














































































































































































































































Author: Артамонов Б.А. Волков Ю.С. Дрожалова В И.
Tags: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления общая технология машиностроения обработка металлов издательство высшая школа методы электроэрозионной размерной электрохимической и ультразвуковой обработки
Year: 1983



Б. А. Артамонов, Ю. С. Волков, В. И. Дрожалова, Ф. В. Седыкин, В. П. Смоленцев, В. М. Ямпольский
Электрофизические и электрохимические методы обработки материалов (в двух томах)
Том I. ОБРАБОТКА МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ИНСТРУМЕНТА
Под редакцией д-ра техн, наук, проф. В. П. СМОЛЕНЦЕВА
Допущено МинистергсвойПрф( высшего и среднегд^Ч^х~ специального образования в качестве учебного пособия для студентов машиностроительных вузов и факультетов
ф
Москва «Высшая школа» 1983
ББК>4.5
лжг Э- Ч-fT
УДК 621.7 + 621.9
Рецензенты: кафедра технологии механосборочного производства Московского высшего технического училища им. Н. Э. Баумана (зав. кафедрой засл. деят. науки и техники РСФСР, д-р техн, наук, проф. В. С. Корсаков); засл. деят. науки и техники РСФСР» д-р техн, наук, проф. А. В. Псдзей (Московский авиационный институт)
библиотека Коммунарского Г**комвталлургичвснвц>
Артамонов Б. А., Волков Ю. С., Дрожалова В. И. и др. А86 Электрофизические и электрохимические методы обработки материалов. Учеб, пособие (в 2-х томах). Т. I. Обработка материалов с применением инструмента/Под ред. В. П. Смоленцева.—М.: Высш, шк., 1983. — 247 с., ил.
В пер.: 90 к.
В томе I рассмотрены методы электроэрозионной, размерной электрохимической и ультразвуковой обработки материалов. По каждому методу даны теоретические основы, описания технологических схем, оборудования, а также планы построения типовых технологических процессов.
Для студентов технологических специальностей машиностроительных вузов», аспирантов и инженерно-технических работников.
2704050000—377
---------------- 133—83
001(01)—83
ББК 34.5
6П5.4
© Издательство «Высшая школа». 1983
Светлой памяти академика Бориса Романовича Лазаренко, основателя электроэрозионного метода обработки металлов, посвящается
ПРЕДИСЛОВИЕ
v В Основных направлениях экономического и социального развития СССР на 1981—1985 годы и на период до 1990 года, принятых на XXVI съезде КПСС, указывается на необходимость шире использовать электрохимические, лазерные, радиационные и другие высокоэффективные методы обработки металлов, материалов и изделий с целью существенного улучшения их свойств.
В технических вузах страны уже в течение ряда лет ведется подготовка специалистов по электрическим методам обработки материалов. В данном учебном пособии обобщены многолетние исследования авторов, последние достижения научно-исследовательских институтов, производственный опыт передовых предприятий в данной отрасли машиностроения.V
Учебное пособие состоит из двух книг. В первой описаны методы обработки с применением инструмента — электроэрозионный, электрохимический и ультразвуковой. Во второй — методы обработки с использованием высококонцентрированных источников энергии и комбинированные. По каждому из методов последовательно рассматриваются теоретические основы, технологические показатели, расчет режимов и описание соответствующего оборудования.
Часть X в томе II носит факультативный характер, и материал, изложенный в ней, предназначен в основном для аспирантов и инженеров.
В конце второй книги по каждому виду процессов даны контрольные вопросы, на которые студент должен уметь дать ответ после изучения соответствующей части учебного пособия.
В учебном пособии даны лишь основные сведения, необходимые студенту. Более подробную информацию читатель может получить из источников, упомянутых в списке литературы. Книга может быть использована аспирантами и инженерами соответствующих специальностей.-
Данное учебное пособие является первой работой подобного рода, и авторы с благодарностью примут все замечания и пожелания по улучшению содержания и структуры книги.
Авторы
Часть I
ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА МЕТАЛЛОВ
ВВЕДЕНИЕ
В науке и технике само явление электрической эрозии, т. е. разрушение контактов под действием электрических разрядов, было известно давно. В частности, искровые и дуговые разряды возникают при разрыве или отключении электрических цепей. Электрической эрозии подвержены контакты реле, выключателей, рубильников и других подобных устройств. Электрическая эрозия — очень вредное явление, сокращающее срок службы и снижающее надежность электрических устройств. Много исследований было посвящено устранению или хотя бы уменьшению такого разрушения контактов.
Над этой проблемой в годы Великой Отечественной войны работали советские ученые Б. Р. Лазаренко и Н. И. Лазаренко. Поместив электроды в жидкий диэлектрик и размыкая электрическую цепь, ученые заметили, что жидкость мутнела уже после первых разрядов между контактами. Они установили: это происходит потому, что в жидкости появляются мельчайшие металлические шарики, которые возникают вследствие электрической эрозии элек--тродов. Ученые решили усилить эффект разрушения и попробовали применить электрические разряды для равномерного удаления металла. С этой целью они поместили электроды (инструмент и заготовку) в жидкий диэлектрик, который охлаждал расплавленные частицы металла и не позволял им оседать на противолежащий электрод. В качестве генератора импульсов использовалась батарея конденсаторов 2, заряжаемых от источника постоянного тока; время зарядки конденсаторов регулировали 'реостатом 1 (рис. 1.1). Так появилась первая в мире электроэрози-онная установка. Электрод-инструмент 3 перемещали к заготовке 4. По мере их сближения возрастала напряженность поля в пространстве между электродом-ин-струмен-том и заготовкой. Это пространство называют межэлектродным промежутком (МЭП) или просто промежут-
ком. При достижении определенной напряженности поля на участке с минимальным расстоянием между поверхностями электродов, измеренным по перпендикуляру к обрабатываемой поверхности и называемым минимальным межэлектродным 4
Рис. 1.1
.i п з о p о м, возникал электрический разряд (протекал импульс) кжа, под действием которого происходило разрушение участка । и готовки. Продукты обработки попадали в диэлектрическую жидкость 5, где охлаждались, не достигая электрода-инструмента, и зятем осаждались на дно ванны. Через некоторое время электрод-инструмент прошил пластину 4. Причем контур отверстия точно соответствовал профилю инструмента.
Так, явление, считавшееся вредным, было применено для размерной обработки материалов. Изобретение эл ектроэрози-о и ной обработки (ЭЭО) имело выдающееся значение. К традиционным способам формообразования (резанию, литью, обработке давлением) прибавился совершенно новый, в котором непосредственно использовались электрические процессы. Б. Р. Лазаренко и Н. И. Лазаренко были удостоены Государственной премии СССР. Позднее Б. Р. Лазаренко был избран академиком АН Молдавской ССР, где и работал до конца жизни (1910—1979).
Первоначально для осуществления ЭЭО применялись исключительно искровые разряды, создаваемые конденсатором в так называемом /?С-генераторе (рис. 1.1). Поэтому новый процесс в то время называли электроискровой обработкой.
В начале 50-х годов были разработаны специальные генераторы импульсов, благодаря которым обработку можно было проводить не только на коротких искровых разрядах, но и на более продолжительных— искро-дуговых и дуговых разрядах. Чтобы отличить новые условия осуществления процесса, его стали называть элек-троимпульсной обработкой.
Поскольку для формообразования во всех случаях применяют одно и то же явление — электрическую эрозию, в настоящее время эти процессы считают ^разновидностями ЭЭО и используют определения электроискровой режим ЭЭО и электроимпульс н ы й режим ЭЭО.
Большой вклад в развитие методов ЭЭО внесли советские ученые и инженеры Б. Н. Золотых, А. Л. Лившиц, Л. С. Палатник, М. III. Отто и др.
В настоящее время применяют несколько технологических схем электроэрозионной обработки.
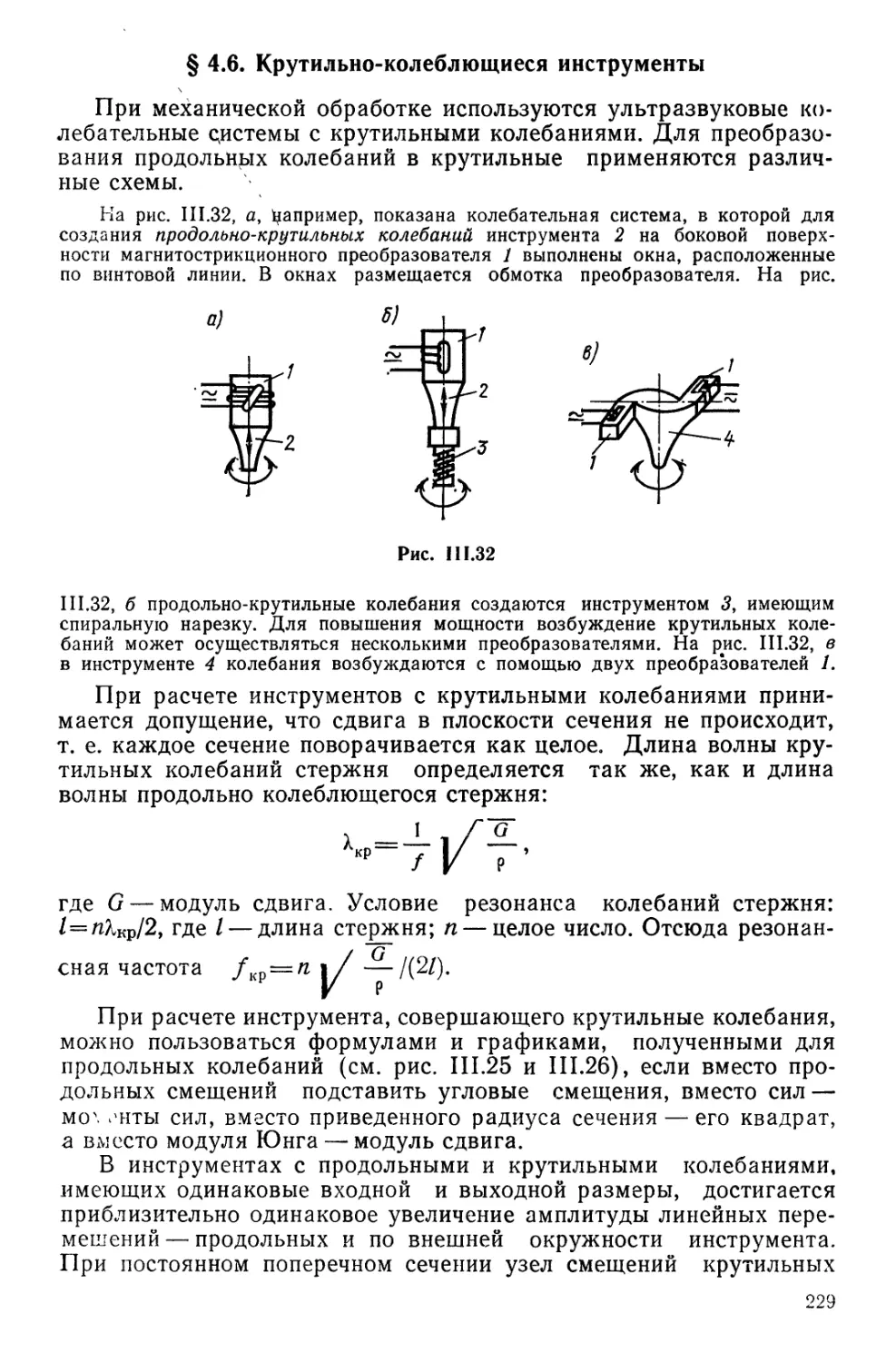
И. Прошивание — удаление металла из полостей, углублений, отверстий, пазов, с наружных поверхностей.!На рис. 1.2 показаны схемы изготовления углубления (а) и фасонного стержня (б). Электрод-Инструмент 1
поступательно перемещается к заготовке 2 со скоростью аИ. Оба электрода помещены в ванну 3, заполненную диэлектриком 4. Продукты обработки 5 выбрасываются в межэлектродный промежуток и оседают на дно ванны. Прошиванием можно получать поверхности как с прямой, так и с криволинейной осью.
Рис. 1.2
Существует два варианта прошивания:
прямое копирование, когда электрод-инструмент находится над заготовкой (рис. 1.2, а);
обратное копирование с расположением заготовки над электродом-инструментом (рис. 1.2,6). Движение подачи здесь может осуществлять заготовка.
Второй вариант позволяет облегчить удаление продуктов обработки и за счет сокращения числа боковых разрядов через частицы расплавленного металла в межэлектродном промежутке повысить точность обработки детали.
2. Электроэрозионное шлифование, схема которого показана на рис. 1.3. Металлический электрод-инструмент 1 в фор
Рис. 1.4
ме диска совершает вращательное и/йоступательное движение к заготовке 2 со скоростью ии. Заготовка может вращаться, как показано на рис. 1.3. Жидкость подают поливом из насадки 3. При небольших габаритах заготовок процесс может протекать в ванне' с рабочей жидкостью. Шлифование может быть как встречным, так и попутным.
3. Разрезание профильным или непрофилиро-ванным инструментом включает разделение заготовки на части — отрезание — и получение непрямолинейного контура — вырезание, которое выполняется только непрофилированным электродом-инструментом. Профильный электрод-инструмент 1 при разрезании деталей (рис. 1.4, а) может быть выполнен в форме диска или пластины. Его перемещают к заготовке 2 со скоростью уи и в плоскости его вращения вдоль детали. Обработка выполняется в ванне 3 с диэлектрической жидкостью 4. Если разрезание выполняется пластиной с одним поступательным перемещением ее к заготовке, то это будет прошивание. В случае использования непро-филированного электрода (рис. 1.4, б) инструмент 1 выполняют в форме круглой проволоки диаметром 0,02... 0,3 мм или стержня, которые могут перемещаться в различных направлениях со скоростью уи в любой части заготовки 2. Для устранения влияния износа электрода-инструмента на точность прорезаемых пазов проволоку или стержень перемещают (обычно перематыванием) вдоль оси со скоростью v. Разрезание выполняют в ванне с диэлектрической жидкостью.
4. Электроэрозионное упрочнение, включающее легирование и наращивание поверхности^/ обычно осуществляют на воздухе. Частицы расплавленного металла инструмента на воздухе нс успевают остыть и оседают на поверхности заготовки, образуя па пей слой сплава, насыщенного легирующими элементами электрода-инструмента (либо легирующим компонентом из состава рабочей среды). Кроме того, нанесенный на заготовку слой закален до высокой твердости и имеет за счет этого повышенную износостойкость.
ГЛАВА 1. ОСНОВНЫЕ СВЕДЕНИЯ О ТЕОРИИ ПРОЦЕССА ЭЛ ЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
§ 1.1. Общее описание процесса
। Удаление металла с заготовки происходит в среде диэлектрика за счет микроразрядов, расплавляющих часть металлал Рассмотрим основные стадии протекания электроэрозионного процесса снятия припуска. По мере сближения электрода-инструмента с заготовкой напряженность Е электрического поля возрастает обратно пропорционально расстоянию между электродами: E^Ufs, где U—разность потенциалов электрода-инструмента и заготовки; s — зазор между электродами.
Наибольшая напряженность возникает на участке, где межэлек-тродиый зазор минимален. Расположение этого участка зависит от местных выступов, неровностей на инструменте и заготовке, от наличия и размеров электропроводных частиц, находящихся в меж-элсктродном промежутке. На рис. 1.5 показано формирование расчетного зазора s между электродом-инструментом 3 и заготовкой 4, Зазор зависит от высоты hB местного микро- или макровыступа па заготовке. Напряженность поля в районе выступа будет наибольшей, что повышает вероятность пробоя меж-электродпого промежутка в этой точке. Кроме тою, напряженность будет зависеть от наличия электропроводных частиц / в диэлектрике 2. Частица 1 с размером 1гч уменьшает расчетный зазор до размера $1+$2. Если не учитывать возможности присутствия в промежутке таких частиц, то следовало бы в расчетах принять зазор
равным s. Поскольку истинный зазор будет меньше, чем расстояние между электродами, то напряженность поля на участках, где имеются электропроводные частицы, окажется выше.
Если электроды сблизить до расстояния нескольких десятков микрометров, то в отдельных местах напряженность поля может достигнуть значения, при котором в месте наименьшего зазора воз-
4
Рис. 1.5
никает электрический разряд, через промежуток протекает то/, т. е. имеет место направленное движение электронов. В электрическом поле, возникшем в межэлектродном пространстве, в направлении, обратном движению электронов, происходит перемещение более тяжелых частиц — ионов. ’Электроны, имеющие меньшую массу, быстро достигают положительно заряженной поверхности заготовки и нагревают металл, вызывая расплавление и испарение его в месте прохождения тока.^ В результате образуется углубление в форме сферической лунки (рис. 1.6, а) радиусом R. Вылетевшие из лунки частицы металла 5) охлаждаются жидкостью, кото-
рая находится в зазоре, и застывают в виде шариков. В качестве жидкости используют различные диэлектрики: масла,
керосин, дистиллированную во-
Рис- 1-6 ду. При воздействии серии раз-
рядов поверхность приобретает форму с явно выраженными углублениями в виде лунок (рис. 1.6, б). Такие лунки формируют микрорельеф, характеризующий шероховатость поверхности.
Поверхностный слой дна лунок испытывает воздействие термического цикла нагрева и быстрого охлаждения жидкостью. Свойства этого слоя отличны от свойств металла в глубине7 заготовки.
В электроискровом режиме большинство ионов, имеющих значительную массу, не успевает достичь отрицательно заряженного электрода и вызвать удаление материала с его поверхности. Съем металла происходит преимущественно с анода, который выбирают в качестве заготовки. Количество ионов, достигающих поверхности инструмента, определяет интенсивность его износа? Очевидно, чем меньше будет износ инструмента, тем точнее можно получить деталь. Для этого стремятся сформировать импульс с меньшей длительностью, чтобы ионы не успевали достичь катода. Однако при этом возрастает время обработки и снижается производительность. Полярность, при которой заготовка является анодом, называют прямой. Электроэрозионная обработка, при которой используют электроискровой режим, обычно осуществляется при прямой полярности включения электродов.
Если увеличивать длительность импульсов тока, то растет интенсивность съема металла с катода (инструмента) потоком ионов. Можно подобрать такое время протекания тока, при котором доля съема металла электронами составит лишь незначительную часть от общего объема удаленного с электродов материала. Поэтому здесь необходимо катодом выбрать заготовку. Полярность, при которой анодом является электрод-инструмент, называют обратной. Обработку материалов при электроимпульсном режиме осуществляют при обратной полярности включения электродов. Полярность зависит не только от длительности импульса, но и от используемых в качестве электродов материалов. Для снижения из
носа электрода-инструмента от воздействия потока электронов его Н1.111олняют\ из материалов, слабо разрушающихся под действием искровых разрядов, графитовых и медно-графитовых композиций. Для количественной оценки применяют понятие [относительного износа — отношения массы или объема материала, удаленного с электрода-инструмента, к массе или объему металла, снятого с заготовки^
При электроконтактном методе импульсы тока формируются непосредственно в промежутке. Схема метода приведена на рис. 1.7. Процесс протекает в диэлектрике 2. &
Поверхности электрода-инструмента 1 f
и заготовки 3 не являются идеально ________ !__ 2 $
гладкими — на них имеются неров- _ пости. При вращении электрода-инст-
деленном расстоянии s между электро-
дами происходит разряд, переходящий Рис- Ь7
н дуговой и вызывающий расплавле-
ние металла. Процесс этот кратковременный, поскольку за счет вращения электрода-инструмента выступ на его поверхности удаляется от заготовки и разряд в среде диэлектрика быстро затухает. При этом методе длительность и частота импульсов тока будет зависеть от формы и числа выступов на наружной поверхности инструмента и от скорости его вращения. Вращающийся электрод-инструмент сам регулирует параметры импульсов, поэтому не требуется специального генератора, а используется постоянный или переменный ток низкого напряжения. Электроконтактную обработку проводят при прямой полярности.
По мере съема металла с заготовки электрод-инструмент перемещают в зависимости от схемы обработки либо вдоль обрабатываемой поверхности (шлифование), либо по нормали к ней (раз-ре шние) со скоростью уи.
Если процесс протекает в воздушной среде, то возникают более длительные дуговые разряды, чем при процессе в жидкости, так как после контакта между инструментом и заготовкой дуга может гореть довольно длительное время. При этом расплавленный металл может достигать противолежащей поверхности и там застывать, т. е. могут протекать одновременно два процесса — размерный съем н наращивание металла. Под действием тепла дуги выплавляются большие участки заготовки, процесс происходит интенсивно и сопровождается сильным световым излучением.
Электроэрозионное легирование ведут при обратной полярности, и частицы расплавленного металла оседают на катоде (заготовке).
§ 1.2. Стадии протекания
Первой стадией эрозионного процесса является ^проб/бй межэлектродного промежутка в результате образования зоны с высокой напряженностью поля.^Для диэлектрических жидкостей, применяемых при электроэрозионной обработке, напряженность поля в момент разряда достигает десятков мегавольт на метр. J4 од действием разряда^происходит ионизация промежутка, через который между электродами 1 и 2 (рис. 1.8) начинает протекать электрический ток, т. е.^образуется канал проводимости 3 — сравнительно узкая цилиндрическая область, заполненная нагретым веществом (плазмой),\ содержащим ионы и электроны. Через канал проводимости
протекает ток, при этом скорость нарастания его силы может достигать сотен килоампер в секунду. На границах канала происходит плавление металла, образуются лунки. На этой стадии форма лунки близка к сферической.
Второй стадией является образование около канала проводимости газового пузыря из паров жидкости и металлов. Вследствие высокого давления (до 2-107 Па) канал проводимости стремится расшириться, сжимая окружающую его газовую фазу. Вследствие инерции сначала газовый пузырь и окружающая его жидкость неподвижны. Затем начинается их расширение. Граница канала проводимости движется с вы; сокой скоростью в радиальном направлении
/ \ р (рис. 1.9). Скорость расширения может дости-
гать 150 ... 200 тЛ/с. На наружной границе оэ-
\ J разуется так называемый фронт уплотнения, в
котором давление скачкообразно меняется от Г исходного в жидкости до высокого его значе-
ния на границе Рф.
Рис. 1.9 Третьей стадией будет прекращение тока,
отрыв ударной волны от газового пузыря и продолжение его расширения по инерции. Ударная волна гасится окружающей жидкостью.
В начале этой стадии (рис. 1.10) в межэлектродном промежутке находятся жидкий металл 2 в углублениях электродов 1 и 6\ газовый пузырь 3, внутри которого имеются пары 4 металлов заготовки и инструмента; жидкий диэлектрик 5.
Когда газовый пузырь достигнет наибольшего размера, давление внутри него резко падает. Содержащийся в лунках расплавленный металл вскипает и выбрасывается в межэлектродный проме
жуток.
Не всякий импульс, вырабатываемый генератором, вызывает эрозию электродов. Может оказаться, что в момент поступления импульса велик межэлектродный зазор, напряжение, создаваемое
Н’ператором, мало для пробоя зазора. Проявляется влияние и дру-гпл факторов. При большом удалении лунки от выхода из межэлек-। родного промежутка, например в круп-ногабаритнЦх заготовках, вынос твердых частиц из м^жэлектродного промежутка становится замедленным и процесс эро анонной обработки может прекратиться. Для его поддержания применяют принудительное прокаливание диэлектрической жидкости через збру обработки.
Если материал заготовки хрупкий, то под действием высоких температур возможно не только выплавление металла, по и его скалывание и удаление доста
к
2
точно крупными частицами.
При изготовлении углублений разря- Рис- 1Л0
ды возникают не только на рабочей стороне электрода-инструмента, но и на его боковых поверхностях. Поэтому кроме рабочего зазора, регулируемого скоростью подачи инструмента, формируется боковой зазор, зависящий от размера
износа электрода-инструмента.
§ 1.3. Основные закономерности
Основные технологические показатели процесса (точность, качество поверхности, производительность) зависят от количества выплавленного за один импульс металла из лунки, определяемого инертней импульса, временем действия импульсов и частотой их следования. Энергия импульса Аи как работа электрического тока за-пиепт от произведения силы тока I на напряжение U за время ти протекания импульса:
Ди
AK=[/Udr. (1.1)
*о
В нервом приближении энергию Аи можно рассчитывать по средним значениям силы тока и напряжения:
j4h== ^Ср^Ср^И' (1-2)
Среднее значение напряжения пробоя £7ср= (0,5... 0,75) Uo, где 170— напряжение холостого хода при разомкнутых электродах. Напряжение Uo легко контролировать в процессе обработки.
При электроискровом режиме принимают £7о=4О... 180 В. Если используют электроимпульсный режим, то £7о=18... 36 В. Электро-контактная обработка в жидкой среде протекает при t/o=18...4O В, и воздухе — при Г70=3 ... 12 В.
Среднюю силу тока определяют через ее значение /к при коротком замыкании электродов: /ср= (0,5... 0,75) 7К. Силу тока короткого замыкания можно устанавливать и контролировать по
приборам станка. Ее выбирают в зависимости от обрабатываемого материала и требуемой шероховатости поверхности. Для стали при черновой обработке /к = 20... 120 А, при чистовой обработке /к = = 0,5... 5 А, для твердых сплавов /к = 0,05 ... 0,2 А. /
Длительность импульсов ти обратно пропорциональна частоте f их следования. Поскольку между импульсами имеются паузы, то при расчете ти необходимо учитывать скважность / — отношение периода то повторения импульсов к их длительностей (^=то/ти):
*И=1/Ш / (1.3)
Длительность импульса для черновой обработки сталей ти = = 200... 105 мкс, для чистовой обработки ти = 5/.200 мкс. Для твердых сплавов длительность импульса еще на 2 ... 3 порядка ниже. При электроэрозионной обработке используются импульсы различной формы (рис. 1.11), но одной полярности (униполярные).
Рис. 1.11
Форма импульсов подбирается такой, чтобы при определенных параметрах импульса получить наибольшее углубление на заготовке, т. е. достичь наиболее эффективного использования подводимой энергии. Так, увеличение тока в импульсе в два раза позволяет для определенного диапазона режимов поднять скорость эрозии в 2,5... 3 раза. В рабочем диапазоне режимов выбирают определенное соотношение максимального значения силы тока в импульсе к его длительности.
§ 1.4. Тепловые процессы на электродах
Точно рассчитать температуру в окрестностях области разряда не представляется возможным, так как нет сведений о тепловых потоках, начальной конфигурации поверхности электрода и другой информации. Поэтому решение носит приближенный характер. Разряд, в частности, принимают стационарным точечным источником теплоты, теплофизические параметры — неизменными в течение времени протекания процесса, усредняют по времени тепловые по
токи. Методика нахождения температуры одинакова для обоих электродов.
Схема расчета показана на рис. 1.12. Точечный источник 1 излучает теплоту равномерно во все стороны. Из-за малых размеров зазора большая его часть попадает на электрод 2. Граница плавления металла будет г в перемещаться по сфере, принимающей по-следов ательные положения а, б, в, г, до окончания действия импульса напряжения.
Для расчета принимаем, что потерь тепло- '
ты в межэлектродном пространстве не про-исходит. Из теори^ теплопередачи извест- Рис j )2 но, что приращение температуры твердого тела зависит от энергии импульса Аи, рас-
стояния г до источника теплоты, удельной теплоемкости с и плотности р материала электрода, потерь энергии:
г=Го+еп11ли/(срг3). (1.4)
где Т — температура в точке, находящейся в зоне действия импульса;' Го — начальная температура электрода; т]и— коэффициент полезного использования энергии импульса; 0 — безразмерный параметр температуры, учитывающий температуропроводность а электрода, время ти действия источника тепла:
6 — е~ ’/‘Fo/(8nFopr nFo).
Здесь Fo = ttTM/r2 — критерий Фурье.
Для расчета необходимо знать значение коэффициента т]и, который характеризует долю энергии импульса, используемую на расплавление металла. Он учитывает следующие потери теплоты:
на нагрев и испарение жидкости, образование ударной волны и газового пузыря. Эти потери оцениваются коэффициентом Ki'. при электроискровом режиме Кг«0,5, при электроимпульсном режиме К\ «0,47;
на нагрев второго электрода; потери учитываются коэффициентом Кг- Его значение зависит от теплопроводности, теплоемкости, плотности материалов электродов, их расположения, причем большая часть энергии перейдет в электрод с большей теплопроводностью. При вертикальном движении подачи для верхнего электрода Лг — 1—2m/(m+1), для нижнего Кг = 1 —2/ {m +1), где m= = К^всвРв/(МнРн). Здесь Ав и Хн — коэффициенты теплопроводности электродов; св и сн — удельные теплоемкости; рв и рн — плотности материалов соответственно верхнего и нижнего электродов;
зависящие от свойств среды, в которой происходит ЭЭО; характеризуются коэффициентом Кз, который для разных диэлектрических жидкостей принимает значения от 0,2 до 0 (для керосина Кз= = 0,2; для масел Дз = 0);
зависящие от изменения напряжения; оцениваются коэффици-
/ (1.5> жидкого ме-Иощей к ней [туры в виде
ентом JCj=±O,1. Если напряжение ниже номинала, то берется/внак «—», если выше — знак <+».
•Коэффициент полезного использования энергии Пи=(1-^)(1-/С2)(1-ЛГз)(1-ЛГ4).
Расчет температуры позволяет определить границу талла, зоны фазовых превращений в лунке и прилег; области. На рис. 1.13 показано распределение темпер*
изотерм в конце действия импульса с энергией 0,54 ДЖ длительностью 0,008 с. Рао стояние между соседними изотермами составляет 5 мкм; значения температуры показаны на выносках. Температура плавления металла с учетом его перегрева на 80 К принята 1800 К. Перегрев необходим для обеспечения жидкотекучести металла при выбрасывании его из лунки. Глубина лунки, обозначенная радиальной штриховкой, составит при этих условиях около 20 мкм. Зная рас
пределение температуры, можно найти толщину слоя металла с изменившимися в результате термического цикла свойствами.
В процессе электроэрозионной обработки удаление металла
с заготовки происходит за счет серии импульсов, действующих на смежные участки поверхности. Поэтому форма и размеры лунки будут отличаться от углубления после единичного разряда. На
рис. 1.14 показано изменение диаметра dn и глубины /гл лунки по сравнению с теми же параметрами (di, после единичного разряда. Эта разница будет зависеть от расстояния I между центрами соседних лунок. Взаимное влияние им-
Рис- 1-14 пульсов оценивают коэффици-
ентом перекрытия Р=//«ь
Условия протекания разрядов различаются, и размеры каждой лунки будут разными. Поэтому для расчета берут средние размеры углубления, которые находят из статистических данных.
§ 1.5. Особенности протекания процесса в воздушной среде
Электроконтактную обработку и упрочнение можно выполнять в газовой (воздушной) среде. Основные закономерности процесса, рассмотренные выше для жидкой среды, справедливы и для воздуха. Тем не менее имеются некоторые особенности. Так, при элек-14
11)(жо1Г?актной обработке существуют три источника теплоты: а) механический, б) за счет электрического сопротивления в месте контига электродов, и в) дуговой. Если напряжение на электродах невелико Ъ... 2 В), то наибольший нагрев дает трение. При напряжении до ЩВ теплота выделяется в основном за счет сопротивления в местаххюприкосновения электродов. При U> 10 В нагрев идет в основном за^чет прерывистой дуги. Чем выше скорость вращения пли перемещения электрода-инструмента, тем чаще происходят дуговые разряду и меньше их длительность.
Переход искрбвых разрядов в дугу оказывает влияние на физику протекания процесса обработки. После возникновения канала проводимости в межэлектродном воздушном промежутке устанавливается дуговой разряд^ Причем в процессе разряда в воздухе вместо газового пузыря образуется прогретая оболочка канала. Расплавленный металл выбрасывается из межэлектродного промежутка подвижным электродом\инструментом.
Энергия импульса ш его длительность оцениваются зависимостями (1.1) и (1.3). Для электроконтактной обработки используют не только постоянный, но и переменный ток. При переменном токе длительность импульса принимают равной половине периода: Ти == 0,5 То.
Длительное время горения дуги усложняет тепловые расчеты, здесь необходимо определять теплообмен с учетом перемещения источника теплоты за время импульса. Условия подвода теплоты для заготовки и подвижного электрода-инструмента будут иметь существенные различия. Действительно, в период протекания дуги электрод-инструмент перемещается и источник теплоты будет воздействовать в течение одного импульса на разные его участки. Чем больше скорость электрода-инструмента, тем на большую площадь распределяется тепловой поток, меньше становится его средняя плотность и, следовательно, меньше износ.
При электроэрозионном упрочнении и легировании материал с анода (инструмента) переносится на катод (заготовку). Жидкий металл обоих электродов взаимодействует, образуя новые сплавы, попадающие на поверхность заготовки. Образуются нитриды металлов, а при работе графитовыми электродами-инструментами формируются карбиды, придающие поверхности высокую износостойкость. Происходит также диффузия материала электрода-инструмента в катод, измельчение зерен в приповерхностном слое. Образуется прочно связанный с заготовкой слой металла, толщина которого составляет десятые доли миллиметра. К особенностям процесса электроискрового легирования следует отнести необходимость периодического контакта электродов с помощью вибратора, колеблющегося с частотой 50 Гц. Время касания 0,6...2 мс. Основной выброс металла происходит во время контакта электродов. Длительность импульса Ти=50... 150 мкс.
Толщина и свойства слоя металла, полученного в процессе легирования, зависят от энергии импульса. Чем мощнее импульс, тем толще слой, но выше его шероховатость и ниже сплошность.
ГЛАВА 2. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ / ПРОЦЕССА ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ (
§ 2.1. Производительность /
Многократно повторяя импульсы, можно удалит1услой металла по всей обрабатываемой поверхности. Для поддержания процесса необходимо постоянно сближать электроды. Через Некоторое время обработанный участок заготовки повторит формуУобратную форме электрода-инструмента. Производительность Q процесса электро-эрозионной обработки оценивается отношениемкобъема или массы удаленного металла ко времени обработки. Такой критерий оценки неприменим для способа разрезания заготовсн/непрофилированным электродом, так как объем металла, удаленного за счет эрозии, незначителен, а его основная часть удаляется/ з виде цельного куска. Под производительностью обработки непрофилированным электродом понимают отношение площади боковой поверхности паза ко времени обработки. Площадь боковой поверхности определяется произведением длины пути, пройденного проволочным электродом-инструментом в направлении подачи за время обработки, на толщину заготовки. Так же можно оценивать производительность разрезания диском и лентой. Здесь ширина паза не сказывается на форме и размерах заготовок, поэтому ее можно не учитывать.
Если бы удалось вести процесс при постоянной энергии импульсов, то производительность можно было бы оценить как произведение энергии импульсов на их частоту. На практике условия протекания каждого отдельного импульса могут отличаться из-за различий в состоянии межэлектродного промежутка и размера зазора, несоответствия между числом импульсов, выработанных генератором и реализуемых в зазоре, а также из-за прочих причин. При расчете
(2 = фаДи/,
где Ли — энергия импульса; гр — коэффициент, учитывающий количество холостых импульсов: ф=/7/г.и (здесь /г и— частота импульсов, вырабатываемых генератором; f — частота импульсов, вызывающих эрозию).
Для получения высокопроизводительного режима необходимо, чтобы ф был ближе к единице, т. е. чтобы как можно больше импульсов участвовало бы в процессе эрозии. При малой частоте импульсов ф«0,85, в случае высокой частоты ф~0,75. Через а обозначен объем металла, снимаемого одним или несколькими импульсами с суммарной энергией 1 Дж. Объем расплавленного металла можно найти из уравнения (1.4), если принять температуру Т на 50... 100 К выше температуры плавления материала электрода. Введя коэффициент k = tya и выразив частоту через длительность импульса /=1/(?Ти), расчет ведут по зависимости
Q^kAJtqrJ, (1.6)
где q-^ скважность; k — коэффициент, который находят экспериментально, зависит от вида и состояния рабочей среды, ее прокачки, материалов и размеров электродов, характеристики импульсов.
Таким образом, повысить производительность можно, если подобрать оптимальное сочетание факторов, позволяющих увеличить долю полезной энергии импульса, его мощность и частоту следования рабочих импульсов. Для этого необходимо достичь оптимального соотношение между максимальным значением силы тока /max в импульсе и егох длительностью тп. Например, в случае режимов обработки со средней силой тока 10... 100 А наибольшая производительность может4 быть достигнута при соотношении /тах/?и = -5...8 МА/с. \
Для черновых операций используют импульсы с энергией более 1 Дж, для чистовых — от 0,1 до 1 Дж и отделочных — менее 0,1 Дж. Технологические показатели рассматриваются для жидкой диэлектрической среды.
При малой площади обработки число участков, на которых возможен разряд, значительно меньше, чем число импульсов, поступающих от генератора, так как часть площади перекрыта газовыми пузырями от предшествующих разрядов. Время существования газового пузыря в 5... 10 раз больше, чем длительность импульса. Л разряд через газ возможен только при более высоком напряжении, поэтому часть импульсов генератора не вызывает эрозии. Снижается коэффициент ф, а следовательно, и производительность Q.
Если увеличивать площадь обрабатываемой поверхности, то скорость съема металла будет возрастать, но в дальнейшем произойдет ее снижение. Это объясняется тем, что с течением времени ухудшаются условия удаления продуктов обработки из межэлектродного промежутка. Все большее число импульсов генератора не будет вызывать эрозии из-за накопления газов и металлических частиц в пространстве между электродами.
Количество продуктов обработки зависит также от энергии импульсов, их числа и времени действия, т. е. от мощности, реализуемой в межэлектродном промежутке. При малой мощности количество расплавленного металла невелико, с ростом подводимой мощности оно возрастает, но при этом увеличивается и количество продуктов обработки, которые тормозят процесс съема металла. Для получения высокой производительности необходимо правильно выбрать сочетание площади обрабатываемой поверхности и мощности. Такой выбор выполняют с помощью пространственных диаграмм в координатах сила тока — площадь обработки — производительность.
При разрезании заготовок непрофилированным электродом-ин-с|рументом влияние площади обработки учитывают через произведение толщины заготовки на ширину паза, которая зависит от диаметра электрода-инструмента. Наибольшее влияние на прои^ргь днтельность толщина заготовки оказывает "~птии j иг 1 ПЩА1Г"с локи диаметром менее 0,1 ...0,15 мм, когдаЬ^ойИ^Шл^тя^про-
/»л р сса
дуктов обработки из паза неблагоприятны. Если толщина заготовки больше 25 ... 30 мм, то скорость разрезания снижается. Для заготовок толщиной свыше 30 мм необходимо применять/проволочные электроды-инструменты с диаметром не менее 0,2\..0,25 мм.
По мере углубления отверстия усложняется удаление продуктов обработки и поступление свежей жидкости в межэле/гродный промежуток. Наличие большого количества электропроводных капель застывшего металла вызывает импульсы, энергия которых тратится на вторичное расплавление таких частиц. Для предотвращения таких «паразитных» импульсов используют принудительную прокачку жидкости через межэлектродный промежуток цбд давлением 100... 200 кПа. Это в свою очередь требует повышения жесткости технологической системы. /
Прокачку можно применять и при периодическом прекращении процесса с выведением электрода-инструмента из заготовки; используют также вибрацию электродов, их вращение и др. При выведении электрода-инструмента загрязненная жидкость удаляется из зоны обработки, а туда поступает свежая. Цикл такой замены 15...30 с при скорости перемещения электрода-инструмента 5... 6 мм/мин.
Если площадь обрабатываемой поверхности постоянна по глубине, то скорость линейной подачи электрода-инструмента
v^Q/S, (1.7)
где S — площадь проекции обрабатываемой поверхности на плоскость, перпендикулярную направлению подачи; Q — производительность, находимая по формуле (1.6). По известной скорости подачи можно рассчитать время обработки на станке и трудоемкость операции.
Если площадь переменная, то на чертеже обрабатываемого углубления перпендикулярно направлению подачи электрода-инструмента проводят секущие плоскости. Число сечений выбирают таким, чтобы с достаточной точностью установить закон изменения площади сечений по глубине обработки. Во всех случаях число сечений не должно быть менее 4. Для каждого сечения находят площадь обрабатываемой поверхности. По диаграммам, прилагаемым к станкам, для каждого сечения определяют производительность. Затем по формуле (1.7) рассчитывают среднюю скорость подачи и устанавливают закон изменения скорости электрода-инструмента по глубине.
В зависимости от свойств рабочей среды изменяются доля полез ново использования энергии импульса, его предельная мощность. Для каждого вида обработки применяют оптимальные диэлектрические среды. Так, при электроэрозионном процессе с малой энергией импульса высокую производительность обеспечивает дистиллированная и техническая вода, керосин; при грубых режимах на электроимпульсном режиме применяют тяжелые фракции нефти (масла, дизельное топливо и др.) с высокой температурой вспышки (до 450 К).
В процессе обработки жидкая рабочая среда загрязняется, из-за чего снижается производительность. Загрязненность оценивают процентном отношением массы продуктов обработки к массе жидкости. Прй загрязненности до 4...5% для черновых и 2...3°/о для чистовых режимов производительность остается практически одинаковой по сравнению с чистой средой. Дальнейшее возрастание содержания продуктов обработки, особенно на чистовых режимах,, приводит к снижению числа рабочих импульсов и производительности. \
В процессе остывания частицы металла вызывают испарение чисти‘жидкости, изменение ее вязкости и зольности. Для поддержания высокой производительности необходимо периодически заменять рабочую среду.
Глубина лунки, получаемой на заготовке после каждого импульса, при одинаковых условиях обработки зависит от свойств обрабатываемого металла (температуры плавления, температуропроводности и энтальпии в расплавленном состоянии) .Обрабатываемость оценивают отношением массы снятого исследуемого металла к массе металла, снятого с заготовки из стали 45 при одинаковых условиях обработки. Сталь 45 выбрана как наиболее широко применяемый конструкционный материал.
Вольфрам при прямой полярности имеет коэффициент обраба-|ываемости 0,7; молибден — 0,8; алюминий—1,5; магний — 2,5. Обрабатываемость железа близка к единице. Чугун имеет низкую обрабатываемость из-за включений свободного графита. Жаропрочные сплавы благодаря низким температуропроводности и теплосодержанию в расплавленном состоянии обрабатываются лучше стали 45.
Для повышения производительности на обрабатываемой площади может быть параллельно размещено несколько электродов-инструментов. Если они подключены к одному генератору импульсов, то такая обработка называется мно-। о электродной. При подключе-нии каждого электрода к своему источнику питания обработку называют многоконтурной. На схеме, приведенной на рис. 1.15, показаны параллельно работающие от общего генератора электроды-инструменты 1, 2, которыми прошивают отверстия в hi готовке 4, т. е. имеет место много
электродная обработка. Многоконтурный и многоэлектродный вины обработки возможны при изготовлении одной или нескольких деталей. Повышение производительности достигается за счет сокращения доли холостых импульсов.
Для многоконтурной и многоэлектродной обработки расчет про-н пюдительности следует выполнять по формуле, аналогичной (1.6), । учетом числа инструментов п
Q = kjiAKf. (1.8)
Здесь ki = kkMl где kM— коэффициент, учитывающий взаимноеХлия-ние контуров или электродов на скорость эрозии. При числе^конту-ров п = 6 &м = 0,65; при п = 20 £м~0,5. Чтобы сохранить ^высокую производительность и не усложнять оборудование, числе/контуров обычно не превышает 9... 10; число электродов в одн/й оправке может достигать сотен штук. /
При электроконтактной обработке в воздушной среде скорость съема металла зависит от тех же факторов, чтс/ и при эрозии в жидкости. Однако условия теплообмена в рассматриваемом случае имеют существенные отличия. Электроды при/ работе постепенно нагреваются до высоких температур, что н/наблюдается при работе в жидкостях. При этом способе используются большие токи, а поскольку зависимость скорости съема от .Среднего тока имеет характер, близкий к линейному, то производительность процесса можно оценивать через силу тока:
Q=V> (1.9)
где k2 — коэффициент, учитывающий режим обработки и материал электродов.
При разрезании заготовок производительность
Q'=V, <1.10)
где k^=k2/b (b — толщина заготовки).
Скорость электроконтактного разрезания материалов в воздушной среде достигает 2...3 мм/с, что в 5... 10 раз выше, чем при механической обработке.
Производительность легирования оценивают отношением площади нанесенного слоя ко времени. Она зависит от режима обработки и материала электрода-инструмента. Если наносят твердые сплавы, то скорость покрытия составляет в зависимости от режимов 2...8 мм2/с, в случае серебрения — до 15...20 мм2/с. Толщина слоя обычно не превышает 0,08 ...0,12 мм.
§ 2.2. Точность
Под точностью обработки деталей понимается степень соответствия ее формы и размеров чертежу. Отклонения от формы и размеров называются погрешностью. Электроэрозионному процессу присущи те же систематические и случайные погрешности, что и механической обработке. Их природа и способы снижения рассматриваются в курсе «Технология машиностроения». Так же как и при механической обработке, на размеры погрешностей оказывают влияние состояние технологической системы, погрешности установки, базирование инструмента, внутренние напряжения в материале заготовки, ее нагрев при обработке. В случае электроэро-зионной обработки жесткость технологической системы не зависит от режима обработки, но на нее существенное влияние оказывает давление жидкости при прокачке рабочей среды.
При ЭЭО на точность изготовления деталей влияют: 1) точность и потепления электрода-инструмента; 2) износ электрода-инструмента вследствие эрозии; 3) погрешности формы и размеров углубления нахзаготовке относительно электрода-инструмента.
В процессе обработки форма и размеры электрода-инструмента нарушаются^ из-за износа. Казалось бы целесообразным выполнять его с ши-
рокими допусками. Однако окончатель-ный профиль углубления формируется поизношенным участком электрода-ин-стпумента. поэтому электоод-инстпу- wra</7/
струмента, поэтому электрод-инструмент изготовляют на 1 ... 2 квалитета точнее, чем обрабатываемые детали. Допуски на размеры электрода-инструмента составляют обычно 0,015 ... 0,1 мм, что соответствует требованиям к изготовлению металлорежущих инструментов
' Износ на различных участках инструмента различен) На рис. 1.16 показано изменение числа разрядов при прошивании в заготовке 1 отверстия сложной формы электродом-инструментом 2. Возможное число импульсов,
Рис. 1.16
реализуемых в промежутке, показано стрелками, число которых в местах сопряжения поверхностей иное, чем на прямолинейных участках. Так, на участках электрода-инструмента, имеющих вогнутость, число разрядов меньше, следовательно, износ на них будет выражен слабее. Если учесть условия выноса продуктов обработ-
ки из промежутка, то различия в износе отдельных участков еще
более возрастут.
На рис. 1.17 показан характер износа электрода-инструмента 1 при прошивании отверстия в заготовке 2. До вскрытия отверстия обработка велась концевым участком 3, который вследствие эрозии
потерял свою первоначальную форму, показанную пунктирной ли-
нией. Если прекратить прошивание сразу после образования сквозного отверстия, оно было бы коническим. Для придания ему цилиндрической формы электрод-инструмент перемещают до тех пор, пока не прекратятся боковые разряды и не сформируется отверстие с диаметром б/д, большим, чем диаметр электро-да-инструмента, на двойной размер бокового
зазора $б.
Если необходимо обработать глухое углуб- Рис- I-*7 ление, то на конечной стадии обработки электрод-инструмент приходится заменять новым.
При вырезании по контуру непрофилированным электродом-инструментом (проволокой) постоянный по времени износ не влияет
на точность. Однако за счет уменьшения диаметра электрода от эрозии уменьшаются прочность проволоки, ее натяжение и способность сохранять прямолинейность при обработке. Последнее определяет степень повторения на заготовке заданного контора, т. е. точность формы и размеров детали. Если непрофилирова^ным электродом-инструментом изготовляют узкие пазы, то погрешность их размеров будет зависеть от износа проволочного электрода-инструмента. На рис. 1.18 показано влияние эрозии проволоки на ширину паза. Если бы электрод-инструмент не изнашивался, ширина паза превышала бы диаметр проволоки dnp на двойной размер зазора s. Фактически ширина паза b = a + 2s, где а — размер изношенного электрода-инструмента; s — боковой зазор. Зазоры зависят от режима обработки, натяжения проволоки и меняются в довольно широких пределах: при обработке сталей s = 7 ... 16 мкм, при разрезании твердых сплавов $ = 6 ... 18 мкм.
Износ проволоки ведет к тому, что ширина паза по высоте заготовки будет различной, т. е. стенки паза имеют уклон. Этот уклон зависит
от скорости движения проволоки, ее материала и диаметра, режимов обработки, толщины заготовки. Обычно уклон составляет 1 ... 2°.
Износ проволоки определяет радиус скругления паза на детали /?д = /?и+$, где 7?и — радиус скругления электрода-инструмента со стороны детали (рис. 1.18). Для латунной проволоки диаметром, от 0,1 до 0,3 мм 7?Дт1п= (0,2 ...0,35) dnp. Это необходимо учитывать при изготовлении пазов с заданным скруглением стенок. При работе по схемам разрезания и шлифования износ электрода-инструмента компенсируется его подачей и не оказывает заметного влияния на
погрешности изготовления.
В случае легирования износ инструмента не сказывается на точности детали.
Для большинства режимов обработки износ составляет:
в случае схемы прошивания сталей на электроискровом режиме медными и латунными электродами 30 ...95% от объема снятого с заготовки металла;
при обработке на электроимпульсном режиме медно-графитовыми электродами-инструментами 0,1 ...4,0%;
в случае электроконтактной обработки в жидкости 10 ... 40%;
при электроконтактном разрезании на воздухе до 30%.
Чтобы снизить влияние износа электродов-инструментов на точность изготовления, а) изготовляют инструмент из материала, стойкого к эрозии, например из вольфрама, меднографита, коксографитовых композиций; б) используют так называемые безызносные схемы, при которых часть материала с заготовки или из рабочей среды осаждают на электроде-инструменте, компенсируя тем самым
его износ; в) заменяют изношенные участки электрода-инструмента путем продольного перемещения, как при прошивании сквозных отверстий (см. рис. 1.17) и обработке непрофилированным электродом, или заменяют весь инструмент; г) производят правку и калибровку рабочей части электрода-инструмента.
Погрешности размеров и формы углубления в заготовках зависят в основном от нестабильности режима обработки, вызванной колебаниями напряжения в сети, изменениями скорости подачи, износом электрода-инструмента, ошибками системы программного управления, изменениями межэлектродного зазора.
Для определения суммарной погрешности До складывают погрешности изготовления электрода-инструмента Ди, его износ Дэ и систематические ошибки, свойственные электроэрозионной и механической обработке Дм.о, а также учитывают погрешности формы и размеров углублений на заготовке относительно электрода-инструмента Дф и случайные ошибки Дь характерные для любого вида обработки:
До = Дм.о + Ди + Дэ + ^VД1 + Дф » (Ы1)
где k — коэффициент кривой рассеивания размеров (для закона нормального распределения k = 1/9). Суммарная погрешность До не должна превышать допустимую погрешность на изготовление детали.
На современном уровне развития электроэрозионной обработки точность изготовления деталей на электроискровом режиме профильным электродом-инструментом достигает 6...7-го квалитета СЭВ, непрофилированным — 5... 6-го квалитета; в случае применения электроимпульсного режима точность изготовления соответствует 9... 11-му квалитету; при электроконтактной обработке в жидкой среде (шлифование) — 7 ... 8-й квалитет, при обработке в воздухе (разрезание)—16... 17-й квалитет СЭВ. Погрешности электроэрозионного легирования оценивают неравномерностью наносимого слоя, которая может достигать 20% его толщины.
§ 2.3. Качество поверхности
В результате электроэрозионной обработки поверхность приобретает характерные неровности, а приповерхностные слои металла претерпевают физико-химические изменения. Это оказывает влияние на эксплуатационные показатели обрабатываемых деталей.
Обрабатываемая поверхность формируется из перекрывающих друг друга произвольно расположенных лунок. Как показано в § 1.4, размеры лунок зависят от энергии импульса и материала электродов. Они возрастают с ростом энергии импульсов и уменьшением частоты их следования. На рис. 1.14 видно, чтоГвысота не-
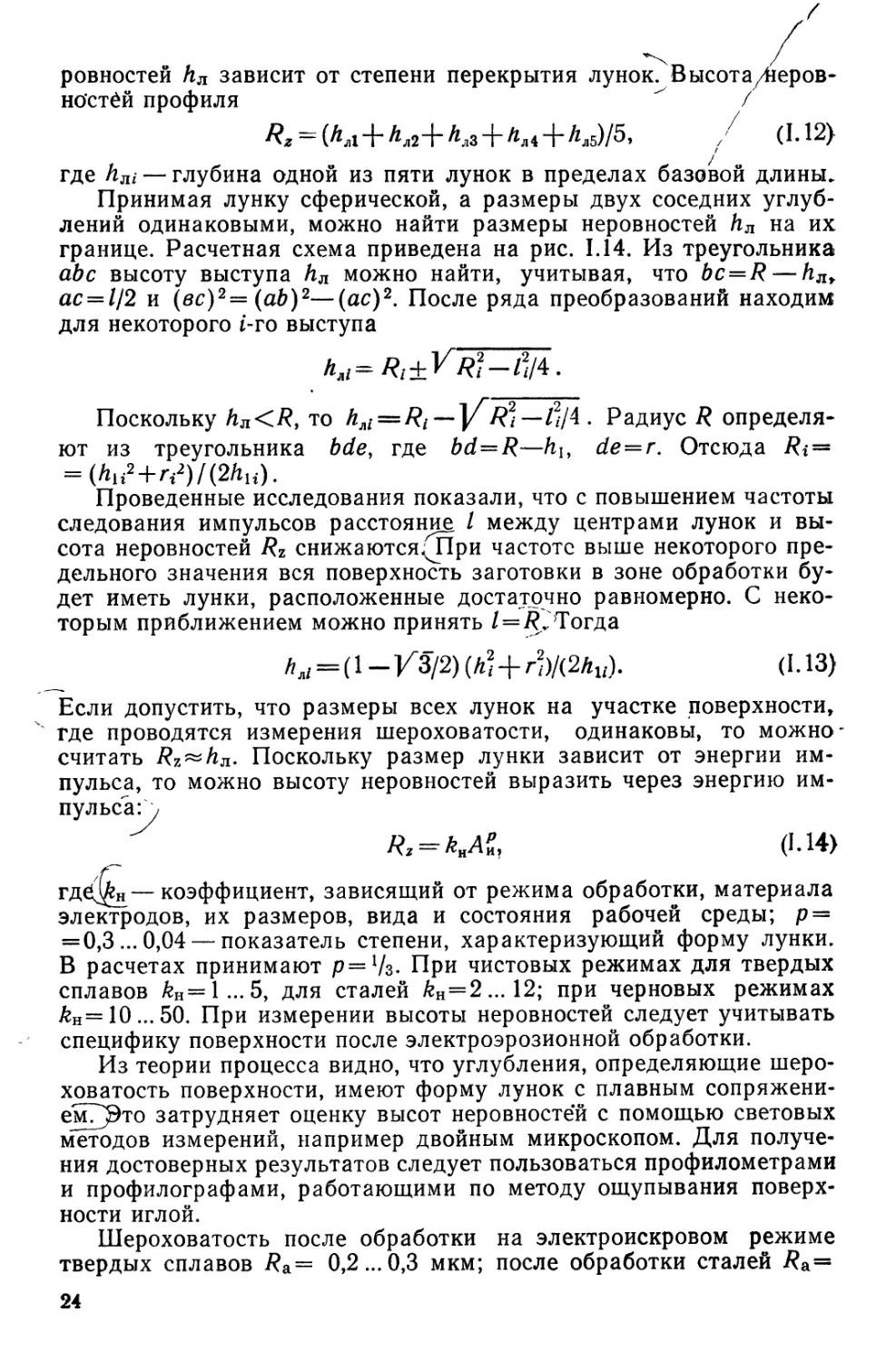
ровностей йл зависит от степени перекрытия лунок. Высота/Неров-ностёй профиля /
Rz ~ + Ал2+ ^лз + йл4 + йл5)/5, f (1.12}
где йЛг — глубина одной из пяти лунок в пределах базовой длины. Принимая лунку сферической, а размеры двух соседних углублений одинаковыми, можно найти размеры неровностей йл на их границе. Расчетная схема приведена на рис. 1.14. Из треугольника abc высоту выступа йл можно найти, учитывая, что bc = R— ac = lf2 и (вс)2=(ай)2—(ас)2. После ряда преобразований находим для некоторого i-ro выступа
h^Ri±V R2-l2^.
Поскольку hjL<R, то hAi = Rt-VR^-lz/4 . Радиус R определяют из треугольника bde, где bd=R—de=r. Отсюда /?; = = (йи2+Гг2)/(2йн).
Проведенные исследования показали, что с повышением частоты следования импульсов расстояние I между центрами лунок и высота неровностей /?z снижаются(11ри частоте выше некоторого предельного значения вся поверхность заготовки в зоне обработки будет иметь лунки, расположенные достаточно равномерно. С некоторым приближением можно принять / = Тогда
Ал/ = (1-/3/2)(Л?+Н)/(2й„). (1.13)
Если допустить, что размеры всех лунок на участке поверхности, где проводятся измерения шероховатости, одинаковы, то можно' считать Rz~hn. Поскольку размер лунки зависит от энергии импульса, то можно высоту неровностей выразить через энергию импульс'ар
(1.14) гд^н — коэффициент, зависящий от режима обработки, материала электродов, их размеров, вида и состояния рабочей среды; р = = 0,3 ...0,04 — показатель степени, характеризующий форму лунки. В расчетах принимают р=7з. При чистовых режимах для твердых сплавов йи=1...5, для сталей йн=2... 12; при черновых режимах йн=10...50. При измерении высоты неровностей следует учитывать специфику поверхности после электроэрозионной обработки.
Из теории процесса видно, что углубления, определяющие шероховатость поверхности, имеют форму лунок с плавным сопряжени-емТ^Это затрудняет оценку высот неровностей с помощью световых методов измерений, например двойным микроскопом. Для получения достоверных результатов следует пользоваться профилометрами и профилографами, работающими по методу ощупывания поверхности иглой.
Шероховатость после обработки на электроискровом режиме твердых сплавов 7?а = 0,2 ...0,3 мкм; после обработки сталей 7?а= 24
= 0,3 ...0,6 мкм. После обработки на электроимпульсном режиме /?z = 20...40 мкм; при шлифовании в жидкости 7?а = 0,5... 0,8 мкм; при разрезании /?z = 80... 200 мкм; при электроконтактном обдирочном шлифовании и разрезании на воздухе Az=150...400 мкм. Высота неровностей при упрочнении и легировании растет с увеличением толщины наносимого слоя: /?Z=1O...2OO мкм.
Поверхностный слой формируется за счет части расплавленного металла, оставшегося на поверхности лунки, и прилегающего к ней слоя металла, подвергнутого структурным изменениям от быстрого нагрева и охлаждения материала. Поверхностный слой состоит из так называемого белого ----------
слоя 1, в котором наблюдаются химико-терми- / ческие превращения, переходного слоя 2, в ко-тором имели место только термические изме-нения и под которым находится неизмененный металл 3 заготовки (рис. 1.19). Измененная зона, образуемая слоем 1, содержит продукты ' диэлектрической среды, в частности углерод и элементы, входящие в состав электрода-инст- Рис* L19 румента. У стальных заготовок в этой зоне образуются карбиды железа, которые способствуют упрочнению поверхности.
Если металл обрабатывают импульсами высокой энергии, то в начале разряда нагревается и плавится металла на поверхности; затем теплота проникает вглубь?Для нагрева внутренних слоев требуется какое-то время. Поскольку время разряда невелико, а мощность его значительна, то возникает большая разница температур по глубине. Наружные слои, как более нагретые, расширяются больше, внутренние — меньше. Однако металл в зоне лунки в начале разряда не обладает достаточной пластичностью, поэтому в нем возникают значительные внутренние напряжения, вызывающие разрыв. В конце импульса под действием резкого охлаждения нагретого металла жидкой рабочей средой вновь возникает большой перепад температур под лункой и появляются внутренние напряжения, которые тоже вызывают трещинообразование. Особенно склонны к растрескиванию хрупкие материалы, например твердые сплавы. Толщина измененного слоя после серии импульсов значительно превышает высоту неровностей. Она зависит от теплофизических свойств материала заготовки, температуры, при которой происходят фазовые превращения обрабатываемого металла, и других причин. С учетом граничной температуры по методике § 1.4 можно найти расчетным путем толщину Н измененного слоя, которая определяется через глубину h\ единичной лунки и расстояние h2 от поверхности до границы, где имеют место изменения обрабатываемого металла, т. е. где наблюдается температура начала фазовых превращений материала заготовки (см. рис. 1.14): H=h2—h\. Толщину измененного слоя рассчитывают для донной части лунки. Это позволяет найти истинное значение слоя без учета воздействия соседних импульсов.
Глубина измененного слоя зависит от тех же факторов, что цтпе-роховатость, поэтому для расчетов можно использовать зависимость, аналогичную (1.14),
Я-М- (115)
В зависимости от материала заготовки коэффициент &т = = (1,8...4)йн [см. формулу (1.14)].
При обработке в воздушной среде длительность импульсов обычно больше, чем при процессе в жидкости, поэтому глубина измененного слоя получается значительно больше. После электроконтакт-ного разрезания в воздушной среде на заготовке наблюдается литая структура.
Глубина Н (мм) измененного слоя для стальных заготовок в зависимости от вида обработки составляет:
Черновая обработка (на электроимпульсном режиме) 0,1 ...0,4
Чистовая обработка (на электроискровом режиме) 0,004... 0,1
Шлифование в жидкости.......................... 0,005 ... 0,08
Разрезание в жидкости............................ 0,5... 0,1
Электроконтактная обработка на воздухе......... ^5
Если Я^0,1 мм, у всех сплавов, как правило, наблюдаются микротрещины. Подогрев заготовки перед обработкой позволяет снизить толщину измененного слоя в несколько раз, однако при этом необходимо использовать негорючие рабочие среды, что усложняет конструкцию станков и их обслуживание.
Состояние поверхностного слоя определяет износостойкость, прочность и другие свойства детали в механизме. После электроэрозионной обработки поверхностный слой приобретает свойства, по-разному влияющие на эксплуатационные характеристики деталей. Положительными являются повышение твердости поверхности при сохранении вязкости сердцевины, большое количество лунок на поверхности, плавное их сопряжение. К недостаткам следует отнести возможность появления трещин, растягивающих напряжений, трудность получения поверхности с малой шероховатостью.
ГЛАВА 3. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
§ 3.1. Исходная информация
Для проектирования технологических процессов необходимо иметь исходную документацию и сведения, требуемые для расчета режимов обработки и оценки технико-экономических показателей электроэрозионной обработки:
1. Чертеж детали с техническими условиями.
2. Чертеж заготовки после операции, предшествующей электроэрозионной обработке.
3. Программа выпуска изделий, в которые входит изготовляе
мая деталь, число деталей, необходимых для сборки изделий и их ремонта в процессе эксплуатации.
4. Технико-экономические показатели процесса, по которому выполнялась операция до замены ее электроэрозионной обработкой.
5. Каталог электроэрозионного оборудования и перечень оборудования, имеющегося на предприятии.
6. Каталог и альбомы чертежей имеющегося инструмента и приспособлений для электроэрозионной обработки.
§ 3.2. Область технологического использования электроэрозионной обработки
Сравнивая технологические показатели различных способов, можно определить возможности наиболее эффективного их использования в машиностроении.
Электроэрозионная обработка в электроискровом режиме происходит при относительно малой энергии импульсов. Объем металла, удаленный за каждый импульс, невелик, а глубина лунки незначительна. Такой режим позволяет получить поверхности с высокой точностью и малой шероховатостью при невысокой производительности. Кроме того, процесс весьма энергоемок. Энергоемкость оценивают отношением расхода электрической энергии к массе удаленного с заготовки металла. Энергоемкость при обработке на электроискровом режиме на порядок выше по сравнению с механической обработкой на аналогичных операциях. Велик также износ профильного инструмента. С учетом сказанного обработка в электроискровом режиме эффективна для изготовления прецизионных. деталей небольших габаритов. Эффективность еще более повышается, если материал детали трудно поддается традиционным методам механической обработки или если обрабатываемая поверхность имеет сложную форму. Такие детали характерны для приборостроения, точного машиностроения, инструментального производства.
Обработка в электроимпульсном режиме характеризуется большей энергией разряда — высота неровностей здесь больше. Но за счет повышения энергии разряда достигается высокая производительность процесса, которая в 15...20 раз превышает аналогичный показатель при электроискровом режиме и составляет для стали до 250 мм3/с, для твердых сплавов — 3...5 мм3/с. Учитывая малый износ электрода-инструмента и удовлетворительную энергоемкость, по превышающую аналогичного показателя для фрезерования, обработку на электроимпульсном режиме можно рекомендовать для шмены фрезерования крупных полостей сложной формы, углублений, каналов, где механической обработкой не удается достичь высокой производительности или где затруднен доступ инструмента и зону резания. Такие изделия применяются во многих отраслях индустрии, в частности в энергетическом и транспортном машиностроении, в двигателестроении, радиотехнической промышленности.
Электроконтактное разрезание в жидкости позволяет получить производительность процесса до 400 ... 450 мм3/с, что значительно выше, чем при механическом разрезании заготовок. Однако чистота поверхности и точность обработки здесь невысоки. Способ экономичен— расход электроэнергии в 6... 10 раз ниже, чем при обработке на электроискровом режиме. Значителен износ электрода-инструмента и неудобна в эксплуатации рабочая жидкость, которая разбрызгивается. Это вызывает загрязнения станков, деталей, одежды работающих и требует особых конструкций накладных ванн.
Электроконтактное разрезание в жидкости используется в качестве заготовительной операции при получении заготовок из труднообрабатываемых токопроводящих материалов.
Шлифование в жидкой среде обеспечивает малую шероховатость поверхности и высокую точность размеров, но производительность здесь ниже, чем при абразивном шлифовании. Процесс протекает при малых усилиях на заготовку, поэтому не происходит ее деформации, не образуются заусенцы. Это позволяет успешно использовать способ для заточки инструмента, обработки нежестких конструкций, а также заготовок, где недопустимы заусенцы, например детали летательных аппаратов, приборов, изделий электротехнической промышленности.
Электроконтактный метод в воздушной среде имеет производительность до 900... 1000 мм3/с, что в несколько раз выше, чем при других известных способах разрезания и обдирки специальных сплавов. Процессу свойственна низкая энергоемкость, которая не превышает 1...2 кВт-ч/кг (в 3...5 раз ниже, чем при обработке в жидкости). Однако показатели шероховатости и точности уступают другим способам электроэрозионной обработки. Метод используют для высокопроизводительной черновой обработки заготовок больших габаритов, преимущественно в металлургической промышленности.
