/





Text
Юбиляры Приволжской магистрали
Эффективность сверхдлинных плетей
Скрепления для стрелочных переводов
Управлять надежностью пути
Старогодным материалам вторую жизнь
Прочти вслух
ПОЗДРАВЛЯЕМ!
Почти 12 лет руководит коллективом Петроза-
водской дистанции пути Октябрьской магистрали
Михаил Васильевич Мастафанов. Свою судьбу с
этим предприятием он связал еще тридцать лет на-
зад. Тогда, после окончания Петрозаводского желез-
нодорожного техникума, трудился монтером пути,
дорожным мастером, старшим дорожным мастером.
Потом почти пять лет работал заместителем началь-
ника Кондопожской дистанции, а в 1985 г. стал за-
местителем начальника отдела пути Петрозаводско-
го отделения дороги. Год спустя он возглавил петро-
заводских путейцев. (Продолжение см. на с. 12.)
ОРГАН МИНИСТЕРСТВА
ПУТЕЙ СООБЩЕНИЯ
Российской Федерации
УЧРЕДИТЕЛИ:
МПС России, РИТОЖ
Научно-популярный
производственно-технический
журнал
Издается с января 1957 г.
(с 1936 г. выходил под
названием «Путеец»)
Главный редактор А.И.РАТНИКОВ
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
В. В. ВИНОГРАДОВ, В. Н. ЕГОРОВ,
В.Б. КАМЕНСКИЙ, В. М. КОМБАРОВ,
С. В. ЛЮБИМОВ, отв. секретарь —
зам. главного редактора,
Ю. Н. МАЙ Б О РОДА, Н. В. МИХЕЕВ,
И. К. МОНАХОВ, А.Н. НИКУЛИН,
В. И. НОВАКОВИЧ, О.А. ПАШЕНЦЕВА,
С. А. РАБЧУК, В.Г.РЯСКИН, зам.
главного редактора, В. Т. СЕМЕНОВ,
В. С. ТАБАКОВ, Л. Ф. ТРОИЦКИЙ,
Н. П. ХОЛОДКОВА, В. Н. ЧИКИН,
В.А.ЯКОВЕНКО
Атращенкова М.В- — Конкурс мастерства.........2
Традиции путейцев..............................3
Ермаков В.М. — Эффективность удлинения рельсовых
плетей.........................................7
Титаренко М.И., Хвостик М.Ю. — Скрепления для
стрелочных переводов..........................10
Лысюк В.С- — Управлять надежностью бесстыкового
пути..........................................13
Повторное использование материалов верхнего
строения пути на Октябрьской магистрали.......20
П рочти вслух
Бахро Н.П. — Ретивый вагон....................26
РЕДАКЦИЯ
И. Ю. КОВАЛЕВ, Н. И. КУЛИКОВА,
А. Г. ПЯТАКОВА, Н.Е.РАТНИКОВА
Телефоны отделов
Экономики, научных исследований,
сварки и промышленного транспорта —
262-34-85;
Промышленных предприятий,
капитального ремонта пути и охраны
труда — 262-73-42;
Искусственных сооружений и земляного
полотна — 262-67-33;
Текущего содержания пути,
организации труда — 262-00-56;
Защитных лесонасаждений,
дефектоскопии, социальных проблем и
консультаций — 262-67-33;
Для справок — 266-11 -02.
Хроника..........................................28
1 .... М HI IIIIMW II III I» И ..M.I »,
Иванов П.С., Малов Е.В., Кулемин В.Н. — Уста-
лостное разрушение рельсов бесстыкового пути......29
Специальные средства сигнализации на переездах ....32
Изменения и дополнения в Положение о знаке
«Почетному железнодорожнику»......................33
Словарь страховых терминов.......................35
Выпов И.Г. — История электрической сварки и резки
металлов........................................ 36
Адрес редакции
107228, г. Москва, ул. Новорязанская, д.12
Телеграфный адрес: Москва, РЖ Путь
Свидетельство о регистрации
№ 015270 от 19.09.96
Сдано в набор 16.03.98.
Подписано в печать 06.04.98.
Формат 60 х 84 1/8. Офсетная печать.
Усл. печ. л. 4,9. Уч.-изд. л. 8,25.
Усл. кр.-отт. 11,27.
Заказ 65.
Отпечатано в «МК-ПОЛИГРАФ»
107082, г. Москва, Переведеновский
пер., д. 21.
На обложке
Первая страница — На магистралях России
Фото В.Г.Ряскина
© «Путь и путевое хозяйство», 1998 г.
1
КОНКУРС
МАСТЕРСТВА
Служба пути Свердловской дороги провела в
Екатеринбурге конкурс мастерства среди лучших
экипажей ВПР и ВПРС с Пермского, Свердловс-
кого и Нижне-Тагильского отделений дороги, а
также из Путевых дорожных мастерских. В условия
состязания входили выполнение плана выработки
путевых машин за сезон, проверка теоретических
знаний и практических навыков механика. Первый
день участники, сидя перед компьютерами в
Уральской Государственной Академии путей со-
общения (УРГАПСе) должны были быстро и пра-
вильно ответить на пятнадцать вопросов по ПТЭ,
сигнализации, движению и маневровой работе,
охране труда и материальной части машин. Лучше
других зарекомендовал себя один из самых моло-
дых конкурсантов — помощник машиниста Тю-
менской дистанции пути С.Белкин, чем помог
своему экипажу в командном зачете первого этапа
получить наибольший балл.
На следующий день механики демонстрирова-
ли свое умение управлять машинами при выправ-
ке 100-метрового участка пути, выделенного для
этой цели на станции Свердловск-сортировоч-
ный. Результаты прохода ВПР оценивала комис-
сия, которая учитывала также слаженность дей-
ствий членов экипажа. В соревновании не было
равных экипажу С.Мухина, А.Рудакова и Е.Каре-
лина Дружининской дистанции пути, руководи-
мому С.В.Харитоновым. Правда, у этой команды
было некоторое преимущество перед соперника-
ми: классность механики доказывали на своей
машине, которую содержат в отличном техни-
ческом состоянии. Высокий профессионализм
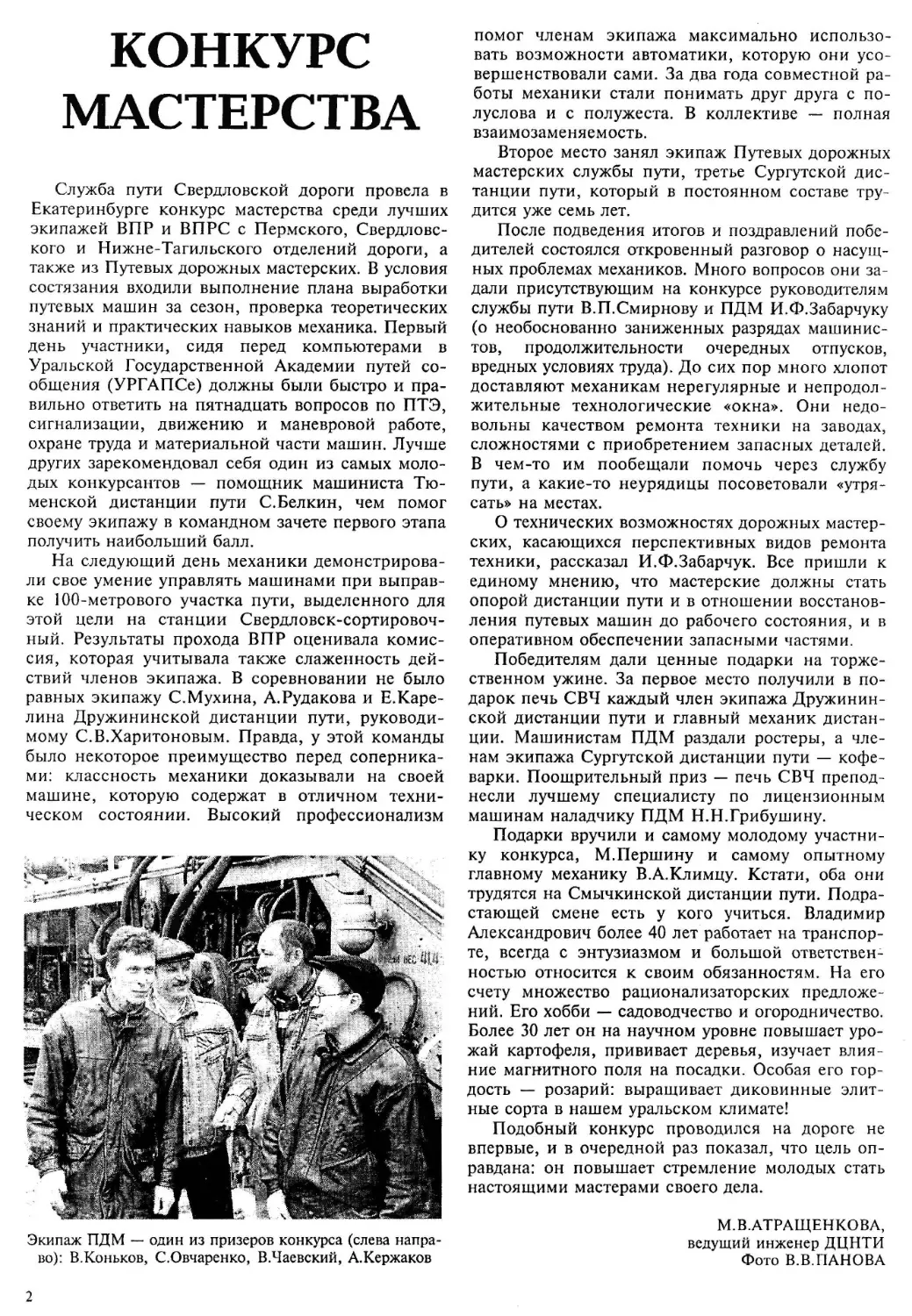
Экипаж ПДМ — один из призеров конкурса (слева напра-
во): В.Коньков, С.Овчаренко, В.Чаевский, АКержаков
помог членам экипажа максимально использо-
вать возможности автоматики, которую они усо-
вершенствовали сами. За два года совместной ра-
боты механики стали понимать друг друга с по-
луслова и с полужеста. В коллективе — полная
взаимозаменяемость.
Второе место занял экипаж Путевых дорожных
мастерских службы пути, третье Сургутской дис-
танции пути, который в постоянном составе тру-
дится уже семь лет.
После подведения итогов и поздравлений побе-
дителей состоялся откровенный разговор о насущ-
ных проблемах механиков. Много вопросов они за-
дали присутствующим на конкурсе руководителям
службы пути В.П.Смирнову и ПДМ И.Ф.Забарчуку
(о необоснованно заниженных разрядах машинис-
тов, продолжительности очередных отпусков,
вредных условиях труда). До сих пор много хлопот
доставляют механикам нерегулярные и непродол-
жительные технологические «окна». Они недо-
вольны качеством ремонта техники на заводах,
сложностями с приобретением запасных деталей.
В чем-то им пообещали помочь через службу
пути, а какие-то неурядицы посоветовали «утря-
сать» на местах.
О технических возможностях дорожных мастер-
ских, касающихся перспективных видов ремонта
техники, рассказал И.Ф.Забарчук. Все пришли к
единому мнению, что мастерские должны стать
опорой дистанции пути и в отношении восстанов-
ления путевых машин до рабочего состояния, и в
оперативном обеспечении запасными частями.
Победителям дали ценные подарки на торже-
ственном ужине. За первое место получили в по-
дарок печь СВЧ каждый член экипажа Дружинин-
ской дистанции пути и главный механик дистан-
ции. Машинистам ПДМ раздали ростеры, а чле-
нам экипажа Сургутской дистанции пути — кофе-
варки. Поощрительный приз — печь СВЧ препод-
несли лучшему специалисту по лицензионным
машинам наладчику ПДМ Н.Н.Грибушину.
Подарки вручили и самому молодому участни-
ку конкурса, М.Першину и самому опытному
главному механику В.А.Климцу. Кстати, оба они
трудятся на Смычкинской дистанции пути. Подра-
стающей смене есть у кого учиться. Владимир
Александрович более 40 лет работает на транспор-
те, всегда с энтузиазмом и большой ответствен-
ностью относится к своим обязанностям. На его
счету множество рационализаторских предложе-
ний. Его хобби — садоводчество и огородничество.
Более 30 лет он на научном уровне повышает уро-
жай картофеля, прививает деревья, изучает влия-
ние магнитного поля на посадки. Особая его гор-
дость — розарий: выращивает диковинные элит-
ные сорта в нашем уральском климате!
Подобный конкурс проводился на дороге не
впервые, и в очередной раз показал, что цель оп-
равдана: он повышает стремление молодых стать
настоящими мастерами своего дела.
М.В.АТРАЩЕНКОВА,
ведущий инженер ДЦНТИ
Фото В.В.ПАНОВА
2
ТРАДИЦИИ ПУТЕЙЦЕВ
На протяжении последних трех лет путей-
цы Приволжской магистрали отпраздновали
несколько юбилеев, что говорит о глубоких
традициях коллективов.
Арчединской дистанции пути исполнилось
125 лет. Летом 1869 г. земству Борисоглебского
уезда Тамбовской губернии была высочайше да-
рована концессия на строительство железной до-
роги от Борисоглебска до Царицына. Почти через
год открыли движение поездов от Борисоглебска
до Филонове, а через полгода пассажирский по-
езд, покрывший расстояние в 374 версты, прибыл
в Царицын. Вскоре стали курсировать и грузовые
поезда, первые составы пошли по ветке Алексико-
во—Урюпино.
За прошедший период Арчединская дистанция
много раз меняла свои границы на участке Пово-
рино—Волгоград, но оставалось главное — трудо-
вой энтузиазм людей, которые обслуживали вве-
ренные им километры. Именно они в меру своих
сил и возможностей поддерживали славные тра-
диции предприятия. Путейцы с честью выдержали
годы революции, гражданской и Великой Отече-
ственной войн.
Неоценим подвиг Арчединских путейцев в годы
Отечественной войны. Летом и осенью 1942 г.
вражеские самолеты бомбили железную дорогу
почти ежедневно. В сложных условиях бригада
под руководством дорожного мастера В.М.Соро-
кина восстанавливала растерзанную колею, ре-
монтировала стрелочные переводы, меняла шпа-
лы. Когда станционные пути все же были разне-
сены на куски, путейцы в короткий срок уложили
новый обводной участок по улице Народной и
Спартаковской г. Фролово. Десятки километров
рельсов под непрерывным огнем врага им при-
шлось поменять за время Сталинградской битвы.
Сейчас дистанция пути проходит через пять
районов Волгоградской области — Фроловский,
Михайловский, Новоаннинский, Новониколаевский,
Урюпинский — это 265 км московского направле-
ния. С 1972 г. путь усилили, уложив рельсы Р65,
что позволило увеличить скорость движения поез-
дов до 100 км/ч. В 1984—1986 гг. в технологичес-
кие цепочки включили машины тяжелого типа
ВПР-1200, ВПР-02, ПМГ. Коллектив дистанции по-
стоянно содержит путь с балльной оценкой 85
единиц и особое внимание уделяет безопасности
движения поездов. Все дорожные мастера, брига-
диры пути регулярно занимаются на курсах повы-
шения квалификации при Волгоградском технику-
ме железнодорожного транспорта.
В настоящее время коллективом дистанции
пути руководит Н.И.Коробкин. Он с честью не-
сет эстафету, доставшуюся ему от предшествен-
ников К.К.Щедова, А.В.Черкасова, Д.Н.Павленко,
А.Н.Юферова. На предприятии сохраняется пре-
емственность поколений. Например, С.А.Коробов
идет по стопам своих деда и отца, на станции
Алексиково работает династия братьев Лапте-
вых — Виктор, Николай, Александр.
Еще один юбиляр с таким же стажем — Аткар-
ская дистанция пути. В 1871 г. она обслуживала
однопутный участок дороги длиной 122 км. В меха-
нических мастерских предприятия, где имелись тис-
ки, точило, кузнечные горны с мехами восстанавли-
вали деревянные и железные лопаты, маховые под-
бойки, молотки, декселя, топоры и деревянные ваги.
Вначале материалы и инструмент перевозили на
вагонетках или лошадях, затем появились шестере-
ночные дрезины и дрезины-качалки.
Штат дистанции пути состоял из начальника,
его помощника, дорожных мастеров, бригадиров,
путевых и переездных сторожей, пяти штатных пу-
тевых рабочих. Текущее содержание и ремонт
пути, очистку его от снега и подготовку к пропуску
весенних вод выполняли «поденные» под руковод-
ством бригадира и штатных рабочих.
В 1893—1896 гг. построили линии Аткарск—
Вольск и Красавка—Баланда, имевшие большое
значение для сбыта цемента Вольских заводов и
продукции сельского хозяйства. В 1896 г. дистан-
ция имела 160,8 км развернутой длины главных
путей, 34,32 км станционных и 112 стрелочных пе-
реводов.
С 1921 г. на предприятие стали поступать но-
вые рельсы и стрелочные переводы типа ll-а. По
инициативе лесовода А.А.Ходжаева с 1923 г. от
Саратова до Ртищево начали сажать деревья и ку-
старники в заносимых местах. К 1929 г. рельсы на
всем протяжении главных и приемо-отправочных
путей уложили на подкладки, эпюру шпал на глав-
ном ходу довели до 1440 шт/км.
В 1928 г. под руководством и по чертежам
старшего мастера Аткарской дистанции пути
С.Н.Попова в Саратовских вагонных мастерских
собрали первый двухпутный снегоочиститель ва-
гонного типа, принятый НКПС за образец. В 1929—
1933 гг. для ликвидации угона пути в мастерских
стали изготавливать клиновые противоугоны из
старых подкладок, кроме того, там восстанавлива-
ли сломанные и изношенные накладки, подкладки,
костыли, болты, ремонтировали шпалы, перевод-
ные и мостовые брусья. За самоотверженный
труд в годы войны 17 путейцев наградили знаком
«Почетному железнодорожнику».
В 1944 г. дорожный мастер станции Огибановс-
кий П.П.Алимпиев впервые на сети дорог предло-
жил внедрить технологию подъемочного ремонта
пути. С 1950 г. на дистанции начали укладывать
рельсы Р43. На вооружение путейцев поступили
новые механизмы: ЖЭС-4, 5; ЖЭС-2, шпалоподбой-
ки, электрорезные и сверлильные станки, дефектос-
копные и путеизмерительные тележки, съемные
дрезины. К 1965 г. участки подготовили к переводу
движения на тепловозную тягу. С 1975 г. начали
внедрять бесстыковой путь. На участке Благодат-
ка—Кологривовка, Красавка—Кал ин и нск и Аткарск—
Сенная уложили рельсы Р65 и Р50 вместо Р43.
Протяженность всех обслуживаемых путей сей-
час составляет 559,8 км из них: главные пути —
448,7 км, станционные — 81,6 км, подъездные —
29,5 км, на щебне — 250 км, на асбесте — 195,9 км.
В пути лежат 397 стрелочных переводов, в том
числе с подвижным сердечником — 22 шт, обору-
з
дованных ЭЦ — 263 шт (на главных путях — 130 шт,
приемо-отправочных — 80 шт). Более двухсот
стрелочных переводов оборудовали пневмообдув-
кой. Дистанция обслуживает 68 переездов и 185
искусственных сооружений. Оснащена двумя ма-
шинами тяжелого типа Р-2000 и ВПР-1200, дрези-
нами ДГК*, МПТ и АГД, что значительно уменьшило
количество ручных работ.
Успешно преодолевая трудности, постоянно
добиваются высоких производственных показате-
лей старшие дорожные мастера В.П.Герасимов,
В.А.Подгорнов, дорожный мастер А.Я.Мансапов,
бригадир пути М.Т. Ипполитов, монтер пути
В.Г.Гладченко.
Привольская дистанция пути отметила 60-
летний юбилей. Она была создана по приказу на-
чальника Рязано-Уральской железной дороги «Об
изменении административного деления дороги по
службе пути» № 303 от 20.12.1936 с развернутой
длиной главных путей 173,6 км. После строитель-
ства в 1944 г. новой линии Трофимовский-ll—Сен-
ная, протяженностью 124,3 км, ее границы значи-
тельно расширились. В 1970—1971 гг. созданы
новые станции: Вольск-Il, Клены, Терса, а в 1975 г.
к дистанции присоединили вновь построенный
участок Громово—Сенная. Со второй половины
70-х годов в связи с увеличением объема перево-
зок началась реконструкция путей и станций. Тог-
да появились двухпутные вставки на участке Сара-
тов—Сенная. В 1984—1985 гг. уложили вторые
пути на направлениях Саратов—Сенная и Сенная—
Линево, а также реконструировали второй парк
Сенная-транзитный, станции Сенная и Шиханы-
Новые. Одновременно удлиняли станционные
пути, возводили производственные здания на
станциях Вольск-II, Сенная и Сухой Карабулак, для
семей железнодорожников строили жилье.
Работники Привольской дистанции пути посто-
янно внедряли передовые методы труда. Нередко
сами были инициаторами новых методов. Так, в
годы войны путевой обходчик Ф.И.Андреев вмес-
те с женой и внуками изготавливал снеговые
щиты, колья, самостоятельно устанавливал щито-
вой забор и очищал кюветы. Закрепленные за ним
два километра пути Андреев полностью подгото-
вил к зиме и вместе с членами своей семьи очи-
щал весь участок.
По инициативе путеобходчика Пшебельского
освоили новый кооперативный метод оздоровле-
ния колеи, который заключался в том, что путеоб-
ходчиков объединяли в самостоятельную бригаду
под началом опытного бригадира. На участке пути,
где эта бригада занималась текущим содержани-
ем, уже не было необходимости делать ремонтные
работы, что значительно сокращало расходы на
оздоровление колеи. Состояние километров, об-
служиваемых таким образом, оценивалось всегда
в ноль баллов. За внедрение метода Пшебельско-
го наградили знаком «Отличный путеец». В конце
80-х годов оборудовали устройствами электро-
обогрева стрелочные переводы, ввели в строй ав-
томатические станции пневмообдувки. В 1990 г. на
однопутных участках Саратов—Сенная и Сенная—
Линево уложили второй путь, на котором устано-
вили автоблокировку. Через четыре года на стан-
ции Сенной ввели в эксплуатацию ангар, гараж,
бытовые помещения.
В настоящее время на дистанции много внима-
ния уделяют экономии трудовых и материальных
ресурсов, проводят мероприятия, снижающие экс-
плуатационные расходы: укладывают крестовины
с непрерывной поверхностью катания, применяют
ресурсосберегающие технологии, монтируют луб-
рикаторы, следят за потреблением электроэнер-
гии. На предприятии есть две выправочно-подби-
вочно-рихтовочные машины, балластоуплотнитель,
два снегоуборщика, четыре снегоочистителя.
ПМС-50, дислоцированной на станции Бугаев-
ка, тоже исполнилось 60 лет. Ее организовали по
указанию МПС в 1936 г. для ремонта пути и зем-
ляного полотна. Первым руководителем предпри-
ятия назначили М.П.Ожигова. Коллектив состоял
из 500 чел. Тогда ПМС имела на вооружении путе-
вые струги, балластеры, компрессоры, передвиж-
ные электростанции, сварочные агрегаты, авто-
транспорт и путевой инструмент.
За 1936—1940 гг. ПМС-50 реконструировала 90 км
пути, капитально обновила — 215 км, а также выпол-
нила большой объем среднего ремонта и оздоров-
ления земляного полотна. Сначала рельсошпальную
решетку укладывали «раздельным» способом: в
первое «окно» заменяли рельсы, во второе — шпалы,
в третье — загрязненный балласт. При такой техно-
логии многие операции (расшивку и зашивку пути,
его выправку и т.д.) приходилось выполнять нео-
днократно. Позднее перешли на новый «комплекс-
ный метод». В одно «окно» убирали старогодные
рельсы и шпалы, укладывали новые, сболчивали
рельсы в плети, зашивали и выправляли путь. Рабо-
чих расставляли «позвенно». Шло время, и этот спо-
соб уступил место поточному, с помощью путеук-
ладчиков. Отдельные операции последовательно
выполняли специализированные бригады.
На предприятии активно внедряли технические
и конструктивные новшества, базирующиеся на
последних достижениях научно-технического про-
гресса, четко следовали технической политике
МПС рельсы Р50 заменяли на Р65 и Р75, «сырые»
— на термоупрочненные, песчаный балласт — на
щебеночный). В связи с ростом грузопотока с
1969 г. стали укладывать вместо деревянных шпал
железобетонные, бесстыковой путь. В семидеся-
тые годы ПМС-50 в среднем в сезон укладывала
по 80 км решетки, а средним ремонтом оздоравли-
вала по 15 км. К 1993 г. построили звеносбороч-
ную базу на станции Багаевка, щебеночный склад
на станции Анисовка, административное здание,
механические мастерские, гараж, заправочную
станцию, трансформаторную подстанцию, две ко-
тельные, жилые дома общей площадью 7000 м2, в
которых проживают 124 семьи. Коллектив пред-
приятия помогал возводить здания школы № 16
для 464 учеников и детского сада № 49 на 90
мест.
В настоящее время станция обеспечена совре-
менной техникой: путеукладочными кранами,
ЩОМ-4М, ВПО-ЗООО, РОМ, СМ-2, стреловым
(КЖДЭ) и козловым кранами, бульдозером, экска-
ватором, автогрейдером, грузовыми автомашина-
ми, автобусами для перевозки рабочих.
Есть еще очень надежное предприятие на При-
волжской дороге — Ершовский опытный завод
путевых машин. В 1946 г. создали дорожные ма-
стерские для того, чтобы ремонтировать путевые
4
машины тяжелого типа, съемный и несъемный мо-
торно-рельсовый транспорт, изготавливать малые
механизмы, инструмент и противоугоны. Там же
предусмотрели механический и кузнечный цеха,
электроцех, помещение для ремонта электрообору-
дования, электросварочную, кладовую для продук-
ции кузнечного цеха. Кроме того, построили гараж,
погрузо-разгрузочную горку, подъездные пути, ко-
тельную, помещение для литья бронзы, кладовую
хранения материалов и запасных частей, электри-
ческую подстанцию с трансформатором на 180 кВа,
водопровод, помещение конторы и проходную.
В 1951 г. на должность начальника дорожных
мастерских назначили инженер-лейтенанта А.Г.Си-
дельникова, который внес огромный вклад в ста-
новление и развитие предприятия. По его инициа-
тиве квалифицированные мастера И.И.Терешин,
П.С.Ермолаев, М.И.Ершов, К.М.Залешиков, Г.А.Суб-
боткин механизировали многие трудоемкие про-
цессы производства. В то время мастерские в ос-
новном специализировались на выпуске противо-
угонов, которых в 1954 г. изготавливали до 120 тыс.
в месяц. Параллельно осваивали еще 7—8 видов
новой продукции.
В 1971 г. сдали в эксплуатацию новый цех для
ремонта путевых машин тяжелого типа общей
площадью 1670 м2, с двумя подъездными путями,
смотровыми канавами и мостовым краном грузо-
подъемностью 20 тс. В рабочих помещениях уста-
новили девять кран-балок и два 5-тонных козло-
вых крана. На территории завода уложили подкра-
новые пути длиной 50 м, смонтировали кран-балки
грузоподъемностью 5 тс и магнитную плиту. Тог-
да же заложили фундамент более мощной под-
станции. Основательно реконструировали и куз-
нечный цех, где соорудили печь непрерывного
действия с гидравлическим толкателем на жид-
ком топливе, смонтировали специальный пресс
для ломки рельсов и новый двухвалковый прокат-
ный стан, установили два молота по 150 кгс и
один 500 кгс, и пресс мощностью 300 тс. Благода-
ря такому обновлению, стали изготавливать по
1800 тыс. пружинных противоугонов в год. Значи-
тельно оживилась работа мастерских, когда орга-
низовали экспериментальную бригаду под нача-
лом А.Ю.Островского. За активную новаторскую
деятельность А. Г. Сидельникова пригласили на
Всесоюзное совещание изобретателей и рацио-
нализаторов в Кремлевский Дворец съездов.
Количество техники на дороге увеличивалось,
и мастерские надо было модернизировать. С
1971 по 1985 гг. реконструировали здание старо-
го корпуса, построили мощную котельную, меха-
но-сборочный цех площадью 1700 м2, получили
более 100 единиц нового оборудования. Даже в
этот напряженный период не забывали о людях.
Для работников мастерских построили четыре
27-квартирных дома со всеми удобствами. В ре-
зультате в два раза больше стали ремонтировать
путевых машин, освоили несколько видов восста-
новления новой техники, в том числе лицензион-
ных машин типов ВПР и ВПРС. Ремонт, как один
из видов номенклатуры, занял доминирующее ме-
сто в производственно-финансовом плане мас-
терских. Кроме того, наладили выпуск станков
УДС, портальных кранов, гайковертов, поточных
линий для сварки рельсошпальной решетки на
базе ПМС, рельсорезных станков, машин для за-
мены стрелочных переводов.
Постановлением Совета министров СССР
№ 14581-10-11 от 01.01.85 и указанием МПС
№ 7-529 от 01.01.86. Дорожные ремонтно-ме-
ханические мастерские реорганизовали в Ер-
шовский опытный завод путевых машин.
Большой вклад в развитие мастерских и пре-
вращение их в завод внесли командиры произ-
водства — В. Г. Пл охов — мастер по ремонту путе-
вых машин, В.И.Кургалиев — энергетик, П.Е.Радио-
нов, П.С.Ермолаев, А.В.Слабковская, А.И.Шнырев,
В.П.Кузнецов, В.С.Бурыкин, В.С.Жуков, А.Н.Краснов,
Г.А.Леонов, А.В.Громов и многие другие. Мастер
кузнечно-термического цеха А.Н.Замятин и токарь
механического цеха А.В.Жуков — почетные желез-
нодорожники.
Юбилеи — это подведение итогов многолетней
деятельности предприятий. Но дальнейшее разви-
тие каждого из них — дело будущего. Какая бы
совершенная техника не поступила на дорогу, ка-
кие бы новые технологии не появились, оживлять
их придется людям. Поэтому такое большое вни-
мание на линии уделяют подготовке высококвали-
фицированных мастеров производства.
Отдел управления персоналом Саратовского
отделения дороги постоянно следит за подготов-
кой кадров массовых профессий. Для этой цели в
учебных заведениях создана материальная база,
которую постоянно совершенствуют и развивают.
При Саратовском филиале Российского государ-
ственного открытого технического университета
путей сообщения (РГОТУПС) образованы группы, в
которых готовят специалистов по специальностям
«Бухгалтерский учет и аудит», «Управление персо-
налом» и «Путь и путевое хозяйство» за 2,5 года, а
средне-технического за 4,5.
