/


























































































































































































Similar



Text
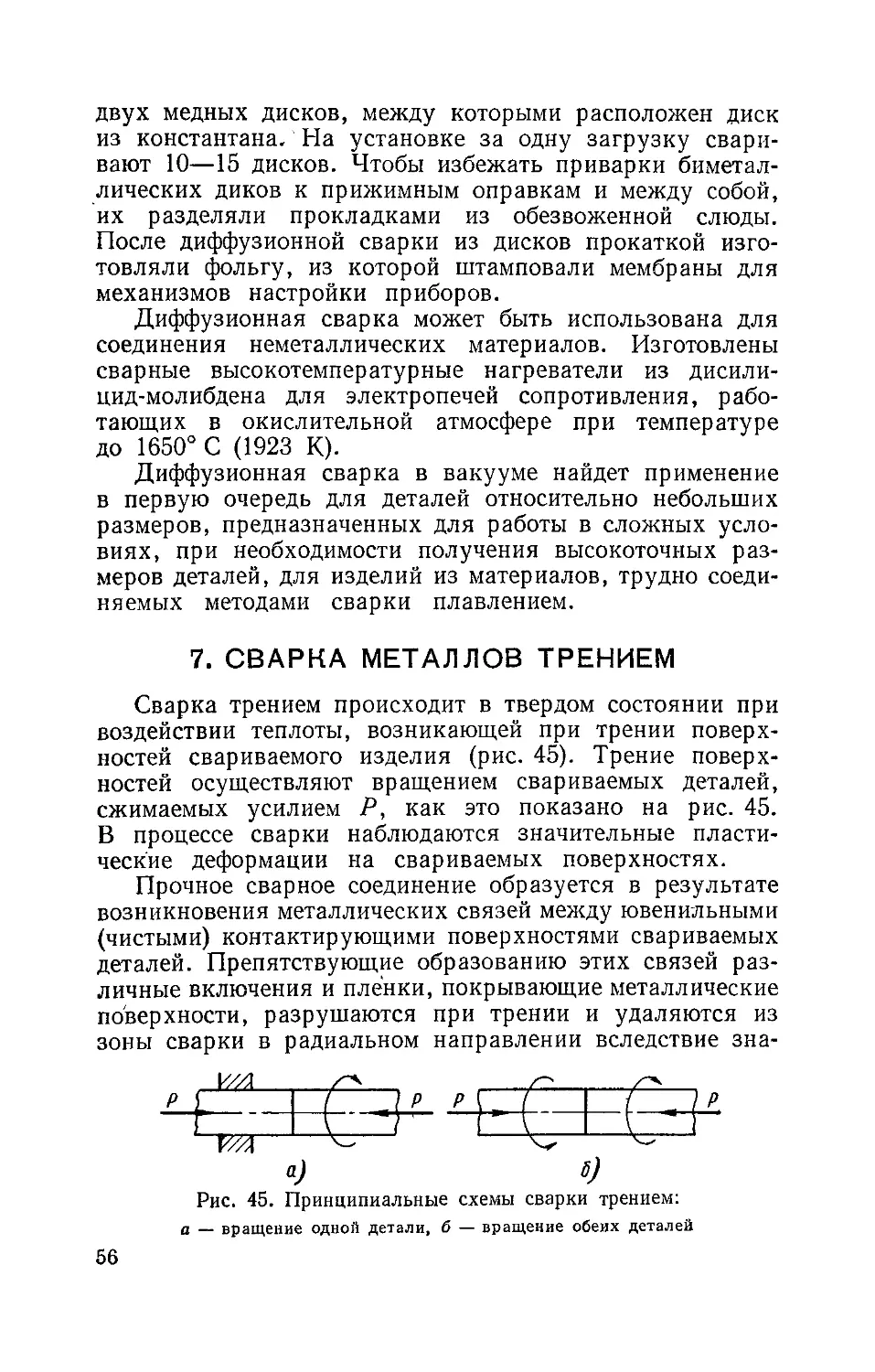
СПЕЦИАЛЬНЫЕ МЕТОДЫ СВАРКИ
ГА НИКОЛАЕВ Н А ОЛЬШАНСКИЙ
"л
СПЕЦИАЛЬНЫЕ
МЕТОДЫ
СВАРКИ
Г. А. НИКОЛАЕВ, Н. А. ОЛЬШАНСКИМ
СПЕЦИАЛЬНЫЕ
МЕТОДЫ СВАРКИ
Издание второе исправленное
и дополненное
Допущено Министерством высшего и среднего
специального образования СССР в качестве учебного пособия
для студентов вузов, обучающихся по специальности
«Оборудование и технология сварочного производства»
Я 4 $ ®
МОСКВА «МАШИНОСТРОЕНИЕ» 1975
Scan AAW
6П4.3
Н 63
УДК 621.79
Николаев Г. А. и Ольшанский Н. А.
Н63 Специальные методы сварки. Учебное пособие
для студентов вузов. Изд. 2-е, испр. и доп. М.,
«Машиностроение», 1975.
232 с. с ил.
В учебном пособии рассмотрены физические основы, области при-
менения и перспективы использования методов сварки в твердой фазе
(холодной и ультразвуковой, взрывом, трением и диффузионной),
сварки в подвижных и стационарных камерах с контролируемой атмо-
сферой. Значительное внимание уделено вопросам теории и практики
электроннолучевой сварки, описаны светолучевые методы сварки, рас-
смотрены методы плазменной обработки металлов, наплавки, пайки,
сварки пластмасс^их особенности, области применения, оборудование.
Учебное пособие предназначено для студентов сварочной специаль-
ности высших учебных заведений. Может быть использовано также
студентами техникумов,
31206-085
Н ~038 (01)-75* °85'75 6П4-3
Рецензент: кафедра «Технологии сварочного производства»
Московского авиационного технологического института
© Издательство «Машиностроение», 1975 г,
1. ВВЕДЕНИЕ
Сварка — один из ведущих технологических процес-
сов современной промышленности, от степени развития и
совершенствования которого во многом зависит уровень
технологии в машиностроении, строительстве и ряде дру-
гих отраслей народного хозяйства. Современная свароч-
ная наука и техника позволяют надежно соединять де-
тали любых толщин и конфигураций — от деталей мель-
чайших электронных приборов до гигантских частей ма-
шин и сооружений.
Сварка открыла возможность коренного улучшения
технологии производства всевозможных машин, прибо-
ров, строительных конструкций. Она способствует автома-
тизации и механизации работ при их изготовлении. При-
менение автоматов, полуавтоматов и машин позволило
высвободить для других нужд народного хозяйства це-
лую армию рабочих.
Современный уровень развития сварочной техники
в нашей стране — прочная база для еще более широкого
и эффективного использования сварки как мощного сред-
ства значительного повышения производительности труда,
экономии металлов в промышленности, строительстве,
сельском хозяйстве и транспорте, повышения качества и
удешевления продукции.
Для еще более успешного развития сварочного произ-
водства необходимо ускорить создание совершенных си-
стем автоматического управления сварочным оборудо-
ванием, основанных на применении программирования и
кибернетики; автоматических и поточных линий; высо-
копроизводительных сварочных машин и вспомогатель-
ного оборудования.
В СССР достигнуты значительные успехи в разработке
прогрессивных методов сварки, создании высокоэконо-
мичных сварных конструкций и освоении сварки многих
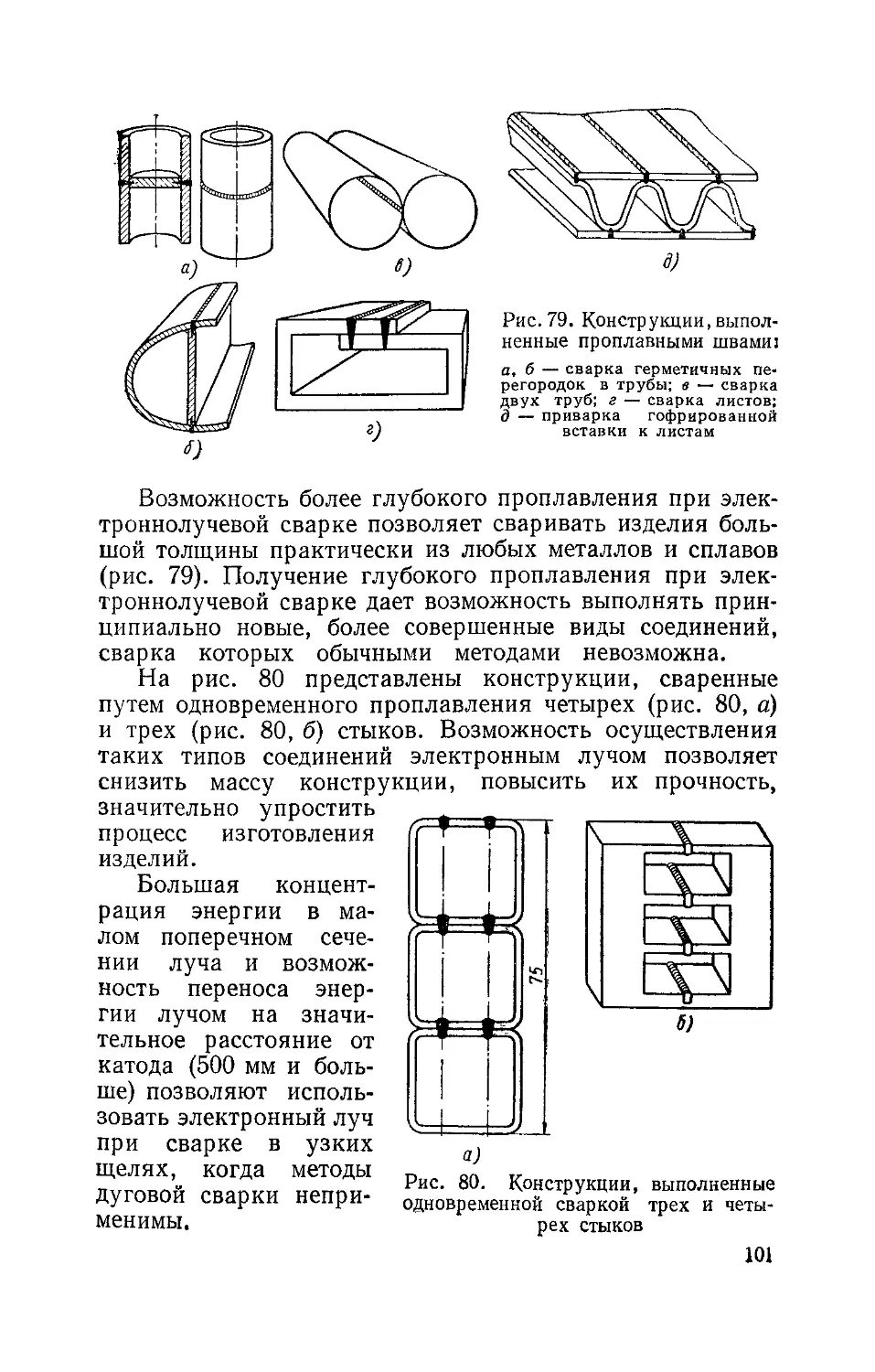
специальных сталей, цветных металлов, сплавов и неме-
3
таллических материалов. Создана подлинная наука
о сварке металлов.
Дальнейшее развитие современной техники в суще-
ственной степени определяется разработкой новых ма-
териалов с особыми свойствами. Это вызвано тем, что атом-
ной энергетике, электронике,. большой химии, ракето-
строению и другим отраслям производства присущи
чрезвычайно высокие скорости процессов, большие да-
вления, высокие температуры и некоторые особые эффекты.
Важно, чтобы конструкционный материал был устойчив
в этих условиях работы при быстрых сменах температур
и напряжений, незначительно испарялся в вакууме, не
меняя свойств при облучении продуктами ядерного
распада, противостоял действию агрессивных сред
и т. д.
Современное состояние техники характеризуется воз-
росшим применением редких металлов и сплавов и не-
металлических материалов. Освоение их как конструк-
ционных материалов и расширение областей их приме-
нения играет важнейшую роль в деле технического про-
гресса.
В перспективных конструкциях новой техники нахо-
дят широкое применение такие тугоплавкие и редкие
металлы, как вольфрам, молибден, тантал, ниобий, цир-
коний и т. п., обладающие высокими жаростойкостью,
жаропрочностью, сопротивлением коррозии и другими
специфическими свойствами.
В ряде случаев эксплуатации при экстремальных тем-
пературных условиях, в чрезвычайно агрессивных сре-
дах, в потоках нейтронов высокой интенсивности и под
воздействием других особых факторов даже эти металлы
не могут удовлетворить требованиям, предъявляемым
к изделиям условиями их работы. Вследствие этого соз-
даются материалы, имеющие особые свойства. Кроме
того, к широко применяемым материалам в ряде случаев
начинают предъявлять повышенные требования в связи
с использованием их в новых видах ответственных кон-
струкций.
В связи с этим перед сварщиками возникают все но-
вые и новые задачи разработки более совершенной тех-
нологии сварки широко применяемых и новых материалов,
что требует или модернизации существующего оборудова-
ния и технологии, или разработки новых более совершен-
ных методов сварки,
4
Использование в различных отраслях новой техники
в качестве конструкционных материалов редких и туго-
плавких металлов, которые ранее находили ограниченное
применение, в основном лишь в качестве легирующих до-
бавок, выдвинуло проблему разработки методов их сварки.
Эти металлы составляют группу трудносваривающихся
вследствие того, что, помимо высокой температуры пла-
вления, они характеризуются высокой химической ак-
тивностью при повышенных температурах. Большинство
из них реагирует со всеми известными флюсами, а не-
которые являются геттерами. Поэтому применительно
к этим металлам оказались неприемлемыми такие методы
сварки, как ручная дуговая сварка плавящимся элек-
тродом, сварка под флюсом и газовая.
Качественная сварка этих металлов в принципе может
быть осуществлена при условии отсутствия продолжи-
тельного нагрева металла до высоких температур и обе-
спечения идеальной защиты металла от атмосферы с при-
менением в ряде случаев больших скоростей процесса
сварки.
Первые работы по аргоногдуговой сварке редких и
тугоплавких металлов показали, что этот метод с приме-
нением открытых горелок может быть ограниченно исполь-
зовай лишь при сварке тонкостенных изделий некоторых
металлов, например тантала и ниобия, а обязательной га-
зовой защитой нижней стороны шва. Получить необхо-
димое качество сварки на цирконии и молибдене при
использовании этого технологического процесса оказалось
невозможным. Было очевидно, что защита инертным га-
зом, подаваемым из горелки и даже при защите нижней
стороны шва, не обеспечивает требуемых условий изоля-
ции металла от воздуха.
В связи с тем, что активные металлы насыщаются га-
зами не только в области сварочной ванны, но и в зонах,
нагретых до значительно более низких температур, воз-
никла необходимость защиты больших поверхностей сва-
риваемого металла. Поэтому представлялось целесообраз-
ным провести усовершенствование метода дуговой сварки
в инертных газах в целях использования его при сварке
тугоплавких и активных металлов. При этом использо-
вались подвижные кожухи, закрывающие горелку, место
сварки и значительную зону нагреваемого металла. При-
менение защитных кожухов хотя и дало возможность
несколько улучшить качество сварных соединений г.о
5
сравнению со сваркой открытыми горелками, однако
этот способ также не гарантировал от ухудшения
физико-химических свойств металла сварных соедине-
ний.
Улучшение условий изоляции от атмосферы достигается
путем использования герметичных камер с атмосферой из
инертного газа, состав которого в очень малой степени
может отличаться от состава газа в баллоне. Наличие
герметичной камеры исключает попадание в нее воздуха.
Однако процесс сварки в камерах с контролируемой ат-
мосферой также далек от обеспечения идеальной защит-
ной среды вследствие того, что в промышленных инерт-
ных газах всегда присутствует некоторое количество азота,
кислорода и водяных паров.
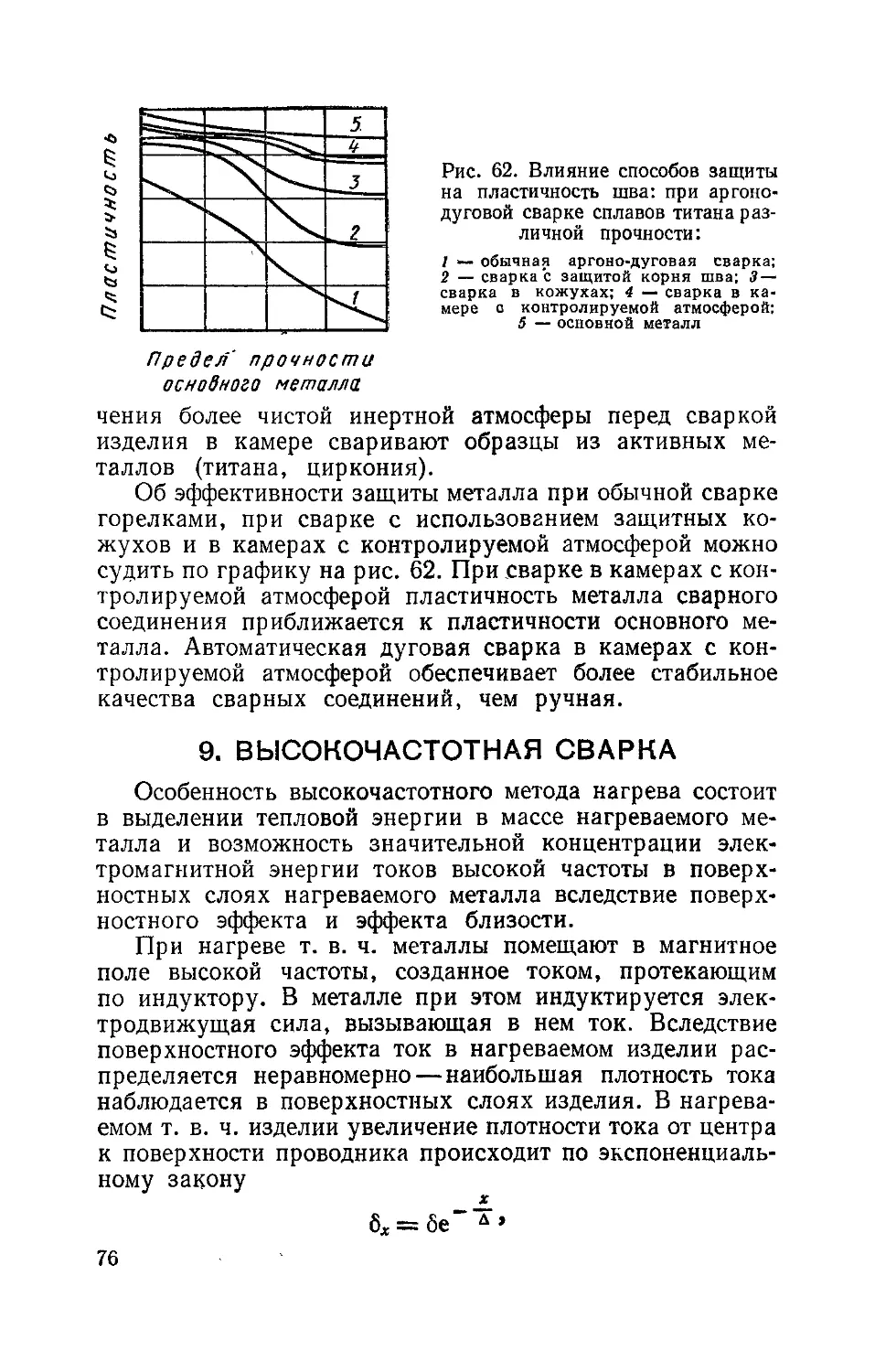
Дальнейшее улучшение качества металла шва при
сварке в инертном газе могло быть получено лишь путем
использования химически чистых инертных газов. Однако
получение таких газов представляет значительные труд-
ности. Эти газк практически в промышленном масштабе
не производятся.
Таким образом, совершенствование существующих ме-
тодов сварки не решает проблемы сварки конструкций
из тугоплавких и активных металлов и неметаллических
материалов.
Основным недостатком дуговых методов сварки
является относительно небольшая концентрация энергии
в источнике теплоты и несовершенство защиты металла
от действия кислорода и азота воздуха. Вследствие этого
время действия высоких температур на металл сварного
соединения оказывается чрезвычайно длительным. Дли-
тельное воздействие высоких температур на металл свар-
ного соединения при его недостаточной защите приводит
к ряду нежелательных явлений: потере пластичности и
антикоррозионных свойств, значительным размерам шва
и вследствие этого большим затратам энергии и большим
остаточным деформациям, насыщению металла шва га-
зами и др. Эти недостатки в значительной степени могут
быть устранены путем использования для сварки источ-
ников теплоты с высокой концентрацией энергии в соче-
тании с совершенной защитой.
В последнее время в сварочной технике находят при-
менение источники теплоты, концентрация энергии в ко-
торых на 2—3 порядка выше, чем у старых источников.
К высококонцентрированным источникам относятся:
6
электронный луч, когерентный световой луч, токи высо-
кой частоты.
Разработаны методы сварки с использованием в ка-
честве защиты вакуума: электроннолучевая, диффузион-
ная, дуговая и др. Использование вакуума в качестве
защиты при сварке дает возможность надежно защитить
расплавленный металл при сварке активных и тугоплав-
ких металлов и получить высокое качество металла шва.
Электроннолучевая сварка позволяет благодаря боль-
шой концентрации энергии проплавлять толстый металл
очень узким «кинжальным» швом. При небольшом расходе
электроэнергии, в десятки раз меньше, чем при дуговых
методах сварки, удается сваривать стали и сплавы тол-
щиной более 100 мм. Этот метод дает возможность осу-
ществлять сварку и неметаллических материалов.
В промышленности используются квантовые генера-
торы — лазеры, дающие сверхмощные пучки световой
энергии, открывающие новые возможности соединения
материалов.
Диффузионная сварка в вакууме позволяет сваривать
материалы с образованием ряда новых видов соединений,
недоступных для обычных способов сварки.
Процесс образования сварного соединения ранее
обычно связывали с нагревом металла до высоких темпе-
ратур. Современные представления о природе металличе-
ских межатомных связей показывают возможность исполь-
зования этого «механизма» для соединения металлов
в твердом состоянии.
В последние годы появилось несколько методов сварки
металлов без их расплавления, основанных на эффекте
образования металлических связей на ювенильных по-
верхностях с использованием пластических деформаций
металла (холодная, ультразвуковая, трением, взрывом
и, диффузионная). Перечисленные методы сварки объеди-
няет общность физических процессов возникновения ме-
таллических связей между соединяемыми поверхно-
стями. В этих процессах образование металлических свя-
зей происходит в твердом состоянии металла в резуль-
тате совместной пластической деформации. Методы сварки
в твердом состоянии различаются способами, которыми
осуществляется пластическая деформация, величиной
пластической деформации и температурным режимом.
Сварка в твердом состоянии значительно расширяет
область применения сварки, позволяя соединять между
7
собой разнородные металлы, сварка плавлением которых
была невозможна, соединять неметаллические материалы
с металлами и т. п.
Новые способы позволяют осуществить так называе-
мую прецизионную сварку, т. е. получить конструкции
с заданными расчетными размерами. Это, в свою очередь,
открывает неограниченные возможности для автомати-
зации сварочного производства, для создания самого
совершенного сварочного оборудования с программным
управлением. В сварных конструкциях будущего будут
использоваться металлические и неметаллические детали
законченных форм и размеров. Сварная конструкция бу-
дет свободна от внутренних напряжений, не будет ну-
ждаться ни в термической, ни в механической обработке.
В промышленности, строительстве и сельском хозяй-
стве все более широкое применение находят полимерные
материалы. Использование этих материалов снижает вес
изделий, габаритные размеры, эксплуатационные рас-
ходы и повышает производительность труда. В связи
с широким использованием полимеров в качестве кон-
струкционных материалов возникла проблема их соеди-
нения. В промышленности используется несколько мето-
дов сварки полимеров: теплоносителями, ультразву-
ком, инфракрасным излучением и др. Предстоит даль-
нейшая работа по совершенствованию методов сварки по-
лимеров и пластмасс.
Уже сейчас широкое применение сварка находит при
изготовлении космических кораблей и ракетных двига-
телей, а в перспективе предстоит широкое использование
сварки при завоевании космоса. Сварка будет использо-
ваться при строительстве космических станций на около-
земных орбитах, при изготовлении и сборке космических
кораблей за пределами земной атмосферы, при строитель-
стве стартовых площадок и взлетных устройств на других
планетах, при освоении других миров.
2. СВАРКА В ТВЕРДОМ СОСТОЯНИИ
В сварочной практике длительное время применяются
процессы сварки с использованием высокотемпературных
источников теплоты, при этом металл изделия в местах
сварки доводится до плавления или тестообразного со-
стояния. В последнее время показано, что металлы можно
сваривать и при комнатных температурах без нагрева
8
металла до высоких температур. Соединение металлов
происходит в твердом состоянии вследствие образования
металлических связей на свариваемых поверхностях при
их совместном деформировании.
Для идеального случая процесс образования металли-
ческого соединения при холодной сварке можно предста-
вить следующим образом. Предположим, что имеются
два куска металла с абсолютно гладкими и чистыми по-
верхностями. Так как металлы представляют собой кон-
гломерат из положительно заряженных ионов и электро-
нов, то взаимодействие между облаками электронов и
ионами, находящимися в узлах кристаллической решетки,
определяет монолитность и прочность кусков металла.
При сближении двух металлических поверхностей проис-
ходит коллективизация электронов, вылетающих из по-
верхностей, в результате чего возникают силы взаимо-
действия между поверхностями. При достаточном сбли-
жении двух кусков металла образуется общее электрон-
ное облако и, следовательно, единый агрегат.
Из приведенных выше рассуждений следует, что при
сближении идеально гладких и идеально чистых поверх-
ностей между ними самопроизвольно возникают межатом-
ные силы взаимодействия, т. е. происходит образование
прочного соединения.
Однако строение реальной металлической поверхно-
сти весьма сложно и в значительной степени отличается
от идеальной — Ювенильной поверхности. Геометрия
реальной металлической поверхности определяется ее
волнистостью и шероховатостью. Волнистость характе-
ризует геометрию поверхности в макроскопическом, а ше-
роховатость — в микроскопическом масштабе. Нужно
также отличать ультрамикронеровности. Геометрию по-
верхности можно представить
в виде двух кривых: кривой
волны (рис. 1, а) и частотной
кривой шероховатостей (рис.
1, 6), которые накладыва-
ются на кривую волны.
Шероховатости могут быть
весьма разнообразны по вы-
соте микровыступов и рас-
стоянию между их вершина-
ми. Вследствие наличия глав-
ным образом микронеровно-
9
Рис. 1. Профилограмма волни-
стой и шероховатой поверхности
Таблица 1
Время, необходимое для образования
мономолекулярного слоя газов на поверхности при 20° С
в зависимости от давления воздуха
Давление, мм рт. ст. (Н/м3) Время, с Давление, мм рт. ст. (Н/ма) Время, с
760 (106) 100 (133-102) 10 (133-10) 10-2 (133-10~2) 10-6 (133-10-6) 2,4-10"9 1,8- IO"8 1,8- IO’7 1,8-10*4 0,18 IO’6 (133- 10"6) 10-’ (133-10-’) 10-8 (133-10-8) 10-8 (133-10-9) 1,8 1,8 180 1,8-103
стей действительная площадь поверхностей металла во
много раз превышает площадь, замеренную обычными ме-
тодами. В верхних слоях металла сосредоточена значи-
тельная поверхностная энергия, обусловленная наличием
нескомпенсированных металлических связей, дислока-
ций, вакансий, что в совокупности с развитой поверхно-
стью в микро- и ультрамикронеровности вызывает активное
взаимодействие атомов металла, расположенных на по-
верхности, с внешней средой.
Над металлической поверхностью существует облако
непрерывно движущихся свободных электронов, покидаю-
щих металл и снова возвращающихся в него. Благодаря
этому процессу поверхность металла покрыта двойным
электрическим слоем: минус — облако электронов и
плюс — дырки верхних слоев металла (за счет покинув-
ших металл свободных электронов). Плотность электри-
ческого заряда двойного электрического слоя непостоянна
по всей поверхности и зависит от ее микрогеометрии.
Наибольший потенциал концентрируется на остриях
микровыступов. Поэтому микровыступы — наиболее
активные участки поверхности.
Вследствие высокой активности поверхностных слоев
металла она всегда покрыта окислами, жидкими и газо-
выми пленками. Идеально чистая (ювенильная) металли-
ческая поверхность, свободная от окисных пленок и адсор-
бированных слоев жидкостных и газовых молекул, мо-
жет быть создана только в очень глубоком вакууме.
Из табл. 1 следует, что даже вакуум 10"9 мм рт. ст.
не предохраняет поверхности металла от возникновения
на них слоев из молекул газа. Ювенильная металличе-
10
ская поверхность может существовать очень короткие мо-
менты времени в изломе металла при совместном деформи-
ровании двух частей металла в местах их соприкосновения
или после его механической обработки. После механиче-
ской зачистки поверхности металла в атмосфере сухого
воздуха на ней образуется окисная пленка (табл. 2).
На воздухе микровыступы и впадины поверхности мно-
гих металлов, кроме так называемых благородных (зо-
лото, платина и др.), мгновенно покрываются пленками
окислов, а также слоями адсорбированных молекул га-
зов, воды и жировых веществ. Толщина и последователь-
ность расположения таких пленок может быть различ-
ной. Однако непосредственно на поверхности металла
обычно находится пленка окислов (рис. 2, слой а).
Слой окислов сохраняет на границе с металлом отри-
цательный потенциал против положительного потенциала
самого металла. Наружная поверхность слоя окислов
имеет положительный потенциал и они адсорбируют ки-
слород, имеющий отрицательный потенциал. Таким обра-
Таблица 2
Толщина окисной пленки
Металл Толщина пленки, см Время обра- зова- ния плен- ки, с
Алюми- ний 12-Ю-8 15
Медь 3-10“’ 30
Железо 2-10-’ 40
Молиб- ден (2ч-3) 10-’ 40
Герма- ний (2-ьЗ) 10-’ 80
Рис. 2. Строение поверхности
металла в воздушной атмосфере:
А — глубинный слой металла, не затронутый пластическими деформациями,
Б — поверхностный слой полностью разориентированных кристаллитов с про-
слойкам окислов; В—окисный слой, характерная полярность внутренних
и внешних границ, а также полярность верхних слоев металла показаны зна-
ками «4-» и <—»; Г — адсорбированный слой кислородных анионов и нейтраль-
ных молекул воздуха; Д — слой водяных молекул; Б — слой жировых моле-
кул; М — ионизированные пылевые частицы
11
зом, поверхность металла (рис. 2) покрывается двумя
двойными электрическими слоями. Окисные пленки обычно
очень хрупкие и обладают высокой твердостью.
Кроме пленки окислов, поверхность металлов покрыта
газовыми молекулами, жировыми пленками и парами
воды (рис. 2, слой б). Толщина этих пленок различна.
Например, толщина пленки паров воды составляет 50—
100 молекул. Жировые слои имеют большую толщину.
Полностью удалить масляные пленки с металла практи-
чески невозможно никакими растворителями, поскольку
адсорбционная связь жировых молекул и металла пред-
ставляет собой чисто электрическую связь. Полярные
жировые молекулы образуют с металлом двойной элек-
трический слой, что и обеспечивает весьма прочную связь
металла и пленки одномолекулярной толщины. После
промывки металла бензином слой органических молекул
составляет 1—5 мкм, и только при особо тщательной обра-
ботке растворителями сохраняется жировая пленка тол-
щиной 10—100 молекулярных слоев.
Сложное строение реальной металлической поверх-
ности существенно меняет картину взаимодействия поверх-
ностей при их сближении.
Образование прочного сварного соединения реальных
металлов при сварке в твердой фазе совместным деформи-
рованием происходит в три условных этапа: 1) сближе-
ние свариваемых поверхностей; 2) возникновение метал-
лического контакта; 3) создание прочного сварного соеди-
нения.
Первый этап — сближение свариваемых поверхно-
стей — характеризуется деформацией как микрошерохо-
ватостей, так и волнистостей. При сближении поверхно-
тей с неровностями вначале возникает контакт в отдель-
ных наиболее высоких точках. Для получения контакта
по большей поверхности необходимо деформирование уже
соприкасающихся участков. Чем больше должна быть
площадь соприкосновения на поверхности сжимаемых ме-
таллов, тем, очевидно, больше нужно деформировать не-
ровности, вступившие в контакт, и тем больше должна
быть сжимающая сила.
Фактором, затрудняющим сварку реальных металлов,
являются окисные пленки, пленки жидкостей, газов и
различного рода органических и иных загрязнений. Вслед-
ствие высокой относительной твердости окисных пленок
образование между ними контакта значительной площади
12
потребовало бы очень больших усилий. Соединение мо-
жет возникнуть между окисными пленками, но из-за их
высокой хрупкости оно обладает плохими прочностными
свойствами — малой пластичностью, низким сопротивле-
нием ударным нагрузкам и т. п. и обычно легко разру-
шается. Поэтому для получения прочных соединений
окисные пленки должны быть удалены из места
сварки.
Еще более нежелательное влияние оказывают загряз-
няющие поверхность органические пленки (масла). Ор-
ганические пленки достаточной толщины предотвращают
возможность сварки контактирующих металлов и поэтому
они также должны быть предварительно удалены со сва-
риваемых поверхностей. Однако в зависимости от тол-
щины слоев окислов и адсорбционных пленок в процессе
сближения металлические связи могут создаваться на
немногих микроскопических островках.
Второй этап начинается в процессе сближения и дефор-
мирования поверхностных слоев и неровностей. Этот
этап характеризуется увеличением площади металличе-
ского контакта свариваемых поверхностей и возникнове-
нием общих кристаллов на них. В начале формирования
металлического контакта кристаллиты разделены пленками
сложного состава. При деформировании сжатые свари-
ваемые поверхности не контактируют с атмосферой, по-
этому новых пленок не образуется, а имеющиеся хрупкие
окисные пленки вследствие увеличения площади кон-
такта разрушаются, жидкие и газовые пленки вытесняются
и частично диффундируют в глубь металла, в результате
ювенильные поверхности приходят в непосредственное
соприкосновение.
В контактах двух металлических поверхностей дей-
ствие межатомных сил притяжения начинается на расстоя-
ниях 4-^5* 10-8 см. При достижении таких расстояний
уже возможно образование металлических связей, т. е.
возможен процесс, который мы называем сваркой. Та-
ким образом, только при значительном сближении, раз-
рушении и-удалении поверхностных пленок границы
раздела становятся сходными по структуре и природе
с межкристаллитными прослойками.
Третий этап характеризуется различного рода переме-
щениями на определенные расстояния относительно
больших масс частиц вследствие диффузии. Этот процесс
требует значительного времени,
13
Рассмотренные этапы образования сварного соедине-
ния относятся главным образом к таким процессам сварки
в твердой фазе, при которых можно выделить этапы: сбли-
жения, образования физического контакта и создания
прочного сварного соединения. Очевидно, это имеет от-
ношение к холодной и диффузионной сварке и к сва.рке
трением.
Процесс сварки при действии импульсных давлений —
сварка взрывом, электромагнитным импульсом, ультра-
звуковая — будет проходить в те же три этапа, однако
отличия состоят в том, что отдельные этапы в этих мето-
дах сварки трудно различимы вследствие малого времени
образования сварного соединения.
3. ХОЛОДНАЯ СВАРКА МЕТАЛЛОВ
Для осуществления холодной сварки необходимо уда-
лить со свариваемых поверхностей окислы и загрязне-
ния и сблизить соединяемые поверхности на расстояние
параметра кристаллической решетки; на практике создают
значительные пластические деформации.
Холодной сваркой можно получать соединения встык,
внахлестку и втавр. Перед сваркой поверхности, подле-
жащие сварке, очищают от загрязнений обезжириванием,
обработкой вращающейся проволочной щеткой, шабре-
нием. При сварке встык проволок только обрезают торцы.
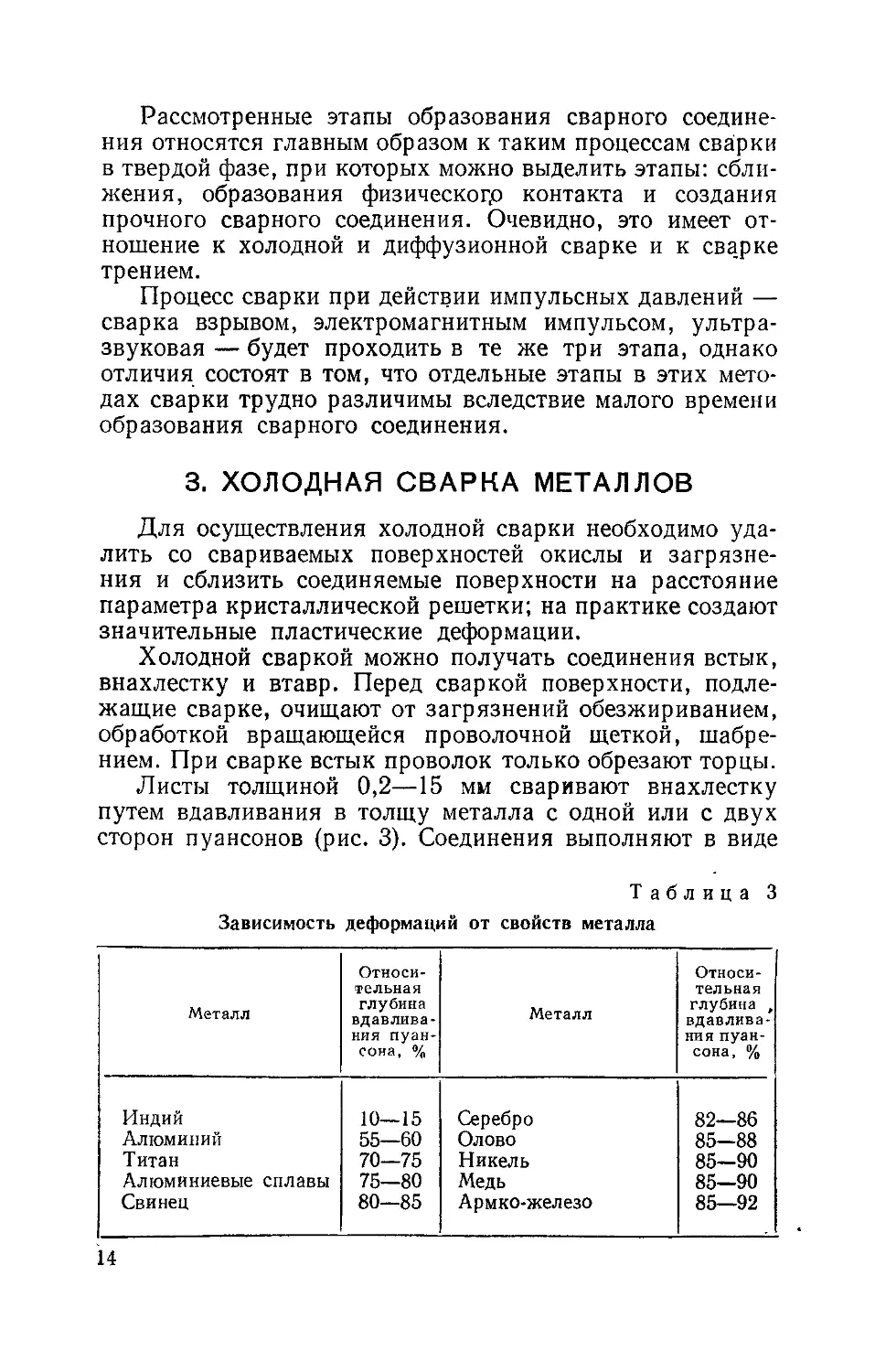
Листы толщиной 0,2—15 мм сваривают внахлестку
путем вдавливания в толщу металла с одной или с двух
сторон пуансонов (рис. 3). Соединения выполняют в виде
Таблица 3
Зависимость деформаций от свойств металла
Металл Относи- тельная глубина вдавлива- ния пуан- сона, % Металл Относи- тельная глубина , вдавлива- ния пуан- сона, %
Индий 10—15 Серебро 82—86
Алюминий 55—60 Олово 85—88
Титан 70—75 Никель 85—90
Алюминиевые сплавы 75—80 Медь 85—90
Свинец 80—85 Армко-железо 85—92
14
отдельных точек или непрерывного шва. Ширину или
диаметр пуансона выбирают в зависимости от толщины 6
свариваемого материала: г = (1-ьЗ) 6;
Основной параметр, определяющий процесс холодной
сварки, — величина деформации металла в месте соеди-
нения, которая зависит от свойств металла (табл. 3), его
толщины, типа соединения и способов подготовки поверх-
ностей.
Если на металл нанести твердые пленки электролити-
ческим способом, например на медь пленку твердого ни-
келя, или принять меры к предотвращению загрязнений,
выполняя сварку сразу же после окончания обработки
механической щеткой, то в этих случаях сварка происхо-
дит при значительно меньших деформациях.
Зависимость прочности точечных соединений от вели-
чины деформаций для различных металлов представлена
на рис. 4. Снижение прочности точки после достижения
определенного максимума объясняется уменьшением тол-
щины металла в месте сварки, вследствие чего происхо-
дит разрушение с вырывом точки, а не срез, как это проис-
ходило до максимума.
Степень необходимой деформации при сварке разно-
родных металлов определяется свойствами того из свари-
ваемых металлов, при сварке которого требуется мень-
шая деформация.
Этим пользуются при сварке малопластичных металлов,
применяя прокладки из пластичных металлов.
Герметичное шовное соединение может быть достигнуто
вдавливанием пуансона по всей длине шва или путем про-
Рис. 3. Схемы холодной сварки внахлестку:
а — вдавливанием одного пуансона; б — вдавливанием двух пуансонов; в —
вдавливанием пуансонов с заплечиками; г — вдавливанием пуансонов с пред-
варительным зажатием изделия
15
Рис. 4. Зависимость прочности то-
чечных соединений от величины
деформации*
1 — наклепанный алюминий; 2 — медь
электролитическая; 3 — тантал; 4 —<
мягкий алюминий; 5 олово
катывания ролика (рис. 5).
Для шовной сварки алюми-
ния рекомендуется приме-
нять ролики следующих раз-
меров: диаметр d = 506, ши-
рина рабочего выступа а —
= (14-1,5)6, высота рабо-
чего выступа h = (0,84-0,9) 6, ширина опорной части
s = (2 4-4,5) 6, где 5 — толщина свариваемого материала.
В конце деформирования давление пуансона должно
составлять для отожженного алюминия 30—60 кгс/мм2
(290—588 МН/м2), для меди-200 кгс/мма (1960 МН/м2).
Стержни, полосы, профили и провода соединяют
встык путем сдавливания свариваемых элементов друг
с другом. Встык можно сваривать пластичные металлы:
медь, алюминий, свинец, олово, кадмий, никель, титан,
алюминиевые сплавы.
Прочность соединения зависит от величины пластиче-
ской деформации в месте его образования. Величина пла-
стической деформации зависит от длины выпущенного из
зажимов конца свариваемого стержня, который затем пол-
ностью выдавливается из зоны стыка в процессе сварки.
a) <5р~
Рис. 5. Схема холодной шовной сварки с односто-
ронним (а) и двусторонним деформированием (б)
16
Длина вылета стержня при сварке составляет для алю-
миния (14-1,2) й,для меди (1,254-1,5) d, где d — диаметр
стержня. При сварке алюминия с медью вылет медного
стержня должен быть на 30—40% больше, чем алюми-
ниевого. Давление при холодной сварке встык составляет
для алюминия 70—80 кгс/мм2 (686—784 МН/м2), меди
200—250 кгс/мм2 (1960—2450 МН/м2), меди с алюминием
150—200 кгс/мм2 (1470—1960 МН/м2). Усилие зажатия
образцов в зажимах с насечкой должно превышать уси-
лие осадки при сварке алюминия более чем на 50%,
а при сварке меди — более чем на 80%.
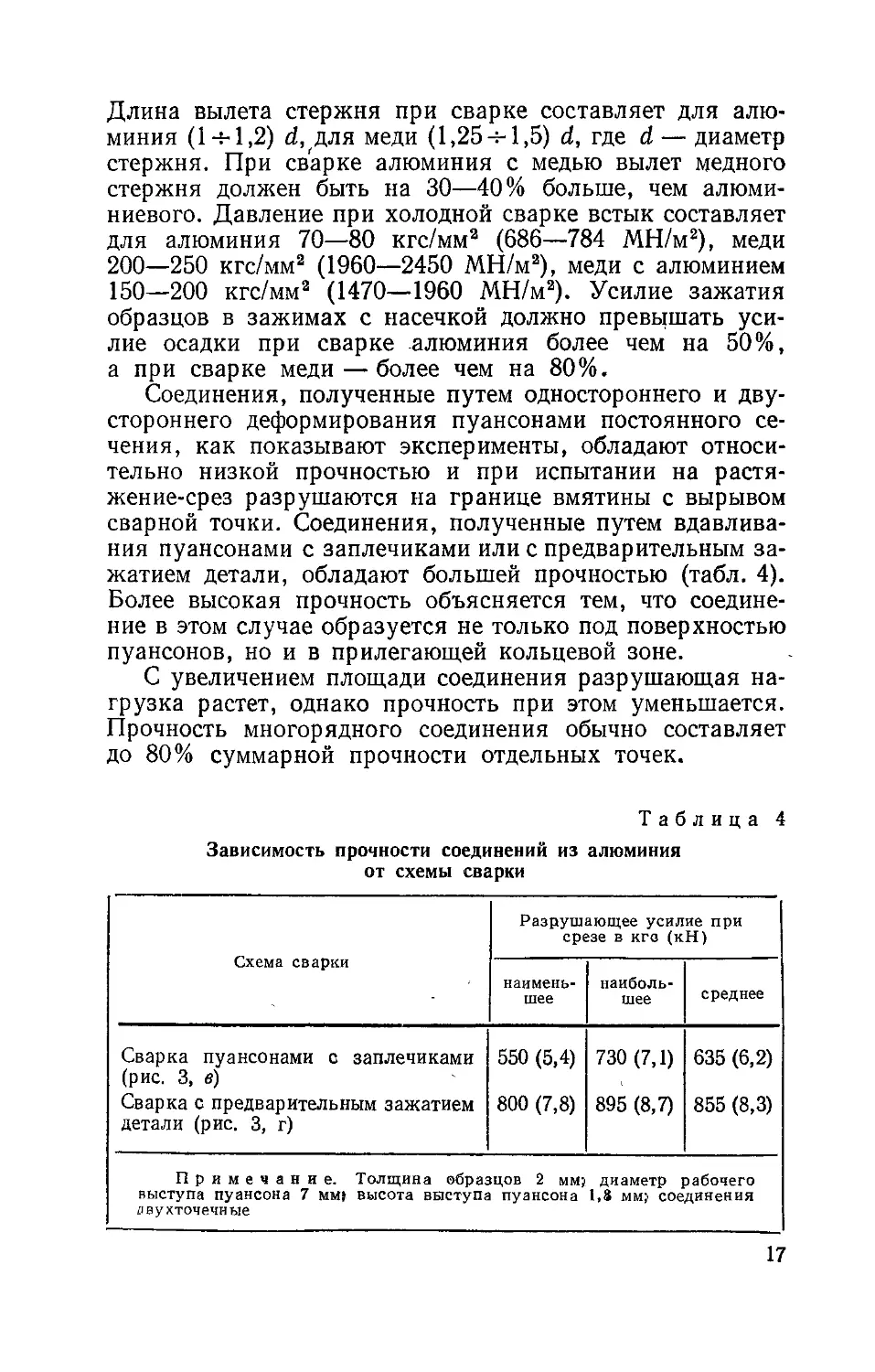
Соединения, полученные путем одностороннего и дву-
стороннего деформирования пуансонами постоянного се-
чения, как показывают эксперименты, обладают относи-
тельно низкой прочностью и при испытании на растя-
жение-срез разрушаются на границе вмятины с вырывом
сварной точки. Соединения, полученные путем вдавлива-
ния пуансонами с заплечиками или с предварительным за-
жатием детали, обладают большей прочностью (табл. 4).
Более высокая прочность объясняется тем, что соедине-
ние в этом случае образуется не только под поверхностью
пуансонов, но и в прилегающей кольцевой зоне.
С увеличением площади соединения разрушающая на-
грузка растет, однако прочность при этом уменьшается.
Прочность многорядного соединения обычно составляет
до 80% суммарной прочности отдельных точек.
Таблица 4
Зависимость прочности соединений из алюминия
от схемы сварки
Схема сварки Разрушающее усилие при срезе в кго (кН)
наимень- шее наиболь- шее среднее
Сварка пуансонами с заплечиками (рис. 3, в) Сварка с предварительным зажатием детали (рис. 3, г) 550 (5,4) 800 (7,8) 730 (7,1) 895 (8,7) 635 (6,2) 855 (8,3)
Примечание. Толщина образцов 2 мм; диаметр рабочего выступа пуансона 7 мм| высота выступа пуансона 1,8 мм;- соединения двухточечные
17
Прочность стыковых соединений обычно выше проч-
ности основного металла. Это объясняется тем, что в ме-
стах соединения металл упрочняется вследствие наклепа.
Механические свойства соединений можно изменять с по-
мощью термообработки. После термообработки прочность
стыкового соединения равна прочности отожженного ме-
талла.
Скорость приложения давления в процессе сварки прак-
тически не влияет на прочность соединения, поэтому про-
изводительность холодной сварки может быть высокой.
Для холодной сварки внахлестку могут быть использо-
ваны любые прессы. Для одновременной сварки несколь-
ких точек требуются прессы усилием 50—100 тс (490—
980 кН). Для одноточечной сварки широко используют
гидропрессы РПГ-7 и гидропрессы с педальным приводом,
создающие усилие до 12 тс (117,6 кН).
Для точечной сварки алюминиевых шин толщиной
5 + 5 мм в монтажных условиях предназначена установка
УГХС-5, разработанная во ВНИИЭСО. Для армирования
выводов алюминиевых обмоток, шин и других деталей
медными накладками, используют машину МХСА-50.
Полуавтомат МХСК-4 предназначен для герметичной
сварки алюминиевых корпусов конденсаторов с крыш-
кой; производительность сварки 750 изделий в час. Ма-
шина МСХС-60 предназначена для стыковой сварки алю-
миниевых стержней сечением до 700 мм2, медных — до
250 мм2 и медных с алюминиевыми — до 300 мм2. Макси-
мальное осадочное усилие машины 60 тс (588 кН), макси-
мальное усилие зажатия 90 тс (882 кН).
Машину МСХС-30 (рис. 6) применяют для сварки
встык медных троллейных проводов сечением до 100 мм2.
Машина может быть использована для сварки алюминия,
а также меди с алюминием сечением до 200 мм2. Она по-
требляет 1 кВт электроэнергии, развивает усилие осадки
до 30 тс (294 кН) и позволяет сваривать до 300 стыков
в смену. Для стыковой сварки алюминиевых одножиль-
ных проводов сечением до 10 мм2 применяют ручные клещи
(рис. 7).
Холодную сварку можно осуществлять путем сдавли-
вания соединяемых изделий с одновременным их танген-
циальным относительным смещением. Этот способ сварки
получил название сварки сдвигом.
При сварке сдвигом механизм образования сварного
соединения иной,
18
Ранее было показано, что когда приложена нормальная
нагрузка, то деформируются только неровности, следо-
вательно, площадь контакта, свободная от загрязнений и
окисных пленок, мала. При приложении тангенциальной
силы начинается перемещение поверхностей, в процессе
чего окисные пленки и загрязнения сдираются и обра-
зуются отдельные мостики контакта. Тангенциальное сме-
щение соединяемых изделий дает возможность получить
сравнительно большие площади очищенных от пленок по-
верхностей при небольшом растекании каждой из них.
Наличие тангенциальной силы уменьшает сопротивление
металла пластическим деформациям и при данной нормаль-
ной силе позволяет получить большую площадь контакта.
Это ведет к тому, что при точечной сварке сдвигом схва-
тывание происходит при малых деформациях и усилиях.
При сварке сдвигом разноименных металлов прочное
соединение возникнет только у металлов с близкими меха-
ническими свойствами, например наклепанного алюми-
ния и отожженой меди и некоторых других.
При холодной сварке сдвигом основные параметры—
величина давления и величина сдвига. Величина давле-
ния должна быть такой, чтобы возможно было относитель-
ное перемещение поверхностей. Величина сдвига не за-
висит от размеров изделий й определяется нормальным
Рис. 6. Машина для холод-
ной сварки МСХС-30
Рис. 7. Ручные клещи для
холодной стыковой сварки
проводов типа КС-6
19
давлением и геометрией трущихся поверхностей. Доста-
точная площадь сцепления поверхностей, обработанная
напильником, возникнет после сдвига на 5—7 мм.
При сварке сдвигом прочность соединений на срез
может быть высокой при условии достаточной величины
нахлестки, однако сопротивление отрыву всегда низкое.
Холодная сварка применяется в промышленности Для
заварки алюминиевой оболочки кабелей, при сварке кор-
пусов полупроводниковых приборов, при изготовлении
бытовых приборов из алюминия — чайников, подставок,
различного рода каркасов; нашла применение в электро-
монтажном производстве для сварки проводов и шин вна-
хлестку и встык при монтаже электролизных ванн, се-
тей связи и троллейных проводов и электропроводки
в домах.
Холодная сварка нашла применение при изготовлении
теплообменников для холодильников, технология изго-
товления которых состоит в следующем. На поверхность
листов из алюминиевого сплава специальной краской за-
крашивают места, в которых сварки не должно быть.
После чего листы совместно прокатывают. В результате
деформаций, возникающих при прокатке, происходит
сварка по всей поверхности листов, за исключением по-
крашенных мест. Затем сваренные листы отжигают, краска
при этом испаряется; листы закладывают в пресс с фи-
гурными выемками на плитах там, где должны находиться
трубки теплообменника. Через участки, ранее покрытые
краской, пропускают под давлением жидкость, они выпу-
чиваются и образуют трубки теплообменника. Таким
образом сваривают листы длиной до 2540 мм и шириной
до 380 мм.
Холодная сварка найдет несравненно более широкое
применение.
4. УЛЬТРАЗВУКОВАЯ СВАРКА МЕТАЛЛОВ
Ультразвук находит широкое применение в науке для
исследования некоторых физических явлений и свойств
веществ. В технике ультразвуковые колебания исполь-
зуют для обработки металлов и в дефектоскопии.
В сварочной технике ультразвук может быть исполь-
зован в различных целях. Воздействуя им на сварочную
ванну в процессе кристаллизации, можно улучшить ме-
ханические свойства сварного соединения благодаря из-
20
мельчению структуры металла шва и удалению газов.
Ультразвук может быть источником энергии для создания
точечных и шовных соединений. Ультразвуковые коле-
бания активно разрушают естественные и искусственные
пленки, что позволяет сваривать металлы с окисленной
поверхностью, покрытые слоем лака и т. п. Ультразвук
снижает или снимает собственные напряжения и деформа-
ции, возникающие при сварке. Им можно стабилизиро-
вать структурные составляющие металла сварного соеди-
нения, устраняя возможность самопроизвольного дефор-
мирования сварных конструкций со временем.
