/
































































































































































































































































































































































































































































































































































































































































































































































































Text
сЛ. сЛ. оіаврилгнко.
Профессоръ ИМПЕРАТОРСКАГО Московскаго Техническаго Учи*»*»**
ІШІІШІІІШІІІІІІІШШІІІ
Часть I.
ОБЩІЯ СВОЙСТВА металловъ.
Часть п.
Литбйноб Дѣло.
Полное руководство къ устройству литейныхъ
и веденію въ нихъ работъ.
Иканіе 3-е, значительно дополненное.
560 рис. въ текстѣ.
москва.—т
Тивогрвфж РуоНГ» Тов^ищиіті Частые пруды, Мывьдокдеь жр** «Л* <оди
Т—ифииіі. №№•
О Г ЗАИЛЕНІЕ.
Введеніе * •.............................................................. V
Механическая обработка металловъ..............•........................ХХХП1
ЧАСТЬ I.
Металлы и ихъ сплавы
ГЛАВА I.
Общія Физическія свойства металловъ
§§
1. Названіе „металлъ"................................................... 1
2. Крѣпость.............................................................. 2
3. Твердость.........................................................' < - —
4. Плотность металловъ................................................... 4
5. Вязкость............................................................. —
6. Ковкость • , ..........................................................—
7. Плавкость . . -...................................................... —
Я, Теплопроводность...........*.......................................... 5
9. Упругость..............................................................—
10. Пластичность . . -....................................................—
11. Истеченіе металловъ................................................... 6
12, Хрупкость .............-...................•.......................... 7
13. Способность свариваться................................................—
14. Изломъ.................................................................—
15. Способность свѣтиться при вягрѣванін - ...................... . . . . —
16, Расширеніе при нагрѣваніи..............................................—
17........................................................................ $
ІЯ Полученіе сплавовъ......................................................
19. Ликвація...............................................................
20. Дѣйствіе электрическаго тока на сплавы.................................
21. Электропроводимость ставовъ . ........................................
22. Переходъ въ енлавагь металловъ изъ одного аллотропическаго еостолніа иъ
другое. . . ............................................*...........II
23. Механическія свойства сплавовъ..........................................—
24. Плотность сплавомъ...................................................
25. Плавкость сплавовъ......................................................—
Ж Койффяціеить расширенія сплавомъ.......................................
27. Теплопроводность снлавомь...............................................—
Ж Цвѣтъ сплавовъ.................................... -.................... 15
29. Окисленіе ...........................................................
IV
ГЛАВА П.
Желѣзо и его сплавы.
30. Желѣзо..............................................................
31. Микроструктура...................................................... 11
I) Ферритъ.................................................-
II) Цементитъ, или нормальный карбидъ...........................—
111) Аморфный карбидъ Аркольда.................................
IV) Перлитъ.................................* ’ * - *............—
V) Сорбитъ..............*........................................—
VI) Субхарбядъ.................................................
VII’) Мартенситъ,. „.............................................—
VIII) 'Грустятъ,.................................................. "
IX) Графитъ................................................... м
X) Шлакъ....................................................
Чугунъ,
32. Классификація чугуна................................................ 22
33, Химическій составъ чугуна.......................................... 23
34, Состояніе углерода въ чугунѣ.......................................
35, Макроструктура чугуна...,».»...................................... 27
36. Плотность чугуна....................................................””
37, Изломъ и блескъ чугуна...............................................—
38, Твердость чугуна................................................... —
39, Хрупкость чугуна...........;.........................................—
40» Крѣпость чугуна................................................. - —
41, Упругость чугуна................................................... 34
42, Сопротивленіе чугуна ударному дѣйствію........................... 35
43. Плавкость чугуна.....................................................—
44. Усадка чу^ушъ ,...........................................40
45, Увеличеніе объема при затвердѣианік чу гула..........................—
46. Внутреннія напряженія............ - ............................. 41
47, Увеличеніе объема чугуна пра послѣдовательныхъ нагрѣваніяхъ я охлажде-
ніяхъ ........... , ........................... 43
48. Пустоты или отдулнны, получающіяся внутри чугуна —
49» Вліяніе постороннихъ арпмѣеей на качество чугуна................... 44
а) Сѣра........................................................—
Ь) Фосфоръ, 45
с) Кремній................................................... 46
4) Марганецъ................................................. 47
е) Металлы................................................... 48
50. Способность чугуна уведячяяать свою крѣпость подъ вліяніемъ легкихъ
ударовъ................................................................. 40
51. Измѣненіе структуры чугуна......................................... 50
52. Порча чугуна , .....................................................—
53, Горѣлый чугунъ................................................... 52
54 Отжигъ бѣлаго чугуна..................................................—
65. Копкій чугунъ...................................................... 53
56» Испытаніе чугуна................................................... &4
Сталь н желѣзо (продажное).
&7, Сварочное желѣзо и сталь.......................................... 62
58. Литое желѣзо я сталь............................................... 66
V
Сгпран.
59. Сорта, желѣза и стала, встрѣчающіеся въ продажѣ 68
60. Химическій составъ желѣза е стали............................... 70
61* Плотность..............-........................................ 71
62* Магнитныя свойства. * *..........*,.......................... . , —
63, Температура плавленія.............................................—
64, Усадка стали * ...................................................—
65. Газовые пузыри....................................................—
66. Цвѣта измѣняемость.............................................. 7^
67. Способность свариваться...........................................—
68. Ковкость........................................................ 77
69. Твердость.........................................................—
70* Изломъ ...........* . * * —
71. Крѣпость и вязкость............................................. 78
72. Условія, вліяющія на измѣненіе прочности желѣза н стали......... 82
А) Температура, * . ........................................—
В} Перемѣна температуры................................... 88
С) Обработка желѣза и стали при температурѣ отъ 270 до 350 гр&д*
Ц., при такъ называемомъ синемъ нагрѣвѣ. ......... 90
Б) Обработка въ холодномъ состояніи* ................... . 92
Е) Обработка въ горячемъ состояніи........................ 94
Е) Размѣры издѣлій........................................ 95
(т) Время п сотрясенія 96
И) Вліяніе повторительныхъ нагрузокъ* *.*.***.,..*** 98
73* Вліяніе примѣсей на свойства желѣза и стали.....................103
А) Углеродъ...............................................—
В} Фосфоръ. .._***,**.* *,..*.*...***.,. 108
С) Сѣра...................................................109
Б} Кремній* ..............................
Е) Марганецъ * .,*_*,,*,***,**..*.*.*,*,* —
Е) Мѣдь.................. *’..............................ИО
О) Алюминій.................................................—
Н) Мышьякъ..................................................—
I) Азотъ, * * *............................................—
К) Окислы желѣза............................................—
Ь) Водородъ.................................................—
74. Закалъ какъ отличительное свойство стали...................... ,111
75. Объясненіе явленія закала. ........- —
76* Нѣкоторыя замѣчанія но поводу закаливанія и отпусканія стали. , . * . * 122
77, Операціи передъ закалкой и но время нея.........................125
А) Отжигая іе к накаливаніе стали...........................—
В) Охлажденіе стали.........................-.............129
78. Операціи, производимыя постѣ закалки* 133
А) Отпусканіе стали..................*..................... —
В) Выправка покоробленной стали...........................149
79. Охлаждающія, иля закаливающія жидкости................. * * , 141
80. Изслѣдованіе причинъ неудачъ при закалкѣ........................143
81, Возстановленіе стали, испорченной въ огнѣ. 149
82. Самозакаливающаяся сталь*.......................................150
83. Сталь Мошетъ ...................................................
84. Быстро-рѣжущая сталь............................................
85. Теорія, объясняющая свойства быстро-рѣжущей стали. , , . -......152
86* Микроструктура желѣза и стмн. . . . *............................-Ш
87. Измѣненія микроструктуры стали вслѣдствіе отжига............, . Ш
88. Кристаллизація стала . ..................................... - *
VI
Стерео
89 Опасныя формы кристаллизаціи.....................................166
90, Какъ предупредить появленія хрупкости * - . ♦ *..................171
91. Отрицательный закалъ.............................................172
92, Условія правильной обработки литой стали. .................... , . 174
93. Класнфикація стали...............................................175
94, Дайствіе па сталъ и желѣзо кислотъ...............................177
95, Порча желѣза и стали отъ ржавчины................................178
96. Предохраненіе желѣза и стали отъ ржавчины.................. - - 179
97ф Сравнительныя достоинства чугуна, стали, сварочнаго и литого желѣза. . . 189-
98. Способы опредѣленія доброкачественности желѣза и стали...........192
99. Вліяніе формы испытуемаго образца па коэффиціентъ крѣпости, ...... 198
100. Вліяніе размѣровъ образца на величину удлиненія.................19»
101. Вліяніе формы площади сѣченія на удлиненіе......................196
102. Вліяніе на коэффиціентъ крѣпости времени, употребленнаго па разрывъ
образца......................................-.........................—
103, Ударныя испытанія надрѣзанныхъ образцовъ........................197
10 к Способы опредѣленія относительныхъ удлиненій.....................—
105. Однообразное испытаніе матеріаловъ..............................198
106. Нормальная форма образцовъ при испытаніи на разрывъ, ......... 201
Сплавы желѣза съ металлами.
Спедіальныл стали.
107. бплавъ желѣза съ никелемъ.......................................202
108. Митисъ..........................................................204
109. Марганцовая сталь ........ ................... . 204
110. Хромовая сталь.................................207
Ш, Вольфрамовая сталь................................................208
112. Кремнистая сталь ...................................... 209-
113. Сложныя спеціальныя стала.......................................—
ГЛАВА ПК
Вѣдь, олово, цинкъ, свинецъ, никель, алилгашй, антимоній,
висмутъ и ихъ сплавы.
114- МШ..............................................................212-
115. Олово...........................................................215
116. Цинкъ...........................................................21^
Ш. Свинецъ...........................................................—
118. Никель........................................................ 217
119. Алюминій........................................................—
120. Антимоній ............................................... 221
121. Висмутъ................................-..........................—
Сплавы мѣд*-
122. Бронзы..........................................................22^
123. Марганцовистая бронза...........................................221
124. Алюминіевая бронза............................................. 225
125. Бѣлая или зеленая мѣдь, также латунь.......................... 226-
126. Тройные сплавы..................................................227
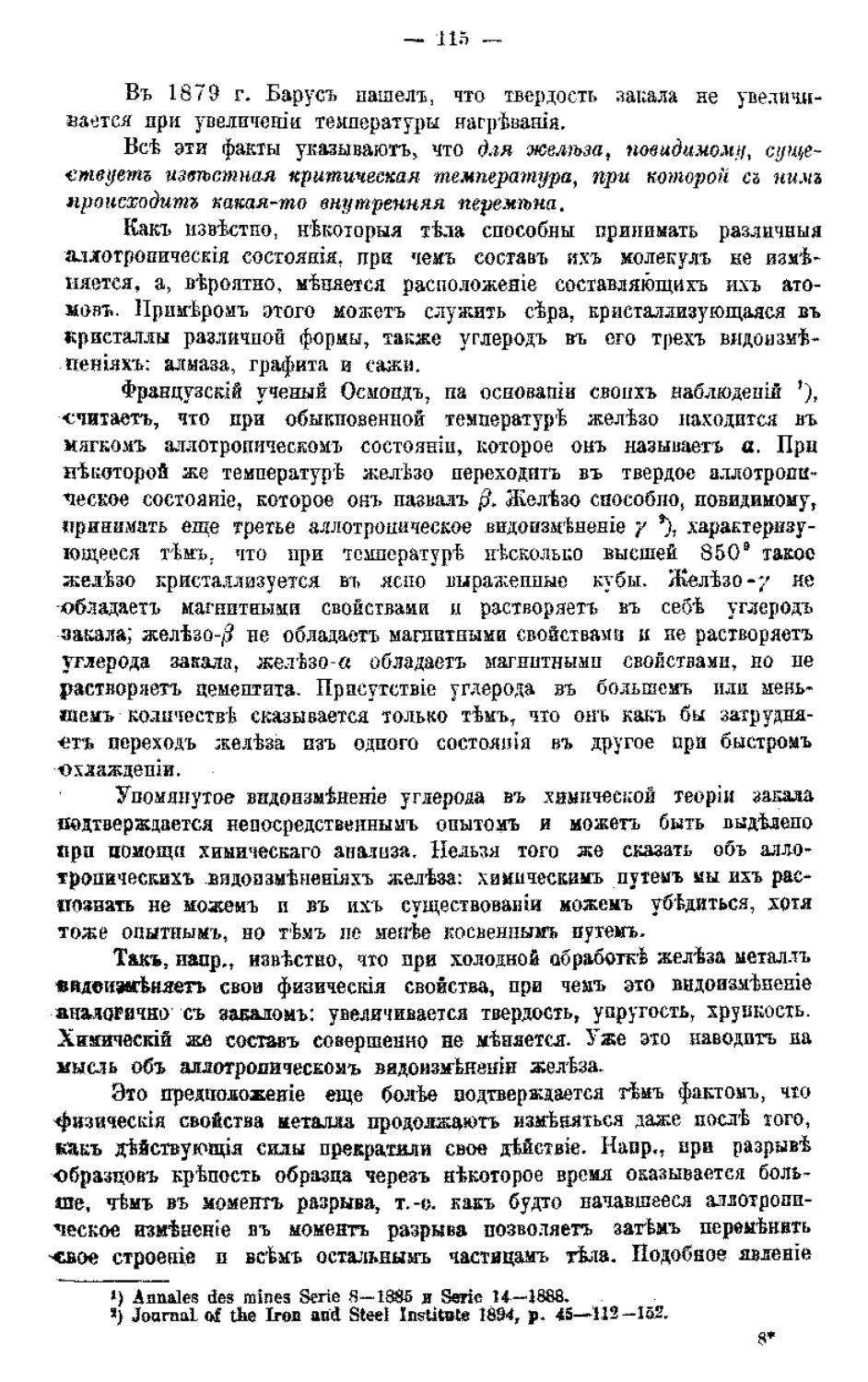
127. Сплавы олова и свинца...........................................228
ѵп
Сдаргм
123. Бѣлые» «ли антифрикціонные сплавы ........«... 229
А) Сплавы свинца я сурьмы (антимоній}...........—
В) Сплавы олова, мѣди и сурьмы..................—
С) Сплавы свянпа, олова и цинка...............230
О) Сплавы мѣди, олова и цинка...................—
Легкоплавкіе сплавы висмута ................. . . . . . —
ЧАСТЬ П.
Литейное дѣло.
ГЛАВА II.
Плавка.
129. Плавка въ тигляхъ..................................................234
130. Печи для нагрѣванія тиглей.........................................235
131. Веденіе плавки къ тигляхъ..........................................242
132. Видоизмѣненіе металла при плавкѣ въ тигляхъ........................243
133. Плавка въ отражательныхъ печахъ....................................244
134. Данныя для постройки печей.........................................249
135. Веденіе плавки.....................................................261
133. Видоизмѣненіе чугуна при плавкѣ бъ пламенной печи —
137. Генеративныя печи..................................................2ЙЗ
138. Конструкцій генераторовъ...........................................254
139. Общее устройство регенеративной печи...............................268
140. Детальное устройство регенеративныхъ яечеЙ.........................260
141. Распредѣлительные клапаны..........................................—
142. Регенераторы . . . . « . ... . . .... . . . - » 262
143. Устройство печн. . . * —
144. Устройство пода....................................................267
145. Первая загрузка....................................................268
116. Плавка стали.......................................................—
147. Данный для проектированія регенеративныхъ печей........................
148, Регенераторы < . . ................................................* 269
149. Размѣры печей......................................................270
150* Работа печи ...................................................... 2Т2
151* Плавка стала въ конвертерахъ.......................................273
153. Работа конвертера . . . ...........................................275
153. Видоизмѣненія металла яра бессемерованія...........................276
Углеродъ.....................................................
Кремній > . . -..............................................
Марганецъ....................................................—
Сѣра.........................................................—
Фосфоръ......................................................"
Желѣзо.......................................................277
Кислородъ....................................................—
Насыщеніе углеродомъ. ., . <.................................—
154. Температура пламени................................................
155. Выборъ чугуна......................................................
156, Основной процессъ..................................................278
157. Сравненіе кислаго и основного процесса.............................
158. Размѣры кониертеровъ .............................................280
159. Конвертеръ Роберта............................................., . . —
160. Конвертеръ Тролнйяся.................-............*...............2:01
161. Неподмжные конвертеры...............................................-*
ѵш
Стукая
Плавна въ вагранкахъ.
161 Вагранка..............................................................2Й-
163. Тошино для вагранокъ.................................................284
Древесный уголь...............................................
Антрацитъ.....................................................
Коксъ.........................................................
16А Процессъ горѣнія тооивз въ вагранкѣ...................................286
165. Конструкція вагранокъ................................................28й
166. Вагранка Айерлаядв.................................*...................—
167, Вагранка Крмгара....................................................291
168* Вагранка Маккензи. . * *............................................293
169. Вагранка Иів . . ...................................................
170. Вагранка Грейнера и Эрпфа............................................294
171. Вагранка Веста.......................................................-96
172, Вагранка Герберна съ высасываніемъ воздуха..........................—
173. Вагранка Нау.........................................................298
174* Нефтяная вагранка Петряигеяскаго....................................—
175. Главныя условія раціональной работы вагранокъ.......................299
176* Построеніе вагранокъ................................................302
177, Форма шахты.........................................................—
178, Высота шахты........................................................—
179. Діаметръ вагранки...................................................303
180* Площадь полеречя. сѣченія фурмъ.....................................304
181* Сала дутья..........................................................305
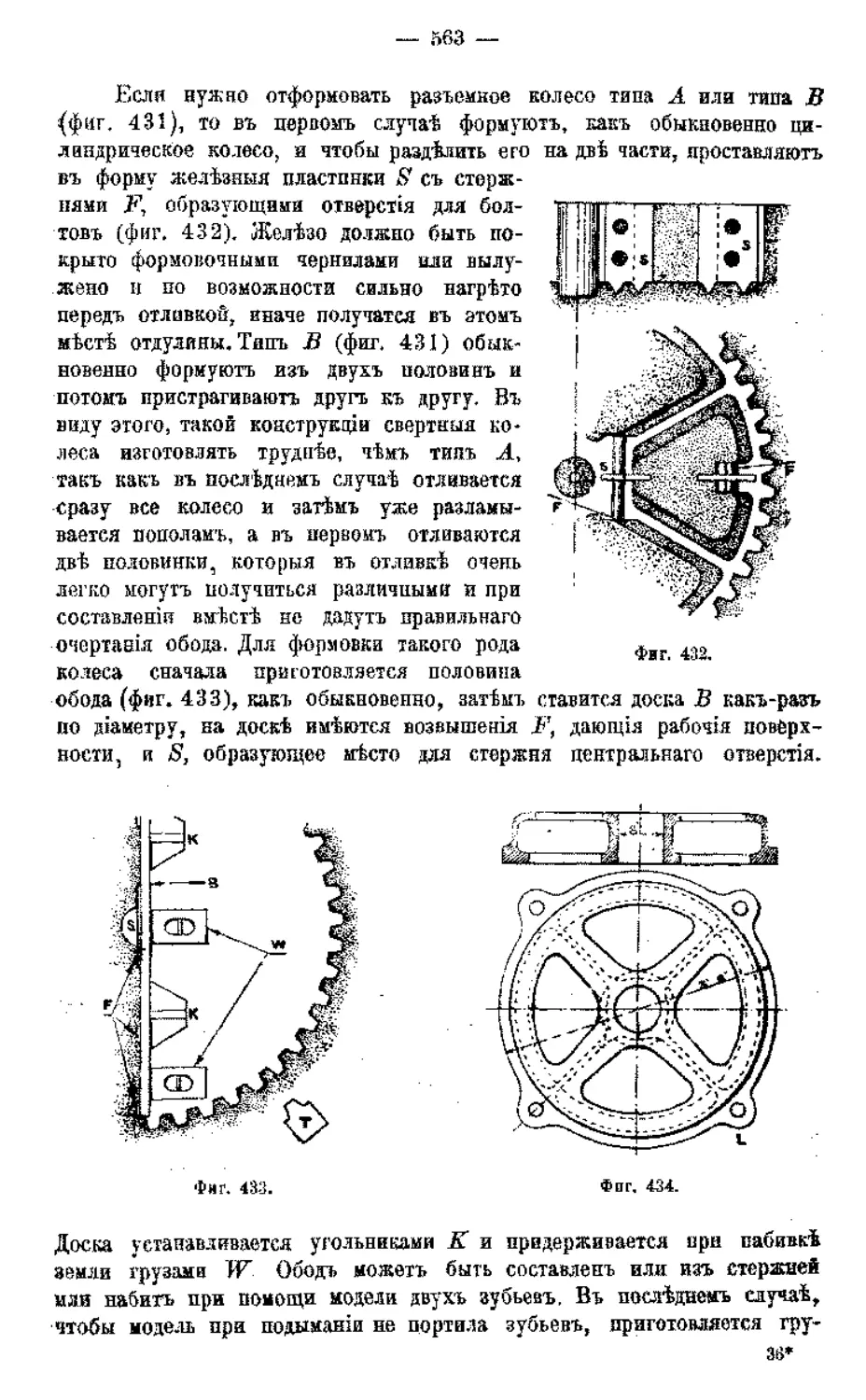
182* Размѣръ калошъ чугуна...............................................506
183. Толщина слоя топлива ..................................... —
184* Расходъ топлива.....................................................307
185. Примѣрный расчетъ вагранки..............-............................308
186. Форма я расположеніе фурмы..........................................310
187. Обмуровка шахты.....................................................312
188, Выпускное отверстіе.................................................316
189* Отверстіе для шлаковъ...............................................317
190. Скопъ...............................................................—
191, Охлажденіе вагранки.....................................*............318
192. Подогрѣваиіе дутья.....................................................—
193 Труба вагранокъ...................................................... , 319
194, Приспособленіе для подъема...................................... , . 321
195 Работа вагранки............................................... , , , 325
196, Плавка...............................................................329
197, Плавни..............................................................—
198. Горячая или холодная плавка...................................... 332
199. Выгрузка вагранки............................................. • * , 334
200. Прислуга при вагранкѣ................................................335
Особые случая плавки.
201. Плавка чугуна съ сталью..............................................33»
262. Плавка опилокъ я стружекъ....................................... * . —
203* Расходъ топлива.............*........................................336
204* Сила дутья ........* . , 337
205. Вентиляторы. ........................................ *..............338
206* Измѣненіе химическаго состава чугуна при плавкѣ въ вагранкѣ..........340
207, Составъ газовъ, выходящихъ изъ вагранки ............................343
208. Угаръ чугуна въ вагранкѣ................- . *..........................—
209. Приспособленія дуя разбиванія чугуна.................................344
< ѵупрок.
210. Плавка въ электрическихъ печахъ. . . . . . г ................ т , 345
211> Дуговыя псчн ..............................346
212. Проводи я ковы я печи...................................347
213. Индукціонныя печи.................................... 35(1
ГЛАВА И.
Матеріалы и приспособленія, употребляющіеся прі формовнѣ.
214. Формовочный матеріалъ .....................................353
215- Формовочный носовъ. ...............* . . . ................ —
216. Раздѣлительной песокъ......................................360
217. Масса ................................... —
218. Глина......................................................362
219. Припылъ.................................................. 363
220. Формовочныя черпала........................................364
221. Чугунъ.....................................................365
Машины для приготовленія формовочныхъ матеріаловъ.
222. Сушилка..................................................... Ш
223. Сита.......................................................367
224. Вращающійся барабанъ.........................................—
225, Бѣгуны .... ь ..... . т ,................. 368
226. Толчея................................................. 370
227. Дезинтеграторъ.............................................371
228. Глиномялка.................................................373
229. Комплектъ машинъ......................................... 376
230. Передвиженіе формовочн. матеріаловъ....381
Модели н шаблоны.
231. Матеріалъ для моделей......................................381
232. Нѣкоторыя замѣчанія по поводу изготовленія деревянныхъ моделей * ♦ „ . 384
233. Конструкція моделей . , -.........386
234. Храненіе моделей...........................................391
235. Инструменты, употребляемые при формовкѣ............... . . 393
ГЛАВА Ш-
Формовка арж новою моделей.
236—237. Формовка въ опокахъ............................................398
238. Порядокъ формовки..................................................463
239. Приготовленіе глубокихъ формъ.....................................—
240. Формовка плоскихъ предметовъ.......................................411
241. Формовка за столахъ . . *.............».................... ..... 420
242. Формовка въ почвѣ..................................................423
243. Приготовленіе мягкаго дна для открытыхъ формъ . , , . * * * * * , . , , 424
244. Приготовленіе плотнаго дна........................................ 429
245« Изготовленіе формъ въ почвѣ................................... . * 429
246. Примѣры формовки въ почвѣ ,....................................... 433
247* Укрѣпленіе песка въ опокахъ # ......................-..........435
248* Вентилированіе формъ сырого песка .................................440
249. Устройство литниковъ ..............................................442
Стра’» *
250. Формовка въ сухомъ пескѣ..........................................
251, Формовка парового цилиндра..................- * - ... - .... ►
252, Сырня формы еъ сухой поверхностью............................. *
253. Устроіство для просу из ни формъ..................................
264, Непрерывныя сушилки...............................................
255, Переносныя сушилки................................................
256, Приготовленіе сгержнеЯ . . . .....................................
257. Стержни изъ сырого песка * - *.......................
258. Стержни изъ сухого песка и глины..................................
259. Набивка стержней..................................................
260, Окраска стержней..................................................
26Е. Вентиляція стержней...............................................
262. Укрѣпленіе.................................................. , .
263. Провѣрка.................................. т . . . .............*
264. Склеевапіе........................................................
265. Знаки.............................................................
266. Стержня—тѣла вращенія ........................♦ * . ♦............
267. Приспособленія для изготовленія стержней.......................
268, Машина ...........................................................
269, Укрѣпленіе стержней въ формахъ........’...........................
270, Формовка при помощи формовочныхъ плитъ............................
271. Приготовленіе плитъ по способу Бонввлана
272. Снимающія плиты...................................................
447
449
453
4-55
466
468
472
17 5
477
476
479
482
ч-ч"ч*-
483
484
488
491
496
563
506
Машинная и шаблонная формовка.
273-^275, Машины для правильнаго выниманія моделей изъ песка................МО
276. А и еря канскія машины.............................................. 518
277- Машины, которыя кромѣ выниманія моделей, ярой вводятъ также набивку фор-
мовочнаго матеріала 526
278, Машина Воинилана *................................................... 532
279. Машина для накладыванія опокъ........................................532
200. Американскіе типы....................................................538
281. Машины длн уплотненія воска встряхиваніемъ...........................544
282, Машяпы съ паденіемъ песка..................................... . . - 550
283, Шаблонная формовка. . . . - - .................................., . . 553
294, Стойка.................................................................—
285. Формовка крышки цилиндра.............................’...............555
286. Формовка маховика................-................................ . 556
287, Формовка шкива.......................................................557
288, Формовка цилиндрическаго зубчатаго колеса............................558
289. Формовка коническихъ зубчатыхъ колесъ................................561
290. Формовка коробки.................................................... 564
291. Формовка изогнутой трубы.............................................565
292. Формовка колонны гидравлическаго крана...............................—
293, Шаблонная формовка въ опокахъ...................................... 567
294. Машины для формовки зубчатыхъ колесъ . , . .......................569
ГЛАВА V.
Формовка въ гимнѣ.
295—296. Формовка цилиндра................*.............................580
297. Формовка парового цилиндра съ паровыми едва лама...................582
XI
298. Формовка колонны большого діаметра..................................5*3
299, Формовка сосудовъ съ четырехугольнымъ сѣченіемъ.....................586
300, Формовка большой чаши для химическихъ за годовъ.................... 587
ЗОЕ Формовка барабана для подъемника со спиральнымъ желобкомъ ...... 5!Ю
302. Формовка гребного винта . . . ......................................591
303, Формовка парового цилиндра съ рубашкой..............................594
304. Формовка парового цилиндра съ вращающимся золотой кожъ..............596
305. Приготовленіе стержня изъ глины 59*
306, Устройство формовочныхъ мяъ.........................................599
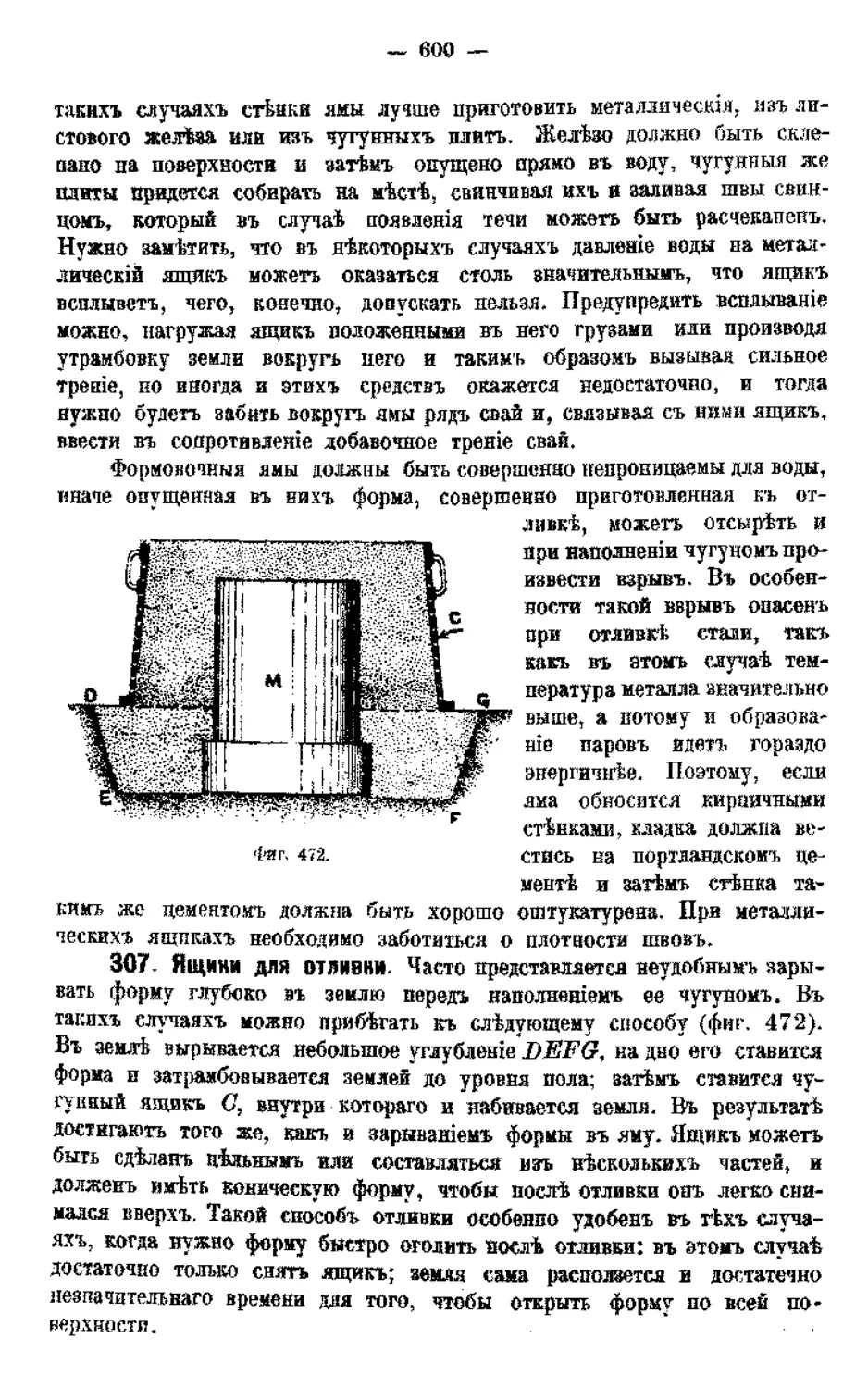
307. Ящики для отливки . .......................................**.*, . бмі
30$. Добавочныя указанія относительно изготовленія формъ для отлмввь мѣди н ея
сплавовъ ......... ................. ..... , 60 Г
ГЛАВА VI
Условія полученія чистыхъ и плотныхъ отливокъ.
39$). Бракъ.............................,...........................663
Зіо. Вліяніе лнтанка ...*,* ,,**** ***,--»**-**-♦'' > 608
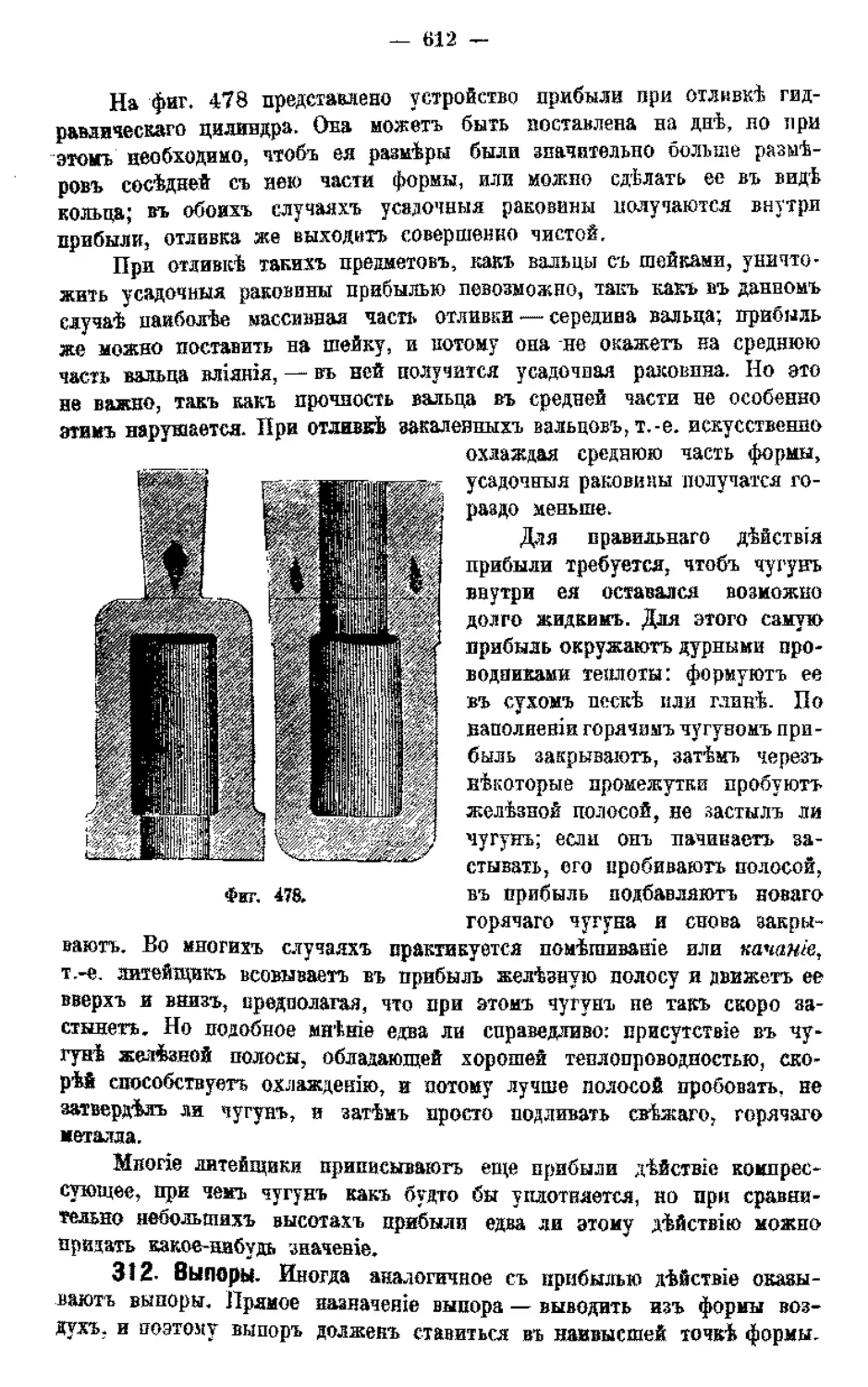
311. Вліявіе прибыли па полученіе плотныхъ отливокъ..................6Ю
312. Выноры......................................................* . 612
313* Чугунъ...............................*....................... 613
311. Уничтоженіе отдулігвъ въ стали ...» *........................ 613
315. Химическіе способы........................................... 615
316. Механическіе способы. ... * ......... —
ГЛАВА ѴП.
Производство отливки.
317. Нагрузка формъ.................................................62.>
318. Отливка при помощи жолобовь....................................626
319, Отливка при помощи ковшей......................................627
320. Отливка въ разрѣженномъ пространствѣ...........................632
321. Нѣкоторыя обстоятельства, на которыя нуікяэ обращать вниманіе при
отливкѣ. Температура металла...................................... ' “
322, Скорость наполненія формы......................................634
323. Особые пріемы при отливкѣ......................................
32 к Навариваніе чугуна и стали...............................♦ , * - бЗь
325. Выниманіе отливки изъ формъ....................................
326, Очистка литья . , , .......
327. Песочныя машины......................*.........................
328. Барабаны.......................................................
329. Обрубка.........................................................64
330. Отмачиваніе литья..................- - * * * * * 1 т *.........“
331. Дальнѣйшая обработка литья..............>.............. . . . . —
. II
ГЛАВА ѴІП.
Нѣкоторыя спеціальныя литейныя устройства.
^5
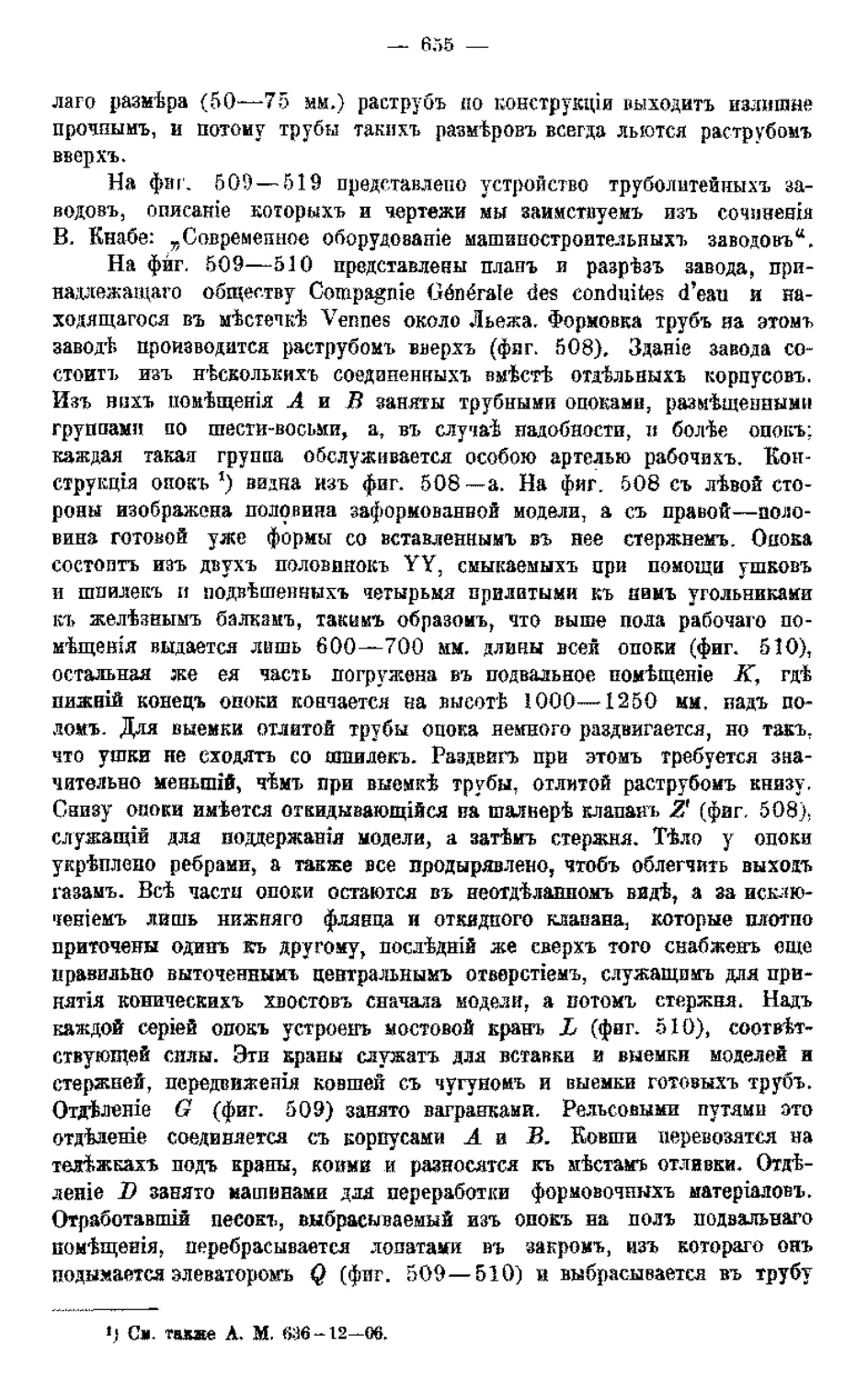
332. Отливка трубъ..................................................
333. Дополнительныя замѣчанія ...*>**...............................
XII
334, Отливка закаленныхъ издѣлій................................ ЬВ-.
Примѣры г
335. Отливка вагонныхъ колесъ......................................Обо
336. Отливка закаленныхъ крестовинъ и стрѣлокъ для желѣзныхъ дорогъ , ? . . 688
337. Отливка прокатныхъ заваленныхъ вальцовъ.......................689
338. Отливка въ металлическія фермы мягкаго чугуна................693
330. Приготовленіе ковкихъ и издѣлій изъ чугуна....................697
А. Химическій составъ чугуна, пригоднаго для отливки ковкихъ
издѣлій..............................................698
В, Плавка и ея вліяніе .................................. 699
С. Приготовленіе формъ...................................701
Г). Накаливаніе ....... . . . , ....... - . ......—1
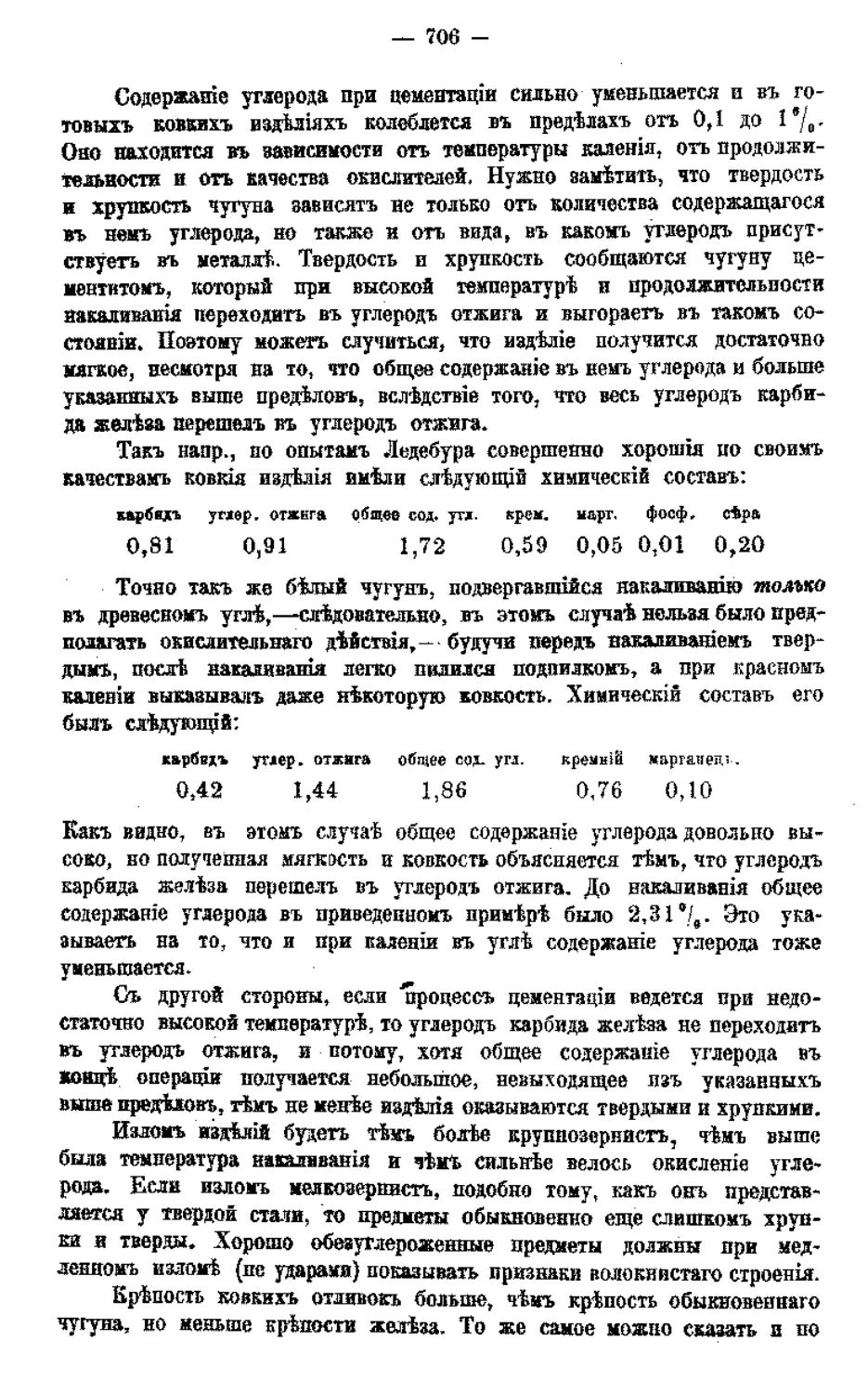
Е. Видонзмѣніе чугуна при цементаціи . . . >......705
340. Отливка изъ стали.................................... . . , . . 707
А. Плавка стали..........................................—
В, Изготовленіе формъ....................................708
С. Качества издѣлій, отлитыхъ изъ стали ............. 711
341. Отливка изъ металлу извѣстнаго йодъ названіемъ катись.........713
ГЛАВА IX.
Общія указанія относительно устройства литейныхъ заводовъ.
34Й, Литейный залъ..................................................715
343. Обрубаая.......................................................723
344. Модельная......................................................—
345. Сарай для храненія моделей......... . . .......................724
346. Слесарная.........................................................
347. Складъ для онокъ..................................................
348, Складъ чугуна..................................................725
349. Складъ для топлива и формовочныхъ матеріаловъ. -........ . . . —
Значеніе ярхнятыхъ сокращенія въ текстѣ:
А, М—Атегісап Маеіііпіэк
Еп^.—Еп^і пеетііцг,
М_ К—МееЬааісаІ Еп^іпеег.
Мас Ь,—М асЬ іііегу.
1\ Е—Ргасіісаі Ещпаеег.
2, (1. 1, Ь ялы просто л^еіІ&сЬгіГі (Іез Ѵегеіаез йеиіэеЬег Ід^шіеиге»
Шез, 7.—біеззегеі
Первая цифра обозначаетъ странна у ;^-<кугзльныл—мѣсяцъ и годъ. Такъ 178—4—08
значить 178 стр^ мартъ мѣсяцъ, 1908 годъ.
Алфавитный указатель.
Стр.
А
Азотъ, вліяніе на же-
лѣзо ..... 110
Лх отрои я ческа я те- I
оріл закала . . 114
Алюминій . . . 317, 242
— вліяніе на яяче*
ство чугуна . . . 48 [
— вліяніе на же- '
лѣяо...............ПО |
Аморфн. варбитъ . . 19
Аативошй . , . , . 221 і
Авт нфр и кціоп г ые
сплавы ... - 228
Антрацитъ .... 285
Барабанъ для из-
мельченія . 367, 377
— для очистки . . 647
Бесс меровапіе . . 273
Болванка......... 66
Вракъ ...... 603
Бронзы . . ... 222
— Марганцовистая 224
— Алюминіевая . 225
Б астро рѣжущая сталь 151
Бѣгуны ...... 363
В
Вагранка I
— Айерлавда . < 288 І
— Кригара ..... 291 і
— Макензи ... 293 I
— Ліа.............293 |
— Грейнера н Эрп фа 294 I
- Веста ..... 296
Вагранка—Гербериа 296
— На?............298
— нефтяная Петра-
шевскаго ... —
*- построеніе . . * 298
Веденіе плавки
въ тигляхъ . . 24 2
„ отражателья.
печахъ .... 251
въ генератввв. |
печахъ . . , . 268 І
Сту.
Вентилированіе
формъ.............440
Вентилирующій слой 441
Вентиляторы . . . :’3н
Вндои&мѣвеиІе ме-
талла іірк плавкѣ і
въ тигляхъ . . 243
— арн плавкѣ въ
ночахъ..........251 і
— при беееимеро-
ва-віи..........276
— въ вагранкѣ . . 340 ;
Висмутъ ...... 221
Вліяніе примѣсей на
свойства
— чугуна ..... 44
— желѣза .... 103 ‘
Вяутрен. напряжена 42
Возстановленіе ста-
ли, испорченной I
въ огнѣ . ... 149 :
Вольфрамовая сталь 208
Встряхиваніе для на-
бивки . . . 527. 544 :
Вязкость . . , . , 7$, 4
Вѣсъ удѣльный ме- і
Талловъ. ... . . !
Выгораніе примѣсей
пря плавкѣ чугу- (
на 54, 243, 251. |
270, 340 ]
Выниманіе отливки ;
изъ аемли , . . 638 і
Выпоры, вліяніе на I
каотаость стлив’ і
кн ...............612 :
Выправка пѳкороб- і
денн. стали. . . 139
Газы, — составъ изъ
вагранки .... 343
— выдѣленіе ее по-
глощеніе чугу-
номъ. ..... 37
Гальванизированіе, 183
Гарденмтъ.......... 20
Гарвеированіе ... 10$
Генеративныя печи. 253
— детальное УСТРОЙ-
СТВО........ 260
Стр.
Генераторы, ко иетру-
кнін ...... 254
Глина............ . 362
Глиномялка . . . , 373
Горѣлый чугунъ . . 52
Горѣніе топлива въ
вагранкѣ. . , , 296
Графитъ , .21. 24, 364
— вліяніе ва порчу 52
Д.
Данныя для построй-
ки пдяиея. печей 249
“ поср. генера-
тивп. нечей , . 26*
Дезинтеграторъ, . . 371
Дельта—сплави . . 227
Дно формы; мягкое . 424
„ „ плотное . 429
Дутье въ конвертерѣ
сила...............280
— въ вагранкѣ 305, 337
Дѣйствіе кислотъ на
сталь я желѣзо . 177
Е.
Евте ктическій сплавъ 13
Ж
Желѣзо ..... 16, 62
Желѣзо:
— Микроструктура
— Ферить. .
— Цементитъ . . .
— Аморфный кар-
бидъ. . . . . ,
— Перлитъ ....
— Сорбитъ. . . .
— Субкарбидъ . .
— Маргененгь . .
— Труститъ . . и
— Графятъ ...»
“ Шлакъ. ....
Желѣзо сварочное .
— литое . . . . «
Жеребенка........
Живое со проявленіе
Жадоба для отливки
Жомы.» ..........
17
18
18
19
19
19
20
20
20
21
21
62
66
492
79
626
63
XIV
Стр. і
3- :
Закалйвавіе чугу- |
на..............27, 682 і
— стали . . . . . Ш
— поверхностное. . Юб
— црвчяяы неудачъ
при...............145 ;
Закаливающія жвд<
кости..........141
Закалъ отрицатель- 1
НЙЙ.........172 I
— въ маслѣ. . • . 173 ;
Засоръ.........604
Зерк&тый чугунъ. 22
И.
Игра чугуна. . . . № )
Наловъ. ...... 7 '
— яугувв......... 27 І
-* сужденіе о каче«
стаѣ чугуна по 54
— желѣза. » . . . 77
Измѣненіе хнм. СО'
става при плав-
кѣ . . 243, 251, 340
Инструменты формов-
щика ..................393 |
Искра въ чугунѣ. . 38
Испытаніе чугуна * . 54
— желѣза и стали . 192
—- однообразное
матеріаловъ . . 198
Истеченіе мето. . - 6
К.
Карбидъ............19
Кадильные порошки .107 ,
Клапаны распред. - . 260
Кіассифкаадіа чугуна 22 I
— стали ...... 175 і
Кислота—дѣВстіе на
сталь я желѣзо . 177
Клейма желѣза а
стали 67
Ковкій чугунъ - * 53, 697
Ковкій отдивжж изъ
чугуна ..... —
Ковкость . . .77, 4, 105
Ковши для отливки . 627
Кексъ.............285
Компрессія стали . .617 \
Конвертеры .... 273 [
Коробленіе чугуна. 42
Кремній, вліяніе на і
качество чугуна. 46
— вліяніе на порчу 51 ?
— в „ жалѣ-
30.........109, 244 ;
Кремнистая сталь . 209 :;
Креминсгый чугунъ. 22 \
Крлегализація стали 162
— опасныя формы 166 і
Стр-
Крѣпость.......... 2
— чугуна .... 28
— способность уне- !
личивать подъ
вліяніемъ лег-
кихъ ударовъ . 35, 49
— желѣза , , .78, 103
— иліипіе формы ?
образца .... 196
!
Латунь 226 {
Легкоплавкіе сплавы 230
Ликвація ..... 9
Литникъ, вліяніе на "
полученіе плот-
ныхъ отливокъ . 608 ;
Литники, устрой-
ство .... 442, 454
Литое желѣзо , . . 66 [
Донъ............... 23
М.
Магнитныя свойства ;
желѣза .... 71
Марганецъ, вліяніе
на качество чу-
гуна ..... 47
— вліяніе на порчу 51
— „ желѣзо 109 [
Марганцевая сталь . 204 |
Мартенситъ .... 20 =
Масса......... 360, 708 ;
Матеріалы форист і
вочн. . . . 353, 708 і
для моделей . . 381 і
Машины для ирпго- і
тоалеиія матері-
аловъ ........ 365 =
Машины для стерж- г
ней...........438
Машины формовоч- ;
ньія .... 511, 569 !
Металлъ............. 1 I
Металлы—вліяніе на !
чугунъ . . . . 48 }
Микроструктура . 7, 17 [
— чугуна 27 . . . 27 [
— желѣза и ста- і
ЛИ..........17, 154
Малбареы...........65
Матисъ .... 204, 734
Модели, матеріалы
для ..........381
Мошетъ—сталь . . 151
— конструкція , . 385
** храненіе . . . 390 |
Мышьякъ — вліяніе
на желѣзо^. . . 110
Мѣдь...............212 :
- вліяніе на желѣзо 110 і
— бѣлая, латунь . 226
Стр.
Н.
Навариваніе чугуна
и стали .... 636
Нагрузка формъ , , 625
Наполненіе, скорость 634
Напряженіе внутрен.
въ чугунѣ ... 41
Начало видимыхъ
удлиненій... ВО
Ни килевая сталь. . 202
Никель ...... 217
Нормальная сталь, 157
Нормальные размѣ-
ры образцовъ
при испытаніи
матеріаловъ . . 201
О.
Обработка стали . , 174
Однообразное испы-
таніе матеріаловъ 198
Олово.............215
Окисленіе сплавовъ 15
Операція передъ за-
калкой и во вре-
мя НЯ.... , 125
Опоки, формовка въ
398, 520
Ослабленіе между-
зерновое . „ , 167
— между кристал. 167
Остахиваяіе .... 105
Отбѣливаніе чугуна. 36
Отдулилы въ чугунѣ. 43
Отдулииы. . .'.667,613
Отжиганіе . . . . 89, 125
— вліяніе на ми-
кроструктуру . І&9
— мѣди...........212
— чугуна ..... 52
Отливка...........625
Отливка закаленныхъ
чугунныхъ из-
дѣлій ........682
Отливка трубъ . , . 653
Оливка, особые прі-
емы .... 632, 635
Отличительныя свой-
ства стали ... 111
Отмачиваніе литья . 649
Отпускъ стали . . 133
Охлаждаю щ., пака-
ливдющ. жид-
кости ............141
Очистка лнтья . . . 638
П.
Пакеты............ 65
Перегрѣтая сталь, , 123
— возстановленіе. 149
Пережженная сталъ. 123
возстановленіе . 149
Стр.
Ч>.
Стр.
Перетомленная сталь 123
— воэстаповлѳніе . 149
Перлитъ , , . . . 19
Песокъ формовочный 353
— раздѣлительный. 360
Песочныя машины . 640
Печи тигельныя . . 235
отражательныя, 244
— генеративныя . 253
— электрическія , 347 |
Плавка ...... 233 ’
-- въ тигляхъ . . . 234
— веденіе . . . . 242
— въ йенахъ . 244, 268
— въ конвертерахъ 273
— яъ вагранкахъ 329,282
Плавкость . . .24,329
сплавовъ .... 13
— чугуна.......... 35
Пластичность.........5
Плиты формовочныя 496
— снимающія , , 506
Плотность - , - . . 4
— сплавовъ , . . 13
— чугуна........ 27
— желѣза . . . . 71
Плотныя отливки . 603 ।
Поверхностный за-
калъ . . . к . 105 !
Повторительныя на- |
грузки........ 98
Полуда ...... 215 |
Порча чугуна , . . 50 :
— предохраненіе !
отъ............. 50 і
— желѣза и стали. 178 <
— предохраненіе і
желѣза отъ , . 179
Построеніе вагранокъ 302
Предохраненіе отъ
порчи чугуна т 50
— оть ржавчины
желѣза п стали , 179 |
Предѣлъ упругоегк, !
иля про порціо- ।
кальноетя . . 80, 103
Прессованіе стали .617
Прибыли, вліяніе на і
плотность ОТЛИВ- .і
КН................610 !
Пра мѣси, вліяніе но-
стороя. на каче- >
чество чутуаа,
стали и желѣза
— углеродъ * ... 103 5
— Сѣра • . . • 109, 44 |
— Фосфоръ ♦ . . 108, 49 ]
— Кремній , . . 109, 46
— Марганецъ . 109, 47
— Металлы: АІ, Са,
................110, 48
— вліяніе на порчу 50
Ирицои............214
Припылъ...........363
Прочность желѣза
— условія, вліяющія 1
— Температура . . 82 і
— Перемѣна темпер. 88
Снвій нагрѣвъ , , 90
— Холодная обра-
ботка ........ 92
— Горячая обра-
ботка ........ 94
— Размѣры издѣлій 95
— Время н сотряс. 96
— Повторнтельн.
вагрузкя ... 98
Пузыря въ стали. 71,613
Р,
Работа—генератв вн.
печи . . . . . 272
- конвертера . . 275
— вагранки . . 299, 325
— вентиляторовъ . 338
Разбиваніе чугуна. 344
Расходъ воэд. въ ва-
гранкѣ . . . 305, 308
— въ конвертерѣ . 280
Расходъ топлива въ
вагранкѣ . . 307, 336
— въ тпгольн. печи. Ш
— въ пламени, печи^ 251
Расширеніе при на-
грѣй. . . , . . 7
— сплавовъ ... 14
Регенераторы * . - 262
Самозакаливающаяся
сталь . . . 150, 208
Свариваніе . . 7, 72, 636
—* пріемы .... 76
— вліяніе примѣ-
сей ........72, 103
Сварочное желѣзо . 62
Сварочные порошки. 74
Свивецъ ...........216
Сала дутья въ ва-
гранкахъ . . 305,337
— въ конвертерѣ * 280
Саѣтоснособность • 7
Синій}; нагрѣвъ... 90
Сита . . , „ . . 4 367
Скопъ ...... 317
Скорость наполненія 634
Слитки..............66
Снимающія а литы . 506
Снепіальн, стала 202,209
Сорбитъ ........... 19
Сорта желѣза и стали 68
Спайка ...... 214
Сплава ...... 7
Р полученіе ... 7
* дѣйствіе аіектр.
тока вл . . . 10
г — элевтропров. 10
Сплавы измѣненіе ал-
лотронич. состоя-
кія . . . + . 11
мехяннч. свой-
ства ........... И
„ плотность . . . 13
„ евтектячеекіе , 13
,, расшир. отъ те-
плоты ......... 14
г цвѣтъ ..... 15
„ окисленіе ... 15
Сплавы желѣза съ
никелемъ'. . . 202
г алюминіемъ . , 204
г марганцемъ . . —
хромомъ ... . 207
вольфрамомъ . 208
кремніемъ . . . 209
Сплавы тройные . . 227
— легкоплавкіе* . 230
Снѣдь въ чугунѣ . . 37
Сравнительныя до-
стоинства чугуна,
стали и желѣза . 189
Сталь, отливка изъ „ 727
— быстрорежущая. 151
— сварочная ... 62
— пузыристая . . 66
— томлянка ... 66
— тигельная ... 66
— литая ..... 156
— отличительныя
свойства. . . . 111
— перегрѣтая . . 123
— пережженная . 123
— перетомленная . 123
— самозакаливаю-
щаяся ..... 150
— нормальная . • 157
— классификація , 175
— ннструмеаталь-
пая............176
— обработка давле-
ніемъ .........615
Стержни, пригото-
вленіе сырыхъ . 468
Сухихъ .... 472
Изъ ГЛИНЫ . 484, 598
Набивка .... 475
Окраска . . . 477
Вектвляроваиіе. 478
Укрѣпленіе . . 479
Провѣрка . . . 482
Склеиваніе . , —
Знаки ..... 483
Машины для из-
готовленія . . . 488
Закрѣпленіе . . 491
Структура чугуна—
измѣненіе ея . 50
Субкарбидъ . . , , 20
Сурьма ...... 221
Сушилки - - 365, 375* 455
„ размѣры .... 459
— непредѣльныя . 466
г переносныя . ♦ 466
XVI
Стр.
Сѣра» вліяніе на ка-
чество чугуна . 44
— очистка чугуна
отъ 45
— вліяніе на же-
лѣзо ...... 109
Т.
Твердость......... 2 ।
чугуна , . . „ 27
*— желѣза . , . . 77
—- пнструмепт. ста-
ли ............176
Температ* плавленіи
—металловъ . . . 5
— чугуна.......... 35
— желѣза . . . . 71
— въ конвертерѣ .277
Теоріи закала ... 152 ?
Теплопроводность . 5 >
„ сплавовъ . . . 14
Теплородъ, скрытый
у чугуна . . 39, 307
Термитъ ..........637
Тигельная печь
— простая . . . . 235
— съ дутьемъ . . . 237
— двойная съ ре-
куператоромъ . 238
— Ша..............240
— вращающаяся . 241
— сталь........... 66
Тигли, плавка въ . . 234 і
Толчея.............370 ]
Томлянка.......... 66 ]
Топливо для вагранокъ
— древесн. уголь . 285
— антрацитъ . . . 285
—коксъ .... 285
горѣніе топлива. 286
Тройные сплавы . . 227
Трубы,-—отливка . . 652
— проба...........678
— осмаливаніе * 51, 679
Труствть.......... 20
У.
Угаръ чугуна въ ва-
гранкѣ .... 343
— въ нечи .... 251
Увеличеніе объема
чугуна . . . ,40,43
Углеродъ, — вліяніе
на свойства же-
лѣза ...... 103
— вліяніе на свой-
ства чугуна . . 17, 24
Стр. і
Углеродъ, состояніе ?
въ чугунѣ ... 24 і
Уголь древесный . . 284 >
Удары, вліяніе на
крѣпость ... 49 I
— сопротивленіе ।
чугуна .... 35
Увлажненіе песка , 379
Удлиненіе, способъ
опредѣленія . . 197
Укрѣпленіе песка въ
опокахъ .... 435 ;
Упругость......... 5
— чугупа.......... 34
Усадка чугуна , . . 40 ।
— стали ’........... 71 І
Условія правильнаго і
закаливанія . . 122
— правильной обра-
ботки стали . . 174
Утя живы въ чугунѣ. 43
Э
Электрическая на-
варна ..... 637
Электрическія вечп. 345
Эмалировка .... 650
Ф
Фернтъ.............. 18
Ферро-мая г путъ ... 22
Формовка ..... 328
матеріалы . . . 353
въ сыромъ пе-
скѣ. ... 3-54, 447
въ судомъ пе-
скѣ .... 355, 447
въ опокахъ . . 398
л почвѣ . * г 423
„ тлннѣ , , , 577
Примѣры . . . 433
Формовка машин-
ная . - , . 510, 569
Формовка парового
цилиндра . . . 449 |
Формовка при отлнн- і
кѣ бронзъ... 601
Формовка при помо- ]
щи плитъ . , , 496
Формовка шаблонная 553
Формовочныя плиты 496
Формовочныя ямы . 599 і
Формы сырыя съ су- |
хеЙ поверхностью 452
Стр.
Фосфоръ, вліяніе на
Качество чугуна 45
— вліяніе ца порчу &О
— вліяніе на свой-
ства желѣза . . 108
Химическая теорія
аакала .... Ш
Химическій составъ
чугуна.........25
— желѣза и стали 70
Холодная обработка 92
— прокатка ... 93
Храненіе моделей . 390
Хромовая сталь. . 207
Хрупкость .... 7
— чугуна . < , . 28
— предупрежд. по-
явленія въ стали 171
Цвѣто пзм ѣ н я емость, 7 2
Цвѣтъ сплавовъ . , 15
Цементація .... К>3
Це и ентяр у ю щіе по-
рошки .... 107
Цементитъ ' . , , , 18
Цинкованіе .... 183
Цинкъ ...... 216.
Чернила, формовоч-
ныя ..........384
Чугунъ............. 21
— форм, матер. , 365*
Чугунъ вліяніе на
плотность н от-
лежи ........613.
Ш.
Шаблонная формов-
ка. . . . . 553
Шахта вагранки. , 392
ІПерардъ........187
Шлакъ........... 21
Я-
Ямы формовочный . 59&
Первое изданіе настоящей книги было предназначено исклю-
чительно какъ пособіе для студентовъ ИМПЕРАТОРСКАГО
Московскаго Техническаго Училища при изученіи ими механи-
ческой обработки металловъ. Опытъ показалъ, что книга на-
шла себѣ довольно большой спросъ и среди постороннихъ лицъ,
при чемъ полученные отзывы отъ многихъ уже опытныхъ тех-
никовъ заставили думать, что матеріалъ, мною собранный, мо-
жетъ оказаться не безполезнымъ и для людей практики. Въ
виду этого, приступая къ новому изданію, я рѣшилъ изло-
жить нѣкоторыя изъ главъ болѣе подробно. Успѣхъ механи-
ческой обработки металловъ зависитъ часто отъ совершенно
ничтожныхъ мелочей, что и заставило меня привести цѣлый
рядъ такихъ подробностей, которыя на первый взглядъ кажут-
ся совершенно незначительными, но которыя въ большой мѣ-
рѣ могутъ способствовать успѣху дѣла. Въ настоящемъ изда-
ніи указано на много пріемовъ, встрѣчающихся въ лучшихъ
заграничныхъ, главнымъ образомъ аімериканскихъ литейныхъ,
которые на нашихъ заводахъ еще не нашли примѣненія. Для
изучающаго предметъ такія подробности могутъ показаться
излишними, но у людей практики они найдутъ надлежащую
оцѣнку. Какъ и въ первомъ изданіи, о многомъ, имѣющемъ
связь съ разсматриваемыми отдѣлами технологіи, напримѣръ о
вентиляторахъ, подъема. механизм, и т. п.5 я не нашелъ воз-
можнымъ распространяться подробно, такъ какъ это слишкомъ
расширило бы размѣръ книги, а вмѣстѣ съ тѣмъ по всѣмъ
этимъ отдѣламъ имѣются спеціальныя сочиненія, съ которыми
читатель и можетъ при желаніи познакомиться.
ВВЕДЕНІЕ.
«Обрѣтеніе металловъ—яе дичайшій изъ подви-
говъ исторіи человѣческаго общества. Можно
сказать вообще, что если бъ человѣкъ не озна-
комился съ металлами, опъ вѣчно оставался бы
въ состояніи дикости. Для народовъ изобиліе
или недостатокъ металловъ есть вопросъ о жизни
или смерти. При той важной роли, которую игра-
ютъ металлы въ быту современнымъ обществъ,
нельзя не убѣдиться, что безъ нихъ цивилизація
была бы немыслима. Изумительное умственное и
промышленное движеніе, которое являетъ собою
XIX вѣкъ, благоденствіе нынѣшнихъ поколѣній,
наши механическія орудія, промышленность вся-
каго рода, науки, художества были бы невоз-
можны при отсутствій металловъ, Безъ металла
человѣкъ былъ бы принужденъ всю свою жизнь
бѣдстэедно пресмыкаться; съ этимъ же непре-
одолимымъ рычагомъ могущество его увеличи-
вается сторицею и власть его постепенно рас-
пространяется ва всю природу»,
Дув Фѵін*
Съ самыхъ отдаленныхъ временъ, вездѣ, гдѣ встрѣчаются
признаки существованія человѣка, находятся также и указанія
на то, что человѣкъ употреблялъ различныя орудія, облегча-
вшія ему борьбу съ окружающей природой. Извѣстная степень
совершенства орудій оказывала столь сильное вліяніе на усло-
вія быта людей, что современная наука раздѣляетъ всю исто-
рію человѣческой культуры на два періода: каменный и метал-
лическій, соотвѣтственно матеріаламъ, которыми человѣкъ поль-
зовался при изготовленіи своихъ орудій. Каждый изъ этихъ
главныхъ періодовъ въ свою очередь подраздѣляется на нѣ-
сколько эпохъ, характеризующихъ собой кромѣ матеріала и то
искусство, съ которымъ они обрабатывались (эпоха древне-ка-
менная, шлифованнаго камня, бронзовая, желѣзная).
О томъ, какое пространство времени замкнуто въ этихъ
періодахъ исторіи человѣчества, можно дѣлать только болѣе
2'
XX
или менѣе вѣроятныя предположенія. Въ нѣкоторыхъ мѣстахъ,
какъ напр. въ дельтѣ рѣки Мисисипи при раскопкахъ, произ-
веденныхъ Дул еромъ, открыты чередующіяся напластованія лѣ-
совъ кипариса, которые расположены одинъ надъ другимъ, а
въ свое время, вѣроятно, зеленѣли на поверхности земли. 1а-
кихъ пластовъ насчитывается до іо, и въ нихъ находятся де-
ревья, имѣющія до б.ооо годовыхъ колецъ. Въ четвертомъ изъ
этихъ пластовъ найденъ скелетъ человѣка, слѣдовательно, есть
вѣроятіе предполагать, что человѣкъ жилъ уже болѣе 25.000
лѣтъ тому назадъ. На таковую же древность человѣка указы-
ваютъ и чередующіяся напластованія сосновыхъ и березовыхъ
лѣсовъ въ торфяныхъ болотахъ Даніи (8солѵ-тозе).
Начало металлическаго періода отдѣляется отъ насъ тоже
многими тысячелѣтіями. На восточномъ берегу Швеціи нашли
при прорытіи канала Седертельге, соединяющаго Меларское
озеро съ Ботническимъ заливомъ, на весьма значительной глу-
бинѣ остатки рыбачьей хижины съ кусками обработаннаго же-
лѣза. По извѣстной .мѣрѣ измѣненія уровня восточнаго берега
Швеціи оказывается, что хижина существовала за 12.000 лѣтъ
и что въ ту пору первобытные жители Швеціи умѣли обраба-
тывать желѣзо.
Однимъ изъ первыхъ металловъ, съ которымъ познако-
мился человѣкъ, было, повидимому, золото. Оно встрѣчается
во многихъ мѣстахъ въ самородномъ состояніи, и его блескъ
естественно долженъ былъ привлечь къ себѣ вниманіе чело-
вѣка.
Въ Европѣ въ наибольшемъ числѣ и наиболѣе древняго
происхожденія оказываются предметы, приготовленные изъ
бронзы. Бронза, какъ извѣстно, есть сплавъ мѣди съ оло-
вомъ, и нѣкоторые высказываютъ предположеніе, что она
была получена еще ранѣе каждаго изъ этихъ металловъ въ
отдѣльности.
Открытіе желѣза обыкновенно относятъ къ болѣе позд-
нему періоду, хотя нѣкоторыя раскопки, какъ напр. приведен-
ныя выше раскопки въ Швеніи, заставляютъ думать, что же-
лѣзо въ нѣкоторыхъ мѣстахъ сдѣлалось извѣстнымъ не позд-
нѣе другихъ металловъ.
Въ настоящее время является невозможнымъ вполнѣ точно
установить, гдѣ и въ какое время впервые появился металлъ.
XXI
Несомнѣнно только ’ІГ0 за много тысячелѣтій до Р. X. всѣ
народы арійскаго и семитическаго племенъ пользовались метал-
лами, свѣдѣнія о которыхъ, вѣроятно, получили изъ Средней
Азіи, а затѣмъ, въ свою очередь, передали йхъ и европейцамъ.
По греческимъ преданіямъ, приведеннымъ Геродотомъ, родина
золота находится въ горахъ Азіи, гдѣ живетъ народъ аримаспы,
ведущіе на коняхъ борьбу съ грифами, стерегущими золото.
Эти преданія указываютъ, повидимому, на монголо-финскія
племена и на Среднюю Азію, горы которой, дѣйствительна,
изобилуютъ металлами. Эти преданія подтверждаются также и
тѣмъ фактомъ, что когда русскіе въ XVI столѣтіи проникли
до Алтая и открыли тамъ неизвѣстныя татарамъ металлическія
богатства, то они нашли, что всѣ болѣе значительные рудники
уже разработаны на глубину ю—15 метр. и затѣмъ завалены.
Несомнѣнно также, что древнимъ не только былъ извѣ-
стенъ способъ добыванія металловъ, но они были и весьма
искусны въ ихъ обработкѣ. Бронзовыя издѣлія, открытыя при
раскопкахъ, во многихъ случаяхъ представляютъ образцы пре-
красной работы. Бронзовое оружіе закаливалось въ то время
съ такимъ искусствомъ, что по твердости и остротѣ оно не
уступало издѣліямъ нашего времени. Въ Индіи уже съ незапа-
мятныхъ временъ искусство обрабатывать металлы было столь
развито, что тогдашніе инженеры не затруднялись примѣнять
металлы въ строительномъ дѣлѣ и яри ихъ по.моши возводили
сооруженія, поражающія своей грандіозностью. Во многихъ
древнихъ индѣйскихъ храмахъ употреблены желѣзныя балки.
Въ лондонскомъ Кенсингтонскомъ музеѣ находится обломокъ
колонны, стоящей въ Дели, въ Индіи. Колонна эта имѣетъ вы-
соту 18 метр., внизу толщина ея 416 им. и вверху 318 мм.
Повидимому, она сварена изъ отдѣльныхъ кусковъ желѣза, вѣ-
сомъ отъ 27 до 36 кгр. каждый, и составляющихъ въ общемъ
вѣсъ болѣе 17 тоннъ. По изслѣдованію д-ра Перси колонна
Дели сдѣлана изъ мягкаго желѣза. Нельзя не согласиться, что
изготовленіе такого громаднаго монумента изъ желѣза съ ка-
пителью очень причудливой формы дѣлаетъ честь кузнецамъ,
существовавшимъ за і.ооо лѣтъ до Р. X.
Главнымъ средствомъ древнихъ для переработки метал-
ловъ, за исключеніемъ желѣза, служила отливка, и какъ обра-
Сль Ріе СебсЫсЬіе Еізепі, ѵ<т Рг. Веск
ххп
зецъ искусства литейщиковъ того времени, можно привести
бронзовую чашу евреевъ, носящую названіе «Мѣдяное море» и
вмѣщающую въ себѣ сто корзинокъ съѣстныхъ припасовъ.
Павзаній, сынъ Кпеомброта, принесъ, по словамъ Геродота,
въ даръ храму Юпитера Оріоса, построенному близъ Понта
Евкеинскаго, на границахъ Скиѳіи, чашу емкостью въ боо ам-
форъ, толщиною въ шесть пальцевъ (подобныя чаши греки
употребляли при религіозныхъ обрядахъ). Нечего и говорить,
что для отливки предметовъ такой величины нужно было имѣть
очень большія литейныя. Этимъ литейнымъ, существовавшимъ
въ историческія времена, предшествовали малыя литейныя брон-
зовой эпохи. Слѣды ихъ найдены въ Швейцаріи, тамъ же най-
дены и остатки формъ, указывающіе на то, что въ доистори-
ческія времена отливка производилась въ формы, приготовлен-
ныя изъ песка и изъ камня. Есть также указанія, что при
формовкѣ очень сложныхъ предметовъ примѣнялся воскъ, какъ
это дѣлается и теперь при отливкѣ колоколовъ и лр. вещей.
До какой степени искусства дошли древніе въ отливкѣ худо-
жественныхъ произведеній, указываютъ намъ сохранившіяся
греческія и римскія статуэтки. Съ нѣкоторыми изъ нихъ не
могутъ сравниться даже издѣлія нашего времени.
Однимъ изъ главныхъ примѣненій металла у древнихъ бы-
ло изготовленіе оружія и военныхъ доспѣховъ. Но металлъ,
сначала посѣвавшій на землѣ ужасъ, опустошеніе и смерть,
вскорѣ принесъ народамъ—миръ, богатство и благоденствіе.
Римляне присвоили мечу названіе—іеггшв, впослѣдствіи они
этимъ именемъ называли мирный сошникъ.
Гомеръ подробно описываетъ вооруженіе греческихъ и
троянскихъ воиновъ. Хотя весьма возможно, что его герои и
вымышленныя лица, но, описывая ихъ вооруженіе, онъ осно-
вывался, вѣроятно, на образцахъ того времени. Судя по опи-
саніямъ Гомера, всѣ эти доспѣхи приготовлялись съ большимъ
искусствомъ. Бронза, какъ металлъ болѣе древній, считалась
благороднѣе, и потому изъ нея приготовлялось вооруженіе
начальниковъ и великихъ бойцовъ; обыкновенные воины имѣ-
ли желѣзное оружіе.
Въ нѣкоторыхъ европейскихъ музеяхъ имѣются образцы
римскихъ кольчугъ болѣе поздняго времени, у которыхъ отдѣль-
ныя колечки заварены. Работа эта очень трудная и свидѣтель-
ххпі
ствуетъ о высокой степени совершенства тогдашняго кузнеч-
наго искусства.
Но не въ одинъ періодъ человѣческой исторіи ручная об-
работка металловъ не достигала такого совершенства, какъ въ
средніе вѣка. Въ это время Англія, Франція, Италія и въ осо-
бенности Германія соперничали другъ передъ другомъ, произ-
водя чудеса искусства.
Болѣе отдаленные годія этого періода замѣчательны также,
главнымъ образомъ, производствомъ оружія. Сначала оружіе
отличалось болѣе хорошимъ закаломъ клинка, чѣмъ внѣшней
отдѣлкой, но затѣмъ всѣ имѣющіеся образцы свидѣтельствуютъ
о постепенномъ развитіи изящества работы. Мечи и другіе сор-
та оружія становятся все болѣе и болѣе причудливой формы,
и въ Германіи эти предметы пріобрѣтаютъ такія странныя очер-
танія, какъ будто ихъ назначеніе было дѣйствовать болѣе стра-
хомъ, чѣмъ дѣйствительнымъ ударомъ. Дошедшіе до насъ об-
разцы оружія того времени свидѣтельствуютъ о такой искусной
работѣ, которая теперь если и встрѣчается въ этой области
производства, то очень рѣдко.
Въ XVI вѣкѣ изящество работы распространилось и на
другіе предметы, кромѣ оружія. Въ это время обыденныя вещи
домашняго обихода на ряду съ болѣе цѣнными издѣліями, пред-
назначенными для служенія религіи, исполнялись одинаково ху-
дожественно. Обыкновенный вертелъ или кухонный горшокъ
могъ соперничать по тонкости работы съ изысканной навѣсной
петлей отъ церковной двери или съ паникадиломъ самаго при-
чудливаго рисунка.
Всѣ подобныя работы изъ желѣза исполнялись молоткомъ
на наковальнѣ. Отдѣльныя части сваривались, склепывались и
затѣмъ отдѣлывались чеканкой, наклепкой и гравированіемъ.
Главными центрами подобнаго производства были въ Ита-
ліи и Испаніи города: Миланъ, Туринъ и Толедо, а въ Гер-
маніи города: Инсбрукъ, Аугсбургъ и Нюренбергъ. Здѣсь обра-
зовались цѣлыя замкнутыя карпораціи, или цехи, занимавшіеся
исключительно какимъ-нибудь однимъ ремесломъ, и слава неску-
пыхъ мастеровъ переходила изъ рода въ родъ.
Какъ уже было сказано, искусство отливать бронзу и нѣ-
которые другіе металлы было извѣстно еще древнимъ. Несом-
нѣнно, что въ различныя времена они дѣлали попытки произ-
XXIV
водить также отливку и желѣза. Но механическія приспособле-
нія того времени были слишкомъ грубы и несовершенны; чтобъ
при помощи ихъ можно было получать высокую температуру,
необходимую для плавки желѣза, и потому въ результатѣ у
нихъ всегда получался не чугунъ, а сварочное желѣзо.
Намъ неизвѣстно, кто первый началъ отливать чугунныя
издѣлія. Въ то время промышленность была замкнута въ раз-
личныхъ цехахъ, и всякое усовершенствованіе считалось секре-
томъ этого цеха, поэтому трудно было замѣтить моментъ по-
явленія чугунныхъ отливокъ. Но, конечно, чугунъ не былъ
изобрѣтенъ сразу, а получился какъ результатъ постепеннаго
усовершенствованія я измѣненія способовъ переработки желѣза.
Первобытные способы добыванія желѣза были, конечно,
очень несовершенны. Слѣды древнихъ кузницъ, въ которыхъ
производилась выработка желѣза, встрѣчаются во многихъ мѣ-
стахъ Швеціи и Австріи, а особенно хорошо сохранившіяся
кузницы были открыты горнымъ инженеромъ Кикере въ швей-
царскомъ кантонѣ Бернъ, Они состояли изъ цилиндрическихъ
углубленій, расположенныхъ на скатахъ горъ, съ цѣлью вос-
пользоваться силой вѣтра, такъ какъ въ то время никакихъ
приборовъ для дутья не существовало. Топливомъ служилъ
древесный уголь, большіе запасы котораго всегда находятся
около такихъ кузницъ. Производство велось, видимо, въ ши-
рокихъ размѣрахъ, потому что около кузницъ попадаются
груды окалинъ иногда до двухсотъ куб. метр. Нечего и гово-
рить, что при столь примитивной конструкціи горновъ, а глав-
ное, за отсутствіемъ сильнаго дутья, извлеченіе изъ рудъ про-
изводилось крайне несовершен о, и въ настоящее время нахо-
дятъ выгоднымъ остатки переработаннаго въ древности мате-
ріала употреблять вновь вмѣсто руды. Впослѣдствіи печи были
усовершенствованы и постепенно перешли къ горнамъ. Вмѣсто
вѣтра для производства дутья стали употреблять мѣхи, кото-
рые приводились въ движеніе руками.
Появленіе чугуна главнымъ образомъ обязано примѣненію
въ металлургіи гидравлическихъ двигателей. Мукомольныя
мельницы приводились въ движеніе водяной силой еще у
римлянъ. Для обрабатывающей же промышленности водяные
двигатели были примѣнены въ Германіи только въ началѣ
XIV вѣка. Въ металлургическихъ производствахъ водяная сила
примѣнялась для приведенія въ движеніе молотовъ и толчей. За-
тѣмъ стали приводиться волочильные станки, при производствѣ
проволоки, шлифовальные станки, и наконецъ стали примѣнять
гидравлическую силу для движенія воздуходувныхъ мѣховъ.
Первое время, вслѣдствіе отсутствія опыта и знанія, при
гидравлическомъ двигателѣ сила дутья не могла соразмѣряться
съ потребностью, и въ печь иногда воздухъ вдувался съ го-
раздо большей силой, чѣмъ это считалось въ то время нуж-
нымъ; температура повышалась и въ результатѣ изъ печи,
вмѣсто желѣза, выходилъ чугунъ. Чугунъ вытекалъ вмѣстѣ со
шлаками, и плавильщики, для которыхъ подобное явленіе
было ново, считали весь вытекшій чугунъ пропавшимъ, ис-
порченнымъ продуктомъ. Вслѣдствіе этого первоначально въ
нѣкоторыхъ частяхъ Германіи выпущенный изъ печи чѵгѵнъ
назывался «ИгескЫеіп» (грязный камень), въ другихъ мѣстахъ
его называли «5аи» (босу, ріц), что значитъ «неряха свинья»,
отсюда и названіе для кусковъ сырого чугуна «свинка». По-
лученный чугунъ возвращали обратно въ печь. Но вскорѣ за-
мѣтили, что переплавленный такимъ образомъ чугунъ даетъ
болѣе равномѣрный по своимъ качествамъ продуктъ, и стали
стараться нарочно получать чугунъ, чтобъ потомъ перераба-
тывать его въ желѣзо. Желѣзо, выработанное изъ чугуна,
называлось— «двойной плавки» и цѣнилось выше, чѣмъ полу-
ченное непосредственнымъ способомъ.
По мѣрѣ накопленія знаній и опытности становились все
больше и больше очевидными всѣ преимущества новаго спо-
соба полученія желѣза по сравненію со старымъ; постепенно
убѣдились въ томъ, что чѣмъ сильнѣе дутье, чѣмъ выше
печь, тѣмъ лучшіе подучались результаты. Низкія печи стали
дѣлать все выше и выше и постепенно перешли къ домнѣ.
Первая домна для выплавки чугуна была построена въ
Рейнской долинѣ въ 1443 г. (объ этомъ имѣются документаль-
ныя свѣдѣнія) ф Въ 1444 г. въ Рейнской долинѣ существо-
вало уже 29 желѣзодѣлательныхъ заводовъ съ домнами. Ходъ
домны продолжался въ то время отъ трехъ до четырехъ не-
дѣль и требовалъ для своей работы необычайное количество
руды и топлива, но сравненію съ теперешнимъ временемъ;
*) См. В е с к, Се«сЬк1і!е
XXVI
управлять ходомъ домны въ то время еще не умѣли, и каче-
ство получаемаго продукта зависѣло больше отъ случая.
Разъ чугунъ въ расплавленномъ видѣ былъ полученъ, его
стали примѣнять для отливокъ. Пока чугунъ выходилъ пло-
хого качества—бѣлый, слѣдовательно густой, изъ него отл и -
вались только грубые предметы: кузнечныя наковальни, штампы,
ядра. Затѣмъ научились получать сѣрый чугунъ, а вмѣстѣ съ
этимъ стало возможно отливать болѣе сложныя и болѣе мел-
іпя издѣлія, Въ концѣ XV вѣка отливались уже довольно
сложныя печи, украшенныя богатыми, художественными орна-
ментами. Прекраснымъ образцомъ литейнаго искусства того
времени можетъ служить печь, находящаяся въ замкѣ Кобургъ,
въ Германіи, Модели этой печи были исполнены въ Нюрен-
бергѣ, отливка же производилась въ Тюренгенѣ, Но главный
сбытъ чугунныя издѣлія, съ самаго же начала, нашли для воен-
ныхъ цѣлей.
Почти одновременно съ введеніемъ на металлургическихъ
заводахъ гидравлической силы вошелъ во всеобщее употреб-
леніе порохъ. Эго явилось второй побудительной причиной къ
развитію желѣзодѣлательнаго производства.
Какъ скоро сила взрывчатой смѣси была обнаружена, ста-
рое холодное оружіе уступило новому—огнестрѣльному.
Древнія пушки состояли изъ двухъ частей: часть, въ
которой воспламенялся порохъ, отливалась изъ бронзы или
мѣди, та же часть ствола, въ которую вкладывались снаряды,
приготовлялась изъ дерева, стянутаго обручами. Такая пушка
носила названіе бомбарды* что значитъ: шумящая. Бом-
барды употреблялись еще въ 1428 г, во Франціи при осадѣ
Орлеана.
Слѣдующее усовершенствованіе въ производствѣ пушекъ
состояло въ уничтоженіи деревянной части и замѣнѣ ея же-
лѣзной или удлиненіемъ бронзовой части настолько, что въ
нее кромѣ пороха могъ помѣститься также и снарядъ. Сначала
между этими двумя способами было большое соревнованіе, и
перевѣсъ былъ на сторонѣ желѣзныхъ стволовъ, потому что
изъ желѣза находили возможнымъ приготовлять стволы боль-
шей величины. Но вскорѣ однако бронзовыя пушки взяли
верхъ, такъ какъ ихъ научились дѣлать болѣе прочными и
правильными.
Первая бронзовая пушка была отлита въ Германіи, и
вскорѣ послѣ этого отливка бронзы развилась въ обширное произ-
водство. Нѣмецкіе литейщики пушекъ приглашались различными
европейскими королями и получали за свое знаніе большія
деньги. Въ началѣ XV вѣка бронзовыя пушки отливались
уже очень большихъ размѣровъ. Онѣ метали каменные сна-
ряды въ 5—6 пудовъ. Ихъ перевозка и установка требовала
нѣсколькихъ недѣль усиленной работы. У графа Эбергарда
Вюртембергскаго была пушка, вѣсящая і8о пудовъ. При ней
постоянно содержались 14 лошадей и юо человѣкъ для ея
перевозки, 8 плотниковъ для установки и 4 каменщика для
приготовленія каменныхъ ядеръ. При осадѣ Константинополя
въ 1452 г. была пушка, отлитая въ Венгріи, съ каналомъ въ
34", которая должна была бросать снаряды вѣсомъ въ 24 пуда.
Для перевозки ея потребовалось 2.000 человѣкъ и 70 ословъ.
Эту пушку разорвало при первомъ же выстрѣлѣ.
Желѣзныя пушки часто приготовлялись изъ одного куска
желѣза и представляли замѣчательные образцы кузнечной ра-
боты. Искусство тогдашнихъ кузнецовъ будетъ еще порази-
тельнѣе, если припомнить, что въ то время совершенно отсут-
ствовали всѣ приспособленія для передвиженія тяжелыхъ массъ
металла, которыя теперь считаются необходимыми при всѣхъ
крупныхъ кузнечныхъ работахъ. Наибольшая желѣзная пушка,
«Маргарита», была въ Гентѣ, въ Бельгіи. Она имѣла іб фут. 6"
длины и жерло въ 25". Стволъ былъ приготовленъ изъ 32 же-
лѣзныхъ кусковъ шириной 2 фута 2" и толщиной 7"; сна-
ружи стволъ стягивался 41 кольцомъ. Наибольшій внѣшній
діаметръ пушки былъ 3 фута и 3**. Пушка вѣсила іооо пу-
довъ. Каменный снарядъ 21 пудъ и зарядъ пороху 23 пуда.
Какъ только чугунъ былъ полученъ, его сейчасъ же при-
мѣнили для отливки пушекъ ’). Изъ бумагъ города Лиля
видно, что. го родъ заплатилъ въ 1442 г. Жаку Голенсу, часо-
вому мастеру и оружейнику, за отливку двухъ чугунныхъ
пушекъ, вѣсящихъ около двухъ пудовъ, 4 лиры и іб шил-
линговъ. Такая высокая цѣна объясняется тѣмъ, что эти
пушки были первыми, приготовленными изъ чугуна.
’) Исторія развитія чугунолитейнаго пройэаодствд за гривищей и въ Россія под-
робно язложенБг у Кнабе „ Чугу нно литейное дѣло*.
XX ѵш
Въ Германіи чугунныя пушки появились впервые при
осадѣ На рл штейна въ 1452 г.
Императоръ Максимиліанъ I имѣлъ уже пушки, отлитыя
сплошными изъ чугуна и затѣмъ высверленныя, до этого же
времени пушки ковались изъ желѣза полыми на оправкѣ. Въ
1590 году городъ Страсбургъ имѣлъ 37 полевыхъ и 18 осад-
ныхъ орудій, отлитыхъ изъ чугуна. Нѣкоторыя изъ нихъ вѣ-
сили до 280 пуд. Бирингуціусъ въ своемъ сочиненіи «Пиро-
техника» даетъ подробное описаніе способа приготовленія
пушекъ: машины для разсверливанія пушекъ приводились въ
движеніе гидравлической силой; передача совершалась при
помощи цѣлой серіи зубчатыхъ колесъ.
Производство и торговля пушками очень процвѣтали въ
XV’ и XVI вѣкахъ въ городахъ Фландріи.
Въ Англіи производству чугунныхъ пушекъ оказывала
большое покровительство королева Елизавета, такъ что при
ней англійскія пушки вывозились даже въ Испанію и употреб-
лялись испанцами на войнѣ противъ англичанъ. «Великая ар-
мада» была вооружена 2431 пушкой.
Ядра изъ чугуна стали готовить значительно позже са-
михъ пушекъ; это объясняется большой цѣнностью чугуна въ
то время. Тѣмъ не менѣе въ половинѣ XV вѣка въ Нидерлан-
дахъ чугунные снаряды вошли во всеобщее употребленіе.
Изъ Германіи выплавка чугуна скоро перешла и въ Анг-
лію. Въ 1619 году англичанинъ Додъ Дудлей (Инсі Оисііеу)
впервые примѣнилъ при выплавкѣ чугуна, какъ топливо, ка-
менный уголь и тѣмъ значительно увеличилъ производитель-
ность домнъ. Въ 1651 году вслѣдствіе финансовыхъ затруд-
неній дѣла Дудлея прекратились, а вмѣстѣ съ этимъ прекра-
тилось употребленіе каменнаго угля почти на сто лѣтъ. Въ
1735 г. Абраамъ Дерби, завѣдывавшій въ то время заводомъ
«СоІеЬгоок Паіе Ігоп ЛѴогк», попробовалъ изъ каменнаго ѵгля
добыть коксъ при помощи процесса, аналогичнаго съ тѣмъ,
который прежде примѣнялся для добыванія древеснаго угля.
Попытка его увѣнчалась успѣхомъ, и съ тѣхъ поръ коксъ и
каменный уголь не переставали служить успѣхамъ техники.
На ряду съ усовершенствованіемъ техническихъ способ-
ностей человѣка совершенствовались и самыя формы произ-
водства. Въ своелп» безсиліи, какъ отдѣльнаго индивидуума,
XXIX
человѣкъ убѣдился на первыхъ же порахъ разумной жизни
и сталъ соединяться въ общины для совмѣстнаго производства
работъ. Правда, такія соединенія въ общины не всегда были
произвольны, но всегда являлись вслѣдствіе признанія неоспо-
римыхъ преимуществъ кооперативнаго труда. Только благодаря
совмѣстному усилію многихъ людей могли быть произведены
грандіозныя постройки древняго Египта, Индіи и другихъ на-
родовъ. Но кооперативный трудъ въ древности примѣнялся
не только въ строительномъ дѣлѣ. Въ той части нынѣшней
Францій, которая образуетъ департаменты Эндры и Луары; въ
Гранъ-Прессиньи недавно открыты большія мастерскія кремне-
выхъ инструментовъ. Судя по оставшимся шлифовальнымъ
приборамъ, осколкамъ кремня, предметамъ самаго производства
находящимся во всѣхъ степеняхъ отдѣлки, отъ самой грубой
до отлично отполированнаго топора, несомнѣнно, что тутъ
производство велось на кооперативныхъ началахъ еще въ от-
даленныя времена каменной эпохи. Здѣсь даже, повидимому,
былъ примѣненъ уже и великій принципъ раздѣленія труда,
такъ какъ находимъ отдѣльныя мастерскія для рубки и шли-
фовки камня.
Такія же указанія, что производство велось сообща и въ
крупныхъ размѣрамъ, встрѣчаются и по отношенію другихъ
народовъ и эпохъ. Такъ напр,, по свидѣтельству Ливія, у
этрусковъ жители одного только города Аретинъ могли
очень быстро приготовить для войска Сципіона 30.000 щитовъ,
столько же шлемовъ, 500.000 дротиковъ, столько же копій и
снарядить вполнѣ 40 кораблей. Плиній разсказываетъ, что
флотъ, которымъ командовалъ полководецъ Дуилій (260 л.
до Р. X.) и который состоялъ изъ 120 судовъ, былъ снаря-
женъ въ 6о дней послѣ того, какъ были срублены необходи-
мыя для постройки судовъ деревья. Римляне, занявъ Англію
и ознакомившись съ выработкой желѣза отъ туземцевъ, сей-
часъ же основали (120 л. по Р. X.) около холмовъ Монмаут-
шира и Глочестершира, изобилующихъ лѣсами и рудой, боль-
шія фабрики для производства оружія.
Кооперативное производство, постепенно совершенствуясь,
ьъ половинѣ шестнадцатаго столѣтія окончательно приняло
форму сложной коопераціи, т.-е. съ этого времени сталъ строго
проводиться принципъ возможно большаго раздѣленія труда,
и въ такой формѣ подъ названіемъ мануфактуръ составляло
почти исключительную форму производства до начала нашего
столѣтія.
Такимъ образомъ, дойдя до XIX вѣка и оглядываясь на-
задъ, мы невольно должны признать не только очень давнее
происхожденіе человѣка, но также и то, что ему уже очень
давно свойственны дарованія, которыя необходимы для изобрѣ-
тенія и умѣнія производить различные предметы изъ сырыхъ
матеріаловъ природы.
Тѣмъ не менѣе, разсматривая исторію развитія производи-
тельныхъ способностей человѣка съ того момента, какъ ему
впервые пришла счастливая мысль выдѣлить металлъ изъ руды
и превратить его безформенныя массы въ полезные предметы,
до настоящаго времени, мы невольно будемъ поражены тѣми
громадными пріобрѣтеніями, которыя сдѣланы человѣкомъ въ
этой области за послѣднее столѣтіе. Дѣйствительно, сравнимъ
ли мы кремневый молотокъ первобытнаго человѣка съ тако-
вымъ же металлическимъ орудіемъ, имѣвшимъ столь обширное
примѣненіе въ прошломъ столѣтіи, и затѣмъ возьмемъ совре-
менный паровой молотъ; сравнимъ ли мы доисторическій ко-
рабль викинговъ съ Санто-Маріей, на которой Колумбъ пере-
плылъ океанъ, и затѣмъ поставимъ рядомъ современный ги-
гантскій пароходъ въ 70.000 индикаторн. силъ, пересѣкающій
Атлантическій океанъ въ 5 сутокъ, независимо отъ бурь и не-
погодъ, и передъ которымъ корабль Колумба кажется неболь-
ше какъ скорлупой; сравнимъ ли мы колесницу древнихъ на-
родовъ съ экипажемъ прошлаго столѣтія и затѣмъ для срав-
ненія возьмемъ желѣзнодорожный поѣздъ, мчащійся со скоро-
стью болѣе гоо верстъ въ часъ; сравнимъ ли мы ткацкій ста-
нокъ, изобрѣтенный человѣкомъ еще во времена бронзовой
эпохи, съ такимъ же станкомъ прошлаго столѣтія и затѣмъ
рядомъ поставимъ современный механическій станокъ, на кото-
ромъ лишь только подъ надзоромъ рабочаго ткань сплетается
во сто разъ быстрѣе, чѣмъ это дѣлалось прежде въ рукахъ
самаго искуснаго и сильнаго ткача; сравнимъ ли мы еще ра-
нѣе изобрѣтенное веретено съ прялкой прошлаго столѣтія и
затѣмъ возьмемъ современную прядильную машину, на ко-
торой подъ надзоромъ работницы, прежде крутившей только
одно веретено, вертятся теперь сотни веретенъ, при чемъ Кіж-
XXXI
лое изъ нихъ прядетъ гораздо ровнѣе и чуть не во сто разъ
быстрѣе, чѣмъ прежде,—-и во всѣхъ такихъ случаяхъ, которые
могутъ быть приведены почти изъ всѣхъ областей производ-
ства, при сравненіи успѣховъ, сдѣланныхъ человѣкомъ въ те-
ченіе тысячелѣтій—съ одной стороны и столѣтія—съ другой,
громадный перевѣсъ окажется на сторонѣ XIX вѣка.
Причину такого необычайнаго развитія производительныхъ
способностей человѣка нужно приписать изобрѣтенію автома-
тически дѣйствующихъ машинъ, примѣненіе которыхъ и соста-
вляетъ отличительный признакъ всей нынѣшней примыптден-
ности. Но здѣсь нужно отмѣтить тотъ фактъ, что хотя многіе
машины, которымъ впослѣдствіи суждено было произвести цѣ-
лые промышленные перевороты, были изобрѣтены еще въ
XVIII столѣтіи (паровая машина Уатта і774 г., прядильная
машина Аркрайта 1779 г., ткацкій станокъ Каркрайта 1785 г.),
тѣмъ не менѣе широкое распространеніе онѣ получили только
спустя полвѣка послѣ ихъ появленія. И это понятно: всякому
изобрѣтателю необходимо приходится считаться съ тѣми сред-
ствами, которыя предлагаются современнымъ состояніемъ меха-
ническаго дѣда для осуществленія его идей, а машиностроеніе
въ то время стояло еще на такой низкой степени развитія, что
прекрасныя по идеѣ машины получались въ исполненіи очень
плохого качества и потому естественно не могли найти себѣ
большого распространенія. Недостаточно было изобрѣсти ма-
шину,—-нужно было сумѣть ее сдѣлать и сдѣлать при томъ
такъ, чтобъ она, сохраняя всѣ свои достоинства, получилась бы
и недорогой. Только при такихъ условіяхъ машины и могли
имѣть коммерческій успѣхъ, который, какъ извѣстно, является
не второстепеннымъ дѣломъ въ развитіи машиностроенія. Хотя
ручная обработка и стояла въ то время на высокой степени
совершенства, но искусная рука работника, сообщая издѣлію
художественныя формы, не въ состояніи была придать ему ту
точность и однообразіе формъ однородныхъ деталей, которыя
являются непремѣннымъ условіемъ во всякой хорошо испол-
ненной машинѣ.
Въ концѣ XVIII столѣтія въ Англіи были даже органи-
зованы цѣлые машиностроительные заводы, напр. фирма Бол-
тонъ, Уаттъ и К’, основанная въ Бирмингамѣ для производ-
ства паровыхъ машинъ, Карумскій заводъ (Сагшп Ігоп ѴѴогкэ)
XXXII
около Глазко, изготовлявшій водоподъемныя машины и др., но
издѣлія, выпускаемыя ими, были крайне несовершенны. Чтобъ
показать, насколько плохо строились въ то время машины, до-
статочно привести выдержку изъ письма Болтона, владѣльца
самаго крупнаго въ то время завода, написаннаго имъ въ 1776 г.
Предлагая издѣлія своей фирмы другому заводу, онъ пишетъ:
«введенный ѵ насъ Вилькинсономъ способъ расточки паровтдхъ
цилиндровъ не оставляетъ желать ничего лучшаго: цилиндръ
въ 50", который мы поставили въ Тимптонѣ, исполненъ такъ
точно, что діаметръ его въ различныхъ частяхъ не отличается
даже на толщину ѵ шиллинга». Такимъ образомъ точность
исполненія измѣряющаяся толщиной полушиллинга, т.-е. около
дюйма, считалась іоо лѣтъ тому назадъ вполнѣ достаточ-
ной для такой работы, какъ разсверливаніе цилиндровъ паро-
выхъ машинъ. Въ наше время, если паровой цилиндръ расто-
ченъ такъ, что между поршнемъ и его стѣнками можетъ про-
сачиваться такая тонкая матерія, какъ водяной паръ, то рабо-
та считается уже неудовлетворительной.
Только съ тѣхъ поръ, какъ были изобрѣтены и примѣне-
ны для обработки металловъ и дерева особые автоматическіе
станки—машины-орудія и машинная работа замѣнила ручную,
машиностроеніе стало на твердую почву и начало быстро раз-
виваться. Примѣненіе машинъ-орудій къ обработкѣ металловъ
оказало такое же вліяніе на развитіе машиностроенія, какъ во-
обще примѣненіе машинъ на развитіе всѣхъ другихъ отраслей
промышленности, и потому изобрѣтеніе машинъ-орудій наравнѣ
съ изобрѣтеніемъ паровой машины, какъ источника движущей
силы, нужно считать особенно важнымъ фактомъ въ исторіи
развитія производительныхъ способностей человѣка.
Механическая обработка, или измѣненіе формы металловъ
производится, дѣйствуя на металлъ болѣе твердымъ орудіемъ.
Это дѣйствіе всегда состоитъ въ сообщеніи орудію извѣстной
силы, скорости и направленія. Отъ первыхъ двухъ дѣйствій за-
виситъ производительность работы, а отъ послѣдняго—точ-
ность исполненія. При ручной работѣ сила и скорость, сооб-
щаемыя орудію рукой рабочаго, очень ограничены; для машинъ
же этихъ границъ почти не существуетъ. Что касается до точ-
ности работы, то рука искуснаго мастера можетъ сообщитъ
орудію совершенно правильное направленіе, но только при про-
XXXI11
изводствѣ мелкихъ предметовъ, и притомъ, для полученія извѣ-
стной степени точности, рабочему потребуется приложить все
его вниманіе и искусство; малѣйшій недосмотръ съ его сторо-
ны и уже эта точность исчезнетъ. Совсѣмъ другое въ маши-
нѣ: здѣсь точность работы является необходимымъ слѣдствіемъ
хорошей конструкціи машины и дурная работа можетъ полу-
читься только при полномъ неумѣніи пользоваться ею.
Такимъ образомъ машина-орудіе имѣетъ громадное пре-
имущество передъ ручной работой въ способности сообщать
орудію силу и скорость и, кромѣ того, отличается еще той
особенностью, что отодвигаетъ искусство рабочаго на второй
планъ и весь эффектъ работы ставитъ въ зависимость отъ са-
мой машины,—сообщаетъ всему производству автоматичность.
Эта автоматичность и составляетъ главный отличитель-
ный признакъ машины-орудія-, чѣмъ болѣе проведенъ принципъ
автоматичности при построеніи машины, тѣмъ совершеннѣе бу-
детъ машина-орудіе.
Собственно станки для обработки различныхъ матеріаловъ
существовали уже съ давнихъ поръ, такъ напримѣръ изобрѣ-
теніе токарнаго станка теряется въ глубокой древности, но
тотъ видъ, въ которомъ они существовали до прошлаго сто-
лѣтія, не можетъ быть признанъ за машину - орудіе: все это
были станки ручные, и главный отличительный признакъ ма-
шины-орудія—автоматичность—въ нихъ отсутствовалъ. Впро-
чемъ, есть основаніе предпологать, что за много тысячъ лѣтъ
у египтянъ были станки, представляющіе изъ себя элементар-
ную форму машинъ-орудій. Въ недавнее время Фландерсъ Пет-
ри, изслѣдуя въ епшстскихъ раскопкахъ наполовину окончен-
ныя издѣлія, на основаніи слѣдовъ, оставленныхъ рѣзцами, по-
ложительно доказалъ, что египтяне обрабатывали твердые кам-
ни на токарныхъ станкахъ, при помощи прямыхъ и круглыхъ
пилъ, цѣльныхъ и трубчатыхъ сверлъ со вставными рѣзцами
изъ алмаза или другого матеріала, но во всякомъ случаѣ очень
твердаго, такъ какъ отчетливо видно, что при каждомъ обо-
ротѣ орудія рѣзецъ углубляется въ гранитъ на о,і”. Болѣе
мягкія породы камней отдѣлывались, видимо, металлическими
инструментами, при чемъ оставшіеся въ нѣкоторыхъ мѣстахъ
слѣды охры указываютъ на то, что плоскія поверхности обра-
батывались при помощи вывѣрительныхъ плитъ. Такимъ обра-
XXXIV
зомъ нѣкоторые способы обработки, изобрѣтеніе которыхъ
обыкновенно относится къ позднѣйшему времени, были извѣ-
стны уже древнимъ египтянамъ, но, къ сожалѣнію, погибли
вмѣстѣ съ ихъ цивилизаціей.
Первой машиной-орудіемъ нужно считать станокъ, постро-
енный для нарѣзки зубьевъ. Идея его была еще высказана зна-
менитымъ Робертомъ Гукомъ *) въ 1670 г., но впервые по-
строена подобная машина во Франціи въ ХѴШ вѣкѣ. Въ со-
чиненіи, изданномъ въ Парижѣ въ 1741 г., описаны три зубо-
рѣзныя машины, но всѣ онѣ очень несовершенны. Только въ
1783 г., въ рукахъ англійскаго механика Рее, зуборѣзная ма-
шина приняла вполнѣ конструктивную форму. Въ построенной
имъ машинѣ дѣленіе производилось при помощи дѣлительнаго
круга въ 19м въ діам. Употреблявшіеся рѣзцы имѣли форму,
соотвѣтствующую очертанію зубьевъ, и приготовлялись изъ
стали. Наточка рѣзцовъ производилась на устроенной имъ же
машинѣ съ помощью вращающихся мѣдныхъ дисковъ и ци-
линдровъ, покрытыхъ наждакомъ. Эта небольшая точильная
машинка можетъ считаться началомъ того обширнаго класса
шлифовальныхъ машинъ, безъ которыхъ теперь не можетъ
обойтись ни одинъ хорошо устроенный заводъ. Чтобъ показать,,
насколько оцѣнены были въ то время достоинства зуборѣзной,
машины, достаточно сказать, что по смерти Рее его машина
была продана за 700 фун. стерл. Въ наше время, когда мы
вполнѣ свыклись съ той пользой, какую приносятъ машины-
орудія, и перестали цѣнить ихъ надлежащимъ образомъ, такая
сумма показалась бы громадной, если бъ ее пришлось платить
даже за тѣ прекрасные образцы зуборѣзныхъ машинъ, которыя
предлагаются современными строителями.
Легкость, съ которой зуборѣзныя машины удаляли передъ
собой металлъ, невольно натолкнула на мысль о примѣненіи
подобныхъ же рѣзцовъ для обработки плоскихъ поверхностей
и поверхностей неправильной формы,—такимъ образомъ поя-
вилась первая фрезовая машина *). Описаніе этого станка по-
мѣшено въ французской энциклопедій, оконченной въ 1772 г.
Первая фрезовая машина была построена для обработки ружей-
9 Тііе Ьіеіогу оС іЬе ап о Г 1п(егс1іап^еаЫе еопаггисйоп іп піесЬапізш. Тгалк Ашег
Нк^гогу о? *Ь.е йгз'і гоШіл^ нэасЬіпе А. М. іоЗу—-7—12.
XXXV
ныхъ стволовъ, производившихся тогда во Франціи въ боль-
шомъ количествѣ. Дальнѣйшее распространеніе фрезовыхъ ма-
шинъ по неизвѣстнымъ причинамъ шло чрезвычайно медленно,
и только сравнительно недавно онп получили снова большое
распространеніе.
Токарный станокъ сталъ машиной-орудіемъ послѣ того,
какъ его приспособили для автоматичной нарѣзки винтовъ.
Сдѣлано это было французскимъ часовыхъ дѣлъ мастеромъ въ
началѣ прошлаго вѣка. Затѣмъ онъ былъ значительно усовер-
шенствованъ Рамсденомъ, который въ 1775 г. построилъ его
для приготовленія винтовъ въ изобрѣтенной имъ же дѣлитель-
ной машинѣ.
Другое усовершенствованіе токарнаго станка, изобрѣтеніе
супорта, приписывается Бентаму, взявшему на него патентъ
въ 1793 г. Почти въ то же время Маудзли построилъ такой
же супортъ, работая на заводѣ Бьюма. Но, по справедливостИі
первую идею этого изобрѣтенія нужно считать принадлежа-
щей французскимъ механикамъ, такъ какъ въ энциклопедіи
Дидро уже находятся чертежи, вполнѣ схожіе съ тѣмъ, что
было построено въ Англіи, спустя 20 лѣтъ.
Строгальная машина была озобрѣтена Николаемъ Торномъ,
французскимъ часовыхъ дѣлъ мастеромъ, въ 1751 г. На этой же
машинѣ, за неимѣніемъ въ то время машинъ для разсверлива-
нія, производилась расточка насоснаго цилиндра для водопровода,
построеннаго по распоряженію Людовика XIV въ Версалѣ.
Сверлильные станки извѣстны еще съ XVI вѣка и, вѣро-
ятно, впервые появились въ Германіи, но первая автоматически
дѣйствующая машина для разсверливанія цилиндровъ, въ ко-
торой рѣзецъ, описывая окружности, перемѣщался вдоль на-
правляющей цилиндрической полосы, изобрѣтена Джономъ Виль-
кинсономъ, имѣвшимъ мастерскую около Честера, въ 1775 г.
Это приспособленіе имѣло почти тотъ же видъ, какъ и теперь,
и внесло значительное усовершенствованіе въ способъ разсвер-
ливанія крупныхъ вещей.
Въ 1784 г. англичанинъ Кортъ, которому принадлежитъ
честь изобрѣтенія пудлинговаго процесса, впервые примѣнилъ
при выработкѣ желѣза прокатный станокъ и тѣмъ далъ силь-
ный толчекъ желѣзодѣлательной промышленности.- Только
благодаря изобрѣтенію этого простого на первый взглядъ
XXXVI
станка желѣзодѣлательное производство могло достичь того
совершенства, въ которомъ мы видимъ его въ наше время.
На ряду съ появленіемъ машинъ-орудій для обработки ме-
талловъ появились машины-орудія и для обработки дерева.
Первая изъ нихъ, круглая пяла, изобрѣтена Самуиломъ Мил-
леромъ, изъ Саутгамптона. Патентъ ему на это изобрѣтеніе
выданъ въ 1777 г-
Какъ ни странно, но между всѣми мастерами столярнаго
цеха не нашлось ни одного, кому бы пришла въ голову мысль
примѣнить для обработки дерева вращающіеся рѣзцы, уже съ
успѣхомъ примѣнявшіеся для обработки металловъ, и несть
изобрѣтенія круглой пилы, которая справедливо должна счи-
таться прототипомъ всѣхъ вращающихся рѣзцовъ, употребляю-
щихся для обработки дерева, выпала на долю паруснаго ма-
стера, вѣроятно, во всю свою жизнь ни разу не примѣнившаго
этого орудія для своего ремесла.
Въ 1794 г. Самуилъ Бентамъ въ компаніи съ своимъ братомъ
основали цѣлую фабрику для производства машинъ по обработкѣ
дерева, которыя скоро нашли очень большое распространеніе.
Такимъ образомъ къ концу XVIII вѣка были изобрѣтены,
и построены всѣ главные типы существующихъ теперь машинъ-
орудій для обработки металловъ и дерева.
Съ этого времени машиностроеніе начало быстро разви-
ваться. Чертежная, въ которой создавались типы и конструк-
ціи машинъ, обыкновенно высказывала свои желанія, намѣчала
пути въ этомъ развитіи и ждала, пока мастерская получала
возможность осуществить ея идеи. Развитіе конструкцій шло
рука объ руку съ развитіемъ искусства обрабатывать металлы,
находясь въ тѣсной зависимости одно отъ другого, и трудно
сказать, что чему предписывало.
На пути этого развитія совершенствованіе машинъ-орудій
шло во главѣ всѣхъ другихъ отраслей машиностроенія. Пред-
ставляя ту особенность, что машины-орудія строятся на маши-
нахъ же орудіяхъ, онѣ были изучены и усовершенствованы во
всѣхъ деталяхъ ранѣе всѣхъ другихъ машинъ.
Вскорѣ образовались цѣлые заводы, занимавшіеся исклю-
чительно изготовленіемъ машинъ-орудіи и поставившіе эту от-
расль машиностроенія на высокую степень совершенства *).
1) Бо.тѣе подробно объ огонъ см* о. Основы я ашинос троенія >>, проф. И< Твме,
XXXVII
Прежде всего подобные заводы появились въ Англіи, и
первое мѣсто между ними безспорно занимаетъ фирма Вит-
ворта и К’ въ Манчестерѣ. Основана она въ началѣ XIX сто-
лѣтія, но полное развитіе получила около 1830 г. Конструк-
ціи и выполненіе всѣхъ существовавшихъ до того времени ма-
шинъ-орудій были доведены на этомъ заводѣ до той степени
совершенства, въ какой мы встрѣчаемъ нѣкоторыя изъ нихъ и
въ наше время. «Всѣ усовершенствованія Витворта по части
машинъ-орудій, говоритъ Тиме, имѣютъ первоклассное значе-
ніе. Онъ ввелъ коробчатую, пустотѣлую отливку, позволив-
шую достигать наибольшей прочности и устойчивости въ ча-
стяхъ при наименьшемъ расходѣ матеріала. Избѣгая большого
числа составныхъ частей, Витвортъ придалъ станкамъ изящныя
формы, въ которыхъ крупныя и мелкія части отлиты изъ од-
ной цѣльной массы чугуна. Въ 1837 г. онъ изобрѣлъ и за-
тѣмъ ввелъ во всеобщее употребленіе особыя вывѣрительныя
плиты, посредствомъ которыхъ можно получить почти матема-
тически правильныя плоскія поверхности». Ясно сознавая тотъ
фактъ, что точно изготовить вещь можно только тогда, когда
имѣются средства провѣрить эту точность, Витвортъ создалъ
цѣлый классъ особыхъ мѣрительныхъ инструментовъ — калиб-
ровъ, съ помощью которыхъ различались погрѣшности въ
о,оооі". Имъ же была построена особая мѣрительная машина,
допускающая точность измѣренія до о.ооосюі".
Слѣдующей по значенію машиностроительной фирмой
является заводъ Несмита и К". На этомъ заводѣ построены
многіе оригинальные станки, какъ напр. поперечная строгаль-
ная, долбежная и др. Въ 1837 г. владѣлецъ фирмы, Несмитъ,
построилъ паровой молотъ, изобрѣтеніе котораго нужно безъ
сомнѣнія признать однимъ изъ самыхъ важныхъ усовершенство-
ваній въ способахъ обработки металловъ. Появленіе парового
молота кромѣ того, что упростило операціи при ковкѣ, приба-
вило много совершенно новыхъ отраслей кузнечнаго дѣла и
дало возможность производить такія поковки, о которыхъ
прежде нельзя было и думать.
Во Франціи первое заведеніе для приготовленія машинъ-
орудій Каве основано въ 1830 г., большинство машинъ-орудій
въ то время получалось изъ Англіи. Но спустя 20 лѣтъ уже
существовали такіе замѣчательные заводы, какъ фирма Дюко-
XXXVIII
менъ въ Мюльгаузѣ, Декосіе въ Парижѣ, Шнейдеръ въ Крезо
и Др. Французскія машины-орудія по качеству, а главное по
своей легкости уступали англійскимъ, но потомъ значительно
усовершенствовались.
Въ Германіи построеніе машинъ-орудій началось значитель-
но позже, и нѣмецкія машины по своимъ достоинствамъ усту-
пали французскимъ и въ особенности англійскимъ. Успѣшное
приготовленіе машинъ-орудій у нѣмцевъ началось съ тѣхъ поръ,
какъ они, подобно французамъ, стали подражать англійскимъ
и американскимъ образцамъ.
Около того же времени, въ Сѣверо-Американскихъ Соеди-
ненныхъ Штатахъ, въ Филадельфіи, была основана небольшая
мастерская Вильямомъ Селлерсомъ въ компаніи съ Банкроф-
томъ, которая черезъ нѣсколько лѣтъ разрослась въ цѣлый ме-
ханическій заводъ, прославившій себя на весь міръ. Благодаря
изобрѣтательному генію лицъ, стоявшихъ во главѣ дѣла, заводъ
выработалъ цѣлый рядъ машинъ-орудій, которыя въ скоромъ
времени были приняты какъ образцы строителями всѣхъ дру-
гихъ странъ. Нося исключительный характеръ оригинальности,
онѣ являлись примѣромъ высшихъ конструктивныхъ способно-
стей и замѣчательной работы. Имѣя въ лицѣ Витворта пре-
краснаго учителя, Селлерсъ воспользовался тѣмъ, что, по его
мнѣнію, было достойно подражанія,—такъ напр., съ самаго на-
чала на заводѣ былъ введенъ способъ обработки по калибрамъ
съ извѣстной надлежащей точностью для каждой отдѣльной
детали, но съ другой стороны, Селлерсъ не стѣснялся вводить
радикальныя измѣненія и смѣло выставилъ на ряду съ обще-
принятой винтовой шкалой Витворта свою собственную, нахо-
дя ее болѣе раціональной. Въ этомъ отношеніи въ лйцѣ Сел-
лерса особенно рельефно проявилась характерная черта амери-
канской изобрѣтательности, которая, по словамъ проф. Рело,
«отличается непосредственной и быстрой смѣтливостью: имѣя,
сь одной стороны, ясно намѣченную цѣль, а съ другой сторо-
ны—взвѣшивая находящіяся въ его распоряженіи средства, или
изобрѣтая новыя, американецъ выбираетъ тѣ изъ нихъ, кото-
рыя для него кажутся наиболѣе простыми, и затѣмъ, не взи-
рая на предыдущіе примѣры, идетъ возможно коротко къ до-
стиженію своей цѣли». Это направленіе и видно во всѣхъ кон-
струкціяхъ машинъ, построенныхъ Селлерсомъ. Старанія этой
XXXIX
фирмы были особенно направлены къ созданію машинъ, спо-
собныхъ при небольшомъ искусствѣ рабочаго производить наи-
лучшую работу и въ большомъ количествѣ. Нагляднымъ при-
мѣромъ того, что ,можетъ быть достигнуто усовершенствовані-
емъ машинъ-орудій, въ этомъ направленіи, служитъ построен-
ный заводомъ Селлерса станокъ для разсверливанія паровыхъ
цилиндровъ, на которомъ паровой цилиндръ въ 19" вполнѣ
разсверливается и фланцы обтачиваются въ три съ половиною
часа, тогда какъ обыкновенно на подобную работу тратится
отъ і до 2 дней. Такими же достоинствами отличаются по-
строенныя на этомъ заводѣ болторѣзныя машины, паровые мо-
лота, строгальныя и др. машины, быстро завоевавшія себѣ ры-
нокъ въ Англіи и на европейскомъ континентѣ.
Вслѣдъ за Селлерсомъ стали появляться и другіе заводы,
такъ напр. Биментъ и Майльсъ, въ Филадельфіи, прославивъ
шійся своими паровыми молотами; оказалось, что и эта маши-
на послѣ своего геніальнаго изобрѣтателя оставила еще обшир-
ное поле для усовершенствованій, и вниманіе, оказанное со
стороны завода къ этимъ усовершенствованіямъ, было оцѣнено
не только въ Америкѣ, но также и въ Европѣ. Эта же фирма
построила много совершенно новыхъ и оригинальныхъ машинъ
для котельнаго и желѣзнодорожнаго дѣла. Не меньшія заслу-
ги оказаны для успѣховъ машиностроенія фирмой Браунъ и
Шарпъ въ Провиденсѣ, штатъ Родъ-Айландъ, пустившей снова
въ ходъ забытую до того времени фрезовую машину и довед-
шей ея конструкцію до теперешняго совершенства. Этотъ же
заводъ впервые выпустилъ такъ наз, револьверные станки и
шлифовальныя машины. Послѣднія особенно замѣчательны по-
лучаемой на нихъ точностью работы. Обработка можетъ ве-
стись съ точностью до о.ооооі дюйма. Плоскости, обработан-
ныя на шлифовальныхъ машинахъ, получаются столь точными,
что, будучи положены другъ на друга, слипаются.
Соединенными усиліями этихъ и многихъ другихъ лицъ
механическая обработка металловъ достигла столь высокой сте-
пени совершенства, что въ настоящее время для механическихъ
заводовъ является вполнѣ легкой задачей выпускать на рынокъ
цѣлые милліоны такихъ мелкихъ машинъ, какъ швейныя, пи-
шущія, вязальныя и др., требующихъ очень точнаго и одно-
хххх
образнаго исполненія, производя ихъ при этомъ такъ дешево,
что онѣ стали доступны почти всякому, а съ другой стороны,
воздвигать такихъ гигантовъ, какими являются современныя
пароходныя машины и сами пароходы въ 70.000 индикатор-
ныхъ силъ.
У насъ, въ Россіи, до сихъ поръ, къ сожалѣнію, еще
слишкомъ мало обращаютъ вниманія на то значеніе, которое
хорошія машины-орудія оказываютъ на развитіе машинострое-
нія вообще. Повидимому, забываютъ тотъ несомнѣнный фактъ,
что эти машины составляютъ основу всѣхъ другихъ отраслей
машиностроенія, потому что какой бы законченный продуктъ
изъ этой области мы ни взяли, прослѣдивъ операціи, при по-
мощи которыхъ онъ былъ полученъ, мы непремѣнно вскорѣ
столкне.мся или съ токарнымъ станкомъ, или со строгальной,
сверлильной, фрезовой машиной, или со всѣми этими маши-
нами вмѣстѣ. А вѣдь степень точности, достижимая при по-
строеніи какой-нибудь машины, необходимо ограничивается
тѣми орудіями, которыя послужили для ея исполненія, тогда
какъ экономичность, съ которой можетъ быть построена ма-
шина, а во многихъ случаяхъ и самая возможность исполненія,
вполнѣ зависитъ отъ качества орудій. Поэтому даже истинная
экономія производства требуетъ, чтобъ ничего не было упу-
щено въ машинахъ-орудіяхъ по отношенію точности исполне-
нія, совершенства конструкціи и производительной способности.
Не взирая на это, въ Россіи до сихъ поръ нѣтъ ни одного
завода, спеціально приготовляющаго машины орудія, который
качествомъ своихъ издѣлій снискалъ къ себѣ полное довѣріе,
и всѣ требованія на подобнаго рода машины исполняются
почти исключительно заграничными фирмами, На очень немно-
гихъ русскихъ заводахъ можно встрѣтить хорошіе, вполнѣ со-
временные, мѣрительные инструменты, а въ большинствѣ слу-
чаевъ способы измѣренія не идутъ дальше поломанныхъ дере-
вянныхъ футовъ. Между тѣмъ постоянно измѣняющееся пред-
ставленіе о томъ, что можетъ быть названо надлежащей сте-
пенью точности исполненія, есть безошибочный признакъ на-
шего прогресса въ техникѣ. Еще недавно гордились тѣмъ, что
работаютъ съ точностью до сотыхъ долей дюйма, и тѣмъ, что
имѣютъ средства наглядно демонстрировать эту’’ точность; въ
ХХХХІ
настоящее время не считаютъ верхомъ совершенства, если въ
исполненныхъ вещахъ различаются погрѣшности въ іо разъ
меньшія противъ указанныхъ.
Всякій образованный техникъ долженъ бороться при слу-
чаѣ съ такимъ ненормальнымъ положеніемъ дѣлъ и не долженъ
забывать тотъ нравоучительный примѣръ, который намъ пред-
ставляютъ всѣ неудачи постройки паровой машины, послѣ
того какъ она была изобрѣтена и въ грубомъ видѣ построена
Уаттомъ. Этотъ примѣръ, какъ нельзя лучше, показываетъ,
какъ тѣсно связаны между собою искусство обрабатывать ме-
таллы и машиностроеніе вообще, и какъ перемѣна въ одномъ
изъ нихъ неизбѣжно ведетъ и требуетъ перемѣнъ въ другомъ;
«какъ ни ясна и полезна была сама по себѣ идея Уаттовской
машины, говоритъ его біографъ, она не могла быть осуще-
ствлена при томъ низкомъ уровнѣ механическаго искусства,
который существовалъ при первохчъ появленіи ея на свѣтъ.
Когда Уаттъ показывалъ свою первую почти готовую большую
машину знаменитому инженеру того времени Синтону, онъ
одобрилъ принципъ и искусство, но рѣшительно объявилъ,
что войти во всеобщую практику она не можетъ, потому что
требуетъ для своего исполненія такой искусной работы, какой
въ Англіи не существуетъ и долго не будетъ существовать. А
мнѣніе этого инженера имѣло большой вѣсъ, и не будь самъ
Уаттъ прекраснымъ работникомъ, а его компаньонъ, Болтонъ,
такимъ мастеромъ выбирать людей и организовать ихъ, не су-
мѣй они выполнить того плана, который начертилъ Болтонъ
еще въ то время, когда у нихъ не было ни машины, ни людей,
ни компаніи,—планъ создать новую школу опытныхъ механи-
ковъ,—изобрѣтенію Уатта пришлось бы еще долго ждать своей
очереди».
Въ настоящее время технику почти не приходится встрѣ-
чаться съ подобными препятствіями. Современное состояніе ме-
ханическаго искусства даетъ ему всѣ средства къ осуществленію
его желаній. Отъ него только требуется познакомиться съ
этими средствами и умѣло приложить ихъ къ дѣлу. Въ томъ и
другомъ случаѣ начинающему технику большую услугу мо-
жетъ оказать изученіе технологіи металловъ, которая имѣетъ
своей задачей описать и дать критическую оцѣнку существую-
ххххп
щиіъ способовъ обработки. Предлагая въ систематическомъ из-
ложеніи все то, что было добыто опытомъ другихъ людей,
она даетъ возможность всякому дѣятелю начать тамъ, гдѣ пе-
ресталъ работать его предшественникъ. Все сдѣланное для него
представляется ему совершенно ясно, и ему не нужно воздви-
гать зданіе съ самаго основанія, при чемъ онъ, вѣроятно, не
успѣлъ бы уйти далѣе своего предшественника. Въ такой взаи-
мопомощи и разумномъ пользованіи знаніями, пріобрѣтенными
другими людьми, лежитъ залогъ успѣшнаго дѣйствія_ техника
и возможность для него наилучшимъ образомъ приложить соб-
ственныя способности.
Механическая обработка металловъ.
Подъ механической обработкой подразумеваются всѣ тѣ
операціи, при помощи которыхъ безформенныя массы металла,
по выходѣ его изъ металлургической печи, превращаются въ
предметы обыденнаго потребленія. Сначала, отжимая шлаки и
уплотняя металлъ, преслѣдуется, главнымъ образомъ, улучшеніе
его физическихъ свойствъ—крѣпости, вязкости, упругости, а
затѣмъ производится измѣненіе его формы.
Измѣнять форму металла можно тремя способами: і) рас-
плавляя металлъ и выливая его въ заранѣе приготовленную
форму; л) подвергая металлъ сильному давленію) отъ чего онъ
приходитъ въ пластичное состояніе и поддается дѣйствію давя-
щаго тѣла; иногда, чтобъ уменьшить давленіе, металлъ приво-
дится въ пластичное состояніе нагрѣваніемъ; 3) подвергая ме-
таллъ дѣйствію болѣе твердаго тѣла, обыкновенно имѣю-
щаго видъ клина, который срѣзаетъ лишній матеріалъ и такимъ
образомъ сообщаетъ ему желаемую форму.
Сообразно съ этимъ всѣ операціи по обработкѣ металловъ
могутъ быть раздѣлены на слѣдующія:
і) отливка металловъ:
приготовленіе формъ, плавленіе, отливка;
2) обработка металловъ давленіемъ:
а) въ горячемъ состояніи: нагрѣваніе, прокатка, ковка;
б) въ холодномъ состояніи: прокатка, волоченіе, штам-
повка;
з) обработка металловъ рѣзаніемъ:
точеніе, строганіе, сверленіе, шлифованіе, фрезированіе.
Кромѣ того, размѣры имѣющихся въ продажѣ металловъ
часто оказываются недостаточными или неудобными для при-
ХХХХІѴ
готовленія нѣкоторыхъ издѣлій, и тогда ихъ приходится сое-
динять по нѣскольку вмѣстѣ; поэтому, къ механической же
обработкѣ должны быть отнесены операціи, служащія для сое-
диненія въ одно цѣлое отдѣльныхъ кусковъ металловъ, а именно;
свариваніе, лаяніе и снлепываніе.
Тотъ или другой способъ обработки примѣняется, сообра-
зуясь съ физическими свойствами металла. Такъ напр., чугунъ*
какъ металлъ, неспособный приходить въ пластичное состояніе,
можетъ обрабатываться только по первому и третьему способу;
желѣзо, наоборотъ, плавится очень трудно, и потому его об-
рабатываютъ по второму и третьему способу; наконецъ, мѣдь
можетъ обрабатываться всѣми тремя способами.
Кромѣ того, на выборъ способа обработки оказываютъ
вліяніе экономическія соображенія, а также степень точности,
которая требуется отъ издѣлія. Обыкновенно первый и второй
способы оказываются наиболѣе дешевыми, но большой точности
выполненія ими достичь нельзя, а потому тамъ, гдѣ точность
ставится условіемъ, долженъ примѣняться третій способъ об-
работки.
Такъ какъ всѣ способы обработки металловъ, главнымъ
образомъ, основываются на ихъ физическихъ свойствахъ, то
прежде чѣмъ приступить къ изученію собственно технологіи
металловъ, необходимо хорошо познакомиться съ ихъ свой-
ствами.
Ч А С Т ь I.
Металлы и ихъ сплавы.
ГЛАВА I.
Общія физическія свойства металловъ.
1- Названіе ^метаілъ* присваивается слишкомъ пятидесяти эле-
ментамъ. обладающимъ болѣе пли мепѣе характерными признаками: хо-
рошей проводимостью теплоты и электричества, ковкостью, плавкостью,
непрозрачностью и особымъ металлическимъ блескомъ. Нѣкоторые изъ
этихъ элементовъ такъ близко по своимъ качествамъ подходятъ къ ме-
таллоидамъ, что становится трудно провести рѣзкую границу между
тѣмъ и другимъ классомъ. Такъ, напр., цинкъ и висмутъ сначала причи-
сляли къ металламъ; ртуть причислена къ металламъ только съ 1759 г.,
послѣ того какъ опа была впервые заморожена Брауномъ.
Нѣкоторые металлы находятся въ природѣ въ столь незначитель-
номъ количествѣ, что намъ даже неизвѣстны хорошо ихъ физическія и
химическія свойства. Весьма немногіе металлы по своимъ качествамъ
пригодны для техническихъ цѣлей, но, къ счастью, всѣ такіе металлы
находятся въ природѣ въ большомъ количествѣ и сравнительно легко
добываются.
Наиболѣе цѣнные для техники, такъ называемые полезные, ме-
таллы суть: желѣзо. мѣдь, о.іо&з, свинецъ, цинкъ, антимоній, висмутъ,
никель и алюминій, Нѣкоторые изъ этихъ металловъ въ совершенно
чистомъ видѣ мало пригодны для практическихъ цѣлей, такъ какъ въ
такомъ состояніи они обладаютъ недостаточной крѣпостью: кромѣ того,
въ чистомъ видѣ ихъ почти невозможно получить. Но тѢ же металлы
способны, соединяясь другъ съ другомъ или соединяясь съ неметаллами,
давать такъ называемые сплавы, которые по своимъ свойствамъ значи-
тельно отличаются отъ составляющихъ ихъ элементовъ. Приготовляя
тотъ или другой сплавъ, мы можемъ получить строительный матеріалъ,
весьма разнообразный по своимъ физическимъ свойствамъ, можемъ со-
общитъ ему любую степень крѣпости въ предѣлахъ отъ незначительнаго
сопротивленія мягкаго свинца до громаднаго сопротивленія закаленной
стали. Въ тѣхъ же предѣлахъ можно измѣнятъ твердость и упругость
1
— 2 —
матеріала; наконецъ, въ нашей же власти намѣнять температуру плавле-
нія. цвѣтъ, гладкость, блескъ н другія физическія свойства сплава.
Вслѣдствіе вышесказаннаго въ практикъ чистые металлы у но-
требляютея только исключительные& случаяхъ, въ громадномъ же
болы&инствъ техника пользуется сплавами.
Отличительныя физическія свойства полезныхъ металловъ и ихъ
сплавовъ, благодаря которымъ они особенно пригодны для техники,
суть:
2, Крѣпость или способность металла сопротивляться внѣшнимъ
усиліямъ, стремящимся нарушить связь между его частицами. Относи-
тельная крѣпость металловъ можетъ быть представлена слѣдующей та-
блицей:
свинецъ 1 чугунъ отъ 7 до 12
олово 1,3 желѣзо „ 20 т 40
цинкъ 2 сталь „ 40 Т. ЮО
мѣдь отъ 12 до 20
3* Твердость— -способность сопротивляться стремленію посторон-
пято тѣла проникнуть внутрь металла.
При сжатіи тѣла, укорачиваясь по одному направленію, уширяются
по другому. Отдѣльныя частицы стремятся отдалиться другъ отъ друга,
отчего собственно и происходитъ разрушеніе тѣла.
Если бы этому поперечному уширенію тѣла была поставлена пре-
града, напр,, тѣло было бы заключено въ прочный футляръ, тогда, ко-
нечно, сжимаемое тѣло не могло бы быть разрушено и можетъ лишь
явиться вопросъ, на сколько прп этомъ тѣло сожмется.
Аналогическій съ этимъ будетъ случай, когда на большую поверх-
ность опирается тѣло меньшаго размѣра. Тогда большое тѣло не будетъ
разрушено сжатіемъ, а только сомнется въ мѣстѣ прикосновенія, —мень-
шее тѣло вдавится въ него. Способность тѣлъ сопротивляться сжи-
манію и называется твердостью.
Вообще дать точное опредѣленіе твердости довольно трудно, такъ
какъ въ нѣкоторыхъ случаяхъ наряду съ тѣмъ, что въ общежитіи назы-
ваютъ твердостью, выступаютъ другія свойства—хрупкость, вязкость;
примѣшивается также вліяніе времени. Напримѣръ, марганцевую сталь
нельзя пилить самымъ твердымъ подпилкомъ, но она вязка и при ме-
дленномъ дѣйствіи сталь подпилка будетъ проникать внутрь ея.
Проф. Киршемъ были даны описанія и сравнительная оцѣнка всѣхъ
извѣстныхъ въ литературѣ методовъ опредѣленія степени твердости *);
они распадаются па три метода: медленнаго сжатія? ударнаго дѣйствія
и царапанія.
Въ большинствѣ за твердость матеріала принимается то сопроти-
вленіе, которое онъ оказываетъ дѣйствію деформирующаго его носто-
Ом. сообщеній ворсіев^Еаго промаииеннаго музея въ Вѣнѣ 1831 ь, стр. 79-
МіШіеіЩп&ед К. К- Се^гЬептпзеитя іп ѴѴіеп 1891, 8* 79).
роішяго тѣла, ц допускается предположипіе, что твердость но всей массѣ
мате ріала одинакова. Однако, это послѣднее предполож шіе не всегда
справедливо, папр., у тянутой проволоки пли у желѣза и стали,
подвергаемыхъ холодному способу обработки на поверхности твердость
больше; поэтому Киршъ опредѣляетъ твердость, какъ большую ы.ш
меньшую способность сохранятъ неизмѣняемость формы, и отсюда
заключаетъ, что общая твердость должна измѣряться предѣломъ теку*
чести (Г1іезздгеЕіхе)т а твердость поверхности—той силой, съ которою
нужно давить на деформирующее тѣло въ моментъ перваго появленія
остаюпщхся отпечатковъ на кускѣ испытываемаго матеріала, Для опре-
дѣленія поверхностной твердости Киршъ рекомендуетъ употреблять особый
штифтъ со строго опредѣленной нажимающей площадью (2>=5 ми.) и
производить испытаніе надъ гладкой поверхностью, увеличивая нагрузку
до тѣхъ поръ, пока не сдѣлаются замѣтными остающіеся отпечатки
{глубиной въ 0,01 мм.),
Проф. Кіск’омъ предложенъ подобный же способъ опредѣленія
степени твердости, основанный на измѣреніи срѣзывающаго усилія, ко*
торое находится въ большой зависимости отъ предѣла текучести.
Метолъ царапанія, предложенный Магіеаз'омь, состоитъ въ измѣ-
реніи царапинъ, получающихся отъ алмаза, при чемъ за нумеръ твер-
дости принимается та нагрузка на алмазъ, при которой получаются
царапины шириною въ 0,05 ми.—Указанный способъ могъ бы поду-
чить преимущество передъ другими при испытаніи очень твердыхъ ма-
теріаловъ, по онъ нехорошъ тѣмъ, что пе даетъ вполнѣ однообразныхъ
результатовъ,
АІЬсгі Г. Зііоге предложилъ за твердость считать способность
тѣла отражать ударное дѣйствіе па пего другого тѣла и для измѣре-
нія такой твердости построилъ особый аппаратъ „склероскопъ* (склеро—
корень у греч, слова твердый), состоялъ изъ стеклян. трубки, внутри
которой падаетъ потъ собств. вѣсомъ грузикъ, ударяется объ испытуе-
мый предметъ и отскакиваетъ отъ него; величину отраженія отмѣчаютъ
по стоящей рядомъ съ трубкой шкалѣ. При помощи склероскопа полу-
чаются очень интересныя сравнительныя данныя относительно твердости
различныхъ матеріаловъ. При помощи его же представляется возмож-
нымъ опредѣлять и строеніе закаленшіой стали, т,-е. степень закала»
(Г А. 555—27—8—08; МасЬ.—98—10 — 08). Даже опредѣлять химич.
составъ сплава (А. М. 1066—6—09; 545—09; [)ег Неіні^е $Саші йег
НаііергіИипі: II. біез. 2.—457—10. А5 15).
Опредѣленіемъ твердости тѣлъ занимались также Кальверть и Джон-
сонъ 1). Онп употребляли для этого стщіьпой коническій штифтъ нт
нагружая его, заставляли вдавливаться въ испытуемое тѣло. Тогда грузъ»
который, дѣйствуя въ теченіе получаса, вдавливалъ штифтъ па 3,5 мм.
и опредѣлялъ стеленъ твердости тѣла.
О ИеЬег йіе Нагіе 4ег Меіаііе, Ра 8$. Авп. Ваші 108.
I*
— 4 —
Слѣдующая таблица даетъ относительную твердость
металловъ:
различныхъ
чугунъ юоо алюминій 271
сталь 958 цинкъ 183
желѣзо 948 олово 27
мѣдь 301 свинецъ 16
4. Плотность металловъ весьма различна. Удѣльный вѣсъ нѣкото
рыхъ металловъ приведенъ въ слѣдующей таблицѣ:
алюминій отъ 2,50 ДО 2,70 сталь отъ 7,80 до 7,90
антимоній 75 6,60 м 6,70 мѣдь 75 8,60 ъ 8,90
цинкъ 6,80 я 7,20 никель Гі 8,30 <** 9,20
чугунъ Г 7,00 я 7,80 висмутъ Т> 9,90 95
олово 15 7,20 я 7,50 свинецъ 75 11,20 77 11,40
желѣзо 75 7,30 5? 7,90
5. Вязкость, или тягучесть,—свойство металловъ вытягиваться въ
топкія лити безъ разрыва. Чѣмъ тоньше нить можно вытянуть изъ
даннаго металла, тѣмъ большею вязкостью онъ обладаетъ; золото, напр,,
можетъ быть вытянуто въ нити толщиной дюйма.
Слѣдующая таблица представляетъ расположеніе металловъ по убы-
вающей степени вязкости:
золото
серебро
платина
желѣзо
мѣдь
алюминій
пиикъ
олово
свинецъ
6, КОВКОСТЬ—свойство металловъ расплющиваться въ тонкіе листы
безъ разрыва Наибольшею ковкостью, какъ и вязкостью, обладаетъ
золото; оно можетъ быть расплющено въ листы толщиною дюйма.
Желѣзо также обладаетъ большой ковкостью и расплющивается въ
листы толщиной до */1вов дюйма.
Слѣдующая таблица представляетъ расположеніе металловъ неубы-
вающей степени ковкости:
золото
серебро
мѣдь
олово
платина
свинецъ
цинкъ
желѣзо
никель
Чугунъ п твердая сталь не обладаютъ ни вязкостью ни ковкостью.
7, Плавность—свойство металловъ переходить въ жидкое состояніе
при извѣстной, постоянной для каждаго металла, температурѣ, Темпе*
ратура плавленія весьма различна для различныхъ металловъ и можетъ
измѣняться для одного и того же металла въ зависимости отъ посто-
роннихъ примѣсей.
Въ слѣдующей таблицѣ приведены температуры плавленія наиболѣе
важныхъ металловъ;
ртуть - 40 ’Ц. ЦИНКЪ 420
(ледъ) 0 серебро 950
олово 2-30 мѣдь около 1100
висмѵтъ 260 чугунъ около 1 300
свинецъ 3 30 желѣзо около 1600
Температуры плавленія чугуна, стали и желѣза столь высоки, что
для точнаго опредѣленія ихъ не имѣется средствъ, чѣмъ и объясняется
разнорѣчіе цифръ, приводимыхъ для этихъ температуръ различными
экс пер и ме нтат орам и.
8* Теплопроводность—свойство передавать теплоту отъ одного
тѣла къ другому.
Слѣдующая таблица даетъ относительную теплопроводность ме-
талловъ: золото 1000 цинкъ 363
серебро 973 олово 304
мѣдь 897 свинецъ 179
желѣзо 374
Относительная электропроводимость металловъ почти такая же,
какъ и теплопроводность. Оба эти свойства находятся въ зависимости
отъ температуръ и постороннихъ примѣсей металловъ.
9- Упругость—свойство металловъ принимать свою первоначальную
форму по прекращеніи дѣйствія внѣшнихъ силъ, производившихъ измѣ-
неніе формы. Абсолютно упругихъ и неупругихъ металловъ нѣтъ. Са-
мые упругіе металлы послѣ деформаціи не вполнѣ возвращаются къ своей
первоначальной формѣ, получаютъ постоянное, остающееся измѣненіе;
съ другой стороны, повидимому, совсѣмъ неупругіе металлы обладаютъ
нѣкоторымъ стремленіемъ возстановить свою первоначальную форму.
Величина деформацій обыкновенно до нѣкотораго предѣла пропорціо-
нальна дѣйствующимъ усиліямъ, затѣмъ эта пропорціональность нару-
шается и увеличеніе деформацій идетъ гораздо быстрѣе, чѣмъ увеличе-
ніе дѣйствующихъ силъ,
У нѣкоторыхъ тѣлъ это нарушеніе пропорціональности наступаетъ
очень быстро (чугунъ), у другихъ пропорціональность сохраняется почти
до разрыва (закаленная сталь).
10> Пластичность, Очень многіе металлы, послѣ того какъ нару-
шается пропорціональность между деформаціей н усиліемъ, продолжаютъ
деформироваться подъ дѣйствіемъ одного и того же, не увеличивающа-
гося усилія, иногда даже усиліе нужно уменьшать, чтобы не произвести
разрушенія металла. Такое состояніе металла называется пластичными
а самое явленіе деформаціи извѣстно подъ названіемъ истеченія ж-
якмлойз. На этѵ особенность металловъ было указано еще въ 1726 г„
г *
— 6 —
Луи Лемери я Реомюромъ, подробнымъ же изслѣдованіемъ этого явле-
нія занимался профессоръ Треска. (См. также стр. 9).
11, Истеченіе металловъ Треска бралъ для своего опыта юмш-
цовый цилиндръ въ 100 мм, высоты, помѣщалъ его между двумя ме-
таллическими плитами, въ которыхъ находились два отверстія по 20 мы.
въ діаметрѣ. Черезъ эти отверстія проходилъ пуансонъ, зюторый про-
бивалъ отверстіе въ своповомъ цилиндрѣ. При этомъ опытѣ вытѣсжн--
ный свинцовый цилиндрикъ имѣлъ въ высоту всего 30 мм., т.-е. какъ бы
получалъ сжатіе на 70^Д. Но при опредѣленіи плотности оказалось,
что матеріалъ къ вытѣсненномъ цилиндрикѣ остался той же плотностію
какъ и матеріалъ въ большомъ цилиндрѣ. Слѣдовательно, сжатія мате-
ріала не происходило, и уменьшеніе высоты вытѣсненнаго цилиндрика-
можно было объяснить только тѣмъ, что матеріалъ при сжатіи пере-
мѣщался въ сторону.
Для того, чтобы еще болѣе выяснить себѣ, что .происходитъ ни утра-
тѣ ла при вышеописалпомъ опытѣ. Треска бралъ свинцовый пшшнлръ,
составленный изъ отдѣльныхъ пластинокъ, и пробивалъ его пуансономъ-
(фиг. 4+) Тогда, какъ оказалось, различные слои въ вытѣсненномъ
цилиндрикѣ были различной толщины. Верхніе слои, за исключеніемъ
перваго, настолько утонились, что необходимо было допустить перемѣ-
щеніе матеріала въ стороны. По направленію къ визу слои были все
толше и толще.. Наконецъ, самые пизкніе слои почти не измѣнили
своей толщины.
Другой опытъ Треска состоялъ въ слѣдующемъ. Онъ бралъ чугун-
ный цилиндръ съ лномъ, въ которомъ было отверстіе. Въ этомъ ци-
линдрѣ накладывались круглыя свиішовыя пластинки и сверху про изво-
дилось давленіе поршнемъ. Свинецъ вытѣснялся изъ отверстія и въ
разрѣзѣ представлялъ видъ, показанный на фяю 1.
Если общая толщина сжимаемыхъ пластинокъ была меньше,' чѣмъ-
діоетръ отверстія, тогда вытеіжюшій свинецъ принимаетъ форму, пред-
ставленную на фиг. 2.
Если отверстіе сдѣлано съ боку чугуннаго цплиидрщ тогда сви-
нецъ вытекаетъ въ бокъ и принимаетъ форму, показанную на фягт 3,
При этомъ свинецъ течетъ въ отверстіе не только со стороны давленія
поршня, но и съ другой стороны, что указываетъ на равномѣрное
распредѣленіе давленія внутри металла.
Изъ этихъ опытовъ, произведенныхъ профессоромъ Треска надъ
свинцомъ и друтпми мягкими металлами, можно заключить, что при
извѣстномъ сжатіи металлы приходятъ въ пластичное состояніе, утра-
чивая вполнѣ свою упругость. Въ этомъ состояніи отдѣльныя частпцы
матеріала имѣютъ стремленіе перемѣщаться въ томъ направленіи, кото-
рое представляетъ наименьшее сопротивленіе, т-е, твердое тѣло какъ
бы пріобрѣтаетъ свойство жидкихъ тѣлъ—металлъ течетъ. Напряженіе
матеріала, соотвѣтствующее такому состоянію металла, Треска назвалъ
давленіемъ истеченія.
Если истеченіе дѣйствительно происходитъ, то напряженіе мате-
ріала во все это время остается постояннымъ. Также изъ этихъ опы-
товъ было выяснено, что плотность, а слѣдовательно и объемъ тѣлъ
при истеченіи не измѣняются~
Явленіе истеченія играетъ важную роль при механической обра-
боткѣ металловъ, такъ какъ всѣ такія операціи, какъ штамповка, ковка,
прокатка, волоченіе и др.? являются возможными, благодаря способно-
сти металловъ приходить въ пластичное состояніе*
12* Хрупяостк Металлы, которые не обладаютъ способностью при-
ходить въ пластичное состояніе, называются хрупкими.
13 Способность свариваться* Этимъ свойствомъ обладаютъ тѣ
металлы, которые переходятъ изъ твердаго состоянія въ жидкое, про-
ходятъ черезъ пластичное (тѣстообразное) состояніе, какъ, иадр,, желѣзо.
14* Изломъ, Къ особенностямъ металловъ принадлежитъ ихъ спо-
собность давать характерный изломъ, по которому можно до нѣкоторой
степени судить о качествѣ металла.
15* Способность при нагрѣваніи свѣтиться. При нагрѣванія
металлы испускаютъ свѣтъ, при чемъ для различныхъ температуръ свѣтъ,
даваемый металломъ, имѣетъ особый оттѣнокъ* II у лье такимъ образомъ
опредѣляетъ температуры для различныхъ оттѣнковъ:
Появленіе краснаго
темно-красный
появленіе вишневаго
525 °Ц.
700"
800е
я сво-вишш-красный 1 0009
бѣлый 1300°
б'ѣлокалпльный 15 00 *
16, Расширеніе яри нагрѣваніи. Это свойство металловъ весьма
важно, и его нужно имѣть въ виду при проектированіи,
Слѣдующая таблица даетъ коэффиціенты лилейнаго расширенія
металловъ при нагрѣваніи на 100’ ц. (отъ 0* до 100" Ц.):
цинкъ
свинецъ
олово
мѣдь желтая
мѣдь красная
0,0029417
0,0028575
0.0020000
0:0018782
0,0017182
сталь закаленная
желѣзо
чугунъ
сталь мягкая
0,0012395
0,0012204
0,0011250
0.0010788
Заканчивая этимъ краткій перечень физическихъ свойствъ метал-
ловъ, нужно замѣтить, что всѣ зги свойства по суть абсолютно не>
измѣняемый для каждаго металла, напротивъ, они находятся въ боль-
шой зависимости отъ примѣсей, температуры, способа обработки и др.
Такъ, нйпр*, литой металлъ обладаетъ обыкновенно меньшей крѣпостью,
чѣмъ тотъ же металлъ, прокованный послѣ отливки. Отъ температуры
сильно измѣняется электропроводимость и т* д* Поэтому всѣ приведен-
ныя цифры, характеризующія свойства металловъ, нужно попинать какъ
приближенныя, дающія только среднія величины.
Сплавы.
17, Металлы, соединяясь другъ съ другомъ, образуютъ сплавы,
которые вообще обладаютъ характерными для металловъ признаками:
блескомъ, большей или меньшей вязкостью, упругостью, плавкостью,
проводимостью теплоты и электричества п др, Но всѣ эти качества
обыкновенно значительно отличаются отъ таковыхъже качествъ, соста-
вляющихъ сплавъ металловъ, Въ нѣкоторыхъ случаяхъ измѣненія
находятся, повидимому, въ извѣстномъ соотвѣтствіи съ составными ча*
стями, въ другихъ же не подчиняются никакимъ законамъ. Вслѣдствіе
этого является вопросъ: что представляютъ изъ себя сплавы—химиче-
скія соединенія, или же просто механическія смѣси?
Положительнаго отвѣта на этотъ вопросъ нѣтъ. Есть факты, го-
ворящіе въ пользу того и другого предположенія, что и выяснится
при разсмотрѣнія общихъ свойствъ сплавовъ.
18* Полученіе сплавовъ- 3) Наиболѣе простымъ образомъ сплавы
получаются, расплавляя металлы и соединяя ихъ вмѣстѣ „ При этомъ
всегда замѣчается или выдѣленіе пли поглощеніе теплоты* И то идру-
гое обыкновенно проявляется въ очень незначительной степени, но въ
нѣкоторыхъ случаяхъ это явленіе выступаетъ очень рѣзко. Такъ, напр.,
Моръ указалъ, что если взять въ равныхъ пропорціяхъ мелко измель-
ченное олово, свинецъ п висмутъ и погрузить ихъ въ 8 частей ртути, то
ирп этомъ температура сплава можетъ понизиться оп» + 17*Ц. до—ІОЦ.
Нужно замѣтить, что не безразлично, въ какомъ порядкѣ будутъ
сплавляться металлы, такъ какъ при этомъ могутъ получиться сплавы,
хотя одинаковые по своему химическому составу, но различные по фи-
зи чески мъ с во йства мъ,
Металлы могутъ соединяться также подъ дѣйствіемъ силь-
на іо давленія.
По опытамъ проф* Вальтера Спринга оказывается, что измель-
ченные металлы подъ сильнымъ давленіемъ снова обращаются въ цѣль-
ный слитокъ, Спрингъ нашелъ, что для сплавленія различныхъ метал-
ловъ нужно слѣдующее давленіе:
для свинпд............20 бих на кв. юс
* м*ва...............30 Л *
__ 9 —
для циш;а . , .... €0 ко. на КВ. мм
„ антимонія . ... 60 ш. Г)
„ алюминія . .... 60 3? ,» тч
., висмута . . , . . 60 ч« л 7» Г?
„ мѣди . . .... 50 1? п » 1?
Такимъ способомъ возможно сплавлять не только отдѣльные металлы,
но можно получать и сплавы нѣсколько къ металловъ. Такъ, если взять
въ измельченномъ состояніи 15 частей висмута, 8 частей свинца, 4 части
олова и 3 части кадмія, то подъ сильнымъ давленіемъ получится сплавъ,
который плавится при 98 °Ц., хотя самая низкая точка плавленія изъ
составляющихъ его металловъ, олова, 230®Ц.
Проф. Гоффъ (Виттенъ, Вестфалія) производилъ слѣдующіе опыты,
онъ бралъ опилки стали, мѣди, бронзы и главнымъ образомъ бѣлаго
металла, состоящаго изъ 83 олова, 11 антимонія и 6 мѣди (опилки
въ видѣ порошка). Около */* фупта смѣси онъ помѣщалъ въ стальной
цилиндръ, діам. 2”, п подвергалъ давленію, постепенно повышающемуся
до 50 тоннъ. Придавленіи въ 10 тоннъ па поршень въ 2Г' строеніе от-
дѣльныхъ частичекъ еще можно было различить. Но при давленіи въ
50 тоннъ получалась совершенно однородная масса. Если внутри ци-
линдра имѣлись углубленія, то при указанномъ давленіи они заполня-
лись какъ бы жидкимъ металломъ п при этомъ поверхность получалась
настолько гладкая, что ее можно было подвергать ни кодированію, безъ
предварительной обработки. Это наводитъ на мысль о возможности
пользоваться большими давленіями взамѣнъ заливки вкладышей. Металлъ
при этомъ получается боліе плотный (плотность при опытахъ увели-
чилась отъ 5,67 до 7,15) и не происходить окисленія, а сдѣдова*
тельпо и угара металла. МасЬіаѳгу Арг* 4—423 — 04.
Подобное сплавленіе металловъ нельзя приписать развитію теплоты
при давленіи, такъ какъ давленіе при опытахъ производилось очень
медленно.
На основаніи этого нужно считать доказаннымъ, что металлы мо-
гутъ соединяться въ холодномъ состояніи, если только ихъ частицы
будутъ подведены достаточно близко другъ къ другу (нѣчто въ родѣ
химическаго соединенія). См. Еп^. 829—12—04.
3) Наконецъ, металлы могутъ соединяться при помощи элек-
тролиза, что очень часто и дѣлается для полученія бронзирован-
ныхъ издѣлій.
19. Ликвація. Многіе сплавы, переходя изъ расплавленнаго со-
стоянія въ твердое, распадаются на составныя части. Это явленіе из-
вѣстно подъ именемъ ликваціи.
Степень ликваціи зависитъ отъ того, насколько сплавь былъ
нагрѣть передъ выливаніемъ въ форму для охлажденія и насколько
быстро это охлажденіе производится. Но это вліяніе для различныхъ
сплавовъ сказывается различнымъ образомъ. Для сплавовъ мѣди съ оло-
вомъ быстрое охлажденіе уменьшаетъ ликвацію, при медленномъ же
— 10
охлажденіи въ серединѣ отливки замѣтпы бѣлыя пятна, которыя пред-
ставляютъ особый сплавъ мѣди съ большимъ содержаніемъ олова. Точно
также внизу мѣдь замѣчается въ большемъ процентномъ содержаніи,
чѣмъ въ верхней части* При употребленіи же охладительныхъ формъ*
быстро отнимающихъ тепло* ликваціи почти не замѣчается, и. по
свидѣтельству генерала Ухаціуса, металлъ получается равномѣрный по
составу :)*
Подобное же явленіе ликваиіи замѣчается при остываніи спла-
вовъ металловъ съ металлоидами* Такъ, напр*, по опытамъ Спелуса Ъ
оказалось, что при остываніи стальныхъ слитковъ содержащіеся въ нихъ
углеродъ, сѣра и фосфоръ собираются главнымъ образомъ въ центрѣ
слитка и въ верхней его части, Поэтому у стальныхъ слитковъ, назна-
ченныхъ для производства орудіи, верхняя часть, какъ наиболѣе рыхлая
и содержащая вредныя примѣси, отрѣзается прочь*
Явленіе ликваціи нужно имѣть въ виду при про изводствѣ боль-
шихъ отливокъ и даже поковокъ, такъ какъ часто, повидимому, не объ-
яснимыя трещины могутъ прямо быть приписаны этому явленію*
20* Дѣйствіе электрическаго тока на сплавы* Насколько позво-
ляютъ судить опыты, произведенные Обахомъ и Робертсъ-Аустеномъ 3),
даже токъ силою въ 300 амперъ не разлагаетъ сплавовъ, и въ этомъ
отношеніи сплавы походятъ на чистые металлы, а не на растворы хи-
мическихъ соединеній*
21 * Электропроводимость сплавовъ* По изслѣдованіямъ Матти-
сепа 4) электропроводимость сплавовъ можетъ быть графически пред-
ставлена тремя типическими кривыми: въ видѣ буквы С (фиг, 5), въ
видѣ буквы Ъ (фиг* 6) и прямой линіи (фпг. 7). Прибавляя золота къ
П 20 4У й 60 М во
Фиг. 5*
мѣди, электропроводимость послѣдней быстро уменьшается; затѣмъ, но
мѣрѣ увеличенія примѣси золота, остается нѣкоторое время постоянной,
1) А Ігеаіійв ян аПоуз± Ьу ТЬигзЕов, стр* 114,
ВоЬегі8-Л (гяіёа, Іпіпиіиейпп (о ійе еіпйу оГ шеіа?Піг^ут сгр* 65.
4) В о Ь е г І5-А п ч іе п* ілігосііісНоп (о іЬе 5Іпіу оГ теіаіііп'еу, стр. 67*
РЫ1о*=?. Тгапз. Коу. 8ое* 1860, етр, (И,
11
а потомъ начинаетъ снова увеличиваться, достигая электропроводимости
чистаго золота.
Тотъ фактъ, что столь незначительныя примѣси, которыя, повиди-
мому, не могутъ дать никакого опредѣленнаго химическаго соединенія.
вмѣстѣ съ тѣмъ рѣзко измѣняютъ свой-
ство сплава, заставляетъ предположить,
что металлы, образуя сплавы, мѣняютъ
свое аллотропическое состояніе.
22. Переходъ въ сплавахъ ме-
талловъ изъ одного аллотропическаго
СОСТОЯНІЯ ВЪ другое. На существова-
ніе подобнаго явленія наводятъ много-
численные факты, гдѣ прибавленіе ктз
металлу самыхъ незначительныхъ дозъ
другого вещества, не способныхъ обра-
зовать никакихъ опредѣленныхъ хими-
ческихъ соединеній, совершенно измѣ-
няетъ свойства металла. Если. вапр..
Флг. ”.
къ расплавленному чистому висмуту
прибавить 0,0005 теллурія, то охлажденный чистый металлъ будетъ кри-
сталлизоваться въ крупные съ зеркальными поверхностями кристаллы,
тогда какъ содержащій примѣсь теллурія кристаллизуется въ самые
мелкіе кристаллы; первый будетъ отражать свѣтъ, а второй его раз-
сѣивать.
То, что металлы, образуя сплавы, мѣняютъ свое строеніе, можетъ
быть подтверждено непосредственными опытами: если взять сплавъ ка-
лія съ 30% золота и бросать его въ воду, то калій сгораетъ въ водѣ,
разлагая ее. а золото осаждается въ видѣ чернаго порошка; этотъ тем-
ный порошокъ есть не что иное, какъ другое аллотропическое состоя-
ніе золота, которое, соединяясь съ водой, образуетъ гидратъ золота.