Электроэрозионное упрочнение и легирование уступает по производительности другим методам упрочнения, например плазменному напылению, но не повреждает исходный материал, дает достаточно равномерный слой удовлетворительного качества и более технологично. Находит использование в инструментальном производстве и в приборостроении.
Рассмотрим возможности применения электроэрозионных процессов в различных технологических схемах, осуществляемых этими методами.
Прошивание в электроискровом режиме профильным инструментом используют:
а) при прямом копировании:
для изготовления ковочных штампов, пресс-форм небольших габаритов из твердых сплавов и сталей;
для изготовления мелких сеток, волноводов, гребенок и других деталей радиоэлектронной промышленности;
для прошивания отверстий и систем отверстий произвольного
сечения в труднообрабатываемых материалах (наименьший диаметр круглого отверстия около 0,1 мм);
для изготовления отверстий с криволинейной осью;
для нарезания резьб на твердосплавных и закаленных стальных заготовках;
при маркировании деталей;
для изготовления соединительных каналов в корпусных деталях гидроаппаратуры;
для удаления обломков сверл, метчиков и других инструментов;
б) при обратном копировании:
для изготовления фасонных наружных поверхностей, имеющих ступенчатые переходы, препятствующие выходу металлорежущего инструмента;
для изготовления фасонных ступенчатых внутренних поверхностей.
Прошивание в электроимпульсном режиме находит использование:
при обработке ковочных штампов больших габаритов;
для получения рабочего профиля крупногабаритных пресс-форм, например, в радиотехнической промышленности;
для предварительной обработки объемных заготовок сложной формы, например лопаток турбин и компрессоров;
для изготовления каналов сложного сечения с криволинейной образующей, например межлопаточных выемок в цельных колесах газовых турбин;
для получения соединительных каналов в деталях гидроаппаратуры;
для устранения дисбаланса у деталей из хрупких и твердых материалов, например магнитных сплавов.
Электроэрозионное шлифование в жидких средах используют: при изготовлении деталей из хрупких, вязких материалов и деталей, набранных из тонких листов (роторы электрических машин);
для нарезания наружных резьб на деталях из твердых сплавов и закаленных сталей;
для получения прецизионных отверстий;
для заточки твердосплавного режущего инструмента;
для профилирования и правки электропроводных абразивных и алмазных кругов.
Электроконтактное шлифование в воздушной среде позволяет удалить толстые слои металла при относительно высокой шероховатости поверхности. Оно широко используется для удаления местных дефектов и поверхностного дефектного слоя со слитков, поковок, проката.
Разрезание профильным электродом-инструментом в электроискровом режиме позволяет выполнять:
пазы и щели малой ширины, например в цангах; профильные электроды-инструменты для прошивания; разрезание заготовок из вольфрама и других материалов.
Разрезанием непрофилированным электродом-инструментом получают:
узкие сквозные или глухие щели;
вырубные штампы небольших габаритов из твердых сплавов и закаленных сталей;
рабочую часть резцов и других инструментов;
щели в цангах для закрепления деталей малого диаметра (ме-Фюе 2 ...3 мм);
таблетки из магнитных, вольфрамовых сплавов, при обработке которых требуется достичь минимального расхода материала;
надписи, знаки, гравюры.
Электроконтактное разрезание диском или лентой в жидкости используется:
для получения заготовок из труднообрабатываемых материалов (нержавеющих, жаропрочных, титановых, магнитных и других спла-гвов);
для разрезания труб из конструкционных материалов;
для прорезания узких пазов и отверстий в деталях.
Разрезание в воздушной среде находит широкое использование & металлургической промышленности для:
разделения на части проката;
отрезания литников с крупных литых заготовок.
Электроэрозионное упрочнение и легирование применяют:
для упрочнения лезвий стального инструмента;
с целью восстановления размеров изношенных деталей;
для повышения износостойкости подвижных элементов конструкций;
для нанесения на электрические контакты материалов с малым электрическим сопротивлением, например серебра.
§ 3.3. Порядок проектирования
1. По форме обрабатываемой поверхности, ее размерам и требованиям к шереховатости намечают один или несколько способов обработки, позволяющих обеспечить соответствие детали чертежу и техническим условиям; подбирают схему обработки (сведения ю выборе способа и схемы изготовления типовых деталей приведены в § 3.2); рассматривают возможность и целесообразность использования многоконтурной и многоэлектродной обработки.
2. Намечают маршрут технологического процесса электроэрозионной обработки, для чего определяют последовательность и число операций, выполняемых на станке, и контрольных операций.
3. Рассчитывают технологические показатели процесса для каж-* дой операции: производительность, точность, качество поверхности и режимы обработки. Зависимости и рекомендации для расчета электроэрозионной обработки приведены в гл. 2.
Расчет режимов выполняют в зависимсти от технологических требований к детали: а) при необходимости исключить последующую операцию находят параметры режима, обеспечивающие задан-
но
ную точность и качество поверхности; б) если деталь должна работать в условиях динамических нагрузок, надо выбирать режимы, при которых отсутствуют микротрещины; в) для достижения минимальной трудоемкости за основу выбора режима принимают максимальную производительность процесса; г) для получения минимальной трудоемкости доводки выбирают режим, при котором затраты на электроэрозионную обработку и последующую доводку-будут минимальны.
Режимы рассчитывают в такой последовательности: а) выбирают технологический критерий, который должен быть достигнут в конце операции (точность, шероховатость, производительность и т. д.); б) для выбранного критерия по одной из формул (1.6) — (1.15) и номограммам, прилагаемым к оборудованию, находят энергию импульса Аи; в) по характеру операции (черновая, чистовая) находят напряжение холостого хода и по зависимостям § 1.3 среднее напряжение. Выбирают требуемую диэлектрическую среду (вода, нефтепродукты и др.); г) по рекомендациям § 1.3 определяют* длительность импульса; д) исходя из формулы (1.2), находят средний ток, а по рекомендациям § 1.3 — ток короткого замыкания; е) для известной энергии импульса и его длительности по формулам (1.6) — (1.15) находят технологические показатели процесса, не являющиеся критериальными.
Рассчитанные показатели точности, шероховатости и состояния поверхностного слоя сравнивают с требованиями чертежа и технических условий. Если хотя бы один из показателей оказывается ниже требований чертежа, необходимо наметить последующие операции, используя для этой цели другие методы обработки (электрохимический, механический и т. д.).
4. Из расчета производительности процесса по формуле (1.7) находят скорость подачи электрода-инструмента. Если площадь обрабатываемой поверхности переменная, то определяют закон движения электрода-инструмента, как показано в § 2.1. Устанавливают среднюю скорость подачи
= + Ч.г+ ••• +v„„)/n, (I.16>
где vHi; Уиг; vnn — скорости подачи в I, II, n-м сечении по глубине обработки.
5. Находят основное время обработки детали на станке
^о = 2:/'г,и.ср> (1Л7>
где г— размер припуска (берется равным углублению электрода-инструмента в направлении подачи).
6. По нормативам находят остальные составляющие штучнокалькуляционного времени /ш. к: вспомогательное время /в, время обслуживания /Обс, время отдыха /Отд, подготовительно-заключительное время /п. з (при упрощенных расчетах время обслуживания и отдыха берут в зависимости от суммы /О-Нв)
^ш.к==(/ео + /(в + ^осс + ^отд + А’.з)/^ ’ (1.18)'
где N — число деталей в партии.
7. Если намечаются дополнительные операции, для доведения технологических показателей до требований чертежа детали необходимо рассчитать их трудоемкость и найти общие затраты времени /общ на выполнение электроэрозионной и последующих операций.
8. Сравнивают общие затраты времени на электроэрозионную и ранее применявшуюся на этой операции обработку. Если проектируют процесс производства нового изделия, то для сравнения берут технологию механической обработки, позволяющую получить требуемую деталь. Из исходных данных берут программу выпуска деталей, подбирают серийный станок, обеспечивающий изготовление заданной детали, и проводят предварительное технико-экономическое обоснование целесообразности использования электроэрозионной обработки.
Электроэрозионный метод позволяет обрабатывать поверхности, которые не могут быть обработаны традиционными методами. К ним относятся криволинейные глухие и сквозные отверстия переменного сечения, узкие сквозные и глухие пазы, соединительные каналы между углублениями. В подобных случаях нет необходимости в технико-экономическом обосновании.
9. При положительных результатах расчета по п. 8 разрабатывают операционные карты технологического процесса в количестве, определяемом маршрутной картой (см. п. 2).
10. Намечают схему базирования, установки и закрепления заготовки, обосновывают целесообразность проектирования специальных приспособлений для установки заготовки и инструмента.
И. Выбирают из числа имеющегося или в противном случае проектируют и изготовляют инструмент. При обработке непрофили-рованным электродом-инструментом выбирают материал, диаметр, скорость перемещения проволоки или стержня, натяжение проволоки и рассчитывают траекторию движения электрода-инструмента. Если станок оборудован числовым программным управлением, то изготовляют программоноситель (перфокарту, перфоленту); в других случаях требуемый контур получают на копире или с чертежа с помощью фотосчитывателя.
12. Разрабатывают технические задания на проектирование специальных приспособлений. При этом учитывают условия установки деталей в приспособлении, необходимость изоляции, защиту подвижных элементов от попадания продуктов обработки, вызывающих абразивный износ.
13. После изготовления всей оснастки и инструмента производят настройку станка и изготовление первой детали.
14. Уточняют режимы обработки в операционных картах, конструкцию инструмента и приспособлений.
15. Проводят уточненный расчет технико-экономических показателей от внедрения электроэрозионного процесса.
ГЛАВА 4. КОНСТРУКЦИЯ, РАСЧЕТ И ИЗГОТОВЛЕНИЕ ЭЛЕКТРОДА-ИНСТРУМЕНТА
§ 4.1. Особенности проектирования
^Инструмент имеет форму, обратную обрабатываемому контуру па детали, его размеры берутся с учетом межэлектродных зазоров^ Исключением являются непрофилированные электроды, для проектирования которых требуется определить только диаметр и материал проволоки или стержня. В этом случае рассчитывают натяжение проволоки, а для стержня — устойчивость при условиях обработки. (Все виды электродов-инструментов изнашиваются, и
это следует учитывать при определении их начальных размеров., При проектировании необходимо учесть возможность создания электродов-инструментов7для черновой и чистовой обработки, их количество, оценить целесообразность использования на черновых операциях инструмента, ранее примененного для чистовой обработки. ^Если предусматривается доводка, электроды-инструменты корректируют на размер припуска последующей операции^
При проектировании следует учитывать требования к материа-
лам, из которых изготовлен электрод-инструмент, их стоимость и
дефицитность. ^Если площадь обрабатываемой поверхности S>5-105 мм2, то для снижения массы электрод-инструмент выполняют пустотелым (для так называемой схемы обработки-трепанации) j
JB случае принудительной прокачки рабочей жидкости в электроде должны быть предусмотрены каналы, выходящие в зону обра-fioTKHjHa рис. 1.20 показана конструкция электрода-инструмента для прошивания полостей в матрицах для прессования. Рабочая часть 1
выполнена из эрозионностойкого материала. В ней имеются отверстия 2 для прокачки жидкости из внутренней полости в зону обработки. Рабочая часть соединена с технологической 3, которая слу-
жит для закрепления инструмента, подвода тока и выполняется из
дешевых конструкционных металлов.
Если электрод-инструмент имеет небольшие габариты, то его изготовляют цельным из материала, применяемого для рабочей части.
§ 4.2. Материалы, применяемые для рабочей части
При выборе материала принимают во внимание его^эрозионную < юйкость, удельную проводимость, возможность изготовления ин-< грумента требуемой формы с минимальными затратами, стоимость, прочность, коррозионную стойкость, отсутствие вредных для < юровья обслуживающего персонала выделений под действием вы-< оких температур при разряде^
Для чистовой обработки, осуществляемой обычно на электроискровом режиме, наиболее часто используют инструменты из обычной и пористой меди, латуни. Медь должна быть без примесей, так как даже минимальные включения других элементов резко снижают электроэрозионные свойства, повышают износ. Для черновых операций, выполняемых на электроимпульсном режиме, в качестве материала электродов-инструментов применяют графитовые и медно-графитовые композиции, алюминий, цинковые сплавы. Графитовые материалы стремятся выбирать мелкозернистой структуры — они обладают повышенной механической прочностью. Из таких материалов можно создать инструменты с острыми углами и тонкими перемычками, эффективные на чистовых операциях. К недостаткам следует отнести повышенную стоимость по сравнению с материалами с более крупными зернами и более низкую производительность процесса. Для черновых операций чаще применяют дешевые и стойкие графитовые материалы с укрупненным зерном.
Для изготовления мелких отверстий используют инструменты из вольфрама, молибдена, латуни. Вольфрам и молибден обладают высокой эрозионной стойкостью в широком диапазоне режимов. Но это дорогие, дефицитные, трудно поддающиеся обработке материалы.
Для электроконтактной обработки применяют инструменты из меди, латуни, чугуна, дешевых марок стали. Возможно применение и обычных эрозионностойких материалов. Серый чугун имеет удовлетворительную эрозионную стойкость при обработке на всех режимах. Он хорошо обрабатывается, недорог, из него выполняют электроды-инструменты для чистовых операций.
Непрофилированные электроды-инструменты обычно изготовляют из вольфрамовой или латунной проволоки. Вольфрамовая проволока имеет большую удельную прочность, но низкую удельную проводимость и применяется для электродов диаметром ^0,08 мм.
§ 4.3. Конструкция
|В зависимости от назначения и материала электроды-инструменты могут быть цельными или сборными.
При схеме прошивания применяют электроды-инструменты в виде стержней (рис. 1.21, а) и трубок (рис. 1.21, б) из проката раз-
Рис. 1.22
личных сечений^В них рабочая и технологическая части объединены. Отверстия в трубках могут быть круглыми, прямоугольными, винтовыми и др. Медные стержни и трубки выпускают серийно, их минимальный наружный размер 0,2 мм; допустимая погрешность ±0,01 мм. Аналогичные электроды-инструменты могут быть выполнены из латуни, алюминия и его сплавов.
Для прошивания отверстий используют проволоку диаметром йПр = 0,025 ... 1,5 мм, с погрешностью нс более ±1,5% от номинального размера. При выполнении прецизионных отверстий (рис. 1.22) после вскрытия их рабочей частью 2 производят калибровку (доводку). Для этого калибрующую часть 1 выполняют с большим диаметром и подключают ее к генератору с более мягким калибрующим режимом. Известно выполнение электродов с несколькими ступенями и подключением каждой из них на от
дельный электрический режим. Иногда калибровку выполняют специальным грибовидным электродом-инструментом (рис. 1.23), у ко-юрого рабочий диаметр D значительно превышает диаметр d, по которому электрод-инструмент устанавливают в электрододержа-юле. Разница в диаметрах снижает погрешность диаметра отверстия, возникающую вследствие боковых разрядов. По той же причине стремятся уменьшить высоту h. Грибовидные конструкции мо-। уг быть цельными и сборными. Нерабочие участки электрода-инструмента 1 иногда покрывают изоляцией или втулкой 2 из диэлектрика.
1Для прошивания полостей применяют сплошные или сборные электроды-инструменты из графитовых материалов. Иногда корпус
Рис. 1.23
Рис. 1.24
>лсктрода-инструмента выполняют из дешевого конструкционного материала, а на рабочую часть гальваническим методом или напылением наращивают эрозионностойкий слой^
Сборные электроды-инструменты могут быть выполнены, например, из набора стержней или трубок (рис. 1.24). Для изготов
ления полостей стержни или трубки 1 в виде пакета устанавливают в макете 2 детали и закрепляют в таком положении электрододер-жателем 3, в котором могут быть предусмотрены полость и отверстие 4 для прокачки рабочей жидкости через электроды (рис. 1.24, а). Если необходимо изготовить глухое или сквозное отверстие сложной формы, то трубки или стержни 4 набирают в шаблоны 2, которые скоординированы штифтами 3 или другими элементами (рис. 1.24, б).
При электроэрозионном шлифовании в качестве инструмента используют металлический или графитовый диск; для отрезания применяют диски из листового материала с толщиной от 0,3...0,5 мм до нескольких миллиметров или стальную ленту, перемещающуюся по шкивам. Толщина ленты не превышает 1...1,5 мм.
§ 4.4. Изготовление
{Инструменты из^меди, алюминия и их сплавов обычно изготовляют штамповкой, вытяжкой, прокаткой Jcm. рис. 1.21). Точность изготовления соответствует 8...10-му квалитету СЭВ, шероховатость поверхности 7?а = 2,5...5 мкм^Для придания электродам-инструментам прямолинейности их правят в специальных приспособлениях. Их закрепляют в зажимах, к которым прикладывают растягивающие усилия. Одновременно электроды нагревают током низкого напряжения. Не снимая усилия, электроды охлаждают, после чего они приобретают требуемую форму. Контрольную операцию выполняют на инструментальной плите путем измерения просвета между плитой и электродом-инструментом.
Заготовки для электродов-инструментов, имеющих сложнукЗ объемную форму (см. рис. 1.20), выполняют литьемдЭто экономически целесообразно, [если требуется значительное количество одинаковых инструментов^Например, при литье в оболочковые формы их должно быть не меньше 50. ^Вследствие усадки литые заготовки имеют невысокую точность и требуют дополнительной механической обработки лезвийным и абразивным инструментомд (точение, фрезерование, сверление, шлифование и др.). Для точного базирования электрода-инструмента в станке его обрабатывают совместно с электрододержателем, используя в качестве установочных баз присоединительные к станку элементы электрододержателя.
При механической обработке меди, алюминия и их сплавов передние углы инструмента должны быть невелики. Скорость резания для твердосплавных резцов и фрез достигает 5 м/с, подача — до 0,3 мм/об. В случае обработки графитовых материалов желательно использовать твердосплавный инструмент с передним углом 10...12° при скорости резания до 6 м/с, подаче при фрезеровании до 10 мм/с, глубине резания на чистовых операциях порядка 0,5...2 мм. Инструменты из графитовых материалов шлифуют. При этом необходимо оснащать станки местной вытяжкой вентиляцией или пылеуловителями.
( Цельные электроды из графитовых материалов можно изгото-IUHI. методом вихревого копирования^ (рис. 1.25). Блок 1 из графитною материала обрабатывают деталью 2, предварительно под-
пг|)1 иутой электроэрозионпой операции. Детали придают колебания в двух направлениях в плоскости, перпендикулярной направлению ее подачи S. Деталь совершает возвратно-поступательные движения. Лунки, оставшиеся после электро->ро тонной обработки на поверхности де-i или, работают как лезвия инструмента, (ля получения требуемой точности углубивши (будущего электрода-инструмсн-
Рис. 1.25
i.i/) размеры детали 2 уменьшают на размер амплитуды ее перемещений. Или же если впоследствии при обработке на станке элек-। роду-инструменту, полученному из блока 1, придать колебатель-
ные движения с амплитудой, применяемой при его изготовлении, то ложно выполнить углубление с помощью эталонной детали без \меньшения размеров. При отсутствии детали делают инструмент, которым осуществляют вихревое копирование. Такая технология \добнее вышеописанной, так как здесь проще предусмотреть базы ыя крепления инструмента в станке, обеспечить ему требуемую
жесткость.
^Графитовые, медно-графитовые, вольфрамокобальтовыс электроды-инструменты можно получать по технологии порошковой ме-1аллурппж/Так изготовляют пустотелые и сплошные конструкции. Форма рабочей поверхности таких инструментов повторяет конфигурацию прссс-форм. Этот процесс^рентабелен только при выпуске значительных партий одинаковых электродов-инструментов. К не-чостаткам процесса следует отнести неравномерность свойств материала после прессования, особенно при сложной конфигурации щектрода-инструмента.
^Нанесение на рабочую поверхность эрозионностойкого матсриа-ла“возможпо электродуговым, плазменным, газоплазменным напы-'leinicMjB этом случае вместо корпуса часто применяют модели многократного использования из керамики, графита, сталей, алюминия, чугуна. Модели могут быть сборными, что упрощает их из-ютовление. Напыление производят в две стадии: сначала наносят основу из нержавеющей стали, затем слой эрозионностойкого материала толщиной 1,5...2 мм. Полученную оболочку снимают, крепят к электрододержателю и устанавливают на станок. При гальваническом методе формообразования рабочей части можно применять модели из металлов, пластмасс, гипса, легко поддающихся обработке. На нетокопроводящие модели сначала осаждают химическим путем токопроводящий слой, далее его наращивают до требуемой толщины эрозионностойким материалом. Предельная толщина слоя 2...5 мм. Модели могут быть одно- и многоразового использования. После гальванического осаждения металла рабочая поверхность имеет высокую точность размеров, малую шероховатость
и не нуждается в дальнейшей обработке. Площадь рабочей части может достигать сотен квадратных сантиметров. Недостатками методов являются зависимость толщины слоя от формы модели и большая длительность процесса (до 100 ч на 1 мм X толщины).
\ Для изготовления рабочего профиля исполь-) зуют также электрохимический, электроэрозион-ный, ультразвуковой методы. Так, электроды-ин-ULjOO струменты, предназначенные для изготовления сеток с мелкими прямоугольными отверстиями, целесообразно выполнять непрофилированным проволочным электродом. С этой целью торцовую Рис. 1.26 поверхность заготовки разрезают вдоль оси взаимно перпендикулярными пазами (рис. 1.26).
Электроды-инструменты для шлифования получают механической обработкой и прессованием, электроды- инструменты для отрезания— штамповкой из листа с последующей термофиксацией (круглые) или сваркой концов ленты (ленточные).
Кроме того, при изготовлении электродов-инструментов используют пайку, склеивание и другие технологические процессы, применяемые в машиностроении.
§ 4.5. Расчет рабочей части
При прошивании отверстий постоянного сечения размеры электрода-инструмента определяют, исходя из размеров отверстия. Для круглых сечений
d3^d}~2s„ " (1.19)-
где — диаметр электрода-инструмента; <3Д — диаметр отверстия в детали; so— боковой зазор, т. е. расстояние между противолежащими участками поверхностей электрода и заготовки, параллельных направлению их движения.
Боковой зазор зависит от энергии импульсов, материалов электродов, состава и направления движения рабочей среды, размеров отверстия. На черновых режимах $6 = 0,15...0,5 мм, на чистовых S6=0,005...0,05 мм. Если после электроэрозионной обработки предусмотрена дополнительная операция, то формула (1.19) примет вид
^=^4 — 2(s6 + z),
где z — припуск на последующую обработку. Припуск z должен быть не менее шероховатости поверхности, глубины измененного слоя, погрешности в результате электроэрозионной обработки и погрешностей установки и базирования на последующей операции. Если электрод-инструмент ступенчатый, то расчет проводят только для калибрующей части.
|Длипа электрода-инструмента
4 = ^1 + ^2
। ю Li — длина участка закрепления в электрододержателе; L2 — । лубина отверстия; £3— сокращение его длины за счет износа; / 4 -длина участка, необходимого для калибровки отверстия, если оно сквозное. Для расчета берут (2...3)d0; L4= (1,2...1,8)£2; сокращение длины £3 можно оценить как износ у в процентах от длины отверстия L2, т. е. L3=Л2у/100. Тогда
£= (2...3) (2,2...2,8) L2+ Л/у/ 100. (1.20)'
Если отверстие глухое, то потребуются электроды-инструменты длиной U для черновой и длиной L" для чистовой обработки:
L’=(2...3)^+£Z2 + £2у/100;
£”=(2...3)4/д+£2. (1.21)
В тех случаях, когда одного электрода-инструмента для калибровки глухого отверстия повышенной точности недостаточно, применяют несколько калибрующих электродов-инструментов с рабочей частью, имеющей длину D>L". При смене электрода-инструмента следует сохранять единые установочные базы; это позволяет устранить погрешности базирования.
При прошивании полостей размеры вертикальных участков рассчитывают по формуле, аналогичной формуле (1.19), когда вместо диаметров подставляют длину участков в сечении, перпендикулярном направлению движения электродов. Число электродов-инструментов, потребных для чистовой обработки, зависит в основном от эрозионной стойкости их материалов. В ряде случаев можно получить требуемую полость без смены электрода-инструмента.
При сложном профиле углубления (рис. 1.27) межэлектродный зазор вдоль поверхности инструмента изменяется от торцового sT
до бокового 5б. Расчет выполняют для калибрующего электрода-инструмента без учета его износа. Характер изменения зазора в общем' случае нелинейный. На примере рис. 1.27 изменение зазора от торца (точка 0) до окончания криволинейного участка (точ
ка 1) выражается зависимостью ab (рис. 1.28). Заштрихована зона, в которой имеет место изменение зазора. Учитывая значительное колебание размеров зазоров из-за колебаний условий обработки, можно в этих пределах заменить действительную кривую ab прямой cd, которая открывает возможность приближенно найти профиль электрода-инструмента, если задана форма углубления в детали. Расчет выполняют аналитическим или графо-аналитическим методом. Во втором случае расчет ведут в таком порядке:
1) строят в масштабе профиль углубления в детали;
2) берут из экспериментов или рассчитывают торцовый и боковой зазоры;
3) откладывают по нормали к поверхности углубления в детали размеры зазоров sT и so;
4) строят линию изменения зазоров от торца электрода-инструмента до бокового участка. Зазор st, принимая, что он изменяется по прямой cd, в каждой точке можно оценить по формуле Si= ($б— —5Т) (////), где h — расстояние от торца до расчетной точки профиля углубления; I — длина контура углубления в детали (см. рис. 1.27). Размер бокового зазора зависит от скорости и направления протекания среды в случае ее принудительной прокачки. При чистовых операциях размер бокового зазора может находиться в пределах 0,01...0,1 мм.
Диапазон скоростей прокачки жидкости через промежуток составляет 0,03...0,8 м/с для графитовых электродов-инструментов и 0,03...0,2 м/с для медных. При меньших скоростях продукты обработки накапливаются в промежутке, нарушая процесс электроэро-зионной обработки. Если скорость превышает верхний предел, то возрастает давление жидкости на электрод-инструмент, снижается' точность процесса, увеличивается расход энергии на ее прокачку.
(Отверстия 1, 2, 3 для подвода жидкости (рис. 1.29) целесообразно расположить так, чтобы длина пути, проходимого частицами до выхода из промежутка, была наименьшей, а различие между этими длинами было бы не более чем вдвое. Тогда боковой зазор 5б между электродом-инструментом 4 и заготовкой 5 будет иметь минимальные отклонения от среднего расчетного значений Отверстия 1, 2, 3 располагают по оси симметрии детали, что позволяет обеспечить заданные условия течения жидкости.(Если площадь рабочей
Рис- 129 поверхности электрода-инструмента не
превышает 2000 ... 3000 мм2, то можно ограничиться одним отверстием в центре рабочей поверхности инструмента. Отверстия выполняют в выступающих частях электрода-инструмента. Площадь сечения отверстий для подвода жидкости рассчитывают с учетом выбранной скорости ее прокачки и зазора в такой последовательности:
I) находят расход жидкости, требуемый для обеспечения заданной скорости потока в межэлектродном промежутке:
Q=u/ns6, (1.22)
|дс — скорость потока жидкости (для расчетов выбирают верхний предел); £п — длина периметра углубления в детали (для расчетов берут наибольший периметр); sq — боковой межэлектродный тзор. Если прошивают отверстие, то вместо бокового берут торцовый зазор;
2) рассчитывают общую площадь сечения отверстий в электроде-инструменте для подвода жидкости 7?otb = Q/^h«. отв, где ‘'ж. отв — средняя скорость протекания жидкости через отверстия. Для устранения кавитации на выходе жидкости из отверстия отв^=^8...10 м/с;
3) исходя из конструкции углубления, находят число отверстий // для подвода жидкости;
4) определяют среднюю площадь отверстия Л—Л)твМ;
5) рассчитывают диаметр отверстия d = 2 УF^n . Диаметры отверстий выбирают такими, чтобы не искажалась форма полости— обычно d=1...3 мм.
Вместо прокачки иногда применяют отсос жидкости через от-перстия. Это позволяет избежать попадания загрязненной рабочей среды в боковое пространство между электродами и снижает число паразитных импульсов через боковой зазор. Однако конструкции приспособлений для отсоса значительно сложнее, чем для прокачки жидкости, поэтому такой способ нашел ограниченное использование. Кроме устройств для отвода и подвода рабочей среды при больших площадях обработки применяют отверстия для дегазации межэлектродного промежутка. Их располагают во впадинах рабочей части электрода-инструмента между отверстиями для прокачки жидкости.
При электроэрозионном шлифовании, как показано в § 1.5, для повышения технологических показателей обработки целесообразно повышать скорость перемещения инструмента относительно детали. Поэтому при электроэрозионном шлифовании используют скорости круга Vq до 40...50 м/с. Диаметр круга с/и рассчитывают так, чтобы при имеющемся на станке приводе инструмента обеспечить |рсбуемую окружную скорость: dVL=vQ/, где и0 — частота вращения шпинделя станка.
Если инструмент изготовлен из графита, чугуна или другого хрупкого материала, то необходимо выполнить проверочный расчет и а прочность его при рабочих скоростях, принимая при этом коэффициент запаса прочности не менее 2. Желательно, кроме того, n/щн-два диска от партии испытать в разгонной камере до частоты вращения, вызывающей их разрыв.
При разрезании расчет профильного дискового инструмента аналогичен приведенному для шлифования.
Для прорезания узких пазов (менее 0,1 ... 0,15 мм) используют проволочный электрод-инструмент, который рассчитывают, исходя
из ширины паза Ьп. При этом следует учесть уменьшение диаметра проволоки за счет эрозии. Начальный диаметр
dn=kbn-2s, (1.23)
где £ = 2...5— коэффициент, учитывающий эрозию проволоки; s = =5...20 мкм — межэлектродный зазор.
Следует учитывать, что стандартные диаметры вольфрамовой и латунной проволоки не могут во всех случаях отвечать расчетным значениям. Поэтому приходится либо протягивать проволоку на требуемый диаметр, либо так подбирать скорость ее перемотки, чтобы мог быть получен коэффициент k, обеспечивающий получение заданной ширины паза. Для латунной проволоки диаметром dH=0,l мм скорость перемотки должна быть не менее 5 мм/с (£=2,5), для б/и=0,2 мм — не менее 1,5 мм/с (£=2...2,3), для dH=0,3 — не менее 0,8 мм/с (£=3...3,5). Если скорость проволоки диаметром 0,3 мм удвоить, то коэффициент k примет значение 1,8...2. Таким образом, изменяя скорость перемотки, можно в несколько раз изменить расчетный диаметр проволоки и подобрать ближайший стандартный ее размер. Для обработки заготовок с толщиной свыше 15...20 мм рекомендуется использовать проволоку диаметром более 0,2 мм.
Если ширина паза в детали не ограничена, то скорость перемотки проволоки берут близкой к минимальному значению, а расчет ширины паза не делают.
При электроэрозионном легировании размеры электрода-инструмента обычно выбирают из конструктивных соображений (размеров обрабатываемой поверхности заготовки, способа подвода инструмента к месту обработки и др.).
§ 4.6. Пути снижения износа
Одним из путей снижения износа электрода-инструмента является использование материалов, имеющих высокую эрозионную стойкость. Если расположить известные материалы, используемые для изготовления электродов-инструментов, в порядке возрастания их эрозионной стойкости, то перечень будет выглядеть так: алюминий и его сплавы, серый чугун, латунь, медь, вольфрам, графитированные материалы.
Износ электродов зависит от формы и энергии импульсов, причем для различных материалов форма импульсов, обеспечивающая минимальный износ, различна. Значительное влияние на износ оказывает прокачка жидкости. У медных электродов-инструментов с уменьшением скорости прокачки износ снижается, у медно-графитовых композиций — повышается. Наиболее интересным решением проблемы является создание условий, при которых износ электрода-инструмента компенсируется слоем углерода, осаждающегося на рабочей поверхности инструмента в результате разложения углеродосодержащих рабочих жидкостей. Если добиться равновесия между удаляемым за счет эрозии и осаждающимся на электрод-42
инструмент материалом, то износ полностью прекратится. Этого удается достичь за счет особой формы импульса, вырабатываемого генератором. Импульсу придают крутой передний фронг с большим амплитудным значением напряжения, что обеспечивает нормальный разряд; далее напряжение снижают и ведут процесс в течение времени, необходимого для разложения рабочей среды и осаждения графита (так называемый импульс «гребенка»). Таким путем удается сохранить достаточно высокую производительность и устранить или снизить до минимума износ электрода-инструмента. Например, у инструмента из меди, покрытой слоем графита, осажденного из рабочей жидкости, износ снижается в десятки раз по сравнению с медным электродом-инструментом.
При использовании проволочного электрода износ инструмента не оказывает влияния на точность вырезания профиля, так как при неизменном режиме обработки сечения электрода-инструмента на входе в заготовку и на выходе из нее постоянны в течение всего процесса изготовления детали.
§ 4.7. Особенности проектирования, расчета и изготовления копиров для станков с непрофилированным электродом
Точность изготовления детали зависит от параметров копира. Для станков с непрофилированным электродом копир должен быть жестким, поскольку он является носителем размеров, и в то же время иметь минимальную толщину кромки, чтобы проволока касалась ее без перекосов. Копир изготовляют из латуни или другого сплава, обладающего небольшим переходным сопротивлением в месте контакта с проволокой, а рабочую кромку со стороны, противоположной заготовке, срезают, оставляя ее высоту /р не более 0,3 мм (рис. 1.30). Тогда колебание угла наклона проволоки 1 не вызывает значительных отклонений ее от рабочей кромки 2, что позволяет повторить профиль копира на детали с минимальными погрешностями.
Рис. 1.31
Копир 1 (рис. 1.31) крепят над заготовкой 2, добиваясь минимального зазора между его нижней плоскостью и заготовкой. Для получения надежной изоляции копира 1 от заготовки 2 его устанавливают с помощью диэлектрического кольца 3 (рис. 1.31, а), с
помощью клеев 3 (рис. 1.31,6), механическими прижимами. При установке на клей 3 копир базируют по съемной пробке или кольцу. Схема расчета копира приведена на рис. 1.32. Размер копира
АК = А.{±2 ($ + г), (1-24)
где Лд — размер детали; 5 — зазор; z — припуск на последующую обработку, За счет износа проволоки 1 при движении ее в направлении стрелки происходит уменьшение ее диаметра, паз в детали 3 приобретает уклон в сторону копира 2, поэтому припуск под последующую обработку заготовки считают с учетом угла наклона а боковой стенки паза к оси проволоки. В формуле (L24) берут знак «—», если обрабатывают охватывающий контур детали, например получают отверстие.
При изготовлении охватываемого элемента конструкции, например стержня, размеры копира должны превышать размеры детали и в формуле (1.24) берут знак « + ». Припуск z определяют по следующей зависимости:
z— Hz’" — Н -Нк + ^сгН-Аг» U-25)
где /?2о — высота неровностей после электроэрозионной обработки (экономически целесообразно получать под доводочные операции такую шероховатость, при которой суммарная трудоемкость электроэрозионной обработки и доводки минимальна; для сталей этому условию отвечает диапазон 7?ZO = 3...10 мкм, для твердых сплавов /?2О = 2...7 мкм). Если последующие после электроэрозионной обработки операции отсутствуют, берут = Rz% — высота неровностей, которую необходимо получить на детали; Н — глубина измененного слоя после электроэрозионной обработки (после обработки непрофилированным электродом измененный слой в зависимости от режима составляет для сталей 4...25 мкм, для твердых сплавов 3...15 мкм); йд— толщина изготовляемой детали; бк— погрешность изготовления копира (при точной оснастке 6К<6... 8 мкм); буст — погрешность установки копира (при применении оптических устройств для контроля положения копира при установке бУст = 2...4 мкм); бст^0,005...0,01 мм — погрешность станка; угол уклона а~ (рис. 1.32) зависит от диаметра проволоки, скорости ее перемещения вдоль оси, толщины заготовки.
Операции изготовления копира проводят в два этапа: черновой и чистовой. Черновой этап выполняют па металлорежущих станках. Он включает вырезание заготовки, расточку базовых отверстий, черновую обработку контура, снятие фаски по толщине контура. Чистовой этап выполняют с использованием специальных приспособлений. Припуск под эти операции не превышает 0,3 мм. Пос
ле окончательного контроля на копир составляют паспорт, ему присваивают шифр и хранят как инструмент длительного пользования.
Если требования к точности изготовления деталей невысоки, то в качестве копира можно использовать саму деталь.
§ 4.8. Особенности электродов-инструментов для обратного копирования
При обратном копировании (см. рис. 1.2, б) электродом-инструментом является латунная или медная пластина толщиной до 5... 6 мм. Такая конструкция обеспечивает наиболее полное и быстрое удаление продуктов обработки вниз, что снижает число боковых разрядов. Рабочую жидкость прокачивают в сторону необработанной поверхности заготовки, что способствует ускорению выноса продуктов обработки из промежутка. Полученные обратным копированием детали практически не имеют конусности. Электроды-инструменты для обратного копирования удобно получать протягиванием.
ГЛАВА 5 ЭЛЕКТРОЭРОЗИОННОЕ ОБОРУДОВАНИЕ
§ 5.1. Компоновка
Станки для электроэрозионной обработки в отличие от механо-
обрабатывающих имеют генератор импульсов, систему очистки и
подачи рабочей среды в зону обработки, средства регулирования
и управления * процессом. На рис. 1.33 показана типовая структу
ра электроэрозионного станка. Механическая часть 1 включает рабочий стол для установки и закрепления приспособлений или заготовки, ванну для рабочей жидкости, устройство для закрепления электрода-инструмента, механизмы его перемещения, следящие элементы систем
Рис. 1.33
регулирования и управления процессом. Генератор импульсов 2 может быть как
встроенным, так и выполненным в виде
автономного блока. Электрошкаф 3 включает электрические узлы— пускатели, рубильники, предохранители и др. Рабочая жидкость хранится в ванне 4, которая комплектуется насосом и устройством для очистки среды от продуктов обработки. В большинстве элек-троэрозионных станков ванну помещают внутри механической части, сокращая потребную для размещения станка производственную площадь. Для уменьшения потерь энергии в соединительных проводах необходимо размещать все элементы в непосредственной бли
* Под регулированием понимают автоматическое поддержание заданного режима обработки; под управлением понимают направленное воздействие на процесс, имеющее целью получение заданных технологических показателей.
зости от механической части. Электроэрозионное оборудование выпускается серийно или изготовляется по индивидуальным заказам. Оно может быть универсальным, специализированным и специальным. В нем используют унифицированные узлы — генераторы, приводы, регуляторы, — пригодные для комплектования различных видов станков.
§ 5.2. Генераторы импульсов
При расчете и выборе генератора исходят из условия получения формы и мощности импульса, необходимых для обеспечения требуемых технологических показателей процесса. Черновую и чистовую обработку обычно ведут от одного и того же генератора. В настоящее время в электроэрозионных станках используют ре
Рис. 1.34
лаксационные, машинные, магнитонасыщенные, ламповые и полупроводниковые генераторы.
Хронологически первым генератором был релаксационный Л?С-ге-нератор, который предложили использовать изобретатели метода Б. Р. Лазаренко и Н. И. Лазаренко. Такие генераторы успешно применяются до настоящего времени для обработки на электроискровых режимах. Позже стали применять ламповые генераторы, позволившие получить более мощные импульсы, не зависящие от физического состояния межэлектродного промежутка, и машинные генераторы с приводом от электродвигателей. В машинных генераторах энергия импульсов достигает весьма больших значений, что позволяет производить обработку крупных заготовок с высокой производительностью. Однако данный тип генераторов в настоящее время практически не применяется на производстве из-за повышенного уровня шума при работе. Следующим этапом развития было появле* ние магнитонасыщенных генераторов и наиболее перспективных уст*
ройств — генераторов на полупроводниковых приборах — транзис-
торах и тиристорах.
Релаксационными генераторами называют те, у которых параметры импульса определяются состоянием межэлектродного промежутка. К ним относятся 7?С-генераторы (рис. 1.34, a), RLC-
। • •нераторы (рис. 1.34, б) и /?С£-генераторы (рис. 1.34, в), CL- и / С генераторы, у которых в зарядный или разрядный контуры иключены индуктивные элементы и исключен токоограничивающий ргшетор (рис. 1.34, г), и СС-генератор, в котором ограничение тока обеспечивается конденсатором в зарядной цепи (рис. 1.34, д).
Все релаксационные генераторы содержат зарядную и разрядную (выделена на рис. 1.34 толстой линией) цепи. В зарядной цепи установлены источник питания ИП и включатель К. В RC-, RLC-, RCL-схемах, кроме того, имеется токоограничивающий резистор R. Разрядная цепь содержит конденсатор С и межэлектродный промежуток МЭГЦ кроме того, в 7?С£-схеме (рис. 1.34, в) в разрядную цепь включен индуктивный элемент L.
Рассмотрим работу /?С-генератора с начального момента, когда конденсатор С не заряжен (рис. 1.34, а). При замыкании включа-1еля К конденсатор С через резистор R заряжается от источника питания ИП и напряжение на конденсаторе С, а следовательно, и па межэлектродном промежутке МЭП повышается. Когда напряжение достигнет пробивного для данного размера межэлектродного зазора, происходит пробой промежутка и энергия, запасенная в конденсаторе С за время заряда, выделяется в межэлектродном промежутке. Напряжение на конденсаторе падает, и разряд через межэлектродный промежуток прекращается. С этого момента начинается период деионизации межэлектродного промежутка (восстановления его диэлектрической прочности) и зарядка конденсатора С. Время зарядки конденсатора, как известно, определяется постоянной времени x=RC. Для нормального протекания процесса необходимо, чтобы время зарядки было больше периода деионизации промежутка, иначе возможен переход импульсного разряда в дуговой. Требуемое соотношение этих периодов достигают подбором сопротивления резистора R и емкости конденсатора С. Чем они больше, тем медленнее происходит зарядка конденсатора. По мере съема металла с заготовки расстояние между электродами растет и достигает такого значения, при котором напряжение на конденсаторе становится недостаточным для разряда. Если быстро сближать электроды (быстрее, чем происходит съем металла под действием эрозии), разряды будут происходить при низком напряжении, т. е. иметь малую энергию. И хотя частота следования разрядов возрастает, скорость съема металла снижается. При совсем малых расстояниях между электродами паузы между разрядами будут недостаточны для деионизации промежутка и процесс перейдет в дуговой. Таким образом, режим работы релаксационного 7?С-генератора определяется состоянием межэлектродного зазора.
В /?С-генераторах значительная часть энергии теряется на нагрев резистора и другие потери. Поэтому КПД таких генераторов не превышает 25%. Мощность /?С-генераторов обычно ограничивают 5...7 кВт, т. е. используют их в основном для чистовой обработки. Включением в зарядную цепь индуктивного элемента L (RLC-генератор на рис. 1.34, б) удается ускорить процесс зарядки кон-
денсатора и увеличить напряжение на нем. На рис. 1.35 показаны графики изменения напряжения на конденсаторах при RC- (кривая 1) и RLC- (кривая 2) генераторах. Период То" импульса на кривой 2 существенно меньше периода т0'
на кривой /. Это достигнуто благодаря сокращению времени зарядки Ti(ti"< <т/). Напряжение зарядки U:" конденсатора при 7?1>С-схеме выше, чем у /?С-генератора (СУ). За счет сокращения времени прохождения тока через резистор снижаются потери на его нагрев, поэтому КПД /?АС-генераторов значительно выше.
После разряда напряжение резко снижается до нуля, затем меняет знак. Возникает так называемая обратная полуволна. Она ускоряет износ элект
рода-инструмента, и ее стремятся устранить. Однако в RC- и /?ЛС-схемах этого не удается сделать. Если индуктивный элемент включить в разрядную цепь (см. рис. 1.34, в), то удается практически устранить обратную полуволну и резко снизить износ электрода-инструмента. Но при.этом уменьшается производительность. 7?С£-генераторы используют для чистовых операций, где необходимо сохранить без изменений форму электрода-инструмента. В таких схемах применяется обратная полярность (инструментом является анод).
С целью повышения КПД создают генераторы, в которых вообще исключен токоограничивающий резистор. Так, в LC-схеме (см. рис. 1.34, г) в зарядную цепь введены электромагнитный вибратор ЭМВ. Якорь вибратора жестко связан с электродом-инструментом. При включении тока якорь притягивается к сердечнику и переме-
щает электрод-инструмент от заготовки, цепь разрывается и происходит зарядка конденсатора С от ИП. Когда конденсатор заряжен, ток в обмотке вибратора ЭВМ прекращается, якорь отскакивает от сердечника и электрод-инструмент возвращается к заготовке. В момент сближения происходит разряд. Для эффективной работы LC-генератора требуется, чтобы вибратор колебался синхронно с изменением напряжения генератора. Это усложняет настройку, поэтому ЛС-схема используется для какого-либо одного режима. Благодаря большой мощности эти генераторы применяются в основном на черновых операциях.
В СС-схеме (см. рис. 1.34, д) также отсутствует токоограничивающий резистор, что способствует повышению его КПД. Для ограничения тока в зарядную цепь включен конденсатор С\. Ток через трансформатор, выпрямитель, конденсатор выключатель К заряжает конденсатор С. Разряд происходит аналогично RC-схеме. Мощность таких генераторов ограничена и не может превышать нескольких киловатт. СС-генераторы используют весьма редко и только для черновых режимов.
В основу расчета параметров 7?С-генератора положены требования к качеству поверхности после обработки. Для чистовых операций это шероховатость поверхности, заданная чертежом детали, для черновых — отсутствие микротрещин в поверхностном слое после электроэрозионной обработки. Расчет ведется в такой последовательности:
1) берут значение шероховатости поверхности, которая должна быть получена после обработки. Она должна быть не хуже заданной и экономически обоснованной величины (см. § 2.3);
2) из формулы (1.14) находят энергию импульса Аи— (/?z/&h)1z
3) выбирают напряжение генератора UQ. Рекомендации по выбору приведены в § 1.3. Пробивное напряжение t/np~O,7t/o;
4) рассчитывают емкость конденсатора
С — = 2 Ди/(О,7£/0)2; (1.26)
5) сила тока короткого замыкания /к зависит от емкости конденсаторов С. В паспортах стайкой приводятся графики для выбора силы тока короткого замыкания;
6) находят значение сопротивления токоограничивающего резистора
И=и011я, (1.27)
7) определяют частоту следования импульсов
RC In [Z7o/(^o ~ ^пр)]
В электротехнике и радиотехнике эта формула применяется для оценки частоты разряда конденсатора. Если учесть, что t/np= = O,7t7o, то формулу (1.28) можно приближенно представить в виде
/=0,837/(/?С). (1.29)
Значения параметров /?С-генераторов ограничиваются энергией импульса, при которой не наблюдается микротрещин в обрабатываемом материале. Граничное значение энергии зависит также от длительности мпульса. Обычно черновые режимы ограничивают энергией в несколько джоулей при длительности импульса 200... 600 мкс.
Расчет /?ЛС-схем и других разновидностей релаксационных генераторов несколько отличается, что учитывается с помощью экспериментальных коэффициентов или же использованием соответствующих зависимостей.
В релаксационных генераторах не удается добиться высокой производительности процесса, так как с ростом энергии импульса возрастает время накопления заряда и падает частота импульсов. Большие возможности повышения производительности имеют ламповые и магнитонасыщенные генераторы. В ламповом генера-
Рис. 1.36
торе (рис. 1.36) электронная лампа Л служит переключающим прибором, управляющим импульсами напряжения. Здесь параметры генератора не зависят от состояния межэлектродного промежутка, и искровой разряд не может перерасти в дуговой. Следовательно, можно использовать импульсы с высокой частотой следования, не заботясь о деионизации промежутка. После подачи от задающего генератора ЗГ напряжения на управляющую сетку лампы Л в ней появляется анодный ток и на вторичной обмотке трансформатора Тр возбуждается импульсная ЭДС. Под действием импульса напряжения происходит пробой межэлектродного промежутка МЭП. Период между импульсами регулируется задающим генератором
ЗГ. Для нормальной работы лампового генератора требуется прокачка рабочей жидкости.
Ламповые генераторы позволяют повысить частоту следования импульсов до 20 кГц, получить импульсы малой длительности. К недостаткам ламповых генераторов относятся низкий КПД, необходимость применения источников питания с напряжением до нескольких тысяч вольт, необходимость принудительной прокачки жидкости через промежуток, ограничения энергии импульса.
Более высокая энергия импульса может быть получена в м аг-нитонасыщенных генераторах. В практике нашли применение генераторы с магнитными усилителями (рис. 1.37), К зажимам подводят напряжение Uc от сети, которое поступает на выпрямитель Д1—Д4 и на магнитный усилитель, состоящий из дросселей Др\, Др2. Через их рабочие обмотки top', w9" протекает ток межэлектродного промежутка МЭП, а через обмотки управления t0y', wY" протекает ток от управляющего источника постоянного напряжения.
Генератор работает следующим образом: в положительный полу период сетевого напряжения Uc ток протекает через диод Дз, межэлектродный промежуток МЭП, диод Д2, рабочую обмотку дросселя Др\. Сердечники дросселей выполнены из магнитомягких материалов. Вольт-амперная характеристика таких дросселей нелинейна. Пока материал магнитопровода ненасыщен, ток, протекающий по цепи, растет медленно. Когда сила тока достигнет значения тока насыщения, ток в обмотке резко возрастает. В
результате на промежутке образуется импульс с крутым передним фронтом. После прохождения рабочего импульса сердечник дрос
селя должен быть размагничен. Для этого используется обмотка управления ^у', работающая от источника Uy.
В отрицательный полупериод ток проходит через обмотку wp" дросселя Др2, диод Д4, межэлектродный промежуток МЭП и диод Дь После насыщения сердечника дросселя Др2 возникает импульс. Насыщение снимается управляющей обмоткой wy". Резистор Дш позволяет снимать заряд при разомкнутых электродах. Магнитонасыщенные генераторы просты, надежны, позволяют получить большие токи. Но их работа зависит от частоты сети. Наибольшая частота следования импульсов при использовании трехфазных магнитных усилителей не может быть более 150 Гц. Такая частота применима лишь для черновой обработки на очень грубых ре
жимах.
Использование управляемых полупроводниковых приборов позволяет создать генераторы с широким диапазоном режимов обработки, у которых частота следования импульсов не зависит от свойств межэлектродного промежутка. Известно два вида генераторов этого типа: на основе инверторов, в которых управляе-
мые тиристоры регулируют период зарядки и разряда конденсатора в релаксационных генераторах, и широкодиапазонные генераторы импульсов.
В генераторе импульсов (рис. 1.38) зарядная и разрядная цепи разделены. В качестве токоограничивающего элемента использована катушка индуктивности 1. Конденсатор С заряжается при включении тиристора Т\ от блока управления тиристорами БУТ. После снижения зарядного тока до нуля тиристор Л закрывается и включается от БУТ тиристор Т2. Происходит разряд конденсатора С через межэлектродный промежуток МЭП, Выключение тиристора Т2 отрегулировано так, чтобы отсечь обратную полуволну, уско
ряющую износ электрода-инструмента. Резистор 7?ш, включенный параллельно промежутку МЭП, позволяет конденсатору разряжаться при разомкнутых электродах. В схеме, приведенной на рис. 1.38, в зарядной цепи отсутствует активное сопротивление, и счет этого удается снизить потери, исключить возможность появления дуговых разрядов. К недостаткам рассмотренной схемы относится непостоянство напряжения пробоя, что приводит к изменению режима обработки.
Для стабилизации напряжения пробоя может быть использована схема со стабилитроном Ст (рис. 1.39). Заряд конденсатора С' происходит через резистор R. Вместо резистора можно исполь-ювать катушку индуктивности. Во время зарядки тиристор Т закрыт. После достижения на конденсаторе С напряжения, превышающего напряжение стабилитрона, на управляющий электрод тири-। гора Т подается открывающее напряжение. Происходит разряд со строго дозированной энергией через промежуток МЭП.
Широкодиапазонные генераторы вырабатывают импульсы с частотой 1...880 кГц и выходным током 16... 180 А, т. е. дают возможность работать на любых режимах электроэрозионной обработки. Кроме того, они вырабатывают импульсы такой формы, при которой износ электрода-инструмента становится минимальным. Схема широкодиапазонного генератора импульсов типа ШГИ приве
дена на рис. 1.40. Он состоит из двух частей: блока поджигающих импульсов (справа от межэлектродного промежутка МЭП) и силового блока. Блок поджигающих импульсов имеет малую мощность, но высокое напряжение t/n=100...300 В. Силовой блок дает напряжение £7С = 6О...7О В, но обладает большой мощностью. Оба блока управляются задающим генератором ЗГ, После сигнала от него на включение транзистора Гп через межэлектродный промежуток МЭП пройдет импульс высокого напряжения от блока поджигающих импульсов, происходит пробой, затем напряжение снижается, но остается канал проводимости. В этот момент от задающего генератора ЗГ подается сигнал на включение транзисторов Т2, •••, Одновременно открывается диод Д. Ток от силового блока поступает в межэлектродный промежуток МЭП и протекает через образовавшийся канал проводимости. Время включения транзисторов Ть Т2, ..., Tk определяет длительность импульсов. Требуемую форму импульсов получают включением балластных резисторов /?1б, /?2б, ..., RkQ в силовом блоке. Генератор имеет блок защиты от короткого замыкания, который отключает его при перегрузках.
Генераторы серий ШГИ выполнены в виде автономного шкафа. Охлаждение электронных блоков производится с помощью вентилятора. Тип генератора обозначается двумя цифрами: первая обозначает верхний предел средней силы тока в импульсе, вторая — максимальную частоту следования импульсов. Например, генератор ШГИ-40-440 имеет максимальную силу тока 40 А и максимальную частоту 440 кГц.
Электроконтактная обработка выполняется на постоянном и переменном токе. При работе с токомг промышленной частоты достаточно иметь стандартный сварочный трансформатор. Для шлифо
вания и разрезания мелких заготовок обычно применяют постоянный ток; в установках большой мощности (30...500 кВт) —переменный. Источники питания переменным током дешевле, экономичнее, значительно меньше по габаритам. Но при обработке переменным током резко возрастает износ инструмента — снижается точность обработки и растут затраты на электроды-инструменты.
§ 5.3. Регуляторы подачи электрода-инструмента
Регуляторы необходимы для поддержания размера межэлектродного зазора в течение времени обработки. Следует учитывать, чго этот размер составляет десятые и сотые доли миллиметра, поэтому от регулятора требуются высокие быстродействие, чувствительность, что обеспечивается высокой стабильностью заданной скорости перемещения, отсутствием люфтов в узлах с подвижными элементами, малой инерционностью. В процессе электроэрозионной обработки возникает много случайных возмущений, вызванных наличием в межэлектродном промежутке электропроводных частиц, колебанием напряжения в сети. Регулятор не должен реагировать на такие сигналы, а поддерживать заданный режим подачи элект
рода-инструмента.
На рис. 1.41 показана схема регулятора, в котором исполнительный механизм 1 перемещает электрод-инструмент к заготовке или
от нее в зависимости от сигнала из межэлектродного промежутка 5. Сигнал о положении электрода-инструмента снимают измерительным преобразователем 4 и подают его в блок сравнения 3. В нем заранее устанавливают опорный сигнал, ко-юрый является базой для сравнения. Если сигнал, поступающий от измерительного преобразователя
Рис. 1.41
совпадает с опорным, то на исполнительный механизм 1 не поступает каких-либо команд. Если сигнал с преобразователя 4 отличается от опорного, их разность передается в усилитель 2 и далее, с учетом знака, на исполнительный механизм 1, например обмотку управления реверсивного двигателя. Механизм 1 перемещает электрод-инструмент. Размер перемещения зависит от значения поступившего сигнала. Зажимы 6, 7 служат для подключения генера
тора импульсов.
В описанной схеме опорный сигнал задается жестко и не зависит от изменяющихся условий обработки, такой регулятор не позволяет достичь оптимального режима обработки. Оптимизация режима возможна в так называемых экстремальных схемах регуляторов (рис. 1.42). В этой схеме сигнал подается не только на исполнительный механизм 1 через аналогичные в рассмотренной выше схеме преобразователь 3, блок сравнения 4 и усилитель 5, но и через измерительный преобразователь 6 на блок оптимиза
ции 7, в котором учитывается реальное состояние межэлектродного промежутка 2 и производится корректировка управляющего сигнала с учетом получения наибольшего технологического показателя,
зоваться мгновенное
например производительности. Далее сигнал идет на усилитель 8 и на изменение опорного сигнала в блоке сравнения 4.
Очень важным для надежного регулирования размера зазора является правильный выбор параметров регулирования, т. е. того сигнала, который несет информацию о размере зазора и снимается в рабочей цепи генератора импульсов. В качестве парамет-
ров регулирования могут исполь-
значение напряжения на электродах, среднее
напряжение на электродах, средняя сила тока в цепи электродов,
сопротивление среды, первые и вторые производные указанных параметров, изменение напряжения и силы тока от'импульса к импульсу, время запаздывания пробоя и др.
Измерительными преобразователями сигнала, снимаемого с
межэлектродного промежутка и подаваемого на регулятор зазора, являются традиционные в электронной технике устройства, например в виде делителя, вход которого подключен к промежутку, а выход на регулятор, или различных /?С-цепочек, мостов и т. д. При снятии сигнала по силе рабочего тока используются как шунты в рабочей цепи генератора импульсов, так и импульсные трансформаторы тока. Эти трансформаторы позволяют использовать также в качестве параметра регулирования переменные составляющие силы тока. Измерительные преобразователи не должны искажать снимаемый сигнал. Для повышения чувствительности регулятора между датчиком сигнала и блоком сравнения включают предварительный усилитель мощности.
Блок сравнения входного и опорного сигналов имеет источник опорного сигнала и саму схему сравнения. Существует много варй-антов схем сравнения, которые можно разделить условно на резистивные, когда сравнение происходит на резисторе, включенном между входным сигналом и сигналом с эталонного источника, и на стабилитронные, когда в аналогичной резисторной схеме вместо резистора используется стабилитрон. Во втором случае сравнение напряжения происходит на накопительном конденсаторе с заданным напряжением, зафиксированным стабилитроном.
Усилители выполняют двух типов — электрические и гидравлические. Электрические усилители (релейные, магнитные, ламповые, транзисторные) применяют в небольших станках. Безынерционные гидравлические усилители применяют в тяжелых станках с массой электрода-инструмента более 30 кг, а также в многоконтурных станках с несколькими рабочими головками.
Рис. 1.43
Исполнительными элементами в регуляторах зазора являются гидроцилиндр, представляющий собой поршень, перемещаемый в стакане разностью давлений масла в верхней и нижней по отношению к поршню частях стакана, или электромеханический элемент в виде ротора, вращение которого через пару винт — гайка поступательно перемещает электрод-инструмент. При конструировании электромеханических исполнительных элементов должны быть приняты все технические меры по предотвращению люфтов и снижению трения в механических соединениях.
Основными типами регуляторов зазора являются электрогидравлические, электромеханические с усилителем мощности и экстремальные. Как следует из названия, у электрогидравличес-кого регулятора исполнительным элементом является гидропривод, а управляющим — электронная схема. На рис. 1.43 приведена схема элек-трогидравлического регулятора зазора. Импульсный ток от генератора через зажимы 3 поступает на электроды 2, 4. Напряжение с электродов снимается через делитель напряжения 5. Полученный сигнал сравнивается с сигналом на резисторе 6, подключенном к опорному источнику 7. Управляющий сигнал поступает на обмотку соленоида 9, перемещающего золотник 8. Масло под давлением поступает в верхнюю или в нижнюю часть гидроцилиндра, перемещая поршень 1, который связан с электродом-инструментом 2. Для снижения инерции золотника 8 ему могут придавать вращательное движение, например с помощью гидротурбины. Кроме того, на дополнительную обмотку соленоида могут подавать переменный ток, вследствие чего возникают вибрации золотника 8 и поршня /. Главным преимуществом электрогидравлического регулятора перед электромеханическим является жесткая связь штока поршня с
электродом-инструментом, что гарантирует отсутствие люфтов, которые имеют место в любой механической передаче. Это повышает быстродействие и устойчивость электрогидравлического регулятора. К недостаткам следует отнести высокую стоимость изготовления и сложности наладки.
Схема э л ектр ом ех аническо- Рис* I-44
го регулятора приведена на рис. 1.44.
Импульсы напряжения от генератора 1 поступают на электроды 2, 3, параллельно которым подключена часть делителя напряжения 5.
На этот же делитель поступает напряжение от опорного источника 6. Если между сигналами с электродов и источника 6 возникает различие, то через обмотку двигателя 4 потечет ток и якорь придет во вращение. Направление вращения зависит от знака разностного напряжения. Якорь механически связан с микрометрическим винтом, перемещающим поступательно гайку, которая жестко скреплена с электродом-инструментом. В более сложных регуляторах электрод-инструмент автоматически быстро подводится к заготовке в начале обработки, тормозится и перемещается с целью регулирования зазора. Для снижения люфтов применяют шариковые винтовые пары.
В экстремальных регуляторах в большинстве случаев поддерживают режим максимальной производительности как функции межэлектродного зазора. Наиболее распространены регуляторы, у которых процесс оптимизируют по косвенным критериям, например по отношению чисел рабочих и холостых импульсов. Регуляторы поддерживают такой размер зазора, при котором это отношение максимально. Регулятор как бы приспосабливается к изменяющимся условиям протекания процесса, обеспечивая оптимальный режим обработки, путем автоматического изменения опорного сигнала. Системы регулирования с такими регуляторами называют адаптивными.
Бывают регуляторы прямого действия, в которых для перемещения исполнительного механизма используется непосредственно сигнал рассогласования, и регуляторы с усилителем мощности.
§ 5.4. Системы рабочих перемещений электрода-инструмента
Для обработки полостей и наружных поверхностей сложной формы электроды-инструменты должны перемещаться по самым различным траекториям. Это может быть орбитальное движение электрода-инструмента, при котором он совершает плоскопараллельное круговое перемещение без вращения вокруг своей оси; осциллирующее движение, когда все точки электрода-инструмента в плоскости, параллельной поверхности стола станка, описывают окружности заданного диаметра; криволинейные движения; вибрация электрода-инструмента в одном или нескольких направлениях. Для этого в станке существует система рабочих перемещений электрода-инструмента. Известны три основных способа задания рабочих перемещений электроду-инструменту: обеспечение различных перемещений в пространстве жесткого электрода-инструмента, изменение формы гибкого электрода-инструмента, вибрация его в направлении обработки. Первый способ реализуется с помощью универсальной электроэрозионной головки, принципиальная схема которой показана на рис. 1.45. Описанная схема универсальной го
ловки позволяет получить до одиннадцати различных движений электрода-инструмента, включая обработку зубчатых и резьбовых поверхностей.
Корпус 13 головки закреплен на плите 3 вертикального суппорта, которую перемещают по направляющим с помощью передачи 1 и пары 2 винт — гайка, являющейся исполнительным элементом регулятора торцового межэлектродного зазора. Таким образом головка получает вертикальное рабочее перемещение. Сложное пространственное перемещение электрода-инструмента 8 задается конструкцией широкоуниверсальной головки, в которой от электродвигателя 15 через редуктор 14 передается вращение пустотелому шпинделю 12. Последний через вал 11 сообщает движение центральному шпинделю 10, установленному в ползуне 9. Тот в свою очередь от регулятора 4 бокового межэлектродного зазора перемещается вдоль радиального паза в диске 5. В рассмотренном случае деталь 6 вместе со столом 7 закреплены неподвижно. Однако возможно еще большее усложнение схемы обработки, если и столу с деталью придать встречное сложное движение.
Рис. 1.45
Второй способ позволяет изготовлять детали, имеющие отверстия с криволинейной осью, что принципиально невозможно при традиционных методах обработки металлов. На рис. 1.46 приведена схема обработки таких отверстий и одно из возможных устройств для его реализации.
Обработка отверстия 2 в детали 1 ведется нежестким электродом-инстру-ментом, рабочая часть 3 которого связана с гибкими поводками 5, 6. На повод-ки 5 и 6 действуют усилия, соотношение которых задается из условия обеспечения заданной кривизны отверстия на том или ином участке.
Рассмотрим процесс получения криволинейного отверстия. При равенстве
усилий на поводки 5, 6 электрод-инструмент 4 получает прямолинейное поступательное движение в следящем режиме подачи — образуется прямой участок А отверстия. При разных усилиях рабочая часть 3 электрода-инструмента поворачивается, образуя участок Б или В отверстия. Для изменения усилий на поводки 5, 6 применяют программные механизмы 7, 8 с электрогидравлическим или электромеханическим приводом.
Для сообщения электроду-инструменту возвратно-поступательных колебаний по третьему способу перемещения используется электромагнитный вибратор, который крепится к исполнительному элементу регулятора межэлектродного зазора. Обычно это ползун рабочей головки станка. Электромагнит с электродом-инструментом представляют одно целое и вместе перемещаются в следящем режиме. Вибрации электрода-инструмента способствуют эвакуации продуктов обработки из межэлектродного промежутка и уменьшают порог нечувствительности регулятора подачи, особенно в случае больших люфтов в паре винт — гайка.
Система задания рабочих перемещений может быть отнесена и к обрабатываемой детали. В этом случае используют вибрационные и вращающиеся столы, на которых деталь закреплена неподвижно. По конструкции эти столы аналогичны применяемым в традиционных методах обработки с той лишь особенностью, что на них закрепляется рабочая ванна станка.
§ 5.5. Система очистки и подачи рабочей жидкости
Для повышения производительности, точности обработки и улучшения поверхности деталей целесообразно осуществлять прокачку рабочей жидкости через межэлектродный промежуток. Для этого предназначена гидравлическая система станка, Схема которой приведена на рис. 1.47.
Рабочая среда из бака 1 подается насосом 2 через фильтры 4 и устройство 5 регулирования расхода в рабочую зону. При этом возможны два варианта подачи рабочей среды: либо при открытом кране 9 через полый электрод-инструмент 11 в промежуток с заготовкой 12, либо через кран 10 непосредственно в рабочую ванну 13. На рисунке также обозначены: 3—манометры для измерения давления рабочей среды; 14—сливное отверстие из рабочей ванны 13 в бак /; 8 — ротаметр.
Бак 1 состоит из нескольких секций, в которых происходит отстаивание рабочей среды. Секции разделены перегородками, через которые жидкость попадает методом перелива из одной секции в другую.
Рабочая ванна 13 является частью силовой схемы станка — от ее жесткости зависят точность обработки деталей, время установки заготовки, удобство обслуживания оборудования. В мелких станках ванна неподвижно крепится на столе, а рабочая жидкость периодически сливается в бак. Установка заготовки и снятие детали производятся без жидкости. Это увеличивает вспомогательное время. В крупных станках ванна может подниматься и опускаться. Она всегда заполнена рабочей жидкостью. Это облегчает установку 58
заготовки, так как операцию осуществляют при опущенной ванне, экономится время на заполнение рабочей зоны жидкостью. Имеются ванны, в которых предусмотрены откидывающиеся или съемные передние стенки, облегчающие доступ к заготовке во время ее
Рис. 1.47
установки или снятия. Технологична ванна, выполненная по принципу сообщающихся сосудов, с введением дополнительной емкости, которая, например, опускается при опорожнении рабочей ванны.
