихся поверхностей, создавая защитный слой,
снижающий трение и износ, защищающий от задиров. Кондицио-
неры металла типа ER (США) или ФЕНОМ (Россия) не восста-
навливают изношенные поверхности пар трения, а формируют на
поверхностях самовосстанавливаюшуюся пленку из чистого желе-
За толщиной 250 мкм.
Однако наибольший интерес представляют ремонтно-восста-
новительные составы (РВС), компенсирующие увеличение зазоров
и результате изнашивания. Известны композиции типа: медь—оло-
251
во—серебро, медь—свинец—серебро (РиМет, ХАДО и др.) и один
из перспективных — металлокерамический защитный слой по
РВС-технологии. Препараты этого класса позволяют восстанавли-
вать размеры изношенных деталей без разборки агрегата в режиме
штатной эксплуатации.
Ремонтно-восстановительный состав представляет собой до-
бавляемую в смазочный материал смесь минералов и специальных
добавок-катализаторов, которые в смазочном материале не ра-
створяются, в химические реакции с ним не вступают и из-за ма-
лой концентрации не меняют его вязкость.
Ремонтно-восстановительный состав, попадая со смазочным ма-
териалом в зоны контакта, наращивает на поверхностях, подвер-
женных износу, металлокерамический защитный слой. При нара-
щивании защитного слоя на поверхности детали сглаживается мик-
рорельеф, уменьшаются зазоры в подвижных соединениях.
Толщина металлокерамического защитного слоя зависит от
энергии, выделяемой при трении: после выравнивания микроре-
льефа поверхностей оптимизируются зазоры, уменьшается коэф-
фициент трения, соответственно уменьшается тепловыделение и
реакция образования защитного слоя останавливается.
Основное преимущество обработки по РВС-технологии в срав-
нении с традиционными способами ремонта — восстановление
механизма или узла в режиме штатной эксплуатации без выключе-
ния его из работы.
Основные показатели металлокерамического защитного слоя
следующие:
температура разрушения 1600 "С;
коэффициент трения до 0,003;
твердость до 65 HRC3;
диэлектрик (резкое уменьшение электроэрозионного износа);
химически нейтрален.
Сфера применения РВС-технологии обширна. С ее помощью
можно восстанавливать почти все виды оборудования различных
отраслей сельского хозяйства: двигатели внутреннего сгорания;
редукторы и открытые зубчатые передачи (коробки передач,
раздаточные коробки, коробки отбора мощности); подшипники
качения и скольжения; элементы гидросистем (гидронасосы,
гидромоторы, гидроцилиндры); цепные передачи; компрессоры.
При современной РВС-технологии увеличивается межремонт-
ный период эксплуатации оборудования; уменьшается потребле
ние топлива при эксплуатации машин; увеличивается срок рабо
ты смазочных материалов; сокращаются затраты на приобрети
ние дорогостоящих запасных частей; имеется возможность
замены дорогостоящих цветных металлов на чугун для некото-
рых пар трения.
252
«г
Особенно выгоден такой способ восстановления на оборудова-
нии, демонтаж которого требует больших затрат времени и трудо-
пых ресурсов; на уникальном оборудовании, где стоимость запас-
ных частей очень высока; на оборудовании, работающем в особо
тяжелых условиях, где быстро изнашиваются детали и необходима
их частая замена.
Существуют ограничения на использование РВС-технологии:
РВС «работает» только в тех парах трения металл — металл, где хотя
бы одна из деталей в сопряжении изготовлена из черного металла;
РВС-технология не способна восстановить механизмы, имею-
щие аварийный износ или механические повреждения.
3.13. ОСОБЕННОСТИ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
ПРИ ИХ ВОССТАНОВЛЕНИИ
3.13.1. ОСОБЕННОСТИ ОБРАБОТКИ ВОССТАНАВЛИВАЕМЫХ ДЕТАЛЕЙ
На предприятиях технического сервиса встречаются следую-
щие виды размерной обработки: точение, фрезерование, строга-
ние, сверление, зенкерование, развертывание, протягивание,
«убо- и резьбонарезание, хонингование, притирка, полирование и
П,р. Предварительная обработка изношенных и окончательная об-
работка восстановленных деталей имеют свои особенности, кото-
рые значительно затрудняют механическую обработку при их вос-
становлении по сравнению с обработкой при изготовлении новых
поталей. К таким особенностям относят:
трудности выбора технологических баз (поверхностей, линий,
гочек, ориентирующих деталь на станке), так как часто после экс-
плуатации для них характерны износы и повреждения;
высокую твердость и плохую обрабатываемость резанием из-за
шкаливания и наличия в нанесенных слоях оксидов, карбидов,
шлаковых включений и других примесей;
неравномерность толщины наплавленного слоя (при наплавке
его толщина в несколько раз превышает износ, что значительно
унеличивает объем последующей механической доработки; при
шльваническом наращивании припуск ограничен, что может при-
мести к браку «по черноте»).
3.13.2. ВЫБОР И СОЗДАНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
Базы — это поверхности, линии, точки или их совокупности,
необходимые для ориентации детали на станке, ее расположения в
соединении или изделии и измерения. По назначению они быва-
ют конструкторские, технологические и измерительные.
253
Конструкторские базы — совокупность поверхностей (линий,
точек), от которых даны размеры и положения деталей и соедине-
ний при разработке конструкции машины.
Технологические базы — поверхности (линии и точки), служа-
щие для установки детали на станке и ориентирующие ее относи-
тельно режущего инструмента.
Измерительные базы — поверхности (линии и точки), от кото-
рых измеряют выдерживаемые размеры.
Основная технологическая база — поверхность (линия, точка),
которая также предназначена для ориентации детали на станке, в
сборочной единице или машине. Например, отверстие зубчатого
колеса используют при ориентации колеса в процессе сборки от-
носительно других деталей, оно же может служить технологичес-
кой базой при чистовой обработке колеса на токарном станке.
Вспомогательные технологические базы — поверхности (линии,
точки), которые необходимы при установке детали на станке, не
при этом они не влияют на ее работу в машине. К ним относят
центровые гнезда вала, которые используют при его изготовлении
на токарных и шлифовальных станках; внутренние проточки в
юбке поршня для его крепления на станках; обработанную плос-
кость и два отверстия в разных концах корпусной детали для ее
размещения в процессе обработки.
При выборе технологических баз используют следующие базы:
вспомогательные. В качестве технологических баз используют
вспомогательные (центровые гнезда у валов и осей; плоскость и
два отверстия у корпусных деталей и др.), так как основные, явля-
ясь поверхностями соединения, изнашиваются в процессе эксплу-
атации и не могут служить технологическими. Однако и вспомога-
тельные базы могут быть деформированы, поэтому их проверяют
и в случае необходимости исправляют;
основные. У некоторых деталей вспомогательных баз нет, а ос-
новные — изношены. В качестве технологической выбирают наи-
менее изношенную основную базу, обрабатывают ее и, используя
как основную технологическую, обрабатывают остальные поверх-
ности. Этот способ применяют для ремонта корпусных деталей
(блоков, коробок передач, задних мостов, корпусов подшипников,
ступиц и втулок);
соединяемой детали. В некоторых случаях обрабатываемую де-
таль более точно можно установить на станок вместе с соедини I
мой, например расточка рабочей поверхности тормозного барабая
на токарном станке. Тормозной барабан размещают на ступице, ко
торую жестко закрепляют на конусах оправки, установленной и
центрах станка;
новые. В случае невозможности использования баз, примени с
мых при изготовлении деталей, следует в качестве их выбирать об-
работанные поверхности, которые связаны с поверхностью пря-
мым (без пересчета), возможно, более точным размером. При
>том необходимо совмещение установочной и измерительной баз.
В противном случае точность изготовления детали снижается
(возникает погрешность базирования);
обработка при минимальном числе баз. Лучше всего вести обра-
ботку (подготовительную, нанесение покрытия и заключительную
механическую) на постоянных базах. В случае их перемены точ-
ность обработки снижается.
3.13.3. ОСОБЕННОСТИ ВЫБОРА ПРИСПОСОБЛЕНИЙ,
РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖИМОВ ОБРАБОТКИ
Выбор приспособлений. Для размерной обработки деталей при
их восстановлении применяют универсальные и специализиро-
ванные приспособления.
На токарных и круглошлифовальных станках обычно исполь-
зуют универсальные приспособления для обработки в центрах и
патроне.
К приспособлениям для обработки в центрах относят центры
(обычно комплект из двух опорных центров), поводковые устрой-
ства, центровые оправки и люнеты.
При патронной обработке детали крепят на токарных и кругло-
шлифовальных станках с помощью двух-, трех-, четырехкулачковых
и цанговых патронов. Наиболее распространены трехкулачковые са-
моцентрирующие патроны. В четырехкулачковом патроне каждый
кулачок передвигается самостоятельно, что позволяет закреплять в
нем заготовки неправильной формы. При крупносерийном или мас-
совом восстановлении деталей применяют двух- или трехкулачковые
Патроны с пневмо-, гидро- и электроприводами. Цанговые патроны
но сравнению с кулачковыми более точные и не портят зажимаемую
поверхность детали. Для большей универсальности они снабжены
набором цанг в зависимости от размеров деталей. Используют также
специальные патроны, закрепляющие зубчатые колеса по профилю
«убьев в процессе шлифования отверстий.
На фрезерных станках детали монтируют с помощью машин-
ных тисков (с винтовым, эксцентриковым, гидравлическим и
пневматическим зажимами), поворотных приспособлений с вер-
шкальной и горизонтальной осями вращения, поворотных столов
и кассетных приспособлений.
На сверлильных станках в качестве приспособлений применя-
ют кондукторные плиты (могут быть подвесными) с кондукторны-
ми втулками, поворотные и опрокидываемые приспособления,
различные резцовые оправки.
255
Выбор режущего инструмента и режимов обработки. В процессе
обработки восстановленных деталей возникают значительные
трудности вследствие особых свойств наращенного слоя (высокой
твердости, неравномерной твердости по длине и глубине слоя,
структурной неоднородности, наличия неметаллических включе-
ний и т. д.).
Если деталь восстановлена различными методами автоматичес-
кой наплавки, то применяют материал режущей части инструмен-
та из твердых сплавов Т5К10 и Т15К6 (твердость наплавленного
слоя HRC менее 40) и ВК8, ВК6 и ВК6М (HRC более 40). При
обработке поверхностей, восстановленных электролитическим
железнением, используют пластинки из твердого сплава Т30К4.
Детали, хромированные гладким хромом, шлифуют кругами из
электрокорунда на керамической связке зернистостью 40...50 и
твердостью С1...С2. Окружная скорость вращения круга и ско-
рость детали соответственно 30...40 м/с и 15...20 м/мин.
Детали после электролитического железнения обрабатывают на
токарных или шлифовальных станках в зависимости от припуска,
твердости покрытия, требуемой точности и шероховатости поверх-
ности. Покрытия с твердостью НВ < 200 обрабатывают обычным
режущим инструментом, а с НВ 400...450 — твердосплавными рез-
цами и шлифованием. Покрытия твердостью НВ > 400...460 шли-
фуют кругами из электрокорунда на бакелитовой связке зернисто-
стью 40...25 и твердостью СМ2...СМ1.
В результате применения твердосплавных покрытий возрастает
износостойкость деталей, но существенно ухудшается и обрабаты-
ваемость. Такие покрытия рекомендуется обрабатывать резцами
ВК6 и ВКЗ (черновая обработка), резцами, оснащенными гекса-
нитом-Р (чистовая обработка), либо шлифовальными кругами из
хромистого электрокорунда или карбида кремния.
При шлифовании используют также круги из эльбора (куби-
ческий нитрид бора, состоящий из бора и азота). По твердости он
близок к алмазу, а по теплостойкости примерно в два раза превы-
шает его. Возможно применение эльборных абразивных инстру-
ментов при обработке деталей после наплавки, электролитическо-
го железнения и хромирования.
При использовании алмазного инструмента увеличивается
(в 1,2...2 раза) производительность процесса и снижается себесто
имость восстановления. В ремонтном производстве наиболее ши
роко применяют алмазную обработку хонингованием, притирку,
полирование и суперфиниширование.
Алмазное хонингование служит для ремонта гильз цилинд
ров, обработки отверстий нижних головок шатунов, тормозных
цилиндров и др. Такая обработка способствует повышению
стойкости инструмента (брусков) в 150...300 раз, точности дета
256
ней на 70 %, производительности обработки, снижению шеро-
ховатости поверхности на 1...2 класса и расходов на инструмент
на 30...40 %.
Гильзы двигателей ремонтируют одним хонингованием в три
операции, заменив операцию расточки гильз на операцию хонин-
гования крупнозернистыми брусками. При этом повышаются
(примерно в 2,5 раза) производительность процесса и точность
обработки деталей.
Разновидности хонингования — отделочное хонингование эла-
стичными брусками и плосковершинное хонингование.
Отделочное хонингование эластичными брусками. Применяют
для чистовой обработки точных отверстий деталей. Режущими
•цементами служат алмазные зерна, закрепленные в каучуксодер-
жащих связках. При этом глубина царапания обрабатываемой по-
пе рхности отдельными зернами становится более стабильной и
снижается шероховатость поверхности. Алмазные эластичные
оруски можно применять также при суперфинишировании поверх-
ностей валов.
Плосковершинное хонингование. Обработка, сущность которой
включается в формировании на гильзах и цилиндрах микропро-
филя с большой опорной поверхностью и углублениями (масля-
ными карманами) для размещения смазки. В результате сокраща-
ется длительность приработки, повышается износостойкость
гильз и цилиндров, уменьшается или остается без изменений рас-
ход масла на угар. При плосковершинном хонинговании умень-
шается в 2...2,5 раза трудоемкость процесса окончательного хо-
нингования и на 30 % повышается износостойкость гильз.
Полирование алмазными (абразивными) лентами. Применяют
для получения высокого класса шероховатости поверхностей ци-
линдрических, эксцентричных и фасонных деталей на токарных
или круглошлифовальных станках. В частности, полируют шейки
и галтели коленчатых валов. Для обработки восстановленных де-
талей используют абразивную ленту типа ЛСВТ, алмазную — типа
/VIIШБ или АСО-100 %-Р9. Скорость перемещения ленты 35 м/с,
поперечное колебательное движение с амплитудой 2...6 мм и час-
тотой 300...900 колебаний в 1 мин при наличии вращательного
движения детали и движения продольной подачи ленты (устрой-
ства) от станка. В процессе обработки получаются 9... 11-й классы
шероховатости поверхности при исходных 9...8-м классах.
Алмазная (эльборная) притирка. Служит в качестве финишной
операции для получения герметичности клапанов и плунжерных
пар топливных насосов. В процессе притирки эльборной пастой
(1ернистостью ЛМ 40, консистенцией МО и концентрацией эль-
бора 20%) клапанов на притирочном станке ОПР-1841А взамен
йоразивной время обработки снижается в 5...7 раз. При снятии
I/ 8070
257
огранки плунжера и торцов втулки топливных насосов уменьша-
ются машинное время (в 1,5...2 раза) и шероховатость поверхнос-
ти (на 1.;.2 класса).
Парофазное диффузионное хромирование в вакууме. Используют
для восстановления плунжерных пар топливных насосов. Напри-
мер, плунжерные пары топливного насоса УТН-5 восстанавлива-
ют по следующей технологии. Черновую обработку деталей ведут:
шлифованием на станке ЗВ182 алмазными кругами типа 1A1I
350 х 50 х 127АС6 100/80 МВ-1 при 100%-й концентрации, частоте
вращения шлифовального и ведущего кругов соответственно 1890 и
46 мин-1, подаче 0,42 мм/мин. Время шлифования при этом со-
ставляет 6...8 с. Плунжеры и втулки доводят карбидотитановыми
пастами. Для предварительной обработки служит паста КТ 10/Я
30%-й концентрации, а для окончательной — КТ 3/2 20%-й кон-
центрации.
3.13.4. ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ ДЕТАЛЕЙ
К электрохимическим методам относят электроконтактную
(анодно-механическую) черновую обработку, электрохимическое
шлифование и доводку (полирование).
Электроконтактная черновая обработка. Основана на комбини-
рованном воздействии электрических, тепловых и механических
факторов на деталь. Инструментом служит вращающийся диско-
вый электрод из стали, который соединен с отрицательным по-
люсом источника постоянного тока, а деталь — с положитель-
ным. В зону контакта инструмента и детали подается электролит
(эмульсия). Проходящий через место контакта дискового электро-
да и детали электрический ток разогревает и размягчает металл.
Чтобы предотвратить плавление, следует сообщать инструменту
высокую окружную скорость (15...25 м/с). При электроконтакт-
ной обработке можно резать металл, а также проводить поверх-
ностную черновую обработку наплавленных слоев. Режим процес-
са: напряжение на электродах 2...3 В; сила тока короткого замыка-
ния 300...600 А; сила рабочего тока 100...200 А; расчетная
плотность тока 5...30А/мм2; давление 60...80 кПа; интенсивность
съема металла 1000...10 000 мм3/мин. Его применяют для черновой
обработки наплавленных поверхностей со значительными при-
пусками на обработку.
Электрохимическое шлифование и доводка (полирование). Слу
жат для обработки деталей, восстановленных твердосплавными
покрытиями. Токопроводящий абразивный круг соединен с отри-
цательным полюсом источника постоянного тока. Обрабатывае-
мую заготовку присоединяют к положительному полюсу. В зону
258
обработки подают электролит (раствор жидкого стекла, раствор
хлорида натрия и карбоната натрия с антикоррозионной добавкой
нитрата натрия). Процесс характеризуется анодным растворением
металла поверхности детали и абразивным резанием. Основной
съем металла происходит за счет анодного растворения. В качестве
абразивных токопроводящих кругов применяют круги М5-5 и М5-4
На алюминиевой связке. Детали обрабатывают в два прохода
(шлифованием и доводкой), отличающихся электрическими"ре-
жимами. При большой плотности тока повышается съем метал-
иа, но при этом возрастает и шероховатость поверхности. Ре-
жим шлифования: рабочее напряжение 20...30 В; плотность тока
20...30 А/см2; давление круга 15...20 МПа. Режим доводки: рабочее
напряжение 5...15 В; плотность тока 3...5 А/см2; давление круга
20...25 МПа. Окружная скорость круга при шлифовании и до-
водке 15... 18 м/с. В процессе доводки достигают 10-го класса
шероховатости. При использовании электрохимического шли-
фования твердосплавных покрытий по сравнению с механичес-
ким шлифованием в 1,5...4 раза и более увеличивается произво-
дительность металлосъема. Для повышения производительнос-
ти их обработки используют вместо обычного хонингования и
суперфиниширования электрохимическое хонингование и су-
перфиниширование.
Для улучшения качества восстанавливаемых поверхностей при-
меняют пластическое деформирование; методы отделочной обра-
ботки (хонингование, суперфиниширование, притирку); специ-
альные способы обработки.
Финишную антифрикционную безабразивную обработку (ФАБО)
используют для повышения износостойкости деталей. Ее сущ-
| иость заключается в том, что поверхности трения деталей покры-
I ннют тонким слоем (1...3 мкм) бронзы или меди, вследствие чего
tin и приобретают высокие антифрикционные свойства и контакт-
ную жесткость. Разновидности ФАБО: нанесение покрытий прут-
ком из бронзы или меди; обработка деталей в жидких средах, содер-
жащих химические соединения металлов (медь, олово, висмут и
др.), способных восстанавливаться (выделять чистый металл) на по-
верхностях деталей под воздействием роликов, брусков и щеток;
нанесение твердосмазочных покрытий в виде графита, дисульфида
молибдена натиранием брусками из этих материалов. Например,
износостойкость гильз цилиндров с медьдисульфидмолибденовым
покрытием возрастает в 2 раза, а поршневых колец —в 1,9 раза.
ФЛБО применяют также для обработки шеек коленчатых валов
авигателей. При этом обработку ведут на токарных станках или на
t ганках для суперфиниша коленчатых валов с использованием
• жимков», покрытых войлоком, или специальных обжимок с мед-
ными вставками и технологической жидкости.
259
Для повышения производительности размерной обработки при
больших программах ремонта применяют многорезцовые и мно-
гошпиндельные установки, автоматы и полуавтоматы, станки не-
прерывного действия с программным управлением, многоопера-
ционные типа «обрабатывающий центр» для обработки корпусных
деталей, а также автоматические линии.
3.14. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ
Проведение ремонта машин или их сборочных единиц предпо-
лагает периодическую замену отдельных деталей за счет новых за-
пасных частей или путем восстановления деталей, бывших в эксп-
луатации.
Практика показывает, что при изготовлении новых деталей к
тракторам, автомобилям, сельскохозяйственным машинам расходы
на материал составляют в среднем 70...75 % их полной себестоимо-1
сти. При восстановлении деталей большинством известных спосо-
бов расходы на ремонтные материалы не превышают 6...8 % себе-]
стоимости восстановления. Общие затраты на восстановление дета-
лей нередко составляют не более 30...50 % цены новой детали при
ресурсе восстановленной детали, близком к ресурсу новой детали. I
Исследования выбракованных машин показывают, что число J
деталей, пригодных для эксплуатации без их ремонта, составляет в
этих машинах около 45 %, подлежащих восстановлению — до 50 %
и лишь 5...9 % изношенных деталей не подлежит восстановлению. I
Таким образом, восстановление изношенных деталей может
обеспечить значительный экономический эффект в процессе ис-
пользования машин.
Изношенные поверхности деталей могут быть восстановле-
ны, как правило, несколькими способами. Для обеспечения
наилучших экономических показателей в каждом конкретном ]
случае в зависимости от конструктивных особенностей детали,
масштабов производства необходимо выбрать из числа возможных
наиболее рациональный способ, который обеспечивал бы наилуч
шие технико-экономические показатели.
Проектирование технологического процесса восстановления
детали связано с решением следующих задач: определение коэф
фициентов повторяемости дефектов детали; выбор оптимального
способа восстановления каждой изношенной поверхности детали;
выбор оптимального сочетания способов восстановления детали и
целом, т. е. по всему сочетанию дефектов; разработка технологи-
ческих маршрутов восстановления детали применительно к сне
циализированному производству; определение экономической
260
i юлесообразности восстановления детали с тем или иным сочета-
пием дефектов, исходя из запланированного уровня рентабельно-
сти производства и коэффициента долговечности восстановлен-
ной детали.
Определение коэффициентов повторяемости дефектов и коэф-
фициенты повторяемости сочетаний дефектов рассмотрены в раз-
деле 2.4.
Рассмотрим методы решения остальных задач.
3.14.1. ВЫБОР ОПТИМАЛЬНОГО СПОСОБА ВОССТАНОВЛЕНИЯ
ИЗНОШЕННОЙ ПОВЕРХНОСТИ ДЕТАЛИ
Выбор рационального способа восстановления зависит от кон-
структивно-технологических особенностей рабочей поверхности
деталей (формы и размера, материала и термообработки, поверх-
постной твердости и шероховатости), от условий ее работы (ха-
рактера нагрузки, вида трения) и износа, а также от стоимости
мосстановления.
Для учета всех этих факторов рекомендуется последовательно
пользоваться тремя критериями:
технологическим, или применимости;
долговечности;
технико-экономическим (отношением себестоимости восста-
новления к коэффициенту долговечности).
Технологический критерий (критерий применимости) учитыва-
ет, с одной стороны, особенности подлежащих восстановлению
поверхностей деталей, а с другой — технологические возможности
соответствующих способов восстановления.
Принципиальная возможность применения десяти наиболее рас-
пространенных методов восстановления приведена в таблице 3.23.
На основании технологических характеристик способов восста-
новления устанавливают возможные способы восстановления раз-
личных поверхностей детали по технологическому критерию.
Для дальнейшего сокращения числа возможных способов вос-
становления пользуются критерием долговечности, в соответствии с
которым отбирают для последующего анализа только те из них, ко-
торые обеспечивают межремонтный ресурс восстановленной по-
иерхности детали не ниже минимально допустимого.
При выборе рационального метода восстановления по критерию
долговечности обычно пользуются коэффициентом долговечности
Т
КД=7}Г, (3.61)
■* н
где Гв— ресурс восстановленной поверхности детали; Тн — ресурс одноименной
поверхности новой детали.
261
Характеристика
3.23. Технологические характеристики способов
Условные обозначения
НУТ
Виды металлов и сплавов, по Сталь
отношению к которым при-
меним способ
Виды поверхностей, по отно-
шению к которым применим
данный способ
Минимальный наружный 15
диаметр поверхности, мм
Минимальный внутренний —
диаметр поверхности, мм
Минимальная толщина на- 0 5
носимого покрытия, мм
Максимальная толщина на- 3 5
носимого покрытия, мм
Применимость способа по Применим
отношению к деталям, ис-
пытывающим знакоперемен-
ные нагрузки
ВДН
НСФ
Сталь Сталь
ДМ
Все ма-
териалы
Наружные цилиндрические,
15
0,5
50
1,5
30
0,3
Непри- Применим Непри-
меним меним
Примечание. НУГ — наплавка в среде диоксида углерода; ВДН — вибро-
дуговая наплавка; НСФ — наплавка под слоем флюса; ДМ — дуговая металлиза-
ция; ГН — газопламенное напыление; ПН — плазменное напыление или на-
плавка;
В общем случае коэффициент долговечности является функци-
ей трех переменных:
АГд =АКЮ Кв, Ъи), (3.62)
где Кя — коэффициент износостойкости; Кв — коэффициент выносливости; IQU —
коэффициент сцепляемости.
Численные значения коэффициентов-аргументов определяют
на основании стендовых и эксплуатационных испытаний новых и
восстановленных деталей. Коэффициент долговечности численно
принимают равным значению того коэффициента, который имеет
наименьшее значение.
Так, при выборе способа наплавки применительно к деталям,
не испытывающим в процессе работы значительных динамичес-
ких и знакопеременных нагрузок, численные значения коэффи-
циента долговечности определяются только численным значени-
ем коэффициента износостойкости, а для деталей, работающих в
условиях динамических нагрузок, решающим признаком может
оказаться коэффициент выносливости. Для деталей, восстанои-
262
*
"и становления изношенных поверхностей
i иособов восстановления
гн
Все
материалы
плоские
30
-
0,3
1,5
Непри-
меним
пн
Все ма-
териа-
лы
30
—
0,3
3
Приме-
ним
X
Сталь,
ковкий
и серый
чугун
Ж
Сталь,
ковкий
и серый
чугун
экп
Все ма-
териалы
Наружные и внутренние
цилиндрические
■
5
40
0,05
0,3
Приме-
ним
12
40
0,1
1,5
Приме-
ним
PH
Все ма-
териа-
лы
эмо
Сталь
Наружные и Наруж-
внутренние
цилиндриче
ные ци-
линдри-
ские, плоские ческие
10
60
0,1
1,5
Приме-
ним
10
40
1
6
Приме-
ним
30
—
0,05
0,12
Приме-
ним
X — хромирование электролитическое; Ж —железнение электролитическое;
ЖП —электроконтактная приварка металлического слоя; РН — ручная наплав-
ка; ЭМО — электромеханическая обработка.
ленных методами электролитического осаждения металлов и ме-
тодами газотермического напыления (ДМ, ГН и ПН) и работаю-
щих также в условиях динамических нагрузок, решающим при-
знаком может оказаться коэффициент сцепляемости.
Примерные значения коэффициентов износостойкости, вы-
носливости и сцепляемости, определенные по результатам иссле-
дований для наиболее распространенных методов восстановле-
ния, приведены в таблице 3.24.
3.24. Примерные коэффициенты износостойкости, выносливости, сцепляемости
Способ восстановления
К„
К,
■^сп
ll:iплавка в диоксиде углерода
Нибродуговая наплавка
11аплавка под слоем флюса
Дуговая металлизация
Гичопламенное напыление
11лазменное напыление
Х|)омирование (электролитическое)
Железнение (электролитическое)
' (лектроконтактная наплавка (при-
ипрка) металлического слоя
0,85...1,1
0,85...1,1
0,90...1,2
1,0.-1,3
1,0..Л,3
1,0—1.5
1,0—1,3
0,9...1,2
0,9—1,1
0,9...1
0,62
0,82
0,6—1
0,6...1
0,7-1
0,7-1
0,8
0,8
1
1
1
0,6-0,8
0,6...0,8
0,6-0,9
0,6-0,8
0,65-0,8
0,8-0,9
263
Продолжение
Способ восстановления
К.
^сц
Ручная наплавка
Электромеханическая обработка
(высадка и сглаживание)
Обработка под ремонтный размер
Установка дополнительной детали
Пластическое деформирование
0,9...1,1
0,9—1,1
1
1
0,8—1
0,8
1,2
1
0,8
1
Из числа способов, отобранных по технологическому крите-
рию, к дальнейшему анализу принимают те, которые обеспечива-
ют коэффициент долговечности восстановленных поверхностей
не менее 0,8.
Это обусловлено тем, что ресурс капитально отремонтирован-
ной машины или агрегата не должен быть менее 80 % ресурса но-
вой машины (агрегата), т. е. ресурс восстановленной детали в ка-
питально отремонтированном агрегате тем более не должен быть
меньше 80 % ресурса новой детали.
Если установлено, что требуемому значению коэффициента
долговечности для данной поверхности детали удовлетворяют два
или несколько способов восстановления, оптимальный из них вы-
бирают по технико-экономическому критерию, численно равному
отношению себестоимости восстановления к коэффициенту дол-
говечности для этих способов. Окончательно принимают тот спо-
соб, который обеспечивает минимальный критерий:
К..
С
_ °Bg
кп
->min,
(3.63)
где IQ — технико-экономический критерий; CBtf — затраты на восстановление г'-й
поверхности детали у'-м способом, р.; Ка — коэффициент долговечности восста-
новленной поверхности.
*-ъу \Q^3ij' vmp-*oftjf>
(3.64)
где q — коэффициент, учитывающий начисления на заработную плату; Су — ЧйМ
совая заработная плата производственных рабочих при восстановлении г'-й повер-
хности детали у-м способом, р.; Снч# — стоимость машино-часа работы оборудова-
ния при восстановлении »"-й поверхности у-м способом, р.; Топу— время, затрачи-
ваемое на восстановление г'-й поверхности детали у'-м способом, ч.
Uj(a + E)nj
С ■ =С
+ С;+СП:+-
ТопуЩ
(3.65)
где CKj — расходы на материалы за час работы при у'-м способе восстановления, р.;
Сэу — энергетические расходы за час работы (электроэнергия, сжатый воздух,
газ и др.) при у'-м способе восстановления, р.; Сру — затраты на обслуживание и рс
264
•
монт оборудования за 1 ч работы при у'-м способе восстановления, р.; Ц— сто-
имость оборудования при у'-м способе восстановления, р.; а —норма амортизаци-
ипных отчислений, р.; Е— нормативный коэффициент эффективности; и, — тре-
iiyeMoe число единиц у'-го оборудования для устранения г-го дефекта у jV деталей;
/V —годовое число деталей, подлежащих восстановлению (годовая программа);
/V/ — коэффициент повторяемости г-го дефекта.
При обосновании способа затраты на восстановление /-й по-
иерхностиу''-м способом также можно определить по формуле
Q/y= ад, (з.бб)
где Сшу — себестоимость восстановления г'-й поверхности у'-м способом, р.; Ск-
удельная себестоимость восстановления г'-й поверхности у'-м способом, р/см2; Sj —
площадь восстанавливаемой поверхности, см2.
Примерные значения удельной себестоимости восстановления
поверхностей различными способами (для учебных целей) следу-
ющие.
Способ восстановления Удельная себестоимость
восстановления, р/см2
11аплавка в диоксиде углерода 0,6...0,8
Нибродуговая наплавка 0,8... 1
11аплавка под слоем флюса 1,2—1,4
Дуговая металлизация 0,8... 1,2
Газопламенное напыление 0,8...1,2
Плазменное напыление 1—1,4
Хромирование электролитическое 0,4...0,9
Железнение электролитическое 0,05...0,5
Контактная наплавка (приварка) металлического слоя 0,85...1,2
Ручная наплавка 0,4...0,6
Эпоксидные композиции 0,3...0,6
Электромеханическая обработка (высадка и сглаживание) 0,8...0,9
Обработка под ремонтный размер 0,08...0,14
Установка дополнительной детали 0,4...1
Пластическое деформирование 0,08...0,14
П р и м е р. В результате дефектации осей опорного катка трактора ДТ-75М
установлены основные дефекты детали и коэффициенты их повторяемости:
износ поверхности шеек под подшипники, К\ = 0,14;
износ посадочного места под ступицу, К2 — 0,25;
повреждение резьбовой поверхности, Kj = 0,4.
В процессе дефектации вероятность появления деталей с различными сочета-
ниями дефектов будет следующей.
Детали, имеющие:
одновременно все три дефекта — Р(Х\ 2, з) = К\К2К^ = 0,014;
только первый и второй дефекты — F\X\t 2) = К\К2 (1 — ЛГз) = 0,021;
только первый и третий дефекты — Р(ХХ 3) = К\К3 (1 — К2) - 0,042;
только второй и третий дефекты — P(X2i з) = К2КЪ (1 — К\) = 0,086;
только первый дефект — Р(Х{) =Ki(l — К2)(1 - К2) = 0,063;
265
только второй дефект — Р(Х2) = К2 (1 - Ai)(l - Л3) = 0,129;
только третий дефект — /чДз) = К-${\— К{){\ — К2) = 0,258;
не имеющие ни одного дефекта — Р(Х) = (1 - К{) (1 — К2) (1 — Кг) = 0,387.
Требуется определить оптимальные методы восстановления для каждой изна-
шиваемой поверхности.
С этой целью на первом этапе (по каждому дефекту) определяют способы вос-
i пшовления по критерию применимости, обеспечивающие коэффициенты долго-
вечности восстанавливаемой поверхности не менее 0,8. Этому условию в нашем
примере удовлетворяют способы:
для устранения 1-го дефекта — электромеханическая обработка, электроконтакт-
мая приварка ленты, наплавка в среде диоксида углерода, вибродуговая наплавка;
для устранения 2-го дефекта — электроконтактная приварка ленты, наплавка в
среде диоксида углерода, вибродуговая наплавка;
для устранения 3-го дефекта — наплавка в среде диоксида углерода, виброду-
Говая наплавка.
Затем определяют себестоимость восстановления каждой изнашиваемой по-
игрхности детали отобранными методами восстановления при планируемой про-
фамме производства.
Далее вычисляют технико-экономический показатель каждого метода восста-
новления. Полученные результаты сводят в таблицу 3.25.
Оптимальный способ восстановления изнашиваемых поверхностей: для де-
фекта 1 — электромеханическая обработка; для дефекта 2 — электроконтактная
приварка ленты; для дефекта 3 — наплавка в среде диоксида углерода.
3.14.2. ОБОСНОВАНИЕ СПОСОБОВ
ВОССТАНОВЛЕНИЯ ДЕТАЛИ В ЦЕЛОМ
С точки зрения организации производства чем меньше спосо-
бов используют для восстановления различных изнашиваемых
поверхностей детали, тем меньше требуется видов оборудования,
нише его загрузка, а следовательно, и эффективность производ-
ства. Для окончательного выбора способа восстановления изно-
шенных поверхностей детали в целом рассматривают различные
сочетания способов, начиная с минимального числа способов, а
Ш основной принимают способ, оптимальный для наиболее из-
нашиваемой поверхности, т. е. поверхности, коэффициент повто-
ряемости дефекта которой максимальный. Если данный способ
применим по технологическому критерию ко всем изнашиваемым
поверхностям и обеспечивает коэффициенты долговечности
них поверхностей не ниже 0,8 (Кл > 0,8), то себестоимость вос-
становления детали в целом определяют так, как если бы все
поверхности восстанавливали этим способом. Если деталь
нельзя восстановить одним способом, используют второй спо-
соб, являющийся оптимальным для следующей по изнашиваемо-
сти поверхности, и так далее.
Заканчивается анализ определением отношения себестоимости
иосстановления детали оптимальным для каждой ее изнашивае-
267
мой поверхности способом к коэффициенту долговечности детали
в целом по выражению
п
К =-5L = J (3.67)
д К К '
Лдс Лдс
где А'эд — технико-экономический критерий восстановления детали (устранении
всех возможных дефектов); Свд — себестоимость восстановления детали, р.; К№ А
коэффициент долговечности восстановления детали; А]—коэффициент повтори
емости /-го дефекта; Сш- — себестоимость восстановления /-й поверхности, восстя»]
новленной оптимальным для нее способом, р.; л — число возможных дефекюи
детали.
Коэффициент долговечности восстановления детали в целом
определяют по формуле
i
где Kai — коэффициент долговечности /-й поверхности, восстановленной у'-м спя
собом.
Пример. Рассмотрим применение трех вариантов сочетаний способов иш
становления к оси опорного катка в целом:
I вариант — устранение всех трех дефектов наплавкой в среде диоксида уГ|
лерода;
II вариант — устранение 1-го и 2-го дефектов электроконтактной приваркой]
ленты, а дефекта 3 — наплавкой в среде диоксида углерода;
III вариант — устранение каждого дефекта оптимальным для него спосоОом;
дефект 1 — электромеханической обработкой; дефект 2 — электроконтактной при-
варкой ленты; дефект 3 — наплавкой в среде диоксида углерода.
Вычислим коэффициенты долговечности восстановленной детали по каждпмд
варианту сочетания способов:
„ 0,14-0,85 + 0,25-0,85+0,4-0,85 „ ос
*дс! = 0^9 =0,85;
0,14-1,1+0,25-1,1+0,4-0,85 „ „,
А..1 = —— = и, у о;
„ 0,14-0,9 + 0,25-1,1 + 0,4-0,85 „ п,
ДСЗ 079
Определим технико-экономический критерий для каждого варианта со'
ния способов восстановления:
Свд1 0,14-72,1+0,25-119,7 + 0,4-43,4 „ .,
Кэя1 = К^ = 081 =67'47;
K-iii
268
•
„ Свд2 0,14-133,9 + 0,25-152,3+0,4-43,4 „..
л«л =——= тг^? = //,14;
Чд2
К
дс2
0,96
„ Свд3 0,14-75,0+0,25-152,3+0,4-43,4 -п „
ЬдЗ
К
дсЗ
0,93
Кик следует из расчетов, наиболее целесообразен первый вариант — восстанов-
ит- кнждой изнашиваемой поверхности наплавкой в среде диоксида углерода.
3.14.3. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
НА ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
Технологическая документация на восстановление детали
иочает:
ремонтный чертеж детали (РЧ);
маршрутную карту восстановления детали (МК);
операционные карты восстановления детали (ОК.);
Карты эскизов (КЭ) к операционным картам.
Ремонтные чертежи выполняют в соответствии с требованиями
индартов ЕСКД с учетом правил, предусмотренных ГОСТ 2.604
■ртежи ремонтные».
Исходные данные для разработки ремонтного чертежа:
рабочий чертеж детали;
технические требования на новую деталь;
технические требования на дефектацию детали;
и-хнические требования на восстановленную деталь.
Основные требования при выполнении ремонтных чертежей
целующие:
Места, подлежащие восстановлению, выделяют сплошной ос-
Ш пой линией толщиной (2...3)5, остальную часть изображения —
■тошной линией толщиной s. Обозначение ремонтного чертежа
■Мучают, добавляя к обозначению детали букву Р (ремонтный);
i па чертежах деталей, восстанавливаемых сваркой, наплавкой,
■несением металлопокрытий, резьбовыми вставками и т. п., ре-
рмендуют выполнять эскиз подготовки соответствующего участ-
i детали к восстановлению;
при применении наплавки, пайки и т. п. на ремонтном чертеже
ш.шают наименование, марку материала, используемого при
^становлении, а также номер стандарта на этот материал.
Ремонтный чертеж включает.
1. Собственно чертеж детали с указанием дефектов и размерно-
рчпостных параметров восстанавливаемых поверхностей.
2. 11аименования дефектов и коэффициенты их повторяемости.
3. Технические требования на восстановление детали.
269
4. Схемы базирования детали при восстановлении и механичес-
кой обработке.
5. Основной и дополнительный способы устранения дефектов.
6. Технологический маршрут восстановления.
В маршрутной карте указывают.
1. Названия всех операций по очередности их выполнения
(очистная, дефектовочная, наплавочная и т. д.); операции нумеру-
ют цифрами, кратными 5 (005, 010, 015 и т.д.);
2. Оборудование для выполнения каждой операции.
3. Наименование и характеристику материала, используемого
для выполнения каждой операции.
4. Штучное время на выполнение каждой операции.
При установлении последовательности выполнения операций
необходимо исходить из следующих положений:
тепловые операции (кузнечные, сварочные, наплавочные и т. д.)
выполняют в первую очередь, так как при этом вследствие оста-
точных внутренних напряжений возникает деформация деталей;
операции, при выполнении которых снимают металл большой
толщины, также выполняют в числе первых, так как при этом вы-
являются возможные внутренние дефекты;
если при восстановлении детали применяют термическую об-
работку, то операции выполняют в такой последовательности:
черновая механическая, термическая, чистовая механическая;
совмещать черновые и чистовые операции не рекомендуется,
так как они выполняются с различной точностью;
в последнюю очередь выполняют чистовые операции.
Если у детали изношены установочные базы, то их восстанав-
ливают в первую очередь.
Операционные карты предназначены для описания технологи-
ческих операций с указанием переходов, режимов обработки, дан-
ных о средствах технологического оснащения, норм штучного
времени выполнения операции и переходов.
В операционных картах после наименования операции (пере-
хода) указывают технические требования, относящиеся к выпол-
няемой операции (переходу). Номера переходов в операционных
картах обозначают арабскими цифрами в технологической после-
довательности.
Записывают переходы кратко с указанием метода обработки,
выраженной глаголом в повелительном наклонении или в форме
прилагательного по названию оборудования и поверхности.
Карты эскизов выполняют для каждой операции. В них отра-
жают следующую информацию: эскиз детали, схему базировании
при выполнении данной операции, размеры поверхности или
другие характеристики, получаемые при выполнении данной
операции.
270
3.14.4. ОПРЕДЕЛЕНИЕ ЭКОНОМИЧЕСКОЙ ЦЕЛЕСООБРАЗНОСТИ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ С РАЗЛИЧНЫМИ СОЧЕТАНИЯМИ ДЕФЕКТОВ
Экономическая эффективность восстановления изношенных
цеталей, р.,
С тт /->н гт _ Г"в "\
5В
Дн ~ ^ост Цъ Ч>
I т« т» J
т,
(3.69)
Где Z(H, Ц, — цены соответственно новой и восстановленной деталей, р.;
С"ст, Сое,, —остаточная стоимость после эксплуатации соответственно новой и
иосстановленной деталей, р.; Гн, Гв —ресурсы соответственно новой и восстанов-
Пенной деталей, ч.
Из этой формулы следует, что экономически целесообразно
восстанавливать детали, для которых Эв > 0. Если принять, что
С(^т = СоСТ, а отношение Гв/Ун представить как коэффициент дол-
говечности Кл восстановленной детали, соотношение цен новой и
иосстановленной деталей должно удовлетворять выражению
ЦнКл-Цв>0. (3.70)
В условиях рыночной экономики как новые, так и восстанав-
пиваемые детали реализуют потребителю по договорной цене. Од-
нако для предприятия очень важно определить возможные макси-
мальную и минимальную цены на восстановленную деталь, при
которых, с одной стороны, потребитель был бы заинтересован
приобрести ее вместо новой детали, а с другой стороны, восста-
новление ее обеспечивало бы ремонтному предприятию хотя бы
нормативную рентабельность.
Потребитель будет заинтересован приобрести восстановленную
деталь вместо новой в случае, если затраты на единицу ресурса
при использовании восстановленной детали будут меньше, чем
при использовании новой детали.
Таким образом, максимальная цена, за которую потребитель
предпочтет приобрести восстановленную деталь вместо новой,
Двтах<ДДд, (3-71)
тс Кя — коэффициент долговечности восстановленной детали.
Минимальная цена восстановленной детали, при которой про-
изводителю было бы выгодно восстановить деталь,
Двтгп=С3, + Д (3.72)
Где С3, — заводская себестоимость восстановления детали с г'-м сочетанием дефек-
том, р.; П — планируемая балансовая прибыль, р.
271
В зависимости от числа дефектов и их сочетаний заводская се-
бестоимость восстановления конкретных деталей одного наиме-
нования будет различной.
В общем случае заводская себестоимость восстановления дета-
ли с определенным сочетанием дефектов, р.,
я
Q/ =EQ + Дп + сф, (3.73м
где п — число дефектов; Св,- — себестоимость устранения <-го сочетания дефектов
без учета затрат на дополнительные работы (очистку, дефектацию) детали, р.;
Дп — стоимость дополнительных работ, которые необходимо выполнить при вос-
становлении детали с любым сочетанием дефектов (очистка, дефектация и др.), р.;
Сф — затраты на приобретение ремонтного фонда (стоимость изношенной де-
тали), р.
Стоимость дополнительных работ, р.,
л
Дп =0ДХСв/. (3.74)
Стоимость изношенных деталей, получаемых от поставщиков
ремонтного фонда (предприятий, торговых баз, обменных пунк-
тов), на практике обычно устанавливают равной 0,1 цены новой
детали или по цене металлолома плюс 20 %, р.,
Сф
Прибыль, р.,
П--
где #пр — норма прибыли, %.
Значение нормы прибыли должно быть не меньше коэффици-
ента эффективности вложений, равного процентной ставке за
кредит, установленной Центральным банком РФ и увеличенной
на коэффициент гарантии получения положительного эффекта.
Пример. Рассмотрим определение экономической целесообразности вос-
становления оси опорного катка, имеющей различные сочетания дефектов.
Цена новой оси на рынке Цн = 340 р.
При коэффициенте долговечности восстановленной оси Кд = 0,85 ее макси
мальна-Я цена
Цв тах < ЦяКа = 340 ■ 0,85 = 289 р.
По формуле (3.73) определяем значения заводской себестоимости восстании
ления оси с различными сочетаниями дефектов, а по формуле (3.72) — минималь-
ную расчетную цену восстанавливаемой детали.
272
= 0,1Д„.
"прЦз/
100 '
(3.75)
(3.76)
•
Себестоимость устранения отдельных дефектов оси наплавкой в среде диокси-
да углерода при программе ремонта, например 1000 деталей в год, составляет (см.
табл. 3.25): дефект 1—72,1 р.; дефект 2— 119,7 р.; дефект 3 —43,4 р.
Стоимость дополнительных работ
Да = 0,1(72,1 + 119,7 + 43,4) = 23,5 р.
Стоимость изношенной детали
Сф = 0,1Д, = 34р.
Исходя из нормы прибыли 30 %, рассчитаем минимальную цену восстанов-
ненной детали с различными сочетаниями дефектов (табл. 3.26).
3.26. Технике-экономические показатели восстановления оси опорного катка
с различными сочетаниями дефектов
С 'очетание дефектов (изношенных
поверхностей)
Коэффициент
повторяемости
сочетания дефектов
Заводская себе-
стоимость восста-
новления, р.
Расчетная цена
восстановленной
детали, р.
Только дефект 1
Только дефект 2
I олько дефект 3
( очетание дефектов 1 и 2
( очетание дефектов 1 и 3
( Очетание дефектов 2 и 3
('очетание дефектов 1, 2, 3
0,063
0,129
0,258
0,021
0,042
0,086
0,014
129,6
191,8
115,5
263,9
187,6
235,2
307,3
168,5
249,3
150,1
343,0
243,8
305,7
399,5
При норме прибыли 30 % минимально возможная цена восстановленной лета-
ми при сочетании дефектов ДГ1>2, Хг, з, -^1,2, з должна быть больше по сравнению
i максимально допустимой ценой исходя из коэффициента долговечности, что
для потребителя будет неприемлемо.
Поэтому ремонтному предприятию экономически выгодно восстанавливать
голько детали с сочетанием дефектов Хи Х2, Х3, Х\Ъ и реализовывать их по цене
около 250 р.
3.14.5. РАЗРАБОТКА МАРШРУТОВ ВОССТАНОВЛЕНИЯ
В зависимости от масштаба производства (единичное, мелкосе-
рийное, серийное, массовое) восстановление деталей может быть
организовано по подефектной или маршрутной технологиям.
Подефектная технология характеризуется тем, что изношенные
детали формируют в небольшие партии для устранения каждого
отдельного дефекта. После устранения дефекта эта партия распа-
дается. Такая форма организации имеет ряд существенных недо-
статков, и ее применяют только на предприятиях с небольшими
объемами восстановления.
Маршрутная технология характеризуется тем, что партия дета-
лей, скомплектованная для определенного технологического мар-
шрута, не распадается в процессе ее восстановления, а сохраняет-
ся от начала и до конца маршрута.
и «070 273
В общем случае число технологических маршрутов восстанов-
ления может изменяться от одного, когда все изношенные детали
с любым сочетанием дефектов объединяют в единый маршрут, до
числа сочетаний дефектов, когда детали с каждым отдельным со-
четанием дефектов формируют в отдельный маршрут.
Изменение числа технологических маршрутов восстановления
в значительной мере влияет на эффективность производства.
Увеличение числа маршрутов требует увеличения площадей
для хранения деталей, ожидающих ремонта, так как одновремен-
но будет формироваться столько партий деталей, сколько приня-
то технологических маршрутов, а также увеличения затрат, свя-
занных с усложнением организации и управления производ-
ством.
Уменьшение числа маршрутов, наоборот, сокращает время на
комплектование производственной партии деталей, а следователь-
но, снижает потребности в производственных площадях, но в
этом случае в каждый технологический маршрут объединяют дета-
Очистная
Дефекто-
вочная
Токарная,
дефект 3
-
Наплавочная,
дефект 3
Токарная,
дефект 2
Токарная,
дефект 3
Токарная,
дефект 1
Наплавочная,
дефект 1
^т
Наплавочная,
дефект 2
Токарная
(нарезание
резьбы),
дефект 3
_I
I Oj) |
III (Л,, Л, 3)
Термическая
(закалить и
отпустить),
дефект 1
Шлифоваль-
ная, дефект 1
Контроль
Термическая
I (закалить и
отпустить),
дефект 2
Шлифовал I.
ная, дефект :
Рис. 3.45. Схема технологического процесса восстановления оси опорного катка при
трех технологических маршрутах
274
•
пи с различными сочетаниями дефектов, а это значит, что в марш-
рут включаются детали как бы с «несуществующими» дефектами.
При формировании технологических маршрутов восстановле-
ния обычно руководствуются следующими положениями:
сочетание дефектов по каждому маршруту должно быть устой-
чивым;
число маршрутов по каждой ремонтируемой детали должно
быть минимальным;
в составе маршрута должно быть как можно меньше «несуще-
ствующих» дефектов;
маршруты должны обеспечивать экономическую целесообраз-
ность их реализации.
Учитывая эти требования, изношенные детали обычно форми-
руют в 2...4 маршрута.
В качестве примера на рисунке 3.45 показана схема технологи-
ческого процесса восстановления оси опорного катка при трех тех-
нологических маршрутах. При этом детали с сочетанием дефектов
|^1,2, з> ^1,2 и ^2,з исключены из процесса восстановления из-за
(юльшой трудоемкости и высокой себестоимости восстановления.
Составы маршрутов при этом можно принять следующими:
I — детали с дефектом 3 (Х3), их общее количество будет состав-
лять 25,8 %;
II —детали с дефектом 2 (Х2), их общее количество составит
12,9%;
III —детали с сочетанием дефектов 1 и 3 (^ и ^1,з)> их общее
количество составит 10,5 %.
Таким образом, из 1000 деталей, принимаемых на восстановле-
ние, экономически целесообразно восстанавливать лишь 49,5%,
mi и 495 деталей; 387 деталей не будут требовать восстановления, а
118 деталей будут направлены в металлолом в связи с экономичес-
кой нецелесообразностью их восстановления.
Контрольные вопросы и задания. 1. Что понимают под восстановлением дета-
лей? Укажите последовательность выполнения операций при восстановлении
дс 1 алей. Какие основные требования предъявляют к проектируемым технологи-
ческим процессам восстановления деталей? 2. Охарактеризуйте виды пластичес-
кой деформации, применяемые при восстановлении деталей. В чем сущность
и мистического деформирования изношенных деталей? 3. Каково принципиаль-
ное различие между сварочным и наплавочным процессами? Назовите наиболее
распространенные способы сварки и наплавки. Укажите их достоинства, недо-
статки и область применения. 4. Каковы особенности и технология сварки чугу-
Ии? Почему возникают трудности при сварке деталей из алюминиевых сплавов?
5 Какие виды материалов применяют при сварке и наплавке? Как устроен труб-
чатый электрод? Напишите и расшифруйте несколько сварочных и наплавочных
аисктродов. 6. В чем принципиальное различие между ручной дуговой, виброду-
Гоной наплавками и наплавкой под слоем флюса? Какие функции выполняет
II,-
275
флюс при дуговой наплавке? Какие виды повреждений устраняют этими метода-
ми? 7. Какова сущность процессов наплавки в среде защитных газов, электрошла-
ковой наплавки и электроконтактной приварки ленты (проволоки)? Приведите
схемы процессов и поясните их. 8. Изложите сущность плазменного напыления.
Укажите достоинства, недостатки, область применения процесса и особенности
подготовки поверхности. Каковы пути обеспечения и повышения сцепляемости
покрытий с основой? 9. Каковы особенности хромирования? Приведите техноло-
гический процесс хромирования деталей, составы электролитов, режим электро-
лиза и виды хромовых покрытий. 10. Какова область применения полимерных
материалов при ремонте машин? Приведите примеры. 11. Изложите технологию
заделки трещин составами на основе эпоксидных смол. В чем особенности тех-
нологии восстановления неподвижных соединений полимерными материалами?
12. Каков порядок восстановления работоспособности деталей машин с примене-
нием клеевых и ремонтно-композиционных материалов? 13. В чем сущность пай-
ки при ремонте машин? Каковы технология и область применения пайки деталей
твердыми и мягкими припоями? 14. Назовите виды и приведите краткое описание
процессов восстановления деталей химико-термической обработкой. 15. Приве-
дите способы повышения долговечности. Что представляет собой ремонтно-вос-
становительный состав (РВС)? В чем преимущество применения РВС перед дру-
гими методами безразборного восстановления соединений агрегатов? 16. Что по-
нимают под терминами «размерная обработка», «технологические базы»? Чем
следует руководствоваться при выборе технологических баз? 17. Опишите техно-
логию обработки деталей электрохимическими методами. 18. По каким критери-
ям и в каком порядке выбирают рациональный способ восстановления деталей
машин? Как определить коэффициенты применимости, долговечности и техни-
ко-экономической эффективности способа восстановления? 19. Приведите фор-
мулу, по которой определяют экономическую эффективность восстановления из-
ношенных деталей.
4. ВОССТАНОВЛЕНИЕ И РЕМОНТ
ТИПОВЫХ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ
4.1. ВОССТАНОВЛЕНИЕ
ТИПОВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
У большинства деталей (см. табл. 3.1) изнашиваются, повреж-
даются следующие элементы и поверхности: посадочные отвер-
стия, валы, шейки, резьба, шлицы и шпоночные соединения, зуб-
чатые зацепления и упругие элементы.
4.1.1. ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ ПОСАДОЧНЫХ ОТВЕРСТИЙ
В конструкциях машин можно выделить два типа отверстий.
11ервый тип — отверстия, по поверхности которых работает (вра-
щается или поступательно движется) ответная деталь (вал, толка-
тель, поршень, палец и т. д.). Это цилиндры, гильзы цилиндров,
поршни, опоры подшипников распределительного вала в головке,
отверстия в поршне и т. д. Второй тип — отверстия, используемые
для установки или запрессовки втулок, вкладышей подшипников
И других деталей, т. е. по поверхности таких отверстий ответная
деталь непосредственно не работает (не перемещается). К таким
отверстиям относятся постели в головке и блоке цилиндров под
вкладыши или втулки, отверстия верхних и нижних головок ша-
тунов и др. Кроме того, отверстия первого типа следует разли-
чать по способу смазки пары трения — под давлением или раз-
брызгиванием.
В соответствии с типом отверстий в эксплуатации встречаются
различные повреждения, среди которых следует отметить износы,
шлиры, остаточные температурные деформации и др. При этом
различные типы отверстий требуют различных способов и техно-
погий ремонта.
Для отверстий первого типа основной способ ремонта — увели-
чение диаметра, что предполагает использование ответной детали
увеличенного (ремонтного) размера. Для отверстий второго типа
при ремонте обычно требуется восстановление размера до чертеж-
ного.
Существенное влияние на способ ремонта оказывает то, явля-
ется ли отверстие разъемным или неразъемным. Так, для изно-
277
Рис. 4.1. Общая схема восстановления
разъемных отверстий:
а —отверстие до восстановления; б— обра-
ботка поверхностей разъема; в — эллипсность
отверстия после соединения деталей; 1 —
контур отверстия после восстановления
Рис. 4.2. Схемы смещения оси при^
восстановлении разъемных отверстий:
а — поверхности разъема обработаны у осно-
вания и у крышки на величину X (смещение
оси на величину А" в сторону основания); б —
поверхность разъема обработана на величину
X только у крышки (смещение оси на Х/2 в
сторону основания); 1— основание
шенных разъемных отверстий первого типа возможно восстанов-
ление в чертежный размер. Для этого необходимо обработать
плоскости (поверхности) разъема так, чтобы появился припуск на
окончательную обработку отверстий (рис. 4.1). Если износ не-
большой (менее 0,10...0,15 мм), то обычно бывает достаточно об-
работать только поверхность разъема крышки отверстия. Однако
при этом следует проявлять осторожность — практически любой
ремонт разъемных отверстий приводит к смещению оси в сторону
от крышки к основанию (рис. 4.2). Для некоторых конструкций
это может оказаться нежелательным (ослабление натяжения це-
пей или ремней) или даже недопустимым (изменение межосевого
расстояния пары шестерен).
Неразъемные отверстия как первого, так и второго типов могут
быть восстановлены установкой дополнительной втулки. Этот
способ — основной для отверстий второго типа, в то время как для
отверстий первого типа его следует применять лишь в крайних
случаях при очень сильном износе или повреждении.
Практика показывает, что наиболее сложно восстанавливать
группу соосных отверстий, если произошли износ или деформация
одного или нескольких из них. В данной ситуации восстанавлива-
ют, как правило, все отверстия, расположенные на данной оси. Это
требует специального прецизионного оборудования и нередко дос-
таточно большого объема работ по подготовке к ремонту.
Для восстановления поверхности отверстий наиболее часто ис-
пользуют токарные, расточные, хонинговальные и внутришлифо-
вальные станки.
Для длинных или соосных отверстий, расположенных на боль-
шой длине (опоры валов в блоке или головке цилиндров), чаще
применяют горизонтально-расточные станки.
27.
*
Обработка таких отверстий — достаточно сложная техническая
идача, так как требуется большой вылет резца. Консольно-распо-
поженный резец при растачивании может вибрировать, что значи-
тельно снижает качество обработки — поверхность становится
«дробленой». Чтобы устранить дробление, необходимо иметь до-
полнительную опору резца. В этой связи представляет интерес об-
работка отверстий с помощью борштанги — специального резце-
держателя, установленного на двух подшипниках, закрепленных
на торцах или одной из плоскостей обрабатываемой детали.
На современных двигателях прецизионные отверстия в деталях
нссгда имеют окончательную (финишную) обработку после раста-
чивания. Поскольку одна из основных задач ремонта — добиться
качества поверхности после ремонта не хуже, чем у новой детали,
для окончательной обработки лучше всего подходят различные
хонинговальные станки.
Хонингование выполняют абразивными брусками, устанавли-
ваемыми на хонинговальной головке станка, которая имеет воз-
можность вращения и возвратно-поступательного движения. При
обработке поверхности отверстия необходима подача большого
количества смазочно-охлаждающей жидкости (СОЖ), препят-
ствующей задирам и внедрению абразива в поверхность, особенно
у алюминиевых, чугунных и бронзовых деталей. Кроме того, СОЖ
уносит абразив и частицы металла от поверхности отверстия, а
также охлаждает деталь при обработке.
Хонинговальные головки имеют различную конструкцию
(рис. 4.3). Так, для относительно коротких отверстий используют
головки с одним рядом брусков. Для длинных отверстий или раз-
песенных на большую длину опор в блоках и головках цилиндров
применяют специальные головки (оправки) с 2...7 расположенны-
ми в один ряд брусками.
Головки в хонинговальных станках могут иметь шарнирное и
жесткое крепление. Для обработки цилиндров на вертикально-хо-
Рис. 4.3. Схемы хонинговальных головок:
в - с подпружиненным креплением брусков; б— один брусок с жесткой подачей и один под-
пружинен; в —оба бруска с жесткой подачей; г —головка с жесткой подачей бруска; 1~
брусок; 2—башмак
279
//////////
^ v.
2 3
///////////
'zA
/
V. 777777.
//7/7/7)i//
4
3
(////'
777777777?
////?/////
л
Рис. 4.4. Схемы взаимного расположения шпинделя хонинговаль-
ного станка и детали:
а — жесткое крепление привода шпинделя и детали; б— жесткое крепле-
ние только детали; в — нежесткое крепление детали; 1 — шпиндель стан-
ка; 2— шарнир; 3 — хонинговальная головка; 4—деталь
нйнговальном станке необходимы два шарнира, чтобы устранить
возможную несоосность шпинделя станка и отверстия (рис. 4.4).
Обработку опор подшипников в блоках цилиндров и головках вы-
полняют на горизонтально-хонинговальных станках, где также
требуются два шарнира между шпинделем станка и головкой. В то
же время для хонингования небольших деталей удобны горизон-
тально-хонинговальные станки с жестким креплением головки.
Деталь при обработке удерживают вручную, и ее можно переме-
щать в плоскости вращения.
Длинные или далеко разнесенные отверстия могут быть обра
ботаны с помощью специальных разверток. Если для разворачива-
ния отверстий под направляющие втулки или в самих втулках и
головках блока цилиндров, как правило, подходят стандартные
D0-(0,25...0,30)
D0 Dg-(0,02...0,03)
.&
Рис. 4.5. Специальная развертка для ремонта отверстий подшипни-
ков распределительного вала:
1 — передняя направляющая (заходная) часть; 2 — режущая часть
(с прямым и обратным конусами); 3 — задняя направляющая часть
развертки, то для опор валов в блоке или головке требуется специ-
альный инструмент. Такие развертки могут быть изготовлены на
тказ на инструментальном производстве, однако это достаточно
дорогой инструмент, причем рассчитанный только на один диа-
метр (рис. 4.5).
Режущая часть развертки должна иметь «ступени» с разным ди-
аметром (либо длинную коническую часть), которые позволили
бы постепенно увеличивать диаметр отверстий, обеспечивая цент-
рирование развертки сразу по нескольким отверстиям.
Кроме приведенных способов восстановления отверстий обра-
боткой под ремонтный размер и постановкой дополнительной ре-
монтной детали (втулки) могут быть использованы также способы
•лектроконтактной приварки ленты; металлизация посредством
нанесения гальванических покрытий и с использованием поли-
мерных материалов.
4.1.2. ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ КЛАССА «ВАЛЫ»
Большинство неисправностей машин связано с износом, по-
преждением или даже поломкой валов — коленчатых, распредели-
тельных, вспомогательных и др. При ремонте, например двигате-
I лей, нередко приходится восстанавливать опорные и коренные
I шейки. Независимо от конструкции и назначения вала можно вы-
I делить общие принципы их восстановления, соблюдение которых
I позволяет обеспечить долговечность вала после ремонта.
К восстановленным валам предъявляют следующие требова-
I мия: точность геометрической формы и размеров шеек, кулачков
и других элементов; соосность шеек, перпендикулярность флан-
цем, точное взаимное расположение других элементов (отверстий,
пазов, эксцентриков, кривошипов и т. п.); высокая износостой-
кость рабочих поверхностей; высокая усталостная прочность;
жесткость.
Основные неисправности валов —износ или задиры опорных
шеек из-за повреждения вкладышей или втулок, а также деформа-
ция — искривление вала из-за перегрева шеек. В результате этого
увеличиваются зазоры в подшипниках и нагрузки, условия смазки
ухудшаются.
При нормальной эксплуатации машин износ шеек достаточ-
но мал — обычно не более 0,05...0,08 мм. Овальность шеек ред-
ко превышает 0,02...0,03 мм. Однако при этом поверхность
шеек имеет многочисленные риски, царапины, канавки глуби-
I мой до 0,01...0,04 мм. Поэтому даже в случае правильной гео-
I мстрии вал с такими шейками не может быть установлен без его
I восстановления.
281
Износ шеек после разрушения подшипников достигает иногд;
0,5...0,8 мм, а в некоторых случаях до 2...3 мм. Овальность шеек
при этом составляет примерно половину износа. Износ, как пра-
вило, при этом односторонний, что может существенно затруд
нить последующее восстановление вала. Коэффициент восстаноп-
ления этих деталей при капитальном ремонте машин находится i
пределах 0,25...0,95.
Основной технологической базой при восстановлении валш
являются их центровые отверстия на торцах, в которых вал ycrai
навливают при изготовлении на производстве (рис. 4.6).
Центровые фаски имеют обычно угол порядка 60°, а диаметры
различные — от 6 до 50 мм (рис. 4.6, а), причем в некоторых случа-
ях требуются укороченные центры в виде усеченного конуса, ими
че острый конец центра может упереться в дно отверстия вал!
(рис. 4.6, б).
Наиболее удобно проводить проверку в токарном станке, и с
пользуя центры с углом 60°, изготовленные из мягкого матери ал и
(алюминия, меди или бронзы). Поверхность центра должна быт»
достаточно гладкой, но иметь спиральную канавку небольшой
ширины (около 0,5 мм) и глубины (0,1...0,2 мм) с шагом 5...7 мм
(см. рис. 4.6, а). Один из центров зажимают в патрон шпинделя, I
другой — в патрон, установленный в задней бабке станка. Вал за^
жимают центрами без люфтов, но так, чтобы его можно было сз|
бодно вращать рукой.