При накаливаніи порошка до краспокалильиаго жара, оиъ снова пріоб-
рѣтаетъ блескъ золота.
Джоуль указываетъ на то, что если изъ амальгамы желѣза выпа-
ривать ртуть, то полученное такимъ образомъ желѣзо легко загорается
на воздухѣ и этимъ подтверждаетъ переходъ желѣза въ другое ал-
лотропическое состояніе.
Точно такъ же, хотя алюминій и ртуть каждый отдѣльно не оки-
сляются на воздухѣ, но если алюминій покрытъ слоемъ ртути, то оки-
сленіе быстро начинается п поверхность покрывается бѣлой пленкой
окисла, что опять указываетъ на перемѣну аллотропическаго состоянія
алюминія при образованіи сплава съ ртутью-
Поглощеніе или выдѣленіе теплоты при образованіи сплавовъ, вѣ-
роятно, нужно приписать внутреннему перемѣщенію частицъ при пере-
ходѣ металловъ изъ одного аллотропическаго состоянія въ другое.
23. Механическія свойства сплавовъ. Крѣпость, твердость и
вязкость суть тѣ качества сплавовъ, которыя являются наиболѣе пѣн-
— 12 —
иыми для техники; къ сожалѣнію, законъ, которому они подчиняются
въ зависимости отъ составныхъ частей, до сихъ поръ не выяспепъ.
Робертсъ-Ау степъ *), произведя цѣлый рядъ испытаній надъ раз-
личными сплавами золота и другихъ металловъ, получилъ результаты,
которые, повидимому, заставляютъ думать, что крѣпость сплавовъ и ихъ
вязкость находятся въ большой зависимости отъ атомныхъ объемовъ,
входящихъ въ сплавъ металловъ.
Сплавляя золото съ 0,2°Л другихъ металловъ, Робертсъ-Лустепъ
замѣтилъ, что металлы, которыхъ атомные объемы менѣе или равны
атомному объему золота, при сплавленіи съ нимъ увеличиваютъ крѣ-
пость или же почти ее не измѣняютъ. Тѣ же металлы, атомные вѣса
которыхъ больше, чѣмъ у золота, всегда даютъ сплавы съ меньшей крѣ-
постью и вязкостью.
Объяснить этотъ фактъ можно слѣдующимъ образомъ: нужно пред-
положить, что молекулы металла состоятъ изъ атомовъ элементарной
шарообразной формы, которые, соприкасаясь, оставляютъ между собою
промежутки. Если этотъ металлъ сплавляется съ другимъ, у котораго
атомы меньшаго объема, то они могутъ заполнить промежутки и, такамъ
образомъ, увеличить сцѣпленіе. Такое же заполненіе промежутковъ мо-
жетъ быть произведено иногда и равными но объему атомами, если,
напр., послѣдніе расположены по угламъ правильнаго шестиугольника.
Присоединеніе же атомовъ большого объема раздвигаетъ первоначальные
атомы и, такимъ образомъ, уменьшаетъ ихъ сцѣпленіе.
Приведенная таблица представляетъ вліяніе примѣси различныхъ
металловъ на крѣпость золота, согласно опытамъ Робертсъ-Аустепа
Наииенсвааіе металловъ. Крѣпость еплава нгр. па □ ни. Удлини на 75 и». Количество примѣсей Атомяый объемъ.
Кадій 0,8 0,2 45,1
Висмутъ. . , . , . „ , , . . . . 0,8 0,21 20,9
Телурііь . . . . . 6,1 — 0,186 20,5
Свинецъ'. м 4.9 0,240 [8,0
Талій. : 9.7 3,6 0,193 17,2
Олово. ...... 9,7 12,3 0Д96 16.2
Антихоэігі. м ? О,2ЭЗ 17,9
Кадмій . 10,8 44,0 0,202 12,9
Серебро ! 1,0 33,3 0.200 10.1
золото .......... нто ЗЭд) 0,000 10,2
Палладій 1ЦО 32,6 0.205 9Л
Цвнкъ , . , . Родій 11," 12,1 28,4 25,0 0,205 0,210 9Д 8,4
Марганецъ 12,4 29,7 0,207 8,8
Ивлій 12,4 28,5 0.290 15,3
Мѣдь Лнтій ; 12,7 іЗ,8 43,5 21Ю 0,193 0,231 7г0 П,8
Алюминій і г 13,3 25,5 0Д86 10,6
*) КерогЬ Ьв Ніе АПоуй ВевеагеЬ Соштіиее. Еп^іпеегіп^, ѵоі. ІДІ и ЬѴ.
г) ВоЬШ5-Аіі5Гел, Ап' ІпігосішЛіоп к> шеІаНигду, стр. 79.
— 13 —
Изъ цѣлаго ряда элементовъ исключеніе составляютъ только ищій,
литій и алюминій, которые, несмотря на большой атомный объемъ, все-
таки увеличиваютъ крѣпость и вязкость золота. Нужно предполагать,
что эти металлы, образуя сплавъ, переходятъ изъ одного аллотропиче-
скаго состоянія въ другое.
2Ф- ПЛОТНОСТЬ сплавовъ Плотность сплавовъ рѣдко представляетъ
среднюю величину пзъ плотностей, составляющихъ сплавъ металловъ.
Обыкновенно при сплавленіи методовъ плотность ихъ пли увеличивает-
ся, нлп уменьшается, указывая на то, что въ первомъ случаѣ произо*
шло сплотненіе частицъ, а во второмъ разъединеніе. При отливкѣ вер-
тикальной полосы весьма легко можетъ случиться, что верхняя часть
получится болѣе плотной, чѣмъ нижняя.
Послѣдовательныя переплавки сплавовъ измѣняютъ ихъ плотность.
25 Плавкость сплавовъ. Почти во всѣхъ случахъ температура
плавленія сплавовъ ниже средней температуры плавленія составляющихъ
сплавъ металловъ. Нѣкоторые сплавы, такъ называемые легкоплавкіе,
имѣютъ температуру плавленія ниже каждаго изъ входящихъ въ составъ
металловъ.
Это явленіе многими считается какъ указаніе на то, что сплавы
представляютъ изъ себя опредѣленныя химическія соединенія, по другіе
не соглашаются съ этимъ. Матти сенъ, который произвелъ массу изслѣ-
дованій надъ свойствами сплавовъ, полагаетъ, что металлы образуютъ
химическія соединенія только въ расплавленномъ состояніи, а при охла-
жденіи соединенія эти распадаются и въ затвердѣвшемъ сплавѣ метал-
лы перешли только въ другое аллотропическое состояніе* При нагрѣва-
ніи сплава снова является возможность для образованія химическихъ
соединеній, которыя плавятся при болѣе низкой температурѣ и затѣмъ
дѣйствуютъ, какъ растворители, на сосѣднія съ ними частицы въ ре-
зультатѣ получается легкоплавкость.
Нѣкоторые сплавы плавятся при одной температурѣ, а затвердѣва-
ютъ при другой; такъ, напр., всѣ сплавы олова и свинца затвердѣва-
ютъ при 181*Ц., а плавятся при температурахъ отъ 181 • до 292%
сообразно съ тѣмъ, въ какихъ пропорціяхъ сплавляются металлы.
Температура плавленія сплава зависитъ отъ относительнаго содер-
жанія составныхъ частей сплава. Тотъ составъ сплава, при которомъ онъ
получаетъ наименьшую температуру плавленія, называется евтектиче-
скнмъ сплавомъ (что озшрь—хорошо плавкій). Нѣкоторые считаютъ,
что сплавы въ расплавленномъ состояніи представляютъ растворъ состав-
ныхъ элементовъ сплава въ евтектнческомъ сплавѣ. По мѣрѣ остыванія
растворимость этихъ элементовъ уменьшается и, когда ихъ растворы
достигаютъ степени насыщенія, элементы начинаютъ послѣдовательно
выдѣляться изъ растворовъ (лнквація). Когда остается въ жидкомъ со-
стояніи одинъ евтектическіи сплавъ» то дальнѣйшее затвер дѣланіе его
идетъ уже при почти постоянной температурѣ, что указываетъ на вы-
дѣленіе при этомъ нѣкотораго количества тепла и. такимъ образомъ
устанавливаетъ' нѣкоторую аналогію эвтектическаго сплава съ хиіиче-
— 14 —
скипи соединеніями. Вслѣдствіе того, что сплавы не сразу переходятъ
ивъ жидкаго состоянія въ твердое* а нѣкоторое время остаются въ полу-
жидкомъ видѣ, температура затвердѣй а нія такихъ сплавовъ, конечно, не
можетъ быть точно опредѣлена.
Примѣръ подобнаго явленія можетъ представить сплавъ состава
Ві*РЪ8іц, который плавится въ кипящей водѣ, но при остываніи долго
остается въ тѣстообразномъ состояніи.
Нѣкоторые элементы при ихъ соединеніи могутъ образовать нѣ-
сколько евтектическихъ сплавовъ; такъ, напримѣръ, мѣдь съ цинкомъ
(латунь) образуетъ 4 евтектнческихъ сплава, мѣдь съ оловомъ (бронза)
образуетъ 6 евтектическихъ соединеній.
26 . Коэффиціентъ расширенія сплавовъ. По изслѣдованіямъ
Кальверта и Лове даже небольшія примѣси производятъ значительныя
измѣненія коэффиціента расширенія при нагрѣваніи. Однако, имъ не уда-
лось выяснить какого-либо закопа, которому бы подчинялись измѣненія
коэффиціента расширенія въ зависимости отъ составныхъ частей сплава.
Замѣчено, что если къ мѣди прибавить олова, то коэффиціентъ расши-
ренья сплава получается меньше, чѣмъ коэффиціентъ расширенія мѣди,
хотя, въ то же время* олово значительно болѣе расширяется, чѣмъ
мѣдь.
Упомянемъ о серіи сплавовъ желѣза и никеля, заслуживающей внима-
нія инженеровъ. Сплавы эти открыта д-ромъ Оиіііаите^омъ и подъ именемъ
„Іпѵаг’а64, употребляются теперь въ большомъ количествѣ во Франціи для
выдЬлкя маятниковъ, калибровъ и т4 п. Замѣчательная особенность этихъ
сплавовъ, содержащихъ отъ 35% до ^6% никеля, малая измѣняемость
объема при измѣненіяхъ температуры;—ихъ линейное расширеніе или сжатіе
равно приблизительно 7іо линейнаго расширенія и сжатія платины, т.-е.
практически* въ условіяхъ обыкновенныхъ атмосферныхъ измѣненій, совер-
шенно не замѣтно. Замѣтимъ, что это свойство сплавовъ рІпѵаг“ зависитъ не
только отъ тѣхъ пропорцій, пъ которыхъ въ нихъ входятъ никель и желѣзо,
но и отъ спеціальной обработки, которой они подвергаются; въ эту обработку,
между прочимъ* входятъ и длинные періоды отжига при очень умѣренныхъ
температурахъ. Мы имѣемъ здѣсь почти исключительный случай, когда два
теталла, обладающіе приблизительно одинаковыми коэффиціентами расшире-
нія, будучи сплавлены въ опредѣленныхъ пропорціяхъ и подвергнуты из-
вѣстной обработкѣ, даютъ сплавъ, коэффиціентъ расширенія котораго соста-
вляетъ лишь отъ %3 до коаф> расширенія каждаго изъ металловъ по-
рознь.
Перегрѣватели, нѣкоторыя части водотрубныхъ котловъ, извѣстныя де-
тали двигателей съ внутреннимъ сгораніемъ топлива часто причиняютъ намъ
много непріятностей, зависящихъ отъ температурныхъ измѣненій, претерпѣ-
ваемыхъ потребленными металлами, и если бы мы могли употреблять для
частей, въ которыхъ эти измѣненія имѣютъ мѣсто, такой металлъ, коэф,
расширенія котораго былъ бы значительно меньше, мы избавились бы отъ
многихъ хлопотъ. Открытіе „Іпѵаг’а* показываетъ, что существованіе подоб-
наго металла вполнѣ возможно, новыя изслѣдованія должны быть на правлены
на открытіе другихъ сплавовъ съ приблизительно такими же свойствами.
(Б. П. О, 211—04).
27 , Теплопроводность сплавовъ. Въ своихъ наслѣдованіяхъ Кадь-
вертъ н Джонсонъ замѣтили, что нѣкоторые сплавы не увеличиваютъ
теплопроводности отъ прибавленія хороню проводящихъ теплоту метхъ
ловъ ГК Такъ, иапр., сплавъ 1 части мѣди и 3 частей олова проводитъ
теплоту совершенно такъ же, какъ если бы мѣди совсѣмъ не было.
Эю будетъ справедливо до тѣхъ поръ, пока содержаніе хоропю-прово-
дящаго металла не превзойдетъ содержанія другихъ металловъ; тогда,
по мѣрѣ прибавленія хорошаго проводника, теплопроводность сплава
увеличивается и стремится приблизиться къ теплопроводности хорошо-
проводящаго металла. Слѣдовательно, въ сплавахъ 1 ч, олова и 2 ч,
мѣди или 1 ч. олова и 3 ч, мѣди и т. л,, съ прибавленіемъ мѣди те-
плопроводность будетъ увеличиваться- Это обстоятельство нужно имѣть
въ виду и не тратить даромъ мѣди при составленіи сплавовъ перваго
типа, желая получить хорошую теплопроводность.
28 Цвѣтъ сплавовъ. Цвѣтъ сплава зависитъ отъ входящихъ въ
вріо металловъ. Если къ мѣди прибавить олова, то цвѣтъ станетъ жел-
тѣе. Прибавляя еще немного цинка и свинца, получимъ силанъ, кото*
рый подъ дѣйствіемъ воздуха окрашивается въ нѣжный темно-коричне-
вый цвѣтъ, характерный для художественной бронзы.
Различные металлы обладаютъ различной окрашивающей способ-
ностью. Лебедуръ сообразно съ этой способностью группируетъ ме-
таллы въ слѣдующемъ порядкѣ:
олово цинкъ
никель алюминій свинецъ платина
марганецъ желѣзо мѣдь серебро золото
Здѣсь металлы расположены по убывающей способности окраши-
ванія, Такъ папр.? сравнительно небольшая примѣсь никеля переведетъ
красный цвѣтъ мѣди въ бѣлый.
29 , Окисленіе сплавовъ. Вообще соавы подвергаются окисленію
менѣе, чѣмъ составляющіе ихъ металлы. Подтвержденіемъ этого могутъ
служить древнія статуи и монеты, которыя сохранились еще довольна
хорошо, несмотря на то, что подвергались дѣйствію атмосферы въ те-
ченіе тысячелѣтій.
Какъ ужо было замѣчено, для техническихъ цѣлей металлы въ
чистомъ видѣ мало пригодны и въ громадномъ большинствѣ случаевъ
приходится употреблять сплавы методовъ; къ болѣе подробному раз-
смотрѣнію нѣкоторыхъ изъ этихъ сплавовъ мы теперь и перейдемъ.
і) См. діаграмму теплойров*>дйоста броязъ,
а) Віе Іл'йіегші^ей, 1890, стр. 47.
ГЛАВ А П.
Желѣзо и его сплавы.
30 - Желѣзо Химически чистаго желѣза не существуетъ. Почти
чистый металлъ можно выдѣлить при помощи электролиза, по такимъ
образомъ полученное желѣзо проявляетъ сильное сродство къ кислоро-
ду» сѣрѣ, фосфору и другимъ элементамъ, которые постоянію содер-
жатся въ желѣзныхъ рудахъ, топливѣ или плавняхъ, а потому при
обыкновенныхъ процессахъ добыванія сейчасъ же соединяются съ же-
лѣзомъ. По мѣрѣ приближенія желѣза къ химически чистому состоянію,
оно пріобрѣтаетъ характеръ серебристаго, сильно блестящаго, мягкаго,
вязкаго» ковкаго, но не особенно крѣпкаго металла. Въ чистомъ видѣ
желѣзо очень плотно; выдѣленное при помощи электролиза, опо имѣетъ
удѣльный вѣсъ 8,14- Температура плавленія чистаго желѣза неизвѣстна,
по она выше точки плавленія желѣза, встрѣчающагося въ продажѣ, для
котораго Пулье температуру плавленія опредѣляетъ въ ІбОО^Ц. Соеди-
няясь съ незначительнымъ количествомъ тѣлъ элементовъ, которые
обыкновенно находятся въ желѣзныхъ рудахъ, желѣзо образуетъ сплавъ*
при чемъ уменьшаетъ свою вязкость и платность, но зато стано-
вится болѣе твердымъ, крѣпкимъ и болѣе приходнымъ для техни-
ческихъ цѣлей. Элементы, которые его всегда сопровождаютъ и нахо-
дятся съ нимъ въ соединеніи, суть: углеродъ, кремній, сѣра, марганецъ,.
а также иногда въ незначительномъ количествѣ фосфоръ, алюминій,
кальцій, титанъ, вольфрамъ, хромъ и др.
Соединяясь съ неметаллами, желѣзо образуетъ наиболѣе важные
сплавы: чугунъ, сталъ и собственно желѣзо (нечистое, продажное).
Эти сплавы различаются своими физическими свойствами, которыя глав-
нымъ образомъ зависятъ отъ различнаго содержанія въ желѣзѣ угле-
рода, а также и отъ способовъ выработки матеріала. Для избѣжанія
путаницы въ опредѣленіи различныхъ продуктовъ, получающихся на
желѣзодѣлательныхъ заводахъ, въ 1876 году, во время всемірной вы-
ставки въ Филадельфіи, Американскимъ Институтомъ горныхъ инжене-
ровъ (Атегісап Іпзійпіе о( Міпігщ Епдіиеете) была созвана междуна-
родная комиссія, которая установила слѣдующую классификацію: *),
1) Желѣзо съ содержаніемъ углерода болѣе 2% рѣшено называть
чугуномъ (сазі рі^ ігощбпзбеізеп: Гооіе).
См. также постановленіе Брюссельск, Коягресс. но однообр. нсявт* мате-
ріаі,—1906 I А* 966—29—3—07,
— 17 —
2) Желѣзо. которое получается азъ тѣстообразной .ішссы или
изъ свариванія отдѣльныхъ кусковъ въ пакетахъ, но не изъ расплав-
ленная о желѣза. и которое въ продажѣ вообще извѣстно подъ назва-
ніемъ желѣза. если оно не способно принимать закалъ (пріобрѣтать
большую твердость при быстромъ охлажденіи), рѣшено называть
сварочнымъ желѣзомъ (ѵ/еИ ігощ 8с1і^еі?яеі$еп; Гег зопсіе).
3) Тако іо же рода продуктъ, если онъ по какой-лабо причинѣ
способенъ, принимать закалъ, рѣшено называть сварочной сталью
(іѵеігё йіеек йсітекзіаЫ: асіег бои 46),
4) Желѣзо, которое получено отливкой расплавленнаго металла
въ ковкіе слитки и которое неспособно принимать закалъ, рѣшено
называть литымъ желѣзомъ (іп^оі ігоп; КіикБеіееп; Гсг ГопИи).
5) Такой же продуктъ, но способный принимать закалъ, рѣшено
называть литой сталью (іп^оі еіесі; РІиэ$1аЫ; асіег Гопгіи).
Эта номенклатура была офиціально принята въ Германіи, Австріи
и Швеціи,
Нужно замѣтить, что изъ всѣхъ этихъ трехъ разновидностей толь-
ко чугунъ является болѣе опредѣленнымъ по своимъ физическимъ свой-
ствамъ продуктомъ: что же касается до остальныхъ двухъ: стали и
желѣза, то они въ зависимости отъ своего химическаго состава пред-
ставляютъ цѣлый рядъ сплавовъ, постепенно переходящихъ отъ совер-
шенно мягкаго, неспособнаго принимать пи малѣйшаго закала свароч-
наго желѣза до крайне хрупкой и совершенно неспособной свариваться
стали. Поэтому является крайне труднымъ провести рѣзкую границу
и въ каждомъ отдѣльномъ случаѣ рѣшить, куда правильнѣе отнести
данный матеріалъ—къ стали или къ желѣзу. Вслѣдствіе этого же
при описаніи физическихъ свойствъ этихъ матеріаловъ мы раз-
смотримъ отдѣльно чугунъ, сталь же в желѣзо будемъ разсматривать
совмѣстно*
31. Микроструктура. Знакомство съ природой желѣзныхъ сплавовъ
значительно подвинулось впередъ съ тѣхъ поръ, какъ при изслѣдованіи
строенія этихъ сплавовъ былъ примѣненъ микроскопъ.
Изслѣдованія закаленнаго чугуна подъ микроскопомъ, какъ указы-
ваетъ па это Робертсъ-Аустенъ, производились еще Реомюромъ въ
1722 г. Затѣмъ въ 1833 г. Франсуа описывалъ желѣзо, какъ пред-
ставляющее собою металлическую сѣть, видимую подъ микроскопомъ
при увеличеніи въ 300—400 разъ. Но вполнѣ практическое примѣне-
ніе микроскопа для изслѣдованія строенія желѣза было предложено въ
1864 году д-ромъ Сорби, Съ тѣхъ поръ способъ этотъ значительно
усовершенствовавъ и при помощи микроскопа были сдѣланы весьма
важныя открытія.
Такъ какъ металлы вообще непрозрачны, то для изслѣдованія ихъ
подъ микроскопомъ долженъ примѣняться способъ отряженнаго освѣ-
щенія. Но объективъ большой силы такъ близко подходитъ къ раз-
сматриваемому предмету, что послѣдній не можетъ быть освѣщенъ со
стороны, а потому для его освѣщенія внутри самаго микроскопа ста-
— 18 —
вится особая призма, которая отражаетъ свѣтъ, полученный извнѣ, и
посылаетъ его но оси микроскопа.
Для наслѣдованія берется небольшой кусочекъ металла и поверх-
ность его полируется сначала наждакомъ, а потомъ болѣе мелкимъ
порошкомъ, напримѣръ, крокусомъ* Отполированная поверхность про-
травляется кислотой, промывается и высушивается. Менѣе растворимыя
части металла выступаютъ въ видѣ рельефа, вслѣдствіе чего предста-
вляется возможнымъ изучать строеніе металла1).
Подъ микроскопомъ желѣзные сплавы представляются далеко не
однородной массой, напротивъ, ояи составлены изъ различныхъ кри-
сталлическихъ массъ, распредѣленныхъ весьма неправильно. Эти отдѣль-
ныя кристаллическія массы выдѣляются, вѣроятно, во время затвердѣ-
ванія металла или въ то время, когда металлъ еще настолько пла-
стиченъ. что отдѣльныя молекулы имѣютъ возможность перемѣщаться*
Такая неоднородность микроскопическаго строенія не должна насъ
удивлять, такъ какъ въ чугунѣ мы можемъ различать даже простымъ
глазомъ различныя вкрапленныя мѣста*
Между этими кристаллическими массами различаютъ слѣдующія
разновидности:
I* Ферритъ* Это чистое или почти чистое желѣзо. Онъ можетъ
присутствовать въ большомъ количествѣ, какъ, напримѣръ, въ ковкомъ
желѣзѣ и мягкой стали или можетъ совершенно отсутствовать (твер-
дая сталь)* Содержаніе феррита въ чугунѣ тѣмъ меньше, чѣмъ больше
содержаніе связаннаго углерода; поэтому содержаніе феррита въ очень
сѣромъ чугунѣ значительно, въ бѣломъ же чугунѣ ферритъ почти
совсѣмъ отсутствуетъ. Ферритъ состоитъ изъ довольно явныхъ кристал-
ловъ, поверхности раздала которыхъ хорошо вы^Ьляются при протра*
вливаніи* Отдѣльныя массы феррита не представляютъ правильно раз-
витыхъ формъ, такъ какъ кристаллы пе могли свободно развиваться,
а были скомканы вмѣстѣ вслѣдствіе напряженій, проявляющихся во
время охлажденія* Кристаллы принадлежатъ къ кубической системѣ.
При шлифовкѣ ферритъ даетъ совершенно гладкую поверхность, кото-
рая при дальнѣйшей обработ ѣ кислотой показываетъ кристаллическое
строеніе* Ферритъ не принимаетъ окрашиванія.
II* Цементитъ или нормальный карбидъ* При нормальномъ со-
ставѣ это есть собственно карбидъ (ГейС), хотя въ нѣкоторыхъ слу-
чаяхъ часть желѣза въ этомъ соед и не г г іи можетъ быть замѣнена дру-
гимъ металломъ. Названіе цементитъ присвоено этой разновидности
вслѣдствіе того, что она в первые была замѣчена въ стали, полученной
при помощи цементащи. Цементитъ представляетъ очень твердое, бле-
стящее вещество* Помимо его присутствія въ перлитѣ, цементитъ мо-
жетъ находиться въ желѣзѣ въ видѣ жилокъ пли въ видѣ отдѣльныхъ
!) Описи яіе способовъ ярн[ч»том^яія гліи фонъ см. Аргл^ері^саіЙ журналъ, но-
ябрь і89> г* Также статьи еяіинца Мёгівніе гёпёгаіе рои г ГАпаІузе тісго^гарЪідае
Дея Аиегз за СагЬппе, Виі^ііа Не Іа Зоеіёіё д’Епеоига^ теіН роиг ГІшІаяІгіе лаііопаі*
Май р* 481, С». также Металла'ряифіл Бдеагуіияа и ікиигдияа.
™ 19 —
скі.лглеііій- Въ послѣднемъ случаѣ требуется очень опытный глазъ,
чтобы отличить его отъ чистаго желѣза, но въ дипломъ случаѣ при-
знакомъ. отличающимъ карбидъ, можетъ служить то, что при шлифовкѣ
болѣе мягкое желѣзо стирается, а твердый карбидъ выступаетъ въ
видѣ рельефа. Карбидъ не принимаетъ окрашиванія. При вертикальномъ
освѣщеніи имѣетъ серебряно-бѣлый блескъ. Нормальный карбидъ имѣетъ
кристаллическое строеніе.
НЕ Аморфный карбидъ Арнольда. (Соотвѣтствуетъ „аморфному
желѣзу* Мюллера). Тѣ поверхности шляфат въ которыхъ находится
аморфный карбидъ, при погруженіи въ слабую азотную кислоту сей-
часъ же покрываются темпо-бурой пленкой углеродистаго вещества, ко-
торое ясно выдѣляется подъ микроскопомъ. Окрашенная пленка состоитъ
изъ желѣза съ содержаніемъ около 13% нормальнаго карбида (Ге3С),
но въ аморфномъ состояніи, разсѣяннаго въ желѣзѣ въ видѣ неясно-
опредѣленныхъ пластинокъ п зеренъ. Это является какъ бы началомъ
формація перлита.
IV. ПеріИТЪ, Эта разновидность наиболѣе развита въ отожжен-
ной стали и рѣзко бросается въ глаза при разсматриванія шлифа подъ
микроскопомъ, такъ какъ перлитъ окрашенъ побѣжалыми цвѣтами по-
добно перламуту, почему Сорбп и присвоилъ этой разновидности на-
званіе перлита. Перлитъ размѣщенъ въ видѣ маленькою пластинокъ,
иногда прямыхъ, иногда волнистыхъ, измѣняющихся значительно какъ по
толщинѣ, такъ и по разстоянію другъ отъ друга Каждая такая пластин-
ка состоитъ ивъ чередующихся слоевъ феррита (%) и цементита (%).
V, Сорбитъ- Еще Сорби замѣтилъ, что въ нѣкоторыхъ случаяхъ
составныя части перлита являются окрашенными въ синій п темно-
красный цвѣтъ. Такъ какъ ни ферритъ, ни цементитъ при обработкѣ
шлифовъ окраски не принимаютъ, то Осмондъ считаетъ, что перлитъ
не всегда состоитъ только изъ этихъ двухъ разновидностей, а иногда
въ составъ перлита входитъ особое вещество, которому онъ и при-
своилъ названіе сорбитъ въ честь открывшаго его Сорби,
По мнѣнію Осмонда, съ химико-физической точки зрѣнія между
перлитомъ я сорбитомъ нѣтъ большой разницы и сорбитъ можетъ быть
полученъ на ряду съ перлитомъ при ускоренномъ охлажденіи, но безъ
закала, или при закалѣ стали сейчасъ же выше критической темпера-
туры, или при вторичномъ нагрѣвѣ закаленной стали почти до той же
критической температуры. Поэтому сорбитъ можно разсматривать какъ
перлитъ, который не успѣлъ распасться на ферритъ и цементитъ за
недостаткомъ времени или по какой-либо другой причинѣ; вслѣдствіе
этого, по всей вѣроятности, сорбитъ содержитъ нѣсколько болѣе угле-
рода закала, чѣмъ перлитъ-
Нѣкоторые металлурги считаютъ сорбитъ неважной составной -
частью стали и даже не различаютъ его отъ перлита. Но Осмондъ
считаетъ это неправильнымъ, такъ какъ сорбитъ является „характер-
ной составной частью* при отрицательномъ закалѣ и значительно улуч-
шаетъ свойства стали.
3’
— 20 —
Подъ микроскопомъ характернымъ признакомъ сорбита является
отсутствіе слоистости и легкая окраска шлифовъ іодомъ, даже если
онъ разбавленъ (1 на 1) алкоголемъ.
Стедъ считаетъ сорбитъ очень важной составной частью стали и
бъ будущемъ предсказываетъ ему важную роль въ металлургіи. (М. Е.
348—9 — 03).
VI. Субкарбидк Эта разновидность указана профессоромъ Арноль-
домъ: встрѣчается она только въ закаленной или въ закаленной и нѣ-
сколько отпѵщетой стали. При вытравливаніи шлифа, состоящаго,
главнымъ образомъ, изъ субкарбида, шлифъ сохраняетъ свою блестящую
поверхность, но принимаетъ темпо-свинцовый отблескъ, зависящій отъ
образованія тонкой оболочки углеродистаго вещества. Субкарбидъ имѣетъ
однородное на видъ некристаллическое строеніе, хотя, вѣроятно, тоже
состоитъ изъ очень мелкихъ кристалловъ, которые нельзя различить
подъ микроскопомъ или вслѣдствіе ихъ мелкости, или вслѣдствіе того,
что поверхности раздѣла кристалловъ затемняются углеродистой плен-
кой. Если суб карбидъ протравить, то онъ оказывается покрытымъ бар-
хатистымъ темнымъ налетомъ, который можетъ быть удаленъ пальцемъ,
оставляя па послѣднемъ слѣды. Арнольдъ считаетъ, что субкарбидъ не
представляетъ аллотропическаго видоизмѣненія желѣза, а является не-
устойчивымъ карбиднымъ соединеніемъ желѣза, очень твердымъ, соот-
вѣтствующимъ формулѣ Ее31С. Субкарбядъ очень твердъ и не спосо-
бенъ намагничиваться.
VII. Мартенситъ. Осмондъ не считаетъ доказаннымъ существова-
ніе субкарбида Арнольда, хотя и самъ указываетъ, что въ закаленной
стали различается особая разновидность, которую Осмондъ считаетъ
аллотропическимъ видоизмѣненіемъ желѣза (желѣзо 7) и которой онъ
присвоилъ названіе мартенситъ, въ честь ПР°Ф> Мартенса. Если, на-
примѣръ, желѣзо, содержащее 0,45% углерода, нагрѣть до 825° Ц.
и затѣмъ быстро погрузить въ охладительную смѣсь, имѣющую темпе-
ратуру 20° Ц-, то при вытравливаніи шлифа мартенситъ проявится
въ видѣ группъ параллельныхъ нитей, расположенныхъ въ формѣ тре-
угольниковъ. Мартенситъ не всегда окрашивается при протравливаніи,
и если окрашивается, то принимаетъ желтоватый оттѣнокъ. Подъ дѣй-
ствіемъ іода мартенситъ окрашивается въ желтый, бурый и черный
цвѣтъ, сообразно съ тѣмъ, какое количество углерода содержится въ
желѣзѣ. Вслѣдствіе такой ненормальности въ окрашиваніи, нѣкоторые,
въ томъ числѣ и проф. Арнольдъ, совсѣмъ не считаютъ мартенсита за
особую разновидность. Проф. Гау считаетъ, что эта разновидность
есть желѣзо (р) съ раствореннымъ въ немъ углеродомъ закала и сначала
назвалъ его Гарденитъ, но потомъ предпочелъ присвоить названіе
мартенситъ.
ѴПІ. Труститъ* Осмондомъ же было указано, что если желѣзо
съ содержаніемъ углерода 0,45% нагрѣть до температуры 825° Ц.,
а затѣмъ медленно охладитъ до 690° Ц., и быстро погрузить въ воду,
то на шлифѣ будетъ замѣтно присутствіе мягкаго феррита, твердаго
21
мартенсита и вещества средней твердости, расположеннаго между ними,
и?а составная часть отличается отъ такого же сложнаго по составу
перлита и является переходнымъ матеріаломъ отъ закаленной стали къ
мягкому желѣзу. Подобно перлиту, трустить различается только йодъ
микроскопомъ, но его химическій составъ неопредѣленъ.
IX. Графитъ, Графитъ, явно выраженный, замѣчается только въ
сѣромъ чугунѣ, гдѣ онъ присутствуетъ въ видѣ пластинокъ харак-
торной формы. Вь стали онъ иногда замѣчается въ видѣ небольшихъ
пятнышекъ или удлиненныхъ червеобразныхъ массъ, которыя имѣютъ
совсѣмъ другое строеніе, чѣмъ пластинки, и въ такомъ видѣ онъ пазы-
вяется углеродомъ отжига.
X. Шлакъ. Встрѣчается только въ тѣхъ сортахъ желѣза, которые
были получены изъ свариванія полужидкихъ массъ, какъ, напримѣръ,
сварочное желѣзо. Омъ замѣчается въ видѣ массы неправильной формы
и подъ дѣйствіемъ сильнаго жара, повидимому, стремятся слаться въ
отдѣльные куски.
Микроскопическое изслѣдованіе желѣза и стали важно не только
потому, что оно даетъ намъ представленіе о строеніи желѣза, по и
потону, что такое изслѣдованіе можетъ имѣть громадное практическое
значеніе. Многіе вопросы, которые не могли быть разрѣшены яри по-
мощи химическаго анализа, теперь прекрасно освѣтились, благодаря
микроскопу. Всякій инженеръ, который желаетъ вполнѣ познакомиться
съ природой желѣза, долженъ непремѣнно познакомиться и съ весьма
обширной литературой, касающейся до мнкро-тслідоваиія желѣза, ин-
тересующіеся этимъ подробный перечень всей иностранной литературы
по этому предмету, появившейся до 189$ г., найдутъ въ журналѣ Іготі
А^е. рішагу 27, р. 4, 1898. Затѣмъ много статей по этому предмету
появлялось въ журналахъ ЛопгааІ оГ йе Ігоп аші 8:ее! Іпзѣ и 8іаЫ
пші Еьеп, На русскомъ языкѣ особенно много мѣста отводили этому
вопросу Горный и Артиллерійскій журналы. См. также стр. 176-
Металлографія Евагулова и Вологдина,
Чугунъ,
При выплавкѣ изъ рудъ возстановленное желѣзо растворяетъ въ
себѣ углеродъ, кремній, сѣру, фосфоръ, марганецъ и др. и получается
изъ домны въ видѣ чугуна.
Изъ домны чугунъ выпускается въ канавки, вырытыя въ землѣ, и
затѣмъ разбивается на куски 4—5 пуд^ извѣстные въ продажѣ подъ
названіемъ свинокъ или штыка (штыковый чугунъ).
Въ послѣднее время американцы начали отливать чугунъ въ метал-
лическія формы на особаго рода машинахъ. Подробности см. Бюллетени
Политехи, О-ва 1902 г. Ж 3.
Сообразно съ тѣмъ, какъ ведется выплавка, получаются различные
сорта чугуна. ихъ сортируютъ и пускаютъ въ продажу подъ различ-
ными названіями.
— 22
32^ Классификація чугуна. Въ ПІотландіп и Америкѣ чугуузы
классифицируются по нумерамъ.
Литейные чугукыл Л’ 1 (теммо-скрый чугунъ). Изломъ темно-сѣрый
съ сильнымъ металлическимъ блескомъ. Крупные кристаллы съ гговерх*
бостъю, напоминающей свѣже разрѣзанный свинецъ. Даетъ хорошую от-
ливку, легко плавится, въ расплавленномъ состояніи жидокъ, мягокъ, нѣ-
сколько вязокъ.
Л° 2 (сѣрый чугунъ). Паломъ сѣрый; блескъ ясный, металлическій;
кристаллы мельче, чѣмъ у предыді’щаго сорта; легко плавится, въ расплав-
ленномъ состояніи жидокъ, довольно крѣпокъ*
Л? 3 (свѣтло-сѣрый чугунъ). Изломъ свѣтло-сѣрый; кристаллы не-
большіе, къ срединѣ нѣсколько большіе и блестящіе; блескъ слабый: самый
лучшій чугунъ для крупныхъ отливокъ.
Пвр ед іъ л оч и ы е чу г ун ы <Л2 4 (св ѵтл ы й чугу н ь ). И зло мъ с в ѣ т л ы й;
небольшіе кристаллы; въ расплавленномъ состояніи слишкомъ густъ для ли-
тейныхъ цѣлей; изъ него получается прекрасное желѣзо.
Л$ 5 (пестрый чугунъ). Изломъ во краямъ серебристо-бѣлаго цвѣта,
посрединѣ бѣлый съ сѣрыми пятнами или наоборотъ; твердъ, хрупокъ, но
иногда изъ него получается хорошее желѣзо.
«Л? 6 (бѣлый чугунъ). Изломъ серебристо-бѣлый; зернистое строеніе
съ радіальными линіями кристалловъ; чрезвычайно твердъ и хрупокъ; упо-
требляется только для низкихъ сортовъ пудлинговаго желѣза.
У пасъ въ Россіи обыкновенно при выплавкѣ раздѣляютъ чугунъ
на 4 сорта:
Ля 1- Сѣрый чугунъ темный.
Ля Д?- Сѣрый чуѵуиъ свѣтлый.
Ля 3. Половинчатый чугунъ (смѣшеніе бѣлаго съ сѣрымъ) 3).
Ля 4. Бѣлый чугунъ.
3 и 4 употребляются исключительно для передѣлки въ же-
лѣзо, и потому изученіе пхъ составляетъ предметъ металлургіи; для
литейнаго же дѣла идутъ только АІЖ I н 2, изученіемъ свойствъ ко-
торыхъ мы и займемся.
Кромѣ этихъ сортовъ. выплавляются чу гулы съ большимъ содер-
жаніемъ примѣсей, п тогда они имѣютъ свои спеціальныя названія:
такъ, чугунъ са большимъ содержаніемъ кремнія (ош .5% до 13%)
извѣстенъ подъ названіемъ Гегго-зііісіит, кремнистаго, а чугунъ съ
содержаніемъ марганца до 20% называется зеркальнымъ (ЙрІе^еІеі^епД
Чугунъ съ содержаніемъ марганца до 80% называется Гегго тап^іш^е
(марганцевое желѣзо),
Кремнистошіарганцевое желѣзо содержитъ марганца до 20%, и
кремнія 7 —16%-
Въ послѣднее время сталъ приготовляться чугунъ съ большимъ
содержаніемъ алюминія (до 15%) (егго-аіишпііип (алюминіевое желѣзо).
Тоже хромовое желтъзо.
Эти спеціальные сорта чугунокъ употребляются какъ примѣси или
присадки въ литейномъ дѣлѣ.
О Если бѣаасо больше, то иазыв. если бодѣе сѣраго, то—
23
Нужно замѣтить, что вообще классификація чугуна имѣетъ только
мѣстное значеніе. и потому чугунъ, называемый іѣ одномъ мѣстѣ Ле Г
въ другомъ мѣстѣ можетъ быть названъ иначе. Вполнѣ точную харак-
теристику чіруна даетъ ею химическій составъ.
Вслѣдствіе этого въ хорошо поставленныхъ литейныхъ различные
сорта чугуна классифицируются но ихъ химическому составу.
Но каждая литейная пользуется также большимъ количествомъ
дома. Подвергать ломъ анализу и классифицировать его на основаніи
химическаго состава совершенно невозможно, такъ какъ самъ ломъ не
представляетъ однородной массы. Поступая какъ отбросы изъ различ-
ныхъ мѣстъ, ломъ можетъ содержать весьма различный по составѵ и
свойствамъ чугунъ; вслѣдствіе этого невозможно изъ такой партіи взять
пробу для химическаго анализа.
Болѣе практично сортировать ломъ по излому и называть различ-
ные сорта нумерами* Для установленія нормъ, съ, которыми можно бы
было сравнивать изломъ различныхъ кусковъ лома, можно принять
изломъ различныхъ сортовъ штыковаго чугуна, которые до плавки за-
вѣдомо содержали 1. 2 п 3% кремнія (предполагая, что содержаніе
остальныхъ примѣсей въ этихъ чупнахъ было одинаково). Разсортиро-
вавъ такимъ образомъ ломъ, затѣмъ уже не трудно будетъ рѣшить въ
каждомъ отдѣльномъ случаѣ, какой сортъ его и въ какомъ количе-
ствѣ слѣдуетъ употребить для составленія колоши, назначенной для
отливки дай пой вещи.
33* Химическій составъ чугуна1). Химическій составъ литейныхъ
чугуновъ колеблется въ слѣдующихъ предѣлахъ:
Углеродъ соед. отъ 0,15% до 1,2э%) вмѣсіѣ 2о' 4 5'--
Углер. въ видѣ граф. л 1,85 я 3,25 1 ’
Кремній. .... я 0,15 „ 5,00
Сѣра ?7 0,00 _ 0,50
Фосфоръ т, 0,00 „ 1Л0
Марганецъ Я 0,00 „ 1,50
Мѣдь 0,00 „ 0,4
Желѣзо 90,00 . 95,00
Нужно полагать, что всѣ эти элементы находятся въ расплавлен-
номъ чугунѣ въ растворенномъ состоянія> образуя въ то же время
соединенія другъ съ другомъ.
При остываніи чугуна эти соединенія выдѣляются изъ раствора
одно за другимъ, сообразно съ ихъ точкой плавленія, при чемъ видѣ
лившіяся уже твердыя частицы распредѣляются въ еще жидкой ваннѣ
по ахъ удѣльному вѣсу и группируются въ зерна пли кристаллы. Но
при быстромъ застываніи расплавленнаго чугуна, съ какимъ мы встрѣ-
чаемся въ литейной практикѣ, явленіе ликваціи происходитъ крайне
слабо, такъ что практически можно считать, что затвердѣвшій чугунъ
поручается равномѣрнаго состава но всей своей массѣ.
і) Составъ чугу аввъ, пригодныхъ діа разданныхъ отлвопси. Р. Е. 92—7—04.
— 24
Въ видѣ
графита,
болѣе 3,1 °/0
Т, 2,8 '
. 2,6
34. Состояніе углерода въ чугунѣ. Естественное состояніе
углерода въ чугунѣ—оніо въ видѣ химическаго соединенія съ желѣзомъ.
Присутствіе кремнія вытѣсняетъ чистъ углерода. который отла-
іастея въ видѣ графита. Сѣра, фосфоръ, а въ особенности марганецъ.
наоборотъ, способствуютъ удержанію углерода въ химическомъ соеди-
неніи п если въ чугунѣ находятся одновременно какой-нибудь изъ
этихъ элементовъ и кремній, то ихъ дѣйствіе взаимно уравновѣшивается
или какой-нибудь изъ нихъ беретъ перевѣсъ, смотря по обстоятель-
ствамъ. Таківгь образомъ, углеродъ является пассивнымъ элементомъ и
измѣняетъ свое состояніе въ зависимости отъ присутствія другихъ при-
мѣсей. Углеродъ, химически соединенный съ желѣзомъ, даетъ бѣлый
чуіунъ. Чльмъ болѣе углерода ивъ химическаго соединенія переходитъ
въ графитъ, тѣмъ ближе чугунъ приближается къ темно-сѣрому.
Вмѣстѣ съ этимъ измѣняются и всѣ сю физическія свойства, а имен-
но' крѣпость, твердость, хрупкость и плотность уменьшаются^ а
мягкость, темтератури плавленія и жидкость въ расплавленномъ со-
стояніи увсличггваются. Турнеръ *) приводитъ слѣдующія данныя, ха-
рактеризующія вліяніе на крѣпость и твердость чугуна того состоянія,
ВЪ которомъ находится углеродъ. Хиіилческп
еоедіін.
Наибольшая мягкость......................около 0,15%
Крѣпость и мягкость...................... ,, о,5О
Наибольт. сопротив. сжатію и тверд. . 1.00
Цифры вѣрны при общемъ содержаніи углерода около 3,4%.
Ледебурѵь утверждаетъ *), что углеродъ присутствуетъ въ желѣзѣ
въ четырехъ различныхъ видоизмѣненіяхъ.
Первое изъ этихъ видоизмѣненій углерода—графштъ. Опъ не под-
дастся дѣйствію пи кипящей соляной кислоты, пи достаточно концент-
рированной азотной кислоты (удѣльнаго вѣса 1,2) и выдѣляется изъ
желѣза, растворяя послѣднее въ одной изъ этихъ кислотъ и прокали-
вая остатокъ. Графитъ выдѣляется мгновенно изъ раствора въ сплавѣ
вскорѣ послѣ затвердѣванія и распредѣляется равномѣрно по всей
массѣ чугуна въ видѣ гексагональныхъ чешуекъ %
4) Еп^іпеегіп^, Маі 1866, стр, 520,
-) А, ЬейеЬит, Оп Ще нигіИісаііші о Г салЬол іп ітоп. Рарсг геа<1 ЬеГоге ІЬе Ітоп
81ае1 ІазНЫе, Еп^пеегіп^, КоѵщпЬег 1893, сгр> 552.
А.Ледебуръ, Чугунъ надъ литейный матеріалъ, стр. ЬЕ
3) Это подтверждено Осмондомъ слѣдующими опатами: Осмондъ отливалъ цилин-
дрическіе бруски изъ чугуна, имѣющаго составъ: кремнія 2,13®/^ марганца 2,12%,
сѣры 0,04% п фосфора 0,16%. Бруски эти нагрѣвались до температуры 11й5°Ц,, за-
тѣмъ обкладывались графитомъ, чтобы предупредить окисленіе, и остами нлясь осты-
вать до различныхъ температуръ. Температура, до которой охлаждался брусокъ, опре-
дѣлялась очень точно при помощи пирометра Леш ателье. Послѣ итого бруски ногру-
жалясь въ воду для быстраго охлажденія и подвергались химическому анализу. При
чемъ были получены слѣдующіе результаты:
Температура передъ погруженіемъ въ воду 1120 1075 1000 900 750 610
Содержаніе графита 0,18 2,02 1т96 2,06 2,64 2,65
— 25 -—
Второе видоизмѣненіе углорода—углеродъ о-тжига (ішпрег сагіющ
ТегпрегкоЫс). Подобное наименованіе присвоено ему потому, что уиіе-
рад<> отжига образуемся при отжиганіи металла, т*-е. нагрѣвая его
въ теченіе нѣсколькихъ дней при бѣлокалильномъ жарѣ. Если углеродъ
отжига присутствуетъ въ достаточномъ количествѣ, то его можно раз-
лпчить невооруженнымъ глазомъ па поверхности излома въ видѣ неболь-
шихъ черныхъ пятнышекъ, которыя ипогда, сливаясь вмѣстѣ, образуютъ
пятна большого размѣра и придаютъ поверхности крапленый видъ. Это
видоизмѣненіе углерода, подобно графиту, не подвергается дѣйствію кис-
лотъ, но отличается отъ послѣдняго тѣмъ, что углеродъ отжига амор-
фенъ и, кромѣ того, если содержащее его желѣзо нагрѣвать въ при-
сутствіи окисляющей среды, папр., желѣзной окалины 1 то углеродъ от-
жига быстро сгораетъ не только на поверхности мата.гла. но н
внутри его, тогда какъ графитъ при тѣхъ же условіяхъ остается не-
тронутымъ- Форкипьоиъ нашелъ даже, что углеродъ отжига способенъ
выдѣляться изъ желѣза, если раскаленный докрасна металлъ внести
въ струю водорода, На этомъ свойствѣ углерода отжига—легко вы-
горать чугуна. при чемъ чугунъ, обезуглероживаясь, приближается
но свойствамъ къ желѣзу—и основанъ способъ нриіотовленія ковкаго
чугуна.
Третье видоизмѣненіе углерода'—это углеродъ карбида (сагЬіііо саг*
Ъов)* Онъ съ 12,8 частями желѣза образуетъ сплавъ, которому Абе-
лемъ присвоена химическая формула Ее3С (карбидъ). Этотъ сплавъ рао
предѣляетея внутри всей основной массы чугуна въ видѣ сѣтчатой ткани.
Согласно изслѣдованіямъ Осмонда, карбидъ образуется при охлажденіи
сильно накаленнаго металла между 660° и 708° Ц. Разлагается же
онъ во время нагрѣванія металла при температурахъ, приблизительно
и а 40& Ц. высшихъ противъ указанныхъ. Такимъ образомъ, образованіе
и распаденіе карбида происходитъ при температурахъ значительно низ-
шихъ, чѣмъ выдѣленіе графита. Подобно графиту, образованіе карбида
зависитъ отъ быстроты охлажденія; чѣмъ быстрѣе идетъ охлажденіе, тѣнь
труднѣе образуется карбидъ.
Если желѣзо, содержащее карбидъ, растворить въ холодной сла-
бой соляной пли сѣрной кислотѣ, то карбидъ получится въ видѣ темно-
сѣраго порошка вмѣстѣ съ другими нерастворимыми веществами, какъ
графитъ и кремній Іѣ Согласно съ Мюллеромъ, этотъ порошокъ со-
стоитъ изъ отдѣльныхъ довольно твердыхъ зеренъ очень небольшой ве-
личины, которыя подъ микроскопомъ выказываютъ серебристый блескъ
Изъ віого Осади дъ эавіючіетъ что при охлажденіи до П20 чугунъ содержитъ
почти исключительно углеродъ закала, затѣмъ при охлажденія еще на 45 гр* про-
«сходить выдѣленіе почти всего графита. При дальнѣйшемъ охлажденіи вндѣлежю
графита хотя и замѣчается, во въ самой незначительной степени. (Аппаіей лея Міпеэ,
Ѳ-те зегіе, 1Ѳ88, Ь 14, р. 49).
Того же самаго мнѣнія относительно времени выдѣленіи графита прихержимет-
сл я американскій металлургъ Киппъ ва основаніи своихъ изелѣдованіі (Лшгп&І о Г
іѣе Ігоп апЙ Зіее^ Іцвійніе, 1895, ѵ- II. р. 235).
<) Относительно снобовъ опредѣленія разновидностей углерода въ желѣзѣ см.
Аппдіез Дез гпіпев, 1895, ѣ X, р. 357.
— 26 —
и легко сгораютъ при высокой температурѣ. Съ другой стороны, если
желѣзо растворить въ холодной азотной кислотѣ удѣльнаго вѣса отъ
1Д8 до 1.2, то въ осадкѣ получаются бурые хлопья, которые, соглас-
но Осмонду и Верту, содержатъ 45,59% углерода, 8,05% желѣза,
2,25% воды и 24,86% кислорода и азота. При нагрѣваніи эти хлопья
растворяются и сообщаютъ раствору бурую окраску. Присутствіе кар-
бида можно различить при помощи микроскопа па изломѣ металла; если
его поверхность подвергнуть дѣйствію тѣхъ же кислотъ, тогда глав-
пая масса металла разъѣдается и карбидъ остается въ видѣ выпукло-
стей, испещряющихъ всю поверхность.
Четвертое видоизмѣненіе—углеродъ закала (ѣаітіспіпс: сагЬон. Ню>
ілп^бкоЫе). Онъ равномѣрно распредѣленъ но всей главной массѣ ме-
талла и если послѣдній растворять въ слабой сѣрной или соляной кис-
лотѣ при обыкновенной температурѣ, то углеродъ закала выдѣляется въ
видѣ углеводороднаго газа съ непріятнымъ запахомъ. Если раствореніе
производитъ при низкой температурѣ, то углеродъ закала получается въ
видѣ чернаго осадка, который при слабомъ нагрѣвѣ растворяется, а при
температурѣ около 100йЦ, улетучивается. Расплавленный металлъ содер-
житъ только углеродъ закала, При затвердѣванш и охлажденіи по-
степенно выдѣляются трафитъ, углеродъ отжига и углеродъ карбида.
Охлажденная главная масса металла содержитъ тѣмъ меньшее шя-
носителъиое количество углерода закала, чѣмъ больше успѣло выдѣ-
литься предыдущихъ видоизмѣненій углерода. Поэтому медленно ох-
лажденный металлъ содержитъ меньше углерода закала, чѣмъ металлъ,
быстра охлажденный.
Относительное содержаніе всѣхъ этихъ разновидностей углерода въ
различныхъ чу Гунахъ видно изъ слѣдующихъ примѣровъ %
і 5 Трафить н ! углеродъ отжига. =й 'О о. <3 С’ — 1——^1— Углеродъ ™ша. Полное со- держаніе.
Темно-сѣры3 чугунъ; жремвія—2,77% марганца—1,3% - * І 0.44 0,00 3.77
Свѣтлосѣрый чугунъ; жремнія—1,02%, маргаяца—0,28% , Твердый чугунъ {частью бѣлый): кремнія—0,83% марган- ца 0,15%, * - • 1 2,40 0,73 ОДГ 3,30
0,10 2,43 0,58 3.20
Вѣшй чугунъ: жремаія 0,72% марганца™ 0,10% , . - . , ! 0,16 1,88 0,54 2.58
Присутствіе углерода закала увеличиваетъ твердость и хруп-
кость металла. Крѣпость тоже сначала увеличивается, но только до
извѣстнаго предѣла, хотя точно еще не установленнаго, при дальнѣй-
шемъ же увеличеніи содержанія углерода закала крѣпость уменьшается.
И А. ПеЯіЬиг. Ейеп пгні 8іак1 цйіізегеъ 19ОІГ стр, 11,
— 27
35. Микроструктура чугуна* Сѣрый чугунъ. Характерная особен-
ность— присутствіе въ громадномъ числѣ маленькихъ изогнутыхъ пласти-
нокъ графита, которыя распредѣлены внутри массы разнороднаго со-
става, съ большимъ содержаніемъ феррита, въ особенности въ темно-
сѣромъ чугунѣ, а также перлита и металлическаго остатка съ посто-
ронними примѣсяМП.
Сѣрый чугунъ представляетъ очень сложное строеніе и, по всей
вѣроятности, графитъ выдѣляется первымъ; послѣ него выдѣляется пер-
литъ и ферритъ и при кристаллизаціи этихъ разновидностей остается
еще металлическій остатокъ.
Бѣлый чугунъ. Главнымъ образомъ состоитъ изъ перлита, кри-
сталлизованнаго въ кристаллы, имѣющіе видъ перьевъ.
Графитъ отсутствуетъ, а если и присутствуетъ, то только въ видѣ
небольшихъ пятенъ, распредѣленныхъ въ безпорядкѣ; остальное предста-
вляете твердую массу, изъ которой выдѣлился перлитъ.
36. ПЛОТНОСТЬ чугуна* Удѣльный вѣсъ чугунокъ измѣняется отъ
6,8 до 7,8.
Гетъе г) даетъ слѣдующіе удѣльные вѣса для различныхъ чугунокъ:
Темпо-сѣрый литейпый чугунъ* 6,80 Бѣлый 7,60
Сѣрый......................... 7,20 Соверіп* бѣлый 7,80
Пестрый...................... 7.35
Наиболѣе употребительные сорта литейныхъ чу Гуновъ имѣютъ удѣль-
ный вѣсъ 7,20—7,30*
Плотность чугуна увеличивается при послѣдовательныхъ перво лав-
кахъ. Такъ, майоръ Ведъ приводятъ слѣдующіе удѣльные вѣса для
чугуна Д5 1:
Первая плавка—удѣлышй вѣсъ 7,032
Вторая .* 7,086
Третья „7,198
Четвертая 7,301
37* ИЗЛОМЪ и блескъ чугуна. Можно вообще считать, что изъ двухъ
сортовъ чугуна, имѣющихъ одинаковый цвѣтъ я крупность излома, тотъ
будетъ болѣе чистъ отъ постороннихъ примѣсей, кромѣ графита, кото-
рый по свѣжемъ изломѣ выказываетъ наибольшій блескъ.
Чугунъ съ матовымъ, землистымъ, т,-е. неблестящимъ изломомъ
считается менѣе пригоднымъ матеріаломъ для дальнѣйшихъ пере-
работокъ.
Блескъ измѣняется, конечно, съ величиною зеренъ излома: чѣмъ
изломъ будетъ болѣе мелкозернистъ, тѣмъ менѣе будетъ его блескъ.
38- Твердость чугуна. Твердость чугуна тѣмъ больше, чѣмъ чугунъ
свѣтлѣе. Сѣрый чугунъ легко поддается обработкѣ стальными инстру-
ОпеШег, І/етрІоі <іе Іа ѣшіе <1е Гег* Рагіз І86Ь
— це-
ментами, тогда какъ бѣлый чугунъ можно обрабатывать только на то*
пильныхъ камняхъ, такъ какъ самая твердая сталь его не беретъ.
39. Хрупкость чугуна. Всѣ сорта чугуна должны быть признаны
хрупкими, такъ какъ ни одинъ изъ нихъ по способенъ приходить въ
пластичное состояніе. Обыкновенно разрушеніе чугуна происходитъ
сразу, безъ предварительной замѣтной деформаціи. Хрупкость чугуна
увеличивается по мѣрѣ того, какъ онъ становится свѣтлѣе.
40. Крѣпость чугуна: а) Сопротивленіе чугуна разрыву находится
въ большой зависимости отъ его химическаго состава и плотности.
Слѣдующая таблица представляетъ средніе коэффиціенты крѣпости при
разрывѣ для хорошихъ сортовъ литейныхъ чугуновъ.
Родъ чугуна. Коэффшь крѣпости. Кнлогр. на кй, мм. Удѣльный вѣсъ.
Хорошій штыковый чугунъ . , 14 7,10
Мягкій въ отливкѣ . ... 17,6 7/22
Твердый въ отливкѣ 21 7,23
Мягкій пѵшечный чѵгѵнъ . . . *• а а. 21 7,25
Съ увеличеніемъ плотности увеличивается и коэффиціентъ крѣ-
пости. Оставляя въ сторонѣ вліяніе пустотъ, получаемыхъ въ чугунѣ
при отливкѣ, можпо считать, что пра измѣненіи удѣльнаго вѣса 1) отъ
7 до 7,25 коэффиціентъ крѣпости хорошаго литейнаго чугуна будетъ
выражаться формулой:
7=17,6 (27— 7)4-14.
При большихъ массахъ чугуна коэффиціентъ крѣпости можетъ
з и а ч и н і ел ън о пон изи т ъ ся вс л ѣд ств і е появ л е п і я вн у тр е пн ихъ н ап ря ж е *
ній О и уменьшенія плотности, Насколько размѣръ сѣченія вліяетъ на
крѣпость, можно судить уже потому, что Годкинсонъ для брусковъ,
отлитыхъ изъ одного и того же чугуна п имѣвшихъ сѣченіе въ I—2
и 3 квадр. дюйма, получилъ различные коэффиціенты крѣпости, кото*
рые относились между собою какъ:
100 : 80 : 77.
Форма сѣченій не столъ вліяетъ на крѣпость* по опытамъ Год-
кпнсона для круглаго и квадратнаго сѣченія коэффиціенты крѣпости
разнились не болѣе Г1, п.
Послѣдовательныя переплавки ’) значительно увеличиваютъ ко-
эффиціентъ крѣпости чугуна, но при этомъ увеличивается также его
твердость и хрупкость. Такъ, по опытамъ майора Веда коэффиціентъ
крѣпости для чугуна 1 измѣнялся слѣдующимъ образомъ:
0 См. сг. о внутреннихъ напряженіяхъ, стр. 41.
4 Си. Вліяніе послѣдовательныхъ переилавокъ. Епкіиееггщ Оск>Ьег 1886,
стр. 415,
29
Коэффиц. крѣпости.
Удѣльный вѣсъ.
Первая плавка. . . Вторая плавка. . . * г * № 7,032 7,086 9,84 16,10
Третья плавка. . . * • 7,198 22,07
Четвертая плавка. , * 7,301 25.16
Фербернъ ’) тоже производилъ подобные опыты, при чемъ одинъ
и тотъ же чугунъ Еіхііпіоп Л* 3 переплавлялся 18 разъ. Наибольшій
коэффиціентъ крѣпости, увеличенный на 66°^. былъ полученъ послѣ
12-й плавки, затѣмъ началось уменьшеніе коэффиціента крѣпости.
Ледеоуръ а) получилъ при своихъ анализахъ результаты, отлича-
ющіеся отъ вышеприведеннаго примѣра; именно, въ тѣхъ сортахъ чу-
гу па, которые послужили ему для опытовъ, коэффиціентъ крѣпости
началъ уменьшаться послѣ четвертой плавки.
Наиболѣе маргапцевистьш чугунъ (Глейвицкій) меньше всего те-
ряетъ кремнія; потери послѣ 4-кратной переплавки, отнесенныя къ
первоначальному содержанію кремнія, простираются до
для жСо1іпе&яя „Доброй иядеждьГ Глейвпциаго
17,6% 24,6’/, 12,7й,
и стоятъ въ обратномъ
отношеніи съ содержаніемъ марганца,
Такое различіе въ результатахъ происходитъ отъ иного химиче-
скаго состава чугуна. При каждой переплавкѣ вслѣдствіе окисленія
содержаніе въ чугунѣ углерода, а главное кремнія « марганца, умень-
шается, сѣра же, наоборотъ, переходитъ изъ топлива въ чугунъ «,
наконецъ, фосфоръ остается безъ перемѣны. Содержаніе кремнія умень-
шается при каждой переплавкѣ на 0,1 ’Д—0,4*/^ почти ві тѣхъ же
предѣлахъ увеличивается содержаніе сѣры * э). Вслѣдствіе этого чугунъ
постепенно отбѣливается, при чемъ до нѣкотораго предѣла повышается
коэффиціентъ крѣпости, но вмѣстѣ съ тѣмъ увеличивается и его хруп-
кость, Марганецъ окисляется легче кремнія, и потому при первыхъ не-
реплавкахъ выгораетъ, главнымъ образомъ, марганецъ, что и видно изъ
приведенной выше таблицы. Бъ зависимости отъ различнаго содержанія
этихъ веществъ можно получить весьма различные результаты.
Окисленіе идетъ гораздо быстрѣе въ пламенныхъ печахъ,
и потоку въ этомъ отношеніи вагранки лучше для литейныхъ цѣлей,
чѣмъ печи.
і) Фербернъ Желѣзо, етр. 233—235.
*) А. Ледебѵръ. Чугунъ, лакъ литейный матеріалъ, етр. 70,
3)Т, ИѴеаЬ Рііегези'ш Ьнлйгу ргзсіісе. Ігон А^е, 1Ш, стр. 799.
— 30 —
г г 1 г Ч У Г У II ъ. Химическій составъ. Испытаніе іі . І 1 к Усадка яа 1000 ъіи. | " длины.
аа изломъ. [ : Сопротивленіе раз рыву па 1 кн мч
Фосфоръ. Сопротлгиоку І на 1 кв. ым. і I Полный прогибъ ' К I брусяд ЗД 9ІІ, ТОЛЩ. 1. ! ПКИ) мй. продета. | :--** ♦
Полное коліріо- ство углерода. 1 См < і 1 А [ =Г Ф Ю оз ( і1 Л ; сз я I і Мѣдь.
пЬ РГр. ВЪ ИГР-
„С о И л е а е“ I. т [
Чугунъ до переплавки 4 059 2,523 1,273 0053 0,726 — —
Послѣ 1-кратной переплавки . 3,945 2,406 1,122 0,034 0,796 ‘22,61 13,60 и;ц 9,50
ч 2 „ » 8,464 2,446 0,879 0,032 0,763 22,88 ІѴН 12,9^ 9,33
, 3 „ , . 3,409 2,266 0,631 0,133 ие ои. 22,41 14,30 10,26 8,50
» 4 » л Завода „Доброй На- дежды" I- 3,490 2,079 0,463 0,079 0,871 ; 25,76 16,60 11,50 8,50
Чугунъ до переплавки 4.154 2,056 0,768 0,066 0,610 ни.» и. ггт
П ;слѣ Ькратной переплавки . 3,682 1,846 0,537 0,053 0,568 22,98 19,1 11,61 9,80
- 2 да 3,б4і 1,688 О.44І 0,066 0,638 22Л8 16,3 13,0* 9,66
И 3 „ в . 3,6&) 1,619 0,33^ Э.О53 0,722 24,52 16,5 12,19 9,^3
я 4 и да Глейвицкій пудлин- говый. 3,463 17549 0Д26 0,0 ;3 не оы. 20,81 ] 12,9 11,43 10,70
Чугунъ до переплавки . . , , 4,173 1,528 2,081 0,079 0,331 — — і —
Послѣ 1-кратной переплавки . 3,586 1,447 1,599 0.150 не он- 17,27 13,0 9,64 ; 9т5О
да 2 я 3 860 1,470 1,399 0,080 19,37 13,7 10,13 9,34
я 3 н » ► 3,763 1,378 1,038 0,079 ! * 21,70 15,1 14,6 12,96 10,50
- 4 „ „ 3,68^ 1,334 . і 0,736 0,079 0,475 21,36 11,43 10,34
Продолжительность плавки также вліяетъ на коэффиціентъ
крѣпости, Чѣмъ медленнѣе идетъ плавка, тѣмъ крѣпче получается чу-
гунъ, что видно по слѣдующимъ результатамъ опыта
Кчэффнд. крѣпости.
Время плавкія
а; ^2 часа 12,54
1 часъ 14,15
1 1,г х /а часа 17,14
2 часа 24,25
Присутствіе корки уменьшаетъ коэффиціентъ крѣпости чугуна,
въ особенности это замѣтно для мелкихъ издѣлій а). Происходитъ это
потому, что корка, обладая большимъ коэффиціентомъ упругости, не
позволяетъ всей площади сѣченія равномѣрно сопротивляться разрыва-
ющимъ усиліямъ. Поэтому, желая получить величины коэффиціентовъ
Ъ ІіоЬ. ТИигйіоп. ЙЕееІ ал(І ігоп. стр. 443г
2) С* Васіі, Еіазіісііаі Б*екі^кеіс, 1889, стр, 100,
31
ьгыюстп, пригодныя для сравненія, необходимо для опыта употреблять
г» рі і з цы обточенные.
Ь) Сопротивленіе чугуна сжатію, гораздо больше, чѣмъ разрыву.
Для сравненія приведу коэффиціенты крѣпости, полученные при испы-
тай іи одного и того же матеріала на разрывъ и іга сжатіе. Пробы
произведены съ чугуномъ, предназначавшимся для отливки орудій.
УдѢлЬВЬІІІ вѣсъ. I) Коэффиціентъ крѣвости при сжатіи. 2 Коэффиціентъ крѣпости ирн растяженіи. 1 1 *
7,087 70,14 14,68 4,8
7,182 98,30 21,71 4,5
7,246 1НД8 25,05 4,5
7,270 112,53 27,77 4,5
4,0
Изъ этой таблицы видно, что чугунъ приблизительно въ 4 раза
сопротивляется лучше на сжатіе, чѣмъ на растяженіе.
Впрочемъ, коэффиціентъ крѣпости чугуна при сжатіи есть вели-
чина очень неопредѣленная и можетъ значительно измѣняться въ зави-
симости отъ относительныхъ размѣровъ испытуемаго образца. Такъ на-
примѣръ, по опытамъ Баха 1), тотъ же брусокъ, который при растя-
женіи далъ коэффиціентъ крѣпости 7^=18,60. при испытаніи на сжа-
тіе для различныхъ относительныхъ размѣровъ показалъ слѣдующіе ко-
эффиціенты крѣпости:
.V
Высота
образца въ мм.
Діаметръ = Коэффиціентъ
образца въ мм. крѣпости при
сжатія.
1
2
3
40
19,8
10
19,9
19,8
19,9
72.32
75,00
35,00
Разница для
н
1
3 подучалась
*
на 18’/0.
Если ВЗЯТЬ
отношеніе —для № 2
то ——4.03, т.-е. при-
2 18,6
близителъно то же, что и въ первомъ случаѣ.
При испытаніи круглыхъ и квадратныхъ образцовъ Бахъ нашелъ,
что полученные при этомъ коэффиціенты крѣпости разнятся на 3°/в>.
Повидимому, всѣ тѣ обстоятельства, которыя измѣняютъ коэффиціентъ крѣ-
пости при растяженіи, оказываютъ такое же вліяніе и при сжатіи чугуна.
*} С. ВасВ, ЕІааІісІШ шні ЕеэсщкеЦ, стр. 39.
— 32
С) Вліяніе повторительныхъ нагрузокъ на крѣпость чугуна вы-
ражается тѣмъ, что чугунъ можетъ разрушиться при напряженіи, да-
леко не достигающемъ величины коэффиціента крѣпости; поэтому весьма
важно знать ту величину напряженія, при которой матеріалъ можетъ
выдержать произвольно большое число нагрузокъ.
По опытамъ Велера *) оказалось, что чугунъ способенъ былъ вы-
держать слѣдующее число нагрузокъ;
Напряженіе изігѣпялоеь
отъ 0 до
Число повторительныхъ
аагруяокъ
12,09
10,50
9,76
8,90
8,25
7.50
3140
1000
10342 разрушился.
45028
78682)
7600000 не разрушился.
Изъ этой таблицы можно заключить, что чугунъ при напряженіи
менѣе 7 кгр. на кв. мм. можетъ выдержать произвольное число нагру-
зокъ, не разрушаясь.
Нужно замѣтить, что изъ другихъ опытовъ Велера выяснилось,
что при повторительныхъ нагрузкахъ важны не только абсолютная
величина напряженія, но также и то, насколько зта напряженіе
измѣняется, и для чугуна это колебаніе напряженія пе должно пре-
восходить 7 кгр. на кв. мм. Впрочемъ, подобные опыты съ чугуномъ
были произведены въ недостаточномъ количествѣ, и потому съ приво-
димыми здѣсь цифрами нужно обращаться осторожно.
Слабыя повторительныя нагрузки могутъ увеличить крѣпость чу-
гуна (см. § 50),
(і) Сопротивленіе чугуна изгибу. Коэффиціентъ крѣпости ври из-
ломѣ опредѣляется по извѣстной формулѣ:
Здѣсь ЗГ—ломающій моментъ, ТГ—модуль сопротивленія, В—ко-
эффиціентъ крѣпости.
Если коэффиціентъ крѣпости? вычисленный по этой формулѣ,
сравнить съ коэффиціентомъ крѣпости, найденнымъ при испытаніи тѣхъ
же образцовъ на растяженіе, то оказывается, что В получается отъ
1,4 до 2,4 больше 2. Разница будетъ тѣмъ больше, чѣмъ больше ма-
теріала сосредоточено около нейтральной оси. Объяснить это нужно
тѣмъ, что при выводѣ уравненія крѣпости предполагается, что дефор-
маціи, а потому и напряженіе матеріала, возрастаютъ пропорціонально
разстоянію отъ нейтральнаго слоя. Но для чугуна, какъ матеріала не-
упругаго, такія предположенія въ дѣйствительности не оправдываются.
О V п^іп, ТЬс ЬезІіпЗ оГ таіегЫз о/ соіЫгШіоп, стр, 365.
- :зз
Напряженія внутри чугуна возрастаютъ не такъ быстро, какъ дефор-
маніи. и потому въ изогнутомъ брускѣ, хотя удлиненіе волоконъ и про-
порціонально ихъ разстоянію отъ нейтральнаго слоя, по напряженіе
около нейтральнаго слоя увеличивается довольно быстро, а потомъ ото
увеличеніе идетъ гораздо медленнѣе.
Изображая графически распредѣленіе напряженій при выводѣ урав-
ненія крѣпости, предполагаютъ, что напряженія въ изогнутомъ брускѣ
измѣняются но закону прямой (фи г. 8). на самомъ же дѣлѣ измѣненіе
напряженій выражается кривой (фиг. 9)- Понятно, что при такомъ рас-
положеніи напряженій волокна, лежащія около нейтральной оси, при-
нимаютъ большее участіе въ сопротивленіи и коэффиціентъ крѣпости
бруска5 разсчитанный по формулѣ ЛІ—ВЖ оказывается больше,
сравнительно съ коэф. крѣпости при растяженіи.
Изъ только что сказаннаго видно сколь нераціонально примѣнять
общеупотребительный способъ испытанія чугуна на изломъ и изъ этихъ
Фнг. 8.
Фиг, 9.
опытовъ заключать объ его крѣпости. Въ данномъ случаѣ, я« получае-
мый результатъ оказываютъ большое вліяніе форма и размѣры сѣ-
чен>я, а потому, сравнивая только совершенно одинаковые по формѣ
и размѣрамъ образцы, можно получить цифры характеризующія
относительную крѣпость. Сужденіе же объ абсолютной крѣпости
по такимъ опытамъ будетъ слишкомъ невѣрно.
Лорка чугуна при изгибѣ оказываетъ такое же дѣйствіе, какъ и
при растяженіи, т.н\ уменьшаетъ крѣпость*
е) Сопротивленіе чугуна крученію. Коэффиціентъ крѣпости при
крученіи опредѣляется ивъ уравненія:
М=ЪѴ\Т.
Здѣсь М—крутящій момепть, ТГ* —модуль сопротивленія, Т—ко-
эффиціентъ крѣпости.
Въ случаѣ крученія форма образца оказываетъ еще большее вліяніе
па коэффиціентъ крѣпости, чѣмъ ве всѣхъ остальныхъ случаяхъ сопро-
тивленія чугупа.
Если назвать черезъ 2 коэффиціентъ крѣпости при разрывѣ,
Т—коэффиціентъ крѣпости при крученія, то Бахъ приводитъ слѣдую-
. Т -
тее отношеніе для различныхъ случаевъ ):
*) С. ВасИ, ЕІазІіеіШ. шні Гезіі#кеіС 1890, стр. 182.
3
— 34 —
Форма сѣченія образца»
,ѵѵ,.,,ѵ1%.ѵ .....Ѵ1Ѵ......Н
Кругъ........................||
Кольцо.......................||
Прямо у гс льни къ а : & я? I :1 . .
I : 2,5 ,
1
115.,
1:9-
Пустотѣлый квадратъ............
7'
я’
1,02
0,32
1,42
1,60
1,50
1,59
ыз
Въ нѣкоторыхъ случаяхъ по опытамъ Баха яапр,3 при корыто-
образномъ, двутавровомъ сѣченіи и др,, уничтоженіе одного изъ реберъ
увеличивало крѣпость бруса яря крученіи.
41. Упругость чугуна. Чугунъ при растяженіи, даже при неболь-
шихъ напряженіяхъ, даетъ уже остающіяся удлиненія и показываетъ
замѣтное нарушеніе пропорціональности между напряженіемъ и дефор-
маціей. То же нужно сказать о чугунѣ, подвергающемся сжатію, Оп-
винъ 1)изъ своихъ опытовъ вывелъ слѣдующую эмпирическую формулу.
дающую очень близкую къ дѣйствительности зависимость
неніемъ и напряженіемъ:
1,503ра 1,685 р
е'~ 10*' 10г
9,66рэ 1,782р
с" 10й ф 10*
между удли-
для длинныхъ
полосъ.
0,39р8 І,62р для короткихъ
1(Р 10* полосъ (8").
Здѣсь е—удлиненіе, с—сжатіе на единицу длины и р—напряже-
ніе въ тоннахъ на кв. дюймъ
Фиг, 10 представляетъ графическое изображеніе деформацій чу-
гуна при различныхъ напряженіяхъ отъ 0 до разрыва. Испытанія про-
изводились Терстономъ двухъ сортовъ чугуна ^Салисбюри* 2
и 4,
Фиг* 11 представляетъ діаграмму сжатія тѣхъ же чугувовъ: по
оси ординатъ откладывались удлиненія упругія и остающіяся, по оси
абсциссъ—напряженія. Изъ чертежа видно, что деформаціи какъ при
растяженіи, такъ и при сжатіи возрастаютъ гораздо быстрѣе, чѣмъ на-
пряженіе,
*) ХеіізсЪгіЛ іез Ѵегеіпез АепівсЬег Іл§епіепге, 1889, также С. ВасЬг Еіа^іі
сіШ шмі КЫ^кеИ, стр* 167—170.
9) Пв ѵі гь ТЬе іеаііп? таіегіаів о Г сепвішсііоп., стр. 264,
Л? 4 ію этимъ испытаніямъ оказывается болѣе крѣпкимъ и мепѣе
податливымъ.
42- Сопротивленье чугуна ударному дѣйствію. Въ нѣкоторыхъ
случаяхъ важно знать способность чугуна сопротивляться ударамъ; для
этого производятъ испытаніе образцовъ, подвергая ихъ ударамъ подъ
Каиромъ. Вообще оказывается, что паи лучшимъ образомъ сопротивляют-
ся ударамъ тѣ сорта чугуна, которые дали хорошіе результаты ири
испытаніи ихъ на изгибъ.
Во французскихъ литейныхъ считаютъ чугунъ достаточно крѣпкимъ,
если призматическій образецъ съ сѣченіемъ въ 40 на 40 мм.. положен-
ный на опоры, отстоящія на 160 мм., при ударѣ бабою вѣсомъ въ
12 кгр. ломается при паденіи бабы съ высоты 400- -450 мм. Особо
крѣпкіе сорта дозволяютъ увеличить подъемъ бабы до 550 мм., слабые
же ломаются уже при паденіи съ высоты 300 мм. (Квабе. Литейное
дѣло, стр. 294),
43. Плавкость чугуна. Температура плавленія чугуна измѣняется
отъ 1000* до 1300’ Ц. Чѣмъ большее количество углерода находит-
ся въ химическомъ соединеніи съ желѣзомъ, тѣмъ при болѣе низкой
температурѣ плавится чугунъ. Поэтому наиболѣе легкоплавкимъ чу-
гуномъ является бѣлый, а наиболѣе трудноплавкимъ—темно-сѣрый ’).
Жидкость уже расплавленнаго чугуна зависитъ отъ общаго содержанія
углерода въ чугугіѣ: наиболѣе жидкимъ является темно-сѣрый, наи-
болѣе густымъ— бѣлый. Чѣмъ больше углерода, тѣмъ жиже чугунъ.
Въ зеркальномъ чугунѣ весь углеродъ находится въ химическомъ со-
единеніи съ желѣзомъ и количество его не меньше, чѣмъ общее коли-
чество углерода (до 5*/») темно-сѣромъ чугунѣ; поэтому онъ пла-
вится при низкой температурѣ и въ то же время очень жидокъ, не-
смотря на то, что бѣлъ. Присутствіе кремнія, обусловливая большее
і) Дм подтвержденія этого Товаромъ Вестомъ быта построена вагранка съ цен-
трально Й фурмой и верти кальной перегородкой посрединѣ. Бъ обѣ половины затру-
жались различные сорта чугуна я такъ какъ обѣ части вагранки были въ совершенно
одинаковыхъ условіяхъ, то’ по скорости планки и» той и другой половинѣ и заклю-
чали о плавкости чугуна. Изъ многочисленныхъ опытовъ, произведенныхъ Томасомъ
Вестомъ, оказалось* что твердые сорта чугуна я давятся легче, чѣмъ мягкіе. Ен§іпе-
епл#8ер* 3898, р. 338, также 319—1§98/ѵ
— 38 -
содержаніе графита, а также образуя трудно-плавкія соединенія си
желѣзомъ* повышаетъ температуру плавленія.
При совмѣстной плавкѣ нѣсколькихъ чугуновъ можно получить
чугунъ, у котораго точка ллавлепія будетъ выше или ниже сравнителъ-
по съ чугуиами, взятыми для плавки. Шоттъ *), производя подобные
опыты на своемъ заводѣ, нашелъ, что температуру плавленія можно
измѣнятъ въ предѣлахъ 4 50 Ц.
Вообще нужно замѣтить, что опредѣлить точно точку плавленія
чѵгупа довольно трудно, такъ какъ чугунъ плавится не сразу, а пере-
ходя черезъ тѣстообразное состояніе.
Въ расплавленномъ чуиунгь весъ углеродъ растворенъ въ желѣзѣ.
Къ такому заключенію нужно притгп на основаніи того соображенія,
что плотность чугуна въ три слишкомъ раза превышаетъ плотность
графита; слѣдовательно 7 простой смѣси этихъ двухъ тѣлъ въ жидкомъ
состояніи быть не можетъ.
При остываніи чугунъ выдѣляетъ частъ углерода изъ химическаго
соединенія, который и отлагается въ видѣ графита, имѣющаго форму
гексагональныхъ табличекъ. Чѣмъ быстрѣе происходитъ охлажденіе,
тѣмъ менѣе графита успѣваетъ выдѣлиться- Вслѣдствіе этого сѣрый
расплавленный- чугунъ* будучи быстро охлажденъ* можетъ бытъ пе-
реведенъ въ бѣлый. Этимъ свойствомъ пользуются для закалки чугун-
ныхъ издѣлій *). Въ этахъ случаяхъ форму приготовляютъ металличе-
скую и при отливкѣ, вслѣдствіе большой теплопроводности металла
формы, наружный слой чугуна быстро остываопъ и издѣліе получаетъ
довозило толстую, твердую корку бѣлаго чугуна.
Вслѣдствіе тѣхъ же причиш» получается твердая корка, но болѣе
тонкая. при обыкновенной отливкѣ въ форму, приготовленную изъ песка,
Чѣмъ форма суше, тѣмъ корка получается менѣе твердой*
Путемъ ускореннаго охлажденія, которое происходитъ при отлив-
кѣ расплавленнаго чугуна въ металлическія формы, можно почти вполнѣ
остановить выдѣленіе графита и достигнуть того, что весь содержа-
щійся въ жидкомъ чугунѣ углеродъ удержится и послѣ охлажденія въ
видѣ карбида и углерода закала. О взаимномъ отношеніи* въ кото-
ромъ находятся различныя разновидности углерода въ чугунѣ при от-
ливкѣ его въ землѣ пли изложницахъ, можно получить ясное пред-
ставленіе изъ нижеслѣдующихъ данныхъ химическаго анализа. получен-
ныхъ Ледебуромъ:
т) Г. КоЬп. Ігоп аші вЬее! тапайісіпге, стр. 57.
*) Зака іе? чугуна можно строя вводить, се керевода его въ расплавленное состо-
яніе. Дѣйетв ателье о, какъ показали «мыты Осмонда, при извѣстной температурѣ, нѣ-
сколько высшей ПООо Цр вееь угзербдь въ чугунѣ переходитъ вь углеродъ запала, и
если иагрктый до такой температуры чугунъ быстро охладясь» то углеродъ запада пе
усстѣеть перейти въ графитъ и чугунъ получится яакаленвымъ. На практикѣ этимъ
свойствомъ чугуна не пользуются, такъ какъ темлерапра. запала столь высока, что
нагрѣтое до нея відѣліе де г во можетъ испортиться вли’даже начать плавиться.
Можно также закаливать чгнйь при помощи цемеятадіи (Саяе Нагіепівдк Си
Д. М. 513-04, А. М. 891 Е^И—04.
Соіерік&віе углерода.
•і 1 ВЪ В!ідѣ грг фита и угл рода ожіігі въ видѣ углерода эр кала. въ видѣ углерода, карбида. і Общее со- держаніе. * ф ьа Маргаяеіі & с е- о •е* 1 Же.тИо
При отливкѣ въ ма-; ложницахъ і 0,19 0,58 2.43 3,20 0,83 0Д5 0,88 94,01
Свѣтло-сѣрый чугунъ, выллавлен. на дре- весномъ углѣ,, , . | 2,40 0Д7 0,73 3,30 1,02 1,02 0г59 94,81
Е і
Массивные предметы, какъ медленно остывающіе, всегда получа-
ются болѣе мягкими, чѣмъ мелкія вещи, даже если они отливаются
изъ одного и того же сорта чугуна.
На такую способность чугуна переходить изъ сѣраго въ бѣлый
большое вліяніе оказываютъ находящіяся въ немъ примѣси, Кремній
и алюминій препятствуютъ отбѣливанію чугуна, и при достаточ-
номъ ихъ содержаніи чугунъ совершенно не можетъ получать закала.
Марганецъ, сѣра и фосфоръ, наоборотъ, способствуютъ отбѣлкѣ
чугуна, и потому для полученія твердыхъ поверхностей къ расплавлен-
ному чугуну прибавляютъ Зріе^еІеЬеп’а (марганцевистаго чугуна).
Нужно замѣтить, что количество углерода, способнаго раство-
риться въ расплавленномъ чугунѣ, увеличивается съ температурой
жидкаго металла. При остываніи часть углерода выдѣляется изъ рас-
твора и, имѣя меньшую плотность, всплываетъ па поверхность въ видѣ
такъ называемой спѣли, Такое же выдѣленіе спѣли можетъ произойти
и оттого, что въ расплавленный металлъ попадаетъ случайно изъ стѣ-
нокъ вагранки немного кремнія, который сейчасъ же и вытѣснить часть
углерода, хотя температура металла останется п неизмѣнной. Спѣлъ не
слѣдуетъ смѣшивать съ графитомъ, характеризующимъ собой сѣрый
чугунъ. Послѣдній выдѣляется послѣ затвердѣванія, и потому, не
имѣя возможности двигаться внутри металла, распредѣляется равное
мѣрно по всей его люсстъ; спѣлъ жет всплывая на поверхность, не измѣ-
няетъ качествъ чугуна и только при большомъ скопленія можетъ испор-
тить внѣшній видъ отливки.
Расплавленный чугунъ, подобно другимъ металламъ, способенъ
поглощать газы эта способность увеличивается съ повышеніемъ
температуры и увеличеніемъ давленія* Поэтому чугунъ по выпускѣ изъ
домны или изъ вагранки, испытывая меньшее давленіе и охлаждаясь,
начинаетъ выдѣлять обратно поглощенные имъ газы. Кромѣ того, газы
могутъ образоваться внутри чугуна вслѣдствіе окисленія углерода и сѣры.
Чтобы уменьшить присутствіе газовъ, вызываемыхъ сѣрой, къ чугуну
і) Сотріез Йетккз, 1875, сгр. 319; 1877, ецс 260.
— 36
можно примѣшивать марганца, который, соединяясь съ сѣрой, образуетъ
сѣрнистый марганецъ, не столь вредный для чугуна. У чугунокъ съ
небольшимъ содержаніемъ кремнія и марганца выдѣленіе газовъ всегда
сопровождается появленіемъ густого бѣлаго дыма, который, по мнѣнію
Ледебура, состоитъ главнымъ образомъ изъ двуокиси кремнія. Кромѣ
указанныхъ дымящихъ газовъ, изъ чугуна выдѣляется водородъ. окисъ
углерода и въ небольшихъ количествахъ азотъ.
По мѣрѣ того, какъ чугунъ начинаетъ застывать, выдѣленіе газовъ
затрудняется, и они, пробиваясь сквозь тонкую оболочку, образующуюся
на поверхности, увлекаютъ съ собой твердыя частички чугуна, которыя
н разлетаются въ видѣ искръ. Присутствіе такихъ искръ при выпускѣ
чугуна изъ вагранки служитъ вѣрнымъ признакомъ, что чугунъ густъ
и недостаточно горячъ *
Выдѣленіе газовъ изъ чугуна продолжается также и послѣ того,
какъ онъ затвердѣлъ. Это, по словамъ Мюллера, подтверждается тѣмъ
фактомъ, что образующіяся въ чугунѣ пустоты не представляютъ без-
воздушныхъ пространствъ, а, напротивъ, наполнены газами подъ давле*
ніемъ, большимъ атмосфернаго. Кромѣ того, содержаніе водорода въ та-
кихъ пустотахъ гораздо больше, чѣмъ въ газахъ, взятыхъ на поверхности-
Это указываетъ также и на то, что въ затвердѣвшемъ чугунѣ выдѣляется
главнымъ образомъ водородъ, выдѣленіе же окиси углерода прекращается.
Если расплавленный чугунъ вылить въ ковшъ, то па его поверхно-
сти сейчасъ же образуется окиселъ, болѣе темный, чѣмъ самый металлъ.
Вслѣдствіе движенія горячаго чугуна этотъ слой окисла постоянно
трескается, и трещины представляютъ собой блестящія движущіяся
фигуры — чугунъ играетъ. Замѣчательно, что для каждаго сорта чугуна
этн фигуры получаются болѣе или менѣе однообразныя. Постоянно
накопляющійся окиселъ образуетъ на поверхности небольшіе плавающіе
кружки до 10 мм. въ діам*, подъ которыми собираются газы, и когда
чугунъ затвердѣетъ, то подъ этими кружками получатся углубленія,
очень часто наблюдаемыя въ отливкахъ, произведенныхъ въ открытыхъ
формахъ. Подобныя же углубленія могутъ получиться отъ всплывающихъ
наверхъ труднорастворимыхъ въ чугунѣ соединеній: подъ ними точно
такъ же скопляются газы> давящіе па металлъ и оставляющіе довольно
глубокіе отпечатки.
Подобныя соединенія состоятъ, по анализу Ледебура х), изъ
8іОа | ЕеО гч^о3 МлО ! Мп 8
29,30 4$,73; іЗ,4С 6,40 2,® 0,79 <М«
При затвердѣваяік чугунъ, какъ и всѣ вообще тѣла, сохраняетъ
нѣкоторое время постоянную температуру вслѣдствіе выдѣленія скрытаго
теплорода. (Это положеніе оспаривается Осмондомъ).
9 А. Л е д е б у р ъ. Чугунъ, какъ литейный матеріалъ* стр. 38*
—
Но изслѣдованіямъ, сдѣланнымъ Гр у перомъ число калорій*
заключающееся въ I кгр. чугуна, было:
При выпу- скѣ изъ донны. Передъ за- і Немедленно твердѣва- | послѣ за- вземъ. |твердѣванія* Скрытый теплородъ.
Сѣрый . т , БѣлыП * * * 280-285 260—265 244—245 246—235 221—222 192—203 23 24-32
Такимъ образомъ скрытый теплородъ для сѣраго чугуна 23
хал.. для бѣлаго—24 — 32 кал. *).
Въ вагранкѣ чугунъ перегрѣвается и. находясь въ горнѣ, I кгр-
чугуна содержитъ около 300 кал.
Въ зависимости отъ способа плавки и скорости охлажденія
сильно видоизмѣняется строеніе чугуна. Здѣсь можно различить
слѣдующія категоріи:
1) Быстрая плавка, съ перегрѣвомъ чугуна,—и медленное охла-
жденіе.
При этомъ замѣчается болѣе сильное выдѣленіе графита и увели*
ченіе зеренъ излома, которыя даже въ бѣломъ чугунѣ начинаютъ ясно
выдѣляться*
Перегрѣвъ чугуна, который всегда сопровождается болѣе продолжи*
тельнымъ соприкосновеніемъ со стѣнками печи, влечетъ за собой насы-
щеніе чугуна кремніемъ, а слѣдовательно, и связанное съ этимъ
усиленное выдѣленіе графита.
2) Быстрая плавка съ перегрѣвомъ и быстрое охлажденіе выдѣля-
етъ графитъ хотя и въ томъ же количествѣ, но менѣе явно* Изломъ
полѵчается сплошь сѣрый, но болѣе мелкозернистый* Бѣлый чугунъ при
подобной переплавкѣ весь остается бѣлымъ, но съ еще болѣе мелко-
зернистой структурой,
3) Быстрая плавка безъ перегрѣва—медленное охлажденіе*
4) Быстрая плавка безъ перегрѣва—очень быстрое охлажденіе.
Увеличеніе выдѣленія графита не замѣчается* 3-й случай даетъ
чугунъ болѣе крупнозернистый, чѣмъ 4-й.
5) Медленная плавка съ перегрѣвомъ—медленное охлажденіе,
6) Медленная плавка съ перегрѣвомъ—быстрое охлажденіе,
7) Медленная плавка безъ перегрѣва—медленное охлажденіе.
Я) Медленная плавка безъ перегрѣва—быстрое охлажденіе*
Въ послѣднихъ 4 случаяхъ медленная плавка способствуетъ боліе
сильному химическому дѣйствію продуктовъ горѣнія и слабому дѣйствію
футеровки печи. При плавкѣ въ вагранкѣ чугунъ будетъ насыщаться
углеродомъ, при плавкѣ въ печи—окисляться и терять кремній* Иногда
чугунъ будетъ получаться болѣе крупнозернистъ, иногда болѣе мелко-
зернистъ, смотря во тому, какъ идетъ охлажденіе—быстро или медленно.
Ц Проф, Г а д о I я и ъ. Литейное дѣло. 1889, стр. 29.
$сЬ т і <И опредѣляетъ его жъ 59 каі* (Ж. Р, М. О,—539 & 4—10),
— 40
44* Усадка чугуна, Прц остываніи расплавленный чугунъ даетъ
усадкѵ; поэтому формы должны приготовляться соотвѣтственно боль-
шаго размѣра.
Различные чугуны даютъ различную кадку: бѣлый-— наибольшую^
сѣрый—наименьшую. (Объясненіе этого смотри въ слѣдующемъ ^|. !)*
1 І
Въ различныхъ сортахъ чугуна усадка измѣняется отъ ,7” до у-^г
Въ среднемъ линейную усадку чуіуна можно ориняніь ровной оліі.
Величина усадки чугуна можетъ служить характернымъ признакомъ
по отношенію къ другимъ свойствамъ чугуна. Если чугунъ даетъ боль-
шую усадку, то вмѣстѣ съ тѣмъ онъ будетъ имѣть мелкозернистый изломъ и
обладать значительной твердостью и наоборотъ. Чугунъ съ большой
усадкой будетъ давать непрочныя мелкія отливки и выказывать боль-
шую крѣпость въ массивныхъ отливкахъ. При этомъ тотъ же самый
чугунъ въ мелкихъ отливкахъ дастъ большую усадку, чѣмъ въ массив-
ныхъ. Въ большихъ вещахъ чугунъ получится болѣе мягкимъ, въ мел-
кихъ—болѣе хрупкимъ. Поэтому чу кунъ съ большой усадкойболѣе п рм-
годенъ для массивныхъ (тливокъ.
45. Увеличеніе объема при затвердѣваніи чугуна. Если въ
расплавленный чугунъ бросить кусокъ твердаго чугуна, то послѣдній
сначала погрузится въ жидкость, а затѣмъ, нагрѣвшись до извѣстной
температуры, всплыветъ на поверхность и будетъ плавать. Это указы-
ваетъ на то, что расплавленный чугунъ плотнѣе, чѣмъ затвердѣвшій
чугунъ нагрѣтый до извѣстной температуры. Между тѣмъ какъ при
остываніи расплавленнаго чугуна, такъ и при остываніи уже отвердѣв-
шаго чугуна происходитъ сокращеніе его объема: на это указываетъ какъ
сама усадка, такъ и появленіе усадочныхъ пустотъ впути отлитыхъ вещей;
такимъ образомъ, чугунъ при остываніи какъ бы вее время уплотняется.
Такое, повидимому, противорѣчіе объясняется тѣмъ, что расплавленный
чугунъ, содержащій весь углеродъ въ химически соединенномъ состоя-
ніи, сейчасъ послѣ затвердѣваиія, выдѣляетъ его въ большомъ количествѣ
въ видѣ графита, менѣе плотнаго, чѣмъ чугунъ, отчего сразу увеличи-
вается объемъ сплава и уменьшается плотность, затѣмъ при остываніи
продолжается дальнѣйшее сокращеніе твердаго чугуна.
Чѣмъ больше выдѣлится графита, тѣмъ больше въ этотъ моментъ,
увеличится объемъ отливки и тѣмъ меньше получится общая ѵсадка*
Профессоромъ Томаесомъ Турнеромъ было изслѣдовано явленіе охлажденія
чугуна: Приборъ состоялъ изъ формы съ испытуемымъ металломъ, изъ приспособленія
Лія измѣренія усадки полосы при остыванія и изъ пирометра. Металлъ отлива лея въ
песчаную форму, оставлялся остывать, при темъ одинъ конецъ слитка оставался непод-
вижнымъ, а передвиженіе другого, свободнаго конца отмѣчалось особымъ приборомъ.
Въ то же время при помощи термоэлектрнческой пары, помѣшенной въ металлахъ
измѣрялась температура слитка. Кривыя, изображающія процессъ охлажденія, получи-
лись 4-хъ родовъ, въ завиеіімостн отъ числа остановокъ усадки во время охлажденія.
При охлажденіи мѣди, кривая течетъ непрерывно, постановки въ усадкѣ не замѣчается.
Въ бѣломъ чугунѣ замѣчается одна остановка въ усадкѣ* Въ сѣромъ гепатитномъ чу*
гупѣ замѣчаются двѣ остановкв. Въ чугунѣ ворсгамптонъ замѣчаются три остановки.
Этя остановки въ усадкѣ, несомнѣнно, указываютъ и а то, что въ извѣстные моменты
при охлажденіи нѣкоторые матадлы расширяются* іоіхгааі Ігоп а и <1 ЗкеІ ІпйГ 1906 г.
— 41 —
Поэтому сѣрые чуіуны, болѣе богатые графитомъ, даютъ сравни*
тельно меньшую усадку. Точно также, присутствіе 8і и Л1, увели-
чивая выдѣленіе графита, уменьшаетъ усадку издѣлій. По той же при-
чинѣ медленна охлажденный чугунъ даетъ метшую усадку, чѣмъ быстро
охлажденный.
46* Внутреннія напряженія- Въ чугунѣ, какъ и вообще во всѣхъ
литыхъ металлахъ, при затвердѣваніи проявляются внутреннія напря-
женія. Понятіе объ этихъ напряженіяхъ и причины, ихъ порождающія,
можно уяснить изъ слѣдующаго* Вообразимъ, что форма, имѣющая видъ
шара., наполнена расплавленнымъ чугуномъ. При охлажденіи прежде всего
затвердѣваетъ внѣшняя поверхность и образуетъ родъ тонкой корки.
Если въ отой коркѣ не будетъ отверстій для свободнаго выпуска нахо-
дящагося внутри ея, еще жидкаго, чугуна, то при дальнѣйшемъ осты-
ваніи и сокращеніи корка должна будетъ треснути Если въ какомъ-
Фи г, 12.
Фи г, 13.
нибудь мѣстѣ, обыкновенно тамъ, гдѣ вливается чугунъ въ форму, остав-
лена возможность для выхода жидкаго чугуна, то при сокращеніи корки
частъ заключеннаго внутри чугу па вы тѣснится 1). При дальнѣйшемъ осты-
ваніи къ внѣшней коркѣ прибавляется другой затвердѣвшій слой, но
болѣе горячій. Всѣ эти слои будутъ при остыванія сокращаться, но
вслѣдствіе того, что они имѣютъ различную температуру* стремленіе со-
кратиться будетъ все больше и больше по мѣрѣ приближенія къ центру.
Такимъ образомъ внѣшній слой будетъ удерживать отъ сокращенія ле-
жащій рядомъ съ нимъ, тотъ, въ свою очередь, — слѣдующій за нимъ
и т* д. Въ центрѣ вслѣдствіе усадки долженъ получиться менѣе плотный
металлъ или даже небольшая пустота. Всѣ эти послѣдовательные слои,
дѣйствуя Другъ на друга, вызываютъ внутреннія напряженія, У отлитаго
такимъ образомъ шара внѣшніе слои сжаты, внутренніе растянуты, От-
і) Такое явіеяіе я ваб^сдается прн от-іввкѣ крупныхъ предметовъ яязвѣсткоу лм*
ейщдковъ водъ названіемъ роеячл чідука»
— 42 ™
литая вещь всегда находится какъ бы подъ дѣйствіемъ внѣшнихъ силъ,
направленныхъ нормально къ ея поверхности.
Предметы съ округленными поверхностями будутъ имѣть внут-
реннія напряженія распредѣленными болѣе равномѣрно? чѣмъ пред-
меты , имѣющіе угловатыя формы.
Дѣйствительно, если мы сравнимъ двѣ отлитыя вещи (фиг. 12 и
фиг. 13)т то увидимъ, что у фиг. 12 получится линія раздѣла аЪ. По
этой линіи, вслѣдствіе усадки матеріала, происходящаго но направленію
штриховки и вслѣдствіе того, ’гто кристаллы чугуна располагаются
своими осями перпендикулярно къ этимъ линіямъ, получится менѣе
плотный слой чугуна, а потому и менѣе прочный, такъ наз. плоскости
слабины.
Такъ какъ внутреннія напряженія получаются отъ неравномѣрнаго
охлажденія чугуна, то чѣмъ больше будетъ эта неравномѣрность, тѣмъ
большую величину пріобрѣтутъ внутреннія напряженія, и иногда мо-
жетъ случиться, что внутреннія напряженія превзойдутъ коэффиціентъ
крѣпости, т.-е. отлитая вещь лопнетъ.
Напримѣръ, при отливкѣ колеса ободъ, спицы и втулка представ-
ляютъ изъ себя неоднородныя массы чугуна, которыя остываютъ обык-
новенно съ различной скоростью, и вслѣдствіе этого въ подобной от-
ливкѣ явится натяженіе или сжатіе, передающееся спицами отъ обода
къ ступицѣ. Если ободъ, спицы и втулка проектированы непропорціо-
нально, то вслѣдствіе слишкомъ большого внутренняго напряженія самая
слабая изъ этихъ частей лопнетъ.
Отъ внутреннихъ же напряженій зависятъ искривленія, происхо-
дящія въ отливкахъ. Такъ, папр., если отливается тонкая плита, имѣ-
ющая на поверхности толстое ребро, то при остываніи прежде всего
затвердѣетъ сама плита, а затѣмъ уже начинается затвердѣваніе и со-
кращеніе толстаго ребра, которое и поведетъ въ свою сторону всю плиту:
плита получатся вогнутой со стороны ребра. Если въ такой отливкѣ
ребро распилить, то плита выпрямится.
Въ виду вышесказаннаго при проектированіи нужно избѣгать
рѣзкихъ переходовъ отъ тонкихъ частей къ толстымъ, а также рѣзко
очерченныхъ угловатыхъ формъ.
Уменьшитъ внутреннія напряженія при отливкѣ можно заботясь
о равномѣрномъ охлажденіи отлитой вещи, т.-е. охлаждая искусственно
толстыя части или же замедляя охлажденіе тонкихъ частей, обкладывая
ихъ дурными проводниками тепла *).
Въ совершенно же готовыхъ отливкахъ внутреннія напряженія
уничтожаются при помощи отжига, т.-е, подвергая отливку продолжи-
тельному накаливанію; при этомъ частицы металла пріобрѣтаютъ нѣко-
торую подвижность и приходятъ въ равновѣсіе. Охлажденіе нагрѣтой
такимъ образомъ вещи должно производить возможно медленнѣе.
*) Ярижбры искусственнаго охіажіеній см. 1. А. 1814—26—12—07,
— 43 —
47. Увеличеніе объема чугуна при послѣдовательныхъ нагрѣ-
ваніяхъ и охлажденіяхъ Если отлитую вещь изъ чугуна нагрѣть и
потомъ охладить, то окажется, что размѣры ея нѣсколько увеличились.
Прой сходитъ ото, вѣроятно, вслѣдствіе уничтоженія внутреннихъ напря-
женій. Первоначально сжатыя, внутреннія части отливки при нагрѣваніи
внѣшней поверхности получаютъ возможность расширяться: сообразно
съ этимъ расположеніе частицъ и выдѣленіе графита во внѣшнихъ, сильно
нагрѣтыхъ, слояхъ мѣняется, я по охлажденіи является увеличеніе объема.
Весьма возможно также, что при сильномъ нагрѣвѣ происходитъ доба-
вочное выдѣленіе графита. Увеличеніе размѣровъ при послѣдовательныхъ
нагрѣвахъ можетъ достичь 4°/0.
Рельефный примѣръ подобнаго разбуханія чугуна представляютъ чу-
гунные вальцы для прокатки листовъ. Эти вальцы по прошествіи нѣко-
тораго времени настолько утолщаются, что ихъ приходится перета-
чивать.
Чѣмъ выше температура нагрѣва, тѣмъ больше увеличивается въ
объемѣ чугунъ при послѣдовательныхъ нагрѣвахъ и охлажденіяхъ.
Чугунъ закаленный и потомъ отожженный, повидимому, въ объемѣ
не увеличивается. Точно также не увеличивается, а даже нѣсколько
уменьшается въ объемѣ, при послѣдовательныхъ нагрѣвахъ и охлажде-
ніяхъ, желѣзо и сталь, что подтверждаютъ опыты А у тер бриджа. (Епьі.
56,57—1—04).
Если поэтому въ желѣзную трубку налить расплавленнаго чугуна
и подвергать послѣдовательнымъ накаливаніямъ, то черезъ нѣкоторое
время трубка лопнетъ подъ давленіемъ расширившагося чугуна.
Этимъ свойствомъ чугуна и желѣза можно пользоваться въ раз-
личныхъ случаяхъ практики, если желаютъ нѣсколько увеличить или
нѣсколько уменьшить размѣры какого-нибудь издѣлія; напримѣръ, при
изнашиваніи. При нагрѣваніи издѣліе слѣдуетъ покрывать глиной, чтобы
поверхность его не окислялась и такимъ образомъ не портилась.
Это свойство чугуна нужно имѣть также въ виду при проекти-
рованіи частей, подвергающихся нагрѣву.
48- Пустоты или отдулины, получающіяся внутри чугуна. Отду-
лины, встрѣчающіяся внутри чугунныхъ отливокъ, происходятъ
двухъ причинъ. Во-первыхъ^ отъ усадки чугуна: при остываніи затвер-
дѣвшая корка представляетъ собой какъ бы сосудъ, наполненный жид-
кимъ чугуномъ, при дальнѣйшемъ охлажденіи объемъ сосуда почти не
измѣняется, тогда какъ объемъ наполняющаго его чугуна продолжаетъ
уменьшаться; въ результатѣ необходима должны получиться пустоты.
Если подобная отдулвна образуется недалеко отъ поверхности, то
чугунъ вдавливается въ эту пустоту и на поверхности получается впадина
или утяжина. Для избѣжанія такихъ пороковъ въ тѣхъ мѣстахъ, гдѣ
можно ожидать отдуяинъ, ставятъ наросмы? или прибыли, которыя и
пополняютъ изъ себя чугунъ, по мѣрѣ того, какъ онъ усѣдаегь.
’) Ск. Изслѣдованія проф» ж Сагрепісг. Доппь Іг®п ши! Ьяі.—ЬХХХ>
29—143 н Ж. Р М. О. Ш—* 4-10.
— 44 —
Во-вторыхъ, отдулины могутъ получиться вслѣдствіе способности
чугуна, находясь въ расплавленномъ состояніи, растворятъ въ себѣ
газы, Эти газы мри остываніи начинаютъ выдѣляться и въ видѣ пузырь-
ковъ поднимаются на поверхность. Если при этомъ чугунъ достигнетъ
извѣстной густота, то пузыри газа не будутъ въ состояніи проникнуть
па поверхность и останутся внутри чугуна, образуя отдулипы.
Какъ уже было сказано, способность поглотать газы увеличивается
съ давленіемъ: поэтому чугунъ, выпущенный изъ домны или вагранки
съ дутьемъ, долженъ содержать больше газовъ и, слѣдовательно, пред-
ставлять большую опасность получить отливку съ отдулинами, нѣмъ
чугунъ, расплавленный бъ печахъ или вагранкахъ, въ которыхъ тяга
достигается разрѣженіемъ.
Газы могутъ образоваться внутри чугуна. въ самой формѣ, вслѣд-
ствіе окисленія углерода за счетъ окисловъ желѣза, попадающихъ въ
форму.
Присутствіе въ чугунѣ кремнія и алюминія способствуетъ ?ш-
лученію отливокъ безъ отдулинЪ; хотя точно не выяснено, какимъ об-
разомъ они дѣйствуютъ: уменьшаютъ ли они вообще поглощеніе и об-
разованіе газовъ или, дѣлая чугунъ болѣе жидкимъ, позволяютъ газамъ
свободно выдѣляться, не производя отдулинъ,
49’ Вліяніе постороннихъ примѣсей на качество чугуна.^
а) Сѣра. Сѣра можетъ попасть въ чугунъ изъ руды и изъ топлива
и вліяніе ея примѣси на качество чугуна вообще точно не выяснено,
въ особенности въ томъ случаѣ, когда кромѣ сѣры находятся и другія
примѣси, какъ наприм. кремній.
Присутствіе сѣры, несомнѣнно, вредно въ тѣхъ чугунахъ, которые
идутъ для передѣлки въ желѣзо, такъ какъ сѣра, попадая въ желѣзо,
дѣлаетъ его красноломкимъ. Въ передѣлочныхъ чугунахъ содержаніе сѣры
не должно превышать 0,03*Въ чугунахъ, идущихъ для литейныхъ
цѣлей, небольшое количество сѣры никакого вреда пе приноситъ (по-
вышаетъ температуру плавленія), Чугуны съ содержаніемъ сѣры до
0^1 °ІЪ считаются еще хорошими литейными чугунами. большее же
содержаніе сѣры дѣлаетъ чугунъ слишкомъ густымъ и неудобнымъ для
отливки. Вообще присутствіе сѣры въ небольшомъ количествѣ удержи-
ваетъ углеродъ въ соединенномъ состояніи, и потому чугунъ получается
тверже и даетъ большую усадку; но если въ то же время къ чугуну
примѣшаны обратно дѣйствующіе элементы, какъ назр. кремній, то дѣй-
ствіе сѣры нейтрализуется, и можно встрѣтить чугуны, содержащіе до
О,Г//о сѣры, дающіе прекрасную отливку.
Сѣра, присутствуя въ чугунѣ, способна образовать соединеніе съ
желѣзомъ, которое, обволакивая отдѣльные кристаллы, уменьшаетъ ихъ
связь между собой и тѣмъ уменьшаетъ вообще коэффиціентъ крѣпости.
Если при этомъ чугунъ даетъ большую усадку, то вслѣдствіе большихъ
впутреіпшхъ напряженіи п малаго коэффиціента крѣпости легко мо-
гутъ получиться трещины.
— 45
Ли у при изслѣдованіи различныхъ чугунокъ на своемъ заводѣ
(Ілп'Лоап Ігон огісе) замѣтилъ, что сѣра въ свинкахъ чугуна главнымъ
образомъ сосредоточена около середины. Это обстоятельство нужно имѣть
въ виду при анализахъ чугуна 2).
Для того, чтобы очистить чугунъ отъ сѣры СаЕштеръ (Іоигг.аІ
о Г іііе Ігоп ап<1 $іее! Іп&Шиіе, 1893, ѵ. Іт р, 80) предложилъ особый
составь, который примѣшивается къ чугуну, налитому въ ковшъ. Со-
ставъ содержитъ 44 части по вѣсу известняка, 22 части обожженной
извести и по 17 частей высушенныхъ хлористаго кальція й плавиковаго
шпата. Эта смѣсь въ количествѣ до 2.5^ бросается въ ковшъ передъ
тѣмъ, какъ напускать въ него расплавленный чугунъ. Анализы показали,
что чугунъ, содержащій до очистки 0,23°^ сѣры, постѣ очистки имѣлъ
сѣры лишь 0.025 °/д.
Ь) Фосфоръ. Поступаетъ главнымъ образомъ изъ рудъ и находится
въ связанномъ съ желѣзомъ состояніи (РелР и Ре6Р.)< Присутствіе
фосфора въ небольшомъ количествъ, до 0/7 5* для литейныхъ чу-
іуновъ скорѣе полезно, чѣмъ вредно, такъ какъ чугунъ при этомъ, не
теряя въ крѣпости, бол/ье жидокъ въ расплавленномъ состояніи, и но*
тому лучше для отливокъ, Томасъ Турперъ въ подтвержденіе этого ука-
зываетъ на опыты, которые были произведены а) надъ 50 сортами
англійскихъ чугуновъ, при чемъ въ лучшихъ изъ пихъ содержаніе
фосфора колебалось отъ 0,19°/й до 0,72 °/0^ Содержаніе фосфора
боліъв одного процента дтлаетъ чугунъ твердымъ и очень хрупкимъ]
вмѣстѣ съ тѣмъ фосфоръ понижаетъ температуру плавленія чугуна, уве-
личиваетъ его жидкость въ расплавленномъ состояніи. Въ тѣхъ случаяхъ,
когда крѣпость чугуна не играетъ роли и когда интересно получить
его возможно жидкимъ для хорошаго выполненія всѣхъ тонкостей формы,
какъ, напримѣръ, при отливкѣ художественныхъ вещей, реб ристыхъ
приборовъ отопленія, къ чугуну нарочно прибавляютъ фосфора, н иногда
его содержаніе достигаетъ до 6 е/**
Если же издѣліе подвергается дѣйствію высокихъ температуръ,
(кокили въ сталелитейныхъ, цилиндры и другія части двигателей внутрен.
сгоранія и т. и.), присутствіе фосфора болѣе 0,03’/о недопустимо.
Въ чугуиахъ, идущихъ для передѣлокъ въ желѣзо но кислому ено*
собу, даже небольшое присутствіе фосфора вредно, такъ какъ желѣзо
при этомъ получается при полученіи же желѣза ос-
новнымъ процессомъ (Томасъ-Жилькристъ) присутствіе фосфора даже не-
обходимо, такъ какъ, сгорая, онъ даетъ въ конверторахъ нужную тем-
ператѵрѵ. Бъ этомъ случаѣ чѵгѵпъ долженъ содержать Рй отъ 2\
ло з<7 - . .
Присутствіе кремнія въ чугунѣ уменьшаетъ вредное вліяніе фосфора:
марганецъ, наоборотъ увеличиваетъ его.
*) Е. Коііп, &ееІ ап<1 ігов т&пиГасіагб стр. 34,
-) Сас § 19, Ликвація.
3) Еп^іпеепп?, 188В* стр. 520.
— 46 —
С) Кремній. Кремній находится въ чугунѣ исключительно въ хи-
мическомъ соединеніи съ желѣзомъ и измѣняетъ его качества вслѣдствіе
двухъ причинъ:
1) дѣйствуя, пакъ примѣсъ самъ по себѣ (непосредственно)',
2) вліяя на состояніе углерода въ чугунѣ (посредственно).
Самъ по себѣ, какъ примѣсь, кремній ухудшаетъ качество чугуна1 *):
увеличиваетъ его хрупкость, твердость, усадку и уменьшаетъ крѣпость.
Но въ то же время, дѣйствуя на состояніе углерода и выдѣляя его-
въ видѣ графита,—онъ дѣйствуетъ совсѣмъ обратно гц ишкида обра-
зомъ Л уничтожаетъ свое вредное вліяніе.
Углеродъ, какъ примѣсь, химически соединенный съ желѣзомъ
(углеродъ закала), никогда не встрѣчается въ количествѣ большемъ 4П &
(исключая спеціальные сорта, какъ напр зеркальный чугунъ, сдѣ большое
количество С обязано присутствію Мпѣ Кремній же соединяется съ
желѣзомъ въ количествѣ до 30°/й а).
Слѣдовательно, кремній имѣетъ гораздо большее сродство къ же-
лѣзу, чѣмъ углеродъ, и потому, если къ бѣлому чугуну прибавитъ
кремнія, то онъ вытѣсняетъ изъ соединенія съ желѣзомъ углеродъ, ко-
торый и отлагается въ видѣ графита, т.-с, бѣлый чугунъ переходитъ
въ сѣрый, а вмѣстѣ съ тѣмъ измѣняются его качества—онъ становится
мягче, хотя теряетъ нѣсколько въ крѣпости, даетъ меньшую усадку и
становится жиже, вслѣдствіе него въ отливкѣ получается болѣе плот-
нымъ Уменьшеніе усадки объясняется тѣмъ, что при остываніи и со-
кращеніи, вскорѣ послѣ затвердѣвайія, чугунъ выдѣляетъ графитъ и
сразу увеличивается яри этомъ въ объемѣ, такъ что общее сокращеніе
получается меньше. Кремній способствуетъ этому выдѣленію, и потому
уменьшаетъ усадку.
Такимъ образомъ, кремній является полезнымъ въ литейномъ чу-
гунѣ до тѣхъ поръ, пока онъ способствуетъ выдѣленію графита, Такое
дѣйствіе продолжается, пока его примѣсъ не превышаетъ 3*/01 затѣмъ.
дальнѣйшее прибавленіе кремнія уменьшаетъ общее содержаніе углерода
въ чугунѣ, а слѣдовательно, и графита и становится вредной при-
мѣсью. Въ хорошихъ литейныхъ чугунахъ количество кремнія колеб-
лется отъ 1,5°Д до
Чѣмъ меньше общее содержаніе углерода въ чугунѣ, тѣмъ больше
должно быть кремнія и, наоборотъ, чѣмъ больше въ чугунѣ &і, тѣмъ
меньше чугунъ можетъ растворятъ въ себѣ С и вслѣдствіе этого опъ
долженъ быть бѣднѣе содерж. Ст такъ что, согласно Ледебуру, вхъ от-
носительное содержаніе можетъ быть выражено формулой 3):
8і
1) ІСеер, ТЬе іпйиешзе о Г зіігеоп ів сазЬігоп. Раргг геаіі ЬбГоте іЬѳ Атегісаа Іпзіі-
іиіс «Г Мівіп^ Егцрцеегз. Еп§шеегіп& Аи§. 1§89, стр, 156.
6 а и Не г. Зііісоп іи сазНгоп Рарег теаН ЬеГоге Ігов ааЗ &ее1 ІвзШвІе. Еп^і-
пеегів", (М- 1886, стр. 415.
3) А. Ледебуръ, Чугунъ, какъ литейный матеріалъ, стр. 43+
— 47
при условіи, что содержаніе кремнія по выходитъ изъ выше указанныхъ
предѣловъ.
Въ настоящее время выплавляются спеціальные сорта чугуна съ
большимъ содержаніемъ кремнія до 13 * *Д (Лито еШспип), которые, бу-
дучи смѣшаны съ плохими сортами чугуна (бѣлый ломъ, горѣлый), даютъ
хорошую отливку. Смѣшеніе производится въ такихъ пропорціяхъ?
чтобы, содержаніе кремнія смѣси получилось около *).
Производя опыты съ различными смѣсями, проф. Турнеръ пришелъ
къ заключенію (то же утверждаетъ и проф. Ледебуръ), что, зная хи-
мическій составъ чугуна и прибавляя къ нему извѣстное количество крем-
нія, можно получить чугунъ съ любой степенью твердости и крѣпости.
Съ этимъ едва ли можно согласиться. Дѣло это не такъ просто
Папр., Кипъ3) приводитъ рядъ опытовъ съ пятью сортами чугуиовъ,
содержащими 2\ кремнія, крѣпость которыхъ значительно разнится.
Получить чугунъ желаемаго качества можно только путемъ опыта.
Нужно замѣтитъ, что кремній, попавшій въ чугунъ въ доменной печи,
оказываетъ болѣе благотворное вліяніе, чѣмъ искусственно примѣшанный.
Кремній т какъ элементъ, способствующій при переплавкѣ переходу бѣлаго
чугуна въ сѣрый, не допускаетъ закала, а потому для отливокъ, имѣющихъ
получить .закалъ, чугунъ нужно выбирать безъ содержанія кремнія.
При послѣдовательныхъ переіілявкахъ часть кремнія выгораетъ,
вслѣдствіе чего графитъ все больше и больше переходитъ въ углеродъ
закала, и чугунъ, понемногу обращаясь въ бѣлый, твердѣетъ и дѣлается
хрупкимъ. Прибавляя кремнія, чугуну снова можно вернуть его мягкость.
Чугунъ съ большимъ содержаніемъ кремнія, негодный для литейныхъ
цѣлей, идетъ на передѣлку въ сталь и желѣзо но способу Бессемера.
Й) Марганецъ. Дѣйствіе марганца, повидимому, обратно дѣйствію
кремнія, т.-е. онъ способствуетъ химическому соединенію углерода съ
желѣзомъ. Примѣшанный въ небольшихъ количествахъ, отъ 0,2
до 0,75 онъ оказывается полезнымъ въ тѣхъ случаяхъ, когда чугунъ
долженъ обладать достаточной твердостью или принимать закалъ. Яри*
мѣсъ маріанца болѣе 1В/Л уменъгиаетъ крѣпость чугуна, увеличиваетъ
усадку и потому уже оказывается вредной.
Окисляясь гораздо легче, чѣмъ кремній, марганецъ предохраняетъ
послѣдній отъ выгоранія при послѣдовательныхъ нереплавкахъ и въ
этомъ отношеніи является полезной примѣсью въ количествѣ и болѣе
1*7Й, до 1т5*/<р тѣхъ литейныхъ чугунахъ^ которымъ предстоитъ
переплавляться нѣсколько разъ.
Кромѣ того, марганецъ способенъ давать соединенія съ сѣрой, фо-
сфоромъ и другими металлоидами; образуя соединенія съ пвми? марга-
нецъ всплываетъ на поверхность расплавленнаго чугуна, вслѣдствіе чего
послѣдній нѣсколько очищается,
Марганецъ совершенно не обладаетъ магнитными свойствами, н
потому присутствіе его недопустимо въ тѣхъ случаяхъ, когда чугунъ
*) Составъ чугуна, пригодя, діа различи, даивокъ. См« Р. Е- 92—7—04.
*) Еирвесгіпи,* 1889, 2-я часть, стр. 187,
— 48
идетъ для приготовленія частей динамо машинъ, подлежащихъ на-
магничиванію.
Чугуны съ большимъ содержаніемъ марганца имѣютъ спеціальныя
названія: до 2О°/0—зеркальный чугунъ (8ріе^еІеізеп)7 съ содержаніемъ
марганца отъ 20% ДО 60% и иногда до 80% называется {епо-
тануан. Эти чугуны идутъ для металлургическихъ цѣлей, а также для
полученія плотныхъ, безпузыристыхъ стальныхъ отливокъ.
е) Металлы. Са, Мц и А1 встрѣчаются въ чу тунахъ въ самыхъ
незначительныхъ количествахъ. Вліяніе Са и на качество чугуна
мало изслѣдовано. Замѣчательное дѣйствіе на качество чугуна оказы-
ваетъ алюминій. По изслѣдованіямъ Кипа *) алюминій -подобно кремнію,
но только въ гораздо большей степени, производитъ выдѣленіе угле-
рода въ видѣ графита.
Прибавленный въ самомъ незначительномъ количествѣ (до 0,1%),
онъ даетъ возможность получать плотныя отливки даже изъ бѣляго
чугуна, при чемъ крѣпость ихъ увеличивается на 40%. В°°6ще примѣсь
алюминія въ количествѣ 0.75% сообщаетъ чугуну большую мягкость,
крѣпость, плотность, жидкость въ расплавленномъ состояніи и умень-
шаетъ усадку.
Нужно замѣтить, что алюминій способствуетъ выдѣленію графита
только до тѣхъ поръ, пока содержаніе алюминія не превосходитъ на
много 1%, ври большемъ же содержаніи алюминія выдѣленіе графита
даже уменьшается. Въ подтвержденіе этого можно указать на опыты
Хога % изъ которыхъ видно, что при плавкѣ чугуна, содержащаго до-
вольно значительное количество кремнія выдѣленіе графита было зна-
чительно, когда чугунъ плавился безъ алюминія, и потомъ когда при-
мѣсь алюминія стала больше 1%, то выдѣленіе графита постепенно
уменьшалось,
г
НС X X ’ Углеродъ. Кремній, ... & <и **< сх к— Р* е» й
Поі ПОЙ содержа- ніе. Графитъ.
1 I Безъ примѣси алюминія 1 0,00 4,18 2,33 0,75 0,28
1 Съ примѣсью алюмішія I 0,85 4,15 3,22 0.75
* у Н і і,92 4,18 2,77 0,67
і Т’ Г | 386 4,07 1,67 0,82 0,20
уч ?ч ' * - " * * । 8,15 Зг80 1.53 0р70 9
іі ' * і 1 1 11,85 3,44 0,22 0,62 0,20
’) Кеер* ТЬе іпПаешзе о! аіатіаіитп проп смЯ-іпщ» Епяіаеелц^, Аий* 1888.
стр. 219.
<1оипЫ о! гЬе Ігоп ап4 Вііееі ІаяС 1894 II. р. 104.
—— -І, і —
Вь сравненіи съ кремніемъ алюминій имѣетъ еще то преимущество,
по кромѣ болѣе сильнаго вліянія на выдѣленіе графита, онъ самъ по
себѣ является примѣсью безвредной, скорѣе полезной,
Проф, Арнольдъ *) считаетъ, что дѣйствіе алюминія въ двадцать
разъ сильнѣе по сравненію съ кремніемъ. Онъ полагаетъ, что алюминій
способствуетъ полученію плотныхъ отливокъ изъ стали и чѵгупа, дѣй-
ствуя химически па растворенные въ нихъ газы. Такъ напр., окись
углерода подъ вліяніемъ алюминія распадается и, увеличивая общее со-
держаніе углерода въ отливкѣ, уменьшаетъ появленіе отдулшгь.
Др. Молдепке считаетъ, что на прочность чугуна большое вліяніе
'можетъ оказывать содержащаяся въ немъ желѣза, подобно тому,
какъ она оказывается вредной и для прочности литой стали, Для рафи-
нированія могутъ служить марганецъ, алюминій и титанъ, М. Е.
.221 — 2 — 04.
50. Способность чугуна увеличивать свою крѣпость подъ влія-
ніемъ легкихъ ударовъ. Съ давпихъ норъ существовало мнѣніе, что
повторительные легкіе удары, которымъ подвергается чугунъ, дѣлаютъ
его менѣе прочнымъ, по произведенныя въ 1895 г. на заводѣ Селлерса
нъ Филадельфіи спеціальныя испытанія заставляютъ прійти къ совер-
шенно противоположному заключенію *). На этомъ заводѣ было замѣчено,
что мелкія издѣлія, подвергающіяся очисткѣ во вращающихся барабанахъ,
оказываются болѣе прочными, чѣмъ такія же издѣлія, очищаемыя обык-
новеннымъ способомъ, посредствомъ щетокъ, Это явленіе павело на мысль
<> томъ вліяніи, какое могутъ оказывать па чугунъ послѣдовательные
удары, которымъ онъ подвергается въ барабанахъ. Были произведены
довольно многочисленныя изслѣдованія, и во всѣхъ случаяхъ оказалось,
что чугунъ, подверженный ударамъ, становится болѣе прочнымъ, ііовіь
димому. дѣйствіе ударовъ аналогично съ дѣйствіемъ отжига: подъ влія-
ніемъ ударовъ частицы чугуна получаютъ возможность немного пере-
мѣщаться и такимъ образомъ принимать болѣе естественное положеніе,
вслѣдствіе чего въ чугунѣ уменьшаются вредныя напряженія, а вмѣстѣ
съ этимъ увеличивается его прочность.
Прочность увеличивается довольно значительно. Такъ напр.. при
одномъ опытѣ были отлиты 12 полосъ изъ одного и того же ковша.
Шесть полосъ были поломаны подъ рядъ грузомъ, падающимъ съ из-
вѣстной высоты. Другія шесть полосъ предварительно подвергались отъ
10 до 50 ударамъ того же груза, но падающаго съ половинной высоты,
н послѣ этого грузъ, падающій съ полной высоты, уже не былъ въ
состоянія переломить ихъ. При испытаніи образцовъ на разрывъ проч-
ность увеличивалась до 20Нужно замѣтить, что вліяніе, оказываемое
ударами, не одинаково для различныхъ сортовъ чугуна: чѣмъ менѣе
графитистъ чугунъ, чѣмъ, слѣдовательно, онъ тверже, тѣмъ сильнѣе бу-
0 Ещйнеегіид Дціѵ 1$91, стр, 48.
Рарег геаЗ Моге іііе Атепеап ІВаОГиЬе с/ Міпіщг Ещчпеег*. Ьу (Міег-
Ьгі4^ет Аиіегісап Маеіііш^, 1&96, стр* 497.
4
— 5Э
дотъ увеличиваться его прочность, точно такъ жо — чѣмъ крупнѣе из-
дѣліе, тѣмъ сильнѣе будетъ вліяніе ударовъ.
Изъ только что сказаннаго вытекаютъ нѣкоторыя практическія со-
ображенія, Всѣ такія чугунныя сооруженія, какъ станины паровыхъ
молотовъ, станины прокатныхъ станковът лафеты орудій и другія, ко
торымъ приходится испытывать очень сильныя ударныя дѣйствія, не-
обходимо первоначально, такъ сказать, отпускать отъ вредныхъ напря-
женій , всегда остающихся въ чугунѣ послѣ отливокъ, подвергая готовыя
уже издѣлія сравнительно легкимъ ударамъ. Шкивы, зубчатыя колеса и
т. я. издѣлія сами по себѣ, при своей ежедневной работѣ, подвергаются
подобному отпуску отъ вредныхъ напряженій, и потому такія детали
послѣ нѣкотораго временя работы будутъ прочнѣе, чѣмъ сейчасъ же
послѣ отливки*
51- Измѣненіе структуры чугуна происходитъ подъ вліяніемъ пе-
ремѣны температуры. При накаливаніи чугунъ теряетъ на поверхности
металлическій блескъ и крѣпость, такъ какъ онъ сильно окисляется и
покрывается окалиной и коркой изъ шлаковъ. Внутренняя же часть
получаетъ еще болѣе крупнозернистое строеніе и болѣе сильный блескъ-
излома.
Эта перемѣна структуры чугуна вызываетъ соотвѣтственное измѣ-
неніе формы и размѣровъ тѣла, которое понемногу начинаетъ трескаться
и разрушаться. Трещины прежде всего появляются въ острыхъ углахъ»
гдѣ матеріалъ является напряженнымъ съ момента отливки отъ неравно-
мѣрнаго остыванія.
Эти измѣненія въ строеніи чугуна зависятъ отчасти отъ химиче-
скихъ воздѣйствій, отчасти отъ механическихъ: первое заключается глав-
нымъ образомъ въ томъ, что кислородъ воздуха, соприкасаясь съ чугу-
номъ. окисляетъ его составныя части. Точно такъ же дѣйствуютъ сѣра»
содержащаяся въ топливѣ, и Другія примѣси* При этомъ чугунъ можетъ
настолько видоизмѣнить свое строеніе, что его трудно бываетъ узнать.
52. Порча чугуна. Чугунъ, подвергаясь дѣйствію кислотъ, а также
подъ вліяніемъ сырости, въ присутствіи углекислоты и кислорода, ржа-
вѣетъ и постепенно разрушается. Присутствіе въ чугунѣ углерода за-
кала, кремнія> марганца и фосфора увеличиваетъ способность чугуна
сапропіивлятъел разъѣдающему дѣйствію кислотъ, примѣсь же сѣры,
наоборотъ, уменьшаетъ эту способность, Сѣрый чугунъ содержитъ
главнымъ образомъ углеродъ въ видѣ графита, который хотя самъ по*
себѣ и не подвергается дѣйствію кислотъ, но своимъ присутствіемъ
уменьшаетъ количество углерода закала, а кромѣ того разрыхляетъ чу-
гунъ и дѣлаетъ его болѣе легкимъ для проникновенія кислотъ, вслѣд-
ствіе этого сѣрый чугунъ разрушается кислотами легче, чѣмъ бѣлый.
Для опредѣленія скорости разрушенія, Ледебуръ *) опускалъ кѵ-
бикп одинаковой величины, приготовленные изъ различныхъ чугу новъ»
въ слабую сѣрную кислоту и замѣчалъ, на сколько процентовъ онв.
*) А, Дедебуръ, Чугунъ какъ лптепныЙ матеріаіт, сгр. 62.
- 51
уменьшались въ вѣсѣ въ теченіе 65 часовъ* Оказалось, что уменьшеніе
было для
зеркальнаго чугуна, содерж. Ми— 10°:......................... 14.0°'
обыкновеннаго бѣлаго....................................... 19 7м/
темно-сѣр, коксоваго „ 8і—2,5 С—3,6*/^ * * 27,6 й*
сѣраго дрсвесноугольп. „ 81 — 1,8 °/&. С — 3,5 » - < 37,7*/*
Чугунъ съ большимъ содержаніемъ кремнія хорошо сопротивляется
даже дѣйствію кипящихъ крѣпкихъ кислотъ, за исключеніемъ фтористо-
водородной, Сѣрнистый чугунъ, наоборотъ, легко окисляется и быстро
ржавѣетъ.
Кромѣ итого чугунъ при нѣксторыхъ условіяхъ способенъ совер-
шенно измѣнить гной составъ *)* Такъ, д-ръ Кальвертъ производилъ
слѣдующіе опыты: снъ бралъ чугунные кубики въ ІОш и погружалъ
ихъ въ сосуды емкостью 80 куб, санттщ наполи еппые подкисленной
водой/ Вода подкислялась уксусной, соляной и сѣрной кислотой* Спустя
три мѣсяца послѣ погруженія, чугунные кубики хотя и не получили
ппкакпхъ измѣненій съ внѣшней стороны, но зато стали такъ мягки,
что лезвіе ножа проникало въ нихъ свободно на 3™4 Наиболѣе
сильное дѣйствіе оказывала уксусная кислота, затѣмъ соляная и сѣр*
пая. Растворы кислотъ мѣняли каждый мѣсяцъ, и спустя два года чу-
гунъ совершенно измѣнилъ свою природу, не измѣняясь при этомъ въ
объемѣ и во внѣшнемъ видѣ. Мало-по-малу желѣзо растворялось и въ
копцѣ концовъ осталось слѣдующее:
Въ началѣ. Въ концѣ опыта
Желѣзо* * * * . . 95,413 79,960
Углеродъ . * , . . . 2,900 11,070
Азотъ * * . . . . . 0,790 2,590
Кремній . * . . . . . 0,478 6*070
Фосфоръ * * * * . . 0,132 0,059
Сѣра . 0,179 0,096
Присутствіе вышеупомянутыхъ кислотъ можетъ сказаться во мно-
гихъ случаяхъ практики; такъ, напр., онѣ содержатся въ нѣкоторыхъ
сточныхъ водахъ, въ атмосферѣ, а потому при употребленія чугуна въ
такихъ случаяхъ необходимо принимать мѣры къ огражденію его отъ
порчи.
Повидимому, такого рода видоизмѣненіе чугуна происходитъ въ
водопроводныхъ трубахъ.
Средствомъ для огражденія чугуна отъ порчи является окраска
ею, покрытіе цинкомъ п др, *)* Весьма дѣйствительнымъ средствомъ,
предохраняющимъ чугунъ, оказывается способъ, предложенный Ангусомъ
Смитомъ, главнымъ образомъ для водопроводныхъ трубъ. По его спо-
!) с». § 51, . ,
*2) Болѣе подробна объ этомъ предметѣ <?м. ст. Предохраненіе желѣза отъ ржав-
чины*
4*
— 52
собу трубы покрываются каменноугольнымъ дегтемъ слѣдующимъ обра-
зомъ: деготь сначала варится съ цѣлью удалить всѣ легкія масла; трубя,
предварительно совершенно очищенная отъ ржавчішы, погружается въ
варъ и держится тамъ, пока не приметъ его температуру; затѣмъ трубу
поднимаютъ и даютъ стечь лишнему дегтю. Оставшійся въ трубѣ деготь
быстро высыхаетъ и сообщаетъ трубѣ глянцевитую поверхность. Иногда
вмѣсто того, чтобы дожидаться, пока труба нагрѣется въ смолѣ, ее на-
грѣваютъ предварительно и уже горячую опускаютъ въ смолу- Этимъ
работа ускоряется, по зато поверхность трубы получается не однобраз-
пая> что зависитъ отъ неоднородной температуры трубы, которую трудно
полѵчить одинаковой по всей поверхности. Когда варъ сдѣлается елиш
коми густъ, то къ мему добавляютъ свѣжаго дегтя о снова вывариваютъ.
Нагрѣваніе дегтя и трубы важно потому, что подъ вліяніемъ теплоты
испаряются легкія масла и по остываніи на трубѣ остается твердая
корка, кромѣ того, при этомъ происходитъ расширеніе поръ чугуна и
деготь, проникая внутрь металла, крѣпко держится,
53- Горѣлый чугунъ При сильномъ накаливаніи чугуна присут-
ствіе въ немъ кремнія, марганца н фосфора нежелательно. Всѣ эти
примѣси, по утвержденію Плата *), при высокой температурѣ, окис-
ляясь, образуютъ легкоплавкія соединенія, которыя выплавляются изъ
чугуна и такимъ образомъ его разрушаютъ. Чугур.ъ дѣлается слоистымъ,
коробится, покрывается трещинами и становится совершенно негоднымъ
для употребленія. Въ такомъ состояніи онъ извѣстенъ подъ названіемъ
горѣлто.
Точно такъ же неблагопріятнымъ для прочности чугуна при на-
каливаніи является присутствіе въ немъ графита. Присутствіе гра-
фита уменьшаетъ въ чугунѣ содержаніе углерода отжига и углерода за-
кала, которые, легко выгорая, предохраняютъ тѣмъ самымъ отъ окисле-
нія желѣзо. Если же этихъ видоизмѣненій углерода находится въ чу-
гунѣ немного, то окисляется само желѣзо. Это окисленіе постепенно
проникаетъ все глубже и глубже, и черезъ нѣкоторое время вся масса
чугуна можетъ превратиться въ окиселъ,—получится горѣлый чугунъ.
Слѣдовательно, для вещей, подвергающихся постоянному дѣйствію
высокой температуры, какъ, напр-, колосники, газовыя реторты я др.,
нужно выбирать чугунъ, подходящій ближе къ бѣлому, съ возможно
малымъ содержаніемъ кремнія, марганца -и фосфора.
Горѣлый чугунъ при плавкѣ съ сѣрымъ чугуномъ сильно портитъ
его качество. Вслѣдствіе находящнхея въ горѣломъ чугунѣ окисловъ
кремній выгораетъ, и сѣрый чугунъ, отбѣливаясь, выходитъ въ отливкѣ
очень жесткимъ. Поэтому употреблять горѣлый чугунъ вообще избѣга-
ютъ; если же его и пускаютъ въ плавку, то дѣлаютъ при этомъ боль-
шую присадку кремнистаго желѣза (іегго-чПісшт).
54. Отжигъ бѣлаго чугуна. Аутербриджъ указываетъ, что если
бѣлый чугунъ содержатъ значительное количество кремнія (больше 0,7 ’/Д
Г1а!7- 5іаЫ піні Еізеп? 1585» стр. 47 К
_ 53 —
то при отжигѣ онъ переходитъ въ чугунъ, обладающій большой вязкостью,
вслѣдствіе чего онъ по своимъ физическимъ свойствамъ приближается къ
стали. Этимъ процессомъ пользуются въ Америкѣ для производства де-
шевыхъ издѣлій (топоровъ, молотковъ и т. и,). которыя продаются за
стальныя, хотя это названіе совершенно въ данномъ случаѣ неумѣстно.
Нужно замѣтить, что этотъ отжигъ не имѣетъ ничего общаго съ отжи-
гомъ пра изготовленіи такъ называемыхъ ковкихъ издѣлій, такъ какъ
въ послѣднемъ случаѣ измѣняется составъ чугу па и физическія свой-
ства его измѣняются лишь на нѣкоторую толщу, тогда какъ при спо-
собѣ отжига, о которомъ идетъ рѣчь, составъ чугуна остается тотъ же
самый, только углеродъ закала переходитъ въ графить и физическія
свойства чугуна измѣняются по всей массѣ. М. Е. 822—V—04,
55. Ковкій чугунъ. Подъ этимъ названіемъ извѣстенъ матеріалъ,
полученный отливкой изъ обыкновеннаго чугуна и потомъ особымъ спо-
собомъ (цементація) обезуглероженпый. вслѣдствіе чего юнъ получаетъ
свойство ковкости, хотя п не можетъ быть свариваемъ.
Этотъ способъ обработки чугуна удобно примѣняется главнымъ
образомъ къ мелкимъ издѣліямъ, хотя иногда и крупныя веши подвер-
гаются обезуглероживанію, или цементаціи, но при этомъ чугунъ ста-
новится ковкимъ только на поверхности па небольшую глубину. Глуб-
же 50 мм. цементація происходитъ плохо.
Для приготовленія такихъ издѣлій нужно брать бѣлый пли пятни-
стый чугунъ, выплавленный па древесномъ углѣ самаго лучшаго каче-
ства. Сѣрые чугушд и чугулы, содержащіе Мп. 8 или РѢ, негодятся.
Дучшіе заводы обыкновенно плавятъ чугунъ въ тигляхъ, вмѣщаю тихъ
въ себѣ около 30 кгр. чугуна, дабы получитъ ею возможно чистымъ.
Отлпвка производится въ формы, приготовленныя обыкновеннымъ
образомъ съ тою разницею, что иногда, въ виду болѣе высокой тем-
пературы расплавленнаго чугуна, вмѣсто песку, употребляютъ огне-
упорную глину, и затѣмъ отлитыя вещи .укладываютъ въ чугунные
ящика, а въ случаѣ большихъ вещей—въ желѣзные, наполненные оки-
сляющимъ веществомъ (обыкновенно—краснымъ желѣзнякомъ или пере-
кисью марганца, просѣянными черезъ сито съ отверстіями въ 3 мм,;.
Слишкомъ мелкій порошокъ не рекомендуютъ, Ягціплт ставятся въ ка-
лильную печь и подвергаются но степени о усиливающемуся ши рѣвюіію.
Температура доводится до полнаго краснаго каленія, и въ такомъ со-
стояніи издѣлія остаются въ печи отъ 3 до 7 сутокъ, сообразни гь
ихъ величиною.
Если чугунъ выбранъ хорошаго качества и цементація произведена
на всю глубинѵ, то издѣлія получаются почти такія прочныя, какъ
приготовленныя изъ обыкновеннаго желѣза. Пхъ можно ковать яри
слабомъ нагрѣвѣ. Нагрѣтыя болѣе сильно, они разлетаются въ куски
подъ гдарамп молота. Въ холодномъ состояніи топкія вещи можно
изогнуть па 180э, по обыкновенно при разгибаніи обратно окѣ даютъ
трещины. Вообще, но сдакч» -аиги маетъ ср*ѵ-
ш мѣсто между чугуномъ и сяшлъю.
— 54 —
Форкийьояъ считаетъ, что полученіе ковкаго чугуна можетъ про-
исходить независимо отъ выгоранія углерода. Такое заключеніе Фор-
кішьонъ вывелъ на основаніи своихъ опытовъ (Горный журналъ, 1881,
т. IV), при которыхъ одинъ и тотъ же сортъ чугуна подвергался про-
каливанію, окруженный различными веществами (желѣзныя опилки, дре-
весный уголь, песокъ, известь, костяная зола, водородъ азотъ), изъ
которыхъ нѣкоторыя не только не производили окисленія углерода, а
даже увеличивали его содержаніе, и яри всемъ томъ, послѣ продолжи-
тельнаго прокаливанія, чугунъ становился болѣе ковкимъ. Такимъ об-
разомъ можно предполагать, что ковкость чугуна появляется вслѣдствіе
того, что при продолжительномъ накаливанія, при температурѣ 1000* Ц.
связанный углеродъ, углеродъ закала, переходитъ въ углеродъ отжига,
который выдѣляется въ видѣ аморфной массы, распредѣляется совер-
шенно равномѣрно въ видѣ механической примѣси и этимъ самымъ
измѣняетъ свойства чугуна. Тѣмъ не менѣе яужпо все-таки признать,
что окислительный процессъ, независимо отъ этого, уменьшая общее
содержаніе углерода, сильно способствуетъ повышенію ковкости,
вслѣдствіе чего при производствѣ ковкаго чутупа, всегда для цементи-
рующихъ порошковъ употребляются окислители.
56. Испытаніе чугуна» Сообразно съ тѣмъ, для какой цѣли чу*
гунъ предназначается, онъ долженъ обладать соотвѣтствующими хими-
ческими и физическими свойствами 3).
Если чугунъ долженъ быть присадочнымъ матеріаломъ, т.-е. при
составленіи калошъ будетъ добавляться къ лому или другому бѣдному
графитомъ чугуну, то онъ долженъ содержать большую примѣсь крем-
нія, чтобы вознаградить убыль, происшедшую при переплавкѣ лома,
или же вообще пополнить недостатокъ кремнія въ другомъ чугунѣ п
тѣмъ увеличить содержаніе графита при переплавкѣ. Какъ уже сказано,
присадочный чугунъ долженъ содержать столько кремнія, чтобы послѣ
переплавки въ общей массѣ металла получилось кремнія отъ 1,5 до
2,5 °/й, При этомъ нужно помнить, что при переплавкѣ, примѣси, со-
держащіяся въ чугунѣ, выгораютъ. Главнымъ образомъ выгораетъ мар*
ганецъ и тѣмъ предохраняетъ отъ выгоранія кремній, поэтому въ чу-
гунѣ желательна также и примѣсь марганца, по она не должна быть
очень значительна, не больше иначе послѣ переплавки Мп оста-
нется еще много, а санъ по себѣ марганець дѣлаетъ чугунъ твердымъ
О О ыіяніц водорода см* Металлографій Евангулова стр. 103.
-) Ап^огйегпд^еп ап (тик&еі&еа, (Іая Гііг ПатрГгоЬгІеИип^еп ЬеаЬіпК Ы, (Васіі).
Тугъ же нормы для чу суповъ различныхъ назначеній И. В. й* V, 31—09.
СЪепйсаІ З&шгіапІз Сог Ігоп Сазііщ*8. (Таблица составовъ чугуна для разіич*
выхъ отлапокъ). А» М. 262^-8—10. Также 304—10- 348—10*
Нормы, предъявляемыя чугуну РЫіаЛеІрЪіа & КеаЯіи^ И. С0., и другими —
(Ігоп і. йгееі теіаІГаг&ш—аргіі—395—04},— Нѣсколько докладовъ на эту темт передъ
Аш, Іпяі, оіМшіп^Еп?*;—Б. П. О, -V 2—1908*
Предписаніе Ѵегеіп йеа^сЬег Еіяеп&ікзёгеіеп* ГЬ. іі. V. (I, I. 169—1—04*
Выборъ сорта чугуна (хнмкч, составъ) дія различныхъ о тл я вокъ. Сіед. X*
Ля 16—559-—05*
Составъ чу гуловъ дія различныхъ отливокъ* Р, Е. 92—7—04*
55 —
іі хрупкимъ, Если извѣстно содержаніе марганца и кремнія въ чугунѣ,
то приблизительно можно положить, что при содержаніи марганца не
менѣе 1 \ ври каждой переплавкѣ выгоритъ около \3 всего содержанія
кремнія; если же марганца меньше 1°/0? то кремнія можетъ выгорѣть
гі — всего содержанія. Сообразно съ этимъ п нужно разсчитывать
величину присадки.
Если штыковый чугунъ составляетъ главную массу переплавляемаго
чугуна, то содержаніе кремнія не должно превышать 2,5*/ѵ а марган-
ца должно быть меньше I °/й.
Слѣдовательно, для того, чтобъ судить, пригоденъ ля данный
чугунъ для намѣченныхъ цѣлей, нужно произвести его химическій
анализъ.
Въ многихъ случаяхъ доброкачественность чугуна, какъ присадоч-
наго матеріала, опредѣляется но виду взлома. Крупнозернистый счи-
тается болѣе графитистымъ, п потому болію пригоднымъ для примѣ-
тиванія къ лому, но въ настоящее время дознано, что сужденіе но
излому крайне ненадежно п видъ излома зависитъ не столько отъ со-
става чугуна, сколько отъ условій его охлажденія, Бѣдный кремніемъ,
с л ѣдо вателъ н о со в ерше н н о и е в р ]! годя ы й дл к при садо къ 11 у гу і гь , в ы пла-
вленный при высокой іемиературѣт будучи отлитъ въ толстыя чушки
п медленно охлажденный, кристаллизуется въ крупные кристаллы; съ
другой стороны, чугунъ, богатый кремніемъ, выплавленный при низкой
температурѣ и быстро охлажденный, получится съ мелкозернистымъ
изломомъ. По излому нулей о бы было предпочесть первый сортъ
чугуна съ крупнымъ изломомъ, но па самомъ дѣлѣ лучшимъ при-
садочнымъ матеріаломъ окажется послѣдній чугунъ, съ мелкозерни-
стымъ изломомъ. Изъ этого ясно, что о доброкачественности чу-
іуіш но п злому судитъ нельзя а необходимо производитъ химическій
а налило.
Изъ физическихъ свойствъ весьма важно опредѣлить слѣдующія:
1) Усадку чугуна, Для этого отливаются полосы около 1000 мм,
длиной съ квадратнымъ сѣченіемъ въ 30 мм, въ сторонѣ. Сличая длину
модели, употребляющейся при формовкѣ, съ длиной полученной полосы,
«удятъ о величинѣ усадки. Конечно, при этомъ формовка должна про-
изводиться возможно аккуратно, не расталкивая модели и но увеличи-
вая такимъ образомъ искусственно формы.
2) Способность чугуна давать утяжіты. Для этого можетъ
<шть отлитъ угольникъ съ двумя ребрами. Такія угяжины не-
ііреиѣшю покажутся въ углахъ около реберъ, если чугунъ способенъ
давать ихъ.
3) Способность чугуна коробиться. Для этого отливаются пло-
скія квадратныя плиты со стороной въ 650 мм, и не толще 10 ям.
и по иннъ судятъ, насколько чугунъ коробится іі неравномѣрно
садится.
4) Способность чугуна заполнять мелкія детали и отбѣливаться
.&ри сонрнкосновенш С7> поверхностью формы. Для этого въ землѣ фор-
— 56 —
вхѵется клинъ и заливается чугуномъ. Смотря по тому, насколько
острымъ получится уголъ, заключаютъ о его способности заполнять
мелкія детали. Разбивъ такой клинъ па двѣ части перпендикулярно къ
острому ребрѵ, смотрятъ, на какой толщинѣ замѣтно еще отбѣливаніе
по всей массѣ.
5) Для опредѣленія прочимыми чуіуна обыкновенно подвергаютъ
ого излому, для чего могутъ служить брускп, отлитые съ цѣлью опре-
дѣлить величину усадки чугуна. Какъ уже было сказано, при испыта-
ніи па изломъ можно опредѣлить только относительную прочность чу-
гѵиовъ, употребляя пробные бруски одной формы и размѣра, абсолют-
пой же прочности металла такимъ испытаніемъ чугуна опредѣлить нель-
зя, такъ какъ напряженіе при изгибѣ зависитъ отъ многихъ факторовъ:
величины бруска, его формы и т, ік (см. стр, 32).
Для испытаній можетъ быть устроенъ простой приборъ, состоящій
изъ двухъ призмъ, поставленныхъ на опредѣленномъ разстоянія другъ
отъ друга, на которыя кладется образецъ, подвергаемый излому, самый
же изломъ производится третьей призмой, скользящей въ направляю-
щихъ. Нагрузка производится при помощи рычага, на одинъ конецъ
котораго прпвѣшапа чашка съ гирями. Гири нужно накладывать очень
осторожно, чтобъ не производить ударовъ, могущихъ сильно повліять
на результатъ испытанія. Хорошо при этомъ наблюдать также и за
паи большей величиной стрѣлы прогиба, которая характеризуетъ собой
вязкость чугуна. Въ продажѣ существуетъ нѣсколько конструкцій эіа*
шинъ для испытанія чугу па, тоже производящихъ изломъ п очень удоб-
ныхъ для употребленія.
Когда чугунъ расплавленъ и выпущенъ изъ ваграинки въ горшокъ,
то опытный глазъ можетъ по игрѣ чугуна до нѣкоторой степени судитъ
о его качествахъ.
Кромѣ того7 при выпускѣ чугуна, если онъ, протекая по жо-
лобу. даетъ много искръ, а въ горшкѣ бурлитъ, то это можетъ,
служить признакомъ, что чугунъ твердъ и содержитъ мало кремнія л
графита,
І/ноіда инніересно знатъ снособ?іостъ чуіуна закаливаш ъся'. для
этого приготовляютъ небольшую чугунную форму, въ которой произво-
дится пробная отливка и по ней судятъ о такой способности чу-
гуна.
Мы приведемъ здѣсь также способъ приготовленія образцовъ, пред-
ложенный Томасомъ Вестомъ Ч
*) О?каг Ъеуде въ „ЙійЫ шпі Еізег^ 15^—04 указываетъ на то, что чугунныя
спеціально отлитые образцы обыкновенно даютъ совершенно отличные результаты,
чѣмъ образцы, взятые изъ самого издѣлія, для котор. желаютъ гарантировать извѣст-
ную прочность, и потому подобныя псвытавгія имѣютъ мало значенія. Объясняется
различными размѣрами отливаемыхъ образцовъ и издѣлія. Сообщеніе поясняется
примѣрами, Лроф. Пеуп. дѣлая микроскоп. изслѢдой., ирпнгелъ къ ззклют, что эта
разница въ крѣпости больше зависитъ отъ расположенія и размѣра зеренъ выдѣлин-
шагося графита, чѣмъ отъ количества вадѣляющ. графита.-ІЪе Ігоп апѣ 8Ш Меіаі-
ІІ1Г4ГІЯ?.—ЛІагск. 305—П4.
-— - > / -
1. Весть считаетъ, что наиболѣе удобной формой для образцовъ,
подвергакшщхся испытаніямъ, является иилипдръ съ поперечнымъ сѣ-
ченіемъ въ одинъ квадратный дюймъ и длиной около 1 о дюймовъ 1 ?.
Такой образецъ можетъ быть положенъ на двѣ опоры, расположенныя
на разстояніи 12 д, другъ отъ друга ( фвг. 1 4. 1), и если одинъ ко-
нецъ образца подходитъ ближе къ опорѣ, чѣмъ другой, то при изломѣ
его грузомъ, приложеннымъ въ средней точкѣ между опорами, полу-
чимъ одинъ изъ кусковъ, длиной около 8 дюйм.. который можетъ
затѣмъ быть употребленъ для испытанія на разрывъ, если ото прак-
тикуется.
На одномъ изъ концовъ образца полезно имѣть зарубкѵ X бфиг.
14. 1), прямо отлитую. Этой зарубкой образецъ опирается па призмѵ
опоры и такимъ образомъ болѣе легко устанавливается относительно
опоръ; кромѣ того, такъ какъ образцы отливаются вертикально, при-
сутствіе зарубки гарантируетъ, что переломъ получится въ нижней
части образца, обыкновенно болѣе плотной, не имѣющей въ себѣ ли-
тейныхъ пороковъ, и потому дастъ болѣе оравялыіую характеристику
матеріала. О томъ же самомъ обстоятельствѣ, т.-с, чтобъ образецъ ло-
мался въ своей пн жней половинѣ, особенно важно заботиться при ис-
пытаніи обточенныхъ образцовъ. Чтобы образецъ можно было обточить,
его отливаютъ съ утолщеніемъ Т (фиг* 1 к 3); въ тикомъ случаѣ мо-
дель для этого утолщенія А* (фиг 14, 4) нужно ставить такъ, чтобы
середина ея приходилась па 7,5 дюйма отъ нижняго конца.
Образцы отливаются вертикально. Устройство литника 1г\ В, ТЛ Е
представлено на фпг, 14. 3, Такое устройство способствуетъ полученію
чистой и плотной отливки. Падая внизъ, чугунъ попадаетъ въ углубле-
ніе В: если бы не было этого углубленія, то чугунъ, падая все время
на поверхности формы, размылъ бы се и такимъ образомъ внесъ бы
съ собой соръ въ форму; въ данномъ же случаѣ, разъ углубленіе В
заполнится, чугунъ падаетъ уже на чугунъ, и размыванія формы не
происходитъ. Діаметръ литника—\ дюйма. Можно было было бы по-
ставитъ литникъ Г такого же діаметра, какъ п діаметръ образца, и та-
кимъ образомъ сразу получить три образна, но это въ большинствѣ
случаевъ является излишнимъ. Утоненіе Е снизу образца не должно
быть болѣе *.'2 дюйма въ діам., иначе лптнньъ трудно отламывать, и
образцы могутъ быть при этомъ повреждены.
Послѣ того, какъ модель образцовъ заформоваиа въ опокахъ ча-
сти модели Н и Е вытаскиваются прочь, не раскрывая опокъ, какъ по-
казано па фш\ 14, 5. При этомъ образецъ получается безъ шва, и такъ
какъ модель не приходится расталкивать въ землѣ, то при достаточно
плотной набивкѣ образецъ получается всегда одного п того же размѣ-
ра. При вертикальной отливкѣ давленіе внизу нѣсколько больше, чѣмъ
нъ верхней части, вслѣдствіе чего и форма разлается чугуномъ иѣсколь-
>) Площадь сѣченія образна не должна быть меньше 1 юь дюйма, такъ какъ
охлаждающее дѣйствіе сырыхъ форкъ оказываетъ слишкомъ сильное вліяніе на образ-
цы меньшаго размѣра.
— 58 —
ко больше; для компенсаціи этого утолщенія, чтобы получить послѣ от-
ливки образецъ совершенно цилиндрическій, модель должна быть сдѣ-
лана слегка на конусъ 01^’ на 12"), Чтобы модель всегда ставилась
при набивкѣ надлежащимъ образомъ, болѣе толстый конецъ долженъ
имѣть замѣтное утолщеніе, какъ показываетъ ТГ па фш\ 14, 4, При
этомъ весьма важно, чтобы набивка песка производилась съ надлежа-
Фиг, н.
щей плотностью^ я чтобы песокъ былъ надлежащей влажности. Со всѣ-
ми этими требованіями весьма легко освоиться послѣ нѣсколькихъ вни-
мательно произведенныхъ опытовъ. Такъ какъ пра сравнительныхъ ис-
пытаніяхъ однообразное приготовленіе формы оказываетъ очень большое
вліяніе на правильность получаемыхъ результатовъ, то слѣдуетъ всегда
поручать приготовленіе подобныхъ формъ одному и тому же, и притомъ
хорошему литейщику.
ІГослЬ того какъ опоки разняты, въ форму вставляется шаблонъ О
(фш\ 14, 4), служащій для опредѣленія усадки чугуна. На одномъ
концѣ шаблона имѣется выступъ К, которымъ шаблонъ вкладывается
въ охладительную форму V (фиг. 14, 2 и 4), имѣющую соотвѣтствую-
щую впадину. Эта формочка забивается въ песокъ вмѣстѣ съ моделью.
На другомъ концѣ шаблона О имѣется отверстіе (Р чрезъ которое про-
тыкается въ формѣ углубленіе, дающее на обравцѣ соотвѣтственный вы-
ступъ М. Подобный же выступъ А (фиг. 14, 3) на нижней части по-
лучится благодаря отверстію въ охладительной металлической формочкѣ.
Когда усадочный шаблонъ вынуть изъ песка,
обѣ онокн скрѣпляются вмѣстѣ при помощи
струбцинокъ Д надѣваемыхъ на ушки Р (фиг.
14, 6) и опока перевертывается въ вертикаль-
ное положеніе для отливки, какъ показано на
фиг. 15, Эти же струбцинки у потребляются
для соединенія опокъ при набивкѣ ихъ пес-
комъ, чтобы получить болѣе правильную фор-
му. Точно такъ же слѣдуетъ прикрѣплять от-
дѣльныя опоки къ формовочной доскѣ при на-
бивкѣ ихъ пескомъ. Съ этою цѣлью къ доскѣ
прикрѣпляются крючки, которыми захватывают-
ся болты Р, имѣющіеся на опокѣ (фиг. 14,6).
Отливка производится пзъ ручного ковша
съ носкомъ, чтобы получить болѣе правиль-
ную струю. При наполненіи формы нужно за-
ботиться, чтобы литникъ все время былъ за-
полненъ металломъ, по при этомъ слѣдуетъ,
также наблюдать поднимающійся въ формѣ
чугунъ и, когда онъ будетъ па 2 дюйма отъ
пов е р х но с т п, н ап ол пені е за м едл и ть настоя ько,
чтобы уровень въ литникѣ и въ самой формѣ
оставался приблизительно па одной высотѣ.
фиг. 15.
При этомъ чугунъ не будетъ непроизводительно разливаться по опокѣ
и можно будетъ болѣе точно судить о способности чугуна давать
утяжины, какъ это будетъ объяснено дальше.
Фпг. 15 показываетъ положеніе опоки въ моментъ наполненія ея
чугуномъ.
Всякому опытному литейщику долженъ быть извѣстенъ тотъ фактъ,
что коэффиціентъ крѣпости отливаемыхъ издѣлій до нѣкоторой степени
зависитъ отъ густоты вливаемаго въ форму чугуна; поэтому при изго-
товленія образцовъ, служащихъ для сравнительной оцѣнки качества чу-
гуна, это обстоятельство должно быть принято во вниманіе, иначе резуль-
таты, полученные пзъ опытовъ, могутъ повести къ ложнымъ заключені-
ямъ. Чтобы каждый разъ имѣть указаніе, насколько жидокъ былъ чугунъ
при наполненіи формы, въ пей имѣются придадки Н (фиг. 14, Я) пред-
ставляющіе изъ себя два клина, длиной 8 дюйм,, шириной % дюйма и
- 60 —
толщиной въ нижней части !/я дюйма, въ верхней \.в4 дюйма. По то-
мѵ, насколько эти клинья будутъ заполнены чугуномъ, п опредѣляется
его гѵстота, Здѣсь же умѣстно обратить вниманіе па то, что описан-
ное расположеніе клиньевъ даетъ возможность выводитъ болѣе правиль-
ныя заключенія о густотѣ чугуна, чѣмъ примѣняющійся обыкновенно
способъ формовки клиньевъ отдѣльно. При наполненіи такого клина
важно, чтобы чугунъ вталкивался въ него всегда подъ однимъ и тѣмъ
же давленіемъ; если это условіе не будетъ соблюдено, то можетъ слу-
читься, что чугунъ болѣе густой, но вливающійся въ форму съ тол-
чкомъ, заполнить клипъ лучше, чѣмъ чугунъ болѣе жидкій, но входящій
въ форму плавно. При описанномъ устройствѣ клиньевъ чугунъ входить
въ нихъ всегда почти при одинаковыхъ условіяхъ: если чугунъ будетъ
влитъ къ форму сразу большой струей, то онъ только распространятся
быстро по горизонтальному каналу и затѣмъ будетъ медленно подни-
маться по формѣ, при чемъ давленіе въ клиньяхъ будетъ регулировать-
ся столбомъ жидкаго чугуна, поднимающагося въ формахъ II (фиг. 14,
3); такимъ образомъ толчка, заставяющаго чугунъ входить въ і^іннъ
подъ сильнымъ напоромъ, въ данномъ случаѣ явиться не можетъ, и по-
тому наполненіе формы происходитъ всегда почти пра равныхъ усло-
віяхъ, чего нельзя сказать относительно клиньевъ, наливающихся от-
дѣльно, а въ особенности, если онц отформованы въ горизонтальномъ
положеніи.
Для опредѣленія величины усадки въ форму съ одной стороны за-
кладывается небольшая охлаждающая формочка V (фиг. 14, 2 ц 4) и
въ находящееся въ ней отверстіе вставляется выступъ К шаблона О
іфиг. 11, 4): черезъ отверстіе С на другомъ копцѣ шаблона О при
помощи инструмента 2 (фш. 1 4, 4) протыкается въ формѣ небольшое
углубленіе, послѣ отливки соотвѣтственно этимъ углубленіямъ на образ-
цѣ получатся выступы Л и М (фиг. 14, 3), Надѣвая на выступъ Л
спеціально приготовленную мѣрку 7, изогнутую на другомъ концѣ въ
видѣ крючка, можно при помощи микрометрическаго винта <7 (фиг. 14,
3) вполнѣ точно опредѣлить, насколько укоротилась полоса послѣ от-
ливки, такъ какъ разстояніе между выступами Л и М при формовкѣ
пзвѣстпо. Тѣмъ же микрометрическимъ винтомъ можно производить пз*
мѣряніе діаметра сломаннаго или разорваннаго образца въ мѣстѣ изло-
ма, Нужно замѣтитьт что измѣреніе всегда лучше производить въ мѣ-
стѣ излома, такъ какъ можетъ случиться, что въ дрѵпіхъ мѣстахъ об-
разецъ будетъ имѣть нѣсколько ипые размѣры.