В качестве источника энергии при сварке металлов
ультразвук еще не нашел широкого применения, хотя
этот способ имеет ряд преимуществ и особенностей по
сравнению с контактной и холодной сваркой.
При сварке ультразвуком неразъемное соединение ме-
таллов образуется при совместном воздействии на детали
механических колебаний высокой частоты и относительно
небольших сдавливающих усилий. В принципе этот ме-
тод сварки имеет много общего с холодной сваркой
сдвигом.
Для получения механических колебаний высокой ча-
стоты обычно используется магнитострикционный эффект,
состоящий в изменении размеров некоторых металлов и
сплавов под действием переменного магнитного поля. Для
ультразвуковых преобразователей обычно используют
чистый никель или железо-кобальтовые сплавы. Изме-
нения размеров магнитострикционных материалов очень
малы: так, для никеля магнитострикционное удлинение
составляет 40-Ю-6. Поэтому для увеличения амплитуды
смещения и концентрации энергии колебаний, а также
для передачи механических колебаний к месту сварки
используют волноводы или концентраторы, которые в боль-
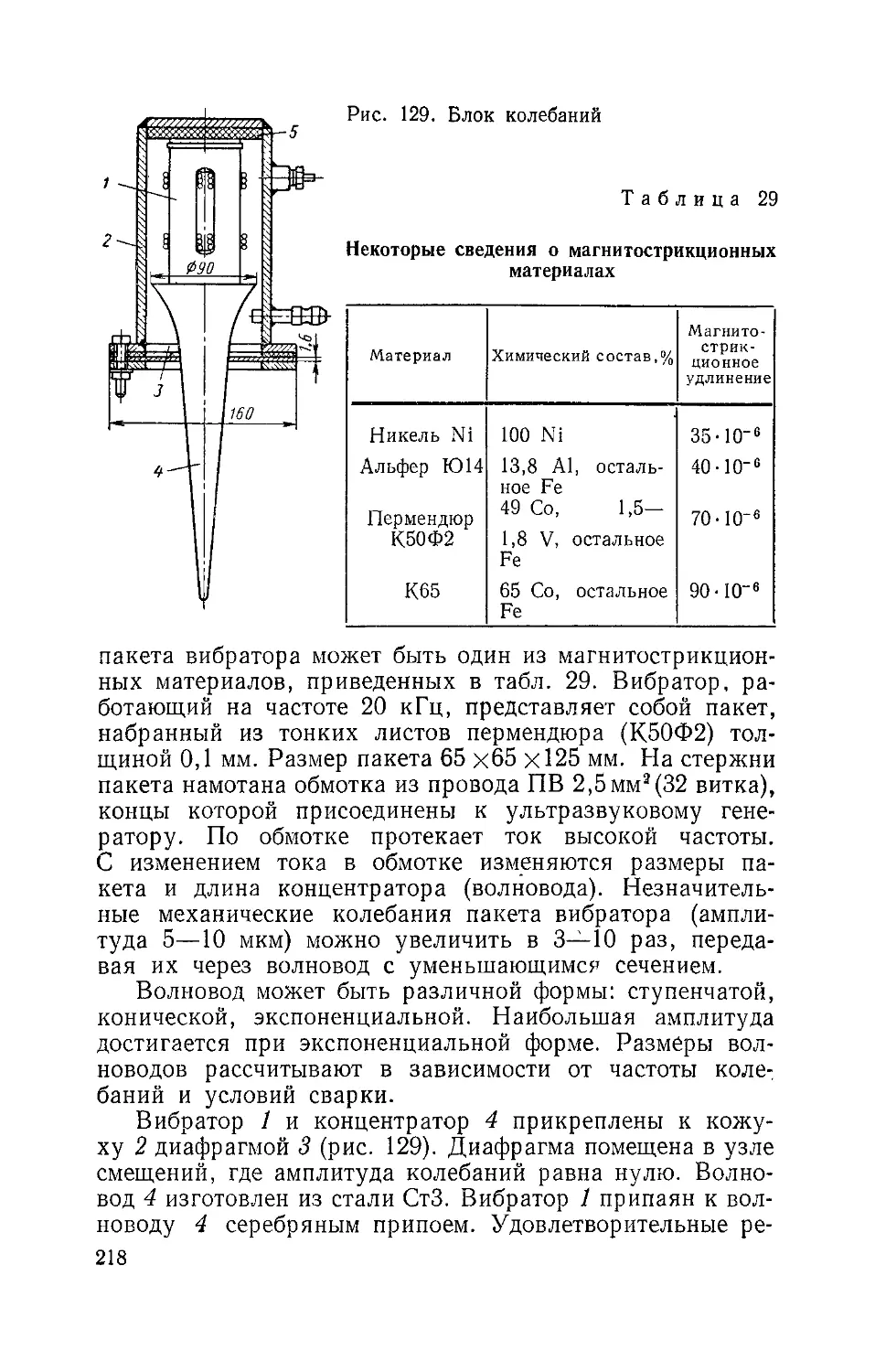
шинстве случаев имеют сужающуюся форму.
Эксперименты показывают, что для сварки металлов
достаточно иметь волноводы с коэффициентом усиления
около 5, при этом амплитуда на конце волновода при хо-
лостом ходе должна быть 20—30 мкм. Магнитострикцион-
ный преобразователь и волноводы должны быть рассчи-
таны и изготовлейы на заданную частоту ультразвуко-
вого генератора.
Основной узел машины для выполнения точечных сое-
динений с помощью ультразвука — магнитострикционный
преобразователь (рис, 8). Его обмотка питается током
21
Токоподвод
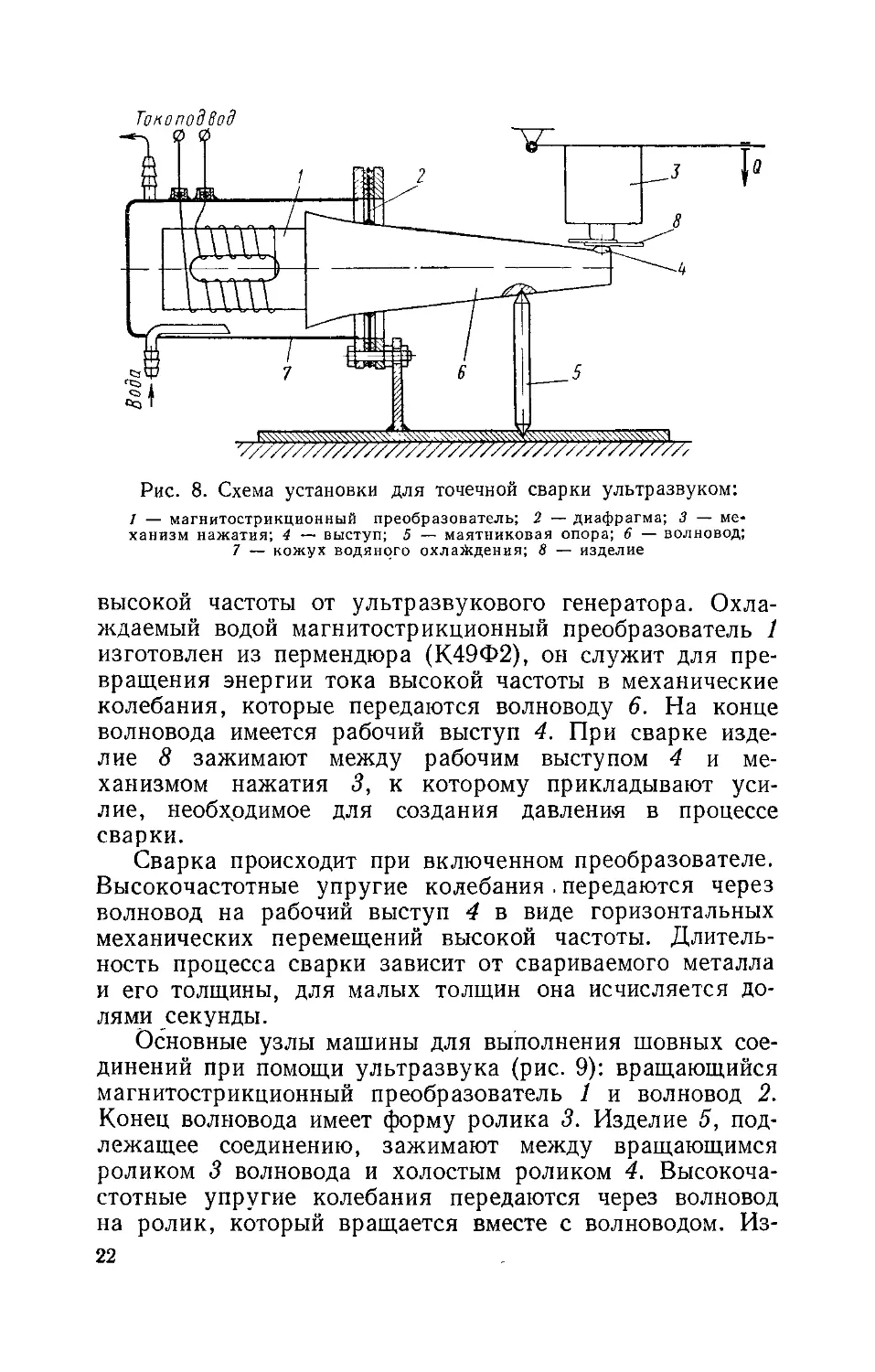
Рис. 8. Схема установки для точечной сварки ультразвуком:
1 — магнитострикционный преобразователь; 2 — диафрагма; 3 — ме-
ханизм нажатия; 4 — выступ; 5 — маятниковая опора; 6 — волновод;
7 — кожух водяного охлаждения; 8 — изделие
высокой частоты от ультразвукового генератора. Охла-
ждаемый водой магнитострикционный преобразователь 1
изготовлен из пермендюра (К49Ф2), он служит для пре-
вращения энергии тока высокой частоты в механические
колебания, которые передаются волноводу 6. На конце
волновода имеется рабочий выступ 4. При сварке изде-
лие 8 зажимают между рабочим выступом 4 и ме-
ханизмом нажатия 3, к которому прикладывают уси-
лие, необходимое для создания давления в процессе
сварки.
Сварка происходит при включенном преобразователе.
Высокочастотные упругие колебания . передаются через
волновод на рабочий выступ 4 в виде горизонтальных
механических перемещений высокой частоты. Длитель-
ность процесса сварки зависит от свариваемого металла
и его толщины, для малых толщин она исчисляется до-
лями секунды.
Основные узлы машины для выполнения шовных сое-
динений при помощи ультразвука (рис. 9): вращающийся
магнитострикционный преобразователь 1 и волновод 2.
Конец волновода имеет форму ролика 3. Изделие 5, под-
лежащее соединению, зажимают между вращающимся
роликом 3 волновода и холостым роликом 4. Высокоча-
стотные упругие колебания передаются через волновод
на ролик, который вращается вместе с волноводом. Из-
22
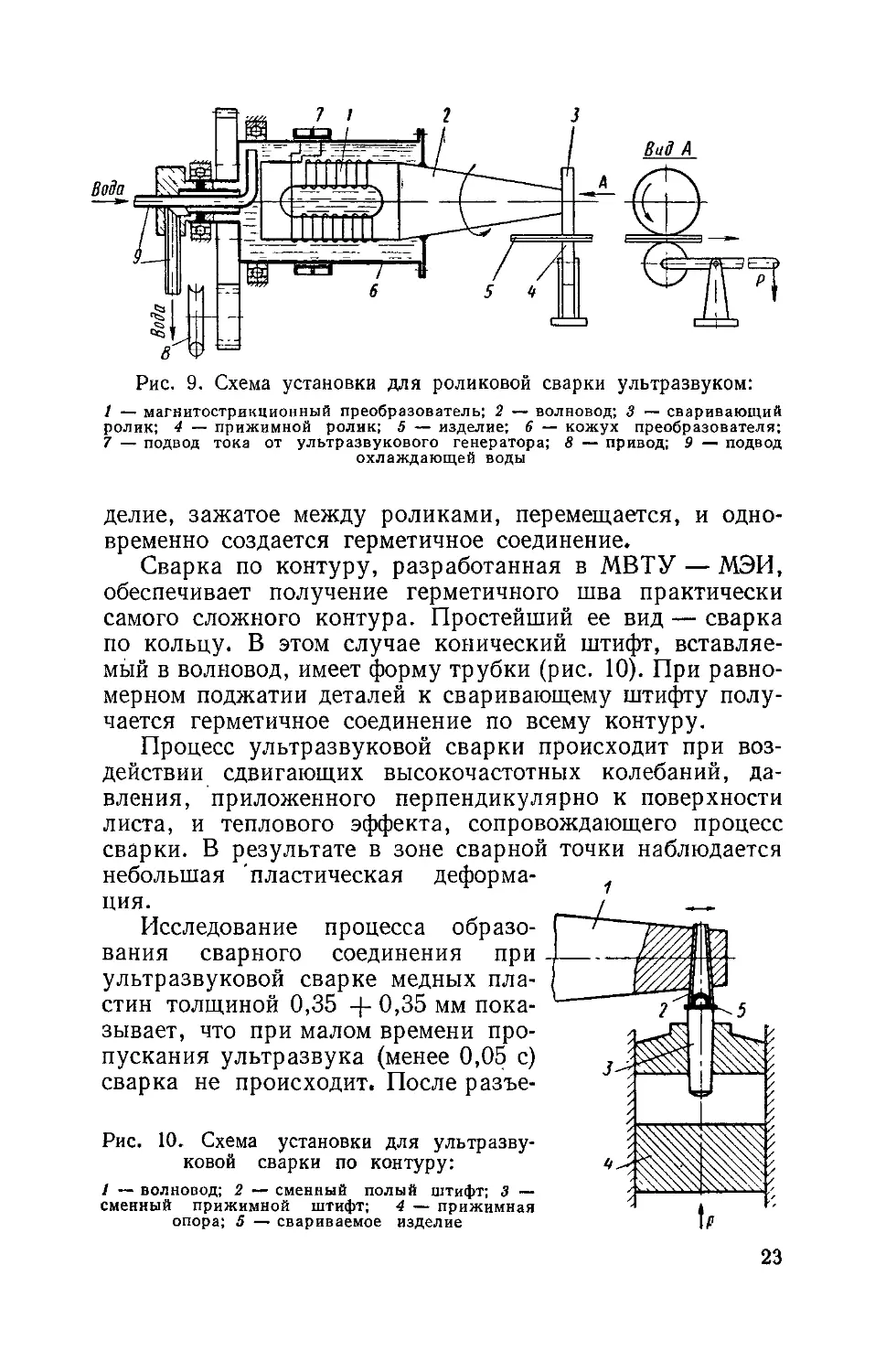
Рис. 9. Схема установки для роликовой сварки ультразвуком:
/ — магнитострикционный преобразователь; 2 — волновод; 3 — сваривающий
ролик; 4 — прижимной ролик; 5 — изделие; 6 — кожух преобразователя;
7 — подвод тока от ультразвукового генератора; 8 — привод; 9 — подвод
охлаждающей воды
делие, зажатое между роликами, перемещается, и одно-
временно создается герметичное соединение.
Сварка по контуру, разработанная в МВТУ — МЭИ,
обеспечивает получение герметичного шва практически
самого сложного контура. Простейший ее вид — сварка
по кольцу. В этом случае конический штифт, вставляе-
мый в волновод, имеет форму трубки (рис. 10). При равно-
мерном поджатии деталей к сваривающему штифту полу-
чается герметичное соединение по всему контуру.
Процесс ультразвуковой сварки происходит при воз-
действии сдвигающих высокочастотных колебаний, да-
вления, приложенного перпендикулярно к поверхности
листа, и теплового эффекта, сопровождающего процесс
сварки. В результате в зоне сварной точки наблюдается
небольшая пластическая деформа- 1
ция. / „
Исследование процесса образо- >
вания сварного соединения при J---------
ультразвуковой сварке медных пла-
стин толщиной 0,35 + 0,35 мм пока-
зывает, что при малом времени про-
пускания ультразвука (менее 0,05 с)
сварка не происходит. После разъе-
Рис. 10. Схема установки для ультразву-
ковой сварки по контуру:
/ — волновод; 2 — сменный полый штифт; 3 —
сменный прижимной штифт; 4 — прижимная
опора; 5 — свариваемое изделие
23
Рис. II. Макроструктура мест
разрушения сварных соедине-
ний меди после различной про-
должительности пропускания
ультразвука. X16
линения образцов на их поверхности непосредственно
под сваривающим выступом наблюдается пятно, имею-
щее полированную поверхность (рис. 11, а). Диаметр
полированного пятна возрастает при увеличении вре-
мени сварки (рис. 11, а—д). При пропускании уль-
тразвука в течение 0,1 с в местах контакта обнаружи-
ваются не только зашлифованные поверхности, но и вы-
рывы металла, свидетельствующие об образовании проч-
ных соединений, так называемых узлов схватывания. На
рис. 11,6 виден один узел схватывания на зашлифован-
ной поверхности.
24
Пропускание ультразвука в течение 0,73 с привело
к дальнейшему увеличению площади зашлифованного
пятна, при этом площадь узла схватывания также воз-
росла. Вокруг основного узла схватывания возникли от-
дельные небольшие участки схватывания, удлиненные
в направлении ультразвуковых колебаний. С увеличе-
нием времени пропускания ультразвука более 0,73 с пло-
щадь зашлифованного участка почти не изменяется
(рис. 11, г, д), .но площадь узлов схватывания начинает
увеличиваться более интенсивно. При пропускании уль-
тразвука свыше 1,06 с происходит разрушение сварного
соединения с вырывом точки по всему контуру.
Проведенные измерения микротвердости поверхности
зашлифованного пятна и основного металла вблизи пятна
показали, что микротвердость поверхностного слоя за-
шлифованного пятна выше (Я50 42—44), чем у основного
металла (Н&0 28—30). Образование полированного пятна
на свариваемых поверхностях указывает на то, что оно
возникло вследствие,трения под действием высокочастот-
ных колебаний соприкасающихся поверхностей непосред-
ственно под контактным выступом.
Таким образом, процесс ультразвуковой сварки про-
исходит под действием трения, вызванного микроскопи-
ческим возвратно-поступательным перемещением тру-
щихся поверхностей.
В начальный момент действия ультразвуковых коле-
баний на свариваемых поверхностях возникает сухое тре-
ние, приводящее к разрушению окисных пленок и пленок
из адсорбированных газов и жидкостей. После появле-
ния ювенильных поверхностей процесс сухого трения
переходит в чистое трение, которое сопровождается обра-
зованием узлов схватывания. Схватыванию в значитель-.
ной степени способствует малая амплитуда колебаний тру-
щихся поверхностей и возвратно-поступательный характер
этих колебаний.
Металлографические исследования образцов различ-
ных металлов, сваренных при повышенных давлениях,
мощности и продолжительности, не обнаружили в зоне
сварки литой структуры или воздействия на металл очень
высоких температур. На рис. 12 видны общие зерна, при-
надлежащие обеим свариваемым поверхностям и пересе-
кающие границу раздела. Сварка может также происхо-
дить путем образования общей границы между поверх-
ностными зернами. В этих обоих случаях сварное соеди-
25
Рис. 12. Микроструктура соединений дюралюминия
марки Д16АТ. Х350
нение обладает прочностью, равной прочности основного
металла.
На рис. 13, а приведена зависимость резрушающей на-
грузки на точку при срезе от продолжительности пропуска-
ния ультразвука. Испытывали медные образцы толщи-
ной 0,35 4- 0,35 мм. Разрушающая нагрузка возрастает
с увеличением продолжительности пропускания ультра-
звука. Увеличение разрушающей нагрузки объясняется
расширением площади схватывания (рис. 13, б). Даже
в случае минимальной продолжительности пропускания
ультразвука образующееся соединение имеет высокую
прочность, которая не изменяется с увеличением продол-
жительности пропускания ультразвука и площади узлов
схватывания (рис. 13, в). Аналогичные результаты полу-
чены при испытании на срез соединения из алюминия.
Средняя величина предела прочности 5,8 кгс/мм2
(56,8 МН/м2) оставалась примерно постоянной и не за-
висела от времени сварки.
Испытания на отрыв сварных соединений медных об-
разцов показали высокий предел их прочности, около
20 кгс/мм2 (196 МН/м2), близкий к пределу прочности
основного металла. Высокие значения предела прочности
26
Таблица 5
Температуры в зоне сварки
Металл Толщина, мм Режим сварки Температура,
Продол- житель- ность, с Усилие сжатия, кгс
Алюминий 0,5+0,5 0,5 200—300
Медь 1,0+1,0 1,5 440 300—350
Цинк 0,85+0,85 0,6 220 100—150
Железо 0,4+0,4 0,4 260 800—900
Железо-|-констант ан 10,0+0,65 1,6 19 До 730
Медь-|-константан 0,3+0,65 1,0 40 » 450
ультразвуковых сварных соединений подтверждают то,
что они образуются вследствие возникновения металли-
ческих связей в узлах схватывания, имеющих такую же
прочность и природу, как и основной металл.
Процесс ультразвуковой сварки сопровождается вы-
делением теплоты в зоне сварки, вызванной трением на
контактных поверхностях и пластическими деформациями
металла (табл. 5).
Температура в зоне сварки зависит от прочностных
характеристик, главным образом от твердости металла,
сз
3
$
О
20
Ю
V 30
I
кг с
j? оо
а)
ММ
6
3
2
О
0,0 0,8 1,2 1,6 с
Продолжительность пропускания
ультразвука
Продолжительность пропускания
ультразвука
6)
Рис. 13. Зависимость от продол-
жительности пропускания уль-
тразвука:
а — разрушающей нагрузки при
срезе; б — площади узлов схваты-
вания; в — предела прочности
сварного соединения
§
О
27
6)
Рис. 14. Тепловыделение при ультразвуковой сварке:
а — термические циклы при сварке алюминия толщиной 0,54-0,5 мм в зави-
симости от продолжительности пропускания ультразвука и усилия сжатия;
б — влияние температуры подогрева на прочность соединений алюминиевых
проводников диаметром 0,1 мм с алюминиевыми пленками на ситалле (f ==
= 60 кГц; Р = 0,2 кгс; А » 1,5 мкм)
его теплофизических свойств (теплопроводности и тепло-
емкости) и от режима сварки. Существует оптимальное
давление, при котором развивается максимальная темпе-
ратура, дальнейшее увеличение давления приводит к уве-
личению скорости нарастания в начале сварки и умень-
шению значения максимальной температуры (рис. 14, а).
Это вызвано уменьшением мощности, передаваемой в зону
сварки вследствие выхода из резонанса колебательной
системы, увеличением площади контакта в зоне сварки
и т. п. Повышение температуры не является определяю-
щим фактором, так как максимальная прочность свар-
28
ных соединений достигается ранее, чем максимальная тем-
пература в контакте.
Предварительный подогрев изделия способствует
уменьшению длительности пропускания ультразвуковых
колебаний и увеличению прочности сварного соединения
(рис. 14, б).
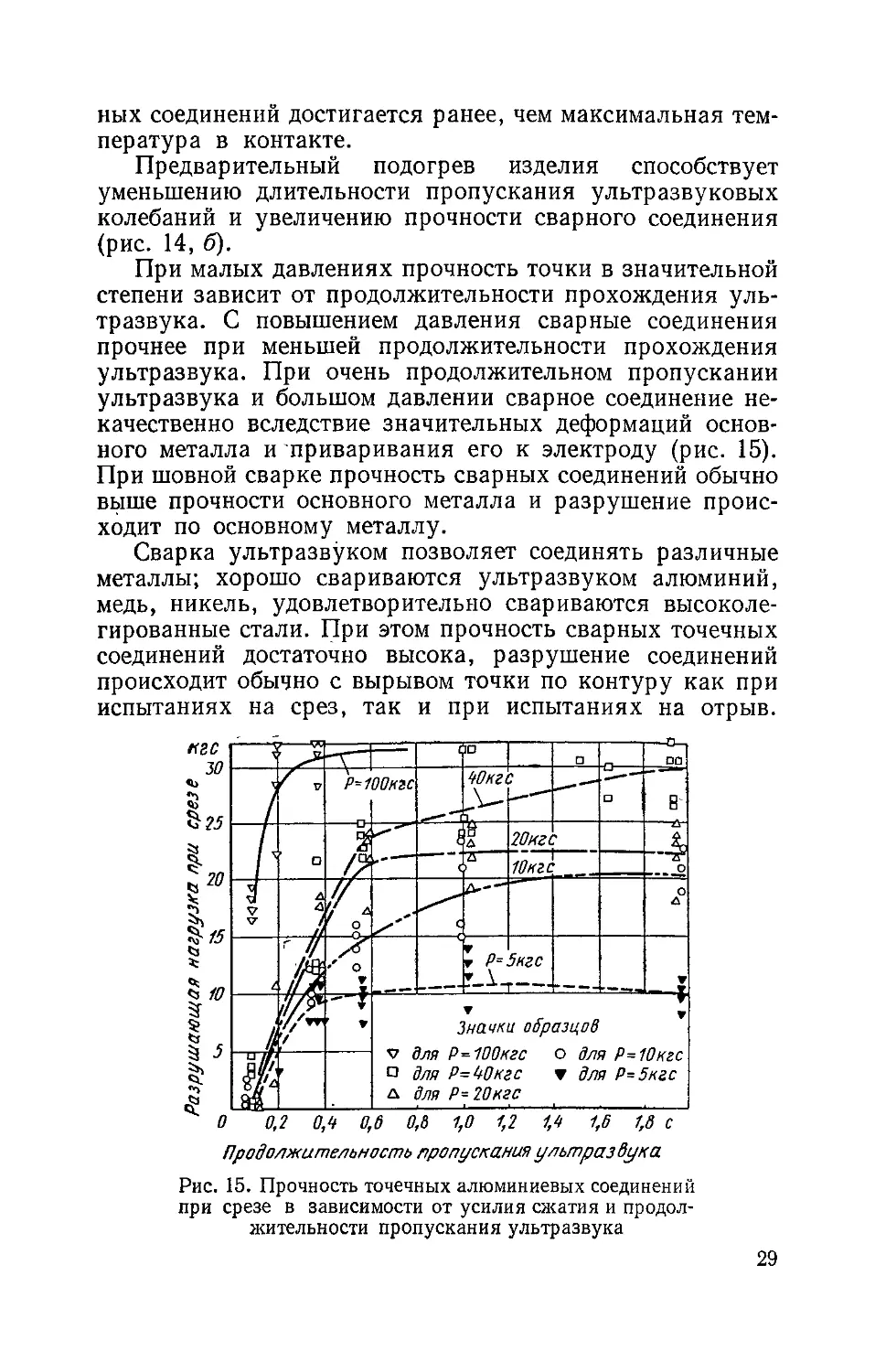
При малых давлениях прочность точки в значительной
степени зависит от продолжительности прохождения уль-
тразвука. С повышением давления сварные соединения
прочнее при меньшей продолжительности прохождения
ультразвука. При очень продолжительном пропускании
ультразвука и большом давлении сварное соединение не-
качественно вследствие значительных деформаций основ-
ного металла и приваривания его к электроду (рис. 15).
При шовной сварке прочность сварных соединений обычно
выше прочности основного металла и разрушение проис-
ходит по основному металлу.
Сварка ультразвуком позволяет соединять различные
металлы; хорошо свариваются ультразвуком алюминий,
медь, никель, удовлетворительно свариваются высоколе-
гированные стали. При этом прочность сварных точечных
соединений достаточно высока, разрушение соединений
происходит обычно с вырывом точки по контуру как при
Рис. 15. Прочность точечных алюминиевых соединений
при срезе в зависимости от усилия сжатия и продол-
жительности пропускания ультразвука
29
Таблица 6
Технические характеристики машин
для сварки изделий микроэлектроники
Показатели УЗС УЗС-2 МС41П2-1 УЗСКН-1
Мощность, В А 30 20 20 20
Частота, кГц 60 44 66 44
Усилие сжатия, кгс До 0,5 До 0,5 0,02—0,250 0,02—1,0
Производительность (число точек в минуту) — — 20 800
Масса, кг 130 140 210 215
С помощью ультразвука получены соединения на ряде
тугоплавких металлов — ниобии, тантале, молибдене и
вольфраме. Однако недостаток сварных соединений воль-
фрама и молибдена состоит в их хрупкости.
Ультразвуковая сварка нашла наибольшее применение
в микроэлектронике, в основном для приварки токоотво-
дов к интегральным схемам. Разработаны и выпускаются
значительными сериями ультразвуковые машины для
сварки различных элементов микросхем (табл. 6). Машины
оснащены автоматическими устройствами, позволяющими
в значительной степени увеличивать их производитель-
ность: автоматизированы подача проводников, сварка,
обрезка проводников и т. п.
Установки типа УЗС (рис. 16) и УЗС-2 предназначены
для присоединения круглых (диаметром 0,03—0,1) и
плоских проводников толщиной до 0,1 мм из пластичных
металлов (золота, алюминия) к тонким золотым, алюми-
ниевым и медным пленкам, напыленным на диэлектриче-
ские подложки. Установки комплектуются ламповыми
ультразвуковыми генераторами.
Полуавтомат МС41П2-1 предназначен для, соединения
деталей микросхем в круглом и плоском корпусах ультра-
звуковой сваркой золотыми и алюминиевыми проводни-
ками диаметром 20—25 мкм. Высокая производительность
станка (до 800 сварок в час) обеспечивается автоматиче-
ской подачей и обрывом проволоки. В полуавтомате для
повышения стабильности прочностных показателей исполь-
зован сопутствующий подогрев. Полуавтомат состоит из
следующих узлов: сварочной головки, кассеты с прово-
локой, ультразвукового генератора, блока регулирования
30
температуры подогрева, манипулятора и микроскопа
МБС-2.
Электрическая схема управления машиной выполнена
на транзисторных конических элементах с бесконтактной
коммутацией цепей. Ультразвуковой генератор на тран-
зисторах имеет автоматическую подстройку частоты, чем
достигается стабильность амплитуды колебания свароч-
ного инструмента. Кинематическая схема полуавтомата
МС41П2-1 приведена на рис. 17.
Корпус сварочной головки 1 может перемещаться
вертикально в направляющих. Ее подъем и опускание
осуществляются кулачком 2. В установленном положении
сварочная головка фиксируется стопором. Механическая
колебательная система 6 укреплена в корпусе на оси 5.
Поворот системы достигается с помощью кронштейна 8
от, кулачка 11, который поворачивается от перемещения
тяги 13 при нажатии на педаль 14. Обратный ход кулачка
происходит под действием пружины 12. Начальное поло-
жение сварочного наконечника 7 относительно сваривае-
мой детали регулируют перемещением ползуна 9 с роли-
ком 10 в пазу кронштейна 8. Усилие сжатия регулируют
ручкой 3 механизма 4 давления.
Установка для ультразвуковой сварки с импульсным
косвенным нагревом УЗСКН-1 (рис. 18) предназначена
для изготовления полупроводниковых приборов, тонко-
пленочных и полупроводниковых интегральных схем.
Рис. 16. Установка УЗС
31
В установке использован комбинированный цикл — уль-
тразвуковая сварка в сочетании с импульсным косвенным
нагревом. Установка предусматривает возможность сварки
как комбинированным циклом с любой последовательно-
стью импульсов ультразвука и нагрева и с разной длитель-
ностью смещения моментов их включения, так и сварки
только ультразвуком или только косвенным нагревом.
Свариваемые элементы нагреваются за счет теплопередачи
от сварочного инструмента (пуансона), нагреваемого им-
пульсом проходящего через него тока промышленной ча-
стоты (50 Гц).
Для осуществления токоподвода к сварочному ин-
струменту применена конструкция «расщепленного» преоб-
разователя ультразвуковых колебаний, в котором волно-
вод разрезан на две равные части, между которыми рас-
положен тонкий слой изоляции (рис. 19). Сварочный ин-
струмент в виде V-образной иглы вставляется в отверстие
на рабочем конце «расщепленного» волновода между его
обеими частями и стягивается винтом для обеспечения хо-
рошего акустического и электрического контакта. На уста-
32
новке УЗСКН-1 можно приваривать круглые (диаметром
0,03—0,1 мм) и плоские (толщиной до 0,05 мм) проводники
из алюминия, золота, меди к контактным площадкам из
золота, алюминия, меди, тантала, никеля, напыленные на
диэлектрические полупроводниковые подложки.
Опыт эксплуатации сварочных ультразвуковых уста-
новок показал, что этот метод наиболее перспективный
в микроэлектронике, так как обеспечивает получение вы-
соконадежных соединений, исключает общий разогрев
изделия, позволяет соединять трудносвариваемые обыч-
ными методами сочетания материалов и т. п.
ВНИИЭСО разработан ряд ультразвуковых сварочных
машин типа КтУ и МТУ (табл. 7). Акустический узел
(рис. 20) этой серии машин состоит из резонирующего
стержня со сварочным наконечником 1, концентратора
с магнитострикционным преобразователем 2 с обмоткой.
Диаметр контактной площади наконечника определяется
технологическими требованиями к сварной точке.
Сварочный наконечник изготовлен из высоколегиро-
ванной стали, применение которой исключает налипание
свариваемых металлов (медь, алюминий) на наконечник
Рис. 18. Установка для ультразвуковой сварки с импульс-
ным косвенным нагревом УЗСКН-1
2 Г. А. Николаса 83
ЪО-бОчГц
Рис. 19, Преобразователь ультразвуковых ко-
лебаний к установке УЗСКН-1
Рис. 20. Акустический узел машины МТУ-0,4
34
Таблица 7
Технические характеристики машин
типа МТУ и КТ У
Показатели МТУ-0,4 МТУ-1,5 КТУ-1,5 МТУ-4
Мощность, кВт 0,4 1,5 1,5 4,0
Частота, кГц 22,0 22,0 22,0 18,0
Усилие сжатия, кгс 6—60 15—150 15—120 50—550
Толщина свариваемых ме- таллов (медь), мм 0,01—0,2 0,1—0,5 0,1—0,5 0,3—1,2
Масса машины, кг 76 82 80 105
Примечание. Производительность машин до 60 точек в ми- нуту.
и не требует зачистки даже после сварки 5—20 тыс. то-
чек. Усилие сжатия свариваемых деталей создается при-
водом давления. Акустический узел в горизонтальном на-
правлении может перемещаться специальным приводом.
Принцип построения механической колебательной си-
стемы сварочной головки ультразвуковых сварочных кле-
щей КТУ-1,5 (рис. 21) аналогичен системе, принятой в сва-
рочных ультразвуковых машинах.
Имеющийся опыт применения сварки ультразвуком
выявил следующие преимущества этого способа:
Рис. 21. Сварочная головка клещей КТУ-1,5
35
Рис. 22. Медные проводники диаметром 0,3 мм,
покрытые лаковой изоляцией, приваренные с по*
мощью ультразвука к клеммной колодке
1. Сварка ультразвуком происходит в твердом состоя-
нии без существенного нагрева места сварки, что позво-
ляет соединять химически активные металлы или пары
металлов, склонные образовывать хрупкие интерметалли-
ческие соединения в зоне сварки.
2. Возможны соединения тонких и ультратонких де-
талей, приварка тонких листов и фольги к деталям неог-
раниченной толщины, сварка пакетов из фольги.
3. Снижены требования к чистоте свариваемых поверх-
ностей, в связи с чем возможна сварка плакированных
и оксидированных поверхностей и вообще сварка металли-
ческих изделий, поверхности которых покрыты различ-
ными изоляционными пленками.
4. Небольшие сдавливающие усилия [10—250 кгс
(98—2450 Н) 1 вызывают незначительную деформацию по-
верхности деталей в месте их соединения (вмятина, как
правило, не превышает 5—10%).
5. Применяется оборудование малой мощности и не-
сложной конструкции (если, например, для контактной
точечной сварки алюминия толщиной 1 мм необходима
машина мощностью 100—150 кВА, то при сварке ультра-
звуком аналогичного соединения — всего 5—2,5 кВА).
Ультразвуковая сварка нашла достаточно широкое при-
менение для соединения тонких деталей из однородных
и разнородных материалов в приборостроении и радио-
электронной промышленности,
36
Рис. 23. Контакты, приваренные к кон-
тактным пружинам с помощью ультра-
звука
Рис. 24. Сварные
корпусы приборов
типа П6
Примеры применения. Приварка медных проводников
диаметром 0,3 мм, покрытых термостойким лаком, к клем-
мной колодке (рис. 22) без предварительной зачистки изо-
ляции. Приварка контактов размером 1,5x1,5x0,4 мм
из платино-иридиевого сплава марки ПИ-10 к контактным
пружинам из нейзильбера толщиной 0,12 мм и бериллие-
вой бронзы Б-2 толщиной 0,15 мм (рис. 23). Прессовая
сварка по всему контуру медного корпуса прибора типа П6
с медной крышкой толщиной 0,3 мм (рис. 24); диаметр
свариваемого шва около 10 мм, усилие сжатия 240 кгс
(2352 Н), продолжительность сварки 10 с; испытания
сваренных корпусов в вакууме и на термоудар показали
герметичность соединений. Присоединение токоотводов
при производстве. электролитических конденсаторов
(рис. 25).
В дальнейшем можно ожидать,
что этот метод будет использован
при сварке металлов, образующих
хрупкие интерметаллические соеди-
нения, для приварки тонких обши-
вок к несущей конструкции (в авиа-
ционной промышленности, автомо-
билестроении и ряде других отра-
слей промышленности).
Значительные успехи могут быть
получены при воздействии ультра-
звука на жидкий металл в процессе
Рис. 25. Алюминиевый электролитический
конденсатор с токоотводом, приваренным
УЗС
37
сварки плавлением. Озвучивание металла приводит к раз-
дроблению зерен, улучшению механических свойств. Об-
работка ультразвуком сварных соединений после сварки
приводит к уменьшению остаточных напряжений, сниже-
нию остаточных деформаций и предупреждает развитие
деформаций с течением времени.
5. СВАРКА ВЗРЫВОМ
В последнее время в технике все более широкое распро-
странение находит процесс сварки с использованием
энергии взрыва.
Сварка взрывом находит применение при соединении
труб, приварке их к трубным доскам теплообменных ап-
паратов. К готовым изделиям приваривают различную
арматуру, получают заготовки деталей и переходников из
разнородных металлов и сплавов.
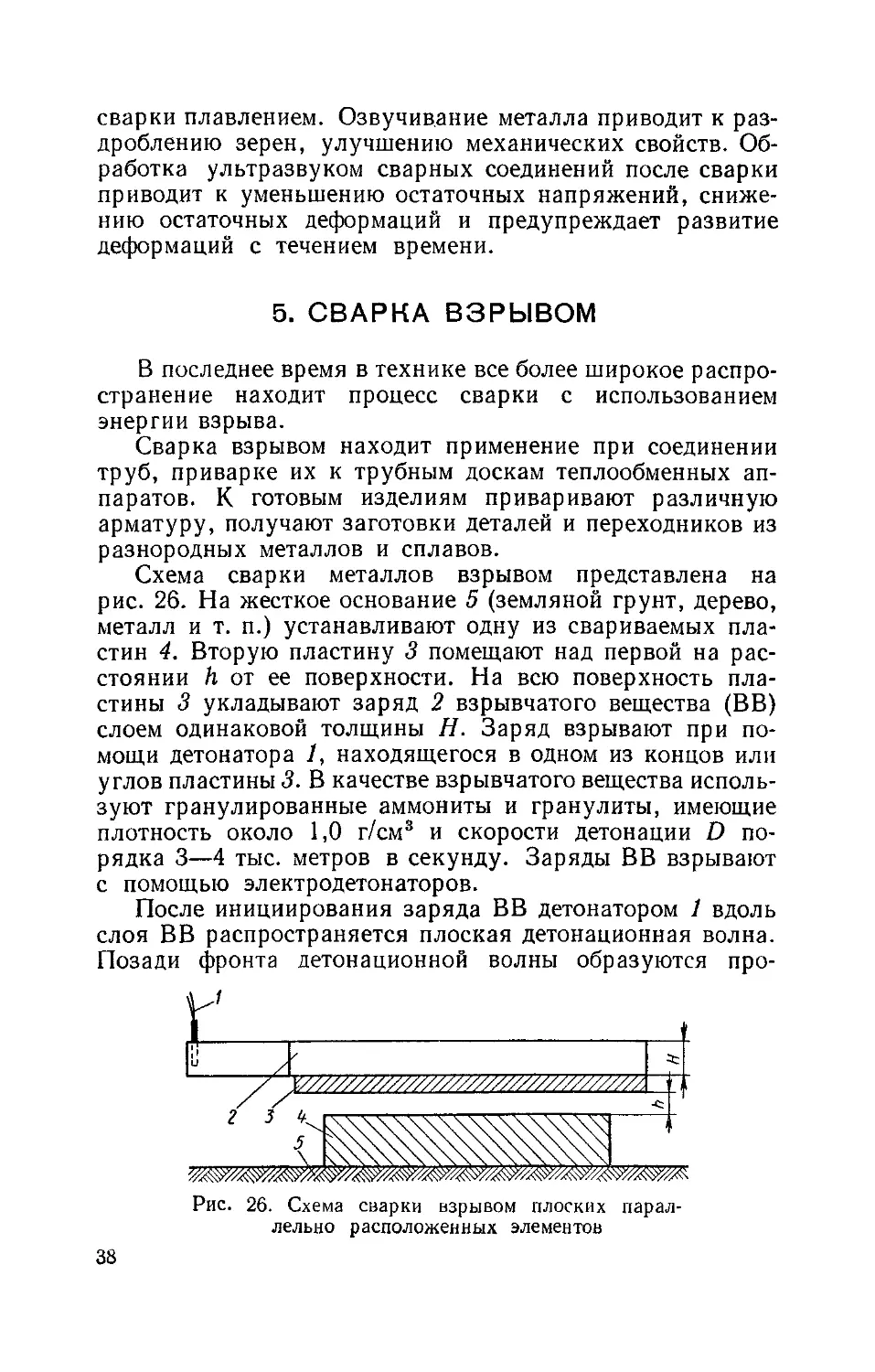
Схема сварки металлов взрывом представлена на
рис. 26. На жесткое основание 5 (земляной грунт, дерево,
металл и т. п.) устанавливают одну из свариваемых пла-
стин 4. Вторую пластину 3 помещают над первой на рас-
стоянии h от ее поверхности. На всю поверхность пла-
стины 3 укладывают заряд 2 взрывчатого вещества (ВВ)
слоем одинаковой толщины Н. Заряд взрывают при по-
мощи детонатора 1, находящегося в одном из концов или
углов пластины 3. В качестве взрывчатого вещества исполь-
зуют гранулированные аммониты и гранулиты, имеющие
плотность около 1,0 г/см® и скорости детонации D по-
рядка 3—4 тыс. метров в секунду. Заряды ВВ взрывают
с помощью электродетонаторов.
После инициирования заряда ВВ детонатором 1 вдоль
слоя ВВ распространяется плоская детонационная волна.
Позади фронта детонационной волны образуются про-
Рис. 26. Схема сварки взрывом плоских парал-
лельно расположенных элементов
38
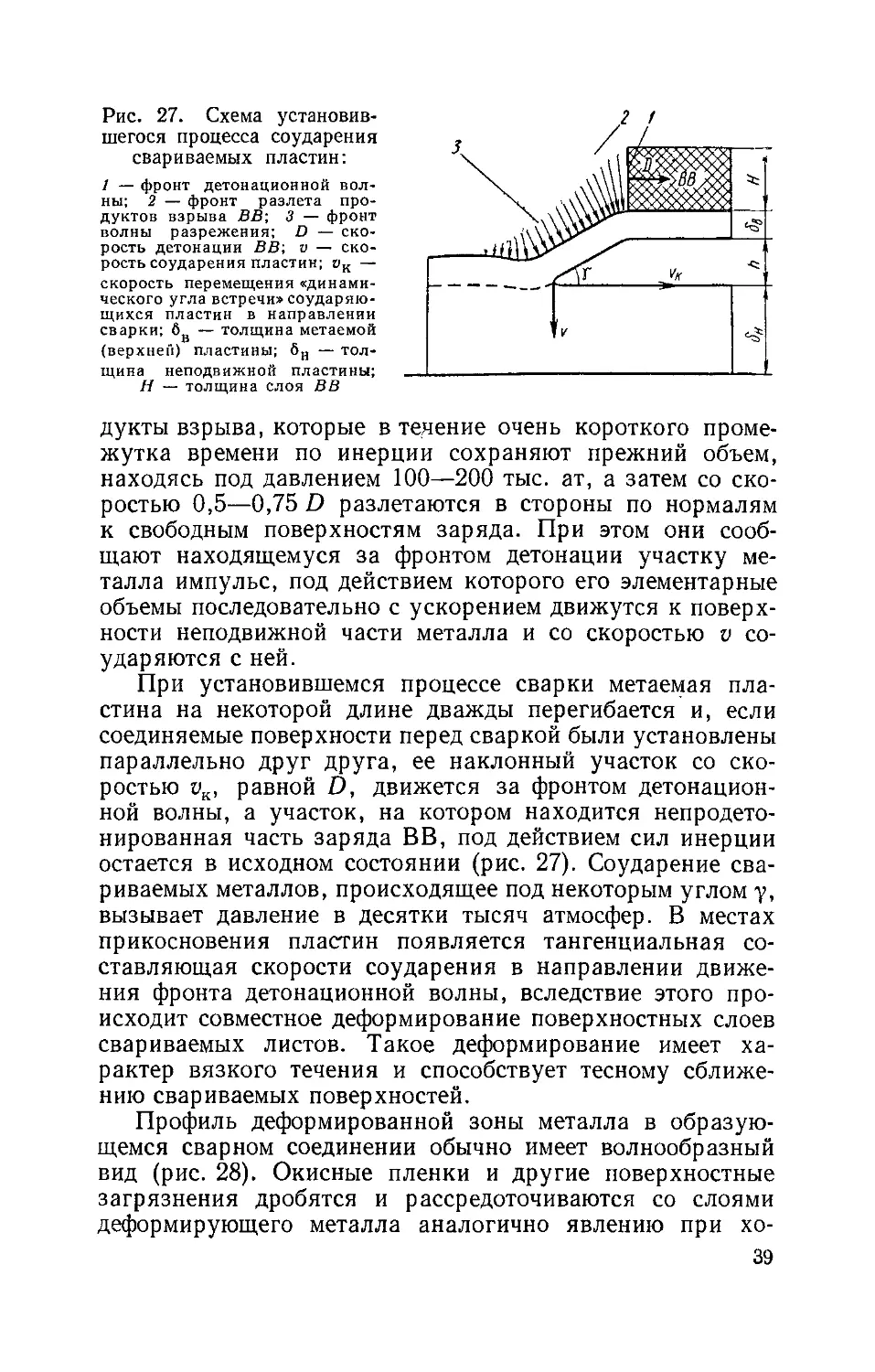
Рис. 27. Схема установив-
шегося процесса соударения
свариваемых пластин:
1 — фронт детонационной вол-
ны; 2 — фронт разлета про-
дуктов взрыва ВВ; 3 — фронт
волны разрежения; D — ско-
рость детонации ВВ; v — ско-
рость соударения пластин; vK —
скорость перемещения «динами-
ческого угла встречи» соударяю-
щихся пластин в направлении
сварки; бв — толщина метаемой
(верхней) пластины; 6Н — тол-
щина неподвижной пластины;
Н — толщина слоя ВВ
дукты взрыва, которые в течение очень короткого проме-
жутка времени по инерции сохраняют прежний объем,
находясь под давлением 100—200 тыс. ат, а затем со ско-
ростью 0,5—0,75 D разлетаются в стороны по нормалям
к свободным поверхностям заряда. При этом они сооб-
щают находящемуся за фронтом детонации участку ме-
талла импульс, под действием которого его элементарные
объемы последовательно с ускорением движутся к поверх-
ности неподвижной части металла и со скоростью v со-
ударяются с ней.
При установившемся процессе сварки метаемая пла-
стина на некоторой длине дважды перегибается и, если
соединяемые поверхности перед сваркой были установлены
параллельно друг друга, ее наклонный участок со ско-
ростью vK, равной D, движется за фронтом детонацион-
ной волны, а участок, на котором находится непродето-
нированная часть заряда ВВ, под действием сил инерции
остается в исходном состоянии (рис. 27). Соударение сва-
риваемых металлов, происходящее под некоторым углом у,
вызывает давление в десятки тысяч атмосфер. В местах
прикосновения пластин появляется тангенциальная со-
ставляющая скорости соударения в направлении движе-
ния фронта детонационной волны, вследствие этого про-
исходит совместное деформирование поверхностных слоев
свариваемых листов. Такое деформирование имеет ха-
рактер вязкого течения и способствует тесному сближе-
нию свариваемых поверхностей.
Профиль деформированной зоны металла в образую-
щемся сварном соединении обычно имеет волнообразный
вид (рис. 28). Окисные пленки и другие поверхностные
загрязнения дробятся и рассредоточиваются со слоями
деформирующего металла аналогично явлению при хо-
39
Рис. 28. Граница раздела металлов в сварных соединениях, полученных
с помощью сварки взрывом; X 100; вверху — ниобий, внизу — медь
лодной сварке и частично уносятся в виде тонкой пыли
под действием кумулятивного эффекта. Исследования по-
казали, что при сварке взрывом отсутствует зона, со-
стоящая из смеси соединяемых металлов.
При сварке металлов взрывом происходит образование
металлических связей по дислокационному механизму.
Активация процесса образования металлических связей
связана с интенсивностью совместной пластической де-
формации поверхностных слоев свариваемого металла,
которая определяется скоростью распространения пла-
стической деформации и ее величиной, а также величи-
ной давления, развивающегося в зона соударения.
Скорость пластической деформации металла в зоне
соединения, протекающей вследствие перемещения имею-
щихся и образования новых дислокаций не может превы-
шать скорости распространения в свариваемых металлах
пластических волн сжатия с. Поэтому для создания фи-
зического контакта и таким образом реализации меха-
низма образования металлических связей скорость пере-
мещения вершины угла встречи соударяющихся поверх-
40
ностей vK вдоль свариваемого соединения должна быть
меньше величины с. При несоблюдении этого условия
металл не деформируется и сварка не происходит. Это тре-
бование выполняется путем подбора ВВ соответствующего
типа, так как D = ик. Скорость распространения пластиче-
ских волн сжатия может быть определена из выражения
где К — модуль объемного сжатия металла, кгс/см2; р —
плотность металла, (кгс/см3) (с2/см).
При сварке некоторых металлов (титана со сталью,
алюминия со сталью) установлено, что прочность соеди-
нения увеличивается с уменьшением скорости ик, при
этом нижний предел vK составляет 1800—2000 м/с и опре-
деляется минимально возможной скоростью детонации ВВ.
Металл в зоне сварки подвергается неравномерному
всестороннему сжатию; при этом имеется свободная по-
верхность в направлении процесса сварки. Чтобы в усло-
виях сварки взрывом металл мог пластически деформи-
роваться, давление во фронте пластической волны сжатия
должно достигать определенной величины, связанной
с прочностью металла (табл. 8).
Величина среднего давления р, развивающегося в зоне
сварки, зависит от скорости и соударения пластин и
свойств металла:
Таблица 8
Минимальное давление,
необходимое для сварки
некоторых металлов
Металлы Давление при свар- ке р, кгс/см2 Предел текучести ат, кгс/см2
Алюминий 6 300 300
Медь 24 600 1700
Сталь СтЗ 60 000 2400
Рис. 29. Зависимость среднего
давления рср, развивающегося
в зоне соударения свариваемых
пластин, от скорости их соуда-
рения v;0BM —ударная адиа-
бата материала неподвижной
пластины; НВА — то же, ме-
таемой пластины
41
где D, h, бв обозначены на рис. 27; рвв —плотность ВВ;
рв — плотность металла верхней (метаемой) пластины.
Экспериментальная проверка показывает, что получен-
ные по этой формуле значения близки к действительным
в случае, если величина h мала по сравнению с Н.
Величина среднего давления р при известной скорости v
может быть определена с помощью ударных адиабат, по-
строенных в координатах «р—и» (и — массовая скорость
частиц металла за фронтом ударной волны). При извест-
ном значении v на адиабату металла неподвижной свари-
ваемой части накладывают зеркальное отражение удар-
ной адиабаты металла метаемой части, располагая ее
начальное состояние в точке А с абсциссой и, равной за-
данной величине; ордината точки пересечения адиабат В
при этом дает искомую величину р (рис. 29).
При известных технологических параметрах сварки
(Я, Н, D, рвв), размерах и свойствах свариваемых ме-
таллов 6В и рв можно рассчитать величины v к р.
В практике для определения режимов сварки однород-
ных или близких по физико-химическим свойствам ме-
таллов обычно достаточно ориентировочно выбрать ско-
рость соударения v и давление р и сварить серию образ-
цов с применением ВВ, скорость детонации D которого
составляет 3000—4000 м/с. При этом от образца к образцу
уменьшают или увеличивают скорость v, изменяя зазоры h
между соударяющимися поверхностями. По результатам
механических испытаний находят оптимальную скорость v.
Для определения режимов сварки разнородных ме-
таллов с большим различием физико-химических свойств
(титан со сталью) проводят несколько серий опытов, варьи-
руя величиной ак, что дает возможность определить мак-
симальное значение <тв.
Особенности процесса сварки взрывом следующие:
1. Сварное соединение образуется в течение миллион-
ных долей секунды, т. е. практически мгновенно. Свар-
ное соединение возникает вследствие образования метал-
лических связей, при совместном пластическом деформи-
ровании свариваемых поверхностей металла. Малая про-
должительность сварки предотвращает возникновение
диффузионных процессов. Эта особенность процесса поз-
воляет сваривать металлы, которые при обычных процес-
сах сварки с расплавлением металлов образуют хруп-
кие интерметаллические соединения, делающими непри-
годными швы к эксплуатации.
42
2. При сварке взрывом можно получать соединения не-
ограниченной площади. При этом процесс сварки осуще-
ствляется тем легче, чем больше отношение площади соеди-
нения к толщине метаемой части металла. Осуществлены
соединения площадью 15—20 м1 2.
На рис. 30, а—д представлены технологические схемы
сварки взрывом: а — сварка трех- и многослойных плоских
соединений одновременно одним зарядом ВВ; б — при-
варка двух наружных слоев к листу взрывом из одной
точки двух зарядов ВВ; в — наружная облицовка цилин-
дрических тел кольцевым зарядом ВВ; г — сварка би-
металлических цилиндрических заготовок переменного
диаметра для изготовления из разнородных металлов бес-
ступенчатых трубных переходников; д — приварка труб
к трубным решеткам теплообменников.
Сварка взрывом начинает применяться для стыковых
нахлесточных соединений некоторых готовых элемен-
тов конструкций. Перспективно применение сварки взры-
вом для соединения армированных металлов и получение
из порошков монолитных металлов и сплавов. .Затрудне-
Рис. 30. Технологические схемы сварки взрывом соединений различ-
ного типа:
1 — детонатор; 2 — заряд ВВ; 3 — метаемые пластины; 4 — неподвижная
пластина; 5 — подложка; 6 — грунт; 7 — металлическая призма или конус
для центрирования заготовок и направления фронта детонационной волны;
8 — облицовываемый цилиндр; 9 — метаемая труба; 10 — центрирующая
шайба; 11 — трубная решетка; 12 — трубка; 13 — буферная пластмассовая
цилиндрическая вставка
43
ние вызывает сварка малопластичных? хрупких металлов
(чугун, высокопрочные титановые сплавы), разрушаю-
щихся при взрывном нагружении.