Одновременно с заочной формой обучения в
университете введена дневная, в частности по
специальности «Путь и путевое хозяйство». Кроме
того, инженеры могут повысить свою квалифика-
цию по 16 специальностям, что позволяет руково-
дителям производства быть в курсе всех после-
дних нововведений, внедряемых на дороге.
В Саратовском железнодорожном техникуме
готовят выпускников по семи направлениям, в том
числе техническому обслуживанию и ремонту пути,
бухгалтерскому учету, контролю и анализу хозяй-
ственной деятельности. В Саратовской дорожной
технической школе подготавливают, переподготав-
ливают и повышают квалификацию кадры массо-
вых профессий по 31 специальности непосред-
ственно для Приволжской магистрали.
Техническое обучение на предприятиях Сара-
товского отделения дороги ведется в соответ-
ствии с «Положением о технической учебе работ-
ников на предприятиях и в организациях железно-
дорожного транспорта». Для этого созданы спе-
циальные кабинеты. Техническую учебу во всех
отделах контролируют ответственные исполните-
ли. Ежеквартально на каждом предприятии руко-
водители отделов проверяют знания слушателей.
На всех дистанциях пути технические кабинеты
оснащены макетами светофоров, перекрестных
стрелочных переводов, рельсовых стыков и попе-
речных разрезов земляного полотна, плакатами по
ограждению места работ, стендами для заземле-
ния устройств. На Саратовской дистанции пути
установлен тренажер по дефектоскопии рельсов.
Посещение занятий учитывают в специальных
журналах с указанием изучаемой темы и количе-
ства присутствующих.
Волгоградский техникум железнодорожного
транспорта основан в 1948 г. С самого начала
там готовили техников-путейцев. Техникум имеет
лицензию на подготовку специалистов по многим
специальностям, в том числе «Техническое обслу-
живание и ремонт железнодорожного пути», а
также кадров массовых профессий (бригадиров
пути и дорожных мастеров) и повышение их ква-
лификации.
В учебном процессе задействованы 46 препо-
давателей. На дневном отделении учатся 683 сту-
дента, заочном — 429. Техникум работает по гра-
фику, составленному на основании действующих
учебных планов. По всем предметам имеются про-
граммы, утвержденные управлением кадров и
учебных заведений МПС. В техникуме действуют0
педагогический и методический советы, а также
шесть цикловых комиссий. Преподаватели разра-
батывают методики проведения уроков, учебные
программы и составляют учебные пособия, уча-
ствуют в деятельности методических объединений
Волгоградской области, внедряют новые педагоги-
ческие технологии, формы и методы обучения,
средства активизации познаний студентов, следят
за их творческой направленностью. На уроках при-
меняют видеотехнику, деловые игры, карточки об-
ратной связи (по опыту Шаталова). Часть занятий
проходит непосредственно на производстве.
В сентябре каждого года составляют план про-
фориентации, в котором указывают распределе-
ние школ города Волгограда, железнодорожных
школ с линии, предприятий Волгоградского и Аст-
раханского отделений дороги. Профориентацию в
городских школах проводят преподаватели обще-
образовательного цикла, а на предприятиях и в
железнодорожных школах — профилирующего.
Заведующие отделениями, председатели цик-
ловых комиссий, преподаватели спецпредметов
установили тесные связи с руководителями пред-
приятий, инженерно-техническими работниками
дистанций пути и ПМС Волгоградского отделения
дороги. Они оперативно трудоустраивают студен-
тов, систематически проверяют, насколько целе-
направленно они проходят практику, достаточно
ли осознанно приобретают рабочие профессии
(монтеров пути 2—3 разрядов и др.).
Кабинет «Техническая эксплуатация железных
дорог и безопасность движения» оснащен макета-
ми, моделями, стендами, натурными образцами,
комплектами плакатов, видеотехникой, учебными
видеофильмами, диапроектором с диафильмами,
нормативной документацией. Вопросы обеспече-
ния безопасности движения включены в диплом-
ное проектирование, курсовые работы и произ-
водственную практику.
Учебный процесс интенсивно компьютеризиру-
ют. В техникуме оборудована лаборатория «Вы-
числительная техника». Машинное время на одно-
го студента дневного отделения — 20 ч.
Руководители предприятия отмечают, что вы-
пускники техникума — достаточно грамотные спе-
циалисты и легко управляют новой техникой, уме-
ют реально оценить технологическую и экономи-
ческую ситуацию, обладают навыками организа-
торской и управленческой деятельности.
(По материалам информационных выпусков ДЦНТИ дороги)
Письмо в редакцию
Недостатки шаблона конструкции АОЗТ «ИЗМЕРОН»
На Саратовскую дистанцию пути Приволжской дороги
шаблоны этой конструкции стали поступать с 1995 г. и, к
сожалению, все они имеют конструктивные недостатки.
Самый серьезный из них, это то, что хотя при горизон-
тальной поверхности опорных частей высота мерительных
губок упоров и составляет 13 мм, но при установке шаблонов
на рельсы с подуклонкой (а ее нет только на стрелочных пе-
реводах, и то не на всех), ширина колеи измеряется на уровне
лишь 8—9 мм от поверхности катания головки рельса. В ре-
зультате ширина колеи оказывается больше на 3—4 мм. Пу-
тейцам нет необходимости пояснять, к чему может привести
такой контроль.
И а мой взгляд, шаблон АОЗТ «Измерон» должен иметь либо
подуклонку опорных поверхностей 1:20, либо длину мерительных
губок 16 мм при горизонтальной опорной поверхности.
Второй недостаток: длина измерительной губки подвиж-
ной опоры для определения расстояния между рабочими граня-
ми контррельса и усовика крестовины должна быть 35 мм,
как у шаблонов типа ЦУП, а не 40 мм. Из-за ее малого хода
иногда невозможно проверить критические расстояния в кре-
стовинах при ширине желобов 44 мм и определить, есть ли
небольшие наплывы металла на поверхности катания сердеч-
ника и усовика крестовины с учетом допусков.
Следующий недостаток: база ампулы уровня короткая, из-
за чего трудно быстро добиться остановки ее пузырька в
среднем положении, что искажает точность измерения. Сле-
дует увеличить длину ампулы и базу колодки уровня.
Кроме того, необходимо шкалу подвижной каретки для
проверки ординат крепить винтами или штифтами, а не кле-
ем. Качество последнего плохое, шкала быстро отваливается
и, как правило, теряется. И последнее мое замечание к конст-
рукции шаблона фирмы «Измерон»,— это его плохая устойчи-
вость при определении параметров пути (достаточно убрать
руки с рукоятки— он на рельсах не держится).
Мне кажется, что при устранении перечисленных недо-
статков шаблон будет вполне хорошим прибором. Видимо, со
мной согласятся и путейцы других дистанций сети дорог. К
сожалению, в последние годы стало меньше поступать на дис-
танцию измерительных инструментов и приборов: метровые
металлические линейки, зазорники, рулетки с лентой длиной 25
м и др.
Считаю, что и в сегодняшних условиях такие инструмен-
ты для путейцев должны изготавливаться и поставляться
централизованно по заявкам службы пути.
г. Саратов
И.П.ДОРОНИН, зам. начальника
дистанции пути
6
ЭФФЕКТИВНОСТЬ УДЛИНЕНИЯ
РЕЛЬСОВЫХ ПЛЕТЕЙ
В.М.ЕРМАКОВ, нач. отдела Департамента пути и сооружений МПС
Теоретически температурно-напряженный ре-
жим работы плетей бесстыкового пути не зависит
от их длины. При достаточном погонном сопро-
тивлении перемещению каждая плеть имеет так
называемые «дышащие» концы, на протяжении ко-
торых силы погонного сопротивления «накаплива-
ются» до величины продольной силы, соответству-
ющей разнице фактической температуры рельса и
температуры его закрепления. Далее плеть оста-
ется неподвижной, какой бы длины она не была.
В развитых странах Запада применяют такой
бесстыковой путь, при котором стрелочные пере-
воды также вваривают в бесконечные плети. «Раз-
рывы» делают, как правило, только на мостах с ус-
тройством уравнительных приборов. Требуемое
погонное сопротивление обеспечивается упруги-
ми промежуточными скреплениями с линейной
зависимостью усилия прижатия от деформации 10
мм и более (NABLA, PANDROL, VOSSLOH и др.).
Они не нуждаются в дополнительном обслужива-
нии и надежно прижимают подошву рельса к ос-
нованию.
На высокоскоростных участках TGV, INTERCITY
и других системы сигнализации и автоблокировки
работают без традиционных рельсовых цепей с
изолирующими стыками. Тем не менее на путях,
уложенных ранее, такие стыки есть, но без уравни-
тельных пролетов, так как сопротивление сдвигу в
них достаточно для восприятия температурных и
тормозных сил. Наиболее распространены клее-
болтовые стыки, которые изготавливают с корот-
кими (от 3 м) кусками рельсов, а затем вваривают
в плети. Имеются высокопрочные изостыки, кото-
рые собирают непосредственно в пути или рядом
с ним с последующим ввариванием в плети. Со-
противление таких стыков сдвигу на железных до-
рогах Западной Европы составляет 1,6—1,8 МН,
чего для бесстыкового пути с надежными упруги-
ми скреплениями в более мягком, нежели в Рос-
сии, климате оказывается достаточно. Плети вво-
дят в расчетный температурный интервал в основ-
ном при помощи гидравлических устройств.
На Российских железных дорогах, напротив,
средняя длина плетей около 500 м, уравнительных
пролетов — около 40 м и «дышащих» концов пле-
тей — по 50 м с каждой стороны. Поэтому отноше-
ние протяженности средних частей плетей, где
уровень динамического взаимодействия пути и
подвижного состава наименьший, к протяженности
зон уравнительных пролетов и «дышащих» концов
составляет 3:1. В этих зонах выход из строя эле-
ментов верхнего строения значительно больше:
рельсов — в 10—12 раз, подкладок — в 2 раза, на-
шпальных и подрельсовых прокладок — в 1,8—2,2
раза, пружинных шайб — в 1,8 раза. А затраты на
текущее содержание достигают 80% общих затрат
на содержание бесстыкового пути.
До последнего времени широкое применение
«сверхдлинных» плетей сдерживалось следующи-
ми причинами: несовершеством промежуточных
скреплений типа КБ; необходимостью обеспечить
работу автоматической сигнализации и автобло-
кировки; сложностью введения плетей в расчет-
ный температурный интервал; технологией ремон-
тов пути.
Одно из важнейших условий безотказной рабо-
ты бесстыкового пути — создание необходимого
погонного сопротивления перемещению рельсов
относительно шпал или рельсов вместе со шпала-
ми относительно балласта. Сдвиг рельсошпаль-
ной решетки относительно балластного слоя про-
исходит редко и может возникать при значитель-
ных отступлениях от нормативов в очертании бал-
ластной призмы и степени ее уплотнения. Пере-
мещению рельсов относительно шпал препятству-
ют клеммы, а при скреплении КБ65 — еще заклад-
ные болты. Скрепление КБ надежно «сопротивля-
ется» уширению колеи и раскантовке рельсов, но
требует значительных затрат труда на периоди-
ческое подтягивание гаек клеммных и закладных
болтов — 25—30% общих затрат на текущее со-
держание бесстыкового пути. При грузонапряжен-
ности примерно 40 млн. т*км брутто на 1 км в год
в течение года их нужно как минимум 2 раза под-
тягивать в середине плетей и 3 раза — на концах
и уравнительных рельсах. При нарушении этой
периодичности или низкокачественной работе на
участках со «сверхдлинными» плетями будут воз-
никать необратимые деформации.
Во многих странах упругие скрепления на же-
лезобетонных шпалах бесподкладочные (PANDROL,
RN, VOSSLOH, NABLA и др.), так как прочности бе-
тона достаточно, чтобы воспринимать нагрузку от
рельса без распределения на большую площадь.
Скрепления, как правило, нераздельные, резьбовых
соединений мало. Такие конструкции хорошо за-
рекомендовали себя в самых различных эксплуа-
тационных условиях.
У нас разработаны и находятся на разных ста-
диях внедрения несколько следующих конструкций
упругих промежуточных скреплений.
Подкладочное скрепление типа КБ с упру-
гими прутковыми клеммами типа ОП 105
(внешне похожи на клеммы типа Ski 12-32 Vossloh).
Ожидаемые сферы применения — линии с высоки-
ми грузонапряженностью и осевыми нагрузками,
кривыми малых радиусов, а также стрелочные пе-
реводы. Эксплуатационные испытания начаты на
Октябрьской дороге, где в 1994 г. заложили три
опытных участка, в том числе участок пути со ско-
ростями 160/80 км/ч и грузонапряженностью 49,2
млн. т • км брутто на 1 км в год и стрелочный пере-
вод на железобетонных брусьях, где скорость по
прямому направлению 100/80 км/ч, а грузонапря-
женность 20 млн. т • км брутто на 1 км в год. К концу
1997 г. максимальная наработка составила 150
2*
7
млн.т груза. Клеммы работают стабильно, сила
прижатия подошвы рельса не уменьшается.
Выпуск прутковых пружинных клемм типа ОП
105 освоен на двух российских предприятиях. В
этом скреплении остается закладной болт с двух-
витковой шайбой, который нужно периодически
подкреплять, хотя он ослабляется с меньшей ин-
тенсивностью, чем клеммный. Одна из основных
причин малоэффективного использования ПМГ
при закреплении закладных болтов — их провора-
чивание из-за разрушения бетонных упоров для
головок болтов в гнездах шпал. Для предотвраще-
ния этого можно установить закладные шайбы
седловинной формы или пластмассовые «коро-
бочки», которые защищают упоры в гнезде шпалы
от разрушения.
Бесподкладочное скрепление с прутковой
пружинной клеммой типа ЖБР-3. Ожидаемые
сферы применения — участки с грузонапряженно-
стью до 40 млн. т* км брутто на 1 км в год, с невы-
сокими средними осевыми нагрузками. Изготов-
лена опытная партия шпал и скреплений на 2 км
пути, которую запланировано уложить на Горьковс-
кой дороге в начале сезона летних работ 1998 г.
Бесподкладочное скрепление с прутковой
пружинной клеммой, условно названное
«ВНИИЖТ-1». Сферы применения — аналогичны
ЖБР-3. Об эффективности можно будет судить
после полигонных испытаний на эксперименталь-
ном кольце ВНИИЖТа, начать которые намечено в
первой половине 1998 г.
Кроме перечисленных, на разных стадиях
разработки и внедрения находятся скрепле-
ния типа БПУ с пластинчатыми упругими
клеммами, анкерные бесподкладочные
скрепления.
В последние годы на участках высокоскорост-
ного движения поездов в странах Западной Евро-
пы для интервального регулирования перевозоч-
ного процесса внедрены точечные каналы, напри-
мер, с использованием балиса (напольное устрой-
ство для передачи радиосигналов на локомотив),
или непрерывные каналы с применением радио-
связи. На отечественных дорогах для этой цели
служат рельсопроводные каналы, при которых
электрические цепи могут быть или с изолирую-
щими стыками, или без них. Из рельсовых цепей,
работающих без изолирующих стыков, наибольшее
распространение получили цепи с тональной час-
тотой, которые начали устраивать в 70-х годах. Их
общая протяженность составляет несколько тысяч
километров. По сравнению с кодовыми они более
чувствительны к обрыву рельсовой нити, лучше за-
щищены от импульсных помех, меньше потребля-
ют энергии. Однако тональные рельсовые цепи
более сложные и нуждаются в более квалифици-
рованном обслуживании. Кроме того, имеется ряд
формальных ограничений на их внедрение.
В связи с этим у путейцев нет выбора, и един-
ственный способ устранения уравнительных рель-
сов — сварка плетей с высокопрочными изолиру-
ющими стыками. За рубежом такие стыки, как пра-
вило, клееболтовые, и требования к их элементам
выше, чем у нас. В отечественных клееболтовых
стыках применяют накладки, полученные методом
проката, что определяет значительные отступле-
ния (до 2,5 мм на длине накладки) по прямолиней-
ности в обеих плоскостях. Зазоры между стенками
отверстий в накладках и рельсах и стыковыми бол-
тами, при условии обеспечения стыкового зазора
10 мм, составляют от 2,5 до 5,5 мм. Поэтому в та-
кой конструкции продольным силам, возникающим
при перепадах температур и воздействии поездов,
противодействуют только силы сопротивления
сдвигу слоя клея (при прочном приклеивании).
Известно, что почти все полимерные клеи тем
лучше склеивают, чем тоньше (до определенных
значений) слой клея. При кривизне накладок до 2,5
мм слой клея по их длине имеет разную толщину,
что снижает общее сопротивление сдвигу. При
оценке нормативного усилия 2 МН следует учиты-
вать, что полимерные композиции «стареют», осо-
бенно под воздействием динамических нагрузок, и
первоначальная прочность клееболтового изолиру-
ющего стыка может уменьшиться на 30—40%.
В ТУ-91 требования к изолирующим стыкам по-
вышены, и усилия сопротивления сдвигу для сты-
ков, ввариваемых в плети без уравнительных про-
летов, должны быть не менее 2,5 МН. Такие стыки,
которые можно было бы собирать не только в
РСП, но также на базах ПМС и даже в пути, начали
создавать в 1994 г. совместно с германской фир-
мой «ELEKTRO-THERMIT». Эту фирму выбрали, в
частности, потому, что для приклеивания накладки
она использует мастику, затвердевающую при
низкой температуре. В 1994—1995 гг. указанная
конструкция стыка с шестидырными накладками
была разработана, и на Октябрьской дороге уста-
новили 19 стыков на участках с грузонапряженнос-
тью до 52 млн. т • км брутто на 1 км в год и скорос-
тью движения до 120 км/ч. Четыре изостыка ввари-
ли в рельсовые плети без устройства уравнитель-
ных пролетов. После эксплуатационных и полигон-
ных испытаний на экспериментальном кольце в
Щербинке конструкцию окончательно доработали.
Ее выпуск освоен НПП «АпАТэК». Лабораторные
испытания, проведенные в 1996 г., подтвердили
эффективность этих стыков, выдерживающих уси-
лие сдвигу не менее 2,6 МН. В Щербинке к концу
1997 г. по ним пропустили 130 млн. т груза.
В ноябре 1997 г. на одном из участков направ-
ления Санкт-Петербург-—Москва в плети длиной
5,8 км без уравнительных пролетов вварили 12
высокопрочных изостыков. В расчетный темпера-
турный интервал плети ввели гидравлическими
натяжными устройствами, оснащение дорог кото-
рыми начато в прошлом году.
Очистка щебня машинами с баровыми рабочи-
ми органами исключает подъемку рельсошпаль-
ной решетки и расширяет допускаемый темпера-
турный интервал выполнения ремонтных работ
без разрядки напряжений.
Таким образом, созданы условия для мас-
сового перехода к бесстыковому пути в пол-
ном смысле этого слова (т.е. без уравнитель-
ных пролетов), что закреплено указанием
МПС № С-150у от 16.02.98.
Подсчитаем экономическую эффективность
такого пути. Сначала определим выгоду от
сварки плетей длиной с блок-участок (в* ценах
после деноминации). Для расчета примем сле-
дующие исходные данные: грузонапряженность
— 45 млн. т*км брутто на 1 км в год, межремон-
тный срок — около 13 лет, средняя длина блок-
8
участка — 1,5 км, на нем устраивается одна зона
уравнительных пролетов; длина устраняемых
уравнительных пролетов и «дышащих» концов
плетей — 3 х 12,5 + 2 х 50 ~ 140 м.
Экономия от сокращения расхода стыко-
вых скреплений такая. При трех уравнительных
пролетах ликвидируются четыре пары стыков.
Стоимость сварки одного стыка в РСП — 109 руб.,
машиной ПРСМ на перегоне в «окно» — 434 руб.
Из восьми стыков в пути свариваются два и в
РСП — шесть. Общие затраты на сварку равны:
6 х 109 + 2 х 434 = 1522 руб. Цена двух шести-
дырных накладок и шести болтов с гайками
— 234 руб. Значит, будет сбережено 8 х 234 - 1522 =
= 350 руб.
Экономия за счет увеличения срока служ-
бы рельсов следующая. В зонах уравнительных
пролетов и «дышащих» концов плетей за межре-
монтный срок выходит из строя 21 рельс на 1 км,
а в середине плетей — 1,5 шт/км. При устранении
одной зоны уравнительных пролетов будет изъято
меньше на (21 - 1,5) х 0,14 = 2,73 рельса. Их за-
мена стоит 2,73 х 139,8 руб. = 382 руб., а цена са-
мих рельсов длиной 12,5 м весом 64,64 кг/м рав-
на 2,73 х 12,5 х 64,64 х 3,1 = 6838 руб., где 3,1 руб.
— стоимость 1 кг рельсов. Всего сберегается
6,838 тыс. руб.
Экономию за счет снижения периодичнос-
ти закрепления гаек клеммных и закладных бол-
тов подсчитаем так. Учитывая, что их затяжка ма-
шиной ПМГ выполняется, как правило, одновре-
менно, эта периодичность зависит от интенсивнос-
ти ослабления затяжки гаек клеммных болтов. В
зоне уравнительных пролетов и «дышащих» кон-
цов плетей для принятых исходных данных требу-
ется 2,13 затяжки в год или 27,69 затяжек за
межремонтный срок, а в середине плетей — соот-
ветственно 1,18 и 15,34.
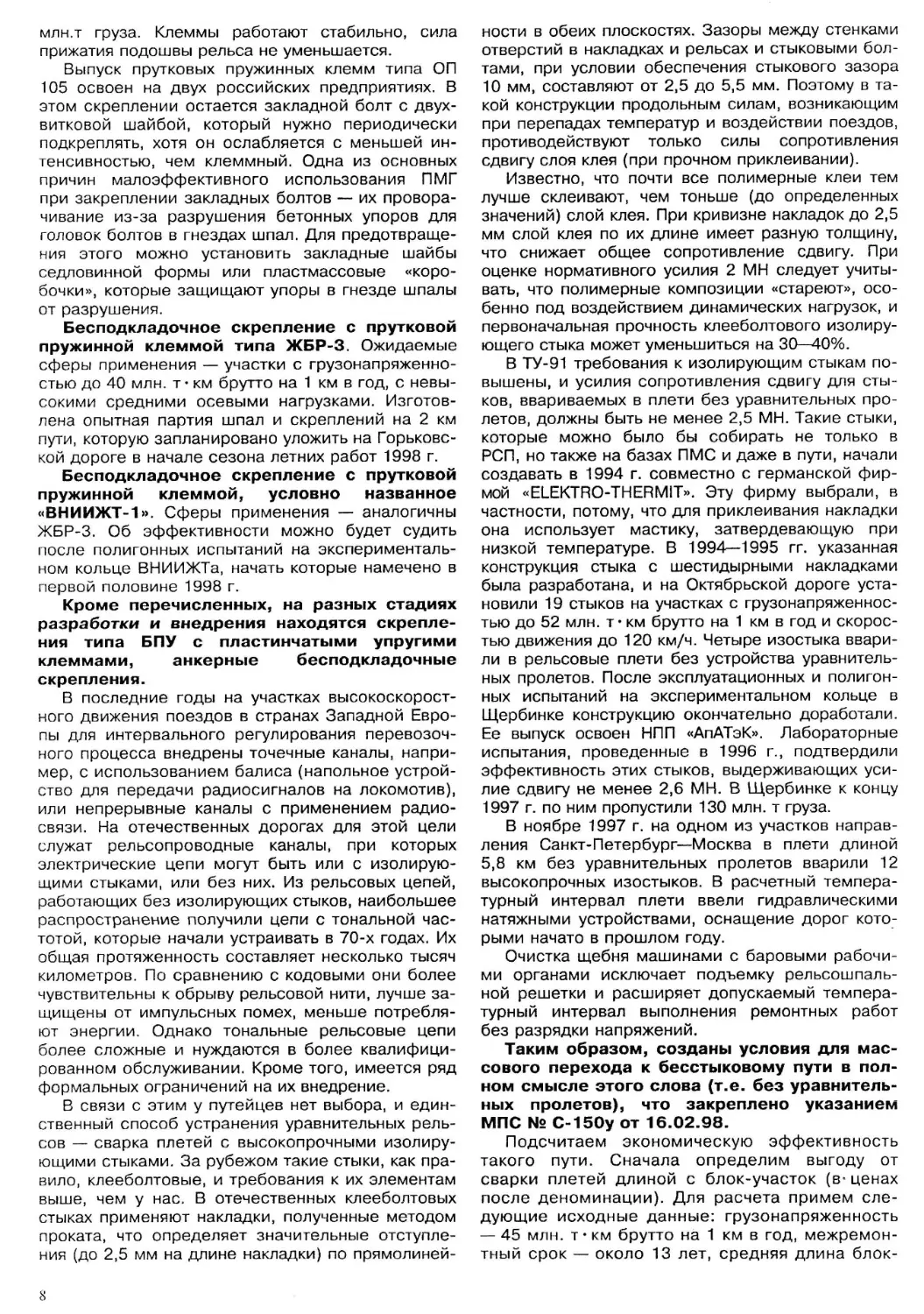
На 140 м пути лежат 262 шпалы. Подкручивание
гаек на 1000 шпалах ПМГ стоит — 2,241 тыс. руб., а
заработок обслуживающего персонала — 42 руб.
Число затяжек уменьшается на 27,69 - 15,34 =
Показатели
Выход из строя за
межремонтный срок,%:
в зонах уравнительных
рельсов;
в середине плетей
Снижение выхода,%
Снижение на МОм,шт
Экономия затрат на
материалы и замену,руб.
Подкладки
19
10,6
8,4
44
2150
Прокладки
Подрельсовые
Нашпальные
110
34,8
75,2
394
754
74
31
43
225
2340
=12,35. Следовательно, расходы сокращаются на
12,35 (2,241 + 0,042) х 0,262 = 7,387 тыс. руб.
Достигается экономия и за счет уменьше-
ния количества выправок. В зонах уравнительных
пролетов и «дышащих» концов плетей необходимы в
среднем 2,14 выправки в год или 27,82 выправки за
межремонтный срок, а в середине плетей — соответ-
ственно 0,89 и 11,57. Стоимость эксплуатации маши-
ны ВПР-1200 — 739 руб. на 100 шпал, а заработок
персонала — 8 руб. на 100 шпал. Значит, сберегается
2,62 (27,82 - 11,57) (739 + 8) = 31,804 тыс. руб.
И наконец, увеличивается срок службы
скреплений, что позволяет сэкономить 5244
руб. (см. таблицу).
Общая экономия по всем позициям на участке
1,5 км составит 0,35 + 6,838 + 7,387 + 31,804 +
+ 5,244 = 51,6 тыс. руб. за межремонтный срок.
Эксплуатационные расходы на 1 км пути при
сварке плетей длиной с блок-участок снизятся на
2,65 тыс. руб. в год.
Эффективность сварки плетей длиной с пере-
гон в 2 раза выше. При использовании высоко-
прочных изостыков, и без устройства уравнитель-
ных пролетов можно сберечь, соответственно, 5,3
тыс. руб. на 1 км в год, потому что ликвидируются
оставшиеся зоны уравнительных пролетов и «ды-
шащих» концов плетей такой же протяженности,
как и в первом случае, т.е. 140 м на блок-участке
длиной 1,5 км.
Изготовление поддерживающих роликов в мастерских
При эксплуатации снегоубо-
рочной машины СМ-2 быстро
выходят из строя поддержива-
ющие ролики головного транс-
портера. Каждый такой ролик
состоит из двух подшипников
качения № 204, поставка кото-
рых в нынешних условиях зача-
стую задерживается.
Рационализаторы Оренбург-
ской дистанции пути предла-
гают изготавливать ролики в
условиях дистанционных мас-
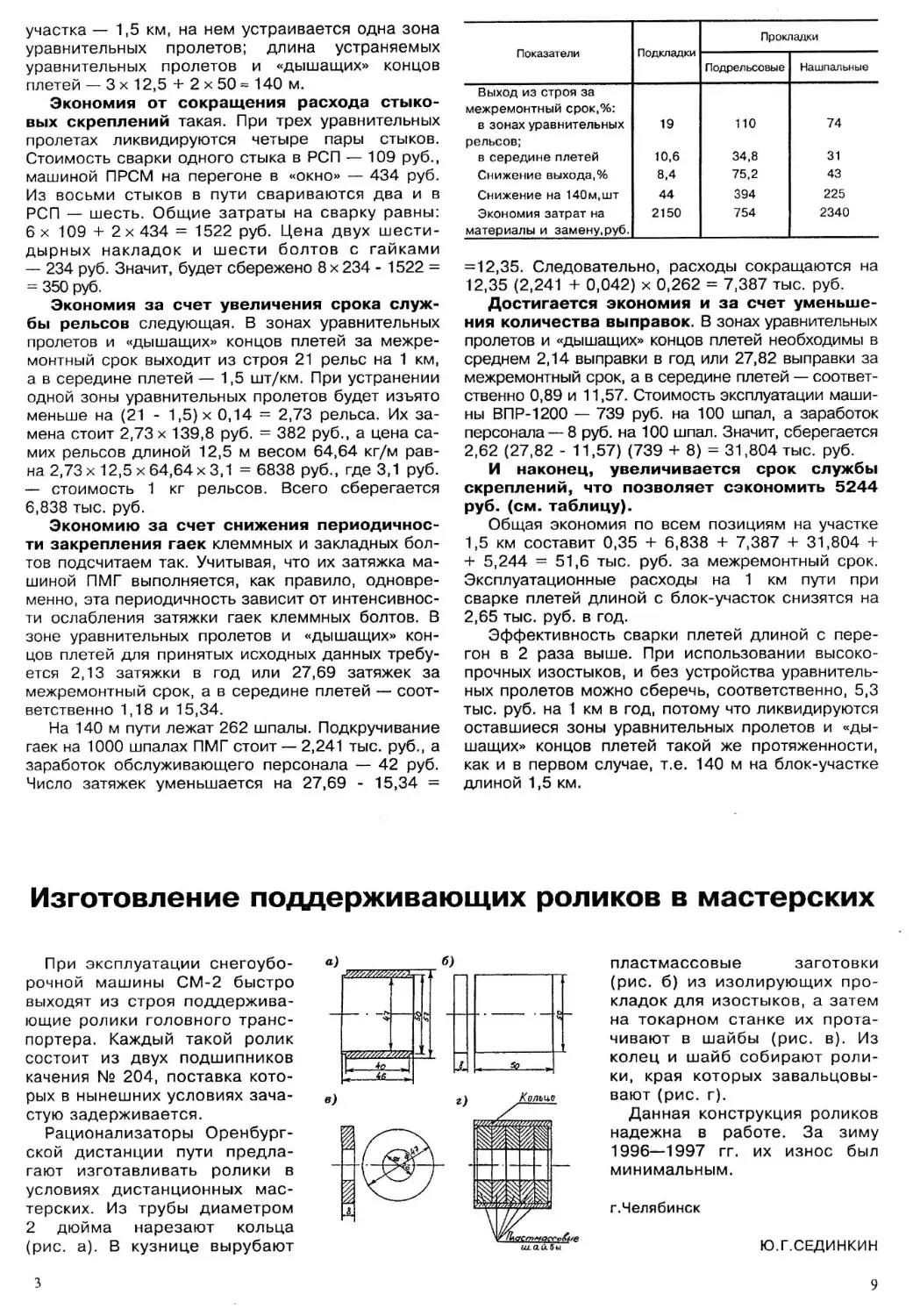
терских. Из трубы диаметром
2 дюйма нарезают кольца
(рис. а). В кузнице вырубают
Кольцъ
а) б)
в)
пластмассовые заготовки
(рис. б) из изолирующих про-
кладок для изостыков, а затем
на токарном станке их прота-
чивают в шайбы (рис. в). Из
колец и шайб собирают роли-
ки, края которых завальцовы-
вают (рис. г).