Сначала проверяют правильность установки вала, т. е. биение
рабочих или вспомогательных поверхностей рядом с центрами,
Для этого на стол станка устанавливают магнитную стойку с и иди ■
катором, ножка которого упирается в проверяемую поверхность,
Далее, вращая вал рукой, определяют биение. Оно не должно u\w
Рис. 4.6. Центровые отверстия Рис. 4.7. Схема нагружения вяли
и фаски валов: при исправлении биения центроппй
а — «нормальное» отверстие; б— отверстия, фаски притиркой
требующие укороченного центра
282
•
ришнть 0,02...0,03 мм. Если биение больше, то центровые фаски
|1й валу необходимо поправить, иначе деформация вала будет оп-
В^лг мена с ошибкой.
Правку центровых фасок наиболее просто выполнить на то-
шрпом станке. Для этого на соответствующий центр, зажатый в
Ьтроие шпинделя станка, наносят абразивную пасту или абра-
нмч I Li it порошок с маслом. С помощью рычага на валу создают
■Вконое или вертикальное усилие в сторону, противоположную
1исиию, — это контролируется индикатором (рис. 4.7). Далее
■Кмючают станок с частотой вращения шпинделя 300...500 мин-1.
Щ счет усилия рычага (150...200 Н) создается небольшое усилие
■ржима вала от центра и прижима его к центру задней бабки
•гиика. Теперь вращением маховика на задней бабке необходимо
Мрсиечить осевое движение вала к центру и от центра (вперед-
■зад).
1хли используют пасту зернистостью 25...40 мкм, то данный
Иособ обеспечивает смещение центровой фаски примерно на
1,0 L.0,05 мм/мин. При этом необходимо добиваться, чтобы бие-
ние поверхностей на краях вала стало меньше 0,02 мм.
Выбор способа восстановления валов зависит от значения из-
Моса и возможностей ремонтной базы. Способ выбирают после
■uu i иетствующей проверки и установления характера и степени
■ii юса поверхностей вала. У валов, шейки которых имеют износ
■риски, царапины, отклонение от цилиндричности до 0,1 мм),
рронеряют сначала исправность центровых отверстий. При нали-
пи нмятин и забоин их исправляют, правят валы и ремонтируют
ЬеЙки шлифованием.
Шейки валов, имеющих значительный износ, обтачивают и
щишфуют под ремонтный размер. При этом допускается уменьше-
ние диаметрального размера шеек на 5...10 % в зависимости от ха-
Киктсра воспринимаемых валом нагрузок. Если нужно восстано-
вить первоначально заданные диаметральные размеры шеек, то на
■их после обтачивания напрессовывают или устанавливают на
■ноксидном клее ремонтные втулки (компенсационные кольца),
Вторые обтачивают или шлифуют. Изношенные поверхности ва-
■(III ремонтируют также наплавкой, металлизацией, хромировани-
ем. газотермическим нанесением порошковых материалов повы-
шенной износостойкости и другими методами.
При износе до 0,15 мм (на диаметральный размер) исходный
Ви (мер шейки восстанавливают хромированием, предварительно
■пн устранения рисок выполняют шлифование. Шейки валов,
Имеющих износ 0,15...0,3 мм на сторону, восстанавливают вибро-
■угоной наплавкой, электромеханическим способом и ферромаг-
нитными порошками. При износе, превышающем 0,3 мм, приме-
ииют наплавку или металлизацию. Выбор способа наращивания
283
изношенных поверхностей шеек зависит также от вида посадки: с
зазором или с натягом.
При восстановлении валов наиболее часто применяют следу-
ющие виды наплавки: в среде диоксида углерода, вибродуговую в
различных защитных средах и под флюсом. Эти процессы пре-
имущественно используют при износах более 0,3 мм. Поверхнос-
ти неподвижных сопряжений восстанавливают электроконтакт-
ной приваркой металлического слоя в виде проволоки или ленты.
С целью повышения производительности процесса восстанов-
ления валов, имеющих высокую степень износа, электроконтакт-
ную наварку целесообразно выполнять двумя проволоками с по-
дачей дополнительного порошка. Восстановление осуществляют
следующим образом (рис. 4.8, а): деталь /, подлежащую восста-
новлению, зажимают в патроне для электроконтактной наварки.
Концы проволок 4, закрепленные в отверстии мундштука 7, перед
сваркой укладывают под верхний ролик 9 или нижний ролик 3.
Затем верхний ролик 9 прижимает концы проволок к детали сва-
рочным давлением Р. В канавку между контактирующими прово-
локами насыпают небольшое количество порошка 8, достаточное
для обеспечения его подачи в зону наварки до тех пор, пока в эти
зону не попадет порошок 5, подаваемый из бункера 6. Включают
вращение шпинделя, продольную подачу и сварочный ток. В ка-
честве источника питания используют понижающий сварочный
трансформатор 2. Присадочные проволоки сматываются с кату-
шек и проходят через мундштук, над которым устанавливают бун-
кер б с дополнительным порошком. Порошок 5 из бункера посту-
пает в мундштук и заполняет канавку, образованную контактиру-
Рис. 4.8. Восстановление поверхностей тел вращения
электроконтактной наваркой:
а — общая схема; б — расположение порошка между проволоками; / — деталь;
2 — сварочный трансформатор; 3 и 9 — нижний и верхний ролики; 4 — концы
проволок; 5 и 8— порошок; б—бункер; 7—мундштук
284
Гис. 4.9. Вид восстановленной поверхности
при различных схемах подачи проволок:
и - между нижним роликом и деталью; 6— между
верхним роликом и деталью
ЮШИМИ проволоками (рис. 4.8, б).
Проволоки с порошком поступают в
ю ну сварки. Под действием теплоты,
ныделяемой сварочным током, проволоки привариваются к вос-
станавливаемой поверхности в виде двойного валика. Порошок,
расплавляясь, растекается и полностью заполняет все стыки меж-
ду валиками, а также малейшие несплошности на поверхности
постанавливаемого изделия. При этом образуется слой без пор и
трещин как на поверхности, так и по сечению наваренного слоя.
Для повышения доли порошка на линии сплавления проволок
С деталью проволоки подают между наплавляемой деталью и ниж-
ним роликом (рис. 4.9, а), а для повышения доли порошка на по-
Верхности детали проволоки подают между верхним роликом и
деталью (рис. 4.9, б).
В качестве материалов для электроконтактной наварки приме-
няют проволоку 15ГСТЮЦА диаметром 1,6 мм и порошок марки
ПГ-СР2 с размером гранул 200...400 мкм. Эти материалы обеспе-
чивают твердость восстанавливаемой поверхности 44...46 HRC3.
Электроконтактную наварку выполняют при следующих па-
раметрах: сварочное усилие Р — 700...900 Н; сила сварочного
Тока /св = 5,5...6,0 кА; напряжение сварки UCB = 3,5...4 В; продол-
жительность сварочного импульса 0,04...0,06 с; продолжитель-
ность паузы 0,04 с. Такие продолжительности сварочного импуль-
Са и паузы обеспечивают перекрытие сварочных точек на
30...50 %.
Скорость продольной подачи vn п и частоту вращения шпинде-
ли п определяют по диаграмме (рис. 4.10) в зависимости от диа-
метра D восстанавливаемого изделия.
Гальванические процессы восстановления валов применяют
и случае крупносерийного и массового восстановления однотип-
ных деталей.
При реализации технологических _,
процессов восстановления валов вна-
чале валы очищают от смазки и грязи,
Нггем выправляют. Скрученные валы,
как правило, не ремонтируют, а изго-
1П1ШЯЮТ заново, что обусловлено
1'ис. 4.10. Зависимость скорости подачи и
чистоты вращения от диаметра проволоки
* П.П'
мм /мин
32
28
24
20
16
12
8
п, мин
8
6
4
2
\
\
\
\
\
\
20 40 60 80D, мм
285
Рис. 4.11. Приспособления для полирования шеек валов:
а, б— простейшие ручные; в — с электроприводом; 1 — войлочное
полотно; 2— шейка вала; 3— башмак; 4 — абразивное полотно;
5—ролик; 6— кронштейн; 7—шарнир; 8— электродвигатель
ухудшением механических свойств деформированных валов.
Правку осуществляют холодным или горячим способом.
Изогнутые валы диаметром до 30 мм можно править наклепом.
Такой вал кладут выгнутой частью вниз на плиту и легким молот-
ком наносят частые удары, пока он не выпрямится. Удары наносят
также с обеих сторон выгнутой части, ограниченной углом 120°.
Холодную правку валов проводят вручную посредством винто-
вых скоб, рычагов, приспособлений под прессом. Валы и оси диа-
метром более 50 мм правят с местным нагревом.
После предварительной правки у ремонтируемых валов восста
навливают центровые отверстия (технологические базы). После
восстановления обоих центровых отверстий ремонтируемый вал
устанавливают в центры и посредством индикатора определяют
биения шеек, а затем окончательно правят.
После шлифования шеек вала их необходимо полировать. По-
верхности шеек после шлифования не имеют, как правило, необ
ходимого качества поверхности, а это дает повышенный износ
вкладышей или втулок подшипников в процессе первоначальной
приработки. Кроме того, смазочные отверстия, выходящие на по-
верхность шейки, после шлифования обычно имеют острые края
и могут повредить мягкий материал вкладыша.
Полирование (доводка) шеек вала после ремонта может бить
выполнено различными способами (рис. 4.11). Общим для них щ
ляется использование мелкого абразивного полотна с зернистое
тью 2...5 мкм, закрепляемого на специальном приспособлении,
или абразивной пасты. Качество доводки поверхности легко про
веряют с помощью кусочка меди — если провести им по хорошо
отполированной шейке, то на ее поверхности не должно остаться
следа.
286
4.1.3. ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ РЕЗЬБ
I
В любой машине больше 60 % деталей имеют резьбу. В сельскохо-
шйственной технике применяют резьбовые соединения с размерами
речьб М5...М30, чаще всего М6...М16. При эксплуатации машин резь-
Па изнашивается, витки сминаются, деформируются и срываются.
Износ резьбовых соединений проявляется в следующем: изме-
няется профиль резьбы по среднему диаметру, что приводит к уве-
личению зазора в соединении (наблюдается у часто отвертывае-
мых винтов и болтов); сминаются под действием нагрузок рабочие
поиерхности профиля резьбы; удлиняется под действием осевых
рабочих нагрузок и усилий затяжки стержень болта; изменяется
шаг резьбы. Значительную проблему при ремонте резьбовых со-
единений составляет извлечение обломков крепежных деталей.
('уществуют следующие способы извлечения:
керн или тонкий бородок приставляют концом к верхней части
поломка. Им придают наклон в направлении, противоположном
in ходу резьбы. Затем постукиванием молотком по керну или бо-
родку вывинчивают обломок. Перед этим в резьбовое отверстие
следует закапать масло;
в обломке засверливают отверстие, в которое ввертывают бор
(рис. 4.12, о), с помощью которого (вращением) удаляют обломок;
в обломке винта или шпильки высверливают отверстие, диа-
метр которого меньше, чем диаметр
шпильки или винта, и забивают в него
рифленый закаленный стержень — экст-
рактор (рис. 4.12, б), поворотом которого
удаляют обломок из резьбового отвер-
стия;
в обломке электроискровым способом
выполняют квадратное отверстие, в кото-
рое устанавливают специальный ключ и
Посредством его вывертывают обломок;
к сломанному винту приваривают
1ектрод и вывинчивают обломок;
если базовая деталь изготовлена из
юминия, то для удаления обломка
Можно применять метод травления азот-
ной кислотой, с которой алюминий вза-
имодействует слабо;
если шпилька сломалась заподлицо с
Плоскостью, то ее можно высверлить.
Перед высверливанием обрабатывают
Торец шпильки и точно по ее центру
ронодят кернение (рис. 4.13).
Рис. 4.12. Инструмент для
извлечения сломанных
шпилек:
о — бор; б— экстрактор
287
lilt
Рис. 4.13. Схемы высверливания обломанной шпильки (болта):
а — исходное состояние; б — обработка торца и кернение центра; в — сверление сверлом мало-
го диаметра; г — сверление сверлом под внутренний диаметр резьбы; д — нарезание (правка)
резьбы метчиком
Далее сверлом малого диаметра (3...4 мм) просверливают в
шпильке отверстие насквозь строго по ее оси. Затем сверлом диа-
метром D = Dq — S (где Д) — диаметр резьбы; S— шаг) высверли-
вают шпильку и нарезают резьбу заново.
Дефектовка резьбы. Несмотря на ответственную роль резьбовых
соединений в работе машин и технические условия на их дефек-
товку, наружные резьбы выбраковывают часто при внешнем ос-
мотре. Видимые дефекты (срез, смятие или механические повреж-
дения витков, полученные при разборке резьбового соединения)
являются вь1браковочными признаками. Однако при внешнем ос-
мотре нельзя установить такие важные параметры, как размеры и
вид изменения профиля резьбы. На практике при дефектовке вне-
шним осмотром резьбу всегда признают годной, если износ вит-
ков не превышает 15...20 %, а на резьбе нет механических повреж-
дений. При этом искажение профиля резьбы не оценивают.
Для определения фактического состояния профиля резьбы де-
талей, поступающих в ремонт, целесообразно использовать метол
бесконтактного контроля состояния резьбы при помощи проекте)
ра. Суть его состоит в том, что при контроле резьбы замеряют не
профиль, а его теневой контур (при 20...50-кратном увеличении),
который может быть сфотографирован или обведен карандашом
на бумаге. Этот способ позволяет быстро получить наглядное
представление о фактическом состоянии резьбовой поверхности и
установить как размер, так и вид изменения профиля резьбы.
Наружную резьбу (на валах, осях и т. д.) восстанавливают:
нарезанием резьбы ремонтного размера;
наплавкой и нарезанием резьбы чертежного размера;
288
„ттекттюконтактно** приваркой проволоки;
электроконтактно „ оезьбовой ч^сти детали.
г fnCr^bRv оп^ают на токарном станке и нарезают новую
Старую резьбу ср вместо М16 нарезают М14. Это
меньшего раэ»«ед^ деУшев^1Й споСоб. Недостатки его: потреб-
ностей, доступные онте соед^ненной детали; нарушение
^„УмТн"^ <-»» «**—» - Уменьшение его
11рочности. резьбы до чертежного размера применяют
^SSSZfP^^^^^и в среде со*2'
механизированную Г '' Перед наплавкой старую резьбу
РеЖ6^Д ПпгТЛя^авки деталь протачивают и нарезают резьбу
срезают. После HanJ тт к окачивание должен составлять
чертежного размера' 11^У111У'-К
■ппи 1шТ^ьбы возникает нежелательное термическое
Р£™Г™ гп^ДНие закаленные участки детали (шейку под
воздействие на сосеГ . Такая ^плавка затруднена на валах
"ОДШГя^м™ЦЙ™ недостатки отсутствуют при восстановле-
малых диаметров. # онтакгной прибаркой проволоки.
НИК™# заключается в том, что сварочную проволо-
Сущность способ ща бьь укладывают между витками
КУ №fS°£-Sзажимают и приваривают проволоку по вин-
очищенной резьОы, v
Т0ВЙ™™тп „м*бУ восстанавливают чаще всего в корпусных и
Внутреннюю рез*^ изготовленных из чугуна и алюминие-
^'^^г^пГппи^ом независимо от материала деталей износ
пых сплавов. При | наибольший износ и срывы имеют
V"b6T17™C2U^зьбы', осиные изнашиваются значи-
иервые два-три щг> объясняется различной нагрузкой на витки
^ь6овогоНеоед„^ия: первый вит»* наружен в пять-шесть раз
1,вш^и г,а,г ^ы ремонтного размера,
нарезанием резь^ы ^ет-ежного размера на новом месте;
нарезанием резь^ последующим сверлением и нарезанием
заваркой отверс* "uwk/ал"^
резьбы чертежного Химерных композиций;
с применением i ^ ~ ^ 7«кептышаУ
постановкой pe3f ов?и пРобки Естав™
х,гтяновкой пез^овои спиральной вставки,
У ™™S ES/Осгенной резьбовой втулки.
установкой тонк^ б соединений часто взамен старой изго-
При ремонте Ре^^^™ ом и резьбой двух диаметров
тавливают ^J^J^ai»™^ шпильки в одну из
(рис. 4.14, а), ооль^ меныттего _, для соединения со второй и
соединяемых детали „' N^nDU1^LKJ
стягивания их гайк^И-
28У
ig ко70
Рис. 4.14. Схемы ремонта резьбовых соединений посредством
установки:
а — новой шпильки с уступом двух диаметров; б— втулки с наружной
и внутренней резьбой; в — втулки на клей
При ремонте резьбовых отверстий в деталях различного слу-
жебного назначения рационально восстанавливать первоначаль-
ную (номинальную) резьбу: существующее (изношенное) резьбо-
вое отверстие рассверливают, нарезают новую резьбу, затем изго-
тавливают переходную втулку с наружной и внутренней резьбой,
рассчитанной на нормальный винт, далее ее устанавливают запод-
лицо с плоскостью детали и стопорят винтом (рис. 4.14, б). Пере-
ходную втулку изготавливают толстостенной и устанавливают на
эпоксидный клей. Для этого (рис. 4.14, в) резьбу в корпусе, а так-
же на переходной втулке обезжиривают, наносят на сопряженные
поверхности клей и затем ввинчивают втулку в деталь заподлицо.
После затвердевания эпоксидного клея образуется надежное со-
единение.
В ряде случаев изношенное резьбовое отверстие в детали заглу-
шают или заваривают, сверлят рядом другое отверстие и нарезают
в нем резьбу заданного диаметра. Новое отверстие просверливают
и во второй соединяемой детали.
Для ремонта резьбовых отверстий применяют способ устанон
ки резьбовых спиральных вставок. Изготавливают вставку в виде
пружинящей спирали из нержавеющей проволоки Х18М10Т ром-
бического сечения с острым углом 60° (рис. 4.15).
Наружная и внутренняя поверхности вставки представляют со-
бой метрическую резьбу разных размеров (М10 и М8, М12 и М10
и т. д.). На одном конце вставки размещен технологический повсь
док с насечкой, с помощью которого вставку специальным юно
чом ввертывают в отверстие. Затем этот поводок удаляют специ-
альным бородком.
Так как наружный диаметр спиральной вставки больше наруж
ного диаметра резьбы отверстия, это обеспечивает плотное сопри
жение вставки с витками восстанавливаемой резьбы после завора-
290
•
Рис. 4.15. Спиральная вставка:
/ — спираль; 2 — поводок технологический; 3 —
прорезь(надрез)
Рис. 4.16. Общий вид тонко-
стенной резьбовой вставки:
1 — буртик; 2— резьбовой участок
чивания вставки в резьбовое отверстие и, следовательно, необхо-
димую прочность восстановленной резьбы.
Для ремонта резьбовых отверстий спиральными вставками раз-
работан комплект инструмента и оснастки ОР-5526 ГОСНИТИ.
В последнее время для восстановления внутренней резьбы диа-
метром М4...М18 и длиной от 6 до 27 мм используют специальную
тонкостенную резьбовую вставку, предложенную фирмой «Вюрт»
(рис. 4.16). Втулка имеет наружную и внутреннюю резьбу, причем
им утренняя резьба в нижней части имеет недорезанный на 2...3
нитка резьбовой участок 2. В верхней части вставки имеется спе-
циальный буртик /, диаметр которого на 0,5...1мм больше диа-
метра наружной резьбы. Втулки устанавливают с помощью специ-
ального комплекта инструментов, в который входит сверло, фреза,
метчик и резьбонакатчик.
Восстанавливают изношенную резьбу в такой последователь-
ности. После очистки детали резьбовое соеди-
нение высверливают сверлом соосно отвер-
стию. Затем фрезой нарезают опорное гнездо
иод буртик на глубину 0,8...1 мм (рис. 4.17).
Метчиком в отверстии нарезают резьбу под
наружный диаметр резьбовой вставки. При
)том метчик устанавливают строго соосно вос-
станавливаемому резьбовому отверстию. Резь-
Оовую вставку с помощью резьбонакатчика
шюрачивают в резьбовое отверстие до тех пор,
пока буртик вставки не вошел в опорное гнез-
до (см. рис. 4.17).
Рис. 4.17. Схема установки тонкостенной резьбовой
вставки:
/ - резьбонакатчик; 2— буртик резьбовой вставки; 3 — резьбовая
вставка; 4— опорное гнездо
Рис. 4.18. Способы стопорения резьбовых соединений:
а — контргайкой; б— шплинтом; в — гроверной шайбой; г — специальной шайбой; д — коль-
цом из полиамида с последующей опрессовкой; е — шайбой из полиамида; ж— кернением;
з, и —проволокой
Дальнейшее вращение резьбонакатчика требует большего уси-
лия, так как тонкостенная резьбовая вставка имеет на конце внут-
ренней резьбы несколько недорезанных витков резьбы. Внутреи
няя резьба деформируется и при вращении резьбонакатчика
впрессовывается в резьбу ремонтируемой детали. Обратным ходим
резьбонакатчика завершается обработка резьбы.
Надежность послеремонтной эксплуатации резьбовых соедипе
ний зависит также от их правильного стопорения, которое пре«
дупреждает самоотвинчивание элементов. Наиболее часто приме-
няют следующие способы стопорения (рис. 4.18): взаимную фи к
сацию относительного положения болта и гайки (стопоре и не
проволокой, шплинтованием, пружинными и деформируемыми
шайбами); местное пластическое деформирование (керне! iho,
292
«г
обжатие); создание дополнительных сил трения посредством ра-
диального или осевого давления (винт, контргайка, самотормозя-
тая гайка).
4.1.4. ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночные соединения служат для подачи крутящего момента
ОТ вала к ступице зубчатого колеса, шкива, втулки и других подоб-
ных смонтированных на нем деталей и, наоборот, от этих дета-
лей — к валу. Соединительной деталью является шпонка. Шпон-
ки, кроме того, фиксируют на валу детали в осевом положении.
Основные типы шпонок и их размеры стандартизированы. Шпо-
ночные соединения отличаются простотой, удобством сборки,
разборки и ремонта. Главные их недостатки — ослабление из-за
наличия шпоночных пазов сечения деталей и уменьшение жестко-
сти при кручении, что часто приводит к разрушению деталей со-
единения.
В процессе эксплуатации детали шпоночных соединений под
действием динамических нагрузок изнашиваются. Одна из основ-
ных причин, вызывающих нарушение правильности распределе-
ния нагрузки и смятие шпонки, — увеличение зазора в соедине-
нии. К смятию приводит также неправильное расположение шпо-
ночного паза на валу. Перекос осей пазов вызывает перекос
охватывающей детали на валу и изнашивание деталей соединения.
При ремонте шпонки из пазов обычно извлекают посредством
мягких выколоток (рис. 4.19, а и б). Призматические шпонки
S
^Ш
/
1 г
Рис. 4.19. Способы извлечения шпонок из пазов:
и, б — нанесением удара при извлечении призматических и сегментных шпонок (стрелками
показано направление удара); в — посредством винта; г — с помощью приспособления для из-
ингчсния клиновых шпонок; д — выполнением скоса на шпонке; / — головка шпонки; 2 —
кольцо; 3 — груз; 4— стержень; 5 —упор; 6 —винт
293
Рис. 4.20. Ремонт шпоночных пазов:
- наплавкой грани; б— установкой ступенча-
той шпонки
можно вынимать из пазов без по-
вреждения. В средней части шпонки
выполняют сквозное резьбовое отверстие, в которое ввертывают
винт (рис. 4.19, в). При вращении винта его конец упирается в дно
паза и выталкивает из него шпонку. Клиновые шпонки извлекают
посредством специального приспособления (рис. 4.19, г). Его наде-
вают на головку шпонки 1 и закрепляют кольцом 2 и винтом 6.
Груз 3 может свободно перемещаться вдоль стержня 4, на конце
которого расположен упор 5. При ударе груза об упор возникают
осевые силы, которые обеспечивают извлечение паза из шпонки.
Для восстановления шпоночных пазов применяют различные
способы. При значительном износе шпоночный паз ремонтируют
посредством наплавки грани (рис. 4.20, а) с последующим фрезе-
рованием. При обработке необходимо выдерживать размеры паза,
регламентируемые стандартом. Для ремонта может быть исполь-1
зована вибродуговая наплавка, основное преимущество которой —
низкая температура нагрева детали (не выше 90...100°С). Такой
нагрев не вызывает деформации и снижения твердости соседних
закаленных участков ремонтируемой детали.
Возможно применение такого вида ремонта: изношенный
шпоночный паз посредством фрезерования расширяют и углубля-
ют, полностью устраняя таким образом последствия износа; изго-
тавливают специальную ступенчатую шпонку (рис. 4.20, б). Одна-
ко такой ремонт не обеспечивает высокой точности и качества со
единения. Поэтому его следует использовать в исключительных
случаях. Если на чертеже детали отсутствуют указания о фиксиро-
ванном положении шпоночного паза, то допускается его изготон-
ление заново на другом месте (не более одного на поперечном се-
чении) без заделки изношенного паза. Новый паз выполняют па-
раллельно последнему в диаметральной плоскости под углом к
изношенному пазу 90, 135 или 180°.
При подгонке и сборке в процессе ремонта призматических
шпонок рекомендуют делать специальный скос (рис. 4.19, д), а о
обратной стороны выполнять соответствующую пометку. Это да с I
возможность извлечь шпонку из паза посредством выколотки и
молотка.
4.1.5. ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ ШЛИЦЕВ
Основное назначение шлицевого соединения — передача кру-
тящего момента.
294
Шлицы изнашиваются преимущественно по боковой поверх-
ности. Их износ по ширине у деталей автомобилей составляет
0,4...0,6 мм, иногда до 1,0 мм, тракторов— 1...2, иногда до З...4мм.
У шлицевых валов, центрируемых по наружному диаметру, из-
нашивается также и эта поверхность. Износ по наружному диа-
метру обычно составляет 0,1...0,2 мм, но может достигать
0,6...0,7 мм.
Изношенную боковую поверхность шлицев наплавляют вибро-
I дуговой или плазменной наплавкой, наплавкой в среде диоксида
углерода или под слоем флюса. Затем наплавленные поверхности
фрезеруют до нормальной толщины шлицев, проводят термообра-
ботку (при необходимости), шлифованием снимают наплывы ме-
талла по наружному диаметру шлицев. Фрезеруют шлицы на фре-
зерных станках с применением делительной головки.
У шлицевых валов с мелкими шлицевыми впадинами между
шлицами (диаметр вала до 45...50 мм), имеющих ширину шлицев
до 5...6 мм, канавки обычно заплавляют полностью. Для умень-
шения деформации вала шлицы наплавляют поочередно на диа-
метрально противоположных его сторонах. Затем наплавленную
шлицевую поверхность обтачивают до чертежного диаметра и на
обточенной поверхности изготавливают (фрезеруют) шлицы нор-
мальной толщины. Как правило, наплавленный металл канавки
шлицевой поверхности фрезеруют. Для этого перед наплавкой на
горце вала напротив впадины делают метку.
При незначительных износах для восстановления шлицев при-
меняют холодное пластическое деформирование.
При износе шлицев по толщине до 0,5 мм на их наружной не-
рабочей поверхности на гидравлическом прессе посредством
шлиценакатной головки холодным пластическим деформирова-
нием формируют технологическую канавку. В результате вытес-
ненный из канавки металл заполняет боковую изношенную по-
пе рхность шлица и увеличивает наружный диаметр ремонтируе-
мого вала. Тем самым обеспечивается минимально необходимый
припуск под следующую механическую обработку поверхностей
шлицев.
При износе шлицев по толщине в пределах 0,5...1,2 мм на их
наружную поверхность наплавляют валики металла и осаживают
на гидравлическом прессе посредством шлиценакатной головки.
Металл валиков в процессе осадки внедряется в основной металл
ремонтируемой детали, тем самым увеличивая ширину шлицев.
Этим обеспечивается получение припуска под последующую ме-
ханическую обработку шлицевых поверхностей.
Если износ шлицев превышает 1,2 мм, то на их боковые и на-
ружные поверхности наплавляют металл и осуществляют механи-
ческую обработку без пластического деформирования.
295
4.1.6. ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ ЗУБЧАТЫХ КОЛЕС
Зубчатые колеса изготавливают из легированных сталей (40Х,
25ХГТ, 20ХНМ и др.). Для получения высокой поверхностной
твердости зубьев (до HRC3 50...60) их подвергают термической и
химико-термической обработкам. Зубчатые колеса работают в ус-
ловиях больших динамических нагрузок. Их зубья испытывают
одновременное воздействие изгибающих моментов и контактных
напряжений, подвергаются ударным нагрузкам, а при загрязнении
смазочного материла — гидроабразивному изнашиванию. Изна-
шивание зубьев резко усиливается при перекосе и непараллельно-
сти валов.
Дефекты зубчатых колес (шестерен) — износ зубьев по толщи-
не и длине (непостоянное зацепление), выкрашивание, скалыва-
ние и поломка зубьев. Шестерни с предельно изношенными зубь-
ями, имеющие обломы, сколы, трещины, выбраковывают. Износ
зубьев по толщине определяют штангензубомером или шаблоном,
а по длине — штангенциркулем. Допускается износ зубьев по тол-
щине 0,2...0,5 мм и выкрашивание цементированного слоя на двух
несмежных зубьях не более 1/4 их длины или на двух смежных зу-
бьях — меньше 1/5 их длины. При большем износе шестерни выб-
раковывают. В шестернях машин выкрашивание цементирован-
ного слоя не допускается.
Для восстановления зубьев разработано и опробовано несколь-
ко вариантов технологий, которые можно объединить в следую-
щие группы:
замена части детали;
автоматическая наплавка без последующей термообработки;
автоматическая наплавка с последующей термообработкой;
пластическое деформирование.
Замену части детали применяют при ремонте зубчатых колес
или их блоков, когда один из венцов блока сильно изношен, а ос-
тальные имеют допустимые износы и нецелесообразно выбрако-
вывать дорогостоящую деталь. В этом случае изношенный венец
удаляют. Затем изготавливают новый зубчатый венец из стали той
же марки, что и восстанавливаемая деталь, напрессовывают его на
проточку и приваривают или стопорят винтами. Если изношен ве-
нец, приклепанный к ступице, то его заменяют, срезая заклепки.
Наплавка в ее различных вариантах получила наибольшее при-
менение при восстановлении зубчатых колес. Разработаны способ
и оборудование для автоматической наплавки торцов зубьев высо-
коуглеродистой проволокой Нп-65 диаметром 1,8...2 мм под слоем
флюса АН-60 с принудительным формированием слоя в охлажда-
емой водой медной форме (рис. 4.21). При этом сохраняются не-
изношенные рабочие поверхности зубьев. За счет высокой скорос-
296
•
Рис. 4.21. Схема наплавки торцов зубьев под
флюсом:
/ — восстанавливаемое зубчатое колесо; 2—медная
форма; 3— сварочная ванна; 4 — электродная проволо-
ка; 5 — трубка подвода флюса
ги наплавки, максимального снижения тепловой мощности дуги,
интенсивного отвода теплоты в наплавочную форму и тело зубча-
того колеса обеспечиваются закалка наплавленного металла и ми-
нимальное термическое влияние на материал зубьев, что исключа-
ет необходимость термической обработки.
Наплавленную часть зубьев шлифуют по длине (торцу) и ок-
ружности выступов, а затем электрохимическим способом закруг-
ляют их торцы и обрабатывают по толщине. По описанной техно-
логии восстанавливают зубчатые колеса с износом торцов до 4 мм.
При износе зубьев по длине более 4 мм после электрохимического
(акругления их торцов наплавленную часть зубьев шлифуют по
боковым поверхностям.
Разработана наплавка торцов зубьев с последующей термообра-
боткой. Наплавляют зубья ленточным электродом из стали У8А
иод слоем флюса АН-348А. После наплавки венец отпускают, на-
гревая ТВЧ до температуры 730...750 °С и выдерживая в подогре-
том песке. Затем обтачивают венец по вершинам и торцам зубьев,
нарезают зубья, тщательно совмещая зубонарезной инструмент с
iшадинами между зубьями, закругляют торцы зубьев и шевингуют
наплавленную часть. После механической обработки их закалива-
ют с охлаждением в масле до твердости HRC3 58...60.
Разработаны способы восстановления зубчатых колес пласти-
ческим деформированием, при котором износ зубьев и шлицев ком-
пенсируют за счет пластического перемещения предварительно
нагретого металла с нерабочих участков на изношенные. Зубчатое
колесо нагревают до температуры 1100... 1200 "С в нейтральной
среде (соляной ванне), укладывают в матрицу штампа и прессуют
под прессом или молотом, выдавливая на нерабочей части кольце-
иые канавки и перемещая металл к изношенным поверхностям.
5атем деталь отжигают в шахтной печи, обтачивают торцы, шли-
297
0Д..1.5
Рис. 4.22. Правильное расположение пятна контакта
на зубе зубчатого колеса:
/ — длина зуба
фуют по наружному и внутреннему диаметрам,
обрабатывают шлицы протяжкой, фрезеруют,
закругляют и шевингуют зубья. После этого зуб-
чатое колесо подвергают цементации, закалке в
масле и отпуску.
Важная операция для зубчатого зацепления
при сборке — правильность зацепления, которую определяют по
пятну контакта (рис. 4.22). Для этого на рабочие поверхности не-
скольких зубьев ведомого конического колеса наносят тонкий
слой масляной краски. Притормаживая рукой ведомое зубчатое
колесо, поворачивают ведущее колесо в обе стороны. По образо-
вавшимся пятнам контакта судят о характере зацепления зубчатых
колес (табл. 4.1). Зазор, например в зацеплении главной переда-
чи, должен быть 0,2...0,4 мм, а пятно контакта таким, как показа-
но в таблице 4.1.
4.1. Способы регулировки зацепления конических колес главной передачи
по пятну контакта
Положение пятна контакта на зубьях
ведомого зубчатого колеса
Передний ход
ъ
№
Способ исправления
Направление
перемещения
шестерни или
зубчатого колеса:
1 — обязательно;
2— при
необходимости
% f
Придвинуть зубчатое
колесо к ведущей шестер-
не. Если при этом полу-
чится слишком малый
боковой зазор между
зубьями, то отодвинуть
ведущую шестерню
Отодвинуть зубчатое ко-
лесо от ведущей шестер-
ни. Если при этом по-
лучится слишком боль-
шой боковой зазор меж-
ду зубьями, то придви-
нуть ведущую шестерню
Придвинуть ведущую
шестерню к зубчатому
колесу. Если боковой
зазор будет слишком
мал, то отодвинуть зуб-
чатое колесо
■А
ill
2 Ч>
&
/■^Wh
'--i
ш
Ч/
298
•
Продолжение
Положение пятна контакта на зубьях
ведомого зубчатого колеса
Передний ход
т
Задний ход
Способ исправления
Направление
перемещения
шестерни или
зубчатого колеса:
/ — обязательно;
2— при
необходимости
% #
Отодвинуть ведущую ше-
стерню от зубчатого ко-
леса. Если боковой за-
зор будет слишком ве-
лик, то придвинуть
зубчатое колесо
4.1.7. ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ УПРУГИХ ЭЛЕМЕНТОВ
К упругим элементам относятся плоские, стержневые и витые
детали в виде пружин, рессорных листов и торсионов. Наиболь-
шее количество таких элементов приходится на пружины, кото-
рые применяют во многих механизмах (клапанном механизме
щшгателя, сцеплении, топливном насосе высокого давления, бен-
зонасосе, карбюраторе и др.). Рессорные листы и торсионы рабо-
тают в подвесках транспортных средств. Материал упругих эле-
ментов - стали 60С2А, 60СА, 60С2ГФ, 65Г, 50ХГФ, 50ХФА. Ха-
рактерное повреждение упругих элементов — утрата жесткости.
Основные виды механической обработки заготовок при восста-
новлении жесткости — дробеструйная обработка, ультразвуковая
обработка и др.
Для дробеструйной обработки пружин клапанов и подвески
применяют стальную дробь диаметром 0,6...0,8 мм, продолжитель-
ность наклепа 4...12 мин. Листовые пружины и торсионы обраба-
тывают стальной дробью диаметром 0,8... 1,2 мм.
Однако обработка сухой дробью имеет и существенные недо-
статки: высокие локальные температуры (до 650 °С); сравнительно
иысокая шероховатость обработанной поверхности; активный пе-
ренос материала дроби на обрабатываемую поверхность, уменьша-
ющий коррозионную стойкость некоторых материалов; неста-
бильность режима упрочнения из-за интенсивного износа дроби.
Указанные недостатки устраняет гидродробеструйное упрочне-
ние поверхностей стальными шариками диаметром 0,6...1 мм в
потоке СОЖ (например, трансформаторного масла). Данный спо-
соб в отличие от дробеструйного сухого наклепа обеспечивает бо-
лее стабильное качество.
299
Сущность ультразвуковой обработки заключается в воздействии
на упрочняемую поверхность стального или твердосплавного шара,
прижатого к ней и вибрирующего с частотой 2 ■ 104 Гц. В контакте
инструмента и детали возникают высокие локальные напряжения.
Ультразвуковой инструмент пластически деформирует поверх-
ность импульсно и многократно незначительной статической си-
лой при отсутствии трения качения. Среднее давление, создавае-
мое в поверхностном слое детали, в 3...9 раз меньше, чем при об-
катывании шариком. Большая доля энергии непосредственно
затрачивается на искажение кристаллической решетки. По срав-
нению с другими способами поверхностного пластического де-
формирования ультразвуковая обработка в наибольшей степени
изменяет свойства поверхностного слоя: упрочнение на 40...180 %,
изменение шероховатости Rz = 0,8...0,4 мкм при исходной Rz =
= 20...6,3 мкм и остаточные напряжения до 1100... 1200 МПа. Пос-
ле ультразвукового упрочнения закаленных сталей У10А, Х12 ше-
роховатость поверхности уменьшается, поверхностная твердость
возрастает на 30...40 %, глубина наклепа составляет 0,30...0,65 мм.
Термическая обработка восстанавливаемых упругих элементов
как самостоятельный способ их восстановления сводится к их за-
калке и отпуску.
Химико-термический способ восстановления упругости пру-
жин, обеспечивающий их сквозную прокаливаемость, заключает-
ся в их нагреве со скоростью 225...275 "С/с до температуры
880...920 "С в порошковой смеси дисперсностью 20...50 мкм, со-
держащей компоненты в следующем соотношении, мае. %: фер-
рованадий, ферросилиций, феррохром, ферромарганец и ферро-
молибден по 10... 14; ферротитан и алюминий по 2...8; графит —
остальное с последующим охлаждением в масле.
Применяют комбинированную обработку нагревом и пласти-
ческим объемным деформированием путем обкатывания.
Контроль жесткости упругих элементов заключается в измере-
нии осадки или угла поворота при приложении заданного усилия
или момента соответственно.
Упругость спиральных пружин восстанавливают термомехани-
ческим способом с помощью установки ОРГ-27530. Пружину
сжимают до соприкосновения витков и через нее пропускают ток
силой 420 А в течение 18 с (значения приведены для восстановле-
ния пружин клапанов и сцеплений). В течение времени нагрева
температура детали достигает 830...850°С. Отключают подачу
тока, а пружину медленно (в течение 17 с) растягивают из расчета,
чтобы ее длина увеличилась на 3,5 мм по сравнению с длиной но-
вой пружины. Затем пружину сбрасывают в закалочную емкосп. о
маслом АС-8. Однако способ не обеспечивает длительного сохра
нения жесткости пружин в эксплуатации.
300
4.2. РЕМОНТ ТРЕЩИН В КОРПУСНЫХ ДЕТАЛЯХ
Трещины — распространенный дефект корпусных деталей. Их
устраняют постановкой фигурных вставок, сваркой, посредством
полимерных материалов, постановкой накладок, штифтованием,
клеесварным способом.
Вставками можно ремонтировать трещины в головках и блоках
цилиндров двигателей, корпусах коробок передач, задних мостах и
других деталях. Сущность ремонта при этом заключается в стягива-
нии трещин фигурной вставкой в результате запрессовки ее в паз
(рис. 4.23). Трещины стягиваются за счет разности шага (0,2 мм)
между отверстиями паза и цилиндрами вставки.
Большую проблему представляет ремонт трещин в деталях, из-
готовленных из чугуна. Была предложена заварка трещин ручной
дуговой холодной сваркой стальными электродами методом отжи-
гающих валиков. Ее сущность состоит в следующем. Трещину
предварительно разделывают (рис. 4.24, а). Наносят короткими
участками (15...25 мм) вразброс (рис. 4.24, 6) вначале на одну
кромку разделанной трещины подготовительные 1...3 и отжигаю-
щие 4ж 5валики (рис. 4.24, в), а затем на другую — соответственно
налики 6...10, не соединяя их.
Валики наплавляют высотой 4...5 мм снизу, покрывая предыду-
щий на 60...70 %. После того как они будут наложены по всей дли-
не трещины, деталь охлаждают до температуры 70...80 "С, а затем
заваривают также вразброс промежутки между ними соединитель-
ными валиками 11... 14.
Кроме этого разработана высокоэффективная технология за-
парки трещин в стенках водяных рубашек чугунных блоков ци-
линдров дизелей. Трещины заваривают проволокой ПАНЧ-11 на
обратной полярности. Режимы сварки: /= 100...140 A, U= 14...18 В,
v = 0,15...0,25 см/с, диаметр проволоки 1,4 мм. Место расположе-
ния трещины зачищают до металлического блеска. Рядом с тре-
щиной по обе стороны от нее на расстоянии 7...10 мм шлифоваль-
ным кругом разделывают канавку по всей длине трещины
(рис. 4.25). Глубина разделки 1,5...3 мм,
ширина 3...5 мм. Заваривают короткими
участками (20...50 мм) поперек трещины
с заполнением металлом подготовленных
канавок.
Рис. 4.23. Схема ремонта трещин стягивающими
фигурными вставками:
А -фигурная вставка; Б — паз в детали под фигурную
Вставку; 1 — цилиндр вставки; 2 — перемычка вставки; 3 —
трещина; 4— отверстие паза
Рис. 4.24. Схемы заварки трещин методом отжигающих валиков:
а — разделка трещин; б — последовательность участков заварки; в — последовательность нало-
жения валиков; 1, 2, 3, 6, 7и 8 — подготовительные валики; 4, 5, 9 и 10 — отжигающие валики;
11... 14— соединительные валики; /... V— номера участков заварки
/
/
Рис. 4.25. Схемы заварки трещины:
а — подготовка трещины к заварке; б— заварка трещины; 1 —
канавки; 2 —трещина; 3— валик; 4— наплавленный металл
Валики накладывают поочередно от краев трещины к середине.
Каждый из них охлаждают до температуры 40...60 "С, прежде чем
будет нанесен последующий. Обязательное условие — перекрытие
предыдущего валика последующим на 1/3 его ширины. Разделан-
ные канавки вдоль трещины служат упорами в усадке шва и стяги-
вают ее. Данный способ удовлетворяет требованиям на сварной
шов по герметичности и прочности.
Заварка трещин косвенной дугой заключается в том, что между
двумя стальными электродами возбуждается дуга. Тепловой поток
расплавляет поверхность чугунных деталей. Выдуваемая большая
часть расплавленного чугуна образует своеобразную разделку не
обходимой глубины. Сваривают сразу после разделки, пока деталь
нагрета.
-if
1
^
j
1 2
302
•
При разделке трещины деталь устанавливают вертикально для
с i екания расплавленного металла, а для сварки ее переводят в го-
ризонтальное положение, удалив предварительно наплывы и под-
текания металла. Допускается заваривать трещины на деталях с
толщиной стенки до 6 мм без разделки. Канавку глубиной 6...8 мм,
полученную после разделки, заваривают в один слой. Более глубо-
кую канавку заваривают в два слоя и более, удаляя шлаковую кор-
ку после каждого из них.
Оптимальный режим разделки и сварки: / = 250...330 А;
U = 44...48 В; скорость разделки и сварки соответственно 3...8 и
5...8 мм/с.
В качестве источника тока используют установку ВДУ-504 или
НДУ-506.
Клеесварной способ заделки трещин применяют в двух вариан-
тах. В первом варианте трещину подготавливают к сварке и зава-
ривают. Затем сварной шов и околошовную поверхность шириной
40...50 мм по обе стороны очищают от шлака, брызг, зачищают до
металлического блеска, обезжиривают ацетоном и наносят тонкий
слой состава на основе эпоксидной смолы с наполнителем. После
отверждения проверяют герметичность заделки трещин. За счет
полимерного состава кроме герметизации повышается усталост-
ная прочность шва и возможна его защита от коррозии.
Разработан новый вариант клеесварного способа заделки тре-
щин в чугунных деталях, основанный на использовании двух раз-
i юродных технологических процессов: контактной точечной свар-
ки и склеивания. При этом способе поверхность вокруг трещин на
40...45 мм зачищают шлифовальным кругом или металлической
щеткой на глубину 0,3...0,6 мм, концы
трещины засверливают сверлом диамет-
ром 2...4 мм. Поверхность обдувают сжа-
тым воздухом, обезжиривают ацетоном и
наносят на нее тонкий (0,3...0,6 мм) слой
клеевой композиции. Затем на клеевой
слой накладывают заранее изготовлен-
ную и обезжиренную стальную накладку
и приваривают ее контактным точечным
способом (рис. 4.26), в результате чего
образуется клеесварное соединение.
Накладку изготавливают из малоугле-
родистой стали (сталь 10 или 20) с таким
расчетом, чтобы она перекрыла трещину
на 15...20 мм по длине и на 30...40 мм по
ширине. Толщину накладки выбирают в
зависимости от марки чугуна и толщины
стенки детали, исходя из условия обеспе-
Рис. 4.26. Схема заделки
трещин с помощью клея:
1 — сварочные клещи; 2—сва-
рочные точки; 3 — трещина;
■/—стальная накладка; 5—кле-
евая прослойка; 6— деталь
303
чения равнопрочности соединения и основного металла; обычно
она равна 0,6...2 мм при толщине стенок 5...20 мм.
В качестве клея используют специальные композиции на осно-
ве эпоксидной смолы, например: смола ЭД-20 — 100 частей; поли-
этил енполиамин — 12; растворитель тиокол — 20; пластификатор
винилокс — 20; чугунный порошок — 50 частей. Существующие
клеевые композиции, применяемые для заделки трещин, непри-
годны для приварки стальной накладки к чугуну по жидкому
слою.
Сварной шов делают не сплошным, а сварочными точками,
расположенными в шахматном порядке по два ряда по обе сторо-
ны трещины. Расстояние между рядами 20...25 мм, шаг между точ-
ками 25...35 мм. Режим сварки зависит от толщины накладки. При
толщине 1 мм сила тока сварки 10,5...11,0 кА; усилие сжатия
электродов 2,3...2,8 кН; длительность сварочного импульса
0,25...0,30 с; длительность сжатия электродов 0,72...0,76 с; сила
тока отжига 8,9...9,0 кА; длительность отжига 0,45...0,48 с. Для
приварки накладок используют сварочную машину К-264-УЗ и
сварочные клещи К-243В. Диаметр электродов 5...6 мм. При свар-
ке точками можно формировать соединение без значительного
термического влияния на металл детали.
4.3. РЕМОНТ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ДВИГАТЕЛЯ
4.3.1. РЕМОНТ БЛОКА ЦИЛИНДРОВ И ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ
Основные неисправности цилиндропоршневой группы
(ЦПГ) — износы цилиндров, поршней (юбка, верхняя канавка
поршневого кольца, отверстие под палец), поршневых колец и
пальцев.
Нередки различные трещины и пробоины блока цилиндров и
результате поломки шатунов, клапанов и поршней, а также нару-
шение геометрии и расположения различных поверхностей — верх
ней плоскости блока и постелей коленчатого вала вследствие пе-
регрева из-за недостаточного охлаждения и смазки.
При выполнении ремонта двигателя детали ЦПГ, имеющие
большой износ или повреждения, должны быть отремонтированы
или заменены в зависимости от размера и вида износа для каждого
типа деталей. Так, блок цилиндров, являющийся дорогостоящеii,
а для многих моделей и дефицитной деталью, необходимо стре-
миться отремонтировать независимо от его неисправности.
Ремонт блоков цилиндров. Блоки цилиндров — это крупногаба
ритные детали сложной конфигурации, наиболее дорогостоящие
и металлоемкие. Их изготавливают методом литья из серого, кои
304
*
Вид А
(повернуто на 90")
Рис. 4.27. Схема блока цилиндров двигателя Д-240:
1...9 — дефекты блока (см. табл. 4.2)
кого или модифицированного чугуна, алюминиевых и других
i плавов.
Корпусные детали образуют жесткие каркасы, внутри и снару-
жи которых в заданном положении фиксируют другие детали и
сГюрочные единицы. Основные (базовые) поверхности у корпус-
ных деталей — привалочные плоскости и отверстия под подшип-
ники и другие детали, которые обрабатывают с высокой точнос-
тью. Состояние корпусных деталей, особенно их базовых поверх-
ностей, во многом определяет безотказность и долговечность
отремонтированных агрегатов и машины в целом. Установлено,
■ го ресурс агрегатов, при ремонте которых все детали были заме-
нены новыми, а корпусные детали не заменяли и не восстанавли-
вали, составляет всего 30...40 % ресурса новых агрегатов. Поэтому
При ремонте машин восстановлению корпусных деталей уделяют
Первоочередное внимание. Их ремонтируют неоднократно, так
как они служат до списания машины.
Дефекты блоков цилиндров (рис. 4.27), коэффициенты их по-
вторяемости и основные способы устранения приведены в таб-
лице 4.2.
Один из наиболее распространенных дефектов блока цилинд-
ров — деформация плоскости стыка с головкой, возникающая, как
правило, вследствие перегрева двигателя или перетяжки болтов
крепления головки. Часто после длительной эксплуатации плос-
кость деформируется на 0,03...0,05 мм.
Ремонт верхней плоскости блока обязателен при деформации
рол ее указанной. Обработка плоскости может быть выполнена
|» «1170
305
притиркой с абразивной пастой на плите, фрезерованием или
шлифованием. При этом нежелательно снимать с верхней плоско
сти более 0,1...0,2 мм. Деформации менее 0,02...0,03 мм могут быть
оставлены на блоке без исправления, однако следует учитывать,
что идеальные поверхности стыка с головкой повышают надеж
ность соединения.
Поз.
на рис.
4.27
4.2. Дефекты блоков цилиндров, коэффициенты их повторяемости
и основные способы устранения дефектов двигателя Д-240
Дефект
Коэффициент
повторяемости
дефекта
Способ устранения дефекта
Повреждение гнезда
коренного подшип-
ника
Повреждение резьбы
шпилек и резьбовых
отверстий, обрыв
шпилек
Трещина на перемыч-
ке между посадочны-
ми местами под гиль-
зы цилиндров
Износ, овальность
и конусность поверх-
ностей отверстий под
вкладыши коренных
подшипников
Несоосность опор под
вкладыши коренных
подшипников при от-
сутствии других де-
фектов
Износ внутренней по-
верхности втулки рас-
пределительного вала
Овальность посадоч-
ных мест под гильзы
цилиндров
0,04...0,05 Растачивание дефектного
гнезда, наплавка и обрабо!
ка до чертежного размера
0,30...0,45 Замена шпилек. Установки
резьбовых спиральных вста-
вок
0,07 Заварка трещины, заделка
трещины фигурными встав-
ками
0,15...0,25 Растачивание отверстий под
вкладыши увеличенного
размера. Растачивание от
верстай под вкладыши до
чертежного размера с пе-
реносом оси в глубь блоки.
Электроконтактная принар
ка стальной ленты с после
дующим растачиванием до
чертежного размера. На-
несение полимерных мате-
риалов с последующим фор
мованием
0,18...0,25 Растачивание коренных
вкладышей в опорах блоки
0,07...0,13 Замена втулки
0,35 Развертывание одновремги
но обоих посадочных мое i
под гильзы цилиндров
306
Продолжение
Дефект
Коэффициент
повторяемости
дефекта
Способ устранения дефекта
Износ, забоины на 0,3...0,45
торцовой поверхности
гнезда блока цилинд-
ров под бурт гильзы
Трещины, пробоины 0,04...0,06
на стенках водяной
рубашки
Механическая обработка
опорной поверхности, уста-
новка кольца
Заварка трещин и пробоин
с последующей герметиза-
цией эпоксидным составом
Трещины и пробоины определяют визуально и с помощью
^сида для гидравлической опрессовки блока цилиндров.
И'шос внутренних цилиндрических поверхностей в блоках ци-
Имдров устраняют разными способами:
растачивают под ремонтный размер посадочные пояски в блоке
|д гильзы цилиндров;
развертывают под ремонтный размер поверхности отверстий
цд толкатели клапанов. Если же потребуется восстановить нор-
^ип.пмй размер отверстий, то их развертывают на 5 мм больше и
Ирсссовывают втулки, обеспечивая совпадение смазочных от-
!рстий;
ремонтируют поверхности под втулки, пальцы механической
Ьаботкой под ремонтный размер или методами напыления ме-
|Ш1л, гальваническим наращиванием, полимерными покрытия-
Ill, дополнительными ремонтными деталями с последующей ме-
ямической обработкой до размера по рабочему чертежу.
Один из основных дефектов блоков цилиндров — износ гнезд
венных подшипников.
Ипюс, овальность и конусность поверхностей отверстий под
надыши коренных подшипников проверяют индикаторным
■ромером при затянутых гайках крепления крышек подшипни-
ки Овальность и конусность допускается не более 0,02 мм.
Износ и несоосность отверстий под вкладыши коренных
кодшипников можно установить специальным приспособлени-
|М конструкции НИИАТ (рис. 4.28). Принцип действия его зак-
лючается в том, что скалка 2 с помощью втулок 3 фиксируется в
ПК' щах вкладышей коренных подшипников. На скалке распо-
■М'шот (последовательно при вводе в гнезда) индикаторы для
■имтроля каждого отверстия. Рычаг 1 индикаторных устройств
■юдят в измеряемое отверстие, устанавливают на нуль и зак-
Ьплиют на скалке. При вращении скалки отклонения стрелок
■Идикаторов покажут удвоенное отклонение от соосности каж-
|" ■ отверстия.
307
Рис. 4.28. Приспособление НИИАТ для контроля гнезда коренных подшипников:
1 — рычаг; 2— скалка; 3 — втулка
Износ и несоосность отверстий коренных подшипников бло-
ков цилиндров устраняют: расточкой на увеличенные ремонтные
размеры с последующей постановкой вкладышей увеличенного на-
ружного диаметра (двигатели типа СМД-20, ЯМЗ-238НБ, ЗИЛ-130,
ЗМЗ-53) или роликоподшипников (ЯМЗ-240Б); нанесением на
изношенные поверхности состава на основе эпоксидных смол
(блоки автомобильных двигателей), используя в качестве наполни-
теля порошки, хорошо проводящие тепло (стальные, алюминие-
вые), с последующей расточкой после отверждения на чертежный
размер; расточкой с последующей электроконтактной приваркой
ленты и вновь расточкой на чертежный размер; наплавкой повер-
хностей гнезд малоуглеродистыми или на никелевой основе
электродами с последующей расточкой на чертежный размер;
постановкой под вкладыши чертежного наружного размера ре-
монтных чугунных или стальных полуколец собственного изго-
товления и др.
В качестве основного метода восстановления постелей под
вкладыши коренных подшипников принят метод расточки и по-
становки вкладышей с увеличенным наружным диаметром (черв
0,25 или 0,5 мм) промышленной поставки.
У тракторных двигателей растачивают отверстия, когда их не-
соосность составляет 0,03...0,07 мм, а у автомобильных — более
0,02 мм. Отверстия под вкладыши растачивают на расточных стаи
ках типа РД или ОР-14579, ОР-4592, ОР-14578.
При отсутствии вкладышей ремонтного размера по наружному
диаметру гнезда крышки коренных подшипников часто восста-
навливают фрезерованием их плоскостей разъема на 0,3...0,4 мм и
последующим растачиванием отверстий до чертежного размер;!.
При этом ось коленчатого вала перемещается вглубь блока при ус ■
ловии сохранения допустимого расстояния от нее до верхней
плоскости блока цилиндров. В противном случае чрезмерно изме
нится степень сжатия, а у дизелей возможно столкновение клапа-
нов с днищем поршня.
30&
(Блок цилиндров в сборе с крышками коренных подшипников
устанавливают плоскостью его разъема с поддоном на стол стенда.
Центрируют отверстия подшипников относительно оси борт-
штанги с помощью двух индикаторов часового типа, которые мон-
■ гируют на ее концах. Базой для центровки служат отверстия край-
них корешгых подшипников.
Проворачивая бортштангу на 180°, индикаторами определяют
смещение в горизонтальной плоскости осей крайних отверстий
относительно ее оси. Перемещением блока цилиндров на опорах
Станка добываются одинакового показания обоих индикаторов с
тчностью i0,03 мм, после чего закрепляют блок и снимают ин-
дикаторы. Резцы на бортштанге устанавливают на необходимый
размер, используя микрометр с призмой или индикаторное при-
способление.
Отверст1*я под вкладыши ремонтного размера растачивают при
частоте вращения оправки 200...250 мин-1, подаче 0,08 мм/об.
Овальность и конусность отверстий после обработки не должны
превышать 0,02 мм, шероховатость поверхности не более Ra =
^ 1,25...0,63 мкм. Далее промывают масляные каналы для удале-
ния стружке-
Ремонт с применением дополнительных ремонтных деталей —
фудоемкий процесс, так как требует предварительной расточки
Отверстий (соосных — с одной установки), запрессовки, вклеива-
ния, приварки втулок или полуколец с последующей расточкой
Под вкладыши или роликоподшипники чертежного размера по
наружному диаметру. Однако простота способа и надежность от-
ремонтированных отверстий коренных опор блока позволяют ре-
комендовать его для использования в практике ремонтных пред-
приятий.
После расточки коренные опоры в блоках цилиндров хонингу-
ют на горизонтально-хонинговальном станке ОР-14578.
Изношенные отверстия под втулки распределительного вала
растачивают под увеличенный ремонтный размер и запрессовыва-
ет новые втулки.
После ремонта блока проверяют коробление и смещение
опорных и установочных (базисных) поверхностей блока на по-
верочной п.лите при помощи индикаторных приспособлений и
щупа. При этом ось постелей под коренные подшипники долж-
на быть параллельна верхней плоскости и перпендикулярна
Торцовым плоскостям блока. Оси цилиндров должны быть
Перпендикулярны оси коленчатого вала и быть с нею в одной
ШЮСКОСТИ.
Ьлоки цилиндров подвергают гидравлическому испытанию на
frрметичнослъ под давлением воды 0,4 МПа в течение 5 мин. При
Юом течь веды, «потение» стенок блока недопустимы.
309
Ремонт
резьбовых
I L
S
1
1 < .
6
Заварка
трещин
i
Наплавка
поврежденного
гнезда коренного
подшипника
,
Растачивание
поврежденного
гнезда коренного
подшипника
.
Зачистка
поверхно-
стей и
разделка
трещин
1
Дефектация с
гидравлическим
испытанием
»ч
1!
fc?J l
| й!
__j j
J
J.
Мойка,
очистка
3 x о К
Ва1
Развертываг
посадочнь
отверстий п
гильзы, растс
вание канав
под уплотн
тельное кол!
'
Зенкерование
торцовой
поверхности
гнезда блока
под бурт
гильзы
Растачивание
посадочного
отверстия под
нижний поясок
гильзы для ус-
тановки кольца
г
Фрезерова-
ние плоско-
стей разъема
крышек
1
Растачивание
гнезд
коренных
подшипников
1
Установка
комплекта
вкладышей в
гнезда
коренных
подшипников
"
Mil
Выпре
изнош
вту
°- н я
БЗ
со О
ев
1>
*r 8 -
S "" S X о
'О о в И
g о
■•щ
.111
I
н
о
а.
в
I
Рис. 4.30. Износ
цилиндра по высоте:
- поршень; 2 — цилиндр;
3 — эпюра износа
При восстановлении большинства дета-
пей, как правило, применяют маршрутную
юхнологию. Схема маршрутов технологи-
ческого процесса восстановления блоков
цилиндров показана на рисунке 4.29. Ос-
новной /маршрут показан на схеме сплош-
ной линией, маршруты II я III— пунктир-
ными линиями.
Ремонт цилиндров и гильз. Изнашиваются
они в основном в результате трения порш-
невых колец, действия абразивных частиц с
поверхности цилиндров и коррозии. Наи-
Польший износ у цилиндров по высоте на-
Г>) подается вблизи верхней мертвой точки
(рис. 4.30). Кроме этого они неравномерно
п шашиваются по окружности.
Цилиндры автотракторных двигателей в
работе деформируются, вследствие чего на-
рушается их форма. Цилиндры деформируются в результате раз-
ностенности, неправильной затяжки шпилек крепления головки
блока, неравномерного нагрева, недостаточной жесткости стенок
блока.
Износ цилиндров по окружности зависит также от перекоса
поршня при движении в цилиндре, в плоскости качания шатуна,
вследствие чего возникает режущее действие кромок поршневых
колец. Износ цилиндров в значительной мере зависит от изгибов
Шатуна и коленчатого вала, а также от перекосов в шатунно-пор-
1м новой группе. В этих случаях поршень работает в цилиндре с пе-
рекосом.
Расположение большой оси вала цилиндров в плоскости про-
дольной оси коленчатого вала свидетельствует об изгибе шатуна,
Нежесткости коленчатого вала или перекосе, полученном при
■борке шатуна с поршнем. Кроме износа внутренней рабочей
Поверхности у цилиндров встречаются следующие дефекты: из-
Иосы нижней поверхности опорного бурта и посадочных пояс-
ков; кавитационные разрушения наружной поверхности; отло-
жение накипи.
(Технология ремонта цилиндров и гильз в основном зависит от
J их конструкции. Конструкция цилиндров автотракторных двига-
I клей различна. У одних двигателей цилиндры отлиты и расточе-
| Мм непосредственно в блоке, у других —в качестве цилиндров
1тпрессованы в отверстия блока гильзы из легированного чугуна.
|се современные тракторные, комбайновые и двигатели грузовых
311
В целях увеличения сроков службы гильзы двигателей отливают
из легированного чугуна СЧ 21-40 и подвергают поверхностной
закалке до получения твердости не ниже 40 НЫСЭ.
Износ, овальность и конусность рабочей поверхности цилинд-
ров контролируют индикаторным нутромером НИ-100-160. Износ
опорного бурта устанавливают штангенциркулем. Он составляет
0,08...ОД мм.
Износ посадочных поясков определяют измерением их диаметра
и овальности с помощью приспособления КЙ-3343 ГОСНИТИ,
биение опорного торца бурта и посадочных поясков относительно
внутренней поверхности гильзы — приспособлением КИ-3340
ГОСНИТИ.
Для выявления износа гильзу (или цилиндр) измеряют индика-
торным нутромером в двух взаимно перпендикулярных плоско-
стях на расстоянии 15...30 мм от верхней кромки и посередине I
определяют ремонтный размер, под который необходимо расто-
чить цилиндр.
К полученному размеру цилиндра в максимально изношенном
участке добавляют два припуска на невыход резца и на последую
щую обработку. Ближайший ремонтный размер цилиндра должен
быть больше (или равен) расчетному, т. е.
Др.р>Драсч=4пах + 2(а + б), (4.1)
где rfmax — наибольший диаметр изношенного цилиндра, мм; в —припуск
(0,02...0,05 мм) на невыход резца; б — припуск (0,02...0,05 мм) на последующую
обработку.
Для тракторных гильз принят один ремонтный размер, увели
ченный относительно номинала на 0,7 мм. Для цилиндров авто»
мобильных двигателей принято большее число ремонтных разме-
ров, например через 0,5 мм. Промышленность выпускает ремонт
ные поршни и кольца, соответствующие ремонтным размерам
гильз и цилиндров.
Цилиндры ремонтируют растачиванием под ремонтный размер
с последующим хонингованием. Растачивают внутреннюю поверх-
ность цилиндров и гильз на вертикально-расточных станках моде
лей 278 и 279 Н.
При расточке под ремонтный размер восстанавливают геоме!
рическую форму и чистоту поверхности гильзы (цилиндра) дшн и
теля. Гильзу в кондукторе устанавливают на столе станка. С помп»
щью индикаторного приспособления ось шпинделя станка сонмя]
щают с осью гильзы. Базой при такой установке является
неизношенный цилиндрический поясок верхней части гилмы,
После центрирования кондуктор закрепляют на столе стапюц
312
Рис. 4.31. Схема установки резца на размер:
//,, — вылет резца; /)р — ремонтный размер гильзы; dm —
диаметр шпинделя станка
Монтируют резец в резцовую головку
станка и устанавливают на размер
(рис. 4.31)
#р = (Дд + 4н)/2-5,
(4.2)
где D^ — ремонтный размер гильзы, мм; dm — диа-
метр шпинделя станка, мм; 5 — припуск на хонингование (на диаметр), мм.
Растачивают гильзы за один проход на режиме: частота враще-
ния шпинделя 112 мин-1, подача инструмента 0,2 мм/об. Оваль-
ность и конусность детали после растачивания составляют не бо-
нее 0,04...0,05 мм, шероховатость поверхности Ra =2,5...1,25 мкм.
Диаметр гильз тракторных дизелей после растачивания должен
быть, мм: ЯМЗ-240Б, ЯМЗ-238НБ, ЯМЗ-740, А-01М, А-41-
I Ю,45+0-05; Д-240, Д-65- 110,6+°.°5; СМД-80 -130,6+0>07; СМД-20,
('МД-22 - 120,6+0'06; Д-37М, Д-21 - 105,6+0'06.
Для повышения производительности и качества процесса для
растачивания гильз рекомендуют применять резцы с вставками из
ин.бора-Р. Растачивая гильзы при частоте вращения 725 мин-1
шпинделя станка, подаче 0,05 мм/об. и глубине резания 0,3 мм,
можно получить овальность и конусообразность 0,01...0,03 мм, а
Ка < 0,63...0,32 мм. Припуск на хонингование в этом случае со-
ставляет лишь 0,04...0,05 мм.