Если представляется нужнымъ производятъ испытаніе обточенныхъ
образцовъ, то въ такомъ случаѣ онѣ должны быть отформованы съ
утолщеніемъ Т (фиг, 14, 3) яри помощи добавочкой модели X
« фиг. 14, 4). Такъ какъ обыкновенно отливаются два образца, то одинъ
изъ шіхъ можетъ быть обточенъ, другой же испытанъ, не снимая кор-
ки. п потому отлитъ безъ утолщенія. При такомъ испытніи могутъ жъ
лучиться весьма интересныя цифры, указывающія относительную проч-
ность обточенныхъ и необточеиныхъ образцовъ.
— 61 —
Для опредѣленія способности чугуна принимать закалъ обыкновен-
но выливаютъ его въ небольшую охлаждающую металлическую фору у
и замѣчаютъ, насколько этотъ закалъ распространился внутрь чугуна*
Производя подобныя испытанія, необходимо имѣть въ виду, что послѣ
застыванія чугунъ начинаетъ сокращаться и отходить отъ охлаждаю-
щей поверхности, Если мы желаемъ получать пригодные для сравненій
результаты, необходимо, чтобы опытъ производился при одинаковыхъ
условіяхъ. т*-е. чтобы продолжительность дѣйствія охлаждающей по-
верхпости была во всѣхъ случаяхъ одинакова. Между тѣмъ, такого од-
пообразія въ производствѣ опыта въ большинствѣ не замѣчается. Форма,
наполненная болѣе холоднымъ чугуномъ, затвердѣетъ быстрѣе и стой-
деть отъ охлаждающей поверхности скорѣе, чѣмъ форма, наполненная
горячимъ чугуномъ, слѣдовательно* въ первомъ случаѣ при всѣхъ осталь-
ныхъ равныхъ условіяхъ закалъ получится болѣе слабый* Для избѣжа-
нія этого неудобства форма должна быть устроена такимъ образомъ,
чтобы охлаждающія поверхности находились въ соприкосновеніи со вли-
тымъ въ нее чугуномъ до полнаго охлажденія* Сообразно съ сказаіь
пымъ, авторъ предлагаетъ слѣдующую конструкцію охлаждающаго ко-
киля: кокиль состоитъ изъ двухъ половинокъ пустотѣлаго цилиндра У,
К въ которыхъ имѣются небольшія отверстія: при помощи ихъ ко-
киль надѣвается па выступающіе шипы Г/, V во нижней части моде-
ли (фпг. 14* 4); въ этп же отверстія вставляется потомъ шипъ Л7
усадочнаго шаблона О (фпг. 14, 4)* Половинки кокиля надѣваются на
лчодель передъ тѣмъ, какъ начать набивку песка, я затѣмъ, когда опо-
ки разняты, модель вынимаютъ, а кокиль остается въ пескѣ. Приго-
товляются ко кили изъ стали* Вестъ предлагаетъ дѣлать ихъ длиной въ
3 дюйма и толщиной въ 7/іс дюйма. Нетрудно замѣтить, что при
усадкѣ шипики, залитые въ кокили, тянуть послѣдній за сокращающим-
ся образцомъ н не позволяютъ охлаждающей поверхности отойти отъ
остывающаго чугуна* Нужно обратить вниманіе также на то, что ко*
кплп всегда должны приготовляться одного размѣра, такъ же, какъ и об-
разцы, такъ какъ степень закала зависитъ отъ относительной величи-
ны тѣхъ и дрѵтихъ. Здѣсь же слѣдуетъ замѣтить, что въ случаѣ очень
твердыхъ сортовъ чугуна, какъ, напр,, употребляющагося для отливки
вагонныхъ колесъ, прокатныхъ вальцовъ и т. и.* указанный размѣръ
образцовъ (1,1284 дюйма въ діаметрѣ) можетъ оказаться неудобнымъ,
такъ какъ закалъ въ такихъ образцахъ распространяется на всю ихъ
толщину, и потому уже нельзя дѣлать сравнительныхъ заключеній; по-
этому при испытаніи подобныхъ чугуновъ слѣдуетъ нижній конецъ об-
разца дѣлать болѣе толстымъ, вапр., въ 2’* я даже больше*
Чтобы узнать, па какую глубину распространился закалъ, обра-
зецъ кладутъ на наковальню в ударомъ молотка ломаютъ. Отлитое со
стороны закала углубленіе X (фиг. 14т 1) способствуетъ болѣе легко-
му перелому на этомъ мѣстѣ. Наблюдая затѣмъ глубину, на которую
распространился закалъ* судятъ о качествѣ чугуна въ этомъ отношеніи*
Вестъ считаетъ 5 что по усадкѣ чугуна нельзя еще судить о сію-
— 62 —
собности чѵгѵна давать утяжиньт, такъ какъ, по его наблюденіемъ у сад-
ка не зависитъ отъ степени густоты вылитаго въ форму чугуна, тогда
какъ, чѣмъ жиже я горячѣе чугунъ, тѣмъ больше вѣроятія получить
утяжины. Въ виду этого, чтобъ по тѣмъ же образцамъ судить и о
способности чугуна давать утяжиньц авторъ предлагаетъ слѣдующее.
Какъ видно по фиг. 14т 5 и 6, на опокахъ имѣются приливы об-
точсншіые внутри и служащіе для направленія модели И. При напол-
неніи формы чугуномъ, какъ только расплавленный металлъ заполнятъ
эти мѣста, онъ сейчасъ же, соприкасаясь съ охлаждающими поверхно-
стями, затвердѣетъ и образуетъ собой твердую корку, ясно обознчаю-
щую, до какой высоты металлъ подымался; внутренняя же частъ при
остываніи будетъ итти на пополненіе усѣкающаго чугуна, и потому на
поверхности образуется нѣчто въ родѣ воронки. Если затѣмъ измѣрить
объемъ этой воронки, то по нему можно судить о томъ, насколько чу-
гунъ способенъ давать утяжнпы. Для опредѣленія объема можно поль-
зоваться градуированнымъ сосудомъ. Наполняя его водой и затѣмъ вы-
ливая ее осторожно въ полученное углубленіе, мы по дѣленіямъ на со-
судѣ можемъ опредѣлить объемъ самого углубленія.
Такимъ образомъ, примѣняя вышеописанный способъ приготовленія
образцовъ, мы по двумъ отлитымъ образцамъ можемъ вывести всѣ не-
обходимыя заключенія о качествѣ даннаго литейнаго чугуна.
СТАЛЬ и ЖЕЛЪЗО» (продажное).
То, что въ продажѣ извѣстно подъ названіемъ желѣза, предста-
вляетъ ивъ с₽бя сплавъ чистаго желѣза съ очень небольшимъ количе-
ствомъ примѣсей. ІГо мѣрѣ того, ііак.ъ въ желѣзѣ увеличивается содер-
жаніе углерода, оно постепенно переходить въ сталь. Несмотря па то,,
что уже съ давнихъ поръ были попытки установить нормы, при помо-
щи которыхъ можно бы было провести границу между желѣзомъ и-
сталью (см. § 30), такихъ нормъ и понынѣ не существуетъ, да и не
можетъ существовать, потому что ври постепенномъ возрастаніи содер-
жанія углерода желѣзо также постепенно переходитъ въ сталь, при
чемъ измѣняются нѣкоторыя его физическія свойства; увеличивается
крѣпость и упругость, пріобрѣтается свойство заката и способность
плавиться, но зато уменьшается мягкость, ковкость н совершенно утра-
чивается способность свариваться.
Въ продажѣ сталь и желѣзо какъ матеріалъ раздѣляются на два
сорта: на сварочный и литой* Тоть и другой сорта почти не отличаются
по своимъ физическимъ свойствамъ, главное же различіе заключается
въ способахъ приготовленія.
57. Сварочное желѣзо Оекі ігоп, ЗсН^еі^еіееп, Гег зошіё) и сталь
получается передѣлкой чугуна кричнымъ и пудлинговымъ способами.
Въ томъ и другомъ случаѣ чугунъ подвергается дѣйствію окисляю-
щихъ газовъ, при чемъ углерода и другія примѣси, находящіяся въ чу-
гулѣ, окнсляістся: а болѣе чистое желѣзо при помѣшоаніи спекается
лъ одинъ комокъ, который въ видѣ губчатой массы плаваетъ въ чугунѣ.
Когда этотъ комокъ желѣза, такъ называемая крица. достигаетъ извѣст-
ной величины, его вынимаютъ изъ печи и подвергаютъ механической
обработкѣ. Крица представляетъ желѣзную губчатую массу, пропитан-
ную шлаками, и цѣль послѣдующихъ механическихъ процессовъ состоитъ
въ удаленіи изъ крицы шлаковъ я сообщеніи си плотности обыкновен-
наго желѣза.)
Ни одинъ изъ существующихъ способовъ обработки не въ состоя-
ніи вполнѣ очистить крицу отъ шлаковъ; эти шлаки, оставаясь внутри
желѣза, при дальнѣйшей обработкѣ вытягиваются въ нити и сообщаютъ
желѣзу волокнистое строеніе. Чѣмъ лучше будутъ отжаты шлаки, тѣмъ
съ болѣе мелкимъ волокнистымъ строеніемъ получится желѣзо.
Отжатіе шлаковъ изъ крицы производится молотомъ пли жомомъ.
Молота употребляются паровые иля приводные (лобовые).
Вынутая изъ печи крица подвозится на телѣжкѣ къ молоту, сдви-
гается на наковальню, и слѣдующими быстро одинъ за другимъ ударами
молота безформенная крица превращается въ болванку, имѣющую видь
параллелепипеда. При отжатіи крицы мастеръ переворачиваетъ ее боль-
шими клещами или при помощи желѣзной полосы* заваренной въ крицу.
Весь процессъ занимаетъ около минуты.
Жомы для отжатія шлаковъ изъ крицы имѣютъ слѣдующую кон-
струкцію:
Рычажный жомъ (фиг.
16). При вращеніи вала
челюсть сжимаетъ крицу,
которая постепенно под*
вигается внутрь. Жомъ дѣ-
лаетъ до 60 качаній въ
мин., и крица получитъ
отъ 20 до 25 нажатій,
прежде чѣмъ она обратится
въ болванку. Подобные
Фиг. 16.
жомы теперь почти вы-
шли изъ употребленія и замѣнены другими, вращательными, какъ болѣе
удобными.
Жомъ Ррауна состоитъ изъ нѣсколькихъ паръ вращающихся гори-
зонтальныхъ вальцовъ, расположенныхъ попарно другъ надъ другомъ.
Подшипники дѣлаются такой конструкціи, что позволяютъ измѣнять
разстояніе между вальцами. Крица кладется на верхнюю пару вальцовъ
(находящихся па уровнѣ пола мастерской), сжимается, проходя между
ними, надаетъ на вторую пару и затѣмъ на третью. Обыкновенно этимъ
и ограничиваются. Пройдя между нижними вальцами, крица поднимается
какимъ-нибудь механизмомъ опять на уровень пола мастерской. Этотъ
жомъ пе особенно распространенъ.
Въ Кливелапдѣ (Англія) на многихъ желѣзодѣлательныхъ заводахъ
— 64
у аѳт реб ляет ся и а до я з мѣ не н п.ы й т нпъ ж о ма Б р а у па. О нъ со ст оитъ (ф ш\ 17 —>
18) изъ трехъ вальцовъ а. Ь и с. Валъ а имѣетъ два кольцевыхъ выступа,
которые входятъ въ соотвѣтствующія проточки въ валѣ Ь. Оси вальцовъ
а я & неподвижны, валъ же с можетъ подниматься помощью винтовъ (і.
Крица помѣщается между вращаюіцымнся валами и. яря нажатіи валомъ
<1>вг. 17—18,
<д отжимается отъ шлаковъ я раскатывается въ болванку* Разстояніе между
кольцами опредѣляетъ длину болванки. Валъ с обыкновенно передвигается
на величину ЗОО шъ Къ подшипникамъ онъ прижимается противовѣсами.
Наибольшее распространеніе въ Соединенныхъ Штатахъ Америки,
а также и въ Европѣ получилъ жомъ Бордена (Впгйеп) (фиг* .19 и 20)
ю*
Онъ состоитъ изъ .прочнаго чугуннаго щіливдрияескаго кожуха и чугѵи-
— 6 5 —
паго барабана, вращающагося па вертикальной оси и сидящаго эксцент-
рично относительно кожуха. Поверхности кожуха и барабана бороздча-
тыя. Барабанъ вращается но направленію часовой стрѣлки. Крицу кла-
дутъ въ промежутокъ съ широкаго конца, она увлекается вращающим-
ся барабаномъ, постепенно отжимается п выбрасывается изъ другого
конца въ видѣ круглой болванки*
Крипа при входѣ въ жомъ имѣетъ приблизительно форму шара,
около а50 мм. въ діаметрѣ, а по выходѣ—форму цилиндра, діаметромъ
около 200 мм* и длиною около 400 мм; Барабанъ приводится во вра-
щеніе при помощи коническихъ шестерней, дѣлаетъ обыкновенно около
12 оборотовъ въ минуту и имѣетъ около 1200 мм* въ діаметрѣ.
Отжатая крица въ видѣ болванки поступаетъ въ печь для подо-
грѣванія, и уже подогрѣтая болванка прокатывается между бороздчатыми
вальцами въ полосы толщиной 20 — 25 мхь и шириной 80—120 мм.
Полученныя такимъ об-
разомъ полосы называются
пудлин-іовыми иля милбореы
Л» 1 (съ англійскаго тіП-
Ьагн). Желѣзо въ такомъ видѣ
еще очень плохого качества,
и потому милбарсы Л» 1 въ
продажу не идутъ* Ихъ рѣ-
жутъ на куски, сортируютъ,
руководствуясь изломомъ; нѣ-
сколько кусковъ складываютъ
вмѣстѣ, перевязываютъ про-
волокой и получаютъ такъ ФИГ, зо*
называемые пакеты. Размѣръ
пакета зависитъ отъ того сорта желѣза, для котораго пакетъ назначенъ.
Для сортоваго желѣза, т.-е. круглаго, квадратнаго, полосоваго и др.Р па-
кеты обыкновенно имѣютъ размѣры около 600 ми* въ длину и 150—200
мм, въ другихъ измѣреніяхъ. Для листового желѣза, которое должно ока-
зывать одинаковое сопротивленіе по всѣмъ направленіямъ, пакеты состав-
ляются, укладывая поочередно различные слои милбарсовъ во взаимно-пер-
пендикулярномъ направленіи* Приготовленные пакеты поступаютъ въ сва-
рочную печь провариваются и затѣмъ проковываются йодъ паровымъ мо-
лотомъ въ болванку. Если полученная такимъ образомъ болванка доста-
точно горяча, то ее прямо пускаютъ на прокатный станокъ, въ против-
номъ случаѣ болванка передъ прокаткой подогрѣвается въ калильной
печи* Для обыкновенныхъ сортовъ желѣза довольствуются приготовле-
ніемъ только мплбарсовъ Л? 1, и изъ нихъ уже прямо прокатываютъ
сортовое желѣзо* Для болѣе высокихъ сортовъ пакеты изъ милбар-
сонъ Ж 1 прокатываются въ сортовыя полосы или милбарсы Л?
иногда даже и вз Лѵ 3, и изъ нихъ уже приготовляются пакеты,
идущіе на прокатку продажнаго желѣза или же на отковку какой-ни-
будь детали*
—• 66 —
При помощи такого же процесса можно получитъ сталъ, т.-е>
желѣзо съ большимъ содержаніемъ углерода. Для этого только нужно
пудлингованіе остановить нѣсколько раньше и нести его не при столь
высокой температурѣ. Затѣмъ проковку и прокатку стальныхъ полосъ
нужно вести съ большой осторожностью; чтобы пе получилось трещинъ.
Кромѣ того, сталъ можно получитъ азъ уже готоваго сварочнаго
желѣза, если послѣднее прокаливать въ печахъ въ присутствіи уголь-
наго порошка. При такомъ прокаливаніи, пли томленіи, желѣзо насы-
щается углеродомъ и въ результатѣ получается сталь, извѣстная подъ
названіемъ ТОМЛЯНКИ.
Характернымъ признакомъ томлянки является крупнокристалличе-
скій блестящій изломъ и масса пузырей на поверхности, отчего то-
млянка называется также и и пузыристой сталью. Какъ видъ излома,
такъ и пузыри обусловливаются процессомъ цементованія: при этомъ
окислы желѣза, реагируя съ углеродомъ, даютъ окись углерода, кото-
рая, стремясь выйти, и вздуваетъ поверхность стали въ видѣ пузырей.
Томлянка, въ отличіе отъ всѣхъ прочихъ сортовъ стали, обладаетъ
способностью довольно хорошо свариваться, и вмѣстѣ съ тѣмъ даетъ
довольно твердый закалъ, почему опа к употребляется для наварки
сталью различныхъ желѣзныхъ издѣлій.
Какъ пудлинговая, такъ и цементная сталь представляютъ довольно
плохіе сорта этого матеріала и мало-по-малу выходятъ изъ употребле-
нія. Главнымъ образомъ, они идутъ па переплавку въ тигляхъ для по-
лученія тигельной стали.
58. Литое шелѣзо (іп^оМгоп; Гіцззеізеп; Гег іошіи) и сталь по-
лучаются по способу Бессемера, Сименса-Мартена и др. Во всѣхъ этихъ
случаяхъ выработанный сплавъ въ расплавленномъ видѣ вшивается въ
форму, гдѣ оиъ затвердѣваетъ п получается въ видѣ призматической
болванки, пли слитка (іп^оП Слитокъ соотвѣтствуетъ пакету при вы-
работкѣ сварочнаго желѣза. Форма и размѣръ слитка зависятъ отъ того
сорта желѣза, для прокатки котораго слитокъ назначенъ„
Многіе полученнымъ такимъ образомъ литымъ сплавамъ желѣза
присваиваютъ общее названіе стали. Это пе совсѣмъ правильно, такъ
какъ нѣкоторые изъ этихъ сплавовъ не обладаютъ свойствомъ принимать
закалъ, являющійся характернымъ признакомъ стали, и потому болѣе
правильно называть ихъ литымъ желѣзомъ. Только переплавкой въ тиг-
ляхъ получается исключительно твердая сталь, почему я приготовлен-
ный такимъ образомъ сплавъ совершенно правильно называется тигель-
ной сталью.
Если въ литыхъ сплавахъ желѣза присутствуютъ въ значительномъ
количествѣ Другіе металлы, то такіе сплавы тоже носятъ названіе стали,
независимо отъ содержанія въ нихъ углерода, по присоединяя всегда
названіе металла, входящаго въ составъ: напримѣръ, марганцевая сталъ 9
никелевая сталъ^ хромовая сталъ и др.
Сравнивая способы выработки сварочнаго и литого желѣза, мы
видимъ, что первое получается при сварочномъ жарѣ пудлинговой печи,
— «7
аі и отдѣльныя частицы не выливаются въ форму, а только свариваются
"между собою; поэтому, хотя эти частицы въ томъ п другомъ случаѣ и
одинаковы но природѣ, во въ сварочномъ желѣзѣ онѣ раздѣлены весьма
топкими частинами шлака, который вноситъ въ желѣзо различныя при-
мѣси, и тѣмъ вредитъ его однородности и крѣпости. Литое желѣзо,
напротивъ, находясь въ расплавленномъ состоянія, можетъ быть почти
совершенно очищено отъ шлаковъ и выливается въ формѵ, содержа зна-
чительно меньшее количество примѣсей, благодаря чему оно является
болѣе однороднымъ и прочнымъ матеріаломъ.
При недостаточно у мѣломъ производствѣ въ слиткахъ могутъ по-
лучиться пузыри, или стдулины. Если внутренность этихъ пузырей
покрыта окисломъ, то даже при нагрѣвѣ до сварочнаго жара и прокаткѣ
пузыри не завариваются, образуя въ металлѣ прослойки, уменьшающія
прочность. Но такіе пузыри почти исключительно получаются близко
отъ наружной оболочки слитка, и потому если при прокаткѣ попереч-
ное сѣченіе слптка будетъ сильно уменьшено, то всѣ эти пороки ока-
жутся на поверхности металла и большого вреда пс принесутъ. Если
предвидится возможность полученія подобныхъ отдули пъ, то необходимо
поперечные размѣры слптка брать значительно больше по сравненію съ
поперечнымъ размѣромъ готоваго издѣлія, чтобы, какъ сказано выше,
всѣ пороки очутились на поверхности металла.
Въ настоящее время почти на всѣхъ металлургическихъ заводахъ къ
расплавленному металлу прибавляютъ кремнія пли маріанца, которые почти
совершенно уничтожаютъ появленіе пузырей въ слиткахъ. такъ что го-
товый металлъ получается совершенно плотный даже безъ особыхъ
предосторожностей при прокаткѣ.
Какъ сварочное, такъ и литое желѣзо, вслѣдствіе прибавленія кз
мему уілерода. пріобрѣтаетъ способность закаливаться и, такимъ об-
разомъ обращается въ сталь. Соотвѣтственно способу выработки сталь„
подобно желѣзу, можетъ быть подраздѣлена на сварочную н литую.
Различные заводы, изготовляющіе желѣзо и сталь. отмѣчаютъ
-свои продукты присвоеннымъ имъ клеймомъ. Обыкновенно ставится так-
же отмѣтка, обозначающая сортъ желѣза или стали, а также иногда и
годъ изготовленія
Качество сварочнаго желѣза обыкновенно опредѣляется буквой В.
что обозначаетъ по-англійски Ьез^, т>-е, лучшее; еще высшій сортъ
имѣетъ клеймо ВВ (Ьезіт Ье&І) и, наконецъ, самый высокій—ВВВ
фѢгеЫе Ье&КѢ
Налитомъ желѣзѣ ставится буква М (шіій), обозначающая мягкое:
ММ—болѣе мягкое: МММ—еще болѣе мягкое и, наконецъ, ММММ—
самое мягкое.
Сталь очень часто обозначается который указываетъ на содер-
жаніе въ желѣзѣ углерода. Такъ, напр,, въ Обществѣ II ути левскихъ
заводовъ номенклатура принята такая, что А? обозначаетъ содержаніе
углерода въ десятыхъ процента; поэтому сталь А* 5 будетъ содержать
углерода,
5*
-- 68 —
Желѣзо или сталъ, не имѣющія на себѣ заводскаго клеима, на
Заслуживаютъ довѣрія,
Въ прежнее время лучшимъ желѣзомъ считалось сварочное желѣзо
заводовъ Демидова, имѣющее клеймо ССКВ, но теперь оно потеряло
свое первенствующее значеніе, такъ какъ появилось много заводовъ
какъ въ Россія, такъ и за границей, изготовляющихъ литое желѣзо.,
которое по своимъ качествамъ не только не уступаетъ, но даже превос-
ходитъ сварочное желѣзо,
59, Сорта желѣза и стали, встрѣчающіеся въ продажѣ. Каждый
желѣзодѣлательный заводъ выпускаетъ весьма различные сорта желѣза,
сообразно со своими средствами. Точныя данныя въ атомъ отношеніи,
можно получить, потребовавъ съ завода „ сортаментъи, который обык-
новенно на вдЬхъ благоустроенныхъ заводахъ имѣется.
Здѣсь ръ видѣ примѣра можно привести нѣсколько нормальныхъ сор-
товъ желѣза, принятыхъ на одномъ изъ русскихъ заводовъ, которые помо-
гутъ конструктору оріентироваться при выборѣ размѣровъ,
а) Листы изъ стали, литого желѣза и сварочнаго желѣза.
Нормальные размѣры листавъ.
При толщинѣ листовъ отъ 19 бирмингамскаго калибра и де
ширина но болѣе 3 фут. и длина до 9 фут.
При толщинѣ отъ г/1сгг Л° ширина до 4 фут* и длина до 11 фут.
При толщинѣ отъ до 1г' ширина до 4 фут, и длина до 13 фут/
Максимальные размѣры прямоугольныхъ листовъ.
При толщинѣ металла отъ—до Длина. Ширина. При толщинѣ металла О1Ъ'"""-Д0 Длина* Ширина-
& 1В — Ѵ1(" 9' 3' .18 1 15' 61 л
13 4 1* ”** 1» 20 6
’Ѵи ““ Э; в 13 6 30 5
» “““ я 20 5 35 4
25 4 40 3
я ' ' Т 30 3 і" — 1V 20 5
Заграничные заводы способны прокатывать инеты значительно боль-
шихъ размѣровъ. На всемірной выставкѣ въ Чикаго въ 1893 г. заводомъ.
Круппа былъ выставленъ листъ изъ литого желѣза ($Ітеп5-Магіеп) длиной
20.000 мы., шириною 3.300 мм. и толпъ 32 мм., вѣсомъ 16.200 кгр.
Максимальные размѣры круглыхъ листовъ.
При толщинѣ отъ № 19 До і/ ” . /іа • > - діам. 37/ п
ч 15 3/ п /за в я^ /16 ’ * ’ • »
75 ч ч ѵ32 і 16 Й 3/ /я а * * 75 6
Г 71 1? 1 , . » ' • ЗТ 67г
Ъ & 19 == 1 и». = 0,042"
— 69 —
На той же всемірной выставкѣ въ Чикаго заводомъ Круппа былъ вы* *
ставленъ круглый листъ для днища парового котла изъ литого желѣза (81-
зпепз-Матіеп) діам, ЗЛЮО ммм толщиною 38 мм., вѣсомъ 3440 кгр.
Ь) Кровельные листы„
Подъ такимъ названіемъ извѣстны листы тоньше А» 19. Онн обыкно-
венно изготовляются двухъ размѣровъ по длинѣ и ширинѣ: 1 арш.ХІ арш.
и 1 арш. X 2 арпт.
Послѣдній размѣръ (2 квадрат. арпк), соотвѣтственно толщинѣ, имѣет-
ся въ продажѣ различныхъ вѣсовъ отъ 6 до 15 фунтовъ, и потому такой
«ортъ желѣза иногда называется также фунтовымъ (напр., 10-фунтовое). При-
готовляется оно матовое и глянцевитое *),
с) Универсальные листы.
Изготовляются шириною не менѣе 6" и не болѣе 22" и толщиною не
тлепѣе 7/7 при
ширина о тъ 8" де 87/ отвѣчаетъ толщинѣ отъ л/ / іа до IV '*
я „ 8 7» 12 Я я я і /4 X
Я „ 12 Я 18 V) я ^1 йі» я
ін 22 I1
77 я * 7> я я я ! *
Въ этихъ предѣлахъ универсальные листы могутъ имѣть какую угодно
ширину и толщину.
Универсальные листы при толщинѣ до прокатываются длиною до
30 футовъ, при большей тодщияѣ—до 40 фут., при чемъ вѣсъ листа не
долженъ превосходить 20 пуд.
Универсальные листы приготовляются преимущественно изъ литого
;кегіѣза.
<5) Сортовое жельюо.
Круглое прокатное, толщиной отъ 7/ 3) до 7". До I3// Розница въ
діаметрѣ идетъ на 7/7 до 5м—на 7/ и послѣ—на 7/*
Круглое желѣзо до 7/ прокатывается длиной до 40 фут,, болѣе тол-
стые сорта до 2"—до 30 фут.
2» до
3\а „
отъ
71
31/Л длина 20—30'
6° „ 12 “17
7” _ 10—12
Квадратное прокатывается отъ і//1 до 4" въ сторонѣ. До 7/ разница
идетъ на 71в'\ выше —на 7/* До 7/ длина его 40 фут., больше
'7/-30\
Полосовое желѣзо.
Къ этому разряду относится плоское желѣзо не шире 6", При ширинѣ
до 4" толщина его начинается отъ 1//> а* при большей ширинѣ отъ 7і/ и
походятъ до 27/.
О На выставкѣ въ Чикаго въ 1893 г, заводомъ КшіоІЗДііие (Теріік, ВоЬешіз)
Чіндъ выставленъ листъ кровельнаго желѣза длиною 162' 2\ шмрваою 3* З'л к кодо-
вою 7п'* Вѣсъ его 1672 фунт* Прокатанъ онъ быть до способу ^Уіі^спкіеіпа. См.
«р окатку.
*) Круглое желѣзо тоньше 1// зазывается проволокой. Сг* ирвготѵвх проволока.
— 70 —
Если толщина измѣняется въ такихъ предѣлахъ: 3/]С, 1;4, 7д* 1
78, 7ѵ 7я* І1/^ ѴА’ Ъ 2Ѵ, то ширина до 1" измѣняет-
ся на ’/і?7 а затѣмъ на 7/^г.
Длина полосы до 50 фут*> если вѣсъ ея не превышаетъ 18 нух
Обручное желіъзо.
Изготовляется шириною отъ до вн и толщиной отъ 20 до 1(К
Длина можетъ быть до 30 фут.
е) Фасонное желпзо.
Сюда относятся: многогранное, треугольное, угловое, тавровое, дву та-
вровое, коробки (швеллерные профили), зѳты н другіе сорта, нормальные
размѣры которыхъ можно найти въ сортаментахъ заводовъ и въ справочныхъ
книжкахъ.
При заказѣ желѣза съ размѣрами, выходящими изъ нормальныхъ цѣна
обыкновенно нѣсколько повышается.
Г) Лнструзіен пыльна я сталь имѣется въ продажѣ слѣдующихъ сор-
товъ, соотвѣтственно формѣ сѣченія:
квадратная отъ ХДГГ до 3” въ сторонѣ;
круглая отъ до 3м въ діаметрѣ;
плоская; ширина измѣняется отъ до 4", толщина измѣняется отъ
7/1 до 1";
овальная; ширина измѣняется отъ ** до I1/?*, толщина—отъ
до
Кромѣ этого на заграничныхъ заводахъ изготовляется сталь съ фи-
гурнымъ сѣченіемъ: крестообразнымъ, очень удобнымъ для приготовленІіГ.
зубилъ, безъ ковки—одной заточкой; съ трапецеидальнымъ—для приготовле-
ніи безъ ковки рѣзцовъ, съ крестообразнымъ сѣченіемъ, свернутымъ въ спи-
раль,—для приготовленія сверлъ, развертокъ и друг.
60. Химическій составъ желѣза и стали. Анализъ нѣкоторыхъ
сортовъ желѣза и стали далъ слѣдующіе результаты:
з • Ее С 8І Мп Г 8
Хорошее шведское сварочное желѣзо 1 :<Древ. уголь) 99,733 0,075 0,114 Слѣды 0,004
Шведское желѣзо литое . . . [ ЛѴезІапіогз 99,866 0,085 0,008 Слѣды 0,025 .Слѣды
Сварочное желѣзо йоркшир- ское ЬсчгМоог 99,372 0,016 0,122 0,280 0,106 0,104
Сварочное желѣзо йоркшир- ское (Вочііл^) зажѣъчкет. 99,798 0,272 0.000 0,000 0,000 Слѣды
Литое желѣзо Вахтой іп Гнг- певз для провол. 99,534 0,200 0,179 0,214 0,026 0,030
Литое желѣзо адетр. (ЫепЬег^). Для пар, ког. 99,567 0,250 0,016 0,136 0дШ>
Сталь Бессемеровеок .... для рельсовъ 99,095 0,352 0,053 0,384 0,061 0,05в
Сталь Сименса ж Мартена . . г. . 99,173 0,370 0,040 0,342 0,033 о.ш*
Твердая я негру ментальная сталъ (тигельная) 1 98,586 1,144 0,166 0,104 _
7 і _
Приведенная таблица представляетъ химическій составъ особенно
хорошихъ сортовъ стали и желѣза, каковые вырабатываются только не-
многими желѣзодѣлательными заводами Европы и Америки.
Вообще, желѣзо хорошихъ сортовъ содержитъ отъ 0,05°/* Д<>
0,25 °/9 углерода. Чѣмъ меньше въ немъ такихъ примѣсей, какъ кремній,
сѣра и фосфоръ, тѣмъ больше желѣзо можетъ содержать углерода, не
проявляя способности закаливаться.
61» Плотность. Удѣльный вѣсъ желѣза и стали колеблется отъ
7,3 до 7,9 и зависитъ отчасти отъ содержанія углерода—чѣмъ больше
углерода, тѣмъ удѣльный вѣсъ меньше—а также и отъ обработки,—
напр., при закалкѣ, наклепкѣ и волоченіи удѣльный вѣсъ уменьшается,
а слѣдовательно, объемъ нѣсколько увеличивается. Удѣльный вѣсъ без-
иузыристыхъ стальныхъ отливокъ доходитъ до 8,9 *).
62. Магнитныя свойства. Желѣзо легко намагничивается, и тѣмъ
легче, чѣмъ чище. Но удерживаетъ магнетизмъ желѣзо тѣмъ лучше,
чѣмъ больше въ немъ углерода.
63. Температура плавленія желѣза измѣняется отъ 1500® Ц. до
2100® Ц. и зависитъ отъ содержанія примѣсей. Присутствіе углерода,
сѣры, фосфора и кремнія понижаетъ точку плавленія. Наоборотъ, хромъ,
марганецъ и вольфрамъ повышаютъ ее.
64- Усадка стали. При затвердѣвшій желѣзо и сталь даютъ
большую (почти въ 2 раза) усадку, чѣмъ чугуяь, поэтому и модели
при отливкѣ изъ стали должны имѣть размѣры нѣсколько иные, чѣмъ
для чугуна.
Вслѣдствіе усадки внутри стального слитка образуются пустоты,
ил и усадочныя раковины.
65» Газовые пузыри. При затвердѣваніи расплавленной стали изъ
нея выдѣляются газы: прежде всего выдѣляется окись углерода, затѣмъ
водородъ и азотъ. Вслѣдствіе того, что сталь затвердѣваетъ, частъ этихъ
газовъ не успѣваетъ выдѣлиться и въ видѣ пузырьковъ остается внутри
слитка. Пузырьки главнымъ образомъ заполнены водородомъ, который
продолжаетъ, повидимому, выдѣляться и послѣ того, какъ металлъ за-
твердѣлъ. Это, по указанію Мюллера, подтверждается тѣмъ, что давленіе
газовъ въ пузырькахъ бываетъ больше атмосфернаго, Леверъе считаетъ,
что водородъ и азотъ поглощаются сталью въ то время, когда она на-
ходится въ расплавленномъ состояніи; эти газы при спокойномъ состо-
яти не имѣютъ стремленія выдѣляться, но вслѣдствіе того, что при
остываніи окислы желѣза, находящіеся въ стали, реагируя съ углеро-
домъ послѣдней^ образуютъ окись углерода, которая стремится выдѣ-
литься изъ сплава, равновѣсіе нарушается, и за окисью углерода на-
чинаютъ выдѣляться находящіеся въ растворѣ водородъ и азотъ. Если
къ стали прибавить кремнія или марганца, которые имѣютъ къ кисло-
роду большее сродство, чѣмъ углеродъ, то выдѣленія окиси углерода не
будетъ, а вмѣстѣ съ тѣмъ не будутъ выдѣляться водородъ и азотъ и не
>) Л&бэінъ. Технологія леталдонъ. стр. 2$І»
— 72 —
будетъ получаться пузырей* Этимъ, по мнѣнію Леверье, и объясняется
благотворное вліяніе примѣси кремнія и марганца на полученіе плотныхъ
бѳзпузыристыхъ отливокъ стали* Наиболѣе удобно употреблять для этой
цѣли особый сплавъ кремнисто-марганцовистаго желѣза (8і!ісо -йріе^еі
1,3*/» углерода, 12,25*/в кремнія и 19,25^ марганца).
Тѣ же результаты могутъ быть достигнуты присадкой алюминія.
Но, присаживая алюминій, нужно имѣть въ виду, что онъ обладаетъ
свойствомъ выдѣлять углеродъ въ видѣ графита, и потому, если алю-
миній будетъ присаженъ въ большомъ количествѣ къ твердой стали, то
послѣдняя потеряетъ свою твердость. Вообще алюминія присаживается
для стали — отъ 0,004 "/^ Д° 0,02 5 *;о, для желѣза — отъ 0,01 */в до
0,1*/*’ Тѣмъ меньше, чѣмъ больше углерода,
Наконецъ уничтоженіе отдулияъ можетъ быть достигнуто при по-
мощи прессовки расплавленной стала. Болѣе подробно объ этомъ спо-
собѣ будетъ сказано ниже.
66. Цэѣтоизмѣняемость. При нагрѣваніи чисто отшлифованная
желѣзная поверхность начинаетъ принимать послѣдовательно различные
оттѣнки: первымъ появляется свѣтложелтый цвѣтъ (210° Ц*) затѣмъ,
по мѣрѣ нагрѣва, слѣдуютъ бурый, красный, пурпуровый, фіолетовый,
свѣтло-синій, темно’синій, зеленоватый; при 370* Ц. зеленоватый от-
тѣнокъ пропадаетъ, и Желѣзо, покрываясь окалиной, не измѣняетъ своего
цвѣта до температуры 525* Ц., послѣ чего металлъ начинаетъ свѣтиться
(см. стр* 7),
Объясняется это явленіе образованіемъ на поверхности металла
прозрачнаго окисла, толщина котораго все возрастаетъ и, отражая свѣ-
товыя волны различной длины, порождаетъ окрашиваніе аналогично
тому, какъ это замѣчается въ цвѣтныхъ кольцахъ Ньютона.
67- Способность свариваться *). Желѣзо, будучи нагрѣто до бѣло-
калильнаго жара, приходитъ въ тѣстообразное, аморфное состояніе. Если
въ такомъ состояніи его двѣ чистыя поверхности наложить другъ на
друга и слегка нажать, то онѣ соединятся въ одно цѣлое, сварятся.
Явленіе свариванія объясняютъ тѣмъ, что при сильномъ нагрѣвѣ
металлъ становится мягкимъ, и потому составляющія его молекулы при
надавливаніи могутъ подойти столь близко другъ къ другу, что междѵ
ними проявится такая же сила сцѣпленія, какъ и въ цѣломъ кускѣ
желѣза. Но подобное объясненіе встрѣчается съ слѣдующими вротиво*
рѣчіями: казалось бы, что чѣмъ температура нагрѣва выше, тѣмъ сва-
риваніе должно происходить лучше, такъ какъ при этомъ частицы желѣза
пріобрѣтутъ большую удобоподви ясность, и потому легче должны приттн
въ надлежащее положеніе* На самомъ же дѣлѣ для всякаго сорта желѣза
имѣется своя опредѣленная температура, при которой сварка происхо-
дитъ наилучшимъ образомъ, и если желѣзо нагрѣть значительно выше
этой температуры, то свариванія совсѣмъ не произойдетъ. Кромѣ того
извѣстно, что присутствіе нѣкоторыхъ примѣсей къ желѣзѣ дѣлаетъ его
Ч Кромѣ желѣза, способностью свариваться обладаютъ някеіь п платина.
- —
сварку невозможной; напр., если желѣзо содержитъ углерода больше
или мѣди больше 2%, то способность свариванія такихъ сортовъ
желѣза почти совершенно утрачивается. Если указанное явленіе припи-
сать тому, что присутствіе постороннихъ примѣсей не позволяетъ ча-
стицамъ желѣза приходить въ близкое соприкосновеніе и какъ бы раз-
дѣляетъ ихъ другъ отъ друга, то неправильность подобнаго предположенія
станетъ ясна, если припомнить, что присутствіе углерода въ желѣзѣ въ
такомъ же количествѣ нисколько не нарушаетъ сцѣпленія частицъ при
переходѣ его изъ расплавленнаго состоянія въ твердое, напротивъ, крѣ-
пость желѣза съ большимъ содержаніемъ углерода получается еще больше,
хотя соединеніе частицъ расплавленнаго металла въ одно цѣлое совер-
шенно аналогично явленію свариванія.
Поэтому болѣе естественно указанное выше явленіе объяснить слѣ-
дующимъ образомъ: желѣзо при сильномъ нагрѣваніи пріобрѣтаетъ спо-
собность окисляться; эта способность къ окисленію дѣлается особенно
замѣтной вблизи отъ точки плавленія металла, и образующійся при
этомъ слой закиси-оквси желѣза препятствуетъ свариванію. Слѣдова-
тельно, при свариваніи, съ одной стороны т желательно нагрѣть желѣзо
по возможности до высшей температуры, чтобъ увеличить удобоподвиж-
ность его частицъ, а съ другой стороны такое нагрѣваніе нежелательно,
потому что при этомъ начинается сильное образованіе окисловъ, пре-
пятствующихъ соединенно частицъ, и приходится выбирать нѣкоторую
среднюю температуру, дающую наиболѣе благопріятный для свариванія
эффектъ. Присутствіе постороннихъ примѣсей обыкновенно понижаетъ
точку плавленія и дѣлаетъ болѣе быстрымъ переходъ металла отъ твер-
даго состоянія къ жидкому, отчего и утрачивается способность свари*
виться. При большомъ содержаніи углерода желѣзо или, правильнѣе,
сталь, приходить въ пластичное состояніе только вблизи отъ точки
плавленія, и въ это время оквсленіе идетъ уже столь энергично, что
свариваніе не можетъ имѣть мѣста.
Поэтому способность свариваться уменьшается въ желѣзѣ по
мѣрѣ того, какъ увеличивается въ немъ содержаніе углерода;—твердая
•сталъ совершенно теряетъ эвгр способность.
Чтобъ уничтожить вредное вліяніе окисловъ и тѣмъ облегчить
сварку, желѣзо яла сталь при нагрѣваніи посыпаютъ особыми свлроч-
ными порошками, которые играютъ роль плавней, Т.*е.т соединяясь съ
окисломъ желѣза, расплаявляя его и покрывая собою металлъ, предо-
храияютъ желѣзо отъ дальнѣйшаго окисленія. Въ моментъ сварки эти
шлаки леітсо удаляются съ поверхности желѣза стряхиваніемъ или от-
летаютъ прочь при первыхъ же ударахъ молотка.
Чѣмъ больше содержаніе углерода въ стали* чѣмъ она легкоплавче,
тѣмъ болѣе легкоплавкій флюсъ надо имѣть:
Наиболѣе употребительнымъ сварочнымъ порошкомъ для чистаго
желѣза является кварцевый песокъ, затѣмъ при возрастаніи содержанія
углерода можетъ употребляться глинистый песокъ н, наконецъ, для
твердой стали б$Р^ чистая или въ смѣси съ глиной.
— 74 —
Что касается спеціально стали, то температура сварки для нея
хотя и ниже, чѣмъ для желѣза, но при производствѣ сварки стали
происходитъ всегда нѣкоторое перегрѣваніе ея, которое, при несоблю-
деніи необходимой осторожности, легко можетъ привести къ пережига-
нію матеріала.
Для твердой стали, какъ сказано, та температура, при которой сталь
пріобрѣтаетъ необходимую для сварки пластичность, находится весьма
близко къ точкѣ плавленія, что представляетъ особенныя затрудненія
для производства этой операціи.
Чтобы при сравнительно низкой температурѣ сварки стали имѣть
возможность быстро приводить въ жидкое состояніе образующуюся
окалину, и употребляютъ вмѣсто кремневой кислоты особые сварочные
порошки. Они содержатъ въ своемъ составѣ частью кислоты, частью
же различныя щелочныя вещества. Назначеніе этихъ составовъ—обра-
зовать по возможности легкоплавкіе шлаки, а такъ какъ послѣдніе пла-
вятся тѣмъ легче, чѣмъ больше разнообразныхъ веществъ входитъ въ
ихъ составъ, то на основаніи этого сварочные порошки составляются
обыкновенно изъ многихъ веществъ, какъ, напр., бура^ поташъ, сода,
поваренная солъ, нашатырь, плавиковый шпатъ, перекисъ марганца,
стекло и т. под*
Съ другой стороны, чтобы противодѣйствовать неизбѣжно про-
исходящему при производствѣ сварки окисленію металла, примѣшиваютъ
къ сварочнымъ порошкамъ часто еще вещества, легко отдающія свой угле-
родъ при нагрѣваніи; изъ нихъ наиболѣе употребительна кровяная солъ.
Быстрое нагрѣваніе при возможно полномъ отсутствіи доступа
воздуха является существеннымъ условіемъ для успѣшнаго производства
сварки стали,
БЬъ сварочныхъ порошковъ наиболѣе употребительна бура, которая
плавится уже при ярко-красномъ каленіи и способна растворять въ себѣ,
почти всѣ металлическіе скислы, вслѣдствіе чего она и является чрезвы-
чайно пригодной для данной цѣля.
Такъ какъ при нагрѣванія буры она сильно пучится, теряя свою кри*
стала и за піонную воду, и легко растрескивается, то рекомендуется распла-
влять ее передъ употребленіемъ и дать ей остыть, при чемъ она затвердѣ-
ваетъ въ видѣ аморфной стекловидной массы, которую толкутъ въ порошкѣ^
КагтагхсЪ приводитъ слѣдующіе, по его словамъ, испытанные рецепты сва-
рочныхъ порошковъ:
борной кислоты............................41,5 вѣс, час,
поваренной соли.......................... 05,0 „
кровяной солк............. ..............15,5 Л
безводнаго углекислаго натра. 8,5 „
или:
высушенной глины....................... 12,0
прокаленной /кальцинированной) соды • . * 3,0
поташу. . . . . .......................... 2,0 „
или:
буры* ................................. Л 8,0 ,,
нашатырю. * . . ...................... 1^0 Л
желтой кровяной соли. ............ , * „ 1,0
— 75 —
Составныя части каждаго изъ этихъ порошковъ растворяютъ вмѣстѣ
въ водѣ и затѣмъ выпариваютъ при постоянномъ помѣшиваніи на легкомъ
деию до полнаго высушиванія.
Для употребленія этихъ составовъ можно или смѣшивать ихъ съ водой
въ видѣ кашицы и обмазывать ею поверхности соприкосновенія свариваемыхъ
кусковъ, или же посыпать сухимъ порошкомъ какъ поверхности соприкосно-
венія, такъ и наружные швы.
Въ послѣднее время часто стали употреблять сварочные порошки, ко-
торые содержатъ въ своемъ составѣ жел?ъ>ныя опилки и оказываютъ весьма
хорошее дѣйствіе, въ особенности при свариваніи большихъ поверхностей.
Процессъ, который происходитъ при примѣненіи этихъ составовъ, по суще-
ству аналогиченъ явленію спайки* которое, какъ извѣстно, представляетъ
собой соединеніе двухъ однородныхъ или разнородныхъ металловъ посред-
ствомъ третьяго металлическаго, связующаго вещества (припоя), которое
заполняетъ въ расплавленномъ состояніи щель между спаиваемыми кусками
и соединяетъ ихъ послѣ затьердѣваиія въ одно цѣлое благодаря своему
сцѣпленію съ каждымъ изъ нихъ.
Желѣзныя опилки, находясь въ мелкоизмельченномъ видѣ, весьма
быстро достигаютъ необходимой температуры сварки и сильно облегчаютъ
поэтому производство этой операціи, въ особенности при свариваніи стали
со сталью.
Одинъ изъ испытанныхъ сварочныхъ порошковъ этого рода можно из-
готовить, смѣшивая въ мелкотолченномъ видѣ
3 вѣсовыхъ части буры я
2 желтой кровяной соли,
и дѣлая изъ этой смѣси съ водой кашицу, которую кипятятъ, пока
масса не сгустится. Затѣмъ даютъ послѣдней затвердѣть на огнѣ, послѣ
чего ее толкутъ въ порошкѣ и прибавляютъ, тщательно перемѣшивая, одну
часть чистыхъ, не заржавленныхъ желѣзныхъ опилокъ.
Особенно рекомендуются два нижеслѣдующіе рецепта х), составныя
части которыхъ дѣйствительно могутъ имѣть полезное вліяніе при операціи
снарки; это рецепты Герцога и Руста.
Порошокъ Герцога составляется изъ 500 грам, буры, по 70 грам, на-
шатыря и желтаго синильнаго кали и 35 грам. чистыхъ, незаржавленныхъ
желѣзныхъ опилокъ. Всѣ эти вещества засыпаются въ измельченномъ со-
стоянія въ котелокъ, тщательно смѣшиваются нъ немъ съ водою до густоты
кашицы и потомъ нагрѣваются на древесноугольномъ очагѣ, при непрерыв-
номъ перемѣшиваніи. Послѣ расплавленія масса охлаждается и мелется въ
порошокъ, нъ какомъ видѣ и идетъ на употребленіе.
Въ порошокъ Руста входитъ 35,6 част. борной кислоты, 30,1 част.
поваренной, соли, 26,7 част, желтаго си аильнаго кади и 7,6 част. ка-
нифоли.
Въ этихъ порошкахъ бура, нашатырь,, борная кислота и поваренная
соль играютъ роль шлакующихъ и разжижающихъ шлакъ веществъ, а
синильное кали и канифоль:—роль цементующихъ веществъ, восполняю-
щихъ въ стали убыль углерода во время нагрѣва ея до очень высокой
температуры.
Большое распространеніе получилъ, въ особенности на инструменталь-
ныхъ заводахъ Австріи, какъ лорошокъ для снарки, — анкеритъ (кристал-
лическая разновидность доломита съ большимъ содержаніемъ желѣза), приго-
товляемый изъ породы того же наименованія, которая прямо послѣ обжига
подвергается измельченію и просѣй ванію.
>} Лабзинъ. Техиодгог. метах, стр. 372.
- 76 -
Свариваніе двухъ металловъ, обладающихъ различными течками пла-
вленія, какъ извѣстно, представляется почти невозможнымъ или, во всякомъ
с л у чаѣ, о ченъ з атруд и и т ель кыиъ.
Такіе металлы, какъ мѣдь и желѣзо, точки плавленія которыхъ не
особенно далеко отстоятъ другъ отъ друга, возможно соединить, но подобное
соединеніе все-таки не обладаетъ большой прочностью, такъ какъ въ мѣстѣ
соединенія образуется довольно хрупкій сплавъ. НеіштсЬу АѴасЪчйіг’у изъ
Нюрѳнберга, удалось выработать особый способъ, посредствомъ котораго
возможно соединять самые разнообразные металлы, помѣщая между ними
небольшое количество алюминія. Такимъ образомъ онъ получаетъ сталь, по-
крытую мѣдью, бронзой, алюминіемъ, алюминій, покрытый мѣдью н др. Еп^.
ОесешЬ. 25^04. МасЬ.™310—2™Оі.
Пріемы сварки. Если нужно сварить между собою два куска стали, то
придаютъ соединяемымъ концамъ форму полу клина и накладываютъ одинъ
кусокъ на другой такимъ образомъ, чтобы въ соприкосновеніи находились
наклонныя плоскости полу клиньевъ. Для того, чтобы въ моментъ сварки со-
единяемые куски не могли скользить одинъ по другому подъ дѣйствіемъ
ударовъ молота, дѣлаютъ на наклонныхъ плоскостяхъ обоихъ полу клиньевъ
по одной насѣчкѣ такимъ образомъ, чтобы зазубрина одного куска входила
въ зазубрину другого. Еще удобнѣе для этой цѣли расщеплять одинъ ко-
нецъ, заострять въ видѣ клина другой и защемлять такимъ образомъ одинъ
кусокъ въ другомъ* Размѣры свариваемыхъ концовъ нужно браТь не слиш-
комъ малыми дкя того, чтобы при обработкѣ молотомъ мѣста сварки послѣд-
нее не вышло слишкомъ тонкимъ. Окалина, которая образуется при приданіи
свариваемымъ концамъ требуемой формы, удаляется со свариваемыхъ пло-
скостей драчевой пилой или обвивается молоткомъ.
Послѣ этого нагрѣваютъ оба конца въ чистомъ пламени, если воз-
можно, то лучше въ пламени древеснаго угля, до такой степени, насколько
позволяетъ это обработываемый матеріалъ, не подвергаясь опасности пере-
жиганія. Въ общемъ правильной температурой сварки является для твер-
дой стали начало желтаго каленія, а для стали средней и малой твер-
дости—неяркій піьлый нагріъвъ. Если при выниманіи изъ агня отъ стали
отдѣляются искры, то это значитъ? что она пережжена,
Во время нагрѣванія посыпаютъ мѣсто сварки посредствомъ желѣзной
ложки съ длинной ручкой достаточнымъ количествомъ сварочнаго порошка,
ше вынимая однако предмета изъ огня и не подвергая, такимъ образомъ,
ого поверхность окисляющему дѣйствію воздуха.
Когда обрабатываемые куски стали получаютъ требуемый нагрѣвъ, ихъ
вынимаютъ и погружаютъ въ сварочный порошокъ, который всегда долженъ
находиться подъ рукою близъ огня въ желѣзномъ ящикѣ, затѣмъ быстро
накладываютъ одинъ кусокъ на другой требуемымъ образомъ и соединяютъ
сначала при помощи легкихъ ударовъ ручнымъ молоткомъ, а затѣмъ, по
мѣрѣ охлажденія и аатвердѣванія металла,“болыпимъ ручнымъ или паро-
вымъ МОЛОТОМЪ-
Для того, чтобы уничтожить возможное при производствѣ сварки обе-
зуглероживаніе внѣшней поверхности предмета, можно цоелѣ обработки мо-
лотомъ посыпать охладившееся до темно * краснаго каленія мѣсто сварки
тонкимъ, равномѣрнымъ слоемъ цементирующаго порошка.
При свариваніи стали съ желѣзомъ необходимо принимать во внима-
ніе, что температура сварки для желѣза выше, чѣмъ для стали; поэтому
класть въ огонь нужно сначала желѣзо, а потомъ сталъ. Можно у потреблять
также для нагрѣванія два различныхъ пламени; такъ, напр., можно сталь
нагрѣвать въ пламени древеснаго угля, а желѣзо въ пламени кокса, кото-
рый даетъ болѣе интенсивный жаръ, чѣмъ древесный уголь. Примѣненіе въ
качествѣ горючаго матеріала каменнаго угля съ содержаніемъ сѣры отра-
— / / —'
жается вредно на операціи сварки, вслѣдствіе образованія сЬргшстаго
желѣ за*
Процессъ свариванія желѣза со сталью въ общемъ одинаковъ со свар-
кой стали со сталью*
Если соединяются два достаточно толстыхъ куска, то здѣсь также ре-
комендуется расщеплять желѣзный конецъ и вставлять въ него заостренный
въ видѣ клина конецъ стального куска.
Такой способъ примѣняется, между прочимъ, если нужно наварить
сталью левпее топора иди рабочую часть молота*
Если нужно наварить сталью значительную желѣзную поверхность, то
навариваютъ сталь отдѣльными пластинками.
Для удобства обращенія съ этими пластинками каждая ивъ нихъ окан-
чивается удлиненіемъ въ видѣ ручни, за которое ихъ захватываютъ клеща-
ми. Для настали ванія кузнечной наковальни средней величины навариваютъ
сначала такую пластинку посрединѣ наковальни, а потомъ посредствомъ
двухъ послѣдовательныхъ нагрѣваній еще по одной пластинкѣ съ правой и
съ лѣвой стороны*
Стальныя пластинки подвергаютъ дѣйствію молота сначала съ тѣхъ
сторонъ, которыми онѣ соприкасаются между собой, а затѣмъ уже, когда онѣ
приварятся къ желѣзу, дѣйствію молота подвергаютъ всю пластинку и сва-
риваютъ края ея съ сосѣдними*
Если во время сварки не произошло соединенія свариваемыхъ кусковъ,
то при вторичномъ производствѣ этой операціи съ подобными кусками ус-
пѣшность ея подлежитъ еще большему сомнѣнію* Если при сваркѣ сталь
испортилась и дала трещины, то это произошло отъ ея пережиганія и предъ
вторичнымъ производствомъ этой операціи необходимо удалить всѣ испорчен-
ныя части металла*
Для производства этой операціи необходимо значительное перегрѣваніе
стали, слѣдствіемъ чего является большая опасность пережиганія ея>
68. Ковкость* Чистое желѣзо является однимъ азъ самыхъ ков-
кихъ металловъ. На Парижской выставкѣ 1889 г, была образны же-
лѣза, расплющеннаго въ листъ толщиной При нагрѣвѣ желѣза
до 250° Ц. ковкость замѣтно не измѣняется, при температурахъ отъ
250 до 350 (синій нагрѣвъ) ковкость становится значительно меньше,
въ особенности для литого желѣза; по мѣрѣ нагрѣванія выше 500* Ц,
ковкость желѣза вообще увеличивается, но уменьшается сз увеличе-
ніемъ содержанія углерода.
Будучи нагрѣто и потомъ сильно охлаждено, чистое желѣзо во
дѣлается болѣе твердымъ, т,-е. не принимаетъ закала, но при этомъ
нѣсколько уменьшается въ объемѣ.
69. Твердость желѣза увеличивается съ увеличеніемъ различныхъ
примѣсей. Особенно сильное вліяніе на твердость оказываетъ примѣсь
углерода совмѣстно съ хромомъ и вольфрамомъ, которая переводитъ же-
лѣзо въ сталъ-
Твердость стали еше больше увеличивается при закалкѣ, ь-е. пр»
нагрѣваніи ея и быстромъ охлажденіи.
70> ИЗЛОМЪ желѣза даетъ до нѣкоторой степени возможность су-
дить объ его качествѣ, Хорошее мягкое желѣзо имѣетъ мелкозерни-
стый или мелковолокнистый съ и^яховистымъ оріблескомз шламз*
— 78 —
ЗврнвстнЙ изломъ получается, когда желѣзо сломано ударомъ; во-
локнистый—-въ томъ случаѣ, когда желѣзо сломано осторожно, Если
изломъ имѣетъ темный оттѣнокъ. то это можетъ указывать на красно-
ломкость (хрупкость при красномъ каленія) желѣза. Крупнозернистыя
блестящій изломъ указываетъ па то, что желѣзо хрупко, некрѣпко и во-
обще плохого качества.
Хорошая сталъ даетъ свѣтлый, еще болѣе. мелкозернистый? бар -
хатистый изломъ, чѣмъ желѣзо. Чѣмъ тверже сталь, тѣмъ будетъ бо-
лѣе мелкозернистый изломъ.
71. Крѣпость к ВЯЗКОСТЬ. Эти два качества металла являются наи-
болѣе важными для техники. Хотя внѣшнія разрушающія усилія мо-
гутъ дѣйствовать на металлъ различнымъ образомъ—разрывать? скру-
чиваю ъ, а «башъ. ерѣзыватъ, по о б ыкяовенпо способноетъ е?о сопроти -
влятъся разрывающимъ усиліямъ вполнѣ характеризуетъ также его
способность сопротивляться и усиліямъ друіоіо рода (кромѣ сопро-
товленія ударнымъ дѣйствіямъ), Сопротивленіе желѣза и стали разры-
вающимъ усиліямъ колеблется въ весьма большихъ предѣлахъ. При-
веденная таблица даетъ коэффиціенты крѣпости и вязкости, характери-
зующейся удлиненіемъ до разрыва, различныхъ сортовъ желѣза и стали,
приготовляемыхъ Путиловскимъ заводомъ въ С.-Петербургѣ.
Разрывающ. Удлинеи,
Марки. усиліе кгр. яа О мм. ВЪ */,. | Назначеніе метала.
В іо 30 до 8 Сортовое желѣзо.
ѴоОрОчлМѵ 1 ВВ 31—36 15-10 Универсальное и сортовое желѣзо.
ВВВ 34—39 25—15
мммм 30—35 38-30 Сварннающ. листы, унявер. ж. и пр.
Литое 1 МММ 34—41 30—20 Листы и рази, фасон. профили.
желѣзо. і мм 41—16 25—18
м 46-50 20-15 Разные профили, балки.
-V 1 60—55 20—15 Валы, балки.
М 2 55—59 20—15 Оси в&гон. и паровоз., рельсы.
2Ѵ, 59—65 18—12 Бандажи, рельсы.
Сталъ. " Л* 3 65—70 16-10 Бандами, рел. и рел. кон.-ж^ *.
! » з«/4 70—НО 12— 5 Рельсы коя.'Ж. х Разныя пружины.
' & 4 80-90 8 - 2'/, Спвр. пруж. Рех кои.- ж. д. Рѣзаки.
5 свыше 90 6-1 Пружины по спеціально му треба в.
Коэф, крѣпости тигельной стали достигаетъ 180 кгр.
Разрывающее усиліе относится къ первоначальному сѣченію бруска.
Удлиненіе опредѣляется въ */• первоначальной длины бруска, равной
200 мм.
Какъ оказывается^ коэффиціентъ крѣпости, взятый отдѣльно, не
вполнѣ характеризуетъ способность металла сопротивляться разрыву.
Нѣкоторые сорта желѣза и стали обладаютъ очень большимъ коэффи*
ціентомъ крѣпости, по вмѣстѣ съ тѣмъ при растяженіи даютъ очень ма-
лыя удлиненія и сжатія поперечнаго сѣченія, что указываетъ на ихъ
малую вязкость, а также и на ихъ твердость.
79 —
Такіе сорта желѣза, обладающіе малой вязкостью, моіутъ ока-
.шватъ большое сопротивленіе спокойнымъ нагрузкамъ * но вмѣстѣ съ
тѣмъ легко разрушаются подъ дѣйствіемъ ударовъ.
Въ виду этого Киркальди *) предложилъ для характеристики матеріала
давать совмѣстно съ коэффиціентомъ крѣпости величину сжатія поперечнаго
сѣченія въ мѣстѣ разрыва или, какъ о къ дѣлалъ, опредѣлять коэффи-
ціентъ крѣпости, относя разрывающее усиліе не къ первоначальному
сѣченію, а къ сѣченію, полученному въ мѣстѣ разрыва. Опредѣленный
такимъ образомъ коэффиціентъ крѣпости болѣе характеристиченъ. Моточ-
ное опредѣленіе подобнаго коэффиціента крѣпости очень затруднительно.
Во-первыхъ, незадолго до разрыва начинается быстрое удлиненіе образ-
ца,— рычагъ разрывной машины падаетъ и обыкновенно разрывъ происхо-
дитъ при нагрузкѣ нѣсколько меньшей, чѣмъ та, при которой началось
быстрое удлиненіе образца. Опредѣлить точно величину нагрузки, при
которой произошелъ разрывъ очень трудно. Во-вторыхъ, у мягкихъ об-
разцовъ поверхность, но которой произошелъ разрывъ, получается очень
неправильной, такъ что трудно бываетъ опредѣлить ея площадь. Гора»’
до удобнѣе для оцѣнки качества желѣза и стали опредѣлять ихъ живое
сопротивленіе.
Живымъ сопротивленіемъ называется работа, которую нужно упо-
требить для разрыва образца. При этомъ, для того, чтобы сравненіе
было возможно, нужно, чтобы размѣры сравниваемыхъ образцовъ были
бы одинаковы или же, чтобы работа была приведена къ единицѣ объ-
ема образца.
Для большаго поясненія вышесказаннаго разсмотримъ явленіе, со-
провождающее разрывъ желѣзнаго образца.
Если цилиндрическій желѣзный образецъ, хорошо отполированный
и имѣющій по всей своей длинѣ одинаковую площадь сѣченія, вставить
въ разрывную машину и подвергнуть растягиванію, затѣмъ по оси аб-
сцисссъ откладывать удлиненія, а но оси ординатъ нагрузки, то гра-
фически процессъ растяженія представится кривой ОАВСВЕ (фиг. 21).
Пока нагрузка не достигнетъ величины оа, удлиненія будутъ по-
лучаться очень незначительныя и будутъ пропорпіанальны усиліямъ. По-
верхность образца будетъ оставаться полированной. Графически этотъ
періодъ выразится прямой ОЛ.
Когда растягивающая сила превзойдетъ величину оа, пропорціо-
нальность между усиліемъ и удлиненіемъ нарушится: удлиненія будутъ
возрастать быстрѣе. Графически этотъ періодъ выразится кривой ЛВ.
По достиженіи растягивающей силой величины оЪ образецъ по-
лучитъ сразу большое удлиненіе. Его блестящая поверхность потуск-
нѣетъ. Въ этотъ моментъ удлиненіе образца происходитъ такъ быстро,
что почти нѣть возможности удерживать рычагъ разрывной машины въ
горизонтальномъ положеніи. Графически этотъ періодъ выражается кри-
вой ВС.
і) ІГігкаІйу, ЕхрегішепЬз оп ѵгоіщЫ ігіш апй йіееі, етр. 24.
80 —
Затѣмъ снова начинается болѣе медленное удлиненіе, но удлиненія
все-таки возрастаютъ быстрѣе, чѣмъ нагрузки* Во время этого періода
наблюденія производить незатруднительно* Графически онъ выражается кри-
вой СИ.
Когда растягивающая сила достигнетъ величины ос/, то въ образ-
цѣ дѣлается замѣтнымъ мѣстное удлиненіе и сжатіе поперечнаго сѣче-
нія* Съ этого момента наступаетъ пластичное состояніе желѣза или его
истеченіе. Удлиненіе быстро возрастаетъ, такъ что приходится умень-
шать нагрузку для того, чтобы поддержать рычагъ разрывной машины
въ равновѣсіи* Наконецъ, образецъ разрывается при нагрузкѣ, значи-
тельно меньшей огі*
Точка А представляетъ содой предѣлъ упругости или предѣлъ
пропорціональности нагрузки и удлиненія т
Измѣненіе образна, характеризующееся линіей ВС, было замѣче-
но еще въ 1870 году комиссіей англійскихъ гражданскихъ инженеровъ*
назначенной для испытанія стали, и точка В названа ими уіеійіп® роіпі
(сдающая точка).
То же изслѣдовалъ и описалъ въ 1879 г* нроф* Баушингеръ, Онъ
назвалъ эту точку ЗігесЬдгепге (предѣлъ растяженія).
Въ 1881 г. проф. Кенеди обратилъ тоже вниманіе паэту особен-
ность желѣза и стали и назвалъ точку В—Ьгеакіп^-бодап роіпі (точка
надлома).
На русскомъ языкѣ В предлагаютъ назы&тъ: ^началомъ,
видимыхъ удлиненій*.
Разсматривая фиг* 21 и замѣчая, что разрывъ образца происхо-
дитъ собственно въ точкѣ 2), такъ какъ дальше уже наступаетъ пла-
— 81 —
стичиое со стояніе і не трудно видѣть, что площадь 0АВС7) предста-
вляетъ собой работу, потраченную для разрыва образца. Слѣдовательно,
если имѣется подобная діаграмма, то живое сопротивленіе матеріала
очень легко опредѣлить, вычисливъ указанную площадь.
Если же графическаго изображенія процесса не имѣется подъ
руками, то живое сопротивленіе можно съ достаточной точностью вы-
числить слѣдующимъ образомъ. Такъ какъ линія О А прямая, то, зная
усиленіе — оа, соотвѣтствующее предѣлу упругости, и соотвѣтствую-
щее ему удлиненіе Д найдемъ, что работа растяженія до предѣла упру-
гости, или живое упругое сопротивленіе, будетъ равна площади
Д ОАа, или
Кривая ЛВСВ, какъ оказывается, близко подходитъ къ параболѣ,
и потому, называя разрывающее усиліе ОВ черезъ г, а соот-
вѣтствующее ему удлиненіе черезъ 2, найдемъ, что работа растяженія
за предѣломъ упругости будетъ:
і = ?(2 — 2') + | (я — ^)(2 — 2').
Полное живое сопротивленіе выразится слѣдующимъ образомъ:
/ 2 \ 2
Ж, С.= У А—ту + -(г — ?)(2 — 2')<
\ Л у о
Раздѣливши Иі. С. на объемъ образца, получимъ живое сопроти-
вленіе единицы объема.
Если будетъ дана величина напряженія матеріала, соотвѣтствую-
щая предѣлу упругости, коэффиціентъ крѣпости и соотвѣтствующія имъ
относительныя удлиненія, то приведенная формула прямо выразитъ ра-
боту единицы объема.
Для примѣра возьмемъ нѣкоторыя значенія я и полученныя
ИЗЪ ОПЫТОВЪ л
Коэффнц. крѣпости Бгр.наОмм Щред. упрут |КГр.Ш) О*** Удлиненіе до разрыва % Удлиненіе до предѣла упругости.
Хорошее желѣзо • ► 40 1 19 0,25 0,00075
Сталъ мягкан * - . * 1 во га 0,1о 0,00175
Тогда живое сопротивленіе для желѣза будетъ:
Г 0,00075 \ 2
15 0,25 — ---— 4- - (40 — 15) (0,25 - 0,00075) = 7,89.
\ 2 / г>
™ 82
Живое сопротивленіе для стали:
35(0,15— + | (60 — 35)(0,15“0,00175) -7,91.
\ а / О
Живое упругое сопротивленіе для стали =
7г35Д00175 = 0,03.
Живое упругое сопротивленіе для желѣза^
7^15.0,00075 = 0,005.
Ивъ этого видно, что упругое живое сопротивленіе стали въ
імсяіъ разъ больше, чѣмъ у желѣза.
Здѣсь кстати можно упомянуть, что такъ какъ чугунъ упругихъ
удлиненій не даетъ, то его упругое живое сопротивленіе = О,
Обыкновенно въ практикѣ сооруженіямъ придаютъ такіе размѣры,
чтобы дѣйствующія на нихъ силы не выводили ихъ изъ предѣла упру-
гости. Поэтому при сравненіи двухъ матеріаловъ нужно большее вни-
маніе обращать на живое упругое сопротивленіе.
Слѣдовательно, для тѣхъ частей сооруженія, которыя подвергаются
ударамъ, напр. штоки паровыхъ молотовъ, вагонныя оси, рельсы и т. и.,
самымъ лучшимъ матеріаломъ будетъ сталь. Чугунъ же для выполненія
такихъ частей не долженъ быть употребляемъ.
Такимъ образомъ вязкость и крѣпость являются двумя факто-
рами, обусловливающими прочность желѣза и стали и ихъ нужно
разсматривать всегда совмѣстно.
Здѣсь же нужно замѣтить, что діаграмма полученная при медлен-
номъ разрывѣ образца не вполнѣ характеризуетъ способность образца
сопротивляться ударамъ. Многіе сорта желѣза, будучи пластичными яри
медленномъ разрывѣ, оказываются хрупкими при дѣйствіи на нихъ уда-
ровъ,—На такое свойство желѣза большое вліяніе оказываетъ примѣсь
фосфора. (См. Кирпичевъ, Сопр. матер. І§ 280) М. Е,—623—10—04,
Вообще способность металла сопротивляться ударному дѣйствію
можетъ бытъ вполнѣ выяснена только при помощи испытанія уда-
рами подъ копромъ. (си. Б. П. О. 450—902 г.).
72. Условія, вліяющія на измѣненіе прочности желѣза к стали.
А. Температура ’). Еще въ 1832 г. комиссія Франклиновскаго
института въ Филадельфіи занималась изслѣдованіемъ вопроса о вліяніи
температуры на прочность желѣза.
Эти изслѣдованія раскрыли впервые тотъ интересный фактъ, что
желѣзо, нагрѣваясь до 250* Ц, (приблизительно), увеличиваетъ свою
крѣпость.
9 Си. также статью о вліяніи времена н тѵѵвературы на механаэ. свойства к па
испытанія иетазювъ Ье СЬайІіег. Инженеръ—Л 3—4 и 5—04.
— 83 —
При нагрѣваніи до этой температуры и ломаніи большого числа
желѣзныхъ полосъ оказалось, что въ среднемъ ихъ крѣпость увеличи*
лась па 15%. При дальнѣйшемъ нагрѣваніи крѣпость желѣза уменьшилась.
Приведенная таблица, опубликованная въ „Журналѣ Франклинов-
скаго института а въ 1839 г*, даетъ понятіе, насколько быстро теряетъ
желѣзо крѣпость при нагрѣваніи его выше 250е Ц.
При * Ц, Максимальная крѣпость умень- шается на; При 0 ц. Максн мальна-в крѣпость у яеаь‘ шавтея я а: Макея мо ьная крѣпость у пень шлется на:
271 0,0738 390 0,1535 1 1 624 0,6000
299 0,0869 408 0,1589 626 0,6011
311 0,0899 410 0,1627 і 642 0,63 2
316 0,0964 440 0,2010 ! 669 0,6622
332 0,1047 500 0,3324 і 674 0,6715
350 ЛД [35 і 508 0,3593 1 708 0,7001
378 0,1436 554 0,4478
389 0,1401 599 0,5514 •
Подобные же опыты производилъ Вильямъ Ферберпъ % Опъ упо-
треблялъ для опытовъ стафордширское котельное желѣзо и подвергалъ
ого нагрѣву до темно-красноквлильнаго жара: при этомъ крѣпость же-
лѣза увеличивалась по мѣрѣ нагрѣванія отъ 15е до 200* Ц. Затѣмъ
началось уменьшеніе крѣпости, и при темно-краснокалильпомъ жарѣ
уменьшеніе крѣпости достигло 25% по сравненію съ обыкновенной
температурой. При пониженіи температуры ниже О’ Ц- крѣпость не-
много увеличивалась (отъ 1% до 6%),
Весьма полныя изслѣдованія по этому вопросу произведены Кну-
томъ Стифомъ (КішЬ 8іу ІТе), директоромъ Королевскаго Технологиче-
скаго института въ Стокгольмѣ. Изслѣдованія были начаты въ 1863 г,
и продолжались нѣсколько лѣтъ.
На основанія своихъ опытовъ Стифъ пришелъ къ слѣдующему за-
ключенію %
1) Абсолютная крѣпость желѣза и стали не уменьшается подъ
дѣйствіемъ холода^ такъ что даже при такихъ низкихъ температурахъ,
какія случаются въ Швеціи, крѣпость остается такая же, какъ я при
обыкновенной температурѣ + 16* Ц.
2) При температурѣ отъ 100* до 200е Ц. абсолютная крѣпость
стали такая же, какъ и при обыкновенной температурѣ; у желѣза же
она всегда больше.
3) Вязкость желѣза и стали не уменьшается при сильномъ холодѣ,
но обыкновенно уменьшается лрн температурѣ 130* Ц., 160° Ц>, ж
въ желѣзѣ больше.
4) Предѣлъ упругости повышается при сильномъ холодѣ, а наи-
меньшую величину получаетъ при тимпературѣ 140* Ц.
’) ВпіЫі Азаоеіаіюп Нерогі, 3956«
Ігоп аЫ ЙСееІ, Ьу Кпиі 8іуИе, стр< Ш.
6*
— 84 —
5) Коэффиціентъ упругости какъ желѣза, такъ и стали увеличи-
вается съ пониженіемъ температуры и наоборотъ, но измѣненіе это не
превышаетъ 0,05*/# на каждый 1° Ц., а потому, но крайней мѣрѣ для
обыденныхъ случаевъ, не представляетъ никакого значенія.
Въ своемъ докладѣ передъ собран. Ігоп апй 8іее1 Іпзіііиіе (1905)
В, А. НайГіеІй приводитъ результаты своихъ изслѣдов. подъ вліяніемъ
низкихъ температуръ (жидкій воздухъ—185° Ц.), на желѣзные сплавы.
Желѣзо становится вообще значительно хрупче и крѣпче. Присутствіе
С вліяетъ на измѣненіе твердости мало. Примѣсь же никеля сообіц.
большую вязкость желѣзу при низкихъ температурахъ, Точно также
присутствіе марганца можетъ предупредить появленіе хрупкости желѣза.
М. Е. 872—6—05.
Особенно интересны опыты, произведенные по тому же вопросу
Лешателье 1)і
Приводимые результаты относятся къ литымъ металламъ, такъ
какъ оказалось, что желѣзо сварочное даетъ результаты крайне неодно-
родные, вѣроятно, вслѣдствіе присутствія въ немъ примѣсей, нарушаю-
щихъ его однородность. Этому же обстоятельству, вѣроятно, нужна
приписать и то разнорѣчіе, которое существуетъ между предшествовав-
шими экспериментаторами.
Желѣзо и сталь, употреблявшіяся ври этихъ опытахъ, были очень
чистыя, съ содержаніемъ углерода отъ 0,0’5% до 0,8% и съ примѣсью-
марганца отъ 0,35 % до 0,40%.
Разрываніе образцовъ велось съ такою скоростью, что нагрузка-
увеличивалась на 1,5 кгр. на кв. мм. въ 1 минуту.
Явленія, сопровождавшія разры въ при раз ли чныхъ температу р ахъ
образца, могутъ быть раздѣлены на три фазы*
1) Температура отъ 15* до 80* Ц. Коэффиціентъ крѣпости посте-
пенно уменьшается отъ 36,7 до 33.3 для желѣза и отъ 68,7 до 64,6
для стали. Разрывъ происходитъ съ значительнымъ сжатіемъ попереч-
наго сѣченія. Удлиненіе остается почти постояннымъ: 20% для стали
и 30% для желѣза. Въ эту фазу желѣзо и сталь ничѣмъ не отлича-
ются отъ другихъ металловъ.
2) Температура отъ 100* до 240* Ц* Въ эту фазу желѣзо и сталь
выказываютъ свойства, совершенно отличныя отъ другихъ металловъ.
Коэффиціентъ крѣпости остается почти достояннымъ: около 35 д ля же-
лѣза и 65 для стали. Удлиненіе значительно меньше: 9—10% для
желѣза, 3—7% для стали.
Характеристичная особенность этой фазы—это то, что удлиненія
увеличиваются не постепенно, а скачками. Нѣкоторое время не замѣтно
ни малѣйшаго удлиненія, а потомъ образецъ даетъ сразу большое удли-
неніе, при чемъ удлиненіе образца не является мѣстнымъ, а распредѣ-
ляется равномѣрно по всей длинѣ. При 150* Ц. вмѣстѣ съ внезап-
ными удлиненіями появляются также и трещины на образцѣ.
П ІпЛаевсе <1е Іа іегорегаіпге зпг Іея ргѳргіеіеэ тести; циеа Ли &г еі <Іе Гаеіетѵ
КЫе <іе М. Ашіге Ре СЬаіеІіет, Сотріез Кешіез 1889 гм етр. 68,
— 85 —
3) Температура выше 240* Ц, Коэффиціентъ крѣпости возрастаетъ:
«го величина между 250—300* Ц.—44,2 для желѣза и 72,8 для стали.
Удлиненіе довольно значительно и достигаетъ при 300* Ц.—20%. При
разрывѣ сжатіе поперечнаго сѣченія незначительно. Желѣзо и сталь
снова подчиняются тѣмъ же законамъ, какъ и всѣ остальные металлы.
Выше 300° Ц. коэффиціентъ крѣпости уменьшается.
Предѣльныя температуры, ограничивающія фазы, измѣняются соот-
вѣтственно скорости разрыва образца. Если въ минуту увеличивать на-
грузку на 12 кгр. на кв. мм., то вторая фаза начинается при 120*
Если разрывъ производить рядомъ ударовъ, то вторая фаза начнется
при 200*. Третья фаза начнется около 300* Ц-
Этотъ фактъ примиряетъ разнорѣчивыя мнѣнія, изъ которыхъ одни
увѣряютъ, что желѣзо при температурѣ 300* Ц очень хрупко, а дру-
гія,—что оно при этой температурѣ имѣетъ наибольшую прочность.
Если желѣзо, нагрѣтое до 300* Ц., подвергать ударамъ, оно ока-
жется хрупкимъ; если же его разрывать спокойно, оно выкажетъ
большую крѣпость и вязкость, т.чэ. прочность.
Діаграмма (фиг. 22), представляющая графическое изображеніе из-
мѣненій коэффиціента крѣпости (Л) и удлиненій желѣза (В) при раз-
личныхъ температурахъ, построена на основанія опытовъ Лешателье.
Кромѣ того Лешателье *) при своихъ опытахъ нашелъ, что ско-
рость, съ которою разрывается образецъ, оказываетъ вліяніе па поло*
женіе начала видимыхъ удлиненій. Чѣмъ больше скорость разрыва, тѣмъ
ближе подходитъ начало видимыхъ удлиненій къ моменту разрыва, ина-
че. металлъ по мѣрѣ возрастанія скорости разрыва, даетъ все меньшія
удлиненія, становится хрупкимъ. Особенно рѣзко вліяніе скорости ска-
зывается при низкихъ температурахъ-
Упомянемъ еще объ опытахъ, произведенныхъ ароф. Мартенсомъ *).
*) Саштізвдт 4«в тёйиккб Я’е&иі бев тжіегіжпх йе атвігпсШщ Юте П> стр. 327,
МіШізіі падей доз йег Кбпі^іеЬеп ѴегвиеЬапзШНші 189<Х етр. 1В5,
— 86 —
Экспериментируя надъ литымъ желѣзомъ трехъ сортовъ, у кото-
рыхъ коэффиціентъ крѣпости былъ 36, 42 и 47 кгр. на кв, мм., онъ
нашелъ, что предѣлъ упругости понижается по мѣрѣ нагрѣванія. До
200* Ц- пониженіе это идетъ очень медленно; послѣ 200е Ц- предѣлъ
упругости понижается болѣе быстро и затѣмъ совсѣмъ исчезаетъ.
Коэффиціентъ крѣпости уиенылается отъ 20* Ц. до 50* Ц., ло-
томъ начинаетъ возрастать и достигаетъ своего юахіпіипі’а около 250° Ц.
Наименьшее сокращеніе поперечнаго сѣченія при разрывѣ замѣ-
чается около 300* Ц.
Аналогичные же результаты получены профессоромъ Ределовомъ
при его опытахъ надъ желѣзомъ въ Берлинской испытательной станціи Л).
Опыты Баха, (2—1319—12 — 03) показали, что вязкость же-
лѣза при повышеніи температуры для различныхъ сортовъ желѣза измѣ-
няется весьма различно и можетъ сильно понизиться. Си. также 2.
1349—04.
Интересныя изслѣдованія о вліяніи низкихъ температуръ на крѣ-
пость металловъ были произведены Штейнеромъ *).
Низкія температуры получались при помощи жидкой углекислоты.
Образцы испытывались на изгибъ и разрывъ. Результаты нѣкоторыхъ
изъ его испытаній приведены въ слѣдующей таблицѣ.
Матеріалы. Темиер. ври опытѣв Ц. Наиряж* кгр. □ мм. Удлине- ніе Сжатіе попереч. сѣченіи о/я, <•*
Начало воим, ухлчн. Разрывъ образца.
Сварочное желѣзо, -И 8,8 —50 27Д 32,8 41,3 42,4 18,5 15,0 48,9 51,0
Литое желѣзо Марго неа 1 + го <3 Ьн 24,8 31,8 40,1 43,7 30.5 17,0 62Л 60.0
+25 26,2 38,1 30.5 69,4
—50 32,8 40,9 17,0 67т7 1 !
Затѣмъ весьма обстоятельныя испытанія по тому же предмету про*
изведены Дьюаромъ 3). Низкая температура получалась при помощи
жидкаго кислорода. Для испытанія брались литые образцы изъ раз-
личныхъ металловъ, діаметромъ 0:2^, и проволока, приготовленная изъ
тѣхъ же металловъ, діаметромъ 0,1^ и длиной 2”. Результаты нѣкото-
рыхъ изъ его испытаній (среднія величины коэффиц. крѣпости изъ 3 и
6 опытовъ) приведены въ слѣдующей таблицѣ:
9 Весіеіоіѣ МіІіЬеіІипееп апя 4ег КбпіяІіеЪеп еесЬнізеЬеп ѴетісЬшзіаІіеа
1893, Ней 1. То же 8иЫ нпИ Еіяев 1695, <лр. 6І&
*) ЗЬеіпег, ПЪег Мек&Пэдп&ігш'йопеіі йег Хнкшгй. Хеііясѣг. Оеяіег. Іпсе-
ліеш* іш<1 АгеЪііек^в Ѵегеіия* 1892, $ и 10.
а} Бетеаг* ЗсіеШійс ивея оі7 Іщшіі аіг, ТЪе СЬетісаІ Хетез 1895, ѵоЬ 71
стр. 199.
— 87 —
Температура при ОЕДТВ * Ц. Проволока. Л н тые образцы.
^|мзо. Мѣдь. Латувь, Оіоко. ] Сви- | нецъ. Цяйдъ. Сашъ Вудъ
+ 15 39 30 19 29 1,7 0,78 3,1
—182 65 62 2В 41 8,7 3,8 6,58 ІО#
Какъ видно изъ приведенныхъ таблицъ, крѣпость почти всѣхъ
испытанныхъ металловъ (исключеніе составляютъ цинкъ, висмутъ и
антимоній) при низкихъ температурахъ значительно увеличивается, но
зато удлиненіе при разрывѣ, а слѣдовательно и ихъ вязкость, замѣтно
уменьшается. Охлажденные и затѣмъ снова нагрѣтые до нормальной
комнатной температуры, металлы сохраняютъ свои прежнія свойства.
Здѣсь же умѣстно будетъ упомянуть о вліяніи, какое оказываетъ
на желѣзо и чугунъ поперемѣнное дѣйствіе высокой и низкой темпера-
туры. иаяр. при пожарахъ, когда горячія колонны и балки обдаются
холодной водой. Впервые для выясненія этого вопроса были произве-
дены опыты въ крупномъ масштабѣ Баушингеромъ *). Изъ опытовъ
этихъ выяснилось, что желѣзныя колонны, даже при незначительномъ
нагрѣвѣ (600р Ц.), уже искривляются я постепенно теряютъ всю свою
прочность, Пущенная на нихъ струя воды значительно ухудшаетъ дѣло,
даже если она соприкасается только съ основаніемъ колонны. Чугун-
ныя колонны, хотя подъ дѣйствіемъ огня и воды даютъ трещины, но
зато пе прогибаются столь сильно, какъ желѣзныя, и потому менѣе
теряютъ свою прочность. При остыванія онѣ снова совершенно выпря-
мляются.
Къ подобному’ же заключенію привели и дальнѣйшія испытанія,
произведенныя МоПег'омъ и БОшавп’омъ *).
Температура вліяетъ на величину упругаго послѣда „еіазйэсЬѳ
Хасѣ^ігкпп^ и на величину модул. Юнга. Изслѣдованіе Норкіпеоп’а
при і. до €00 Ц. Еп^.—331—9—05.
Весьма полный матеріалъ о дѣйствій различныхъ температуръ на
металлы собранъ Ледебуромъ й напечатанъ въ журналѣ ЯеіІзсЪгій <іез
Ѵегеіпеэ ^еп^сѣег Іп^еніенге 1896.
Резюмируя все вышеприведенное, можно сказать, что всѣ экспери-
ментаторы высказываютъ почти одно и то же мнѣніе относительно влі-
янія высокихъ температуръ на крѣпость желѣза, а именно, что крѣпость
сначала немного уменьшается, а потомъ увеличивается по мѣрѣ
возрастанія температуры до 300* Ц. « затѣмъ начинаетъ снова
умекъіилтъся. Что же касается до вліянія низкихъ температуръ, то
здѣсь мнѣнія расходятся: Ферберпъ, Стифъ и Киркальди 3) утверждаютъ,
) МіПЬеіІШфеп апз <іехп МесЬап.ЛееЬшзсЫ ІлЪсгаіогіиш ха МапсЪел, Ней
й 15. ~
*} ѴегѢяп(ИхіП8*п «іея Теги іи я гпг Вейіггіегиод іігв бвѵегЬПеіоясв 1867, етр. 573.
>} Ётрргітстіа щюп іЪс гігепвіЪ о? ігоц »пй Мееі Ьу О. КіткмНу, стр. 95,
— 88 —
что холодъ не вліяетъ на крѣпость желѣза, съ другой стороны Перси *),
Сандбергъ *), и многочисленные случаи поломокъ рельсовъ и банда-
жей въ морозное время стараются убѣдить въ противномъ.
Окончательно этотъ вопросъ можетъ быть рѣшенъ, произведя точ-
ныя изслѣдованія, но пока больше основанія есть предполагать, что
холодъ увеличиваетъ хрупкость желѣза, и потому уменьшаетъ его живое
сопротивленіе.
В. Перемѣна температуры. Если нагрѣтое желѣзо или сталь
быстро охладить, то желѣзо почти не измѣняетъ при этомъ своей крѣ-
пости и мягкости и только развѣ въ нѣкоторыхъ случаяхъ сдѣлается
еще болѣе мягкимъ. Напротивъ того» сталь при быстромъ охлажденіи
твердѣетъ (принимаетъ закалъ), при чемъ ея крѣпость увеличивается,
а вязкость уменьшается.
. Въ подтвержденіе этого Мильтонъ 5) приводитъ слѣдующіе резуль-
таты испытаній надъ образцами, приготовленными изъ листовой стали;
Матеріалъ. Первоначальи, состояніе. Послѣ закала.
Козф. крѣ и. стр. на □ и и. Удіивей. на 250 ми. Ко&ф. крѣи. Удлиненіе на 250 ни.
Мягкая сталь 39,4 24’/. 59,8 10»/»
Колѣе твердая сталь 45,6 23’/. 66,7 3’/.
Твердая сталь 54,0 22% 78,7 о%
Увеличеніе крѣпости и уменьшеніе вязкости происходитъ тъж
сильнѣе, чѣмъ больше содержаніе уълерода въ желѣзѣ и чѣмъ бы-
стрѣе производится охлажденіе. Это подтверждается слѣдующими ре-
зультатами испытаній Лебастера *) надъ различными сортами стали за-
вода Тегге Коіге:
Содеря, углерода. Первоначалья, состоян. Закален. въ маслѣ. Зааален. въ водѣ.
Предѣлъ упруг? Коэф. крѣн. Удінн. *І9 Предѣлъ у яру г. Коэф. Крѣв. Удл я а. */. Предѣлъ унруг* Коэф. крѣп. Удлки. ’/’
0,150 18,3 36,4 32,5 32,8 46,8 28,6 30,7 45,4 19,0
0490 23,0 48,0 68Д 24,8 44,6 69,5 12,0 48,0 78,0 2,5
0.709 30,8 10 б8>8 107/1 4,0
0,875 23 69,8 М 90ДІ 106,0 1,0 | Лопну до при закалѣ.
1,050 39Л 86л 6,2 Лопну ло при 31ШІ
Если закаленную сталь или желѣзо, утратившее свою мягкость
въ силу какихъ бы то ни было обстоятельствъ, нагрѣть и потомъ ме-
дленно охлаждать, то какъ сталь, такъ и желѣзо снова пріобрѣтаютъ
9 Предисловіе въ 81ее1 ад4 Ігоп. Ьу 81 у Не.
ІЫі АррешНх, Ьу іЬе ігапяіяіог.
9 ТеяЦпя оГ таіегІак оГ сонзЬгасЬіоп, Ьу П а и і п, стр. 300.
} ЬеЬадіевг, Ьез Мбіакх, стр. 72.
— 89
мягкость, но въ то же время крѣпость ихъ уменьшается. Процессъ
нагрѣванія и затѣмъ медленнаго охлажденія называется отжига-
ніемъ* Отжиганіе во всѣхъ случаяхъ оказываетъ благотворное вліяніе,
увеличивая живое сопротивленіе желѣза и стали.
Испытанія надъ вліяніемъ отжига на крѣпость и вязкость желѣза
и стали производилъ Гиль (НШ) Ниже приведены нѣкоторые ре-
зультаты его опытовъ*
ОТЖИГАНІЕ СТАЛИ СЪ РАЗЛИЧНЫМЪ СОДЕРЖАНІЕМЪ С*
Содержа- Нестожжевпая, Отожженная*
віе угле- рода <7^ Предѣлъ Коэф. Удлине- Предѣлъ Коэф. Удлвае-
упру Г, крѣпости* ніе % упруг* крѣпости. ніе
0,3 30,3 63,7 24 22,7 41,6 29
0,4 34,6 63,9 17 29,3 55,8 22
0,5 39,7 68,7 13 34,3 63Т7 16
Какъ видно изъ этой таблицы* предѣлъ упругости и коэффиціентъ
крѣпости при отжиганіи уменьшаются, а удлиненія, т.-е* вязкость, уве-
личиваются* При этомъ вліяніе отжига тѣмъ сильнѣе, чіъмз меньше
содержаніе углерода ез желѣзѣ, т*-е. чѣмъ сталь мягче*
ВЛІЯНІЕ ОТЖИГА ПРИ НАГРѢВѢ ДО РАЗЛИЧНЫХЪ ТЕМПЕРАТУРЪ.
Первонэч- состояніе. Нагрѣт, до черн. калеа. Нпгрѣт. ДО темно-вя та. цвѣта. Нагрѣт* до свѣтло-виши* цвѣта.
Предѣлъ упругости 30,4 28,6 25,0 21,7
Коэффиціентъ жрѣпоегч 62,6 49,4 44,2 40,3
Удлиненіе на 300 ми, % * , , , 20 23 28 36
Сжатіе поверечн. сѣченія * . 35 38 44 63
Вліяніе отжига становится тѣмъ замѣтнѣе ? чѣмъ болѣе на-
дуиъваежсл лдеягаллз.
ВЛІЯНІЕ НА ОТЖИГЪ СКОРОСТИ ОХЛАЖДЕНІЯ.
Нагрѣтая до темно- взшнен* цвѣта. Нагрѣтая до свѣтла- вишнев. цвѣта. Перво № чиьпое состояніе.
Оі-іажд* въ извести* Охлажу аъ маслѣ Охлажд- ать извести*' Охеяжд* въ маслѣ;
Предѣлъ упругости 29,4 31,9 25,7 28,2 35^
Еоѳффиціенть хрѣоости. 56,1 58,4 50,6 65,5
Удлиненіе */в- 2М 19,8 26,3 21,8 16$
-Сжатіе нозереча. сѣченія % • - 39,7 40,7 42,8 46,1 30
*} Ігов А^е, МжгсЬ 1883.
— 90 —
При охлажденіи въ взвести, т.-е. при болѣе медленномъ, дѣй-
ствіе отжиіа проявляется болѣе сильно.
Особенно полеаяымъ оказывается отжигать стальныя отливки—при
этомъ уничтожаются ихъ внутреннія напряженія и увеличивается живое
сопротивленіе.
Слѣдующая таблица представляетъ результатъ опытовъ Гиля надъ
вліяніемъ отжига на стальныя отливки *).
Ковффиц. кріпоспь Удіняеше^/о. Сжат. шишреч*еѣч.%
Неотож- Отож. Нестож I Отож. Неотож. Отож.
53,2 51,6 12,00 22,00 8,16 38,70
50,5 57:6 4Д6 14Г6О 2,90 28,11
Б0,8 — 15,00 — 38,70
37,8 44,7 1,00 13,00 2,80 15,ВО
— 47,3 — 21,00 — 23,05
С, Обработка желѣза и стала при температурѣ отъ 270й до 350й IV
при такъ называемомъ екнемъ нагрѣвѣ (ВІие Ііеаі).
Уже давно было извѣстно, что желѣзо, охлаждаясь, вслѣдъ за
потерей темно-краснаго цвѣта переходитъ черезъ извѣстный періодъ*
въ которомъ оно представляетъ большую опасность для обработки.
Многіе рабочіе подмѣтили эту опасность, и потому обыкновенно пре-
кращаютъ работу, выжидая, пока металлъ болѣе охладится.
Если при такой температурѣ нагрѣва (240—350* Ц,) желѣзо
сломать, то оно имѣетъ въ изломѣ синеватый оттѣнокъ, откуда и на-
званіе синій нагрѣвъ.
На это обстоятельство впервые обратилъ надлежащее вниманіе и
произвелъ рядъ опытовъ Стромейеръ ’> Изъ этихъ опытовъ оказалось,
что если желѣзо или сталъ подвергать обработкѣ при синемъ на-
грѣетъ, то по охлажденіи металлъ теряетъ всю свою прочность,
дѣлается крайне хрупкимъ.
Джа своихъ испытаній Стромэйеръ зажималъ испытуемые образцы
между молотомъ и наковальней и подвергалъ ихъ изгибу ударами мо-
лотка около закругленнаго ребра на уголъ въ 45*. Затѣмъ образецъ
перевертывался и загибался въ другую сторону. Число изгибовъ, прежде
чѣмъ образецъ ломался, опредѣляло вязкость матеріала.
Въ слѣдующей таблицѣ приведены результаты нѣкоторыхъ изъ его
испытаній.
*) См* также Йѣееі СаяЫпяэ. Еп^іпеегіп^ ѵоі ЕІІ, р, 330, я Т. А. §. М.
Ег—1891*
а> Тезйп^ о/ таіегіак, Ьу Ѵіпгіп, стр. 302; также Ргос. СМ Еарпеегя 1886,
.. 91 —
СРЕДНЕЕ ЧИСЛО ИЗГИБОВЪ ДО ИЗЛОМА.
Какому воздѣйствію нодмр галея образецъ. Средне твер- дая сталь 10 МХ. ТОіЩ. Млгаая сталъ 10 ши. толщ. , . 1 Сварочное литое жел зі)
10 ми. толщ. желѣзо Ьоѵ іИеог Ш ми, толш.
Изгибался въ лервовач. видѣ, холоди 12Ѵ» м 20
Изгибался зри ешк нагрѣй. о/, 3
Согнутый одинъ разъ при спи. аагрѣяѣ, изгибался хеиодв . 3 зь 11 12
Согнутый пра елн, нагр. два раза,. изгибался въ холода. , состояніи •А. ІГ ?;'з 10
Такимъ образомъ^ оказывается, что образец ъ, изогнутый при си-
немъ нагрѣетъ хотя бы единъ разъ, теряетъ уже болѣе половины
своей вязкости. Наименьшему вліянію подвергается сварочное же-
лѣзо, наибольшему — сталъ, Эти результаты ясно указываютъ на ту
опасность, которую представляетъ обработка желѣза и стали при си-
ненъ нагрѣвѣ,
Онвинъ для выясненія того же вопроса произвелъ слѣдующій
опытъ. Два образца, приготовленные изъ мягкой стали, были нагрѣты
до краснаго каленія, затѣмъ, какъ только красный цвѣтъ исчезъ, осто-
По
па
рожно согнуты посерединѣ на уголъ 15** и снова выпрямлены.
охлажденіи они были разорваны на разрывной машинѣ. Удлиненія
каждый дюймъ длины распредѣлились слѣдующимъ образомъ:
Образецъ изогнутъ 1 разъ. Образецъ изогнуть 2 раза.
0,048 0,120
0,152 0,154
0,138 0,156
0,080] 0,064
0,0301 0,0101 мѣсто нагрѣва 0,000 0,003 ► мѣсто нагрѣва.
0,138 ) 0,083
0,287 0,174
0,622 мѣсто разрыва 0,610 мѣсто разрыва
0,160 0,232
0,100 4*4^^*
Какъ видно, образецъ въ мѣстѣ нагрѣва почти не далъ удлиненій
и сжатіе поперечнаго сѣченія получилось съ обѣихъ сторонъ нагрѣтаго
мѣста. Такимъ образомъ, матеріалъ является совершенно разнороднымъ
по всей длинѣ образца.
Подобная разнородность матеріаловъ можетъ получиться при обра-
боткѣ большихъ листовъ, гдѣ ковку нѣкоторыхъ мѣстъ стараются до-
кончатъ послѣ того, какъ матеріалъ уже значительно охладился* что
можетъ повести къ весьма печальнымъ результатамъ, а потому па это
обстоятельство нужно обращать особое вниманіе.
Что желѣзо становится хрупкимъ при нѣкоторыхъ температурахъ.
— 92 —
указываютъ также и приведенные выше опыты -Лешательо (2-я фаза)-
Изъ тѣхъ же опытовъ видно, что при ударномъ дѣйствіи на металлъ
опасная для его обработки температуря повышается; слѣдовательно, при
обработкѣ желѣза подъ паровыми молотами нужно нагрѣвать ме-
таллъ болѣе смдъмо, чѣмъ при обработкѣ давленіемъ подъ прессомъ.
Вредъ, нанесенный обработкой при синемъ нагрѣетъ* можетъ
бытъ уничтоженъ отжиганіемъ металла, на что указываютъ испыта-
нія, произведенныя Вебомъ (\ѴеЬЬ) на англійскомъ желѣзодѣлательномъ
заводѣ Сгеиг Ігоп \Ѵогка-
Слѣдующая таблица даетъ результаты этихъ испытаній:
Коэ+рфкц. Удлиненіе
крѣпости дгр. въ •/,.
на О мм. на 250 мм.
Листы въ обыкновеайомъ состояніи, отожженные. .... 48,7 23,6
Кованные при синемъ нагрѣвѣ и „ 47.6 23,8
Согнутые „ „ в я „ 48,4 224
„ * красномъ каленіи я охлажденные 49,8 22,6
Отожженные листы, согнутые въ холодномъ состояніи* . . 51,0 12,5
То же, потокъ отожженные вторично 48Д 23,6
3 раза согяѵтые прц синемъ нагрѣвѣ, безъ отжига .... 59,9 <3
Кованные „ „ „ в , , . . 55,5 10,0
1 разъ согнутые я „ „ „ 50,3 7,5
Рааорванвые « „ , 61,1 11,4
Какъ видно изъ этой таблицы, утраченная вязкость металла снова
возстанонляется отжиганіемъ.
О, Обработка въ холодномъ состояніи. При обработкѣ желѣза
и стали въ холодкомъ состояніи въ тѣхъ случаяхъ, когда металлъ
деформируется, выходя изъ предѣловъ упругости, обыкновенно замѣ-
чается, еъ одной стороны, повышеніе предѣла упругости и увели-
ченіе коэффиціента крѣпости} а съ другой стороны,—уменьшеніе вяз-
кости металла.
Это видоизмѣненіе матеріала является иногда очень желательнымъ,
а иногда, напротивъ, дѣлаетъ его непригоднымъ къ употребленію.
Консвдеръ приводитъ слѣдующія данныя, характеризующія до нѣ-
которой степени вліяніе холодной обработки І)„
МАТЕРІАЛЫ. Предѣлъ упруп кгр. на О мм. Еоэффиц. крѣпости кгр, на О мн* Удлиненіе %.
Очень мягкая сталь 25,3 4ад 26,5
Тоже, пресс. гягдр. оресс. 5 тоннъ на О сант. 35,7 44,6 17,0
Сталь дли судостроеніи 29,6 52,5 18,0
То же, прокатанная въ холодномъ состояніи отъ
10 до 9,45 мм 42^3 54,5 11,5
Желѣзный листъ 2ЗД 37,4 15,0
То же, прокатанный къ холодномъ состояніи отъ
8 до 7,1 м 41,6 46,9 7,0
*) М. С я п а і 4 е г ё я, Ь’епіріоі Яц Гег еЬ 4е 1'асІег, етр. 118,
— 03 —
Какъ видно изъ этой таблицы, коэффиціентъ крѣпости измѣняется
но очень значительно, предѣлъ же упругости повышается очепъ сильно,
но вмѣстѣ съ этимъ уменьшается вязкость.
Холодная прокатка примѣняется въ большихъ размѣрахъ въ Сое-
диненныхъ Штатахъ Сѣверной Америки для выработки приводныхъ ва-
ловъ, Главнымъ образомъ подобной обработкѣ подвергается самое чи-
стое, мягкое, пудлинговое желѣзо.
Многочисленныя изслѣдованія проф. Торстона надъ обработан-
нымъ такимъ образомъ желѣзомъ привели его къ слѣдующимъ заклю-
ченіямъ х).
Крѣпость при растяженіи увеличивается отъ 25*/е до 40*/*, крѣ-
пость при изгибѣ на 50—8О°/о.
Предѣлъ упругости повышается на 80—125*/^
Живое упругое сопротивленіе значительно увеличивается.
Полное живое сопротивленіе, однако, уменьшается до 50\, такъ
что увеличеніе упругости и крѣпости получается за счетъ вязкости;
поэтому прокатанной въ холодномъ состояніи желѣзо примѣнимо только
въ тѣхъ случаяхъ, когда напряженія матеріала не могутъ выйти изъ
предѣла упругости.
Кромѣ указанныхъ измѣненій, холодная прокатка сообщаетъ же-
лѣзу гладкую блестящую поверхность, совершенно свободную отъ
окалины. Желѣзо можетъ быть прокатано съ большой точностью
въ размѣрахъ (на заводѣ ЛоЬпея апй Ьап^ЬПпэ, РіЙзЬпг^Ь, Ра., валы
прокатываются съ точностью до не требуя дальнѣйшей об-
работки.
Иногда при холодной обработкѣ желѣзо получаетъ только мѣст-
ныя измѣненія крѣпости. Такъ, напр., при отрѣзываніи на ножни-
цахъ мѣсто около обрѣза становится твердымъ и хрупкимъ.
То же самое при пробиваніи дыръ пуансономъ: около пробитаго
отверстія металлъ уплотняется, твердѣетъ и становится хрупкимъ, Это
затвердѣваніе распространяется внутрь металла на толщину до 3 мм*
Удаленіе такого слоя съ помощью высверливанія или развертыванія
отверстія, обстрогивашя кромки вполнѣ уничтожаетъ затвердѣваніе. Нѣ-
которые опыты указываютъ на то, что затвердѣваніе способно посте-
пенно распространяться на толщину до 125 нм.т и потому, если его
желаютъ уничтожить, то пробитыя отверстія должны развертываться
возможно скорѣе.
Полученныя вслѣдствіе холодной обработки твердыя мѣста могутъ
оказаться очень опасными при общемъ сопротивленіи детали и навѣрно
прежде всего разрушатся.
Для большаго разъясненія этого вопроса удобнѣе обратиться къ
фнг. 23, гдѣ ОАВ представляетъ графическое изображеніе растяженія
ОТЬогэІоп КероН он соЫ-го1к(1 ігоп вв4 вЬееЬ 1878,
,— 94 —*
мягкаго металла, а ОАС — расширеніе
Хотя крѣпость затвердѣвшаго металла и
растяженіе
детали достигнетъ величины
детъ далеко отъ разрыва, тогда
напряженіе ЕЕ и будетъ почти
Фиг. 23.
затвердѣвшаго при обработкѣ,
больше, по зато, когда общее
ОЕ, то мягкая .часть еще бу-
какъ твердая уже получитъ большое
ня границѣ разрушенія О.
Слѣдовательно, подобныхъ мѣст-
ныхъ затвѳрдѣваній металла допускать
не слѣдуетъ.
Измѣнившіяся подъ дѣйствіемъ
холодной обработки желѣзо и сталъ
снова пріобрѣтаютъ свои прежнія
качества послѣ отжшанія,
Вѣроятно, небольшое уменьше-
ніе коэффиціента крѣпости у нѣко-
торыхъ сортовъ желѣза и стали по-
слѣ отжиганія нужно именно объ-
яснить тѣмъ, что прокатка ихъ до-
канчивалась уже при низкой тем-
пературѣ, и потому появилась пѣ-
- которая твердость п большая крѣ-
пость, которыя и уничтожаются по-
слѣ отжига.
Е. Обработка въ горячемъ состояніи. Обработка желѣза и стали
при такой температурѣ, при которой они переходятъ въ пластичное
состояніе, обыкновенно улучшаетъ качество металла, повышаетъ его
коэффиціентъ крѣпости и при этомъ не уменьшаетъ вязкости, а
иногда даже и увеличиваетъ ее.
Фербернъ *) приводитъ испытанія, произведенныя Клейемъ (СІау)
на желѣзодѣлательномъ заводѣ яМегзеу Яіее! ЛѴогкз*, которыя состояли
въ томъ, что одно и то же желѣзо проваривалось и прокатывалось
послѣдовательно нѣсколько разъ. Нѣсколько милбарсовъ № 1 сваривались
вмѣстѣ и прокатывались, изъ полученнаго милбарса 2 составлялся
пакетъ, сваривался и снова прокатывался и т. д.
По испытаніи каждаго изъ прокатанныхъ №№ получились слѣдую-
щіе коэффиціенты крѣпости:
Милбарсъ 1—30,8 Милбарсъ 7—41,8
Я 2—37,1 п Л° 8—40,3
3? № 3—41,8 я 9*^**40,3
№ 4—41.8 и г № 10—38,0
№ 5—40,3 11—36,5
*? Л? шах. 77 № 12—30,8
О Фсрбервъ« Желѣзо, етр. 251.
~ 95 —
Наибольшій коэффиціентъ крѣпости получился при 6-й прокаткѣ,
затѣмъ началъ уменьшаться.
Такимъ образомъ, послѣдовательныя проварки и прокатки желѣза уве-
личиваютъ коэффиціентъ крѣпости до извѣстнаго предѣла, а потомъ онъ
начинаетъ уменьшаться.
Такое же вліяніе на крѣпость желѣза оказываетъ и ковка. Она
уплотняетъ металлъ и повышаетъ его живое сопротивленіе. Вслѣдствіе
этого мелкія детали, которыя могутъ быть прокованы лучше, выказы-
ваютъ большую прочность^ чѣмъ крупныя* Въ крупныхъ же деталяхъ
па поверхности металлъ лѵчте проковалъ, и потому онъ здѣсь всегда
прочнѣе, чѣмъ изнутри. Такъ, напр., на американскомъ пароходѣ Ооіріііп
сломался на пробномъ плаваніи валъ* Образцы, вырѣзанные изъ вала,
при испытаніи дали слѣдующіе результаты:
Предѣлъ упр. кгр. на О ми. Ксзффиц, ; крѣ ц. а гр, ва □ мѵ. Удлиненіе */*
Изъ центра вяля 23г9 37,9 2
Съ понер іиоети вала .... - 23,5 68,2 18
У стали пра ковкѣ коэффиціентъ крѣпости измѣняется не такъ
сильно. По опытамъ Воклена на заводѣ ВаІсЬпп Ьосотоііѵе ЛѴогкэ въ
-Филадельфіи надъ литой сталью получились слѣдующіе результаты 4):
Коэффнц. 4 рѣ постя на □ кя. і Удлймев. Изломъ*
Болванка съ кв. сѣчен. 125 мм. въ сторонѣ . 35,7 13 Крнетшмчемъ*
я проковааявя до толщины 180 мм. . 35,6 16 Частью кряспмх
То же до 145 мм 34,7 18
* » 125 в ............. 35,0 20 Шелковистый*
„ , іоо , 35Д 22
Изъ таблицы видно, что коэффиціентъ крѣпости измѣняется мало,
по вязкость матеріала, а, слѣдовательно, живое сопротивленіе, сильно
возрастаетъ,
Е Размѣры издѣлій. Вслѣдствіе того, что вліяніе обработки, ко-
торая вообще увеличиваетъ коэффиціентъ крѣпости, не можетъ рас-
пространяться на всю массу металла, крѣпость послѣдняго получается
различной на поверхности и въ центрѣ, какъ это видно изъ предыдущей
таблички.
*) Еп^іпеегів^ АргіІ 1894, стр. 471*
— Уб —
Поэтому, чѣмъ меньше будетъ поперечное сѣченіе у желѣзныхъ
издѣлій, тѣмъ матеріалъ въ нихъ будетъ равномѣрнѣе, а, слѣдовательно
и крѣпче.
Справедливость этого подтверждается результатами опытовъ, про-
изведенныхъ въ 1881 г, испытательнымъ департаментомъ Соединен-
ныхъ Штатовъ *) (СпіЫ 8Шез Теейп^-ВоаМ). При этихъ испыта-
ніяхъ полосы изъ желѣза одного и того же качества прокатывались
до различной толщины. Результаты приведены въ слѣдующей таблицѣ.
Размѣры шмосъ въ дюймахъ. Коэфф. крѣп. ВЪ кгр» на О мм. Пред. у пру г* въ кгр. на □ мм. А.
Не обточен* Обточен. Не обточеа. Обточев. !
4 32,2 16,4 31
3 33,5 18.5 32,6
2*;г 33,2 33,2 20,8 20,9 33,6
%'Іі 34,0 34.6 5 21,8 22,5 34,7
2 33,7 34.0 25,1 22,3 35,1
1’/* 35,4 343 ] 25,3 26,3 35,8
ІЪа 35,7 36,3 24,5 25.6 36,8
Ѵ/і 37,0 34,9 27,7 28,5 38
1 36,3 35т9 І 27,4 27,0 39,35
V, 35.5 35,2 23,7 25,1 40,7
Чг 36,6 37,0 26,9 27,4 43
*/( 40,0 41,8 — 48
Какъ видно, коэффиціентъ крѣпости и предѣлъ упругости съ умень-
шеніемъ толщины бруса увеличиваются.
Профессоръ Торстонъ *) составилъ слѣдующую эмпирическую фор-
мулу, дающую зависимость между размѣрами желѣза и его коэффиціен-
томъ крѣпости,
59 — 14ЭО6 1$
Здѣсь я коэффиціентъ крѣпости въ кгр. на кв. мм., —діаметръ
желѣзной полосы въ миллиметрахъ.
Послѣдній столбецъ Л въ предыдущей таблицѣ даетъ коэффиціенты
крѣпости, вычисленные по этой формулѣ. Какъ видно, для полосъ отъ
4* до 1" формула даетъ величины, весьма близко подходящія къ полу-
ченнымъ при опытахъ. Для болѣе же мелкихъ сортовъ получается нѣ-
которая разница, но объяснить ее нужно тѣмъ, что прокатка полосъ
велась не при нормальныхъ условіяхъ, отчего коэффиціенты крѣпости
получились нѣсколько меньшіе, такъ что, вообще, формула Торстона-
даетъ довольно близкія къ дѣйствительности величины для коэффищеи*
товъ крѣпости хорошаго желѣза.
6, Время и сотрясенія. Извѣстно, что желѣзо и сталь йодъ влі-
яніемъ времени измѣняютъ свою внутреннюю структуру и химическій:
9 Хлпгіп, ТезІІпя о Г шаіегіаіз оГ сепвегисііоп, сто. 289.
*> ТЬиагбон, 8іееІ ап4 ігоп, етр. 407.
— 97
составъ. Къ счастію, перемѣны эта обыкновенно или не измѣняютъ,
или улучшаютъ качество желѣза. Первые желѣзные рельсы, положен-
ные Робертомъ Стивенсономъ въ 1832 г. въ Америкѣ для желѣзной
дороги „Сашсіеп аші Апйюу\ были приготовлены изъ очень плохого,
хрупкаго желѣза. Спустя много лѣтъ они были сняты и прокатаны въ
полосовое желѣзо, при чемъ оно получилось прекраснаго качества.
Недавно произведены испытанія желѣза изъ швейцарскаго моста,
прослужившаго 38 лѣтъ. Такъ какъ при постройкѣ моста испытаніе
матеріаловъ не производилось, то для сравненія качества были взяты
образцы изъ крайнихъ стержней, почти не подвергавшихся напряженію,
и изъ среднихъ, испытывающихъ напряженія отъ 5 до 5,4 тоннъ па
квадр. дюймъ.
Испытаніе дало слѣдующіе результаты 1):
Образцы изъ крайнихъ стержней., 20,38—22,6 удлин. 11—24*/*
Образцы изъ среднихъ стержней,. 20 —22,4 „ 15—25’/#
Изъ чего можно заключить, что желѣзо не измѣнило своихъ ка-
чествъ подъ дѣйствіемъ грузовъ въ теченіе долгаго времени.
Но подобныя явленія улучшенія или сохраненія стараго качества
металла замѣчаются только въ томъ случаѣ, когда дѣйствующія усилія
не выводятъ его изъ предѣловъ упругости или даже не подводятъ
металлъ близко къ этому предѣлу.
Въ противномъ случаѣ замѣчается совсѣмъ обратное явленіе. Же-
лѣзо подъ вліяніемъ сотрясеній, повидимому, измѣняетъ волокнистое
строеніе на кристаллическое и теряетъ крѣпость.
Интересный примѣръ подобной перемѣны волокнистаго строенія
на кристаллическое представляетъ случай поломки разрывной машины
при вашингтонскомъ морскомъ арсеналѣ. Эта машина служила 35 лѣтъ,
и очень часто ее нагружали до 130 тоннъ. Недавно одинъ изъ ея
рычаговъ сломался при нагрузкѣ 100 тоннъ. Изломъ показывалъ явно
кристаллическое строеніе, которое при изслѣдованіи рычага оказалось
на длинѣ одного фута; въ другихъ частяхъ рычагъ имѣлъ волокнистое
строеніе.
На заводѣ Тѣе Могдап Ігоп ТѴогке въ Нью-Йоркѣ при ковкѣ
большого вала сломалась полоса, которая приваривалась для его ПОД’
держиванія и поворачиванія. Полоса эта имѣла 20 фут. длины, 12
толщины съ одного конца и 15** съ другого. Когда валъ былъ подъ
паровымъ молотомъ, то удары послѣдняго производили сотрясенія сво-
боднаго конца полосы, который послѣ довольно долгой службы И ОТ-
ЛОМИЛСЯ- Вѣсъ оставшагося конца былъ около тонны; собразно же раз-
мѣрамъ полосы при обыкновенномъ желѣзѣ для подобнаго излома нужно
было бы приложить силу, по крайней мѣрѣ, въ 14 разъ большую.
Взломъ оказался совершенно кристалличенъ. Ребра одного изъ кри-
сталловъ были около 12 мм.
Е&зпеегіщь Оее. 1894, стр, 737,
— 98 —
Кромѣ сотрясеній на кристаллизацію желѣза и въ особенности
стали, можетъ имѣть вліяніе температура. Если при ковкѣ стальной
вещи нагрѣваніе ея производится неравномѣрно, то весьма вѣроятно,
что при остываніи сталь получитъ кристаллическое строеніе.
Многіе авторитеты, признаютъ возможной кристаллизацію'желѣза
только при переходѣ изъ очень горячаго, почти расплавленнаго состо-
янія въ болѣе холодное; кристаллизацію же подъ вліяніемъ сотрясеній
считаютъ не доказаннымъ явленіемъ и поломки при вышеописанныхъ
условіяхъ объясняютъ вліяніемъ повторительныхъ нагрузокъ* (Си, слѣ-
дуюпцй §).
Н. Вліяніе повторительныхъ нагрузокъ. Въ 1858 г. Вёлеръ но
порученію прусскаго правительства предпринялъ рядъ опытовъ надъ
дѣйствіемъ повторительныхъ нагрузокъ* Опыты эти продолжались около
12 лѣтъ; въ 1871 г были опубликованы полученные имъ результаты \
4
Фяг*
Для своихъ опытовъ Вёлеръ употреблялъ машину, изображенную на
фиг. 24,
Испытуемый образецъ закрѣплялся въ зажимахъ Л, Усиліе пере-
давалась экепетриковой тягой В, при посредствѣ рычага (7, стержня 2)
и пружины Д па рычагъ яг, Этотъ послѣдній рычагъ опирался однимъ
концомъ на неравноплечій рычагъ Л, а другимъ на неравноплечій ры-
чать к. Длинное плечо рычага к удерживается пружиной /1
При движеніи вверхъ эксцентриковой тяги стержень О опускался
я увлекалъ за собой пружину _Е, и рычагъ к производилъ растяженіе
образца. При этомъ рычагъ Д вслѣдствіе натяженія пружины оста-
вался неподвижнымъ.
Измѣняя размахъ тяги В, можно было измѣнять и степень наг
грузки испытуемаго образца, ври этомъ сила, растягивающая образецъ,
всегда регулировалась пружиною /1 Какъ только она переходила извѣ-
стный предѣлъ, пружина < растягивалась и уменьшала ее.
Гайка, находящаяся на нижнемъ концѣ стержня В7 удерживала
его въ любоиъ положеніи при движеніи тяги В внизъ,
СеЪег 4іе Гезб^кеііѵегвпсЬе тіЬ Еізеп ива 8баЪ1 апдевЫИ ѵоп А, ^йкіег.
— 99 ™
Такимъ образомъ, измѣняя натяженіе пружины /* и подвинчивая
гайку, можно было по произволу измѣнять предѣлы нагрузки на испы-
туемый образецъ.
На изгибъ образцы испытывались при помощи машины, изобра-
женной на фиг. 25. Но концамъ вращающагося вала находились па-
"троны, въ которые закрѣплялись испытуемые образцы а. Изгибъ образ-
цовъ производился при помощи пружинъ Ъ, При каждомъ оборотѣ вала
характеръ напряженія волоконъ измѣнялся.
Слѣдующая таблица даетъ результаты
нѣкоторыхъ испытаній Вёлера. Образецъ,
обозначенный А, имѣлъ форму, показанную
на фиг. 26 съ закругленными углами. У
образца В эти углы были рѣзко очерчены.
Изъ таблицы видно, что образецъ В
при тѣхъ же условіяхъ выдержалъ гораздо
Фкг. 26.
меньшее число повторительныхъ нагрузокъ,
чѣмъ образецъ Л.
Цифры, поставленныя въ скобкахъ, показываютъ, что образецъ
мри такомъ числѣ нагрузокъ еще пе сломался.
Какъ видно изъ этой таблицы, число повторительныхъ нагрузокъ^
которое мажетъ выдержатъ образецъ^ увеличивается по міъртъ т&ю,
«окз величина уменьшается.
'Форма образца. Матеріалъ. Нагрузка въ кгр.ва О мм. меллу предѣлами. разкость между аре- дѣлімв. Число нагру- зокъ до раз- рыва-
Міщтшп. Маишипъ
1 Ч * * 3 Еі- 4 ф 5 я в * 7 « 8 О ф В Желѣзо для вдгон. осей РЬодшж Сот- рапу. О 0 О 2 .2 18 ч О 36 83 30 27 27 24 33 33 26,9 36 33 30 27 27 24 18 15 26,9 800 Ж.91О 340.853 409.481 480.852 10,141.645 2.373.424 (4.000.000) 37.828
— 100 —
Форма Матеріалъ- Нагрузка въ кгр, на □ «м. | между предѣлами. Разность между пре- дѣлами. Число нагру- зокъ до раз- рыва-
о 6 р ізца.
Міпітнт. Мяхітшп-
10 і 0 60,1 60,1 18-741
11 і 0 52,6 52,6 46-286
12 і 0 45,1 45,1 170.170
13 _3 Л Сгаль для І о 41,1 41,1 123.770
14 вагонныхъ 0 37,5 37,5 473Л66
15 р? осей завода. ! о 36,0 36,0 (13-000.000)
16 49 Крупна, 0 34,5 34,5 (13-200.000)
17 Рч 37,6 60,1 32,5 (КЗОКООО)
18 о 1 30,0 60,1 30,1 (12Л00.006*
іа і 263 ] і 60,1 33,8 (12.000-000)
20 1 і 0 37,6 37,6 23-546
21 22 О* Сталь для 1 0 ] 0 34,6 31,6 34,6 31,6 35.486 65-358
23 24 25 ф с-э С-< ІА, вагонныхъ осей завода. Круппа- о © о 30,0 27,0 24,0 30,0 27,0 24,0 75.343 208.883 274.970
26 О 1 0 « і 22,5 22,5 (ІЛОО.ОООр
Кромѣ того, азъ зтой же таблицы видно, что число нагрузокъ
зависитъ не отъ одной только ихъ абсолютной величины^ но так-
же и отъ тѣхъ предѣловъ, между которыми измѣняются эти на-
грузки.
Такъ, напрм образцы 7 и 8, несмотря на то, что была на-
гружены до напряженія 33 кгр., выдержали несравненно больше натру-
зокъ, чѣмъ образецъ 2,—вслѣдствіе того, что напряжете измѣнялось
въ нихъ только на 18 кгр., а въ Лй 2 на всѣ 33 кгр.
На основаніи своихъ опытовъ Вёлеръ пришелъ къ заключенію, что
подъ дѣйствіемъ ішвторителъныхъ нагрузокъ желѣзо и сталъ могутъ
бытъ разрушены, даже въ томъ случаѣ, если каждая изъ отдѣльныхъ
нагрузокъ не въ состояніи разорвать металла. Но, съ другой стороны^
всегда существуетъ извѣстная величина напряженія, Повтореніе
котораго металлъ можетъ выдержатъ произвольно большое число разъ.
Величины подобныхъ безопасныхъ напряженій, опредѣленныхъ Вё-
леромъ, приведены въ слѣдующей таблицѣ:
Матеріалъ. Предѣлъ напряженій кгр. на □ мм. Разница гьязмѣн- вапряж-
Махітнш. МапІшиш,
Растяженіе, сжатіе, н § г и б к
Желѣзо . .
-рій і —12 | 24
™4”2э 1 0 25
+зз | -Н8 1 15
— 101 —
Матеріалъ. Предѣлъ напряженій кгр. на О мм. Разида въ измѣэ. н&прам.
МахіЕппт. Мацітпш.
Сталь для йлгон, осей . . . . -к2І —21 42
ЯП т» я * ♦ * 4-зв 0 36
Н ІТ Т» «,..»» 60 26 34
Нездкааев. пруж. сталь.. . . 88 0 38
53 18 35
» >7 - 60 30 30
Я 1? <• * ’ ♦ 68 45 23
Крученіе я с д в н г ъ.
Сталь вагой, колесъ + Ю —16,5 33
28 0 28
Продолженіе опытовъ Вёлера, по предложенію проф. Релло, было
поручено проф. Шпангепбургу, который произвелъ цѣлый рядъ испытаній
надъ желѣзомъ, сталью и другими сплавами х). Полученные ямъ резуль-
таты явились подтвержденіемъ опытовъ Вёлера.
Откладывая по оси абсциссъ напряженія, а по оси ординатъ со-
ч>твѣтст вующее число повторительныхъ нагрузокъ до разрыва, Шпанген-
бургъ построилъ ігѣлый рядъ кривыхъ для различныхъ металловъ, пред-
<тавляющйхъ наглядно результаты его опытовъ.
Эти кривыя шли, асимптотически приближаясь къ прямой, парал-
лельной оси ординатъ, указывая, такимъ образомъ, на то, что всегда
существуетъ напряжете, при которомъ металлъ можетъ выдержать без*
жонечное число повторительныхъ нагрузокъ.
Затѣмъ подобные же опыты произведены были Бекеромъ (В- Вакег)
и Баушингеромъ и вполнѣ подтвердили полученные раньше результаты.
Слѣдующая таблица представляетъ величины напряженій, которыя,
согласно опытамъ Баупіипгера, матеріалъ можетъ выдержать произвольно
'большое число разъ:
Мятеріаія. Понеремѣішо сжа- тіе м растяженіе. Растяженіе отъ 0 до Растяженія. =3 ЕС “'ЗІ ІІГ
отъ (сжатіе). ДО (расткж). 0. растя ж. отъ до
^Лжтовое жел&о ГМ 11,2 0 20,6 17.9 30,2 35,0
Полосовое > 13,6 0 24,8 20,7 22,5 34,5 41,5
В«ее«. кягаая сталь, листы . 13,4 13,4 0 24,7 45,0
Сталь для вдгов. осей , . . . 16Л 16Д 0 31,0 ЗЬД 50,5 62,9
Огиьные рельсы. Міпи сталь для жотел- дн- 15,2 15,2 0 28,0 Ж7 48,5 6М
стаи Слитое жал.) 13,6 13,6 0 24,8 203 35,5 413
*) ТЬе Швдіе оі шНіІа пшіег гереаіес! веивіпз, Ъу йрап^евЬпг^.
<&р» съ нѣмецкаго)»
_ 102 —
Если мы по оси абсциссъ будемъ откладывать минимальныя на-
грузки, а по оси ординатъ соотвѣтствующія имъ допустимыя макси-
мальныя разности нагрузокъ, то геометрическое мѣсто подобныхъ то-
чекъ, какъ оказалось изъ опыта, будетъ криво, близко подходящая къ
параболѣ. Поэтому, если надъ матеріаломъ произвести три испытанія,
дающія величины соотвѣтствующихъ, минимальныхъ и максимальныхъ
нагрузокъ, аналогично съ тѣмъ, какъ приведено въ предыдущей таблицѣ,
то по этимъ тремъ точкамъ можно построить кривую, которая и бу-
детъ характеризовать способность матеріала сопротивляться повтори-
тельнымъ нагрузкамъ. Имѣя подобную кривую для каждой минимальной
нагрузки, сейчасъ же будетъ извѣстна соотвѣтствующая максимальная и
наоборотъ.
Интересенъ тотъ фактъ, что металлъ подъ дѣйствіемъ повтори-
тельныхъ нагрузокъ по теряетъ своей крѣпости и вязкости, такъ какъ
разрушенные повторительными нагрузками образны при испытаніяхъ
на разрывныхъ машинахъ выказываютъ свою прежнюю крѣпость и вяз-
кость. Въ-этомъ отношеніи сходятся какъ показашя Бекера, такъ и
Баупгингера.
Нужно допустить, что разрушающее дѣйствіе повторительныхъ на-
грузокъ" распространяется на весьма тонкій, наиболѣе слабый слой по-
перечнаго сѣченія, по которому металлъ и разрывается. Такое соображеніе
подтверждается еще и тѣмъ обстоятельствомъ, что1 при повторитель-
ныхъ нагрузкахъ желѣзо и сталь рвутся безъ всякихъ удлиненій/ со
вертеннб ка?ъ хрупкіе металлы.
То“,жѳ- самое .замѣчается н при поломкѣ вагонныхъ осей, банда-
жей и др_ и, вѣроятно, то, что обыкновенно приписываютъ дѣйствію
кристаллизаціи желѣза, можетъ прямо бытъ объяснено; вліяніемъ повто
фительныхъ нагрузокъ.І
Вліяніе повторительныхъ нагрузокъ открыто Вёлеромъ уже болѣе
50 лѣтъ тому назадъ, но распространеніе установленныхъ имъ положе-
ній шло очень медленно.
Причину этого нужно искать въ томъ, что положенія Вёлера пока
основывались только па опытѣ и, не находили себѣ объясненій со сто-
роны теоріи сопротивленія матеріаловъ.
Обыкновенно надежной нагрузкой теорія сопротивленія матеріаловъ
считаетъ ту, при которой напряженіе металла не превосходитъ предѣла
упругости.
Согласно съ этимъ воззрѣніемъ, дѣйствіе повторительныхъ нагру-
зокъ, не превосходящее предѣла; упругости, не должно бы быть раз-
рушительнымъ, На самомъ же дѣлѣ изъ опытовъ Вёлера оказывается^
что повторвтельнШ нагрузки, даже не выводящія металлъ изъ презйла
упругости, способны разрушить его. Кромѣ того, извѣстно^ что пре-
дѣлъ упругости Желѣза ~и стали можетъ быть повышенъ, а потому,
тѣмъ болѣе, повторительныя нагрузки не должны бы разрушать ихът
Такимъ образомъ, положенія установленныя Вёлеромъ, являются
какъ бы зъ противорѣчіи ст теоріей сопротивленій матеріаловъ.. Устр>-
— 103 —
вопію этихъ противорѣчій способствуютъ изслѣдованія Баушингера надъ
измѣненіемъ предѣловъ упругости 1).
На основаніи своихъ опытовъ, при помощи очепъ точныхъ инстру-
ментовъ, Бауппшгеръ нашелъ, что повышенію предѣла упругости же-
лѣза при растяженіи одновременно соотвѣтствуетъ пониженіе предѣла
упругости при сжатіи. Даже сравнительно небольшое повышеніе пре-
дѣла упругости при растяженіи можетъ понизить предѣлъ упругости
при сжатіи до 0.
Такимъ образомъ, при повторительныхъ нагрузкахъ не можетъ
быть рѣчи о повышеніи предѣла упругости.
Подъ дѣйствіемъ только растяженія или только сжатія предѣлъ
упругости, дѣйствительно, можетъ быть повышенъ почти до величины
коэффиціента крѣпости. Но Баушипгеръ замѣтилъ, что поднятый искус-
ственно предѣлъ упругости очень неустойчивъ и легко измѣняетъ свою
величину въ большихъ предѣлахъ.
Примѣняя все вышесказанное къ Объясненію явленій, открытыхъ
Вёлеромъ, Баушипгеръ считаетъ, что желѣзо и сталь въ большинствѣ
случаевъ имѣютъ предѣлъ упругости, искусственно поднятый, при ихъ
обработкѣ, Дѣйствіе повторительныхъ нагрузокъ (поперемѣнно растяже-
ніе и сжатіе) стремится понизить этотъ искусственно приподнятый
предѣлъ упругости и привести его къ естественной величинѣ.
Цѣлымъ рядомъ опытовъ Баупшнгеръ старался установить есте-
ственную величину предѣла упругости и получилъ ее для желѣза равной
12,6 кгр. на кв. мм., а для мягкой стали 14,9 кгр. па ев. мм., т.-е.
величины, весьма близкія къ тѣмъ, которыя даны Вёлеромъ, какъ безо-
пасныя напряженія для произвольно большого числа повторительныхъ
нагрузокъ-
Такимъ образомъ, этими изслѣдованіями Баушипгера приведены, въ
согласіе открытіе Вёлера съ общими взглядами теоріи сопротивленія
матеріаловъ
73. Вліяніе примѣсей на свойства желѣза и стали А
А. Углеродъ—наиболѣе важная изъ всѣхъ примѣсей. Чѣмъ больше
умерода въ желѣзѣ^ тѣмъ оно становится тверже и крѣпче/но
зато уменьшается его вязкость, ковкость и способность свариваться.
1) ПеЬегПіе Ѵегйшіегпі^ Цег ЕквіаеІ&іздгеязд. МійЬеіІпп^еп апк Пет МесІіаігізсЪ-
ІесЪоіясЬ. ЬаЬог&іогіит іп МйпсЬеп, НеЙ ХШ 1886.
9 Вліяніе примѣсей отываетса на мехаиическіі свойства желѣза, которвя
могутъ еъ большой точностью отмѣчаться ѵскхероехопомъ*. Вслѣдствіе этого такимъ
приборомъ мояно пользоваться для анализомъ химическихъ при помощи чисто мехаих-
чеемнхъ средствъ. Напр., тверъ ияетрумент. сталь съ большимъ содержаніемъ углерода
переходитъ жъ аллотропнчеежое состояніе закала при температурѣ, ори которой
она теряетъ и магнитныя свойства, это м есть нормальны температура закала. Если
сталь перегрѣть, она получаетъ зернистое строеніе и теряетъ твердость Отопевь
потеря твердости находятся въ строямъ соотвѣтствіи съ содерж. углерода и точно
отмѣчается склероскопомъ, благодаря, чему нагрѣвы стажъ при поддержкѣ магмитомъ
я затѣмъ опредѣляя твердость склероскопомъ, можяо опредѣлятъ содержаніе С« По-
дробности я о другихъ опредѣленіяхъ см. А. М,. 1066—69
- 101 —
Стифь *) приводятъ слѣдующіе результаты своимъ испытаній, по-
казывающіе, насколько увеличивается крѣпость желѣза съ увеличеніемъ
содержанія углерода.
Матеріалъ. Содержи. Овъ <%, Ковффшѵ крѣпости-
* — ' Жеіѣзо В 0,2 33,8
ПуіяіОД сталь С—2. 0,5 55,1
- ч 0,6 58,3
У Г - 2, <Ѵ 59 2
„ Л.І'-І. оз 58,5
3
Увеличеніе крѣпости, согласно нспытаніяиъ Стифа, продолжается
до тѣхъ поръ, пока содержаніе углерода достигнетъ 1,2°Д; ДРИ этогь
коэффиціентъ крѣпости повышается до 96 кгр. на кв, мм., затѣмъ
крѣпость начинаетъ уменьшаться.
Особенно полныя испытанія надъ вліяніемъ содержанія углерода
на крѣпость и упругость желѣза были произведены проф. Баушинге-
ромъ
Для опытовъ служили 12 сортовъ литой стали съ Териицевскато
сталелитейнаго завода.
Слѣдующая таблица даетъ результаты этихъ испытаній.
СшржяІе^С въ Среди ій коэф- фиціентъ упруг. нрн раетяж» Предѣлъ упруг. при растжж. Ксйффиціеитъ крѣпости. Удлиненіе на 330 мм ВЪ е/0- 1 Сжатіе ялошадп Оѣиевіязъ %. Коэффиціентъ ' упругости нри сжатіи. _. , , имиши Предѣлъ унруг. і нрі сжатіи. Коаффиціевтъ крѣпости при СДВЙГ&
0,14 22500 29,5 44.3 21,8 49,2 26920 27,7 34,1
0,19 21700 33,1 47,8 20,1 41*7 26050 зад 37,1
0,46 22500 34,5 □3,3 18,1 30,5 23050 И4 35,8
0,51 22100 34,0 М5.0 14,3 25,1 22800 32,6 40,2
0,54 21550 34.9 55,6 17,8 32,8 26400 84,4 89,3
0,65 22200 33,0 56,5 17,6 27,9 23700 34,9 40,0
0,67 21600 мл 56,0 18,4 30,7 22500 34,4 36,4
0,66 22800 зМ 62,9 13,7 19,7 25040 87,7 42,8
0Д8 23600 37,5 64,7 11.4 19,1 22800 37<7 41,4
ОД) 21500 40,0 72Л $0 14,0 22600 4<4 48Л
0,87 21850 42,9 73Л 8,1 16,5 22200 39,4 50,0
0,96 21650 . 48,7 83,0 М 10,0 23000 50,0 18,2
На основаніи полу’ іонныхъ данныхъ Баушишерь составилъ фор-
мулу, дающую приблизительно зависимость между содержаніемъ угле-
рода въ желѣзѣ і е его коэффиціентомъ крѣпости.
^ — 43,5 (1 +С*)
Ч Іпт ап4 &ее1, стр- 46.
Ч ѴегзшЖй аЬет *іів КеэіІ^ккіі Аю ВеэдетегМ&ЬІ МіііЬеИпп#ет аиэ Ме-
Ьап • ТесЬ. ІлЬогаіогіиш іл МйвеЬеш 1674, НеЛ Шѵ стр. 6—8.
— 105
Здѣсь С представляетъ содержаніе углерода въ %. Такъ. нагір.,
при содержаніи углерода въ 0,87,
2 = 43,5 (1 +(0.8)*] = 71,3.
Вейраухъ *) считаетъ, что желѣзо не должно имѣть крѣпость мень-
шую той, какая получится изъ формулы
2 = 37 (1 4-Са>
Проведенными формулами можно пользоваться лишь для прибли-
зительной оцѣнки коэффиціента крѣпости (точное опредѣленіе коэф.
крѣпости возможно лишь непосредственнымъ испытаніемъ) и только въ
томъ случаѣ, если содержаніе углерода не превышаетъ 1^,, такъ
какъ при дальнѣйшемъ увеличеніи содержанія углерода (до 1,25*/,) за-
мѣчается очень быстрое повышеніе козффиц. крѣпости, послѣ чего крѣ-
пость стали начинаетъ уменьшаться и постепенно переходитъ къ крѣ-
пости чугуна.
Если содержаніе углерода становится болтье 0,5* I*, то желѣзо
пріобрѣтаетъ свойства закаливаться, т.-е. превращается вг талъ.
При содержаніи углерода 1,75*/в сталъ теряетъ способность сва*
риватъся.
При содержаніи углерода 1,8*}* сталъ трудно куется, а при
1,5 ’/# ковать ее совершенно невозможно. Нагрѣтая докрасна, она раз-
летается вдребезги подъ ударама молотка.
Когда содержаніе углерода достигаетъ «2*/в, сталъ переходитъ въ
чугунъ.
ЛКелѣзо, нагрѣтое докроена или выше, легко поглощаетъ углеродъ,
приходя въ соприкосновеніе съ древеснымъ ши каменнымъ уиемъ7 а
также и съ другими углеродистыми и син^роЭыстылм составами.
Этимъ свойствомъ пользуются для приготовленія изъ желѣза такъ
наз. цементной стали (см, стр. 66) пли же для цементаціи желѣза
только съ поверхности (поверхностная закалка. осмаливаніе; сазе
Ьагбепіп^^ при чемъ желодо подучаетъ тонкую твердую корку. оста-
ваясь мягкимъ внутри. Для этой цѣля желѣзо накаливается въ особыхъ
ящикахъ, обложенное кругомъ синеродистымъ кали (желтая кровяная соль)
или другими цементирующими порошками, которые и передаютъ ему
свой углеродъ *)
Пары я газы, содержащіе углеродъ, также передаетъ его желѣзу,
нагрѣтому докрасна.
>) Л ТѴ я у г я и с Ь. оТ ігол віееі соміихсЦопв, стр. 31.
*} Синеродистое жыв яауглврвжпваегъ «мк»о деогь ва набольшую тохщиму, и
іотожу іаожъ еб»»мъ дшгевтвруютсВ лшь тЪ доверквоста, яе подо?-
гаютсх всэдшівк Въ тѣхъ же схушхъ» шла жешотъ остжть жехѣзо ж» боххшую
тоіщдву, употребляютъ молотый древесный {лучше всего бередевяй) угодъ і ди боль-
шей скоростѵ кродесса ярямѣшававть къ яему */* жйвоткдго утл*; жаода иркжѣть
матъ 1С^/а іодешъ
— 106 —
Вообще матеріалы, употребляемые при осталввавіи, могутъ бытъ подраздѣлены
на 3 класса: 1.—дѣйствующее при посредствѣ окиси углерода (сахаръ» животная сажа,
мостиной порошокъ); 2 .—дѣйствующее при посредствѣ синерода (синеродистый я эли,
древесный уголь); 3—дѣйствующее лрн посредствѣ углеводородовъ—(свѣтильный газъ,
нефть, газолинъ ).
Первые два класса матеріаловъ окружаютъ обыкновенно осталиваемый предметъ
со всѣхъ сторонъ въ какомъ-либо чугунномъ ели желѣзномъ ящикѣ и осталивавіе идетъ
тѣмъ лучше, чѣмъ больше будетъ образовываться ціанистаго амовіят такъ какъ только
этотъ матеріалъ и способенъ собственно производить осталнвавіе.
При осталивавія при помощи углеводорода эти газы необходимо получать въ со-
судахъ изъ такого матеріала, чтобы при этомъ могъ образоваться ціанистый амоній, ко-
торый я нужно вводить въ простражртво, заполненное предметами, подлежащими оста-
ля ванію. Чѣмъ дольше продолжается процессъ, тѣмъ глубже проникаетъ осталиваніе-
Послѣ осталиванія издѣліе слѣдуетъ подвергать отжигу» чтобы разрушить ври-
еталлжческое -строеніе, которое можетъ при этомъ процессѣ образоваться, а затѣмъ,
чтобы получить твердую поверхность, издѣліе можетъ быть опять закалено. Темпера-
тура* до которой должно нагрѣваться издѣліе при отжигѣ, зависятъ отъ состава стали
и должно устанавливаться на основаніи опыта; вообще температура должна быть не-
много выше критической точки, при которой происходитъ закалъ. Нагрѣваться издѣ-
лія должны до 900°; но выше не слѣдуетъ, такъ какъ яри этомъ сталь можетъ кри-
сталлизоваться и стать хрупкой. Спеціальные сорта сталей, какъ никелевая и вольф-
рамовая, могутъ яри насыщеніи углеродомъ нагрѣваться и гораздо выше—до 3100» ,Ц.
и притомъ корбурація происходитъ наи лучшимъ образомъ-
Для корбу раціи газами американская фирма А. 0. Г. С° при готовя летъ особыя
печи, конструкція которыхъ опвсапа въ А. М. 266—08. Осталиваніе газами предста-
вляетъ большія преимущества: не требуется тщательной упаковки, процессъ идетъ бо-
лѣе равномѣрно, издѣлія можно осматривать во время процесса. См, болѣе подробно
Г А, 1688—28—5—08, М К 877-6—05 и X ЛГ. 1С8—8—05.
Для цементаціи порошками издѣлія укладываются въ желѣзные ящвки со стѣн-
ками толщиной около 8 мм. и обкладываются цементирую шнмн-веществам». Тѣ поверх-
ности, которыя не должны получать закала, покрываются предварительно глиной, или
въ ящикахъ дѣлаются соотвѣтственныя перегородки» при помощи которыхъ цементи-
рующія вещества отдѣляются отъ тѣхъ поверхностей издѣлія, которыя должны оста-
ватьея мягкими. Такъ какъ на процессъ цементаціи большое вліяніе оказываетъ темпе-
ратура, то выгоднѣе употреблять сравнительно небольшіе ящики» въ м^торыхъ нагрѣ*
ваніе идетъ равномѣрнѣе. Чтобы эту равномѣрность увеличить еше болѣе, полезно
ящики снаружи обмазывать глиной. Издѣлія въ ящикахъ должны укладываться плотно
и крышка» послѣ того, какъ она закрыта» должна быть обмазана глиной, чтобы въ
ящикъ не могъ проникать воздухъ, способный окислять цементирующія вещества.
Мелкіе предметы въ маленькихъ ящикахъ могутъ нагрѣваться въ обыкновенномъ
горнѣ, но при этомъ надо ящикъ обложить топливомъ, чтобы нагрѣвъ шелъ возможно
равномѣрнѣе. Если предметъ обложенъ животнымъ углемъ* то достаточно получаса на-
грѣва, чтобы цементація распространилась на толщину 1 мм. Крупные предметы на-
грѣваются въ печахъ—лучше всего посудныхъ» такъ какъ онѣ даютъ наиболѣе равно-
мѣрный нагрѣвъ. Въ зависимости отъ величины предметовъ и толщины остшванія,
операші продолжается отъ одного дня до 2-хъ сутокъ. По вынутія изъ печи издѣлія
нагружаются въ воду и получаютъ при этомъ закалъ.
Въ нѣкоторыхъ случаяхъ желѣзное издѣліе погружается въ ванну расплавлен-
наго синильнаго доли, гдѣ омо сначала нагрѣвается, а затѣмъ и цементируется на не-
значительную толщину.. Такимъ образомъ закаливаются въ Америкѣ желѣзныя печат-
ныя доски съ награвированнымъ на нихъ рисункомъ.
Гдоей предложилъ сяособъ* осталмваяія примѣнять ярм изготовленіи броневыхъ
плитъ. На выдвижномъ йодѣ печи <ин бой конструкціи укладывается такая плита. По
краямъ плиты складывается изъ огнеупорнаго кирпича бортикъ, высотой около 150 мм.;
на плиту нпгтри этого бортика доносится цементирующее вещество (дремкщый уголь
107 —
съ примѣсью жйвптнато), поверхъ этого схол кладется другая плита; все сбиаяйвается
глиной или обсыпается пескомъ и затѣмъ подъ задвигается въ печь» Растопка печи
мри постепенно возвышающейся температурѣ до 1100е Ц* ведется въ теченіе 10 сутокъ,
затѣмъ такая температура поддерживается въ теченіе 7 срокъ, послѣ чего печь
остываетъ въ теченіе 3-хъ сутокъ, открывается «плиты пуюдоджЯютъвостевеявоосты-
вктб Па воздухѣ* Остывшія совсѣмъ плиты снова подогрѣваются до температуры, ве*
обходимой для нхъ дальнѣйшей обработки и для закалки. При такомъ способѣ обра-
ботки получается млята:еь большимъ содержаніемъ углерода ваР поверхности, вслѣд-
ствіе этого' очень твердая; по мѣрѣ углубленія содержаніе углерода уменьшается Ма-
теріалъ становится нее мягче и мягче. Такія длнты, очень твердыя съ нбверхИостя и
вътО1 жевремя обладающія большой вязкостью яъ остальной массѣ меткыаг очень
хорошо сопротивляются ударному дѣйствію снарядовъ. Процессъ этотъ по имени ивск
брѣтателя называется гарвевроианіеігь.
Приготовленіе брони на заводѣ Веагйшоге'в 8бее1 ЧѴогкв, Раткѣеай, Ѳіаз^о»—
См. Еп^_ 656—6—09.
НаЛильные ала цвмвйтирующЕв Я&₽ошн*»
I. по Иіпта'пп^
Для цементаціи въ жестяныхъ ящикахъ:
Истолченнаго березоваго угля.........* * * ,..........-4 части-
кожанаго угля \.........................: 1 п
Сажи * . . . * . 3
II. По КагтагзсКу.
(Примѣняются при нагрѣваніи въ открытомъ горнѣ).
Рогового угля.............'............................24 части.
Роговыхъ опилокъ • .................» Э *
Калійной селитры...........- < - - * , * , . , _ , » 9,5 „
Поваренной соли» *.................* . *.........., - . 55
Клею. . * .......................................... 6 я
Ш.
Селитры....................................15 вѣсовыхъ частей.
Канифоля* ♦ - . . т * . , * * . * < і * . . 3 „ т> в
Желтой кровяной соли *г 7 „ п
Указанныя вещества толкутъ мелко въ ступкѣ и затѣмъ тщательно
перемѣшиваютъ* Закаливаемый, предметъ нагрѣваютъ до темно-краснаго жа-
ра и затѣмъ равномѣрно посыпаютъ цементирующимъ порошкомъ въ такомъ
количествѣ, чтобы на поверхности металла образовалось нѣчто въ родѣ гла-
зури* Для ятой пѣли удобно пользоваться небольшимъ жестянымъ ситомъ
сЪ ручкой. Послѣ посыпанія обрабатываемый предметъ нагрѣваютъ до тре-
буемой температуры закалки и затѣмъ закаливаютъ въ водѣ, какъ обыкно-
венно. Прежде чѣмъ прибавлять пояар&якрй сол&> ее нужно предварителъ
но немного поджарить лдн того, чтобы она не лопалась при нагрѣваніи
предмета.
ПаяумдаІ* ідамтфуімцй состмы.
П\ По Хя&Ае
Виннокаменной кислоты ; * ............ > 6 вѣеовьйъ частей
Рыбьяго жара .. « . . * * ЗО- „ п
Бычачьяго сала.............................>10
Дрѳвесноугольваго порошка » . »*. *2 * п
— 108 —
Костяного угля* 8 вѣсовыхъ частей.
Жженаго оленьяго рога , . *....................3 „
КрОНЯВОЙ СОЛИ.................................‘О л „
Для изготовленія этого состава расплавляютъ сначала сало, затѣмъ
прибавляютъ къ ному рыбьяго жира и, наконецъ., примѣшиваютъ остальныя
составныя части въ порошкообразномъ видѣ, послѣ чего все тщательно пере-
мѣшиваютъ. Полученная смѣсь имѣетъ сначала жидкій видъ, но затѣмъ
черезъ двѣ или три недѣли приходитъ въ тѣстообразное состояніе.
Обрабатываемый предметъ нагрѣваютъ предварительно до темно-красна-
го жара* затѣмъ погружаютъ въ этотъ составъ или обмазываютъ его послѣд-
нимъ* послѣ чего накаливаютъ до желаемой температуры закалки и охла-
ждаютъ въ водѣ.
V.
Поваренной соли..................* . *...................2 литра.
Стекла............., . . •............................ % „
Роговой муки (изъ КОПЫТЪ)...................'............% п
Ржаной муки............................................р
Канифоли . . . ......................................1/\ „
Березоваго угля* * . ..................................*
Желтой кровяной соли.................................. 100 граммъ.
Кровяную соль растворяютъ приблизительно аъ 4-хъ литрахъ кипящихъ
«явныхъ дрождей и къ этой жидкости прибавляютъ остальныя вещества въ
мелко истолченномъ и хорошо перемѣшанномъ видѣ.
VI. По ЯЛіНіія^у.
Поджареной роговой муки , . . . <........... , , . .
Хинной корки . . . ..................................
Желтой кровяной соли............................ . .
Очищенной калійной селитры..................
Поваренной соля....................................
Чернаго мыла.......................................
16
8
4
2
4
30
частей.
и
и
г
»
Зги вещества мѣсятъ до полученія однообразнаго тѣста и затѣмъ вы-
сушиваютъ. При употребленіи разбалтываютъ составъ въ водѣ а подученную
полужидкую кашицу намазываютъ при помощи кисти на поверхность закаливае-
маго предмета»
Составъ № V имѣетъ примѣненіе, главнымъ образомъ, для закалки на-
пнльникевъ.
В- Фосфоръ одна изъ самыхъ вредныхъ примѣсей. Фосфоръ по-
добно углероду увеличиваетъ предѣлъ упругости и коэф. кріъпосмш,
но еще болѣе значительно уменьшаетъ живое сопротивленіе желѣза.
Присутствіе фосфора дѣлаетъ желѣзо хрупкимъ, крупнокристамичнымъ
и долодадмо-икдоз, т.-е. легко разрушающимся при обработкѣ въ хо-
лодномъ состояніи. Вредное вліяніе фосфора тѣмъ сильнѣе, чѣмъ боль-
ше въ желѣзѣ углерода. Присутствіе фосфора въ желѣзѣ еще тѣмъ
опасно, что оно дѣлаетъ всѣ испытанія металла крайне ненадежными;
въ одномъ случаѣ тотъ же самый матеріалъ при испытаніи можетъ
б См. Метгыдографія Евангулова и Вологдина, стр. іОб.
— 100 —
дать хорошіе результаты, въ другомъ—никуда негодные Вслѣдствіе
всего этого примѣсъ фосфора въ желѣзѣ не должна, превышать ОД*/й-
Примѣсь фосфора не должна, по мнѣнію нѣкоторыхъ, превышать
0,07°/*. Было замѣчено нѣсколько случаевъ, когда литое желѣзо^ выдер-
жавшее первоначально всѣ требованія при испытаніи, черезъ нѣкоторое
время оказывалось совершенно хрупкимъ и негоднымъ къ употребленію
(при исполненіи котловъ для яхты „Ливадія* идр.)- Такое поведеніе же-
лѣза только и можно приписать слишкомъ большому содержанію въ немъ
фосфора дѣлающаго свойства матеріала очень непостоянными. Термическая
обработка въ данномъ случаѣ была правильная, См. по этому поводу
статью Стромейера въ Е А, 1378—11—06,
С Сѣра, подобно фосфору увеличиваетъ твердость желѣза; кро-
мѣ того, она сообщаетъ желѣзу въ нагрѣтомъ состояніи хрупкость,
(Ыои ею красноломкимъ, уменьшаетъ способность свариваться. По-
этому желѣзо, содержащее сѣру, совершенно не годится для издѣлій,
которыя приходится обрабатывать въ нагрѣтомъ состояніи.
Вліяніе сѣры особенно рѣзко сказывается въ совершенно чистомъ
отъ другихъ примѣсей желѣзѣ. Но, съ другой стороны, ея вредное влія-
ніе до нѣкоторой степени уменьшается присутствіемъ въ желѣзѣ марганца.
Въ хорошемъ котельномъ желѣзѣ содержаніе сѣры не должно пре-
вышать 0,08*!^ Въ желѣзѣ для другихъ цѣлей въ присутствіи мар-
ганца содержаніе сѣры можетъ подняться до 0,2
О. Кремній. По отчету а) комиссіи, назначенной для изученія влія-
нія примѣси кремнія на качества желѣза, оказывается, что примѣсь,
кремнія въ количествѣ, меньшемъ 0,15*/** почти не измѣняетъ ни пре-
дѣла упругости, ни крѣпости, ни вязкости. Если же желѣзо содержитъ
кремнія болѣе 0,15то предѣлъ упругости и крѣпость повышаются,
но зато удлиненія при растяженіи и сжатіи поперечнаго сѣченія замѣт-
но уменьшаются.
Примѣсь кремнія въ 0,35*1* дѣлаетъ желѣза холодноломкимъ н
красноломкимъ. Вредное вліяніе кремнія значительно ослабляется мар-
юнцомъ, Въ его присутствіи желѣзо, даже съ содержаніемъ кремнія до
0,5*/в, оказывается способнымъ хорошо прокатываться, слѣдовательно,
не красно ломко* не хрупко въ холодномъ состояніи и хорошо сваривается.
Благодаря этому обстоятельству является возможность восполь-
зоваться способностью кремнія уничтожатъ пустоты въ стальныхъ
отливкахъ^ Для этого въ расплавленную сталь нарочно прибавляютъ
чугунъ съ большимъ содержаніемъ кремнія (10—11 ’/,) и марганца (18*/Д
въ результатѣ получается сталь съ содержаніемъ кремнія отъ 0.2*/( до
Е- Марганецъ всегда добавляется къ литому сплаву желѣза и его
примѣсь полезна, такъ какъ она умѣряетъ вредное вліяніе сѣры- Со-
общаетъ сплаву болѣе мелкозернистое строеніе, Увеливаетъ коэффиціентъ
крѣпости, но въ то же время увеличиваетъ склонность давать трещи-
1) Си» Нщинічевъ» Соаротквь матер. Т. I, стр, 300,
КероН 01 іЬе СоштіИм и Сѣе ВгіЬіяЬ Ашіекііов, Еп^іпеегівй’, 18®, етр. 421
110 —
пы при быстромъ охлажденіи* При содержаніи до Р/в въ мягкихъ сор-
тахъ марганецъ не производитъ замѣтнаго вреда, при большомъ же со-
держанія сплавъ плохо сопротивляется ударамъ. При большомъ со-
держаніи углерода содержаніе марганца должно быть значительно меньше.
Г* Мѣдь встрѣчается рѣдко. Въ количествѣ до 1 */в не приноситъ
вреда» Но если при этомъ будетъ содержаться сѣра, даже въ количе-
ствѣ 0,08*/*, то и указанная примѣсь мѣди оказывается вредной,: такъ
какъ сообщаетъ желѣзу красноломкость.
€. АЛЮМИНІЙ часто прибавляется къ расплавленному желѣзу. Его
вліяніе почти незамѣтно, пока содержаніе не достигнетъ 0,2®/0; при
увеличеніи содержанія до 0,5 ’/* коэффиціентъ крѣпости возрастаетъ, но
вязкость уменьшается.
Я* Мышьякъ встрѣчается рѣдко въ стали* Если содержаніе не
превосходитъ 0,15*/*, то его вліяніе дочти незамѣтно. При большемъ
содержаніи сообщаетъ стали твердость и хрупкость,
1. Азотъ въ небольшихъ количествахъ всегда присутствуетъ въ
стали въ растворенномъ состояніи или въ видѣ механической примѣси,
но въ томъ количествѣ, въ какомъ азотъ обыкновенно находится, онъ
не оказываетъ почти никакого вліянія на физическія свойства стали,
К» Онмслы желѣза иногда присутствуютъ въ мягкихъ сортахъ ли-
той стали и желѣза. Точно ихъ вліяніе не выяснено, повидимому; они
повышаютъ коэффиціентъ крѣпости, но вносятъ нѣкоторую хрупкость.
Ь Водородъ можетъ оказаться вреднымъ (см. Металлографія Еван-
гулова и Вологдина, стр* 103), и потому важно слѣдить чтобы въ печи
при нагрѣвѣ не было свободнаго водорода.
Слѣдующая таблица показываетъ, какое вліяніе оказываютъ примѣ-
си на различныя свойства желѣза*
л 2 Е Ь в кость* ф .а
И р и м ѣ с в. Е* О га <» 09 о> т ш * о я ' о и СЗ м ш в • .ГІ га ф 5
і 1 •ч ж о *» о И «и 2* « з з: и. с
Углеродъ 4“ — — -— — •
Кремній * -ф- “““ ** о
Мяшьжкъ , । — ||»| Ш * ь о Й* ***
Фосфоръ *.._'*,,, + — — 0 и
Сѣра* - * - 0 о о — 0
Мѣдь + йд о? 0? о? -р. -
Марганецъ + ’ф’ “1“ «і + I- 0 — *
Някель . • - *|м- 1 ' + —<*г- •"
Хромъ О "І" + • * •ьр-
+ Увеличиваетъ. О Не оказываетъ жііяиіж... Нѣтъ указанія» — Уменьшаетъ.
? Сдорныі вопросъ.
— 111
74. Занялъ, какъ отличительное свойство углеродистой стали.
Существенное отличіе углеродистой стали отъ желѣза проявляется подъ
дѣйствіемъ на нее теплоты.
Дѣйствіе теплоты на сталь раздѣляется на 3 характерные вида:
1) Сталь лагрѣваетоя до извѣстной температуры и затѣмъ быстро
охлаждается; подобная операція называется закалкой стали,
2) Закаленная уже сталь нагрѣвается до температуры болѣе низ-
кой, чѣмъ та, при которой сталь была закалена, и затѣмъ медленно или
быстро охлаждается; эта операція называется отпусканіемъ закала у
стали.
3) Закаленная сталь нагрѣвается до температуры болѣе высокой,
чѣмъ та, при, которой сталь была закалена и затѣмъ медленно охла*
ждается; эта операція называется отмотаніемъ.
Какъ измѣняются свойства стали при этихъ трехъ операціяхъ —
можетъ быть пояснено слѣдующимъ примѣромъ.
Если взять стальной прутъ, то обыкновенно его можно пилить под*
милкомъ, изогнуть и тѣмъ самымъ показать его мягкость и вязкость.
Если этотъ прутъ нагрѣть докрасна и затѣмъ погрузить въ холодную
воду, то онъ станетъ очень твердъ (приметъ закалъ) и при первой же по-
пыткѣ согнуть его—сломается. Если закаленный такимъ образомъ прутъ
снова нагрѣть хотя бы до температуры расплавленнаго свинца и затѣмъ
охладить, то его уже можно будетъ согнуть, но онъ будетъ возвращаться
къ своей первоначальной формѣ—станетъ очень упругимъ. Накопець/если
закаленный прутъ нагрѣть до бѣлаго каленія и медленно охладитъ, онъ
снова потеряетъ свою твердость и/будучи изогнутъ, останется въ та-
комъ положеніи, т<-е. пріобрѣтетъ свои первоначальныя .свойства.
Во всѣхъ этихъ трехъ случаяхъ сталь рѣзко измѣняла свои свой-
ства и при этомъ металлу ничего не сообщалось и ничего отъ него
не отнималось, кромѣ теплоты.
75. Объясненіе явленія закала. Свойство стали принимать закалъ
было извѣстно еще у древнихъ и, начиная съ самыхъ отдаленныхъ вре-
менъ, человѣчество старалось дать объясненіе этому явленію; тѣмъ не
менѣе вполнѣ установленной теоріи закала до сихъ поръ не существуетъ.
. Въ половинѣ ХѴП вѣка флогистическая гипотеза старалась объ-
яснить явленіе закала присутствіемъ въ металлѣ особаго вещества—
флогистона, нѣчто въ родѣ души металловъ, которую они теряли
при нагрѣваніи, а при быстромъ охлажденія флогистонъ не могъ все-
литься обратно. При медленномъ же охлажденіи металлы снова полу-
чали флогистонъ.
Въ 1872 г. Реомюръ объяснялъ это явленіе тѣмъ, что при нагрѣ-
ваніи сѣра и другія соли вытѣснялась изъ молекулъ желѣза и распре-
дѣлялись въ промежуточныхъ пространствахъ. При быстромъ охлажде-
нія онѣ не успѣвали занять свои мѣста и потому мѣняли свойства же*
талла.
Въ 1781 г. Бергманъ впервые указалъ. что сталь, способная при-
нижать закалъ, главнымъ образомъ отличается. отъ желѣза тѣмъ, что
_ 112 —
содержитъ около 0,2’/» графита, тогда какъ въ желѣзѣ его совсѣмъ
нѣть.
Въ 1827 г. Карстенъ впервые выдѣлилъ изъ стали соединеніе же-
лѣза съ углеродомъ. Впослѣдствіи Бертье тоже подучилъ подобное со-
единеніе, которое онъ выразилъ формулой ЕеС.
Только въ восьмидесятыхъ годахъ этотъ вопросъ нѣсколько освѣ-
тился благодаря тому, что были болѣе близко изслѣдованы химическія
и физическія видоизмѣненія, которыя претерпѣваютъ желѣзо и содер-
жащійся въ немъ углеродъ при закаливаніи. Тѣмъ не менѣе завѣса, въ
теченіе тысячелѣтій скрывающая отъ насъ тайну этого явленія, но со*
всѣмъ приподнята. Многое уже достаточно ясно, но встрѣчаются фак-
ты, какъ бы стоящіе въ противорѣчіи съ предаваемыми объясненія*
ми этого явленія.
За послѣдніе годы становится все болѣе и болѣе очевидно, что
объясненіе таинственныхъ явленій, происходящихъ съ желѣзомъ, мы
должны получить при помощи микроскопическихъ изслѣдованій. Еще
тридцать лѣтъ тому назадъ д-ръ Сорби высказалъ идею, что металлы
должны быть разсматриваемы, какъ кристаллическія массы, идею, кото-
рая въ настоящее время находитъ себѣ полное подтвержденіе. Только
теперь мет&ллургн-практикя поняли, что изслѣдованія Сорби составля-
ютъ основу металлургіи и положили основу новой науки—металлогра-
фіи. Методы этой науки стали въ наше время необходимыми спутни-
ками химическаго анализа.
Изъ предлагаемыхъ въ настоящее время двухъ теорій одна, выска-
занная Карономъ, объясняетъ явленіе закала химическимъ видоизмѣне-
ніемъ углерода.
Наиболѣе горячимъ защитникомъ этой теоріи является профессоръ
Арнольдъ 2).