Подготовка изделий под сварку. Заготовки не должны
иметь значительного прогиба. Допускается прогиб не
более 2—3 мм на 1 м длины. Поверхности свариваемых
металлов должны быть зачищены от металлического
блеска, для титана и сталей аустенитного класса допу-
скается травление свариваемых поверхностей. Непосред-
ственно перед сваркой соединяемые поверхности обезжи-
ривают, так как наличие следов масел препятствует обра-
зованию сварного соединения. Зазоры между плоскими
свариваемыми заготовками обеспечивают с помощью про-
волочных штырей, для цилиндрических заготовок — ис-
пользованием специально выточенных центрирующих ко-
нусов и шайб (рис. 30, в).
Для зарядов ВВ, обычно насыпных, из картона де-
лают контейнеры заданных размеров.
Сварку осуществляют на открытых полигонах, если
масса заряда достигает десятков и сотен килограммов,
либо в специальных производственных помещениях в ва-
куумных камерах, если масса заряда ВВ не превышает
нескольких килограммов. Использование вакуумных ка-
мер предотвращает разрушающее действие и даже зву-
ковой эффект.
Сварные соединения о'бладают достаточно высокими
свойствами; так, предел прочности соединений при срезе
сталей 12Х18Н9Т и СтЗ равен 54—57 кгс/мм2 (52,9—
558 МН/м2); стали 12Х18Н9Т и меди М3—16,8 кгс/мм2
(164,5 МН/м2), стали 12Х18Н9Т и алюминия АДН—
7,2 кгс/мм2 (70,5 МН/м2). При испытаниях разрушение
образцов, как правило, происходило по наименее проч-
ному металлу пары на некотором расстоянии от плоскости
соединения. Измерением микротвердости сварных соеди-
нений выявлено упрочнение зон соединения шириной 10—
100 мкм (рис. 31). Наиболее твердую околошовную зону
(ДИ700) имело соединение при толщине пластин 1,5 мм
из СтЗ. После термообработки (отпуск с 300 и 400° С)
твердость понизилась соответственно до 7/V420 и 77V260
(рис. 32).
Металлографическое исследование полученных сое-
динений показало, что упрочненные зоны образуются
вследствие высокой степени деформации тонких поверх-
ностных слоев свариваемых пластин. Упрочненная зона
44
между пластинами из СтЗ имеет области с мартенсито-
образной игольчатой структурой. После термообработки
(закалки в воду с 900° С) твердость тонких образцов
из СтЗ в состоянии после проката повысилась с /7У380
до ЯУ470.
При металлографическом исследовании структур сое-
динений обнаружены следующие особенности строения
микроструктуры.
В соединении между сваренными материалами отсут-
ствуют окисные пленки и другие неметаллические вклю-
чения, обычно затрудняющие сварку металлов в твердой
фазе. Это связано с уносом загрязнений с поверхностей
пластин кумулятивной струей.
Граница соединений вдоль пластин представляет собой
волнистую линию, а поперек пластин — почти прямую.
Плоские поверхности пластин превращаются в волнистые
под действием тангенциальной составляющей скорости
в точках соприкосновения пластин при соударении.
Малая продолжительность процесса сварки, которая
длится микросекунды, даже при некотором повышении
температуры поверхностных слоев металла, вызванном
соударением и деформацией пластин, явно недостаточна
для протекания диффузионных процессов. Вследствие
этого в соединениях между разнородными металлами (Си +
+ Ti; Fe + Al; Fe + Си) отсутствуют интерметалли-
ческие составляющие. Таким
Расстояние от пинии сварки
Рис. 31. Твердость, измеренная по-
перек сварных соединений:
12Х18Н9Т + сталь СтЗ; Ti + Ti;
Ti 4- Си; Си + Си
Рис. 32. Твердость пластин из
стали СтЗ:
1 — после сварки; 2 — после от-
пуска с температуры 300° С; 3 —
после отпуска с температуры 400°С
45
позволяет получать сварные соединения в твердой фазе
без образования промежуточных химических составляю-
щих между разнородными металлами и сплавами.
Разработка процесса сварки взрывом находится в на-
чальной стадии и поэтому трудно определить области
применения этого метода в будущем. Сварку взрывом
используют при изготовлении заготовок для проката
биметалла, при плакировке поверхностей конструкцион-
ных сталей металлами и сплавами с особыми физическими
и химическими свойствами, а также при сварке заготовок
и некоторых деталей из разнородных металлов. Перспек-
тивным представляется сочетание сварки взрывом со
штамповкой и ковкой.
6. ДИФФУЗИОННАЯ СВАРКА
Диффузионная сварка осуществляется в твердом со-
стоянии металла при повышенных температурах с прило-
жением сдавливающего усилия к месту сварки. Процесс
сварки металла в твердом состоянии при повышенных
температурах принципиально протекает так же, как и
при холодной сварке. В начальной стадии процесса на
линии раздела двух деталей создаются условия для обра-
зования металлических связей. Из теории образования
сварного соединения при холодной сварке изместно, что
для возникновения на линии раздела металлических
связей необходимо обеспечить тесный контакт сваривае-
мых поверхностей и создать условия для удаления по-
верхностных пленок окислов, жидкостей, газов и различ-
ного рода загрязнений.
Использование повышенных температур при диффу-
зионной сварке приводит к уменьшению сопротивления
металла пластическим деформациям. Вследствие этого
имеющиеся в зоне действительного контакта выступы на
металле деформируются при значительно меньших на-
грузках, что облегчает сближение атомов металла на
всей площади свариваемой поверхности.
Удаление поверхностных пленок и предупреждение
возможности образования их в процессе сварки дости-
гается использованием вакуумной защиты и тщательной
предварительной зачисткой свариваемых поверхностей.
Таким образом, первая стадия процесса диффузионной
сварки, так же как и холодной сварки, основана на обра-
зовании металлических связей на свариваемых поверх-
46
ностях металлов при нагревании их в вакууме с приме-
нением сдавливающего усилия. На второй стадии про-
цесса диффузионной сварки происходят процессы взаим-
ной диффузии атомов свариваемых металлов. Эти про-
цессы приводят к образованию промежуточных слоев,
увеличивающих прочность сварного соединения. Однако
в некоторых случаях образование промежуточных слоев
нежелательно.
Схема процесса диффузионной сварки в вакууме пред-
ставлена на рис. 33. В вакуумной охлаждаемой камере 1
размещают свариваемое изделие 2 и нагреватель 3. Для
сдавливания деталей в процессе сварки используют меха-
низм сжатия, состоящий из штока 5 и механизма нагру-
жения 6, шток проходит через вакуумное уплотнение или
сильфон 4. Сварка происходит в вакууме 10~3—
1О’а мм рт. ст. (133-1О-3-И33-1(Г5 Н/м2).
После откачки из камеры воздуха изделие нагревают
обычно т. в. ч. до температуры сварки. Для получения
качественного соединения необходимо обеспечить равно-
мерный нагрев свариваемого изделия по всему сечению.
Усилие сжатия прикладывают после выравнивания
температуры и поддерживают постоянным в течение всего
процесса. Известны также технологические приемы с ме-
няющимся давлением в процессе сварки. Продолжи-
тельность выдержки под нагрузкой зависит от свойств
свариваемого металла, величины давления и других
Рис. 33. Схема установки для диффузионной
сварки в вакууме
47
6g, кгс/мм2
факторов и может достигать десятков минут. Давление
также зависит от свойств металла, температуры сварки
и других факторов и изменяется от 0,3 до 10 кгс/мм2
(2,9—98 МН/м2). Обычно при охлаждении деталей сжи-
мающее усилие снимают при достижении температуры
100—400® G (373—673 К). Преждевременное снятие сжи-
мающего усилия при охлаждении деталей в некоторых
случаях приводит к разрушению сварного соединения.
Влияние температуры в диапазоне 800—1100° С (1073—
1373 К) на прочность соединения из стали 50 при раз-
личных давлениях: 0,5; 1,2 и 5 кгс/мм2 приведено на
рис. 34. Продолжительность сварки 5 мин, разрежение
10-3 мм рт. ст. (133 10~3 Н/м2). Кривая 1 показывает,
что при увеличении температуры с 800 до 900° С (с 1073
до 1173 К) прочность соединения увеличивается в 2 раза,
а при повышении температуры до 1100° С (1373 К) —
в 3 раза. В несколько меньшей степени температура ока-
зывает влияние при давлении 1 кгс/мм2 (9,8 МН/м2).
При давлении 2 и 5 кгс/мм2 (19,6 и 49,0 МН/м2) проч-
ность соединения увеличивается лишь до темпера-
туры 1000® G (1273 К). При температуре 1100° С (1373 К)
наблюдается незначительное уменьшение прочности сое-
динения.
При увеличении давления (рис. 35) от 0,5 до 2 кгс/мм2
(от 4,9 до 19,6 МН/м2) прочность соединения значительно
растет для 800, 900, 1000, 1100® G (1073, 1173, 1273,
1373 К). Дальнейшее увеличение давления от 2 до 5 кгс/мм2
(от 19,6 до 49,0 МН/м2) сказывается незначительно на
прочности соединения. Изменение прочности соединения
при увеличении давления до 2 кгс/мм2 (19,6 МН/м2)
и выше можно объяснить главным образом увеличением
48
6g, кгс/ммг
Рис. 35. Зависимость
прочности сварного
соединения (сталь 50)
о г давления и темпе-
ратуры (время сварки
5 мин):
I — Т = 800° С; 2 —
Т — 900° С; 3 — Т =
1000° С; 4 — Т= 1100° G
площади фактического контакта между соединяемыми
поверхностями.
Повышение температуры при постоянной продолжи-
тельности сварки и прочих равных условиях увеличивает
прочность соединения. Продолжительность сварки ана-
логично влияет на все прочностные характеристики
(рис. 36). Зависимость прочности получаемого соедине-
ния из стали 45 от температуры и давления изображена
на рис. 37 поверхностью, которая при пересечении с го-
ризонтальной плоскостью р—Т образует границу сва-
риваемости.
Рис. 37. Диаграмма зависимости
прочности сварного соединения
из стали 45 от температуры и
давления
Рис. 36. Зависимость прочности
сварного соединения от продолжи-
тельности сварки:
1 — титановый сплав ВТ1; 2 — сталь
45; 3 == ковар Н29К18; 4 — медь Ml
49
Рис. 38. Зависимость прочности образцов свар-
ных соединений от продолжительности сварки
(р = 2 кгс/мм2)
С увеличением продолжительности сварки прочность
сварного соединения растет (рис. 38), увеличение продол-
жительности сварки сверх оптимального практически
не влияет на прочность сварного соединения. Однако
чрезмерное увеличение выдержки приводит даже к сни-
жению прочности сварного соединения. Аналогичным
образом влияет продолжительность процесса на пластич-
ность, относительное удлинение и ударную вязкость.
Значительное влияние оказывает конечная темпера-
тура охлаждения образцов в вакууме на прочность и
пластичность (рис. 39); режим сварки: Т = 1000° С
(1273 К), р = 2 кгс/мм2 (19,6 МН/м2), t = 5 мин. Охла-
ждение до более низких температур под сжимающим
давлением сваренных деталей в вакуумной камере способ-
ствует повышению прочности и пластичности соединения.
Рис. 40. Зависимость проч-
ности сварного соединения
из стали 45 от чистоты
обработки поверхности пе-
ред сваркой
Рис. 39. Зависимость прочности и пла-
стичности соединения из конструк-
ционной стали от конечной температуры
охлаждения в вакууме
50
Важное значение для проведения диффузионной сварки
имеет степень разрежения в вакуумной камере. При
температуре 1000° С (1273 К), р = 2 кгс/мм2 (19,6 МН/м2),
t = 5 мин прочность соединения значительно возрастает
с повышением разрежения до 10-1 мм рт. ст.
(133 Ю"1'Н/м2), при дальнейшем повышении разрежения
имеет место лишь незначительное увеличение прочности
зоны сварки.
Способы подготовки и обработки поверхностей сва-
риваемых деталей оказывают большое влияние на проч-
ность соединения при диффузионной сварке в вакууме
(рис. 40). При черновой обработке давление недостаточно
для обеспечения высокой прочности сварного соедине-
ния.
Сварочные установки. Сварочные диффузионные уста-
новки имеют следующие основные узлы: сварочную
камеру, вакуумную систему, механизм давления, приво-
димый в действие гидравлическим насосом, пульт управ-
ления электрической и вакуумной системами. Величину
давления контролируют манометром. Для уменьшения
нагрева стенок сварочной камеры на ней имеется водяная
рубашка и охлаждаемый промежуточный шток. В ка-
честве источника нагрева в установках обычно исполь-
зуют генератор т. в. ч.
На рис. 41 представлена вакуумная система уста-
новки СДВУ-6М, которая состоит из сварочной камеры 1
с вентилем 2 для пуска воздуха. К камере через высоко-
вакуумный затвор 3 присоединен паромасляный насос 4.
Предварительное разрежение в системе создается двумя
механическими вакуумными насосами 6, которые могут
работать как последовательно, так и параллельно, что
обеспечивается переключением вентиля 9 и других ва-
куумных вентилей 10. Механические насосы подключают
к вакуумпроводам 8 через сильфонные компенсаторы 7.
Разрежение в сварочной камере и в патрубке парома-
сляного насоса замеряется вакуумметрическими датчи-
ками 5.
Для сварки деталей и узлов электровакуумных при-
боров используют установку А306-04, позволяющую сва-
ривать в вакууме и контролируемой атмосфере при на-
греве деталей с помощью т. в. ч. с одновременным прижа-
тием соприкасающихся поверхностей свариваемых де-
талей. Рабочая камера имеет диаметр 350 мм и высоту
440 мм. На установке можно сваривать изделия диаме-
51
Рис. 41. Принципиальная ваку-
умная схема диффузионной уста-
новки
Рис. 42. Установка типа
А306-06 для диффузионной
сварки в вакууме и контро-
лируемой газовой среде
тром до 120 мм, высотой до 180 мм. Усилие сжатия сва-
риваемых деталей достигает 10 тс (198 кН). Максимальная
температура нагрева свариваемых деталей 1300° С (1573 К).
Продолжительность сварки регулируют ступенчато в пре-
делах 22—25 мин. Остаточное давление воздуха в ка-
мере 2-Ю-4 мм рт. ст. (266,6 -10"4 Н/м2). Воздух из ра-
бочей камеры откачивается вакуумными насосами ВН-2
и Н5С.
На рис. 42 показана двухпозиционная уста-
новка А306-06, которая предназначена для диффузион-
ной сварки металлических и металлокерамических узлов
электровакуумных приборов в вакууме. Установка со-
стоит из двух блоков, работающих независимо друг от
друга. В каждый блок входит вакуумная камера, система
откачки, механизм перемещения дна камеры, гидравли-
ческая система, система охлаждения и электроаппара-
тура, управляющая работой всех узлов.
Механизм сжатия свариваемых деталей — гидравли-
ческий с широким диапазоном изменения силы сжатия.
Электрическая схема установки обеспечивает дистанцион-
ное управление откачкой вакуумных камер, механизмами
перемещения дна камер, системой охлаждения. Система
откачки вакуумных камер снабжения электромагнитными
вакуумными кранами, Температура нагрева свариваемых
52
деталей поддерживается электронным терморегулятором.
Продолжительность, сварки задается электронным реле
времени.
В отличие от установки типа А306-04 установка А306-06
имеет две рабочие камеры. Это позволяет повысить коэф-
фициент использования высокочастотного генератора и
производительность установки.
Основные технические данные установки типа А306-06
аналогичны данным установки А306-04.
Полуавтоматическая сварочная диффузионная ваку-
умная установка СДВУ-12 (рис. 43) предназначена для
диффузионной сварки в вакууме при давлении 1 кгс/мм2
Рис. 43. Схема полуавтоматической'установки СДВУ-12
53
(9,8 МН/м2) деталей с площадью сечения не более 18 см2
из разнородных металлов: сталь—чугун, сталь—медь,
сталь—никель и др.
Техническая характеристика установки СДВУ-12
Производительность, шт/ч............ До 15
Принцип работы...................... Прерывный
Температура нагрева, °C (К) ........ 400—1400
(673—1673)
Потребляемая мощность (с генератором
ЛГЗ-10А), кВА....................... 20
Расход охлаждающей воды (с генератором
ЛГЗ-10А), м3/ч ..................... 1
Габаритные размеры, мм ............. 1272X721X1408-
Масса, кг .......................... 664
Потребляемая мощность генератора ЛГЗ-10А 17,5 кВА,
частота 380—400 кГц, размеры 1130x1100x2120 мм,
масса 750 кг.
Установка СДВУ-12 (рис. 43) состоит из корпуса 2,
в котором смонтированы гидроцилиндр 3, вакуумная
камера 4, гидравлическая система 5 с масляным баком 1
и вакуумная система 6. На лицевой панели установки
размещены переключатели реле времени, кнопки разме-
щены переключатели реле времени, кнопки управления
«Пуск» и «Стоп», сигнальная лампа, световые табло,
манометр, амперметр и два потенциометра СПР-1. Один
из них регулирует и записывает заданный тепловой режим
сварки, а другой контролирует и записывает разрежение
в вакуумной камере. Для высокочастотного нагрева
свариваемых деталей установка СДВУ-12 подключена
к генератору т. в. ч. ЛГЗ-10А или ЛЗ-37. Разрежение
в вакуумной камере измеряется при помощи манометри-
ческой лампы ЛТ2 или ЛМ2, замер температуры нагрева
деталей контролируется посредством платинородий-пла-
тиновой термопары, присоединенной к потенцио-
метру.
Вакуумная камера, смонтированная на опорной плите,
имеет патрубок для откачки воздуха, два штока для пере-
дачи давления от гидроцилиндра на свариваемые детали,
ввод для термопары и индуктор для высокочастотного
нагрева деталей. Детали загружают и выгружают через
дверцу, уплотняемую эксцентриковыми прижимами. Для
наблюдения за процессом сварки в дверце вставлено
стекло. Опорная плита и вакуумная камера имеют ру-
б-ашки водяного охлаждения. Гидроцилиндр с двумя
54
штоками, установленный на двух стойках, предназначен
для создания давления на свариваемые детали.
Опыт показывает, что диффузионная сварка в вакууме
в ряде случаев имеет определенные преимущества. При
сварке этим способом металл не доводится до расплавле-
ния, что в некоторых случаях дает возможность получить
более прочные соединения. Изделия, выполненные диф-
фузионной сваркой, обладают высокой точностью раз-
меров.
Преимущества этого способа состоят также и в том,
что он позволяет сваривать разнообразные материалы:
например сталь с алюминием, вольфрамом, титаном,
металлокерамикой, молибденом; медь с алюминием и
титаном; титан с платиной и т. п. Этот способ нашел
применение на ряде промышленных предприятий радио-
электротехники, электронной техники, приборостроения.
Детали и узлы вакуумных приборов сваривают в спе-
циальных многопозиционных приспособлениях или оп-
равках из стали 12Х18Н9Т. Приспособления и оправки
после их изготовления отжигают во влажном водороде
при температуре 900—1000° С (1173—1273 К), чтобы
получить на поверхности термостойкие пленки окиси
хрома. Такая пленка исключает возможность сварки
детали с приспособлением или оправкой. С этой же целью
в некоторых случаях в качестве прокладки между оправкой
и деталью используют обезвоженную слюду и керамику.
На рис. 44 показаны катод и его детали. Диффузион-
ной сваркой соединены основания катода 1 с рубашкой 3
и диском 4. За один цикл сваривали восемь катодов.
Диффузионная сварка позволяет сваривать заготовки
для получения биметаллических листов, состоящих из
Рис. 44. Катод и его детали:
1 — основание катода; 2 — подогреватель; 3 — рубашка; 4 — диск;
5 — катод после сварки
55
двух медных дисков, между которыми расположен диск
из константана. На установке за одну загрузку свари-
вают 10—15 дисков. Чтобы избежать приварки биметал-
лических диков к прижимным оправкам и между собой,
их разделяли прокладками из обезвоженной слюды.
После диффузионной сварки из дисков прокаткой изго-
товляли фольгу, из которой штамповали мембраны для
механизмов настройки приборов.
Диффузионная сварка может быть использована для
соединения неметаллических материалов. Изготовлены
сварные высокотемпературные нагреватели из дисили-
цид-молибдена для электропечей сопротивления, рабо-
тающих в окислительной атмосфере при температуре
до 1650° С (1923 К).
Диффузионная сварка в вакууме найдет применение
в первую очередь для деталей относительно небольших
размеров, предназначенных для работы в сложных усло-
виях, при необходимости получения высокоточных раз-
меров деталей, для изделий из материалов, трудно соеди-
няемых методами сварки плавлением.
7. СВАРКА МЕТАЛЛОВ ТРЕНИЕМ
Сварка трением происходит в твердом состоянии при
воздействии теплоты, возникающей при трении поверх-
ностей свариваемого изделия (рис. 45). Трение поверх-
ностей осуществляют вращением свариваемых деталей,
сжимаемых усилием Р, как это показано на рис. 45.
В процессе сварки наблюдаются значительные пласти-
ческие деформации на свариваемых поверхностях.
Прочное сварное соединение образуется в результате
возникновения металлических связей между ювенильными
(чистыми) контактирующими поверхностями свариваемых
деталей. Препятствующие образованию этих связей раз-
личные включения и плёнки, покрывающие металлические
поверхности, разрушаются при трении и удаляются из
зоны сварки в радиальном направлении вследствие зна-
Рис. 45. Принципиальные схемы сварки трением:
а — вращение одной детали, б — вращение обеих деталей
56
чительной пластической -деформации трущихся поверх-
ностей.
Для получения требуемой деформации металл доводят
до состояния повышенной пластичности с помощью теп-
лоты, возникающей при трении. Механическая энергия
непосредственно преобразуется в тепловую, причем гене-
рирование теплоты происходит строго локализованно
в тонких приповерхностных слоях металла. Эта особен-
ность процесса предопределяет основные преимущества
сварки трением.
На поверхностях деталей, прижатых усилием Р,
возникают силы трения. Работа, затрачиваемая на пре-
одоление этих сил, превращается в теплоту, которая
выделяется на поверхностях трения и вызывает интен-
сивный нагрев металла до температур, необходимых для
образования сварного соединения; применительно к сварке
сталей эти температуры, в зависимости от режима про-
цесса, составляют 950—1300° С (1223—1573 К). По до-
стижении требуемой температуры относительное дви-
жение деталей должно быть по возможности быстро
(практически мгновенно) прекращено. Процесс образо-
вания сварного соединения завершают проковкой: к на-
гретым, но уже неподвижным деталям на некоторое
время прикладывают сжимающее усилие. После проковки
происходит естественное охлаждение сварных деталей.
Объем тонкого слоя нагреваемого металла настолько
незначителен, что весь цикл его нагрева обычно уклады-
вается в весьма малый промежуток времени — от не-
скольких секунд до полминуты, поэтому производитель-
ность сварки трением весьма
высока, и конкурировать с нею
может лишь электрическая кон-
тактная сварка.
Малый объем металла, на-
греваемого при сварке трением,
предопределяет и исключи-
тельно высокие энергетические
характеристики процесса; ра-
сход энергии и мощность уста-
новок (рис. 46) при сварке
Рис. 46. Потребляемая из сети мощ-
ность:
I «- при электрической контактной свар-
ке; 2 >= при сварке трением
кВА
800
^600
S мо
9
0 го АО 60 80 мм
Циаметр сОорибаемой заготовки
57
а) б) 6) г)
Рис. 47. Типы сварных соединений, выполнен-
ных с помощью сварки трением:
а — стержни встык; б — трубы встык; в — стержень
и труба встык; гид — соединения стержня и тру-
бы с плоской поверхностью детали
трением в 5—10 раз меньше, чем при контактной. При
этом обеспечивается равномерная нагрузка фаз питающей
сети, высокий коэффициент мощности (<р = 0,84-0,85).
Одно из наиболее важных преимуществ сварки тре-
нием — высокое качество получаемых сварных соедине-
ний. При правильно выбранном режиме сварки металл
стыка и прилегающих к нему зон обладает прочностью
и пластичностью, не меньшими, чем основной металл
свариваемых деталей. Это объясняется следующим:
1. Все окисные и адсорбированные пленки и различные
инородные частицы в процессе сварки трением удаляются
из стыка в грат благодаря деформированию металла
в радиальных направлениях. Плотный контакт между
поверхностями трения препятствует образованию окислов
в процессе сварки.
2. В стыке и прилегающих к нему зонах термического
влияния металл приобретает структуру с равноосным
и резко измельченным зерном; такая структура образуется
в результате быстрого локального нагрева малых объемов
металла и высоких скоростей их охлаждения в присут-
ствии значительных давлений, достигающих 300—500 ат
(29,4—49,0 МН/м2) и более, кроме того, имеет место меха-
ническое измельчение зерен в процессе трения.
Сварные соединения, выполненные с помощью сварки
трением без перенастройки машины, обладают высокими
показателями (временное сопротивление разрыву, угол
изгиба, ударная вязкость). Это объясняется постоянством
основных параметров процесса (скорости относительного
вращения, величины осевого усилия и продолжительности
нагрева) и тем, что свойства сварного соединения практи-
58
чески не зависят от таких внешних факторов, как колеба-
ния питающей сети, качество вспомогательных мате-
риалов, квалификация и степень утомленности сварщика
и т. п., которые при других видах сварки в значительной
мере влияют на стабильность свойств сварных соединений.
Сварка трением позволяет получать прочные соедине-
ния не только из одноименных, но и из большого числа
сочетаний разноименных металлов и сплавов, в том числе
и таких, теплофизические характеристики которых резко
различны.
При сварке трением не предъявляются высокие требо-
вания в отношении загрязненности и чистоты обработки
боковых поверхностей деталей, предназначенных для
сварки, этим сварка трением выгодно отличается от кон-
тактной. На поверхностях трения недопустима окалина;
ее присутствие может привести к образованию недобро-
качественного соединения.
Основные параметры процесса сварки трением сравни-
тельно легко программируются. Оборудование для сварки
трением — это полуавтоматы с минимальным использо-
ванием ручного труда либо автоматы, работа которых
протекает без участия человека.
Применение сварки трением ограничено формой и
размерами сечения свариваемых деталей. При использо-
вании вращательного движения сварка трением позво-
ляет получить хорошие результаты лишь в тех случаях,
когда одна из деталей представляет собой тело вращения
(стержень или трубу), ось которого совпадает с осью
вращения, а другая деталь обладает плоской поверх-
ностью (рис. 47).
Возможность использования сварки- трением ограни-
чивается также и размерами сечения свариваемых дета-
лей в месте их сопряжения. Расчеты показывают, что
использовать этот процесс для сварки стержней сплошного
сечения диаметром более 200 мм при современном уровне
развития техники нецелесообразно. Для сварки таких
стержней (сечением более 30 000 мм2) потребовалась бы
машина с электродвигателем мощностью порядка 500 кВт,
при частоте вращения около 100—150 об/мин и с осевым
усилием более 300 тс (294 МН). Сооружение такой машины
и ее эксплуатация были бы весьма дорогими. Нижний
предел диаметра свариваемых трением деталей — стержни
диаметром менее 6 мм. Диапазон площадей сечений дета-
лей, которые целесообразно сваривать трением, состав-
59
V//A
W//A
У////Л
Рис. 48. Сварка двух неподвижных
деталей с помощью вращающейся
третьей детали
Рис. 49. Сварка вибротрением
(возвратно-поступательные дви-
жения в плоскости стыка с от-
носительно малыми амплитудами
при звуковой частоте)
ляет 30—8000 мм2. Расширить возможности применения
сварки трением крупных деталей, вращение и в особенно-
сти быстрое торможение которых в конце процесса сильно
затруднено, можно путем вращения вспомогательной
детали (третьего тела), зажатой между двумя невращаю-
щимися и подлежащими сварке деталями (рис. 48). Эта
схема процесса позволяет также сварить две (крайние)
детали.
На рис. 49 показана схема процесса сварки вибро-
трением, отличительная особенность которого — сооб-
щение одной из свариваемых деталей возвратно-посту-
пательного движения в плоскости трения с относительно
малыми амплитудами. В этом случае можно сваривать
детали с различной формой поперечного сечения.
Тепловой режим определяет производительность про-
цесса, прочность сварного соединения, параметры свароч-
ного оборудования и т. п.
Исследования показали, что при сварке трением
максимальное выделение теплоты происходит на перифе-
рии поверхности трения, на оси вращения выделение
теплоты равно нулю.
Получены выражения для момента сил трения, дей-
ствующих на всей поверхности трения:
М. = npfR3-,
О
для мощности тепловыделения
N = 4 лрп/Я310-6;
О
для средней удельной мощности, отнесенной к единице
поверхности трения (вт/мм2),
^уд = 3>
60
где М — полный момент сил, кгс/мм; N — полная мощ-
ность, кВт; р — давление, кгс/мм2; п — относительная
частота вращения, об/мин; f — коэффициент трения.
На рис. 50 изображена характерная кривая момента
сил М (0 и совмещенная с ней кривая частоты враще-
ния п (/). Момент сил изменяется в процессе сварки,
проходя сначала через минимальное, затем через макси-
мальное значения, устремляясь к некоторому установив-
шемуся значению в конце процесса. Анализ кривых
позволяет получить некоторое представление о явлениях,
происходящих на поверхностях трения при сварке.
Вначале процесс протекает при незначительных
температурах и характеризуется сухим или граничным
трением (коэффициент трения при этом f 0,14-0,12).
Небольшой пик на кривой моментов в самом начале про-
цесса (/ 0,25) соответствует трению покоя. Переход
от состояния покоя к движению соответствует сначала
быстрому, а затем более медленному спаду кривой мо-
ментов'(интервал времени /х). Следующее затем быстрое
нарастание этой кривой в интервале времени можно рас-
сматривать как признаки начала перехода от сухого
(граничного) трения к чистому.
Средняя температура поверхностей трения в начале
отрезка времени составляет 100—120° С (373—393 К).
Вследствие обнажения участков чистого металла на
поверхностях трения появляется возможность образо-
вания очагов схватывания. В процессе продолжающегося
относительного движения поверхностей эти мостики вслед
за их образованием разрушаются. Энергия, затраченная
на их деформацию, проявляясь в форме теплоты, способ-
Рис. 50. Изменение во времени момента сил М и частоты вра-
щения п при сварке трением
61
ствует повышению температуры поверхности, что, в свою
очередь, облегчает образование новых очагов схватыва-
ния, которые вновь разрушаются. Процесс схватыва-
ния быстро нарастает. Однако беспредельному росту
числа очагов схватывания препятствуют ограниченные
размеры поверхности трения. Поэтому с течением вре-
мени этот процесс, достигнув некоторого уровня, уста-
навливается.
При рассмотрении зависимостей изменения тепловыде-
ления во времени весь процесс нагрева при сварке тре-
нием можно условно разделить на три фазы (рис. 50):
первая (начальная), характеризующаяся преобладанием
явлений внешнего (сухого или граничного) трения —
вторая, начинающаяся с появления очагов схватываний
и характеризующаяся процессом бурного их увеличения /2;
третья, отличающаяся высокими температурами и тен-
денцией процесса к установлению — t3.
В первой и второй фазах процесса тепловыделение
незначительно, основное количество теплоты выделяется
в третьей фазе. Количество теплоты, выделенной в первой
фазе, 1%, во второй — 12%, в третьей — 87%. Нагрев
деталей до состояния повышенной пластичности, необ-
ходимой для образования прочного сварного соединения,
происходит в третьей фазе процесса.
Сварное соединение образуется лишь после прекра-
щения тепловыделения (вращения). В конце процесса
сварки проводят проковку — взаимно неподвижные и
охлаждающиеся детали подвергают действию внешнего,
сжимающего усилия; при этом в ряде случаев величину
давления при проковке, по сравнению с давлением при
вращении, выбирают более высокой.
В процессе образования сварного соединения при
температурах ниже температуры плавления большое зна-
чение имеет и деформация приповерхностных слоев ме-
талла в макромасштабах. Разрушение окисных пленок,
покрывающих контактирующие поверхности, и удаление
обломков этих пленок из стыка в грат связано с пласти-
ческим течением металла в плоскости стыка, т. е. дефор-
мациями, развивающимися в относительно толстых слоях
металла, измеряемыми десятыми долями миллиметра.
При сварке трением подводимая извне энергия, необхо-
димая для сварки, преобразуется в теплоту в процессе
и в результате деформирования и разрушения приповерх-
ностных объемов металла.
62
Деформация смятия в энергетическом балансе про-
цесса сварки трением играет лишь второстепенную роль;
механическая работа, затраченная на чистое смятие ми-
кровыступов и выдавливание из стыка металла, став-
шего в результате нагрева пластичным, не превышает 2—
3% общей энергии, затраченной на сварку. Доминирую-
щую роль играет деформация среза микровыступов и
разрыва атомных металлических связей, возникающих
в результате трения поверхностей.
Деформация среза микровыступов помогает сближению
поверхностей и умножению числа единичных контактов
и этим облегчается образование связей.
Микро- и макродеформации следует различать потому,
что процессы образования связей между поверхностями
присущи субмикрообъемам металла и вовлечения в этот
процесс относительно толстого подслоя теоретически не
требуется, тепловыделение при сварке трением может
(в зависимости от режима процесса) происходит в микро-
и макрообъемах металла. Режим процесса определяет
характер взаимодействия трущихся поверхностей. При
малых скоростях трения в процессе износа поверхностей
имеет место глубинное вырывание частиц металла; при
больших скоростях глубинное вырывание отсутствует,
оно уступает место процессу полирования поверхностей,
когда отрываются лишь мельчайшие частицы металла.
В первом случае в процессе теплогенерирования участ-
вуют значительные по толщине (до нескольких десятых
долей миллиметра) приповерхностные слои металла; во
втором — процесс генерирования теплоты вызывается пре-
имущественным разрушением поверхностных связей и
толщина теплогенерирующего слоя при этом минимальна.
С увеличением скорости вращения температура поверх-
ностей трения несколько возрастает, несмотря на заметное
уменьшение при этом мощности, расходуемой на сварку
(рис. 51). Это явление объясняется тем, что при малых
скоростях вращения в процесс генерирования теплоты
оказываются вовлеченными значительно большие объемы
металла, а следовательно, увеличиваются расходы энер-
гии и мощности. Относительно толстый слой металла
легко выдавливается и уносит с собой из стыка в грат
значительную часть теплоты. В результате температура
на поверхностях трения, к которым в процессе деформи-
рования подходит более холодный металл, оказывается
ниже, чем при повышенных скоростях вращения.
63
Рис. 51. Мощность тепловы-
деления в зависимости от ча-
стоты вращения; низкоугле-
родистая сталь: 0 20 мм,
ра = 5 кгс/мм2, осадка при
сварке 5 мм
Пластическое деформирова-
ние металла при сварке тре-
нием является необходимым
условием образования качест-
венного соединения. Мерой
пластической деформации при-
нята величина сближения в осе-
вом направлении свариваемых
деталей — осадка.
Параметры режима сварки
трением (частота вращения, дав-
ление и др.) зависят от свойств
свариваемого металла и конфи-
гурации изделия. Накоплен
большой экспериментальный
материал по сварке трением
различных металлов. При свар-
ке низкоуглеродистой стали
скорость вращения назначается из условия окружной
скорости на поверхности детали, равной 1 м/с; давление
в начале сварки при нагреве 4 кгс/мм2 (392-10® Н/м2);
давление при проковке 8—10 кгс/мм2 (784 • 105 4-980,6 • 1G5
Н/м2).
Детали перед сваркой следует очищать от жира и
загрязнений, например, протиркой их торцовых поверх-
ностей чистой тряпкой; в большинстве случаев этого вполне
достаточно, и лишь иногда приходится прибегать к обез-
жириванию этих поверхностей химическими средст-
вами.
Тонкие окисные пленки на соединяемых поверхностях
при сварке деталей из одноименных металлов почти не
влияют на течение процесса нагрева: они быстро разру-
шаются при трении и их обломки выносятся из стыка
вытесняемым в радиальных направлениях металлом, На
поверхностях трения недопустимо присутствие окалины.
На деталях, подвергавшихся до сварки ковке, штамповке
или некоторым видам термообработки, эти поверхности
должны быть очищены от окалины любым доступным
способом.
Подготовка торцовых поверхностей под сварку тре-
нием может быть выполнена самыми различными спосо-
бами: подрезкой на токарном станке, рубкой на ножницах
и под прессом, разрезкой пилой или наждачным кругом
и т. п.
64
При соединении встык двух деталей одинакового диа-
метра, металлы которых обладают различной степенью
пластичности при температурах сварки, требования к под-
готовке торцов несколько усложняются: для деталей из
более твердого и плохо деформирующегося металла
требуются более жесткие допуски на обработку торца.
Если одна из деталей в процессе сварки практически
не деформируется вовсе (например, сталь при сварке
с алюминием), требуется очень тщательная подготовка
поверхности торца такой детали.
К боковым поверхностям деталей при сварке трением
никаких требований не предъявляется; они могут быть
покрыты маслом, окалиной или ржавчиной; это не отра-
жается на свойства получаемого сварного соединения.
Этим сварка трением выгодно отличается от других видов
сварки.
Исследования механических свойств сварного соеди-
нения, полученного с помощью сварки трением, и свойств
металла в нем показали, что при правильно выбранных
режимах сварки металл обладает сплошностью струк-
туры, инородные включения, поры и другие макроде-
фекты отсутствуют. Разрушение сварных образцов при
испытании на растяжение статической нагрузкой всегда
происходило вдали от стыка и вне зоны изменения зерна.
Ударная вязкость зоны сварного соединения близка
к ударной вязкости основного металла.
Высокая прочность сварного соединения при сварке
трением объясняется специфическими условиями образо-
вания сварного соединения. Сварка трением происходит
под действием интенсивного локализованного и кратко-
временного воздействия теплоты, выделяющейся на сва-
риваемых поверхностях, высокой степени пластической
деформации и при очень хорошей защите места сварки
от действия кислорода и азота воздуха. Пластическая
деформация металла сопровождается непрерывным уда-
лением части металла из зоны сварки; при этом происхо-
дит своеобразная термомеханическая обработка металла
в этой зоне. Металл сварного соединения обладает весьма
мелкокристаллическим строением и сохраняет остаточ-
ный наклеп.
Сваркой трением можно соединять разноименные ме-
таллы, обладающие резко различными теплофизическими
характеристиками, и такие, при сварке которых обычными
методами получаются недоброкачественные швы: меди
2 Г. А. Николаев 65
Рис. 52. Сварка трубчатых
деталей с предварительно
вставленными пробками
Рис. 53. Взаимная центровка труб-
чатых деталей
со сталью, меди со сплавом «ковар», меди с алюминием
и некоторыми его сплавами, алюминия с титаном и т. п.
Для улучшения процесса сварки деталей, имеющих раз-
личное сечение, на более массивной детали необходимо
делать выступы (см. рис. 47). Вследствие высокой интен-
сивности процесса сварки высоту выступов можно прини-
мать из расчета h = (0,25 ч-0,5) d. Во многих случаях
рекомендуется соединение, показанное на рис. 47, б.
Сварка деталей с одинаковыми размерами сечений,
как правило, не представляет большого труда и обеспе-
чивает высокие механические показатели: временное со-
противление, угол изгиба, ударную вязкость и др. Для
закаливающихся металлов это достигается после соответ-
ствующей термообработки.
При сварке тонкостенных трубчатых деталей обычно
возникает ряд затруднений. Для их сварки можно реко-
мендовать следующие приемы:
1. Короткие трубчатые детали со сквозными гладкими
отверстиями сваривать, предварительно вставив внутрь
пробки из твердого материала (рис. 52). Минимального
эксцентриситета (при очень тонкостенных трубах) дости-
гают с помощью взаимной центровки этих пробок, на-
пример, так, как показано на рис. 53. Для уменьшения
износа круглого пальца одной пробки и соответствующего
отверстия в другой пробке, последняя может быть снаб-
жена шарикоподшипником.
2. Если по условиям производства внутрь деталей
вставлять пробки нельзя, то их заменяют охватывающими
кольцами.
3. Машины, предназначенные для сварки труб, снаб-
жают многокулачковыми зажимами, позволяющими охва-
тить трубы почти по всей ее окружности (рис. 54).
В Т-образных соединениях стержень или трубу при-
варивают впритык к плоской поверхности другой детали.
66
Основная особенность сварки таких соединений — асим-
метрия температурного поля. От плоского источника на
поверхности трения теплота распространяется фронтально
вдоль оси стержня и в направлениях, нормальных к неко-
торой сферической поверхности в теле другой детали
(рис. 55). Это различие в интенсивности теплоотвода по
обе стороны от поверхности трения вызывает асимметрию
температурного поля. В стержне наблюдаются более
высокие температуры, чем в пластине, поэтому в стержне
происходит процесс глубинного вырывания частиц ме-
талла, тогда как в массивной и менее прогретой пластине
имеет место лишь эффект поверхностного полирования.
Для обеспечения высокого качества Т-образных сое-
динений при их сварке трением необходимо торцевать
поверхность плоской детали в машине для сварки тре-
нием, после чего (не переставляя ее в зажиме) проводить
сварку; искусственно сводить сварку асимметричного
Т-образного соединения к сварке симметричного соедине-
ния. Для этого либо на детали с плоской поверхностью
заранее протачивают выступ (рис. 56) диаметром, равным
диаметру привариваемого стержня, и высотой 3—6 мм
для сталей и несколько более для пластичных металлов,
либо на торцовой поверхности массивной детали заранее
протачивают кольцевую канавку (рис. 56, б) для сварки
этой детали со стержнем. Для соединения с трубой пло-
скую деталь подготовляют, как показано на рис. 56, в.
Надежное соединение трубы с фланцем рекомендуется
выполнять также по схеме, представленной на рис. 56, в.
Для сварки трением необходимо специальное обору-
дование, которое должно быть рассчитано на работу при
достаточно больших скоростях вращения и осевых уси-
лиях, свойственных сварке трением, должно позволять
Рис. 54. Зажимы, охваты-
вающие трубу снаружи
67
Рис. 56. Подготовка плоской детали перед сваркой Т-об-
разного соединения пластины со стержнем (а и б) и
с трубой (в)
быстрый запуск и мгновенную остановку шпинделя
машины, обладать достаточной прочностью для восприя-
тия и гашения значительных радиальных вибраций,
возникающих в процессе сварки, и удовлетворять ряду
других требований. Этим требованиям не отвечают обычные
металлорежущие (токарные, фрезерные, сверлильные)
станки, применение которых для сварки трением даже
после соответствующей реконструкции может быть допу-
щено лишь в виде исключения и только при выполнении
неответственных работ.
Современные машины для сварки трением достаточно
сложны, состоят из большого числа следующих элемен-
тов и узлов (рис. 57): два зажима 5 и 7 для подлежащих
сварке деталей 6; передняя бабка 4 со шпинделем, несу-
щим на себе вращающийся зажим 5; узел 8, в котором
размещен невращающийся зажим 7; привод вращения
шпинделя с электродвигателем 1, ременной передачей 2
и устройством для натяжения ремней; фрикционная
муфта 3 для сцепления шпинделя с приводным устрой-
ством,.а также для торможения шпинделя; пневматиче-
ские или гидравлические цилиндры 9, обеспечивающие
создание необходимого рабочего (осевого) усилия ма-
3 ь 5 б 7 8 9
Рис. 57. Принципиальная конструк-
тивно-кинематическая схема современ^
ной машины для сварки трением
68
шины; пневматическая, пневмогидравлическая или гид-
равлическая схема управления силовым приводом ма-
шины; электрическая схема управления машиной; ста-
нина машины, шкаф управления.
В соответствии с типажом на оборудование во
ВНИИЭСО разработаны четыре типоразмера машин-по-
луавтоматов: МСТ-23, МСТ-35, МСТ-41, МСТ-51. Эти
машины конструктивно и геометрически подобны и раз-
личаются лишь размерами сечений деталей, которые
можно сваривать на каждой из машины, и, следовательно,
основными параметрами (табл. 9). Они предназначены
для сварки стержневых (сплошного сечения) круглых
заготовок из низкоуглеродистой или низколегирован-
ных сталей. Машины позволяют также сваривать
трубчатые заготовки и выполнять Т-образные соедине-
ния.
Весь цикл сварки выполняется автоматически после
нажатия на соответствующие кнопки на пульте управле-
ния. Вручную лишь закладывают заготовки в зажимы
машины (после чего происходит автоматическое их зажа-
тие) и снимают сваренные детали.
Кроме этих машин, разработано, изготовлено и успешно
эксплуатируется много специальных машин, предназна-
ченных для сварки деталей только одного наименования
Таблица 9
Технические характеристики машин типа ИСТ
Показатели МСТ-23 МСТ-35 МСТ-41 МСТ-51
Мощность, кВт 10 22 40 75
Осевое усилие, кгс: при нагреве максимальное 2500 5000 5 000 10 000 10 000 20 000 20 000 40 000
Диаметр свар иваемых стержневых заготовок, мм: минимальный максимальный > 10 25 16 36 22 50 32 70
Максимальный диаметр за- готовок, мм 32 39 52 75
Производительность сва- рок в час 150 120 100 70
69
Таблица 10
Технические характеристики специальных машин
для сварки трением
Показатели смет-4 МФ-327 9-±OW MCT-31-2 МСТ-10-01 МСТ-100-01
Мощность, кВт 20 10 4 28 40 125
Частота вращения шпинделя, об/мин 680 1500 2000 1000 1000 800
Максималь- ное усилие, тс 10 5 0,8 14 10 80
Диаметр свариваемой детали, мм 38 10—18 * 12 50 33 140/80
Производи- тельность, сварок в час * Свар ** Свар * * * Одн о 70 <а спец! <а меди времени 160 1альных ст ая сварка 420 ** 1лей. ^вух стыко 50—60 з. 14Q *** 6—8
в условиях массового или крупносерийного производства
(табл. 10).
Оборудование для сварки трением сравнительно слож-
ное и дорогое, а сам процесс высокопроизводителен. Мак-
симальный экономический эффект от его внедрения до-
стигается в массовом или серийном производстве при
изготовлении деталей относительно крупными партиями
или групповым методом. В этих случаях следует исполь-
зовать полуавтоматы и автоматы. В мелкосерийном про-
изводстве для сварки трением следует использовать ма-
шины, более простые и легко переналаживаемые при
переходе от сварки одной детали к свайке другой.
Сварка трением успешно применяется при изготовле-
нии концевого режущего инструмента, например сверл
средних размеров. Экономический эффект, получаемый
в результате использования сварки трением заготовок
70
а) б)
Рис. 58. Изготовление калибров:
а *- по старой технологии; б — с применением сварки
трением
инструмента, обусловлен значительным снижением брака
и затрат труда и весьма существенной экономией дефи-
цитной быстрорежущей стали. Замена электрической
контактной сварки встык заготовок инструмента сваркой
трения дает большую экономию.
Сваркой трением также изготовляют мерительный
инструмент и детали вращающегося центра для токарных
станков. Гладкие и резьбовые калибры ранее изготовляли
из дорогой стали марки ШХ методом ковки в несколько
переходов. При использовании сварки трением (рис. 58)
заготовку выполняют составной: на автомате хвостовик
из стали 45 приваривают к рабочей части из стали ШХ.
В результате — экономия дорогой хромистой стали и
значительное увеличение производительности труда.
До применения сварки трением клапаны двигателей
внутреннего сгорания были цельнощтампованными
(рис. 59); их получали из дорогостоящей стали путем
отрезки и горячей штамповки в несколько переходов.
Новая технология с применением сварки трением состоит
из большего числа операций. Однако затраты на внедрение
новой технологии окупились сокращением расхода жаро-
прочной стали, повышением производительности труда
и высвобождением тяжелого ковочного оборудования.
Сварка трением успешно внедрена не только в тракто-
ростроении, автомобилестроении, при производстве дви-
Рис. 59. Изготовление клапана:
а — по старой технологии; б — с применением сварки трением,
1 — жаропрочная сталь; 2 заготовка; 3 я» углеродистая сталь
71
гателей внутреннего сгорания, но также и при изготов-
лении труб, в ракетостроении, в строительной индустрии,
в сельхозмашиностроении, в электротехнической и энер-
гомашиностроении, в станкостроении и при изготовле-
нии изделий многих других отраслей производства.
В ближайшие годы сварка трением должна быть ши-
роко внедрена в промышленность. Для этого предстоит
выявить детали, которые целесообразно сваривать тре-
нием.
8. ДУГОВАЯ СВАРКА В КАМЕРАХ
С КОНТРОЛИРУЕМОЙ АТМОСФЕРОЙ
В промышленности многие металлы сваривают дугой
с защитой места сварки инертными газами: аргоном или
гелием. Различают следующие способы защиты металлов
от атмосферы при дуговой сварке в инертных газах:
с применением стандартных сварочных горелок для
сварки в струе инертных газов; с применением подвиж-
ных защитных микрокамер; с использованием стационар-
ных камер с контролируемой инертной атмосферой.
Самый распространенный и простой способ защиты
ванны расплавленного металла от действия атмосферы —
использование аргоно-дуговых горелок; в некоторых
случаях применяют также защиту и нижней стороны
соединяемых кромок.
Электродуговая сварка с защитой места сварки струей
инертных газов широко применяется при изготовлении
изделий из высоколегированных сталей, алюминиевых и
магниевых сплавов, сплавов на основе никеля. Однако,
как показывает практика, при сварке активных и туго-
плавких металлов, а также при сварке листов большой
толщины и поковок из высоколегированных сталей, алю-
миниевых и магниевых сплавов с использованием обыч-
ных сварочных горелок не обеспечивается необходимое
качество сварочного соединения вследствие недостаточ-
ной защиты металла, нагретого до высоких температур.
Более совершенный метод сварки с защитой инерт-
ными газами — сварка с использованием защитных кожу-
хов (микрокамер), представляющих собой небольшие
подвижные камеры, которые позволяют защитить не
только ванну расплавленного металла, но и значительную
область металла околошовной зоны, нагретого до высо-
ких температур.
72
Более совершенный метод сварки с защитой инертными
газами — сварка с использованием защитных кожухов
(микрокамер), представляющих собой небольшие подвиж-
ные камеры, которые позволяют защитить не только ванну
расплавленного металла, но и значительную область
металла околошовной зоны, нагретого до высоких темпе-
ратур.
Размеры микрокамер и их форму выбирают в зависи-
мости от вида свариваемого металла и его толщины,
режимов сварки, формы изделия. Микрокамеры должны
обеспечивать надежную защиту инертным газом зоны
металла, нагретого до температур, при которых еще
может происходить активное взаимодействие металла
с кислородом и азотом воздуха. При сварке циркония
необходимо защищать зону металла с температурой
выше 500° С (773 К).
В подвижную камеру инертный газ подается через
сопло и специальный газоподводящий шланг (рис. 60).
Корень шва защищен инертным газом, поступающим
в подкладку, имеющую канавку. При сварке сосудов или
труб оба конца изделия закрывают, а инертный газ не-
прерывно в процессе сварки подают внутрь изделия.
При сварке в микрбкамерах для предупреждения
подсоса воздуха инертные газы следует подавать с мини-
мальной скоростью, обеспечивающей заполнение камеры
с незначительным избыточным давлением.
Микрокамеры обычно имеют охлаждающие рубашки
или трубки, по которым протекает вода. Кромки камер,
соприкасающиеся с изделием, имеют небольшие отвер-
стия, позволяющие защитному газу вытекать из-под
Рис. 60. Схема сварки горелкой с защитной по-
движной микрокамерой
73
камеры и тем самым препятствовать попаданию внешней
атмосферы в камеру.
Сварка изделий с использованием микрокамер может
осуществляться двумя способами: или камера движется
по изделию при неподвижном изделии, или камера непод-
вижна, а изделие передвигается. В обоих случаях камера
прижимается к изделию с помощью пружин.
Применение защитных микрокамер, хотя несколько
и улучшает технологический процесс, особенно при сварке
изделий больших толщин и крупногабаритных изделий,
но все-таки не гарантирует высокого качества сварных
соединений, поскольку защита не совершенна ввиду воз-
можности проникновения воздуха под камеру в процессе
сварки изделия.
Чтобы получить швы высокого качества, необходимо
оборудование, обеспечивающее надежную защиту расплав-
ленного металла от воздействия атмосферного воздуха —
это герметичные камеры, заполненные инертным газом,
в которых происходит сварка. Преимущество такой ка-
меры состоит в возможности создания атмосферы из
инертных газов с минимальным содержанием кислорода
и азота, а следовательно, в обеспечении более стабиль-
ных механических свойств сварного соединения.
В камерах с контролируемой атмосферой можно свари-
вать плавящимся и неплавящимся электродами вручную
или же автоматами. В камере для ручной сварки (рис. 61)
могут работать одновременно два сварщика, для чего
в камере имеется две пары отверстий с резиновыми пер-
чатками.
Подготовка камеры к сварке заключается в следую-
щем: свариваемые изделия устанавливают в камере, куда
также загружают электроды и присадочную проволоку.
После загрузки камеры загрузочные люки и отверстия
для перчаток герметизируют. В камере с помощью ваку-
умных насосов создается вакуум 10-4 мм рт. ст. (133 х
X Ю-4 Н/м2). Для ускорения дегазации стенок камеры
в процессе откачки камера может быть снабжена водяной
рубашкой, по которой циркулирует горячая вода. Для
предохранения резиновых перчаток от разрыва воздух
откачивают с наружной стороны люков, перекрывающих
отверстия с перчатками. После откачки камеру запол-
няют аргоном или гелием до давления, равного атмосфер-
ному. Давление в камере контролируют по мановакуум-
метру.
74
При сварке в камерах питание дуги осуществляется
от источника постоянного тока или трансформатора с кон-
денсаторной батареей. Для возбуждения дуги применяют
осцилляторы. При сварке используют постоянный ток
прямой полярности или переменный ток. При сварке
плавящимся электродом используют и обратную поляр-
ность. Сварку в камере проводят без подачи инертного
газа в горелку на тех же режимах, что и при сварке
в инертных газах на воздухе. При ручной сварке в таких
камерах трудность ведения процесса заключается в том,
что избыточное давление, создающееся в камере вслед-
ствие нагревания газа, стремится вытолкнуть из камеры
руки сварщика. Для предупреждения этого явления
необходимо часть газа выпускать в процессе сварки.
О надежности газовой защиты в процессе сварки и при
последующем охлаждении сварного соединения можно
судить до некоторой степени по внешнему виду шва.
Блестящая серебристая поверхность шва свидетельствует
о хорошей защите. Появление на шве и в околошовной
зоне цветов побежалости, налетов и т. п. указывает на
плохую защиту металла.
Критерием оценки степени загрязнения металла шва
азотом и кислородом служит твердость металла шва. При
хорошей защите твердость металла шва не превосходит
исходной твердости основного металла. Иногда для полу-
Рис. 61. Камера для ручной сварки изделий
75
Предел' прочности
основного металла.
Рис. 62. Влияние способов защиты
на пластичность шва: при аргоно-
дуговой сварке сплавов титана раз-
личной прочности:
I —. обычная аргоно-дуговая сварка;
2 — сварка с защитой корня шва; 3—
сварка в кожухах; 4 — сварка в ка-
мере с контролируемой атмосферой;
5 — основной металл
чения более чистой инертной атмосферы перед сваркой
изделия в камере сваривают образцы из активных ме-
таллов (титана, циркония).