После растачивания оставляют припуск на хонингование, ко-
торое выполняют на специальных стан-
ках ЗМЗЗ и ЗА83. Гильзу крепят в специ-
йш.ном приспособлении (рис. 4.32), что
уменьшает ее деформацию и повышает
точность обработки.
Хонингование гильз проводят в три
операции (табл. 4.3): черновое, чистовое
и окончательное. При черновом хонинго-
Вмпии снимают припуск и исправляют
Погрешности геометрической формы от-
1'ис. 4.32. Схема приспособления для крепления
гильзы при хонинговании:
I гильза; 2—диафрагма; 3 — корпус; v0 — окружная ско-
рости хонингования; ^ — давление раежатия брусков;
»„, скорость возвратно-поступательного движения; Р—
давление воздуха
верстия после растачивания. Припуск на эту операцию берут
0,06...0,1 мм на диаметр.
4.3. Режимы хонингования гильзы цилиндров из закаленного чугуна
Обработка
Станок
Окружная
скорость,
м/мин
Скорость воз-
вратно-посту-
пательного
движения
головки, м/мин
Удельное
давление при
разжиме
брусков, МПа
Черновая
Чистовая
Окончательная
ЗМЗЗ
ЗА83
ЗЛ83
60...70
60...70
60...70
15...18
12...15
10...12
1,3...1,5
0,8...1,0
0,3.-0,35
При чистовом хонинговании снижают шероховатость поверх-
ности и вновь исправляют геометрическую форму отверстия.
Припуск на обработку оставляют 0,03...0,04 мм на диаметр. Оваль-
ность и конусность отверстия после чистового хонингования
должна быть не более 0,03 мм, шероховатость поверхности соот-
ветствовать Ra = 0,4 мкм. При окончательном хонинговании
снимают припуск 0,005...0,01 мкм, чем снижают шероховатость
до Ra = 0,2...0,16 мкм.
Производительность процесса и стойкость инструмента обес
печивают применение брусков со следующими характеристиками:
для черновой обработки —А250/200-М1 Си; чистовой — АСВЮО/
8-МС2; окончательной —АСМ28/20МСВ. В качестве СОЖ при-
меняют смесь 90 % керосина и 10 % веретенного масла.
Режим хонингования незакаленных гильз отличается от выше -
приведенного. Припуск на черновом хонинговании 0,05...0,08 мм,
на получистовом — 0,03 мм, на чистовом — 0,005 мм. Овальность и
конусообразность внутренней поверхности гильз после окончатель-
ной обработки должна быть не более 0,02 мм, a Ra < 0,32...0,16 мкм,
Операцию подрезания бурта гильзы выполняют перед чистовым
хонингованием на токарном станке.
Длина хода хонинговальной головки S должна быть такой, что*
бы выход брусков К за край цилиндра был не более 1/3 их длины
т во избежание выкрашивания брусков и образования раструби
цилиндра. Длина хода головки (рис. 4.33)
1
А
F
Г
2Z
S=L + 2K-m,
где L — глубина обрабатываемого отверстия, мм.
(4.3
К
При меньшем ходе наблюдается бочкообра i
ность гильзы, а при большем — корсетность,
Рис. 4.33. Схема к расчету длины хода хонинговальной
головки
314
Рис. 4.34. Профили поверхности цилиндра:
- при обычном хонинговании одним бруском; б— при плосковершинном
хонинговании
О
2
4
6
8
10
12
ft. Mi
20 40 60 80FjFT,%
ч
CM
Рис. 4.35. Кривая Аббота — зависимость относительной
площади впадин на поверхности от их глубины
Длину брусков принимают равной половине высоты гильзы. Чис-
ло брусков в хонинговальной головке должно быть таким, чтобы
общая ширина их была не менее 20 % длины окружности обраба-
тываемой гильзы.
Все цилиндры (или гильзы) должны быть обработаны под один
размер в пределах установленного допуска нового цилиндра.
Чтобы получить качественную поверхность цилиндра, необхо-
димо, с одной стороны, сделать ее как можно более гладкой, а с
другой — максимально шероховатой, чтобы впадины заполня-
лись возможно большим количеством масла. Этого достигают с
помощью так называемого плосковершинного хонингования.
Его проводят в два этапа. Вначале с помощью достаточно круп-
но зернистых брусков (100... 120 мкм) создают основную шерохо-
па гость поверхности, при которой глубина впадин сравнительно
большая и достигает 20...30 мкм. Затем мелкозернистыми бруска-
ми (16...40 мкм) заглаживают выступы, вследствие чего образуются
опорные поверхности. Съем металла на финишной операции со-
ставляет 3---5 мкм, а профиль поверхности получает вид (рис. 4.34),
близкий к профилю уже работавшей поверхности.
Качество полученной поверхности характеризует так называе-
мая кривая Аббота, представляющая собой зависимость суммар-
ной площади впадин от их глубины (рис. 4.35). Эта кривая имеет
1срегиб в точке, отделяющей опорную поверхность от впадин ос-
315
новной шероховатости. Согласно экспериментальным данным
опорная поверхность должна составлять 50...80 % всей поверхнос-
ти цилиндра, а во впадинах должно удерживаться не менее 0,02 мм3
масла на 1 см2 площади поверхности. Для дизелей вследствие бо-
лее тяжелых условий работы поршневых колец объем впадин мо-
жет быть увеличен, например, за счет применения более грубых
брусков при создании основной шероховатости.
Следует отметить, что при ремонте цилиндров следует стре-
миться к созданию на поверхности впадин даже более глубоких,
чем могли быть на новом цилиндре. Тем самым при небольшом
увеличении расхода масла отремонтированного двигателя будут
улучшены условия смазки колец. Этот момент при ремонте неред-
ко очень важен. Дело в том, что поршневые кольца, выпускаемые
различными фирмами, могут иметь различные материалы, покры-
тия, упругость, не всегда соответствующие материалу конкретного
цилиндра и условиям работы колец в данном двигателе. Тогда
улучшение смазки снижает интенсивность износа колец и цилин-
дров при не совсем удачном сочетании материалов пары кольцо-
цилиндр.
Впадины основной шероховатости должны иметь не только
глубину, но определенные углы раскрытия, которые в неявном
виде описаны кривой Аббота. Угол впадины важен для маслоудер
жания, причем далеко не всегда более широкие впадины с боль-
шим объемом удерживают большее количество масла (рис. 4.36).
При большом раскрытии угла масло «проваливается» во впадину
(рис. 4.36, а), а при малом угле за счет сил поверхностного натяже-
ния оно выступает над поверхностью цилиндра, обеспечивая
смазку деталей (рис. 4.36, б).
Очень важный параметр поверхности цилиндра — угол хонип
гования а, т.е. угол между рисками, образованными при движс
нии головки вверх и вниз (рис. 4.37). При малом угле добиться не-
обходимого профиля поверхности не удается, что ведет к «сухому»
трению и задиру колец и цилиндров. Большой угол обычно требу
ет большего расхода масла. Оптимальный угол хонингован и я
обычно составляет 60...75°.
Рис. 4.36. Влияние угла раскрытия впадины Рис. 4.37. Участок поверхности
на смазывающую способность цилиндра цилиндра после хонингован»»
316
Очистка
Получистовое
хонингование
Подрезка
бурта
,
Склад
металлолома
м
Дефектация
1
1
1
1
Черновое
хонингование
Чистовое
хонингование
/
II
Устранение
кавитационных
разрушений
///
*
Растачивание
гильзы
Контроль
ОТ К
/
Наращивание
посадочных
поясков
*
>
Обработка
посадочных
поясков
Консервация
и упаковка
Рис. 4.38. Схема маршрутов (/...ДО) технологического процесса восстановления
гильз цилиндров
Кавитационные повреждения чаще всего устраняют нанесени-
ем на предварительно подготовленную и подогретую до темпера-
туры 60 °С поверхность композиции на основе эпоксидной смолы.
j Разработан более простой метод электроконтактной приварки
стальной пластины. Пластина из стали 10 или 20 толщиной 0,3 мм
должна на 5... 10 мм перекрывать поврежденный участок.
Посадочные верхний и нижний пояски восстанавливают элект-
роконтактной приваркой ленты, металлизацией, нанесением по-
м и мерных материалов, гальваническим железнением, электрокон-
тмктным нанесением (электронатиранием) железоцинкового
сплава.
Изношенный торец опорного бурта подрезают до выведения
следов износа перед последней операцией хонингования.
Другое перспективное направление повышения ресурса новых
и восстановленных цилиндров и гильз двигателей — финишная
нптифрикционная безабразивная обработка (ФАБО), сущность
которой описана в разделе 3.13.
Схема маршрутов восстановления гильз методом ремонтных
размеров показана на рисунке 4.38.
Ремонт поршней. Поршень — достаточно сложная по конструк-
ции, технологии и материалам деталь двигателя, фактически оп-
ределяющая его технический уровень. Основные функции, вы-
полняемые поршнем, — уплотнение внутрицилиндрового про-
странства с помощью днища и канавок с поршневыми кольцами и
317
передача сил давления в цилиндре на кривошипно-шатунный ме-
ханизм (КШМ). Боковые усилия воспринимаются направляющей I
частью шоршня — юбкой. Эти функции должны выполняться в те-
чение в-сего ресурса двигателя в широком диапазоне режимов по
частоте вращения и нагрузке в условиях высокой тепловой напря-
женности. Последние условия определяют степень форсирования
двигателя — чем больше степень сжатия, максимальная частота
вращешия, лучше наполнение цилиндров, тем больше мощность,
тем выжпе тепловая напряженность поршня и требования к его
конструкции, технологии производства, ремонту и применяемым
материалам.
Все «современные двигатели имеют поршни из алюминиевого
сплава. На двигателях прошлых лет широко использовали так на-
зываемые эвтектические сплавы алюминия с содержанием крем-
ния до 12... 13 %. При этом поршни получали литьем в специаль-
ную фо рму — кокиль.
Кремний, содержащийся в алюминиевом сплаве, снижает из- '■
нос поршня в цилиндре и уменьшает коэффициент линейного
расширения, что очень важно для получения малого теплового за
зора по»ршня в цилиндре. В расплавленном состоянии кремний и
данном: количестве полностью растворен в алюминии. При увели-
чении содержания кремния расплав перенасыщается, и при ох
лаздензш из него выделяется кремний в виде гранул размером до
0,5...1 мм, что снижает качество (прочность) отливки. Для увели
чения ( более 13 %) количества кремния требуется повышенное ле-
гирование сплава никелем, магнием, медью и другими металлами,
а также специальная технология (в основном режим охлаждения)
отливки. Сплавы с содержанием кремния более 13 % называют за
эвтектическими.
Высокий уровень форсирования современных двигателей по
требовал перехода на заэвтектические сплавы, особенно для дви-1
гателейг с турбонаддувом и дизелей. Новые двигатели часто имеют I
поршни из заэвтектических сплавов (18 % кремния и более). ЭтЯ
оказалось возможным благодаря внедрению новых технологий, н I
том числе штамповки заготовок поршней.
При; работе двигателя тепловой поток от газов, имеющих тем-
пературу свыше 1800...2000°С, нагревает днище поршня. При!
этом большое количество теплоты сразу уходит в стенку цилиндри
через поршневые кольца, вследствие чего температура стенки
поршня в сторону юбки (вниз) уменьшается. Часть теплоты перс
дается далее вниз — в юбку и бобышки. При этом отвод теплоты
от бобышек поршня ограничен, в то время как юбка охлаждаете-»»
сильне-е, контактируя со стенками цилиндра (рис. 4.39). В резуль-
тате при работе двигателя круглый поршень становится оваль
ным — по оси пальца (по бобышкам) он расширяется значительно
318
//, мм
0.25...0.30
100 200 300 t "С
Рис. 4.39. Компенсация теплового расширения по длине и окружности поршня:
II - изменение температуры по высоте поршня; б— изменение зазоров между поршнем и ци-
нимдром по длине; в —изменение профиля поперечного сечения юбки; 1 — окружность ци-
ПИНДра; 2 —профиль холодного поршня; 3 — рабочий режим; 4— перегрев; А — места закли-
нивания юбки в цилиндре при перегреве; D — диаметр поршня
больше, чем по юбке. Таким образом, для работоспособности пор-
шня в реальных условиях неравномерного (с разных сторон) на-
грева—охлаждения необходимо, чтобы в холодном состоянии бо-
лее нагретые сечения имели размер (диаметр) меньше, чем более
холодные. Исходя из этого условия поршень приобретает ступен-
чатую, но круглую форму верхней части при овальной расширяю-
щейся вниз юбке.
В целом юбка поршня имеет очень сложную форму, которая
определяется в результате длительной доводки двигателя.
На современных двигателях нижнюю часть юбки примерно на
0,1 ее длины стали делать с небольшим обратным конусом, в ре-
зультате чего профиль юбки стал бочкообразным. Такой про-
филь позволяет несколько снизить стук поршня при перекладке
н мертвых точках.
Чем точнее форма юбки при рабочей температуре в цилиндре
соответствует цилиндру, тем больше поверхность опоры, меньше
удельное давление поршня на цилиндр и износ деталей. В то же
премя слишком большая поверхность опасна при перегреве двига-
теля заклиниванием поршня у бобышек, где расширение макси-
мально.
Поршни в процессе дефектации выбраковывают по результатам
измерений трех элементов: высоты первой канавки, диаметра от-
верстий в бобышках и диаметра юбки. Главный выбраковочный па-
раметр — размер первой канавки, так как соединение первое порш-
невое кольцо — канавка поршня изнашивается больше, чем другие.
319
Восстановление канавки под поршневое кольцо включает сле-
дующие операции: очистку поршня, создание технологических
баз, изготовление, установку и закрепление дополнительной ре-
монтной детали, точение головки и канавок, обработку юбки, раз-
ворачивание отверстия под поршневой палец и контроль восста-
новленной детали. Здесь способ постановки дополнительной ре-
монтной детали сочетается со способом ремонтных размеров.
Очистка поршней от нагара эффективна в расплаве солей и
щелочей при его температуре 300 °С или потоком стеклянных ша-
риков.
Центровые отверстия на днище и бобышках выполняют на то-
карно-винторезном станке в две установки с закреплением порш
ня за головку специальными кулачками. Последующие операции
осуществляют с базированием поршня по выполненным поверх
ностям.
Для восстановления наиболее изнашиваемой верхней канавки
поршня отливают дополнительную ремонтную деталь из сплаиа
АК12ММгН. Твердость отливки 100...120 НВ и хорошую ее o6p;i
батываемость обеспечивают рафинированием расплава и термооб
работкой отливки. Внутреннюю поверхность дополнительной ре-
монтной детали, торец и фаску под сварку обрабатывают.
Перемычку между днищем поршня и канавкой под верхнее
поршневое кольцо протачивают до выхода резца в пространство
под канавкой (рис. 4.40), при этом диаметр обработки Щ должен
быть больше ширины канавки D, мм:
Я,=Я+(0,5...1),
(4.4)
а диаметр точения А должен быть меньше, чем диаметр канавки
А мм:
А = (0,98...0,99)А
(4.5)
С торца днища снимают фаску под сварку.
Дополнительную ремонтную деталь устанавливают до упора ий
обработанную поверхность поршня и фиксируют кольцевым сна-
рочным швом, который заполняет простран-
ство между совмещенными фасками поршня и
Н) дополнительной ремонтной детали. Сварку не-
дуг на вращателе с помощью аргонодугош>(1
Рис. 4.40. Схема установки дополнительной ремонтной
детали при восстановлении канавки под поршневое кольцо)
1 — восстанавливаемый поршень; 2—дополнительная ремонтник
деталь
320
■
т
установки УДГ-301. Сила сварочного тока 220...250 А, напряжение
14... 15 В, присадочный материал — проволока Св-АК-5 диаметром
5 мм, скорость сварки 8...10 м/ч, расход аргона 8...10 л/мин, время
с парки 1,5 мин.
Затем подрезают днище, обрабатывают цилиндрическую поверх-
ность головки по длине, снимают фаску и протачивают канавки.
Юбку поршня шлифуют на станке ЗМ433У, который предназ-
начен для обработки кулачков распределительного вала. Станок
модернизирован: применен абразивный круг из хромотитанистого
(лектрокорунда марки 92А высотой 80 мм, позволяющий вести
нрезное шлифование детали; установлены опорно-базирующие
>л с менты, соответствующие базам детали; заменены копиры. Ко-
I пусообразности юбки достигают поворотом стола относительно
I направляющих шлифовальной бабки.
Изношенные отверстия под поршневой палец разворачивают
I па вертикально-сверлильном станке 2Н135 под ремонтный раз-
I мер. Под этот же ремонтный размер растачивают втулку шатуна и
шлифуют поршневой палец, прошедший хромирование, или один
ИЗ видов раздачи. При обработке отверстия в поршне применяют
развертку с твердосплавными зубьями. Отверстие разворачивают
па ручной подаче при частоте вращения шпинделя 125 мин-1, в
качестве СОЖ применяют смесь из 90 % керосина и 10 % индуст-
риального масла И20А.
Форму и размеры юбки контролируют на индикаторном при-
способлении, которое настраивают с помощью эталона. Высоту
канавок измеряют плоскими калибрами, диаметр отверстия под
поршневой палец — индикаторным нутромером.
На шлифованные детали наносят химическим способом слои
Олова толщиной 5 мкм.
При деформации или износе юбки поршня не более чем на
0,05...0,1 мм возможен способ ремонта юбки накаткой. Накатку
ниполняют специальным роликом на токарном станке, причем на
К>бке может быть нанесена сетчатая или прямая (перпендикуляр-
но оси поршня) накатка. Сетчатую накатку делают стандартными
роликами, но они обеспечивают меньшее увеличение размера
поршня. Прямую накатку выполняют специальным шлифован-
ным роликом, имеющим угол при вершине 60...70°. Наилучшие
результаты дает прямая «копирная» накатка с последующей обточ-
кой юбки в заданный размер по тому же копиру. При накатыва-
нии внутрь юбки необходимо установить с небольшим натягом
(не более 0,02 мм) технологическую втулку, препятствующую от-
жатию концов юбки роликом (рис. 4.41).
Поршень любого двигателя имеет свой собственный про-
филь поперечной поверхности (эллипс), зависящий от материа-
ла конструкции и размеров поршня, рассчитываемый и(или)
II К070 321
Рис. 4.41. Установка поршня в токарном станке при
накатке юбки:
/ — поршень; 2 — втулка; 3 — вращающийся центр; 4— ролик
подбираемый экспериментально при доводке
двигателя.
Копирную накатку выполняют при строгом
соответствии углового положения поршня и
копира с подачей 0,6...0,8 мм на один оборот
поршня. При этом ролик на юбке образует ка-
навки, выдавливая материал и увеличивая на-
ружный размер поршня. Далее, без снятия поршня со станка, осу-
ществляют протачивание в заданный размер, при котором на
юбке образуется опорная поверхность, составляющая 40...60 % об
щей поверхности юбки. Размер опорной поверхности имеет рс«
шающее значение для ресурса поршня — чем она больше, тем
выше ресурс. У новых поршней этот размер составляет
80...100%, поэтому поршень с накатанной юбкой всегда имеет
существенно меньший ресурс, чем новый или даже восстанови
ленный деформацией.
Поскольку копир является весьма точным и дорогим устрой
ством, изготовление под поршни каждой модели двигателя своею
копира экономически нецелесообразно. Практика показывает,
что вполне удовлетворительные результаты дает обработка юбки
поршня в профиль классического эллипса с эллипеносгыу
0,45...0,5 мм.
Ремонт поршневых колец. В запасные части для ремонта многие
фирмы поставляют широкую номенклатуру поршневых колец как
стандартных, так и ремонтных размеров. При этом для подавляю
щего большинства двигателей могут быть найдены кольца стан
дартного размера и ремонтного увеличения +0,5 мм. Кольца оц«
тальных ремонтных размеров (например, + 0,25; + 0,75; + 1 мм)
более редкие, и приобрести их можно не для всех двигателей. 111
практике также возможны случаи, когда при малом износе цилии*
дров и юбок поршней сильно изношены кольца и канавки nopitjl
ней, вследствие чего кольца стандартной высоты уже не мшу|
быть установлены на старые поршни.
При подборе колец вначале необходимо строго разграничиги
поршневые кольца для бензиновых и дизельных двигателей. \'хлЩ
необходимы кольца для дизеля, то выбирать их можно только ч"
ди колец для дизелей. Попытки поставить на дизель кольца of
бензиновых двигателей, даже если они имеют те же размеры, на]
редко уже через 10...20 тыс. км заканчиваются полным износом
как колец, так и цилиндров. Это связано со значительно бонн
высокими нагрузками на компрессионные кольца у дизелей.
322
•
При подборе колец важно, чтобы радиальная ширина у выб-
ит юго варианта не превышала исходную, иначе кольцо не вой-
Т в канавку поршня по глубине. По этой причине не удается,
«пример, использовать коробчатые маслосъемные кольца вместо
иоорных, так как они всегда имеют увеличенную радиальную
ирину.
11 ротачивание канавок на поршне под более высокие кольца —
г удачный вариант, так как с увеличением высоты канавок умень-
пс гея высота перемычек, что резко отрицательно сказывается на
рочмости и надежности поршня. Поэтому предпочтительнее
лнфование колец в требуемую высоту, хотя это несколько ухуд-
ит их характеристики. При этом не следует шлифовать коробча-
ie маслосъемные кольца — по высоте они должны соответство-
п. штатным.
Компрессионные кольца шлифуют на плоскошлифовальном
типке. Кольцо устанавливают на магнитном столе станка, и оно
ЮЖНО быть зафиксировано от срыва со стола, например обложе-
■ специальными стальными плитками, «вложено» в другое коль-
О или оправку (рис. 4.42). При шлифовании необходимо снимать
и паковый припуск с каждой стороны кольца. Нельзя шлифо-
и. молибденированные кольца, у которых для удерживания мо-
Ьбденового слоя выполнена канавка на наружной поверхнос-
Ч — это может привести к разрушению покрытия при шлифова-
ли или работе кольца в двигателе. После шлифования следует
Ккуратно снять заусенцы на краях рабочей поверхности колец,
рп шлифовании следует ориентироваться на стандартные, при-
■тые во всем мире высоты компрессионных колец. Этот ряд наи-
злее употребляемых высот, мм, выглядит так: 1,2; 1,5; 1,6; 1,75; 2;
|>5; 3. Допуск на высоту обычно дается в минус на 0,01...0,02 мм.
И1 югда требуется уменьшить высоту колец на несколько сотых
^иилиметра. Лучше всего это сделать притиркой на плите с по-
мощью абразивной пасты 28...40 мкм. Для притирки удобно ис-
■оль'-ювать оправки (рис. 4.43), обеспечивающие равномерное
Ьвление кольца на плиту и равномерный съем металла. Однако
Пли необходимо уменьшить высоту кольца больше чем на
,03...0,04 мм, применяют шлифова-
ие. При большом съеме металла при-
1>ка становится трудоемкой операци-
I, а качество притертого кольца ухуд-
негся, так как его высота становится
I
Рис. 4.42. Схема шлифования торцов кольца
на плоскошлифовальном станке:
/ шлифовальный круг; 2 — магнитный стол; 3 —
кольцо; 4— оправка
323
/ 2
1
4 3
Рис. 4.43. Притирка торцов
поршневого кольца
на плите:
1 — прижим; 2— обойма; 3 —
плита; 4 — кольцо
Рис. 4.44. Установка дополнительного
кольца при ширине канавки поршня суще-
ственно больше высоты поршневого кольца:
1 — дополнительное кольцо; 2— поршень; 5 —
основное компрессионное кольцо
существенно различной по окружности (разница может дости-
гать 0,02 мм).
Несмотря на огромную номенклатуру колец, приводимых в ка-
талогах различных фирм, на практике встречаются случаи, когда
нужных колец найти не удается. Иногда есть возможность найти
только кольца, имеющие высоту меньше, чем необходимо. Тогда в
качестве самой крайней меры и только для бензиновых двигателей
с низким уровнем форсирования можно рекомендовать способ ус-
тановки дополнительного дистанционного кольца (рис. 4.44).
Дистанционное кольцо изготавливают из стали, его толщи и и
(высота) должна быть не меньше 0,5 мм, иначе его трудно изгото
вить. Торцы кольца должны быть отшлифованы, наружный диа-
метр следует выполнить на 0,5... 1 мм меньше диаметра цилиндра.
При использовании дистанционного кольца потребуется протачи
вание канавки поршня, однако следует помнить, что этот способ
ухудшает уплотняющее действие колец, увеличивает износ цилип
дров, канавок поршней и самих колец и иногда приводит к про га
ру поршней.
Ремонт поршневых пальцев. Поршневые пальцы, как правило,
изготавливают из малоуглеродистой легированной стали 12ХНЗЛ,
их подвергают цементации на глубину 1,1...1,8 мм и закаливают до
твердости НЫСЭ 56...63. Поршневые пальцы (до 90 %), поступив-
шие на дефектацию, ремонтопригодны. Основной дефект порш-
невых пальцев — износ наружной поверхности, который достигает
0,08 мм. Контролируют палец микрокатором 0,5-ИГП и скобами,
Для восстановления поршневых пальцев применяют перешли-
фовку, железнение, механическую раздачу, раскатку, гидротерм и ■
ческую раздачу.
Перешлифовку используют при малом износе пальца (до 20 %), j
когда его диаметр находится в пределах допуска. В этом случим
палец перешлифовывают в низшую размерную группу.
Перед механической раздачей пальцы для повышения пластнм
ности отжигают в ящиках с карбюризатором (85 % — древесиы!*
324
уголь, 15 % — кальцинированная сода) при температуре 900...920°С
в течение 6...7 ч. Отожженные пальцы сортируют по внутреннему
диаметру на размерные группы через 0,3 мм. Пальцы раздают на
прессе специальными пуансонами до диаметра на 0,2...0,3 мм
больше номинального. Затем пальцы подвергают закалке ТВЧ и
отпуску, шлифуют на бесцентрово-шлифовальном станке и поли-
руют.
Сущность раскатки состоит в том, что палец нагревают ТВЧ до
температуры 790...820 °С, помещают на раскатные валки (один
внутри пальца, другой снаружи) и раскатывают. За счет уменьше-
ния толщины стенок пальца увеличиваются наружный диаметр и
длина. После раскатки палец закаливают, отпускают и выполняют
механическую обработку. Основные недостатки этого способа —
удлинение пальца и высокая неравномерность припуска на обра-
ботку.
Гидротермическая раздача — наиболее приемлемый способ
восстановления поршневых пальцев (рис. 4.45). Его сущность
заключается в том, что палец устанавливают в индуктор и на-
гревают в течение 20...25 с токами высокой частоты до
/КО...830 °С. По достижении требуемой температуры палец за-
жимают в установке для раздачи и пропускают через внутрен-
нюю полость пальца охлаждающую жидкость под давлением
0,4...0,5 МПа в течение 14...16 с, затем палец охлаждают цели-
ком. В качестве охлаждающей жидкости используют обычную
водопроводную воду. В результате гидротермической раздачи
наружный диаметр пальца увеличивается до 0,2 мм. В тех случа-
их, когда наружный диаметр не увеличивается до 0,15 мм, про-
водят повторную раздачу. После раздачи пальцы подвергают
трехкратному черновому шлифованию на бесцентрово-шлифо-
иальных станках ЗШ-184. Затем шлифуют торцы, так как длина
пальца при раздаче несколько увеличивается. Обрабатывают
Рис. 4.45. Схема стенда для гидротермической раздачи поршне-
вых пальцев:
1 — плита; 2 — кронштейн; 3 — пружина; 4 — полый шток; 5—
индуктор; 6—направляющая призма; 7—пневмоцилиндр
325
наружные и внутренние фаски размером 0,5x45° на специаль-
ных приспособлениях. После этого выполняют чистовое шлифо-
вание и полирование.
По окончании восстановления сортируют пальцы на размер-
ные группы и по массе, проверяют твердость (не менее 55 HRC3) и
шероховатость поверхности (Ra = 0,16...0,08 мкм), длину и другие
параметры.
4.3.2. РЕМОНТ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА
Кривошипно-шатунный механизм (КШМ) двигателя пред-
назначен для преобразования возвратно-поступательного движе-
ния поршней во вращательное движение коленчатого вала и сил
давления газов на поршни в крутящий момент на валу. Основные
детали КШМ — коленчатый вал, вкладыши подшипников и ша-
туны.
Коленчатый вал — одна из основных деталей двигателя, опре
деляющая вместе с другими деталями цилиндропоршневой груп-
пы его ресурс, характеризующийся двумя показателями: усталост-
ной прочностью и износостойкостью. При эксплуатации двигате-
ля в результате действия высоких и непостоянных динамических
нагрузок вал подвергают кручению и изгибу, отдельные поверхнос-
ти (шатунные и коренные шейки и др.) — изнашиванию. В струк-
туре металла накапливаются усталостные повреждения, возника-
ют микротрещины и другие дефекты.
Для обнаружения трещин применяют метод магнитной дефек
тоскопии с использованием магнитного порошка (суспензии).
Поперечные трещины лучше всего выявляются при продол и
ном намагничивании, продольные — при циркулярном. После
магнитной дефектоскопии коленчатый вал размагничивают, про-
пуская через него ток обратной полярности, значение которою
постепенно уменьшается до нуля.
В соответствии с инструкцией по дефектоскопии и восстанои
лению коленчатых валов с трещинами на шейках для тракторных
двигателей опасны и не допускаются трещины, при которых вали
бракуют: на галтелях коренных и шатунных шеек; на цилиндри
ческой части шеек на расстоянии менее 6 мм от торцов щек; на
кромках отверстий маслоканалов при длине трещины более 15 мм
и расположении ее под углом более 30° к оси шейки; находящиеся
на расстоянии одна относительно другой менее 10 мм и распело
женные под углом более 30° к оси вала. Не допускается более
восьми трещин длиной менее 5 мм на цилиндрической части шеоя
и у кромок отверстий маслоканалов, а также более трех трети и
длиной более 5 мм.
326
Рис. 4.46. Характерное расположение безопасных
грещин, подлежащих обработке, на шейках коленча-
тых валов, предназначенных для восстановления
>ste>°
Коленчатые валы с перечисленными
трещинами выбраковывают.
Считаются безопасными и допускаются
для обработки не более трех продольных
трещин длиной более 5 мм на поверхности
каждой коренной и шатунной шейки
(рис. 4.46, /), не выходящих на галтель, на-
ходящихся на расстоянии более 10 мм друг от друга и расположен-
ных под углом менее 30° к оси (рис. 4.46, 2).
Разбросанные мелкие трещины длиной до 5 мм на цилинд-
рической части шеек, а также выходящие на кромки отверстий
маслоканалов допустимы, и при подсчете их не включают в
общие дефекты, если их не более восьми на одной шейке
(рис. 4.46, 3).
Трещины подлежат разделке абразивным инструментом по
исей длине с целью образования канавки радиусом 1,5...2 мм и
Шубиной 0,2...0,4 мм. Острые кромки по периметру дополнитель-
но притупляют (рис. 4.47, а).
Кромки трещин, расположенных строго по оси шейки, допус-
кается обрабатывать плоским абразивным бруском типа БКв
25 х 150 зернистостью М40...М14 или брусками, близкими по ха-
рактеристике. После обработки в зоне трещины снимают лыску
шириной до 5 мм (рис. 4.47, б).
Основные дефекты коленчатых валов у поступивших в ремонт
днигателей и способы их устранения приведены в таблице 4.4.
Острые кромки
притупить по
всему периметру
0,3±0,1
Рис. 4.47. Обработка (разделка) зоны трещины на шейках коленчатого вала:
сферическим абразивным кругом; б— плоским абразивным бруском; /—места располо-
жения трещины; 2 — участок поверхностного наклепа зоны залегания трещины
327
4.4. Основные возможные дефекты коленчатых валов и способы их устранения
Дефект
Коэффициент
повторяемости
Основные способы устранения дефекта
Износ:
коренных и шатунных
шеек, овальность, ко-
нусность, задиры
посадочных мест под
распределительную
шестерню, шкив и ма-
ховик
маслосгонной резьбы
поверхности фланца
под маховик
штифтов под маховик
шпоночных канавок
посадочного места
наружного кольца ша-
рикоподшипника в
торце вала
отверстий под штифты
крепления маховика
резьбы (срыв более
двух ниток резьбы)
Скручивание вала (наруше-
ние расположения криво-
шипов)
Торцовое биение фланца
Изгиб вала:
до 0,15...0,2 мм
до 0,2...1,2 мм
Трещины на шейках вала
Шлифование под ремонтный раз-
1 мер. Нанесение покрытий на-
плавкой, электроконтактной при-
варкой ленты, газотермическим
напылением порошковых мате-
риалов, металлизацией. Постанов-
ка полуколец, пластинирование
0,05...0,19 Наплавка, электроконтактная при-
варка ленты, металлизация
0,1 Углубление резьбы резцом до
нормального профиля
0,1 Наплавка, металлизация
0,08 Замена штифтов
0,05.-0,19 Фрезерование под увеличенный
размер шпонок, новой шпоноч-
ной канавки. Наплавка с последу-
ющим фрезерованием шпоночной
канавки
0,43 Растачивание посадочного места.
Запрессовка втулки
0,12 Развертывание под ремонтный
размер; заварка
0,02...0,08 Растачивание или зенкерование с
последующим нарезанием резьбы
увеличенного размера; углубление
резьбовых отверстий с последую-
щим нарезанием такой же резьбы
под удлиненные болты (пробки).
Постановка резьбовых спираль-
ных вставок
0,1...1 Шлифование шеек под ремонт-
ный размер; наплавка шеек с по-
следующей обработкой
1 Подрезание торца фланца точен и
ем или шлифованием
0,5... 1 Шлифование под ремонтный
размер
0,5... 1 Правка под прессом или чеканка
шеек
0,1 Шлифование под ремонтный
размер. Разделка трещин с
помощью абразивного инструмси
та, заварка
При ремонте коленчатого вала придерживаются той же техно
логической цепочки, которая характерна для большинства валом
(см. раздел 4.1.2).
32Я
При восстановлении коленчатых валов применяют маршрут-
ную технологию. Примерная схема маршрутов /.../77восстановле-
ния стальных коленчатых валов показана на рисунке 4.48.
Посадочные поверхности под шкив, шестерни, маховик, а так-
же отверстия под штифты и шпоночные пазы чаще всего восста-
навливают дуговой наплавкой проволокой 1,2 Св18ХГС в среде
диоксида углерода с последующей механической обработкой.
Изношенные валы в большинстве случаев имеют прогиб, зна-
чение которого контролируют с помощью установки для комплекс-
ного контроля 70-8731-10573 из комплекта оснастки ОР-5533
ГОСНИТИ. Коленчатый вал укладывают крайними коренными
шейками на призмы, смонтированные на той же плите, на кото-
рой устанавливают штатив с индикатором. Вал поворачивают в
призмах вручную, наблюдая при этом за показанием индикатора.
Разность между крайними показаниями индикатора за один пол-
ный оборот коленчатого вала представляет собой значение проги-
ба. При превышении 0,2 мм (для тракторных валов) его устраняют
правкой. При меньшем прогибе валы не правят, а шлифуют на ре-
монтные размеры.
Наиболее простой, точный и доступный для всех ремонтных
производств способ правки коленчатых валов — чеканкой галте-
пей, гарантирующий повышение их усталостной прочности на
10...20 %, — используют редко. Этот способ хотя и трудоемкий
(время правки средненапряженных изделий составляет обычно
s...10 мин), но позволяет достоверно оценить степень напряжен-
ности изогнутых валов. Он достаточно эффективен при правке
стальных валов с незначительными прогибами. Следует иметь в
миду, что правку чеканкой должен выполнять рабочий высокой
квалификации.
Основной дефект коленчатых валов — износ коренных и ша-
iyиных шеек, который устраняют шлифованием их под ремонт-
ный размер. Все одноименные шейки (коренные или шатунные)
шлифуют под один размер, который определяют следующим об-
ра юм. Измеряют диаметры всех одноименных шеек и находят ми-
нимальный из них dmin. Затем рассчитывают теоретический ре-
монтный размер, мм,
^р=4шп-Ош> (4.6)
пи- ат —припуск на шлифование, аш — 0,08...0,1 мм.
Затем по таблице выбирают ремонтный размер так, чтобы
dp<d;. (4.7)
329
Шлифуют шейки после устранения других дефектов колен-
чатого вала. Для шлифования валов служат станки ЗА423 или
JB423.
В процессе шлифования необходимо строго выдерживать за-
данный радиус галтелей. Для этого кромки шлифовального круга
ыкругляют алмазным карандашом, закрепленным в специальном
приспособлении. Галтели при изготовлении коленчатых валов не
накаливают, а упрочняют холодной пластической деформацией.
Глубина упрочненной зоны невелика, и при шлифовании этот
слой срезается, что снижает прочность отремонтированных валов.
11оэтому при ремонте валов целесообразно введение операций по
упрочнению галтелей.
Шейки вала шлифуют электрокорундовыми кругами на кера-
мической связке зернистостью 16...60 мкм, твердостью СМ2, С1,
V.2, СТ1 и СТ2. Шлифовальные круги рекомендуют править после
шлифования одно- и двухколенчатых валов.
Для предотвращения появления микротрещин и прижогов при
шлифовании применяют обильное охлаждение эмульсией (10 г
•мульсионного масла на 10 л воды) или 3...4%-м раствором каль-
цинированной соды. Овальность и конусность прошлифованных
шеек не должны превышать 0,015 мм.
При шлифовании оставляют припуск до 0,005 мм на последую-
щее полирование. Перед полированием шеек раззенковывают и
полируют острые края масляных каналов. Полируют на специаль-
ных стендах абразивными или алмазными бесконечными лентами
(см. раздел 4.1.2).
При восстановлении коленчатых валов перешлифовкой под ре-
монтный размер шеек практически невозможно обеспечить их
100%-й ресурс, и он уменьшается тем больше, чем больше номер
ремонтного размера.
Это объясняется тем, что твердость закаленных ТВЧ шеек
уменьшается от поверхности по сечению вала и при шлифовании
удаляется наиболее твердый слой. Некоторые ремонтные пред-
приятия для обеспечения высокой износостойкости и ресурса ва-
лок после перешлифовки шеек выполняют их закалку ТВЧ, лазер-
ное упрочнение и др.
После восстановления коленчатые валы подвергают динами-
ческой балансировке. Технология и последовательность баланси-
ровки зависят от типа двигателя (рядный, V-образный) и конкрет-
ной конструкции коленчатого вала и шатунов.
Коренные и шатунные шейки, вышедшие за ремонтные разме-
ры, восстанавливают наращиванием различными методами: на-
ппавкой (под флюсом, плазменной, в среде защитных газов, ши-
рокослойной и др.); гальваническими покрытиями (железнением,
хромированием); металлизацией; напеканием порошков; электро-
331
контактной приваркой ленты; приваркой или приклеиванием по-
луколец; пластинированием и др.
Более 85 % объема восстановления шеек коленчатых валов вы-
полняют наплавочными способами, и прежде всего под слоем
флюса. При этом можно выделить следующие основные варианты
технологических процессов: наплавка без термической обработки;
наплавка с последующей термической обработкой; термическая об-
работка, наплавка, термическая обработка; наплавка, упрочнение.
Наиболее распространенной считают наплавку пружинной про-
волокой второго класса под слоем легированного флюса, представ-
ляющего собой смесь, состоящую из плавленого флюса АН-348А
(93,2 %), феррохрома (2,2 %), графита (2,3 %) и жидкого стекла
(2,5 %). Этот метод резко снижает усталостную прочность наплав-
ленных коленчатых валов из-за наличия огромного числа трещин.
Разработана наиболее прогрессивная технология наплавки из-
ношенных коленчатых валов. Она предусматривает наплавку шеек
валов проволокой Нп-ЗОХГСА под флюсом АН-348А с последую-
щей механической обработкой и полным повторным циклом тер-
мической обработки (нормализация и закалка ТВЧ). Эта техноло-
гия требует специального термического оборудования и целесооб-
разна при большой производственной программе восстановления.
Для повышения усталостной прочности восстановленных ко-
ленчатых валов разработаны и внедрены конструктивно-технологи-
ческие мероприятия. Первое из них предусматривает наплавку ци-
линдрической части шейки и галтели проволоками разного хими-
ческого состава. Так, галтель наплавляют проволокой Св-08 под
флюсом АН-348, цилиндрическую часть — проволокой Нп-ЗОХГСА
под смесью флюсов (30 % АН-348 + 70 % АНК-18). Твердость ме-
талла составляет соответственно 20...24 и 50...56 HRC,.
Второе предусматривает наплавку цилиндрической части шей-
ки вала, исключая галтель (рис. 4.49). В этом случае можно ис-
пользовать порошковую проволоку ПП-АН-122 или ПП-АН-128;
проволоку Нп-ЗОХГСА и смесь флюсов АН-348 и АНК-18.
После наплавки и чернового шлифования шеек галтели шли-
фуют по заданному радиусу с углублением в тело шейки на
0,4...0,5 мм. Удаляют наиболее напряженные слои металла. Далее
проводят упрочняющую дробеструйную обработку галтели в тече-
ние 1 мин под давлением 0,6 МПа, чистовое шлифование и поли-
рование.
Rr о,з.-0,5 При выполнении указанных мероприятий
можно значительно повысить предел выносли-
вости восстановленных коленчатых валов.
Рис. 4.49. Схема наплавки шеек вала с углублением
и упрочнением галтелей
а У//////Л
332
•
Для восстановления шеек валов используют электроконтакт-
пую припайку стальной ленты из стали 50ХФА, дуговую металли-
зацию порошковой проволокой ПП-ОМ-2.
Для восстановления чугунных коленчатых валов применяют
следующие способы дуговой наплавки: по стальной оболочке; двух-
слойную наплавку; наплавку с последующей нормализацией; на-
плавку проволокой Нп-15СТЮЦА под слоем флюса АН-348А; ши-
рокослойную наплавку малоуглеродистой проволокой марки 08А с
добавлением в зону горения дуги ферромагнитной шихты и др.
При восстановлении валов дуговой наплавкой по стальной
оболочке шейки шлифуют до диаметра на 1 мм меньше последне-
го ремонтного размера, оборачивают лентой из стали 08А толщи-
ной более 0,8 мм (оболочкой) и прихватывают ее сваркой в двух
точках в зоне стыка. Затем приваривают оболочку по краям путем
наплавки галтелей проволокой Св-08 в среде диоксида углерода.
Далее шейки наплавляют порошковой проволокой под слоем
флюса АН-348А. В результате этого в наплавленном слое значи-
тельно уменьшается содержание углерода, марганца, кремния и
других элементов, практически исключаются отбел и образование
трещин. Усталостная прочность валов достигает 80 % новых, но
процесс сложен и трудоемок.
При двухслойной наплавке оболочкой служит первый наплав-
ленный слой, который получают с помощью малоуглеродистой
порошковой проволоки под слоем флюса АН-348А. Второй слой
наплавляют как бы по стальной поверхности обычными метода-
ми. Однако усталостная прочность таких валов составляет всего
около 70 % новых.
Наплавку с последующей нормализацией применяют для вос-
становления чугунных коленчатых валов двигателя ЗМЗ-53, кото-
рые разрушаются из-за усталости после наплавки по шатунным
шейкам. В то же время износ их в 2 раза меньше износа коренных
шеек. Поэтому для повышения усталостной прочности наплавлен-
ного вала при сохранении его необходимой износостойкости после
наплавки шатунных шеек вал подвергают нормализации при тем-
пературе 800...850 "С и правке в горячем состоянии. Затем наплав-
пяют коренные шейки, шлифуют, балансируют и полируют вал.
При нормализации твердость наплавленных шатунных шеек
уменьшается до HRC3 25...30, снижаются внутренние напряжения и
м итоге усталостная прочность повышается до 85 % уровня новых
налов. Некоторое снижение износостойкости шатунных шеек ком-
пенсируется ее запасом по сравнению с коренными шейками.
К перспективным и эффективным способам восстановления
стальных и чугунных коленчатых валов относится плазменная на-
плавка. Рекомендуют комбинированный способ наплавки, пре-
дусматривающий одновременную подачу проволоки и порошка.
333
При восстановлении коленчатых валов, изготовленных из ста-
ли 45 (СМД-14, А-41 и др.), шейки наплавляют композицией про-
волока Св-08МХ или Св-08Г2С (85 %) + порошок ПГ-СР4 (15 %),
а галтели — той же композицией, но в соотношении 75 и 25 %. Валы
из стали 50Г (ЯМЗ-238НБ, ЯМЗ-240 и др.) наплавляют проволокой
Св-15ГСТЮЦА (75...80%) и порошком ПГ-СР4 или ПГ-СРЗ
(20...25 %). При восстановлении чугунных валов применяют про-
волоку Св-15ГСТЮЦА (70%) и порошок ПР-Н70Х17С4Р4
(30%).
Для восстановления чугунных коленчатых валов разработано и
внедрено два способа: постановка полуколец и пластинирование.
Технология восстановления изношенных шеек коленчатых ва-
лов ЗМЗ-53 приваркой стальных полуколец включает: шлифова-
ние шеек, нанесение разгружающих выточек на галтелях в плоско-
сти, перпендикулярной плоскости кривошипа; постановку и при-
варку на шейки вала в зоне их стыка специальных полуколец
(рис. 4.50). Ширина их меньше длины шейки вала. Полукольца
изготовляют из листовой стали 45 толщиной 3 мм. Нарезают из
листа полосы, затем вырубают из них заготовки нужных размеров
с одновременной пробивкой отверстий под масляные каналы, на-
гревают до температуры 820...890 "С и изгибают в приспособле-
нии. Затем полукольца закаливают при нагреве до температуры
820...880°С, охлаждают в масле и подвергают низкому отпуску.
После этого полукольца растачивают до нужного диаметра с ше-
роховатостью Ra = 1,6. Предел выносливости восстановленного
таким способом коленчатого вала такой же, как и нового.
Метод восстановления шеек валов пластинированием заключа-
ется в установке с последующим механическим креплением на
шейках валов стальной холоднокатаной термообработанной поли-
Рис. 4.50. Схема восстановления шеек коленчато- Рис. 4.51. Схема восстановлс
го вала двигателя ЗМЗ-53 приваркой стальных ния шеек коленчатого вала
полуколец: пластинированием
1 — сварной шов; 2 — разгружающая выточка; 3 —
шейка; 4— полукольцо
334
I
ф %
ф t !
яо,ш
а
---фф||- —$~фф—1| -<г
'
ftflL
Рис. 4.52. Ленты для восстановления шеек коленчатого
вала двигателя ЗМЗ-53:
а — для шатунной; 6— для коренной; Ьш и Ьк — ширина шатунной
и коренной лент; dm и dK — диаметры шатунной и коренной шеек
рованной ленты, изготовленной из пружинистой стали типа 65Г
(рис. 4.51).
Шейки предварительно шлифуют до требуемого размера. Пос-
ле этого на них фрезеруют два зеркально расположенных сегмент-
ных паза, оставляя перемычки между ними.
Накладную ленту толщиной 0,4 мм изготовляют штамповкой.
При этом предусмотрены вырубка ее требуемой длины, выполне-
ние отверстий для масляных каналов и высечка двух противопо-
можно направленных, частично отогнутых внутрь выступов, кото-
рые препятствуют провороту ленты относительно шеек коленча-
того вала (рис. 4.52).
С помощью специального приспособления ленту сворачивают
В кольцо диаметром, меньшим диаметра прошлифованной шейки
нала. Далее свернутую ленту надевают на подготовленную поверх-
ность шейки вала и фиксируют торцами выступов относительно
боковых поверхностей перемычки на валу. При очередном ремон-
те вала накладную ленту заменяют. При этом шейки вала не пере-
шлифовывают.
Ремонт вкладышей подшипников. В подавляющем большинстве со-
нременных двигателей применяют подшипники скольжения. В зазор
между внутренней поверхностью подшипника и шейкой коленча-
того вала под давлением подается масло. За счет смещения вала в
подшипнике в сторону действия нагрузки возникает эксцентри-
ситет (масляный клин), удерживающий вращающийся вал от со-
прикосновения с поверхностью вкладыша. Чем больше ширина
подшипника, вязкость и давление подачи масла, тем большую
нагрузку способен выдержать подшипник. Наибольшее влияние
На работоспособность оказывает взаимное биение опорных шеек
коленчатого вала. Чем больше биение, тем больше нагрузки на
335
L, тыс. км
4
3
2
1
О
0,05 0,10 0,15 0,20 5, мм
Рис. 4.53. Влияние биения опорных шеек коленчатого
вала (5) на ресурс подшипников (Л)
подшипники скольжения и их износ и тем меньше их ресурс. Так,
при биении шеек более 0,12...0,15 мм ресурс подшипников вала
автомобильного двигателя не превышает 1000...2000 км, а более
0,07...0,08 мм — 5... 10 тыс. км пробега автомобиля (рис. 4.53). Но-
вые коленчатые валы, как правило, имеют биение менее 0,01 мм.
При таком биении достигается наибольший ресурс подшипников,
а именно к этому уровню необходимо стремиться при ремонте.
Коренные и шатунные подшипники имеют тонкостенные лег-
косъемные вкладыши, выполненные из биметаллической сталеалю-
миниевой ленты (стальная лента, алюминиевый сплав АМО1-20,
включающий 1 % Си, 20 % Sn, остальное А1).
Коренные вкладыши имеют увеличенную толщину, что связа-
но с необходимостью получения канавок определенного сечения
для подачи масла в каналы в коленчатом валу и к шатунным под-
шипникам.
Вкладыши поршней и шатунных подшипников в процессе ра
боты изнашиваются и приобретают овальность и конусность. Это
приводит к падению давления масла и появлению стуков. Анти-
фрикционный слой при отсутствии смазки выплавляется. Ином
в местах разъема сминаются поверхности вкладышей, а в постелях
блока и нижних головках шатунов ослабляется посадка и срезают
ся замки вкладышей. С такими дефектами вкладыши подшипни-
ков выбраковывают.
Тонкостенные вкладыши подшипников имеют высокую сте-
пень точности, поэтому единственным способом устранения не-
исправностей вкладышей является их замена. Для сталеалюминис-
вых вкладышей приняты шесть ремонтных размеров Р1...Р6 ша-
тунных и коренных шеек коленчатого вала с уменьшением на
0,05 (Р1); 0,25 (Р2); 0,50 (РЗ); 0,75 (Р4); 1,00 (Р5); 1,5 (Р6).
Под вкладыши подшипников первого ремонтного размера
шлифование шеек вала не требуется. Маркировка ремонтных раз-
336
\
\
\
\
т
меров вкладышей нанесена на стальной поверхности вкладыша.
Вкладыши чертежных размеров маркировки не имеют.
Между шейкой коленчатого вала и вкладышем подшипника
нового двигателя должен быть зазор (для шатунных подшипников
II,032...0,076 мм, для коренных подшипников 0,05...0,107 мм), ко-
торый обеспечивается при сборке деталей. При проверке зазоров
контрольными щупами рекомендуется проверять затяжку болтов
подшипников динамометрическим ключом для обеспечения не-
обходимой равномерной затяжки крышек. Момент затяжки бол-
тов коренных подшипников должен быть ПО... 130 Н • м, шатун-
пых — 70...80 Н -м.
Ремонт шатунов. Для перевода возвратно-поступательного дви-
жения поршней во вращательное движение коленчатого вала дви-
гателя служат шатуны. Для обеспечения жесткости и прочности
шатуны изготавливают из углеродистых и легированных сталей
марки 45, 45Г2, 40Г, 40Х и др. Твердость материала шатунов
228.-268 НВ.
В процессе работы шатуна происходят изгиб и скручивание его
стержня, износ отверстий верхней и нижней готовок, износ опор-
ных поверхностей. Основные дефекты шатунов, коэффициенты
их повторяемости и основные способы устранения дефектов при-
целены в таблице 4.5.
4.5. Дефекты шатунов, коэффициенты их повторяемости
и способы устранения дефектов
Дефект
И и юс внутренней поверх-
ности:
верхней головки
нижней головки
нтулки верхней
головки
Износ опорных поверх-
ностей крышки под гай-
ки шатунных болтов
Коэффициент повторяемости
дефекта шатунов
поступивших
на дефектовку
0,05
0,30
1
0,15
пригодных
0,05
0,35
1
0,18
Способ устранения дефекта
Растачивание отверстий
до ремонтного размера
Хонингование до чер-
тежного размера или
железнение с последую-
щей обработкой до чер-
тежного размера
Замена втулки
Зенкерование опорных
поверхностей
Изгиб и скручивание шатунов определяют с помощью индика-
орного приспособления КИ-724. Сначала настраивают индика-
оры 2 и 5 (рис. 4.54). Затем в верхнюю головку шатуна устанавли-
Н К070
337
Рис. 4.54. Приспособление для проверки шатуна на скрученность и изгиб:
а — установка индикаторов; б— установка разжимной оправки; в — проверка шатуна на изгиО,
г — проверка шатуна на скрученность; 1 — оправка; 2 и 5 — индикаторы; 3— плита; 4— упор,
6— разжимная оправка; 7—призма; <?и 10— конусы оправки; 9 — разжимная втулка оправки
вают разжимную втулку 9 и фиксируют ее конусами 8 и 10. Ша
тун, поставленный на призму 7, смещают до ее упора в плиту 3 И
закрепляют. Призму 7 с индикаторами 2 и 5 размещают на опраи
ке 6 и передвигают до соприкосновения ее упоров с плитой 3. По
отклонению стрелки индикатора 2 определяют изгиб шатуна.
Призму 7поворачивают на 180° и по отклонению стрелки индика
тора 5 определяют скручивание шатуна.
Рассмотрим последовательность операции правки шатуна, име-
ющего деформацию в двух плоскостях, и скручивание стержня:
предварительная правка в плоскости, параллельной отверсти
ям. Опоры на плоскость — через подкладки у верхней и нижней
головок, усилие от домкрата — между подкладками (рис. 4.55, а);
правка в плоскости, перпендикулярной отверстиям, с опо-
рой на нижнюю головку и подкладку около верхней голоикп
(рис. 4.55, б);
\W \\\\\\К\\\\\\\\\\\\
а б
Рис. 4.55. Схемы правки:
а — шатуна в плоскости, параллельной отверстиям; б — стержня шатуна в плоскости,
перпендикулярной отверстиям; 1 — прижим; .2 — подкладки
338
»
Рис. 4.56. Схема устранения смещения головок шатуна:
а — исходное состояние; бив — изгибы стержня предварительные у нижней головки
и у верхней головки; г — состояние после правки
кручение шатуна. Для шатунов подавляющего большинства
(к-изиновых двигателей эта операция может, быть выполнена в
тисках с помощью рычага длиной 0,5...1 м;
окончательная правка в плоскости, параллельной отверстиям.
Это наиболее сложная и кропотливая операция, требующая боль-
ших затрат времени. Перед этой операцией шатун часто имеет
i-мощение верхней и нижней головок, которое исправляют по схе-
ме, показанной на рисунке 4.56.
После правки шатуна восстанавливают его нижнюю головку
следующими способами: шлифование плоскости разъема с после-
дующим растачиванием отверстия; железнение; электроконтакт-
иая приварка стальных полуколец; припайка стальных полуколец;
нанесение полимерных композиций; наплавка и др.
Неравномерное изнашивание нижней головки применяют для
носстановления шатунов методом шлифования. Для этого опор-
ные поверхности стержня и крышки шатуна шлифуют в специаль-
ном приспособлении, создавая необходимый припуск для после-
дующего растачивания отверстия. Затем отверстие растачивают до
чертежного размера (см. раздел 4.1.2).
Этот способ прост и доступен. Однако при его использовании
уменьшается межосевое расстояние шатуна, в результате чего
снижаются степень сжатия и мощность двигателя. Техническими
фебованиями на ремонт двигателей запрещено уменьшение меж-
«ееного расстояния шатунов. При первом восстановлении шату-
NH такое расстояние можно восстановить за счет эксцентричной
расточки втулки верхней головки. Но при повторном восстанов-
лении этого достичь уже невозможно. Кроме того, шатуны со
М1лицевым разъемом восстановить рассмотренным способом
немьзя.
и.
339
Железнение достаточно широко применяют для восстановле-
ния нижней головки шатуна.
Режим железнения: температура электролита 70...80 "С, плот-
ность тока 15...20 А/дм2. Загруженные в ванну шатуны прогревают в
течение 0,5...1 мин без электрического тока, затем подают ток из
расчета 2...3 А/дм2. Покрытие осаждается в течение 3...5 мин. Затем
постепенно на протяжении 10... 15 мин повышают плотность тока
до необходимого значения и осаждают покрытие до требуемой тол-
щины. Шатуны после железнения промывают в горячей воде и пас-
сивируют в растворе, содержащем 50 г/л нитрата натрия и 30 г/л
технического уротропина, при температуре 60...70°С в течение
1...2 мин, после чего опять промывают в горячей воде.
Восстановление отверстий нижних головок шатунов контакт-
ной приваркой или пайкой стальной ленты не получило широкого
распространения из-за отсутствия серийно выпускаемого обору-
дования и его высокой стоимости. Эффективно использование
полимерных композиций. Для восстановления отверстий нижних
головок шатунов предложена полимерная композиция, состоящая
из 1... 1,5 массовой части бронзовой пудры, 15...20 частей талька и
100 частей анаэробного герметика «Анатерм-бВ». Твердость после
полимеризации 140...160 НВ.
Иногда отверстие нижней головки восстанавливают газопла-
менной наплавкой с использованием самофлюсующегося порош-
ка ПГ-ХН8СР2 или другими способами наплавки.
Вылрессовка
втулки
-» Дефектаиия
Шлифование
или хонингова-
ние нижней
головки перед
железнением
Железнение
нижней
головки
IV
Зенкование
фаски во
втулке верхней
головки
Растачивание
втулки
1 Г
Зачистка
торцов и
фаски от
дендритов
—1
//
Запрессовка
втулки
_L
Растачивание
верхней голов-
ки под втулку
j_
Шлифование
нижней
головки после
железнения
Раскатывание
отверстия
во втулке
Хонингование
I отверстия
нижней
головки
Контроль
Зачистка паза
под усик
вкладыша на
крышке и
шатуне от
дендритов
Сборка шату-
на, комплекто
вание по мас-
се и размер-
ным группам
Рис. 4.57. Схема маршрутов (I...IV) технологического процесса
восстановления шатуна
340
•
Верхнюю головку шатуна рекомендуется растачивать до ремонт-
ного размера с последующей запрессовкой втулки, увеличенной
по наружному диаметру.
После запрессовки втулку растачивают, оставляя припуск
0,03...0,05 мм под развертывание или раскатывание. После раста-
чивания во втулке зенкуют фаски 0,5x45° на вертикально-свер-
лильном станке 2А135 зенковкой в приспособлении. Затем раскаты-
нают втулки на вертикально-сверлильном станке 2А135 роликовой
раскаткой в приспособлении. При этом значительно увеличивает-
ся износостойкость втулок. Восстановленные шатуны контроли-
руют и комплектуют по размерным группам и массе.
Внутренний диаметр втулки верхней головки шатуна восста-
навливают методом холодного пластического деформирования —
обжатием или осадкой. При обжатии внутренний и наружный ди-
аметры детали уменьшаются. Далее наружную поверхность омед-
няют или приваривают к ней стальную ленту электроимпульсной
контактной приваркой. Осадку выполняют с помощью приспо-
собления на гидравлическом прессе.
Схема маршрутов I...IVвосстановления шатунов дизелей пока-
зана на рисунке 4.57.
4.3.3. РЕМОНТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ И МЕХАНИЗМА
ГАЗОРАСПРЕДЕЛЕНИЯ
Ремонт головки блока цилиндров. Головка блока цилиндров яв-
ияется ответственной и сильнонагруженной деталью двигателя —
па ней устанавливают детали газораспределительного механизма,
нлизко друг к другу располагают камеры сгорания, каналы впуска
ноздуха и выпуска отработавших газов, полости системы охлажде-
ния, каналы подвода и отвода масла. От работы этой части двига-
теля во многом зависит его ресурс, и наоборот, неисправности
других деталей и систем двигателя часто становятся причиной по-
ииления неисправностей самой головки блока цилиндров.
Как правило, головки цилиндров изготавливают из алюминие-
вого сплава и крепят их к блоку цилиндров болтами. В головке
блока цилиндров запрессованы направляющие втулки и вставные
седла клапанов. На головке цилиндров расположены впускные и
мыпускные клапаны.
Наиболее часто встречающиеся в эксплуатации неисправности
i оловок — деформации вследствие перегрева двигателя, износ на-
правляющих втулок клапанов, ослабление посадки или разруше-
ние седел клапанов, срыв или износ резьбы и другие дефекты.
Обычно допуск неплоскостности поверхности головки, приле-
гающей к блоку, составляет 0,15 мм на всей длине и 0,05 мм на
длине 100 мм.
341
При наличии коробления, превышающего указанные значе-
ния, поверхность головки подвергают фрезерованию или шабре-
нию. При фрезеровании надо помнить, что уменьшить объем ка-
меры сгорания можно не более чем на 1,5 см3.
В процессе фрезерования или шабрения набором щупов на
контрольной плите или при помощи лекальной линейки необхо-
димо определять отклонение от плоскостности.
К дальнейшей эксплуатации непригодны головки цилиндров,
имеющие пробоины и трещины в зоне камеры сгорания, течь ох-
лаждающей жидкости через отверстия для болтов крепления го-
ловки к блоку.
Трещины в рубашке охлаждения, прогары по перемычкам меж-
ду камерами сгорания, разрушения под действием коррозии лик-
видируют сваркой в среде аргона с последующей зачисткой следов
сварки в камере сгорания и восстановлением размеров.
Поврежденные резьбовые внутренние поверхности отверстий
восстанавливают спиральными резьбовыми вставками. При этом
фаски в отверстиях для вставок и выступание наружу первого вит-
ка вставки не допускаются.
Основная неисправность направляющих втулок в процессе эк-
сплуатации двигателей — их износ, вызывающий нарушение уп-|
лотнения стержня клапана, увеличение расхода масла и повышен-
ный шум механизма газораспределения. Направляющие втулки
заменяют новыми или ремонтных размеров с уменьшенным внут-
ренним диаметром. Отверстия втулок под чертежный или ремонт-
ный размер стержня клапана развертывают так, чтобы зазор в со-
единении соответствовал техническим требованиям. Например, у
двигателей ЯМЗ-238НБ и СМД-62 зазор в соединении втулка-
стержень у впускного клапана должен быть 0,035...0,074 мм, а у
выпускного — 0,07...0,114 мм.
В отдельных случаях изношенную поверхность отверстия втул-
ки восстанавливают с помощью специального приспособления —
роликовой раскатки (роллера). Приспособление состоит из трех ос-
новных частей — направляющей, корпу-
са и твердосплавного ролика. Гнездо дли
ролика в корпусе имеет небольшой угол
наклона, что позволяет при вращении
приспособления ввинчивать его но
втулку (рис. 4.58, а). Ролик вдавливает-
Рис. 4.58. Ремонт отверстия направляющей
втулки клапана с помощью специального присно
собления — раскатки (роллера):
о —нарезание внутренней резьбы; б— отверстие поел»
обработки разверткой в размер стержня клапана; /J
ролик из твердого сплава; 2—роллер
342
•
си во внутреннюю поверхность втулки и продавливает в ней вин-
товую канавку. Указанные приспособления выпускаются для диа-
метров втулок 7; 8; 8,5; 9; 10 и 11 мм. После обработки втулки ре-
чи ком отверстие необходимо развернуть в чертежный размер
разверткой, в результате чего гребешки у винтовой канавки сгла-
живаются, образуя опорный пояс (рис. 4.58, б). Описанный спо-
соб ремонта имеет ряд преимуществ, основные из которых —
простота, высокая производительность и низкая стоимость. По-
мимо этого улучшаются условия смазки стержня клапана, так
как в винтовой канавке удерживается масло. Металл, деформи-
рованный роликом, получает некоторое упрочнение (нагартов-
ку), что совместно с улучшенной смазкой в определенной степе-
ни компенсирует уменьшение площади опорной поверхности
ш улки. В то же время данный способ имеет недостатки, которые
ограничивают его применение. Практика его использования для
ремонта втулок многих моделей двигателей показала, что не-
смотря на улучшение смазки стержня и упрочнение поверхности
ресурс отремонтированных втулок в 1,5...2 раза уступает новым.
При износе более 0,1...0,15 мм данный способ ремонта неприме-
ним, так как ролик не может «поднять» поверхность на требуе-
мый для образования площадок размер. Нельзя использовать
раскатывание для втулок из твердых материалов, например из
hi беленного чугуна, закаленной стали или металлокерамики.
Попытки раскатывания таких втулок могут привести к поломке
приспособления.
Обработанное отверстие во втулке клапана используют в каче-
стве технологической базы при фрезеровании или зенковании
кпапанных гнезд для получения необходимой соосности отвер-
стий втулки и гнезда клапана.
Изношенные клапанные гнезда в головках цилиндров обычно
обрабатывают конусными фрезами с последующей притиркой в
Оборе с клапанами. Гнезда последовательно фрезеруют черновы-
ми фрезами с углом наклона режущей части, как показано на ри-
сунке 4.59.
Черновые фрезы с углом 15 и 75° применяют для создания не-
обходимых размеров рабочей части фаски. Черновой фрезой с уг-
пом 45° рабочую фаску обрабатывают до получения ровной повер-
хности. Окончательную рабочую фаску обрабатывают чистовой
фрезой (45°) до получения гладкой, чистой поверхности.
После обработки ширина фаски гнезда должна соответствовать
шачениям, указанным в таблице 4.6.
Предельный (выбраковочный) диаметр гнезда в головке ци-
линдров определяют по утопанию тарелки клапана чертежного
рмшера или калибра относительно плоскости головки или
блока.