Профессоръ Арнольдъ, изслѣдуя подъ микроскопомъ шлифы закален-
ной стали, нашелъ, что пра содержаніи въ желѣзѣ углерода 0,38*^
послѣ закала шлифъ имѣетъ видъ, представленный на фиг. 27. При
вытравливаніи шлифъ покрывается сѣрымъ налетомъ, по удаленіи кото-
раго ясно видно, что поверхность состоитъ изъ свѣтлыхъ пятенъ чи-
стаго желѣза и изъ другой разновидности, которой протрава сообщила
темный цвѣтъ. Профессоръ Арнольдъ считаетъ, что эта разновидность,
есть субкйдебмйь, выражающійся формулой ГепС, обладающій большой
твердостью и сообщающій закаленной стали присущія ей свойства.
Если желѣзо содержитъ углерода 0,89*/*, то шлифъ закаленной
стали представляется болѣе однороднымъ, свѣтлыхъ мѣстъ нѣть. Пра
слабомъ протравливаніи шлифъ принимаетъ темно-свинцовый оттѣнокъ.
На первый взглядъ подъ микроскопомъ поверхность представляется почта
гладкой безъ кристаллическаго строенія, но при болѣе вни-
мательномъ изслѣдованіи видно, что вся поверхность разбита иа отдѣлъ-
*> Агп"І<1 оп іЬе Іпйиепсе оі сагЪоп оп Ігоп. Мши (де Ргосеейіпде оііѣе Іпа^
о Г Сіѵіі Еляннкг8т V. СХХПГ, р, 127.
— ш -
и ы я ч аст и, Вѣроятно, кристаллы о козы з аю т ея ст о л ь м елки м и, чт о
поверхности ихъ соирикосяовешя трудно различаются подъ микроско-
помъ.
илг ц,, распадается и, по предположенію
Уведи ч. С00 я, разъ.
Фяг> й/
У стали съ содержаніемъ углерода 1,4Т*/* (Фиг- 28) основной
фонъ представляется такой же, какъ н въ предыдущемъ образцѣ,
весь онъ разбитъ топкой сѣткой, которая подъ микроскопомъ во всѣхъ
отношеніяхъ походитъ на кристаллическій карбидъ,
Англійскимъ металлургомъ Абелемъ *) было вполнѣ установлено
присутствіе въ стали особаго соединенія углерода съ желѣзомъ Ее3С
нормальнаго карбида, который въ настоящее время ясно различается и
подъ микроскопомъ. Во время нагрѣванія стали это соединеніе при
температурахъ между 600
профессора Арнольда, об-
разуется другое соед пней іе
1*4^0, при избыткѣ же
углерода въ стали можетъ
остаться и часть кристал-
лическаго карбида, Если
затѣмъ охлажденіе идетъ
медленно, то приблизи-
тельно при тѣхъ же тем-
пературахъ снова обра-
зуется карбидъ, и сталь
не мѣняетъ своихъ ка-
чествъ. Если же охлажде-
ніе идетъ быстро, что и
имѣетъ мѣсто при закалѣ,
то субкарбидъ распасться
не успѣваетъ и послѣ ох-
лажденія об у сл о вл икаетъ
боль шую твердость зака -
ленной стали.
Приписывая .такимъ образомъ отличительныя свойства стали при-
сутствующемувъ ней субкарбиду, профессоръ Арнольдъ дѣлаетъ слѣду-
ющее з замѣшше: 'теорія заказа, св одящая ся къ присутствію су бкарбида,
находится, въ.-полномъ соотвѣтствія съ ежедневной практикой, напри-
мѣръ: давно было извѣство, что сталь съ содержаніемъ углерода въ
0,85 0/& является Йпболѣе пригодной да нриготовленія *) рѣжущихъ
реберъ и въ то же время прекрасно сопротивляется ударному дѣйствію,
почему такую сталъ :и: употребляютъ -да Приготовленія зубшгь Точно
также извѣстно, ,чтохтж.:-лёъхё^ержяні^ъ- углерода
щенно) будетъ совершенно -Нёпрйгодна:' #™ь. .жструмёнто^^^йй:
••••••„•. .1).,35п§теепв& ѵоі XXXIX? етр^І&О кЛОО,-.. . ... ...........
•. •’& Преф, Арнольдъ счатаеть-сталь еъ сдаржаніеиъ рзіф&Х^.-
зфй большемъ содержаній
' жеиа.ѵ:0ійі--:«сноіійій'іі къ 8Т0му:ййШ
•В
— 114
какъ при ударахъ она будетъ крошиться вслѣдствіе хрупкости. Объяс-
неніе очевидно: такая пересыщенная углеродомъ сталь при закалѣ* кромѣ
субкарбида, сохраняетъ еще прослойки кристаллическаго карбида, очень
твердаго, по въ то же время хрупкаго, отчего и сталь получается очень
хрупкая (сіе шлифъ фиг. 28). Для инструментовъ же рѣжущихъ безъ
ударовъ такая сталь вслѣдствіе своей твердости будетъ вполнѣ пригодна.
Если сталь содержитъ углерода меньше 0,9(медосыщеяяая), то въ
закаленномъ видѣ она является уже недостаточно твердой, такъ какъ
па ряду съ твердымъ субкарбидомъ содержитъ большое количество кри-
сталловъ мягкаго желѣза (см. шлифъ фиг. 27).
Теорія эта, хотя и имѣетъ много сторонниковъ, не является впол-
существованія особаго соединенія
нѣ установленной, такъ какъ фактъ
Увели?. 600 л. разъ,
Фиг. 28.
ж елѣ за съ у г л ер одинъ —
субкарбида .ничѣмъ не
доказанъ и есть ли то ве-
щество, которое мы видимъ
подъ микроскопомъ, суб-
карбидъ или какая-нибудь
другая разновидность же-
лѣза, какъ это утверждаетъ
Осмой дъ, съ т очностью
рѣшить трудно.
Другая теорія, хотя и
признаетъ видоизмѣненіе
угле рода не обходя мымъ
при явленіи закала, но не
считаетъ его достаточнымъ
для объясненія, и пере-
мѣну физическихъ свойствъ
стали приписываетъ; глав-
нымъ образомъ аллотро-
пическому видоизмѣненію
{.желѣза, которое происходитъ при нѣкоторой температурѣ металла.
Для составленія этой теоріи послужная слѣдующіе факты.
Уже давно Жильбе ртомъ было замѣчено, что раскаленное докрасна
желѣзо лерлетъ магнитныя свойства.
Въ 1868 г. Черновъ *) указалъ, что сталь не получитъ закала
при быстромъ охлажденіи, если она будетъ нагрѣта ниже извѣстной
температуры, которую онъ назвалъ а.
Въ 1869 Баретъ и Горъ, наблюдая надъ охлажденіемъ-, стальной
проволоки, замѣтой, что она яря извѣстной температурѣ шгъ бы снова
нагрѣвается и затѣмъ охлажденіе продолжаетъ итти дальше. :
Баретъ назвалъ это явленіе рекалесценціей
*) Зввясхн Ргсса. Техн. О-ва, ЪЖ. Ігепь- 417^
Ргое. Яоу. 8ас. 38 Лап. и РЫ1, И... ХХХ.ѴПѢ. етр:.
— 115
Въ 1879 г* * Барусъ нашелъ, что твердость закала не увеличи-
вается при увеличеніи температуры нагрѣванія.
Всѣ эти факты указываютъ, что для желѣза, повидимому суще-
ствуетъ извѣстная критическая температура, при которой съ мыла
происходитъ какая-то внутренняя перемѣна л
Какъ извѣстно, нѣкоторыя тѣла способны принимать различныя
аллотропическія состоянія, при чемъ составъ ихъ молекулъ не измѣ-
няется, а, вѣроятно, мѣняется расположеніе составляющихъ ихъ ато-
мовъ. Примѣромъ этого можетъ служить сѣра, кристаллизующаяся въ
кристаллы различной формы, также углеродъ въ его трехъ видоизмѣ*
неніяхъ: алмаза, графита и сажи.
Французскій ученый Осмондъ, па основаній своихъ наблюденій г),
считаетъ, что при обыкновенной температурѣ желѣзо находится въ
мягкомъ аллотропическомъ состояніи, которое онъ называетъ а. При
нѣкоторой же температурѣ желѣзо переходитъ въ твердое аллотропи-
ческое состояніе, которое онъ назвалъ Желѣзо способноповидимому,
принимать еще третье аллотропическое видоизмѣненіе у *), характеризу-
ющееся тѣмъ, что при температурѣ нѣсколько высшей 850э такое
желѣзо кристаллизуется въ ясно выражепыые кубы. Желѣзо-у не
-обладаетъ магнитными свойствами и растворяетъ въ себѣ углеродъ
накала; желѣзо-/? не обладаетъ магнитными свойствами и пе растворяетъ
углерода закала, желѣзо-а обладаетъ магнитными свойствами, по не
растворяетъ цементита. Присутствіе углерода въ большемъ или мень-
шемъ количествѣ сказывается только тѣмъ, что онъ какъ бы затрудня-
етъ переходъ желѣза изъ одного состоянія въ другое ври быстромъ
охлажденіи.
Упомянутое видоизмѣненіе углерода въ химической теоріи закала
подтверждается непосредственнымъ опытомъ и можетъ быть выдѣлено
при помощи химическаго анализа. Нельзя того же сказать объ алло-
тропическихъ видоизмѣненіяхъ желѣза: химическимъ путемъ мы ихъ рас-
познать не можемъ и въ ихъ существованіи можемъ убѣдиться, хотя
тоже опытнымъ, но тѣмъ не менѣе косвеннымъ путемъ-
Такъ, иапрм извѣстно, что при холодной обработкѣ желѣза металлъ
«ндоижѣняеть свои физическія свойства, при чемъ это видоизмѣненіе
аналогично съ закаломъ: увеличивается твердость, упругость, хрупкость.
Химическій же составъ совершенно не мѣняется. Уже это наводитъ на
мысль объ аллотропическомъ видоизмѣненіи желѣза.
Это предположеніе еще болѣе подтверждается тѣмъ фактомъ, что
физическія свойства металла продолжаютъ измѣняться даже послѣ того,
какъ дѣйствующія силы прекратили свое дѣйствіе. Напр<, при разрывѣ
образцовъ крѣпость образца черезъ нѣкоторое время оказывается боль-
ше, чѣмъ въ моментъ разрыва, г-а какъ будто начавшееся аллотропи-
ческое измѣненіе въ моментъ разрыва позволяетъ затѣмъ перемѣнить
хвое строеніе и всѣмъ остальнымъ частицамъ тѣла. Подобное явленіе
<) Аяпаіез Йея пгіпез 8егіе Я—1885 я 8егіе 14—1888,
*) Доцгпаі Щ іѣе Ігоп лай ЙІееІ ІпяЬіСвІе 18Й4, р. 45—112 — ІЙ,
8*
— 116 —
очень часто наблюдается и въ другихъ тѣлахъ, способныхъ измѣнятъ
свое аллотропическое состояніе.
Шарли *) указалъ на то, что на діаграммѣ разрыва незакэленна-
го желѣза замѣтна всегда линія, соотвѣтствующая началу видимыхъ
измѣненій, тогда какъ въ закаленной стали или желѣзѣ, подвергнутомъ
холодной обработкѣ, этой линіи не замѣтно.
Тотъ же Шарли указалъ, что желѣзо, подвергнутое холодной обра-
боткѣ. подобно сталя, пріобрѣтаетъ способность лучше удерживать маг-
нетизмъ. Такъ, напр., никелевая сталь, содержащая 25°/в никеля»
въ обыкновенномъ состояніи совершенно не намагничивается; если
же ее подвергнуть деформаціи въ холодномъ состояніи, то она пріобрѣ-
таетъ магнитныя свойства, и какъ разъ эти свойства начинаютъ по-
являться послѣ того, какъ на діаграммѣ удлиненій образца получилась
линія начала видимыхъ измѣненій.
Осмондъ и Вертъ нашли^ что обработанное въ холодномъ состоя-
ніи желѣзо и закаленное желѣзо при сожиганіи ихъ въ калориметрѣ
выдѣляютъ большее количество теплоты, чѣмъ то же желѣзо при обык-
новенныхъ условіяхъ 1 2 э).
Не, съ другой стороны, хотя всѣ вышеприведенные факты и ука-
зываютъ, что при холодной обработкѣ желѣза съ нимъ, повидимому,
происходить какое-то аллотропическое измѣненіе, тѣмъ пе менѣе суще-
ствуетъ нѣкоторая разница въ свойствахъ желѣза, пріобрѣтаемыхъ имъ
ври холодной обработкѣ и при быстромъ охлажденіи» Такъ, напримѣръ,
твердость закаленной стали всегда во много разъ болыпе, чѣмъ твердость
той же стали, обработанной въ холодномъ состояніи. При слабомъ на-
грѣвѣ (до 150®—350® Ц.) стали, обработанной въ холодномъ состоя-
ніи. предѣлъ упругости повышается, если же нагрѣвать до тѣхъ же
температуръ закаленную сталь, то предѣлъ упругости, наоборотъ, пони-
жается ®)+ Электропроводность при холодной обработкѣ понижается
значительно слабѣе, чѣмъ при быстромъ охлажденіи *), Холодная обра-
ботка увеличиваетъ разъѣдающее дѣйствіе соляной кислотой, ;закалъ,
наоборотъ, умешшшаегь
Всѣ эти обстоятельства заставляютъ думать? что аллотропическое
видоизмѣненіе при холодной обработкѣ нѣсколько отличается отъ того
видоизмѣненія, которое желѣзо получаетъ при нагрѣваніи выше крити-
ческой температуры, и присваиваютъ аллотропическому видоизмѣненію
желѣза при холодной обработкѣ названіе желѣза-й въ отличіе отъ же-
лѣза-/?, которое получается при нагрѣвѣ. Весьма вѣроятно, что нѣкото-
рое различіе въ свойствахъ стали, проявляемыхъ при закалѣ и при хо-
лодной обработкѣ, убословливается тѣмъ, что въ первомъ случаѣ, мъг
1) М\ (і. $ Натру. Сатріея Кепгіив. стр. 418.
2) Аипаіса Дея Міпея». 8-тѳ 8егіе, ѵок ѴШТ р. .36* 1685.
3) Ноіге. Меіаіівщу оі 8Ьееѣ р* 214.
*) Соттйаіоп дез тёіЬойез сГЕвзаі дев Маіегіаих де Сопаігизсйоп 11 Бееііоа
А. 1805 р. 62.
») Аппаіея дея Міпед. 8 ли о 8егіе, 1885 рТ 46,
Атсгісап Доіігпаі оГ Зсіеи ее» 34 Зёгіез. ѴоЬ XXXII 1886, > 276.
— 117 —
имѣемъ дѣло не съ чистымъ желѣзомъ-^, а съ желѣзомъ-/?, содержа-
щемъ въ растворѣ углеродъ закала; въ второмъ же случаѣ всѣ свойства
обусловливаются присутствіемъ чистаго желѣза-^. Такимъ образомъ со-
здается ете новая гипотеза, считающая желѣзо-/? и д за одну аллотро-
пическую форму, и отличительныя свойства' закала, приписывающая
растворенному въ желѣзѣ-Д углероду закала.
Аналогичныя съ этимъ свойства при холодной обработкѣ выказы-
ваютъ и другіе металлы. Какъ извѣстно, при отжиганіи всѣ эти прі-
обрѣтенныя нри холодной обработкѣ свойства уничтожаются.
Намъ неизвѣстно, дѣйствительно ли при этомъ происходитъ алло-
тропическое измѣненіе металла, но, по крайней мѣрѣ, мы не имѣемъ бо-
лѣе близко подходящаго объясненія этому явленію.
Этотъ вопросъ еще болѣе выяснился послѣ термическихъ изслѣдо-
ваній, сдѣланныхъ французскимъ металлургомъ Осмондомъ. Осмондъ 1)
произвелъ рядъ наблюденій надъ охлажденіемъ раскаленнаго добѣла же-
лѣза. Измѣреніе температуры производилась имъ съ большею точностью
термоэлектрическимъ пирометромъ Лешателье й), который, дѣйствуя на
зеркало гальванометра, поворачивалъ его, при этомъ отраженный отъ
зеркала свѣтъ двигался но экрану и тѣмъ указывалъ на пониженіе тем-
пературы. Если отраженный свѣтъ на экранѣ стоялъ неподвижно, это
значило, что температура желѣза не измѣнялась. Въ то же время замѣ-
чалась скорость охлажденія. На фиг. 29 представлены графически ре-
зультаты его наблюденій.
Тонкая пунктирная линія относится къ совершенію чистому желѣ-
зу. полученному при помощи электролиза. Тонкая сплошная представ-
ляетъ охлажденіе мягкой стали, Тк-е_ желѣза съ небольшимъ содержані-
емъ углерода. Толстая сплошная линія представляетъ охлажденіе твердой
стали съ большимъ содержаніемъ углерода (І?25“Д). Наконецъ, толстая
пунтирная относится къ марганцовой стали.
По оси ординатъ отложены времена, но оси абсциссъ —темпера-
тура желѣза.
Какъ видно изъ діаграммы, чистое желѣзо при пониженіи темпе-
ратуры до 870“ Ц. охлаждается довольно равномѣрно, затѣмъ происхо-
дитъ сразу остановка въ охлажденіи, и въ продолженіе приблизительно
26 секундъ желѣзо не мѣняетъ своей температуры. Вслѣдъ за этимъ
опять начинается охлажденіе, идущее довольно равномѣрно.
Эту остановку въ охлажденіи можно объяснить только тѣмъ, что
въ желѣзѣ освобождается скрытая теплота, вслѣдствіе нѣкотораго вну-
тренняго перемѣщенія частицъ. Такимъ образомъ этотъ опытъ даетъ новое,
очень вѣское подтвержденіе гипотезы о способности желѣза переходить
изъ одного аллотропическаго состоянія въ другое.
і) Сшпрйв Вешіиз 1986, сгр. 743, 1990, стр* * 346, Также Вероп Іо ІЬе ДПоуз
ВезеагеЬ СошіпИіее, ЬрВоЬегіэ-АпзЬеп. Еиёівеегіпе, ѵоі, Ыѣ 1891,
*) Описаніе этого прибора повѣщено въ Ѳѳпіе Сіѵіі, Мага 5, 1887.
Сгоеобм опредѣі. критич. темнер. сж. съ Заів&п Ігоп ый &ее! МеіаНнлрБ—
Л^З—04,
— 118 -
Посмотримъ, какое вліяніе оказываетъ присутствіе углерода. Какъ,
видно изъ направленія тонкой кривой, желѣзо съ небольшимъ содержа-
ніемъ углерода охлаждается довольно равномѣрно до 780°, затѣмъ охла-
жденіе значительно замедляется, секундъ на 10, потомъ снова идетъ до
680*. Здѣсь замѣчается вторичное замедленіе въ охлажденіи, послѣ кото-
раго температура понижается равномѣрно н съ обычной скоростью до конца.
Въ нѣкоторыхъ случаяхъ замѣчается еще третье замедленіе охла-
жденія, Всѣ эти замедленія Осмондъ называетъ критическими точками
при термическомъ измѣненіи желѣза. Первую точку, соотвѣтствующую
ІОДЪ
Фяг. 29.
разложенію карбида (Ке3С) обозначаютъ А*; она лежитъ въ предѣлахъ
температуръ 650°—700’ Ц. Вторую точку, соотвѣтствующую началу
перехода желѣза* а въ желѣзо-/? обозначаютъ А4 (700°—750* Ц.) и
третью точку, въ которой происходитъ переходъ желѣза-/? въ желѣзо*}*
обозначаютъ А3 (85О’~86О* ПД Если нагрѣвать желѣзо, то тевше-
ратуры критическихъ точекъ Аср Ас, и Ас# всегда нѣсколько выше,
чѣмъ температуры критическихъ точекъ при охлажденіи Агр Атэ Ам,
Это происходитъ, вѣроятно, оттого, что температуры измѣряются на
поверхности образцовъ, а при нагрѣваніи температура на поверхности
всегда нѣсколько выше, чѣмъ температура внутреннихъ слоевъ, пра
охлажденій же наоборотъ.
Точки и А( п нѣкоторыхъ сортахъ желѣза, въ зависимости
отъ ихъ химическаго состава, иногда совсѣмъ совпадаютъ между собою,,
образуя точку Аа#3, положеніе же точки А^ тѣмъ ближе къ Аѵ чѣмъ,
больше содержаніе углерода въ стали, и въ стали съ большимъ содер-
НУ
жаніемъ углерода эти всѣ три точки совпадаютъ въ одну, какъ это и
показано на діаграммѣ толстой линіей.
На основаніи всего вышесказаннаго явленіе закала объясняется
слѣдующимъ образомъ. Предполагаютъ, что желѣзо существуетъ въ
двухъ аллотропическихъ состояніяхъ: при температурѣ ниже точки Ай
желѣзо мягко, такъ какъ состоитъ изъ мягкихъ молекулъ; при темпера-
турѣ же выше критической точки А2 оно мѣняетъ свое внутреннее
строеніе, и хотя при сильномъ нагрѣвѣ мягко само по себѣ, но моле-
кулы его тверды.
При охлажденіи совершенно чистаго желѣза оно свободно мѣняетъ
свое аллотропическое состояніе, переходя черезъ критическую темпера-
руру, и потому въ холодномъ состояніи всегда получается мягкимъ.
Присутствіе углерода связываетъ до нѣкоторой степегш свободу
перемѣщенія атомовъ, вслѣдствіе чего при быстромъ охлажденіи, пере-
ходя черезъ критическую температуру, не всѣ молекулы успѣваютъ пе-
рейти изъ одного аллотропическаго состоянія въ другое. Въ результатѣ
получается болѣе твердое желѣзо, т,-е. закалъ. Точно также и углеродъ при
быстромъ охлажденіи пе успѣваетъ перейти въ химическое соединеніе
ГеэС и остается въ томъ видѣ, который считается характернымъ для
закаленной стали.
Чѣмъ больше будетъ содержаніе у & дерода, тѣмъ сильнѣе полу-
чится закалъ.
Принимая подобное объясненіе, становится яснымъ, почему ино-
гда возможно при быстромъ охлажденіи получить сталь незакаленную, но
содержащую углеродъ въ состояніи, характерномъ для закаленной стали.
Разсмотримъ, напр., сталь, которой на дігараммѣ соотвѣтствуетъ
тонкая сплошная линія. Если такую сталь нагрѣть до температуры 700
то молекулы ея еще не перейдутъ изъ одного аллотропическаго состо-
янія въ другое, а потому, какъ быстро ни охлаждать нагрѣтую сталь,
она все-таки получится мягкой. Но въ то же время углеродъ не успѣетъ
образовать соединеніе Б^С, такъ какъ его критическая температура
лежитъ ниже 700° Ц.
Также понятно, почему закалъ не увеличивается съ повышеніемъ
температуры. Разъ сталь нагрѣта немного выше критической температуры,
дальнѣйшее нагрѣваніе является, конечно, безполезнымъ.
Для закала важна только скорость охлажденія при переходѣ черезъ
критнческу ю температуру. Чѣмъ быстрѣе пройсходатъ охлажденіе,
тѣмъ меньше молекулъ успѣваетъ перемѣнитъ свое внутреннее стро-
еніе и тѣмъ сильнѣе получится закалъ.
Приведенная пшотеза аллотропическаго видоизмѣненія желѣза при за-
калѣ хотя является болѣе обоснованной, чѣмъ гипотеза химическаго видоиз-
мѣненія углерода^ тѣмъ ко меаѣе она встрѣчаетъ возраженія очень многихъ
авторитетовъ 2).
б Си. но этому иовоіуг АгаоШ. Оа (Ье ІвЛнедее оГ Саг&он <мя ігоіь МІппіее о? Ргр-
сееШіфз оГ іѣе ІпаЬ, Сіѵіі Еп^іпеег^з ѴоЪ-СХХШ» р- 127,
— 120
Въ послѣднее время американскій металлургъ, проф. Гау, предложилъ
гипотезу» повидимому, примѣряющую ту и другую партіи. Профессоръ Га у
указываетъ на то, что при закалѣ измѣняется цѣлый рядъ механическихъ
свойствъ матеріала и высказываетъ предположеніе, что нѣкоторыя изъ
ати къ измѣненій зависятъ отъ аллотропическаго строенія желѣза, а нѣкоторыя
отъ видоизмѣненія углерода, Къ такому мнѣнію Гау пришелъ на основаніи
изслѣдованій, произведенныхъ имъ надъ 21 образцомъ стали (состава: угле-
рода 0,21%) кремнія 0,31% и марганца 1,19%), которыя нагрѣвались до
температуры 970° 1% затѣмъ имъ давали остывать до различныхъ темпера*
туръ и послѣ этого быстро охлаждали, чтобы получить закалъ, Закаленные
такимъ образомъ образцы подвергались испытаніямъ на разрывъ, опредѣля-
лась ихъ твердость, вязкость и количество углерода, которое перешло изъ
состоянія углерода закала въ другое видоизмѣненіе.
При этомъ оказалось, что %
Охлаждены вря температурахъ. Уменьшеніе іглк увеличеніе на %
Отъ До 1 Крѣпость уменьшилась иа । Твердость уменьшилась иа Углерода за- кала умень- шилось па ІУддивевіѳ ІИЛИ вязкость увеличилось на
880 698 Ваше точки А г.2. 12 19 0 3
698 620 Агг 57 40 12 11
620 600 А^, 20 4 42 32
600 512 Ниже точки Аг , 6 26 24 54
। 512 20 5 10 18 •
Изъ этой таблицы мы видимъ, что сопротивленіе на разрывъ уменьши-
лось послѣ закала въ очень сильной степени (на 57%), но ото было въ томъ слу-
чаѣ, когда образцы охлаждались, имѣя температуру въ предѣлахъ между 698
и 620; въ то же время углерода закала перешло въ другое соединеніе лишь
12% и соответствѳнно съ этимъ вязкость увеличилась тоже немного (11%)
На основаніи этого уменьшеніе крѣпости н твердости нужно скорѣе припи-
сать аллотропическому видоизмѣненію желѣза, чѣмъ видоизмѣненіе углерода*
Между 620° и 600 видоизмѣненіе углерода происходитъ въ большомъ коли-
чествѣ (42%), твердость же почти не измѣняется (4%), но въ то же время
вязкость увеличивается на 32%* Такъ какъ эти предѣлы температуръ ле-
жатъ ужо ниже Аг1, то измѣненіе вязкости нужно приписать видоизмѣненію,
углерода,
Гау считаетъ, что въ закаленной стали присутствуетъ желѣзо-^ въ чи-
стомъ видѣ и въ соединеніи съ углеродомъ накала, образуя особую разно-
видность, различаемую подъ микроскопомъ, которую Гау сначала назвалъ
іарденитъ, а потомъ присвоилъ названіе мартенситъ у предложенное Осмон-
домъ, Точка Агі соотвѣтствуетъ, по Гау, переходу жѳлѣза-р въ желѣзо-а,
точка Ага распаденію мартенсита и образованію перлита. Свойства, пріоб-
і) Іоигааі оГ іке Ігоп апі 8Ьееѣ 1895 Д& И, р, 295,
— 121
рѣтаемыя такой сталью, съ иебъіьшимъ содержаніемъ углерода, Гау, слѣдо-
вательно, приписываетъ отчасти присутствію желѣза-^, а частью присутствію
лигртенсита.
Такъ какъ мягкая сталь теряетъ значительную часть своей твердости
и крѣпости въ томъ случаѣ, когда аакадъ совершается при температурѣ
!іизшейЛРзт т,-е, въ томъ случаѣ, когда, согласно этой теоріи, сталь должна
содержать главнымъ образомъ желѣзо-^ п въ то же время вязкость почти
не измѣняется, то мы должны заключить что желѣзо-{3 гораздо крѣпче и
тверже, чѣмъ желѣзо—а, хотя вязкость ихъ одинаковая. Такъ какъ значи-
тельное увеличеніе вязкости и дальнѣйшее уменьшеніе твердости и крѣпости
происходитъ при закалѣ стали при температурахъ низшихъ АГ>1 т,-е, уже
послѣ того, какъ углеродъ закала перешелъ въ другое соединеніе, то мы
должны заключить, что мартенситъ представляетъ изъ себя вещество болѣе
твердое, крѣпкое и хрупкое, чѣмъ та разновидность, въ которую онъ пере-
ходитъ при температурѣ Аг1.
Что является болѣе крѣпкимъ и твердымъ: желѣзо-^ или мартенситъ?
рѣшить трудно, такъ какъ значительное уменьшеніе твердости мягкой стали
при закалѣ при температурахъ низшихъ можетъ быть объяснено не боль-
шей твердостью желѣза-3 по сравненію съ мартенситомъ, а просто тѣмъ, что
въ такой стали свободное желѣзо*^ присутствуетъ въ большомъ количествѣ,
а мартенсита сравнительно мало. Поэтому въ мягкой стали главнымъ факто-
ромъ при закалѣ является желѣзо^* Въ сортахъ же стали, богатыхъ угле-
родомъ, свободнаго желѣза-р совершенно не замѣчается, оно все соединено
съ углеродомъ закала я присутствуетъ въ видѣ мартенсита, поэтому н твер*
десть закала такой стали должна быть приписана почти исключительно мар-
тенситу, который, можетъ быть, обладаетъ и большей твердостью, чѣмъ же-
лѣзо-*. Вѣроятно, благодаря этому обстоятельству, наибольшую твердость
даютъ сорта стали съ большимъ содержаніемъ углерода.
Теорія эта встрѣтила и поддержку и большія возраженія со стороны
лицъ, принадлежащихъ къ двумъ различнымъ партіямъ. Вообще вопросъ ос-
тается до сихъ поръ неисчерпаннымъ и желающіе ближе познакомиться съ
положеніемъ дѣла найдутъ богатый матеріалъ въ отчетахъ англійскихъ об-
ществъ: МіівНез оГІЬе ргасеедіп^я оГ іЬе ІпзШиНоп Сіѵіі Еп^іпеег^ Ѵоі.
СХХІП. рт 127. ДопгпаІ оГ іЬе Ігоп ап<і 81ее1 ІпзШійе, 1896 Ле 11, р. 258—
ІЫа. 1986 А® 1 р. 170.—Ші 1898 1, р, 20^-ІЬій- 1899 МП, р. 189.
Резюмируя все вышесказанное, нужно признать, что для закала
желѣза необходимо присутствіе углерода или другого аналогическаго
тѣла^ связывающаго свободу внутренняго передвиженія атомовъ, такъ
какъ безъ этого желѣзо закала не принимаетъ, а съ другой стороны,
необходимо нагрѣтъ желѣзо выше критической температуры для тога
чтобы оно могло перейти въ твердое состояніе, безъ чего закалъ так-
же невозможенъ.
Приведенныя гипотезы уясняютъ явленіе закала и отжиганія, ос-
тается только не совсѣмъ яснымъ явленіе отпуска.
Нужно предположить^ что закаленный металлъ находится въ неесте-
ственномъ состояніи: большинство молекулъ его испытываютъ извѣст-
ное напряженіе и всегда стремятся освободиться отъ него, — прійти въ
нормальное состояніе. Вѣроятно, вслѣдствіе такого неестественнаго по-
ложенія частицъ измѣняется плотность закаленной стали. Какъ извѣство,
обзйлде ея нѣсколько увеличивается: слѣдовательно. удѣльный яьст
уменьшается.
— 122 —
Всякое повышеніе температуры металла, несомнѣнно, должно способ-
ствовать достиженію нормальнаго состоянія, и потому, чѣмъ сильнѣе
будетъ нагрѣтъ маталлъ послѣ закала, тѣмъ больше молекулъ придетъ
въ свое естественное, мягкое состояніе я, слѣдовательно, сообразно съ
этшгь сталь будетъ терять свою твердость.
Насколько температура можетъ способствовать внутреннему пере-
мѣщенію частицъ, указываетъ слѣдующій интересный опытъ. Всякому
кузнецу извѣстно, какъ трудно сваривается твердая сталь съ большимъ
содержаніемъ углерода; но если свѣжесломанный стальной прутъ сло-
жить вмѣстѣоколо излома обвернутъ его платиновымъ листомъ, чтобы
исключить возможность доступа воздуха, и затѣмъ это мѣсто помѣститъ
въ пламя бупзеновой горѣлки, то сталь соединится въ одно цѣлое и
при этомъ прочность ея будетъ нисколько не меньше цѣлой полосы.
Такимъ образомъ, кромѣ качества самой стали, главными факто-
рами при закалѣ ? отъ которыхъ зависитъ большая или меньшая тое*
рдо&ть, являютсх~температура нагрѣванія и быстрота охлажденія,
76. Нѣкоторыя замѣчанія по поводу закаливанія и отпусканія угле-
родистой стали<
Явленіе закала имѣетъ громадное значеніе въ техникѣ, такъ какъ
благодаря этому процессу мы имѣемъ возможность получать предметъ»
большой твердости, служащіе рѣзцами при обработкѣ металловъ и де-
рева, Въ виду того, что отъ правильно закаленнаго инструмента въ
большой мѣрѣ зависитъ успѣхъ процесса рѣзанія, мы считаемъ нужнымъ
отмѣтить болѣе подробно тѣ условія, при которыхъ закаливаніе проис-
ходитъ надлежащимъ образомъ и приводимъ здѣсь выдержки изъ
сочиненія Рейзера ^закалка етали^ въ которой эти условія изложены
съ достаточной полнотой и добавочныя указанія.
Желая достичь хорошихъ результатовъ при закалѣ, нужно имѣть въ
виду слѣдующее.
При нагрѣваніи углеродистую сталь не слѣдуетъ нагрѣвать слиш-
комъ сильно, такъ какъ при высокой температурѣ она пережигается^ т,*е>
теряетъ часть своего углерода и, охлаждаясь, пріобрѣтаетъ крупнокристал-
лическій изломъ, отчего сталъ получается очень хрупкой*
Сталь нагрѣтая до надлежащей температуры у паслгь запала имѣетъ
изломъ болѣе мелкозернистый, чѣмъ до закала.—Если изломъ послѣ закала
кристаллитовъ или болѣе крупнозернистъ, чѣмъ изломъ незакаленной стали,
это указываетъ, что сталь была пережжена*
Альфредъ Станфильдъ * 2) явленіе пережиганія стали объясняетъ тѣмъ, что
сплавы желѣза съ углеродомъ, переходя изъ расплавленнаго состоянія въ
твердое, начинаютъ затвердѣвать при тѣмъ болѣе высокой температурѣ, чѣмъ
меньше содержанье углерода. При этомъ затвердѣваетъ сплавъ не сразу по
всей массѣ, а постепенна; послѣднимъ затвердѣваетъ евтектнческій сплавъ*
0 Устройство отдѣхенія дм аякалка со веіяи прссаособхеніяжн на заводѣ 8Ьап
«ага Тооі Со, СІеѵеІатЦ 6* описано въ А, М* 327—&—08
2) Ігоя аий 8іееІ ІвзШиІе 1903* Си. М* Е. 433^9-03 ТЪе Вагаіпя апі Отег-
ЬеаЦй^ оГ 8гее1* Ву АІігеіі ЗДшгііеЦЕ
— 123 -
Слѣдовательно, въ предѣлахъ между извѣстными температурами часть стали
находится въ затвердѣвшемъ состояніи, часть въ расплавленномъ. Поэтому
если мы сталь начнемъ нагрѣвать., то при извѣстной высокой температурѣ
(температура пережога) часть стали начнетъ плавиться, а именно начнетъ
плавиться евтектическій сплавъ, наиболѣе богатый углеродомъ* Этотъ сплавъ
вслѣдствіе взаимнаго притяженія кристалловъ еще твердой стали, будетъ вытѣс-
няться въ между кристаллическіе спаи. Если въ такомъ видѣ сталь быстра
охладить, то евтектнческій сплавъ не успѣетъ вновь распредѣлиться равно-
мѣрно ло всей массѣ металла я, оставаясь въ междуяристаллическяхъ спа-
яхъ и представляясь вслѣдствіе большаго содержанія углерода матеріаломъ
болѣе хрупкимъ, сообщаетъ хрупкость всей стали:—сталь является переж-
женной или, правильнѣе, въ такомъ состояніи она является еще только пере-
грѣтой. Перегрѣтой стали можно снова возернтить ся надлежащія качества,
если ее отжечь, нагрѣвая до температуры выше температуры рекалесценціи
но ниже той температуры, при которой сталь была испорчена.
Если же сталь подвергать дѣйствію высокой температуры болѣе про*
должительное время, то расплавленный евтектнческій сплавъ начинаетъ вы*
тѣсниться, пробивается сквозь внѣшнюю оболочку я подъ извѣстнымъ да-
вленіемъ выбрасывается въ видѣ искорокъ, оставляя небольшія пусто-
ты на поверхности стали, въ которыя можетъ проникать кислородъ внѣпь
ней среды и производить окисленіе углерода, вслѣдствіе чего сталъ
становится не только хрупкой, но и съ неровной потрескавшейся поверх-
ностью. Исправить такую сталь вполнѣ пережженную однимъ отжигомъ уже
нельзя, а нужно при этомъ примѣнять также и механическую обработку.
Перетомленной пая. сталь, утратившая до извѣстной сте-
пени присущія сй свойства и сдѣлавшаяся мягкой, подъ
вліяніемъ слишкомъ продолжительнаго или слишкомъ
частаго нагрѣванія до нормальной ковочной температуры
при доступѣ в о з д у х а.—Такая сталь уже потеряла часть своего угле-
рода отчего и стала мягче.
Для каждаго сорта стали существуетъ своя критическая температура.
Чѣмъ больше углерода, тѣмъ эта температура ниже и тѣмъ меньше должна
нагрѣваться сталь при закалѣ *).
Удобный и простой способъ для опредѣленія критической температуры
состоитъ въ слѣдующемъ. Берутъ стальной квадратнаго сѣченія брусокъ,
около 15 мм. въ сторонѣ, и дѣлаютъ на немъ около 10 замѣтокъ зубиломъ
на разстояніи 10 мм. другъ отъ друга. Затѣмъ брусокъ кладутъ въ горнъ
такъ, чтобы жаръ главнымъ образомъ дѣйствовалъ на первое дѣленіе бруска.
При этомъ, конечно» первое дѣленіе нагрѣется наиболѣе сильно, а темпера-
тура остальныхъ дѣленій будетъ постепенно уменьшаться. Первое дѣленіе
нагрѣваютъ до тѣхъ поръ, пока оно не начнетъ горѣть, тт-е. пока не по
яѣятся искры. Затѣмъ брусокъ вынимаютъ, замѣчаютъ, насколько нагрѣлось
каждое изъ дѣленій, н погружаютъ его быстро въ воду*
Если послѣ этой операціи произвести испытаніе стали напилимъ
то окажется, что первое дѣленіе обладаетъ паи йшшею тверЗотаю, и что
твердость непосредственно слѣдующихъ аа нимъ дѣленій значительно ниже;
но приблизительно на разстояніи двухъ третей длины отъ конца стержня
находится одно дѣленіе, твердость котораго почти такова же: какъ и твер-
дость перваго дѣленія; это именно то дѣленіет которое въ моментъ закалки
имѣло наиболѣе правильную температуру. Начиная отсюда, твердость ма-
*) Сталь недогрѣтая еяввшоаъ мягка вря закалѣ. Перегрѣтая теряетъ свою
твердость я прочность и тѣмъ въ большей мѣр'К чѣмъ больше содержаніе углерода» какъ
это ясно видно изъ діаграммъ» полученныхъ при помощи склероскопа. Поэтому склеру
скопъ очень удобеяъ для наслѣдованія и негру менталъ вой стала- См. МасЬцѵ—92^—ѲЭ*
— 124 —
теріала все уменьшается и достигаетъ* наконецъ, величины натуральной
твердости стали.
Послѣ описанной операціи испытуемый образецъ зажимаютъ въ тиски
и отбиваютъ молотомъ послѣдовательно одно дѣленіе за другимъ* При
этомъ оказывается, что первое дѣленіе чрезвычайно хрупко и что вязкость
послѣдую щнхъ кусковъ все увеличивается и достигаетъ наконецъ такой же
или даже еще большей величины, чѣмъ та, которую имѣла сталь въ нату-
ральномъ состояніи. Если всѣ полученные куски доставить рядомъ въ томъ
порядкѣ, въ какомъ они находились въ дѣйствительности, то легко произве-
сти сравненіе изломовъ первый кусокъ обладаетъ грубо-кристаллическимъ
строеніемъ съ бѣловатымъ оттѣнкомъ; этотъ видъ излома является харак-
тернымъ для пережженной стали. Мелкозернистость строенія увеличивается
по мѣрѣ удаленія отъ конца стержня и достигаетъ тахітит^а въ томъ
кускѣ, который обладалъ правильной температурой закала; поверхность
излома этого послѣдняго имѣетъ совершенно равномѣрный, матовый, барха-
тистый видъ съ почти совсѣмъ незамѣтнымъ зерномъ.
Если закалить такимъ же образомъ и до той же температуры сталь
съ большимъ поперечнымъ сѣченіемъ, то, разсматривая изломъ ея, можно
замѣтитъ, что указанный матовый бархатистый видъ имѣетъ не вся поверхъ
ноетъ излома, а только края его на извѣстную глубину. Далѣе во внутрь
поперечнаго сѣченія строеніе дѣлается нѣсколько грубѣе, что доказываетъ,
что закалъ не прошелъ чрезъ всю толщину стержня. Это и есть желатель-
ная степень закала, при которой сталь обладаетъ снаружи полнымъ зака-
ломъ, а внутри менѣе закаленнымъ мягкимъ и вязкимъ ядромъ, благодаря
которому, при хорошемъ лезвеѣ инструмента, уменьшается его ломкость*
Въ послѣдующихъ кускахъ зерно становится грубѣе и поверхность
излома менѣе гладкой. Такимъ образомъ всякое, даже едва уловимое гла-
зомъ, различіе въ нагрѣваніи при закалкѣ производитъ вполнѣ ясно замѣт-
ное измѣненіе въ строеніи и условіяхъ крѣпости матеріала*
Если зерно послѣ закала становится грубѣе, чѣмъ оно было до за-
кала, то это указываетъ на то, что закаленная сталь перегрѣта иля переж-
жена, хрупка и имѣетъ наклонность къ образованію трещинъ. Подобное же
вредное дѣйствіе, хотя и въ нѣсколько меньшей степени, произойдетъ, если
сталь ^сначала перегрѣть и затѣмъ охладить до надлежащей температуры
закалки. Наконецъ, изъ описаннаго опыта слѣдуетъ также и то, что срав-
нительно наиболѣе благопріятное отношеніе между твердостью и вязкостью
закаленной стали достигается лить при строго опредѣленныхъ температу-
рахъ, ограниченныхъ довольно узкими предѣлами, и что закаливаніе при
болѣе высокихъ, какъ и при болѣе низкихъ температурахъ, даетъ менѣе
благопріятные результаты.
Конечно, сразу трудно запомнить послѣдовательные оттѣнки нагрѣва
различныхъ дѣленій, но послѣ перваго нагрѣва уже будетъ извѣстно, на
какое дѣленіе нужно обратить вниманіе, и, повторяя йтотъ опытъ, обыкно-
венно легко замѣтить надлежащую температуру нагрѣва'.
Нужно сказать, что свѣтовые эффекты яри нагрѣваніи стали нѣсколько
разнятся при днеиномъ и вечернемъ освѣщеніи. Это слѣдуетъ имѣть въ
виду, такъ какъ цвѣтъ нормальнаго нагрѣва, опредѣленный днемъ, можетъ
оказаться другимъ въ темнотѣ.
Вообще, калить лучше къ темномъ или полутемномъ помѣщеніи, такъ
«акъ при дневномъ свѣтѣ очень трудно вѣрно опредѣлить степень нагрѣва
и сталь всегда кажется слабѣе нагрѣтой, чѣмъ на самомъ дѣлѣ.
Для опредѣленія подлежащей температуры нагрѣва стали болѣе ра-
ціонально пользоваться пирометрами, которые въ настоящее время изготов-
ляются въ очень удобной для этой’ цѣли формѣ 2).
У 6м. А. М, 15’Л—ХІ-ОЗ*
— 125
Нагрѣвать сталь слѣдуетъ возможно равномѣрнѣе и возможно быстро.
Долгое пребываніе стали въ высокой температурѣ (томленіе) дѣлаетъ ее
крупнокристаллической и хрупкой. Отъ неравномѣрнаго нагрѣва при быстромъ
охлажденіи развиваются столь же неравномѣрныя внутреннія напряженія*
отчего закаленное издѣліе коробится и трескается,
77. Операціи передъ закалкой и во время не
А) Отжиганіе и накаливаніе углеродистой стали.
При закаливаніи въ стали появляются внутреннія напряженія, которыя
могутъ быть настолько -значительны, что преодолѣютъ силу сцѣпленія ча-
стицъ и вызовутъ образованіе трещинъ. Въ виду зависимости между тем-
пературой закалки и измѣненіемъ объема стали 1) можно вывести правило,
что степень нагрѣва закаливаемыхъ предметовъ не слѣдуетъ увеличивать
выше опредѣленной, необходимой для закалки температуры, иначе сталь
дѣлается дряблой и не въ состояніи при пониженной крѣпости ея сопро-
тивляться дѣйствію внутреннихъ напряженій. Далѣе, такъ какъ расширеніе
стали при нагрѣваніи происходитъ не вполнѣ равномѣрно* то остающееся
приращеніе объема послѣ закалки также не будетъ совершенно одинаково
во всѣхъ частяхъ предмета, вслѣдствіе чего послѣдній подъ дѣйствіемъ
закаливанія измѣняетъ свою форму, т.-е. гкоробится*.
Если же закалкѣ подвергается не весь предметъ, а только часть его,
то происходящее при этомъ измѣненіе въ объемѣ переносится имъ тѣмъ
легче, чямп болѣе постепенно происходило это измѣненіе; изъ чего слѣ-
дуетъ, что какъ нагрѣваніе, такъ и охлажденіе закаливаемыхъ предметовъ
не должно производиться слишкомъ рѣзко.
Приведенныя замѣчанія содержатъ наиболѣе существенныя условія,
которыхъ нужно придерживаться при закалкѣ стали. Но прежде чѣмъ пере-
ходить къ болѣе подробному ихъ разсмотрѣнію, укажемъ на одно обстоятель*
ство, которое можетъ имѣть мѣсто еще до закала стали и часто является
причиной коробленія и образованія трещинъ при закалкѣ.
Кованная или прокатанная инструментальная сталь съ блестящей по-
верхностью, еъ какой она обыкновенно встрѣчается въ продажѣ, обладаетъ
всегда нѣкоторой хрупкостью, являющейся слѣдствіемъ внутреннихъ напря*
женій, которыя вызываются въ ней механической обработкой, производимой
почтя въ холодномъ состояніи. Эти напряженія увеличиваются еще болѣе
при дальнѣйшей обработкѣ стали, напр, при фассоной ковкѣ или аппретурѣ*
вызывающей, особенно если она производится съ ударами, неравномѣрныя
уплотненія матеріала. Понятно поэтому* что при подобной обработкѣ нужно
по возможности избѣгать употребленія зубилъ, гвоздиленъ и тому подоб-
ныхъ инструментовъ; тѣмъ не менѣе при фасонной ковкѣ почти всегда,
въ зависимости отъ формы, которую долженъ получитъ инструментъ* въ
однихъ мѣстахъ происходитъ большее ввдозмѣненіе матеріала, а въ другихъ
меньшее.
Для уничтоженія указанныхъ внутреннихъ напряженій няо&кофило пе-
редъ закалкой производить отжиганіе всѣхъ такихъ инструментовъ, которые
имѣютъ мало-мальски сложную форму и непостоянную величину площади
пойеречнаго сѣченія. При болѣе простыхъ фермахъ инструмента бываетъ
достаточно нагтзтьт его по возможности равномѣрно до темно-краснаго-
каленія й датъ затѣмъ медленно охладиться на воздухѣ: если предметъ
топокъ и обладаетъ острыми, выступающими ребрами, то охлажденіе лучша
производить, помѣщая его въ сухой порошокъ йзъ древеснаго угля.
*) О деформаціяхъ при вдкагквапій си. А, М. 277—08,:
— 126 —
Для уничтоженій внутреннихъ напряженія въ такихъ инструментахъ *
которые по своей величинѣ и формѣ особенно легко коробятся и трескаются
при закалкѣ» какъ, напрм сверла, метчики, фрезы и т, п*т ихъ помѣщаютъ въ
грубо обработанномъ видѣ въ ящикъ изъ листового желѣза, который плотно
заполняютъ чистыми незаржавленными желѣзными опилками, послѣ чего
ящикъ замазываютъ совершенно герметично глиной, ставятъ на медленный
огонь и держатъ его тамъ до тѣхъ поръ, пока по предположенію содержи*
мое его не накалится до темно-краснаго каленія, о чемъ судятъ или на
основанія предварительныхъ опытовъ или же по продѣтой черезъ стѣнки
ящика, подвижной, желѣзной палочкѣ 4—8 мм. толщины, выдвигая которую
можно видѣть степень нагрѣва той части ея, которая находилась внутри
ящика. Нагрѣваніе продолжается, въ зависимости отъ величины предметовъ
и толщины слоя опилокъ, отъ 2-хъ до 4*хъ часовъ и дольше, послѣ чего
ящикъ снимаютъ съ огня и дають ему медленно охладиться или на воздухѣ,
или же въ сухомъ пескѣ, или угольной пыли.
Описанная операція имѣетъ большую важность и противодѣйствуетъ
коробленію и образованію трещинъ болѣе энергично, чѣмъ постепенное охла-
жденіе накаленныхъ предметовъ въ пространствѣ, наполненномъ дурными
проводниками тепла. Не нужно однако /спускать изъ виду того, что при
недостаточной осторожности сталь легко перегрѣвается, а яри накаливаніи
въ открытомъ пространствѣ можетъ произойти дервтомленіе ея*
Поэтому никогда не слѣдуетъ усиливать нагрѣванія выше темно-крас*
наго каленія и не продолжать его дольше, чѣмъ это необходимо для рявяо-
мырнаго прогрѣѳанія предмета во всѣхъ его частяхъ до надлежащей тем-
пературы. Кромѣ того, должно существовать возможно полное отсутствіе
доступа воздуха и, наконецъ, главное- охлажденіе должно итти возможно
медленные? такъ какъ именно отъ этого зависятъ болѣе или менѣе полное
уничтоженіе внутреннихъ напряженій матеріала.
. Едва ля нужно говорить, что всѣ печи, служащія для накаливанія
«тали при закалкѣ, пригодны также и для отжиганія ея.
Впрочемъ, даже самое тщательное отжиганіе не въ состояніи совер-
шенно уничтожить послѣдствія предшествовавшей нераціональной обработки
матеріала. Такъ, напр+, если отъ стальной полосы отбиваютъ для обработки
куски стали молотомъ при обыкновенной температурѣ вмѣсто того, чтобы
отрѣзать ихъ зубиломъ въ горячемъ состояніи, то въ такихъ случаяхъ» въ
особенности при довольно толстой полосѣ изъ твердаго матеріала, могутъ
появиться тонкія трещины. Не менѣе вредное дѣйствіе оказываетъ осажи-
ваніе полосы. Поэтому нужно всегда выбирать для работы такую полосу,
чтобы толщина ея соотвѣтствовала наибольшей толщинѣ изготовляемаго
предмета-
Послѣ того, какъ будетъ закончено отжиганіе и окончательная отдѣлка
инструмента, приступаютъ къ нагрѣванію его для закалки. Разсмотримъ сна-
нала производство этой операціи надъ предметами, цѣликомъ подвергаемыми
закалкѣ, нагрѣваніе которыхъ должно, слѣдовательно, происходить во всѣхъ
мѣстахъ вполнѣ равномѣрно.
Тагъ какъ условія, необходимыя для полученія успѣшныхъ результа-
товъ яри нагрѣваніи стали для закалки, были указаны нами выше, то намъ
остается прибавить здѣсь весьма немногое.
Особыя затрудненія нъ смыслѣ полученія вполнѣ равномѣрнаго нагрѣ-
ваю я представляютъ собой предметы, имѣющіе выступающіе ребра и углы,
въ особенности въ тѣхъ случаяхъ, когда не имѣется муфельной печи, на-
грѣтой до извѣстной, строго опредѣленной, температуры закалки и дѣйству-
ющей подъ постояннымъ контролемъ пирометра, Для облегченія этой задачи
нагрѣваютъ обрабатываемый предметъ медленно до вишнево-краснаго кале-
нія сперва въ такомъ пространствѣ, которое обладаетъ температурой не
™ 127 ~
выше указанной, и только послѣ этого подвергаютъ его дѣйствію настоящаго
жара, сообщающаго ему нужную температуру закала, при чемъ, если для
этого служитъ кузнечный горнъ, то накаливаемые предметы, если только
это позволяетъ ихъ форма, нужно вводить въ огонь болѣе тонкими частями
впередъ и вести нагрѣваніе при постоянномъ поворачиваніи якъ и внима-
тельномъ наблюденіи на свѣтовыми явленіями. По окончаніи нагрѣванія та-
кихъ предметовъ ихъ не нужно тотчасъ же отпускать въ закаливающую
жидкость, а дать имъ сначала слегка охладиться на воздухѣ; при этомъ
болѣе тонкія части предмета, которыя въ огнѣ накалились быстрѣе толстыхъ,
будутъ также и охлаждаться въ воздухѣ быстрѣе послѣднихъ, благодаря
чему достигается болѣе равномѣрная степень нагрѣва всѣхъ частей; только
когда раскаленный предметъ получитъ вполнѣ равномѣрный красный цвѣтъ,
можно произвести закалку его. Вмѣсто указаннаго пріема, можно поступить
и иначе, вынимая нѣсколько разъ предметъ во время его нагрѣванія изъ
огня я охлаждая болѣе раскаленныя тонкія части его посредствомъ опуска’
нія ихъ на мгновеніе въ воду.
При накаливаніи весьма тонкихъ предметовъ можно класть ихъ не
прямо въ горнъ, а вводить въ послѣдній сперва газовую трубку, соотвѣт-
ствующаго діаметра, ил когда она нагрѣется до равномѣрно краснаго ка-
ленія. вкладывать въ нео закаливаемый предметъ, постоянно двигая и
поворачивая его тамъ.
Для предметовъ съ очень разнящимися поперечными сѣченіями реко-
мендуется въ нѣкоторыхъ случаяхъ нагрѣваніе въ металлической ваннѣ.
Для этой цѣли расправляютъ въ чугунномъ тиглѣ чистый, не содержащій
сѣры свинецъ и нагрѣваютъ его до краснаго каленія. Если температуру
расплавленнаго металла поддерживать по возможности на высотѣ надлежа-
щей температуры закалки, что контролируется при помощи пирометра, то
даже слишкомъ продолжительное пребываніе нагрѣваемаго предмета въ ваннѣ
не представляетъ опасности въ смыслѣ перегрѣванія болѣе тонкихъ частой;
вслѣдствіе этого указанный способъ даетъ весьма равномѣрное нагрѣваніе
я притомъ безъ образованія окалины.
Чтобы предотвратить приставаніе свинца къ стали, обмазываютъ пред-
меты льнянымъ масломъ, посыпаютъ ихъ сажей и затѣмъ высушиваютъ.
Танъ какъ пары свинца вредны для здоровья, то необходимо позабо-
титься о возможно полномъ удаленіи ихъ въ трубу.
Еще лучше производить нагрѣваніе въ ваннѣ изъ расплавленныхъ
солей (смѣсь хлористаго калія и хлористаго натрія). Температура плавленія
около 700° Ц, При погруженіи въ такую ванну соль, соприкасающаяся съ
предметомъ, затвердѣваетъ и образуетъ изолирующій слой, медленно прово-
дящій теплоту,—что способствуетъ болѣе равномѣрному нагрѣву предмета.
Печи, работающія такимъ образомъ, изготовляетъ заводъ С, СЬигсИШ аімі Со,
Ьші. ф Ееопаггі ві., Ьопйоп Е. С. Си- Еп^. 520—10—04; Л. М. 783, Е.—
10™04; 354—05; 13—09.
Ье СЬаІеІіег даетъ рецепты различныхъ смѣсей съ различными темпе-
ратурами плавленія для закалки и отпуска. Схи М. Е. 363—3—05.
При частичномъ нагрѣваніи предмета раекалеиныя части его не должны
оытъ слишкомъ рпзкѵ разграничены съ ненакаленнымщ напротивъ, нагрѣвъ
долженъ по возможности постепенно убывать, переходя отъ наиболѣе горя*
чихъ частей къ холоднымъ. Эго весьма существенное условіе и, если оно
не выполняется, то обрабатываемый предметъ легко даетъ трещины въ мѣ-
стѣ разграниченія накаленныхъ я холодныхъ частей. Постепенно убывающій
нагрѣвъ легко получается при примѣненіи кузнечнаго горна, Если же нака*
ливзніѳ происходитъ въ свинцовой ваннѣ, то для достиженія того же потру *
жемкому въ свинецъ предмету сообщаютъ небольшое перемѣщеніе вверхъ
И внизъ.
— 128 -
Если производится закалка не всего предмета, а только нѣкоторыхъ
его частей* но вслѣдствіе формы нужно подвергать дѣйствію огня цѣликомъ
весь предметъ, то для защиты отъ нагрѣванія частей* но подлежащихъ за-
калкѣ, ихъ обмазываютъ слоемъ глины соотвѣтствующей толщины. Подоб-
нымъ манипуляціямъ подвергаютъ, папр., шипы небольшихъ вальцовъ для
прокатки серебра и золота; шипы покрываютъ сырой глиной* а для того,
чтобы она не отваливалась, ее смѣшиваютъ съ шерстью. Глину обматыва-
ютъ сверху еще проволокой. Этотъ слой заходитъ на нѣсколько миллимет-
ровъ на заплечики шиповъ и защищаетъ, такимъ образомъ какъ шипы, такъ
и ребра заплечиковъ отъ перегрѣванія,
Сдѣіаиныхъ замѣчаній о нагрѣваніи предметовъ съ неравномѣрными
поперечными сѣченіями достаточно* чтобы видѣть, какое важное значеніе
имѣетъ продолжительность нагрѣванія на полученіе удачныхъ результатовъ
при закалкѣ* Если нагрѣваніе ведется слишкомъ быстро, то болѣе тонкія
части предмета нагрѣваются скорѣе и достигаютъ поэтому надлежащей
температуры раньше, чѣмъ остальная масса предмета.
При излишней же медленности нагрѣванія происходитъ сильное обра-
зованіе окалины. Послѣдняя такъ плотно пристаетъ при этомъ къ поверх-
ности стали, что не осыпается вполнѣ при закалкѣ и препятствуетъ про-
цессу закаливанія. Средствомъ противъ образованія окалины можетъ служитъ
посыпаніе раскаленной стали сухой поваренной солью, которая расплавляется
на огнѣ и покрываетъ поверхность металла корой* защищающей сталь отъ
окисленія; для той же дѣли можетъ служить обмазываніе стали мягкимъ
мыломъ или посыпаніе ее кровяной солью. Предметы большихъ размѣровъ*,
требующіе для вполнѣ равномѣрнаго прогрѣвай!я по всей своей толщинѣ
продолжительнаго пребыванія въ накаленномъ пространствѣ, а также пред-
меты съ тонкой гравировкой, какъ, напр*т штемпеля и нажимныя доски для
печатанія банковыхъ билетовъ» нагрѣваются иногда въ ящикѣ изъ листового же-
лѣза, платно набитомъ мелконстолчениымъ порошкомъ древеснаго или кож-
шо угля; ящикъ долженъ быть закрытъ, но не закупоренъ герметически.
Для предохраненія предметовъ отъ окисленія рекомендуется также
погружать ихъ послѣ предварительнаго нагрѣванія въ тѣсто, составленное
изъ двухъ частей древеснаго угля и одной части желтой кровяной соли;
эти вещества варятъ вмѣстѣ въ водѣ и прибавляютъ затѣмъ желатину.
Когда предметъ высохнетъ, его погружаютъ вновь въ атоть составъ и повто-
ряютъ эту операцію до тѣхъ поръ, пока на поверхности металла не обра-
зуется слой толщиной въ 2-^3 мм., послѣ, чего предметъ накаливаютъ до
температуры закалки*
Необходимо замѣтить, однако, что благодаря нагрѣванію стали въ яри*
сутствіи угольнаго порошка н, еше болѣе, кровяной соли, поверхность ме-
талла поглощаетъ углеродъ и дѣлается вслѣдствіе этого болѣе твердой и
хрупкой, что въ томъ случаѣ, когда сортъ стали ію твердости выбранъ
наиболѣе подходящій для данной пѣли, надо призйать вреднымъ* Это обсто’
ятельетво необходимо имѣть въ виду при выборѣ степени твердости стали
для такихъ предметовъ, которые будутъ при закалкѣ подвергаться нагрѣ-
ванію описаннымъ способомъ. При быстромъ же нагрѣваніи указанное дѣй-
ствіе углерода почти незамѣтно*
Упомянутое свойство окалины нужно принимать во вниманіе особенно
тогда, когда подвергается закалкѣ отожженная сталь безъ всякой предвари-
тельной обработки, такъ какъ въ этомъ случаѣ, если только отжиганіе про*
исходило въ не вполнѣ герметично закрытомъ пространствѣ, на поверхности
металла всегда образуется значительный слой окалины*
Такимъ образокъ нужно принять за правило нагрѣваніе
съ возможною быстротою, но такъ однако, чтобы не причинять
ущерба равномѣрности нагрѣванія.
129 —
В) Охлажденіе стали.
Охлажденіе накаленной стали должно производиться возлозяяо
лі гарно, а въ цѣляхъ достиженія наибольшей твердости также я возможно
быстро. Что касается равномѣрности охлажденія, то она необходима потому,
что закаливаемый предметъ, расширившійся вслѣдствіе нагрѣванія, вновь
сокращается при охлажденія и не коробится только въ томъ случаѣ, если
охлажденіе, а слѣдовательно и сокращеніе его, идетъ совершенно равномѣрно.
Нагрѣтый предметъ слѣдуетъ погружать въ охлаждающую ванну не
около стѣнокъ сосуда, а посрединѣ его.
За исключеніемъ предметовъ самыхъ малыхъ размѣровъ, закаливаемыхъ
сразу въ небольшомъ количествѣ (напр., иголки и т. п.), никогда не нужно
нагрѣтую вещь прямо бросать въ воду, такъ какъ, во-первыхъ, каждый пред-
метъ нужно при закалкѣ погружать въ охлаждающую жидкость въ опредѣ-
ленномъ положеніи, а, во-вторыхъ, при бросаніи предметъ падаетъ на дно,
вслѣдствіе чего та часть его поверхности, которая касается два, не такъ
быстро остываетъ. Если стальной стержень съ квадратной, круглой или тому
подобной формой поперечнаго сѣченія погружать въ жидкость такъ, что его
продольная ось параллельна поверхности жидкости, то предметъ будетъ ко-
робиться, Поэтому длинные предметы нужно погружать въ вертикальномъ
положеніи и притомъ не слишкомъ быстро. Иногда погружаемый предметъ
двигаютъ по спирали, что дѣлается съ тою цѣлью, чтобы поверхность стали
все время приходила въ соприкосновеніе съ свѣжей, еще ненагрѣтой жид~
костью. Впрочемъ, послѣдній пріемъ требуетъ особой осторожности и его не
нужно примѣнять при закалкѣ длинныхъ и тонкихъ, легко коробящихся
инструментовъ.
Медленное погруженіе имѣетъ цѣлью произвести охлажденіе раскален-
ной стали вблизи поверхности охлаждающей жидкости, такъ какъ въ этомъ
случаѣ вредные для процесса закаливанія лары, которые образуются осо-
бенно сильно при погруженіи крупныхъ предметовъ, могутъ тотчасъ же
улетучиваться въ воздухъ.
Плоскіе предметы опускаютъ въ жидкость узкой стороной впередъ
отчасти горизонтально, отчасти вертикально. Предметы неравномѣрной тол-
щины погружаютъ вертикально воліъе толстой стороной впередъ. Послѣд-
нее необходимо потому, что въ противномъ случаѣ болѣе тонкія части, охла-
дившись ранѣе, не были бы въ состояніи уступать усадкѣ болѣе толстой
части. Если указанный пріемъ практически неосуществимъ, то можно болѣе
тонкія части для защиты ихъ отъ слишкомъ быстраго охлажденія покрывать
тонкимъ слоемъ глины, Бакъ средство противъ коробленія и образованія
трещи въ КагтагБсЬ предлагаетъ зажимать закаливаемый предметъ въ прессъ
(напр,, листовая сталь) или надѣвать на закаливаемый предметъ желѣзныя
кольца (на концахъ стальныхъ вальцовъ).
Для полученія совершенно правильнаго закала необходимо, чтобы те-и*
пература охлаждающей жидкости не мѣнялась слишкомъ сильна во время
операціи закалки. Слѣдовательно, жидкость должна быть въ достаточномъ
количествѣ 9-
Нъ длинныхъ, пустотѣлыхъ предметахъ, закаливаемыхъ извутрні
необходимо производить постоянную циркуляцію жидкости. Этого можно до-
стигнуть, пропуская, напр,, струю воды подъ давленіемъ въ отверстіе зака-
ливаемыхъ предметовъ или же пользуясь трубкой, закрытой съ конца я
снабженной по своей боковой поверхности большимъ числомъ маленькихъ
отверстій; надѣвая раскаленный предметъ снизу на такую трубу н пропуская
9 Конструкц, охлаждаюЩ- мастян. ванны сх. А, М. 526-5—05,
9
— 130 —
черезъ нее воду подъ высокимъ давленіемъ, можно получить весьма рая но*
мѣрный закалъ, такъ какъ при этомъ способѣ всѣ точки внутренней поверх-
ности закаливаемаго предмета подвергаются непосредственному дѣйствію
свѣжей струи воды.
Діаметръ трубы нужно выбирать такимъ образомъ, чтобы между
трубою и стѣнкой предмета оставалось достаточное пространство для
стока воды*
Предметы у нагрѣтые частью, нужно погружать въ охлаждающую
жидкость немного глубже того мѣста, оъ которомъ замѣтенъ темно-
красный нагрѣвъ. Если по какому-нибудь случаю частично закаливаемый
предметъ былъ нагрѣтъ дальше, чѣмъ нужно, то необходимо при погруженіи
въ воду сообщать ему* небольшое вертикальное перемѣщеніе вверхъ и внизъ.
Если этого не дѣлаютъ, то предметъ часто трескается какъ разъ въ томъ
мѣстѣ, въ которомъ приходился уровень воды*
Быстрота^ съ которой происходитъ охлажденіе^ зависитъ отъ тепло-
проводности и теплоемкости жидкости, отъ ея точки кипѣнія и, наконецъ,
отъ скрытой теплоты испаренія ея* О вліяніи каждаго изъ этихъ факторовъ
будемъ говорить позднѣе при разсмотрѣніи различныхъ закаливающихъ жид-
костей* Сюда нужно еще прибавить температуру жидкости, какъ одно изъ
условій, имѣющихъ вліяніе на быстроту охлажденія. Въ послѣднемъ легко
убѣдиться, производя закалку стали въ горячей и холодной водѣ. При этомъ
легко замѣтить, что охлажденіе раскаленнаго металла до температуры
охлаждающей среды происходить при употребленіи горячей воды несрав-
ненно дольше, чѣмъ при холодной* Причиной ятаго является то, что горя-
чая вода скорѣе обращается въ паръ, который замедляетъ поглощеніе те-
плоты жидкостью* Аналогичное явленіе происходитъ при охлажденія въ маслѣ,
жирѣ и ртутя. Поэтому будетъ вполнѣ справедливо сказать, что при всѣхъ
прочихъ одинаковыхъ условіяхъ сталь будетъ послѣ закалки тѣмъ тверже,
чѣмъ ниже была температура охлаждающей жидкости или, другими словами,
что закаливающая способность воды понижается съ повышеніемъ ея темпе-
ратуры* Хотя очень часто говорятъ, что въ качествѣ закаливающей жидко-
сти употребляютъ жидкости весьма высокой температуры, какъ, напр*, ме-
таллы, нагрѣтые до точки плавленія (свинецъ, олово и даже расплавленный
цинкъ), т.-е. жидкость, обладающую темепратурой 400° С*, тѣмъ не менѣе
подобное выраженіе будетъ до извѣстной степени условно, такъ какъ явле-
ніе закалки не всегда происходитъ при погруженіи раскаленной стали въ
эти жидкости. Мы знаемъ, что закалка не происходитъ, если сталь была
нагрѣта только до температуры темно-краснаго каленія. Явленіе закала
имѣетъ мѣсто только при быстромъ охлажденіи стали отъ вишнево-
краснаго до темно- краенаго каленія, Дальнѣйшее быстрое охлажденіе необ-
ходимо для того, чтобы сохранить стали ту твердость, которую она полу-
чила во время закала. При медленномъ же охлажденіи закаленная сталь
утрачиваетъ въ большей или меньшей степени свою твердость (отпускается).
Въ этомъ смыслѣ процессъ закалки распадается на двѣ фазы: соб-
ственно закалки (быстрое охлажденіе до темно-краснаго каленія) н закрѣп-
ленія полученной твердости охлажденіемъ отъ темно-краснаго каленія до
обыкновенной температуры.
Этимъ расчлененіемъ явленія закалки на двѣ фазы можно объяснить,
напр*, то, что тонкая раскаленная стальная проволока, при погруженіи ея
на короткое время въ расплавленный цинкъ, быстро охлаждается, накали-
вается и дѣлается совершенно твердой, но если ту же проволоку оставить
на продолжительное время въ горячемъ пинкѣ, то проволока отпускается и
вновь теряетъ полученную при закалѣ твердость*
Если сталь вынуть изъ расплавленнаго цинка тотчасъ же, какъ только
она охладится до его температуры, то послѣ охлажденія въ воздухѣ она
131 —
оказывается закаленной въ бблыпей или меньшей степени. Эта степень за-
.кала будетъ больше если закаливаемый предметъ очень тонокъ (напр., про-
волока) и охлажденіе его въ воздухѣ происходитъ настолько быстро, что не
успѣваетъ произойти явленія отпуска; если же предметъ болѣе крупенъ, то
степень закала его меньше, такъ какъ въ этомъ случаѣ значительное коли-
чество внутренней теплоты предмета сильно замедляетъ охлажденіе его въ
воздухѣ.
Такимъ образомъ, если за мѣряло успѣшности закалки принимать
твердость совершенно охладившейся стали, то главнѣйшимъ условіемъ для
полученія максимальной твердости закаливаемаго матеріала является воз-
можная быстрота охлажденія раскаленнаго металла яры обѣихъ стадіяхъ
ілроцесса, что, въ свою очередь, обусловливаетъ употребленіе закаливающей
жидкости возможной низкой температуры
Сталь съ полнымъ закаломъ примѣняется однако на практикѣ лишь
въ самыхъ рѣдкихъ случаяхъ, такъ какъ въ атомъ состояніи она слишкомъ
хрупка* Обыкновенно закаленную сталь до извѣстной степени отпускаютъ*
при чемъ она получаетъ вновь часть утраченной вязкости, теряя въ твер-
дости. При общепринятыхъ пріемахъ отпусканія стали эта операція произ-
водится путемъ внѣшняго нагрѣванія предмета, такъ сказать, снаружи
знутръ* такъ что при этомъ способѣ цвѣта отпуска появляются на поверх-
ности металла раньте, чѣмъ теплота успѣетъ вполнѣ проникнуть внутрь
его. Въ этомъ случаѣ инструментъ снаружи мягче и вязче, чѣмъ внутри.
Между тѣмъ наиболѣе правильнымъ былъ бы какъ разъ обратный процессъ,
дт потребность въ инструментахъ, изготовленныхъ именно такимъ способомъ,
привела къ примѣненію различныхъ способовъ, имѣющихъ цѣлью сохранить
большую вязкость внутри закаленнаго предмета или, по меньшей мѣрѣ, не
дѣлать еѳ внутри меньше, чѣмъ снаружи.
Изъ такихъ способовъ мы укажемъ на два: способъ „отпусканія изнутри
наружу^ и способъ „совмѣстной закалки и отпуска11 (отрицательный закалъ)*
Какъ въ томъ, такъ и въ другомъ способѣ процессъ отпуска неразрывно
связанъ съ процессомъ закаливанія, вслѣдствіе этого такіе виды отпусканія
стали мы разсмотримъ въ настоящемъ параграфѣ.
Способъ ^отпусканія изнутри наружу * состоитъ въ томъ, что рас-
каленный предметъ погружаютъ въ закаливающую жидкость, ив давая ему
однако вполнѣ охладиться въ послѣдней, а выжимая его изъ ванны еще на-
столько горячимъ, чтобы внутренней теплоты его было бы достаточно для
того, чтобы снова нагрѣть охладившуюся въ ваннѣ поверхность предмета
и вызвать на ней цвѣта отпуска. Какъ только при этомъ появятся желаемый
цвѣтъ, его тотчасъ же фиксируютъ на поверхности металла путемъ мгно-
веннаго погруженія въ холодную воду. Если описанному способу закалки
тіедворгать подъ-рядъ большое количество однородныхъ инструментовъ, то
чгри производствѣ этой операціи удается опредѣлять такую продолжитель-
ность погруженія предмета въ охлаждающую ванну, что оставшейся послѣ
закалки внутренней тейлоты оказывается какъ разъ достаточно для того,
чтобы вызвать потребный цвѣтъ отпуска, послѣ чего даже не требуется
фиксировать этого цвѣта путемъ погруженія предмета въ холодную воду.
На основаніи многихъ практическихъ опытовъ было замѣчено, что
'Стальные предметы большихъ размѣровъ часто трескаются, если ихъ выни-
мать изъ закаливающей ванны раньше, чѣмъ они вполнѣ охладятся. Это
явленіе легко объяснить: дѣйствительно, представимъ себѣ кубическій ку-
сокъ раскаленной стали; если его погрузить въ воду и черезъ нѣкоторое
і) Впрочемъ, чѣмъ энергичнѣе ведется закядкж, тѣмъ хрупче дѣлается сталь к
тѣмъ съ большей легкостью она даетъ трещины, поэтому употребленіе особенно сіьво
дѣйствующихъ закаливающихъ жидкостей весьма ограничено, о чтгь болѣе аодробко
будетъ рѣчь впереди.
9*
— 132 —
время опять вынутъ изъ нея, то онъ охладится только съ поверхности на-
большую или меньшую глубину; внутри же его останется горячее ядро, отъ
котораго опять распространяется теплота къ поверхности металла. Это рас-
пространеніе достигаетъ поверхности предмета ранѣе всего въ тѣхъ мѣстахъ,
гдѣ теплотѣ приходится пройти кратчайшій путь, т.-е. посрединѣ боковыхъ
сторонъ куба, которыя и нагрѣваются раньше угловъ и реберъ. Вслѣдствіе
болѣе сильнаго нагрѣванія серединъ боковыхъ сторонъ происходитъ въ этихъ
мѣстахъ приращеніе объема, которому не могутъ уступать еще холодныя
ребра, и потому въ послѣднихъ появляются трещины, образованію которыхъ
еще болѣе способствуетъ хрупкость закаленной стали. Отсюда слѣдуетъ, что
способа ^отпусканія изнутри наружу* примѣнимъ для закалки только
небольшихъ предметовъ и притомъ такой внѣшней формы., при которой
возможно равномѣрное нагрѣваніе внѣшней поверхности дѣйствіемъ вну-
тренней теплоты.
Второй способъ отпусканія, при которомъ это явленіе также связано
неразрывно съ процессомъ закаливанія, состоитъ въ томъ, что сначала сталь
быстро охлаждаютъ до 400? Ц,^ а затѣмъ охлажденіе ведутъ медленно.
Это достигается путемъ погруженія стали въ ванну изъ расплавленнаго
металла, точка плавленія котораго лежитъ ниже 400° Ц. (свинецъ, олово),.
Благодаря значительной теплопроводности металла сталъ быстро отдаетъ
свою теплоту и охлаждается до температуры металлической ванны, получая
такимъ образомъ закалъ. Непосредственно за этимъ слѣдуетъ отпусканіе
стали дѣйствіемъ, во-первыхъ, внѣшней теплоты окружающаго расплавлен-
наго металла, &, во-вторыхъ—внутренней теплоты самаго предмета. Если
не должно произойти полнаго отпусканія стали, то ее нужно своевременно
вынуть изъ металлической ванны и окончательно охладить въ водѣ.
Существенное различіе между описаннымъ способомъ и способомъ от-
пусканія изнутри состоять въ разницѣ температуръ закаливающихъ жид-
костей.
Это различіе обнаруживается въ томъ, что слишкомъ продолжительное
пребываніе предмета въ закаливающей жидкости вызываетъ при способѣ
„отпусканія изнутри" полный закалъ предмета, при второмъ же способѣ—
полное отпусканіе его. Дальнѣйшее различіе состоитъ также и въ томъ, что
при способѣ „отпусканія изнутриявленіе отпуска вызывается дѣйствіемъ
одной только внутренней теплоты не вполнѣ охладившагося предмета, въ то
время какъ во второмъ способѣ отпусканіе закаленной стали производится
не только дѣйствіемъ внутренней теплоты самого предмета, не также и дѣй-
ствіемъ теплоты металлической ванны, такъ что При послѣднемъ способѣ
отпусканіе производится не только изнутри, но одновременно какъ изнутри,
такъ и снаружи.
Опыты, произведенные Рейзеромъ въ этомъ направленіи, показали, что
при нагрѣваніи стали въ расплавленномъ свинцѣ, накаленномъ до ярко-крас-
наго каленія, и при охлажденіи ея въ свинцѣ, нагрѣтомъ только до точки
плавленія его, получаются при закалкѣ тонкихъ предметовъ (проволока,
пилы) хорошіе результаты. При производствѣ же этой операціи надъ болѣе-
те лоты ми предметами въ родѣ полудюймовыхъ метчиковъ и т, под., не удава-
лось получить достаточнаго закала; твердость ихъ при этомъ достигала-
лишь степени твердости пружинной стали и была недостаточна для рѣжу-
щихъ инструментовъ, несмотря на то, что послѣ погруженія предметовъ въ
металлическую ванну окончательное охлажденіе ихъ производилось въ хо-
лодной водѣ.
Укажемъ еще одинъ пріемъ закалки, который, благодаря примѣняемой
при немъ различной быстротѣ охлажденія закаливаемаго предмета, имѣетъ
нѣкоторое сходство со вторымъ изъ вышеописанныхъ способовъ. Омъ еоемо*
итъ въ томъ, что раскаленную сталь погружаютъ для Глажденія сперва^
— 133 —
«з жидкость, лучше проводящую тепло 1 а послѣ этого въ жидкость, про-
водящую хуже. Принципіальнымъ различіемъ между указанными двумя спо-
собами закалки является то, что при новомъ способѣ нужно еще производитъ
отдѣльную отъ закалки операцію отпусканія накаленной стали.
Для закаливанія стали втимъ способомъ погружаютъ раскаленный пред-
метъ нъ воду и, какъ только его поверхность потемнѣетъ, его вынимаютъ
п тотчасъ же погружаютъ въ масло. Такъ производятъ, напр,, на заводѣ въ
Тегге-Хоіге закалку стальныхъ гранатъ; послѣднія накаливаютъ до краснаго
каленія и опускаютъ въ воду конической частью впередъ; когда съ поверх-
ности металла исчезнетъ красный нагрѣвъ и она сдѣлается темной, гранаты
вынимаютъ и погружаютъ въ масляную ванну, гдѣ онѣ и остаются до пол-
наго охлажденія.
Описанный пріемъ рекомендуется также и для закалки инструментовъ
особенно въ тѣхъ случаяхъ, когда обрабатываемый матеріалъ при закалкѣ
въ маслѣ не дѣлается достаточно тверды.мъ, при закалкѣ же въ водѣ легко
можетъ дать трещины,
78. Операціи, производимыя послѣ закаляй.
А) Отпусканіе стали.
При описаніи способа ^отпусканія изнутри^ было упомянуто, что для
полнаго использованія преимущества, представляемаго этимъ способомъ, не
производя дополнительнаго охлажденій предмета, необходимо обладать боль-
шимъ навыкомъ. Еще большія трудности въ смыслѣ полученія хорошихъ
результатовъ представляетъ собою второй способъ закалки съ различной
быстротой охлажденія, такъ какъ здѣсь не имѣется въ распоряженіи цвѣ-
товъ отпуска, появляющихся на поверхности стали и служащихъ въ первомъ
способѣ указаніемъ степени нагрѣванія.
Поэтому на практикѣ сообщаютъ обыкновенно обрабатываемому пред-
мету полный закалъ, давая ему вполнѣ охладиться въ закаливающей жид-
кости и уже послѣ этого, независимо отъ закалки, приступаютъ къ произ-
водству операціи отпусканія, заключающейся въ легкомъ нагрѣваніи зака-
ленной стали *). Происходящія при этомъ измѣненіи въ физическомъ строеніи
матеріала были уже разсмотрѣны раньше.
Послѣ того, какъ закаленный предметъ будетъ вынутъ изъ закалива-
ющей жидкости и высушенъ, его осматриваютъ и тщательно наслѣдуютъ
напилкомъ. Если закалка оказалась удачной, то нужно производить отпу-
сканіе стали тотчасъ же послѣ закалки, очистивши предварительно поверх-
ность металла, и не откладывать эту операцію безъ нужды, иначе по*
являющіяся въ матеріалѣ при закалкѣ значительныя внутреннія напряже-
нія могутъ легко при самомъ незначительномъ внѣшнемъ поводѣ вызвать
образованіе трещинъ; послѣ же отпусканія эта опасность исчезаетъ*
Нагрѣвать отпускаемый предметъ нужно по возможности лдеЭлснно..
Чѣмъ медленнѣе производится нагрѣваніе, чѣмъ на большую глубину
внутрь предмета успѣетъ проникнуть теплота, тѣмъ, слѣдовательно, вязче
будетъ весь предметъ. Когда появится желаемый цвѣтъ отпуска, его фик-
сируютъ на поверхности металла путемъ быстраго погруженія предмета въ
воду, Ёслк бы мы не производили охлажденія отпущенной стали въ водѣ,
а только прекратили бы ея нагрѣваніе въ тотъ моментъ, когда появится
требуемый цвѣтъ отпуска, то сохранившаяся въ стали внутренняя теплота
11111 .*.*.* I V V II Ѵ*Ѵ I «‘‘I I 111 ..И I
*) Отпусканію не подвергаются такіе предметы» которые требуютъ большой твер-
дости и не нуждаются въ особенной вязкости, какъ» напр., нолпвлкн, или же такіе,
«вторые яаготовдяются изъ весьма мягкой стаіщ напр, «потки.
— 134 —
продолжала бы вызывать на поверхности предмета послѣдующіе цвѣта и
сталь оказалась бы. такимъ образомъ, послѣ окончательнаго охлажденія
мягче, чѣмъ нужно. Впрочемъ, оказывается, что сталь, охлажденная при
отпусканіи на воздухѣ, бываетъ при одинаковомъ цвѣтѣ отпуска и при про-
чихъ равныхъ условіяхъ всегда нѣсколько тверже и хрупче стали, охла-
жденной въ водѣ.
Само собою понятно, что такъ какъ цвѣта отпуска появляются при
температурахъ значительно низшихъ, чѣмъ красное каленіе, то при погру-
женіи отпущенной стали въ воду вторичнаго закала произойти не можетъ.
Если сталь съ блестящею поверхностью покрыть слоемъ жира и под-
вергнуть нагрѣванію, то цвѣтовъ отпуска не появляется; ато служитъ дока-
зательствомъ того, что причиной ихъ образованія является поверхностное
окисленіе металла при нагрѣваніи.
Вліяніе постороннихъ примѣсей, могущихъ увеличить или уменьшить
способность стали принимать закалъ, должно обнаруживаться также и на
операціи отпусканія стали, при чемъ сталь должна въ различной мѣрѣ под-
даваться этой операціи въ зависимости отъ большаго или меньшаго присут-
ствія въ ея составѣ этихъ веществъ, т.-е. другими словами, сталь различ-
ныхъ сортовъ должна при отпусканіи до одного и того же цвѣта отдавать
свою твердость въ различной степени. Впрочемъ, вопросъ этотъ остается
пока еще открытымъ.
Въ нижеслѣдующей таблицѣ указаны температуры, соотвѣтствующія
различнымъ цвѣтамъ отпуска стали и перечислены инструменты, которымъ
обыкновенно даютъ отпускъ до этихъ цвѣтовъ *),
Свѣтло-желтый
цвѣтъ.
220°—230°Ц.
Темно-желтый
цвѣтъ.
24О°Ц.
Норичневожелтый
цвѣтъ.
255<и
Г р у п п а I.
Токарные и строгальные рѣзцы по твердой ста л га
и чугуну, отлитому въ изложницахъ (О—ІІТ 1). Граб-
штихеля для стали и твердаго камня (И, Ш). Поли-
ровочные молотки (IV, 4). Матрицы для прессованія'
и печатанія (ГѴ\ V, 5). Подушки для мельничныхъ
подпятниковъ (V, 5).
Токарные и строгальные рѣзцы (I, III, 1, 2) и свер-
ла (IV, 3) по стали и чугуну. Развертки и фрезы для
металла (ГѴ, V, 3)+ Пилы для металла (V, 4). Боль-
шіе кузнечные ручные молота (4—6)4 Кирки для те-
ски жернововъ, КгопЬйттег (II—IV). Пунсоны дыропро-
бивныхъ машинъ (V, 5).
Плашки для нарѣзки винтовъ (IV, V, 4). Мельнич-
ныя пяты (5, 6). Малые ручные молотки (V, 3, 4).
Стамески (IV, 2, 3)
О 8* 8ѣоге, всвытывоя различныя сорта стали посредствомъ склероскопа и
особой матяяя, опредѣляющей крѣпость, нашелъ, что оря отпускѣ до 245* С. (470 К),
соломенно-желтый, крѣпость стали получается больше, чѣмъ при температ. отпуска
265* Ц. (515 Г.), затѣмъ для стали съ большомъ содержаніемъ С (1,65) крѣпость повы-
шается довольно значительно при болѣе сильныхъ отпускахъ, а для стали еъ меньшимъ
содержаніемъ С(1,3— 0,9) крѣпость хотя и повышается, но незначительно, а твердость
теряется очень замѣтно. (Си. ді&гр. А. М. 226—09), Въ виду этого явструмевты, кото*
рые должны сохранять свой рѣжущіе ребра я испытывать большія напряженія, послѣ-
дуетъ отпускать далѣе желто-соломеннаго цвѣта. См. сжр. 09 Л. ЛЬ Выводъ, противо-
реча шій общепринятому мнѣнію.
— 135
Коричнево-красный
цвѣтъ.
265%
Пурпурово-н равный
цвѣтъ.
275%
Фіолетовый цвѣтъ.
285%
Группа II.
Метчики, спиральныя сверля (IV, V, 4)* Инструмен-
ты для рѣзанія костей (V, 4). Пробойники для кожи
(V, 5), Бритвы (V, 3),
Токарные и строгальные рѣзцы, сверла и инстру-
менты для нарѣзки винтовъ для желѣза и желтой мѣ-
ди (V, 4Э 5), Зубила для граверовъ (V, 5). Пробойни-
ки для холоднаго металла (IV, V, 3, 4). Зубила для на-
сѣчки напильниковъ (III, IV).
Ручныя зубила для стали (5). Обжимки для закле-
покъ (6), Фасонные рѣзцы для обработки дерева и фре-
зы для твердаго дерева (V, 5). Зубила для камня (IV,
2). Сверла для камня (V, 2-5), Клейма для стали
(V, 3). Кузнечныя зубила для холоднаго металла (Ѵ\
4), Пробойники для горячаго металла, ножницы (V, 4,
5). Перочинные ножи и ножи для рѣзанія бумаги (V,
4), Керны (XV, 3, V, 4), метчики для дерева (5, 6)+
Ножи для рѣзки табаку Г1Ѵ, V, 4, Й).
Группа III.
Синій цвѣтъ Ручныя зубила для чугуна (V, 3, Кузнечныя
(цвѣтъ васильковъ) зубила для горячаго металла (о)> Желѣзки для рубаи*
395% ковъ, употребляемыхъ въ спичечной фабрикаціи, рубан-
ки, сверла, колуны для дровъ, топоры, тонкія пилы
для дерева, фасонные ножи и фрезы для мягкаго де-
рева (V, 5, 6)* Рапиры (6), Кинжалы (V, 5). Столовые
ножи (Ѵ? 6). Гладилки для котельнаго дѣла (V, 5),
Косы.
Свѣтло голубой цвѣтъ. Ручныя зубила для ковкаго желѣза (V, 4, 5). Пи-
315% лы для дерева (5, 6). Хирургическіе инструменты (V,
6), Сапожныя шила (6)< Пружины.
Сѣрый (зеленовато* Такъ называемыя т сѣры я, каринтійскія косыа (^гане
сѣрыя цвѣтъ мор- Кагпіпегяепвеп).
ской воды) 1) 330° Ц,
Что же касается до зависимости между температурами и цвѣтами от-
пуска, то ее легко обнаружить, нагрѣвая отдѣльныя стальныя полосы до
температуръ, лежащихъ между 220° и 330*% > и отбивая отъ иихъ куски,
сдѣлавши предварительно надрѣзы острымъ зубиломъ. При изслѣдованіи из-
ломовъ оказывается, что они имѣютъ различную окраску въ зависимости отъ
степени предшествовавшаго нагрѣванія; это доказываетъ, что каждой данной
температурѣ отпуска соотвѣтствуетъ также и свой опредѣленный цвѣтъ, ко-
торый ярн отбиваніи нагрѣтой стальной полосы появляется тотчасъ же, не
проходя послѣдовательно всего ряда цвѣтовъ, соотвѣтствующихъ предше-
ствовавшимъ степенямъ нагрѣванія.
Однако, цвѣта отпуска находятся въ завися мосты не отъ одной только
степени нагрѣва; напротивъ, можно при одной и той же температурѣ, смот-
>) Цвѣта откуска ПІ-ей группы обыкновенво перечесіяють въ слѣдующемъ
порядкѣ: „свѣтло голубой, синій, темно синій, сѣрый*. Такое перечисленіе ошибочно,
въ чемъ легко убѣдиться, нагрѣвая тонкую стальную оластпвку, положивши ее о дамъ
краемъ на раскаленный кусокъ желѣза н дожидаясь, кока сѣрый цвѣтъ отвуска не
появятся у итого края. При этомъ ясно видно, что переходомъ къ сѣрому является
въ дѣЙстввтедъноетя свѣтло голубой цвѣтъ.
— 136 —
ря по продолжительности нагрѣванія, вызвать па поверхности стали послѣ-
довательно всѣ'цвѣта отпуска. При одномъ такомъ опытѣ, при температурѣ
нагрѣванія въ 230” Ц. свѣтло-желтый цвѣтъ появился на поверхности стали
черевъ 15 минутъ, затѣмъ черезъ 30 минутъ онъ перешелъ въ красный,
черезъ 45 минутъ въ синій и, наконецъ, черезъ 60 мни, поверхность стали
приняла свѣтло'Голубую окраску; такимъ образомъ удалось въ теченіе одно'
го часа и при постоянной температурѣ нагрѣванія въ 230^ получить на по-
верхности металла послѣдовательно всѣ цвѣта отпуска.
Дальнѣйшіе опыты показали, что если одинъ и тотъ же сортъ стали
подвергать отпусканію, нагрѣвая его быстро до болѣе высокой температу-
ры или медленно до долѣе низкой, то въ результатѣ получается почти оди-
наковая степень твердости. Разницу въ твердости удалось обнаружить толь-
ко при очень тщательномъ излѣдованіи, при чемъ болѣе твердой оказалась
сталь, испытавшая медленное отпусканіе при низкой температурѣ.
Такимъ образомъ можно сказать, что температура нагрѣванія и про-
должительностію его могутъ замѣнять другъ друга, какъ въ отношеніи вы-
зываемыхъ цвѣтовъ отпуска, такъ и въ смыслѣ окончательной твердости,
получаемой послѣ отпускаю я стали.
Хотя въ практикѣ и не примѣняется температура отпуска ниже 220°,
тѣмъ не менѣе нельзя не указать на то, что, если закаленную сталь под*
вергать въ теченіе довольно долгаго времени дѣйствію температуры кипя-
щей воды, то въ ней можно замѣтить нѣкоторую степень отпуска. Съ дру-
гой стороны, можно закаленную сталь нагрѣтъ до температуры значительно
выше той, которая соотвѣтствуетъ сѣрому цвѣту отпуска, прежде чѣмъ окон-
чательно исчезнетъ ея закалъ. Примѣромъ этого могутъ служить спираль-
ныя пружины для буферовъ желѣзнодорожныхъ вагоновъ, которыя, если онѣ
изготовляются изъ твердой стали, подвергаются нагрѣванію при отпускѣ до
такой температуры, что обнаруживаютъ въ темнотѣ темно-красный нагрѣвъ.
Часто при выборѣ болѣе подходящей степени твердости стали для ка-
кой-нибудь опредѣленной цѣли мнѣнія расходятся. Эго обусловливаетъ так-
же отчасти и разногласіе въ выборѣ цвѣта отпуска. Такъ какъ цвѣтъ отпу-
ска инструмента не представляетъ собой абсолютно неизмѣнной величины,
а можетъ измѣняться въ нѣкоторыхъ предѣлахъ въ зависимости отъ выбран-
наго сорта стали, то въ послѣдней таблицѣ при каждомъ инструментѣ при-
ведены цифры, дающія по сортименту купф выборгскаго завода (Бблеръ) ну-
меръ того сорта стали, который бв связи съ указаннымъ цвѣтомъ отпуска
является наиболѣе подходящимъ для даннаго инструмента.
За нѣкоторыми исключеніями допускаемый произволъ въ выборѣ сте-
пени твердости матеріала, какъ и цвѣта отпуска изготовляемаго инструмен-
та, ограниченъ довольно узкими предѣлами, благодаря чему легко дать об-
щія правила въ этомъ отношеніи, хотя этимъ правиламъ и нельзя придать
настолько точную формулировку, что было бы возможно совершенно шаблон-
ное примѣненіе ихъ на практикѣ.
Для наглядности въ послѣдней таблицѣ всѣ цвѣта отпуска раздѣлены
на три группы, при чемъ за основные приняты наиболѣе употребительные
цвѣта—темно-желтый, фіолетовый и синій (цвѣтъ васильковъ). Въ первой
группѣ твердость и хрупкость закаленной стали ослаблены въ наименьшей
степени, а въ третьей группѣ—въ наибольшей. Такимъ образомъ можно ска-
зать, вообще, что цвѣта отпуска.
7-й группы нужно употреблять главнымъ образомъ для изготовленія
такихъ инструментовъ, которые должны обладать тонкимъ, лез-
веемъ и которые въ работѣ будутъ испытывать довольно плавную нагрузку
не подвергаясь ударамъ.
П-й группы—для рѣжущихъ инструментовъ, дѣйствующихъ ударами
или подвергающихся ударамъ и сильно му крученію.
— 137 —
771-й группы—для инструментовъ, отъ которыхъ требуется яг столь-
ко тонкость лезвея* сколько, главнымъ образомъ, вязкость (напр., косы, под-
вергаемые ^отбиванію44, пилы, зубья которыхъ разводятъ и чеканятъ молот-
комъ, и т. д,).
Такимъ образомъ, зная характерное различіе этихъ трехъ группъ, не
трудно будетъ сдѣлать правильный выборъ цвѣта отпуска для любого ин-
струмента, не поименованнаго спеціально въ нашей таблицѣ.
Недостаточное нагрѣваніе при отпусканіи изготовляемаго инструмента
можетъ повести къ выкрашиванію или поломкѣ его въ работѣ. Поэтому яв-
ляется но раціональнымъ употреблять для изготовленія инструментовъ, тре-
бующихъ твердыхъ сортовъ, сталь болѣе мягкую, стараясь достичь требуе-
мой твердости яри помощи меньшаго отпуска инструмента.
Напротивъ, гораздо меньше опасности представляетъ употребленіе для
данной цѣли болѣе твердой стали, сообщая зато изготовляемому инструмен-
ту большій отпускъ.
При выборѣ оттѣнка цвѣта для одной и той же группы нужно руково-
диться, какъ твердостью обрабатываемаго матеріала, такъ и формой изго-
товляемаго инструмента и большей или меньшей его ломкостью.
Когда при постепенномъ нагрѣваніи стали на ея поверхности будетъ
послѣдовательно полученъ весь рядъ цвѣтовъ, тогда при дальнѣйшемъ на-
нагрѣваніи этотъ рядъ снова повторяется, появляясь въ той же послѣдова-
тельности, но только нѣсколько болѣе быстро; наконецъ, при еще болѣе силь-
номъ нагрѣваніи цвѣта исчезаютъ и начинается раскаливаніе металла.
Что касается производства операціи отпусканія, то для достиженія
вполнѣ одинаковой сопротивляемости изготовляемаго инструмента во всѣхъ
его частяхъ необходимо не только зозциоэлгно золенное нагрѣваніе* но так-
же и возможно оолтаая равномѣрность его.
Для Ятой цѣли наиболѣе пригодно чистое, ровное, некоптящее я при-
томъ не слиткомъ блестящее пламя, дающее возможность не только нагрѣ-
вать предметъ равномѣрно во всей его массѣ, но и точно наблюдать цвѣта
отпуска, появляющіеся на ого поверхности. Этимъ условіямъ наиболѣе удо-
влетворяетъ пламя виннаго спирта. Для предметовъ большихъ размѣровъ
это средство является, впрочемъ, слишкомъ дорогимъ. Въ такихъ случаяхъ
рекомендуется употреблять кузнечный горнъ съ древеснымъ углемъ или же
угольную жаровню* которую можно покрыть продырявленнымъ желѣзнымъ лит-
отомъ и класть на него отпускаемые предметы послѣ того, какъ листъ на-
грѣется равномѣрно.
Вмѣсто листа, нѣкоторые употребляютъ желѣзный муфель или же пе-
сочную ванну* т.~е_ желѣзный ящикъ, наполненный пескомъ на высоту при-
близительно въ 25 мм. Песокъ нагрѣваютъ при постоянномъ перемѣшиваніи
на какомъ-нибудь подходящемъ источникѣ тепла, затѣмъ его выравниваютъ
и кладутъ на вето отпускаемые предметы. Иногда примѣняютъ свинцовую
ванну* расплавляя свинецъ въ неглубокомъ чугунномъ ящикѣ и тщательно
поддерживая его при температурѣ плавленія. Свинецъ покрываютъ желѣзной
пластинкой, которая, вслѣдствіе своей меньшей плотности, сравнительно съ
свинцомъ, плаваетъ на его поверхности. На нагрѣтую такимъ образомъ пла-
стинку кладутся отпускаемые предметы, при чемъ возможно весьма удоб-
ное и точное наблюденіе цвѣтовъ отпуска.
Во многихъ случаяхъ является весьма выгоднымъ употребленіе нака-
леннаго докрасна куска желѣза, выбирая его по формѣ соотвѣтствующимъ
отпускаемому предмету. Для достиженія возможно болѣе равномѣрнаго на-
грѣванія отпускаемыхъ предметовъ необходимо ихъ поворачивать отъ вре-
мени до времени.
Особый способъ опусканія представляетъ собой „обжиганіе^ стали, примѣня-
емое при изготовленіи пружинъ для ружейныхъ замковъ, еамоевертывающихся
— 138 —
стальныхъ рулетокъ, пялъ и т. под. При этомъ способѣ предметы сначала
слегка нагрѣваютъ, затѣмъ смазываютъ масломъ я ли саломъ, послѣ чего
подвергаютъ дальнѣйшему равномѣрному нагрѣванію до тѣхъ поръ, пока
жиръ не начнетъ горѣть. Если предметы очень тонки, то нельзя допускать
полнаго сгоранія жира, такъ какъ иначе они получать полный отпускъ и
придутъ въ свое первоначальное, естественное состояніе. При обжиганіи же
предметовъ болѣе значительныхъ размѣровъ или неравномѣрной толщины
эту операцію повторяютъ вполнѣ или только частями нѣсколько разъ, чтобы
достичь возможно равномѣрнаго отпуска предмета во всѣхъ его мѣстахъ,
Прп спеціальной фабрикація пружинъ для ружейныхъ замковъ примѣ-
няются различные пріемы списанной операціи въ зависимости какъ отъ сте-
пени твердости употребляемаго матеріала, такъ и отъ требуемой жесткости
пру живы. Такъ, нанр., сначала подвергаютъ пружины закалкѣ въ водѣ или
маслѣ, затѣмъ производятъ въ теченіе 2—мин, операцію обжиганія ит
наконецъ, даютъ имъ охладиться, смотря по обстоятельствамъ, или въ воз-
духѣ или маслѣ.
Другой способъ ослабленія закала пружинъ состоитъ въ томъ, что ихъ
погружаютъ въ желѣзный сосудъ съ холоднымъ масломъ иля саломъ и за-
тѣмъ подвергаютъ дѣйствію слабаго огня. При этомъ способѣ требуемый
нагрѣвъ получается во всѣхъ мѣстахъ предмета весьма равномѣрно и болѣе
тонкія части его не страдаютъ отъ дѣйствія слишкомъ продолжительнаго
обжиганія. Масло должно при производствѣ этой операціи имѣть темпера-
туру около 290° Ц., которая соотвѣтствуетъ синему цвѣту отпуска и узнает-
ся тѣмъ, что масло при такой температурѣ легко зажечь съ поверхности.
Если случайно усилить нагрѣваніе, то масло легко можетъ загорѣться само,
и потечь черезъ край, что представляетъ опасность въ пожарномъ отноше-
ніи; для устраненія этого необходимо имѣть наготовѣ плотно закрывающуюся
крышку и имѣть возможность тотчасъ же снять нагрѣваемый сосудъ съ огня.
Описанный способъ позволяетъ производить отпусканіе стали незави-
сима отъ наблюденія цвѣтовъ отпуска^ благодаря чему отпускаемымъ
пружинамъ не требуется давать блестящей поверхности.
Другой способъ, преслѣдующій ту же цѣль, имѣетъ мѣсто при фабри-
каціи рессорныхъ пружинъ желѣзнодорожныхъ вагоновъ. Требуемая сте-
пень нагрѣванія узнается здѣсь по нагрѣтой поверхности металла прижатой
къ ней сухой стружкой изъ липоваго или орѣховаго дерева, при чемъ отъ
послѣдней должны отдѣляться искры.
При употребленіи болѣе мягкаго сорта стали нагрѣваніе нужно вести
только до тѣхъ лоръ, пока прижатая къ поверхности металла стружка не
начнетъ дымиться.
Чтобы облегчить достиженіе вполнѣ равномѣрнаго нагрѣванія отпуска-
емыхъ предметовъ, и чтобы въ то же время избѣжать необходимости наблю-
денія цвѣтовъ отпуска, можно употреблять для операціи отпусканія раз-
личные металлическіе сплавы * точки плавленія которыхъ соотвѣтствуютъ
температурамъ отдѣльныхъ цвѣтовъ отпуска.
Температура расплавленнаго металла опредѣляется пирометромъ, а
нужная продолжительность погруженія въ него, установленная для каждаго
даннаго предмета изъ предварительныхъ опытовъ, контролируется по часамъ.
Впрочемъ, этотъ способъ отпусканія при помощи погруженія въ металличе-
скую ванну не пользуется большимъ распространеніемъ и ограниченъ лишь
немногими случаями. Особенно удачные результаты получаются при примѣ-
ненія его дхя отпусканія хвостовъ напильниковъ, которые задѣлываются въ
рукоятку. Эти хвосты получаютъ полный отпускъ путемъ нагруженія ихъ
въ накаленную докрасна свинцовую ванну, при чемъ получается весьма
рѣзкое разграниченіе отпущенной части отъ закаленной, чего не удается
достигнуть вполнѣ ни при какомъ другомъ способѣ отпусканія.
— 130 —
Непріятныхчъ является образованіе окисла свинца на поверхности рас-
плавленнаго металла; этотъ окиселъ приходится отъ времени до времени
удалять во время работы, что влечетъ за собой непроизводительный расходъ
свинца. Окисленіе поверхности металла можно устранить у посыпая ее
грубоистолченнымъ порошкомъ древеснаго угля, что нисколько не прѳпят*
ствуетъ производству операціи отпусканія. Прибавимъ еще, что свинецъ
обыкновенно расплавляютъ въ чугунномъ тиглѣ шириною около 100 мм, и
глубиною, соотвѣтствующею наибольшей длинѣ погружаемаго хвоста на-
пильника.
Если требуется, чтобы вполнѣ закаленный предметъ обладалъ неоди-
наковымъ но всѣхъ мѣстахъ, а постепенно убывающимъ закаломъ * то въ
такомъ случаѣ нужно при отпусканіи его подвергать непосредственному дѣй-
ствію огня только то мѣсто, которое должно получить наибольшій отпускъ;
при этомъ теплота, распространяясь на сосѣднія части, сообщаетъ имъ от-
пускъ все убывающій по мѣрѣ удаленія частей отъ мѣста нагрѣванія. Этотъ
переходъ будетъ тѣмъ постепеннѣе и тѣмъ равномѣрнѣе, чѣмъ ниже была
температура пламени. Нѣсколько видоизмѣненный способъ употребляется
при отпусканіи сабельныхъ клинковъ, которые должны обладать твердымъ,
упругимъ лвзвоемъ в мягкой, вязкой спинкой* Для удовлетворенія этимъ
требованіямъ клинокъ сначала отпускаютъ немного (отъ фіолетоваго до тем-
но-синяго цвѣта), затѣмъ зажимаютъ его между двумя холодными, желѣз-
ными полосами такихъ образомъ, что свободной остается одна спинка и,
наконецъ, сдерживая все это клещами, быстро нагрѣваютъ спинку до тѣхъ
поръ, пока она не получитъ сѣраго цвѣта отпуска-Благодаря такому пріему
вся теплота, притекающая къ лезвею, тотчасъ же передается полосамъ
вслѣдствіе чего лезвее не нагрѣвается и сохраняетъ, слѣдовательно, всю
свою твердость.
При отпусканіи частично закаленныхъ предметовъ, иапр. сверлъ, въ
огонь вводится но самое остріе сверла, а мѣсто на нѣсколько сантиметровъ
позади его, при чемъ нагрѣваніе нужно производить до тѣхъ поръ, пока
желаемый цвѣтъ отпуска не появится вблизи острія.
При такомъ способѣ нагрѣванія отъ задней частя къ передней дости-
гается то, что части инструмента, находящіяся позади острія или лезвея,
обладаютъ гораздо большею вязкостью, чѣмъ та, которую бы они получили
при непосредственномъ нагрѣванія острія.
Если необходимо удалить съ поверхности стали отпуска, то
для этой цѣли нужно пользоваться или полировальнымъ порошкомъ или же
разбавленной кислотой. Послѣдняя употребляется тогда, когда окраска стали
удаляется до рѣзко опредѣленнаго контура. Въ такихъ случаяхъ на тѣ
мѣста, которыя должны сохранить свой цвѣтъ, наносятъ тонкій слой воска.
Если же на поверхности металла желаютъ вытравить рисунокъ, то мѣста,
не подлежащія дѣйствію кислоты, покрываютъ при помощи кисточки масля-
ной краской, составленной изъ мелко истолченнаго порошка кровавика,
послѣ чего предметъ погружаютъ въ ванну, составленную изъ 20 частей
воды и одной части сѣрной кислоты; какъ только исчезнетъ цвѣтъ отпуска,
его тотчасъ же быстро вынимаютъ и споласкиваютъ чистой водой съ цѣлью
предупрежденія ржавчины.
8) Выправка покоробленной стали.
Эта операція, если только она вообще возможна для даннаго предмета,
представляетъ обыкновенно значительныя трудности и должна производиться
съ большой предусмотрительностью.
Выправка стали, покоробившейся при закалкѣ, производится обыкно-
венно послѣ операціи отпусканія.
140
Предметы невыпущенные или очень мало отпущенные нагрѣваютъ
передъ производствомъ этой операціи до теплоты руки для того, чтобы не-
много уменьшить ихъ хрупкость, не уменьшая, однако* ихъ твердости.
Послѣ этого предметы помѣщаютъ между двумя нагрѣтыми также до те-
плоты руки брусками красной мѣди и все зажимаютъ въ винтовой прессъ,
при помощи котораго производятъ медленно возрастающее давленіе до тѣхъ
поръ, пока предметъ не пріобрѣтетъ вновь своей правильной формы, послѣ
чего предметъ оставляютъ подъ прессомъ до полнаго охлажденія.
Выправка предметовъ болѣе отпущенныхъ? изготовленныхъ изъ ме*
ніъе твердаго матеріала производится при помощи особаго молотка съ уз-
кимъ округленнымъ ребромъ; молотокъ долженъ быть насаженъ на рукоятку
такимъ образомъ, чтобы ребро его было расположено въ направленіи руко-
ятки. Выправляемые предметы нагрѣваютъ до теплоты руки и подвергаютъ
на наковальнѣ дѣйствію быстрыхъ и легкихъ ударовъ, наносимыхъ съ во-
гнутой стороны предмета. Это дѣлается потому, что въ этомъ мѣстѣ какъ
разъ находятся наиболѣе уплотненныя части матеріала, которыя раздаются
при надлежащемъ дѣйствіи молотка, благодаря чему предметъ и получаетъ
свою правильную форму. Удары нужно направлять такимъ образомъ, чтобы
ребро молотка приходилось не вкось, а совпадало бы при ударѣ по всей
своей длинѣ съ поверхностью металла.
Длину ребра нужно выбирать, смотря по кривизнѣ поверхности пред-
мета, не слишкомъ большой, такъ какъ иначе молотокъ при ударѣ не со-
прикасается плотна съ поверхностью предмета по всей длинѣ своего ребра.
Тонкіе упругіе предметы? обладающіе синимъ отпускомъ? тар, клинки
и пр., можно выправлять тогда, когда они еще теплы послѣ отпусканія. Для
этого согнутые предметы выгибаютъ въ противоположную сторону, пользу-
ясь, какъ точками опоры, двумя штифтами, забитыми въ верстакъ на раз-
стояніи около 80 мм. другъ отъ друга.
совѣтуетъ производить выправку стали во время отпусканія
ея слѣдующимъ образомъ: закаленный предметъ свинчиваютъ при помощи
желѣзной струбцинки съ кускомъ желѣза такимъ образомъ, чтобы къ послѣд-
нему была обращена вогнутая часть предмета; затѣмъ все это медленно
нагрѣваютъ на угольяхъ и, когда поверхность стали начнетъ принимать
желтую окраску, подвинчиваютъ постепенно винтъ струбцинки, который дол-
женъ дѣйствовать на выпуклую сторону предмета. Когда сталь получитъ
требуемый цвѣтъ отпуска, ее охлаждаютъ, поливая холодной водой выпуклую
сторону предмета; если послѣ этого ослабить винтъ, то предметъ сохранить
выпрямленную форму. Оставшуюся незначительную кривизну можно уничто-
жить, нагрѣвая вогнутую часть предмета н смачивая затѣмъ водой вы-
пуклую.
Едва ли нужно указывать на то, что выправка стали, покоробившейся
во время закалки, примѣняется лишь къ сравнительно тонкимъ предметамъ,
каковы напр. напильники, ножи, клинки, косы и пр. Болѣе компактные пред-
меты не поддаются этой операція и для ихъ исправленія остается только
повторить снова процессъ закалки. Этой вторичной закалкѣ должно предше-
ствовать отжиганіе стала, которое нужно производить* нагрѣвая предметы
очень медленно на легкомъ огнѣ до краснаго каленія и давая ему затѣмъ
медленно охладиться на воздухѣ или въ древесно-угольной ныли. Если н
послѣ вторичной закахки предметъ не пріобрѣтетъ утраченной правильной
формы, то дѣлу можно помочь новой ковкой или аппретурой.
Если нагрѣваніе закаленной стали ведется недостаточно медленно, то
она легко трескается въ огнѣ. Если же совсѣмъ не производить отжиганія,
то при вторичной закалкѣ стали весьма вѣроятно образованіе трещинъ и
еще большее коробленіе ея.
— 141
79 Охлаждающія, или закаливающія жидкости.
Наиболѣе употребительной закаливающей жидкостью является вода,
хотя, впрочемъ, дѣйствіе ея нельзя назвать безусловно удовлетворитель-
нымъ, такъ какъ образующіеся во время закалки пары препятствуютъ не по*
средственному соприкосновенію воды со сталью, вслѣдствіе чего отдача
теплоты происходитъ не столько путемъ теплопроводности, сколько луче-
испусканіемъ.
Для того, чтобы до нѣкоторой степени избавиться отъ этого неудоб-
ства, необходимо, во-первыхъ, прой а водить возможно медленное погруженіе
предмета, а, во-вторыхъ, не держать его спокойно, а передвигать его въ
закаливающей жидкости* При выполненіи перваго условія достигается свое-
временное удаленіе паровъ, образующихся при такомъ погруженіи, главнымъ
образомъ, близъ поверхности жидкости, при выполненіи же второго^ условія
въ соприкосновеніе съ закаливаемой поверхностью будутъ приходить все
новые слои жидкости, чѣмъ предотвращается возможность образованія во-
кругъ предмета слоя, нагрѣтаго болѣе остальной массы жидкости.
Указанныя два условія выполняются еще лучше, если производить
закалку въ проточной водѣ. Тѣмъ не менѣе, однако, нужно прибавить, что
какъ въ первомъ, такъ и во второмъ случаѣ не получается совершенно рав-
номѣрнаго охлажденія предмета: если передвигать предметъ въ водѣ, то
быстрѣе всего охлаждаются тѣ части, которыя сталкиваются съ водой.
Этому одностороннему охлажденію можно противодѣйствовать, безпрестанно
наворачивая предметъ въ жидкости.
Оба указанные способа непримѣнимы въ случаѣ закалки длинныхъ,
легко коробящихся предметовъ. При закалкѣ такихъ предметовъ чаще всего
примѣняется способъ, при которомъ вода притекаетъ въ сосудъ снизу подъ
высокимъ давленіемъ^ Для быстраго отведенія пара рекомендуется способѣ
занални въ струѣ воды, падающей съ нѣкоторой высоты {ЗІгаЫѢагікяіу)* При
этомъ способѣ образующіеся пары быстро увлекаются струею, а вода, слегка
нагрѣвшаяся вслѣдствіе соприкосновенія съ горячей поверхностью металла,
тотчасъ же замѣняется свѣжей холодной водой. Устройство для производ-
ства закалки описаннымъ способомъ состоитъ изъ резервуара съ водой, по-
мѣшеннаго гдѣ-нибудь наверху, изъ котораго вода идетъ но трубкѣ, снаб-
женной на конпѣ мундштукомъ соотвѣтственной формы.
Видоизмѣненіемъ способа закалки въ струѣ воды является ^закиіиж
стали въ водяныхъ брызгахъ^ (8ргіІяЪатит$\ которую производятъ, про-
пуская воду подъ давленіемъ черезъ сито. На стр. 144 описанъ спеціаль-
ный аппаратъ и примѣненіе итого способа для закалки пустотѣлыхъ сталь-
иыхъ предметовъ. Настоящій способъ имѣетъ то преимущество передъ пре-
дыдущимъ, что онъ даетъ возможность сообщать равномѣрный закалъ по-
верхностямъ значительнаго размѣра, въ то время какъ закалка зъ струѣ
воды, понятно, можетъ примѣняться только для небольшихъ предметовъ.
По ІагоИтеК у дѣйствіе подобной закалки тѣмъ сильнѣе, чѣмъ въ бо-
лѣе тонкихъ струйкахъ я чѣмъ подъ большимъ давленіемъ вытекаетъ вода,
при чемъ весь промежутокъ между отдѣльными струйками остается откры-
тымъ для свободнаго удаленія образующихся паровъ, чѣмъ достигается
весьма равномѣрный закалъ.
Наибольшая степень закала достигается при примѣненіи воды только
въ такомъ количествѣ, при которомъ всѣ водяныя брызги, приходящія въ
соприкосновеніе съ горячимъ металломъ, обращаются въ варъ, благодаря
чему поглощается очень большое количество тепла.
Само собой понятно, что форма сита, или душа, должна по возможно-
сти соотвѣтствовать формѣ и размѣрамъ закаливаемаго предмета.
— 142 —
Если закалка предмета производится со всѣхъ сторонъ, то его нужно
подвергать одновременному дѣйствію нѣсколькихъ душей; если же закали-
ваемый предметъ представляетъ собою тѣло вращенія, то при закалкѣ его
приводятъ въ быстрое вращеніе.
Другимъ средствомъ, усиливающимъ дѣйствіе закалки въ водѣ, мо-
жетъ служить прибавленіе въ ванну различныхъ примѣсей, въ родѣ поварсн-
ной соли, нашатыря, азотной или сѣрной кислоты (2—Ѵ/о па в^су),
которыя увеличиваютъ теплопроводность воды. По той же причинѣ колодез-
ная вода^ содержащая въ своемъ составѣ углекислыя соли, обладаетъ боль-
шей закаливающей способностью, чѣмъ рѣчная вода-
Предметы, закаленные въ подкисленной водѣ, нужно, во избѣжаніе ихъ
окисленія, споласкивать известковой или простой чистой водой.
Напротивъ, если въ цѣляхъ ослабленія закала желательно уменьшить
теплопроводность воды, то къ ней прибавляютъ известковаго молока^ мыла
и т, п, (настоящая мыльная вода совершенно не вызываетъ закала). Сюда
можно отнести также смоченную угольную мелочь, нь которой иногда про-
изводятъ закалку тонкихъ и плоскихъ стальныхъ предметовъ. Можно упо-
треблять также и сырой песокъ; быстрота охлажденія зависитъ здѣсь отъ
крупности зеренъ. Самый мелкій песокъ лаетъ и аилу чш Ій закалъ. Если къ
водѣ прибавить гуммиарабику иля декстрину или же спирту, то ея за-
каливающая способность понижается въ большей или меньшой степени въ
зависимости отъ количества прибавленнаго вещества и можетъ даже совсѣмъ
исчезнуть Также и ручьевая вода, замутившаяся отъ предшествовавшихъ
дождей, даетъ болѣе слабый закалъ.
Изъ другихъ охлаждающихъ веществъ,, дающихъ сравнительно съ во-
дой менѣе интенсивный закалъ, нужно указать на масло и жиры, при чемъ
сало даетъ нѣсколько болѣе сильный и глубокій закалъ, чѣмъ масло- Можно
примѣнять также и полужидкую смѣсь, составленную изъ сала и масла.
Вмѣсто этихъ двухъ веществъ употребляютъ часто рыбій жиръ, который
хотя я дешевле, но зато очень легко испаряется и горитъ-
Въ качествѣ закаливающей жидкости можно пользоваться также ртутью
которая имѣетъ то преимущество, что она, вслѣдствіе своей значительной
теплопроводности, даетъ возможность производить весьма быстрое охлажденіе
предмета. Кромѣ того, по крайней мѣрѣ при закалкѣ мелкихъ предметовъ,
ртуть не даетъ паровъ, нарушающихъ непосредственное соприкосновеніе
между предметомъ и ртутью, благодаря чему достигается весьма равномѣр-
ное охлажденіе.
Впрочемъ, при закалкѣ предметовъ значительныхъ размѣровъ происхо-
дитъ довольно обильное отдѣленіе паровъ ртути; поэтому необходимо при-
нять всѣ предосторожности противъ вдыханія ихъ.
Болѣе широкому примѣненію ртутя для указанной цѣли препятствуетъ
ея высокая стоимость, которая особенно замѣтна потому* что вслѣдствіе не-
значительной удѣльной теплоты ртути (которая равна 0,033, если принять
уд- тепл, воды™1) необходимо брать тридцатикратное вѣсовое количество
ея по сравненію съ водой, такъ какъ только при такомъ количествѣ ртуть
въ одинаковой степени съ водою удовлетворяетъ тому условію правильной
закалки, которое требуетъ, чтобы температура закаливающей жидкости не
мѣнялась замѣтно во время хода операціи.
Такъ какъ теплопроводность ртути весьма велика и такъ какъ, кромѣ
того, ртуть можно употреблять въ качествѣ закаливающей жидкости также
при температурахъ ниже 0*, то она особенно пригодна для полученія очень
высокихъ степеней закала.
При употребленіи масла, жира и ртути производятъ искусственное
охлажденіе ихъ в* время операціи закалки, омывая сосудъ, содержащія ихъ,
холодною ВОДОЮ-
— 143
Въ качествѣ охлаждающаго сродства при закалкѣ можно употреблять
также и воздухъ, пропуская его сильной струей по поверхности накаленнаго
предмета или же быстро махая въ воздухѣ самимъ предметомъ. Танъ, напр.,
дамасскіе клинки подвергаютъ закалкѣ въ сильной струѣ холоднаго воздуха,
пропускаемаго черезъ длинную узкую щель, или же ихъ закрѣпляютъ на
колесѣ, которое приводится въ быстрое вращеніе.
Для полноты описанія укажемъ еіцѳ на нѣкоторые металлы, нагрѣтые
до точки плавленія, которые также можно употреблять для закалки, таковы,
напр., олово (230° Ц.), свинецъ (330й Ц.) и цинкъ (400° И.).
Если за единицу сравненія принять ту степень закала, которая получается
при охлажденіи стали въ водѣ при 20е Ц. (наиболѣе употребительный случай),
то всѣ остальныя вещества можно раздѣлять на двѣ категоріи, изъ кото-
рыхъ къ первой нужно отнести вещества, дающія болѣе слабый, а ко вто-
рой—вещества, дающія болѣе сильный закалъ. Болѣе слабо дѣйствующими
средствами являются вода съ примѣсью дурныхъ проводниковъ тепліц далѣе
масла, жиры, сплавленный съ послѣдними воскъ, смола и т. д. Сильнѣе
дѣйствуютъ вода при температурѣ ниже 20& Ц.т солевая и подкисленная
вода и ртуть, особенно при очень низкихъ температурахъ.
Отъ рѣжущихъ инструментовъ требуется прежде всего большая
дость лезвея, Это является первымъ условіемъ, которое ставится при оцѣнкѣ
пригодности инструмента. Хотя указанное требованіе выполняется при
употребленіи всѣхъ жидкостей, дающихъ болѣе сильный закалъ ► чѣмъ вода
при 20° Ц*, тѣмъ не менѣе здѣсь необходимо принимать во вниманіе еще
одно обстоятельство, именно, образованіе трещинъ при закалкѣ.
Намъ извѣстно, насколько трудно достичь вполнѣ равномѣрнаго нагрѣ-
ванія предметовъ значительнаго объема или сложной формы. Если же нагрѣ-
ваніе происходило неравномѣрно, то появившіяся вслѣдствіе итого въ зака-
ленной стали неодинаковыя напряженія выражаются тѣмъ рѣзче, чѣмъ энер-
гичнѣе велась закалка, такъ какъ послѣдняя влечетъ за собой сильное
измѣненіе объема.
Этимъ обстоятельствомъ объясняется также и то, что при закалкѣ
стали въ водѣ ниже 20° Ц., а еще болѣе въ подкисленной водѣ, трещины
образуются легче, чѣмъ при закалкѣ въ маслѣ или салѣ. Въ этомъ отно-
шеніи послѣднимъ двумъ веществамъ нужно отдать предпочтеніе, тѣмъ бо-
лѣе, что при закалкѣ въ нихъ сталь не такъ леѵко коробится.
Кромѣ коробленія и образованія трещинъ при закалкѣ не нужно забы-
вать также и того, что чѣмъ интенсивнѣе ведется эта операція, тѣмъ хрупче
получается сталь, и потому дна стальныхъ предмета, закаленные въ раз-
личной степени, будучи послѣ отпущены хотя и до одного цвѣта, тѣмъ ие
менѣе обнаруживаютъ при употребленіи различную степень хрупкости.
Поэтому весьма часто при наготовленіи инструментовъ высокой степени
твердости предпочитаютъ выбирать для нихъ болѣе твердый сортъ стали,
примѣняя при атомъ закалку въ маслѣ, вмѣсто того, чтобы дѣлать ихъ
изъ стали средней твердости, ио заваливать въ водѣ или даже въ какой-
нибудь другой жидкости, дѣйствующей болѣе энергично, чѣмъ вода при
20° Ц.
Углеродистая сталь фабрикуется съ содержаніемъ углерода не болѣе
1,5°/о, такъ какъ матеріалъ съ болѣе высокимъ содержаніемъ углерода не
только весьма хрупокъ* но кромѣ того съ большимъ трудомъ поддается
обработкѣ въ огнѣ и закалкѣ.
Въ тѣхъ случаяхъ, когда средній закалъ стали сказывается недоста-
точнымъ, когда изготовляемо му инструменту на ряду съ чрезвычайной твер-
достью требуются сообщить также и значнтетьную вязкость и когда* вако-
«ецъ, закаливаемый предметъ объемистъ или вслѣдствіе своей сложной
формы представляетъ особыя аатрудножія для равномѣрнаго нагрѣванія его
— 144 —
и можетъ поэтому при употребленіи очень твердой стали легко дать тре-
щины при закалкѣ, часто употребляютъ вязкую сталь средней твердости и
подвергаютъ ее операціи поверхностной закалки (см. стр. 105),
Такіе случаи, въ которыхъ оказывается недостаточною та степень
твердости, которою обладаетъ очень твердая сталь при нормальномъ закалѣ
или сталь средней натуральной твердости при поверхностной закалкѣ, встрѣ-
чаются въ практикѣ сравнительно рѣдко, я поэтому необходимость прибѣ-
гать къ закаливающимъ жидкостямъ, дѣйствующимъ особенно энергично,
является исключеніемъ. Такимъ образомъ закалка стали въ подкисленной
водѣ ниже 20° Ц. или въ ртути ниже той же температуры практикуется
только лишь при изготовленіи особыхъ видовъ очень тонкихъ рѣжущихъ
инструментовъ, которые въ работѣ испытываютъ спокойную нагрузку; для
всѣхъ же остальныхъ наиболѣе употребительныхъ кузнечныхъ и слесарныхъ
инструментовъ, въ которыхъ закалъ сообщается только одному лезвею, самой
подходящей закаливающей жидкостью является вода.
Болѣе сложные, ломкіе и объемистые стальные предметы, особенно-
такіе, которые получаютъ закалъ не въ отдѣльныхъ мѣстахъ, а по всей
своей поверхности, далѣе предметы изъ весьма твердой стали, даже если
они объемисты и простой формы, получаютъ, обыкновенно, закалку въ маслѣ
или салѣ, въ известковой водѣ или какой-нибудь другой подобной жидкости,
дѣйствующей менѣе интенсивно, чѣмъ вода при 20° Цо или же можно ре-
комендовать также для указанныхъ случаевъ способъ двойного охлажденія,
состоящаго изъ первоначальной закалки въ водѣ и слѣдующаго тотчасъ же
за этимъ дальнѣйшаго, окончательнаго охлажденія въ маслѣ.
Приспособленіе для быстраго охлажденія пустотѣлыхъ стальныхъ
предметовъ.
Пріемы, примѣняемые при закалкѣ этого рода предметовъ, были ужо
разсмотрѣны нами на стр* 129. Опишемъ здѣсь еще спеціально конструиро-
ванный для этой цѣли аппаратъ, патентованный Ж І^огеп/омъ въ Кагііпіке.
Аппаратъ въ общихъ чертахъ состоитъ въ слѣдующемъ. Вертикальная
труба, по которой происходить прятокъ закаливающей жидкости, снабжена
коническимъ клапаномъ, регулируемымъ при помощи винта и оканчивается
внизу мундштукомъ, прикрѣпленнымъ къ ней посредствомъ муфты. Этотъ
мундштукъ долженъ въ точности соотвѣтствовать закаливаемому предмету
и давать съ верхнимъ его отверстіемъ плотное соединеніе, которое дости-
гается посредствомъ спеціально устроеннаго для этой цѣли утолщеннаго на-
конечника мундштука. Нижняя часть аппарата состоитъ ияъ трубы, черезъ
которую производятъ спускъ отработавшей жидкости. Эта труба снабжена
въ верхней своей части фланцемъ, служащимъ подставкой для закаливаема-
го предмета. Нижнимъ же своимъ концамъ эта труба опирается на рычагъ,
который при помощи спеціальной пружины все время нажимается вверхъ ж
прижимаетъ такимъ образомъ фланецъ нижней трубы къ мундштуку.
Чтобы произвести закалку предмета только изнутри, отжимаютъ нѣ~
сколько пружину внизъ и помѣщаютъ предметъ между фланцемъ и мунд-
штукомъ. Пропуская затѣмъ воду черезъ аппаратъ, производятъ закалку
внутренней поверхности предмета. Само собой понятно при этомъ, что струя
воды должна имѣть толщину, какъ разъ равную внутреннему отаверстію пред-
мета; если же струя слишкомъ тонка, то необходимо нѣсколько задержать
вытеканіе жидкости для того, чтобы послѣдняя могла заполнять все внутрен-
нее пространство предмета.
Если нужно произвести закалку пустотѣлаго предмета сначала изну-
три, а потомъ снаружи, то вмѣсто фланца помѣщаютъ на отводящей тру-
бѣ чугунный сосудъ, верхній край котораго доходить до верхняго края за-
— 145
наливаемаго предмета. На дно этото сосуда ставятъ тонкій треножникъ* а
на этотъ послѣдній вертикально закаливаемый предметъ. При такомъ рас-
положеніи закаливающая жидкость* выходя изъ мундштука, смачиваетъ сна-
чала внутреннія стѣнки предмета и затѣмъ, пройдя внизу его, поднимается
вверхъ въ кольцевомъ пространствѣ между стѣнками сосуда и кару ружной
поверхностью предмета, послѣ чего переливается, наконецъ, черезъ края со-
суда* Для того, чтобы струю закаливающей жидкости направлять плотно
по внутреннимъ стѣнкамъ предмета, мундштукъ снабженъ центральнымъ
шпинделемъ, оканчивающимся конусомъ, дающимъ струѣ желаемое напра-
вленіе. Этотъ конусъ выступаетъ изъ отверстія мундштука и образуетъ та-
кимъ образомъ съ его стѣнками кольцеобразное отверстіе, которое можно ре-
гулировать но желанію, выдвигая шпиндель на большую или меньшую ве-
личину.
Если необходимо произвести одновременную закалку пустотѣлаго пред-
мета какъ изнутри, такъ и снаружи, то примѣняютъ особую составную
коробку, которую можно представить себѣ, предполагая, что на вышеопи-
санный чугунный сосудъ навинчена сверху при помощи муфты коротень-
кая трубка, съ которой приходитъ въ соприкосновеніе мундштукъ подводя-
щей трубы. Такимъ образомъ здѣсь получается закрытое со ясѣхъ сторонъ
пространство, внутри котораго находится открытый со всѣхъ сторонъ зака-
ливаемый предметъ. Жидкость направляется при помощи распредѣлительна-
го конуса одновременно какъ на внѣшнюю, такъ и на внутреннюю поверхность
предмета* Вытеканіе же ея происходитъ черезъ боковыя отверстія, сдѣлан-
ныя въ стѣнкахъ коробки между верхней и нижней его частью *). Оба по-
слѣдніе способа практикуются Ьотепломъ для закалки пустотѣлыхъ инстру-
ментовъ, служащихъ для выдѣлки металлическихъ гильзъ ружейныхъ па-
троновъ.
80. Изслѣдованіе причинъ неудачъ яри закалкѣ.
Неудачи, возникающія при закалкѣ стали, могутъ зависѣть какъ отъ
самаго матеріала, такъ и отъ неправильной его обработки.
Въ параграфѣ объ испытаніи стали будутъ приведены признаки, ха*
рактѳризующіе собою недоброкачественность матеріала. Э^и признаки но*
гутъ давать надлежащія указанія, понятно, въ томъ только случаѣ» когда
самая операція закалки велась вполнѣ правильно. Это замѣчаніе относится
также и къ испытанію уже готовыхъ закаленныхъ инструментовъ. Поэтому*
чтобы дать возможность выработать правильное сужденіе въ нтомъ отноше-
ніи, нужно разсмотрѣть сначала тѣ признаки, которыми характеризуется не-
правильная обработка закаливаемой стали.
Однимъ изъ главнѣйшихъ затрудненій, имѣющихъ мѣсто при закалкѣ
стали, является, какъ извѣстно, требованіе равномѣрнаго нагрѣванія мате-
ріала до опредѣленной, не слишкомъ высокой температуры. Такъ какъ вы-
полненіе этого требованія представляетъ собой наибольшія затрудненія, то,
понятно, въ этомъ пунктѣ грѣшатъ наиболѣе часто. Въ самомъ дѣлѣ, здѣсь
даже и самый искусный рабочій не гарантированъ отъ ошибокъ, такъ какъ въ
данномъ случаѣ успѣшность производимой операціи можетъ зависѣть отъ са*
мыхъ разнообразныхъ, на первый взглядъ совершенно незначительныхъ . и
мало замѣтныхъ, побочныхъ обстоятельствъ, какъ, напр.? перемѣнное освѣще-
ніе мастерской, которое имѣло вліяніе на болѣе или менѣе правильную оцѣн-
ку на глазъ свѣтовыхъ явленій и т. под*
>} Предлагаемаго описанія достаточно для того, чтобы получать врабінзитедь
ное представленіе объ устройствѣ для закалки пустотѣлыхъ стальныхъ предметовъ. По-
дробный чертежъ и болѣе точное описаніе можно найти въ Піпеіег'я РоІуІееЪш&сйез
Лочгпаі, I. ЕеЬгиаг, ЬеП 1880»
10
— 146 —
Ивъ предыдущаго намъ извѣстно, что температурамъ
закалки стали соотвѣтствуютъ также и различные^ характерные виды
изломовъ ея. Ото обстоятельство даетъ намъ возможность судить о большей
иля меньшей правильности веденія процесса закалки стали.
Пережженная закаленная сталь имѣетъ грубокристаллическій изломъ
блестяще-бѣлаго цвѣта и сравнительно очень тверда.
Если сталь была пережжена еще при отковкѣ, то поверхность ея бы-
ваетъ покрыта большимъ или меньшимъ количествомъ небольшихъ продоль-
ныхъ и поперечныхъ трещинъ (трещины на ребрахъ). Если сталь послѣ ѳто-
го была подвергнута новой проковкѣ и закалкѣ при правильной температу-
рѣ, то, хотя изломъ ея и имѣетъ до извѣстной степени нормальный видъ,
тѣмъ не менѣе присутствіе трещинъ указываетъ на произведенное при об-
работкѣ стали пережиганіе ея.
Перегрѣтая, закаленная сталь обладаетъ грубокристаллическимъ изло-
момъ блестяще-бѣлаго цвѣта приблизительно нормальной твердости.
Если при испытаніи закаленной стали она оказывается перегрѣтой, то
нужно заключить, что перегрѣваніе ея произошло въ періодъ нагрѣванія для
закалки, такъ какъ сталь, перегрѣтая при ея отковкѣ, вновь получаетъ мел-
козернистое строеніе, если закалку ея производить при правильной темпе-
ратурѣ.
Слѣдовательно, перегрѣваніе матеріала при отковкѣ можно обнаружить,
только путемъ испытанія еще неявкаленной стали.
Перетомленная, закаленная сталь грубокристаллпчна, по виду излома
похожа на незаналенпую сталь и сравнительно мягка.
Сталь правильно закаленная не обнаруживаетъ собственно зернистаго
строенія и обладаетъ тонкимъ, бархатистымъ матовымъ изломомъ.
Такимъ образомъ, если изготовляемый предметъ дастъ трещину при за-
калкѣ и если причина этой неудачи не вполнѣ ясна, то необходимо разло-
мать уже безъ того пришедшій въ негодность инструментъ и тщательно
изслѣдовать свѣжій изломъ его. Разбиваніе предмета нужно производить та-
кимъ образомъ, чтобы* во-первыхъ, въ изломъ попадали наибоіѣе тонкія ча-
сти, обладавшія во время закалки нанвыстей температурой, а во-вторыхъ,
чтобы были вндды также и изломы такихъ частей, которыя должны были
получать одинаковый закалъ и чтобы, слѣдовательно, можно было произве-
сти сравненіе ихъ между собою. Такъ, напр., у токарнаго рѣзца нужно от-
ломить остріе, у ручного зубила—оба угла лѳзвея, у фрезы—нѣсколько
зубьевъ, и, кромѣ того, сломать всю фрезу на двѣ части по діаметру.
Если строгальный рѣзецъ, ручное или кузнечное зубило, или зубило,
употребляемое для насѣчки напильниковъ, даетъ подковообразную трещину,
обращенную своею выпуклостью въ сторону лезвея, то это указываетъ на
то, что матеріалъ былъ перегрѣтъ въ углахъ, и что закалъ лезвея былъ
ел ишкомъ р ѣзка ограни не нъ.
Если разбить лезвѳе инструмента, то видъ его излома подтверждаетъ
вышесказанное.
Въ молоткахъ для тески камня, испытавшихъ перегрѣваніе, лезвее ча-
ста ломается въ томъ мѣстѣ, гдѣ тонкая часть его переходитъ въ болѣе
компактную» при чемъ поверхность раздѣла имѣетъ раковистый водъ. Въ
исяючительныхъ случаяхъ все лѳзвее отскакиваетъ отъ остальной части ин-
струмента въ видѣ кольца. Въ предметахъ кубической формы, обладающихъ
острыми ребрами (напр., въ нѣкоторыхъ штампахъ для выковка фигурныхъ
углубленій), отъ остальной болѣе компактной частя отдѣляются по сфери-
ческой поверхности острые углы* испытавшіе перегрѣваніе.
Въ предметахъ значительныхъ размѣровъ, закаленныхъ при правиль-
ной температурѣ, закалъ нѣсколько ослабѣваетъ но мѣрѣ приближенія къ
центру, слѣдствіемъ чего и является нѣсколько болѣе грубое строеніе цен-
— 147 <—
тральной части. Подобные компактные предметы должны обладать по всему
наружному краю излома совершенно одинаковымъ строеніемъ, закалъ ихъ
долженъ вездѣ проникать на одинаковую глубину и, слѣдовательно, болѣе
твердая корка, характеризуемая болѣе мелкозернистымъ строеніемъ, должна
во всѣхъ течкахъ предмета имѣть одинаковую толщину.
Если сталь подвергалась слишкомъ продолжительному и ошшкелъ
сильному нагрѣванію, то она часто не осыпается вполнѣ и на ея поверхно-
сти остаются окалины. Часто случается, что частично закаленные предметы
обладаютъ въ мѣстахъ закала совершенно чистою поверхностью, но сосѣд-
нія нез а каленныя части металла покрыты толстымъ слоемъ окалины. Эго
обстоятельство служить вѣрнымъ доказательствомъ того, что сталь была
подвергнута слишкомъ продолжительному и слишкомъ сильному нагрѣванію.
Изъ изслѣдованія излома стали, испытавшей слишкомъ быстрое на*
грѣванія, нужно заключить, что въ тогъ сраввнтельно короткій промежутокъ
времени, въ теченіе котораго сталь подвергалась дѣйствію сравнительно вы-
сокой температуры, болѣе топкія части предмета успѣваютъ нагрѣться г/о
высшей температуры « на большую глубину нежели болѣе толстыя части.
Если совершенно однородный матеріалъ коробится при закалкѣ, то его
происходятъ или потому, что нагрѣваніе велось неравномѣрно, или погру-
женіе раскаленнаго предмета въ закаливающую ванну происходило не по пра-
вилу, или же, наконецъ, потому, что въ самомъ предметѣ имѣлись внутрен-
ній напряженія, которыя не были уничтожены предшествовавшимъ отжига-
ніемъ и медленнымъ затѣмъ охлажденіемъ. Кромѣ того, какъ извѣстно, за-
калка въ водѣ болѣе способствуетъ коробленію, чѣмъ закалка въ маслѣ
или салѣ.
Такимъ образомъ часто причину неудачъ при закалкѣ нужно искать
въ неправильномъ выборѣ примѣняемой закаливаемой жидкости, Часто
оказывается достаточнымъ произвести закалку предмета вмѣсто воды въ
маслѣ для того, чтобы не только устранить всѣ затрудненія, возникающія
при этой операціи, но и получить хорошій и долговѣчный инструментъ, впол-
нѣ годный для практическаго употребленія.
Если желательно опредѣлить, аъ какой жидкости была произведена
закалка инструмента, въ водѣ, въ маслѣ ила въ салѣ, то это легко опре-
дѣлить, расщепивъ сталь вдоль имѣющейся трещины. Если закалка произ-
водилась въ водѣ, то на поверхности трещины всегда останется нѣкоторое
количество ржавчины. Если является сомнѣніе въ томъ, получилась ли дан-
ная трещина при закалкѣ инструмента, или же она представляетъ собой
продольную трещину, образовавшуюся еще при фабрикаціи матеріала, то
для рѣшенія этого вопроса необходимо также изслѣдовать внутренній видъ
трещины: если трещина образовалась прм закалкѣ, ея поверхность раздѣла
свѣтлаго цвѣта и обнаруживаетъ зернистое строеніе матеріала; если же
трещина получилась при фабрикаціи стали* то она имѣетъ гладкія, черныя
стѣнки. Эта окраска зависятъ отъ тонкаго слоя окалины, образовавшагося
на поверхностяхъ раздѣла при нагрѣваніи стали. Кромѣ того, трещины по-
слѣдняго рода всегда направлены почти совершенно параллельно продольной
оси полосы, что объясняется самымъ образованіемъ такихъ трещинъ, кото-
рыя представляютъ собою не что иное, какъ растянутую при прокаткѣ ста-
ли раковину, имѣвшуюся въ необработанномъ слиткѣ. Хотя трещины, обра-
зующіяся при закалкѣ, тоже могутъ идти параллельно продольной оси по-
лосы, тѣмъ не менѣе онѣ могутъ имѣть и всякое другое направленіе.
Что касается внѣшней формы инструмента, то необходимо при дер*
жнваться слѣдующаго правила* чрезвычайно важнаго въ смыслѣ устраненія
затрудненій при закалкѣ: при изготовленіи стальныхъ предметовъ не нужно
дѣлать безъ нужды острыхъ выдающихся реберъ и рѣдкихъ углубленій.
Рѣзкія углубленія необходимо замѣнять во возможности плавными* а вмѣсто
10*
— 148
острыхъ, выдающихся реберъ нужно дѣлать закругленія, такъ что вообще
вездѣ, гдѣ ото только можно, нужно избѣгать рѣзкихъ переходовъ отъ бо-
лѣе тонкихъ частей къ болѣе толстымъ и стараться дѣлать ихъ по возмож-
ности плавными. Такъ, напр^ въ метчикахъ продольныя бороздки нужно дѣ-
лать въ видѣ полукруглыхъ желобковъ; въ штемпеляхъ, получающихъ обык-
новенно форму двухъ поставленныхъ другъ на друга цилиндровъ, изъ
которыхъ нижній, имѣющій внизу рабочую поверхность, имѣетъ большій
діаметръ, а верхній, помѣщаемый въ патронъ машины,—меньшій, нужно
верхнее ребро большаго цилиндра закруглять и соединеніе его съ меньшимъ
цилиндромъ также выполнять при помощи закругленія.
При окончательной отдѣлкѣ закаленныхъ инструментовъ, въ особен-
ности такихъ, которые изготовлены изъ твердой стали, необходимо избѣгать
всякихъ сильныхъ ударовъ., какъ, напр,, накерннванія, обрубанія зубиломъ и
т. п., такъ какъ подобная обработка увеличиваетъ опасность образованія
трещинъ.
Дальнѣйшимъ, весьма существеннымъ источникомъ неудачъ при за-
калкѣ является неправильный выборъ степени твердости обрабатываемаго
матеріала, что влечетъ за собой неудачи при употребленіи готоваго инстру-
мента, которыя даютъ себя чувствовать уже послѣ счастливо оконченной
операція закалки.
Сюда же нужно отнести дурную ковку такихъ инструментовъ, какъ
зубила, токарные н строгальные рѣзцы. Если изъ куска квадратной иди
плоской стальной полосы выковываютъ на одномъ концѣ его остріе или
лезвее, то не нсѣ части поперечнаго сѣченія подосы деформируются оди-
наково при обработкѣ; средина всегда отстаетъ въ этомъ отношеніи отъ
наружныхъ слоевъ, вслѣдствіе чего внутри матеріала образуется небольшая
пустота^ Если эта пустота не будетъ уничтожена, а останется въ готовомъ
инструментѣ, то, понятно, она повлечетъ за собою поломку его при упо-
требленіи.
Въ другихъ случаяхъ причина выкрашиванія леавѳя лежитъ часто въ
недостаточномъ отпускъ инструмента. Такъ вапр., если кузнечное зубило,
предназначенное для работы въ холодномъ состояніи, выкрашивается при
фіолетовомъ цвѣтѣ отпуска, то весьма возможно, что при темно-синемъ
цвѣтѣ оно будетъ вполнѣ прочно, въ чемъ нужно убѣдиться, произведя вто-
ричную закалку инструмента.
Впрочемъ, и слишкомъ мягкое зубило можетъ выкрашиваться, есди
его лезвее затупилось вслѣдствіе смятія матеріала дальше извѣстнаго
предѣла.
Слишкомъ быстрое затупленіе рѣжу щахъ инструментовъ можетъ про-
исходить, какъ отъ смятія слишкомъ мягкаго, такъ и отъ выкрашиванія
слишкомъ твердаго и хрупкаго леэвея. Въ инструментахъ, работающихъ
довольно спокойно и безъ ударовъ, какъ, напр*, въ фрезахъ, ато выкраши-
ваніе лезяея можетъ происходить такими мелкими кусочками, что его можно
разсмотрѣть только при весьма внимательномъ изслѣдованіи, при чемъ весьма
легко впасть въ заблужденіе н принять это явленіе за слишкомъ быстрое
изнашиваніе инструмента, вызванное недостаточной степенью твердости
матеріала, въ то время какъ на самомъ дѣлѣ оно произошло какъ разъ
наоборотъ, отъ чрезмѣрной твердости его, которую нужно ослабить путемъ
болѣе сильнаго отпуска инструмента,
Дри изготовленіи сложныхъ предметовъ, подвергаемыхъ при ковкѣ
многократному нагрѣванію, не нужно придавать имъ слишкомъ малыхъ
размѣровъ. Непосредственно подъ слоемъ окалины здѣсь находятся болѣе
или менѣе обезутл сраженныя части металла, которыя, въ случаѣ, если окон-
чательная отдѣлка была недостаточна совершенной, оказываются послѣ за-
калки или при практическомъ употребленіи болѣе мягкими.
149 —
Послѣ сдѣланныхъ замѣчаній о причинахъ неудачъ, имѣющихъ мѣсто
какъ при закалкѣ, такъ и при практическомъ употребленія стали, остается
только указать на то, что при внимательномъ изслѣдованіи каждаго дан-
наго инструмента, нетрудно будетъ указать тотъ путь, по которому шла
операція его закалки, и обнаружитъ всѣ сдѣланныя при этомъ неправиль-
ности я ошибки*
Указанные факты далеко не новы; но не ново также и то, что далеко
не во всѣхъ мастерскихъ, въ которыхъ производится закалка стали, прини-
маютъ ихъ во вниманіе*
Во всякомъ случаѣ, вездѣ, гдѣ рабочіе, которымъ ввѣрено производство
этой операціи, относятся сознательно къ своей работѣ, отдавая семь при
каждой неудачѣ отчетъ въ ея причинахъвездѣ въ такихъ мастерскихъ
искусство закаливанія стали будетъ непрерывно прогрессировать и достигать
все большаго и большаго совершенства*
Б1. Возстановленіе стали, испорченной въ огнѣ.
Какъ извѣстно, испорченная сталь бываетъ яерсфг&ттг, пережженной
и перетомленнощ но, въ дѣйствительности, нельзя провести рѣзкой гра-
ницы между каждымъ изъ этихъ видовъ испорченной стали* Послѣдняя мо-
жетъ быть испорчена въ весьма различной степени, вслѣдствіе чего успѣш-
ность попытокъ къ исправленію ея также бываетъ различна.
Возстановленіе перегрѣтой стали производятъ, или перековывая или
же закаливая ее вторично при правильной температурѣ. Тѣмъ не менѣе
матеріалъ сохраняетъ при этомъ нѣсколько болѣе грубое строеніе, чѣмъ
первоначально, и если степень перегрѣванія была весьма велика, то сталь
уже больше не получаетъ вновь своихъ утраченныхъ хорошихъ качествъ*
Дѣйствіе подобной обработки состоитъ въ разрушеніи грубокристалля-
ческой структуры, являющейся причиной хрупкости стали. Въ этомъ отно-
шенія вліяніе операціи закалки аналогично вліянію ковки металла, такъ какъ
при закалкѣ происходитъ сильное давленіе наружныхъ слоевъ на внутренніе*
При возстановленіи перегрѣтой стали можно нормальную закалку ея
въ холодной водѣ замѣнять повторнымъ нагрѣваніемъ до краснаго каленія
и погруженіемъ предмета въ кипящую воду. При этомъ опытами Ма15еѵд*& *)
было установлено, что наиболѣе энергичное вліяніе оказываютъ первое на-
грѣваніе и первое погруженіе въ кипящую воду; дѣйствіе же всѣхъ послѣ-
дующихъ нагрѣваній постепенно ослабѣваетъ, такъ что для возстановленія
перегрѣтой стали оказывается достаточнымъ троекратное повтореніе этой
операціи* Упомянутые опыты показали также, что вода, какъ таковая, не
оказываетъ иийакого вліянія на эффектъ операціи возстановленія испорчен-
ной стали и что онъ зависитъ только отъ температуръ, которыми обладаютъ
сталь й закаливающая жидкость въ моментъ погруженія. Отсюда слѣдуетъ,
что для данной цѣли можно вмѣсто воды употреблять также и другія ука-
занныя выше закаливающія жидкости, при чемъ во всѣхъ случаяхъ резуль-
таты операціи возстановленія испорченнаго матеріала будутъ подобны, если
эти жидкости будутъ нагрѣты до температуры кипѣнія воды или если
оптъ сами по се&ѣ являются дурными проводниками тепла 3).
Сдѣланное замѣчаніе важно также еще и потому, что въ продажѣ все
еще встрѣчаются различные патентованные средства я составы, которые
1) Оіп^ійгя Роіуі. Зоппіаі ІббЗ* 14-28.
’) Хорошее эозсгяношющее ередство второго рода можно получить, рвеіпутм
4 вѣсовыхъ части канифолж и прибавляя къ вямъ при медленномъ номѣвоаші
Я вѣсовыхъ части варенаго льняного масла, при чемъ получается корячяеш яолу-
жидкая масса.
— 150
если и оказываютъ какое-нибудь дѣйствіе, то это происходить во всякомъ
случаѣ не вслѣдствіе ихъ состава* часто совершенно случайнаго. Даже если
по своему составу подобное средство и могло бы произвести на сталь хи-
мическое дѣйствіе, то послѣднее не произойдетъ уже потому, что при про-
стомъ охлажденіи испорченнаго матеріала въ данномъ составѣ не имѣется
налицо необходимыхъ условій, требуемыхъ для хода химической реакціи.
Впрочемъ, при возстановленіи перегрѣтой стали всякое химическое дѣйствіе-
является совершенно излишнимъ, такъ какъ здѣсь вещество испорченной
стали пострадало только въ механическомъ смыслѣ, не испытавши ни ма-
лѣйшаго химическаго измѣненія.
Выборъ того или другого способа возстановленія зависитъ въ каждомъ
отдѣльномъ случаѣ отъ спеціальныхъ условій. Такъ, напр., въ фасонной или
фигурной вещи нѣть расчета возстановлять утраченныя ствойства матеріала
пря помощи перековки, тогда какъ, напротивъ, простой иефигурвый пред-
метъ опасно подвергать вторичной закалкѣ, такъ какъ при этомъ онъ легка
можетъ дать трещины вслѣдствіе новыхъ внутреннихъ напряженій, появля-
ющихся при этой операціи.
Сущность регенераціи перетомленной стали состоитъ въ томъ* что
при помощи поверхностнаго закаливанія сообщаютъ испорченному мате-
ріалу углеродъ и посредствомъ механической обработки разрушаютъ кри-
сталлическое строеніе Если въ перетомленной стали находятся окислы крем-
нія, марганца, хрома, вольфрама и др., то возстановить ихъ при помощи
подобной обработки невозможно.
Для производства операціи возстановленія можно пользоваться упомя-
нутыми выше цементирующими составами.
Пріемы регенераціи перетомленной стали въ общемъ такіе же, какъ
и тѣ, которые принимаются при производствѣ поверхностнаго закаливанія^
Различіе состоитъ только въ томъ, что возстановляемую сталь послѣ посы-
панія при темно-красномъ каленіи цементирующимъ порошкомъ или обмазы-
ванія въ холодномъ состояніи какимъ-нибудь другимъ калильнымъ составомъ,
послѣ высушиванія я нагрѣванія затѣмъ до вишнево-краснаго каленія не
погружаютъ прямо въ воду, какъ обыкновенно, но предварительно подверга-
ютъ обработкѣ молотомъ до тшеъ поръ, пока поверхность предмета не
потемнѣетъ.
Регенерація перетомленной стали никогда не можетъ привести къ пол-
ному возстановленію утраченныхъ свойствъ и матеріалу уже никогда яѳ
возвращается вполнѣ его прежняя крѣпость и упругость. Въ еще большей
степени это замѣчаніе относится къ пережженной стали и, если послѣдняя
явно пережжена, то всѣ попытки къ ея возстановленію напрасны: такой
матеріалъ негоденъ для употребленія. Если же сталь только перегрѣть* то-
при помощи вышесказанныхъ способовъ регенераціи можно немного испра-
вить испорченный матеріалъ. Мнѣніе о томъ, что нѣкоторыя патентованныя
средства обладаютъ несомнѣнною способностью возстановлять свойство пе-
режженной стали, является заблужденіемъ, которое возникло вслѣдствіе смѣ-
шенія понятій „пережженная* и ^перегрѣтая* сталь.
82- Саиозакаляваюіцаясй сталь. Сплавы углеродистой стали съ
небольшими количествами вольфрама, хрома и марганца пріобрѣтаютъ
рокадную твердость, которая не исчезаетъ даже и послѣ термической
обработки, подобной отжигу, благодаря чему такіе сорта стали могутъ
употребляться для изготовленія рѣзцовъ, не требуя совершенно закэлат
который совершенно не измѣняетъ ихъ твердости, вслѣдствіе чего такой
стали и присвоено названіе Впервые яа такой
сплавъ былъ взятъ патентъ Робертомъ ІМошетомъ въ Англіи.
... 151 -
83. Сталь Машетъ. Между 1860 и 1870 г. Робертъ Мотетъ, ди-
ректоръ англійскаго металлургическаго завода Тііе Тііаніс 8іееІ Сошрапу—
открылъ, что если къ стали прибавить значительное количество воль-
фрама и марганца, то сталь пріобрѣтаетъ особыя свойства, а именно,
будучи нагрѣта до высокихъ температуръ, а затѣмъ охлаждена на воз-
духѣ, сталь получаетъ такой же закалъ, какъ углеродистая сталь при
охлажденіи въ водѣ; кромѣ того сталь Мошетъ мало теряла закалъ при
нагрѣваніи. Вслѣдствіе такихъ свойствъ, этой стали присвоили названіе
самозакаливающейся, или самокала, Составъ стали Можетъ по анали-
замъ Тайлора таковъ:
Вольфрама . . . 5,441%
Ьіаргавца . . . 1,578%
Кремвіл < 1,044%
Хрома..........0,398%
Углерода. . * .0,150%
Желѣза .... остальное
По опытамъ Тайлора примѣненіе стали Мошетъ дало возможность
повысить скорость рѣзанія твердыхъ металловъ на 45°/(, а скорость
рѣзанія мягкой стали на 90°Д.
Сталь Мошетъ быстро вошла въ употребленіе* хотя впервые ее
совершенно неправильно примѣняли только для рѣзанія очень твердыхъ
металловъ, на самомъ дѣлѣ, какъ показали опыты Тайлора, примѣненіе
ея для рѣзанія мягкихъ металловъ еще выгоднѣе.
Послѣ 1886 года многіе сталезаводчики начали выдѣлывать ими-
таціи стали Можетъ, измѣняя ея составъ, и еще болѣе повысили рѣ-
жущія качества стали.
84. Быстро-рѢжущая сталь. Въ 1900 г. на Всемірной Парижской Вы-
ставкѣ были демонстрированы рѣзцы Тай лоръ- Уайта* которые рѣзали
сталь съ громадными скоростями, при чемъ сами, будучи раскалены до-
красна, не утрачивали своей рѣжущей способности. Какъ потомъ ока-
залось, такой эффектъ получался не отъ примѣненія какой-либо особой
стали, а лишь отъ особаго термическаго способа обработки существо-
вавшей въ то время уже самозакаливающейся стали, открытаго Тай*
лоромъ и Уайтомъ, Эти два экспериментатора открыли, что если само-
закаливающуюся сталь нагрѣть до возможно высокихъ температуръ* такъ
что сталь начнетъ плавиться, то, вопреки существовавшему тогда мнѣ-
нію, сталь при этомъ не только не портится, а, наоборотъ, пріобрѣта-
етъ замѣчательное свойство: сохранятъ особую твердость и стойкость
при наіріъвіъ да краснаго каленія, хотя въ холодномъ состояніи та*
кая сталь сравнительно мягка и ее можно пилить подпилкомъ изъ угле-
родистой стали,
СО времени введенія способа Тайлоръ-Уайта, обработанной такимъ
способомъ, самозакаливающейся стали присвоили названіе быстрорежущей
стали. Благодаря своему отличительному свойству—твердости прикрое*
номъ каленіи* быстрорѣжущая сталь позволила увеличить во много разъ
скорости рѣзанія и размѣры снимаемыхъ стружекъ и вошла теперь во
всеобщее употребленіе, такъ что для грубой обработки издѣлій рѣзцы
не изъ быстрорѣжущей стали можно встрѣтить лишь на отсталыхъ за-
водахъ.
— 152 —
Въ настоящее время существуетъ очень много сортовъ стали,
вполнѣ пригодныхъ для приготовленія быстрорѣжущихъ рѣзцовъ. Составъ
этихъ сталей колеблется въ очень широкихъ предѣлахъ, Тайлоръ при-
водитъ, какъ одной изъ лучшихъ современныхъ быстрорѣжущихъ ста-
лей, слѣдующій составъ:
Вольфрама . .
Хрома. . . .
Углерода. . ,
. 18,91% Жргавда
* 5,47% Ванадія.
, 0,67% Кремнія,
остальное желѣзо.
. 0,29%
. 0,043
О термической обработкѣ быстрорѣжущей стали по способу Тай-
лоръ-Уайта си. часть IV Техи. Метая., стр. 19 и дальше.
85. Теорія, объясняющая свойства быстрорѣжущей стали.
Если въ желѣзѣ присутствуетъ марганецъ, хромъ вольфрамъ, мо-
либденъ, тогда, температура для критическихъ точекъ понижается и, до
извѣстнаго предѣла, понижается тѣмъ больше, чѣмъ больше содержанія
этихъ веществъ, такъ что при обыкновенныхъ температурахъ сталь со-
стоитъ изъ мартенсита (очень твердаго, но хрупкаго), слѣдовательно является
очень твердой безъ всякаго завала* Сталь оказывается самозакаливающейся.
Если итти еще дальше, повышая содержаніе указанныхъ элементовъ, то же*
лѣво принимаетъ видоизмѣненіе 7 или аустенита (менѣе твердаго и вязкаго)*
Но не всѣ вышепоименованные элементы дѣйствуютъ одинаково: ука-
заннымъ образомъ дѣйствуютъ лишь хромъ и марганецъ. Хромъ понижаетъ
критическія точки лишь въ присутствіи углерода; но если хрома будетъ
прибавлено слишкомъ много, то онъ не переводитъ желѣзо въ разновидность
у, а, по заявленію Гнллье, образуетъ хрупкій карбидъ желѣза и хрома*
Если сталь будетъ нагрѣта выше 1200° Ц,, то при этомъ карбидъ рас-
падается и свободные хромъ и углеродъ переводятъ желѣзо въ состояніе 7,
остающееся таковымъ и при низкихъ температурахъ.
Вольфрамъ н молибденъ тоже образуютъ двойныя карбидныя соеди-
ненія, но съ той разницей, что такія соединенія образуются при всякомъ
содержаніи этихъ веществъ, даже и при самыхъ незначительныхъ, сообщая
мягкость и хрупкость. При высокихъ температурахъ тоже происходитъ рас-
паденіе карбиднаго соединенія и желѣзо обращается въ разновидность 7 и
остается таковымъ и при низкихъ температурахъ;—такимъ образомъ сталь
превращается въ самозакаливающуюся*,
Если на ряду съ вольфрамомъ и молибденомъ находятся марганецъ
ила хромъ, то эти примѣси разрушаютъ карбидное соединеніе вольфрама и
молибдева и послѣдніе, освободившись, оказываютъ содѣйствіе другимъ при*
мѣсимъ въ пониженіи критическихъ точекъ и безъ предварительнаго повы-
шенія температуръ. Указавъ на этотъ фактъ, Д-ръ Гиллье тѣмъ самымъ ука-
залъ, что явленіе закала въ самозакаливающихся сталяхъ, приписываемое
раньше вольфраму было не вѣрно, такъ какъ на самомъ дѣлѣ главными
факторами въ этомъ явленіи были марганецъ и хромъ.
Примѣсь ванадія тоже образуетъ двойное карбидное соединеніе, мо это
соединеніе не можетъ быть разрушено, и ванадій поэтому не обращаетъ же-
лѣза въ самозакаливающуюся сталь.
Весьма важнымъ обстоятельствомъ является то, что твердость, пріоб-
рѣтенная желѣзомъ, при сплавленіи его съ нѣкоторыми другими металлами,
оказывается болѣе прочной, въ смыслѣ температурныхъ воздѣйствій, я та-
кая сталь не такъ легко отпускается, какъ сталь углеродистая* Нужно ли
это затрудненіе въ отпускѣ приписывать вліянію сплавленныхъ металловъ
или чему-либо другому точно не установлено.
„ 153 —
Такимъ образомъ при выборѣ примѣси для приготовлевія самозакали-
вающейся стали нужно выбирать такую, которая не была бы дорога и не
образовывала двойныхъ карбидовъ, для разложенія которыхъ, и то не вполнѣ
необходима очень высокая температура. Изъ такихъ примѣсей на первый
планъ выступаетъ марганецъ* Прибавлять его нужно столько, чтобы полу-
нить возможно большую твердость въ горячемъ состояніи, т.-ѳ, перенести
желѣзо по крайней мѣрѣ въ состояніе у. Нужно замѣтить, что присутствіе
углерода значительно усиливаетъ воздѣйствіе марганца* а потому нужно вы-
бирать возможно углеродистую сталь* не опасаясь при этотъ получить сталь
хрупкую, такъ какъ марганцемъ желѣзо будетъ переведено въ состояніе 7,
обладающее значительной вязкостью* Но при атомъ все-таки нужно быть
осторожнымъ, такъ какъ* по изслѣдованіямъ Гвллье, сильно углеродистая
сталь переходитъ легче въ состояніе мартенсита, хотя очень твердаго, но
въ тоже время и хрупкаго.
Сравнивая двѣ примѣси хромъ и вольфрамъ, нужно признать болѣе
дѣйствительной, въ смыслѣ полученія прочно сохраняемой безъ отпуска твер
дести, хромъ, такъ какъ по испытаніямъ Гиллье (журналъ Стали и Желѣза
125—2*ой томъ, 1906) вольфрамъ даетъ менѣе твердую быстро рѣжущую сталь
при высокихъ темперртурахъ, чѣмъ хромъ. Это становится особенно замѣт-
нымъ при большихъ содержаніяхъ вольфрама;—повидимому* при атомъ по
происходитъ полнаго разложенія двойныхъ карбидныхъ соединеній, которыя
в обусловливаютъ большую хрупкость*
Для хрома дѣло обстоитъ иначе;—при хромѣ, согласно съ наслѣдова-
ніями Гиллье, не образуется совсѣмъ карбидныхъ двойныхъ соединеній* пока
содержаніе хрома не превышаетъ 10% въ 0,80% углеродистой стали, или
15% бѣ 0,20% углеродистой стали, эъ то время, когда при вольфрамѣ об-
разованіе двойныхъ карбидовъ вполнѣ наступаетъ при содержаніи вольфра-
ма 4,5%.