Насос 2 обычно центробежного типа, как наименее подверженный износу. В связи с тем что при электроэрезионной обработке в большинстве случаев не требуется высоких давлений жидкости в зоне обработки, применяют центробежные помпы общепромышленного назначения с напором 5...10 м и подачей 2...180 л/мин. Если необходимо развить высокое давление (0,5...2,5 МПа), используют шестеренчатые насосы. •
Фильтры используют для стабилизации режима обработки и уменьшения простоя станка во время очистки рабочей жидкости. Обычно последовательно ставят фильтры грубой и тонкой очистки. На небольших станках, где съем металла незначителен (до 400... 500 г в смену), применяют фильтры с бумажными элементами. Бумажные фильтроэлементы устанавливаются по нескольку штук в пакете в зависимости от напора рабочей среды. Большое распространение получают намывные фильтры, в которых используются вспомогательные фильтрующие вещества. Они состоят из мелкопористых частиц с большой активной поверхностью, на которой происходит осаждение шлама, получающегося при обработке. Используются также магнитные, сетчатые фильтры, центрифуги, сепараторы, гидроциклоны.
Устройства для регулирования расхода 5 рабочей среды позволяют изменять гидравлический режим обработки по командам адаптивного устройства управления. В системе на рис. 1.47 такое устройство выполнено в виде эжектора. При использовании нескольких регуляторов расхода в одной магистрали подачи рабочей среды можно задавать различные комбинации режимов их работы, обеспечивая различные направления потока и расхода рабочей среды. При отведенной заслонке 6 жидкость отсасывается из межэлектродного промежутка, а при закрытой заслонке 6 она прокачивается через межэлектродный зазор. Таким образом, регулируя положение заслонки 6 преобразователем 7, можно изменять расход рабочей среды через межэлектродный промежуток.
В настоящее время промышленностью выпускаются агрегаты снабжения и очистки рабочей среды, скомпонованные в одном корпусе. Они могут работать в автоматическом режиме по заданной программе или от адаптивной системы.
§ 5.6. Адаптивные системы управления процессом
Простейшая «адаптация» состоит в том, что инженер-технолог намечает па чертеже детали точки, в которых следует изменить режим обработки. Для каждого участка выбирается наиболее выгодный режим, определенный расчетным или эксперимента тьным путем. Длину участков и принятые режимы кодируют и записывают на программоноситель, например перфоленту. При углублении электрода-инструмента в заготовку по командам исполнительного механизма на границах участков происходит переход от одного режима к другому.
Более сложные системы позволяют оптимизировать работу всех систем станка: назначать наиболее выгодную подачу, скорость подвода и торможения электрода-инструмента, параметры импульсов, регулировать вибрацию, расход рабочей среды через промежуток. Такие системы целесообразно создавать на базе малых управляющих ЭВМ. Они позволяют на 20...30% повысить производительность, в два раза увеличить глубину прошивания, на 20% снизить изщос электрода-инструмента, улучшить качество обработанной поверхности. Однако адаптивные системы дороги, сложны в изготовлении и настройке, еще недостаточно надежны. Опыт показывает, что адаптивные системы наиболее применимы в мелкосерийном производстве, где требуется частая перенастройка режимов и невозможна их оптимизация по результатам изготовления партий деталей.
§ 5.7. Механическая часть станков
Конструкция станков зависит от габаритов, массы заготовок, требований к качеству поверхности, назначения станка. Станки делят на прошивочные, шлифовальные, станки для разрезания профильным и непрофилированным инструментом. Отдельные группы 60
представляют станки для электроконтактной обработки на воздухе и установки для упрочнения и легирования.
Прошивочные станки предназначены для получения отверстий, полостей, углублений. Станки для изготовления полостей профильным электродом-инструментом называют копировально-прошивочными. Универсальные копировально-прошивочные станки позволяют выполнять не только полости, но и отверстия любого сечения, наносить на заготовки надписи. Среди электроэрозионного оборудования такие
станки встречаются чаще всего.
На рис. 1.48 показана схема копировальнопрошивочного станка.
На станине 1 устанавливают рабочий стол 2 для крепления заготовки. Обработка выполняется в ванне 3 с рабочей жидкостью. Электрод-инструмент 18 закреплен в электрододсржа-теле 8 и может перемещаться каретками 5 и 9 в двух взаимно перпендикулярных направлениях по горизонтали. Электрод-инструмент 18 колеблется it посчупатольно перемещается к загоювке по пи налам pel \ ляаора, приводите! о в денс i вне двигатель 6 и вибраюр 7, закрепленный на площадке 4 Стол и электрод-инструмент
Рис. 1.48
изолированы от станины ди-
электрическими прокладками 17. Электрическая часть стайка включае! генератор импульсов 10, блок управления И с приборами контроля режимов обработки. Рабочая жидкость поступает в межэлектродный промежуток из бака 14 через магистраль 12. Насос 15 может подавать жидкость непосредственно в ванну 3 по тракту 13. Для слива жидкости в бак 14 предусмотрена магистраль 16.
Большинство универсального электроэрозионного оборудования выпускается серийно станкостроительной промышленностью.
На рис. I 49, а показан универсальный станок, предназначенный для прошивания углублений в заготовках массой до 100 кг.
В нем использовано консольное размещение регулятора 1 подачи с электро-додержателем 2 и электродом-инструментом. Рабочий стол 3, на котором крепится приспособление или заготовка, обычно неподвижный, настройка электродо-держателя осуществляется в трех координатах. Для закрепления электрода-инструмента может применяться цанга или посадочное отверстие со стопорным винтом. Рабочая ванна 4 снабжена ручным механизмом подъема 5. Такие станки предназначены для удаления обломков инструмента, например метчиков, сверл, получения отверстий в некрупных заготовках. Они комплектуются генераторами 6, имеющими среднюю силу тока до 40 А, наибольшую частоту до 900 Гц, потребляемую мощность до 5 кВт. Станки обычно оснащают вибра-
торами электрода-инструмента, вращающимися столами и другими приспособлениями.
Для обработки деталей значительной массы (свыше 100 кг) станины станков выполняют портальными, имеющими большую жесткость. Такой станок показан на рис. 1.49, б. На нем обрабатывают детали с размерами до нескольких
Рис. 1.49
сот миллиметров, а перемещение шпинделя может достигать 1 ... 2 м. Настройка производится обычно вручную с помощью механизмов с микрометрическими винтами. Отсчет перемещений стола выполняют по мерным линейкам, лимбам, а в станках повышенной точности — с помощью отсчетных микроскопов. В некоторых случаях кроме линейных перемещений рабочие столы могут поворачиваться вокруг оси. Настройку электрододержателей производят перемещениями вдоль oqeft прямоугольной системы координат и иногда поворотом вокруг горизонтальной оси. Ванны выполняют подъемными. Объем жидкости в ванне достигает 1500 л, в баке — 6000 л. Станки комплектуют одним или несколькими широкодиапазонными генераторами. Мощность таких станков достигает 40... 50 кВт. Их оснащают специальными головками, оптимизаторами для автоматического обеспечения оптимального режима обработки. На таких станках изготовляют рабочие полости кузнечных штампов, литейных форм, пресс-формы, соединительные каналы, отверстия различного сечения, пазы.
Большинство универсальных станков имеет вертикальную компоновку, т. е. вертикальное перемещение электрода-инструмента.
Значительную группу составляют специальные станки, которые выпускаются либо индивидуально по заказам предприятий, либо малыми сериями. Наибольшее распространение получили полуавтоматы и автоматы для электроэрозионного прошивания отверстий малого диаметра (0,15...0,5 мм).
Такой станок (рис. 1.50) может выполнять одновременно несколько отверстий. Для этого в нем предусмотрены головки 1 с индивидуальными регуляторами перемещения электродной проволоки. Обработка ведется с вибрацией проволоки. Ее запас’ хранится на катушке 2. Обработка отверстий выполняется через кондукторы, выполненные из диэлектриков. Станки-автоматы имеют бункера для заготовок и сборники готовых деталей. Обычно в них применяют релаксационные генераторы. Мощность таких станков не превышает 1 кВт, объем жидкости в ванне 3 — несколько литров.
Иногда специальные станки выполняют с несколькими головками, каждая из которых обрабатывает все требуемые поверхности в 62
деталях. Количество одновременно обрабатываемых деталей равно числу головок. Показанный на рис. 1.51 станок имеет шесть головок и предназначен для изготовления перьев турбинных лопаток.
Имеются крупные специальные станки (рис. 1.52), предназначенные для обработки заготовок массой до 20 т электродом-инструментом 2 массой до 8 т.
Такие станки имеют несколько ярусов, часть которых располагается ниже уровня пола. В нижних ярхсах размещают баки для рабочей жидкости объемом п несколько десятков кубических метров, систему 3 подачи и очистки среды. На верхнем ярусе установлены ii'iiip.iBJHiomiie /, по которым перемещаются на мосюных стойких рабочие ючо-mi с элсктрододсржателями. Все движения Mex.iiiii iiipon.iiiu, BbH’oi.i (.и их (1’пков достигает нескольких метров, поэтому в nt nix (ie loiiaciioriи ii ioiihuiiji огорожены барьерами и поручнями 4. В подобных станках обычно npcjivcM.Tipiiii нот один или несколько выносных пультов управления 5, расположенных в местах, где может находиться оператор. В качестве источников питания используют один или несколько серийных генераторов импульсов. Мощность, потребляемая таким станком, достигает 100 кВт.
Для установки и закрепления заготовок, для определения их размеров станки имеют съемные элементы. Вначале на рабочем столе устанавливают и закрепляют заготовки — при этом имеется свободный доступ к любой части стола. Затем собирают ванну, устанавливают колонны, на которых закрепляется электрододер-жатель, а затем электрод-инструмент. Рис. 1.52
К недостаткам станков со съемными элементами относятся высокая стоимость сборных элементов, которые должны быть весьма точно изготовлены, сложность
герметизации мест соединения, дополнительные трудовые затраты на сборку и разборку.
Электроэрозионные шлифовальные станки имеют источник питания постоянным напряжением. Шпиндель станка должен быть изолирован от корпуса, а в качестве инструмента используют металлический диск. Для подвода напряжения применяют щеки, рассчитанные на требуемую силу тока.
Процесс обычно ведут в среде масла. Для обдирки крупных отливок и штамповок применяют черновое шлифование, используя в качестве рабочей среды воду или воздух. Обдирочные электроэрозионные станки выполняются на базе обычных шлифовальных станков, у которых круг заменен на электрод-инструмент и установлен источник постоянного напряжения.
Электроэрозионное разрезание может выполняться электродом-инструментом в форме диска, металлической ленты или проволоки. Процесс может протекать в жидкой среде, например промышленной воде, и на воздухе. При использовании в качестве электрода-инструмента металлической ленты она может перематываться с одной катушки на другую или же быть натянута на два барабана и скреплена концами в виде бесконечной ленты. Широко распространены вырезные станки для разрезания заготовок непрофили-
рованным проволочным электродом. Схема такого станка показана на рис. 1.53.
Заготовка 21 установлена на вращающемся рабочем столе. Электрод-проволока 1 перематывается по направляющим 2 и 13, например с катушки 3 на катушку 12. Электрод* проволока перемещается относительно заготовки 21 каретками 4 и 11 от электродвигателей 6 и 8 через передачи 5 и 10. Режимы работы двигался гй 6, 8 задаются регуляторами 7, 9. Задающими элементами являются копиры 20, 22, с которыми электрод-проволока находится в постоянном контакте Копиры изолированы от заготовки втулкой 19. Заготовку 21, установленную на оси 18, приводит во вращение электродвигатель 15 через редуктор 17. Управляется электродвигатель 15 регулятором межэлектрод-зазора 16 Электрод-проволока Пели используют один
Рис. 1.53
ного
1 и заготовка 21 подключены к генератору импульсов 14
копир, его крепят сверху, получая после вырезания практически параллельные образующие. Независимо от числа копиров в станке имеется две электрические цепи. Одна из них состоит из электрода-проволоки 1, заготовки 21 и генератора импульсов 14, вторая состоит из электрода-проволоки 1, копира 20 (или 22) и собственного маломощного источника Если исчезнет контакт между проволокой и копиром, ю регулирующая система станка тут же подаст команду на их сближение. Такая система обладает высокой чувствительностью и проволока нс может удалиться от копира больше, чем на доли микрометра. Поэтому контур детали строго повторяет профиль копира со сдвигом на размер межэлектродного
зазора. За счет сочетания движения кареток 4 и 11, управляемых регуляторами 7, 9, и вращения заготовки 21 можно получить любой контур с различным углом наклона образующей.
В вырезных станках большое влияние на точность обработки оказывает конструкция узла перемотки и натяжения проволочного электрода-инструмента. Равномерность перемотки проволоки задается вращением двух подающих роликов, а гарантированное натяжение проволоки осуществляется подтормаживанием подающей катушки. В связи с тем что для повышения точности необходимо, чтобы форма сечения и механические свойства проволоки в течение процесса обработки не менялись, в узел перемотки встраивают устройства для калибровки проволочного электрода или отжига перед зоной резания.
Имеется много конструкций направляющих проволочного электрода, среди которых можно выделить два основных типа: открытые, включающие ролики (секторы, призмы, пластины с канавками и др.), по которым проходит проволока (рис. 1.53), и закрытые, состоящие из двух жестких элементов, образующих угол, и двух подвижных, которые поджимают проволоку в этот угол.
Для точного позиционирования заготовки и проволочного электрода (для точных отсчетов вырезаемого контура) используют мерные приспособления, а также контактный метод, при котором электроды включают в цепь отдельного источника и момент их касания определяют по индикаторам (лампочкам, гальванометру и др.).
Отдельную группу вырезных станков составляют станки с фотокопировальными системами, в которых можно производить вырезку контура в детали непосредственно по чертежу, причем чертеж может быть выполнен в масштабе (рис. 1.54).
3—1555
65
Заготовка 1 закреплена на кронштейне 2 станка. Кронштейн связан с координатным столом 3 проектора. Стол прозрачный, в центре его изображен крест. Свет от источника 5 освещает точку пересечения линий креста, которая через оптическую систему 6 проецируется на экран 7. Если на экране поместить чертеж детали, выполненный в масштабе, и перемещать рабочий стол так, чтобы точка пересечения линий креста обегала контур чертежа детали, то такой же профиль можно перенести на заготовку 1, в которой проволокой 4 будет вырезано отверстие, соответствующее чертежу. При этом стол с чертежом и рабочий стол станка связаны панто-графным устройством, и, ведя условную точку по линии чертежа, мы ведем проволочный электрод по детали. В фотокопировальных станках возможно как ручное, так и автоматическое управление перемещением с помощью системы с фотодатчиками. Разработана гамма вырезных станков, в которых управление перемещением проволочного электрода осуществляется с помощью систем числового программного управления (ЧПУ).
Вырезные станки при обработке больших деталей могут иметь несколько независимых рабочих головок. Существующие станки
Рис. 1.55
Рис. 1.56
позволяют обрабатывать контуры в деталях с габаритами от 100X60X40 до 700X400X150 мм.
Если пепрофилированный электрод-инструмент выполнен в виде стержня, то, перемещая его конец по заданной траектории, можно получить рисунок в виде углубления. Таким способом нано-66
сят, например, цифры, знаки, надписи. Установки для электроэро-зионного маркирования называют электрографами. Они представляют собой простейший релаксационный генератор и автономный ручной электромагнитный вибратор с электродом-стержнем. Масса таких приборов не превышает 8 кг, мощность 0,5 кВт. Процесс нанесения информации осуществляют на воздухе.
На рис. 1.55 показан один из станков для вырезания непрофилированным электродом-проволокой. Контур в детали вырезается по копиру. Прямолинейное перемещение проволоки можно производить вручную. Такие станки позволяют получить профиль с погрешностью 0,01...0,02 мм относительно копира. Для электроэрози-онного легирования и упрочнения разработаны настольные (рис. 1.56), передвижные и стационарные установки; некоторые из них могут быть смонтированы на металлорежущих станках.
§ 5.8. Размещение оборудования и организация участков
Небольшие станки и установки, работающие с негорючими средами, можно встраивать в технологические линии. Однако целесообразнее выделять электроэрозионные станки в участки, размещенные в отдельных помещениях. Прецизионные станки следует отделять от тех, которые предназначены для черновой обработки. Создание участков открывает возможность многостаночного (до 3...5 станков на одного оператора) обслуживания. В случае кон-
Рис. 1.57
центрации оборудования облегчается его обслуживание, сокращается номенклатура приспособлений, улучшаются условия хранения и учета электродов-инструментов. На участке должно быть помещение для изготовления электродов-инструментов. Там следует иметь 3* 67
необходимые металлорежущие станки и измерительные приборы. Участки должны иметь магистрали холодной и горячей воды, сжатого воздуха для очистки обработанных деталей. Для установки и снятия крупных заготовок необходимы подъемно-транспортные механизмы. Желательно иметь место для централизованного приготовления рабочих сред. Для станков с ЧПУ должен быть центр подготовки программ.
Имеются системы, работающие в комплексе с электронными управляющими машинами (рис. 1.57). Система включает ЭВМ. 4t станок 3 для работы непрофилированным электродом-инструментом с блоком питания 2, устройство ввода информации 1. Такая система может работать автономно, без присутствия оператора. Данные о выполняемых операциях вводят в память электронной машины, где могут храниться сведения для нескольких деталей. В память машины необходимо ввести информацию о точках, в которых изменяется направление перемещения электрода-инструмента относительно заготовки, траектории отдельных участков, сведения, необходимые для коррекции движения проволоки. ЭВМ 4 обрабатывает информацию о ходе процесса и в соответствии с программой задает требуемые режимы обработки. Возможно изменение масштаба профиля, изготовление деталей, зеркально отображающих одна другую. Использование систем с ЭВМ открывает широкие возможности автоматизации изготовления деталей сложного контура из любых металлов и позволяет одному оператору обслуживать участок из 10... 12 станков.
§ 5.9. Техника безопасности
При обслуживании электроэрозионных станков необходимо соблюдать основные правила безопасности, разработанные для обслуживания механического оборудования.
При электроэрозионной обработке в качестве, рабочей среды могут использоваться жидкости, представляющие собой смеси сравнительно малолетучих углеводородов, которые не являются опасными для здоровья человека. Однако при плохой вентиляции аэрозоли и газообразные продукты разложения рабочей жидкости, выделяющиеся в процессе работы станков, оказывают неблагоприятное воздействие на организм человека. Все станки и участок в целом должны иметь вытяжную и приточную вентиляцию. Местная вентиляция станка должна иметь блокировку с включением станка. Наилучшими устройствами, обеспечивающими необходимую вентиляцию, являются бортовые отсосы у ванн с рабочей жидкостью в сочетании с приточной вентиляцией. При обработке некоторых металлов (свинец, кадмий, цинк, бериллий), пылевидные частицы которых могут быть причиной серьезных заболеваний, следует принимать дополнительные меры предосторожности — надевать перчатки, респираторы, очки.
Наибольшую опасность при обслуживании электроэрозионных станков представляют поражение электрическим током и возгора-68
ние рабочей жидкости, приводящее к ожогам и пожару. Поэтому уже в самих конструкциях электроэрозионных станков предусматривается ряд устройств, защищающих рабочих от возможных травм. Так, например, предусматриваются меры, исключающие возможность прикосновения оператора во время работы станка к токоведущим деталям. Обычно это обеспечивается размещением всех элементов электрооборудования внутри корпуса станка или в дополнительном шкафу с электрооборудованием. Корпус станка и шкаф надежно заземлены. Во всех станках предусматриваются резисторы, обеспечивающие стекание заряда с накопительных конденсаторов. В станках, оснащенных генераторами импульсов с высоким напряжением питания (3...15 кВ), дополнительно предусматриваются замыкатели, автоматически разряжающие батареи конденсаторов при открывании электроблока.
Наиболее частой причиной возгорания рабочей жидкости является возникновение разрядов на ее поверхности, что может вызвать воспламенение сначала паров над поверхностью, а затем и всей жидкости.
В электроэрозионных станках предусматриваются устройства, предохраняющие рабочую жидкость от возгорания. Наиболее распространенным устройством является блокировка, выключающая питание рабочего контура станка при опускании ванны с горючей жидкой средой.
Работающий на электроэрозионном станке должен соблюдать общие правила и рекомендации, обеспечивающие пожарную безопасность при работе па электроэрозионном оборудовании.
1. К работе ня электроэрозионных станках допускаются рабочие, обученные обращению со станком, противопожарной защите, а также оказанию первой помощи при ожогах. В помещении, где работают электроэрозионные станки, должно находиться не менее двух человек.
2. Не разрешается устанавливать электроэрозионные станки в непосредственной близости от металлорежущих станков. Рекомендуется выделять для них отдельные участки или отделять их от другого оборудования перегородками, исключающими возможность попадания в зону работы электроэрозионных станков различных предметов (стружки, проволоки и др.), искр и т. д., могущих вызвать замыкание электродов и возгорание рабочей жидкости.
3. Перед заполнением ванны станка рабочей жидкостью необходимо убедиться в соответствии ее требованиям ГОСТа и, в первую очередь, в отсутствии в ней легко воспламеняющихся фракций.
4. При работе станка толщина слоя горючей жидкости над поверхностью обрабатываемой детали должна иметь следующие значения:
Мощность станка, кВт (не более)......0,5 I 2 5
Толщина слоя, мм (не менее).......... 15 30 50 100
Приведенные значения являются средними для различных моделей станков. В зависимости от характеристики применяемых генераторов импульсов и рабочей жидкости допустимая толщина слоя может колебаться.
5. Опускание или опорожнение ванны следует производить только при выключенном станке.
6. К каждому станку, имеющему перемещаемую ванну, должен прилагаться металлический щит, который хранится рядом со станком. В нерабочем состоянии ванна должна быть опущена и накрыта щитом.
7. Недопустимо применение для тушения загоревшейся жидкости асбестовых
покрывал, одеял и др. Пористые материалы хорошо впитывают жидкость и тем самым увеличивают поверхность горения. Наилучшими средствами огнет^шения являются углекислотные снежные огнетушители.
• 8. Использованные обтирочные материалы должны храниться в металлических ящиках с крышками.
9. Электроды должны быть надежно изолированы от корпуса станка и хорошо закреплены. При плохом закреплении может возникнуть искрение, которое воспламенит горючую жидкость.
10. Оператору, работающему на станке, категорически запрещается отлучаться от включенного станка.
11. При остановке станка из-за перерыва в электроснабжении необходимо предупредить самопроизвольное включение станка, для чего необходимо отключить его от всех источников питания.
ГЛАВА 6. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ПОВЕРХНОСТЕЙ И ДЕТАЛЕЙ
§ 6.1. Прошивание отверстий
Эти операции применяются:
для удаления из деталей обломков метчиков, сверл и других инструментов. Такие процессы выполняют при режимах наибольшей производительности без предъявления требований к качеству и точности обработанных отверстий;
для прошивания отверстий диаметром d^\ мм и глубиной не более 12d;
для прошивания отверстий диаметром мм, глубиной более 12rf. Эти операции ведут с применением направляющих втулок и прокачкой рабочей жидкости;
для прошивания отверстий малого диаметра (d<l мм). В этом случае необходим кондуктор, а прокачка жидкости необходима, но затруднительна из-за малого диаметра электрода-инструмента;
для прошивания некруглых отверстий, пазов. Здесь главное внимание следует уделить изготовлению электрода-инструмента, который может иметь сложную форму и высокую точность размеров сечений;
для прошивания отверстий и пазов с криволинейной осью. В этом случае расчет подачи электрода-инструмента выполняется с учетом его перемещения по заданной траектории, например по окружности.
Все виды деталей могут обрабатываться в одно- и многоместных приспособлениях одним или несколькими электродами-инструментами.
При удалении обломков инструмента требуется следующая исходная информация: а) габаритные размеры и масса детали; если они превышают установленные для данного типа станка, то обработку ведут выносной головкой типа рабочей головки радиального станка, а ванну выполняют из пластилина или резиновой присоски; б) имеющиеся универсальные или специальные станки. На основании такой информации подбирают требуемый станок.
Для удаления обломков обычно используют схему прямого копирования одним электродом-инструментом из меди, латуни, алю-70
миния или его сплавов. В ряде случаев режимы обработки не рассчитываются, а берутся их фиксированные значения, указанные на станках. Если же выполняют расчет, то выбирают энергию импульса Ли>0,5 Дж, напряжение холостого хода свыше 100 В и по зависимостям (1.2), (1.3) находят среднее напряжение и среднюю силу тока. Для генератора 7?С-схемы, кроме того, определяют емкость конденсаторов С=2Ди/^2пР, £ЛтР — пробивное напряжение. По диаграмме сила тока — площадь обработки — производительность устанавливают скорости съема металла и подачи инструмента. Расчеты шероховатости, толщины измененного слоя, _ [ точности не производятся.
Рассчитывают площадь сечения электрода. / \
Его диаметр d\ (рис. 1.58) должен быть не мень- ( ше диаметра окружности, касательной к профи-лю метчика, сверла или другого инструмента. /
Для метчиков di принимают равным половине х/ i ' наружного диаметра D\ для сверл — не менее —|—'
размера сердцевины (обычно в пределах ^4 диа-метра отверстия). Длину электрода-инструмента ис’ берут как сумму длин участка закрепления его в электрододержателе и рабочей части, равной длине обрабатываемого участка и участка, разрушающегося в процессе эрозии. Нанесение диэлектрических покрытий для рассматриваемой операции нецелесообразно. Каких-либо кондукторных втулок и приспособлений здесь не требуется.
После прошивания отверстия оставшиеся, не связанные между собой части метчиков или сверл легко удаляются из детали. Если удаляют обломившуюся часть шпильки или болта из резьбового отверстия, то в ней прошивают квадратное или шестиугольное углубление. За счет износа электрода-инструмента оно будет иметь угол уклона боковых стенок в пределах 2...6°. В полученное углубление вставляют специальный ключ с рабочей частью, обратной форме углубления, и вывертывают обломок, восстанавливая деталь.
Электроэрозионный способ удаления обломков инструмента и крепежа позволяет устранить брак деталей на заключительных операциях технологического процесса, исключить необходимость отжига, который применяют для снижения твердости обломка инструмента.
Прошивание цилиндрических отверстий небольшой глубины чаше всего используется для изготовления деталей из труднообрабатываемых материалов, например твердых, магнитных, жаропрочных сплавов, а также закаленных деталей, термический отпуск которых нецелесообразен.
По чертежу детали определяют возможность получения отверстия без последующей калибрующей операции. Если это выполнимо, то производят расчеты режимов обработки, исходя из условия получения требуемой шероховатости (см. § 2.3). По номограммам или зависимости (1.14) находят энергию импульсов при которой получается заданная высота неровностей. Затем назначают на
пряжение холостого хода и рассчитывают (см. § 1.3) среднее напряжение.
Исходя из рекомендаций § 2.1, выбирают состав рабочей жидкости. Из изложения § 1.3 находят силу тока, а по зависимости (1.7) —скорость подачи электрода-инструмента.
Вычисляют время обработки на станке. Если удается достичь заданной точности за один проход электрода-инструмента, то пользуются зависимостью (1.17). При необходимости калибрующего прохода новым электродом-инструментом длительность обработки на станке оценивают по зависимости
=^7®и1 Н- ^7®h2»
где L — глубина отверстия; циь »и2 — скорость подачи электрода-инструмента соответственно на рабочем и калибрующем проходах. При изготовлении сквозного отверстия
/0=(2...2,5)£/®и.
После определения основного времени по зависимости (1.17) находят трудоемкость изготовления одного отверстия. При необходимости последующей операции намечают припуск и проводят расчет режима электроэрозионной обработки, исходя из условия получения наибольшей производительности (как в случае удаления обломков инструмента). Обработку выполняют одним инструментом без его вращения. Прокачка рабочей жидкости обычно не используется.
Чтобы получить окончательный размер отверстия, электрод-инструмент 1 подают через кондукторную втулку 2 (рис. 1.59).
Втулку выполняют из диэлектрика, а для снижения трения в нее запрессовывают кольца 3. Кольца могут быть изготовлены из электропроводных или электроизоляционных материалов. Втулка должна точно базироваться относительно заготовки 4. Для снижения погрешностей по сечениям электрод-инструмент вращают.
Выбирают материал электрода-инструмента. Для закаленных сталей, жаропрочных, твердых и титанозых сплавов можно использовать графитовые композиции. Для жаропрочных сплавов и сталей применяется также медь, а для титана — латунь. Однако электроды-инструменты диаметром до 4 ... 5 мм из графитовых композиций упот
ребляют редко из-за их хрупкости и малой прочности. Электроды-инструменты делают обычно цельными без изменения размера по длине.
Размеры электрода-инструмента рассчитывают по формулам (1.19) и (1.20). Электрод-инструмент должен быть изготовлен с точностью на 1...2 квалитета выше, чем обрабатываемое отверстие. Для повышения точности размеров отверстия производят прокачку или отсос рабочей жидкости из зоны обработки. На основании рас-
Рис. 1.59
чстов и выбранных схем разрабатывают рабочие чертежи приспособления, электродов-инструментов, выбирают тип станка.
Операции электроэрозионного прошивания отверстий включают следующие переходы: 1) установку приспособления на станок и его контроль; 2) установку электрода-инструмента в электродо-держатель и контроль его положения; 3) выставление расчетных режимов обработки; 4) обработку отверстия; 5) контроль прошитого отверстия.
При прошивании глубоких цилиндрических отверстий основная задача — это поддержание процесса и его интенсификация при значительном внедрении электрода-инструмента в заготовку, когда условия эвакуации продуктов обработки затруднены. Кроме того, скорость внедрения электрода-инструмента резко снижается из-за его вибрации, что вызывает пропуски разрядов и нестабильность процесса.
По данным чертежа устанавливают возможность получения требуемой точности и качества поверхности отверстия, делают сравнительные анализы времени для различных вариантов изготовления детали (с применением электроэрозионной и (или) механической обработки). Например, чтобы получить в жаропрочных сплавах отверстия по 6...8-му квалитету СЭВ с отношением длины к диаметру £/<Z=20...25, целесообразно сначала выполнить элект-роэрозионное прошивание, а затем развертывание механическим инструментом. При таком сочетании снижаются требования к электроду-инструменту, приспособлениям, можно одновременно обрабатывать сразу несколько отверстий.
При большой глубине отверстия (£/d>25) приходится выполнять их за несколько ходов, увеличивая диаметр электрода-инструмента. Во всех случаях необходима прокачка или отсос рабочей жидкости. Для глубоких отверстий нужно использовать станки с автоматическим выводом электрода-инструмента (релаксацией) из отверстия для очистки его от продуктов обработки.
Конструкция электрода-инструмента зависит от размеров отверстия и их точности, от качества поверхности. Для отверстий с отношением длины к диаметру L/d^20 (d^5 мм) можно использовать сплошной стержень, однако по мере углубления производительность обработки снижается до 10...15% от первоначальной. Необходимость периодического выведения стержня из отверстия еще больше увеличивает время прошивания, а при £/</>20 делает операцию экономически невыгодной. Использование сплошного электрода-инструмента повышает стабильность процесса, так как обеспечивается большая жесткость стержня и не образуется керн на заготовке.
При £/</>20 приходится применять электроды-инструменты в пиде трубки из меди, латуни, графитовых материалов. Эта конструкция имеет меньшую жесткость, внутри трубки образуется керн, что нарушает стабильность процесса. Зато наличие отверстия позволяет проще организовать прокачку рабочей жидкости или ее отсос, сократить время обработки за счет устранения периодическо
го выведения инструмента из углубления. Таким электродом-инструментом удается прошивать отверстия с L!d=4Q, причем с увели
чением диаметра это соотношение растет.
Для получения отверстий с L/d>40 требуется удалить керн,
остающийся на заготовке внутри трубчатого электрода-инструмента. Для этого используют трубки внутрь которых вставлены детали 2 с нарезанным спиральным каналом (рис. 1.60, а). Рабочая
Рис. 1.60
жидкость подводится через канал. Вращение электрода-инструмента не обязательно. Вместо нарезной детали можно вставлять в трубку пластинку (рис. 1.60, б) или квадратный стержень (рис. 1.60, в). При этом необходимо вращать электрод-инструмент.
Расчет режимов обработки выполняют аналогично предшествующему случаю, но при периодическом выведении электрода-инструмента основное время увеличивают:
Zo — 1 “h ^ц/^о)/
где тц — период времени, необходимый для выведения электрода-инструмента из отверстия и возврата в рабочее положение; т0 — промежуток времени между выводами электрода-инструмента; L — глубина отвер-
стия; уи — скорость подачи инструмента.
Отверстия диаметром менее 1 мм выполняют в сетках, распылителях, форсунках. При диаметре d<0,6...0,7 мм используют цельные электроды из латунной или вольфрамовой проволоки 1 (рис. 1.61). Их подают через кондукторные втулки 4 из рубина или других твердых диэлектриков^ Проволока к заготовке 5 перемещается подающими роликами
в
5. Ролики 2 служат для правки электрода-инструмента. Кроме того, перед обработкой проволоку правят, растягивая ее на специальном приспособлении. Проволоке сообщают вибрацию вдоль оси, за счет чего получают возможность стабильно прошивать отверстия на большую глубину (до Ljd= -10 ... 15).
Для отверстий диаметром d<0,l мм в качестве электрода-инструмента применяют вольфрамовую проволоку, покрытую слоем меди. Такое покрытие повышает жесткость электрода-инструмента, облегчает токопод-вод. Слой меди на заходной части электро-да-инструмента стравливают на конус. Для ванну с травящим раствором и вынимают с
этого его помещают постоянной скоростью. За счет большего времени пребывания в ванне конца проволоки образуется конус, длина которого не долж-
на превышать 5 ... 6 диаметров. Обработка отверстий малого диаметра выполняется по следующей технологической схеме:
1) электрод-инструмент устанавливают в электрододержатель так, чтобы его заходная часть была направлена в сторону заготов
ки; контролируют выход проволоки;
2) выверяют точность установки электрода-инструмента;
3) устанавливают на станок приспособление с кондукторной втулкой;
4) выставляют на станке режимы обработки. Энергия импульса не должна превышать 12 мкДж. Если толщина заготовки меньше 1 мм, то операцию выполняют за один ход на чистовых режимах, при большей толщине необходимо использовать два хода — черновой и чистовой. Износ электрода-инструмента * достигает 60...70%
от объема снятого металла;
5) устанавливают заготовку;
6) включают вибрацию проволоки вдоль оси;
7) обрабатывают отверстие, получая в заготовке заходный ко-
нус (рис. 1.62, а);
8) стравливают электрохимическим способом конец электрода до проволоки на длину h= (2...2,5)/ij, где /п—длина непрошитого участка заготовки (рис. 1.62, б);
Рис. 1.62
9) прошивают отверстие на полную глубину и калибруют его участком проволоки, не имеющим покрытия.
Выходной участок отверстия имеет на входе фаску или конус. Высоту и угол раскрытия конуса регулируют изменением угла конуса на электродеинструменте и глубиной прошивания заходного участка.
Операции прошивания мелких отверстий обычно выполняют на автома-
тических станках одновременно несколькими электродами-инструментами. Погрешности формы таких отверстий не превышают нескольких микрометров, шероховатости поверхностей для отверстий диаметром до 0,1 мм соответствует' /?а = 0,16 ... 0,32 мкм, при больших диаметрах — Rz = 10 ... 30 м^., Погрешность межосевого расстояния не превышает 5 мкм. Врёйя обработки отверстия диаметром d = 0,02 ... 0,04 мм составляет около 120 с, что в 3 ... 6 раз меньше, чем при сверлении.
За счет уменьшения усилий, действующих на электрод-инструмент, устраняется искривление осей отверстий, что позволяет снизить брак деталей, который при сверлении достигает 30... 40%.
Прошивание некруглых отверстий, пазов проводят при изготовлении лопаток турбин авиационных двигателей (рис. 1.63, а), межлопаточных каналов и пазов в насосах, турбинах, компрессорах (рис. 1.63, б), кольцевых деталей (рис. 1.63, в), сеток (рис. 1.63, г), рабочих окон в матрицах вырубных (рис. 1.63, д) и выса
дочных (рис. 1.63, е) штампов, соединительных каналов (рис. 1.63, ж) внутри корпусов гидроаппаратуры.
•Особенностью изготовления отверстий в лопатках (рис. 1.63, а) является непараллельность их осей, поэтому их обрабатывают по одноконтурной одноэлектродной схеме. Приспособление для уста-
Рис. 1.63
новки заготовки должно обеспечивать ее поворот на заданный угол. Станки должны быть оборудованы устройствами для автоматического вывода электрода-инструмента из отверстия.
Электрод-инструмент обычно изготовляют прокаткой через профильные ролики. Электроды-инструменты с продольным отверстием для прокачки рабочей жидкости делают из медной трубки, которую профилируют по наружной поверхности. Отверстия в лопатках предназначены для подачи охлаждающего воздуха, поэтому точность профиля не высока и нет необходимости изолировать боковую поверхность электрода-инструмента. Обработку выполняют за один проход. Такие операции не могут быть осуществлены механической обработкой, и при экономическом обосновании использо-' вания нового процесса исходят из возможности повышения эксплуатационных качеств авиационных двигателей за счет лучшего охлаждения лопаток потоком воздуха.
В результате прошивания межлопаточных пазов (рис. 1.63, б) получают лопатки, имеющие аэродинамический профиль. В процессе эксплуатации диски, выполненные совместно с лопатками, работают при знакопеременных нагрузках, в условиях повышенных
Рис. 1.64 лопатками, имеющими возможна только при
или пониженных температур. Поэтому их изготовляют из высокопрочных труднообрабатываемых сплавов.
Используют несколько схем прошивания:
с поступательной подачей электрода-инструмента 1 (рис. 1.64, а) без поворота его вокруг оси. Лопатки 2 образуют канал, в который может войти электрод-инструмент. Такие каналы характерны aj ;
для осевых активных турбин без п'КЯп/2 наружного бандажного кольца;
с поворотом электрода-инстру-мента вокруг оси. Так изготовляют каналы для турбин с лопатками, имеющими закрутку, но без бандажного кольца;
с подачей электрода 1 по окружности (рис. 1.64, б). По этой схеме можно получить диски с небольшими наружное бандажное кольцо 3. Обработка
подаче электрода-инструмента 1 с торцовой поверхности в межлопаточный канал 2. Канал имеет криволинейный профиль с радиусом кривизны /?.
Если в качестве материала электрода-инструмента применяют графитовые композиции, то рабочий профиль в большинстве случаев получают вихрекопировальным (см. рис. 1.25) или слесарномеханическим путем. Медные электроды-инструменты штампуют или обрабатывают на металлорежущих станках с последующей полировкой.
Если лопатки расположены не на внешней окружности, а на торце диска, то может применяться многоэлектродная обработка сборным электродом-инструментом. Одновременно прошивают все межлопаточные каналы. Если канал имеет двойную кривизну, то прошивание выполняется с двух сторон. Сначала прошивают сквозное отверстие или углубление. Затем его обрабатывают чистовым электродом-инструментом. Стойкость электрода-инструмента из графитизированного материала достаточна для предварительного
и чистового изготовления нескольких десятков каналов.
После электроэрозионной обработки, чтобы получить поверхность заданной шероховатости, предусматривают электрохимическую размерную обработку или полирование абразивным инструментом. При расчете профиля электрода-инструмента следует учесть не только боковой зазор, но и припуск на окончательную операцию, который составляет 0,02...0,05 мм.
Расчет технологических режимов необходимо выполнять с учетом дополнительных перемещений электрода-инструмента (поворот вокруг оси, подача по сложной траектории). Скорость прошивания изменяется в пределах от 0,2 до 2 мм/мин. При использовании ЭЭО удается получить монолитные колеса, выдерживающие высокие скорости, развиваемые в современных турбинах и компрессорах. Даже в случае, когда возможна обработка пазов фрезеро-
ванием, производительность электроэрозионной обработки в 3...6 раз выше.
Схема с поворотом электрода-инструмента и его поступательной подачей используется для нарезания резьбы в отверстиях. Электрод-инструмент подается вращением через гайку, имеющую профиль нарезаемой резьбы.
В энергетическом машиностроении используется большое количество тонкостенных нежестких кольцевых деталей (см. рис. 1.63, в), в которых выполняют сквозные отверстия для установки и приварки направляющих или сопловых лопаток. Погрешность профиля отверстий не должна превышать 0,1...0,2 мм. После обработки на металлообрабатывающих станках и вырубных штампах не удаетсяу избежать большого числа слесарных операций, так как доступ инструмента в узкую часть профиля (ширина профиля 0,2...1,0 мм) затруднен, а тонкие части вырубных штампов быстро ломаются. Электроэрозионная обработка отверстий в заготовках кольцевых деталей выполняется обычно одновременно несколькими электродами-инструментами, имеющими независимую подачу. Из-за малой жесткости тонкостенных электродов-инструментов их в большинстве случаев выполняют штамповкой или прокаткой из меди. Отверстия требуемой точности получают за один ход электрода-инструмента.
. Электроэрозионную обработку целесообразно применять для изготовления сеток (см. рис. 1.63, г), фильтров, решеток, тонкостенных деталей сотовой конструкции. Здесь требуется повышенная точность размеров и малая шероховатость поверхности. Поскольку толщина таких деталей не превышает нескольких миллиметров, то на мягких режимах (напряжение 60... 120 В, емкость конденсаторов до 2 мкФ, ток короткого замыкания 0,5...2 А) можно сразу получить отверстия заданной формы. При этом форма отверстий может быть практически любой, что значительно расширяет технологические возможности создания химических аппаратов, деталей радиоэлектронных устройств и т. д. Обработка таких деталей в абсолютном большинстве случаев выполняется несколькими электродами-инструментами от общего механизма подачи или устройств для индивидуального перемещения электродов-инструментов. Прошивание производят за один ход с калибровкой отверстия неизношенной частью электрода-инструмента.
В качестве материала для электродов-инструментов применяют медь, латунь, графитовые композиции. При изготовлении мелких сеток ширина перемычек между отверстиями не превышает десятых долей миллиметра, поэтому электрод-инструмент должен быть жестким и его выполняют из одной заготовки (см. рис. 1.26). Число одновременно прошиваемых отверстий может достигать сотен и тысяч, однако чем больше отверстий, тем сложнее эвакуация продуктов обработки, и процесс становится нестабильным. В наибольшей степени это относится к прошиванию млеких сеток, поэтому используют вибрацию электродов-инструментов и принудительную прокачку или отсос рабочей жидкости.
При прошивании отверстий глубже 0,5 мм их предварительно вырубают, оставляя припуск под электроэрозионную обработку (несколько десятых долей миллиметра). Это позволяет сохранить без повреждения перемычки между отверстиями и ускоряет процесс электроэрозионной обработки в 2...3 раза. Изготовленные сетки имеют высокую точность (погрешность не более 0,01 мм), малую шероховатость поверхности (7?а = 0,32...0,05 мкм). Производительность процесса Q= 1,0... 1,5 мм3/мин.
Рабочий профиль отверстий в матрицах вырубных штампов (см. рис. 1.63, д) состоит из двух участков: верхнего с параллельными стенками и нижнего с уклоном стенок под углом а. Верхний участок необходим для отделения частей заготовки при вырубке, его высота должна быть достаточной для нескольких переточек, в ходе которых высота уменьшается. Уклон требуется для свободного удаления готовых деталей.
В ходе технологического процесса изготовления матриц: первоначально прошивают отверстие с нижней стороны матрицы. Стальные заготовки должны быть предварительно закалены, поскольку их термическая обработка после прошивания отверстия вызывает коробление металла и дополнительные погрешности. Обработку выполняют электродами-инструментами, ранее использованными для калибровки и имеющими поэтому меньшие размеры. Материал для электрода-инструмента выбирают по рекомендации § 4.2. Процесс ведут на высокопроизводительных режимах. Расчет режима выполняют, исходя из условия получения поверхности без микротрещин. При этом учитывают площадь обрабатываемой поверхности. Режимы могут быть выбраны по номограммам, прикладываемым к станкам. Прошивание ведут с прокачкой или отсосом рабочей жидкости, с вибрацией электродов-инструментов, а в ряде случаев — с их периодическим выведением из прошитого участка отверстия — релаксацией. Размеры электрода-инструмента
(s6+^o + ^)»
где Ад — размер детали; $б — межэлектродный боковой зазор; г0 — припуск на чистовую обработку; А — амплитуда боковых колебаний при наличии вибраций.
Наибольшее влияние на неравномерность зазоров, а следовательно, и на повторяемость размеров оказывает скорость прокачки рабочей жидкости и расположение отверстий для ее подачи в рабочую зону. Скорость подачи электрода-инструмента ии== = 0,3...0,6 мм/мин;
вскрытое отверстие калибруют новым электродом-инструментом с противоположной стороны. Для этого используют мягкие режимы (желательно применять безызносные схемы, обеспечивающие минимальную погрешность), которые рассчитывают, исходя из условия получения требуемой шероховатости. Для сохранения точности профиля отверстия нежелательно применять вибрацию электродов-инструментов;
полируют профиль отверстия до получения шероховатости верхнего участка /?а=0,5...1,0 мкм, нижнего — /?а=2,0...3,0 мкм. Припуск на эту операцию должен составлять не более 0,015 мм. Матрицы могут быть стальными или твердосплавными. В твердосплавных матрицах при грубых режимах возможно трещинообразование. Обработку ведут на мягких режимах, и доводку таких матриц можно не проводить, поскольку сами вырубленные детали быстро удаляют неровности стенок отверстия, не нарушая точности профиля. ( Если при прошивании применяют кондуктор, то электрод-инст- , румент соединяют со шпинделем станка плавающим шарнирным ( устройством, позволяющим ему свободно самоустанавливаться по ( кондуктору. /
К особенностям электроэрозионного прошивания высадочных матриц (см. рис. 1.63, е), применяемых для изготовления винтов, заклепок и других деталей, следует отнести следующее:
при изготовлении стальных матриц до электроэрозионной обработки следует предусмотреть закалку;
в стальных заготовках вскрытие отверстий следует производить механическим инструментом;
окончательную обработку цилиндрических участков выполняют с вращением электрода-инструмента;
для получения высокой точности взаимного расположения участков отверстия чистовую обработку желательно выполнять комбинированным электродом-инструментом с базированием на окончательно обработанный цилиндрический участок (если он есть в конструкции) .
Прошивание соединительных каналов в корпусах гидроаппаратуры (см. рис. 1.63, ж) трудно выполнимо известными методами механической обработки. Если форма поперечного сечения канала некруглая, то его можно получить только с применением электрических методов, в частности электроэрозионным прошиванием. Для осуществления операции необходимо, чтобы размер Ly одного из углублений (рис. 1.65) и длина Lp рабочей части инструмента были больше толщины £с стенки, в которой необходимо прошить канал. Общую длину LH электрода-инструмента рассчитывают по зависимости La=La+Llh где L9 — размер электрододержателя. Его определяют из условия сохранения же
сткости консольной части электрододержателя; Lp=kLc, где k — коэффициент, учитывающий длину электрода-инструмента, необходимую для калибровки канала. В зависимости от требований точности &=1,2 ... 2,5. Однако во всех случаях требуется, чтобы Lp^ ^(Lc+Ln). В противном случае необходимо использовать электрод-инструмент с выдвигающимся рабочим элементом.
Электроды-инструменты обычно выполняют из графитовых материалов на металлообрабатывающих станках. Для больших каналов используют пустотелые медные электроды-инструменты. Прошивание каналов в мелких деталях выполняют на универсальных станках. Если детали имеют большие габариты, то применяют специальные станки с рабочей подачей, пригодной для вскрытия канала.
В технике подчас возникает необходимость соединить какие-то* участки детали отверстием, имеющим криволинейную ось, например при выполнении смазочных каналов в корпусах, валах. Без использования электрических методов такие отверстия получают сверлением отдельных прямолинейных участков и соединением их технологическими отверстиями, концы которых заглушают. Такая конструкция нетехнологична, не всегда бывает обеспечена герметичность, снижается прочность детали. Для выполнения данной операции электроэрозионным методом берут изогнутый по радиусу /? электрод-инструмент и прошивают из одного отверстия в другое сквозной канал (см. рис. 1.64, б). При разработке технологии следует учитывать следующее:
электрод-инструмент должен иметь не линейную, а угловую подачу. Для этого обычно создают специальные приспособления, в которых поступательное перемещение шпинделя преобразуется в угловое;
жесткость электрода-инструмента должна быть достаточной, чтобы не происходило коротких замыканий между его боковыми поверхностями и обработанным участком;
в качестве материала для электрода-инструмента желательно применять вольфрамовые, молибденовые, медные сплавы.
§ 6.2. Прошивание наружных поверхностей
В некоторых случаях необходимо получить наружные поверхности сложного профиля, который невозможно выполнить шлифованием, например пуансоны вырубных штампов и другие детали. В этом случае целесообразно применять метод обратного копирования. Электрод-инструмент 2 (рис. 1.66) выполняют из отдельных элементов 3, соединенных с помощью штифтов или вкладышей 1. Элементы взаимозаменяемы и по мере износа их заменяют на новые. Если обрабатывают пуансон 4, то в качестве электрода-инструмента можно использовать отходы, полученные после вырубки деталей. Такие отходы повторяют фактический профиль матрицы и позволяют получить на рабочем пуансоне его точную копию с сохранением равномерного зазора между режущими частями штампа. Толщина электрода-инструмента выбирается в зависимости от размеров обрабатываемого участка и не превышает 60...70% его длины. При большей толщине усложняется удаление продуктов обработки из межэлектродного промежутка, снижаются производительность и точность процесса.
При расчете режимов энергию импульса следует выбирать в пределах 10~4...10~5 Дж. Технологический процесс включает: установку электрода-инструмента и заготовки на станке и закрепление в требуемом для обработки положении;
Рис. 1.66
выставление расчетного режима обработки;
предварительное прошивание поверхности на расчетную длину; замену изношенных элементов электрода-инструмента на новые. При этом необходимо сохранить установочные базы, а также желательно уменьшить общую толщину блока;
установку калибрующего электрода-инструмента на станке;
корректирование режимов обработки;
чистовую обработку.
§ 6.3. Прошивание полостей
Маркирование деталей представляет собой процесс нанесения цифр, букв, обозначений и другой информации. Глубина наносимого знака обычно не превышает 1 мм, а в большинстве случаев составляет 0,1...0,3 мм. Электроэрозионный метод маркирования позволяет избежать усилий, вызывающих деформацию и сколы детали, устранить зоны концентраций напряжений, вызывающие снижение сопротивление усталости материала, а также исключить последующую зачистку мест маркирования от металла, выдавливаемого из углубления.
При разработке технологии маркирования деталей следует учитывать, что:
операцию выполняют за один ход инструмента;
поскольку ширина штрихов незначительна, то нецелесообразно применять возвратно-поступательное перемещение электрода-инструмента или прокачку рабочей жидкости. Для ускорения процесса в некоторых случаях используют вибрацию электрода-инструмента;
электроэрозионное маркирование можно проводить как до закалки заготовки, так и после нее;
операцию нанесения информации выполняют по многоэлектродной схеме сразу для всей надписи независимо от числа знаков;
для маркирования выбирают или разрабатывают установки переносного типа с выносными головками, позволяющими выполнять
операцию на крупных деталях.
Электроды-инструменты выполняют из меди и латуни протягиванием через фильеры, имеющие форму цифр, букв и других обозначений. На рис. 1.67 показаны электроды-инструменты 1, 2, 3 для
маркирования цифр. Они закреплены в кассете 4, что позволяет одновременно наносить всю требуемую информацию. Электроды-инструменты, предназначенные для маркирования криволинейных поверхностей, должны быть обработаны с рабочей стороны по радиусу кривизны. Такую приработку чаще выполняют за счет износа электродов-инструментов при маркировании макетных деталей.
Время нанесения информации с глубиной
до 0,15 мм составляет несколько десятков се-
кунд; при значительной глубине (до 1,5 мм) время обработки достигает 10 ... 15 мин, но во всех случаях трудоемкость электроэрозионного маркирования значительно ниже, чем ударного. Для глубокого маркирования используют электроды-инструменты из графитовых материалов, на которых легче получить рисунок, обратный наносимому на заготовку. Если площадь таких поверхностей
превышает несколько квадратных сантиметров, то следует предусмотреть прокачку рабочей жидкости. В этом случае целесообразно применять безызносные схемы обработки.
Нанесение фасонных углублений на вальцы и другие детали
осуществляют на серийных станках электродами-инструментами из графитовых материалов. Заготовки для таких деталей обычно изго-
товляют из отбеленного чугуна или конструкционных сталей с по-
следующей наплавкой на наружную поверхность твердых материалов. Технология изготовления углублений близка к технологии
маркирования. Одной из особенностей является необходимость поворота заготовок для получения требуемого профиля на всей наружной поверхности цилиндрической заготовки.
Обработка большинства полостей ковочных штампов, форм механическими методами малопроизводительна и
дорогостояща. Электроэрозионная об-
работка происходит при поступатель- Рис- Ь68
ном перемещении со скоростью г>и элек-
трода-инструмента к детали (рио. 1.68). Форма углубления в заготовке 2 с некоторым приближением повторяет наружную поверхность электрода-инструмента 1. Операция проводится с прокачкой рабочей жидкости через систему отверстий 3. Для чистовых опера-
ций необходимо опытным путем определить истинный размер зазоров и на основании этих данных рассчитать электрод-инструмент.
При проектировании технологического процесса следует учитывать следующее:
скорость электроэрозионной обработки практически не зависит от твердости материала, поэтому формообразование полости целесообразно выполнять после закалки заготовки;
перед закалкой желательно удалить основную часть припуска механическим методом. Тогда можно отказаться от черновой элект-роэрозионной обработки и сразу выполнять прошивание чистовым электродом-инструментом;
для крупных штампов и других деталей используют многоконтурные схемы. Для этого электроды-инструменты выполняют из отдельных изолированных друг от друга секций. В местах разделения электрода-инструмента на секции на детали возникают небольшие выступы (высотой до 2 мм), которые легко удалить после прошивания полости. Можно также сообщать электроду-инструменту вибрацию перпендикулярно направлению подачи.
Скорость углубления электрода-инструмента ои=0,2...1 мм/мин, шероховатость поверхности на финишных операциях /?а=1... 5 мкм для сталей и 7?а=0,5...3 мкм для твердых сплавов. При прошивании полостей в стальных заготовках износ графитовых электродов-инструментов составляет на черновых операциях 0,1..0,3%, на чистовых— 0,5... 1,2 % от объема удаленного металла, а износ медных инструментов в 3...4 раза выше. Для изготовления графитовых элекртодов-инструментов широко используют метод вихревого копирования по тем же базовым поверхностям, которые выбирают при обработке деталей на станке. Если профиль имеет сложную форму, то электроды-инструменты для чистовых операций получают гальванопластикой по моделям. Толщина слоя меди должна быть не менее 2,0...2,5 мм, что достигается за 100... 130 ч осаждения. Погрешность профиля детали обычно не превышает 0,1 мм. Для этого необходимо иметь электрод-инструмент с погрешностью размеров в пределах 0,03 мм.
Для большинства ковочных штампов окончательную форму полостей получают без последующей доводки или с минимальным объемом отделочных операций. Для литейных форм погрешность профиля не должна превышать 0,05 мм, а шероховатость /?а= = 0,1...0,3 мкм. Здесь требуется предусмотреть отделочные операции (полирование, притирку). Припуск на отделку составляет 0,05...0,1 мм. Форма неровностей после электроэрозионной обработки позволяет вести доводку поверхности абразивным порошком в любом направлении.
Основное влияние на себестоимость деталей, имеющих полости, оказывает высокая трудоемкость .изготовления и доводки электрода-инструмента, которая уменьшается при повышении серийности обрабатываемых заготовок. Считают, что электроэрозионная обработка экономически эффективна, если ежегодно выпускается не
менее 5...6 одинаковых штампов или форм. При оценке техникоэкономических показателей электроэрозионной обработки следует учитывать появление наружного закаленного слоя, повышающего износостойкость штампов и форм в 1,5...2,0 раза.
§ 6.4. Электроэрозионное шлифование
В основном производстве электроэрозионную обработку применяют для плоского, круглого шлифования деталей из магнитных сплавов, электротехнических изделий, собранных из тонких пластин. Электроэрозионное удаление металла позволяет избежать больших нагрузок, поэтому не происходит скалывания твердосплавных и магнитных материалов, а также исключается возможность замыкания пластин. В качестве рабочих сред применяют нефтепродукты (масло, нефтяные смолы) с добавками воды, соды. Для изготовления электродов-инструментов обычно используют меднографитовые материалы, которые обеспечивают в зависимости от площади обрабатываемой поверхности производительность до 15...20 мм3/с при погрешности профиля 0,02...0,1 мм; шероховатость поверхности после обработки 7?а=1—5 мкм.
Окружная скорость электродов составляет 0,3...0,5 м/с, и рабочая жидкость не разбрызгивается — не требуется сложных брызгозащитных приспособлений. Это облегчает замену, правку инструмента, наблюдение за рабочей зоной.
Для шлифования мелких отверстий, например в твердосплавных фильерах, может применяться непрофилиро-ванный проволочный электрод. Его вводят в предварительно вскрытое отверстие заготовки 2 (рис. 1.69) и начинают вращать, как показано стрелкой А. Электрод 1 и заготовку 2 подключают к генератору импульсов. Перемещая проволоку перпендикулярно ее оси (по стрелке В), можно регулировать диаметр отверстия. За счет перемотки проволоки (по стрелке Б) удается практически исключить влияние ее износа на точность отверстия. Таким методом
получают детали с погрешностью в несколько микрометров при шероховатости /?а = 0,2 ... 0,3 мкм.
Станки и приспособления, содержащие вращающиеся части, должны иметь надежные средства защиты подшипников от попадания загрязненной рабочей жидкости.
При обработке на воздухе процесс аналогичен обдирочному шлифованию. Операция может выполняться на специальных станках или универсальном оборудовании с приспособлениями для вращения электрода-инструмента и щетками для подвода к нему дока.
Рис. 1.69
§ 6.5. Разрезание заготовок
Разрезание диском круглых заготовок выполняют с их вращением. За счет этого добиваются увеличения производительности разрезания прутков с диаметром свыше 100 мм в 3...4 раза. Если вращение заготовки невозможно, то целесообразно после разрезания ее до половины повернуть заготовку и дальнейшую обработку выполнять с противоположной стороны. Процесс протекает в жидкой среде или па воздухе. Скорость подачи диска почти не зависит от прочности разрезаемого материала; электрод-инструмент практически не ломается. Появляется возможность автоматизировать станки для разрезания, освободить оператора от необходимости устанавливать на станок тяжелые заготовки.
Диски из листовой стали толщиной до 1 мм имеют наружный диаметр до 1000 мм. Чтобы диск не коробился от механических нагрузок, в конструкции станка имеются направляющие из керамики или других износоустойчивых материалов. Применение направляющих позволяет снизить погрешность до 0,2...0,3 мм. Разрезание выполняют при токе 600...800 А. Время получения одной заготовки из жаропрочных сплавов снижается по сравнению с механическим резанием в 8... 10 раз.
При разрезании лентой удается резко снизить ширину паза. Так, для мелких деталей используют латунную ленту толщиной 0,1 мм; для крупных применяют стальную ленту толщиной не более 0,3 мм. Скорость перемещения ленты возрастает с увеличением длины реза.
Для удаления излишнего металла с литых заготовок можно использовать дисковые и ленточные отрезные станки. Однако удобнее использовать специальные электроконтактные установки с воздушной рабочей средой, в которых предусмотрен манипулятор для поворота заготовок. Управление процессом желательно осуществлять дистанционно, так как в зоне обработки выделяется большое количество вредных для здоровья пыли и газов. Электроэрозионные станки позволяют легко удалять участки с отбеленным чугуном, литейной коркой, которые практически не поддаются обработке механическим резанием. Расчет режимов выполняют, исходя из условия получения наибольшей производительности процесса.
В основном производстве электроэрозионное разрезание используют для разделения нежестких заготовок, например тонкостенных трубок, получения узких пазов в вязких или высокопрочных материалах, например в золотниках гидроаппаратуры.
В инструментальном производстве, используя ЭЭО, получают твердосплавные заготовки для резцов, цанг, штампов и других деталей, выполняют пазы шириной в десятые доли миллиметра в твердосплавных или стальных цангах. В отличие от разрезания заготовок здесь требуется получить высокое качество поверхности, поэтому режим обработки рассчитывают, исходя из условия получения требуемой шероховатости или бездефектного слоя.
§ 6.6. Изготовление деталей непрофилированным электродом
Вырубные штампы изготовляют из твердых сплавов или закаленных сталей. Стоимость производства твердосплавных штампов значительно выше, поэтому предварительно следует сделать экономическое обоснование целесообразности применения данной марки материала. Опыт показывает, что для мелких деталей из тонкого листа (толщина Л^0,5 мм) твердосплавные штампы рентабельны, если программа выпуска превышает 500...600 тыс. деталей в год. Конструкции деталей твердосплавных штампов должны отличаться повышенной жесткостью и точностью. Даже незначительные зазоры между подвижными частями могут вызывать касание хрупких твердосплавных рабочих кромок и их поломку. Для стальных штампов берут нормализованные узлы.
Перед началом проектирования технологического процесса необходимо иметь исходную информацию: 1) чертеж вырубаемой детали; 2) программу выпуска; 3) технико-экономическое обоснование выбора материала для рабочих частей штампа; 4) чертежи штампа.
Технологический процесс включает подбор заготовок, их обработку, расчеты режимов, проектирование копира или составление программы, изготовление копира и деталей штампа, его сборку и
испытание.
Рассмотрим наиболее характерные примеры электроэрозионно-го вырезания твердосплавных заготовок.
1. Прошивание трубчатым электродом. На рис. 1.70, а изображена цилиндрическая заготовка 1, из которой требуется получить ступенчатую деталь; форма детали показана пунктиром и заштрихована. Выполнить требуемый профиль можно, используя пустотелый электрод-инструмент 2. Для снижения конусности на внутреннюю поверхность электрода-инструмента 2 наносят диэлектрическое покрытие 3. После прошивания поверхность обычно шлифуют абразивным инструментом, иногда с наложением электрического тока.
2. Разрезание проволочным электродом. На рис. 1.70, б показана цилиндрическая заготовка диаметром D, с которой необходимо удалить часть материала и получить ступень с диаметром d. Пер
воначально на расстоянии d/2 от центра прорезают паз 1—I, затем заготовку поворачивают и выполняют паз II—II. И так последовательно, прорезая пазы III—III, IV—IV, V—V и далее, удаляют основной припуск материала, после чего заготовку шлифуют аналогично п. 1.
3. Крупные твердосплавные заготовки пуансона или матрицы иногда выполняют составными. На рис. L70, в показана матрица, выполненная из двух частей 1, 2. Каждая'часть вырезана отдельно, затем состыкована. Составные заготовки запрессовывают в обоймы. Места соединения частей выбирают так, чтобы в процессе запрессовки не искажался рабочий контур.
При шлифовании твердосплавных заготовок следует учитывать, что их материал немагнитный, поэтому заготовку невозможно закрепить на магнитном столе станка. Твердосплавные части запрессовывают в стальную обойму и обрабатывают их совместно. Применяют также механическое крепление с помощью прижимов, винтов и других элементов. Если в заготовке нет отверстий, то для круглого шлифования могут быть использованы стальные цапфы с центровыми углублениями. Их припаивают к заготовкам, а по завершении шлифования удаляют. В ряде случаев возникает необходимость одновременно шлифовать стальные и твердосплавные сопряженные поверхности. Из-за различной вязкости и прочности сплавов в месте сопряжения получается ступень. Поэтому желательно применять электроалмазное или электроабразивное шлифование токоведущими кругами. Здесь усилия значительно ниже, чем при обычном шлифовании, и уступа не возникает. Шлифование выполняют на черновых и чистовых режимах. Припуск под чистовую обработку оставляют до 0,05 мм и выполняют эту операцию алмазным инструментом.
В основу расчета режима обработки берут параметры шероховатости. Если требуемую шероховатость рабочих элементов штампа нельзя или невыгодно получить электроэрозионным методом, то расчетным критерием считают экономически достижимую шероховатость и включают в технологический процесс доводку поверхности до требуемой высоты неровностей. Опыт показывает, что при электроэрозионной обработке твердосплавных штампов следует ориентироваться на шероховатость /?а=0,63...1,25 мкм, стальных штампов — /?а=1,5...3 мкм. Тогда трудоемкость доводочных операций до /?а = 0,3...0,5 мкм не превышают 60% трудоемкости обработки рабочего профиля непрофилированным электродом.
Расчет ведут в такой последовательности:
1) выбирают напряжение холостого хода (для черновых операций £4= 100... 120 В, для чистовых £4=80 ... ПО В). Из § 1.3 устанавливают среднее напряжение на электродах;
2) находят энергию импульса, обеспечивающую получение заданной шероховатости. Из формулы (1.14) Ди= (/?z/^h)1/p« Для генераторов 7?С-схемы энергия импульса Ди=С£72пр/2, где С — емкость конденсатора; £/Пр— напряжение пробоя. Принимая показа
тель степени р=1/3, получаем емкость конденсаторов, требуемую для получения заданной шероховатости:
Приняв &о=£н/21/3, получим
С=Р?Л^)]3,
где feo=O,2...O,3 — для твердых сплавов и &о=О,З...О,5— для сталей;
3) по рекомендациям § 1.3 определяют силу тока короткого замыкания и среднюю силу тока;
4) по зависимости (1.6) с учетом рекомендаций § 1.3 находят производительность процесса. Для обработки непрофилированным электродом производительность оценивают произведением скорости разрезания на толщину заготовки. С этой целью рассчитанную по зависимости (1.6) величину делят на ширину паза.
Рассчитанные параметры напряжения холостого хода, емкости конденсаторов, силы тока короткого замыкания легко выставлять и контролировать по приборам станка. Производительность процесса требуется для нормирования операций.
Расчет размеров копира выполняют с учетом режимов обработки и припуска на последующую доводку поверхности, как показано в § 4.7. Изготовляют копир слесарно-механическим способом. При фотокопировальной системе необходим выполненный в масштабе точный чертеж обрабатываемого контура. Для станков с ЧПУ составляют программу.
Перед изготовлением рабочего контура матрицы намечают места прошивания отверстия или отверстий для ввода проволочного электрода. Такие отверстия располагают вблизи обрабатываемого контура на той части заготовки, которая идет в отход. Затем пропускают через отверстие проволоку и включают подачу к копиру (если обработку ведут по копиру). После касания проволокой копира ее перемещение регулируется следящей системой станка по электрическому контакту между проволокой и копиром. В других случаях контур матрицы вырезают по чертежу или по сигналам блока ЧПУ.
В изготовленной матрице тщательно контролируют геометрические размеры и шероховатость. На основании этого разрабатывают карту доводки контура с указанием припуска на окончательную обработку. После доводки матрица вновь контролируется. Особое внимание уделяется обеспечению требуемой шероховатости поверхности по всему контуру и выявлению местных дефектов материала (мелкие трещины, волосовины, сколы). Дефекты должны располагаться не ближе 3...4 мм от режущих кромок, иначе возможен преждевременный выход штампа из строя.