Данная конструкция роликов
надежна в работе. За зиму
1996—1997 гг. их износ был
минимальным.
г.Челябинск
Ю.Г.СЕДИНКИН
3
9
СКРЕПЛЕНИЯ ДЛЯ СТРЕЛОЧНЫХ ПЕРЕВОДОВ
М.И.ТИТАРЕНКО, М.Ю.ХВОСТИК
Стрелки
В обычных стрелочных переводах используют
скрепления различных конструкций для закрепле-
ния и соединения рамных рельсов, остряков, крес-
товин, контррельсов и других элементов. В резуль-
тате совместных работ ВНИИЖТа, ПТКБ, Департа-
мента пути и сооружений МПС, а также Муромско-
го (МСЗ) и Новосибирского (НСЗ) стрелочных за-
водов созданы и внедрены переводы, не уступаю-
щие продукции ведущих зарубежных фирм. Рос-
сийские переводы нового поколения включают ост-
ряки и контррельсы улучшенного профиля, сердеч-
ники крестовин из высокомарганцовистой стали,
крестовины с приварными рельсовыми окончания-
ми и с непрерывной поверхностью катания, контр-
рельсы-протекторы. Однако, скрепления имеют оп-
ределенные недостатки, снижающие эффектив-
ность работы переводов. Это — неупругость конст-
рукций с жесткими клеммами, слабая сопротивляе-
мость силам угона, невозможность регулировки
рельсов в плане и по уровню, отсутствие запаса на
износ элементов в процессе эксплуатации, много-
детальность.
На экспериментальном кольце ВНИИЖТа при
средних статических осевых нагрузках 270 кН и ско-
рости подвижного состава 70 км/ч испытываются
новые конструкции скреплений для стрелок, крес-
товин и контррельсовых узлов.
В стрелочных башмаках нет упорок с горизон-
тальными болтами, установлены клеммные скреп-
ления с высокими ребордами подкладок. Уже
проверены варианты башмаков с приварными
или цельнотянутыми подушками и высокими ре-
бордами, допускающими установку жестких или
упругих клемм, а также подушки с полиуретано-
выми вставками, предназначенными для умень-
шения трения по поверхности скольжения остря-
ка, «П»-образные упругие скобы, прижимающие по-
дошву рамного рельса изнутри колеи, литые облег-
ченные упорки без горизонтальных болтов. В свар-
ных стрелочных башмаках подушки и высокие ре-
борды приварены через специальные отверстия в
подкладках.
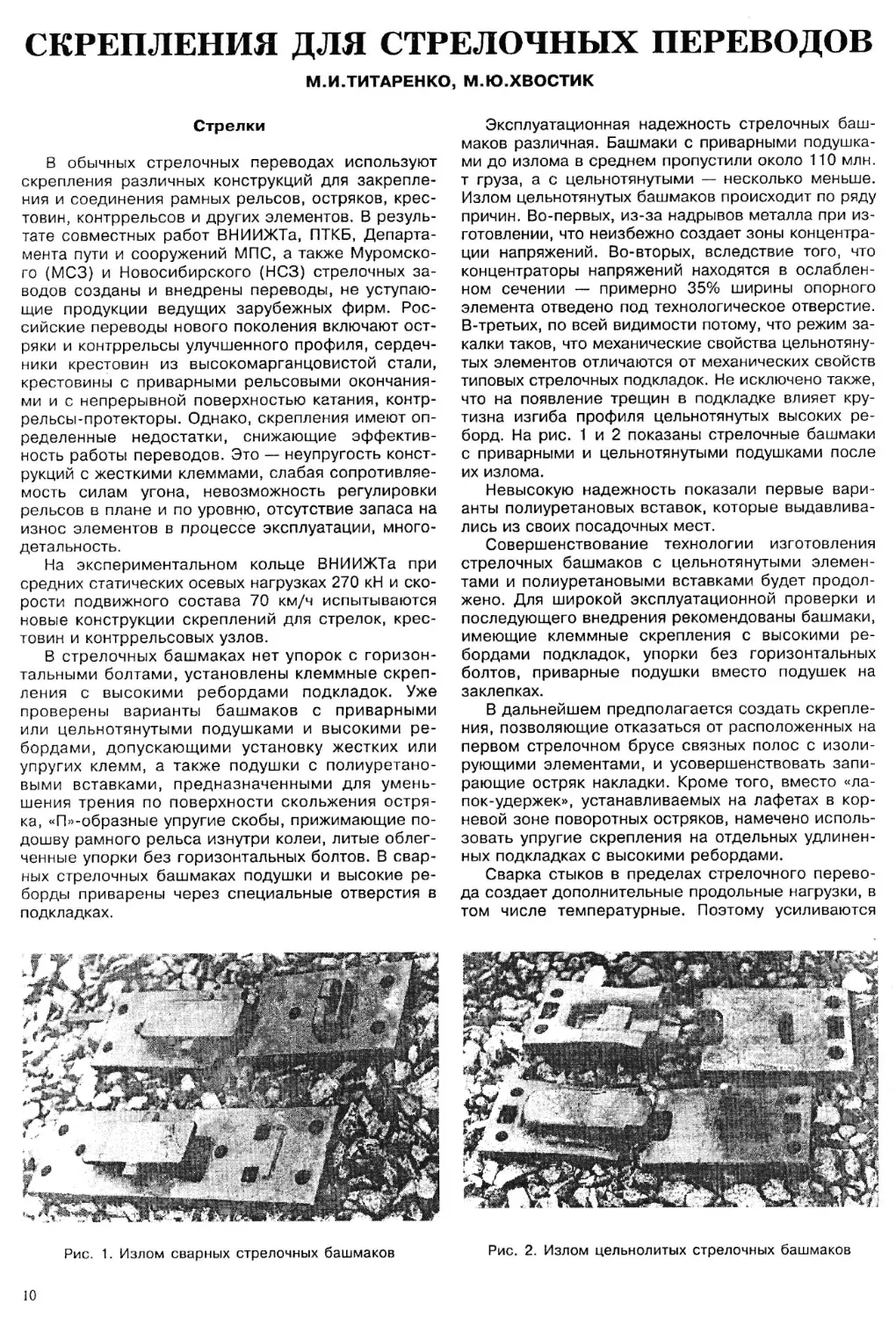
Эксплуатационная надежность стрелочных баш-
маков различная. Башмаки с приварными подушка-
ми до излома в среднем пропустили около 110 млн.
т груза, а с цельнотянутыми — несколько меньше.
Излом цельнотянутых башмаков происходит по ряду
причин. Во-первых, из-за надрывов металла при из-
готовлении, что неизбежно создает зоны концентра-
ции напряжений. Во-вторых, вследствие того, что
концентраторы напряжений находятся в ослаблен-
ном сечении — примерно 35% ширины опорного
элемента отведено под технологическое отверстие.
В-третьих, по всей видимости потому, что режим за-
калки таков, что механические свойства цельнотяну-
тых элементов отличаются от механических свойств
типовых стрелочных подкладок. Не исключено также,
что на появление трещин в подкладке влияет кру-
тизна изгиба профиля цельнотянутых высоких ре-
борд. На рис. 1 и 2 показаны стрелочные башмаки
с приварными и цельнотянутыми подушками после
их излома.
Невысокую надежность показали первые вари-
анты полиуретановых вставок, которые выдавлива-
лись из своих посадочных мест.
Совершенствование технологии изготовления
стрелочных башмаков с цельнотянутыми элемен-
тами и полиуретановыми вставками будет продол-
жено. Для широкой эксплуатационной проверки и
последующего внедрения рекомендованы башмаки,
имеющие клеммные скрепления с высокими ре-
бордами подкладок, упорки без горизонтальных
болтов, приварные подушки вместо подушек на
заклепках.
В дальнейшем предполагается создать скрепле-
ния, позволяющие отказаться от расположенных на
первом стрелочном брусе связных полос с изоли-
рующими элементами, и усовершенствовать запи-
рающие остряк накладки. Кроме того, вместо «ла-
пок-удержек», устанавливаемых на лафетах в кор-
невой зоне поворотных остряков, намечено исполь-
зовать упругие скрепления на отдельных удлинен-
ных подкладках с высокими ребордами.
Сварка стыков в пределах стрелочного перево-
да создает дополнительные продольные нагрузки, в
том числе температурные. Поэтому усиливаются
Рис. 1. Излом сварных стрелочных башмаков
Рис. 2. Излом цельнолитых стрелочных башмаков
10
электроизолирующие рельсовые стыки обычных
стрелочных переводов.
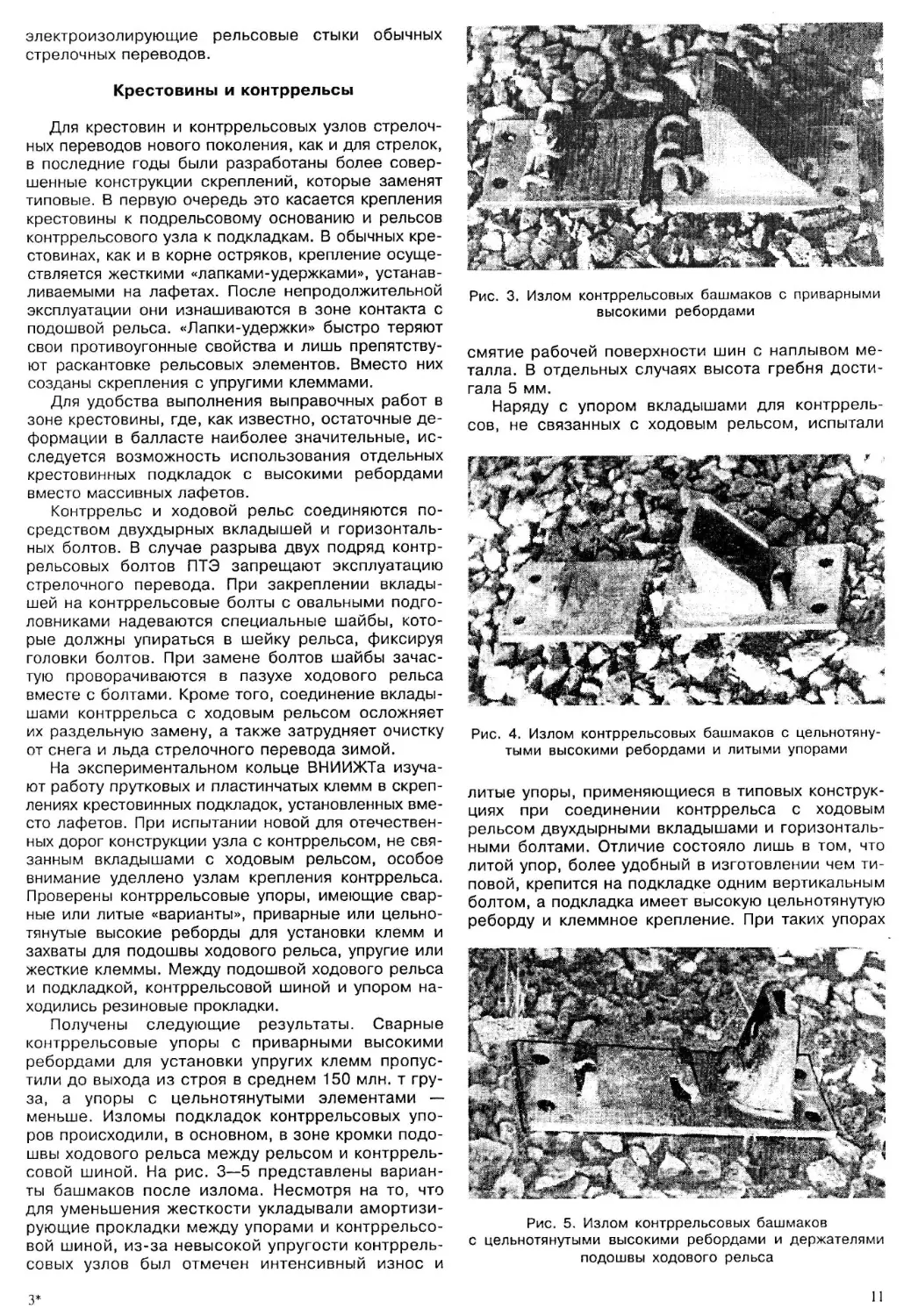
Крестовины и контррельсы
Для крестовин и контррельсовых узлов стрелоч-
ных переводов нового поколения, как и для стрелок,
в последние годы были разработаны более совер-
шенные конструкции скреплений, которые заменят
типовые. В первую очередь это касается крепления
крестовины к подрельсовому основанию и рельсов
контррельсового узла к подкладкам. В обычных кре-
стовинах, как и в корне остряков, крепление осуще-
ствляется жесткими «лапками-удержками», устанав-
ливаемыми на лафетах. После непродолжительной
эксплуатации они изнашиваются в зоне контакта с
подошвой рельса. «Лапки-удержки» быстро теряют
свои противоугонные свойства и лишь препятству-
ют раскантовке рельсовых элементов. Вместо них
созданы скрепления с упругими клеммами.
Для удобства выполнения выправочных работ в
зоне крестовины, где, как известно, остаточные де-
формации в балласте наиболее значительные, ис-
следуется возможность использования отдельных
крестовинных подкладок с высокими ребордами
вместо массивных лафетов.
Контррельс и ходовой рельс соединяются по-
средством двухдырных вкладышей и горизонталь-
ных болтов. В случае разрыва двух подряд контр-
рельсовых болтов ПТЭ запрещают эксплуатацию
стрелочного перевода. При закреплении вклады-
шей на контррельсовые болты с овальными подго-
ловниками надеваются специальные шайбы, кото-
рые должны упираться в шейку рельса, фиксируя
головки болтов. При замене болтов шайбы зачас-
тую проворачиваются в пазухе ходового рельса
вместе с болтами. Кроме того, соединение вклады-
шами контррельса с ходовым рельсом осложняет
их раздельную замену, а также затрудняет очистку
от снега и льда стрелочного перевода зимой.
На экспериментальном кольце ВНИИЖТа изуча-
ют работу прутковых и пластинчатых клемм в скреп-
лениях крестовинных подкладок, установленных вме-
сто лафетов. При испытании новой для отечествен-
ных дорог конструкции узла с контррельсом, не свя-
занным вкладышами с ходовым рельсом, особое
внимание уделлено узлам крепления контррельса.
Проверены контррельсовые упоры, имеющие свар-
ные или литые «варианты», приварные или цельно-
тянутые высокие реборды для установки клемм и
захваты для подошвы ходового рельса, упругие или
жесткие клеммы. Между подошвой ходового рельса
и подкладкой, контррельсовой шиной и упором на-
ходились резиновые прокладки.
Получены следующие результаты. Сварные
контррельсовые упоры с приварными высокими
ребордами для установки упругих клемм пропус-
тили до выхода из строя в среднем 150 млн. т гру-
за, а упоры с цельнотянутыми элементами —
меньше. Изломы подкладок контррельсовых упо-
ров происходили, в основном, в зоне кромки подо-
швы ходового рельса между рельсом и контррель-
совой шиной. На рис. 3—5 представлены вариан-
ты башмаков после излома. Несмотря на то, что
для уменьшения жесткости укладывали амортизи-
рующие прокладки между упорами и контррельсо-
вой шиной, из-за невысокой упругости контррель-
совых узлов был отмечен интенсивный износ и
Рис. 3. Излом контррельсовых башмаков с приварными
высокими ребордами
смятие рабочей поверхности шин с наплывом ме-
талла. В отдельных случаях высота гребня дости-
гала 5 мм.
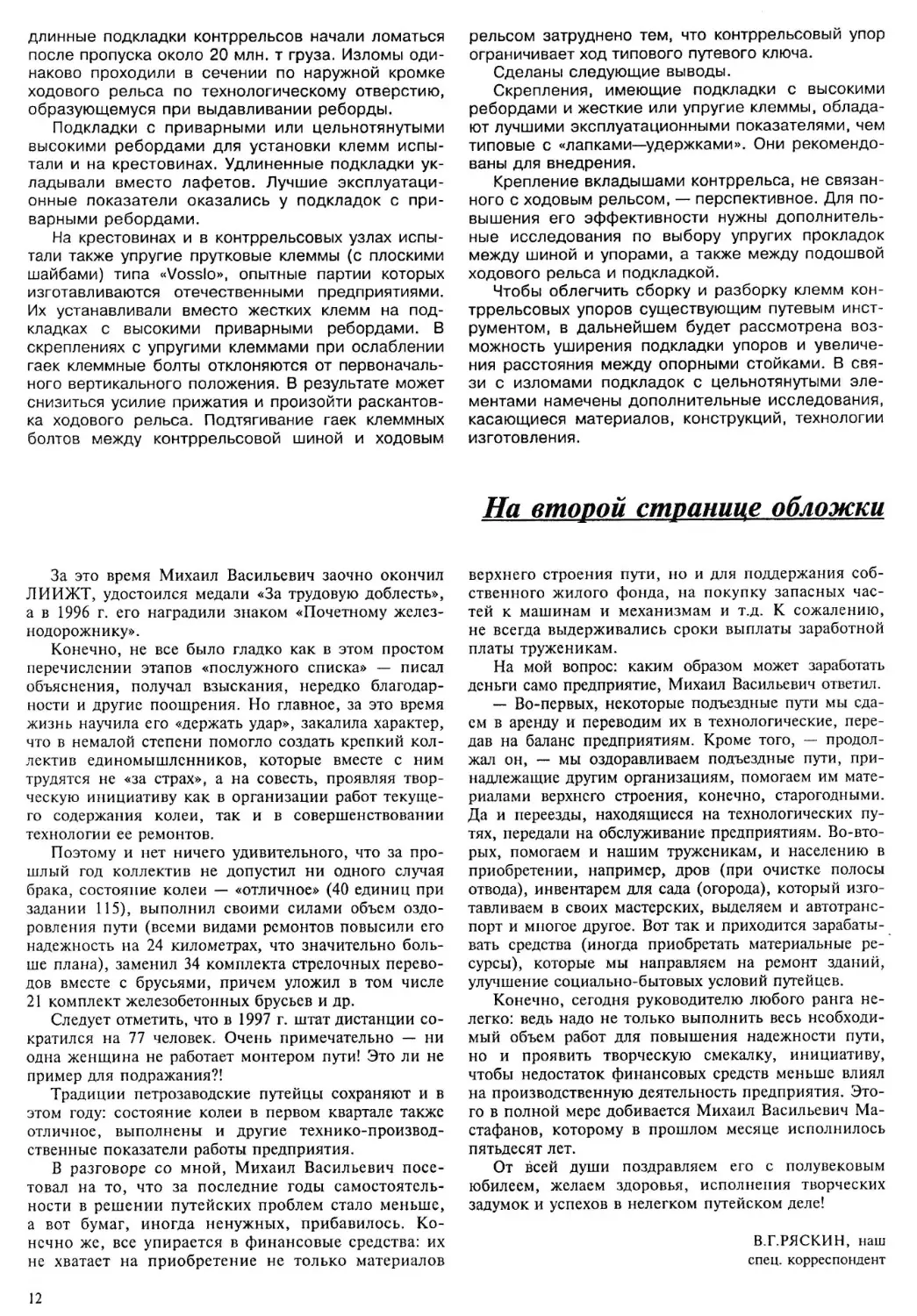
Наряду с упором вкладышами для контррель-
сов, не связанных с ходовым рельсом, испытали
Рис. 4. Излом контррельсовых башмаков с цельнотяну-
тыми высокими ребордами и литыми упорами
литые упоры, применяющиеся в типовых конструк-
циях при соединении контррельса с ходовым
рельсом двухдырными вкладышами и горизонталь-
ными болтами. Отличие состояло лишь в том, что
литой упор, более удобный в изготовлении чем ти-
повой, крепится на подкладке одним вертикальным
болтом, а подкладка имеет высокую цельнотянутую
реборду и клеммное крепление. При таких упорах
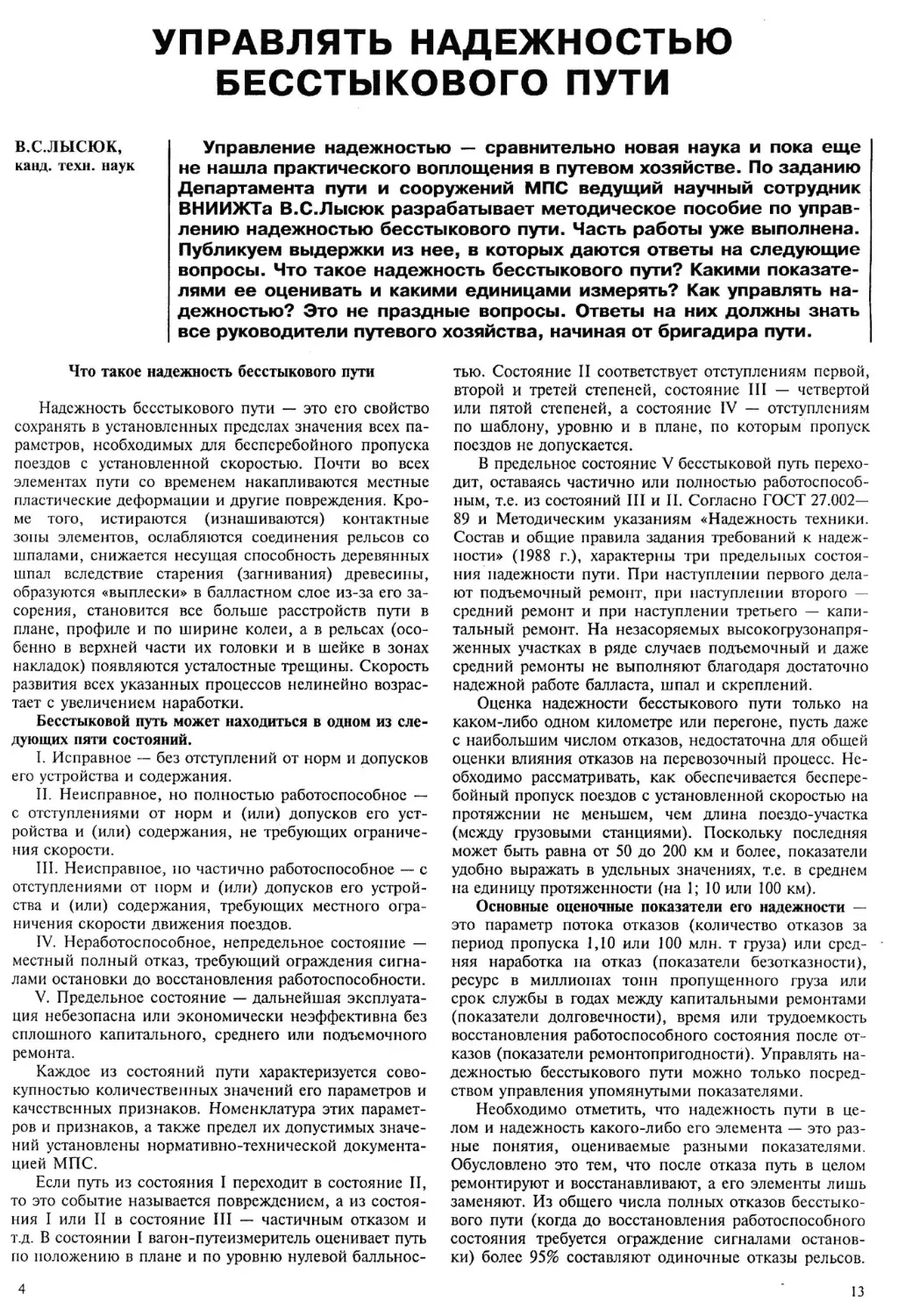
Рис. 5. Излом контррельсовых башмаков
с цельнотянутыми высокими ребордами и держателями
подошвы ходового рельса
длинные подкладки контррельсов начали ломаться
после пропуска около 20 млн. т груза. Изломы оди-
наково проходили в сечении по наружной кромке
ходового рельса по технологическому отверстию,
образующемуся при выдавливании реборды.
Подкладки с приварными или цельнотянутыми
высокими ребордами для установки клемм испы-
тали и на крестовинах. Удлиненные подкладки ук-
ладывали вместо лафетов. Лучшие эксплуатаци-
онные показатели оказались у подкладок с при-
варными ребордами.
На крестовинах и в контррельсовых узлах испы-
тали также упругие прутковые клеммы (с плоскими
шайбами) типа «Vosslo», опытные партии которых
изготавливаются отечественными предприятиями.
Их устанавливали вместо жестких клемм на под-
кладках с высокими приварными ребордами. В
скреплениях с упругими клеммами при ослаблении
гаек клеммные болты отклоняются от первоначаль-
ного вертикального положения. В результате может
снизиться усилие прижатия и произойти раскантов-
ка ходового рельса. Подтягивание гаек клеммных
болтов между контррельсовой шиной и ходовым
рельсом затруднено тем, что контррельсовый упор
ограничивает ход типового путевого ключа.
Сделаны следующие выводы.
Скрепления, имеющие подкладки с высокими
ребордами и жесткие или упругие клеммы, облада-
ют лучшими эксплуатационными показателями, чем
типовые с «лапками—удержками». Они рекомендо-
ваны для внедрения.
Крепление вкладышами контррельса, не связан-
ного с ходовым рельсом, — перспективное. Для по-
вышения его эффективности нужны дополнитель-
ные исследования по выбору упругих прокладок
между шиной и упорами, а также между подошвой
ходового рельса и подкладкой.
Чтобы облегчить сборку и разборку клемм кон-
тррельсовых упоров существующим путевым инст-
рументом, в дальнейшем будет рассмотрена воз-
можность уширения подкладки упоров и увеличе-
ния расстояния между опорными стойками. В свя-
зи с изломами подкладок с цельнотянутыми эле-
ментами намечены дополнительные исследования,
касающиеся материалов, конструкций, технологии
изготовления.
На второй странице обложки
За это время Михаил Васильевич заочно окончил
ЛИИЖТ, удостоился медали «За трудовую доблесть»,
а в 1996 г. его наградили знаком «Почетному желез-
нодорожнику».
Конечно, не все было гладко как в этом простом
перечислении этапов «послужного списка» — писал
объяснения, получал взыскания, нередко благодар-
ности и другие поощрения. Но главное, за это время
жизнь научила его «держать удар», закалила характер,
что в немалой степени помогло создать крепкий кол-
лектив единомышленников, которые вместе с ним
трудятся не «за страх», а на совесть, проявляя твор-
ческую инициативу как в организации работ текуще-
го содержания колеи, так и в совершенствовании
технологии ее ремонтов.
Поэтому и нет ничего удивительного, что за про-
шлый год коллектив не допустил ни одного случая
брака, состояние колеи — «отличное» (40 единиц при
задании 115), выполнил своими силами объем оздо-
ровления пути (всеми видами ремонтов повысили его
надежность на 24 километрах, что значительно боль-
ше плана), заменил 34 комплекта стрелочных перево-
дов вместе с брусьями, причем уложил в том числе
21 комплект железобетонных брусьев и др.
Следует отметить, что в 1997 г. штат дистанции со-
кратился на 77 человек. Очень примечательно — ни
одна женщина не работает монтером пути! Это ли не
пример для подражания?!
Традиции петрозаводские путейцы сохраняют и в
этом году: состояние колеи в первом квартале также
отличное, выполнены и другие технико-производ-
ственные показатели работы предприятия.
В разговоре со мной, Михаил Васильевич посе-
товал на то, что за последние годы самостоятель-
ности в решении путейских проблем стало меньше,
а вот бумаг, иногда ненужных, прибавилось. Ко-
нечно же, все упирается в финансовые средства: их
не хватает на приобретение не только материалов
верхнего строения пути, но и для поддержания соб-
ственного жилого фонда, на покупку запасных час-
тей к машинам и механизмам и т.д. К сожалению,
не всегда выдерживались сроки выплаты заработной
платы труженикам.
На мой вопрос: каким образом может заработать
деньги само предприятие, Михаил Васильевич ответил.
— Во-первых, некоторые подъездные пути мы сда-
ем в аренду и переводим их в технологические, пере-
дав на баланс предприятиям. Кроме того, — продол-
жал он, — мы оздоравливаем подъездные пути, при-
надлежащие другим организациям, помогаем им мате-
риалами верхнего строения, конечно, старогодными.
Да и переезды, находящиеся на технологических пу-
тях, передали на обслуживание предприятиям. Во-вто-
рых, помогаем и нашим труженикам, и населению в
приобретении, например, дров (при очистке полосы
отвода), инвентарем для сада (огорода), который изго-
тавливаем в своих мастерских, выделяем и автотранс-
порт и многое другое. Вот так и приходится зарабаты-
вать средства (иногда приобретать материальные ре-
сурсы), которые мы направляем на ремонт зданий,
улучшение социально-бытовых условий путейцев.
Конечно, сегодня руководителю любого ранга не-
легко: ведь надо не только выполнить весь необходи-
мый объем работ для повышения надежности пути,
но и проявить творческую смекалку, инициативу,
чтобы недостаток финансовых средств меньше влиял
на производственную деятельность предприятия. Это-
го в полной мере добивается Михаил Васильевич Ма-
стафанов, которому в прошлом месяце исполнилось
пятьдесят лет.
От всей души поздравляем его с полувековым
юбилеем, желаем здоровья, исполнения творческих
задумок и успехов в нелегком путейском деле!