Такое преимущественное значеніе хрома передъ вольфрамомъ для быстро
рѣжущей стали* подтверждается и опытами Тайлора* Такъ онъ нашелъ, что
рѣзцы состава: углерода 0,70%, хрома 3% и вольфрама 19% дали скорость
рѣзанія 60; увеличеніе вольфрама въ этой стали понижало скорость рѣ-
занія, тогда какъ повышеніе содержанія хрома до 5,50% повысило скорость
рѣзанія до 99, отсутствіе же хрома дѣлало сталь совершенно непригодной
для большой скорости рѣзанія*
И тѣмъ не менѣе вольфрамъ всегда входить въ составъ такихъ ста-
лей. Гиллье объясняетъ это тѣмъ, что одинъ хромъ даетъ сталь слишкомъ
твердую и хрупкую, такъ что изъ нея трудно приготовлять ковкой рѣзцы;
если же брать хрома слишкомъ много, то желѣзо переходитъ въ 7, которое
уже слишкомъ мягко для быстраго рѣзанія.
Проф. Карпентеръ считаетъ присутствіе вольфрама необходимымъ, какъ
элемента понижающаго критическія точки, дѣйствіе же хрома онъ сводитъ
къ тому, что послѣдній разлагаетъ образовавшіеся двойные карбиды воль-
фрама; и такимъ образомъ способствуетъ полученію самовакала, самъ же
хромъ сообщить оамоэакала не можетъ.
Какъ бы ня было велико содержаніе вольфрама, онъ не дѣлаетъ сталь
самозакаливающейся, но если на ряду съ нимъ присутствуетъ хромъ или
марганецъ, то они совмѣстно сообщаютъ стали это свойство.
Такимъ образомъ существуетъ извѣстное противорѣчіе и несогласіе
между авторитетами относительно вліянія, оказываемаго различными при-
мѣсями. Повидимому, долженъ существовать какой-то иной факторъ, дѣй-
ствіе котораго столь энергично, что оно заслоняетъ собой воздѣйствіе Дру-
гихъ химическихъ факторовъ. Такимъ факторомъ является термическая об-
работка. Если сталь надлежащаго состава, даетъ хорошіе результаты я на-
оборотъ, то происходитъ это оттого, что сталь была нагрѣта до столь высокой
— 154 —
температуры, что всѣ двойныя карбидныя соединенія, которыя связывали
дѣйствіе такихъ примѣсей, какъ углеродъ и вольфрамъ, были разрушены.
Относительно присутствія углерода мнѣнія тоже расходятся. Тай лоръ
большое содержаніе углерода въ стали не считаетъ необходимымъ условіемъ,
для полученія большой скорости рѣзанія. Гиллье, наоборотъ, придаетъ со-
держанію углерода большое значеніе.
На чемъ сходятся и практика и теорія, ото на томъ, что быстрорѣжущая
сталь должна представлять изъ себя разновидность у, хотя при этомъ и
жертвуется нѣкоторая доля твердости, но зато пріобрѣтается большая вйз-
кость. На этомъ сильно настаиваетъ Тайлоръ и? вѣроятно, ему будутъ слѣ-
довать и другіе сталезаводчики, которые еще этого не признали.
Такимъ образомъ въ практикѣ мы встрѣчаемся съ составомъ быстро-
режущей стали, который вообще пративорѣчить теоретическимъ воззрѣніямъ
на этотъ предметъ. Вмѣсто стали съ высокимъ содержаніемъ вольфрама и
низкимъ содржаніѳмъ углерода, теоретикъ долженъ былъ бы ее приготовить
съ высокимъ содержаніемъ углерода, вольфрама, же совсѣмъ не допускать въ
ея составъ, имѣя въ виду его способность образовать двойныя карбидныя
соединенія. Что касается до хрома, то по отношенію къ нему существуетъ
два мнѣнія. Хотя онъ не образуетъ двойныхъ карбидныхъ соединеній, при
содержаніи меньше 10% въ 0г80% углеродистой стали, но сразу понижая
критическую точку, онъ переводитъ сталь въ мартенситъ, и дѣлаетъ ее
столь твердой, что она ке поддается обработкѣ, въ то время, какъ сталь съ
вольфрамомъ образуетъ двойныя карбидныя соединенія мягкія, и сталь легко
куется- Если мы будемъ прибавлять хрома (до 18% въ 0,80% углерод. ста-
ли) желѣзо тоже перейдетъ вполнѣ въ двойное карбидное соединеніе и будетъ
коваться также легко какъ и вольфрамовая сталь, во послѣ того какъ эти
двойные карбиды будутъ разрушены при нагрѣвѣ до 1200 гр. высокое
содержаніе хрома переведетъ сталь въ состояніе у, слишкомъ мягкое для
быстрорѣжущей стали. Послѣднее обстоятельство вполнѣ отрицается Тайло-
ромъ, который утверждаетъ, что сталъ у вполнѣ отвѣчаетъ требованіямъ
быстрорѣжущей стали. Если Тайлоръ на ряду съ хромомъ требуете въ стали
присутствія вольфрама, то только потому, что самозакалъ онъ приписываетъ не
вольфраму или хрому, а ихъ взаимному дѣйствію.
Это мнѣніе опровергается работами Гиллье, который, въ свою очередь,
присутствіе вольфрама считаетъ необходимымъ въ виду того, что сталь 7,
по его мнѣнію, непригодна для быстрорѣжущей стали. Для нѣкоторыхъ цѣ-
лей, пожалуй, вольфрамовая сталь является намлучшей, но вообще она не
можетъ быть признана таковой, если довѣрять таблицѣ Гиллье^ приведенной
на стр. 125 и 126 журнала Сталь и Желѣза, томъ 2-й, 1906.
86. Микроструктура желѣза И стали. Чистое жемъзо. Совершенно
чистаго желѣза на рынкѣ не встрѣчается, но въ шведскомъ и ланка-
ширскомъ желѣзѣ, анализы которыхъ показываютъ содержаніе желѣза
до 99,8 можно наблюдать группы почти правильныхъ кристалловъ
феррита. Они ясно выдѣляются своими хорошо очерченными ребрами и
углами, и даже послѣ продолжительнаго дѣйствія на нихъ кислотъ, упо-
требляемымъ при вытравкѣ шлифовъ, грани кристалловъ остаются бле-
стящія я гладкія;—кислоты же проникаютъ лишь между плоскостями
срощенія кристалловъ* Нафнг. 30 *) представлено кристаллическое сло-
*) Всѣ рисунки вспомнены лроф. Арнольдомъ отъ рувн карандашей ъ, прямѣй ня,
гдѣ это быіо нужно, микрометръ дла нзмѣрешл, н вполнѣ точно воспроизводятъ кар-
тину, представляющуюся глазу подъ микроскопомъ.
— 155 —
жейіе чистаго желѣза, увеличенное въ 600 лип. разъ. Форма кристал-
ловъ получается нѣсколько искаженная вслѣдствіе внѣшняго воздѣйствія
при остываніи стали.
Слегка нечистое же-
лѣзо. Въ желѣзѣ и мягкой
стали свободные желѣзные
кристаллы иногда содер-
жатъ остающійся углеродъ,
который сообщаетъ имъ
желто-бурый цвѣтъ и не-
ровную поверхность. Коли-
чество при мѢш аннаго та-
кимъ образомъ углерода
очень незначительно, рѣд-
ко превышаетъ 0,05 и
на механическія свойства
желѣза не производитъ за-
мѣтнаго вліянія. Эти кар-
бидныя соединенія, обра-
зующіяся въ окрашенныхъ
кри сталлахъ, интересны,
представляя нѣчто общее ЛйН’ ув^^'^Х>
съ точкой Ага1 указанной
Осмондомъ. Если очень мягкая сталь подвергается продолжительному
накаливанію, при температурѣ 1400* Ц въ вакуумѣ, и затѣмъ охлаж-
дается въ воздухѣ, микро-
структура стали замѣтно
измѣняется, при чемъ от-
дѣльныя скопища нормаль-
наго ка р би да и счезаютъ,
но зато увеличивается со-
держаніе карбидныхъ со-
единеній въ окрашея-выхъ
кристаллахъ. Этотъ пере-
ходъ терми чески совпада-
етъ съ выдѣленіемъ тепло-
ты, останавливающей про-
цессъ охлажденія въ точкѣ
Ап
Сварочное мяатъзо. Со-
стоитъ, главнымъ обра-
зомъ, изъ феррита, имѣ-
ющаго видъ кристалловъ
иля зеренъ, между кото-
рыми распредѣлено неболь-
шое количество карбида и
Лян. увеж. 600 разъ.
Фиг. 31.
— 156 —
нѣкоторыхъ мѣстахъ замѣчается присутствіе шлаковъ. При прокаткѣ
въ строеніе самого желѣза претерпѣваетъ лишь небольшое измѣненіе,
но отдѣльные кусочки шла*
Фяг. 32, Увел. 600 л. разъ.
ковъ вытягиваются въ ни-
ти по направленію прокат-
ки , При крас но кая и л ьномъ
жарѣ кристаллы желѣза,
повидимому, способны из-
мѣнять свое расположеніе,
такъ что каждый разъ,
когда желѣзо нагрѣвается
до сварочнаго жара, оно
принимаетъ свое нормаль-
ное строеніе, измѣненное
при обработкѣ. Когда же-
лѣзо прокатывается въ хо-
лодномъ состоя ні н, такъ
что кристаллизація не мо-
жетъ иттп свободно, кри-
сталлы .вытягиваются по
направленію прокатки и
перво началь но е ст р оеніе
іЖелѣзо сг содержаніемъ углерода
совершенно нарушается.
0,08 7а (фиг, 31). Строеніе со-
чистаго желѣза, между которыми
стоить изъ неправильныхъ кристалловъ
Фиг- 33. Уаех 60<н> разъ.
емъ углерода 07599^ (фиг, 33). ЗдЬсь уже
кое-гдѣ вкраплены неболь-
шія темныя пятна аморф-
наго карбида. Сравнивая
видъ этого шлифа со шли-
фомъ чистаго желѣза, вид-
но, что даже присутствіе
у г леро да въ количествѣ
0,08 7в уже различается
подъ микроскопомъ.
<Жел ѣзо съ содержа -
ніемъ углерода О, 38 */в (фиг*
32). Шлифъ представляетъ
смѣсь бо лыпихъ крметал-
ловъ чистаго желѣза и
темныхъ пятенъ аморфна-
го карбида, послѣдній за-
нимаетъ почти половину
всей площади*
$&мъзо съ содержаніе
площадь, занимаемая карби-
домъ.
з н ач ительно прев исходитъ
площадь кристалловъ чистаго же-
лѣва, которые въ то же время являются и раздѣленными другъ отъ
друга,
Желѣзо съ содержаніемъ углерода (фиг. 34). Этотъ шлифъ
представляетъ большой интересъ. Все сѣченіе почти состоитъ изъ неясно
опр сдѣ лея ныхъ кр и ста л-
ловъ, представляющихъ те-
мную массу желѣза съ ра-
спространеннымъ въ немъ
карбидомъ пли то. что мы
называли аморфный кар-
бидъ (см. стр. 19). Кри-
сталлы чистаго желѣза со-
вершенно исчезли. Про-
фессоръ Арнольдъ счита-
етъ *) что желѣзо при
содержаншуглерода0,89 %
представляется какъ бы
кр итиче ски мъ по свое му
составу и представляетъ
„точку насыщенія*. При
подобномъ насыщеніи же-
лѣзо пріобрѣтаетъ всѣ ха-
рактерныя свойства для
стали, и потому желѣзо та-
кого состава можетъ быть
названо нормальной ста-
лью . Дальнѣйшее насыще-
ніе углеродомъ даетъ уже
пересыщенную сталь, мед-
ленно приближающуюся къ
чугуну. Въ большинствѣ же
случаевъ техника имѣетъ
дѣло съ насыщенной
сталью, съ содержа-
ніемъ углерода менмпймъ
О г 9 % * ЗМ инженера яв-
ляется также очень инте-
ресной додукритнческая
точка съ содержаніемъ угле-
рода 0.45%. ^Ри такомъ
химическомъ составѣ мате-
ріалъ представляетъ изъ се-
бя очень тѣеиѵю смѣсь отчетливыхъ
Фиг. 34. Увел. 600 л. разъ.
Фиг.-Ж’-Йаеж 600 д. разъ.
кристалловъ чистаго- лёйш:. иу№у
*) АгшМ оа Ша .Маешге оі Сатѣои оіі ІТОВ, .МЙШСГ о?•_•&
пеега ѵоі СХХ.Ш, стр;
— 158 —
равномъ количествѣ нормальной стала, ст> содержаніемъ 0,9 е/. углерода.
Механическія свойства матеріала являются средними между свойствами,
присущими чистому желѣзу и нормальной стали. Если въ требова-
ніяхъ будетъ выставлено содержаніе углерода, большее 0,45®/^, свой-
ства матеріала будутъ ближе подходить къ свойствамъ нормальной стали.
Въ матеріалѣ, содержащемъ углерода меньше 0,45 преобладающія свой-
ства будутъ соотвѣтствовать чистому желѣзу ').
Лйшъзо с& содержаніемъ углерода 35). Основной фонъ
этого шлифа подобенъ шлифу нормальной стали (фпг, 34), но отдѣлъ -
ныя массы кристалловъ окружены оболочкой изъ кристаллическаго кар-
бида. Кристаллическій карбидъ замѣчается и въ видѣ отдѣльныхъ про-
слоекъ. Нужно обратить вниманіе на то, что въ сѣченіи карбидъ пред-
ставляется въ видѣ сѣтки, на самомъ же дѣлѣ опъ въ видѣ оболочки
обволакиваетъ отдѣльныя массы кристалловъ, и такую же сѣтку мы по-
лучимъ, въ какомъ бы направленіи мы пи провели сѣченіе.
Лйдтьзо съ содержаніемъ углерода І,47е/0 (фиг. 36), Основной фонъ,
состоящій ивъ аморфнаго карбида, пронизанъ еще болѣе толстыми, чѣмъ
въ предыдущемъ случаѣ, прослойками кристаллическаго карбида.
Всѣ ври веденные шлифы относились къ различнымъ сортамъ литого
желѣза и стали, которые послѣ прокатки были нагрѣты до 1000 й Ц. и
затѣмъ оставлены остывать на воздухѣ.
Изъ разсмотрѣнія результатовъ, полученныхъ при испытаніяхъ об-
разцовъ на разрывъ и на сжатіе, оказалось, что максимальный коэффи-
ціентъ крѣпости получился для желѣза съ содержаніемъ углерода І,2ЙД,
т.-е. соотвѣтствуетъ тому моменту, когда отдѣльныя массы аморфнаго кар-
бида обволакиваются тонкими оболочками карбида кристаллическаго. При
Высказанныя положенія относятся къ идеальному случаю, и это нужно имѣть
въ виду. Въ пр&ктякѣ мы всегда встрѣчаемся еь болѣе сложнымъ явленіемъ, благо-
даря тону, что въ желѣзѣ на ряду съ углеродомъ всегда содержится отъ 0,5 до 1%
марганца. Хотя вліяніе этой примѣсл на физическія свойства металла хорошо извѣстно,
тѣмъ не менѣе наши познанія въ этой области далеко еще не полны. Теперь уже пред-
ставляется несомнѣннымъ, что при содержаніи марганца въ количествѣ точка на-
сыщенія, т,-е- моментъ превращенія желѣза въ однородную массу —яоуыммм»у» пмл(
волучаетея уже при содержаніи углерода 0,65%. Этотъ фактъ даетъ вамъ объясненіе
того различія, какое замѣчается въ механическихъ свойствахъ шведскаго и англійскаго
бессемеровскаго металла;—при одномъ и томъ же содержанія углерода шведская сталь
оказывается болѣе маткой, такъ какъ она содержитъ всего лишь 0,25% марганца. Та-
кія же жзслѣдоважія доказали, что извѣстное дѣйствіе на сталь примѣ се I никеля, ти-
тана, хрома и кремнія обусловливаются не самнмя этвмя элементами, а тѣми двой-
ными карбидными соединеніями, которыя эти элементы обрадуютъ съ желѣзомъ и угле-
родомъ. Всѣ перечисленные до сихъ поръ элементы яшшеі во многихъ случаяхъ
полезными, позволяя сообщитъ стали желаемыя свойства. Но въ стали1 обыкновенно
присутствуютъ элементы, примѣсь которыхъ всегда оказывается очень вредной, акимъ
элементомъ является сѣра. Во опять таки до сака сѣра, а сѣрнистое желѣзо окалы-
ваетъ вредное вліяніе. Сѣрнистое желѣзо не имѣетъ почти никакой связи съ метал-
ломъ, расположеннымъ по сосѣдству съ нимъ, в потому, вредъ при носимый вгой при-
мѣсью, зависятъ отъ того, какъ она расположена въ массѣ металла. Наиболѣе безвред-
ной она оказывается тогда, когда является въ видѣ небольшихъ шариковъ;—въ этомъ
случаѣ ДѢЙСТВІИ ея аналогично СЪ мрясутстаіеть въ металлѣ отдуто яъ. Н&ибпгѣр ордена
эта примѣсь въ томъ случаѣ, когда она присутствуетъ въ видѣ тонкихъ пленокъ, обво-
лакивающихъ отдѣльные кристаллы, образуя «рпслой ст ослабленія, аналогичныя тре-
щинамъ. Распредѣленіе полужидкаго сѣрнистаго желѣза внутри металла при его про-
ковкѣ и прокаткѣ можетъ оказаться очень опаснымъ для прочности ж въ этомъ случаѣ
микроскопическія изслѣдованія могутъ оказать большія усхутж.
— 1*9
дальнѣйшемъ насыщеніи углеродомъ и большемъ утолщеніи оболочекъ
кристаллическаго карбида (фиг. 36) коэффиціентъ крѣпости сталъ пони-
жать ся4
При разсмотрѣніи ре*
аультатовъ, полученныхъ
при сжатіи, оказывается,
что податливость желѣза
уменьшается при повыше-
ні и со де ржан ія у г л е рода
до 0,89%, а затѣмъ при
дальнѣйшемъ увеличеніи
содержанія углерода ос-
тается постоянной.
87* Измѣненіе микро-
структуры стали вслѣд-
ствіе отжига. г) Микрос-
кони ч ес кія из с лѣ до ваиія
дали очень важные резуль-
таты при и зс лѣ дованіи
явленія отжига стали и
показали, что существу-
ющія до сего времени
воззрѣнія были совершенно
обратны истинѣ < Нап ри-
мѣръ, во многихъ курсахъ
металлургіи появленіе при
отжигѣ стали большей вяз-
кости приписывается тремъ
причинамъ: 1) переходу
углерода закала въ карбидъ;
2) переходу большихъ
кристалловъ въ малые; 3)
распредѣленію карбида ра-
вномѣрно по всей массѣ въ
видѣ:•••мелйжхъ зеренъ, изъ
прежде крупныхъ скопищъ
въ видѣ шариковъ. Микро-
скопическія изслѣдованія
показали, что всѣ зтп ут-
вержденія не только не-
справедливы, но въ дѣйст •*)
віи, 36. Уве*. шо л.
фиг. 37. Увеі« 600 л.
вительЕости замѣ чается -кажъ разъ обратное явленіе, а именно: 1) въ отліі- .;<.
томъ я прокатанномъ слиткѣ нѣтъ углерода закала; 2) при отжигѣ. : . <
'Сталлы становятся значительно крупнѣе; 3) капбидъ постѣ- отжига' ::•>
•*) С& НШ .ТгеайвШ ві 8&*ѣ- <3&:.
— _
нируется въ видѣ отдѣльныхъ кристаллическихъ скопищъ. Дѣйствительно,
простому глазу изломъ отожженной стали кажется болѣе мелкозерни-
стымъ* Но ото происходитъ отъ того, что при изломѣ стальной полосы
Фи г. 38. Увел, 600 л.
Фиг. 39. Увел. 600 л*
кристаллы вытягиваются, и
то, что представляется
глазу, суть концы вытя-
нутыхъ мягкихъ кристал-
ловъ, а пе самыя грани
твердыхъ кристалловъ, ко
торыя мы видимъ при из-
ломѣ хрупкой неотожжен-
ной полосы. На самомъ
же дѣлѣ вліяніе отжига
на мягкую сталь съ со*
держаніемъ углерода около
0,3 %, сказывается слѣ-
дующимъ образомъ: кри-
сталлы становятся болѣе
крупные и болѣе правиль-
ной формы, такъ какъ внут-
реннія напряженія умень-
шаются; сцѣпленіе между
поверхностями кристал-
ловъ увеличивается; кар-
бидныя соединенія, кото-
рыя въ поотожженной
ст али прнсут ст вуютъ въ
видѣ нросл ой ковъ н епра-
вильной формы, разъеди-
няющихъ кр исталлы же-
лѣза, въ отожженной стали
группируются въ скопища
округлой формы, способ-
ствующія лучшему сцѣп-
ленію кристалловъ. Такимъ
образомъ, вмѣсто сущест-
вовавшихъ ранѣе отдѣль-
ныхъ перемѣшанныхъ ме-
жду собою прослойковъ
чистаго желѣза и карбид-
ныхъ соединеній, устанав-
ливается почти непрерыв-
ная связь между желѣзомъ. Углеродъ оказывается сосредоточеннымъ
только въ небольшихъ пластинкахъ, вкрапленныхъ внутри желѣза, такъ
что общая площадь, занимаемая такими углеродистыми соединеніями,
яе превышаетъ 0,5% площади сѣченія, тогда какъ- до отжига они были
161
распространены на большую площадь, простирающуюся до 40% шю-
щади сѣченія. Такая перемѣна строенія, свойственная какъ кованной
стали, такъ и литой, по особенно рѣзко сказывается въ послѣднемъ ме-
таллѣ, въ которомъ между-
кристаллическая связь во-
обще довольно слаба: нель-
зя того же сказать относи-
телъно кованой стоя. гдѣ
горячая обработка уже нѣ-
сколько видоизмѣняла от-
носится ьпо е рас полож ен іе
кристалловъ, подобно тому,
какъ это дѣлаетъ отжигъ.
Сказанное будетъ бо-
лѣе ясно изъ разсмотрѣнія
рисунковъ шлифовъ, отно-
сящихся къ тѣмъ же со-
ртамъ стали, какъ и шли-
фы, помѣщенные ранѣе.
Отожженное желѣзо
съ содержаніемъ углерода
(фиг. 37), Отжигъ
отразился тѣмъ, что кри-
сталлы пріобрѣли болѣе
правильную форму, болѣе
крупные размѣры и аморф-
ный карбидъ превратился
въ перлитъ (чередующійся
слой карбида и феррита),
о кружен ный оболочкой
кристаллическаго карбида
(ГеС)* (сравн, фиг. 31).
Отожженное желтъ-
зо еъ содержаніемъ уме-
рода (фиг. 38). При
отжигѣ кристаллы стали
болѣе крупны и болѣе оп-
редѣленной формы. Темныя
площади аморфнаго карби-
да сгруппировались, въ
Фаг, 40. Увел, 600 л.
скопища большаго размѢ- фйг„ 41. Увелъ боо я.
рщ состоящія изъ череду»
ющихся прослоекъ чистаго желѣза н кристаллическаго карбида.. -Такія
же прослойка кристаллическаго .карбида замѣчаются въ нѣкоторымъ
Остахъ и..-, между гранями- отдѣльныхъ-. кристалловъ -. -желШ? (ерйзш-
фИЕі. ;.3.2)*.:- .
— 162 —
Отоіисженное желтъзо ез содержаніемъ углерода 0359% (фиг- 39).
Этотъ шлифъ представляетъ еще въ болѣе рѣзкой формѣ превращеніе тем-
ныхъ площадей аморфнаго карбида (фиг. 33) въ ясно выраженный перлитъ.
Отожженное желѣзо съ содержаніемъ углерода 0>89*'^ (фиг, 40),
Весь шлифъ состоитъ исключительно изъ перлита. Слои кристалличе-
скаго карбида (Ге^С) идутъ почти параллельно, представляясь въ нѣко-
торыхъ мѣстахъ въ видѣ прямыхъ линій, а въ нѣкоторыхъ мѣстахъ вол-
нообразными линіями. Изрѣдка замѣтны небольшія отдѣльныя скопища
кристаллическаго карбида. Въ одномъ мѣстѣ шлифа слои карбида высту-
паютъ въ видѣ такого сильнаго рельефа, что подъ микроскопомъ бро-
саютъ тѣнь. Все сѣченіе имѣетъ перламутровый оттѣнокъ, (сравн. фиг. 34).
Отожженная сталъ (фиг, 41). (Содержаніе углерода, соединен-
наго 0,33%, углерода отжига 1,14%)- Въ этомъ сѣченіи почти треть
поверхности состоитъ изъ перлита; остальная площадь состоитъ изъ же-
лѣзныхъ кристалловъ, пронизанныхъ темными круглыми и червеобразной
формы пятнами, представляющими массы углерода отжига.
Такимъ образомъ отжигъ увеличиваетъ размѣръ кристалловъ и уве-
личиваетъ поверхность соприкосновенія между ними, этимъ, вѣроятно,
и обусловливается большая прочность отожженнаго желѣза.
88. Нристализація стали. Полированныя поверхности желѣза и
почти всѣхъ остальныхъ металловъ, если на нихъ дѣйствовать соотвѣт-
ственными реагентами, разбиваются на отдѣльные многоугольники, и по-
верхность представляетъ какъ бы мозаику. Каждый такой многогранникъ
есть сѣченіе кристалла, который при своемъ образованіи пе могъ полу-
чить правильныхъ угловъ вслѣдствіе вліянія, оказываемаго смежными съ
нимъ кристаллами. Эти многогранники представляютъ. слѣдовательно,
дѣйствительные кристаллы или зерна, которые видны на всякомъ свѣ-
жемъ изломѣ.
Въ практикѣ различные изломы желѣза принято характеризовать
с оотвѣтст вующими тер минами: мелкозернистое строеніе, круинозеря й-
стое, кристаллическое и др. Но каково бы ня было строеніе, нужно
имѣть въ виду, что во всѣхъ случаяхъ желѣза остается кристалли-
ческимъ и вся разница только въ томъ, что въ одномъ случать этн
кристаллы являются болѣе мелкими, въ другомъ болтъе крупными.
Отдѣльныя кристаллическія массы, изъ которыхъ состоитъ тѣло металла,
вслѣдствіе неправильной формы, болѣе походятъ на зерна, чѣмъ на кри*
сталлы, и потому болѣе естественно называть такія массы зернами, шли,
еще лучше, кристаллическими зернами.
Итакъ въ послѣдующемъ подъ слоемъ зерно мы будемъ подразу-
мѣвать кристаллическую массу, отдѣльные кристаллы которой имѣютъ
одно и то же направленіе осей по всей массѣ зерна.
Величина получаемыхъ при кристаллизаціи зеренъ зависитъ отъ
скорости охлажденія. Чѣмъ быстрѣе идетъ охлажденіе металла, тѣмъ
мельче получатся зерна. Объясняется это тѣмъ, что при медленномъ
охлажденіи образованіе кристалловъ начинается въ немногихъ центрахъ
и наростаніе кристалловъ идетъ свободно во асѣ стороны* обраяуя
— 163 —
крупное зерно, пока оно не встрѣтитъ такого же наростанія со сто-
роиы другого центра; при быстромъ же охлажденіи число этихъ цент-
ровъ возникновенія кристалловъ очень значительно: кристаллизація на-
чинается какъ бы по всей массѣ металла, и потому и зерна могутъ
наростать лишь незначительной величины.
Кристаллизація желѣза и мягкой стали въ большой степени за-
виситъ отъ времени, въ продолженіе котораго эти металлы подвер-
гаются нагрѣву. Профессоръ Арнольдъ указалъ, что зерна мягкаго же-
лѣза. вытянутыя при прокаткѣ и проковкѣ, при температурѣ нѣсколько
ниже краснаго каленія, снова принимаютъ свою правильную форму
лишь при температурѣ 750’Ц,, почему Арнольдъ и считаетъ эту тем-
пературу критической для кристаллизаціи желѣза но если чистое
желѣзо будетъ подвергаться нагрѣву въ теченіе очень долгаго времени,
то образованіе зеренъ можетъ происходить и при болѣе низкой темпе-
ратурѣ (600 е Ц.) 2).
Стедъ произвелъ слѣдующій опытъ: полоса изъ мягкаго шведскаго
бессемеровскаго металла длиною въ 12 фугъ была вложена въ жечь и
оставалась тамъ подъ дѣйствіемъ высокой температуры въ теченіе 6 не-
дѣль. Нагрѣваніе полосы происходило такнмъ образомъ, что одинъ ко-
нецъ полосы имѣлъ приблизительно температуру 300й, а другой темпе-
ратуру 900По охлажденіи полосы оказалось, что она съ одного конца
сильно обгорѣла отъ окисленія и уменьшилась въ діаметрѣ. При микро-
скопическомъ изслѣдованіи крупность кристаллическихъ массъ по всей
длинѣ полосы оказалась различной, какъ показано на фвг. 42 (конецъ В
болѣе горячій, А—болѣе холодный). Наиболѣе крупныя кристаллическія
массы получилась въ той части полосы, которая была нагрѣта въ пре-
дѣлахъ отъ 730 до 600’ Ц.
Затѣмъ Стедъ произвелъ слѣдующій опытъ: нѣсколько полосъ же-
лѣза съ различнымъ содержаніемъ углерода, длиной около 200 мм. и
дшъ 15 ми,, были положены въ печь такимъ образомъ, чтобы нри
нагрѣвѣ одинъ копецъ получилъ температуру 1025°, а другой нагрѣлся
лишь до темно-краснаго каленія. Когда температура установилась, по-
лосы оставляли при этихъ условіяхъ въ теченіе 6 часовъ и измѣряли
при помощи термоэлектрическаго пирометра Летателъ е температуры въ
различныхъ мѣстахъ полосы. Послѣ охлажденія полосы подвергали
микроскопическому изслѣдованію, съ цѣлью опредѣлить величину кри-
хталлическихъ зеренъ. Результаты, полученные при этомъ, представлены
графически на фиг, 43. (Ординаты пропорціональны величинѣ зеренъ).
Въ образцѣ съ содержаніемъ углерода 0,11одинъ образецъ
далъ результаты, представляющіеся линіей а, Другой показалъ строеніе,
представленное линіей ь.
Въ образцѣ съ содержаніемъ углерода 0,21 */. часть сѣченія была
4Іолѣе насыщена углеродомъ и дала результаты, представленные снлош-
Ц Лоягваі о€ &Ье Ігоп аші 81ее1 Іпаіііаге. 1894, .№ I р. 107—147. .
Зіеай. ТЬе егіайІІпв аЬгпсіиге о? Іоп авй &ееЬ Уоагп&І оі ьЬе Ігоа зва
Йіееі Іпзѣ 1898, I р- 156—158.
11*
— 164 —
ной линіей, часть же сѣченія, состоящая изъ почти чистаго желѣза
дала результаты, представленные пунктирной линіей*
<__________________________- (2 ГТ........................ >
фиг. 42*
Желѣзо съ содержаніемъ углерода 0,47%, имѣвшее въ холодномъ
состояніи мелкозернистое строеніе, послѣ нагрѣва представляло строеніе,,
изображенное сплошной линіей. Брннель же изслѣдовалъ желѣзо того
же состава, но имѣющее въ холодномъ состояніи крупнозернистое'
строеніе, и послѣ нагрѣва строеніе у него получилось, какъ представ-
лено пунктирной линіей*
Разсматривая эти результаты, нужно прійти къ заключенію, что
строеніе чистаго желѣза измѣняется при нагрѣвѣ по другому закону,
чѣмъ строеніе желѣза, болѣе насыщеннаго углеродомъ, Бѣдное углеро-
домъ желѣзо при низкихъ температурахъ пріобрѣтаетъ обыкновенно
крупнозернистое строеніе; при температурахъ между 750° и 860* строе-
ніе это мало измѣняется; но какъ скоро темепература подымается выше
870*, строеніе желѣза становится мелкозернистымъ.
Сталь же при низкихъ температурахъ имѣетъ строеніе молкозер-
нистое и только послѣ продолжительнаго нагрѣва при высокихъ темпе-
ратурахъ (выше 850е) строеніе ея становится крупнозернистымъ.
Но тутъ же надо сказать, что если сталъ съ содержаніемъ угле-
рода болѣе 0,2*получившую вслѣдствіе долгаго нагрѣва крупнозер-
нистое строеніе, вновь нагрѣтъ нѣсколько выше 750*і то она прини-
маетъ послѣ этою мелкозернистое строеніе *),
Если сталь въ теченіе долгаго времени подвергать отжигу при
температурахъ 700*—800*, то ея оболочка на небольшую глубину
подвергается обезуглероживанію. Окисляющимъ агентомъ въ данномъ
случаѣ является углекислота, проникающая во внутрь металла* Полу-
ченная такимъ образомъ оболочка чистаго желѣза принимаетъ призма-
тическое строеніе и подъ микроскопомъ имѣетъ видъ волоконъ, направо
ленныхъ нормально къ поверхности. Подобное кристаллическое строеніе
обусловливаетъ большую хрупкость матеріала. При нагрѣвѣ до 900*
и быстромъ охлажденіи призматическое строеніе исчезаетъ* Если же
нагрѣтую до 900* полосу стали охлаждать медленно, то въ предѣлахъ
температуръ между 800* и 600* исчезнушее призматическое строеніе
снова проявляется.
На основаніи сказаннаго нужно обработку стали производить
Ч ЛоигпаІ оГ іЪе Ігоп апіі 8іее1 ІвзЬ І8В8, Л5 1 р. 184.
Н>5
1025 С
СЯШ/.
€.0П%
С 0 21
€,047
СО 90
СЛЧ
КЮ 600*
ФИГ» 43.
Й»
•СЛѢДУЮЩИМЪ образомъ: еслв сталь имѣетъ іфушюзерішстое строеніе^
ее нужно нагрѣть до 9000 и быстро охладить до 63(Л & затѣмъ
оставить остывать медленно;—при этомъ будутъ уничтожены внутреннія
напряженія, которыя могла подучиться при предшествовавшей обработкѣ,
.а также сталь получится съ мелкозернистымъ строеніемъ. Если жа
строеніе стали уже мел-
козернисто само по себѣ,
то для уничтоженія
внутреннихъ наи ряженій
достаточно сталъ на*
грѣть (въ теченіе бо*
лѣе или менѣе продол-
жительнаго времени) до
температуры 650° Ц. и
ватѣ м ъ дать медл еипо
остыть.
Въ сообщеніи на
собраній Института Ста-
ли и Желѣза 1903 г,
Стедъ я Ричардсъ на
о ся Овані и сво ихъ даль*
йѣйшихъ испытаній дали
такое заключеніе:
1) Микроскопиче-
скія изслѣдованія и не*
пытанія на разрывныхъ
Машинкахъ указываютъ,
что нагрѣвъ при высо-
кихъ температурахъ вы-
бываетъ крушюкристал-
л и че ское ст роеніе, а
вторичный нагрѣвъ до
даже улучшаетъ качество метеріаж
.2) Сталъ, которая вполнѣ доброкачественна въ своемъ естествен-
номъ еостояпш послѣ прокатки пли ковки, можетъ бытъ испорчена ?
если ее нагрѣть до температуры выше той. до которой она нагрѣвается
при прокаткѣ илн ковкѣ.
3) Сталь, сдѣлавшаяся при такомъ нагрѣвѣ очень хрупкой можетъ
быть снова приведена въ первоначальное состояніе при помощи швеи
иліГ пераплавки.
Кромѣ того опыты шжазываютъ, что испорченной такимъ обра*
зомъ стали могутъ снова быть .сообщены ея прежнія качества- и ей®’.
даже можетъ быть улучшена, если, ее нагрѣть до 900ф Ц лишь
КОрОТКОе Время. Л у д
4) Встрѣчающееся очень часто мнѣніе, что
не слѣдуетъ отжигать прт температурѣ...дающей-.: екалинуі’
850®
возстакао йваетъ
— 16$ —
неправильно, такъ какъ такія поковки нагрѣтыя до 870° Ц. лишь прі-
обрѣтутъ лучшія качества,
5) Очень полезно нагрѣвать поковки до 850*—900 й Ц. быстро
охладить ихъ въ водѣ иля въ маслѣ, такъ чтобы онѣ потемнѣли, и за-
тѣмъ отжечь ихъ при темнокрасномъ калѣніи въ печи, чтобы уіпічто^
жить вредныя напряженія; быстрое охлажденіе заставитъ выдѣлится въ
большемъ количествѣ Сорбитъ (см, стр. 19), что благотворно отзовется
на механическихъ свойствахъ стали.
Въ виду важности которую представляетъ знаніе температуръ при.
обработкѣ стали, необходимо чтобы въ каждой крупной кузницѣ имѣлся
пирометръ Лешателье, допускающій точное опредѣленіе этихъ темпера*
туръ- (М* Е- 361 — 9 — 03). Зошті. оГ іѣе Ігоп аті ЙіееІ ІпзШиі. 1903.
89- Опасныя формы кристаллизаціи. 9 Извѣстно, что кубическіе кри-
сталлы минераловъ обладаютъ способностью болѣе легко расщепляться по
однимъ направленіямъ, чѣмъ по другимъ; эти направленія перпендикулярны
между собой и параллельны гранямъ куба. Слѣдовательно, кубическій кри-
сталлъ можетъ быть легко расщепленъ по тремъ взаимоперпендикулярнымъ
направленіямъ.
Желѣзо кристаллизуется въ кубическую систему, и потому желѣзная
полоса способна расщепляться болѣе легко по нѣкоторымъ тремъ направле-
ніямъ, чѣмъ по всѣмъ остальнымъ, Когда мы будемъ говорить о направленіи
кристалловъ, то при этомъ будемъ подраэумѣвать расположеніе плоскостей
раскалыванія и ихъ взаимное положеніе въ кристаллическомъ зернѣ, изъ
которыхъ состоитъ вся масса металла.
Примѣненіе микроскопа для микро механически къ изслѣдованій металла
даетъ вамъ возможность опредѣлять съ большой точностью слабыя мѣста
внутри металлической массы и опредѣлять характеръ такого ослабленія.
Въ этомъ отношеніи можно различать два случая; иногда ослабденіе
металла находится между отдѣльными верпами металла, т.-е. въ ихъ стыкѣ.
При изломѣ такого металла, поверхность взлома совпадаетъ съ поверхностью
зеренъ. Такое ослабленіе можетъ быть названо ^междузеримымъ*, Иногда
отдѣльныя зерна не приходятъ въ соприкосновеніе, а бываютъ раздѣлены
оболочками постороннихъ примѣсей, которыя выдѣляются при медленномъ
затвѳрдѣванін и остываніи металла.
При микроскопическомъ изслѣдованіи подобныхъ металловъ, если ихъ
полированную поверхность подвергнуть дѣйствію кислоты, затѣмъ положить
лицевой стороной на свинцовую подкладку и съ задней стороны ударить
тупымъ конусомъ, чтобъ немного надломить металлъ, и сломанную такимъ
сбродомъ поверхность снова разсмотрѣть подъ микроскопомъ, то окажется*
Что всегда ли кія излома идетъ именно по такимъ постороннимъ примѣсямъ г
расположенныхъ между отдѣльными зернами.
Сплавъ мѣди съ небольшимъ количествомъ бнсмута, которымъ обвода-
киваются отдѣльныя зерна мѣди, будучи очень хрупкимъ, представляетъ
прекрасный примѣръ между зернового ослабленія,
Проф, Арнольдъ указалъ, что въ стальныхъ отливкахъ иногда зерна была*
ютъ окружены легкоплавкими шлаками, и въ такихъ случаяхъ линія излома
всегда слѣдуетъ по этимъ оболочкамъ изъ тхака. Твердыя, бѣлыя и хрупкія
оболочки изъ карбида желѣза., окружающія зерна стали, съ содержаніемъ
углерода болѣе 1%, представляютъ изъ себя главныя мѣста ослабленія^ Я
изломъ такой стали всегда слѣдуетъ по серединѣ упомянутыхъ оболочекъ^
9 ІопгиаІ оГ іЬе Ігов ші Зіееі Іпзі, 1899. X 2 р- 137.
— 167 _
Но иногда бываетъ, что при существованіи между зерно во го ослабленія
около зеренъ не замѣчается присутствія такахъ оболочекъ изъ постороннихъ
примѣсей, по крайней мѣрѣ, мы не можемъ ихъ различить при помощи имѣ-
ющихся въ нашемъ распоряженіи средствъ, Это особенно замѣтно въ нѣко-
торыхъ сортахъ отожженной стали, содержащей сѣру, Проф. Арнольдъ по-
лагаетъ, что въ подобныхъ случаяхъ ослабленіе получается вслѣдствіе
неравномѣрнаго сокращеніи металла при остываніи, вслѣдствіе чего отдѣль-
ныя зерна стремятся оторваться другъ отъ друга и находятся въ состояніи
неестественнаго напряженія. Но какова бы ни была причина, важно то, что
въ данномъ случаѣ наломъ происходитъ тоже по линія соприкосновенія от-
дѣльныхъ .зеренъ.
Такимъ образомъ, мы видимъ, что междузерновое ослабленіе можетъ
быть раздѣлено на два класса: 1) когда присутствуютъ хрупкія постороннія
примѣси, обволакивающія отдѣльныя зерна, и 2) когда хрупкихъ оболочекъ
нѣтъ, но зерна вслѣдствіе невыясненныхъ причинъ не имѣютъ достаточно
прочной связи между собой.
Второй родъ ослабленія состоитъ въ томъ, что изломъ слѣдуетъ не по
мѣсту соприкосновенія зеренъ, а по плоскостямъ наиболѣе легкаго рашеп-
ленія кристалловъ, проходя черезъ самыя зерна. Такъ какъ въ данномъ слу-
чаѣ изломъ происходитъ между отдѣльными кристаллами, изъ которыхъ со-
ставлены зерна, то этому роду ослабленія можно присвоить названіе
ж&укрис т а лл ичвскв г ,
Если чистое желѣзо расколоть такимъ образомъ, чтобъ обломокъ имѣлъ
форму куба и полученную форму излома, не подарованную и проходящую
черезъ плоскости ращена, протравить азотной кислотой, то при этомъ отдѣ-
ляются совершенно правильныя квадратныя частички желѣза, оставляя не-
большія углубленія, расположенныя на всѣхъ 6 сторонахъ куска, Это слу-
житъ очень вѣскимъ подтвержденіемъ того, что желѣзо составлено изъ
кристалловъ кубической формы, а не октаэдровъ.
Точно также, если поверхность желѣза съ крупнозернистымъ строеніемъ
отполировать и протравить азотной кислотой, то различныя зерна отража-
ютъ свѣтъ подъ различными углами. Если разсматривать такую поверхность,
ставъ спиной къ источнику свѣта, то можно видѣть, что нѣкоторыя зерна
блестятъ, другія же не отражаютъ свѣта; при поворачиваніи же поверхности
отраженный свѣтъ будетъ переливаться отъ зерна къ зерну. Оказывается,
что зерна, которыя отражаютъ свѣтъ, падающій на нихъ вертикально, наи-
болѣе легко ломаются подъ дѣйствіемъ ударовъ, направленныхъ на тупой
штифтъ* поставленный съ задней стороны пластинки; при этомъ трещины
обыкновенно пересѣкаются подъ угломъ въ 90 гр. Эти же самыя зерна при
болѣе сильномъ дѣйствіи кислоты даютъ наиболѣе правильныя квадратныя
углубленія, которыя легко видѣть подъ микроскопомъ. Изъ всего этого мы
можемъ заключить, что грани кристалловъ, составляющихъ этн зерна, рас-
положены параллельно я нормально къ поверхности излома.
Если поверхность излома отражаетъ свѣтъ, какъ было только что ска-
зано. то грани кристалловъ, составляющихъ зерна, расположены наклонно къ
этой поверхности. Эхо болѣе ясно можно показать на простой діаграммѣ»
На фиг. 44 представлено схематически расположеніе кристалловъ въ смеж-
ныхъ зернахъ А, В, С и Б. Каждый квадратикъ представляетъ то направленіе,
въ которомъ могутъ быть расположены кристаллы чистаго желѣза въ вер-
тикальной плоскости. Въ А грани кристалловъ параллельны верхней по-
верхнюотн 10 градусовъ
въ В они наклонены подъ угломъ въ
ТІ « ъ т» я я 20 7?
ч ® Г* т> з « 30 а
~ 168 —
Верхній контуръ представляетъ сѣченіе поверхности металла въ томъ
видѣ* какъ она получается послѣ полировки и протравки кислотой;—въ нѣ-
которыхъ мѣстахъ она совершенно гладка, зъ другихъ мѣстахъ одѣльные
кристаллики образуютъ небольшіе выступы. Толстая линія показываетъ на-
правленіе, по которому наиболѣе легко можетъ произойти изломъ. Стрѣлки
показываютъ, въ какомъ напра-
Фиг, 44*
вленіи свѣтъ долженъ падать,
чтобъ отражаться вертикально*
Черныя пятна различнаго
размѣра показываютъ, какимъ
образомъ азотная кислота
растворяетъ въ нѣкоторыхъ
мѣстахъ совершенно правиль-
ныя квадратныя поверхности,
оставляя углубленія большаго
или меньшаго размѣра*
могутъ бытъ легко расщеплены
Уже было с казано > что
большія зерна чистаго желѣза
по тремъ направл ені ямъ, Сл ѣдовательно,
еслибъ вся масса желѣзнаго куска представляла изъ себя одно зерно, то такой
кусокъ могъ бы быть легко расщепленъ по двумъ главнымъ взаимоперпендику-
лярнымъ направленіямъ, зависящимъ отъ расположенія кристалловъ внутри.
Точно также понятно, что еслибъ1 масса желѣзнаго куска была соста-
влена явь зеренъ различнаго размѣра, у которыхъ кристаллы были распо-
ложены почти въ одномъ и томъ же направленіи, то такой кусокъ опять
можно было бы расщепить наиболѣе легко по тѣмъ же двумъ направленіямъ*
Можетъ быть, у двухъ кусковъ съ зернами различной величины я будетъ
нѣкоторое различіе въ склонности къ расчепленію, но это различіе будетъ
только въ размѣрѣ, а не въ направленіи; одинъ кусокъ, можетъ быть, рас-
щепится болѣе легко, чѣмъ другой, но оба
расщепятся въ одномъ я томъ же. направленіи.
Изъ сказаннаго ясно, что если на по-
верхности куска желѣза находятся нѣсколько
зеренъ. у которыхъ кристаллы расположены
по одному и тому же направленію, то въ
такомъ мѣстѣ очень легко можетъ начаться
расщепъ, который затѣмъ распространится
и далѣе въ массѣ металла* Съ другой
стороны, если на поверхности находятся
зерна, у которыхъ кристаллы расположены
по различнымъ направленіямъ, то даже и
при сравнительно большой величинѣ зеренъ
появиться трещинѣ будетъ значительно труд-
А Фи г* 45* в нѣе, чѣмъ въ томъ случаѣ, когда зерна
будутъ хотя и мельче, но съ кристаллами,
расположенными въ одномъ направленіи. Это станетъ еще болѣе ясно изъ
сравненія двухъ діаграммъ 1 и Д фиг. 45* Линія, отмѣченныя значкомъ,
представляютъ плоскости расщепа каждаго зерна* Въ болѣе крупнозерни-
стомъ строеніи (фиг. А) кристаллы каждаго зерна расположены по различ-
нымъ направленіямъ; на фиг. В строеніе болѣе мелкозернистое, но всѣ кри-
сталлы расположены по одному направленію* Понятно, что сталь съ строеніе
смъ фиг* В переломится легче, чѣмъ сталь съ строеніемъ фиг* А.
Всѣмъ хорошо извѣстно, что при всѣхъ прочихъ равныхъ условіяхъ
всегда желатальяо получить сталь съ возможпо мелкозернистымъ строені-
— 169 —
емъ. Приведенныя діаграммы показываютъ, что извѣстное расположеніе кри-
сталловъ можетъ сдѣлать такое желаніе не совсѣмъ справедливымъ, такъ
какъ иногда крупнозернистая сталь можетъ оказаться доброкачественнѣе
мелкозернистой. Это заключеніе было вполнѣ подтверждено наслѣдованіями,
произведенными Сгадомъ въ Мидлсборо и въ другихъ мѣстахъ.
Такимъ образомъ мы видимъ, что хрупкость стали можетъ получиться
вслѣдствіе расположенія кристалловъ у смежныхъ зеренъ въ одномъ и томъ
же направленіи.
Къ счастью, въ громадномъ большинствѣ случаевъ, въ стали и желѣзѣ
кристаллы не групнруются такимъ образомъ, а въ отдѣльныхъ зернахъ рас-
полагаются по различнымъ направленіямъ. Но иногда случается, что кри-
сталлы группируются иначе, и въ такомъ случаѣ самый чистый и мягкій
матеріалъ можетъ сдѣлаться хрупкимъ. Посмотримъ же при какихъ услові-
яхъ подобная перемѣна можетъ произойти.
Уже было указано, что при нагрѣваніи чистаго продажнаго желѣза при
температурѣ отъ 600е Ц. до 750° Ц. оно измѣняетъ свое мелкозернистое
строеніе на крупнозернистое, т.-е. при этомъ у отдѣльныхъ смежныхъ зеренъ
кристаллы поворачиваютъ свои оси по однОхМу направленію и въ результатѣ
нѣсколько зеренъ сливаются въ одно зерно большого размѣра. Эта перемѣна
происходитъ довольно медленно; время является очень важнымъ факторомъ,
и условія, при которыхъ сталь съ значительнымъ содержаніемъ углерода
становится мягче и болѣе мелкозерниста (продолжительное нагрѣваніе при
красномъ каленіи), дѣлаютъ чистое желѣзо крупнозернистымъ, при чемъ оно
можетъ получиться и хрупкимъ и нехрупкимъ. Если, напримѣръ, грани кри-
сталловъ расположатся параллельно оси полосы, то такая полоса будетъ ло-
мяться очень легко, если же кристаллы расположатся по различнымъ на-
правленіямъ, то полоса будетъ сравнительно хорошо сопротивляться.
Во всѣхъ случаяхъ, когда имѣются большія зерна, должны быть и
большія поверхности, по которымъ расщепленіе будетъ происходить легко, а
потому, какъ бы выгодно ни были расположены кристаллы отдѣльныхъ зе-
ренъ, желѣзо мелкозернистаго строенія при такомъ же расположеніи зеренъ
всегда получится болѣе прочное, чѣмъ крупнозернистое.
При лабораторныхъ испытаніяхъ Стеда крупнозернистое чистое желѣзо
послѣ отжиганія при тема. 700° Ц. не ломалось подъ дѣйствіемъ рѣзникъ
ударовъ. При микроскопическомъ изслѣдованіи было замѣтно, что зерна ано*
гда большаго размѣра были расположены подъ различными углами. Образцы
Такого желѣза могли быть согнуты на 180° безъ трещинъ.
Одинъ рядъ опытовъ былъ крайне интересенъ и поучителенъ. Нѣсколько
кусковъ мягкаго желѣза отжигались въ закрытомъ ящикѣ въ теченіе 48 ча-
совъ, при температурѣ 700° Ц- Затѣмъ куски были разрѣзаны пополамъ,
половина изъ нихъ была оставлена для изслѣдованія, а другую половину
подвергли вторичному отжигу въ теченіе 48 часовъ. Когда послѣдніе охла-
дились, ихъ снова разрѣзали и подвергли отжигу въ третій разъ. Всѣ об-
разцы изслѣдовались механически и подъ микроскопомъ.
Во всѣхъ кускахъ послѣ отжига внутреннее строеніе оказалось болѣе
крупнозернистымъ, чѣмъ до отжига. Но послѣ перваго отжига всѣ куски
были покрыты снаружи слоемъ съ крупнокристаллическимъ строеніемъ. Послѣ
полировки поверхности н протравки кислотой, выстудили зерна, величина ко-
торыхъ достигла до 12 мм. При изгибѣ нѣкоторые образны гнулись до-
вольно сильно, а нѣкоторые легко трескались, но всѣ образцы послѣ изгиба
на 60 Гр, при выпрямленіи трескались.
Образцы эти, послѣ того какъ кхъ нагрѣли до 900° Ц. и оставили
охлаждаться, пріобрѣли очень большую вязкость. Ихъ можно было сгибать
туда и обратно, безъ появленія трещинъ. Крупнозернистой оболочки болѣе
пе существовало.
— 170
При второмъ отжигѣ перемѣна произошла очень значительная. Внѣшняя
лбодочка крупнозернистаго строенія приняла болѣе мелкое строеніе и похо-
дила теперь па строеніе внутренней части, которая оставалась довольно мел-
каго строенія по всему сѣченію еще послѣ перваго отжига* Но интересно,
что слой на разстояніи 3 мм, отъ поверхности имѣлъ теперь крупное стро-
еніе: зерна его были разъ въ 5—20 больше, чѣмъ зерна желѣза, лежащаго
по обѣ его стороны. Полосы не ломались такъ легко, какъ послѣ перваго
отжига, что и нужно было ожидать на основаніи строенія внѣшней оболочки.
Третій отжигъ, повидимому, не произвелъ большого измѣненія*
Было замѣчено, что ломкость полосъ послѣ перваго отжига была обя-
зана присутствію оболочки крупнозернистаго строенія, такъ какъ по снятіи
этой оболочки на строгальной машинѣ, внутренняя часть полосы оказа-
лась мягкая и прочная*
Примѣсь углерода въ этихъ, полосахъ измѣнилась отъ О,О8°/о до 0,12іуо*
Послѣ перваго отжига во внѣшней оболочкѣ были замѣтны только слѣды
углерода,, это ясно указывало* что, несмотря на то, что отжигъ произво-
дился въ закрытыхъ ящикахъ, въ нихъ все-таки проникло достаточно воз-
духа, чтобы окислять углеродъ, хотя само желѣзо при этомъ совершенно не
подвергалось окислительному дѣйствію. Лизатъ недавно повторилъ эти опыты,
при чемъ онъ замѣтилъ, что оболочка крупнозернистаго строенія не всегда
удаляется при слѣдующихъ отжигахъ.
Изслѣдованіе большого числа отожженныхъ листовъ показало, что ли-
сты тоньше Л* 22 (0,030") никогда не выказываютъ хрупкости послѣ отжига,
и что въ листахъ толщиной отъ 10 (0,13") ^о № 20 (0,035") хрупкость
появляется только въ исключительныхъ случаяхъ.
Большинство толстыхъ листовъ, кагорыѳ не ломаются при выгрузкѣ
изъ отжигательныхъ ящиковъ и которые вообще не могутъ быть отнесены
жъ разряду хрупкихъ* будучи нагрѣты до температуры отъ 400° до 500° Ц*,
подвергаясь ударамъ, выказываютъ хрупкость. Характеръ ослабленія иногда
оказывается между зернистый* но въ большинствѣ меадукристалличеекій* Въ
первомъ случаѣ линіи излома не слѣдуютъ какимъ-либо опредѣленнымъ на-
правленіямъ и листъ ломается подобно чугуну. Во второмъ случаѣ наиболѣе
слабыя плоскости всегда располагаются въ извѣстномъ направленіи* а именно,
приблизительно подъ угломъ въ 4Г) градч къ направленію, по которому
производилась прокатка листовъ и перпендикулярно къ поверхности листа.
Иначе,—слабыя сѣченія соотвѣтствуютъ тремъ плоскостямъ, по которымъ
наиболѣе легко расщепляются кубическіе кристаллы, у которыхъ четыре
грани наклонены къ кромкамъ листа подъ угломъ 45 градм а двѣ грани
расположены параллельно поверхности листа.
Такіе листы могутъ изгибаться довольно сильно, если ихъ линія пере-
гиба будетъ лежать вдоль или поперекъ листа, и дадутъ сейчасъ же тре-
щину, если перегибъ будетъ составлять съ кромкой, или направленіемъ про-
катки уголъ въ 45 град*
Особая способность листовъ болѣе легко ломаться по двумъ взаимопер-
пендикулярнымъ направленіямъ была давно подмѣчена, но до сихъ поръ не
обращали вниманія на то, въ какомъ отношеніи линіи излома находятся къ
направленію прокатки. Прокатка листовъ производится обыкновенно при низ-
кихъ температурахъ (около 600° Ц.) и, какъ и нужно было ожидать, поверх-
ность излома всегда представляетъ волокнистое строеніе; точно также если
эта поверхность будетъ отполирована и протравлена кислотой, то она тоже
представитъ волокнистое строеніе. Если же такой листъ отжечь, то его строе-
ніе дѣлается крупнозернистымъ.
Трудно съ точностью опредѣлить характеръ измѣненія, которое происхо-
дитъ при прокаткѣ; но изъ того вида, какой представляетъ протравленная
поверхность металла подъ микроскопомъ, можно предположить, что при про-
— 171 —
каткѣ металлъ стремится разслоиться на мелкія пластинки, и когда такія
пластинки выдѣлятся, то онѣ стремятся скользить другъ по другу* Прокатка
происходитъ пря такихъ температурахъ, что прокатанныя и сплюснутыя зер-
на не имѣютъ возможности снова пріобрѣсти строеніе правильныхъ зерені,
прежде чѣмъ металлъ охладится и, весьма вѣроятно, что прокатка заста-
вляетъ отдѣльныя кристаллическія пластинки скользить другъ подругу, при
чемъ углы ихъ кристалловъ при такомъ скольженіи располагаются по напра-
вленію прокатки и по перпендикулярному направленію, такъ что общее рас*
положеніе кристалловъ послѣ прокатки можетъ быть схематически предста-
влено фиг* 46, Когда такой листъ подвер-
гается отжигу, то начинаютъ дѣйствовать /ѴѴ ѴУV
кристаллическія силы и во многихъ псн-
трахъ начинается образованіе небольшихъ
кристалликовъ, затѣмъ образуются зерна,
въ которыхъ мелкіе кристаллы распсло-
жены по одному направленію, и потому
плоскости ихъ легчайшаго расщепленія
будутъ совпадать съ гранями этихъ мел-
к ихъ крист ая ловъ. V
До сихъ поръ нѣтъ еще достаточно
данныхъ, которыя бы позволяли госта- Фнг, 46,
витъ окончательное мнѣніе относительно
того, что служитъ причиной между зернового ослабленія. Но въ двухъ ила
трехъ случаяхъ такого ослабленія было замѣтно присутствіе большого коли-
чества фосфора* Одинъ очень хрупкій образецъ имѣлъ слѣдующій составы
Углеродъ............... 0,040^
Марганецъ...............0,431
Кремній.................слѣды
Сѣра....................0,063
Фосфоръ.................0,263
Вторичный отжигъ въ теченіе 48 часовъ не улучшилъ качествъ метал-
ла, но при этомъ образецъ измѣнилъ нѣсколько характеръ своей хрупкости,
именно: онъ сталъ ломаться ие только между зернами, но и черезъ самыя
зерна, т.-е. проявилось и между кристаллическое ослабленіе,
90. Какъ предупредитъ появленіе хрупкости,—Все предыдущее изслѣдова-
ніе кристаллическаго строенія металловъ имѣло своею цѣлью выяснить тѣ
условія, которыя предупреждали бы появленіе хрупкости, и выяснить тѣ
обстоятельства» которыхъ нужно избѣгать при обработкѣ, наконецъ, найти тѣ
средства, которыя позволили: бы превращать хрупкій матеріалъ въ вязкій и
вполнѣ надежный. При послѣднихъ ислѣдоваяіяхъ хрупкихъ листовъ были
замѣчены слѣдующіе факты:
1- Случается, что съ одного конца листъ бываетъ вязокъ я доброкаче-
ственъ, а въ остальной части болѣе или менѣе хрупокъ. Въ одномъ подоб-
номъ случаѣ химическій составъ той и другой части былъ совершенно оди-
наковъ. Нужно, слѣдовательно» предположить» что условія отжига не были
одинаковы для всего листа, т,-с, температура была неодинакова, такъ какъ
трудно найти другія обстоятельства, которыя бы могли измѣнитъ условія отжига.
2. Иногда случается, что одна кромка листа хрупка» а другая совер-
шенно вязкая*
3, Иногда внѣшняя часть оказывается хрупкой, а внутренность вязкой*
4. Замѣчаются случаи, когда внѣшняя оболочка вязкая, а внутренность
листа хрупкая.
Въ тѣхъ случаяхъ, гдѣ такое различіе матеріала замѣчается, на неболь-
шой толщинѣ, не болѣе 1,6 мм., нужно допустить, что главной причиной ато-
му служить неоднородность химическаго состава металла.
~ 172 —
Нагрѣваніе стали выше 900° Ц* и затѣмъ соотвѣтственное охлажденіе*
несомнѣнно, дастъ всегда вязкій матеріалъ; но 900° Ц. уже столь высокая
температура, что еслибъ се примѣняли при отжигѣ, то ящики, въ которыхъ
отжигаются листы, сильно страдали.
Многимъ покажется вполнѣ естественно, что для уничтоженія междукри-
сталлнческаго ослабленія, производимаго прокаткой, слѣдовало бы катать
листы по всѣмъ направленіямъ, такъ, чтобы всякій послѣдовательный про-
пускъ листа черезъ станокъ уничтожалъ бы дурное вліяніе предыдущаго
пропуска. Но такая прокатка была бы возможна только для круглыхъ листовъ,
для остальныхъ же размѣровъ при нашихъ наличныхъ средствахъ этотъ спо-
собъ совершенно непримѣнимъ. Но представляется вполнѣ вѣроятнымъ, что
еслибъ послѣдніе 2—3 пропуска листа дѣлались, поворачивая листъ на
15 град., то въ ту, то въ другую сторону, то уже этимъ склонность къ раз-
витію хрупкости была бы значительно ослаблена. При такомъ способѣ про-
катки, конечно, листы будутъ получаться нѣсколько неправильной формы и
будетъ получаться больше обрѣзковъ, поэтому трудно ожидать, чтобъ этимъ
способомъ кто-нибудь воспользовался.
Уже было указано, что въ листахъ тоньше 0,075 мм. появленіе хрупкости
при прокаткѣ никогда не замѣчается и что ломкость подъ угломъ въ 45 град,
къ направленію прокатки замѣчается только на болѣе толстыхъ листахъ. Но
какая этому причина?
На этотъ вопросъ* при настоящемъ уровнѣ нашихъ знаній, мы не, мо-
жемъ дать отвѣта. Разрѣшеніе вопроса о вліяніи отжига сопряжено съ боль-
шими практическими трудностями, и можно съ увѣренностью сказать, что до
тѣхъ поръ, пока мы не будемъ имѣть возможность прослѣдить и точно опре-
дѣлить всѣ измѣненія температуръ, которыя происходятъ при 48-ми часовомъ
и болѣе кродолжителъноэіѣ отжигѣ, всѣ другія изслѣдованія принесутъ мало
пользы. Фактъ, что листы однородные по химическому составу выказываютъ
въ различныхъ частяхъ совершенно различныя свойства но отношенію къ
отжигу, и тоть фактъ, что внутри калильнаго ящика температура получает-
ся различная въ различныхъ мѣстахъ, заставляютъ думать, что главнымъ
факторомъ при этомъ процессѣ является температура и что надлежащая тем-
пература есть главное условіе для полученія листовъ надлежащаго качества.
Какъ на очень важный фактъ, вполнѣ установленный, можно указать
на то, что содержаніе фосфора но должно превосходитъ 0,08%- Одинъ обра-
зенъ, который оказался очень ломкимъ по плоскостямъ наибольшаго осла-
бленія и который оставался такимъ же хрупкимъ и при послѣдующихъ отжи-
гахъ, имѣлъ слѣдующій химическій составъ:
Углеродъ.............. 0,110%
Марганецъ..............0,345
Кремній................слѣды
фосфоръ................0Д28
Сѣра - . - ............0,090
91. Отрицательный запалъ. Выше было указано, что-для уничто-
женія въ стали крупнокристаллическаго строенія, необходимо сталь на-
грѣть выше 900*, затѣмъ быстро охладить до 600’ и послѣ этого дать
ей медленно остыть. Эта операція, которая въ сущности представляетъ
одновременный закалъ и отпускъ называется отрицательнымъ закаломъ.
Операція сначала быстраго, а потомъ медленнаго охлажденія можетъ
быть произведена погруженіемъ раскаленнаго стального издѣлія въ го-
рячую воду *), въ масло растительное и въ расплавленный свинецъ.
^70 градусовъ;—болѣе низкая температура-производитъ слишкомъ быстрое охла-
жденіе на поверхности а вызываетъ появленіе трещинъ; кромѣ того, очень хело&я&я
— 173 —
Операція можетъ вестись или такимъ образомъ, что издѣліе погружается
въ ванну, быстро охлаждается въ ней до температуры 600° и затѣмъ
вынимается и переносится въ печь для медленнаго остыванія, или же
погруженное въ ванну издѣліе можетъ оставаться въ ваннѣ до конца
операціи. Въ послѣднемъ случаѣ необходимо, чтобъ объемъ жидкости
былъ такъ согласованъ съ объемомъ закаливающагося предмета, чтобы
погруженный въ жидкость предметъ, охладившись до надлежащей темпе^
ратуры, въ то же время нагрѣлъ жидкость настолько, чтобы дальнѣйшее
охлажденіе стали шло уже медленно,
Подобный способъ отрицательнаго закала имѣетъ большое примѣ-
неніе при изготовленіи пушекъ и броневыхъ плитъ. Для этой цѣла на
заводахъ имѣются громадные резервуары, наполненные указанными выше
жидкостями, въ которыя и погружаются раскаленныя издѣлія. На за-
водѣ, напримѣръ, СЬашпоімІ, на Луарѣ, резервуаръ для закаливанія имѣетъ
глубину 72 фра и содержитъ 16500 ведеръ масла, для поддержанія
равномѣрной температуры масло перемѣшивается центробѣжными насосами.
На Обуховскомъ и Колпинскомъ заводахъ быстрое охлажденіе при
отрицательномъ закалѣ достигается тѣмъ, что на обѣ поверхности ле-
жащей горизонтально плиты направляются подъ большимъ давленіемъ
струйки воды изъ отверстіи, продѣланныхъ въ цѣлой сѣти трубъ.
Изъ приведенной таблицы видно, какое вліяніе производитъ отри-
цательный закалъ въ различныхъ жидкостяхъ на различныя свойства
стали
Предѣлъ упру-
гости.
КдаНвиіеать Удланеніе ..
крѣпости, ’
Содержаніе углерода %
Проковка ...............
бакалея, въ водѣ..........
Закаіен. въ маслѣ , , , . .
Закааен. въ свинцѣ , . . ,
0,20 0,50 1,00 1,30 0,20 0,50 1,00 1,30 0,20 0,50 1,001,30
18,0 Э0Л 30,0 49,0 30,5 54,8 75,0 90,0 34 21 П Ю
34,0 50,8 75,0 88,0 45,3 74,1 108 127 28 15 11 &
29,4 49,5 57,0 82,0 34,0 69,4 91,с’11&,0 30 20 11 9
18,8 36,2 49,0 67,0 31,2 60,6 81,0 110,0 31 20 15 1В
Изъ сравненія приведенныхъ цифръ видно, что при отрицательномъ
закалѣ, по сравненію съ образцами прокованными, повышается коэффи-
ціентъ крѣпости, предѣлъ упругости, при чемъ наиболѣе сильно это уве:
личеніе замѣчается при закалѣ въ горячей водѣ, затѣмъ въ маслѣ и ме-
нѣе всего въ свинцѣ. Вязкость же хотя получается немного меньше,
во^а, вслѣдствіе слишкомъ сильнаго образованія паровъ, вямеекиваетея н нредега-
власть ше&сностъ. _ , ч
і) Но«е Меиііш-віе & ГАстег, 1894. т. І> р. 462. (Цвтжровано у Лабвжва).
— 174 —
тѣмъ не менѣе остается вполнѣ достаточной и наибольшая вязкость по-
лучится при закалѣ въ свинцѣ, наименьшая при закалѣ въ водѣ. Свин-
цовыя ванны вслѣдствіе большого угара свинца, обходятся очень дорого.
Закалъ въ маслѣ даетъ наиболѣе благопріятные результаты: большую
вязкость и значительное повышеніе предѣла упругости, почему въ боль-
шинствѣ случаевъ отрицательный закалъ производится въ маслѣ и самый
способъ извѣстенъ въ практикѣ подъ названіемъ ^закала въ маслтъ\
Благотворное вліяніе отрицательнаго закала объясняется приведен-
ными выше условіями кристаллизацій стали, но кромѣ того, для боль-
шихъ стальныхъ массъ, при указанномъ выше закалѣ въ маслѣ, и жи-
вое упругое сопротивленіе получается больше.
92. Условія правильной обработки литой стали. Самымъ выдающимся
свойствомъ литой стали является однородность ея вещества, т.-е.
однородность какъ въ строеніи, такъ и въ химическомъ составѣ* Въ хоро-
шей кованной или вальцованной литой стали эта однородность полная*
Это свойство литой стали обнаруживается на практикѣ тѣмъ, что орудія
и инструменты, изготовленные изъ подобнаго матеріала, при правильно
произведенной закалкѣ не коробятся и одинаково тверды и вязка по всей
поверхности. Такимъ образомъ, иа ряду съ крѣпостью, твердостью и вяз-
костью, однородность вещества является тѣмъ факторамъ, благодаря которому
литая сталь занимаетъ свое настоящее положеніе въ современной фабри-
каціи орудій и инструментовъ.
Если желательно вполнѣ использовать это преимущество литой стали
передъ сварочной, даже если эта послѣдняя находится въ своемъ рафиниро-
ванномъ видѣ, то литую сталь нужно обрабатывать такимъ образомъ, чтобы
указанному свойству ея не вредила болѣе сильная склонность литой стали
къ перетопленію. Вслѣдствіе этого и обработку этого матеріала нужно до-
вѣрять лишь самымъ искуснымъ кузнецамъ, способнымъ данному куску ма-
теріала придать желаемую форму посредствомъ небольшого числа нагрѣваній.
'Чтобы по возможности защитить поверхность металла отъ окисленія* реко-
мендуется при сложныхъ кузнечныхъ работахъ употребленіе легкоплавкой
горшечной глины, легкоплавкость которой можно еще увеличить прибавле-
ніемъ соды* Для этой цѣли растворяютъ 100 граммовъ соды нъ одномъ литрѣ
воды и затѣмъ примѣшиваютъ 1 килогр. глины; сталь погружается въ хо-
лодномъ состоя вія въ полученную кашицу, затѣмъ высушивается на огнѣ и
послѣ этого накаливается какъ обыкновенно.
Вредное вліяніе на качества стали оказываетъ не только слишкомъ
сильное нагрѣваніе, но также и недостаточная температура ковки: вслѣдствіе
этого ковочный нагрѣвъ не долженъ опускаться ниже извѣстнаго
предѣла (краевое каленіе), такъ какъ при болѣе низкихъ температурахъ
сталь оказывается недостаточно податливой для сильныхъ деформацій я мо-
жетъ при отковкѣ дать трещины* При этомъ, особенно въ стали съ высо*
кимъ содержаніемъ углерода, можетъ имѣть мѣсто слѣдующее явленіе: если
твердую сталь подвергать обработкѣ молотомъ въ то время, когда она на-
ходится при температурѣ темно-краснаго каленія и если удары молота на-
столько сильны, что сталь подъ нхъ дѣйствіемъ каждый разъ вновь раска-
ляется, то подобная сталь, будучи сломана въ холодномъ состояніи, обна-
руживаетъ по краямъ взлома черную кайму, различной ширины* При-
чиной этому служитъ выдѣленіе углерода отжига* Ледебуръ изслѣдовалъ по-
добную сталь съ чернымъ изломомъ и обнаружилъ, что почтя половина об-
щага содержанія углерода находилась въ испытуемомъ матеріалѣ жъ видѣ
углерода отжига. Какъ извѣстно, этотъ видъ углерода нельзя при помощи
— 175 —
закалки перевести ни въ углеродъ закала, ни въ углеродъ карбида; и, дѣй-
ствительно, подобная сталь, будучи подвергнута процессу закалки, обладала
послѣ него такимъ же содержаніемъ углерода отжига, какъ и раньше, и въ
закаленномъ состояніи поддавалась обработкѣ напилкомъ съ такой же лег-
костью, какъ и въ цевакалонномъ.
Наиболѣе вредное вліяніе на сталь оказываетъ механическая обработка
при температурѣ между 220 и 300° С, (Синій нагрѣвъ).
Отсюда слѣдуетъ важное практическое правило, по которому непре-
мѣнно нужно прекращать всякую механическую обработку стали, а также
и желѣза, когда послѣднее перестаетъ бытъ раскаленнымъ и теряетъ ка-
лильные цвѣта.
93. Классификація стали. Такъ какъ свойства стали весьма различны,
то въ каждомъ отдѣльномъ случаѣ нужно выбирать извѣстный сортъ стали,
наиболѣе соотвѣтствующій тѣмъ требованіямъ, которыя ставятся по отно-
шенію къ крѣпости, твердости способности закала и упругости.
Такъ какъ всѣ эти свойства зависятъ главнымъ образомъ отъ содер-
держанія въ стали углерода, то на основаніи этого и можно раздѣлить ее
на нѣсколько сортовъ, идущихъ для различныхъ назначеній.
Для кораблестроенія употребляютъ сталь съ содержаніемъ углерода
отъ 0,15% до 0,2%.
Въ инженерномъ искусству какъ напр* при постройкѣ извѣстнаго
Фортскаго моста, для растягивающихся частей употреблялась сталь съ со-
держаніемъ 0,19%, Сталь для частей сжимающихся содержала 0,23% угле-
рода и 0,69 марганца*
Сталь для изготовленія перьевъ содержитъ углерода около 0,3%.
Рельсы приготовляются изъ стали съ содержаніемъ углерода отъ
,О;3% до 0,4%,
Артиллерійскія орудія выдѣлываются язь стали съ содержаніемъ угле-
рода отъ 0,3% до 0,5%.
Пружины изъ стали съ содержаніемъ углерода 0,5%.
Панцырныя плиты для броненосныхъ судовъ прокатываются изъ стали
съ содержаніемъ углерода отъ 0,7% до 0,8%,
Артиллерійскіе снаряды отливаются изъ стали съ содержаніемъ угле-
рода отъ 0,8% до 0,94%, и иногда къ этому добавляется отъ 0,94% до
2% хрома _
Смотри также таблицу § 71, стр. 78.
Съ наибольшимъ содержаніемъ углерода приготовляется инструмен-
тальная сталь:
Бритвы............................, • • 1,50%
Подпилки..................................М0%
Рѣзцы для обработки металла...........1,25%
Рѣзцы большого размѣра.................1Д2%
Зубила.........................., - < * 1,00%
Рѣзцы для дерева......................0,85%
Плашки и метчики................- - * - 0,75%
Нужно замѣтить, что, составляя сплавы изъ бѣдной углеродомъ стали
съ соотвѣтствующими количествами вольфрама» хрома, марганца или никеля,
можно получить такіе сорта, которые не поддаются дѣйствію рѣзца, но ко-
торые сами однако не могутъ бытъ употребляемы для изготовленія рѣзцовъ
или какихъ-либо другихъ рѣжущихъ инструментовъ, такъ какъ, несмотря яа
свою значительную твердость, они не обладаютъ рѣжущей способностью.
Эта послѣдняя замѣчается только въ тѣхъ сортахъ стали, въ составъ
которыхъ входитъ углеродъ въ достаточныхъ количествахъ; вслѣдствіе этого,
съ точки зрѣнія пригодности даннаго сорта стали для нэготовлевдя ннетру-
176 —
ментовъ, можно различать два рода твердости, именно» активную, или
жущую твердость, и пассивную* или твердость изнашиванія.
Цо виду излома можно до нѣкоторой степени опредѣлить твердость
стали, но нельзя съ точностью распознать ея качества.
Въ мягкой стали зерно грубо и цвѣтъ излома сѣрый: съ увеличеніемъ
твердости сталь получаетъ болѣе матовый, мелкозернистый изломъ и болѣе
темный цвѣтъ.
Мелкозернистость стали увеличивается съ механической обработкой ея,
такъ что, при прочихъ одинаковыхъ условіяхъ, зерно тѣмъ мельче, чѣмъ
тоньше получается сталь при прокаткѣ или ковкѣ. Существенное вліяніе на
видъ излома оказываютъ также способъ ломанія и та температура, при ко-
торой прекращается механическая обработка стали. Такъ, вапр,, если передъ
ломаніемъ сдѣлать въ кускѣ стали надрѣзъ зубиломъ въ холодномъ воете я-
ніи* То зерно будетъ грубѣе* чѣмъ въ томъ случаѣ, когда надрѣзъ зубиломъ
дѣлается въ раскаленномъ состояніи, такъ какъ въ послѣднемъ случаѣ по-
лучается уплотненіе поперечнаго сѣченія, имѣющее вліяніе на видъ излома.
При выборѣ инструментальной стали нужно помнить, что для каждаго
инструмента долженъ употребляться извѣстный сортъ стали и каждому
сорту стали соотвѣтствуетъ извѣстная нормальная степень твердости.
Многіе весьма ошибочно полагаютъ, что чѣмъ сталь тверже, тѣмъ она
лучше и, разъ уже сталь пріобрѣтена, стараются сообщить ей возможно силь-
ный закалъ, нагрѣвая ее до опасныхъ высокихъ температуръ и быстро охла-
ждая* Въ такнхъ случаяхъ всегда въ результатѣ получается никуда негод-
ный инструментъ, но виновата здѣсь не сталь, а неумѣлое обращеніе съ
нею. Твердую сталь можно употреблять только для мелкихъ инструментовъ
съ тонкими частями; чѣмъ инструментъ крупнѣе* ішго мягче должна
<5ыт& еталб.
При употребленіи твердой стали для крупныхъ инструментовъ тонкія,
рѣжущія ребра послѣ закала получаются съ трещинами и очень хрупкія*
Очень часто случается, что инструментъ быстро тупится. Это припи-
сывается излишней мягкости, и его стараются сильнѣе закалить. На самомъ
дѣлѣ, въ большинствѣ случаевъ бываетъ совсѣмъ противоположное. Рѣжу-
щее ребро вслѣдствіе большой хрупкости крошится, отдѣляющіяся крупинкй
столь мелки, что кажется, какъ будто грань сминается. Конечно, при этомъ
стараніе сильнѣе закалить только ухудшаетъ дѣло* Обыкновенно въ такихъ
случаяхъ нужно или болѣе отпустить закалъ, или же, если этого будетъ не-
достаточно, ваять сталь нѣсколько мягче.
Многіе считаютъ за достоинство стали ея блестящую поверхность. Это
совершенно несправедливо, такъ какъ подобный видъ поверхности достигается
холодной обработкой, и потому матеріалъ получается съ большими внутрен-
ними напряженіями; если такую сталь предварительно не отжечь* то приго-
товленный изъ нея инструментъ будетъ очень хрупокъ.
Не слѣдуетъ также при выборѣ полагаться на видъ излома, такъ какъ
онъ для одного и того же сорта стали получается весьма различный, въ за-
висимости отъ обработки*
Самое раціональное при покупкѣ инструментальной стали указать за-
воду, изготовляющему ее, для чего сталь требуется, и предоставить ему
самому выбрать наиболѣе подходящій сортъ. Для набѣжанія недоразумѣній
отъ завода нужно потребовать и указанія какъ обращаться съ атой сталью.
Инструментальная сталь будетъ тѣмъ лучше* чѣмъ съ
легкостью она принимаетъ закалъ, не давая при этомъ трещинъ^ ц чѣмъ
большей вязкостью она обладаетъ тары данномъ закалѣ.
Указанныя свойства до нѣкоторой степени исключаютъ другъ друга,
потому что, какъ извѣстно, у твердой закаленной стали предѣлы упругости
я крѣпости весьма близки другъ къ другу. Но именно въ этомъ и суще-
™ 177 _
ствуѳтъ различіе въ качествѣ стали. Если потребитель ври наготовленіи ка-
кого-нибудь инструмента, выбираетъ болѣе низкій сортъ стали, то онъ дол-
женъ при этомъ отказаться отъ нѣкоторой доли твердости въ пользу боль-
шей вязкости матеріала, потому что предметъ, изготовленный взъ плохой
стали, при всей своей твердости, получаемой при закалкѣ, можетъ быть со-
вершенно негоднымъ для работы, такъ какъ сталь, вслѣдотіе своего инакаго
качества, будетъ быстро выкрашиваться.
Въ тѣхъ случаяхъ, когда изготовленному инструменту на ряду съ наи-
большей твердостью требуется сообщить также и возможно большую вязкость,
далѣе, когда предметъ вслѣдствіе своей величины и формы представляетъ
особыя трудности для закаливанія и, наконецъ, въ тѣхъ случаяхъ* * когда
стоимость работы, потребной для изготовленія инструмента* значительна
превышаетъ стоимость матеріала, нужно всегда выбирать высшій сортъ
стали> несмотря на его дороговизну сравнительно со сталью низшихъ сор-
товъ, Къ тому же заключенію можно придти, если сообразить, что сталь
лучшаго качества всегда даетъ болѣе долговѣчные инструменты, что, въ
свою очередь, влечетъ за собой уменьшеніе расхода стали. Наконецъ* въ
еще большей степени говоритъ въ пользу употребленія лучшаго матеріала
то обстоятельство, что при работѣ лучшими инструментами производитель-
ность рабочаго повышается. Указанная зависимость весьма часто упускает-
ся изъ виду вслѣдствіе того, что она не бросается непосредственно въ глаза
и не выражается легко въ цифрахъ.
Какъ мы видѣли, трудности закалки растутъ съ увеличеніемъ раз-
мѣровъ закаливаемаго предмета; поэтому рекомендуется въ наиболѣе за-
труднительныхъ случаяхъ для изготовленія аналогичнаго инструмента, но
меньшихъ размѣровъ, выбирать нѣсколько болѣе твердую сталь* а для по-
добнаго же инструмента, большихъ размѣровъ,—болѣе мягкую,
94. Дѣйствіе на сталь и желѣзо кислотъ. Если на твердую сталь
капнуть хотя слабымъ растворомъ сѣрной или соляной кислоты, то въ
атомъ мѣстѣ она почернѣетъ. Происходить это отъ растворенія желѣза
и отложенія тонкаго слоя углерода. Чѣмъ больше содержаніе углерода,
тѣмъ сильнѣе будетъ дѣйствіе кислоты.
Этимъ свойствомъ стали пользуются для’ прш'бтовленія такъ назы-
ваемыхъ дамасскихъ клинковъ, стволовъ и др., которые представляютъ
полосатую поверхность. Это достигается тѣмъ, что свариваются вмѣстѣ
стальныя и желѣзныя полоски, затѣмъ все протравляется кислотой^ при
чемъ сталь чернѣетъ* а желѣзо остается, свѣтлымъ.
Джонсономъ ’) замѣчено, что желѣзо, подверженное травленію въ
соляной или сѣрной кислотѣ, становится болѣе хрупкимъ при изгибаніи
и крученіи. Эта хрупкость исчезаетъ, если желѣзо оставить въ покоѣ
на нѣкоторое время. Если желѣзо нагрѣть до темно-вишневаго жара,
то хрупкость проходитъ сейчасъ же» Появленіе хрупкости замѣчается
вообще въ томъ случаѣ, когда на поверхности желѣза выдѣляется во-
дородъ* напр,, помѣщая желѣзо въ подкисленную жидкость, пропуская
черезъ нее токъ и заставляя желѣзо быть катодомъ.
Ледебуръ *) объясняетъ это явленіе тѣмъ, что водородъ въ моментъ
своего выдѣленія, выказывая большое сродство къ желѣзу, образуетъ съ
нимъ сплавъ* отчего и увеличиваетъ хрупкость металла. Чѣмъ крупнѣе
3) РгосвейІд^з оГ Ше ВоуаІ 8осіе^у тоі. XXIII» р- 168.
*) 2ейвсЬгі« (Іев Ѵегетез гіеШсѣег Іазевіеше 18&5» стр.
<2
— 178 —
сѣченіе металла, тѣмъ хрупкость оказывается сравнительно меньше. Хруп-
кость будетъ тѣмъ больше, чѣмъ продолжительнѣе было дѣйствіе кислотъ.
Подобное появленіе хрупкости можетъ замѣчаться въ металлахъ, покры-
тыхъ цинкомъ для предохраненія его отъ ржавчины; здѣсь образуется
гальваническая пара, у которой желѣзо катодъ, и подъ вліяніемъ атмо-
сферы на немъ выдѣляется водородъ. Особенно замѣтнымъ это явленіе
можетъ быть при производствѣ проволоки, которую травятъ въ кисло-
тахъ для удаленія окалины. Въ данномъ случаѣ сѣченіе металла неве-
лико, и потому хрупкость его можетъ увеличиться очень значительно.
Отжиганіе, какъ уже было сказано, уничтожаетъ хрупкость,
95« Порча желѣза и стали отъ ржавчины1). Рядъ опытовъ, про-
изведенныхъ надъ желѣзомъ и сталью, помѣщая ихъ въ различныя оки-
сляющія среды и держа ихъ тамъ въ теченіе 4 мѣсяцевъ^ далъ слѣдую-
щіе результаты.
Въ сухомъ кислородѣ—окисленія шпь.
Въ сыромъ кислородѣ—изъ 3 образцовъ только одинъ слегка оки-
слился.
Въ сухой углекислотѣ—окисленія нѣтъ.
Въ сырой углекислотѣ—появленіе легкаго бѣлаго налета на желѣзѣ.
Въ сухомъ кислородѣ и угольной кислотѣ—окисленія нѣтъ.
Въ сыромъ кислородѣ и углекислотѣ—окисленіе очень быстрое.
Въ сыромъ и сухомъ кислородѣ и аммоніи—окисленія нѣтъ.
Изъ этого можно заключить, что главными условіями для энергич-
наго окисленія является совмѣстное присутствіе кислорода, углеки-
слоты и сырости. Сталь окисляется значительно слабѣе желѣза.
Кромѣ того, желѣзо можетъ окисляться подъ дѣйствіемъ сѣрнистой
и древесной кислотъ, очень часто находящихся въ продуктахъ горѣнія.
Если въ дистиллированную воду помѣстить пластинку чистаго же-
лѣза, то она черезъ нѣсколько дней покроется въ нѣкоторыхъ мѣстахъ
ржавчиной. Въ этихъ мѣстахъ навѣрно находятся постороннія примѣси
въ желѣзѣ, которыя дѣйствуютъ какъ гальваническая пара, возбѵждая
электрическій токъ.
Скорость окисленія весьма различна, и трудно дать указаніе, на-
сколько можетъ испортиться желѣзо отъ ржавчины въ извѣстный срокъ.
Нѣкоторыя части, какъ папр. листы морскихъ судовъ, уменьшаются отъ
ржавчины въ среднемъ на 0,06 мм. въ теченіе года, съ другой стороны,
дымовыя трубы и крыши газовыхъ заводовъ иногда совершенно уничто-
жаются въ теченіе двухъ-трехъ лѣтъ.
Тувегь (Тигаііе) даетъ слѣдующую формулу, выражающую вѣроят-
ную долговѣчность (въ годахъ) желѣзныхъ сплавовъ, подвергающихся
ржавчинѣ, Желѣзо предполагается одинаковой толщины, такъ какъ тон-
кія части подвергаются разрушенію быстрѣе
і) Сат. Б. ІГ. О. М 7 -03, ст. фадѣева.
_ 179 —
Здѣсь Ж—вѣсъ одного кяадр, фута металла въ англ, фунтахъ, а
С измѣняется для различныхъ случаевъ.
Величина С.
Матеріалы. Морская вода. Прѣсна а вода. Нечистый воздухъ.
Грязная. Чистая. Грязная. Чястая
Чугунъ 0,0655 0,0635 0,0381 0.0113 0,0176
Желѣзо . - , . . 0Д956 0,1255 0,1440 0,0123 0,1254
Сталь , ОДШ 0,0970 ОДІЗз 0,0135 0Д252
Если слѣдитъ за тѣмъ, чтобъ металлъ былъ хорошо окрашенъ, то
долговѣчность можетъ быть удвоена,
96. Предохраненіе желѣза и стали отъ ржавчины. \) СЬым
простымъ средствомъ отъ ржавчины можетъ служитъ окраска, кото-
рую, конечно, нужно время отъ времени возобновлять.
Хорошая краска должна прочно приставать къ поверхности ме-
талла; не должна разъѣдятъ металла; бытъ достаточно твердой,
чтобы сопротивляться истиранію, и вз то же время бытъ настолько
упругой^ чтобы не давать трещинъ и не откалываться при деформаціяхъ
металла. Краска должна быть непроницаема для сырости и не пси)-
вергатъея сама дѣйствію сырости и другихъ элементовъ, дѣйствую*
щитъ на металлъ. Наиболѣе у потребительными красками являются
асфальтъ, естественный или искусственный, каменноугольная смола, а
также краски, составленныя ивъ окисловъ желѣза (охра) иля о кисловъ
свинца (сурикъ). Металлическій окислы представляютъ собою пигментъ,
который удерживается на поверхности металла при помощи льняного
масла. Краски изъ окиси цинка совершенно непригодны для окраски
металла, такъ какъ онѣ очень легко отстаютъ отъ его поверхности.
Асфальтъ подъ дѣйствіемъ теплоты размягчается и стекаетъ съ вер-
тикальныхъ поверхностей, что представляетъ большое неудобство. Кронѣ
того, со временемъ онъ становится очень хрупкимъ н, отскакивая отъ
металлической поверхности, оставляетъ ее обнаженной. Вслѣдствіе этого
окраску приходится довольно часто возобновлять.
Краски изъ окисловъ желѣза подъ совмѣстнымъ вліяніемъ сырости
чі угольной кислоты, содержащихся въ атмосферѣ, переносятъ кислородъ
изъ воздуха на поверхность металла и такимъ образомъ пораждають
дальнѣйшее разъѣданіе желѣза. Изъ этого ясно, что краска изъ окиси
желѣза сама по себѣ не можетъ предохранить желѣзо отъ порчи, на-
оборотъ, она ей способствуетъ. Точно такъ же льняное масло само но
себѣ не образуетъ при высыханіи оболочки, непроницаемой для спроста,
способной предохранить окраску отъ дѣйствія воздуха. НепроявцаемОсть
і) См. тадже Ргеэегуаііод іЯ Іпш апЛ ЗіееІЦ. аш! ЗЛівШаЫЭОО). ЕщьЛ2ДО&->
'ОЭ. стр- 711-742.
12*
— 180 —
оболочки изъ льняного масла получается только въ томъ случаѣ, когда
оно образуетъ съ примѣшанной къ нему металлической окисью химиче-
ское соединеніе. Желѣзная окись съ льнянымъ масломъ въ химическое
соединеніе не вступаетъ, и потому масло не можетъ предупредить не-
ре дачу сырости и кислорода воздуха на металлическую поверхность.
Кронѣ того, какъ извѣстно, окись желѣза въ присутствіи органическихъ
веществъ передаетъ имъ часть своего кислорода, вслѣдъ за тѣмъ сама
снова поглащаетъ кислородъ изъ воздуха и такимъ образомъ произво-
дитъ очень энергичное окисленіе или сжиганіе органическихъ веществъ.
Въ данномъ случаѣ такимъ веществомъ является льняное масло, которое'
скоро перегораетъ, теряетъ свою прочность и отлетаетъ прочь отъ ме-
таллической поверхности.
Изъ сказаннаго ясно, что какъ асфальтовыя краски? такъ в краски
изъ окмсм желѣза не пригодны для предохраненія желѣза, хотя онѣ
часто и примѣняются.
Очень хорошей краской для желѣзныхъ металлическихъ поверхно-
стей является окись - перекись свинца — сурикъ, Онъ не оказываетъ
окисляющаго дѣйствія на желѣзо, не можетъ передавать поверхности
металла кислорода воздуха, послѣ того какъ краска затвердѣла, и не
сообщаетъ высохшему льняному маслу хрупкости. Сурикъ не слоятся я
не отстаетъ отъ металлической поверхности подобно асфальту и желѣза
ной окиси, поэтому при перекраскѣ его не зачѣмъ совершенно очищать,,
какъ всегда дѣлается съ асфальтомъ и желѣзной окисью; наоборотъ^
старый слой сурика служитъ хорошимъ основаніемъ для наложенія даль-
нѣйшихъ новыхъ слоевъ и продолжаетъ участвовать въ предохраненіи
металлической поверхности. Очень цѣнное для техники свойство сурика
зависитъ отъ его способности вступать съ льнянымъ масломъ въ хими-
ческое соединеніе и образовать очень прочную, упругую оболочку, со-
вершенно непроницаемую для сырости и газовъ. Нужно замѣтить, что
сурикъ, подобно гипсу, будучи смѣшанъ съ масломъ, скоро сгущается,
хотя послѣ этого онъ еще настолько пластиченъ, что имъ можно кра*
сить; но уже наложенный слой такого сгустившагося сурика не будетъ
проченъ и упругъ. Поэтому сурикъ необходимо употреблять сейчасъ же
послѣ смѣшиванія, пока онъ не сгустился. Нужно помнить, что для
полученія хорошихъ результатовъ еесьла важно окраску производить
надлежащимъ образомъ, а именно: металлическая поверхность предва-
рительно скачивается слабымъ растворомъ соляной кислоты, затѣмъ про-
чищается вращающимися металлическими щетками, чтобъ удалить съ
поверхности всю окалину и грязь; послѣ этого поверхность промывается
чистой водой, вытирается насухо и сейчасъ же покрывается сурикомъ»
Сурикъ можетъ быть предварительно смѣшанъ съ масломъ до густоты
тѣста и въ такомъ состояніи можетъ храниться нѣсколько дней; передъ
самымъ употребленіемъ его смѣшиваютъ съ масломъ до надлежащей кон-
систенціи н красятъ какъ можно скорѣе, не давяя сгуститься. Не слѣдуетъ
также оставлять разведенный сурикъ въ горшкахъ на ночь, такъ какъ
онъ можетъ сгуститься и, смѣшанный съ остальной массой, испортить ее.
— 181 —
Иногда рекомендуютъ краситъ ржавое желѣзо, но этого ни яз
какомъ случаѣ нельзя допускать, такъ какъ на ржавчинѣ краска дер-
жится непрочно. Кромѣ того ржавчина можетъ распространяться подъ
слоемъ краски.
Иногда къ сурику прибавляютъ около 1/і« по вѣсУ сажи; она
измѣняетъ цвѣтъ сурика, дѣлая его шоколаднымъ я кромѣ того заме-
дляетъ сгущеніе. Сурикъ съ примѣсью сажн, замѣшанный съ масломъ
до консистенціи тѣста, можетъ сохраняться, не портясь, въ теченіе
мѣсяца.
Первоначальная краска окисью желѣза обходится дешевле, чѣмъ
сурикомъ, но зато она не предохраняетъ металла и, требуя частой пе-
рекраски, въ концѣ концовъ окажется болѣе дорогой.
Замѣчательно хорошимъ предохранительнымъ средствомъ оказывается
оклейка желѣза бумагой: послѣ того, какъ ржавчина хорошо счищена,
желѣзо покрываютъ клейкой краской и плотно прижимаютъ бумагу, Про-
питанную парафиномъ- Послѣ чего вся поверхность подвергается окраскѣ.
Нужно замѣтить, что всѣ эти операціи слѣдуютъ непосредственно одна
за другой, чѣмъ сберегается время.—I, А. 150—7—20—05.
Способъ Барръ Барфа *). Въ 1875. г. Во^ег ВагіГ въ Англіи
предложилъ покрывать желѣзо слоемъ магнитной окиси. Способъ со-
стоятъ въ томъ, что металлъ кладется въ реторты и нагрѣвается въ
нихъ до температуры 550е Ц., послѣ чего въ реторту впускается силь-
но перегрѣтый паръ (тоже до температуры 550° Ц.), подъ дѣйствіемъ
котораго на желѣзѣ сейчасъ же образуется слой магнитной окиси. Вы-
сокая температура, т.-с. высокая температура реторты совмѣстно съ же-
лѣзомъ (такъ какъ вообще при 550* вода ве разлагается), разлагаетъ
паръ, и освободившійся водородъ снова можетъ быть употребленъ для
дальнѣйшаго нагрѣва реторты, а кислородъ, соединяясь съ желѣзомъ,
образуетъ магнитную окись РеаОг Время экспозиціи металла дѣйствію
пара измѣняется отъ 5 до 20 часовъ, въ зависимости отъ размѣра
обрабатываемыхъ предметовъ и толщины слоя окисла; послѣдній можетъ
измѣняться отъ 0,25 до 2,5 мм. При продолженіи процесса желѣзо не-
большой толщины можетъ все превратиться въ окиселъ. Цвѣтъ полу-
ченнаго такимъ образомъ окисла темно-синій* Окиселъ прочно приста-
етъ къ остальной массѣ металла, но если его какимъ-либо образомъ
отломить, то окисленіе обнаженной поверхности идетъ гораздо быстрѣе,
чѣмъ металлической поверхности, не подвергавшейся описанной обра-
боткѣ*
Неудобства этого процесса заключаются въ его сравнительной до-
рогоназнѣ* Для образованія килограмма магнитной окиси требуется около
четырехъ кгр. пара. Чѣмъ толще слой окисла, тѣмъ сравнительно боль-
ше нужно пара* Реторты, подверженныя поперемѣнно сильному жару и
охлажденію, служатъ недолго. Кромѣ того предметы при сильномъ на-
грѣвѣ нѣсколько деформируются и увеличиваются въ объемѣ. Вслѣдствіе
<} ТгвозасСіоо.5 Ашегіеап Зосіеіу Месішаісаі Еп&іпеагз 1884» етр* 351,
— 182 —
превращенія металла въ окиселъ уменьшается прочность издѣлій. Въ
строительномъ дѣлѣ, если употреблять обработанное такимъ образомъ
желѣзо, заклепки окажутся не защищенными отъ ржавчины; у стальныхъ
издѣлій отпускается закалъ.
Коэффиціентъ упругости магнитной окиси почти одинаковъ съ
коэффиціентомъ упругости желѣза, и потому окиселъ держится прочно
на издѣліяхъ. Трубы и сосуды, подверженные дѣйствію разъѣдающихъ
кислотъ, но покрытые магнитной окисью, служатъ довольно долго.
Въ 1888 г. Гезнеръ *) предложилъ способъ предохраненія желѣза*
представляющій нѣкоторое видоизмѣненіе способа Вотеег ВагіГа. Гезнеръ
устраиваетъ печь со вмазанными въ пее ретортами, подобно газовымъ.
Реторты нагрѣваются отъ 550° до 650® Ц.т смотря по роду обраба-
тываемыхъ предметовъ, и нагружаются издѣліями, остающимися подъ
дѣйствіемъ жара въ теченіе 20 минуть, пока издѣлія приблизительно
не нагрѣваются до температуры ретортъ. Послѣ этого въ реторту впу-
скается паръ при низкомъ давленіи по трубкѣ, лежащей на днѣ ретор-
ты. Проходя но трубкѣ, паръ разлагается, при чемъ водородъ поды-
мается кверху и заполняетъ всю реторту. Чтобы давленіе внутри ре-
торты не повышалось, изъ нея выходитъ трубка, которая опущена
нижнимъ концомъ въ сосудъ съ водой, представляющій собою гидра-
влическій запоръ, съ высотою столба жидкости около 35 мм.
Впускъ пара въ реторту и дѣйствіе его на обрабатываемые пред-
меты продолжается въ теченіе 35 минутъ, послѣ чего въ реторту впу-
ікается нефть, которая течетъ подъ дѣйствіемъ собственнаго вѣса въ
сечеше 10 минутъ. Затѣмъ притокъ нефти прекращаютъ и пускаютъ
только одинъ паръ въ теченіе еще 15 мин., слѣдовательно, весь про-
цессъ занимаетъ около 1 часа 20 минуть.
При подобной обработкѣ желѣза на его поверхности образуется
соединеніе водорода, желѣза и углерода (двойной карбидъ водорода и
желѣза). Химическій анализъ образовавшейся оболочки показываетъ при-
сутствіе водорода въ количествѣ 0,2*Д<
Издѣлія остаются въ ретортѣ, вока они охладятся до 430е Ц.;
затѣмъ реторта можетъ быть открыта, и предметы вынуты безъ опасе-
нія, что они потрескаются отъ соприкосновенія съ воздухомъ. Если пред-
метамъ желаютъ сообщить особенно ровный цвѣтъ, то ихъ пускаютъ
еще въ параффинъ.
Какъ видно изъ описанія, процессъ Геэнера почти аналогиченъ со
способомъ Барфа, съ тою только разницею, что здѣсь въ реторту пу-
скаютъ нефть, которая заставляетъ образоваться карбидъ, ускоряющій
процессъ. |
Оболочка желѣза, полученная по способу Гезнера, очень прочно
прилегаетъ къ металлу, ее трудна отдѣлить даже ударами; издѣліе мо-
жетъ быть изогнуто на 45’, безъ трещинъ на оболочкѣ. Кромѣ большей
быстроты, преимущество способа Геэнера по сравненію съ Барфомъ въ
’) Ігоп А^е, Аргіі 3, 1890.
— 183 —
томъ, что предметы не измѣняютъ своего объема и не уменьшаютъ
прочности. Какъ показали испытанія, въ нѣкоторыхъ случаяхъ проч-
ность даже увеличивалась; чугунныя издѣлія послѣ обработки описан-
нымъ способомъ становятся всегда прочнѣе, извѣстны случаи, гдѣ
прочность увеличивалась на 100°/е- Цвѣтъ оболочки черный съ синимъ
отливомъ. Конечно, и при этомъ способѣ закаленные предметы теряютъ
закалъ, но нѣкоторыя издѣлія могутъ быть закалены уже послѣ того,
какъ они обработаны во способу Гезнера.
Вся работа производится очепъ просто и не требуетъ искусныхъ
рабочихъ, разъ дѣло налажено, Этотъ способъ можетъ примѣняться во
всѣхъ случаяхъ, гдѣ примѣняется покрытіе желѣза оловомъ или цин-
комъ, и обходится дешевле этихъ способовъ.
Весьма простынь и дешевымъ оказывается слѣдующій способъ
предохраненія желіъза и чугуна отъ ржавчины *).
Чугунный котелъ обкладывается кирпичной кладкой, въ которой
устраивается топка для нагрѣванія котла. Въ котлѣ расплавляется се-
литра съ небольшой примѣсью перекиси марганца. Селитра нагрѣвается
приблизительно до температуры 350*Ц* Надлежащая степень нагрѣва
опредѣляется тѣмъ, что на поверхность расплавленной селитры броса-
ютъ щепотку древесныхъ опилокъ, которыя должны воспламениться.
Хорошо отшлифованные предметы погружаются въ ванну и остаются
тамъ, пока не пріобрѣтутъ желаемаго оттѣнка. Желѣзо или чугунъ,
обработанные такимъ образомъ, пріобрѣтаютъ видъ бронзированныхъ
издѣлій. Если цвѣтъ вынутаго изъ ванны издѣлія не понравится, его
опускаютъ обратно въ ванну. Когда надлежащая окраска будетъ достиг-
нута, издѣліе охлаждается въ воздухѣ до температуры І00*Ц.? затѣмъ
погружается въ горячую воду, чтобъ смыть селитру, и для оконча-
тельной отдѣлки издѣліе ивъ воды переносится въ спермацетовое масло.
Употребляющаяся въ этомъ процессѣ селитра должна быть очи-
щенная, обыкновенная продажная будетъ давать неудовлетворительные
результаты. При работѣ нужно заботиться о томъ, чтобъ въ ванну &не
попала вода, масло, дерево или другое горючее вещество, такъ какъ
при этомъ можетъ произойти разбрызгиваніе и горѣніе селитры, сопро-
вождаемое выдѣленіемъ удушливаго дыма.
Описанный способъ удобенъ тѣмъ, что не требуетъ нагрѣванія
предметовъ до высокой температуры, поэтому они не деформируются,
сталь не теряетъ закала и издѣлія получаютъ очень красивую окраску*
Примѣняется при изготовленіи оружія, металлическихъ украшеній и
т. щ издѣлій.
Въ нѣкоторыхъ случаяхъ желѣзо и чугунъ покрываютъ другими
металлами, не столь подверженными разъѣданію. Покрытіе произодится
при помощи гальванопластики или другими способами.
Гальванизированіе*). Подъ такимъ названіемъ подразумѣваютъ въ
промышленности процессъ, при которомъ металлъ погружается въ рас-
і) ТгавйвсНопя А. & & ѵоі ѴТ, 1886, стр. 391.
См< I. А. 1552—23—5—07 Н 1645—30-5-07.
І84
плаалейный цинкъ іг покрывается тонкой цинковой оболочкой. Предва-
рительно металлъ долженъ быть очищенъ на поверхности отъ окисловъ,
что дѣлается или механическимъ путемъ, или при помощи травленія
кислотами.
Названіе „гальванизированіе44 въ данномъ случаѣ не совсѣмъ пра-
вильно, такъ какъ оно заставляетъ предполагать участіе электричества
въ этомъ процессѣ. Правильнѣе было бы назвать процессъ просто цин
юмні&мъ.
При цинкованіи расплавленный цинкъ находится въ особыхъ сосу-
дахъ ? величина которыхъ зависитъ, какъ отъ размѣра гальванизирую-
щихся предметовъ, такъ и отъ количества предметовъ, которое предпо-
лагается гальванизировать въ сутки. При цинкованіи чугуна размѣръ
сосудовъ всегда больше, чѣмъ при цинкованіи желѣза, такъ какъ чу-
гунь долженъ находиться въ цинкѣ дольше, и для экономическаго про-
изводства сосуды должны содержать достаточное число предметовъ,
чтобъ рабочій постоянно находился въ работѣ. Во всякомъ случаѣ
нельзя рекомендовать дѣлать сосуды меньше 1000 мм, длиной, 600 мм,
шириной и 450 мм. глубиной, иначе очень трудно поддерживать равно-
мѣрную температуру цинка»
Сосуды съ цинкомъ должны нагрѣваться только по бокамъ. Для
этого сосудъ обыкновенно ставится на кирпичную кладку и по бокамъ
его устраиваются изъ кирпича каналы, въ которыхъ можетъ сжигаться
коксъ или газъ; или же передъ сосудомъ дѣлаютъ топку и по каналамъ,
окружающимъ сосудъ, пускаютъ горячіе газы. Если жаръ очень силенъ,
то сосудъ слѣдуетъ защитить тонкой кирпичной стѣнкой отъ непосред-
ственнаго дѣйствія жара. При сильномъ нагрѣвѣ желѣзный сосудъ сильно
разъѣдается цинкомъ. Дымовыхъ трубъ обыкновенно не дѣлаютъ; каналы
же, окружающіе сосудъ, покрываютъ отъемными желѣзными листами.
Передъ погруженіемъ въ расплавленный цинкъ предметъ долженъ
быть хорошо очищенъ отъ окисловъ, для этого его травятъ растворомъ
сѣрной кислоты. Наиболѣе подходящую крѣпость раствора нужно опре-
дѣлить въ каждомъ случаѣ путемъ опыта. Если на желѣзѣ окалина
лежитъ очень неровнымъ слоемъ, растворъ нужно употреблять слабый,
не крѣпче Ю7ѵ иначе кислота слишкомъ сильно разъѣстъ мѣста,
непокрытыя окалиной, прежде чѣмъ будетъ уничтожена окалина въ
другихъ мѣстахъ. Если окалина лежитъ ровнымъ слоемъ, то для уско-
ренія процесса можно брать растворъ нѣсколько крѣпче.
При цинкованіи чугунныхъ издѣлій съ ихъ поверхности необходимо
удалить весь пригорѣвшій песокъ. Для этого самое удобное положить
издѣлія на наклонную поверхность и поливать ихъ раство-
ромъ сѣрной кислоты. Поливка растворомъ производится черезъ каждые
два-три часа и продолжается въ теченіе 12—36 часовъ, смотря но
состоянію поверхности чугуннаго литья, пока весь песокъ не будетъ
растворенъ и смытъ. Послѣ этого всѣ вещи необходимо хорошо осмо-
трѣть, и если окажутся мѣста, на которыхъ песокъ не совсѣмъ уда-
ленъ, то ихъ нужно очиститъ механически.
— 185
Если металлическія издѣлія были предварительно очищены съ по-
верхности механически, то вмѣсто сѣрной кислоты можно употреблять
такой же растворъ соляной кислоты.
Послѣ отмачиванія въ кислотѣ издѣлія должны быть сложены въ
сосуды, наполненные водой, и такимъ образомъ храниться до самаго
момента цинкованія.
Чугунныя издѣлія, которыя подвергались слишкомъ долго дѣй-
ствію кислоты и затѣмъ ихъ поверхность покрылась жирными веще-
ствами, не могутъ прямо подвергаться цинкованію, такъ какъ цинкъ къ
жирнымъ поверхностямъ не пристаетъ. Поэтому, если даже послѣ очень
долгаго нахожденія въ ваннѣ такіе предметы и оцинкуются, то поверх-
ность ихъ получится негладкая и не будетъ имѣть обычнаго блеска.
Издѣлія съ загрязненной поверхностью для устраненія указаннаго не-
удобства нужно промывать въ теченіе получаса въ кипящемъ растворѣ
ѣдкаго натра или другихъ щелочей. Растворъ при этомъ долженъ быть
очень крѣпокъ. Затѣмъ издѣлія должны быть хорошо промыты водой и
оставлены ржавѣть въ теченіе 24 часовъ, послѣ чего ржавчина
удаляется при помощи раствора соляной кислоты. Такого же рода
операція должна продѣлываться въ томъ случаѣ, когда цинкуется издѣ-
ліе, состоящее изъ желѣзныхъ и чугунныхъ частей, иначе чугуну при-
дется оставаться въ ваннѣ слишкомъ долго, а въ это время желѣзо
получить слишкомъ толстый слой цинка.
Очищенныя, какъ было указано, издѣлія передъ самымъ процес-
сомъ цинкованія вынимаются изъ чановъ съ водой, гдѣ они хранятся,
и опускаются минуты на три въ растворъ соляной кислоты. Для этого
берутъ одну часть соляной кислоты на 10 частей воды и къ этой
смѣси прибавляютъ на 10 литровъ 1 кгр- нашатыря. Вынутое изъ
отого раствора издѣліе, передъ тѣмъ, какъ погружать его въ цинковую
ванну, должно быть хорошо просушено. Для просушки издѣлій при
большомъ производствѣ устраиваются особыя сушилки5 при небольшомъ же
числѣ предметовъ они могутъ быть просушены надъ разведеннымъ
огнемъ или положены на желѣзные листы, покрывающіе дымовые ходы,
нагрѣвающіе цинковую ванну. При этомъ нужно слѣдить, чтобъ издѣлія
только сохли, но не накаливались сильно.
/ Когда издѣлія совершенно просушены, ихъ погружаютъ въ цинко-
вую ванну. Сырыхъ издѣлій погружать въ расплавленный цинкъ нельзя,
такъ какъ образующіеся пары могутъ разбрызгать цинкъ, и обжечь
стоящихъ по близости рабочихъ.
На поверхность цинковой ванны насыпаютъ нашатырь, который
расплавляется и такимъ образомъ не позволяетъ окисламъ цинка при-
ставать къ издѣліямъ пра ихъ погруженіи.
При погруженій; въ цинкъ предметы поддерживаются клещами,
крючками, подвѣшиваются на проволокѣ или просто кладутся въ сѣтки
и т. п., смотря по величинѣ и формѣ предмета.
Чугунныя издѣлія должны находиться въ цинковой ваннѣ отъ 3 до
30 мшц въ зависимости отъ температуты ванны, размѣра издѣлій и
— 186
отъ степени совершенства предварительной очистки предметовъ. Желѣз-
ныя вещи должны выниматься изъ ванны сейчасъ же, какъ онѣ при-
мутъ температуру расплавленнаго цинка. Желѣзо при цинкованіи должно
быть хорошо смочено расплавленнымъ нашатыремъ, плавающимъ на
поверхности цинковой ванны, при чемъ весьма важно, чтобъ нашатырь
имѣлъ надлежащую ковсистенцію, которую рабочій долженъ опредѣлить
путемъ опыта. Кромѣ того, расплавленный нашатырь долженъ все время
поддерживаться чистымъ и свѣжимъ, чтобъ лучше приставалъ къ
желѣзу.
Когда предметъ нагрѣлся до температуры расплавленнаго цинка и
хорошо имъ покрылся, плавающій на поверхности ванны нашатырь
счищаютъ плоскимъ гребкомъ, сдвигая нашатырь въ сторону, чтобъ
получить чистую поверхность цинка, и черезъ ото очищенное мѣсто
вытаскиваютъ издѣліе. При выниманіи издѣлія поверхность его все время
посыпается порошкомъ нашатыря, что облегчаетъ излишнему цинку
стекать съ поверхности оцинкованнаго предмета обратно въ ванну. Вы-
ждавши нѣсколько минутъ, пока стечетъ весь излишній цинкъ, вынутый
изъ ванны предметъ погружаютъ въ холодную воду и держатъ тамъ
достаточно долго, чтобъ цинкъ могъ надлежащимъ образомъ окрѣпнуть.
Если предметъ тонокъ и желаютъ, чтобъ его поверхность покрылась
блестками, то его опускаютъ не сразу въ воду, а даютъ ему медленно
охлаждаться на воздухѣ и ждутъ появленія блестокъ и затѣмъ уже
погружаютъ въ воду; или послѣ появленія блестокъ поверхность очи-
щаютъ соломенной щеткой, совершенно мокрой, чтобъ удалить остатки
нашатыря, а также уничтожить желтоватый оттѣнокъ, появляющійся
вслѣдствіе окисляющаго дѣйствія воздуха.
При цинкованіи мелкихъ предметовъ послѣдніе кладутся въ ковшъ
съ отверстіями и погружаются въ ванну; когда они хорошо покрылись
цинкомъ, ихъ изъ ковша выбрасываютъ на наклонную металлическую
плиту, скатываясь по которой, они охлаждаются и падаютъ прямо въ
сбсудъ съ водой. При цинковати мелкихъ предметовъ хорошо на по-
верхности ванны имѣть толстый слой расплавленнаго нашатыря и гли-
церина, черезъ этотъ слой предметы и вынимаются. Конечно, отверстія
въ ковшѣ должны быть такого размѣра, чтобы свободно пропускать
черезъ себя, какъ расплавленный нашатырь, такъ и излишній металлъ,
приставшій къ издѣліямъ. Когда предметы хорошо охладились въ холод-
ной водѣ, ихъ опускаютъ на нѣкоторое время въ кипятокъ и затѣмъ
просушиваютъ въ древесныхъ опилкахъ.
При процессѣ цинкованія весьма важно, чтобъ температура ванны
поддерживалась постоянной и надлежащей величины. Отъ этого условія
зависитъ весь успѣхъ процесса. Кромѣ того, если температура значи-
тельно колеблется, то процессъ получается и неэкономичнымъ, такъ
какъ при высокой температурѣ происходитъ большое окисленіе цинка и
образованіе большого количества нагара; при низкой же температурѣ
металлъ становится слишкомъ густъ и покрываетъ предметы слишкомъ
Толстымъ, неровнымъ слоемъ. Надлежащая температура ванны доя ка-
— 187 —
ждаго сорта предметовъ должна опредѣляться опытомъ. Для мелкихъ
предметовъ температура ванны должна быть нѣсколько выше, чѣмъ для
крупныхъ.
При цинкованіи стоимость производства зависитъ главнымъ обра-
зомъ отъ расхода цинка, при чемъ часть цинка идетъ на покрытіе
металлическихъ поверхностей, а другая теряется въ видѣ нагара, т.-е.
образующагося сплава желѣза съ цинкомъ, изъ котораго приготовлена
каппа. Этого изгара, при неумѣломъ обращеніи съ ванной и при силы-
номъ нагрѣваніи, можетъ получиться очень много, до 50*/е. Образо-
вавшійся нагаръ, какъ болѣе тяжелый, опускается на дно сосуда. Когда
нагара накопится слишкомъ много, его удаляютъ при помощи ковшей
съ отверстіями, черезъ которыя стекаетъ чистый цинкъ. Нагаръ необ-
ходимо вынимать изъ сосуда при остановкѣ производства. Такъ какъ
нагаръ при охлажденіи даетъ меньшую усадку, чѣмъ желѣзо или чугунъ,
изъ котораго сдѣланъ сосудъ, то при скопленіи нагара въ большомъ
количествѣ сосудъ можетъ треснуть *).
По способу Шерарда предметы покрываются слоемъ цинка, не
погружая предметъ въ раскаленный металлъ, и все совершается при
температурѣ значительно низшей, чѣмъ температура плавленія цинка.
Прежде всего поверхность предмета очищается отъ ржавчины при по
мощи струи песка или кислотной ванны и затѣмъ помѣщается въ гер-
метически закрытую чугунную реторту или муфельную печь, заполнен-
ную продажною цинковою пылью. Оставаясь здѣсь въ теченіе нѣсколь-
кихъ часовъ при температурѣ отъ 270° по 310е Ц. издѣліе покрывается
слоемъ цинка, послѣ чего оно должно медленно остынуть. Толщина слоя
цинка зависитъ отъ времени, въ теченіе котораго издѣліе находилось
въ ретортѣ. Выгоды этого процесса—болѣе низкая температура (почти
на ПО градус.), чѣмъ при обыкновенномъ гальванизированіи и меньшая
утеря цинка. При обыкновенномъ способѣ угаръ цшиса получается
!) На основаніи опытовъ, произведенныхъ проф. СЬагІев Вог^еза въ университетѣ
Внсковсина оказывается, что цинкъ, наложенный влектри четкимъ способомъ, сопро-
тивляется разъѣдающему дѣйствію кислотъ гораздо лучше» чѣмъваложевныЙ вря по-
мощи логруженія издѣлія въ металлъ.
Чтобы колу чвлась равняя сопротивляюшаяея скособпость покрыти, достаточно
отложить на квадратный футъ поверхности 12 гр. для производства чего требуется
10 амперъ часовъ, Если же желаютъ получить очень прочную покрышку, то нужно
отложить 28 граммовъ цинка па квадр. футъ поверхности, для чего требуется 28 амперъ
часовъ. Для болѣе скорой операціи желательно употреблять большую силу тока» но
вря игомъ плотность тока не должна превосходить 18 амперъ на жэ- футъ поверхно-
сти, нанлучшіе же результаты получаются при плотности тока въ 14,4 ампера.
Неудобство влектрическдго способа въ томъ, что при такому процессѣ можно
отложить лишь сравнительно тонкій слой, не превосходящій 30 три. ня жв» фухъ»
прв болѣе толстомъ слоѣ начинается кристаллизація м новерхвость получается не-
правильная ~ Точно также недостатокъ этого способа нь томъ» что слой отлагается
неравной толщины, болѣе толстый около краевъ. Операцію нужно нести по возмож-
ности съ нейтральнымъ растворомъ, такъ пакъ зрибакіепіе даже неааачитеіьиаго
количества іяслотм требуетъ уже большей силы тока м уменьшаетъ сопрставлмемоль
нокрышкк.
Слѣпленіе покрышки съ издѣліемъ часто прмннсывается силану, обумяуждамуся
на границѣ; на саномъ дѣлѣ этого сплава при опытахъ не замѣчалось, такъ какъ
сцѣпленіе я случалось значительно слабѣе, чѣмъ это должно бы до быть вуяг малнадо-
стн ешавк. I. А. 387—2—2-05.
— 188 —
очень значительный. Хотя цинкъ въ палочкахъ плавится при темпера-
турѣ 420 е Ц., цинковая продажная пыль не плавится даже при темпе-
ратурѣ значительно болѣе высокой, такъ что нѣтъ опасности; что пыль
расплавится въ ретортѣ, Си. Р. Е. 13—7—04; 795—11—06 I. А.
12—Осі. 20—04; МасЬ, 142—11—04; М, Е. 637—5 — 05;
Американскій заводъ *) „Дасону Ігоп апй МеіаІІ С’* покрываетъ
желѣзо, предназначенное для строительныхъ цѣлей, сначала слоемъ
мѣди, а потомъ, чтобы защитить мѣдь слоемъ алюминія. Самый про-
цессъ ведется слѣдующимъ образомъ: прежде всего издѣліе погружается
въ сосудъ, содержащій растворъ ѣдкаго натра, нагрѣваемый при помо-
щи змѣевика съ паромъ. Въ этомъ растворѣ издѣліе кипятится въ те-
ченіе нѣсколькихъ часовъ, чтобы удалитъ съ его поверхности всѣ
жирныя вещества, которыя могли пристать при предварительной обра-
боткѣ. Затѣмъ издѣліе вынимается и хорошо промывается струей воды
изъ пожарнаго рукава, послѣ чего оно погружается во второй чанъ
для отмачиванія въ слабой сѣрной кислотѣ; здѣсь оно находится, пока
не растворится вся окалина. Вынутое изъ этого чана, издѣліе тоже
хорошо очищается металлическими щетками, промывается водой и
опускается въ третій сосудъ съ растворомъ ціанистой мѣди, гдѣ оно
при помощи гальванопластики покрывается тонкимъ слоемъ мѣди. За-
тѣмъ тѣ части издѣлія, которыя почему-либо желаютъ покрыть болѣе
тонкимъ слоемъ, обмазываются параффиномъ, и издѣліе опускаютъ въ
пятый сосудъ, содержащій обыкновенную кислую ванну, гдѣ уже издѣ-
ліе покрывается толстымъ слоемъ мѣди. Послѣ этого параффинъ уда-
ляется нагрѣваніемъ, и издѣліе переносится въ послѣднюю, алюминіевую
ванну, гдѣ оно покрывается слоемъ алюминія.
Въ ціанистой ваннѣ требуется сила тока въ 39 амперъ на кв,
метръ при 6 вольт., въ кислотной ваннѣ — 100 амп. при 8 вол, и
алюминіевой—90 амп. при 2,5 вол. На каждый кв. метръ обрабатыва-
емой поверхности для желѣза требуется около 2,5 кгр. мѣди, для чу-
гунныхъ или стальныхъ отливокъ—около 4,5 кгр, и алюминія отъ 0,6
до 1 кгр- Эти цифры выведены на заводѣ изъ практики и даютъ вполнѣ
надежную покрышку металла, хотя и представляются нѣсколько боль-
шими но сравненію съ данными, встрѣчающимися въ руководствахъ по
электр отехникѣ.
Наложенный такимъ образомъ слой мѣди и алюминія держится
очень прочно и представляетъ очень хорошее предохраненіе для желѣза.
Первоначальныя затраты требуются большія по сравненію съ окраской,
По зато онѣ дфяаются разѣ навсегда.
Во Франціи чугунныя издѣлія докрываются слоемъ мѣди нѣсколько
иначе> именно: мѣдь накладывается не прямо на металлъ, а чугунъ
предварительно покрывается лакомъ, смѣшаннымъ съ графитомъ или
мѣднымъ порошкомъ, для того, чтобъ увеличить его электропроводность.
Покрытіе лакомъ дѣлается съ цѣлью избѣжать затпѵдненій. связанныхъ
*) ЙсіепСіГіс Ащетісшь Осі. 22, 1892; 8еП. 9, 1893.
— 180 —
съ очисткой поверхности и употребленіемъ двухъ мѣдныхъ ваннъ. По-
крытое лакомъ и высушенное издѣліе опускается прямо въ кислотную
мѣдную ванну. Наложенная, такимъ образомъ, мѣдь держится уже не
такъ прочно и можетъ отскочить при механическомъ воздѣйствіи па
нее. Подобнымъ способомъ бронзированы фонарные столбы и статуи
фонтановъ на площади Согласія въ Парижѣ.
Было предположено такимъ же способомъ покрывать мѣдью листы
у кузова корабля, прикладывая къ нему переносныя ванны. Насколько
практичнымъ окажется подобный способъ, пока неизвѣстно. Главная
трудность будетъ заключаться въ хорошей очисткѣ поверхности.
Въ нѣкоторыхъ случаяхъ, какъ яапр. въ паровыхъ котлахъ, погру-
женіе въ окисляющую жидкость цинка замедляетъ окисленіе, вслѣдствіе
проявленія гальваническаго тока. Въ паровыхъ котлахъ для предупре-
жденія окислены желѣза полезно также оставлять тонкій слой накипи
(0,5—1 мм,). На морскихъ пароходахъ для предупрежденія ржавчины
въ паровой котелъ кладутъ соду, такъ, чтобы на каждую тонну сож-
женнаго угля приходилось приблизительно 0,5 кгр. соды.
97. Сравнительныя достоинства чугуна, стали, сварочнаго и
ЛИТОГО желѣза. Чугунъ вслѣдствіе своей дешевизны имѣетъ преиму-
щество во всѣхъ тѣхъ случаяхъ, гдѣ излишній вѣсъ не составляетъ не*
удобства, слѣдовательно, гдѣ недостаточная его крѣпость и вязкость
могутъ компенсироваться большой массой матеріала.
Сварочное и литое желѣзо являются матеріаломъ болѣе цѣннымъ.
Изъ нихъ литое желѣзо вслѣдствіе самыхъ условій его выработки пред-
ставляетъ изъ себя продуктъ, во всѣхъ отношеніяхъ превосходящій
сварочное желѣзо.
Къ литому желѣзу многіе относятся еъ недовѣріемъ и считаютъ
его менѣе надежнымъ металломъ, чѣмъ сварочное желѣзо, но подобное
мнѣніе несправедливо. Выработка литого желѣза, или, какъ его иногда
называютъ, мягко литой стали., началось сравнительно недавно, въ 60 -хъ
годахъ прошлаго столѣтія. Сначала оно дѣйствительно получалось не осо-
бенно хорошаго качества, да кромѣ того съ нимъ и не умѣли обра-
щаться, не знали, что холодная обработка и, еще болѣе обработка при
синемъ нагрѣвѣ крайне вредно отзываются на качествахъ литого желѣза,
дѣлая его хрупкимъ и понижая живое сопротивленіе. Въ такихъ напр.
работахъ, какъ котельныя, послѣ пробивки отверстій, гнутья плитъ и др.
не принимали никакихъ мѣръ для уничтоженія вредныхъ напряженій, ко-
торыя неизбѣжно должны были проявиться при этомъ. Конечно, постро-
енные при такихъ условіяхъ котлы очень часто давали трещины, отчего
и литое желѣзо стали считать непригоднымъ для этой цѣли.
Въ настоящее время всѣ эти особенности при обработкѣ литого
желѣза хорошо извѣстны, и его превосходство передъ сварочнымъ же-
лѣзомъ можно считать вполнѣ установленнымъ фактомъ- На междуна-
родной конференціи во вопросу объ однообразномъ испытаніи стро-
ительныхъ матеріаловъ, собравшейся въ Цюрихѣ въ 1895 г.г была
составлена особая комиссія для выясненія вопроса относительно ка-
— 190 —
чеспгь литого желѣза, которая должна была дать отвѣты по слѣдую-
щимъ тремъ пунктамъ:
1) Извѣстны ли за послѣднее время случаи ненормальнаго пове-
денія литого желѣза, проявляющіе себя въ видѣ внезапнаго, совершенно
неожиданнаго и, повидимому, необъяснимаго разрыва послѣдняго.
2) Сдѣланы ли за послѣднее время въ техникѣ желѣзодѣлательнаго
производства усовер шенствованія, которыя предупреждаютъ или по
крайней мѣрѣ значительно уменьшаютъ подобные ненормальные случаи
разрушенія литого желѣза?
3) Выработаны ли на основаніи предыдущаго опыта такія сред-
ства, при посредствѣ которыхъ подобныя ненормальности въ поведеніи
желѣза можно было бы заранѣе предвидѣть и предупредить?
По поводу этихъ вопросовъ комиссія послѣ всесторонняго обсу-
жденія пришла къ слѣдующему заключенію.
Случавшихся часто въ прежнее время, повидимому, совершенно
непредвидѣнныхъ и необъяснимыхъ, поломокъ литою желѣза въ на-
стоящее время совершенно не замѣчается; наоборотъ, всякая поломка
можетъ найти себѣ объясненіе и могла бы быть заранѣе предвидѣна.
Теперь извѣстны тѣ тѣла, которыя, будучи примѣшаны къ желѣзу, со-
общаютъ ему ломкость. Извѣстны также тѣ предѣлы внутри которыхъ
примѣшиваніе этихъ тѣлъ не представляетъ опасности, и всегда возмож-
но при помощи химическаго анализа въ каждомъ сортѣ желѣза опредѣ-
лить количество находящихся въ немъ примѣсей* Извѣстны также тѣ
предѣлы коэффиціента крѣпости и удлиненія, которые могутъ быть безо-
пасно допущены* Наконецъ, теперь извѣстны тѣ ошибки и неправильные
способы обработки, которые въ дальнѣйшемъ могутъ совершенно испор-
тить качества желѣза и которые поэтому не должны примѣняться *)»
Конечно, существуютъ и теперь очень плохіе сорта литого желѣза,
но задача техники и состоитъ въ тонъ, чтобъ не допускать къ употре-
бленію подобнаго матеріала и въ каждомъ данномъ случаѣ сумѣть вы-
брать наиболѣе подходящій сортъ.
Хорошіе сорта литого желѣза представляютъ матеріалъ, по сравне-
нію со сварочнымъ желѣзомъ, болѣе однородный, имѣющій на ЗО*/о—
50®/в большій коэффиціентъ крѣпости, большую вязкость и большую
способность сопротивляться ударному дѣйствію*). Кромѣ того, листы,
полосы и другіе сорта литого желѣза могутъ приготовляться гораздо
большихъ размѣнъ, чѣмъ изъ сварочнаго, что представляетъ большое
удобство какъ въ машиностроеніи, такъ и въ инженерномъ искусствѣ,
позволяя уменьшать число соединительныхъ частей.
Примѣненіе литого желѣза для кораблестроенія дало возможность
на столько уменьшить вѣсъ судовъ, что они при томъ же объемѣ мо-
*) 2. (I V. і I. 1895, етр. 1169,—Гаіетаііооаіе КопЁ&гепя іиг ѴетеіпЬагидк еШ’
ЬеіШсЬег Ргййш&зшегЬогіеп топ Ваінш4 Копзквсйопзтаіегіаііеп іи ХіігісЬ 1895,
(X статью В. А. Малышева. Объ мсдьгганіахъ стали, проивведенныхъ Адаысо-
вомъ. Извѣстія Полятехняческаго Общества. 1378/9 я 198О8Ъ
- 191 —
гутъ брать груза на 25 больше, чѣмъ сдѣланные идъ сварочнаго
желѣза.
На столько же легче получаются и мостовыя сооруженія.
Сталь, которая вообще дороже желѣза, но вмѣстѣ съ тѣмъ имѣетъ
большій предѣлъ упругости, а слѣдовательно, и большее упругое живое
сопротивленіе, является матеріаломъ лучшимъ въ тѣхъ случаяхъ, когда
выдѣлываемая изъ него часть должна испытывать перемѣнное или удар-
ное дѣйствіе нагрузокъ. Поэтому для всѣхъ движущихся частей ма-
шинъ сталъ имѣетъ большое преимущество передъ желѣзомъ.
Въ тѣхъ случаяхъ, гдѣ главнымъ условіемъ является не крѣпость}
а сохраненіе первоначальной формы? наилучшимъ матеріаломъ будетъ
твердая сталъ.
Сталъ не пригодна тамъ, гдѣ появленіе закала можетъ быть
опасно, напр. въ паровыхъ котлахъ. Для такихъ работъ должно упо-
требляться желѣзо.
Такъ какъ съ уменьшеніемъ содержанія углерода повышается темпе-
ратура плавленія стали, то въ тигляхъ получить въ расплавленномъ со-
стояніи мягкій металлъ представляется крайне труднымъ, и потому въ
тигляхъ не плавятъ желѣза, съ содержаніемъ углерода меньше 0,4*/
а для такихъ сортовъ прибѣгаютъ къ Мартеновскому или Бессемеров-
скому способу.
Сравнивая между собою литые сплавы желѣза: тигельную сталь,
бессемеровскій металлъ и мартеновскій металлъ, нужно сказать слѣ-
дующее:
Въ тигляхъ приготовляется почти исключительно твердая инстру-
ментальная сталь. Продуктъ получается самаго высокаго качества. По
физическимъ свойствамъ съ тигельной сталью не можетъ соперничать
ни бессемеровская, ни мартеновская сталъ, почему способы Бессемера и
Мартена примѣняются почти исключительно для полученія сравнительно
мягкихъ сортовъ стали и почти безуглеродистаго литого желѣза.
Изъ сплавовъ, полученныхъ по способу Бессемера и Мартена, нуж-
но отдать предпочтеніе послѣднимъ. Вслѣдствіе . большой быстроты, съ
которой происходитъ процессъ въ конвертерѣ Бессеиера, сплавъ полу-
чается не столь однороднымъ, что и сказывается по особому виду изло-
ма, присущаго бессемеровскому металлу. Мартеновскій способъ идетъ
гораздо медленнѣе, вслѣдствіе чего всѣ составныя части сплава распре-
дѣляются болѣе равномѣрно по всей массѣ металла и сообщаютъ ему
болѣе однородное строеніе. Особенно высокаго качества сплавы получа-
ются приготовленные въ печи Мартена на основномъ подѣ. Кромѣ того,
при бессемеровскомъ процессѣ* вслѣдствіе усиленнаго продуванія воздуха,
сплавъ въ большомъ избыткѣ насыщается азотомъ, а также всегда со-
держитъ въ большомъ количествѣ окислы желѣза, вслѣдствіе этого, даже
при совершенно одинаковомъ содержаніи углерода и другихъ металлоидовъ,
бессемеровскій сплавъ оказывается болѣе жесткимъ, чѣмъ мартеновскій.
Въ настоящее время мартеновскій, металлъ все болѣе и болѣе
вытѣсняетъ металлъ бессемеровскій. Во всѣхъ случаяхъ, гдѣ нужно
—- 192 —
имѣть вполнѣ надежный по своимъ качествамъ матеріалъ, какъ напри-
мѣръ, при построеніи паровыхъ котловъ, мостовъ, машинныхъ частей,
всегда предпочитается мартеновскій металлъ. Бессемеровскій же сплавъ,
какъ болѣе твердый, нашелъ- себѣ больше примѣненія при изготовленіи
рельсовъ и бандажей для колесъ.
98- Способы опредѣленія доброкачественности желѣза н стали.
При пріемкѣ матеріала необходимо убѣдиться, что Онъ обладаетъ тѣми
качествами, которыя отъ него требуются для даннаго назначенія. Со-
образно съ этимъ матеріалъ подвергается различнымъ пробамъ.
Если матеріалъ долженъ испытывать удары, то при пробѣ опъ
подвергается ударному дѣйствію. Въ такихъ случаяхъ образецъ обык-
новенно располагается на двухъ опорахъ и на него заставляютъ падать
Извѣстный грузъ. Сообразуясь съ вѣсомъ падающей части, высотою
паденія и числомъ ударовъ, судятъ о прочности матеріала.
Желая убѣдиться въ вязкости металла, его изгибаютъ на различ-
ные углы; вгоняютъ въ отверстія коническіе пробойники, раздавая ме-
таллъ и наблюдая при этомъ, насколько металлъ трескается, судятъ о
его вязкости. Крѣпость металла опредѣляется, подвергая его растяженію
на разрывныхъ машинахъ. Наблюдая при этомъ удлиненія, можно
также опредѣлить и вязкость металла/
Если матеріалъ долженъ обладать извѣстными качествами въ на-
грѣтомъ состояніи, то его нужно испытать и въ этомъ отношеніи,
т.-е. посмотрѣть, не красно ломокъ ли онъ, обладаетъ ли онъ способ-
ностью свариваться, не принимаетъ ли при быстромъ, охлажденіи за-
кала В т. Д-
Въ сварочномъ желѣзѣ всегда полезно убѣдиться въ томъ, что
внутри его нѣтъ пленокъ, и что оно же хорошо проварено. Для этого
желѣзные листы постукиваютъ молоткомъ; при существованіи пленокъ
слышится дребезжащій звукъ. Или берутъ желѣзныя полоски, надру-
баютъ ихъ до различной глубины и потомъ сгибаютъ, тогда при дур-
ной проваркѣ желѣзо будетъ разслоиваться.
Для испытанія заклепочнаго желѣза лучше всего заклепать нѣ-
сколько заклепокъ; потомъ разрубить ихъ и посмотрѣть, какое строеніе
приняло желѣзо. Въ изломѣ оно должно быть шелковистое.
Производя подобныя испытанія, нужно помнить, что существуютъ
нѣкоторыя обстоятельства которыя, если ихъ не имѣть въ виду,
могутъ повести къ весьма ложнымъ заключеніямъ.
Такъ напр., нужно непремѣнно часть образцовъ отжигать и срав-
нивать результаты испытаній надъ отожженными и неотожженными
образцами. Нѣкоторые сорта желѣза, прокатанные въ холодномъ состо-
яніи, могутъ показывать искусственно повышенный предѣлъ упругости
и коэф. крѣпости, которые потомъ совершенно измѣнятся, въ особен-
ности, если металлъ при обработкѣ будетъ подвергаться нагрѣванію.
Проба литого желѣза только на изгибъ пе даетъ надежныхъ ре-
зультатовъ, такъ какъ во многихъ случаяхъ образцы, которые въ хо-
— 193 —
годномъ состояніи были изогнуты на 180® безъ трещинъ, при испы-
таніи на растяженіе оказались хрупкими.
При испытаніи на разрывныхъ машинахъ недостаточно для срав-
ненія качествъ двухъ матеріаловъ имѣть только ихъ коэффиціенты
крѣпости и удлиненія; необходимо имѣть также по крайней мѣрѣ пре-
дѣлъ упругости, а еще лучше если имѣются всѣ величины для вычи-
сленія живого сопротивленія или имѣется діаграмма растяженія. Дѣй-
ствительно, если будутъ даны два матеріала, у одного коэффиціентъ
Фиг* 47.
крѣпости 42 и удлиненія 25®/й, у другого коэффиціентъ крѣпости 38
и удлиненія 24%, то, конечно, всякій скажетъ, что первый матеріалъ
лучше. Но если къ этому прибавить, что предѣлъ упругости перваго
15, а второго 20, то уже явится сомнѣніе, какой изъ этихъ двухъ
матеріаловъ лучше. Разсмотрѣніе же діаграммы (фиг. 47) разрыва этихъ
образцовъ окончательно убѣждаетъ, что второй образецъ гораздо лучше,
ибо хотя онъ и обладаетъ коэффиціентомъ крѣпости нѣсколько менъ*
тамъ, но зато какъ его упругое, такъ и полное живое сопротивленіе
гораздо больше.
При испытаніи на разрывныхъ машинахъ могутъ получиться раз-
личные результаты въ зависимости отъ того, каноб формы, какихъ
размѣровъ употребляются образцы и какимъ образомъ производится
опредѣленіе относительнаго удлиненія.
99. Вліяніе формы испытуемаго образца на коэффиціентъ нрѣ-
ПОСТИ. Зависимость коэффиціента крѣпости
отъ формы образца впервые ясно подтвер-
дилъ многочисленными опытами Кнркальди1).
Имъ испытывались образцы трехъ родовъ А,
В и С (фиг. 4б). Образецъ С представля-
етъ гладкій цилиндръ, образецъ Л—тотъ же
цилиндръ съ узкой проточкой діаметра </,
образенъ В—тонкій цилиндръ діаметра
’) КігДаИу Ехрептепіз оп ттгоп^ііі Ігоп ап4аШ1, стр. 172-
и
_ 194 —
Слѣдующая таблица содержитъ результаты его опытовъ.
Названіе сортовъ желѣза я заводовъ. Діаметръ об- разна ль мн. Площадь сѣченія въ КВ. мм. Разрывающ. усиліе въ кгр. на кя. мм. ЬГапряжѳн» кгр. на кв. мм. Разность напряженія. ВЪ °/а Сжатіе ііо- псрѳчн. сѣч» въ в/.
боѵап, кованная полоса Л 17,8 249 17249 69 13
„ „ „ В 17,8 249 12533 50 | 38 36
„ я С 25Л 507 25601 50 40
Іяж-Моог, полоса сам. тверд. , » Л 18?5 269 17427 64 \ 30 8
18.5 269 13435 49 49
25,4 507 23236 45 61
Воміісг, полоса самая мягкая . . Л 18,5 269 12711 47 1 90 27
„ . . » • . В 18,3 263 10359 39 55
25,4 507 20923 40 56
Вгайіеу, ВВ Л 17,8 249 13753 54 \ 25 19
„ „ В 17,8 249 10893 43 51
„ п * • - * с 25,4 507 21240 41 52
Рогі-ВпайаЗц Ех. В. Вйбі. . . . . Л. 18,0 254 10893 42 1 со 8
„ п , » > . Е 17,8 249 8579 34 > 6ѵ 11
. . - - с 27,7 602 18899 31 10
Изъ этой таблицы видно, что образцы съ узкимъ прорѣзомъ даютъ
во всѣхъ случаяхъ коэффиціенты крѣпости гораздо большіе для одного
и того же матеріала. Разница достигаетъ до 38%.
Это объясняется, во-первыхъ, тѣмъ, что при разрывѣ цилиндри-
ческаго образца онъ рвется въ наиболѣе слабой части, такъ какъ крѣ-
пость матеріала не бываетъ совершенно одинаковая по всей длинѣ.
Образецъ же съ проточкой рвется именно въ мѣстѣ проточки, слѣдо-
вательно, вообще, не въ самомъ слабомъ мѣстѣ.
Фы. 49»
Во-вторыхъ, главнымъ образомъ оттого, что подобная форма об-
разца не позволяетъ сжиматься поперечному сѣченію, какъ это ясно
видно изъ послѣдняго столбца, такъ что площадь разрыва у образца
съ проточкой гораздо больше, чѣмъ у цилиндрическаго, поэтому
и крѣпость его больше. Если же опредѣлить коэффиціентъ крѣ-
пости, относя разрывающую силу къ площади разрыва, то во всѣхъ
трехъ случаяхъ Л? В, С онъ получается приблизительно одинаковымъ.
Бекеръ производилъ опыты съ образцами, приготовленными изъ
листовой стали и имѣющими форму, показанную на фиг» 49. Образцы
с, й, е была надпилены тонкой пилой, нагрѣты почти до сварочнаго
«м» Д 55
жара и въ тагомъ состояніи прорѣзы закрыты, такъ что ихъ не было
замѣтно простымъ глазомъ. Выставленныя на пахъ цифры показываютъ
соотвѣтственные коэффиціенты крѣпости. Изъ сравненія этихъ цифръ
видно, насколько форма образца вліяетъ при опредѣленіи коэффиціента
крѣпости. То же самое нашелъ и Строиейеръ *). Испытуемые образцы,
ФйГ. 50.
вырѣзанные изъ одного и того же листа, имѣли форму, показанную
на фиг. 50.
Въ приведенной таблицѣ даны результаты его опытовъ.
Форма, ІЦярйпа мм. Толщина мм. Удлннем. отверст. Удлиняя. на 50 мм. Удлиняя, на 200 мм. Коэффиц, крѣпости йгр. на т»н. мм.
А 35,0 12 25,5 44,0
В 46,8 12 50,0 26 47Л
31,8 12 40.0 18 48.0
38,0 12 27,5 14 47,7
С 54,0 12 54,0 28 46,0
44,0 12 50,0 26 47,0
34,0 12 46,0 22 45,0
28,4 12 41,2 22 45,0
оказался образецъ А,
Самымъ слабымъ
С— крѣпче, и самый крѣп-
кій—2/. Казалось бы,
что В и С находятся въ одинаковыхъ условіяхъ,
такъ какъ В можно получить изъ С, разрѣ-
завъ послѣдній по длинѣ и сложивъ вмѣстѣ
внѣшнія стороны. Но ври растяженіи резуль-
таты получаются различные, вслѣдствіе того, что
образецъ С приметъ форму, показанную на
фиг. 51, и получитъ большое сокращеніе пло-
щади, отчего его крѣпость окажется меньше,
чѣмъ у образца В.
100. Вліяніе размѣровъ образца на величину удлиненія. Слѣду-
ющая таблица представляетъ результаты испытаній съ образцами одной
п той же длины, различныхъ діаметровъ, произведенныхъ Барба, глав-
нымъ инженеромъ завода Креао.
і) Ргос. іпвЪ оГ сіѵіѣ Еп&іпеегз, 1884.
13*
— 196 —
Діаметръ. Длина. Коэффиц, крѣпости. Удлиненія 6' чег .
20 мм. 100 мм. 37.0 37
10 ₽ іоо я 36,9 30
» » 100 „ 37,5 26 1
Какъ видно, съ увеличеніемъ діаметра возрастаетъ и удлиненіе,
101. Вліяніе формы площади сѣченія на удлиненіе Приведенная
таблица содержитъ среднія числа азъ ряда опытовъ надъ однород*
ми.
Форма сѣченія. Коэффиц. крѣпости. Сжатіе сѣчѳн. %* Удлиненія
Круглое. ..... 41,5 58.3 32,7
Квадратное.... 4Ѵ 57,3 33,7
Прямоугольное . . 39,6 56,5 36,0
Отсюда видно, что образцы съ прямоугольнымъ сѣченіемъ даютъ
удлиненіе большее, чѣмъ круглые.
При опытахъ съ подосой въ 10 мм. толщины и при ширинѣ
въ 10 20 30 40 50 60 70 80 мм.
получались удлиненія на 100 мм.
31 34 35 37 39 40 38 34*/*.-
Слѣдовательно, наибольшее удлиненіе получилось при отношеній1
сторонъ 1 г 6*
102. Вліяніе на коэффиціентъ крѣпости времени, употребленнаго
на разрывъ образца. Еще Киркальдиа) при своихъ опытахъ нашелъ,
что быстро разорванные желѣзные и стальные образцы выказываютъ,
меньшую крѣпость, чѣмъ образцы, разорванные медленно.
Разница въ коэффиціентѣ крѣпости достигаетъ до 18\ *).
Профессоръ Торстонъ *) на основаніи многочисленныхъ произве-
денныхъ имъ опытовъ раздѣляетъ всѣ металлы на два класса.
Къ первому классу относятся металлы, коэффиціентъ упругости*
которыхъ можетъ быть повышенъ, Коэффиціентъ крѣпости оказывается
в а сЬ, ЕіаяйсіШ шиі Кезй<кеіІ, стр. 20.
’) Кі гкаііу, Ехрегшіеп.13 оа ѵггоп^Ьг ігоа ал4 зіееі, стр. 8Й.
3) Большое различіе получается при опятахъ съ тонкими проволоками, а при
опытѣ съ кормахьиями бруекаши этого разлитія обыкновенно не замѣчается, и по-
тому при практическихъ испытаніяхъ, Мсжно вліяніемъ времени пренебрегать, лишь
бы испытаніе велось медленно 5—10 иин. Явленіе это «вѣстно также подъ изям-
наемъ Сажолрвнзваныпо отжліа. Си, статью Лешятелье въ «Инженерѣ4—3, етр. 90—Ок
) Тѣогзіоп, Зіееі ап4 Ігоп,
-- 197
у нихъ тѣмъ больше, чѣмъ медленнѣе происходитъ разрывъ. Типич-
нымъ представителемъ этою класса является обыкновенное желѣзо.
Ко второму классу относятся металлы, предѣлъ упругости кото-
рыхъ вообще не повышается. Ноэффиціентъ крѣпости ихъ тѣмъ боль-
ше, чѣмъ быстрѣе происходитъ разрывъ. Типичнымъ представителемъ
этого класса можетъ служитъ олово, по Лешателье—цинкъ. Къ атому
же классу относятся большинство литыхъ металловъ, а также и сильно
отожженное желѣзо.
При разрывѣ чугуна и твердой стали время. повидимому, не
оказываетъ большого вліянія.
Къ счастію, наиболѣе распространенные сплавы въ машиностроеніи
и въ инженерномъ искусствѣ—сталь, желѣзо и чугунъ относятся къ
первому классу, и потому является возможнымъ опредѣлять для нихъ
вполнѣ надежный коэффиціентъ крѣпости,
103. Ударныя испытанія надрѣзныхъ образцовъ- Въ послѣднее время
предложены ударныя пробы над рѣзныхъ образцовъ (см. Бюл. ІГ О,
1903), дающія якобы болѣе характерныя признаки доброкачественности
металла* Ріегге Вгіпеі въ докладѣ своемъ Ігоп апй 8іее1 ІШійііе (1904)
указываетъ па то, что подобнаго рода испытанія, представляя большую
сложность, являются ненадежными въ смыслѣ однообразія и вообще
не представляютъ никакихъ преимуществъ по сравненію съ правильно про-
изводимыми испытаніями неиад рѣзанныхъ образцовъ Еп§. 727—5—04.
Статья. СЬагру объ исл* надрѣз. образцовъ, докладъ на Между народи.
Конгрессѣ по лспыт. матер. въ Будапештѣ, помѣщена въ „ Вайта ІегіаІіеп-
ішкІе* Осі* 1 и 15, йоѵ. 1 и 15, Бес. 1 и 15, 1903,
Описаніе опытовъ Фремона съ надрѣзай, образцами.—А. М. 415—4—06
и 1. А. 830—9—3—05. Си, также Ішраеѣ іезі. М. Е. и Еп^. 04 и 05.
104. Способы опредѣленія относительныхъ удлиненій. Если испы-
туемый образеігь раздѣлить на равныя части, отмѣтить ихъ черточ-
ками и подвергнуть растяженію, то будетъ замѣтно, что сначала раз-
стоянія между черточками измѣняются равномѣрно по всей дляпѣ, а
слѣдовательно и удлиненія распредѣляются равномѣрно вдоль образца.
Затѣмъ равномѣрность нарушается. У краевъ удлиненія становятся мень-
ше, а по серединѣ больше* Наконецъ, появляется сильное мѣстное удли-
неніе и вмѣстѣ съ этимъ сжатіе поперечнаго сѣченія. Въ этомъ мѣстѣ
начерченныя линіи искривляются за исключеніемъ средней, которая
-остается совершенно прямой, и до ней образецъ разрывается* Иногда
появляется два мѣстныхъ удлиненія и только въ очень * рѣдкихъ слу-
чаяхъ три.
Нижеслѣдующая таблица представляетъ результаты опытовъ Тауна
и Онвина надъ распредѣленіемъ удлиненій въ различныхъ частяхъ об-
разца послѣ разрыва. Образцы были раздѣлены на 10 равныхъ частей»
я затѣмъ послѣ разрыва опредѣлялось удлиненіе каждой части въ *'е
Удлиненія, написанныя курсивомъ, соотвѣтствуютъ части, въ которой
произошелъ разрывъ.
— 198 —
Матеріалы. ДѢЛЕНІЕ ОБРАЗЦА.
г 2 2 4 5 6 7 8 9 10
Же л ѣво. ।
Угловое. . ' ' Ч 0,05 06 06 06 06 Оба 07 08 135 08
ПІ велеръ , . . . 0,09 11 08 10 23 14 11 10 10 09
Заклепочное . . Ч 0Д7 195 23 51 26 23 25 23 23 18
Квадратное . . Ч 0,24 22 22 22 21 27 50 50 26 18
Полосовое . . . . ; 0,11 16 14 10 10 10 10 10 10 —
Сталь.
Листовая . . . Ч 0,70 30 22 39 19 16 15 16
Ося 0,16 17 21 21 18 17 21 65 46 17
Бавдахн . . . , і 0,02 06 08 21 67 22 06 02 03 06
Изъ приведенной таблицы видно, какъ неравномѣрно распредѣля-
ются удлиненія по длинѣ образца, а потому при опредѣленіи относи-
тельнаго удлиненія весьма важно, на какой длинѣ образца производить
измѣреніе его. Такъ напр., если взять образецъ заклепочнаго желѣза
и производить измѣреніе удлиненія только въ дѣленіи 4-мъ, то отно-
сительное удлиненіе будетъ.....................................0,51
если измѣрять въ дѣленіяхъ 3-мъ, 4-мъ и 5-мъ....................0,33
если брать удлиненіе по всей /Длинѣ.............................0,24
Германскія испытательныя лабораторіи предлагаютъ слѣдующій прі-
емъ для опредѣленія относительнаго удлиненія. Образецъ дѣлятъ па из-
вѣстное число частей п и опредѣляютъ удлиненіе каждой части. За-
тѣмъ, если разрывъ произошелъ не по серединѣ, то сумму удлиненій п
частей составляютъ такъ, какъ будто эти части были расположены сим-
метрично относительно мѣста разрыва, и, дѣля полученную такимъ об-
разомъ сумму удлиненій на пт получаютъ относительное удлиненіе.
Такъ напр., для случая заклепочнаго желѣза нужно взять сумму
удлиненія 4-й части...............................0,51
удлиненій 1-й, 2-й, 3-й, 5-й, 6-й, 7-й частей . . 1,335
2 удлиненія 8*й части.............................0,46
удлиненіе 9-й части...............................0,23
Сумма удлиненій 10 частей=2,535
Относительное удлиненіе /=2,535:10=0,2535.
105. Однообразное испытаніе матеріаловъ, Въ виду большой важ-
ности опредѣленія качества матеріала, для этой цѣли устраиваются же-
паническія лабораторіи^ снабженныя всѣми необходимыми приборами
для производства испытаній.
— 199 —
Первая механическая лабораторія для испытанія строительныхъ ма-
теріаловъ была устроена въ 1858 г. Давидомъ Киркальди, въ Глазго,
Полезность подобнаго учрежденія стала очевидной для всѣхъ, и
вскорѣ, по примѣру Киркальди, стали образовываться лабораторіи и въ
другихъ мѣстахъ. Въ настоящее время механическія лабораторіи имѣют-
ся при большинствѣ техническихъ школъ и почти на всѣхъ хорошихъ
желѣзодѣлательныхъ и механическихъ заводахъ.
Отдѣльныя лабораторіи, употребляя для испытанія образцы различ-
ной формы и размѣровъ, необходимо получали результаты, не пригод-
ные для сравненія другъ съ другомъ. Для устраненія этого важнаго не-
достатка, по предложенію проф. Баушиніера, директора механической
лабораторіи при Мюнхенскомъ политехникумѣ, въ 1884 г. была созвана
въ Мюнхенѣ конференція для установленія однообразныхъ методовъ испы-
танія, Затѣмъ такія конференціи стали собираться періодически въ раз-
личныхъ городахъ Европы. Результатомъ этихъ конференцій явились
нѣкоторыя постановленія по однообразному изслѣдованію матеріаловъ,
которыя приняты большинствомъ механическихъ лабораторій. Главныя
изъ яихъ состоятъ въ слѣдующемъ *).
Всякая машина, предназначенная для техническихъ испытаній ма-
теріаловъ, должна быть такъ устроена, чтобы можно было вѣрно и
легко повѣрять ея точность.
Устройство машины должно быть таково, чтобы при правиль-
номъ управленіи ею нагрузка дѣйствовала совершенно безъ удара.
Приспособленія для закладки въ машину испытываемыхъ образ-
цовъ должны быть таковы, чтобы растяженіе или сжатіе передавалось
на сѣченіе пробнаго образца какъ можно равномѣрнѣе (не эксцен-
трично).
Ударныя пробы производятся на нормальномъ приборѣ особаго
устройства, такъ называемомъ нормальномъ копрѣ.
Не принимая на себя проектированія полнаго устройства нормаль-
наго копра, конференція даетъ точныя указанія только относительно
тѣхъ частей прибора, отъ устройства которыхъ можетъ зависѣть ре-
зультатъ опыта.
Въ виду существующихъ устройствъ, а также и потому, что ре-
зультатъ въ широкихъ предѣлахъ зависитъ только отъ величины работы,
исполненной копромъ, вѣсъ бабъ допускается въ 500 и 600 кгр., пре-
имущественно же предлагается для бабы вѣсъ въ 500 кгр.
Форма бабы должна быть такова, чтобы центръ тяжести всей массы
ея лежалъ какъ можно ниже. Помощію лапы и чеки прикрѣпляется къ
бабѣ особая передняя часть,—боест, изъ кованной стали, точно цен-
трированный относительно линіи центра тяжести бабы, что должно
быть указано особыми мѣтками. Линіи центра тяжести бабы должны
совпадать съ среднею линіею направляющіе бабы—яровоЛодвз.
і) МШѢеІІЕтеед апз гіеш шесЬаш ІлаЬогаітшп ів МішеЬеп, НѳЙ XIV.
Н. Бѣлелюбскій. Одйообр&зво& всвытаяіе стровтельаыхь матеріаловъ-
Мюнхенъ 1884, Дрезденъ 1887.
— 200 —
Отношеніе длины направляющей части бабы къ разстоянію между
направляющими должно быть больше 2:1. Направляющія дѣлаются
изъ металла, напр. изъ желѣзнодорожныхъ рельсовъ и должны быть
такъ устроены, чтобы црп паденіи бабы не было никакой игры. Смазка
направляющихъ рекомендуется графитомъ.
Приспособленіе для расцѣпки бабы должно быть такъ устроено,
чтобы бабу не заѣдало въ направляющихъ, для чего часть, ведущая
ж расцѣпной приборъ, должна обладать особенно дра-
Д внльнымъ движеніемъ* Подвѣска расиѣпного прибора
должна находиться на линіи центра тяжести бабы.
/7е~у------——Между расцѣпнымъ приборомъ и бабою вводится
/короткая подвижная часть, напр. цѣпь или канатъ,
1( )1 Особенно рекомендуется расцѣнкой приборъ, прел-
представленный на фиг. 52? офиціально употребляй
мый въ Россіи.
Опорныя части для пробныхъ тѣлъ должны
Фиг. 52. быть прочно укрѣплены въ опорѣ копра, напр. по-
средствомъ клиньевъ*
Вѣсъ опоры (стула) долженъ быть по крайней мѣрѣ въ ІО разъ
больше вѣса бабы.
Фундаментъ копра долженъ быть неупругій, изъ прочнаго камен-
наго массива, величина котораго обусловливается мѣстными условіями
грунта.
Передняя часть бабы—боекъ дѣлается всегда плоскою; въ различ-
ныхъ же случаяхъ, при испытаніи рельсовъ, осей, бандажей, рессоръ
и пр,, употребляются соотвѣтственной формы накладки на испытывае-
мыя тѣла съ верхней плоской гранью* Накладки эти должны быть по
возможности легки.
Копры съ высотою паденія не болѣе 6 метр. заслуживаютъ боль-
ше довѣрія, чѣмъ съ большей высотой, и потому совѣтуется при устрой-
ствѣ копровъ вновь—не превосходитъ высоту въ 6 метр. При большихъ
ударныхъ работахъ лучше пользоваться бабою вѣсомъ въ 1000 кгр.
Ударная работа опредѣляется по дѣйствующему вѣсу бабы и
высотѣ кобенія. —Полный вѣсъ бабы долженъ быть такой, чтобы дѣй-
ствующій вѣсъ ея составлялъ круглое число, напр. 500 кгр.
Для опредѣленія Лъмслівующоіо вѣса бабы можно поступать слѣ-
дующимъ образомъ:
Между бабою и рабочимъ канатомъ вводятъ достаточно сильный
динамометръ и отмѣчаютъ дѣйствующій вѣсъ бабы во время медленнаго
спуска ея. Такимъ образомъ получается вѣсъ бабы, за вычетомъ тренія:
при поднятіи же бабы опредѣлится вѣсъ ея, включая и треніе*
Копры, въ которыхъ работа тренія—болѣе 2’Д полной ударной
работы, признаются негодными.
Относительно самаго производства опытовъ слѣдуетъ еще имѣть
въ виду нижеслѣдующія положенія:
Нормальный коперъ предназначается главнѣйшимъ образомъ для
— 201
испытанія цѣльныхъ предметовъ, какъ-то: рельсовъ, с сей, бандажей ,
рессоръ и т. и.
Такъ какъ рабочая емкость (величина работы) какого-либо копра
въ широкихъ предѣлахъ зависитъ отъ величины произведенія изъ вы-
соты паденія и дѣйствующаго вѣса бабы, а не въ отдѣльности отъ ка-
ждаго изъ этихъ факторовъ, то совѣтуется принимать въ основаніе
опытовъ за единицу метротонну и для величины работы выбирать
всегда только такія числа, которыя дѣлятся на 500, скалу же высотъ
на копрѣ необходимо дѣлить не на метротонны, а на полуметротонны.
Совѣтуется пользоваться подвижною скалою, такъ, чтобы нуль ея
могъ быть всегда переставленъ соотвѣтственно высотѣ испытываема го
тѣла.
Признается достаточнымъ производимую ударомъ стрѣлу прогиба,
при разстояніи между опорными точками отъ 1.0 до 1,5 метр., опре-
дѣлять съ точностью до I мм.
Въ виду сравненія результатовъ опытовъ, предлагается записывать
въ „журналѣ испытанія* и опубликовывать всѣ особенности, относя-
щіяся до употребленнаго метода испытанія (какъ-то: послѣдовательность
ударовъ, производилось ли испытаніе съ перерывомъ, было ли пробное
тѣло переворачиваемо или нѣтъ), а также всѣ явленія, сопровождавшія
опытъ,
106. Нормальная форма образцовъ при испытаніи на разрывъ
Круглые образцы приготовляются четырехъ типовъ, а именно: цри одной
и той же расчетной длинѣ въ 200 ми,, .діаметромъ въ 10, 15, 20 и
26 мм., смотря по надобности и возможности приготовленія.
Цилиндрическая часть образца сверхъ расчетной длины 200 мм.
имѣемъ еще съ обоихъ концовъ но 10 мм.? всего 220 мм4; удлиненіе
же измѣряется только на длину въ 200 ми.
Расчетная длина плоскихъ образцовъ, подобно круглымъ, назна-
чается также въ 200 мм.э при полной длинѣ, какъ и въ первомъ слу-
чаѣ, 220 мм.
Въ тѣхъ случаяхъ, когда ширина и толщина плоскихъ образцовъ
можетъ быть выбрана произвольно, ширина должна быть 30, а тол-
щина 10 мм., сѣченіе 30 на 10 мм.^ считается вообще нормальнымъ.
Если толщина матеріала дана, какъ папр. въ листахъ, то при тол-
щинѣ до 24 мм. (включительно) ширину плоскихъ образцовъ брать въ
30 мм*, а при толщинѣ съ 25 мм.—послѣднюю принимать за ширину
образца, а толщину образца брать въ 10 мм. Чтобы въ послѣднемъ
случаѣ не терять поверхности прокатки, образцы нѣсколько утолщаются
но копцамъ, и тѣмъ образуются іюловки для закладки образца въ
машину.
Изъ полосового углового, одно - и двутавроваго, фасоннаго въ
видѣ | | желѣза, стали и т. п. вырѣзываются плоскіе образцы съ
расчетною длиною въ 200 мм. и шириною никакъ не больше 30 мм.
При большей ширинѣ полосового желѣза йлп полокъ углового желѣза,
а также фланцевъ и стѣнки фасоннаго желѣза СЕ І> Е й Ти п'^
— 202 —
разцы распредѣляются по длинѣ штуки такъ, чтобы въ испытаніе вошло
все сѣченіе еят при чемъ берется два и болѣе образцовъ или рядомъ
одинъ возлѣ другого, или въ шахматномъ порядкѣ, запуская' одинъ за
другой (фиг. 53),
Поверхность прокатки въ образцахъ должна бытъ сохранена
во всякомъ случаѣ.
На этихъ же конференціяхъ были уста-
новлены и общія положенія, которыми нуж-
но руководиться при заказахъ и пріемкѣ
матеріаловъ. Нѣкоторыя изъ этихъ поло-
ммм женій оказались въ примѣненіи на практикѣ
1 I І2Т-....не совсѣмъ удобны ми3 вслѣдствіе чего въ
фмт 53 1892 г. соединенными обществами герман-
скихъ архитекторовъ, германскихъ инжене-
ровъ и германскихъ заводчиковъ эти постановленія были вновь пере-
смотрѣны и исправлены.
Результатами ихъ совмѣстной работы явились новыя нормальныя
условія1), которымъ должны удовлетворять желѣзо, сталъ и чугунъ,
какъ строительные матеріалы.
Сплавы желѣза съ металлами.
Спеціальныя стали *).
107. Сплавъ желѣза съ никелемъ. Никелевая сталь. Сплавъ мо-
жетъ быть полученъ присадкой къ расплавленному желѣзу въ мартенов-
ской печи металлическаго никеля или, какъ это дѣлаютъ въ Америкѣ,
желѣза-никеля. Такъ какъ никель почти совершенно не соединяется съ
кислородомъ, то для очистки металлической ванны въ концѣ операціи
прибавляютъ еще немного ферромангана (желѣзомарганца), и потому не-
большое количество марганца всегда присутствуетъ въ сплавѣ. Въ
расплавленномъ состояніи этотъ сплавъ гораздо жиже, чѣмъ обыкновен-
ная сталь, и даетъ болѣе чистыя отливки.