343
Рис. 4.59. Последовательность фрезерования клапанных гнезд:
а...в — фрезой черновой с углом наклона режущей части 45, 75, 15°; г — фрезой чистовой с уг-
лом наклона режущей части 45°; д — схема образования рабочей фаски гнезда при фрезеро-
вании; В — ширина рабочей фаски
4.6. Размеры фасок седел клапанов, цилиндрического пояска
тарелки и притертой кольцевой полоски на клапане
Модель дизеля
ЯМЗ-238НБ, ЯМЗ-240Б:
впускной клапан
выпускной клапан
А-41, А-01М:
впускной клапан
выпускной клапан
Ширина фаски
седла клапана
после обра-
ботки, мм
2...2,5
1,5.„2
2...2,5
1,5.-2,3
Высота цилинд-
рического пояска
тарелки клапана,
мм (не Менее)
0,5
0,5
0,5
0,5
Ширина при-
тертой коль-
цевой полоски
на клапане, мм
1,5.-2,5
1,5.-2,5
1,5.-2,5
1,5.-2,5
СМД-60, СМД-62, СМД-64,
СМД-66, СМД-72, СМД-14АН,
СМД-14БН, СМД-14НГ,
СМД-18Н, СМД-19, СМД-20,
СМД-22, СМД-23, СМД-31А:
впускной клапан
выпускной клапан
Д-108, Д-160:
впускной клапан
выпускной клапан
Д-65Н, Д-65М
Д-240, Д-240Л, Д-241, Д-41Л
Д-37М, Д-37Е, Д-144, Д-21
1,5.-2,5
1,5.-2,5 (не менее)
2,5.-2,3
2...2,5
1,9.-2,4
1,5.-2
2.„2,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
1,5.-2,5
1,5.-2,5
1,5.-2
1,5.-2,5
1,5.-2
1,5..Я
2.-2,5
При текущем ремонте допускается утопание тарелки впуски ы,н
клапанов двигателей ЯМЗ-240Б, ЯМЗ-238НБ, А-01М, А-41
на 2,7 мм, выпускных — 3,2 мм; впускных СМД-62, СМД-34,
СМД-72 — 2,8 мм, выпускных — 3 мм; впускных Д-240 — 3,5 мм,
Д-65 — 2,5 мм, Д-37 —3,5 мм; впускных СМД-1, СМД-1Ч,
СМД-20 — 3,2 мм, выпускных — 3,5 мм.
344
*
У большинства двигателей вставные седла изготовлены из спе-
циального чугуна. При большом износе фаски седла выпрессовы-
иают из головки с помощью специальных съемников. Если износ
отверстий в головке под седло клапана невелик, то в них устанав-
1м тают новые седла чертежного размера. Если же он без расточки
превышает допустимое значение, то гнездо сначала растачивают
иод ремонтный размер, а затем запрессовывают седло ремонтного
размера с увеличенным наружным диаметром. Так, для двигателей
типа ЯМЗ предусмотрено три ремонтных размера седел с диамет-
г4 <г+0Д05 <-(■ г+0Д05
ром поверхности под посадку в гнездо: эч,э+о"0у5, эо,0^*575 и
62,5$$! мм.
Отверстия под седла в головке цилиндров растачивают под раз-
меры 54,5+0,03, 56,5+0'03 и 62,5+0'03 мм на радиально-сверлильном
станке с применением кондуктора так, чтобы натяг находился в
пределах 0,045...0,075 мм.
Для запрессовки седел головку цилиндров нагревают до темпе-
ратуры 90 °С. Седла охлаждают в жидком азоте. Для запрессовки
необходимо использовать специальную оправку (рис. 4.60), обес-
печивающую центрирование седла и исключающую его перекос
при запрессовке. После запрессовки проверяют качество ремонта,
используя щуп толщиной 0,05 мм. Он не должен проходить между
горцем седла и головкой.
Ремонт клапанов. При эксплуатации двигателя возникает це-
лый ряд неисправностей, связанных с дефектами клапанов. Наи-
более часто встречаются износы фаски, стержня и торца клапана,
передки также случаи деформации стержня вследствие удара пор-
шня по незакрывающемуся клапану (например, при обрыве ремня
газораспределения, превышении максимальной частоты враще-
ния и др.).
Стержень клапана должен быть пря-
молинейным. Проверку на прямолиней-
ность проводят с помощью индикатора
На призмах (рис. 4.61, а). Допуск на от-
клонение от прямолинейности стержня
клапана равен 0,015 мм на 100 мм длины.
Торцовое биение рабочей поверхности
фаски клапана относительно оси стерж-
ня проверяют специальным приспособ-
лением (рис. 4.61, б). Допуск торцового
Гжения рабочей поверхности фаски кла-
пана не должен превышать 0,03 мм. При
п'шосе диаметра стержня клапана более
(),() 15 ММ клапан следует заменить. Рис 4.60. Запрессовка седла
При обнаружении ИЗНОСа ИЛИ При на- клапана с помощью оправки:
ЛИЧИИ раКОВИНЫ ИЛИ РИСКИ На рабочей /-оправка; 2-седло клапана
345
ш
t&
а
Рис. 4.61. Приварка клапана:
а — отклонения от прямолинейности стержня; б— торцового биения рабочей поверхности
фаски; 1 — стойка приспособления; 2 — измерительное устройство; 3 — клапан
фаске клапан шлифуют. Рабочие фаски клапанов можно шлифо-
вать на специальном настольном шлифовальном станке модели
2178 или на круглошлифовальном станке с креплением клапана I
цанговом патроне (рис. 4.62). Конструкция станка позволяет уста-
навливать клапан под требуемым углом к шлифовальному кругу.
Фаску впускного клапана шлифуют под углом 30° (относительно
горизонтальной оси), выпускного — под углом 45°. Шлифоваль-
ный станок позволяет также при износе торца стержня клапана
выполнять его шлифование.
Фаска клапана может быть отшлифована (обработана) с помо-
щью специального приспособления, схема которого приведена на
рисунке 4.63. Приспособление имеет резцовую головку и направ-
ляющие для центрирования клапана по стержню.
Рис. 4.62. Схема шлифования фасок
клапана:
1 — шлифовальный круг; 2— клапан; 3— цан-
говый зажим; 4— гайка; 5— корпус зажима
I I I
Рис. 4.63. Схема обработки фаски
клапана резцовой головкой:
/ — центрирующая втулка; 2 — резцокш
головка; 3 — твердосплавный резец
346
Стержень клапана с небольшим износом шлифуют на умень-
шенный размер, а предельно изношенный восстанавливают элек-
1 политическим хромированием или железнением.
Железнение стержня ведут на подвеске в электролите состава:
Клорид железа 300...500 г/л, соляная кислота 2...3 г/л. Плотность
ГОка 15...20 А/дм2. Принят асимметричный ток с изменением ко-
эффициента асимметрии от 1,3 до 6.
Перед сборкой головки цилиндров клапанную пару притирают
На станках ОПР-1841 или с помощью приспособлений ОПР-1334А,
ОПР-2213. Перед притиркой фаски клапанов и гнезд смазывают
тонким слоем пасты. Рекомендуются следующие пасты: состав I
(карбид бора М40—10%, микрокорунд М20 — 90%); состав II
(электрокорунд зернистый — 87 %, парафин — 13 %). Состав гото-
вит на дизельном масле. Притирают до получения кольцевой ма-
товой поверхности на фаске седла и клапана. У клапана кольцевой
матовый поясок располагают посредине фаски тарелки, и он име-
ет ширину 1,5...2,5 мм (см. табл. 4.6).
По окончании притирки клапанные гнезда и клапаны промы-
вают керосином до полного удаления абразивной притирочной
насты и проверяют качество их обработки. Собирают клапанную
ipynny и заливают керосин в газораспределительные каналы. У
хорошо притертого клапана не должно быть подтекания керосина
in-под тарелки в течение 3 мин. Герметичность клапанных пар
можно также проверить с помощью специальных пневматических
приспособлений.
Ремонт распределительного вала. Характерные неисправности
распределительного вала, проявляющиеся в процессе работы, —
биение опорных шеек вала, износ опорных шеек, кулачков и шпо-
ночной канавки. Радиальное биение проверяют индикатором на
палу, установленном крайними шейками в призмы (при располо-
жении призм необходимо учитывать разность диаметров крайних
шеек). При радиальном биении шеек, превышающем допустимое
значение, вал необходимо править.
Опорные шейки шлифуют под ремонтный размер. Перед об-
работкой проверяют и, если необходимо, устраняют прогиб
Нала на прессе правкой. Опорные шейки шлифуют в центрах
круглошлифовального станка ЗА-433 электрокорундовыми кру-
гами зернистостью 46...60 и твердостью СМ. Овальность и ко-
нусность поверхности шеек после ремонта допускаются не бо-
лее 0,03 мм. Шероховатость не более Ra = 0,63 мкм. При значи-
тельном износе опорных шеек их наплавляют вибродуговым
i п особом или проводят железнение и затем шлифуют под чер-
тежный размер.
Ремонтные размеры опорных шеек распределительного вала
двигателя ЗИЛ-508.10 и его модификаций приведены в таблице 4.7.
347
4.7. Номинальный и ремонтный размеры опорных шеек
распределительного вала двигателя
Размер
Уменьшение
диаметра
шеек, мм
Диаметр
опорных шеек, мм
Допустимый
износ, мм
50,980-51,000 50,930
Чертежный 0,0 44,983...45,000 44,933
Ремонтный:
50,780.„50,800 50,730
первый °'2 44,783.-44,800 44,733
50,580-50,600 50,530
ВТ°Р°Й °'4 44,583-44,600 44,533
50,380-50,400 50,383
третай °'6 44,383-44,400 44,333
50,180...50,200 50,130
четвертый 0,8 44,183-44,200 44,133
Примечание. В числителе приведены значения для первых четырех опор-
ных шеек, в знаменателе — для пятой.
Кулачки вала изнашиваются по высоте на рабочем участке про-
филя.
Выбраковочный параметр при ремонте кулачков — их высота
от затылка до вершины (табл. 4.8).
4.8. Размеры кулачков, мм, в зависимости от их высоты и биение средней шейки
относительно крайних шеек распределительного вала, мм
Двигатель
Высота кулачков
впускных
по чертежу
допустимая
выпускных
по чертежу
допустимая
Биение,
по чер-
тежу
не более
допусти
мое
ЯМЗ-240Б 42,2±0,05 42,0 42,2±0,05 42,0 0,03 0,05
А-01М 45,25_0>17 44,20 45,25_0>17 44,20 0,05 0,08
Д-240 41,32±0,05 40,20 41,32±0,05 40,20 0,05 0,10
ЗИЛ-130 41,85.0,1 40,8 41,85.0,i 40,8 0,02 0,05
ЗМЗ-53 36,155^| 35,83 35,573$о» 35,21 0,02 0,05
Заслуживает внимания ремонт кулачков методом электрокоп
тактной пайки пастообразным припоем. Способ ремонта заключа-
ется в нанесении припоя на изношенную поверхность кулачка с
целью восстановления его профиля до чертежного. Для этого ис-
пользуют припои марок ПГ-СР. При этом ПГ-СР2 применяют
для получения поверхностного слоя с твердостью < 45 HRC,,
ПГ-СРЗ — для поверхностей с большей твердостью.
348
•
Рис. 4.64. Исходный (а) и изношенный (б)
кулачки:
г и R — радиусы профиля и окружности кулачка
Состав пастообразного припоя
формируется на 90 % (по объему) из
порошкообразного припоя марки
11Г-СР с размерами частиц 40...60 мкм а б
и 10 % консистентного связующего,
состоящего из солидола и вазелина (60 и 40 % по объему). Размер
частиц 40...60 мкм является оптимальным для получения каче-
ственного паяного слоя. При размере частиц порошкообразного
припоя менее 40 мкм образуется пылевидная смесь, которая при
добавлении связующего неравномерно перемешивается с ним, что
снижает качество паяного слоя. При размере частиц более 60 мкм
поверхностный слой получается прерывистым и неравномерным.
Перед восстановлением кулачков распределительный вал тща-
тельно очищают от загрязнений. Затем сопоставляют размеры
чертежного и изношенного кулачков (рис. 4.64) с целью определе-
ния количества пастообразного припоя, необходимого для восста-
новления исходного профиля.
После этого изготавливают формирующую стальную ленту 1
(рис. 4.65), ширина которой равна ширине кулачка. Опытным пу-
тем установлено, что для обеспечения формирования качествен-
ного паяного слоя на восстанавливаемой поверхности толщина
стальной ленты должна быть 0,5...0,7 мм. На поверхность наносят
пастообразный припой. Смесь располагают в средней части ленты
выступающим массивом 2, а на участках ленты между ее средней
частью и концами — тонким слоем J толщиной 30...50 мкм.
При толщине слоя смеси менее 30 мкм в паяном слое могут
возникать «лыски» при приложении давления от дисковых элект-
родов 1 (рис. 4.66) вследствие выдавливания припоя из простран-
ства между кулачком 2 и лентой. При толщине слоя более 50 мкм
увеличивается расход смеси, а качество паяного шва ухудшается
пьза неполного расплавления припоя.
г ос^гтгж
гжэос
Ъ&е-
aaaoaat к. оаооа
Рис. 4.65. Схема расположения пастообразного припоя на поверхности
ленты:
/ — стальная лента; 2— выступающий массив смеси; 3 — тонкий слой смеси
349
Рис. 4.66. Схема приварки: Рис. 4.67. Поперечное сечение
1 - электрод; 2 - кулачок восстанавливаемого кулачка:
1 — электрод; 2 — кулачок; 3 — лента; 4 —
массив смеси
Ленту 3 (рис. 4.67) с нанесенным припоем устанавливают на
изношенный кулачок 2 таким образом, чтобы массив смеси 4 за-
полнил изношенную зону кулачка. Концы ленты сваривают с об-
разованием шва. К наружной поверхности ленты подводят диско-
вые электроды и прижимают (см. рис. 4.66) с усилием сжатия
<Эсж = 800 Н. На дисковые электроды от трансформатора Тр пода-
ют напряжение 3,5...4,5 В, обеспечивающее силу тока 5000...6000 А.
Кулачок приводят во вращение с переменной скоростью, пропор
циональной отношению r/R (см. рис. 4.64). Широкие поверхности
восстанавливают по винтовой линии с продольным перемещен и
ем кулачка. Скорость вращения и перемещения кулачка выбира
ют, исходя из условия перекрытия паяных швов на 30...40 %. Об
катывание кулачка 2 (см. рис. 4.66) дисковыми электродами 1 про-
изводят до полного затвердевания припоя при одновременном
жидкостном охлаждении зоны контакта между электродами и
лентой.
После восстановления кулачок шлифуют до полного удаления
формирующей стальной ленты.
Ремонт толкателей. У толкателей клапанов могут быть изной ie
ны сферическая и цилиндрическая поверхности. Стержень толка
теля восстанавливают шлифованием до ремонтного размера илй|
хромированием. При этом направляющие толкатели обрабатыиа
ют разверткой под размер устанавливаемых стержней. Втулки из-
готавливают из серого чугуна и запрессовывают с натягом
0,02...0,03 мм. После запрессовки внутренний диаметр втулок об*
350
»
рабатывают разверткой, обеспечивая необходимый зазор в соеди-
нении. Износ сферической поверхности стержня устраняют шли-
фованием по шаблону, выдерживая установленную техническими
условиями высоту.
4.3.4. РЕМОНТ ДЕТАЛЕЙ ТОПЛИВНОЙ АППАРАТУРЫ ДИЗЕЛЕЙ
В процессе эксплуатации дизеля могут появиться следующие
признаки неисправностей топливной аппаратуры: дизель не пус-
кается, не развивает нормальной мощности, неустойчиво работает
или работает с дымным выпуском.
Указанные признаки во многом обусловливаются нарушением
подачи топлива.
Причины нарушения подачи топлива: образование воздушных
пробок в топливопроводах, головке топливного насоса, фильтрах;
сильный износ плунжерных пар, нагнетательных клапанов топ-
пивного насоса, распылителей форсунок; нарушение регулировки
топливного насоса или неправильная установка его на дизеле.
Надежность топливной аппаратуры определяется прежде всего
работой прецизионных деталей — плунжера и его втулки, нагнета-
тельного клапана и седла, корпуса и иглы распылителя и др.
Износ плунжерных пар (рис . 4.68) оказывает влияние и на из-
менение утла опережения впрыскивания топлива в цилиндры дви-
гателя. С увеличением диаметрального зазора в плунжерной паре
ипрыскивание топлива форсункой в цилиндры начинается позднее.
Исследованиями установлено, что при увеличении диаметрального
шора от 0,0005 до 0,014 мм при частоте вращения 1700 мин-1 ко-
пе нчатого вала топливо впрыскивается в цилиндры двигателя на 3°
позднее.
Параметрами замыкающего звена, характеризующими влияние
технического состояния плунжерных пар на показатели работы
а б
Рис. 4.68. Места изнашивания плунжера и втулки:
л - плунжер; б — втулка; А и Б — напротив впускного и отсечного окон; В и Г— у впускного
и отсечного окон
351
9е'
г/(кВт -ч)
254
252
250
248
246
244
242
240
кВт
64
60
56
53
48
44
40
36
мм цикл
200
180
160
140
120
100
80
О 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 8, мкм
Рис. 4.69. Зависимости изменения мощности, удельного расхода топлива и цикловой
подачи топлива от величины зазора в плунжерной паре топливного насоса:
/ — удельный расход топлива; 2 — мощность; 3 — пусковая подача топлива
J--'
ч
3
i."i
»/•
:=~.
«...'
i..
1^1
2
Л
_|._
-^.
4- 1
^т;
*.
<-"""-'
"*п-
._
'-
а
___..
■-а
дизеля, являются: мощность JVe, удельный расход топлива ge и
цикловая подача топлива насоса на режиме пуска qu.
Зависимости изменения мощности, удельного расхода топлива и
пусковой подачи топлива от размера зазора 8 в плунжерной парс
насосов 4УТНМ дизеля Д-245 показаны на рисунке 4.69. Из графи-
ков видно, что по мере изнашивания плунжерных пар существенно
ухудшаются параметры замыкающего звена размерной цепи.
При изменении зазора в плунжерной паре с 2 до 14 мкм (пре-
дельное значение) мощность дизеля снижается с 62 до 48,8 кВт,
т. е. на 21,3 %, удельный расход топлива увеличивается с 240,4 до
248,8 г/(кВт-ч) (на 3,4 %), пусковая подача уменьшается со 182
до 110 мм3/цикл (на 40 %).
Нагнетательный клапан (рис. 4.70) изнашивается по разгрузоч-
ному поясу 1 клапана 2, направляющей поверхности 4 и конусной
поверхности 3, а седло также изнашивается по внутренней цилин
дрической и конусной поверхностям. На конусе клапана и конус
ной фаске седла 5 образуется кольцевая канавка. Недостаточная
плотность конусных поверхностей деталей клапана вызывает на-1
рушение закономерности процесса впрыска.
В процессе работы форсунки изнашиваются
(рис. 4.71) направляющие поверхности 4 иглы /
и корпуса .2 распылителя форсунки, а также их
уплотнительные конусные поверхности 5. Со
Рис. 4.70. Нагнетательный клапан в сборе:
1 — разгрузочный пояс; 2 — клапан; За 4— конусная и напр;ш
ляющая поверхности; 5 — седло
«I
Рис. 4.71. Распылитель форсунки:
/ - игла; 2— корпус; 3 — кольцевые канавки; 4 и 5— направляю-
щая и конусная поверхности; 6— сопловые отверстия
иловые (распыливающие) отверстия 6 загряз-
няются, закоксовываются, а их кромки изна-
шиваются.
Вследствие износа направляющей цилинд-
рической поверхности иглы и отверстия кор-
пуса уменьшается плотность пары и увеличи-
вается утечка топлива в дренажное отверстие
корпуса форсунки. На поверхностях уплот-
пительного конуса иглы и фаски корпуса
распылителя образуются кольцевые канавки
(см. поз. 3, рис. 4.71). Такой износ деталей вызы-
иает подтекание и плохое распыливание топлива.
Кромки сопловых отверстий изнашиваются неравномерно и
поэтому получают неправильную геометрическую форму. С уве-
личением диаметра сопловых отверстий возрастает объем впрыс-
нутого топлива.
Все приведенные детали топливной аппаратуры относятся к
прецизионным, для которых существуют различные методы вос-
становления. В ремонтной практике применяют в основном сле-
дующие способы: селективную подборку; гальваническое хроми-
рование; диффузионную металлизацию.
Селективная подборка. Прецизионные детали селек-
тивной подборкой ремонтируют следующим образом. Их раском-
плектовывают, очищают от нагара и отложений и обрабатывают
до выведения следов износа. После этих операций прецизионные
детали испытывают на гидравлическую плотность, по которой их
маркируют, консервируют и упаковывают. Таким способом вос-
станавливают до 20 % плунжерных пар и 40...50 % клапанных пар
и распылителей.
Гальваническое хромирование. Способ позволяет
наносить хромовое покрытие толщиной до 100 мкм (на диаметр)
твердостью HRC3 60...52.
Диффузионная металлизация. Одновременно с уп-
рочнением поверхностных слоев металла она увеличивает (для
итулок уменьшает) начальные размеры деталей. Благодаря это-
му способу восстанавливают детали с небольшим износом (до
0,1...0,2 мм).
Плунжерные пары, поступающие в ремонт, раскомплектовы-
йлют, очищают от грязи и дефектуют. Детали с ржавчиной и мест-
ным износом (20...30 мкм) выбраковывают. Если износ не пре-
нышает 15 мкм, то их не подвергают предварительной механи-
353
ческой обработке, остальные шлифуют (доводят) до выведения
следов износа.
Металлизацию проводят в вакуумных печах СЭВ-5,5/13И2,
СНВ3.6.3/13И1 при температуре 1150...1200 °С в течение 5...6 ч.
В результате диффузионного насыщения линейные размеры
деталей изменяются на 70...80 мкм. На поверхности образуются
покрытия микротвердостью 16 000... 18 000 МПа, основной струк-
турной составляющей которых служат карбиды хрома.
При восстановлении прецизионных деталей механическую об-
работку (тонкое шлифование) применяют с последующей довод-
кой, а при незначительных износах рабочей поверхности — только
доводку при помощи паст.
В специализированных ремонтных предприятиях для этой
цели предназначены плоскодоводочные станки 3816 и вертикаль-
ные внутридоводочные многопозиционные станки 3320Д. На
предприятиях с небольшой производственной программой полу-
чили распространение доводочные бабки.
Гидравлическую плотность плунжерных пар проверяют на
приборе КИ-759 (КП-1640А) или КИ-3369. В качестве жидкости
используют смесь дизельного топлива и веретенного масла вяз-
костью 9,9...10,9 мм2/с при температуре 20 "С. Можно использо-
вать смесь топлива с моторным маслом. Прибором КИ-3369 из-
меряют активный ход плунжера. Плунжерную пару считают год-
ной, если время полного падения давления топлива составляет
не менее 3 с.
Гидравлическую плотность распылителей проверяют на одном
из приборов: КП-1609А (КИ-562), КИ-3333, КИ-1706, КИ-2203М
или КИ-15703.
Износ соединения направляющая цилиндрическая часть
иглы — отверстие в корпусе оценивают по времени падения давле-
ния в гидросистеме стенда при затяжке пружины форсунки до
давления начала подъема иглы на 3 МПа больше номинального.
У штифтовых и бесштифтовых распылителей с диаметром кор-
пуса менее 17 мм время падения давления с 20 до 18 МПа должно
быть не меньше 5 с, у бесштифтовых распылителей с диаметром
корпуса более 17 мм — не меньше 15 с (с 35 до 30 МПа). На носике
или торце корпуса распылителей не должно быть подтекания топ-
лива в течение 20 с.
Нагнетательные клапаны испытывают на приборе КИ-1086,
с помощью которого определяют их гидравлическую плотносп.
по разгрузочному пояску и запорному конусу. Клапан счи-
тают годным, если плотность составляет по запорному конусу
не менее 30 с при падении давления в гидросистеме прибора ■
0,8 до 0,7 МПа, а по разгрузочному пояску — не менее 2 с — от 0,2
до 0,1 МПа.
354
«г
Топливные насосы после восстановления деталей и замены не-
которых из них запасными собирают в соответствии с заводской
инструкцией и технологическими картами на сборку.
Контрольные испытания и регулирование топливных насосов вы-
сокого давления (ТНВД) проводят на аттестованных универсальных
стендах, функциональное назначение которых — воспроизведение
скоростных, нагрузочных и тепловых режимов работы насосов и из-
мерение их основных контрольно-регулировочных параметров.
Для испытания и регулирования ТНВД рекомендуют отечествен-
ные стенды: КИ-921, КИ-22201, КИ-22205, КИ-22209, КИ-22210,
КИ-15711; стенды зарубежного производства: NC-128, NC-129,
NC-132, NC-133 («Моторпал», Чехия); EPS-604, EPS-704, EPS-711,
HPS-807, EPS-815 («Роберт Бош», Германия); стенды серии «Мир-
кез Стар» (Венгрия); стенды фирмы «Хартридж» (Англия); стенды
фирмы «Фридман Майер» (Австрия); стенды фирмы «Работти»
(Италия).
4.3.5. РЕМОНТ СБОРОЧНЫХ ЕДИНИЦ СМАЗОЧНОЙ СИСТЕМЫ
И СИСТЕМЫ ОХЛАЖДЕНИЯ
Двигатель работает в очень широком диапазоне режимов и ус-
повий — по температуре охлаждающей жидкости и окружающей
среды, частоте вращения, нагрузке, ускорению и углу наклона ма-
шины. При этом должны быть обеспечены эффективные смазка и
охлаждение его деталей. Основа систем смазки и охлаждения —
насосы, от надежности которых зависит надежность двигателя в
целом.
Кроме насоса в смазочную систему входят масляный картер,
редукционный клапан, фильтры и масляный радиатор. В качестве
насоса обычно используют шестеренный двухсекционный масля-
ный насос, верхняя секция которого подает масло в центробежный
фильтр, а затем в смазочную систему двигателя. Рабочее давление,
создаваемое в этой секции и в масляной системе, поддерживается
редукционным клапаном, установленным в промежуточной крыш-
ке насоса и отрегулированным на давление 0,32...0,4 МПа. При
увеличении давления редукционный клапан перепускает часть
масла из напорной полости масляного насоса во всасывающую.
Из нижней секции насоса масло поступает в масляный радиатор
через кран, ввернутый в корпус крышки насоса. Давление в этой
секции поддерживается перепускным клапаном, установленным в
корпус нижней секции и отрегулированным на давление
0,12...0,15 МПа.
Назначение масляного радиатора, установленного впереди
жидкостного радиатора, — охлаждение масла для создания более
благоприятных условий работы.
л*
355
р,
МПа
•ч
Ч_
N
Ч
\
ч
2\
L i
\
/7=COnSt
1
*
V
\
.?■*
^_
»
i
5
j
р
\1
Рис. 4.72. Характеристика шестеренного насоса:
i — теоретическая характеристика (без утечек); 2 — новый
насос; 3 — изношенный насос
О, л/мин
Ремонт масляного насоса. Работоспо-
собность масляного насоса нарушается в
результате увеличения зазоров соединяе-
мых деталей, износа внутренних поверх-
ностей втулок, корпуса, крышки и ведо-
мой шестерни, ослабления посадки ва-
лика и осей ведомых шестерен в корпусе
насоса, износа поверхности крышки, со-
единяемой с торцовыми поверхностями
нагнетающих шестерен, боковых поверхностей гнезд под шестер-
ни в корпусе насоса, зубьев шестерен по длине и толщине, торцо-
вых поверхностей шестерен, гнезд и их клапанов и др.
Расходная характеристика шестеренного насоса — развиваемо-
го давления Р от расхода масла Q — для нового и изношенного
насосов показана на рисунке 4.72.
Нормальное утопание шестерен в корпусе (торцовый зазор)
восстанавливают съемом металла (шлифованием) с поверхности
разъема корпуса масляного насоса, а также устранением местного
износа на поверхности крышки шлифованием.
Наиболее сложный процесс — восстановление радиального за-
зора. В этом случае применяют несколько способов.
Первый способ заключается в смещении осей вращения шесте-
рен в сторону всасывания. Растачивают гнезда под шестерни до
выведения следов износа, а также эксцентрично отверстие под ва-
лик насоса и ось ведомой шестерни (с установкой в них промежу-
точных стальных втулок). При смещении осей на 0,7...0,8 мм дос-
тигают необходимой герметизации зубьев шестерен с боковыми
поверхностями гнезд.
Второй способ состоит в расточке изношенных поверхностей
гнезд корпуса и установке вкладышей с последующей их расточ-
кой до чертежного или ремонтного размера.
Третий способ заключается в следующем. Внутренние поверх
ности корпуса насоса под чертежный размер восстанавливают с
помощью эпоксидного компаунда такого состава (в частях по мас-
се): эпоксидная смола ЭД-16 — 100; пластификатор ДБФ-20 — на-
полнитель—железный порошок— 160 (или графит —43); отвер-
дитель ПЭПА — 10. Перед нанесением компаунда зачищают внут
реннюю поверхность корпуса шлифовальной шкуркой и
обезжиривают ацетоном. Компаунд нагнетают в зазор между кор-
пусом насоса и шаблоном, наружный размер которого соответв
ствует чертежному диаметру гнезд.
356
*
Износ крышки корпуса насоса устраняют шлифованием на
i (лоскошлифовальных станках.
Шестерни масляных насосов с износами по высоте, с рисками
и задирами на торцовых поверхностях перешлифовывают под ре-
монтные размеры.
Шейки валиков ведущих шестерен масляного насоса восста-
навливают хромированием или железнением.
Перед сборкой проверяют утопание шестерен относительно
плоскости разъема корпуса (торцовый зазор), диаметральный за-
зор между вершинами зубьев шестерен и гнездами (радиальный
зазор).
Собранный насос обкатывают и испытывают на стендах
КИ-5278М, КИ-9158 и др.
Сначала обкатывают насос на различной частоте вращения и
разном давлении масла в магистрали стенда в течение 6 мин.
Если при обкатке не обнаружены дефекты (нагрев, заедание,
шумы и т. д.), то насос подвергают испытанию на давление сраба-
тывания клапанов и подачу (табл. 4.9 и 4.10).
4.9. Основные показатели масляных насосов при испытании и регулировке
Марка дизеля
ИМЗ-240Б
ИМЗ-238НБ
Д-108
А-41, А-01М
СМД-60,
СМД-62
СМД-64
(МД-31А
СМД-23
( МД-14 и мо-
нификации
Секция насоса
Нагнетающая
Радиаторная
»
Нагнетающая
»
Радиаторная
Главная
Предпусковая
Нагнетающая
»
»
Д-240, Д-50, Д-50Л
Д-65Н, Д-48М
Д-37М, Д-37Е
»
»
Частота вра-
щения вали-
ков ведущей
шестерни,
мм
1500
1500
1500
1100
1200
1200
1500
2080
1410
1840
2320
2800
2450
3000
Давление
в магистрали
стенда, МПа
0,6
0,15
0,6
0,05
0,20...0,24
0,7...0,8
0,15—0,20
0,75...0,80
0,4...0,6
0,65
0,6-0,65
0,7...0,75
0,7-0,75
0,58-0,63
0,7
Производительность
дм3/мин
нормаль-
ная, не
менее
64
18
64
11
51
61
15
52
13,5
120
76
36
43
45
42
допускае-
мая, не
менее
61
16,5
61
10
48
58
14
49,5
12,5
114
73
34
40
40
39
Примечание. При испытании масляных насосов дизелей ЯМЗ-240Б,
НМЗ-238НБ, А-41, А-01М, СМД-60, СМД-62, СМД-64 разрежение на всасыва-
нии должно быть в пределах 12...15 кПа.
357
4.10. Показатели регулировки клапанов масляных насосов
Марка дизеля
ЯМЗ-240Б
ЯМЗ-238НБ
Д-108
П-41, А-01М
СМД-69, СМД-62
СМД-64
СМД-23, СМД-31А
СМД-14 и его моди-
фикации
Д-37М, Д-37Е
Клапан секции
Редукционный нагнетающий
Предохранительный радиаторный
То же
Редукционный
Редукционный нагнетающий
Предохранительный радиаторный
Редукционный главный
Предохранительный радиаторный
Пропускной и обратный предпус-
ковой прокачки
Предохранительный
клапана, МПа
0,7...0,8
0,18...0,2
0,75...0,8
0,08...0,12
0,48.-0,52
0.9...1
0,25.-0,32
0,9.-0,95
0,25.-0,3
0,04.-0,05
1,05.-1,15
» 0,7...0,80 (давление
Редукционный
закрытия)
0,58.-0,62
Ремонт масляных фильтров и клапанов. Основные дефекты мас-
ляного фильтра: ухудшение герметичности ротора центрифуги
вследствие износа его подшипников или повреждения уплотнения
крышки; износ клапанов; износ, искривление и снижение упруго-
сти пружин клапанов; нарушение герметичности в соединениях;
повреждение (трещины и вмятины) корпусных деталей и колпа-
ков; срывы резьбы.
Нарушение работы реактивной масляной центрифуги опреде-
ляют по равномерному шуму и выбегу ротора при остановке дизеля
и при подтекании масла в соединениях, не устранимого затяжкой
креплений. Ротор разбирают, удаляют отложения и промывают де-
тали. Выходные отверстия форсунок прочищают медной проволо-
кой диаметром 1,5...1,8 мм. При увеличении зазора между втулками
и осью ротора более чем на 0,2 мм запрессовывают новые втулки и
развертывают их совместно в корпусе и крышке, вьщерживая зазор
0,016...0,9 мм. Ось ротора затягивают с усилием 80...100 Н • м. Осе-
вое перемещение ротора должно быть в пределах 0,4... 1 мм.
Износ конической запирающей фаски на гнездах клапана уст-
раняют обработкой ее вручную или на сверлильном станке с по
мощью специальных зенковок. Для герметичности шарикового
клапана обработанную коническую фаску гнезда обжимают шари
ком данного клапана ударами молотка через наставку до образона
ния непрерывной кольцевой лунки шириной не менее 0,2 мм.
Для герметичности плунжерных клапанов их притирают к
гнездам. Цилиндрические поверхности гнезд клапанов в корпусах
фильтров развертывают до ремонтного размера, который увеличен
по сравнению с чертежным диаметром на 0,2 мм под плунжеры,
358
»
Рис. 4.73. Ремонт редукционного клапана:
1 — клапан; 2— изношенный поясок; 3 — доработанное отверстие;
4— шарик
восстановленные хромированием, и на 0,3 мм — под вновь изго-
товляемые.
Иногда при износе плунжерного клапана, например редукци-
онного, его можно заменить шариком соответствующего диамет-
ра. Для этого отверстие под шарик дорабатывают — увеличивают
диаметр и делают уплотнительную фаску (рис. 4.73).
Собранные фильтры испытывают и регулируют давление от-
крытия клапанов, а также частоту вращения реактивной масляной
центрифуги. Значение давления открытия у контролируемого кла-
пана проверяют и регулируют при пропускании через него потока
рабочей жидкости (см. табл. 4.10).
Частоту вращения ротора центрифуги измеряют резонансным
тахометром КИ-1308В или строботахометром СТ-5. Результаты
испытаний сравнивают с техническими требованиями (табл. 4.11
и 4.12). Ориентировочно ее можно определить по времени враще-
ния ротора после выключения стенда (по выбегу), которое должно
быть не менее 30 с, а для двигателей СМД — не менее 40 с.
4.11. Основные показатели неполнопоточных центрифуг масляных фильтров
при испытании на стенде
Марка дизеля
Давление масла на входе
в центрифугу, МПа
ЯМЗ-238НБ, ЯМЗ-240Б
СМД-14, СМД-19, СМД-20
Л-41, А-01М
Частота вращения ротора,
мин-1, не менее
0,56-0,6
0,8
0,75
5000
5400
5000
4.12. Основные показатели полнопоточных масляных центрифуг
при испытании на стенде
Марка дизеля
Л-41, А-01М
СМД-60, СМД-2,
СМД-64
Давление масла, МПа
на входе в
центрифугу
за центри-
фугой
Расход масла
через ротор
центрифуги,
л/мин
Частота
вращения
ротора, мин-
0,70
0,80
0,25.-0,30
0,30-0,35
35
45
5000
5400
359
Продолжение
Марка дизеля
СМД-23
СМД-14, СМД-5,
СМД-17, СМД-18
Д-240, Д-240Л
Д-50, Д-50Л
Д-65Н, Д-65М
Д-37М, Д-37Н
Давление масла, МПа
на входе в
центрифугу
0,90
0,80
0,70
0,70
0,70
0,60
за центри-
фугой
0,35
0,25...0,30
0,25...0,30
0,25...0,30
0,25...0,30
0,25...0,35
Расход масла
через ротор
центрифуги,
л/мин
50
40
26
14
20
15
Частота
вращения
5000
5400
5500
5000
5000
5000
Ремонт водяного насоса и вентиляторов. Их основные дефекты:
износ втулок, подшипников, валиков и корпусных деталей; тре-
щины; излом фланцев и крыльчаток; износ и повреждение резь-
бы; ослабление заклепок, крепящих лопасти вентилятора; погну-
тость лопастей вентилятора и нарушение его балансировки.
Изношенные втулки заменяют новыми.
У крыльчатки водяного насоса изнашиваются отверстия под
валик и штифт. Иногда на ней образуются трещины. Изношенное
отверстие крыльчатки под валик растачивают на 4...6 мм и запрес-
совывают в него втулку. Втулку развертывают и сверлят отверстие
под штифт чертежного или увеличенного размера.
У крыльчатки вентилятора в процессе работы ослабевают креп-
ления лопастей, повреждаются крестовины, лопасти и появляются
трещины. При ослаблении крепления подтягивают или заменяют
заклепки. Размеры и масса замененных лопастей вентилятора дол-
жны соответствовать размерам и массе оставшихся лопастей. По-
гнутые крестовины правят на плите. Для балансировки их закреп-
ляют в сборе с лопастями на валике и балансируют на приспособ-
лении. Допустимый дисбаланс не более 30 Н • м.
Посадочные места под подшипники восстанавливают запрес-
совкой втулки в предварительно расточенное на 4...6 мм отверстие
шкива. Затем запрессованную втулку растачивают до чертежного
размера.
При замене опорной втулки в корпусе насоса ее смазывают бе-
лилами или бакелитовым лаком. Посадка опорной втулки должна
соответствовать данным таблицы 4.13.
4.13. Посадка опорной втулки
Дизель
Натяг в соединении опорная втулка — корпус насоса, мм
чертежный
допустимый
Д-240 и Д-240Л 0,012.-0,056 0,01
СМД-60, СМД-62 и СМД-64 0,005...0,045 0,005
А-4иА-01М 0,002...0,039 0
ЯМЗ-238НБ 0,005.-0,042 0
360
•
В процессе сборки крыльчатку насоса укомплектовывают пру-
жиной, удовлетворяющей следующим данным: высота в свобод-
ном состоянии 25...28 мм; усилие, развиваемое пружиной, сжатой
до высоты 9 мм, не менее 25 Н.
При установке крыльчатки в сборе на валик насоса торцовую
поверхность опорной втулки и соединяемую с ней поверхность
уплотняющей шайбы сальника смазывают тонким слоем коллоид-
ной графитовой смазки.
Шкив вентилятора балансируют статически.
Зазор между корпусом насоса и лопастями крыльчатки водяного
насоса 0,1...1,0 мм для двигателей Д-240 и Д-240Л; не менее 0,7 мм
для СМД-60, СМД-62 и СМД-64 и 0,3...2,0 мм для двигателей
А-01МиА-41.
При сборке водяного насоса 1/2 объема его подшипниковой
полости заполняют консистентной смазкой.
Ремонт радиаторов. Основные дефекты радиаторов: трещины,
изгиб и разрывы трубок; отпаивание трубок от опорных пластин,
смятие охлаждающих пластин; трещины на нижних и верхних
баках.
Испытывают радиатор в собранном виде, погружая его в ванну
с водой. Один из патрубков глушат, а через отверстие другого на-
гнетают воздух под давлением 0,05...0,10 МПа. По выходящим пу-
зырькам воздуха определяют расположение поврежденных трубок.
Если дефектные трубки находятся на внешних рядах, то по-
врежденные места запаивают припоем ПОС-30 или ПОС-40. У де-
фектных трубок внутренних рядов можно запаивать концы, выклю-
чая их (не более 10 % общего числа) из работы. Если поврежденных
трубок много, то их заменяют новыми или отремонтированными.
Установленные трубки развальцовывают и припаивают к опор-
ным пластинам мягким припоем ПОС-30 или ПОС-40 с помощью
травленой соляной кислоты.
После ремонта сердцевину радиатора испытывают на герме-
тичность точно так же, как и перед ремонтом.
4.4. РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ
4.4.1. КЛАССИФИКАЦИЯ СИСТЕМ ЭЛЕКТРООБОРУДОВАНИЯ
Бесперебойная эксплуатация транспортных средств на сельс-
кохозяйственных работах, повышение производительности труда
водителей и трактористов во многом зависят от технического со-
стояния и надежности изделий и систем автотракторного элект-
рооборудования (АТЭ), к которым относятся изделия автоэлект-
роники (АЭ).
361
В зависимости от функционального назначения электрообору-
дования его подразделяют на несколько систем:
систему электроснабжения, состоящую из генераторной уста-
новки со встроенным регулятором напряжения или генератора с
выносным регулятором, аккумуляторной батареи (АКБ) и пучка
соединительных проводов;
систему пуска двигателя внутреннего сгорания, включающую в
себя электростартер, реле управления стартером, АКБ (иногда с
применением молекулярного накопителя — суперконденсатора) и
дополнительные системы предпускового подогрева (электрофа-
кельные устройства, воздушный или жидкостный подогреватель);
систему зажигания, в состав которой входят свечи зажигания,
высоковольтные провода, свечные наконечники (экранированные
или неэкранированные), прерыватель-распределитель или дат-
чик-распределитель, катушка зажигания одно-, двух- либо четы-
рехвыводная или индивидуальная для каждой свечи зажигания,
транзисторный коммутатор и дополнительный резистор;
систему освещения, световой и звуковой сигнализации, состоя-
щую из фар головного освещения, указателей поворота, задних и
передних фонарей, фонаря освещения номерного знака, габарит-
ных огней, плафонов освещения салона, световых табло и звуко-
вого сигнала;
систему электропривода, включающую электродвигатели ото-
пителя, электровентиляторы, стекло- и фароочистители, стекло-
подъемники, блокировку дверей, моторедукторы антенны, зерка-
ла заднего вида, а также сиденья водителя и пассажиров;
систему коммутации и проводки, состоящую из выключателей,
переключателей, кнопок управления, электромагнитных и элект-
ронных реле; блока предохранителей и реле; выключателя зажига-
ния; пучка проводов; разъемов и соединителей;
систему информации и контроля параметров автомобиля, трак-
тора и их агрегатов, в которую входят датчики давления масла,
температуры охлаждающей жидкости, скорости автомобиля; спи-
дометр; тахометр; счетчик моточасов (для тракторов); указатель-
ные приборы; щитки приборов и диагностические панели или
дисплеи; сигнализаторы аварийных значений контролируемых
параметров;
систему подавления радиопомех, состоящую из фильтров, по-
мехоподавляющих наконечников и резисторов, экранов и полуэк-
ранов;
системы электронной автоматики и управления двигателем,
силовым агрегатом, блокировкой тормозов, положением подвес-
ки, системами активной и пассивной безопасности.
Первые три системы в вышеприведенном перечне, за исключе
нием элементов систем предпускового подогрева, находящихся в са-
362
»
лоне или кабине, и датчики системы информации и контроля, ус-
танавливаемые на двигателе внутреннего сгорания, относят к мо-
торному комплекту электрооборудования.
Системы освещения, световой сигнализации, предотвращения
блокировки тормозов, очистки фар, передних и задних стекол от-
носят к системам активной и пассивной безопасности.
Система информации и контроля параметров двигателя и авто-
мобиля одновременно выполняет функции встроенной диагнос-
тической системы.
В систему жизнеобеспечения и комфорта входят электропри-
кодные механизмы различных типоразмеров.
К системе экологической безопасности можно отнести элект-
ронные системы управления силовыми агрегатами.
На автомобилях появились мультиплексные системы бортовой
сети с CAN-интерфейсной шиной контроля и управления, а также
открытым стандартным протоколом обмена данными, интегриро-
ванный стартер-генератор и электронные средства связи через
спутниковые системы и Интернет.
Системы АТЭ можно классифицировать и по архитектуре бор-
товой сети транспортного средства, выделив, например, сети рас-
пределения электрической энергии, защиты от коротких замыка-
ний, сигнализации, дорожной и экологической безопасности,
низко- и высокоскоростной передачи информации.
4.4.2. ВИДЫ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ
По назначению и характеру работ ремонт систем электрообо-
рудования подразделяют на текущий (ТР), средний (СР) и капи-
тальный (КР). ТР предназначен для устранения отказов и неисп-
равностей изделий и систем, а также обеспечения нормативов ре-
сурса ремонтируемых изделий до капитального ремонта. Для ТР
характерны разборочные, сборочные, слесарные, дефектовочные
и окрасочные технологические операции, замена деталей и комп-
лектующих. ТР должен обеспечивать безотказную работу отре-
монтированных изделий или систем по меньшей мере до очеред-
ного ТО-2 машины. Регламентируемые показатели ТР — удельная
трудоемкость, суммарные удельные простои транспорта, связан-
ные с ТР изделия, и т. д.
СР проводят при эксплуатации автотранспорта в тяжелых до-
рожных условиях с периодичностью более одного года.
КР предназначен для регламентированного восстановления от-
казавших изделий и систем, обеспечения их ресурса до следующе-
го КР или повышения ресурса до такого же уровня, как у новых
изделий. КР предусматривает полную разборку изделия, дефекта-
363
цию, восстановление или замену отказавшей детали с последую
щей сборкой, регулировкой и испытанием. После ремонта основ
ных деталей, определяющих функциональные свойства изделия,
оно не должно уступать по качеству новому. При КР восстанавли
вают до уровня, характерного для новых изделий, зазоры, взаим
ное расположение деталей, микро- и макрогеометрию рабочих по
верхностей, структуру и твердость металла, форму и внешний вид
составных частей изделия.
4.4.3. ОСНОВНЫЕ ДЕФЕКТЫ ЭЛЕКТРООБОРУДОВАНИЯ
При изучении организации ремонта целесообразно проанали
зировать дефекты, разделив их на механические и электрические,
Это связано с тем, что такое деление позволяет оптимизирован,
номенклатуру инструментов и испытательного оборудования на
рабочих местах.
К механическим дефектам генераторных установок относят:
зависание щеток и износ контактных колец;
выработку посадочных мест подшипником со стороны контакт
ных колец в случае отсутствия пластмассовых стаканчиков или
гофрированных стальных пружин, препятствующих образованию
этого дефекта;
заедание ротора генератора и износ шеек вала.
Электрические дефекты генераторной установки — это обрмм
обмотки возбуждения, короткое замыкание обмотки статора, от-
каз регулятора напряжения, пробой изоляции или диода.
Для выявления таких дефектов на рабочем месте необходимо
иметь съемники, механические или электрические отвертки, гаеч
ные ключи, мерительный инструмент, тестер, приборы типов Э-214
иЭ-236.
К механическим дефектам электростартеров и электродвигате-
лей относят:
саморазбор привода, поломку пружины и зубьев шестерни при
вода и редуктора;
износ и зависание щеток, износ коллектора якоря и вкладышей
подшипников, поломку щеткодержателя;
разнос якоря, поломку и заедание тягового реле.
Электрические дефекты стартера и электродвигателей — корт
кое замыкание обмотки возбуждения, пробой изоляции обмоток
якоря и тягового реле.
Для исследования таких дефектов рабочее место должно бы п.
обеспечено приборами типов Э-214 и Э-236, омметром, вольтмет-
ром, амперметром и приспособлениями для разборки стартера.
К механическим дефектам аккумуляторных батарей относят
повреждения моноблока, обрыв перемычек и разрушение актин
364
пои массы электродов, а к электрическим — короткое замыкание
разноименных электродов в аккумуляторе, сульфатацию электро-
дов, быстрый саморазряд батареи и разрушение электродов в ре-
зультате перезаряда.
При ремонте АКБ на рабочем месте должны находиться прибо-
ры типов Э-107 и Э-108, комплект аккумуляторщика типа Э-412,
зарядные устройства, механический и электрический инструмент
для разборки АКБ, расплавки перемычек и т. д.
Механические дефекты аппаратов зажигания — износ поду-
шечки и кулачков механизма прерывания в классической системе
зажигания, пластины центробежного регулятора, контактов пре-
рывателя, металлокерамического вкладыша подшипника, опорно-
го подшипника пластины вакуумного регулятора и разгерметиза-
ция вакуумного автомата опережения зажигания.
К электрическим дефектам аппаратов зажигания относят про-
пой конденсатора, обмотки катушки зажигания, выходного тран-
зистора, микросхемы транзисторного коммутатора или микросхе-
мы датчика Холла, а также пробой и сгорание помехоподавляю-
щего резистора в роторе.
Для анализа этих дефектов на рабочем месте необходимо иметь
стенд типа СПЗ-16, тестер, игольчатые разрядники, инструмент
для разборки датчика-распределителя и съемники подшипников.
11ри выявлении дефектов электронных систем управления двига-
телем, для которых характерны отказы микросхем датчиков, об-
рывы в цепях и сбои в алгоритме контроллера, можно использо-
вать рабочее место с аналогичным оборудованием, добавив лишь
автосканер или мотор-тестер.
4.4.4. РЕМОНТ ГЕНЕРАТОРОВ
На современных машинах устанавливают трехфазные синхрон-
ные генераторы переменного тока (Г-250, Г-273А, Г-258, Г-304,
Г-305 и т.д.) с независимым электромагнитным возбуждением и
встроенным в крышку со стороны контактных колец кремниевым
выпрямителем.
При ремонте генераторов неисправные и поврежденные детали
заменяют новыми.
Основные дефекты ротора генератора (рис. 4.74) — задиры и
износ корпуса ротора, износ шейки подшипника со стороны кон-
тактных колец, обрыв провода у контактных колец, пробой на
'«массу», межвитковое замыкание, обрыв и обгорание изоляции,
износ шейки вала со стороны привода, износ паза под шпонку
шкива, износ контактных колец.
Задиры и износы корпуса устраняют слесарной обработкой до
удаления дефекта. При диаметре менее 90 мм ротор бракуют. Из-
365
Рис. 4.74. Места основных дефектов ротора генератора Г-250-А1:
1 — корпус ротора; 2 —контактные кольца; 3— шейка вала под подшипник со стороны кон-
тактных колец; 4— провода контактных колец; 5— изоляция; 6-
вода; 7— шпоночный паз
- шейка вала со стороны при-
нос шейки под подшипник со стороны контактных колец до диа-
метра менее 14,97 мм устраняют железнением с последующим
шлифовднием под размер рабочего чертежа.
Обрыв соединительных проводов у контактных колец устраня-
ют пайкой.
Замыкание обмотки возбуждения на ротор проверяют анало-
гично статору: одним щупом касаются ротора (вала), а другим —
поочередно контактных колец генераторов 1-243, Г-250-А1. Если
в течение 1...2 мин лампа не зажигается, то изоляция обмотки в нор-
ме. Зажигание лампы указывает на замыкание обмотки на ротор.
Износ шейки со стороны привода до диаметра менее 16,97 мм
устраняют железнением с последующим шлифованием под чер-
тежный размер рабочего чертежа.
Межвитковое замыкание и замыкание на «массу», а также об-
рыв и обгорание изоляции устраняют заменой катушки.
Износ шпоночного паза до размера более 4,03 мм устраняют
фрезерованием нового паза с размерами по рабочему чертежу под
углом 180° к изношенному.
Незначительно изношенные контактные кольца и щетки зачи-
щают шкуркой и притирают друг к другу. При значительном нерав-
номерном износе колец их обтачивают на токарном станке до выве-
дения следов износа. Уменьшать диаметр контактных колец более
чем на 1 мм нельзя (т. е. диаметр должен быть не менее 30,1 мм).
Биение поверхностей An Б (см. рис. 4.74) относительно повер
хностей В и Г более 0,1 мм устраняют правкой вала после выпрес
совки из контактных колец и втулки обмотки возбуждения.
Нарушение контакта в щеточном узле устраняют заменой ще-
ток при условии, если их размер отличается от допустимого.
Для проверки упругости пружин щетку прижимают к чашке весом
таким образом, чтобы она выступала из щеткодержателя на 2 мм.
366
Показание весов сравнивают с табличными данными (1,8...2,6 Н
для генераторов Г-250-А1, Г-273, Г-305 и т. п.).
Типичные неисправности выпрямительного блока — пробой
диодов и нарушение контакта в переходах. При проверке диод
подключают в прямом и обратном направлениях к источнику тока
напряжением 12...15 В (аккумуляторная батарея) через последова-
тельно включенную лампу мощностью не более 15 Вт. Если лампа
горит при включении диодов в прямом направлении (прямое на-
правление тока указывается на корпусе диода) и не горит при
включении диодов в обратном направлении, то диод исправен.
Если имеются пробои, то лампа горит при включении диодов в
обоих направлениях. В случае нарушения контакта в переходах
лампа не горит ни в одном из включений диодов.
Диоды проверяют при отсоединенной обмотке статора. По-
врежденный диод заменяют новым.
Генератор собирают из деталей (новых или восстановленных)
в порядке, обратном разборке.
После сборки генератор «обкатывают» в течение 10... 15 мин и
испытывают без нагрузки, с номинальной нагрузкой и при макси-
мальной частоте вращения ротора без нагрузки. Испытания про-
водят при отключенном реле-регуляторе на стенде КИ-968 при
температуре 15...20 °С. Обмотки возбуждения подключают к акку-
муляторной батарее напряжением 12 В. Нагрузку генератора регу-
лируют реостатом стенда.
4.4.5. РЕМОНТ СТАРТЕРОВ
Неисправности стартеров похожи на неисправности генера-
торов переменного тока. Состояние стартеров и устранение не-
исправностей обеспечивают теми же способами, что и для гене-
раторов.
Корпус стартера СТ-130 в сборе
(рис. 4.75) может иметь следующие ос-
новные дефекты: заусенцы и забоины
i ia поверхностях прилегания к крышкам
корпуса; повреждение прорезей под от-
вертку у винтов крепления полюсов;
повреждение изоляции контактного
болта и его резьбы, облом выводного
контакта; замыкание катушек на корпус
Рис. 4.75. Места основных дефектов корпуса
стартера СТ-130 в сборе:
/ — выводной контакт; 2— контактный болт; 3— винт
крепления полюса; 4— корпус; 5— соединительная шина;
Л —щетка; 7—межполюсное расстояние; 8— катушка
и межвитковое замыкание; задиры поверхностей полюсов и нару-
шение межполюсного расстояния (допустимый размер 79,3 мм);
износ щеток (допустимое значение 10 мм); нарушение пайки или
облом соединительных шин.
Заусенцы и забоины на поверхности прилегания крышек уст-
раняют зачисткой соответствующим надфилем. Повреждения
прорезей у винтов требуют их замены. Поврежденную изоляцию и
обломанные зажимы выводного контакта заменяют новыми.
Задиры на поверхностях полюсов устраняют припиловкой до
удаления дефекта с обязательной подтяжкой полюсных винтов.
Повреждение пайки или облом соединительных шин устраня-
ют сваркой их встык или пайкой припоем ПОССу-61 с последую-
щей изоляцией на длине не менее 30 мм. Концы ленты должны
быть закреплены в петлю.
Основные дефекты якоря стартера СТ-130 (рис. 4.76) следую-
щие: износ и задиры якоря; износ или обгорание коллектора; бие-
ние коллектора; износ шейки вала со стороны коллектора; наруше-
ние соединения (пайки) секций и коллектора; нарушение прочнос-
ти изоляции и падение ее сопротивления; износ шейки под
промежуточный подшипник; износ шейки вала; износ шейки вала
со стороны привода; износ ленточной нарезки; износ ленточной
нарезки по диаметру; погнутость вала.
Износ и задиры на поверхности железа якоря устраняют зачист-
кой до исчезновения дефекта. При диаметре менее 76,7 мм якорь
бракуют.
При незначительном износе рабочей поверхности коллектора
ее отшлифовывают тонкой шкуркой на токарном станке, затем
пазы между пластинами очищают и протирают тряпкой, смочен-
ной бензином. Значительные нарушения геометрической формы
рабочей поверхности исправляют обтачиванием до выведения сле-
дов износа с последующим шлифованием и углублением изоляции
между пластинами специальной ножовкой на глубину 0,5...0,8 мм.
При диаметре менее 37,5 мм коллектор заменяют.
Рис. 4.76. Места основных дефектов якоря стартера СТ-130 в сборе:
/ — якорь; 2— соединение (пайка) секций и коллектора; 3— коллектор; 4— шейка вала якоря
со стороны коллектора; 5— изоляция; 6— шейка вала якоря под промежуточный подшипник;
7 — винтовые шлицы; 8 — вал якоря; 9 — шейка вала якоря со стороны привода
368
•
При погнутости вала более 0,30 мм его выпрессовывают из яко-
ря и правят. Изношенные шейки вала с диаметрами со стороны
коллектора менее 16,1; 13,9 мм под вкладыш шестерни привода и
12,4 мм со стороны привода, а также 18,87 мм под промежуточный
подшипник ремонтируют железнением с последующим шлифова-
нием под чертежный размер.
При износе ленточной нарезки больше допустимых значений по
толщине (менее 3,5 мм) и наружному диаметру (менее 18,65 мм)
якорь бракуют.
Наружные повреждения в обмотках (повреждение изоляции,
отпайка концов секции от пластин коллектора, наружные обрывы
и т. п.) устраняют заменой наружной изоляции и пайкой. Внут-
ренние повреждения (межвитковое замыкание, замыкание на
«массу» и внутренние обрывы) устраняют перемоткой обмоток.
Деформацию лобовой части обмотки устраняют правкой.
Межвитковое замыкание или обрыв в обмотках якоря опреде-
ляют с помощью прибора Э-202. Якорь укладывают на призмы
сердечника прибора и наводят ЭДС в секции обмотки перемен-
ным по значению и направлению магнитным потоком, создавае-
мым первичной обмоткой трансформатора прибора. При наличии
межвиткового замыкания (обрыва) в проверяемой секции стрелка
миллиамперметра, подключенного с помощью щупов к соседним
пластинам (ламелям) коллектора, не отклоняется. Если вдоль паза
проверяемой секции, имеющей межвитковое замыкание, нало-
жить стальную пластину толщиной 0,2...0,4 мм, то она начинает
вибрировать под действием местного переменного поля, создавае-
мого индуцируемым переменным током.
После сборки стартер испытывают на стенде КИ-968 в режимах
холостого хода и полного торможения. Аккумуляторная батарея
должна иметь соответствующую емкость и быть полностью заря-
женной. Испытание в режиме холостого хода проводят без тор-
мозного устройства.
Для испытания стартера в режиме полного торможения на ше-
стерню привода устанавливают рычаг, конец которого соединяют
с динамометром. Затем стартер включают на 4...5 с, записывают
показания динамометра, вольтметра и амперметра при полном
торможении якоря. По результатам испытания определяют тор-
мозной момент, Н ■ м,
M^=FL, (4.8)
где F— показание динамометра, Н; L —длина рычага тормозного механизма, м.
Для стартеров СТ-130Б и СТ-352Д тормозной момент должен
быть соответственно не менее 30 и 5 Н ■ м, а потребляемый ток —
'I - 8070 369
не более 650 и 250 А. Если стартер развивает крутящий момент
меньше указанного в технической характеристике и потребляет
ток больше номинального, это свидетельствует о неисправностях
в коллекторе или полюсных обмотках.
4.4.6. РЕМОНТ ПРИБОРОВ СИСТЕМЫ ЗАЖИГАНИЯ
Основные дефекты прерывателей-распределителей следующие:
у корпуса — обломы и трещины, износ отверстия под втулку, из-
нос отверстия во втулке, ослабление заклепок, облом пружин
крепления (рис. 4.77); у валика распределителя в сборе —погну-
тость валика, погнутость пластины грузиков, ослабление посадки
пластины, ослабление крепления осей грузиков, износ валика под
втулку кулачка, износ и задиры шейки под втулки корпуса
(рис. 4. 78). Корпус изготовлен из чугуна СЧ 18-36 или СЧ 15-35.
Любые обломы и трещины на корпусе, обломы и ослабления пру-
жины крышек, наличие дефектов у крышки прерывателя, пласти-
ны в сборе вакуумного регулятора выбраковывают и заменяют.
При износе внутреннего диаметра втулки более 12,73 мм ее за-
меняют с последующим развертыванием под чертежный размер.
Хвостовик, изношенный до диаметра 26,9 мм, ремонтируют же-
лезнением или установкой ДРД с последующей обработкой в обо-
их случаях под чертежный размер.
Изношенные отверстия под втулку ремонтируют развертыва-
нием под ремонтный размер 16,1_о,оз мм с последующей поста-
новкой ремонтной втулки с наружным диаметром 16,12_0;о50 мм-
Погнутость валика распределителя и повреждение грузиков ус-
траняют правкой, а ослабленное крепление осей грузиков — заме-
ной осей.
Износ валика под втулку кулачка менее 7,98 мм, износ и зади-
ры шейки под втулки корпуса до диаметра менее 12,66 мм устра
няют железнением или хромированием с последующим шлифова
нием под чертежный размер.
Местный износ установочного шипа вали
ка устраняют наплавкой с последующим фрс
зерованием под чертежный размер.
Пригодность конденсатора определяют на
стенде КИ-968 методом сравнения с эталон
ным по качеству искрообразования.
Рис. 4.77. Места основных дефектов корпуса распредели
теля Р4 в сборе:
1 — втулка корпуса; 2 — хвостовик корпуса; 3 — втулка кула' \щ
4 — корпус; 5 — заклепки; 6— запорная пружина крышки
•
W3-
Рис. 4.78. Места основных дефектов валика распределителя Р4 в сборе:
/ — шип; 2 —шейка валика под втулку корпуса; 3— грузики; 4 — пластина грузиков;
5— шейка валика под втулку кулачка
В центробежном регуляторе пружину, имеющую большую уп-
ругость, закрепляют без натяжения, а более слабую — с некоторым
натяжением. После сборки прерыватель-распределитель испыта-
на ют на стенде КИ-968 на периодичность и бесперебойность ис-
крообразования.
Работоспособность индукционной катушки можно проверить
Также на стенде КИ-968.
4.4.7. РЕМОНТ РЕЛЕ-РЕГУЛЯТОРОВ, ТРАНЗИСТОРНЫХ КОММУТАТОРОВ
И ЭЛЕКТРОННЫХ БЛОКОВ УПРАВЛЕНИЯ
В комплекте электрооборудования автомобилей и тракторов
еще встречаются бесконтактные реле-регуляторы, блоки управле-
ния с прерывателем-указателем поворотов, а также другие устрой-
ства, выполненные на основе дискретных радиоэлементов (или
Изделий электронной техники) на печатных платах и размещен-
ные в пластмассовых корпусах со штырьковыми разъемами. В каче-
стве радиоэлементов применяют резисторы, конденсаторы, диоды,
стабилитроны, транзисторы и микросхемы логики. В процессе экс-
плуатации такие конструкции отказывают из-за возникновения в
Портовой сети перенапряжений при аномальных режимах работы
системы электроснабжения. Так, отключение АКБ вследствие
окисления клемм или обрыва цепи приводит к тому, что в борто-
Вой сети при функционировании мощных потребителей электро-
шергии возникают переходные процессы с пиковыми значения-
ми напряжения до 150...200 В. В связи с этим отказы таких элект-
ронных блоков, реле-регуляторов и транзисторных коммутаторов
пмзваны в основном выходом из строя стабилитронов, транзисто-
ров и диодов. Поэтому при ремонте этих изделий применяют те
же технологические приемы, что и при производстве электронных
блоков.
371
К ремонтируемым транзисторным коммутаторам относят ком-
мутаторы типов 36.3734 и 3620.3734, которые выполнены на диск-
ретных элементах, расположенных в металлическом корпусе.
Разбирают такие изделия с помощью отвертки, пинцета и па-
яльника для отпайки проводников от разъема. По завершении от-
пайки плату с радиокомпонентами извлекают из корпуса и с помо-
щью омметра или мультиметра определяют дефекты. Эти электрон-
ные блоки и транзисторный коммутатор можно диагностировать с
применением специально собранных испытательных схем, в со-
став которых входят стабилизированный источник постоянного
тока с внутренним сопротивлением не более 0,03 Ом при макси-
мальной силе тока нагрузки 10 А, амперметры, вольтметр и гене-
ратор сигналов типа Г6-15 или Г6-26. Изучая с помощью осцил-
лографа переходные процессы в транзисторном коммутаторе, оп-
ределяют его работоспособность и все функции управления:
регулирование продолжительности открытого состояния и огра-
ничение силы тока выходного транзистора, выключение его при
прекращении управляющего сигнала на входе и т. д.
Основные операции ремонта заключаются в выпаивании отка-
завших элементов, установке и припайке новых элементов с пос-
ледующей лакировкой.
4.4.8. РЕМОНТ АККУМУЛЯТОРНЫХ БАТАРЕЙ
Поступившие в ремонт батареи очищают от загрязнений и
предварительно проверяют наружным осмотром (наличие тре-
щин, отколов, окисленных контактов и т.д.). Затем определяют
состояние электролита: плотность, уровень над пластинами и на-
пряжение под нагрузкой. По результатам проверки делают заклю-
чение о необходимом виде ремонта.
Незначительные повреждения пластмассового корпуса или
крышки, вызывающие течь электролита, устраняют с помощью
тепловой сварки.