Об эффективности защиты металла при обычной сварке
горелками, при сварке с использованием защитных ко-
жухов и в камерах с контролируемой атмосферой можно
судить по графику на рис. 62. При сварке в камерах с кон-
тролируемой атмосферой пластичность металла сварного
соединения приближается к пластичности основного ме-
талла. Автоматическая дуговая сварка в камерах с кон-
тролируемой атмосферой обеспечивает более стабильное
качества сварных соединений, чем ручная.
9. ВЫСОКОЧАСТОТНАЯ СВАРКА
Особенность высокочастотного метода нагрева состоит
в выделении тепловой энергии в массе нагреваемого ме-
талла и возможность значительной концентрации элек-
тромагнитной энергии токов высокой частоты в поверх-
ностных слоях нагреваемого металла вследствие поверх-
ностного эффекта и эффекта близости.
При нагреве т. в. ч. металлы помещают в магнитное
поле высокой частоты, созданное током, протекающим
по индуктору. В металле при этом индуктируется элек-
тродвижущая сила, вызывающая в нем ток. Вследствие
поверхностного эффекта ток в нагреваемом изделии рас-
пределяется неравномерно — наибольшая плотность тока
наблюдается в поверхностных слоях изделия. В нагрева-
емом т. в. ч. изделии увеличение плотности тока от центра
к поверхности проводника происходит по экспоненциаль-
ному закону
6Х = бе д *
76
где 8Х — среднеквадратичное значение плотности тока
на расстоянии х от поверхности провода; 6 — среднеквад-
ратичное значение плотности тока на поверхности про-
водника; Д — глубина проникновения — расстояние от
поверхности провода по направлению к его центру,
на котором плотность тока убывает в е раз по сравнению
с плотностью тока на поверхности.
Из вышеприведенного выражения следует, что при
высокочастотном нагреве в поверхностных слоях можно
получить высокие плотности тока и тем самым обеспечить
быстрый нагрев металла.
Кроме поверхностного эффекта, для высокочастотной
сварки используют так называемый эффект близости.
Сущность этого эффекта заключается в следующем: если
вблизи проводника с переменным током поместить дру-
гой проводник без тока или же с током, имеющим проти-
воположное направление, то в первом случае вследствие
электромагнитной индукции в проводнике возникнет э. д. с.
и ток, направленные противоположно току в первом про-
воднике. Вследствие этого магнитные потоки от обоих
токов в зазоре между проводниками, направленные
в одну сторону, суммируются, а на наружных сторонах
проводников, направленные встречно, ослабляются. Та-
ким образом, в зазоре между проводниками напряжен-
ность магнитного поля увеличивается, а вне зазора,
наоборот, уменьшается. Вследствие этого плотности токов
и поглощение энергии в проводниках увеличиваются
в тех частях поверхности, которые обращены к другому
проводнику, т. е. там, где
напряженность магнитного
поля больше, и уменьшаются
на внешних частях поверх-
ности, как это показано на
рис. 63. Этот эффект способ-
ствует еще большей концент-
рации энергйи в поверхност-
ных слоях нагреваемого из-
делия.
Для контактной высоко-
частотной сварки труб с ис-
пользованием эффекта близо-
сти разработаны технология
и аппаратура (рис. 64). Токо-
подводящие контакты, сколь-
Рис. 63. Распределение пере-
менного тока в параллельно рас-
положенных шинах при проти-
воположном направлении токов
Рис. 64. Схема высокочастотной сварки продоль-
ного стыка трубы
зящие или вращающиеся, подводят ток высокой частоты
к кромкам сформированной трубной заготовки. Вслед-
ствие поверхностного эффекта и эффекта близости ток
сосредоточивается на поверхностях сходящихся кромок.
Трубная заготовка с разогретыми до необходимой темпе-
ратуры кромками поступает в обжимные валки, где и
происходит сварка.
Шунтирующее сопротивление при высокой частоте
велико и, кроме того, его можно увеличить введением во
внутреннюю полость трубы ферритового сердечника, уве-
личивая при этом концентрацию тока на поверхности
трубы.
Применение тока радиочастотного диапазона позво-
ляет получить более высокую концентрацию энергии,
чем при контактной и дуговой сварке.
Вследствие использования высококонцентрированного
нагрева при высокочастотной сварке протяженность зоны
термического влияния и зоны шва чрезвычайно мала и
составляет 0,1—0,15 мм. В связи с этим сварной шов
обладает высокими механическими и антикоррозионными
свойствами, весьма близкими к свойствам основного
металла. Применение высокочастотной сварки для изго-
товления труб из легированной стали позволяет получить
скорости сварки, во много раз превышающие скорости
при дуговой сварке.
Высокочастотная сварка может быть использована
для стыковой сварки труб и сплошных сечений, это позво-
ляет нагревать торцы поверхностей без их контакта и
оплавления. Кроме того, имеется возможность получить
сварные соединения с незначительным внутренним
гратом.
Торцы труб зажимают в специальных зажимах с уси-
лием, исключающим проскальзывание их при приложе-
78
нии осевого усилия (рис. 65). Стык трубы помещают
в одновитковый индуктор и нагревают до сварочной тем-
пературы, после чего прикладывают давление осадки.
Частоту тока, используемого для нагрева металла при
стыковой сварке труб при индукционном нагреве, выби-
рают из условия получения возможно более высокого
к. п. д. индуктора и возможно большей скорости нагрева.
Критерием выбора частоты тока является диаметр d
трубы и толщина ее стенки:
30000
Глубина проникновения Аг. пр тока в металл, опреде-
ляющая зону металла с максимальной температурой, т. е.
толщину свариваемого металла, может быть получена
из следующего выражения:
ДГ1ПР = 6030 J/J,
где р — удельное электросопротивление металла трубы,
Ом:см; ц — относительная магнитная проницаемость.
С помощью высокочастотного нагрева можно наплав-
лять твердые сплавы на режущие кромки различных
инструментов.
На рис. 66 представлена схема армирования твердыми
сплавами зубьев буровых долот. Твердый сплав в виде
порошка или брикета укладывают на армируемую грань
зуба и в таком виде нагревают т. в. ч. В процессе нагрева
расплавляются брикет и металл зуба, при этом зерна
твердого сплава проникают в основной металл на глу-
бину 2—3 мм. Продолжительность наплавки одного зуба
составляет 10—27 с.
Рис. 65. Схема стыковой сварки труб:
/ — трубы; 2 — зажим; 3 трансформатор; 4 & индуктор
79
Рис. 66. Схема наплавки твердых
сплавов на зубья буровых долот:
1 индуктор; 2 — брикет твердого
сплава
Основные преимущества
сварки с нагревом т. в. ч.:
возможна сварка труб из
высокоактивных металлов,
аустенитных и жаропроч-
ных сталей и сплавов;
прочность сварных соеди-
нений не уступает проч-
ности основного металла;
обеспечиваются высокая
производительность и ста-
бильность процесса; про-
цесс нечувствителен к со-
стоянию поверхности ме-
талла, легко механизиру-
ется и автоматизируется.
10. ЭЛЕКТРОННОЛУЧЕВАЯ СВАРКА
На современном этапе развития физики широкое и
разностороннее применение в различных областях науки
и техники находит использование энергии электронов.
В настоящее время известно использование энергии элек-
тронов для возбуждения свечения люминофоров, которые
обычно наносят на экран электроннолучевых трубок
катодных осциллографов и телевизоров. Эффекты, вызы-
ваемые электронами при бомбардировке вещества, исполь-
зованы в электронных микроскопах, электронных умно-
жителях, рентгеновских трубках, масс-спектрографах и
во многих других устройствах и приборах.
Электрон представляет собой элементарную электри-
чески заряженную частицу, имеющую отрицательный
заряд е= 1,602 10“19 Кл, массу те = 9,109 • 10“31 кг;
радиус ге = 2,82-10-15 м, удельный заряд = 1,759 х
X Ю11 Кл/кг. Количество электронов в атоме зависит
от типа вещества и равно его атомному номеру в периоди-
ческой системе элементов Д. И. Менделеева.
Электрон, являясь наименьшей устойчивой заряженной
элементарной частицей материи, может быть наиболее
простым образом получен в свободном состоянии. В боль-
шинстве случаев, подведя соответствующую энергию,
можно вызвать выход электронов с поверхности металла.
Наиболее часто для получения свободных электронов
80
используют термоэлектронные катоды-металлы. Они на-
греваются до таких температур, при которых электроны
приобретают достаточную скорость, чтобы покинуть ме-
талл и перейти в окружающее катод пространство. В ре-
зультате возникает эмиссия электронов. Величина тока
термоэлектронной эмиссии зависит от температуры ка-
тода, работы выхода и свойств поверхности (уравнение
Ричардсона—Дэшмана):
ефо
je = АТ2е kT ’
где je — плотность тока эмиссии, А/см2; А — эмиссион-
ная постоянная, зависящая от свойств излучающей по-
верхности и равная для большинства чистых металлов 40—
70 А/смаК2; Т — абсолютная температура катода, К;
е — основание натурального логарифма; е<р0 — работа
выхода электрона из металла, Дж; k = 1,38 10-23 Дж/К—
постоянная Больцмана.
Это уравнение показывает, что величина тока эмиссии
в наибольшей степени зависит от температуры катода.
Однако при увеличении температуры резко возрастает
скорость испарения материала катода и сокращается срок
его службы.
Свободные электроны под действием электрических или
магнитных полей могут перемещаться. Поскольку элек-
троны обладают самой малой инертной массой из всех
элементарных частиц, имеющих заряд, то электрону
можно сообщить большие ускорения. Если электрон
поместить в однородное электрическое поле напряжен-
ностью Е, созданное между двумя параллельными пласти-
нами достаточно большой протяженности, то на электрон
будет действовать сила, равная произведению величины
заряда на напряженность поля в месте нахождения
заряда:
F = — еЕ.
Знак минус показывает, что вследствие отрицательного
заряда электрона сила имеет направление, противопо-
ложное направлению вектора напряженности электри-
ческого поля. Работа, затраченная электрическим полем
на перемещение заряда из одной точки в другую, равна
произведению величины заряда на разность потенциалов
между этими двумя точками:
А = eU = е (Ut — UJ,
81
Рис. 67. Движение электрона
в ускоряющем электрическом
поле
те ( v1 2 — Vo)
где U — разность потен-
циалов между точками 1
и 2 (рис. 67). Эта работа
затрачивается на сообще-
ние электрону кинетиче-
ской энергии
И'к 2 ’
где v и у 0 — скорости
движения электрона в точ-
ках 1 и 2.
Сумма кинетической и
потенциальной энергий
электронов при их движе-
нии в электрических полях
остается постоянной, по-
этому
eU,
если начальная скорость электрона ц0 = 0, то
^ = eU.
Отсюда следует, что энергия электронов определяется
массой и скоростью частицы. Энергия электронов может
достигать больших значений и зависит от разности потен-
циалов разгоняющего поля. Скорость электрона,
женная через потенциал разгоняющего поля U,
выра-
равна
v
1е
Подставляя в это выражение значение заряда и массы
электрона, можно получить приближенное соотношение
для расчета скорости электрона (в км/с):
v «600 VU.
Скорость, приобретаемая электроном при движении
в ускоряющем поле, зависит только от разности потен-
циалов. Из последнего соотношения видно, что скорости
электронов даже при сравнительно небольшой разности
потенциалов достигают значительных величин. Например,
при U = 10000 В скорость электронов v = 60 000 км/с.
82
При такой большой скорости электронов все процессы,
связанные с движением электронов, протекают очень
быстро.
Регулируя величину и направление начальной ско-
рости электронов, а также величину и направление
напряженности электрического поля, можно заставить
электроны двигаться по заранее рассчитанной траектории.
Это позволяет управлять движением электронов, получать
требуемые энергии электронов, плотность в пучке и т. п.
Влияние магнитного поля на движущийся электрон
аналогично действию поля на проводник с током. Силу,
действующую на электрон, движущийся в магнитном поле,
определим из выражения
F = Bev sin а,
где Ве — магнитная индукция; а — угол между направ-
лением тока и магнитной силовой линией поля.
Электрон, движущийся вдоль силовых линий магнит-
ного поля (а = 0), не испытывает никакого воздействия
поля (F = Ве х v sinO = 0) и продолжает перемещаться
с заданной ему начальной скоростью. Если вектор на-
чальной скорости электрона перпендикулярен вектору
магнитной индукции, т. е. а = л/2 (рис. 68, а), то
F = Bev sin = Bev.
Направление этой силы определяется по правилу ле-
вой руки. Сила F всегда перпендикулярна направлению
мгновенной скорости электрона и и направлению магнит-
ных силовых линий поля. В соответствии со вторым за-
коном Ньютона эта сила сообщает электрону с массой те
ускорение, равное Bev!tne. Поскольку ускорение перпен-
Рис. 68. Траектория электрона в магнитном поле
83
дикулярно скорости v, то электрон под действием этого
нормального (центростремительного) ускорения будет
двигаться по окружности, перпендикулярной к силовым
линиям поля.
Начальная скорость электрона может быть и не пер-
пендикулярна магнитной индукции, т. е. а < л/2
(рис. 68, б). Тогда траекторию движения электрона опре-
деляют две составляющие начальной скорости: нормаль-
ная и касательная ц2. Первая направлена перпендику-
лярно силовым линиям магнитного поля, а вторая —
параллельно им. Под действием нормальной составляю-
щей электрон движется по окружности, а под действием
касательной — вдоль силовых линий поля. В результате
действия двух составляющих траектория движения элек-
трона принимает вид спирали. Возможность изменения
траектории движения электрона с помощью магнитного
поля используют для фокусировки и управления элёктрон-
ным потоком.
Электроны, двигаясь в электрическом поле, могут
накопить значительную кинетическую энергию, При до-
стижении электроном поверхности металлического анода
скорость электронов резко уменьшается вследствие столк-
новения их с атомами металла. При таких столкновениях
кинетическая энергия электронов передается атомам
вещества, подвергающегося бомбардировке. Эффект пере-
дачи энергии электронов веществу проявляется увели-
чением температуры вещества.
Если на анод попадает N электронов в секунду, то
выделяющаяся на аноде мощность в виде теплоты равна
Ра = NeU.
Произведение Ne представляет собой количество элек-
тричества' в кулонах, попадающее в 1 с на анод, т. е.
силу тока в амперах. Поэтому мощность, выделяющаяся
на аноде,
Ра = JaU-
Нагрев анода электронной бомбардировкой является
во многих случаях нежелательным явлением и лишь
в последнее время этот эффект начал использоваться как
положительный фактор при различных технологических
процессах, связанных с термическим воздействием, —
сварке, плавке, обработке, напылении пленок и т. п.,
84
что значительно расширило область применения элек-
тронного луча.
Установлено, что электроны, обладающие определен-
ной энергией, могут проникать в вещество. Толщина слоя
вещества, пройдя который электрон полностью теряет
скорость, определяет его пробег. Пробеги электронов
в металлах при сравнительно небольших энергиях элек-
тронов (10—82 кэВ) были изучены. Б. Шенландом. Со-
гласно Шенланду пробег (в см) электронов выражается
зависимостью
6 = 2,6-10-12 —,
р
где U — разгоняющее напряжение, В; р — плотность
вещества, г/см8.
Расчеты показывают, что электроны в зависимости
от разгоняющего напряжения и свойств металла могут
проникать на глубину нескольких десятков и даже сотен
микрометров. Глубина проникновения электронов в ме-
талл невелика, но учет ее позволяет объяснить некоторые
эффекты, связанные с особенностями электронного нагрева
при сварке.
Изучение адсорбции монохроматического потока элек-
тронов показывает, что проникающий в вещество элек-
трон испытывает многократное рассеяние и теряет энергию
не сразу и в результате многочисленных соударений
с ядрами атомов и электронами решетки. В результате
этих столкновений меняется скорость и направление дви-
жения электронов, проникающих в вещество. Электроны
растрачивают основную долю энергии в конце пробега
(рис. 69). Таким образом, в отличие от других широко
применяемых методов сварки, при которых нагрев про-
исходит посредством теплопередачи через поверхность
металла, электронный нагрев осуществляется в самом ве-
ществе. При этом электроны теряют свою энергию нерав-
номерно в направлении пробега,
лее интенсивное тепловыделение
наблюдается на некоторой глу-
бине.
Особенности электронного
нагрева, связанного с выделе-
нием теплоты в слое веще-
этого наибо-
\ Вакуум
я \]?\Вещество
O=i,oW
ства, можно определить, рас-
сматривая дифференциальное
Рис. 69. llyib электрона
в веществе
85
уравнение теплопроводности с источником теплоты в са-
мом металле:
dT(,x-t) d*T(x-t) 1 ™
dt ~а дх* г 7р
где Т — температура среды; х — расстояние от поверх-
ности; t — время; а — коэффициент температуропровод-
ности; с — теплоемкость металла; р — плотность ме-
талла; W (х; t) — интенсивность источника — коли-
чество теплоты, выделяющейся в единицу времени в еди-
нице объема в данной точке металла.
Количество выделенной электроном энергии можно
аппроксимировать зависимостью
W (х) = —= Соекх,
' ' dx ° ’
где п — число электронов, проходящих через единицу
поперечного сечения поверхности анода в 1 с; £ — сред-
няя энергия электрона в данной точке; Со — постоянная;
k — коэффициент, характеризующий поглощение энергии
в металле.
Дифференциальное уравнение нагрева поверхност-
ного слоя металла электронным лучом выглядит следую-
щим образом:
дТ {х-1) _ d2T(x;t) CQ
дх ~и дх2 ~г ср *
Математическое исследование решения уравнения
показывает, что с увеличением продолжительности
импульса слой с максимальной температурой сдвигается
к поверхности металла в результате теплопроводности
(рис. 70) и при определенной продолжительности импульса
достигнет поверхности металла.
Физическая картина внешних явлений, сопровождаю-
щих действие электронов на металл, состоит из рентге-
новского излучения, теплоизлучения, возникновения
отраженных вторичных электронов, испарения металла
в виде атомов и ионов металла и может быть изображена
следующим образом (рис. 71).
Вторичные электроны делятся на три группы: а) упру-
гоотраженные, энергия которых примерно равна падаю-
щим; б) отраженные в результате неупругого соударе-
ния и имеющие более или менее большие потери; в) соб-
ственно вторичные электроны, энергия которых не- пре-
вышает 50 эВ. Энергия отраженных электронов в сред-
86
нем составляет 70% энергии первичных. Если отношение
количества рассеянных электронов к количеству падаю-
щих обозначить р, то потери энергии пучка на рассеян-
ных электронах составят Ер = 0,7р. Величина Р ко-
леблется в пределах 0,1—0,45 в зависимости от порядко-
вого номера элемента.
Принцип сварки электронным лучом в вакууме. Сущ-
ность процесса сварки электронным лучом в вакууме со-
стоит в использовании кинетической энергии электронов,
быстродвижущихся в глубоком вакууме. При бомбарди-
ровке электронами поверхности металла подавляющая
часть кинетической энергии электронов превращается
в теплоту, которая и используется для расплавления ме-
талла.
Для сварки необходимо получить свободные электроны,
сконцентрировать и сообщить им большую скорость,
с целью увеличения их энергии, которая должна превра-
титься в теплоту при торможении электронов в сваривае-
мом металле.
Получение свободных электронов достигается приме-
нением раскаленного металлического катода, эмитирую-
щего электроны. Ускорение электронов обеспечивается
электрическим полем с высокой разностью потенциалов
между катодом и анодом. Фокусировка — концентра-
ция электронов достигается использованием магнитных
полей. Резкое торможение электронного потока происхо-
дит автоматически при
внедрении электронов
в металл. Электронный
Рис. 71. Физическая картина явлений,
сопровождающих проникновение элек-
тронов в вещество:
1 —молекулы металла; 2 — ионы; 3 — луч;
4 — рентгеновское излучение; 5 — отра-
женные и вторичные термоэлектроны^
6 — тепловое излучение
Рис. 70. Изменение тем-
пературы в слое вещества
с увеличением времени
импульса т2 >> ту х2 <7 х1
87
луч, используемый для сварки, создается с специаль-
ном приборе — электронной пушке.
Электронная пушка представляет собой устройство,
с помощью которого получают узкие электронные пучки
с большой плотностью энергии (рис. 72). Пушка имеет
катод 1, который может нагреваться до высоких темпе-
ратур. Катод размещен внутри прикатодного электрода 2.
На некотором удалении от катода находится ускоряющий
электрод (анод) 3 с отверстием. Прикатодный и ускоряю-
щий электроды имеют форму, обеспечивающую такое
строение электрического поля между ними, которое фоку-
сирует электроны в пучок с диаметром, равным диаметру
отверстия в аноде. Положительный потенциал ускоряю-
щего электрода может достигать нескольких десятков
тысяч вольт, поэтому электроны, эмитированные катодом,
на пути к аноду приобретают значительную скорость и
энергию.
После ускоряющего электрода электроны дви-
гаются равномерно. Питание пушки электрической энер-
гией осуществляется от высоковольтного источника 7
постоянного тока. Электроны имеют одинаковый заряд,
поэтому они отталкиваются друг от друга, вследствие
чего диаметр пучка увеличивается, а плотность энергии
в пучке уменьшается.
Для увеличения плотности энергии в луче после вы-
хода электронов из первого анода электроны фокусируются
магнитным полем в специальной магнитной линзе 4. Сфо-
кусированные в плотный пучок летящие электроны уда-
ряются с большой скоростью о малую, резко ограни-
ченную площадку на изделии 6, при этом кинетическая
энергия электронов, вследствие торможения в веществе,
превращается в теплоту, нагревая металл до очень вы-
соких температур.
Для перемещения луча по свариваемому изделию
на пути электронов помещают магнитную отклоняю-
щую систему 5, позволяющую устанавливать электрон-
ный луч точно по линии сварки.
Для обеспечения свободного движения электронов
от катода к аноду и далее к изделию, для тепловой и хи-
мической изоляции катода, а также для предотвращения
возможности возникновения дугового разряда между
электродами в установке создается глубокий вакуум
порядка 10~4 мм рт. ст. (133-10"4 Н/м2), обеспечиваемый
насосной системой установки.
88
Движение электронов в вакууме не сопровождается
световыми эффектами и поэтому луч не виден, но его дей-
ствие на вещество можно наблюдать по нагреву места
бомбардировки, свечению люминофоров и т. п.
Плотность энергии в источнике нагрева определяет
его эффективный коэффициент использования теплоты,
форму провара, размеры зоны термического влияния и
другие параметры. Электронный луч — наиболее эффек-
тивный источник нагрева металла при сварке, поскольку
плотность энергии в луче не более чем на два порядка
превосходит плотность энергии электрической сварочной
дуги.
На рис. 73 по оси абсцисс отложены диаметры (d0)
эффективных пятен нагрева, характеризующие возмож-
ность использования источника теплоты для сварки
микроизделий. По оси ординат отложена максимальная
Рис. 73. Плотность энергии и
диаметр пятна нагрева для раз-
личных источников теплоты:
ГП — газовое пламя; ДПС —
дуговая плазма; СД — свароч-
ная дуга; ЭЛ — электронный
луч; ОКГ — оптический кванто-
вый генератор
89
плотность энергии q, ко-
торая может быть достиг
нута в источнике теп-
лоты. Наклонными ли-
ниями показана мощность
источника, изменяющаяся
от нескольких до сотен
киловатт. Из рис. 73
следует, что электронный
луч как источник теплоты
обладает свойствами, по-
зволяющими использовать
его для самых плавных
нагревов и как источник,
сосредоточенность кото-
рого на два порядка вы-
ше, чем у сварочной дуги
(табл. 11). Электронный
луч также может быть
Таблица 11
Плотность энергии различных
источников теплоты
и минимальная площадь пятна
нагрева
Источник теплоты Минимальная площадь пятна нагрева, см2 Максимальная' плотность энер- гии, Вт/см2
Ацетилено-кисло- родное пламя 10-2 5-Ю4
Сварочная дуга 10-3 1 - 10s
Электронный луч 10-г 5-10е
Луч оптического квантового гене- ратора 10-г 5-Ю8
сосредоточен на очень
малой площади, что дает возможность использовать
его для сварки изделий микроэлектроники.
Мощность электронного луча может достигать очень
больших величин, это делает его перспективным для
сварки больших толщин (200—500 мм).
Можно получить электронный луч с интенсивностью
5-108 Вт/см2. Плотность энергии в таком луче достигает
5Q0 ООО кВт/см2, т. е. на одном квадратном сантиметре
с помощью электронного луча может быть сосредоточена
энергия мощной современной турбины.
При нагреве электронным лучом за очень короткий
промежуток времени в пятне могут быть получены весьма
высокие температуры. Расчет показывает, что в слое ме-
талла, подвергающегося электронной бомбардировке при
толщине слоя, равной пробегу электрона, в течение 1 с
должна была бы устанавливаться температура порядка
107—108° С. В реальных условиях такие температуры
в металле, подвергаемом электронной бомбардировке,
существовать не могут вследствие испарения металла на
поверхности, на что расходуется значительная часть энер-
гии и интенсивного перемешивания расплавленного ме-
талла газами и парами, выделяющимися при нагревании.
Применительно к сварочным целям интенсивность
энергии в электронном луче должна иметь свой оптимум,
90
так как при очень высокой сосредоточенности источника
теплоты процесс сопровождается не только плавлением,
но и интенсивным испарением металла, вследствие чего
происходит процесс резания металла. На этом принципе
построены электронные пушки, предназначенные для
сверления и фрезерования.
Высокая интенсивность таких источников теплоты
позволяет сваривать любые металлы. Плотность энергии
в электронных пучках, используемых для сварки, опре-
деляется рядом факторов: свойствами металла (темпера-
тура плавления, теплопроводность и др.), его толщиной,
формой сварного соединения и т.. д. При сварке туго-
плавких и теплопроводных металлов и металлов больших
толщин целесообразно применять электронный луч с бо-
лее высокой плотностью энергии. При сварке легкоплав-
ких и легкоиспаряющихся металлов и металлов малых
толщин целесообразно использовать лучи с относительно
малой плотностью энергии, а в ряде случаев с импульс-
ным нагревом.
Важное преимущество сварки электронным лучом
при высоких ускоряющих напряжениях — возможность
получения узкой и глубокой зоны проплавления. На
рис. 74, а представлены макрошлифы, показывающие
изменение формы и размеров зоны проплавления при
сварке электронным лучом различной мощности при раз-
гоняющем напряжении 70 кВ,
Рис. 74. Макрошлиф сварного
соединения
91
Электронный луч обладает энергией большой плот-
ности и оказывает интенсивное тепловое воздействие.
Зона расплавления в металле вытягивается преимуще-
ственно в направлении действия электронного луча.
При дальнейшем повышении мощности зона проплавле-
ния принимает форму конуса с отношением глубины
шва h к ширине проплавления Ь, достигающим 10—15.
На рис. 74,6 представлен макрошлиф поперечного се-
чения соединения из различных сталей, выполненного
электроннолучевой сваркой.
При использовании низковольтных сварочных пушек
при малых токах электронного луча (до 35 мА) форма
зоны проплавления почти не отличается от формы зоны
проплавления, получаемой при аргоно-дуговой сварке.
При увеличении силы тока луча в нижней части зоны
проплавления появляется клиновидный участок. Глубина
этого участка растет с увеличением силы тока.
Наибольшее влияние на форму проплавления оказы-
вает разгоняющее напряжение. Так, с повышением раз-
гоняющего напряжения до 70 кВ наблюдается более
интенсивное увеличение глубины проплавления. Зона
проплавления вытягивается в направлении действия луча,
при этом с увеличением силы интен-
сивно растет глубина проплавления.
Для швов, полученных аргоно-ду-
/ у'* 1 говой сваркой, отношение глубины
I I шва к его ширине (h/b) обычно колеб-
I I лется в пределах 0,1—0,5, а для швов,
I \ полученных электроннолучевой свар-
/ \ кой, это отношение обычно выше 5
у \ и с увеличением мощности луча бы-
/ ( \ стро растет.
Рис. 75. Образование зо-
ны проплавления при не-
подвижном луче:
1 — распределение энергии
в луче; 2 — форма проплав-
ления; 3 — распределение
энергии луча в зоне рас-
плавления
92
Форма зоны проплавления при сварке электронным
лучом металла большой толщины выгодно отличается
от формы проплавления при сварке дугой за счет резкого
увеличения глубины. Возможность получения швов
с большой глубиной проплавления — одно из основных
преимуществ электроннолучевой сварки, использую-
щей источник теплоты с высокой плотностью энергии.
Процесс образования глубокого кратера при электрон-
нолучевой сварке еще полностью не выяснен. В литературе
высказывается много различных предположений о меха-
низме образования кратера, часто диаметрально противо-
положных. Вызвано это тем, что до сих пор нет ясности
в роли силовых факторов, участвующих в глубинном
проплавлении при электроннолучевой сварке.
Наблюдение за процессом сварки и теоретические рас-
четы позволяют получить представление о процессе сварки
электронным лучом с глубоким проплавлением. В на-
чальной стадии, при неподвижном луче, наблюдается
образование углубления в металле в виде конуса. Конус
образуется следующим образом: после достижения за-
данной мощности и фокусирования электронного луча
вся мощность луча сосредотачивается в поверхностном
слое свариваемого металла, толщина которого равна глу-
бине проникновения электронов. При этом площадь пятна
нагрева равна площади сечения луча. Вследствие того,
что плотность энергии на поверхности металла макси-
мальна, наблюдается интенсивный вынос металла из
зоны нагрева. В металле образуется углубление в виде
конуса, боковая поверхность которого значительно больше
площади основания конуса. Во время образования кони-
ческого углубления плотность энергии луча на его бо-
ковой поверхности уменьшается (рис. 75).
Установившаяся плотность энергии на боковой по-
верхности конуса проплавления имеет такую величину,
при которой уже размеры кратера не изменяются.
Процесс передвижения луча по изделию сопровож-
дается дополнительными явлениями, также обусловлен-
ными интенсивным действием электронного луча. При
движущемся электронном луче плавление металла про-
исходит на передней стенке кратера, после чего расплав-
ленный металл перемещается к задней стенке, не подвер-
гающейся нагреву электронным лучом.
Устойчивое существование глубокого конуса при не-
подвижном луче обусловлено следующими силами, дей-
93
ствующими на жидкий металл, находящийся в кра-
тере;
1. Силой давления потока электронов на единицу по-
верхности жидкого металла
Рг = nmV — — mv,
где i — плотность тока луча, А/см2; е — заряд электрона,
1,6-10~19 Кл; т — масса электрона, 9,1 -10“28; v — ско-
рость электронов, см/с.
Скорость электрона, выраженная через разность по-
тенциалов ускоряющего напряжения U,
^ = ЪЛ2-{/.
У т
Учитывая это, можно записать
pi= i
Сила давления электронного потока
А1 = 0,34/ УU дин,
где / — сила тока луча, А.
При / = 0,03 А, /7 = 50 кВ, = 0,34-0,03 х
X ]/50-1000 = 2,24 дин = 2,3 мгс.
Таким образом, сила давления электронного потока
на всю поверхность кратера измеряется несколькими
миллиграммами, а давление электронного потока весьма
мало.
2. Электромагнитной силой, возникающей от тока
луча. Электронный луч можно рассматривать как упру-
гий газообразный проводник. Собственное магнитное
поле окружает луч и воздействует на него со всех сторон.
При сварке в луче и расплавленном металле ванны про-
текает один и тот же ток. Поэтому собственное магнит-
ное поле также воздействует и на сварочную ванну.
При движении луча по поверхности расплавленной ванны
мостик жидкого металла, находящийся под лучом, также
стремится переместиться под действием электромагнит-
ной силы F;2:
F2= 2,30-10-2 /2lg—,
г о
94
где I — сила тока луча, A; Ro — радиус кратера рас-
плавленного металла, см; Ro—1/26 (6 — ширина сва-
рочного шва, см); г0 — радиус луча, см;
При Ro = 0,25 см, го = 0,05 см, I = 30 мА
/’, = 2,30-10_г - 1,5-10-5мгс.
Величина электромагнитной силы исчезающе мала, и
ее во многих случаях электроннолучевой сварки можно
не принимать во внимание.
3. Реакцией паров металла. При воздействии потока
электронов на металл его поверхность нагревается до
очень высоких температур, вследствие чего с поверх-
ности расплавленного металла наблюдается испарение.
При испарении металла создается определенное реактив-
ное давление на жидкий металл.
Сила реакции паров может быть получена из следую-
щего выражения:
F3 — mv,
где т — количество пара, г/с; v — скорость молекул
испаряющегося металла, см/с.
Скорость испарения вещества с поверхности в вакууме
можно определить, используя уравнение Ленгмюра
G = Р I/ ,
У 2nRT
где G = -^- — скорость испарения, г/см2-с; А — пло-
щадь испарения; см2; т — масса испаряющегося металла,
г/с; R — универсальная газовая постоянная; р — дав-
ление пара при температуре Т, К, мм. рт. ст.
Для железа 6 = 0,436 р/Т'/* г/см2 с. Температура
поверхности жидкого металла в кратере может быть
принята равной 2300 К, а давление пара р при этой тем-
пературе 4,1 мм рт. ст. (547 Н/м2).
Скорость вылета паров из кратера v (в см/с) определим
из выражения
4m 22,4 -103 Т 760 ,
V = -М-------273 - — СМ/С’
где d — диаметр кратера, через который пары вылетают
в вакуум, см; М — атомная масса металла; Т — темпе-
ратура пара, К.
95
При т = 4,6 10~3 г/с; d = 0,2 см; М = 56 (для же-
леза); Т — 2300 К; р = 4,1 мм рт. ст. v = 9,5-104 см/с.
Поэтому реакция испаряющегося пара:
Fs == mv = 4,6-10~3 -9,5-104 == 435 дин.= 450 мгс.
Таким образом, сила F3 представляет собой значи-
тельную величину.
4. Статическим давлением пара в кратере, вызванным
испарением расплавленного металла. Это давление можно
считать максимально равным давлению насыщения при
температуре жидкого металла в кратере. Следовательно,
если давление в кратере достигает значения давления на-
сыщения, сила, действующая на поверхность кратера,
определится из выражения
р — р 106-я D2
— 760 и 4 с’
где р — давление насыщенного пара, мм рт. ст.; Dc —
средний диаметр кратера, см.
При р = 4,1 мм рт. ст., Da = 0,1 см Ft 40 мгс.
5. Силой поверхностного натяжения, действующей
на жидкий металл,
F3 = nDo.
При D — 0,2 см и о = 1000 дин/см Fs — 628 дин ==
= 630 мгс.
6. Силой тяжести, действующей на расплавленный
металл,
Рв = mog,
где т0 — масса расплавленного металла, г; g— ускоре-
ние свободного падения, см/с2.
При q — 550 кал/с, v = 1,3 см/с толщина жидкого
слоя h в кратере равна 1,7 -Юг® см. Масса жидкого ме-
талла
т0 = ^Н{г2 — г2) р,
где Н — глубина проплавления, см; г — радиус кратера,
см; r0 = r-|-/i, см; р — плотность металла, г/см3.
При Н = 0,5 см, г = 0,15 см, г0 = 0,15 + 0,017 см,
т0 = 0,022 г или Fo = 22,0 мгс.
7. Металлостатическим давлением, действующим на
расплавленный металл,
Р? = Pg-
96
Сила, действующая на дне кратера в результате метал-
лостатического давления,
F7=pgH^-D*.
При р = 6,9 г/см3, g = 980 см/с2, Н = 1,0 см и D =
= 0,1 см F, = 6,9 -980 1,0^- (0,1)2 дин = 550 мгс.
Анализ участия сил, действующих в кратере при не-
подвижном луче, в переносе металла в процессе сварки
показывает, что эти силы не могут вызвать значительного
перемещения металла (рис. 76). Таким образом, возни-
кает необходимость найти силы, которые могли бы вызвать
движение жидкого металла в кратере из зоны плавления
в зону кристаллизации. Основное отличие теплового
состояния кратера движущегося электронного луча —
несимметричное его расположение в кратере относительно
его центра.
Вследствие этого при относительном перемещении
изделия и электронного луча возникает значительный
градиент температур в кратере.' На передней стенке кра-
тера, которая подвергается воздействию электронного
луча, температура в поверхностном слое может дости-
гать температуры кипения, на задней же стенке кратера
температура близка к температуре кристаллизации.
4 Г. А. Николаев
Рис. 76. Силы, действующие на
элемент жидкого металла в кра-
тере при неподвижном луче
Рис. 77. Схема распределения
температуры в кратере
97
Очевидно, причину переноса металла необходимо
искать в нарушении термодинамического равновесия,
вызванного несимметричным расположением источника
теплоты в кратере (рис. 77).
Известно, что сила поверхностного натяжения
жидкости зависит от температуры. Чем выше температура
расплава, тем меньше сила поверхностного натяжения.
Так как в кратере температура изменяется, то изменяется
и сила поверхностного натяжения от точки к точке.
При наличии температурного градиента на поверхности
появляется дополнительное термокапиллярное напряже-
ние, направленное тангенциально к поверхности. Вели-
чина тангенциального напряжения pt определяется соот-
ношением
ft = grader.
Термокапиллярное напряжение вызывает течение
жидкости в направлении от мест с меньшим к местам
с большим поверхностным натяжением, т. е. перемещение
жидкого металла в сторону убывания температуры. Кри-
визна поверхности кратера в сочетании с неравномер-
ностью температуры служит дополнительной причиной
движения жидкого металла.
Экспериментальные данные о толщине слоя жидкого
металла на стенках кратера отсутствуют. Расчеты пока-
зывают, что толщина слоя жидкого металла составляет
десятые и сотые доли миллиметра. В реальных процессах
сварки существуют и другие направления перемещения
жидкого металла (под действием сил тяжести, вследствие
неравномерного распределения температур по высоте
кратера), которые усложняют движение металла внутри
кратера. Явление перемещения металла внутри кратера
весьма сложное и зависит во многом от параметров режима
сварки, свойств металла и т. п., поэтому вопрос о пере-
мещении металла при электроннолучевой сварке требует
дальнейшего изучения.
Характерная особенность сварки электронным лу-
чом — возможность получения сварных соединений при
минимальных затратах теплоты на расплавление металла
(табл. 12).
Из табл. 12 следует, что при электроннолучевой сварке
требуется в 10—15 раз меньше энергии, чем при дуговой.
На рис. 78 показано соотношение площадей зон проплав-
ления, полученных при дуговой и электроннолучевой
98
сварке. Площадь зоны про-
плавления при электронно-
лучевой сварке в 25 раз
меньше, чем при дуговой.
В процессе сварки мето-
дами плавления основной ме-
талл, прилегающий непо-
средственно к зоне шва,
подвергается своеобразной
термообработке, в результате
чего в зоне термического
влияния наблюдается рекри-
сталлизация и рост зерна.
Это вызывает ухудшение фи-
зико-механических свойств
металла сварного соедине-
ния. Особенно опасно дли-
тельное воздействие высоких
Таблица 12
Затраты энергии при сварке
металлов толщиной 12,5 мм,
кДж/см
Сварка Сталь Сплав алюминия
Дуговая в аргоне:
плавящимся электродом 76 —
вольфрамовым электродом — 46
Электронно- лучевая 7,3 3,2
температур на основной металл при сварке аустенитных,
сталей, сплавов циркония, молибдена и других метал-
лов, склонных при нагреве к значительному росту зерна
и к снижению коррозионной стойкости.
Высокая концентрация энергии в луче позволяет по-
лучать швы не только с минимальной зоной расплавлен-
ного металла, но и соединения, металл которых в око-
Рис. 78. Зона проплавления при аргоно-дуговой В и
электроннолучевой сварке А
99
лошовной зоне не претерпевает значительных изменений
вследствие ввода минимального количества теплоты и
значительных скоростей охлаждения. Отсутствие зна-
чительной по протяженности зоны термического влияния
исключает недостатки, вызванные изменением физико-
механических свойств металла в околошовной зоне.
Глубокое проплавление металла при малой погонной
энергии, происходящее при электроннолучевой сварке,
обусловливает значительно большую скорость отвода
теплоты от зоны сварки, что обеспечивает увеличение
скорости кристаллизации малой по объему сварочной
ванны с получением мелкокристаллического строения
металла шва, по своим свойствам мало отличающегося
от основного металла. Ввод значительно меньшего коли-
чества теплоты при электроннолучевой сварке дает воз-
можность во много раз уменьшить деформации изделий
по сравнению с дуговым способом сварки.
Образование остаточных деформаций в сварных кон-
струкциях связано с тепловыми процессами — распреде-
лением температуры по изделию в процессе сварки и
охлаждением сварного соединения. В большинстве реаль-
ных конструкций увеличение погонной энергии приводит
к уменьшению остаточных деформаций. Поэтому согласно
результатам работ Г. А. Николаева один из эффективных
способов борьбы с деформациями сварных конструкций —
применение таких методов сварки, при которых исполь-
зуются более сосредоточенные источники теплоты, обе-
спечивающие минимальную площадь зоны расплавле-
ния.
Малое поперечное сечение луча, перенос энергии на
значительные расстояния, получение узких швов с ма-
лой площадью расплавленного металла позволяют вы-
полнять новые, более совершенные виды сварных соеди-
нений и повышать качество изделий.
Сварка электронным лучом расширяет область приме-
нения сварных соединений с прорезными швами и элек-
трозаклепками. Эти виды швов впервые были применены
при электродуговой сварке под флюсом. Прорезные швы
и электрозаклепки позволяют соединять элементы кон-
струкций, когда один из них недоступен для непосред-
ственного воздействия дуги. В этом случае, используя
глубокий провар, обеспечиваемый сваркой под флюсом,
можно получить сварное соединение путем проплавления
одного из элементов конструкции.*
100
Рис. 79. Конструкции, выпол-
ненные проплавными швами j
а, б — сварка герметичных пе-
регородок в трубы; в — сварка
двух труб; г — сварка листов;
д — приварка гофрированной
вставки к листам
Возможность более глубокого проплавления при элек-
троннолучевой сварке позволяет сваривать изделия боль-
шой толщины практически из любых металлов и сплавов
(рис. 79). Получение глубокого проплавления при элек-
троннолучевой сварке дает возможность выполнять прин-
ципиально новые, более совершенные виды соединений,
сварка которых обычными методами невозможна.
На рис. 80 представлены конструкции, сваренные
путем одновременного проплавления четырех (рис. 80, а)
и трех (рис. 80, б) стыков. Возможность осуществления
таких типов соединений электронным лучом позволяет
снизить массу конструкции, повысить их прочность,
значительно упростить
процесс изготовления
изделий.
Большая концент-
рация энергии в ма-
лом поперечном сече-
нии луча и возмож-
ность переноса энер-
гии лучом на значи-
тельное расстояние от
катода (500 мм и боль-
ше) позволяют исполь-
зовать электронный луч
при сварке в узких
щелях, когда методы
дуговой сварки непри-
менимы.
а)
Рис. 80. Конструкции, выполненные
одновременной сваркой трех и четы-
рех стыков
101
При сварке дугой относительно небольшое изменение
длины дуги вызывает значительное изменение ее мощности
и площади поперечного сечения столба дуги, в связи
с чем расстояние между электродом и изделием при сварке
должно выдерживаться строго постоянным. Поэтому,
если необходимо сваривать швы, расположенные в раз-
личных плоскостях, то при автоматической дуговой
сварке требуются специальная аппаратура и довольно
сложная настройка автомата.
При электроннолучевой сварке пятно нагрева можно
переносить в вертикальном направлении на значительные
расстояния. Это используют в случае необходимости
сварки изделий, имеющих швы в виде кривых линий на
вертикальной плоскости, что может привести к значи-
тельному упрощению конструкции сварочных установок.
При электроннолучевой сварке глубина проплавления
увеличивается с повышением ускоряющего напряжения.
По данным некоторых зарубежных фирм, и (7уск — 1504-
4-200 кВ электронными лучами проплавляют стальные
листы толщиной до 100 мм. Однако сварка при высоком
£/уск имеет недостатки: ужесточаются требования к точ-
ности сборки деталей; зазоры в стыке должны быть не
более 0,125 мм; в связи с малыми поперечными размерами
зоны проплавления необходимо соблюдать точность сов-
мещения луча со стыком; повышаются требования к ме-
таллу с точки зрения содержания в нем газов. Качество
соединений обычных сталей низкое из-за появления пор;
увеличивается вероятность высоковольтных пробоев
в электронной пушке; усложняется и удорожается обо-
рудование (пушка, источник питания, кабель, изоляция);
требуется дополнительная защита от жесткого рентгено-
вского излучения.
В Московском энергетическом институте разработана
техника и технология электроннолучевой сварки обыч-
ных низколегированных сталей, широко применяемых
в энергомашиностроении (16ГНМА, 22К, 34ХМ1А и др.)
с использованием низкого ускоряющего напряжения
(до 40 кВ).
Металлографические исследования сварных соедине-
ний стали 16ГНМА толщиной 115 мм, из которой изготов-
ляют барабаны котлов высокого давления, показали,
что в швах отсутствуют поры, микро- и макротрещины
(рис. 81). Ширина шва в верхней части составляет 16—
18 мм, а в корне 5—6 мм. По химическому составу шов
102
Рис. 81. Макрошлиф соединения, выполненного электроннолучевой
сваркой на стали 16ГНМА толщиной 115 мм
почти не отличается от основного металла, наблюдается
лишь незначительное уменьшение количества марганца.
Кратковременную прочность соединений и металла
шва при комнатной и рабочей температуре иллюстрирует
рис. 82. Прочность металла шва после отпуска несколько
выше, чем у основного металла. Ударная вязкость шва
на стали 16ГНМА толщиной 115 мм даже после сварки
не ниже этого показателя основного термообработанного
металла, а после нормализации и отпуска — в 1,5 раза
больше, чем у основного металла. Ударная вязкость
околошовной зоны такая же, как основного металла
(табл. 13).
Рис. 82. Механические свойства соединения стали 16ГНМА (заштри-
хованы значения от и б, без штриховки ов и ф):
а — прочность; б — пластичность; 1 — основной металл после нормализации
и отпуска; 2 — соединение без термообработки; 3 — шов после сварки; 4 —
шов после отпуска; 5 шов после нормализации и отпуска
103
о
Таблица 13
Ударная вязкость сварных соединений стали 16ГНМА
Место надреза ав (кгс-м/см2) при 20е С ан (кгс.м/смг) при 40°С
после сварки после отпуска после нор- мализации и отпуска после сварки после отпуска после нор- мализации и отпуска
Основной металл — — 14,8 — — 5,0
Шов 14,5—15,8 15,2—17,3 19—24 6,8—8,5 11,4—13,2 18—22
Околошовная зона на расстоя- нии от линии сплавления: 15,1 16,8 20,5 7,8 12,0 20,5
1 мм 11,4—13,1 11,6—13,1 12—12,5 5,2—6,6 5,2—6,8 5,5—7,9
12,9 12,9 14,2 5,8 5,8 6,8
4 мм 12,2—14,1 12,2—14,4 12,1—15,6 6,0—7,8 5,8—7,8 _6,2—8,5
13,2 13,4 14,3 7,0 7,2 7,6
Примечание. Приведены результаты испытаний девяти образцов: по три из вершины, середины и корня шва.
Получены хорошие результаты электроннолучевой
сварки за один проход сталей 22К, 34ХМ1А толщиной
соответственно 105 и 140 мм. Электроннолучевая сварка
позволяет получать высококачественные соединения паро-
перегревательных труб мощных котлоагрегатов из ста-
лей 12Х18Н12Т и 12Х1МФ. Швы, выполненные электрон-
нолучевой сваркой, не имеют грата, а усиление менее
1 мм. Машинное время сварки одного стыка 20 с.
Электронный луч — легко управляемый источник
теплоты, позволяющий в широких пределах и очень
точно регулировать температуру нагрева изделия, легко
перемещать зону нагрева по изделию и переносить энер-
гию на значительные расстояния. Это — значительно
более интенсивный источник теплоты по сравнению с дру-
гими известными источниками для сварки. Кроме того,
плотность энергии в нем можно плавно изменять путем
изменения напряженности магнитного поля фокуси-
рующей линзы, что позволяет без особых затруднений
нагревать изделия в значительно более широком диапа-
зоне температур, чем дугой или газовым пламенем.
Электронным лучом легко управлять не только с точки
зрения изменения его интенсивности, но и возможности
его перемещения по поверхности изделия. Наиболее часто
используемый метод управления электронным лучом при
сварочных работах основан на использовании эффекта
изменения траектории полета электронов под действием
поперечных магнитных полей. Отклонение потока элек-
тронов магнитными и электрическими полями следует
почти безынерционно за отклоняющим полем. Таким
образом, изменяя интенсивность и направление попереч-
ных магнитных или электрических полей, можно легко
управлять электронным лучом, перемещая его по изде-
лию по любой сложной кривой.
Возможность передвижения луча при неподвижном ка-
тоде позволяет создать совершенно новые сварочные
устройства, отличающиеся простотой конструкций. Напри-
мер, перемещая над изделием электронную пуШку, в ко-
торой электронный луч передвигается по окружности
под действием магнитного поля, можно изготовить уста-
новки для сварки теплообменников (вварка трубок
в трубные доски). Кроме передвижения электронного
луча при помощи отклоняющих систем, изменять форму
пятна нагрева можно за счет изменения очертания
катода.
105
При сварке электронным лучом изделий с простран-
ственно расположенными швами наблюдаются некоторые
особенности. Энергия луча зависит от скорости электро-
нов, движущихся по инерции к изделию, и распределена
примерно равномерно по его сечению. Если же на пути
электронного луча встречается отверстие в изделии, то
электроны, проникая в отверстие, не участвуют в нагреве
свариваемого сечения. В этом случае, если площадь
свариваемого металла меньше площади луча, например
при сварке тонких проволок, кольцевых сечений и т. п.;
в месте сварки выделится лишь часть энергии луча,
равная отношению площади изделия, подвергаемой элек-
тронной бомбардировке ко всей площади луча. При встрече
электронов с металлом тепловая энергия, выделившаяся
на металле, будет зависеть также и от площади металла,
подвергшегося бомбардировке. Это свойство электронного
луча приводит к определенному автоматизму изменения
количества выделяющейся энергии на изделии при
изменении площади свариваемого сечения, что упро-
щает технологию сварки изделий с переменным сече-
нием.
Электроннолучевая сварка находит применение для
соединения как малогабаритных изделий электроники
и приборостроения, так и различных крупногабаритных
изделий длиной и диаметром в несколько метров.
Сварка в вакууме может быть осуществлена при нали-
чии специального оборудования: сварочной вакуумной
камеры с вакуумной насосной системой, электронной
пушки с высоковольтным источником постоянного тока.
Вакуумная камера должна быть газонепроницаемой и
достаточно прочной, чтобы выдержать наружное атмо-
сферное давление. Обычно вакуумные камеры имеют ва-
куумные вводы для передачи вращательных или возвратно-
поступательных движений, подачи охлаждающей воды,
кроме того, необходимы вакуумные электрические вводы
для подачи электрической энергии к катоду, магнитным
линзам и т. п.
В вакуумных камерах обычно имеются люки, обеспе-
чивающие загрузку изделий, механизмов и устройств, рас-
положенных внутри камеры, а также несколько смотровых
люков для наблюдения за процессом сварки. Для опре-
деления степени вакуума в различных частях камеры уста-
новлены вакуумные лампы на специальных вакуумных
вводах,
106
На рис. 83 представлена современная сварочная элек-
троннолучевая установка, состоящая из вакуумной ка-
меры /, в верхней части которой размещена электронная
пушка 2; к пушке с помощью высоковольтного кабеля
подводится питание от высоковольтного выпрямителя.
Для фокусирования электронного луча и возможности
управления лучом на пути его установлена электро-
магнитная фокусирующая линза и отклоняющая система 4.
Внутри камеры может также -находиться механизм пере-
мещения изделия 5 с электродвигателем.
Питание системы управления пушкой и электродвига-
теля механизма перемещения осуществляется через элек-
трический вакуумный ввод. Вакуум в камере создается
с помощью вакуумной системы. Всеми электрическими
агрегатами управляют с пульта управления.
Рис. 83. Современная сварочная электронно-
лучевая установка
«07
Вакуумная камера выполнена в виде цилиндра. Для
наблюдения за процессом сварки на камере и электрон-
ной пушке имеется несколько смотровых люков 3 и 6,
отверстия которых перекрыты специальными свинцовыми
стеклами. Внутри камеры расположены приспособления
для крепления изделия и механизм перемещения изделия
под электронным лучом.
Наибольшее распространение в промышленности СССР
получили универсальные установки с многопозицион-
ными сменными механизмами и сравнительно небольшими
вакуумными камерами — длиной до 2 м и диаметром
до 1 м. Установки этого типа имеют достаточно мощные
вакуумные системы — обычно с производительностью
1,0—2,5 тыс л/с при вакууме 10-4—10-6 мм рт. ст. Мощ-
ность электроннолучевых пушек до 10—15 кВт.
Универсальный характер установок этого типа
(рис. 84) позволяет использовать их как в научно-иссле-
довательских лабораториях, так и на промышленных
предприятиях. Механизмы установки позволяют свари-
вать различные детали плоской и коробчатой формы, 12 де-
талей цилиндрической формы с горизонтальной либо
вертикальной осью вращения. Электроннолучевая пушка
и источник питания обеспечивает формирование пучка мощ-
ностью свыше 10 кВт (ускоряющее напряжение 25 кВ,
сила тока луча 500 мА).
Промышленность СССР выпускает установки ЭЛУ
широкого назначения. Некоторые установки снабжены
механизмом подачи присадочной проволоки под элек-
тронный луч для сварки кольцевых и продольных швов
и обеспечивают также возможность сварки криволиней-
ных швов сложного контура и горизонтальной плоскости
с помощью копировального устройства.
Радиоэлектронной промышленностью выпускается
электроннолучевая сварочная установка средней мощ-
ности с ускоряющим напряжением до 25 кВ и силой тока
луча до 120 мА типа А306-05. Камера в установке А306-05
(рис. 85) выполнена в виде куба с размером грани 500 мм.
Иллюминаторное окно диаметром 300 мм создает хорошую
видимость и удобство в работе. Камера рассчитана на
сварку кольцевых швов в горизонтальной и вертикальной
плоскостях, а также плоских прямолинейных швов.
Основной недостаток установок, в которых сваривают
одно изделие за одну откачку, — их низкая производи-
тельность. При работе на таких установках в общем цикле
108
работы установки лишь 2—3% времени расходуется не-
посредственно на сварку, остальное — на загрузку изде-
лия, вакуумирование камеры, подготовку камеры к вы-
грузке изделия и процесс выгрузки. Низкая производи-
тельность установок, предназначенных для сварки лишь
единичных изделий, препятствует использованию сварки
электронным лучом, особенно в массовом производстве.
Увеличить производительность сварочных установок
можно за счет сокращения времени на откачку камеры,
ускорения процессов загрузки заготовок и съема готового
изделия, упрощения процесса герметизации камеры и
наполнения камеры воздухом. Особенно важно сократить
время вакуумирования камеры, что может быть достигнуто
в первую очередь за счет уменьшения объема камеры,
использования высокопроизводительного вакуумного
оборудования и бустерных насосов.
Немаловажную роль в процессе увеличения произво-
дительности играет надежность работы электронно-опти-
ческой системы, упрощение смей катода пушки и легкость
юстировки пушки после смены катода и т. п. В случае
сварки нескольких швов на изделии рациональна уста-
Рис. 84. Установка типа УЗ Инсти-
тута электросварки им. Е. О. Патона Рис. 85. Установка топа A300-05
109
новка нескольких пушек в камере, особенно если швы
находятся на большом расстоянии друг от друга или рас-
положены в различных плоскостях.