В.Г.РЯСКИН, наш
спец, корреспондент
12
УПРАВЛЯТЬ НАДЕЖНОСТЬЮ
БЕССТЫКОВОГО ПУТИ
в.с.лысюк,
канд. техн, наук
Управление надежностью — сравнительно новая наука и пока еще
не нашла практического воплощения в путевом хозяйстве. По заданию
Департамента пути и сооружений МПС ведущий научный сотрудник
ВНИИЖТа В.С.Лысюк разрабатывает методическое пособие по управ-
лению надежностью бесстыкового пути. Часть работы уже выполнена.
Публикуем выдержки из нее, в которых даются ответы на следующие
вопросы. Что такое надежность бесстыкового пути? Какими показате-
лями ее оценивать и какими единицами измерять? Как управлять на-
дежностью? Это не праздные вопросы. Ответы на них должны знать
все руководители путевого хозяйства, начиная от бригадира пути.
Что такое надежность бесстыкового пути
Надежность бесстыкового пути — это его свойство
сохранять в установленных пределах значения всех па-
раметров, необходимых для бесперебойного пропуска
поездов с установленной скоростью. Почти во всех
элементах пути со временем накапливаются местные
пластические деформации и другие повреждения. Кро-
ме того, истираются (изнашиваются) контактные
зоны элементов, ослабляются соединения рельсов со
шпалами, снижается несущая способность деревянных
шпал вследствие старения (загнивания) древесины,
образуются «выплески» в балластном слое из-за его за-
сорения, становится все больше расстройств пути в
плане, профиле и по ширине колеи, а в рельсах (осо-
бенно в верхней части их головки и в шейке в зонах
накладок) появляются усталостные трещины. Скорость
развития всех указанных процессов нелинейно возрас-
тает с увеличением наработки.
Бесстыковой путь может находиться в одном из сле-
дующих пяти состояний.
I. Исправное — без отступлений от норм и допусков
его устройства и содержания.
II. Неисправное, но полностью работоспособное —
с отступлениями от норм и (или) допусков его уст-
ройства и (или) содержания, не требующих ограниче-
ния скорости.
III. Неисправное, но частично работоспособное — с
отступлениями от норм и (или) допусков его устрой-
ства и (или) содержания, требующих местного огра-
ничения скорости движения поездов.
IV. Неработоспособное, непредельное состояние —
местный полный отказ, требующий ограждения сигна-
лами остановки до восстановления работоспособности.
V. Предельное состояние — дальнейшая эксплуата-
ция небезопасна или экономически неэффективна без
сплошного капитального, среднего или подъемочного
ремонта.
Каждое из состояний пути характеризуется сово-
купностью количественных значений его параметров и
качественных признаков. Номенклатура этих парамет-
ров и признаков, а также предел их допустимых значе-
ний установлены нормативно-технической документа-
цией МПС.
Если путь из состояния I переходит в состояние II,
то это событие называется повреждением, а из состоя-
ния I или II в состояние III — частичным отказом и
т.д. В состоянии I вагон-путеизмеритель оценивает путь
по положению в плане и по уровню нулевой балльнос-
тью. Состояние II соответствует отступлениям первой,
второй и третей степеней, состояние III — четвертой
или пятой степеней, а состояние IV — отступлениям
по шаблону, уровню и в плане, по которым пропуск
поездов не допускается.
В предельное состояние V бесстыковой путь перехо-
дит, оставаясь частично или полностью работоспособ-
ным, т.е. из состояний III и II. Согласно ГОСТ 27.002—
89 и Методическим указаниям «Надежность техники.
Состав и общие правила задания требований к надеж-
ности» (1988 г.), характерны три предельных состоя-
ния надежности пути. При наступлении первого дела-
ют подъемочный ремонт, при наступлении второго —
средний ремонт и при наступлении третьего — капи-
тальный ремонт. На незасоряемых высокогрузонапря-
женных участках в ряде случаев подъемочный и даже
средний ремонты не выполняют благодаря достаточно
надежной работе балласта, шпал и скреплений.
Оценка надежности бесстыкового пути только на
каком-либо одном километре или перегоне, пусть даже
с наибольшим числом отказов, недостаточна для общей
оценки влияния отказов на перевозочный процесс. Не-
обходимо рассматривать, как обеспечивается беспере-
бойный пропуск поездов с установленной скоростью на
протяжении не меньшем, чем длина поездо-участка
(между грузовыми станциями). Поскольку последняя
может быть равна от 50 до 200 км и более, показатели
удобно выражать в удельных значениях, т.е. в среднем
на единицу протяженности (на 1; 10 или 100 км).
Основные оценочные показатели его надежности —
это параметр потока отказов (количество отказов за
период пропуска 1,10 или 100 млн. т груза) или сред-
няя наработка на отказ (показатели безотказности),
ресурс в миллионах тонн пропущенного груза или
срок службы в годах между капитальными ремонтами
(показатели долговечности), время или трудоемкость
восстановления работоспособного состояния после от-
казов (показатели ремонтопригодности). Управлять на-
дежностью бесстыкового пути можно только посред-
ством управления упомянутыми показателями.
Необходимо отметить, что надежность пути в це-
лом и надежность какого-либо его элемента — это раз-
ные понятия, оцениваемые разными показателями.
Обусловлено это тем, что после отказа путь в целом
ремонтируют и восстанавливают, а его элементы лишь
заменяют. Из общего числа полных отказов бесстыко-
вого пути (когда до восстановления работоспособного
состояния требуется ограждение сигналами останов-
ки) более 95% составляют одиночные отказы рельсов.
4
13
В связи с этим их среднее число на 1 км и используют
в качестве основного показателя надежности пути на
сети дорог, дороге или дистанции.
Управлять надежностью бесстыкового пути надо для
достижения одной из следующих целей. Во-первых, по-
вышение его надежности применением более прочных
(более дорогих) конструкций. Во-вторых, повышение
надежности благодаря увеличению эксплуатационных
затрат па более качественное техническое обслужива-
ние. В-третьих, повышение надежности совершенство-
ванием конструкции без увеличения единовременных
и эксплуатационных затрат на укладку и содержание.
В-четвертых, разумное уменьшение надежности для
существенного снижения единовременных и эксплуа-
тационных затрат на укладку и содержание. Управлять
надежностью можно только изменением (управлени-
ем) -основных оценочных показателей.
Чтобы управлять отказами, необходимо знать ис-
тинную их причину. Поэтому анализ причин и меха-
низма отказов бесстыкового пути — основа управле-
ния его надежностью. Разновидностей частичных и
полных отказов множество. Проанализируем лишь ос-
новные виды, от которых зависит безопасность движе-
ния поездов и их задержки. К ним относятся: темпера-
турный выброс рельсошпальной решетки; сдвиг колеи
колесами при жестком торможении поездов; контакт-
но-усталостные повреждения рельсов (дефекты 21, 11
и ЗОВ); коррозионно-усталостные повреждения подо-
швы рельса (дефекты 69); боковой износ рельсов и
уширение колеи в кривых; разрыв шейки рельсов в
стыках уравнительных пролетов (дефекты 52.1 и 53.1);
ослабление связи плетей с железобетонными шпалами
(излом подкладок, ослабление затяжки клеммных и
закладных болтов); загрязнение балласта и образова-
ние выплесков.
Температурный выброс
В журнале «Путь и путевое хозяйство» № 5 за 1996 г.
(с. 17) подробно изложены причины температурного
выброса и сдвига пути. Напомним следующее. При из-
менении температуры стержня изменяется его длина.
Если Lo — первоначальная длина стержня, а AL — его
удлинение при нагревании на At°C, то среднее значе-
ние коэффициента линейного удлинения а определяют
по формуле а = AL/L0At. Коэффициент а характеризует
относительное удлинение стержня L/Lo при его нагре-
вании на ГС. Длину нагретого стержня подсчитывают
по формуле Lt = Lo (1 + at). Для рельсовой стали a =
=0,00118/ГС.
Если 800-метровую рельсовую плеть подвесить или
уложить на ролики с нулевым сопротивлением, то ее
удлинение (укорочение) будет равно: при нагреве (ох-
лаждении) до 20°С (-20°С) — +9,4 см (-9,4 см), до 30°
(-30°) - +28,3 см (-28,3 см), до 40° (-40°) - +37,8 см
(-37,8 см), до 50° (-50°) — +47,2 см (-47,2 см), до 60°
(-60°) — +56,6 см (-56,6 см). Рельсы, не имеющие воз-
можности свободно изменять длину при нагревании,
могут быстро (за доли секунды) искривляться, увлекая
за собой шпалы и частично балласт. Суммарную темпе-
ратурную продольную силу в обеих плетях типа Р65 при
изменении температуры определяют по формуле Nt =
=±40t. Знак плюс — сжимающие силы при нагревании
на ГС по сравнению с температурой закрепления, ми-
нус — растягивающая сила при охлаждении на Г.
Сила Nt при нагревании или охлаждении на 1(ГС
равна 40 тс, на 20* — 80 тс, на 30е — 120 тс, на 50° —
200 тс и на 60° составляет 240 тс. Этим активным силам
противодействуют реактивные, обусловленные боковой
жесткостью самих рельсов, сопротивлением сдвигу
шпал в балласте поперек и вдоль пути и сопротивлени-
ем повороту рельсов относительно шпал в горизонталь-
ной плоскости в узлах промежуточных скреплений. Ис-
следован весь процесс выброса, который длится всего
0,2 с, и оценена роль почти всех действующих в нем
факторов. С учетом этого разработаны нормы устройства
и содержания бесстыкового пути, обеспечивающие дос-
таточные запасы его устойчивости.
Что же такое выброс?
Выброс бесстыкового пути — искривление всей пу-
тевой решетки (сразу обеих рельсовых нитей) в верти-
кальной или горизонтальной плоскостях. Чтобы произо-
шел выброс исправного бесстыкового пути, величина
продольных сил должна соответствовать повышению
температуры рельсов по сравнению е температурой зак-
репления («нейтральной» температурой) по крайней
мере в 1,8—2,0 раза большему, чем допускается Техни-
ческими указаниями, так как в ТУ уже заложены такие
запасы устойчивости.
При ясной тихой погоде в середине дня летом тем-
пература рельсов может быть больше температуры воз-
духа на 10—15°С (в средней полосе России), а утром и
вечером — на 3—5°С. Допускаемые повышения темпе-
ратуры рельсов по сравнению с нейтральной для раз-
ных конструкций верхнего строения и радиусов кри-
вых приведены в ТУ-91.
Форма искривления пути при выбросе в вертикаль-
ной плоскости близка к «смешанной» синусоиде: одна
волна длиной 8—12 м со стрелой изгиба 20—30 см в
середине возможна преимущественно при легких типах
пути — рельсы легче Р50, шпалы — деревянные, бал-
ласт — песчаный, скрепления — костыльные, а также
при тяжелом балласте, но незаполненных шпальных
ящиках. Обе рельсовые нити поднимаются (иногда на
разную высоту) вверх одновременно с обязательным
выдергиванием шпал из балласта. Шпалы сдвигаются
вдоль пути, к месту искривления, в балласте у их бо-
ковых граней образуются «щели». Подъем путевой ре-
шетки может быть и началом выброса вбок.
Формы искривления путевой решетки при горизон-
тальном выбросе на прямых и в кривых участках не-
сколько различаются. На прямых по мере нагрева рель-
сов искривления растут быстро, преимущественно в
одном месте — наиболее слабом. В результате на основ-
ном протяжении плети боковые неровности очень
малы (практически не видны на глаз), тогда как в зоне
собственно выброса (на 20—40 м) могут достигать де-
сятков сантиметров.
В кривых же боковые подвижки происходят посте-
пенно, начинаются достаточно рано (при нагреве
рельсов уже на 15—20°С по сравнению с температурой
закрепления) и происходят почти на всей длине кри-
вой, причем образуется несколько местных очагов ис-
кривления (обеих нитей в одну сторону). При дальней-
шем нагреве сдвиг в одном из очагов «обгоняет» дру-
гие сдвиги и в этом месте начинается выброс.
Общее для всех вариантов то, что искривление при
выбросе состоит из нескольких волн: одна или две
центральные с максимальными (до 30—40 см) стрела-
ми изгиба и несколько мелких, затухающих по обе
стороны от них. На прямых участках центральные вол-
ны могут быть односторонними или двухсторонними. В
кривых наибольший изгиб обычно односторонний,
наружу.
14
При выбросе путевой решетки вбок шпалы смеща-
ются поперек пути поступательно (параллельно одна
другой), не отрываясь от рельсов. Положение их кон-
цов повторяет форму изгиба («синусоиду»).
Смещения шпал на разных участках зоны выброса
не одинаковые: наибольшие — в вершинах волн изгиба
(прямых и обратных), наименьшие — в местах измене-
ния знака волны (в сторону поля или междупутья).
При искривлении путевой решетки из-за выброса
рельсы в горизонтальной плоскости поворачиваются от-
носительно шпал, причем на разные углы в разных зо-
нах выброса: близкие к 0° — в вершинах волн изгиба,
максимальные — в точках перегиба изогнутой оси
пути («синусоиды»), где могут достигать 45°. В этих ме-
стах прикрепители (закладные болты, шурупы) неред-
ко откалывают куски железобетонных или деревянных
шпал при повороте подкладки.
При выбросе, который происходит мгновенно (длит-
ся только 0,2 с) из-за резкого поперечного смещения
путевой решетки щебень от торцов шпал разлетается на
значительное расстояние и располагается на обочине и
междупутье так, что края рассыпанной массы почти па-
раллельны изогнутой оси пути. Наибольший «разлет» —
в вершине волн изгиба, наименьший — в местах сме-
ны знака искривления.
Если при деформации пути нарушено хотя бы одно
из этих восьми условий, то причина — не температур-
ные силы, а результат воздействия внешних боковых
сил, вызванных проходящим поездом.
Управлять отказами бесстыкового пути из-за темпе-
ратурного выброса можно изменением или температур-
ных сил, или сил сопротивления. Для этого существуют
технические и организационные меры, изложенные в
«Технических указаниях по устройству, укладке и со-
держанию бесстыкового пути». Строгое соблюдение
ТУ-91 гарантирует предотвращение выброса путевой
решетки в жару и разрыва плетей в морозы. Однако
необходимо иметь в виду, что температурный выброс
возможен только без поезда, перед движущимся поез-
дом или после прохода поезда. Под поездом выброс не-
возможен даже если были нарушения ТУ-91.
Сдвиг пути
За последние годы причина многих крушений, ава-
рий и браков, происшедших при положительных тем-
пературах на участках бесстыкового пути, квалифици-
рована как выброс колеи из-за возникновения в рель-
сах недопустимых температурных сил. Однако такие
выводы часто не подтверждаются при судебных рас-
следованиях. Искривление пути в плане может про-
изойти из-за поперечной подвижки колесами поезда
рельсошпальной решетки, причем не только бессты-
кового, но и звеньевого пути даже зимой, если про-
дольная сжимающая квази статическая (действующая
более 2 с) сила в поезде превышает установленные
МПС допускаемые значения. Поскольку сдвиг вызыва-
ют смежные тележки в разные стороны, внешне ко-
нечный результат похож на «змейку», образующуюся
при температурном выбросе.
При достижении в движущемся поезде продольной
квазистатической сжимающей силы 50 тс (при жест-
ком торможении возникают силы более 50 тс) группо-
вое боковое воздействие на путь колес исправной те-
лежки грузового вагона, ЦМВ и локомотива 4ТЭ10С
достигает в кривой с R = 300 м соответственно 4,0; 8,4
и 14,8 тс, а на прямой — 2,8; 6,4 и 13,3 тс. При сжима-
ющей силе 100 тс это воздействие возрастатет в кри-
вой с R = 300 м соответственно до 8,0; 16,9 и 29,6 тс,
а на прямой — до 5,7; 12,9 и 26,7 тс. На участках бес-
стыкового пути к групповому боковому воздействию
колес тележки добавляется боковое воздействие рель-
совых плетей на шпалы, связанное с ростом продоль-
ных сжимающих температурных сил в плетях из-за по-
вышения их температуры по сравнению с температу-
рой укладки (закрепления). Естественно, что дополни-
тельное воздействие рельсовых плетей на шпалу тем
больше, чем меньше радиус кривой. На прямых оно
бывает только в местах боковых неровностей колеи.
Как уже говорилось, сопротивление пути попереч-
ному перемещению под тележкой экипажа больше,
чем перед движущимся поездом. Если температурная
сила в рельсах превышает критическое значение, то
выброс должен произойти перед поездом. При этом
сходит с рельсов его головная часть. Температурные
боковые нагрузки плетей на шпалу составляют малую
долю (менее 4%) от нагрузки, необходимой для сдви-
га шпалы под тележкой порожнего вагона. Под тележ-
кой груженого вагона указанная доля еще меньше.
А возможен ли выброс под тележкой движущегося
поезда или же другими словами, возможно ли посте-
пенное поперечное перемещение под вагоном рель-
сошпальной решетки под действием постоянных тем-
пературных сил из-за ослабления связи шпал с балла-
стом между тележками вагона, в зоне отрицательного
(вверх) прогиба рельсов?
Оказывается, что при всех температурах сдвиг путе-
вой решетки происходит только под тележками и на
расстоянии 1 м в каждую сторону от нее. (Подробно об
этом рассказано в журнале «Путь и путевое хозяйство»
№ 5 за 1996 г., с. 17). Никаких подвижек в межтележеч-
ном пространстве не бывает. Незначительные остаточ-
ные сдвиги, накапливающиеся под колесами днем,
полностью или почти полностью исчезают после ноч-
ного понижения температуры. Средний остаточный
сдвиг, отнесенный к 1 млн. т пропущенного груза, со-
ставил 0,07 мм на вполне исправном пути и 0,18 мм
на пути с неисправностями. Таким образом, отрица-
тельный изгиб рельсов в межтележечном пространстве
не является причиной выбросов бесстыкового пути, а
общее накопление остаточных сдвигов рельсошпаль-
ной решетки при высоких температурах происходит
достаточно медленно (опасный для устойчивости пути
сдвиг накапливается после прохода 8—20 тыс. поездов
при высоких температурах) и также не может быть
причиной выбросов, поскольку в течение такого пери-
ода неизбежны и похолодания.
Если поезд резко затормозит, то из-за зигзагообраз-
ного расположения вагонов при набегании их на затор-
моженную переднюю часть состава могут передаваться
на путь более значительные поперечные силы, которые
в состоянии преодолеть сопротивление рельсошпальной
решетки сдвигу, и колеса могут сойти с рельсов. Однако
в этом случае причину схода следует квалифицировать
как сдвиг пути из-за превышения допускаемых попе-
речных сил, передаваемых от колес. Смежные тележки
сдвигают путевую решетку в разные стороны и она ста-
новится похожа на «змейку», образующуюся при гори-
зонтальном температурном выбросе.
При нарушении ТУ в рельсовых плетях в жаркую
безоблачную погоду могут возникать сверхнорматив-
ные (закритические) температурные сжимающие про-
дольные силы, которые в местах пониженного сопро-
тивления искривлению (температурному выбросу) ко-
4*
15
Таблица 1
Количество осей в зависимости от осевой нагрузки локомотива
и сжимающей силы в автосцепке
ц пет-
сцепления = 23 тс/ось Р = 25 тс/ось СТ '
(F] = 50 тс [F] = 100 тс (F| = 50 тс [F] = 100 тс
0,20 1 11 21 10 20
0,25 | 1 9 17 8 16
лей вызывают горизонтальную поперечную ее сдвижку.
Такое пониженное сопротивление бывает при неуп-
лотпенном (разрыхленном) балласте, когда примерно
на участке 50 м перед движущимся локомотивом рель-
сы начинают вибрировать, и может случиться выброс
при появлении в плетях сверхнормативных темпера-
турных сил. Наиболее слабое сопротивление выбросу —
примерно на расстоянии 3—5 м перед первой колесной
парой локомотива в зоне отрицательной полуволны
прогиба рельсов.
Типовые конструкции пути обеспечивают безопас-
ный пропуск поездов любого веса и любой длины при
соблюдении норм допускаемых продольных квазистати-
ческих сил сжатия в поезде. Как предотвратить такие
силы, если многосекционный локомотив расположен
в голове поезда? Расчеты показали, что количество
осей с действующими тормозами в таком локомотиве
не должно быть более приведенного в табл. 1. Это на-
дежная «непутсйская» мера предупреждения распора и
сдвига колеи. К сожалению, в настоящее время во
многих случаях она не выполняется.
Надежная мера предотвращения выжимания порож-
них вагонов, распора и сдвига колеи — это рассредото-
чение локомотивов по длине поезда так, чтобы в одном
месте число секций не превышало количества, когда
суммарная сила сцепления их колес с рельсами дости-
гает [F] и в режиме тяги, и в режиме торможения.
У типовых конструкций бесстыкового пути с желе-
зобетонными шпалами и скреплением КБ даже после
пропуска сверхнормативного тоннажа сопротивление
распору в 2—2,5 раза больше, чем у пути с деревянны-
ми шпалами и костыльным скреплением, и распор ко-
леи под поездом из-за увеличения продольных сжима-
ющих сил в поезде невозможен. При значительном
увеличении горизонтальной поперечной нагрузки от
Рис. 1. Схема расположения
внутренних
контактно-усталостных
трещин в головке рельса:
1 — продольно-наклонных;
2 — поперечных
колес раньше, чем разоп-
рет колею до критического
размера, произойдет сдвиг
колеи или накатывание
гребня на головку рельса
(выжимание порожних ва-
гонов).
Путейские меры пре-
дотвращения сдвига обще-
известны. Во-первых, это
уплотнение балластной
призмы и уширение ее
плеча, особенно по на-
ружной рельсовой нити
крутых кривых с присып-
кой балласта на 5 см выше
поверхности концов шпал.
Во-вторых, постановка в
середине шпал металли-
ческого фартука, прикреп-
ленного болтами и заглуб-
ленного на 10—15 см в
балласт. На участках с деревянными шпалами эффек-
тивно прикрепление к шпалам костылями внутри ко-
леи раскосов — металлических полос.
Контактно-усталостные повреждения
Причины и механизм контактно-усталостных по-
вреждений рельсов до сих пор до конца не изучены. Не
известно, почему дефекты 21 и 11 зарождаются только
в узкой зоне рабочего закругления головки рельса, где
возникают в основном сжимающие напряжения под
поездом и при укладке плетей в наружную нить кри-
вых (рис. 1). Частично ответ на этот вопрос дан в жур-
нале «Путь и путевое хозяйство» № 6 за 1997 г. (с. 4).
Доля таких повреждений велика (табл. 2). Ее рост
объясняется, во-первых, снижением количества отка-
зов по основным — изгибным напряжениям вслед-
ствие увеличения изгибной жесткости рельсов и жест-
кость рельсового основания, во-вторых, повышением
контактных напряжений вследствие увеличения осевых
нагрузок, скоростей движения и жесткости пути.
Указанные в табл. 2 два вида контактно-усталостных
трещин (ВПНТ и ВПТ) — основные причины оди-
ночных отказов рельсов и ограничения срока их служ-
бы между сплошными сменами. Интенсивность накоп-
ления ВПНТ и ВПТ определяется прочностью рельсо-
вого металла и условиями эксплуатации. Последние
оцениваются величиной и количеством контактных
давлений (напряжений) колеса на рельс. Эти давления
прежде всего зависят от колесной нагрузки, но при
прочих равных условиях в значительной мере обуслов-
лены продольной (зависящей от диаметра колеса) и,
особенно, поперечной (зависящей от износа) кривиз-
ной поверхности катания колес, а также формой кон-
тактирования колес с рельсами. Эта форма со време-
нем изменяется вследствие накопления износа поверх-
ности катания колес и рельсов и из-за многих других
факторов.
Рельсы под колесами движущегося экипажа откло-
няются от номинального (проектного) положения на-
ружу колеи, т.е. происходит их динамическая разук-
лонка по двум причинам. Во-первых, под воздействи-
ем колес подрельсовые зоны шпал не только упруго
оседают, но и разуклоняются. Из-за этого под тележка-
ми экипажей даже при отсутствии горизонтальных по-
перечных сил рельсы поворачиваются наружу колеи
относительно внутренних кромок подошвы. На ненаг-
руженных же шпалах (между тележками) они удержи-
ваются в первоначальном положении, т.е. рельсы скру-
чиваются.
Во-вторых, на рельсы действуют горизонтальные
распирающие колею поперечные силы при жестком
торможении поезда. На прямых участках (при отсут-
ствии торможения) рельсы разуклоняются меньше,
чем шпалы под ними, а в кривых — больше. При желе-
зобетонных шпалах из-за их большой изгибной жестко-
сти и более жесткой связи с ними рельсов динамичес-
кая разуклонка меньше, чем при деревянных шпалах.
Из-за динамической разуклонки рельсов место их
контаткта с колесами из середины поверхности головки
смещается к зоне рабочей выкружки, т.е. туда, где за-
рождаются ВПНТ и ВПТ. Сама площадь контакта умень-
шается, что увеличивает контактные напряжения, а зна-
чит, и контактно-усталостные повреждения. Главная
причина этого — накопление пластических деформаций
вверху головки в зоне контакта, что общепризнано.
На железных дорогах США провели следующий эк-
16 •
Таблица 2
сперимент. В головках рельсов высверлили отверстия
диаметром 1,96 мм и глубиной 19,05 мм перпендику-
лярно поверхности катания. В отверстия вставили ла-
тунные пробки. После пропуска по таким рельсам,
уложенным в наружной нити кривой, 68,3 млн. т груза
их изъяли из пути и распилили в местах расположения
латунных пробок. Оказалось, что пластическая дефор-
мация металла распространилась на глубину от 6,35 до
15,87 мм. Сделали вывод, что эта деформация свиде-
тельствует о превышении контактными напряжениями
предела текучести. Измерили твердость металла верха
головки рельсов после пропуска 515—728 млн. т груза и
установили, что пластические деформации «проник-
ли» на глубину 6—8 мм от поверхности катания. На
глубине до 6 мм наблюдались остаточная деформация
и разрушения цементитных включений.
Подобные эксперименты выполнили и на кольце
ВНИИЖТа. После пропуска 100—150 млн. т груза по
незакаленным рельсам Р65 при Рст = 23 тс/ось твер-
дость металла на глубине 3 мм от поверхности катания
в зоне рабочего закругления головки увеличилась в 2
раза и постепенно снижалась до первоначальной толь-
ко на глубине примерно 15 мм.
Доля напряжений, превышающих предел текучести
рельсового металла, тем больше, чем больше средние
осевые нагрузки и прокат колес. Но даже на участках,
где обращаются только составы с порожними вагона-
ми, не исключено возникновение таких контактных
напряжений. Это объясняется действием локомотивных
нагрузок, а также тем, что при наибольших неровнос-
тях на колесах и прокате динамические контактные
напряжения в рельсе под колесами порожних вагонов
могут быть существенно больше, чем под малоизно-
шенными колесами полногрузных вагонов.
Наиболее распространенное контактно-усталостное
повреждение — внутренняя продольно-наклонная тре-
щина (ВПИТ). Эта трещина возникает внутри головки
в зоне рабочего закругления и развивается вдоль рель-
са. С повышением осевых нагрузок глубина ее зарожде-
ния увеличивается. Так, в рельсах Р65, по данным ис-
пытаний на кольце ВНИИЖТа при Рст, равной 21, 23
и 25 тс/ось, средняя глубина расположения трещины
соответственно 5,2; 6,2 и 7,5 мм, а по данным дорог
при Рст, равной 14,5; 16,5; 19 и 20 тс/ось, — 4,5; 5,9;
7,2 и 7,7 мм.
Трещина, постепенно расширяясь, выходит на бо-
ковую рабочую грань головки. После этого облегчается
пластическое деформирование металла над трещиной,
появляется наплыв на боковую грань головки с обра-
зованием темного пятна на поверхности катания.
Впоследствии металл над трещиной выкрашивается
(рис. 2), причем длина ВПНТ может достигать 200 мм
и более. Затем возникает неровность на рабочей вык-
ружке рельса. На соединении трещины с боковой гра-
нью головки образуется угол (без закругления), что
повышает вероятность накатывания гребня колеса на
боковую грань головки рельса, особенно наружной
нити кривых. Такая трещина сама по себе не может
быть причиной излома под поездом, так как из-за нее
запас изгибной прочности рельсов снижается мало.
Тем не менее рельсы с выкрашиванием металла, пре-
вышающем определенные размеры, или с темным
пятном, заменяют. Скорость развития ВПНТ невелика
(0,3—0,7 мм/1 млн. т груза брутто). Поэтому по рельсам
после появления трещин пропускают 150—300 млн. т
груза, а потом изымают.
В испытаниях на кольце ВНИИЖТа при Рст = 23 и
Вид повреждения
Выкрашивание металла на
поверхности головки
Поперечные трещины в
головке (В ПТ)
Продольные трещины в
головке (ВПНТ)
Смятие и износ головки
Повреждения шейки
Повреждения подошвы
Изломы по всему сечению
Прочие дефекты
Распределение повреждений в различные годы. %
1950
3,1
1,6
10,3
3,3
68,4
3,4
1,4
8,5
1960
17,5
4,3
15,5
8,2
41,4
1,7
0,6
10,8
1970
25,3
17,6
8,6
22,7
17,3
5,3
0,3
2,9
1980
22,6
21,7
5,8
24,6
21,2
1,3
0,2
2,6
1990
19,4
22,1
5,4
31,7
17,6
1,5
0,2
2,1
1995
29,5
11,8
3,8
47,1
4,9
0,7
0,1
2,1
1996
36,5
12,1
3,9
40,1
4,2
0,6
0,1
2,5
25 тс/ось практически во всех отказавших по контакт-
но-усталостным дефектам рельсах трещины были за-
фиксированы в начальный период эксплуатации. Более
половины срока службы эксплуатировали рельсы с
ВПНТ в ожидании выкрашивания металла (дефект 11)
или ответвления от ВПНТ внутренней поперечной
трещины (ВПТ) — дефект 21. Очагом (концентрато-
ром) зарождения ВПТ, как правило, является ВПНТ
с изборожденной поверхностью развития, а очагом за-
рождения служат обычно неметаллические включения.
Согласно современной усталостной теории износа
общая картина контактного деформирования и кон-
тактно-усталостного повреждения головки рельса выг-
лядит так. Вследствие шероховатости поверхности ка-
тания вначале (новые рельсы) микронеровности колес
и рельсов взаимно внедряются или расплющиваются с
небольшим распространением пластических деформа-
ций сжатия вглубь головки. В результате многократного
воздействия колес образуется наклеп. При этом предел
текучести металла возрастает, иногда в несколько раз.