Если моноблок имеет трещины, а отдельные элементы — ко
роткое замыкание, то после промывки элементов дистиллирован-
ной водой батарею разбирают: удаляют межэлементные перемыч-
ки, мастику и захватами специального съемника вынимают блоки
пластин. Эти блоки диагностируют и разъединяют на полублоки
положительных и отрицательных пластин. Полублоки с сохранив
шейся активной массой промывают в воде в течение 10...30 мин,
Корпус АКБ очищают от шлама и промывают водой, исправные
сепараторы и предохранительные перфорированные пластины
также промывают и сушат.
Пластины с разрушенными решетками, выпавшей активно!
массой и глубокой сульфатацией выбраковывают. Поверхностную
•
сульфатацию с пластин удаляют, неисправные отрицательные
пластины заменяют. Отобранные годные пластины впрессовыва-
ют для выравнивания зазоров и вдавливания разбухшей активной
массы и решетки. Баретки и межэлементные соединения отлива-
ют в специальных формах с соблюдением размеров и допусков.
АКБ собирают, следуя определенным правилам: например, по-
лублок составляют из пластин одинакового качества для предотв-
ращения быстрого саморазряда из-за появления тока между вос-
становленными и новыми пластинами, имеющими разные потен-
циалы.
Пластины, установленные в кондукторе, соединяют пайкой в
полублоки при помощи паяльника с угольными электродами,
подключенными к «+» АКБ, чтобы свинец не окислялся и соеди-
нение было прочным. При сборке блока наружные пластины дол-
жны быть отрицательными. Сепараторы размещают таким обра-
том, чтобы их ребра были направлены в сторону положительных
пластин. Собранный блок входит в корпус с некоторым усилием.
Если размеры блока превышают габариты корпуса, то блок обжи-
мают для получения нужного размера. Штыри соседних блоков
должны иметь разную полярность. Установив предохранительные
пластины и крышки, на выходные штыри надевают межэлемент-
пые соединения и угольными электродами паяльника оплавляют
штыри, межэлектродную перемычку и втулку крышки.
Пазы между крышками и стенками моноблока заливают масти-
кой, нагретой сначала до температуры 120 °С, а затем до 200 "С.
В АКБ заливают электролит и заряжают ее до нормы.
4.4.9. ИСПЫТАНИЯ ОТРЕМОНТИРОВАННЫХ ИЗДЕЛИЙ
И СИСТЕМ ЭЛЕКТРООБОРУДОВАНИЯ
При проведении ремонта изделий АТЭ и АЭ наибольшее рас-
пространение получили параметрические, электрические, при-
емо-сдаточные, периодические, типовые и эксплуатационные ис-
пытания, а также испытания на надежность.
Параметрические испытания в соответствии с ГОСТ 3940—84
служат для определения значений параметров изделий при нор-
мальных условиях [температура окружающей среды (25±10)°С,
относительная влажность 45...80 %, атмосферное давление
84,0...106,7 кПа] и номинальных значениях питающего напряже-
ния (для генераторов и генераторных установок — 7; 14 и 28 В, для
потребителей тока — 6; 12 и 24 В), если в НТД дополнительно не
определены другие значения. Параметрические испытания до и
после воздействия дестабилизирующих факторов, а также до и
после испытаний на надежность позволяют определить влияние
373
этих факторов и режимов испытаний на конструкцию изделий.
Кроме того, параметрические испытания являются инструментом
для выявления начала неисправного состояния изделия.
К электрическим испытаниям, применяемым в процессе ре-
монта изделий АТЭ и АЭ, можно отнести проверку электрической
прочности изоляции обмоток и токоведущих деталей относитель-
но металлического корпуса или основания воздействием синусои-
дального переменного тока частотой 50 Гц и напряжением 220,
250, 550 и 25 000 В в зависимости от назначения детали и изделия.
В объем приемо-сдаточных испытаний входят: внешний ос-
мотр изделия, проверка основных и присоединительных разме-
ров, параметрические испытания, связанные с контролем пара-
метров, испытания на повышенную частоту вращения и электри-
ческую прочность изоляции.
Периодические испытания проводят не реже одного раза в год.
Отобранные изделия проходят внешний осмотр; проверку основ-
ных размеров и контролируемых параметров; испытания на повы-
шенную частоту вращения, вибро- и ударопрочность, нагревание;
проверку коммутации. Затем изделия испытывают на электричес-
кую прочность изоляции, тепло-, холодо- и влагостойкость, меха-
ническую прочность выводных зажимов, гарантийную наработку;
проверяют качество покрытий.
Эксплуатационные испытания отремонтированных изделий
АТЭ и АЭ проводят непосредственно на транспортных средствах
ремонтной организации или по договоренности эксплуатацион-
ной организацией.
Испытания на надежность отремонтированных изделий АТЭ и
АЭ — основные. Их проводят для оценки и контроля показателей
надежности. Поскольку эти испытания связаны с расходом значи-
тельной части ресурса, то даже при сохранении по окончании ис-
пытаний функциональных параметров изделий они не могут на-
ходиться в обычной эксплуатации.
При проведении испытаний на надежность анализируют измс
нения состояния изделия, вызывающие отказ, разделяя их на сле-
дующие группы:
конструктивные — изменения габаритных и присоединитель
ных размеров;
функциональные — отклонения режимов работы, характеризу
емых электрическими и механическими параметрами, законами
управления и регулирования (например, управления впрыски Я
нием топлива и регулирования опережения зажигания), от за-
данных;
изменения внешнего вида изделия — повреждение защитных
покрытий, разгерметизация вследствие коррозии, замасливание
электрических контактов.
374
•
4.5. РЕМОНТ ТРАНСМИССИИ И ХОДОВОЙ ЧАСТИ
4.5.1. РЕМОНТ ТРАНСМИССИИ
Детали трансмиссии (корпуса, валы, оси, зубчатые колеса, кре-
стовины кардана и т. п.) передают крутящие моменты, которые
создают значительные удельные нагрузки в зубчатых, шлицевых и
шпоночных сопряжениях, а также в подшипниках. Под действием
Этих нагрузок в подвижных сопряжениях разрушается поверхност-
ный закаленный слой металла, а в неподвижных (посадочное мес-
то вала — наружное кольцо подшипника и т. п.) — уплотняется
металл, в результате чего натяг переходит в зазор.
Методы ремонта валов, осей, зубчатых колес, шлицевых и
шпоночных сопряжений подробно рассмотрены ранее в разделе
4.1, поэтому остановимся на ремонте других деталей и сборочных
единиц трансмиссии.
Ремонт сцепления. Детали сцепления работают в условиях ин-
тенсивного механического изнашивания и, как следствие, повы-
шенных температур. В результате нагревания разрушаются фрик-
ционные накладки, происходит коробление, возникают задиры и
трещины дисков, снижается упругость пружин, изнашиваются ку-
лачки выжимных рычагов, отверстия под оси в кронштейнах на-
жимных дисков и т. п.
Ведомый диск сцепления выбраковывают при наличии трещин
и изломов, а также при износе отверстий до размеров, превышаю-
щих допустимые, ступицу — при износе шлицев по ширине, тре-
щинах и изломах.
Изношенные до предельной толщины фрикционные накладки
«меняют новыми. При этом головки старых заклепок срубают
или высверливают, а стержни выбивают. Приклеенные фрикци-
онные накладки нагревают до температуры 300...350 "С, выдержи-
вают в течение 5...6 ч, затем удаляют постукиванием молотка по
всей поверхности. Диск зачищают до металлического блеска, про-
меряют коробление, которое не должно превышать 0,3...0,5 мм.
Новые накладки приклепывают к дискам с помощью пневмати-
ческого приспособления. При этом обеспечивают их «утопание» в
мютаях» (отверстиях) на глубину 1...1,5 мм, а при установке рабо-
тающих заклепок —на 0,3...0,5 мм. Неплотность прилегания на-
кладок и различие по толщине (накладок в виде отдельных секто-
ров) не должны превышать 0,1 мм.
Общая толщина ведомых дисков с накладками для большин-
ства двигателей составляет 10,5...12,5 мм, допустимая толщина без
ремонта — на 1 мм меньше.
Приклеивание накладок вместо приклепывания почти в три
раза производительнее: позволяет сэкономить цветной металл,
375
увеличить поверхность трения накладок, снижает вероятность по-
явления задиров на поверхностях чугунных нажимных дисков.
Перед приклеиванием накладок тщательно зачищают поверхнос-
ти, обезжиривают их ацетоном или бензином. Затем наносят на
склеиваемые поверхности три тонких слоя клея (или эпоксидной
композиции), выдерживают два из них по 15 мин, а третий — 5 мин
при комнатной температуре и прижимают в специальном приспо-
соблении (давление 0,3...0,5 МПа). Далее детали нагревают в тер-
мошкафу и выдерживают 1,5 ч. Температура нагревания
145...155 "С для клея БФ-2 и БФ-4; 175...185 °С для клея ВС-10Т»
скорость нагревания 2...3 °С/мин. Наплывы клея удаляют напиль-
ником и металлической щеткой или шлифовальным кругом с гиб-
ким валом.
Отремонтированный диск с приклепанными (приклеенными)
накладками подвергают статической балансировке. Допустимое
торцовое биение поверхности диска на периферии 0,5...0,8 мм.
Его определяют на токарном станке, устанавливая диск на оправ-
ку, или в специальном приспособлении.
Неравномерный износ, задиры и коробление рабочих поверх-
ностей ведущих и нажимных чугунных дисков устраняют шлифо-
ванием (на плоскошлифовальном станке) или протачиванием (на
токарном станке) с последующей зачисткой наждачной шкуркой.
Допустимое уменьшение диаметра диска для большинства марок
двигателей — 3,5...4 мм, отклонение от параллельности наружных
образующих цилиндрической поверхности — 0,2 мм, конус-
ность — 0,5...0,1 мм, радиальное биение — 0,1...0,2 мм.
Кронштейны и отжимные рычаги изготавливают из сталей 40,
40Х, 45 и др. Изношенные отверстия под ось у кронштейнов и
рычагов развертывают до выведения следов износа под увеличен-
ный диаметр оси. При следующих ремонтах отверстия рассверли-
вают и ставят ремонтные втулки под ось чертежного размера. Из-
ношенные кулачки наплавляют электро- или газосваркой, затем
обрабатывают до номинального профиля по шаблону. При ремон-
те сцепления проверяют длину и упругость пружин. Пружину
можно восстановить наклепыванием или заменить ее новой. Де-
фекты кожуха муфты, корпусов подшипников, вала устраняют
технологическими приемами, указанными ранее для соответству-
ющего типа деталей.
Затем сцепление собирают, балансируют в сборе с маховиком и
окончательно регулируют.
Ремонт муфты управления. Муфты управления тракторов ре-
монтируют так же, как и сцепление. На ведущем барабане изнм
шиваются наружные и внутренние шлицы и торцовые поверхнос-
ти фланцев в местах прилегания ведомых дисков, у ведомых барм
банов — шлицы и наружные поверхности в местах сопряжения с
376
•
трмозными лентами. Допускается неравномерность износа шлицев
по высоте зуба 0,5 мм, по толщине — 0,3 мм. Барабаны выбраковыва-
ют при предельном износе зубьев шлицев и цилиндрической поверх-
ности под тормозную ленту, а также при наличии трещин.
Ведущие барабаны обтачивают на токарном станке по верши-
нам шлицев до удаления неровностей (по высоте зубьев). Затем,
не изменяя установки барабана, протачивают и шлифуют торец
фланца до удаления следов износа. Допустимое радиальное бие-
ние 0,05...0,08 мм, торцовое — 0,1...0,2 мм.
Ведомые барабаны растачивают на токарном станке по верши-
нам шлицев при установке по цилиндрической поверхности. За-
гс м обтачивают и шлифуют наждачной шкуркой поверхность под
тормозную ленту; допустимое радиальное биение 0,05...0,08 мм.
При одностороннем износе шлицев барабаны муфты управления
переставляют на другую сторону заднего моста.
Основные дефекты коробок передач — изломы и сквозные тре-
щины на корпусах. По этим признакам корпуса выбраковывают.
11ары шестерен, годные для ремонта, разукомплектовывать запре-
щается. В случае выбраковки одной из шестерен, находящейся в
мцеплении с годной, необходимо заменять обе. Подшипники ка-
чения выбраковывают при радиальном зазоре более 0,1 мм, а так-
же при трещинах, заметных следах наклепа. Выбраковке подлежат
скрученные валы и шестерни с выкрошенными зубьями, а также
изношенные выше значений, допускаемых техническими услови-
ями. Валы, оси, рычаги и вилки переключения выбраковывают
при изломах, трещинах или изгибах, превышающих допускаемые
параметры.
Ремонт корпусов редукторов и коробок передач сводится к уст-
ранению дефектов посадочных мест под подшипники в результате
их расточки и запрессовки втулок. Трещины и сколы устраняют
сваркой.
Ремонт карданных передач. Характерные дефекты карданных
передач: износы шеек крестовины, игольчатых подшипников,
шлицевых сопряжений скользящей вилки и карданного вала, от-
верстий в вилке, промежуточных опор и их подшипников; прогиб,
скручивание и нарушение динамической балансировки карданно-
го вала; повреждения резиновых втулок, уплотнений и т. п.
Изношенные шейки крестовин шлифуют до выведения следов
износа, затем наращивают (наплавляют) слой металла или напрес-
совывают термически обработанные втулки и вновь шлифуют
шейки до чертежного размера. Овальность и конусность шеек
должны быть не более 0,01 мм, отклонение от перпендикулярнос-
ти и несоосности осей шеек — до 0,1 мм.
Изношенные отверстия в вилках под наружные кольца иголь-
чатых подшипников растачивают, запрессовывают втулки, кото-
377
рые затем вновь растачивают до чертежных размеров. Шлицы
скользящей втулки восстанавливают обжатием на шлицевой оп-
равке под прессом. После обжатия шлицевую поверхность вилки
калибруют прошивкой.
Если прогиб карданного вала в средней части более 0,4 мм, то
его правят холодным под прессом. После ремонта валы подверга-
ют динамической балансировке. В подшипниках качения изнаши-
ваются беговые дорожки колец и шарики (ролики). Незначитель-
ный износ имеют поверхности колец, сопрягающиеся с валом
(гнездом). Допустимый радиальный зазор у большинства шарико-
вых подшипников не должен превышать 0,20...0,25 мм.
В зависимости от типа и размеров подшипника скольжения
или ступицы, материала и вида дефекта их ремонтируют запрес -
совкой ремонтной втулки, пластической деформацией, переза-
ливкой антифрикционным сплавом, металлизацией, заменой
вкладышей.
Перед запрессовкой ремонтной втулки корпус подшипники
или изношенную ступицу растачивают, после чего изготовленную
с припуском на обработку ремонтную втулку запрессовывают с
натягом. По окончании запрессовки втулку обваривают по торцам
или закрепляют штифтами, а затем деталь растачивают на токар-
ном станке до чертежного размера.
Для экономии цветных антифрикционных металлов в подтип -
никах скольжения применяют биметаллические втулки, представ-
ляющие собой стальную или чугунную втулку, внутренняя поверх-
ность которой покрыта тонким слоем (1,5...3 мм) бронзы или ан-
тифрикционного цинково-алюминиевого сплава (ЦАМ).
Центробежную заливку подшипников осуществляют с исшш.
зованием приспособления, которое устанавливают в шпинделе то-
карного станка. Вкладыши подшипника, освобожденные от ста*
рого слоя выплавлением, вылуженные и нагретые до температуры
150...200 °С, зажимают между дисками, после чего во вращающее
ся приспособление заливают расплавленный сплав. Затем втулки
и вкладыши охлаждают сжатым воздухом или водяной пылью,
проверяют качество заливки и растачивают детали до требуемого
размера.
Ремонт задних мостов. Корпус трансмиссии или заднего мости
трактора отливают из серого чугуна. Основные дефекты: трещи
ны, изломы, износ посадочных мест под подшипники и гнезда
или стаканы подшипников, повреждение резьбовых отверстий.
Картер задних мостов автомобилей изготавливают из стали или
ковкого чугуна. Основные дефекты: погнутость, разрушение свар
ных швов, износ посадочных мест под внутренний и наружный
подшипники, износ кольца под сальник, повреждение или износ
резьбы.
378
•
В зависимости от изгиба картеры правят под прессом или выб-
раковывают. Удаляют разрушенные сварные швы и на их место
накладывают новые швы дуговой сваркой. Ее ведут электродом
диаметром 5 мм при силе тока 210...240 А и обратной полярности.
Картеры редукторов выполняют из ковкого чугуна. Во время
разборки редуктор не должен разукомплектовываться с крышками
подшипников дифференциала, так как они обработаны совмест-
но. Основные его дефекты: обломы на фланце, износ отверстий
под подшипники или их гнезда, повреждение или износ резьбы.
Обломы и трещины, не захватывающие отверстия под подшип-
ники, устраняют с помощью сварки. Картеры с другими обломами
И трещинами выбраковывают.
Чашки коробки дифференциала изготавливают из стали 45 или
ковкого чугуна. В процессе разборки правая и левая чашки не дол-
жны разукомплектовываться. Чашки с обломами и трещинами
иыбраковывают. Вмятины, задиры и износ торца под шайбу шес-
терни полуоси устраняют обработкой торцовой поверхности под
ремонтный размер. Увеличение размера после механической об-
работки при сборке компенсируют установкой шайб соответству-
ющего ремонтного размера.
При износе отверстий под стяжные болты в чашке сверлят но-
вые отверстия в промежутке между старыми. Сферическую поверх-
ность под шайбы сателлитов с вмятинами, задирами или износом
растачивают фасонным резцом под ремонтный размер. Для ком-
пенсации увеличения размера при сборке используют шайбы ре-
монтных размеров. Вместо изношенных отверстий под шипы кре-
стовины сверлят новые отверстия, расположенные под углом 45° к
из ношенным.
Полуоси изготавливают из сталей 45РП, 40 и 38ХГС. Полуоси с
обломами и трещинами выбраковывают. Погнутые полуоси пра-
вят на прессе с последующим подрезанием фланца.
Особенность сборки задних мостов — необходимость регули-
ровки зацепления конических зубчатых колес главной передачи,
(аключающаяся в правильном размещении одного относительно
другого, получении нормального бокового зазора между их зубья-
ми и зазора в роликовых конических подшипниках.
4.5.2. РЕМОНТ ХОДОВОЙ ЧАСТИ ГУСЕНИЧНЫХ МАШИН
К деталям ходовой части гусеничных машин относят ведущие и
направляющие колеса, поддерживающие ролики, рамы, ходовые
гележки, рессоры, амортизаторы, гусеничные ленты, передние
мосты и др. Ходовая часть гусеничных машин — металлоемкая и
дорогостоящая составная часть машин. Она имеет большое число
379
одинаковых деталей, например опорные катки, поддерживающие
ролики, звенья гусеничных лент и др. Эти детали работают в чрез-
вычайно тяжелых условиях: высокие удельные нагрузки, недоста-
ток или полное отсутствие смазочного материала, наличие абра-
зивной и агрессивной сред, низкие температуры в зимнее время
года и т. д.
При ремонте деталей применяют различные способы восста-
новления, основные из которых — сварка и наплавка (примерно
70 % общего объема работ по наращиванию изношенных поверх-
ностей и поверхностей, имеющих трещины и обломы). Применя-
ют следующие разновидности сварки и наплавки: электрошлако-
вая, широкослойная колеблющимся электродом, автоматическая в
среде водяного пара, под слоем флюса, в среде диоксида углерода,
ручная наплавка и сварка.
Для восстановления деталей ходовой части используют также
весьма производительный способ — заливку высокопрочного чу-
гуна в специально изготавливаемые формы (кокили).
Ремонт опорных катков (поддерживающих роликов). Изношен-
ный обод опорного катка поддерживающего ролика (далее —
опорного катка) восстанавливают различными способами. Напри-
мер, применяют наплавку под слоем флюса. При этом в каче-
стве присадочного материала используют проволоку марки У-8,
Св-ЗОХГСА или ОВС диаметром 1,6...2 мм и флюс АН-348А. На-
плавку проводят автоматическими и полуавтоматическими аппа-
ратами. Для повышения производительности труда опорные катки
наплавляют, устанавливая их попарно по 8...10 с защитными дис-
ками — флюсодержателями. Наплавку ведут одновременно че-
тырьмя электродами на одном опорном катке, при этом ширина
наплавки составляет 50 мм за один оборот. При наплавке электро-
дной проволокой диаметром до 2 мм опорный каток наплавляют
за 2...4 прохода. Наплавку поверхности обода ведут также порош-
ковой проволокой или порошковым ленточным электродом. Ав-
томатическую наплавку изношенной поверхности опорного катка
иногда проводят в среде водяного пара электродной проволокой
У-7 диаметром 1,8 мм.
Износ опорных поверхностей катков можно устранять, приме-
няя высокопроизводительный способ автоматической электроду-
говой наплавки колеблющимся электродом. Присадочная лента .?
(рис. 4.79) плавится электродом, совершающим колебания по ее
ширине. Плотный контакт с поверхностью детали обеспечивается
подачей ленты под утлом р\ На участке выхода лента подогревает
ся электрическим током, проходящим между электродом и токо
проводом, расположенным по ширине ленты.
Сварочный ток разделен резисторами R1 и R2 на два регулиру
емых потока (один проходит через деталь, а другой — через прием
380
*
Рис. 4.79. Схема широкополосной наплавки детали:
/ — деталь; 2— наплавленный слой; 3 — присадочная лента; 4—токопро-
вод; 5— подающие валики; 6 — источник питания
ночную ленту). Это дает возможность регулировать скорость плав-
пения присадочной ленты. Кроме теплоты сварочной дуги на лен-
ту воздействуют капли расплавленного металла электрода и сва-
рочной ванны. Электродную проволоку подают под углом а, что
обеспечивает интенсивное перемешивание металла в ванне и рас-
плавление ленты. Производительность этого способа наплавки
высокая (до 18 кг/ч), толщина наплавленного слоя до 8 мм. В ка-
честве наплавочных материалов рекомендуется использовать по-
рошковую проволоку ПП-ТН250 и присадочную ленту ПЛ-АН101.
По результатам испытаний было установлено, что износостой-
кость опорных роликов по сравнению с новыми в 1,6...1,7 раза
Польше. Наплавку проводят на установке, обеспечивающей про-
изводительность не менее 25 деталей в смену.
Ремонтируют опорные катки также установкой дополнитель-
ных ремонтных деталей. Например, беговые дорожки протачива-
ют на токарном станке до определенного диаметра. Изготовлен-
ные заранее стальные кольца (бандажи) нагревают до температуры
ИХ)...400 °С, напрессовывают на беговые дорожки и приваривают с
обоих торцов. Однако этот способ не обеспечивает надежного ка-
чества, поскольку бандаж при работе постепенно растягивается,
сварочные швы разрушаются и бандаж через некоторое время от-
стает от опорного катка. Для устранения этого недостатка предла-
гается на бандаже изнутри протачивать глубокие фаски, которые
позволяют глубже проплавлять бандаж и ремонтируемую деталь
(рис. 4.80). В этом случае прочность сварного соединения повы-
381
Рис. 4.80. Опорный каток,
восстановленный постановкой бандажа:
/ — бандаж; 2 — зона проплавления; 3 — сварка; 4 — опорный каток
шается, а использование материала бандажа, более
износостойкого по сравнению с металлом опорного
катка, повышает износостойкость отремонтирован-
ного катка.
Для восстановления опорных катков направляющих колес и
поддерживающих роликов с большими и неравномерными изно-
сами ободьев целесообразно использовать способ заливки жидким
металлом (например, высокопрочным чугуном) в специальные
формы (кокили), изготавливаемые из серого чугуна СЧ 15-32.
Технологический процесс восстановления деталей заливкой
жидким металлом состоит из подготовки металла, установки на
стенд изношенной детали, собственно заливки и извлечения дета-
ли из кокиля. На очищенную от грязи, масла и ржавчины деталь
наносят специальный флюс, нагревают ее ТВЧ в индукторе и по-
мещают в форму. Жидкий чугун заполняет промежуток между
стенкой формы и поверхностью изношенной детали.
На качество сплавления металлов существенное влияние ока-
зывают предварительная подготовка поверхности, температура де-
тали и заливаемого металла, способ заливки и др. Качество сплавле-
ния повышается с увеличением шероховатости поверхности. После-
довательность выполнения операций показана на рисунке 4.81.
Опорный каток, поднятый из кокиля пневмоцилиндром, нагрева-
ют ТВЧ от индуктора до температуры 1000...1100 °С (I). Нагретый
опорный каток опускают в кокиль и перемещают кареткой по на-
правляющим в позицию /7, где из ковша в кокиль заливают чугун.
После заливки кокиль при помощи штурвала опрокидывают (III).
Рис. 4.81. Схема установки для заливки опорных катков:
1 — опорный каток; 2— индуктор ТВЧ; 3 — кокиль; 4 — каретка; 5— пневмати-
ческий цилиндр; 6— склиз; 7—рама; 8— штурвал; 9— ковш
382
•
Остывший опорный каток пневмоцилинд-
ром выпрессовывается из кокиля и падает на
склиз, а оттуда — в контейнер-накопитель.
Восстановление ведущих колес. Ведущие
колеса гусеничных машин изготовлены из
стали, например стали 45Л. Основная неис-
правность ведущих колес-износ зубьев. JSbS^SSv^Si
При одностороннем износе зубьев ведущие приваркой накладок:
КОЛеса рекомендуется переставлять С ОДНОЙ / _ накладка; 2- ведущее
стороны машины на другую. Наиболее из- колесо
нашиваются обод во впадине между зубья-
ми и зуб у основания. Венцы изнашиваются более 8 мм у 75...80 %
ведущих колес.
Для восстановления ведущих колес гусеничных машин можно
применять ручную и полуавтоматическую наплавку, постановку
накладок, заливку жидким металлом и другие способы.
При ручной полуавтоматической наплавке изношенные зу-
бья наплавляют по шаблону. Зубья вначале наплавляют по
кромкам с обеих сторон шаблона, а затем, сняв шаблон, по все-
му профилю.
Изношенные зубья ведущих колес восстанавливают также при-
варкой накладок. При этом используют накладки, изготовленные
и подогнанные по каждому зубу. Также используют штампован-
ные накладки толщиной 5... 10 мм (в зависимости от износа), изго-
товленные по профилю нового венца ведущих колес (рис. 4.82).
Но, поскольку конфигурация изношенного зуба весьма сложная,
)та операция трудоемка и малопроизводительна.
Положительные результаты получены при восстановлении зу-
бьев ведущих колес способом термитной наплавки, для которой
рекомендуют смесь следующего состава, %: 55 — железной окали-
ны; 22 —алюминия; 11—оксида марганца; 11 — ферромарганца;
I — графитового порошка. Эта смесь обеспечивает износостойкую
наплавку. При воспламенении смеси температура достигает
2300...3000 "С. Расплавленная в тиглях шихта заполняет специаль-
ные графитовые формы, установленные у зубьев, подлежащих на-
плавке.
Схема термитной наплавки показана на рисунке 4.83. Зубья на-
плавляют одновременно в графитовых формах, выполненных по
форме нового зуба. Тигли снабжены электродами для зажигания
смеси от трансформатора. Благодаря пластине (замедлителю) тер-
митная смесь только при определенном количестве жидкого ме-
талла расплавляет ее и поступает в форму. Перепускные отверстия
служат для протекания металла и нагревания детали. Ведущее ко-
лесо вместе с нижней частью приспособления нагревают в терми-
ческой печи до температуры 650...750 °С.
383
Рис. 4.83. Схема термитной наплавки ведущего колеса:
1 — графитовые электроды; 2 — крышка; 3 — графитный тигель; 4 —
деталь; 5—графитовая крышка; 6—термитная смесь; 7—пластина
(замедлитель); 8— графитовая форма; 9— перепускное отверстие
На каждый тигель берут 500 г термитной смеси, что обеспечи-
вает наплавку высокомарганцовистой сталью аустенитного класса.
Твердость наплавленного слоя НВ 200...220. Время наплавки не
превышает 1 мин, а подготовительные работы — примерно 1 ч.
Недостаток термитной наплавки — неоднородность наплавленно-
го металла.
Восстановление звеньев гусеничных лент. Для увеличения срока
службы звенья гусениц, как правило, отливают из специальной
высокомарганцовистой стали аустенитного класса марки ПЗЛ,
имеющей большую прочность и износостойкость. Основные де-
фекты звеньев гусеничных лент — износ поверхностей отверстий
проушин, беговых дорожек, почвозацепов, цевок; сквозное про-
тирание проушин, трещины и коробление.
Устранение износа проушины (основного дефекта) возможно
методом пластической деформации, описание которого приведе-
но в разделе 3.4 (см. рис. 3.5).
Восстановление звеньев гусениц способом установки дополни-
тельных ремонтных деталей (вкладышей) проводят, когда отвер-
стие проушины имеет износ более 5...8 мм. Из полосовой стали 45
или 50 с помощью специального штампа на прессе или молоте из-
готавливают вкладыши, которые нагревают до температуры
820...830 °С и закаливают в масле. Звено гусеницы устанавливают
на кантователь проушинами вверх, вставляют в проушины мед
ный палец, а в образовавшийся зазор — вкладыш (рис. 4.84). При
повороте звена на 180° вкладыш под действием собственной массы
и массы пальца прижимается к изношенной поверхности проуши
ны. В таком положении вкладыш приваривают к торцу проуши
ны. Реже пользуются клином (см. рис. 4.84).
Восстанавливают проушины звеньев гусениц методом заливки
жидкой сталью на специализированных участках ремонтных пред
приятии.
Торцы проушин перед заливкой зачищают на обдирочно-шлп
фовальном станке, прожигают отверстия угольным электродом,
384
•
Рис. 4.84. Схема восстановления
изношенных проушин звеньев постанов-
кой вкладышей:
а —изношенная проушина; б—подготовка
звена к сварке; в — порядок (I...I1I) наложе-
ния сварных швов; г — восстановленная про-
ушина; / — клин; 2—палец; 3 — место свар-
ки; 4 —вкладыш
й
€§Ш
3 4
Рис. 4.85. Проушина звена с установлен-
ным уплотнением:
/ — технологический палец; 2—торцовый
прижим; 3 — звено гусеницы; 4 — пружина
используя сварочный преобразователь. Затем устанавливают тех-
нологический палец и торцовый прижим с пружиной, которые
способствуют формированию вкладыша во время заливки
(рис. 4.85). Заливку проводят из тиглей, в которых плавятся заго-
товки из стали 45 нагреванием ТВЧ. Шихтой могут служить изно-
шенные пальцы с добавлением на одну плавку (60 кг) 500...700 г
ферромарганца и 250...300 г чугуна. После заливки выпрессовыва-
ют технологический палец.
4.5.3. РЕМОНТ ХОДОВОЙ ЧАСТИ КОЛЕСНЫХ ТРАКТОРОВ И АВТОМОБИЛЕЙ
Продольные балки рам автомобилей изготавливают из сталей
30Т, 25, 15ГЮТ и 19ХГС, поперечины - из сталей 08, 08кп, 20,
20кп, 15ГЮТ и др.
Погнутые или скрученные продольные балки правят в холод-
ном состоянии с помощью винтовых и гидравлических перенос-
ных приспособлений или на стендах с гидравлическим прессом.
Поврежденные кронштейны заменяют новыми.
Ослабление заклепок определяют по дребезжащему звуку и их
перемещению под ударами молотка массой 250 г. Их заменяют
новыми. Изношенные отверстия под заклепки развертывают под
их увеличенный диаметр или заваривают на медной подкладке с
последующей обработкой под чертежный размер.
Трещину в продольной балке или поперечине разделывают под
viлом 70...90°, а ее конец засверливают сверлом диаметром 4 мм.
{лваривают трещины на постоянном токе обратной полярности
электродами УОНИ 13/55 или ОЗС-6 диаметром 4...6 мм. Для уве-
15 Х070
385
личения предела выносливости сварной шов и поверхность по обе
стороны от него на расстоянии 3...4 мм упрочняют наклепом с по-
мощью пневматического молотка со сферическим бойком диамет-
ром 4,5 мм. Диаметр отпечатка не более 3 мм.
Трещины большой длины заваривают. На поврежденный учас-
ток устанавливают прямоугольную или ромбовидную накладку.
Прямоугольные накладки приваривают только продольными шва-
ми. Если трещина проходит через все поперечное сечение про-
дольной балки, то ее заваривают, а на поврежденный участок на
заклепках устанавливают накладку коробчатого сечения.
Рессоры изготавливают из сталей 60С2, 50ХГА и др. Основной
показатель их технического состояния — стрела прогиба, которую
определяют в свободном состоянии и под нагрузкой. При стреле
прогиба меньше допустимой и наличии других дефектов рессору
разбирают. Методы восстановления упругих элементов рассмотре-
ны в разделе 4.1.
Балки передних мостов автомобилей выполняют из сталей 4э,
ЗОХ, 40Х и др. При наличии обломов и трещин их выбраковывают.
Изгиб и скручивание проверяют на специальном стенде. Если есть
отклонения геометрических параметров, то балку правят в холод-
ном состоянии. Изношенное отверстие под клин шкворня обраба-
тывают под ремонтный размер. Отверстие под шкворень растачи-
вают и в него запрессовывают втулку, которую затем обрабатыва-
ют под чертежный размер. Изношенные бобышки по высоте,
следы повреждений и неравномерный износ площадок под рессо-
ры устраняют фрезерованием.
Поворотные кулаки изготавливают из сталей 40Х, 35Х и др. Де-
тали с обломами, трещинами и с изношенными конусными отвер-
стиями под рычаги выбраковывают. Износ проушины под бобыш-
ку балки переднего моста устраняют фрезерованием. Для обеспе-
чения номинального зазора между бобышкой балки и проушиной
поворотного кулака при сборке устанавливают шайбы. Изношен-
ные втулки под шкворень заменяют новыми.
Шкворни поворотных кулаков сделаны из сталей 18ХГТ, 50, 45
и др. Шкворни с обломами и трещинами выбраковывают. Изно
шенные шкворни восстанавливают железнением и другими спо-
собами.
Ступицы направляющих колес тракторов изготавливают из се-
рого чугуна. Детали с трещинами и изломами заменяют новыми.
Изношенные резьбовые отверстия рассверливают и нарезают I
них резьбу увеличенного размера. Посадочные места под подтип
ники и отверстия под обойму сальника восстанавливают устанон
кой втулок.
Трещины в дисках колес тракторов заваривают, сварные швы
зачищают, погнутые диски правят. Ослабленные заклепки сруба
386
*
ют, отверстия развертывают и устанавливают заклепки увеличен-
ного размера.
Покрышки автомобилей подвергают двум видам ремонта: мест-
ному, при котором устраняют проколы, прорывы, разрезы; вос-
становительному, предусматривающему наложение нового про-
тектора.
4.6. РЕМОНТ ГИДРАВЛИЧЕСКИХ СИСТЕМ
Гидросистемы тракторов, комбайнов и сельскохозяйственных
машин включают: источник энергии (насос), гидродвигатель (си-
ловой гидроцилиндр), управляющее устройство (гидрораспреде-
литель), вспомогательные устройства и жидкостные магистрали
(трубопроводы). Необходимость ремонта гидравлических систем
определяют при помощи передвижных или стационарных диагно-
стических комплектов (КИ-4270, МПР-817Д, КИ-5380, КИ-5180
и др.).
Основная причина отказа гидросистемы — абразивное и гидро-
абразивное изнашивания.
4.6.1. РЕМОНТ ГИДРОНАСОСОВ
На тракторах и машинах используют шестеренные насосы типа
НШ (НШ-10У, НШ-32У, НШ-46У, НШ-32-2, НШ-50-2 и т.д.),
которые отличаются конструкцией и рабочими параметрами
(объемной подачей и номинальным давлением).
Гидронасосы разбирают и ремонтируют, если объемный коэф-
фициент подачи меньше 0,65. У отремонтированного насоса
объемный коэффициент должен быть 0,9...0,92.
Основные дефекты деталей шестеренных насосов и способы их
устранения приведены в таблице 4.14.
4.14. Дефекты шестеренного насоса, коэффициенты их повторяемости и основные
способы устранения дефектов
Дефект
Коэффициент
повторяемости
дефекта
Основные способы устранения дефектов
Износ колодца корпуса 1 Пластическое деформирование (об-
жатие), расточка под ремонтный
размер, электроискровая обработка
с доводкой
Износ торцов втулок 1 Шлифование под ремонтный раз-
мер, электроискровая обработка и
шлифование
387
Продолжение
Дефект
Коэффициент
повторяемости
дефекта
Основные способы устранения дефектов
Задиры на эвольвент- 0,9...0,94
ных поверхностях
шестерен
Износ торцов шестерен 0,88...0,91
Износ цапф 0,8...0,86
Износ шестерен по на- 0,75...0,8
ружному диаметру
Перешлифовка под ремонтный
размер
То же
Перешлифовка, электроискровая
обработка с доводкой
Перешлифовка под ремонтный
размер
Для восстановления работоспособности насосов НШ при не-
значительном износе колодцев корпуса меняют местами ведущую
и ведомую шестерню, т. е. нагревательную камеру используют
вместо всасывающей. Для этого в дне колодцев делают новый дре-
нажный канал, а старый заливают баббитом или клеем на базе
эпоксидной смолы. После этого наплывы зачищают заподлицо
ручной торцовой фрезой по стенкам колодцев.
Нагнетательное отверстие рассверливают до размера всасываю-
щего. В нагнетательное отверстие запрессовывают втулку, внут-
ренний диаметр которой равен диаметру всасывающего отверстия.
Корпус с незначительным износом колодцев можно восстановить
растачиванием на увеличенный ремонтный размер (на 0,4...0,5 мм
больше номинального размера). В этом случае насос комплектуют
втулками с увеличенным наружным диаметром.
Корпус насоса со значительным износом колодцев восстанав-
ливают до чертежного или до ремонтного размера: обжатием (пла-
стической деформацией), гильзованием, электроискровой обра-
боткой и др.
Обжимают корпус в специальном приспособлении (рис. 4.86)
на гидравлическом 100-тонном прессе. Приспособление обеспе-
чивает компенсацию износа и равномерный припуск на обработку
благодаря одинаковому усилию обжа-
тия корпуса со всех сторон. Для повы-
шения пластичности корпус перед об-
жатием нагревают в электропечи до
температуры 480...520 "С и выдержива-
Рис. 4.86. Схема обжатия корпуса насоса типа
НШ на прессе:
/—станина; 2— корпус пресс-формы; 3 — блок матриц;
4— корпус гидронасоса; 5 —внутренний пуансон; 6—
верхняя плита; 7—шайба; 8— выталкиватель
388
»
ют в течение 25...30 мин. Процесс обжатия корпуса следует вы-
полнять при температуре 400...440°С (зона наивысшей пластич-
ности материала корпуса). После обжатия корпус повторно на-
гревают до температуры 520...530 °С и выдерживают в течение
20...25 мин, а затем закаливают в воде, подогретой до температуры
50...75 "С. Для снятия внутренних напряжений корпус после за-
калки подвергают отпуску (искусственному старению) при темпе-
ратуре 170...180 "С в течение 4 ч.
Чтобы восстановить корпус насоса гильзованием, необходимо
расточить колодцы под гильзу, затем установить гильзу в расто-
ченные колодцы на эпоксидном клее и провести термообработку
при температуре 80...90 °С в течение 40...60 мин.
Гильзы отливают в металлической форме — кокиле из сплава
АЛ9. Толщина стенки гильзы З...3,5 мм.
При электроискровом методе восстановления колодцев корпу-
са наносят слой металлопокрытия установкой «Элитрон-22БМ»
электродом АЛ-11 диаметром 5 мм. Режимы нанесения: частота
нибрации электрода — 250 Гц, длительность импульса — 3 мин,
время обработки 1 м2 поверхности — 8 мин.
Корпуса шестеренных насосов, работающих под давлением до
2,5 МПа, можно восстанавливать с помощью пластмассовых ком-
позиций—акриловых пластмасс: акрилата АТС-1, бутакрила,
эпоксидно-акриловых пластмасс СХЭ-2, СХЭ-3. Эти пластмассы
в качестве связующих материалов содержат акриловые смолы —
продукты полимеризации метилметакрилата и сополимеризации
метилметакрилата со стиролом. Эти термопластические быстро-
твердеющие пластмассы холодного отвердевания получают сме-
шиванием порошка и жидкости.
Изготовленная масса, имеющая жидкую консистенцию, затвер-
девает без подогрева и давления. Затвердевшая пластмасса стойка к
ноздействию щелочей любой концентрации, бензина, масла, воды.
Раствор пластмассы готовят непосредственно перед применением.
Втулки насосов НШ восстанавливают пластической деформа-
цией в холодном состоянии обжатием, раздачей и осадкой на
100-тонном прессе с помощью специальных приспособлений,
обеспечивающих направленное перемещение металла втулки с це-
лью компенсации износа и получения оптимального припуска на
механическую обработку. При обжатии наружный и внутренний
диаметры втулки уменьшаются, а при раздаче увеличиваются.
Осадкой получают уменьшенный внутренний и увеличенный на-
ружный диаметры за счет уменьшения длины втулки.
После пластической деформации торцы втулок и их диаметры
протачивают (обтачивают) в размер, снимают фаски. Острые
кромки притупляют. Разгрузочные каналы и стыковые плоскости
втулок фрезеруют на фрезерном станке в цанговых зажимах.
389
Для лучшей приработки трущихся поверхностей втулок на них
гальваническим способом наносят слой свинца толщиной 1...5 мкм.
Восстановленные втулки сортируют на соответствующие группы
через 5 мкм. Каждая пара втулок должна быть одной размерной
группы. При необходимости длину втулки компенсируют кольца-
ми, изготовленными из алюминиевого сплава АЛ9 или стали.
Ведущая и ведомая шестерни с трещинами, скручиванием, по-
ломками зубьев и шлицев ремонту не подлежат, и их заменяют.
При потере посадки их шейки шлифуют под ремонтный размер,
хромируют с последующим шлифованием по заданному размеру,
при этом конусность, овальность и радиальное биение не должны
превышать 0,01 мм. Шестерни с изношенными зубьями выбрако-
вывают.
Шестерни с незначительными дефектами ремонтируют в такой
последовательности. На токарно-винторезном станке восстанав-
ливают центровые отверстия цапф. После этого на круглошлифо-
вальном станке обрабатывают под ремонтный размер рабочие по-
верхности цапф, а также торцовую и наружную поверхности зубь-
ев. При больших значениях износа возможен ремонт шестерни,
заключающийся в нанесении электролитических покрытий с по-
следующей механической обработкой под заданный размер. Чис-
ло отремонтированных шестерен проверяют «контролем на крас-
ку»: длина пятна должна составлять не менее 75 % длины зуба, а его
высота не менее 60 % высоты зуба. Боковые поверхности зубьев
должны иметь шероховатость Ra<2,5 мкм, боковой зазор
0,105...0,22мм.
Для поверхностей d, Dn L ремонтируемый интервал соответ-
ственно равен 0,1; 0,2 и 0,3 мм (рис. 4.87). Указанные поверхности
шлифуют за одну установку на круглошлифовальных станках
шлифовальным кругом с точностью до 0,01 мм, ориентируясь на
центральные отверстия в качестве базы. После шлифования ост-
рые кромки зубьев притупляют на обдирочно-шлифовальном
! А
1 — ,
/
/
/
/
ч
■*■
^У-
Q
"г Y—
~1-
1 w
; S
<
Рис. 4.87. Шлифование цапфы (А) и торца (В) зубьев шестерни
390
станке щеткой диаметром 200 мм, изготовленной из проволоки
ОВС толщиной 0,03 мм. Цапфы шестерен можно восстанавливать
хромированием с последующим шлифованием до чертежного раз-
мера. Окружная скорость шлифуемой поверхности 20...25 м/мин;
поперечная подача шлифовального круга 0,003...0,005 мм/об. Ше-
роховатость шлифуемых поверхностей должна быть в пределах,
установленных техническими условиями на изготовление.
4.6.2. РЕМОНТ ГИДРОЦИЛИНДРОВ
В гидравлических цилиндрах наибольшему износу подвержена
внутренняя поверхность корпуса цилиндра, наружная поверх-
ность штока и поршня, отверстие для пропуска штока, а также
уплотнительные кольца и прокладки, которые не ремонтируют, а
заменяют новыми.
У гильзы цилиндра изнашивается внутренняя поверхность, на
которой могут быть задиры, глубокие царапины, а также забоины
и заусенцы по торцам. Гильза гидроцилиндра изнашивается боч-
кообразно. Это вызвано тем, что для основных рабочих операций
нет необходимости использовать весь возможный ход поршня. Та-
ким образом, гильза гидроцилиндра изнашивается в основном в
центральной части, по краям износ минимален.
Дефекты внутренней поверхности цилиндров (риски, задиры,
износ до 0,1 мм) устраняют растачиванием на вертикально-рас-
точном станке до Ra = 2,5 мкм с последующим шлифованием (хо-
нингованием) или же пластическим деформированием роликовой
раскаткой до Ra = 0,16 мкм. Необходимый зазор получают подбо-
ром поршня. Допускается увеличение диаметров отверстий цилинд-
ров не более чем на 0,3 мм. Припуск под хонингование 0,05...0,1 мм
(при диаметре цилиндра до 150 мм). Раскаткой возможно увеличить
диаметр на 0,04...0,05 мм, при этом производительность по сравне-
нию с хонингованием увеличивается в 5...10 раз, износостойкость —
и 1,5...2 раза, усталостная прочность — в 3...4 раза.
Изношенные отверстия в крышках цилиндров восстанавлива-
ют установкой ремонтных бронзовых втулок. Изношенную внут-
реннюю поверхность цилиндров также ремонтируют нанесением
на нее полимерных покрытий на основе эпоксидных смол марок
2100, 2200, 1200 и ЭД-5. Покрытия наносят с помощью специаль-
ных центробежных установок или токарных станков. Отремонти-
рованные таким образом цилиндры имеют высокие эксплуатаци-
онные качества.
Штоки при наличии трещин и расслоения металла, а также
сильных изгибов заменяют. Правка штоков допускается при изги-
бе не более 0,15 мм. Эту операцию выполняют на прессах в холод-
391
ном состоянии и с местным подогревом, используя метод двойной
правки с последующей механической обработкой. При сильном
изгибе штока допускается отрезание проушины. Штоки с больши-
ми повреждениями зачищают, пропаивают припоем ПОС-40 и
снова зачищают. При глубине дефектов до 0,5 мм штоки шлифу-
ют, хромируют слоем толщиной не менее 20 мкм или наплавляют
бронзой и полируют под чертежный или увеличенный размер. Пе-
ред хромированием необходимо провести дехромизацию первона-
чального покрытия.
Отклонение от прямолинейности оси отремонтированного
штока должно быть не более 0,03 мм на длине 500 мм. Биение ра-
бочей поверхности относительно оси —не более 0,01 мм, конус-
ность и овальность — в пределах допуска и шероховатость поверх-
ности Ra < 0,32 мкм.
Для повышения качества отремонтированных штоков реко-
мендуется проводить их суперфиниширование.
Поршни с обнаруженными трещинами ремонту не подлежат.
Поверхностные дефекты глубиной до 0,3 мм ликвидируют зачис-
ткой и проточкой, при этом не допускается уменьшение диамет-
ра более чем на 0,5 мм по сравнению с чертежным размером.
Возможна установка поршней с увеличенным ремонтным диа-
метром.
При ремонте поршня под чертежный размер его рабочая по-
верхность наплавляется латунью марки JI062-1 с последующей
проточкой. У отремонтированного поршня овальность рабочей
поверхности и биение его торцов и рабочей поверхности не долж-
ны быть более 0,03 мм.
Ремонт поршня заливкой полимерными материалами холодно-
го отвердения выполняют при незначительных объемах работ.
При больших объемах работ более рационально применение тер-
мопластов. В этом случае рекомендуется после заливки быстро ох-
ладить поршень в специальном приспособлении. Толщина нано-
симых на детали гидроцилиндров полиамидных покрытий должна
быть не менее 0,3...0,4 мм. Для лучшего сцепления поверхности
детали с полиамидным покрытием ее перед нанесением покры-
тия подвергают дробеструйной обработке колотой крошкой от-
беленного чугуна размером 0,3...0,8 мм. Перед нанесением по-
крытия деталь нагревают до температуры 270...320 "С, причем
чем менее массивна деталь, тем до меньшей температуры ее на-
гревают. После выдержки в течение 1...2 ч на деталь наносят по-
лимерное покрытие толщиной 0,8...0,9 мм, затем ее протачивают
до толщины 0,3...0,4 мм на токарном станке при скорости реза
ния 200...250 м/мин и подаче не более 0,2...0,3 мм/об. В качестве
охлаждающей жидкости рекомендуется применение воды или
5%-го раствора эмульсола.
392
*
4.6.3. РЕМОНТ РАСПРЕДЕЛИТЕЛЕЙ
Характерные неисправности гидравлических распределителей:
износ подвижных сопряжений прецизионных пар; нарушение
гидравлической плотности клапанных пар; потеря упругости пру-
жин и их поломка; повреждение уплотнений; нарушение регули-
ровок. Основные дефекты золотников и поясков золотниковых
отверстий корпусов гидрораспределителей приведены в таблицах
4.15 и 4.16.
4.15. Дефекты золотников, коэффициенты их повторяемости и основные способы
устранения дефектов
Дефект
Коэффициент
повторяемости
дефекта
Основные способы устранения
дефектов
Износ и отклонение геометричес- 1 Перекомплектовка или
кой формы хромирование (железне-
Царапины и риски вдоль поясков 0,36 ние)
Коррозия 0,25
4.16. Дефекты поясков золотников отверстий корпусов гидрораспределителей,
коэффициенты их повторяемости и основные способы устранения дефектов
Дефект
Коэффициент
повторяемости
дефекта
Основные способы устранения дефектов
Износ и отклонение гео- 1 Хонингование под ремонтный
метрической формы размер или электроискровая об-
работка
Точение каверны 0,31 То же
Царапины и риски вдоль 0,23 »
отверстия
Сколы кромок 0,05 Не восстанавливаются
Так как в большинстве распределителей имеются прецизион-
ные пары со значительным числом размерных групп (до 20), то
при незначительном их износе зазор в паре корпус—золотник вос-
станавливают способом подбора золотника по отверстию корпуса
(в процессе перекомплектования) с последующей совместной
притиркой их с помощью масла.
Золотники с незначительным износом и плунжеры топливных
насосов восстанавливают притиркой 5-микронной пастой. Золот-
ники со значительным износом восстанавливают по следующей
технологии: шлифование поясков до выведения следов износа,
хромирование и шлифование золотников в размер. Золотники
393
шлифуют на круглошлифовальных станках шлифовальным кру-
гом или на бесцентрово-шлифовальных станках. Окружная ско-
рость золотника 15...20 м/мин, поперечная подача шлифовального
круга 0,002...0,003 мм/об., продольная подача равна 25 % ширины
шлифовального круга. Для охлаждения применяют содомыльную
эмульсию. После шлифования острые кромки поясков притупля-
ют, отклонения от геометрической формы не должны превышать
0,003 мм, чистота поверхности поясков должна соответствовать
требованиям чертежа на изготовление. Размер поясков проверяют
микрометрической скобой.
После шлифования золотники сортируют на размерные группы
через каждые 0,004 мм. Восстановленные золотники и отверстия
корпуса подбирают по размерным группам таким образом, чтобы
золотник входил в отверстие на 2/3 своей длины, затем их совмест-
но притирают с использованием масла.
При значительном износе отверстия в корпусе под золотник
его хонингуют алмазными брусками или развертывают, а затем
притирают чугунными притирами до исправления геометричес-
кой формы отверстия (кромки кольцевых канавок должны быть
острыми).
Хонингуют отверстия корпуса на станке хонинговальной го-
ловкой в два приема. Общий припуск (на сторону) на хонингова-
ние должен быть 0,02...0,06 мм и на 30 % больше отклонения гео-
метрической формы восстанавливаемого отверстия. Припуск на
чистовое хонингование 0,005...0,008 мм. Окружная скорость хонин-
говальной головки 20...25 м/мин, скорость возвратно-поступатель-
ного движения 11... 12 м/мин, радиальная подача при черновой об-
работке 0,006 мм/двойной ход, при чистовой — 0,003 мм/двойной
ход, удельное давление брусков на стенки хонингуемого отверстия
0,3...0,5 МПа, время хонингования одного отверстия 20...60 с.
Отверстие в корпусе восстанавливают притиркой на вертикаль-
но-сверлильном станке с помощью чугунного притира. Черновую
притирку производят 30-микронной пастой до выведения следов
износа, а чистовую — 5-микронной при частоте вращения шпин-
деля 350 мин-1, 60 двойных ходов притира в 1 мин. Допускаются
отклонения геометрической формы восстановленных отверстий
до 0,004 мм, шероховатость должна соответствовать требованиям
чертежа. Отверстия с помощью пневматического ротаметра сорти-
руют по размерным группам через каждые 0,004 мм.
Метод восстановления поясков золотниковых отверстий кор-
пусов гидрораспределителей методом электроискровой обработки
заключается в нанесении установкой «Элитрон-22БМ» металло-
покрытия электродом из меди М1б диаметром 4...5 мм при угле
наклона электрода к оси отверстия 20...30°. При нанесении по-
крытия ток 3,8 А, напряжение 96 В, время обработки 1 см2 поверх-
394
•
ности 1,5...2 мин. После этого отверстия развертывают и притира-
ют каждое из них группами притиром в течение 3...5 мин до полу-
чения шероховатости по Ra не более 1,6 мкм.
4.6.4. РЕМОНТ ГИДРОУСИЛИТЕЛЕЙ РУЛЕВОГО УПРАВЛЕНИЯ
Характерные неисправности гидроусилителей рулевого управ-
ления (ГУР): износы плунжеров, поршней, золотников и соеди-
ненных с ними отверстий; износы и повреждения прокладок и
уплотнений; нарушение регулировок клапанов; зазор в подшип-
никах и зацеплении. Эти дефекты приводят к увеличению усилия
на рулевом колесе, нагреву масла и возникновению вибрации, что
затрудняет управление трактором.
При дефектации золотников и отверстий в корпусе в зависимо-
сти от износа их поясков можно подобрать часть золотников и
корпусов с последующей их совместной притиркой. Поверхности
изношенных золотников шлифуют, наращивают их хромировани-
ем или осталиванием, вновь шлифуют и притирают. В корпусе
при износе рабочих поясков отверстия хонингуют на ремонтный
размер, подбирают золотники и притирают. При хонинговании
отверстий используют алмазные бруски АСП6 для предваритель-
ного хонингования и АСМ14 для окончательного. Золотники и
отверстие в корпусе комплектуют по размерным группам, добива-
ясь зазора 0,006...0,008 мм.
В поршне заменяют изношенное резиновое кольцо и кожаную
манжету. Алюминиевые поршни восстанавливают электролитичес-
ким натиранием с использованием электролита на основе цинка.
4.6.5. РЕМОНТ ГИДРОТРАНСФОРМАТОРОВ И ГИДРОМУФТ
При ремонте гидродинамических передач контролируют эле-
менты систем управления и блокировочные устройства насосов
подшипниковых узлов и уплотнений. Детали гидродинамических
передач ремонтируют, как правило, восстановлением их чертеж-
ных размеров. К наиболее изнашивающимся деталям этого вида
передач относят подшипниковые узлы, цапфы валов, шпоночные
соединения и рабочие поверхности лопаток. Подшипники и уп-
лотнения не ремонтируют, а заменяют. Цапфы валов ремонтиру-
ют аналогично цапфам насосов.
4.6.6. РЕМОНТ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ
Характерные неисправности рукавов высокого давления: раз-
рывы в средней части; повреждения в местах подсоединения рука-
ва к наконечникам; нарушение герметичности в запорном устрой-
395
стве. Рукава восстанавливают с помощью разборных и неразбор-
ных муфт и ниппелей. Для этого поврежденный участок рукава
отрезают на заточном станке дисковым ножом или остро заправ-
ленным шлифовальным кругом. Для получения неразъемного со-
единения на подготовленный конец рукава надевают муфту (труб-
ку) длинной 46 мм и толщиной стенки 1,5...2 мм, изготовленную
из малоуглеродистой стали БСт.З. В отверстие вставляют ниппель
с гайкой, обжимают на специальном штампе или с помощью при-
способления, обеспечивающего совпадение кольцевых канавок на
муфте с кольцевыми канавками на ниппеле.
Для восстановления рукава с местным повреждением в средней
части поврежденный участок вырезают и на один из обрезанных
концов рукава надевают муфту (на половину ее длины), а в отвер-
стие второго конца вставляют двойной ниппель. Затем оба конца
рукава соединяют, предварительно смазав ниппель и муфту соли-
долом, и обжимают в штампе или на токарном станке.
Изношенные гнезда запорных устройств под шарик восстанав-
ливают зенкованием с последующим пристукиванием шарика по
месту. Поломанные пружины и другие детали заменяют новыми.
4.6.7. ИСПЫТАНИЯ ГИДРАВЛИЧЕСКИХ СИСТЕМ
Техническое состояние агрегатов после ремонта проверяют на
испытательных стендах КИ-4200, КИ-4815М, КИ-4896М. Режимы
обкатки отремонтированных насосов приведены в таблице 4.17.
По частоте вращения определяют подачу насоса и объемный ко-
эффициент подачи, которые должны превышать значения, ука-
занные в таблице 4.18.
4.17. Режимы обкатки отремонтированных насосов
Марка насоса
Продолжительность,
Давление,
МПа
НШ10Е, НШ32У и НШ46У
НШ32-2, НШ50-2, НШ67,
НШ100-2 и НШ50У
2,5
4
4
4
2,5
4
4
4
О
5
8
10
0
7,5
10
10
4.18. Нормативные значения показателей отремонтированных насосов
Показатель и условия
испытания
Максимальное
давление при про-
верке герметично-
сти, МПа
396
НИШЕ
14
НШ32У
14
НШ46У
14
НШ32-2
16 ~
НШ50-2
16
НШ67
13,5
НШ1
*
Продолжение
1 Кжазатель и условия
испытания
Коэффициент по-
пами
11одача, соответ-
ствующая коэффи-
циенту подачи,
л/мин, не менее:
при частоте
вращения ва-
ла, мин-1
номинальном
давлении, МПа
Объем масла,
пропускаемый
через счетчик
стенда, л
НИШЕ
0,9
12,4
1500
10
20
НШ32У
0,9
41
1500
10
60
НШ46У
0,9
60,2
1920
10
90
НШ32-2
0,9
51,8
1920
14
60
НШ50-2
1
0,9
81
1920
14
100
НШ67
0,9
87,8
500
14
140
НШ100-2
0,92
127,6
500
14
200
4.7. РЕМОНТ РАБОЧИХ ОРГАНОВ И СБОРОЧНЫХ ЕДИНИЦ
СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН
4.7.1. РЕМОНТ ОСНОВНЫХ СБОРОЧНЫХ ЕДИНИЦ
Рамы. У сельскохозяйственных машин это наиболее нагружен-
ные несущие элементы, выполненные из проката разного профи-
ля и соединенные сваркой, болтами и заклепками. Основные де-
фекты: ослабление болтовых и заклепочных соединений; разру-
шение сварных швов; износ отверстий и опорных поверхностей;
трещины и разрушения поперечных связей и стоек; трещины и
разрушения продольных балок; изгибы и скручивание продоль-
ных балок и поперечных связей. В процессе возникновения де-
фектов отдельных элементов возможна деформация всей рамы,
что служит причиной нарушения работы передаточных механиз-
мов, расположения рабочих органов, а это, в свою очередь, приво-
дит к снижению качества работы.
Изгиб элементов рамы исправляют с помощью гидравлическо-
го или винтового приспособления.
Трещины или изломы устраняют дуговой сваркой. Предвари-
тельно трещину и прилегающие к ней места очищают от грязи и
ржавчины стальными щетками или шлифовальным кругом с гиб-
ким валом, засверливают края трещины на расстоянии 5... 10 мм от
их конца сверлом диаметром 4...5 мм. Если толщина свариваемых
деталей меньше 5 мм, то трещину заваривают без разделки кро-
мок; при толщине более 5 мм — под углом 90... 100° на 2/3 толщи-
397
ны профиля детали шлифовальным кругом с гибким валом или
крейцмеселем, зубилом и молотком.
Подготовленные участки заваривают, начиная с засверленных
концов трещины. Если трещина превышает половину ширины
балки, то ее заваривают с применением усиливающей стальной
накладки из стали 3. Длину накладки выбирают такой, чтобы она
на 100... 150 мм перекрывала трещину, толщина ее должна быть
близка толщине основной детали при установке накладки с одной
стороны или половине толщины при установке накладок с двух
сторон. По высоте накладки не должны выступать за габариты ос-
новной детали. Накладки приваривают только продольными шва-
ми. Поперечные швы ослабляют прочность основного металла.
Кроме приварки продольными швами усиливающие накладки
могут быть приварены кольцевыми швами (рис. 4.88). Для этого в
усиливающих накладках просверливают отверстия диаметром
20...40 мм таким образом, чтобы поврежденное место находилось
между ними, и затем по периметру этих отверстий приваривают
усиливающую пластину.
Цепи и звездочки. Цепные передачи широко применяют в
сельскохозяйственных машинах для привода рабочих органов.
Цепи подразделяют на втулочно-роликовые, крючковые и комби-
нированные. Как правило, они работают в условиях большого за-
грязнения, при отсутствии смазки, что служит главной причиной
их быстрого изнашивания. Изнашиваются элементы подвижного
соединения цепи (валики, пластины, втулки и др.), в результате
чего увеличивается шаг цепи, а также изнашиваются зубья звездо-
чек. При увеличении шага цепи нарушается ее нормальное зацеп-
ление с зубьями звездочки, что приводит к еще более интенсивно-
му изнашиванию элементов цепи и зубьев звездочки, соскакива-
нию цепи, ее обрыву и поломке звездочки. Поэтому для каждого
типа цепей установлено предельное удлинение, при котором ее
снимают с эксплуатации.
Износ цепи определяют по длине ее двадцати звеньев не менее
чем на трех участках, в которые не должны входить дефектные
звенья. Выбраковывают цепи и звездочки в соответствии с показа-
телями, приведенными в таблице 4.19.
Ремонт втул очно -роликовых цепей заключается в следующем.
Рис. 4.88. Ремонт бруса рамы кольцевыми швами:
1 — брус; 2 — трещина; 3 — усиливающая накладка; 4— кольцевой сварочный шов
398
4.19. Показатели для выбраковки втулочно-роликовых цепей и звездочек
Цепь
Нормаль-
ный шаг,
мм
Выбрако-
вочный
размер
Вес натяжного
груза при
измерении
износа цепи,
H
Контролируемые показатели
при выбраковке звездочек
Высота
головки
зуба, мм
Средняя толщина
зубьев звездочки
номи- предель-
нальная ная
Роликовая
ПР-15,875
Роликовая
ПР-19,05
Роликовая
ПР-25,4
Роликовая
ПР-31,75
Крючковая
»
15,87
19,05
25,4
31,75
38,0
41,3
330
397
528
790
790
858
200
200
500
500
500
500
4,5
5,7
7
7
8
—
5,0
6,5
8,3
12,0
12
—
2,5
3,3
4,2
6
6
—
Цепи разбирают, поворачивают валики и втулки в пластинах на
180° относительно их прежнего положения для работы неизно-
шенными поверхностями, заменяют выбракованные изношенные
или поломанные детали, затем цепь собирают с постановкой вме-
сто негодных новых звеньев, блоков, вилок и валиков.
Втулочно-роликовые цепи разбирают в специальном приспо-
соблении. Цепь с предварительно сточенными на заточном станке
или фрезой на настольном сверлильном станке головками валиков
помещают в приспособление и легким ударом молотка по бород-
ку, установленному на валик со срезанной головкой, взбивают
валик внутрь. С помощью специальной ступенчатой оправки раз-
бирают блоки. Детали цепи, изношенные больше допустимых раз-
меров, выбраковывают. Для сборки цепи отбирают детали с при-
мерно одинаковым износом. Блоки собирают на приспособлении.
В отверстие приспособления устанавливают втулки так, чтобы они
были повернуты на 180° по отношению к положению, которое они
занимали в старой цепи. Затем на их концы напрессовывают внут-
реннюю пластину и конусной оправкой раздают торцы втулок.
Вынимают блок из приспособления, надевают на втулки ролики, с
помощью молотка насаживают вторую щеку и также конусной оп-
равкой раздают торцы втулок.
Цепи собирают на специальной плите с углублением под го-
ловки валика для цепей различного шага. В отремонтированных
втулочно-роликовых цепях не допускается проворачивание вту-
лок во внутренних пластинах и валиков в наружных пластинах,
цепи не должны иметь выкрашивания или трещины на роликах,
втулках и пластинах, а звенья должны свободно вращаться в шар-
нирах.
399
Крючковые цепи изготавливают литьем из ковкого чугуна, а
также стальной штамповкой. Наиболее распространены размеры
шага звеньев этих цепей 38 и 41,3 мм. В некоторых сельскохозяй-
ственных машинах (сеялках, подкормщиках и др.) применяют
крючковые цепи с шагом 30 мм. При эксплуатации крючковых
цепей изнашиваются цапфы рамки и рабочая поверхность крюч-
ка. Изношенную цепь разбирают, звенья контролируют шаблоном
с прорезями шириной 4,5 и 5,5 мм. Этим шаблоном сортируют
звенья по диаметру цапфы на три группы: 5,5...6,5 мм; 4,5...5,5 и
менее 4,5 мм.
Цепь собирают из звеньев одной группы (с одинаковой степе-
нью износа цапфы), затем устанавливают в приспособление, где
обжимают крючки звеньев, восстанавливая таким образом шаг.
Восстановленные цепи с цапфами диаметром 4,5...5,5 мм при-
меняют на менее нагруженных контурах сельскохозяйственных
машин.
Комбинированные цепи состоят из литых рамок и штампован-
ных (из стальных полос) звеньев. К звеньям обычно крепят план-
ки транспортеров. Пригодны для работы литые звенья цепи с диа-
метром цапфы 4...6 мм. Когда износ цапф литых звеньев достигает
размера менее 4 мм, их выбраковывают. Звенья цепи при толщине
рабочей части менее 2 мм также выбраковывают. В тех случаях, ког-
да цепь вытянулась и длина ее 20 звеньев превышает 594 мм, цепь
ремонтируют, обжимая штампованные звенья в приспособлении.