Въ виду большого распространенія, которое этотъ сплавъ полу-
чилъ какъ строительный матеріалъ для панцырныхъ плитъ, пароходныхъ
валовъ и винтовъ, динамо-машинъ и паровыхъ котловъ, въ послѣднее
время онъ получаетъ примѣненіе и въ машиностроеніи; нѣмецкимъ об-
ществомъ „Ѵегеіп гиг Вейгйепіп^ <3ез беѵѵегЬДеівдез іп Ргеаззеп* ")
были предприняты спеціальныя испытанія этого сплава для выясненія
*) і^опоаІЬесііпйшійеп Ггіг «Йе ІЛейгап^ топ Еіяепкопзігикііопев, ѵоп 4ет
ѴегЬааДе 4еніас!іег АгсЫіекгеп- шкі Іп^епіеиг Ѵегеіпе, Цеш Ѵегеіпв йеиізсЬег Іеденіеше
пай гіет Ѵегеіпе гіепісЬег ЕізепЬйііепІеиХе.
Ск, также прежнее изданіе Техн: Металловъ, илн „Техжнческій Сборникъ“
1893 г. # 6 і 7.
-) Си. М, Е. 607-10-03; 428-И томъ—03; I, А. Атщ — 20-03.
3) ѴегЬ. ^ев ѴегеШа 7.г В. 1 &. 1896, стр. 65.
™ 203 —
его физическихъ свойствъ. Сплавъ составляется изъ чистаго никеля и
почти чистаго желѣза. Изъ этихъ опытовъ выяснилось, что коэффи-
ціентъ упругости сплава уменьшается по мѣрѣ того, какъ содержаніе
никеля возрастаетъ до 16 й/.. другой стороны, сплавъ никеля (98 */.)
съ желѣзомъ (2*/в) выказывалъ большій коэффиціентъ упругости, чѣмъ
чистое желѣзо. Коэффиціентъ крѣпости возрастаетъ съ увеличеніемъ
примѣси никеля (отъ 49 кгр. до 150 кгр. на кв. ммД пока его содер-
жаніе въ сплавѣ но достигнетъ 10 */.. Послѣ этого по мѣрѣ возрастанія
примѣси никеля до ЗО*/0Т коэффиціентъ крѣпости сильно уменьшается,
затѣмъ немного увеличивается, при увеличеніи примѣси никеля до 60°/.,
послѣ чего вторично понижается, Предѣлъ упругости и начало види-
мыхъ удлиненій по мѣрѣ возрастанія содержанія никеля до 10**^ по-
вышаются (отъ 30 до ЮОХ а затѣмъ все время, хотя очень незначи-
тельно, понижается.
Вязкость сплава сначала съ увеличеніемъ примѣси никеля умень-
шается, при содержаніи никеля въ 1 6 */й почти равна нулю, затѣмъ
увеличивается и достигаетъ при 60 */. наибольшей величины, послѣ чего
вторично уменьшается. Примѣсь никеля оказываетъ наибольшее вліяніе
на повышеніе предѣла упругости.
Отжигъ нѣсколько уменьшаетъ коэффиціентъ крѣпости и предѣлъ
упругости, по нѣсколько увеличиваетъ вязкость.
Характерно измѣняется изломъ. Когда никеля 0,5 */0? сплавъ пузы-
ристый; при содержаніи никеля отъ 1 до 3%,—плотенъ: затѣмъ изломъ
постепенно переходитъ въ мелкозернистый, зерни сто-кристаллическій и
игольчато-кр и стаяли ч ескай.
Сплавы съ содержаніемъ никеля до 5°/0 могутъ легко обрабаты-
ваться. Съ большимъ содержаніемъ никеля сплавъ становится слиткомъ
твердымъ-
При содержаніи никеля до 1 °/. сплавъ хорошо сваривается, за-
тѣмъ эта способность утрачивается.
Благодаря высокому предѣлу упругости никеля сталь оказывается
особо пригоднымъ матеріаломъ для изготовленія такихъ деталей, которыя
подвергаются повторительнымъ нагрузкамъ и ударному дѣйствію: пальцы
кривошиповъ, шатуны, штоки, валы и т. п. Справедливость этого ясно
подтверждается опытами, произведенными въ Уотертаунскомъ арсеналѣ
Американскихъ Соединен. Штатовъ. При этихъ опытахъ оказалось, что
ври напряженіи въ 25 кгр, на кв, мпл. мм.
— Сварочное желѣзо выдержало 59000 повторнтельп. нагрузокъ
— Сталь съ содержаніемъ угле-
рода 0,35*/. 317700 5
— Сталь съ содержаніемъ угле- 7,
рода 0,30*Д и никеля 3,5 7. 1850000
— Сталь съ тѣмъ же содержа- 9
ніемъ углерода и никеля 4,5 7. 3 360000 1? Я
— Сталь съ тѣмъ же содержаніемъ 7? Я
углерода а никеля 5,5*/.. . 4370000 9 9
— 204 —
Сплавъ желѣза съ 5°/* никеля выказываетъ предѣлъ упругости въ
44 кгр-, коэф. крѣпости въ 80 кгр., даетъ удлиненіе въ 16%. Такимъ
образомъ этотъ сплавъ, выказывая достаточно большую вязкость и въ
то же время очень высокій коэффиціентъ крѣпости и предѣлъ упругости,
является очень пригоднымъ матеріаломъ для деталей, подвергающимся
ударному дѣйствію: автомобильныхъ рамъ, калѣнчят. валовъ и т. и.
Этотъ же сплавъ съ содержаніемъ 5 7« никеля нашелъ громадное
примѣненіе для изготовленія броневыхъ плитъ. Благодаря большей крѣ-
пости и вязкости эти платы прекрасно сопротивляются, ударному дѣй-
ствію снарядовъ. Для повышенія еще болѣе указанныхъ качествъ плиты
закаливаются и затѣмъ отжигаются.
Машинныя свойства никелевой стали увеличиваются съ увели-
ченіемъ содержанія никеля до 5%,, а затѣмъ при дальнѣйшемъ увели-
ченіи магнитныя свойства начинаютъ уменьшаться, такъ что сталь съ
содержаніемъ никеля въ 25% совсѣмъ не проявляютъ магнитныхъ
свойствъ. Если такой сплавъ охладить до—20° Ц,, то сталь снова
пріобрѣтаетъ магнитныя свойства и сохраняетъ ихъ при нагрѣваніи въ
предѣлахъ до 580е Ц* Но достиженію же этой температуры магнитныя
свойства вновь утрачиваются и могутъ быть пріобрѣтены опять лишь
по охлажденіи до—20°.
Электропроводимость никелевой стали очень слаба.
Съ небольшимъ содержаніемъ никеля сплавъ не блестить, болѣе
же богатые никелемъ сплавы имѣютъ блестящую поверхность. Сплавъ
съ содержаніемъ 18°/» никеля почти совсѣмъ не окисляется. При мень-
шемъ содержаніи никеля ржавчина появляется, по значительно слабѣе,
чѣмъ на обыкновенной стали.
108- Ммтисъ (по-лат.ыпи значитъ—мягкій, вязкій). Подъ этимъ
названіемъ извѣстенъ сплавъ желѣза съ ничтожнымъ количествомъ алю-
минія, Полученъ онъ былъ впервые шведскими инженерами Бинтенстро-
момъ и Остбергомъ 1). Для полученія мытися желѣзныя опилки нагрѣ-
ваются въ тиглѣ до тѣстообразнаго состоянія и къ нимъ прибавляютъ
алюминія около 0,17» - Алюминій, соединяясь съ желѣзомъ, выдѣляетъ
теплоту, и сплавъ получается въ жидкомъ вадѣ. Мнтисъ имѣетъ коэфф,
крѣпости около 45 кгр. па 1 кв. ми,, даетъ удлиненіе до 20 7$ и?
сравнительно легко плавясь, хорошо отливается въ формы,
109. Марганцовая сталь Этотъ сплавъ получается, прибавляя къ
расплавленному желѣзу расплавленнаго же или сильно подогрѣтаго фер-
романгаиа; при этомъ въ сплавъ всегда попадаетъ нѣсколько углерода,
который оказываетъ вредное вліяніе, а потому нужно стараться по воз-
можности уменьшить его содержаніе.
Для этого нужно брать по возможности богатый ферроманганъ.
Потому же марганцовая сталь не можетъ быть приготовляема въ тиг-
ляхъя такъ какъ при этомъ происходитъ большое поглощеніе углерода
изъ матеріала тигля.
0 Ашегіеап МасЫпІй^ Длпе 6, 1885 стр. 2; Атегісад МаеЬіпіві 1895, стр. 585.
205 ™
Примѣсь марганца въ незначительномъ количествѣ, до 2 * г уве-
личиваетъ твердость и крѣпость сплава, но желѣзо съ содержаніемъ
марганца отъ 2,5% до 7% представлять сплавъ крайне хрупкій и не-
прочный, Въ литомъ состояніи его коэфф, крѣпости не превышаетъ
6,5 кгр, на кв, мм. Ковка можетъ повысить его до 39 кгр., но удли-
неніе все-таки остается очень малымъ, не болѣе 3%,
Съ увеличеніемъ содержанія марганца увеличивается крѣпость и
вязкость сплава и достигаетъ наибольшей величины при содержаніи
марганца отъ 14*/п до 16%, При дальнѣйшемъ увеличеніи хотя крѣ-
пость и остается нѣкоторое время постоянной, но вязкость начинаетъ
уменьшаться. Когда содержаніе марганца перейдетъ за 20 е/,? то какъ-
крѣность, такъ и вязкость быстро уменьшаются* Происходитъ это, вѣ-
роятно, отъ того, что вмѣстѣ съ ферроманганомъ въ желѣзо поступаетъ
много углерода, который и вредитъ прочности сплава, хотя, въ то же
время, благодаря большому содержанію марганца вліяніе его значительно
умѣряется; такъ напр., простая сталь съ содержаніемъ углерода въ 2%
коваться не можетъ, тогда какъ марганцовая сталь съ такимъ же содер-
жаніемъ углерода куется очень хорошо.
Въ расплавленномъ состояніи марганцовая сталь очень жидка и
отлично заполняетъ всѣ мелкія части формы, но усадку даетъ очень
значительную, и нужно принимать особыя мѣры, дабы избѣжать уса-
дочныхъ раковинъ.
Отлитая сталь въ изломѣ имѣетъ кристаллическое строеніе, при
ковкѣ кристаллическое строеніе переходить въ зернистое, хотя все-таки
изломъ имѣетъ своеобразный видъ и ее легко можно принять за сталь
плохого качества.
Замѣчательное дѣйствіе па качество марганцовой стали оказываетъ
закалъ, т.-е, нагрѣваніе и быстрое охлажденіе, При этомъ твердость и
крѣпость ея увеличиваются, но, вмѣстѣ съ тѣмъ, совершенно противо-
положно обыкновенной стали, увеличивается также и вязкость. Натрѣ-
ватъ сталь нужно до бѣлаго каленія и возможно быстрѣе охладить:
чѣмъ быстрѣе охлажденіе, тѣмъ крѣпче, тверже и большей вязкости
получится сталь- Это явленіе согласуется съ наблюденіями Осмонда
(см. | 73)- Какъ видно на діаграммѣ (фиг, 29), линія, соотвѣтствующая
марганцовой стали, идетъ плавно, не дѣлая скачковъ; это показываетъ,
что желѣзо, содержащее марганецъ, не переходитъ изъ одного аллотро-
пическаго состоянія въ другое и потому закала не получитъ. Замѣча-
тельно также то, что при быстромъ охлажденіи марганцовая сталь не
даетъ трещинъ.
Насколько измѣняется крѣпость и вязкость стали въ зависимости
отъ примѣси марганца и отъ способовъ обработки, ясно видно изъ
діаграммы (фиг. 54). Нѣсколько сортовъ стали были нагрѣты до бѣлаго
каленія, и одинъ изъ нихъ прокованъ и оставленъ медленно охлаждать-
ся, а остальные охлаждались съ различной скоростью—въ воздухѣ, въ
маслѣ и холодной водѣ. Изъ діаграммы видно, что наиболѣе крѣпкой и
— 206 —
вязкой сталь получилась отъ охлажденія въ водѣ, ^Нижняя часть діа-
граммы даетъ удлиненіе въ •Д.
Насколько твердой и вмѣстѣ съ тѣмъ вязкой получается послѣ
накала марганцовая сталь, можно судить по тому, что одинъ образецъ
съ содержаніемъ марганца въ 14*/в показалъ удлиненіе 44’/*, а вмѣстѣ
съ тѣмъ, чтобы просверлить въ этой стали на сильномъ сверлильномъ
станкѣ и хорошимъ сверломъ отверстіе діам, 1 */і” на глубину 3/Д ио"
требовался цѣлый часъ времени г).
Марганцовая сталь, обладая большимъ живымъ сопротивленіемъ,
представляетъ прекрасный матеріалъ для частей, подверженныхъ ударамъ.
м
о
110
І00
10
и
«
40
30
ад
іо
то
00
а
я
с.—о.ъг Я—Мг Жъ**—^ДБ 0,(7 <М4 0,ЕІ 0,35 ѵ» 10ц60 здо 0Д6 1150 0,»' |д»ь одъ ИТИ ) 14^1
А
*
... . 1
Г х#* • • р
ч
А — нагрѣтая добѣла и догруженная въ воду.
В *- „ ѵ „ „ Л масло.
С — прокованная и охлажден, на воздухѣ.
В — ѵ в медленно охлажд.
Фмг. 54.
Такъ напр., производились слѣдующіе сравнительные опыты надъ мар-
ганцовою сталь съ содержаніемъ 12,55°/* марг. и съ обыкновенной
сталью. Стальныя оси изъ того и другого матеріала подвергались уда-
радъ падающаго груза; послѣ каждаго удара замѣчался прогибъ и ось
повертывалась на 180®. Оказалось, что оси изъ обыкновенной стали
выдержали до излома работу удара въ 48 ф угонъ-тоннъ и дали общую
1) Оа тпав^авеве віееі, Ьу ЕЕ&4?іе)гі. Р*рет Ьеіоге Ігоп апд 86её1 ІпзЬі-
(піе 1888,
— 207 —
сумму прогиба въ 105", тогда какъ изъ марганцовой стали выдержали
работу удара въ 498 футовъ-тоннъ и общій прогибъ равнялся только 30".
(Высота и вѣсъ падающей части въ обоихъ случаяхъ были одинаковы).
Какъ оказывается изъ опытовъ, качества марганцовой стали при
нагрѣванія ея до 200’ Ц* почти не измѣняются.
Обработка ея при синемъ нагрѣвѣ вредитъ значительно меньше,
чѣмъ въ случаѣ обыкновенной стали. По опытамъ Стромейера, марган-
цовая сталь при синемъ нагрѣвѣ выдерживала отъ 21 до 35 изгибовъ,
тогда гакъ хорошее желѣзо Іяж-Моог выдерживало только 3—5 изгибовъ.
Несмотря на такія прекрасныя качества матеріала, марганцовая сталь
вслѣдствіе ея большой твердости находитъ пока очень небольшое при-
мѣненіе, Невозможность обрабатывать сталь рѣзаніемъ ограничиваетъ
употребленіе ея только въ видѣ отливокъ.
Вообще марганцовая сталь не обладаетъ магнитными свойствами,
но Гадфильдъ нашелъ, что, отжигая сплавъ при высокой температурѣ
въ теченіе 12 дней, ему можно сообщить ати свойства* Лешзтелье
произвелъ нѣсколько испытаній надъ различными разновидностями мар*
гаицовой стали, обладающими и иеобладающими магнитными свойст-
вами. Онъ нашелъ, что для сообщенія сплаву магнитныхъ свойствъ
температура отжига должна быть между 500й и 600* Ц,; паи лучшіе
результаты получались при 500й Ц* При этой температурѣ достаточно
двухъ часовъ, чтобъ произошла перемѣна. Нагрѣвая сплавь до 800*
Ц* и охлаждая быстро погруженіемъ въ воду, магнитныя свойства
снова уничтожаются. П ри обыкновенныхъ температурахъ электропро-
водимость сплава съ магнитными свойствами гораздо больше, чѣмъ у
другой разновидности, но при нагрѣвѣ до 780° Ц. электропроводи-
мость обѣихъ разновидностей становится одинаковой. При этой же
температурѣ обыкновенно желѣзо теряетъ свои магнитныя свойства, ивъ
чего Лешателье заключаетъ, что марганцовая сталь скорѣе механическая
смѣсь желѣза съ марганцемъ я).
110, Хромовая сталь приготовляется, расплавляя въ тигляхъ мяг-
кую сталь съ богатымъ хромистымъ желѣзомъ* Сталь обыкновенно
содержитъ хрома до 2^ , но хромъ можетъ сплавляться съ желѣзомъ
въ произвольныхъ пропорціяхъ, образуя въ одномъ сплавѣ разнородныя
соединенія. Въ сплавахъ онъ легко окисляется. Присутствіе хрома уве-
личиваетъ способность желѣза насыщаться углеродомъ: увеличиваетъ
твердость, въ особенности закаленной стали, также немного повышаетъ
коэффиціентъ крѣпости и предѣлъ упругости; но уменьшаетъ вязкость
и способность свариваться. Присутствуя въ желѣзѣ, несодержащемъ
углерода, хромъ не сообщаетъ желѣзу способности принимать закалъ*
Но въ присутствіи углерода онъ увеличиваетъ эту способность, и по-
тому нужно предположить, что дѣйствіе хрома въ стали посредствую-
щее, т.-е, онъ вліяетъ на углеродъ и заставляетъ его принимать ту
формукоторая обусловливаетъ особую твердость стали*
9 Еа^іпеетіа& 1894, рагС П* стр* 806,
™ 208 —
Окислы хрома могутъ образовать пленки въ хромовой стали,
вслѣдствіе чего эта сталь болѣе легко можетъ быть сожжена, чѣмъ
обыкновенная сталь.
Хромовая сталь довольно тверда въ отожженномъ состояніи, но
особая твердость проявляется при закалѣ. Опа довольно хорошо куется,
неособенно хрупка; не сваривается въ полномъ смыслѣ этого слова,
но можетъ соединяться ври нагрѣвѣ даже съ обыкновенной сталью и
выказывать при этомъ прочность, достаточную во многихъ случаяхъ
практики.
При закалѣ и отжигѣ хромовую сталъ нужно нагрѣвать значитель-
но ниже, чѣмъ обыкновенную сталь»
Присутствіе хрома повышаетъ температуру плавленія желѣза.
111. Вольфрамовая сталь. На рынкѣ такая сталь встрѣчается
подъ различными названіями; ^МияЬеІ-КресіаІ\ ^Ітрегаі й, ^Сгезсепі
НапЬтес!* и др.
Вольфрамовая сталь приготовляется плавкой въ тигляхъ обыкно-
венной углеродистой стали и прибавленіемъ къ ней въ желаемой про-
порціи вольфрамоваго желѣза.
Вольфрамъ сообщаетъ стали громадную твердость: напримѣръ сталь
„Мушегъ* съ содержаніемъ вольфрама до 7,81 */й является наиболѣе-
твердой изъ всѣхъ извѣстныхъ на рынкѣ, и равняется по твердости въ
незакаленномъ видѣ твердости закаленной хромовой стали. Такая сталь
легко царапаетъ стекло. Если сравнивать примѣси по вѣсу, то воль-
фрамъ при равныхъ условіяхъ не сообщаетъ стали такой твердости,
какъ углеродъ. Напримѣръ, Меткафъ указываетъ, что плашки, приго-
товленныя изъ стали, содержащей 1,37% углерода и 0,78 ®/0 вольфра-
ма, срабатывались быстрѣе, чѣмъ платки изъ стали съ содержаніемъ
2,37% углерода. Но зато вольфрамъ можетъ бытъ примѣшанъ къ же-
лѣзу въ количествѣ до 10%, и при этомъ можетъ быть получена
громадная твердость.
Вольфрамовая сталь очень хрупка: при содержаніи вольфрама
около 7% уже не замѣтно какихъ-либо удлиненій при разрывѣ, и
часто такая сталь при ударахъ разлетается на куски. Поэтому вольфра-
мовая сталь не только не годится для строительныхъ цѣлей, но не го-
дится также и для приготовленія такихъ инструментовъ, которые под-
вергаются ударному дѣйствію, напримѣръ, сверлъ для горныхъ работъ,
холодныхъ зубилъ и т. п. Главнымъ образомъ вольфрамовая сталь при-
годна для приготовленія рѣзцовъ для самоточекъ, строгальныхъ машинъ
и друг. при обработкѣ металловъ.
Вольфрамовая сталъ можетъ подвергаться ковкѣ только между
вишнево-краснымъ наірѣвомъ и темно-желтымъ, и вслѣдствіе такихъ
узкихъ предѣловъ изъ нея возможно приготовлять предметы лишь самой
простой формы.
Сваривается вольфрамовая сталь съ очень большимъ трудомъ. При
примѣненіи электрическаго нагрѣва эта операція производится значи-
тельно легче и совершеннѣе.
— 209 —
Сталь даже съ очень незначительнымъ содержаніемъ вольфрама
при закалѣ трескается. Но вольфрамовую сталь и нѣтъ надобности
закаливать, такъ какъ при закалѣ она пе увеличиваетъ своей твердости
в не теряетъ се при отжигѣ.
Вслѣдствіе того, что вольфрамовая сталь остается твердой и при
нагрѣваніи до высокой температуры приготовленнымъ изъ нея рѣзцамъ
можно придавать значительно большія скорости рѣзанія, и такимъ обра-
зомъ увеличивать производительность работы машинъ орудій. Си § 80,
стр. 150.
Послѣ нѣсколькихъ послѣдовательныхъ нагрѣвовъ вольфрамо-
вая сталь, повидимому, окисляется, и теряетъ свои спецефическія
свойства.
Будучи намагничена, , вольфрамовая сталь замѣчательно хорошо
удерживаетъ магнетизмъ,
112. Кремнистая сталь. Свойства этого сплава еще не вполнѣ
изучены и вслѣдствіе этого кремнистая сталь получила лишь небольшое
распространеніе* Въ желѣзѣ съ содержаніемъ углерода не болѣе 0,25%
при возрастаніи кремнія до 2% увеличивается коэффиціентъ крѣпости
и сохраняется, достаточная вязкость; при большемъ же содержаніи крем-
нія коэффиціентъ крѣпости продолжаетъ возрастать, по вязкость быстро
надаетъ и сплавъ пріобрѣтаетъ крупно-кристаллическое строеніе.
Кремнистая сталь съ содержаніемъ кремнія 1,5% и углерода 0,5%,
или кремнія 0,8 % и углерода 1% оказывается довольно хорошимъ
матеріаломъ для приготовленія инструментовъ, и въ такомъ видѣ крем-
нистая инструментальная сталь получила довольно большое распростра-
неніе.
113, Сложныя спеціальныя стали:
Въ послѣднее время сталелитейные заводы сдѣлали значительныя
усовершенствованія въ приготовленіи различныхъ спеціальныхъ сортовъ
сталей* При этомъ стремленіе было направлено къ тому, чтобы повы-
симъ коэффиціентъ крѣпости стали п упроститъ ея термическую
обработку.
Для повышенія коэффиціента крѣпости и сохраненія притомъ до-
статочной вязкости пришлось прибѣгнуть къ изготовленію все болѣе и
болѣе сложныхъ сплавовъ. При этомъ различаются два рода сталей: 1)
стали, обладающія вышесказанными свойствами послѣ отжига: — такія
стали обладаютъ обыкновенно большимъ недостаткомъ—громадной твер-
достью, страшно затрудняющей ихъ обработку — 2) стали, пріобрѣта-
ющія большую крѣпость лишь послѣ закалки* Какъ на примѣры такихъ
сталей можно указать на слѣдующія:
Сталь первой категоріи*
Нинель-нремн истая.
Составъ С—0,221, Кі —123 8і~1578, Мп - 0Д12, 8 — 0,011,
0^005. Отожженная при температурѣ въ 900* Ц. она выказала
лоэф* крѣп.~170 кгрт, пред* унруг. 141, удлиненіе 9\, Послѣ закала
14
— 210 —
при теми* нагрѣвѣ до 850 Ц* въ водѣ 20° Ц. коэф. крѣп. 203 кгр.
кв* мм*, пред. упру г. 138, удл. 4°/^
Въ виду трудности обработки этой стали едва ли опа получить
практическое примѣненіе.
Изъ сталей второй категоріи укажемъ на
Никель-Ванадіеву сталь* Ея составъ: С—0,2, №—7, V—0,2: Мп—0,30*
Свойства послѣ отжига: КК* 65, пр. упр* 45, удлип* 20\. Послѣ за-
кала при 850° Ц. въ водѣ: КК* 140, вр* упрт 120, удлин, 10* 0*
Нинель-Хромъ-Ванадіева* Составъ: С—0,45, Хі—2,25, Сп—0.6
V, — 0,07, Мп—0,28* Свойства послѣ отжига: КК.—70, пр* упр*—5ОЭ
удлин*—2О°/от Послѣ закала при 800° п отпускѣ до 400°— КК. —150*
пр* упр*—130, удлив*— 6°^* Сопротивляется ударному дѣйствію послѣ
закала лучше, чѣмъ до закала (соотвѣтственно 11 я 6 кгржв. мм.).
Нинель-Хромовая сталь* Составъ С -0,173, Хі—5,47, Сг— 0,18,
Мп—0,55, 81—0,16, Свойства: КК,—61, пр* упр, — 36, удлшь 21 \*
Послѣ закала въ маслѣ при нагрѣвѣ до 850® Ц* КК. — 130. лр*
упр. —122, удлиненіе 5%*
Вообще въ послѣднее время замѣчается стремленіе вводитъ въ со-
ставъ сталей Ванадій. *) Онъ обладаетъ свойствомъ значительно повышать
коэф* крѣш яри закалѣ, не измѣняя почти свойства сплава въ отоя>
жестомъ состояніи* Хромъ и кремній точно также повышаютъ КК, при
закалѣ, но они сообщаютъ сплаву хрупкость и измѣняютъ нѣсколько
свойство сплава въ отожженномъ состояніи* Ванадій получилъ большее
примѣненіе въ Англіи и Америкѣ, чѣмъ въ Европѣ; — его примѣняютъ,
при изготовленіи броней, пружинъ, штамповъ и друг*
Что касается до упрощенія термической обработки^ то здѣсь уси-
лія сталелитейщиковъ были направлены къ тому, чтобы получить такую
сталь, которая бы не пріобрѣтала хрупкости при закалкѣ, часто требу-
ющейся при различныхъ производствахъ, и тѣмъ устранялась бы необ-
ходимость отпуска стали, всегда требующей очень внимательнаго отно-
шенія къ соблюденію необходимой температуры, такъ какъ отпускъ
х) Примѣсъ ванадія въ количествѣ 3—5 промилль сильно измѣняетъ
физическія свойства стали: почти удваиваетъ его коэффиціентъ крѣпости
(при изломѣ, разрывѣ, раздробленіи, ударахъ) и въ тоже время сообщаетъ
стали такую твердость, что толщина брови на судахъ можетъ быть умень-
шена въ два раза. Такія свойства ванадія объясняются его сильнымъ срод-
ствомъ къ кислороду, вслѣдствіе чего самаго незначительнаго количества
этой примѣси достаточно, чтобы совершенно уничтожить въ стали даже ма-
лѣйшіе признаки окиси желѣза, которая, какъ извѣстно, сильно понижаетъ
прочность металла. Особое свойство стали съ ванадіемъ заключается въ томъг
что наибольшая твердость ея соотвѣтствуетъ высокой температурѣ 700—
800 градд—это является очень благопріятнымъ свойствомъ для рѣзцовъ,
которые могутъ работать при очень большихъ скоростяхъ, нагрѣваться и не
тупиться при этомъ* Такое же свойство весьма важно для артеллирійскнхъ
снарядовъ, которые, какъ извѣстно, сильно нагрѣваются при полетѣ и ударѣ
и ме должны прв этомъ терять своей твердости, V ЕсЬо Міпез еі
Іа МеІаПпг^іе приведено въ Масѣ*—309—2—04; 704—5—11; А, М- 632—07.
— 211 —
обыкновенно производится въ предѣлахъ отъ 200° до 400 гр., п потому
здѣсь разница даже въ 2-5 град. уже можетъ оказать сильное вліяніе на
свойства полученной стали. Никелъ-Ванадіева сталъ, составь которой
уже былъ приведенъ, удовлетворяетъ этому требованію. Съ этой же цѣлью
приготовляются стали, содержащія небольшія количества никеля, мар-
гапца, кремнія, по обыкновенно богатыя содержаніемъ углерода. Эти стали
могутъ быть закаливаемы въ маслѣ при температурахъ 800*—900* Ц,
Они имѣютъ напр. такой составъ: С — 0,45, Хі — 1,25, Мп—1,14,
Йі — 1,28.
Еще болѣе простая термическая обработка является въ томъ слу-
чаѣ, когда закалъ получается при охлажденіи воздухомъ. Такимъ свой-
ствомъ обладаютъ нѣкоторыя изъ никелевыхъ сталей. Такимъ же свой-
ствомъ обладаютъ марганцовыя и хромовыя стали, по омѣ неудобны въ томъ
отношеніи, что небольшое измѣненіе въ содержаніе этихъ примѣсей мо-
жетъ перевести ихъ въ стали, по строенію состоящія изъ мартенсита, т,-е.
сохраняющія твердость и послѣ отжига. Желательно же, чтобы сталь
имѣла строеніе перлита и переходила въ мартенситы лишь послѣ закала.
Вотъ нѣкоторыя стали, закаливающіяся на воздухѣ-
1) С—0,75, №—3,82 Ст —1,28, Ми— 0,52, 8і—0,17, послѣ от-
жига: КК—97: вр, упр.—77, удлпп. 12 %. Сопр. ударн, —30. Нагрѣта
до 850° Ц. и закалена въ воздухѣ: КК—135, пр. упр. — 132, уд-
лшъ —10%. сопр. ударп—8.
2) С—0,252, №—5,43,. Ст—0,52, Мп—0,33, 8і—0,22. Отожж,:
КК—76, пр. упр.—63,3, удл.—18%, ударн--—20. Нагрѣта до 850’Ц.
и закалеп. въ возд. КК — 123, пр. упр. — 105, удлин. — 10%,
ударн.~™12.
Тоже закален. въ водѣ: КК—143, пр, упр, —128, удлин.—8%,
ѵдарн.—10,
3) С —0,366; № — 4,76, Сг —0,92, Мп — 0,4 Е
Отожженная: КК — 95—100, пр. упр.—80—85, удя. —12—15%.
Закален, въ водѣ: — 159, — 125, — 8
Си. также Маісгіаія аяей іп Моіог Саг& Спесйфикаціи амвряк- аитемеб. заво-
довъ А, М. 736—13—11. я А.’М. 82—7—09.
и*
ГЛАВА Ш.
Мѣдь, олово, цинкъ, никель, свинецъ, алюминій, анти
моній, висмутъ м ихъ сплавы.
Мѣдь.
114. Послѣ желѣза мѣдь—наиболѣе важный для техники металлъ*
Онъ имѣетъ темно-красный цвѣтъ, вслѣдствіе чего чистая мѣдь въ про-
дажѣ извѣстна подъ названіемъ красной. Этотъ металлъ очень ковокъ,
вязокъ, болѣе чѣмъ желѣзо, и достаточно крѣпокъ. Его удѣльный вѣсъ
отъ 8,6 до 8,93. Температура плавленія, согласно Пулье, около 1120® Ц-
(болѣе точно 1065. М, Ё, 897—-6—05). При бѣлокалильиомъ жарѣ испа-
ряется; ври чемъ пары сгораютъ зеленымъ пламенемъ. Замѣчательно
хорошій проводникъ теплоты и электричества. Мѣдь почти не окисляется
при низкихъ температурахъ и въ сухомъ воздухѣ, по это окисленіе идетъ
очень быстро въ сырой, насыщенной кислотами атмосферѣ и при крас-
нокалильномъ жарѣ.
Въ чистомъ видѣ мѣдь употребляется сравнительно въ небольшомъ
количествѣ, главнымъ же образомъ она встрѣчается въ видѣ сплавовъ
съ другими металлами.
Хорошая мѣдь должна имѣть коэфф, крѣпости не менѣе 20 крг.
на іж. мм. Холодная обработка, какъ напр. волоченіе проволоки, можетъ
удвоить этотъ коэфф., но при этомъ мѣдь становится твердой и утра-
чиваетъ свою вязкость, качество можетъ бытъ снова возстано-
влено, нагрѣвая мѣдь и быстро охлаждая, т.-е., поступая какъ разъ
обратно тому, что дѣлается при отжиганіи желѣза. При нагрѣва-
ніи крѣпость мѣди уменьшается, какъ это видно игъ діаграммы (фиг. 55),
Для коэф. крѣпости электролитической мѣди, которая употре-
бляется на паропроводныя трубы, Леш ателье даетъ такую формулу, спра-
ведливую до Т=200" Ц.
Я^21 кгр.—0,025 Т.
Литая мѣдь почти не мѣняетъ своего сопротивленія до Т=* 500° ІЕ
послѣ чего сопротивленіе ея быстро падаетъ.—
Коэфф. крѣпости сильно понижается при нагрѣваніи въ присут-
ствіи окислительнаго пламени (пайка); окисленіе, повидимому, прони-
каетъ отъ поверхности къ центру. Испорченная такимъ образомъ мѣдь
при малѣйшемъ изгибѣ даетъ трещины; — этимъ объясняются поломка
паянныхъ трубъ. — По изслѣдованіямъ Рагкег?а вдали отъ мѣста спайки
- 213 —
7=23.8 кгр. и удл. 33%, и около спайки 7=17,5 кгр. п удл.—4,6°ѵ*~
(Статья Лешателье. я Инженеръ и, стр. 94—М 3—04).
Окислы мѣди очень ядовиты, и потому ея поверхность обыкно-
венно покрывается оловомъ (л^Эгтся) во всѣхъ тѣхъ случаяхъ, гдѣ
можно ожидать опасности отъ отравленія.
Мѣдь въ расплавленномъ состояніи жадно поглащаетъ кислородъ,
который уменьшаетъ ея крѣпость и производитъ отдулиіш, такъ что чи-
стая мѣдь отливается очень плохо, поэтому ее обыкновенно употребля-
ютъ для отливокъ въ видѣ сплавовъ. Чтобы предупредить окисленіе мѣди
въ расплавленномъ видѣ, на ея поверхность набрасываютъ истолченнаго
угля. Кромѣ того употребляютъ тигли особой конструкціи, у которыхъ
имѣется отверстіе въ днѣ. По если даже выпускать расплавленную мѣдь
изъ такого тигля, то, проходя по воздуху, струя уже успѣваетъ На СЫ-
Ккам; д %
Фнг. 55 *)*
титься кислородомъ, и потому необходимо также тигель подносить при
отливкѣ близко къ самому литнику.
Чтобы раскислить мѣдь, къ ней прибавляютъ кремнія въ видѣ
сплава (3 — 5 частей кремнія и 90—95 частей мѣди). Кремній, обладая
большимъ сродствомъ къ кислороду, раскисляетъ мѣдь и въ видѣ сили-
катовъ всплываетъ па поверхность. При этой операціи нужно слѣдить
за тѣмъ, чтобы кремнія было прибавлено лишь въ количествѣ, необхо-
димомъ для раскисленія, такъ чтобы кремнія въ мѣди не осталось, иначе
онъ самъ вредно дѣйствуетъ па качества мѣди. При введеніи сплава необхо-
димо мѣдь хорошо перемѣшивать палкой изъ сырого твердаго дерева,
толщиною въ 40—50 мм. и держать поверхность покрытой углемъ. По
временамъ нужно брать пробы;—пока такія пробы показываютъ обра-
зованіе утяжинъ съ коричневатымъ оттѣнкомъ въ серединѣ—мѣдь еще
і) А—удлиненія, В — коэф- крѣпости (опыты Леш ателье), С — ко»ф< крѣпости
(оиыты Фраяжлпиовскаго внстатута).
_ 214 —
очищена; чистая мѣдь будетъ застывать съ плоской поверхностью п
се тогда можно пускать въ отливку* Дальше этого перемѣшивать не
слѣдуетъ, иначе опять мѣдь можетъ поглотить кислородъ* Слѣдуя этому
способу, можно получить плотныя прочныя отливки изъ чистой ыѣдіг
Того же можно достичь, если къ расплавленной мѣди прибавить
немного фосфора. Фосфоръ подобно кремнію не допускаетъ образованія
окисловъ, отчего плотность и крѣпость мѣди значительно повышаются*
По испытаніямъ Абеля, прибавляя фосфора отъ Р/о ДО 4°/п? коэффи-
ціентъ крѣпости увеличивается отъ 20 до 35 кгр* на кв. мм.
Для примѣшиванія фосфора его кладутъ въ чашку съ отверстіями
на концѣ желѣзной полосы и такимъ образомъ погружаютъ въ распла-
вленный металлъ*
Всѣ продажные сорта мѣди содержатъ обыкновенно примѣси сѣры,
мышьяка, кислорода и легко сплавляются со свинцомъ, оловомъ, же-
лѣзомъ. никелемъ, висмутомъ, серебромъ и антимоніемъ.
Изъ примѣсей наиболѣе вредны сѣра и кислородъ. Даже такое
количество примѣсей, какъ 0Д0/о, уже значительно измѣняетъ качества
мѣди: по свидѣтельству Эгельсона, ея электропроводимость уменьшается
при этомъ на 10%*
Обыкновенно мѣдь употребляется въ формѣ листовъ или проволоки.
Тяжелые листы идутъ на приготовленіе топочныхъ коробокъ въ паро-
возахъ; также листы употребляются для приготовленія различныхъ со-
судовъ для химическихъ производствъ и для изготовленія трубъ* Тонкіе
листы обладаютъ часто странной особенностью терять свою крѣпость со
временемъ* Причина этого хорошо не выяснена.
Размѣры находящихся въ продажѣ листовъ обыкновенно I ар-
шинъ X 2 арш* По заказу можно достать листы до 3500 мм* длины*
Круглая мѣдь въ прутьяхъ находится въ продажѣ отъ %гг до 2”*
Квадратная—отъ */” до 2\
Сорта тоньше этого называются проволокой и измѣряются бирмин-
іамскимъ калибромъ.
Мѣдь сравнительно мало подвергается обработкѣ при помощи рѣза-
нія: она слишкомъ мягка и вязка, такъ что рѣзцы легко заѣдаютъ, въ
особенности если уголъ рѣзанія малъ* Большая ковкость мѣди допу-
скаетъ легкую обработку ея при помощи молоткаа иногда въ горячемъ,
по чаще въ холодномъ состояніи* Часто вещи отливаются и затѣмъ
отковываются до желаемой формы* Если при такой обработкѣ металлъ
сдѣлается твердъ и хрупокъ, то ему возвращается мягкости нагрѣвая
ею и быстро охлаждая.
Отдѣльныя мѣдныя части соединяются между собою при помощи
спайки. Для этого употребляются такъ называемые припои *), т-о* вещества
болѣе легкоплавкія, чѣмъ мѣдь* Если сложенные вмѣстѣ два куска мѣди
нагрѣть до температуры плавленія припоя и затѣмъ налить его между
ішмп, то дна куска соединятся въ одно цѣлое* Припои бываютъ двухъ
Опыты относит* мвротввл. припаевъ, см. Еп& 575-10—04* длм сталь
— 215 —
родовъ: тугоплавкіе, твердые припои (сплавъ мѣди съ большимъ содер-
жаніемъ цинка) и болѣе легкоплавкіе мягкіе припои (сплавъ олова и
свинца). Спаиваемыя поверхности должны быть предварительно очищены
отъ оквсловъ. Для этого обыкновенно употребляется растворъ цинка въ
соляной кислотѣ (хлористый цинкъ). Эта жидкость очищаетъ поверх-
ность и кромѣ того отлагаетъ топкимъ слоемъ цинкъ, къ которому лучше
пристаетъ припой. Кромѣ того скрѣпленіе мажетъ быть произведено
склепкой.
Мѣдная кухоннная посуда для предупрежденія окисленія обыкно-
венно покрывается полудой. Для этого поверхность прежде всего хорошо
чистится скребкомъ пли песочной бумагой, затѣмъ промывается раство-
ромъ нашатыря или растворомъ цинка въ соляной кислотѣ. Когда по-
лучена чистая металлическая поверхность, свободная отъ окисловъ и
жирныхъ веществъ, поверхность, подлежащую полудѣ, нагрѣваютъ, за-
тѣмъ плавятъ олово п растираютъ его по мѣдной поверхности. Олово
соединяется съ мѣдью и предохраняетъ ее отъ окисленія.
Чистая мѣдь, обладая прекрасной электропроводностью, употре-
бляется въ громадномъ количествѣ для электрическихъ проводовъ*
Хорошая чистая мѣдь должна имѣть слѣдующіе коэф, крѣпости:
въ отливкахъ..................17 кгр* па кв. мм.
й полосахъ....................20 „ „ „
проволокѣ..................40 „ р „
Въ большинствѣ случаевъ мѣдь употребляется въ видѣ сплавовъ съ
оловомъ, цинкомъ и др.
Олово.
115- Продажное олово никогда не бываетъ чисто. Его удѣльный
вѣсъ 7,2 —7,4, Цвѣтъ серебристый съ желтоватымъ оттѣнкомъ. Оно
обладаетъ особымъ специфическимъ запахомъ; окисляется довольно трудно.
При сгибаніи издаетъ характерный трескъ, Нрптоетъ ею незначительна
{отъ 1,5 до 4 кгр, па кв. мм.), вязкость очень большая, также боль-
шая и ковкость. Плавится олово около 230° ГС Кипитъ при бѣломъ
каленіи.
При обыкновенныхъ температурахъ олово окисляется очень мало,
но нрп бѣло калильномъ жарѣ легко сгораетъ бѣлымъ пламенемъ. Подъ
дѣйствіемъ сильнаго холода становится кристалличиымъ и легко кро-
шится.
Главнымъ образомъ олово употребляется въ видѣ сплавовъ съ мѣдью,
цинкомъ, свинцомъ и для производства жести (желѣзо, покрытое тонкимъ
слоемъ олова около 0,025 мм.).
Желтый окиселъ олова примѣняется для полировки металловъ и
стекла.
— 216 —
Олово легко прокатывается въ тонкіе листы, идущіе подъ назва-
ніемъ фольги для обертыванія различныхъ товаровъ, а также протяги-
вается въ трубки и проволоку.
Въ продажѣ находится въ видѣ чушекъ и въ видѣ прутковъ.
Цинкъ.
116* Металлъ серебристаго цвѣта. Удѣльный вѣсъ 6,8—7,2. Темпе-
ратура плавленія 420й Ц- Кипитъ при 1040е Ц.; стары сгораютъ блѣдно-
голубымъ пламенемъ іг образуютъ бѣлый окиселъ. Вообще цинкъ очень
хрупокъ, но нагрѣтый немного выше точки кипѣнія воды (120 Ц.)
пріобрѣтаетъ довольно большую ковкость и въ этомъ состояніи можетъ
прокатываться въ листы; нагрѣтый нѣсколько больше снова дѣлается
хрупкимъ, и при 200* Ц. его можно растереть въ порошокъ. Коэф.
крѣпости цинка около 3 кгр. на кв. мм. х).
Цинкъ употребляется въ большомъ количествѣ въ видѣ листовъ д (я
покрытія крышъ, обшивки судовъ, посуды и т. п. Цинкъ употребляется
дакже для приготовленія гальванизированнаго или цинкованнаго желѣза;
тля этого желѣзо погружается въ расплавленный цинкъ и покрывается
тонкимъ слоемъ металла. Будучи наиболѣе электроположительнымъ эле-
ментомъ, цинкъ предохраняетъ желѣзо отъ ржавчины.
Окиселъ цинка нерастворимъ въ водѣ, но если въ водѣ присутствуетъ
сѣрная кислота, то тогда образуется сѣрнокислое соединеніе цинка,
растворимое, и при такихъ условіяхъ цинковая покрышка па желѣзѣ*
мало-по-малу уничтожается.
Цинкъ также употребляется въ большомъ количествѣ для пригото-
вленія архитектурныхъ украшеній, которыя или отливаются, или тянутся.
Если цинкъ отливать при очень сильномъ нагрѣвѣ, то онъ полу-
чается хрупкимъ и кристаллнчнымъ, если же отливки производить при
температурѣ, близкой къ точкѣ плавленія, то онѣ выходятъ болѣе мягкими.
Цинкъ въ большомъ количествѣ употребляется для приготовленія
сплавовъ съ мѣдью.
Свинецъ.
117* Свинецъ представляетъ изъ себя сѣрый, блестящій металлъ;
почти неупругій; настолько мягкій, что легко царапается ногтемъ. Коэф.
крѣпости свинца около 1,5 кгр. на кв. мм. Удѣльный вѣсъ 11,4. Легка
плавится при 330® Ц* При плавленіи поглощаетъ 5,4 единицы теплоты.
Очень плохой проводникъ теплоты и электричества.
Въ сухомъ воздухѣ окисляется очень мало; образующійся окиселъ
служитъ предохранительной покрышкой отъ дальнѣйшаго окисленія. Въ
сыромъ воздухѣ, въ присутствіи угольной и уксусной кислотъ окисленіе
’) Зависитъ сильно отъ скорости разрыва: при разрывѣ въ 30"—28 крг.; въ
60"—11 кгр, Си. статью Лешателье. Ивжеяерьт стр. 91. № 3—04.—Сы. также стр. 197-
— 217 —
идетъ довольно быстро. Свинецъ легко растворяется въ водѣ, содержа-
щей угольную кислоту и соли азотной кислоты. Окислы свинца—сѵрпкъ
и свинцовыя бѣлила употребляются какъ краски и какъ цементирующее
вещество для прокладки между фланцами, при свинчиваніи трубъ и во-
обще въ тѣхъ случаяхъ, гдѣ желаютъ достичь непроницаемаго соедине-
нія. Разведенные въ маслѣ сурикъ или свинцовыя бѣлила современенъ
затвердѣваютъ, отчего и получается непроницаемость*
Въ продажѣ свинецъ имѣется въ видѣ чушекъ около 3 футовъ
длиной, вѣсомъ около 4 пудовъ. Чутки прокатываются въ листы шири-
ною до 7 футовъ и длиною до 35 футовъ, въ такомъ видѣ металлъ въ
продажѣ навивается рольнымъ свинцомъ. Рольный свинецъ употребляется
для обшивки деревянныхъ резервуаровъ и другихъ мѣстъ, чтобы сдѣлать
ихъ непроницаемыми для воды.
Свинецъ въ большихъ количествахъ идетъ для приготовленія трубъ.
Свинецъ употребляется также въ видѣ сплавовъ съ мѣдью п оловомъ.
Никель.
118. Это—бѣловатый, блестящій металлъ, имѣющій довольно боль-
шую вязкость и ковкость. Его твердость почти такая же, какъ и желѣза,
но плотность нѣсколько больше: удѣльный вѣсъ отъ 8.3 до 8,9. Темпе-
ратура плавленія около 1600° Ц.
Окисляется никель довольно трудно, при этомъ образующійся оки-
селъ не портитъ полированной поверхности и легко счищается съ нея.
Никель можетъ отливаться и коваться, но обыкновенно онъ упо-
требляется въ видѣ сплавовъ, или же для покрытія тонкимъ слоемъ дру-
гихъ, легко окисляющихся металловъ.
Накладываніе никеля на другіе металлы производится наиболѣе
удобно при помощи гальванопластики. Ванна составляется изъ раство-
ровъ хлористаго никеля или сѣрно-никелевой соли. Также приготовля-
ются особыя никелевыя пластинки, которыя при гальванокластинкѣ слу-
жатъ анодами.
Алюминій.
119* Чистый алюминій похожъ на серебро, но имѣетъ нѣсколько
сѣроватый оттѣнокъ *).
Алюминія очень легокъ,—его удѣльный вѣсъ измѣняется отъ 2,5
(литой) до 2,7 (кованый). Алюминій очепъ ковокъ, наибольшую ковкость
онъ получаетъ при нагрѣваніи отъ 100 е до 150* Ц Нагрѣтый выше
200* Ц. алюминій становятся красноломкимъ. При температурѣ 540е Ц.
онъ начинаетъ размягчаться и при дальнѣйшемъ нагрѣваніи размягчается
все больше и больше и, наконецъ, при 650* Ц. становится совсѣмъ
См. М* К 710-12-03,
— 218 —
жидкимъ. Переходитъ въ твердое состояніе алюминій такъ же медленно,
какъ и плавитсяі такъ что тигель, содержащій 4.0 кгр. расплавленнаго
металла, можетъ простоять около 45 мпн,, прежде чѣмъ металлъ за-
твердѣетъ,
Коэф. линейнаго расширенія алюминія на 1° Ц- 0.0000206™
0.0000231» При остываній отлитый алюминій даетъ усадку 2,6”/^
Коэф, крѣпости алюминія измѣняется въ зависимости отъ обработки.
Слѣдующая таблица представляетъ крѣпость алюминія въ различныхъ его
состояніяхъ
Химическій составъ металла.. Алюминія, Кремнія, Желѣза.
Отъ 97% до 99%. Отъ 1% до 2,8% Отъ 0,04% до 0,2%
Предѣлъ упругости при растяженіи, . . , . . гшэффніь крѣности я „ Сжатіе поперечнаго сѣченія . » Коэффиціентъ упругости Предѣлъ упругости сжатія (длина образца 2 ра- за больше діам.) Разрушающее усиліе при сжатіи. Литой. 4,5 105 15% 843ОО Листы:. 9#4 15.8 35% 91300 Полосы- 9,8 12,2 40% 13300 Провол. 11,2 21.0 60%
2,5 9Д
Изъ этой таблицы видно, что крѣпость алюминія не превосходитъ
крѣпости чугуна, а потому мнѣніе о возможности замѣны желѣза алю*
мншемъ совершенно несправедливо; даже если сравнивать ихъ до вѣсу,
то и тогда желѣзо окажется крѣпче алюминія.
Алюминій хорошо отливается. Формы для отливокъ могутъ приго-
товляться изъ песку или изъ металла а). При плавкѣ алюминія не слѣ-
дуетъ его нагрѣвать много выше точки плавленія, такъ какъ пра этомъ
металлъ поглощаетъ газы и, выдѣляя ихъ при остываніи, даетъ пузы-
ристыя отливки. При устройствѣ формъ нужно принимать во вниманіе
большую усадку алюминія и сообразно съ этимъ конструировать ихъ.
Алюминій отлично куется даже въ холодномъ состояніи; опъ мо-
жетъ быть расплющенъ въ листы толщиною до 0,01 мм. При холодной
обработкѣ онъ становится очень твердымъ, и потому его приходится
отжигать, Наилучтая температура для отжига—это немного ниже крас-
наго каленія. Очень тонкія издѣлія изъ алюминія могутъ быть отжига-
емы въ кипящей водѣ.
Алюминій не подвергается дѣйствію магнетизма, и потому очень
удобенъ для изготовленія футляровъ у компасовъ и др, физическихъ
инструментовъ. Онъ хорошо проводитъ теплоту и электричество; его
0 Рарег геаі Ьу Н а п ь ЬеГоге Піе Ашетісап ІшНпи оі Міпшд Ев^шеег», Еа§-
шеепов’ ІВЭОі МэгсЬ, стр. 373.
я) О приготовдев стержней для <<л явокъ изъ АІ си. РгаеіісаІЕнёіпеег, стр425—
ОЗ, гаже А. М, 1651—12—04. Макіп^ смііа^з іи Дістіішт Месѣ, 35 -І> -04.
— 219 —
теплопроводность до сравненію съ серебромъ 0,31, электропроводность
по сравненію съ ртутью 31.
Повидимому, алюминій обладаетъ очень большимъ сродствомъ къ
кислороду, в если онъ пе горятъ на воздухѣ, то только потому, что
образующійся топкій слой окисла очень прочно пристаетъ къ остальной
массѣ металла п такимъ образомъ предохраняетъ отъ дальнѣйшаго окис-
ленія. Этотъ окиселъ чрезвычайно тонокъ и вмѣстѣ съ тѣмъ настолько
прозраченъ, что алюминій сохраняетъ свой блескъ, хотя въ то же время
на самомъ дѣлѣ покрытъ оболочкой окисла (глинозема)* Присутствіе
такой оболочки подтверждается тѣмъ фактомъ, что алюминій крайне
трудно сваривается и спаивается. Эта же самая оболочка окисла пре-
пятствуетъ замыканію тока проводниками изъ алюминія, прежде чѣмъ
они будутъ достаточно сильно нажаты другъ на друга п этимъ поверх-
ность металла очистится отъ окисла. Присутствіе оболочки глинозема
подтверждается еще слѣдующимъ интереснымъ опытомъ Фармера: онъ
плавилъ алюминіевую проволоку, пропуская черезъ нее электрическій
токъ. При этомъ наступалъ такой моментъ, когда проволока сохраняла
свою форму, отклонялась магнитомъ и въ то же время, будучи проко-
лота иглой, выпускала изъ себя расплавленный металлъ. Этотъ опытъ
показываетъ, что даже расплавленный металлъ, который кажется совер-
шенно блестящимъ, все-таки покрытъ тонкимъ слоемъ окисла*
Алюминій подвергается дѣйствію сѣрной и азотной кислоты. Также на
него дѣйствуетъ растворъ обыкновенной поваренной соли. Опъ раство-
ряется въ соляной кислотѣ п особенно подается дѣйствію ѣдкихъ щелочей*
Алюминій не подвергается дѣйствію органическихъ выдѣленій и кислотъ, а
потому очень удобенъ для приготовленія хирургическихъ инструментовъ*
Продажный алюминій теряетъ много въ своихъ свойствахъ, вслѣд*
ствіе присутствія въ немъ постороннихъ примѣсей. Онъ содержитъ
обыкновенно слѣды кремнія, углерода, натра и другихъ металловъ, не
исключая желѣза* Кремній нѣсколько улучшаетъ свойства алюминія, со-
общая ему крѣпость и твердость, примѣсь же желѣза дѣйствуетъ обык-
новенно вредно. Натрій почти всегда содержится въ алюминіи въ коли-
чествѣ до 0,25% и можетъ причинитъ большой вредъ въ томъ случаѣ,
когда онъ не располагается равномѣрно по всей массѣ, а собирается
въ нѣкоторыхъ мѣстахъ* Въ такомъ случаѣ, онъ образуетъ цѣлый рядъ
сплавовъ, постепенно переходящихъ отъ чистаго алюминія до чистаго
натрія, и нѣкоторые изъ этихъ сплавовъ, будучи по природѣ хрупкими,
значительно нарушаютъ прочность металла* Кромѣ того, присутствіе
натрія увеличиваетъ также способность алюминія окисляться, такъ какъ
образующійся гидратъ натрія растворяетъ въ себѣ глиноземъ и такимъ
образ омъ выставляетъ чистую довер хность алюминія окислительному
дѣйствію воздуха*
Алюминій очень трудно сваривается *) и спаивается, вслѣдствіе чего
до спхъ поръ большинство предметовъ, выдѣлываемыхъ изъ алюмишя,
9 АиЬо@епе 8сЬѵеіовші$ ѵоп АІцтіщпт біез. 2.-112—2—00.
— 220 —
приготовляются изъ цѣлыхъ кусковъ металла. Трудность эта обусловли-
вается невозможностью получить поверхность алюминія чистую отъ
окисла. Употребленіе при свариваніи и паяніи такихъ веществъ, какъ
хлористый цинкъ, канифоль, бура, объясняется тѣмъ, что эти вещества
растворяютъ въ себѣ окислы металла и припоя я такимъ образомъ по-
зволяютъ соприкоснуться чистымъ поверхностямъ соединяемыхъ тѣлъ.
Такихъ же веществъ, которыя растворяли бы глиноземъ и въ то же
время не дѣйствовали на алюминій, очень мало. При этомъ дѣйствуютъ
они при столь высокой температурѣ, что самъ металлъ расплавляется.
Заставить припой пристать къ алюминію можно, очищая поверхность
металла подъ расплавленнымъ припоемъ. Но этого мало, не достаточно
заставить припой пристать къ поверхности металла, надо заставить его
взойти во всѣ промежутки между соприкасающимися поверхностями,
какъ это имѣетъ мѣсто при спаиваніи мѣди и олова. Полученныя спай-
ки обыкновенно очень непрочны. Сначала можетъ оказаться, что при
разрывѣ вновь спаяннаго образца разрушеніе произойдетъ по цѣлому
мѣсту. Черезъ нѣкоторое же время, если мы изслѣдуемъ пайку,
то замѣтимъ, что припой или совершенно отошелъ отъ алюминія, иди,
по крайней мѣрѣ, будетъ очень легко отставать отъ металла.
Это, вѣроятно, зависитъ отъ присутствія натра въ алюминіи пли
отъ того сплава, который образуетъ припой съ металломъ, и способ-
ности ихъ разлагать воду и производить ржавчину. Очень часто мѣста
спаекъ послѣ излома издаютъ тотъ же запахъ, который замѣчается при
дѣйствіи на желѣзо слабыми кислотами. Въ желѣзѣ это объясняется
образованіемъ небольшого количества углеводородовъ, вслѣдствіе соеди-
ненія водорода съ углеродомъ желѣза. Въ алюминіи же углерода очень
мало, и присутствіе запаха указываетъ на очень энергичное разложеніе
воды, происходящее на поверхности спайки.
Кромѣ того, прочность спайки можетъ быть нарушена еще вслѣд-
ствіе слѣдующей причины. Изъ сплавовъ алюминія обладаютъ значитель-
ной прочностью только тѣ, въ которыхъ или алюминій соединяется съ
небольшимъ количествомъ другого металла, или же какой-нибудь ме-
таллъ соединяется съ небольшимъ количествомъ алюминія. Если же
сплавляются алюминій и другой металлъ, входя въ сплавъ въ большихъ
пропорціяхъ, то сплавъ получается очень непрочный и иногда съ тече-
ніемъ времени разсыпается въ порошокъ. Если мы для припоя употре-
бляемъ металлъ или сплавъ, то мы необходимо получимъ непрочную
пайку, потому что, переходя отъ чистаго припоя къ чистому алюминію,
мы необходимо перейдемъ черезъ слой хрупкаго сплава, который рано
или поздно въ этомъ мѣстѣ отдѣлится отъ металла. Очевидно, что сред-
ство противъ этого состоитъ въ томъ, что для припоя нужно брать
сплавъ алюминія, который содержитъ алюминій въ большей пропорціи,
чѣмъ хрупкій сплавъ изъ тѣхъ же составныхъ частей
9 тіатеа ЗтѵіпЬигп, Зосіеку оГ аггз, 1896, стр. 368,
— 221 —
При сбояхъ опытахъ Спрингъ 1) нашелъ, что если два куска адю*
мниія, нажатые другъ па друга, подвергать нагрѣванію до 420 й Ц ,
то опн свариваются между собой. Принимая во вниманіе ту трудность,
съ которой алюминій спаивается, это обстоятельство представляетъ боль-
шой интересъ, давая возможность отдѣльные куски алюминія соединять
вмѣстѣ.
Вообще, алюминій, какъ металлъ трудно разрушающійся окнсле*
ніемъ, можетъ съ выгодою быть употребленъ тамъ, гдѣ требуется при-
сутствіе тонкихъ и вмѣстѣ съ тѣмъ довольно крѣпкихъ частей и гдѣ
другіе, болѣе легко окисляющіеся металлы могутъ скоро разрушиться.
Наибольшее распространеніе алюминій получилъ въ видѣ сплавовъ,
которые отличаются замѣчательно хорошими качествами. Его сплавы
раздѣляются на двѣ группы: одна группа (.шкге сплавы) состоитъ въ
соединеніи алюминія съ другими металлами, содержаніе которыхъ не
превышаетъ 15*70, а другую группу (тяжелые сплавы) составляютъ
различные металлы съ содержаніемъ алюминія, не превышающимъ 15®/^
Въ иныхъ пропорціяхъ сплавы получаются никуда не годные.
Сплавъ «,магналій'1 {ша^па 1 ішп). А люминій—90—98 . 4“ магкій.
Уд.В,—2,40 —2,57 въ зависимости отъ примѣси магнія (легче алюминія).
Крѣпость, при маломъ поперечномъ сѣченіи равна латуни и нѣкот.
бронзамъ, въ толстыхъ издѣліяхъ значительно уменьшается. Плохо со-
противляется повторнымъ нагрузкамъ (подобно алюминію). Для тонкихъ
проволокъ и листовъ коэф. крѣпости около 32 кгр ; при увеличеніи
толщины падаетъ до 10 кгр. Хорошо обработ. острыми инструментами.
Подробности относительно отливки и др. А, М. 521 — 10—08.
АНТИМОНІЙ (Сурьма).
120- СѢрозатобѢлый, кристаллическій металлъ; довольно твердъ;
очень хрупокъ; не крѣпокъ. Плавится около 450® Ц. Удѣльный вѣсъ
6,7. Дурной проводникъ теплоты и электричества.
Въ древнія времена изъ него отливались орнаментныя украшенія,
теперь же онъ употребляется исключительно для приготовленія спла-
вовъ, какъ напр. британскаго металла, типографскаго металла и др.
В И С I У Т 1
121- Желтовато-бѣлый, хрупкій, тяжелый металлъ. Удѣльный вѣсъ
9,8—9,9. Плавится при 260е Ц,
Главное его употребленіе, подобно антимонію, для составленія
сплавовъ. Сильно понижаетъ точку плавленія.
Продажный висмутъ содержитъ всегда постороннія примѣси, кото-
рыя могутъ быть удалены при плавкѣ его съ селитрой»
9 Ендалеепп^ 18И етр- ^7.
— 222
СПЛАВЫ МѢДИ
122. Бронзы- Подъ такимъ названіемъ извѣстны сплавы, въ кото-
рыхъ главными составными частями являются міъдъ и олово. 4)
Олово является раскислителемъ.
По мѣрѣ того, какъ примѣсь олова увеличивается, красный цвѣтъ
мѣди переходитъ въ желтый. При содержаніи олова 10% цвѣтъ сплава
совершенно желтый и затѣмъ начинаетъ сѣрѣть.
По изслѣдованіямъ Терстона % бронзы могутъ содержать олова
до 20%; съ большимъ содержаніемъ олова сплавъ получается слишкомъ
хрупкимъ и непригоднымъ для техническихъ цѣлей.
При содержаніи олова до 17% предѣлъ упругости составляете
50 — 60 °Д коэффиціента крѣпости; съ увеличеніемъ прпмѣеш олова
предѣлъ упругости повышается, и когда содержаніе олова достигаетъ
25%, предѣлъ упругости и коэффиціентъ крѣпости совпадаютъ.
Удѣльный вѣсъ бронзъ колеблется около 8,95.
Желая сообщить бронзѣ мягкость, ее нужно нагрѣть и быстро
охладить, при этомъ, кромѣ мягкости, бронзѣ сообщается н большая
плотность.
Всѣ бронзы обладаютъ въ большей иди меньшей степени свой-
ствомъ ликваціи, а потому тамъ, гдѣ это явленіе нужно устранить,
отливку слѣдуетъ производить въ быстроохлаждающія металлическія
формы.
Бронзы окисляются меньше, чѣмъ мѣдь, и всегда болѣе тверды, а
нѣкоторыя и болѣе крѣпки и плотны, чѣмъ мѣдь. Какъ измѣняются
различныя свойства бронзъ въ зависимости отъ пропорціи мѣди и олова,
ясно видно изъ діаграммы (фиг. 56).
Наиболѣе распространенные сорта бронзъ суть слѣдующіе:
Пушечный металлъ. Составъ его измѣняется отъ 89% до 91%
мѣди и отъ 11 % до 9 % олова: желтоватаго цвѣта. Коэфф. крѣпости
20—27 кгр, на кв, мм. Температура плавленія средняя между точкой
плавленія мѣди и олова. Этотъ сплавъ болѣе твердъ, менѣе вязокъ и
менѣе подвергается окисленію* чѣмъ его составныя части. Въ горячемъ
состояній нѣсколько ковокъ.
Этотъ же сплавъ употребляется и для очень тяжелыхъ подшип-
никовъ.
Бронза для подшипниковъ обыкновенно содержитъ 88—96% мѣди
и 12—4% олова.
Бронза для поршневыхъ колецъ содержитъ 92—94% мѣди, 7—5%
олова и для мягкости 1 % цинка.
Колокольный металлъ содержитъ 70—82% мѣди, 30—18% олова.
Чѣмъ больше колоколъ, тѣмъ меньше олова.
!) Послѣ прибавленія олова &ъ расплавленной мѣди смѣсь должна быть
хорошо перемѣшана графитовой палков пли иелѣзаоЙ подосой, покрытой слоемъ
графита.
2) ТЬагзЪоп, Маіегіаів оГ еп$теегпі$, АПоуз.
— 223 —
Бронза для зеркалъ—70% мѣди, 30 олова п слѣды желѣза и і-пь
келя. Цвѣтъ бѣлый. прекрасно полируется*
Фосфористая бронза х) предложенная Кюнцелемъ въ 1871 г., пред-
ставляетъ изъ себя любой изъ сплавовъ мѣди и олова, иногда мѣди съ
другими металлами, съ небольшимъ содержаніемъ фосфора, до 4%.
Присутствіе фосфора не позволяетъ образованію окисловъ мѣди и дру-
гихъ входящихъ въ сплавъ металловъ, отчего сплавъ получается замѣ-
чательно чистый, однороднаго строенія, съ большой крѣпостью и вяз-
костью, Большая часть фосфора идетъ на возстановленіе окисловъ, и
въ бронзѣ фосфора остается обыкновенно не болѣе 1%.
* Фосфоръ можетъ быть прямо примѣшанъ къ жидкому сплаву, или
же лучше его примѣшивать къ какому-нибудь изъ составныхъ металловъ.
А—плавкость, В—ковкость. С — теплопроводность, В — твердость, Е — гяа-
кость.
О вліяніи темпера?» на прочность бронзы си. изслѣдованія Баха 4 V, <ЦІ.
1900, стр. 1716,
Для насыщенія бронзы фосфоромъ послѣдній погружается въ распла-
вленный металлъ, Для этого употребляютъ чашку изъ графита или же-
лѣзную, привернутую къ концу желѣзной полосы* Въ чашкѣ имѣются
отверстія, чтобы металлъ лучше соприкасался съ фосфоромъ»
Въ продажѣ существуетъ фосфористое олово (8паР) и фосфористая
мѣдь съ большимъ содержаніемъ фосфора, до 15"/а; ЕХЪ а можно упо-
треблять для полученія фосфористой бронзы*
Этотъ сплавъ обладаетъ большой вязкостью я въ то же время
большой твердостью и крѣпостью» Коэффиціентъ крѣпости для различ-
ныхъ сортовъ отожженной фосфористой бронзы мѣняется отъ 25 до
45 кгр» на кв. мм. Удлиненіе доходитъ де 45%*
Фосфористая бронза очень примѣнима для приготовленія различ-
ныхъ машинныхъ частей, зубчатыхъ колесъ, гребныхъ винтовъ, гидра-
9 Си» М. Е. 54—08
— 224 —
влическихъ прессовъ, насосныхъ цилиндровъ, штоковъ, тяжелыхъ ПОД-
шинниковъ и др.
Для тяжелыхъ подшипниковъ можно брать 85% мѣди и 15 0
фосфористаго олова, для болѣе легкихъ подшипниковъ—90 /0 мѣди и
10% фосфористаго олова.
Въ фосфористую бронзу, идущую для подшипниковъ, очень по-
лезно прибавлять немного свипца; тогда, вслѣдствіе ликваціи, свинецъ
отдѣляется и затвердѣваетъ отдѣльно отъ бронзы, такимъ образомъ по-
лучается какъ бы твердый остовъ, заполненный мягкимъ свинцомъ.
Подшипникъ отлично прирабатывается и въ то же время мало изна-
шивается. На Пенсильванской желѣзной дорогѣ принятъ слѣдующій
составъ фосфористой бронзы для подшипниковъ: 79,7% мѣди, 10%
олова, 9,5% свинца, 0,8% фосфора (остающагося въ сплавѣ).
По даннымъ Кюнцеля *)
оказывается, что при подшип-
никахъ изъ фосфористой брон-
зы со свинцомъ одинъ кило-
граммъ металла срабатывается
при пробѣгѣ 429200 километ-
ровъ, то же количество пу-
шечнаго металла срабатывается
при пробѣгѣ 99900, а бѣлаго
металла (5% мѣди, 85% олова
и 10% антимонія)—при про-
бѣгѣ 88145 километровъ.
123- Марганцовистая брон-
за представляетъ сплавъ мѣди
и марганца. По своимъ каче-
ствамъ она очень походитъ на
фосфористую бронзу, но, въ
отличіе отъ послѣдней, имѣетъ
вмѣсто желтаго—бѣлый цвѣтъ.
Марганецъ, подобно фос-
фору, выказываетъ большое
сродство къ кислороду и потому, возстановляя всѣ окислы, образующі-
еся въ мѣди, очищаетъ ее, вслѣдствіе чего сплавъ получается очень чи-
стый, ПЛОТНЫЙ, крѣпкій И ВЯЗКІЙ.
Различные сплавы марганцовистой бронзы были испытаны про-
фессоромъ ВцйеІойГ я) на берлинской испытательной станціи, и резуль-
таты его испытаній представлены графически на фиг, 57 и 58. ’)
Абсциссы указываютъ, въ какомъ количествѣ примѣшивался мар-
ганецъ; ординаты указываютъ, какъ измѣнялись для различныхъ спла-
вовъ коэффиціентъ крѣпости и удлиненіе при разрывѣ. Различныя кри-
*} См. таадке А, М. 135 2—06.
*) РЫѵіесІь СегКгзІЬІаЩ Лап 1874.
я) 81аЫ ші4 Еіеев 1895, етр, 632
— 225 —
имя па одномъ и томъ же чертежѣ соотвѣтствуютъ различнымъ темпе™
ратурамъ, при которыхъ производились наблюденія.
Изъ разсмотрѣнія кривыхъ можно замѣтить, что наибольшій коэф-
фиціентъ крѣпости (фиг. 58) соотвѣтствуютъ сплаву, содержащему
около 6,5% марганца.
Изъ этихъ же діаграммъ видно, что какъ коэффиціентъ крѣпости,
такъ и вязкость сплава уменьшаются при нагрѣваніи. Поэтому, при
обработкѣ сплава, его не слѣдуетъ нагрѣвать выше темновгішневаго
каленія. Сплавъ хорошо куется и въ холодномъ состояніи, но при
этомъ онъ твердѣетъ и его приходится отжигать.
Для приготовленія этого сплава берется особо приготовленный
купферъ-матанъ или ферро-маніапъ и плавится вмѣстѣ съ мѣдью. При
употребленіи ферро-маягапа въ бронзу всегда попадаетъ нѣсколько же-
лѣза, отчего сплавъ пріобрѣтаетъ еще большую прочность.
Марганцовистая бронза,
подобно фосфористой, можетъ
употребляться для изготовленія
различныхъ машинныхъ частей:
зубчатыхъ колесъ, гребныхъ
винтовъ, штоковъ, насосныхъ
цилиндровъ и т. п. Изъ такого
сплава приготовлены, папр.,
гребные винты самыхъ боль-
шихъ океанскихъ пароходовъ,
Два винта для такого парохода
вѣсятъ около 8 тоннъ и стоятъ
около 30.000 руб.
124. Алюминіевая бронза
представляетъ сплавъ мѣди съ
алюминіемъ. Этотъ продуктъ замѣчательно крѣпкій и вязкій. Изслѣдо-
ванный Онвиномъ образецъ далъ слѣдующіе результаты %
Коэффиціентъ крѣпости 57,7 кгр, на о. мм.: удлиненіе на*250 мм.
33,26%; предѣлъ упругости 27,3 кгр. на кв. мм.; сжатіе поперечн. сѣ-
ченія 39,87%. Наилучшіе результаты получаются ври содержаніи алю-
минія 9—10%.
Примѣсь алюминія дѣйствуетъ подобно фосфору, возстановляя всѣ
образующіеся въ мѣди окислы, вслѣдствіе чего сплавъ получается замѣ-
чательно чистый, а потому крѣпкій и вязкій.
Алюминіевая бронза выказываетъ большую степень ликваціи, и для
полученія однороднаго сплава его нужно нѣсколько разъ переплавить.
Алюминіевая бронза хорошо отливается, но даетъ большую усадку
(2%), что нужно имѣть въ виду, приготовляя модели.
Сплавъ этотъ можетъ хорошо коваться и прокатываться въ листы,
при чемъ качества его еще болѣе улучшаются. Представляя ту особен-
9 ѴпѵѵІіі, Теаііліг оі таіегів&, стр. 348.
іб
— 226 —
ноетъ, что крѣпость его очень мало измѣняется при нагрѣваніи до 350 Ц.?
онъ является прекраснымъ матеріаломъ для большихъ паропроводныхъ
трубъ въ морскомъ дѣлѣ и. вообще, для всѣхъ тѣхъ случаяхъ, гдѣ при
высокихъ температурахъ долженъ употребляться крѣпкій и вязкій мате-
ріалъ.
Діаграмма фпг. 59 представляетъ измѣненіе коэффиціента крѣпости
(А) и вязкости (В) при различныхъ температурахъ, согласно опытамъ
Лешателье.
125 Бѣлая, или зеленая мѣдь. также латунь 4). Такъ называются
сплавы, состоящіе главнымъ образомъ изъ лиьгіи и цинка.
Цинкъ раскисляетъ окислы мѣди и сообщаетъ сплаву особую
жидкость.
Отъ прибавленія цинка красный цвѣтъ мѣди начинаетъ бѣлѣть, и
въ концѣ концовъ сплавъ пріобрѣтаетъ цвѣтъ цинка. Какимъ образомъ
Фиг, 59*
измѣняются физическія свойства сплава, по мѣрѣ прибавленія цинка,
ясно видно изъ діаграммы фиг, 60. Діаграммы поставлены такъ, что
свойства сплава постепенно переходятъ отъ свойствъ мѣди до свойствъ
цинка.
Этотъ сплавъ прекрасно отливается, можетъ прокатываться въ листы
и проволакиваться въ проволоку. Большинство сплавовъ содержатъ
67—7О7о мѣди и 22 — 30% цинка. Иногда для большей мягкости
прибавляется немного свинцу.
Бѣлая мѣдь употребляется для всевозможныхъ домовыхъ принад-
лежностей: замковъ, петель, ключей и т. и., для мелкихъ машинныхъ
частей, для физическихъ инструментовъ; изъ этого сплава, какъ обла-
дающаго большой вязкостью, вытягиваются гильзы для ружейныхъ
О Ск. также. Курдюьмъ, А, П, При готовое ніе хатѵни.
— 227 —
патроновъ, а также трубы для паровыхъ котловъ, кронѣ того, штам-
пуются и вытягиваются различныя украшенія.
Бѣлая иѣдь относится къ тому классу металловъ, коэфф. крѣпости
которыхъ уменьшается при продолжи тельномъ дѣйствіи нагрузки; по-
этому этимъ сплавомъ пе слѣдуетъ пользоваться для подвѣшиванія тя-
желыхъ вещей,
126, Тройные сплавы* іЫь—олово —цинкъ.
Сплавъ изъ 82°;& мѣхи, 10° 0 цинка л 8*/р олова идетъ для при-
готовленія ситценабивныхъ валиковъ; сплавъ 92 ч, мѣди, 6 ч, цинка
и 6 ч\ олова очень похожъ на золото.
Мѣдь—цинкъ -желѣзо (металлъ дельта). Дикъ замѣтилъ, что
сплавъ такого состава облазаетъ замѣчательной крѣпостью и вязкостью.
Для его приготовленія желѣзо растворяется въ расплавленномъ цинкѣ
до полнаго насыщенія, л затѣмъ цинкъ употребляется для приготовленія
сплава. Для предупрежденія образованія окисловъ прибавляется немного
фосфора, такъ что сплавъ имѣетъ слѣдующій составъ: 554Л ч, мѣди,
43,47 ч. цинка, 1,08 ч. желѣза, 0т37 ч. свинца и 0,1 ч, фосфора.
Удѣльный вѣсъ 8,4, температура плавленія 1100* Ц* Сплавъ
дельта можетъ обрабатываться въ холодномъ и горячемъ состояніи.
Образцы этого сплава, испытанные въ Берлинской испытательной
станціи профессоромъ НийеІоГГ1), показали коэффиціентъ крѣпости для
литого металла 33 кгр, иа кв. мм, и удлиненіе 22°/в; для прокатаннаго
металла коэффиціентъ крѣпости 43 кгр, и удлиненіе 41
На фиг. 61 и 62 кривыя показываютъ, какимъ образомъ измѣ-
няются различныя механическія свойства металла дельта, при нагрѣ-
ваніи его отъ обыкновенной температуры до 400е Ц* Іьакь видно, для
литого металла наибольшая вязкость получается при температурѣ около
300е; поэтому эта температура п должна быть признана наиболѣе под-
і) йідізі иаЯ Еівев 1895 етрч 632,
— 238 —
ходящей для механической обработки металла. Для прокатнаго металла
удлиненіе возрастаетъ при нагрѣвѣ до 200°; затѣмъ снова убываетъ и
повышается очень замѣтно только послѣ 300°; отсюда нужно заключить,
что для дальнѣйшей переработки прокатнаго металла нужно нагрѣть его
гораздо сильнѣе,
Новое серебро, 60% мѣди, 20% пинку и 20% никеля/, Этотъ
сплавъ хорошо отливается, если къ нему прибавить буру или стекло^
Флг, 61.
какь плавни. Онъ можетъ прокатываться въ холодномъ состояніи, но
при атомъ становится твердымъ и его нужно отжигать.
127. Сплавы олова и свинца, британскій металлъ, Составъ:
90 ч. олова, 15 ч. антимонія, 7 ч. мѣди. Идетъ для приготовленія
посуды; имѣетъ видъ серебра,
Мягкій припой. Составъ: 66 ч. олова, 34 ч, свинца. Точка плав-
ленія повышается отъ прибавленія свинца.
Припой для пайки свинцовыхъ трубъ. Составъ: 67 ч. свинца,.
33 ч. олова/
128, Бѣлые, или антифрикціонные сплавы. Эти сплавы служатъ
хорошо, если направленіе движенія трущихся поверхностей не измѣ-
няется. Въ противномъ случаѣ изнашиваніе идетъ довольно быстро.
— 229 —
Эти сплавы обладаютъ свойствомъ хороню прирабатываться къ
вращающимся валамъ. По своей природѣ они должны представлять
пластичную массу, съ вкрапленными въ нее твердыми частицами. Пла-
стичная масса представляетъ податливую опору, которая слѣдуетъ за
всѣми мелкими неправильностями въ исполненіи или въ установкѣ
опирающагося па нее вала, и такимъ образомъ пе позволяетъ въ
отдѣльныхъ мѣстахъ вкладыша проявиться слишкомъ большому напря-
женію пзпапшвапія, вслѣдствіе чего работа тренія распредѣляется равно-
мѣрно по всей поверхности вкладыша и развивающаяся при этомъ
теплота легко отводится прочь. Такую пластичную массу въ аптифрик-
ціонныхъ сплавахъ обыкновенно составляютъ эвтектическіе сплавы свинца,
олова, мѣди. Иногда довольствуются только двумя элементами, но изъ
нѣсколькихъ элементовъ представляется легче получить болѣе подхо-
дящій евтекгическій сплавъ, обладающій въ надлежащей степени пла-
стичностью и прочностью. Твердыми же вкрапленными металлами,
уменьшающими истираніе поверхности вкладыша и увеличивающими
его долговѣчность, обыкновенно служатъ сурьма, висмутъ, мѣдь, цинкъ
в др. *).
А. Сплавы свинца и сурьмы (антимоній). Эти сплавы являются
наиболѣе простыми. Они оказываются пригодными въ качествѣ анти*
фрикціонныхъ въ томъ случаѣ, когда содержаніе сурьмы колеблется отъ
15* в до 25°/0. При меньшемъ содержаніи сурьмы, сплавъ оказывается
слишкомъ мягкимъ я быстро изнашивается; при большемъ —сплавъ по-
лучается слишкомъ хрупкимъ и вкладыши легко могутъ ломаться.
8п Са В. Сплавы олова, мЬди и сурьмы.
96 I 8 Оригинальный „Металлъ Баббита" очень хорошъ для вкладышей у быстро вращало пія хе и валовъ. Для полученія надлежащаго качества важно, чтобы онъ приго- товлялся слѣдующимъ образомъ: отдѣльно сплаюяютсі 12 ч. олова и 8 ч. сурьмы; въ расплавленную массу прибавляютъ 12 ч. олова; затѣмъ котелокъ снимается еъ очага, къ сплаву прибавляется 4 ч, мѣди и все выливается въ форму. Полу- ченный такимъ образомъ твердый матеріалъ сплавляется съ двойнымъ количествомъ слова.
82 6 12 Сѣрый металлъ. Для вкладышей болѣе тяжелыхъ валовъ.
80 4 16 Для вкладышей очень тяжелыхъ валовъ.
90 2 8 Сильно нагруженные подшипники русскихъ ж. д*
83 С. 11 Берлинскія х. д.
82 8 10 Головки шатуновъ и эксцентриковые хомуты ж. д.
80 10 10 Швейцарскіе ж. д.
33,3 22,2 44,5 Металлъ Д ГОРДИСЬ* для паровозовъ.
67 11 22 Вкладыши ползуна франц. ж. д.
1) Обь изслѣдованіи аит^фрикціонныхъ сплавовъ сх« Бюллетеня Политехническаго
О-ва. 1899 г. стр. 129^ Статья Шарли.
— 230 —
РЬ 81) С. Сплавы свинца, олова и сурьмы.
78 6 16 Сплавъ „МАГНОЛІЯ" очепъ хорошъ для привадшхъ ва- ловъ небольшого діаметра (до 76 мм.); для валовъ боль- шаго діаметра для твердости можно прибавить 74% алю* ИНДІЯ.
70 20 10 Эксцентриковые хомуты газеп. фраяц, ж, д.
60 20 20 Желѣзнодорожные подшипники.
42 42 16 Желѣзнодорожные подщипники франц, ж. д.
80 12 8 Металлическая набивка для сальниковъ Вост. франц, ж. д.
76 14 10 „ „ „ „ Орлеавсв. франц. ж. д*
73 12 15 , „ „ „ Сѣв. ж. д. фравц.
Си 8п Ян
80 8 3
86 12 2
83 15 3
82 15 3
57 14 29
5,5 17,5 77
0. Сплавы мѣди, олова и цинка.
Паровозное подшипники.
Обыкновенные подшипники.
Сплавъ Лафонда для тяжелыхъ нагрузокъ.
Головки шатуновъ Орлеанек. франц* ж. д.
Подш- для валовъ бинтовыхъ пароходовъ.
Для быстро вращающихся валовъ.
Легкоплавкіе сплавы висмута.
Ві РЬ 8п с<і Температура плавленія.
Сплавъ Ньютона 50 31,25 18,75 950 ц.
л Розе 50 28,10 24,64 ««• 100® „
Дарсе 50 25ДО 25,00 930 ₽
Вуда. ... 50 24,00 14,00 12 66—71*
Лняовпцъ 50 27,00 12,00 10,00 60* „
Сплавы съ висмутомъ расширяются при затвердѣваніи и это свой-
ство оказывается очепъ полезнымъ при изготовленіи типографскихъ
шрифтовъ, способствуя полученію болѣе рѣзкихъ и отчетливыхъ очер-
таній.
Сплавы висмута нужно охлаждать возможно быстро, иначе вслѣд-
ствіе ликваціи висмутъ выдѣляется и сплавъ измѣняетъ свои свойства.
Кромѣ указанныхъ сплавовъ существуетъ еще очень много, и под*
робныя свѣдѣнія объ этомъ предметѣ можно найти въ сочиненіяхъ;
А. ЬейеЬнг, МеіаІіѵегагЪеііип^; А. СпеИіег, Синіе ргаіідие йея
аіііа^ез теіаііциез; КоЬ. Т Ь и г 51 о и. А ігеаіізе оп Ьгаззез, Ьгооге»
апй оіЬег аііоуз. Ргасіісаі А11оуіп§ О ВисЬапащ Гоипйгу—аи$, вері^
осі. поѵ. йес 1905. Сіез, 2ей. № 7-209 — 1—4—06. Магіепз—
Неуп. МаіегіаІіепЬипйе Діг йеп МаесЬіпепЬаи.
ЧАСТЬ II.
Литейное дѣло.
Процессъ отливки состоитъ въ томъ, что расплавленный металлъ
вливается въ заранѣе приготовленную форму и, затвердѣвая въ ней,
принимаетъ самъ очертанія, очень близко подходящія къ очертаніямъ
формы. Изъ сказаннаго ясно, что если желаютъ получить при отливкѣ
копію какого-нибудь предмета, то, прежде всего, форма должна быть
приготовлена такимъ образомъ, чтобъ ея очертанія по возможности совпадали
съ очертаніемъ исполняемой вещи, а во-вторыхъ—чтобъ ея внутренняя
поверхность, наполняемая металломъ, не измѣнялась подъ дѣйствіемъ
жара и давленія расплавленнаго метола. Чѣмъ въ большей степени
будутъ выполнены эти два условія, тѣмъ лучше получится отливка.
Формы приготовляются при помощи моделей и шаблоновъ. Модель
представляетъ изъ себя тѣло, подобное тому, которое желаютъ полу-
чить при отливкѣ, п можетъ приготовляться изъ различныхъ матері-
адовъ: дерева. металла, г,шны> шпса и др. При формовкѣ модель
обкладывается слоемъ формовочнаго матеріала, но слой этотъ дѣлается
не цѣльнымъ, а составляется изъ частей такъ, чтобъ каждую часть
отдѣльно легко было снять съ модели. Поверхности, по которымъ от-
дѣльныя части формы соприкасаются между собой, мы будемъ называть
поверхностью раздѣла или стыкомъ формы. Полученные такимъ обра-
зомъ отдѣльные куски формовочнаго матеріала, снятые съ модели и
составленные потомъ вмѣстѣ въ одно цѣлое, и представятъ собой форму,
при чемъ ея внутренняя поверхность будетъ совершенно совпадать съ
внѣшней поверхностью модели.
Иногда, вслѣдствіе причудливаго очертанія отливаемой вещи, пред-
ставляется невозможнымъ получить съ нея слѣпокъ, Въ такихъ случаяхъ
очертаніе самой модели упрощаютъ, а чтобъ придать формѣ надлежащій
видъ, въ нее вставляютъ отдѣльные куски, такъ на», стержни или
шишки. Стержни приготовляются въ особыхъ стержневыхъ ящикахъ,
которые для стержней являются тѣми же формами и могутъ подобно
моделямъ приготовляться изъ различныхъ матеріаловъ: дерева, металла,
гипса, глины и др. Къ употребленію стержней часто прибѣгаютъ также
съ цѣлью облепшть формовку, или получить форму болѣе прочной,
хотя та же самая форма могла бы быть исполнена и безъ стержней.
Сказанное станетъ болѣе ясно при подробномъ разсмотрѣніи способовъ
формовки. Слѣдовательно, отличіе въ приготовленіи формы и стержня
— 232 —
будетъ состоять въ томъ, что, ори наготовленіи формы, формовочный
матеріалъ снимается съ модели, при изготовленіи стержня, наоборотъ,
ящикъ дѣлается разъемнымъ па потребное число частей и снимается со
стержня. Чтобъ стержень становился правильно и прочно держался въ
формѣ, на модели, въ томъ мѣстѣ, гдѣ долженъ быть поставленъ стер-
жень, дѣлается выступъ, или знакъ. который при формовкѣ даетъ отпе-
чатокъ въ формѣ. Подобное добавленіе, или знакъ, дѣлается и въ стерж-
невомъ ящикѣ. Эти знаки въ видѣ впадины въ формѣ и соотвѣтствую-
щаго выступа на стержнѣ и служатъ для правильной постановки стержня.
Кромѣ формовки при помощи моделей, формы могутъ быть при-
готовлены отъ руки—изваяны. Такъ какъ въ машиностроеніи и вообще
въ строительномъ дѣлѣ громадное число деталей представляетъ изъ себя
правильныя тѣла вращенія или другія правильныя геометрическія фи-
гуры, то изваяніе такихъ формъ можетъ быть произведено очень просто
при помощи такъ наз. шаблоновъ. представляющихъ изъ себя образу-
ющую поверхности формы, при чемъ эти шаблоны прикрѣпляются къ
оси вращенія, совпадающей съ геометрической осью формуемаго тѣла
вращенія; точно такъ же можно получать плоскія и другія поверхно-
сти, заставляя шаблонъ, соотвѣтствующаго очертанія, двигаться по со-
отвѣтствующей формы направляющимъ. Шаблоны могутъ приготовляться
изъ деревянныхъ досокъ или металлическихъ листовъ.
Формуя при помощи шаблоновъ, уже трудно различить форму отъ
стержня, такъ какъ и то и другое приготовляется одинаковымъ обра-
зомъ; тѣмъ не менѣе и при шаблонной формовкѣ нѣкоторымъ частямъ,
присвоивается названіе стержней, и именно тѣмъ частямъ, которыя
такъ же назывались бы при исполненіи формы при помощи модели.
Наконецъ, формовка можетъ производиться, комбинируя оба спо-
соба, т.-е. исполняя часть формы при помощи модели и часть формы
при помощи шаблона.
Формы могутъ приготовляться открытыя и закрытыя: въ пер
вонъ случаѣ верхняя сторона отливаемой вещи представляетъ горизон-
тальную поверхность расплавленнаго металла, и потому всегда должна
быть плоской, во второмъ же она можетъ принимать произвольное
очертаніе. Въ форму металлъ вливается при помощи особаго канала,
литника. Понятно, что для заполненія всей формы металломъ необхо-
димо, чтобъ отверстіе литника, черезъ которое вливается металлъ, или
резервуаръ, было расположено выше, чѣмъ наивысшая точка внутренней
поверхности формы. При заполненіи формы, металлъ вытѣсняетъ нахо-
дящійся внутри ея воздухъ^ и для его выхода въ формѣ дѣлается осо-
бенное отверстіе—выпоръ. Въ стѣнкахъ формы, при наполненіи ее го-
рячимъ металломъ, образуются пары и газы, которые должны находить
свободный выходъ. Для этого матеріалъ, изъ котораго приготовлена
форма, долженъ обладать достаточной пористостью, а, кромѣ того, въ
стѣнкахъ формы продѣлываются особые вентиляціонные каналы или
отдушины, черезъ которые и выходятъ газы.
ГЛАВА I.
ПЛАВНА.
Въ расплавленномъ видѣ чугунъ и желѣзо получается впервые
при п къ производствѣ въ доменныхъ кечахъ, въ конвертерахъ и т* п.
Подробное описаніе этихъ процессовъ составляетъ предметъ металлур-
гіи, и потому здѣсь мы его касаться не будемъ. Здѣсь будетъ указано
только въ общихъ чертахъ па такія устройства какъ печи Мартена и
конвертеры для малаго бессемерованія, такъ какъ эти способы плавки
стали примѣняются въ настоящее время не только на металлургиче-
скихъ, по н па чисто сталелитейныхъ заводахъ.
Отливка чугунныхъ издѣлій прямо изъ доменныхъ печей произво-
дится очень рѣдко
Объясняется эго тѣмъ, что чугунъ, выпускаемый изъ доменной печи,
оказывается весьма различнаго качества и, слѣдовательно, почти невоз-
можно получить однородныхъ отливокъ. Кронѣ того, дутье въ очень
высокихъ современныхъ домнахъ производится подъ большимъ сравни-
тельно давленіемъ, вслѣдствіе чего расплавленный чугунъ сильно насы-
щается газами и при отливкѣ, выдѣляя пхъ, даетъ въ большинствѣ не-
плотное литье. Поэтому изъ доменныхъ печей чугунъ обыкновенно вы-
пускается въ видѣ штыка, которой затѣмъ сортируется я для полученія
чугунныхъ отливокъ вторично переплавляется. При этомъ, смѣшивая
различные сорта штыковаго чугуна, можно при переплавкѣ получить
чугунъ наиболѣе подходящаго качества для данной цѣли. Къ такой вто-
ричной переплавкѣ штыковаго чугуна приходится прибѣгать еще и по-
тому я что доменную печь можно устроить не вездѣ, за недостаткомъ
топлива и руды.
Выплавленный въ домнахъ чугунъ перерабатывается или переплав-
ляется затѣмъ въ сталь въ тигляхъ, въ пламенныхъ печахъ^ въ кон-
верніерахъ и въ электрическихъ печахъ. Подробное разсмотрѣніе этихъ
процессовъ, а также и разсмотрѣніе плавки въ домнахъ относиться къ
металлургіи.
Готовая сталь можетъ быть переплавлена для отливки къ тигляхъ,
въ пламенныхъ и электрическихъ печахъ.
Чугунъ, полученный изъ домны, переплавляется въ литейныхъ
иногда въ тигляхъ и пламенныхъ печахъ, но главнымъ обровомъ чугунъ
переплавляется въ вагранкахъ.
9 Заводъ, достр. въ 1852 г. ТЬошаз'оэіъВйШііЪмъ къ КогіЬашріопвЬіг (Англів) дм
отлйвкі прдко изъ дохіш. описанъ въ I. А. 1—12—1—05.
— 234
129. Плавна въ тигляхъ. Тиглемъ называется закрытый сосудъ
который наполняется чугуномъ я подвергается дѣйствію жара. При
плавкѣ въ тиглѣ, чугунъ не соприкасается непосредственно съ топли-
вомъ или продуктами горѣнія, и потому почти совершенно не измѣ-
няетъ своихъ качествъ. Но зато передача теплоты черезъ стѣнки тигля
происходитъ несовершенно и для плавки тратится слишкомъ много
топлива, слѣдовательно, стоимость плавки выходитъ высокой; она еще
болѣе повышается излишними расходами на тигель, который постепенно
приходитъ въ негодность. Поэтому чугунъ въ тигляхъ плавятъ только
въ томъ случаѣ, когда его требуется не большое количество, слѣдова-
тельно, когда не стоитъ задувать большую вагранку, или когда чугунъ
при переплавкѣ не долженъ измѣнять своего состава; въ этомъ встрѣ-
чается, напр., необходимость при изготовленіи изъ чугуна ковкихъ
издѣліи.
Главнымъ образомъ плавка въ ттляхъ примѣняется для стали
при отливкѣ мелкихъ стальныхъ предметовъ. такъ, какъ въ данномъ
случаѣ, особенно важно, чтобъ металлъ не измѣнялъ своего состава,
также при изготовленіи инструментальной стали
Тигли приготовляются обыкновенно небольшой величины, вмѣща-
ющіе въ себѣ не болѣе 50 кгр. металла. Они дѣлаются съ круглымъ
поперечнымъ сѣченіемъ, при чемъ ихъ діаметръ постепенно уменьшается
къ низу* Высота тигля 2—3 діаметра. Матеріаломъ для тиглей слу-
жатъ огнеупорная глина, графитъ и мелко истолченные тшли, бывшіе
уже въ употребленіи. Въ составъ входитъ отъ 30 до 70°/а глины и
соотвѣтственно отъ 70 до 30&^ графита. Часть графита прибавляется
въ чистомъ видѣ, часть же попадаетъ изъ старыхъ тиглей. Графитъ
примѣшивается потому, что онъ самъ по себѣ очень огнеупоренъ, а
кромѣ того, примѣшанный къ глнпѣ, онъ уменьшаетъ способность по-
слѣдней трескаться подъ дѣйствіемъ сильнаго жара. Наконецъ, примѣсь
графита не позволяетъ газамъ, напр., кислороду и углекислотѣ, проса-
чиваться сквозь стѣнки тигля, такъ какъ самъ графитъ, соединяясь съ
кислородомъ въ окись углерода, образуетъ газъ, противодѣйствующій
входу газовъ извнѣ. Вслѣдствіе этого чтъж болѣе сильному жару бу-
детъ подвергаться тигель, тѣмъ больше должно быть содержаніе
графита въ тиглѣ. Графитъ очень дорогъ и составляетъ главную сто-
имость тигля. Старые, мелко истолченные тигли выгодно примѣшивать
какъ вслѣдствіе экономическихъ соображеній, такъ и потому, что при-
готовленные изъ такой смѣси тигли не столь легко трескаются.
Для приготовленія тиглей, мелко истолченный матеріалъ смачи-
вается водой до густоты тѣста, и изъ него тигель вылѣпливается та-
кимъ же способомъ, какъ приготовляются горшки па вращающемся
столѣ, послѣ чего тигель просушиваютъ я хорошо обжигаютъ*
При обращеніи съ тиглями должны приниматься слѣдующія пре-
досторожности.
Описаніе устройства для плавки и негру ментальной стали см. ЖеЬіп. 191—
- 235 —
Новый тигель долженъ въ теченіе нѣсколькихъ дней подвергаться
отжигу при невысокой температурѣ (около 120* Ц.), что можетъ быть
сдѣлало въ сушилкѣ. Тигля отжигаются еще при ихъ производствѣ, но
затѣмъ при пересылкѣ съ завода они могутъ отсырѣть, и если эту сы-
рость не удалить медленнымъ отжиганіемъ, то тигель можетъ лопнуть
при первой же плавкѣ.
Больное тигли полезно, послѣ того какъ они отожжены, продер-
жать отверстіемъ внизъ надъ слабымъ огнемъ въ теченіе 6—8 ча-
совъ.
При нагрузкѣ тигля не слѣдуетъ слишкомъ туго набивать металлъ,
иначе легко вызвать въ тиглѣ трещины. Щипцы должны плотно обхва-
тывать тигель, иначе опять тигель легко можетъ треснуть
Послѣ отливки нужно слѣдить за тѣмъ, чтобы па днѣ тигля не
оставалось металла, такъ какъ этотъ остатокъ, послѣ того какъ онъ
затвердѣетъ и будетъ выламываться изъ тигля передъ слѣдующей плав-
кой, обыкновенно отламываетъ вмѣстѣ съ собой и часть матеріала
тигля.
Послѣ отливки тигли должны быть сложены въ какомъ-нибудь
тепломъ и сухомъ мѣстѣ до слѣдующей плавки. Если промежукъ между
плавками длится въ теченіе нѣсколькихъ дней, то передъ плавкой тигли
должны быть поставлены въ сушилку, чтобы устранить могущую про-
явиться въ нихъ сырость.
При заказѣ тиглей всегда слѣдуетъ указывать заводу для плавки
какого металла предназначается тигель, чтобы, сообразуясь съ этимъ,
заводь могъ выбрать соотвѣтствующій матеріалъ для тигля.
На долговѣчность тигля большое вліяніе оказываетъ быстрота
плавки. Чѣмъ быстрѣе плавка, тѣмъ быстрѣе разрушается тигель.
Топливо остается тоже не безъ вліянія ла службу тигля. Если сжига-
гапіе ведется такъ, что пламя является окислительнымъ, то тигель раз-
рушается быстрѣе, чѣмъ при возстановительномъ пламени.
Наконецъ, долговѣчность тигля зависитъ также и отъ того, какой
металлъ въ немъ плавится. Одного и того же качества тигель выдер-
житъ; при плавкѣ никеля около 3-хъ нагрѣвовъ, нри плавкѣ стали
около 6-ти нагрѣвовъ, при плавкѣ мѣди около 25 нагрѣвовъ, при
плавкѣ другихъ болѣе легкоплавкихъ сплавовъ около 40 нагрѣвовъ.
Точно также, если съ тиглемъ обращаются правильно, то онъ
можетъ выдержать около 30 нагрѣвовъ; въ тоже время, если съ тѣмъ
же тиглемъ обращаться не надлежащимъ образомъ, онъ можетъ быть
испорченъ въ одинъ или два нагрѣва.
130< Печи дли нагрѣванія тиглей1)* Наиболѣе простая конструк-
ція печи представлена на фиг. 63. Печь состоитъ изъ небольшой
шахты, выложенной изъ огнеупорнаго кирпича, квадратнаго или 8-гран-
наго сѣченія, внутри которой находится колосниковая рѣшетка. Раз-
мѣры и форма шахты зависятъ отъ числа тиглей, которые предполагай
б Си. Еад. 305—9—05. Тяг. печь для йлавяв броазы. Также. I» А, 736-21—9—4)5.
— 238 —
ютъ нагрѣвать одновременно. Такъ какъ большое число тиглей равно-
мѣрно нагрѣвать довольно трудно, то пени, вмѣщающія больше трехъ
тиглей, встрѣчаются рѣдко. Разстояніе между стѣнкой и тиллемъ, а
также и между тиглями, должно бытъ около 60 мм. При большемъ
разстояніи будетъ тратиться излишнее топливо, при меньшемъ—не бу-
детъ происходить равномѣрнаго горѣнія. Верхняя часть шахты, куда
вставляется тигель, закрывается крышкой, приготовленной изъ листо-
вого желѣза, обложеннаго огнеупорнымъ кирпичомъ. Разстояніе отъ
тиіля до крышки должно бытъ около 600 мм, Для отвода продуктовъ
горѣнія устраивается труба, сѣченіе ея должно быть около Ч* сѣче-
нія всей шахты. Разстояніе отъ верха тигля до выводною отвер-
стія—150 мм. Если въ шахтѣ находится нѣсколько тиглей, то про-
Фнг. 63.
Фиг. €4.
Фиъ 65.
тивъ каждаго изъ нихъ долженъ быть каналъ, соединяющій шахту съ
трубой: благодаря такому каналу при горѣніи жаръ концентрируется
около тигля. Площадь сѣченія этихъ каналовъ можетъ быть отъ */
8о */< &ъченія всей шахты. Чтобъ было удобнѣе вынимать тигли. вся
печь опускается внизъ, такъ чтобъ верхнее отверстіе шахты было на
уровнѣ вола. Для притока воздуха, передъ шахтой дѣлается камера,
покрытая рѣшеткой. Самая шахта выкладывается изъ огнеуорнаго кир-
пича. Такъ какъ наибольшій жаръ получается на нѣкотопмъ разсто-
яніи надъ рѣшеткой, то для болѣе энергичной плавки тяжелъ ставится
на подставкѣ высотой 60—100 мм. Снаружи шахту слѣдуетъ обдѣ-
лывать чугунными или желѣзными плитами.
Для выниманія тиглей изъ печи служатъ щипцы, изображенные
на фиг. 64. р—уширеніе для захвата тигля; го—запасное отверстіе
шалнера для болѣе крупныхъ тиглей; и—зажимное кольцо; я—ушки,
— 237 —
за которыя прикрѣпляется подъемная цѣпь. Какъ щипцы обхватываютъ
тигель представлена па фи г, 65,
Топливомъ для такихъ печей можетъ служить кокса и древесный
уголъ. Первый изъ лихъ лучше, такъ какъ даетъ болѣе полное сгора-
ніе и развиваетъ болѣе высокую температуру. Чѣмъ плотнѣе кокоъ и
чѣмъ меньше золы онъ содержитъ, тѣмъ лучше.
Для энергичнаго горѣнія
указанныхъ топленъ черезъ ихъ
толщу необходимо проводить
воздухъ съ извѣстной скоростью.
Этого можно достичь или при
помощи тяги дымовой трубы,
пли вдувая воздухъ. Въ первомъ
случаѣ необходимо, чтобъ ды-
мовая труба была достаточно
высока, не менѣе 10 метр,3 а
при плавкѣ стали не менѣе
13 метр. Кромѣ того, при входѣ
воздуха подъ колосники онъ не
долженъ испытывать большого
сопротивленія, поэтому камера
передъ шахтой должна быть
Фиг. 66.
просторна и покрыта широкой рѣшеткой.
Вдувая воздухъ, мы имѣемъ возможность значительно повысить
интенсивностъ горѣнія в скорость плавки, а также повысить п темпер.
(Температура около тиглей 7600й), такъ какъ при почти томъ же лучеиспу-
Фнг, 67
По у у
Фиг. 68.
сканіи количество выдѣляюіц. теплоты больше. Чтобы получить полное го-
рѣніе въ болѣе толстомъ слоѣ, часть воздуха лучше вводить съ боку
шахты, черезъ особо устроенныя отверстія или фурмы. На фиг. 66—
68 представлена конструкція тигельной печи для работы съ вдуваніемъ
— 238 —
воздуха* Обыкновенно въ такихъ случаяхъ шахтѣ придаютъ круглое
сѣченіе. На чертежѣ 5 обозначаетъ колосниковую рѣшетку, которую
можно выдвигать для чистки, сі боковыя фурмы; противъ каждой фур-
мы; имѣется смотровое отверстіе, закрытое стекломъ* Если фурма
зашлакуется, то, снявши колпачекъ, ее можно прочистить. Открывая
нижнюю крышку, легко опорожнить золу и остатки топлива послѣ
копца плавки. Размѣры этой печв можно брать, руководствуясь тѣмн же
указаніями, которыя были приведены для тигильныхъ печей съ трубой.
Недостатки описанныхъ печей въ томъ, что продукты горѣнія
отводятся при очень высокой температурѣ, выше температуры плавленія
металла, вслѣдствіе этого утилизація теплоты происходитъ очень несо-
вершенная, чѣмъ обусловливается большой расходъ топлива. Чтобы
нѣсколько уменьшить этотъ недостатокъ, тигельныя печи дѣлаются двои*
ныя и съ
фнг- 69*
Двойная печь состоитъ изъ двухъ почти совершенно одинаковыхъ
тигельныхъ печей, поставленныхъ одна за другой, такъ что продукты
горѣнія, выйдя изъ одной печи, поступаютъ въ другую* Въ первой про-
исходитъ плавка, а во второй металлъ подогрѣвается. При этомъ теплота
утилизируется болѣе совершенно. Кромѣ того, газы изъ послѣдней печи
не выпускаются прямо въ трубу, а проходятъ черезъ рекуператоръ,
т*-е, каналы, которые съ другой стороны омываются воздухомъ, иду-
щимъ навстрѣчу газамъ и поступающимъ въ топку. При такомъ встрѣч-
номъ токѣ газы отдаютъ свою теплоту воздуху; вслѣдствіе чего утили-
зація теплоты происходитъ еще болѣе полная и кромѣ того является
возможность получить въ топкѣ болѣе высокую температуру. На фиг. 69
представленъ типъ подобной печи* Въ шахтѣ 1 нроасходитъ плавка, въ
шахтѣ 2 металлъ подогрѣвается, по каналу 3 газы выходятъ въ трубу
5. Воздухъ приводится по каналу 6. Проходя по каналу 7 около го-
рячей трубы, воздухъ подогрѣвается и затѣмъ по каналу 9 входитъ
— 239 —
подъ колосники, Кромѣ того, черезъ отверстія 10 п 11, которыя сое-
диняются съ пространствомъ 8, въ шахту вводится добавочный воздухъ,
служащій для сжиганія имѣющейся въ продуктахъ горѣнія окиси угле-
рода, Шахта 4 служитъ для прочистки золы и сажи.
Само собою понятно, что подобные рекуператоры могутъ быть
примѣнены и къ одинарнымъ печамъ; точно также за недостаткомъ
мѣста рекуператоръ можно поставить вертикально. Трубы рекуператора
могутъ приготовляться изъ глины, чугуна и желѣза.
Въ послѣднее время для нагрѣва тиглей стали примѣнять газовыя
нечщ въ которыхъ горитъ свѣтильный или водяной газъ. Устройство
ихъ весьма просто: въ шахтѣ вокругъ тигля расположены газовые рож-
ки, по которымъ притекаетъ смѣсь газа съ воздухомъ и горитъ. Рожки
располагаются такъ, чтобы пламя омывало тигель но винтовой линіи.
Этотъ способъ нагрѣва очень удобенъ, какъ какъ печь можно быстро
пустить въ ходъ и остановить.
Такія печи первый пустилъ въ ходъ и достигъ въ выработкѣ ихъ
конструкцій высокой степени совершенства американскій заводъ Ате-
гісап Оае Еигпасе Со., Хе^Тогк. ’)
Наконецъ, нагрѣваніе можетъ производиться нефтяными остатками
или сырой нефтью, сжигая нефть въ особыхъ горѣлкахъ.
Неудобство печей описанной конструкціи въ томъ, что рабочему
очень трудно ставить и вынимать тигли, наполненные металломъ, а
также трудно слѣдить за правильностью горѣнія кокса. Кромѣ того,
пока тигель вынимается, опъ можетъ значительно охладиться, а послѣ
отливки тигель охлажденъ уже очень замѣтно, поэтому для повой плавки
онъ долженъ быть вновь разогрѣтъ, на что тратится излишняя теплота.
Наконецъ, поперемѣнное нагрѣваніе и остываніе тигля вредно отзывает-
ся па его прочности.
Съ цѣлью устранить яти недостатки парижскимъ фабрикантомъ Ига
(А, РіаЦ былъ выработанъ типъ тигельной пѳча (фиг. 70)- Въ полу
дѣлается шахта Л съ чугунной рамой О; на эту раму ставится печь
I), состоящая изъ прямоугольнаго желѣзнаго ящика, выложеннаго внутри
огнеупорнымъ кирпичомъ. Въ одной изъ боковыхъ стѣнокъ ящика
сдѣлано отверстіе Внизу ящика поперекъ его положены толстыя
полосы изъ круглаго желѣза Е. на нихъ опирается колосниковая рѣшетка
и ставится на подставкѣ тигель. Тигель имѣетъ носокъ, который при*
холится противъ отверстія Сг, и опирается на выступающую здѣсь
часть кладки, съ которой онъ плотно соединяется глиной и пескомъ.
Чтобъ тигель стоялъ прочно внутри ящика, съ другой стороны онъ
упирается огнеупорнымъ кирпичомъ /Г. Пространство между тиглемъ
и стѣнками ящика заполняется коксомъ; для этого на тигель надѣвается
конусъ, вершиной вверхъ, чтобъ коксъ не попалъ въ тигель, и затѣмъ
высыпается корзина топлива* Необходимый для горѣнія воздухъ приво-
дится по трубѣ В и регулируется задвижкой. Снаружи къ ящику при-
<) Описаніе ихъ сы. Тетя. Метаі. часть ІІЪ
— 240 —
клепано кольцо съ имѣющимися на номъ двумя питами. На этв
типы надѣваются носилки, или шипы могутъ быть подхвачены цѣпью
крана. Когда чугунъ расплавленъ, весь ящикъ поднимается и несется
къ мѣсту отливки. Отливка производится не вынимая тигля взѴпечщ
при этомъ, конечно, послѣдній но охлаждается и еще совершенно горя-
чій можетъ снова быть употребленъ въ дѣло.
Фиг. 70»
Вслѣдъ за заводомъ Пія подобныя же тигельныя печи стали изго-
товлять и другіе заводы. На фиг. 70а изображена поворачивающаяся
тигельная печь завода Н. НапппеігаЛ & Со., въ Кельнѣ. Устройство ея
ясно ивъ чертежа. Тигель стоитъ внутри желѣзнаго цилиндра, повора-
чивающагося на шипахъ. Вокругъ тигля загружено топливо. Дутье при-
водится по трубѣ Л. Когда металлъ расплавленъ, печь поворачиваютъ при
помощи маховичка В нэ не вынимая тигля, выливаютъ металлъ въ ковшъ.
Если приходится нагрѣвать большое количество тиглей, что слу-
чается на сталелитейныхъ заводахъ, то можно для ихъ нагрѣванія при-
мѣнять генеративныя печи Сименса, работающія болѣе экономично.
Устройство генерат, печей см, ниже, а также см> &&ЬІ шій Еі-
5сш 1891 г.? стр. 453^ и ЬейеЪиг ЕівепЬй&епкипсІе, 3 АиЙа^ стр, 894.
Скажемъ еще на весьма оригинальную конструкцію печи, изобра-
женную на фиг. 71 н изготовляемую американскимъ заводомъ ВосЪѵеП
Еп&’епеегігщ Со,
™ 241 ™
Какъ видно, печь представляетъ двѣ вращающіяся реторты съ
отверстіями, черезъ которыя накладываются куски металла, подлежащаго
Фиг. 70а,
плавкѣ, Отопленіе производится нефтью Форсунка зажигается съ -од-
ной стороны, давая наиболѣе высокую температуру въ ближайшей ре-
•. Фкг. 7к
^ортѣ, и доводя здѣсь" металлъ- до -плавленія;. въ сосѣдней ретортѣ вновь
'' нагруженный металлъ подогрѣвается . уже охладившимися. ташшъДй-'.
.•. і) 6 щюѣленш иефтп даДпаятгахъ аечй саь 373—ГЗН/
— 242 —
выпуска металла реторта перевертывается и металлъ выливается черезъ
загрузочное отверстіе. Когда въ опорожненную реторту загрузятъ новый
металлъ, зажигаютъ другую форсунку. При такомъ устройствѣ въ первой
отъ форсунки ретортѣ получается очень высокая температура,—металлъ
хорошо перегрѣвается; кромѣ того, покачивая реторту, металлъ можно
хорошо перемѣшать и получить болѣе равномѣрный составъ,
О дѣйствіи подобн, печей см. Б. П. О. 1904. Устройство анало-
гичныхъ печей въ формѣ груши Бессемера патента Наѵѵіеу описано въ біеэ.
2, 566—09,
См. также Г А. стр, 5—14 Яаш—04; стр, 5 — 22 8ерБ —04;
А. М.—171—2—04; М. Е. 288 — 2—04.
131 ♦ Веденіе плавки въ тигляхъ. Работа начинается съ того, что
тигель наполняется кусками металла, подлежащаго плавкѣ, при чемъ нуж-
но заботиться, чтобъ въ тиглѣ оставалось поменьше пустотъ между
кусками, такъ какъ онѣ заполнены воздухомъ, способнымъ окислять
металлъ. Затѣмъ тигель ставится въ печь. При плавкѣ стали въ пе-
чахъ Сименса тигли сначала накаляются и уже совершенно горячіе
наполняются металломъ.
При плавкѣ въ тигляхъ нужно помнить, что еотаез металла поч-
ти не измѣняется^ и потому для плавки нужно брать металлъ по
составу такой же? какой желательно имѣть въ отливкѣ» Слѣдовательно,
при отливкѣ машинныхъ частей изъ сѣраго чугуна чугунъ не долженъ
быть особенно богатъ кремніемъ и графитомъ; для отливки ковкихъ
издѣлій нужно брать бѣлый чугунъ.
Точно также н при отливкѣ стальныхъ издѣлій нужно плавить
сталь по своему составу совершенно такую же, какую хотятъ получить
въ отливкѣ. Обыкновенно при отливкѣ стальныхъ издѣлій къ стали при-
бавляютъ немного кремнистаго чугуна (на 100 частей стали 2 части
кремн* чугуна съ 1О°/о содержаніемъ кремнія). При этомъ стальныя
отливки получаются болѣе плотныя. Съ той же цѣлью прибавляютъ къ
стали, если опа сама до себѣ не содержитъ марганца, немного марган-
цовистаго чугуна, такъ, чтобъ общее содержаніе марганца не превосхо-
дило 1«7й.
Если въ нѣкоторыхъ случаяхъ желаютъ для большей жидкости
металла и большей плотности отливокъ прибавить немного алюминія, то
это дѣлается послѣ того, какъ металлъ уже расплавленъ, при чемъ въ ти-
гель вводится ой чистый алюминій, или въ видѣ алюминіеваго желѣза.
При плавкѣ въ тигляхъ примѣсь Л1 цѣлесообразно дѣлать только въ томъ
случаѣ, если расплавленный металлъ бѣденъ содержаніемъ углерода, мар-
ганца и кремнія, и то его примѣсь не должна превышать 0,1
При плавкѣ обыкновеннаго сѣраго чугуна, какъ только чугунъ
пришелъ въ жидкое состояніе, его сейчасъ же можно пускать въ отливку.
При плавкѣ же чугуна для ковкихъ издѣлій, чтобъ получить литье
плотное, послѣ того какъ чугунъ расплавленъ, нужно дать ему нѣкото-
рое время довариться, и только послѣ этого снимать съ очага и пускать
въ отливку.
— 243
Наиболѣе трудно вести плавку стали, Какъ только столь пришла
въ жидкое состояніе, она налипаетъ бурлить. Происходитъ ото вслѣд-
ствіе выдѣленія окиси углерода, которая образуется въ стали при ея
изготовленіи. Чтобъ узнать, въ какомъ положеніи находится процессъ
плавки, рабочій черезъ отверстіе въ крышкѣ тигля просовываетъ желѣз-
ную полосу и пробуетъ ею, вся ли сталь расплавилась. Вначалѣ сталь
прилипаетъ къ полосѣ, при чемъ опа кажется темнаго цвѣта и пузырча*
той; по мѣрѣ нагрѣванія сталь становится свѣтлѣе и плотнѣе. Когда
сталь совершенно расплавлена, она становится столь жидкой, что не
пристаетъ къ желѣзной полосѣ. Если сталь готова, то поверхность по-
лосы остается совершенно чистой по вынутіи ея изъ тигля.
Послѣ того какъ сталь расплавилась, ей нужно дать простоять на
горнѣ въ теченіе получаса, поддерживая болѣе слабый огонь; иначе
при отливкѣ въ форму сталь снова начнетъ кипѣть, и литье получится
неплотное,
Члъмъ выше температура, при которой ведется плавка металла,
тѣмъ лучшаго качества онъ получится. Но очень высокая температу-
ра опасна для прочности формъ при отливкѣ, п потону всегда, если
полученный металлъ слишкомъ горячъ, ему нужно дать немного остыть,
поддерживая металлъ па болѣе слабомъ огнѣ.
Время плавки зависитъ отъ величины тигля и свойствъ металла,
На плавку чугуна тратится 3—4 часа, на плалку стали 4—5 ча-
совъ. Для плавки чугуна требуется равное «о вѣсу количество кокса,
для плавки стали кокса идетъ въ 3~3 раза больше. Въ печахъ Піа,
если тиглямъ не давать охлаждаться, топлива идетъ почти въ два раза
меньше.
132. Видоизмѣненіе металла при планкѣ въ тигляхъ- Несмотря
на то, что металлъ въ тиглѣ, повидимому, совершенно изолированъ отъ
дѣйствія топлива и продуктовъ горѣнія, тѣмъ не менѣе онъ при плавкѣ
претерпѣваетъ нѣкоторыя измѣненія въ своемъ составѣ.
Въ тиглѣ при его закрываніи всегда находится воздухъ, кромѣ того,
съ металломъ въ тигель попадаетъ ржавчина; поэтому при плавкѣ прежде
всего образуются богатые желѣзомъ шлаки, которые дѣйствуютъ окис-
лительнымъ образомъ на содержащійся въ тиглѣ металлъ, понижая въ
немъ содержаніе углерода, кремнія и ларшн^ак Но при дальнѣйшей
плавкѣ шлаки увеличиваются на счетъ матеріала тигля и, теряя при
этомъ свою окислительную способность, позволяютъ металлу снова по-
глощать углеродъ и кртлшш изъ стѣнокъ тигля. Въ результатѣ послѣ
плавки получается металлъ съ нѣсколько большимъ содержаніемъ угле-
рода и кремнія и съ меньшимъ содержаніемъ марганца.
Насколько видоизмѣнитъ свой составъ металлъ при плавкѣ, зави-
ситъ отъ его первоначальнаго состава, отъ природы матеріала, изъ котораго
сдѣланъ тигель, и отъ температуры въ очагѣ при плавкѣ. Чѣмъ меньше
первоначальное содержаніе углерода и кремнія въ металлѣ, чѣмъ выше
температура въ очагѣ при плавкѣ, тѣмъ болѣе будетъ замѣтно видоизмѣ-
неніе состава металла.
16*
— 244 —
Для лучшей иллюстраціи этого вопроса приведемъ нѣкоторыя
опытныя данныя, указывающія, какъ измѣняется металлъ при плавкѣ въ
тигляхъ *)*
I) Бѣлый чугунъ въ тиглѣ, состоящемъ изъ трехъ частей графита
и трехъ съ четвертью частей глины:
Улгеродъ. Креи ній. Марганецъ.
До плавки * » » * * . 3,59 0,67 2,04
Послѣ первой плавки . . 3,71 0,58 1,91
„ второй л / . 3,77 0,76 1,85
ъ третьей . 3,63 1,07 1,86
2) Сталь плавится въ такомъ же тиглѣ.
До плавки * « ♦ р и . 0,94 0,02 0,24
Послѣ первой плавки . 1,19 0,35 *
второй . 1,26 0,63 0,22
3) Сталь плавится въ тиглѣ, приготовленномъ изъ одной глины:
До плавки . м . 0,96 0,09
Послѣ первой плавки . . 0,77 0,15
второй я . 0,55 0,26
Изъ приведенныхъ примѣровъ видно, что при плавкѣ въ тиглѣ,
состоящемъ частью изъ графита, металлъ насыщается углеродомъ и
кремніемъ; при плавкѣ же въ тиглѣ изъ одной глины содержаніе угле-
рода уменьшается, содержаніе же кремнія хотя и увеливается, но не
въ такой сильной степени, какъ въ первомъ случаѣ. Кромѣ того, сталь,
какъ менѣе богатая углеродомъ, поглощаетъ его въ большемъ количе-
ствѣ, чѣмъ чугунъ* Содержаніе марганца уменьшается*
Вообще для литейныхъ цѣлей небольшое увеличеніе содержанія
кремнія является полезнымъ, такъ какъ при этомъ металлъ въ отливкѣ
получается болѣе плотнымъ; что же касается до увеличенія содержанія
углерода, то это прямо зависитъ отъ того назначенія, для котораго пла-
вится металлъ, и въ зависимости отъ этого, зная приблизительно на-
передъ, на сколько это увеличеніе произойдетъ, нужно выбирать сортъ
металла для плавки*
Если тигель не будетъ при плавкѣ закрытъ крышкой, то отъ
окислительнаго дѣйствія продуктовъ горѣнія на поверхность металла со-
держаніе въ немъ кремнія и углерода можетъ уменьшиться*
133. Плавка въ отражательныхъ печахъ Устройство пламенной
печи для плавки чугуна а) па (5 — 10 топъ) представлено на фиг* 72*
Подъ печи дѣлается съ большимъ уклономъ по направленію къ топкѣ.
Въ самой низкой части пода, куда стекаетъ расплавленный чугунъ, въ
боковой стѣнкѣ печи, имѣется выпускное отверстіе для чугуна О, за-
9 А. ЕеЗеЪвц НалЛЬнсЬ іег Еівеп-ивсі ЗиШ^іеззегеЦ стр* 90*
2) Печи примѣняются также для пяввеи мѣди и бронзы.
Управленіе плавкой въ отраж- печ. см. ЕоппІгу 112—11—05 см. также М. Е.
96—7^об,—і, Л* 16—5—7—06 (хорошіе рясункяѣ
245 —
мазанное глиной. Надъ намъ помѣщается отверстіе В? для наблюденія
за ходомъ плавки закрываемое дверцей* Съ одного конца печи имѣется
х-1)
фиг, 72-
колосниковая рѣшетка, съ другого—дымовая труба. Въ боковой стѣнкѣ
по серединѣ печи находится дверца С для загрузки чугуна, подлежа-
— 246 —
щаго переплавкѣ. Вся печь перекрыта сводомъ, который понижается въ
передней части печи, затѣмъ нѣсколько повышается, чтобъ дать больше
мѣста для дверцы; пониженіе свода къ борону считается теперь нера-
ціональнымъ, такъ какъ получающійся при этомъ острый уголъ кладки —
сильно страдаетъ. Такая форма свода дѣлается съ двоякой цѣлью: во*
первыхъ^ суженіе капала, по которыиу движутся продукты горѣнія способ-
ствуетъ ихъ лучшему перемѣшиванію и болѣе полному сгоранію, во-вто-
рыхъ, пониженіе свода послѣ порога заставляетъ пламя ударять въ наи-
болѣе низкую часть пода и сильно нагрѣваетъ ее, что необходимо для
того, чтобъ стекающій въ это мѣсто чугунъ не охлаждался*
Въ обыкновенныхъ печахъ подъ идетъ постепенно повышаясь по
направленію къ трубѣ, при этомъ, когда весь чугунъ расплавился, обра-
зуется на границѣ расплавленнаго металла тонкая пленка, которая очень
сильно окисляется. Для предупрежденія этого хорошо въ подѣ дѣлать
небольшой уступъ, чтобы расплавленный чугунъ не имѣлъ толщину
меньше какъ 750 мм., находясь какъ бы въ чашкѣ.
Чугунъ загружается па болѣе высокую часть пода; подъ дѣйствіемъ
горячихъ газовъ плавится здѣсь щ стекая внизъ навстрѣчу горячимъ
газамъ, слегка подогрѣвается* Впрочемъ, подогрѣваніе остается почти
незамѣтнымъ до тѣхъ поръ, пока пе расплавится весъ чугунъ, такъ какъ
при плавкѣ чугунъ, какъ и другія тѣла, все время сохраняетъ постоян-
ную температуру* Но послѣ плавки чугунъ всегда нужно перегрѣть,
чтобъ получить его болѣе жидкимъ, и также чтобъ чугунъ не могъ за-
стыть при разноскѣ, и потому изъ сказаннаго слѣдуетъ, что выпускать
чугунъ изъ печи можно только послѣ того^ какъ онъ вполнѣ распла-
вился, такъ какъ до тѣхъ поръ перегрѣть его почти невозможно, опъ
будетъ сохранять температуру, близкую къ точкѣ плавленія- Вмѣстѣ съ
тѣмъ держать долго чугунъ въ печи тоже опасно, такъ какъ онъ мо-
жетъ снова охладиться, а если продолжать топку, то чугунъ можетъ
сильно видоизмѣнить свои качества; поэтому, какъ только чугунъ на-
грѣлся до желаемой степени, его сейчасъ же надо выпускать изъ печи
въ форму* Въ виду такихъ условій плавки въ печи ее удобно примѣ-
нятъ только въ томъ случаѣ, если нужно отлитъ тяжелую вещь,
для отливки же легкихъ вещей пламенная печъ неудобна г Дѣлать не-
большія насадки чугуна невыгодно, такъ какъ при этомъ на плавку
тратится слишкомъ много горючаго матеріала.
Во время иерегрѣва чугуна онъ обыкновенно покрытъ шлаками*
Для облегченія выдѣленія изъ чугуна окисловъ желѣза, полезно пере-
мѣшивать чугунъ деревяннымъ шестомъ, какъ это дѣлается при рафи-
нированіи мѣди* Если шлаки густы и не позволяютъ выдѣляться га-
замъ изъ чугуна, то шлаки нужно спустить*
Плавка въ пламенной печи хотя и обходится дороже, чѣмъ плавка
въ вагранкѣ, по она имѣетъ то преимущество, что чугунъ, не сопри-
касаясь съ топливомъ, можетъ бытъ полученъ болѣе высокаго качества.
Нужно только стараться установить возможно высокую температуру,
чтобы процессъ шелъ быстро и чугунъ не особенно выгоралъ*
— 247
Вообще, шавка въ пламенныхъ печахъ выгодна въ томъ отноше-
ніе что здѣсь представляется возможнымъ плавить сразу очень крѵіь
мые куски чугуна, не разбивая ихъ предварительно, кромѣ того, удобно
Скоплять большое количество чугуна для тяжелой отливкя и потому
такихъ случаяхъ, т.-е. при тяжелыхъ отливкахъ, пламенная печь
— 248
имѣетъ даже преимущество передъ общеупотребительной въ литейныхъ
вагранкой.
Плавка въ печи оказывается также выгодной въ томъ случаѣ, если
желаютъ чугуну сообщить большую
твердость, что достигается выжи-
ганіемъ кремнія и углерода.
Топка печи имѣетъ самое простое
устройство, т.-е, обыкновенную колосни-
ковую рѣшетку. Газовыя, регенеративныя
топки въ чугу но детей ныхъ не примѣня-
ются. Какъ извѣстно, онѣ дѣйствуютъ
экономично только при непрерывной ра-
ботѣ бъ теченіе долгаго времени. Бъ ли-
тейныхъ же плавильныя печи дѣйствуютъ
не постоянно, и время плавки не продол-
жается болѣе 6 часовъ. При такихъ усло-
віяхъ на разогрѣваніе тяжелой кирпичной
кладки генеративной печи потратилось бы
больше топлива, чѣмъ на самую плавку
металла.
Наоборотъ, при плавкѣ стали лучше
примѣнятъ регенеративныя печиу такъ
какъ только въ нихъ легко получить тем-
пературу, необходимую для плавки стали,
но вслѣдствіе того, что такія печи ока-
зываю т ея э к ономи ч ными исключи тельно
при долгой непрерывной работѣ, сталь
въ пламенныхъ печахъ плавится только
па большихъ желѣзодѣлательныхъ заво-
дахъ. При небольшомъ же производствѣ
стальныхъ издѣлій сталь плавятъ въ ти-
гельныхъ печахъ.
Американцы строятъ кечи иначе, чѣмъ
въ Европѣ. Фиг, 7 3—7 4. (А. М. 2 9— 1 — 05>
представляетъ печь, примѣняемую на за-
водахъ, выдѣлывающихъ ковкія издѣлія.
Вся печь перекрыта отдѣльными сводика-
ми, сложенными изъ кирпича, заключен-
наго въ чугунную оправу и стянутаго
желѣзной тягой. Такіе сводики снимаются
передъ загрузкой печи, и загрузка благо-
даря этому производится очень удобно а
быстро. Форма пода подобна поду печи
Мартена;—здѣсь не получается той тонкой пленки, о которой было
сказано выше. Кромѣ того, здѣсь нѣтъ остраго угла при соединеніи
свода печи съ трубой, какъ это замѣчается въ европейской конструкціи;
такое соединеніе очень страдаетъ отъ жара и требуетъ частаго ремонта.
— 249 —
Въ печахъ, назначенныхъ для отливки очень тяжелыхъ предметовъ,
американцы дѣлаютъ выводное для газовъ отверстіе съ боку, такъ что
планъ печи имѣетъ форму буквы Г. Противуположная топкѣ стѣнка,
около того мѣста, гдѣ газы поварачяваютъ въ трубу, для удобства за-
грузки дѣлается отъемной. Отъемная стѣнка подымается при помощи
литейнаго крана, при помощи же крана производится и загрузка печи.
Наиболѣе тяжелые куски чугуна кладутся около топки, а по мѣрѣ уда-
ленія отъ топки кладутся болѣе легкіе куски.
Устройство подобной печи, построенной для завода ЧѴезйпіфопБе’а
описано въ А, М, 28 — 1—05 и ТНе ГошпІгу 67 —осі—05.
Пламенныя печи, построенныя правильно, дѣйствуютъ экономичнѣе,
чѣмъ тигельныя печи. Но если въ большую пламенную печь дѣлать не-
соотвѣтственно малыя насадки чугуна, то эта экономія можетъ исчез-
нуть, поэтому не совѣтуютъ въ печи плавить заразъ менѣе 5000 кгр.
134. Данныя для постройки печей. Размѣръ пода опредѣляется
подъ условіемъ, чтобъ на каждые 1000 кгр. расплавленнаго чугуна при-
ходилось въ малыхъ печахъ (расплавляющихъ менѣе 5000 кгр.) отъ
0,8 до 1,0 кв. метра, бъ большихъ печахъ—отъ 0,5 до 0,6 кв. метра.
Ширина пода дѣлается отъ 1,2 до 2,2 метра.
Длина нода дѣлается 3—4 метра.
Нѣкоторые дѣлаютъ подъ суживающимся къ борову, но въ этомъ
нѣтъ необходимости. При суженіи послѣднюю треть пода выполняютъ
въ видѣ трапеціи, площадь которой равна площади прямоугольника, рав-
наго 4/3 площади пода.
Для угля площадь колосниковой рѣшетки берется 1/8~ 7* (для боль-
шихъ) отъ площади пода.
Свободные пролеты рѣшетки дѣлаются отъ до 4/а всей площа-
ди рѣшетки.
Отношеніе длины рѣшетки къ ширинѣ дѣлается какъ 1 : 1 или 4 : 5.
Высота порога надъ рѣшеткой 500—600 мм.
Ширина рѣшетки равна ширинѣ порога.
Пространство надъ порогомъ дѣлается прямоугольнымъ; его пло-
щадь берется 0,5 или 0,7 отъ площади рѣшетки. Высота свода надъ
порогомъ не должна быть меньше ^00 мм. и не больше 700 мм.
Площадь сѣченія печи около трубы 0,11 или 0,10 отъ площади
рѣшетки.
Площадь сѣченія трубы 0,2 площади рѣшетки.
Высота трубы около 25 метр.
При проектированіи металлургическихъ печей необходимо имѣть въ
виду, что въ печи не замѣчается разрѣженія, такъ какъ изъ неплотно-
стей дверецъ въ верхней части обыкновенно выбивается пламя наружу
и только внизу замѣчается засасываніе; изъ этого слѣдуетъ, что въ
топку газы нагнетаются дѣйствіемъ горячаго столба газовъ надъ колосни-
ковой рѣшеткой, затѣмъ, пріобрѣтя извѣстную живую силу, сводомъ отра-
жаются по направленію къ поду печи, и потому, если мы желаемъ, чтобы
подъ прогрѣвался равномѣрно съ остальнымъ пространствомъ нечи, то не-
— 250 —
обходимо передней части печи придавать конструкцію, чтобы газы рѣзко
направлялась внизъ къ поду; труба служитъ только для отсасыванія изъ
печи уже отработавшихъ и охладившихся газовъ (въ нагрѣвательной пе-
чн), опустившихся на подъ, гдѣ и замѣчается нѣкоторое разрѣженіе. Въ
остальной части печи разрѣженія допустить нельзя, такъ пакъ въ про-
тивномъ случаѣ въ неплотности дверецъ засасывалось бы слишкомъ много
воздуха и работа ночи была бы невозможна. Силу нагнетанія можно
измѣнять, измѣняя высоту пода надъ колосниковой рѣшеткой. Въ полу-
генеративпыхъ печахъ, гдѣ слой топлива великъ и гдѣ велико сопроти-
вленіе, высота пода ладъ слоемъ топлива должна бытъ соотвѣтственно
больше или должно примѣняться механическое вдуваніе подъ колосники.
Своды выкладываются изъ самаго огнеупорнаго кирпича. Эта работа
должна быть выполнена съ особенной тщательностью. Самому разруши-
тельному дѣйствію огня подвергается наиболѣе опущенная часть свода
за порогомъ. Ее обыкновенно кладутъ поперекъ печи и на нее опираютъ
остальные два свода.
Вся печь внутри должна быть выложена огнеупорнымъ кирпичомъ;
эта такъ наз. футеровка печи можетъ имѣть толщину въ полкиршіча
(150 мм.). Затѣмъ должны птти кирпичныя стѣнки толщиной отъ по-
ловины до одного кирпича въ наиболѣе тонкихъ мѣстахъ.
Толщина стѣнокъ:
боковыхъ (длинныхъ). . . . 240—500, чаще 400 мы.
поперечныхъ у колосниковъ . 240—400 „ 240 „
„ у борова . , . 400—600 , 400 „
пламеннаго порога .... . 125—600 „ 500 „
я свода .... . 124—250 „ 230 9
Снаружи печь должна быть обложена чугунными плитами толщи-
ной 40 мм., стянутыми болтами, для скрѣпленія кирпичной кладки.
Подъ долженъ быть устроенъ такимъ образомъ, чтобъ опъ не могъ
охлаждаться. Поэтому подъ печкой прежде всего кладутъ фундаментъ
около 1 метра глубины изъ бута, затѣмъ выводится кирпичная кладка,
на ней наносится слой песку или мелко истолченнаго стараго огнеупор-
наго кирпича, въ сыромъ состояніи, и плотно утрамбовывается. На пе-
сокъ накладывается слой огнеупорной глины, смѣшанной съ кварцевымъ
пескомъ или съ истолченнымъ старымъ огнеупорнымъ кирпичомъ, и тоже
плотно утрамбовывается. Этотъ слой, толщиной въ 150—200 мм., и
и представляетъ поверхность пода. Подъ обыкновенно приготовляется
заново передъ каждой плавкой. Только при отливкахъ изъ ковкаго чу-
гуна одинъ и тотъ же подъ служитъ для 2-хъ иногда для 3-хъ плавокъ,
и то если онѣ идутъ непрерывно одна за другой. Еще лучше проводить
подъ подомъ каналъ съ горячими газами.
Труба, какъ и во всѣхъ пламенныхъ печахъ, должна быть выло-
жена отдѣльно отъ печи, чтобъ при осадкѣ послѣдней труба не могла
покоситься.
“ 251 —
Профес. Осаннъ, па основаніи данныхъ практики, составилъ слѣ-
дующую таблицу, характеризующую условія работы печей
.« “ -Л-• | Зигенъ Верхняя 1 Силезія і і Пиаше- < РеЙясная [ . С5 Си ш К 5 С с Рурскаго басздЙЕиі
Насадка чугуна, кгр ? мооо 12500 7500 25000 25000 12000
Расходъ угля» кгр. ... г . 5500 4000 3000 11250 7500 4800
Расходъ угля въ °/0 отъ ваеадкм Продолжительность нагрѣванія и плавленія» ? 40 ! 32 40 45 30. 40
час Пространство» занимаемое газами аадь рас- 12 10 8 20 й| 12
плавленной ванной» ауб. метр ; 3,47 1,89 3,88 7,15 14,96' 4,66
135- Введеніе плавки. Обыкновенно въ холодную еще печь накла-
дываютъ чугунъ ? располагая его такъ, чтобъ онъ наилучшимъ обра-
зонъ подвергался дѣйствію пламени, затѣмъ разводятъ огонь. Нагру-
жать печь въ холодномъ состояніи гораздо удобнѣе, но при этомъ про-
исходитъ большая потеря чугуна отъ окисленія при нагрѣваніи печи,
поэтому весьма часто предварительно раскаляютъ печь и затѣмъ уже ее
нагружаютъ. Въ послѣднемъ случаѣ угаръ чугуна меньше, по расходъ
топлива больше.
Когда началась плавка чугуна, то рабочему нужно только поддер-
живать огонь съ надлежащей интенсивностью и наблюдать* расплавился
ли весь чугунъ, или нѣтъ, что дѣлается при помощи желѣзной полосы.
Когда чугунъ весь расплавленъ, на нѣкоторое время топку усиливаютъ
и даютъ чугуну перегрѣться до желаемой степени. Затѣмъ чугунъ готовъ,
и его можно выпускать, для чего забитое глиняной пробкой отверстіе
пробивается желѣзной остроконечной полосой (ломикъ).
Такъ какъ газы изъ печи подъ копецъ плавки должны выходить при
температурѣ высшей* чѣмъ температура плавленія чугуна (1100*—1200й
Ц.), то расходъ горючнаго матеріала въ пламенныхъ печахъ получается
довольно значительный. При наиболѣе благопріятныхъ условіяхъ для
переплавки 100 кгр. чугуна тратится 30 кгр. угля. Обыкновенно же
этотъ расходъ колеблется отъ 40 до 70, а въ нѣкоторыхъ случаяхъ
доходитъ и до 100 кгр.
Угаръ чугуна колеблется отъ 5 до 7*/г
Продолжительность плавки зависитъ отъ величины посадки:
5000 кгр. плавка около 5 час*
7500 # „ 8 „
12000—14000 в „ я 12 я
25000 „ я „ 20 „
136, Видоизмѣненіе чугуна при плаакѣ въ пламенной печи. Чтобъ
подучить полное сгораніе и достаточно высокую температуру для лавки
чугуна, въ топку необходимо вводить избыточное количество воздуха;
*) Жѵрн, Русск- Мегэх О-ва, стр. 967—№ 6—“1910. 81аЫ ипй ЕійевЛ 1541—9—1910.11
а іи Ояші/ЬѳЬгВиск (іег Еівеп—сла 8&Ъ1вІевбвгеъ стр. Ж
— 252 —
слѣдовательно, въ продуктахъ горѣнія будутъ всегда присутствовать сво-
бодный кислородъ, углекислота и водяные пары, всѣ факторы, обу-
словливающіе быстрое окисленіе желѣза*
Окисленіе чугуна начинается еще при темно-калилъпомъ жарѣ и до-
стигаетъ своей максимальной величины въ то время, когда чугунъ рас-
плавленъ и течетъ по поду. Въ нижней части пода, въ скопѣу чугунъ
отчасти защищенъ шлаками, плавающими па его поверхности.
Изъ составныхъ частей чугуна окислительному дѣйствію пламени
подвергаются желѣзо, углеродъ, кремній и марганецъ. Изъ нпхъ желѣзо
наименѣе легко окисляется, но, присутствуя въ громадной массѣ, по
сравненію съ другими тѣлами, оно вообще сгораетъ въ довольно большомъ
количествѣ. Наиболѣе же легко окисляющаяся составная часть чугуна—это
марганецъ. Его большое сродство къ кислороду и стремленіе образовать съ
нимъ закись марганца еще повышается вслѣдствіе близкаго сосѣдства фу-
теровки печи, богатой кремневой кислотой, для которой закись марганца
служитъ сильнымъ основаніемъ и, соединяясь съ ней, образуетъ шлаки.
Окисленіе марганца предохраняетъ отъ сгоранія остальныя состав-
ныя части чугуна* Окисленіе послѣднихъ будетъ тѣмъ менѣе, чѣмъ больше
маргапца содержитъ чугунъ.
Вслѣдъ за марганцемъ по способности окисляться слѣдуетъ кремній.
Такъ какъ литейные чутуны содержать немного марганца, то послѣдній
не можетъ защитить весь кремній отъ выгоранія и па ряду съ марган-
цемъ окисляется также и кремній.
Углеродъ оказываетъ гораздо меньшее сродство къ кислороду, чѣмъ
предыдущія два тѣла, и потому при достаточномъ содержаніи въ чугунѣ
кремнія и марганца онъ можетъ быть совершенно защищенъ отъ выго-
ранія* Но съ температурой сродство углерода къ кислороду возрастаетъ,
и потому можетъ случиться, что часть углерода выгоритъ даже и въ
томъ случаѣ, если въ ваннѣ расплавленнаго чугуна присутствуютъ крем-
ній и марганецъ* При маломъ же ихъ содержаніи окисленіе углерода въ
расплавленномъ чугунѣ идетъ довольно значительно* кромѣ того, при
этомъ окислы желѣза образуютъ шлаки, которые, въ свою очередь, дѣй-
ствуютъ окисляющимъ образомъ на углеродъ въ чугунѣ* Въ такомъ слу-
чаѣ на поверхности металла появляется голубоватое пламя, представляющее
горящую окись углерода* Присутствіе шлаковъ можетъ быть легко обнару-
жено, если взять пробу и дать ей остыть* при этомъ шлаки начинаютъ пузы-
риться. Чугунъ въ такомъ состояніи никогда не дастъ плотной отливки,
и потому надлежащее содержаніе марганца весьма важно для полученія
плотныхъ отливокъ. Его роль при этомъ посредствующая: выгорая, онъ
въ то же время предупреждаетъ окисленіе желѣза и углерода въ чугунѣ*
Содержащійся въ чугунѣ фосфоръ при богатой кремневой кислотой
футеровкѣ печи не выгораетъ.
Сѣра можетъ быть поглощена чугуномъ изъ продуктовъ горѣнія, и
въ этомъ отношеніи важно, чтобъ топливо не содержало сѣры.
Что касается до такихъ примѣсей, какъ мѣдь, антимоній, мышьякъ,
то онѣ остаются почти безъ перемѣны.
Л * О
.. • & Оіл
При составѣ шихты для плавки въ пламенной печи. желая получить
чугунъ извѣстнаго состава, нужно имѣть въ виду, что приблизительно
при каждой переплавкѣ выгораетъ марганца 4/—кремнія 1І3—Ч
и углерода не больше 1/4 части, при чемъ углерода, какъ сказано, выго*
раеть тѣмъ меньше, чѣмъ богаче чугунъ содержаніемъ кремнія и марганца.
137. Генеративныя печи- Для плавки стали употребляются печи
съ генеративной тонкой, дающей возможность получить очень высокую
температуру, необходимую въ данномъ случаѣ.
Генеративной топкой называется такая, въ которой сжигается ие
самое топливо, а предварительно полученные изъ него газы.
Необходимый для горѣнія газъ получается въ особыхъ генераторахъ,
которые въ общемъ представляютъ вертикальную шахту, заполняемую
топливомъ, толстымъ слоемъ.
Воздухъ, входя снизу черезъ колосники, производитъ сжиганіе ниж-
нихъ слоевъ топлива. Образующіяся здѣсь углекислота и водяные пары,
проходя черезъ толстый слой раскаленнаго топлива, скова разлагаются
на окись углерода и водородъ, которые представляютъ изъ себя главную
составную часть горючаго газа. Кромѣ того, въ газѣ могутъ содержаться
различные углеводороды—продукты сухой перегонки. Нижеслѣдующая
таблица содержитъ анализъ газовъ для различныхъ сортовъ топлива
РОДЪ ТОПЛИВА. 100 о бъ ем о в ъ г ааа С о I е р ж а ? ъ; Г" • Сч К о
со, [ уме* СО і водо- ] родовъ II 0 §е аЗі о 73 «
Различные кан. угдп (съ у шире- бленіемъ во до. вара) отъ. . . , до . т . Пламенный кам. уголь С—84, 18; И—5,23; 0 и X—10,59*%) ♦ . Торфъ (11,0—19,20; детуч. ве- ществъ — 59Д6; угля — 30,94; эу іы-*9,9®Д) Торфъ (ЩО—11,62; летуч. ве- ществъ—53,7; угля—38,25; золы— 8>05*й>) */* сучьевъ и */в торфа (Н2О- 21,6; лет. веществъ—42,01; угхя— 39Д зожн—адзо/е) 3,0 10,0 5,42 8,66 4,75 8,05 і 17,0 1 3,0 -2,0 ? 6,0 22,241 2,02 20,92 2,91 "1 - 24,11 1 3,15 і 5,0 17,0 4,56 13,11 7,81 9,52 ... 3,0 0,41 0,80 0,81 55,0 65,0 62,39 53,99 57.59 54,36 ЙИІІ ЗД7 | 1 I ф 1 я ? -СІ 1 И таші. 1, д
*) Болѣе подробно о процессѣ, происходящемъ яъ генераторѣ, си. Біахеръ. Те-
плота въ заводскомъ дѣлѣ, стр, 187.
Зіярпаюк СазГеипіп^ сп4 ОазоГеп.
7)>(ишп ДГорма- Практяч- руководство къ устройству к дѣйств, регенер
толокъ.
НатЬоШ Бехіоп. РгоНиеег Бая.
64’Це- Віе ЕпШіскІоп^ Оег $іеііікоЫев$азег2евйег Йіг Зеп НиІіейЬеІгіеЬ. біез. 2-
# 11, 12, 13, и,—1907-
Также- & ± V- а- I. 532—07; 234—2—05.
X Л. 16—29—12-04; 60-5—1—05; 647—23—2—05; 1154-17—11—10, 238—19—
—1—05,
М, К 718-5—03; 474—9-05; 159-1-04; 550-4-03; 421—8-03; 523—10—03;
558—10—03; 517-4-04; 858—5-04; 213—2—04.
(хіеісЬшійеп ив4 Біа^гашше яи4еп Ѵог#&іябпіт Оая^епегШп МоШеп & V. 6.
532—07.
— 254 —
Такъ какъ углеродъ, сгорая въ окись углерода, выдѣляетъ часть
скрытой въ немъ теплоты (2473 ед,) въ самомъ генераторѣ, то нужно
стараться, чтобы эта теплота не пропадала даромъ, а была бы
возможно большемъ количествѣ перенесена въ печь. Для этого, при
устройствѣ генератора ке обводило заботиться о томъ, чтобы развитіе
теплоты въ самомъ генераторѣ происходила возможно меньше, т.-е.
чтобы вся образовавшаяся углекислота разлагалась на окись углерода;
это достигается надлежащей толщиной слоя топлива и формой генера-
тора, которая должна быть такова, чтобы продукты горѣнія нижнихъ
слоевъ проходили бы черезъ всю массу топлива, а не подымались бы
но стѣнкахъ генератора; только при такомъ условіи и получается полное
разложеніе СОа на СО. Въ виду этого, генераторамъ иногда даютъ форму
пирамиды, уширяющейся кверху, а иногда стѣнки дѣлаютъ бороздчаты-
ми. При такой формѣ газы не идутъ по стѣнкѣ. Кромѣ того, нужно
заботиться о томъ, чтобы теплота, выдѣлившаяся въ генераторѣ,
не терялась до входа газовъ въ печь. Для этого самый генераторъ помѣщается
въ землѣ, чѣмъ уменьшается его охлажденіе, и кромѣ того, генераторъ
стараются ставить возможно ближе къ печи. Углубленіе генератора въ
землѣ имѣетъ еще и то удобство, что при этомъ облегчается загрузка
топлива и увеличивается сила тяги.
Очень полезно въ генераторъ пускать водяной паръ, который, раз-
лагаясь на водородъ и кислородъ, поглощаетъ изъ генератора теплоту
и снова ее возвращаетъ въ печи при образованіи воды; такимъ обра-
зомъ, очень экономично нереносатъ теплоту изъ генератора въ печь.
Кислородъ же соединяется съ углеродомъ, образуя СО, которая тоже
сгораетъ въ печи. Паръ можно вводить въ генераторъ, вдувая его прямо
подъ колосники, или дѣлая подъ колосниками резервуаръ съ водой, ко-
торый, испаряя воду, въ то же время охлаждаетъ колосники.
Согласно указанію Бунте *), наиболѣе выгодное количество пара
для введенія въ генераторъ будетъ 0,7—0,8 кгр. на каждый кгр. со-
женпаго кокса. Болѣе правильно потребное количество пара, дающее
паилучшіе результаты, опредѣлять непосредственнымъ опытомъ.
138. Конструкція генераторовъ. Бъ различное время было пред-
ложено очень много конструкцій генераторовъ. Здѣсь мы приведемъ
лишь наиболѣе типичные.
Очень распространенный въ прежнее время генераторъ Сименса
представленъ на фиг. 75. Онъ состоитъ изъ четырехъ шахтъ А, въ
центрѣ которыхъ возвышается сборная труба В (на чертежѣ пред-
ставлена только одна шахта). Форма шахтъ имѣетъ вилъ усѣченной пи-
рамиды, направленной основаніемъ къ верху. На нижнемъ концѣ помѣ-
щается колосниковая рѣшетка. Загрузка топлива производится черезъ
особый загрузочный ящикъ С. Главное условіе при проектированіи та-
кого ящика, это предупрежденіе входа воздуха въ генераторъ при за-
грузкѣ топлива (чтобы не получилось горѣнія въ верхнихъ слояхъ). Это
!) Федоровъ. Газовое отоихевіе. Стр. 33.
достигается очень просто: ящикъ имѣетъ крышку & и откидное дно е.
При загрузкѣ крышка снимается, ящикъ заполняется топливомъ, крышка
опять закрывается; затѣмъ ниже ее дно при помощи рычага откиды-
вается внизъ, п топливо падаетъ въ генераторъ.
Эти генераторы на практикѣ оказались обладающими многими не-
достатками и теперь почти совершенно оставлены. Движеніе газовъ че-
резъ топливо производится здѣсь при помощи тяги дымовой трубы печи,
вслѣдствіе чего при обыкновенныхъ размѣрахъ
невозможнымъ получать достаточно сильную
тягу, а это заставляетъ уменьшать толщину
слоя топлива, при чемъ не вся углекислота
успѣваетъ разложиться и газы получаются съ
меньшей теплотворной способностью. Сжиганіе
топлива при недостаточной тягѣ идетъ медленно
(на кв, метръ поверхности рѣшетки въ часъ
получается отъ 25 до 40 кгр. горючаго газа).
Такъ какъ рѣшетку приходится часто чистить,
то ее размѣры должны быть невелики, а по-
тому такихъ генераторовъ приходится дѣлать
довольно много. Вводить паръ въ такой гене-
раторъ затрудни*
только, и его мож-
но ввести лишь въ
небольшомъ коли-
чествѣ. Черезъ ко-
лосниковую рѣ-
шетку провали-
вается много еще
несгорѣвшаго топ-
лива.
Чтобы уси-
лить движеніе га-
зовъ черезъ гене-
раторъ, Сименсъ
устроилъ особую
трубъ представляется
1*
(І
С
і4
7Р
Фиг. 75г
охлаждающую трубу. Изъ генератора газъ подымается по вертикальной
трубѣ В, отъ которой затѣмъ идетъ горизонтальная труба, приготовлен-
ная изъ желѣза* На другомъ концѣ труба снова поворачиваетъ внизъ
и входитъ въ печь* При проходѣ газовъ по горизонтальной трубѣ они
охлаждаются, и, вслѣдствіе появляющейся разницы въ вѣсѣ вертикаль*
ныхъ
около
точно
печи. _________, __ _________
терей, но къ нему при этой системѣ генераторовъ необходимо было
прибѣгать, такъ какъ иначе, вслѣдствіе недостаточной силы тяги, угле-
столбовъ (горячихъ газовъ около генератора и охлажденныхъ
пени) получается болѣе сильная тяга. Чтобы газы могли доста-
охладиться, генераторы ставятъ на значительномъ разстояніи отъ
Понятно, что подобное охлажденіе газовъ является прямой по-
- X ._
256 —
кислота въ генераторѣ вполнѣ не разлагалась и происходящая отъ этого
потеря была еще значительнѣе.
Въ настоящее время почти вегъ генераторы работаютъ съ закры-
тымъ поддуваломъ и движеніе воздуха производится не тягой, а взду-
ваніемъ. Обыкновенно для вдуванія примѣняются пароструйные приборы,
которые вмѣстѣ съ воздухомъ вводятъ въ генераторъ и соотвѣтственное
количество водяныхъ паровъ.
Для закупорки поддувала теперь почти исключительно примѣняется
гидравлическій затворъ.
Такіе генераторы можно раздѣлить на двѣ группы: сз дутьемъ
изъ фурмъ по горизонтальному направленію и съ дутьемъ но вертикаль-
ному направленію.
Изъ первыхъ наиболѣе распространеннымъ является генераторъ
Вильсона (фиг, 76). Онъ представляетъ изъ себя цилиндрическую
фцп 76.
шахту въ нижней части открытую и опущенную въ углубленіе, запол*
пенное водой, эта вода и образуетъ собой гидравлическій затворъ.
Шахта приготовляется изъ огнеупорнаго кирпича, а снаружи обдѣлана
желѣзомъ. Въ нижней же части генератора, помѣщается труба съ от-
верстіями по бокамъ, черезъ которыя и вдувается въ генераторъ смѣсь
воздуха и пара. Неудобство такого вдуванія въ томъ, что воздухъ стре-
мится подойти къ стѣнкамъ шахты и здѣсь можетъ свободно подни-
маться вверхъ не перемѣшиваясь съ топливомъ, вслѣдствіе чего здѣсь
замѣчается большое образованіе углекислоты, уменьшающей полезное
дѣйствіе генератора; вслѣдствіе того же обстоятельства около стѣнокъ
получается очень высокая температура, обусловливающая большой ре-
монтъ генератора.
Болѣе удобнымъ будетъ генераторъ Доффа (фиг. 77)4 Здѣсь рѣ-
шетка, черезъ которую вдувается воздухъ и паръ, расположена на-
257
клоіпю, вслѣдствіе чего газы идутъ черезъ толщину
кислота разлагается болѣе совершенно. Зола проваливается
воду и оттуда по мѣрѣ на-
добности выгребается. При
этомъ теплота, содержащаяся
въ золѣ, не пропадаетъ да-
ромъ. а идетъ на образованіе
пара, поступающаго снова
въ генераторъ. Для прочистки
рѣшетки съ боковъ имѣются
лазых).
Если газъ добывается
изъ каменнаго угля, то онъ
содержитъ въ себѣ обыкно-
венно смолистыя вещества,
присутствіе которыхъ неже-
лательно. Прежде чѣмъ по-
ступить въ печь, газы про-
водятъ черезъ такъ называе-
мыя регенераторы: подробнѣе
о я ахъ будетъ сказано даль-
ше, здѣсь же достаточно ска-
въ
топлива и ѵгле*
прямо
Фиг. 77.
зать, что это камеры, запол-
ненныя горячимъ карпичемъ.
Въ этихъ камерахъ, подъ
вліяніемъ высокой темпера-
туры, изъ смолы выдѣляется
уголь п отлагается на кир-
пичахъ . Когда газъ будетъ
двигаться черезъ эту камеру
по выходѣ изъ печи, то уголь
можетъ загорѣться, вслѣд-
ствіе чеге температура отхо-
дящихъ газовъ повысится, а
съ этимъ понизится коэффи-
ціентъ полезнаго дѣйствія
печи. Кромѣ того, вслѣдствіе
высокой температуры регене-
раторы будутъ страдать и тре-
бовать частаго ремонта. Для
устраненія этого неудобства
смолу отъ газовъ отдѣляютъ
или яри помощи конденсаціи ее въ горизонтальной холодной трубѣ (Ге-
нераторъ Сименса), пли промывая газъ. Оба этн средства не практичны.
*) См. тао» типы генераторовъ, приведенье въ Ш чшлн Ткхнодот Меіжл-
17
Болѣе раціональнымъ способомъ устраненія этого неудобства
является усовершенствоваше, предложенное для генератора Доффа
Уитпфилъдомъ. Такой усовершенствованный генераторъ изображенъ на
фиг, 78. Здѣсь каналъ, выводящій газы изъ генератора, помѣщенъ пе въ
верхней части, а съ боку, такъ что выводное отверстіе находится подъ
слоемъ топлива. Воздухъ, какъ и въ обыкновенномъ генераторѣ Доффа^
вдувается подъ колосниковую рѣшетку. По бокамъ генератора имѣются
двѣ трубы, снабженныя пароструйными приборами. Назначеніе этихъ
трубъ состоитъ въ томъ, чтобы перегонять изъ верхней части генера-
тора летучія вещества, выдѣляющіяся изъ топлива (углеводороды и нары
смолы) въ раскаленный слой кокса, при чемъ какъ углеводороды, такъ
и паръ, притекающій черезъ пароструйный приборъ, соприкасаясь съ
раскаленнымъ коксомъ, разлагаются;— кислородъ соедиияется съ угле-
родомъ, образуя окись углерода, а водородъ остается свободнымъ. Такъ
какъ не всѣ летучія части успѣваютъ выдѣлиться въ верхней части ге-
нератора, и такое выдѣленіе лет. веществъ продолжается изъ толстыхъ
кусковъ топлива и въ болѣе низкихъ слояхъ, то для улавливанія и пе-
регонки ихъ имѣется другая труба, верхнее отверстіе которой располо-
жено нѣсколько ниже, чѣмъ у первой трубы. При такой перегонкѣ и
разложеніи летучихъ веществъ, кромѣ того, что газъ получается болѣе
чистый, но и теплотворная способность газа повышается около ЗО°/0.
Такъ какъ при разложеніи паровъ воды п углеводородовъ погло-
щается тепло, то температура генератора понижается, и измѣняя коли-
чество вводимаго въ генераторъ пара черезъ пароструйный приборъ 7
можно по желанію измѣнять температуру генератора.
Температура въ генераторѣ устанавливается въ зависимости отъ
разстоянія генератора до печи: чѣмъ ближе стоитъ генераторъ, тѣмъ
выгоднѣе имѣть высокую температуру, происходитъ болѣе совершенное
разложеніе СО? (горячій ходъ). Въ отдаленномъ генераторѣ, во избѣжа-
ніе потерь тепла, температуру понижаютъ. Сообразно съ этимъ газы,
выходящіе изъ генератора, имѣютъ температуру отъ 300й до 750* Ц-
139» Общее устройство регенеративной печи представлено въ схе-
матическомъ изображеніи па фиг. 79. Самая печь въ видѣ ванны рас-
положена въ верхней части. Подъ ней помѣщаются 1—2—3—4 ка-
меры, регенераторы, наполненные кирпичомъ, сложеннымъ въ клѣтку.
Эти камеры, каналами соединены съ распредѣлительнымъ аппаратомъ.
Въ аппаратъ по каналу АЕ притекаетъ воздухъ, по каналу СЕ прите-
каетъ газъ изъ генератора. Каналъ ОЕ ведетъ въ дымовую трубу. Если
клапаны распредѣлительнаго аппар ата по ставлены такъ, какъ показ ано
на чертежѣ, то воздухъ и газъ вступаютъ въ регенераторы 1 и 2, по-
догрѣваются, проходя около раскаленныхъ кирпичей, и подымаются за-
тѣмъ въ печь, гдѣ смѣшиваются, сгораютъ и въ видѣ продуктовъ горѣ-
нія идутъ въ камеры 3—4, отдаютъ здѣсь кирпичамъ свою теплоту7
охлажденные, выходятъ въ трубу. Когда кирпичи въ регенераторахъ
1—2 значительно охладятся, тогда клапаны распредѣлительнаго аппарата
поворачиваютъ н газы начинаютъ двигаться въ обратномъ направленіи,
— 259 —
подогрѣваясь въ камерахъ 3 — 4 и отдавая свою теплоту въ камерахъ
і™-2. Такое устройство даетъ слѣдующія преимущества;
1) Температура отходящихъ въ трубу газовъ значительно пони-
жается, вслѣдствіе чего увеличивается коэффиціентъ полезнаго дѣйствія
печи; наоборотъ, температура притекающихъ въ печь газовъ повышается
(настолько ? насколько они нагрѣлись проходя черезъ регенераторъ), а
вслѣдствіе этого почти настолько же повышается и температура печи.
Фиг. 78.
2) Примѣненіе газовой топки допускаетъ употребленіе топлива
очень плохого качества: бураго угля, сырого слабаго торфа, опилокъ
и др. Кромѣ того, газовая топка даетъ большую экономію въ топливѣ,
а также и въ ремонтѣ печи, такъ какъ, благодаря очень равномѣрной
температурѣ и тому обстоятельству, что топливо не приходитъ въ не-
посредственное соприкосновеніе съ кладкой печи, оно дѣйствуетъ на кее
менѣе разрушительно.
17
260 —
Въ нѣкоторымъ случаяхъ генеративныя печи отапливаются нефтью,
которая вводится прямо въ регенеративную камеру я здѣсь сжигается
Фиг, 79,
при помощи форсунки. Ко-
нечно. сжиганіе должно быть
неполное, чтобы получалась
главнымъ образомъ окись
углерода, которая затѣмъ уже
сгораетъ въ печи въ угле-
кислоту, Изъ практики нѣ-
которыхъ заводовъ выясни-
лось ѵ что печи, работающія
на нефти, вводимой въ реге-
нераторъ , требуютъ болѣе
частаго ремонта^ чѣмъ печи,
отапливаемыя угольнымъ га-
зомъ, Послѣднія выдержива-
ютъ до 700 плавокъ, при
топкѣ же нефтью число пла-
вокъ, которое можетъ вы-
держать печь, но нижается
процентовъ на 30, Кромѣ
того и расходъ нефти полу-
чается очень значительный.
по этому такой способъ теперь оставленъ, и работая нв нефти ее вду-
ваютъ прямо въ сводъ печи. (Описаніе устройства генеративныхъ нефтя-
ныхъ топокъ на Сормов-
скомъ и Воткинскомъ заво-
дахъ см. Горный Журналъ,
іюль 1895 г, Блахеръ, стр.
216; см, также атласъ
проф, Павлова но Марте-
новскому производству).
140, Детальное устрой-
ство регенеративныхъ пе-
чей Какъ уже было ска-
зано т генераторы ставятся
возможно близко отъ пе-
чей. Охладительныхъ трубъ
теперь не дѣлается, и гдѣ
онѣ остались отъ старыхъ
устройствъ, то ихъ внутри выкладываютъ кирпичомъ, чтобы уменьшить
потери теплоты при движеніи по нимъ газовъ. Въ новѣйшихъ же устрой-
ствахъ трубопроводъ кладутъ всегда подъ землей-
141. Распредѣлительные клапаны. Существуетъ очень много кои-
струкпіи^. Первая, предложенная Сименсомъ и до сихъ поръ находящаяся
9 ІШ1 пщ] Еійей ^903 г, стр. 155—333—-404-456-^90—738—891. I. АЛаіу 23-
Фи г. 80.
—
въ большомъ распространеніи, представлена на фиг 80, Устройство ея
ясно изъ чертежа. Съ одной стороны поворачивающейся заслонки дви-
жутся но направленію стрѣлокъ газы въ печь, съ другой стороны изъ
«а-
печи. Если повернуть заслонку, направленіе движенія газовъ измѣнится.