Следующей операцией изготовляют пуансон, который является точным отображением матрицы. Опыт показал необходимость равномерного зазора между рабочими частями штампа. Только при таком условии штампы имеют высокую стойкость, не дают заусен-
цев на вырубаемых деталях. Сопряжение вызывает большие трудности, так как зазор между режущими кромками не превышает 10% толщины вырубаемой детали. Следует подчеркнуть, что точность сопряжения должна быть высокой даже в том случае, когда вырубаемая деталь выполнена с большими допусками на размеры. Профиль сопрягаемой поверхности пуансона должен быть эквидистантным фактически полученному после доводки контуру матрицы. Поэтому в качестве задающего элемента приходится использовать только контур готовой матрицы.
Использование электроэрозионного вырезания непрофилирован-
ным электродом позволяет получить качественное сопряжение при минимальном количестве слесарных операций.
Известно несколько вариантов сопряжения.
1. Если толщина вырубаемой детали составляет несколько мил-
лиметров, то можно из одной заготовки одновременно получить
рабочий контур пуансона и матрицы. Зазор между ними равен ширине паза. При таком варианте серьезные трудности вызывает прошивание отверстия для ввода проволоки и сохранение точности сопряжения после доводки профиля.
2. Использование обратного копира, профиль которого имеет форму, обратную рабочему контуру матрицы. Для этого матрицу 1 используют в качестве копира (рис. 1.71, а). По ней непрофилированным проволочным электродом 2 из листовой заготовки вырезают контркопир 3. Разница размеров матрицы и контркопира постоянна по периметру и равна сумме диаметра проволоки и межэлектродного зазора. Далее на том же станке проволокой 2 большего диаметра (рис. 1.71, б) по контркопиру 3 вырезают рабочий копир 4. После этой операции кон-
Рис. 1.71
тур матрицы полностью переносится на копир. По нему выполняют пуансон 5 (рис. 1.71, в). Для сохранения взаимного положения сопрягаемых поверхностей на матрицу, контркопир, рабочий копир и пуансон наносят метки, по которым в дальнейшем собирают штампы.
3. Нанесение на контркопир 3 (рис. 1.72) слоя никеля 2. Чтобы слой был равномерным, его накладывают химическим методом. После этого по контркопиру 3 вырезают проволокой 1 пуансон 4. Слой никеля толщиной I наносят с учетом диаметра проволоки, использованной при вырезании контркопира, межэлектродного зазора, припуска на доводку пуансона и зазора между сопрягаемыми поверхностями. Здесь следует брать минимально возможный диаметр проволоки, тогда толщина слоя не превысит 0,15 мм.
4. Способ сопряжения, при котором по готовой матрице вырубают деталь, используемую в качестве копира. Для этого слесарно-90
механическим способом из незакаленной стали выполняют технологический пуансон 1 (рис. 1.73, а) с размерами, превышающими размеры матрицы*#. Затем под прессом вдавливают пуансон в матрицу, получая короткий участок 2, повторяющий фактический про
Рис. 1.72
Рис. 1.73
филь матрицы. Этой частью пуансона из листового материала 4 (рис. 1.73, б) вырубают деталь, которую используют в качестве копира.
5. Сопряжение выполняют по копиру из легкоплавкого сплава, полученного заливкой в матрицу.
Изготовленный комплект пуансона и матрицы собирают, сохра-. няя фиксированное угловое положение деталей и равномерный зазор между режущими кромками.
Технологический процесс изготовления цанг, фильер, высадочных и вытяжных матриц. Такие детали не имеют сопряженных рабочих поверхностей, они содержат центральные отверстия различного профиля, которые могут сопрягаться переходными участками. Непрофилированным электродом контурным вырезанием получают центральные отверстия. Детали могут быть выполнены из закаленных сталей или твердых сплавов. Стальные заготовки должны быть закалены до операции электроэрозионной обработки.
Перед разработкой технологического процесса необходимо выполнить экономический расчет выбора материала. Опыт показывает, что для большинства цанг с диаметром рабочей части до 1,5 мм, фильер и матриц с поперечными размерами отверстий до 5 мм экономически выгодно применять твердые сплавы. Использование твердых сплавов для рабочих частей цанг, фильер, матриц существенно влияет на конструкцию самих деталей. Их делают сборными, содержащими твердосплавные вставки, закрепленные в стальном корпусе. Вставки могут быть закреплены в корпусе с помощью пайки. После этого в корпусе цанги необходимо прорезать фрезой радиальные пазы. Для составления операционной карты электро-эрозионного вырезания рабочего контура следует рассчитать ре
жим обработки. Рабочие поверхности цанг, фильер, матриц могут быть достаточно просто обработаны до нужной шероховатости без потери точности. Поэтому вырезание можно выполнять на высокопроизводительных режимах. В качестве критерия для расчета следует принять отсутствие микротрещин.
Диаметр проволоки выбирают, исходя из условия изготовления скруглений минимального радиуса, который может быть не менее 1,5 диаметров проволоки.
Расчет и изготовление системы регулирования перемещения про
волоки по вырезаемому контуру выполняют так же, как и для вырубных штампов.
Для цанг с диаметром рабочего отверстия более 1 мм:
прошивают центральное технологическое отверстие 1 (рис. 1.74, а) —диаметр отверстия должен быть больше диаметра непро-филированного электрода;
через отверстие пропускают проволоку 2 (рис. 1.74, б) и перемещают ее в радиальном направлении до касания с образующей
отверстия. С помощью специального приспособле-
Рис. 1.74
Для панг с
ния цангу вращают, а проволоку подают по радиусу отверстия, выполняя электроэрозионное шлифование до нужного размера;
останавливают вращение цанги, включают движение подачи детали вдоль оси паза 3 (рис. 1.74, в). Затем при выключенном напряжении возвращают проволоку в центр отверстия, поворачивают цангу на 120° и прорезают следующий паз. Аналогична получают третий паз.
При использовании такого технологического процесса достигается высокая соосность оси отверстия и посадочного диаметра, по которому цанга устанавливается в станок, устраняются биения заготовки при ее закреплении в цанге. Узкие пазы, получаемые проволочным электродом, и их точное радиальное расположение позволяют обеспечить положение заготовки по центру цанги и площадь контакта, гарантирующую надежный зажим. Цанги, полученные с применением непрофилированного электрода, обеспечивают точность обработки деталей по 6 ... 8-му квалитету СЭВ.
диаметром отверстия менее 1 мм, у которых трудно
получить центральное отверстие, применяют следующий план получения пазов и отверстия: 1) проволоку 1 выводят через прорезанный в корпусе паз 2 (рис. 1.75); 2) проволоке 1 придают поступательное движение к центру твердосплавной вставки 3 и выполняют разрезание; 3) когда оси проволоки 1 и вставки 3 совпадут,.
цангу начинают вращать вокруг оси, одновременно перемещая проволоку 1 от центра вставки 3 до получения отверстия требуемого диаметра; 4) возвращают проволоку 1 в центр вставки 3 и прорезают следующий паз; 5) возвращают проволоку в центральное
отверстие (при выключенном напряжении), поворачивают цангу и прорезают третий паз.
Таким способом можно получить цанги с диаметром центрального отверстия в несколько десятых миллиметра.
В некоторых приборах имеются цилиндрические детали диаметром менее 0,3 мм. Их обрабатывают в цангах. Длина периметра охватывающей поверхности таких цанг настолько мала, что снижение ее за счет пазов, имеющих ширину хотя бы 0,1...0,15 мм, вызывает резкое снижение точности установки обрабатываемых в этих цангах деталей.
Рис. 1.75
Рис. 1.76
Проволочным электродом можно получить пазы с винтовым профилем. Для этого необходимо иметь вставку 4 с изготовленным центральным отверстием (рис. 1.76). Его получают при спекании или прошивают электроэрозионным методом. Проволока <3 пропускается через трубку 1 с наружной изоляцией 2. Выходное отверстие трубки имеет плавное скругление, что снижает возможность обрыва проволоки. Наружный диаметр изоляции 2 должен быть несколько меньше, чем отверстие во вставке 4. Проволочным электродом разрезают паз во вставке 4. При этом трубка 1 входит внутрь отверстия вставки. Поступательно перемещая проволоку вдоль оси вставки, поворачивают цангу. В результате получают паз, прорезанный по винтовой линии.
В отличие от цанг в фильерах и вытяжных матрицах требуется получить не только цилиндрические, но и конические отверстия различных форм сечения. Их получают по копиру или наклоном’ проволоки относительно оси отверстия. Если матрица имеет несколько участков, соединенных коническими переходами, то их обычно получают прошиванием. Доводка отверстий выполняется на доводочных станках или слесарно-механическим способом алмазной пастой. Под доводку необходимо предусмотреть припуск
Ю,02...0,05 мм. В изготовленных деталях контролируют размеры и шероховатость поверхности.
Технологический процесс изготовления шаблонов, калибров, режущего инструмента, гибочных штампов. Все эти детали получают разрезанием заготовок непрофилированным проволочным электродом. Для шаблонов, калибров, резцов, протяжек, режущих элементов сверл, фрез, как правило, используется одна часть разрезанной заготовки. Вторая является отходом. Для гибочных штампов в дальнейшем используют обе части, причем ширина паза должна быть близкой к толщине изгибаемого листа. Поэтому изготовление гибочных штампов обычно производится за два хода проволочного инструмента. Электроэрозионный метод экономически выгоден для деталей сложного профиля из твердых сплавов и закаленных сталей. Для твердосплавных деталей должны быть предусмотрены «стальные корпуса и способы крепления в них твердосплавных рабочих элементов. Для построения технологического процесса необходимо рассчитать режимы обработки. Рассматриваемые детали имеют открытый профиль, и доводочные операции не вызывают больших затруднений. Кроме того, перед доводкой большинство поверхностей можно прошлифовать плоским или фасонным алмазным инструментом. Припуск на доводку в этом случае составит не более 0,03 мм. Поэтому расчет режима электроэрозионной обработки выполняют, исходя из условий отсутствия в поверхностном слое микротрещин.
Расчет копиров выполняют по зависимостям (1.24), (1.25). Если требуется получить плоские участки, то можно вообще отказаться ют копира. На станках с ЧПУ и фотокопировальными устройствами расчеты выполняют аналогично задающим устройствам для вырубных штампов. Требование к точности задающих устройств здесь несколько ниже, чем для вырубных штампов, поэтому иногда используют универсальные копиры, регулируемые по ширине рабочего паза шаблона или другой детали.
§ 6.7. Электроэрозионное упрочнение
В зависимости от назначения изготовляемых деталей может быть несколько видов упрочнения:
с одновременным наращиванием значительного слоя металла для восстановления изношенных участков детали;
с нанесением тонких покрытий из благородных металлов, например серебра для электрических контактов;
без изменения размеров детали. При этом добиваются упрочнения поверхности за счет изменения физико-химических свойств материала поверхностного слоя, а весь нанесенный слой снимают на последующей операции.
Перед упрочнением поверхности деталь должна быть очищена от загрязнений, следов коррозии.
Расчет режима упрочнения выполняют, исходя из условия получения требуемой шероховатости поверхности. Практически боль-94
шинство выпускаемых установок для упрочнения имеют несколько режимов — «грубые», «черновые» и «чистовые», поэтому расчеты для них можно не проводить. Контроль режима обработки включает (кроме оценки силы тока) поддержание расхода воды на охлаждение электрода-инструмента и заданной частоты его колебаний.
Во избежание микротрещин и ухудшения шероховатости при разработке технологического процесса следует ограничить скорость перемещения электрода-инструмента по упрочняемой поверхности и число ходов по одному участку (не больше пяти). Установлено, что при числе ходов больше пяти возможно образование микротрещин и возрастание шероховатости детали.
Часть II
РАЗМЕРНАЯ ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА
ВВЕДЕНИЕ
v Честь открытия почти всех известных в настоящее время процессов, в которых использовано электрохимическое воздействие на заготовку, принадлежит русским и советским ученым. Известный русский химик Е. И. Шпитальный еще в 1911 г. разработал процесс электролитического полирования. В 1928 г. В. Н. Гусев применил этот процесс для размерной обработки станин крупных металлорежущих станков. Катодом служила шабровочная плита, установленная над обрабатываемой поверхностью. Промежуток между катодом и анодом (заготовкой) заполнялся электролитом. Анодная поверхность в процессе обработки покрывалась слоем продуктов растворения, и скорость съема металла с анода быстро падала. Катод-плиту на время убирали и ручным инструментом удаляли слой продуктов. Такой способ обработки был очень трудоемким и медленным. В. Н. Гусев и Л. А. Рожков предложили уменьшить расстояние между электродами до десятых долей миллиметра, а электролит принудительно прокачивать через межэлектродный промежуток. Это было рождением нового вида обработки — размерной электрохимической обработки (ЭХО).
Под размерной электрохимической обработкой понимают процесс получения из заготовки детали требуемой формы и размеров ^за счет анодного растворения металла. V
Полученные в годы войны результаты по изучению основных ^физико-химических закономерностей процессов не утратили своего .значения и до сего времени. В 1948 г. была создана электрохимическая установка для изготовления от-( верстий в броневой стали. Тогда же бы-
///Х'////////////)У//////. ли проведены первые опыты по обра-~ ботке турбинных лопаток. В. Н. Гусев
I 1 трижды удостаивался звания лауреата
I Государственной премии СССР.
2 л Значительные успехи в развитии теории и совершенствовании технологии бы-Рис* 11,1 ли достигнуты благодаря работам
Ю. Н. Петрова, И. И. Мороза, Л. Б. Дмитриева, В. Д. Кащеева, Д. Я. Длугача, В. В. Любимова и др.
Существует несколько основных схем ЭХО.
по мере съема металла с заго-
$
Рис. П.2
v 1. Обработка с неподвижными электродами. По этой схеме (рис. II.1) получают местные облегчения в деталях, отверстия в листовых материалах, наносят информацию (порядковые номера, шифры изделий и др.), удаляют заусенцы, скругляют острые кромки. Требуемая форма углубления или отверстия получается за счет нанесения на электроды слоя диэлектрика 3.
Электрод-инструмент 1 не перемещается к обрабатываемой поверхности — межэлектродный зазор товки 2 возрастает, а скорость прокачки электролита снижается. Процесс будет неустановив-шимся с нестационарным по времени режимом обработки. Это резко усложняет расчеты технологических параметоров, регулирование и управление процессом.
2. Прошивание углублений, полостей, отверстий (рис. П.2, а). При такой схеме электрод-инструмент 1 имеет одно рабочее движение — поступательное перемещение со скоростью к детали. Система регулирования зазора поддерживает постоянным межэлектродный зазор s (т. е. имеет место стационарный режим). Через межэлектродный промежуток прокачивают электролит со скоростью v9. В заго
товке иногда предусматривают технологические отверстия для подвода и отвода электролита и продуктов обработки.
По этой схеме изготовляют рабочие полости ковочных штампов, пресс-форм, прошивают отверстия, пазы, перья лопаток турбин, вырезают заготовки различного профиля.
К такой схеме относят и получение отверстий струйным методом. Электрод-инструмент состоит из токоподвода 1 (рис. II.2, б), омываемого потоком электролита. Токоподвод находится внутри корпуса 3 из изоляционного материала. Электролит создает токопроводящий канал между токоподводом 1 и заготовкой 2. В месте контакта жидкости с обрабатываемой поверхностью материал заготовки растворяется и образуется углубление. По мере увеличения глубины отверстия корпус 3 сближают с заготовкой 2, Процесс идет достаточно быстро только при высоких напряжениях (до нескольких сотен вольт). Так получают отверстия диаметром 1,5...2,0 мм и вырезают контуры деталей сложной формы.
* 3. Точение наружных и внутренних поверхностей (рис. II.3). При такой схеме электрод-инструмент 1 выполняет роль резца, но в отличие от обработки на токарных станках он не имеет механического контакта с заготовкой 2, а находится от нее на расстоянии
I 1355
s. Электрод-инструмент может двигаться как поперек заготовки со скоростью уи (рис. П.З, а), так и вдоль нее со скоростью vnr (рис. П.З, б). Межэлектродный зазор s может поддерживаться диэлектрическими прокладками 3.
*4. Протягивание наружных и внутренних поверхностей (рис. П.4) в заготовках, имеющих предварительно обработанные поверх-
Рис. П.З
ности, по которым можно базировать электрод-инструмент 1. Его устанавливают относительно заготовки 2 с помощью диэлектрических элементов 3. Электрохимическое протягивание осуществляют при продольном перемещении (иногда с вращением) инструмента
Рис. П.4
со скоростью vn. По такой схеме выполняют чистовую обработку цилиндрических отверстий, нарезание резьб, шлицев, винтовых канавок.
* 5. Разрезание заготовок. Инструментом может быть вращающийся диск 1 (рис. II.5, а) или проволока 1 (рис. II.5, б). Инструменты подают к заготовке 2 со скоростью vH. При этом необходимо сохранять постоянным зазор s. По этой схе
ме выполняют пазы, щели, подрезку нежестких деталей, например
пружин.
* 6. При шлифовании (рис. II.6) используют вращающийся металлический инструмент 1 цилиндрической формы, который поступательно движется вдоль заготовки 2 со скоростью ии- Электрохимическое шлифование используют в качестве окончательной операции при изготовлении пакетов пластин из магнитомягких материалов, когда при обработке недопустимы механические усилия, а также для изготовления деталей из вязких и прочных сплавов.
Рис. П.5
Рис. П.6
ГЛАВА 1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ФОРМООБРАЗОВАНИЯ
§ 1.1. Механизм анодного растворения
Удаление металла при размерной электрохимической обработке (ЭХО) происходит под действием электрического тока в среде электролита без непосредственного контакта между инструментом л заготовкой. В основе процесса ЭХО лежит явление анодного растворения металлов. Анодное растворение может протекать в электролитах различного состава, в том числе в неагрессивных электролитах — водных растворах хлорида натрия, нитрата натрия и др. Эти соли дешевы и безвредны для обслуживающего персонала.
Под действием тока в электролите материал анода растворяется и в виде продуктов обработки выносится из промежутка потоком электролита. В результате реакций образуются газообразные продукты, которые удаляются в атмосферу. 1<атод,ко^горьш служит инструментом, не изнашивается, что является одной из положительных особенностей процесса ЭХО.
При растворении в воде молекулы, например солей, распадаются на положительные (катионы) и отрицательные (анионы) ионы. Молекулы воды поляризуются и располагаются в виде сферы вокруг какого-то центрального иона (рис. II.7).
Если электроды погружены в электролит, то на их поверхности протекает обратимая реакция Ме^±Меп++пе, где п— валентность металла; Меп+—ион в растворе; е — электрон. На поверхности меняла возникает положительный заряд и к нему притягиваются отрицательно заряженные ионы из раствора. На границе электроли-Hi с металлом образуется так называемый двойной электрический слой (рис. II.8), подобный тому, какой возникает на обкладках конденсатора. Один слой представляет поверхностные заряды в металле ( + ), другой — ионы в растворе (—). За счет этого на электронах возникают скачки электрического потенциала. Протекание процесса ЭХО становится возможным, если приложить внешнее напряжение, превышающее разность фа—фк, где фа — скачок потенциала
на аноде, а срк — скачок потенциала на катоде. При подключении электродов к источнику напряжения ионы начинают двигаться в электрическом поле через межэлектродный промежуток от электрода к электроду.
На катоде происходит ускоренное разложение молекул воды с выделением молекулярного водорода:
Н2О+г->Н- + ОН~
Нв + Н‘->Н2|
Рис. II.7
Рис. II.8
На аноде справедлива следующая схема нерастворимый гидроксид:
перехода металла в
Me — ne->Mett+
Ме"+ + /ЮН~-> Me (ОН)Я | одновременно образуется молекулярный кислород:
2ОН“ —2г->Н20 + 0‘
О -j- О —1
Таким образом, в результате реакции на катоде выделяется газ (водород), на аноде — осадок (гидроксид металла) и газ (кислород). Продукты обработки выносятся потоком электролита из промежутка. При большой силе тока возможны также и другие реакции, в ходе которых на поверхности анода могут образовываться оксиды. Они снижают скорость растворения металла с заготовки и ухудшают ее обрабатываемость.
§ 1.2. Съем металла при размерной электрохимической обработке
Если на электроде протекает только один электрохимический процесс, например растворение металла, то он описывается законами Фарадея. Согласно первому закону Фарадея,
m = (II.1)
где т — масса материала, растворенного с анода; Q — количество электричества, пропущенное через электролит; в—коэффициент пропорциональности. При постоянном токе Q = /r, где 1 — сила тока; т — время его прохождения. Тогда зависимость (II.I) можно записать в виде
m—zlx. (II.2)
Коэффициент е называется электрохимическим эквивалентом; г=Ап1Р, где А — атомная масса; п — валентность; F— "---96 500— число Фарадея. Здесь 8 выражается в килограммах на ампер-секунду. Числовые значения 8 для различных элементов приводятся в справочных материалах. Электрохимический эквивалент вс любого сплава можно найти через эквиваленты 8г входящих в пего элементов и через массовое содержание в процентах элемента ki в сплаве:
ес= Ю0/2 (W Z
Ниже приведены расчетные значения электрохимических эквивалентов некоторых сплавов:
Материал 8С, мг/(А-с)
Сталь 45 ................. 0,223
Сталь 12Х18Н9Т............ 0,165
Жаропрочные сплавы........ 0,26 ... 0,29
Титановые сплавы.......... 0,158 ... 0,162
Алюминиевые сплавы........ 0,092 ... 0,093
В действительности ка:кдый компонент сплава имеет свой электрохимический эквивалент, т. е. свою скорость анодного растворения. За счет этого в процессе обработки возникают углубления и выступы, формирующие макропрофиль и шероховатость поверхности.
Для практических целей необходимо знать скорость линейного растворения, которая позволяет найти скорость подачи.инструмента при изготовлении деталей. Если в уравнении (II.2) массу материала записать через площадь обрабатываемого участка S и перемещение /электрода-инструмента к детали, то m = Slp, где р — плотность материала.
Силу тока можно выразить через площадь участка S и плотность тока: I = JS. Тогда уравнение (II.2) примет вид
SZp = sJSx. (П.З)
Если левую и правую части выражения (II.3) разделить на время т, то отношение 11% = v называется скоростью линейного растворения материала анода:
v = (П.4)
Плотность тока по закону Ома может быть выражена через напряжение U и удельную проводимость х. В расчет принимается только та часть напряжения, которая используется для протекания электрохимической реакции. Сюда не входят потери напряжения на электродах и в токоподводящих цепях:
J=U*!s. (П.5)
С учетом формул (II.4) и (11.5} закон анодного растворения может быть записан в виде
(II.6)
Если зазор s не изменяется в процессе анодного растворения, то режим ЭХО стационарный, в случае переменного, неустановивше-гося зазора — нестационарный, В зависимости (II.6) учитывается действие только электрического поля. Однако, как следует из определения процесса, необходимым условием его осуществления является удаление продуктов обработки из прианодной и прикатодной областей. В большинстве случаев это достигается принудительной прокачкой электролита. Следовательно, помимо электрического поля определяющее влияние на процесс оказывают гидродинамические факторы.
Если измерить массу металла, растворенного с анода, то она окажется меньше, чем получается по формуле закона Фарадея (II.2). Это объясняется тем, что часть количества электричества тратится на побочные реакции па электродах, образование газов, вторичные реакции. Эти потери можно учесть, введя коэффициент, который называют выходом по току т). Выход по току представляет отношение действительного и теоретически ожидаемого количества растворенного вещества и характеризует долю полезного использования тока. Тогда закон анодного растворения (II.6) может быть записан в виде
v = t\wU/(ps). (II.7)
Выход по току при ЭХО зависит от ряда взаимосвязанных факторов— плотности тока, материала заготовки, скорости прокачки, температуры и степени защелоченности электролита и др.
Ввиду большого числа факторов, влияющих на выход по току, найти его значение теоретическим путем не удается, поэтому используют экспериментальный метод нахождения выхода по току для среднего значения рабочего диапазона режимов обработки. При использовании электролитов на базе растворов хлорида нат-Фия выход по току для конструкционных низколегированных сталей |г] = 0,8...0,85; для жаропрочных сплавов г| = 0,85...0,93; для титановых сплавов ц = 0,83...0,85. Если процесс ЭХО осуществляют в среде
нитрата натрия, то для большинства сталей выход по току снижается (т] = 0,6...0,7). Для алюминиевых сплавов, которые обрабатываются преимущественно в растворах нитрата натрия, выход по току может составлять т] = 1,1...1,35. Это объясняется тем, что при экспериментальном определении выхода по току учитывалось химическое растворение алюминиевого сплава в щелочных продуктах реакции.
В процессе реакций концентрация веществ в электролите в при-аиодной и прикатодной областях изменяется. Возникает молекулярная диффузия, т. е. перемещение частиц в зону с меньшей концентрацией. Молекулярная диффузия в теоретической электрохимии описывается законами Фика, согласно которым число переместившихся частиц пропорционально градиенту концентраций и времени протекания процесса. Коэффициент пропорциональности называется коэффициентом диффузии. Приэлектродный слой электролита, в котором концентрация переменна, называют диффузионным.
Для нормального протекания электрохимических реакций необходимо обеспечить интенсивный вынос продуктов обработки из межэлектродного промежутка, поэтому электролит должен протекать со скоростью, достаточной для захвата и удаления твердых п газообразных частиц, образующихся в ходе реакций. При расчете скорости следует учитывать свойства электролита: его вязкость, состав, стабильность характеристик и др.
Электролит может иметь ламинарный или турбулентный характер течения. При ламинарном потоке жидкость не перемешивается и вынос продуктов обработки из межэлектродного промежутка происходит медленнее, чем в случае турбулентного течения. Однако расчет ламинарного потока значительно проще, и в технологических расчетах обычно принимают течение ламинарным.
Если скорость электролита мала, то часть продуктов обработки нс успеет покинуть межэлектродный промежуток и будет в нем накапливаться вблизи рабочей поверхности электрода-инструмента и заготовки. Диффузия частиц в поток замедлится и сила тока, проходящего через электролит, начнет уменьшаться даже при увеличении разности потенциалов между электродом-инструментом п заготовкой.
§ 1.3. Пассивация обрабатываемой поверхности
На рис. П.9 схематически показана зависимость силы тока от напряжения при постоянной площади обрабатываемой поверхности. На участке АБ с возрастанием напряжения ток увеличивается. Это так называемая активная область. Участок АБ характеризует анодное растворение элементов сплава заготовки с низкой валентностью. Сила тока здесь незначительна и высокой скорости обработки заготовки достичь не удается. Поэтому в процессе ЭХО область активного растворения практически не используют. На участке БВ возрастание напряжения вызывает снижение
силы тока. Наступает пассивация обрабатываемой поверхности, т. е. образование на ней оксидной пленки. С увеличением напряжения растет толщина пленки, обладающей большим сопротивлением. При дальнейшем увеличении напряжения сила тока сначала остается неизменной (участок ВГ), а затем вновь начинает расти (участок ГД), Этот участок называют перепассивной областью. Рост силы тока объясняется химическими превращениями в пленке и ее разрушением при повышенных напряжениях. В перепассивной области атомы металла переходят в ионы высшей валентности. Здесь можно получить большую силу тока, а значит и большую скорость растворения заготовки. Этот участок, как правило, и используют для ЭХО. После точки Д может начаться новый спад силы тока, т. е. снова возникает пассивация. При дальнейшем увеличении напря
жения возможны электрические пробои межэлектродного промежутка.
Для различных сплавов пассивация наступает при различном напряжении в зависимости от химического состава материала заготовки, состава электролита, его температуры, условий течения жидкости в межэлектродном промежутке, плотности тока. Если обрабатывают нержавеющие стали, то пассивация проявляется весьма слабо и с ростом напряжения сила тока растет вплоть до пробоя промежутка. Такие стали и сплавы называют слабопасси-вирующимися. Для титановых, вольфрамокобальтовых и других сплавов наблюдается значительная пассивация. С целью улучшения анодного растворения таких сплавов в электролит вводят активирующие ионы брома, йода. Механизм активации объясняют тем, что активирующие ионы проникают к поверхности металла и вытесняют кислород из пленки, устраняя ее пассивирующее действие. Скорость анодного растворения в таких электролитах значительно выше. С другой стороны, высокоактивные электролиты вызывают интенсивное растворение не только обрабатываемого участка, но и всей окружающей его зоны, что снижает точность обработки. Повышение температуры электролита до 315...325 К вызывает рост активности анионов и растворение оксидной пленки. Для устранения пассивации поверхности применяют колебания электродов с ультразвуковой частотой. При воздействии ультразвука прочность пленки снижается, ее легче удалять с поверхности. Ультразвуковые колебания можно подавать на инструмент, деталь или на жидкость в межэлектродном промежутке. Можно механически удалять пленку различными скребками, абразивным инструментом. При этом ускоряется растворение металла с участков,
с которых снята пленка,— можно добиться избирательного удаления припуска с заготовки, т. е. повысить точность формообразования.
§ 1.4. Подбор электролита
От состава электролита зависят его электропроводность и скорость растворения металла. Для получения высоких технологических показателей процесса необходимо, чтобы:Да) в электролите нс протекали вовсе или протекали в минимальном количестве побочные реакции, снижающие выход по току; б) растворение заготовки происходило только в зоне обработки; в) на всех участках обрабатываемой поверхности протекал расчетный ток. Таких универсальных электролитов не существует, поэтому при подборе состава электролита приходится в первую очередь учитывать те требования, которые являются определяющими для выполнения данной операции. Так, если необходимо увеличить скорость растворения, берут электролиты с большей удельной проводимостью, а для повышения точности лучше использовать электролит с пониженной проводимостью.
Электролиты подбирают в зависимости от обрабатываемого материала. Первое и основное требование при подборе электролитов состоит в том, что содержащиеся в водном растворе электролита анионы и катионы должны хорошо диссоциировать при любых комбинациях. При соблюдении этого требования электролит обладает высокой электропроводностью.
Следуя второму требованию при выборе состава электролита, необходимо, чтобы потенциал материала электрода-инструмента был более положительным, чем потенциал осаждения катионов. Это препятствует осаждению металлических катионов на электрод-инструмент. Данное условие выполняется, если катионы электролита обладают большим отрицательным стандартным потенциалом *.
Третьим требованием является наличие в электролите активирующих анионов, разрушающих под действием тока поверхностные оксидные пленки. Это обеспечивает преимущественное протекание на аноде реакции растворения и высокую производительность процесса.
Необходимо, чтобы сродство компонентов обрабатываемого сплава к анионам электролита и их сродство к кислороду были близки между собой. Это обеспечивает избирательность растворения сплавов, высокое качество поверхности и точность обработки н является четвертым требованием к электролитам.
Пятым требованием следует считать соответствие концентрации анионов, имеющих близкое сродство к тому или иному компо
* Стандартный потенциал — потенциал, измеренный относительно нормально-к) водородного электрода, на поверхности которого в стандартных условиях пронзает обратимая реакция Н2^2Н+-|-2е.
ненту обрабатываемого сплава, содержанию этого компонента в сплаве. Это позволяет достичь равномерного анодного растворения всёй поверхности заготовки.
Шее т ы м требованием считается обеспечение в ходе реакций в электролите перехода продуктов реакции анодного растворения в нерастворимое состояние. Это дает возможность постоянно удалять продукты обработки из раствора (например, отстоем, фильтрованием, центрифугированием) и поддерживать требуемый состав электролита.
Необходимо, чтобы электролит обладал невысокой вязкостью. Это условие облегчает прокачку и ускоряет процессы тепло- и массопереноса в промежутке. Электролит должен обладать невысокой коррозионной активностью к оборудованию, быть безвредным для здоровья людей, пожаро- и взрывобезопасным.
В качестве электролитов наиболее часто используют нейтральные растворы неорганических солей: хлориды, нитраты и сульфаты натрия и калия^
В растворы могут вводиться в качестве добавок:
буферные вещества для снижения защелачивания электролита (борная, лимонная, соляная кислоты);
ингибиторы коррозии, например нитрит натрия;
активирующие вещества, которые снижают пассивирующее действие оксидной пленки;
поверхностно-активные вещества для снижения гидравлических потерь и устранения кавитации. С этой целью применяют, например, моющую жидкость ОП-7;
ускорители осаждения продуктов обработки — коагуляторы. Они способствуют быстрой очистке электролита. В качестве коагуляторов можно использовать небольшие количества (1...5 г/л) полиакриламида.
Для большинства сталей в качестве электролитов используют растворы хлорида натрия (8...18%) или нитрата натрия (15...20%). Для низколегированных сталей в качестве антикоррозионной добавки используют 0,02...0,03% нитрита натрия.
Титановые сплавы обрабатывают в растворах хлорида натрия (5...15%) с добавкой З...Ю% бромида калия при нормальной или повышенной (310...330 К) температуре. В случае обработки алюминиевых сплавов используют растворы нитрата натрия (10...25%) с добавкой 1...3% лимонной кислоты.
Для каждого электролита удельная проводимость может быть самой различной в зависимости от его состава, концентрации, температуры? На этот показатель влияют содержание газообразных продуктов реакции в растворе, частота импульсного напряжения и крутизна фронта импульсов.
С увеличением концентрации электролита удельная проводимость растет, достигает максимального значения, а затем снижается. Это объясняется тем, что по мере увеличения концентрации все сильнее проявляется взаимное притяжение ионов, которое снижает их подвижность и возможность переноса зарядов.
Для хлорида натрия наибольшая удельная проводимость достигается при концентрации около 250 г/л, хлорида калия — 210 г/л.
С повышением температуры Т возрастает подвижность ионов и растет удельная проводимость:
х=х0[1 +а(Г-291)Ь (II.8)
где но — удельная проводимость электролита при Т = 291К; а — температурный коэффициент, в расчетах можно принять а = 0,0225.
Удельная проводимость н (См/м) для растворов хлорида натрия и нитрата натрия различной концентрации (г/л) имеет следующие значения:
Концентрация...... 50 100 150 200
Хлорид натрия..... 6,7 12,1 16,4 19,6
Нитрат натрия..... 4,36 7,82 11 13
Условия протекания реального процесса анодного растворения отличаются от расчетных из-за изменения удельной проводимости, выхода по току, скорости течения электролита и других характеристик на различных участках обрабатываемой поверхности^
При анодном растворении в межэлектродном промежутке выделяются газообразные и твердые нерастворимые продукты обработки. Все они выносятся потоком жидкости и поступают в ванну для хранения электролита. Там нерастворимые продукты удаляют из электролита отстоем, центрифугированием и другими способами, а газы удаляются в окружающую среду.
" Вследствие движения электролита концентрация газообразных продуктов обработки у выхода из межэлектродного промежутка (МЭП) больше, чем в начале, удельная проводимость в этом месте снижена. Это снижение частично компенсируется повышением удельной проводимости за счет роста температуры жидкости при прохождении через нее тока. Для выравнивания удельной проводимости по обрабатываемой поверхности в межэлектродный промежуток можно вводить газ от внешнего источника. Однако такой способ находит ограниченное использование из-за значительного снижения скорости анодного растворения металла.
* В ходе реакции водород уходит в атмосферу и электролит защелачивается. Как известно, нейтральные электролиты имеют водородный показатель pH = 7. Возрастание показателя pH снижает скорость анодного растворения, а при обработке алюминия вызывает химическое травление заготовки вне зоны обработки. В процессе ЭХО раствор необходимо подкислять до получения нейтрального состояния.
Исследования показали, что изменение свойств электролита влияет на производительность, точность обработки и качество поверхности. Для получения высоких технологических показателей г|ремятся контролировать изменение характеристик электролита, сохраняя постоянной его удельную проводимости на всех участках обрабатываемой поверхности в течение всего периода обработки. В современных станках имеются устройства для стабилизации и регулирования свойств электролита в процессе ЭХО.
§ 1.5. Гидродинамические процессы в межэлектродном промежутке
В результате реакций на обрабатываемой поверхности заготовки образуются продукты обработки, в том числе нерастворимые гидроксиды (см. § 1.1). Их концентрация в районе протекания анодного растворения в начальный момент превышает концентрацию в электролите. Количество продуктов обработки в прианодной и прикатодной областях будет зависеть от скорости анодного растворения [зависимость (П.7)] и скорости выноса частиц потоком жидкости. Если электролит протекает со скоростью ниже некоторого критического значения (менее 1... 2 м/с), то он не успевает вынести из промежутка все продукты обработки и скорость анодного растворения через некоторое время после начала процесса снижается. Для поддержания скорости съема металла с заготовки необходимо иметь скорость потока, достаточную для выноса из промежутка всех продуктов обработки, т. е. в каждый момент времени требуется обеспечить условие ’
dmjdx dm^/dx, (II.9)
где dmi/dr и dm2/dr— соответственно скорость выноса продуктов обработки из промежутка и скорость образования продуктов обработки в результате анодного растворения. Превышение скорости выноса частиц над скоростью их образования должно быть незначительным, иначе неоправданно увеличится мощность насосов для перекачки электролита. С увеличением скорости протекания электролита выше критической скорость съема металла с заготовки растет до тех пор, пока не будет достигнуто состояние, соответствующее равенству левой и правой частей в выражении (II.9), далее съем стабилизируется или снижается из-за кавитационных явлений, вызывающих местное прекращение процесса анодного растворения. При этом характер зависимости сохраняется при различных плотностях тока. Следовательно, для каждого режима обработки должна быть своя скорость потока, выбранная в зоне, где выполняется равенство левой и правой частей в выражении (П.9), что соответствует максимальной производительности.
Скорость растворения металла на разных участках обрабатываемой поверхности различна, поэтому расчет ведут по максимальной скорости. Для нее определяют скорость потока электролита и находят требуемые напор и подачу насоса. На всех остальных участках скорость потока будет несколько превышать требуемую г для выноса продуктов обработки.
Таким образом, расчет выполняют в такой последовательности: 1) по зависимости (II.6) устанавливают скорость анодного растворения металла в предположении, что отсутствуют какие-либо ограничения по выносу продуктов обработки из межэлектродного промежутка; 2) находят показатели потока жидкости, при которых обеспечивается полный вынос продуктов обработки.
Скорость образования продуктов обработки находят из закона анодного растворения (II.7)
(и. iq) du $
। ic ц— выход по току; е — электрохимический эквивалент материала заготовки; х— удельная проводимость электролита; U — напряжение на электродах; s — межэлектродный зазор. Скорость <1ш1/с1т выноса продуктов обработки из промежутка рассчитывают через концентрацию частиц и скорость диффузии их в поток с горизонтальной поверхности. Если обрабатывают боковые участки шготовки, то скорость диффузии будет изменяться по высоте обрабатываемой поверхности. В этом случае в формуле (11.10) учитывают количество продуктов обработки в направлении течения потока жидкости. Принимаем электролит в межэлектродном проме-, жутке однородной средой, а его поток близким к ламинарному.
Приводимые ниже зависимости относятся к стационарному состоянию, когда градиент концентрации не меняется, во времени а толщина диффузионного слоя сохраняет постоянное значение. Тогда
(П.П) du di/
где р — плотность продуктов обработки (она превышает плотность электролита и по экспериментальным данным может быть принята в пределах 2500...3000 кг/м3); D — коэффициент диффузии, изменяется в зависимости от концентрации электролита и его температуры; с — массовая концентрация продуктов обработки; у — длина по направлению, перпендикулярному обрабатываемой поверхности.
Для установившегося режима диффузии
dc/dy^(ca-c^, (И. 12)
где са — массовая доля продуктов обработки на аноде (изменяется н широких пределах в зависимости от режима протекания процесса ЭХО, скорости выноса продуктов обработки, са = 0,92...0,97); свх — массовая доля продуктов обработки в электролите на входе в зазор (зависит от степени очистки электролита после прокачки через рабочую зону, свх=0,02...0,005); б — толщина диффузионного слоя.
Из уравнений (11.10) и (П.П) получим
T|sx4//s=р£> (са — свх)/8, откуда
8=PD(ca-^x)s/(T]ext/). (11.13)
Из гидродинамики известно, что для однофазной среды толщина диффузионного слоя выражается эмпирической зависимостью
v/D, (И.14)
|дс /г = 4,64 — безразмерный коэффициент; v — кинематическая вяз
кость электролита в пределах диффузионного слоя: v=l,2... 1,8 мм2/с; Zp — длина участка заготовки, на котором происходит анодное растворение в направлении течения электролита, мм; v/— средняя по потоку скорость течения электролита, мм/с; D — коэффициент диффузии.
Приравнивая правые части в зависимостях (11.13), (11.14) и учитывая знак неравенства в условии (II.9), получим формулу для расчета v9':
v3 ' (II. 15)
p2D2(Ca-CBX)2S2(V/D)2/3 '----
Формула (11.15) получена для плоских горизонтальных электродов. Однако при ЭХО криволинейных поверхностей размер зазора на 1...2 полядка меньше радиуса кривизны обрабатываемого участка заготовки, а скорость выноса продуктов обработки на несколько порядков превышает скорость их диффузии. Поэтому формула (11.15) дает точность расчетов, требуемую для ЭХО, при всех схемах обработки заготовки, показанных на рис. II.1...II.6.
Средняя скорость электролита может изменяться в широких пределах tv =5...40 м/с. При таких скоростях критерий Рейнольдса Re, определяющий характер течения электролита, может быть больше критического значения (Re>2000). Тогда поток жидкости будет турбулентным и рассчитанные скорости течения будут несколько завышенными.
Если длина участка по направлению потока электролита достаточно велика, то необходимо, чтобы при вычисленной по формуле (11.15) скорости Уэ' температура электролита в промежутке оставалась постоянной. Это позволяет поддерживать расчетную удельную проводимость, определяющую точность обработки и другие технологические показатели процесса. Проверку условия, выражаемого формулой (11.15), ведут, учитывая, что вся теплота при анодном растворении заготовки переходит в раствор, а нагрев за счет гидравлических потерь пренебрежимо мал. Тогда можно приравнять количество теплоты, выделившейся по закону Джоуля — Ленца при прохождении тока, количеству теплоты, перешедшей в электролит:
IU=cmtM\ (П.16)
где с — удельная теплоемкость электролита; mt — массовый расход электролита через межэлектродный промежуток; АТ — разность температур на выходе из зазора (ТВыХ) и на входе в него (Твх).
Силу тока / в левой части уравнения (11.16) запишем через его плотность J и площадь S обрабатываемой поверхности заготовки. В свою очередь, S = 6ZP, где b — ширина межэлектродного промежутка; /р — длина рабочей части электрода-инструмента.
В правой части уравнения (11.16) массовый расход выразим через объемный: mt = Vt(h, где рэ — средняя плотность электролита.
Величина Vt представляет произведение скорости электролита v0" на площадь S' сечения промежутка; S' = bs, где b — ширина
промежутка; s — межэлектродный зазор. Тогда уравнение (11.16) может быть представлено в виде
JSU = cv3S'^bT. (11.17)
Напряжение U запишем через плотность тока по уравнению (II.5): / откуда скорость электролита
-Уэ=/2/р/(хрэ^дГ). (И. 18)
Скорость электролита уэ = тах {v^, v&"}.
Если инструменту придают вращательное движение, как при разрезании диском, точении, шлифовании, то электролит подают поливом. Он приобретает необходимую скорость за счет контакта частиц жидкости с вращающимся инструментом
^э = Апл;£)/г, (11.19)
те йп=0,18...0,5 — коэффициент, характеризующий отставание час-I иц жидкости от инструмента; D — диаметр инструмента; п — час-гота вращения инструмента. По скорости электролита определяют характеристики насоса.
, § 1.6. Напряжение
При прохождении тока через токоведущие шины, электрод-инструмент, межэлектродный промежуток и заготовку происходят потери. Если обозначить напряжение на зажимах источника питания через 6го, то
Z70=U + Д/7Т + kU + д£73, (11.20)
где U — напряжение, используемое на анодное растворение металла заготовки (расчетное напряжение); А(7Т— потери напряжения в зажимах и токоведущих шинах; &U— потери напряжения в двойном электрическом слое (как показано в § 1.1, эти потери представляют собой разность потенциалов анода и катода); Д173— потери напряжения при прохождении тока через заготовку.
Потери А(7Т в зажимах и шинах обычно удается снизить до долей процента и их, как правило, в расчетах не учитывают. Потери напряжения в заготовке At/3 принимают во внимание, только когда деталь имеет большие размеры, а ее конструкция не по-шоляет разместить токоподводы вдоль ее длины. Примером таких деталей являются лопатки энергетических турбин с длиной свыше 1000 мм и площадью сечения профиля не более 200...250 мм2, где подвод тока возможен только через замок на конце лопатки. В этом случае напряжение At/3= 4...5 В и его следует учитывать в расчетах. 11 а пряжение, используемое на анодное растворение,
(11.21)
Потери напряжения АС7 зависят от режима обработки, состава mi галла заготовки и состава электролита, напряжения и других факторов. Среднее значение потерь напряжения для рабочего диа
пазона режимов обработки составляет 2...5 В. Нижний предел напряжения А(7 в расчетах ограничивают значением 5 В. Для того чтобы процесс анодного растворения шел интенсивно, необходимо повысить напряжение на электродах по сравнению с потенциалом разложения электролита (фа—<рк). Однако при напряжении выше 15...18 В начинают возрастать потери в приэлектродных слоях — подводимая мощность растет быстрее, чем полезная. Кроме того, с увеличением напряжения снижается точность за счет растворения металла на участках заготовки, удаленных от обрабатываемой зоны. При напряжении свыше 30 В могут возникнуть пробои межэлектродного промежутка. Исключение составляет струйный метод обработки, при котором напряжение выбирается в пределах 100...800 В. [Для большинства схем обработки используют диапазон напряжений 9...18 В (для титановых сплавов (7 = 25...30 В).’ Разрезку материалов выполняют при напряжении 25...30 В. При шлифовании напряжение снижают до 6...8 В.
§ 1.7. Особенности ЭХО импульсным напряжением
При таком процессе напряжение подают в межэлектродный промежуток отдельными импульсами. В паузах между импульсами анодного растворения металла не происходит, а электролит протекает. За счет этого межэлектродный промежуток освобождается от продуктов обработки, выравнивается температура электролита. Это способствует поддержанию расчетного режима ЭХО в течение всего периода работы на станке, повышаются технологические показатели процесса. Чем больше скважность импульсов, тем меньше изменяются условия протекания процесса. Одновременно с этим снижается скорость съема металла и усложняются источники питания (для компенсации снижения производительности приходится работать на токе большей силы), снижается их надежность.
При рассмотрении процесса ЭХО импульсным напряжением следует учитывать изменение следующих показателей по сравнению с обработкой постоянным напряжением:
уменьшение зазоров за счет лучшего удаления продуктов обработки из межэлектродного промежутка и возможности сближения электрода-инструмента с заготовкой во время пауз без опасения получить короткие замыкания;
снижение потерь напряжения в приэлектродных слоях за счет меньшего газонаполнения межэлектродного промежутка в период протекания тока;
уменьшение пассивационных ограничений при анодном растворении и увеличение выхода по току. Это объясняется лучшим удалением продуктов обработки из межэлектродного промежутка;
рост плотности тока в момент подачи импульса, что способствует повышению качества поверхности.
ГЛ ABA 2. ЭЛЕКТРОХИМИЧЕСКОЕ ФОРМООБРАЗОВАНИЕ
§2.1. Копирование электрода-инструмента на заготовке
Точность копирования электрода-инструмента на заготовке записи? от скорости растворения участков заготовки, отстоящих на I»,пличных расстояниях от электрода-инструмента. Рассмотрим получение углубления в плоской заготовке 2 электродом-инструментом /, имеющим выступ ab (рис. 11.10). В начале процесса гра-
ница заготовки занимает по-к>жение I—I. На расстоянии Si ni нее расположен выступ ab t чгктрода-инструмента, который перемещается к заготовке । । а кой скоростью уи, чтобы сохранялся постоянный зазор Через межэлектродный промену гок прокачивают электроны со скоростью vd.
Вели приближенно принять иыход по току, удельную прово-шмость электролита и напряжение одинаковыми по всей мине межэлектродного промежутка, то скорости анодного растворения материала под учасп hi (II.7) составят
^=W//(p$i);
Рис. 11.10
ками ab и cd согласно зависимос-^rf = W//(ps2).
Введем обозначение Л’ —тщхСУр. Тогда скорость анодного расширения на участках ab и cd будет зависеть только от размеров межэлектродных зазоров между начальной границей заготовки и • <ютветствующей поверхностью электрода-инструмента:
vcd=Kls2. (11.22)
Как видно на рис. 11.10, в начальный момент обработки зазор । >'2, следовательно, скорость растворения на участке ab будет Польше, чем на участке cd, в раз, т. е.
^abl^cd = S<ilsV
(11.23)
Но мере растворения металла заготовки и перемещения электрода-инструмента зазор s2 уменьшается, но остается справедливым усните $2><$ь т. е. съем металла под выступом идет быстрее. Через и» которое время в плоской заготовке будет получено углубление । |рппицей II—II. Форма электрода-инструмента отобразилась на г поде, и достигнута размерная обработка.
рать такой размер зазора,
7
///////////////У/////.
х
I
1 г
Рис. Н.П
§ 2.2. Межэлектродный зазор
Как следует из уравнения (11.23) и скорость анодного растворения, и точность обработки тем выше7 чем меньше межэлектродный зазору Однако с уменьшением зазора усложняется процесс его регулирования, возрастает сопротивление прокачке электролита, может произойти пробой, вызывающий повреждение обрабатываемой поверхности. Из-за увеличения газонаполнения при малых зазорах снижается скорость анодного растворения. Следует выби-при котором достигаются оптимальные скорость съема металла и точность формообразования. |
Для ЭХО отверстий и небольших полостей, лопаток газотурбинных ; двигателей, а также при разре^нии заготовок устанавливают и поддерживают зазор 5 = 0,1 ... 0,3 мм; для крупных полостей, лопаток энерге-> тических машин, для схем протягивания и точения задают зазор 5 = = 0,3 ... 0,5 мм; при струйном методе
обработки расстояние между электродами выбирают в диапазоне 1 ... 15 мм; в случае неподвижных электродов в начале процесса устанавливают зазор 5 = 0,1 ... 0,3 мм.
При ЭХО используется три способа регулирования межэлектродных зазоров.
1. При работе с неподвижными электродами (см. рис. II.1) зазор постоянно возрастает, скорость анодного растворения снижается. Режим изменяется в течение обработки заготовки, т. е. является нестационарным. В начале процесса анодного растворения электрод-инструмент 1 находится относительно заготовки 2 на расстоянии so (рис. 11.11). Через некоторое время т граница обрабатываемой поверхности заготовки, занимавшая положение I—I, переместится в положение II—//, а зазор возрастает на толщину растворенного слоя. Обозначим на рис. 11.11 ось х, направленную по потоку электролита, и ось у, перпендикулярную обрабатываемой поверхности заготовки. Если в уравнении (11.7) скорость растворения металла записать через clz//dr, то при г] = const
d у _
du ?у
Интегрируем это выражение:
о2 о2
—dz/ =
T^xtZ/p 2iq£xZ7/p
где sK — межэлектродный зазор в конце обработки:
s^yZ^LTxItp + sb . (11.24)
При постоянной скорости подачи инструмента режим обра-с течением времени становится близким к стационарному. Рассмотрим схему прошивания (см. рис. II.2, а) при скорости по-ui'in un = const. Если выбранная скорость подачи меньше, чем скорое п> растворения металла, то зазор постепенно увеличивается. Ио приводит к снижению скорости удаления материала. Через некоторое время скорость подачи инструмента и скорость растворения материала заготовки выравниваются и режим становится > ыционарным. При превышении скорости подачи электрода-инструмента над скоростью растворения металла также происходит । иморегулирование зазора. Устанавливается стационарный режим (•, = const). Тогда из уравнения (П.7):
sy=T]&nU/^v„). (11.25)
Рассмотрим случай нестационарного процесса, когда начальный in юр s0 больше установившегося sy, определяемого по формуле (11.25). Скорость изменения зазора ds/dT = r]8x[7/(ps)—vib где иИ— < корость подачи инструмента. Учитывая, что цех/77р = аи$у, находим sds* -Syt^dr—yHsdr или —sds/(s—sy) =yndT.
Интегрируя уравнение по времени от 0 до т, при изменении зазо-IОТ So до sK получим
уит = х0 — SK4-Sy 11фо — Sy)/(SK—Sy). (II.26а)
Гели начальный зазор меньше установившегося, то
V=SK — so4-sv In (Sy — s0)/(Sy -sK). (11.266)
Из уравнений (II.26a), (11.266) можно найти установившийся ю юр и зазор в конце обработки, а также время обработки т.
3. При периодическом перемещении электрода-инструмента относительно заготовки через определенные промежутки времени отключают рабочий ток, подводят электрод-инструмент до контакта • шготовкой, затем отводят его на расчетное расстояние и вновь включают рабочий ток. Между циклами подвода и отвода инструмента его либо оставляют неподвижным относительно заготовки, либо перемещают к ней или ст нее со скоростью рабочей подачи.
В момент включения рабочего тока зазор s равен расчетному. /1.ллес, в зависимости от схемы перемещения электрода-инструмен-н1 между циклами его подвода и отвода зазор либо возрастает по •икону, выражаемому зависимостью (11.24), либо остается постоянным. Время между циклами измеряется секундами, поэтому изменение зазора во времени незначительно и в расчетах его можно принимать равным расчетному, а режим считать стационарным.
§ 2.3. Припуск на обработку
Чтобы получить деталь заданной формы, необходимо знать тол-нишу слоя металла, удаляемого с заготовки, т. е. припуск z. При-н\< к на Заготовке 2 (рис. 11.12) может изменяться в претелах до-п\ск» (па рисунке Z\—z2). При этом зазор также будет менять свой
размер от $i до s2. В области меньшего зазора скорость съема металла будет выше. При достаточном времени обработки можно получить деталь с контуром рабочей части по линии II—II, который практически повторяет профиль электрода-инструмента 1. Чем ближе контур 1—I исходной заготовки к контуру детали II—II, тем меньше нужен минимальный припуск 2min. Минимальный припуск рассчитывают в зависимости от допуска [ддет] на деталь и глубины анодного растворения материала: гтш^^1 + [6Дет], где//i — съем металла на участке с минимальным зазором. На рис. 11.12 Zmin = Zi, а минимальный зазор
При неподвижных плоских электродах съем металла можно представить как разность между межэлектродными зазорами в конце обработки заготовки и перед выполнением операции:
yi = sK — s0.
Подставляя выражение sK из формулы (11.24), можно записать
у 1 + 2^! — 2 Л т/р = О,
откуда
i/i= —s0 + ]/~So2'nsxt/r/p .
(П.27)
Знак « + » перед корнем показывает, что съем металла может быть только положительной величиной.
При схеме точения и электрохимического шлифования, если постоянная скорость подачи электрода-инструмента близка к скорости анодного растворения материала, у\ = иит. Тогда из выражения (11.25)
г/^Пвх/Ут/^р). (11.28)
При схеме протягивания (см. рис. II.4) круглой трубы
У1 ==-(/?- Г)+/(7?-г)2 + 2т)гхШр/(Р'пи), (11.29)
где г — радиус электрода-инструмента; R — внутренний радиус трубы до обработки; Zp — длина рабочей части электрода-инструмента.
После нахождения значения у{ определяют zmjn и корректируют чертеж детали с учетом обеспечения минимального припуска. Минимальный припуск при обработке неподвижными электродами и протягивании составляет 0,1...0,3 мм в зависимости от его неравномерности (отношения его наименьшего значения к наибольшему). Допустимая неравномерность припуска по такой схеме 0,4. По схеме прошивания и разрезания минимальный припуск и его неравномерность не ограничиваются. При точении и
«к шфовании с постоянной подачей минимальный припуск при меж-• цжтродных зазорах до 0,5 мм изменяется в пределах 0,1...0,5 мм, । « io неравномерность может быть не более 0,5.
ГЛАВА 3. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ЭХО
§ 3.1. Точность обработки
Точность размеров и формы детали зависит от погрешности >.юктрода-инструмента и от погрешности, вызванной отклонениями режима ЭХО от расчетного.
При ЭХО между инструментом и заготовкой нет механического контакта, а удаление материала идет по всей поверхности одновременно. Ограничить растворение на участках, где снят весь припуск, практически не удается. Кроме того, погрешность детали зависит <н припуска на обработку, его неравномерности, стабильности процесса анодного растворения по обрабатываемой поверхности, точности оборудования.
В конце обработки погрешность детали Ддет должна быть в пре-|елах допуска [бдет], т. е. Ддет^[одет]. Для идеального процесса >ХО погрешность детали может быть представлена через погрешность заготовки Ао (см. рис. 11.12):
‘Ддет = До—[У1(т)—у2(т)], ‘ (11.30)
। ю и у2 — съем металла в конце обработки на участках с зазорами 51 и s2; т — время обработки.
Съем у\ для временит можем рассчитывать по формуле (11.27), < нем У2 находят по формуле, аналогичной (11.27), где начальный i.’ijop взят равным ($о+Д0):
Ддет=V Со+ До)2 + 2т)гу.^7г/р " — V s24-2W7t/p. (П.31)
Н< уравнения (11.31) видно, что погрешность детали тем меньше, чем меньше погрешность заготовки, начальный зазор и чем больше время обработки.
При обработке с подвижным электродом-инструментом (схемы прошивания, точения, шлифования на врезание) рассмотрим обработку по схеме на рис. 11.12. Скорость подачи инструмента уи принята постоянной.
Погрешность детали находят из выражения (11.30), где съем ме-шлла берут по формуле (11.28) для установившегося зазора. При-олпженно погрешность детали можно найти в предположении, что ил рис. 11.12 зазор 52=51+(До +Ддет)/2. Тогда согласно формуле < 11.30)
4«=4"+;тг^г4-; - — с-32)
Р(2$1 + До т Ддег) PS1
Время обработки при постоянной скорости подачи инструмента । Из уравнения (11.25)
г’и=т]е^/(р51).
Подставляя значения т и си в уравнение (11.32), получаем
Ддет= До 4" До 4" Ддет)—г1- (II.33)
Отсюда
А«т= — ± у (2х14-г1)2-|-д()(251 + д() —^i). (П-34)
Из уравнения (11.34) следует, что погрешность размеров детали зависит от начальной погрешности размеров заготовки, зазора и припуска на обработку. Кроме того, рабочей поверхности электрода-инструмента придают форму, несколько отличающуюся от той, которую требуется получить в детали. Этот процесс называют корректированием электрода-инструмента. Тем не менее точность процесса не всегда удовлетворяет требованиям современной технологии, и это сдерживает его использование для получения прецизионных изделий.
Различные факторы не одинаково влияют на общую погрешность обработки. Наибольшее влияние оказывает нестабильность электропроводности электролита, зазора, выхода по току (до 50% от общей погрешности). Большие ошибки вносят отклонения от расчетного режима течения электролита (до 20%), упругие и температурные деформации (до 15%), погрешности настройки и установки (до 15%). Для снижения деформации станка, инструмента, детали, повышения точности настройки станков и установки деталей используют средства, применяемые в металлообработке.
Рассмотрим пути снижения погрешности от действия факторов, специфичных для ЭХО. На точность формообразования детали влияет форма исходной поверхности, поэтому при проектировании заготовки необходимо рассчитывать минимальный припуск и ограничивать его неравномерность, как показано в § 2.3. На поверхности заготовки не допускаются окалина, другие неэлектропроводныс загрязнения, которые могут вызвать прекращение процесса на этих участках.
Повысить точность обработки можно за счет уменьшения межэлектродного зазора. При использовании схемы с неподвижными электродами целесообразно вести обработку с периодической перестановкой электродов, например периодическим соприкосновением инструмента с заготовкой при выключенном рабочем токе с последующим разведением электродов на начальный зазор. Очевидно, чем чаще повторяется такой процесс, тем точнее можно получить деталь. Но при этом возрастает время обработки. Малые зазоры (0,02...0,05 мм) получают установкой на поверхности инструмента твердых упоров из изоляционных материалов (алмазных игл, абразивных зерен).
Одним из способов снижения межэлектродного зазора является применение импульсного напряжения. В период пауз удается 'добиться полного выноса продуктов обработки из зазора, стабилизировать температуру, состав электролита. Импульсный ток используют одновременно с ускоренным сближением и отводом элек-118
I-" юн. Напряжение на электроды подают как в момент сближе-IHI । электродов, отключая его непосредственно перед их касанием, i t к и во время отвода электродов после касания. Известны способы обработки, при которых чередуют включение напряжения и прокачки электролита, что позволяет стабилизировать режим ЭХО и и «бежать местных дефектов от неравномерного движения потока
К II i кости.
11ри маркировании применяют переменный и асимметричный юк, который позволяет снизить ширин)?- штриха и повысить точность наносимого рисунка.
Вибрация электродов применяется совместна с импульсным напряжением или при постоянном токе. Частота вибрации изменяет-» я в различных станках от нескольких герц до десятков килогерц. Вибрация электродов может осуществляться параллельно и перпен-шкулярно направлению подачи как с одинаковой, так и с разной амплитудой колебаний по обоим направлениям. Под влиянием к'ивратно-поступательного движения электродов быстрее перемешается жидкость от обрабатываемой поверхности, ускоряется \ 1аление продуктов обработки, подвод чистого электролита в зону в иодного растворения. Это делает процесс более устойчивым.
Локализация процесса анодного растворения позволяет ограни-•инь прохождение тока через участки заготовки, прилегающие к иорабатываемому, и за счет этого повысить точность формообра-ювания деталей. Степень локализации в основном зависит от < войств электролитов.
Хорошие результаты по локализации процесса ЭХО показал, например, раствор NaC103. Но он нестоек и взрывоопасен. Для чистовой обработки турбинных лопаток применяют растворы NaCl < малой массовой концентрацией (50...60 г/л). За счет меньшего количества ионов резко снижается степень рассеяния, т. е. доля тока, проходящего через необрабатываемые участки заготовки, и растет точность. Производительность при этом падает в несколько ра к
Успешно используется локализация процесса введением в элек-|ролит воздуха и других газов под напором, превышающим напор па входе в зазор. Использование такого приема при обработке, например полостей ковочных штампов, позволило снизить погрешность формы профиля с 0,2...0,5 до 0,05...0,1 мм.
Применяется локальная обработка заготовки отдельными секция-мп электрода-инструмента, на которые последовательно подают напряжение. Последовательность включения секций направлена против движения электролита, поэтому все продукты обработки \ шляются из зазора, минуя работающую секцию.
Наиболее широко применяют локализацию обрабатываемого \чистка путем диэлектрических покрытий детали или электрода-инструмента, например, с помощью фотохимии. На поверхность наносят светочувствительный слой, экспонируют участки, на которых не должно происходить растворение, затем закрепляют экспонированные участки, а с незасвеченных участков фотослой удаля-
ют. Здесь точность обработки практически зависит только от каче
ства переносимого на деталь контура и не зависит от точности инструмента. В качестве электрода-инструмента применяют плоские металлические пластины.
Если бы удалось получить одинаковые режимы обработки по всей обрабатываемой поверхности, то погрешность при изготовлении деталей любой сложности не превышала бы нескольких микрометров. Так, при прошивании точных углублений желательно было бы иметь нестабильность напряжения в пределах 0,1...0,2 В, скорости подачи электрода-инструмента до 1%, электропроводности электролита до 2%. Стабилизировать параметры в указанных
Рис. 11.13
пределах практически не удается, так как они изменяются по длине зазора и ввести туда устройства для регулирования в большинстве случаев не представляется возможным.
Наиболее сложно добиться постоянства электропроводности электролита, которая зависит от температуры, количества газообразных продуктов обработки и др. Задача
облегчается, если в межэлектродном промежутке отсутствуют газообразные продукты обработки. Совет-
скими учеными предложены электролиты, в которых водород в атомарном виде сразу вступает в реакцию — такие электролиты называют безводородными. В них обычно входят хлорид аммония, дихлорид железа, которые вызывают активную коррозию оборудования. Поэтому при использовании безводородных электролитов нужно предусматривать меры по защите от коррозии.
Удалять газообразные продукты обработки можно, отсасывая их по длине зазора. Для этого в электроде-инструменте выполняют узкие щели, через которые газ поступает в полость, откуда удаляется вытяжной вентиляцией. Опыт показывает, что за счет отсоса газов удается значительно стабилизировать электропроводность и снизить погрешность в 2...3 раза. Несмотря на такие достоинства метода, его применяют весьма ограниченно из-за сложности изготовления щелей в электродах и систем отсоса.
Большое развитие получил метод компенсации изменения параметров воздействием факторов, снижающих эти изменения. Если, например, необходимо снизить скорость съема металла на каком-либо участке поверхности, то можно здесь увеличить зазор за счет удаления противолежащего участка электрода-инструмента. Размер корректирования зависит от зазоров и снижается по мере их уменьшения.
Рассмотрим корректирование электрода-инструмента 1 при прошивании полости (рис. 11.13). Скорость подачи инструмента уи составляет обычно сотые доли миллиметра в секунду, и процесс получения глубоких полостей занимает десятки минут. Если вертикальная поверхность не покрыта изоляционным материалом, то на уча-
нм* cf заготовки 2 в течение всего времени обработки происходит ।inщное растворение и в конце операции деталь будет иметь форму, • ннвстствующую ас. Поэтому в области на боковой поверхности и । отовки искусственно увеличивают зазор — на участке се удаляют игiалл до линии cd.
Применение комбинированных способов обработки (электроал-ма того, электроабразивного и др.) с механической депассивацией поверхности также позволяет повысить точность ЭХО. Механиче-< кие воздействие абразивных зерен позволяет устранить погрешности, возникающие при анодном растворении из-за неодинаковых \словий протекания процесса на различных участках поверхности.
В настоящее время ЭХО позволяет получить:
при обработке неподвижными электродами со съемом по глупи не до 0,2 мм погрешность не более 0,02 мм; при большей глуби-иг - 0,03...0,05 мм;
при изготовлении пера лопаток погрешность 0,1...0,6 мм;
при прошивании мелких отверстий (диаметром до 2 мм) точность по 9...10-му квалитету СЭВ;
при обработке полостей и разрезании деталей точность по 12... I I му квалитету СЭВ;
для схемы точения точность по 8... 10-му квалитету СЭВ;
при шлифовании металлическими, электроабразивными и элек-। роалмазными кругами точность по 6...7-му квалитету СЭВ.
§ 3.2. Качество поверхности
В технологии машиностроения качество поверхности характе-ртуют геометрическими (микрорельеф) и физическими (микро-тсрдость, обезуглероженный слой и др.) показателями слоя ма-н риала, прилегающего к поверхности.
Шероховатость. Формирование микрорельефа поверхности при >ХО зависит от структуры материала заготовки, от состава, температуры, скорости прокачки электролита, электрических параметров режима. Все эти факторы постоянно изменяются по времени, н процесс анодного растворения в каждой точке протекает по-разному. Отличия могут быть незначительными и практически не влияют на скорость съема металла, но вызывают образование ч икронеровностей.