Для увеличения ресурса цепи литые звенья (квадратные рамки)
при сборке цепи поворачивают на 90°. Все звенья восстановлен-
ной цепи должны свободно проворачиваться.
Отремонтированные цепи всех типов обкатывают на стенде в
течение 10...15 мин, затем промывают и смазывают несколько раз
методом окунания в масло при температуре 80 °С.
Звездочки, применяемые в цепных передачах сельскохозяй-
ственных машин, изготавливают из серого чугуна, высокопрочно-
го чугуна или из стали. Во время работы цепных передач посте-
пенно изнашиваются зубья звездочек, поверхности ступиц, шпо-
ночные пазы, резьбовые отверстия. Звездочку выбраковывают,
если износ по толщине зубьев превышает 40...50 % первоначаль-
ной толщины (см. табл. 4.19).
Толщину изношенного зуба замеряют по начальной окружнос-
ти штангензубомером или шаблоном.
Звездочки обычно не восстанавливают. Лишь звездочки с симмет-
рично расположенной ступицей при износе зубьев проворачивают
на 180° и этим увеличивают их ресурс. Таким же образом можно уд-
линить ресурс звездочек с несимметричным расположением ступи-
цы. В этом случае необходимо срезать часть ступицы с удлиненного
конца и наплавить или приварить наставку с другой стороны.
400
»
\
\
\
Предохранительные муфты. Предохранительные устройства ус-
танавливают на машинах, где возможны большие перегрузки и
поломка деталей машин.
Наибольшее распространение получили предохранительные
муфты с зубчатыми шайбами и фрикционными кольцами.
В зубчатых предохранительных муфтах быстро изнашиваются
губчатые поверхности шайб. Изготавливают их из стали 5 и зака-
ливают до твердости 27...45 HRC3. Зубчатые шайбы с зубцами, из-
ношенными до высоты менее 5 мм, ремонтируют высадкой в спе-
циальном приспособлении на пневматическом молоте. Для этого
новую зубчатую шайбу устанавливают в приспособление зубцами
нверх, а затем на нее кладут предварительно нагретую до темпера-
туры 830...900 "С изношенную шайбу зубцами вниз так, чтобы зуб-
цы новой шайбы совпали со впадинами изношенной. Сверху на
изношенную шайбу устанавливают оправку. Придерживая при-
способление щипцами, ударами молота по торцу оправки или под
прессом высаживают зубцы нагретой шайбы до полного профиля.
11осле этого у шайбы зачищают заусенцы, затем нагревают до тем-
пературы 810...830 °С и закаливают в воде.
Изношенные зубцы шайбы могут быть восстановлены также на-
плавкой электродами. Перед наплавкой шайбу рекомендуется по-
догреть до температуры 600...650 "С. После наплавки зубчатую шай-
бу нагревают до температуры 800 °С, устанавливают в приспособле-
ние, состоящее из пуансона, матрицы и выталкивателя, и ударами
молота или прессом восстанавливают первоначальную форму зуба.
После ремонта зубчатая поверхность шайбы должна быть чис-
той, вершины зубьев должны лежать в одной плоскости. Допуска-
ется неплоскостность не более 0,5 мм. Зубцы одной шайбы при
любом положении должны плотно входить во впадины другой при
их совмещении.
У фрикционных предохранительных муфт изнашиваются на-
кладки, которые при ремонте заменяют. Новые накладки прикле-
пывают к дискам полыми медными или латунными заклепками
или приклеивают клеем ВС-ЮТ по типовой технологии.
4.7.2. ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО ПОВЫШЕНИЮ ДОЛГОВЕЧНОСТИ
РАБОЧИХ ОРГАНОВ ПЛУГА
Основной рабочий орган плуга — лемешно-отвальный корпус,
главными рабочими частями которого в свою очередь являются
лемех и отвал, а вспомогательными — стойка, башмак и полевая
доска.
Абразивному изнашиванию подвергаются главным образом ле-
мех, отвал и полевая доска. Их ресурс в первую очередь определя-
ет технический уровень плуга.
401
'(,-8070 чи1
Ришцпщтт
Лемех и отвал образуют рабочую поверхность корпуса. Лемех
подрезает пласт почвы снизу и вместе' с отвалом отделяет его сбо-
ку от стенки борозды. Рабочая поверхность корпуса имеет сравни-
тельно большую площадь контакта с обрабатываемой почвой, при
этом нагрузки на отдельные участки рабочей поверхности в значи-
тельной мере отличаются друг от друга.
В горизонтальной плоскости (рис. 4. 89, а) в зоне лемеха наи-
большие давления сосредоточены у носка, на лезвийной части они
значительно меньше. В зоне отвала максимальные давления почвы
испытывают участок, контактирующий с носовым участком леме-
ха, и режущая кромка груди отвала. В зоне полевой доски макси-
мальные давления сосредоточены в районе пятки (задней части),
причем по мере приближения к лемеху давление на доску умень-
шается.
В вертикальной плоскости (рис. 4.89, б) наибольшие давления у
лемеха сосредоточены вблизи режущей части лезвия, на лицевой
поверхности они значительно меньше. На полевую доску в верти-
кальной плоскости действует давление реакции почвы, причем
это давление также больше в районе пятки доски и меньше в пере-
дней части.
Следствие таких различий в нагрузке — различия в интенсив-
ности изнашивания отдельных участков рабочих органов.
У серийного лемеха, например (рис. 4. 90), можно выделить две
характерные зоны изнашивания — носовую часть / и лезвие 2.
Степень затупления лезвия зависит от гранулометрического со-
става почвы и определяется конфигурацией затылочной фаски.
Как показывает практика, при вспашке глинистых почв угол у
достигает 35°, лезвие наиболее тупое (рис .4.91, а); при вспашке
суглинистых почв у= 8...15° (рис. 4.91, б); при вспашке песчаных и
супесчаных почв у=5...10°, фаска представляет собой плоскую
площадку, формирующую наиболее острое лезвие (рис. 4.91, в).
Рис. 4.89. Схемы сил, действующих на плужный корпус в горизонтальной
плоскости (я) и на лезвие лемеха в вертикальной плоскости (б)
402
*
\
Рис. 4.91. Изнашивание лезвийной части и образование затылочной фаски лемеха
в зависимости от почв:
а — глинистая; б — суглинистая; в — песчаная и супесчаная; а — угол заточки; р — угол
наклона лезвия к дну борозды; у — угол наклона затылочной фаски; 5 — угол заострения
Образование затылочной фаски приводит не только к затупле-
нию лезвия, но и к появлению реакции R почвы (см. рис. 4.89, б),
вертикальная составляющая Rz которой выталкивает лемех из по-
чвы, а горизонтальная /^увеличивает сопротивление перемеще-
нию лемеха. Чем больше площадь фаски и угол ее наклона при
прочих равных условиях, тем больше реакция R, а следовательно,
и Rzu Rx.
Рабочую поверхность отвала по интенсивности изнашивания
можно разделить на три зоны (рис. 4.92). Выбраковывают их из-за
предельного износа в большинстве случаев при образовании
сквозных отверстий в зоне 2 или в результате износа полевого об-
реза до обнажения башмака в зоне 1. Пунктирными линиями ука-
таны сечения, по которым проходят поломки отвалов.
У полевой доски (рис. 4.93) выделяют четыре зоны, наиболее
изнашиваемые из них — первая и вторая. Износ выражается в том,
что задняя часть (пятка) изнашивается по толщине в сторону ее
конца и снизу вверх, в результате чего опорная часть доски приоб-
ретает форму лезвия.
Рис. 4.92. Зоны износа отвала: Рис. 4.93. Зоны износа полевой
/ — полевого обреза; 2— нижнего отверстия доски (1...4)
крепления груди отвала; 3 — крыла отвала
26*
403
Учитывая неравномерную нагрузку и интенсивность изнаши-
вания отдельных участков рабочей поверхности лемеха, отвала, а
также полевой доски, других рабочих органов, одним из направле-
ний повышения долговечности и эффективности использования
является обеспечение равностойкости при их создании, изготов-
лении и ремонте.
В качестве обобщенной количественной характеристики рав-
ностойкости рабочего органа можно использовать коэффициент
равностойкости
Kp = Tpi/Tpk, (4.9)
где Tpi, Трк — конструктивная долговечность /-го наиболее изнашиваемого и к-то
наименее изнашиваемого участков рабочего органа.
Конструктивная долговечность /-го участка рабочего органа, га,
Tpi=^^, (4.10)
где £„,-, Ц-i — начальный и конечный размеры /-го участка, мм; Я,- — скорость из-
нашивания /-го участка, мм/ч на 1 га.
При разработке новых рабочих органов, их модернизации, раз-
работке технологий упрочнения и ремонта необходимо стремить-
ся к обеспечению коэффициента равностойкости, близкого к еди-
нице. Для этого по каждому рабочему органу необходимо иметь ха-
рактеристики изнашивания его отдельных участков. Анализ этих
характеристик и коэффициента равностойкости позволит более це-
ленаправленно решать задачи соотношения конструктивных пара-
метров отдельных участков рабочих органов и подбора износостой-
ких материалов для локального упрочнения наиболее нагруженно-
го, а следовательно, и наиболее изнашиваемого участка.
Проведем анализ соответствия геометрических параметров се-
рийного долотообразного лемеха условиям равностойкости и раз-
работаем рекомендации по его совершенствованию.
Основные геометрические параметры долотообразного лемеха,
определяющие его работоспособность и долговечность, — длина
носка Ln (рис. 4.94), ширина остова (лезвийной части) Hjh, толщи-
на hH лезвия и угол заточки ос.
Известно, что долотообразный лемех типа П-702 сохраняет
свою работоспособность до тех пор, пока:
его носовая часть выступает над лезвийной, т. е. пока не дос*
тигнет размера LK;
ширина лезвийной части Н2к не достигнет 90 мм, определяемой
конструкцией башмака корпуса плуга;
404
*
У/
Н\
□
1_
—н
/
Л
V
нг*
н
Рис. 4.94. Основные геометрические характеристики лемеха,
определяющие его работоспособность
толщина лезвия hK не достигнет определенного размера, харак-
терного для данных условий вспашки (влажности почвы, твердо-
сти, ее гранулометрического состава).
Стандартные размеры нового лемеха следующие: расстояние от
крепежного отверстия до конца носка LH = 270 мм; ширина носо-
вой части Н\= 148 мм; ширина лезвийной части Я2„ = 120 мм;
угол заточки лезвия а = 25°; толщина лезвийной части ha = 1 мм.
По результатам испытаний лемехов на износостойкость в ус-
ловиях дерново-подзолистой среднесуглинистой почвы твердо-
стью 1,3...2 МПа, влажностью 23...27 % построена зависимость
(рис. 4.95) износа Д/,„ и ДД, и интенсивности изнашивания носка
и лезвийной части лемеха от наработки.
Исходя из допустимого размера ширины лезвийной части ле-
меха Н2к — 90 мм, допустимая длина носовой части 1^= 150 мм
(см. рис. 4.94). При средней интенсивности изнашивания носка,
как следует из рисунка 4.95, Ин = 6,5 мм/га и лезвийной части
Ил = 1 мм/га конструктивная долговечность:
AL, мм
Ин, мм/ч
10
ио--
100-
80'■
Ml-
40
20-
1 sC*~~~~-~~
г!>
\/t/
У\2
»,
\
нм
4
/
ч ^
4 6 8 10 12 14 16
Наработка, га
Рис. 4.95. Зависимость износа и интен-
сивности изнашивания серийного лемеха П-702 от наработки:
/ и 3 — износ Д£„ и интенсивность Ии изнашивания носка; 2 и 4— износ ДХЛ и интенсив-
ность И, изнашивания лезвия
405
носка
Гн=(270-150)/6,5 = 18,5 га;
лезвийной части
Гл=(120-90)/1= 30 га.
Коэффициент равностойкости лемеха Кр = 18,5/30 = 0,6.
Таким образом, видно, что конструкция серийного лемеха не
обеспечивает его равностойкости для условий дерново-подзолис-
тых среднесуглинистых почв.
Так как при износе носка лемех не обеспечивает нужную глу-
бину вспашки, его вынуждены выбраковывать при значительном
остаточном ресурсе по лезвийной части (30 — 18,5 = 11,5 га).
Для дерново-подзолистых среднесуглинистых почв было бы
целесообразно изменить соотношение между шириной Н\ носо-
вой и #2н лезвийной частями лемеха (см. рис. 4.94) со значения
148/120 = 1,2 до примерно 189/120 = 1,6, т. е. ширину носовой час-
ти Нл увеличить до 189 мм. Ресурс лемеха в этом случае будет со-
ставлять 30 га. Можно поступить наоборот: при неизменной ши-
рине носовой части уменьшить ширину лезвийной части пример-
но со 120 до 109 мм. При таких конструктивных параметрах была
бы обеспечена равностойкость лемеха, т. е. одинаковая долговеч-
ность его носовой и лезвийной частей, но в этом случае его ресурс
будет лишь 18,5 га.
Достигнуть равностойкости лемеха и увеличить его долговеч-
ность в данном случае до 30 га можно и другим путем — упрочне-
нием или повышением износостойкости его носовой части путем
наплавки на нее износостойкого сплава или другим методом, не
изменяя конструкции лемеха.
Повысить равностойкость и долговечность полевой доски
наиболее целесообразно упрочнением участка 2 (см. рис. 4.93)
износостойким чугуном, керамическими пластинами или на-
плавкой.
Повысить долговечность рабочих органов почвообрабатываю
щих машин, относящихся прежде всего к режущим рабочим
органам (лемеху), возможно, если обеспечить такой параметр
лезвия, при котором его работоспособное состояние сохранялось
бы как можно более длительное время независимо от значения
износа.
Наилучшее решение проблемы — формирование самозатачива-
ющегося лезвия лемехов, что требует определенного соотношения
толщины и износостойкости слоя наплавляемого твердого сплава
и несущего (основного) слоя лезвия лемеха. Однако многочислеп-
406
»
иые эксперименты показывают, что самозатачивание лезвия мож-
но обеспечить лишь при сохранении стабильных внешних усло-
вий работы. Но так как при вспашке такие параметры, как твер-
дость почвы, ее агрегатное состояние и физико-механические
свойства, постоянно изменяются, появляются условия различной
интенсивности изнашивания несущего и режущего слоев, нару-
шается необходимое соотношение их толщины. Например, при
вспашке почв определенной влажности лемехом с нижней наплав-
кой (самозатачивание первого ряда) при давлении почвы Р0 на
лезвие Р{ наблюдается его удовлетворительное самозатачивание
(/>о=Л)-
При уменьшении давления почвы на лезвие (Р0 < Pi), которое
связано с повышением ее влажности, интенсивность изнашива-
ния несущего слоя значительно превышает интенсивность изнаши-
вания режущего слоя и наблюдается так называемое «перезатачива-
пие». На сухих почвах, когда давление на лезвие возрастает
(PQ > P\), наоборот, износ несущего слоя относительно режущего
шпаздывает, т. е. лезвие затупляется, образуется затылочная фаска.
Образование фаски приводит к увеличению угла заострения 5
(см. рис. 4.91) и соответственно тягового сопротивления на
20...60 % в зависимости от износа лезвия, типа почвы и ее твердо-
сти. Уменьшить угол заострения лемеха и площадь фаски можно,
изменив угол заточки лезвия а (рис. 4.96) и сделав более тонкой
лезвийную часть лемеха.
Исходя из изложенных положений, проводят упрочнение и ре-
монт рабочих органов.
Лемех. Изношенные лемехи ремонтируют путем приварки но-
вых носка и лезвия и последующего их упрочнения.
Технология ремонта заключается в следующем. У изношенного
лемеха после его предварительного отжига и правки обрубают из-
ношенное лезвие и носок. Обрубку изношенных частей и последу-
ющую приварку новых вставок осуществляют по трем вариантам
Рис. 4.96. Схема изнашивания лезвия лемеха при различных углах заточки:
/-ot = 30°; 2-cc=8...10*
407
б в
Рис. 4.97. Варианты плужных лемехов, восстановленных ремонтными
вставками по технологиям:
а — Челябинского ГАУ; б— ГОСНИТИ; в — МГАУ им. В. П. Горячкина
в зависимости от значения износа носка (рис. 4.97). По схеме а
можно восстановить до 30 % поступающих в ремонт лемехов, по
схеме б — до 70 % и по схеме в — до 90 %.
Лезвие лемеха обрубают до ширины в зависимости от значения
износа, но не более чем до 90 мм от спинки, параллельно ей.
Затем вырубают соответствующие вставки: из специального
клинового проката ремонтного профиля 30Р — для лезвия, 50Р и
85Р —для носка (см. рис. 4.97, схемы а, б); из листового проката
из стали 40Х, 50Х, 65Г толщиной 10 мм —для носка, 6...8 —для
лезвия и 5...6 мм — для накладной пластины.
Накладную пластину на носке по схеме в вдоль полевого обреза
лемеха шириной 50 мм приваривают для повышения жесткости
носка, чтобы он не изгибался при работе. После приварки вставок
носок лемеха упрочняют с тыльной стороны износостойким мате-
риалом. В качестве последнего применяют: наплавочные электро-
ды Т-590 и дуговую сварку; твердосплавные порошки ФБХ6-2,
ПГ-С27, ПГ-УС25 и индукционную или плазменную наплавку;
пластины из износостойкого чугуна марки ИЧ 290Х12М и припой
марки МНМЦ-68-4-4 и флюсовую пасту ФП-1; керамические пла
стины из оксида алюминия марок ТК-Г, Б-11 и клей марок ВК-36,
ВК-50. Толщина наплавленного слоя (износостойкой пластины)
должна быть 2,5...3 мм, длина — 60...70 мм.
После наплавки лемехи, восстанавливаемые по схемам а и (>,
подвергаются закалке и отпуску, а лемехи, восстанавливаемые по
схеме в, — фрезерованию (заточке) носка и лезвия, закалке и от-
пуску. Угол заточки носка 20...25°, лезвия — 10... 12°. Толщина лез-
вия при заточке 2+0>5 мм.
Отвал (грудь и крыло отвала). Этот орган изготавливают из лис-
товой трехслойной стали, верхний и нижний слои которой из ста-
ли 60, а внутренний — из стали 20. В зависимости от типа почвы
срок их службы колеблется в широких пределах: от 40 га в зонах I
суглинистыми и песчаными почвами до 200 га в зонах с легкими
суглинистыми черноземными почвами. На подзолистых суглини-
стых почвах их ресурс составляет около 70 га.
При несквозном износе отвала в зоне 2 (см. рис. 4.92) наиболее
легко восстановить его работоспособность. В этом случае изио-
408
•
iценный участок зачищают металлической щеткой до металличес-
кого блеска, укладывают и закрепляют отвал на приспособление,
тплавляют изношенный участок вначале простым сварочным
электродом типа Э-42 валиками параллельно полевому обрезу так,
чтобы каждый последующий валик перекрывал предыдущий на 1/3
его ширины. Число валиков зависит от площади изношенного
участка. Затем зачищают заплавленный участок с помощью обди-
рочно-шлифовальной машинки и наплавляют на него износо-
стойкие валики электродом Т-590 в виде сетки или продольных
швов, располагаемых перпендикулярно заплавочным валикам на
расстоянии друг от друга, равном ширине этих валиков. Наплавку
недуг также на приспособлении, чтобы отвал не деформировался.
При сквозном изнашивании отвала изношенный участок выре-
зают газовым резаком или универсальным портативным плазмен-
ным аппаратом для сварки, резки и пайки металлов «Мульти-
илаз-2500». По контуру вырезанного участка изготавливают вставку
из изношенного отвала или листового проката соответствующей
толщины. С обеих сторон оставшейся части отвала (вырезанного
участка) и вставки снимают фаску 3x45°. Отвал закрепляют бол-
тами на приспособлении и приваривают вставку электродом Э-42
диаметром 4 мм с обеих сторон. Зачищают сварочные швы с обеих
сторон обдирочно-шлифовальной машинкой. Размечают и про-
сверливают отверстие диаметром 11 мм под болт крепления отва-
ла к стойке, раззенковывают его под углом 75° и прошлифовыва-
ют или пробивают на прессе квадрат под болт 11x11 мм. Затем
на лицевую сторону наплавляют износостойкие валики электро-
дом Т-590 в виде сетки или продольных швов, располагаемых под
углом 45° к стороне, сопряженной с лемехом (рис. 4.98).
Полевая доска. Изготавливают из сталей 6 или 45. Рабочую по-
верхность подвергают закалке и отпуску. При такой технологии
изготовления ресурс доски в зависимости от почвы колеблется от
10 до 60 га. Полевые доски, как правило, не ремонтируют, но при
изготовлении, с целью повышения ресурса, их можно упрочнить
различными методами (рис. 4.99).
Технология упрочнения дуговой наплавкой заключается в сле-
дующем. Боковую и опорную поверхности доски зачищают до ме-
таллического блеска, а затем на них наплавляют износостойкий
слой ручной сваркой электродом Т-590. Толщина наплавляемых
слоев 2...2,5 мм, ширина наплавленного
слоя на боковой поверхности 20...25 мм.
I'ежимы наплавки: диаметр электрода —
Рис. 4.98. Схема восстановленного и упрочненного
отвала:
/ — износостойкий валик; 2 — ремонтная вставка
409
а □
1 I I I I I I I ЕЕ
Рис. 4.99. Схема упрочнения полевой доски:
а —дуговая (индукционная) наплавка на боковую и опорную рабочие поверхности; б — при-
клеивание керамических пластин к рабочей поверхности; в — приварка бруска из износостой-
кого чугуна к остову
5 мм, ток — 250...270 А, напряжение — 37 В. После наплавки на-
плавленную поверхность зачищают на обдирочно-шлифовальном
станке, закаливают и осуществляют отпуск.
Технология упрочнения керамическими пластинами заключа-
ется в следующем. На изготовленной по типовой технологии по-
левой доске прошлифовывают паз шириной 25 мм до состояния
«как чисто». Затем на обработанную поверхность с помощью клея
ВК-36 приклеивают керамические пластины длиной 35 мм, шири-
ной 25 мм и толщиной 4 мм. Состав и характеристика пластин:
А1203 —99,3%, MgO — 0,5%, температура обжига — 1700 "С,
плотность — 3,90 г/см3. Технология приклеивания керамических
пластин: обезжиривание поверхностей доски и пластин ацетоном,
сушка, наложение на поверхность доски клеевой пленки шириной
25 мм, наложение на клеевую пленку керамических пластин и
прижатие их к доске струбцинами с усилием 0,02 МПа. Отвержда-
ют клей в термошкафу при режимах: температура — 175 "С, вре-
мя — 3 ч, охлаждение — с печью.
Технология упрочнения износостойким чугуном заключается В
следующем. По типовой технологии изготавливают остов полевой
доски из стали 45 с размерами, соответствующими размерам дос
ки, кроме ее ширины. Ширину остова доски принимают меньше
ширины доски на 25 мм. На нижней поверхности остова снимают
фаски 5 х 45°.
Термообработке остов не подвергается.
Изготавливают чугунные бруски размерами: длина х ширина х
х толщина, равными соответственно 170 (половина длины дос
ки) х 25 х 14 мм. Состав чугуна, %: углерод — 3,2...3,6; марганец -
1,9...2,2; хром —8...10; ванадий —5,5...6,5; алюминий— 0,1...0,2;
кальций — до 0,02; железо — остальное. Бруски изготавливают ме
тодом точного литья по выплавляемым моделям или с использона
нием метода литья по выжигаемым (пенополистироловым) моде
лям. Сборка остова доски и бруска заключается в их сварке элект
родом ЦЧ-4. Сварку производят короткими валиками по
режимам: d3 = 3 мм, / = 90... 120 A, U= 18...20 В.
410
•
После сварки и зачистки на сварочный шов наплавляют изно-
состойкий слой толщиной 2...2,5 мм электродом Т-590. Так как
накаливают чугун и наплавочный слой на воздухе, дополнитель-
ной термообработки сталечугунной доске не требуется.
4.7.3. РЕМОНТ РАБОЧИХ ОРГАНОВ ПОСЕВНЫХ МАШИН
Основные элементы посевных машин, обеспечивающие равно-
мерное распределение семян по площади поля и их заделку в по-
чву на определенную глубину, — высевающие аппараты, сошники
и семяпроводы. При износе или повреждениях этих элементов на-
рушаются агротехнические требования в процессе посева.
Основные дефекты высевающих аппаратов: изгиб вала высева-
ющего аппарата; износ или поломка ребер катушек; износ стенки
корпуса в месте соприкосновения с вращающейся розеткой. Их
ремонт заключается в следующем. Погнутые валы правят на плите
холодным способом. Литые корпуса с поврежденной стенкой вос-
станавливают. Для этого в изношенной стенке чугунного корпуса
растачивают отверстие, вставляют в него шайбу, изготовленную из
листовой стали, и закрепляют двумя заклепками с плоскими го-
ловками. У корпусов, изготовленных из штампованных деталей,
изношенный фланец заменяют новым, который приклепывают к
стенке корпуса.
Неисправные катушки заменяют новыми, так как острые кром-
ки, зазубрины могут повреждать семена.
Сошники. На сеялках устанавливают дисковые и анкерные со-
шники.
Дисковый сошник состоит из отлитого из серого чугуна корпуса,
на котором с двух сторон установлены стальные диски.
Основные дефекты дисковых сошников: износ и деформация
дисков; износ уплотнений; износ шариковых подшипников; по-
ломки корпуса. Суммарный показатель износа дисковых сошни-
ков — увеличенный зазор между лезвиями дисков. Если он более
5 мм, то дисковые сошники ремонтируют, в остальных случаях
промывают детали без их полной разборки.
Деформированный диск рихтуют в холодном состоянии на спе-
циальной установке.
В случае кольцевого износа диски ремонтируют, устанавливая
кольца или прокладки из капрона.
При поломке корпуса сошника его сваривают электродами
ЦЧ-4 или ОЗЧ-2. Сила сварочного тока 75...90 А.
Анкерный сошник состоит из клинообразного рыхлящего носка
(наральника), который изготавливают из отбеленного чугуна или
стали, и корпуса из листовой стали. Их ремонт заключается в
411
правке корпуса в случае его деформации и в заточке или замене
изношенного носка. После ремонта поверхность диска должна
быть ровной, без забоин и трещин. Допускается неприлегание к
плоскости контрольной плиты отдельных точек поверхности дис-
ка до 3 мм. Толщина лезвия диска 0,1...0,5 мм. Ее измеряют штан-
генциркулем на расстоянии 0,5 м от кромки лезвия. Забоины и за-
усенцы на лезвии диска не допускаются.
Семяпроводы. На сеялках применяют металлические (ленточ-
но-спиральные), воронкообразные и изготовленные из прорези-
ненной ткани семяпроводы. Рассмотрим в качестве примера лен-
точно-спиральные семяпроводы.
В процессе работы они растягиваются и деформируются. Для
исправления растянутый семяпровод сжимают вставленной внут-
ри него проволокой до нормальной длины 500...550 мм и закреп-
ляют в таком положении. Затем его нагревают до температуры
850 °С (светло-красный цвет) и в вертикальном положении опус-
кают на 2...3 с в ванну с водой, нагретой до температуры 40 °С.
После этого семяпровод охлаждают на воздухе до температуры
220...230 °С (желтый цвет) и вновь опускают в воду до полного ох-
лаждения.
Ленточно-спиральный семяпровод можно отремонтировать и
путем его перенавивки. Для этого в патрон токарного станка уста-
навливают оправку диаметром 26 мм и длиной 800 мм (рис. 4.100).
Вместе с ней в патроне зажимают предварительно смазанную мас-
лом ленту семяпровода. Затем подводят заднюю бабку станка, за-
жимают оправку в центрах, включают токарный станок на малую
частоту вращения и с помощью направляющего устройства, зак-
репленного в суппорте станка, навивают семяпровод.
После ремонта и сборки сеялку регулируют и обкатывают. Ре-
гулируют высевающие аппараты и глубину хода сошников. Обка-
тывают в течение 15 мин при частоте вращения опорно-привод-
ных колес 15...20 мин-1 и давлении воздуха в шинах 0,25 МПа.
Рис. 4.100. Схема восстановления ленточно-спирального семяпровода
на токарном станке навивкой:
/ — патрон станка; 2 — лента семяпровода; 3 — оправка; 4 — центр задней бабки
станка; 5— суппорт; 6— направляющая лента
412
*
4.7.4. РЕМОНТ РАБОЧИХ ОРГАНОВ КОСИЛОК, ЖАТОК
И ЗЕРНОУБОРОЧНЫХ КОМБАЙНОВ
Основные рабочие органы косилок и жаток — режущий аппа-
рат, а зерноуборочных комбайнов — режущий аппарат и моло-
тильное устройство.
Режущий аппарат. Такой аппарат состоит из пальцевого бруса и
ножевой полосы, включающей спинку и головку ножа, сегменты.
Основные дефекты режущего аппарата: износ режущей кромки;
выкрашивание сегментов; износ режущей кромки противорежу-
ищх пластин пальцев; ослабление крепления сегментов и проти-
корежущих пластин; деформация ножевой полосы и ее поломка;
деформация пальцев и их поломка.
У дефектных сегментов срубают головки заклепок и выбивают
их из спинки ножа. Устанавливают новый сегмент и приклепыва-
ют его заклепками размером 5 х 14 мм на стальной балке, в кото-
рой расположены сферические углубления диаметром 10 мм. Фор-
мируют головку заклепки ручной обжимкой диаметром 10 мм.
'■Этой же обжимкой подтягивают ослабленные заклепки крепления
сегментов.
Затупленные сегменты косилок (без насечки) затачивают на
специальных станках. Угол заточки 18...23°. При заточке нельзя
допускать перегрева режущих кромок, так как при высокой темпе-
ратуре может произойти отпуск закаленной зоны и резко пони-
зится ее износостойкость. При износе противорежущих пластин
пальцев их заменяют. Для этого снимают палец, срубают зубилом
головку заклепки, выбивают ее, устанавливают новую пластину и
прочно закрепляют заклепкой размером 6 х 28 мм.
Поломанные пальцы заменяют, а деформированные — правят
ударами молотка или посредством трубы, которую надевают на
посок пальца и отгибают его в нужную сторону.
Молотильное устройство. В зерноуборочных комбайнах такое
устройство служит для выбивания из колоса всех зерен. Обмолот
происходит в результате многократных ударов по стеблям и коло-
су при протаскивании массы через молотильный зазор между ба-
рабаном и подбарабаньем (декой).
Молотильное устройство может быть с одним бильным бараба-
ном («Дон», «Нива») и двумя барабанами («Енисей», «Колос»), а
подбарабанье — односекционным («Дон», «Енисей») и двухсекци-
онным («Нива», «Колос»).
Основные дефекты барабана: забоины и заусенцы на рифах би-
чей; обрыв бичей; износ рифов бичей; деформация вала барабана и
подбичников; обрыв заклепок крепления подбичников к дискам.
Забоины и заусенцы на рифах бичей опиливают, не снимая их
с комбайна. Оборванный бич заменяют. Во избежание нарушения
413
балансировки барабана новый бич должен быть равен по длине
и массе заменяемому. Для этого берут новый бич с тем же на-
правлением рифов, что и заменяемый, выравнивают по длине,
удаляя излишки металла по торцам, и взвешивают. Разница в
массе бичей не должна превышать 10 г. Если новый бич легче
заменяемого, то под его болты крепления устанавливают допол-
нительные шайбы или пластины; если бич тяжелее, то под гай-
ки крепления противоположного бича подкладывают баланси-
ровочные пластины.
После установки нового бича проверяют зазор между рифом и
планкой. Отклонение зазоров между различными бичами и плас-
тинами не более 1 мм. В противном случае под них устанавливают
регулировочные прокладки требуемой толщины, но не более 1 мм.
Массу прокладок учитывают в общей массе бича. Подобранный
бич закрепляют гайками.
Износ рифов бичей проявляется в виде уменьшения их высоты,
что снижает интенсивность обмолота. Номинальная высота ри-
фов, замеренная на расстоянии 16 мм от задней кромки бича, со-
ставляет 8±0,5 мм, допустимая высота — 5 мм.
Бичи с рифами, изношенными более допустимого значения,
заменяют. При замене полного комплекта или отдельных бичей
добиваются, чтобы на остове барабана с противоположных сто-
рон располагались бичи, разница в массе которых не превышает
10 г. Торцы всех бичей должны лежать в одной плоскости, а от-
носительно плоскости торцов подбичников бичи не должны вы-
ступать более чем на 2 мм. При установке нового бича один ко-
нец его точно совмещают с торцами подбичников, а другой при
необходимости отрезают. Гайки на бичах затягивают поочеред-
но, начиная с противоположных концов бича к середине или,
наоборот, с середины к концам. Рифы болтов должны быть за-
подлицо с рифами бича. Допустимое утопание должно состав-
лять не более 1,5 мм.
Бичи с правыми и левыми направлениями наклона рифов уста-
навливают на остов барабана поочередно, они должны плотно
прилегать к подбичникам и быть обращены пологой стороной в
сторону вращения барабана.
Местные изгибы подбичников правят на специальной плите
ударами молотка по наставке, возможен нагрев подбичника пламе-
нем газовой горелки. Неплоскостность подбичников не более 1 мм.
Заключительная операция при ремонте барабана — его ста-
тическая балансировка. При плохо отбалансированном бара-
бане повышаются динамические нагрузки на опорные под-
шипники и раму, в результате которых ускоряется изнашива-
ние подшипников, разрушаются сварные, заклепочные и другие
соединения.
414
•
Статическую балансировку барабана выполняют на роликах
специального стенда. Дисбаланс устраняют балансировочными
пластинами из листовой или полосовой стали с отверстиями, ко-
торые устанавливают под гайки крепления бичей с тыльной сто-
роны подбичника. Барабан считается статически уравновешенным,
если при каждой его остановке после вращения верхнее положение
занимают различные бичи. Чтобы не нарушить динамическую ба-
лансировку, надо устанавливать пластины при статической балан-
сировке симметрично относительно середины барабана под два,
четыре или шесть болтов подбичников.
Основные дефекты подбарабанья (деки): деформация планок в
горизонтальной и вертикальной плоскостях; деформация и разрыв
прутков; разрушение сварных швов; износ планок по высоте и
скрутление их рабочих граней.
Планки, у которых изгиб превышает 2 мм в поперечном на-
правлении и 1 мм в вертикальной плоскости, правят на специаль-
ной полукруглой плите вручную с использованием приспособле-
ний. При значительных изгибах их предварительно нагревают га-
зовой горелкой.
Для правки планок в поперечном направлении используют
специальный ключ с двумя стойками, которые имеют прорези
размером, соответствующим толщине планок. На деформирован-
ные планки устанавливают стойки приспособления. Затем подво-
дят упор к месту наибольшего изгиба и, плавно поворачивая ры-
чаг, правят планки. После выравнивания в случае разрушения
сварного шва их приваривают к щекам и ребрам жесткости, а
прутки, вышедшие из отверстий, ставят на место.
Нарушение кривизны рабочей поверхности подбарабанья уста-
навливают с помощью шаблона. Радиус основного подбарабанья
комбайнов семейств «Нива» и «Колос» составляет 310 + 0,5 мм,
«Енисей» — 287 + 0,5 мм.
Подбарабанья проверяют в пяти сечениях. Если зазор между
шаблоном и планками более 2 мм, то каркас подбарабанья правят
на прессе.
В планках подбарабанья в первую очередь изнашиваются пе-
редние грани. Скрутление рабочих граней планок не должно пре-
вышать 1,5 мм. Его проверяют радиусным шаблоном или радиусо-
мером. При износе граней больше допустимого значения подбара-
банья переставляют, повернув их на 180° так, чтобы задние
неизношенные кромки оказались впереди, или растачивают. Пос-
ле расточки рабочие грани планок основного подбарабанья долж-
ны находиться на дуге радиусом 314 мм у комбайнов семейств
«Нива» и «Колос» и 291 мм — «Енисей».
4.8. РЕМОНТ ОБОРУДОВАНИЯ ЖИВОТНОВОДЧЕСКИХ ФЕРМ
4.8.1. РЕМОНТ ОБОРУДОВАНИЯ СИСТЕМ ВОДОСНАБЖЕНИЯ
Погружные насосы. Насос и электродвигатель ремонтируют на
параллельных участках одного предприятия. Технологический
процесс ремонта предусматривает расстыковку насоса и погруж-
ного электродвигателя на специальном стенде.
Цель последующей разборки насоса и электродвигателя — со-
хранить детали, которые можно использовать повторно. У насо-
сов — это рабочие колеса, лопаточные отводы, у электродвигате-
лей — пластины сердечника статора.
Технологический процесс ремонта насоса предусматривает по-
мимо восстановления изношенных деталей изготовление рабочих
колес путем соединения нижнего и верхнего дисков, щитов, со-
единительных муфт, защитной сетки и обрезиненных подшипни-
ков вала насоса.
Верхний и нижний подшипники вала насоса представляют со-
бой металлические втулки с нанесенным по внутреннему диамет-
ру слоем резины. Втулки насосов с вертикальными валами под-
вергаются воздействию радиальных и касательных усилий, а также
воспринимают динамическую нагрузку в результате влияния не-
уравновешенных вращающихся масс.
Под действием радиальных усилий подшипники испытывают
сжатие, а в результате касательных и динамических нагрузок (не-
смотря на низкий коэффициент трения при смазке водой) посте-
пенно разрушается внутреннее покрытие. Подшипники изготавли-
вают на ремонтных предприятиях путем вулканизации нового слоя
резины по внутреннему диаметру или опрессовкои композицией на
основе эпоксидной смолы с последующей расточкой под размер
новой или шлифованной под ремонтный размер защитной втулки.
Восстановленные и изготовленные в соответствии с техничес-
кими требованиями детали насосов собирают с учетом их конст-
руктивных особенностей. Перед этим рабочие поверхности обре-
зиненных подшипников, резиновых уплотнительных колец и са-
моподжимных сальников смазывают тонким слоем глицерина.
Зазоры и натяги в соединениях должны соответствовать значе-
ниям, установленным для каждой марки насосов (табл. 4.20).
Перед сборкой основание 1 насоса (рис. 4.101) центрируют на
подставке с буртиком высотой 8,5 мм. Устанавливают вал 7вместе
с муфтой 2, опорной шайбой 3 и конусной втулкой 4 в основание
/ и определяют контрольный размер. Осевое перемещение вала
должно быть не менее 2 мм.
Важный параметр качества ремонта насоса —его герметич-
ность, контролируемая водой под давлением, соответствующим
режиму работы испытуемого насоса.
416
»
4.20. Зазоры и натяги основных соединений насосов
Соединение
Натяг (-), зазор (+), мм
по чертежу
минимальный
максимальный
допустимый
Подшипник—втулка защитная
Корпус подшипника—подшипник
Отвод — колесо рабочее
Колесо рабочее — вал
Отвод — колесо рабочее
Муфта — шпонка
+0,065
+0,018
+0,365
+0,016
+0,080
+0,030
+0,299
-0,119
+0,579
+0,160
+0,440
+0,108
+0,600
-0,010
+1,100
+0,300
+0,940
+0,220
По окончании ремонта насоса и электродвигателя их соединя-
ют. Регулировочные прокладки помещают между торцами их ва-
лов или между соединительной муфтой и буртиком вала электро-
двигателя.
Толщина пакета регулировочных прокладок, устанавливаемых
между торцами валов, мм,
s = a-
(Ь+г/2),
(4.11)
где а — наибольшее расстояние от торца вала насоса до торца основания при на-
хождении вала насоса в крайнем левом положении, мм; Ъ — наименьшее расстоя-
ние между торцами вала и корпусом электродвигателя при нахождении вала в
крайнем правом положении, мм; X — осевое перемещение вала насоса, мм.
Рис. 4.101. Сборка насоса:
/ — основание; 2— муфта; 3 —
опорная шайба; 4— конусная втул-
ка; 5 — рабочее колесо; 6 — распор-
ная втулка; 7— вал; 8— подставка
Рис. 4.102. Определение размера
регулировочных прокладок при соедине-
нии насоса и электродвигателя:
1 — насос; 2 — защитная сетка; 3 — электро-
двигатель; 4 — регулировочные прокладки
27-8070
417
Толщина пакета регулировочных прокладок 4 (рис. 4.102), на-
ходящихся между соединительной муфтой и буртиком вала элект-
родвигателя 3, для насоса ЗЭЦВ8-16-140, мм,
^ = 8,5 — Ль
(4.12)
где h\ — наименьшее расстояние между буртиком вала электродвигателя и торцом
подшипникового щита, мм.
Для насосов ЭЦВ6, ЭЦВ8, ЭЦВ10 и ЭЦВ12, мм,
52 = /-(/*! +С/2),
(4.13)
где / — наибольшее расстояние между торцом основания насоса и муфтой, мм; с —
осевое перемещение вала насоса, мм.
Для проверки соответствия отремонтированных электронасо-
сов требованиям ГОСТ 10428—79 проводят испытания, включаю-
щие обкатку, проверку напора и подачи электронасоса в рабочей
области характеристики и значения потребляемого тока.
Испытания проводят на стенде (рис. 4.103) при номинальной
частоте вращения вала. Допустимые отклонения ±5 %. Показания
приборов снимают при установившемся режиме.
Подачу электронасоса измеряют объемным методом не менее
чем в трех точках (в номинальной и крайних) рабочей области ха-
рактеристики. Подача воды, м3/ч,
Q=V/t, (4.14)
где К—объем воды, перекачанной в мерный бак, м3; / — время заполнения бака, ч.
Напор в рабочей области характеристики измеряют маномет-
ром. Подача и напор в контрольных точках должны соответ-
418
Рис. 4.103. Схема стенда для испытания электронасосов:
1 — проверяемый электронасос; 2 — вентили; 3 — расходомер; 4— манометр; 5-
фильтры; 6— мерный бак; 7—насос; 8— емкость
*
ствовать требованиям нормативно-технической документации
(табл. 4.21).
Допустимые отклонения давления у насосов до 0,5 и более
0,5 МПа составляют соответственно 10 и 6 %.
4.21. Основные параметры электронасосных агрегатов
Агрегат
ЭЦВ5-6,3-80
4ЭЦВ6-6,3-85
4ЭЦВ6-6,3-125
1ЭЦВ6-10-140
ЗЭЦВ6-10-80
1ЭЦВ6-16-75Г
ЗЭЦВ6-16-75
ЗЭЦВ8-16-140
2ЭЦВ8-25-100
2ЭЦВ8-25-150
ЭЦВ10-120-60
2ЭЦВ10-63-110
1ЭЦВ12-160-100
Подача при
номинальном
режиме, м3/ч
6,3
6,3
6,3
10
10
16
16
16
25
25
120
63
160
Давление при
номинальном
режиме, МПа
0,8
0,85
1,25
1,4
0,8
0,75
0,75
1,4
1
1,5
0,6
1Д
1
Частота
вращения
вала, с-1
47,5
47,5
47,5
47,5
47,5
47,5
47,5
47,5
47,5
47,5
48,6
48,6
48,6
Номинальная
сила тока, А
8,3
7
10,7
18,3
10,7
13,5
12,7
24,5
24,5
35,6
66
66
130
Значение потребляемого тока — важная характеристика каче-
ства ремонта электронасоса. Его определяют как среднее арифме-
тическое значение тока по фазам. Для электродвигателей при но-
минальных нагрузках допускается превышение значений силы
тока до 15 %. По окончании испытаний воду сливают и подают
насос на консервацию и окраску.
4.8.2. РЕМОНТ СБОРОЧНЫХ ЕДИНИЦ ДОИЛЬНЫХ УСТАНОВОК
Ремонт вакуумных насосов. Для создания требуемого вакуума в
системе доильных установок используют вакуумные насосы двух
видов: водокольцевые и ротационные.
Водокольцевые вакуумные насосы (ВВН-2, ВВН-6, ВВН-12 и др.)
в процессе работы могут иметь следующие неисправности: износ
сальников 2 (рис. 4.104), подшипников, посадочных мест вала под
сальники и подшипники, отложения накипи и продуктов корро-
зии на внутренних поверхностях, нарушение зазора а между тор-
цовыми плоскостями колеса 3 и боковиной 4.
При ремонте изношенные подшипники вала насоса заменя-
ют на новые. Посадочные места вала под сальники и подшип-
ники восстанавливают наплавкой и последующим шлифовани-
ем под чертежный размер. Для удаления накипи и продуктов
27*
419
Рис. 4.104. Схема водокольцевого насоса типа ВВН:
/ — букса; 2— сальник; J-рабочее колесо; 4- боковина; 5 и 8 — регулировочные проклад-
ки; 6 — корпус; 7— труба для подвода воды; 9 — гайка; 10 — крышка; а и а, — зазоры
коррозии применяют механический или химический способы
очистки.
Торцовый зазор а существенно влияет на подачу насоса. При
его увеличении до 0,5...0,8 мм возрастает подтекание воздуха из
нагнетательной полости во всасывающую, в результате чего пода-
ча уменьшается (рис. 4.105).
Зазор а не должен превышать 0,3...0,4 мм. При сборке насоса
его регулируют прокладками 5 (см. рис. 4.104), устанавливаемыми
между корпусом 6 и боковиной 4. Важно, чтобы он был одинако-
вым по обе стороны колеса 3. Положение последнего фиксируют с
помощью латунных или стальных прокладок 8, размещаемых под
торцовую поверхность подшипника со стороны свободного кон-
ца вала. При заворачивании гайки 9 фиксируется внутренняя
обойма подшипника, а наружная зажимается между регулиро-
вочными прокладками и крышкой 10 подшипника. Гайку 9 за-
вертывают так, чтобы после монтажа между крышкой 10 и кор-
пусом подшипника оставался зазор аь свидетельствующий о
том, что подшипник закреплен в корпусе.
Букса 1 сальника 2 (см. рис. 4.104)
поджимается так, чтобы он пропус-
кал воду в виде тонкой струи или от-
дельных капель. При его недостаточ-
ном уплотнении в насос подсасыва-
ем
м \ч
30
15
\
=^
к
>5
4
X
\
0,08 0,06 0,04 0,02 Р, МПа
Рис. 4.105. Зависимость подачи водокольцево-
го насоса от давления при торцовом зазоре,
мм:
7-0,1; 2-0,2; ^-0,5; 4-1,5
420
*
ется воздух, снижая подачу, а при чрезмерном — изнашиваются
сальник и шейка вала.
Ротационные вакуумные насосы направляют в ремонт при соот-
ветствующем снижении их подачи по сравнению с подачей новых
(табл. 4.22).
4.22. Характеристика вакуумных насосов
Насос
Подача, м3/ч,
не менее
Допустимое снижение
подачи, м3/ч
РВН-40/350 40 30
ФЦ-40/130 30 22,5
УВБ-02.000 60 45
Подачу определяют с помощью индикаторов КИ-4840 и
КИ-4840М путем подключения их к всасывающему патрубку при
фиксированном значении остаточного давления в корпусе в соот-
ветствии с инструкцией по эксплуатации индикаторов.
В ремонт не принимают насосы с трещинами в корпусе, прохо-
дящими через его рабочую поверхность, и при чрезмерном умень-
шении толщины стенок, когда его внутренний диаметр превыша-
ет 149,23 мм.
На подачу влияют износы боковых поверхностей крышек, ло-
паток по длине и толщине, внутренней поверхности корпуса и
торцовых поверхностей ротора.
Лопатки выбраковывают при износе более чем на 3 мм по дли-
не и 0,4 мм по толщине, а боковые крышки — боковой поверхнос-
ти более 2 мм, наличии изломов и трещин, проходящих через
плоскость соприкосновения крышки с корпусом.
Вал ротора проверяют на изгиб с помощью индикаторного
приспособления. При биении 0,02 мм его правят. Посадочные ме-
ста под подшипники, сальники и полумуфты восстанавливают на-
плавкой со шлифованием под чертежный размер.
Биение и износ цилиндрической поверхности ротора устраня-
ют шлифованием на круглошлифовальных станках. При скручи-
вании или изломе конца вала ротора он срезается на уровне тор-
цовой поверхности. Затем в торце строго по центру сверлят отвер-
стие, в которое запрессовывают цапфу, выточенную из стали 45.
Изношенные торцовые поверхности крышек шлифуют на
плоскошлифовальных станках до выведения следов износа. У кор-
пуса насоса, скомплектованного с восстановленными крышками и
ротором, хонингуют внутреннюю поверхность, а затем шлифуют
боковые поверхности для получения торцового зазора между ро-
тором и крышками, равного 0,05...0,11 мм.
Перпендикулярность оси отверстия корпуса относительно боко-
вых поверхностей контролируют приспособлением 70-8532-3542.
421
Алмазное хонингование выполняют на вертикально-хонинговаль-
ном станке ЗА833 с приспособлением 70-7442-3542. Шерохова-
тость поверхности после чистового хонингования Ra = 0,2 мкм.
Новые текстолитовые лопатки перед механической обработкой
пропитывают маслом, что предотвращает расслоение текстолита,
его усадку и способствует уменьшению коэффициента трения в
период работы насоса.
После этого лопатки закрепляют в приспособление 70-7203-3541,
фрезеруют и шлифуют по длине, ширине и толщине. В процессе
обработки пластин контролируют перпендикулярность сторон, и
особенно тех, которые обращены к боковым крышкам и образу-
ющей цилиндра, с помощью индикаторного приспособления
70-8532-8543.
Насосы собирают на стенде 8731. В конце сборки болты креп-
ления боковых крышек не доворачивают на 2...3 оборота. Затем на
стенде ОР-9023 устанавливают радиальный зазор (0,04...0,11 мм)
между ротором и корпусом. Для получения требуемого зазора на-
сос закрепляют в приспособлении стенда. На его корпус с двух
сторон монтируют индикаторное приспособление часового типа.
С помощью винтов стенда поднимают крышки вместе с ротором
относительно корпуса на значение требуемого зазора, после чего
зажимают все болты на крышках, снимают индикаторное приспо-
собление, а в крышках и корпусе разворачивают отверстия под
новые штифты.
Приработку трущихся поверхностей и испытание подачи насо-
сов выполняют на стенде 8719 или КИ-9116. На последнем можно
обкатывать и испытывать одновременно два насоса.
Подачу насосов после обкатки определяют пропусканием воз-
духа через жиклер стенда диаметром 8 мм по показаниям вакуум-
метров с помощью имеющейся в инструкции по эксплуатации
стенда тарировочной кривой.
4.8.3. РЕМОНТ СБОРОЧНЫХ ЕДИНИЦ ХОЛОДИЛЬНЫХ УСТАНОВОК
На молочнотоварных фермах и комплексах получили распрост-
ранение компрессорные установки, охлаждающие промежуточ-
ный хладоноситель — воду, которую затем используют для охлаж-
дения молока.
Основные возможные дефекты: нарушение герметичности сис-
темы, износ деталей компрессора и загрязненность внутренних
поверхностей.
Контроль герметичности системы холодильной установки. Для
нормальной работы каждую установку заправляют холодильным
агентом — рабочим веществом с низкой температурой кипения.
422
•
Агенты хладон-12 (дифтордихлорметан CF2C12) и хладон-22
(дифторхлорметан CHF2C1) обладают высокой проницаемостью и
способны проникать через мельчайшие неплотности. Их умень-
шение в системе приводит к снижению производительности уста-
новки или выходу ее из строя.
Для определения негерметичности установок в процессе экс-
плуатации и ремонта используют спиртовые или пропановые га-
лоидные лампы, галогенные течеискатели и полимерные инди-
каторы.
Спиртовые или пропановые галоидные лампы. Одно из свойств
хладонов, содержащих галогены, — способность изменять цвет
пламени в присутствии разогретой до температуры 620...700°С
меди. Пламя может становиться зеленым, а при больших концент-
рациях агента — синим.
Устройство ламп идентично, за исключением того, что в спир-
товой лампе для разогрева медной насадки 6 (рис. 4.106) использу-
ют пары 95%-го этилового спирта, а в пропановой — пропан.
Перед эксплуатацией спиртовую лампу разогревают. В конус-
ную чашу 8, расположенную под вентилем 2, заливают спирт и
поджигают. Спирт, находящийся в баллоне /, начинает интенсив-
но испаряться, и после открытия вентиля 2 его пары поступают
через ниппель 3 в смесительную камеру. Подачу паров спирта ре-
гулируют вентилем 2.
При прохождении паров спирта через смесительную камеру в
нее подсасывается воздух по шлангу 7. Рабочая смесь направляет-
ся в горелку, в которой расположена
медная насадка 6, и поджигается.
После разогрева медной насадки до
темно-красного цвета (620...700 °С) сво-
бодный конец шланга подводят к пред-
полагаемому месту подтекания хладона.
При наличии неплотностей в местах
соединения деталей вместе с воздухом
по шлангу 7 в смесительную камеру и
далее к медной насадке поступает хла-
дон. Цвет пламени будет изменяться,
что свидетельствует о наличии негерме-
тичности в соответствующих местах.
Галогенные течеискатели. Принцип
действия прибора основан на использо-
Рис. 4.106. Схема спиртовой галоидной лампы:
/ — баллон; 2—вентиль; 3 — ниппель; 4— сопло; 5 —
предохранительный колпачок; 6— медная насадка;
7— резиновый шланг; 8— конусная чаша; 9— корпус
423
вании свойства раскаленной платины эмитировать положитель-
ные ионы и резко увеличивать ионную эмиссию в присутствии ве-
ществ, содержащих галогены. Галогенные ГТИ-2, ГТИ-6 и другие
течеискатели выполнены в виде измерительного блока и выносно-
го щупа, соединенных гибким кабелем.
Измерительный блок содержит усилитель тока, генератор зву-
ковых колебаний с усилителем низкой частоты и телефоном, вып-
рямители и стабилизаторы.
В выносном щупе помещены вентиляционное устройство и
датчик в виде диода с платиновыми электродами (коллектор и
эмиттер). Последние выполнены в виде цилиндров со стенками
толщиной 0,1 мм. Электроды датчика подогревают от платинового
нагревателя, представляющего собой спираль из платиновой про-
волоки диаметром 0,5 мм.
При работе течеискателями ГТИ-2 через электроды датчика,
нагретые до 800...900 °С, пропускают воздух посредством вентиля-
ционного устройства. Между эмиттером и коллектором возникает
разность потенциалов, под действием которой в цепи коллектора
протекает ток, являющийся начальным током датчика.
При прохождении между электродами датчика вещества, со-
держащего галогены, резко возрастает ионная эмиссия с поверх-
ности пластин. Ток датчика регистрируется усилителем постоян-
ного тока, расположенным в измерительном блоке, и фиксирует-
ся стрелочным прибором, находящимся на передней панели
блока.
Входной сигнал усилителя поступает в генератор звуковых ко-
лебаний, который обеспечивает акустическую индикацию гром-
коговорителем.
Полимерные индикаторы негерметичности. Выпускаемые в соот-
ветствии с ТУ 28 РСФСР 01.15-020—81 полимерные индикаторы
предназначены для испытания на герметичность сварных, клепа-
ных, фланцевых и других соединений, работающих под давлением
0,4...2 МПа. Их чувствительность значительно выше растворов
мыльной эмульсии. Такие индикаторы представляют собой вод-
ные растворы полимеров, поверхностно-активных веществ, регу-
ляторов рН среды, антифризов и красителей. Их используют при
температуре окружающей среды 25...30 °С и наносят на контроли-
руемые поверхности краскораспылителем. Расход индикатора
10...20 г/м2. Признак негерметичности системы — появление пу-
зырей в местах подтекания хладона.
Устранение негерметичности соединений. Соединения подтяги-
вают с последующей их проверкой описанными ранее способами.
При наличии негерметичности в местах соединения медных тру-
бок со штуцерами тройника всасывающего и нагнетательного вен-
тилей компрессора, не устраняемой подтяжкой накидных гаек
424
*
Рис. 4.107. Труборез (в) и приспособление для развальцовки трубок (б):
1 — поводок; 2 — корпус; 3 — винт; 4— ролик; 5—нож; 6— гайка; 7, Пи 13 — винты; 8ш
12 — планки; 9 — скоба; 10— развальцовываемая трубка
тройника, необходимо их отсоединить, отрезать концы трубок и
выполнить развальцовку.
Для отрезания концов трубок используют специальный трубо-
рез (рис. 4.107, а), для развальцовки — приспособление ПТ-265.10
(рис. 4.107, б), входящие в комплект ПТ-3099А приспособлений и
инструмента.
После устранения негерметичности откачивают хладон из сис-
темы холодильной установки в баллон, испытывают систему дав-
лением газа, вакуумируют ее и заправляют хладоном.
Ремонт компрессоров. Компрессор, используемый для создания
требуемого давления всасывания и нагнетания, — важнейший аг-
регат холодильной установки. Для контроля его технического со-
стояния в процессе эксплуатации и ремонта используют установку
КИ-9265. Она позволяет определить техническое состояние комп-
рессоров без их разборки на работающей установке регистрацией
виброимпульсов.
Последние возникают от соударения соединяемых деталей при
воздействии на коленчатый вал знакопеременного момента в «ша-
говом» режиме на одном его обороте.
Далее виброимпульсы сравнивают с эталонными осциллограм-
мами виброимпульсов.
Основные части установки КИ-9265 — блок управления, тири-
сторная станция и блок измерения (запоминающий осциллограф).
Перед измерением акустических сигналов, возникающих в ре-
зультате соударения деталей компрессора, тиристорная станция 6
(рис. 4.108) подключается к клеммам шкафа управления компрес-
425
Рис. 4.108. Схема подключения установки КИ-9265 для определения
технического состояния компрессора:
/ — компрессор; 2— электродвигатель; 3 — датчик; 4 — усилитель; 5—осцилло-
граф; 6— тиристорная станция; 7—блок управления
сором. Пьезоэлектрический датчик 3 крепят на головке компрес-
сора и подключают к осциллографу 5 через усилитель 4.
Компрессоры ремонтируют при строжайшем соблюдении тех-
нических требований на восстановление деталей — блока цилинд-
ров, клапанов, клапанных седел клапанной плиты, всасывающих
и нагнетательных вентилей и других составных частей, требова-
ний на обкатку и испытание.
Компрессор обкатывают в течение 60 мин. При этом 5 мин —
без нагрузки при частоте вращения коленчатого вала 550 мин-1,
затем 15 мин —при той же частоте вращения вала и остаточном
давлении на линии всасывания 0,06 МПа и давлении на линии
нагнетания 0,1 МПа и 40 мин — при номинальной частоте враще-
ния коленчатого вала (для САФ-23 — 850 мин"1, ФАК-0,7У — 950,
ФВ-6 и ФУ-12— 1440 мин-1) и том же остаточном давлении на
линиях всасывания и нагнетания.
Головка компрессора не должна нагреваться выше 80 "С, а масло
в картере — 50 "С. Давление масла в гидросистеме 0,18...0,2 МПа.
Подтекание масла и просачивание воздуха через сальник не допус-
каются. Время заполнения баллона компрессоров не более 15 с —
Для ФУ-12, 30 с - ФВ-6, 91 с — САФ-23 и 150 с -для ФАК-0,7У.
Герметичность нагнетательных клапанов определяют создани-
ем разности давлений на линиях нагнетания и всасывания. Давле-
ние на линии нагнетания устанавливается 0,8 МПа, остаточное
давление на линии всасывания — 0,048 МПа. При достаточной
герметичности нагнетательных клапанов давление на линии вса-
сывания должно увеличиться до 0,1 МПа не ранее чем за 15 мин.
При обкатке компрессора ФУ-12 необходимо дополнительно от-
регулировать винтом перепускной клапан насоса компрессора до
давления 0,02...0,03 МПа.
426
*
Во время обкатки контролируют отсутствие посторонних сту-
ков. В процессе ее должна быть слышна ритмичная работа клапа-
нов. Плотность сальника контролируют по наличию масляных
подтеканий. Допускается образование одной капли в 1 ч. Темпе-
ратура нагрева картера и нижней части цилиндров не более 70 °С.
Очистка внутренних поверхностей холодильных установок. Гер-
метичная холодильная машина представляет собой химический
реактор, в котором при определенных температурах и давлении
происходят сложные химические процессы, обусловливающие об-
разование загрязнений внутренних поверхностей. Основные из
них —продукты разложения масла и коррозии металлов, вода,
воздух.
Одно из самых нежелательных веществ — вода (влага), которая
служит источником коррозии металла. Продукты коррозии, отмы-
тые хладоном, засоряют фильтры и терморегулирующие вентили.
Наличие воды также приводит к замерзанию дроссельного уст-
ройства терморегулирующего вентиля и выходу установки из
строя.
Для определения влажности холодильного агента используют
индикатор влажности ИВ-7. Внутри герметичного корпуса 1
(рис. 4.109) со смотровым стеклом б установлен чувствительный
элемент 2. Порог чувствительности последнего подобран так, что-
бы его окраска изменялась на уровне предельно допустимых для
холодильных машин концентраций воды (10...60 мг/кг). Если она
более 15 мг/кг в хладоне-12 и более 60 мг/кг в хладоне-22, то чув-
ствительный элемент 2 принимает бледно-розовую окраску. Вре-
мя, необходимое для ее изменения, не превышает 2 ч.
Индикатор влажности можно использовать для определения
влажности холодильного агента, находящегося в системе, а также
в баллоне перед ее заправкой.
Осушка системы холодильных установок. Удаление влаги из сис-
темы холодильных машин называется осушкой. Для этого приме-
4 5 6
2 1 8 7
Рис. 4.109. Схема индикатора влажности ИВ-7:
/ — корпус; 2 —чувствительный элемент; 3 — гайка; 4 — накидная гайка;
5—прокладка; 6— смотровое стекло; 7—заглушка; 8— капроновая вставка
427
няют различные фильтры-осушители, а также проводят вакууми-
рование системы.
В качестве адсорбента в фильтрах-осушителях служит гранули-
рованный силикагель, помещенный в специальный патрон. При
ремонте холодильных установок использованный силикагель вы-
сыпают из патрона в специальную тару и помещают в сушильный
шкаф для восстановления его работоспособности. Адсорбент су-
шат при температуре 150...300 "С в течение 2...3 ч. Далее его просе-
ивают, удаляя мелкие зерна (менее 2 мм).
Для заправки патрона в фильтры-осушители применяют вос-
становленный или новый силикагель с размером зерен 3...5 мм,
хранящийся в герметичных полиэтиленовых пакетах.
Вакуумирование системы проводят с помощью вакуумного на-
соса.
Очистка внутренних поверхностей деталей и сборочных единиц
холодильных машин. По окончании ремонта всех агрегатов и сбор-
ки холодильной машины очищают внутренние поверхности всей
системы. Наиболее эффективна очистка хладоном, которым зап-
равляют холодильную машину.
Установка, показанная на рисунке 4.110, позволяет очищать
как всю систему холодильной машины, так и отдельные ее агрега-
17-
16-
HjJlI
/■V
13 12
Рис. 4.110. Принципиальная схема установки для очистки внутренних
поверхностей деталей холодильных машин:
1 — компрессор; 2 — маслоотделитель; 3 — сепаратор; 4, 8, 10— ветили; 5 — испаритель; 6—
теплообменник; 7-конденсатор; 9-ресивер; 11 - блок управления; 12- регулируемый вен-
тиль; 13 — герметичная емкость; 14- фильтр; 15, 17— присоединительные штуцера; 16— очи-
щаемое изделие
428
•
ты. Очистка выполняется в автоматическом режиме. Хладон подает-
ся компрессором 7 к очищаемому изделию 16 через вентили 4 и 10,
конденсатор 7 и ресивер 9. После очистки он отводится и поступает
на вход компрессора 7 через фильтр 14, герметичную емкость 13, ре-
гулируемый вентиль 12, испаритель 5 и сепаратор 3. Через очищае-
мое изделие 16 протекает кипящий хладон, смывая загрязнения.
Давление в герметичной емкости 7J постепенно повышается. С
помощью блока управления 77 при определенном давлении зак-
рываются вентили 4 и 10 и открывается вентиль 8. Горячие пары
хладона из компрессора 7 поступают в очищаемое изделие 16. Они
вытесняют жидкость и конденсируются в ней, что сопровождается
гидравлическими ударами, способствующими очистке.
Вытесненный жидкий хладон накапливается в герметичной ем-
кости 13, одновременно дросселируется на вентиле 12 и испаряет-
ся в испарителе 5. При этом из него удаляются загрязнения, кото-
рые собираются в сепараторе 3. Пары хладона отсасываются комп-
рессором и вновь нагнетаются в очищаемое изделие.
Очистка паром продолжается до тех пор, пока изделие не на-
гревается до температуры пара, которой соответствует давление
1...1Д (хладон-12) и 1,7...1,8 МПа (хладон-22). При достижении
таких значений с помощью блока управления 77 закрывается вен-
тиль 8. Затем хладон откачивается из герметичной емкости 13. Его
пары конденсируются в конденсаторе 7 за счет отвода теплоты к
испарителю 5. При давлении 0,01...0,02 МПа блок управления по-
дает команду на открытие вентилей 4 и 10. В нагретое изделие по-
ступает жидкость, и весь цикл повторяется.
Испытания холодильных установок после ремонта и заправка
хладоном. По окончании ремонта и проверки комплектности хо-
лодильной установки испытывают систему давлением газа, вакуу-
мируют и заправляют хладоном.
Для испытания используют диоксида углерода или осушенный
азот. Баллон 7 (рис. 4.111) с газом устанавливают рядом с комп-
рессором холодильной установки и через редуктор 2 и отожжен-
ную медную трубку 3 с помощью штуцера 16 подсоединяют к вса-
сывающему вентилю компрессора 14 через пробку 15. К тройнику
нагнетательного вентиля 5 компрессора крепят манометр 7на дав-
ление не менее 2,5 МПа.