Недостатки этой конструкціи въ томъ, что вслѣдствіе высокой темпера-
20—03; 8ерг. 10—22-03: арг. 23—15-04; 1684-21—12—05; 665—22-2-06; 249-1—
8—07. Сіе& %. 228-4-08. X. гі. V. 4. I- 645—4-05.
— 262 —
туры заслонка коробится и не закрываетъ плотно. При этомъ газы,
двигающіеся по направленію къ печи, могутъ просачиваться въ щели и:
не попадая въ печь? уходятъ прямо въ трубу, причиняя значителышя
потери.
Въ настоящее время въ большинствѣ примѣняются клапаны съ
гидравлическими затворами. Одна изъ конструкцій, примѣняемая на
американскихъ заводахъ представлена на фиг, 81. Какъ видно, оконеч-
ности каналовъ, по которымъ движутся газы, перекрыты колпакомъ,
погружающимся въ сосудъ, наполненный водой. Вода постоянно при-
текаетъ въ сосудъ съ одного конца и излишекъ ея стекаетъ черезъ
отверстіе съ другого конца (показано стрѣлкой). Внутри этого колпака
помѣщается другой колпакъ мепышіхъ размѣровъ, который можетъ
соединять средній каналъ съ любымъ изъ боковыхъ. Внутренній колпакъ
перемѣщается, опираясь на рычаги, и для большей легкости перемѣщенія
еще уравновѣшенъ контргрузомъ. Для измѣненія направленія движенія
газовъ нужно повернутъ только рычагъ, такъ же какъ и въ клапанѣ
Сименса.
142, Регенераторы. Камеры и заполняющіе ихъ сложенные въ клѣтку
кирпичи должны быть приготовлены изъ очень огнеупорнаго матеріала.
Обыкновенно камеры для подогрѣва воздуха ставятся внутри, для подо-
грѣва газа снаружи. Камеры могутъ быть поставлены плотно другъ къ
другу илп же въ серединѣ между двумя парами можетъ быть оставленъ
промежутокъ. Послѣднее расположеніе имѣетъ слѣдующія удобства:
1, Каналы, идущіе изъ камеръ въ печь, получаются почти вер-
тикальными. Въ противномъ случаѣ ихъ приходится вести подъ по*
домъ печи, отчего послѣдній излишне нагрѣвается.
2. Стѣнки, отдѣляющія камеры другъ отъ друга, приходятся подъ
боковыми стѣнками самой печи, вслѣдствіе чего весь грузъ передается
на стѣнку, а не на сводъ камеръ; балки при этомъ можно употреблять
болѣе легкими.
Иногда регенераторы совсѣмъ выносятъ изъ-подъ печи и ставятъ
пхъ подъ рабочимъ поломъ. Въ этомъ случаѣ съ нихъ нагрузка со-
вершенно снимается, по является то неудобство, что полъ сильно на-
грѣвается.
143. Устройства печи !), Фиг. 82—83 и 86. Если печь располагается
надъ регенераторами, то вертикальныя стѣнки камеръ выводятъ нѣсколько
выше, на нихъ кладутъ нѣсколько продольныхъ балокъ, на эти балки кла-
дутся поперечныя балки, а на нихъ кладутся чугунныя плиты, толщи-
ной около 50 мм., образующія собою дно еючи. Такимъ образомъ,
между верхней частью регенераторовъ и дномъ кечи образуется про-
межутокъ около 400—600 мм., способствующій охлажденію влитъ.
Боковыя продольныя стѣнки выкладываются изъ огнеупорнаго
кирпича и снаружи обкладываются толстыми чугунными плитами, скрѣп-
ленными связями. Толщина стѣнокъ 300—400 мм,; высота 1500—
*) См, М. А. Павюзк А^ьбожъ чертежей до мартевовсаоиу проазводству. ОШе.
ГеЬег Йіе КоазЕшкЬісп 4ег Магііпо&п. Сгіе& 2. Л? 15, 16—07.
— 203 —
1700 мм. Съ одной стороны на высотѣ 900 мм, отъ дна дѣлаются
отверстія для загрузки матеріала; обыкновенно вуь бываетъ три, раз-
мѣромъ около 750x 500 мм. Съ другой стороны дѣлается выпускное
отверстіе.
Остальныя двѣ стѣнки печи имѣютъ значительную толщину (около
1300 ші.)т такъ какъ внутри нихъ проходятъ каналы, приводящіе въ
печь газы. Около самой печи внутри стѣнъ прокладываются чугунныя
балки, чтобы воспринять на себя давленіе кладки и на эти же балочки
упираются боковыя, наклонныя стѣнки дна печи, сдѣланныя тоже изъ
чугуна.
Верхъ печи покрывается сводомъ съ небольшой стрѣлкой
величины пролета). Въ прежнее время верхъ печи въ продольномъ на-
правленіи дѣлали съ большимъ прогибомъ книзу, желая этимъ напра-
— 264 —
вить газы внизу и такимъ образомъ повысить пирометрическій эффектъ
печи. Но на самомъ дѣлѣ наивыстая температура печи обусловливается
температурой. при которой начинается, усиленная диссоціація углекис-
лоты, и эта температура значительно понижается, какъ замѣчено, въ
томъ случаѣ, когда газъ соприкасается съ твердымъ тѣломъ, поэтому въ на-
стоящее время верхъ печи надъ ванной дѣлаютъ или горизонтальнымъ
или даже слегка выпуклымъ кверхут такъ какъ прн этомъ и кладка
меньше страдаетъ и температура получается выше. Но и при такой
н л а якѣ тѣ 11асти неч п, въ котор ыхъ окая ч зэ ва ются ка н ал ы , ир и вояя.щіе
газы. дѣлаются всегда сильно припошіятыжг
Ваші/шные каналы выводятся выше, а газовые нѣсколько тш.
чтобы болѣе тяжелый воздухъ я болѣе легкіе газы лучше перемѣшн-
вались. Воздушные каналы, выходя въ печь, сильно расширяются, такъ
что занимаютъ почти всю ширину печи. Вертикальные каналы идутъ,
чередуясь между собой: воздушный и газовый. Въ малыхъ печахъ ші-
налы дѣлаются такъ, что газы смѣшиваются п загораются еще до входа
въ печь. Въ большихъ печахъ въ этомъ пѣтъ необходимости. Лучше
передъ входомъ въ печь газовые н всѣ воздушные каналы соединять
Общій видъ яечей со етороая выпуска.
Фиг. 84.
общимъ горизонтальнымъ каналомъ, изъ котораго газы поступаютъ въ
печь черезъ нѣсколько отверстіи, равномѣрно распредѣленныхъ по ши-
ринѣ печи; при атомъ смѣшеніе происходятъ болѣе равномѣрное и дѣй-
ствіе печи не будетъ особенно сильно нарушено въ томъ случаѣ, если
бы одинъ изъ каналовъ, ведущихъ газъ изъ регенераторовъ, засорился
(съ этимъ приходится считаться довольно часто, въ томъ случаѣ, когда
каналы имѣютъ длинныя горизонтальныя частя, которыхъ поэтому н
слѣдуетъ избѣгать).
Вообще нужно имѣть въ виду, что форма н различное отноеителъ*
яое расположеніе каналовъ будетъ вліять на длину пламени, а потому
и конструированіе каналовъ должно сообразоваться съ тѣмъ, какое
пламя желаютъ получить. Чѣмъ энергичнѣе перемѣшиваніе газовъ и воз*
духа, тѣмъ короче будетъ пламя. Поэтому, если каналы газовый и мз*
2СИЗ —
душный соединять еще до выхода въ печь, то перевѣшиваніе газонъ съ
воздухомъ получится хорошее и пламя будетъ короткое. .Еош воздуш-
ные каналы выводить въ печь отдѣльно отъ газовыхъ, располагая вы-
водныя отверстія воздушныхъ каналовъ надъ выводными отверстіями га-
зовыхъ—смѣшеніе получится хуже я пламя будетъ длиннѣе; еще хуже бу-
детъ перемѣшиваніе и еще длиннѣе будетъ пламя, если выводныя отверстія
газовыхъ и воздушныхъ каналовъ располагать рядомъ, па одной высотѣ,
О вліяніи отверстіи различной формы см. БЫй и. Еізеп Л* .17,
1894 г,; Горный Журіщ стр. 185, II, 1895 г.
Мартеновскія печи требуютъ частаго ремонта вслѣдствіе того, что
каналы, ведущіе воздухъ и газты изъ регенераторовъ нагрѣваютъ очень
ОЗшіЙ видъ печей со ст^ропя рабочей піатфарац.
Фнг. 85.
неравномѣрно кладку. ПослѢдеіяя, раскаляясь въ нѣкоторыхъ мѣстахъ
слишкомъ сильно, быстро раврушается. Для устраненія, этого примѣня-
ютъ искусственное охлажденіе стѣнокъ, устраивая въ нихъ вентиляці-
онные каналы и пропуская черезъ нихъ охлаждающій воздухъ (см. та-
кое устройство I, А. .13 — 14—1—04), или примѣняя для охлажденія
воду, которая течетъ ыо проложеннымъ въ стѣнкахъ печи трубамъ
(см, такое устройство I. А. 1436—4 — 5 — 05; 922—21—4—16).
Самая печь значительно возвышается надъ уровнемъ пола литей-
ной, чтобы можно было подъ выпускное отверстіе подводить большіе
коваш на телѣжкахъ. Съ передней части передъ печью дѣлается бал-
конъ, на которомъ помѣщаются рабочіе при проколачиваніи выпускного
отверстія я для наблюденія за выпускомъ (фиг. 84).
— 287 -
Около загрузочныхъ оконъ * *) устроенъ тоже возвышенный рабо-
чій полъ, на которомъ размѣщается матеріалъ для плавки (фнг. 85).
На фиг. 82—83 представлена англійская печь для плавки 25 тоннъ.
Такой размѣръ печи считается очень удобнымъ для большого производ-
ства, но нѣкоторые считаютъ большія печи еще болѣе экономичными.
Печи менѣе 15 тоннъ не экономичны въ смыслѣ расхода топлива и
употребляются лишь спеціально въ литейныхъ фасоннаго литья.
144, Устройство пода. Чтобы приготовить йодъ, на чугунномъ дни-
щѣ печн выкладывается слой огнеупорнаго кирпича, толщиной въ 1
кирпичъ. Вся кладка въ это время еще сыра и прежде, чѣмъ вести
работу дальше, нужно кладку просушить. Для этого внутри печи раз-
водятъ огонь изъ дровъ, при чемъ дымъ выпускаютъ изъ загрузочныхъ
дверецъ. Такая просушка продолжается нѣсколько дней. Затѣмъ золу
всю выгребаютъ я въ печь пускаютъ газъ, который и зажигаютъ. При
помощи газа печь разогрѣвается до краснаго каленія1). Въ раскаленную
печь на подъ наносятъ слой смѣси песку п глины, такого качества,
чтобы они плавились при низкой температурѣ и заполняли всѣ трещины
въ кирпичной кладкѣ. Затѣмъ постепенно повышаютъ температуру печи
и вводятъ на подъ все болѣе огнеупорные матеріалы. Нужно выбирать
матеріалы такъ* чтобы они какъ разъ плавились при данной температурѣ
печи. Слѣдуя такимъ образомъ, доводятъ печь до ея рабочей температуры.
При этомъ въ печь можетъ быть введено очень большое количе-
ство матеріала. Въ одномъ случаѣ при изготовленіи пода для печи, раз-
считанной на 25 тоннъ плавки, было введено 13 тоннъ песку- Сушка
углемъ продолжалась 4 сут, наплавка пода—8 сутокъ.
Послѣдній слой наносится изъ самаго огнеупорнаго матеріала. По
временамъ прибавляется нѣсколько окалины. Когда окалина расплавится
и поглотится подомъ* наносятъ еще окалины* такъ до тѣхъ норъ, пока,
повидимому* подъ болѣе уже не поглощаетъ (иногда на эту операцію
требуется нѣсколько часовъ). Излишняя расплавленная окалина выпу-
скается вонъ изъ печи, подъ посыпается самымъ огнеупорнымъ мате-
ріаломъ (пескомъ) и просушивается.
Выпускное отверстіе дѣлается въ камнѣ, приготовленномъ изъ
огнеупорной глины и кварца.
Нужно замѣтить, что если печь назначена для выплавки стали и
при этомъ желательно произвести дефосфоризащю металла, то вслѣд-
ствіе извѣстнаго свойства фосфора, нельзя подъ приготовлять изъ ма-
теріала, богатаго кремнеземомъ. Въ этомъ случаѣ для приготовленія
пода должны служатъ сильно основныя тѣла, а потому для этой цѣли
часто употребляютъ обожженный и измельченный доломить* къ кото-
рому примѣшивается въ небольшомъ количествѣ деготь для связи.
Подъ приготовляется сь уклонами со всѣхъ, сторонъ по направле-
нію къ выпускному отверстію,
*) Карт. заіфузкж печей Оіодз. 2. 46—1—05. См. также ч. ІИ. яагр. мех.
*) При нзьали&анія свода оаъ роляля». О мѣрахъ предупрежденія см. Лу-
1900, Ш 387, IV, 390.
— 268
145, Первая загрузка, или садка. Перлая загрузка отличается отъ
послѣдующихъ и должна быть разсматриваема какъ операція, относя-
щаяся къ устройству печи.
Впервые печь загружается всегда въ небольшомъ количествѣ и за-
грузка состоитъ главнымъ образомъ изъ штыковаго чугуна, къ кото-
рому желѣзный ломъ прибавляется лишь въ незначительномъ количествѣ,
такъ что выплавляется твердая сталь. Чугунъ распредѣляется по поду,
на него кладутъ ломъ, а поверхъ всего еще штыкъ и начинается плав-
ка. Такъ какъ футеровка печи еще очень пориста, то прибавляется
матеріалъ, способный образовать шлакъ (обыкновенно старый шлакъ съ
примѣсью битаго краснаго кирпича, который прибавляется въ такомъ
количествѣ, чтобы поддерживать металлъ покрытымъ шлаками). Первая
плавка обыкновенно длится болѣе долго, чѣмъ послѣдующія и послѣ нея
подъ требуетъ значительнаго исправленія.
146. Планка стали. Для плавки стали температура требуется зна-
чительно выше, чѣмъ для плавки чугуна. Вслѣдствіе такой высокой тем-
пературы выгораніе углерода идетъ здѣсь значительно быстрѣе, чѣмъ
при плавкѣ чугуна и углеродъ отчасти начинаетъ выгорать съ самаго
начала плавки на ряду съ марганцемъ и кремніемъ. За этимъ нужно
слѣдить и прибавлять къ желѣзному лому соотвѣтственное количество
чугуна, чтобы вознаградить убыль углерода. Присутствіе марганца и
здѣсь предохраняетъ углеродъ отъ выгоранія, поэтому при плавкѣ въ
ванну прибавляютъ зеркальнаго чугуна, богатаго марганцемъ. Фосфоръ
на кремнекисломъ подѣ почти не выгораетъ; на основномъ же подѣ
(доломитъ или магнезитъ) выгораніе фосфора идетъ очень успѣшно, но
при этомъ выгораетъ сильно и углеродъ. Въ ковцѣ плавки необходимо
прибавлять зеркальнаго чугуна или ферромангана, часто кремнистаго
желѣза, чтобы разрушить растворенные въ ваннѣ окислы желѣза и
облегчить выдѣленіе образовавшихся при этомъ газовъ, дающихъ пузы-
ристую отливку.
147. Данныя для проектированія регенеративныхъ печей *)
При расчетѣ генераторовъ можно считать, что на каждую тонну вы-
плавленной стали потребуется около 300 кгр. угля и нужно счи-
тать3 что плавка длится 12 час., слѣдовательно, на каждую тонну
выплавленной стали потребуется сжечь 25 кгр. угля въ часъ. Нужно
принимать, что на каждый кв> метръ поперечнаго сѣченія генератора
съ дутьемъ можно сжечь въ часъ около 80 кгр, угля. Сообразно съ
этимъ можно считать, что, на каждую тонну стали, выплавляемой въ
мартеновской печи, нужно имѣть 0,3—0,5 о. метра поперечнаго сѣче-
нія шахты генератора,
Цилиндрическіе генераторы дѣлаются съ діаметромъ отъ 2500 до
3000 мм.
*) Грегамъ, Морясь. Практкч. рѵкогод. къ устройству я дѣйств. регенераъ топокъ,
См, Бдахеръ, стр. 206—209,
См. расчетъ печеі по ГрумуГржвмаіло. Въ основаніе првкммаетса не количе-
ство выялавляемаго металла, а количество сжигаемаго топлива. Горкяй журналъ
311—6—05,
— 269 —
Толщина слоя топлива для различныхъ случаевъ, согласно НІтег-
ману должна быть не меньше слѣдующей величины:
ДЛЯ каменнаго угля - . 800 ММ
бураго „ - * 700 я
г? лигнита сырого . . 600 і* г
?? „ сухого , * 750 э
я штучнаго компактнаго
торфа 1000
•“1 слабаго торфа . . . 1400 *й.
и дубоваго корья . . . 1100 П
7*1 опилокъ, смѣшан. со
щепой 1400
// дровъ, высушен* на
воздухѣ и нарѣзая.
па кѵски 200 мм. . *г 1300
Размѣры отводящей трубы можно разсчитывать, допуская въ пей
скорость движенія до 3 метр. въ сек. При этомъ можно считать, что
каждый кгр. топлива даетъ около 15 куб. метр. горячихъ газовъ. Въ
каждомъ отдѣльномъ случаѣ этотъ объемъ можно опредѣлить боди точ-
но, если извѣстенъ сортъ топлива.
При выходѣ изъ геиер.
скорость газовъ . . 1м.
въ распредѣл. аппар. , . 3— 5 т
при входѣ въ регенер, . 3 „
скорость при выходѣ въ
печь изъ каналовъ , 8 ,
148- Регенераторы. Кирпичи въ камерахъ кладутся въ клѣтку, оставляя
промежутки между кирпичами, равные толщинѣ кирпича, при этомъ
объемъ кирпича будетъ равенъ приблизительно 40*/в объема самой на*
садки. На основаніи сравненія хорошо дѣйствующихъ печей, проф* Па-
вловъ считаетъ что на каждый ка. метръ пода печи объемъ нары
насадокъ регенераторовъ долженъ равняться 4,5 куб. метра.
Объемъ камеръ получается изъ соображенія. что объемъ насадокъ
составляетъ 75°Д отъ объема камеръ.
Ширина и длина регенераторовъ въ большой мѣрѣ обусловлива-
ются размѣрами самой печи и эти величины выбираются такъ, чтобы
регенераторы помѣстились подъ печью. Въ распоряженіи конструктора
остается, слѣдовательно, выборъ третьяго размѣра—высоты регенератора,
которая не должна быть меньше 4-хъ метр. такъ какъ тяга воздуха
производится самимъ регенераторомъ, а не дымовой трубой.
Если не требуется высокой температуры, то регенераторъ дѣлается
только для одного воздуха.
’) Федоровъ. Газовое отопленіе. Стр. 29.
а) Журн. Рус. Меты* О-ва Лв 4, стр. 173—1910 г.
— 270 —
Одинъ изъ регенераторовъ назначенъ для подогрѣванія воздуха,
другой для подогрѣванія газа. Такъ какъ газъ входитъ въ регенераторъ
при болѣе высокой температурѣ, чѣмъ воздухъ и такъ какъ объемъ
воздуха, вводимаго въ печь, всегда значительно больше, чѣмъ объемъ
газа, то размѣръ регенератора для воздуха берется на 30 — 100\
больше по сравненію съ регенераторомъ для газа,
149. Размѣры печи *). Печи строятся очень разнообразныхъ размѣ-
ровъ: для плавки отъ 4 до 60 тоннъ. Въ литейныхъ рѣдко встрѣчаются
печи больше чѣмъ для плавки 15 тоннъ. Можно считать, что для плавки
1 тонны стали (при глубинѣ металлической ванны въ 300 мм.) до-
статочно въ небольшихъ печахъ 1 кв. метра поверхности кислаго
пода; поверхность основного пода должна бытъ на І50/в больше, такъ
какъ основной шлакъ занимаетъ большій объемъ. Отношеніе длины къ
ширинѣ печи берется для малыхъ печей равнымъ 2,5. Наибольшій ук-
лонъ пода къ выпускному отверстію около Высота свода надъ по-
верхностью ваппы должна быть 1500 мм.; при меньшемъ размѣрѣ сводъ
быстро изнашивается, при большемъ происходитъ излишняя трата то-
плива. При нефтяномъ отопленіи, когда нефть вдувается непосредственно
въ рабочее пространство, высота свода должна быть немного больше.
Площадь воздушныхъ оконъ берется равной 0,0225 отъ площа-
ди пода. Площадь газовыхъ оконъ (обыкновенно два) дѣлается въ 1,2
раза меньше, такъ какъ газъ идетъ ивъ дутьевого генератора подъ боль-
шимъ напоромъ, чѣмъ воздухъ, двигающійся подъ дѣйствіемъ лишь тяги
раскаленнаго регенератора. Размѣры газоваго окна въ высоту и ширину
дѣлаются приблизительно одинаковые, или ширину дѣлаютъ немного
больше, чтобы, уменьшивъ высоту окна, получить большую толщину
простѣнка между газовымъ каналомъ и лежащимъ надъ нимъ воздуш-
нымъ каналомъ; толщина этого простѣнка не должна быть меньше
300 мм.
Части каналовъ, подходящія къ выводнымъ отверстіямъ, дѣлаются
наклонными къ горизонту (фиг. 86), Дно газовыхъ каналовъ имѣетъ уклонъ
12е— 18°, а дно воздушныхъ каналовъ имѣетъ уклонъ 30’—40Большій
уклонъ воздушныхъ каналовъ придается для того, чтобы направляемый
ими воздухъ двигался по направленію къ низу и лучше перемѣшивался
съ газомъ. Чѣмъ короче печь, тѣмъ большій долженъ быть уклонъ?
чтобы получить лучшее перемѣшиваніе и болѣе короткое пламя.
Вертикальныя части каналовъ помѣщаются въ такой части печи,
гдѣ они не стѣснены, а потому имъ можно давать поперечное сѣченіе
въ 1,5 раза больше, чѣмъ у выводныхъ оконъ, при чемъ размѣры га-
зовыхъ каналовъ можно брать такіе же, какъ и воздушныхъ.
Воздушный распредѣлительный клапанъ разсчитывается, принимая,
что яа 1 кв. метръ площади йода печи нужно имѣть 300 кв. сант. пло-
щади сѣченія клапана.
О Ои. болѣе подробно; Размѣры мартеновскихъ печей но эмяерйчеекимъ дан-
вымъ—ироф. Павлова Ж. Р. М. 0, Л 4, стр. 169—1910 г.
•—*
«ИИѴМѴИФ^ЧІЙИѴЖМІМ^
№****—*»
Мдамм і іі
«ѵІМмнмѵммп
^^ММНЧ»*.
В
5*С(
[2^
РАБОЧЕЕ ПРОСТРАНСТВО.
О
Дг
я**
И
'іі'нии іииииии,
"* ЙИ ***** М*«м ш. **
4ИИѴ
іиМншѵ
}
«ня*
І
и»
Ч1Г
О
V
$
ф
ш
і
4
I
сЗ
сЗ
ОДЪ.
|й|
ж
ф
шс
4»
і
л
г
**
1
:1
5
4
?
т
I
4
I.
10
II
2
I. 10
о
о
*5*4ІМіММЙР
I
4
г*
I м
і
4
I.
< **
А О
к
і
1
1
V
I
?
і
і
’і
МЖИМ
І&І
г
Цг иш'шр Л у-ч 0МШ
высота
сводя
*ММММѵМ<Мм1ММімМ>
— §
<5
ЯнМ
<
сЗ
Ни*
Б
и
1
I
с
о
I
I
і
і I
В
5,о
5,8
*> к
м^ѵ
і 2,3
'
4
4
6,16 2,6
5
6
8
9
10
11
12
«ннннпЖ
^фММвМ)
Разстояніе.
С5
41
сЗ Я о
М0І
<
<
ШИ
сЗ
I.
I.
I.
Ж Ф
I.
X *
I.
I.
14
15
-* яг
Іо
18
20
27
30
40
Площадь
оконъ.
Я
*
’І |ЧІИ|
Г**
_м
Мг
См
ч*
М-*
*-
*
НИ*
лкч
Чіі*
ІІ
3
ь
1
6,7 і 2,42
6,44 2 55
Я*
7,00 2,375
6,3 3,0
«ни
8,0
"і
I
•:
2 6
4Мг у. ч<г
ч •>
8,0 3,3
9,2
Е
4
3,5
13,20|і 1525 I
* * 1
I
13,30 Г
I
І
Г
>
і О Тѵч 2**
0^ ИЛ
Е ^5 й*? 5з
О
ІЧ™^
ті*
»**>
4ч<
4»
мѴ
Чищ^-
4ч
ІИ
а
і
*
I
і
1150 :
Е
11
4
О
и* *****
ф
♦
» ч, а гі
с
Ж.7Й*
I
1
1*
п
900 11 400
Е
14,45 | 1605 І 1260
16,О2ІІ 1760
16,21
:
Е
г
16,42'
16,63
18,90
1.
>
I
к
1500
о
480
! 300
*
1870
1950
19,50 ( 1900
25,60
26,40
32,20
• .
I 2500
2280
2350
4
<
.
*) Сравненіе регенер. ніавилыі.
дт
1420
1210
ІаОО
1200
1400
1800
1680
1790
О
нечен и
I
*
♦г
1
500
660
400
600
500
820
700 !
к
760
Ц»,
И Ф
т*ТЗ
*. Д,
Ідей
.
кЛь
ш и
1
‘ч
I
к№
А Ч
с
ь2
230 1600 I 1800
г
100 I 2470
нефтіяная.
300
2560
450 I 2560
150 I 2650
400
2450
200 1 3300
200 4000
ЙГПГ\
пVI I
V «Ц*%/
450
420
•'
3240
3760
3200
3360
3375
ЛОЛА
4о0ѵ
3200
>
6400
2850 I 5400
5400 8100
Размѣры современныхъ мартеновскихъ печей *).
ідеви»
Ч*Ы
^м^нМИЪАи ."
НММ
< ъ *. ъ «
“ Ч -- “’
"ЛИ11*—В
“***ч*“
Л
О
В
К
И
РЕГЕНЕРАТОРЫ.
ДЫМОХОДЫ
*
04
МѢСТО, ЗАНИМАЕМОЕ
ПЕЧЬЮ.
О Т Н О III Е II I Я Р А 3 М ѣ Р О В Ь.
*» МР
чааыа»**
ЧЬнинчМ
^^^^^^^МИПЖшчіЧвИИШИИЯШИШвИМв
"МИМ
»*
и«*«*
’^ММММІИ^
Мнишь
амШйМШМИММШМ^^
У клопъ.
Сѣченіе вер-
«мймм
ЧМайЙивиШ
л" ^І**
<*л
лмгчмммчЧг
ч-Л
мМ**МШ^
ІІИ'Ч, »Ч“с
“ . д -*- -. <.—...... ѴЧ *«ММ* ~>
“ЛИЛ'ІІИ «* *•
..м .г»1 чии
Къ стр. 271.
л
^вНЧѵфмММ ч*/^'***
к
у? Я
! Лещади. (Свода
і
-
Г^ИИМЙѴИИѴ
н!
тик. канал.
МШЧШМ<ШИ>*
>
І
І
I і
3
.
г
I
м*
№*
лм*
V фГ
Г"
7 О
ЙМШМММ
16
12
31
16
18
17
15
18
12
15
31
г
ч»
и
1И-М
ъ.
и
I
сз
ян
мН
I
<Х Ф ’
4
і
<
<
:
из
Жъ
ш«К
оо з5
.д
♦
г
I
мкймйч
і I
* I
> т
І
^4
о
д
Ь.Д
И ф
Жми*
Йй “П
«ЦИНИ Н**г
о ?-*
Яг*
>“5
Імм
МН
ж ц»
ѵ <
о
4»
36
40
31
38
31
31
39 ! 2116
1
і
і
I
:
48 ( 4000
42
41
35
О 4
31 38
31
►
; 1
►
>
I
Г
:
3840
3260
5400
3220
5400
5000
6000
8400
г
38
4680
Разст. вер.
кая.до оконъ
^иимыииииииииЖЖІМ^ЧіМЬ
<
ф
5Я
I । ^В“’Ж
и
*
г
и
*
*!**
О кА
8| И ІІ
И
►
<
Е
ч
>*М
м*
2116
6720
6580
3725
5400
4150
4050
5000
6000
8400
7150
'
г\ г\ Л Г\/\
м^ѵѵ ! 4* |Ѵгк/
3,38
9
о
3,44
3,4
2,0
3,4
1,5
3,75
3,3
2,80
данныхъ для ахъ постройки (таблицы существ. печей). I. А. 740
*
►
.
I
2,00
1,6
1,5
1,62
2,0
2,0
2,06
1,5
2,0
1,7
1,85 I
..о 1
ШИШШ^т-^. <
[
Газовый, Воздушный
7 де"»
объе и ъ:
4
*
]
>
Газо Воз
4»
I
(
Д
І
чф
ч Е
Г
*
і:
*ч
і
1
{
*
*и
№&
у
«(Ч
0і
I
гѵѵ*
18,00
23,39
нефт
28,3
22,6
39,4
22,6
600
45,3
«4
Ьии*/*
4*^
Янмі|
Ъъ
>
I
I
ф
. I
н
’ I
1
1
‘У :
1
*
Н
і
'
►
1
объемъ:
*’'****ММНИМН
ЧЕ
«I
м
А
ІГ"*
лі$
О
Чь
СЗ ф
ІР
ни.
души.
ИММЕвМЧНЫМ*1
3
*
<
«.
ГЛ
4Я
о
о
№.
3
л іі и а*
5
!
к
4к
ф ф
деѵе
>
Ф Е-«
18,00
23,35
яная. 50
21,5
17,2
17,2
і
36,2
57,9 37,7
58,6
51,4
28,3
22,6
39,4
22,6
! 60,0
1
I
)
1
45,3
68,7
34,2 65,3
I
60,5
Ширина,
ж
1
4
і
ж
Чім*1
Емм*
Ьз О
«г
4мРм|
I
Е
&
к
*
4
і
I
>
*
г
•Я
!
Е
!
%
3
1
«І
і
Км »
А Ч
чэ
ШЧ
чь
к
і
і
I
І
?‘1
'1
8
ч
।
I
^2
і
5
I
."и
1
і
I
і
I
<
Чі !
ез
С5
ШИПИ
ч/
41
21,5
17,2
17,2
36,2
47,6
10,2
мнимтг
»
►
г
►
\Х/
•МЙ
О і**1
ф
С5
ф X
ф
а
*Г*
-ыЛІМІ
1
"Л
Е
I
*
Е
I
'ШЙ*'
I
де
Й**4*
г* ’Ч
4-Н
’-ГМ
*> А
:
О
ф
© «ЙГ
ЛгтМ
'^имм1*^
I
ф .
1
!
і
1
55
і
«I
п
* ,
г
I
р
I
^рЬиММіЖіН
1
3530
ефт.
I
3900,
н
'!
>
4970
3900
2300
6400
10000
ШМіМвІІРѴ*
*ч
т
40
I,
Н
7?
1^0
г
4^
к
3530
10000
5300
4970
I
*
I
11,2
[
15,0
Г 1 1
і '
1
ь, ?
і
1
Е
4
!
I
I
і
1
$
к
*
>
к
5
$1
-чде
е»
*г
г
**»
*
!
*ч
Г*
Ік-
«<
а
Е
(
де»
4
1
1
..... * . .
І
і
^5
Я«
-А4к+ «и ѴѴ
8
еч
# ♦
г
4
і
I
I
1
I
«ч
?
<*•
* ♦
г.
I
*
9
5
!
с
1
*
$
I
I
1
I
1
(
<
2
3
4
5
6
5300 7
23001 8
6400
9000
10000
9
10
И
3,41
О г>г
ѵ?ОЭ
1,32
ІЕ
.
2,29
160 Ш 180 136 1,13
I
I
3,00
2,73
1,0
10,6 15,16
10,6
1 Л ЙО
12,62
15,2
ММѴЧМѴ
12 6
X Мк||ѴГ
14,6
12,26
>
17,28
16,80
16,58
15,16
14,50
15,2
14,78
15,2
17,4
19,15
18,30
17,80
19.00
3,50
3,50
<г
4,20
4,10
3,45
4,50
4,13
4,5
4,50
4,8
►
1
I
4,36
4,36
1,33
2,52
1,20 2,17
4,26 I 1,07
3,85 I 1,11
С^^Сг <л
:
9 07
1,10
1,11
1,05
5,00 I 0,975
5,94 I 0,95
5,64 0,88
к ля I п ЯГіч
Ѵ^Х/чЛ I Ѵ,ѴѴі)
247 186 324 244 1,31 | 4 67
।
і
неф тян.і
.
1071
і 4,17 3,42
170
; *
1
160
250
235^ 1,4/
Л **0
0^/0
1
і
<
3.51
І
3,46
«
2,84
о а*7 о ъ хіс
1,0
1,0
2,77 183
158 228
198І 1,25
2,53
2,95
2,1
2,9
2,5
177 161 224
163
183
200
119
2,42 95
2,63 ' 135
-—9—05. Хорошіе чертежа печн сь данными относительно работы н числа плавокъ I. А. II
.
175
205
125
108
168
1 -07.
2041 1,27
$
5,26
225 203 1,38 3,01
240
237
180
203
2371 1,36
246; 1,20
»-
1
250І 2,0
205 1,9
252 1,50
!
I
і
е
і
*
►
жа»
о,Съ
4,53
4,<
4,13
2,8
4
т
*
I
2,45 2,8
2,39
। 4,8
2.72
?
1
С
6,32
1
4
2,12
шивши»
2,07
і
3,62 ! 4,65
*
ЗД6 I
4,95
7
2,48 | 4,69
3,48
1,0
!•
!•
- ।
%
О *
1
М !
Я ;
ф
1
і»
і|
д|
г
*!
V
Г;
?і
і
і:
265 2651 2|
241
I
'
3
4^
327 5
1,0 303* 303 6
1,0
1,0
3,11 1 0
3,33
235
122
I
1
і
<
31
я* ;,
І І-
!-
,
1*
122 8і
! 328' 328 9|
I
1
1,19 I 352
2,82 I 1,11
чял
ООл/
1
г
I
352 10
380
.
11
1,18
::
12
І
Фіц\ 8ч
— 272 —
Газовый клапанъ берется въ 1,2 раза меньше.
Каналамъ отъ генератора и воздушнымъ придаются площади сѣ-
ченіемъ въ два раза большія, чѣмъ сѣченіе клапановъ.
Каналъ, соединяющій клапаны съ дымовой трубой^ долженъ имѣть
площадь сѣченія, равную суммѣ площадей воздушнаго п газоваго
каналовъ.
Дымовая труба у основанія должна имѣть сѣченіе, равное площа-
ди сѣченія подводящаго канала.
Высота трубы дѣлается въ 2 5 — 30 разъ больше, чѣмъ, діаметръ
ѵ основанія. Высота въ 30—35 м. достаточна для печей средняго размѣра.
Печи, работающія на нефти.
Площадь по да разсчитывается такъ же, какъ и у газовой печи.
Разстояніе отъ поверхности ванны до свода 1800—2000 мм.
Площадь воздушнаго окна, черезъ которое проходятъ всѣ газы,
должна быть 0,ОѢ отъ площади пода.
Обгелз насадокъ воздушныхъ регенераторовъ долженъ быть 3,5
куб, метра па кв, метръ пода.
Дымовой ходъ долженъ имѣть въ поперечномъ сѣченіи 850 о.
сант. па 1 кв. метръ пода.
Клапанъ долженъ имѣть въ поперечномъ сѣченіи 425 кн. сан. на
1 кв. метръ пода.
Въ прилагаемой таблицѣ приведены главные размѣры современ-
ныхъ мартеновскихъ печей малаго размѣра, собран. проф. Л. М. Павло-
вымъ Ж. Р. М. €ѣ М 4 1910 г.
150. Работа печи. Послѣ выпуска стали изъ печи послѣдняя тре-
буетъ исправленія.
Подъ осматриваютъ и въ тѣхъ мѣстахъ т гдѣ онъ попорченъ, его
исправляютъ, набрасывая песокъ послѣдовательными слоями. Каждому
слою даютъ затвердѣть, прежде чѣмъ накладываютъ слѣдующій. На эту опе-
рацію тратится обыкновенно около часу временя.
На псправленный подъ накладывается равномѣрнымъ слоемъ чугун-
ный штыкъ (при помощи машинъ пли руками), а сверхъ чугуна кла-
дется желѣзный ломъ въ надлежащемъ количествѣ.
Нагрузка печи производится или въ ручную, накладывая чугунъ и
ломъ на желѣзныхъ лопатахъ, пли же чугунъ въ расплавленномъ видѣ
выпускается въ печь изъ вагранки, расположенной выше печи, или же
посадка производится при немощи особыхъ механизмовъ.
Штыковый чугунъ плавится первый; присутствующій на его по-
верхиостн песокъ и желѣзные окислы образуютъ шлакъ, который рас*
плавляется нѣсколько позднѣе самаго чугуна. Въ этотъ періодъ окисле-
ніе чугуна идетъ довольно сильно. Когда весь металлъ расплавится,
онъ оказывается покрытымъ слоемъ шлака. Съ самаго начала плавки
температуру г? остепени о повышаютъ и такъ это идетъ въ теченіе при-
близительно 5 часовъ. Когда весь металлъ расплавленъ, къ нему при-
бавляются различные присадки (руда п др.). Послѣ этого начинается
кипѣніе стала. Пузыря выходятъ на поверхность и воспламеняются.
сгорая синимъ пламенемъ, характернымъ для окиси углерода. Въ это
же время замѣчается въ отдѣльныхъ частяхъ ванны вихревое движеніе
металла. Въ теченіе приблизительно 5 часовъ сталь такимъ образомъ
вполнѣ вываривается. Послѣ чего изъ ванны берутъ длинной ложкой
образцы и быстро опредѣляютъ содержаніе въ стали углерода, Если
углерода слиткомъ много, прибавляютъ въ ванну руды; если же содер-
жаніе удовлетворяетъ требованіямъ, то температуру печи повышаютъ до
возможнаго предѣла и стараются перегрѣть сталь, чтобы получитъ ее
возможно жидкой. Когда сталь перегрѣта, пробиваютъ выпускное отвер-
стіе и въ го время, когда сталь течетъ въ ковшъ, прибавляютъ къ лей
раскаленнаго докрасна фероиаигана.
Послѣ того какъ сталь вся выпушена, желобъ сдвигаютъ съ кошка
и спускаютъ въ сторону шлакъ изъ нея и, послѣ чего печь подготовляется
жъ слѣдующей плавкѣ.
Температуры въ печи Сименсъ Мартенъ *)>
Газы: при выходѣ изъ регепер. . • . . 720
1Т входѣ въ регснер.............400
„ входѣ изъ регенер. въ печь . . 1200
воздухъ „ .... 1000
температура въ печи......................1600
Дымовые газы у дым. трубы................ 300.
Металлъ (0>31 °,0 С.).
Чугунъ передъ выпускомъ..................1420
Рафинировка стали........................1520
Вытекающая сталь въ началѣ выпуска. . . 1580
п п г концѣ . ... 1490
При разливкѣ въ формы....................1520,
151* Плавка стали въ конвертерахъ3). Способъ выдѣлки стали въ
конвертерахъ былъ предложенъ Бессемеромъ въ 1855 году и съ тѣхъ
поръ извѣстенъ подъ способомъ бессемерованія. Сначала бессемерованіе
примѣнялось исключительно для отливки слитковъ, которые затѣмъ
прокатывались въ рельсы пли различные сорта желѣза. Но бессемеро-
ваніе начали примѣнятъ п сталелитейные заводы, выдѣлывающіе различ-
ное фасонное литье.
Процессъ бессемерованія въ общихъ чертахъ заключается въ слѣ-
дующемъ. Въ особый сосудъ, конвертеръ, наливается расплавленный чу-
чунъ и черезъ его массу продувается съ силой воздухъ. При этомъ
П Бдахеръ 72 и 207.
-) Устройство малаго бвесенеровшгіх.
(яеазегеі Х-:Н. л? 9—291—05.
(Нез х. 97 Л« 2 и 129 № а—06.
Сіез. X. 239—4 —І5-06.
Объ игаивкахъ изъ коввертера тропйлкса р|ютогр. и чертежи) Еоппѣгу
102—10—06.
Ушиаяіе я» то, что въ Англія въ вагранкѣ устроили нѣчто въ родѣ бессемерованія—*
чугунъ получается очень хорошій А» М. 717—70.
274 —
происходитъ окисленіе различныхъ примѣсей, содержащихся въ чугунѣ,
отчего послѣдній постепенно переходитъ въ сталь. Необходимая при
ятомъ высокая тепература, чтобы поддерживать металлъ въ расплавлен-
номъ состояніи, получается за счетъ сгораемыхъ примѣсей чугуна.
Конвертеръ имѣетъ
обыкновенно форму,
представленную па фпг.
87. Внѣшняя обо-
лочка конвертера при-
готовляется изъ желѣза
и бъ большинствѣ со-
стоитъ изъ трехъ ча-
стей, Дно также желѣз-
ное; въ немъ имѣются
отверстія, въ которыя
з акрѣп ляют ся фу р м ы
для пр ив е д ен ія ду тья.
Средняя часть опоясана
Фкг. 87. прочнымъ КОЛЬЦОМЪ. КЪ
кот ор о м у пр икрѣпл я ют-
ся шипы. На этпхъ шипахъ конвертеръ можетъ поворачиваться около-
горизонтальной оси. На большихъ сталелитейныхъ заводахъ для пово-
рачиванія конвертеровъ имѣются гидравлическія приспособленія; конвер-
теры же небольшого размѣра, которые п употребляются главнымъ обра-
ручнымъ способомъ при по*
зомъ для фасоннаго литья, поворачиваются
Фиг. 88.
приводиться въ конвертеръ и въ то время.
мощи зубчатыхъ передачъ,
какъ показано на фиг. 88.
Дутье прпводится отъ воз-
духодувки по трубѣ А,
которая при помощи саль-
ника соединяется съ ка-
наломъ внутри шипа В. а
затѣмъ отъ этого шипа
дутье по трубѣ проводится
въ нижнюю часть конвер-
тера къ фурмамъ. Такимъ
образомъ дутье можетъ
когда послѣдній поворачи-
вается на своей горизонтальной оси.
Внутренняя набойка конвертера Бессемера дѣлается изъ смѣси ог-
неупорной глины (157й —25°/Д смолотой въ порошокъ, крупно измель-
ченнаго кварца (50*^ — 60%) и мелкоистолченныхъ старыхъ огнеупор-
ныхъ кирпичей иля просто песка. Все это хорошо перемѣшивается,
слегка смачивается водой и плотно трамбуется, подобно тому, какъ при-
готовляется бетонъ, такъ что внутри конвертера получается монолитная
футеровка. Вслѣдствіе того, что матеріалъ набойки богатъ кремнеземомъ.
275
образующіеся во время процесса шлаки легко насыщаются кремневою
кислотой; фосфоръ же, какъ я въ другихъ
жетъ образоваться богатый кремнеземомъ
шлакъ, не можетъ выдѣляться изъ ме-
талла, а потому при этомъ, такъ наз.
кисломг способѣ, необходимо употреблять
чугунъ „ не содержаній фосфора.
Чугунъ приводится изъ вагранки, ко-
торая располагается па такой высотѣ,
чтобы выпущенный изъ нея чугунъ могъ
самъ по желобу вливаться въ конвертеръ.
152. Работа конвертера- Когда въ
ваграпкѣ накоплено достаточное количество
чугуна, конвертеръ ставится въ положе-
ніе, изображенное на фиг. 87 п въ него
по желобу вводится подлежащая перера-
боткѣ порщя чугуна. Чугунъ пе долженъ
при этомъ доходитъ до фурмъ, иначе онѣ
могутъ быть закупорены застывшимъ въ
нихъ металломъ. Затѣмъ пускаютъ въ ходъ
дутье и конвертеръ поворачиваютъ въ поло-
случаяхъ, въ которыхъ мо-
Фиг> 59.
женіе, представленное на фиг. 89- Воздухъ прорывается черезъ толщу
металла и выноситъ съ собой цѣлый снопъ искръ. Сначала почти не-
замѣтно пламени, вылетаютъ только искры, но черезъ нѣсколько ми-
нутъ появляется пла-
мя, слабо свѣтящее
и имѣющее желто-
красный оттѣнокъ.
Этотъ періодъ длится
около 5 минуть. Въ
это время происхо-
дитъ сгораніе окиси
углерода, которая
образовалась изъ уг-
лерода чугуна. Тем-
пература въ конвер-
терѣ быстро повы-
шается и начинается
кипѣніе. Пламя уси-
ливается по величинѣ
и пріобрѣтаетъ яр-
кость; при чемъ по
временамъ оно поту-
хаетъ, затѣмъ снова
Фиг, 90,
разгорается;—такой періодъ длится около 7 мнн.
Затѣмъ интенсивность пламени уменьшается, око пріобрѣтаетъ спяевато-
фіо лотовый оттѣнокъ и по прошествіи приблизительно 20 минутъ съ
— 276 —
начала пронесся совершенно потухаетъ; и тѣмъ указываетъ па копецъ
процесса- Къ этому времени весь углеродъ и кремній выгорѣли, и если
бы дутье продолжать долѣе, то металлъ сталъ бы насыщаться кислоро-
домъ и вся загрузка конвертера была бы испорчена. Поэтому конвер-
теръ быстро поворачиваютъ въ горизонтальное положеніе и прекра-
щаютъ дутье. Выпущенный въ такомъ видѣ металлъ получился бы очень
хрупкимъ и пузыристымъ. Для устраненія этого въ конвертеръ вводит-
ся зеркальный чугунъ, или ферроманганъ, въ количествѣ, соотвѣтствую-
щемъ тому сорту стали, которую желаютъ получить, и содержимое кон-
вертера выливается въ ковшъ (фиг. 90), изъ котораго уже металлъ вы-
ливается въ формы. Когда ковшъ отойдетъ отъ конвертера, послѣдній
поворачиваютъ еще болѣе, чтобы вылить изъ него весь шлакъ; затѣмъ
осматриваютъ внутренность, если нужно исправляютъ и поворачиваютъ
въ положеніе для принятія слѣдующей порція чугуна.
Такамъ образомъ весь процессъ переработки чугуна въ сталь бе-
ретъ около 20 миег (въ Америкѣ процессъ заканчиваютъ въ 10 миіг.)_
153. Видоизмѣненія металла при бессемерованіи.
Углеродъ начинаетъ выгорать сейчасъ же, іжь только воздухъ
поступаетъ въ металлъ, и выгораніе углерода постепенно все усиливается.
Когда пламя въ концѣ процесса исчезнетъ, желѣзо содержитъ около
0,1’/в углерода.
Кремній выгораетъ тоже съ самаго начала и особенно быстро при
началѣ процесса. Если содержаніе кремнія въ чугунѣ пе особенно ве-
лико и температура конвертера не особенно высока, то кремній выго-
раетъ весь. При обыкновенныхъ сортахъ чугуна, употребляемаго для
бессемерованія, и при обыкновенной температурѣ конвертера въ концѣ
процесса желѣзо содержитъ около 0,1°/» кремнія. Кремній выгораетъ
болѣе энергично при умѣренныхъ температурахъ; при высокихъ же тем-
пературахъ кислородъ оказываетъ болѣе сильное сродство къ углероду,
и углеродъ можетъ даже разлагать кремнеземъ, выдѣляя кремній. По-
этому если температура конвертера очень высока, то всегда предста-
вляется рискъ, что въ металлѣ останется значительное количество крем-
нія и, если температура конвертера сильно повышается, то ватту охла-
ждаютъ, поворачивая конвертеръ и прибавляя немного холоднаго лома.
Марганецъ выгораетъ очень быстро,—быстрѣе всѣхъ остальныхъ
примѣсей. Въ чугу пахъ, богатыхъ марганцемъ, онъ окисляется быстрѣе,
чѣмъ успѣетъ образоваться кремнеземъ, дающій съ окислами марганца
шлаки. Большая примѣсь марганца заставляетъ иногда процессъ нѣ-
сколько продлить, но марганецъ всегда къ концу процесса выгораетъ весь.
Сѣра мало измѣняется въ теченіе процесса.
Фосфоръ при кисломъ процессѣ совсѣмъ не выгораетъ, а такъ
какъ содержаніе другихъ примѣсей значительно уменьшается и выго-
раетъ сако желѣзо, то относительное содержаніе фосфора даже увели-
чивается.
— 27 і —
Желѣзо выгораетъ довольно сильно въ началѣ процесса. Общій
угаръ желѣза колеблется отъ 5 до 10°/о.
Кислородъ. Расплавленное желѣзо находится въ очень тѣсномъ
соприкосновенія съ кислородомъ воздуха, вслѣдствіе чего окислы же-
лѣза образуются въ большомъ количествѣ и растворяются въ расплав-
ленной массѣ. Если сталь оставить въ такомъ состояніе, то оиа полѵ-
чится хрупкая и пузыристая. Для устраненія этого Мушетъ предложилъ
вводить въ конвертеръ зеркальный чугунъ, который разлагаетъ окислы
желѣза, образуя окись марганца, переходящую въ шлаки. Тѣмъ не ме-
нѣе часть окисловъ желѣза все-таки остается въ металлѣ.
Насыщеніе углеродомъ Къ концу процесса металлъ оказывается
слишкомъ бѣднымъ по содержанію углерода для большинства потребно-
стей. Остановить процессъ въ такой моментъ, чтобы содержаніе угле-
рода какъ разъ соотвѣтствовало требованію, представляется очень трудно
исполнимымъ, вслѣдствіе быстроты процесса и отсутствія точныхъ при-
знаковъ, но которымъ можно бы было точно опредѣлить содержа-
ніе углерода. Кромѣ того, если не доводить процессъ бессемерова-
нія до копца, то могутъ остаться нео кислившимися другія примѣси.
Поэтому обыкновенно въ конвертерѣ желѣзо совершенно обезуглерожи-
ваютъ > а затѣмъ, чтобы получить желаемое содержаніе углерода, къ рас-
плавленнему металлу прибавляютъ зеркальнаго чугуна, или ферроман-
гана. Марганецъ этой присадки идетъ на разложеніе окисловъ, а угле-
родъ обогащаетъ желѣзо до желаемой степени, Такъ какъ ферроманганы
приготовляются съ различнымъ относительнымъ содержаніемъ марганца
и углерода, то всегда можно подобрать такой сортъ, чтобы въ конвер-
терѣ получилась сталь желаемой твердости.
Въ прежнее время въ конвертеръ вводили расплавленный ферро-
манганъ и, поворотивъ конвертеръ, пускали вновь дутье на короткое
время, чтобы лучше перемѣшать металлъ. Теперь это оставлено, такъ
какъ выяснено, что ферромянганъ, разбитый на небольшіе куски и въ
такомъ видѣ введенный въ конвертеръ, прекрасно перемѣшивается съ
желѣзомъ и никакихъ добавочныхъ операцій не требуется.
154- Температура планени конвертера (на основаніи измѣреній
пирометромъ Лешателье) въ періодъ кипѣнія 1330* Ц., а въ коштѣ
процесса 1580° Ц,
155. Выборъ чугуна- Въ виду того, что при бессемерованіи ни
сѣра, ни фосфоръ не выгораютъ, чугунъ нужно брать не содержащій
этихъ примѣсей. Содержаніе кремнія должно быть отъ 1,5Й/С д0 2’^’М
да болѣе бѣднымъ содержаніемъ кремнія чугунъ не годится, такъ какъ въ
началѣ процесса вся теплота развивается главнымъ образомъ вслѣдствіе
выгоранія кремнія, Но и большее содержаніе кремнія не желательно,
такъ какъ: 1—кремній оставляетъ конвертеръ въ видѣ силиката желѣза,
слѣдовательно, чѣмъ больше будетъ кремнія, тѣмъ больше будетъ угаръ
желѣза; 2—если кремнія слишкомъ много, то температура конвертера
можетъ получиться слишкомъ высокая, вслѣдствіе чего произойдетъ раз-
ложеніе кремнезема углеродомъ и много кремнія останется въ стала.
— 278 —
Углерода въ бессемеровскомъ чугунѣ должно быть, по крайней
мѣрѣ, на 1 ”/ больше, чѣмъ кремнія.
Такимъ образомъ хорошій для бессемерованія по кислому способу
чугунъ долженъ имѣть приблизительно слѣдующій составъ:
Углерода............... 3.5 \
Кремнія ....... 1,5"/с—2Л/Д
Сѣры............ , . 0,5 \
Фосфора................ 0,05й 0
Марганца . , . - . . . 1,00° п
Чугунъ долженъ вводиться въ конвертеръ по возможности горя-
чимъ.
Такъ какъ окончательный продуктъ зависитъ отъ количества смѣ-
шиваемыхъ чугуна, подвергаемаго бессемерованію, и присадочнаго, то
полезно имѣть приспособленія для взвѣшиванія того в другого. Но та-
кія приспособленія встрѣчаются ю всегда и на нѣкоторыхъ заводахъ
о количествѣ чугуна, поступающаго въ конвертеръ, судятъ на глазъ,
156- ОСНОВНОЙ процессъ. Въ виду того, что при кисломъ спосо-
бѣ можно перерабатывать въ сталь только чугунъ, богатый кремніемъ,
болѣе дорогой, но нельзя пользоваться чугуномъ, богатымъ фосфоромъ,
болѣе дешевымъ, то давно были попытки примѣнить способъ бессеме-
рованія и къ фосфористымъ чугунамъ. Практическое осуществленіе этой
задачи принадлежитъ Сиднею Джилкристъ-Томасу, который въ сооб-
ществѣ съ своимъ двоюроднымъ братомъ Перси Джилкристъ въ 1878
году предложилъ употреблять иную набойку конвертера, состоящую изъ
прокаленнаго доломита, и присаживать къ расплавленному чугуну обож-
женной извести. Благодаря употребленію такихъ матеріаловъ образуются
основные шлаки, которые поглощаютъ фосфоръ, впрочемъ, уже послѣ
того, какъ выгорѣли углеродъ и кремній. Чтобы поддерживать основной
характеръ шлаковъ, прибавляютъ взвести, Томасъ Джилкристъ указы-
ваетъ, что присутствіе въ шлакахъ кремневой кислоты не должно быть
больше 20&/0, иначе уже не происходитъ поглощенія фосфора.
При основномъ процессѣ бессемерованіе идетъ сначала точно такъ
же, какъ и при кисломъ: прежде всего выгораютъ кремній, марганецъ и
углеродъ? фосфоръ же почти пе выгораетъ. Пламя, вылетающее изъ
конвертера, такое же, какъ п при основномъ процессѣ; когда пламя ис-
чезнетъ, дутье продолжаютъ (вторичное дутье), при чемъ начинается
выгораніе фосфора, и высокая температура, конвертера поддерживается
за счетъ этого горѣнія. Какъ только начинается вторичное дутье, изъ
конвертера появляется густой бурый дымъ, указывающій на сильное
сгораніе желѣза. Въ этотъ періодъ о ходѣ процесса трудно судить по
пламени, поэтому черезъ нѣкоторое время, па основаніи указаній прак-
тики, конвертеръ повертываютъ и берутъ ложкой пробу, отливаютъ
маленькій слитокъ, который быстро расплющиваютъ подъ молотомъ, ло-
маютъ и по взлому сутягъ о содержаніи въ немъ фосфора (опытный
глазъ опредѣляетъ это довольно точно). Если содержаніе фосфора ока-
274) —
зыкаете а большимъ, то снова начинаютъ дуть, пока пе получатъ желае-
маго результата. Затѣмъ сливаютъ шлакъ, въ конвертеръ прибавляютъ еще
немного извести, чтобы сгустить оставшійся шлакъ, и послѣ этого вы*
лнваютъ сталъ, удерживая шлаки особой лопаткой. Для обогащенія угле-
родомъ прибавляется ферро мая ганъ, который бросается въ раскаленномъ
докрасна видѣ въ ковшъ съ расплавленнымъ металломъ.
При основномъ процессѣ угаръ желѣза гораздо больше (Ю®/0 —
20%), такъ какъ значительное окисленіе происходитъ при вторичномъ
дутьѣ. Количество шлаковъ значительно больше, чѣмъ въ кисломъ про-
цессѣ, такъ какъ прибавляется много извести (отъ 5% до 18%); эти
шлаки содержатъ фосфористый кальцій и должны быть спущены пре-
жде, чѣмъ дѣлать присадку ферромангана, иначе содержащійся въ этой
присадкѣ углеродъ я кремній могутъ возстановить часть фосфора и вер-
нутъ его въ сталь.
Основной процессъ примѣняется въ тѣхъ странахъ, гдѣ для этого
находится соотвѣтствующій чугунъ. Американцы этимъ способомъ почти
совсѣмъ не пользуются. Въ Германіи онъ очень распространенъ. Въ
настоящее время домны выплавляютъ спеціально приспособленный для
этого процесса чугунъ.
Содержаніе углерода въ этомъ чугунѣ не важно, такъ какъ угле-
родъ весь выгораетъ.
Ііоличеетво кремнія должно быть по возможности мало. Въ крем-
ніи не представляется необходимости, такъ какъ главнымъ источникомъ
тепла въ этомъ процессѣ является фосфоръ. Наоборотъ, присутствіе
кремнія замедляетъ процессъ, слиткомъ повышаетъ температуру конвер-
тера и требуетъ излишняго количества извести, чтобы поддерживать
шлаки достаточно основными.
Хорошій основной чугунъ долженъ содержать не больше 1 % крем-
нія. Тѣмъ не менѣе въ случаѣ нужды при основномъ процессѣ могутъ
употребляться чугупы съ содержаніемъ кремнія до 4%.
Сіъра удаляется при основномъ процессѣ нѣсколько въ большемъ
количествѣ, чѣмъ при кисломъ, такъ какъ часть ея можетъ перейти въ
шлакъ въ видѣ сѣрнистаго кальція, Тѣмъ не менѣе чугунъ долженъ
содержать возможно мало сѣры, не больше 0,12%.
Марганецъ выгораетъ при основномъ процессѣ гораздо медленнѣе,
такъ какъ здѣсь нѣтъ кремнезема, который соединяется съ нимъ, обра-
зуя силикаты. Содержаніе марганца должно быть около 3%.
Фосфоръ является самой важной примѣсью въ основномъ чугунѣ,
такъ какъ онъ сообщаетъ необходимое количество теплоты при концѣ
процесса. Содержаніе фосфора ни въ какомъ случаѣ не должно быть
меньше 2%; нормальнымъ же содержаніемъ нужно считать 3%; иногда
его содержаніе доходитъ до 4%.
157. Сравненіе кислаго и основного процесса. Большое прайму*
щество основного процесса состоитъ въ томъ, что онъ допускаетъ упо-
требленіе болѣе дешеваго фосфористаго чугуна (хотя цѣна зависитъ
отъ мѣстныхъ условіи). Съ другой стороны, производство основного
— 280 —
процесса обходится нѣсколько дороже по сравненію съ кислымъ, такъ
какъ здѣсь приходится употреблять большое количество извести; па пе-
реработку требуется больше времени, а также требуется гораздо больше
времени на ремонтъ.
Сталъ высокаго качества при основномъ процессѣ получить нѣ-
сколько труднѣе, чѣмъ при кисломъ;—довольно трудпо уловить моментъ,
когда весь фосфоръ выгорѣлъ, а кромѣ того, если шлаки не вполнѣ
удалены, то всегда остается рискъ, что часть фосфора изъ нихъ будетъ
возстановлена и останется въ стали. Вслѣдствіе этого многіе смотрятъ
съ предубѣжденіемъ па сталь, полученную по основному способу*
158* Размѣры конвертеровъ измѣняются въ очень широкихъ пре-
дѣлахъ. Смотря по назначенію, конвертеры строятся для плавки отъ
0,5 тонны до 15 тоннъ. Чѣмъ меньше конвертеръ, тѣмъ труднѣе по-
лучить въ немъ равномѣрный матеріалъ и надлежащую жидкость для
отливки. Очень малые конвертеры Деви конструируетъ такимъ об разомъ г
что ихъ можно при помощи крана подымать съ того мѣста, гдѣ про-
изводится дутье, и переносить къ мѣсту отливки. Въ такомъ конвер-
терѣ въ 0,5 тонны процессъ бессемерованія совершается въ теченіе
11—13 мин* Ферроманганъ добавляется въ самый конвертеръ.
Внутренніе размѣры конвертера должны быть таковы, чтобы помѣ-
щающаяся въ немъ порція чугуна далеко не доходила до фурмъ, когда
конвертеръ въ горизонтальномъ положеніи. Толщина футеровки берется
отъ 200 до 350 мм. Толщина желѣзной обшивки 15 — 25 мм. Пло-
щадь фурмъ измѣняется въ различныхъ случаяхъ очень сильно: отъ
5 до 30 кв. сант. на каждую тонну выплавляемой стали (въ Германіи
придерживаются меньшихъ размѣровъ, въ Америкѣ—наибольшихъ, въ
Англіи— среднихъ). Сила дутья, принимая во вниманіе, что фурмы по-
крываются слоемъ чугуна толщиной не больше 350 мм., была бы до-
статочна отъ 0,3 до 0,4 атм,, но на самомъ дѣлѣ машины ставятся
такія, чтобы силу дутья можно было имѣть отъ 0,8 до 1,8 аты. Для
каждой тонны стали нужно ввести въ конвертеръ отъ 450 до 500 куб.
нетр. воздуха, или, считая, что процессъ продолжается 20 мищ, въ
секунду на каждую тонну стали прядется подавать воздуха отъ 0,37 до
0,42 куб. метра.
159, Конвертеръ Роберта представленъ на фиг. 91; его особенность
въ томъ, что въ сѣченіи онъ представляетъ не кругъ, я имѣетъ форму
буквы I), Кромѣ того, фурмы расположены не въ днищѣ, а сбоку, и
идутъ не параллельно, вслѣдствіе чего входящій въ конвертеръ воздухъ
сообщаетъ металлу вращательное движеніе. Конвертеръ во все время
плавки нѣсколько разъ покачивается. Такое устройство, по заявленію
изобрѣтателя, имѣетъ то преимущество, что чугунъ не ложится поверхъ
фурмъ толстымъ слоемъ, такъ что силу дутья достаточно имѣть въ
0,3 атм,; при покачиваніи металлъ хорошо перемѣшивается; вслѣдствіе
расположенія фурмъ близко отъ поверхности изъ нихъ можетъ выхо-
дить много богатаго кислородомъ воздуха, который сжигаетъ выдѣля-
ющуюся окись углерода и тѣмъ повышаетъ температуру въ конвертерѣ*
— 281
доставляя болѣе жидкій металлъ. Конвертеръ можетъ имѣть какъ ішслѵю,
такъ и основную набойку,
160. Конвертеръ Тролинаса почти такой же конструкція, какъ и
конвертеръ Роберта, только Троппнасъ дно дѣлаетъ болѣе коническимъ
и располагаетъ два ряда фурмъ. Нижній рядъ выходитъ почти па по-
верхность металла и служитъ для окисленія на-
ходящихся въ чугунѣ примѣсей, а верхній назна-
ченъ для сжиганія выдѣляющейся окиси угле-
рода и повышенія температуры,
161, Неподвижные конвертеры. Укажемъ
еще на то, что существуютъ неподвижные кон-
вертеры. Первый конвертеръ, построенный Бессе-
меромъ, былъ именно такимъ, по потомъ Бессе-
меръ, вслѣдствіе выяснившихся неудобствъ, отка-
зался отъ этой конструкціи и предложилъ вра-
щающійся конвертеръ. Тѣмъ не менѣе и до сихъ
поръ на нѣкоторыхъ заводахъ можно встрѣтить
неподвижные конвертеры. Одинъ изъ наиболѣе
совершенныхъ типовъ такихъ конвертеровъ при-
надлежитъ Грифиссу. Онъ представляетъ изъ себя
вертикальную шахту, въ нижней части которой
по окружности расположены нѣсколько горизон-
тальныхъ фурмъ. Особенность конструкціи этихъ
фурмъ заключается въ томъ, что онѣ автомати-
чески закрываются клапанами въ то время, когда
нѣть дутья, и не позволяютъ расплавленному ме-
таллу взойти въ фурмы и такимъ образомъ за
купорить ихъ. Такіе конвертеры представляютъ
единственно только то преимущество, что они
обходятся дешевле поворачивающихся, зато не-
подвижные конвертеры представляютъ цѣлый рядъ
неудобствъ:
1.—Они не допускаютъ дутья снизу, вслѣд-
ствіе чего угаръ металла въ нихъ всегда больше.
2.—Если какая-нибудь изъ фурмъ испор-
тится, то всю задувку нужно выпускать въ ловъ.
3,—Выпус киое отверстіе надо проб нвать,
Фиг, 9 и
на это тратится время; за это время составъ
стали можетъ измѣниться, и всегда существуетъ
рискъ, что выпускное отверстіе можетъ замерзнуть.
4.—Обогащеніе углеродомъ нельзя производить
въ самомъ кон-
вертерѣ.
Вслѣдствіе этого всегда, гдѣ есть возможность, нужно ставить до-
ворачивающі е ся коя вертеры.
Выгодность бокового дутья оспаривается многими авторитетами.
Такъ? напримѣръ, Гау считаетъ, что въ такихъ конвертерахъ продуктъ
28*2 —
не будетъ получаться столь равномѣрнымъ, какъ къ конвертерахъ съ
нижнимъ дутьемъ. Кромѣ тосот въ такихъ конвертерахъ происходитъ
болѣе сильное окисленіе желѣза и соотвѣтственно большій угаръ (по
Гау на 4°/Д Строятся такіе конвертеры лишь небольшихъ размѣровъ
(до 5 т.) п примѣняются теперь для фасонныхъ отливокъ.
Бессемерованіе представляется довольно сложнымъ процессомъ и
потому здѣсь оно ие можетъ быть разсмотрѣно съ достаточной полно-
той, Болѣе подробныя свѣдѣнія объ атомъ могутъ быть найдены въ со-
чи неніяхъ по металлургія.
Плавка въ вагранкахъ.
Фнт. 92,
162. Вагранка представляетъ со-
бой видоизмѣненіе доменной печи и
впервые появилась въ Англіи въ концѣ
прошлаго столѣтія (1774 г.), въ то
время, когда послѣ изобрѣтенія Уатта
машиностроеніе начало быстро разви-
ваться и явилась потребность въ болѣе
удобномъ способѣ плавки чуіуиа, чѣмъ
существовавшая до того времени плавка
въ доменныхъ и пламенныхъ печахъ.
Вагранка (фиг. 92) представляетъ
изъ себя шахту обыкновенно съ круг-
лымъ сѣченіемъ* Нижняя часть ея
(іориз) имѣетъ большое отверстіе (ра-
бочее отверстіе, или грудъ вагранки),
дающее доступъ во внутренность шахты
для ея исправленія* Рабочее отверстіе
во время плавки заложено кирпичомъ.
Въ груди или съ противоположной сто-
роны вагранки оставляется небольшое
выпускное отверстіе, черезъ которое
производится
обыкновенно
когда нужно,
полосой. На
дна, пли лещади вагранка, дѣлается
вып у скъ металла; о но
закупорено глиной и.
проб и вается желѣзной
нѣкоторой высотѣ отъ
_____________________________ нѣсколько отверстій (фурмъ), черезъ
которыя производится вдуваніе воздуха
при помощи вентиля тара. Верхняя
часть вагранки (колошникъ) открыта и
черезъ нее производится загрузка топлива и чугуна опредѣленными пор-
цІямп? такъ называемыми калошами, или шихтами. Прежде всего на
лещади вагранки разводится огонь изъ дровъ и загружается большая
порція топлива, которая называется холостая калоша. Высота холостой
— 283 —
калоши должна быть такова, чтобы верхній уровень ея возвышался
надъ фурмами па 250 — 300 мм. На холостую калошу загружаются
чередующіеся слои чугуна и топлива. Вслѣдствіе вдуванія воздуха че-
резъ фурмы, иа нѣкоторой высотѣ отъ нихъ устанавливается поясъ съ
наиболѣе высокой температурой, здѣсь главнымъ образомъ происходитъ
плавка чугуна, почему этотъ поясъ называется плавильнымъ. Часть хо-
лостой калоши, лежащая надъ фурмами, постепенно сгораетъ и разви-
ваетъ необходимое для плавки тепло. Когда калоша чугѵна расплавится,
тогда на холостую калошу опускается промежуточная калоша топлива
п возстанавливаетъ убыль топлива холостой калоши. Такимъ образомъ
холостая калоша, кромѣ того, что даетъ необходимое для плавки тепло,
является еще и опорой, на которой покоится расплавляющійся чу-
гунъ , и для того, чтобы прогрессъ плавки шелъ въ одинаковыхъ усло-
віяхъ , нужно чтобы размѣръ холостой калоши отъ начала до конца
работы вагранки не измѣнялся.
Промежуточныя шихты топлива между шихтами чугуна забрасы-
ваются для тою и въ такомъ количествѣ, чтобы, опускаясь на хо-
лостую калошу, они поддерживали ея размѣръ « тѣмъ* поддержива-
ли на должной высотѣ плавильный поясъ и, сюра я, выдѣляли тепло,
необходимое для плавки и нереірѣва чугу на , а также для образованія
жидкихъ шлаковъ и возмѣщенія потеръ -тепла черезъ поверхность
вагранки. Расплавленный чугунъ по каплямъ стекаетъ внизъ и собирается
въ горнѣ, или же сбоку вагранки пристраивается особый резервуаръ
для собиранія чугуна, такъ пая. скопъ.
При правильномъ устройствѣ вагранки плавка продолжается до тѣхъ
поръ, пока сверху подбрасывается топливо и чугунъ, и въ этомъ ва-
гранка совершенно отличается отъ пламенной печи, гдѣ за одинъ разъ
можно расплавить только опредѣленное количество чугуна. Кромѣ того,
при плавкѣ въ вагранкѣ чугунъ по каплямъ спускается но раскаленному
добѣла топливу, при этомъ сильно перегрѣвается, и потому нѣтъ не-
обходимости, какъ въ другихъ способахъ плавки, ждать нѣкоторое время,
пока чугунъ приметъ надлежащую температуру. Какъ только чугунъ
попалъ въ горнъ, его можно сейчасъ же употреблять для отливки. Въ
этихъ двухъ отношеніяхъ вагранка имѣетъ столь значительное преиму-
щество передъ остальными способами плавки чугуна, что какъ только
опа появилась, сейчасъ же нашла себѣ большое примѣненіе, и въ на-
стоящее время всѣ литейные заводы употребляютъ только вагранки, поль-
зуясь другими способами плавки лишь въ исключительныхъ случаяхъ*
Независимо отъ указанныхъ удобствъ, вагранка имѣетъ еще то пре-
имущество, что въ ней гораздо совершеннѣе происходитъ утилизація
теплоты. Горячіе газы, проходя черезъ толстый слой топлива и метал-
ла, могутъ отдать имъ почти всю содержащуюся въ нихъ теплоту, Даже
при сравнительно невысокихъ ваграикахъ (4 метра) отходящіе тазы мо-
гутъ имѣть температуру около 50 100* Ц. Вмѣстѣ съ тѣмъ нагрѣ-
вающійся при своемъ о пусканіи металлъ, а также и топливо поглощаютъ
гораздо меньше теплоты въ мѣстѣ ея выдѣленія, вслѣдстіе чего темпе-
— 284
ратура около фурмъ можетъ быть получена очень высокая и, благодаря
этому, метолъ хорошо перегрѣвается.
При прохожденіи металла черезъ слои раскаленнаго топлива онъ
всегда насыщается углеродомъ. Только чугуны, очень богатые углеро-
домъ, могутъ немного его потерять вслѣдствіе окислительнаго дѣйствія
воздуха. Вообще же, какъ бы бѣденъ углеродомъ чугунъ ни былъ, послѣ
плавки его въ вагранкѣ содержаніе углерода въ металлѣ не бываетъ
менѣе 2,8Изъ сказаннаго ясно, что вагранка можетъ служатъ
исключительно для плавки чугуна. Сталъ въ ней плавитъ нельзя,
ткз какъ, насыщаясь углеродомъ, она будетъ переходитъ въ чугунъ 1)>
Для полученія болѣе плотныхъ отливокъ къ чугуну примѣшиваютъ
иногда сталь. О способѣ плавки см. стр. 335, а также М» Е. 555 —
4 — 03 и Е А, 1803—8—6—05,
163. ТОПЛИВО ДЛЯ вагранокъ. Какъ топливо для вагранокъ, упо-
требляется древесный уголъ, каменный уголъ? антрацитъ и коксъ.
Древесный уголь получается при обжиганіи дерева безъ доступа
воздуха. Дерево^ нагрѣтое до 200° Ц.? почти не измѣняется. При тем-
пературѣ 350° Ц* дерево выдѣляетъ летучія составныя части и въ видѣ
остатка получается уголь. Хорошій уголь получается при обработкѣ де-
рева въ предѣлахъ отъ 35Оа до 400° Ц,3 при чемъ уголь сохраняетъ
строеніе дерева, но нѣсколько уменьшается въ объемѣ. Удѣльный вѣсъ
угля колеблется отъ 0>2 8 до 0,54 въ зависимости отъ породы дерева,
изъ котораго получены, и температуры обжига. Уголь имѣетъ черный
цвѣтъ, горятъ безъ пламени и безъ дыму. Въ среднемъ уголь содержитъ
8870 углерода* 3*/^ водорода, 7% кислорода и азота и золы около 2°/9,
Теплотворная способность 7750 кал.
Температура, развивающаяся при горѣніи, 2100° Ц_
Теоретическое количество воздуха, необходимое для сжиганія 1 кгр.
угля, —10,3 кгр.
Одинъ куб, метръ древеснаго угля въ рыхлой насыпкѣ вѣситъ:
около:
Дубоваго....... 230 кгр.
Березоваго . . . . 215 в
Сосноваго .... 200 „
Еловаго.........130 „
Древесный уголь, оставленный лежать на воздухѣ, способенъ по-
глощать въ себя влагу (отъ 4 до 25°/й) и тѣмъ больше, чѣмъ при бо-
лѣе низкой температурѣ онъ обожженъ* Такъ ка*гь сырой уголь не
даетъ хорошаго теплового эффекта, то уголь слѣдуетъ хранить въ за-
крытыхъ сараяхъ.
Древесный уголь въ прежнее время употреблялся въ большомъ ко-
личествѣ при работѣ вагранокъ, благодаря своей дешевизнѣ и чистотѣ-
9 Воіѣе подробно о плавкѣ кеіѣза въ вагранкѣ см. Лгдебуръ. лйтов желѣзо.
Сіф. 44С
—- 285 —
Но въ настоящее время цѣна на древесный уголь на столько возросла,
что его почти повсюду вытѣснили другіе сорта твердаго топлива, кото-
рые имѣютъ еще я то преимущество, что являются болѣе плотными и
прочными, а ото, какъ мы увидимъ, при работѣ вагранки является весьма
суще ст в е и ны м ъ условіе мъ,
Антрацитъ является конечнымъ продуктомъ превращенія раститель-
ныхъ веществъ въ уголь. Его цвѣтъ—черный блестящій; строеніе одно-
родное; химическій составъ чистаго антрацита (за вычетомъ золы): угле-
рода 93—95"% водорода 2 — 4"% кислорода и азота 3%. Иногда за-
мѣчается примѣсь сѣры до 1%. Антрацитъ горитъ почти безъ пламени,
совершенно не спекается.
Теплотворная способность—8100 кая.
Температура горѣнія—2700° Ц.
Теоретическое количество воздуха, необходимое для сгоранія 1 кгр.
антрацита, — 11 кгр.
Удѣльный вѣсъ 1,4—1,7, Куб, метръ антрацита въ рыхлой на*
сынкѣ вѣситъ около 900 кгр.
Въ Америкѣ антрацитъ употребляется въ большомъ количествѣ,
какъ топливо для вагранки. Въ Россіи антрацитъ пока не нашелъ себѣ
большого распространенія въ литейныхъ, но нѣтъ основанія, почему бы
и у насъ это топливо пе могло употребляться съ полнымъ успѣхомъ.
Антрацитъ, обладая большой плотностью, твердостью, прекраснымъ
тепловымъ эффектомъ, какъ нельзя болѣе подходитъ для сжиганія въ
вагранкѣ. Необходимо только заботиться о томъ, чтобы содержаніе въ
немъ сѣры пе превосходило 0,75%,
КОНСЪ получается какъ остаточный продуктъ при сухой перегонкѣ
камеднаго угля. Хорошій коксъ долженъ быть плотнымъ, прочнымъ на
изломъ, имѣть слабо металлическій блескъ, издавать при ударѣ звонкій
звукъ. Куски должны быть крупные. Черныя п ржавыя пятна на
поверхности кокса свидѣтельствуетъ о присутствіи въ немъ посторон-
нихъ примѣсей.
Химическій составъ кокса: углерода 92%, водорода 0.5%, кисло-
рода 2,3% и золы 57о до 13%? Иногда замѣчается примѣсь сѣры, но
ея содержаніе не должно превосходить 0^75%, Примѣсь сѣры легко
обнаружить, если раскаленный кусокъ кокса бросить въ воду, при чемъ
будетъ распространяться характерный сѣрный запахъ.
При слишкомъ маломъ содержаніи золы и сѣры коксъ получается
недостаточно прочнымъ и пе можетъ выдерживать большихъ нагрузокъ
чугуна въ вагранкахъ.
Теплотворная способность 7400 кал.
Температура горѣнія . . 2770* IX
Теоретическое количество воздуха, необходимое для сгоранія 1 кгр.
кокса —9Т6 кгр.
Коксъ, какъ и древесный уголь, способенъ поглощать влагу изъ
воздуха въ количествѣ до 2.5%: опущенный въ воду поглощаетъ ее
до 50%.
— 286 —
Особенно хорошими литейными свойствами славится коксъ англій-
скій и вестфальскій. Русскій коксъ до послѣдняго времени не могъ со-
перничать съ заграничнымъ товаромъ, являясь менѣе плотнымъ и менѣе
однороднымъ. Теперь на это, повидимому, обращено вниманіе, и можно
надѣяться, что въ скоромъ времени мы будемъ обходиться безъ загра-
ничнаго кокса.
Вѣсъ кгб. метра хорошаго литейнаго кокса въ рыхлой насыпкѣ
въ среднемъ около 500 кгр. (при высокой температурѣ я подъ боль-
шимъ давленіемъ, напримѣръ въ плавильномъ поясѣ, вѣсъ куб. м. кокса
можетъ возрасти до 700 кгр.). Удѣлья. вѣсъ =1,00 и больше.
Коксъ является наиболѣе распространеннымъ топленомъ для вагра-
нокъ; во многихъ случаяхъ, безъ всякаго ущерба для качества полу-
чаемаго чугуна, коксъ можетъ быть замѣненъ антрацитомъ, если эконо-
мическія соображенія говорятъ въ пользу этого послѣдняго топлива.
При этомъ нужно имѣть въ виду во только стоимость самого топлива,
но и то обстоятельство, что при работѣ съ антрацитомъ необходимо
болѣе сильное дутье, а слѣдовательно, п большій расходъ на движущую
силу. Антрацитъ, какъ болѣе плотный, является очень пригоднымъ топ-
ливомъ въ тѣхъ случаяхъ, гдѣ приходится плавить очень тяжелые куски,
давленія которыхъ коксъ можетъ и не выдержать.
Въ нѣкоторыхъ случаяхъ коксъ смѣшивается съ антрацитомъ. Къ
такому способу плавки часто прибѣгаютъ въ Америкѣ, и при плавкѣ
большихъ кусковъ это оказывается выгодно,
164. Процессъ горѣнія топлива въ заграннѣ. Для успѣшнаго
хода плавки необходимо въ вагранкѣ получить возможно высокую тем-
пературу. Съ этою цѣлью въ вагранку прежде всего закладываютъ боль-
шое количество топлива (холостая калогиа)у которое, сгорая, раскаляетъ
какъ внутренность самой вагранки, такъ и чередующіеся слои топлива
и металла, лежащіе поверхъ холостой калоши.
Прн вдуваніи черезъ фурмы воздуха содержащійся въ немъ кисло-
родъ соединяется съ углеродомъ топлива и образуетъ углекислоту. Дви-
гаясь кверху и находясь въ соприкосновеніи съ раскаленными поверхно-
стями топлива, углекислота поглощаетъ изъ него еще одну часть угле-
рода и переходитъ въ окись углерода. Окись углерода, въ свою оче-
редь, смѣшиваясь съ остальной массой воздуха, находящагося между
частицами топлива и содержащаго свободный кислородъ, сгораетъ снова
въ углекислоту. Это продолжается до тѣхъ поръ, пока въ воздухѣ на-
ходится большое количество свободнаго кислорода. По мѣрѣ того какъ
содержаніе въ воздухѣ свободнаго кислорода уменьшается, не вся окись
углерода можетъ сгорѣть въ углекислоту, и часть ея остается въ про-
дуктахъ горѣнія. Наконецъ, когда кислорода остается очень мало, ко-
нечнымъ продуктомъ горѣнія получается почти исключительно одна окись
углерода.
Какъ извѣстно, одинъ килограммъ углерода, сгорая въ углекислоту,
выдѣляетъ 8080 калоріенъ, сгорая же въ опись углерода^ выдѣляетъ
только 2173 калорія. Изъ этого ясно, что если конечнымъ продуктомъ
287
горѣнія является окись углерода, то прп этомъ теряется болѣе те-
плоты. выдѣляемой при полномъ сгораніи топлива. и потому при такихъ
условіяхъ будетъ тратиться излишне большое количество топлива и
плавка въ вагранкѣ будетъ ина очень неэкономично. Слѣдовательно,
необходимо заботиться о томъ, чтобъ сгораніе топлива въ вагранкѣ про-
исходило возможно полно, т.-е. чтобъ углеродъ сгоралъ въ углекислоту,
а не въ окисъ углерода.
Предупредить образованіе окиси углерода можно, сообразуя тол-
щину штильнаго пояса съ силой дутья. Отъ силы дутья зависитъ ско-
рость движенія воздуха внутри ваграпкп, слѣдовательно, при данной
скорости движенія, можно выбрать такую толщину плавильнаго пояса,
что, проходя черезъ него, воздухъ будетъ содержать еще достаточно
свободнаго кислорода для предупрежденія образованія окиси угле-
рода. По выходѣ же изъ холостой калоши и проходя черезъ калошу
металла, газы настолько охладятся, что въ слѣдующей калошѣ топлива
разложеніе углекислоты уже будетъ незначительно. (Какъ извѣстно,
разложеніе углекислоты начинается при температурѣ въ 550° Ц. л до-
стигаетъ наибольшей величины при температурѣ 1000° Ц.). Такимъ
образомъ, для каждой толщины плавильнаго пояса должна существовать
наиболѣе выгодная скорость движенія воздуха и соотвѣтствующая ей
сила дутья. Вообще слѣдуетъ увеличивать скорость движенія воздуха и
силу дутья. Большая скорость воздуха черезъ слой топлива выгодна
тѣмъ, что при этомъ образующаяся углекислота сдувается энергично съ
раскаленныхъ поверхностей топлива и такимъ образомъ, лучше перемѣ-
шиваясь съ остальной массой воздуха, богатой кислородомъ, не можетъ
разлагаться па окись углерода.
Примѣняя ращонально конструированныя фурмы и выбирая над-
лежащіе размѣры калошъ топлива, можно достичь довольно полнаго
горѣнія при небольшомъ избыткѣ воздуха (по сравненію съ теоретически
необходимымъ). Дѣйствительно, на практикѣ, въ хорошо дѣйствующихъ
вагранкахъ вдувается почти теоретически необходимое количество воз-
духа, т.-е. для сжиганія одного кір. кокса 10—Цкуб.метр. воздуха.
Изъ сказаннаго не трудно видѣть, что чѣмъ мельче куски топлива,
слѣдовательно, чѣмъ большую поверхность оно представляетъ по срав-
ненію съ объемомъ заключеннаго между кусками воздуха; тѣмъ легче
можетъ происходить разложеніе углекислоты и образованіе октгш угле-
рода. Поэтому кокса, какъ болѣе плотный и потому способный сгорать
въ болѣе крупныхъ кускахъ. считается лучшимъ топливомъ для ва-
гранокъ. чѣмъ мягкій древесный уголъ. Чѣмъ плотнѣе и крупнѣе
коксъ, тѣмъ онъ лучше. Хорошимъ также топливомъ идя вагранокъ,
хотя болѣе труднымъ для обращенія, можетъ служить антрацитъ. Ка-
менный уголъ* обыкновенно, содержитъ много вредныхъ примѣсей, и
потому для плавки чугуна не употребляется.
О томъ, какъ идетъ горѣніе топлива въ вагранкѣ и какое коли*
чесхво излишняго воздуха вводится, можно судить, производя анализъ
продѵктовъ горѣнія. (См. Курсъ паровыхъ котловъ),
— 288 —
Нужно замѣтить, что при сгораніи углерода въ углекислоту по-
слѣдняя, проходя мимо калошъ чугуна, въ присутствіи свободнаго ки-
слорода и водяныхъ паровъ довольно сильно окисляетъ его, вслѣдствіе
чего при плавкѣ происходитъ значительный угаръ чугуна. Если въ ва-
Фнг. 93.
гранкѣ развивается глав-
нымъ образомъ окись угле-
рода. этого угара почти
с овсѣмъ не замѣчае т ея.
Слѣдовательно, въ одномъ
случаѣ происходитъ из-
лишняя трата топлива, а
въ другомъ угаръ чугуна, я
каждый разъ, сообразуясь
съ мѣстными условіями,
нужно рѣшить, какой изъ
этихъ двухъ способовъ
плавки выгоднѣе.
Въ дальнѣйшемъ при-
ведемъ описаніе нѣкото-
рыхъ наиболѣе типичныхъ
вагранокъ, а затѣмъ ука-
жемъ тѣ требованія, ко-
торымъ должна удовлетво-
рять раціо пал ьно пост ро -
енная вагранка; при этомъ
выяснится .насколько та или
другая изъ существующихъ
вагранокъ може тъ быть
признана раціональной.
165. Конструкціи вагра-
нокъ. Изъ большого числа
существующихъ вагранокъ
приведемъ только наибо-
лѣе типичныя.
166 Вагранка Айер-
лайда(фиг, 93—94). Ва-
гранка этабыла предложена
еще въ 1860 г. Особенность
ея—два ряда фурмъ. Верх-
ній рядъ дѣлается для того,
чтобъ, впуская черезъ него
свѣжій воздухъ, сжигать
всю окись углерода, образующуюся надъ нижними фурмами *). Каждый
рядъ содержитъ нѣсколько фурмъ: обыкновенно нижній 3—4, верхній
9 Подобное устроіетно вообще
яѣишаго.
неправильно какъ &то> будетъ видно изъ даіь-
— 289 —
#—-V; но общая площадь сѣченія верхнихъ фурмъ меньше, чѣмъ пло-
щадь сѣченія нижникъ: обыкновенно она составляетъ отъ послѣдней.
Разстояніе между рядами фурмъ 600—1000 мм. Большимъ числомъ
фурмъ достигается лучшее распредѣленіе дутья, по всей площади поле*
речнаго сѣченія вагранки. Снаружи всѣ фурмы соединяются общимъ
желѣзнымъ ящикомъ, раздѣленнымъ горизонтальнымъ кольцомъ па двѣ
части: верхнюю и нижнюю- Обѣ части соединяются отверстіемъ, въ ко-
торомъ помѣщается вентиль Ь, для того чтобы можно было прекратить
4
Фиг. ^4.
или пустить дутье изъ ^нижней части въ верхнюю. Воздухъ вдувается
только въ нижнюю часть. Противъ каждой фурмы имѣется смотровое
окно, закрывающееся крышкой, со вставленнымъ въ него стекломъ. Если
фурма засорится шлаками, то, открывая крышку у окна, ее легко про-
чистить. Какъ видно, нижняя часть вагранки, или горнъ,—нѣсколько
меньшаго діаметра, чѣмъ верхняя часть. Въ первоначальной конструкція
ваграпкп эта разница была еще больше (почти въ два раза). Дѣлалось
ото, желая сконцентрировать жаръ и получить болѣе высокую темпера-
туру. Но, какъ показала практика, сильное суженіе вагранки представ-
ляло болѣе неудобствъ^ чѣмъ преимуществъ. Въ узкомъ мѣстѣ задер-
живаются большіе куски, нарушается равномѣрность опусканія калошъ,
19
™ 290 —
центральная часть загромождается, дутье идетъ около стѣнокъ, вслѣд-
ствіе чего футеровка въ ятомъ мѣстѣ слишкомъ быстро выгораетъ. Въ
вагранкахъ Айерланда болѣе новой конструкціи суженіе хотя и дѣлается,
но очень небольшое! преслѣдуя другую цѣль, а именно: такъ какъ въ
Фяг. 95,
нижней части вагранка всегда выгораетъ сильнѣе, то ея и даютъ въ
нижней частя болѣе толстыя стѣнки, чтобъ онѣ могли дольше служить
безъ ремонта. Въ виду того же выгоранія верхняя часть футеровки
вагранки ставится па желѣзномъ кольцѣ а, приклепанномъ къ внѣшней
оболочкѣ вагранки; при такомъ устройствѣ нижнюю часть футеровки
можно перемѣнить, не трогая верхнюю. Грудь ваграпкв [ отъемная и
удерживается на мѣстѣ двумя скобами.
Бъ настоящее время существуетъ очень много разновидностей этой
вагранки. Отличаются онѣ главнымъ образамъ тѣмъ, что въ иныхъ Фурмы
поставлены на гораздо большемъ
разстояніи другъ отъ друга, въ
другихъ фурмы наклонены къ
оси, а иногда и къ радіусу,
желая этимъ произвести бо-
лѣе равномѣрное распредѣленіе
дутья,
167- Вагранка Пригара (фиг.
95 — 97), Эта вагранка была
предложена въ шестидесятыхъ
года хъ Кр ига ром з, зав о д ч и ко мъ
изъ Ганновера. Особенность
первоначально построенной ва-
гранки заключалась въ томъ,
что, вмѣсто большого числа
Фурмъ, Кригаръ сдѣлалъ около
самой лещади по бокамъ ва-
гранки два большихъ отверстія,
покрытыхъ сводомъ, имѣвшихъ
ширину каждое около 0,2 ок-
ружности вагранки и высоту
около 600 мм.
ФИГ, ІИк
Впослѣдствіи вагранка Кри-
гара была нѣсколько видоизмѣ-
нена, и теперь опа имѣетъ слѣ-
ду юще е у ст ройство. В мѣсто
широкихъ оконъ, по бокамъ
вагранки съ наружной стороны
расположены два чугунные ящи-
ка, въ которые приводится
дутье. Изъ этикъ ящиковъ дутье
въ вагранку вводится черезъ
двѣ щели (фиг, 96) по яаправ- ч?
ленію къ низу. Подъ щелями
имѣются камеры, куда собствен-
но и вдувается воздухъ, такъ
что эти камеры до нѣкоторой
степени замѣняютъ большія отверстія въ первоначальной конструкдш-
Для болѣе полнаго сгоранія топлива щели расположены по на одномъ
уровнѣ, а одна выше другой. Описанное расположеніе щелей весьма
іе*
~ 292 —
удобно, такъ какъ онѣ не соприкасаются съ топливомъ, и потому не
могутъ зашлаковываться. Какъ видно изъ чертежа, въ нижней частя
вагранки футеровка двойная: внутренняя часть выгораетъ и мѣняется,
внѣшняя же остается безъ ремонта болѣе долгое время.
Лещадь вагранки состоитъ изъ чугунной плиты на шалнерѣ, отки*
дывающейся внизъ (фиг. 95—96). Эта плита, пли клапанъ, каждый
разъ передъ задуваніемъ вагранки, чтобъ не подвергаться разъѣданію
расплавленнымъ металломъ, покрывается съ внутренней стороны особой
набойкой. Снизу она подпирается или желѣзнымъ шестомъ, или удер-
живается особой скобой. Когда плавка кончилась, колонка изъ-подъ
лещади выбивается прочь, клапанъ падаетъ и вслѣдъ за нимъ изъ
вагранки вываливаются остатки несгорѣвшаго кокса, шлаки, и вообще
вагранка опоражнивается. Такъ какъ сама вагранка стоитъ на колон-
кахъ, то все вывалившееся изъ нея легко убрать прочь.
Спереди вагранки придѣланъ ящикъ, такъ называемый скопъ, впер-
вые предложенный тоже Пригаромъ. Служитъ онъ для собиранія чу-
гуна и удобенъ тѣмъ, что въ немъ можетъ быть скоплено довольно
большое количество чугуна безъ замѣтнаго его охлажденія, въ случаѣ
отливки тяжелыхъ вещей. Въ передней стѣнкѣ скопа сдѣлана дверка
для болѣе удобнаго исправленія и очистки его внутренности послѣ
шавки. Самый ящикъ состоитъ изъ чугунныхъ плитъ, обложенныхъ
внутри огнеупорнымъ кирпичомъ и перекрытыхъ сверху сводомъ. Не-
далеко отъ верхней стѣнки должно быть сдѣлано отверстіе а для вы-
пуска шлаковъ, когда ихъ накопится слишкомъ много.
Присутствіе скопа удобно п въ томъ отношеніи, что при немъ
чугунъ постепенно стекаетъ съ лещади самой вагранки, и потому при
выпускѣ чугуяа вся загрузка вагранки не осѣдаетъ сразу, какъ это
бываетъ въ вагранкахъ безъ скопа, при чемъ нарушается правильный
ходъ вагранки.
— 203
Въ боковыхъ стѣнкахъ камеръ и въ передней стѣнкѣ скопа сдѣланы
дверцы для болѣе удобной чистки и ремонта этихъ мѣстъ. Въ дверцахъ
имѣются смотровыя трубки съ колпачками со вставленными въ нихъ
стеклами, Чтобъ стекла не лопались отъ сильной жары, въ эти мѣста
проведены тонкія трубочки, приводящія дутье в такимъ образомъ по-
стоянно охлаждающія стекла.
При малыхъ размѣрахъ вагранки щель, вдувающая воздухъ, дѣ-
лается только одна и располагается противъ скопа, на противополож-
ной же сторонѣ надъ скопомъ помѣщаютъ небольшую круглую фурму
для болѣе равномѣрнаго распредѣленія дутья,
16& Вагранка Маккензи (фиг. 98). Особенность вагранки состоитъ
въ томъ, что, вмѣсто отдѣльныхъ фурмъ, Маккензи устроилъ одну общую
щель, идущую вокругъ всей вагранки.
Щель образуется чугуннымъ ящикомъ,
на которомъ построена я шахта ва-
гранки. Для большей прочности между
дномъ и крышкой ящика, образующаго
щель, могутъ быть сдѣланы ребра. За-
мѣняя нѣсколько фурмъ одной общей
щелью, Маккензи думалъ достичь болѣе
равномѣрнаго распредѣленія дутья; по
подобная конструкція не допускаетъ
прочистки щели, потому такая вагранка
распространенія и не получила.
169. Вагранка Піа. Во многихъ
случаяхъ въ литейныхъ встрѣчается на-
до бность расплавп ть небольшое коли-
чество чугуна особаго сорта для проб-
ныхъ отливокъ и т. и. Производить
небольшія плавка въ вагранкахъ боль-
шихъ размѣровъ и неэкономично и не
всегда возможно, не опасаясь смѣшать
различные сорта чугуна. Поэтому въ
литейныхъ полезно имѣть небольшую
вагранку, въ которой можно бы было
Фиг.
подобныхъ
I
расплавить небольшія порціи чугуна. Очень удобный типъ
вагранокъ строитъ парижскій заводъ Піа (фиг; 99).
Вагранка Піа назначается для быстрой плавки небольшихъ коли-
чествъ металла, до ЗОО кгр. Она состоитъ изъ желѣзнаго цилиндра (?
съ внутренней футеровкой изъ огнеупорнаго кирпича; въ двѣ этого
цилиндра есть отверстіе, черезъ которое стекаетъ расплавленный ме-
таллъ въ нижележащій тигель, совершенно подобный описанному ранѣе
и изображенному на фиг. 70. Вокругъ цилиндра имѣется кольцевой ка-
налъ съ фурмами. Вся вагранка подвѣшена на колонкѣ, на которой
она можетъ вращаться, н внутри той же колонки приводится дутье къ
фурмамъ. Вращая винтъ Д можно регулировать силу дутья, вращая
—
ншггъ Л* можно всю вагранку ігЬшшлько приподнять на колонкѣ, ян-
вернуть въ сторону и вынуть ящикъ съ тиглемъ. Въ шіжщжь каналѣ
есть еиѵ? заслонка, которая можетъ пропускать дутьо и къ сашшу
тиглю. если въ рогомъ встрѣтятся надобность.
ПО. Вагранка Грейнера и Эрпфа (фиг. 100). Желая. совершенно
уничтожить образованіе въ вагранкѣ окиси углерода^ І^рейнеръ и Эрнфъ
предложили вдувать евѣжіі ваадухъ. но всей высотѣ вагранки. Для
этого кругомъ в&грашт- дѣлается ш особый желѣзный ящикк та №-
торый приводится дутье, шш іюльзуьотса яжикомъ, соединяющимъ
— 295
межлу собой фурмы, и изъ пего
параллельно оси вагранки на
равномъ разстояніи но ея ок-
ружности ставится рядъ не-
большихъ трубокъ (числомъ
9 — 10). которыя затѣмъ вво-
дятся въ отверстія, располо-
женныя но винтовой линіи на
поверхности вагранки, помѣщая
первое отверстіе па разстоя-
ній 1000 мм. отъ главныхъ
фурмъ, какъ показано па фиг.
100, Каждая такая трубка
при входѣ въ вагранку снаб*
жена смотровымъ отверстіемъ,
а кромѣ того крапомъ, при
помощи котораго можно регу-
лировать количество притекаю-
щаго по пей воздуха. Попятно,
что образующаяся въ вагранкѣ
окись углерода, проходя около
отверстій и встрѣчая свѣжій,
изобилующій кислородомъ воз-
духъ. будетъ сгорать и отдавать
свою теплоту слоямъ топлива
п металла, Нужно заботиться
при этомъ, чтобы притокъ воз-
духа не былъ слиткомъ силь-
нымъ и чтобъ не получилось
вслѣдствіе этого слиткомъ силь-
наго горѣнія ОКОЛО трубокъ,
пра чемъ опять можетъ про-
изойти разложеніе углекислоты.
Поэтому необходимо, наблюдая
въ смотровыя отверстія, уста-
новить притокъ воздуха въ та-
кой мѣрѣ, чтобъ виденъ былъ
только синеватый огонь, что и
укажетъ на горѣніе окиси угле-
рода, если же уголь около от-
верстія начнетъ раскали тьсяу то
притокъ воздуха нужно умень-
шить. Трубки берутся неболь-
шихъ размѣровъ (30—50 мм.)
я отверстія Другъ отъ друга
Фиг* 100*
— 2Р6 —
дѣлаются на разстояніи 300—600 мм. Правильное дѣйствіе дополни-
тельныхъ фурмъ установить довольно трудно, и потому подобное при*
обособленіе не пользуется симпатіей литейщиковъ,
171, Средняя фурма Веста. Томасъ Вестъ предложилъ сдѣлать доба-
вочную фурму въ центрѣ вагранки, проводя ее отъ лещади (фиг. 101).
Подобныя фурмы, поставленныя въ вагранкахъ па заводѣ Веста, въ
Америкѣ, увеличили значительно какъ производительность вагранки,
такъ и экономичность ея дѣйствія.
Такія фурмы выгодны для большихъ вагранокъ, болѣе 1500 мм.
172. Вагранка Герберца съ высасываніемъ воздуха. Сообщеніе
воздуху движенія черезъ вагранку при помощи высасыванія, а не вдуванія,
было впервые примѣнено въ Англіи Вудвардомъ еще въ 1865 г.
Но его вагранка была неправильно
конструирована: фурмы имѣли слиш-
комъ малую площадь сѣченія и не
были распредѣлены равномѣрно, вслѣд-
ствіе чего плавка шла неудовлетво-
рительно и на высасываніе тратилось
слишкомъ иного пара. Поэтому ва-
гранка Вудварда распространенія не
получила.
Въ восьмидесятыхъ годахъ подъ
давленіемъ законовъ, запрещающихъ
въ городахъ устройство вагранокъ съ
дутьемъ, такъ какъ окѣ обыкновенно
выбрасываютъ изъ себя много дыма
и искръ, фирма Герберца* въ Белъ-
нтъ, снова построила вагранку по
принципу Вудварда, но только зна~
фнг 101 чительно усовершенствовавъ ея кон-
струкцію, Вагранка Герберца изо-
бражена на фиг, 102. Какъ видноова состоитъ изъ обыкновенной
шахты, поставленной на нѣсколькихъ колонкахъ. Лещадь и горнъ со-
вершенно отдѣлены отъ шахты и опираются на винты. Между шахтой
и лешддыо образуется, такимъ образомъ, щель, и, поворачивая винты,
размѣръ щели можно измѣнятъ по произволу. Недалеко отъ калошни-
новаго отверстія находится труба, отводящая въ сторону продукты
горѣнія; внутри ея помѣщается высасывающій аппаратъ (эжекторъ),
дѣйствующій при помощи пара. Во время работы вагранки калошнико-
все отверстіе закрыто, чтобъ черезъ него не могъ притекать въ ва-
*) Кнабе указываетъ, что первая попытка въ этомъ родѣ принадлежитъ русскому
мастеру жогагаод устроившему въ шестидесятыхъ годахъ на Усласскомъ заводѣ ва-
гравку..работавшую ошодувогь. Для этого онъ вссаолъзоваісл имѣвшейся на заводѣ
высокой дымовой трубок, въ которую м выпуешіъ горизонтальный боровокъ изъ кадош-
ника радомъ стоявшей вагравія. Подробностей объ мой вагранкѣ и работѣ, къ со-
жалѣвію, не сохранилось, Ьвабе. Литейное дѣло. Стр, 503.
297
гранку воздухъ. Чтобъ воздухъ но могъ врываться въ вагранку и но
время закидки калошъ, наверху вагранки сдѣлавъ конусъ, обращенный
вершиной книзу; внутри конуса на цѣпи, перекинутой черезъ блоки,
подвѣшенъ цилиндръ. Калоши топлива и металла загружаются въ ко-
нусъ вокругъ цилиндра, при небольшомъ подъемѣ послѣдняго калоша
проваливается въ вагранку, при чемъ вмѣстѣ съ ней можетъ проникнуть
Фпг. юз.
въ вагранку только небольшое количество воздуха. всасываясь
въ вагранку по кольцевой щели^ распредѣляется по всей площади
очень равномѣрно. Впрочемъ, это справедливо для вагранокъ только
небольшихъ размѣровъ: при большомъ же діаметрѣ вагранки, вслѣдствіе
ограниченности силы дутья, воздухъ не проникаетъ въ центральную
часть вагранки и движется главнымъ образомъ по ея стѣнкамъ*
— 298 —
Фиг. юз.
Удобства вагранки Гср&рцал отсутствіе дыма и искръ при ра-
ботѣ; вполнѣ открытая щель, приводящая воздухъ, вслѣдствіе чего ее
легко очистить отъ шлаковъ и предупредить засореніе; возможность
при помощи винтовъ измѣнять размѣръ щели и, такимъ образомъ, при-
способлять ее для наиболѣе выгодной работы вагранки (это. конечно,
дѣлается на основаніи опытовъ); при вполнѣ опущенной лещади вагранку
очень удобно ремонтировать; въ вагранкѣ очень малое давленіе, почему
чугунъ менѣе насыщается газами.
Недостатки вагранки Герберцаг. вслѣдствіе ограниченности силы
тяги плавка идетъ гораздо медленнѣе, чѣмъ въ вагранкахъ съ дутьемъ:
расходъ пара для высасыванія гораздо
больше, чѣмъ расходъ пара въ машинѣ,
приводящей въ движеніе вентиляторъ; ра-
бота вагранки неравномѣрна и находится,
повидимому, въ большой зависимости отъ
размѣра кусковъ топлива и металла; въ
иныхъ случаяхъ результаты плавки во-
лучаются прекрасные, въ другихъ плавка
идетъ неэкономично, это особенно дѣла-
ется замѣтнымъ при большомъ діаметрѣ
вагранки, когда воздухъ движется болѣе
около стѣнокъ вагранки; для устраненія
послѣдняго недостатка въ нѣкоторыхъ слу-
чаяхъ дѣлаютъ вагранку не съ круглымъ,
а съ яро долговатымъ поперечнымъ сѣче-
ніемъ, но результаты дѣйствія такихъ ва-
гранокъ мало извѣстны. Въ общемъ ва-
гранка Герберца не можетъ соперничать
съ хорошими вагранками съ дутьемъ,
173. Вагранка Нау. Нау скомбиниро-
валъ вагранки Герберца и Маккензи. Общій
видъ ея представленъ на фиг. 103, Ка-
налъ С, черезъ который вдувается воз-
духъ въ вагранку, приготовляется изъ
топкаго листоваго желѣза. вслѣдствіе этого онъ способенъ пружинить и
позволяетъ горну опускаться или подниматься, измѣняя размѣръ щели,
вводящей воздухъ. Такимъ образомъ, вагранка дѣйствуетъ дутьемъ черезъ
кольцевую щель, какъ у Маккензи, и вмѣстѣ съ тѣмъ размѣръ этой
щели можетъ регулироваться, какъ въ вагранкѣ Герберца.
^5174. Нефтяная вагранка Петрашевскаго. Вагранка представляетъ
изъ себя соединеніе пламенной печи съ шахтой вагранки. Чугунъ загру-
жается въ шахту; въ камерѣ помѣщаются форсунки, въ которыя вво-
дятся нефть я воздухъ полъ давленіемъ 150—200 мм. водяного столба.
Нефть сгораетъ въ камерѣ, послѣ чего горячіе газы проходятъ черезъ
чугунъ и плавятъ его точно такъ же, какъ это происходить и въ
обыкновенной вагранкѣ.
— 290
Вагранка эта еще не завоевала себѣ симпатій литейщиковъ: какъ
ня ея неудобство, указываютъ на большую стоимость ремонта, на отбѣ-
ливаніе чугуна. Несомнѣнно, что при желаніи наладить такую вагранку
она будетъ давать хорошіе результаты въ смыслѣ качества получаемаго
чугуна, а при извѣстныхъ соотношеніяхъ между стоимостью нефти и
другихъ горючихъ, употребляемыхъ для топки вагранокъ, можетъ ока-
заться выгодной и въ экономическомъ отношеніи. Болѣе подробно объ
этой вагранкѣ см. брошюру Иетрашевкаго ^Нефтяная шахтная печъ^
1897 і.
Здѣсь же можно указать на то? что въ тѣхъ мѣстахъ, гдѣ нефть
сравнительно дешева, выгодно вводить ее въ шахту вагранки, работаю-
щей на коксѣ, Для этого достаточно на нѣкоторой высотѣ около ва-
гранки расположить бакъ съ нефтью и вводить ее по трубочкѣ въ наи-
болѣе раскаленную часть шахты. Замѣняя такимъ образомъ часть
кокса болѣе дешевой нефтью, можно получить значительное сбереженіе
на топливѣ, нисколько не ухудшая другихъ условій плавки.
Главныя условія раціональной работы вагранокъ.
175* Къ вагранкѣ должны предъявляться слѣдующія требованія:
1) Угаръ матеріаловъ и расходъ топлива долженъ быть возможно
малымъ и постояннымъ,
2) Расплавленный металлъ не долженъ долгое время находиться
въ соприкосновеніи съ топливомъ, иначе сильно мѣняется его составь,
3) Шлаки должны отъ расплавленнаго металла отдѣлятьсь и пла-
вать на его поверхности, чтобы предохранять металлъ отъ охлажденія
и насыщенія газами,
4) Вагранка должна бытъ удобна для обслуживанія,
5) Не должна выдѣлять дыма и искръ.
Вагранки бываютъ съ толстымъ и тонкимъ плавильнымъ поясомъ.
Толстый плавильный поясъ имѣютъ старыя нѣмецкія вагранки и
американскія, у которыхъ площадь фурмъ равна или больше площади
трубопровода.
Всѣ химическія видоизмѣненія чугуна совершаются главнымъ обра-
зомъ въ плавильномъ поясѣ, а потому нужно стараться провести чугунъ
черезъ это мѣсто возможно быстро, лишь бы онъ получилъ надлежащій
перегрѣвъ. Слѣдовательно, нужно плавильный поясъ діълатъ возможно
тонкимъ и располагать ею возможно низко, чѣмъ уменьшается размѣръ
холостой калоши и высота вагранки, для того же охлажденія газонѣ.
При тонкомъ плавильномъ поясѣ получаются слѣдующія преиму-
щества:
1) Болѣе полное горѣніе при меньшемъ избыткѣ воздуха и со-
отвѣтственно болѣе высокая температура.
2) Болѣе низкая вагранка н соотвѣтственно:
— 300 —
3) Меньшій расходъ энергіи на дутье.
4) Меньшій угаръ чугуна.
5) Отсутствіе вылетанія пламени изъ вагранки.
Чтобы получить пизкол ежащій тонкій плавильный поясъ, нужно,
чтобы воздухъ изъ фурмъ выходилъ съ большой скоростьЕо и въ надле-
жащемъ количествѣ. Излишнее количество воздуха повышаетъ поясъ
плавленія; при маломъ количествѣ воздуха топливо въ серединѣ вагранки
пе вполнѣ сгораетъ.
Форма плавильнаго пояса зависитъ отъ наклона фурмъ: при силь-
номъ наклонѣ книзу поясъ получается въ видѣ воронки, обращенной
книзу, при незначительномъ наклонѣ фурмъ плавильный поясъ полу-
чается въ видѣ воронки, обращенной вверхъ. Чтобы получить равно-
мѣрную плавку по всему поясу и предупредить смѣшиваніе отдѣльныхъ
шихтъ чугуна, нужно ставить фурмы съ такимъ наклономъ, чтобы пла-
вильный поясъ получился плоскимъ и равномѣрной толщины (фиг. 1 04).
Непосредственные опыты подтверждаютъ, что при большой скоро-
сти воздуха получается болѣе полное горѣніе (см. Оіее 7, стр. 6—
1909).
На полноту горѣнія вліяетъ и толщина плавильнаго пояса.
Плавильный поясъ долженъ быть настолько тонкій, чтобы обра-
зующаяся въ нижнихъ слояхъ его угольная кислота не могла разла-
гаться при восхожденіи газовъ на окись углерода. Кромѣ того, разви-
вающаяся теплота должна непосредственно лучеиспусканіемъ сообщаться
чугуну, понижая по сосѣдству съ нимъ температуру. По выходѣ изъ
шихты чугуна газы должны уже настолько охладиться, чтобы даль-
нѣйшее разложеніе углекислоты было незначительно.
Образующаяся углекислота, подымаясь черезъ тонкій плавильный
поясъ, отчасти разложится на окись углерода. Это* составить неболь-
шую потерю, которую въ вагранкахъ во всякомъ случаѣ вполнѣ избѣ-
жать нельзя и только можно уменьшить выборомъ надлежащей ско-
рости движенія воздуха и направленіемъ дутья.
Устройство второю ряда или нѣсколькихъ рядовъ фурмъ нею-
дшпсяу такъ какъ, при этомъ только расширяется поясъ пла-
вленія , а ез высшихъ слояхъ этою пояса все равно окисъ углерода
получится.
При тонкомъ плавильномъ поясѣ, чтобы получить надлежащій
перегрѣвъ чугуна, который быстро проходитъ черезъ такой нояСъ, не-
обходимо имѣть очень высокую температуру. Высокая температура въ
горкомъ плавильномъ поясѣ получится сама собой, такъ какъ въ такомъ
плавильномъ поясѣ углеродъ сгораетъ болѣе полно въ углекислоту прн
небольшомъ избыткѣ воздуха* Но нужно замѣтить, что при такомъ
концентрированномъ жарѣ футеровка вагранки страдаетъ болѣе сильна
и ее нужно болѣе часто ремонтировать.
Очень важнымъ обстоятельствомъ при плавкѣ въ вагранкѣ
является угаръ чугуна, на что, къ сожалѣнію, обращаютъ слишкомъ мало
— зш
вниманія, заботясь главнымъ образомъ объ экономіи на топливѣ, забы-
вая, что экономія на топливѣ ведетъ къ большому выгоранію углерода
въ чу гулѣ и къ большому угару чугуна, что въ гонцѣ* концовъ можетъ
оказаться болѣе убыточнымъ,
гі
Медленно вытекающей изъ фурмъ воздухъ даетъ болѣе толстый
п л а вилън ы й п о я въ. нр и кот ор омъ п олу чае а г ея зн а ч и т е л ь но бо. і ъ т ні
угаръ, чѣмъ при тонкомъ плавильномъ поясѣ.
Другая причина сильнаго угара чугуна—это близкое расположеніе
уровня расплавленнаго металла къ плавильному поясу. При этомъ дутье
можетъ касаться чугуна и окислять его.
Имѣя это въ виду, слѣдуетъ всегда дѣлать сканъвъ который
чугунъ сейчасъ же стекаетъ (фиг, 104). При скопѣ соприкосновеніе чугуна
съ топливомъ и шлаками очень не-
продолжительно, и они не могутъ
оказать значительнаго вліянія на со-
ставъ чугуна.
Возвращенія противъ скопа, ука-
зывающія на то. что скопъ требу-
етъ излишняго топлива для обо-
грѣй а и холодитъ чугунъ, неспра-
ведливы, такъ какъ мѣсто для ско-
пленія чугуна внутри самой вагранки
требуетъ не меньшаго количества
топлива для своего обогрѣванія. Л
при хорошей изоляціи покрытый
шлакомъ чугунъ въ скопѣ замѣтно
не охлаждается.
Если скопа сдѣлать нел ьзя,
слѣдуетъ дѣлать внутри вагранки
горпъ большой глубины, чтобы
Фиг. 101.
уровень металла не подходилъ близ-
ко къ плавильному и о ясу, а чтобы въ жидкій металлъ не могли
проваливаться большіе куски чугуна, которые, расплавляясь въ немъ,
понижаютъ его температуру, па днѣ вагранка слѣдуетъ выкладывать
клѣтку изъ кирпичей, какъ показано па фшх 105, что и будетъ предо-
хранять расплавленный чугунъ отъ попаленія въ него большихъ кус-
ковъ. Кромѣ того, при выпускѣ чугуна эта кладка будетъ поддержи-
вать все содержимое вагранки отъ быстраго передвиженія внизъ, п
калоши будутъ правильно опускаться.
Если чугунъ находится долгое время въ соприкосновеніи съ топли-
вомъ и шлаками, то предварительный анализъ чугуна имѣетъ мало зна-
ченія, такъ какъ все равно невозможно предсказать, какой составъ
чугупа получится послѣ плавки, и, вѣроятно, это было причиной того,
что многіе крупные заводы отказались отъ производства химическихъ
анализовъ. Примѣненіе скопа измѣняетъ положеніе дѣла, такъ какъ
чугунъ сейчасъ же стекаетъ въ скопы шлаки плаваютъ на поверхности
п предохраняютъ чугунъ отъ окисленія. При выпускѣ изъ скопа, чу-
— 302 —
гунъ получается болѣе равномѣрнаго состава, чѣмъ при выпускѣ прямо
изъ вагранки.
176- Построеніе вагранокъ- Главной составной частью вагранки
является ея шахта, и потому при построеніи вагранки прежде всего
нужно выбрать форму тахты и намѣтить ея главные размѣры; высоту
и великану птіеречиаіо тчнши
177- Ферма шахты Поперечное сѣченіе вагранки дѣлается почти
всегда круглымъ. При такой формѣ поперечнаго сѣченія, при данной его
Фнг, іоз.
площади получается па-
н м е нып і й нер и ме тръ,
слѣдовательно, происхо-
дитъ наименьшая потеря
тепла черезъ поверх-
ность шахты; кромѣ
того, при кругломъ сѣ-
ченіи шахты топливо и
чугунъ опускаются бо-
лѣе равномѣрно. Только
при очень большихъ
размѣрахъ вагранки по-
перечное сѣченіе ея дѣ-
лается иногда овалъ*
нымъ, чтобы при вду-
ваніи воздухъ легче про-
никалъ въ центральную
часть. Въ нижней части шахты, на высотѣ плавильнаго пояса, діаметръ
ея иногда суживается, чтобы получить здѣсь болѣе толстыя стѣнки^
такъ какъ въ этомъ мѣстѣ развивается наиболѣе высокая температура,
и стѣнки сильно выгораютъ. Это особенно необходимо при концентри-
рованномъ узкомъ поясѣ плавленія; при широкомъ же поясѣ итого утол-
щенія можно и не дѣлать. Слишкомъ суживать шахту не слѣдуетъ,
такъ какъ при этомъ могутъ застревать куски чугуна и топлива, и на-
рушаться равномѣрность опусканія калошъ* Остальная часть шахты дѣ-
лается или цилиндрическая, или слегка суживающаяся кверху; въ по-
слѣднемъ случаѣ чугунъ не такъ трется о стѣнки, и обмуровка вагранки
не такъ страдаетъ,
178- Высота шахты надъ фурмами выбирается въ томъ предположе-
ніи, чтобъ газы, проходя черезъ послѣдовательныя калоши топлива и чугуна,
могли достаточно ихъ подогрѣть и сами охладиться. Такъ какъ передача
теплоты, съ одной стороны, зависитъ отъ разности температуръ сопри-
касающихся тѣлъ, а съ другой—отъ ихъ теплоемкости, то изъ этого
слѣдуетъ, что чѣмъ плотпѣс коксъ, тѣмъ большее количество теплоты
онъ можетъ поглотить при данномъ объемѣ, слѣдовательно, тѣмъ мень-
шую высоту можно давать вагранкѣ. Точно такъ же, хотя теплоемкость
древеснаго угля (0.241) немного больше, чѣмъ теплоемкость кокса
(О, 203), но, съ другой стороны, плотность кокса болѣе, чѣмъ въ два
— 30'3
раза превышаетъ плотность древеснаго угля; слѣдовательно, если ва-
гранка топится древеснымъ углемъ, то она должна быть значительно
выше, чтобы произвести то же охлажденіе газовъ.
Обыкновенно, высота вагранокъ измѣняется отъ 3 метр. до -1
метр. Ниже этихъ размѣровъ игтя не слѣдуетъ, потому что газы бу-
дутъ выходить слишкомъ горячими п будетъ происходить излишняя
потеря теша,. при болѣе же высокихъ вагранкахъ является то не-
удобство, что приходится чрезмѣрно увеличивать давленіе дутья, отчего
тратится излишняя работа, а, кромѣ того, большое давленіе въ вагранкѣ
нежелательно, такъ какъ при этомъ чугунъ насыщается больше
газами.
179. Діаметръ ваграннИ- Величина поперечнаго сѣченія вагранки
выбирается въ зависимости отъ намѣченной производительности вагранки,
хотя одна и та же вагранка можетъ выплавлять въ единицу времени
различное количество чугуна, смотря по тому, какое топливо употре-
бляется и съ какой силой производится дутье.
Уменьшая силу дутья, можно заставить вагранку плавитъ очень
медленно, но такъ какъ потери тепла черезъ поверхность остаются
почти тѣ же, а, кромѣ того, при неэнергичномъ горѣніи устанавли-
вается толстый плавильный поясъ п образуется больше СО, то расходъ
топлива на едшшпу вѣса выпушеннаго чугуна при медленной плавкѣ
выходитъ больше; точно такъ же вслѣдствіе того, что чугунъ болѣе долго
находится подъ вліяніемъ дутья, увеличивается п угаръ чугуна. Вслѣд-
ствіе этого всегда стараются вести плавку съ сильнымъ дутьемъ.
Многочисленные примѣры практики указываютъ, что быстрѣе
идетъ плавка, тѣмъ она экономичнѣе.
Что касается до топлива, то, чѣмъ ош> плотнѣе и менѣе содержитъ
золы, тѣмъ меньшій объемъ его долженъ быть сожженъ для распла-
вленія эннаго количества чугуна, и потому въ тою же размѣра ва-
гранулъ можно расплавитъ тѣмъ больше чугуна, нтъмь -плотнѣе упо-
требляется топливо и чѣмъ меньше ано содержитъ золы. Слабыя,
пористый коксъ и древесный уголь, представляя, кромѣ того, большую
поверхность, способствуютъ образованію окиси углерода, и потому раз-
виваютъ меньше теплоты, слѣдовательно, опп должны сжигаться въ
большемъ количествѣ. На основаніи сказаннаго, при топкѣ фгсвеен&ыіо
углемъ и слабымъ коксамъ вагранка должна имѣть большій діаметръ,
шліз при топкѣ плотнымъ коксомъ или антрацитомъ.
Надлежащій размѣръ поперечнаго сѣченія шахты на уровнѣ пла-
вильнаго пояса можно назначить па основаніи слѣдующихъ сообра-
женій:
Для правильной плавки, дающей горячій чугунъ безъ значительнаго
угарат поддерживать плавильный поясъ на постоянной
высотѣ, а для этою нужно загружать возможно малыя калоши
чугуна и топлива.
Соотношеніе между калошами чугуна и топлива обусловливается
тѣмъ, что топливо должно забрасываться въ такомъ количествѣ, чтооы.
— 304 —
опускаясь на холостую калошу, оно возмѣщало ея убылъ и поддер-
живало па должной высотѣ плавильныйпоясъ: кромѣ того, топливо,
елорая. должно выдѣлятъ такое количества тепла, какое необходимо
для плавки и переѵрѣва лежащаго надъ нимъ чугуна, для образованія
жидкихъ шлаковъ и для возмѣщенія потеръ тепла внѣшней поверх-
ностью ваіранки.
На основаніи сказаннаго положимъ, что требуется построить ва-
гранкѵ для выплавки И. кгр. чугуна въ часъ. Вѣсъ отдѣльныхъ калошъ
чугуна назовемъ — Считая, что для плавки 1 кгр. чугуна потре-
бѵется В кгр. топлива к принимая, что куб. метръ раскаленнаго
топлива вѣситъ у кгр., получимъ объемъ калоши топлива равнымъ:
А В
Объемъ калоши топлива = — . — куб* метр.
/
Съ другой стороны, называя діаметръ вагранки у плавильнаго по-
яса черезъ Р (иетр.) и нормальную толщину слоя топлива черезъ ш
(метр.), должны имѣть такое равенство:
А В лВ*
— . — —-------- * ?п,
п у 4
откуда опредѣлится діаметръ вагранки:
Д = 1/~ . -—........................(В
Г Л К. «Ъ у
Діаметръ шахты не долженъ быть менѣе 500 мм., такъ какъ ври
игомъ нельзя влѣзть внутрь для ремонта.
Но, съ другой стороны, діаметръ не долженъ быть больше
1500 мм., такъ какъ слишкомъ большая вагранка не будетъ въ состо-
яніи хорошо продуваться обыкновеннымъ вентиляторомъ, и плавка бу-
детъ птти плохо.
Таблица, дающая производительность вагравокъ, потреби, количество воздуха и
расходъ работы. Си. М. Е. 666—5—05.
180- Площадь поперечнаго сѣченія фурмъ. Еще не такъ давно
считали нужнымъ выпускать воздухъ изъ фурмъ съ небольшими скоро-
стями и при атомъ получали широкій плавильный поясъ* Въ настоящее
время работать съ широкимъ плавильнымъ поясомъ считается неправиль-
нымъ (причины этого объяснены выше), а для полученія узкаго пла-
вильнаго пояса необходимо выпускать воздухъ изъ фурмъ съ большими
скоростями. Чѣмъ больше діаметръ вагранки, тѣмъ съ большей скоростью
долженъ вытекать воздухъ изъ фурмъ, чтобы проникнуть до центральной
части вагранки. Называя черезъ I) (метр,) діам. вагранки, необходимая
скорость вытеканія воздуха изъ фурмъ можетъ быть намѣчена по слѣ-
дующей формулѣ:
скорость вытеканія воздуха изъ фурмъ 17=30 4-251)(метр.).
— 305 —
Обозначая черезъ Г объемъ воздуха (въ куб# метр.), необходимый
для сжиганія одного кгр. топлива, получимъ секундный расходъ воз-
дѵха равнымъ
_ Л, В. V
<*• ~~ ’ 3600
Тогда площадь поперечнаго сѣченія фурмъ Г будетъ равна:
, А. В. V
* ~ збоо.Т^.....................(2)
181. Необходимая сила дутья. Сила дутья, пли то давленіе , которое
необходимо для проталкиванія воздуха и продуктовъ горѣнія черезъ
Фурмы и матеріалъ, зазгружающіп шахту вагранки, зависитъ отъ ско-
рости движенія, отъ конструкціи фурмъ, отъ крупности кусковъ топлива
п чугуна, отъ того, насколько эти куски плотно лежатъ въ шахтѣ, на-
конецъ, отъ высоты шахты. Учесть всѣ эти факторы, вслѣдствіе неопре-
дѣленности и измѣнчивости нѣкоторыхъ пзъ нихъ, пе представляется
возможнымъ, поэтому величину давленія можно намѣтятъ лшпь прибли-
женно.
Секундный расходъ воздуха, какъ указано выше, будетъ:
А.В.Ѵ
1 ~~ 3600
Приблизительно такой же объемъ будутъ имѣть п продукты го-
рѣнія, приведенные къ температурѣ 0*. При температурѣ / ихъ объемъ
-будетъ:
А . В. Г (1 + а?) ’і
1 ‘ = “ 3600
Скорость движенія газовъ черезъ тахту будетъ:
і>л А .В. Г (1 + пП , А ,В.Д
1 3600 ~ ^~7~7 ?
гдѣ р—нѣкоторый коэффиціентъ, характеризующій свободный проходъ
хпахты, вслѣдствіе заполненія ее топливомъ и чугуномъ. Дѣлая сокра*
ацепія, получимъ:
т . п . К. 7 (1 + «С
3600 . /?
Давленіе, необходимое для проталкиванія газовъ черезъ тахту бу-
детъ выражаться такой формулой:
И 1Г\
ЧІ*
О я—ьо&ф- расш, газовъ=0,0036.
20
— 306 ~
гдѣ Н—высота вагранки. Относя все это къ 1 метру высоты (Я== І>-
и считая, что на основаніи работы вагранокъ можно пріінять $//?*—4т
получимъ:
Л =
ш . п.К. 7 (1 +«01 2
3600 1 (ми, вод. столба)
Для проталкиванія воздуха черезъ фурмы потребуется добавочное
давленіе Л1Т ыоторое можетъ бытъ опредѣлено па основаніи извѣстной
формулы гидравлики: ____________
21. ? 1/ (273+0 (1 —
Г \ -іг /
Здѣсь Р—Р^ у —коэффиціентъ, зависящій отъ формы насадка...
его можно принять <р = 0Д и тогда
С-*
Л*— То
Сила дутья, измѣряемая въ мм. водяного столба въ фурменной ко-
робкѣ, будетъ равна:
Сила дутья —7? + ?^ (мм. вод. столба).
Такъ какъ при проходѣ воздуха по трубѣ отъ вентилятора будетъ
еще теряться запоръ, то у вентилятора давленіе воздуха будетъ еще
больше. Величина этого потеряннаго напора зависятъ отъ длины я ді-
аметра трубопровода и отъ скорости воздуха въ немъ п можетъ быть
опредѣлена по формулѣ:
й2=2500
гдѣ —количество воздуха (куб. метр.)] протекающаго въ часъ черезъ
трубу, д—діаметръ трубы въ мм.: Ла—потеря напора въ мм. водяного
столба; I—длина трубопровода въ метр.
Цифровыя данныя для величинъ, встрѣчающихся въ вышепри-
веденныхъ формулахъ.
182. Размѣръ калошъ чугуна. Какъ уже было сказано, для правиль-
ной плавки калоши чугуна должны быть возможно малы, а именно, при
и ладятъ • на хокоъ размѣръ калошъ чугуна не долженъ превосходить
091 отъ часовой выплавки вагранки. При антрацитѣ, такъ какъ слой
топлива долженъ быть болѣе толстый, размѣръ калошъ чугуна
долженъ быть взять большій, а именно, около 0,2 отъ часовой вы-
плавки. Слѣдовательно, при консѣ ?/=Ю, при антрацитѣ н—5.
183. Толщина слоя топлива въ плавильномъ поясѣ при
коксѣ измѣняется отъ 60 до 100 мм.; при антрацитѣ въ
два раза больше, такъ что въ среднемъ
При коксѣ........................ . . -............™ = оэо&.
При антрацитѣ . . <........................• , . . гп — 0,12^
184. Количество топлива, расходуемое на выплавку І го кгр.
чугуна (см. также стр. 3 36). Соотношеніе между калошами чѵгупа и
топлива обусловливается тѣмъ, что топливо должно забрасываться въ
такомъ количествѣ, чтобы, опускаясь на холостую калошу, оно возмѣ-
щало ея убыль и поддерживало на должной высотѣ плавильный поясъ;
кромѣ того, это топливо, сгорая, должно выдѣлять тепло, необходимое
для плавки н перегрѣва лежащаго надъ нимъ чугуна, для образованія
жидкихъ шлаковъ п для возмѣщенія потерь тепла впѣишей поверхностью
вагранки,
1 кгр. перегрѣтаго чугуна (смотря для какой крупности отливокъ
онъ назначается) содержитъ въ себѣ отъ 275 до 325 кая. въ среднемъ
ЗОО калор. тепла.
Для образованія 1 кгр, шлаковъ потребно до 750 кал, тепля,
изъ которыхъ сами шлаки содержатъ 366 кал., остальное тратится на
разложеніе при химическихъ реакціяхъ.
Считая, что шлаковъ образуется 13|)/о отъ вѣса расплавленнаго
чугуна, получимъ необходимый расходъ тепла для плавки 100 кгр. чу-
гуна:
100 кгр. чугуна по 300 кал. . . 30.000 калор.
13 .. шлака 750 , . 9.750
Всего. . 30.750 калор.
Допуская, что потеря тепла съ отходящими газами компенсируется
тепломъ, развиваемымъ при сгораніи чугуна, желѣза и другихъ его при-
мѣсей, и пренебрегая потерей на лучеиспусканіе; принимая затѣмъ, что
1 кгр. кокса, сгорая вполнѣ, выдѣляетъ 7000 калор.. иы получимъ те-
оретическое количество кокса, необходимое для плавки 100 кгр. чугуна
равныя іі
39750:7000= 5,67 кгр,, т.-е, около 6ПД.
При плавкѣ болѣе тугоплавкихъ сортовъ, какъ, напримѣръ, гема-
титнаго чу г ума 3 пра присадкѣ стальныхъ отбросовъ и для очепъ сильно
перегрѣтаго чугуна для мелкихъ отливокъ это соотношеніе должно быть
взято нѣсколько больше, а именно:
Для гематита..............6*75
-** е 0]
стальныхъ присадокъ . /,а
Р очень мелкаго литья. . 8*/#
На самомъ дѣлѣ полнаго сжиганія кокса достичь невозможно. Въ
современныхъ, хорошо работающихъ вагранкахъ изъ всего углерода
сжигается въ углекислоту 70*/* и въ йкись углерода ВО* а потому
при сжиганіи 1 кгр. углерода будетъ выдѣлять тепла:
СО* — 8080 X 0,7 = 5.65 6
СО — 2473x0,3 = 742
Всего. 6.398 калор.
20*
— 308 —
Считая, что въ коксѣ содержится 86°/0 углерода, полетимъ его
практическую теплотворную способность въ вагранкѣ, равною
6.308 X 0,86 5502,
поэтому приведенныя выше цифры нужно измѣнить въ отношеніи
5602 : 7000
Такъ что въ дѣйствительности потребуется кокса для плавки чугуна
для крупныхъ отливокъ 7?5в/п
„ гематита............
ъ стальн* присадокъ > 9,5 °/в
очень мелк. литья 10 °/0
1 кгр. кокса расплавитъ 13/5 кгр. чугуна,
1 „ 11,8 .
1 * - „ Ж4 \ \
I . .. Ю.О „
'» >) «г -У/
Приблизительно такое же соотношеніе будетъ и для антрацита.
Нужно имѣть въ виду, что къ теплотѣ отъ сгоранія кокса при-
бавляется теплота отъ сгоранія составныхъ частей чугуна (около 48 кал.
на кгр- чугуиа)^ съ другой стороны, теряется много тепла на лучеис-
пусканіе вагранки: просушку топлива, разогрѣвъ вагранки и др-, эти
потери очень разнообразны и въ отдѣльныхъ случаяхъ могутъ измѣ-
няться отъ 0,13% ио (см. 8№Ы іхпй Еізеп, 1909, стр. 13 90),
Въ виду этого, точно установить напередъ расходъ топлива предста-
вляется почти невозможнымъ.
Особенно экономить въ топливѣ пе слѣдуетъ, такъ какъ при ма-
ломъ количествѣ кокса избыточный кислородъ дѣйствуетъ сильно на чу-
гунъ и, выжигая его примѣси, дастъ большой угаръ и твердый чугунъ,
и полученный бракъ не компенсируется экономіей на топливѣ.
Вѣсъ куб метра раскаленнаго топлива у
для кокса . . 7 = 700 кгр,
« антрацита у = 800
Количество воздуха, потребное для сжиганія въ вагранкѣ
ОДНОГО кгр, топлива К какъ для кокса, такъ и для антрацита можно
принять равнымъ
Г—10 куб. метр.
185. Примѣрный расчетъ вагранки.
опредѣлитъ главные размѣры вагранки гМх плавка
5000 кгр, чуіуна въ часъ, Топливо коксъ.
— 309 —
Высоту беремъ въ 4 метра. Діаметръ вагранки опредѣляется по
форм* (I/
/ 4 -4 . В
В метр, = I/ . — ...
* ЛГ П . VI . ѵ
Здѣсь
этомѵ
Л—50м0; н— 10; = ОТО8; ;/^ 700т
по
7> метр, = 1/
г я
5000,0,08
ІО . 0 08 . 700
=^0;95
Площадь поперечнаго сѣченія фурмъ
Л. 5, V
'^ЗбООЛ/
Здѣсь 17 -— 30 25 - 0.95 — 54; V~ 10, поэтому
5000 . 0,08 ,
Ь ъв.м.^ 54
10
---0,02
Сопротивленіе движенію газовъ черезъ слой топлива въ вагранкѣ
въ мм. вох столба бѵдетъ
т , ѵ . у, V. (1 -р аО 1
3600 _
пли
0,08*10.700,1 ОдІ + О/ЮЗбГ
зооо .
2
тг
Разбивая шахту вагранки на 4 пояса, высотой въ 1 метръ каждый
и считая, что средняя температура въ первомъ поясѣ будетъ 1200°.
во 2-мъ—500®, въ 3-мъ—ЗОО и въ 4-мъ—150“ получилъ сооотвѣт-
ствующія сопротивленія
// =9.(1 + 0,0036 . 1200/^252
//'^9.(14-0,0036. 500)2^ 70
//"=: 9. (I 4- 0,0036 . ЗОО)1— 36
//"''=9.(1 + 0,0036 . 150'?^ 20
Л = // 4- //' + //"+ //’" = 378
Сопротивленіе при прохожденіи черезъ фурвы будетъ
Г1 541
10’ иГ^
291
— Зіо —
Сила дутья въ фурменной коробкѣ будетъ:
= 378ф-29І =669 ми.
Если бы вагранка должна была работать иа антрацитѣ, тогда для
надлежащаго горѣнія нужно слой топлива взять толще, а именно м.=0,12.
Кромѣ того, плотность антрацита больше и яри расчетѣ нужно взять
^=800. Подставивши эти величины въ форм, (1), мы получили бы
діаметръ вагранки меньше, чѣмъ для работы на коксѣ. Но при этомъ
сила дутья потребовалась бы очень большая. Желая сохранить тѣ же
размѣры вагранки п ту же силу дутья, нужно вмѣстѣ съ увеличеніемъ
ж — толщины слоя топлива, увеличивать вѣсъ калошъ чугуна, т+-е+
уменьшить п настолько, чтобы (коксъ) ж . н , у = ш1. з/ . я/ (антра-
цитъ).
Подставляя въ эго равенство соотвѣтствующія величины, получимъ:
0,8 . 10 . 700 = 0,12 . >/. 800.
0,8 . 10 , 700
откуда п (И.. . ню : -3'3'
Слѣдовательно, размѣръ калошъ чугуна при плавкѣ иа антрацитѣ
убдетъ
А 5000
~ —940 кгр.
Зі- о, ѵ
186. Форма и арсположеніе фурмъ Въ большинствѣ фурмы выно-ь
няются въ видѣ круглыхъ отверстій, расположенныхъ равномѣрно по
окружности. Чтобы получить тонкій плавильный поясъ,
нужно фурмамъ давать нѣкоторый уклонъ по направ-
/ -тсп*ю книзу (фиг 108-а), такъ какъ воздухъ, входя въ
/ X вагранку, стремятся измѣнить свое движеніе по на-
! правленію кверху, а при наклонѣ фурмъ книзу, па-
п Г I правленіе движенія болѣе долго сохраняется горизшн
\ Шк тальиымъ.
\ Въ настоящее время фурмамъ очень часто при-
форму прямоугольниковъ, у которыхъ наи-
большая ось расположена горизонтально.
।—і Заводъ Вайіесѣеп Ма&сйіпепІаЬгік, Пигіасіі, іірида-
Г [\д отъ фурмамъ конструкцію, представленную па фиг.
1—106* Какъ видно фурмы расширяются къ центру ва-
\/у\ гранки въ горизонтальной плоскости и уменьшаются
но высотѣ, такъ что дутье приводится почти по коль-
Фнь 106. цевой щели по всей окружности вагранки.
Высота, иа которой фурмы надо располтатъ
надъ лещадью, зависитъ отъ того, имѣетъ лн вагранка пристроенный съ
— 311
боку скопъ, или же чугунъ собирается прямо въ горпѣ. Въ первомъ слу-
чаѣ фурмы нужно располагать возможно ближе къ лещади, чтобъ раз*
мѣръ холостой калоши получился меньше; поднять икъ надъ лещадью
нужно лишь настолько, чтобъ собравшіеся тутъ же шлаки не могли за*
сорять фурмъ, слѣдовательно, около 150 мм. Въ томъ же случаѣ, когда
чугунъ скопляется въ горнѣ, пространство подъ фурмами опредѣляется
прямо по количеству чугуна, которое желаютъ скопить, прибавляя еще
немного для шлаковъ (25°/0 отъ высоты слоя чугуна100 мм,), кото-
рые всегда плаваютъ падь чугуномъ. Но и въ атомъ случаѣ чѣмъ ближе
фурмы будутъ расположены къ лещади, тѣмъ лучше ее можно прогрѣть
при задувкѣ, тѣмъ, слѣдователь но > болѣе горячій чугунъ можно полу-
чить при плавкѣ; поэтому вообще фурмы не желательно ставить
отъ лещади дальше, члмез на 800 леи.
Вообще нужно сказать, что чѣмъ дольше будетъ работать вагран-
ка, тѣмъ больше можетъ накопиться ишаковъ, и сообразно съ этимъ,
считая, что продолжительность работы вагранки можетъ измѣняться
Правильно,
Фиг, 107*
Неаравяльао.
Фвг. 108.
отъ 1 до 4-хъ часовъ, фурмы надъ лещадью нужно располагать отъ
200 до 400 мм. Если вагранка должна работать въ теченіе болѣе дол-
гаго времени, то фурмы надо ставить еще выше, а для спуска нако-
пляющихъ шлаковъ дѣлать особое шлаковое отверстіе. Это отверстіе
должно располагаться по крайней мѣрѣ на 250 мм. ниже фурмъ,
иначе шлаки, прежде чѣмъ ихъ выпустятъ, будутъ такъ близко подхо-
дить къ фурмамъ, что, попадая въ сферу холодныхъ струй входящаго
воздуха, застынутъ и заглушатъ фурмы. Это обстоятельство очень важ-
ное и если не будутъ приняты мѣры, щюдупреждающія поднятіе шла-
ковъ близко къ фурмамъ, то послѣднія постоянно будутъ заглухать.
На сталелитейныхъ заводахъ вагранки, питающія бессемеровскіе конвер-
теры, работаютъ круглыя сутки не заглухая, весь секреть состоитъ въ
томъ, что фурмы располагаются очень высоко надъ лещадью п ниже
«къ па разстояніи 400 мм, устраивается выпускное отверстіе для
«плановъ.
- ЗІ 3 ’
Фиг. 109.
Въ вагранкахъ съ двойнымъ рядомъ фурмъ, верхнія фурмы распо-
лагаются на высотѣ 300 —1000 мм, надъ нижними. Чѣмъ сильнѣе
дутье, тѣмъ больше разстояніе между рядами фурмъ.
Весьма важно имѣть возможность наблюдать за состояніемъ пла-
вильнаго пояса; для этого подъ фурмами дѣлаются глядѣлки Л, Глядѣлки
слѣдуетъ помѣщать внутри кольца приводящаго дутье (фиг. 107), чтобы
при открываніи стекла для прочистки, изъ вагранки не выдувались
искры, которыя могутъ обжечь рабочаго. Глядѣлку слѣдуетъ дѣлать
также и въ скопѣ, располагая ее противъ щели, черезъ которую чу-
гунъ вытекаетъ изъ вагранки. Чтобы стекло въ глядѣлкѣ не лопалось,
для его охлажденія проводятъ маленькую трубочку, черезъ которую
вдувается воздухъ изъ фурмового кольца. Удобно глядѣлку снабжать
двойнымъ колпачкомъ (фиг. 109), тогда ири протиркѣ стекла, отверстіе
закрывается другимъ стекломъ и изъ глядѣлки не вырываются горящіе
газы, могущіе обжечь рабочаго. Черезъ такую глядѣлку можно не
только наблюдать за состояніемъ щели но и прочистить еет когда
щель засорится кусками топлива.
При плавкѣ также весьма важно, чтобъ уровень расплавленная
металла не поднялся слишкомъ высоко, при чемъ чугунъ можетъ за-
литься въ фурмы и воздушные каналы.
Слѣдить за повышеніемъ уровня накопля-
ющагося въ вагранкѣ чугуна очень затру-
днительно; гораздо удобнѣе сдѣлать при-
способленіе, которое бы автоматически
давало сигналъ. Для этого въ коробкѣ,
къ которой прикрѣпляются фурмы, дѣ-
лается небольшое отверстіе, закрывающе-
еся деревянной пробкой. Какъ только ме-
таллъ повысится до уровня фурмъ, онъ
вливается въ коробку, деревянная пробка
моментально прогораетъ, и вытекающій
на землю чугунъ даетъ знать, что пространство подъ фурмами заполнена
чугуномъ ’ь
187. Обмуровка шахты. Шахта вагранки выкладывается изъ огне-
упорнаго кирпича. Толщина ея стѣнокъ не должна быть менѣе 125 мм.
и не толще 300 мм. При большей толщинѣ стѣнки почти незамѣтно
уменьшенія потери теплоты, между тѣмъ при этомъ стѣнка много ио-
глащаетъ тепла при растопкѣ.
Облицовка шахты вагранки должна производиться огнеупорнымъ
кирпичомъ, выбирать который нужно имѣя въ виду не только очень
высокую температуру плавильнаго пояса, но также о химическій со-
ставъ шлаковъ, образующихся въ вагранкѣ. Наиболѣе раціонально бу*
дотъ послать на тотъ заводъ, отъ котораго получаютъ кирпичи для
’і Сигнальную фурму полезно повѣщать вѣскольхо ниже.
— 313 —
обмуровки, образецъ шлаковъ, и тогда заводъ самъ предложитъ со-
отвѣтственный сортъ кирпича, который будетъ наиболѣе стойко сопро-
тивляться дѣйствію шлаковъ.
Верхнія части шахты, работающія при болѣе низкихъ температу-
рахъ можно выкладывать кирпичомъ болѣе низкихъ сортовъ.
Около калошниковаго отверстія, гдѣ въ вагранку забрасывается
топливо и чугунъ, стѣнка выкладывается изъ чугунныхъ кирпичей,
такъ какъ глиняные въ этомъ мѣстѣ были бы сейчасъ разбиты уда-
рами падающаго чугуна
При кладкѣ ваграпки связующимъ цементомъ употребляется мелко
истолченный старый кирпичъ, размѣшанный въ водѣ съ глиной. Це-
ментъ долженъ быть совершенно жидкимъ; хорошо пригнанные другъ
къ другу кирпичи обмакиваются въ
мѣсто. Примѣнять обыкновенный спо-
собъ кладки печей, т,-е. класть слой
глины п затѣмъ на нее уже класть
кирпичъ, въ данномъ случаѣ и вообще
при построеніи всѣхъ печей, подверга-
ющихся сильному жару, не слѣдуетъ,
такъ какъ при накаливаніи глина даетъ
усадку, шовъ открывается и кладка
быстро разрушается. Чѣмъ плотнѣе
кладка, тѣмъ она долговѣчнѣе. Кладку
ведутъ иногда изъ фасоннаго кирпича,
въ два ряда, чтобы удобнѣе было мѣ-
нять выгорающій впу треній слой. Впѣш*
ній слой можетъ быть приготовленъ
изъ менѣе огнеупорнаго и болѣе де-
шеваго кирпича.
При обмуровкѣ страдаютъ болѣе
всего швы, которые разъѣдаются и
получаются выступы, затрудняющіе пра-
жлдкій цементъ и кладутся ші
Фи г- ПО.
вольную осадку загруженныхъ матеріаловъ. Попятно, что въ этомъ
смыслѣ больше хлопотъ будутъ причинять швы горизонтальные, кото-
рыхъ и нужно по возможности избѣгать. Для этого кирпичи должны
ставиться стоймя и ихъ высота должна быть но возможности больше
(фиг. 1 * 0). Вертикальные швы не должны итти въ перебой, такъ какъ
при этомъ образованіе выступовъ будетъ получаться болѣе легко. На
фиг. ПО показаны кирпичи въ видѣ параллелопипедовъ; лучше примѣ-
нять клинчатые кирпичи, прикасающіеся плотнѣе другъ къ другу н не
дающіе толстыхъ швовъ, показанныхъ на фиг. 110 чернымъ.
Въ нѣкоторыхъ случаяхъ облицовку вагранки, производятъ наби-
ваніемъ каолиномъ и шамотой безъ кирпичей, при этомъ швы совер-
шенно устраняются. Необходимо, чтобы такая облицовка передъ ра-
ботой вагранки была хорошо просушена, иначе она растрескается какъ
— ш —
чугъ образованія паровъ, такъ и отъ усадки: Просушивать нужно на
медленномъ огнѣ; еще лучше, если есть время, просушивать безъ на-
грѣванія. Слѣдуетъ брать хорошій каолинъ и примѣшивать къ нѳму
немного шамоты и тигельнаго лома. Смѣсь эту слѣдуетъ сложить въ
кучѵ щ смочивъ хорошо водой, оставить лежать въ. теченіе 2—3 не-
дѣль Ч.
Съ внѣшней стороны шахта обдѣлывается кожухомъ изъ листоваго
желѣза 8 -10 мм. толщиной. Шахту не слѣдуетъ класть вплотную къ
кожуху, а оставлять небольшой зазоръ въ 5—10 мм,, и заложить про-
межутокъ податливымъ матеріаломъ, чтобъ при нагрѣваніи кирпича
кладка могла свободно расширяться.
Способъ кладки и размѣръ обычныхъ кирпичей представленъ на
фпг. 110.
Когда шахта вагранки вновь выложена, то прежде, чѣмъ пустить
вагранку въ работу, футеровку необходимо хорошо просушить- Для
этого на днѣ вагранки кладутъ стружки или другіе легковоспламѣияю-
щіеез матеріалы, иа нихъ накладывается слой дровъ, и наконецъ слой
кокса (ЗОО* *—500 мм.) Стружки зажигаютъ и, когда загорится коксъ,
то прибавляютъ еще кокса, чтобы получился довольно плотный слой
его, толщиной около 600 мм. Рабочее отверстіе закрываютъ и даютъ
коксу медленно выгорѣть. Послѣ этого вагранку раскрываютъ, даютъ
ей немного остыть и всю поверхность обмазываютъ жидкой огнеупор-
ной глиной, смачивая ее соленой водой (пригоршня соли и а ведро воды).
Глина можетъ наноситься кистью и должна хорошо втираться во всѣ
швы. Послѣ такой обмазки вагранка получитъ глянцевитую поверхность,
очень хорошо сопротивляющуюся разъѣдающему дѣйствію первой плавки,
которая оказываетъ па футеровку болѣе сильное дѣйствіе, чѣмъ послѣ-
дующія плавки. Затѣмъ слѣдуетъ сейчасъ же развести вторично огонь
п поддерживать его по возможности долго, прежде чѣмъ начинать дутье.
Первую плавку нужно дѣлать возможно короткую, и дуть неособенно
сильно. Слѣдуя этимъ указаніямъ, можно значительно уменьшить вы-
гораніе футеровки при первой плавкѣ,
Фаулеромъ было предложено шахту вагранка дѣлать не цѣльной,
г составлять изъ нѣсколькихъ колецъ, положенныхъ другъ на друга.
Желѣзные барабаны, окружающіе кирпичную кладку, должны имѣть съ
внутренней стороны выступающій флянецъ, на который могли бы опи-
раться кирпичи, съ наружной же стороны барабаны должны имѣть
флянцы для свинчиванія другъ съ другомъ *). Кромѣ того, съ наружной
стороны къ барабанамъ должны быть прикрѣплены крючки для удоб-
....О Очень хорошій (секретнаго состава) матеріалъ предлагаетъ для облицовки фирма
Е. въ КоЖ^в^гпіег. Пря работѣ облицованной ийе» вагранки поверхность
получается гдаццемтая я узорно сопротаадяющаясц какъ дѣйствію огня, такъ и меха*
ническвмъ воздѣйствіямъ матеріаловъ загружающихъ вагранку- 61езяегег-2еНип^ Лв 1.
5 “4)5.
*) Вагранки небольш, діал. (184) строить составными по проекту Кеер’а, ЯогШегс
Е^іпевгішг ѴѴогкз Рдігэіі, Місіь I. А. 532—31—8—05, Удобны для небольшихъ, бы-
стрыхъ плавокъ. Хорош. рнс. А. М. 297—9—05.
— 315 —
паго подниманія барабановъ. Подобная конструкція шахты для малыхъ
вагранокъ очень удобна, такъ какъ всегда можно имѣть запасный бара-
банъ и быстро замѣнять выгорѣвшій, не останавливая на долгое время
дѣйствія вагранки. Кромѣ сото, и обкладка кирнпчемъ такихъ короткихъ
барабановъ очень удобна, и вслѣдствіе этого онп могутъ быть приго-
товлены съ большой тщательностью и дольше служатъ безъ ремонта.
Въ нижней часты шахты дѣлается рабочее отверстіе черезъ ко-
торое пролѣзаетъ человѣкъ для исправленія внутренности вагранки, по-
этому размѣръ его не долженъ быть менѣе 400 мм. въ ширину и
600 мм, въ вышину, Закрывается оно обыкновенно дверкой, привѣшен-
ной на петляхъ или какимъ-либо другимъ образомъ.
Въ нѣкоторыхъ вагранкахъ, когда шахта опирается па сложенный
илъ кирпича цоколь (фиг. 93), рабочее отверстіе служитъ и для раз-
грузки вагранки, но такая работа представляется крайне тяжелой для
рабочихъ, и потому вагранки
подобной конструкціи пе слѣ-
дуетъ строить.
Шахта внизу должна опи-
раться на колонки (фиг. 100)
п имѣть откидное дно, свин-
ченное съ шахтой при помощи
углового желѣза. Днище пред-
ставляетъ изъ себя прочное
кольцо, толщиной отъ 25 до
75 мм. къ которому па пет-
ляхъ прикрѣплена средняя часть,
или клапанъ. Клапанъ у ва-
гранокъ большого размѣра со-
ставляется обыкновенно изъ 4
частей, у вагранокъ средняго
размѣра изъ 2 частей, и нако-
нецъ, вагранки мепѣе 750 мм.
имѣютъ клапанъ изъ одного
кѵска, подвѣшенный на 2 петляхъ. Клапаны очень часто дѣлаются изъ ко-
тельнаго желѣза, такъ какъ чугунные слишкомъ тяжелы при обращеніи
съ ними. У очень большихъ вагранокъ для закрыванія клапана примѣ-
няются пневматическіе подъемники. Описаніе см. Рошнігу— 2— 07.
Когда вагранка внутри обдѣлана, на клапанъ накладывается слой
огнеупорной глины съ кварцевымъ пескомъ, толщиной 100—150 мм.,
утрамбовывается и хорошо просушивается, клапанъ подпирается снизу
подставкой. При выгрузкѣ вагранки стоитъ только подставку выбить,—
клапанъ падаетъ и вагранка опоражнивается почти безъ всякихъ усилій
со стороны рабочихъ- Подставка должна опираться на достаточно, проч-
ный фундаментъ, чтобы при накопленіи жидкаго чугуна она не могла
сдать. Иначе чрезъ образовавшуюся въ днѣ щель чугунъ можетъ вытечь,
Фііг. ш,
— 316 —
вагранки, очень затруднительно.
фЛГ. 112.
обжечь рабочихъ и испортить всю задувку. При существованіи та-
кого клапана рабочее отверстіе служитъ только для растопки ва-
гранки, и потому можетъ быть сдѣлано меньшихъ размѣровъ. Если при
вагранкѣ имѣется скопъ, то лещади даютъ сильный уклонъ по направ-
ленію къ скопу. Если же скопа нѣть, то лещадь дѣлается горизонталь-
ной или съ небольшимъ уклономъ по направленію къ выпускному от-
верстію. При недостаточномъ уклонѣ первыя порціи чугуна вытекаютъ
слишкомъ медленно и чугунъ стынетъ. Высота колонокъ, на которыя
опирается вагранка, дѣлается около 1000 мм. Подъ вагранкой не должно
быть ямы, какъ это иногда встрѣчается на заводахъ, такъ какъ выпи-
нать изъ такой ямы остатки топлива и шлаковъ, выгруженныхъ изъ
Приспособленіе для разгрузки вагранки
должно быть устроено такимъ обра-
зомъ, чтобы содержимое вагранки вы*
падало въ особую телѣжку и отвози*
лось прочь. Охлаждать вывалившіеся
изъ вагранки коксъ и шлаки подъ ва-
гранкой, поливая ихъ водой, не слѣ-
дуетъ, такъ какъ выдѣляющіеся при
этомъ пары вредно дѣйствуютъ па об*
муровку вагранки.
Подъ колонками долженъ быть сдѣ-
ланъ соотвѣтственный прочный фунда-
ментъ.
188. Выпускное отверстіе или очко дѣлается около 70 мм. въ діа*
метрѣ. При началѣ дутья это отверстіе остается открытымъ, чтобъ газы,
выходя изъ него, прогрѣвали лещадь, въ виду этого очко не слѣдуетъ
дѣлать слишкомъ малаго размѣра, иначе лещадь не будетъ достаточно
нагрѣваться.
Выпускное отверстіе слѣдуетъ дѣлать прочнымъ, образуя его не
Фвг. нз.
изъ глины а изъ кирпичей
(фиг. 112).
Передъ выпускнымъ отвер-
стіемъ дѣлается желобъ, но
которому чугунъ течетъ въ
котлы для разноски,
Желобъ, во которому вы-
пускается чугунъ въ ковши.
долженъ приготовляться изъ
желѣза, въ которомъ продѣланы небольшія отверстія для отвода влаги
изъ обмазки. Сама обмазка не должна ограничиваться нанесеніемъ слоя
глины, лучше желобъ обкладывать глиняными обожжепыми плитками
(фиг. 113), которыя не такъ легко могутъ быть повреждены при отку-
поркѣ желѣзнымъ шестомъ и друг. Въ большихъ вагранкахъ желобъ
долженъ прикрѣпляться къ вагранкѣ такимъ образомъ, чтобы его можно
317 —
В—песокъ, А—пива,
Фпс. іи.
было быстро снять п замѣлить другимъ запаснымъ, въ случаѣ какой*
либо порчи (см. фиг. 113).
189, Отверстіе для удаленія шлаковъ. Всякая вагранка должка имѣть
отверстіе для удаленія шлаковъ—это даетъ возможность держать вагранку
въ чистотѣ щ кромѣ того, удаленіе шлаковъ ускоряетъ плавку. Въ особенно^
сти это важно при употребленіи грязнаго пли горѣлаго чугуна и дурного
топлива. Существуетъ много вагранокъ, у которыхъ шлаки выпускаются
черезъ то же отверстіе, какъ и чугунъ, но такія вагранки обыкновенно
имѣютъ очень неопрятный видъ. Кромѣ того, при этомъ сильно загряз-
няются и ковши, въ которыхъ разносится чугунъ. Отверстіе для вы-
пуска шлаковъ должно располагаться не очень высоко, такъ какъ при
этомъ дутьемъ будетъ сдуваться шлакъ съ поверхности н сильно загряз-
нять вагранку съ внѣшней стороны, но и не слишкомъ низко, такъ
какъ въ этомъ случаѣ черезъ отверстіе можетъ вытекать чугунъ. Надле-
жащее положеніе для шлаковаго отверстія въ ваграпкѣ безъ скопа—па
сторонѣ, противоположной выпускному отверстію,
па 200-—250 мм, ниже фурмъ. Если же при
вагранкѣ имѣется скопъ, то шлаковое отверстіе
удобнѣе помѣстить въ скопѣ иа уровнѣ, до ко-
тораго можетъ накопляться чугук, (фиг. $5л).
Чтобы удалить накопившіеся въ вагранкѣ шлаки,
не слѣдуетъ открывать выпускного отверстія до
тѣхъ поръ, пока шлаки не подымутся до уровня
отверстія, назначеннаго для ихъ выпуска, тогда
отверстіе можетъ быть открыто и шлаки выпу-
щены. Какъ только покажется чугунъ, отверстіе
іижио опять закупорить. Отверстіе пе должно
быть расположено прямо подъ фурмой, иначе
струя воздуха будетъ отгонять шлаки и не до-
пускать ихъ выливаться черезъ отверстіе.
Форма шлаковаго отверстія представлена па фиі\ Передъ отвер-
стіемъ долженъ быть небольшой желобъ, чтобы шлакъ могъ стекать въ
особую телѣжку и отвозиться прочь; выпусканіе шлака прямо на полъ
имѣетъ очень неопрятный видъ ит кромѣ того, можетъ повести къ
несчастнымъ случаямъ,
У очень большихъ вагранокъ (50 1.) для отвода шлаковъ дѣлаете а
конвееръ. Епеу 302 — 8—03.
190. Снопъ. Прп всякой вагранкѣ слѣдуетъ дѣлать скопъ. О важномъ
значеніи скопа было уже сказано на стран. 301. При наличности скопа
фурмы могутъ быть расположены ниже, вслѣдствіе этого уменьшается
размѣръ холостой калоши и чугунъ, быстро стекая въ скопъ изъ шахты
вагранки, пе находится такъ долго въ соприкосновенія съ топливомъ «
подъ вліяніемъ дутья, а потому не такъ видоизмѣняетъ свой химическій
составъ, что облегчаетъ полученіе чугуна желаемаго качества соотвѣт-
ственнымъ подборомъ шахтъ, загружаемыхъ въ вагранку.
— 318 —
На. нѣкоторыхъ заводахъ скопъ дѣлаютъ поворачивающимся на
шипахъ, такъ что чугунъ изъ скопа можно выливать черезъ особый
литникъ (фиг. 115), не раскупоривая каждый разъ выпускного отверстія.
Такое устройство болѣе сложно, но представляетъ то удобство, что изъ
скопа можно быстро вылить большое количество чугуна, въ чемъ въ
литейныхъ нерѣдко встрѣчается надобность, напримѣръ при дополненіи
въ форму неправильно разсчитаннаго количества чугуна, или когда форма
прорвется и нужно пополнять вытекающій изъ формы чугунъ. Кромѣ
того, шъ поворотнаго скопа чугунъ вытекаетъ болѣе чистый отъ шла-
ковъ и не такъ охлаждается, какъ при вытеканіи изъ выпускного от-
верстія по желобу. Описаніе устройства подобныхъ скоповъ см. Сіея.
/еііипі’', стр. 404 и 524—1911 г.
191. Охлажденіе вагранки. Въ нѣкоторыхъ случаяхъ, чтобъ уменьшить
выгораніе кирпичной кладки въ плавильномъ поясѣ, предлагали это мѣсто
дѣлать изъ желѣза въ видѣ ящика, черезъ
который протекала вода и постоянно охлаж-
дала его стѣнки. Потеря теплоты при этомъ
происходила самая незначительная, такъ
какъ вагранка наполнена матеріаломъ, дурно
проводящимъ теплоту, и потому охлаждался
только небольшой слой топлива, непосред-
ственно соприкасающійся со стѣпкамп Яши-
на. Въ тѣхъ случаяхъ, гдѣ пробовали при-
мѣнить такое охлажденіе, оказывалось, что
температура въ плавильномъ поясѣ вагранки
получалась вполнѣ достаточная. Но подобное
приспособленіе усложняетъ вагранку, а такъ
какъ исправленіе выгорѣвшихъ стѣнокъ не
представляетъ большого затрудненія, то
охлажденіе вагранокъ не нашло себѣ при-
Фиг. 115,
мѣпенія въ практикѣ.
192. Подогрѣваніе дутья, Желая уменьшить расходъ горючаго мате-
ріала п повысить температуру въ вагранкѣ, нѣкоторыми было предложено
подогрѣвать вдуваемый воздухъ, какъ это дѣлается въ доменныхъ печахъ.
Но въ примѣненіи къ вагранкамъ подобное подогрѣваніе является прямо
нераціональнымъ. Во-первыхъ, трудно производить самое подогрѣваніе;
если пользоваться для этого теплотой отходящихъ газовъ, то, при надле-
жащихъ размѣрахъ вагранки температура отходящихъ газовъ очень незна-
чительна; если пропускать воздухъ черезъ каналы, сдѣланные въ стѣнкахъ
вагранки, и пользоваться, слѣдовательно, той теплотой, которая въ про -
гивномъ случаѣ была бы отдана стѣнками наружу, то, какъ оказывается,
при этомъ тоже нельзя значительно нагрѣвать воздухъ (не больше 80° Ц.),
при чемъ онъ внесетъ въ вагранку очепь незначительное количество
РгаеШаІ Еп^Іпеег 169§? стр, І64и 2еіі&еЬгШ ЛігАвяе^аЫЬе Скепйе.—Опыты
ЛѴ. ПстреЕ
319 —
(фиг, 116) и выходитъ на
Фнг. 116,
теплоты сравнительно съ тѣмъ, которое развивается при сгораніи топлива
(меньше Р/Д вторыхъ, горячее дутье невыгодно потому, что чѣмъ
горячѣе воздухъ, тѣмъ легче происходитъ образованіе окиси *). а ври
атомъ не только не получится экономія въ топливѣ, а3 наоборотъ, его
будетъ тратиться еще болѣе. Въ доменной печи образованіе окиси угле-
рода необходимо для возстановительной реакціи, въ вагранкѣ же жела-
тельно, чтобъ развилось по возможности больше ^лпеі а для этого ири
горѣніи должна получаться угольная кислота.
193- Труба вагранокъ, Для того, чтобъ продукты горѣнія выводились
прочь изъ литейной, надъ вагранкой должна быть устроена труба. Труба
можетъ служить продолженіемъ самой пн
крышу зданія, или же оиа можетъ устра-
иваться отдѣльно, такъ что между шах-
той и трубой остается промежутокъ. По-
слѣднее устройство очень удобно, такъ
какъ въ трубу вмѣстѣ съ горячими га-
зами всасывается черезъ щель между тру-
бой и шахтой свѣжій воздухъ и охла-
ждаетъ трубу. Это особенно важно въ
томъ случаѣ, когда газы имѣютъ довольно
высокую температуру, такъ какъ при этомъ
труба можетъ легко перегорѣть. Труба
дѣлается изъ листоваго желѣза (і >—10
мм.) и выкладывается внутри кирпичомъ
па толщину около 150 мм. Кирпичъ мо-
жетъ быть не огнеупорный.