Установки с магазином для последовательной сварки
нескольких изделий начинают широко использовать
в промышленности, имеют повышенную производитель-
ность — они снабжены магазинными устройствами.
В таких установках в рабочих камерах размещен пово-
ротный стол, на котором закреплено несколько свари-
ваемых деталей.
Обычно такие магазинные устройства используют
при сварке цилиндрических изделий — при сварке в них
донышек, патрубков и т. п. Использование магазинных
устройств позволяет несколько повысить производи-
тельность электроннолучевой установки. К последним
относится электроннолучевая сварочная установка
ЭЛУ-1 с магазинным устройством, в котором размещено
10 изделий, свариваемых последовательно автоматически.
Техническая характеристика установки ЭЛУ-1
Длина свариваемых изделий, мм До 2000
Диаметр свариваемых изделий, мм 5—55
Электроннолучевая пушка:
максимальная мощность пучка,
кВт ............................... 1,5
максимальное ускоряющее напря-
жение, кВ .......................... 22
Габаритные размеры установки, мм 6000X3500X2400
Магазинные устройства, размещаемые внутри рабо-
чей камеры, имеют и свои отрицательные стороны, по-
скольку стремление к увеличению количества изделий,
загружаемых в рабочую камеру для сварки, приводит
к увеличению ее объема и, следовательно, увеличению
времени на откачку камеры. Кроме этого, увеличивается
время на загрузку и съем изделий. В результате перерывы
между сварочными циклами значительно возрастают.
Использование магазинных устройств не решает пол-
ностью проблемы увеличения производительности уста-
новок электроннолучевой сварки.
Автоматические установки с непрерывной подачей
изделий в вакуумную камеру имеют наибольшую про-
изводительность. Ввод изделия в камеру не изменяет ве-
личины вакуума в основном объеме рабочей камеры.
В зависимости от формы и размеров свариваемых изде-
лий, видов сварных соединений и требуемой произво-
ле
дительности в настоящее время появились установки,
в которых использованы вакуумные вводы различных
конструкций для загрузки изделий в рабочие камеры без
значительного нарушения вакуума. Это позволило резко
увеличить коэффициент использования сварочных камер,
и, таким образом, повысить выпуск изделий электронно-
лучевыми сварочными установками.
Вакуумный ввод наиболее простой конструкции, по-
добный вильсоновскому уплотнению, может быть исполь-
зован в ограниченном числе случаев. Наличие на по-
верхности детали различного рода выступов, отверстий,
расположенных вдоль оси, или даже недостаточная сте-
пень чистоты обработки поверхности детали нарушают
вакуумное уплотнение и исключают возможность его
использования для непосредственного ввода детали в ра-
бочую камеру.
Использовать наиболее простое и эффективно дей-
ствующее вакуумное уплотнение типа вильсоновского
можно, применяя специальные контейнеры. Для того
чтобы форма изделия и состояние боковой поверхности не
оказывали влияния на перемещение изделия через ва-
куммный ввод, изделие помещают в металлический кон-
тейнер цилиндрической формы. Контейнеры могут быть
изготовлены с точными допусками и иметь полирован-
ные поверхности.
На рис. 86 представлена автоматическая установка,
предназначенная для сварки малогабаритных изделий.
В установке процесс загрузки изделий из атмосферы в ра-
бочую камеру и выгрузка изделий из камеры производятся
автоматически без нарушения вакуума. При использова-
нии таких вакуумных камер цикл сварки мало отличается
от цикла сварки на воздухе. Промышленность выпускает
электроннолучевые установки для сварки изделий круп-
ных размеров, например установка У86, рабочая камера
которой имеет диаметр 2000 мм и длину 4000 мм. В камере
с объемом более 10 м3 использованы мощные откачиваю-
щие устройства, в том числе и бустерные насосы, поз-
воляющие получить рабочий вакуум 1СГ4—10~5 мм рт. ст.
(133 10~4 4-133 • 10-5 Н/м2) за 20—25 мин откачки.
В целях сокращения времени сварки в установке
предусмотрены три сварочные электронные пушки
(рис. 87). При использовании нескольких пушек на рабо-
чей камере значительно уменьшились ее габаритные раз-
меры и вследствие этого сократилось время откачки
111
Рис. 86. Автоматическая установка
камеры и сварки изделия, появилась возможность свари-
вать кольцевые швы на изделии с минимальной затра-
той времени на настройку. Механизация операций за-
грузки и выгрузки изде-
лий, особенно крупногаба-
ритных, играет сущест-
венную роль в повышении
производительности уста
новок. Для таких изделий
рационально использовать
несколько монтажных те-
лежек для сборки и под-
готовки изделий под свар-
ку вне камеры и затем
загружать тележки в сва-
рочные камеры.
Для электроннолучевой
сварки крупногабаритных
изделий перспективны
установки с камерами,
которые герметизируют
изделие только в местах
Рис. 87. Установка У86 для
сварки крупногабаритных из-
делий
112
сварки. Размеры вакуумной камеры такой установки
Относительно малы поэтому значительно ускоряется про-
цесс их откачки. В камерах, построенных по этому прин-
ципу, можно сваривать стыки стержней и труб большой
длины, стыки проволоки в процессе ее изготовления,
стыки колец больших диаметров и т, п.
На рис. 88 представлена схема установки фирмы
SciaKy для сварки шпангоутов ракет диаметром до 10 м,
имеющих четыре сварных стыка. В этой установке камера
накладывается на место соединения и соответствующим
образом герметизируется. Камера имеет две сварочные
пушки, размещенные в вакууме и передвигающиеся вдоль
свариваемого стыка. Наличие двух пушек, работающих
по определенной программе, позволяет сваривать стыки
шпангоута ракеты, имеющего сложную форму сечения.
Электронные сварочные пушки. Источником теплоты
при электроннолучевой сварке служит энергия потока
ускоренных электронов. В электроннолучевых установках
электронный луч генерируется и управляется с помощью
электронно-оптической системы, называемой электрон-
ной пушкой. Поток электронов эмитируемых катодом,
предварительно ускоряется и формируется электростати-
ческим полем в области катод-анод. Ток луча можно ре-
113
Рис. 89. Способы формирования электронного пучка:
а — однокаскадная система без ускоряющего электрода; б — то же, с уско-
ряющим электродом (анодом); в — система с комбинированной электростати-
ческой и электромагнитной фокусировкой; 1 — катод; 2 — прикатодный
электрод; 3 — траектория крайних электронов пучка; 4 — свариваемое изде-
лие; 5 — ускоряющий электрод (анод); 6 — кроссовер; 7 — фокусирующая
магнитная линза; 8 — система отклонения пучка; 9 — фокальное пятно;
а0 —•- половинный угол расхождения пучка после кроссовера; at — половин-
ный угол сходимости пучка на изделии
гулировать двумя путями: подачей отрицательного на-
пряжения на управляющий электрод или изменением
температуры катода. После анода движение электронов
происходит по инерции со скоростью, соответствующей
приложенной разности потенциалов. Плотность энергии
в потоке электронов изменяется системой электромагнит-
ной фокусировки. Отклонение луча при необходимости
совмещения пятна нагрева с линией стыка или его пере-
мещение по изделию осуществляется системой электро-
магнитного отклонения луча.
Существует несколько систем электронных пушек.
Наиболее просты пушки, в которых электронный пучок
114
формируется только с помощью прикатодного электрода,
а анодом служит изделие (рис. 89, а). Недостатки такой
пушки: малое расстояние между пушкой и изделием,
низкая плотность энергии, отсутствие регулирования
плотности энергии и т. п. Лучшими характеристиками
обладают пушки, в конструкции которых имеется уско-
ряющий электрод, находящийся под потенциалом изде-
лия (рис. 89, б).
Применение ускоряющего электрода с отверстием
для прохождения пучка электронов позволяет увеличить
расстояние между катодом пушки и свариваемым изде-
лием, что облегчает наблюдение за процессом сварки,
уменьшает опасность электрических пробоев и т. п.
Наиболее совершенны пушки с комбинированной
электростатической и электромагнитной фокусировкой
пучка. Пушка состоит из катода прикатодного электрода,
ускоряющего электрода-анода и электромагнитной фоку-
сирующей системы (рис. 89, в). Катоды электронных пушек
должны удовлетворять ряду требований: они должны обла-
дать высокими эмиссионными свойствами, устойчиво
работать в условиях вакуума, используемого при сварке,
иметь достаточную долговечность и т. п.
Конструктивно катоды сварочных электронных пушек
выполняют прямонакальными и с косвенным подогревом
(рис. 90). Прямонакальные катоды более просты в изго-
товлении, но имеют ряд недостатков: трудно обеспечить
правильную геометрическую форму эмитирующей по-
верхности, изменяется форма пучка и др. Катоды с косвен-
ным подогревом имеют более равномерную плотность
Рис. 90. Типы катодов сварочных пушек:
a -—t прямонакальный металлический ленточный катод; б — V-образный прямо-
накальный металлический катод; в — лантанборидный катод (LaBe) с косвен-
ным подогревом; г — прямонакальный металлический* катод в виде плоской
спирали; о =- катод с косвенным подогревом электронной бомбардировкой
115
эмиссии и они более долговечны. В некоторых конструк-
циях сварочных пушек используют подогревные катоды
из гексаборида лантана LaB6.
Эмиссионные свойства гексаборида лантана превос-
ходят свойства всех известных высокотемпературных ка-
тодов. Такие катоды достаточно долговечны, при нормаль-
ной эксплуатации срок службы их составляет 250—300 ч.
Для нагрева гексаборидолантановых катодов до рабочей
температуры 1400—1650° С используют вольфрамовые
подогреватели. Сменные катоды из гексаборидалантана
имеют различные диаметры активной поверхности (3,0;
4,2; 4,75 мм). Такой выбор катодов обеспечивает диапа-
зон мощностей от нескольких ватт до 10—12 кВт.
Затруднения, встречающиеся при конструировании
электронных пушек для сварки, имеющих мощные элек-
тронные пучки, главным образом состоят в сложности
учета действия электростатических сил между зарядами
электронов. Наличие такого заряда приводит к расталки-
ванию электронов в пучке, вследствие чего диаметр по-
перечного сечения пучка увеличивается. Для уменьше-
ния влияния объемного заряда рассчитывают форму элек-
тродов таким образом, чтобы электрическое поле, возни-
кающее между ними, компенсировало расширение элек-
тронного пучка.
Однако при движении электронного пучка к изделию
после выхода из межэлектродного пространства, где от-
сутствует фокусирующее электростатическое поле, по-
перечное сечение его увеличивается вследствие растал-
кивающего действия одноименных зарядов электронов.
Для того чтобы создать необходимую плотность энергий
в электронном пучке, заряды дополнительно фокусируются
вторичной фокусирующей системой.
Вторичной фокусирующей системой сварочных пушек
служат электромагнитные линзы, выполненные в виде ка-
тушки из достаточно большого числа витков; линза раз-
мещается в железном экране особой формы. Наличие
электромагнитной фокусирующей линзы дает возможность
получить острую фокусировку луча в месте сварки; кроме
того, плотность энергии в луче или диаметре пучка можно
менять в широких пределах с помощью магнитных линз
путем изменения напряженности магнитного поля линз.
Для получения большей плотности энергии луча и
более равномерного распределения энергии по сечению
луча в некоторых системах между первым анодом и фо-
116
кусирующей линзой устанавливают апертурную диаф-
рагму, отсекающую периферийную область электрон-
ного луча с минимальной плотностью энергии.
Перемещать электронный луч по изделию можно раз-
личными способами: механическим перемещением изде-
лия под электронным лучом, перемещением пушки или
изменением угла наклона ее, воздействием магнитных или
электрических полей на электронный луч. В последних
конструкциях электронных пушек получили большое при-
менение электромагнитные отклоняющие системы.
Отклоняющие системы, используемые в электронно-
лучевых пушках, предназначены для отклонения луча на
заданное расстояние и для точной установки его на кромки
свариваемого изделия. Электромагнитные отклоняющие
системы изготовляют в виде четырех катушек соединен-
ных последовательно попарно, расположенных под углом
180° друг к другу. Изменяя ток в катушках, можно уста-
навливать луч в любой заданной точке. Этот вид отклоняю-
щей системы использован в отклоняющих системах теле-
визионных кинескопов. Отклоняющую систему можно
использовать для передвижения луча и по сложным кри-
вым: кругу, эллипсу, квадрату и т. п. Другой вид элек-
тромагнитных отклоняющих систем изготовляют по типу
обмоток роторов динамомашин.
На рис. 91, а, б представлена современная электронно-
оптическая система, предназначенная для сварочных
работ. Эта система состоит из следующих основных узлов:
электронной пушки А-306 1, изолятора 2, анодного
узла 3, фокусирующей 4 и отклоняющей систем 5 и флан-
ца 6.
Электронная пушка предназначена для создания мощ-
ного сфокусированного электронного луча и состоит из
керамической ножки 7, к которой медью припаяны дер-
жатели подогревателя и их выводы и стаканчик 8. На
держателях закреплены подогреватель 9, катод 10, фо-
кусирующий и модулирующий экраны 11. Электронная
пушка имеет сменные катоды трех типов с поверхностью
эмиссии диаметром 3; 4,2; 5,4 мм. Катоды снабжены фоку-
сирующими экранами.
В электронной пушке применен подогревный катод
из гексаборида лантана. В зависимости от мощности,
требуемой при сварке, на электронную пушку может быть
установлен один из трех вышеуказанных типов катодов.
Изолятор 2 предназначен для изоляции катода от анода и
117
Рис. 91. Современная сварочная электронно-оптическая система А306:
а поперечный разрез; б *= внешний вид
118
состоит из керамического баллона, изоляционные свой-
ства которого позволяют выдерживать напряжения до
40 кВ. Анодный узел 3 предназначен для создания уско-
ряющего поля у катода и формирования луча на выходе
из анодного отверстия. Он состоит из анода и двух медных
цилиндрических трубок. Анод имеет центральное отвер-
стие, усиленное молибденовой втулкой 12, и шесть от-
верстий, расположенных по окружности. Снаружи пушки
установлены электромагнитные отклоняющая и фокуси-
рующая системы.
В настоящее время получены серьезные научные ре-
зультаты в области изучения процесса электроннолуче-
вой сварки, свойств сварных соединений многих метал-
лов, технологии сварки неметаллических материалов
(керамики на основе окислов алюминия, карбидов и др.),
соединения высокотемпературных неметаллических ма-
териалов. Эксплуатация изделий, сваренных электронным
лучом, показала высокую работоспособность таких соеди-
нений в самых сложных условиях.
Накоплен богатый опыт в области технологии электрон-
нолучевой сварки тугоплавких и редких металлов, высо-
копрочных, жаропрочных и коррозионностойких сплавов
и сталей. Созданы надежно работающие электронные
пушки и источники питания, налажен выпуск электрон-
нолучевых установок для сварки от изделий микроэлек-
троники до крупногабаритных изделий. Созданы и изго-
товляются заводами установки для непрерывной сварки
изделий, обладающие высокой производительностью.
В настоящее время электроннолучевая сварка широко
и эффективно используется в электронной и атомной про-
мышленности, ракето- и самолетостроении.
Имеются примеры использования электроннолучевой
сварки в автомобильной промышленности, при изготовле-
нии различного рода шестерен, в инструментальной про-
мышленности при изготовлении режущего инструмента
и т. п. Дальнейший шаг должен состоять в использовании
электроннолучевой сварки в других отраслях техники.
Давно возникла необходимость улучшения качества
сварных соединений в энергомашиностроении, в частности,
при изготовлении узлов и арматуры парогенераторов,
ответственных деталей мощных паровых и газовых турбин,
в автотракторной промышленности при изготовлении
деталей двигателей автомобилей и тракторов и многих
других изделий широкого назначения.
119
11. ВАКУУМ-АКТИВНАЯ ЗАЩИТА МЕТАЛЛОВ
ПРИ СВАРКЕ
Одна из наиболее сложных задач при сварке плавле-
нием — предотвращение отрицательного воздействия атмо-
сферы на металл сварочной ванны. Кроме того, в процессе
сварки жидкий металл может окисляться свободным кисло-
родом газовой фазы, кислородом, содержащимся в по-
верхностных окислах металла. Металл шва может насы-
щаться водородом, вследствие диссоциации атмосферной
влаги, влаги, содержащейсся в ржавчине, электродных
покрытиях, флюсах и т. д.
Присутствие газов в металле шва вызывает снижение
его физико-механических свойств. Влияние газов на сни-
жение свойств металлов проявляется по-разному, в зави-
симости от рода их связи в металле и возможности выде-
ления их при охлаждении и затвердевании металла.
Значительное содержание растворенных газов в металле
служит причиной возникновения пузырей, раковин, пор
и уменьшения плотности металла, что приводит к сниже-
нию его пластичности и прочности. Наличие газов в виде
химических соединений, таких как окислы, нитриды и
гидриды, также может значительно уменьшать прочность
и особенно вязкость металла и вызвать хрупкое разруше-
ние конструкций. Это явление особенно резко сказывается
при сварке активных металлов. Окисление металлов, кроме
ухудшения механических свойств, понижает их стойкость
против коррозии. Окисные включения также могут вы-
звать появление газовой пористости, поскольку они сор-
бируют и удерживают газы в жидком металле.
Поэтому история развития сварочной техники тесно
связана с совершенствованием сред, используемых для
защиты ванны расплавленного металла. Применение
новых защитных средств, принципиально изменяет про-
цесс сварки, не только улучшая качество металла, но и
изменяя свойства и характеристики источника теплоты.
В результате может быть повышена производительность,
стабилизировано качество металла, автоматизирован
процесс сварки, расширена область ее применения и т. п.
В связи с этим считается закономерным, что с появлением
нового- вида защиты, даже при одном и том же источнике
теплоты, рождается новый метод сварки.
Так, при дуговой сварке защита, получаемая при рас-
плавлении толстых обмазок, це только коренным обра-
120
зом улучшила качество металла шва, но и в значительной
степени повысила производительность процесса сварки.
Создание флюсовой защиты коренным образом изме-
нило технологический процесс дуговой сварки, позволив
во много раз повысить производительность, в значительной
степени улучшить и стабилизировать качество металла
шва и открыть путь широкой автоматизации процесса.
Использование инертных газовых сред при дуговой
сварке расширило область ее применения, решило проб-
лему сварки ряда цветных металлов (алюминий, медь,
магний, титан и др.) и сплавов на их основе и позволило
автоматизировать процесс.
Значительные успехи, полученные при использовании
в качестве защиты углекислого газа, дали возможность
при сварке черных металлов осуществлять соединения
в любых пространственных положениях, значительно
удешевить процесс и решить ряд других сложных проблем.
Каждый вид защиты широко применяется в промыш-
ленности и каждый из них имеет свою область, в которой
он наиболее рентабелен.
За последние годы в связи с развитием новой техники
значительно возросли требования к качеству сварных сое-
динений применяемых металлов. Кроме того, возникла
необходимость применения тугоплавких и химически
активных металлов.
Тугоплавкие и активные металлы, выплавляемые
в вакуумных печах, обладают особо высокими свойствами.
Однако применяемые защитные среды при сварке та-
ких металлов лишают их в значительной степени тех
преимуществ, которые ими были получены при вакуумной
выплавке. Это объясняется тем, что эти металлы обла-
дают высокой химической активностью при незначитель-
ном повышении температуры. Поэтому применение обма-
зок и сварка под флюсом большинства этих металлов
исключены в связи с тем, что составляющие защитных
сред, реагируя с расплавленным металлом, насыщают его
вредными примесями и неметаллическими включениями^
Такие металлы, как цирконий и тантал, реагируя со
многими известными флюсами и являясь геттерами, улав-
ливают даже ничтожное количество обычных газов.
Поэтому использование советскими и зарубежными иссле-
дователями инертных газов при сварке выявило несо-
вершенства этого метода защиты. Применительно к не-
которым из этих металлов даже эффективная защита
121
промышленными инертными газами недостаточна. При
сварке в аргоне последний, наряду с защитными свой-
ствами, вносит загрязнения в металл за счет присутствую-
щих в нем примесей и влаги.
Следовательно, при использовании редких и туго-
плавких металлов в сварных конструкциях, а также при
увеличении требований к качеству сварных соединений
широко применяемых металлов возникает необходимость
изыскания более совершенных способов защиты металлов
при сварке.
Влияние вредных примесей в защитных газовых сре-
дах можно иллюстрировать на примере сварки молибдена.
Установлено, что при сварке молибдена в инертной атмо-
сфере, металл сварного соединения имеет низкую пла-
стичность. Одна из вероятных причин образования тре-
щин, пористости и низкой пластичности сварных соеди-
нений молибдена — наличие примесей в основном металле
и загрязнение атмосферными газами металла шва в про-
цессе сварки.
Исследование влияния содержания кислорода в основ-
ном металле на пластичность металла шва показало, что
кислород резко снижает пластические свойства молибдена.
Так, увеличение содержания кислорода в основном ме-
талле с 0,004 до 0,01% уменьшает угол изгиба металла
шва почти в 10 раз. Лишь при содержании кислорода
в металле шва менее 0,002% температура его порога
хрупкости становится равной температуре порога хруп-
кости основного металла. Такой низкий предел допусти-
мого содержания кислорода в металле шва требует очень
малого содержания кислорода в защитной атмосфере,
применяемой при сварке.
При аргоно-дуговой сварке содержание кислорода
в инертном газе не должно превышать 0,003%. Лучший
аргон, поставляемый промышленностью, содержит кисло-
рода примерно в 2 раза больше требуемого по расчету,
причем содержание кислорода может увеличиться в про-
цессе сварки за счет проникновения воздуха в зону сварки
и еще более снизить качество металла шва.
Значительно ухудшаются свойства металла шва также
под воздействием азота воздуха. В процессе дуговой сварки
в инертных газах расплавленный молибден может погло-
щать азот в больших количествах. Присутствие азота
в металле шва так же, как и кислорода, значительно сни-
жает прочность и особенно пластичность молибдена,
122
Присутствие водорода или паров воды в атмосфере при
сварке в ряде случаев недопустимо. Водород легко адсор-
бируется цирконием, танталом и ниобием с образованием
гидридов, располагающихся в виде прослоек между зер-
нами. Присутствие водорода в металле также отрицательно
сказывается на его свойствах. Даже небольшое коли-
чество водорода в цирконии, тантале и ниобии может вы-
звать их пористость и уменьшить пластичность и проч-
ность.
Для получения сварных швов, обладающих достаточ-
ной пластичностью при сварке активных и тугоплавких
металлов, следует использовать защитную среду с ми-
нимальным содержанием кислорда, азота, водорода и па-
ров воды.
Положительные результаты, полученные в металлургии
при использовании вакуума при плавке металлов, слу-
жат основанием для использования этого вида защиты при-
менительно к сварке плавлением. Вакуум оказывает
своеобразное действие на расплавленный металл сварочной
ванны, характеризующейся относительно малым объе-
мом расплавленного металла, кратковременностью его
пребывания в жидком состоянии и высокими градиен-
тами температур.
Свойства вакуума как защитной среды определяются
наличием примесей в единице объема вакуумной камеры.
Представление о чистоте среды при сварке в вакууме и ее
защитных свойствах можно получить путем сопоставле-
ния количества примесей в единице объема вакуума и
инертных газов, обычно применяемых при сварке. Рас-
четы состава атмосферы и количества примесей в единице
объема показывают (табл. 14), что даже при относительно
плохом вакууме достигается достаточно малое содержание
примесей в единице объема.
Вакуум при давлении только 0,1 мм рт. ст. (13,3 Н/м2)
содержит меньше примесей, чем их содержится в особо
чистом и дорогом аргоне марки А, содержащем 0,005% О2
и 0,01% N2.
Если учесть, что при сварке из металла выделяются
газы, в состав которых входят СО, СО2, Н2, то парциаль-
ные давления кислорода и азота в камере будут ниже
приведенных в табл. 14.
Высокие защитные свойства вакуумной среды под-
тверждены экспериментально при сварке активных и
тугоплавких металлов путем сравнения качества ме-
123
Таблица 14
Содержание газов в единице объема
при различных степенях вакуума
Давление, мм рт. ст. (Н/ме) Содержание газов в едИ’ нице объема, % О„ % N 8» %
760 (1 • 105) 100 20,1 79,9
1 (133) 0,13 0,03 0,1
10’1 (133-Ю-1) 0,013 0,003 0,01
10-2 (133-10'2) 0,0013 0,0003 0,001
10-3 (133-10-3) 0,00013 0,00003 0,0001
10-4(133-10-4) 0,000013 0,000003 0,00001
талла швов, выполненных дугой в камере с аргоном и
электронным лучом в вакууме. Так, при сварке цирко-
ния — одного из наиболее активных геттеров, твердость
металла в зоне шва, выполненного в камере с аргоном,
почти в 2 раза больше, чем сваренного в вакууме (рис. 92).
При сварке в вакууме твердость металла шва близка
к твердости основного отожженного металла. Значитель-
ное уменьшение твердости металла при сварке в вакууме
объясняется более совершенной защитой, вследствие
Рис. 92. Изменение твердости металла шва, выпол-
ненного электроннолучевой сваркой (1) и дугой
в камере с контролируемой атмосферой (2)
124
чего отсутствует загрязнение расплавленного и нагретого
до высоких температур металла кислородом и азотом
воздуха.
Уменьшение содержания газов в металле шва при-
водит к значительному повышению его пластичности,
что можно иллюстрировать данными, полученными при
сварке очень чувствительного к газам металла — молиб-
дена (табл. 15).
Из табл. 15 видно, что наибольшей пластичностью
обладают швы из молибдена партии 1, минимально
загрязненного кислородом. Пластичность соединений,
выполненных в вакууме, во всех случаях почти в 2 раза
выше, чем сваренных в камере с контролируемой атмо-
сферой.
Снижение степени загрязнения металла способствует
повышению чистоты границ зерен и значительному улуч-
шению устойчивости металла шва против коррозии.
Скорость коррозии сварных швов циркония, выполнен-
ных в камере с аргоном, несколько выше скорости кор-
розии швов, выполненных в вакууме. Вакуум .не только
предохраняет металл от действия атмосферы, но и спо-
собствует ускорению и более полному завершению термо-
динамических процессов, протекающих в расплавленном
и нагретом металле. Кинетическая роль вакуума наиболее
Таблица 15
Изменение угла изгиба сварных соединений молибдена
Основной металл № партии основ- ного металла Угол изгиба (гра- дусы) образцов, сваренных Содержание газов в основном-металле
в вакууме электрон- ным лучом в гелии дугой вольфра- мовым электро- дом
Плавленый 1 55—100 35—55 0,004% О2 и до
61 45 16 мл/100 г Н2
2 28—47 10—28 0,006% О2
34 20
Порошко- вый 3 5—15 0—10 До 0,01% О2 и до
10 5 19 мл/100 г Н2
125
ярко проявляется в резком ускорении выхода газов из
металла, а термодинамическая — в значительно более
полном удалении примесей.
Вакуумная среда активно воздействует на нагретый
расплавленный металл сварного соединения, обеспечивая
его дегазацию, повышение плотности, удаление окислов,
примесей и загрязнений как с поверхности, так и вну-
тренних слоев металла.
Наиболее распространенный дефект сварных швов —
газовые поры. Поры образуются в связи с повышенным
содержанием в жидком металле газов, которые попадают
в сварочную ванну из атмосферы и компонентов защит-
ной среды или присутствуют в свариваемом металле.
С понижением температуры металла вследствие уменьше-
ния растворимости газов они выделяются, коагулируют,
образуя пузырьки, которые не успевают всплыть на по-
верхность, и следовательно, поры в закристаллизовав-
шемся металле и на разделе твердой и жидкой фаз.
Существует ряд способов борьбы с газовыми порами
при сварке плавлением. Однако эта проблема еще пол-
ностью не решена, так как основная причина — насыще-
ние металлов газом — при существующих способах за-
щиты не устраняется. Использование вакуумной защиты
при сварке — один из наиболее совершенных методов
предупреждения образования пор в металле шва.
Сварка в вакууме дает возможность полностью устра-
нить причины, вызывающие образование газовых пор,
вследствие отсутствия над сварочной ванной газовой
среды, из которой могло бы происходить поглощение
газов металлом. Кроме того, вакуум активно способствует
устранению пор за счет удаления газов из основного ме-
талла.
Создание вакуума над ванной расплавленного или на-
гретого твердого металла способствует повышению ско-
рости удаления газа из жидкого металла в виде пузырь-
ков и повышения скорости выделения газов за счет уве-
личения скорости диффузии в твердом металле.
Если металл находится в жидком состоянии, то соз-
даются благоприятные условия для удаления газов в ва-
кууме при сварке вследствие ускорения диффузии, улучше-
ния условий образования пузырьков газов и увеличения
скорости их выхода из расплавленного металла.
Пониженное давление способствует образованию газо-
вых пузырьков в расплавленном металле. Возникновение
126
газового пузырька в жидком металле шва возможно в том
случае, если давление выделяющегося газа в состоянии
преодолеть внешние силы, препятствующие его выде-
лению.
При сварке в атмосфере силы внешнего давления,
препятствующие образованию газового пузырька, сла-
гаются из атмосферного давления, металлостатического
и давления поверхностной пленки металла на пузырек.
При сварке в атмосфере
Рвн. да вл Рат Ч” Ч J
где рат — атмосферное давление, ат; h — высота столба
металла, см; у — плотность металла, кг/м3; о — поверх-
ностное натяжение металла на границе раздела металл—
газ, кгс/м; г — радиус пузырька, м.
Для условий сварки в вакууме атмосферное давление р,
измеряемое десятитысячными долями миллиметра ртут-
ного столба, практически не оказывает противодействия
образованию газовых пузырьков, вследствие очень малой
величины. Внешнее давление рвн в этом случае является
в основном функцией силы поверхностного натяжения
и размеров пузырька, так как металлостатическое давле-
ние металла мало вследствие малой глубины сварочной
ванны расплавленного металла. Поэтому можно написать,
что при сварке в вакууме
Уменьшение внешнего давления не только значительно
облегчает условия образования газовых пузырьков, но
и обеспечивает выход на поверхность расплавленного
металла значительно более мелких пузырьков, которые
при наличии внешнего давления обычно остаются в ме-
талле. Ускорение выделения газов в виде пузырьков из
жидкого металла в вакууме объясняется также и тем, что
работа образования зародышей газовых пузырьков умень-
шается, а скорость перемещения их увеличивается. Основ-
ное количество газов удаляется из металла в момент его
перехода из твердого в жидкое состояние. Это обстоятель-
ство чрезвычайно важно для процесса сварки, так как
указывает на возможность почти полной дегазации ме-
талла за короткое время пребывания его в жидком со-
стоянии.
127
Существенное влияние на содержание газов в металле
при сварке в вакууме оказывает возможность удаления
поверхностных загрязнений (адсорбированных газов,
жидкостей и поверхностных окисных пленок). При сварке
в ’ вакууме многих активных и тугоплавких металлов
металл шва получается без пор, т. е. устраняется наибо-
лее распространенный вид дефекта сварных швов. Однако
при сварке в вакууме газонасыщенных металлов в ме-
талле шва появлялись поры. Так, при сварке ниобия на
линии сплавления основного металла и металла шва на-
блюдалась цепочка крупных газовых пор, показанных
на рис. 93, а, б.
Наличие пор в металле сварного соединения значи-
тельно снижает его механические свойства. Стыковые
сварные соединения ниобия, выполненные электронным
лучом на металле в состоянии поставки, имели предел
прочности 5—8 кгс/мм2 (49—78 МН/м2) и очень малый
угол изгиба. При испытаниях разрушение соединений
происходило по линии сплавления, содержащей поры.
Устранить поры в металле шва при сварке в вакууме
газонасыщенного металла можно предварительной дега-
зацией основного металла путем нагрева расфокусиро-
ванным лучом в глубоком вакууме. Для значительного
улучшения свойств сварного соединения достаточно про-
вести дегазацию лишь кромок свариваемых листов ниобия
на относительно небольшой ширине (10—15 мм) путем
последовательного прогревания каждой кромки электрон-
ным лучом до температуры 1000—1200° С. После дегаза-
ции можно сваривать электронным лучом на обычном
режиме. Такая относительно несложная операция почти
полностью устраняет поры в металле сварного соединения
(рис. 93, в, г) и значительно улучшает его механические
свойства.
Сварка дегазированного ниобия повысила прочность
сварного соединения до прочности основного металла
(<тв = 40 кгс/мм2) (390 МН/м2). При этом одновременно
были улучшены и пластические свойства металла свар-
ного соединения — угол изгиба в швах металла, сварен-
ного с предварительной дегазацией, составил 180°.
При использовании вакуума в качестве защитной
среды имеется принципиальная возможность уменьшить
содержание газов в некоторых металлах за счет процессов
диссоциации окислов, нитридов и гидридов. Наиболее
легко из металлов удаляется водород даже в том случае,
128
СП
Ннхолаеа
Рис. 93. Сварное соединение ниобия, выполненное электронным лучом (X 70):
а, б — сварное соединение с порами при сварке гааоаасыщениого ниобия; а, г — сварное соединение бе» пор
при сварке дегазированного ниоймя
если он находится в связанном состоянии. Большинство
соединений металла с водородом уже при относительно
низких температурах нагрева разлагается. Таким обра-
зом, в условиях сварки в вакууме большая часть водорода,
содержащегося в металле, может быть удалена из металла.
Удаление из металла связанного кислорода и азота
может быть успешным только в том случае, если парциаль-
ное давление этих газов в камере будет ниже упругости
диссоциации окислов и нитридов при температурах сва-
рочной ванны.
Если в сварочной камере поддерживать давление
5 10“4 мм рт. ст, (666,5 10“4 Н/м2), что соответствует
парциальному давлению кислорода примерно
1 • 10-4 мм рт. ст. (133,3 • 10-4 Н/м2), то только окислы меди,
никеля и кобальта могут диссоциировать при температу-
рах сварочной ванны. Таким образом, для этих металлов
возможно раскисление путем диссоциации их окислов
при сварке в вакууме.
Удаление окислов из металлов, имеющих высокую
упругость диссоциации в условиях сварки в вакууме,
подтверждено' экспериментами при сварке меди в вакууме.
Примерное содержание кислорода в металле составляло
0,05—0,07%. После сварки меди в вакууме она практи-
чески полностью освободилась от закиси меди.
Практическое использование процессов диссоциации
при сварке в вакууме ограничивается свойствами окислов
некоторых металлов. Рассмотрение этого процесса пока-
зывает, что в условиях сварки в вакууме нельзя удалить
кислород из подавляющего большинства металлов, кроме
меди, никеля, кобальта путем диссоциации их окислов
вследствие чрезвычайно низкого парциального давления
кислорода.
Нитриды таких металлов, как алюминий, ниобий,'
хром, магний, молибден, кремний, тантал, имеют отно-
сительно высокую упругость диссоциации в условиях
сварки в вакууме. Вследствие этого существует практи-
ческая возможность удаления азота из металла путем
диссоциации его нитридов, кроме нитридов циркония
и титана, обладающих низкой упругостью диссоциации.
На поверхности металла всегда имеются пленки из
окислов, жидкостей (масла, воды) и адсорбированных
газов. При сварке их присутствие во многих случаях не-
желательно вследствие того, что они могут препятствовать
сплавлению кромок металла, вызывать появление пор
130
§ металле шва и снижать физико-механические свойства
сварных соединений. При сварке химически активных
металлов наличие окислов и загрязнений в основном
препятствует получению качественного сварного соеди-
нения. Особенно важное значение приобретает предвари-
тельная очистка кромок при сварке пористых материалов,
циркония, молибдена и других металлов, склонных
к поглощению различных газов при нагреве.
Активное воздействие вакуумной защиты при сварке
дает возможность освободиться от поверхностных загряз-
нений, адсорбированных газов и жидкостных пленок.
Обычно после нагрева в вакууме поверхность металла
в широкой зоне, прилегающей к свариваемым кромкам,
становится блестящей.
Несовершенство широко используемых при сварке
способов защиты металлов приводит в ряде случаев
к получению швов с пониженными эксплуатационными
свойствами. Это происходит, во-первых, вследствие не-
достатков защитных свойств применяемых сред; во-вто-
рых, вследствие сложности состава обмазок и флюсов,
качество которых определяется природными материалами,
имеющими значительные колебания химического состава;
в-третьих, вследствие сложности технологии изготовле-
ния и изменения свойств обмазок и флюсов, особенно
при их длительном хранении; в-четвертых, вследствие
затруднения контроля качества готовых покрытий и флю-
сов.
Совершенствование защитных сред, используемых при
сварке, идет в направлении упрощения их состава. Много-
компонентные обмазки и флюсы в некоторых случаях
успешно заменяют менее сложными газовыми средами
или инертными газами. Легкость контроля химического
состава газов и относительное постоянство их свойств
как защитной среды способствуют повышению стабиль-
ности и качества швов при сварке цветных и легких ме-
таллов и специальных сталей.
Использование вакуумной защиты дает ряд техни-
ческих и экономических преимуществ перед применя-
емыми способами защиты при сварке. Наименьшая слож-
ность защиты обеспечивает легкость ее получения, де-
шевизну и простоту контроля.
Выпускаемое отечественными заводами современное
вакуумное оборудование позволяет создавать совершен-
ную защитную среду для сварки непосредственно на рабо-
*. 131
чем месте, при этом отпадает зависимость сварочного
производства от заводов, производящих защитные газы,
сокращается потребность в баллонах, транспортных рас-
ходах и т. п.
С экономической точки зрения преимущество вакуум-
ной защиты при сварке определяется не только увеличе-
нием физико-механических показателей металла сварного
соединения, но также и тем, что затраты на создание ва-
куумной защиты значительно меньше, чем при сварке
в инертных газах.
Расчеты показывают, что сварка в вакууме оказывается
почти в 2 раза дешевле сварки в атмосфере аргона. По
стоимости защитной среды сварка в вакууме приближается
к стоимости сварки в углекислом газе. По зарубежным
данным, при учете только эксплуатационных расходов
(стоимость электроэнергии, инертного газа и т. д.) сварка
электронным лучом оказывается в 35 раз дешевле сварки
в камерах с контролируемой атмосферой.
«Нулевой» порядок состава защиты значительно упро-
щает ее контроль качества, который сводится к контролю
показаний обычного вакуумметра.
При любом способе сварки вакуумная среда позволяет
не только обеспечить идеальную' защиту металла, но
активно на него воздействовать с целью получения высо-
кого качества сварных соединений любых металлов и не-
металлических материалов. Вакуум — наиболее эффек-
тивная и экономичная защита, а в ряде случаев единствен-
ная, позволяющая осуществить сварку конструкций из
некоторых металлов.
12. СВАРКА СВЕТОВЫМ ЛУЧОМ
Создание и развитие квантовой электроники связано
с работами лауреатов Ленинской и Нобелевской премий
академиков Н. Г. Басова, А. М. Прохорова и ряда других
советских и зарубежных ученых.
Квантовые генераторы оптического диапазона позво-
ляют получать интенсивные и остронаправленные пучки
света и концентрировать энергию на очень малые пло-
щадки, равные тысячным долям миллиметра. Созданное
на этом' принципе технологическое оборудование позво-
ляет обрабатывать различные материалы, производить
сварку и т. п.
132
В основу принципа действия квантового генератора
и усилителя положено индуцированное излучение, свя-
занное с поглощением электромагнитных волн или фото-
нов атомными системами. При поглощении фотона его
энергия передается атому, который переходит в возбу-ч
жденное квантовое состояние.
Через некоторый промежуток времени атом может
спонтанно излучить эту энергию в виде фотона и возвра-
титься в основное состояние. Пока атом находится в воз-
бужденном состоянии его можно побудить испускать
фотон под воздействием внешнего фотона («падающей
волны»), энергия которого в точности равна энергии фо-
тона, испускаемого атомом при спонтанном излучении.
Такое излучение называется индуцированным.
В результате падающая волна усиливается волной,
излучаемой возбужденным атомом. В этом процессе
важно, чтобы испускаемая волна в точности совпадала бы
по фазе с той, под действием которой она возникла. Это
явление используется в квантовых усилителях. Кванто-
вые генераторы преобразуют электрическую, световую,
тепловую или химическую энергию в монохроматическое
когерентное излучение электромагнитных волн: ультра-
фиолетового, видимого и инфракрасного диапазона.
Излучателем — активным элементом могут быть твер-
дые тела: стекло с неодимом, рубин, гранат с эрбием
и др. Квантовые генераторы на алюмонатриевом гранате
с неодимом позволяют получать мощность до 1 кВт в не-
прерывном режиме и до 50 МВт в импульсном ре-
жиме.
В качестве излучателя используют также различные
жидкости: растворы окиси неодима, красители и др.
Жидкостные квантовые генераторы на неорганических
жидкостях по своим характеристикам ближе всего стоят
к твердотельным импульсным генераторам, но превосхо-
дят их по энергии в импульсе вследствие больших объемов
активных элементов.
Излучателями могут также быть газы и газовые смеси;
водород, азот, аргон, углекислый газ и др. У таких гене-
раторов — самый широкий спектральный диапазон излу-
чения и наибольшая мощность в непрерывном излучении
при достаточно высоком к. п. д. (15—20%).
В качестве излучателей используют также полупровод-
никовые монокристаллы: арсениды галия и индия, сплавы
кадмия с селеном и серой и др. Генераторы с полу провод-
133
никовым излучателем обладают малой массой, экономичны
и имеют самый высокий к. п. д. (до 70%).
Излучатель возбуждается и генерирует свет под дей-
ствием энергии системы накачки: твердотельные и жидкие
активные элементы возбуждаются светом импульсных
ламп; газовые смеси в основном накачиваются энергией
газового разряда; полупроводниковые излучатели исполь-
зуют энергию электрического тока, протекающего через
область р—п перехода. Разработаны системы, которые
позволяют использовать для накачки газовых лазеров
теплоту и энергию химических реакций. В зависимости
от энергетических параметров системы накачки лазер
работает в импульсном или непрерывном режимах.
В квантовых технологических генераторах обычно
в качестве основного энергетического элемента исполь-
зуют рубин. Рубин — это окись алюминия, в которой не-
большое число атомов алюминия замещено атомами хрома.
Обычно в квантовых генераторах используют бледно-розо-
вый рубин, содержащий 0,05% Сг. Розовый кристалл
рубина обрабатывают в виде стерженька, длина и диаметр
которого определяют мощность излучения. Его торцы
полируют до получения оптически плоской поверхности,
затем их подвергают серебрению для получения отража-
ющих поверхностей. Выходной конец кристалла полу-
прозрачный. Рубиновый стерженек помещают вблизи
электронной лампы вспышки, служащей источником ши-
рокополосного света для оптической накачки. Энергети-
ческая схема квантового генератора на рубине предста-
влена на рис. 94.
В квантовом генераторе на кристалле рубина атомы
хрома, находящиеся в основном состоянии I, поглощают
фотоны (волнистые стрелки) и переходят на один из выше-
134
расположенных уровней II. Часть энергии они передают
кристаллической решетке, вызывая повышение темпера-
туры, и переходят при этом в метастабильный уровень III.
Затем под действием индуцирующих фотонов, испуска-
емых другими атомами хрома, они излучают фотоны ха-
рактеристической длины волны, возвращаясь опять в ис-
ходное состояние IV.
Лазер на кристалле рубина питается от импульсной
лампы. При освещении рубинового стерженька импульс-
ной лампой большинство атомов хрома переводится в воз-
бужденное состояние. При спонтанном испускании воз-
бужденным атомом фотона параллельно оси кристалла
фотон побуждает другой возбужденный атом испустить
второй фотон (индуцированный). Этот процесс продол-
жается лавинообразно, поскольку фотоны, отражаясь от
торцов кристалла, летают по кристаллу в осевом напра-
влении. Интенсивность пучка растет в результате много-
кратного отражения от обоих торцов стержня. В том слу-
чае, если интенсивность света от импульсной лампы
превысит некоторый критический уровень, начинает по-
являться эффект квантового усиления и тогда с полупро-
зрачного торца рубина в течение тысячных долей секунды
выбрасывается интенсивный поток фотонов с длиной
волны 6943 А. Выходной пучок является узконаправлен-
ным, мощным, монохроматическим и когерентным.
Излучение узконаправленно вследствие того, что ис-
пускаются волны лишь тысячекратно отраженные и не
испытавшие сколько-нибудь существенного отклонения
от оси прибора. Это излучение мощное, так как индуци-
рованное излучение возбужденных атомов происходит го-
раздо раньше, чем спонтанное.
Высокая степень монохроматичности излучения обу-
словлена тем, что индуцированное излучение предста-
вляет собой резонансный процесс и в силу этого более
привязано к центру полосы частот, чем излучение, спон-
танно испускаемое атомом. Эти предпочтительные частоты
возбуждают, в свою очередь, излучение на той же частоте,
так что волна в квантовом генераторе содержит чрезвы-
чайно узкий интервал частот или длин волн. Обычный
белый световой луч, состоящий из электромагнитных
волн различной длины, фокусируется линзой в значи-
тельном объеме, вследствие дисперсии света различной
степени преломления стеклом линзы световых волн раз-
личной длины. Дисперсия света приводит к тому, что
135
Фиолетовый
Рис. 95. Фокусирование линзой а
белого и б монохроматического
лучей
узкий пучок белого света,
проходя линзы, уширяет-
ся, образуя спектр (рис.
95, а).
Монохроматический
световой луч лазера со-
стоит из электромагнит-
ных волн одной длины и
поэтому такой луч фоку-
сируется в очень малом
объеме, практически в точ-
ке (рис. 95, б). Плотность
энергии светового луча
в фокусе линзы
где р — плотность энергии; Е — энергия луча; V — объем
фокуса.
Так как объем фокуса для белого луча имеет значи-
тельные величины вследствие дисперсии света, то плот-
ность энергии в фокусе такого луча невелика. Для луча
лазера объем фокуса очень мал (V -> 0), а плотность энер-
гии в фокусе имеет очень большие значения и может
достигать 10’—108 Вт/см2. Продолжительность импульса
мала и составляет 10_® с.
К. п. д. квантовых генераторов на рубине невелик
и составляет 0,1%. Несмотря на низкий к. п. д. оптиче-
ских квантовых генераторов на рубине генераторы этого
типа находят практическое применение при сварке
(рис. 96, а).
Сварочная установка представляет собой комплекс
оптико-механических и электрических элементов, основ-
ным элементом которого является оптический квантовый
генератор на рубиновом кристалле. Установка состоит
из генератора, блока питания, стола с конденсаторами
и стереоскопического микроскопа. Генератор предназна-
чен для преобразования энергии, запасенной в блоке
конденсаторов в узконаправленный, монохроматический,
когерентный световой пучок.
Основной узел генератора — осветительная камера 1,
внутри которой вставлен кристалл рубина 2. В, камере
параллельно кристаллу установлена импульсная лампа 5,
на концы которой подводится высокое напряжение.
136
Внутренняя поверхность камеры отполирована и служит
отражателем света. В камеру .подается сжатый воздух
для охлаждения кристалла рубина. Использованный
воздух уходит в атмосферу.
Для формирования испускаемого кристаллом рубина
излучения и направления его на место сварки служит
формирующая оптическая система, состоящая из призмы 3,
линзы и сменного объектива 4. Формирующая система
снабжена сменными объективами, которые фокусируют
параллельный пучок света, испускаемый генератором,
в пятно диаметром 0,25—0,05 мм. Для настройки генера-
тора используют оптическое устройство, состоящее из
осветителя 8, призмы 7 и конденсорной линзы 6. Луч
света от осветителя проходит через рубин и оптическую
систему генератора, имитируя прохождение излучения
от кристалла (рис. 96, б).
Для визуального наблюдения за местом сварки при
наведении луча подсветки на место сварки и для осмотра
сваренных элементов служит стереоскопический микро-
скоп 9. Для защиты глаз оператора, работающего на уста-
новке, от излучения генератора в момент вспышки —
сварки предусмотрен затвор 10, приводимый в движение
электромагнитом.
Рис. 96. Схема сварочного квантового генератора:
а — сварка; б — настройка генератора перед сваркой
137
Электрическая схема установки состоит из блока пита-
ния импульсной лампы, стола с входящим в него затвором
и трансформатором подсветки, генератора. На лампу
вспышки подается напряжение, равное 18 кВ. Для изме-
нения времени разряда и, следовательно, времени горе-
ния лампы в цепи лампы установлены индуктивности,
меняя величину которых можно менять и время длитель-
ности импульса.
Резка лазером — наиболее распространенная техно-
логическая операция. Лазером можно разрезать стекла,
керамики, алмазы, металлы и др. При резке используют
лазеры непрерывного действия, обладающие большими
энергиями излучения в инфракрасном диапазоне (длина
волны 10,6 мкм). Резку кремниевых и германиевых пла-
стин на отдельные элементы, необходимые полупроводни-
ковой промышленности, осуществляют воздействием сфо-
кусированного луча лазера непрерывного действия. При
этом происходит испарение части материала на поверх-
ности пластины и образуется канавка. В дальнейшем
необходимо приложить механическое усилие и пластины
расколятся по линиям канавок.
Аналогичны резке процессы подгонки резисторов и об-
работки интегральных схем. Лазерный луч испаряет
части металлической пленки резистора, при этом электри-
ческая цепь может находиться под напряжением, что
обеспечивает непрерывный контроль сопротивления при-
бора. Обрабатывать можно в атмосфере, вакууме и в раз-
личных газах. При этом луч лазера свободно проникает
через стекло, кварц, воздух.
Квантовый генератор на рубине установки К-ЗМ
имеет к. п. д. порядка 0,1% (рис. 97). В связи с этим
только 0,001 доля номинальной энергии поджига газо-
разрядной лампы превращается в энергию луча, генери-
руемого лазером, которая и подается на свариваемое изде-
лие в виде короткого импульса. Значительная мощность
энергии, развиваемая при очень коротких импульсах,
обычно приводит к бурному испарению металлов из зоны
сварки. Поэтому в квантовых генераторах предусмотрена
регулировка длительности импульса, благодаря чему
можно получить менее резкий подъем температуры в месте
сварки, В принципиальной схеме квантового генератора
имеется устройство, позволяющее формировать импульс
и изменять его продолжительность путем включения различ-
ных комбинаций и емкостей в блоке накопления энергии,
138
Для сварки необходимо, чтобы импульсы имели макси-
мальную длительность при минимальных интервалах
между ними. Однако вследствие низкого к. п. д. кванто-
вых генераторов на рубине большая часть энергии лампы
накачки превращается в теплоту, вследствие чего лампы
накачки не могут работать при высокой частоте повторе-
ния импульсов, а рубиновый стержень перегревается.
Для уменьшения перерывов между импульсами необхо-
димо интенсивно отводить значительное количество те-
плоты, выделяемой при оптической накачке лазера.
Частота повторения импульсов и мощность квантового
генератора таким образом ограничиваются охлаждающими
системами, отводящими теплоту, возникающую в кванто-
вых генераторах.
Существующие сварочные оптические квантовые гене-
раторы дают возможность получить частоту повторения
импульсов от 1 до 100 в 1 мин. Диаметр площади пропла-
вления, получающейся в результате действия одного им-
пульса луча лазера, составляет десятые доли милли-
метра. Поэтому генераторы пока используют лишь для
получения точечных сое-
динений.
Квантовые генераторы
вследствие относительно
низкой частоты повторения
импульсов и относительно
небольшой мощности пока
не могут соперничать
с электроннолучевой свар-
кой, обеспечивающей швы
с глубоким «кинжальным»
проплавлением на боль-
ших толщинах.
При сварке оптическим
лучом можно получить
плотности энергии того
же порядка, что и при
использовании электрон-
ного луча. Вследствие от-
сутствия пространствен-
ного заряда упрощается
фокусировка оптического
луча. Этот способ более
универсальный, так как
Рис. 97. Установка для обработки
световым лучом К-ЗМ
139
металлы можно сваривать на воздухе, в защитной атмо-
сфере и в вакууме. Возможность точной дозировки энер-
гии делает этот метод особенно пригодным при сварке
микросоединений. Малая длительность термического цикла
сварки обеспечивает возможность получения качествен-
ного соединения на ряде металлов, особо чувствительных
к длительному воздействию теплоты. Открываются и но-
вые возможности, неизвестные при существующих мето-
дах сварки, например, возможность сварки через проз-
рачные оболочки, так как для световых лучей прозрачные
среды не служат преградами.
Перспективно для лазерной сварки получение микро-
соединений. Широкое применение лазерная сварка нахо-
дит в радиоэлектронике и электронной технике при соеди-
нении контактов проводников с пленками на микроплатах,
твердых схемах и микроэлементах. Лазерным лучом можно
сваривать самые различные композиции металлов, исполь-
зуемых в микроэлектронике: золото—кремний, германий—
золото, никель—тантал, медь—алюминий и др. Необхо-
димо также отметить интересную область использования
лазеров — лечение глазных болезней: приваривание от-
слоившейся сетчатки, лечение глаукомы и др.
Большой интерес для сварки и пайки вызывает приме-
нение сфокусированной лучистой энергии различных
источников, излучающих энергию в оптическом диапазоне
частот.
Нагрев лучистой энергией имеет некоторые пре-
имущества по сравнению с другими способами, а именно:
возможность термической обработки материалов неза-
висимо от их электрических и магнитных свойств; бескон-
тактного подвода энергии к изделию (причем источник
и нагреваемый объект могут быть расположены на значи-
тельном расстоянии друг от друга); незначительного меха-
нического воздействия на зону нагрева; передачи энер-
гии через оптически прозрачные оболочки, что позволяет
проводить процессы сварки и пайки в контролируемой
газовой атмосфере и в вакууме.
В установках для сварки и пайки световым лучом
можно использовать такие источники излучения, как
солнце, угольная дуга, дуговые газоразрядные лампы
и лампы накаливания. Работы, проведенные в МАТИ,
показали, что наиболее перспективные и удобные излу-
чатели для технологических целей — дуговые ксеноновые
лампы сверхвысокого давления.
140
Отечественная промышленность серийно выпускает
дуговые ксеноновые лампы следующих типов: а) с воздуш-
ным охлаждением: ДКСШ-500 мощностью 0,5 кВт;
ДКСШ-ЮООМ— 1 кВт; ДКСШ-3000 — 3 кВт; б) с ком-
бинированным водяным и воздушным охлаждением:
ДКСР-3000 мощностью 3 кВт; ДКСР-5000 — 5 кВт;
ДКСР-10 000— 10 кВт.
Дуговая ксеноновая лампа представляет собой шаро-
вой баллон из оптически прозрачного кварца с помещен-
ными в него двумя вольфрамовыми электродами. Давле-
ние ксенона в лампе в нерабочем состоянии достигает 10 ат.
Электропитание ксеноновых ламп осуществляется от ис-
точников постоянного тока с напряжением холостого хода
не ниже 70 В и падающей характеристикой, например
ИПП-500В. Лампы могут работать в непрерывном режиме
в течение сотен часов.
Создан' ряд специализированных экспериментальных
установок для сварки и пайки сфокусированной лучистой
энергией ксеноновых ламп мощностью 0,5—10 кВт.
В этих установках излучение ксеноновой лампы фокуси-
руется на изделие с помощью эллипсоидного отражателя.
С целью/ увеличения плотности энергии в пятне на-
грева используют дополнительную линзовую оптику
(рис. 98, а и б).