Иными словами, в процессе эксплуатации новых рель-
сов сначала происходит приработка системы «колесо-
рельс». В результате этого пластических деформаций в
зоне контакта может вообще не быть, если контакт-
ные напряжения не превышают первоначальный пре-
дел текучести рельсового металла на 70%. Если же он
несколько больше, то на поверхности пластических
деформаций нет, и внешне контакт выглядит вполне
упругим, однако под поверхностью контакта на неко-
торой глубине развиваются ощутимые деформации
пластического сдвига.
В результате пластических деформаций сжатия в
верхней части головки накапливаются остаточные на-
пряжения. Поэтому при многократных проходах колес
по одной и той же поверхности катания головки ее на-
пряженное состояние в зоне контакта зависит не толь-
ко от приложенной в данный момент нагрузки, но и
от остаточных напряжений.
ВПТ образуются значительно реже, чем ВПНТ, и до
достижения определенных размеров тоже не представ-
ляют опасности для движения поездов, так как нахо-
дятся в сжатой зоне, когда колесо над трещиной прак-
тически не снижает основного — изгибного сопротив-
ления рельса сверх допустимого предела. За период
развития трещины до размера, при котором ее выяв-
ляют и рельс заменяют, проходит 15—50 млн. т груза. В
разных странах критической считают разную площадь
ВПТ: в ФРГ, Франции, Венгрии, США соответствен-
но 50, 55, 45 и 100% площади сечения головки, в Рос-
сии — 30%.
Появление и развитие ВПТ во многом зависит, во-
первых, от фактической подуклонки рельса. В процессе
Рис. 2. Типичные контактно-усталостные повреждения
рельсов ВПНТ (а) и ВПТ (б и в) на наружной нити кри-
вой радиусом 400 м при подуклонках 1/20 (а и б) и !/«> (в)
эксплуатации статическая подуклонка постепенно из-
меняется, особенно на участках с деревянными шпа-
лами. Во-вторых, от формы (профиля) контактирую-
щих поверхностей катания колес и рельсов. Из сотен
фактических профилей изношенных колес нельзя об-
наружить полностью совпадающие профили даже при
одинаковом износе (прокате) по среднему кругу ката-
ния. Точно также из сотен фактических профилей из-
ношенной головки рельсов в разных кривых и даже в
одной кривой в сечениях, отстоящих друг от друга на
10 м и более, невозможно обнаружить полностью со-
впадающие профили даже при одинаковом боковом
износе на уровне измерения ширины колеи.
Если до середины 80-х годов максимум проката
(износа) колес находился в средней части поверхнос-
ти катания обода, то потом он сместился к основанию
гребня с интенсивным его подрезом (износом) у ос-
нования. Особенность износа колес в последнее деся-
тилетие заключается в том, что при интенсивном под-
резе гребня у одного колеса колесной пары износ
гребня другого колеса незначительный.
Все многочисленные формы контактирования но-
вых и изношенных (с разной степенью) колес с но-
выми и изношенными рельсами при различной дина-
мической подуклонке можно разделить на три группы.
Первая группа (5—10%) — контактирование новых ко-
лес с новыми рельсами при нормальной (1:20) подук-
лонке. Вторая группа (20—30%) — контактирование
изношенных колес с новыми рельсами при нормаль-
ной (1:20) подуклонке. Третья группа (60—75%) —
контактирование изношенного колеса с подрезом
гребня с изношенным рельсом. Это грубое деление,
потому что и в первой группе при отжатии гребнем
головки рельса с его наклоном (динамической разук-
лонке) может возникать одноточечное контактирова-
ние (вторая группа), а при третьей группе контактиро-
вания во время качения колеса обод может оторваться
от верха головки.
Основная причина зарождения (ответвления от
ВПНТ) и развития ВПТ — остаточные напряжения ра-
стяжения, которые существенно превышают напряже-
ния от изгиба рельса и циклически изменяются при
проследовании колес. На практике происходит так. В
рельсовой плети Р65 после ее укладки в наружную
нить кривой в зоне рабочего закругления головки (4—
14 мм от боковой рабочей грани) действуют постоян-
ные монтажные напряжения сжатия. В процессе эксп-
луатации постепенно в этой зоне из-за пластической
деформации металла накапливаются в верхней части
головки на глубине до 8—10 мм остаточные продоль-
ные напряжения сжатия, которые после пропуска
100—150 млн. т груза могут достигать 50 кге/мм2. На
глубине более 8—10 мм одновременно накапливаются
уравновешивающие их остаточные продольные напря-
жения растяжения.
Твердость металла в зоне действия сжимающих оста-
точных напряжений из-за наклепа постепенно увеличи-
вается и после пропуска 100—150 млн. т груза может
превысить твердость металла в зоне действия остаточ-
ных напряжений растяжения в 1,5—2 раза. На наружной
рельсовой нити форма контактирования относится в
основном ко второй группе. Именно из-за этого накап-
ливаются показанные остаточные напряжения в зоне
рабочего закругления головки. На прямых участках та-
кие напряжения во много раз меньше, поэтому ВПНТ
и ВПТ там возникают гораздо реже. На внутренней
рельсовой нити кривых они почти не образуются.
При проходе более 100—150 млн. т груза верхняя
часть головки рельсов наружной нити работает как
двухслойная балка. Твердость верхнего наклепанного
слоя металла в 1,5—2 раза выше, чем нижнего. Поэто-
му с некоторым приближением модель расчета верх-
ней части рабочего закругления головки может быть
уподоблена расчетной схеме рельса на сплошном уп-
ругом основании. Поскольку рельс и его основание
имеют разные физические характеристики, между
ними возникают продольные сдвигающие силы (на-
пряжения), и вертикальные напряжения связи имеют
разный знак под контактной силой и впереди нее (в
зоне отрицательного прогиба рельса).
Аналогичное происходит и в верхней зоне рабочего
закругления головки. Перед местом контакта на глуби-
не 4—10 мм появляются вертикальные напряжения ра-
стяжения, а под ним — сжатия. На 1/4 полуволны про-
гиба верхнего (наклепанного) слоя между этим слоем
и его основанием действуют максимальные продоль-
ные касательные напряжения сдвига. Поэтому на раз-
витие ВПНТ влияют оба указанных вида динамичес-
ких (точнее кинематических) напряжений во взаимо-
18
действии с остаточными и температурными напряже-
ниями. Температурные растягивающие напряжения в
зоне, где действуют максимальные остаточные про-
дольные напряжения от наклепа, зимой способствуют
ускоренному возникновению и развитию ВПТ. На за-
рождение ВПТ влияют также вибрационные волны от
удара колес с ползунами.
ВПТ зарождается тогда, когда ВПНТ еще не вышла
на боковую грань головки, т.е. когда остаточные сжи-
мающие напряжения в верхней части рабочего закруг-
ления головки максимальные. После выхода трещины
на боковую грань головки из-за пластической дефор-
мации металла остаточные продольные напряжения
над ВПНТ резко снижаются, соответственно уменьша-
ются и уравновешивающие их остаточные растягиваю-
щие напряжения под ВПНТ. В этом случае дефект 21
уже не возникает.
Длительное время спорили, где зарождается ВПТ
— от края ВПНТ или от бороздок середины уже обра-
зовавшейся ВПНТ. Мы согласны с большинством спе-
циалистов, считающих, что ВПТ зарождается на ост-
рие края ВПНТ. В журнале «Путь и путевое хозяйство»
№ 6 за 1997 г. (с. 6) опубликованы результаты опытов,
подтверждающие описанное объяснение причин появ-
ления контактно-усталостных повреждений рельсов, а
также преимущества двухточечного контактирования
колес с рельсами.
Управлять отказами бесстыкового пути из-за кон-
тактно-усталостных повреждений плетей можно без
существенных материальных затрат, а лишь перерасп-
ределением местных (контактных) напряжений по
ширине головки рельса. Прежняя концепция одното-
чечного контактирования колес с рельсами никогда и
никем нс проверялась экспериментально в части влия-
ния его на контактно-усталостные повреждения рель-
сов. Такую проверку и сделать-то нельзя, так как на
сети дорог по любому сечению пути за период норма-
тивного ресурса рельсов проходят колеса с различным
износом. Двухточечное (точнее двухместное) контакти-
рование колес с рельсами — наилучшее, а одноточеч-
ное для путейцев — наихудшее. Это доказано экспери-
ментами на кольце ВНИИЖТа.
Еще один вид контактно-усталостных повреждений
— вертикальная трещина в головке рельсов внутренней
нити кривых (дефект 30.В). Причины и механизм ее об-
разования и развития подробно описан в журнале «Путь
и путевое хозяйство» № 4 за 1996 г. (с. 29). Коротко на-
помним следующее. В крутых кривых большинство колес
движется с прижатыми греблями к головке наружной
рельсовой нити. На внутренней нити изношенные коле-
са вызывают повышенный наклеп металла в средней
части головки. Под наклепанным слоем после пропуска
значительного тоннажа возникает внутренняя усталост-
ная трещина, причем быстрее на незакаленных рельсах.
У линейных работников обычно внутренний рельс с
расплющенной головкой не вызывает опасения. И на-
прасно, потому что после откола внутренней части го-
ловки, как правило, поезд сходит с рельсов.
Как предупреждать контактно-усталостные повреж-
дения рельсов? Поскольку причина таких повреждений
— остаточные напряжения в верхней части головки
из-за пластической деформации металла в зоне кон-
такта с колесами, надо «переместить» местные кон-
тактные напряжения из зон, где они вызывают по-
вреждения, в зоны, где повреждения не возникают.
Существуют три группы соответствующих технических
мер. Первая группа — это меры, регламентирующие
4# SO мм
Вышлисро&ха
Рис. 3. Остановка роста внутренней поперечной усталостной
трещины (дефект 21)
состояние колес подвижного состава.
1. Создание припуска на износ при обточке в депо
эксплуатируемых колесных пар. По предварительным
соображениям указанный припуск должен выполнять-
ся по перевернутой форме фактического износа колес
на дорогах сети с прокатом 1 мм по оси круга катания.
2. Создание при обточке эксплуатируемых колес в
депо канавки глубиной 1 мм и шириной 8—10 мм у
основания гребня с тем, чтобы не было контактирова-
ния колеса с рельсом в зоне 4—14 мм от боковой ра-
бочей грани головки в течение возможно большего
времени между смежными обточками колес.
3. Уменьшение допускаемого проката (износа) ко-
лес между смежными их обточками.
Вторая группа — путейские меры.
1. Увеличение подуклонки наружных рельсовых ни-
тей кривых до 1/12 при помощи клинчатых подрельсо-
вых прокладок.
2. Шлифовка РШП рабочего закругления головки
новых рельсовых плетей наружных нитей кривых с це-
лью понизить и вывести зону контакта с колесами в
среднюю часть поверхности катания головки. В после-
дующем фаска возобновляется по мере ее «закатыва-
ния» или износа.
3. Увеличение на 20% возвышения наружного рель-
са в пологих (R>800 м) кривых для частичного повы-
шения интенсивности бокового износа наружной
рельсовой нити и снижения за счет этого контактно-
усталостных повреждений.
Третья группа мер касается изменения профиля го-
ловки рельсов при их прокатке на заводе — пониже-
ние на 1—2 мм поверхности головки в зоне 4—14 мм
от боковых граней — и выпуск рельсов специального
профиля для наружных нитей кривых.
Одним из технических решений может быть разра-
ботанный ВНИИЖТом способ остановки роста ВПТ,
позволяющий эксплуатировать рельсовую плеть с та-
кой трещиной без ограничения скорости до очередно-
го капитального ремонта (обновления верхнего строе-
ния) пути. Суть способа — разрядка продольных сжи-
мающих остаточных напряжений наклепа над трещи-
ной в зоне рабочего закругления головки шлифовкой
с постановкой (для страховки) шестидырных накладок
на четыре крайних болта (рис. 3).
(Продолжение следует)
19
ПОВТОРНОЕ ИСПОЛЬЗОВАНИЕ МАТЕРИАЛОВ
ВЕРХНЕГО СТРОЕНИЯ ПУТИ
НА ОКТЯБРЬСКОЙ МАГИСТРАЛИ
ВРЕМЕННЫЕ ТЕХНИЧЕСКИЕ УКАЗАНИЯ ПО
ПЕРЕБОРКЕ И ПРИМЕНЕНИЮ СТАРОГОДНОЙ
РЕШЕТКИ С ЖЕЛЕЗОБЕТОННЫМИ ШПАЛАМИ,
РЕЛЬСАМИ ТИПА Р65 И СКРЕПЛЕНИЯМИ КБ-65
(№ ПДЛ—30/15 ОТ 15.03.96)
1. СФЕРЫ ПОВТОРНОГО ПРИМЕНЕНИЯ
И ТРЕБОВАНИЯ К СТАРОГОДНОЙ
РЕЛЬСОШПАЛЬНОЙ РЕШЕТКЕ (табл. 1)
Таблица 1
Группа
годности
рельсо-
шпально!
решетки
IB
ПА
Сочетание
класса.
группы и
категории
пути
ЗГ4, ЗД4
ЗА6, ЗБ6
4В6.4Г5,
4 Гб
Группа годности элементов повторно
используемой рельсошпальной решетки
Вид ремонта
рельсов
скреплений
шпал, эпюра
укладки
Р65,1—В
(Наработка
не более
700 млн.т
брутто)
Р65,1—В
(Наработка
не более
1000 млн.т
брутто)
1-70%;
Новые —
I -100%
II -100%
ПБ 4Д5,4Д6 Р65, II
III
Пути 5-го
класса
Р65, III
II -100%
II -100%
I (эпюра 1840
шт./км на прямых
и в кривых
R>1200 м;
2000 шт./км в
кривых R<1200 м)
I и II (эпюра 1600
шт./км на прямы?
и в кривых
R > 1200 м; 1840
шт./км в кривых
Rg 1200 м)
II (эпюра
1440 шт./км на
прямых и
в кривых
R > 650м;
1600 шт./км
в кривых
R<650 м)
рельсошпаль-
ной решетки
Полная
разборка и
переборка
на базе
Без
разборки с
заменой
элементов
скреплений
и шпал, не
отвечающих
требованиям
II группы
годности
Примечания. 1. Старогодные рельсы, предназначенные
для укладки в пути 3-го класса, а также в главные пути 4-го клас-
са с грузонапряженностью более 10 млн. т брутто на 1 км, должны
подвергаться профильной шлифовке в пути со сплошной диагнос-
тикой. Старогодные рельсы для остальных путей 4-го класса долж-
ны быть продиагностированы и не иметь признаков дефектности
для данной группы и категории пути. 2. При переборке решетки I и
II групп годности по одной рельсовой нити следует обязательно
укладывать типовую нашпальную прокладку КБ-10, а по другой —
СП-487 с несимметричными буртиками 11,5 и 19,5 мм с располо-
жением буртика 11,5мм снаружи колеи. Рельсовую нить с проклад-
ками СП-487 маркировать буквой «С» белой краской.
внутренней нити. В прямых участках — по нити,
содержащейся с возвышением, согласно утверж-
денному начальником дистанции пути перечню
прямых участков с указанием, на каком километ-
ре, пикете какая нить должна иметь возвышение
на 5 мм. Выписка из указанного перечня на ремон-
тируемые участки по запросу ПМС выдается дис-
танцией пути.
2. ТРЕБОВАНИЯ К ЭЛЕМЕНТАМ
РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ
2.1. Старогодные рельсы должны соответство-
вать требованиям «Указаний об использовании
старогодных рельсов на железных дорогах широкой
колеи» от 26.05.84 и ТУ 32 ЦП/561—93 на рельсы
железнодорожные старогодные отремонтирован-
ные сварные. Признаки, определяющие группу
годности рельсов и допускаемые значения повреж-
дений, приведены в табл. 2.
Показатель
Пропущенный тоннаж сверх нормы, %
Износ головки, мм не более:
приведенный
горизонтальный
вертикальный
Плавные вмятины и забоины
Уменьшение толщины подошвы от
коррозии
Равномерный наплыв металла на
боковой грани без признаков трещин и
расслоений:
со стороны грани рабочей
нерабочей
Волнообразный износ верхней
поверхности головки при измерении от
линейки длиной 1 м
Смятие головки в сумме с провисанием
концов
Седловины
Таблица 2
Для групп годности
I-В II | III
До 50 вкл. Не нормируется
9
10
9
2
2
1
2
1,5
3
11
13
10
3
3
16
13
10
4
4
3
6
При формировании пакетов для укладки звенья
ориентировать таким образом, чтобы рельсовая
нить с прокладками СП-487 (маркированная бук-
вой «С»), в кривых участках располагалась по
2. 2. Промежуточные рельсовые скрепления для по-
вторной укладки должны соответствовать требовани-
ям, приведенным в табл. 3.
20
Таблица 3
Элемент скрепления Вид дефекта Требования к 1руине годности деталей скреплений
I II
Подкладки Усталостные трещины (морщины) в подкладке Увеличение высоты реборды в зоне клеммного болта, мм Вогнутость подрель- совой части подкладки, не более, мм Не допускаются До 37 1,0 Допускаются Не нормируется 2,0
Клеммы Износ короткой (внутренней) опоры, мм До 2,0 Не нормируется
Болты закладные Уменьшение диаметра болта в месте износа, мм До 18,0 До 16,0
Болты клеммные Уменьшение диагонали подголовка закладного болта, мм До 30,0 Не нормируется
Шайбы двухвитковые Бывшие в эксплуатации Не допускаются Допускаются без признаков разрушения
Втулки изолирующие Трещины Не допускаются Допускаются без признаков разрушения
Прокладки нашпальные, подрельсовые Бывшие в эксплуатации Не допускаются Допускаются без признаков разрушения
2.3. Железобетонные шпалы для повторной уклад-
ки должны соответствовать требованиям, приведен-
ным в табл. 4.
Таблица 4
Показатель
Пропущенный тоннаж с
момента первой укладки шпал
в путь
Срок службы шпал с момента
первой укладки в путь, лет
Поперечные трещины в бетоне
Продольные трещины в бетоне
Отколы бетона:
на кромках подрельсовых
площадок
на прочих кромках шпалы
Дефекты в отверстии для
закладного болта, ведущие к
его проворачиванию (сколы
рабочих кромок, износ
закладной шайбы и др.)
Непрямолинейность
(вогнутость) подрельсовой
площадки, измеряемая
наибольшей стрелой прогиба
Требования к группе юдности шпал
I | II
Не нормируется
Не нормируется
Не допускаются
Не допускаются
Допускаются длиной
не более 30 мм и глу-
биной не более 10 мм
Допускаются длиной
не более 100 мм и
глубиной не более
30 мм без обнажения
арматуры
Не допускаются
Не более 1 мм
Наибольшее раскры-
тие трещин до 1 мм
без разрушения бетона
Наибольшее раскры-
тие трещин до 3 мм
без разрушения бетона
Допускаются длиной
не более 100 мм и глу-
биной не более 30 мм
Допускаются длиной
не более 300 мм и
глубиной не более
60 мм
Допускаются не
более 10% общего
числа шпал и не
более 5 шт.подряд
Не более 5 мм
3. ТЕХНОЛОГИЯ СОРТИРОВКИ ЭЛЕМЕНТОВ
РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ
ПО ГРУППАМ ГОДНОСТИ
3.1. При переборке путевой решетки все узлы при-
крепления — клеммные и закладные болты — подле-
жат полной разборке и дефектации (кроме решетки,
предназначенной для укладки в пути 5-го класса).
Элементы, не отвечающие требованиям данных
технических условий, подлежат выбраковке и замене.
3.2. Рельсы и все узлы скреплений должны быть
Рис.1
очищены.
3.3. Сортировка очищенных металлических элемен-
тов скреплений по группам годности ведется раздель-
но методом калибровки. При сортировке используют
калибровочные шаблоны для клемм (рис. 1 ,а), клемм-
ных и закладных болтов (рис. 1,6), подголовка заклад-
ного болта (рис. 1,в) и подкладок (рис. 2).
3.4. Для сортировки клемм используется шаблон
(изготовленный из подкладки) с размерами, приве-
денными на рис. 1,а. Клеммы I группы годности при
наложении на шаблон должны плотно опираться свои-
ми опорами в точках А и Б. Если опирание происходит
в точках А и В или В и Б, то клемма относится ко II
группе годности. Шаблон стационарен и размещается
на столах, установленных на сортировочной площадке.
3.5. Клеммные и закладные болты проверяются на
исправность резьбы и по диаметру в месте износа по
шаблону (рис. 1,6), а также диагонали подголовка зак-
ладного болта с использованием шаблона, приведен-
ного на рис. 1,в.
При сортировке подкладок их пригодность оцени-
вается наличием микротрещин («морщин»). Вогнутость
между ребордами измеряется с помощью шаблона,
приведенного на рис. 2.
3.6. При сортировке железобетонных шпал руковод-
ствуются тем, что все шпалы, снимаемые с участков
эксплуатации в средней части рельсовых плетей, сле-
дует относить к I группе годности, за исключением
разрушенных, имеющих сколы бетона и дефекты, ве-
дущие к проворачиванию закладного болта, а также
эксплуатировавшихся с изломанными подкладками.
3.7. Каждое звено перебранной путевой решетки в
зависимости от группы годности должно иметь в соот-
ветствии с табл. 1 (первая графа) маркировку, наноси-
мую на каждый рельс с внутренней стороны колеи бе-
лой краской буквами высотой 100 мм.
Кроме того, дополнительно наносится буква «С»
на рельсовой нити, собранной с нашпальными про-
кладками СП-487.
Временные технические указания по применению
старогодной путевой решетки с железобетонными шпа-
лами, старогодных железобетонных шпал и рельсовых
скреплений № ПДЛ—30/5 от 11.10.94 отменяются.
ВРЕМЕННЫЕ ТЕХНИЧЕСКИЕ УКАЗАНИЯ ПО
ПОВТОРНОМУ ИСПОЛЬЗОВАНИЮ СТАРОГОДНЫХ
РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ
ТИПА Р65 (№ ПДЛ-30/7 от 10.04.96)
1. ОБЩИЕ ПОЛОЖЕНИЯ
3. СФЕРЫ ПРИМЕНЕНИЯ
СТАРОГОДНЫХ РЕЛЬСОВЫХ ПЛЕТЕЙ
1.1. Рельсовые плети, изъятые при капитальном
ремонте и подлежащие повторной укладке в путь,
должны соответствовать требованиям действующих
«Указаний об использовании старогодных рельсов на
железных дорогах широкой колеи» от 26.05.84 с изме-
нениями согласно указаниям МПС от 18.03.92, «Тех-
нических условий ТУ ЦП/561—93», «Технических
указаний по устройству, укладке и содержанию бес-
стыкового пути», ВТУ—95 на работы по ремонту и
планово-предупредительной выправке пути и настоя-
щих ВТУ.
1.2. Класс путей для повторного использования
плетей определяется в соответствии с ВТУ—95 в за-
висимости от состояния плетей и пропущенного тон-
нажа в первый срок службы.
1.3. Рельсовые плети, предназначенные к укладке
в пути 3-го класса, а также в главные пути 4-го клас-
са с грузонапряженностью более 10 млн. т*км брутто
на 1 км в год, шлифуются в пути рельсошлифоваль-
ным поездом «SPENO». В остальные пути 4-го и 5-го
классов рельсовые плети могут перекладываться без
шлифовки.
1.4. Старогодные рельсовые плети ремонтируют на
местах их повторной эксплуатации или на станцион-
ных путях внутри колеи.
1.5. Участки капитального ремонта пути, с кото-
рых рельсовые плети будут сниматься без разрезки, и
участки, на которые они будут перекладываться, дол-
жны быть назначены при планировании работ на
предстоящий год техническим отделом службы пути.
2. ГРУППЫ ГОДНОСТИ
СТАРОГОДНЫХ РЕЛЬСОВЫХ ПЛЕТЕЙ
Старогодные рельсовые плети укладываются на
путях 3-го—5-го классов. В табл. 2 приведены сферы
применения старогодных рельсовых плетей.
Группа годности
1-ВПн
II- ВПсн
II П
III П
Таблица 2
Класс, группа и категория путей
ЗГ4, ЗД4
ЗА6, ЗБ6, 4Г5, 4Г6, 4В6
4Д5,4Д6
Пути 5-го класса
4. ПЛАНИРОВАНИЕ РАБОТ
И ПОДГОТОВКА СТАРОГОДНЫХ РЕЛЬСОВЫХ
ПЛЕТЕЙ К ПЕРЕКЛАДКЕ
В табл. 1 приведены признаки, определяющие
группу годности старогодных рельсовых плетей
типа Р65.
Таблица 1
Значение, мм
Показатель
Шлифованные
поездом «SPENO»
1-ВПн 1-ВПсн
Нешлифо-
ванные
II П |ш П
Наработка, млн.т брутто
Приведенный износ головки, не более
Горизонтальный износ головки, нс более
Вертикальный износ головки, не более
Плавные вмятины и забоины, не более
Уменьшение толщины подошвы от
коррозии, не более
Равномерный наплыв металла без трещин
и расслоений со стороны грани (не более)
рабочей
нерабочей
Волнообразный износ поверхности
катания головки на длине 1 м, не более
Не более
700
Не более
1000
11
8
10
3
3
2
3
2
16
8
10
4
4
6
4.1. После утверждения плана капитальных работ на
предстоящий год техническим отделом службы пути на
основании данных рельсо-шпало-балластных карт опре-
деляются участки пути, с которых будут сниматься и на
которые будут укладываться старогодные рельсовые
плети.
4.2. Дистанциям пути дается указание представить
данные по снимаемым плетям по форме, приведенной
в приложении 1 (там же дан и пример заполнения). От-
ветственность за достоверность данных несет зам. ПЧ.
4.3. По представленным данным Дорожная лаборато-
рия пути (ПДЛ) предварительно определяет ориенти-
ровочную группу годности плетей, потребность и объе-
мы шлифования и ремонта плетей, а также классы ли-
ний, на которых могут использоваться плети после со-
ответствующего ремонта. При этом разрабатываются не
менее двух вариантов отнесения плетей к различным
группам годности в зависимости от объемов шлифова-
ния и ремонта.
4.4. При определении группы годности старогодных
плетей учитывают предполагаемое количество сварок
машиной ПРСМ по окончательному восстановлению
плети, в которые входят места с временным восстанов-
лением, выполненном до снятия плети, и дефекты, тре-
бующие вырезки для данной группы годности плетей.
4.5. На основании этих данных ПТ согласовывает с
ПГК и ПКР объемы и сроки ремонтов, шлифования,
транспортировки плетей к местам повторной укладки и
выдает технические задания на проектирование ремон-
тов пути и шлифование старогодных плетей.
4.6. До начала сезона составляется специальный
комплексный график проведения указанных работ, вы-
деления техники, маршрутов плетевозных составов. Гра-
фик с перечнем плетей, подлежащих перекладке, с
указанием объемов их шлифования и ремонта, мест по-
вторной укладки и сроков выполнения работ, подго-
товленный ПТ, утверждается заместителем начальника
дороги и доводится до причастных предприятий и ПКР
22
для планирования работ и оперативного контроля.
4.7. По плетям, требующим при перекладке обяза-
тельного шлифования в пути (см. п. 1.3), пропускается
поезд «SPENO» в течение года до их снятия или в тече-
ние шести месяцев после их укладки на место повтор-
ной эксплуатации.
4.8. Плети перед их снятием подлежат маркировке.
Осмотр и маркировка рельсов должны проводиться не
ранее, чем за два месяца до их снятия комиссией в со-
ставе: представителей дистанций пути, с которой сни-
маются рельсовые плети (ПЧЗ или ПЧГ, ПД и операто-
ра дефектоскопа) и на которую они будут укладываться
(не ниже ПДС). Результаты осмотра и маркировки рель-
сов оформляются актом (Приложение 2).
4.9. Маркировка выполняется следующим образом. В
начале и в конце каждой рельсовой плети в 4 м от тор-
ца, на внутренней стороне шейки, делается запись в
следующей последовательности: номер ПЧ, где снята
плеть; номер плети по ведомости; номер ПЧ; кому она
отправляется; длина в метрах с точностью до см; группа
годности плети, которая отмечается в соответствии с
табл. 1. Термоупрочненные рельсы маркируются буквой
«Т». На рельсах, снятых с участков пути, в кривых до-
полнительно указывается буква «В» или «Н» соответ-
ственно для внутренних и наружных нитей.
При маркировке плетей места с дефектами, подле-
жащими вырезке, в том числе по рис. 10, 11, 14 и 17
глубиной 2 мм и более, помечаются косым крестом на
шейке рельса, а их границы — парами вертикальных
полос шириной 10 мм. Если плети перед снятием были
подвергнуты шлифованию поездом «SPENO», то к чис-
лу дефектных относятся места с неровностями на по-
верхности катания головки рельса (дефекты по рис. 40,
41, 46, 49, размеры которых превышают допускаемые
для группы годности плетей (см. табл. П1), установлен-
ной проектом.
4.10. Наличие маркировки и ее правильность проверя-
ются при сдаче участка в ремонт представителями ПЧ и
ПМС в должности не ниже ПДС и производителя работ.
4.11. Ответственность за правильность маркировки и
достоверность данных, указанных в акте, несет пред-
ставитель дистанции пути, с участков которой снимает-
ся плеть.
4.12. Не ранее, чем за 10 дней до снятия, должны
проводиться наружный осмотр плетей, проверка дефек-
тоскопами. Дефектные места помечаются на шейке
рельса для последующей вырезки.
5. ТРАНСПОРТИРОВКА
СТАРОГОДНЫХ ПЛЕТЕЙ
5.1. Перед погрузкой старогодных рельсовых плетей
их концы при помощи портального крана (или другим
способом) устанавливаются на полушпалки на высоту,
позволяющую им войти в лотки платформы спецсоста-
ва. При погрузке рельсовых плетей на них надвигается
спецсостав.
Рекомендуется следующую пару плетей стыковать
накладками с погружаемыми плетями, чтобы исклю-
чить дополнительную операцию вывешивания концов
плетей. После подъема концов второй пары плетей на
платформу накладки снимаются, плети направляются
на соответствующие ролики.
5.2. Старогодные рельсовые плети доставляют на
рельсовозном составе в соответствии с «Инструкцией
по эксплуатации состава рельсовозного для перевозки
800-метровых плетей» № ЦП/4596 от 31.05.88.
6. ОКОНЧАТЕЛЬНЫЙ РЕМОНТ И УКЛАДКА
В ПУТЬ СТАРОГОДНЫХ ПЛЕТЕЙ
6.1. Окончательно старогодные плети ремонтируют
внутри колеи, на месте их повторной укладки или на
станционных путях станций, прилегающих к перего-
нам, с которых снимаются или на которые будут укла-
дываться старогодные плети.
6.2. К месту ремонта плети прибывают с маркиров-
кой и отметкой мест, где дефекты необходимо вырезать
(п. 4.9). На каждую плеть должен иметься акт состояния
плети по форме (см. Приложение 2).