Всасывающий и нагнетательный вентили компрессора ставят в
положение «Рабочее» и полностью открывают запорные вентили 9
и 77 ресивера 10. Далее открывают вентиль редуктора 2. В системе в
зависимости от вида холодильной установки создается давление
1...1,7 МПа. В таком режиме установку выдерживают в течение 12 ч.
За это время давление должно сохраниться. Допускается его изме-
нение в пределах, соответствующих колебаниям температуры ок-
ружающей среды и ее барометрического давления.
429
Рис. 4.111. Принципиальная схема испытания системы холодильной установки:
1 — баллон с газом; 2 — редуктор; 3 — медная отожженная трубка; 4 — всасывающий трубопро-
вод; 5—нагнетательный вентиль компрессора; 6 и 16— штуцера; 7—манометр; 8 — конденса-
тор; 9 и 11 — вентили ресивера; 10— ресивер; 12 и 15— пробки вентилей; 13 — компрессор;
14— всасывающий вентиль компрессора
После удаления газа из системы в атмосферу отсоединяют мед-
ную трубку 3 и манометр 7. Вакуумируют и заправляют систему
хладоном. Для этого переводят всасывающий вентиль 14 в поло-
жение «Открыто». К нему подсоединяют медную трубку Л
(рис. 4.112). Продувают трубку 11 в течение 1.1.2 с хладоном из
баллона 1 для вытеснения воздуха до полной затяжки накидной
гайки. Далее последнюю плотно зажимают, баллон с хладоном и
подставкой взвешивают и записывают результат в специальный
журнал.
Рис. 4.112. Схема заправки системы холодильной установки хладоном:
1 — баллон с хладоном; 2— подставка; 3 — конденсатор; 4 и 6 — запорные вентили ресивера;
5—ресивер; 7—нагнетательный вентиль; 8— компрессор; 9— всасывающий вентиль; 10—
пробка; 11 — медная трубка; 12— весы
430
Всасыв$ающий вентиль 9 устанавливают в положение «Рабо-
чее», закрывают вентиль 4 на выходе из ресивера и включают хо-
лодильнуко установку.
При медленном открывании вентиля баллона 1 хладон начина-
ет перетекать в систему холодильной установки. Соединительная
трубка и дасасывающий вентиль покрываются инеем. Во избежа-
ние гидрадалического удара не допускается покрытие инеем голов-
ки компреессора. В этом случае вентиль баллона прикрывают.
Холодильная установка заправляется требуемым количеством
хладона, (определяемым с помощью весов 12. Далее выключают
холодил'ыный агрегат и закрывают вентиль баллона 1. Всасываю-
щий вентгиль компрессора переводят в положение «Открыто»,
снимают чтрубку 11 и заворачивают пробку 10. Устанавливают вса-
сывающий вентиль в положение «Рабочее» и открывают вентиль 4
ресивера. Включают холодильный агрегат и обкатывают его в те-
чение 12 ч. Во время обкатки проверяют наличие посторонних
звуков (дсолжна быть слышна ритмичная работа клапанов), отсут-
ствие масляных подтеканий в местах разъемов и уплотнениях и
равномершость образования льда на панелях испарителя. Давле-
ние всасьывания и нагнетания должно соответствовать паспорт-
ным даннгым. Допускается его отклонение ± 0,2 МПа.
Контрольные вопросы и задания. 1. Какие виды повреждений валов и осей вы
знаете? Каккими способами их устраняют? Опишите технологию восстановления
шеек валов;. 2. Назовите способы восстановления посадочных мест под подшип-
ники корпу/сных деталей. Приведите краткую их характеристику. 3. Назовите ха-
рактерные .дефекты и способы восстановления внутренних и наружных резьб.
Дайте их крраткую характеристику. 4. Изложите технологию восстановления резьб
спиральны\ми вставками. Приведите схему установки тонкостенной резьбовой
вставки. 5. В чем заключается технология восстановления шпоночных и шлице-
вых соединений? 6. Какие способы восстановления применяют при ремонте зуб-
чатых передач и упругих элементов? 7. Изложите способы заделки трещин в кор-
пусных деталях. Дайте краткую их характеристику. Опишите технологию ремонта
трещин стягивающими фигурными вставками. 8. Как восстанавливают гильзы ци-
линдров? Шазовите способы восстановления гильз цилиндров до нормальных раз-
меров. 9. КСак ремонтируют поршни? Как подбирают комплект деталей шатунно-
поршневой^ группы двигателей? 10. Назовите методы и последовательность ремон-
та коленчаатых валов. Какие способы восстановления гнезд под вкладыши
коренных шодшипников вы знаете? 11. Назовите характерные дефекты и способы
ремонта шгатунов, втулок верхней головки шатуна и поршневых пальцев. 12. Ка-
ков порядсок восстановления клапанных гнезд? Расскажите, как ремонтируют
впускные Ш выпускные клапаны. 13. Назовите основные неисправности распреде-
лительного:» вала и способы их устранения. В чем сущность ремонта кулачков ме-
тодом элеклроконтактной пайки пастообразным припоем? 14. Перечислите неис-
правности : прецизионных пар дизельной топливной аппаратуры, вызывающие не-
обходимость их ремонта. Каков порядок обкатки и испытания топливных насосов
после ремсонта? 15. Назовите дефекты и способы определения технического со-
стояния маасляных насосов, центрифуг и фильтров. Какова последовательность
их восстановления? 16. Расскажите о дефектах и процессе ремонта системы
431
охлаждения (водяной насос, вентиляторы). Каковы основные неисправности ра-
диаторов? 17. Какие дефекты наиболее часто встречаются у электрооборудования?
18. Каковы причины появления и способы определения основных неисправнос-
тей генераторов и стартеров? 19. Назовите основные неисправности аккумулятор-
ных батарей, устраняемые при ремонте. Объясните их влияние на работу системы
зажигания. Какова последовательность разборки и сборки аккумуляторных бата-
рей? 20. Назовите причины дефектов ведомых и ведущих дисков муфт сцепления
и способы их восстановления. Перечислите требования к сборке муфт сцепления.
21. Перечислите основные виды и причины возникновения дефектов в коробке
передач. Каковы последовательность сборки коробок передач, порядок обкатки и
испытания? 22. Расскажите о технологии восстановления деталей ходовой части
гусеничных машин (опорные катки, поддерживающие ролики, ведущие колеса,
звенья гусеничных лент). 23. Какие основные дефекты вызывают необходимость
ремонта гидронасосов? Расскажите о технологическом процессе ремонта корпуса
шестеренного насоса. 24. Назовите характерные неисправности, основные дефек-
ты гидравлических распределителей и способы их устранения. Расскажите об осо-
бенностях сборки и испытании распределителей. 25. По какой схеме и на каких
режимах испытывают гидронасосы, гидроусилители и гидроцилиндры? Назовите
основное технологическое оборудование для испытания деталей и агрегатов гид-
равлических систем. 26. Назовите характерные неисправности рабочих органов
сельскохозяйственных машин и способы их устранения. Как неисправности влия-
ют на качество работ? 27. Какова последовательность восстановления лемеха на-
плавкой твердого сплава? 28. Перечислите основные неисправности холодильных
установок и способы их устранения.
\
5. РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
И ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
5.1. РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
5.1.1. ОБЩИЕ СВЕДЕНИЯ
Повышение эффективности сельскохозяйственного производ-
ства связано с развитием электрификации процессов в растение-
водстве и животноводстве, и прежде всего с широким введением
в конструкции машин и оборудования электропривода. Его на-
дежность во многом зависит от технической готовности электро-
двигателей.
Порядок обслуживания и ремонта электрических машин в
сельском хозяйстве регламентирован планово-предупредительной
системой. Она предусматривает производственное и межремонт-
ное техническое обслуживание, текущий и капитальный ремонты.
Периодичность технического обслуживания и ремонтов устанав-
ливают в зависимости от вида электрических машин и среды, в
которой они работают.
Для определения объема ремонта электрической машины уста-
навливают неисправности, разделяя их на внешние и внутренние.
К внешним неисправностям относят:
обрыв одного или нескольких проводов, соединяющих машину
с сетью, или неправильное их соединение;
перегорание плавкой вставки предохранителя;
неисправность аппаратуры пуска или управления;
пониженное или повышенное напряжение питающей сети;
перегрузку электрической машины;
ухудшение вентиляции;
высокую температуру окружающей среды.
Внутренние неисправности электрических машин делят на
механические и электрические. Механическая часть, например
асинхронных электродвигателей, включает станину (корпус),
подшипниковые щиты, подшипники, вал ротора и др. Дефекты
этих деталей, способы их обнаружения и устранения не отлича-
ются от таковых для других видов машин. Наибольшие трудно-
сти при ремонте электрооборудования представляет электричес-
кая часть.
28- 8070
433
/
5.1.2. ТЕХНОЛОГИЯ РЕМОНТА ЭЛЕКТРИЧЕСКИХ МАШИН
/
Технологический процесс ремонта электрических машин
(рис. 5.1) примерно такой же, что и при ремонте другой техники.
Главное отличие — обязательные предремонтные испытания и на-
личие специфических изоляционно-обмоточных работ.
Предремонтные работы. Эти работы заключаются во внешнем
осмотре и испытаниях (выявлении дефектов) и предварительном
установлении объема и вида ремонтных работ.
Состояние основных частей машины проверяют внешним ос-
мотром. Если не обнаружено серьезных повреждений, то машину
испытывают. В программу предремонтных испытаний входят:
проверка наличия обрывов и распайки в обмотках и на выводах;
измерение сопротивления изоляции обмоток относительно кор-
пуса и между собой; испытания электрической прочности изоля-
ции обмоток относительно корпуса и между собой, электричес-
кой прочности межвитковой изоляции, машины в режиме холос-
того хода.
Предремонтные работы
(внешний осмотр, испытание)
Изоляционно-обмоточные
работы (заготовка
изоляции; восстановление
обмоточных проводов;
заготовка секций; укладка
изоляции и секций
обмоток; пайка схемы;
пропитка и сушка)
•
1
Разборочно-дефектовочные
работы (разборка; удаление
поврежденных обмоток;
очистка; дефектация деталей)
1
Комплекто-
вание деталей
Сборочные работы
(сборка сборочных единиц;
сборка машины; контроль
качества сборки)
'
Послеремонтные испытания
■
Отделочные работы
1
Слесарно-механические
и другие работы
(слесарные, станочные
и сварочные)
i ■. ^Ы^
"
Рис. 5.1. Схема технологического процесса ремонта электрических машин
434
•
Испытание на холостом ходу проводят только в том случае,
если машина может быть отремонтирована без замены обмоток.
Более подробно методы проведения испытаний рассмотрены в
разделе 4.4.9.
Разборочно-дефектовочные работы. По результатам предремонт-
ных испытаний машину разбирают, одновременно уточняя вид
неисправностей и объем ремонтных работ. Последовательность
разборки электрооборудования определяется его конструкцией.
Разбирают так, чтобы не повредить отдельные детали, а также
изоляцию обмоток.
После разборки машины все детали и сборочные единицы очи-
щают в специальных машинах или ванне. Детали дефектуют путем
осмотра, измерений и испытаний, сравнивая полученные данные
с техническими требованиями.
После очистки и дефектации детали машин, требующие ремон-
та, поступают в отделение электрического и механического ре-
монта, а не требующие ремонта — на комплектование. Запасные
части взамен выбракованных деталей и восстановленные детали
также поступают на комплектование.
Изоляционно-обмоточные работы. Ремонт обмоток с их заменой
заключается в заготовке и укладке пазовой изоляции; восстанов-
лении обмоточного провода; заготовке секций (намотке катушек);
укладке обмоток, пайке и изоляции соединений; сушке и пропит-
ке обмоток.
Провода обмоток должны быть защищены от механических
повреждений и надежно изолированы один относительно дру-
гого и от активной стали машины. Изоляцию проводов, находя-
щихся в пазах машины, от активной стали называют пазовой
изоляцией.
Слесарно-механические работы. На слесарно-механическом
участке выполняют ремонт токособирательной системы, активной
стали и деталей механической части электрических машин.
Сборочные работы. Собирают электрические машины в после-
довательности, обратной разборке. Предварительно все части дол-
жны быть отремонтированы и испытаны. При сборке машины не-
обходимо проявить особую осторожность, чтобы не повредить об-
мотки, активную сталь, коллектор, щетки и др. При креплении
подшипниковых щитов воздушный зазор между статором и рото-
ром должен быть равномерным.
При сборке машин постоянного тока щетки располагают стро-
го по образующим коллектора на равном расстоянии по окружнос-
ти. Для равномерного износа коллектора щетки необходимо рас-
ставлять в шахматном порядке (со смещением) с учетом их поляр-
ности, чтобы по одному следу скользили щетки разной полярности
(рис. 5.2).
28*
435
/
Рис. 5.2. Схема расстановки щеток на коллекторе
+
Испытание отремонтированных электричес-
_ ких машин. Испытания электрических машин
можно условно разделить на две группы:
пооперационные (промежуточные), прово-
+ димые во время ремонта в целях своевремен-
ного выявления дефектов ремонта;
окончательные, или приемные, проводи-
мые после окончания ремонта в соответствии с
техническими требованиями.
5.2. РЕМОНТ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Технологическое оборудование — активная часть основных
фондов предприятий технического сервиса, которая в значитель-
ной степени определяет качество ремонта, производительность
труда и себестоимость выпускаемой продукции. Металлорежущие
станки, подъемно-транспортное и кузнечно-прессовое оборудова-
ние — наиболее распространенные виды данного технологическо-
го оборудования.
5.2.1. РЕМОНТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Износ деталей и сборочных единиц станков, обусловленный в
основном трением, приводит к уменьшению их точности, жестко-
сти и снижению качества восстанавливаемых деталей.
Основная базовая деталь металлорежущих станков — станина,
на которую монтируют все механизмы и сборочные единицы. От-
носительно станины координируются и перемещаются подвиж-
ные механизмы станка и обрабатываемые заготовки. От конструк-
ции, жесткости, точности изготовления и ремонта станины, фор-
мы и размеров направляющих, свойств материалов, из которых
они изготовлены, и других факторов зависят эксплуатационные
характеристики станка.
Станины изготавливают литьем из серого чугуна марок СЧ 15,
СЧ 18, СЧ 20, СЧ 21, СЧ 24, СЧ 25, СЧ 30, СЧ 35 и высокопрочно-
го чугуна ВЧ 45-5 (толщина стенок 10...15 мм для легких и 25...35 мм
для тяжелых станков) или сваркой из стальных листов и профиль-
ного проката.
Поступательное или вращательное перемещение подвижных
узлов в станках обеспечивают направляющие скольжения или ка-
чения.
436
от
шншз
——j+y-Kj-h-H-
шт
»
Основные дефекты, влияющие на надежность станков:
износ направляющих станины, суппорта, задней бабки (непря-
молинейность, непараллельность);
спиральная изогнутость (извернутость) станины;
износ посадочных отверстий корпуса передней бабки под под-
шипники качения шпинделя;
износ шпинделя, вала фрикциона, зубчатых колес, подшипни-
ков, ходовых валов, винтов и др.
Износ направляющих приводит к искажению формы и нару-
шению поверхностей направляющих, что вызывает снижение точ-
ности обработки на станке. Значение допустимого износа направ-
ляющих зависит от служебного назначения и класса точности стан-
ка. Для станков нормальной точности она составляет 0,2 мм, а для
прецизионного оборудования — 0,002...0,003 мм на длине 1000 мм.
Направляющие станины в процессе эксплуатации изнашива-
ются неравномерно. Так, у отечественных токарных станков типа
1К62, имеющих одну направляющую треугольной несимметрич-
ной формы, а вторую — прямоугольную плоскую, основной износ
происходит на плоскости А как наиболее нагруженной (рис. 5.3).
Значение износа наиболее изнашиваемого участка — не более 0,12 мм
за год при условии работы в три смены в среднесерийном произ-
водстве. По сравнению с поверхностью А поверхность В изнаши-
вается на четверть меньше, а поверхность С— в 1,5 раз меньше.
Предельный износ направляющих может быть различным и за-
висит от требуемой точности обработки и размеров обрабатывае-
мых поверхностей. При больших допусках на обработку деталей и
малой длине обрабатываемой поверхности он может быть значи-
тельным, но с целью сохранения виброустойчивости суппорта и
снижения трудоемкости ремонта не рекомендуют эксплуатировать
станок с износом направляющих более 0,2 мм.
Перед ремонтом станину осматривают. Метод определения из-
носа и геометрической точности направляющих зависит от моде-
ли станка и выявляемых погрешностей, а также условий, в кото-
рых осуществляют ремонт. Например, отклонение от прямоли-
нейности и плоскостности направляющих проверяют лекальной
линейкой, на краску — индикатором.
Рис. 5.3. К износу направляющих станины токарного станка
437
Лекальную линейку прикладывают рабочим ребром к контро-
лируемой поверхности. Износ (погрешность) определяют, изме-
ряя щупом просвет между поверхностями линейки и направляю-
щей. Данный способ применяют для проверки коротких направ-
ляющих, длина которых не превышает 9/10 длины линейки.
Проверку на краску выполняют следующим образом. На поверх-
ность направляющей устанавливают мост или прижимают прове-
рочную линейку с нанесенной краской. Мост (линейку) переме-
щают в продольном и поперечном направлениях. Краска остается
на наименее изношенных частях поверхности направляющей.
Этот способ позволяет определить наличие износа, но не дает воз-:;
можности найти его значение.
При использовании индикатора деталь устанавливают на пли-
те, а индикатор на стойке, которую перемещают по плите.
После осмотра станины выполняют ремонтные операции.
Наибольшее распространение получили три способа: механи-
ческая обработка резанием; использование компенсаторов износа;
применение полимерных материалов.
Механическая обработка резанием. При восстановлении поверх-
ности этим способом используют шабрение, шлифование, чисто-
вое строгание и фрезерование. При выборе способа восстановле-
ния руководствуются значением износа, а также твердостью на-
правляющих и наличием на ремонтном предприятии оборудования
и необходимых приспособлений.
При износе более 0,5 мм применяют строгание или фрезерова-
ние на продольно-строгальных или продольно-фрезерных станках
в несколько проходов — сначала черновых, затем чистовых.
При износе 0,3...0,5 мм направляющие ремонтируют тонким
строганием с последующим шлифованием или шабрением. При
износе 0,1...0,3 мм используют шлифование, а при износе менее
0,1 мм — только шабрение.
Использование компенсаторов износа. Поверхности, на которые
крепят компенсаторы износа (накладки), предварительно обрабаты-
вают шлифованием, строганием или фрезерованием таким образом,
чтобы толщина устанавливаемых накладок была не менее 3 мм.
Компенсаторы износа в зависимости от принятого технологи-
ческого процесса ремонта изготавливают из текстолита марки ПТ,
капрона марки 5, стиракрила ТШ, а также чугуна.
Компенсаторы износа крепят к предварительно подготовлен-
ным поверхностям с помощью эпоксидных композиций. После от-
верждения плотность приклеивания определяют легким простуки-
ванием. Звук должен быть однотонным по всей длине накладки.
После приклеивания на накладках выполняют смазочные
канавки и затем шабрят поверхность каретки по направляющим
станины.
438
•
Применение полимерных материалов. Такие материалы служат
для восстановления отверстия корпуса задней бабки без доводки
отверстия для пиноли, что дает возможность сохранения старой
пиноли.
При восстановлении отверстия корпуса задней бабки использу-
ют, например, бутакрил — смесь, состоящую из 100 массовых час-
тей порошкообразного и 75 массовых частей жидкого бутакрила,
смешиваемых перед применением.
Основная причина спиральной изогнутости (извернутости), осо-
бенно для высокоточных станков, — неплоскостность поверхностей
подошв ножек станины и соединяемых с ними поверхностей тумб,
что требует тщательной сборки и установки этих деталей.
Спиральная изогнутость влияет на точность обработки изделий
в продольном направлении, особенно при обтачивании деталей
большой длины.
Износ посадочных отверстий и посадочных мест под подшипни-
ки шпинделя и непосредственно подшипников изменяет высоту
переднего центра, нарушая взаимное положение центров станка.
Износ зубчатых колес, фрикционов, ходовых валов, винтов и
других деталей не влияет на точность обработки, однако повы-
шенный шум, вибрация и другие дефекты требуют их восстанов-
ления или замены.
Способы восстановления валов, зубчатых колес, подшипников
и других деталей рассмотрены в других разделах учебника, поэто-
му остановимся на восстановлении одной из самых важных дета-
лей станка — шпинделя.
К шпинделям предъявляют особо высокие точностные требова-
ния: допускаемые отклонения от соосности и цилиндричности
посадочных шеек < 0,005 мм; передние и задние конические от-
верстия должны быть концентричны посадочным шейкам, допус-
каемое биение 0,01...0,02 мм на 300 мм длины.
Для восстановления шпинделя необходим наиболее рацио-
нальный метод, например: механическая обработка (способ ре-
монтных размеров), установка компенсаторов износа, гальвани-
ческое покрытие и др. Способ восстановления поверхностей
шпинделя определяют по размеру износа.
Например, если износ шеек шпинделя превышает 0,01 мм на
сторону, то их ремонтируют тонким шлифованием с последующей
притиркой под ремонтный размер. Такой способ ремонта может
быть использован, когда имеется возможность изменить соответ-
ственно диаметральные размеры отверстий в подшипниках или
других деталях, которые сопрягаются со шпинделем.
При износе основных поверхностей шпинделей до 0,05 мм на
сторону сначала их предварительно шлифуют для восстановления
точности геометрической формы поверхностей. Затем хромиру-
439
ют — электролитическое нанесение хромового покрытия. Недоста-
ток этого способа восстановления — отслаивание покрытия. С уве-
личением толщины его прочность уменьшается. После хромиро-
вания с поверхности шлифованием снимают слой до 0,03 мм на
сторону. Максимально допускаемая толщина слоя хрома после
шлифования для поверхностей скольжения шпинделя не должна
превышать 0,12 мм при давлении <50 МПа; 0,05...0,1 —при дав-
лении 50...200 МПа; 0,03 мм —при давлении, превышающем
200 МПа, и динамической нагрузке с нагревом.
При износе более 0,05 мм на сторону поверхность наращивают
металлом, например вибродуговой наплавкой, затем производят
механическую обработку.
Технологический процесс ремонта шпинделя с учетом данных,
определенных при проверке, приведен в таблице 5.1.
5.1. Технологическая последовательность ремонта шпинделя
Номер
опера-
ции
Содержание операции
Эскиз операции
05 Токарная
Зачистить внутренние
фаски в отверстиях с
двух сторон поверхно-
стей @ и ©
10 Слесарная
Установить и закрепить
шпиндель на оправке
15 Токарная
Прорезать резьбу до пол-
ного профиля:
[М48] х 1,5 на поверх-
ности ©
[М64] х 6 на поверхно-
сти®
[М68] х 2 на поверхно-
сти©
20 Фрезерная
Фрезеровать шпоноч-
ные пазы
@ /=40 мм
@ / = 60 мм
^вйе
0
Я>
440
Продолжение
Номер
опера-
ции
Содержание операции
Эскиз операции
25 Шлифовальная
Шлифовать поверхности:
© 0 49,92 мм [50кб],
/ = 95 мм
©0 59,92 мм [60кб],
1—60 мм
©0 74,94 мм [75кб],
/ = 50 мм
©0 69,80 мм [70кб],
/ = 25 мм
30 Гальваническая
Хромировать поверхности:
©0 50,06 мм [50кб],
/ = 95 мм
©0 60,06 мм [60кб],
/ = 60 мм
©0 75,06 мм [75кб],
/ = 50 мм
© 0 69,84 мм, / = 25 мм
35 Шлифовальная
Шлифовать поверхности:
© 0 50,06 мм, / = 95 мм
© 0 60,06 мм, / = 60 мм
© 0 75,06 мм, / = 50 мм
© 0 69,82 мм, / = 25 мм
40 Шлифовальная
Шлифовать конус Мор-
зе 5 на поверхности ®
(крупные риски и зади-
ры не выводить)
45 Слесарная
Собрать станок полностью
50 Токарная
Торцевать шпиндель по
конусному калибру Мор-
зе 5 на поверхности @
-=]
©
^fPt ti
ЧДЛХ U
р
~flf
UL1L
<D®j
Urtnh-tT
PUF::
4ferff
a
ВЩ
3BE
3BE
®
Примечание. Для шлифования конического отверстия шпинделя после
сборки всего станка используют шлифовальную машинку, установленную вместо
резцедержателя. Обязательная операция — проточка торцовой части шпинделя по
конусному калибру.
441
Для ремонта шпинделя используют токарно-винторезный, вер-
тикально-фрезерный, круглошлифовальный станки, верстак со
слесарными тисками и гальваническую ванну, а также соответ-
ствующую технологическую оснастку: четырехкулачковый и по-
водковый патроны; неподвижный люнет; станочные винтовые са-
моцентрирующие тиски; приспособления для внутреннего шли-
фования; оправку установки шпинделя; ключи гаечные; токарные
центры; медные подкладки; хомутик; проходной отогнутый, рас-
точный и резьбовой резцы; концевую фрезу; шлифовальный круг
ППх 400x40x127 — Э5-К; пробку шпоночную 6,5js6; штанген-
циркуль; микрометр рычажный; индикатор; конусный калибр
(Морзе 5).
Отремонтированные станки испытывают на холостом ходу и
под нагрузкой в соответствии с ГОСТ 7599.
Испытание проводят после выверки станка в горизонтальной
плоскости по уровню с точностью 0,02 мм на 1000 мм длины.
Испытание на холостом ходу проводят в течение 45 мин и на-
чинают на самых малых частотах вращения шпинделя, а затем при
последовательном включении всех его рабочих скоростей от ми-
нимальной до максимальной. При максимальной частоте враще-
ния шпинделя станок должен работать не менее 30 мин.
Испытание под нагрузкой выполняют путем обработки деталей
при различной частоте вращения шпинделя в соответствии с тех-
ническими данными паспорта станка. Испытывают с нагружени-
ем станка до максимальной мощности привода, снимая стружку
все большего сечения. Допускают кратковременную перегрузку до
25 % сверх номинальной мощности в течение 30 мин.
Условия испытаний жесткости станка регламентированы соот-
ветствующими стандартами, в которых представлены схемы рас-
положения сборочных единиц и деталей в процессе испытаний,
направление, значение нагружающих сил и точки их приложения,
направление измерения перемещений, способы создания нагру-
жающих сил и средства их измерения, способы и средства измере-
ния перемещений.
5.2.2. РЕМОНТ ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
В ремонтном производстве выполнение многих работ связано с
подъемом и перемещением тяжелых деталей и сборочных единиц
и даже машин в сборе. Грузоподъемные устройства различного
служебного назначения выпускают с ручным, механизированным
или другим приводом. Номенклатура грузоподъемных механизмов
и машин обширна. Их делят на три основные группы:
устройства для перемещения грузов в горизонтальном направлении
(лебедки, транспортеры и конвейеры, тельферные тележки и др.);
442
•
устройства дгля перемещения в вертикальном направлении
(домкраты, подъемники, блоки, лебедки);
устройства для вертикального и горизонтального перемещения
грузов (тали, телгьферы, краны).
Значительную часть подъемно-транспортного оборудования
составляют краны. Ремонт кранового оборудования выполняют,
как правило, в следующей последовательности: капитальный ре-
монт и восемь малых ремонтов с четырьмя осмотрами между
ними. Последовательность межремонтного цикла, ч,
Т= р ■ 14 000,
где (3 — коэффициент, зависящий от режимов работ оборудования (табл. 5.2).
5.2. Значение коэффициента р* для различных режимов работы
подъемно-транспортного оборудования
Оборудование
Режим работы
Кран мостовой с машинным приводом
Кран-балка, лебедка!, электротельфер
Кран с ручным привюдом
Л
с
т
ВТ
л
—
2
1,75
1,5
1
2
3
Примечай и е. Режим работы: Л — легкий; С — средний; Т — тяжелый;
ВТ — высокотяжелый.
Капитальный ремонт — главный вид ремонта кранов. Наиболее
рациональная фюрма ремонта — агрегатный метод, при котором
ремонт выполняют с заменой заранее подготовленных узлов. На-
пример, при замене ходовых колес крана заранее подготавливают
узел колеса комплектно с осями, подшипниками, буксами и муф-
тами, и ремонт сводится к замене изношенного узла другим.
Детали крана,, имеющие изнашивание, превышающее предель-
но допустимые значения, подлежат ремонту или замене (табл. 5.3).
5.3. Рекомендуемые предельные значения износа деталей кранов
Параметр
Размер, мм
базовый
допустимый
Износ,
Толщина реборды:
при диаметре 700), мм
» 500i, мм
» 400i, мм
Ходовое колесо
25
25
21
12,5
12,5
10,5
50
50
50
443
Продолжение
Параметр
Размер,
базовый
Диаметр катания 799
599
400
Шкив тормозной
Диаметр 400
300
200
Полумуфта и втулка зубчатые
Толщина зуба:
при модуле 4 мм 6,3
» 3 мм 4,7
» 2,5 мм 4
Зубчатое колесо и шестерня
Износ по толщине зуба:
механизмов подъема —
» перемещения —-
Блок и ролик
Износ ручья по диаметру —
Крюк
Уменьшение высоты вертикального —
сечения
Обкладка тормозной коробки
Толщина 8
6
мм
допустимый
692
494,2
395,4
391
292
194
4,3
3,3
2,8
—
4
3
Износ, %
1,15
1,15
1,15
2,15
2,65
3
30
30
30
15
20
50 % диа-
нетра каната
10
50
50
Примечания: 1. Разность диаметров ходовых колес не должна превышать
0,2 % номинального диаметра. 2. При износе тормозных шкивов более 2 мм по
диаметру шкив нужно проточить, закалить и прошлифовать. 3. В полумуфтах ме-
ханизмов подъема износ не должен превышать 15 %. 4. В элементах механизмов
подъема, поднимающих расплавленный металл, износ зубчатых передач и муфт
(%) принимают уменьшенным в 2 раза. 5. Допустимый износ по диаметру поса-
дочного отверстия не должен превышать размера, равного разности численных
значений допусков соседних классов точности.
Анализ состояния металлоконструкций кранов показывает, что
усталостные трещины в них появляются уже через 5...7 лет нор-
мальной эксплуатации. Чаще всего трещины возникают в конце-
вых балках и близлежащих от них сечениях пролетных балок и
ферм. Усталостным разрушениям подвергаются преимущественно
элементы, нагруженные переменными напряжениями растяже-
ния, т. е. нижние пояса ферм, нижние горизонтальные листы, рас-
444
*
тянутые волокна вертикальных листов пролетных и концевых ба-
лок. Усталостные трещины в сжатых элементах практически от-
сутствуют. Это объясняют большим запасом прочности вслед-
ствие необходимости обеспечения устойчивости и большими
пределами выносливости материалов при работе элементов на
сжатие.
При эксплуатации кранов в металлоконструкциях наиболее ча-
сто возникают следующие повреждения и дефекты.
1. Трещины в сварных швах в местах соединения главных и
концевых балок (рис. 5.4, зона А). При ремонте поврежденные
участки швов вырубают и заваривают вновь.
2. Поперечные трещины сварных швов поясов главной фермы
в месте соединения с концевой балкой (см. рис. 5.4, зона В). Тре-
щины по шву разделывают и на верхнем поясе заваривают. Сверху
приваривают металлическую площадку толщиной, равной толщи-
не пояса. В нижнем поясе, где заварку выполнить невозможно,
рекомендуют приварить металлическую накладку (рис. 5.5). Также
исправление можно провести, если трещина в сварном шве не
вызвала значительных деформаций конструкции и не привела к
смещениям ее отдельных частей.
3. Трещина в сварном шве или в основном металле вертикаль-
ного листа главной балки в месте примыкания кронштейнов гори-
зонтальных настилов. При ремонте поврежденные места старого
шва или основного металла вырубают под заварку и накладывают
новый шов.
4. Трещины в основном металле нижних поясов вспомогатель-
ных ферм, в уголках и раскосах горизонтальных ферм. Эти трещи-
ны можно заварить или приварить к поврежденным местам до-
Рис. 5.4. Трещины в швах в месте
примыкания вертикальных листов
главных балок к концевым балкам:
/ — металлическая площадка
Рис. 5.5. Установка накладки
на нижнем поясе главной балки:
/ — главная балка; 2 — металлическая
накладка
445
полнительные детали, листы, планки и уголки. Сварные швы и
сечения дополнительных деталей необходимо рассчитывать на
равнопрочность. Длину планок и уголков определяют исходя из
необходимой длины сварных швов:
L = F/(4SaK) + С,
где i —длина одного шва с одной стороны от поврежденного участка, мм; F—
площадь сечения восстанавливаемого элемента, мм2; S— толщина сечения свар-
ного шва, мм2 (определяют по толщине свариваемых элементов); а —коэффици-
ент ослабления шва (а = 0,8); К— коэффициент, характеризующий соотношение
допускаемых напряжений на разрыв и срез в элементе и сечении шва (К — 0,8);
С — дополнительная длина шва на непровар в начале шва (С = 20 мм).
5. Изгиб уголков мостов ферм. Его устраняют при небольших
прогибах или заменяют уголок при больших прогибах.
6. Трещины в швах в местах крепления букс мостов и тележек.
Их устраняют, вырубая швы и основной металл, а затем заварива-
ют. Поврежденные места при этом необходимо разгрузить. Для
этого под концевую балку подводят клинья или приподнимают
угол моста домкратом.
7. Разрыв уголков нижнего пояса главной фермы вблизи свар-
ного шва. Для восстановления уголка старую косынку удаляют и
заменяют ее удлиненной косынкой и новым уголком.
Трещины в листовых элементах металлоконструкций ремонти-
руют заваркой: кромки трещины 1 (рис. 5.6) разделывают допол-
нительно по 20...30 мм за ее границы в направлении возможного
развития трещины, по концам разделки сверлят отверстия 2 и за-
чищают до блеска. Глубину, вид разделки и диаметр отверстия
определяют по толщине свариваемого металла. Трещину завари-
вают электродом Э42А-Ф (конструкции из углеродистых сталей)
или Э50А-Ф (конструкции из низколегированных сталей), остав-
ляя отверстия незаваренными. Ответственные элементы при
этом усиливают накладками 3 (толщи-
ной 0,6...0,7 толщины элемента). При-
варку накладки выполняют фланговыми
швами, избегая наложения усиленных И
поперечных швов.
При ремонте или реконструкции кра-
нов возникает необходимость усиления
металлоконструкций. Схемы усиления
нижних и верхних поясов и раскосов по-
Рис. 5.6. Схема приварки усиливающей накладки:
1 — кромка трещины; 2— отверстие; 3— накладка
*
HI Г
пг ir 2[_ T i|r njr-
п г Тг тПг hit =щ=
м
ж
"1|Г "1;Г
Ж ИГ ~!Г Ж
а
н г
J_L =Й|= Ж. J_L =L_L- ill
_k.J!L l^iDlLjJL.LD.!
I ll ■ I -J 1
в
Рис. 5.7. Схемы усиления элементов металлоконструкций:
а — верхних поясов; б — нижних поясов; в — раскосов
казаны на рисунке 5.7 (усиливающий элемент обозначен пункти-
ром).
В клепаных элементах металлоконструкций все слабые расша-
тавшиеся заклепки заменяют новыми увеличенного размера. Зак-
лепки диаметром до 12 мм разрешено клепать в холодном состоя-
нии, более 12 мм —с нагревом до 1100... 1200 °С. В один прием
удаляют только одну заклепку, последующую заклепку заменяют
только после установки предыдущей.
На все виды ремонтов металлоконструкций кранов необходимо
разработать рабочие чертежи в соответствии с действующими го-
сударственными стандартами. При разработке рабочих чертежей
нельзя уменьшать сечения элементов, изменять сечения и длину
сварных швов конструкций. На выполнение ремонта металлокон-
струкций предприятие, осуществляющее ремонт, получает разре-
шение Госгортехнадзора.
При ремонте металлоконструкций кранов используют матери-
ал, из которого выполнена основная конструкция. Если необходи-
мые данные о материалах отсутствуют, то проводят химический
анализ для определения марки стали. Для металлоконструкций,
работающих на открытом воздухе при температуре -25...-40 "С,
при ремонте применяют мартеновскую сталь спокойной плавки.
На все используемые материалы должны быть сертификаты заво-
да-изготовителя. Если они отсутствуют, то выполняют полный хи-
447
мический анализ материала, а также механические испытания на
временное сопротивление, предел текучести и относительное уд-
линение.
Перед сваркой металлоконструкций детали тщательно очища-
ют. Они не должны иметь кривизны и подрезов. В местах наложе-
ния сварных швов детали очищают от ржавчины до металлическо-
го блеска на ширину не менее 20 мм. Узлы металлоконструкций
собирают на плитах, стеллажах или стендах, гарантирующих пра-
вильную установку деталей. Сборку необходимо выполнять без
приложения усилий, создающих в деталях изгибы и упругие де-
формации. При производстве ремонтных работ на месте установ-
ки крана действует правило свободной сборки.
Если в металлической конструкции имеются элементы с про-
гибами (изгибы стоек и раскосов ферм, полок уголков нижних
или верхних поясов ферм), то допускают их правку в холодном
состоянии при условии, что прогиб не превышает 3 % свободной
длины элементов. Холодную правку осуществляют с приложением
статической нагрузки и только при положительной температуре
воздуха. Правку выполняют струбцинами (рис. 5.8, а), домкратами
(рис. 5.8, б), скобами (рис. 5.8, в) и рычагами (рис. 5.8, г).
Вмятины, не поддающиеся правке, ремонтируют приваркой
ребер жесткости (рис. 5.9). При значительном изгибе элементов
разрешена правка с нагревом до 900...1150°С (от вишневого до
оранжевого цвета каления). Правку с нагревом до 700... 1100 "С
Рис. 5.8. Приспособления для правки металлоконструкций:
а — струбцина; б — домкрат; в — скоба; г — рычаг
448
•
Рис. 5.9. Схема приварки ребер
жесткости:
1 — место приварки
применяют для элементов из углеро-
дистых сталей, до 900... 1150 °С —для
элементов из низколегированных ста-
лей. Деформированные элементы ме-
таллоконструкций нагревают горел-
кой в месте наибольшей деформации
с выпуклой стороны. Охлаждать эле-
менты после приварки можно только
при положительной температуре воз-
духа. Правку деформированных эле-
ментов наплавкой валиковых швов
ударами не допускают. Правку нужно
прекращать при температуре не ниже
700 °С (красный цвет каления).
Сварные швы не должны иметь не-
ровности, пористость, непровары, ра-
ковины, незаплавленные кратеры,
трещины в основном или наплавлен-
ном металле, а также не допускаются
подрезы основного металла и непра-
вильная высота швов. Сварщик, выполняющий шов, ставит лич-
ное клеймо в начале и в конце сварочного шва. На сварочных
швах, сосредоточенных в одном месте, разрешено ставить одно
клеймо сварщика.
Качество сварных соединений контролируют:
просвечиванием рентгеновскими или гамма-лучами не менее
25 % длины стыковых сварных швов, а также другими физически-
ми методами контроля, например ультразвуком;
механическими испытаниями контрольных образцов, сварен-
ных в тех же условиях, в которых выполняют основные сварочные
работы металлоконструкций.
После выполнения ремонта металлоконструкций крана необ-
ходимо составить акт. Его составляют лица, выполнявшие ремонт,
и контролеры ОТК. В акте указывают: наименование чертежа и
его номер, по которому выполняют ремонт; номера сертификатов
на использованный материал и электроды (сертификаты прилага-
ют к акту); протоколы лабораторий, выполнявших испытания об-
разцов; протоколы просвечивания стыковых сварочных швов с
расположением мест просвечивания и оценки качества швов; дан-
ные сварщика и номер его удостоверения со сроком действия. Акт
со всеми приложенными документами хранят в паспорте крана.
Лицо, ответственное за исправное техническое состояние крана,
должно сделать соответствующую запись о выполненном ремонте
металлоконструкций крана.
29- 8070
449
5.2.3. ОСОБЕННОСТИ РЕМОНТА
КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ
При работе кузнечно-прессового оборудования, особенно обо-
рудования ударного действия, все его основные составные эле-
менты испытывают значительные нагрузки, что требует постоян-
ного контроля технического состояния. Ремонтная служба пред-
приятия осматривает кузнечно-прессовое оборудование в течение
рабочей смены. Обеденный перерыв используют для регулировки
зазоров направляющих, подтяжки креплений, проверки средств
обеспечения безопасности и др.
Ремонт выполняют на месте установки оборудования. Предва-
рительно проверяют наклон шабота каждого молота, который уст-
раняют при ремонте. Допустимый наклон в продольном направ-
лении не более 3 мм, в поперечном — не более 4 мм на 1000 мм
длины. Допускают наплавку плоскостей шабота с целью обеспече-
ния горизонтальности плоскостей. Наплавленный слой не должен
превышать 20 мм.
У шаботов изнашиваются поверхности, соединяющиеся с ниж-
ним бойком. Их восстанавливают строганием или шлифованием.
Используют переносные приспособления. Плоскостность и пря-
молинейность обрабатываемых поверхностей проверяют с помо-
щью контрольной линейки на краску или щупом.
Значительно изнашиваются направляющие ползунов криво-
шипных прессов. При ремонте восстанавливают их прямолиней-
ность и взаимопараллельность с точностью 0,03 мм.
Ремонт начинают с шабрения наименее изношенных плоско-
стей, принимаемых в качестве базовых. Затем фрезеруют и шабрят
изношенные поверхности. Направляющие считают отремонтиро-
ванными, когда точность координат ползуна соответствует техни-
ческим требованиям на ремонт.
У изношенных станин прессов восстанавливают прямолиней-
ность и перпендикулярность направляющих поверхностей отно-
сительно поверхности стола. При ремонте используют шабрение,
фрезерование, установку компенсаторов износа из стали, тексто-
лита, латуни и акрилопластов.
В качестве базы принимают поверхность стола, которую пред-
варительно шабрят, добиваясь 6...8 пятен на площади 25 х 25 мм.
Затем шабрят направляющие станины по отремонтированным на-
правляющим ползуна или, в зависимости от формы поверхностей,
по плите.
В процессе ремонта периодически проверяют перпендикуляр-
ность восстанавливаемых поверхностей базовым контрольным
угольником. Отклонение от перпендикулярности до 0,08 мм на
длине 500 мм.
450
5.3. РЕМОНТ МАШИН И ОБОРУДОВАНИЯ
ПЕРЕРАБАТЫВАЮЩИХ ПРЕДПРИЯТИЙ
Предприятия перерабатывающей отрасли агропромышленного
комплекса оснащены большим количеством технологического
оборудования, например предприятия мясной промышленности
насчитывают более 400 наименований. Все оборудование, приме-
няемое на перерабатывающих предприятиях, может быть разделе-
но на две группы: основное и вспомогательное. К основному от-
носят оборудование, которое выполняет заданный технологичес-
кий процесс (разделение, измельчение, перемешивание, тепловую
обработку и др.) и непосредственно контактирует с сырьем. Чаще
это оборудование называют технологическим. Вспомогательное
оборудование обеспечивает нормальную работу основного, т. е.
выполняет функции транспортирования, подъема, резервирова-
ния сырья и т. п.
Работа технологического оборудования заключается в последо-
вательном выполнении вспомогательных (загрузка, выгрузка, пе-
ремещение, контроль и т. п.) и основных (перемешивание, из-
мельчение, формование, варка и т. п.) операций. В зависимости от
соотношения вспомогательных и основных операций оборудова-
ние может быть неавтоматического, полуавтоматического и авто-
матического действия. В неавтоматическом оборудовании вспо-
могательные и частично основные операции выполняют с при-
менением ручного труда (оборудование для обработки кишок).
В полуавтоматах основные операции выполняет оборудование, а
вспомогательные — рабочий. В автоматах все операции выполняет
оборудование.
В производственном потоке в зависимости от сочетания тех-
нологического оборудования различают отдельные единицы (вы-
полняют одну операцию); агрегаты (выполняют последовательно
различные операции); комбинированное оборудование (выпол-
няет законченный цикл операций) и поточные автоматические
линии (выполняют все технологические операции в непрерыв-
ном потоке).
Выбор технологического оборудования зависит от технико-
экономических условий, определяемых организацией произ-
водства.
Любая единица технологического оборудования состоит: из
станины (корпуса, рамы, фермы и т. п.), устройства или узлов заг-
рузки (выгрузки) продукта, защиты (блокировки), привода и ис-
полнительного (передаточного) механизма и исполнительных ор-
ганов.
451
5.3.1. ВИДЫ И ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И РЕМОНТА
Виды технического обслуживания, периодичность их проведе-
ния устанавливает изготовитель машин и оборудования, он же оп-
ределяет метод проведения технического обслуживания: без оста-
новки или с остановкой производства продукции.
Для большинства оборудования установлены межремонтное
обслуживание, профилактические осмотры, текущий, средний и
капитальный ремонты.
Межремонтное обслуживание — повседневное наблюдение за
выполнением технической эксплуатации, а также своевременное
устранение мелких неисправностей и регулирование механиз-
мов. Выполняют во время перерывов в работе без нарушения ре-
жимов производства.
Профилактический осмотр (О) проводят через определенные
промежутки времени, установленные для каждой машины (агрега-
та, линии).
Текущий ремонт (Т) — минимальный по объему вид ремонта,
обеспечивающий нормальную эксплуатацию машин (агрегата, ли-
нии) до очередного планового ремонта. Заключается в устранении
неисправностей путем замены или восстановления отдельных со-
ставных частей (быстроизнашивающихся деталей), а также в вы-
полнении регулировочных работ. Текущий ремонт производят на
месте установки оборудования.
Средний ремонт (С) — восстановление эксплуатационных ха-
рактеристик машин (агрегатов, линий) путем ремонта или замены
изношенных или поврежденных деталей и соединений, а также
проверка технического состояния остальных составных частей с
целью устранения обнаруженных неисправностей. При среднем
ремонте допускают проведение капитального ремонта.
Капитальный ремонт (К) — полная разборка и дефектация ма-
шины (агрегата), замена и ремонт износившихся соединений и де-
талей, в том числе и базовых.
Для определения сроков ремонта необходимо знать ремонтный
цикл, межремонтные и межсмотровые периоды для каждого вида
оборудования.
Ремонтный цикл — период работы машины (агрегата) между
двумя плановыми капитальными ремонтами, а для нового обору-
дования — период работы от начала ввода машины в эксплуата-
цию до первого капитального ремонта.
Межремонтный период — период работы оборудования между
двумя очередными плановыми ремонтами.
Межсмотровой период — период работы оборудования между
двумя очередными осмотрами или между осмотром и плановым
ремонтом.
452
•
Структура ремонтного цикла (проведение ремонтов и ocmotJP°b
в определенной последовательности) и его продолжительность 3^~
висят от конструктивных особенностей машины (агрегата) и ус-*10"
вий эксплуатации.
Структура ремонтного цикла применительно к основному f e*~
нологическому оборудованию мясной промышленности приве^е~
на в таблице 5.4.
5.4. Продолжительность и структура ремонтного цикла основного
технологического оборудования мясной промышленности
РРЦ
Продолжитель-
ность ремонтного
цикла, мес
волну
смену
в две
смены
Структура ремонтного цикла
Число ремонте^
и осмотр
в ремонтном
и осмотров
in*52S-
I 12 6 K-0-O-O-O-T-O-O-O
С-О-О-О-О-Т-О-О-О
II 24 12 К-О-О-О-О-Т-О-О-0
С-О-О-О-О-Т-О-О-0
III 36 18 К-О-О-О-О-О-Т-О-0
О-0-С-О-О-О-О-О-Т
о-о-о-о-к
IV 48 24 К-О-О-О-О-О-Т-О-0
0-О-С-О-О- О-О-О-Т
О-О-О-О-К
V 60 30 К-О-О-О-О-О-О-Т-О-
О-О-О-О-С-О-О-О-О-
О-Т-О-О-О-О-О-О-К
VI 72 36 К-О-О-О-О-Т-О-О-О-
T-0-O-O-O-C-O-O-O-
Т-О-О-О-О-К
к-о-о-о-о-т-о-о-о-
т-о-о-о-о-с-о-о-о-
т-о-о-о-о-т-о-о-о-
IX 48 96 К-О-О-О-О-О-Т-О-О-
О-Т-О-О-О-О-О-С-О-
O-0-T-O-O-O-O-Q-T-
о-о-о-к
X 144 72 К-О-О-О-О-О-Т-О-О-О-О-
о-т-о-о-о-о-о-с-о-о-о-
O-0-T-O-O-O-O-O-T-O-O-
о-о-о-т-о-о-о-о-о-к
VII, 84 42
VIH
- 5
25
Основное технологическое оборудование мясной промышл^1^
ности группируют по разрядам ремонтных циклов (РРЦ):
I РРЦ — пилы электрические для распиловки туш и полутушС
отруба, для распиловки грудной кости;
II РРЦ — конвейеры подвесные горизонтальные и наклони^1
столы конвейерные для нутровки и обвалки, установки для ог^У
шения животных электрическим током и диоксидом углерода, *УС
тановка для механической съемки шкур крупного рогатого сксТ
агрегат для съемки свиного крупона или шкур полностью;
III РРЦ — купер-мешалка, измельчитель типа ФЦЛ, автора
на
г та,
Л5Ъ
для производства котлет К-6 ФАК-50, машина для чистки чесно-
ка, поточно-механизированная линия для производства мясных
котлет К-8-ФАК-200;
IV РРЦ — ленточные и шнековые транспортеры, напольные те-
лежки, агрегаты для механической съемки шкур типа ФУАМ и
ФОБ, машины для обработки мясокостных субпродуктов, маши-
ны для измельчения и перемешивания сырья (волчки, шпигорез-
ки, куттера, эмульгаторы и др.), ленточные пилы для резки кости
и нарезки полуфабрикатов, наполнительные и дозировочные ма-
шины, автоматы дозировочно-формующие (для производства
пельменей) и дозировочно-наполнительные (для наполнения жес-
тяных банок паштетом и пр.), костедробилки и силовые измель-
чители, сепараторы, прессы, машины моечные и очистительные,
сушилки распылительные и др.;
V РРЦ — машины центробежные типа АВЖ, сушилка барабан-
ная для сушки пера и пуха;
VI РРЦ — технологическое транспортное оборудование (под-
весные путиполосовые и трубчатые), желоба, спуски, котлы для
вытопки жира, варочные котлы, охладители жира, льдогенератор
для приготовления чешуйчатого льда, вакуум-аппарат для предва-
рительного выпаривания крови и др;
VII и VIII РРЦ — баки для передувки сырья, отстойники для
жира, жироловка, шпарильный чан и др;
IX РРЦ — пароварочные камеры для варки колбасных изделий,
коптильные камеры для копчения колбасных изделий, для обжар-
ки, автоклав для вытопки свиного жира;
X РРЦ — технологические трубопроводы, производственные
столы, пресс-формы для копченостей.
5.3.2. ВОССТАНОВЛЕНИЕ И УПРОЧНЕНИЕ ДЕТАЛЕЙ
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Основное требование к материалам, особенно применяемым в
пищевом машиностроении, — высокая коррозионная стойкость.
Продукты коррозии, смешиваясь с пищевыми продуктами,
снижают качество последних и нередко делают их непригодными
для питания. Поэтому металлы и сплавы для изготовления пи-
щевых машин не должны подвергаться коррозии при контакте с
пищевыми продуктами. При наличии коррозии скорость ее долж-
на быть минимальной. Продукты коррозии не должны быть ток-
сичными и не должны влиять на органолептические свойства пи-
щевых продуктов (вкус, запах, цвет и пр.).
Пищевые машины и аппараты изготавливают из разнообраз-
ных материалов. Для изготовления станин и корпусных деталей
используют серый чугун марок СЧ 15 и СЧ 18 (ГОСТ 1412—79),
ответственные и высоконагруженные детали сложной конфигура-
454
щии (цилиндры, головки матриц макаронных прессов и др.) — из
сеерого чугуна марок СЧ 20 и СЧ 30. В отдельных случаях приме-
няют износостойкий легированный чугун типа ИЧХ (детали насо-
ссов и другого оборудования сахарного производства), отбеленный
чуугун (мукомольные валки и др.). Эти марки чугунов содержат
3,,5...3,8 % С, большое количество легирующих элементов, что
щридает им высокую твердость, износостойкость и одновременно
ншзкую обрабатываемость резанием.
Для изготовления пищевого оборудования широко применяют
угглеродистые и легированные конструкционные стали. Рабочие
опзганы измельчителей мяса, ножи шпигорезок, ручные промыш-
леенные ножи, режущий инструмент кондитерского и другого обо-
рудования изготавливают из углеродистых или легированных ин-
стгрументальных сталей. Однако прочность инструментов, изго-
тсовленных из инструментальной стали, снижается (на 30...50 %)
всследствие влияния концентраторов напряжения (переходы, сече-
ншя, выточки и др.), а также рисок и задиров, остающихся после
мееханической обработки. Они способствуют развитию трещин и
раазрушению инструмента. Применять углеродистую сталь для ин-
стгрументов диаметром более 30 мм не рекомендуют из-за очень
тошкого слоя закалки на поверхности (1...1,5 мм) и возможности
егго скалывания или продавливания.
Детали пищевого оборудования, контактирующие с перераба-
тьываемыми пищевыми продуктами, подвергающиеся санитарной
обэработке агрессивными моющими средствами и работающие при
вьысокой температуре, изготавливают из высоколегированных,
коэррозионно-стойких и жаропрочных сталей и сплавов 12Х18Н9,
122Х18Н9Т, 12Х18Н10Т, 30X13, 40X13, 12X17, 20X1ЗН4Г9 и других
стгалей (ГОСТ 5632). Для экономии никельсодержащих сталей це-
леесообразно применять нержавеющие стали безникелевые
(0?8Х18ФТ1, 10Х14АГ15, 12Х13Г18Д) и с пониженным содержани-
ем! никеля (например, 04Х25Н5М2), а также пластические массы.
Для изготовления пищевого оборудования используют цветные
мезталлы и сплавы: медь МЗ (маслопроводы, испарители, перегон-
ньые трубы и пр.); медные сплавы (латунь JI63, ЛК80-ЗЛ, бронзы
ол<ювянные литейные Бр05Ц5С5, БрОЗЦ7С5Н1, бронзы безоло-
вяшные БрА9ЖЗЛ, БрЮЖ4Н4Л, БрА9Мц2Л для теплообменной
ашпаратуры, арматуры, шестерен и деталей насосов, сварных кот-
ловв и резервуаров и др.); алюминий А7, А5, А10 (для изготовления
емкостей, трубопроводов, посуды) и сплавы на его основе — де-
фоэрмируемые АД0, АД1, АМц, Д1, Д16 и другие (поплавки молоч-
ньых сепараторов, стаканы центрифуг, детали рассевов, тестоме-
сихльных дежей и т. п.); литейные АЛ2, АЛ4, АД9 и другие (корпу-
са ; насосов и редукторов, арматура, кронштейны, мешалки и др.).
Шищевое олово 01, 02 (ГОСТ 860) и цинк ЦЗ (ГОСТ 3640) исполь-
зукют в качестве защитных покрытий пищеварочных котлов, арма-
455
туры молокопроводов и других деталей, соприкасающихся с пи-
щевыми средами.
Для изготовления пищевых машин и аппаратов применяют ти-
тан и сплавы на его основе (ВТ1-0, АТЗ, ВТЗ-1, ОТ4 и др.) в виде
листов, отливок, штамповок.
В последние годы в пищевом машиностроении используют
двухслойные коррозионно-стойкие стали (биметалл).
Для повышения износостойкости, усталостной прочности,
коррозионной стойкости деталей и изделий в целом применяют
технологические процессы, упрочняющие поверхностный слой и
придающие ему особые свойства. Это химико-термическая обра-
ботка (закалка, цементация, азотирование, цианирование и т.д.);
упрочняющая технология, основанная на пластическом деформи-
ровании поверхностей; различные специальные методы.
Рассмотрим наиболее эффективные и доступные для практичес-
кого использования применительно к машинам и оборудованию
для пищепереработки способы упрочняющей обработки металлов.
Новый метод поверхностного упрочнения — алмазное выгла-
живание. Для его осуществления используют инструмент из алма-
за, сапфира или корунда со сферической или цилиндрической ра-
бочей частью радиусом 0,5...3 мм. Алмазное выглаживание приме-
няют для упрочнения инструмента твердостью до 65 НК.СЭ.
Износостойкость выглаженной поверхности в 2...3 раза больше,
чем шлифованной, и на 20...40 % — полированной. Алмазное вы-
глаживание эффективно в случае предварительного нанесения из-
носостойких хромовых покрытий на режущую часть инструмента.
При этом улучшается сцепление (адгезия) покрытий с основным
материалом, повышается усталостная прочность инструмента.
Наибольший практический интерес представляет термодиффу-
зионное упрочнение изделий при использовании поверхностного на-
сыщения другими элементами.
Перспективна новая технология борирования режущего инстру-
мента непосредственно в процессе литья по выплавляемым моде-
лям с полезным использованием литейной теплоты. Для осуще-
ствления борирования в литейной форме необходимо наличие в
составе керамической оболочки насыщающего элемента — бора.
Эффективно введение карбида бора в качестве обсыпки первых
двух слоев формы (т. е. ближайших к жидкому металлу). Во избе-
жание окисления бора и потери им активности температура про-
каливания форм снижена до 650...700 °С. Заливку металла осуще-
ствляют по обычной технологии.
Эффективен метод упрочнения деталей и инструмента лазерной
закалкой. Особенно он перспективен для упрочнения деталей
сложной конфигурации. Метод основан на использовании высо-
коскоростного разогрева металла под действием лазерного луча до
456
•
температуры, превышающей температуру фазовых превращений,
но ниже температуры плавления, и последующего высокоскорост-
ного охлаждения за счет отвода теплоты с поверхности в основную
массу металла.
Лазерное упрочнение повышает стойкость изделий в 2 раза и
более. Критическими режимами лазерного упрочнения считают
те, при которых воздействие лазера не приводит к нарушению ше-
роховатости, а глубина упрочненного слоя максимальна.
Лазерные установки повышенной мощности используют для
профилирования режущих элементов инструмента, например зу-
бьев ленточных пил, а также для вырезания в дисковых заготовках
толщиной до 10 мм отверстий 0,2...3 мм взамен сверления при
производстве решеток к измельчителям мяса.
Упрочнение методом электроискровой обработки состоит в ле-
гировании поверхностного слоя металла изделия (катода) матери-
алом электрода (анода) при электроискровом разряде в воздуш-
ной среде. Для упрочнения электрода используют твердые спла-
вы марок ВК2, ВК8, Т15К6 и т.д., феррохром, графит марок
ЭГ-2, ЭГ-4, литой карбид вольфрама, хром Хр5, Хрб и др.
Электроискровому упрочнению целесообразно подвергать ра-
бочие поверхности куттерных ножей, пластинчатые ножи шпиго-
резок и мясорезок, инструменты для переработки птицы, мусаты
для правки обвалочных ножей и т. д., что позволяет увеличить из-
носостойкость деталей в 1,5...2 раза и улучшить качество перера-
батываемого сырья.
Контрольные вопросы и задания. 1. Перечислите основные неисправности, ха-
рактерные дефекты электрических машин и способы их устранения. 2. Опишите
основные виды работ и общую схему технологического процесса ремонта элект-
рических машин. Дайте определение понятия «пазовая изоляция». 3. Перечислите
операции окончательных испытаний электрических машин. 4. Как ремонтируют
металлорежущее оборудование? Приведите пример технологического процесса
ремонта шпинделя токарного станка. 5. Какие параметры оценивают при контро-
ле геометрической точности токарно-винторезного станка? 6. Какие способы кон-
троля применяют при определении отклонения направляющих станка от прямо-
линейности? 7. Перечислите способы ремонта и восстановления направляющих
станка. 8. Приведите общую классификацию подъемно-транспортного оборудова-
ния. 9. Какие виды повреждений и дефектов типичны для крановых металлокон-
струкций, в каких местах они встречаются и с чем связаны? Какими способами их
обнаруживают и устраняют? 10. Составьте маршрут ремонта трещины в листовом
элементе металлоконструкции. Как контролируют качество сварных соединений?
11. Перечислите особенности ремонта кузнечно-прессового оборудования. В чем
их отличие от ремонта металлорежущего оборудования? 12. Сформулируйте ос-
новные требования, предъявляемые к технологическому оборудованию перераба-
тывающих предприятий. 13. Каковы назначение, содержание и виды техническо-
го обслуживания и ремонта технологического оборудования, периодичность их
проведения? 14. Что такое ремонтный цикл? Как обосновывают его продолжи-
тельность? Какова структура ремонтных циклов технологического оборудования?
15. Перечислите современные методы упрочнения и восстановления технологи-
ческого оборудования.
30- 8070
457
6. УПРАВЛЕНИЕ КАЧЕСТВОМ РЕМОНТА МАШИН
6.1. ПОКАЗАТЕЛИ КАЧЕСТВА И МЕТОДЫ ОЦЕНКИ
УРОВНЯ КАЧЕСТВА НОВОЙ И ОТРЕМОНТИРОВАННОЙ
СЕЛЬСКОХОЗЯЙСТВЕННОЙ ТЕХНИКИ
По мере насыщения рынка различными видами продукции и
услуг своего потребителя найдут только те, которые отвечают тре-
бованиям, предъявленным к данной продукции. Без постоянного
повышения качества невозможны достижение и поддержание эф-
фективной экономической деятельности предприятия.
Согласно Международной организации по стандартизации
(ИСО) качество — это совокупность свойств и характеристик про-
дукции (или услуг), обеспечивающая удовлетворение установлен-
ных или предполагаемых потребностей.
Каждый вид продукции (услуг) характеризуется своей номенк-
латурой показателей качества, зависящей от назначения этой про-
дукции. Применительно к новой сельскохозяйственной технике,
выпускаемой заводами тракторного и сельскохозяйственного ма-
шиностроения, качество определяют по 11 группам единичных
показателей качества (ПК), в том числе показателям назначения,
надежности, экономичности, технологичности, транспортабель-
ности, стандартизации и унификации, безопасности, а также эр-
гономическим, экологическим, эстетическим и патентно-право-
вым показателям.
Показатель назначения (ПНЗ) характеризует свойства
объекта, определяющие его основные функции, для выполнения
которых он предназначен. К основным показателям трактора, на-
пример, относят мощность двигателя и тяговое усилие, автомоби-
ля — скорость и грузоподъемность, комбайна — пропускную спо-
собность молотилки и т. д.
Показатель надежности (ПН) характеризует свойства
объекта сохранять и восстанавливать его работоспособность в
процессе эксплуатации. Потребителю нужны изделия, имеющие
высокие качественные показатели в момент их получения и ста-
бильно сохраняющие их в течение длительного времени.
Показатель экономичности (ПЭ) характеризует зат-
раты труда и средств при изготовлении объекта и его эксплуата-
ции. Первый ПЭ характеризует трудоемкость производства, ме-
таллоемкость конструкции, приспособленность составных эле-
ментов конструкции к механизированному производству.
458
•
Второй ПЭ характеризует удельный расход топливосмазочных
материалов при эксплуатации, производительность, затраты труда
и денежных средств на техническое обслуживание и ремонт при
эксплуатации.
Показатель технологичности (ПТ) характеризует
приспособленность конструкции к ее изготовлению и эксплуата-
ции. Первый из ПТ (приспособленность к изготовлению) называ-
ют производственной технологичностью, а второй (приспособлен-
ность к выполнению производственных функций, техническому
обслуживанию и ремонту) — эксплуатационной технологичностью.
Показатель транспортабельности (ПТР) характе-
ризует приспособленность объекта к транспортировке, например
при его перевозке по железной дороге или при переезде на даль-
ние расстояния.
К ПТР относятся такие оценочные показатели, как средняя
продолжительность (трудоемкость) подготовки объекта к транс-
портировке, его установки на средство перевозки, разгрузки из
определенного вида транспорта. ПТР определяют для конкретно-
го вида транспорта: железнодорожного, автомобильного, водного
и воздушного.
Показатель стандартизации и унификации
(ПСУ) характеризует насыщенность объекта стандартными, уни-
фицированными и оригинальными частями, а также унификацию
с другими изделиями. К стандартным относят составные части из-
делия, выпускаемые по государственным или отраслевым стандар-
там. Унифицированные составные части выпускают по стандартам
предприятия или получают в готовом виде как комплектующие
детали или сборочные единицы. В качестве примера можно при-
вести унификацию тракторов семейства «Беларусь». Высокая сте-
пень унификации достигнута за счет многократного применения
таких агрегатов и сборочных единиц, как дизель, радиатор, сцеп-
ление, коробка передач, тормоза, электрооборудование и др.
К оригинальным относят части объекта, разработанные только
для данного изделия.
Показатель безопасности (ПБ) характеризует особен-
ности конструкции объекта, обусловливающие безопасность об-
служивающего персонала при его эксплуатации. Их учет необхо-
дим для обеспечения безопасных условий работы человека при
наличии механических, электрических и тепловых воздействий, а
также акустических шумов.
ПБ оценивают количественно и качественно. К количествен-
ным ПБ относят давление срабатывания клапана-бустера гид-
рораспределителя, сопротивление изоляции токоведущих час-
тей и т. д. Качественные характеристики ПБ — наличие ремней
безопасности, аварийной сигнализации и т. д.
30*
459
Эргономический показатель (ЭРП) характеризует не
отдельный объект, а систему человек—машина с точки зрения
удобства и комфорта эксплуатации конкретного изделия. К нему
относят: соответствие органов управления машиной возможнос-
тям человека, создание ему комфортных условий при работе. С
этой целью на тракторах и комбайнах устанавливают, например,
герметизированные кабины с отопительными устройствами и
кондиционерами, снижают в них уровень шума и вибраций.
Экологический показатель (ЭКП) характеризует еще
более сложную систему человек—машина—производственная сре-
да с точки зрения уровня вредных воздействий на природу, возни-
кающих в процессе эксплуатации машин, которая учитывает по-
ступление в природную среду сточных вод и других вредных выб-
росов с целью снижения содержания загрязняющих веществ в
атмосфере, водоемах, реках и почве до количеств, не превышаю-
щих их предельно допустимые концентрации (ПДК).