Экспериментально установлено, что оптический источ-
ник теплоты является нормально-круговым и по плот-
ности энергии в пятне нагрева занимает промежуточное
положение между газовым пламенем и электрической ду-
гой, а по сосредоточенности близок или превосходит по-
верхностные металлические дуги (рис. 99, а, б). В рабо-
Рис. 98. Оптические
схемы установок для
сварки лучистой энер-
гией:
а — моноэллипсондная
система; б — то же,
с двухлинзовым конден-
сатором; 1 — отража-
тель; 2 — лампа; 3 —
изделие; 4 — конденсор
141
чем пятне установки УСПЭЛ-1-МАТИ с ксеноновой лам-
пой ДКСР-10 ООО максимальная плотность лучистого
потока составляет 2600 Вт/см2. Лучистый поток такой
плотности достаточен для плавления молибдена. К. п. д.
установок зависит от оптической системы и типа лампы
и составляет 10—20%.
Ввиду сравнительно низкой эффективной мощности
оптический источник теплоты целесообразно использовать
для сварки металлов малых толщин. Исследования по
сварке коррозионностойких сталей и титановых сплавов
показали возможность получения качественных соеди-
нений на листовом металле толщиной 0,1—2 мм. При
этом обеспечивается вакуумная плотность и прочность
не ниже 90% прочности основного материала. Скорость
сварки листов толщиной 0,5 мм составляет 10—15 м/ч.
Лучшие перспективы использования оптический источ-
ник теплоты имеет применительно к процессам пайки.
Широкие пределы регулирования энергетических пара-
метров позволяют использовать оптический источник для
пайки практически любыми из существующих припоев,
начиная от оловянно-свинцовых и кончая тугоплавкими
на основе никеля и титана. Оптический источник позво-
142
ляет сваривать также и неметаллические материалы,
такие как стекло, керамику, пластмассы. Успешно осу-
ществлен процесс сварки шлакового стекла, применение
которого имеет большое народнохозяйственное значение.
Оптический источник теплоты можно использовать также
для локальной термообработки сварных соединений.
13. ПЛАЗМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ
В качестве источника теплоты при некоторых видах
обработки материалов используют плазменную струю —
поток ионизированных частиц, обладающих большим за-
пасом энергии. Плазменная струя представляет собой
высокоинтенсивный источник теплоты, максимальная тем-
пература которого может достигать 20 000 К и более.
Плазменную струю используют для наплавки и нане-
сения покрытий, в том числе и тугоплавких металлов
на изделия путем расплавления присадочной проволоки
или металлических порошков. С помощью плазменной
струи производят резку и поверхностную обработку раз-
личных материалов, нагрев под пайку и термообработку.
Плазменная струя может найти применение и для сварки
тонколистовых тугоплавких металлов. В струе плазмы
можно расплавить различные материалы: сталь, асбо-
цемент, кристаллокорунд 2050° С (2323 К), карбокорунд
2200° С (2473 К) и др.
Для создания ионизированного потока используют
дуговой разряд значительной длины, возбуждаемый между
двумя электродами. Дуга горит в замкнутом цилиндри-
ческом канале, стенки которого интенсивно охлаждаются,-
через канал под давлением подается инертный газ. Охла-
ждение наружной поверхности столба дуги вызывает его
концентрацию (отшнуровывание), вследствие чего темпе-
ратура столба дуги резко повышается, достигая 10 000—
20 000 К, а газ, проходящий через межэлектродное про-
странство, имеющий высокую степень ионизации и отно-
сительно высокий запас энергии, используют для нагрева
изделий в процессе сварки.
Имеется несколько схем устройств для получения
плазменной струи: раздельное сопло и канал, плазменная
струя выделена из столба дуги (рис. 100, а); совмещенное
сопло и канал, плазменная струя выделена из столба
дуги (рис. 100, б); сопло и канал совмещены со струей,
совпадающей со столбом дуги (рис. 100, в).
143
Рис. 100. Схемы устройств для создания плазменной струи
Плазменная струя создается дуговым разрядом 4,
возбуждаемым между электродом 1 и электродом 5 с от-
верстием, выполняющим роль сопла. Дуговой разряд
происходит в канале 2, электрически изолированном
от сопла и электрода.' Через канал вдоль столба дуги
пропускается газ, который, проходя по направлению от
электрода к соплу через плазму дуги, ионизируется и вы-
ходит из сопла в виде ярко светящейся струи 6. Устройство
для создания плазмы охлаждается водой 3. Мало ионизи-
рованная сравнительно холодная струйная оболочка газа,
соприкасающаяся со стенками сопла и канала, изолирует
последние от теплового воздействия разряда. Опусканием
электрода в канал регулируют напряжение дуги и мощ-
ность плазменной струи.
При создании плазменной струи по схеме с совмещен-
ными каналом и соплом (рис. 100, б) электрически актив-
ное пятно дуги в зависимости от состава и расхода газа,
длины канала и других факторов располагается или на
боковой поверхности канала, или на торце его. В этом
случае длина дуги не .является независимым параметром
регулирования эффективной мощности плазменной струи.
В обоих случаях плазменную струю, выделенную из
токоведущего столба дуги, используют как независимый
источник теплоты.
При обработке плазменной струей электропроводных
металлов для увеличения эффективной тепловой мощ-
ности, вводимой в изделие, последнее можно подключать
к источнику питания (рис. 100, в). В этом случае плазмен-
ная струя полностью совпадает с токоведущим столбом
разряда, частично проходя через изолированный ка-
нал 2.
144
Для промышленного использования выпускают не-
сколько типов плазменных горелок, предназначенных для
резки, напыления и т. п.
На рис. 101 показан разрез плазменной головки для
ручной резки. Головка имеет охлаждаемое водой сопло,
совмещенное с каналом 2, электродержатель 1 и корпус 3.
Головка снабжена сменными медными каналами и соплами
с различными размерами выходных отверстий. К головке
по трубке 4 подводится газ, а по трубкам 5 — охлажда-
ющая вода. Держатель позволяет перемещать вольфрамо-
вый электрод и может устанавливать его на необходимом
расстоянии относительно сопла. Дуговой разряд в плаз-
менных головках обычно возбуждается от осцилляторов.
Электрическая схема головки (рис. 102) состоит из
источников питания постоянного тока Е, балластного
реостата 7?б, осциллятора Ос, контактора К, промежуточ-
ного реле РП, кнопок ЗиЛа также вольтметра V и ампер-
метра А. В качестве источника питания используют свароч-
ные генераторы или выпрямители. При работе с чистым
аргоном напряжение холостого хода источника тока
не должно быть ниже 60—65 В. При использовании водо-
рода, азота или гелия требуется еще более высокое напря-
жение холостого хода.
Система охлаждения головок подключается к водо-
проводной сети гибкими шлангами, в которых для под-
вода тока к электроду и соплу проложены голые гибкие
медные провода сечением 4 мм2. Расход газа, регулируют
вентилями и В2 и контролируют ротаметром или ма-
нометром.
Плазменная струя имеет ярко светящееся ядро с осно-
ванием, несколько меньшим размера выходного отверстия
Рис. 101. Плазменная головка
145
Ос
—-Z--1РП
Рис. 102. Схема подключения плаз-
менной головки:
ПГ — плазменная головка; И — изделие;
М — манометр; и Vg — ротаметры ра-
бочего газа и дополнительной защиты;
— балластный реостат; А и V — ам-
перметр и вольтметр; £ —источник ци"
тания; Cit С» и С3 — конденсаторы; К
контактор; РП — реле промежуточное;
Ос — осциллятор; и — катушвщ
колебательного контура осциллятора;
Тр — трансформатор осциллятора; Г и
3 кнопки гашения и зажигания; Bt и
Ва — вентили
(У
А
-Le
сопла, ядро окружено менее светящимся факелом. Длина
ядра может изменяться от 2—3 до 40—50 мм в зависимости
от размеров сопла и канала, состава и расхода газа,
величины тока и длины дуги. Формой сопла можно зада-
вать очертание струи и тем самым нужное распределение
тепловой и механической нагрузки по поверхности нагре-
ваемого тела,
Температура плазменной струи, выделенной из токо-
ведущего столба дуги, а также совпадающей со столбом
дуги при использовании в качестве защитного газа аргона,,
достигает 10 000—15 000 К и выше и обусловлена в основ-
ном высокой плотностью энергии в столбе разряда в ре-
зультате его обжатия газовым потоком в узком канале
плазменной головки.
Основная характеристика плазменной струи как источ-
ника теплоты — эффективная тепловая мощность:
q — 0,24т]и£77,
где г)и — эффективный к. п. д. плазменного нагрева изде-
лия; U и I — напряжение и ток дуги.
146
Часть энергии дуги расходуется на нагрев сопла (т]с),
канала (г|к) и электрода (г]э), а также теряется в резуль-
тате лучеиспускания и конвекции. Эффективную тепло-
вую мощность плазменной струи можно регулировать
изменением тока и напряжения дуги, расхода и состава
газа, диаметра канала и сопла, расстояния между соплом
и нагреваемым изделием (рис. 103).
При среднем расходе газа для плазменной струи, вы-
деленной из столба дуги, т]и = 304-50%. Коэффициент т]и
заметно снижается при малых расходах газа и незначи-
тельно — при больших его расходах. Доля энергии,
расходуемой на нагрев сопла и канала, составляет при
больших расходах газа 25—30% для грловки с выделен-
ной струей и 5—6% для головки со струей, совпадающей
со столбом дуги. При малых расходах газа эта доля воз-
растает соответственно до 60—70 и 30—40%.
Градиент потенциала в канале плазменной головки
в 2—3 раза больше градиента потенциала в столбе сво-
бодно горящей дуги. Состав газа существенно влияет на
эффективную мощность. При смеси из 86% гелия и 14% ар-
гона мощность q почти в 2 раза больше, чем при использо-
вании чистого аргона (при этом т]и изменяется незначи-
тельно). Увеличение q можно объяснить высоким потен-
циалом ионизации гелия. Материал стержневого элек-
трода, так же как и его диаметр, не оказывает значитель-
ного влияния на q и т]и.
Наиболее широкое применение плазменная струя
нашла для резки металлов. Плазменной струей целесооб-
Рис. 103. Влияние силы
тока дуги I на эффектив-
ную тепловую мощность
q плазменной струи, вы-
деленной из столба дуги,
эффективный к. п. д.
плазменного нагрева из-
делия т]и и напряжение
дуги U (углубление элект-
рода I = 30 мм, диаметр
электрода d3 = 6 мм,
расход аргона /дч =
= 2,37-5-4,2 м3/ч, диаметр
сопла dc = 6 мм, диаметр
канала dK = 8 мм, рас-
стояние сопла до изде-
лия h = 15 мм)
147
Скорость резки различными способами, м/ч
Та бл иц а 16
Резка Металл Толщина материала, мм
6 10 12 20 30 40 50 60
Плазменной струей: совпадающей со стол- бом дуги выделенной из столба дуги Алюминий 1 Коррозионностойкая сталь 2 Медь 2 — 450 80 50 130 50 20—30 80 30 12—15 50 20 8—10 35 15 12 5—6
Коррозионностойкая сталь 3 80 — 55 30 15 12 — 6
Кислороднофлюсовая Коррозионностойкая сталь Медь 21 9,6 20 7,8 19 7,2 18 4,8 2,5 — 12 1,3
Кислородная Углеродистая сталь 36 33 31 27 24 20 — 16
1 Резка в смеси аргона с водородом в соотношении 1 : 1 (по объему), расход 3 мэ/ч.
2 Резка в техническом водороде, расход 3 м3/ч.
1 Резка в смеси аргона с 20% азота (по объему), расход 2,5 м3/ч, сила тока 250 А, напряжение 45 В
разно разрезать материалы, не поддающиеся общеизвест-
ным способам резки, таким как кислородная или газо-
флюсовая. Это — керамики, алюминий, медь и их сплавы,
коррозионностойкая сталь и др.
Плазменной струей независимой дуги (см. рис. 100, а, б)
разрезают неэлектропроводные материалы и тонкие ме-
таллические листы. Струей, создаваемой зависимой дугой
(см.‘ рис. 100, в), разрезают алюминий и сплавы на его
основе толщиной до 120 мм.
При резке используют аргон и его смесь с водородом
(до 35% Н2). Скорость резки зависит от толщины разре-
заемого металла, параметров плазменной головки, тока
и напряжения. Скорость резки струей прямого действия
при прочих равных условиях выше скорости резки струей
независимого действия (табл. 16).
Плазменной струей можно сваривать металлы и неме-
таллы, а также их сочетания. Плазменная струя дает воз-
можность сваривать тонколистовой материал, тугоплавкие
металлы. Формирование шва как по толщине металла,
так и по длине шва очень стабильное. Возможна сварка
встык с отбортовкой и без отбортовки кромок. Листы,
имеющие толщину менее 1 мм, сваривают в приспособле-
нии с прижимами. Расстояние между соплом и поверх-
ностью листов, определяемое размерами прижимов,
должно быть минимальным.
Таблица 17
Режимы сварки плазменной струей
Параметры Низкоуглеродистая сталь S = 0,6 мм Коррозионностой- кая сталь 12Х18Н9Т S = 0,8 мм
Сила тока, А Напряжение дуги, В Диаметр сопла, мм Расход аргона, л/ч (м3/с): в сопле » насадке Расстояние сопла до изделия, мм Скорость сварки, м/ч (м/с) 60 29 5 155 (4,3-10-в) 3 10(27-10-*) 160 29 4 170 (4,7-10-6) 580 (16,1 -10'6) 4,5 12 (33-10-*)
149
Таблица 18
Механические свойства
Место вырезки образца ав, кгс/мм2 (МН/м2) в. % Ф. %
Основной металл Сварное соединение 68—72 (666—706) 66—70 (647—686) 40—50 25—30 50—55 36—48
Режимы автоматической сварки тонких листов встык
без отбортовки кромок приведены в табл. 17. Скорость
и качество сварки увеличивается при использовании
схемы, указанной на рис. 100, в. Механические свойства
сварного соединения листов толщиной 0,8 мм из стали
12Х18Н9Т приведены в табл. 18. Сварное соединение
не склонно к межкристаллитной коррозии, трещины в со-
единении не обнаруживаются.
14. НАПЛАВКА МЕТАЛЛОВ
Особое место в сварочном производстве занимают на-
плавочные работы, применяемые в основном для износо-
стойкой наплавки при ремонте изделий (87% всех работ)
и в гораздо меньшем объеме при изготовлении новых
долговечных биметаллических деталей и изделий (13%).
Однако в отдельных отраслях народного хозяйства, осо-
бенно в машиностроении, наплавка новых деталей зани-
мает значительное место. Широкое использование напла-
вочные работы нашли при изготовлении биметаллических
деталей: лопастей гидротурбин, штампов, прокатных
валов, крупного металлорежущего инструмента, опорных
роликов гусеничных машин и др.
С помощью наплавки можно получать на рабочих по-
верхностях деталей слои любой толщины, любого хими-
ческого состава с разнообразными свойствами (высокой
твердостью и износостойкостью), слои антифрикционные,
кислотостойкие, жаропрочные, кавитационностойкие и
т. п. Масса наплавленного металла обычно составляет
несколько процентов от массы изделия.
При использовании конструкций с наплавленными
износостойкими слоями достигается значительное увели-
чение долговечности наиболее нагруженных узлов машин
и механизмов. Широкое распространение наплавочные
150
работы получили в связи с тем, что с их помощью можно
создавать значительно более дешевые биметаллические
изделия с такими же или даже более высокими свойствами,
чем у изделий, изготовленных из целого куска высоколе-
гированной стали или различных сплавов.
В промышленности широко используют следующие
способы наплавки: ручную дуговую плавящимся электро-
дом, дуговую под флюсом, дуговую в защитных газах
неплавящимся и плавящимся электродами. В последнее
время разработан ряд новых методов наплавки, таких
как вибродуговая, электрошлаковая, токами высокой
частоты и др. Эти методы позволяют значительно повы-
сить производительность труда, получить наплавленные
слои с особыми свойствами, работы эти легко автоматизи-
руются. Электрошлаковая наплавка позволяет повысить
производительность почти в 3 раза по сравнению с на-
плавкой под флюсом (табл. 19).
Несмотря на низкую производительность, ручная дуго-
вая наплавка наиболее распространена в промышлен-
ности. Для ручной дуговой наплавки поверхностей выпу-
скается большое разнообразие металлических электродов,
обеспечивающих наплавленные слои с различными свой-
ствами и необходимого химического состава.
Широкое применение находит механизированная (авто-
матическая) и полуавтоматическая электродуговая на-
плавка под флюсом. При автоматической наплавке под
флюсом достигаются: высокая производительность труда
главным образом за счет использования большой плот-
ности тока и исключения потерь рабочего времени на смену
Таблица 19
Производительность при наплавочных работах
Наплавка Производительность, кг/ч (кг/с)
Ручная дуговая То же, пучком электродов Автоматическая в среде угле- кислого газа Автоматическая под флюсом Электрошлаковая 0,8—1,0 (2,2-10-44-2,8-10-4) 1,2—1,6 (3,3- 10-4-г-4,4-10“4) 3,0—4,5 (8,3- ю~44- 12,5-10’4) 4,2—9,5 (11,7-10-4ч-26,3-10-4) 12,0—30,6 (33-10-<4-83- IO’4)
151
электродов; меньший расход материалов вследствие почти
полного отсутствия потерь на угар и разбрызгивание,
отсутствия потерь на огарки электродов, меньшего окисле-
ния и испарения легирующих элементов, снижения при-
пусков на механическую обработку; высокое качество
наплавленного металла в связи с улучшением формирова-
ния наплавленных валиков, большей равномерностью
наплавленного металла по химическому составу и меха-
ническим свойствам, У меньшей зависимостью качества
наплавки от квалификации рабочих.
Улучшение свойств наплавленного слоя связано в пер-
вую очередь с введением в наплавляемый металл леги-
рующих элементов (углерода, хрома, марганца, ванадия,
вольфрама и др.). Введение легирующих элементов в ме-
талл при наплавке под флюсом возможно несколькими
способами: через электродную проволоку, путем исполь-
зования специальных легированных флюсов, за счет ма-
териалов, наносимых на деталь перед движущейся дугой
(порошка, пасты и т. д.).
Для наплавки под флюсом находит применение сталь-
ная лента, изготовляемая из различных марок стали:
инструментальной, пружинной, коррозионностойкой и
жаростойкой; ленту поставляют в рулонах. Для наплавки
обычно используют ленту толщиной 0,4—1 мм и шири-
ной 20—100 мм. Размеры ленты зависят от размеров на-
плавляемых деталей. При использовании таких лент
ширина наплавляемого валика примерно равна ширине
ленты.
Вместо сплошной проволоки сложного химического
состава при дуговой наплавке все более широкое приме-
нение находит порошковая проволока, изготовленная
из низкоуглеродистой стальной ленты, свернутой в трубку,
внутрь которой помещают шихту — порошкообразный
сердечник, состоящий из смеси ферросплавов, железного
порошка, графита и других компонентов (рис. 104).
Для широкослойной наплавки все большее применение
находит порошковая электродная лента (рис. 105), со-
стоящая из двух тонких (0,4—0,6 мм) стальных (марки
08 кп) лент 1 и 2 и засыпанной между ними шихты 3.
Одну из лент выполняют гофрированной с отдельными
ячейками, что позволяет равномерно распределить шихту
по ширине и длине ленты и делает ее более гибкой. По-
рошковую ленту изготовляют на специальной установке,
на которой одну из лент гофрируют, равномерно засыпают
152
шихту, соединяют обе ленты и вальцуют по краям для
предотвращения высыпания шихты при транспортировке
и наплавке. Порошковую ленту можно также изготовлять
непосредственно на автомате для наплавки. В этом случае
автомат снабжают необходимыми устройствами для гофри-
рования, засыпки шихты и сборки ленты, обеспечиваю-
щими изготовление ее со скоростью, равной скорости
подачи в зону дуги при наплавке.
При наплавке используют в качестве защитной среды
углекислый газ и в некоторых случаях инертные газы.
Наибольшее распространение получила наплавка в среде
углекислого газа плавящимся электродом на постоянном
токе при обратной полярности. Так как углекислый газ
диссоциирует при высокой температуре на атомарный
кислород О и окись углерода СО, расплавленный металл
может окислиться. Чтобы компенсировать окисление
легирующих элементов в процессе наплавки, в электрод-
ный металл вводят элементы-раскислители (титан, крем-
ний, марганец, углерод).
Наплавка в среде углекислого газа позволяет наиболее
полно и широко механизировать и автоматизировать
процесс наплавки. При этом методе обеспечивается высо-
кое качество наплавленного металла и возможность ис-
пользования стандартного оборудования. Важное преиму-
щество наплавки в среде углекислого газа — возможность
повышения производительности труда в 3—4 раза и сни-
жения на 30—40% себестои-
мости по сравнению с руч-
ной дуговой наплавкой.
Рис. 105. Порошковая лента:
/ нижняя гофрированная лента;
2 верхняя лента; 3 « шихта
Рис. 104. Схема изготовления
порошковой проволоки:
1 i— шихта; 2 — воронка; 3 ==
шихта на ленте; 4 — фильер
153
а 1
Рис. 106. Схема вибродуго-
вой наплавки:
а — направление вращения из-
делия; б — направление пере-
мещения головки; в — подача
охлаждающей жидкости; е —»
направление вибрации элект-
рода; д —- подача электрода;
/ — деталь; 2 вибродуговая
головка; 3 вибратор; 4 —
подающие ролики; 5 — элект-
родная проволока; 6 — источ-
ник тока
Вибродуговая наплавка раз-
работана в Советском Союзе.
Преимущества метода состоят
в минимальной деформации
детали после наплавки, воз-
можности получения твердой
поверхности без дополнитель-
ной термообработки и получе-
ния равномерных тонких слоев
наплавленного металла; при
этом не требуется сложного
оборудования высокой произ-
водительности.
Схема способа показана на
рис. 106. Между деталью 1 и
электродной проволокой 5,
включенных в цепь источника
тока 6, периодически возбуж-
дается дуга; прерывистость воз-
буждения дуги достигается пу-
тем продольного перемещения
электродной проволоки вибра-
тором 3 с частотой 50 и более
колебаний в 1 с и амплитудой
0,5—3,0 мм. Одновременно в зо-
ну дуги подается охлаждающая жидкость по каналу
вибродуговой головки 2. Деталь, подлежащая наплавке,
обычно зажимают в центрах или в патроне станка и
вращают с определенной скоростью. Для наплавки слоя
на всю поверхность изделия сварочная (вибродуговая)
головка перемещается вдоль наплавляемой детали.
В качестве охлаждающей жидкости применяют водный
раствор кальцинированной соды (2,5—6,0% СаСО3) или
20%-ный водный раствор глицерина. В некоторых слу-
чаях используют растворы поташа, красной кровяной
соли и других веществ, улучшающих устойчивость горе-
ния дуги.
Вследствие вибрации электродной проволоки в про-
цессе наплавки происходит чередование дугового разряда,
короткого замыкания и холостого хода. Электрод и деталь
оплавляются за счет дугового разряда. Перенос жидкого
металла с электрода на изделие происходит преимуще-
ственно во время короткого замыкания. В момент корот-
кого замыкания напряжение падает до нуля, а сила тока
154
увеличивается до 1000 А (при среднем значении 160 А).
Перенос металла небольшими каплями в моменты корот-
кого замыкания обеспечивает формирование ровных плот-
ных слоев наплавленного металла. При прерывистом про-
цессе горения дуги достигается хорошее формирование
наплавленных валиков, обеспечивается возможность на-
плавки тонких валиков с площадью сечения, близкой
к площади сечения проволоки.
Так как при вибродуговой наплавке место наплавки
интенсивно охлаждается жидкостью, то скорости охлажде-
ния наплавленного и основного металлов значительно
больше, чем при других способах наплавки. Вследствие
этого зона термического влияния имеет относительно
малые размеры, а величина деформаций изделия во много
раз меньше, чем при электродуговой наплавке.
Быстрое охлаждение малых порций расплавленного
металла обеспечивает возможность наплавки вибродуго-
вым способом деталей малых диаметров, так как нет
опасности стекания металла с детали. Практически диапа-
зон размеров деталей, наплавляемых с помощью этого
способа, 8—200 мм. Вибродуговая наплавка дает возмож-
ность получать слой толщиной от нескольких сотых мил-
лиметра до 3 мм за один проход. Толщина наплавляемого
слоя в основном зависит от диаметра электродной про-
волоки (табл. 20):
Толщина слоя, мм Менее 1,0 1,0—2,0 2,0 и более
Диаметр электрода, мм 1,0—1,5 1,5—2,5 2,0—3,0
Твердость наплавленного слоя зависит от марки элек-
тродной проволоки и режимов наплавки.
Вибродуговая наплавка особенно эффективна при вос-
становлении изношенных деталей, у которых допускаемый
износ составляет менее 1 мм. Автоматическая вибродуго-
вая наплавка широко применяется для наплавки цилин-
дрических деталей небольшого размера, особенно при
ремонте деталей автомобилей и тракторов, станочного
оборудования, компрессоров (осей, валов, шпинделей,
шлицевых валиков и т. п.).
Вибродуговой наплавкой восстанавливают стальные
и чугунные детали, на которые нужно нанести равномер-
ный тонкий слой металла при минимальной их деформа-
ции. Наплавлять можно и закаленные детали, причем
твердость снижается незначительно. При наплавке низко-
углеродистой проволокой Св-08 поверхность легко обра-
155
Таблица 20
Режимы и производительность вибродуговой наплавки
Напряжение источника тока, В Диаметр проволоки, мм Сварочный ток, А Скорость подачи про- волоки, мм/с Амплитуда вибрации, мм Производительность наплавки, кг/ч (кг/с)
12—15 15—18 18—20 20—22 1,8—2,2 2,0—2,5 2,5—3,0 2,5—3,0 90—100 110—130 130—180 180—210 13—17 15—20 16—22 16—23 1,3—2,2 1,5—2,5 1,6—3,0 1,6—3,0 0,9—1,1 (2,5- 10-4-f -5-3,1-10-4) 1,2—1,3 (3,3- 10’4-5- -5-3,6-IO"4) 1,5—1,6 (4,2-10-4-5- -5-4,4- 10~4) 1,8—2,2 (5-10-4-5- -5-6,1-10-4)
батывается резанием. Для получения износостойких по-
верхностей применяют проволоку из сталей 45, 70, 60С2,
У7, У8 и др. После наплавки такой проволокой поверх-
ность обрабатывается только шлифованием.
При вибродуговой наплавке потери электродного ме-
талла на угар и разбрызгивание составляют 11—30%
при коэффициенте наплавки 8—10,9 г/А-ч. Стоимость
восстановления деталей зависит от размеров детали и
в большинстве случаев равна 10—30% стоимости новой
детали.
Многие заводы изготовляют установки для вибродуго-
вой наплавки. Установка для вибродуговой наплавки
состоит из следующих узлов: автоматической головки,
имеющей механизм подачи электродной проволоки в зону
дуги; механизма вибрации проволоки и устройства для
подвода охлаждающей жидкости; станка для вращения
детали и перемещения сварочной головки; источника
питания. На предприятиях применяются автоматы (вибро-
дуговые голойки) самых разнообразных конструкций.
Для вращения деталей и перемещения сварочных голо-
вок при наплавке цилиндрических поверхностей исполь-
зуют токарные и токарно-револьверные станки с частотой
вращения 0,5—20 об/мин. У токарных станков средних
размеров для использования их при вибродуговой на-
плавке необходимо устанавливать редуктор для пониже-
156
ния частоты вр-ащения шпинделя в 30—40 раз. Кроме
того, на станке должен быть установлен насос для подачи
охлаждающей жидкости производительностью 6—10 л/мин
и бачок для раствора емкостью около 100 л.
Для изготовления биметаллических деталей и наплавки
на изделие износостойких слоев значительной толщины
(более 10 мм) возможно применение электрошлаковой
наплавки. При этом способе в качестве источника теплоты
используют теплоту, возникающую при прохождении
электрического тока через расплавленный шлак. При этом
шлак нагревается до температуры свыше 2000° С и рас-
плавляет основной и присадочный металлы.
При электрошлаковой наплавке достигается наиболь-
шая производительность по сравнению со всеми извест-
ными способами наплавки. Коэффициент наплавки соста-
вляет 18—30 г/А-ч. Наплавку выполняют в один слой,
вследствие чего отпадает необходимость в зачистке каждого
слоя, что требуется при многослойной наплавке.
Используя при электрошлаковой наплавке легирован-
ные присадки, можно получить наплавленный слой любого
заданного химического состава на плоских поверхностях,
а также на телах вращения. Возможность получения
гладкой ровной поверхности наплавленного слоя в неко-
торых случаях исключает последующую механическую
обработку. При этом способе почти полностью отсутствуют
потери на угар и разбрызгивание. Качество наплавленного
металла высокое — без пор, трещин и других дефектов.
Электрошлаковую наплавку чаще всего выполняют при
вертикальном положении наплавляемой поверхности
с принудительным формированием наплавленного слоя
различными водоохлаждаемыми формами, например мед-
ными, керамическими, графитовыми, охватывающими всю
наплавленную поверхность или перемещающимися вдоль
детали по мере наплавки (ползуны).
На рис. 107 показаны схемы наплавки плоской (а),
цилиндрической (б) и конической (в) поверхностей. На
наплавляемую деталь 1 устанавливают форму-кокиль 3.
Зазор между деталью и подвижной частью кокиля опреде-
ляет толщину наплавляемого слоя 2. Перед началом
наплавки в зазор насыпают слой флюса и через мунд-
штук 5 в зону наплавки подают электродную проволоку 4
необходимого состава.
Наплавку начинают, а также заканчивают на специаль-
ных технологических планках, которые затем удаляют.
157
В начале процесса наплавленный слой обычно получается
низкого качества, поэтому начальная часть наплавки
остается на технологической планке. В конце шва планка
необходима для выведения усадочной раковины. В на-
чальной стадии процесса между электродной проволокой
и технологической планкой возбуждается дуга, которая
расплавляет засыпанный в зазор флюс.
В тот момент, когда образуется шлаковая ванна до-
статочной глубины, дуга гаснет и ток начинает протекать
через расплавленный шлак — происходит электрошлако-
вый процесс. Расход флюса при этом способе наплавки
в 15—20 раз.меньше, чем при электродуговой наплавке
под флюсом, так как флюс расходуется только для обра-
зования шлаковой корки, толщина которой составляет
всего 1—1,5 мм. При электрошлаковой наплавке в ка-
честве присадочного материала возможно применение
сварочных проволок (одной или нескольких), электрод-
ных лент, пластин или стержней большого сечения. При
наплавке износостойких поверхностей применяют высоко-
легированные проволоки, порошковые проволоки и т. п.
В качестве флюсов при наплавке могут быть исполь-
зованы флюсы, применяемые при электрошлаковой сварке.
Наиболее пригодный для наплавки износостойких по-
верхностей флюс АН-22.
Наплавку осуществляют специальными сварочными
аппаратами. По мере заполнения зазора найлавленным
158
металлом аппарат перемещается вверх по детали. В ре-
зультате теплоотвода в деталь и медные ползуны металл
сварочной ванны охлаждается и затвердевает, образуя
наплавленный слой. В Институте электросварки
им. Е. О. Патона разработано несколько аппаратов для
электрошлаковой сварки и наплавки, например переме-
щающиеся по рельсам аппараты А-372, А-535, А-433М
и непосредственно по детали — А-306, А-350.
При наплавке т. в. ч. в качестве источника теплоты
используют высококачественное электромагнитное поле.
Для этой цели индуктор, к которому подводится ток от
высокочастотного генератора, располагают над напла-
вляемой деталью, на поверхность которой предварительно
наносят слой твердого сплава в виде порошка в смеси
с флюсом или в виде пасты. При протекании высокочастот-
ного тока в индукторе в поверхностном слое детали воз-
никают вихревые токи высокой частоты, которые и на-
гревают порошок и поверхностный слой изделия.
Наплавка т. в. ч. имеет ряд преимуществ перед дру-
гими методами наплавки: при нагреве т. в. ч. глубина
проплавления основного металла составляет от долей
миллиметра до нескольких миллиметров; время нагрева
основного металла минимально; возможна наплавка без
расплавления твердого сплава (принцип твердой пайки);
достигается высокая производительность процесса; имеется
возможность полной автоматизации процесса.
Вследствие этих преимуществ способ наплавки т. в. ч«
находит все большее применение в промышленности,
например при оснащении шарошек буровых долот зер-
нистыми твердыми сплавами типа релит (литой карбид
вольфрама с содержанием 3,0—3,5% С).
При оснащении шарошек долот твердый сплав в виде
зерен, предварительно смешанный с флюсом, наносят
на наплавляемую поверхность равномерным слоем. В ка-
честве флюса применяют борную кислоту, масса флюса
составляет 3—9% массы шихты. Слой твердого сплава
достигает толщины 4 мм. Для нагрева применяют индук-
тор, изготовленный из медных трубок. При включении
генератора поверхность детали нагревается до темпера-
туры плавления, одновременно плавится флюс. Нерас-
плавленные зерна твердого сплава вследствие большой
плотности погружаются в расплавленный металл детали.
После выключения генератора происходит затвердевание
оснащенного твердым сплавом рабочего слоя детали.
159
Рис. 108. Схема наплавки токами
высокой частоты
Т. в. ч. используют
также для полуавтомати-
ческой наплавки твердых,
сплавов- на рабочие кромки
лемехов плугов. Наплавку
осуществляют с помощью
индуктора 1- (рис. 108),
выполненного в виде пло-
ской спирали и получаю-
щего питание от лампо-
вого генератора типа ГЗ-46
мощностью 60 кВА, часто-
той 200—300 кГц. Наплав-
ленный лемех 3 устанавливают на подвижной каретке 2.
На кромку лемеха предварительно наносят слой твердого
сплава в виде пасты, состоящей из шихты (типа У35Х7Г7
сормайт или ВИСХОМ-9) и связующего вещества — па-
токи. Процесс наплавки лемеха длится около 2—2,5 мин.
В течение этого времени происходит наплавка режущей
кромки лемеха на всей рабочей поверхности площадью
около 200 см2 при ширине 30—35 мм. Толщина наплавлен-
ного слоя 1,5—2,5 мм, HRC 54—60.
15. НОВЫЕ МЕТОДЫ ПАЙКИ
Пайка — один из наиболее известных методов соедине-
ния металлов. Однако применявшиеся до последнего вре-
мени способы пайки вследствие низкой производитель-
ности, недостаточной надежности соединения, сложности
технологического процесса и других недостатков исполь-
зовали относительно редко.
В последнее время появились новые методы пайки,
использующие различные виды электрического нагрева:
т. в. ч., электронный луч, нагрев в термических печах,
пайка с применением ультразвука и др. Эти методы на-
грева в сочетании с такими защитными средами, как ва-
куум, инертные и восстановительные газы (водород, СО
и др.), специальные припои, не требующие флюсов, позво--
лили значительно улучшить качество паяных изделий
и повысить производительность процесса пайки.
Новые методы пайки дают возможность использовать де-:
таль в изделиях без последующей механической обработки.
С помощью новых методов пайки можно соединять
тугоплавкие металлы и металлы, обладающие особыми
160
свойствами. Из таких металлов могут быть изготовлены
в условиях вакуума тонкостенные конструкции, подвер-
гающиеся воздействию высоких температур. Пайка в со-
временном' состоянии удовлетворяет всем требованиям
производства с точки зрения экономики, так как исполь-
зование паяных соединений способствует уменьшению
трудоемкости и снижению стоимости изделия.
Пайка стала одним из важнейших технологических
процессов соединения металлов во многих отраслях ме-
таллообрабатывающей промышленности. Паяные соеди-
нения надежно работают в ответственных изделиях в авиа-
ционной, радиотехнической, автомобильной, приборной
и других отраслях промышленности.
Пайкой называется процесс получения неразъемного
соединения материалов с нагревом ниже температуры их
автономного расплавления путем смачивания, растекания
и заполнения зазора между ними расплавленным припоем
и сцепления их при кристаллизации шва.
Пайку металлов следует проводить при определенной
температуре и в средах, обеспечивающих хорошее смачи-
вание припоем металла и взаимную диффузию жидкого
припоя и металла соединяемого изделия. При этом должны
быть созданы уеловия для возникновения капиллярных
явлений. Последние обеспечивают проникновение жидкого
припоя в зазоры между соединяемыми изделиями. При-
пой проникает в зазоры между соединяемыми деталями,
при охлаждении кристаллизуется и образует прочную
связь. Нагревать изделие и расплавлять припой можно
дугой, теплотой, выделяющейся в электрическом кон-
такте, в печах сопротивления, индукционным методом,
электронным лучом, газовым пламенем, погружением
в соляные ванны или жидкие припои и т. п.
Пайка имеет ряд преимуществ по сравнению со свар-
кой. Во многих случаях при пайке расходуется меньшее
количество теплоты. Пайка не вызывает существенных
изменений химического состава и механических свойств
основного металла. Как правило, остаточные деформации
в паяных соединениях значительно меньше, чем в свар-
ных. Поэтому возможно соблюдение точных размеров
паяных конструкций без дополнительной обработки. Пай-
кой соединяются углеродистые и легированные стали,
чугун, цветные металлы и сплавы, благородные металлы
и т. д., а также разнородные материалы. Процесс пайки
легко механизируется и автоматизируется.
6 Г. А Николаев 161
Большинство способов пайки осуществляют с приме-
нением различных припоев и лишь в тех случаях, когда
в процессе пайки между металлами могут образоваться
легкоплавкие эвтектики, пайка возможна без специаль-
ного припоя.
К припоям предъявляют ряд требований общего ха-
рактера. Припой должен хорошо растекаться по поверх-
ности основного металла, смачивать и растворять его,
легко заполнять зазоры между деталями, обеспечивать
необходимую прочность соединения и т. п.
Припои применяют в виде лент, паст, прутьев. Осо-
бенно распространены припои в виде проволочных конту-
ров и прокладок из фольги, штампуемых в соответствии
с поверхностью соединяемых частей.
Широкое применение в качестве припоев получили
высокотемпературные припои — сплавы на основе се-
ребра, алюминия, меди и др., обладающие, как правило,
температурой плавления выше 450—500° С (723—773 К).
Медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 имеют
предел прочности сгв = 21 н- 35 кгс/мм2 (206,0 —
343,2 МН/м2), относительное удлинение до 26%, рекомен-
дуются для пайки изделий из меди, томпака, латуни,
бронзы. Серебряные припои имеют температуру плавле-
ния 740—830° С (413—1103 К). Согласно ГОСТ 8190—56
марки припоев разделяют в зависимости от содержания
в сплавах серебра, которое изменяется в пределах от 10
(ПСр 10) до 72% (ПСр 72). В них также содержатся цинк,
медь и в небольшом количестве свинец. Эти припои при-
меняют для пайки тонких деталей, соединения медных
проводов и в случаях, когда место спая не должно резко
уменьшать электропроводность стыковых соединений.
Низкотемпературные припои имеют температуру пла-
вления ниже 450—400° С (723—673 К). Они обладают
небольшой прочностью. Их применяют для пайки почти
всех металлов и сплавов в разных их сочетаниях. В боль-
шинстве случаев низкотемпературные припои содержат
значительный процент олова.
Низкотемпературные оловянно-свинцовые . припои
(ГОСТ 1499—70) имеют верхнюю критическую точку
плавления 209—327° С (482—600 К). Олово имеет точку
плавления 232° С (505 К). Его предел прочности при ра-
стяжении 1,9 кгс/мм2 (18,6 МН/м2), относительное удлине-
ние 49%, НВ 6,2 кгс/мм2 (60,8 МН/м2). Оловянно-свинцо-
вые припои ПОС-90, ПОС-61, ПОС-40 и др. применяют
162
при пайке медных аппаратов, авиационных радиаторов,
изделий из латуни и железа, медных проводов и т. д.
Образование качественного паяного соединения в зна-
чительной степени зависит от возможности наиболее
полного удаления с поверхности металла окисных, адсор-
бированных газовых и жидких пленок. В практике пайки
для удаления поверхностных пленок применяют различ-
ного рода флюсы, восстановительную атмосферу или ва-
куум. В последнее время для этой цели успешно исполь-
зуют механическое разрушение пленок с помощью ультра-
звуковых упругих колебаний.
Флюсы при пайке имеют несколько назначений. Они
защищают основной металл и припой от окисления, рас-
творяют или восстанавливают образовавшиеся окислы,
улучшают смачивание поверхностей, способствуют расте-
канию припоев. Флюсы можно применять в твердом,
жидком и газообразном виде (в виде порошков, паст, рас-
творов газов). Роль флюса выполняют некоторые специаль-
ные газовые атмосферы и вакуум, которые также могут
способствовать восстановлению окислов и улучшению
условий смачивания. Флюсующее действие оказывают
в некоторых случаях отдельные составляющие, входящие
в состав припоев. Например, фосфористые припои не
требуют флюсов при пайке медных сплавов.
Пайку можно вести при общем или местном нагреве
конструкции. При общем нагреве изделие помещают в печь
или погружают в соляную или металлическую ванну.
В этих условиях изделие прогревается равномерно.
Такой процесс целесообразен для пайки изделий относи-
тельно небольших размеров. При местном нагреве подо-
гревают лишь часть конструкции в зоне спая.
Пайка при помощи паяльника. Наиболее известный
и широко используемый метод пайки низкотемператур-
ными припоями — пайка паяльниками. В усовершен-
ствованных конструкциях паяльников обеспечивается ме-
ханизированная подача припоя и его дозировка.
Пайка газовым пламенем. Газовым пламенем паяют
вручную и механизированным способом. Источником
нагрева служит пламя обычных горелок с применением
в качестве горючего относительно невысококалорийного
газа, например пропана. Газовое пламя лишь частично
предохраняет место спая от окисления, поэтому реко-
мендуется применение флюсов и паст. В некоторых слу-
чаях флюсы подаются в газообразном состоянии непосред-
* 163
1 — индуктор; 2 — детали; 3 — припой
ственно в пламя. При газовой пайке возможно примене-
ние высокотемпературных и легкоплавких припоев.
Для крупных деталей иногда применяют процесс
пайки, называемый «сварка бронзой». В этом случае при-
поем служат латунные стержни, изделие нагревают кисло-
родно-ацетиленовой горелкой. Сначала ею подогревают
кромки, насыпают флюс, облуживают их тонким слоем
припоя, а затем заполняют припоем весь объем разделки.
Сварку бронзой используют при ремонте чугунных и
стальных деталей.
Индукционная пайка. Схема пайки индукционным
нагревом приведена на рис. 109, а—в. На рис. 109, а и б
показано применение в качестве припоя проволоки, на
рис. 109, в — плоского кольца. Во всех случаях детали
помещают в магнитное поле индуктора.. В результате
воздействия на металл изделия магнитного поля обра-
зуются вихревые токи, которые и вызывают нагрев дета-
лей. Интенсивность нагрева зависит от типа индуктора,
мощности генератора, рода металла, размера конструк-
ции и т. д.
Требуемую равномерность нагрева регулируют вели-
чиной тока. При очень быстром нагреве иногда возможна
пайка без флюса, так как при применении легкоплавких
припоев окисление не успевает произойти. В других слу-
чаях паять необходимо при защите флюсами, в камерах
с инертным газом (аргоном) или в вакуумных камерах.
Механизировать процесс индукционной пайки можно
разными способами, например, поместить детали на кон-
вейер и подавать их под индуктор с таким расчетом, чтобы
продолжительность паузы в движении конвейера была
достаточной для нагрева детали, подлежащей соединению.
В качестве источников тока при индукционной пайке
164
используют машинные генераторы с частотой 2500—
8000 Гц и ламповые — с частотой 250—300 тыс. Гц.
Пайка электроконтактным нагревом. Пайка проис-
ходит за счет теплоты, выделяющейся в деталях при про-
текании по ним электрического тока. Нагревать можно
разными путями. Во-первых (рис. ПО, а), пропусканием
тока от электродов 1 через обе детали 5 и место их соеди-
нения, в этом случае припой 6 закладывают между дета-
лями; во-вторых (рис. ПО, б), пропусканием тока через
одну деталь 4, вторая деталь 3 нагревается за счет тепло-
проводности; эта схема удобна в тех случаях, когда одна
из деталей имеет размеры значительно меньше другой;
в-третьих (рис. ПО, в), пропусканием тока через особый
нагреватель 2; последний обеспечивает нагрев обеих дета-
лей 5 за счет теплопроводности; этот способ удобен при
относительно малых размерах соединяемых частей, при-
пой 6 при этом закладывают в форме прутков или вносят
в процессе пайки.
При контактном способе паять можно и без флюсов,
хотя их нередко применяют в соответствии с родом при-
поев. При пайке электроконтактным паяльником одну
из деталей включают в электрическую систему, питаемую
от трансформатора. В эту систему последовательно вклю-
чают угольный электрод. В месте его контакта с деталью
происходит нагрев; вторая деталь нагревается от первой
за счет теплопроводности.
Пайка в печах. Для этого способа наиболее часто
применяют высокотемпературные припои, более редко —
низкотемпературные. Пайка в печах обеспечивает равно-
мерный нагрев и охлаждение конструкции, легко механи-
зируется; это очень экономичный процесс при массовом
и крупносерийном производствах, позволяет получать
Рис. НО. Варианты алектронагрева при контактной пайке
G 1205 165
высокопрочные паяные соединения в труднодоступных
местах.
В воздушной среде пайку ведут, как правило, при от-
носительно низких температурах легкоплавкими при-
поями. Этим способом паяют, например, соты автомобиль-
ных радиаторов и другие изделия из алюминиевых спла-
вов.
При пайке в восстановительной атмосфере наиболее
часто применяют водород или смеси, состоящие из водо-
рода и окиси углерода и других газов. Такая атмосфера
в печах позволяет восстанавливать образующиеся окислы
металлов. Ее активность определяется родом окислов.
Чистый водород взрывоопасен и дорог, поэтому чаще
применяется диссоциированный аммиак или продукты его
частичного сгорания.
Пайка в среде инертных газов, а также в вакууме
позволяет полностью избежать окисления основного ме-
талла и припоя. Более того, при пайке в вакууме доста-
точно хорошо очищаются поверхности вследствие раст-
ворения или сублимации поверхностных пленок некоторых
окислов.
Пайку в вакуумных печах или в среде нейтральных
газов, как и в восстановительной атмосфере, можно про-
водить непосредственно в особых печах или контейнерах.
Для этого применяют жесткие и мягкие контейнеры,
целиком загружаемые в печь. При пайке в вакууме жест-
кий контейнер должен быть рассчитан на прочность
и устойчивость под внешним давлением 1 ат при работе
в условиях высоких температур, мягкий контейнер обле-
гает изделие, подлежащее пайке, и не требует специаль-
ного расчета прочности при его нахождении в вакуумных
печах.
Пайка погружением. Пайку погружением в соляных
и флюсовых ваннах, а также в расплавленном припое
применяют часто в отечественной и зарубежной промыш-
ленности. В соляных ваннах в качестве расплавов исполь-
зуют фтористый барий и хлористый кальций, которые
способны удалять тонкие окисные пленки с поверхности
низкоуглеродистых сталей, меди, латуни. Соляные рас-
плавы хорошо защищают детали от внешних атмосфер-
ных воздействий и при правильном подборе обладают
достаточной активностью для пайки не только указанных
выше металлов, но также аустенитных сталей и ти-
тана.
166
При пайке в флюсовых ваннах детали заключают в ти-
гли из химически стойких материалов, например кера-
мики, так как многие флюсы интенсивно растворяют ма-
териалы. Пайку погружением в расплавленный припой
применяют в исключительных случаях для деталей слож-
ной геометрической формы. Этот процесс неэкономичен,
так как требует значительной затраты припоя.
Пайка кварцевыми лампами. Сущность процесса пайки
кварцевыми лампами заключается в следующем. Паяемую
конструкцию помещают в мягкий контейнер. Его ваку-
умируют, а затем наполняют аргоном. Далее контейнер
помещают в приспособление, в котором его закрепляют.
С двух сторон контейнера устанавливают батареи квар-
цевых ламп. После окончания обогрева кварцевые лампы
отводят, а приспособление совместно с деталями охла-
ждают. Весь цикл процесса пайки по этому способу про-
должается 5—15 мин, в то время как продолжительность
пайки в печах составляет несколько часов.
Существуют и другие способы пайки, например с ис-
пользованием графитовых листовых нагревателей и т. д.,
но эти способы применяют редко.
Экзотермическая пайка. Способ экзотермической пайки
состоит в следующем. На очищенную поверхность аусте-
нитной коррозионно-стойкой стали, подлежащей соеди-
нению, наносят тонкий слой порошкообразного флюса.
Флюс можно наносить методом напыления. Соединяемые
поверхности совмещают, на противоположные стороны
укладываются экзотермическая смесь, выделяющая
теплоту. Смесь состоит из разных компонентов, уклады-
ваемых в форме пасты или брикетов толщиной несколько
миллиметров.
Собранную конструкцию устанавливают в приспособ-
ление и вносят в специальную печь, где экзотермическую
смесь поджигают. Смесь загорается при температуре
500° С (773 К), при этом на поверхности металла дости-
гается температура, обеспечивающая расплавление при-
поя. Таким путем можно паять соединения внахлестку,
а также сотовые блоки — конструкции небольших раз-
меров, например 75x100 мм. При пайке сотовых конст-
рукций требуется очень небольшое количество экзотер-
мической смеси, значительно меньшее, чем для соединений
внахлестку. В процессе испытаний сотовых конструкций
установлено, что 'при приложении сжимающего усилия
параллельно ребру разрушающее напряжение в аусте-
167
р Рис. 111. Пайка с применением графитовых
пластин:
1 — детали; 2 — графитовые пластины; s = 3 мм
\ I / нитных сталях достигает 120 кгс/мм2
]—|—( (1176,8 106 Н/м2).
I i Пайка с приложением внешних сил.
z—==ESk-^=>.? Этот способ пайки применим к парам
|Т| металлов, способных образовывать
L_lJ между собой эвтектики или непрерыв-
1 ный ряд твердых растворов с миниму-
мом температур плавления. Так, на-
пример, медь и серебро образуют сплав с температурой
плавления около 780° С (1053 К). Одна из схем способа
пайки с приложением внешних сил изображена на рис. 111.
С двух сторон соединяемых образцов укладывают графи-
товые пластины. Детали плотно сжимают значительным
усилием.
От сварочной машины мощностью несколько десятков
киловатт через соединяемые детали пропускают ток при
напряжении во вторичной обмотке около ЗВ. Соединяе-
мые детали нагреваются. На границе образуется эвтекти-
ческий сплав, толщина переходного слоя увеличивается
со временем. При отсутствии графитовых пластин элек-
тролитическая медь, обладающая высокой проводимостью,
не нагревается. Графитовые пластины служат для повы-
шения сопротивления и необходимого нагрева меди.
Указанным путем можно паять на точечных машинах
некоторые цветные металлы, образующие эвтектические
сплавы. Флюс не применяют. Таким же путем можно при-
паивать серебряные пластины к свинцу, а также сплавы
меди к техническому серебру и техническому цинку.
Пайка с наложением упругих колебаний. В настоящее
время начинают развиваться методы пайки с использова-
нием упругих колебаний — низкочастотных и ультра-
звуковых.
Использование низкочастотных колебаний при обыч-
ных способах пайки способствует улучшению качества
паяных швов. Обычно для создания низкочастотных коле-
баний используют электромагнитные вибраторы. Послед-
ние жестко соединяют с приспособлениями, в которых
зажимают детали, подлежащие пайке.
Амплитуды колебаний, передаваемые деталям, незна-
чительны. Они составляют сотые доли миллиметра. Ча-
168
етоты колебаний также невелики, например, около 100 Гц.
бибраторы подают колебания в течение времени с начала
подачи припоя и до полной его кристаллизации. Нало-
жение упругих колебаний позволяет получить хорошие
соединения на деталях с зазором 0,02—0,2 мм. При не-
больших зазорах наложение упругих колебаний улучшает
заполнение зазора припоем. При больших зазорах коле-
бания устраняют рыхлоты и обеспечивают получение плот-
ных швов.
Введение ультразвуковых упругих колебаний в рас-
плавленный припой способствует разрушению поверх-
ностной пленки в местах пайки, покрытых припоем и сма-
чиванию им металла. Механизм разрушения поверхност-
ной пленки состоит в возникновении явления кавитации
в расплавленном припое. При введении ультразвуковых
упругих колебаний в расплавленный припой в нем обра-
зуется много кавитационных пузырьков. При захлопы-
вании пузырьков на поверхности металла возникает ка-
витационная эрозия, вследствие чего и происходит уда-
ление поверхностных окисных пленок.
Общие технологические указания. Выбор припоя при
пайке определяется несколькими условиями.
Необходимо правильно установить температуру плав-
ления припоя, которая должна быть ниже температуры
плавления основного металла, подлежащего пайке. Сле-
дует учитывать, что температура припоев в паяных соеди-
нениях нередко изменяется по сравнению с температурой
плавления в исходном состоянии. Это объясняется изме-
нением химического состава припоя при пайке вследствие
выгорания, а также химического взаимодействия при
соприкасании припоя с основным металлом.
При пайке дожно быть выдержано следующее условие:
Л < Л < т3
< Л,
где 7\ — наивысшая температура изделия при эксплуа-
тации; Т2 — температура плавления припоя; Т3 — тем-
пература плавления припоя при пайке; 7\ — температура
плавления основного металла.
Если изделия после пайки подвергают термообработке
при температуре Тъ, то Т3 должна быть ниже той темпе-
ратуры, которая может оказать вредное влияние на меха-
нические свойства. Если требуется спаять несколько
соединений через определенные интервалы времени, то
температура плавления припоя при каждой последующей
169
операции должна быть ниже предыдущей для предупре-
ждения распайки ранее полученных соединений. Физи-
ческие свойства припоя — смачиваемость, капиллярность
и др. — учитывают при разработке технологических
процессов пайки конкретных металлов.
Перед самым процессом пайки надлежит провести не-
которые подготовительные операции. Паяемые поверх-
ности должны быть очищены от загрязнений и окислов.
Детали очищают от жиров и масел путем их подогрева
в различных щелочных растворах. Под действием ще-
лочей жиры переходят в раствор. Оставшиеся жировые
пленки могут быть удалены бензином, четыреххлористым
углеродом и т. д. Мелкие детали хорошо очищаются,
если их подвергнуть воздействию ультразвуковых коле-
баний. Образовавшуюся в процессе термообработки на
поверхностях детали окалину, удаляют травлением или
путем обдувки поверхности дробью.
Травление проводят в растворе серной или соляной
кислоты с последующим погружением в щелочь и промыв-
кой. Травление не только удаляет окисные пленки, но
и способствует созданию микрорельефа поверхности,
который благоприятен в отношении процесса пайки.
Перед пайкой для улучшения смачиваемости поверх-
ностей и растекаемости припоя на них наносят тонкие
металлические слои. Слои можно наносить гальваническим
методом. При этом они защищают поверхность от внешних
воздействий. После растекания по ним припоя слои ста-
новятся ненужными. В процессе пайки они могут раст-
воряться и удаляться. Если необходимо сохранить покры-
тие в течение всего процесса пайки, например при соеди-
нении титановых деталей, то это следует учитывать при
выборе припоя, флюса и при разработке всех технологи-
ческих операций.