6.3. Плети ремонтируют силами РСП с формирова-
нием плети проектной длины. При этом дефектные ме-
ста вырезаются и восстанавливаются с использованием
машины ПРСМ в соответствии с ТУ—91 по устрой-
ству, укладке и содержанию бесстыкового пути и ТУ
32—561—91 на рельсы железнодорожное старогодные
отремонтированные сварные. Концы рельсовых плетей
с отверстиями обрезаются. Окончательная длина плети
должна соответствовать проектной.
6.4. Плети групп годности I-ВПн и I-ВПсн, перело-
женные без предварительного шлифования перед сня-
тием, должны быть отшлифованы специальными поез-
дами в течение шести месяцев после их укладки на мес-
то повторной эксплуатации. Плети шлифуют после
окончательного ремонта. Запрещается оставлять в пути
после шлифования плетей дефекты по рис. 40, 41, 46 и
49, размеры которых превышают допускаемые для
соответствующих групп годности. Размеры неровностей
контролируются работниками рельсошлифовального
поезда, которые составляют ведомость оставшихся не-
ровностей (Приложение 3).
6.5. Выполненные работы по шлифованию принима-
ет работник дистанции пути, на участки которой плети
будут перекладываться, по должности не ниже старше-
го дорожного мастера, что оформляется актом. К нему
прикладывается составленная работниками рельсошли-
фовального поезда ведомость расшифровки записей со-
стояния рельсовых плетей по волнообразному износу и
неровностям в сварных стыках после шлифования по
форме, приведенной в Приложении 3.
Копия акта и ведомости высылаются в технический
отдел службы пути для принятия решения о достаточ-
ности шлифования и дополнительных работах.
Работы по шлифованию оплачивают только после
утверждения руководством службы пути этого акта.
6.6. В уравнительных пролетах, как правило, долж-
ны укладываться отремонтированные старогодные
рельсы типа, группы годности и вида закалки, соот-
ветствующие плетям. Как исключение, допускается
укладка рельсов, имеющих более высокую группу
годности. Несовпадение стыкуемых концов рельсов не
должно превышать по высоте 1 мм и по ширине го-
ловки 2 мм.
6.7. Для обеспечения прочности и устойчивости при
эксплуатации старогодные рельсовые плети должны
быть закреплены на шпалах в строго определенном ин-
тервале температур, который рассчитывают при проек-
тировании согласно ТУ—91 с учетом их повторного ис-
пользования. При этом допускаемые по условию проч-
ности понижения температуры (At) рельсовых плетей
по сравнению с температурой их закрепления для бес-
стыкового пути с незакаленными рельсами первого
срока службы, рассчитанные в зависимости от типа
обращающегося локомотива и допускаемой скорости,
уменьшают на 5°С.
23
Приложение 1
Характеристика старогодной плети, планируемой к перекладке
Перегон_____________________________________путь №____________________плеть №_________нить ______________
(правая, левая)
Начало плети, км ПК+
Конец плети, км ПК+
Длина плети м
Кривая R м
Расстояние от начала плети до начала бокового износа
Тормозной участок с км
(имеется, нет)
____ м Рельсы______________________________
м (тип, группа, т/у)
Пропущенный тоннаж млн. т брутто
Вертикальный износ мм
Боковой износ мм
__________________________________________ м
П К до км П К
Таблица П1
Наличие дефектов глубиной 1,5 мм и более ио рисункам: 10.2; 11.2; 14.2; 17.2; 18.2; 40.2; 41.2; 43.2; 46.3; 49.2; 85.2; 86.3 № рис. (количество)* Глубина, мм Длина, мм 10.2 1,5 0,2 46.3 (3 шт) 1,5 46.3 (5 шт) 1,6- 2,0 10.2 (н)** 2,0 0,2
Расстояние от начала плети, м 230 533
Место временного восстановления плетей № п/и 1 2
Длина вставки, м 11 8
Расстояние от начала вставки до начала плети, м 473 550
В том числе количество мест, вырезанных по рис.69 — 1 шт
* При наличии на плети более трех дефектов ио каждому из следующих рисунков (40.2, 49.2 и 46.3) указывать для каждого рисунка общее количество мест с дефектами глубиной 1,5 мм. то же
самое при глубине дефектов от 1,6 до 2,0 мм и при глубине более 2,0 мм.
** Дефекты, взятые в накладки, обозначаются индексом «Н*
Заместитель начальника дистанции
(подпись)
Пример заполнения таблицы П1
1. На плети имеются: один дефект по рис. 10.2 глубиной h = 1,5 мм и длиной 1 = 0,15м, расположенный на расстоянии
L = 230 м от начала плети. Кроме того, имеется восемь дефектов по рис. 46.3, из которых 3 шт глубиной 1,5 мм и 5 шт
глубиной от 1,6 до 2,0 мм. Один дефект по рис. 10.2 Н — взят в накладки.
2. На плети в процессе эксплуатации были вырезаны два дефекта, один из которых по рис. 69. В местах вырезки имеются
вставки длиной 8 и 11 м на расстоянии соответственно 473 и 550 м от начала плети.
Приложение 2
ПЧ____________
Г ород__________
УТВЕРЖДАЮ:
Начальник дистанции пути
(с которой снимаются плети)
________ (подп и с ь)
«»199 г.
АКТ 1
о состоянии старогодных рельсовых плетей
Комиссия в составе:
Председатель зам. ПЧ______________________________________________________________________________________________
(с которой снимаются плети)
Дорожный мастер ..................................................................................................
(линейный участок, с которого снимаются плети)
Представитель ПЧ ___________________________________________ _____________________________________________________
(на которой будут укладываться плети)
Оператор дефектоскопа ____________________________________________________________________________________________
обследовал состояние рельсовых плетей, нанес маркировку на участке перегона по пути
с км ПК по км ПК.
Работа РШП «SPENO» была осуществлена___________________________________
(дата)
выполнено проходов.
По техническому состоянию рельсовые плети отнесены к следующим группам (см. далее).
Характеристика старогодной плети (после шлифования РШП «SPENO», шлифование не проводилось)
(не нужное зачеркнуть)
Перегон ____________________________ путь №_______________________ плеть №_______ нить^___________
(правая, левая)
Начало плети, км____________________ПК________+ _____м Рельсы ________________
(тип, группа, т/у)
Конец плети, км ПК+ м
Длина плети ________________________м Пропущенный тоннаж_________________млн. т брутто
Кривая R м Вертикальный износ_________________мм
Боковой износ _____________________мм
Расстояние от начала плети до начала бокового износа м
Группа годности плети_________________________________
’Акт составляется в пяти экземплярах: 2 экз. — для ПМС, ведущих работы; 2 экз. — для дистанций пути, на которых снимаются и уклады-
ваются плети; 1 экз. — в ПТ службы пути.
24
Таблица П 2
Наличие дефектов глубиной 1,5 мм и более по рисункам: 10.2; 11.2; 14.2; 17.2; 18.2; 40.2; 41.2; 43.2; 46.3; 49.2; 85.2; 88.3 № рис. (количество) 46.3* (1 деф.) 10.2н* (1 деф.)
Глубина, мм 1 ,8 1,5
Длина, мм — 6,2
Расстояние от начала плети, м ж 533
Место временного восстановления плетей № п/п 1 2
Длина вставки, м 1 1 8
Расстояние от начала вставки до начала плети, м 473 550
Втом числе мест, вырезанных по рис.69 — 1 шт
Общее количество мест, подлежащих восстановлению машиной ПРСМ * Дефекты подлежат вырезке 4 места
Представители дистанций: ПЧ_ (подпись) ПЧ (подпись)
Дорожный мастер(подпись) Оператор дефектоскопа (подпись)
Приложение
3
Октябрьская ж. д.
ПЧ________________
Ведомость расшифровки записей неровностей на поверхности катания головки рельса до и после шлифования
Перегон______________________________________________
Измерения проведены: до шлифования 19 г. прибором «SPENO» АС-905Т
после шлифования 19 г. прибором «SPENO» АС-905Т
До 0,3
вкл.
Количество мест на поверхности катания головки с неровностями, имеющими глубину, мм
до шлифования
после шлифования
От 0,3
От 0,5
до 1,0
От 1,0
до 2,0
Более
До 0,3
вкл.
От 0,5
до 1,0
От 1,0
до 1,5
Более
Представитель ПЧ(подпись)
Начальник РШ П(подпись)
(мастер)
(По материалам Сборника нормативно-технических документов Октябрьской магистрали)
Сферические фланцы для соединения труб
При монтаже трубопровода на
сложных поворотах трассы иногда не-
возможно применить плоскостные
фланцевые соединения, так как в этом
случае между фланцами образуется со-
стыковочный угол. Поэтому либо изги-
бают трубы (если это позволяют их диа-
метры), что иногда не всегда быстро и
с высоким качеством можно сделать,
либо устанавливают и подгоняют кли-
новидные кольцевые прокладки (встав-
ки) с заданным углом наклона их по-
верхностей. В последнем случае возника-
ют дополнительные затруднения при
болтовом скреплении этой конструк-
ции: головки болтов приходится подре-
зать на угол наклона клиновидной
кольцевой прокладки, чтобы обеспе-
чить полное прилегание опорной по-
верхности головки болта к стыкуемому
фланцу. Все это увеличивает трудоем-
кость и, как следствие, сроки монтаж-
ных работ.
Предлагаем несколько иной техно-
Сферическое фланцевое соединение труб:
1 — труба; 2 — вогнутый сферический фланец; 3 —
выпуклый сферический фланец; 4 — узел болтово-
го крепления; 5 — прокладка; R — радиус сфер в
месте стыковки фланцев; j — угол разворота трубы
при совмещении (стыковке) сферических фланцев
логический прием состыковки труб с
использованием сферических фланцев
(см. рисунок). Зная характеристики трас-
сы прокладываемого трубопровода, его .
диаметр и места предполагаемой стыков-
ки отдельных элементов, можно загото-
вить к состыковочным патрубкам сфери-
ческие элементы (вогнутые и выпуклые)
с заданными радиусами поверхностей.
Совмещая вогнутый и выпуклый флан-
цы, устанавливают требуемый угол сты-
ковки и сболчивают конструкцию. Сфе-
рические фланцы изготавливают так же,
как и плоскостные, поэтому предлагае-
мый метод соединения труб не потребу-
ет дополнительных издержек.
Следует заметить, что при сфери-
ческих фланцах несколько уменьшается
живое сечение трубопровода в местах
стыковки. Однако оно настолько незна-
чительно, что его можно не принимать
в расчет.
С.Я.ЧЕРЕНКОВ
25
Дорожный мастер Петр Иванович Ведун сидел
в своем кабинете, уныло перелистывая инст-
рукции перед очередными экзаменами. Рабочий
день пролетел, как всегда, незаметно, в обычных
заботах. В здании дистанции пути было тихо. За
окном сгущались сумерки. Целый день он мотался
по участку, а теперь в тепле его клонило ко сну.
Строчки требований, указаний и рекомендаций
сливались в одну черту, потертые книжицы перио-
дически пружинисто захлопывались, как будто их
впервые сняли с полки.
—- И кому это надо, — с досадой думал Петр
Иванович, — как школьники зубрим параграфы, по-
том перед кем-то декламируем их как стихи. По-
казуха, да и только.
Он никак не мог сосредоточиться, и даже об-
радовался, когда из оцепенения его вывел теле-
фонный звонок. Но, как оказалось, радоваться
было нечему. Заместитель начальника станции
Флор Федотович Пришлый сообщил, что на двад-
цать восьмом пути вагон сошел с рельсов.
— Не может быть, — усомнился Ведун, — толь-
ко недавно усилили путь — Р65 уложили, а два
дня назад я лично проверял прочие пути, в том
числе и этот.
— Вот и разбирайся со своим хозяйством сам,
— отчеканил Пришлый и повесил трубку.
Ведун судорожно отыскал на столе книги
ПУ-28 и ПУ-29, заваленные газетами, которые он
не успевал читать. Разлохмаченная стопка перио-
дической печати рассыпалась по полу кабинета.
Петр Иванович пробежал глазами страницы запи-
сей, и не обнаружил ничего такого, что могло бы
вызвать сход. Потом доложил обстановку началь-
нику дистанции Хромову, разыскал по телефону
бригадира Ананьева.
— Миша, дуй на двадцать восьмой путь. Вагон
сошел с рельсов. Я там тебя буду ждать.
«Не было печали, черти накачали», — подумал
Михаил, но вслух свое раздражение не высказал.
Взяв шаблон, дорожный мастер поспешил к ме-
сту аварии. Там он увидел, что за стрелкой №11 на
закрестовинной кривой вагон не провалился в се-
редину колеи, а как-то неестественно по касатель-
ной выскочил на междупутье и, пропахав несколь-
ко метров, первой колесной парой зарылся в зем-
лю. Петр Иванович молча прикидывал, почему ва-
гон так занесло в сторону.
— Ну, что стоишь как вкопанный? — ехидно
прервал его оцепенение Флор Федотович. — Да-
вай, промеряй.
— А что здесь промерять, — взвился Ведун. —
Сразу видно: брак ваш.
— Это почему же?
— Да потому, что так вагон мог сойти с рель-
сов, если его с большой скоростью на башмак на-
катить. Вот он через него и перескочил.
— Нашелся профессор. Что-то башмака я
здесь не вижу. Где он? А вот след от колес вагона
прерывается на стыке, а дальше-то его нет.
«Не проведешь, старая лиса», — мгновенно
осенило Ведуна, и он почти бегом направился в
весовую будку около двадцать седьмого километ-
ра, откуда выходил помощник составителя ваго-
нов Плетунов. Там на самом виду (вероятно при-
прятать не успели) валялся изрядно помятый тор-
мозной башмак.
— А это что? — вернувшись, спросил Ведун, по-
казывая свою находку Пришлому. — Опять пыта-
ешься свою вину на путейцев свалить?
— Что значит опять? — вклинился в их разго-
вор подошедший начальник станции Сергей Сте-
панович Боровик. —Ты, видать, не столько дорож-
ный мастер, сколько мастер краски сгущать.
Сказав это, Боровик вырвал из рук Ведуна
башмак, и стал манипулировать им, прикладывая к
стыку. Башмак подозрительно скатывался то в
одну, то в другую сторону по головке рельса.
— Видел перепад, видел? — горячился он, не
придавая значения странной неустойчивости баш-
мака. — Ступенька в стыке. В общем, хватит рас-
суждать. Пойдем ко мне в кабинет акт составлять.
Растерянные дорожный мастер и бригадир
безмолвно повиновались. Вскоре отпечатанный на
машинке документ лежал на столе Боровика. В
нем черным по белому значилась основная причи-
на схода вагона — неудовлетворительное состоя-
ние пути. По горячим следам Боровик потребовал,
чтобы дорожный мастер, бригадир и помощник
составителя вагонов немедленно дали объясне-
ние случившемуся и подписали акт.
— Мы считаем, что он не соответствует дей-
ствительности, — ответил за двоих Ведун. Плету-
нов. смущенно переминался с ноги на ногу.
— Вы еще спорить будете, когда и так все ясно,
— закричал Боровик. — Тогда проводим оператив-
ное совещание.
Он вызвал секретаря, и вскоре появился еще
один документ — протокол оперативного совеща-
ния, в котором за допущенную халатность предла-
галось дорожному мастеру объявить выговор, а
бригадиру — строгий.
Дорожный мастер пытался доказать Боровику,
что путь-то «прочий», а не приемо-отправочный,
что сам начальник станции знает, что в такой путь
укладывают старогодные рельсы и что подобраны
они по нормам допусков — перепад в стыке не
превышает одного миллиметра. Просадки в стыке
нет, лично проверял под нагрузкой. Но никто его
не слушал. Каждый хотел, как говорится, выйти су-
хим из воды, и остался при своем мнении.
— Хватит ба-ля-ля разводить, — раздраженно
прервал его Боровик. Собирайте своих монтеров
и ставьте вагон на рельсы.
— Они что, силачи что ли? Вагон-то вон как в
сторону отнесло! — возмутился в ответ Ведун.
Ему вторил бригадир. Боровик старался всех
перекричать, но его голос тонул с общем потоке
слов. Наконец, сказав все, что они думают друг о
друге, собравшиеся обсудить чрезвычайное про-
исшествие приутихли.
— Ладно, я дам заявку в отделение дороги, что-
РЕТИВЫЙ ВАГОН
26
бы прислали восстановительный поезд, — вос-
пользовавшись моментом, заявил начальник стан-
ции и добавил, — только дорого это дистанции
пути обойдется (он, видно, не сомневался, что брак
«повесят» на путейцев). Так и разошлись.
На следующий день с утра на станцию прибыл
участковый ревизор по безопасности движения
отдела перевозок. Боровик услужливо ознакомил
его с протоколом оперативного совещания. Тот,
даже не выходя на роковое место, признал, что до-
кумент оформлен по всем правилам и обстоя-
тельства случая не вызывают у него сомнений в
виновности путейцев.
К середине дня подъехали начальник дистан-
ции пути и участковый ревизор по безопасности
движения по путевому хозяйству Вихрев. Промеры
на злополучном участке не выявили отступлений в
стыке сверх нормы. Книги ПУ-28 и ПУ-29 были в
порядке, в журнале «Месячных комиссионных ос-
мотров станционных путей, стрелочных переводов,
устройств СЦБ, связи и контактной сети» в тече-
ние последних трех месяцев записей о неисправ-
ностях на двадцать восьмом пути они не обнару-
жили, и сошлись на том, что путейцы не виноваты.
Тогда Хромов позвонил начальнику отделения
дороги Рингову и доложил, что он и Вихрев все
проанализировали на месте, и не согласны с ре-
шением оперативного совещания у начальника
станции.
— Мы считаем, — предложил он, — что необхо-
димо вызвать причастных лиц на оперативное со-
вещание в отделение дороги, чтобы честно разоб-
раться во всем и определить, кто допустил брак в
работе.
— Согласен, — дал добро Рингов. — Завтра вы-
езжайте. Кому прибыть, сообщим дополнительно.
К концу дня приехал восстановительный поезд,
поставил вагон на рельсы. Его прицепили в хвост
сборного состава и с уменьшенной скоростью от-
правили на осмотр в вагонное депо.
На другой день согласно телеграмме началь-
ника отделения дороги на оперативное совеща-
ние собрались руководители, ревизоры, помощ-
ник составителя и машинист маневрового теп-
ловоза Кузин.
— Давайте спокойно разберемся с обстоя-
тельствами дела, — начал разговор Рингов. — Сна-
чала послушаем машиниста.
Кузин сказал, что в тот день маневровой рабо-
ты было не так много. Дежурный по станции рас-
порядился подать под выгрузку вагоны с углем на
эстакаду, которая находится в конце двадцать
восьмого пути. Методом осаживания доставили
туда первую группу вагонов, а вторую груженную
лесом, — на двадцать шестой путь. Потом состави-
телям велели подать один вагон под погрузку на
двадцать восьмой путь. Выехав на северную вы-
тяжку, составитель расцепил автосцепки и дал ко-
манду: «подать вагон толчком», что и было сдела-
но. По рации составитель предупредил своего по-
мощника на двадцать восьмом пути, чтобы тот «ло-
вил» вагон на тормозной башмак. Через несколь-
ко минут помощник составителя попросил на
двадцать седьмой путь вагоны не осаживать...
— Почему? — поинтересовался Рингов.
— Так ведь вагон брошенный «толчком» на
двадцать восьмой путь оказался бы на междупутье
ПРОЧТИ ВСЛУХ
в негабарите, — ответил машинист, и своим при-
знанием прояснил ситуацию.
— А согласно технико-распорядительному акту
станции, как следует подавать вагоны на прочие
пути? — спросил Вихрев.
— Осаживанием, — глядя в пол, ответил помощ-
ник составителя, который устанавливал башмак.
— С какой же скоростью катился вагон? — за-
дал ему вопрос начальник дистанции пути.
— Очень быстро катился, я даже не успел
башмак на прямом участке поставить, было уже
поздно.
— Почему вы его спрятали в весовую будку? —
поинтересовался Ведун, но ответа не получил.
Видно, не хотел Плетунов подводить Пришлого
(только он мог дать такую команду).
— Я понимаю ваше желание поскорее вагоны
поставить под выгрузку, — обратился Рингов к по-
мощнику составителя, но зачем же нарушать инст-
рукции и ПТЭ? Что же вы не знаете, что ширина
полоза башмака, который под колеса «подсовыва-
ли», рассчитана на рельсы Р43 или Р50, а не Р65, и
только на взаимодействие с колесами диаметром
1050 мм? В вашем-то, «ретивом вагоне», они на 100
мм меньше! Сами создали предпосылки для пе-
рескакивания колес через колодку башмака. Не
понимаете, что последствия могут быть непредс-
казуемыми? — Ну а вы, Боровик, какие выводы
сделали?
— Если бы не было ступеньки в стыке, — начал
старую песню начальник станции...
— Мы уже читали писанину с оперативного
совещания в вашем кабинете, — перебил его Рин-
гов. — Спешить — людей смешить.
Затем он поочередно дал выступить осталь-
ным присутствующим. Те коротко и ясно высказа-
ли свои мнения. В протоколе этого оперативного
совещания, основными виновниками признали со-
ставителя и его помощника, так как они нарушили
регламент технико-распорядительного акта стан-
ции, пункты а и г параграфа 11.53 главы XI Инст-
рукции по движению поездов и маневровой рабо-
те. Там сказано, что запрещается устанавливать
тормозные башмаки перед рельсовым стыком и
на наружном рельсе кривой. Постановили: реше-
ние оперативного совещания у начальника стан-
ции отменить, а ему указать на низкую трудовую и
технологическую дисциплину при производстве
маневровых работ. Заместителю начальника стан-
ции объявить выговор, а составителю и его по-
мощнику — строгий.
На этот раз путейцы оказались на высоте. Ког-
да ехали обратно к себе, Хромов пожурил дорож-
ного мастера:
— Хороший ты практик Петр Иванович, а вот
«теорией» себя защитить не можешь. Не спорить
надо, а параграфами инструкций правду свою
доказывать. На зубок их знать и вовремя упот-
реблять.
Ведун молча слушал своего начальника, и не
мог не согласиться с ним. Его мучила совесть за
свою «сонливость» в тот вечер.
Н.П.БАХРО
27
ХРОНИКА
В конце прошлого года состоялось
очередное заседание отраслевого Со-
вета по профессиональному обучению
кадров на железнодорожном транс-
порте. На нем обсудили доклад пред-
седателя Совета Куйбышевской доро-
ги, заместителя начальника магистра-
ли по кадрам и социальным вопросам
А.Г.Коренькова. Отраслевой Совет от-
метил, что подготовка и повышение
квалификации кадров ведется в соот-
ветствии с указанием МПС № М-338у
от 27.04.94 и на основании приказа
начальника дороги № 5/Н от 13.01.97.
Этим же приказом утверждена про-
грамма повышения квалификации кад-
ров в САМИИТе, Самарском, Уфимском
и Пензенском техникумах, а также в
учебных центрах.
Лицензии на право ведения началь-
ного профессионального образования
выданы всем учебным центрам дороги,
а четырнадцати предприятиям из 181
— на право курсового обучения. На 59
из них работают освобожденные ин-
женеры по подготовке кадров. Дорож-
ный Совет создал систему повышения
квалификации этой категории специа-
листов. Все инженеры по подготовке
кадров отделений, предприятий, учеб-
ных центров прошли курсы повышения
квалификации при Учебно-методичес-
ком кабинете МПС.
К преподавательской деятельности
в учебных центрах и на предприятиях
привлечено более 900 руководителей
и специалистов дороги, персональный
состав которых утверждают отделен-
ческие Советы и Советы предприятий.
Все, кто преподает, систематически
повышают свою квалификацию на
курсах или семинарах при САМИИТе
или техникумах железнодорожного
транспорта. На каждом отделении
ежегодно утверждают «Положение об
оплате труда квалифицированных ра-
бочих и специалистов, привлекаемых
без освобождения от основной рабо-
ты для подготовки, переподготовки и
повышения квалификации кадров
массовых профессий».
Учебно-материальная база Самар-
ского института, техникумов железно-
дорожного транспорта, учебных цент-
ров дороги и их филиалов, в целом,
удовлетворяет требованиям учебного
процесса. На предприятиях, где обу-
чают кадры также оборудованы тех-
нические кабинеты, классы, полигоны.
Так, в Самарском учебном центре и
его филиалах установлены десять
компьютеров, программный комплекс
«Безопасность», обучающе-контроли-
рующий комплекс «Инфортранс»,
шесть телевизоров, видеомагнитофон,
видеокамеры и другое оборудование.
При подготовке кадров значитель-
ное внимание уделяют безопасности
движения. Приказ министра № 1Ц от
08.01.94 изучали во всех учебных за-
ведениях и на предприятиях, где вве-
дена зачетная система проверки зна-
ний работниками ПТЭ, должностных
инструкций. На курсах повышения
квалификации и занятиях технической
учебы с теми, кто связан с движени-
ем поездов, изучают правила пере-
возки опасных и разрядных грузов,
регламент действий работников в
аварийных и нестандартных ситуаци-
ях. Немало полезной информации по-
лучают слушатели из выпусков
ДЦНТИ и ДНТБ.
К сожалению, дорожный Совет Куй-
бышевской дороги в своих планах на-
мечал только заседания, а организа-
ционно-методическую работу не пре-
дусмотрел. Вероятно, из-за того, что у
членов Совета нет четкого представ-
ления о потребности в кадрах опре-
деленной специальности, возникают и
такие казусы: за год подготовлено
842 монтеров пути при плане 165 и
всего четыре дежурных по станции
вместо 21. Кроме того, ни одному
предприятию дороги не выдано пра-
во индивидуальной подготовки по
тем профессиям, которые не запре-
щены указаниями МПС № М-1018у и
№ Б-837у. На самом же деле, несмот-
ря на отсутствие лицензий, занятия
там проводят.
На предприятиях дороги с наруше-
ниями оформляется учебно-учетная
документация, нередко работников
назначают на другие должности без
соответствующего обучения. Члены
дорожного Совета не следят за тру-
доустройством специалистов со
средним профессиональным образо-
ванием, в результате чего затрачива-
ются значительные средства на под-
готовку новых квалифицированных
специалистов, в то время как выпуск-
ников Пензенского техникума желез-
нодорожного транспорта на рабочих
должностях по этим специальностям
не используют. Учебно-лабораторная
база Самарского института инжене-
ров транспорта уже не соответствует
современным требованиям, а разви-
вать ее за счет территории и зданий
близлежащего военного городка ру-
ководство дороги использовать не то-
ропится.
В своем постановлении отрасле-
вой Совет рекомендовал дорожному,
как можно скорее устранить просчеты
в планировании подготовки, перепод-
готовки и повышении квалификации
кадров; усилить контроль за каче-
ством профессионального обучения
кадров в учебных заведениях и цент-
рах, а также на предприятиях, в связи
с чем потребовать от руководителей
четкого выполнения указаний МПС №
М-1018у от 27.12.94 и № Б-837у от
24.09.96, улучшить методическое
обеспечение учебного процесса; кон-
тролировать распределение на работу
выпускников Пензенского техникума
железнодорожного транспорта.
На этом же заседании выступил с
отчетом председатель Совета по про-
фессиональному обучению кадров
Калининграской дороги, заместитель
начальника магистрали по кадрам и
социальным вопросам. Он рассказал,
что между Московским экономико-
техническим колледжем железнодо-
рожного транспорта (МЭТКЖТ) и Ка-
лининградской дорогой заключен до-
говор о подготовке и трудоустройстве
техников. Для этих целей УКП
МЭТКЖТ выделил отдельное здание
общей площадью 1300 м2. В настоя-
щее время на УКП МЭТКЖТ обучается
180 студентов. Этот же договор пре-
дусматривает возможность подготов-
ки на УКП и кадров массовых про-
фессий. На той же базе работает УКП
Российского государственного откры-
того технического университета путей
сообщения (РГОТУПС), где получают
образование 186 студентов разных
специальностей.
В 1997 г. Калиниградская дорога
передала здание УКП на баланс и
оперативное управление РГОТУПС. В
настоящее время составлен совмест-
ный комплексный план оснащения
здания учебным оборудованием, в том
числе и ЭВМ.
Как и в предыдущем случае не все
оказалось радужным в работе дорож-
ного Совета. Все мероприятия прово-
дили без сводного перспективного
плана развития и совершенствования
учебно-материальной базы предприя-
тий, как этого требует указание МПС
№ М-1018у от 27.12.94. Предприятия
дороги имеют учебно-материальную
базу для подготовки рабочих кадров,
однако она не оснащена компьютер-
ными классами, теле- и видеотехникой,
обучающе-контролирующими про-
граммами, что не может не сказаться
на качестве обучения слушателей.
УКП МЭТКЖТ и УКП РГОТУПС рас-
полагают только аудиторными поме-
щениями, а лабораторные занятия
проводят в городских учебных заве-
дениях. На подготовку в УКП рабочих
кадров лицензий нет. Кстати, их не
имеет ни одно из 15 предприятий до-
роги. Учебно-учетная документация
для организации начального профес-
сионального обучения кадров — ста-
рого образца. Кроме того, руковод-
ство дороги не представило материа-
лы о выполнении приказа МПС № 1Ц
от 08.01.94 и письма ЦКадр 2709 от
10.12.94, касающихся переобучения
кадров массовых профессий, связан-
ных с обеспечением безопасности
движения и допущенных к работе без
надлежащего профессионального
обучения. Многие пункты планов ра-
боты Совета (например, относительно
лицензирования, обсуждения проекта
Положения о непрерывном професси-
ональном обучении кадров) повторя-
ются из года в год. Протоколы засе-
даний пишутся формально, не отража-
ют глубины обсуждаемых вопросов, не
содержат конкретных выводов, выпол-
нение принятых решений не контро-
лируется. Советы на предприятиях,
бездействуют.
В своем постановлении отрасле-
вой Совет рекомендовал дорожному
составить комплексный перспектив-
ный план развития и совершенство-
вания учебно-материальной базы
предприятий, предусмотрев оснаще-
ние их современными техническими
средствами и технологиями обучения,
с последующим обсуждением этого
вопроса с причастными службами на
заседании дорожного Совета; выдать
лицензии предприятиям на право ве-
дения образовательной деятельности;
обратить особое внимание на плани-
рование работы дорожного Совета,
предусмотрев рассмотрение актуаль-
ных вопросов подготовки кадров на
дороге с конкретными и действенны-
ми решениями, установив контроль за
их внедрением.