Если ЭХО выполняют после механической обработки, то в начале процесса анодного растворения микрорельеф повторяет профиль заготовки. После точения, например, необходимо удалить с помощью ЭХО припуск, в 6...10 раз больший, чем начальная высо-ui неровностей, пока не перестанет проявляться влияние обработки, предшествующей ЭХО. В дальнейшем при стабильных параметрах процесса шероховатость поверхности не меняется. Характер микронеровностей зависит от структуры обрабатываемого материала. Чаще наблюдается межкристаллитное растравливание, ко-lopoe и определяет шероховатость поверхности (рис. 11.14). Зерна I металла, как правило, растворяются медленнее, поэтому после
удаления материала 2 между зернами возникают углубления размером h. Следует подчеркнуть, что все способы контроля шероховатости позволяют оценить только часть углубления, поскольку при ощупывании поверхности иглой не удается достичь крайней точки углубления. Чем мельче зерно, тем меньше глубина межкристаллитного растравливания. Поэтому шероховатость поверхности крупнозернистых сплавов обычно выше, чем у сплавов с мелким зерном. Глубина микронеровностей зависит от плотности тока. Для большинства сплавов с увеличением плотности тока ше-
роховатость поверхности снижается. На рис. 11.15 показано изменение шероховатости никелевого сплава при различной температуре электролита. При плотности тока /^0,15 ... 0,2 А/мм2 шерохо
Рис. 11.15
ватость поверхности остается практически постоянной. При высоких плотностях тока ускоренное растворение сплавов может наблюдаться не по границам, а по самому зерну, на котором образуются местные углубления, определяющие шероховатость поверхности. Чем ниже температура электролита, тем при той же плотности тока меньше высота неровностей, но и ниже скорость растворения металла. В большинстве случаев используются электролиты с температурой 290...310 К. Для обработки титановых сплавов применяются электролиты, нагретые до 320 К, а в случае чистовой обработки, например нержавеющих сталей, электролит охлаждают до 277 К. Применение импульсного тока из-за повышения его плотности во время импульса способствует снижению высоты неровностей на 20...30% по сравнению с ЭХО на постоянном токе.
У сталей, подвергнутых некоторым видам термической обработки, наблюдается повышенная шероховатость при малых скоростях прокачки электролита (менее 6...8 м/с) и при большой его защелоченности (рН>11).
При обработке в электролитах на базе хлорида натрия шероховатость поверхности конструкционных сталей 7?а = 0,32...0,10 мкм, нержавеющих сталей и сплавов — 7?а= 1,25...0,32 мкм, титановых 122
- и швов — 7?а = 2,5... 1,25 мкм, алюминиевых сплавов — /?а = 2,5...
о ьз мкм.
Физические свойства поверхности. После ЭХО в поверхностном • юе не наблюдается снижения содержания углерода и изменения нн'рдости. В отличие от механической обработки после ЭХО отсут-• 1вует наклеп. Напряжения в поверхностном слое после ЭХО повы-н..потея вследствие растравливания. Из рис. 11.14 видно, что меж-। рппаллитные углубления имеют малый радиус закругления, что . пособствует концентрации напряжений, Очевидно, что для уменьшения напряжений в поверхностном слое используют те же способы, что и для снижения шероховатости: повышают плотность тока, применяют охлажденные электролиты, используют импульсный к ж, стабилизируют параметры электролита и его гидродинамический режим.
Как показано в § 1.1, при анодном растворении заготовки на । .иоде выделяется водород. Ввиду малого расстояния между элек-।родами он может достичь поверхности заготовки, наводораживая < г. 11аводораживание повышает хрупкость материала и снижает । злостную прочность. Эффект наводораживания поверхности осо-о< uno сказывается у титановых сплавов, а стали, никелевые, алюминиевые сплавы не подвержены ему вовсе. Если обеспечить скорбеть протекания электролита не ниже расчетной (чего в ряде слу-к сожалению, не удается достичь), то практически весь пи юрод выносится из зазора и наводораживания не наблюдается.
Влияние качества поверхности после ЭХО на механические < пойства материалов. При эксплуатации деталей на них могут воз-н’йствовать статические, ударные и знакопеременные нагрузки. I Пикая шероховатость поверхности после ЭХО (по сравнению с ме-' ..нпческой обработкой) повышает механические свойства материа--юв. Этому же способствует отсутствие следов инструмента на поверхности, более плавный просЬиль на вершинах выступов, одинаковое качество поверхности во всех направлениях.
Отсутствие же наклепа поверхности от воздействия инструмента и ’in его малое значение при комбинированном способе обработки < инжает механические показатели, особенно сопротивление устало-• hi. Ухудшают качество поверхностного слоя микрорастравливания пн границам зерен, которые являются концентраторами напряжений, и наводораживание сплавов.
Предел прочности при статических и ударных нагрузках образцов из конструкционных сталей после ЭХО при растяжении, сжа-। ни, кручении и изгибе такой же, как у механически обработанных образцов. Положительно и отрицательно действующие факторы BiaiiMHO уравновешиваются, и ЭХО для деталей с такими же ви-|.|мп нагружения можно использовать в качестве финишной one-р. шип.
У образцов из сплавов, склонных к межкристаллитному расшпиливанию (никелевых, титановых и др.), предел прочности на растяжение и угол загиба после ЭХО снижаются по сравнению с механически обработанными на 10...15%, поэтому для деталей вы-
соконагруженных конструкций после электрохимической обработки необходимо механически удалять припуск на глубину растравливания. Для никелевых сплавов этот припуск должен быть не менее 0,15 мм, титановых — не менее 0,3 мм. Предел прочности образцов из никелевых и титановых сплавов при сжатии и кручении после ЭХО близок к тем же показателям образцов после механической обработки.
Испытания образцов на ударную вязкость показывают, что их результаты не зависят от сравниваемых видов обработки, поэтому детали после ЭХО можно использовать в конструкциях, работающих при ударных нагрузках.
Сопротивление усталости сплавов определяется при многократном приложении нагрузки, которая по значению может быть намного ниже предела прочности. В материале под воздействием повторяющихся деформаций возникают изменения, в результате чего детали ломаются при сравнительно небольших усилиях.
По значению предела выносливости образцы из конструкционных сталей и алюминиевых сплавов после ЭХО близки к шлифованным образцам. Детали из этих материалов после ЭХО можно использовать в конструкциях, работающих в условиях вибраций, знакопеременных нагрузок. Детали из никелевых, титановых и других сплавов, у которых могут быть растравливания поверхностного слоя, имеют пониженное сопротивление усталости. При использовании таких сплавов в конструкциях, работающих в условиях знакопеременных нагрузок, следует удалять слой металла, имеющий растравливание.
Одним из основных методов повышения механических свойств материалов после ЭХО является последующее полирование. Это довольно трудоемкий процесс, используемый обычно для снижения шероховатости поверхности. Для деталей после ЭХО наиболее приемлемо виброполирование, которое позволяет снять растравленный слой и выполнить наклеп поверхности, необходимый для получения высоких механических свойств.
ЭХО часто используют взамен точения, фрезерования, долбления и других операций, после которых шероховатость составляет /?г=20...40 мкм. В процессе ЭХО шероховатость может быть 7?а^О,3 мкм. Таким образом, после ЭХО высота неровностей заметно ниже, что способствует повышению сопротивления усталости сплавов. Необходимо на стадии проектирования детали учитывать возможность снижения сопротивления усталости после ЭХО и компенсировать это снижение уменьшением шероховатости поверхности.
Полностью восстанавливает усталостные характеристики сплава его упрочнение после ЭХО. Упрочнение выполняется виброударным, пневмогидравлическим, дробеструйным и ротационным способами. При этом по сравнению с упрочнением механически обработанных деталей требуется несколько снизить усилия, время обработки и др.
§ 3.3. Производительность
Производительность процесса можно выразить через скорость подачи электрода-инструмента. Производительность обработки при неподвижных электродах можно оценить средней скоростью рас-июрения металла
^ср=2:/'г. (11.35)
। де г— припуск на обработку; т — время процесса.
В зависимости от припуска и начального межэлектродного за-юра средняя скорость растворения t>cp=0,001...0,01 мм/с.
При схемах прошивания, разрезания, точения и шлифования на и резание производительность оценивают скоростью подачи из уравнения (П.25):
(11.36)
В зависимости от вида обрабатываемой поверхности скорость подачи vn=0,005...0,1 мм/с. Время обработки
т=г,Ч. (11.37)
Если используется импульсный ток, то скорость подачи
= vjq, (П.38)
|Де ии — скорость подачи для постоянного тока; q — скважность.
Для схемы прошивания круглых отверстий с концентричным расположением электрода-инструмента относительно детали скорость подачи вдоль обрабатываемой поверхности находят с учетом инны /р рабочей части инструмента: уи = /р/т.
Подставляя выражение т из уравнения (П.35), получаем
vn=l^UI\z{sQ^zl^ р]. (11.39)
Для цельнотянутых труб с припуском до 0,5 мм на сторону vn= -1.5...6 мм/с.
ГЛАВА 4. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
§ 4.1. Исходная информация для проектирования
При разработке технологического процесса составляют последовательность выполнения операций с учетом особенностей ЭХО. Если она выбрана правильно, то получают деталь с заданными формой, размерами и качеством поверхности.
Прежде чем начать проектирование, необходимо знать:
1) материал обрабатываемой заготовки (марку, плотность, сведения о структуре, твердости, наличии неэлектропроводных включений); такую информацию берут из чертежа детали;
2) допуски на размеры (также указаны в чертеже детали);
3) припуск на обработку, его минимальный размер и неравномерность; данные получают из чертежей заготовки, детали и технических условий на заготовку;
4) шероховатость поверхности детали и заготовки;
5) размеры изготовляемой детали и заготовки;
6) анализ технологичности детали с учетом изготовления ЭХО;
7) сведения о технологических возможностях процесса.
§ 4.2. Технологичность деталей при размерной электрохимической обработке
Для более полного использования преимуществ ЭХО необходимо проектировать детали с учетом особенностей процесса анодного растворения сплавов. Следует учитывать, что при ЭХО нет разделения на черновые и чистовые операции — при любом режиме ЭХО высота неровностей соответствует чистовым операциям механической обработки, и с возрастанием скорости съема металла шероховатость поверхности снижается. В отличие от механической обработки технологические показатели ЭХО даже повышаются с увеличением твердости материала заготовки. Кроме того, при ЭХО инструмент либо вообще не изнашивается, либо изнашивается незначительно (при комбинированном способе обработки).
При использовании ЭХО необходимо удовлетворить следующим требованиям, общим для всех видов заготовок и схем обработки.
1. Поверхность перед ЭХО должна быть очищена от окалины и других неэлектропроводных веществ.
2. В местах, где удаление металла планируют выполнять с применением ЭХО, не допускается местная зачистка поверхности, на-прцмер, для контроля твердости.
3. ЭХО необходимо проводить после термической обработки заготовок. Это позволяет избежать нарушения точности за счет коробления при термообработке, предотвращает появление обезуглероженного слоя в готовой детали.
4. При проектировании заготовок припуск не должен быть меньше некоторого предельного значения, определяемого с учетом возможного растворения на обрабатываемых и соседних поверхностях, где металл может растворяться за счет токов рассеяния и ускоренного съема на кромках детали.
5. В технологическом процессе не предусматривают операции и переходы по удалению заусенцев и округлению кромок на поверхностях после ЭХО.
Существуют специфические требования к технологичности для каждой схемы обработки.
При схеме с неподвижными электродами съем металла интенсивно протекает не только в зоне обработки, но и на большом удалении от нее. Например, при удалении заусенцев с зубчатых колес профиль зуба со стороны торца утоняется на 0,01...0,03 мм. Это не влияет на точность зацепления.
При схеме прошивания с помощью ЭХО можно получить поверхности с практически параллельными образующими, но это свя-
*fiii() с усложнением конструкции электрода-инструмента. Поэтому и 1’л.тгелыю допускать в детали уклон поверхностей по направлению подачи инструмента с углом а (рис. 11.16). В зависимости от Шубины отверстия угол а=1...5° (большие значения соответству-ю! очень глубоким отверстиям). Необходимо предусматривать нами чне радиусов сопряжения обрабатываемых поверхностей. В зависимости от глубины отверстия 7?i = 1...5 мм, /?2=1---2 мм. Если 1лкие радиусы недопустимы, то потребуется дополнительная операция обработки переходных участков.
Нод отверстиями и щелями для подвода электролита на детали остаются выступы (рис. 11.16). Их высота h не превышает 1,5 мм, и в большинстве случаев нет необходимости предусматривать дополнительную операцию удаления выступов.
При изготовлении посредством ЭХО больших сквозных отвер-। । ий их целесообразно прошивать тонкостенным трубчатым электродом-инструментом (схема трепанации). Сердцевина детали остатки целой, сокращаются энергоемкость и трудоемкость операции.
При электрохимическом точении необходимо предусматривать плавные переходы между участками с различными диаметрами (рис. 11.17). Угол а выбирают в пределах 45...80°, радиус /?1 = 3... 10 мм, 1.. 3 мм. Если в чертеже детали указан ступенча-|ый переход, то после ЭХО потребуется дорогостоящая дополни-к'льная операция обработки переходного участка.
При протягивании погрешность отверстий на концах детали выше, чем на средних участках. Обычно концевые участки служат для сопряжения с другими деталями. Поэтому следует указать в чертежах на концевых участках длиной Z=5...3O мм возможность увеличения внутреннего диаметра d на 0,03...0,08 мм (при внутреннем протягивании) или снижение наружного диаметра D на 0,05... 0,1 мм (при наружном протягивании). Если на концевых участках допуски на размеры более жесткие, то окончательное формообразование следует выполнять после ЭХО.
При схеме разрезания на конце заготовки должен быть участок с малой шероховатостью (Т?2== 10...20 мкм) для подвода напряжения. Если контакт заготовки с токоподводом не плотный, то возможны прижоги поверхности, нестабильный процесс разрезания.
При обработке по схеме шлифования следует предусмотреть свободный выход круга за шлифуемую поверхность. Если при чис-ювой обработке, например зуба или шлицевого профиля, невозможен выход инструмента за торцовую поверхность, то приходится останавливать продольную подачу круга при положении его внутри впадины зуба. При. этом за счет анодного растворения происходит чополнительный съем металла, что вносит дополнительные погрешности.
§ 4.3. Технологические возможности
Размерная электрохимическая обработка значительно расширя-< г технологические возможности изготовления деталей. Благодаря
ей можно получать формы поверхностей, создание которых другими способами или невозможно, или невыгодно.
По схеме с неподвижными электродами можно удалять заусенцы в труднодоступных для подвода инструмента местах, например
Рис. 11.16 Рис. 11.17
в сообщающихся каналах топливораспределительной аппаратуры (рис. 11.18). После механической обработки на кромках отверстий образуются заусенцы 4, которые в процессе эксплуатации детали могут оторваться и попасть в жиклеры, сопла форсунок. Их необходимо устранить, а кромки скруглить. Для выполнения такой операции в одно из отверстий заготовки 2 вводят электрод-инструмент
Рис. 11.18 Рис. П.19
/, наружная боковая поверхность которого покрыта изоляцией 3. Процесс растворения заусенцев и скругления кромок занимает доли минуты. При этом снижается шероховатость поверхности, в результате чего дополнительно уменьшаются гидравлические потери.
В технике применяются детали с внутренними полостями (рис. II.19) из труднодеформируемых сплавов. Диаметр рабочей части у них в несколько раз больше, чем диаметр горловины. Получить их, используя металлорежущий инструмент, невозможно. При ЭХО такие полости можно получать с помощью электрода-инструмента I в виде трубки. Электрод-инструмент вставляют в предварительно просверленное отверстие 5 (на рисунке показано пунктиром) внутрь заготовки 2. Часть поверхности электрода-инструмента 1 или заготовки в области горловины покрывают изоляцией 4, которая предотвращает растворение этого участка детали. Электролит со скоростью иэ прокачивают через отверстия 3 в электроде-инструменте.
При схеме прошивания можно одновременно получить несколько
плавно сопряженных между собой поверхностей сложной формы
(рис. 11.20). При этом удается достичь точного взаимного расположения всех участков без использования копировальных устройств.
Электрод-инструмент 1 имеет одно поступательное движение к детали 2 независимо от формы обрабатываемой поверхности. Электролит поступает в межэлектродный зазор через систему щелей и отверстий в электроде-ин-
Рис. 11.20
струменте.
ЭХО позволяет изготовить
межлопаточные каналы перемен-
ного сечения для турбин, нагнетателей, компрессоров. На рис. 11.21, а показан закрытый канал, ограниченный бандажным коль-HO1M 1, лопатками 2 и ступицей 3. Схема ЭХО приведена на рис. 11.21, б. Подвод электрода-инструмента 1 возможен только с торцовой поверхности заготовки 2. В процессе прошивания необходимо поворачивать электрод-инструмент и менять направления его подачи. Скорость подачи инструмента при изготовлении таких каналов может достигать 0,1 мм/с.
По схеме прошивания можно получить цилиндрические и конические глухие и сквозные отверстия любой формы поперечного се
чения.
Чтобы получить охлаждающие отверстия вдоль лопаток турбин, в процессе обработки изменяют направление подачи электро-да-инструмента в зависимости от закрутки профиля пера лопатки. Глубина таких отверстий может быть в 30...50 раз больше среднего диаметра.
При выполнении каналов для смазки в корпусных деталях, коленчатых валах ЭХО позволяет соединить любые участки детали отверстием произвольного сечения с криволинейной осью (рис.
11.22). Для этого электрод-инструмент 2 подают к заготовке 3 по окружности радиусом R. Для устранения конусности отверстия электрод-инструмент 2 покрывают слоем изоляции 1. Скорость прошивания таких отверстий ии=0,03 мм/с, глубина может в 30 раз превышать его диаметр.
Схему точения можно применять при обработке части нежесткой заготовки. На рис. 11.23 показан выступ 3, например сварной
Рис. 11.23
шов, который необходимо сохранить. Такие заготовки при минимальных усилиях меняют свою форму, и обработка их возможна только с использованием электрических методов. ЭХО выполняют электродом-инструментом /, через который подают электролит со скоростью уэ. Заготовка 2 совершает качательное движение вокруг оси так, что рабочая часть электрода-инструмента не достигает выступа на детали. Таким способом можно получать детали диаметром до нескольких метров при толщине стенки, измеряемой долями миллиметров, с погрешностью не более 0,01...0,03 мм.
Схема протягивания позволяет проводить чистовую обработку отверстий любого поперечного сечения как с прямолинейной, так и с криволинейной осью, причем форма и размеры сечения могут изменяться по длине отверстия. На рис. 11.24 показан пример обработки трубы с радиусом изгиба R. Электрод-инструмент 3 выполняют бочкообразной формы. На его наружную поверхность наносят выступы 2 из диэлектрика и протягивают инструмент вдоль трубы /, например тросом, со скоростью ии. Например, при диаметре отверстия d>7 ... 8 мм,радиусе изгиба R не менее двух диаметров трубы припуск, который снимают в процессе ЭХО, обычно не превышает 1,5 мм на диаметр, при этом ^и = 0,3 ... 1 мм/с. Шероховатость поверхности детали 7?а^0,6 ... 2,0 мкм, погрешность — 0,1 ... 0,2 мм. Такие детали используются в качестве входных патрубков двигателей, и снижение высоты неровностей внутренней поверхности позволяет сократить потери давления при движении по ним жидкостей, газов, повысить КПД и стабильность работы установок.
По схеме разрезания можно получить с высокой точностью ажурные детали без деформации и заусенцев. Электрод-инструмент выполнен в виде тонкого диска. Анодное растворение происходит без заметного усилия на заготовку, поэтому она не деформируется. Заготовка может иметь вращательное движение, что ускоряет процесс отрезания. Скорость углубления инструмента может достигать 0,2...0,3 мм/с, погрешность обработки находится в пределах 0,1 мм. При этом достигается скругление кромки с радиусом до 0,5 мм. При использовании непрофилированного электрода-проволоки (см. рис. II.5, б) удается получить пазы сложной формы; прямолинейные участки сопряжены — как радиусами 7?i, /?2, так и практически без радиуса (/?=0) (рис. 11.25). Скорость разрезания может достигать 0,2 мм/с, ширина паза 0,5.. 5 мм, глубина 0,1...20 мм, погрешность по ширине — до 0,1 мм.
§ 4.4. План проектирования технологического процесса
После изучения чертежей заготовки, детали, технологических возможностей ЭХО проектируют технологический процесс:
1. Выбирают схему ЭХО, учитывая форму обрабатываемой поверхности, исходя из наличия оборудования и инструмента.
2. Оценивают технологичность детали и вносят необходимые изменения в чертежи с учетом применения ЭХО.
3. Оценивают технологические показатели ЭХО (см. гл. 3) и сравнивают их с аналогичными показателями механической обработки.
4. Обосновывают целесообразность применения ЭХО. Если деталь нельзя изготовить другим способом, такого обоснования не требуется.
В серийном производстве ЭХО целесообразно применять при обработке заготовок сложной формы из высокопрочных сплавов или материалов с повышенной хрупкостью, вязкостью (жаропрочные, титановые и другие сплавы). Детали из конструкционных материалов изготовляют, используя ЭХО, если затруднен доступ инструмента в зону резания, например обработка труб и отверстий некруглой формы при отношении длины к диаметру более 10.
Следует учитывать также, что процесс ЭХО легко поддается автоматизации и его можно применять для изготовления деталей из токсичных, огнеопасных материалов, например бериллия, магния.
5. Сравнивают полученные расчетным путем показатели точности, качества поверхности с требованиями чертежа детали. Если возможности ЭХО не удовлетворяют этим требованиям, то предусматривают доводочные операции.
6. Определяют минимальный припуск на обработку по методике § 2.3 и уточняют чертеж заготовки.
7. Разрабатывают маршрутный процесс ЭХО и уточняют его место в общем технологическом процессе изготовления детали.
8. Намечают способы защиты необрабатываемых поверхностей от анодного растворения: создание повышенных межэлектродных зазоров, использование диэлектрических покрытий.
5* 131
9. Разрабатывают операционные карты с указанием режимов обработки.
10. Разрабатывают контрольные карты и конструкции контроля с учетом специфики ЭХО.
11. Выдают технические задания на проектирование электродов-инструментов и приспособлений.
§ 4.5. Основные этапы построения технологического процесса
ЭХО обычно включается как составная часть в процесс механической обработки или сборки деталей. При выполнении операций ЭХО следует предусматривать этапы, которые могут быть самостоятельными операциями или переходами: подготовительный, обработки на станке, промывки и консервации детали, ее контроля.
Подготовительный этап включает очистку заготовок от консервирующих смазок, создание базовых поверхностей для установки заготовки и подвода тока, удаление неэлектропроводных участков и покрытий, проверку размеров.
Расконсервацию заготовок, например, после транспортировки, хранения на складе проводят, помещая их в горячее масло (Т= = 370,..390 К) на 10...15 мин.
Если на детали не предусмотрены базовые поверхности, то их изготовляют на операциях, предшествующих ЭХО. Шероховатость таких поверхностей не хуже /?а=5 мкм, точность 8...10-й квалитет СЭВ. Размеры участков для подвода напряжения рассчитывают -в зависимости от силы тока, применяемого при обработке. Для этого вычисляют площадь участка как отношение силы тока к его плотности в местах контакта деталей: S=I/JK. Плотность тока (А/мм2) выбирают в зависимости от материала токопроводящего элемента станка:
Медь........... <3 Бронза, латунь . . ^0,8
Алюминиевые спла-.Нержавеющие ставы .............^1,5... 2 ли................ ^0,3
Заготовки очищают от загрязнений и окалины пескоструйной обработкой, химическим травлением в ваннах, зачисткой металлическими щетками, абразивным инструментом. Затем заготовку подвергают химическому обезжириванию в ваннах с раствором каустической соды концентрацией 100... 150 кг/м3, нагретым до температуры 350...370 К, в течение 15...20 мин. После обезжиривания заготовку промывают водой с температурой 350...360 К в течение 1... 2 мин и сушат на воздухе. Места подвода тока протирают ветошью, смоченной бензином или другим органическим растворителем.
В процессе подготовительного этапа необходимо предусмотреть входной контроль заготовки. Выборочно на одном-двух экземплярах из партии контролер обязан проверить соответствие марки ма-132
териала, указанной в чертеже. На нескольких заготовках из партии в начале изготовления деталей и периодически в дальнейшем следует измерять размеры припусков по сечениям и наименьшее значение припуска. Для деталей, имеющих незначительный припуск, например для лопаток турбин и компрессоров, в процессе входного контроля приходится перераспределять припуск на обе стороны для каждой заготовки. Такую операцию выполняют на специальных оптических приборах с автоматической установкой положения детали.
Выборочно контролируют наличие неэлектропроводных участков. Если они будут обнаружены, то необходимо подвергнуть контролю всю партию заготовок. Контролер обязан также выборочно проверить твердость материала. Измерение твердости следует выполнить только на участках заготовки не подлежащих. ЭХО, так как углубления от наконечника твердомера могут копироваться на детали и вносить дополнительную погрешность при последующей ЭХО.
Перед обработкой партии заготовок следует проверить состояние электрода-инструмента, соответствие его цехового номера и размеров чертежу, отсутствие следов коротких замыканий, состояние диэлектрических покрытий. Эту работу выполняет оператор при установке инструмента на станок.
Если используется специальное приспособление, то следует проверить соответствие цехового номера оснастки чертежу, правильность закрепления приспособления на станке, правильность подключения полюсов источника питания, места подвода электролита, отсутствие коротких замыканий между деталями. Этот контроль обязан выполнять оператор.
Перед началом смены оператор должен проверить состояние станка: измерить объем, плотность, температуру электролита в ванне, проконтролировать начальное и конечное положения электродов, герметичность гидравлических узлов.
Обработка на станке включает установку заготовки, ее крепление и крепление токоведущих проводов к зачищенным участкам, установку электрода-инструмента в исходное положение, обработку в расчетном режиме, снятие и. контроль детали. ААеханизмы станка приводят в действие в такой последовательности: 1) вентиляцию; 2) вспомогательные движения детали или электрода-инструмента (вращение, подвод и др.); 3) подачу электролита; 4) рабочее напряжение; 5) подачу электрода-инструмента.
Режим ЭХО контролируют по приборам, установленным на станке. Оператор обязан проверить соответствие напряжения требованиям операционной карты, следить за силой тока, давлением электролита, температурой и расходом электролита.
Первую деталь из партии контролирует настройщик и контролер или мастер. Это необходимо для настройки станка и корректировки режима. При контроле первой детали следует также иметь в виду, что из-за неудачного расположения мест подвода электролита и нерасчетной скорости его протекания может возникнуть
волнистость поверхности, которая не снижает прочности детали, но ухудшает внешний вид.
Выключение подачи инструмента и напряжения обычно осуществляется концевыми выключателями. Подачу электролита и привод вращения заготовки или инструмента включает оператор с пульта управления станком. Электрод-инструмент следует периодически очищать от загрязнений, оседающих на нем из потока электролита.
Промывка и пассивация. После обработки на станке детали из конструкционных сталей в течение 8... 15 мин промывают и подвергают пассивации, чтобы избежать коррозии. Промывку выполняют проточной водой в течение 3—5 мин, при этом желательно удалить загрязнения с помощью щетки. Затем деталь промывают в течение 5—8 мин в горячей воде при Т=330...350 К. Изделия пассивируют в слабом растворе каустической соды при температуре не ниже 330 К в течение 0,5... 1 мин. Для пассивации можно применять также растворы мыла, кальцинированной соды, промывочные жидкости. После этого деталь сушат и смазывают маслом. Если деталь поступает на склад, то применяют более густые смазки.
В случае ЭХО нержавеющих сталей, меди, латуни применяют только промывку проточной водой для удаления остатков солей и загрязнений.
Окончательный контроль включает оценку соответствия линейных и угловых размеров детали чертежу, сравнение обработанных поверхностей с эталоном шероховатости, визуальный осмотр на отсутствие прижогов от коротких замыканий, коррозии, проверку качества консервации.
При контроле может обнаруживаться местное проявление струк-. туры материала и рисунок перемещений инструмента на предшествующих операциях. Это не является дефектом, и в чертежах следует указывать допустимость таких явлений.
Кроме того, при освоении в производстве новых изделий может потребоваться специальный контроль эксплуатационных характеристик деталей после ЭХО. Это могут быть металлографические исследования материала, позволяющие выявить микрорастравливание и изменение химического состава поверхностного слоя, механические испытания при различных видах нагрузок, усталостные испытания стандартных образцов и натурных деталей. Эти виды контроля выполняют на специальном оборудовании в лабораториях завода.
ГЛАВА 5. КОНСТРУКЦИЯ И РАСЧЕТ ЭЛЕКТРОДА-ИНСТРУМЕНТА
§ 5.1. Особенности проектирования
Электрод-инструмент проектируют и изготовляют, как правило, для каждого типоразмера детали. Точность формы и размеров его рабочего профиля должна быть на один квалитет выше, чем обрабатываемой детали (6...8-й квалитет СЭВ). Шероховатость поверх-134
ности рабочей части не влияет на качество обрабатываемой поверхности, но определяет характер течения электролита, интенсивность загрязнения зазора продуктами обработки. Шероховатость рабочей поверхности /?а^2,5 мкм. Для снижения износа диэлектрических направляющих электродов-инструментов, например при протягивании, шероховатость их поверхности /?а=С 1,25 мкм. При проектировании электродов-инструментов необходимо предусмотреть, чтобы электролит протекал плавно, без резких поворотов, поскольку это приводит к срывам потока и появлению местных необработанных участков. При разработке рабочей части следует учитывать возможность многократной ее корректировки по результатам экспериментов и оставлять припуск для ремонта после коротких замыканий.
Электроды-инструменты проектируют по результатам расчета профиля рабочей части. Заготовками для них могут служить стандартный прокат, литье, штампованные изделия, поковки, формы, полученные гальванопластикой и напылением.
§ 5.2. Материалы
Для электродов-инструментов необходимо выбирать сплавы, обладающие коррозионной стойкостью, высокой электропроводностью, хорошей сопротивляемостью местному разрушению при коротких замыканиях, высокой адгезией к диэлектрическим покрытиям, достаточной механической прочностью и обрабатываемостью, низкой стоимостью. Наиболее полно этим требованиям удовлетворяют медь, медные сплавы, нержавеющие стали; в меньшей степени — титановые сплавы. Медь и ее сплавы имеют высокую электропроводность, свариваемость, удовлетворительную адгезию к покрытиям, достаточную механическую прочность. Главным их недостатком является высокая чувствительность к коротким замыканиям, при которых выплавляются большие участки рабочей поверхности, что затрудняет их восстановление. Если заготовку электрода-инструмента получают литьем, то в качестве материала используют латунь или бронзу.
Электроды-инструменты повышенной прочности изготовляют из нержавеющих сталей, например 12Х18Н9Т, которые не разрушаются при коротких замыканиях, имеют предел прочности в 2...3 раза выше, чем медь, обладают высокой адгезией к покрытиям. При этом следует учитывать низкую удельную электрическую проводимость (в 30...50 раз меньше, чем у меди). Поэтому контактные участки для подвода напряжения у таких инструментов должны быть большими.
При проектировании электродов-инструментов диэлектрические материалы используются: а) в виде покрытий толщиной 0,05... 0,5 мм; б) в виде механически обработанных конструктивных элементов (стержней, брусков, листов, плит), которые либо закрепляются на обрабатываемой поверхности, либо составляют часть электрода-инструмента.
Покрытия должны обладать высокой адгезией к металлам, механической прочностью, хорошей износостойкостью в условиях трения, стабильными диэлектрическими свойствами. Технология нанесения их на поверхность металла должна быть простой. Покрытия должны создавать плотную беспористую пленку, исключающую проникновение электролита к металлу, не разбухать под действием жидкости. В качестве покрытий используют эпоксидные смолы, лаки, керамические эмали, капрон в порошке, полиэтилен. Поверхность детали предварительно обрабатывают для повышения шероховатости: царапают металлическими щетками, обдувают дробью накатывают канавки.
Смолы, лаки и эмали наносят кистями, распылителями или окунанием. Капрон, полиэтилен, другие пластмассы наносят в псевдокипящем слое (рис. II.26). Для этого покрытие в виде порошка 2
Рис. П.26
помещают на сетку 3. Деталь 1 нагревают до температуры на 40... 45 К выше температуры плавления материала покрытия и подвешивают над слоем порошка. Снизу сетки подают сжатый воздух, который распыляет порошок, и он совершает движения, как при кипении. Порошок касается нагретой поверхности детали и плавится на ней ровным плотным слоем небольшой толщины. Чем мельче частицы покрытия, тем тоньше можно получить слой на поверхности. Очень эффективно использование в качестве изоляционного покрытия оксидной пленки металла электрода-инструмента, полученной непосредственно на электроде путем его специальной термообработки.
Если покрытия наносят на нерабочие поверхности электрода-инструмента, то обычно используют специальную резину с повышенной адгезией к металлам, пластмассу типа АСТ-Т, стиракрил. Для улучшения адгезии перед нанесением покрытий в детали 1 (рис. 11.27, а) предварительно сверлят отверстия 2 под различными углами к поверхности. Покрытие 3 заполняет отверстия и прочно удерживается на детали. Иногда в отверстия запрессовывают короткие штифты 4 (рис. П.27, б), которые также служат для закрепления покрытия.
Резину и герметики на ее основе используют для нанесения покрытий на участки деталей, имеющих замкнутый контур. За счет упругих свойств такое покрытие прочно удерживается на поверхности даже при больших скоростях течения электролита.
Конструкционные элементы из диэлектриков применяют для переходников, крепежных частей, направляющих для электродов инструментов, работающих по схеме протягивания, упоров и других деталей. Они должны быть прочны, способны работать при высоких температурах (свыше 320К), обладать слабой водопоглощаемо-стью. Чаще всего применяют резину, стеклотекстолит, текстолит, фторопласт, капролон. Стеклотекстолит и текстолит, несмотря на хорошие характеристики, набухают в электролите. Для ликвидации этого недостатка изготовленные из них детали до сборки проваривают в масле в течение 3...5 ч. Резина может работать при температуре не выше 325...330 К. При коротких замыканиях температура превышает 1500 К и резина разрушается. Кроме того, резиновые детали не позволяют точно базировать заготовку, поскольку резина очень упруга и изменяет форму при усилиях закрепления.
Фторопласт обладает удовлетворительной прочностью, хорошо работает при температурах до 530 К, но из-за большой массы конструкции из него тяжелы, и это может влиять на точность обработки.
§ 5.3. Расчет и изготовление
Форма обработанной поверхности неэквидистантна форме элект-
рода-инструмента. Это объясняется, во-первых, непостоянством ре-
жима обработки из-за колебания температуры, защелоченности электролита, напряжения и др. Во-вторых, даже при плоских, па-
раллельных поверхностях заготовки 1 и инструмента 2 (рис. 11.28)
электрическое поле в межэлектродном зазоре краев на участке I. Здесь плотность тока и съем металла будут другими, чем на основной части детали. Такое отличие будет тем заметнее, чем дальше отстоят друг от друга заготовка и электрод-инструмент.
Приблизить форму детали к требуемой чертежом можно либо нанесением слоя изоляции на электрод-инструмент или деталь, либо коррекцией формы рабочей поверхности инструмента по результатам расчетов и экспериментов. При расчете формы электрода-инстру-
неоднородно вблизи
Рис. 11.28
мента в общем случае принимают режим обработки стабильным, а начальный (до корректировки) профиль инструмента эквидистантным профилю детали. Методика Расчета выбирается в зависимости от схемы ЭХО.
При схеме с неподвижными электродами корректировка формы рабочей поверхности инструмента не дает положительных резуль-
татов, так как из-за постоянного возрастания межэлектродного зазора условия обработки по времени меняются. В этом случае используют диэлектрические покрытия. На рис. 11.29 показаны примеры нанесения покрытий 2 на поверхность электрода-инструмента 1. Если размеры электропроводной части электрода-инструмента 2 совпадают с размерами заготовки 3 (рис. 11.29, а), то искажение
Рис. П.29
Рис. П.30
поля будет лишь в непосредственной близости от кромок и профиль детали будет близок к форме рабочей поверхности инструмента (показано пунктиром на рисунке). Если же размеры заготовки 3 отличаются от размеров рабочей части инструмента /, ограниченной изоляцией 2 (рис. 11.29, б), то электрическое поле в зазоре будет неравномерным и форма детали около границ обрабатываемого контура искажается (пунктирная линия на рисунке).
Если наносить диэлектрик на заготовку 3 (рис. П.30), то плотность тока возрастает вблизи границ изолятора 2. В этих местах независимо от размеров инструмента 1 будет увеличенный съем металла (пунктирная линия на рисунке)—возникает погрешность по глубине обработки.
Для большинства операций ЭХО неподвижными электродами погрешность по глубине не является определяющей. Поэтому целесообразно наносить изоляцию на заготовку. Покрытия наносят на заготовку с помощью масок или фотолитографии. После ЭХО покрытия удаляют шлифованием, полированием или химческим травлением. Однако при этом покрытие используется только один раз и усложняется подготовка заготовок к ЭХО. Чтобы избежать чрезмерного повышения трудоемкости операции, изготовляют диэлектрический трафарет обрабатываемой поверхности, который плотно накладывают на деталь. Толщина трафарета должна быть не более 20...60% от размера начального межэлектродного зазора. При большой толщине ухудшаются условия течения электролита и снижается точность обработки. В качестве материала для трафарета используют полиэтиленовую или лавсановую пленку, специальную бумагу, гетинакс, органическое стекло, винипласт толщиной 0,1... 0,5 мм. Размеры отверстий в трафарете должны быть меньше, чем 138
размеры обрабатываемых участков, чтобы компенсировать боковое растворение углублений на заготовке:
6Т=^Д— (0,1... 0,5) А, (11.40)
где Ьт — ширина отверстия в трафарете; Ьд — ширина отверстия в детали по чертежу; h — глубина растворения металла (если отверстие сквозное, берут толщину заготовки).
Трафареты изготовляют различными методами. Наиболее распространено гравирование отверстий по копирам фрезой с высокой скоростью резания.
Изоляционные покрытия можно наносить на инструмент или заготовку с использованием технологии фотолитографии или фотохимии (см. § 3.1).
Электроды-инструменты для схемы прошивания изготовляют в зависимости от вида обработки: изготовление отверстий металлическим инструментом или струйным методом, углубление с постоянным и изменяющимся периметром, конических, сферических и других поверхностей, кольцевая вырезка (трепанация) и др.
Отверстия при прошивании могут быть цилиндрическими, коническими сквозными или глухими. В большинстве случаев электрод (рис. 11.31) выполняют в виде трубки /, изолированной снаружи покрытием 2. Со стороны рабочего торца обычно делают бурт 3, предохраняющий покрытие 2 от разрушений струей электролита и продуктами обработки. Если от
D
Рис. П.31
верстие круглое, то электроду-инструмен-
ту придают дополнительное вращение, позволяющее повысить точность размеров сечений. При расчете электрода-инструмента необходимо найти диаметр б/и, обеспечивающий получение отверстия диаметром D.
За счет съема буртом 3 металла с боковых поверхностей отверстия
cf„=D — 2y,
(П.41)
где у — съем металла с боковых поверхностей. Он равен изменению бокового зазора за время прохождения каждого сечения отверстия буртом: y=sK. б—$об.
Здесь конечный зазор $к. б берут по уравнению (11.24):
5к.б=С 2'Пг'/Ь'т/,о+5<>б >
где время воздействия бурта на боковую поверхность равно отношению его высоты Н к скорости подачи инструмента (т= = ///уи). Начальный боковой зазор s06 можно приравнять к торцо
вому установившемуся зазору s, который выбирают пр/рекоменда-циям § 2.2. Тогда по формуле (11.41)
(1Я=D — 2 V 2т)ех4//7/(рг»и) + «2 -f-2s.
(П.42)
Для получения прецизионных отверстий высота бурта должна быть как можно меньше, однако по возможностям технологии Я>0,2...0,3 мм.
У электродов-инструментов с толстыми стенками вместо изоляции боковой поверхности можно диаметр инструмента уменьшить на 1,5...2 мм по сравнению с диаметром бурта. Длина электрода
/ = *реМ(/д + 4 + 4), (П.43)
где /д— глубина отверстия; /3 — длина участка для закрепления электрода в электрододержателе; /в — длина выхода инструмента (при прошивании сквозных отверстий); Арем=1,2...2— коэффициент, учитывающий сокращение длины электрода при ремонте.
Если /д> (1О...12)£>, то инструмент следует рассчитывать на жесткость, при этом повышенные требования предъявляют к технологической системе в целом.
Электроды изготовляют в такой последовательности: 1) рассчитывают диаметр с1и по уравнению (11.42); 2) трубку необходимого диаметра рихтуют, для чего ее в нагретом состоянии растягивают вдоль оси; 3) отрезают кусок трубки по длине, рассчитанной по формуле (11.43); 4) шлифуют или протачивают наружную поверхность на глубину слоя изоляции, сохраняя бурт и участок для за7 крепления электрода-инструмента в электрододержателе; 5) наносят слой изоляции; 6) зачищают’рабочую часть электрода-инструг мента от изоляции и других нетокопроводных частиц; 7) осуществляют контроль электрода-инструмента.
При прошивании некруглых узких отверстий большие трудности вызывает изготовление центрального отверстия в электроде-инструменте. В этом случае используют сплошные электроды-инструменты 1 (рис. 11.32). Зазор между электродом-инструментом 1 и заготовкой 2 уплотняют по всей глубине отверстия прокладками 3. Электролит подают с одной стороны отверстия. Он проходит под торцом инструмента и выходит с другой стороны.
При прошивании отверстий струйным методом их диаметр зависит от размеров струи и определяется диаметром сопла.
Прошивание полостей применяют для изготовления ковочных’ штампов, литейных форм, пресс-форм, лопаток энергетических машин (газотурбинных
двигателей, гидроагрегатов) и др. При проектировании электрода-инструмента необходимо рассчитать форму рабочей поверхности
3 2
Рис. 11.32
электрода-инструмента, а также положение щелей и отверстий для подвода электролита в зону обработки. Чтобы определить форму рабочей поверхности, сначала по чертежу обрабатываемой поверхности детали строят эквидистантный профиль электрода-инструмента с зазором,травным установившемуся зазору s. Далее находят действительную форму электрода-инструмента. Известно три метода нахождения ег<\ размеров: а) аналитический и графоаналитический; 6) метод моделирования электрическим полем; в) производственный.
Аналитический расчет формы инструмента выполняют методом решения стационарных задач с использованием функций Грина или методом разделения контура на отдельные участки, описываемые плоскими, цилиндрическими и сферическими поверхностями. Такие расчеты проводят с применением ЭВМ.
Метод решения стационарных задач даже с использованием современной вычислительной техники применим для определения инструмента только в случае простой его формы. Поэтому на практике обычно используют метод разделения контура на отдельные участки. При этом находят отклонения формы инструмента от эквидистантной для каждого участка поверхности и определяют требуемые размеры инструмента.
Все поверхности отдельных участков полостей с некоторой погрешностью можно классифицировать следующим образом: 1) горизонтальные (зазор можно считать установившимся, его размер рассчитывают по рекомендации § 2.2); 2) вертикальные; 3) наклонные; 4) криволинейные (цилиндрические, сферические и др.).
Зная скорость подачи электрода-инструмента vR, определенную по формуле (II.7), размеры электрода-инструмента на вертикальных участках рассчитывают по формуле (11.42).
7
На рис. 11.33 показана схема расчета бокового зазора sq для наклонных участков. В начале процесса обработки боковой зазор изменяется во времени (режим нестационарный). Далее зазор
асимптотически приближается к установившемуся значению. В расчетах зазор принимают установившимся, если он составляет более 0,95...0,97 от теоретического значения. Расчет ведут £ такой последовательности. /
1. Определяют нормальную составляющую /скорости подачи = (рис. 11.33), где угол а между обрабатываемой поверхностью электрода-инструмента 1 и направлением его подачи находят в зависимости от угла у наклона поверхности заготовки 2 к направлению подачи электрода-инструмента по экспериментальным графикам типа приведенного на рис. II.34 для сплава 5ХНМ.
2. По высоте поверхности через постоянный шаг проводят три-четыре сечения, отстоящие от нижней поверхности полости на расстояниях /7], Н2 и т. д. Для этих сечений находят момент времени их обработки x==Hi/vKt где i — номер сечения.
3. Определяют границу установившегося режима /7У. Для этого пользуются номограммами, аналогичными приведенной на рис. 11.35. В точках на рис. 11.35, где Н>НЪ режим считают стационарным и боковой зазор рассчитывают по формуле (11.25);
S6 = T]st/-/-/(PT>n).
На участках, где H<HV, расчет ведут по уравнениям (11.26а), (11.266), в которых скорость ии подачи инструмента берут равной vn, и находят значения конечного зазора зк=»б-
Уравнения (11.26) могут быть решены графически. Тогда метод расчета будет относиться к графоаналитическому.
Рис. 11.35
4. Вычисленные значения зазоров Зб откладывают в выбранных сечениях по нормали к поверхности детали и получают участок профиля электрода-инструмента.
Схема ^счета электрода-инструмента при прошивании криволинейной поверхности приведена на рис. 11.36. Расчет выполняют в такой последовательности.
1. На профиЛе углубления в детали отмечают несколько сечений (от двух до десяти) и определяют в каждом время от начала обработки Xi=Hi/vk
2. В выбранных речениях (для примера на рисунке показана схема расчета для сеяния 5) проводят касательные и нормали к поверхности деталщ нахрдят углы у/ наклона поверхности заготовки к направлению подачи электрода-инструмента (можно непосредственно измерять угол по чертежу). Для каждого сечения находят нормальную составляющую скорости подачи vn.
3. По номограммам (см. рис. 11.35) находят границу установившегося режима. Для точек, в которых режим неустановившийся, конечный боковой зазор находят по уравнениям (11.26). Для установившегося режима расчет можно выполнять приближенно по зависимостям идеального процесса:
s6=s/siny. (11.44)
4. Вычисленные значения бокового зазора откладывают по нормали к поверхности заготовки и экстраполируют в криволинейный участок профиля электрода-инструмента.
Определение формы инструмента методом моделирования. Моделирование — это описание одного процесса с помощью другого, протекающего аналогично исследуемому. В случае идеального процесса форма и положение обрабатываемой поверхности в любой момент времени совпадают с эквипотенциальной поверхностью поля. Положение этих поверхностей определяется градиентом потенциала. Следовательно, возможно однозначное решение задачи.
Для нахождения формы электрода-инструмента рассматривают статические и стационарные (неподвижные и неизменяющиеся по времени) электрические поля, поле скорости жидкости, движущейся в капиллярно-пористом теле, и т. д.
Известен метод непрерывного моделирования, при котором берут капиллярно-пористое тело, например фильтровальную бумагу 1 (рис. 11.37), которую накладывают на подставку 2, пронизанную капиллярами 3. Часть капилляров можно перекрыть заслонкой 4, повторяющей по форме начальную обрабатываемую поверхность. Подставку 2 помещают в жидкость, которая через свободные капилляры смачивает фильтровальную бумагу 1. Процесс смачивания и последующего распространения .жидкости по фильтровальной бумаге фиксируют с помощью кино- или фотоаппарата 5. Получаемая картина подобна изменению формы обрабатываемой поверхности при ЭХО. Форму
. йот так, чтобы получить требуемый контур углубления на детали.
Методы моделирования не находят широкого приме/^ния из-за слишком грубого приближения к результатам реального процесса
Производственные методы. Все рассмотренные выше методы нахождения формы электрода-инструмецта не учитывают гидродинамики потока электролита, изменения/его температуры и других факторов, поэтому расчет и моделирование дают приближенные результаты. Их уточняют путем экспериментов на промышленном оборудовании. В производстве используют два метода: обратного копирования и последовательных/приближений.
При методе обратного копирования электрод-инструмент выполняют с помощью ЭХО, где в виде инструмента используется выполненная слесарно-механическим методом модель детали. Метод дает хорошие результаты при небольшой толщине слоя металла, удаляемого с рабочей части электрода-инструмента при схеме обработки с неподвижными электродами. При удалении значительных припусков этот метод может использоваться для предварительной обработки.
Окончательную доводку рабочего профиля электрода-инструмента выполняют методом последовательных приближений путем уточнения формы после обработки пробной партии деталей. Уточнение ведут до получения деталей, соответствующих требованиям чертежа.
Определение расположения щелей и отверстий для подачи электролита. При обработке углублений по схеме прошивания может быть два варианта подачи электролита в зазор между электродом-инструментом и деталью: а) вдоль или поперек обрабатываемой поверхности; б) через щели и отверстия в электроде-инструменте.
Первый вариант выбирают при обработке неглубоких (до 10... 15 мм) полостей в случае небольшого (до 100...150 мм) пути протекания электролита и плавного аэродинамического профиля об-
рабатываемой поверхности. К таким деталям относятся лопатки газотурбинных дви-
гателей, ковочные штампы с неглубоким
профилем и т. п. На рис. 11.38 показана схема подачи электролита вдоль зазора между электродами-инструментами 1, 2 и лопаткой турбины 3.
Если полость имеет значительную глубину, не плавный аэродинамический профиль, то электролит обычно подают через отверстие в электроде-инструменте 1 (см. рис. 11.31). Недостатком этого способа является сложность изготовления электродов-инстру-
Рис. П.38
ментов и необходимость последующей обработки участка поверхности детали напротив щели — там остаются выступы (керны) высотой до 1 мм.
При выборе числа щелей и отверстий для подвода электролита и мест их расположения необходимо учитывать следующие рекомендации: 1) щели и отверстия следует располагать на выступающих местах элейтрода-инструмента вдоль осей симметрии профиля; 2) при проектировании гидравлического тракта нужно исключать возможность образования встречных потоков, следует стремиться, чтобы путь электролита в каждом сечении от щели или отверстия до одной из границ обрабатываемого контура был минимальным. Застойные зоны приводят к нарушению процесса анодного растворения и коротким замыканиям на отдельных участках поверхности. \
Если обрабатываемое углубление вытянуто, то выполняют одну
щель, расположенную вдоль длинной стороны по оси симметрии (рис. 11.39, а). При квадратном или ромбовидном попереч-
ном сечении обычно прорезают щели, направленные по диагонали (рис. 11.39, б). Полости, имеющие расширение на концах, должны обрабатываться электродами, имеющими кроме продольной щели одну или две прорези в местах расширения (рис. 11.39, в, г), В электродах-инструментах, имеющих форму тел враще
ния, подвод электролита
может осуществляться через центральные отверстия или через систему отверстий по контуру наружной поверхности (рис. 11.39, д).
Изготовление электродов-инструментов для прошивания полостей ведется в такой последовательности.
1. По результатам расчетов изготовляют шаблоны с профилем, обратным профилю рабочей части электрода-инструмента. Количество шаблонов выбирают таким, чтобы можно было контролировать все сечения.
2. По шаблонам как по моделям изготовляют литейные формы, отливают заготовку с каналами для подвода электролита. Если каналы в электроде-инструменте не предусмотрены, заготовку выполняют из стандартного проката или из поковки.
3. С помощью механической обработки изготовляют посадочные поверхности и доводят рабочий профиль электрода-инструмента по шаблонам.
4. Изготовляют щели и отверстия. Ширина щели 1...2 мм, длина— на 10...12 мм меньше длины электрода-инструмента. Диаметр отверстий 1,5...3 мм.
5. Изготовляют на электрохимическом станке полость в образце из материала заготовки и контролируют точность профиля углуб
ления.
6. Скругляют кромки щелей и отверстий и полируют рабочую поверхность. Если углубление в образце не соответствует проекту, то рабочий профиль изготовляют методом обратного копирования и доводят его слесарно-механическим методом. /
7. Покрывают изоляцией нерабочие участки. При серийном производстве целесообразно уточнить профиль шаблонов по окончательной форме электрода-инструмента и использовать их в дальнейшем для изготовления рабочей части. /
Если необходимо получить отверстия большого диаметра или обработать снаружи крупную заготовку^/го из листа изготовляют трепанирующий электрод-инструмент. Лист изгибают по форме обрабатываемого контура в детали. Нерабочие поверхности покрывают слоем изоляции. Для предохранения такого покрытия от разрушения потоком электролита с рабочего торца предусматривают бурт, аналогичный тому, который используют для прошивания отверстий (см. рис. П.31).
Электроды-инструменты для электрохимического точения. По схеме точения обрабатывают как наружные, так и внутренние поверхности. Для электродов-инструментов рассчитывают площадь рабочей части. При длине электрода /р и силе тока I источника питания наибольшая ширина рабочей части (рис. 11.40, а, б)
Л</т]3/(Лр),
(11.45)
где rj3— коэффициент допустимой загрузки источника тока при длительной работе; J — плотность тока по результатам расчета технологических показателей процесса.
Рис. П.40
Если h составляет 0,1...0,15 длины периметра детали, то рабочий торец электрода-инструмента можно оставлять плоским, а боковые поверхности покрыть слоем изоляции (рис. 11.40, а). Подвод электролита осуществляют вдоль электрода-инструмента через плоский патрубок.
В случае большей ширины h необходимо изготовить рабочий профиль по радиусу заготовки R (рис. 11.40, б). Угол охвата детали \
\ 180°5/(л/р7?), ' (11.46)
где S — площадь ^дбочей поверхности электрода-инструмента: S = = hl$. у
Для обработки торцов используют электроды, имеющие коробчатую форму (рис. II.4Q, в). Их рабочая часть может иметь форму диска с радиальными парами для подвода электролита. Если мощность источника питания недостаточна для обеспечения расчетной плотности тока, то рабочую часть делают в форме сектора (рис. 11.40, г) или нескольких секторов, часть которых выполнена из диэлектрика (рис. 11.40, д). Подвод электролита осуществляют через радиальные щели (рис. 11.40, г) или через центральное отверстие (рис. II. 40, д).
Электрод-инструмент для точения внутренней поверхности изготовляют в форме вала с центральным отверстием для подвода электролита. На наружной
поверхности электрода-инструмента, используемого при обработке внутренней поверхности (рис. 11.41, а), часто устанавливают выступающие из корпуса 1 диэлектрические упоры 3, которые регулируют размер межэлектродного зазора. Высота
Рис. 11.41
упоров должна быть близка к размеру зазора. Электрод-инструмент по длине имеет несколько рабочих участков, вступающих в работу последовательно.
Ширину упоров рассчитывают по формуле /'
/ (11.47)
где R — радиус обрабатываемого отверстия; п — чйсло упоров.
Если Ь^З ... 5 мм, то возрастает трение между заготовкой и электродом-инструментом. Тогда на рабочей части корпуса 1 устанавливают заподлицо с профилем диэлектрические вкладыши 2, ширина которых берется как разница между рассчитанной по формуле (П.47) и выбранной шириной упоров. Изготовляют такие электроды-инструменты из проката. Упоры и вкладыши крепят винтами или клеем. Наружную поверхность упоров обрабатывают на токарных станках после сборки электрода-инструмента.
Если отверстие имеет переменный по длине диаметр или некруглое поперечное сечение, то электрод-инструмент может быть выполнен в виде перемещаемой по трубе каретки, несущей рабочую часть 5 с упорами 3 (рис. 11.41,б). Ширину рабочей части определяют по формуле, аналогичной (11.45). Электролит подают через внутреннюю часть штанги 1 и корпуса 2. Размер межэлектродного зазора поддерживают за счет диэлектрических роликов. 5. При переменном диаметре заготовки 6 упоры 4 раздвигаются или, наоборот, сближаются, обеспечивая постоянный прижим роликов 3 .к заготовке.
При изготовлении такого электрода-инструмента следует нанести диэлектрические покрытия на нерабочие участки поверхности и обеспечить герметичное соединение деталей. В частности, штангу 1 с корпусом 2 можно соединить резьбой с посадкой по конусу.
Электроды-инструменты для работы по схеме протягивания. По такой схеме обрабатывают внутренние и наружные поверхности круглого и некруглого сечения с плавным переходом между сечениями. Для повышения точности круглого цилиндрического отверстия детали придают вращательное движение с частотой вращения 0,5...1,5 об/с.
Рис. 11.42
Электрод-инструмент для обработки внутренних поверхностей круглых труб (рис. П.42) рассчитывают в такой последовательности.
1. Накопят наибольший межэлектродный зазор
\ Smax^3(d “1“ d3}l2-\-S^
где d — номинальный диаметр отверстия в детали; ^бв — верхнее предельное отклонение диаметра d\ d3 — номинальный диаметр отверстия в заготовке; <$о— начальный межэлектродный зазор.
2. Определяют средний размер межэлектродного зазора
5ср= (Smax 4“ $о)/2*
3. Для среднего зазора находят плотность тока на аноде (заготовке)
J = 1 sQy.
4. Определяют силу тока /т источника питания
/Т = /П3.
5. Рассчитывают наибольшую возможную длину рабочей части инструмента
6. Находят диаметр передней и задней направляющих (в мм) б/н=4/з —&н —0,1,
где 6Н—нижнее предельное отклонение диаметра отверстия в заготовке.
7. Находят длину передней /п и задней Z3 направляющих
Zn ^1-^0, Z3 ^2^0 >
где &i=4OJ.6O; &2=60...80— коэффициенты, учитывающие длину пути электролита до получения однородного потока жидкости.
8. Определяют диаметр рабочей части электрода-инструмента dp=б/н 2.$q.
9. Рассчитывают общую длину электрода-инструмента
А = /П4-/Р + /3.
Корпус 1 электрода-инструмента (рис. 11.42) выполняют обычно из латунного проката. Ток от штанги подводят через конический участок с резьбой. Конус на штанге и в корпусе притирают; площадь контакта не менее 70%. Переднюю 2 и заднюю 3 направляющие изготовляют из диэлектриков (органического стекла, эбонита, стиракрила и др.). В них делают винтовые канавки для протекания электролита, после чего обрабатывают по наружной поверхности в сборе с корпусом. Затем рабочую часть на длине /Р полируют до зеркального блеска.
Если обрабатываемое отверстие имеет профиль переменного сечения, например при местном сжатии трубы, то используют электрод-инструмент так называемой нежесткой конструкции (рис. 11.43).
Он представляет собой эластичную камеру / из резины. На наружной поверхности камеры выполнены углубления, в которых закреплены металлические полоски 2. Внутрь камеры подают через трубки 3 воздух под давлением. За
ере.
4
счет этого наружная поверхность камеры прижимается к детали и торяют ее форму по мере продвижения электрода-инструмента вдоль детали/Через штангу 4 к полоскам подводят ток, а по внутренней поверхности заго^двки — электролиз. Обработку в этом случае ведут в локальной (местной) к
ДК^»Т41ЙЮЯЯВ«|
j л-4 7
Л ~A
В таких электродах-инструментах рассчитывают предельную ширину каждой полоски, исходя из требуемой плотности тока по всей ее длине. Полоски закрепляют слоем резины при вулканизации.
Электроды-инструменты для схемы разрезания рассчитывают, исходя из обеспечения требуемой жесткости, так как колебания электрода в пазе вызывают прижоги на заготовке. Электрод-инструмент выполняют в форме диска с буртиком на рабочей части. На боковые поверхности диска наносят слой диэлектрика.
При разрезании заготовок непрофилированным электродом-инструментом используют проволоку диаметром 0,2...2,0 мм из латуни или стержни диаметром 0,5...2,5 мм из вольфрама, латуни. Использование проволоки предпочтительнее — за счет более высокой жесткости она обеспечивает повышенную точность реза.
ГЛАВА 6. ОБОРУДОВАНИЕ ДЛЯ ЭХО
§ 6.1. Типовая структура оборудования
По структуре станки для ЭХО близки к агрегатным. Они включают стандартные узлы: источник питания, насос, ванны для хранения электролита и промывочно-пассивирующих жидкостей, устройство для очистки электролита, элементы управления. Механическая часть станка всегда оригинальна, она содержит элементы для установки и крепления деталей, механизмы подачи электродов-инструментов, системы подвода рабочего напряжения и электролита. Для проектирования любого электрохимического станка
необходимо рассчитать параметры источника питания, насоса, ванны для электролита, выбрать средства очистки жидкости от продуктов обработки, разработать элементы механической части станка, выбрать систему регулирования межэлектродного зазора. Стандартные узлы обычно рассчитывают для группы обрабатываемых деталей и выбирают из числа серийно выпускаемых. Нестандартные узлы и детали также рассчитывают, проектируют и изготовляют для конкретного вида обрабатываемых поверхностей и схемы обработки.
На рис. 11.44 показано расположение узлов электрохимического станка для обработки по схеме протягивания (вид сверху). Механическая часть 8 включает переднюю и заднюю направляющие для установки и крепления обрабатываемых труб, ходовой винт для подачи электрода-инструмента вдоль трубы, гибкий токопровод. Механическая часть соединена трубопроводами 2 с насосом 1 и ванной 3 для электролита, а токоведущими шинами — с источником питания 7. На схеме показаны также ванны 9, 10, 11 для промывки, пассивации и консервации деталей после обработки, смеситель 4 для приготовления и центрифуга 5 для очистки электролита, электрошкаф 6 с блоком защиты от коротких замыканий, устройствами регулирования и управления процессом.
Затраты на создание нового типа станков для ЭХО складываются из: а) стоимости проведения поисковых исследований, разработки технического задания и технико-экономического обоснования создания оборудования, проектирования оригинальной механической части и общей компоновки (около 50% всех затрат); б) стоимости комплектующих стандартных узлов: источника питания, насоса, ванн, устройства для очистки электролита, электрооборудования (—15%); в) стоимости изготовления механической части, ее сборки и наладки (^20%); г) стоимости доводки узлов и технологического процесса («15%).
§ 6.2. Источники питания
Источники питания (ИП) электрохимических стеков преобразуют переменное напряжение электрической сети в Постоянное или униполярное импульсное. В отдельных случаях для ЭХО используют и переменный ток. Но во всех случаях, кроме обработки струйным методом, выходное напряжение источника питания обычно не превышает 36 В. Сила тока может достигать 30 000 А (в зависимости от мощности ИП). Источники могут быть со ступенчатым и плавным регулированием силы тока или напряжения, со стабилизацией выходных параметров.* Источники бывают двух видов: электромеханические’ и статические. Электромеханический ИП представляет собой механически связанные электродвигатель и генератор, вырабатывающий ток требуемого напряжения. При работе генератора возникают шум, вибрации, электромеханические ИП сложны в обслуживании, имеют низкий КПД и в настоящее время используются редко.
Благодаря развитию выпрямительной техники были созданы статические источники питания на селеновых и кремниевых выпрямителях. Наиболее перспективными являются источники с управляемыми выпрямителями, называемыми тиристорными преобразователями, с системами защиты от перегрузок. Некоторые преобразователи позволяют менять полярность напряжения на выходе, их называют реверсивными.
На рис. П.45 показана структурная схема источника питания. Напряжение от сети подается на понижающий трансформатор /, а затем на выпрямитель 2, который связан с блоками регулирования 3 и стабилизации 5 процесса. Блок регулирования позволяет задать нужную форму изменения напряжения, тока й их полярность. При коротких замыканиях между заготовкой и электродом-инструментом, а также при других перегрузках срабатывает система защиты 4, которая прерывает подачу напряжения на электроды.
Рис. П.45
В качестве простейшего устройства для защиты от перегрузок можно использовать обычное тепловое реле, которое реагирует на изменение силы тока выше предельной, необходимой для нормально
го протекания процесса ЭХО. Недостатком таких реле является большое время срабатывания. Для защиты от перегрузок чаще используют быстродействующие электронные схемы на транзисторах. Время срабатывания таких схем составляет 0,008 с, поэтому отключение источника питания происходит до контакта электродов.
Блок стабилизации 5 напряжения или силы тока позволяет постоянно поддерживать заданные параметры независимо от условий ЭХО. Источники питания могут иметь на выходе различные внешние вольт-амперные характеристики (рис. 11.46): естественную 2, жесткую 1 и крутопадающую 3.
Источники с естественной и жесткой характеристикой имеют слабо изменяющееся или постоянное напряжение независимо от силы выходного тока. Это облегчает управление и регулирование процесса ЭХО. Однако при коротких замыканиях в таких источниках резко возрастает ток, что приводит к их выходу из строя. Источники с крутопадающей внешней характеристикой при коротких замыканиях ограничивают возрастание силы тока значением тока короткого замыкания /к, близким к рабочему /раб.
Простейшими статическими источниками питания являются селеновые неуправляемые выпрямители типа ИПП, состоящие из трансформатора и выпрямителя. Серийно выпускаются тиристорные источники питания типа ВАК (выпрямительный агрегат кремниевый), и ВАКР (реверсивный) с силой выходного тока до 25 000 А. Они имеют устройства для автоматического поддерживания заданной силы тока, напряжения, плотности тока, дают возможность регулировать напряжение от нескольких вольт до 36 или 48 В. Чтобы получить импульсное напряжение, используют специальные источники питания или приставки, подключаемые к источникам питания с постоянным напряжением.
Для правильного выбора промышленного источника питания необходимо учитывать потребность в реверсировании, рассчитать максимальную силу выходного тока. При изготовлении деталей из различных сплавов напряжение источника берут по наибольшему граничному значению для всех материалов (см. § 1.6). При определении силы тока I на выходе источника питания расчет следует выполнять для детали, обработка которой потребует наибольшего тока: / = /т/т]3, где /т — сила тока, необходимая для анодного растворения обрабатываемой поверхности заготовки; y]3 — коэффициент загрузки источника питания при режиме длительной работы (для источников питания типа ИПП т)з=0,65...0,7; для типа ВАК т]з= = 0,8...0,98).
Расчет силы тока для осуществления процесса ЭХО выполняется по формуле, полученной из формул (II.5) и (П.25):
/т=/5=^расч5р/(ег1), (11.48)
где Урасч — расчетная скорость съема металла с заготовки; S — площадь рабочей части электрода-инструмента. При обработке по схеме с неподвижными электродами требуемая сила тока со време
нем меняется. Расчет ведут по скорости съема в начальный момент времени, когда межэлектродный зазор равен s0:
^расч0 = Т1^/(р50).
Для схем прошивания (с периодическим сближением электродов), точения и протягивания скорость съема находят для минимального ЗаЗОра ^min’
®расч=11ек^/(Р5т1п)-
При схеме шлифования металлическим инструментом силу тока рассчитывают по формуле
/т = yJJS/Smin •
При расчете площади рабочей части электрода-инструмента следует учесть нерабочие участки (щели, отверстия, площадки, покрытые диэлектриком, и др.):
S—Sq — S1(
где So — общая площадь рабочей части электрода-инструмента; Si—площадь нерабочих участков. Расчет общей площади So для схемы разрезания выполняют для момента прохождения инструментом максимального размера поперечного сечения, например диаметра, заготовки. Для шлифования площадь So находят в зависимости от диаметра и ширины инструмента и глубины обработки путем графического построения в масштабе 50:1 или 100:1.
По известным напряжению и силе тока источника питания можно найти потребляемую им мощность
где т]п — КПД источника питания.
Выбор токоподводов. Ток от источника питания к механической части станка передают по гибким или жестким шинам. При силе тока до 100 А можно использовать отдельные провода большого сечения или их наборы. Если сила* тока не превышает 1000... 1200 А, то применяют наборы гибких медных оплеток или пакеты медной фольги. При большей силе тока используют шины в виде полос из меди, алюминия или их сплавов. Иногда токоподводы делают охлаждаемыми (воздухом или водой).
Площадь сечения токоподвода Зт находят из условия прохождения по нему тока с предельной плотностью Уп:
S^=IJJ п.
Для медных токоподводов без охлаждения /п=1...2 А/мм2, для алюминиевых /п=0,8...1,5 А/мм2. При охлаждении водой Jn=3... 6 А/м2 и /п=2...3 А/мм2 соответственно для медных и алюминиевых проводов. Для надежной передачи тока следует правильно выбрать силу прижима и размеры контактных площадок. От этого будут зависеть потери напряжения, которые при нормальных условиях эксплуатации не должны превышать (0,03...0,05) UL, где U—
номинальное напряжение, В; L — длина токоведущих шин, м, и потери мощности, которые составляют (0,1... 1) PL, где Р — мощность установки, кВт; L — длина проводов, м. Для снижения потерь напряжения и мощности необходимо обеспечить плотность прижима в контактных соединениях для меди (60...100) • 105 Па, для алюминия 250-106 Па.