Типы паяных соединений разнообразны. Они зависят
от геометрической формы соединяемых элементов и рода
применяемых припоев. Требования к паяным соединениям
также различны. В одних случаях от паяных соединений
требуется только герметичность, в других — прочность,
в третьих — прочность и герметичность, в четвертых —
надежность электрического контакта. Иногда паяные
соединения, которые должны обладать высокой электро-
проводностью разгружают от рабочих усилий приме-
нением винтов, болтов и других видов соединений. При
пайке высокотемпературными припоями особенно целе-
170
сообразны соединения встык прямым швом или встык
косым швом; эти соединения называются соединениями
«в ус» (рис. 112, а). В соединении этого типа почти совер-
шенно отсутствует концентрация напряжения; они в рав-
ной мере хороши для работы под статическими и перемен-
ными усилиями.
На рис. 112, б—е приведены примеры паяных соедине-
ний втавр. Соединения, указанные на рис. 112,6, имеют
относительно малую плоскость спая, поэтому их нельзя
признать рациональными и можно применять при стати-
ческих нагрузках и небольших рабочих усилиях. В соеди-
нениях, приведенных на рис. 112, в, припой расположен
по плоскостям соприкасания уголков с вертикальным
листом. Он способствует образованию значительных плос-
костей спая, обеспечивающих прочность соединения. На
рис. 112, д, е приведены примеры рациональной и нера-
циональной конструкции паяных соединений. В первом
случае возникает резкая концентрация напряжений, что
значительно ухудшает работу соединения, во втором слу-
чае концентрация почти отсутствует, чему способствует
плавное изменение размеров соединяемых частей. При
пайке легкоплавкими припоями прочность соединений
достигается главным образом за счет увеличения размеров
плоскостей спая.
Очень важно в процессе пайки закрепление деталей,
предотвращающее какое-либо их взаимное смещение,
это — накатка, точечная сварка и др. В последнем слу-
чае паяный слой требуется для гарантии герметичности
соединения.
I Конструкции приспособлений должны обеспечивать
возможность сближения элементов, подлежащих пайке,
171
и заполнение зазоров расплавленным припоем. Рекомен-
дуются следующие величины зазоров при пайке различ-
ными припоями: серебром 0,05—0,125 мм; медью 0,05 мм;
алюминий кремнием 0,15—0,25 мм при малых толщинах
и до 0,6 мм при больших толщинах; медь цинком 0,05—
0,125 мм.
Пайка различных металлов и сплавов. Изделия, очи-
щенные и подготовленные для пайки, не должны храниться
продолжительное время во избежание окисления. Их
следует возможно скорее загружать в печь или контейнер
с обеспечением защитной среды. Особенное внимание дол-
жно быть уделено удалению воздуха при пайке высоколе-
гированных сталей и сплавов, содержащих легкоокисляе-
мые элементы. Удаление воздуха может достигаться ва-
куумированием или продуванием защитного газа —
аргона. При продувании температура должна повышаться
постепенно, начиная от комнатной до 800—900° С (1073—
1173 К). Этот процесс требует значительного расхода
аргона. Вакуумирование более рационально, так как при
этом значительно снижается расход аргона. Большое
значение при пайке имеет контроль температуры нагрева
изделия; перегрев может оказать вредное влияние.
Общее время пребывания припоя в расплавленном
состоянии состоит из времени
t ~ t-j. + ^2 + ^3»
где — время нагрева от температуры плавления при-
поя до температуры пайки; /2 — время выдержки при
пайке; /3 — время охлаждения от температуры пайки
до температуры кристаллизации припоя.
В случае взаимодействия припоя с основным металлом
/j и /а следует возможно сокращать. После окончания
процесса пайки необходимо удалить флюс, очистить окис-
ленные поверхности, устранить наплывы и участки расте-
кания припоя, в особенности в тех местах, которые подле-
жат последующей обработке. Требование удаления флюса
вызвано возможным отрицательным влияние его, напри-
мер появлением коррозии (в алюминиевых сплавах).
Флюсы (для пайки алюминиевого сплава) удаляют про-
мывкой горячей и холодной водой при условии последую-
щей обработки в растворе хромового ангидрида. Флюсы
на основе буры образуют на поверхности твердую корку.
Их удаляют механическим путем или погружением дета-
лей в горячую воду. Паяные швы на алюминиевых спла-
172
вах обрабатывают металлической щеткой и вторично
промывают от флюсов, могущих остаться в порах швов.
Растекающийся припой удаляют механическим, хими-
ческим или электромеханическим способами.
Для контроля качества паяных соединений применяют
разные методы. Существенное значение имеет внешний
осмотр швов. Швы проверяются на прочность, плотность,
электропроводимость. Паяные швы можно контролировать
физическими методами: рентгеновским просвечиванием,
применением радиоактивных изотопов, прозвучиванием.
Кроме испытания паяных образцов без их разрушения,
нередко применяют испытания с доведением их до разру-
шения. Результаты, полученные при испытаниях до раз-
рушения нескольких образцов, позволяют установить
механические свойства серии аналогичных изделий.
К углеродистым и низколегированным сталям относятся
стали, имеющие температуру плавления 1450—1520° С
(1723—1793 К). При низкотемпературной пайке сталей
применяются главным образом оловянно-свинцовые при-
пои с активными флюсами. Перед пайкой рекомендуется
детали облуживать. Это ускоряет процесс пайки и позво-
ляет обеспечивать высокие механические свойства соеди-
нений.
Более часто для пайки сталей применяют высокотем-
пературные медно-цинковые припои с добавкой серебра
(температура плавления 940—700° С (1213—973 К).
Однако вследствие легкого испарения цинка эти припои
не применяют для вакуумной пайки. Их целесообразно
использовать при пайке в среде с низкими окислительными
свойствами, например продуктов неполного сгорания азот-
но-водородной смеси с флюсом в виде буры, борного ан-
гидрида и т. д. Для пайки углеродистых сталей в ка-
честве припоя применяют также чистую медь, в особенно-
сти при пайке в печах в среде водорода. Медь хорошо
растекается, заполняет малые зазоры. При этом прочность
соединений превосходит прочность самой меди.
К высоколегированным сплавам относятся коррози-
онно-стойкие аустенитные стали 0Х18Н9, 12Х18Н9 со
стабилизирующими добавками — титаном, ванадием, нио-
бием и т. д., кислотоупорные хромистые стали Х17, Х25
и другие ферритного класса, жароустойчивые никелевые
сплавы, например, имеющие около 80% Ni и др.
Указанные сплавы могут паяться легкоплавкими при-
поями с применением активных флюсов. Однако пайка
173
Таблица 21
Состав припоев, %
Система Марка привоя Температура, °C Ag Си Zn Мп Ni
плавле- ния рабо- ты
Ag—Си ПСр 72 779 До 400 42 28
Ag—Си—Zn ПСр 45 660—725 400 45 30 25 »
Ag—Мп П 85-15 970 600 85 — 15 —
Си—Zn Л 62 905 —- — 62 38 —.
Си — 1083 500 — 100 —
Ni— Мп 1270 — — — — — 20 80
легкоплавкими припоями указанной группы сплавов тех-
нически нецелесообразна. Рациональнее применять для
их соединений высокотемпературные припои (табл. 21).
В соответствии с маркой припоя применяются флюсы
с различными составляющими. Некоторые црипои при
быстром нагреве т. в. ч. теряют свои составляющие.
Высоколегированные сплавы и стали можно паять
в среде аргона, водорода, в вакуумных печах. Недоста-
ток пайки в аргоне — не вполне удовлетворительная
растекаемость припоя. Для улучшения растекаемости
во флюсы вводят добавки, например литий. Пайка в ат-
мосфере водорода требует высокой его чистоты; исполь-
зование водорода всегда сопряжено с некоторой опас-
ностью взрыва.
Пайка в вакууме дает хорошие результаты при приме-
нении припоев, не содержащих легко испаряющихся
элементов (цинка и др.). При пайке указанных выше ма-
териалов могут возникать поры вследствие испарения не-
которых составляющих припоя, например, цинка: непро-
вары в результате неудовлетворительного смачивания рас-
плавленным припоем соединяемых частей или недостаточ-
ной очистки поверхностей; трещины при проникновении
жидкого припоя между границами зерен основного ме-
талла. Особенно часто образуются трещины при пайке
медно-цинковыми и медно-серебряными припоями. При-
менением более высокотемпературных припоев можно
избежать растрескивания паяных соединений.
Применение никелевых припоев иногда сопровож-
дается образованием подрезов основного металла в местах
174
перехода к швам. Это происходит вследствие того, что
припой этого рода имеет способность растворять основной
металл. Чтобы избежать этого явления, следует вести
технологический процесс пайки при возможно более низ-
кой температуре.
При помощи пайки хорошо соединяются изделия из
чистой меди и медных сплавов. Чистая медь хорошо па-
яется при нагреве в вакуумных печах, а также в атмосфере
хорошо очищенного водорода без каких-либо примесей
кислорода. Медно-цинковые сплавы, содержащие 4—
38% Zn, при длительном нагреве теряют его (цинк испа-
ряется), поэтому латунные детали перед пайкой целесо-
образно покрывать медью.
Пайка широко применяется для соединений различных
бронз; алюминиевых, содержащих 5—10% А1; бериллие-
вых, применяемых в приборостроении и имеющих в своем
составе 2—2,5% Be; хромовых, содержащих около 0,5%
Сг; оловянных, применяемых при обработке давлением,
содержащих олово, а также фосфор и др.
Медь и ее сплавы легко паяются при применении низ-
котемпературных припоев с использованием канифольных
флюсов, не вызывающих коррозии. Нередко перед пай-
кой поверхности деталей облуживают чистым оловом
слоем толщиной 0,005 мм на стали и 0,0075 мм на меди.
Низкотемпературные припои не обеспечивают высокой
прочности паяных соединений, поэтому рекомендуется
пайка в печах высокотемпературными твердыми припоями.
Целесообразно применение медно-фосфорных и серебря-
ных припоев й флюсов на основе буры с добавлением
( тористых соединений. Алюминиевые бронзы хорошо
паяются серебряными припоями с никелем, который пре-
пятствует проникновению в припой алюминия и повышает
производительность технологического процесса.
Титан и его сплавы паяют в электрических печах, т. в. ч.,
газопламенными горелками. Наилучшие механические
свойства спая достигаются при пайке т. в. ч. Это объяс-
няется тем, что в результате сокращения термического
цикла при этом способе пайки отсутствует рост зерна,
приводящий к охрупчиванию соединений. При пайке
титановых сплавов целесообразно применять серебряные
припои, имеющие температуру плавления ниже темпера-
туры рекристаллизации титана и выше температуры,
требуемой для удовлетворения условий смачивания при-
поем паяных деталей,
175
Очень важная задача производства — соединение пай-
кой различного рода керамических материалов и окислов
друг с другом и с металлами. Возможны разные случаи:
металлы более тугоплавки, нежели керамика, при этом
соединение обеих деталей происходит в твердом состоя-
нии, контакт обеспечивается необходимым давлением,
применением покрытий. В последнем случае соединение
достигается при температурах ниже температуры плавле-
ния каждой из соединяемых деталей.
Особенно благоприятные условия для соединения, ко-
гда металлы имеют температуру плавления ниже темпе-
ратуры плавления керамики и в результате своих специ-
фических химических свойств склонны к образованию
связи с последней. Так, например, титан и цирконий имеют
большое сродство к кислороду и образуют твердые раст-
воры со многими металлами и окислами. Окислы титана
и циркония весьма тугоплавки. При некоторых условиях
эти металлы восстанавливают окислы металлов, образую-
щих керамику, и присоединяют к себе освобожденный
кислород. Такое восстановление, необходимое для прес-
совой пайки, следует проводить в условиях вакуума или
в среде аргона.
Серьезные затруднение пайки керамик с металлами —
существенная разница в их температурных коэффициен-
тах расширения, в результате чего в соединениях обра-
зуются остаточные напряжения значительной величины.
В неблагоприятных случаях, при недостаточной пластич-
ности материалов в них возникают трещины. Для устра-
нения этого явления иногда между соединяемым метал-
лом и керамикой прокладывают пластины из пластичного
металла, например молибдена. При пластических дефор-
мациях последнего опасность возникновения трещин
в керамике значительно уменьшается.
С помощью специальных присадочных металлов можно
получать качественные соединения не только однородных
элементов, например А12О3 -|~А12О3, но и разнородных.
Сплавы, содержащие сильные карбидообразующие эле-
менты— молибден, тантал, титан, цирконий и др.,—
хорошо смачивают графит.
Процессы кристаллизации при пайке. Очень большое
влияние на процессы кристаллизации при пайке оказы-
вают характер температурного поля, величина темпера-
туры, продолжительность ее действия, скорость остыва-
ния, свойства основного металла и флюсов. При пайке
176
между припоем, находящимся в жидком состоянии, и
твердым основным металлом имеет место взаимодействие.
При этом возможны следующие случаи.
Во-первых, припои не вступают в химическое взаи-
модействие с металлами, они не растворяются в металлах
и не растворяют их сами. Во-вторых, припои не вступают
в химическое взаимодействие с металлами, но способны
растворять металлы. В-третьих, припои и соединяемые
металлы вступают в химическое взаимодействие. Это имеет
место при пайке железа оловом. На границе раздела по-
является пленка. Так как продолжительность химичес-
кого взаимодействия мала, то толщина пленки оказы-
вается ничтожно малой (0,01—0,001 мм).
При использовании некоторых припоев, например
серебра при пайке титана, в результате химического вза-
имодействия образуются интерметаллические пленки, пре-
пятствующие дальнейшему проникновению жидкого при-
поя в твердый титан. Такие прослойки часто охватывают
всю поверхность контакта.
Чем короче время взаимодействия припоя и металла,
тем тоньше йнтерметаллическая пленка и, как правило,
лучше свойства соединений. Увеличение толщины пленок
ухудшает доступ расплава к твердому металлу и затор-
маживает диффузию между расплавом и твердой фазой.
В результате этого свойства соединений ухудша-
ются.
Концентрация напряжений в паяных швах. Паяные
швы имеют концентраторы напряжений, оказывающие
значительное влияние на работоспособность всего соеди-
нения. Особенно велики концентраторы в стыковых и
нахлесточных соединениях.
Рассмотрим распределение напряжений в стыковом
паяном шве — тонкой мягкой прослойке с пределом те-
кучести, меньшем, нежели у основного металла. Модуль
упругости мягкой прослойки также меньше модуля упру-
гости основного металла. Это придает прослойке повышен-
ную деформативность.
Исследования, проведенные О. А. Бакши, основанные
на уравнениях теории упругости и пластичности, показали,
что несмотря на пониженное значение от мягкой прослойки
по сравнению с от основного металла, соединения подоб-
ного типа работают удовлетворительно. На контактах
в плоскостях и в зоне мягкой прослойки возникает сло-
жнонапряженное состояние при работе ее в пределах
177
пластических деформаций. Это сопровождается повыше-
нием от и ств.
Рассмотрим работу стыковых паяных соединений
элементов с круглым поперечным сечением. В зоне пласти-
ческих деформаций в мягкой прослойке образцов, нагру-
женных продольной силой, образуются напряжения
(рис. 113): о2 вдоль оси образца, ог в направлении ра-
диуса, а( по направлению касательной, — тгг — 4-тгг
в кольцевых поверхностях.
Из теории пластичности следует, что наибольшие по
величине напряжения образуются на контактных плоско-
стях. Если модули упругости основного металла и мягкой
прослойки близки между собой, то напряжения на кон-
тактных плскостях определяются уравнениями:
^ = ^(1 +-^’—(#~HI;
И 3 s0
2 1/DX
<,, = «,=0, = -^=-. —К-Г).
где от — предел текучести металла прослойки при одно-
осном напряженном состоянии; R — радиус цилиндри-
ческого образца; г — радиус, определяющий положение
точки в образце; s0 — толщина прослойки.
Наибольшие значения напряжений достигаются на
оси элемента. С уменьшением толщины прослойки напря-
жение резко увеличивается.
Чтобы напряжения на контактных плоскостях дости-
гали от, ог должно быть очень велико, что физически не-
осуществимо, так как при этом произошло бы разрушение
самого образца. Отсюда можно сделать вывод, что обра-
зование пластических деформаций на контактных плос-
костях невозможно, так как произойдет хрупкое разру-
шение.
Если модуль упругости прослойки очень мал по сравне-
нию с модулем упругости основного металла, то при до-
стижении на контактных плоскостях касательных напря-
жений, равных пределу текучести сгт, осевые напряжения
также должны были бы достигать огромного значения,
неосуществимого в действительности. Поэтому разру-
шения также носят хрупкий характер.
Таким образом, при Епросл = Еосн.мет и при Епросл,
малом по сравнению с ЕОсн.мет> соединения в стыковом
паяном шве обладают повышенной прочностью, низкой
178
пластичностью и разрушаются хрупко по прослойке или
пластично вдали от нее по основному металлу.
Иная картина наблюдается в паяных соединениях
нахлесточного типа, наиболее распространенного в изде-
лиях. Распределение касательных напряжений q по длине
нахлестки в направлении действия сил происходит не-
равномерно и в значительной степени аналогично усло-
виям работы сварных фланговых швов. Для соединения
двух деталей с равными площадями паяных поперечных
сечений F (рис. 114) наибольшее значение фшах на единицу
длины паяного шва в концевых точках определяется
уравнением
_ аР / 1 + cha/ \
?тах — ~2~ \ ’
где
2Gb
a = „„
EFsg
G — модуль упругости металла паяного шва при сдвиге;
Ь — ширина образца из основного металла; Е — модуль
упругости основного металла при растяжении; s0 — тол-
щина мягкой прослойки (паяного шва); I — длина на-
хлестки.
Если из условия статической равнопрочности паяного
шва основному металлу принять I = 2s; F = sb, где s —
о, толщина основного металла
Рис. 113. Поле напряжений
в мягкой прослойке стержня
с круглым поперечным сечением
под действием растягивающей
силы в зоне пластических де-
формаций
ТО
, 1/ 2G&Z2
“'= V =
= Vlf-
Рис. 114. Распределение усилий q
в нахлесточном паяном соединении,
работающем в пределах упругих
деформаций
179
Рис. 115. Величины коэффи-
циентов концентраций усилий
Кт в нахлесточных паяных швах
в зависимости от параметра
2Gs „
-р—. Длина нахлесточного шва
fs0
равна двойной толщине соеди-
няемой детали
Рис. 116. Диаграмма зависи-
мости касательного напряжения
от угла сдвига; tg <р выражает
модуль упругости при сдвиге
в пределах упругих деформаций
0; tg фо выражает при 0 = 0
модуль упругости соединений
в области пластических дефор-
маций
Коэффициент концентрации напряжений в паяном
шве
д- <7max otP / 1 -р ch а/ \ I al / 1 ch ctZ \
т </0 2 \ sh al ) Р 2 \ sh al ) '
Значения коэффициентов Кт определяют в функции 2G
(рис.- 115). Если принять модуль упругости мягкой про-
слойки латунного припоя Л62 равным 10 000 кгс/мм2
(98 000 МН/м2), G = 4000 кгс/мм2 (39 200 МН/м2), модуль
упругости стали Е = 20 000 кгс/мм2 (196 000 МН/м2),
то G/Е = 0,4. Чем меньше величина отношения G/E,
тем соответственно меньше коэффициент концентрации.
Рассмотрим случай, когда коэффициент' концентрации
близок к единице. Это возможно при значении j/"~^s =
— 0,5. При этом "|Л— 0,25. Примем толщину паяного
шва s0 = 0,2 мм и s = 5 мм при отношении модуля упру-
гости мягкой прослойки при сдвиге к модулю упругости
основного металла при растяжении, равном 1/200. Это
возможно лишь при условии, если металл паяного шва
испытывает значительную пластическую деформацию,
что вероятно, так как предел текучести мягкой прослойки
меньше предела текучести основного металла.
180
На рис. 116 изображена зависимость между касатель-
ным напряжением т и углом сдвига 0. Тангенс угла'9
наклона прямой выражает при этом условную величину
модуля упругости G при пластическом деформировании.
Очевидно, что выравнивание касательных напряжений
и устранение концентраторов напряжений возможно
лишь при очень больших пластических деформациях. При
меньших пластических деформациях концентрация на-
пряжений в паяных швах возникает и монотонно сни-
жается в процессе деформирования.
Возможность образования пластических деформаций
в нахлесточных паяных соединениях, сопровождаемая
снижением напряжений в крайних точках соединений
и выравниванием эпюры по длине соединения, — преи-
мущество паяных швов.
Паяные соединения, выполненные встык, склонны к раз-
рушениям в хрупком состоянии. Паяные нахлесточные
соединения сохраняют свои пластические свойства и этим
самым устраняют образование концентраторов напряже-
ний, которые наблюдаются при их работе в пределах
упругих деформаций.
При сопоставлении величин концентраций напряжений
в соединениях паяном нахлесточном (рис. 117, а) и свар-
ном (рис. 117, б), состоящем из двух лобовых швов, коэф-
Рис. 117. Эпюры распределения напряжений при испытании
образцов поляризованным светом из оптическим прозрачного
материала «висхомлит», ор = 15,5 кгс/см2 (1,55 МН/м2):
/ — модель паяного шва; 2 — модель сварного шва
181
Рис. 118. Зависимость угла изгиба |3°, определяющего пластические
свойства паяного соединения, от наличия в образцах дефекта — не
пропая; материал сталь 10, припой Л62, разогрев газовой горелкой!
О — образцы без дефектов и с дефектом до 20%; • — образцы с де-
фектом до 40%
фициенты концентрации напряжений высоки в обоих
типах соединения, но при пайке они ниже, нежели
в сварных лобовых швах. Это обстоятельство объясняется
более рациональной конструктивной формой паяного
соединения по сравнению со сварным и подчеркивает
целесообразность этих соединений.
Механические свойства паяных соединений. При испы-
ниях до разрушения пределы прочности паяных соедине-
ний зависят от многих параметров: рода материалов,
флюсов, технологии производства. Пределы прочности
зависят также от величины зазора между деталями при
пайке и повышаются при увеличении его до 0,2 мм. Это
объясняется улучшением условий смачивания поверхно-
сти припоем.
Прочность соединений при пайке зависит от длины
нахлестки. При пайке полос из низкоуглеродистой стали
припоем Л62, нахлестка 2—3 s (где s — толщина соеди-
няемых частей) вполне достаточна для равнопрочности
паяного шва с основным металлом. При прикреплении
уголка или другого профильного элемента длина нахлестки
'Значительно возрастает.
Паяный шов обладает пластичностью. Показателем
пластичности может служить величина закручивания пая-
ного соединения круглого сечения. На рис. 118 показан
угол изгиба двух полос, \ соединенных круговым швом.
Сплошные кривые на рис. 118 изображают величины угла [J
в функции нагружения шва без дефектов, штриховые —
с дефектами (непровары площадью 40%). Испытывали
182
швы
полосы из низкоуглеродистой стали, спаенные припоем
Л62. Как следует из приведенных данных, соединения
обладают высокими пластическими свойствами.
На рис. 119 изображены кривые долговечности при
статических нагрузках трех типов соединений: паяных
внахлестку и сварных с лобовыми и фланговыми швами.
Дефекты в форме непропаев оказывают разное влияние
на изменение прочности при статических и переменных
нагрузках. На рис. 120 показана зависимость прочности
соединений от внутренних (не выходящих на границу
галтели) дефектов. Внутренние дефекты при статических
нагрузках не оказывают существенного влияния на проч-
ность. Даже при непропаях, достигающих 00% площади,
прочность паяных швов уменьшается на 15—20%. Это
Рис. 120. Влияние дефектов, не выходящих наружу, на прочность пая-
ных соединений при статических нагрузках. Материал сталь СтЗкп;
припой ВЗМИ № 87; нагрев индукционный; температура испытаний
+20° С: • — разрыв по основному металлу; Л — разрыв по спаю
с вырывом по основе; о — разрыв по спаю
183
Рис. 121. Распределение остаточных
напряжений по ширине пластины
из стали СтЗ при напайке (/) и на-
плавке (2) шва по оси пластины
объясняется образованием
сложно-напряженного состоя-
ния возле дефектов, снижаю-
щего пластические свойства
металла и одновременно по-
вышающего его прочность.
Понижение температуры
испытаний до —35° С не
меняет существенным обра-
зом характера влияния вну-
тренних непропаев на проч-
ность соединений. Понижение
температуры испытаний в экс-
плуатации влияет в значи-
тельной степени на сопротивляемость паяных соединений
воздействию удара, образцы без дефектов при Т = —40° С
уменьшали сопротивляемость удару более чем в 2 раза,
по сравнению с испытаниями при комнатных температурах.
При переменных пульсирующих нагрузках непропаи
оказывают существенное влияние на уменьшение долго-
вечности соединений. Влияние внутренних непропаев
меньше, нежели внешних.
При пайке, как и при сварке, образуются остаточные
деформации и напряжения. В паяных деталях с разно-
родными физико-механическими свойствами устранение
остаточных напряжений обычными способами, например
термическим высоким отпуском, не представляется воз-
можным. Действительно, в процессе нагревания собствен-
ные напряжения релаксируются. Однако при остывании
и неоднородном протекании деформаций в элементах с раз-
ными свойствами в них неизбежно накапливание упруго-
пластичесйих деформаций, которые сопровождаются по-
явлением остаточных напряжений. Таким образом, по-
сле окончания отпуска в паяных соединениях этого рода
возникнут остаточные напряжения вследствие неравно-
мерного их остывания.
Эксперименты показали, что образование остаточных
напряжений при пайке в значительной степени аналогично
образованию остаточных напряжений при сварке. На
184
рис. 121 изображены полосы, на которые напаивали и на-
плавляли валиковые швы. В обоих случаях эпюры имели
в зонах напайки и наплавки остаточные напряжения,
достигающие от. В крайних зонах возникали напряжения
сжатия. Остаточные суммарные деформации (прогибы
конструкций, их укорочение и т. д.) при пайке значи-
тельно меньше, чем при сварке.
16. СВАРКА ПЛАСТМАСС
Пластмассы являются перспективными конструкцион-
ными материалами. Их используют не только как заме-
нители металлов и других материалов, но и как самостоя-
тельные конструкционные материалы, обладающие мно-
гими положительными свойствами. В настоящее время
около г/3 выпускаемых в стране полимерных материалов
используют в машиностроении.
Из пластмасс изготовляют подшипники скольжения,
зубчатые и червячные колеса, детали тормозных устройств,
кузова различного транспортного оборудования, детали
автомобилей, самолетов и ракет, рабочие органы насосов
и турбомашин, детали конвейеров, технологическую ос-
настку, корпуса приборов электротехнической и радио-
технической промышленности. Кроме того, из пластмасс
получают защитные оболочки, трубопроводы и разные
строительные детали, а также различные машины, легкие,
прочные и красивые. Уже появились автомобили, кузова
которых и многие детали изготовлены из пластмасс.
Из пластмасс будут изготовлять и некоторые типы са-
молетов, что упростит и удешевит их Производство. Уже
теперь в крупных самолетах имеются тысячи деталей из
пластмасс. Широкое распространение получат не только
легкие прогулочные суда из пластмасс — шлюпки, яхты
и т. п., но и крупные речные и морские суда, включая и
подводные лодки. В ракетной технике, где снижение
веса — наиболее важная задача, максимальное коли-
чество деталей и узлов будет изготовлено из пластмассы.
В железнодорожном транспорте пластмассы обеспечат
создание значительно более грузоподъемных (при тех
же размерах), красивых, удобных и бесшумных вагонов.
В электротехнической промышленности пластмассы уже
нашли широкое применение как лучшие электроизоля-
ционные материалы. В недалеком будущем пластмассы
начнут применяться в качестве полупроводников, вместо
185
таких элементов как германий, кремний и т. п. В медицине
пластмассы применяют не только в конструкциях разно-
образной медицинской аппаратуры, но и для изготовления
«запасных частей» человеческого организма — костей,
суставов, аорты и других крупных кровеносных сосудов.
Пластмассы все больше входят в быт человека (посуда,
одежда, меха, обувь, разные ткани). Жилище человека,
начиная с жилых домов, их остекления, водопроводной
и санитарной арматуры, дверей и полов и кончая мебелью,
будут выполняться из пластмасс.
Из сказанного ясно, что нет такой области, в которой
не применялись бы пластмассы.
Основой пластмасс являются высокомолекулярные
соединения, которые состоят из гигантских молекул ли-
нейной, разветвленной или сетчатой (трехмерной) струк-
туры. В большинстве случаев эти молекулы содержат
многократно повторяющиеся структурные элементарные
звенья (группы атомов), соединенные силами химической
связи. Такие вещества называются полимерами, а исход-
ные низкомолекулярные продукты — мономерами. Моле-
кулярная масса полимеров достигает десятков и сотен
тысяч единиц, а в некоторых случаях даже и нескольких
миллионов.
Полиэтилен получается из простейшего непредельного
углеводорода — газа этилена СН2=СН2 посредством
процесса полимеризации. При этом двойная связь в моле-
куле этилена разрывается, образуя две свободные связи,
с помощью которых молекулы этилена объединяются
в длинную молекулу полиэтилена. Строение молекулы
полиэтилена схематично можно представить в виде ука-
занной ниже формулы —СН2—(СН2—СН2) п—СН2—.
Число звеньев п не имеет определенной величины и мо-
жет колебаться в интервале от тысячи до ста тысяч. Длина
каждой цепочки в тысячи раз превосходит ее толщину.
На концах цепочек располагаются атомы или радикалы
(группы атомов), отличающиеся от внутренних звеньев.
Полимеры могут находиться как в аморфном, так и
в кристаллическом состоянии. Если молекула перепутана
и не имеет определенной направленности, она находится
в аморфном состоянии. В участках, где наблюдается на-
правленность молекул, их определенная ориентация,
они находятся в кристаллическом состоянии. Свойства
полимера зависят от его структуры, а также от типа связи,
действующей в нем.
186
Вдоль цепи полимера действуют химические связи,
которые обеспечивают высокую прочность цепи. Отдель-
ные же цепи между собой связаны межмолекулярными
(Ван дер Ваальсовскими) силами. Эти связи много сла-
бее, чем химические. Однако в больших молекулах вслед-
ствие большой их длины эти молекулярные связи стано-
вятся настолько прочными, что оказывается легче разор-
вать молекулу, чем оторвать одну от другой.
Пластическими массами (пластмассами) принято назы-
вать материалы, изготовленные на основе высокомолеку-
лярных органических веществ — полимеров.
В большинстве случаев пластмассы представляют со-
бой сложные многокомпонентные смеси. В них, помимо
высокомолекулярной основы полимера или связующего,
входят различные наполнители, пластификаторы, кра-
сители, стабилизаторы и другие специальные добавки.
Свойства применяемого полимера в значительной степени
определяют важейшие технические свойства пластмасс:
электрическое сопротивление, теплостойкость, водостой-
кость и др. Полимеры обеспечивают монолитность мате-
риала и сообщают всей композиции свойства пластичности,
характерные для пластмасс.
В пластмассах используют волокнистые и порошко-
образные наполнители,увеличивающие механическую проч-
ность получаемых пластмасс. Наряду с этим, наполни-
тели уменьшают усадку пластмасс при прессовании из
них изделий. В качестве наполнителей органического про-
исхождения применяют преимущественно хлопковые
очесы, обрезки ткани или бумаги, древесный шпон.
К числу неорганических волокнистых наполнителей от-
носятся асбестовое и стеклянное волокна. Кроме волокни-
стых неорганических наполнителей применяют также и
порошкообразные: слюдяную и кварцевую муку, тальк
и др. Содержание в пластмассах наполнителей колеб-
лется обычно в пределах 40—65%.
В некоторых случаях применяют полимеры без напол-
нителей (для литых изделий, прозрачных пресс-изделий,
высокочастотных изоляционных деталей и др.). К смолам
иногда добавляют пластификаторы — вещества, повы-
шающие эластичность композиций.
Пластмассы обладают рядом ценных физико-механи-
ческих и химических свойств, предопределяющих их
использование в качестве конструкционного материала:
малую плотность (1,0—1,8 г/см3), т. е. в среднем в 5 раз
187
меньше плотности черных и цветных металлов и почти
в 2 раза меньше плотности сплавов на основе алюми-
ния.
Многие пластмассы, являясь диэлектриками, совер-
шенно не подвергаются электрохимической коррозии и
очень стойки при воздействии различных химических агрес-
сивных сред. Некоторые из них (политетрафторэтилен)
по химической стойкости превосходят золото и платину.
Поэтому пластмассы — незаменимые коррозионностой-
кие материалы.
Пластмассы— прекрасные диэлектрики в условиях ис-
пользования постоянного и переменного тока. Их широко
применяют как высокочастотные диэлектрики, в этом от-
ношении это единственные совершенные материалы, ис-
пользуемые в радиосвязи, телевидении, локации и т. д.
Ранее считалось, что пластмассы не проводят электри-
ческого тока. Однако в настоящее время созданы поли-
меры, обладающие полупроводниковыми и магнитными
свойствами, которые позволяют получить микроэлементы
для микроэлектроники и уменьшить размеры вычислитель-
ных машин.
Пластмассы обладают хорошими механическими свой-
ствами. В зависимости от природы выбранных полимеров
и наполнителей могут быть получены твердые и прочные
материалы или же гибкие высокоэластичные пленки и
волокна. Если сопоставить удельную прочность металлов
и пластмасс, т. е. сопоставить отношения предела проч-
ности при разрыве к плотности, то получатся данные,
свидетельствующие о возможности применения пластмасс
как конструкционного материала, способного нести сило-
вые нагрузки (табл. 22). Термопласты (винипласт и поли-
этилен) обладают удельной прочностью, сопоставимой
с удельной прочностью чугуна (или бронзы).
Таким образом, применение пластмасс позволяет
снизить вес конструкций, сохранив их прочностные ка-
чества, что в ряде случаев весьма важно, значительно
снизить трудоемкость и себестоимость изготовления маши-
ностроительных изделий. При замене черных металлов
литьевыми пластмассами трудоемкость изготовления дета-
лей уменьшается в среднем в 5—6 раз, а себестоимость —
в 2—6 раз. При замене пластмассами цветных металлов се-
бестоимость деталей снижается в 4—10 раз. Организация
производства пластмассовых изделий в несколько раз
дешевле, чем металлических изделий.
188
Помимо перечисленных преимуществ, пластмассы
обладают высокими антифрикционными свойствами и мо-
гут служить полноценными заменителями антифрикцион-
ных сплавов (оловянной бронзы, баббита и др.). При
этом для пластмасс в качестве смазывающей жидкости
используют воду. В ряде случаев пластмассы могут ра-
ботать без смазки. Все пластмассы, как правило, плохо
проводят теплоту. Пено- и поропласты обладают еще более
низкой теплопроводностью.
Пластмассы хорошо окрашиваются в любой цвет. Их
можно окрашивать как во всей массе, так и на поверх-
ности. Могут быть изготовлены прозрачные пластмассы,
пропускающие лучи света в широком диапазоне волн
(в частности, ультрафиолетовые). Этим они превосходят
обычные силикатные стекла. Стекла из пластмассы не
дают осколков.
Заводы-поставщики выпускают большинство пласт-
масс в тонкоизмельченном состоянии в виде пресс-порош-
ков или гранул, перерабатываемых заводами-потребите--
лями в изделия. Пластмассы перерабатываются в изделия
наиболее совершенными способами — без снятия стружки,
с получением гладкой блестящей поверхности. Основные
методы переработки пластмасс: литье в форму, прессова-
ние, литье под давлением, центробежное и автоклавное
литье, формование с применением невысокого давления
или вакуумное, пневматическое, центробежное. При этом
можно получать изделия сложной формы.
Таблица 22
Прочность при растяжении металлов и пластмасс
Материал Плотность, г/см3 (кг/м3) Предел прочности при растяжении, кгс/см2 (МН/м2) Удельная прочность
Сталь высоких 8,0 (8000) 12 800 (1254) 1600
сортов Чугун 8,0 (8000)- 1 500 (147) 190
Дюралюминий 2,8 (2800) 3 900 (382) 1400
Текстолит 1,4 (1400) 1 500 (147) 1100
Дельта-древесина 1,4 (1400) 3 500 (343) 2500
Стеклотекстолит 1,8 (1800) 3000—7000 (294—686) 1700—4000
Полихлорид 1,7 (1700) 7000 (686) 4000
Винипласт 1,38 (1380) 570 (559) 413
Полиэтилен 0,92 (920) 1600 (15,7) 174
189
Рис. 122. Зависимость между уси-
лием и деформацией:
1 «- для металла; 2 — для термопла-
стов; 8 ей для резины
Рис. 123. Зависимость дефор-
мации от температуры при по-
стоянной нагрузке:
Тв — температура стеклования;
Т температура текучести
Свойства пластмасс резко отличаются от свойств ме-
таллов в процессе их деформирования при комнатной и
повышенной температурах. При комнатной температуре
характерен особый вид зависимости между деформацией
и усилием, ее вызывающим. На рис. 122 показано различие
деформирования под нагрузкой металлов 1, термопластов
2 и резины 3. Точка В соответствует пределу упругости.
На участке кривой ОВ для пластмассы 2, так же как
и для металла, собдюдается закон Гука. За пределом
упругости (участок'ВС) закон пропорциональности резко
нарушается и наступает значительная деформация при
относительно небольшом приросте усилия (пластмасса
течет). После точки В деформация является остаточной.
В отличие от металла для пластмасс характерна значи-
тельная протяженность участка кривой ВС. Для ме-
талла 1 характерна малая величина деформации и быстрое
наступление разрыва после предела упругости.
Высокоэластичные материалы, такие как резина 3,
требуют малого усилия для достижения точки В, имеют
высокую деформацию и возвращаются к исходному поло-
жению после снятия усилий (с постепенно нарастающим
гистерезисом в процессе повторяющихся нагрузок).
Другое отличие пластмасс от металлов — их сравни-
тельно малая твердость и отсутствие закономерной зави-
симости между твердостью и прочностью при разрыве,
характерной, например, для стали. 1
При нагреве и действии постоянной нагрузки высоко-
молекулярные полимеры характеризуются тремя состоя-
ло
ниями, соответствующими различными температурным
интервалам (рис. 123): стеклообразным, высокоэластич-
ным, пластическим (вязкотекучим). При повышении тем-
пературы до температуры стеклования То деформация
при постоянной нагрузке почти не изменяется (рис. 123).
Дальнейшее повышение температуры приводит к резкому
увеличению деформации до определенного предела, после
которого она остается почти постоянной до температуры
Тт, называемой температурой текучести. Выше этой тем-
пературы материал приобретает способность течь. В ин-
тервале температур Тс—Тт деформация имеет обратимый
характер. Ниже температуры стеклования То пластмассы
ведут себя как хрупкий материал, в интервале темпера-
тур Т'а — Л—как высокоэластичный резиноподобный ма-
териал, а выше температуры Тт — как высоковязкая
жидкость.
Если материалу, находящемуся в высокоэластичном
состоянии, придать какую-либо форму, то сохранить ее
можно только, охладив изделие ниже температуры стекло-
вания Тс, не снимая нагрузки. При повторном нагреве
после снятия нагрузки материал примет первоначальную
форму.
Полное развитие высокоэластичной деформации не-
сколько отстает от момента приложения нагрузки, а ис-
чезновение ее происходит не одновременно со снятием на-
пряжения. Это явление обусловлено релаксационным
характером высокоэластичной деформации. Макромоле-
кулярные цепи не успевают изменить свою форму мгно-
венно с изменением нагрузки. Поэтому в отличие от упру-
гой деформации высокоэластичная зависит от длительности
приложения нагрузки и частоты смены знакопеременной
нагрузки. При одинаковой температуре материал, эла-
стичный в случае действия плавной нагрузки, окажется
хрупким при резком приложении нагрузки. Эта законо-
мерность сохраняется до температуры текучести Тт .
Выше температуры текучести вещество становится
вязкотекучим. При этих температурах в материале воз-
никают полностью остаточные деформации. Переход
пластмассы из одного состояния в другое происходит
постепенно, поэтому понятия температура стеклования
и температура текучести соответствуют некоторому тем-
пературному интервалу (табл. 23). Длительная выдержка
при высокой температуре или дальнейшее повышение
температуры вызывает термическое разложение пластмассы
191
Таблица 23
Температуры стеклования и текучести различных пластмасс
Полимер тс, °C (К) гт, °C (К)
Полиэтилен ВД Полиамид Полистирол Поливинилхлорид Полйметилметакрилат —21 (252) 55—65 (328—338) 70—80 (343—353) 70—80 (343—353) 100—110 (373—383) 120 (323) 200—240 (473—513) 220 (493) 190 (463) 220 (493)
(ее деструкцию). Повторные нагревы в области допусти-
мых температур могут быть выполнены многократно.
По свариваемости или по поведению при нагреве все
пластмассы можно разделить на две группы.
Группа 1 —термореактивные пластмассы, они обыч-
ными методами не свариваются. Термореактивными пласт-
массами называются такие, которые при повышенном на-
греве не переходят через высокоэластичное состояние.
С повышением температуры они не изменяют своих свойств,
а затем, не переходя в эластичное состояние, разлагаются.
Поэтому их можно подвергать нагреву и формованию
только один раз в процессе их переработки в изделие.
Термореактивные пластмассы выпускают в виде полу-
фабрикатов, их соединяют либо механическим способом,
либо склеиванием.
Группа 2 — термопластичные пластмассы, которые
способны свариваться (полиэтилен, полипропилен, поли-
стирол, поливинилхлорид, полиамид, полиакрилат, по-
лиформальдегид, поликарбонат и др.). Их обычно постав-
ляют в виде полуфабрикатов (листов, стержней, профилей,
труб), а также в виде литьевых масс, которые затем под-
вергают гибке, штамповке и сварке.
Термопластичные пластмассы способны многократно
подвергаться нагреву, при этом они переходят в высоко-
эластичное и затем в пластичное состояние, не теряя ис-
ходных основных свойств после снижения температуры.
Перерабатывают и сваривают такие пластмассы путем
нагрева при приложении давления.
Методы сварки пластмасс. Сварка пластмасс — про-
грессивный технологический процесс, с помощью которого
получают неразъемные соединения пластмассовых узлов
192
и изделий. По сравнению с другими способами соедине-
ния (клепкой и склейкой) сварка имеет существенные пре-
имущества: высокая производительность, низкая трудоем-
кость, экономичность, лучшие условия труда, большая
прочность и плотность сварных соединений. При сварке
требуются меньшие производственные площади, чем при
склейке.
Сварку пластмасс широко применяют в различных об-
ластях промышленности. Наиболее распространена сварка
пленочных термопластичных пластмасс. Сваривают также
и листовой материал. Известно несколько методов сварки
пластмасс, которые указаны в схеме и табл. 24. Боль-
шинство из них появилось только в последние годы, при-
чем некоторые еще находятся в стадии лабораторных раз-
работок.
По мере появления новых марок пластмасс с особыми
свойствами начинают появляться и новые методы их
сварки. Все применяемые в настоящее время методы
сварки пластмасс связаны с нагревом в месте контакта.
Однако, помимо теплового воздействия, оказывают влия-
ние и другие процессы. По использованию источников
нагрева методы сварки пластмасс можно разбить на две
группы.
Одна группа объединяет методы сварки, в которых ис-
пользована теплота посторонних источников теплоты:
газовыми теплоносителями; экструдируемой присадкой;
нагревательными элементами. Во всех этих методах те-
плота передается к свариваемым поверхностям пластмассы
за счет конвекции, теплопроводности и частично луче-
испускания (радиаций).
В другой группе объединены методы, в которых теплота
генерируется внутри пластмассы при преобразовании раз-
личных видов энергии. При этом используется .энергия:
токов высокой частоты; ультразвуковых колебаний;
трения; инфракрасного излучения; химических реакций;
нейтронного облучения (ядерная сварка).
Механизм образования соединений при сварке термо-
пластичных пластмасс пока еще полностью не раскрыт.
Некоторые исследователи считают, что при соединении
пластмасс под воздействием температуры и давления про-
исходит процесс самослипания (аутогезия). При высоко-
качественной сварке в области контакта возникает струк-
тура вещества, характерная для всего объема. Согласно
этой точке зрения, сваривание происходит главным обра-
193
Таблица 24
Характеристика наиболее распространенных методов сварки
Методы сварки
Сущность метода
Сварка газовыми теплоносите-
лями:
ручная с присадочным ма-
териалом
Нагрев свариваемых кромок
происходит за счет теплоотдачи
от нагретого газа, поступаю-
щего из горелки. Нагретый газ
(воздух, инертный газ и др.)
1 поступает из мундштука го-
релки 2 и нагревает кромки и
пруток 3 до вязкотекучего со-
стояния. При надавливании ру-
кой на пруток последний при-
варивается к размягченным
кромкам, образуя сварной шов 4
без присадочного мате-
риала
Перед сваркой кромки листов
скашивают «на ус», листы 1
укладывают под сварку и кром-
ки равномерно нагревают подо-
гретым газом. Непосредственно
за струей нагретого газа следуют
холодные ролики 2, обжимаю-
щие стык
Сварка нагретыми инстру-
ментами (контактная):
Источники нагрева — разо-
гретые тела (элементы) — пере-
дают теплоту путем непосред-
ственного соприкосновения с
пластмассой
194
Продолжение табл. 24
Методы сварки Сущность метода
нагрев свариваемой по- верхности 7 7 ? /" * Начало сварки U Коней сварки последовательный нагрев свариваемых поверхно- стей . сИарки ! \ \ \ ’ ‘ 4 J 2 / последовательный нагрев внешних поверхностей изделия 7 <? |Р 42 3 4 yLJ^Ki / / сварка пленок нагретой лентой P\1 ? Р\ J 4 L-—- •—-—J Теплоноситель — нагретую металлическую пластинку (лез- вие) 1 помещают между свари- ваемыми поверхностями 2. Пос- ле того как теплота от пластины размягчит свариваемые поверх- ности, пластину (лезвие) быстро удаляют, а поверхности сдавли- вают. Этим методом сваривают встык или внахлестку одновре- менно всю поверхность соеди- нения Нагретый паяльник 1 поме- щают между свариваемыми пло- скостями и по мере размягчения кромок перемещают вдоль ли- нии сварки. При нажатии роли- ком 2 на верхнюю полосу 4 она приваривается к листу 3. Метод применяется при сварке эла- стичных материалов Сварочный инструмент 1 (утюг), нагреваемый электро- нагревателем 2, перемещаясь по свариваемым внахлестку пленкам 3, нагревает их до тем- пературы сварки и своим весом (Р) сжимает свариваемые кром- ки. Пленки при сварке накла- дываются на конфекционный стол 4 Лента 1, нагреваемая электро- нагревателем 2, перемещается роликами 3, одновременно при- жимается ими усилием Р к сва- риваемым внахлестку плен- кам 4, которые уложены на конфекционном столе 5. Движе- ние пленки под роликами может осуществляться либо в резуль- тате перемещения сварочного устройства, либо при движении конфекционного стола
195
Продолжение табл. 24
Методы сварки Сущность метода
сварка горячим прессо-
ванием
ш
j— 2 рй;. г— 74
Теплота передается к месту
сварки нагретыми поверхно-
стями специальных прессов.
Свариваемые поверхности пласт-
масс 2, скошенные «на ус», за-
жимают в прессе 1, рабочие
поверхности которого нагрева-
ются электронагревателем 3.
При достижении заданной тем-
пературы производится выдерж-
ка под давлением: в процессе
выдержки пресс охлаждается
водой, проходящей по кана-
лам 4. В прессе можно свари-
вать встык
Сварка трением
та
р г-^
Р
Нагревание происходит за
счет теплоты, получаемой в про-
цессе трения свариваемых по-
верхностей при приложении к
ним давления
Сварка т. в. ч.:
Метод сварки основан на спо-
собности некоторых пластмасс
нагреваться в высокочастотном
электрическом иоле, возника-
ющем между электродами, ко-
торые одновременно сжимают
свариваемые поверхности
роликовая (шовная)
Ролики 3 служат одновремен-
но электродами, подводящими
ток высокой частоты от генера-
тора 2. Свариваемые листы 1
сдавливают роликами и переме-
щают при вращении последних.
Под роликами образуется шов-
ное соединение
196
Продолжение та б Л. 24
Методы сварки
Сущность метода
прессовая (шаговая и кон-
турная)
Изделия 1 сваривают в прес-
се, контактные поверхности ко-
торого служат электродами 2,
подключенными к высокочастот-
ному генератору 3
Сварка ультразвуком:
точечная
Метод основан на преобразо-
вании механических высокоча-
стотных колебаний, возбуждае-
мых в пластмассе, в теплоту.
Теплота, развивающаяся пре-
имущественно на свариваемых
поверхностях,размягчает пласт-
массу; при приложении давле-
ния происходит соединение по-
верхностей
Свариваемое изделие 4 поме-
щено на опору 5, точечная свар-
ка производится через магнито-
стрикционный преобразова-
тель 2 с обмоткой 1 и концен-
тратор 3
прессовая (шаговая и кон-
турная)
Конец концентратора пред-
ставляет собой рабочий инстру-
мент, обеспечивающий сварку
по контуру: 1 — рабочий ин-
струмент; 2 — свариваемые де-
тали; 3 — опора; 4 — сварное
соединение
197
Способы сварки пластмасс
зом вследствие диффузии частей молекулярных цепей из
одного объема пластмассы в другой, в результате чего
продиффундировавшие макромолекулы соединяют оба
объема и обеспечивают между ними прочную связь.
Процесс сварки пластмасс может происходить лишь
при определенных условиях: повышенной температуре
в месте сварки (величина ее должна достигать темпера-
туры вязкотекучего состояния), плотном контакте сва-
198
риваемых поверхностей и оптимальном времени процесса
и т. п.
Многие термопластичные пластмассы не имеют отчет-
ливо выраженной температуры плавления. При нагреве
они постепенно переходят из высокоэластичного в вяз-
котекучее состояние. Процесс сварки обычно идет в узких
температурных границах — выше температуры размяг-
чения, но ниже температуры разложения пластмасс. Не-
обходимо учитывать, что дальнейшее повышение темпе-
ратуры или длительная выдержка при высокой темпера-
туре вызывает разложение пластмасс.
Снижение температуры сварки до области высокоэла-
стичного состояния не может обеспечить получения ста-
бильного качества сварного соединения,так как в области
высокоэластичного состояния не обеспечивается доста-
точная подвижность молекул. Кроме того, деформация,
протекающая в зоне высокоэластичного состояния, частично
обратима, поэтому прочность сварного соединения может
со временем понизиться. При неправильно выбранном ре-
жиме такое явление может наблюдаться и при нагреве до
пластического состояния. Обычно сварку ведут при вязко-
текучем состоянии с применением давления. Поскольку
пластмассы малотеплопроводны, то при некоторых спосо-
бах сварки только тонкий поверхностный слой достигает
вязкотекучего состояния. Легче свариваются те термо-
пластичные материалы, которые имеют более широкий
диапазон температуры размягчения без резко выраженной
точки плавления.
Качество сварки зависит от технологии изготовления
пластмассы. В частности, чистота исходных материалов,
отсутствие перегрева при изготовлении и характер
последующей обработки имеют существенное значе-
ние.
На прочность сварных соединений большое влияние
оказывают состав полимеров, степень его полярности,
ориентация молекул и другие факторы. Температурный
коэффициент расширения пластмасс в несколько раз
больше, чем у металлов, поэтому в сварном шве могут
возникнуть остаточные напряжения, которые снижают
прочность таких соединений.
При выборе способа сварки следует учитывать толщину
материала, физико-химические свойства пластмассы,
серийность выпуска, тип конструкций и т. д. При сварке
следует стремиться к тому, чтобы материал соединения
199
до механическим показателям был близок к основному
материалу.
Сварка газовыми теплоносителями. При сварке газо-
выми теплоносителями кромки изделия нагревают подо-
гретыми газами (воздухом, азотом, аргоном и др.), либо
непосредственно продуктами сгорания горючего газа
(ацетилена, водорода и др.) в воздухе. Впервые сварка
пластмасс была осуществлена при помощи нагретого
воду ха.
Сварка с применением присадочного материала
(табл. 25) подобна ручной газовой сварке металлов.
При сварке относительно толстого материала наиболее
рациональны стыковые соединения (табл. 25). Соединения
внахлестку, тавровые и угловые менее целесообразны.
Стыковые соединения разделывают без притупления с за-
зором. Величина зазора зависит от толщины свариваемых
листов. Х-образная разделка более экономична, чем
V-образная, так как расход присадочного материала
в первом случае почти в 2 раза меньше. Практика пока-
зала, что Х-образные швы более прочны, чем V-образные,
причем угол разделки кромок оказывает существенное
влияние на прочность соединения. С увеличением угла
разделки возрастает прочность соединения в результате
того, что корень шва лучше проваривается, однако ско-
рость сварки уменьшается.
Фаски на кромках листов снимают вручную (напиль-
ником, стругом) или механически (электрорубанком, на
фуговальном, фрезерном и других станках).
Таблица 25
Подготовка кромок при сварке стыковых соединений пластмасс
Без разделки кромок
з < 2 мм
Х-образная
разделка кромок
при s < 6 мм
а = 55-J-6O0;
при s > 6 мм
.а = 70 ч-90°
V-образная
разделка кромок
при s = 2 6 мм
а = 55-ь 60°;
при s> 6 мм
а = 70 4- 90°
200
Прочность соединений при сварке в значительной сте-
пени зависит от состояния поверхности свариваемого ма-
териала и присадочных прутков. Поверхность кромок
должна быть тщательно очищена и обезжирена (например,
ацетоном). В некоторых случаях рекомендуется удалять
глянцевые поверхности, так как прочность сварных
соединений значительно уменьшается. Глянец снимают
наждачной бумагой или шабером.
Для сварки винипласта выпускают присадочные
прутки диаметром 2,3 и 4 мм с допуском по диаметру
±0,5 мм. Присадочные прутки изготовляют из того же
материала, что и свариваемые изделия, но несколько более
пластифицированного (8,5% пластификатора), чтобы сни-
зить температуру размягчения. Прутки поставляют дли-
ной не менее 0,5 м связанными в пакеты по 3—4 кг и упа-
кованными в деревянные ящики или без упаковки в виде
бухт. Каждую партию прутков снабжают паспортом ОТК
завода.
Диаметр сварочного прутка выбирают в зависимости
от толщины свариваемых листов, формы разделки кромок
и требуемой прочности. При сварке листов больших тол-
щин рациональнее применять прутки диаметром 3,5 мм.
Прутки большого диаметра снижают прочность шва.
Чтобы проварить корень шва, рекомендуется использо-
вать прутки диаметром 2—2,5 мм.
Поверхности кромок и прутка разогреваются очень
быстро вследствие малой теплопроводности пластмасс.
Однако при сварке необходимо прогреть пруток по всему
сечению, чтобы сделать его мягким и уложить в разделку.
Это ограничивает применение прутков больших диаметров
и снижает скорость сварки газовыми теплоносителями.
Производительность сварки возрастает, если прутки
предварительно нагреть в специальном патроне. В этом
случае можно использовать прутки большего сечения.
Так, при подогреве прутка листы винипласта толщиной
4 мм с V-образной разделкой сваривают во много раз
быстрее, чем без нее. При этом повышается качество шва
и исключаются подрезы и другие дефекты. Рекомендуется
также использовать пруток специального профиля, типа
сдвоенного. Это позволяет повысить производительность
сварки в 2 раза и сохранить высокую прочность сварных
соединений.