28
УСТАЛОСТНОЕ РАЗРУШЕНИЕ РЕЛЬСОВ
П.С.ИВАНОВ, канд. техн, наук, зам. начальника НИЦ-ПУТЬ,
Е.В.МАЛОВ, зам. начальника дороги, В.Н.КУЛЕМИН, гл. инженер дороги
Какова же природа дополнительных напряжений
в рельсовых плетях? Известно, что процесс разру-
шения любого материала определяется его напря-
женно-деформированным состоянием. Основные
параметры силового взаимодействия пути и под-
вижного состава — осевая нагрузка, скорость дви-
жения, грузонапряженность и пропущенный тон-
наж. Кроме того, в плетях возникают температур-
ные напряжения, а также напряжения, связанные
с состоянием пути, технологией изготовления эле-
ментов рельсошпальной решетки, ее сборки, ук-
ладки и ремонта (собственные напряжения).
Следует отметить, что напряжения от воздей-
ствия подвижного состава, природных факторов и
собственные напряжения нередко оказываются
примерно одинаковыми. К примеру, напряжения
изгиба в рельсах типа Р65 (по Г.М.Шахунянцу) на
прямом участке пути с железобетонными шпалами
под локомотивом ТЭП10 (с осевой нагрузкой 21,5
тс/ось), движущимся со скоростью 140 км/ч нахо-
дится в пределах 850—950 кгс/см2. Температурные
напряжения в рельсах при изменении температуры
в неподвижной части бесстыковой плети по сравне-
нию с нейтральной на 40°С равны 1000 кгс/см2. В
результате неравномерности остывания рельса по
его поперечному сечению после проката и правки в
нем имеются остаточные напряжения, равные 500—
1000 кгс/см2. При укладке рельса Р65 в кривую ра-
диусом 1000 м напряжения в плети от искривления
равны 155 кгс/см2, а в кривую радиусом 250 м —
620 кгс/см2.
В нашем случае — прямой участок с отличной
балльностью и вполне исправным подвижным со-
ставом — дополнительные напряжения, связанные
с состоянием пути и искривлением плетей в кри-
вых, не появляются. Остаточные напряжения в
рельсах после проката, достигающие (по Г.М.Ша-
хунянцу) 500—1000 кгс/см2, непосредственно не
связаны с осевой нагрузкой и циклическим харак-
тером нагружения плети поездами.
Может быть велики напряжения от угона пути?
Он происходит на участках недостаточной связи
рельсов с основанием. В результате изгиба под коле-
сами рельсы проскальзывают по основанию. Если
нет противоугонных средств, то проход одной дву-
хосной тележки с осевой нагрузкой 21—23 тс вызы-
вает продольное перемещение рельсов Р50 и Р65,
обычно равное 0,05—0,15 мм. При полном закрепле-
нии пути от угона одностороннего остаточного пе-
ремещения рельса под поездом не бывает. Угоняю-
щие силы во время прохода поездов, состоящих из
четырехосных вагонов с осевыми нагрузками 17—21
тс, колеблются на нетормозных участках от 200 до
290 кге/м по одной рельсовой плети, а на тормоз-
ных участках до 400—460 кге/м. Так, при площади
поперечного сечения двух рельсов Р65, равной
165,4 см2, и длине раскрепленного участка 150 м
максимальная продольная сила на границе этого
участка достигает 81,13 кгс/см2 • 165,4 см2 = 13,42
тс, а на границе ослабленного участка длиной 200
м при 70 вагонах в поезде — 14,46 тс. Наибольшие
напряжения в плети, связанные с угоном, по
В.Г.Альбрехту, не превышают 100 кгс/см2.
Угоняющие силы при проходе поездов можно
оценить и через силы сопротивления качению. Сила
трения качения одиночной колесной пары грузово-
го вагона определяется по формуле STp = Pf (1 -
-LKOJI/Ln), где Р — осевая нагрузка, f — коэффици-
ент трения стали по стали, Ькол — путь, пройден-
ный колесом со скольжением, Ln — путь, пройден-
ный колесом без скольжения.
Оказалось, что при найденных по этой формуле
STp на незакрепленном участке длиной 150 м и осе-
вой нагрузке в 25 тс напряжения в плети из-за уго-
на пути во время движения без торможения состав-
ляют 20,6 кгс/см2, при торможении повышаются до
43,5 кгс/см2 и при экстренном торможении дости-
гают 217,6 кгс/см2. Указанные значения хорошо
сходятся с экспериментальными данными, полу-
ченными ВНИИЖТом. Напряжения растяжения
только при экстремальных условиях достигают 100—
200 кгс/см2 и могут оказать некоторое влияние
лишь на конечной стадии разрушения плети.
При торможении поезда происходит набегание
хвостовых незаторможенных вагонов на передние
заторможенные, вагоны выстраиваются в «елочку»
и возникает боковое усилие распора пути. Мы под-
считали, что эти усилия тоже не могут быть опре-
деляющими в усталостном разрушении рельсов.
Так что же служит главной причиной? При за-
мене лопнувших рельсов измерили основные разме-
ры железобетонных шпал и подкладок, ширину ко-
* Окончание. Начало см. в № 2,3 и 4.
Номер
шпалы
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
Подуклонка площадки
Ширина
Подуклонка
левой
1/22
1/23
1/24
1/25
1/25
1/24
1/22
1/21,5
1/21,5
1/22
1/27
1/28,6
1/23
1/22
1/20,7
1/23
1/21,5
1/20
1/20,7
1/20,7
1/20,7
1/22
1/20,7
1/20,7
1/21,5
1/20
1/22
1/20,7
1/20,7
1/20,7
1/23
1/20
1/20,7
1/20,7
колеи, мм
1522
1523
1524
1523
1523
1523
1524
1524
1524
1524
1523
1523
1522
1522
1521
1521
1521
левого рельса
1/16,6
1/15,8
1/16,6
1/17,6
1/17,6
1/16,6
1/15,8
1/18,7
1/18,7
1/18,7
1/17,6
1/17,6
1/17,6
1/17,6
1/17,6
1/17,6
1/18,7
правого рельса
1/17,6
1/18,7
1/18,7
1/18,7
1/18,7
1/20
1/20
1/18,7
1/18,7
1/18,7
1/18,7
1/20
1/20
1/20
1/18,7
1/20
1/18,7
29
леи над каждой шпалой до и после замены рельса,
Рис. 1. Дополнительный крутящий момент при недопусти-
мой подуклонке подрельсовой площадки шпал (FKJI — уси-
лие прижатия клеммы)
Рис. 2. Дополнительный крутящий момент при недопусти-
мых отклонениях основного размера шпал (аф>ан и Зф<ан)
подуклонку подрельсовых площадок шпал и подук-
лонку этих рельсов. В результате было установлено,
что подуклонка подрельсовых площадок шпал (до
20%) имеет большие сверхнормативные отклоне-
ния. Это резко изменяет подуклонку рельса и ши-
рину колеи на 1—3 мм в пределах шпального ящика
на 3—5 шпалах, причем резкое изменение ширины
колеи (до 2—3 мм) в одном шпальном ящике отме-
чено при изломах плетей и по другим дефектам.
На звеносборочных базах ПМС дороги при сбор-
ке новой рельсошпальной решетки организовали
проверку основных размеров и подуклонки под-
рельсовых площадок шпал. На третьей странице об-
ложки показаны схемы измерения подуклонки под-
рельсовых площадок рельса с помощью специаль-
ного шаблона, а в таблице приведены данные из-
мерений на части далеко не самого худшего звена
новой рельсошпальной решетки. Результаты контро-
ля срерхнормативных отклонений подуклонки под-
рельсовых площадок были зафиксированы актами
работы комиссий с участием представителей заво-
дов-изготовителей.
В соответствии с ТУ 58-64-024-11337151-96 пре-
дельно допустимая подуклонка подрельсовых пло-
щадок от 1/18 до 1/22. Уже при таких ее значениях
на одной рельсовой нити ширина колеи может из-
меняться на 2 мм в одном шпальном ящике. В неко-
торой степени это изменение можно компенсиро-
вать резиновыми прокладками, но тогда в рельсах
возникнут дополнительные напряжения.
По существу, шпалы и подкладки со сверхнор-
мативными отклонениями размеров следует брако-
вать и не укладывать в путь. Однако на практике
этого не делают, и после сборки решетки в рель-
сах, где подошва не плотно прилегает к подкладке,
появляются дополнительные изгибные и крутящие
напряжения (собственные напряжения), которые
усиливаются под поездами.
Схемы появления дополнительного крутящего
момента в рельсовой плети М оп представлены на
рис. 1 и 2 (подрельсовая и нашпальная прокладки, а
также ряд других деталей скрепления не показаны).
В случае, если подуклонка подрельсовой площадки
равна 1/20 или не превышает предельных значений
1/22 или 1/18, то М оп — 0. При подуклонке
1/30—1/40 появляется положительный крутящий
момент, а при 1/12—1/10 и более — отрицательный
(см. рис. 1).
Дополнительный крутящий момент зависит от
отклонений в размерах железобетонных шпал, оп-
ределяющих ширину колеи. При увеличении основ-
ного размера «а» некоторых шпал подкладка сме-
щается к оси пути, и создается положительный
крутящий момент, а при уменьшении этого разме-
ра подкладки смещаются от оси пути, и возникает
отрицательный крутящий момент (см. рис. 2). Эти
схемы нагружения плети поездной нагрузкой пояс-
няют причину разрушения до 50—60% подкладок в
местах излома рельсов по усталостным дефектам.
Положение усугубляется при совпадении отклоне-
ний, показанных на рис. 1 и 2.
По нашим подсчетам, дополнительные напряже-
ния в плетях, связанные с низким качеством рель-
сошпальной решетки, под поездами могут дости-
гать 500—5000 кгс/см2, т.е. они соизмеримы с кри-
тическими напряжениями при разрушении, равны-
30
ми 1000—5000 кгс/см2.
Таким образом, разрушение плетей связано с
появлением в них дополнительных местных напря-
жений, возникающих в некачественно собранной
рельсошпальной решетке при взаимодействии с ко-
лесной тележкой грузового вагона. Предположим,
что на шпалах 5, 6 и 7 (рис. 3) из-за малой подук-
лонки появляется положительный крутящий мо-
мент, а на шпалах 1, 2 и 3 из-за большой подук-
лонки возникает отрицательный момент. Тогда эти
дополнительные крутящие моменты наложатся друг
на друга на шпале 4 и создадут наиболее напряжен-
ное сечение в рельсовой плети. Если уж в этой зоне
высококачественный объемнозакаленный рельс
разрушается по дефектам 69 или 79, то тем более
произойдет излом, когда в ней окажутся внутрен-
ние дефекты — газовые пузыри, флокены, инород-
ные включения, непровары сварных швов, или же
внешние пороки — надрывы, продольные и попе-
речные трещины и прочие концентраторы напря-
жений. Плеть с такими дефектами прослужит зна-
чительно дольше, если в ней не будет дополнитель-
ных местных напряжений. Снизить или полностью
устранить дополнительные напряжения плети мож-
но, повысив качество изготовления элементов вер-
хнего строения пути и качество сборки рельсош-
пальной решетки.
Выводы
Усталостное разрушение высококачественных
объемнозакаленных рельсов Р65 — результат оши-
бок, заложенных в конструкцию бесстыкового
пути, и низкого качества элементов рельсошпаль-
ной решетки.
Главные причины усталостного разрушения —
напряженно-деформированное состояние плетей и
интенсивная коррозия подошвы рельса в узле
скрепления.
Нормальные изгибные напряжения в рельсе Р65
даже при осевой нагрузке 30 тс не превышают 1000
кгс/см2; при таких напряжениях рельс не разруша-
ется по усталостным признакам при неограниченно
Рис. 3. Воздействие на путь колесной пары
большом количестве циклов нагружения.
Усталостное разрушение обусловлено не изгибны-
ми поездными напряжениями, а дополнительными
напряжениями в местах рельсошпальной решетки со
сверхнормативными отклонениями основных разме-
ров шпал и подуклонки подрельсовых площадок.
Закрепление плети при высокой температуре и
неравномерность температуры закрепления по дли-
не плети увеличивают растягивающие напряжения,
которые проявляются лишь на окончательной ста-
дии разрушения.
Плети чаще разрушаются на участках, где пре-
обладает движение грузовых поездов с максималь-
ными осевыми нагрузками и где уложена рельсош-
пальная решетка со сверхнормативными отклоне-
ниями в размерах шпал.
Ускоренная коррозия подошвы рельса в узле
скрепления способствует развитию усталостных
трещин и значительно сокращает долговечность
объемнозакаленных рельсов.
Для предупреждения изломов надо повысить ка-
чество железобетонных шпал и подкладок, снизить
коррозию подошвы рельсов укладкой прокладок с
рифлением и ввести контроль качества рельсош-
пальной решетки на звеносборочных базах ПМС.
г. Нижний Новгород
На путейской секции НТС
Секция путевого хозяйства Научно-технического совета МПС заслуша-
ла доклад П.С.Иванова (НИЦ-Путь Горьковской дороги) о результатах вне-
дрения подрельсовых прокладок, снижающих коррозию подошвы рельсов,
а также рецензии Л.Г.Крысанова и А.Д.Конюхова (ВНИИЖТ). После всесто-
роннего обсуждения этого вопроса было отмечено следующее.
Коррозия подошвы рельса в узле его крепления к шпале существен-
но влияет на усталостное разрушение рельсовой плети и снижает ее на-
работку. В пятнах коррозии образуется сетка поперечных и продольных
трещин коррозионного и усталостного характера. Коррозия подошвы
имеет химическую природу, а по форме относится к коррозионному рас-
трескиванию под напряжением.
Основные «виновники» ускоренной коррозии - атмосферная влага и
типовые подрельсовые прокладки без рифления на верхней поверхности
(под рельсом). Влага, попавшая между подошвой рельса и прокладкой,
хорошо сохраняется и способствует зарождению и развитию коррозии.
На Горьковской дороге прошли производственные испытания новые
подрельсовые прокладки с рифлением верхней поверхности, с которых
вода, попавшая под подошву рельса быстро отводится. Лучшие проклад-
ки, существенно снижающие интенсивность коррозии - это ОП 35-97,
ОП-513 и ОП 34-97.
На основании металлографических исследований срезов объемноза-
каленных рельсов Р65 при изломах по дефектам 69 и 79, проведенных в
различных лабораториях, установлено, что химический состав рельсов в
местах излома по усталостным дефектам соответствует ГОСТ 2482-80, а
структура рельсовой стали характерна для закаленного состояния. В
зоне усталостной трещины и по подошве рельса каких-либо структурных
изменений не обнаружено. Никаких посторонних включений или механи-
ческих дефектов в сечении излома нет.
В этой связи следует подчеркнуть, что происходят усталостные раз-
рушения объемнозакаленных рельсов без дефектов. Проанализированы
все напряжения в плети: непосредственно связанные с осевой нагруз-
кой, не связанные с осевой нагрузкой и местные напряжения. Изломы
случаются в местах появления дополнительных местных напряжений, ко-
торые могут на порядок превышать изгибные.
Коррозия и коррозионные трещины в подошве рельса способствуют
развитию усталостных трещин и излому плетей. Собственные и местные
напряжения могут быть полностью устранены за счет повышения каче-
ства сборки рельсошпальной решетки.
Секция постановила одобрить выполненную НИЦ-Путь Горьковской
дороги работу и продолжить испытания прокладок, расширить начатые
исследования совместно с ВНИИЖТом. НИЦ-Путь и ВНИИЖТ должны со-
ставить план дальнейших совместных работ в этой области. Одобрена
предложенная НИЦ-Путь система повышения качества сборки рельсош-
пальной решетки.
31
СПЕЦИАЛЬНЫЕ СРЕДСТВА СИГНАЛИЗАЦИИ НА ПЕРЕЕЗДАХ
Для повышения безопасности дорожного движения на переездах, обслуживаемых дежурны-
ми работниками, Министерство путей сообщения Российской Федерации по согласованию с
Главным управлением Госавтоинспекции МВД России в 1994 г. приняло решение оборудовать
в порядке эксперимента два-три переезда проблесковым маячком красного цвета и сиреной
автомобильного типа. Эти меры осуществлялись в соответствии с Временной инструкцией №
ЦПП-8/38 от 23.11.94. Опыт Октябрьской, Горьковской, Южно-Уральской и Северо-Кавказской
дорог подтвердил эффективность таких средств сигнализации.
МПС по согласованию с Главным управлением Госавтоинспекции МВД России и Департа-
ментом автомобильного транспорта Минтранса России с учетом произошедших изменений
разработал и утверждил новую Инструкцию по применению на переездах дорог Российской
Федерации, обслуживаемых дежурными работниками, специальных средств сигнализации
(проблескового маячка красного цвета и сирены) № ЦПП-9/78 от 15.12.97. Указанием МПС №
Г-1434у от 17.12.97 эта инструкция введена в действие с 01.01.98. При этом начальникам до-
рог поручено определить первоочередность оборудования переездов специальными средства-
ми сигнализации в соответствии с рекомендациями Инструкции.
Временная инструкция № ЦПП-8/38 от 23.11.94 на территории Российской Федерации не
действует.
ИНСТРУКЦИЯ
по применению на переездах железных дорог Российской Федерации,
обслуживаемых дежурными работниками, специальных средств
сигнализации (проблескового маячка красного цвета и сирены)
Введение
Настоящая Инструкция устанавливает общие
положения и порядок применения на переездах
железных дорог Российской Федерации, обслужи-
ваемых дежурными работниками, специальных
средств сигнализации (проблескового маячка
красного цвета и сирены)1, определяет обязаннос-
ти работников железнодорожного транспорта при
применении указанных специальных средств, а
также порядок их установки, содержания и обслу-
живания.
1. Общие положения
1.1. Специальные средства сигнализации явля-
ются световой и звуковой сигнализацией, допол-
няющей сигналы на переезде, и предназначены
для применения только на переездах, обслуживае-
мых дежурными работниками.
1.2. Решение об оборудовании переездов Спе-
циальными средствами сигнализации принимает-
ся начальником дистанции пути по согласованию
с руководством местного органа Государственной
автомобильной инспекции.
1.3. Специальные средства сигнализации уста-
навливаются на помещении дежурного по переез-
ду в месте, с которого подаваемые сигналы (све-
товые и акустические) хорошо воспринимаются,
прежде всего, со стороны автомобильной дороги.
1.4. На установку Специальных средств сигна-
лизации дистанцией пути разрабатывается техни-
ческая документация, которая согласовывается с
дистанцией электроснабжения и дистанцией сиг-
нализации и связи.
1.5. Сирена должна быть отрегулирована на
1 В дальнейшем — Специальные средства сигнали-
зации.
подачу сигнала общей тревоги в соответствии с
Инструкцией по сигнализации на железных доро-
гах Российской Федерации.
1.6. Специальные средства сигнализации дол-
жны иметь защиту от умышленного повреждения и
хищения.
1.7. Ввод в эксплуатацию Специальных средств
сигнализации на переезде осуществляется после
инструктажа всех локомотивных бригад, обслужи-
вающих данный участок, дежурных по станциям, ог-
раничивающих перегон, поездных диспетчеров
участка, а также работников железнодорожного
транспорта, место работы которых расположено
вблизи этого переезда.
1.8. Дежурные по переезду, оборудованному
Специальными средствами сигнализации, должны
быть обучены порядку их применения в случаях,
указанных в настоящей Инструкции.
2. Условия эксплуатации Специальных
средств сигнализации на переездах
2.1. Обязательным условием эксплуатации
Специальных средств сигнализации на переездах
является независимость их действия от работы
переездной сигнализации.
Они должны иметь автономное электропитание
и индивидуальное устройство включения и выклю-
чения, расположенное снаружи и внутри помеще-
ния дежурного по переезду.
2.2. Для обеспечения автономности работы
проблескового маячка красного цвета должно
быть электропитание от аккумуляторного источни-
ка напряжения 12 В, имеющего подзарядное уст-
ройство от электросети. Электропитание сирены
должно соответствовать ее характеристике.
2.3. Устройство должно обеспечивать одновре-
менное включение и выключение проблескового
маячка красного цвета и сирены.
32
Страницы 33 и 34 отсутствуют
СЛОВАРЬ СТРАХОВЫХ ТЕРМИНОВ
ПЕРИОД ДЕЙСТВИЯ СТРАХОВАНИЯ - время, в тече-
ние которого страховщик несет ответственность за гибель или
повреждение застрахованного имущества или при наступлении
определенных событий в жизни застрахованных граждан. При
добровольном страховании П.д.с. определяется обычным сро-
ком, на который заключен договор и который указывается в
страховом свидетельстве. В обязательном страховании имущества
действует принцип автоматичности страховой ответственности:
имущество застраховано с момента поступления в хозяйство и
до его выбытия. Во всех случаях П.д.с. независимо от формы его
проведения прекращается при уничтожении застрахованного
имущества либо в случае смерти застрахованного лица. По обя-
зательному страхованию пассажиров П.д.с. прекращается после
завершения поездки (полета) на железнодорожном, автомо-
бильном, воздушном, морском, внутреннем водном транспорте
или пребывания на вокзале, в порту, на станции, пристани.
ПОЛУЧАТЕЛЬ СТРАХОВОЙ СУММЫ - лицо, которому в
соответствии с условиями личного страхования выплачивается
страховая сумма. В качестве получателя выступает либо страхова-
тель, заключивший договор страхования, либо застрахован-
ный, чьи жизнь и здоровье являются объектами страховой за-
щиты (например, по страхованию детей и свадебному страхова-
нию). Страхователь или застрахованный имеет право на получе-
ние страховой суммы в связи с дожитием до окончания срока
страхования жизни, обусловленного события или возраста или
в связи с потерей здоровья застрахованным от несчастного слу-
чая, происшедшего в период страхования. В случае смерти стра-
хователя или застрахованного страховая сумма выплачивается
посмертному получателю страховой суммы.
ПОСМЕРТНЫЙ ПОЛУЧАТЕЛЬ СТРАХОВОЙ СУММЫ -
физическое лицо, назначенное страхователем при заключении
договора личного страхования или в период действия этого до-
говора в качестве получателя страховой суммы в случае смерти
самого страхователя. Вступает в свои права после смерти стра-
хователя, если договор на день наступления смерти состоял в
силе. Если назначается несколько получателей, то страховая
сумма выплачивается в равных либо в указанных страховате-
лем долях.
Для замены ранее назначенного получателя в период дей-
ствия договора страхователь должен обратиться с письменным
заявлением в страховой орган по месту уплаты страховых
взносов, где будет сделана соответствующая отметка в страхо-
вом свидетельстве и лицевом счете страхователя. Страхователь
имеет право и самостоятельно сделать заменяющую надпись на
страховом свидетельстве или на отдельном листе. Тогда его
подпись заверяется в установленном порядке.
По условиям страхования детей и свадебного страхования
П.п.с.с., а также подлежащих возврату страховых взносов, мо-
жет быть страхователь в случае смерти застрахованного ребен-
ка, а также застрахованный ребенок — в случае смерти стра-
хователя. По страхованию от несчастных случаев рабочих и
служащих за счет организаций каждый застрахованный состав-
ляет письменное завещательное распоряжение, где указывает-
ся посмертный получатель. По обязательному страхованию
пассажиров в этом качестве выступают наследники застрахо-
ванного.
По условиям личного страхования страхователь имеет пра-
во назначить любое физическое лицо в качестве посмертного
получателя независимо от степени родства по отношению к
себе, а также лицо, не состоящее с ним в родстве. При нали-
чии П.п.с.с. даже законные наследники не имеют права пре-
тендовать на причитающуюся к выплате страховую сумму.
Лишь в тех случаях, когда назначенный по договору посмерт-
ный получатель умер при жизни страхователя и последний не
произвел замены либо наступила одновременная смерть ука-
занных лиц, страховая сумма в связи со смертью страхователя
выплачивается его законным наследникам. Если же после
смерти страхователя умер и посмертный получатель, не успев
при жизни получить страховой суммы, то она выплачивается
его законным наследникам.
ПРЕКРАЩЕНИЕ СТРАХОВАНИЯ - одно из условий до-
говора добровольного страхования, предусматривающее его
действие в течение строго оговоренного срока страхования.
Возможно и прекращение страхования досрочное. По обяза-
тельному имущественному страхованию П.с. связано с гибелью
или уничтожением конкретного застрахованного объекта или
его полным физическим износом. По обязательному личному
страхованию П.с. происходит, когда теряют силу оговоренные
обстоятельства (например, период нахождения в пути пасса-
жира, застрахованного в обязательном порядке).
РИСК СТРАХОВОЙ — 1) вероятное событие или сово-
купность событий, на случай наступления которых проводится
страхование. В имущественном страховании Р.с. — возможность
гибели или повреждения имущества от пожара, наводнения,
землетрясения и других бедствий. В личном страховании таки-
ми событиями могут быть, например, утрата трудоспособнос-
ти от несчастного случая, смерть. Р.с. отличается от случая
страхового — фактического наступления такого события. Р.с.
выражает потенциальную возможность выплаты страхового
возмещения (страховой суммы), а страховой случай — необхо-
димость реальной выплаты. Иногда под Р.с. подразумевается
степень опасности возникновения того или иного события, от
которого проводится страхование; 2) в международной прак-
тике — конкретный объект страхования (например, судно)
или вид ответственности (например, полная гибель судна); 3)
распространение между страховщиком и страхователем небла-
гоприятных экономических последствий при наступлении
страхового случая. Как правило, страховая организация прини-
мает на себя обязанность по возмещению определенной части
возможного ущерба в имуществе, которая составляет риск
страховщика; невозмещаемая часть ущерба остается на риске
страхователя. Соотношение этих рисков обусловливается стра-
ховой суммой и системой страхового обеспечения.
СВИДЕТЕЛЬСТВО СТРАХОВОЕ — документ страховой
организации (страховщика), подтверждающий действие стра-
хования. Указываются фамилия, имя, отчество или наимено-
вание страхователя, объекты страхования, размеры страховых
сумм и страховых взносов, а также основные условия страхо-
вания (перечень страховых рисков или других событий, когда
выдаются страховое возмещение или страховая сумма). По доб-
ровольным видам страхования в С.с., кроме того, указывают-
ся сроки договора, а по индивидуальному личному страхова-
нию — лицо, в пользу которого заключен договор. В С.с. по го-
сударственному обязательному страхованию помимо суммы
платежей указывается недоимка за прошлый год. Без выдачи
С.с. проводится страхование пассажиров; его роль выполняет
проездной билет.
СРОК ДЕЙСТВИЯ ДОГОВОРА СТРАХОВАНИЯ - вре-
мя, предусмотренное условиями страхования, в течение кото-
рого действует страховая ответственность страховщика, т.е. его
обязанность выплатить страхователю при наступлении страхо-
вого случая страховое возмещение или страховую сумму. Нача-
ло и окончание договора определяются правилами страхова-
ния и указываются в каждом отдельном случае в страховом
свидетельстве, выдаваемом на руки страхователю после заклю-
чения договора страхования.
Срок действия договора начинается, как правило, после
уплаты всей суммы платежа, а если предусматривается его
рассрочка (страхование жизни, некоторые виды имуществен-
ного страхования), то после внесения первого взноса. Срок
может составить от 2 месяцев до 1 года, по договорам досроч-
ного страхования жизни — 3, 5, 10, 15 и более лет. Действие
договора страхования жизни обычно обеспечивается путем ре-
гулярного внесения ежемесячных взносов. Начало совпадает с
наступлением страховой ответственности страховщика, кото-
рая в добровольном порядке нередко является отсроченной,
т.е. не совпадает с днем заключения договора страхования. Так,
по договорам страхования имущества (строений, средств
транспорта, домашнего имущества, животных) граждан, ин-
дивидуального страхования от несчастных случаев начало сро-
ка их действия наступает (при безналичной уплате взносов)
на следующий день после выдачи заработной платы. Подобные
ограничения действуют только по вновь заключенным догово-
рам. При возобновлении страхования (заключении договора на
новый срок) оно вступает в силу сразу после окончания дей-
ствия ранее заключенного договора.
Срок действия прекращается после истечения времени, на
которое был заключен договор, при неуплате очередного про-
сроченного платежа, а также гибели имущества, принятого на
страхование, или смерти застрахованного лица.
35
ИСТОРИЯ электрической сварки
И РЕЗКИ МЕТАЛЛОВ
И.Г.ВЫПОВ, канд. техн, наук
Изобретение дуговой сварки
(соединение) и резки метал-
лов (разъединение) и их сплавов
— крупнейшее событие прошлого
века, способствовавшее совершен-
ствованию всех отраслей промыш-
ленного производства и транспорта.
Изобретению (авторы Н.Н.Бенар-
дис, 1842—1905 гг. и Н.Г.Славянов,
1854—1897 гг.) предшествовало от-
крытие в 1802 г. известным русским
физиком, академиком В.В.Петро-
вым (1761—1834 гг.) явления воль-
товой дуги с помощью созданной
им же гальванической батареи, со-
бранной из 2100 медно-цинковых
элементов. На основании много-
численных экспериментов В. В.Пет-
ров установил возможность приме-
нения дуги для электрического ос-
вещения, плавления и сварки ме-
таллов. Свои наблюдения он опи-
сал в классическом сочинении под
длинным названием: «Известия о
гальвани-вольтовских опытах, ко-
торые производил профессор фи-
зики Василий Петров, посредством
огромной наипаче батареи, состоя-
щей иногда из 4200 медных и цин-
ковых кружков и в находящейся
при Санкт-Петербургской Медико-
хирургической академии». Этот
труд исследователи творчества Пет-
рова признали огромный вклад в
русскую и мировую науки. Впос-
ледствии Петров один из электро-
дов заменял медной или серебря-
ной проволокой и таким образом
доказал, что теплом вольтовой дуги
можно плавить металлы. Оно и лег-
ло в основу электроплавки и элект-
росварки. Однако открытие
В.В.Петрова в течение 70 лет не
внедряли главным образом из-за
отсутствия источников дешевой
электроэнергии.
Следует отметить, что в начале
1876 г. другой выдающийся русский
изобретатель П.Н.Яблочков (1847—
1894 гг.) сконструировал знамени-
тую в истории электромеханики
дуговую электрическую лампу
(«свеча Яблочкова»), благодаря ко-
торой электрическое освещение
быстро распространилось в России
и во многих странах Европы, а так-
же появились рациональные конст-
рукции электрических машин и на-
чалось массовое применение элект-
ричества в промышленности.
Н.Н.Бенардос реализовал на
практике идею В.В.Петрова: ис-
пользовал для сварки металлов
тепло электрической дуги. Весной
1867 г. он посетил Парижскую Все-
мирную выставку, которая произ-
вела на него глубокие впечатления.