Площади контакта SK в местах соединений рассчитывают по формуле
5К=/ТМК, (П.49)
где /к — предельная плотность тока через контакт (без охлаждения А/мм2, с охлаждением /к^8 А/мм2). По формуле (11.49) кроме соединений шин рассчитывают условия закрепления деталей в базовых элементах механической части станка. Эффективно использование тонких металлических прокладок в местах токопроводов путем их плотного обжатия обеими поверхностями (заготовки и токопровода).
§ 6.3. Системы подачи электролита
Если процесс ЭХО протекает в течение нескольких секунд, например, при маркировании деталей по схеме с неподвижными электродами, то электролит не успевает загрязниться продуктами обработки. В этих условиях электролит не прокачивают. При времени процесса до 8...10 с для перемещения электролита могут быть
использованы ультразвуковые или низкочастотные вибрации электродов или влажные ленты, перемещаемые через межэлектродный зазор. Если обрабатывают детали, предназначенные для перемещения газов или жидкостей (крыльчатки компрессоров, насосов, шнеков и др.), то электролит можно перемещать за счет вращения самой заготовки. Жидкость протекает по зазору между электродами со скоростью, регулируемой частотой вращения заготовки. В остальных случаях используют насосы. При небольших расходах электролита, например для про-
Рис. 11.47
шнвания отверстий малого диаметра, применяют прокачку с помощью пневмонагнетателей (рис. 11.47).
Пневмонагнетатель состоит из двух цилиндров с поршнями, связанными между собой жестким рычагом. На один из поршней давит сжатый воздух и выжимает электролит. В это время в другой цилиндр поступает электролит из ванны. Если давление создается левым по рисунку поршнем, то вентили 1, 4, 5, 8 открыты, а вентили 2, 3, 6, 7 закрыты. После того как весь электролит
будет вытеснен из левого цилиндра, вентили переключатся и электролит к станку начнет поступать из другого цилиндра. Когда необходимо создать давление больше, чем в пневмосети, устанавливают дополнительный пневмоусилитель. •
Пневмонагнетатели позволяют получить высокое давление электролита без использования электропривода. Однако они обладают малой производительностью, а также низкой надежностью при плохой очистке электролита.
Наиболее широко применяются центробежные насосы, выполняемые из нержавеющей стали. Они не боятся загрязнения перекачиваемой жидкости и надежны в работе. Для подбора промышленного насоса необходимо рассчитать его напор и подачу.
Расчет характеристик насоса. Подачу насоса QH находят через среднюю скорость и площадь поперечного сечения межэлектродного промежутка Sn:
(11.50) где kn— коэффициент, учитывающий степень износа насоса (новый, бывший в употреблении). Обычно kH= 1,5 ... 2,0. Площадь Sn = fesmax, где b — ширина промежутка; smax — наибольший межэлектродный зазор. Для схемы с неподвижными электродами, кроме того, учитывают припуск на обработку: Sn = &(s + z), где s — начальный зазор; z — припуск.
Для нахождения напора насоса Н необходимо знать перепад давлений Ар + А/?г на входе в межэлектродный промежуток и на выходе из него, необходимый для перемещения электролита и выноса газообразных продуктов обработки. Кроме того, следует учесть местные ДЯмест, путевые А/7ПуТ потери напора, противодавление на выходе рвых, дополнительный напор АЯ для перемещения электро- -лита от насоса к заготовке и вдоль нее (если заготовка установлена не горизонтально):
/7 = (Д/2 4-ДЯ + Лых)/(Р^)+2ДЛГ.1ут + 1]Д^мест+ДЛГ- Л-51)
где р — плотность жидкости; g— ускорение свободного падения.
Перепад давления Ар находят через среднюю скорость электролита если:
обрабатываемый участок вдоль направления течения электролита имеет небольшую длину (/p^300s, где •$ — размер зазора) и плоскую форму (или расположен горизонтально), то
др= 12|iZp^3/s2, (II. 52а)
где ц — динамическая вязкость;
обрабатывают круглые отверстия радиусом R электродом-инструментом, расположенным концентрично заготовке, то
д^=8и/рг,э Г(/? + S)2 + /?2 + 1/1п -^L±2L_1. (11.526)
L s(2R 4- 5) J
Если сечения имеют форму овала, эллипса, многогранника, то расчет для них средней скорости течения электролита значительно ус-156
ложняется и его выполняют с использованием средств вычислительной техники.
В зависимости (11.51) перепад давления Дрг, необходимый для выноса газообразных продуктов обработки (главным образом водорода), находят по формуле
ДРг = ^77ВЬ1х/24“^ ^Аых+Аых/^, (11.53)
где 6 = 0,11 ...0,12 — коэффициент, учитывающий соотношение между объемом твердых и газообразных продуктов обработки; / — плотность тока на аноде; S — площадь обрабатываемой поверхности.
Противодавление на выходе электролита из зазора рВых создают для устранения разрыва струи. Для схемы прошивания и протягивания рВЫх^150 кПа; при точении и при обработке неподвижными электродами рВЫх^50 кПа.
Путевые потери 2ДЯПут, зависящие от конструкции трубопроводов, их длины, скорости и вязкости электролита, рассчитывают для конкретных установок по уравнениям гидродинамики. Местные потери напора рассчитывают по значениям коэффициентов местных сопротивлений g трубопровода и скорости жидкости:
п
= (П>54)
Z=1
где g — ускорение свободного падения. Дополнительный напор ДЯ зависит от высоты ДЯ1 расположения насоса относительно обрабатываемой заготовки и положения заготовки при обработке ДЯ2:
Дб/ = + 1 ± Д^Ль
Знак « + » употребляют, если заготовка расположена выше насоса и если подвод электролита осуществляют через нижний конец заготовки. Если заготовка длиной L3 установлена под углом а к горизонтали, то
ДЯ = ± Д/Zi + Z3sina. (11.55)
Рассмотрим пример расчета режима обработки для схемы протягивания трубы из стали 45 с внутренним диаметром d3=27 мм электродом-инструментом диаметром d3 = 25 мм и длиной /Р = 400 мм. Труба расположена горизонтально на 1 м выше насоса. Электролит—10%-ный раствор хлорида натрия ~0,0126 См/мм); напряжение £/ = 9 В; выход по току т) ~0,91. Кинематическая вязкость среды v=l,5 мм2/с; плотность р = 2,8103 кг/м3, са = 0,95; сВх = 0,04; Т = -293 К.
По формуле (П.П) находят коэффициент диффузии 1,52-103 мм2/с. По формуле (11.15) определяют среднюю скорость электролита цэ/=9,4 м/с. По зависимости (11.18) находят и/'=4,8 м/с. В качестве расчетной выбирают v3.
Находят площадь кольцевого зазора между трубой и электродом-инструментом в начальный момент обработки и по формуле (П.50) определяют подачу насоса QH=l,5-10"3 м3/с. По формулам (П.52 б), (II.53) вычисляют Др=1,6х Х105 Па, Дрг=1,08-105 Па. Путевые и местные потери не рассматриваются, так как в принятой системе они пренебрежимо малы.
При противодавлении рВых=1,5-105 Па напор насоса по формуле (П.51) составит //==42,8 м.
В табл. П.1 приведены рекомендуемые для различных схем ЭХО диапазоны скоростей электролита и напоров.
Полученный расчетом напор укладывается в рекомендуемый диапазон. Из каталога серийно выпускаемых насосов подбирают марку с характеристиками, близкими к расчетным.
Таблица II.1
Схема обработки Средняя скорость течения электролита Противодавление /’вых’ Па Напор насоса /7, м
м/с
Обработка неподвижным электродом-инструментом 12.. .20 (0,2 ... 0,5) •105 30... .80
Прошивание: отверстий, мелких полостей . . 6.. .10 (1. .. 1,5)-105 100... . 150
крупных полостей 10.. .16 (0,5 ... 0,8) • 105 30... .80
обработка профиля пера лопаток 15.. ..20 (0. .. 0,5) • 105 30... .50
Точение * 10.. . 15 (0. .. 0,5) • 105 30... 50
Протягивание 9.. . 18 (0,2 ... 1,5)-105 40... 80
Разрезание: диском * непрофилированным электродом-проволокой 10.. 6.. . 12 . 18 — 150... 250
Шлифование 12.. . 15 (0,2 ...0,5)-105 30... 80
* Подача электролита осуществляется поливом.
§ 6.4. Ванны
Ванны служат для хранения и приготовления электролита, промывки, консервации и пассивации деталей. Форма и размеры ванн для хранения электролита обусловлены необходимостью отстоя продуктов обработки, периодического их удаления, стабилизации температуры жидкости. В ваннах устанавливают теплообменники для подогрева и охлаждения электролита. Регулирование температуры и состава жидкости осуществляют автоматическими системами.
Ванны обычно изготовляют из нержавеющей стали или химически стойких диэлектриков. Они могут иметь одну или несколько •секций. Для удобства транспортировки и монтажа ванны вместимостью до 1,5 м3 обычно делают односекционными, более вместительные— двухсекционными. При большом числе станков электролит хранят в бетонных емкостях или в бассейнах. Бассейны удобны тем, что в них электролит методом отстаивания очищается ст продуктов обработки, имеет стабильный состав, температуру. Бассейны чистят не чаще одного раза в год.
Открытые бассейны занимают большую площадь, велика длина трубопроводов, трудно регулировать состав и температуру жидко
сти. Нагрев и охлаждение больших емкостей требуют дополнительных затрат энергии, занимают много времени, а зимой бассейны замерзают. Поэтому для хранения больших масс электролита чаще используют бетонные емкости, расположенные в закрытых помещениях. Если число станков не превышает 10... 12 шт., то используют индивидуальные ванны.
Максимальная сила тока, необходимая для обработки деталей и рассчитываемая по формуле (11.48), связана с объемом ванны V соотношением
где v — удельный объем ванны. В зависимости от объема ванны удельный объем имеет следующие значения:
Объем ванны V, м3..... <1 1 ... 2,5 >2,5
Удельный объем и, м3/А . . (0,5 ... 0,6) • 10"3 (0,3 ... 0,35) • 10"3 0,3 • 10~3
§ 6.5. Агрегаты очистки электролита от продуктов обработки
При ЭХО в электролите происходит накопление продуктов обработки. При малых межэлектродных зазорах в загрязненном электролите между электродом-инструментом и деталью происходят пробой промежутка и короткое замыкание. При нормальном протекании процесса ЭХО допустимая массовая концентрация твердых продуктов обработки в электролите зависит от размера зазора:
Зазор s, мм............. >0,05 >0,2 >0,3 >0,5
Допустимая концентрация про-
дуктов обработки, кг/м3 ... 0,5 3 6 10
Очистка электролита может выполняться несколькими способами. Наиболее часто применяют отстой. Однако для ванн объемом V> >0,4... 0,5 м3 отстой занимает слишком много времени и его используют в комбинации с другими способами: центрифугированием, очисткой пресс-фильтрами и вакуумными фильтрами, электрофлотацией или осаждением продуктов обработки с помощью коагуляторов.
Для отдельных станков и небольших участков (до 3...4) станков) используют центрифугирование. Центрифуги должны быть оснащены устройством для автоматической выгрузки отходов. Серийно выпускают отстойные центрифуги периодического действия типа ОМД, ОТН, шнековые осадительные центрифуги непрерывного действия типа ОГШ, НОГШ. Они обеспечивают очистку электролита с концентрацией продуктов обработки до 3 кг/м3. Если на участке работает более пяти станков, то целесообразно применять вакуумный фильтр, схема которого показана на рис. 11.48. Электролит поступает во вспомогательную ванну 1. В эту же ванну частично погружен вращающийся барабан 2, наружная поверхность которого покрыта мелкой сеткой. Воздух из внутренней полости барабана 2 откачивают вакуумным насосом через центральное отверстие 3.
Жидкость через ячейки попадает в барабан, а продукты обработки,
оседая на наружной поверхности барабана, закрывают ячейки сет-
ки и, когда участок барабана выходит из жидкости, за счет раз-
ности давлений снаружи и внутри барабана как бы прилипают к сетке. В процессе вращения ротора скребок 4 очищает барабан и сбрасывает загрязнения в приемный лоток 5. Вакуумные фильтры надежны в работе, позволяют получить отходы, пригодные для дальнейшей переработки: гидроксиды металлов, содержащиеся в продуктах обработки, успешно используются в ка
честве сырья для порошковой металлургии. Применение вакуумных фильтров позволяет создавать автоматические системы очистки электролита. Загрязненность электролита после очистки в таких устройствах не превышает 0,5 кг твердого вещества в 1 м3 жидкости.
Пресс-филътры представляют собой систему уловителей (фильтровальной ткани, бумаги), через которую под давлением прокачивают электролит. Такие агрегаты имеют высокую производитель-
ность, полностью механизированы, позволяют получить высокую чистоту электролита (содержание примесей 0,05... 5 кг/м3). К их недостаткам следует отнести большие габариты, необходимость замены фильтрующих элементов после их загрязнения.
Очистка электрофлотацией заключается в отделении продуктов обработки с помощью электрического поля, создаваемого в ванне, после чего продукты обработки вместе с частью электролита сливают в отстойник или центрифугируют. Процесс длится несколько десятков секунд. Способ позволяет получить электролит с загрязненностью в пределах 0,05 ...0,2 кг/м3. К сожалению, этот способ недостаточно надежен и требует дополнительных затрат энергии на флотацию. Для удаления продуктов обработки используются химические вещества — коагуляторы, способствующие их переходу в нерастворимое состояние и выпадению в осадок. Коагуляторы вызывают образование пены, которая может нарушать стабильность процесса анодного растворения, поэтому для больших ванн (объемом более 1 м3) их не используют. Электрохимические станки могут комплектоваться также тарельчатыми сепараторами, пластинчатыми отстойниками и другими устройствами для очистки электролитов.
§ 6.6. Системы регулирования режима ЭХО
В качестве основного параметра режима в зависимости от схемы обработки используют:
при неподвижных электродах — постоянную плотность тока;
при ЭХО заготовок с постоянной площадью обрабатываемой поверхности — постоянную силу тока;
при необходимости удалить определенный объем металла — ко-
личество электричества;
в случае обработки заготовок с переменной площадью — минимальный межэлектродный зазор.
Постоянство плотности тока осуществляют пропорциональным
увеличением напряжения по мере анодного растворения металла заготовки, т. е. с ростом межэлектродного зазора.
Постоянство силы тока поддерживают изменением скорости подачи электрода-инструмента к заготовке. Если ток увеличивается,
то скорость подачи снижают, пока сила тока не достигнет установленного значения. Скорость подачи регулируют вручную или с помощью автоматических систем, которые находят применение при прошивании отверстий, протягивании, шлифовании, точении, разрезании.
Дозирование количества электричества осуществляют с помощью прибора типа ваттметров с выключателями. После прохож-
дения заданного количества электричества ток автоматически выключается. Эта система используется для чистовой обработки каналов, полостей и других деталей.
Труднее всего регулировать режим ЭХО при обработке углублений с переменной площадью. Здесь ни одна из рассмотренных систем не дает возможности поддерживать заданный режим. При обработке таких заготовок поддерживают размер торцового меж-
электродного зазора, периодически сближая электроды при выключенном налряжении. Схема этой системы регулирования приведена на рис. II.49.
Электрод-инструмент 5 перемещается системой подачи 6 к заготовке 4*. Через некоторое время прерывателем 1 отключают источник питания 2 и сближают электроды 4 и 5 до касания. Момент касания улавливается системой 3 автоматического регулирования. От блока 3 поступает сигнал двигателю 7 системы подачи 6. По
этому сигналу электрод-инструмент 5 отводится на заданный размер межэлектродного зазора, после чего от блока 3 поступает сигнал прерывателю 1 на включение источника 2.
Чем чаще происходит регулирование зазора, тем выше точность формообразования детали, но при этом снижается производительность процесса, так как растворение металла происходит только при протекании рабочего тока. На практике зазор регулируют через 3... 5 с. Такие системы применяют при обработке по схеме прошивания лопаток энергетических машин, ковочных штампов и других деталей.
Широкое распространение находит импульсно-циклическая.схема регулирования, при которой после касания при отводе электрода-инструмента включается рабочий ток, а отвод продолжается до
заданного зазора. Такая схема позволяет добиться высокой точности копирования электрода-инструмента на детали. Вместе с тем такая система конструктивно сложна.
Известны системы поддержания зазоров с помощью алмазной иглы-зонда. Размер зонда выбирают равным заданному зазору. Эта система не находит широкого применения, так как не обеспечивает поддержания зазора по всей поверхности обработки.
Для регулирования зазора без выключения тока электроды сближают на расстояние, при котором еще не происходит короткое замыкание, а истинный зазор находят по соотношению сил тока перед сближением и в его конце.
§ 6.7. Виды и компоновка станков
Механическая часть станка и его общая компоновка зависят от схемы обработки, габаритов деталей, технологических требований к обрабатываемой поверхности. Наиболее простую конструкцию имеют станки, работающие по схеме с неподвижными электродами. Обычно они предназначаются для обработки деталей небольших габаритов, поэтому оснащены маломощными источниками питания. Все узлы таких станков могут быть размещены в общем корпусе.
Рис. П.50
Рис. П.51
На рис. 11.50 показан станок для электрохимического удаления заусенцев с плоских деталей. В его корпусе 1 размещены ванна 2 для электролита, ванна 4 для промывки деталей, насос, а в верхней части — приборы 3 контроля режима ЭХО.
Имеются также конструкции, содержащие две стойки, в одной из которых размещен источник питания и блоки управления ре-
жимом (система адаптивного управления), в другой — устройства для хранения, очистки и прокачки электролита. Адаптивное управление позволяет изменять режимы обработки в зависимости от состояния электрических и гидравлических показателей межэлектродного промежутка. Станок непрерывно работает в режиме, позволяющем получить заданные технологические показатели. Для этого его комплектуют специализированной электронно-вычислительной машиной, которая выполняет расчеты режима для каждого момента обработки заготовки и дает команды исполнительным элементам станка.
На рис. 11.51 показан станок многоцелевого назначения, предназначенный для мелкого и глубокого маркирования, снятия заусенцев, скругления кромок с деталей из различных сплавов. Заготовки крепятся па стоЛе, размещенном в углублении в верхней части станка. Станок имеет две ванны 1 для электролита, что позволяет вести обработку заготовок из различных материалов, не сливая электролит. Он оснащен системой 2 адаптивного управления режимом ЭХО и источником питания 3 типа ВАКР.
В станках с неподвижными электродами заготовки обрабатывают по так называемой открытой схеме без использования герме-
тичного контейнера, который дает возможность регулировать про-
тиводавление на выходе электролита из зоны обработки.
Прошивочные станки можно разделить на три группы.
1. Станки для прошивания отверстий, которые обычно обла-
дают небольшой мощностью и все их узлы размещают в одном корпусе. Электрод-инструмент подают с постоянной скоростью. К особенностям таких станков относятся необходимость высокой степени очистки электролита и большой напор насоса.
2. Для обработки профиля пера лопаток применяют станки с горизонтальным или вертикальным направлением подачи электродов-инструментов. На таких станках одновременно обрабатываются двумя электродами спинка и корыто пера лопатки.
На рис. 11.52 показана механическая часть станка, в которой размещены гидростанция /, устройства для базирования и крепления лопаток, система регулирования зазоров, приборы 3 для наблюдения за режимом ЭХО. Операция выполняется в герметичном контейнере 2. Источники питания, ванны, насосы, агрегаты очи-
Рис. П.52
стки электролита размещаются, как правило, отдельными блоками в непосредственной близости от механической части.
3. Для получения полостей и «колодцев» используют копировально-прошивочные станки типа, показанного на рис. 11.53.
6*
163
Станок включает в себя источник питания /, механическую часть 2, гидравлический агрегат 4. В отдельном блоке 3 или в корпусе механической части размещают устройства для регулирования процесса. Механическую часть копировально-прошивочных станков выполняют жесткой коробчатой конструкции. Рабочий стол 7 может перемещаться в двух или трех взаимно перпендикулярных
Рис. П.53
направлениях, а в некоторых случаях может поворачиваться вокруг вертикальной оси. Стол помещают в герметичную камеру 6 с окном 5 для наблюдения за ходом процесса. Давление в камере регулируют изменением проходного сечения вентиля на выходе электролита из камеры.
Станки имеют систему блокировок, не позволяющую произвольно включать отдельные агрегаты. Электрод-инструмент перемещается в широком диапазоне скоростей подач (1 ... 100 мкм/с). Имеются станки, оснащенные устройствами для перемещения электродов-инструментов в горизонтальном и вертикальном направлениях. Движения подачи электродов-инструментов осуществляют гидроцилиндрами или шаговыми двигателями. Для регулирования зазоров чаще применяют периодическое сближение электродов и отвод их на расчетный зазор. Имеются станки с адаптивным управлением систем поддержания заданного режима обработки. Копировально-прошивочные станки, как правило, имеют большие габариты (площади, занимаемые станком, могут достигать 40 ...50 м2) и значительную мощность (до 300 ...350 кВт), требуют наличия пневматической сети, водопровода и других коммуникаций.
Станки для ЭХО по схеме точения создают на базе токарных станков с учетом специфических условий электрохимической обработки. Детали, имеющие контакт с электролитом, должны быть вы
полнены из нержавеющих материалов, подвижные части герметизированы с помощью манжет и уплотнений. Шпиндель станка и электрод-инструмент должны быть надежно изолированы. Зону обработки заготовки необходимо закрыть щитками с окнами для наблюдения за процессом. Используют станки с горизонтальным и вертикальным расположением шпинделя. Источники питания таких станков обычно имеют предельную силу тока до 1000 А и могут быть установлены в корпусе механической части.
Электрохимические протяжные станки по конструкции близки к токарным станкам, поскольку поступательное перемещение инструмента может сопровождаться вращением круглой заготовки. Скорость продольной подачи электрода-инструмента в таких станках должна плавно регулироваться в пределах 0,2... 8 мм/с, а окружная скорость заготовки — 50... 150 мм/с. На рис. 11.54 приведен станок для чистовой обработки отверстий различного профиля.
На станке можно обрабатывать одновременно две заготовки. Ванны 2 для хранения электролита и агрегат очистки 1 удобно сделать общими, а насосы 3, источники питания, систему подачи инструмента — раздельными для каждой детали. При протягивании отверстий большой длины заготовку 4 приходится закреплять в нескольких точках и в местах закрепления подавать напряжение. На рис. 11.54 показана одна промежуточная опора 5 с токоподводом. Вызывает сложности подвод тока к электроду-инструменту, находящемуся внутри заготовки. Используют либо скользящий контакт, либо складывающиеся жесткие пластины 6, которые по мере движения могут раздвигаться вдоль штанги 7.
3
Рис. 11.54
Станки, работающие по схеме протягивания, занимают значительные площади, так как штанга выходит за пределы детали не менее чем на ее длину. Кроме того, для них требуются достаточно мощные источники питания и насосы повышенного напора. Если
размеры станка превышают 3 м, то его оснащают переносным пультом управления с гибким кабелем.
К особенностям станков для протягивания отверстий следует отнести возможность применения в качестве части гидравлического тракта самой заготовки. Это позволяет полностью удалить электролит из магистралей в конце обработки продувкой сжатым воздухом.
Станки для разрезания заготовок могут иметь электрод-инструмент в форме диска, ленты или проволоки. Диск толщиной 0,6... 1,5 мм вращается со скоростью 25 ...35 м/с, инструмент перемещается к заготовке с помощью следящей системы, поддерживающей постоянный зазор. Обработка происходит обычно в открытой ванне с подачей электролита поливом в зону реза.
Аналогично работают ленточные станки, но здесь используют поступательное перемещение ленты. Более широкими технологическими возможностями обладают станки с непрофилированным электродом-инструментом в виде проволоки диаметром 0,3... 2 мм. Станки такого типа оснащены следящими устройствами для перемещения заготовки в плоскости или в пространстве, что позволяет получить любой контур реза. В станках должны стоять насосы высокого давления (1,5...2 МПа), чтобы на срезе сопла скорость электролита достигала 60 ...80 м/с. Поскольку диаметр сопла невелик (до 2...2,5 мм), расход жидкости и затраты энергии на ее прокачку незначительны.
Станки для шлифования деталей по конструкции не отличаются от станков для электроабразивной и электроалмазной обработки,, которые рассмотрены в ч. IX «Комбинированные методы обработки».
§ 6.8. Размещение оборудования
Станки для ЭХО состоят из автономных блоков (источника питания, ванны, насоса, агрегата очистки электролита и др.), которые можно установить в различных помещениях. Желательно изолировать источники питания, системы регулирования и другие блоки, содержащие электронные схемы, от гидравлических агрегатов. Под действием влаги и паров электролита электрические цепи могут выйти из строя. Используется несколько вариантов размещения оборудования.
1. При включении электрохимических станков в поточную линию их устанавливают между станками для механической обработки по ходу технологического процесса. Такой вариант позволяет сократить транспортные расходы на перевозку заготовок, снизить площади под оборудование, сократить потери энергии в линиях подачи тока и электролита. К недостаткам этого варианта следует отнести пониженную надежность работы электронных устройств станка, опасность коррозии соседнего оборудования и деталей при попадании на них электролита, сложность систем вентиляции. Кроме того, возможно попадание в магистрали и источник питания струж-166
ки от близрасположенного механического оборудования, что может вызвать короткие замыкания и выход станка из строя.
2. Размещая станок в отдельном помещении, удается предельно сократить длину магистралей для подвода тока и электролита. Схема такой планировки приведена на рис. 11.55.
Около механической части 4 установлены насос 3, ванна 5 для электролита, центрифуга 6, источник питания 7, промывочные ванны /, пульт управления 2, стеллаж 9 для электродов и другой оснастки, электрошкаф 8 станка.
Помещение следует оборудовать инженерными коммуникациями: подвести воду к ваннам и к системе охлаждения источника питания, предусмотреть стоки для слива электролита и воды, подвести сжатый воздух. Стены и пол помещения облицовывают плиткой, предусмотрев для пола уклоны, необходимые для стекания жидкостей в канализацию. Следует также установить вытяжной вентилятор, отсасывающий газообразные продукты обработки из ванны с электролитом и помещения.
Рис. 11.55
Рис. 11.56
3. Размещение группы станков с выделением в отдельное помещение агрегатов подачи и очистки электролита (рис. 11.56).
В машинном зале I установлено несколько электрохимических станков 1 с источниками питания 2, стеллажи для оснастки 3, промывочные ванны 4. В электролитной II, отделенной стенкой, размещены ванна 5 с электролитом, насосы 6, смеситель 7 для регулирования состава электролита, агрегат 8 очистки электролита, емкости 9 для хранения химических компонентов электролита.
Инженерные коммуникации аналогичны варианту п. 2. Приведенная планировка позволяет снизить уровень шума в машинном зале, поскольку насосы и агрегаты очистки электролита вынесены в другое помещение, а машинный зал не загрязнен химикатами и растворами. Если на участке расположены десятки станков, то электролитную целесообразно разместить в изолированном помещении. При этом удается использовать большие емкости для хранения электролита, организовать совершенную систему его очистки,
6#*
167
выполнять ремонт оборудования оез остановки участка. Применение больших емкостей позволяет стабилизировать температуру, степень загрязнения и защелачивания электролита.
Среди других вариантов известно централизованное размещение агрегатов для очистки электролита, который поступает по трубам от нескольких участков электрохимических станков. Площадь, которую необходимо предусмотреть для установки каждой единицы оборудования, составляет для станков с неподвижными электродами 5... 12 м2, для прошивочных— 15...50 м2, для станков по схеме точения—10... 18м2, протягивания—16...30 м2, для станков разрезания и шлифования — 12 ... 25 м2.
§ 6.9. Техника безопасности
В соответствии с действующими в СССР нормативами помещения, в которых работают электрохимические станки, относят к категории повышенной взрывоопасности. Это объясняется выделением в процессе анодного растворения водорода. Поэтому не разрешается устанавливать станки и емкости для электролитов в подвалах и других помещениях, в которых может скапливаться водород. Необходима местная вытяжная вентиляция из ванн с электролитом и из помещения электролитной. Если станки размещены в цехе, то следует подключить их к общей вытяжной вентиляции. Участки, содержащие несколько станков для ЭХО, должны быть оборудованы сигнализаторами наличия водорода, настроенными на его предельно допустимое объемное содержание в воздухе ( — 0,5%). В процессе анодного растворения выделяются также хлор и другие газообразные продукты реакции, вредные для здоровья. -
Перед началом работы необходимо проверить исправность станка, оснастки, инструмента, навести порядок на участке, освободив проходы. Во время работы оператор должен стоять на резиновом коврике или деревянной решетке. Запрещается курение и присутствие в помещении посторонних лиц. По окончании смены оператор обязан отключить станок от сети, привести в порядок рабочее место, снять спецодежду, вымыть руки с мылом.
Необходимо соблюдать также общие правила электробезопасности (см. ч. I, § 5.9).
ГЛАВА 7. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЭХО
§ 7.1. Маркирование деталей
Маркирование деталей выполняется в основном по схеме с неподвижными электродами. Информация (цифры, буквы, рисунки) переносится на деталь копированием профиля на электродах или избирательным растворением металла в прорезях диэлектрического трафарета. На рис. 11.57 показана схема копирования знаков, с помощью которых на деталь наносят цифры. Знаки /, 4 на инструменте выполнены в зеркальном отображении и закреплены на тор-
цовой части корпуса 3. Пространство между ними заполнено диэлектриком 2, который предохраняет материал детали от растворения на участках между знаками. Зазор между рабочей частью наносимых знаков 1,4 н заготовкой 6 поддерживается диэлектрическими прокладками 5. Если глубина нанесения информации не
Рис. 11.57
Рис. 11.58
велика (0,01 ...0,02 мм), то электролит в межэлектродный промежуток наносят тампоном; при необходимости получить углубления до 0,3... 0,4 мм между инструментом и деталью прокачивают электролит. За счет анодного растворения металла под знаками образуются углубления, повторяющие отображение профиля знаков, как показано в нижней части рис. 11.57. Поскольку процесс идет при малой скорости движения электролита или без всякой прокачки, продукты обработки оседают в углублении, образуя контрастное изображение.
При использовании диэлектрических трафаретов (рис. 11.58) наносимая информация имеет форму просечек /, 2. Трафарет 4 накладывают на деталь 3 и прижимают электродом-инструментом 5. Процесс анодного растворения протекает в электролите, заранее нанесенном на поверхность детали. Если требуется прокачка жидкости, то трафарет прижимают по контуру, оставляя зазор между ним и электродом-инструментом, или выполняют прорези в самом трафарете для прохода электролита. Роль трафарета может выполнять слой фотоэмульсии, наносимый на деталь.
К маркируемым деталям предъявляют следующие требования: а) поверхность, на которую будет наноситься информация, не должна иметь загрязнений, царапин, забоин. Шероховатость поверхности должна быть не выше 7?z = 20 мкм; б) участки детали, предназначенные для подвода тока, не должны иметь местных дефектов, для них шероховатость не должна превышать /?а = = 2,5... 3 мкм.
Подготовка и проведение технологического процесса включает: 1. Выбор метода (профильным инструментом или по трафарету). 2. Подбор оборудования. Для маркирования обычно используют переносные аппараты или станки.
столе о, с помощью прижима 1
Рис. П.59
На рис. 11.59 показан универсальный переносной аппарат для мелкого маркирования. Он позволяет наносить информацию методом копирования или с помощью трафарета. Для маркирования мелких деталей операцию проводят на [ески наносят индексы на круглые детали, выносной головкой 2 маркируют крупные детали. Электролит хранится в шприцах 3 и поролоновых подушках 4. Задание режима производится клавишами 5.
3. Расчет, проектирование и изготовление инструмента. Если применяют профильный инструмент, то знаки можно изготовить литьем, штамповкой вручную или на прессах, протягиванием через фильеры, гравированием, фотохимическим методом. Можно взять готовые литеры типографского шрифта. Знаки крепят на корпус сваркой, пайкой, приклеиванием токопроводящими клеями или же механическим способом (винтами, штифтами и др.). Затем шлифуют рабочую поверхность знаков и с помощью
лака, диэлектрических прокладок, наносимых на рабочую поверхность, создают выступы, чтобы межэлектродный зазор составлял 0,02 ... 0,15 мм.
4. Расчет режимов обработки. Для мелкого маркирования выбирают напряжение, которое в зависимости от материала детали может составлять 3... 16 В, состав электролита, вычисляют время маркирования. Для глубокого маркирования, кроме того, подбирают или рассчитывают напор насоса и расход электролита.
5. Разработку операционных карт. В операционные карты включают последовательность и режимы обработки, на эскизах деталей указывают установочные базы и места подведения дока.
Выполняют следующие переходы на электрохимическом оборудовании:
6. Настраивают оборудование на расчетный режим. Если деталь имеет большие габариты, то на участке маркирования устанавливают местную ванну из пластилина или резины с присосками.
7. Устанавливают и закрепляют деталь и токоподводы. Места подвода тока необходимо выбирать вблизи места маркирования,
8. Наносят информацию.
9. Контролируют качество нанесенной информации.
10. Деталь промывают в воде, пассивируют и сушат.
§ 7.2. Обработка пера лопаток энергетических машин
Обработка пера лопаток энергетических машин выполняется по схеме прошивания. Размерная электрохимическая обработка получила широкое распространение при изготовлении лопаток турбин, компрессоров, турбонасосных агрегатов, где широко применяются жаропрочные, титановые сплавы, трудно поддающиеся обработке резанием.
С точки зрения конструктивного оформления все лопатки малых и средних габаритов можно разделить на две группы: а) с консольным креплением (рис. 11.60, а); б) с двусторонним креплением,
когда лопатка, кроме замка, имеет бандажную полку или технологический участок на конце, противолежащем замку (рис. 11.60, б). Технологический участок в конце процесса изготовления лопатки удаляют.
Перед электрохимической обработкой лопатка должна иметь готовый
замок 1 и бандажную пол- Рис. П.60
ку 2 (если она предусмот-
рена в конструкции). Они должны быть обработаны начисто. Замки бывают различной конструкции (типа ласточкина хвоста, Т-образный, бульбовидный и др.). Они служат для закрепления лопатки в диске и имеют высокую точность присоединительных размеров. Так, допуски на ширину составляют 0,01 ... 0,02 мм, допуски на угловые размеры — 10 ... 30', погрешности радиусов сопряжения не более 0,05 мм. Шероховатость поверхности /?а^1,25 мкм. Для бандажной полки или технологической площадки допуски на присоединительные размеры выполняют по 6... 7-му квалитету.
Разработка технологического процесса включает:
1. Выбор базовых поверхностей для установки и крепления заготовок. Для этого используют начисто обработанные замки и полки или площадки. Так, на рис. 11.60, а установочными базами яв
ляются один из скосов, нижняя и торцовая поверхности замка, на рис. 11.60, б — боковая, нижняя и торцовая поверхности замка и полки.
Подвод тока обычно осуществляется через установочные базы, для чего часть поверхности приспособления, на которую базируется заготовка, выполняют в виде эластичной щетки. Площадь контакта рассчитывают по формуле (11.49). Если базовые поверхности заготовки не обеспечивают передачу требуемой силы тока, то дополнительно используют другие участки замка, полки или площадки.
2. Выбор оборудования. Основные типы станков для обработки лопаток приведены в § 6.7.
3. Расчет, проектирование и изготовление ^лёктрода-инструмен-та. Расчет выполняется аналогично приведейному в гл. 5 для ковочных штампов. При изготовлении электродов-инструментов до- / водку рабочего профиля обычно выполняют после уточнения его / методом обратного копирования.
4. Расчет режимов обработки выполняют в такой последовательности:
по марке материала лопатки выбирают состав электролита, его температуру и концентрацию;
рассчитывают или берут из таблиц удельную проводимость выбранного электролита;
выбирают напряжение на электродах;
по техническим данным станка в зависимости от схемы обработки выбирают межэлектродный зазор (см. § 2.2);
по зависимости (II.5) находят среднюю плотность тока на анодезаготовке;
по зависимости (11.36) находят скорость подачи электрода-инструмента;
вычисляют основное время обработки t^z/v^ где z— припуск на обработку; ии— скорость подачи электрода-инструмента;
по неравномерности припуска, межэлектродному зазору и площади обработки выбирают период времени между сближениями электродов;
по методике § 6.3 рассчитывают давление электролита и его расход.
5. Разработку технической документации, куда заносят результаты расчетов по п. 4.
При работе на^станке:
6. Настраивают станок на расчетный режим. При этом регулируют начальное положение электродов относительно лопатки, расчетный зазор, время анодного растворения между сближением электродов с заготовкой, по размеру припуска устанавливают глубину обработки.
7. Устанавливают и закрепляют заготовку. Здесь необходимо проверить плотность присоединения токопроводов к лопатке.
8. Обрабатывают заготовку. После начала обработки необходимо осмотреть заготовку с целью выявления неэлектропроводных участков. Если такие участки будут обнаружены, то лопатку снимают со станка, выполняют местную зачистку до удаления неэлек-тропроводпых включений и получения плавного сопряжения с соседними элементами профиля.
9. После обработки контролируют профиль, шероховатость поверхности.
10. Поскольку лопатки выполняют из нержавеющих сплавов, то специальной промывки, пассивации и консервации обычно не делают.
Использование электрохимической размерной обработки позволяет в 1,5...1,6 раза сократить число операций и снизить трудоемкость в 1,2 ... 1,6 раза.
§ 7.3. Протягивание труб
Заготовки труб обычно поступают с металлургических комбинатов без дополнительной механической обработки. В процессе ЭХО необходимо удалить с внутренней поверхности припуск в несколько десятых долей миллиметра, чтобы устранить дефекты проката. При этом требуется сохранить точность формы поверхности.
На подготовительном этапе заготовку отрезают на требуемую длину, обрабатывают базовые поверхности, участки для подвода тока, расконсервируют заготовку.
Расчет, проектирование и изготовление электрода-инструмента приведены в § 5.3. В отличие от схемы прошивания здесь не предусматривают какой-либо доводки или доработки инструмента.
Выбирают движения инструмента и заготовки при обработке. Для круглых труб кроме поступательного перемещения электрода-инструмента может быть предусмотрено вращение детали.
Расчет режимов обработки выполняют в такой последовательности:
находят состав, концентрацию, температуру и удельную проводимость электролита, потери напряжения. Их выбирают аналогично тому, как было рекомендовано для обработки лопаток;
определяют размер межэлектродного зазора. В расчетах берут его среднее значение, как при расчете электрода-инструмента (см. §5.3);
находят плотность тока на аноде (см. § 5.3);
по формуле (II.7) рассчитывают скорость анодного растворения материала заготовки;
если выбрана обработка с вращением заготовки, то рассчитывают ее частоту вращения. В основу расчета берут рекомендуемую скорость точек внутренней поверхности трубы (см. § 6.7);
в зависимости от припуска на обработку и длины рабочей части для расчетной скорости анодного растворения материала заготовки находят скорость продольной подачи электрода-инструмента;
находят основное время обработки.
Разрабатывают техническую документацию.
На электрохимическом станке устанавливают режимы ЭХО, скорость холостых перемещений электрода-инструмента, положение концевых выключателей, регулирующих ход инструмента. Кроме того, при обработке по схеме протягивания необходимо выполнять после каждой детали промывку рабочей части инструмента слабым раствором соляной кислоты и периодически контролировать износ направляющих. После обработки детали промывают, пассивируют и консервируют.
Включение в технологический процесс электрохимического протягивания позволяет сократить время обработки в 8... 10 раз, в 20 ...30 раз уменьшить затраты на инструмент, повысить качество поверхности. Электрохимическим протягиванием можно выполнять чистовую обработку внутренней поверхности труб любого сечения.
Часть HI
УЛЬТРАЗВУКОВАЯ ОБРАБОТКА МАТЕРИАЛОВ
ВВЕДЕНИЕ
Ультразвуковые колебания — это упругие волны, распространяющиеся в материальных средах (твердых телах, жидкостях, газах). Понятие «ультразвук» подразумевает не только обозначение определенной части спектра акустических волн. Оно охватывает целые разделы науки, техники и технологии.
По частоте ультразвуковые колебания распространяются от верхней границы диапазона слышимых звуков (~ 16-103 Гц) до частоты 108 Гц. Упругие колебания во всех диапазонах частот — звуковых и ультразвуковых — подчиняются о’хним и тем же физическим законам, но в средах, где распространяются ультразвуковые колебания, возникают специфические эффекты, которые во многих областях техники используются для интенсификации различных процессов. Ультразвук применяют также как средство для получения информации при измерении глубины и для обнаружения дефектов в изделиях, он позволяет определить изменение химического состава вещества и вязкость полимерного материала. С помощью ультразвука производят поверхностное упрочнение, размерную обработку, очистку, сварку металлических и неметаллических материалов, пайку, пропитку пористых материалов и тканей, прессование и спекание порошков, дегазацию, диспергирование и т. д.
Теоретические аспекты ультразвука изучает акустика, которая как раздел физики получила значительное развитие уже в XIX столетии. Основы теории колебаний и нелинейной акустики были разработаны Дж. У. Рэлеем. Более глубокое исследование ультразвуковых колебаний стало возможным после открытия эффекта магнитострикции Дж. П. Джоулем и пьезоэлектричества П. Кюри.
Благодаря исследованиям советской школы физиков-акустиков ультразвук стал широко применяться в промышленности. В Советском Союзе группой исследователей под руководством А. И. Маркова впервые предложены методы интенсификации процессов резания металлическим инструментом и обработки электропроводных материалов при ультразвуковом воздействии. Большой вклад в развитие технологии и оборудования размерной ультразвуковой обработки внесли советские ученые А. И. Марков, Л. Д. Розенберг, В. Ф. Казанцев, Д. Ф. Яхимович, Б. Е. Мечетнер.
В конце 50-х годов XX в. исследователи обнаружили, что если торец ультразвукового излучателя приблизить к поверхности со*
суда, в котором находится абразивная суспензия, то поверхность
в месте контакта торца излучателя с сосудом разрушается, причем
форма полученного углубления теля. Это позволило создать новую разновидность размерной обработки. Ультразвуковая обработка осуществляется по нескольким основным схемам.
1. Размерная обработка заготовок из твердых хрупких материалов абразивными зернами, движущимися за счет действия ультразвукового инструмента. Способ применяется для стекла, керамики,
повторяет рельеф торца излуча-
ситаллов, кремния, германия,
т. е. для материалов, обработ- РиСф 1 **
ка которых другими методами
затруднена. На рис. III. 1 показана |Схема прошивания отверстий. Ультразвуковой инструмент 3 соединен с концентратором 2, припаянным к ультразвуковому преобразователю 1. Инструмент периодически ударяет по зернам абразивной суспензии 4, заполняющей зазор между инструментом и обрабатываемой заготовкой 5. Зерна выкалывают небольшие частицы материала обрабатываемой заготовки. Инструмент имеет продольную подачу и прижимается к заготовке с усилием Рст. Продукты обработки выводятся из-под торца инструмента вместе с суспензией^
Сообщая инструменту и заготовке различные виды подач (продольную, поперечную) и меняя профиль сечения инструмента, можно прошивать глухие и сквозные отверстия, обрабатывать плоскости, углубления, пазы при прямом и обратном копировании, разрезать заготовки больших размеров, обрабатывать криволинейные и кольцевые пазы по копиру, обрабатывать наружные цилинд
рические и конические поверхности, производить шлифование и полирование.
Обработка может осуществляться перемещающимся непрофили-рованным инструментом — тонкой проволокой (рис. III.2). Ультразвуковой концентратор 2, соединенный с преобразователем 3, возбуждает колебания в проволоке-инструменте 4, перематываемой с катушки 1 на катушку 7. Заготовка 6 прижимается с небольшим усилием РСт к проволоке 4, а в зону их контакта подается абразивная суспензия 5. По такой схеме производят контурное вырезание, обработку пазов и щелей, разрезание заготовок.
2. Интенсификация процессов резания при сообщении вынужденных ультразвуковых колебаний металлическим или абразивным режущим инструментам (рис. Ш.З). На режущий инструмент 2 подаются ультразвуковые колебания от концентратора 3, соединенного с ультразвуковым преобразователем 4. Режущему инструменту сообщается продольная подача. Заготовка 1 имеет продольную подачу и вращение.
Способ используется при сверлении, зенковании, развертывании, нарезании резьб в труднообрабатываемых материалах, при точении и зубодолблении заготовок из вязких металлов, при шлифовании, абразивно-алмазной доводке. Ультразвуковая обработка позволяет повысить производительность, качество поверхностного слоя, снизить силы резания и крутящий момент.
3. Очистка и смазка поверхности шлифовального круга (рис. III.4). Колеблющийся с ультразвуковой частотой инструмент 2, соединенный с ультразвуковььм преобразователем /, рас
Рис. 1П.4
Рис. III.6
полагается на некотором расстоянии от шлифовального круга 3. В пространство между кругом и инструментом подается очищающая жидкость, в которой при воздействии на нее ультразвуковых колебаний возникают эффекты, способствующие интенсивной очистке поверхности шлифовального круга от засаливания.
4. Ультразвуковое упрочнение — чистовая обработка, схема которой показана на рис. III.5. Ультразвуковой инструмент 2 выполнен в виде шарика, который связан с концентратором 3 колебаний, поступающих от преобразователя 4. Шарик может быть жестко закреплен (припаян), но может и не иметь жесткого контакта с преобразователем. Инструмент прижимается с небольшим усилием Рст к вращающейся заготовке 1. Ультразвуковые колебания значительно снижают сопротивление пластической деформации поверхностного слоя заготовки 1. Особенно эффективен этот способ при изготовлении нежестких тонкостенных деталей.
5. Обработка мелких деталей свободным абразивом (рис. II 1.6) применяется в основном для снятия заусенцев. Детали 3 помещаются в ванну /, в которую заливается жидкость с абразивом 2. Ультразвуковые колебания в жидкости возбуждаются инструментом 4, торец которого служит дном ванны. Инструмент соединен с ультразвуковым преобразователем 6 через концентратор 5. Детали 3 находятся в жидкости во взвешенном состоянии. Для ускорения процесса к жидкости прикладывают статическое давление рСт- Удаление заусенцев происходит в результате кавитационного разрушений и обработки абразивными зернами.
Чтобы спроектировать технологический процесс, правильно рассчитать оптимальные режимы, рационально конструировать аппаратуру, необходимо знать физический механизм воздействия ультразвуковых колебаний,^меть правильно подобрать, а при необходимости рассчитать ультразвуковой преобразователь, рассчитать, спроектировать и изготовить рабочие инструменты^
ГЛАВА 1. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ
§ 1.1. Ультразвуковые колебания
Если в материальной среде возбудить звуковые колебания, то они создают в примыкающих к источнику звука частицах периодически чередующиеся сжимающие и растягивающие упругие напряжения. Частицы среды, непосредственно прилегающие к колеблющимся, также оказываются выведенными из состояния равновесия и начинают совершать колебания. Эти частицы передают колебания другим частицам, более далеким от источника звука, и т. д. Таким образом, происходит распространение колебаний в пространстве. Процесс распространения в сплошной среде упругих колебаний звуковой частоты образует звуковую, или акустическую, волну.
Частицы среды, участвующие в волновом движении, колеблются около своего положения равновесия. При распространении волны происходит перенос энергии упругой деформации и отсутствует перенос (поток) вещества, так как точки положения равновесия, около которых совершают колебания частицы, не перемещаются.
§ 1.2. Волновое уравнение
•Волновой процесс может быть представлен в виде волнового уравнения, которое в общем виде описывает процесс распространения упругих возмущений в среде. Волновое уравнение для продольной плоской волны, распространяющейся в среде вдоль оси х, известно из курса общей физики:
dt2 “ дх> ’
(Ш.1)
где g — смещение колеблющейся частицы; т — время; х— расстояние от источника колебаний; с — скорость звука в среде.
Скорость звука с является характеристической величиной для каждой__среды и зависит от упругости среды и ее плотности:
с=У Е/^ где Е — модуль Юнга и р — плотность среды.
Волновое уравнение (III.1) выражает зависимость смещения £ от положения равновесия колеблющихся точек среды в зависимости от времени т процесса и от расстояния х до источника колебаний. Частные виды волнового уравнения позволяют описать распространение волны для многих практических случаев.
Расстояние, на которое распространяется волна за время, равное периоду колебаний частиц среды, называется длиной волны:
\=cT=df, (Ш.2)
где с — скорость звука; Т — период колебаний; f — частота колебаний.
§ 1.3. Форма ультразвуковых волн
Ультразвуковые волны распространяются во все стороны от источника колебаний. При этом около каждой частицы среды находятся другие частицы, колеблющиеся с ней в одинаковой фазе. Совокупность точек, обладающих одинаковой фазой колебаний, называется волновой поверхностью.
Фронтом волны (волновым фронтом) называется совокупность точек, до которых колебания доходят к определенному моменту времени. Фронт волны в каждый момент времени только один, и он все время перемещается. Волновые поверхности остаются неподвижными. В зависимости от формы волновой поверхности различают плоские, цилиндрические и сферические волны. В простейшем случае волновые поверхности плоские, и волна называется плоской. Источником колебаний в этом случае является плоскость. Волны, у которых волновые поверхности являются концентрическими цилиндрами, называются цилиндрическими волнами. Центр возбуждения таких волн имеет форму прямой линии или цилиндра.
Сферические волны имеют волновые поверхности в виде концентрических сфер. Сферические волны создаются точечными или шарообразными источниками, радиусы которых много меньше, чем
длина волны (если радиус источника больше длины волны, то волну можно считать плоской).
Уравнение плоской волны, распространяющейся вдоль оси хг если источник возбуждения совершает гармонические колебания с угловой частотой со и амплитудой имеет вид
S=$OTsin [<о(г ± х/с)4-а].
Начальная фаза волны а определяется выбором начала отсчета координаты х и времени т. При рассмотрении одной волны начало-отсчета обычно выбирают так, чтобы а=0. В этом случае уравнение можно записать в виде
$=$msino) (т ± х/с). (III.3)
Уравнение (IIL3) описывает бегущую волну, распространяющуюся в сторону возрастающих («—») или убывающих (« + ») значений. Оно является решением волнового уравнения (III.1) для плоской волны.
§ 1.4. Типы волн
Ультразвуковые волны различают по направлению колебаний частиц относительно направления распространения волны.
Если частицы среды колеблются по линии, совпадающей с направлением распространения волны, то такие волны называют продольными (рис. III.7, а). Когда смещение частиц среды происходит в направлении, перпендикулярном направлению распространения волны, волны называют поперечными (рис. Ш.7, б).
В жидкостях и газах распространяются только продольные волны, поскольку упругие деформации в них возникают только при сжатии. При сдвиге упругие деформации не возникают. В твердых телах могут распространяться как продольные, так и поперечные волны, так как твердые тела обладают упругостью формы, т. е. стремятся сохранить свою форму
при воздействии на них механических сил. Упругие деформации и напряжения возникают в них не только при сжатии, но и при сдвиге; В твердых телах ограниченного размера, например в стержнях, пластинах, картина распространения волн более сложная. В них возникают волны, являющиеся комбинацией двух основных типов— продольных и поперечных — крутильные, изгибные, поверхностные. Тип волн в твердом теле зависит от характера возбуждения колебаний, формы твердого тела, его размеров по сравнению с длиной волны. При определенных условиях могут существовать одновременно волны нескольких типов. На рис. III.7, в схематично изображены изгибные волны. Смещение частиц среды происходит как перпендикулярно направлению распространения волны, так и вдоль него, что и приводит к возникновению изгибной волны.
§ 1.5. Основные характеристики ультразвукового поля
Ультразвуковым полем называется часть среды, заполненная ультразвуковой волной. Важнейшими величинами, характеризующими ультразвуковое поле, являются: колебательное смещение g частиц, колебательная скорость и, звуковое давление рзв. Все эти величины связаны друг с другом: задание пространственно-временного закона изменения одной из них полностью определяет пространственно-временные зависимости всех остальных.
Смещение частиц в плоской продольной волне определяется уравнением (Ш.З). Для определения скорости частиц продифференцируем уравнение (Ш.З) по времени:
coso) (т — х/с). (III.4)
Рассматривается случай возрастающих значений х, поэтому в скобке знак « + » опущен. Максимальное значение колебательной скорости где а) — угловая частота; 1~т— амплитуда смещения.
Распространение в упругой среде продольных звуковых волн связано с объемной деформацией. Колебания частиц среды с периодически меняющимся ускорением приводят к возникновению в среде меняющегося во времени и пространстве избыточного давления. Давление, вызываемое деформацией среды, называется звуковым давлением р3в = —о, где о — упругое напряжение (а>0 — сжимающее; о<0 — растягивающее).
Согласно закону Гука, при деформациях среды 8<С1 напряжение пропорционально деформации
(III.5)
где Е — модуль Юнга. Деформацию 8 в сечении с координатой х определяем, дифференцируя уравнение (Ш.З) по х:
е— dj . -----£wCOS(o(t — x/c), (III.6)
дх c
Подставляя значение е в уравнение (III.5) и приняв £ = с2р, получаем
<J= — COSO) (г— xfc).
Звуковое давление
Ав= — <5 = pC‘»Ucos<o(t— х/с). (III.7)
Максимум звукового давления pw = pccogm. Произведение рс является величиной, характеризующей акустические свойства среды, и называется волновым сопротивлением. В плоской волне давление и скорость изменяются синфазно и на 90° сдвинуты относительно смещения.
При отсутствии затухания энергия ультразвуковой волны представляет собой сумму потенциальной и кинетической энергии колеблющихся частиц. Кинетическая энергия в единице объема с учетом уравнения (III.4) равна
WK= р^2/2= [рфо2 cos2<o(t-x/c)]/2.
Среднее значение функции f(x) = cos2cd(t—х/с) =0,5, поэтому среднее значение кинетической энергии в единице объема
^к.ср=Р^<«2/4.
Так как потенциальная энергия имеет то же значение, что и кинетическая, полная средняя энергия в единице объема среды, называемая плотностью звуковой энергии, составляет f3B=P^/2 = P^2/2. (Ш.8)
Интенсивность ультразвуковых колебаний, или сила звука, представляет энергию, переносимую ультразвуковой волной через единичную площадку, перпендикулярную направлению распространения волны, за единицу времени:
I = Ec^pc^m/2. (III.9)
Учитывая, что pc(ogm = pm, получаем
1=р2т/(2?с),
т. е. сила звука прямо пропорциональна квадрату амплитуды звукового давления и обратно пропорциональна волновому сопротивлению среды.
В качестве единицы интенсивности ультразвуковых колебаний в технике обычно применяют ватт на квадратный сантиметр. Интенсивность 7 = 0,1... 10 Вт/см2 считают средней, а интенсивность /> 10 Вт/см2 — большой.
Результаты расчета интенсивности по формуле (III.9) превышают получаемые на практике. Это объясняется тем, что волновое сопротивление не остается постоянным и равным рс, а меняется в зависимости от структуры ультразвукового поля. Особенно это проявляется в кавитирующей жидкости.
§ 1.6. Акустические свойства среды
•Характер распространения ультразвуковой волны и ее параметры в значительной мере зависят от свойств среды. К основным акустическим характеристикам относятся скорость звука с = = (скорость перемещения в среде упругой волны) и волновое сопротивление рс.
Скорость звука может быть вычислена решением волнового уравнения (III.1), однако на практике обычно пользуются табличными значениями. Так как в жидкостях и газах распространяются только продольные волны, скорость звука в них — это скорость распространения продольных волн. В твердых телах различные типы волн распространяются с различной скоростью. Если продольная волна распространяется в стержне постоянного сечения, у которого поперечный размер значительно меньше длины волны, то скорость звука в стержне определяется формулой
Скорость поперечной (сдвиговой) волны cnon=Vg/P, где g— мо-дуль сдвига. Скорость распространения продольных воли всегда больше, чем скорость поперечных волн: ^>1^ 2сПОп.
Скорость звука с (м/с) при распространении продольных волн в некоторых средах имеет следующие значения:
Воздух................. 331 Сплав Амг . . . 5200
Вода................. 1490 Титан ВТ-1 . . . 5072
Стали............5100 ... 5177
§ 1.7. Поглощение и отражение ультразвука.
Стоячие волны
При распространении ультразвуковой волны в реальной упругой среде, обладающей сопротивлением, происходят необратимые потери энергии. Сопротивление упругой среды может быть активным и реактивным. Активное сопротивление обусловлено внутренним трением в упругой среде. Оно вызывает поглощение механической энергии и выделение ее в виде теплоты. Реактивное сопротивление обусловлено тем, что каждый бесконечно малый элемент реальной среды обладает массой и упругостью. Общее (комплексное) сопротивление упругой среды характеризуется модулем и обозначается Z.
В жидкостях и газах наибольшие потери происходят из-за внутреннего трения (вязкости) и теплопроводности. В твердых телах появляются дополнительные потери на упругий гистерезис и пластическую деформацию.
Сильно поглощают ультразвук газы, в меньшей степени жидкости и еще меньше — твердые тела. Сильно поглощают звук также вещества с малой упругостью, неоднородные, пористые, например пластмассы, резина, пенопласты, волокнистые материалы. Поэтому 182
они применяются для звукоизоляции или для ослабления ультразвука.
При распространении в поглощающей среде происходит затухание волны и интенсивность I колебаний в волне постепенно уменьшается при удалении от источника колебаний ^при х=0 1 = 1о)- Из курса физики известно, что уменьшение амплитуды колебаний § происходит по экспоненциальному закону: g = gmexp (—ах). В этой формуле а — коэффициент поглощения, числовое значение которого характеризует уменьшение амплитуды смещения, вызываемое поглощением, при прохождении волной единицы длины.
Используя формулу (III.9), уменьшение интенсивности можно выразить следующим образом:
1=10е~2ах. (ШЛО)
При прохождении ультразвуковой волной границы раздела двух сред часть энергии волны в общем случае будет отражаться, а часть попадет во вторую среду. Соотношение между значениями отраженной и прошедшей энергии определяется волновыми сопротивлениями сред Ал =pi^i и Если R\^R2, то наблюдается частичное
отражение волны от границы раздела.
Отношение энергии отраженной волны к энергии падающей волны называется коэффициентом отражения R и выражается через отношение волновых сопротивлений: R=[(R2—Ri)j(Rz+ + /?i)]2. Коэффициент при переходе ультразвуковой волны из жидкого или твердого тела в газ и обратно, поскольку волновые сопротивления газов примерно на два порядка меньше, чем волновые сопротивления жидкостей и твердых тел (при переходе из воды в воздух R = 0,9989). ^Лоэтому ультразвуковая волна, распространяющаяся в жидких или твердых телах, почти не переходит в окружающий воздух.?
Вопросы, связанные с отражением ультразвуковых волн на границе раздела сред, должны учитываться при проектировании акустических колебательных систем. В частности, не допускаются воздушные прослойки между преобразователем и волноводной системой или образцом, так как они отражают до 100% энергии ультразвуковой волны. <Чтобы создать хороший акустический контакт между колебательной системой и образцом, целесообразно применять смазки, имеющие волновое сопротивление близкое к волновому сопротивлению образца. Между элементами колебательной системы можно помещать прокладки из мягкого материала^
При отражении волны от граничной поверхности в волновом поле возникает интерференция, т. е. наложение падающей и отраженной волн. В результате суперпозиции двух волн возникает стоячая волна.
Если волновое сопротивление среды, на которую падает волна, больше волнового сопротивления среды, где она распространялась рС2>р£ь т. е. вторая среда акустически более «жесткая» (акустическая жесткость пропорциональна волновому сопротивлению), то при отражении фаза волны меняется на 180°. Если p2^2<pi^i, т. е.
среда, от которой происходит отражение, акустически более «мягкая», то изменение фазы не происходит.
’ Уравнение плоской синусоидальной стоячей волны может быть получено при сложении двух бегущих синусоидальных волн одинаковой амплитуды и частоты. Используя формулу (Ш.З), напишем уравнения двух плоских бегущих волн, распространяющихся в противоположных направлениях вдоль оси х:
= sin®(t+x/c);
Sin 0)(Т— х/с).
Сложив эти уравнения, получим
$==B1 + fe = 2^cos(wx/c) sin о)Т. (III.11)
Из этого уравнения видно, что в каждой точке стоячей волны происходят колебания той же частоты, что и колебания встречных волн, при этом амплитуда колебаний g зависит от координаты х:
1 = 2%т coscox/c.
С учетом формулы (III.2) получаем
i = cos 2лх/Х.
Амплитуда колебаний достигает максимальных значений в точках, координаты которых удовлетворяют условию
хПуЧ=±^/2 (n = 0, 1, 2,’...). (III.12)
Эти точки называются пучностями стоячей волны. В них амплитуда колебаний стоячей волны равна удвоенной амплитуде бегущей волны и находится на расстоянии, кратном половине длины волны.
Амплитуда колебаний обращается в нуль в точках, координаты которых удовлетворяют условию
л:узл= ±(« + V2)X/2 (zz=O,51,2,../). (III.13)
Эти точки называются узлами стоячей волны. На расстоянии х, равном нечетному числу четвертей волны, амплитуда равна нулю.
Выражение для звукового давления в стоячей волне получим, продифференцировав уравнение (III.11) по х с учетом формул (III.5) и (III.7):
Рзн=2?^1 sin^(<ox/f)>in>r). (III. 14)
Амплитуда звукового давления стоячей волны
= (Ш.15)
В продольной стоячей волне пучности смещений совпадают с узлами давлений и наоборот, т. е. фазы давлений и смещений сдвинуты друг относительно друга на четверть длины волны.
При отражении от границы с акустически мягкой средой на граничной поверхности расположен узел давления, а при отражении
от жесткой среды — пучность давления. В отличие от бегущей волны стоячая волна не передает энергии. Энергия только перемещается между смежными пучностями и узлами, причем кинетическая энергия колебаний переходит в упругую (потенциальную) энергию и обратно. Все частицы, находящиеся между двумя узлами, колеблются в одинаковых фазах.
В реальных условиях всегда имеется излучение в окружающую среду, поэтому стоячие волны будут затухающими. Незатухающие стоячие волны, например в стержне, можно получить, компенсируя потери энергии работой вынуждающих сил. Если к одному концу стержня подсоединить излучатель (вынуждающая сила), а к другому— активное сопротивление нагрузки, то образовавшуюся в стержне стоячую волну можно представить в виде суперпозиции двух бегущих волн. Амплитуда волны, бегущей от излучателя, больше амплитуды обратной волны. Такая вынужденная стоячая волна будет передавать энергию от излучателя к нагрузке и в отличие от чисто стоячей волны давление и колебательное смещение в ней не будут доходить до нуля в узлах.
Ультразвуковая техника почти всегда связана с ограниченными объемами испытуемого или обрабатываемого вещества, поэтому почти всегда приходится иметь дело со стоячими волнами.
§ 1.8. Ультразвуковые поля в жидкостях
Кавитация. Некоторые процессы ультразвуковой механической обработки осуществляются с использованием жидких сред. Ультразвуковое поле в жидкостях обладает рядом специфических свойств. Распространение ультразвуковых колебаний конечной амплитуды средней и большой интенсивности (/>0,1 Вт/см2) вызывает в жидкой среде ряд эффектов, главными из которых являются кавитация и акустические течения. (Кавитация — образование разрывов жидкости в местах, где происходит местное понижение давления^Теоретически для разрыва идеальной жидкости требуется растягивающее напряжение порядка 109 Па. На практике разрыв происходит при значениях 104... 107 Па. Минимальное значение акустического давления (напряжения), необходимое для образования кавитационных полостей, называется порогом кавитации.
Сопротивление жидкости разрыву уменьшается в местах, где есть мельчайшие пузырьки газа, несмачиваемые твердые частицы и т. д., которые называются зародышами или ядрами кавитации. Единичную кавитационную полость или кавитационную область, представляющую собой совокупность таких полостей, можно рассматривать как своеобразный трансформатор мощности. Энергия звукового поля, идущая на образование кавитационной области, равномерно расходуется в течение всей фазы расширения кавитационной полости. Запасенная энергия отдается также в течение всего времени захлопывания и в начале фазы расширения сжатой полости. Но скорость захлопывания в течение этого времени силь
но меняется — от нуля в начале сжатия до очень больших значений в конце сжатия и начале расширения. Большая часть энергии будет отдаваться в окружающую жидкость в этот момент, причем мгновенная мощность будет наибольшей в начале фазы расширения. Она во много раз превосходит среднюю, затрачиваемую на образование кавитационной полости.
Акустические течения (акустический ветер) возникают при распространении ультразвуковых волн в поглощающей среде, а также вблизи препятствий и колеблющихся тел, помещенных в ультразвуковое поле.
В настоящее время известны три типа акустических течений.
1. Течения в вязком пограничном слое вблизи препятствий, т. е. на границе твердое тело — жидкость, и микропотоки около колеблющихся полостей; это мелкомасштабные течения с характерным размером, намного меньшим длины ультразвуковой волны.
2. Течения вне пограничного слоя; они, как и течения в пограничном слое, имеют вихревой характер. -
3. Макропотоки в свободном неоднородном ультразвуковом поле (неоднородности существенно больше длины волны); эти течения охватывают весь объем жидкости. В реальных условиях возможно одновременное существование различных типов акустических потоков.
Уравнения (Ш.З), (Ш.4), (Ш.7) для расчетов параметров ультразвукового поля справедливы для небольших интенсивностей /<0,3 Вт/см2. При более высоких интенсивностях образуются области с развитой кавитацией, которые значительно изменяют характер ультразвукового поля. Такая жидкость имеет акустические характеристики, отличные от характеристик некавитирующей жидкости; они зависят от плотности и сжимаемости капельной жидкости и парогазовой смеси. Например, волновое сопротивление среды с развитой кавитацией может быть на порядок меньше, чем при отсутствии кавитации. Поэтому на границе раздела кавитационная область — жидкость происходит рассеяние и отражение ультразвуковых волн.
С развитием кавитации происходит увеличение коэффициента поглощения за счет затрат энергии на образование и поддержание кавитации. Активное сопротивление среды становится больше его волнового сопротивления. Колебания кавитационного пузырька в ультразвуковом поле носят несимметричный характер, т. е. значения сжимаемости в положительной и отрицательной фазах давления сильно отличаются друг от друга, поэтому волновое сопротивление кавитирующей жидкости нелинейно. Это также значительно изменяет картины ультразвукового поля, описываемые классическими уравнениями.
Особенности ультразвуковых полей, характер распространения волн, волновые характеристики среды необходимо учитывать при разработке технологических процессов и проектировании аппаратуры.
§ 1.9. Роль ультразвуковых колебаний в технологических процессах
Для любого процесса резания, как и для ультразвукового, с выкалыванием мельчайших частиц материала, различают два движения: главное — движение резания и вспомогательное — движение подачи. При ультразвуковой обработке главное движение — продольные колебания инструмента с ультразвуковой частотой. Вспомогательное — движение подачи.