При количественной оценке ЭКП определяют вероятность
выбросов в окружающую среду вредных частиц, газов, излучений
и других загрязнений. Допускается применение качественных ха-
рактеристик, таких, как наличие очистных сооружений, пыле-
улавливателей и т. п.
Эстетический показатель (ЭСП) характеризует раци-
ональность формы, целостность композиции и совершенство про-
изводственного исполнения изделия. Они приобретают все боль-
шую значимость при контроле качества техники. ЭСП оценивает
экспертная комиссия, состоящая из квалифицированных специ-
алистов с опытом работы в области художественного конструиро-
вания.
Патентно-правовой показатель (ППП) характери-
зует степень обновления технических решений, использованных в
конкретном объекте, их патентную защиту, а также возможность
беспрепятственной реализации изделия за рубежом. Основные из
них — патентная защита и патентная чистота.
Сравнивая эти показатели для различных изделий (разных ма-
рок тракторов, комбайнов и других машин), можно количествен-
но оценить уровень их качества. Уровень качества — это относи-
тельная характеристика, основанная на сравнении значений пока-1
зателей качества оцениваемой продукции и соответствующих
показателей продукции, принятой в качестве базы для сравнения:
п I п i
•^Ifio/Xfitb (6.1)!
где <2ю и б/б — значения /-го показателя качества соответственно оцениваемого и I
базового изделия в баллах или др. ед. измерения; i— 1, 2, 3,..., п —число показате- *
лей качества изделия.
460
•
Номенклатура показателей качества продукции ремонтных пред-
приятий имеет некоторые особенности по сравнению с продукци-
ей предприятий, выпускающих новые изделия. Они заключаются
в том, что для продукции ремонтных предприятий показатели ка-
чества должны количественно характеризовать только те свойства
продукции, которые могут измениться в результате воздействия
факторов производственного процесса ремонта.
Так, в процессе ремонта конструкция машины, как правило, не
изменяется, а следовательно, и такие показатели качества, как
технологичность, транспортабельность, показатели назначения,
стандартизации и унификации, патентно-правовые показатели,
также не применяются.
Все остальные показатели, в том числе показатели надежности,
экономичности, безопасности, эргономичности, экологичности,
эстетичности, изменяются в процессе ремонта машины. По их
значениям и необходимо оценивать уровень качества отремонти-
рованных изделий.
Уровень качества отремонтированного изделия по перечислен-
ным единичным показателям контролируют сравнением с соот-
ветствующими значениями показателей качества нового изделия.
Кроме сравнения значений единичных показателей при оценке
уровня качества отремонтированных изделий допускается исполь-
зование и других методов оценки.
При оценке уровня качества отремонтированных изделий по
показателям дефектности используют коэффициент дефектности
продукции
т, 1 £
где л— число единиц изделий (выборка); а —число видов дефектов; /л, —число
дефектов данного вида; rt — коэффициент весомости каждого вида дефектов, оп-
ределяемый экспериментальным путем или по стоимости устранения дефекта
данного вида.
При оценке уровня качества отремонтированных изделий по
факторам, характеризующим ремонт, оценивают качество техно-
логической документации, технологического оборудования и ос-
настки, средств измерения и испытательного оборудования, а так-
же качество труда лиц, ремонтирующих изделие.
Качество технологической документации оценивают путем ее
полной или выборочной экспертизы по показателям, характеризу-
ющим: обеспечение требований, установленных нормативно-тех-
нической документацией; обоснованность и полноту установлен-
ных планов контроля и испытаний; соответствие стандартам но-
менклатуры технических документов, их оформления, порядка
учета, хранения и внесения изменений.
461
Качество ремонтно-технологического оборудования определя-
ют посредством выборочных измерений основных параметров
оборудования и оснастки и их сравнения с паспортными данны-
ми, а также проверки выполнения графиков технического обслу-
живания и ремонта этого оборудования.
Качество труда лиц, ремонтирующих изделия, оценивают так:
выборочной проверкой соблюдения технологической дисципли-
ны по операциям; измерением параметров деталей и сборочных
единиц после их ремонта; анализом представленных предприяти-
ем данных по внутризаводскому браку и рекламациям; анализом
действующих положений, приказов, распоряжений по материаль-
ному и моральному стимулированию; ознакомлением в цехах и на
участках с культурой производства и организацией рабочих мест.
6.2. СИСТЕМА И ОРГАНИЗАЦИОННЫЕ ОСНОВЫ
УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ
НА ПРЕДПРИЯТИЯХ ТЕХНИЧЕСКОГО СЕРВИСА
Высокого качества продукции достигают благодаря продуман-
ной и хорошо организованной системе управления качеством.
По международным стандартам ИСО серии 9000 система каче-
ства — это совокупность организационной структуры, методик,
процессов и ресурсов, необходимых для общего руководства каче-
ством, т. е. это те аспекты общей функции управления, которые
определяют политику в области качества.
Оперативное управление качеством в международном стандар-
те ИСО определяется термином «управление качеством», под ко-
торым понимают оперативные методы и виды деятельности, ис-
пользуемые для выполнения требований к качеству. Долговремен-
ное управление качеством и предприятием в целом определяется
термином «всеобщее руководство качеством» — подход к руковод-
ству предприятием, нацеленный на качество и основанный на
участии всех его членов на достижение долгосрочного успеха пу-
тем удовлетворения требований потребителя и выгоды для членов
предприятия (организации) в целом.
На российских предприятиях созданы и функционируют сис-
темы управления качеством продукции на трех иерархических
уровнях: общегосударственном, отраслевом и предприятия.
Общегосударственный, или верхний иерархический уровень,
управления качеством продукции представляют законодательные
органы, Правительство РФ и Ростехрегулирование. Основной ме-
тод управления — законодательство как форма государственного
регулирования качества и методов его обеспечения. С этой целью
приняты законы «О защите прав потребителей», «О стандартиза-
462
*
ции», «О сертификации продукции и услуг», «Об обеспечении
единства измерений» и др.
На уровне отрасли управляющую систему представляют мини-
стерства, инспекции по качеству, метрологическому контролю и
надзору, сертификации.
На уровне предприятий, или нижнем иерархическом уровне,
управляющую систему представляют отделы главного конструкто-
ра (технолога, механика), технического контроля качества, надеж-
ности и др.
Под управлением качеством ремонта машин следует понимать
установление, обеспечение и поддержание оптимального качества
при разработке технологии и производстве ремонта, хранении,
транспортировке и эксплуатации машин при систематическом
контроле качества и целенаправленном воздействии на влияющие
условия и факторы.
Фактор — причина или конкретная движущая сила, способная
улучшить или ухудшить свойства продукции. К факторам относят
предметы труда, его средства и сам труд. Их соединение изменяет
свойства материала или изделия таким образом, что они становят-
ся способными удовлетворять определенные потребности.
При комплексном подходе к проблеме повышения качества ре-
монта к основным факторам, влияющим на показатели качества
отремонтированных машин, относят: состояние ремонтного фон-
да, технологического оборудования, оснастки, инструмента,
средств измерения и контроля, испытательного оборудования; ка-
чество запасных частей, комплектующих изделий и материалов;
квалификацию кадров; организацию технологических процессов
очистки, разборки, дефектации, восстановления деталей, комп-
лектации, сборки, обкатки, испытания и окраски.
Под условием повышения качества понимают обстоятельства
или среду, в которой действуют факторы, влияющие на формиро-
вание качества.
В определенных условиях фактор повышения качества может
оказать наибольшее влияние на показатели качества ремонтиру-
емой продукции при минимальных затратах. Иногда условия мо-
гут сложиться так, что они не способствуют полному воздей-
ствию фактора на повышение качества ремонта. Тогда на улуч-
шение качества затрачивают больше времени и средств. По
масштабу воздействия условия могут быть частными или общи-
ми. К первым относят условия, характерные для данного пред-
приятия, ко вторым — условия для всех предприятий данного
типа.
Основные условия, способствующие проявлению факторов по-
вышения качества ремонта машин, — материальное и моральное
стимулирование исполнителей за качество работы, взаимосвязь
463
между ценой за ремонт и качеством отремонтированных изделий,
организация труда.
Организационная основа управления качеством продукции и
услуг — система стандартизации, включающая государственные,
отраслевые стандарты (ГОСТы, ОСТы), технические условия
(ТУ), технические требования (ТТ), руководящие технические ма-
териалы (РТМ), стандарты предприятий (СТП).
6.3. ВИДЫ И МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ
6.3.1. ЗАДАЧИ И ФУНКЦИИ СЛУЖБЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Важный составной элемент системы управления качеством
продукции на стадии производства — организация и проведение
технического контроля качества.
Технический контроль — это проверка соответствия продукции
или технологического процесса, от которого зависит качество про-
дукции, установленным стандартам или техническим требованиям.
Технический контроль выполняют на всех стадиях производства: от
контроля качества поступающих материалов, запасных частей, ком-
плектующих изделий до выпуска готовой продукции. Обычно на
ремонтных предприятиях качество выпускаемой продукции конт-
ролируют работники отдела технического контроля (ОТК).
Основные задачи ОТК — своевременное получение полной ин-
формации о качестве продукции, состоянии оборудования и тех-
нологических процессах с целью предупреждения неполадок и от-
клонений, которые могут привести к нарушению требований
стандартов, технических условий и выпуску некачественной про-
дукции.
На отдел технического контроля возложено:
планирование и разработка методов обеспечения качества про-
дукции;
контроль и стимулирование повышения качества.
Планирование и разработка методов обеспечения качества зак-
лючается:
в сборе, обработке и анализе информации о качестве из сферы
производства (ремонта) и эксплуатации;
разработке методов контроля, обеспечивающих сравнимость и
надежность результатов контроля качества;
разработке совместно с другими подразделениями технических
условий, стандартов для управления качеством продукции.
Контроль за качеством заключается:
в входном контроле качества материалов, запасных частей, ре-
монте по кооперации;
464
»
операционном контроле за соблюдением установленного тех-
нологического режима;
контроле за состоянием оборудования и инструмента (режуще-
го и мерительного);
контроле за состоянием готовой продукции (деталей, сбороч-
ных единиц, изделий).
6.3.2. ВИДЫ И МЕТОДЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Контроль за качеством ремонта на ремонтных предприятиях
весьма разнообразный. Его можно классифицировать:
по стадиям производственного процесса — входной, операци-
онный, приемочный и инспекционный;
степени охвата — сплошной и выборочный;
времени проведения — летучий, непрерывный и периодический.
Входной контроль — это контроль продукции поставщика, по-
ступившей к потребителю или заказчику и предназначаемой для
использования при ремонте или эксплуатации продукции. Такому
контролю подвергают запасные части, материалы и изделия, ре-
монт которых проводили другие предприятия по кооперации.
Операционный контроль — контроль продукции или процесса во
время выполнения или после завершения технологической опера-
ции. Проводят на тех операциях, где наиболее вероятно появле-
ние дефектов.
Приемочный контроль — контроль продукции, по результатам
которого принимают решение о ее пригодности к использованию.
Инспекционный контроль — контроль, проводимый специально
уполномоченными лицами с целью проверки эффективности ра-
нее выполненного контроля.
Сплошной контроль — контроль каждой единицы продукции в
партии. Применяют в случаях:
освоения нового производства;
если не обеспечивается стабильность качества;
брак абсолютно недопустим;
число объектов недостаточно для получения выборок.
Выборочный контроль — контроль, при котором качество
партии изделий оценивают по результатам проверки одной или
нескольких выборок. Применяют в массовом и крупносерийном
производстве при большой трудоемкости контроля и в случаях,
когда контролируемые изделия разрушаются. Основан на статис-
тических методах контроля.
Летучий контроль — контроль, проводимый в случайное время.
Применяют для проверки технологической дисциплины, а также
правильности проведенного контроля.
465
Непрерывный контроль — контроль, при котором информация о
контролируемых параметрах поступает непрерывно. Осуществля-
ется автоматическими средствами.
Периодический контроль — контроль, при котором информация
о контролируемых параметрах поступает через установленные
интервалы времени. Применяют при контроле продукции и тех-
нологических процессов при установившемся производстве.
6.3.3. СТАТИСТИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ
Статистический контроль, особенно входной статистический
контроль комплектующих изделий, запасных частей, полуфаб-
рикатов, материалов, а также приемочный контроль при прием-
ке готовой продукции или полуфабрикатов в процессе обработ-
ки — один из путей повышения эффективности работы подраз-
делений ОТК.
Статистический метод контроля — контроль качества продук-
ции, проводимый на основании теории вероятностей и математи-
ческой статистики.
Сущность статистических методов контроля заключается в том,
что из подконтрольной партии N объектов непосредственно про-
веряют только некоторую ее часть п, называемую выборкой.
В зависимости от числа или доли годных в этой выборке дета-
лей всю партию принимают (считают годной) или не принимают
(бракуют).
Применяют статистический приемочный контроль по количе-
ственному признаку и статистический приемочный контроль по
альтернативному признаку.
Контроль по количественному признаку. У единицы продукции
измеряют контролируемый параметр, вычисляют среднее арифме-
тическое значение и оценивают его отклонение от одной (верхней
или нижней) или двух заданных границ. Отклонения сравнивают
с заранее установленными контрольными нормативами и по ре-
зультатам принимают решение о соответствии или несоответствии
продукции установленным требованиям.
Контроль по альтернативному признаку. Все изделия в выборке
разбивают на две группы: годные и дефектные. Годность партии
оценивают по доле дефектных изделий в общем числе проверен-
ных (выборке).
Приемочный уровень качества зависит от значимости дефек-
тов. Возможные дефекты деталей классифицируют по трем кате-
гориям: критические, значительные и малозначительные. Под
критическими понимают дефекты, при наличии которых исполь-
зование продукции по назначению невозможно. Значительными
466
•
называют дефекты, которые существенно влияют на долговеч-
ность продукции. Малозначительными считают дефекты, которые
существенно не влияют на использование продукции и ее долго-
вечность.
План контроля деталей и сборочных единиц устанавливают ис-
ходя из следующего: по параметрам изделий, несоблюдение кото-
рых ведет к критическому дефекту, надо применять сплошной
контроль; по всем другим параметрам используют статистический
контроль с приемочным уровнем качества (дефектности), равным
1,4 или 10 % в зависимости от значимости дефекта.
Существует два типа планов контроля: одноступенчатый — ре-
шение о принятии партии на основании проверки одной выбор-
ки; многоступенчатый — по результатам контроля К\ > 2 выборок,
причем число последних устанавливают заранее.
При одноступенчатом приемочном контроле партии деталей N,
содержащей т дефектных деталей, делают случайную выборку
объемом в п деталей. Партию принимают, если в выборке оказыва-
ется не более С дефектных деталей. В противном случае ее бракуют.
Многоступенчатый приемочный контроль выполняют так. Из
партии деталей ./V"случайным образом отбирают выборку объемом щ:
если в выборке число дефектных деталей т{ не превышает при-
емочного числа С], то партию принимают;
если тх оказывается не менее браковочного уровня d\ (d\ > С]),
то партию бракуют;
если mi попадает в интервал С\ < /Wj < d\t то принимают реше-
ние о взятии второй выборки объемом п2.
Для второй выборки устанавливают нормативы С2 и d2, с кото-
рыми сравнивают результаты контроля:
если mi + т2<С2, то партию принимают;
если mi + т2 S d2, то партию бракуют;
если mi + m2< d2n mi + т2> С2, то назначают третью выборку
и т. д.
При практическом использовании статистического контроля
по альтернативному признаку для определения браковочных и
приемочных чисел и других показателей разработаны специаль-
ные таблицы. Применение метода рассмотрим на входном конт-
роле качества запасных частей.
Входной контроль качества запасных частей. Опыт контроля за-
пасных частей показывает, что значительная их часть имеет от-
клонения от чертежей и стандартов. Это служит одной из причин
снижения ресурса отремонтированных машин и заставляет потре-
бителя вводить входной контроль.
Входной контроль соответствия запасных частей чертежам и
техническим требованиям — вынужденная мера по обеспечению
высокого качества ремонта.
467
Если число запасных частей в партии, поступившей на пред-
приятие, менее 100, то их подвергают сплошному контролю. При
поступлении на предприятие более 100 изделий по одному сопро-
водительному документу входной контроль выполняют статисти-
ческим методом по альтернативному признаку.
План контроля по каждой детали определяют: по объему конт-
ролируемой партии N, приемочному уровню дефектности qh
объему первой выборки иь объему второй выборки п2, приемоч-
ному числу первой выборки Сь приемочному числу первой и вто-
рой выборок Q. Установлены следующие приемочные уровни де-
фектности по отдельным параметрам качества деталей:
точности обработки 1 и 4 % (табл. 6.1);
параметрам шероховатости 1 и 4 %;
физико-механическим параметрам продукции (твердости, уп-
ругости, глубине закаленного слоя и т. д.) 4 %;
химическому составу 4 %;
герметичности 1 %;
отклонению от заданной формы и расположению поверхнос-
тей 4 %;
другим свойствам 4 %.
6.1. Параметры продукции, выраженные линейными
размерами и допусками
Чертежный размер, мм
Допуск, мм, в зависимости от уровня
дефектности, %
1
4
6...10
10...18
18...30
30...50
50...80
80...120
120...180
180...250
250...315
315...400
400...500
500...630
До 0,022
» 0,027
» 0,033
» 0,039
» 0,046
»> 0,054
» 0,063
» 0,072
» 0,081
» 0,089
» 0,097
» 0,110
Свыше 0,022
» 0,027
» 0,033
» 0,039
» 0,046
» 0,054
» 0,063
» 0,072
» 0,081
» 0,089
» 0,097
» 0,110
В зависимости от объема партии и приемочного уровня дефект-
ности определяют план контроля, устанавливают объем первой и
второй выборок и приемочное число первой и второй выборок
(табл. 6.2).
468
•
6.2. Показатели плана контроля в зависимости от объема
выборок и приемочного уровня дефектности
Прие-
мочный
уровень
дефект-
ности,
%
1
4
Показатель плана
контроля
Объем выборки:
Приемочное
число:
с,
Объем выборки:
"1
Приемочное
число:
с,
с2
Число изделий в партии
100...199
20
40
0
1
10
20
0
2
200...299
300...499
25 35
50 70
0 1
2 2
13 20
26 40
0
4
1
4
500...799
50
100
1
3
25
50
1
5
1200...1299
75
175
2
5
35
70
2
6
1300...1399
■
100
200
2
5
50
100
3
9
Порядок проведения входного контроля качества запасных ча-
стей следующий:
находят по сопроводительному документу изготовителя про-
дукции объем поступившей партии деталей;
определяют 1...5 признаков продукции, по которым будут про-
водить входной контроль. Допускается контроль по любому при-
знаку продукции.
Пример статистического приемочного контроля. Требуется
проверить качество партии, состоящей из 300 гильз цилиндров двигателя типа
СМД.
Качество гильз проверяют: по диаметру посадочного пояска, внутреннему ди-
аметру гильзы, шероховатости внутренней рабочей поверхности.
Контролируют качество гильз по диаметру посадочного пояска. Он должен
быть равен 135Zo'o9 MM- Приемочный уровень дефектности определяют по табли-
це 6.1. Для диаметра 135 мм и допуска 0,04 мм q\ = 1 %.
В соответствии с установленным уровнем дефектности по таблице 6.2 опреде-
ляют показатели плана контроля: объемы выборки и приемочные числа.
При #1 = 1 % и объеме партии N — 300 объемы выборки щ = 35, п2 — 70 и при-
емочные числа С\ = 1, Сг = 2.
Отбирают из партии случайную выборку из 35 гильз. Назначают средства из-
мерения—предельную контрольную скобу.
Определяют качество каждой из 35 гильз по диаметру посадочного пояска.
Пусть по диаметру посадочного пояска две гильзы оказались дефектными, т. е.
dx = 2. Контроль по этому признаку можно было бы закончить, если бы d\ — С\,
469
т. е. дефектной оказалась бы одна гильза. Так как в данном примере d\ = 2 > Сь
но не больше С2, качество партии гильз по посадочному пояску считают невы-
явленным.
Далее берут случайную выборку п2 = 70, т. е. дополнительно отбирают 35
гильз. Определяют качество гильз по посадочному пояску второй выборки из 35
гильз. Предположим, что во второй выборке ни одна гильза не оказалась забрако-
ванной, т. е. d2 = 0.
Так как общее число дефектных гильз di + d2 = C2 = 2, принимают решение:
партию гильз по диаметру посадочного пояска признают годной и дальнейший
контроль по этому признаку прекращают. По остальным признакам контроль
проводят по той же схеме.
6.3.4. КЛАССИФИКАЦИЯ, УЧЕТ И АНАЛИЗ БРАКА
И РЕКЛАМАЦИЙ
Производственным браком называют продукцию, не соответ-
ствующую стандартам, техническим условиям и другой норматив-
но-технической документации. Для единообразного и точного оп-
ределения признаков допущенного брака используют классифи-
каторы брака, устанавливающие единую его классификацию по
видам, виновникам и причинам.
Содержащиеся в классификаторе шифры позволяют упростить
все записи, связанные с оформлением брака, и механизировать
его учет.
Под видом брака подразумевают конкретные дефекты и от-
ступления от установленных требований к качеству материала,
форме, размерам изделия, которые являются основанием для его
забракования и отделения от годной продукции.
По видам в производстве различают исправимый и неисправи-
мый брак. Кроме того, различают брак внутризаводской, выявлен-
ный в ходе производственного процесса, и внешний, обнаружен-
ный за пределами завода, проявившийся в сфере реализации или в
процессе использования продукции.
По причинам различают брак, допущенный из-за нарушения
технологической дисциплины (небрежное отношение рабочего к
своей работе), ошибок в технической документации, работы на
неисправном или неправильно налаженном оборудовании, ис-
пользования некачественного инструмента, дефектов в исходном
материале, пропуска дефектов ОТК на последующих операциях
и др.
По виновникам различают брак, допущенный по вине рабочего-
оператора, рабочего—наладчика оборудования; отделов главного
технолога, главного механика; инструментального цеха; отдела
технического контроля качества (табл. 6.3).
470
•
6.3. Классификатор брака по виновникам и причинам
Виновник брака Шифр Причина брака
Рабочий-исполнитель 01 Небрежное отношение к работе, на-
рушение технологической дисцип-
лины
Рабочий-наладчик 02 Неправильная наладка оборудования
Администрация цеха 03 Неправильные хранение и транспор-
тировка материалов, комплектующих
изделий, готовой продукции, несоот-
ветствующие марки материалов, не-
доброкачественный инструмент
Отдел технического контроля 04 Пропуск брака. Несвоевременный
контроль средств измерений и ин-
струмента
Отдел главного технолога 05 Ошибка в технологической докумен-
тации
Отдел главного механика 06 Неисправное оборудование
Внешние поставщики 07 Скрытые дефекты деталей и комплек-
тующих изделий
Учет и анализ брака позволяет выявить его причины и конк-
ретных виновников, что является неотъемлемой частью рацио-
нальной организации производства. Цели их — разработка орга-
низационно-технических мероприятий, обеспечивающих ликви-
дацию и предупреждение брака, учет потерь от брака и отнесение
их за счет конкретных виновников; организация работ по изго-
товлению продукции взамен забракованной. Наконец, данные
учета и анализа брака и рекламаций используют для подготовки
статистических материалов, используемых для изучения динами-
ки брака по отдельным календарным периодам и местам образо-
вания.
Возврат дефектной или бракованной продукции по каждому
производственному звену учитывают при оценке эффективности
его работы, подведении итогов деятельности всего предприятия.
Анализ брака и рекламаций производят по отдельным причи-
нам, виновникам и видам.
6.4. ОБЕСПЕЧЕНИЕ СТАБИЛЬНОСТИ КАЧЕСТВА ПРОДУКЦИИ
Стабильность — свойство технологического процесса сохра-
нять показатели качества изготовляемой продукции в заданных
пределах в течение некоторого времени.
Стабильности качества продукции достигают:
периодической проверкой оборудования и оснастки на техно-
471
логическую точность и своевременным проведением планово-
предупредительного ремонта этого оборудования;
обеспечением и поддержанием технологической дисциплины;
периодической оценкой качества отремонтированных изделий.
Проверка оборудования и оснастки на технологическую точность.
Технологическая точность оборудования — способность в осна-
щенном состоянии обеспечивать в течение установленного перио-
да времени соответствие поля рассеивания значений показателя
качества заданному полю допуска и его расположению.
Стабильность качества может быть достигнута за счет система-
тической проверки оборудования.
На технологическую точность проверяют все оборудование, за-
нятое на выполнении базовых, точных, отделочных и финишных
операций. Оборудование с установленными на нем приспособле-
ниями проверяют обязательно в комплексе по тем параметрам,
которые непосредственно определяют точность выполнения зак-
репленных за станком операций.
Технологическую точность оценивают по коэффициенту точ-
ности
Яг = (о/8, (6.3)
где со — фактическое поле рассеивания, или разность максимального и минималь-
ного контролируемого параметра за установленную наработку, мм; 8 — допуск на
контролируемый параметр по технической документации (конструкторский до-
пуск), мм.
При нормальном законе распределения контролируемый пара-
метр, мм,
ю = 6а, (6.4)
где а —среднее квадратическое отклонение контролируемого параметра обраба-
тываемой детали, мм.
Технологическое оборудование считают точным, если Кт< 1.
В современной практике принято, чтобы технологические процес-
сы обеспечивали коэффициент рассеяния не более 0,75, предус-
матривая 25%-й запас поля допуска на неизбежные неточности в
настройке оборудования.
Технологическое оборудование на этапе технологической под-
готовки производства, при замене, модернизации и его ремонте
выбирают по коэффициенту запаса точности
у = (1-^)100. (6.5)
472
*
Для стабильного качества обработки восстанавливаемых дета-
лей коэффициент запаса точности токарных, фрезерных, расточ-
ных, сверлильных и других станков, выполняющих точные и фи-
нишные операции, должен быть v|/> 25%. Параметр со находят
проведением микрометража деталей, регламентирующих ресурс
отремонтированных машин (агрегатов).
Примерная номенклатура деталей двигателя для определения
точности металлорежущего оборудования приведена в таблице 6.4.
6.4. Примерная номенклатура деталей двигателя для
определения точности металлорежущего оборудования
Деталь
Вид обработки
Возможный
тип станка
Проверяемый параметр
Блок
цилиндров
Головка
блока
Расточка посадочных —
мест под бурт гильзы
Расточка постелей корен- РД-50,
ных подшипников РД-14
Обработка рабочей по- ЗБ722
верхности
Расточка клапанных 6М12П
гнезд
Зенковка фасок седел 2А-135
клапанов
Отклонение глубины
выточек
Соосность коренных
опор, отклонений диа-
метра
Плоскостность обрабо-
танной поверхности
Отклонение диаметра,
соосность с направляю-
щей втулкой
Соосность седла клапана
с направляющей втул-
кой
Коленчатый
вал
Распредели-
тельный вал
Гильза ци-
линдров
Поршневой
палец
Шатун
Клапан
Шлифование коренных
и шатунных шеек
Шлифование опорных
шеек
Шлифование кулачков
Растачивание
Хонингование
Шлифование
Растачивание нижней
головки
Шлифование
ЗА423,
ЗМ233
ЗБ161
ЗА433
278Н
ЗА833
ЗБ61
278Н,
УРБ-ВП-М
ЗБ-12
Отклонение диаметра,
отклонение радиуса кри-
вошипа
Отклонение диаметра
Биение цилиндрической
части
Отклонение внутреннего
диаметра
Чистота обработки, от-
клонение внутреннего
диаметра
Отклонение диаметра
Отклонение внутренне-
го диаметра
Соосность рабочей по-
верхности клапана с его
стержнем
Контроль стабильности качества отремонтированных изделий.
Для контроля стабильности качества изделий и их соответствия
техническим требованиям периодически (не реже одного раза в
полугодие) оценивают их качество. При этом предусматривают:
31-8070
473
контроль соответствия технической и конструкторской документа-
ции на ремонт требованиям нормативно-технической документа-
ции; разборку и техническую экспертизу партии отремонтированных
изделий с целью проверки их соответствия техническим требовани-
ям на ремонт; анализ состояния работ по обеспечению качества про-
дукции; кратковременные испытания отремонтированных изделий.
Поддержание технологической дисциплины. Утвержденный тех-
нологический процесс обязателен для выполнения работниками
предприятия. За него несут ответственность руководство цехов,
участков, службы технического контроля и непосредственные ис-
полнители. Соблюдение технологической дисциплины контроли-
руют с целью проверки выполнения требований конструкторс-
кой и технологической документации. При этом проверяют: на-
личие и состояние этой документации в цехе, на участках и
рабочих местах; соответствие технологических процессов требо-
ваниям нормативно-технической документации; точность обору-
дования, оснастки, контрольно-измерительных приборов; зна-
ния мастерами, рабочими и контрольными исполнителями тре-
бований нормативно-технической документации; чистоту и
порядок на рабочих местах.
Оценка качества труда. Для повышения ответственности и за-
интересованности работников в выпуске продукции высокого ка-
чества необходимо оценивать их деятельность, что служит осно-
вой при моральном и материальном стимулировании.
Качество труда оценивают: выборочной проверкой соблюдения
технологической дисциплины по операциям; анализом данных о
внутризаводском браке и рекламациях; измерением параметров
деталей, сборочных единиц и машин в целом после их ремонта;
анализом выполнения планов повышения качества ремонта и ме-
роприятий по моральному и материальному стимулированию за
повышение качества.
Для оценки качества труда исполнителей (рабочих, инженер-
но-технических работников и служащих) вводят показатель — ко-
эффициент качества труда
п т
А'тр = 1 + Y, Kui — % Kcj, (66)
1=1 j=\
где пят — число проявлений инициативы и упущений в работе; Kni — повышаю-
щий показатель коэффициента качества труда; К$ — снижающий показатель ко-
эффициента качества труда.
Качество труда рабочих считают неудовлетворительным при
^тр < 0.75, а ИГР и служащих — при наличии серьезных упущений
в работе и частичном невыполнении трех и более показателей, ус-
тановленных классификатором.
474
Для гласности и наглядности при оценке качества труда испол-
нителей рекомендуется оформлять экраны качества, которые вы-
вешивают на видном месте.
Чтобы усилить заинтересованность работников ремонтных
предприятий в улучшении качества ремонта, следует применять
различные формы материального и морального стимулирования,
например выплату премии или другие поощрения.
6.5. СЕРТИФИКАЦИЯ ПРОДУКЦИИ И УСЛУГ ПРЕДПРИЯТИЙ
ТЕХНИЧЕСКОГО СЕРВИСА
Слово «сертификация» в переводе с латинского означает «сде-
лано верно» (certum — верно, facere —делать). Чтобы засвидетель-
ствовать, что продукт «сделан верно», качественно, необходимо
показать, что он соответствует определенным требованиям, и по-
лучить достоверные доказательства этого соответствия.
Для установления соответствия показателей качества продук-
ции или услуг заданным требованиям необходимы испытания
продукции. Наиболее достоверными являются результаты испыта-
ний «третьей стороной» — лицом или органом, не зависящим ни
от поставщика (производителя), ни от покупателя (потребителя).
Под сертификацией понимают деятельность по подтвержде-
нию соответствия продукции установленным требованиям. Она
может быть обязательной и добровольной.
Обязательная сертификация — подтверждение уполномочен-
ным на то органом соответствия товара (работы, услуги) обяза-
тельным требованиям стандарта.
Добровольная сертификация — сертификация, проводимая на
добровольной основе по инициативе изготовителя (исполнителя),
продавца (поставщика) или потребителя продукции.
Закон РФ «О сертификации продукции и услуг» устанавливает
правовые основы обязательной и добровольной сертификации
продукции и услуг, а также права, обязанности и ответственность
участников сертификации.
Организацию и проведение работ по сертификации возлагают
на Ростехрегулирование России и другие государственные органы
управления. Испытывают продукцию и выдают протоколы испы-
таний для целей сертификации испытательные лаборатории (цен-
тры), аккредитованные в установленном порядке. По результатам
испытаний для подтверждения соответствия сертифицированной
продукции установленным требованиям выдают сертификат соот-
ветствия и знак соответствия.
Принципы функционирования, организационная структура и
порядок сертификации услуг по техническому обслуживанию и
31* 475
I
ремонту сельскохозяйственной техники определены Системой
добровольной сертификации услуг по техническому обслужива-
нию и ремонту сельскохозяйственной техники.
При проведении сертификации услуг в Системе применяют
три схемы сертификации.
Схема 1 предусматривает оценку мастерства исполнителя услуг,
включающую проверку его квалификации, знаний технологической
и нормативной документации, наличия и состояния контрольно-из-
мерительных приборов и выборочную проверку результатов услуг, а
также последующий инспекционный контроль за стабильностью ха-
рактеристик сертификационных услуг. По этой схеме рекомендуют
сертифицировать услуги небольших предприятий технического сер-
виса и граждан (предпринимателей), оказывающих услуги.
Схема 2 подразумевает оценку процесса исполнения услуг,
включающую проверку технологического процесса исполнения
услуг, состояния технологического оборудования и контрольно-
измерительных приборов, мастерства исполнителей услуг, выбо-
рочную проверку результатов услуг и инспекционный контроль за
стабильностью характеристик сертификационных услуг. По этой
схеме сертифицируют предприятия технического сервиса: стан-
ции технического обслуживания, мастерские машинно-техноло-
гических станций, районные технические центры, ремонтно-тех-
нические предприятия и др.
Схема 3 предусматривает сертификацию системы качества и
последующий инспекционный контроль за стабильностью ее функ-
ционирования. Такую схему применяют для сертификации пред-
приятий технического сервиса со сложными технологическими
процессами (специализированные предприятия по капитальному
ремонту тракторов и сложных сельскохозяйственных машин, их
сборочных единиц, ремонтные заводы).
При проведении сертификации услуг в системе проверяют ха-
рактеристики (показатели) услуг различными методами. Они слу-
жат для полного и достоверного подтверждения показателей услуг
требованиям, направленным на обеспечение безопасности жизни,
здоровья потребителя услуг, охраны окружающей среды, указан-
ных в соответствующих документах.
В системе сертификации предусмотрена проверка на соответ-
ствие нормативным документам показателей, характеризующих
производство: наличие оборудования и оснастки для качественно-
го выполнения соответствующих услуг; наличие и существующий
порядок совершенствования технологической документации; ква-
лификация исполнительных руководителей и специалистов; со-
блюдение условий договора и обеспечение гарантийных обяза-
тельств; обеспечение прав потребителей услуг при обнаружении
недостатков в исполнении заказа.
476
•
При положительных результатах сертификации исполнители
услуг получают сертификат соответствия и лицензию на право
пользования знаком соответствия в системе сертификации услуг
по техническому обслуживанию и ремонту сельскохозяйственной
техники.
Основные задачи оценки состояния предприятия:
определение комплексного показателя ремонтного предприя-
тия для последующего принятия решения по аттестации (серти-
фикации) производства;
указание направлений работы по устранению недостатков в ре-
монтном производстве;
повышение качества ремонта техники и восстановления дета-
лей.
Комплексный показатель ремонтного предприятия
т
■^общ = Х^/4-5 (6.7)
1=1
где т — число подразделений; ^ — комплексный показатель, характеризующий
г'-е подразделение ремонтного производства; At — коэффициент весомости /-го
подразделения ремонтного производства.
Комплексный показатель /-го подразделения
т
XikLKi-jui-j, (6.8)
где Кн — единичный показатель ;-го подразделения, характеризующий состояние
у'-го фактора, влияющего на комплексный показатель рассматриваемого подразде-
ления; Вн — коэффициент весомости у'-го фактора в заданной номенклатуре еди-
ничных показателей.
Примерные значения единичных показателей окрасочного от-
деления ремонтного предприятия, характеризующие его состоя-
ние, приведены в таблице 6.5.
6.5. Примерная номенклатура комплексных и единичных показателей окрасочного
отделения ремонтного предприятия
Подразде-
ление
(служба)
ремонт-
ного про-
изводства
Обозна-
чение
комплек-
сного по-
казателя
л,
Единичный показатель
*Ч
Интер-
вал из-
менения
*Ч
Участок Х\о 0,06 Наличие отдельного обору- A"io_i 0...1 24
окраски дованного помещения для
окраски и сушки
Наличие оборудования для -Kio-2 0...1 14
подготовки поверхности
под окраску (обезжиривание)
477
Продолжение
Подразде-
ление
(служба)
ремонт-
ного про-
изводства
Обозна-
чение
комплек-
сного по-
казателя
Л
Единичный показатель
«Н
Интер-
вал из-
менения
кн
Вн
Наличие окрасочных и су- А"10—з 0...1 15
шильных камер
Наличие и применение ла- АГю-4 0...1 20
кокрасочных материалов,
соответствующих требова-
ниям государственных стан-
дартов
Обеспечение активной ^io-5 0..Д 20
сушки
Наличие специальной ^io-6 0—1 7
оснастки, обеспечиваю-
щей доступ ко всем окра-
шиваемым поверхностям
агрегата
Аналогично оценивают каждый участок, отделение, цех.
Значения коэффициентов А; и Д_у устанавливают эксперимен-
тально. Определив Kj_j по каждому подразделению, вычисляют Xt.
Используя коэффициенты весомости подразделений (служб) А-„
вычисляют комплексный показатель ремонтного предприятия У0^т.
При У0бщ = 80... 100 баллов производство подлежит аттестации
(сертификации); при Уобт = 60...79,9 балла недостатки устраняют
и повторно оценивают комплексный показатель через 3 мес; при
■*обЩ = 0...59,9 балла — через 1 год.
Пример расчета комплексного показателя. Экспертная комис-
сия проверила фактическое состояние окрасочного участка предприятия и опре-
делила значения единичных показателей факторов kiQ_i...Kl0_(, в интервале 0...1.
Допустим, что Kio-i = 0,98; Kl0_2 = 0,3; АГ10_з = 0,6; #10_4 = 0,4; JST10 s = 0,2;
^io-6 = 0,7.
Тогда с учетом коэффициента весомости 2?io_i....8io-6 комплексный показа-
тель можно рассчитать по формуле (6.8):
Х10 = 0,98 ■ 24 + 0,3 • 14 + 0,6 • 15 + 0,4 • 20 + 0,2 • 20 + 0,7 • 7 = 49,6.
Аналогично определим Уобщдля предприятия.
Допустим, что значения комплексных показателей для различных подразделе-
ний предприятия и их коэффициенты весомости, установленные экспертными
комиссиями, следующие.
1. Служба стандартизации и метрологии предприятия: Х\ = 54; Ах = 0,1.
2. Служба технического контроля: Х2 = 64; Аг = 0,06.
3. Разборочно-моечное отделение: Jf3 = 89; At, = 0,08.
478
Участок Xw 0,06
окраски
•
4. Участок дефектации и входного контроля комплектующих изделий: Х* = 48;
АА = 0,07.
5. Участок комплектации: X} = 34; А5 = 0,04.
6. Участки ремонта и сборки сборочных единиц: Х6 = 69; А^ = 0,2.
7. Цех восстановления изношенных деталей: Xj = 84; А1 = 0,07.
8. Показатели, характеризующие состояние и использование металлообраба-
тывающего оборудования, метрологическое обеспечение: Х$ = 59; А% = 0,07.
9. Участок обкатки и испытания: Х9 = 56; А9 = 0,1.
10. Участок окраски: ЛГШ = 49,6; Aw = 0,06.
11. Участок ремонтного фонда и готовой продукции: Хи = 79; Ап = 0,05.
12. Показатели, характеризующие уровень организации работ по технике безо-
пасности: Хп = 84,5; Ап = 0,1.
Подставляя значения Хи А в формулу (6.7), определим
Уобщ = 54 • 0,1 + 64 • 0,06 + 89 • 0,08 + 48 • 0,07 + 34 • 0,04 +69 • 0,2 + 84 • 0,07 + 59 ■ 0,07 +
+ 56 • 0,1 + 49,6 ■ 0,06 + 79 • 0,05 + 84,5 • 0,1 = 65,84.
В данном случае предприятию надо устранить некоторые недостатки и по-
вторно проверить состояние через 3 мес.
Контрольные вопросы и задания. 1. Что такое качество ремонта машин? Пере-
числите и кратко охарактеризуйте единичные показатели качества продукции.
2. Назовите основные пути повышения качества ремонта машин. 3. Что понимают
под уровнем качества? Укажите, по каким показателям оценивают уровень каче-
ства отремонтированных изделий. 4. Назовите общие принципы формирования
оптимального качества при ремонте машин. 5. Что называют системой управле-
ния качеством продукции на предприятиях технического сервиса? Из каких ос-
новных элементов она состоит? Перечислите основные требования, предъявляе-
мые к системе качества ремонта машин. 6. Какова роль технологии ремонта в
комплексной системе управления его качеством? 7. Что такое технический конт-
роль? Какая служба на ремонтном предприятии отвечает за качество выпускаемой
продукции? Перечислите задачи и основные функции службы. 8. Назовите виды
технического контроля качества продукции. В чем их сущность и содержание?
9. Каково назначение и разновидности статистических методов контроля каче-
ства продукции? Укажите особенности одноступенчатого приемочного контро-
ля. 10. В чем сущность входного контроля качества запасных частей? Приведите
пример статистического приемочного контроля. 11. Какие виды брака и реклама-
ций различают в соответствии с действующей классификацией? Каков механизм
их учета и анализа? 12. Какими путями обеспечивают стабильность качества про-
дукции? 13. По каким показателям оценивают качество труда? Дайте их краткую
характеристику. 14. Изложите сущность сертификации продукции и услуг пред-
приятий технического сервиса.
ЛИТЕРАТУРА
Варнаков В. В., Стрельцов В. В., Попов В. Н., Карпенков В. Ф. Технический сер-
вис машин сельскохозяйственного назначения. — М.: Колос, 2000. — 256 с.
Восстановление деталей машин: Справочник /Ф. И. Пантелеенко, В. П. Ляля-
кин, В. П. Иванов, В. М. Константинов; Под ред. В. П. Иванова. — М.: Машино-
строение, 2003. — 672 с.
Кравченко И. Н., Зорин В.А., Пучин Е. А. Основы надежности машин. — Ч. I. — М.:
Изд-во ВТУ при Федеральном агентстве специального строительства, 2006. — 224 с.
Кравченко И. Н., Зорин В. А., Пучин Е. А. Основы надежности машин. — Ч. И.—
М.: Изд-во ВТУ при Федеральном агентстве специального строительства, 2006. — 260 с.
Монтаж, техническое обслуживание и ремонт оборудования перерабатываю-
щих отраслей АПК. — Ч. I. — Справочник. — М.: ФГНУ «Росинформагротех»,
2005. - 268 с.
Монтаж, техническое обслуживание и ремонт оборудования перерабатывающих от-
раслей АПК —Ч. П. — Справочник. — М.: ФГНУ «Росинформагротех», 2005. — 372 с.
НабокихВ.А. Эксплуатация и ремонт электрооборудования автомобилей и
тракторов. — М.: Мастерство, 2001. — 512 с.
Надежность и ремонт машин /В. В. Курчаткин, Н. Ф. Тельнов, К. А. Ачкасов и
др.; Под ред. В. В. Курчаткина. — М.: Колос, 2000. — 776 с.
ПузряковА. Ф. Теоретические основы технологии плазменного напыления.—
М.: Изд-во МГТУ им. Н. Э. Баумана, 2003. — 360 с.
Пучин Е. А., Дидманидзе О. Н., ЛезинП.И, ЛисуновЕ.А., Кравченко И. Н. На-
дежность технических систем. — М.: УМЦ «Триада», 2005. — 353 с.
Ремонт дорожных машин, автомобилей и тракторов /Б. С. Васильев, Б. П. Дол-
гополов, Г. Н.Доценко и др.; Под ред. В. А. Зорина. — М.: Издательский центр
«Академия», 2005. — 512 с.
Ремонт машин в агропромышленном комплексе/М. И. Юдин, И.Г.Савин,
В. Г. Кравченко и др.; Под ред. М. И. Юдина — Краснодар: КГАУ, 2000. — 688 с.
Смелянский В. М. Механика упрочнения деталей поверхностным пластическим
деформированием. — М.: Машиностроение, 2002. — 300 с.
Техническое обслуживание и ремонт машин в сельском хозяйстве /В. И. Чер-
ноиванов, В. В. Бледных, А. Э. Северный и др.; Под ред. В. И. Черноиванова. —
Москва-Челябинск: ГОСНИТИ, ЧГАУ, 2003. - 992 с.
Техническое обслуживание и ремонт тракторов /Е. А. Пучин, Л. И. Кушнарев,
К. А. Петрищев и др.; Под ред. Е. А. Пучина. — М.: Издательский центр «Акаде-
мия», 2005. — 208 с.
Трение, износ и смазка (трибология и триботехника) /А. В. Чичинадзе,
Э. М. Берлинер, Э. Д. Браун и др.; Под общ. ред. А. В. Чичинадзе. — М.: Машино-
строение, 2003. — 576 с.
Экономика технического сервиса на предприятиях АПК/Ю. А. Конкин, К. 3. Би-
султанов, М. Ю. Конкин и др.; Под ред. Ю. А Конкина. — М.: КолосС, 2005. — 368 с.
Эксплуатация подъемно-транспортных, строительных и дорожных машин/
В. А. Зорин, И. Н. Кравченко, Е. А. Пучин и др.; Под ред. В. А. Зорина. — Ч. II. —
М.: Изд-во УМЦ «Триада», 2006. — 344 с.
480
•
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
ДдГезия 211, 456
Ад0орбция 43, 44, 66
Азотирование стали 248, 456
Ал^ирование стали 250
Анализ спектральный 18
дс(иальтены 40
Б
Баз*"1 253
_ вспомогательные технологические
254
_ измерительные 254
_ конструкторские 254
_ технологические 254
Балансировка 94
_ динамическая 96, 97, 415
_ статическая 95, 415
Биметалл 456
Бра* 470
_ в^ешний 470
— внутризаводской 470
_ производственный 470
В
BatfHa стационарная 230
Вда:эливание 154
Ве11хества поверхностно-активные 44
_ синтетические 42
Взв^шивание 17
Виды ТО и ремонта 28...30
Вос£тановление деталей 35, 126, 144
Вст^вка спиральная 290, 291
_ фигурная стягивающая 301
Выглаживание алмазное 157, 456
Выс^адга 153
Вы)£0Д металла по току 220
Гайковерт 71, 72
Герметик анаэробный 238...240
Гильзование 389
Грунтование 114
Д
Дефектация деталей 35, 76
Дефектоскопия 78
Дефекты деталей 76, 77
— значительные 466
— критические 466
— малозначительные 467
— наплавки 209
Деформирование пластическое 146,
155, 297
Диффузия 243
Документация ремонтная 37
— технологическая 37, 269
Дуга сварочная 162
Ж
Железнение 218, 226
Загрязнения минеральные 40
— органические 40
— технологические 39, 40
Закон Джоуля—Ленца 196
— Фарадея 219
Защита газовая 165
— шлаковая 165
И
Изнашивание 8
— водородное 12
— катастрофическое 14, 15
— коррозионно-механическое 9, 10
— механическое 9, 10
— электроэрозионное 9, 11
Износ 8
— допустимый 16
481
— предельный 15
Износостойкость 8, 9, 11, 12, 17
Индикаторы полимерные 424
Интенсивность изнашивания 8, 403
Испытания 373, 442
— изделий 373
— параметрические 373
— периодические 373, 374
— приемо-сдаточные 373, 374
— эксплуатационные 373, 374
К
Карта маршрутная 37, 68, 269, 270
— операционная 37, 269, 270
— эскизов 37, 269, 270
Качество 458
— продукции ремонтных предприятий
461
— ремонтно-технологического
оборудования 461, 462
— технологической документации 461
— труда рабочих 462, 474
Коагуляция 65
Комплектация 91
Композиция эпоксидная 231, 232
Контроль входной 465, 467, 469
— выборочный 465
— инспекционный 465, 476
— летучий 465
— непрерывный 466
— операционный 465
— периодический 466
— по альтернативному признаку 466
— по количественному признаку 466
— приемочный 465
— сплошной 465, 468
— статистический 466, 467
— технический 464
Коэффициент восстановления 127
— выносливости 262
— износостойкости 262
— качества труда 474, 475
— повторяемости дефекта 88, 261
— сцепляемости 262
Краска порошковая 105
Критерий долговечности 261, 262, 268
— технико-экономический 261, 264
— технологический 261
Л
Лак 105
Лампы галоидные 423
Легирование металла 165
Лужение 244
482
М
Материалы лакокрасочные 105
— полимерные 231, 439
— смазочные 18
Машины моечные 55
■ комбинированные 55, 60
мониторные 55, 56
— — погружные 55, 59
— — специальные 55,61
струйные 55, 58, 59
циркуляционные 55, 60
Металлизация 212
— диффузионная 250, 353
Метод групповой взаимозаменяемости 91
— зеркально-теневой 87
— индивидуальной подгонки 93
— искусственных баз 17
— капиллярный 78, 79
— магнитный 81
— нейтронной активации 17
— отжигающих валиков 301, 302
— полной взаимозаменяемости 91
— радиоактивных изотопов 17
— радиоактивных индикаторов 17
— ремонта агрегатный 32, 33
— ремонта необезличенный 32, 70
— ремонта обезличенный 32
— теневой 86
— эхо-импульсный 85
Микрометрирование 17
Н
Накатка 154, 321, 322
Накипь 41
Намагничивание комбинированное 83
— продольное 83
— циркулярное 83
Наплавка 161
— вибродуговая 187, 188, 440
— в среде защитных газов 184
— индукционная 198
— лазерная 199
— плазменно-дуговая 203
— под слоем флюса 178
— термитная 383
— электродуговая 162, 178, 380
— электронно-лучевая 201
— электрошлаковая 191, 192
Напыление вибровихревое 240, 241
— вихревое 240
— газопламенное 210, 211
— газотермическое 147, 210
— детонационное 216, 217
— плазменное 215, 216
— электродуговое 212, 213
Неуравновешенность 94
•
О
Обжатие 150
Обкатка горячая без нагрузки 103
под нагрузкой 103
— стендовая 103
— холодная 103
— шариками или роликами 156
Оборудование кузнечно-прессовое
450
— подъемно-транспортное 442, 443
— технологическое 436, 451
Обработка дробеструйная 158, 299
— слесарно-механическая 146
— термическая 147
— ультразвуковая 299, 300
— финишная антифрикционная
безабразивная 259, 317
— электроискровая 207, 388, 394, 457
— электроконтактная черновая 258
— электромеханическая 154
Обслуживание межремонтное 452
— техническое 28, 433
в особых условиях эксплуатации
29
ежесменное 28, 29
номерное 28, 29
при обкатке 29
— — при хранении 28, 29
сезонное 28, 29
Осадка 148
Осмотр профилактический 452
Отложения асфальтосмолистые 40, 41
— лаковые 40
Отстаивание 65
Оттяжка 153
Очистка деталей 38
— многостадийная 39
— наружная 55
П
Пайка 243
— мягкими припоями 246
— твердыми припоями 246
Перенос избирательный 13, 14
Период межремонтный 452
— межсмотровой 452
Плазма 215
Пленка сервовитная 14
Повреждение 5
Подборка селективная 353
Показатель безопасности 459
— надежности 458
— назначения 458
— патентно-правовой 460
— стандартизации и унификации 459
— технологичности 459
— транспортабельности 459
— экологический 460
— экономичности 458, 459
— эргономический 460
— эстетический 460
Покрытие гальваническое 147, 439
— электродное 165
Полирование алмазными лентами 257
Правка 151
Приварка электроконтактная 193
Припои 244
— низкотемпературные 246
— тугоплавкие 246
Приработка 14, 102
Притирка алмазная 257
Программа ремонта 132
Производство восстановительное 127
Процеживание 65 ,
Процесс групповой 126
— единичный 126
— приработки 14
— производственный 34
— технологический 34
— типовой 126
— установившегося изнашивания 15
Р
Раздача 148
— гидротермическая 150
Размер допустимый 77
— предельный 77
— ремонтный 138
— чертежный 77, 138...141
Раскисление металла 165
Растворение 43
Растворители органические 49, 49
Растяжка 153
Ремонт капитальный 28, 31, 32, 36, 68,
363, 364, 443, 452
— средний 363, 452
-текущий 28, 29, 31, 37, 363, 452
Ремонтопригодность 5, 6
Руководство качеством 462
С
Свариваемость сталей 160, 161
— чугуна 174
Сварка 160, 162
— газовая 169
— горячая 176
— диффузионная в вакууме 206
— полугорячая 176
— ультразвуковая 205
— холодная 175
483
— электродуговая 162
Сертификация 475
— добровольная 475
— обязательная 475
Система качества 462
Склеивание 235
Скорость изнашивания 8
Смазка 18...21
— газовая 19
— гидродинамическая 18, 21
— гидростатическая 19, 21
— граничная 19, 22
— жидкостная 18
— полужидкостная (смешанная) 19
— эластогидродинамическая 19,21
Смачивание 43
Соединения заклепочные 101
— шлицевые 99, 294, 295
— шпоночные 100, 293
Состояние исправное 5
— неисправное 5
— неработоспособное 5
— предельное 5
— работоспособное 5
Сплавы заэвтектические 318
Способ восстановления детали 126,
144, 261
— весовой 67
— люминесцентный 67
— сушки конвекционный 115
— сушки терморадиационный 116
— ультрафильтрации 65
Средства моющие 43, 47
— растворяюще-эмульгирующие 48, 50
Стабильность качества продукции 471,
472
Т
Технологичность производственная 459
— эксплуатационная 459
Технология борирования 456
— маршрутная 273, 275
— подефектная 273
— типовая 37
Течеискатели галогенные 423, 424
Травление 223
Трение 6
— внешнее 6
— внутреннее 6
Трещины 301
У
Углеводороды алифатические 48
— неароматические кольцевые 48
— хлорированные 48, 49
Ультразвук 205
484
Ультрафильтрация 65
Управление качеством 462, 463
— техническим состоянием 22
Упрочнение лазерное 457
— наклепом 156, 160
— термодиффузионное 456
— ультразвуковое 156, 159
Уровень качества 460
Ф
Фильтрование центробежное 65
Флотация 65
Флюсы 178
— керамические 180
— паяльные 244
— плавленые 179
— смеси 180
X
Хонингование алмазное 256, 422
— отделочное эластичными брусками
257
— плосковершинное 257, 315
Хромирование 224
— гальваническое 353
— диффузионное 250
— парофазное диффузионное в
вакууме 258
— пористое 225
— электролитическое 224
Ц
Цементация стали 247, 456
Цианирование стали 249, 456
Цикл ремонтный 452, 453
Ч
Чертеж рабочий 269, 447
— ремонтный 37, 269
Число Герси 20
Ш
Шлифование 115, 450
Шпатлевание 106, 115
Шпатлевка 106
Э
Электролиз 218...220
Электролит 218, 219 : w
Эмаль 105
Эффект безызносности 13
— водородного изнашивания 12
«I
ОГЛАВЛЕНИЕ
1. Теоретические основы ремонта машин (Е. А. Пучин, А. В. Чепурин) 3
1.1. Причины снижения работоспособности машин в процессе
эксплуатации 3
1.2. Трение, изнашивание и смазывание 6
1.2.1. Виды трения 6
1.2.2. Виды и основные закономерности изнашивания 8
1.2.3. Методы определения износа 17
1.2.4. Смазка и смазочное действие v18
1.3. Система технического обслуживания и ремонта машин в сельском
хозяйстве 22
1.3.1. Управление техническим состоянием машин 22
1.3.2. Стратегии обслуживания и ремонта машин 26
1.3.3. Структура ремонтно-обслуживающих воздействий на маши-
ны в сельском хозяйстве 28
2. Производственный процесс ремонта машин и оборудования 34
2.1. Общие сведения (И. А. Очковский) 34
2.2. Очистка объектов ремонта (Е. А. Пучин, А. В. Чепурин) 38
2.2.1. Значение и задачи очистки при ремонте 38
2.2.2. Виды и характеристики загрязнений 39
2.2.3. Механизм моющего действия 42
2.2.4. Моющие средства 47
2.2.5. Очистное оборудование 55
2.2.6. Особенности очистки оборудования перерабатывающих
предприятий 63
2.2.7. Способы очистки растворов моющих средств 65
2.2.8. Системы замкнутого водоиспользования при очистке машин 65
2.2.9. Контроль качества очистки 67
2.3. Разборка машин и агрегатов {Н. А. Очковский) 68
2.3.1. Общие сведения 68
2.3.2. Технологическое оборудование и оснастка для разборочных
работ 71
2.4. Дефектация деталей (В. С.Новиков) 76
2.4.1. Классификация дефектов 76
2.4.2. Методы и средства контроля явных дефектов 77
2.4.3. Методы и средства контроля скрытых дефектов 78
2.4.4. Определение коэффициентов повторяемости дефектов и со-
четаний дефектов 88
2.5. Комплектация деталей (В. С.Новиков) 91
2.6. Балансировка деталей и сборочных единиц (В. М. Корнеев,
А. В. Чепурин) 94
2.7. Сборка, обкатка и испытание объектов ремонта (В. М. Корнеев,
А. В. Чепурин) 97
2.8. Окраска машин (Е. А. Пучин, А. В. Чепурин) 105
2.8.1. Общие сведения о лакокрасочных материалах и покрытиях 105
2.8.2. Технологический процесс окраски машин 112
485
2.8.3. Оборудование для окраски 117
2.8.4. Особенности окраски поврежденного лакокрасочного
покрытия поверхности машины 123
3. Технологические процессы восстановления изношенных деталей 126
3.1. Общие сведения и понятия о восстановлении изношенных
деталей (Е. А. Пучин, А. В. Чепурин) 126
3.2. Методы восстановления посадок соединений деталей
(Е.А. Пучин, А. В. Чепурин) 137
3.3. Классификация способов восстановления деталей
(Е.А. Пучин, А. В. Чепурин) 144
3.4. Восстановление и упрочнение деталей пластической
деформацией (Е. А. Пучин) 148
3.5. Ручные дуговая и газовая сварка и наплавка [Е.А. Пучин) 160
3.5.1. Свариваемость металлов 160
3.5.2. Ручная электродуговая сварка и наплавка 162
3.5.3. Газовая сварка и наплавка 169
3.5.4. Особенности сварки чугунных деталей 174
3.5.5. Особенности сварки деталей из алюминия и его сплавов 177
3.6. Механизированные способы наплавки и сварки (Е.А. Пучин) 178
3.6.1. Электродуговая наплавка и сварка под слоем флюса 178
3.6.2. Наплавка и сварка в среде защитных газов 184
3.6.3. Вибродуговая наплавка 187
3.6.4. Электрошлаковая наплавка 191
3.6.5. Электроконтактная приварка металлического слоя 193
3.6.6. Индукционная наплавка 198
3.6.7. Лазерная наплавка 199
3.6.8. Электронно-лучевая сварка и наплавка 201
3.6.9. Плазменно-дуговая сварка и наплавка 203
3.6.10. Сварка с использованием ультразвука 205
3.6.11. Диффузионная сварка в вакууме 206
3.6.12. Электроискровая обработка 207
3.6.13. Дефекты наплавки и сварки 209
3.7. Восстановление деталей газотермическим напылением
(Я. А. Очковский) 210
3.8. Восстановление деталей электролитическим осаждением металлов
(А. С. Кононенко) 218
3.8.1. Сущность электролитического осаждения металлов 218
3.8.2. Технологический процесс восстановления деталей электроли-
тическим осаждением металлов 221
3.8.3. Хромирование и железнение 224
3.8.4. Применение периодического тока при электрическом
осаждении металлов 227
3.8.5. Оборудование гальванических участков 229
3.9. Восстановление деталей и сборочных единиц с помощью поли-
мерных материалов (А. А. Гаджиев) 231
3.9.1. Методы восстановления деталей, имеющих трещины и про-
боины, термореактивными полимерами 231
3.9.2. Технология склеивания материалов при ремонте 235
3.9.3. Формирование полимерных покрытий путем напыления 240
3.10. Применение пайки при ремонте машин (А. А. Гаджиев) 243
3.11. Восстановление деталей химико-термической обработкой
(И. Н. Кравченко) 247
3.12. Безразборные методы восстановления соединений агрегатов
(Е.А. Пучин) 251
3.13. Особенности размерной обработки деталей при их вос-
становлении (А. С. Кононенко) 253
3.13.1. Особенности обработки восстанавливаемых деталей 253
3.13.2. Выбор и создание технологических баз 253
486
•
3.13.3. Особенности выбора приспособлений, режущего инстру-
мента и режимов обработки 255
3.13.4. Электрохимические методы обработки деталей 258
3.14. Проектирование технологических процессов восстановления
изношенных деталей 260
3.14.1. Выбор оптимального способа восстановления изношенной
поверхности детали (И. Н. Кравченко) 261
3.14.2. Обоснование способов восстановления детали в целом
(И. Н. Кравченко) 267
3.14.3. Технологическая документация на восстановление деталей
(В. С. Новиков) 269
3.14.4. Определение экономической целесообразности восстанов-
ления деталей с различными сочетаниями дефектов (В. С. Новиков) ...271
3.14.5. Разработка маршрутов восстановления (В. С.Новиков) 273
4. Восстановление и ремонт типовых деталей и сборочных единиц 277
4.1. Восстановление типовых поверхностей деталей
(Е. А. Пучин, А. В. Чепурин) 277
4.1.1. Восстановление поверхностей посадочных отверстий 277
4.1.2. Восстановление поверхностей деталей класса «валы» 281
4.1.3. Восстановление поверхностей резьб 287
4.1.4. Восстановление поверхностей деталей шпоночных соеди-
нений 293
4.1.5. Восстановление поверхностей шлицев 294
4.1.6. Восстановление поверхностей зубчатых колес 296
4.1.7. Восстановление поверхностей упругих элементов 299
4.2. Ремонт трещин в корпусных деталях (Е. А. Пучин) 301
4.3. Ремонт деталей и сборочных единиц двигателя
(Е. А. Пучин, А. В. Чепурин) 304
4.3.1. Ремонт блока цилиндров и цилиндропоршневой группы 304 »
4.3.2. Ремонт кривошипно-шатунного механизма 326
4.3.3. Ремонт головки блока цилиндров и механизма газо-
распределения 341
4.3.4. Ремонт деталей топливной аппаратуры дизелей 351
4.3.5. Ремонт сборочных единиц смазочной системы и системы
охлаждения 355
4.4. Ремонт электрооборудования (Е.А.Пучин) 361
4.4.1. Классификация систем электрооборудования 361
4.4.2. Виды ремонта электрооборудования 363
4.4.3. Основные дефекты электрооборудования 364
4.4.4. Ремонт генераторов 365
4.4.5. Ремонт стартеров 367
4.4.6. Ремонт приборов системы зажигания 370
4.4.7. Ремонт реле-регуляторов, транзисторных коммутаторов
и электронных блоков управления 371
4.4.8. Ремонт аккумуляторных батарей 372
4.4.9. Испытания отремонтированных изделий и систем элект-
рооборудования 373
4.5. Ремонт трансмиссии и ходовой части (Е.А. Пучин) 375
4.5.1. Ремонт трансмиссии 375
4.5.2. Ремонт ходовой части гусеничных машин 379
4.5.3. Ремонт ходовой части колесных тракторов и автомобилей 385
4.6. Ремонт гидравлических систем (Е. А. Пучин) 387
4.6.1. Ремонт гидронасосов 387
4.6.2. Ремонт гидроцилиндров 391
4.6.3. Ремонт распределителей 393
4.6.4. Ремонт гидроусилителей рулевого управления 395
4.6.5. Ремонт гидротрансформаторов и гидромуфт 395
4.6.6. Ремонт рукавов высокого давления 395
4.6.7. Испытания гидравлических систем 396
487
4.7. Ремонт рабочих органов и сборочных единиц сельскохозяйст-
венных машин (В. С.Новиков) 397
4.7.1. Ремонт основных сборочных единиц 397
4.7.2. Основные положения по повышению долговечности
рабочих органов плуга 401
4.7.3. Ремонт рабочих органов посевных машин 411
4.7.4. Ремонт рабочих органов косилок, жаток и зерноуборочных
комбайнов 413
4.8. Ремонт оборудования животноводческих ферм (НА. Очковский) 416
4.8.1. Ремонт оборудования систем водоснабжения 416
4.8.2. Ремонт сборочных единиц доильных установок 419
4.8.3. Ремонт сборочных единиц холодильных установок 422
5. Ремонт электрических машин и технологического оборудования 433
5.1. Ремонт электрических машин (Е. А. Пучин) 433
5.1.1. Общие сведения 433
5.1.2. Технология ремонта электрических машин 434
5.2. Ремонт технологического оборудования
(Е.А. Пучин и НА. Очковский) 436
5.2.1. Ремонт металлорежущих станков 436
5.2.2. Ремонт подъемно-транспортного оборудования 442
5.2.3. Особенности ремонта кузнечно-прессового оборудования 450
5.3. Ремонт машин и оборудования перерабатывающих предприятий
{Е.А. Пучин) 451
5.3.1. Виды и периодичность технического обслуживания
и ремонта 452
5.3.2. Восстановление и упрочнение деталей технологического
оборудования 454
6. Управление качеством ремонта машин (В. С. Новиков) 458
6.1. Показатели качества и методы оценки уровня качества новой
и отремонтированной сельскохозяйственной техники 458
6.2. Система и организационные основы управления качеством продук-
ции на предприятиях технического сервиса 462
6.3. Виды и методы контроля качества продукции 464
6.3.1. Задачи и функции службы технического контроля 464
6.3.2. Виды и методы технического контроля 465
6.3.3. Статистические методы контроля 466
6.3.4. Классификация, учет и анализ брака и рекламаций 470
6.4. Обеспечение стабильности качества продукции 471
6.5. Сертификация продукции и услуг предприятий технического
сервиса 475
Литература 480
Предметный указатель 481