Н.Н.Бенардос не имел высшего
технического образования (учился
в Киевском университете, а затем
в Московской земледельческой и
лесной академии, но ни то, ни
другое учебное заведение не окон-
чил), что, однако, не отразилось
на его изобретательской деятельно-
сти. За границей он познакомился
с П.Н.Яблочковым, уже тогда
имевшим мировую известность, и
в последующие годы активно со-
трудничал с ним.
На стезю изобретательства
Н.Н.Бенардос ступил в начале 70-х
годов. Работа поглощала огромные
средства без какой-либо отдачи, и
его семья испытывала постоянные
материальные трудности.
В 1882 г. будучи в Барселоне
(Испания) он смонтировал мощ-
ную аккумуляторную батарею соб-
ственной конструкции. В процессе
ее усовершенствования он сделал
открытие — дуговую электричес-
кую сварку, которой соединял
свинцовые пластины аккумулято-
ров. В 1885 г. Н.Н.Бенардос получил
привилегию (патент) на это изоб-
ретение, названное им «Метод со-
единения и разъединения металлов
непосредственным действием элек-
трического тока» — «электроге-
фест» (в словосочетание введено
имя бога древнегреческой мифоло-
гии, покровителя огня, искусств и
ремесел — Гефеста). Это изобрете-
ние принесло Н.Н.Бенардосу ми-
ровую славу. Его наградили золо-
той медалью Русского Технического
общества, а Петербургский электро-
технический институт присвоил ему
звание инженера-электрика (как и
выдающимся ученым Д.АЛачино-
ву, 1842—1902 гг. и А.С.Попову,
1819—1906 гг.). Но даже такой ста-
тус не принес ему ощутимой мате-
риальной поддержки.
Используя дуговую сварку,
Н.Н.Бенардос предвидел возмож-
ность создания нового строитель-
ного материала — трубобетона
(трубчатые элементы, заполненные
бетоном). Эту идею реализовали в
нашей стране в 30-х годах. По про-
екту академика Г.П.Передерия в
1935 г. построили из трубобетона
мост через Неву в Петербурге с ар-
ками длиной 101 м (Володарский
мост), а в 1939 г. по проекту про-
фессора В.А.Росновского (1883—
1972 гг.) — железнодорожный
мост через Исеть на Свердловской
дороге.
В XIX в. основным видом соеди-
нения металлоконструкций, в том
числе и мостовых, была клепка.
Н.Н.Бенардос предложил взамен
дорогостоящих и трудоемких закле-
почных соединений «спаивание то-
чечное» и «непрерывное спаива-
ние». Его методы позволили увели-
чить не только прочность швов, но
и их плотность.
Совершенствуя свои методы,
Н.Н.Бенардос добился успеха, ког-
да попробовал резать металл под
водой. Идею такого процесса ему
подсказал Д.А.Лачинов. Не менее
важное практическое значение
имеет и по настоящее время пред-
ложение изобретателя с помощью
электрической дуги устранять по-
роки в стальном и чугунном литье
и изделиях из него.
Электросварка металлов очень
быстро распространилась и за рубе-
жом. Н.Н.Бенардос получил при-
вилегию не только в России, но и
во многих европейских странах,
что надежно защитило его приори-
тет на открытие.
С целью внедрения изобретения
в промышленности в 1885 г. орга-
низовали Товарищество «Электро-
гефест», в мастерских которого ре-
монтировали изделия, а также из-
готавливали приборы электроосве-
щения.
Методы Н.Н.Бенардоса нео-
днократно обсуждали на совеща-
тельных съездах инженеров службы
тяги и подвижного состава, кото-
рые впервые стали осваивать на
Моршано-Сызранской, Московс-
ко-Нижегородской и Донецкой до-
рогах, в паровозных мастерских
(так раньше именовали паровозные
депо). В частности, в Воронежских
Козлово-Воронежско-Ростовской
дороги электросваркой восстанав-
ливали различные детали парово-
зов, заваривали трещины и рако-
36
вины в паровозных топках и котлах.
В Рославльских главных мастерских
Орловско—Витебской линии обо-
рудование для дуговой электро-
сварки металлов по методу «элект-
рогефест» устанавливали при лич-
ном участии Н.Н.Бенардоса. Поми-
мо исправления паровозных ци-
линдров, колесных спиц, паровоз-
ных рам, золотниковой системы,
там заваривали трещины длиной
даже в 900 мм на бронзовом коло-
коле (его демонстрировали на IV
электрической выставке в Петер-
бурге в 1892 г.). Рославльские мас-
терские брали заказы у многих дру-
гих дорог. Широко применяли
электросварку мастерские Влади-
кавказской и Одесской. На Никола-
евской магистрали в 1888 г. создали
«Русское товарищество электричес-
кой обработки металлов». Коломен-
ский машиностроительный завод,
выпускавший паровозы, одним из
первых в России заключил договор
с Обществом «Электрогефест» на
право пользоваться электросваркой.
С 1845 г. изобретение безоговорочно
применяли на большинстве отече-
ственных и зарубежных заводов.
Историки отечественной элект-
ротехники считают Н.Н.Бенардоса
самым крупным профессионалом в
этой области в мире, на счету ко-
торого более 125 оригинальных са-
мостоятельных изобретений.
В 1891 г. горный инженер
Н.Г.Славянов получил привилегию
на свое изобретение «Электричес-
кая отливка металлов». Сущность
его состоит в том, что «с одним
полюсом источника электрическо-
го тока соединяется обрабатывае-
мый предмет, а с другим — метал-
лический стержень, вставленный в
особый изобретенный им прибор-
регулятор, называемый плавильни-
ком. Между металлическим стерж-
нем и обрабатываемым предметом
при пропускании тока появляется
электрическая дуга, под воздей-
ствием которой металлы стержня и
обрабатываемого предмета соеди-
няются (сливаются) с наплавлен-
ным металлом в высшей степени
совершенно. После прекращения
действия электрической дуги и зас-
тывания металла получается проч-
ное соединение». Как видим, при
дуговой электросварке по методу
Н.Г.Славянова металлический
электрод служит одновременно и
присадочным материалом. Это
изобретение внешне аналогично
«электрогефесту». Однако и сам ме-
тод, и аппаратура при электричес-
кой отливке металлов имеют ряд
принципиальных технологический
отличий, что послужило основани-
ем для выдачи автору самостоя-
тельной привилегии. В начале 90-х
годов между Н.Н.Бенардосом и
Н.Г.Славяновым даже возник спор
— является ли изобретение после-
днего самостоятельным. Суд, рас-
сматривавший разногласия, на ос-
нований экспертизы русских уче-
ных П.Н.Худякова и О.Д.Хвольсо-
на, признал обоих изобретателей
равноправными. Подчеркнем, что в
«электрогефесте» вторым электро-
дом служил уголь или другой не-
плавкий проводник (первым —
ввариваемый элемент). В изобрете-
нии же Н.Г.Славянова плавкие
электроды стали важнейшей со-
ставляющей технологии электри-
ческой отливки.
Н.Г.Славянов имел редкую на
Руси возможность заниматься лю-
бимым делом в обстановке, спо-
собствующей разработке и внедре-
нию своих предложений.
После окончания в 1877 г. Пе-
тербургского Горного института его
направили на крупный по тому
времени Воткинский железодела-
тельный завод. Позднее он работал
на частных, а затем Омутнинских
заводах и, наконец, возглавлял
Пермские казенные пушечные за-
воды до конца своих дней. Это
было крупнейшее военное пред-
приятие царской России, связан-
ное с построенной в 1874—1876 гт.
Горнозаводской железной дорогой
Пермь-Екатеринбург.
Пермские заводы в числе пер-
вых освещали дуговыми лампами,
сконструированными Н. Г.Славяне -
вым (по его чертежам построили
две мощные динамомашины). Нео-
ценимая заслуга Славянова состоит
также в том, что он впервые в
мире теоретически обосновал и
претворил в жизнь автоматическое
регулирование длины электричес-
кой дуги при использовании «плав-
кого» электрода; применил элект-
рическую отливку для восстановле-
ния чугунных деталей машин; вне-
дрил наплавку бронзы на сталь.
Привилегии на два его выдающих-
ся изобретения «Электрическая от-
ливка металлов» и «Электрическое
уплотнение металлических отли-
вок», принесли ему мировую славу.
Патенты на изобретения он полу-
чил во многих зарубежных странах.
В 1887 г. на Урало-Сибирской науч-
но-исследовательной выставке в
Екатеринбурге Н.Г.Славянова на-
градили большой серебряной меда-
лью «За достоинства предметов,
Н.Н.Бенардос
представленных на выставке», а на
IV электрической выставке одно-
временно с Н.Н.Бенардосом он
получил высокую награду — золо-
тую медаль. В 1892 г. издана книга
Н.Г.Славянова «Электрическая от-
ливка металлов» — первое в мире
руководство по дуговой электро-
сварке. К сожалению великий изоб-
ретатель прожил всего 43 года,
проработав на производстве 20 лет.
Только в послереволюционное
время бесценное наследие творцов
электросварки — В.В.Петрова,
Н.Н.Бенардоса и Н.Г.Славянова
начали изучать в нашей стране. Их
дело продолжил известный рус-
ский ученый-мостостроитель, ака-
демик Е.О.Патон (1870—1953 гг.),
воспитанник Петербургского ин-
ститута транспортного строитель-
ства. В 1932 г. в Киеве создали Ин-
ститут электросварки, бессменным
руководителем которого он был до
конца своих дней. Главнейшими
направлениями деятельности ин-
ститута стали: изучение прочност-
Н.Г.Славянов
г
37
Цельносварной метро-мост в Новосибирске
ных качеств сварных конструкций,
расширение области применения
сварки металлов и улучшение ее
качеств, создание прогрессивной
технологии электросварочных ра-
бот, новых видов электродов и вы-
сокопроизводительного оборудова-
ния. Уже в 1939 г. под руководством
Е.О.ГГатона разработали и освоили
высокоэффективный метод автома-
тической сварки под флюсом, а
применение токов большой силы
позволило увеличить скорость авто-
матической сварки по сравнению с
ручной в 12 раз! За внедрение в
производство новых способов элек-
тросварки в 1941 г. Е.О.Патону
присудили Государственную пре-
мию I степени, а в 1943 г. присвои-
ли звание Героя Социалистическо-
го Труда. Через два года Институт
электросварки АН УССР стал но-
сить имя своего основателя —
Е.О.Патона.
Во время Великой Отечествен-
Монтаж металлических болтосварных пролетных строений железнодорожного
моста через Ангару в Усть-Илимске (Восточно-Сибирская дорога)
ной войны ученые института под
руководством Е.О.Патона наладили
скоростную сварку броневой стали,
а позднее создали новую сталь спо-
койной плавки (ст.-З мостовая).
Впервые в России в большом
объеме успешно сварили металли-
ческие пролетные строения мос-
тов при реконструкции бывшего
Николаевского моста через Неву
в Петербурге (в 1918 г. переиме-
нован в мост им. лейтенанта
П.П.Шмидта). В свое время это
был первый металлический мост
в России, построенный в 1842—
1850 гг. по проекту и под началом
замечательного русского инжене-
ра и ученого С.В.Кербедза (1810—
1899 гг.). В 1837—1938 гг. чугунные
арки моста заменили сварными
балками. Для того периода это
было исключительно смелое ин-
женерное решение и крупнейшее
достижение в нашем мостострое-
нии. Общая длина нового моста
составляла 331 м (такого в миро-
вой практике еще не знали), масса
сварного пролетного строения —
2400 т (прежнего — более 9500 т).
Старые чугунные фермы, хорошо
сохранившиеся, перевезли в Тверь,
где возвели мост через Волгу. В об-
щей сложности эти фермы эксплу-
атируются уже 146 лет!
В 20-х годах в институте желез-
нодорожного строительства НКПС
внедрением сварки на железнодо-
рожном транспорте успешно зани-
мались будущий академик Г.А.Ни-
колаев и инженер И.А.Моисеев.
С 1931 по 1942 гг. на железнодо-
рожном транспорте смонтировали
29 пролетных строений, в том чис-
ле пять со сквозными фермами
пролетом каждая по 45 м, не имев-
ших тогда аналогов в мировой
практике электросварки (установ-
лены на мостах через реки Дема и
Громотуха Куйбышевской дороги).
Во время Великой Отечественной
войны изготовили сварные пролет-
ные строения длиной 10—109 м.
Однако внедрение сварки с мосто-
строении в нашей стране и за ру-
бежом сопровождалось неудачами. В
марте 1939 г. в Бельгии обрушился
цельносварной железнодорожный
мост с безраскосными фермами
длиной по 80 м через канал Аль-
берта. Он находился в эксплуатации
всего лишь два года. Пролетные
строения упомянутых выше мостов
имели бесчисленные трещинки, а
сварное пролетное строение дли-
ной 55 м моста через р. Истру в
1945 г. оказалось в аварийном со-
стоянии и его через шесть месяцев
после постройки пришлось заме-
нить на клепаное. Неудачи породи-
ли скептическое отношение к ним,
и к концу 1946 г. сварку в железно-
дорожном мостостроении приоста-
новили. Появление трещин в свар-
ных швах эксперты объяснили, в
основном, отсутствием научно
обоснованной технологии, низким
качеством электродов и сварочных
работ в целом.
Разработки Института электро-
сварки им. Патона послужили ба-
зой для строительства в 1958 г.
крупного цельносварного моста
длиной 1542 м через Днепр в Кие-
ве. Ему присвоили имя Е.О.Патона
(разрушен в Великую Отечествен-
ную войну). С того времени элект-
рическая сварка получила широкое
распространение в металлических
мостах.
В 1947 г. создали Научно-иссле-
довательский институт мостов
МПС при ЛИИЖТе (НИИ мостов).
38
Основная его задача — внедрение
сварки в мостостроение. Этот ин-
ститут, а также Лентрансмост,
ЦНИИ МПС, ЦНИИС, ЦНИИТ-
маш и другие организации внесли
неоценимый вклад в дело освоения
новых прогрессивных методов
сварки мостов. В частности, в 1968 г.
утвердили типовые проекты
сплошностенчатых и решетчатых
пролетных строений с заводскими
соединениями на сварке и монтаж-
ными на высокопрочных болтах в
диапозоне от 18 до 110 м; с 1976 г.
на заводах мостовых конструкций
«Трансстроя» клепку полностью за-
менили сваркой. В мостах она полу-
чила «права гражданства» и на
объектах, строящихся в северной
климатической зоне. Так, все мос-
ты с решетчатыми фермами на
БАМе, линии Тюмень—Сургут—
Уренгой и многих других смонти-
рованы из сварных заводских эле-
ментов; соединения в узлах при
сборке пролетных строений выпол-
нены на высокопрочных болтах. По
сравнению с клепаными цельнос-
варенные пролетные строения лег-
че на 20—25%, а болтосварные —
на 10—15%. Сейчас 90% заводских
сварных соединений делают авто-
матами.
Подводную электрическую рез-
ку и сварку металлов с помощью
высокоэффективного оборудования
усовершенствовали отечественные
ученые и конструкторы. В их числе
— академик К.К.Хренов (1884—
1994 гг.). После окончания в 1918 г.
Петербургского электротехничес-
кого института он занимался науч-
но-педагогической деятельностью в
МВТУ им. Н.Э.Баумана, МЭМИИТе
им. Ф.Э. Дзержинского и других ву-
зах. Результаты своих исследований
в области подводной электросварки
и резки металлов К.К.Хренов про-
верял в лаборатории, созданной
им при МЭМИИТе. После много-
летних опытов и испытаний как в
пресной, так и в соленой воде он
нашел оптимальные условия не-
прерывного длительного горения
дуги под водой, что позволило с
высоким качеством выполнять
сварные соединения с нижними,
вертикальными и потолочными
швами.
В годы Великой Отечественной
войны были разрушены многие
железнодорожные мосты с метал-
лическими пролетными строения-
ми и потоплено много судов. Тогда
возникла необходимость расширить
исследования по массовому приме-
нению электрической дуги для
сварки и резки металлов. НКПС и
Военно-Морской флот (ВМФ)
проявили наибольшую заинтересо-
ванность в исследованиях лаборато-
рии МЭМИИТа. Уже в апреле 1942
г. ее сотрудники предложили чет-
кий технологический процесс ду-
говой резки металла толщиной до
60 мм под водой. Однако реализо-
вать его в природных условиях не
удавалось. Скорость течения реки,
где находилось обвалившееся про-
летное строение, превышала 2 м/с,
что нс давало возможности водола-
зу удержаться на одном месте. По-
ложение усугубляла мутная вода, в
которой нельзя было сориентиро-
ваться. Кроме того, мощность сва-
рочных агрегатов 600—700 А оказа-
лась недостаточной.
Однако первые неудачи не обес-
куражили энтузиастов. В лаборато-
рии заново подготовили резчиков-
подводников, способных работать в
мутной воде. В августе того же года
для подводной резки наметили дру-
гое пролетное строение длиной 87,6
м, находящееся на глубине 10—13 м.
К тому времени лаборатория имела
три сварочных агрегата по 300 А,
что обеспечивало подачу тока для
подводной дуги в 800—900 А. Про-
летное строение массой металла 400
т разрезали для дальнейшего извле-
чения из воды на блоки примерно
по 30 т с помощью одной установ-
ки за 15 дней. Такой темп руководи-
тели ГУВВР НКПС признали удов-
летворительным.
В конце 1942 г. в составе ГУВВРа
сформировали специальный поезд
по расчистке русл от обрушенных
мостовых конструкций с использо-
ванием уже опробированпой техно-
логии резки металла подводной
электрической дугой. В начале 1943 г.
этот поезд на глубине 3—5 м одной
из прифронтовых рек срезал 137 м
металлической шпунтовой стенки
опор моста. Подводную электро-
резку металла применяли и на
объектах ВМФ, где выполняли са-
мый различные работы, вплоть до
резки корпусов затонувших воен-
ных кораблей.
Под непосредственным руко-
водством профессора К.К.Хренова
разработали также эффективные
технологические процессы подвод-
ной электрической сварки металла,
условия которой коренным обра-
зом отличались от сварки на возду-
хе. Их успешно использовали на
объектах ВМФ при судоремонтных,
судоподъемных и аварийноспаса-
тельных операциях на глубине до
85 м, близкой, по тому времени, к
пределу возможностей человека в
обычном водолазном снаряжении.
Они дали возможность выполнять
ремонт судов, находящихся на пла-
ву (без захода в док), что имело
большое значение в годы войны, а
затем и в мирное время.
Сотрудники лаборатории во
главе с К.К.Хреновым внедрили
комбинированный способ подвод-
ной резки металла — кислородно-
электрическую резку с помощью
новой конструкции электрода — из
стальной проволоки диаметром 6
мм, вдоль которого расположена
тонкостенная термометрическая
трубка диаметром 1,5 мм. Такой
электрод сгорает в 2,5 раза медлен-
нее обычного трубчатого. Кисло-
родно-электрическая подвесная
резка по методу К.К.Хренова удоб-
на, безопасна и высокопроизводи-
тельна для металла любой толщи-
ны, в том числе и неплотных ме-
таллических пакетов. После Вели-
кой Отечественной войны профес-
сор создал теорию стабилизиро-
ванного действия электродных по-
крытий, провел исследования в
области сварки чугуна, контактной
электросварки, конденсаторной
сварки металлических элементов
малой толщины. Велико значение
его теории магнитно-импульсной
сварки.
В 1945 г. К.К.Хренова избрали
действительным членом АН УССР,
а в 1953 г. — членом-корреспонден-
том АН СССР. На счету академика
около 500 печатных работ, авторс-
ких свидетельств и патентов. В чис-
ле публикаций — многократно пе-
реиздававшаяся монография
«Сварка, резка и пайка металлов».
К.К.Хренов — не только крупней-
ший ученый в своей отрасли, но и
прекрасный педагог. Он подготовил
более 50 кандидатов и докторов
наук. За выдающиеся заслуги его
наградили многими орденами и
медалями, ему присвоили почетное
звание Заслуженного деятеля науки
и техники УССР, а в 1945 г. прису-
дили Государственную премию.
В годы Великой Отечественной
войны и послевоенный период ши-
роко использовали электрическую
сварку рельсов из кусков нестан-
дартной длины на разрушенных
участках пути при временном вос-
становлении железных дорог. С этой
целью сформировали специализи-
рованные рельсосварочные поезда,
которые занимались реновацией
рельсов. Электрическая дуговая
сварка незаменима при устройстве
бесстыкового пути.
39
Ьолее половины стоимости основ-
ных фондов магистральных линий
Северной Америки приходится на
рельсы. По данным Ассоциации амери-
канских железных дорог (AAR), только
на их замену в кривых ежегодно расхо-
дуется около 175 млн. дол. Североамери-
канские дороги ежегодно закупают 545
тыс. т рельсов. Хотя шлифование и сма-
зывание существенно увеличивают
срок их службы, тем не менее улучше-
ние качественных характеристик рель-
совой стали остается важнейшим фак-
тором снижения эксплуатационных
расходов.
До 1994 г. в Северной Америке не
было заводов по производству перво-
сортных рельсов. В 1994 г. компания
Pennsylvania Steel Technologies после ре-
конструкции завода приступила к про-
изводству рельсов с упрочненной го-
ловкой. Другим изготовителем перво-
сортных рельсов является компания
CF&I Steel. Она с 1996 г. изготавливает
рельсы твердостью НВ 390 (единиц
Бринелля), что на 14% выше мини-
мально рекомендуемой величины, рав-
ной НВ 341.
Основным отличием североамери-
канских рельсов является высокий уро-
вень содержания серы, благодаря чему
ПОВЫШЕНИЕ ЭКСПЛУАТАЦИОННОЙ
СТОЙКОСТИ РЕЛЬСОВ
в стали уменьшается вероятность обра-
зования водородных флокенов. Фирмы-
изготовители из других стран, напри-
мер японские, стремятся к минималь-
ному содержанию серы, так как из-за
частиц серы, обладающих недостаточ-
ной сцепляемостью, могут возникать
дефекты в виде вертикальных трещин в
головке рельса и волнообразного изно-
са. При этом дефекты, по существу,
перемещаются из одного строчного
включения серы в другое.
При современных технологиях изго-
товления стали с применением индук-
ционного перемешивания и вакуумной
дегазации и соответствующем контроле
содержания водорода обеспечивается
требуемый уровень чистоты рельсовой
стали. Однако, даже низкий процент
серы при отсутствии контроля за со-
держанием водорода может увеличи-
вать вероятность образования водород-
ных трещин. Вместе с тем, если серы
0,01—0,015%, то сталь обладает высо-
кими эксплуатационными качествами
и достаточной стойкостью против об-
разования внутренних дефектов кон-
тактно-усталостного происхождения.
Специалисты полагают, что рельсы из
стали твердостью НВ 350—400 найдут
применение на магистральных линиях,
а сталь твердостью НВ 450—500 может
потребоваться для изготовления под-
вижных элементов стрелочных перево-
дов и крестовин.
Испытание пути под высокими осе-
выми нагрузками на опытном полиго-
не FAST в Пуэбло показали необходи-
мость дальнейшего увеличения прочно-
сти стали и срока службы рельсов в ус-
ловиях интенсивного динамического
воздействия подвижного состава.
Вряд ли возможно повышение каче-
ства перлитной стали за счет увеличе-
ния ее твердости. Последнюю можно
довести до номинальной величины по
Роквеллу 40 ед., но дальнейшее ее по-
вышение может привести к отрица-
тельным последствиям. В диапазоне
твердости между 40 и 45 ед. по Роквел-
лу получается сомнительная смесь пер-
лита и бейнита. «Чистый» бейнит имеет
твердость 45—50 ед. по Роквеллу и об-
ладает намного большей износостойко-
стью, чем перлит. Исследования, про-
веденные под руководством AAR в ин-
ституте штата Орегон, выявили два
подхода к получению бейнитной мик-
роструктуры. Первый метод заключает-
ся в термической обработке при посто-
янной температуре обыкновенной ле-
гированной углеродистой стали до
твердости по Роквеллу 45—50 ед. Вто-
рой метод состоит в применении низ-
коуглеродистого сплава с повышенным
содержанием хромокремния и марган-
ца, а также с умеренным количеством
молибдена и небольшого — бора. При
резком охлаждении в воде низкоугле-
родистый сплав может сильно упроч-
ниться и стать относительно вязким.
Поэтому бейнитная сталь является
весьма перспективным материалом.
Испытания в AAR и институте штата
Орегон выявили преимущества бейнит-
ной стали перед первосортной упроч-
ненной рельсовой. Присущее бейнитной
стали низкое содержание углерода по-
зволяет легко выполнять сварку на за-
воде или в пути. В одном из циклов ис-
пытаний имитировали сложные эксплу-
атационные условия с боковым изно-
сом головки рельса. Интенсивность из-
носа бейнитной стали оказалась мень-
ше, чем современной первосортной
рельсовой. В конце 1997 г. рельсы из бей-
нитной стали планировали уложить на
опытном полигоне для всесторонних
испытаний. Если они будут проходить
успешно, то оставшиеся рельсы из
опытной партии могут быть использова-
ны для эксплуатационной проверки на
одной из дорог. Высокопрочная бейнит-
ная сталь обладает повышенной стойко-
стью против отслаивания и выкрашива-
ния металла головки рельса, а также
увеличенным сопротивлением образова-
нию внутренних дефектов контактно-
усталостного происхождения.
(По материалам зарубежной периодики)
ИЗВЕСТНО ЛИ ВАМ, ЧТО...
• В Ливане намечено провести ре-
конструкцию основной магистрали
страны. Она проходит вдоль побере-
жья Средиземного моря, соединяя
города Тир, Бейрут, Триполи. Длина
ее — 170 км. Планируется линию
электрифицировать, оборудовать со-
временными техническими устрой-
ствами, ликвидировать переезды,
поднять скорость движения поездов
до 120 км/ч.
• После завершения реконструкции
(конец 2000 г.) главной магистрали
Британских дорог Лондон—Глазго
максимальная скорость на ней снача-
ла будет повышена до 225, а затем и
до 260 км/ч.
• За последние несколько лет в Ниж-
ней Нормандии (Франция) в развитие
железнодорожного транспорта вложе-
но более 2 млрд. фр. Инвестиции
главным образом были направлены
на модернизацию двух крупных маги-
стралей Париж—Шербур и Париж—
Гранвиль в основном за счет регио-
нальных средств. В 1998—2004 гг. на-
мечается реализовать еще ряд проек-
тов и, в перву.э очередь, электрифи-
цировать линию Париж—Гранвиль.
Планируется также реконструировать
рокаду Руан-Кан-Тур с переводом ее
на электротягу.
• Новое средство для повышения ко-
эффициента сцепления колес локомо-
тива с рельсами взамен применяемых
в настоящее время систем пескопо-
дачи разработали специалисты Науч-
но-исследовательского института же-
лезнодорожного транспорта Японии.
Предлагается использовать калибро-
ванные частицы диаметром 0,3 мм из
окиси алюминия. Изготавливают их по
технологии обычно применяемой для
получения керамзита. В зону контакта
колеса с рельсом частицы подаются
сжатым воздухом через форсунку ди-
аметром 3 мм. Как показывают испы-
тания, при мокрых рельсах и скорос-
ти 200 км/ч коэффициент сцепления
возрастает в 2 раза, буксование и юз
колесных пар полностью исключены.
Снижается и износ бандажей колес.-
• В Финляндии на линии Хельсинки—
Турку продолжается эксплуатация
опытного высокоскоростного элект-
ропоезда, изготовленного одной
итальянской фирмой. Конструктив-
ная скорость — 220 км/ч, питание —
от сети переменного тока 25 кВт.
Однако из-за большого числа кривых
скорость экспресса не будет превы-
шать 200 км/ч. Предусматривается
изготовить и двухсистемный поезд с
питанием и от сети постоянного тока
3 кВт. Тогда появится возможность
его эксплуатации на линии Хельсин-
ки—Санкт-Петербург и на других уча-
стках Октябрьской магистрали.
ИЗВЕСТНО ЛИ ВАМ, ЧТО...
40
НИЦ-ПУТЬ Горьковской дороги
предлагает
шаблон (рис. 1) для измерения подуклонки рельсовых
площадок железобетонных шпал при сборке рельсошпальной
решетки (см. ст. «Усталостное разрушение рельсов бессты-
кового пути» на с. 29).
Им можно проверить: подуклонку рельсовых площадок желе-
зобетонных шпал на соответствие их ТУ 5864-024-11337151-96
«Шпалы железобетонные предварительно напряженные для
железных дорог колеи 1520 мм»;
основной линейный размер железобетонной шпалы, оп-
ределяющий ширину колеи (рис. 1);
величину подуклонки, как в собранном звене рельсошпаль-
ной решетки на базе (рис. 2: 1 — измерительный клин путевого
штангенциркуля), так и в условиях эксплуатации (рис. 3).
Применение шаблона позволит не допускать укладку в путь
железобетонных шпал со сверхнормативными отклонениями
основных линейных размеров.
Его можно изготовить и поверить на дистанции пути и в
путевой машинной станции.
Чертежи шаблона и инструкция на его использование вы-
сылаются бесплатно по запросу заинтересованных организаций.
2000 ± 0,5
305 305
2? 00
Рис. 2
Рис. 3
Подробную информации
и чертежи шаблона мож-
но получить по адресу:
603011, г. Нижний Новго-
род, ул. Октябрьской
революции, 74-26,
тел. (8312)48-47-67,
48-65-11, факс 48-87-99
Цена каталожная 5 руб. для индивидуальных подписчиков
Цена каталожная 10 руб. для организаций
Индекс 70738
Индекс 70722
Plasser & Theurer
. - •• ♦ л
Export von Bahnbaumaschinen
Gesellschaft m. b. H
Технология подбивки с применением поворотных бойков и перемещаемых в боковом направлении
подбивочных блоков обеспечивает надежное состояние пути в труднодоступных местах его выправки.
Преимущества машины Унимат 4 S:
дополнительно к трехниточной применяется четырехниточная подбивка;
четыре работающих независимо друг от друга подбивочных блока;
телескопическая стрела для откидывания наружных подбивочных блоков помогает одновременно подбивать
брусья бокового направления стрелочного перевода;
с рабочего места оператора можно регулировать блоки в условиях косорасположенных шпал или брусьев;
можно пополнять щебень в зонах стрелочных переводов и пересечений с помощью крутонаклонной
конвейерной ленты из бункера.
Дополнительную информацию можно получить, обратившись в:
Представительство фирмы
«Пляссер и Тойрер» в Москве
Головную контору фирмы
«Plasser & Theurer»
по телефону: 432-76-83,
факс: 430-83-43
Johannesgasse 3
А-1010 Wien
Osterreich
Tel. 1/515 72-0
Telefax 1/513 18 01
Telex 1/32117 plas a