Размерная ультразвуковая обработка свободным абразивом осуществляется за счет движения зерен абразивной суспензии в пространстве между инструментом и обрабатываемой поверхностью; абразивные зерна получают энергию от инструмента, колеблющегося с ультразвуковой частотой. Обычно при размерной обработке используют продольные колебания инструмента, реже поперечные и крутильные. Ультразвуковая размерная обработка сводится к двум основным процесам: а) ударное вдавливание абразивных зерен с последующим выкалыванием частиц обрабатываемого материала; б) циркуляция суспензии в рабочей зоне, вынос выколотых частиц и изношенных абразивных зерен, доставка свежего абразива.
^При ультразвуковой размерной обработке можно говорить о главном и побочном резании. Главное резание осуществляется абразивными зернами, получающими энергию от рабочего торца инструмента. Побочное резание осуществляется зернами, находящимися между боковыми поверхностями заготовки и инструмента^
Решающую роль в формообразовании играют зерна абразива. Когда торец инструмента приближается к обрабатываемой поверхности, в какой-то момент времени между ним и деталью оказывается зажатым одно или несколько зерен абразива (см. рис. III.1). Разрушение материала происходит только при прямом ударе инструмента по зерну абразива, лежащему .на поверхности. Выколы образуются под крупными частицами, и их размер много меньше, чем размер частиц абразива. В отдельных случаях хрупкий материал выкрашивается в виде мелкодисперсной пыли в течение нескольких миллисекунд, что значительно больше периода ультразвуковых колебаний. Сравнительно редко наблюдается разрушение, при котором между поверхностью заготовки и инструментом попадает крупная частица абразива. При ударе по ней инструмента в материале образуется трещина. Вода, несущая абразив, расширяет микротрещины и облегчает образование выколов.
Когда инструмент ударяет по зерну абразива, взвешенному в суспензии, разрушения поверхности не происходит, хотя скорость зерен приближается к максимальной скорости колебаний торца инструмента. Не происходит разрушения обрабатываемого материала и от воздействия ударной волны при захлопывании кавитационного пузырька непосредственно над зерном абразива, лежащего на поверхности материала.
Однако кавитация влияет на процесс обработки. Кавитационные полости, с одной стороны, способствуют более равномерному распределению зерен абразива под инструментом, тем самым увеличивая скорость обработки. С другой стороны, кавитация разбрасывает зерна абразива и понижает его концентрацию в рабочем зазоре, что ведет к уменьшению скорости обработки. Кавитация и акустические течения, возникающие под инструментом в суспензии абразива под воздействием ультразвуковых колебаний, способствуют перемешиванию абразива в рабочем промежутке, выносу абразива и выколотых частиц материала, подаче свежего абразива в зону обработки.
При обработке происходит не только хрупкое разрушение обрабатываемых материалов, но и вязкое разрушение инструмента, изготовленного чаще всего из вязких материалов, например низкоуглеродистых сталей. При ударах вершины зерен вдавливаются в поверхностные слои инструмента и вызывают пластическую деформацию.
При интенсификации процессов резания лезвийными инструментами ультразвуковые колебания оказывают сложное воздействие. При резании работа затрачивается в основном на пластическую деформацию срезаемого слоя и на внешнее трение на рабочих гранях инструмента. Ультразвуковые колебания оказывают влияние на обе основные составляющие работы резания: 1) знакопеременные напряжения ускоряют движение дислокаций и их образование, обеспечивая возникновение пластической деформации при более низких напряжениях; 2) циклические перемещения контактных поверхностей вызывают периодический поворот векторов сил трения на рабочих гранях инструмента, значительно уменьшая сопротивление сходу стружки и облегчая процесс стружкообразования.
Ультразвуковые колебания приводят к устранению нароста на инструменте, уменьшению сил трения и улучшению качества поверхности. При наложении ультразвуковых колебаний происходит нагрев микровыступов инструмента и заготовки в месте их контакта за счет акустической энергии и при определенных условиях может возникнуть местное размягчение, изменение характера трения, что также приводит к уменьшению затрачиваемой работы.
При ультразвуковом резании алмазным инструментом в зоне контакта алмаза с образцом на поверхности образца образуется зона повышенной трещиноватости — зона предразрушения. Роль ультразвуковых колебаний заключается в интенсификации процесса хрупкого разрушения обрабатываемого материала путем создания сетки микротрещин и выколов на поверхности материала. При ультразвуковой обработке значительно увеличивается объем удаленного материала. Разрушенный материал представляет собой различные по форме и размерам частицы, не имеющие следов пластической деформации.
При упрочняюще-чистовой обработке с наложением ультразвуковых колебаний возникают сложные процессы: наложение знакопеременных нагрузок на статические нагрузки, локальное погло-188
щение ультразвуковой энергии и, как результат этого, изменение условий течения металла и облегчение пластического деформирования.
Сложение статического напряжения с амплитудным значением знакопеременного напряжения делает суммарное напряжение достаточным для преодоления дислокациями потенциальных барьеров. т. е. для начала более раннего появления пластических деформаций. Активация дислокаций происходит в основном за счет поглощения акустической энергии в местах дефектов кристаллической решетки и других структурных несовершенств. За время, исчисляемое миллисекундами, происходит локальный нагрев вокруг источников поглощения, снятие напряжений, разблокировка дислокаций, увеличение их подвижности. Все это обеспечивает более интенсивный ход пластической деформации. Кроме того, уменьшается коэффициент трения между обрабатываемой поверхностью и инструментом.
Ультразвуковое упрочнение позволяет улучшить характеристики поверхйостного слоя — контактную жесткость, коэффициент трения скольжения и снизить число искажений в кристаллической решетке. Оно обеспечивает большую поверхностную микротвердость, большие остаточные сжимающие напряжения и повышенную износостойкость.
ГЛАВА 2. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ
§ 2.1. Влияние технологических и акустических параметров на размерную обработку
^Ультразвуковая размерная обработка — это способ формообразования поверхностей заготовок из твердых и хрупких материалов, при котором происходит копирование формы инструмента на дета-ли.^Процесс ультразвуковой размерной обработки зависит от многих технологических параметров, как правило, взаимно влияющих один на другой,— твердости и концентрации абразива, частоты и амплитуды колебаний инструмента, его износа, статической нагрузки. Каждый из этих факторов влияет на производительность процесса и качество изготовления.
Материал заготовки в значительной степени определяет характер его разрушения. Все материалы по характеру деформации и разрушения при ультразвуковой обработке разделены на три группы. В основу этого деления положен критерий хрупкости который определяют как отношение сопротивления сдвигу к сопротивлению на отрыв. Материалы первой группы — стекло, кварц, ситалл, керамика, германий, кремний, ферриты и другие имеют /х2>2. При ультразвуковой обработке они практически не подвергаются пластической деформации и основную часть всей работы диспергирования занимает работа упругих деформаций.
Ко второй группе относятся материалы, у которых 1</х<2. Это твердые сплавы, закаленные, цементированные и азотированные стали, титановые сплавы, вольфрам. При их обработке под действием абразивных зерен наряду с упругими деформациями происходят и микропластические деформации; чем большую роль играют пластические деформации, тем хуже обрабатываемость материала ультразвуковым методом. Наилучшие характеристики по обрабатываемости из этой группы материалов имеют твердые сплавы.
При обработке материалов третьей группы, к которой относятся свинец, мягкие стали и др., имеющие /х^1, почти вся работа абразивных зерен расходуется на микропластическую деформацию поверхностных слоев; разрушения материала почти не наблюдается. Поэтому материалы третьей группы нецелесообразно подвергать ультразвуковой обработке.
Абразивная суспензия. Тип абразива, его концентрация сильно влияют на производительность, точность и качество ультразвуковой размерной обработки. Зерна абразива выполняют функции режущего инструмента, поэтому они по твердости должны хотя бы не уступать обрабатываемому материалу.
Для ультразвуковой обработки обычно применяют карбид бора, который хорошо смачивается водой и благодаря сравнительно небольшой плотности удовлетворительно переносится жидкостью. Другие абразивные материалы — карбид кремния, электрокорунд— применяются лишь для изготовления деталей из стекла, германия и материалов, которые хорошо обрабатываются ультразвуковым методом. Если производительность обработки стекла карбидом бора принять за единицу, то производительность' обработки , карбидом кремния равна 0,8...0,85, а электрокорундом — 0,7...0,75.
В качестве жидкости, несущей абразив, обычно используют воду, обладающую малой вязкостью, удовлетворительной смачивающей способностью и хорошими охлаждающими свойствами. В воду целесообразно добавлять ингибитор коррозии. Использование добавок, оказывающих химическое действие на обрабатываемый материал, позволяет увеличить производительность. Так, добавление в абразивную суспензию 15%-ного водного раствора сернокислой меди повышает производительность процесса ультразвуковой обработки твердых сплавов в 1,7...2,5 раза.
Параметры ультразвуковой обработки существенно зависят от среднего размера зерен абразива (под размером зерна понимают ширину зерна под микроскопом). Уменьшение размера абразивных зерен вызывает снижение производительности, особенно если размер зерна меньше амплитуды колебаний. С другой стороны, чем меньше зерно, тем выше точность изготовления. В процессе работы происходит интенсивное дробление абразивных зерен, поэтому производительность в начале обработки может быть в 3 раза больше, чем в конце.
На производительность в значительной степени влияет концентрация абразива в суспензии. При оптимальной концентрации по
всей обрабатываемой поверхности укладывается один слой зерен абразива. При чрезмерной концентрации абразивной суспензии в рабочей зоне абразив будет располагаться в несколько слоев и эффективность процесса снижается, так как увеличивается доля работы, идущей на диспергирование самих зерен.
Амплитуда и частота колебаний инструмента определяют скорость продольных колебаний инструмента, т. е. главного движения резания. Чем больше амплитуда и частота колебаний, тем больше производительность обработки, которую, как в случае ЭЭО и ЭХО,
можно выражать скоростью подачи инструмента ии. Производительность обозначают Qs.
Оптимальная амплитуда колебаний инструмента связана со средним размером da абразивного зерна основной фракции. При очень малых размерах зерна и при больших амплитудах колебаний (2gm/da>l) происходит главным образом не внедрение зерен в обрабатываемую поверхность, а их дробление. Если амплитуда колебаний мала, а зерна абразива крупные (2gw/da<0,5), импульс ударной силы, воздействующий на зерно, недостаточен для внедрения зерен в обрабатываемый материал и разрушения материала. Максимальная производительность достигается при условии 2gm/da = 0,6
... 0,8 (рис. III.8).
На рис. III.8 даны графики зависимости производительности обработки Qs от отношения 2^mlda для стекла при обработке инструментом диаметром 10 мм (кривая 1) и для керамики при обработке инструментом диаметром 7 мм (кривая 2).
Предельно допустимая амплитуда колебаний ограничивается, кроме вышеизложенных соображений, усталостной прочностью материала инструмента и концентратора. Подробно это рассмотрено ниже.
Статическая нагрузка. При ультразвуковой обработке инструмент прижимается к поверхности заготовки с постоянной силой Рст. Эта сила (ее называют также силой подачи) оказывает значительное влияние не только на значение ударных импульсов, сообщаемых абразивным зернам, но и на состояние зерен и концентрацию абразива под торцом инструмента. Оптимальное значение статической нагрузки зависит от площади и конфигурации инструмента, амплитуды колебаний, среднего размера зерен и свойств обрабатываемого материала.
Увеличение силы подачи в определенных пределах (пока не начинает проявляться демпфирование колебаний) приводит к увеличению импульса ударных сил и глубины внедрения зерен абразива, т. е. вызывает рост интенсивности съема обрабатываемого материала. С другой стороны, увеличение статической нагрузки уменьшает
среднее расстояние между инструментом и обрабатываемой поверхностью заготовки и ухудшает условия поступления в рабочую зону свежего абразива и удаления из нее продуктов износа.
§ 2.2. Точность размерной обработки
Точность ультразвуковой размерной обработки, т. е. стабильность зазора между контурами изделия и инструмента, определяется многими факторами. Часть из них — геометрическая точность станка и его приспособлений (соосность и прямолинейность соединения частей ультразвуковой колебательной системы, точность относительного расположения инструмента и заготовки) свойственна и другим видам механической обработки. Однако есть факторы, которые характерны только для ультразвуковой размерной обработки: размер зерен абразива, твердость обрабатываемого материала, форма инструмента и размер поперечных колебаний.
Минимальная погрешность ограничивается предельными изменениями размера бокового зазора. Обычно этот размер в 1,5 раза больше среднего размера da зерна абразива основной фракции; с уменьшением размера зерна точность изготовления возрастает.
Точность размеров сквозных отверстий определяется в основном тремя факторами: точностью изготовления инструмента, точностью копирования его формы, размером вредных поперечных колебаний. При изготовлении глухих отверстий на точность влияет также износ инструмента. Интенсивный износ инструмента происходит в результате ударов абразивных зерен, кавитационной эрозии и истирания. В основном изнашивается торец инструмента; значительно слабее изнашиваются боковые поверхности.
Продольный относительный износ инструмента зависит главным образом от физико-механических свойств обрабатываемого материала и материала инструмента, толщины стенок инструмента и зернистости абразива. Продольный относительный износ оценивается как процентное отношение длины изношенной части к глубине обработанной полости.
Поперечный износ происходит вследствие действия абразива, находящегося между боковой поверхностью инструмента и стенками обрабатываемого отверстия. Он выражается в том, что на инструменте появляется конусность. Боковые стенки инструмента у рабочего торца дольше подвергаются воздействию абразивных зерен, чем участки боковой поверхности, более удаленные от торца инструмента. Конусность, образующаяся при поперечном износе, зависит от сопротивления абразивному износу материала инструмента. На поперечный износ инструмента оказывают значительное влияние поперечные колебания инструмента и его геометрия. У кольцевого инструмента конусность образуется не только на внешней поверхности, но и на внутренней. Особенно увеличивается поперечный износ при использовании кольцевого инструмента с толщиной стенки менее 1 мм. Оптимальная толщина стенки (обеспечивающая минимальный износ) составляет 1...1,5 мм.
Рис. II 1.9
Интенсивность износа увеличивается при плохих условиях подвода свежей абразивной суспензии и отвода продуктов обработки. В то же время сила подачи и амплитуда колебаний инструмента не оказывают существенного влияния на его износ.
При обработке сквозных отверстий постоянного поперечного сечения точность збработки не зависит от продольного и поперечного износа инструмента, так как при углублении инструмента в заготовку поверхность отверстия обрабатывается его неизношенной частью. Когда обрабатываются конические и ступенчатые отверстия, износ инструмента уже влияет на погрешность изготовления.
При обработке глухих отверстий точность определяется в первую очередь износом инструмента. Погрешности изношенного инструмента копируются на стенках и дне отверстия. Чтобы уменьшить износ инструмента, прежде всего необходимо подбирать материал, обладающий достаточной износостойкостью. Например, для ультразвуковой обработки стекла инструмент изготовляют из твердого сплава, инструмент для обработки твердого сплава — из закаленной инструментальной стали. Все цветные металлы (кроме титана) имеют низкую износостойкость и поэтому непригодны для изготовления ультразвуковых инструментов. ГС точки зрения износостойкости очень важна геометрия инструментов. Целесообразно выполнять инструменты с обратной конусностью. При обработке труднообрабатываемых материалов, таких, как твердые сплавы, и при обработке стекла и керамики на большую глубину кроме обратной конусности на конце инструмента изготовляют калибрующую ленточку. Можно использовать так называемый «грибковый» инструмент (рис. III.9). При изготовлении глухих отверстий разность диаметров DQ—0 = 0,6 ... 1 мм. Ширина направляющих ленточек 1=1 ... 3 мм. Использование таких инструментов позволяет уменьшить силу трения между инструментом и стенками обрабатываемого отверстия, улучшить циркуляцию абразивной суспензии, удаление продуктов обработки. Сложность изготовления этих инструментов оправдывается повышением точности обработки^
Из-за поперечных колебаний инструмента происходит «разбивание» отверстия, т. е. поперечные размеры полученного отверстия оказываются больше соответствующих размеров инструмента. Может исказиться и форма отверстия. ^Поперечные колебания инструмента возникают, если ось инструмента не перпендикулярна обрабатываемой поверхности, если не выдержана прямолинейность осей и соосность всех трех частей колебательной системы: преобразователя, концентратора и инструмента^ Кроме того, вредные поперечные колебания могут появиться при значительном отклонении центра тяжести профиля поперечного сечения фасонного инструмента от его оси. Обычно при строгой прямолинейности осей и соосности преобразователя, концентратора и инструмента, а также
jipn точной выверке инструмента и заготовки некруглость отверстий, получаемых при чистовых операциях, не превышает 10 mkmj В неблагоприятных случаях погрешность формы может достигать значений 30...60 мкм.
Разбивание отверстий возрастает с увеличением размеров абразивных зерен и глубины обработки. Так, например^ при обработке абразивами с зернистостью № 6... 10 погрешность размеров находится в пределах +0,08 мм, а при использовании абразивов №3... № 5 уменьшается до +0,03 мм. Разбивание отверстия на входе можно значительно уменьшить, если на заготовку положить накладку из материала, который хорошо обрабатывается ультразвуком, например стекла, керамики и т. д. Толщина накладки составляет обычно 1...3 мм. Для предотвращения скола выходной кромки под заготовку кладут подкладку. Разбивание отверстия на входе больше, чем на выходе. Это вызывает появление конусности. Например, при обработке отверстий глубиной 5... 10 мм абразивом № 12 конусность составляет 0,025...0,04 мм. При обработке того же отверстия более мелким абразивом №3 конусность не^превышает 0,01 мм. Для уменьшения конусности сквозных отверстий их обрабатывают последовательно с двух сторон. Сначала сверлят отверстие с одной стороны (примерно до середины заготовки). Затем заготовку поворачивают на 180° и используют первое отверстие как базу при установке заготовки.
При сквозном прошивании, сверлении и разрезании используется инструмент, состоящий из двух участков: чернового и чистового. Диаметр чистового участка несколько больше диаметра черновой части инструмента.
Точность изготовления зависит во многом от материала заго-, товки. Материалы с крупнозернистой или комковатой структурой, такие, как корунд, карбид кремния, ферриты, невозможно обработать с высокой точностью, так как они скалываются крупными частицами.
При ультразвуковой размерной обработке обычно применяемыми абразивными порошками погрешность изготовления достигает 20 мкм, в лабораторных условиях можно обеспечить погрешность не выше 5... 10 мкм.
§ 2.3. Качество поверхности
Шероховатость поверхности при ультразвуковой размерной обработке зависит от размеров зерен абразива, физико-механических свойств обрабатываемого материала, амплитуды колебаний инструмента, шероховатости поверхности инструмента и типа жидкости, несущей абразив.
Наибольшее влияние на шероховатость оказывает зернистость абразива. Шероховатость пропорциональна среднему размеру абразивных зерен, т. е. зернистости. Свойства обрабатываемого материала также в значительной степени определяют шероховатость: при обработке материалов с крупнозернистой структурой 194
скалываются крупные частицы и получить высокое качество поверхности не удается.
Размер шага неровностей определяется шириной выколов при ультразвуковой обработке. Изменение зернистости абразива может привести к изменению значения шага' неровностей более чем в четыре раза.
Чем выше амплитуда колебаний инструмента, тем более шероховатая поверхность получается при обработке. Объясняется это тем, что при увеличении амплитуды колебаний инструмента увеличиваются силы, действующие на зерно, растет средняя глубина внедрения абразивных зерен. Например, при обработке стекла увеличение амплитуды колебаний с 18 до 30 мкм вызвало рост шероховатости 7?z с 20 до 32 мкм.
Если в качестве жидкости, несущей абразив, применить вместо воды машинное масло, то шероховатость поверхности уменьшается, но при этом в несколько раз снижается производительность и ухудшаются условия подвода и циркуляции абразива.
Шероховатость обрабатываемой поверхности зависит и от шероховатости рабочих поверхностей инструмента — неровности инструмента копируются на поверхности заготовки. На поверхности могут появляться макро- и микроизъяны, имеющие обычно локальный характер. Чаще всего они наблюдаются при обработке твердых сплавов и имеют причиной кавитационную эрозию инструмента. Образовавшиеся на стенках инструмента макро- и микронеровности копируются затем на обработанной поверхности детали. Из-за кавитационной эрозии высота микронеровностей боковых поверхностей выше, чем высота микронеровностей поверхности торца.
При чистовых операциях высота микронеровностей рабочих поверхностей инструмента должна быть в 2...3 раза меньше требуемой высоты микронеровностей детали. Уменьшить высоту микронеровностей, в частности боковых поверхностей, можно, улучшив циркуляцию абразива, применяя вращение заготовки и создавая условия, при которых кавитационная эрозия не успевает развиться.
При нормальном проведении процесса изделие и инструмент обычно не нагреваются и структура материала не меняется, не появляются трещины и прижоги, которые бывают при шлифовании и электроэрозионной обработке. При затрудненном доступе суспензии к рабочей области инструмент может сильно нагреться, что приводит к появлению трещин в материале.
Кроме шероховатости качество обработанной поверхности характеризуется ее структурным состоянием. При ультразвуковой обработке твердых сплавов и закаленных сталей происходит упрочнение поверхностного слоя и появляются сжимающие остаточные напряжения.
При ультразвуковой обработке мелкими шлифпорошками (№ 3) и микропорошками при амплитудах колебаний gm=15... ...20 мкм шероховатость поверхности 7?а= 1,2...0,4 мкм, а при доводке /?а = 0,2 МКМ.
§ 2.4. Производительность размерной ультразвуковой обработки
Производительность ультразвуковой размерной обработки зависит в первую очередь от амплитуды колебаний инструмента, физико-механических свойств обрабатываемого материала, состава и свойств абразивной суспензии и способа ее подвода, статической нагрузки (силы подачи), площади поперечного сечения инструмента, глубины обработки. Она характеризуется скоростью съема материала заготовки и при постоянном поперечном сечении инструмента однозначно определяется скоростью подачи. Производительность Qs (мм/мин) можно рассчитать по эмпирической срормуле
(in.16) где ф — коэффициент, зависящий от свойств обрабатываемого материала и абразивной жидкости; а = 0,5...1 и b = 0,5...1 — показатели степени, зависящие от условий обработки; —амплитуда колебаний, мкм; РСт — сила подачи, Н; f — частота, Гц.
При увеличении амплитуды колебаний инструмента увеличивается скорость главного движения и, следовательно, производительность процесса, что отражено в выражении (III.16). Однако увеличивать амплитуду колебаний можно только до определенного предела. Максимально допустимая амплитуда колебаний ограничивается усталостной прочностью материала инструмента и концентратора. *
Размерную ультразвуковую обработку целесообразно применять только для хрупких материалов, имеющих критерий хрупкости /х>1. Так как материалы первой и второй групп обрабатыва- -ются по-разному, то в каждой группе выбран один наиболее характерный материал, производительность обработки которого принята за единицу. У материалов первой группы (/х^2) в качестве эталона принято стекло, для второй группы (1<£х<2) —твердый сплав марки ВК8. Производительность обработки стекла, выражаемая скоростью съема материала, Qy = 3000...5000 мм3/мин в 20...50 раз превышает производительность обработки твердого сплава. Зависимость производительности от свойств материала отражена в формуле (III.16) и параметрически задается коэффициентом ф.
На производительность обработки влияют твердость применяемых абразивных зерен, их размер и концентрация в суспензии. Чем выше твердость абразива и размер зерен, тем больше съем материала и производительность. В формуле (III. 16) это также отражено коэффициентом ф.
При повышении концентрации абразивной суспензии до определенного значения наблюдается рост производительности вследствие увеличения количества зерен под инструментом. Оптимальные условия обеспечиваются при массовом отношении карбида бора к воде 1 : 1...1 :2. При большей концентрации суспензия становится очень густой, ухудшаются условия циркуляции абразива. При чрезмерной концентрации суспензии зерна абразива располагаются в несколь-196
ко слоев — производительность процесса снижается, а износ инструмента увеличивается.
Сила подачи РСт между инструментом и заготовкой также влияет на эффективность обработки. При работе без статической нагрузки скорость процесса резко падает. Оптимальная сила подачи подбирается обычно экспериментально и составляет при размерной обработке РСт = 20...200 Н. Давление прижима Рпр==Рст/5, где S— площадь торца^инструмента, составляет в среднем 0,1...1 МПа. (Сила прижима'инструмента в несколько раз меньше, чем максимальные значения импульсных переменных сил, действующих в процессе ультразвуковой обработки.)
Производительность обработки зависит от глубины и площади обрабатываемого отверстия, что отражается в значениях показателей степени а и Ь. По мере углубления инструмента в заготовку возрастает относительная доля побочного резания (см. § 1.9). Это увеличивает силы трения между инструментом и заготовкой и ухудшает условия поступления в зону главного резания свежей суспензии и удаление частичек диспергированного материала (стружки), увеличивает поперечный износ инструмента. Все эти факторы вызывают снижение производительности.
Продольный и поперечный износ инструмента влияет на производительность обработки: изменение размеров колебательной системы из-за износа вызывает ее расстройку и, как следствие, снижение амплитуды колебаний. Например, при относительном износе инструмента, равном 4%, амплитуда колебаний при использовании ступенчатого концентратора с отношением входного и выходного диаметров б/Вх/б/вых = 4 уменьшается на 17%, при износе 6% амплитуда уменьшается на 30%, а при износе 10%—на 50%.
Амплитуда колебаний уменьшается и при увеличении площади инструмента. При использовании инструмента с большой площадью поперечного сечения ухудшаются условия циркуляции абразива. Через несколько секунд работы под торцом инструмента устанавливается неравномерная концентрация абразива: большинство зерен располагается у периферийной части инструмента, а в центральной области абразива очень мало. Интенсивность съема материала у периферии больше, чем в центральной части, что вызывает, например, при обработке глухих отверстий выпуклости в центральной части.
Все факторы, влияющие на производительность процесса, взаимосвязаны. Так, например, при определенных соотношениях амплитуды колебаний и силы подачи между количеством диспергированных и поступающих зерен абразива наступает динамическое равновесие и распределение абразива в рабочей зоне и сам процесс диспергирования становятся стабильными.
Повысить производительность ультразвуковой размерной обработки можно различными способами.
Улучшение условий циркуляции абразивной суспензии. Этого можно добиться, периодически поднимая и опуская инструмент, осуществляя подвод абразивной суспензии через полый концентра
тор (при обработке сжвбзных отверстий и при разрезании), фонтаном снизу (если в аатотовке предварительно выполнено отверстие), применяя инструмент специальной геометрии, например с кольцевыми и спиральными канавками на боковых поверхностях, или инструмент с обратной конусностью, прокачивая абразивную суспензию под давлением или, наоборот, отсасывая ее, вращая заготовку или инструмент во время обработки, создавая эксцентриситет осей вращения инструмента и заготовки.
На рис. ШЛО приведены Qs от глубины прошивания h
кривые зависимости производительности процесса стекла. Кривая 1 соответствует обработке инструментом цилиндрической формы, кривая 2 — обработке инструментом с обратной конусностью. Кривая 3 получена при сообщении заготовке принудительного вращения и выполнении инструмента с обратной конусностью.
Применение инструмента с обратной конусностью, способствуя повышению производительности, устраняет неравномерность износа инструмента, увеличивает его размерную стойкость.
Еще одним способом, улучшающим смену абразива, является выполнение осей вращения заготовки и инструмента с эксцентриситетом. Увеличение эксцентриситета до 25 мм приводит к повышению производительности в 2 раза.
Максимально увеличить производи-
тельность можно, если применять принудительную прокачку абразивной суспезии под давлением или вакуумным отсосом. Второй способ позволяет стабилизировать процесс диспергирования абразивного материала в рабочей зоне, увеличить количество эффективно работающих зерен. Например, применение вакуумного отсоса при площадях обработки 6 ... 14 см2 позволяет увеличить производительность процесса в 4 ... 6 раз. Большим преимуществом отсоса абразивной суспензии является возможность увеличить глубину обработки без существенного снижения производительности: при обработке на глубину 10 мм производительность снижается лишь на 5 ... 10%.
Осуществить вакуумный отсос суспензии можно двумя способами: а) сверху через специальную полость, выполненную в инструменте, и б) снизу через небольшое отверстие в заготовке, полученное в результате предварительной обработки. Система циркуляции абразивной суспензии при применении вакуумного отсоса несколько усложняется. Осуществить вакуумный отсос можно на обычном ультразвуковом станке, сделав к нему приставку, схема которой приведена на рис. III.11.
Вакуумный насос 9 создает небольшое разрежение в бачке 10, которое контролируется манометром 8. К заготовке 3, установленной на столе 2 станка, через коллектор 5 (спреерное кольцо) подается абразивная суспензия. Под атмосферным давлением суспензия проходит под торцом инструмента 4 и через цент
ральный канал в инструменте 4 и концентраторе 6 поступает в бачок 10. Внутри бачка 10 находится поплавок 11. Отсасываемая суспензия собирается в бачок и при наполнении его автоматически сбрасывается. При наполнении бачка суспензией поплавок 11 касается иглы 7. Верхняя полость бачка соединяется с атмосферой. Крышка 13 в дне ванны открывается, и суспензия сливается через воронку 14 в бак центробежного насоса 1 станка. Под действием противовеса 12 дно бачка поднимается и снова начинает работать вакуумный насос.
Еще более эффективным способом улучшения циркуляции суспензии в рабочей зоне является прокачка ее под избыточным давлением 0,1...0,5 МПа (рис. III. 12). Этот способ требует значительного увеличения силы подачи (до 300...400 Н).
Рис. 111.11
Рис. III.12
На рис. III.12 показана схема нагнетания абразивной суспензии. Инструмент 5 через концентратор присоединен к рабочему торцу акустической головки 6 станка. Головка по направляющим качения 9 перемещается в вертикальной плоскости и прижимает инструмент 5 к заготовке 4 с силой, регулируемой противовесом 7, подвешенным на коромысле 8. Чтобы осуществить нагнетание абразива, в инструменте или заготовке должно быть технологическое отверстие. Нагнетанйе суспензии производится с помощью специального насоса 12. Контроль давления осуществляют по манометру 10. Пройдя рабочую зону, абразивная суспензия 11 поступает в ванну 5, расположенную на столе 2, а оттуда в приемный бак 1.
Применение системы нагнетания абразивной суспензии под давлением повышает производительность процесса ультразвуковой обработки в 5 раз по сравнению с обычной циркуляционной системой подвода абразивной суспензии и позволяет с достаточно высокой производительностью обрабатывать отверстия значительной глубины.
На рис. II 1.13 приведена зависимость производительности ультразвуковой обработки стекла от глубины h при различных способах подвода абразивной суспензии. Кривая 1 получена при обычной циркуляционной системе подвода абразивной суспензии при силе подачи РСт=25,5 Н. Вакуумный отвод суспензии при той же силе подачи позволяет в два раза повысить производительность при углублении инструмента (кривая 2). Увеличение силы подачи до 130 Н при вакуумном отсосе повышает производительность обработки еще почти в три раза (кривая 3). Наибольшая производительность достигается при нагнетании абразивной суспензии под давлением 3-105 Па при одновременном увеличении силы подачи до 390 Н (кривая 4).
ю
8
6
4
суспензии
~х^^х_х,х ^Вакуумный
х**.х
*-х Ly иркуляционная
1— подача
О1—
4 8 12 16 h, мм
Рис. 1П.13
5^, мм/мин
Не все процессы дряускают подачу абразивной суспензии под давлением. При прркячке суспензии под давлением необходимо увеличивать силу йодачи, а при обработке хрупких материалов, например, та^их, как германий, кремний, это не Всегда приемле-мо. Наиболее эффективно используют прокачку при обработке заготовок из твердых сплавов.
Увеличение скорости главного движения (продольных колебаний инструмента) повышает производительность процесса [см. формулу (III. 16)]. Повысить предельно допустимую амплитуду колебаний инструмента и концентратора можно, используя материалы, имеющие высо-кое сопротивление усталости. Высокую амплитуду колебаний можно получить в инструментах из титановых сплавов, легированных сталей в нормализованном и закаленном состоянии. Для увеличения сопротивления усталости проводят поверхностное упрочнение инструмента: дробеструйный наклеп, гидрополирование, ультразвуковую обработку.
Очень важно правильно рассчитать и изготовить колебательную систему и согласовать ее с нагрузкой (обрабатываемой заготовкой): при неправильном расчете колебательная система работает не в резонансе и амплитуда колебаний падает в несколько раз.
Повысить производительность можно также, увеличивая часто- , ту колебаний. Однако здесь надо учитывать, что при низких частотах резонансные системы менее чувствительны к изменению размеров при износе инструмента, что особенно важно при обработке твердых сплавов, когда инструмент изнашивается быстро.
Режим обработки определяется рядом факторов, каждый из которых в той или иной степени влияет на производительность процесса. Наибольшее влияние оказывает амплитуда колебаний инструмента и стабильность ее при обработке.
Большое значение имеют также: а) способ подвода абразивной суспензии в зону резания; б) состав абразивной суспензии; в) твердость, зернистость, концентрация абразива и тип жидкости, несущей абразив; г) сила прижима инструмента к обрабатываемой поверхности; д) различные технологические приемы, например периодический ввод и вывод инструмента из заготовки, вращение заготовки, применение накладок для уменьшения разбивания отверстия на входе инструмента и др.
Рациональные технологические приемы позволяют увеличить производительность благодаря снижению вспомогательного времени, например при обработке нескольких деталей за один ход инструмента или использовании многолезвийного инструмента.
Используются и другие приемы: например, разработан метод, при котором заготовке или инструменту дополнительно сообщают низкочастотные колебания вдоль оси инструмента. Амплитуда низкочастотных колебаний подбирается в зависимости от амплитуды ультразвуковых колебаний, размеров абразивных зерен, силы подачи и т. д. При использовании низкочастотных колебаний усиливается ударное воздействие абразивных зерен, улучшаются условия циркуляции абразива, что приводит к повышению производительности обработки.
Можно увеличить производительность, изменяя свойства обрабатываемого материала. Чем выше критерий хрупкости материала, тем лучше он обрабатывается при воздействии ультразвуковых колебаний. Металл переводят в хрупкое состояние различными способами, например, понижая температуру. Однако для размерной обработки этот способ сложен, а кроме того, при низких температурах ухудшаются условия циркуляции абразива в рабочей зоне.
У электропроводных материалов можно создать на поверхности хрупкую пленку окислов при действии анодного растворения. Такая пленка легко удаляется при ультразвуковой размерной обработке. Изменить свойства материалов можно также, используя химическое действие жидкости, несущей абразив.
§ 2.5. Качество и точность ультразвукового резания алмазным инструментом
Чтобы получить требуемые эксплуатационные характеристики детали, необходимо знать, какую шероховатость обеспечивает данный метод обработки, глубину проникновения трещин и значение остаточных напряжений в поверхностном слое.
При ультразвуковой алмазной обработке (см. § 1.9) шероховатость поверхности при режимах, соответствующих максимальной производительности, находится в пределах 7?а = 2...5 мкм. Увеличение статической нагрузки приводит к некоторому снижению шероховатости, например при увеличении нагрузки с 1 до 3 МПа шероховатость /?а снижается на 1 мкм.
При работе на режимах с принудительной подачей шероховатость также уменьшается. Рельеф поверхности хрупких неметаллических материалов, обработанных алмазным инструментом с наложением ультразвуковых колебаний, типичен для шлифования. Под рельефным слоем располагается другой слой материала, также затронутый обработкой, но имеющий более слабые признаки разрушения. Этот слой образован сеткой микротрещин, направленных от обработанной поверхности в глубь детали. Глубина распространения микротрещин при сверлении с ультразвуком на 10...15% больше, чем при обычной обработке. Остаточные напряжения при ультразвуковой алмазной обработке значительно меньше, чем при электроннолучевой, и составляют, 'например, для образцов из кварцевого стекла не более 29 кПа.
Точность ультразвуковой алмазной обработки определяется как факторами, присущими другим видам механической обработки (без ультразвука)—жесткостью технологической системы, кинематической схемой процесса, — так и режимом ультразвуковой обработки и характеристиками режущего инструмента. В зоне обработки возникают высокие температуры, которые вызывают прижоги алмазной коронки и даже ее полное разрушение. Поэтому ультразвуковую алмазную обработку обязательно проводят с водяным охлаждением. При оптимальных режимах обработки температура на контактной поверхности алмазного зерна не превышает 1023 К, температура на торце инструмента составляет около 493 К.
§ 2.6. Производительность ультразвукового резания-алмазным инструментом .
Производительность процесса при ультразвуковом резании алмазным инструментом зависит от ряда акустических и технологических параметров: амплитуды и частоты колебаний инструмента, статической нагрузки, характеристик алмазного инструмента.
Зависимость производительности от амплитуды колебаний при сверлении отверстий малого диаметра (2,5...6 мм) на глубину до 400 мм имеет экстремальный характер. Увеличение амплитуды колебаний инструмента до некоторого значения сопровождается ростом производительности. Это оптимальное значение для алмазного инструмента на металлических связках составляет 10...12 мкм. При дальнейшем увеличении амплитуды колебаний производительность процесса снижается. Это объясняется чрезмерным ростом нагрузки на алмазные зерна и снижением прочности связки. При' амплитудах более 15 мкм алмазоносный слой может разрушиться из-за высоких циклических напряжений и, кроме того, значительно возрастает износ инструмента.
При увеличении частоты колебаний инструмента, например с 22 до 44 кГц, производительность процесса возрастает на 25%, но при этом износ увеличивается в 2...3 раза.
В зависимости производительности от статической нагрузки (силы подачи) также есть экстремум. Наличие оптимальных значений статической нагрузки объясняется тем, что создается такое среднее расстояние между рабЬчим торцом инструмента и заготовкой, при котором обеспечивается оптимальное соотношение между глубиной вдавливания алмазных зерен и условиями доступа охлаждающей жидкости в зону резания и удаления продуктов износа. Оптимальная нагрузка, соответствующая максимальной производительности, зависит главным образом от физико-механических свойств обрабатываемого материала, площади инструмента и в меньшей степени от амплитуды колебаний инструмента.
На рис. III. 14 показано изменение производительности процесса Qs при изменении удельной статической нагрузки. Как видно из графика, оптимум производительности наблюдается при отношении нагрузки к площади инструмента рОпт = 3 МПа (в 5 ... 10 раз боль-202
ше, чем при ультразвуковой обработке свободным абразивом). Более высокое значение оптимальной нагрузки вызвано тем, что на рабочем торце инструмента находится меньшее количество зерен абразива. При увеличении твердости обрабатываемого материала значение оптимальной удельной нагрузки увеличивается. Например, для кварцевого стекла рОпт = 3 МПа, а для минералокерамики, имеющей большую твердость, рОпт=4 МПа.
При изменении амплитуды колебаний инструмента оптимальная нагрузка меняется в небольших пределах. Износ инструмента при
4$, мм/мин
50
J---i-1--1---L—
# z 2 3 рстгМПа
Рис. 111.14
увеличении силы подачи монотонно возрастает из-за роста нагрузки на алмазные зерна. Относительный износ инструмента невелик и составляет при оптимальной статической нагрузке 0,1...0,12%, что на порядок меньше, чем при обычной ультразвуковой обработке суспензией карбида бора.
Большое влияние на эффективность процесса оказывают характеристики, инструмента; концентрация алмазов, их зернистость, тип связки. При некотором увеличении концентрации алмазов производительность увеличивается, а износ инструмента практически не меняется; дальнейшее увеличение концентрации приводит к снижению производительности и увеличивает износ инструмента в 5...7 раз, что связано с уменьшением механической прочности алмазоносного слоя при данных концентрациях.
При увеличении зернистости (размеров зерен) алмазов растет производительность. Максимальную производительность, например по кварцевому стеклу, получают при отношении двойной амплитуды к среднему размеру зерна 2gm/da-0,15, что значительно меньше, чем при ультразвуковой обработке свободным абразивом, где максимальная производительность наблюдается при отношении 2gm/da = 0,6...0,8. Оптимальное значение размеров зерна алмазов для различных групп материалов различно.
При увеличении глубины просверливаемого отверстия производительность обработки снижается незначительно. Так, на глубине 50 и 200 мм в режиме с постоянной статической нагрузкой производительность Qs составляет соответственно 80 и 60 мм/мин. Отно-
сительный износ инструмента также невелик и при глубине обработки Л = 200 мм д^б, 12% (рис. III.15). Снижение производительности процесса и рост износа инструмента при увеличении глубины обработки объясняются ухудшением условий доступа охлаждающей жидкости в зону резания и удаления продуктов износа.
Эффективность воздействия ультразвука на производительность при фрезеровании ниже, чем при сверлении. При ультразвуковом алмазном фрезеровании алмазные зерна воздействуют на обрабатываемую поверхность под некоторым углом, что уменьшает зону предразрушения. Наложение ультразвуковых колебаний при фрезеровании препятствует засаливанию инструмента и значительно повышает срок его службы.
ГЛАВА 3. НЕКОТОРЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
§ 3.1. Размерная ультразвуковая обработка
Ультразвуковая размерная обработка абразивной суспензией имеет ряд преимуществ перед обычными процессами резания: а) процесс высокопроизводителен при обработке твердых хрупких материалов, не поддающихся обработке обычными способами; б) появляется возможность копирования сложной формы инструмента и фасонной обработки; в) снижается сила резания (ультразвуковая обработка обычно проводится при небольших нагрузках на заготовку).
Применение метода ограничивается возможностью обработки только на небольшую глубину, большим износом инструмента и. малой производительностью при обработке заготовок из твердых сплавов.
Формообразование деталей по контуру производится обычно вырезанием из плоских заготовок — пластин. Толщина стенки инструмента, повторяющего контур детали, составляет 0,8... 1 мм, погрешность размеров внутреннего контура 0,02 мм. Профильная рабочая часть инструмента припаивается к оправке с резьбовым хвостовиком; изготовлять профильную часть целесообразно с помощью ЭЭО непрофилированным инструментом.
Пьезокварцевую пластину диаметром 6... 10 мм и толщиной 3...5 мм можно вырезать пустотелым инструментом с толщиной стенки 0,4... 0,5 мм на ультразвуковом станке за 1 ... 2 мин. Применяя в качестве абразива карбид кремния № 3 и № 4, можно получить погрешность размеров 0,02... 0,04 мм с шероховатостью поверхности /?а=1...1,8 мкм. При обработке заготовка вращается; это увеличивает производительность и точность. Вращение заготовки при вырезании, например, керамических плит диаметром 34 мм и толщиной 6 мм позволяет повысить производительность в 4 раза.
Для повышения производительности, например, при вырезании круглых деталей используются многоместные групповые инструменты (рис. III.16).
Применение ультразвуковой обработки для вырезания деталей из кремния, германия, ситаллов, камней-самоцветов позволяет не 204
только повысить производительность, но и получить значительную экономию дорогостоящего сырья.
Формообразование полостей при воздействии ультразвуковых колебаний целесообразно применять при изготовлении и ремонте пресс-форм, высадочных матриц, твердосплавных фильер и т. д. Использование ультразвуковой обработки позволяет снизить трудоемкость в 5...20 раз по сравнению со слесарной обработкой (например, твердосплавную матрицу для вырубки ушка часов ультразвуковым методом изготовляют за 2 ч 15 мин, а слесарным методом — за 13 ч). Улучшается качество изде-
инструмента £т=40 ... 60 мкм. Такой
режим позволяет обеспечить высо- Рис- 1,116
кое качество поверхностного слоя.
При черновой обработке целесообразно применять карбид бора зернистостью № 10 и № 6, а при чистовых ходах — № 3 и мельче.
Заготовка должна быть жестко закреплена в станке. Под пластины хорошо ставить закаленные стальные подкладки. При этом исключается скалывание выходных кромок. При обработке черновым инструментом проходят всю толщину заготовки и углубляются в материал подкладки на 1...2 мм.
Обработку штампов надо проводить за 2...3 хода: один черновой и один или два чистовых. Необходимо использовать активные способы подвода абразивной суспензии в рабочую зону — вакуумный отсос и прокачку под давлением.
Ультразвуковая обработка используется при изготовлении отверстий в алмазных фильерах. Применение ультразвука позволяет на порядок увеличить производительность. Например, время изготовления алмазных фильер диаметром 0,1...0,2 мм составляет 1,5...4 ч. Шероховатость /?а = 0,08 мкм.
При разрезании заготовок целесообразно использовать многоместный групповой инструмент, который представляет собой набор нескольких режущих элементов, запаянных в одну оправку, соединенную с концентратором. На рис. III. 17, а показан одиночный, а на рис. III. 17, б многоместный инструменты для разрезания.
Применение группового инструмента позволяет получить сразу несколько деталей. Разрезание бруска кварца сечением 16X16 мм на пластины толщиной 0,4 мм групповым инструментом, состоящим из 20 лезвий, выполняется за 4 мин, т. е. на одну пластину затрачивается 12 с. Отрезание одной такой пластины алмазным инструментом занимает 1 мин.
Ультразвуковое гравирование — процесс, заключающийся в нанесении на заготовку надписей цилиндрическим непрофилирован-ным инструментом, перемещаемым в горизонтальной плоскости.
Для ультразвукового гравирования разработаны ручные гравиро-
вальные устройства и специальные головки, которые крепятся на
копировально-фрезерный станок, оборудованный пантографом. При гравировании лучшие результаты получены при обработке с амплитудой gm=10...15 мкм и использовании микропорошков кар-
Рис. II 1.17
ствии ультразвуковых колебаний
бида бора. Для компенсации износа инструмента обеспечивается постоянный прижим заготовки к инструменту с усилием 0,5 ... 0,8 Н с помощью пружинного стола, закрепленного на гравировальном или фрезерном станке. Скорость письма по специальной керамике составляет 30 мм/мин.
Шлифование при воздей-может производиться на универ-
сальных плоскошлифовальных станках с применением головок, сообщающих шлифовальному кругу ультразвуковые колебания. При-
менение ультразвука позволяет устранить ряд недостатков, присущих алмазному шлифованию: исключить поверхностные микротрещины, прижоги. Погрешность размеров деталей по толщине составляет 0,01 мм. При использовании абразива с зернистостью № 8 производительность Qy=320 мм3/мин.
Обработка незакрепленным ультразвуковым инструментом. В рассмотренных выше схемах обработки инструмент жестко связан с концентратором. При этом точность и качество обработки, сильно зависят от износа инструмента. Исключить влияние износа инструмента на погрешность размеров изготовляемой детали можно, обрабатывая заготовку инструментами, не закрепленными жестко на акустической системе. Обработка может осуществляться неперемещающимися инструментами (шариками, клише и др.) и постоянно перемещающимися (проволокой). При изготовлении отверстий в хрупких материалах с помощью свободных шариков обеспечивается лучший доступ суспензии в рабочий зазор и производительность возрастает. Например, при обработке сплава ВК20 шариком диаметром 10 мм производительность Qv = 20 мм3/мин.
§ 3.2. Ультразвуковое резание алмазными и лезвийными инструментами
При обработке хрупких неметаллических материалов приходится сталкиваться с рядом трудностей, особенно при сверлении глубоких отверстий с малыми размерами сечений и при обработке фасонных пазов и канавок. Применение обычной схемы ультразвукового резания, сверление твердосплавным инструментом малоэффективны из-за низкой производительности, малой точности и большого износа инструмента.
Алмазное сверление отверстий малого диаметра на обычных металлорежущих станках удается вести на глубину не более 5... 10 диаметров отверстия.
Наиболее эффективной является ультразвуковая обработка с применением алмазного инструмента. При такой обработке не нужно подавать абразивную суспензию в рабочий зазор (подается только вода), роль абразивных частиц играют зерна алмаза.
При ультразвуковом алмазном сверлении в несколько раз повышается производительность процесса, увеличивается точность, снижается расход алмазов, в десятки раз увеличивается глубина обработки без снижения производительности.
Режущие свойства алмазного инструмента существенно зависят от свойств алмазов, физико-механических свойств связки, технологии изготовления алмазного инструмента. Наиболее высокие режущие свойства имеют инструменты с природными алмазами марки А и синтетическими монокристаллами алмазов марки АСК на металлических связках.
Для ультразвукового алмазного сверления минералокерамики, рубина, сапфира целесообразно применять инструменты с природными и синтетическими алмазами САМ и АСК, для менее твердых материалов, например технического стекла, — из алмазов марок АСВ и АСР.
При работе с принудительной подачей необходимо выбирать такие режимы резания, чтобы статическая нагрузка при сверлении не превышала оптимального значения. Когда инструмент сильно прижат к заготовке, ухудшаются условия охлаждения инструмента, может произойти прижог режущей поверхности сверла или его разрушение. На частоту вращения инструмента не распространяются ограничения, которые накладываются на статическую нагрузку. Поэтому с точки зрения роста производительности частота вращения должна быть максимальной.
Ультразвуковое алмазное фрезерование позволяет обрабатывать пазы и канавки шириной 8...15 мм и глубиной до 15...20 мм. Преимущество ультразвуковой обработки заключается в том, что инструмент длительное время сохраняет свои режущие свойства. Схема ультразвукового алмазного фрезерования такая же, как и при обычном фрезеровании. При выборе статической нагрузки руководствуются требуемым качеством поверхности и нормами износа алмазного инструмента. Оптимальное значение удельной статической нагрузки на инструмент при ультразвуковом алмазном фрезеровании пазов в ситалле и кварцевом стекле составляет Ропт = 5...6 МПа. Станки для ультразвукового алмазного фрезерования необходимо оснащать устройствами, позволяющими регулировать силу прижима инструмента к обрабатываемой заготовке и производить обработку с постоянной силой подачи.
Ультразвуковое точение лезвийными инструментами осуществляется по схеме, показанной на рис. Ш.З. Ультразвуковые колебания, сообщаемые режущему инструменту, оказывают влияние на все характеристики процесса резания: качество поверхности, точ-
ность обработки, силу резания, коэффициент усадки стружки и др. Под воздействием ультразвуковых колебаний происходит изменение кинематики резания, периодически изменяются значение и направление вектора скорости резания. Меняются также кинематические углы инструмента, толщина срезаемого слоя и др.
Эффект действия ультразвука на процесс резания зависит от амплитуды и частоты колебаний, отношения колебательной скорости ит = 2лДт к скорости заготовки, от сечения срезаемого слоя, физико-механических и теплофизических свойств обрабатываемого материала и материала инструмента.
Эффект изменения действительной скорости резания в наибольшей степени наблюдается при возбуждении тангенциальных колебаний. При воздействии ультразвуковых колебаний малой амплитуды, при резании с небольшими скоростями и малыми значениями подачи добиваются наилучших результатов по качеству поверхности, уменьшению сил резания и повышению точности обработки.
Ультразвуковая обработка нашла широкое применение при резании с тонкими стружками, особенно при обработке внутренних резьб малого (1...6 мм) и среднего (10...30 мм) диаметров в жаропрочных и титановых сплавах. При сообщении метчику колебаний с частотой f = 18...44 кГц и амплитудой колебаний gm = 3...5 мкм крутящий момент и осевая сила снижаются на 25...30%, улучшается качество резьбы. Колебания не ухудшают точности резьбы.
§ 3.3. Ультразвуковая упрочняюще-чистовая обработка
Наложение ультразвуковых колебаний на инструмент при уп-' рочняюще-чистовой обработке позволяет на порядок уменьшить силу прижима инструмента к заготовке. Это обусловлено тем, что при контакте инструмента, колеблющегося с ультразвуковой частотой, и обрабатываемой поверхности возникает удар, при котором мгновенные значения усилий во много раз превосходят значение статического усилия прижима.
Ультразвуковая упрочняюще-чистовая обработка эффективна для деталей из термообработанных сталей, инструментов и деталей из твердых сплавов, деталей малой жесткости и с тонкими покрытиями. Принципиальная схема упрочняюще-чистовой обработки представлена на рис. III.5. Один из вариантов — схема ультразвукового алмазного выглаживания — показан на рис. III.18.
На вращающуюся заготовку 1 действует со статической силой РСт алмазный наконечник 2, закрепленный в ультразвуковом концентраторе 3, который, в свою очередь, припаян к магнитострикционному преобразователю 4. Колебательная система укреплена в подвижном корпусе 5, который может перемещаться вдоль оси неподвижного корпуса 6. Регулирование и установка необходимой силы выглаживания производятся с помощью тарированной пружины 7 и винта 8.
Выбор режимов выглаживания осуществляется в зависимости от конкретных условий и технических требований к детали с учетом производительности процесса. Наиболее важными параметра-208
ми обработки являются радиус сферы алмазного наконечника, статическая сила РСт, амплитуда колебаний и подача инструмента.
Наконечник радиусом /?=1...5 мм обычно изготовляют из твердых сплавов, природных или синтетических алмазов. Амплитуда колебаний £w=6...8 мкм при частоте /=22...44 кГц. Сила РСт не влияет на производительность процесса: выбор ее значения определяется требованиями, предъяв
ляемыми к качеству поверхности детали (обычно РСт<50 ... 100 Н). Оптимальное значение подачи лежит в пределах s = 0,05.. .0,1 мм/об, применение малых подач ($< <0,05 мм/об) снижает производительность и вызывает ухудшение качества поверхностного слоя, повышение износа инструмента из-за увеличения времени контакта с деталью и высокой температуры в зоне обработки. При больших подачах (s>0,l мм/об) эффективность ультразвукового выглаживания снижается.
Скорость выглаживания оказывает значительное влияние на качество поверхности, и выбор ее значения (в пределах от 30 до 150 м/мин) определяется состоянием станка, конфигурацией детали и другими технологическими условиями. Выглаживание рекомендуется проводить за один ход, так как повторные ходы, незна-
Рис. III.18
чителыю изменяя состояния поверхностного слоя, снижают произ-
водительность процесса.
Ультразвуковое выглаживание позволяет снизить высоту микронеровностей в 8... 10 раз, получить высокую поверхностную микротвердость, создать в поверхностном слое остаточные сжимающие напряжения. Кроме того, происходит перераспределение остаточных напряжений по всей детали, снижаются послесварочные напряжения и уменьшается концентрация напряжений возле пор, микротрещин и т. д., что приводит к повышению сопротивления усталости и коррозионной стойкости. Ультразвуковое выглаживание алмазным инструментом по сравнению с полированием обеспечивает повышение предела выносливости деталей из аустенитных и мартенситных сталей на 36...44%, износостойкость их возрастает в 1,5 раза.
Ультразвуковой упрочняюще-чистовой обработке алмазным выглаживанием подвергают круглые пуансоны, протяжки и другие
инструменты. Время выглаживания протяжки средних размеров составляет 20...30 мин вместо 4 ч при доводке пастами ГОИ.
Ультразвук может быть эффективно использован при дорнова-нии отверстий. Наиболее целесообразной является схема обработки, при которой дорнующая прошивка проталкивается в отверстие колеблющимся торцом концентратора.
§ 3.4. Ультразвуковая отделочная обработка
Ультразвуковое суперфиниширование — операция отделки поверхности металлов абразивными или алмазными брусками, которым кроме обычного возвратно-поступательного перемещения сообщается колебательное движение с ультразвуковой частотой по нормали к обрабатываемой поверхности. При использовании брусков средней твердости с мелким зерном достигается шероховатость поверхности /?а = 0,04...0,08 мкм при достаточно высокой производительности. После удаления припуска поверхность окончательно «выглаживается» без ультразвука.
При ультразвуковом хонинговании наложение на алмазный брусок хона ультразвуковых колебаний способствует значительному повышению производительности процесса, улучшению качества поверхности. Так, при ультразвуковом хонинговании заготовки из стали 45 четырьмя брусками АСВ 100/80 при окружной скорости хона 30...60 м/мин, скорости возвратно-поступательного движения хона 6...14 м/мин, давлении 0,2...1,2 МПа и амплитуде колебаний инструмента gw=10 мкм овальность отверстия снижена в 4,5 раза. Шероховатость поверхности соответствует 7?а==0,63 мкм при исходной шероховатости /?а = 1,25...2,5 мкм.
Обработка свободно направленным абразивом используется при отделочной обработке мелких прецизионных деталей (см. рис. 111.6). В качестве жидкости, несущей абразив, используется смесь глицерина с водой. Масса каждой из заготовок, с которых удаляются заусенцы, должна быть не более 5...10 г, размер заусенцев 50...100 мкм в зависимости от материала заготовки, шероховатость 7?а>0,2мкм. Время обработки зависит от размеров заусенцев, материала и конфигурации заготовки и составляет 2...30 мин. Одновременно обрабатывается 500...20 000 заготовок. В результате обработки размер заусенцев снижается до 10 мкм. Удаление заусенцев происходит в результате кавитационного разрушения материала и дополнительной обработки частицами абразива заготовок, которые вместе с абразивом постоянно перемещаются по всему объему ванны под действием акустических течений (см. § 1.8).
При использовании химически активных добавок, например 2%-ного раствора медного купороса, время обработки сокращается в 10 раз.
Процесс кавитационно-абразивного разрушения заусенцев значительно ускоряется при обработке с повышенным статическим давлением. Оптимальное соотношение удельного статического дав;
ления рст к амплитуде рт звукового давления (см. § 1.5) составляет рст/рт = 0,4...0,5. Обычно удельное статическое давление берется в пределах рст = 0,4...0,6 МПа, звуковое давление рт—\ МПа.
§ 3.5. Порядок проектирования технологических процессов при ультразвуковой обработке
При проектировании технологических процессов, например ультразвуковой размерной обработки, необходимо выполнить следующее:
1. Оценить целесообразность обработки материала ультразвуковым способом по критерию хрупкости (см. § 2.1).
2. Выбрать схему обработки: способ подачи абразивной суспензии, необходимость вращения заготовки или инструмента, профиль инструмента, возможность использования многоместного группового инструмента.
3. Определить количество ходов (один или несколько) в зависимости от требований к точности обработки.
4. Рассчитать, спроектировать и изготовить ультразвуковой инструмент.
5. Выбрать режийы ультразвуковой обработки — частоту и амплитуду колебаний.
6. Подобрать ультразвуковой преобразователь.
7. Подобрать источник питания.
8. Подобрать ультразвуковое оборудование — станок, навесную акустическую головку.
9. Выбрать абразивную суспензию — твердость и зернистость абразива; жидкость, несущую абразив.
10. Подобрать силу подачи инструмента и значение продольной подачи.
ГЛАВА 4. РАСЧЕТ И КОНСТРУИРОВАНИЕ УЛЬТРАЗВУКОВЫХ КОЛЕБАТЕЛЬНЫХ СИСТЕМ
§ 4.1. Характеристики колебательных систем
Чтобы обеспечить высокие технологические показатели ультразвуковой механической обработки, амплитуда колебаний инструмента должна быть достаточной для проведения процесса и незначительно меняться при обработке. Ультразвуковая колебательная система (см. рис. III. 1) состоит из преобразователя /, концентратора 2 и рабочего инструмента 3. Электроакустический преобразователь 1 передает колебания согласующему элементу 2, который называют концентратором или трансформатором упругих колебаний. К концентратору 2 крепится рабочий инструмент 5. На преобразователь 1 подается питание от ультразвукового генератора.
В общем виде колебательную систему можно рассматривать как твердое тело ограниченного размера, возбуждаемое внешней силой или внутренним полем напряжений. Если возбуждающая сила распределена в объеме тела или какой-то его части, то такая
система называется системой с активным элементом и описывается теорией преобразователей. Если возбуждающая сила приложена к одной из граничных поверхностей (что бывает чаще всего), такая система называется пассивной колебательной систем ой.
Важнейшими параметрами колебательных систем являются резонансная частота и добротность.
Резонансная частота. В реальных колебательных системах всегда имеются потери, приводящие к затуханию колебаний. Чтобы сделать колебания незатухающими, нужно обеспечить постоянный приток энергии в систему, например переменной внешней силой. В этом случае система будет совершать не свободные, а вынужденные колебания, частота которых определяется частотой возбуждающей силы. Если частота колебаний fB возбуждающей силы совпадает с собственной частотой колебаний fv, возникающих при выведении системы из равновесия начальным приложением силы, то возникают условия резонанса. Частота fB возбуждающей силы становится равной собственной частоте fo и резонансной частоте f, т. е. /в = /о = Л В этом случае амплитуда смещений в колебательной системе становится максимальной. Зависимость амплитуды смещений от частоты возбуждающей силы *fB называется резонансной кривой.
Значение амплитуды в системе с затухающими колебаниями характеризуется декрементом затухания (его называют также временным коэффициентом затухания по амплитуде) бк, который показывает, во сколько раз уменьшается амплитуда колебаний через единицу времени: —бкт), где т — время после на-
чала колебаний.
На рис. III. 19 показан вид резонансных кривых для различных значений декремента затухания (6К4>6кз>5к2>6к1). Амплитуда колебаний при резонансе тем больше, чем меньше затухание в системе. Значение амплитуды при резонансной частоте обратно пропорционально декременту затухания. При увеличении затухания системы резонанс становится все менее резким, и если декремент затухания очень велик, резонанс вообще не возникает.
Добротность — это количественная характеристика резонансных свойств колебательной системы, определяемая отношением полного запаса энергии, накапливающейся в колебательной системе за какой-то промежуток времени, к энергии, отдаваемой на полезную работу и преодоление потерь.
Добротность Q связана с декрементом затухания бк соотношением Q = coo/(26K), где соо — угловая частота при резонансе.
Определить добротность системы можно по амплитудно-частотной характеристике. На рис. II 1.20 приведена амплитудно-частотная характеристика колебательной системы, т. е. зависимость изменения амплитуды колебаний при изменении частоты f. Добротность определяется как отношение собственной частоты колебаний системы f0 к ширине частотной полосы Д/=Л—/2, где частоты Л и f2 выбираются такими, чтобы амплитуда вынужденных колебаний на этих частотах была в*/* 2 раз меньше, чем амплитуда при резонансной частоте, т. е.
— ^>т0 V2. Добротность определяется отношением Q—fo/tfi—fzi—fv/Af-
В зависимости от назначения колебательной системы стремятся получить высокое или низкое значение добротности Q. В излучателях ультразвуковых ванн, где желательно обеспечить возможно большее излучение энергии в жидкость, Q= 10...20. В слабо нагру
женных ультразвуковых инструментах с концентраторами стремятся к высоким значениям добротности (Q= 100... 1000), что позволяет получать большие амплитуды смещения рабочего конца инструмента. Для этого концентраторы изготовляют из материалов с малыми внутренними потерями, например из сплавов титана.
§ 4.2. Магнитострикционные преобразователи
Электроакустические преобразователи (излучатели) являются важнейшей частью ультразвуковой колебательной системы. В ультразвуковом диапазоне применяют в основном преобразователи, изготовленные из материалов, обладающих магнитострикционным эффектом, т. е. способностью изменять размеры при изменении магнитного поля.
Магнитострикционный преобразователь представляет собой сердечник из магнитострикционного материала с обмоткой. Магнитострикционная деформация характеризуется изменением AZ размера образца длиной / в магнитном поле. Она зависит от напряженности магнитного поля Н, материала, способа его обработки, температуры. Эффект магнитострикции сильно выражен в ферромагнетиках (AZ/Z= 10-6...10~5) и некоторых ферритах (AZ/Z= 10^...1СН). Механизм магнитострикции изучается в соответствующем разделе физики.
Магнитострикционные материалы в магнитном поле ведут себя по-разному. Сплав платины с железом и пермендюр, например, при увеличении напряженности магнитного поля увеличивают свои размеры, а никель, наоборот, укорачивается. Наибольшей магнитострикционной деформацией обладает сплав платины с железом, однако для промышленных целей он из-за своей высокой стоимости не применяется. Часто употребляются никель и сплавы на его
основе, железокобальтовые (пермендюр) и железоалюминиевые (альфер).
Материалы для преобразователей должны также обладать высокой механической прочностью, малыми потерями на гистерезис и внутреннее трение. Для работы в воде требуется еще и коррозионная устойчивость. В большинстве серийно выпускаемых в СССР магнитострикционных преобразователях в качестве активного материала применяется пермендюр; изготовляют также преобразователи из никеля и сплавов на его основе. Амплитуда колебаний магнитострикционного преобразователя из пермендюра составляет 5... 10 мкм, а основной причиной ограничения мощности является нелинейность магнитных характеристик материала (эффект насыщения).
Преобразователь можно рассматривать как двустороннюю систему, ко входу которой подводится электрическая энергия, а с выхода снимается механическая. Процесс преобразования энергии можно охарактеризовать двумя последовательными ступенями — электромагнитной и магнитомеханической. Переменное напряжение создает в обмотке намагничивающий ток, который вызывает изменение магнитного состояния материала сердечника — возбуждает переменную индукцию (первая ступень). Сердечник в переменном магнитном поле под действием периодического намагничивания изменяет свои размеры (вторая ступень).
Эффект этот «квадратичен», т. е. частота колебаний сердечника в два раза выше частоты колебаний возбуждающего электромагнитного поля, так как за каждый полупериод сердечник испытывает весь цикл удлинение — укорочение. Для предотвращения удвоения частоты колебаний сердечника и получения больших деформаций магнитострикционные преобразователи работают при наличии ' постоянной составляющей магнитного поля Но (подмагничивании).
При постоянном подмагничивании имеет место линеаризация эффекта магнитострикции, т. е. он становится зависящим от знака поля, и сердечник преобразователя колеблется с частотой возбуждения. Подмагничивание создается или постоянным током, протекающим по обмотке, или с помощью постоянных магнитов, установленных в магнитопроводе сердечника, или за счет остаточной намагниченности.
Чтобы получить высокую амплитуду колебаний, напряженность постоянного магнитного поля Яо выбирается такой, чтобы рабочая точка находилась на наиболее крутом участке.
На рис. III.21 приведены кривые магнитострикционной деформации при возбуждении сердечника переменным магнитным полем. Если подмагничивания нет (рис. III.21, а), преобразователь изменяет свою длину с удвоенной частотой 2f и магнитострикционная деформация невелика. При наложении постоянного магнитного поля Яо (рис. III.21, б) рабочая точка смещается по кривой магнитострикционной деформации (на рисунке точка С), а частота колебаний преобразователя равна частоте колебаний поля f, амплитуда колебаний увеличивается.
Расчет и конструкция. В промышленных ультразвуковых установках чаще всего применяют магнитострикционные преобразова
тели стержневого или кольцевого типа. Рассмотрим расчет на примере стержневого преобразователя (рис. IIL22). Сердечники таких преобразователей представляют собой два или более стержней, совершающих продольные колебания. Чтобы устранить эффект размагничивания, применяют замкнутые магнитопроводы, для чего концы стержней соединяют накладкой.
Для изготовления мощных магнитострикционных преобразователей наиболее рациональна схема с замкнутым магнитопроводом.
Рис. 111.21
В ней меньше потери и лучше условия для охлаждения пакета, она более компактна.
При расчете магнитострикционного сердечника (пакета) преобразователь приближенно рассматривают как систему с сосредоточенными параметрами. Геометрические размеры стержневого сердечника обычно выбирают так, чтобы при колебаниях стержня сохранялась продольная устойчивость.
На рис. III.22, а показан общий вид двухстержневого пакета, а на рис. III.22, б — схема, поясняющая расчет длины магнитопровода. Стержень 1 — активный элемент излучателя, накладка 2 — пассивный элемент. Хотя накладка и участвует в колебаниях, магнитострикционного эффекта в ней нет.
Для получения максимальных значений мощности преобразователя и КПД размеры элементов пластины, из которых собирается пакет, должны быть взяты в определенных соотношениях. С увеличением высоты накладки 1\ амплитуда колебаний рабочего торца уменьшается. Поэтому высота накладки должна быть минимально допустимой, чтобы в ней не возникали паразитные изгибные колебания и магнитное насыщение материала. Обычно в конструкциях многостержневых пакетов высоту накладки принимают примерно равной ширине стержня пакета а: Ц = (1,0...1,1)а.