Сварка с нагревом газовыми теплоносителями имеет
следующие недостатки: невысокую прочность сварного
Рис. 124. Электрическая горелка для сварки пластмасс
соединения; пониженную пластичность шва и околошов-
ной зоны; низкую производительность, особенно при сварке
сечений большой толщины; зависимость качества сварки
от индивидуальных особенностей сварщика; возможность
перегрева материала при сварке.
Сварка без присадочного материала значительно уве-
личивает производительность процесса и повышает меха-
нические свойства соединений. Схема простейшего уст-
ройства для такого метода сварки показана в табл. 25.
В зависимости от толщины листов такой метод позволяет
сваривать со скоростью 12—20 м/ч. При этом прочность
соединений составляет 80—90% прочности основного ма-
териала, а ударная вязкость материала не снижается.
Беспрутковую сварку чаще всего применяют при соеди-
нении пленочных материалов внахлестку.
Оборудование сварочных постов зависит от используе-
мого газа теплоносителя и источников его нагрева. При-
менять горючий газ непосредственно для сварки пласт-
масс нельзя вследствие высокой температуры сварочного
пламени. Для сварки газовыми теплоносителями необ-
ходимы специальные горелки. В зависимости от способа
подогрева различают горелки электрические и газовые.
В электрических горелках газы нагревают электрическими
нагревательными элементами, в газовых — газовым пла-
менем. В последнем случае применим как прямой, так
и косвенный способ нагрева. При прямом — газ-тепло-
носитель смешивают с продуктами сгорания горючего
газа. При косвенном — передача теплоты от продуктов
сгорания к газу-теплоносителю происходит через стенку.
На рис. 124 показана схема электрической горелки.
В многоканальную керамическую трубку 4, заключен-
ную в стальную гильзу 3, подается сжатый воздух через
трубку 5 под давлением 1—1,5 ат. При движении по кана-
лам газ-теплоноситель омывает нагретую спираль и, на-
греваясь, выходит через наконечник 2 и сменное сопло 1.
202
В воздушных каналах керамиковой трубки 4 расположены
три нихромовых проводника в виде спиралей сечением
0,5 мма и длиной 4 м, соединенных параллельно. Электри-
ческий ток к спиралям (зажимы 7) подается через реостат
по гибкому шнуру, проходящему в отверстие текстолито-
вой ручки 6. Температуру воздуха регулируют скоростью
подачи и изменением сопротивления цепи. Скорость по-
дачи воздуха (25—30 м/с) устанавливают краном, а рабо-
чую температуру — реостатом.
В некоторых горелках воздух нагревается, проходя
через каналы керамических блоков.
В соответствии с требованиями техники безопасности
к электрическим горелкам подводят напряжение, не пре-
вышающее 36 В. Для этого необходимо предусмотреть
•понижающие трансформаторы. Коэффициент использо-
вания теплоты электрических горелок 60%, горелок с се-
кционным нагревом несколько выше.
Электрические горелки просты в изготовлении. Отсут-
ствие открытого пламени позволяет работать в помеще-
ниях, содержащих легко воспламеняющиеся вещества.
Недостатком их является наличие нагревательной ка-
меры, которая утяжеляет горелку, увеличивает ее габа-
ритные размеры и поэтому неудобна при работе в трудно-
доступных местах.
При сварке электрической горелкой должны быть пре-
дусмотрены устройство для подачи воздуха, источник
питания электрическим током и реостат.
В полевых условиях можно использовать сварочные
установки, в которых спираль электрической горелки
питается током от аккумулятора, а «сварочный» воздух
подается от автомобильного компрессора.
В газовой горелке косвенного нагрева (рис. 125) воз-
дух нагревается горючим газом (водородом, светильным
газом, ацетиленом и др.), который подается через трубку 3,
проходит смесительное устройство 9 и пламенем нагревает
змеевик 10. В змеевик через кран 5 и трубку 7 подается
сжатый воздух или газ. Подача регулируется краном 4.
Рис. 125. Конструкция секционной электрической горелки
203
315
Горячий воздух (200—270° С) выходит через сменный на-
конечник /2, прикрепленный к горелке накладной гай-
кой 11. Змеевик помещен в кожух 1, состоящий из двух
цилиндров, пространство между ними заполнено асбе-
стом 2; фибровый щиток 8 и деревянная ручка 6 защищают
руку сварщика от действия высокой температуры. Сме-
сительное устройство регулируется путем изменения раз-
меров отверстий для подачи горючего газа и подсоса воз-
духа.
Газовая горелка прямого нагрева ГГП-1-56 конструк-
ции ВНИИАвтогенмаша состоит из ствола I, заимствован-
ного у стандартной горелки ГСМ-53, и специального
наконечника II (рис. 126). Горючий газ из ствола I про-
ходит по каналу а наконечника II в газовую камеру 1,
откуда через отверстие в инжекторе попадает в сопло III.
При значительной скорости потока газа в канале сопла
создается разрежение, и воздух из атмосферы засасы-
вается через отверстия в стенках сопла. Подсос воздуха
регулируют кольцом 2. Газовоздушная смесь сгорает
в камере, которая образуется в том случае, если мунд-
штук 3 будет несколько выступать за срез сопла. В эту
же камеру поступает сжатый газ-теплоносИтель, прохо-
дящий из ствола горелки через канал наконечника II
по штуцеру 6 и трубке 5 в кольцевой зазор между корпу-
сом 4 и соплом III.
В сопле имеется восемь продольных канавок, по ко-
торым сжатый газ-теплоноситель поступает в камеру.
Струя его, направляемая вдоль конической поверхности
мундштука 3, формирует факел пламени в виде правиль-
ного конуса, вершина которого выступает из мундштука
на 3—7 мм. Продукты сгорания смешиваются со струей
сжатого газа-теплоносителя. При этом температура газа
204
может изменяться в широких пределах и регулиро-
ваться изменением расхода горючего газа и газа-тепло-
носителя. В качестве горючего газа используют ацетилен
или водород при давлении 0,05—1 кгс/см2 (5-100 кН/м2).
По сравнению с электрическими газовые горелки более
производительны, легче и долговечнее. Срок службы
при ежедневной 8-часовой работе составляет 1,5—2 года.
Горелка ГГП-1-56 имеет большую Тепловую мощность, чем
с электрическим подогревом, что на 40—50% повышает
производительность труда. Недостаток газовых горелок —
огне- и взрывоопасность применяемых газов.
Для сварки полиэтиленовых пленочных изделий толщи-
ной 25—100 мкм разработана машина МСП-2, которая
позволяет сваривать внахлестку без прокладок прямо-
линейные и криволинейные швы с большим радиусом
кривизны. Машину устанавливают на направляющую и
продвигают вдоль конфекционного стола по свариваемому
материалу. Обогрев осуществляется газом-теплоносителем
от специальной многосопловой электрической горелки.
Горелка имеет 18 отверстий, расположенных на одной
линии. Ведущий и ведомый ролики, создающие давление,
охватываются двумя стальными лентами, зазор между
которыми определяет ширину сварного шва.
Некоторые пластмассы (полиамиды) чувствительны
к кислороду. Последний снижает прочность и пластич-
ность сварных швов, поэтому сварку в этом случае выпол-
няют инертным газом. Полиэтилен также рекомендуется
нагревать азотом или углекислым газом. Однако он хо-
рошо сваривается и при использовании горелок с га-
зовым пламенем. Нагретыми газами чаще всего свари-
вают винипласт, полистирол и некоторые другие пласт-
массы.
Наиболее широко сварку нагретым воздухом исполь-
зуют при изготовлении сварных конструкций из вини-
пласта. Прочность сварных соединений в значительной
мере зависит от технологического режима сварки (тем-
пературы и количества подаваемого воздуха, диаметра
сопла горелки и сварочного прутка, толщины сваривае-
мого материала и т, д.).
Винипласт не имеет определенной точки плавления.
При температуре выше 80° С (353 К) он размягчается,
при 180° С (453 К) начинает течь, в интервале 200—
220° С (473—493 К) переходит в вязкотекучее состояние,
а если приложить при этом давление — сваривается.
205
Таблица 26
Влияние температуры воздуха на скорость сварки
и прочность сварного соединения винипласта
Температ/ра воздуха °C (К) Скорое! ь сварки одноряд- ного шва, м/ч Предел проч- ности при разрыве X -образного шва, кгс/см8 (МН/м9) Прочность соедине- ния по основно- му мате- риалу. % Примечание
210 (483) 4,8 140 (13,72) 25 Сварка горелкой кос-
230 (503) 8,4 340 (33,34) 25 венного нагрева Давление воздуха
250 (523) 11,4 325 (31,88) 58 0,6 ат Диаметр сопла 2,5 мм
270 (543) 13,8 350 (34,32) 63 Диаметр прутка
300 (573) 320 (593) 15,0 Материал 170 (16,67) разлагается 30 2,5 мм
Температура сварки лежит вблизи критической точки,
при которой материал начинает разлагаться.
Чтобы оптимальная температура горячего воздуха
в месте сварки составляла 200—220°G (473—493 К), во-
здух в горелке следует нагревать до 230—270° С (503—
543 К).
В табл. 26 приведены данные о влиянии температуры
нагреваемого воздуха на скорость сварки и прочность
шва. С повышением температуры воздуха скорость сварки
увеличивается, а сварной шов становится более прочным.
Если температура воздуха при сварке превышает 270° С
(543 К), материал будет разлагаться; при температуре
ниже 230° С (503 К) не обеспечивается достаточная
прочность соединения.
Сменный наконечник выбирают в зависимости от тол-
щины листов, диаметра прутка и формы разделки кромок.
Наконечники с диаметром отверстия 1,5—2 мм применяют
для сварки листов' незначительной толщины (3—5) мм,
с диаметром 3,5—4 мм — для сварки листов толщиной
16—20 мм. Диаметр отверстия наконечника горелки
должен быть равен диаметру сварочного прутка. Если
диаметр отверстия не соответствует диаметру прутка,
равномерно прогреть пруток становится довольно трудно,
а значит и прочность шва будет снижена.
Скорость разогрева сварочного прутка и кромок ли-
ста воздухом зависит от профиля шва. Например, для
206
V- и Х-образных швов тепловые потери при сварке меньше,
чем при угловых и внахлестку. Поэтому при одинаковой
толщине листа следует применять соответственно наконеч-
ники меньших или больших диаметров.
Прежде чем включить сварочную горелку, пускают
газ-теплоноситель, количество которого регулируют
кранами общей сети и на горелке. Затем его поджигают
(если применяется газовая горелка) или включают
электрический ток (в случае электрической горелки).
Такая последовательность обязательна, иначе можно
прожечь медный змеевик у газовой горелки или распла-
вить нагревательную спираль у электрической.
Температуру воздуха можно контролировать следую-
щим образом. Наконечник горелки установить на расстоя-
нии 5 мм от шарика ртутного термометра. Если через 10—
15 с термометр покажет необходимую температуру, при-
ступить к сварке. Если температура сварки назначена
правильно, то через 2—3 с после приближения горелки на
винипласте появится матовое пятно.
Качество шва зависит от скорости укладки сварочного
прутка, угла наклона его при подале в шов, величины
усилия при вдавливании размягченного прутка, расстоя-
ния от наконечника до свариваемой поверхности, положе-
ния и направления-горелки при сварке. Чтобы материал
не перегревался, стремятся размягчить только кромки
и пруток, для чего к последнему прикладывают некоторое
давление, создаваемое рукой.
Средняя скорость укладки сварочного прутка диамет-
ром 3 мм при электрической горелке должна составлять
12—15 м/ч. При меньшей скорости время нагрева увели-
чивается, вследствие чего пруток и свариваемый мате-
риал могут перегреться. При скорости укладки более
15 м/ч сварочный пруток и материал не успевают нагреться
до температуры сварки. И в том и другом случаях сни-
жается прочность соединения.
Сварочный пруток должен подаваться под углом 90°
к поверхности сварного шва. Если угол превышает 90°,
часть усилий тратится на вытягивание прутка в пластич-
ном состоянии, вследствие чего при дальнейшем охлажде-
нии возникают усадочные напряжения, которые разры-
вают пруток. При наклоне, меньше 90°, пруток разогре-
вается быстрее, чем основной материал (и на более длин-
ном участке), в результате чего он не приваривается к сва-
риваемым деталям. Кроме того, часть усилия при вдавли-
207
вании прутка расходуется на сжимание в продольном на-
правлении, обратном его движению, вследствие чего
образуются «волны». Прочность соединения при непра-
вильной подаче прутка в шов резко снижается, и пруток
легко отделяется от поверхности сварочного шва.
Угол наклона наконечника горелки к поверхности свар-
ного шва выбирают в зависимости от толщины материала.
Для листов толщиной менее 5 мм угол наклона а реко-
мендуется 20—25°, при 10—20 мм — 30—45°. Расстояние
между наконечником и поверхностью шва следует под-
держивать постоянным (5—8 мм). Хорошее соединение
пругка с основным материалом в начале шва будет обеспе-
чено, если пруток нагреть и приварить так, чтобы конец
его выступал за срез изделия на 3—5 мм.
Покачиванием горелки можно быстро изменить на-
правление струи воздуха и добиться тем самым равномер-
ного нагрева сварочного прутка и основного материала.
Пруток укладывают в продольном направлении между
приваренными прутками. В ответственных соединениях
корень шва подваривают, чем значительно улучшают
качество сварки.
После сварки шов должен медленно охлаждаться.
Искусственное охлаждение, особенно при сварке листов
толщиной более 10 мм, может привести к растрескиванию.
После охлаждения и зачистки швы подвергают конт-
ролю.
Прочность сварных швов при различных видах на-
грузки по отношению к прочности основного материала
(в %) составляет: встык при срезе 65, при растяжении 75,
при сжатии 85, при изгибе 65; валикового при растя-
жении 65; удельная ударная вязкость материала свар-
ного соединения 10.
При прутковой сварке винипласта отмечается низкая
ударная вязкость шва, а также снижение ударной вязко-
сти основного материала на границе сварного шва. Вини-
пласт чувствителен к концентраторам напряжений, по-
этому даже при наварке прутка на трубу ударная вязкость
материала уменьшается в месте приварки почти в 10 раз.
Существенный недостаток сварки в струе горячего
воздуха — низкая производительность. Средняя скорость
укладки одного сварочного прутка при работе с газовой
горелкой составляет 15—20 м/ч, а электрической — 12—
15 м/ч. Чтобы сварить 1 м винипластовых листов толщи-
ной 18—20 мм с V-образной разделкой, необходимо уло-
203
жить 30—35 прутков диаметром 3 мм. Следовательно,
продолжительность сварки 1 м шва составляет около 2 ч.
Чтобы увеличить скорость сварки, часто повышают
температуру газа до 300° С (573 К). Однако при этом необ-
ходимо строго сохранять заданные параметры режима
сварки, иначе произойдет разложение материала. Время
для подогрева присадочного материала может быть со-
кращено, если применить описанный ранее дополнитель-
ный подогрев в специальном патроне.
Органическое стекло сваривают струей воздуха, на-
гретого до 200—220° С (473—493 К). Время нагрева бо-
лее продолжительное, чем у винипласта, поэтому скорость
сварки почти в 2 раза ниже. Присадочным материалом
служат нарезанные из листа прутки с поперечным сече-
нием 7—12 мма. Более успешно органическое стекло сва-
ривают с применением винипластовых прутков, которые
хорошо сцепляются с его поверхностью. Свариваемые по-
верхности рекомендуется предварительно обезжирить
(ацетоном или дихлорэтаном).
Прочность при разрыве сварных соединений органи-
ческого стекла составляет в среднем 30—45% по отноше-
нию к прочности основного материала.
Полиамиды следует сваривать в азоте, температура
нагрева которого на 30—50° С (303—323 К) превышает
температуру плавления основного материала. Полиэтилен
сваривают азотом, нагретым до температуры 200—220° С
(473—493 К).
Сварка нагретыми инструментами. Метод сварки на-
гретыми инструментами (см. табл. 24) имеет несколько спо-
собов, которые отличаются оснасткой и схемой нагрева.
Чтобы разогретые поверхности при сварке горячим лез-
вием меньше охлаждались, время с момента удаления
нагревателя до сдавливания поверхностей должно быть
минимальным.
Эластичные материалы сваривают горячим паяльником.
Так же можно сваривать тонкие листы из жесткого мате-
риала или приваривать накладки толщиной до 5 мм к ма-
териалу с большой толщиной. Однако в некоторых слу-
чаях (при сварке полистирола, винипласта, полиэтилена)
из-за прилипания материала к разогретому инструменту
сварка может быть затруднена.
Этот способ используют, при сварке пленочного мате-
риала. Устройство для сварки снабжено обжимающими
роликами, которые располагают сверху и снизу сваривае-
209
мых пленок. Пленочные материалы сваривают с помощью
горячего инструмента типа роликов, ленты, утюга и т. п.
При этом нагретый инструмент в отличие от горячего лез-
вия перемещают поверхности нахлестки и сдавливают
пленку. Режим сварки следует строго соблюдать, так
как пленка может перегреться в результате чего пласти-
ческие свойства сварных соединений резко снизятся.
Данный метод осуществляют как вручную, так и полуав-
томатически.
Для полуавтоматической сварки прямолинейных на-
хлесточных швов из полиэтиленовой пленки толщиной
25—100 мкм разработана машина МСП-1, позволяющая
сваривать через прокладку из целлофана или фторопласта.
Сварочная головка состоит из четырех сварочных роликов,
закрепленных попарно и нагреваемых электрической спи-
ралью из нихрома. На роликах вращается лента, которая
передает теплоту через целлофан или фторопласт поли-
этиленовой пленке. Постоянный температурный режим
поддерживается автоматически. Машина установлена на
подвесные направляющие и движется вдоль конфекцион-
ного стола по свариваемому материалу.
Машина МСП-4 для полуавтоматической сварки изде-
лий из фторопластовых пленок толщиной до 500 мкм по-
зволяет сваривать прямолинейные и криволинейные на-
хлесточные швы с большим радиусом кривизны при не-
посредственном контакте пленки с лентами, которые по-
лучают теплоту от нагревательного элемента. Материал
подается этими же лентами.
Термоимпульсная сварка пленочного материала харак-
терна тем, что материал нагревается до температуры свар-
ки практически мгновенно в результате пропускания
через нагревающие элементы импульса тока большой
силы. Формы нагревательных элементов могут быть са-
мые разнообразные: точечные, полосовые, фигурные. Свар-
ка позволяет при точной дозировке теплоты избежать
перегрева пленочных пластмасс в месте сварки. Для тор-
моимпульсной сварки разработано и выпущено несколько
конструкций полуавтоматов.
При сварке прессованием теплота передается к месту
сварки через поверхности зажимных прессов. Пресс для
стыковой сварки позволяет применять весьма большие
давления при опрессовке, осуществлять локальный наг-
рев и всестороннее сжатие размягченной зоны; поэтому
этот способ получил название «прессование в закрытом
210
приспособлении». Этим способом сваривают встык листы,
стержни, полосы, пластины.
При сварке жестких пластмасс относительно большой
толщины необходимо учитывать, что в процессе разогре-
ва материала больших сечений, например при сварке
нагревательными элементами внахлестку и «на ус», а так-
же при сварке паяльником заготовок разной толщины,
трудно избежать деформации сваренной заготовки с боль-
шой длиной шва вследствие усадки материала при охлаж-
дении. Если изготовление детали связано с разогревом
материала выше точки размягчения, желательно сварку
привести до ее разогрева, так как при такой термообра-
ботке в наибольшей степени снимаются внутренние напря-
жения и деформации. Желательно даже для уменьшения
внутренних напряжений применять отжиг при темпера-
турах на 25—30° С (298—303 К) ниже температуры раз-
мягчения данного материала.
Метод сварки нагревательными элементами обеспечи-
вает высокую прочность соединений и достаточную про-
изводительность. Этим методом можно сваривать пласт-
массы, которые не могут быть сварены т. в. ч. (фторо-
пласт-4, полиэтилен, полистирол и др.). Можно сваривать
угловые, стыковые и тавровые соединения. При сварке
органического стекла в месте соединения сохраняется
прозрачность. Метод сварки нагревательными элементами
более приемлем для стыковых соединений и сварки внах-
лестку листовых конструкций незначительной толщины
и пленок со швами большой протяженности.
Сварка трением. Сварку пластмасс трением осуще-
ствляют по тому же принципу, что и сварку металлов
(см. табл. 25). При этом механическая энергия преоб-
разуется в тепловую непосредственно на свариваемых по-
верхностях. Режим процесса подбирают так, чтобы в те-
чение нескольких секунд концы деталей нагрелись до
необходимой температуры. Когда температура достигнута,
относительное движение трущихся поверхностей прекра-
щается, и приложенное давление обеспечивает сварку.
Процесс сварки заканчивается естественным охлаждением
сжатого изделия.
В последнее время разрабатывают схемы сварки, поз-
воляющие соединять без вращения стержни или трубы
большой длины. При этом вращению или вибрации под-
вергают лишь короткую вставку между свариваемыми
деталями, Качество сварных соединений и в особенности
211
производительность процесса сварки в значительной мере
зависят от скорости относительного движения поверхнос-
тей трения, величины осевого усилия и величины плас-
тической деформации (осадки).
В результате концентрированного разогрева сварка
трением не оказывает отрицательного влияния на свойства
околошовной зоны, поэтому сварные соединения имеют
хорошие механические свойства. Сварка трением обеспе-
чивает высокий к. п. д. процесса. Это объясняется тем,
что при сварке трением тепловыделение происходит строго
локализованно и непосредственно на поверхностях сва-
риваемых деталей, в то время как во всех других свароч-
ных процессах большое количество теплоты теряется при
подведении его к свариваемой детали, и в результате
нагрева большего объема материала, чем это необходимо
для сварки. Важное преимущество сварки трением —
высокая производительность, возможность легко авто-
матизировать процесс и вести сварку в полевых усло-
виях вдали от источников энергоснабжения. В этих слу-
чаях вращение свариваемой детали может быть осуществ-
лено от двигателя внутреннего сгорания.
Метод сварки трением очень простой. Практически
сварка трением может быть выполнена почти на любом
токарном станке (например, ДИП-200, винторезном 1А-62
и др.), а также на некоторых сверлильных станках.
Однако сварка трением наряду с преимуществами
имеет и недостатки, например, ограниченная форма сва-
риваемого изделия. Чтобы соединение отличалось высо-
ким качеством, хотя бы одна из деталей должна быть
телом вращения; в свариваемом сечении она должна иметь
форму круга или кольца. При сжатии свариваемых по-
верхностей в месте соединения наблюдается утолщение,
что в ряде случаев нежелательно. Кроме того, чтобы
получить необходимые' размеры, заготовка должна иметь
длину большую, чем это требуется в сварном изделии.
Для сварки труб из винипласта разных диаметров
с толщиной стенок 3—7 мм разработаны приспособления
и технологический процесс. Перед сваркой концы труб
должны быть откалиброваны. Калибровка состоит в том,
что концы труб нагревают в масле до температуры 100° С
(373 К) в течение 3—4 мин, после чего помещают в спе-
циальный калибр и выдерживают 3 мин, затем трубу
охлаждают водой .комнатной температуры. Откалиброван-
ные трубы зажимают в суппорте, патроне станка, лю-
212
нете. После точной центровки и выравнивания одну трубу
приводят во вращение, другую слегка поджимают к пер-
вой с помощью суппорта. Частота "вращения зависит
от диаметра трубы: при 50 мм 800 об/мин; при 80 мм
600 об/мин; время вращения 1 =±=0,5 мин.
После нагрева концов (2—3 мм) труб до вязкотеку-
чего состояния (140—160° С) станок останавливают и суп-
портом сжимают концы труб. При этом давление состав-
ляет 2—4 кгс/см2 (200—400 кН/м2). Давление не снимают
до полного естественного охлаждения шва (7—10 мин).
Сварные швы по качеству не уступают основному мате-
риалу. Производственный опыт показал, что сварка тре-
нием узлов конструкций из пластмасс — производитель-
ный и экономичный метод (потребляется незначительное
количество электроэнергии).
Сварка т. в. ч. Сварка пластмасс т. в. ч. (см. табл. 25)
достаточно широко распространена как в СССР, так и за
рубежом. Сущность процесса состоит в том, что изде-
лие из пластмассы помещают в переменное электриче-
ское поле высокой частоты, которое создается между
двумя металлическими электродами. Так как многие
пластмассы являются несовершенными диэлектриками,
элементарные заряды при внесении их в высокочастотное
электрическое поле смещаются и небольшое количество
имеющихся в диэлектрике свободных зарядов образует
ток проводимости. На смещение заряженных частиц
затрачивается работа, которая преобразуется в теплоту.
При изменении направления электрического поля выде-
ляется некоторое количество теплоты. Поэтому, чтобы
интенсифицировать процесс сварки, применяют т. в. ч.
(30—40 МГц и более).
Сварка пластмасс происходит непосредственно под
электродами. Под действием т. в. ч. пластмассы нагре-
ваются до температуры вязкотекучего Состояния. Давле-
ние, приложенное к электродам, создает тесный контакт
между свариваемыми поверхностями. Сварку т. в. ч. в
большинстве случаев ведут без присадочного материала.
Мощность, обеспечивающая процесс сварки и выде-
ляющаяся в материале в виде теплоты, слагается из
мощности, расходуемой на нагрев материала (полезная
мощность), и мощности, теряемой при отдаче теплоты
холодным электродам. Потеря мощности зависит 'от тол-
щины нагреваемого материала и времени нагрева
(рис. 127).
213
Рис. 127. Зависимость
мощности р', подводимой
к рабочему концентра-
тору, отнесенной к 1 см2
поверхности шва, от сум-
марной толщины мате-
риала b при разном вре-
мени нагрева
Высокочастотная сварка принципиально отличается
от других методов тем, что тепловая энергия выделяется
в массе нагреваемого материала, расположенного между
электродами, по всей толщине равномерно, вследствие
чего процесс значительно ускоряется и наружная по-
верхность материала не перегревается.
В промышленность уже- внедрена точечная, прессо-
вая и роликовая сварка т. в. ч. Этот метод обеспечивает
герметичность и высокую прочность сварных швов. Ме-
тод легко автоматизируется. В СССР и за рубежом соз-
даны установки для точечной и шовной сварки пленоч-
ных пластмасс и прессовой сварки пленок, листов и труб.
В установке для шовной сварки пленочных пластмасс
уложенные внахлестку пленки протягиваются между ро-
ликами, служащими высокочастотными электродами. Ско-
рость сварки составляет 27—65 м/ч. Прессовую сварку
применяют при соединении листовых материалов одно-
временно по всему периметру или значительной его час-
ти (табл. 27).
В процессе сварки используют сменные электроды
(штампы), с помощью которых образуются сварные швы
заданной конфигурации и размеров. Конфигурация элект-
родов может быть различной в зависимости от вида свар-
ного соединения.
Сварку т.в.ч. применяют при изготовлении'некоторых
тонкостенных деталей, изделий широкого потребления и
т. д. Сварка т.в.ч. отличается высокой производитель-
ностью, экономичностью и удовлетворительным качеством
соединений (табл. 28). Этим методом сваривают материа-
лы толщиной до 5 мм. Однако такие наиболее совершен-
ные диэлектрики, как фторопласт-4 (тефлон), полиэтилен,
214
полистирол и некоторые другие, непосредственно т. в. ч.
не свариваются. В таких пластмассах токи смещения
и проводимости малы и они не могут генерировать дос-
таточного количества теплоты для сварки. Для сварки
полиэтилена в соединение необходимо ввести полоску
Таблица 27
Промышленное оборудование для сварки пластмасс т. в. ч.
Показатели Шовные машины Сварочный пресс ЛГСП-04
ЛГС-02 мст-зм
Максимальная мощность, потреб- ляемая от сети, Вт 1100 1000 2000
Максимальный ток, потребляе- мый от сети, А Колебательная мощность, Вт: 5 5 9
максимальная 300 —— 450
номинальная Максимальный ток, мА: 200 — 400
анодный 300 — 450
сеточный 80 — —
Скорость подачи материала, м/мин 0,5—3 3 1,5—4
Ширина шва, мм 1,5—6 2—6 1,5—4
Максимальная длина электродов (при ширине шва 2 мм), мм — — 450
Максимальная площадь электро- дов, см2 — — 10
Усилие сжатия, кгс — — 5—60
Габаритные раз- меры машины, мм 1100Х700Х 1200 1100Х700Х 1200 950X600X1200
Примечание Напряжение сети 1, частота 394-1 МГц питающей сети 220 В, число фаз
215
Таблица 28
Основные показатели сварки винипласта и пластиката
горячим воздухом, электрическим утюгом и т. в. ч.
Показатели Сварка горя- чим воздухом винипласта Сварка утюгом эластичного пласти- ката s = 0,25 мм Сварка т в. ч.
Трубы s = = 3 мм Листы's= = 2,5 мм Трубы из винипласта s = 3 мм Листовой- винипласт s = 2,5 мм Эластичный пластикат s = 0,25 мм
Скорость сварки, м/ч 42 42 80 24 90 300— 600
Удельный расход элек- троэнергии от сети, Вт/ч на 1 м Й1ва 120 120 5,6 20—30 100— 150 20—30
Ударная вязкость свар- ного шва по отношению к ударной вязкости целого материала, % 3,6— 5,2 3,6— 5,2 — 60— 100 60— 100 —
Предел прочности при растяжении сварного шва пр отношению к пределу прочности целого мате- риала, % 30—50 30—50 80— 100 80— 100 100
Приращение массы в аг- грессивных средах при 20° С (максимальное), мг/см2 0,6— 0,85 0,3 0,3 1,6 1,6 1,6
Характеристика метода Вру шую По. туавтол атичесь сая
полихлорвинила, который, являясь худшим диэлектри-
ком, нагревается т. в. ч. и передает теплоту полиэтилену.
С помощью т. в. ч. трудно осуществить сварку угловых,
стыковых и тавровых соединений, так как в этом слу-
чае трудно обеспечить равномерный нагрев.
Сварка ультразвуком. Этот метод предложен и разра-
ботан МВТУ им. Баумана совместно с МЭИ (см. табл. 25).
При сварке пластмасс механические перемещения конца
волновода перпендикулярны свариваемым поверхностям
ш происходят в одном направлении с прилагаемым дав-
лением.
Машина для сварки включает те же элементы, что
и установка для ультразвуковой сварки металлов
216
(рис. 128). Основной узел машины — вибратор 1, из-
готовленный из пермендюра и охлаждаемый водой. Виб-
ратор преобразует ток высокой частоты, получаемый от
ультразвукового генератора, в механические колебания,
которые передаются на волновод 2, служащий одновре-
менно усилителем-концентратором механических продоль-
ных колебаний и рабочим органом.
При сварке изделие зажимают между концом волно-
вода и подвижной опорой 3, к которой прикладывают
усилие, создающее давление в процессе сварки. Сварка
происходит в момент включения электрического тока вы-
сокой частоты на обмотку вибратора. Возникающие при
этом в вибраторе высокочастотные упругие колебания
передаются через конец волновода в виде вертикальных
механических перемещений той же частоты.
Длительность процесса сварки, хотя она и очень
кратковременна, зависит от толщины и свойств свари-
ваемого материала. При точечной и прессовой сварке
продолжительность возбуждения упругих колебаний ре-
гулируется электронным реле времени.
Рабочим инструментом ультразвуковой сварочной ма-
шины служит блок колебаний (рис. 129), состоящий из
вибратора 1, концентратора (волновода) 4, кожуха 2,
через который протекает охлаждающая вода. Материалом
217
Рис. 129. Блок колебаний
Таблица 29
Некоторые сведения о магнитострикционных
материалах
Материал Химический состав,% Магнито- стрик- ционное удлинение
Никель N1 100 Ni 35-IO"6
Альфер Ю14 13,8 Al, осталь- ное Fe 40 - IO"6
Пермендюр 49 Со, 1,5— 70•10~6
К50Ф2 1,8 V, остальное Fe
К65 65 Со, остальное Fe 90-Ю"6
пакета вибратора может быть один из магнитострикцион-
ных материалов, приведенных в табл. 29. Вибратор, ра-
ботающий на частоте 20 кГц, представляет собой пакет,
набранный из тонких листов пермендюра (К50Ф2) тол-
щиной 0,1 мм. Размер пакета 65 х65 х125 мм. На стержни
пакета намотана обмотка из провода ПВ 2,5мм3(32 витка),
концы которой присоединены к ультразвуковому гене-
ратору. По обмотке протекает ток высокой частоты.
С изменением тока в обмотке изменяются размеры па-
кета и длина концентратора (волновода). Незначитель-
ные механические колебания пакета вибратора (ампли-
туда 5—10 мкм) можно увеличить в 3—10 раз, переда-
вая их через волновод с уменьшающимся сечением.
Волновод может быть различной формы: ступенчатой,
конической, экспоненциальной. Наибольшая амплитуда
достигается при экспоненциальной форме. Размеры вол-
новодов рассчитывают в зависимости от частоты коле-
баний и условий сварки.
Вибратор 1 и концентратор 4 прикреплены к кожу-
ху 2 диафрагмой 3 (рис. 129). Диафрагма помещена в узле
смещений, где амплитуда колебаний равна нулю. Волно-
вод 4 изготовлен из стали СтЗ. Вибратор 1 припаян к вол-
новоду 4 серебряным припоем. Удовлетворительные ре-
218
зультаты получаются также и при пайке припоем ГЮС-70.
Чтобы улучшить использование упругих колебаний, от-
крытая стенка вибратора упирается в резиновую про-
кладку 5, служащую отражателем.
Установка УПТ-14, разработанная в МВТУ им. Бау-
мана (рис. 130), предназначена для сварки герметичным
швом полиэтиленовых туб, наполненных пищевыми про-
дуктами. Установка однопозиционная.Необходимость уку-
порки продукта без доступа воздуха потребовала сварки
хвостовика тубы по упаковываемому веществу. Установ-
ка состоит из станины с хоботом, сварочного узла, ме-
ханизма давления с опорой, электрической системы уп-
равления установкой, пульта и педали управления. Сва-
рочный узел расположен горизонтально и закреплен по-
стоянно. Опора может горизонтально перемещаться (ход
25 мм).
Установка работает в такой последовательности. Сва-
риваемую тубу помещают между волноводом и опорой,
Рис 130. Установка УПТ-14
219
оператор нажимает педаль, замыкает цепь включения
электронного реле и цепь питания электромагнитного
клапана. Туба движением штока пневмоцилиндра под-
жимается опорой к рабочему торцу волновода. Величина
сварочного давления контролируется по манометру. Вклю-
чается ультразвук, происходит сварка. Сваренную тубу
снимают и подают следующую. Цикл сварки может быть
автоматизирован. Через определенные промежутки вре-
мени, необходимые для подачи тубы, происходит под-
жатие опоры и включение ультразвука без вмешательства
операторов.
Техническая характеристика установки УПТ-14
Пределы регулирования величины сва-
рочного усилия, кгс .................. 5—200
Продолжительность сварки, с........... 0,8—3
Мощность преобразователя ПМС-11,кВт 1,2
Резонансная частота преобразователя,
кГц ..................................... 19,6
Расход воды на охлаждение преобразова-
теля, л/мин ................................ 2
Толщина свариваемого материала, мм 0,6-J-0,6
Ширина сварного шва, мм ................... 1-,5
Производительность, шт/мин 15—20
Габаритные размеры, мм ............. 540X1100X1200
Масса, кг .................................. 260
Установка УПК-15М1, разработанная в МВТУ
им. Баумана, предназначена для сварки емкостей из поли-
этилена высокой плотности, наполненных пищевыми про-
дуктами (рис. 131). Изделие по всему контуру свари-
вается за одно движение волновода. Применение кон-
турного волновода диаметром 110 мм позволило надежно
герметизировать изделия с удовлетворительным форми-
рованием сварного шва за 2—6 с. Установка предназ-
начена для выпуска крупных серий продукции при ра-
боте в неблагоприятных условиях (попадание на уста-
новку воды и агрессивных сред). Установка — многопо-
зиционная, имеет один вертикально перемещающийся сва-
рочный узел и поворотный стол с шестью гнездами-
опорами.
Коробки из пластмассы, наполненные пищевым про-
дуктом и закрытые крышками, вручную укладывают в ста-
каны поворотного стола 9. При повороте стола на 60°
толкатель 2 сходит с выступа 1, в результате чего опус-
кается кронштейн 3 со сварочным узлом 6 и волново-
дом 7, который с определенным усилием (регулируемым
220
Рис. 131. Установка УПК-15М1
пружиной 4 и гайкой 5) зажимает коробку между вол-
новодом и стаканом. В момент зажатия коробки вклю-
чается ультразвук и изделия свариваются. Поворот стола
осуществляется мальтийским крестом, расположенным
в редукторе.
Во время сварки, т.е. остановки стола, кулачок про-
должает вращаться и при подходе к толкателю послед-
ний поднимает сварочный узел. Стол поворачивается в сле-
дующую позицию, а сваренная коробка выталкивателем 8
снимается с машины. Быстрая и точная регулировка
параллельности поверхности контурного волновода и по-
верхности опорных стаканов выполняется шестью вин-
тами, расположенными в кронштейне под преобра-
зователем.
В целях стабилизации механических свойств сварного
шва выбран способ отключения ультразвукового импуль-
са по заданной деформации или по остаточной толщине
сварного шва. Отключение ультразвука при заданной
деформации и выключение его во время обратного хода
сварочного узла обеспечиваются электрической схемой
(рис. 132).
221
Рис. 132. Электрическая схема
установки УПК-15М1
Во время рабочего хо-
да вниз штырь I, закреп-
ленный на плите свароч-
ной головки II, освобож-
дает концевой выключа-
тель 1В и контакты 2,3
замыкаются, в результате
чего замыкается цепь
включения ультразвука
е—в —3—2—4—6—д—г—
ж. По достижении задан-
ной осадки (величина осад-
ки регулируется микро-
метрическим винтом, ук-
репленным на штыре) размыкаются контакты 4, 6 выклю-
чателя В2 и разрывается цепь включения ультразвука.
После завершения сварки штырь / начинает подни-
маться и контакты 4, 6 снова замыкаются, замыкая цепь
включения ультразвука.
Для того чтобы разорвать эту цепь на время обрат-
ного хода, введено реле Р1, которое включается при
нижнем положении штыря I (контакты 5„ 6 замкнуты)
и ставится на самоблокировку контактами Р2. Другая
контактная группа Р1 разрывает цепь включения ультра-
звука. Штырь /, доходя до верхнего положения, вклю-
чает контактами /, 3 выключатели В1 реле Р2, которое
своими контактами разрывает цепь питания реле Р1,
и схема приводится в исходное состояние. Для управ-
ления установкой предназначен выносной .пульт, на ко-
тором расположены основные элементы управления уста-
новкой. Установка снабжена устройством для обеспече-
ния фиксированного зазора между волноводом и опорой
(рис. 133). Она может быть укомплектована генерато-
рами УЗГ-2,5; УЗГ-4, УЗГ-6, УЗГ-10У.
Техническая характеристика установки УПК-15М1
Пределы регулирования величины сва-
рочного усилия, кгс ................. 1—70
Продолжительность сварки, с ..... 0,05—16
Мощность преобразователя ПМС-15Л,
кВт.................................. 2—3
Резонансная частота преобразователя
ПМС-15А, кГц............................... 19
Расходы воды на охлаждение преобразо-
вателя, л/мин ............................ 2,0
Толщина свариваемого материала, мм 0,4—1,5
222
Мощность электродвигателя, кВт ... 0,6
Производительность, шт/мин . ... 6—15
Габаритные размеры, мм ................ 655X945X1400
Масса, кг .................................. 200
Установка УПК-15М1 выпущена мелкой серией экс-
периментальными мастерскими при МВТУ им. Баумана
для предприятий рыбной промышленности. Эксплуатация
этой установки в промышленных условиях показала вы-
сокую надежность конструкции. Выборочные испытания
на прочность непосредственно после сварки, на прочность
и герметичность при длительном хранении дали удов-
летворительные результаты.
Ультразвуковая сварочная установка УПШ-12, раз-
работанная в МВТУ им. Баумана, предназначена для
шовной сварки синтетических тканей из волокон лавсана,
полипропилена и капрона толщиной 100—1000 мкм
(рис. 134). Особенность установки состоит в том, что
в' ней использован генератор малой мощности 100 Вт
и ферритовый преобразователь с воздушным охлаждением.
Для повышения прочности сварного соединения вслед
за волноводом установлен прокатывающий ролик 7, ук-
репленный на кронштейне станины. Так как ткани пло-
хие проводники теплоты, сварной шов подходит к ролику
еще не остывшим, поэтому прокатка происходит при по-
вышенной температуре. При этом прочность сварного сое-
динения повышается на 4—5% по сравнению с проч-
ностью шва, полученного без прокатки. В зависимости
от толщины свариваемой ткани предусмотрена регули-
ровка положения прокатывающего ролика, что позволяет
при сварке прокатывать ткань с различным уси-
лием.
Рис. 133. Устройство для свар-
ки с фиксированной осадкой и
фиксированным зазором:
1 — направляющая колонка; 2 —
гайка для установки сварочного
давления; 3 — кронштейн; 4 — мик-
рометрический винт механизма от-
ключения ультразвука при сварке
с фиксированной осадкой; 5 — гай-
ка, ограничивающая перемещение
волновода при сварке с фиксиро-
ванным зазором; 6 — контргайка;
7 — магнитостриктор; 8 — волно-
вод; 9 — механизм подъема; 10 —
опора с изделием; A t —зазор, уста-
навливаемый при сварке с фикси-
рованной осадкой; Д2 — зазор,
устанавливаемый при сварке с фик-
сированным зазором
223
9
Рис. 134. Установка УПШ-12:
/ — ферритовый преобразователь; 2 — трансформатор упругих колебаний;
3 — волновод; 4 — ролик-опора; 5 — рабочий стол; 6 — ограждение преоб-
разователя; 7 — прокатывающий ролик; 8 — протягивающие ролики; 9 —
установочный винт и гайка; 10 — станина; 11 — подвижная панель
Установка состоит из ультразвуковой сварочной го-
ловки СГ-28, генератора ГУФ-28/40, станины с систе-
мой крепления сварочной головки и роликовой опоры
с устройством для протягивания ткани. Головка СГ-28,
в свою очередь, состоит из магнитострикционного прео-
бразователя 2С-28-С, изготовленного из феррита, транс-
форматора упругих колебаний и волновода. Преобразо-
ватель подмагничивается с помощью постоянных магни-
тов. Резонансная частота преобразователя 28,7 кГц, пре-
дельная допустимая амплитуда колебаний его торцовой
поверхности 2 мкм.
Трансформатор упругих колебаний изготовлен из ти-
танового сплава и присоединен к преобразователю с по-
мощью клея на основе эпоксидной смолы. Он имеет экспо-
ненциальную форму и дает усиление по амплитуде
в 2,8 раза. Инструмент — волновод сменный и соединен
с трансформатором упругих колебаний посредством резь-
бового соединения. Для изготовления волноводов исполь-
зуют титан или дуралюмин. Регулировка амплитуды ко-
лебаний волновода ступенчатая (20, 30 и 40 мкм) за счет
224
изменения напряжения смещения на управляющих сет-
ках ламп выходного каскада генератора ГУФ-28/40.
Установочный винт 9 служит для - регулировки за-
зора между рабочим инструментом — волноводом и опо-
рой. Опора — ролик приводится в движение от электро-
двигателя постоянного тока типа СЛ мощностью 100 Вт
через редуктор, позволяющий изменять скорость пере-
мещения ткани от 0 до 30 м/ч. Для увеличения скорости
сварки установка УПШ-12 укомплектована никелевым
преобразователем мощностью 400 Вт с частотой 21 кГц,
работающим от ультразвукового генератора УЗГЗ-0,4.
Скорость сварки может достигать 200 м/ч.
Установки УПШ-12 эксплуатируют на горнообогати-
тельных фабриках для сварки фильтровальных рубашек
из синтетических тканей. Фильтровальные рубашки с дли-
ной швов 2,5 м, изготовленные на машине УПШ-12,
успешно работают в производственных условиях в 5 раз
дольше срока службы таких же рубашек, изготовленных
ниточными швами. Применение ультразвуковой сварки для
изготовления фильтровальных рубашек на горнообогати-
тельных фабриках страны осуществлено в нашей стране
впервые и весьма перспективно.
Техническая характеристика установки УПШ-12
Материал преобразователя Пределы регулирования: Никель 100—250 Феррит
скорости сварки, м/ч 15—40
величины сварочного усилия, кГс 0—30 0—10
Мощность преобразователя, кВт 0,4 0,02
Резонансная частота преобразователя, кГц 22 28,7
Охлаждение преобразователя . . . . Водяное Воздушное
Расход воды на охлаждение, л/мин 2 —
Толщина свариваемого материала, мкм Мощность электродвигателя, кВт 200—1000 200—600
0,2
Габаритные размеры, мм 500 X 800 X 480 500X 800 X 480
Масса, кг 32 30
Вибратор для шаговой шовной сварки с припаянным
ножевым волноводом и приваренной диафрагмой (рис. 135)
изготовлен из целого куска металла. Он хорошо пере-
дает колебания от вибратора к месту сварки, но его
недостатком является сложность замены концентратора
при сварке швов различной формы. Чтобы использовать
один блок колебаний для выполнения сварных швов раз-
225
Рис. 135. Вибратор с припаянным ножевым волново-
дом для шаговой сварки
личных форм, применяют сменные ввинчивающиеся на-
конечники (табл. 30).
С помощью ультразвука сваривают следующие пласт-
массы: органическое стекло, полихлорвинил, полистирол,
синтетические ткани и др. Легче всего ультразвуком вы-
полняют нахлесточные и тавровые точечные соединения.
Удовлетворительна сварка нахлесточных соединений шов
ных и по контуру. Все соединения выполняют без раз-
делки кромок и без присадочного материала ('табл. 31).
Ультразвуком успешно свариваются разнородные пласт-
массы.
Результаты испытаний показывают (рис. 136), что
прочность стыковых образцов из СНП толщиной 2,2 мм
практически равна прочности основного материала. При
сварке вдоль направления ориентации прочность, близ-
кая прочности основного материала, достигается почти
в 3 раза быстрее, чем при сварке поперек волокон. Макси-
мальная прочность (150—160 кгс/см2) при отрыве нах-
лесточного крестового соединения винипласта толщиной
6,3-|-6,3 мм (рис. 137) достигается при сварке в течение
1—1,5 с. При этом вмятины на свариваемых поверхнос-
тях отсутствуют, наблюдается только незначительная де
формация (до 8%) из-за размягчения и выдавливания
пластмассы на соединяемых поверхностях. Прочность
сварного соединения достаточно велика и разрушение
образцов при испытании обычно проходят по околошов-
ной зоне.
Максимальная температура на свариваемых поверх-
ностях достигает 200° С (473 К). Температура в месте
соприкосновения волновода с пластмассой составляет толь-
ко 180°С (453 К), а под отражателем 80°С (353 К). При
226
Таблица 30
Формы сварочных наконечников
Наконечник для точечной сварки
Ножевой наконечник для шаго-
вой шовной сварки
Наконечник для контурной
сварки швов по прямоуголь-
ному очертанию
тавровых соединениях нагрев по длине свариваемого
стержня также незначителен.
Особенности ультразвуковой сварки состоят в сле-
дующем: 1) для сварки не требуется второй электрод,
так как процесс — односторонний; таким образом, вто-
рая деталь может быть неограниченной толщины (рис.
138, а); 2) ультразвуковую энергию можно вводить на
значительном расстоянии от места соединения (рис. 138, б);
это позволяет осуществлять сварку в труднодоступных
местах (рис. 138, в); 3) максимальный разогрев про-
исходит на свариваемых поверхностях, в связи с чем
можно исключить значительный перегрев пластмасс по
толщине или по длине привариваемого стержня; 4) кон-
центрация нагрева на свариваемых поверхностях'обес-
печивает высокую производительность процесса; 5) при
ультразвуковой сварке загрязнения на поверхности -(ма-
сла, графит, электропроводящие жидкости) не оказывают
227
Таблица 31
<х Режим и прочность соединений пластмасс,
полученных ультразвуковой точечной и прессовой сваркой (частота колебаний ~20 кГц)
та СК
Материал Толщина, мм Тип соединения Суммарная длина, мм Амплитуда мкм Усилие зая тия, кгс Продолжи- тельность пропускам ультразву- ка, с Отражатель и его тол- щина, мм Разрушаю- щее усилие кго Место разрушения
Винипласт 5 Крестообразный — 35 50 2,0 Резина 5 мм 230 По околошовной зоне
10 В — 35 70 3,0 » 5 мм 240 В В В
5 Встык 904-60 35 60 3,0 » 4 мм 240 >> в »
СНП 2,2 Основной мате- риал 120 — — — — 49,5 У зажима
2,2 То же 120 — — — — 47,8 в »
2,2 Встык 604-60 35 '5 2,0 Сталь 48,5 По месту сварки
2,2 » 604-60 35 5 1,0 в 47,0 »
2,2 Крестообразный — 35 5 0,6 в По околошовной зоне
Рис. 136. Прочность при разрыве сварных сты-
ковых соединений СНП толщиной 2,2 мм в за-
висимости от продолжительности пропускания
ультразвука
существенного влияния на процесс сварки; 6) не созда-
ются радиопомехи; 7) к сварочным инструментам не по-
дводится напряжение; 8) ультразвуком сваривают зна-
чительное число термопластичных пластмасс и больших
толщин, чем, например, токами высокой частоты; 9)
метод легко автоматизируется.
По-видимому, наиболее широкое применение этот ме-
тод найдет при сварке пленок, изделий средних и боль-
Продолжитгльность пропускания ультразвука
Рис. 137. Прочность при отрыве сварного нахлесточного соединения
из винипласта толщиной 6,3 + 6,3 мм в зависимости от продолжитель-
ности пропускания ультразвука (усилие сдавливания Р = 120 кгс):
1 — разрушающая нагрузка; 2 — деформация; 3 — глубина вмятины в %
от толщины свариваемых листов
229
Рис. 138. Особенности метода ультразвуковой сварки:
1 — приварка пластины малой толщины к пластине неограниченно
большой толщины; б — приварка длинного стержня к пластине; в —
приварка стержня в труднодоступном месте; 1 — место сварки; 2 —
волновод
ших толщин с точечными и контурными соединениями;
при сварке упаковочной тары, где места сварки пласт-
масс могут быть загрязнены сыпучими веществами и мас-
лами; при упаковке различного рода прессервов с электро-
проводящими жидкостями.
Сварка экструдируемой присадкой. Метод основан на
подаче в место сварки присадки, находящейся в вязко-
текучем состоянии. Нагретый присадочный материал рас-
плавляет кромки свариваемой пластмассы, которой проч-
но сваривается с экструдируемой присадкой. Этот метод
напоминает сварку нагретым воздухом с присадкой. Ме-
тод дает удовлетворительные результаты как при сварке
образцов из пленок, так и при сварке листов боль-
шой толщины.
Ядерная сварка. Сущность метода состоит в облучении
пластмасс потоком нейтронов. Для сварки на поверхность
пластмасс предварительно наносят тонкий слой соедине-
ний лития или бора. При облучении нейтронами в этих
элементах возникают ядерные реакции, сопровождающи-
еся выделением энергии. При этом в пограничном слое
пластмассы нагреваются до вязкотекучего состояния и
свариваются. Эксперименты показывают, что этим мето-
дом удается сварить тефлон с полиэтиленом, полисти-
ролом, кварцем, алюминием и некоторыми другими
материалами.
Недостаток метода ядерной сварки — неприменимость
к некоторым материалам, .которые под действием нейт-
230
ронного облучения приобретают значительную радио-
активность.
Сварка инфракрасным излучением (ИК-сварка). Прин-
цип сварки состоит в использовании в качестве источ-
ника теплоты инфракрасного излучения, получаемого при
накаливании силитовых стержней, спиралей из хромис-
той стали, стержневых кварцевых ламп и др. Для ин-
тенсификации процесса сварку ведут на подложке из
поролона, микропористой резины и толстых прорезинен-
ных тканей черного цвета. Упругость подложек, плотно
прижатых к пленкам, обеспечивает необходимое дав-
ление при сварке.
Удовлетворительно свариваются ИК-излучением плен-
ки полиэтилена. Предельная толщина свариваемого ма-
териала зависит от условий облучения. Например, при
использовании в качестве источника ИК-излучения си-
литового стержня с температурой 1200° С (1473 К), рас-
положенного на расстоянии 12—14 мм от материала,
и в качестве подложки — микропористой резины, пре-
дельная толщина свариваемого полиэтилена достига-
ет 1,5—2 мм.
Инфракрасным излучением можно сваривать все плен-
ки, переходящие при нагреве в вязкотекучее состояние
и не требующие при сварке больших давлений. Отсут-
ствие непосредственного контакта расплавленной зоны
пластмассы с источником нагрева при сварке ИК-излу-
чением позволяет получить сварные соединения без под-
резов и с большей прочностью, чем при сварке с помощью
нагретых элементов. Метод сварки ИК-излучением дает
возможность сваривать многолистовые пакеты.
СПИСОК ЛИТЕРАТУРЫ
1. Быховский Д. Г. Плазменная резка. Л., «Машиностроение»,
1972.
2. Билль В. И. Сварка металлов трением. Л., «Машиностроение»,
1970.
3. Волков С. С., Орлов Ю. Н., Астахова Р. Н. Сварка и склеивание
пластмасс. М., «Машиностроение», 1972.
4. Казаков Н. Ф. Диффузионная сварка в вакууме. М., «Машино-
строение», 1968, 332 с.
5. Кочергин К- А. Сварка давлением. Л., «Машиностроение»,
1972, 212 с.
6. Сланский А., Воллман Я. Капиллярная пайка. М., Машгиз,
1963, 199 с.
7. Справочник по сварке. Под редакцией Е. В. Соколова, т. II, IV,
М., Машгиз, 1961, 564 с., «Машиностроение», 1971, 415 с.
8. Холопов Ю. В. Ультразвуковая сварка. Л., «Машиностроение»,
1972, 152 с.
СОДЕРЖАНИЕ
1. Введение................................................ 3
2. Сварка в твердом состоянии ............................ 8
3. Холодная сварка металлов.............................. 14
4. Ультразвуковая сварка металлов........................ 20
5. Сварка взрывом........................................ 38
6. Диффузионная сварка .................'................. 46
7. Сварка металлов трением................................ 56
8. Дуговая сварка в камерах с контролируемой атмосферой 72
9. Высокочастотная сварка................................. 76
10. Электроннолучевая сварка ...................: . . . . 80
11. Вакуум-активная защита металлов при сварке .......... 120
12. Сварка световым лучом ............................... 132
13. Плазменная обработка металлов........................ 143
14. Наплавка металлов ................................... 150
15. Новые методы пайки................................... 160
16. Сварка пластмасс .................................... loo
Список литературы........................................ 231
Георгий Александрович Николаев,
Николай Александрович Ольшанский
СПЕЦИАЛЬНЫЕ МЕТОДЫ СВАРКИ
Редактор издательства Т. Е. Черешнева
Технический редактор Ф. П. Мельниченко
Корректор И. М. Борейша
Переплет художника Ф. Ю. Элинбаума
Сдано в набор 19/VIII 1974 г. Подписано к печати 29/XI 1974 г. Т-19368
Формат 84хЮ81/32. Бумага типографская № 3. Усл. печ. л. 12,18
Уч.-изд. л 12,86. Цена 59 к. Заказ 1205. Тираж 45 000 экз.
Издательство «Машиностроение»,
107885, Москва, Б-78, 1-й Басманный пер., 3
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10
«МАШИНОСТРОЕНИЕ»