Поперечные колебания накладки снижают резонансную частоту колебаний и уменьшают эффективность работы излучателя. Для уменьшения влияния поперечных колебаний ширину окна d следует выбирать минимальной — ее размер лимитируется только условиями размещения обмоток на стержнях преобразователя и охлаждением пакета. Ширина пластины b = 2a + d не должна превышать половины длины волны, иначе кроме продольных колебаний начи-
нают сказываться поперечные колебания рабочего торца пакета.
11 „
Оптимальная ширина стержня а устанавливается экспериментально. Например, для двухстержневого преобразователя при частоте колебаний f=22 кГц а = = 12 ... 15 мм, 6=35 ... 45 мм.
Длину I преобразователя вычисляют по заданной частоте колебаний как длину трансформатора продольных упругих колебаний с постоянным поперечным сечением. Так как накладки понижают собственную частоту ко-
лебаний системы, то для сохранения резонансной частоты необходимо укоротить сердечник. На практике, не прибегая к вычислениям, можно с достаточной точностью допустить, что расчетная длина сердечника уменьшается за счет перенесения крайних участков в накладки (рис. III.27, б).
Резонанс наступает, когда на длине I преобразователя уклады- • вается одна полуволна Лпр/2 продольных колебаний. При отклонении частоты от резонансного значения амплитуда колебаний быстро уменьшается. При частоте f=2f0, когда на длине преобразователя укладываются две полуволны продольных колебаний, амплитуда смещений достигает наименьшего значения: при этом в обеих половинах сердечника возбуждаются встречно направленные, взаимопо-давляющие колебания. В общем случае, когда на длине преобразователя укладывается нечетное число полуволн, амплитуда смещений максимальна, когда четное, амплитуда минимальна.
Излучение ультразвука происходит со стороны накладок. Для ультразвуковой обработки обычно применяют односторонние излучатели. При одностороннем излучении со стороны неработающей поверхности создают экран, например воздушную подушку, или на торец накладывают пористую резину толщиной 5...10 мм. Ультразвуковая волна отражается от такой подушки, фаза ее колебаний изменяется на 180° (см. § 1.7), и отраженные колебания достигают излучающей поверхности в нужной фазе. При ультразвуковой механической обработке применение воздушной подушки увеличивает мощность на рабочем торце примерно на 40%.
При работе преобразователь нагревается из-за потерь на вихревые токи (токи Фуко) и магнитный гистерезис. Для уменьшения
потерь от вихревых токов сердечники набирают из штампованных ) тонких пластин толщиной 0,1...0,2 мм, электрически изолированных одна от другой. Для создания изоляции пластины оксидируют или покрывают изоляционным лаком. Чтобы уменьшить потери на гистерезис, пластины после штамповки подвергают отжигу. После I отжига пластины не следует деформировать. Повышение продольной жесткости преобразователей достигается использованием профилированных пластин или склейкой пластин между собой.
На размер магнитострикционной деформации и характер ее зависимости от напряженности магнитного поля оказывает значительное влияние текстура размагниченного состояния, т. е. упорядоченное расположение доменов при отсутствии магнитного поля. Такое расположение возникает в результате некоторых технологических операций (штамповки, прокатки, прессования, термомеханической обработки и др.). Перечисленные операции применяются иногда для увеличения или уменьшения магнитострикции.
В прокатанных листах магнитострикционных сплавов наблюдается анизотропия магнитных свойств. Наибольшее значение магнитострикции наблюдается у образцов, вырезанных под углом 45° к направлению прокатки листа, наименьшее у образцов, перпендикулярных направлению прокатки.
На стержнях пакета размещают обмотки. Обмотку накладывают таким образом, чтобы в соседних стержнях поле было направлено в разные стороны. Для этого намотку производят в одном направлении. При использовании подмагничивания постоянное поле в соседних стержнях также должно иметь противоположное направление. Однако колебания обоих стержней происходят в одной фазе, так как магнитострикционный эффект не зависит от направления поля. Чтобы не было механического глушения колебаний, витки обмотки не должны непосредственно касаться пакета, для этого на магнитопровод накладывают бандаж и прокладки, заменяющие каркас. По конструктивным соображениям число витков обмотки невелико (несколько десятков). Поэтому для поляризации (подмагничивания) сила тока должна достигать нескольких десятков ампер, а напряжение для возбуждения колебаний — нескольких сотен вольт.
Преобразователи мощностью более 500 Вт выполняют с водяным охлаждением, поэтому намоточный провод, размещенный на стержнях пакета, работает в кавитирующей жидкости, разрушающей его изоляцию, и к проводам предъявляются повышенные требования. При работе с воздушным охлаждением используют специальные теплостойкие провода с изоляцией из фторопласта или стекловолокна.
Магнитострикционные преобразователи изготовляют также из ферритов. Магнитострикционные ферриты экономичны, для их изготовления не нужны дефицитные материалы. Для ультразвуковых излучателей используются материалы на основе феррита никеля, иногда с добавлением феррита кобальта, феррита меди, избытка железа. Ферриты обладают высоким удельным сопротивлением 8—1555 217
(в 108... 1010 раз больше, чем у металлов), поэтому потери на вихревые токи в них практически отсутствуют.
Ферриты имеют достаточно хорошие динамические магнитострикционные характеристики, высокую добротность и коррозионную стойкость. Возможность использования монолитных сердечников упрощает технологию изготовления преобразователей. Для их подмагничивания удобно применять пластины ферритовых постоянных магнитов, которые вклеиваются или вставляются в магнитопровод. Такой способ подмагничивания значительно упрощает питание преобразователей, одновременно повышается КПД, который достигает 70...80%.
Основной недостаток ферритов — малая амплитуда колебаний. Это связано с низкой механической прочностью и нелинейностью характеристик ферритов. Высокая добротность ферритов требует более тщательного согласования преобразователя с концентратором, чем для преобразователей из металлов.
Из магнитострикционных преобразователей наибольшее распространение получили преобразователи из металлических сплавов вследствие универсальности технологического применения, высоких значений амплитуд смещения, большой удельной и полной акустической мощности.
§ 4.3. Пьезоэлектрические преобразователи
Кроме магнитострикционных преобразователей для создания ультразвуковых колебаний применяются пьезоэлектрические преобразователи. Принцип их действия основан на пьезоэлектрическом эффекте, т. е. на возникновении в материале деформаций под , действием электрического поля.
Веществ, обладающих пьезоэлектрическими свойствами, довольно много, однако в качестве излучателей используются только некоторые. Например, пьезокристаллы кварца, дигидрофосфата калия и другие имеют хорошие пьезоэлектрические характеристики, но они дороги и дефицитны. Наибольшее применение для ультразвуковых излучателей получила пьезокерамика. Пьезокерамика состоит, как правило, из отдельных областей (доменов), в пределах которых сохраняется одно и то же направление спонтанной поляризации. В отсутствие внешнего электрического поля средний электрический момент образца равен нулю. При поляризации, т. е. выдержке пьезокерамики в сильном постоянном электрическом поле, электрические моменты доменов всех зерен ориентируются вдоль поля. После выключения поля преимущественная ориентация сохраняется благодаря гистерезису и пьезокерамика приобретает полярную анизотропию.
Особенно широкое распространение получила пьезокерамика на основе твердых растворов титаната-цирконата свинца. Такая система называется PZT или ЦТС. Способы изготовления пьезокерамики, ее механические свойства и структура аналогичны обычной керамике.
Пьезоэлектрические преобразователи чаще всего имеют форму стержней или пластинок. Они работают в узком диапазоне частот вблизи резонанса их механической системы. При возбуждении пластинки, диаметр которой много больше ее толщины, поляризация осуществляется так, чтобы менялась толщина пластинки, и преобразователь такого типа называют колеблющимся по толщине. Стержневой преобразователь обычно представляет собой пря-
угольный стержень, длина которого много больше поперечных размеров, и его поляризация такова, что при возбуждении изменение размеров происходит по длине (в направлении, перпендикулярном электрическому полю).
Толщина преобразователя, выполненного в виде полуволновой системы, должна быть около 100 мм. При таких размерах для возбуждения требуется высокое напряжение, что усложняет конструкцию. Кроме того, из-за плохой теплопроводности возможен перегрев. В промышленных преобразователях используют пластины толщиной до 10 мм, а снижение рабочей частоты преобразователей достигается
Рис. II 1.23
использованием частотно-понижающих пас-
сивных накладок. Накладки позволяют уменьшить габариты преобразователя и улучшить условия его согласования с нагрузкой.
На рис. III.23 показан пакетный пьезокерамический преобразователь с пассивными накладками. Пьезокерамические пластины 1 соединены с отражающей накладкой 4 и излучающей накладкой 5. К этой накладке крепится волновод-инструмент 6. Питание к пластинам подводится через токопровод 2. Элементы преобразователя крепятся между собой и с излучающей пластиной клеевым соединением или с помощью болта 3. При применении болтов между пьезоэлементом и накладками часто устанавливают прокладки из мягких материалов, улучшающие акустический контакт.
Мощность пьезокерамических преобразователей ограничивается значением допустимой напряженности электрического поля и механической прочностью. Увеличить прочность пьезопреобразователя к динамическим нагрузкам можно, создав в нем сжимающие механические напряжения, например, с помощью стяжного болта. Значения напряжений при такой стяжке определяются свойствами пьезоматериала, которые не должны значительно изменяться, и конструкцией преобразователя.
В пьезокерамике потери, преобразующиеся в теплоту, невелики, поэтому для преобразователей часто достаточно воздушного охлаждения. КПД пьезокерамического преобразователя составляет 40...70%. Пьезокерамические и магнитострикционные ферритовые преобразователи имеют небольшую удельную мощность и малое удельное механическое сопротивление, что позволяет применять их без согласующих устройств.
Пьезоэлектрические преобразователи особенно широко применяются в Японии, США, Англии.
§ 4.4. Расчет продольно-колеблющихся ультразвуковых инструментов и концентраторов
Концентратор 2 и инструмент 3 ультразвуковой системы длй механической обработки (см. рис. III.1) имеют различное назначение. /Концентраторз (его также называют трансформатором скорости или трансформатором упругих колебаний) .служит для увеличения амплитуды колебаний преобразователя и для согласования параметров преобразователя и нагрузкид нструм ент применяется для возбуждения колебаний в зоне обработки.,< В соответствии с условиями работы к конструктивному оформлению, материалам, тепловым и механическим режимам эксплуатации концентраторов и инструментов предъявляют различные требования. В то же время концентраторы и инструменты можно рассматривать как элементы единой колебательной системы, а всю систему в целом и каждый ее элемент в отдельности как трансформатор упругих колебаний. Поэтому^асчеты концентраторов и инструментов можно проводить по одной и той же схеме^
Для низкочастотного диапазона колебаний (f= 18,0...44,0 кГц) чаще всего используются концентраторы и инструменты в виде резонансных стержней переменного сечения.
Стержневой концентратор представляет собой твердый стержень переменного сечения или переменной плотности. Его^принцип действия основан на явлении увеличения амплитуды смещения частиц стержня при уменьшении его поперечного сечения или плотности в соответствии с законом сохранения количества движения./ Увеличение амплитуды смещения будет тем больше, чем больше разница площадей поперечного сечения или плотностей противо- ' положных концов стержня.
Отношение амплитуд смещений (или скоростей) на выходе и входе инструмента называется ^коэффициентом трансформации: М = £о/£/ = УоЛ>г, где go и — амплитуды смещений соответственно на выходном и входном торцах инструмента ;у0 —амплитуды скоростей на выходном и входном торцах.
Значение коэффициента трансформации выбирают в зависимости от требуемых значений амплитуды смещений на рабочем торце инструмента. Например, если амплитуда смещений должна составлять 30...40 мкм, то, учитывая, что амплитуда колебаний магнитострикционного преобразователя в оптимальном режиме работы под нагрузкой составляет 5...6 мкм, общий коэффициент трансформации 2И = 6...7. ^рбщее увеличение амплитуды необходимо распределить между концентратором и инструментом. JHa практике обычно амплитуда в концентраторах увеличивается в 2...2,5 раза, а в инструментах— в 2,5...3 раза^
Параметры стержневого концентратора, совершающего продольные упругие колебания, приближенно можно рассчитывать как параметры акустического волновода, в котором распространяются колебания, характеризующиеся постоянной амплитудой по попе
речному сечению. Сдвиги в плоскости колебаний и смещения в поперечных сечениях не учитываются.
Общее условие резонанса механических колебательных систем состоит в том, чтобы вдоль одного из линейных размеров системы уложилось целое число полуволн. Для продольных колебаний расстояние между соседними узлами и пучностью стоячей волны равно половине длины бегущей волны, поэтому можно определить длину волны продольных колебаний стержня Хпр, используя формулы § 1.2:
1 _ / Е спр
Лгф = — I/ = —
f V ? f
где сПр — скорость распространения звуковой волны вдоль стержня. При резонансе /=пЛ/2 или \=211п, где I — длина стержня; п=
= 1, 2, ....
Из уравнения (III.17) с учетом условий резонанса находим резонансную частоту продольно колеблющегося стержня:
(111.17)
Определение длины стержня по формуле (III. 18) возможно только для цилиндрического инструмента (Л1=1). Аналитические расчеты инструментов с коэффициентом трансформации Af=^l значительно сложнее. Для расчетов используют графические методы. Они позволяют найти длину инструмента I, место расположения узла смещения хь коэффициент трансформации Л1. Для определения значений этих величин необходимо знать входной и выходной приведенные радиусы рассчитываемого инструмента. Приведенный радиус 7? поперечного сечения — это радиус круга с площадью, равной площади поперечного сечения инструмента. Если, например, инструмент имеет форму тела вращения с внутренним и наружным радиусами и и Гг, то приведенный радиус ^=УГг2~г1
На рис. III.24 показана схема расчета конического инструмента с помощью графического метода.
Входная сторона концентратора с радиусом Ri поперечного сечения соединяется с преобразователем, а к выходной стороне с радиусом /?о крепится рабочий инструмент. Выходная сторона инструмента обычно служит рабочим торцом, а входная сторона крепится к концентратору. ^Расстояние, на котором расположен узел скоростей инструмента, обозначим Xi, т. е. в этом сечении продольных колебаний нет, амплитуда колебаний и скоростей здесь практически равна нулю.
I Обычно при расчетах задают частоту колебаний f, коэффици-J ент трансформации М, амплитуду смещений размеры попереч-I ного сечения у рабочего торца, материал, из которого изготовляют | инструмент.
Необходимо вычислить длину инструмента I, размеры поперечных сечений Rx, распределение амплитуд напряжений о и смещений в частности места размещений пучностей и узлов стоячих волн (см. рис. III.24).
Если заданы размеры входного и выходного поперечных сечений, то по кривой 1 (рис. III.25) определяют коэффициент трансформации М. Если же задан коэффициент трансформации М, то по
кривой 1 определяют соответствующее значение отношения входного и выходного приведенных радиусов Ri/Ro, затем по кривой 2 находят отношение длины инструмента к длине волны Ki — ll'kw Чтобы вычислить длину инструмента, необходимо по формуле (III. 17) рассчитать длину продольных волн. Значение скорости звука для данного материала рассчитывается или берется из таблиц. Зная длину волны ХПр, определяем длину стержня I из соотношения / = Л'ДПр. Кривая 3 позволяет найти отношение координаты узла скоростей к длине инструмента Х\Ц.
Пример. Частота колебаний инструмента /=18,0 кГц; материал инструмента— алюминиевый сплав Амгб; выходной радиус инструмента — 8 мм; коэффициент трансформации М=2,5.
Зная коэффициент трансформации, по кривой 1 (рис. II 1.25) находим отношение приведенных радиусов на входе и выходе инструмента: Ri/Ro=3. Отсюда /?о = 3/?/ = 24 мм. По кривой 2 для значения Ri/Rg=3 находим отношение = = /АпР=0,55. Чтобы вычислить длину инструмента /, определяем по формуле (III.17) длину волны продольных колебаний. Для сплава Амгб скорость звука СпР = 5200 м/с. При частоте колебаний /=18-103 Гц длина волны в сплаве Амгб ХПр = 288 мм.
Длина конического инструмента /=А1%пр = 158 мм. По кривой 3 найдем точку расположения узла скоростей: Л2=Х1//=0,6, откуда .^=94,8 мм, т. е. на расстоянии 94,8 мм от выходного торца инструмента расположен узел скоростей продольных колебаний. На рис. Ш.24 приведена эпюра распределения колебаний g. Обычно в узле колебаний размещают фланец, с помощью которого колебательная система крепится к станку.
Радиусы поперечных сечений конуса рассчитываются по формуле
Ях/Яо=1+
При работе в концентраторах и инструментах возникают знакопеременные напряжения. Если эти напряжения велики, то может произойти разрушение материала. ПоэтомуЦ1ри расчете колебательных систем необходимо определять распределение не только амплитуд смещений по длине концентратора и инструмента, но
и распределение амплитуд напряжений и место расположения пучности напряжений. Сделать это можно, например, для кониче-
ского инструмента, используя графики (рис. III.26), что значительно упрощает расчеты. |По этим графикам можно определить координаты пучности напряжений (х2 на рис. III.24) по кривой 1 отношения х2/1 и по кривой 2 — относительное значение напряжений вт в пучности напряжений. По оси абсцисс отложено отношение приведенных радиусов на входе и выходе инструмента.
Для того чтобы определить значение напряжений от в пучности, необходимо просчитать значение напряжений в инструменте постоянного сечения. Напряжение в пучности продольно колеблющегося стержня Опп определяют по формуле (III.7). На рис. III.24 показано распреде
ление амплитуд напряжений о коническо-
го инструмента.
Для конического инструмента, пример расчета которого дан выше, по кривой 1 на рис. III.26 при отношении А//?о = 3 отношение х2//=0,4, т. е. при длине инструмента /=158 мм пучность напряжений расположена на расстоянии 63 мм от выходного торца. Относительное значение напряжений в пучности, определенное по кривой 2, составляет Om = 0,63on.H.
На рис. III.27 показаны ультразвуковые инструменты, имеющие различный внешний профиль, а также распределение амплитуд смещений § и напряжений о для конического (рис. III.27, а), экспоненциального (рис. III.27, б), катеноидального (рис. III.27, в) и ступенчатого (рис. III.27, г) профилей инструмента. Все эти инструменты имеют полуволновую длину. Для инструментов катеноидального и экспоненциального профилей имеются графики, аналогичные изображенным на рис. III.25 и III.26 для конических инструментов.
Расчеты, проведенные для конического, экспоненциального и катеноидального инструментов, показывают, что при заданном коэффициенте трансформации М и выходном радиусе /?0 наибольший входной радиус Ri у конического инструмента, наименьший — у экспоненциального. У конического инструмента наименьшее напряжение в пучности, но и наибольшие потери. ^Инструменты конической формы целесообразно использовать, когда амплитуды напряжений о7П в пучности близки к пределу выносливости и необходимо повысить стойкость инструмента. Если амплитуды напряже
ний в пучности невелики (при малых амплитудах смещения рабочего торца) и необходимо по возможности уменьшить поглощаемую мощность, то более выгоден инструмент катеноидальной формы. Инструмент экспоненциального профиля занимает промежуточное положение, j
При механической обработке мощность, рассеиваемая в инструменте и концентраторе продольных колебаний, обычно мала по
сравнению с потерями в преобразователе и мощностью, передаваемой в нагрузку. Поэтому ^основное значение при расчете колебательной системы имеет не уменьшение потерь энергии в инструменте, а повышение надежности его работы, и часто при механической обработке применяются концентраторы и инструменты конической формы. Эти инструменты также проще в изготовлении, чем инструменты экспоненциального и катеноидального профиля. *
Большое распространение получили также цилиндрические ступенчатые инструменты (рис. III.27, г), которые просты в изготовлении и имеют наибольший коэффициент трансформации.
Изменения площади по сечениям концентраторов и инструментов можно достичь, изменяя их внутренний профиль. На рис. III.28, а наружный профиль инструмента цилиндрический, а внутренний экспоненциальный. На рис. III.28, б внутренний профиль инструмента выполнен ступенчатым.
При ультразвуковой обработке часто приходится проектирован» инструменты и концентраторы нерегулярной формы с различными выступами, утолщениями, пазами, лысками. При расчете такие' инструменты разбивают на участки, в пределах которых площадь поперечного сечения изменяется по известному закону. На рис. II 1.29 изображен составной инструмент. При расчете его разбивают
Рис. 111.28
Рис. 111.29
Рис. II 1.30
на три участка: I — цилиндр большого диаметра, II — отрезок ? стержня конической или экспоненциальной формы и III — цилиндр малого диаметра. Параметры каждого участка рассчитывают гра- < фическим или аналитическим методом.
Чтобы с достаточной для практики точностью, не прибегая к громоздким вычислениям, рассчитать инструмент нерегулярной формы, сначала следует рассчитать контур инструмента регулярной формы, например конического (рис. III.30, а). Если на конце инструмента должно находиться утолщение (рис. III.30, б), то инструмент необходимо укоротить ровно настолько, чтобы из снятого материала можно было получить выступ заданных размеров. Если же на конце должны быть сняты лыски (рис. Ш.ЗО, в), то длина инструмента должна быть увеличена за счет снятого материала. Распределение амплитуд смещений в оставшейся части инструмента почти не изменяется по сравнению с инструментом регулярной формы. При наличии лысок кривая распределения как бы растягивается, а при наличии утолщений обрывается. В обоих случаях коэффициент трансформации М немного уменьшается. При дополнительном сужении узкого конца или расширении широкого конца инструмента коэффициент трансформации возрастает.
Рассмотренные формулы и графики определения длины волны и частоты собственных колебаний, положения узлов и пучностей получены для режима работы, когда внешние воздействия отсутствуют (на конце находятся узлы напряжений). Они справедливы, когда оправдано допущение, положенное в основу приближенной теории. Это допущение состоит в том, что распределение смещений и напряжений зависит от одной координаты, т. е. все точки в плоскости сечений, перпендикулярных оси инструмента, колеблются с одинаковыми амплитудами и фазами.
Реальное распределение скоростей и напряжений отличается от идеализированного по ряду причин, связанных с условиями распространения колебаний в инструменте и с внешними воздействиями. Во-первых, в инструменте кроме колебаний, направленных по оси, возникают смещения в плоскости поперечного сечения, обусловленные упругостью формы. Их значения определяются коэффициентом Пуассона. Если размеры поперечного сечения меньше длины продольной волны, поперечное растяжение — сжатие не оказывает влияния на характер колебаний. При увеличении поперечных размеров растут смещения в радиальном направлении (в плоскости поперечного сечения) и начинают проявляться силы, сообщающие ускорения наружным слоям инструмента. Во-вторых, вследствие постепенного изменения поперечных размеров инструмента его наружные и внтуренние слои испытывают действие разных по зна-* чению сил. В результате в направлении оси возникают деформации сдвига. Особенно существенно искажаются колебания в ирЬтру-менте вследствие внешних воздействий. Под действием реакции нагрузки, приложенной к ограниченному участку поверхности на рабочем конце инструмента, возникают деформации неоднородного сдвига и изгиба.
Действие всех этих факторов не поддается количественной оценке.^Поэтому инструменты и концентраторы рассчитывают по идеализированной схеме. Полученные решения позволяют определить область предпочтительных значений параметров инструмента. Например, при известном коэффициенте трансформации, заданной частоте и амплитуде определяется длина инструмента. Диаметр инструмента выбирается исходя из дополнительных условий: с увеличением диаметра увеличивается жесткость, но одновременно растут потери в инструменте (они пропорциональны площади поперечного сечения). Приходится останавливаться на каком-то среднем значении.^
§ 4.5. Расчет внутренних напряжений и запаса прочности
Знакопеременные напряжения, возникающие в колебательных системах, могут привести к разрушению концентратора, инструмента или места их соединения. Напряжения рассчитывают аналитическим путем, например по формуле (Ш.7), или определяют графически (см. рис. III.26). Полученные значения напряжений долж-226
fl
Рис. 1П.31
ны быть сопоставлены со значениями предела выносливости мате-риала. Для нормальной работы материала без разрушения необходимо, чтобы запас прочности составлял n==j,5...2,0.
|Из материалов, применяемых для изготовления концентраторов и инструментов, достаточно высокий предел выносливости имеет сталь 45. Низкоуглеродистые стали обладают небольшим сопротивлением усталости, а высоколегированные — большим коэффициентом потерь. Хорошо зарекомендовали себя инструменты из титановых сплавов^
В колебательной системе в наиболее тяжелом положении находятся места соединения преобразователя, концентратора и инструмента. Пассивные элементы системы — концентратор, частот-но-понижающая накладка — соединяются с преобразователем
обычно пайкой высокотемпера—|ЕЕ турными припоями, сваркой, i склеиванием или болтами. Маг- 1 нитострикционные преобразова- 1 тели чаще всего припаивают к | концентратору, а пьезоэлектрпче-J ские и ферритовые приклеивают (иногда дополнительно используются болтовые соединения).
Рабочие инструменты при механической обработке быстро изнашиваются, поэтому их целесообразно делать сменными. Рабочий инструмент крепится к концентратору с помощью резьбового соединения. Иногда инструмент присоединяют с помощью накидных гаек. В этом случае резьбу выполняют на наружной части концентратора.
Пассивные элементы обычно выполняются как колебательная система, в которой укладывается целое число длин полуволн. Распределение смещений и напряжений те имеет волновой характер. Вследствие применения паяных и резьбовых соединений в системе преобразователь — концентратор --инструмент нужно добиваться совпадения собственных частот каж-
концентраторе и инструмен-
в
дого из элементов. В противном случае напряжения местах соединений возрастают и могут вызвать нарушение механической связи. '
На рис. III.31 показано распределение амплитуд смещений £ и напряжений а по длине колебательных систем. На рис. 111.31, а показана колебательная система, в которой преобразователь 3, концентратор 2 и рабочий инструмент 1 каждый имеет полуволновую длину, т. е. все элементы колебательной системы работают на одинаковой собственной частоте колебаний. В этом случае места соединения преобразователя с концентратором и концентратора с инструментом находятся в узлах напряжений и амплитуды напряжений в этих местах минимальны.
На рис. II 1.31, б, в изображены колебательные системы, в которых собственные частоты отдельных элементов различны. На рис. III.31, б собственная частота колебаний рабочего инструмента меньше, чем собственная частота колебаний преобразователя и концентратора. Поэтому резонансная частота всей колебательной системы также снижается и места соединений преобразователя, концентратора и инструмента на попадают в узлы напряжений, амплитуды напряжений в этих местах возрастают, что может вызвать нарушение механической связи. Чтобы все элементы системы работали на одной резонансной частоте, инструмент следует укоротить.
Если собственная частота колебаний инструмента выше частот колебаний преобразователя и концентратора, то общая частота системы также повысится, что приводит к перераспределению узлов и пучностей в системе и увеличению амплитуд напряжений в местах соединения элементов системы (рис. III.31, в).
В особенно тяжелых условиях находится резьбовое соединение между концентратором и инструментом, когда вследствие несовпадения собственных частот оно оказывается рядом с пучностью напряжений. Это объясняется тем, что в этом месте действуют суммарные напряжения, обусловленные ультразвуковыми колебаниями системы и натягом резьбы.
Даже при совпадении зоны крепления с узлом напряжений в крайних участках резьбового соединения появляются напряжения, значения которых существенно отличаются от нуля. Чтобы избежать этого, необходимо сверлить отверстия на минимально возможную глубину. Направляющие шейки снижают механическую прочность в резьбовом соединении концентратора.
Длина резьбового соединения определяется минимально необходимым числом ниток резьбы. Первая, наиболее нагруженная нитка, воспринимает около 35% нагрузки, а на седьмую нитку приходится уже всего лишь 3%. Поэтому длину резьбы целесообразно ограничить семью-восемью нитками. Знакопеременные напряжения в зоне резьбы снижают угол трения в резьбовой паре. Чтобы не происходило самопроизвольного развинчивания, рекомендуется применять резьбы с углом подъема витка не более 1,5°, т. е. применять мелкие резьбы.
Когда ультразвуковая колебательная система используется для интенсификации процессов резания, на металлорежущие инструменты (резец, сверло, фрезу и т. д.) действуют более высокие силы резания, чем при ультразвуковой размерной обработке, и расчет узлов головки на прочность необходимо проводить по максимальным значениям сил резания и крутящих моментов.
§ 4.6. Крутильно-колеблющиеся инструменты
При механической обработке используются ультразвуковые колебательные системы с крутильными колебаниями. Для преобразования продольных колебаний в крутильные применяются различные схемы.
На рис. III.32, а, Цапример, показана колебательная система, в которой для создания продольно-крутильных колебаний инструмента 2 на боковой поверхности магнитострикционного преобразователя 1 выполнены окна, расположенные по винтовой линии. В окнах размещается обмотка преобразователя. На рис.
а)
Рис. 1П.32
111.32, б продольно-крутильные колебания создаются инструментом 5, имеющим спиральную нарезку. Для повышения мощности возбуждение крутильных колебаний может осуществляться несколькими преобразователями. На рис. III.32, в в инструменте 4 колебания возбуждаются с помощью двух преобразователей 1.
При расчете инструментов с крутильными колебаниями принимается допущение, что сдвига в плоскости сечения не происходит, т. е. каждое сечение поворачивается как целое. Длина волны крутильных колебаний стержня определяется так же, как и длина волны продольно колеблющегося стержня:
Хк₽=7 V 7’
где G — модуль сдвига. Условие резонанса колебаний стержня: /=nZKp/2, где / — длина стержня; п — целое число. Отсюда резонансная частота /кр = /г р/ — /(2/).
При расчете инструмента, совершающего крутильные колебания, можно пользоваться формулами и графиками, полученными для продольных колебаний (см. рис. III.25 и Ш.26), если вместо продольных смещений подставить угловые смещения, вместо сил — мо\ гиты сил, вместо приведенного радиуса сечения — его квадрат, а Вхместо модуля Юнга — модуль сдвига.
В инструментах с продольными и крутильными колебаниями, имеющих одинаковые входной и выходной размеры, достигается приблизительно одинаковое увеличение амплитуды линейных перемещений— продольных и по внешней окружности инструмента. При постоянном поперечном сечении узел смещений крутильных
колебаний, пучность сил (или моментов) X пучность напряжений находятся по середине инструмента. В инструменте с переменным сечением распределения напряжений и рассеиваемой мощности при крутильных и продольных колебаниях различны, и/по графикам рис. III.25 и III.26 нельзя определить значения этих величин для крутильных колебаний. /
ГЛАВА 5. ОБОРУДОВАНИЕ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ
§ 5.1. Компоновка ультразвукового станка
ультразвукового гравирования,
Ультразвуковые станки и устройства для механической обработки бывают стационарные и переносные. Переносные устройства имеют небольшую мощность (20...50 Вт). Они применяются для клеймения, сверления отверстий малого диаметра. Стационарные станки делятся на универсальные, специализированные и модернизированные металлорежущие. Число типоразмеров серийно выпускаемого специализированного оборудования ограничено, и поэтому модернизация стандартных металлорежущих станков — широко распространенный прием.
На универсальных или специализированных станках можно выполнять несколько операций. Оборудование для выполнения одной технологической операции целесообразно создавать на базе универсальных металлорежущих станков. Механизмы станка осуществляют все основные перемещения детали, а ультразвуковое устройство выполняет свою технологическую функцию — обработку
детали при воздействии ультразвуковых колебаний. Применение ультразвуковых головок, дополняющих универсальные металлорежущие станки, оказывается часто более экономичным, чем создание специализированного станка.
На рис. III.33 приведена схема ультразвукового станка. Станок содержит станину /, координатный стол 2 для закрепления заготовки 3, акустическую головку 5, включающую ультразвуковой преобразователь 6 и рабочий инструмент 4, механизм 8 подачи акустической головки и создания статической нагрузки инструмента на заготовку, источник питания (ультразвуковой генератор) 7, ci стему 9 принудительной подачи и сброса абразивной суспензии.
Рис. II 1.33
§ 5.2. Механическая часть станка
\
Универсальные ультразвуковые станки, обычно однопозиционные, имеют одну рабочую позицию с вертикальным расположением рабочей головКи (горизонтальное расположение акустической головки применяется редко). По выходной мощности генератора станки делятся на трйх группы: 1) станки малой мощности (0,03... 0,2 кВт); 2) станкй, средней мощности (0,25...1,6 кВт); 3) станки большой мощности (До 4,0 кВт).
Станки первой группы применяются для обработки неглубоких отверстий диаметром 0,15...10,0 мм, в таких станках обычно используют преобразователи из пьезокерамики или феррита.
Наиболее распространены станки средней мощности. Разработана целая гамма станков на основе двух универсальных базовых моделей, в одной из которых используют генераторы мощностью 0,25...0,4 кВт, в другой—1,6...2,5 кВт. По внешнему виду такие станки похожи на вертикально-сверлильные и вертикально-фрезерные. Для обеспечения высокой точности обработки станки устанавливают на массивную фундаментальную плиту и снабжают жесткой станиной.
На рис. II 1.34 показан настольный станок мощностью 0,4 кВт. Станок предназначен для обработки отверстий, фасонных полостей, вырезания, раскроя, граверных работ в деталях из твердых и хрупких материалов. Станок может работать и с абразивной суспензией, и с алмазным инструментом.
На массивной станине 4 расположен стол 2 для закрепления обрабатываемых заготовок. Стол оснащен механизмами 1 для перемещения заготовки в двух взаимно перпендикулярных направлениях и ее поворота. В верхней части станины расположена каретка 5 с акустической головкой 6.
Колебательная система закреплена в полом стакане и может вращаться вокруг оси. Вертикальная подача при постоянной статической силе осуществляется электродвигателем с регулируемым вращающим моментом. Предусмотрены грубая и тонкая регулировки силы подачи: можно работать с периодическим отводом инструмента. Для контроля амплитуды колебаний и износа инструмента станок снабжен микроскопом 7. Имеется устройство 3 для правки инструмента.
Генератор 8 станка выполняется в виде отдельного блока. Насос для подачи рабочей жидкости и система охлаждения магнитострикционного преобразователя смонтированы в тумбе 9 стола.
Вторая базовая модель (мощность генератора 1,6 кВт) представлена на рис. III.35. На станке можно обрабатывать отверстия, раскраивать заготовки, вырезать детали по наружному контуру, наносить изображения на заготовку, осуществлять доводку полостей и отверстий в твердосплавных вставках.
На чугунной литой станине 2 расположен координатно-поворотный стол 9. В станине на опорах качения смонтирована колонна 3, которая может перемещаться в вертикальном направлении по направляющим станины с помощью электродвигателя и редуктора. С колонной 3 жестко связана шпиндельная головка 5, а в ней на опорах качения установлен шпиндель 4. В полости шпинделя закреплена колебательная система 7. На выходном торце концентратора есть резьбовое отверстие для присоединения сменных инструментов.
В полости станины расположены бак с абразивной суспензией, помпа для ее подачи и насос для прокачки суспензии под давлением. Давление контролируется манометром. Подача суспензии может осуществляться поливом через кольцо 8 или под давлением. Во втором случае кольцо 8 снимается и суспензия подается через полость инструмента. В системе подачи рабочей суспензии имеются два датчика, показывающие количество жидкости в баке.
Для промывки заготовок и стола от остатков суспензии станок имеет душевое устройство 1. Контроль глубины обработки осуществляется по индикатору 6
/ /
С помощью системы автоматики станк/ можно проводить обработку по следующей заданной программ^: быстрый подрод инструмента к заготовке, обработка с оптим/льной силой падачи на заданную глубину, уменьшение силы подачи при выхрде инструмента из заготовки и выключение подачи на нужной глубине. Автоматизация обработки особенно важна при изготовлении сквозных
Рис. 111.34
Рис. 111.35
отверстий в хрупких материалах, когда во избежание сколов необходимо резко снизить давление инструмента на заготовку в конце обработки.
Амплитудно-частотные характеристики колебательной системы допускают износ рабочей части инструмента на 30...35 мм.
Специализированные станки в ряде случаев позволяют получить более высокую точность и качество обработки. На этих станках выполняют обычно одну определенную операцию, реже — несколько операций.
Такие станки целесообразно применять в серийном и массовом производстве для изготовления, например, полупроводниковых элементов, обработки рабочего профиля алмазных и твердосплавных фильер, нарезания резьбы в труднообрабатываемых материалах, нанесения на поделочные камни рельефных художественных изображений и т. д.
Станкц оснащаются специальной технологической оснасткой. В некоторых моделях ультразвуковые генераторы встраиваются непосредственно в станок. \
На рис. III.36 дан общий вид специализированного ультразвукового станка для обработки раоочих отверстий в твердосплавных и алмазных волоках, филье-\
\
Рис. II 1.36
рах, изготовляемых большими партиями. Станок выполнен в настольном варианте, мощность питающего генератора 0,1 кВт. На станке за один установ обрабатывают входную распушку волоки, смазочный и рабочий конусы и калибрующую часть отверстия. На станке можно также ремонтировать изношенные алмазные фильеры.
Обработка осуществляется стальной продольно колеблющейся и вращающейся иглой 1. Игла 1 закреплена в концентраторе 2 с помощью накидной гайки. Заготовка свободно устанавливается в ванночке 5, закрепленной на крышке 6 рабочего стола станка.
Во время работы заготовка центрируется по острию инструмента. Постоянное усилие подачи создается электромагнитом. Алмазная суспензия заливается в ванночку и перемешивается диафрагменным пульсатором, который изменяет объем воздуха в каналах ванночки.
Иглу-инструмент правят непосредственно па станке с помощью механизма заточки 3. Он позволяет затачивать иглу под любым углом. Качество заточки
контролируется установленным на столе микроскопом 4. Это почти /полностью исключает биение инструмента и обеспечивает высокую точность обработки.
• Для повышения точности обработку в некоторых станках подача осуществляется перемещением сто/ia с заготовкой/Акустическая головка в этом случае жестко закрепляется в ^направляющих: исключаются люфты, неизбежные в подвижных соединениях, и перекосы концентраторов и инструментов. Стол ш)жет быть выполнен пружинным с тарированным усилием прил$лма.
Специализированные станки для нарезаний резьб в труднообрабатываемых материалах имеют некоторые / особенности. В цепь главного движения станков встроены электромагнитные муфты с регулируемым вращающим моментом. Наличие муфты исключает возможность поломки метчиков при нарезании резьбы. Автоматика станков при увеличении момента резания до критического значения включает обратное вращение на один-два оборота, а затем снова переключает станок на рабочий ход.
Применение ультразвуковых резьбонарезных станков позволяет улучшить качество резьбовой поверхности, втрое увеличить производительность за счет уменьшения числа метчиков в комплекте и устранения их заклинивания в отверстии.
§ 5.3. Акустические головки
При изготовлении деталей небольшими партиями целесообразно применять акустические головки, которые устанавливают на металлорежущих станках. Съемная головка выполняется так, чтобы ее несложно было разместить на станке, при этом она не должна мешать проведению основных операций. Головки бывают вращающимися и невращающимися, с автономным двигателем и без двигателя.
Колебательная система головки для ультразвукового сверления с магнитострикционным преобразователем (рис .111.37) состоит из преобразователя 6, концентратора 3 и рабочего инструмента. Головка используется для ультразвуковой алмазной обработки, поэтому инструмент выполнен в виде алмазного сверла с трубчатым корпусом 2 и алмазоносной частью 1. Инструмент соединяется с концентратором посредством резьбового соединения.
На стержне преобразователя размещена обмотка 7, к которой подводится питание от ультразвукового генератора. Внутри неподвижного корпуса 8 на шариковых подшипниках 9 вращается подвижный корпус 5. Для уменьшения массы головки корпус 5 изготовлен из легкого титанового сплава. Охлаждающая жидкость через штуцер 4 поступает во внутреннюю полость подвижного корпуса и, пройдя через отверстия концентратора 3, попадает во внутреннюю полость алмазного сверла, охлаждая зону резания и вымывая шлам. Максимальная скорость подвижного корпуса не превышает 5 м/с.
На рис. 111.38 показана вращающаяся головка с пьезокерамическим преобразователем. Многослойный преобразователь состоит из четырех пластин, соединенных резьбовой шпилькой 11. Две средние пластины 6 — пьезокерамика, ча-стотно-понижающие накладки выполнены: излучающая 7 — из титана, отражающая 8 — из стали. Корпус 2 инструмента с алмазоносной частью 1 закрепляется в излучающей накладке 7 с помощью резьбового соединения. Питание к пластинам подводится через медные кольца 10 и графитовые щетки 9. Головка имеет подвижный 5 и неподвижный 4 корпусы.
Пьезокерамический преобразователь не требует водяного охлаждения, а для охлаждения инструмента служит коллектор 3.
Неподвижный корпус головки должен быть жестко закреплен на ci.iiim’ Крепление можно осуществить различными способами в зависимости от кош i рукцин станку. Один из возможных способов — с помощью двух пар полуколи. Верхнюю пару ^полуколец закрепляют на пиноли станка, а нижнюю — на головке. Обе пары соединены между собой тремя шпильками. Такое жесткое крепление головки значительно снижает вибрации и увеличивает срок ее службы.
Рис. 111.37
Рис. II 1.38
Широко применяют различные акустические головки для плоского шлифования заготовок. Они устанавливаются на шпинделях плоскошлифовальных станков и позволяют использовать ультразвуковую обработку без капитальных затрат на создание специализированного оборудования.
§ 5.4. Механизмы подачи
Механизм подачи колебательной системы в ультразвуковых станках служит для создания статической нагрузки инструмента на заготовку и для поддержания этой нагрузки при обработке. Небольшая сила трения механизма подачи и высокая точность — основные характеристики ультразвукового станка, свидетельствующие о высоком качестве его конструкции. Механизм подачи должен также обеспечивать безударный подвод инструмента к заготовке и возможность регулирования силы подачи.
Применяют различные механизмы подачи: механические с уравновешивающими грузами или с пру?киной, гидравлические, пневматические, с периодически включаемым электродвигателем.
Наиболее совершенными являются механизм подачи с электродвигателем, работающим в заторможенном (моментном)/режиме, и соленоидный регулятор. 7
На рис. III.39 показана кинематическая схема ультразвукового станка, в которой использован
регулятор подачи с
2 3 4^
. Г—Г2
Рис. 1П.39
электродвигателем. Акустическая головка 1 устанрвлсна на ползушке 3 каретку/ С помощью асинхронного двигателя 8, шестерен 7 и 5 /i зубчатой рейки 6 каретка перемещается вертикально. Чтобы уменьшить усилия при перемещении, вес ползушки 3 и акустической головки 1 скомпенсирован противовесом 12, подвешенным на ленте 11. Противовес расположен в полости вертикальной части станины.
Каретку можно перемещать также вручную, вращая колесо 9, находящееся в зацеплении с рейкой 10. Двигатель 8 может длительное время находиться в заторможенном состоянии, т. е. при неподвижном вале он продолжает развивать вращающий момент, прижимающий инструмент к заготовке. Момент зависит от подаваемого на двигатель напряжения, регулируемого потенциометром. Двигатель обеспечивает как быстрые установочные перемещения, так и требуемую силу подачи. В схему включено реле времени для периодического подъема и опускания инструмента.
Чтобы инструмент плавно подходил к заготовке, используется гидравлический демпфер, цилиндр 2 которого прикреплен к корпусу каретки, а шток 4 к ползушке.
На рис. III.40 приведена схема подачи с соленоидным регулятором. Колебательная система 1 расположена в шпинделе 5, выполненном в виде полого цилиндра. Шпиндель 5 перемещается вертикально по шариковым направляющим качения. Вес шпинделя через рычаг 7 скомпенсирован противовесом 8. Высокая чувствительность механизма подачи обеспечена применением ножевых опор 6 рычага 7. Для быстрого отвода шпинделя и регулирования усилия подачи служит соленоид 9. Регулирование усилия подачи производится изменением тягового усилия соленоида 9, сердечник которого является деталью противовеса 8. Изменяя силу тока через соленоид, можно менять усилие подачи по заданной программе.
Цанговый зажим 11 шпинделя 5 в корпусе 2 устраняет передачу крутящего усилия инструмента на шариковые направляющие. Чтобы исключить возможность резкого изменения подачи при ходе шпинделя вниз, применен масляный демпфер 10 одностороннего действия.
Для уменьшения силы подачи в конце сверления сквозных отверстий использовано специальное устройство: вместе со шпинделем 5 опускается жестко связанный с ним стержень 4. Стержень 4 сжимает пружину <?, что приводит к снижению силы подачи.
§ 5.5. Источники питания
Для питания ультразвуковых преобразователей применяются генераторы, преобразующие напряжение промышленной частоты в напряжение ультразвуковой частоты. Генераторы имеют также встроенные источники постоянного тока, необходимого для подмагничивания преобразователей. Ультразвуковые генераторы делятся на машинные, ламповые и полупроводниковые.
Машинные генераторы дают напряжение звуковой частоты и снабжаются, как правило, специальными умножителями частоты. Недостатком этих генераторов является невозможность регули
Рис. 111.40
рования частоты генерируемого напряжения.
Ламповые и полупроводниковые генераторы могут быть выполнены по схеме с самовозбуждением и по схеме с независимым возбуждением. Некоторые из них оборудуются системой электрической или акустической автоподстройки частоты, схемами подстройки амплитуды колебаний и стабилизации выходных параметров.
Генератор с самовозбуждением — это каскад на лампе или транзисторе, охваченный положительной обратной связью. Генераторы с самовозбуждением имеют довольно ограниченный диапазон регулирования мощности и частоты.
Генераторы с независимым возбуждением всегда многокаскад-ны. Электрические колебания ультразвуковой частоты вырабатываются генератором малой мощности, который строится по схеме с самовозбуждением и обеспечивает получение необходимой формы кривой тока и напряжения. Последующие каскады служат для усиления сигнала до необходимой мощности. Преимущества генераторов с независимым возбуждением — возможность широкой и плавной регулировки частоты. Такие генераторы применяются для питания технологических устройств с преобразователями, имею-
щими высокую добротность (острую резонансную характеристику), например в станках для механической обработки твердых материалов. Для ламповых и полупроводниковых генераторов установлены следующие рабочие полосы частот в килогерцах: 18±1,35; 22± 1,65; 44±4,4; 66±6,6.
Выходная мощность генератора — это электрическая мощность, передаваемая генератором в колебательную систему. Мощность генераторов для ультразвуковой размерной обработки колеблется в диапазоне 0,04... 10 кВт. Регулировка мощности осуществляется ступенчато или плавно.
Коэффициент полезного действия генератора т]= (Рв/Рп) • 100%, где Рв и Рп— выходная и потребляемая мощности. КПД зависит от ряда факторов — мощности генератора, режима его работы, схемного исполнения и др. Для ламповых генераторов КПД составляет 30...50%, для полупроводниковых — 50...70%.
Наиболее распространенные ультразвуковые генераторы имеют следующие технические характеристики:
Тип генератора УЗГ-10-22 (ламповый) УЗГ-1,6 (ламповый) УЗГ-З-0,4 (ламповый) УЗ Г-2-4 (тиристорный)
Выходная мощность, кВт . . Мощность, потребляемая от сети, кВт 10 1.6 0,4 4,5
19 4,0 1,1 7,3
Рабочая частота, кГц .... 17,5... 19,3 16,7... 19,4 17,5... 19,3 17,5... 19,3
Напряжение питающей сети, В 20,5 ... 23,5 220/380 220/380 20,4 ... 23,0 39,6 ... 45,0 220 20,5 ... 23,5 220/380
Система охлаждения воздушно- принудитель- прпнудитель- принудитель-
Габаритные размеры, мм водяная 1870X760X800 ная воздушная 1440Х610Х ная воздушная ная воздушная 630X387X328 1350Х580Х
Х510 Х720
Автоподстройка частоты. Точность установки частоты и ее стабильность определяются стабильностью нагрузки. Под стабильностью частоты понимают отношение изменения частоты генератора Af к ее номинальному значению f. Эффективность работы ультразвуковой колебательной системы зависит от точности совпадения ее резонансной частоты с частотой генератора. При изменении резонансной частоты колебательной системы меняется амплитуда колебаний и режим работы ультразвуковой установки, хотя частота генератора остается неизменной.
Преобразователи, содержащие согласующий элемент в виде настроенных концентратора и инструмента, имеют особенно сильную зависимость амплитуды от частоты: они обладают высокой добротностью и острой резонансной характеристикой (см. § 4.1). У преобразователей с согласующим элементом в виде диафрагмы с сильно развитой поверхностью амплитудно-частотная характери-238
стика пологам, и .тнисимосгь эффективности работы преобразит теля от частоты догнночно слабая.
При рабою преобразователей на жидкие среды стабильность частоты reiicpniopn должна составлять Af/f = ±5-10~3, а при работе на стержневом преобразователе это значение должно быть на порядок меньше.
При ультразвуковой обработке изменение (уход) резонансной частоты колебательной системы может достигать 1,5 кГц. Уход частоты зависит от многих факторов: конструкции колебательной системы, условий ее эксплуатации, вида технологического процесса. На изменение резонансной частоты влияют нагрев колебательной системы, изменение ее геометрических размеров за счет износа, нелинейность собственных параметров преобразователя.
Нагрев элементов колебательной системы вызывает изменение скорости звука в материале преобразователя, концентратора и инструмента и понижение резонансной частоты системы. У магнитострикционных преобразователей с водяным охлаждением, работающих на жидкую среду, изменение частоты Af = 100...300 Гц; при работе этих же преобразователей со стержневыми настроенными колебательными системами частота изменяется на 500... 1000 Гц, у пакетных пьезокерамических преобразователей частота меняется на 1000... 1500 Гц. Нагрев вызывает изменение частоты только в начальный период работы, затем устанавливается динамическое равновесие колебательной системы с окружающей средой, и резонансная частота стабилизируется. Уменьшить уход частоты и время ее стабилизации можно, используя специальные системы принудительного охлаждения преобразователей и концентраторов и увеличивая поверхность теплообмена.
Уход резонансной частоты происходит также из-за нелинейности параметров преобразователя при изменении подводимой к нему мощности. Для типовых преобразователей при изменении мощности в 2...3 раза частота изменяется не более чем на 100...150 Гц.
На резонансную частоту колебательной системы значительно влияет механическая нагрузка, которая кроме активной составляющей имеет еще и реактивную составляющую (упругость и массу системы). Эта реактивная составляющая изменяет резонансную частоту колебательной системы. При проведении технологических процессов внешняя нагрузка может изменяться, что вызывает изменение резонансной частоты колебательной системы. То же происходит при нагреве ее элементов. При ультразвуковой обработке уход частоты может достигать 10... 15% номинального значения. У пьезокерамических преобразователей составного типа уход собственной частоты может составить 100...250 Гц. В этих случаях для получения стабильных параметров обработки необходимо обеспечить подстройку частоты генератора к изменяющейся во времени резонансной частоте колебательной системы.
Подстройка частоты генератора при изменении резонансной частоты колебательной системы достигается применением систем автоматической подстройки частоты (АПЧ). Система
АПЧ вырабатывает сигнал, пропорциональный амплитуде /Механических колебаний преобразователя, и с помощью эторо сигнала корректирует в необходимых пределах частоту генератора. Управляющий сигнал обычно
выделяют с помощью ме-ханоэлектрических преобразователей (АПЧ с обратной акустической связью). Магнитострикционный, пьезокерамический, индукционный или другой датчик, реагирующий на механические колебания, устанавливается в определенных точках колебательной системы. Полученный с датчика сигнал усиливается и подается на вход генератора. Наиболее достоверный сигнал обеспечивается при установке датчика непосредственно на рабочей поверхности преобразователя. Такая конструкция используется в некоторых стержневых преобразователях.
На рис. Ш.41 показан общий вид преобразователя с обратной акустической связью. Преобразователь имеет три пакета. Два пакета 4 являются активными элементами, а третий пакет 3, который входит непосредственно в конструкцию преобразователя, служит датчиком обратной связи. Пакеты 4 снабжены обмоткой 2, по которой подается ток возбуждения и подмагничивания. Резонансный датчик 3 имеет две обмотки 1'. подмагничивания и обратной акустической связи.
Все пакеты имеют одинаковую резонансную частоту. Параметры, влияющие на изменение частоты преобразователя, влияют и на резонансную частоту датчика 3. Соединение активных пакетов 4 и датчика 3 с концентратором 5 осуществлено в плоскости, перпендикулярной направлению распространения продольных колебаний системы. Это обеспечивает требуемые соотношения между напряжением возбуждения и напряжением обратной акустической связи во всем диапазоне частот преобразователя.
При изменении резонансной частоты колебательной системы меняется резонансная частота датчика и соответственно его выходной сигнал. Этот сигнал подается на вход генератора и для корректировки частоты. Мощность сигнала,
снимаемого с датчика обратной акустической связи, достаточна для раскачки мощного ультразвукового генератора.
Автоматическая подстройка частоты генераторов имеет важное значение, так как она за счет автоматического приближения частоты генератора fr к резонансной частоте преобразователя f0 позволяет поддерживать во времени максимальное значение амплитуды колебаний рабочего элемента преобразователя (точнее, колебательной скорости). Идеальный случай АПЧ, если всегда fr=fo. На практике изменение добротности системы и наличие фазовых сдвигов приводят к остаточной расстройке Af=fo—fr. Оптимальным является режим, при котором Af^Afo, где Afo— максимальный уход собственной частоты преобразователя.
Автоподстройка амплитуды. Если внешние воздействия, например нагрузка, изменяют параметры преобразователя, то уменьшается амплитуда колебаний. Это особенно характерно для высокодобротных стержневых систем. В этом случае генераторы должны обеспечивать не только стабильность частоты, но и стабильность амплитуды колебаний в заданных пределах.
Амплитуда колебаний стабилизируется посредством изменения мощности, подводимой к преобразователю. Систему автоматической стабилизации амплитуды нужно использовать совместно с системой АПЧ. Это обеспечивает наилучшую стабильность процесса и качество обработки.
Для пьезоэлектрических и магнитострикционных ферритовых преобразователей, обладающих малыми потерями, автома'1 ичеекая стабилизация амплитуды и частоты является единственно возможным способом стабилизации процессов механической обработки. Для высокодобротных колебательных систем с магнитострикционными преобразователями автоматическая подстройка частоты и амплитуды позволяет обеспечить точность и качество процесса, его воспроизводимость.
§ 5.6. Техника безопасности
Ультразвуковые генераторы— радиоэлектронное оборудование, имеющее высоковольтные цепи. При работе с ними необходимо соблюдать общие правила технической эксплуатации электроустановок потребителей и правила техники безопасности при эксплуатации электроустановок потребителей.
При работе ультразвуковых установок создается слышимый шум, для снижения уровня которого используются звукоизолирующие кожухи и экраны. Рекомендуется использовать средства индивидуальной защиты, например противошумные наушники.
При ультразвуковой обработке твердых хрупких материалов необходимо избегать попадания суспензии на руки оператора. Рекомендуется применять защитные прозрачные кожухи, очки и устройства для отсоса абразивной пыли. При засыпке абразивных материалов надо пользоваться респираторами, для защиты рук применять резиновые перчатки.
ЗАКЛЮЧЕНИЕ
В томе I рассмотрены методы обработки, для технологического использования которых необходим инструмент. Поверхности, обрабатываемые такими методами, с некоторым приближением повторяют форму, обратную инструменту. При ЭЭО и ЭХО съем припуска происходит под действием тока, протекающего через промежуток между электродами. Поэтому такие методы могут быть применены в основном для обработки электропроводных материалов. Механические свойства обрабатываемых материалов не играют существенной роли и не оказывают заметного влияния на производительность процесса.
Ультразвуковым методом можно изготовлять детали из металлов и диэлектриков, но здесь необходимым условием осуществления операции с достаточной производительностью является хрупкость металла, т. е. способность его скалываться под действием ударов абразивного зерна.
Описанные в томе i методы могут иметь и другое технологическое использование, в частности при катодном осаждении металлов, анодном электрохимическом полировании и т. д.
Изделия, изготовляемые по способам, описанным в книге, составляют незначительную долю в общем объеме выпуска металлообработки (от нескольких процентов до десятых долей процента). Однако применение рассмотренных методов даже на отдельных операциях открывает возможность создавать детали такой формы, какая не может быть получена другими, более распространенными методами
Рассматриваемые технологические процессы оказывают существенное влияние на ускорение научно-технического прогресса в создании совершенных приборов, аппаратов, т. е. отвечают генеральной линии развития машиностроения. Наибольший эффект дает применение электрофизических и электрохимических методов при изготовлении деталей из труднообрабатываемых материалов, которые все шире используют в конструкциях машин. Металлический режущий инструмент практически непригоден для их обработки, а применение абразивного инструмента ограничено его относительно невысокой производительностью.
Для успешного применения этих методов необходимо строго соблюдать технологические режимы, тщательно их отрабатывать на партиях деталей Поэтому экономические показатели процесса растут по мере увеличения числа изготовляемых деталей. Кроме того, при схеме прошивания на каждую форму углубления требуется свой инструмент, доводка которого весьма трудоемка и дорога. Если таким инструментом выполнить только несколько полостей, то затраты на него не будут компенсированы за счет снижения трудоемкости обработки. При большом числе одинаковых деталей затраты на инструмент будут распределяться на всю партию и не будут существенно влиять на себестоимость продукции. Следовательно, возрастание программы выпуска способствует росту экономического эффекта от внедрения процесса.
При выборе того или иного метода следует руководствоваться следующим: в первую очередь применять эти методы для выполнения операций, которые иначе не могут быть осуществлены. Здесь нет необходимости делать экономическое обоснование целесообразности применении таких методов;
данные методы не имеют конкурентов при изготовлении деталей из высокопрочных материалов, плохо поддающихся традиционным видам обработки;
большие преимущества рассмотренные методы имеют при обработке особо вязких, хрупких и других сплавов с особыми свойствами, особенно при изготовлении сложных поверхностей в изделиях массового производства, при этом может быть получен значительный эффект;
для обычных конструкционных материалов указанные методы обработки экономически выгодны при сложной форме поверхностей и большом объеме выпуска деталей. Здесь необходимо проводить сравнительные экономические обоснования выбора оптимального варианта технологического процесса.
Оборудование для электрофизических и электрохимических методов обработки работает по полуавтоматическому циклу и может быть полностью автоматизировано. Управлять такими станками будет ЭВМ. Это позволит при обеспечении рабочей силой только одной дневной смены вести трехсменное изготовление деталей, а в двух сменах операторы могут отсутствовать. Применение электрофизических и электрохимических методов обработки способствует механизации и автоматизации в промышленности, снижению дефицита рабочей силы.
ОГЛАВЛЕНИЕ
Предисловие.........................................................
Часть I. Электроэрозионная обработка металлов
Введение ...........................................................
Глава 1. Основные сведения о теории процесса электроэрозионной обработки ...............................................................
§ 1.1. Общее описание процесса...................................
§ 1.2. Стадии протекания.........................................
§ 1.3. Основные закономерности............................... .
§ 1.4. Тепловые процессы на электродах...........................
§ 1.5. Особенности протекания процесса в воздушной среде.........
Глава 2. Технологические показатели процесса электроэрозионной обработки ...............................................................
§ 2.1. Производительность........................................
§ 2.2. Точность..................................................
§ 2.3. Качество поверхности......................................
Глава 3. Проектирование технологических процессов...................
§ 3.1. Исходная информация......................................
§ 3.2. Область технологического использования электроэрозионной обработки .........................................................
§ 3.3. Порядок проектирования....................................
Глава 4. Конструкция, расчет и изготовление электрода-инструмента . . .
§ 4.1. Особенности проектирования............................. . .
§ 4.2. Материалы, применяемые для рабочей части.................
§ 4.3. Конструкция..............................................
§ 4.4. Изготовление.............................................
§ 4.5. Расчет рабочей части.....................................
§ 4.6. Пути снижения износа.....................................
§ 4.7. Особенности проектирования, расчета и изготовления копиров ' для станков с непрофилированным электродом....................
§ 4.8. Особенности электродов-инструментов для обратного копирования .............................................................
Глава 5. Электроэрозионное оборудование.............................
§ 5.1. Компоновка................................................
§ 5.2. Генераторы импульсов.....................................
§ 5.3. Регуляторы подачи электрода-инструмента..................
§ 5.4. Системы рабочих перемещений электрода-инструмента........
§ 5.5. Система очистки и подачи рабочей жидкости................
§ 5.6. Адаптивные системы управления процессом..................
§ 5.7. Механическая часть станков...............................
§ 5.8. Размещение оборудования и организация участков...........
§ 5.9. Техника безопасности.....................................
Глава 6. Технологические процессы изготовления типовых поверхностей и деталей ..........................................................
§ 6.1.. Прошивание отверстий....................................
§ 6.2. Прошивание наружных поверхностей.........................
§ 6.3. Прошивание полостей......................................... 82
§ 6.4. Электроэрозионное шлифование................................ 85
§ 6.5. Разрезание заготовок........................................ 86
§ 6.6. Изготовление деталей непрофилированным электродом........... 87
§ 6.7. Электроэрозионное упрочнение................................ 94
Часть II. Размерная электрохимическая обработка
Введение................................................................ 96
Глава 1. Теоретические основы процесса формообразования................ 96
§ 1.1. Механизм анодного растворения............................... 99
§ 1.2. Съем металла при размерной электрохимической обработке . . 101
§ 1.3. Пассивация обрабатываемой поверхности...................... 103
§ 1.4. Подбор электролита......................................... 105
§ 1.5. Гидродинамические процессы в межэлектродном промежутке . 108
§ 1.6. Напряжение................................................ 111
§ 1.7. Особенности ЭХО импульсным напряжением..................... 112
Глава 2. Электрохимическое формообразование........................... 113
§ 2.1. Копирование электрода-инструмента на заготовке.............. ИЗ
§ 2.2. Межэлектродный зазор....................................... 114
§ 2.3. Припуск на обработку....................................... 115
Глава 3. Технологические показатели ЭХО............................... 117
§ 3.1. Точность обработки......................................... 117
§ 3.2. Качество поверхности....................................... 121
§ 3.3. Производительность......................................... 125
Глава 4. Проектирование технологических процессов..................... 125
§ 4.1. Исходная информация для проектирования....................... 125
§ 4.2. Технологичность деталей при размерной электрохимической обработке .......................................................... 126
§ 4.3. Технологические возможности................................ 127
§ 4.4. План проектирования технологического процесса.............. 131
§ 4.5. Основные этапы построения технологического процесса....... 132
Глава 5. Конструкция и расчет электрода-инструмента................... 134
§ 5.1. Особенности проектирования................................. 134
§ 5.2. Материалы................................................. 135
§ 5.3. Расчет и изготовление...................................... 137
Глава 6. Оборудование для ЭХО......................................... 150
§ 6.1. Типовая структура оборудования............................. 150
§ 6.2. Источники питания.......................................... 152
§ 6.3. ('истомы подачи электролита................................ 155
§ 6/1. Нанны...................................................... 158
§ 6.5. Ai рогачы очистки электролита от продуктов обработки .... 159
§ 6.6. Снеюмы регулирования режима ЭХО.......................... 160
§ 6 7. Bn/ii.i и компоновка станков............................. 162
§ GN |*.'i iMeiiioiiiie оборудования ........................... 166
§ (»Ч h Miiiioi безопасности...................................... 168
Глава 7. Типовые технологические процессы ЭХО........................................................................ 168
§ 7.1. Маркирование деталей...................................................................................... 168
§ 7.2. Обработка пера лопаток энергетических машин............................................................... 171
§ 7.3. Протягивание труб......................................................................................... 173
Часть III. Ультразвуковая обработка материалов
Введение............................................................................................................. 174
Глава 1. Физические основы ультразвуковой обработки................................................................ 177
§ 1.1. Ультразвуковые колебания............ 177
§ 1.2. Волновое уравнение........ 178
§ 1.3. Форма ультразвуковых волн............................................ 178
§ 1.4. Типы волн............ 179
§ 1.5. Основные характеристики ультразвукового поля........ 180
§ 1.6. Акустические свойства среды............ 182
§ 1.7. Поглощение и отражение ультразвука. Стоячие волны. 182
§ 1.8. Ультразвуковые поля в жидкостях............................................ 185
§ 1.9. Роль ультразвуковых колебаний в технологических процессах . 187
Глава 2. Технологические показатели ультразвуковой обработки......................................................... 189
§ 2.1. Влияние технологических и акустических параметров на размерную обработку...................................................... 189
§ 2.2. Точность размерной обработки.............................. 192
§ 2.3. Качество поверхности...................................... 194
§ 2.4. Производительность размерной ультразвуковой обработки ... 196
§ 2.5. Качество и точность ультразвукового резания алмазным инструментом ............................................................ 201
§ 2.6. Производительность ультразвукового резания алмазным инструментом ....................................-....................... 202
Глава 3. Некоторые технологические процессы изготовления деталей . . . 204
§ 3.1. Размерная ультразвуковая обработка . . . ................................................................. 204
§ 3.2. Ультразвуковое резание алмазными и лезвийными инструментами 206
§ 3.3. Ультразвуковая упрочняюще-чистовая обработка.............................................................. 208
§ 3.4. Ультразвуковая отделочная обработка ...................................................................... 210
§ 3.5. Порядок проектирования технологических процессов при ультразвуковой обработке................................................. 211
Глава 4. Расчет и конструирование ультразвуковых колебательных систем 211
§ 4.1. Характеристики колебательных систем....................................................................... 211
§ 4.2. Магнитострикционные преобразователи....................................................................... 213
§ 4.3. Пьезоэлектрические преобразователи........................................................................ 218
§ 4.4. Расчет продольно-колеблющихся ультразвуковых инструментов
и концентраторов ........................................................................................... 220
§ 4.5. Расчет внутренних напряжений и запаса прочности........................................................... 226
§ 4.6. Крутильно-колеблющиеся инструменты........................................................................ 229
Глава 5. Оборудование для ультразвуковой обработки................... 230
§ 5.1. Компоновка ультразвукового станка......................... 231
§ 5.2. Механическая часть станка . . 230
§ 5.3. Акустические головки...................................... 234
§ 5.4. Механизмы подачи.......................................... 235
§ 5.5. Источники питания......................................... 237
§ 5.6. Техника безопасности...................................... 241
Заключение........................................................... 242
Борис Александрович Артамонов Юрий Степанович Волков
Валерия Ивановна Дрожалова Федор Владимирович Седыкин Владислав Павлович Смоленцев Виктор Модестович Ямпольский
ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Том I. Обработка материалов с применением инструмента
Зав. редакцией К. И. Аношина. Редактор А. В. Дубровский. Мл. редактор Т. А. Дорофеева. Художественный редактор В. П. Спирова. Переплет художника В. И. Казаковой. Технический редактор Н. В. Яшукова. Корректор В. В. Кожуткина
ИВ № 3959
Изд. № ОТ—394 Сдано в набор 18.03.83 Подп в печать 04 08.83 Т-11414. Формат 60X90716. Бум. тип № 1. Гарнитура литературная. Печать высокая. Объем 15,5 усл. печ. л. 15,5 усл. кр.-отт. 16,87 уч.-изд. л. Тираж 15 000 экз.
Зак. № 1555 Цена 90 коп
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглинная ул., д. 29/14
Московская типография № 8 Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли, Хохловский пер., 7.
УЧЕЛ
ОБРАЗОВАНИЕ
JI ; ; H Ч JCKHU