Въ литейныхъ, построенныхъ среди
города, большое неудобство представляютъ
дымъ, пламя и въ особенности искры,
вылетающія изъ трубы. Для устраненія
этихъ неудобствъ устраиваются особые
мсироловители Наиболѣе простымъ уст-
ройствомъ будетъ значительное рѣзное
уширеніе шахты надъ калошникошмъ
отверстіемъ; —площадь поперечнаго сѣче-
нія шахты должна увеличиться здѣсь по
крайней мѣрѣ разъ въ 5, тогда вслѣдствіе
уменьшенія скорости газовъ примѣшан-
ныя къ нимъ угольныя частички осѣдаютъ
и изъ широкой шахты выходятъ болѣе
чистые газы.
Въ нѣкоторыхъ случаяхъ уширеніе
шахты надъ кало шипковымъ отверстіемъ
выполняется такъ, какъ показано па фиг, 117. Здѣсь газы, замедляя
свою скорость, должны кромѣ того повернуть по направленію книзу и
— 320 —
Фиг. 11".
затѣмъ опять повернуть въ трубу, выводящую газы наверхъ* Ирп такихъ
поворотахъ отдѣленіе твердыхъ частицъ происходить болѣе энергично,
Отдѣлившіяся частицы собираются внизу, откуда могутъ легко уда-
ляться черезъ особое отверстіе.
Неудобство такихъ камеръ въ томъ, что окѣ требуютъ солидной,
дорого стоящей опоры л затрудняютъ загрузку вагранки. Иногда въ
такихъ камерахъ могута получиться взрывчатыя смѣси п произвести взрывъ
съ увѣчіемъ близстоящихъ рабочихъ.
Кромѣ того подобныя камеры не всегда оказываютъ нужное дѣй-
ствіе, п если вагранка работаетъ неправильно съ широкимъ плавиль-
нымъ поясомъ, то изъ трубы выры-
ваются пламя и искры.
Болѣе раціональнымъ будетъ устрой-
ство, представляющее изъ себя ВО*
дяной душъ, помѣщенный въ верхней
части трубы. На фиг. 118, представ-
лена конструкція, предложенная Рей-
номъ. Центробѣжный насосъ Р на-
гнетаетъ воду въ особый насадокъ, І>,
помѣщенный въ серединѣ шахты, ко-
торый разбрызгиваетъ воду во всѣ
стороны. Струйки воды ударяются въ
металлическія жалюзн С и отъ шь
отражаются обратно. Такимъ образомъ
и получается водяной душъ, черезъ
который должны проходахъ газы изъ
вагранки, прп чемъ содержащіяся въ
нихъ искры и пламя затухаютъ; кромѣ
того, твердыя частички улавливаются
водой и вмѣстѣ съ ней стекаютъ по
трубѣ в въ резервуаръ Р, гдѣ
вода можетъ отфильтровываться и снова употребляться для той же цѣли.
Кромѣ поглощенія твердыхъ частей, могутъ поглощаться п нѣкоторыя
газы (напр. сѣрнистая кислота), которая является очень вредной для
окружающей сосѣдней мѣстности. Чтобы трубка, къ которой прикрѣ-
пленъ разбрызгивающій насадокъ, не страдала, опа задѣлана въ особый
футляръ И, охлаждаемый водой
Нужно сказать, что всѣ такія приспособленія не всегда достигаютъ
пѣли, и потому нужно самую вагранку устраивать такимъ образомъ,
чтобы опа не давала ни искръ ни пламени, а это достигается тѣмъ.
— подробно объ устройствѣ иекродовптедеп на яагрднк&хъен, Оіез.
—ѵ-з; ІзЗ— 08 И 553—08.
— 321 —
что плавильный поясъ въ вагранкѣ устанавливается низко в небольшой
ширины. Какимъ образомъ можно этого достичь, было уже указано.
Чтобъ въ трубу не заливалъ дождь, надъ ней обыкновенно ста-
дптся колпакъ въ видѣ конуса, приготовленный изъ желѣза.
Фиг. Ш.
194, Приспособленіе для подъема матеріаловъ ять калошниновожу
отверстію. Еалошндковое отверстіе вагранки находится отъ уровня пола
литейной па 4—5, метр.? и потому должно быть устроено какое-нибудь
приспособленіе для болѣе удобной подачи матеріаловъ, назначенныхъ для
загрузки ваграякп, Съ этой цѣлью около калошпиковаго отверстія устра-
ивается платформа (фиг, 119), достаточно просторная, чтобъ па пей
могло помѣститься все количество топлива и чугупа, переплавляемое за
одинъ разъ. Обыкновенно металлическія калоши составляются изъ раз-
личныхъ сортовъ чугуна, смѣшанныхъ въ опредѣленной пропорціи; все
это должно быть развѣшано еще до задувки вагранки и калоши акку-
ратно разложены на платформѣ, такъ что при плавкѣ рабочему остается
— 322 —
только ихъ забрасывать въ вагранку 1) , Топливо можетъ лежать въ кучѣ,
и нужно имѣть только мѣру, которую рабочій наполняетъ топливомъ л
затѣмъ высыпаетъ его въ вагранку. На фиг, 120 представлена телѣжка очень
удобная для загрѵзкн вагранки.—Рабочій заполняетъ телѣжку матеріа-
ломъ, затѣмъ подвозить ее къ колошниковому отверстію и, поворачивая
телѣжку около большого колеса, высыпаетъ ея содержимое въ вагранку 2).
Платформа, конечно, должна быть построена вполнѣ прочно, съ расче-
томъ па вѣсъ всего матеріала, который можетъ быть на иее пагружент»-
Фиг* 119.
Ее удобно дѣлать на чугунныхъ или желѣзныхъ колоннахъ съ желѣз-
ными балками, перекрытыми бетонными ила кирпичными сводиками. Въ
нѣкоторыхъ случаяхъ является возможнымъ самое зданіе литейной по-
строить такимъ образомъ, что второй этажъ какого-нибудь изъ его по-
мѣщеній можетъ служить вмѣсто платформы. При небольшой вагранкѣ
къ платформѣ должна быть устроена хорошая лѣстница, по которой
9 Молдевке рекомендуетъ верхнюю часть шахты дѣлать въ зидѣ отъемнаго ба*
рабана съ откиднымъ дномъ, Таной барабанъ можегь быть снятъ въ сторону, въ мемъ
аккуратно можетъ быть уложено топливо и чугунъ п затѣмъ, поставивши барабанъ на
вагранку, вынимая дно* аккуратно загружаютъ содержимое въ шахту. Этимъ, достигается
большая правильность зягрузкп м болѣе правильная плавка. Подробности см* М, Е,
Въ Америкѣ для загрузки вагранокъ примѣняется приспособь вродѣ машинъ
ХѴеНнзЕіПп’л си. А. М. 980-7-03.
323
сдѣлана легкая.
Фиг, 120,
рабочіе могли бы удобно носить матеріалы. Если вагранка имѣетъ шіа-
чіітельтіыс размѣры, то около платформы долженъ быть подъемникъ
ыішг. 119), Въ такомъ случаѣ лѣстница можетъ бытъ
напр, витая. При небольшомъ суточномъ производствѣ
подъемники могутъ быть ручные, если же отливка
ведется въ большихъ размѣрахъ, то лучше движеніе
подъемнику сообщать при помощи пара^ привода,
гидравлическаго давленія или электричества, въ зави-
симости отъ того, какой изъ этихъ способовъ явля*
ется наиболѣе удобнымъ и дешевымъ для завода.
На фиг, 121 — 122 представлены двѣ конструкціи
приводныхъ подъемниковъ.
На фиг. 121 изображенъ подъемникъ для непре-
рывной подачи мелкихъ телѣжекъ. Наверху помѣщается валъ щ кото-
рый при помощи шестеренъ передаетъ движеніе цѣпнымъ блокамъ </;
Фиг. 12П
перекинутая черезъ нихъ цѣнъ направляется, кромѣ того, наверху бло-
ками ее и внизу блоками Пустая телѣжка вкатывается на рельсы
21*
— 324
подхватывается крючками Сг&\ прикрѣпленными къ цѣпи, подымает-
ся вверхъ, переводится черезъ звѣздочку и опускается внизъ до тѣхъ
поръ, пока телѣжка не станетъ на подвижной рельсъ который вмѣстѣ
съ телѣжкой и отодвигается на платформу. Пустая телѣжка вѣшается
на крючки и опускается внизъ.
На фпг. 122 изображенъ подъемникъ Беккера. Телѣжка, на кото-
рой подвѣшенъ грузъ, движется по наклоннымъ балкамъ А> при помощи
цѣпи приводимой въ движеніе воротомъ. Вмѣстѣ съ телѣжкой дгш-
Фиг- 122.
гается отростокъ 4, который упирается въ остановъ д^ надѣтый на
цѣпь, перекинутую черезъ блоки О&, Одинъ изъ этихъ блоковъ сидитъ
на валу А7 на которомъ сидитъ также муфта /, имѣющая прорѣзъ по
винтовой линіи; въ этотъ прорѣзъ входятъ штифтъ отводки, такъ что
при поворачиваніи вала движется отводка которая переводитъ ремень
и остаяанливаегь машину. У калошаиконаго отверстія вагранки помѣ-
шается желобъ; когда къ этому желобу подходитъ телѣжка съ грузомъ,
то она зацѣпляется крючкомъ 1? и, перевертываясь, высыпаетъ весь
содержащійся въ ней матеріалъ въ коошнй новое отверстіе.
— 325 —
Описаніе различныхъ подъемныхъ устройствъ для загрѵзкп вагра-
нокъ си. I, А. 1867—20—6—07; 926 — 19 — 3—06: Тііе Еошнігу
385—2—07;Еіщіпеегіп^607 —5—10;6іс^ 2еіІип§405 — 10; 561 —12.
195. Работа вагранки. Приготовленіе вагранки* Придя поутру,
вагранщикъ долженъ убрать всѣ ковши, носплки и т* п. Послѣ того,
какъ всѣ инструменты прибраны, вагранщикъ приводитъ въ должный
видъ ковши для слѣдующей плавки, я въ это время его помощникъ
вычищаетъ золу изъ вагранки и смѣшиваетъ нужную для работы глину.
Затѣмъ вагранщикъ влѣзаетъ въ вагранку и обчищаетъ ея стѣнки при
помощи небольшой острой кнрки. Полезно имѣть двѣ кирка — одну
большую, около 1 кгр. вѣсомъ, для грубой обтески и другую, вѣсомъ
0,5 кгр, для окончательной обчистки 5* При этой работѣ нужно быть
осторожнымъ, чтобъ ие сломать или не испортить поверхность кирпи-
чей, Лучше оставить на поверхности кирпичей топкій слой стекловид-
ной массы, которая образуется при плавкѣ отъ дѣйствія плавней, такъ
какъ эта корка выдерживаетъ сильный жаръ лучше, чѣмъ многіе сорта
огнеупорной глины. Послѣ того, какъ вагранка вычищена, ея стѣнки
должны быть обмазаны глиной* При этомъ по слѣдуетъ на выгорѣвшія
мѣста намазывать толстый слой глины и приводить внутреннюю поверх-
ность вагранки къ ея первоначальной цилиндрической формѣ. Подобное
обмазываніе часто служитъ причиною того, что вагранка затухаетъ
прежде, чѣмъ въ ней расплавится половина того количества металла*
которое должно бы было быть выпущено въ томъ случаѣ, если бы
обгорѣвшая футеровка была обмазала тонкимъ слоемъ глины. Во время
плавки опускающіеся чугунъ и топливо скоро отдерутъ толстый слой
глипы, которая, смѣшиваясь съ топливомъ, образуетъ большое коли-
чество шлаковъ. Густые шлаки совершенно закупориваютъ фурмы, воз-
духъ не имѣетъ возможности проходить внутрь топлива, вслѣдствіе чего
вагранка глохнетъ и плавка останавливается. Поэтому при обмазкѣ не
слѣдуетъ накладывать слой глины толще 25 ми. въ какомъ бы то ни
было мѣстѣ вагранки. Если же въ нѣкоторыхъ мѣстахъ кирпичи сильно
выгорѣли, то нужно ихъ замѣнить новыми, а не накладывать толстый
слой глины, которая часто причиняетъ вышеуказанное затрудненіе.
Если футеровка вагранки настолько обгорѣла, что слой глины,
толщиной въ 25 мм* не предохраняетъ внѣшній кожухъ отъ накали-
ванія, то эта часть футеровки должна быть сейчасъ же переложена заново*
Глина для обмазки замѣшивается съ пескомъ (чтобы уменьшить
появленіе трещинъ), при этомъ нужно быть очень осторожнымъ и при-
мѣшивать какъ разъ нужное количество песку. Если песку будетъ мало,
то появятся трещины при высыханіи, большое же количество песку
уничтожаетъ вязкость глины и она легко отваливается отъ стѣнокъ
вагранки* Глину слѣдуетъ употреблять огнеупорную: хотя оиа и доро-
же, чѣмъ обыкновенная красная или голубая глина, но въ концѣ-кон-
новъ окажется выгоднѣе.
9 Относите іь но прн готовленія к просу ш жж човоіІ футеровая см. стр, 312
— 326 —
При смѣшиваніи какъ песокъ, такъ и глина, должны быть въ
сухомъ состояніи. Сырая глина не дастъ равномѣрной смазки: въ нѣ-
которыхъ мѣстахъ окажется песка мало, и при нагрѣвѣ смазка оудетъ
трескаться, въ другихъ песка будетъ слиткомъ много и опъ будетъ
высыпаться изъ обмазки. Смачивается водой смазка уже послѣ того,
какъ составныя части хорошо перемѣшаны. Надлежащая примѣсь песка
должна быть опредѣлена непосредственнымъ опытомъ, такъ какъ глина
можетъ обладать весьма различными свойствами. Смазка должна быть
замѣшана по возможности густо, насколько это позволяетъ работа
обмазки, иначе при высыханіи, вслѣдствіе образованія большого коли-
чества паровъ, обмазка можетъ легко быть оторвана отъ футеровки
вагранки.
Если въ нѣкоторыхъ мѣстахъ па одной к той же высотѣ вагранки
глина выгораетъ больше, чѣмъ въ другихъ, то это служатъ признакомъ,
что вагранка заправлена не какъ слѣдуетъ, или нагрузка про нз водилась
неравномѣрно, или же предыдущее обмазываніе вагранки производилось
неправильно.
Нужно особенно слѣдить за тѣмъ, чтобы не образовывалось боль-
шихъ выѣдшгь въ плавильномъ поясѣ, такъ какъ такіе выѣдины задер-
живаютъ отъ опусканія чугунъ, и послѣдній скопляется надъ фурмами,
не пропуская топлива, вслѣдствіе чего процессъ плавки можетъ совер-
шенно и ару шиться. Чугунъ, двигаясь по образовавшейся конической
поверхности, стремится сдвинуться къ серединѣ и загромождаетъ
центральную часть вагранки, при этомъ воздухъ съ силой проходитъ
около стѣнокъ и, вмѣсто того, чтобы плавить чугунъ, главнымъ обра-
зомъ плавитъ футеровку, образуя массу шлаковъ и еще болѣе разру-
шая вагранку въ этомъ мѣстѣ.
Послѣ того какъ вагранка вычищена, закрываютъ нижній клапанъ,
составляющій дно вагранки; сначала подпираютъ одну половину, насыпа-
ютъ на нее песокъ, послѣ чего закрываютъ и подпираютъ другую половину.
Песокъ для набивки дна берется но возможности тощій. Даже
небольшая примѣсь глины заставляетъ его спекаться, вслѣдствіе чего
дпо вагранки трудно будетъ открыть, въ особенности въ малыхъ ва-
гранкахъ. Послѣ того какъ песокъ утрамбованъ и дну придана должная
форма, нужно покрыть песокъ слоемъ жидкой глины, отчего па по-
верхности дна образуется твердая корка. Песокъ долженъ быть только
слегка сырой и не особенно плотно набитъ, такъ какъ выдѣляющіеся
пары, не находя свободнаго выхода, могутъ разрушить дно вагранки.
Задувка. Когда внутренность вагранки приведена въ порядокъ и
всѣ выгорѣвшія мѣста исправлены, то, за нѣсколько часовъ до начала
плавки, па лещадь кладутъ немного дровъ, кокса, или вообще легко
горящаго матеріала и зажигаютъ; дѣлается это съ цѣлью просушить
внутренность вагранки. Послѣ того какъ вагранка совершенно высушена,
на лещадь снова кладутъ дрова мелко колотыя, поверхъ лихъ засы-
пается большая калоша кокса (холостая калоша), величина которой со-
образуется съ размѣрами вагранки.
— 327 —
Холостую калошу при коксѣ слѣдуетъ засыпать на 250—300 мм.т
при антрацитѣ на 300 — 100 мм* выше нижняго ряда фурмъ.
Холостая калоша служитъ для того, чтобы разогрѣть вагранку и
тѣмъ способствовать полученію болѣе горячаго чугуна, а главнымъ об-
разомъ холостая калоша служитъ какъ бы опорой для топлива, назна-
ченнаго для плавки чугуна и самаго чугуна. На уровнѣ холостой ка-
лоши устанавливается плавильный поясъ, съ наиболѣе высокой темпе-
ратурой. Загружаемыя па холостую калошу отдѣльныя шихты топлива
должны отчасти восполнять выгорающее топливо холостой калоши, а
кронѣ того, должны выдѣлятъ количество тепла, необходимое для рас-
плавленія чугуна, прежде чѣмъ онъ опустится до холостой калоши, и
для пополненія потерь тепла черезъ поверхность вагранки.
Работа вагранки должна итти такимъ образомъ, чтобы холостая
калоша имѣла возможно высокую температуру* а промежуточныя ка-
лоши топлива имѣли сравнительно низкую температуру. Это въ значи-
тельной степени зависитъ отъ размѣровъ холостой калоши. Вообще
она доля;па имѣть такую толщину, чтобы въ пей происходило только
образованіе углекислоты при небольшомъ избыткѣ воздуха* при этомъ
получится очень высока я температура плавильнаго пояса. Затѣмъ про-
дукты горѣнія, при прохожденіи черезъ шихту чугуна, должны на-
столько охладиться, чтобы дальнѣйшее разложеніе углекислоты на окись
углерода стало невозможнымъ. Въ болѣе высокихъ слояхъ топлива ва-
гранки горѣнія пе должно быть, а чередующіяся шихты топлива и чу-
гуна должны подогрѣваться за счетъ охлажденія продуктовъ горѣнія
холостой калоши.
Если холостая калоша будетъ слишкомъ высока, то въ верхнихъ
слояхъ ея можетъ получиться окись углерода и плавка будетъ итти не
такъ совершенно. Если притомъ промежуточныя шихты топлива бу-
дутъ какъ разъ необходимаго размѣра для плавки слѣдующей шихты
чугуна, то холостая калоша будетъ постепенно сгорать и плавильный
поясъ самъ установится па нужной высотѣ* послѣ чего процессъ плавки
пойдетъ правильно, но первоначально излишне загруженное топливо бу-
детъ потеряно.
При недостаточномъ размѣрѣ промежуточныхъ шихтъ топлива хо-
лостая калоша будетъ продолжать постепенно сгорать и при этомъ
плавильный поясъ можетъ опуститься настолько низко, что чугунъ бу-
детъ подвергаться непосредственному окисленію кислородомъ воздуха,
въ результатѣ чего явится сильное выгораніе составныхъ частей чугуна
и недоброкачественная отливка.
Если холостая калоша очень толста, то чугунъ находится выше
того мѣста, гдѣ развивается самая высокая температура, и потому онъ
плавится не такъ быстро. То же самое происходитъ и въ томъ случаѣ,
кода холостая калоша слишкомъ тонка; тогда чугунъ плавится ниже
того мѣста, гдѣ должна была бы развиваться наивысшая температура.
Въ первомъ случаѣ чугунъ, расплавившись, проходить черезъ горячій
поясъ, а во второмъ не проходитъ, и потому получается болѣе холод-
— 328 —
нымъ. Слѣдовательно, вообще нежелательно имѣть слишкомъ толстую^
а въ особенности слиткомъ тонкую холостую калошу, и нужно мѣ-
нять толщину калоши до тѣхъ поръ, пока получится чугунъ желаемаго
качества, и плавка будетъ итги достаточно быстро.
Затѣмъ дрова внизу зажигаются, рабочее отверстіе закладывается
кирпичомъ, обмазывается глиной п закрывается крышкой, выпускное же
очко оставляется открытымъ. Поверхъ холостой калоши забрасываются
поочередно калоши чугуна и кокса до уровня калошипковаго отверстія.
Чугунъ слѣдуетъ забрасывать въ вагранку послѣ того, какъ вся холостая
калоша разгорѣлась но всей своей массѣ, при чемъ холостая калоша
должна разгораться сама, только вслѣдствіе тяги самой вагранки, на
что требуется времени отъ 2-хъ до 3-хъ часовъ. Очень часто, чтобы
сократитъ это время, пускаютъ дутье, не дожидаясь, пока холостая ка-
лоша разгорится, по это неправильно, такъ какъ при слабой тягѣ и
медленномъ разгораніи, вагранка постепенно подогрѣвается до рабочей
температуры и поэтому меньше страдаетъ. Чугунъ же, заброшенный на
еще неразгорѣвшуюся холостую калошу, можетъ причинить очень не-
пріятныя послѣдствія: дать холодный чугунъ, вызвать заглуханіе ва-
гранки и др. Когда коксъ немного разгорится, пускаютъ въ ходъ дутье*
Выпускное отверстіе остается открытымъ, чтобъ часть дутья направля-
лась черезъ него и, проходя сквозь слой кокса, лежащій ниже фурмъ,
сжигала его и раскаляла лещадь вагранки. Для болѣе равномѣрнаго
разогрѣванія лещади, кромѣ выпускного отверстія, дѣлаются иногда еще
два или три отверстія, которыя потомъ затыкаются глиной. Выпускное
отверстіе держится открытымъ до тѣхъ поръ, пока изъ него не пока-
жется чугунъ. Если чугунъ выходитъ ярко блестящимъ съ бѣловатымъ
оттѣнкомъ, это показываетъ, что онъ хорошо перегрѣтъ, и потому от-
верстіе можно закупорить, что дѣлается при помощи глиняной пробки
и желѣзнаго шеста (10—25 мм. толщины, 1000—4000 мм. длины)
или деревяннаго, съ желѣзнымъ наконечникомъ, расширяющимся въ
плоскій кружокъ, діам. около 50 ми. На этотъ кружокъ прилѣпляется
комокъ глвиы, который и затыкается въ отверстіе. Нѣкоторые вагран-
щики употребляютъ прямо деревянный тестъ, толщиной около 50 мм.,
безъ наконечника, но этого допускать не слѣдуетъ, такъ какъ, если съ
такого теста упадетъ глина, незамѣтно для вагранщика, и онъ ткнетъ
шестомъ въ текущій чугунъ, то послѣдній можетъ легко разбрызгаться
и причинить пораненія стоящимъ по сосѣдству рабочимъ. Никогда не
слѣдуетъ закупоривать отверстіе, двигая пробку навстрѣчу струѣ: при
этомъ чугунъ будетъ разбрызгиваться и пробка можетъ соскочить съ
шеста. Слѣдуетъ пробку поднести къ самому отверстію, здѣсь наискось
сразу воткнуть ее и подержать немного, пока глина не затвердѣетъ.
Если выпуски дѣлаются часто, то глину для закупорки нужно смѣши-
вать съ большимъ количествомъ песка, чтобъ пробку было легко раско-
выривать. Чѣмъ большіе промежутки между выпусками, тѣмъ болѣе
жирную глину нужно употреблять, такъ какъ при большомъ скопленіи
329 -
чугуна* слабую глину можетъ выдавить *). Если же чугунъ выходить
изъ отверстія красноватаго цвѣта и инь пего вылетаютъ звѣзды, это
указываетъ, что лещадь недостаточно прогрѣлась и не только не пере-
грѣваетъ чугуна, а на о оборотъ—холодитъ его; въ такомъ случаѣ слѣ*
дуетъ оставить чугунъ вытекать до тѣхъ поръ, иска онъ пе приметъ
ярко-бѣлаго цвѣта, и только послѣ этого закупорить отверстіе. Если
при вагранкѣ имѣется скопъ для чугуна, то необходимо сдѣлать также
приспособленіе для его прогрѣванія, иначе чугунъ будетъ получаться
холоднымъ. Для этого вагранка соединяется со скопомъ трубой, криво*
дятцей туда горячій газъ* Необходимо при этомъ обратить вниманіе на
то, чтобъ труба выходила изъ пространства, наполненнаго коксомъ,
иначе въ скопъ будетъ входить чистый воздухъ и отбѣливать чугунъ*
Особенно трудно прогрѣть лещадь въ вагранкѣ Гербер па; для этого не-
обходимо устроить спеціальныя отверстія, но все-таки проходящій черезъ
нихъ воздухъ двигается кверху, и потому не прогрѣваетъ хорошо ле-
щади*
196-Плавка. Поверхъ холостой калоши забрасываются поочередно
калоши чугуна и кокса. Размѣръ этихъ калошъ и соотношеніе между
калошами топлива и чугуна было приведено на стр. 306* Сообразно съ
этимъ и нужно брать величину калошъ чугуна. Указанное соотношеніе
въ большей степени зависитъ также отъ величины расплавляемыхъ
кусковъ: чѣмъ мельче куски, тѣмъ легче происходитъ передача теплоты,
тѣмъ больше, слѣдовательно, могутъ быть калоши чугуна по сравненію
съ калошами топлива. Въ нѣкоторыхъ случаяхъ за неимѣніемъ, средствъ
разбить большой кусокъ чугуна его плавятъ цѣльнымъ; при этомъ па
плавку идетъ очень большое количество топлива* Чтобъ такой тяже-
лый кусокъ не могъ опуститься ниже пояса плавленія, его приходится
удерживать искусствеяиымъ образомъ, подвѣшивая кусокъ на цѣпи или
удерживая его ломами, пропущенными сквозь отверстія* пробитыя въ
стѣнѣ вагранки. На уральскихъ заводахъ чугунныя пушки плавили, про-
совывая въ отверстіе, сдѣланное въ боку шахты, и подвигая пушку
внутрь по мѣрѣ того какъ она плавилась.
Обыкновенно все время плавки величина калошъ чугуна остается
постоянной: что же касается до кокса, то его калоши приходится
иногда увеличивать. Именно, если вагранка работаетъ долго, то балансъ
тепла можетъ нарушиться, а толщина холостой калоши уменьшится.
Это сдѣлается замѣтнымъ по тому, что чугунъ начнетъ вытекать холод-
нымъ красноватаго цвѣта; тогда для возстановленія надлежащей темпе-
ратуры величину калошъ кокса увеличиваютъ вдвое или втрое? п ва-
гранка начинаетъ дѣйствовать снова хорошо*
197* Плавня. Въ коксѣ постоянно содержится зола, кромѣ того, съ
чугуномъ въ вагранку забрасываются различныя землистыя примѣси;
і) Въ виду того, что при выпускѣ чугуна изъ вагранки въ большомъ количествѣ
разлетаются искры, вагранщикъ долженъ быть снабженъ очками, предохраняющими
его отъ обжоговъ, а лучше, если очки съ еітнимн стеклами, такъ какъ онп предокра*
ня ютъ глаза отъ слишкомъ яркаго свѣта текущаго чугуна.
— 330 —
чтобъ онѣ не попадали въ расплавленный чугунъ, ихъ необходимо обра-
тить въ легкоплавкіе шлаки, для этого къ топливу прибавляются
плавни, — известнякъ. Если шлаки въ вагранкѣ получаются слишкомъ
густые, то это можетъ происходить или отъ того, что температура
вагранки слишкомъ низка, или же вслѣдствіе недостатка плавней; впро-
чемъ и большой избытокъ плавней можетъ сгустить шлакъ. За этимъ
нѵжно слѣдить н если будетъ замѣчено, что шлаки густѣютъ, необхо-
димо принимать соотвѣтствующія мѣры, такъ какъ густые шлаки могутъ
заглушить вагранку. Прибавленіе къ топливу известняка, независимо
отъ образованія легкоплавкихъ шлаковъ, полезно еще въ томъ отноше-
ніи, что известнякъ поглощаетъ изъ топлива, а также отчасти и
изъ чугуна сѣру. Въ какомъ количествѣ долженъ примѣшиваться извест-
някъ, зависитъ какъ отъ самого изввестняка, т.-е. отъ того, сколько
въ немъ содержится извести, такъ и отъ содержанія золы въ топливѣ.
Обыкновенно разсчитываютъ такъ, чтобъ на каждую вѣсовую часть золы
приходилось отъ 1,5 до 2 частей известняка. Такъ какъ большинство
литейныхъ коксовъ содержитъ отъ 8 до 10а/й золы, то на каждые
100 кгр. кокса нужно брать 15—20 кгр, известняка. Прибавлять
слишкомъ много плавней не слѣдуетъ, такъ какъ при этомъ сильно
страдаетъ футеровка вагранки.
Чѣмъ чище известнякъ, т.-е. чѣмъ больше въ немъ содержится
углекислой извести, тѣмъ большее количество золы онъ можетъ сила-
вить. Присутствіе въ известнякѣ кремнія и глинозема удерживаетъ въ
связи нѣкоторое количество извести, и потому при томъ же количествѣ
золы въ топливѣ известняка потребуется болѣе.
Для выясненія вліянія примѣси известняка были произведены испы-
танія на заводѣ Зульцеръ въ Винтертурѣ, подъ наблюденіемъ Зульцера
Гроссмана. Въ 11 испытаніяхъ содержаніе известняка постепенно уве-
личивалось до 33,5°/а. Шлаки собирались отдѣльно и послѣ каждаго
испытанія взвѣшивались и изслѣдовались. Тонко такъ же изслѣдовались
образцы выплавляемаго при этомъ чугуна.
Известнякъ не вліялъ на содержаніе марганца и кремнія, содер-
жаніе же сѣры уменьшилось отъ 15,6°.^ до 8,5’/0 при увеличеніи
известняка.
Испытанія образцовъ чугуна показали, что вязкость чугуна повыша-
лась до тѣхъ поръ, пока примѣсь известняка не достигла вѣса кокса,
послѣ этого вліянія известняка не сказывалось. Стрѣлы прогиба и упру-
гость замѣтно не измѣнялись въ зависимости отъ содержанія известняка.
Шлаки показали слѣдующія свойства: при первыхъ трехъ опытахъ
были вязки и легко застывали: при слѣдующихъ двухъ опытахъ шлаки
получались болѣе жидки и при застываній не получались такіе хрупкіе;
при остальныхъ опытахъ шдакн были жидки п по застываніи тверды
п прочны. Цвѣтъ шлаковъ сначала былъ свѣтлый, коричневато-зеленый
и, по мѣрѣ прибавленія известняковъ, постепенно темнѣлъ, пока не
сталъ совершенно чернымъ. Поглощеніе сѣры въ зависимости отъ со-
става шлаковъ и присутствія въ нихъ марганца, кремнія и глинозема
331
представлялось запутаннымъ и не согласовалось съ теоретическиіш
предположеніями. Было только ясно, что чѣмъ выше была температура
и чѣмъ жиже былъ шлакъ, тѣмъ больше онъ поглощалъ сѣры Г. ѴѴіьч
,,8іаЫ шні —Даппаг I —1904 (въ переводѣ А. М. 616—6 58—04).
Въ послѣднее время на американскихъ заводахъ вмѣсто известняка
стали примѣнять плавиковый пшатъ въ смѣси съ доломитомъ {на 2 1;
загрузки 25 ]Ь$ шпата и 85 11)5 доломита). Помимо вагранки шпатъ
въ порошкообразномъ видѣ кладется въ ковши для сплавленія земли-
стыхъ примѣсей, которыя всплываютъ и легко могутъ быть счищены.
М, Е. 152—09.
Прибавлять известнякъ нужна и къ холостой калошѣ, такі?
какъ весьма важно и въ пей уничтожитъ примѣсь сѣры, иначе первыя
калоши чугуна, проходя черезъ этотъ слой кокса, будутъ насыщаться
сѣрой, а, кромѣ того, за неимѣніемъ шлаковъ, которые могли бы защи-
тить поверхность скопившагося внизу чугуна отъ окислительнаго дѣй-
ствія воздуха, въ немъ будетъ выгорать кремній; оба эти обстоятель*
ства ведутъ къ отбѣливанію чугуна: и дѣйствительно, въ томъ случаѣ,
когда въ холостой калошѣ не прибавляютъ известняка, первые выпуски
чутупа оказываются сильно отбѣленными, хотя затѣмъ чугунъ начинаетъ
итти сѣрый Іѣ
Впрочемъ, появленіе болѣе твердаго отбѣленнаго чугуна въ началѣ
плавки нѣкоторые литейщики приписываютъ другимъ причинамъ, а
именно слишкомъ сильному дутью. Въ началѣ работы вагранки, когда
коксъ еще не слегая и не засорился шлаками, сопротивленіе для про-
хода воздуха значительно меньше, и потому при той же силѣ дутья
количество проходящаго черезъ вагранку воздуха будетъ больше, а
соотвѣтственно съ этимъ будетъ и больше окисленіе составныхъ частей
чугуна и отбѣливаніе чугуна.
Болѣе густой чугунъ въ началѣ плавки иногда бываетъ также
въ томъ случаѣ, когда вагранка не хорошо просушена. Тогда тем-
пература не достигаетъ нужной величины и чугунъ выходитъ холод-
нымъ.
По прошествіи нѣкотораго времени въ вагранкѣ можетъ скопиться
столько шлаковъ, что они начнутъ закупоривать фурмы; поэтому не-
обходимо на извѣстной высотѣ вагранки имѣть отверстіе, черезъ кото-
рое можно выпускать шлаки. Независимо отъ этого па фурмахъ можетъ
образовываться нагаръ и ихъ приходится обчищать, что дѣлается при
помощи желѣзной полосы, вводимой въ вагранку черезъ смотровое
отверстіе, всегда дѣлающееся противъ фурмъ.
При очепъ сильномъ дутьѣ и при неправильной конструкціи фурмъ
входящій въ вагранку холодныя воздухъ охлаждаетъ топливо по сосѣд-
ству съ фурмой. Попадающій на холодное топливо чу іудъ тоже скоро
застываетъ. Какъ скоро огонь около фурмъ начинаетъ тускнѣть, гово-
рятъ, что вагранка заглухаетъ. Сначала заглуханіе будетъ около фурмъ,
О Очестять чугунъ отъ сѣры можно и въ самомъ ковшѣ, Сіь стр. -15.
332 —
но потомъ оно можетъ распространиться и на всю площадь вагранки,
и во мѣрѣ того, какъ оно увеличивается, плавленіе чугуна, идетъ все
медленнѣе и медленнѣе, пока, наконецъ, совсѣмъ не прекратится. Тогда
івжпо открыть рабочее отверстіе и приняться за прочистку заглохшей
вагранки.
Кромѣ указанныхъ причинъ, заглуханіе вагранки могутъ причинить
н другія обстоятельства: неправильная загрузка, грязный чугунъ и
топливо ит, п.
Всякій разъ, когда топливо заглухаетъ, нужно открыть фурму п
продвинуть все заглохшее топливо п чугунъ къ центру, гдѣ горѣніе
еще продолжается. Иногда для того же закупориваютъ одну изъ фурмъ
глиной, такимъ образомъ останавливаютъ входъ холоднаго воздуха въ
этомъ мѣстѣ, отчего топливо черезъ нѣсколько минутъ снова разгорится,
послѣ чего фурму опять открываютъ, закрываютъ другую ит. д,? обходя
по очереди всѣ кругомъ* При очень большихъ плавкахъ можетъ понадо-
биться повторить эту операцію нѣсколько разъ*
198- Горячая или холодная плавна. Чѣмъ горячѣе плавка, тѣмъ,
больше угаръ чугуна. Но вмѣстѣ съ этимъ, вслѣдствіе выгоранія углерода,
чугунъ получается болѣе плотный въ отливкѣ. Если въ чугупѣ содер-
жится много марганца, вызывающаго твердость, то вслѣдствіе его вы-
горанія при горячей плавкѣ можно получить болѣе мягкій чугунъ, чѣмъ
при холодной; при чугунѣ, содержащемъ много кремнія, будетъ обрат-
ное. При горячей плавкѣ содержаніе углерода никогда не получится
меньше такъ какъ бѣдный углеродомъ чугунъ будетъ поглощать
углеродъ изъ топлива* При холодной плавкѣ чугунъ всегда получается
болѣе богатый углеродомъ и получится болѣе мягкимъ, но и болѣе
рыхлымъ. При горячей плавкѣ футеровка вагранки страдаетъ болѣе
сильно и требуетъ большаго ремонта.
Плавка въ вагранкѣ пе можетъ вестись всегда одинаково, а должна
сообразоваться съ другими обстоятельствами работы въ литейной.
Иногда оказывается удобнѣе производить вначалѣ отливку тяжелой
вещи, при этомъ вначалѣ нужно вести плавку возможно быстро,
чтобъ накопить скорѣе побольше чугуна; а послѣ того, какъ тяжелая
вещь отлита, плавку нужно нѣсколько замедлить, чтобъ выпускаемаго
изъ вагранки чугуна было достаточно только для питанія усадки и
отливки мелкихъ вещей* При другихъ обстоятельствахъ, когда тяжелая
вещь еще не готова, а мелочь вся за формована, наоборотъ, можетъ
оказаться болѣе удобнымъ начать отливку съ болѣе мелкихъ вещей и
сообразно съ этимъ вести плавку* Иной разъ большинство формъ долж-
но наполняться холоднымъ чугуномъгвъ другой, наоборотъ, — горячимъ*
Часто бываетъ, что плавится совершенно новый сортъ чугуна, употре-
бляется новый сортъ топлива и т* п. Со всѣми этими обстоятельствами
литейный мастеръ долженъ сообразоваться и давать соотвѣтственныя
распоряженія относительно шавки.
Иногда при плавкѣ приходится встрѣчаться съ совершенно исклю-
чительными условіями. Напримѣръ, случается, что въ самомъ концѣ
— 333 —
шапки, когда уже всѣ формы залиты, въ литейную приносятъ новую
модель, требуютъ ее немедленно эаформовать и отлить. Такіе случаи
всегда возможны въ заводской жизни, гдѣ остановка производства со-
пряжена съ большими потерями. Приходится приниматься за формовку,
а пока форма будетъ готова, нужно не дать вагранкѣ заглохнуть; для
этого прежде всего расплавляютъ и выпускаютъ весь заброшенный въ ва-
гранку чугунъ. Затѣмъ разламываютъ немного рабочее отверстіе и съ
помощью крючка выгребаютъ весь нагаръ; отверстіе засыпаютъ пескомъ,
минутъ черезъ 10 его снова открываютъ и опять вычищаютъ весь опу-
стившійся нагаръ. Такую операцію продѣлываютъ раза три съ проме-
жутками въ 10 мип., а затѣмъ эти промежутки можно увеличить до
30 мип. Отверстіе каждый разъ засыпается пескомъ, чтобъ топливо не
горѣло слишкомъ энергично, и чтобъ нагаръ, накопившійся около отвер-
стія, не охлаждался, иначе его трудно будетъ вытаскивать.
Послѣ того, какъ весь нагаръ вычищенъ, засыпаютъ нѣсколько свѣ-
жаго топлива я ждутъ, пока не будетъ готова форма. Когда замѣтно,
что формовка приближается къ концу, рабочее отверстіе задѣлываете я т
какъ обыкновенно, топливо насыпается на высоту, соотвѣтствующую
толщинѣ первой калоши, и когда оно разгорится, забрасываютъ чугунъ
и начинаютъ дуть. Послѣ этого вагранка снова можетъ выплавить боль-
шое количество чугуна. Томасъ Вестъ *) приводитъ примѣръ изъ своей
практики? когда отформованная рано утромъ вещь вѣсомъ въ 70 пуя*
была отлита въ 11 час., затѣмъ вагранка была оправлена описаннымъ
выше способомъ, и черезъ нѣсколько часовъ пзъ нея была произведена
обычная отливка въ 12 тоннъ*
Иногда приходится плавить нѣсколько сортовъ чугуна; сдѣлать
это, не прерывая процесса плавки, и притомъ такъ, чтобъ не про-
изошло ихъ смѣшенія, крайне трудно, и чѣмъ меньшія количества от-
дѣльныхъ сортовъ чугуна будутъ плавиться, тѣкъ легче они могутъ
смѣшаться.
Твердый чугунъ плавится легче, чѣмъ мягкій, и большинство ли-
тейщиковъ при плавкѣ различныхъ сортовъ загружаютъ въ вагранку
сначала твердый чугунъ, мягкій же чугунъ закладывается сверху. Но
при этомъ способѣ трудно получить хорошіе результаты: между топли-
вомъ всегда останется нѣкоторое количество чугуна, который непремѣнно
окажетъ вліяніе на слѣдующія за нимъ 2 ши 3 калоши чугуна другого
сорта.
Болѣе удовлетворительные результаты можно получить, переходя
постепенно отъ твердаго чугуна къ мягкому. Въ этомъ случаѣ плавятъ
первымъ твердый чугунъ, но вмѣсто того, чтобъ нагружать мягкій чу-
гунъ прямо сверхъ твердаго, нагружаютъ сначала 2 или 3 калоши
средняго чугуна, а затѣмъ уже пускаютъ мягкій чугунъ. Когда по ра-
счету весь твердый’ чугунъ выпущенъ, выпускаютъ средній чугунъ, со-
ображая, сколько его должно выйти. Послѣ того начинаетъ вытекать
Т. Атегіеап Гошпігу Ргзеіісе.
— 334 —
мягкій чугунъ различной степени мягкости. Для самыхъ мягкихъ вещей,
если было заброшено 3 калоши, нужно брать чугунъ, который по ра-
счету долженъ принадлежать къ средней или 3-ей калошѣ.
Когда требуется только небольшое количество мягкаго чугуна, то
Томасъ Вестъ совѣтуетъ въ такихъ случаяхъ нагружать мягкій чугунъ
прямо сверхъ холостой калоши кокса, которая должна быть хорошо
растоплена и имѣть толщину нѣсколько меньшую, чѣмъ обыкновенно.
Эта загрузка должна быть сдѣлана за V* часа или за часъ раньше
всѣхъ остальныхъ; и когда все готово, чтобъ загружать и остальной
чугунъ, кладутъ калошу топлива между первой и второй калошей чу-
гуна* Эта калоша должна быть на столько толще обыкновенной, на
сколько первая была тоньше. Толстая промежуточная калоша хорошо
раздѣляетъ различные сорта чугуна, и когда весь мягкій чугунъ рас-
плавится, то толстый слой топлива опустится до холостой калоши н
увеличить толщину ея до надлежащей величины. Если для наполненія
формы не потребуется всего количества мягкаго чугуна, заброшеннаго
въ вагранку, то въ отлитой вещи чугунъ получится настолько мягкимъ,
какъ будто въ вагранкѣ и не было твердаго чугуна.
Выпускъ чугуна производится, пробивая глиняную пробку, закупо-
ривающую отверстіе, остроконечной желѣзной полосой отъ 10—25 мм*
діам. и отъ 1000 до 4000 мм. длиной; длинную полосу приходится
употреблять въ тѣхъ случаяхъ, когда отверстіе пробивается черезъ
большой ковшъ, подставленный къ вагранкѣ. При пробивкѣ выпускного
отверстія нужно обращать вниманіе на то, что полосой не слѣдуетъ
бить прямо въ центръ выпускного отверстія, такъ какъ при этомъ легко
проломить такое большое отверстіе, что его не удастся затѣмъ закупо-
рить глиняной пробкой. Нужно ломомъ стараться выковырять ранѣе
засаженную въ отверстіе пробку, ударяя наискось около окружности
этой пробки до тѣхъ поръ, пока пробка не будетъ ослаблена и не вы-
толкнется давленіемъ металла. Нѣсколько разъ во время плавки можно
прочистить выпускное отверстіе, продвигая въ него ломъ вдоль желоба.
Какъ только ломъ вынимается изъ расплавленнаго чугуна, его нужно
охладить, опуская въ ведро съ водой, этимъ сохраняется правильный
острый конецъ лома* Когда всѣ подставленные ковши наполнены, от-
верстіе снова затыкается мягкой глиняной пробкой.
На платформѣ на особой доскѣ должно отмѣчаться, сколько калошъ
чугуна заброшено въ вагранку, чтобъ мастеръ могъ, сообразуясь съ
потребностью чугуна въ литейной, дѣлать распоряженія о дальнѣйшемъ
ходѣ плавки.
199* Выгрузка вагранки. Когда вся отливка кончена, дутье продол-
жаютъ до тѣхъ поръ, пока мимо фурмъ течетъ чугунъ. Если видно, что весь
чугунъ расплавился, его выпускаютъ прочь изъ вагранки и дутье пре-
кращается. Если имѣется въ днищѣ клапанъ, то изъ-подъ него выби*
вается колонка и содержимое вагранки вываливается вонъ; если же
клапана нѣтъ, то открывается рабочее отверстіе и взъ него при помощи
длинной кочерги, подвѣшенной па цѣпи или канатѣ, выгребаются остатки
— 335 —
топлива, шлаковъ и заливаются водой. Всѣ отверстія вагранки остав-
ляются открытыми, чтобъ за ночь она могла остынуть; па другое утро
внутри ее обчищаютъ и всѣ выгорѣвшія мѣста исправляютъ,
200. Прислуга при вагранкѣ. При вагранкѣ находится вагранщикъ.
На его обязанности лежитъ исправлять вагранку, приготовлять ее къ дутью,
выпускать чугунъ во время работы, слѣдитъ за чистотой фурмъ и затѣмъ
распоряжаться при выгрузкѣ вагранки. Кромѣ того, вагранщику даются
въ помощники два или три рабочихъ, которые подносятъ чугунъ п топ-
ливо на платформу, забрасываютъ калоши во время работы, разбиваютъ
чугунъ на мелкія части. Всѣ эти работы они исполняютъ подъ над-
зоромъ вагранщика; кромѣ того, рабочіе помогаютъ вагранщику при
отдѣлкѣ вагранки.
Особые случаи плавки чугуна.
201. Плавна чугуна съ прибавленіемъ стали. Прибавленіе стали
дѣлаетъ отливку болѣе плотной (не пористой). Для полученія хорошихъ
результатовъ нужно слѣдить за надлежащимъ соотношеніемъ шахтъ топлива
и металла. Большая примѣсь стали требуетъ и большаго вниманія, при
этомъ необходимо увеличить быстроту разливки. При очень большомъ
содержаніи стали, плавка въ вагранкахъ становятся неудовлетворительной.
Чѣмъ массивнѣе литье, тѣмъ больше можно прибавлять стали.
Кони игамъ 1) приводитъ слѣдующій примѣръ загрузки: отливка,
вѣсомъ въ 4000 анг. фунт. съ примѣсью стали въ 2 5 7г Въ вагранку,
діам. 48” загружаютъ 1200 ф. кокса, на него 1000 ф. чугуна, затѣмъ
послѣдовательно 500 ф. стали, 500 ф. чугуна, 150 ф, кокса, 500 ф.
стали и 1500 ф. чугуна. Кокса между калошами металла слѣдуетъ
класть больше, чѣмъ при плавкѣ одного чугуна. При большомъ содер-
жаніи стали прибавляютъ еще на каждые 100 ф. стали 1,25 ф. ферро-
ма нгапа, а также кладутъ въ ковшъ такое же количество ферро-силиція.
Лучше выбирать чугунъ, богатый содержаніемъ марганца й кремнія, чѣмъ
добавлять эти примѣси послѣ.
Желѣзо или бѣдная углеродомъ сталь не должна забрасываться въ
вагранку, такъ какъ при этомъ отливка получается неудовлетворительная.
Наибольшая возможная присадка стали 33°/*, иначе получается
слишкомъ сильная усадка.
257в примѣси стали—наилучшая присадка для обычныхъ цѣлей:
получается чугунъ плотный, съ большимъ коэффиціентомъ крѣпости я
легко обрабатывается.
202. Плавка опмлонъ-стружекъ. На заводахъ получается большое ко-
личество чугунныхъ стружекъ, которыя желательно утилизировать; но
плавить ихъ прямо въ вагранкѣ не удается. Вслѣдствіе большой поверх-
ности опилокъ по сравненію съ ихъ объемомъ происходитъ большой
ѵгаръ, а оставшійся расплавленный чугунъ вслѣдствіе большой поверх-
ности сильно насыщается сѣрой и даетъ негодный для литья матеріалъ.
1} ТЬе ГошиІгу 249-7-05.
— 336 —
Для предупрежденія этого опилки-стружки запаковываются въ деревян-
ные ящики и въ такомъ видѣ загружаются въ вагранку. Это мало по-
могаетъ дѣлу, такъ какъ послѣ того, какъ ящикъ сгоритъ, стружки
опять оказываются въ невыгодномъ положеніи.
По другому способу стружки превращаются въ брикеты, слѣпляя
ихъ при помощи смолистыхъ веществъ. Такіе брикеты разсыпаются
прежде, чѣмъ стружки успѣютъ расплавиться, и потому результаты по-
лучаются неблагопріятные. Лучшіе результаты получаются въ томъ слу-
чаѣ, когда брикеты приготовляются при помощи прессованія стружекъ
подъ очень сильнымъ давленіемъ, и переплавка подобныхъ брикетовъ
сильно распространяется въ послѣднее время за границей. Си* МасЬ,
373—і—12, Описаніе брикетныхъ заводовъ. бізй 2, 149 —12,
Очень простой и очень хорошій способъ для плавки стружекъ
предложенъ Принцемъ, литейщикомъ на заводѣ Вортингтона. Способъ
состоитъ въ томъ, что съ боку вагранки помѣщается труба, діаметромъ
около 300 мм., составленная изъ отдѣльныхъ звеньевъ, длиной около
1000 мм., приготовленная изъ (А? 22 — 23) желѣза. Внизу труба ста-
вится па чугунную плиту діам. около 400 мм., толщиной около 25 мм.,
труба заполняется стружками, а вагранка загружается, какъ обыкновенно,
штыкомъ и топливомъ. Такъ какъ точка плавленія желѣза гораздо выше
точки плавленія чугуна, то чугунныя стружки начинаютъ плавиться
раньше, чѣмъ расплавится или просто сгоритъ желѣзная труба, и чу^
гунъ, вытекая изъ нее, смѣшивается съ остальнымъ чугуномъ, сохраняя
свои хорошія качества. По мѣрѣ того, какъ труба внизу сгораетъ и
спускается, ее наращиваютъ сверху и заполняютъ стружками. Чтобы при
наращиваніи трубы рабочимъ не мѣшалъ огонь, достаточно на поверх-
ность загруженнаго топлива вылить полъ-ведра воды, чтобы на время
получить условія, удобныя для работы. Угаръ при этомъ способѣ при
плавкѣ 10% стружекъ получался не больше 4%. Пригодной спеціаль-
ной плавкѣ исключительно однихъ стружекъ получилось 5,6%. Подроб-
ности см. А. М,, 144—11.
203. Расходъ топлива (см. стр. 307). Расходъ топлива зависитъ отъ
его качества, отъ качества и вида чугуна, а такъ же отъ веденія плавки
и отъ размѣра плавки. При опредѣленіи расхода топлива нужно, ко-
нечно, принимать но вниканіе все топливо, закидываемое въ вагранку,
слѣдовательно—и холостую калошу; величина же послѣдней почти пе
измѣняется, плавится ли много чугуна, пли мало, и потому, чѣмъ боль*
ше сразу плавится чугуна, тѣмъ экономичнѣе будетъ плавка.
Поэтому совершенію неправильны тѣ цифры, которыя очень часто
приводятся, не принимая во вниманіе холостой калоши: благодаря этому,
иной разъ изобрѣтатели вагранокъ приводятъ совершенно невѣроятные
результаты дѣйствія вагранки, утверждая, что ихъ вагранка плавить бо-
лѣе 25 частей чугуна на 1 часть кокса, т.-е. болѣе теоретически воз-
можнаго количества. На самомъ же дѣлѣ, если принять во вниманіе
холостую калошу, то сообразно съ различными условіями плавки хо-
рзшо устроенныя вагранки на одинъ килограммъ кокса плавятъ отъ
$ йо 13 кір. чугуна (сравните числа, приведенныя пастран* 308)* При атомъ
дѣйствіе вагранки тѣмъ экономичнѣе, чѣмъ больше чугуна плавится сразу
и чѣмъ быстрѣе идетъ плавка, слѣдовательно—чѣмъ больше сила дутья*
Нужно при этомъ замѣтить, что, стремясь по возможности увели-
чить выплавку чугуна на данное количество кокса, мы хотя и будемъ
получать жидкій чугунъ въ большемъ количествѣ на единицу вѣса топ-
лива, но этотъ чугунъ не будетъ достаточно горячъ, что повлечетъ за
собой массу неудобствъ и большое количество браку въ отливкахъ, и
потому легко можетъ случиться, что убытки, происходящіе отъ недобро-
качественнаго литья во много разъ будутъ превосходить экономію,
лученную на топливѣ* Поэтому нужно быть весьма
въ этомъ вопросѣ и не особенно
стремиться повышать количество чу*
по-
о смот р ител ьны мъ
гуна, выплавляемаго на единицу вѣса
топлива. При крупныхъ отливкахъ,
когда чугунъ разносится въ боль*
шихъ ковшахъ, можно требовать,
чтобы вагранка давала на нудъ
кокса 10—13 пудовъ чугуна * при
мелкомъ же литыъ эти ішфры^ по*
жалуй, будутъ слишкомъ высоки и
можно удовольствоваться 8—10.
Лучше чугунъ перегрѣть, чѣмъ по-
дучить его слишкомъ холоднымъ*
204. Сила дутья и работа, не-
обходимая для ея полученія. При
хорошемъ дѣйствіи вагранки сила
дутья должна быть согласована съ
размѣромъ вагранки. Чѣмъ больше
діаметръ вагранки, тѣмъ больше дол-
жна быть упругость дутья, чтобы
воздухъ могъ пройти до середины
вагранки. См, стр< 305.
Иногда къ концу работы вагран-
Фиг* 123. Фиг, 123а,
ки, когда слой топлива становится
меньше, желательно силу дутья уменьшать. Точно также силу дутья
иногда желательно уменьшать, чтобы замедлять скорость плавки, когда
не успѣваютъ убирать чугунъ. Уменьшеніе силы дутья можетъ быть
произведено, измѣняя число оборотовъ мотора, или, если этого сдѣлать
нельзя, то для той же цѣли на проведенной трубѣ нужно ставать кла-
панъ, который можно бы было открывать и выпускать черезъ него часть
притекающаго воздуха.
Для измѣренія силы дутья на трубѣ, по которой вдувается воздухъ,
около вагранки долженъ быть поставленъ манометръ, приготовленный
изъ стеклянной трубки, изогнутой въ видѣ съ придѣланной къ ней
шкалой. (Фиг. 123), или съ нижнимъ резервуаромъ (фиг. 123а),
22
— 338 —
Такъ какъ работа вагранки продолжается въ теченіе 2—4 часовъ
въ сутки, то при выборѣ аппаратовъ, производящихъ дутье, не столько
заботятся объ ихъ экономичной работѣ, сколько о простотѣ и деше-
визнѣ первоначальнаго устройства. Вслѣдствіе этого въ литейныхъ при-
мѣняются не воздуходувки, а вептпляторы,
205- Вентиляторы бываютъ двухъ родовъ: центробѣжные и съ вра-
шаюгцнмися поршнями. Еще сравнительно недавно центробѣжные венти-
ляторы считались неудобными для литейныхъ, такъ кака существовав-
шія тогда конструкціи были не въ состояніи давать необходимое для
правильной работы вагранокъ давленіе и работой съ малымъ коэф-
фиціентомъ полезнаго дѣйствія. Теперь положеніе дѣлъ значитель-
но измѣнилось. Благодаря примѣненію соотвѣтствующихъ матеріаловъ,
оказалось возможнымъ придавать центробѣжнымъ вентиляторамъ очень
большія скорости, а вмѣстѣ съ этимъ оказалось возможнымъ получать
Фиг. 124» Центробѣжный вентиляторъ Рато.
и большіе напоры (вентиляторы Рато, фиг. 124, даютъ, напримѣръ,
напоръ до 5000 мм, водяного столба). Ставя же центробѣжный
вентиляторъ въ раціональныя условія работы, можно получить коэффи-
ціентъ полезнаго дѣйствія до 0,60. Такимъ образомъ центробѣжные
вентиляторы настоящаго времени, какъ болѣе простые по конструкціи,
болѣе надежные и болѣе дешевые, нужно предпочесть вентиляторамъ
другого типа 4Ѣ
Вентиляторы съ вращающимися поршнями тоже даютъ давленіе,
вполнѣ достаточное для литейныхъ цѣлей. Коэффиціентъ полезнаго
дѣйствія довольно высокъ—до 0,50, но съ повышеніемъ давленія уменъ*
шается, Наиболѣе распространенъ изъ вентиляторовъ этого типа вей-
і) Ьолѣе подробно о центробѣжныхъ вентиляторахъ высокаго давленія см. статью
Рато. Бюллетеня Политехи. О-ва, № 6, 1902,
— 339 —
тнляторъ Рута (фпг. 125). На рынкѣ получили распространеніе и другія
конструкціи, представляющія видоизмѣенепіе вентилятора Рута1).
О преимуществахъ той пли другой конструкціи трудно сказать
что-либо опредѣленное, такъ какъ успѣшность работы такихъ вентиля-
торовъ главнымъ образомъ зависитъ отъ качества исполненія.
Считаемъ нужнымъ обратить вниманіе также на слѣдующее обсто-
ятельство. Плотность поршней такихъ вентиляторовъ и связанный съ
нею высокій коэффиціентъ полезнаго дѣйствія главнымъ образомъ обу-
словливается обильной смазкой густой мазью. Въ виду этого воздухъ,
поступающій въ такіе вентиляторы, нужно брать изъ холодныхъ помѣ-
щеній. Если въ вентиляторъ будетъ входить очень теплый воздухъ, то
Фиг. 125- Вентилаторъ Рута.
размягчающаяся при этомъ смазка стекаетъ съ поршней, и коэффиціентъ
полезнаго дѣйствія сильно понижается.
Замѣтимъ здѣсь, что не слѣдуетъ вводить въ вагранку сырого воз-
духа, такъ какъ присутствіе сырости (отъ разложенія Н2О на Н и О) по-
нижаетъ температуру вагранки и повышаетъ плавильный поясъ.
Работу, которую нужно затратить для приведенія вентилятора въ
дѣйствіе, можно опредѣлить, если извѣстно количество воздуха, вдувае-
маго въ вагранку въ единицу времени. Если обозначимъ черезъ Л да-
вленіе въ ми. и черезъ ф объемъ воздуха въ куб. нетр., подающійся
вентиляторомъ въ секунду, то работа, потребная па его передвиженіе,
будетъ (лош. силы)
гдѣ —коэффиціентъ полезнаго дѣйствія вентилятора.
і) Подобаие же вентиляторы строитъ и ЗЬагЬетаиь Табх. размѣровъ ск. I А.
406— 1—2—06 я А. М* 192—2—06.
22*
— 340 —
Необходимый же расходъ воздуха можно опредѣлить, зная расходъ
топлива въ единицу времени и производя анализъ газовъ, выходящихъ
изъ калопшиковаго отверстія*
Въ среднемъ, на основаніи указаній практики, можно положить,
что для сжиганія одного килограмма углерода нужно вводитъ въ ва-
гранку 10—11 куб. метра воздуха (см* стр, 308).
Положимъ, что въ вагранкѣ должно плавиться въ часъ 2000 кгр*
чугуна, на что будетъ тратиться 200—250 кгр. кокса* Требуется
опредѣлить, какую работу нужно сообщитъ вентилятору, чтобъ онъ
подавалъ соотвѣтствующее количество воздуха подъ давленіемъ 500 мм*
Если коксъ содержитъ 86’/0 углерода, то секундный расходъ воздуха
будетъ:
0,86*250,10
<2 =--“1600—““ ^°т6 куб- метра*
Принимая коэффиціентъ полезнаго дѣйствія вентилятора равнымъ 0,4 5 г
найдемъ, что потребная для вентилятора работа будетъ:
500*0,6
Н ~ у силъ*
,5.0 До
При длинныхъ трубопроводахъ происходятъ потери давленія, ко-
торыя нужно имѣть въ виду ври устройствѣ вагранки п расчетѣ
вентилятора (си* стр* 306).
206. Измѣненіе химическаго состава чугуна при плавкѣ въ
вагранкѣ. По мѣрѣ того, какъ чугунъ опускается въ вагранкѣ, онъ
постепенно подогрѣвается до температуры плавленія, плавится и затѣмъ
по каплямъ стекаетъ черезъ раскаленные слои топлива въ горнъ. Въ
этомъ капельно-жидкомъ состояніи онъ особенно сильно подвергается
окислительному дѣйствію встрѣчнаго тока воздуха, содержащаго въ
себѣ еще въ достаточномъ количествѣ свободный кислородъ и угле-
кислоту, Чѣмъ экономичнѣе ведется плавка, чѣмъ лучше утилиза*
руется горючій матеріалъ, тѣмъ больше окисляющихъ факторовъ со-
держится въ продуктахъ горѣнія (0,С02,ІІа0) и тѣмъ сильнѣе идетъ
окисленіе* При топкѣ древеснымъ углемъ горѣніе идетъ не столъ
совершенно и чугунъ окисляется гораздо слабѣе, чѣмъ при топкѣ
коксомъ.
Такъ какъ въ ваграйкѣ чугунъ подвергается окислительному дѣй-
ствію пламени въ теченіе болѣе короткаго времени, чѣмъ въ пламенной
печи, то окисленіе здѣсь происходитъ значительно слабѣе; тѣмъ не ме-
нѣе самый процессъ окисленія и порядокъ выгоранія примѣсей чугуна
въ обоихъ случаяхъ очень сходенъ.
Марганецъ является наиболѣе окисляющимся тѣломъ, и чѣмъ бо-
гаче чугунъ содержаніемъ марганца, тѣмъ больше будутъ защищены
другія примѣси отъ выгоранія* При плавкѣ, напр., зеркальнаго чугуна,
можетъ случиться, что содержаніе кремнія даже увеличится.
— 341 —
При обыкновенномъ же содержаніи марганца, не превышающемъ
2°^, па ряду съ марганцемъ тоже выгораетъ и кремніи. вслѣдствіе чего
послѣ каждой переплавки чугунъ становится бѣднѣе графитомъ, твердѣетъ
и въ концѣ концовъ можетъ совершенно перейти въ бѣлый чугунъ» Послѣ
сколькихъ не ре плавокъ такой переходъ совершится, зависитъ отъ коли-
чества содержащагося въ чугунѣ кремнія и марганца,—предполагая,
конечно, что окислительное дѣйствіе вагранки остается одно и то же»
Само же.іж?о? хотя и мѣнѣе сродно къ кислороду, чѣмъ крем-
ній и марганецъ, все-таки немного сгораетъ даже и въ присутствіи
этихъ тѣлъ.
Углеродъ все время поглощается чугуномъ изъ топлива, и потому
его выгоранія не замѣтно; только чугуны, очень богатые углеродомъ,
теряютъ его въ небольшомъ количествѣ, бѣдное же углеродомъ желѣзо,
наоборотъ, поглощаетъ его изъ топлива, и поэтому, какъ уже было
сказано, плавка стали въ вагранкѣ невозможна,
Стъра и фосфоръ при плавкѣ почти не выгораютъ; наоборотъ, со-
держаніе сѣры можетъ увеличиться въ значительной степени, вслѣдствіе
поглощенія ея чугуномъ изъ топлива, если не будетъ къ послѣднему
примѣшанъ въ достаточкомъ количествѣ известнякъ, который предупре-
ждаетъ переходъ сѣры изъ топлива въ чугунъ и даже отчасти погло-
щаетъ сѣру изъ чугуна.
Вліяніе марганца при переплавкѣ чугуна видно изъ слѣдующихъ
примѣровъ:
С Зі Ма
Сѣрый чугунъ: до аздвкзг . послѣ ПЭДН&Й , , * » , <58 4,67 2^7 2,44 3,67 2,68
I Зеркальный чугунъ; до плавки. ...... послѣ плавки ..... 4,62 4,96 * 5 0Т40 0,66 16,24 10,98
Въ обоихъ случаяхъ уменьшилось только содержаніе марганца, со-
держаніе же углерода и кремнія даже увеличилось» Оба сорта чутуяа
богаты марганцемъ»
Слѣдующіе примѣры показываютъ, наско»іько содержаніе марганца
важно для предупрежденія кремнія отъ выгоранія:
і с Зі Ми І Си РЬ
Чугунъ » 1 съ аавода; р ЛОшеІіоП?паіір5ЬііЦен: :і до плавки я »-.,., і 4Д5 послѣ плавай . . . . . і| 3,49 ’ ч 3,05 1,56 0,77 0,06 0,12 ! 0,05 І 0,61 0,72
*) А. ЬеіІеЬиг НапйЬисѣ йег Еізеп аші ЙіаЫ^іезвегеі, стр. -144,
— 342 —
ІІ :і С 51 ЗТп І | Си Гіі
Чугунъ Козтнесъ .V 1: до плавки. ...... послѣ плавки ..... 4,05 3,49 2,52 2,07 1,27 ! 0,48 і 0,05 0,07 0,72 0,87
Чугунъ Сіеі^іігег: до шавки.... . , . послѣ планки і 4,17 3,68 1,52 1,33 2,08 ; 0,73 | 1 0,08 0,08 0,33 0,47
Какъ видно, чѣмъ больше содержаніе марганца, тѣмъ меньше вы-
гораетъ кремній.
Содержаніе фосфора во всѣхъ случаяхъ увеличилось^ но это нужно
объяснить тѣмъ, что всѣдствіе угара уменьшилось количество чугуна,
въ которомъ онъ находился какъ примѣсь.
Слѣдующая таблица ясно указываетъ, какъ видоизмѣняется составъ
чугуна при послѣдовательныхъ переплявняхъ.
1 і 8і і 1 Графитъ, Общее содерж. с Ма РЬ 8
До пла»8и. ....... 2,30 2,35 здо 2,00 0,29 0,06
Послѣ 1-й плавки .... 2,42 2,73 3,33 1,09 0,31 0,04
* 2 І 2.29 2,57 3,32 0,80 0,32 0,05
» 3 , . . . . І 1,92 2,48 3,30 0,66 0,27 0,05
я 4 и . . . . 1 1,38 2,54 3,34 0,44 0,30 0,10
» 5 „ .... 1 1,30 2,16 3Т31 0,45 0,30 0,09
. 6 . . . . . 1,16 2,08 3,34 0,36 0,28 0,20
Пока содержаніе марганца значительно, содержаніе кремнія даже
увеличивается, но послѣ второй плавки, когда марганца осталось не-
много, кремній уменьшается тоже, вмѣстѣ съ нимъ уменьшается и содер-
жаніе графита, хотя общее содержаніе углерода скорѣе увеличивается.
Интересно также въ этомъ примѣрѣ, что содержаніе сѣры въ чу-
гунѣ послѣ каждой плавки увеличивается.
Другой сортъ чугуна по изслѣдованіямъ Турнера ‘) далъ слѣдующіе
результаты:
=з .ч о з ё ЕЯ — !г « 8 Е & О х Содержаніе С^химачески соединенна* го. 81 8 Мп РЬ
1 2,67 0,25 4,22 0,03 1,75 0,47
8 2,97 0.08 3,21 0,05 0,58 0,53
12 2^4 0,85 %52 0,11 0,33 0,55
14 2.98 131 2,18 0,13 0,23 0,56
15 2,87 1,75 1,95 0,16 0,17 0,58
9 ТЬе Ргасікаі Епфпеег, 189% р- 484,
— 343 —
Опять то же самое: количество кремни уменьшается, общее со-
держаніе углерода нѣсколько увеличивается, увеличивается количество
химически соединеннаго углерода, уменьшается содержаніе марганца,
содержаніе сѣры увеличивается и фосфоръ остается почти безъ пе-
ремѣны,
207. Составъ газовъ, выходящихъ изъ вагранки. Въ ниже-
приведенной таблицѣ собраны результаты нѣсколькихъ анализовъ га-
зовъ при работѣ вагранокъ. По приведеннымъ цифрамъ можно су-
дить, насколько совершенно происходитъ сгораніе въ различныхъ слѵ*
чаяхъ.
Старая загранка, построенная въ 1844 г....... .
Вагранка Крвгара (среднее ааъ 20 анализовъ Фингера).
Вагранка Грейнера и Эрпфа .............
Вагранка Герберда .................
г X ; ОС, СО 0
1 73,36 11,65 14,6
- 75,7 16Л 3,9
!і 79,9 18,7 1,2
* 11^ зл 8,2
5 г
Большое содержаніе окиси углерода указываетъ на неполное сго-
раніе и на неэкономичную работу вагранки. Большое присутствіе сво-
боднаго кислорода указываетъ на то, что въ вагранку- вводится больше
воздуха, чѣмъ нужно для сгоранія даннаго количества углерода, а если
въ газахъ замѣчается въ то же время и примѣсь окиси углерода, то
это указываетъ на то, что воздухъ распредѣляется неравномѣрно по
всей площади сѣченія вагранки и подымается прямо по стѣнкамъ ва-
гранки. Дѣйствительно5 такого движенія воздуха можно было ожидать
въ вагранкѣ Герберца, гдѣ на ряду съ СО замѣчается большая примѣсь
свободнаго кислорода.
208, Угаръ чугуна въ вагранкѣ. Нужно различать угаръ чугуна,
происходящій отъ чисто механическихъ причинъ и отъ выгоранія со~
статныхъ частей чугуна подъ дѣйствіемъ дутъя.
Первый зависитъ отъ разбрызгиванія чугуна, отъ нападанія его въ
шлаки и можетъ доходить до 8°/»’ Если примѣнять въ литейной про-
сѣиваніе земли и переработку шлаковъ, то этотъ угаръ можно значи-
тельно сократить.
Угаръ отъ окисленія при неправильной конструкціи и работѣ
вагранки можетъ получаться очень значительный до При надле-
жащемъ же устройствѣ, т. е* узкомъ плавильномъ поясѣ, его можно
значительно уменьшить. При опытахъ на заводѣ Зульцера выгораніе
составныхъ частей чугуна было отъ 0,8 в/0 до 1,6в/фУ при чемъ желѣзо,
содержащееся въ шлакахъ, не вычиталось изъ угара, въ противномъ слу-
чаѣ угаръ получился бы еще на 0,17о ыеныпе (Г. \Ѵйзі. 8іаЫ ингі
Еізещ ^ад. 1—04\
На угаръ чугуна вообще обращаютъ слишкомъ мало вниманія въ
практикѣ, тогда какъ потери при этомъ получаются очень значительныя.
И во многихъ случаяхъ было бы выгоднѣе расходовать болѣе топлива,
— 344 —
а сберегать на чугунѣ. Угаръ можно уменьшить, уменьшая толщину
плавильнаго пояса; такъ какъ, чѣмъ скорѣе пройдетъ чугунъ эту зону,
тѣмъ меньше онъ успѣетъ окислиться. Насколько мало обращаютъ вни-
манія на угаръ чугуна видно изъ того, что въ нѣкоторыхъ рекламахъ
какъ на совершенство вагранки указывается на то, что футеровка почти
не страдаетъ, а объ чугунѣ ничего не упоминается.
Нужно имѣть въ виду, что независимо отъ угара тугуна въ ваг-
ранкѣ. для того, чтобы получить извѣстный вѣсъ чистаго литья, необ’
холимо расплавить чугуна гораздо больше, такъ какъ много чугуна бу-
детъ потеряно на литники, заливы и т. п. Все это будетъ обрублено
и останется въ литейной подъ названіемъ ^литниковъ14, которые снова
идѵтъ въ переплавку. Поэтому, для полученія 1000 кѵр. чистаго лгітъя
вз различныхъ литейныхъ, въ зависимости отъ устройства, органи-
заціи и рода отливокъ, въ вагранкѣ должно переплавляться отъ 1300
до 1500 кір. чугуна.
209. Приспособленія для разбиванія чугуна. Чѣмъ въ меньшихъ
кускахъ чугунъ забрасывается въ вагранку, тѣмъ легче онъ плавится,
поэтому, крупные куски лому, а также и штыко-
Д вый чугунъ передъ плавкой приходится разбивать.
мЖ Штыкъ разбивается очепъ легко простой кувалдой,
( -----въ ломѣ же попадаются куски такой величины, что
/х* "хХ ихъ можно разбить только при помощи особаго
ц П приспособленія. Для этого обыкновенно устраивает-
ся деревянная тренога высотой 8—10 метр.: въ
&||й| верхушкѣ ея помѣщается блокъ, черезъ который
г- перекидывается веревка. Къ одному концу веревки
фнг 126 прицѣпляется грузъ, или баба, вѣсомъ 400—600 кгр.;
другой же конецъ прикрѣпляется къ лебедкѣ. Баба
прицѣпляется къ веревкѣ при помощи особаго крючка (фпг. 126)* Для
той же цѣли употребляются электромагниты, что болѣе удобно. (См.
А. М. 622 — 11—08). Когда баба поднята на достаточную высоту7,
дергаютъ за веревку, прикрѣпленную къ одной изъ клешней крючка,
послѣдній освобождаетъ бабу, которая падаетъ и разбиваетъ положен-
ный подъ пей ломъ. Очень часто при паденіи бабы отъ чугуна отле-
таютъ довольно большіе куски, которые могутъ нанести увѣчье рабо-
чинъ, стоящимъ около треноги, поэтому мѣсто около лебедки должно
бытъ защищено прочнымъ деревяннымъ щитомъ.
На большихъ заводахъ, гдѣ примѣняется гидравлическая сила, для
той же цѣли употребляются особыя машины, устройство которыхъ
представлено на фиг. 127—127л+ Машины эти главнымъ образомъ на-
значены для разламыванія штыковаго чугуна, но па нихъ можно разла-
мывать также и не особенно большіе куски ломя. Одна изъ машинъ
(фиг+ 127) состоитъ изъ станины, въ которой закрѣпленъ вращающій-
ся эксцентрикъ. Подъ эксцентрикомъ находятся двѣ опоры, одна изъ
нихъ неподвижна, другая соединена со штокомъ гидравлическаго ци-
линдра и можетъ вмѣстѣ съ нимъ перемѣщаться. Положенный на опо-
— 345
Ф11Г. 127.
ры кусокъ чугуна занимает-
ся сверху эксцентрикомъ; за-
тѣмъ, пуская въ гидравли-
ческій цилиндръ воду, застав-
ляютъ перемѣщаться одну
изъ опоръ й такамъ образомъ
ломаютъ кусокъ. Около ма-
шины имѣется насосъ для
накачиванія воды въ гидрав-
лическій цилиндръ въ томъ
случаѣ, когда на заводѣ нѣтъ
водопроводной сѣти съ боль-
шимъ давленіемъ.
Въ машинѣ, изображен-
ной на фиг. І27а, гидранч
лическое давленіе прилагает-
ся къ концу рычага, а дру-
гой конецъ рычага давитъ на
середину куска, положеннаго
на двѣ точка опоры.
Фиг. 127 а,
Плавна въ электрическихъ печахъ
210- Примѣняется тамъ, гдѣ имѣется дешевая энергія (гидравличе-
ская), чѣмъ можетъ быть достигнуто удешевленіе продукта, плицримѣняется
въ тѣхъ случаяхъ, когда при помощи процесса, происходящаго въ
электрическихъ печахъ, желаютъ улучшить получаемый продуктъ (рафи-
О См. болѣе подробно 2. 1961—19.
— 346 —
пированіе стали), или же примѣняются для выдѣлки стали такіе сырые
матеріалы, которые при другомъ способѣ обработкѣ были бы непригодны.
Впервые электричество было примѣнено Сименсомъ для нагрѣванія
тиглей въ 1876—79 годахъ, затѣмъ этотъ вопросъ развитія не полу-
чалъ, и только въ 1898 Отассано построилъ свою дуговую печь, кото-
рая и положила начало развитію этого рода аппаратовъ.
Электрическій токъ въ электрическихъ печахъ является только
источникомъ тепла, и по сравненію съ другими источниками тепла лаетъ
слѣдующія преимущества электрическимъ печамъ:
1, Вслѣдствіе очень высокой температуры печи является возмож-
нымъ поддерживать въ жидкомъ состояніи основные шлаки, которые
способствуютъ высокому рафинированію металла.
2. Это свойство печи допускаетъ возможность получать сталь вы-
сокаго качества изъ болѣе плохихъ сырыхъ матеріаловъ.
3. Примѣненіе электрическаго тока позволяетъ регулировать темпе-
ратуру металлической ванны въ очень узкихъ предѣлахъ, что опять спо-
собствуетъ полученію матеріала болѣе высокаго качества*
4. Печь работаетъ почти безъ притока воздуха и другихъ газовъ,
вслѣдствіе чего сталь получается ненасыщенная газами и даетъ плотную
отливку*
Рафинированіе при помощи шлаковъ требуетъ большой свободной
поверхности металла, на которой шлаки могли бы производитъ необхо-
димое воздѣйствіе. Такую поверхность мы имѣемъ въ мартеновскихъ пе-
чахъ, Съ другой стороны, расплавленная сталь должна имѣть возмож-
ность спокойно отстояться, чтобы выдѣлить изъ себя газы и шлаки;
это условіе прекрасно осуществляется при плавкѣ въ тигляхъ. Въ эле-
ктрическихъ печахъ мы имѣемъ соединеніе того и другого.
Въ электрическихъ печахъ мы имѣемъ всегда два рода жидкостей
(расплавленный металлъ и шлаки) различной электропроводимости и гла-
вное различіе отдѣльныхъ типовъ электрическихъ печей лежитъ въ раз-
личныхъ способахъ воздѣйствія электрическаго тока на жидкости, за-
полняющія печь.
Теплота, необходимая для нагрѣванія металла и шлака можетъ пе-
редаваться или отъ вольтовой дуги, или вслѣдствіе прохожденія тока
внутри металла; сообразно съ этимъ электрическія печи раздѣляются на
печи дуговыя и печи проводниковыя.
211. Дуговыя печи, въ свою очередь, раздѣляются на печи, въ
которыхъ вольтова дуга не иміъетъ непосредственнаго соприкосновенія съ
металломъ и передаетъ ему теплоту лучеиспусканіемъ, и печи, въ кото-
рыхъ дуга устанавливается между однимъ или нгъсколькими электро-
дами и расплавленной ванной. Въ этомъ случаѣ ванна служитъ однимъ
изъ электродовъ, слѣдовательно является проводникомъ электричества, а
потому подобныя печи, до нѣкоторой степени, тоже являются проводни-
ковыми печами, но въ этомъ случаѣ поперечное сѣченіе ванны настоль-
ко велико, что вслѣдствіе сопротивленія провода выдѣляется самое нич-
— 317 —
южное количество тепла; главнымъ же образомъ теплота выдѣляется
вольтовой дугой.
На фиг. 128 представлена схема проводниковой—дуговой печл. Воль-
това луга устанавливается между двумя электродами и проходитъ черезъ
металлическую ванну.
На фяг. 129 представлена схема чисто дуговой печи: вольтова дуга
устанавливается между электродами, расположенными надъ поверхностью
ванны и дѣйствуетъ только лучеиспусканіемъ.
* V «
Фиг, 128.
Фиг. 129.
Ф«г. 130.
212. Проводниковыя печи раздѣляются на:
1. Чисто прОВОДНИЯОВЫЯ, въ которыхъ токъ устанавливается ме-
жду электродами, опущенными въ металлическую ванну (фиг, 130) и, пре-
одолѣвая сопротивленіе металла, превращаетъ электрическую энергію въ
тепловую.
2, Индукціонныя, представляющія изъ себя подобіе трансформа-
тора перемѣннаго тока (фиг. 131). Здѣсь вторичной обмоткой является
расплавленная ванна, въ центрѣ которой помѣщается первичная обмотка.
При прохожденіи по первичной обмоткѣ перемѣннаго тока, въ ваннѣ
получается столь сильный индукціонный токъ, что проводъ, г-е. сама
ванна, поддерживается въ расплавленномъ состояніи.
По сравненія съ дуговыми индукціонныя печи имѣютъ слѣдующія
отличительныя особенности:
1. Ванна нагрѣвается не черезъ поверхность, а равномѣрно из-
нутри.
2. Токъ приводится при помощи индукціи, а потому въ электро-
дахъ нѣть надобности.
Типичнымъ представителемъ чисто дуговой печи является печь
Стассана (фиг. 132). Печь работаетъ по тому же принципу, какъ и печь
Мартена, только необходимая температура для нагрѣва получается отъ
вольтовой дуга, которая образуется между тремя угольными электро-
дами, пропущенными черезъ боковыя стѣны печи. Вольтова дуга выдѣ-
— 348 —
ляетъ лучистую теплоту, которая дѣйствуетъ на металлическую ван-
ну и непосредственно и посредственно, нагрѣвая сначала стѣнки, и сводъ
печи, которые уже отдаютъ тецло ваннѣ. Печь складывается на наклон-
ной металлической плитѣ, вращающейся около вертикальной оси при но*
мощи особаго привода. Благодаря такому устройству, при поворачива-
ніи печи металлъ перемѣшивается и послѣдовательно приходитъ въ
со прикосновеніе со шлаками, которые покрываютъ его поверхность к
Фяг. 132.
оказываютъ на расплавленную ванну
химическое воздѣйствіе.
Печь имѣетъ цилиндрическую фор-
му л сверху перекрыта куполомъ. Эле-
ктроды расположены равномѣрно по
окружности и могутъ устанавливаться,
передвигаясь вдоль своей оси при по-
мощи гидравлическихъ цилиндровъ. Въ
большихъ печахъ ставится до 6 эле-
ктродовъ . Діаметръ электродовъ около
80 м. Электроды ставятся на такой вы-
сотѣ, чтобы при поворачиваніи печи и
при вскипаніи металла поверхность его
не приходила въ соприкосновеніе съ
электродами. Обмуровка печи произ-
водится доломитомъ. Съ боку дѣлается
одно отверстіе, которое при доварачн-
ваніи печи въ нижнемъ своемъ поло-
женій служитъ выпускнымъ отверстіемъ 7
а при паи высшемъ положеніи служитъ
отверстіемъ для загрузки. Печь дѣлаетъ
5—6 оборотовъ въ мин. и на это
расходуетъ около 5 лош. силъ.
Температура въ печи устанавли-
вается очень высокая. Теплота отъ
электродовъ передается металлу черезъ
слой шлаковъ вслѣдствіе чего послѣдніе
находятся въ очень жидкомъ состояніи и оказываютъ сильную реакцію
на металлъ.
Вслѣдствіе высокой температуры футеровка печи сильно страдаетъ
и выдерживаетъ 70—80 плавокъ (въ теченіе 3-хъ 4-хъ недѣль), послѣ
чего печь должна быть вновь переложена, на что требуется около недѣли.
Для перемѣны электрода потребно около 5 мин.
Для печи примѣняется перемѣнный токъ низкаго напряженія.
®чи въ.........................ЮОО кгр. 5000 кгр.
Мощность генератора................ 190 Ьг. 750 кж
На выплавку одной тонны стали
расходуется...................... 1000 Ьѵ. час. 900 кѵѵ. час.
Подробности см. 8і. ппй> ЕЬеп 1908, К, 19, стр. 654-
— 349
Типичнымъ представителемъ провело-дуговой печи являются печи
Род/ (Нёгопі, фиг* 133) и Жиро (Оігой, фиг, 134).
Въ печи Геру два угольныхъ электрода съ квадратнымъ попереч-
нымъ сѣченіемъ, I кв. сант, на 5 — 6 амперъ, подводятся къ расплав-
ленной ваннѣ металла. Электроды могутъ устанавливаться въ вертикаль-
номъ направленіи автоматично или отъ руки. При проходѣ черезъ эле-
ктроды однофазнаго перемѣннаго тока, послѣдній съ копна одного эле-
ктрода входитъ въ ванну, проходитъ по ней и вступаетъ въ другой
электродъ, при чекъ между электродами и ванной устанавливаются двѣ
вольтовыхъ дуги и получается такимъ образомъ на поверхности ванны
два мѣста съ наиболѣе высокой температурой.
Размѣръ печи . •
Мощи, генератора
1 2 3 5 10 той,
ЗЮ 440 550 750 1200
Фиг, 134.
— 350 —
Расходъ углей при холодной садкѣ 10—12 кгр,, при горячей
2,5—з кгр, на тонну стали. Подробности о работѣ печи. см. ЙаИіІ
ипй Еізеп 1907, Ней 2, стр. 50.
Въ печи Жиро имѣется одинъ угольный электродъ, опускающійся
черезъ сводъ печи; въ подѣ же помѣщается нѣсколько стальныхъ
электродовъ, охлаждаемыхъ водой. Такимъ образомъ въ этой печи напра-
вленіе тока болѣе вертикаль-
ное, въ печи же Геру на-
правленіе болѣе горизонталь-
но . Вертикальное направле -
нІе тока способствуетъ бо-
лѣе равномѣрному воздѣй-
ствію его па всю массу ме-
талла.
Обѣ печи устроены та-
кимъ образомъ, что онѣ мо-
гутъ покачиваться для пере-
мѣшиванія металла при ра-
финировати.
П одр обно ста о работѣ
печи см 8іаК1 шій Еізеп
1907, НеЙ 27. Стр. 956,
1909.
213 Индукціонныя печи.
На фиг. 135 представлена
печь Къелина. Она состоитъ
изъ кольцеобразной ванны, съ
жидкимъ чугуномъ, который
служитъ какъ бы вторичной
обмоткой трансформатора пе-
ремѣннаго тока. Черезъ се-
редину ванны проходитъ вер-
ти кальны й яко р ь электро-
Фиг. пз. магнита, вокругъ котораго
намотана первичная обмотка.
Ванна приготовляется изъ основной массы и сверху перекрывается от-
дѣльными крышками. Для разогрѣва въ ванну закладываются чугунныя
колыіа, внутри которыхъ возбуждается индукціонный токъ; подъ влі-
яніемъ послѣдняго кольца постепенно раскаляются, начинаютъ плавится
и плавятъ лежащій около нихъ металлъ; затѣмъ токъ возбуждается
уже въ самой жидкой нанкѣ и работа печи продолжается.
Для печи въ...................... 700 1500 4000 кгр.
Потребная мощность генератора . 90 175 400 к^ѵ.
Подробности си, 8іаЫ пай Еіэеи 1904, стр, 824.
Печи Кьелина даютъ возможность удобно переплавлять сталь, по-
добно тону какъ это дѣлается въ тигляхъ, т.-е. могутъ хорошо рабо-
—— 351 *—
тать въ литейныхъ. Если же желаютъ метолъ перерабатывать, т.-е>
преслѣдуются металлургическія пѣли, тогда необходимо, чтобы металлъ
подвергался воздѣйствію шлаковъ, а для этого необходима большая по-
верхность ванны, чего въ печи Кьелина сдѣлать не представляется воз-
можнымъ, такъ какъ при увеличеніи поперечнаго сѣченія кольца ванны
уменьшается его сопротивленіе, и выдѣленіе тепла становится малымъ.
Приходится для полученія нужной температуры уменьшать число перемѣнъ
тока, что вызываетъ повышеніе стоимости электрическаго устройства.
Для устраненія указанныхъ неудобствъ была предложена печъ Рэг-
линхъ^Родемаузера фиг. 136. Въ этой печи якорь электромагнита ямѣ*
Фвг. 136.
етъ двѣ первичныхъ обмотки и ванна
имѣетъ форму восмерки. Вокругъ каж-
дой первичной обмотки якоря получа-
ется тонкій кольцевой желобъ, какъ я
въ печи Кьелина, Заполняющій этотъ
желобъ металлъ является вторичной
обмоткой, и вслѣдствіе малаго попе-
речнаго сѣченія желоба появляющійся
въ немъ индукціонный токъ сильно
нагрѣваетъ металлъ. Средняя же часть ванны имѣетъ большую поверх-
ность, ня которую могутъ оказывать нужное воздѣйствіе шлаки. Для болѣе
сильнаго нагрѣва центральной части ванны на якорѣ, кромѣ первичной
обмотки, помѣщена еще добавочная обмотка низкаго напряженія, провода
которой оканчиваются металлическими пластинами, задѣланными въ об-
муровку ванны; какъ только ванна разогрѣется достаточно сильно, опа
становится проводникомъ (подобно тому, какъ это имѣетъ мѣсто въ
лампѣ Нернста) и въ средней части ванны устанавливается добавочный
токъ (какъ показано на чертежѣ стрѣлками), вслѣдствіе чего въ этой
части ванны выдѣляется добавочное количество тепла. При такомъ
устройствѣ электрическое оборудованіе обходится дешевле. Для печей
средней величины (700 кгр.) требуется около 60 перемѣнъ тока въ сек.,
для очень большихъ печей—около '25 перемѣнъ.
Для печи въ.................... 1 2 3 5 8 тоннъ.
Мощность генератора * - 175 275 350 500 750
Подроби, см. 8&Ы шій Еізок 1907, Ней 45, стр. 1605*
— 352 —
Такъ какъ въ настоящее время на заводахъ въ большинствѣ при-
мѣняется трехфазный токъ, то естественно, что явилось стремленіе при-
мѣнять подобный токъ и для электрическихъ печей, чтобы не усло-
жнять заводскаго электрическаго оборудованія. Для примѣненія трех-
фазнаго тока печь Рэхлингъ-Роденгаузера получаетъ форму, изображен-
ную на фиг 137* Здѣсь имѣются три обмотки высокаго напряженія,
около которыхъ устанавливаются три кольцевыхъ тока, Якори соединя-
Фиг. 137,
ются сверху общей чугунной крыш-
кой, которая служитъ въ то же
время и крышкой для печи.
Согласно професс. Гау. индук-
ціонныя печи имѣютъ слѣдующее
преимущество по сравненію съ дру-
гими электр* печами:
Отсутствіе дорого стоющпхъ
электродовъ.
Равномѣрная температура ванны.
Меньшая затрата энергіи.
Болѣе равномѣрная нагрузка
электрическихъ машинъ.
Недостатки заключаются въ слѣ-
дующемъ:
Большая трудность наблюденія за ходомъ печи.
Ненужное, слишкомъ сильное движеніе расплавленнаго металла.
Сталъ, получаемая изъ электрическихъ печей, отличается очень вы-
сокими качествами, съ ней не можетъ сравниться даже тигельная сталь.
Интересно, что при совершенно одинаковомъ химическомъ составѣ, сталь
изъ электрическихъ печей выказываетъ лучшія механическія свойства,
чѣмъ сталь тигельная. Такъ Жиро въ докладѣ VI Международному
Конгрессу по прикладной химіи привелъ слѣдующія данныя:
Содержаніе углерода....................
я сѣры .......................
я фосфора.....................
Удлиненіе................... . , , .
Сжатіе поперечнаго сѣченія.............
Ударная проба...................- , .
0,051
0,020
0,011
34,0
71,5
50 разъ
0,050
0,023
0,015
30,5
50,1
22 разъ.
Такамъ образомъ электр. сталь дала преимущество
На удлиненіи................... 11,4я/,,
На сжатіи....................... 42,7*/,
Ударп. пробы....................127,2*/(
Г Л А В Л II.
Матеріалы и приспособленія, употребляющіеся при
формовкѣ,
214. Формовочный матеріалъ. Матеріа.п> для изготовленія формъ
долженъ обладать слѣдующими качествами:
1) достаточной огнеупорностью, т.-е не разрушаться подъ дѣйстві-
емъ высокой температуры расплавленнаго металла;
2) достаточной пластичностью и вязкостью, т.-е. при отпечатываніи
въ немъ модели легко принимать ея форму и затѣмъ хороша сохра*
пять се;
3) достаточной пористостью, чтобъ быть въ состояніи легко про-
пускать черезъ себя образующіеся нрп отливкѣ пары и газы;
4) небольшой теплопроводностью, чтобъ не производить закала
издѣлій; впрочемъ, это качество въ нѣкоторыхъ случаяхъ спеціальныхъ
отливокъ можетъ требоваться какъ разъ обратнымъ;
5) податливостью, чтобъ позволять металлу прп охлажденіи сво-
бодно сокращаться:
в) дешевизной.
Матеріала, который бы обладалъ всѣми вышеуказанными качества*
ми. не существуетъ, но наиболѣе подходящими къ намѣченнымъ требо-
ваніямъ матеріалами являются песокъ и глина.
215- Формовочный песокъ 9- Совершенно чистый песокъ (кремне-
земъ) для формовки пе годится, такъ какъ онъ пе обладаетъ плости-
чностью; при смачиванія онъ немного слипается, но по высыханіи сей-
часъ же вновь разсыпается, поэтому формовочные пески должны всегда
содержать извѣстное количество глинозема. Глиноземъ сообщаетъ песку
пластичность; кремнеземъ сообщаетъ огнеупорность. Глиноземъ содержит-
ся въ формовочныхъ пескахъ въ количествѣ отъ 5 до 15а/0? кремне-
земъ отъ 80 до 95*/в’ Изъ другихъ составныхъ частей можно назвать:
магнезію (до сообщающую песку особую маслянистость; известь
(отъ 0,5 до 2°/Д сообщающую носку особую сухость и дѣлающую его
болѣе легкоплавкимъ; нѣкоторые металлическіе окислы, окрашивающіе
песокъ въ различные цвѣта; желтый, зеленоватый, бурый, краснова-
тый, и сообщающіе песку легкоплавкость, если ихъ примѣсь превосхо-
дитъ 2 .
9 См. также РЪѵяісаІ аші Сйешісаі Ргорегбез оі МоиИт^ Запгіз. М< И 185**
—8-08-
23
— 354 —
Для иллюстраціи приводимъ составъ французскихъ песковъ, обла-
дающихъ хорошими литейными качествами:
1) очень огнеупорный, но очень мелкій, хорошъ для формовки
мелкихъ предметовъ:
кремнезема 92,00°^
глинозема 5,00
окиси желѣза 2,50
извести слѣды,
2) Болѣе крупный, въ большомъ распространеніи во Франціи:
кремнезема 91,00
глинозема 6:00
окиси желѣза 2,50
извести 0,50
Впрочемъ, литейщики почти не обращаютъ вниманія на химиче-
скій составъ песка при его выборѣ, а желательныя качества песка
испытываютъ непосредственно: приготовляютъ открытую форму, напол-
няютъ ее чугуномъ, наблюдаютъ, насколько спокойно чугунъ ложится
на поверхности формы, наблюдаютъ также, какая получается поверх-
ность отливки.
На пластичность песка кромѣ примѣси глины вліяетъ величина и
форма его зеренъ. Крупныя зерна, круглой формы, не имѣютъ почти
никакой вязкости, наоборотъ, мелкія съ неправильной поверхность ю
пристаютъ другъ къ другу гораздо лучше. Тѣмъ не менѣе даже и при
такой формѣ зеренъ песокъ, если онъ сухъ, не имѣетъ никакой пла-
стичности и при сдавливаніи разсыпается* Поэтому формовочный яе-
сокз, чтобы получитъ достаточную степень вязкости и пластично-
сти* долженъ бытъ смоченъ водой. При высыханіи вязкость песка
значительно уменьшается, и потому приготовленныя изъ него формы
должны отливаться еще въ сыромъ состояніи (форМОВВИ ВЪ СЫрОМЪ
пеонѣ). При наполненіи сырой формы расплавленнымъ металломъ въ
ея стѣнкахъ развивается большое количество паровъ, которые должны
находить себѣ легкій выходъ, иначе, вслѣдствіе развившагося давленія
въ стѣнкахъ, форма можетъ разрушиться. Слѣдовательно, оитпки дол*
жны бытъ пористы. Пористость песка тѣмъ больше чѣмъ больше ею
зерна и чѣмъ неправильнѣе ихъ форма. Зерна въ видѣ пластинокъ или
параллелепипедовъ могутъ плотно слетаться я представлять очень малую
пористость. Независимо отъ формы зеренъ, важно также, чтобъ величина
ихъ была по возможности одинакова; если въ пескѣ имѣются большія
и малыя зерна, то послѣднія могутъ размѣститься между большими и
такимъ образомъ сильно уменьшить его пористость. Еще въ большей
степени уменьшаетъ пористость песка присутствіе въ немъ пыли, и по-
тому песокъ у содержащій пыль, для формовки совершенно не годится.
Примѣсъ глины тоже уменьшаетъ пористость песка, ц хотя по мѣрѣ
того, какъ содержаніе глины въ пескѣ увеличивается, увеличивается
прочность формы, но вмѣстѣ съ тѣмъ уменьшается проницаемость ея
'—• «>;>•) —
стѣнокъ; если песокъ содержитъ глины болѣе 10’ В1 то приготовлен-
ныя изъ него формы настолько плотны, что охъ уже нельзя отливать
сырыми, а нужно предварительно высушить (формовка въ сухомъ ПѲ-
Снѣ)- Слѣдовательно, пластичность песка и ею проницаемость нахо-
дятся въ Обратномъ отношеніи, и увеличивая одну изъ нихъ, мы
всегда уменьшаемъ дрѵгую,
Патрикомъ (Оіп^іегэ Роіуіесііп. Ѵоі, ССІЛХХШ, стр. 200) для
увеличенія вязкости песка было предложено смѣшивать песокъ съ смо-
лой или жидкимъ асфальтомъ. Для этой цѣли нагрѣтую смолу или жид-
кій асфальтъ смѣшиваютъ съ равнымъ количествомъ горячей воды, и
этой жидкостью смачиваютъ песокъ* Послѣ чего песокъ сушится и
затѣмъ употребляется какъ обыкновенная литейная земля* Хорошіе ре-
зультаты получаются при смѣси: 5—смолы, 5—воды, ІОО—песку.
Для той же цѣли можетъ, вмѣсто смолы, употребляться патока,
пиво и др* вещества.
Жирные, т,-е. съ большимъ содержаніемъ глины, пески совер-
шенно не пригодны для приготовленія сырыхъ формъ, по обжигая такіе
пески при температурѣ около 400 °Ц*, и просѣивая, можно нѣсколько видо-
измѣнить ихъ составъ: часть глинистыхъ соединеній распадается, и не*
сокъ становится болѣе тощимъ, болѣе пористымъ и можетъ итти для
формовки въ сыромъ видѣ. Вообще формовочный песокъ при соприко-
сновеніи съ раскаленнымъ металломъ каждый разъ теряетъ частъ
глинистыхъ примѣсей ? и потому становится постепенно бо.тс
пющимъ.
Въ какой мѣрѣ данный песокъ обладаетъ вязкостью, опытный ли-
тейщикъ можетъ судить, взявъ въ пригоршню немного сырого песку,
сжавъ его въ кулакѣ и затѣмъ наблюдая, насколько легко полученный
такимъ образомъ комокъ разламывается на части. Если скомканный
шарикъ изъ сырого песка давить между пальцами и онъ раздавится
на двѣ части, то песокъ достаточно вязокъ; если шарикъ распадается
на нѣсколько частей—песокъ плохъ.
Пористость же песка можно опредѣлить, помѣщая его въ сосудъ
опредѣленнаго объема (волюмепометръ) и наливая воды тоже въ опре-
дѣленномъ объемѣ; тогда можно видѣть, какое количество воды помѣ-
стилось между зернами песка, чѣмъ и будетъ характеризоваться его
пористость. Самое лучшее сужденіе какъ о проницаемости, такъ и о
вязкости песка можно составить по виду его зеренъ, наблюдая ихъ подъ
микроскопомъ*
Кромѣ прочности и проницаемости стѣнокъ, форма должна обла-
жать мягкой, гладкой повѣрхностью, при этомъ й повѣрхностъ отливки
получить красивый гладкій видъ. Для этого необходимо, чтобъ зерна
.песка были достаточно мелки* Чѣмъ крупнѣе зерна, тѣмъ грубѣе будетъ по-
лучаться поверхность у отливаемой вещи* Поэтому чпми мельче отли-
предметы, чѣмъ большую отчетливость желаютъ получить въ
рисункѣ, съ сохраненіемъ всѣхъ острыхъ реберъ, тіъмъ мельче долженъ
^ыть взятъ песокъ, пли, если такого песка нѣтъ, то его искусственно
23*
— 356 —
нѵжно измельчить. Но при атомъ нужно помнитъ, что для каждягст
сорта песка существуетъ продѣтъ его измельченія, перейдя которыйт
форма получается уже недостаточно пористой. Въ обыкновенныхъ пе-
скахъ измельченіе не можетъ иттп дальше 0,1 мм. діаметра зеренъ, вв-
есть особенно хорошіе пески, которые остаются пористыми даже при
величинѣ діаметра зеренъ въ 0.04 мы.
Хорошій формовочный песокъ не долженъ мѣнять своей структуры
при смачиваніи водой, а также при быстромъ нагрѣвѣ до высокой тем-
пературы во время отливки. Если зерна песка содержатъ углекислыя
соединенія, напр. известнякъ или окислы водорода, то подъ дѣйствіемъ
высокой температуры зерна трескаются, образуютъ изъ себя пылъ и
послѣ этого уже не годятся болѣе для формовки. Такому видоизмѣне-
нію структуры особенно подвержены пески, долгое время находящіеся
на поверхности земли и вслѣдствіе этого вывѣтрившіеся.
Песковъ, совершенно не измѣняющихъ своихъ качествъ подъ дѣй-
ствіемъ высокой температуры, нѣтъ. Даже самые лучшіе формовочные
пески при каждомъ сильномъ нагрѣвѣ становятся болѣе тощими (глина
подвергается обжигу), при чемъ они теряютъ свою пластичность. Явле-
ніе это извѣстно каждому литейщику, и потому, чтобъ возстановитъ
пластичность песка, къ нему послѣ каждой отливки прибавляютъ нѣсколько*
свѣжаго, не бывшаго еще въ употребленіи песка. Такъ какъ прочно-
стью и пластичностью должна обладать только поверхность формы, то
только для этой части формы и употребляютъ свѣжій песокъ, осталь-
ная часть формы должна обладать только достаточной проницаемостью*
и потому можетъ быть исполнена изъ стараго, бывшаго уже въ употребле-
ніи песка. Въ какой пропоріии нужно примѣшивать свѣжій песокъ, зави-
сятъ отъ того, насколько теряеть свою пластичность песокъ при нагрѣ-
ваніи и насколько прочно должна быть исполнена поверхность формы
въ зависимости отъ ея назначенія.
Если форма приготовляется въ теченіе долгаго времени, то лучше
брать при этомъ для облицовки формы свѣжій песокъ. Точно также
изъ свѣжаго песка необходимо приготовлять тѣ верхнія опоки, которыя
подвергаются продолжительному дѣйствію жара при наполненіи и имѣ-
ютъ большія поверхности.
Соприкасаясь съ расплавленнымъ металломъ, песокъ способенъ
плавиться и пригорать къ металлу, образуя на немъ стекловидную корку*
очепъ трудно отдѣляемую даже самымъ твердымъ зубиломъ. Толщина
этой корки можетъ быть отъ 1/4 мм. до 10 м'к., въ зависимости отъ
свойствъ песка и величины отливки. Чтобъ предупредить подобное при*
гераніе песка, дѣлающее поверхность отливокъ некрасивой и трудной
для обработкит К5 песку примѣшиваютъ мелко - истолченный кожей*
ный у іолъ. Подъ дѣйствіемъ высокой температуры каменный уголъ
выдѣляетъ газы й вслѣдствіе этого уже до нѣкоторой степени понижа-
етъ температуру, а кромѣ того, выдѣленный газъ обволакиваетъ тонкой
пленкой песочныя зерна и такимъ образомъ изолируетъ ихъ отъ ра-
сплавленнаго металла. Дѣйствіе каменнаго угля будетъ тѣмъ лучше?.
•чіъж богаче онъ галами и чѣмъ мельче анъ истолчено. Каждое пе-
сочное зерно должно быть обколочено угольной пленкой, при чемъ поры
между песчинками не должны заполняться угольной пылью. Слѣдова-
тельно, для надлежащая дѣйствія каменная угля онъ долженъ бытъ
отлично перемѣгианъ съ пескомъ, иначе его примѣсь можетъ даже ока-
заться вредной, такъ какъ будетъ только развивать излишнее количе-
ство газовъ въ формѣ, не защищая въ то же время песка отъ при-
горапія.
Чѣмъ тяжелѣе отливка, тѣмъ больше до ля; по быть примѣшано
угля, но прп атомъ какъ наивысшій предѣлъ нужно считать 1 часть
угля па 6 частей песка (во объему). Если угля слишкомъ много, от-
ливка тоже получается недоброкачественная: уголь на поверхности вы-
гораетъ, чугунъ заполняетъ образовавшіяся мелкія углубленія, вслѣд-
ствіе чего поверхность получается покрытая жилками, некрасивая на
видъ. Впрочемъ, если форма хорошо покрыта припыломъ и наполняется
холоднымъ чугуномъ, то этого порока можетъ и не оказаться. Кромѣ
того, если къ песку примѣшано слишкомъ много угля и форма напол-
няется недостаточно горячимъ чугуномъ, то послѣдній, вслѣдствіе дав-
ленія выдѣляющихся въ большомъ количествѣ газовъ, не можетъ за-
полнить рѣзкія очертанія формы и литье получается съ округленными
ребрами; эти же газы могутъ въ холодномъ чугунѣ (надавливая на
него, по не будучи въ состояніи проникнуть внутрь чугуна вслѣдствіе
сго густоты) причинить на поверхности впадппы, плц раковины. Нако-
нецъ, большая примѣсь угля причиняетъ такъ называемые спаи. Т.-е.
поверхность отливки не представляется сплошной, а въ нѣкоторыхъ мѣ-
стахъ она имѣетъ видъ какъ бы спаянной изъ двухъ кусковъ.
При изготовленіи формъ для предметовъ, имѣющихъ толщину стѣ-
жигъ менѣе 10 ми., угля примѣшивать не слѣдуетъ.
При толщинѣ предметовъ: нужно примѣшивать:
отъ 10 до 20 мм. 1 часть ѵгля на 20 частей песка
, 20 „ 25 1 . \ 1 о я 1 - » я
* 25 „ 50 1 „ „ Ю „
> 50 „ 100 1 71 У
„ 100 п толще 1 я 7^7? Я
Впрочемъ, примѣсь песка должна сообразоваться не только съ
размѣрами отливки. Нужно также принимать во вянмапіе будетъ ли
4форма наполняться горячимъ пли холоднымъ чугуномъ (чѣмъ холоднѣе
чугунъ, тѣмъ соотвѣтственно меньше нужно класть угля), а также и
скорость, съ какою наполняется форма (чѣмъ медленнѣе наполняется
«форма, тѣмъ болѣе остынетъ чугунъ, и потому тѣ мѣста, съ которыми
юнъ будетъ соприкасаться въ концѣ, должны имѣть меньшую примѣсь
угля). Всѣ мелкія детали, углы формы должны приготовляться изъ
песка съ мепыпимъ содержаніемъ угля. Точно также количество прп-
жѣен угля должно находиться въ зависимости отъ крупности песка:
''чѣмъ мельче песокъ, чѣмъ меньше, слѣдовательно, его пористость, тѣмъ
— 358 —
меньше можно примѣшивать къ нему угля, а иначе развивающіеся газьг
не будутъ находить себѣ выхода. Но такъ какъ мелкій песокъ употреб-
ляется при отливкѣ небольшихъ предметовъ и пе подвергается столь
сильному жару, то въ него и везачѣмь примѣшивать много угля; очень
часто мелкія вещи формуются въ пескѣ совершенно безъ примѣси
ѵгля. Формы же тяжелыхъ предметовъ, наполняемыя металломъ въ те-
ченіе сравнительно долгаго времени, поверхности которыхъ, слѣдова-
тельно , испытываютъ продолжительное дѣйствіе жара, дѣлаются изъ
крупнаго песка, и потому могутъ имѣть большую примѣсь угля.
При входѣ чугуна въ форму, приготовленную изъ сырого песка,
онъ испытываетъ сильное охлажденіе, вслѣдствіе чего поверхность от-
литой вещи въ сырую форму всегда имѣетъ тонкій слой закаленнаго
чугуна (корку); который тѣмъ толще^ чѣмъ сырѣе была форма.
Охлаждающая способность формы еше больше увеличивается присут-
ствіемъ въ пескѣ каменнаго угля, который при разложеніи поглощаетъ
довольно много теплоты. Формы, приготовленныя изъ жирнаго песка
и высушенныя, почти не даютъ корки-
Чѣмъ больше давленіе металла испытываетъ форма, тѣмъ крупнѣе
песокъ долженъ употребляться для ея формовки. Подъ сильнымъ дав-
леніемъ форма стремится деформироваться, и для предупрежденія ото го
песокъ долженъ набиваться плотно, а плотную набивку, не теряя по-
ристости, можетъ выдерживать только крупный песокъ. Въ силу же
отого жирный песокъ, который непремѣнно сушится, можетъ наби-
ваться тоже плотно, и потому онъ наиболѣе подходитъ для исполненія
формъ, подверженныхъ большому внутреннему давленію металла.
Въ нѣкоторыхъ мѣстахъ имѣются въ землѣ пески, прямо пригод-
пые для литейныхъ цѣлей, и иногда такого хорошаго качества, что не
жалѣютъ затратъ для перевозки ихъ на большія разстоянія; во мно-
гихъ случаяхъ наличность хорошаго литейнаго песка была причиной
того, что въ данной мѣстности возникали въ большомъ числѣ литейные
заводы. Въ большинствѣ же случаевъ приходится составлять формовоч-
ный песокъ искусственнымъ образомъ, смѣшивая имѣющіяся подъ ру-
ками земли. Если имѣющаяся по близости земля слишкомъ жйрна, то
къ пей примѣшиваютъ чистаго песку, и наоборотъ—если песокъ слиш-
комъ тощъ, къ нему примѣшиваютъ глину. Въ каждой литейной для
приготовленія различныхъ формъ необходимо имѣть нѣсколько составовъ
песка, различной степени пористости и вязкости. Выборъ песка надле-
жащаго качества для даннаго сорта издѣлій составляетъ одно
ъаавяьсгб условій полученія хорошей отливки, Въ литейныхъ, гдѣ на
это обстоятельство не обращается должнаго вниманія в не прилагается
заботъ, чтобъ достать подходящій носокъ прямо готовымъ или получить
его путемъ смѣшиванія различныхъ матеріаловъ, имѣющихся водъ ру-
ками, въ такихъ литейныхъ никогда не будетъ получаться хорошихъ
отливокъ, несмотря на все искусство и стараніе литейщиковъ.
Дать какіе-нибудь опредѣленные рецепты смѣси песка для различныхъ,
случаевъ представляется крайне затруднительнымъ, въ виду большого раа-
— 359 ~
вообрааія песковъ, встрѣчающихся въ литейныхъ. Въ каждомъ отдѣльномъ
случаѣ нужно путемъ послѣдовательныхъ, систематично ведущихся опытовъ
найти подходящую смѣсь. Чтобъ облегчить нѣсколько этотъ путь, можно
привести слѣдующія указанія опытнаго литейщика Гетье, долгое время спе-
ціально занимавшагося приготовленіемъ литейныхъ песковъ *).
Если принять слѣдующую классификацію песковъ:
1—сырой песокъ, жирный, крупнозернистый, достаточно огнеупор-
ный, употребляющійся какъ глинистая земля для увеличенія пластичности
и сцѣпленія, какъ говорятъ,—для сообщенія крѣпости песку;
X* 2—сырой песокъ, того же происхожденія, менѣе жирный, съ круп-
ными зернами кремнезема, употребляется для стержней;
Лг 3—сырой песокъ, мелкій, мало вязкій; вслѣдствіе примѣси пластич-
ной глины самъ становится пластичнымъ и хорошо сохраняетъ отпечатки
модели;
Хй песокъ желто-красный, огнеупорный, крупнозернистый, служащій
для грубыхъ формовокъ; этотъ же песокъ можетъ бытъ употребляемъ для
ремонта выгранки и для обмазки котловъ для переноски чугуна;
Хй 5—тощій песокъ, желтаго цвѣта, мелкій, нѣжный на ощупь, упо-
требляющійся для улучшенія качествъ спеціальныхъ смѣсей при формовкѣ
мелкихъ издѣлій;
Ау 6—песокъ краснаго кирпичнаго цвѣта; этотъ песокъ долженъ быть
грелварительно обожженъ, размолотъ и просѣянъ; содержа глиноземъ, известь
и окись желѣза, онъ не можетъ быть употребляемъ отдѣльно, самъ по себѣ;
прибавленный къ смѣси, назначенной для формовки крупныхъ вещей, онъ
значительно улучшаетъ ея качества,*—*
то на основаніи приведенной классификаціи приблизительно можно указать
слѣдующія смѣси песковъ:
А. Для крупныхъ вещей, формуемыхъ въ сыромъ пескѣ:
стараго песку 8,00 ч» или стараго нескѵ 9,00 ч.
1 2,50 „ Аг 1 4,00
Хй 3 1,00 „ Аі> 2 1,50
Х5 6 1,50 „ ДЬ 6 2 <50 „
каменнаго угля 1,50 каменнаго угля 2,25 „
Б. Для крупныхъ вещей, формуемыхъ въ сухомъ пескѣ:
стараго песку 3,00 ч. пли стараго песку 3,00 ч.
V Г 5,00 п -V 1 5,30 *
.V 2 1.50 Уз 2 1Д0 ѵ.
,Ѵ 6 0Д5 0 0,60 „
Къ атому песку иногда примѣшивается самое незначительное количество
лошадинаго навоза.
В. Песокъ для стержней, подлежащихъ
ціалышхъ сухихъ фермъ:
стараго лесву
Аз 1
.V 2
А" 6
лошадинаго навоза
жирной глины
просушкѣ, и нѣкоторыхъ сне-
3,00 ч,
6,00
3,00
1,25
2,00 „
0,25—0,30 ч.
А, С « е и і е г, 1>е Гопсіезг ев теіапх, р, 45-
_ 360 —
Г, Для вещей средняго размѣра, формуемыхъ въ сыромъ пескѣ:
стараго песку 8,50 ч. пли стараго песку 7,00 ч.
Ко 3 7,00 г Ла 3 3,50 ѵ
ЛЬ 5 2,50 г Л? 5 2.00 ч
каменнаго угля 2,00 каменнаго угля 2,00 р
Первая смѣсь назначается для болѣе мели ихъ пр ед ме тонъ, втор ая—для
болѣе крупныхъ.
Д, Песокъ для формовки башмаковъ подъ рельсъ; и др. тому подоб-
ныкъ предметовъ: стараго пеону 4 чй идя стараго всску 4 ч.
Л* 2 4» ,Ѵ 2 2 .
А* 4 2 .. К> 4 2 .
Л” 5 з . М 5 2 „
каменнаго угля 1 каменнаго угля 1—2 ч.
Е. Смѣсь для формовки трубъ:
стараго пескѵ 6 ч, иля стараго песку 5,0—6,00 ч.
3 4 . № 4 0,00 -і.
№ 5 2 г. № 6 2,00 т
каменнаго угля 1 т иногда глины 0,15 „
Ж, Составъ для формовку орнаментовъ въ сыромъ пескѣ:
стараго песку 4 ч. или стараго меску 4 ч.
№ 4 4 г Й 3 «V*
№ 5 2 * А* 5 2 7г
каменнаго угля 0,75 ч, каменнаго угля 3 71
216- Раздѣлительный лесокъ. Совершенно чистый песокъ, почти
неимѣющій вязкости, употребляется въ литейномъ дѣлѣ для посыпанія
поверхностей раздѣла, чтобъ онѣ не слипались между собой и легко
отдѣлялись при разнятіи формъ. Для посыпанія моделей Раііаіпо! С*
635 ВгоасКѵау Л? 5. предлагаетъ Рагіашоі, которымъ посыпаются модели,
для легкаго ихъ выниманія, I. А. 674 —14—9—05.
Для той же цѣли можетъ употребляться формовочная земля, счи-
щаемая щетками съ отлитыхъ издѣлій, Въ этой землѣ глина вся выго-
рѣла и остается песокъ, не имѣющій цѣпкости Раздѣлительный песокъ
долженъ быть просѣянъ черезъ самое мелкое сито.
217. Масса. Подъ такимъ названіемъ извѣстенъ въ нѣмецкихъ ли-
тейныхъ формовочный матеріалъ, представляющій смѣсь огнеупорной
ілины съ кварцемъ, графитомъ или к&ксомъ. Глина при сильномъ на-
грѣвѣ сжимается и даетъ трещины. Для предупрежденія этого къ ней
н примѣшиваютъ тѣла, почти пе измѣняющіяся подъ дѣйствіемъ высо-
кой температуры. Чѣмъ больше будетъ примѣшано къ глинѣ такого
огнеупорнаго тѣла, тѣмъ менѣе опа будетъ имѣть возможность сжаться
при нагрѣваніи, а вслѣдствіе того и трещинъ на ея поверхности полу-
чится меньше, такъ какъ трещины и являются вслѣдствіе сжатія. Огне-
упорный матеріалъ, распредѣленный равномѣрно по всей массѣ глины:
оставаясь неизмѣннымъ, при сокращеніи глины вызоветъ въ ней гро*
— 361 —-
ладное число мельчайшихъ трещинъ, которыя, будучи весьма малы по
своей величинѣ, не представляютъ опасности для прочности массы* въ
то же время дѣлаютъ ее болѣе пористой и, слѣдовательно, увеличи-
ваютъ ея способность просыхать.
Приготовленная такимъ образомъ масса все-таки не годится для
формъ, подверженныхъ очень высокой температурѣ, какъ это бываетъ,
папр,, при отливкѣ стали. Для такихъ формъ массу главнымъ образомъ
составляютъ изъ мелко истолченныхъ старыхъ огнеупорныхъ кирпичей,
старыхъ тиглей, примѣшивая сюда немного кокса и добавляя столько
огнеупорной глины, чтобъ она была только связующимъ цементомъ,
ІІапр., масса составляется такимъ образомъ: 4 частя старыхъ тиглей,
3 частя старыхъ огнеупорныхъ кирпичей и 2 части огнеупорной
глины.
Въ этой смѣси главная масса матеріала хорошо обожжена и по-
тому не даетъ трещинъ при отливкѣ.
Въ чугунполитейпыхъ температура расплавленнаго металла не столь
велика, и потому здѣсь массой въ большинствѣ случаевъ называютъ
смѣсь жирныхъ формовочныхъ песковъ съ огнеупорными матеріалами:
кварцемъ или графитомъ. Такая масса совершенно не плавится подъ
дѣйствіемъ жидкаго чугуна, но вслѣдствіе большого содержанія глины
пористость ея очепь мала, и потому масса должна подвергаться усилен-
ной сушкѣ. Высушенная масса представляетъ изъ себя очень плотное,
прочное тѣло, способное гораздо лучше сопротивляться разрушительному
дѣйствію расплавленнаго металла, чѣмъ обыкновенный формовочный
песокъ.
Мирный формовочный песокъ, который тоже сушится, во не такъ
сильно какъ масса, занимаетъ среднее мѣсто между массой и сырымъ
пескомъ.
Вслѣдствіе большого содержанія глины масса имѣетъ много пре-
имуществъ какъ формовочный матеріалъ передъ сырымъ пескомъ* Въ
сыромъ состояніи она пластичнѣе, и потому изъ нея легче приготовлять
форму; высушенная* какъ уже сказано7 она представляетъ изъ себя
очень твердый матеріалъ, хорошо сопротивляющійся внутреннему давле-
нію и механическому дѣйствію чугуна, если послѣдній втекаетъ въ форму
съ большой скоростью или падаетъ па ея поверхность съ большой вы-
соты. Она почти совершенно не пригораетъ къ чугуну, и потому по-
верхность отливаемой вещи получается красивѣе* Вслѣдствіе того* что
масса менѣе теплопроводна, металлъ въ формѣ, приготовленной изъ
массы, не такъ скоро остываетъ, и всѣ газы успѣваютъ изъ него выйти,
прежде чѣмъ металлъ достаточно затвердѣетъ. Чугунъ* какъ извѣстно,
при медленномъ остываніи даетъ меньшую усадку, вслѣдствіе этого от-
ливки получаются болѣе плотными, безъ раковинъ, съ меньшими внут-
ренними напряженіями и т, ш
Но приготовленіе формъ изъ массы обходится гораздо дороже,
чѣмъ приготовленіе изъ песка, и потому къ такимъ формамъ прибѣгаютъ
только въ исключительныхъ случаяхъ: если отливку нужно получить
— У152 —
особенно плотной* если давленіе внутри формы слишкомъ велико* если
температура чугуна при отливкѣ должна быть высока. Въ нѣкоторыхъ
случаяхъ только часть формы приготовляютъ изъ массы.
Нѣкоторыя земли, находящіяся въ природѣ; близко по своему со-
ставу подходятъ къ массѣ, въ большинствѣ же случаевъ массу соста-
вляютъ въ литейныхъ, смѣшивая жирные пески съ кварцемъ* графитомъ
или коксомъ. Послѣ каждой отливки масса становится болѣе тощей,
т, к глина теряетъ свои связующія свойства, и прежде чѣмъ массу
можно слова пускать въ формовку, къ лей нужно прибавить свѣжаго
жирнаго песку или глины.
Составъ массы прямо зависитъ отъ требованій, которыя предъ-
являются ей; чѣмъ больше масса содержитъ глины, тѣмъ опа прочнѣе,
но тѣмъ лучше она должна быть просушена, а при этомъ масса усы-
хаетъ, слѣдовательно, форма измѣняетъ свои размѣры* Это обстоятель-
ство надо имѣть въ виду при изготовленіи формъ* Если масса приго-
товлена не особенно огнеупорной, то къ ней примѣшиваются вещества,
уменьшающія ея способность сплавляться съ чугуномъ: но въ данномъ
случаѣ примѣшивать каменный уголь нельзя, такъ какъ масса не обла-
даетъ достаточной пористостью, чтобъ отводить выдѣляющіеся изъ угля
газы. Обыкновенно для этой цѣли, вмѣсто каменнаго угля, примѣшиваютъ
коксъ или древесный уголь, которые оказываютъ то же дѣйствіе, но въ
болѣе слабой степени. Нужно помнить, что чѣмъ больше такихъ при-
мѣсей, тѣиъ болѣе тощей, а, слѣдовательно, и менѣе прочной будетъ
масса*
218. Глина. Подъ этимъ названіемъ подразумеваютъ въ литейныхъ
очень жирный песокъ, смѣшанный съ различными ормническилш вещо
сололшм, навозомъ* шерстью. мякиной и т* и* Всѣ эти веще-
ства примѣшиваются съ тою же цѣлью, какъ и огнеупорныя вещества
примѣшивались къ массѣ, т*-е. уменьшить склонность глины при про-
сушкѣ давать трещины* Примѣшивать въ данномъ случаѣ неорганическія
вещества нельзя, такъ какъ глина имѣетъ и безъ того достаточную при-
мѣсь песку, и потому можетъ оказаться слишкомъ тощей. Органическія
же вещества* будучи примѣшаны къ глинѣ* при сушкѣ разлагаются, от-
части улетучиваются и образуютъ при этомъ изъ глины пористую массу,
которая можетъ усѣ дать, не давая трещинъ. Навозъ примѣшивается въ
большомъ количествѣ, отъ “Д до равнаго ко объему количества глины*
Навозъ сначала просушивается въ сушилкѣ, просѣвается черезъ сито съ
отверстіями въ 6 мм, и затѣмъ хорошо перемѣшивается съ глиной еще
въ сухомъ видѣ. Для очень тонкихъ работъ, вмѣсто конскаго навоза,
примѣшивается коровій навозъ или шерсть. Все это смѣшивается вмѣстѣ
съ обильнымъ количествомъ воды, такъ что смѣсь получается въ видѣ
густого тѣста. Въ этомъ отношеніи глина совершенно отличается отъ
массы и формовочнаго песку, которые смачиваются водой лишь настолько,
чтобъ получить извѣстную пластичность, но къ рукѣ, напр., оии со-
всѣмъ не должны приставать, глина же липнетъ къ поверхности, па
которую она наложена.
— 303 —
Примѣсь конскаго навоза, кромѣ того, что сообщаетъ глинѣ пори-
стость, сообщаетъ ей также и большую крѣпость. Поэтому навозъ иногда
прибавляютъ и въ массу, если опа тоща и желаютъ сообщить ей боль-
шую прочность.
Для того, чтобъ глина получилась хорошаго качества, ее нужно
хорошо перемѣшать съ навозомъ; вполнѣ достичь хорошаго перемѣшива-
нія на машинахъ довольно трудно, и потому въ нѣкоторыхъ исключи*
тельныхъ случаяхъ прибѣгаютъ къ перемѣшиванію руками или ногамщ
при чемъ рабочій долженъ переворачивать ее особымъ образомъ.
Въ литейныхъ употребляютъ два сорта глины: одинъ—болѣе жир-
ный, съ большимъ содержаніемъ глины, который даетъ болѣе прочныя
формы, по требуетъ и болѣе продолжительной просушки; другой же
сортъ ідинъ^ болѣе тощій, — стержневая глина, сохнетъ она быстрѣе,
зато яе даетъ такихъ прочныхъ формъ.
Такъ какъ глина смѣшивается въ видѣ густого тѣста, то она является
очень пластичнымъ матеріаломъ, очень удобнымъ для формовки при помоши
шаблоновъ, дѣйствіе которыхъ состоитъ въ приглаживаніи поверхностей,
и для такою способа формовки почтя исключительно и употребляется.
Для окончательнаго приглаживанія шаблономъ та же глина разво-
дится болѣе жидко и намазывается па поверхность кистью.
219. Припылъ. Чтобъ еще больше предохранять внутренность
формы отъ дѣйствія расплавленнаго металла и не позволить формовоч-
ному матеріалу пригорать къ чугуну, внутренность формы, если послѣд-
няя наполняется в сыромъ состояніи, покрывается тонкимъ слоемъ
такъ наз. припыла. Наиболѣе употребительнымъ припыломъ является
древесный уголъ. Уголь лиственныхъ породъ (березовый или ольховый)
вслѣдствіе своей структуры даетъ болѣе красивую поверхность литью,
чѣмъ уголь хвойныхъ породъ. Для припыла уголь измельчается въ по-
рошокъ, при этомъ лучше его толочь * а не молотъ, такъ какъ моло-
тый уголь болѣе липкій, и потому во время приглаживанія поверхности
формы онъ пристаетъ къ инструментамъ, оставляя поверхность формы
непокрытой. Объясняется это особой формой частичекъ угля, которыя
получаются при томъ и другомъ способѣ измельченія: частички молотаго
угля подъ микроскопомъ представляются въ видѣ иголокъ, частички же
истолченнаго угля—въ видѣ крупинокъ. Мелко истолченный уголь на-
сыпается въ полотняный мѣшечекъ; ври встряхиванія послѣднимъ п&дъ
формой выходящая изъ него угольная пыль садится на сырыя стѣнки
формы и сейчасъ же пристаетъ къ ивмъ. Припыленная углемъ поверх-
ность обыкновенно не приглаживается, такъ какъ припылъ легко при-
стаетъ къ инструменту; если жё желаютъ его сильнѣе прижать къ по-
верхности формы, то послѣ того какъ форма припылена, въ нее вкла-
дываютъ снова модель и ею прижимаютъ припылъ. Соприкасаясь съ
расплавленнымъ чугуномъ, припылъ сгораетъ, образуя изолирующій слой,
газа между поверхностью формы и металломъ.
Иногда ради экономіи употребляютъ вмѣсто древеснаго угля при-
пылъ, составленный изъ смѣси кокса и глины. Одинъ коксъ употреблять
— 3(>і
нельзя, такъ какъ онъ недостаточно гигроскопиченъ и не пристаетъ къ
сырымъ стѣнкамъ формы, слѣдовательно, при наполненіи формы метал-
ломъ смывается прочь. Чтобъ увеличить гигроскопичность припыла и
заставить его болѣе прочно держаться па стѣнкахъ формы, къ коксу п
примѣшиваютъ глину. Такой припылъ все-таки держится менѣе прочно
на поверхности формы, чѣмъ припылъ изъ древеснаго угля, и но даетъ
такой красивой поверхности литью.
Наконецъ, иногда какъ припылъ употребляется мелко истолченный
графитъ. Онъ очепъ огнеупоренъ, н потому почти не подвергается дѣй-
ствію расплавленнаго чугуна, но недостатокъ графита въ томъ, что онъ
недостаточно прочно держится на поверхности формы, можетъ легко
смываться металломъ, а кромѣ того при приглаживаніи опъ проникаетъ
въ поры песка, закупориваетъ ихъ и такимъ образомъ поверхность формы
дѣлаетъ менѣе проницаемой для газовъ.
За границей существуютъ цѣлые заводы, спеціально занимающіеся
приготовленіемъ припыловъ, наиболѣе соотвѣтствующихъ для различныхъ,
случаевъ литейной практики.
220* Формовочныя черни ЛЯ» Назначеніе ихъ то же, что и при*
пыла: покрывать изолирующимъ слоемъ внутренность формы и тѣмъ
предупреждать пригораніе формовочнаго матеріала къ чугуну. Формовоч-
ныя чернила употребляются для сухихъ формъ, такъ какъ на совер-
шенно сухой поверхности припылъ держаться не можетъ. Составляются
они обыкновенно изъ смѣси графита, древеснаго угля и глины, совер-
шенно жидко размѣшанныхъ въ чистой водѣ или водѣ, содержащей еще
другія примѣси (муку, патоку, пиво). Чѣмъ больше въ чернилахъ гра-
фита, тѣмъ стойче они получаются противъ дѣйствія жара: глина является
связующимъ цементомъ для отдѣльныхъ частичекъ графита; древесный
уголь ври накаливаніи выгораетъ, отчасти улетучивается и дѣлаетъ изо-
лирующій слой легко проницаемымъ для газовъ, безъ зтого подъ давле-
ніемъ газовъ изолирующій слой чернилъ могъ бы отвалиться отъ по-
верхности формы и испортить отливку. Чернила приготовляются совер-
шенно жидкія,—немного жиже сиропа, наносятся на поверхность формы
при помощи кисти и послѣ просушки представляютъ очень прочный
изолирующій слой. Толщина слоя должна быть тѣмъ больше, чѣмъ мас-
сивнѣе отливается вещь, чѣмъ, слѣдовательно, болѣе продолжительному
дѣйствію жара должна противостоять поверхность формы. Вмѣстѣ съ
толщиной слоя чернилъ должно увеличиваться и содержаніе въ нихъ
древеснаго угля,, чтобъ слой получился по возможности пористымъ-
Иногда вмѣсто угля къ водѣ прибавляютъ различныя соли, напр.
нашатырь, или берутъ воду, настоянную на навозѣ, который тоже
содержитъ въ себѣ амміачныя соли, или, наконецъ, вмѣсто воды
разводятъ чернила на кисломъ пивѣ, содержащемъ въ себѣ органиче-
скія вещества. Всѣ органическія вещества при накаливаніи улетучи-
ваются и дѣлаютъ изолирующій слой пористымъ, слѣдовательно, легко
проницаемымъ для газовъ. Иногда связующимъ элементомъ употреб-
ляютъ патоку, при нагрѣваніи патока тоже улетучивается и даетъ
М5 —
пористый слой, въ этомъ случаѣ содержаніе глины можетъ быть
уменьшено.
Чтобъ оказывать надлежащее дѣйствіе чернила должны быть хо-
рошо перемѣшаны, переливая изъ одного сосуда въ другой. Лучше чер-
нила приготовить за день пли за два до употребленія, тогда въ нихъ
могутъ осѣсть очень тяжелыя примѣси,
221. Чугунъ. Какъ матеріалъ для приготовленія формъ издавна
примѣняется въ тѣхъ случаяхъ, когда желали получить закаленную
поверхность издѣлія, (См, отливка закаленныхъ издѣлій.)
Въ послѣднее время нашлп способъ отливать въ чугуппыхъ фор-
махъ и мягкія издѣлія, безъ закала; такъ что теперь чугунныя формы
примѣняются во многихъ случаяхъ при массовомъ производствѣ. (См. от-
ливка въ чугунныя формы,)
Машины для приготовленія формовочныхъ
матеріаловъ.
Какъ мы видѣли, всѣ формовочные матеріалы представляютъ смѣси
различныхъ тѣлъ, и для того, чтобъ вполнѣ удовлетворять литейнымъ
цѣлямъ, всѣ составныя части формовочныхъ матеріаловъ должны быть
измельчены до надлежащей степени, затѣмъ хорошо перемѣшаны и про-
сѣяны, Производить всѣ эти операціи ручнымъ способомъ потребовало
бы слишкомъ много времени, да и работа обошлась бы дорого, поэтому
въ хорошихъ литейныхъ для указанной цѣли устанавливаются особыя
машины, къ описанію которыхъ мы теперь и перейдемъ,
222,.Сушилки, Песокъ для того, чтобы быть хорошо размельчен-
нымъ и отсѣяннымъ, долженъ быть сухъ. Во многихъ литейныхъ сушка
песка производится примитивнымъ способомъ, т,-е. оставляя его лежать
на открытомъ воздухѣ. При такомъ способѣ получить равномѣрную,
нужную для надлежащей обработки сухость песка невозможно, а потому
въ болѣе благоустроенныхъ литейныхъ сушку песка производятъ искус-
ственно, помѣщая его въ особыя сушила. Сушку можно производить въ
обыкновенной сушилкѣ, которая имѣется въ каждой литейной, но это
тоже неудобно:—требуетъ много затраты труда и времени,—приходится
распредѣлять песокъ равномѣрнымъ слоемъ па полу сушилки, переверты-
вать его, а кромѣ того и сушилка обыкновенно нужна для другихъ
цѣлей, Въ виду этого для сушки носка устраиваются спеціальныя су-
шилки, въ которыхъ песокъ перемѣщается автоматично. На фиг, 138.
представлена сушилка, исполняемая заводомъ Вабізсііеп МабсЬіпеп&Ъгік»
въ ВигІасЬ’ѣ. Она состоитъ изъ желѣзнаго барабана, вращающагося на
горизонтальной оси. Съ одного конца барабана повѣщенъ очагъ съ
обыкновенной колисниковой рѣшеткой, на которой сжигается топливо:—
продукты горѣнія идутъ черезъ барабанъ п производятъ сушку песка,
который съ того же конца барабана вводится изъ воронки и при помощи
полочекъ, расположенныхъ внутри барабана, перемѣщается вдоль его
— 366 —
оси и вываливается уже высушенный съ другого конца барабана. Кромѣ
того, черезъ барабанъ при помощи вентилятора продувается вмѣстѣ съ
продуктами горѣнія воздухъ, чтобы понизить ихъ температуру, такъ какъ
при очень высокой температурѣ глина, примѣшанная къ песку, теряетъ
свою демептирующую способность и песокъ теряетъ вслѣдствіе этого
пластичность (перегораетъ). Надлежащая температура при сушкѣ не
должна быть значительно выше 100* Ц, Заводъ строить такія сушилки
.для просушки отъ 5000 до 20000 кгр. песка въ день. Для приведенія
ихъ въ движеніе требуется отъ 1э5 до 4 лош, силъ.
На фиг. 147 изображенъ другой типъ сушилки. Описаніе его
помѣщено ниже *).
О Си; также* 5іаЫ ней Ешеи, 244—190ОТ Л 7.
223. Сита. Та къ к а к ъ дл я р аз л и ч і ш хъ ф о | м ъ т р еб у ет ся пе с окъ
различной крупности, то для сортировки необходимо песокъ просѣвать.
Для этой цѣли въ литейныхъ примѣняются особыя механическія сита.
На фнг. 139 представлено вращающееся сито, изготовляемое заводомъ
1\ В* АѴоогі’й Зои», СЬатЬегвЬпг^, Ра. А. V. 8. Каждый изъ бараба-
новъ можетъ легко сниматься и замѣняться другимъ сь сѣткой соотвѣт-
ственной частоты. Другіе заводы строятъ также сата съ колебательнымъ
движеніемъ •’).
Фиг, і;ю.
Послѣ отливки на полу литейной остается много разбрызганнаго
чугуна, который при уборкѣ нужно отсѣять отъ земли. Для этой цѣли
въ нѣкоторыхъ литейныхъ описанныя сита ставятся па телѣжки, дви-
гающіяся вдоль литейной, сито приводится въ движеніе электрамоторош»,
іь передвигаясь въ различныя мѣста литейной, отсѣиваетъ землю *).
Земля.идетъ опять для приготовленія формъ, а чугунъ вывозится прочь
и переплавляется въ вагранкѣ.
Для выгрузки отсѣянныхъ крупныхъ частей, одна изъ сторонъ ба-
рабана откидывается на петляхъ.
Болѣе примитивное устройство состоитъ въ томъ. что на полу
литейной ставится наклонно сито, на которое просѣваемый матеріалъ
бросается лопатой а)т
224. Вращающійся барабанъ (Си, фш\ 150) является отпой
шѣ самыхъ простыхъ машинъ для измельченія каменнаго угля, песка/ яре*.
; (Ж біёя. 57-08.
.;.'.' ^у1: Аі. 'Ж—23—3—05 Оиевмат. сита); А< М; 20 Е—1—06. :
•Г'4- •сѣялки, Сіеъ 2, 271—06.
— 368 -
веснаго угля п т> п. Состоитъ онъ изъ вращающагося вмѣстѣ съ валомъ
чугуннаго барабана отъ 600 мм. до 1000 мм. въ діаметрѣ и 1 000— 1300 мм.
длиной. Для сообщенія движенія барабану на валу насажены холостой
и коронно3 шкивы: внутри барабана помѣщается нѣсколько чугунныхъ
шаровъ или 2 — 3 чугунныхъ валика, діаметромъ около 6—10 мм. Для
засыпки матеріала въ одной изъ плоскихъ стѣнокъ имѣется отверстіе,
закрывающееся крышкой, которая должна какъ-нибудь удобно закрѣ-
пляться. При наполненіи барабанъ поворачивается такъ, чтобы отверстіе
стояло въ верхней половинѣ. Около отверстія, чтобъ матеріалъ не про-
сыпался на полъ, дѣлается желобъ, по которому матеріалъ сыплется
въ особый ящикъ. При вращенія барабана шары или вальцы катятся
по его поверхности п перетираютъ, измельчаютъ находящійся въ ба*
рабанѣ матеріалъ.
Барабанъ обыкновенно заставляютъ дѣлать такое число оборотовъ,
чтобъ па его окружности скорость была въ предѣлахъ оть 1,5 до
2 метровъ. При большихъ скоростяхъ барабана перемалываніе идетъ
уже неравномѣрно.
Для приведенія въ движеніе такого барабана требуется около
3,х силы. При 12-часовой работѣ достаточно имѣть одинъ барабанъ
для литейной, отливающей въ сутки
отъ 4000 до 5000 кгр.
Заводъ Еѵапз & Со для той же
цѣли изготовляетъ машину, представлен-
ную на фиг. 140, въ которой измель-
ченіе производится чугунными шарами,
приводящимися въ движеніе отъ верти-
кальнаго вала. Для выемки размельчен-
наго матеріала внизу имѣется отверстіе.
Машины строятся двухъ размѣровъ:
меньшій имѣетъ діаметръ чаши 625 мм.,
глубину—350 мм., діам. шаровъ 200
мм.; большій размѣръ имѣетъ діам.
чаши §50 мм., глубину 510 мм. и
діам. шаровъ 250 мм.
имѣется почти въ каждой литейной, и
работы по изготовленію формовочныхъ
матеріаловъ, какъ-то: молоть уголь, измельчать песокъ, разминать глину,
перемѣшивать глину съ навозомъ и т, п.
Устройство бѣгуновъ представлено на фиг. 141 —143. Машина
состоитъ шъ чаши, внутри которой помѣщаются дна бѣгуна. Можно
или заставить бѣгуны ходить кругомъ чаши, или же бѣгуны дѣлать
съ неподвижной осью, а заставить вращаться чашу (фиг. 143). Оддо-
ентельное движеніе въ обоихъ случаяхъ получится одно и то же, но
второе устройство безопаснѣе и удобнѣе для рабочаго/ такъ какъ при
подвижныхъ бѣгунахъ послѣдніе очень легко могутъ наскочить на ра-
бочаго. насыпающаго или поправляющаго матеріалъ въ чашѣ, и вообще
Фиг. 110,
225. Бѣгуны. Эта машипа
на ней можно производить
— 369 —
мѣшаютъ работѣ; во второмъ случаѣ этого не происходить При не-
подвижной чашѣ въ днѣ ея дѣлается отверстіе, черезъ которое мате-
ріалъ можетъ автоматически выгребаться вопъ изъ чаши двигающимися
сі ребалками* Нъ нѣкоторыхъ случаяхъ, при размѣшиваніи сухого мате-
ріала, это, пожалуй, можетъ имѣть нѣкоторое преимущество передъ
выниманіемъ матеріала лопатой изъ вращающейся чаши. Но въ боль-
шинствѣ матеріалъ переминается настолько вязкій, что вынуть его
лопатой можно гораздо скорѣе, и потому въ этомъ отношеніи вращаю-
щаяся чаша удобнѣе. Какъ передается движеніе бѣгунамъ въ томъ и
другомъ случаѣ, ясно видно изъ чертежа* Если чаша неподвижная, то
опа можетъ быть отлита въ видѣ плиты, которая клюется на кирпич-
ную кладку, и кругомъ ея дѣлается бортикъ, не позволяющій матеріалу
расползаться въ стороны. Если чаша вращается, ее лучше отливать
изъ чугуна дѣльной. Сами бѣгуны отливаются тоже чугунными и очень
рѣдко стальными* Такъ какъ поверхность бѣгуновъ истирается, то лучше
по окружности надѣвать па нихъ толстыя кольца, которыя время отъ
времени смѣняютъ, средняя же часть остается безъ перемѣны. При
работѣ бѣгуновъ подъ нихъ можетъ попасть камень, или вообще слой
земли можетъ оказаться неравномѣрнымъ, вслѣдствіе чего бѣгуны будутъ
подскакивать, поэтому соединеніе оси, на которой насажены бѣгуны,
съ центральнымъ валомъ должно быть удобоподвижио и позволять ка-
24
ждому бѣгуну отдѣльно перемѣщаться въ вертикальномъ направленіи.
Бѣгуны лучше дѣлать съ цилиндрической поверхностью) или въ видѣ
конѵсонъ съ вершинами, обращенными отъ вертикальной оси, такъ какъ
при этомъ, кромѣ катящагося движенія, они проявляютъ еще и сколь*
женіщ вслѣдствіе чего матеріалы лучше перетираются и перемѣшиваются.
Для пер е иѣ ш шъш І я пе с ка съ г л и по й у п о т р е б ля ют ся б ѣгу и ы, п а о б р а *
жешше на фиг. 142. Такіе бѣгуны прекрасно перемѣшиваютъ песокъ,
но въ то же время не перетираютъ его, что при работѣ по глинѣ
очень важно. Около бѣгунокъ устраиваются скребки, которые посто-
янно подводятъ матеріалъ подъ бѣгуны и такимъ образомъ способ-
ствуютъ лучшему ихъ дѣйствію. Хорошо яти скребки закрѣплять такимъ
образомъ, чтобъ можно было мѣнять ихъ уголъ наклона, а также уста-
!>
Фш\ 142.
лавливать выше и ниже, сообразуясь съ толщиной слоя и родомъ
матеріала, который перерабатывается на бѣгунахъ.
Вѣсъ бѣгуновъ дѣлается обыкновенію отъ 500 до 1000 кгр.
Болѣе тяжелые бѣгуны неудобны, такъ какъ окн перетираютъ песокъ
въ пыль и дѣлаютъ непригоднымъ его для литейныхъ цѣлей. Чаша
дѣлается діаметровъ отъ 1500 до 2500 мм.» а иногда и больше. Число
оборотовъ ояояо 15 — 25 въ минуту, чтобы окружная скорость бѣгуна
получалась около 3,5 метр. въ сек. Работа, потребная для приведенія
въ движеніе бѣгуновъ,— около 4—5 силъ, а иногда доходитъ и до 10>
Такая машина можетъ удовлетворять всѣмъ потребностямъ литейной»
отливающей въ сутки около 4000 кгр. Если же на бѣгунахъ раз*
называются только песокъ и уголь, то одной машины достаточно
для литейной съ производствомъ въ 12000 и даже 15000 кгр» въ
сутки.
226- Толчея» Какъ было сказано, древесный уголь для припыла
лучше толочь; съ этой цѣлью въ небольшихъ литейныхъ ставится чу-
371
аупная ступа съ ручнымъ пестомъ, подвѣшеннымъ па иружшіѣ, такъ
что рабочему приходится только растягивать пружину. двигая постъ
внизъ- Въ большихъ литейныхъ, гдѣ спросъ на уголь большойдолжна
быть поставлена толчея съ движеніемъ отъ привода. Все устройство
состоитъ изъ ящика, въ которомъ помѣщается нѣсколько пестовъ изъ
дерева съ чугунными башмаками. Дно ящика должно быть чугунное,
♦стѣнки же могутъ быть деревянными. Для болѣе удобнаго выниманія
чіе ре работай наго матеріала стѣнки передъ ступами должны отниматься.
Приводятся ступи въ движеніе при помощи нхіа съ насаженными на
него пальцами. Въ такихъ толчеяхъ, кромѣ угля, могутъ измельчаться
Я другіе матеріалы.
227. Дезинтеграторъ* Въ современныхъ литейныхъ для иахель-
чеиія. а главное для перемѣшиванія матеріаловъ большое распро-
страненіе получилъ дезинтеграторъ, впервые предложенный Карромъ и
.для литейной примѣненный Шютце, Устройство его представлено на
^иг. 144, Состоитъ дезинтеграторъ изъ вертикальнаго вала, па кото-
24*
— 372 —
перекшгутаго черезъ шкивъ т сидящій
ромъ насаженъ горизонтальный дискъ» Въ дискѣ по копцептрпческвмъ
окружностямъ насажены штифты. Въ дезинтеграторѣ, изображенномъ
на рисункѣ, такихъ штифтовъ имѣется 162, длина ихъ 57 мм., діа-
метръ 13 мм^ приготовлены опи изъ стали. Надъ дискомъ расположена
круглая плита съ отверстіемъ посерединѣ, отъ котораго идетъ воронка.
Дискъ приводится вь быстро вращательное движеніе при помощи ремня,
на нижнемъ концѣ вала. Валъ
дѣлаетъ отъ ІОСЮ до 1200
оборотовъ въ минуту. Мате-
ріалъ, подлежащій перемѣши-
ванію иди измельченію, насы-
пается въ воронку; попадая на
вращающійся дискъ, онъ вслѣд-
ствіе центробѣжной силы раз-
брасывается въ стороны, пра
чемъ на своемъ пуги встрѣчаетъ
движущіеся съ большой ско-
ростью штифты^ которые, уда-
ряя по немъ, измельчаютъ или,
если нужно, перемѣшиваютъ
матеріалъ. Выйдя изъ диска г
матеріалъ ударяется о каучу-
ковыя цилиндръ, прикрѣплен-
ный къ верхней чугунной плитѣ„
и собирается въ видѣ кольце-
вой насыпи вокругъ машины.
Чтобъ измельченный матеріалъ
не попадалъ па ремень. послѣд-
ній защищенъ тономъ желѣз-
нымъ желобомъ. Для болѣе
удобной очистки диска отъ круп-
ныхъ кусковъ камня или же-
лѣза, которые иногда застре-
ваютъ между штифтами, верх-
няя чугунная плита прикрѣпле-
на къ общей станинѣ машины
удобонодвижно, такъ что, от-
вернувши только одну гайку,
о болта и очистить дискъ, за-
тѣмъ ее такъ же легко закрыть, не останавливая надолго машину.
Дезинтеграторъ замѣчательно хорошо перемѣшиваетъ и разрыхляетъ
формовочные матеріалы, что очень важно для полученія хорошаго
литья; этому обстоятельству и нужно приписать то, что дезпнтв'
граторъ нашелъ себѣ большое распространеніе. Матеріалъ къ ко-
нусу можетъ приводиться или механическимъ способомъ шей закиды-
ваться прямо лопатой рабочими, но при этомъ матеріалъ нужно пре-
Фиг, 144.
ее можно повернуть на шалнерѣ
дварпгельпо перемѣшать, чтобъ въ машину одновременно попадали над-
лежащія порціи всѣхъ матеріаловъ, входящихъ въ составъ смѣси. При
этомъ нужно наблюдать за тЬмъ, чтобъ конусъ не былъ совершенно
заполненъ матеріаломъ, такъ какъ въ этомъ случаѣ черезъ дезинтегра-
торъ все время проходитъ токъ воздуха, разрыхляющій формовочный
матеріалъ и тѣмъ улучшающій его качества. Формовочный матеріалъ на
этой машинѣ перерабатывается въ сыромъ состояніи. Работа, потребная
для приведенія въ движеніе дезинтегратора, 6 — 7 силъ. При размѣрахъ
ыааднны, представленныхъ па
около тонны формовочнаго
шатеріала въ часъ. Стои-
мость приготовленія формо-
вочной земли па дезинте-
граторѣ обходится разъ въ
10 —12 дешевле по сравне-
нію съ приготовленіем7> зем-
ли ручнымъ способомъ *).
228* Глиномялка Шли-
аэйзена (фиг. 145). Эта о-
тпина спеціально назначена
для перемѣшиванія глины въ
кирпичномъ производствѣ; но
чю употребляется часто также
и въ большихъ литейныхъ,
гдѣ приходится перемѣши-
вать много глины съ наво-
зомъ. Устройство ея очень
просто: состоитъ она изъ
немного коническаго сосуда,
обращеннаго вершиной кни-
зу; въ серединѣ сосуда вра-
щается валъ съ насаженными
на немъ ножами, располо-
женными по винтовой линіи,
такъ что при своемъ враще-
ній ножи мнутъ глину и заставляютъ
забрасывается въ верхнюю часть, внизу въ болѣе узкомъ
имѣется другое отверстіе черезъ которое выходитъ уже промятая
чертежѣ, она въ состояніи переработать
Фиг, 145.
ее двигаться книзу.
Глина
концѣ
глина.
9 Вгзу & С* лдя см.Ьщнвавія и очистка песка предлагаетъ вращающуюся
{1000 обор.) стальную щетку, которая захватываетъ аесокъ язь воронки и бросаетъ
сто. Прв этомъ происходятъ перемѣшоавіе песка и отбрасываніе болѣе тяжелыхъ
частей. Гоаиігу здри 42—09. Са, также маіпянѵ діл смѣшиванія песка Р. Е.
437-^4^04,
Маш и на для разрыхленія вынутаго изъ опокъ носка — I. X 477—23—Я—06.
ЗЙосЪат Ношо^енепз) Міхег С*., Річііот О. выпустила машины для аеремѣшя-
ваяй аеску, сложеннаго въ вучн (вмѣсто лопать). — Песокъ схіадываетеж слоями и
жапЕияа отрѣзаетъ понемногу" слои и свѣшиваетъ кукн.—Въ ІО час. тшд мшина
№етъ переработать 100 кутъ, длиной въ 60 фут. каждая. — Гошкігу 133—10—06,
— 374 —
Если ври одномъ проходѣ глина промнется недостаточно, ее пропуска-
ютъ второй разъ. На приведеніе такой машины въ движеніе тратится;
4—5 силъ. Ей сообщается около 60 оборотовъ въ минуту, и въ часъ
она можетъ переработать отъ 1,5 до 2 куб. метр, глины.
229. Комплектъ машинъ Всѣ описанные аппараты составляютъ
обычное оборудованіе литейныхъ заводовъ. Но, работая отдѣльно, подъ
надзоромъ различныхъ рабочихъ, они не даютъ вполнѣ совершеннаго
продукта. Кронѣ того, при передвиженіи матеріала отъ одной мэшитш
къ другой затрачивается много работы и времени. Въ виду этого въ
современныхъ литейныхъ всѣ машины для приготовленія формовочнаго
песку выдѣляютъ въ отдѣльную группу, ставя ихъ подъ надзоръ отдѣль-
ныхъ спеціальныхъ рабочихъ и располагая такъ относительно другъ другат
чтобы приходилось возможно меньше
Фиг 1 Ш.
затрачивать работы и времени для
перемѣще в і я матеріаловъ. Такое
спеціальное устройство для приго-
товленія формовочнаго песка дало
возможность получать матеріалъ
очень хорошаго качества в при-
томъ по сравнительно недорогой
цѣнѣ, что особенно важно лр&
машинной формовкѣ въ массовомъ
производствѣ.
На фиг. 146 представлена
схема комплекта машинъ и послѣ-
довательныхъ операцій при изго-
товленіи формовочнаго песка.
Какъ видно свѣжій песокъ
(1) прежде всего поступаетъ въ
сушилку (2), гдѣ онъ просуши-
вается. Просушенный песокъ, по-
ступаетъ на сито (3), которсю
отсѣиваетъ достаточно мелкій йе-
на бѣгуны (4), которые его
пшвается затѣмъ съ ранѣе
сокъ, а болѣе крупный поступаетъ
размельчаютъ. Размельченный песокъ смѣ-
отсѣянпымъ пескомъ. Въ дальнѣйшемъ къ
песку прибавляется уголь (6), размолотый на мельницѣ (5); старый пе-
сокъ (7) поступаетъ на вальцы (8), которые раздробляютъ слишкомъ
крупные куски: раздробленный такимъ образомъ старый формовочный^
песокъ пропускается черезъ магнитный сепараторъ (9), который отдѣ-
ляетъ изъ песка примѣшанныя къ нему металлическія части (гвозди*
жеребейки, брызни чугуна и т. л.) (10); отдѣленный же отъ металли-
ческихъ частей песокъ поступаетъ па сито (11), которое отсѣиваетъ
отъ него Крупные перазмельченные куски и камешки (12)т а отсѣян-
ный старый песокъ смѣшивается со свѣжимъ и вся смѣсь поступаетъ
въ мѣшалку (13). гдѣ все хорошо перемѣшивается и при помощи осо-
баго приспособленія увлажняется, послѣ чего ася смѣсь поступаетъ
яъ дезинтеграторъ (14), для еще лучшаго перемѣшиванія и разрых-
леніе чтобы сообщить готовому формовочному песку (1 о) большую
рыхлость и пористость.
Въ дальнѣйшемъ будутъ описаны машины, входящія въ составъ
подобнаго устройства, изготовляемыя заводомъ Ѵегеіпщіеп $сЬшіг^сі -
ішй МайсІнпепГаЬгікеп Л, ()>, Наппоѵег—Наіпйоіх.
Фиг. 117.
На фиг. 147 представлена сушилка, состоящая изъ вертикально
цилиндра въ цоколѣ котораго помѣщается топка (обыкновенная ко-
лоспиконая рѣшетка). Внутри цилиндра вращается вертикальный валъ
съ прикрѣпленными къ нему дисками; между подвижными дисками
помѣщаются диски пеподиижные. Сбоку цилиндра находится элеваторъ»
376 —
состоящій изъ безконечнаго ремня. съ прикрѣпленными къ нему коя-
шами.
Эти ковпш высыпаютъ песокъ въ верхнюю часть цилиндра, откуда
песокъ постепенно передопгается внизъ, пересыпаясь съ одного диска на
Фаг. В*.
Фа г. 149,
вс т р ѣ ч но мъ д в и.жея і и
другой, чему способствуютъ особыя лопаточки, прикрѣпленныя къ
дискамъ- Горячіе газы двигаются навстрѣчу падающему песку, пропзво-
дятъ еп> высушиваніе. а затѣмъ
трубой отводятся прочь. При
такомъ
газовъ происходитъ системати-
ческое высушиваніе песка, т.-е.
газы, по мѣрѣ того какъ они
охлаждаются и насыщаются па-
рами, встрѣчаютъ болѣе холод-
ный и болѣе сырой песокъ.
На фигт 148— 9 представ-
лены бѣгуны съ ситомъ. Нераз-
молитый песокъ оленята ромъ с
подается въ сито а и здѣсь от-
сѣивается достаточно мелкій пе-
сокъ. который п поступаетъ въ
сборныя .ящикъ болѣе же
крупны Й и е сокъ, нодл е жа щш
измельченію, сыпется въ бѣгуны,
ими и черезъ задвижку с пересыпается въ желобъ съ
впитомъ <7Т который крупный размельченный песокъ снова
элеватору с и къ опту Такимъ образомъ движеніе
пока онъ не
размазывается
архимедовымъ
подводитъ къ
песжа происходитъ автоматично, пока онъ не будетъ измельченъ
до желаемой сіенекн, послѣ чего песокъ переходитъ въ ящикъ Ь.
— 377 —
Бѣгуны п остальныя части машины обшиты футляромъ, такъ что
образующаяся при измельченіи пыль не распространяется въ помѣщеніи
литейной.
>*' На фиг, 150—1 представленъ барабанъ для измельченія каменнаго
угля, графита и друг. примѣсей, прибавляемыхъ къ формовочному
песку. Барабанъ состоитъ изъ чугунныхъ плитъ и, на которыя при
вращеніи падаютъ наложенные внутрь барабана чугунные шары и уда-
рами измельчаютъ загруженный въ барабанъ матеріалъ. Загрузка про-
изводится черезъ воронку <1. Измельченныя частички проваливаются че-
резъ отверстія въ плитахъ а и попадаютъ яа грубое сито а про-
сѣянныя черезъ него частички попадаютъ на болѣе мелкое сито с, че-
резъ которое и просѣй ваеггся окончательно измельченный матеріалъ.
378 —
Крупныя частички, оставшіяся между плитами а и ситомъ Ъ* а также
между ситами Ь н е, но особымъ каналамъ выводятся снова внутрь оа-
Фшх 152 — 3 пред- Ф1!Г ь’2'
ставляетъ машину для раздробленія стараго песку и для отдѣленія ме-
таллическихъ кусковъ. Песокъ
черезъ .желобъ Ъ попадаетъ па
н а л ь і{ ы а; подіи и п я г * кп иди о го
изъ вальцовъ удерживаются пру-
жшшш. чтобъ въ случаѣ поиа-
ГанЬі слишкомъ твердаго куска,
валецъ могъ отойти и пропу-
стить кусокъ безъ поломки ма-
шины* Раздробленный песокъ
падаетъ на магнитный сепара-
торъ с *). къ которому прили-
паютъ металлическіе кусочки я
затѣмъ, при вращеніи сонара-
Фкг- тора с счищаются съ него и
Фип Ш.
!) Описаніе адобэ. сепараг. ея. біея. Х.-12І-08; А. М. в1#-И-вд,
падаютъ въ желобъ й, Отдѣленный же отъ металлическиѵк кѵссрнъ
и е с о Н- ъ п о с т ѵ и а е тъ
на сито е., просѣивается и ссыпается жъ мщщщѵ .тля
Фкл Т57
перемѣни дапІя и увлажненія.
На фиг, 154^5 представлена
машина для перемѣшиванія и увлаж-
ненія, Машина пктош.ъ изъ же-
лоба ь внутри котораго вращается
ішлъ съ насаженными па немъ :нж
палками щ Лопатки неремѣи.швал.ѵп,
и въ то же время передкпгая.ггь
песокъ вдоль желоба. Надъ ’жсдп-
бо.мъ посѣщается трубка с съ ш1-
большими отверстіями, шгь которыхъ
вытекаетъ вода для смѣшиванія песка.
Ня фш\ Іаб—7 представленъ
д е з ештеграторъ л.ля неремѣпшвапія.
Фиг, КЛ
Фяг. 153,
а главное для разрыхленія формовочнаго песка, что сообщаетъ ему
особо цѣнное качество—проницаемость для газовъ.
— 380 —
Принципъ устройства этой машины тотъ
же, какъ п описанной
уже на стр. 372, съ
того только разницей,
что здѣсь ось поставлена
горизонтально. Дискъ а
насаже нъ на по л ом ъ
валу с, а дискъ Ь на
поломъ валу <?, Оба вала
вращаются около оси#,
пр и чемъ поя у чаю т ъ
вращеніе въ разныя
стороны ОТЪ ШКИВОВЪ
е и Л
Чтобы съэкопо-
митъ мѣсто, занимаемое
отдѣльныя и маши нам и,
а также получить болѣе
удобное устройство пе-
редачъ и сэкономить на
затратѣ энергіи, иногда
всѣ описанныя машины
соединяются въ одну
сложную машину/ какъ
это пр ед стая л ено н а
фиг. 158 — 9* Здѣсь а—
бѣл у н ы, Ъ—сито, с—
вальцы для измельченія
стараго песка, о?—сито
для стараго песка, е—
дезинтеграторъ, / и д—
элеваторы и архимедовъ
винтъ для перемѣщенія
песка, і—смѣшивающій
и увлажняющій аппа-
ратъ, I- — ящикъ для
угольной пыли.
Подобная машина,
способная переработать
въ часъ 3 куб. метр.
нес ка, зани маетъ всего
площадь 2,5 метр. па
5,5 метр. и 4 метра въ
вы соту; об сл у жив ается
она однимъ человѣкомъ.
Стоимость такой ма-
шины меньше, чѣмъ суммарная стоимость отдѣльныхъ машинъ.
— 381 —
230. Передвиженіе формовочныхъ матеріаловъ- Въ современ-
ныхъ литейпыхъ, помимо усовершенствованныхъ способовъ приготов-
ленія песка, обращаютъ большое вниманіе также па то. чтобы не
заставлять искусныхъ я дорого оплачиваемыхъ литейщиковъ терять
сйпе время па переноску песка, на наполненіе пескомъ формъ и
т, п+ Такія операціи должны производиться или другими болѣе деше-
выми рабочими, или же. еще лучше—автоматично при помощи механи-
ческихъ приспособленій. Бъ нѣкоторыхъ литейныхъ, примѣняющихъ въ
широкихъ размѣрахъ машинную формовку, формовочныя машины ста-
вятся въ рядъ и надъ нами устраивается конвееръ для формовочнаго
песка, яри чемъ отъ коявеера къ каждой машинѣ идетъ особый желобъ.
Такимъ образомъ приготовленный на машинахъ формовочный песокъ
приводится автоматично копвееромъ къ формовщикамъ п черезъ желобъ,
когда нужно, высыпается въ опоку - Подобными устройствами полу-
чается большая экономія па стоимости формовки, такъ какъ формов-
щикъ все свое время тратятъ только на формовку, и потому работаетъ
болѣе производительно *).
Модели и шаблоны,
231. Матеріалъ ДЛЯ моделей *)* Наиболѣе употребительнымъ ма-
теріаломъ для изготовленія моделей служитъ дерево. Оно дешево, удоб-
но для обработки, легко. Къ недостаткамъ его нужно отнести неболь-
шую прочность, способность, усыхая, коробиться, а впитывая влагу,
разбухать и такимъ образомъ измѣнять какъ форму, такъ и размѣры
приготовленной модели. Поэтому деревянныя модели оказываются вполнѣ
практичными только въ томъ случаѣ, если по одной и той же модели
приходится отформовать немного экземпляровъ: если же какой-нибудь
предметъ формуется въ большомъ количествѣ, то для его формовки не-
обходимо приготовить модель изъ болѣе прочнаго матеріала. Такими
матеріалами являются чугунъ, бронза; послѣдняя дорога, и потому
употребляется для мелкихъ моделей: ее предпочитаютъ чугуну въ томъ
случаѣ, когда модель желаютъ болѣе точно отдѣлать инструментами. Чу-
гунъ такой отдѣлкѣ въ мелкихъ отливкахъ поддается съ большимъ тру-
домъ. При исполненіи чугунныхъ и бронзовыхъ моделей нужно ста-
раться получить ихъ возможно легче, для чего они приготовляются
пустотѣлыми, иначе большой вѣсъ при формовкѣ составитъ затрудненіе.
Кромѣ чугуна, модели могутъ быть приготовлены изъ другихъ метал-
ловъ, если это находятъ почему-либо удобнымъ. Очень часто, напр.,
употребляютъ цинкъ, но изъ него можно приготовлять модели самой
простой формы, такъ какъ этотъ металлъ очень непроченъ. Иногда не*
п Описаніе устройствъ дли првготовленія формовочнаго песка и распредѣленія
ого но литейной ем. Д1217—09; Д—1147—12; (діея. 2^—518—09; Сіе®. 2.—49“08;
465—4—09.
См< I. А.Вес. 17—03. Стр. 22 и 30. М. Е.—67—1-05.
— 382 —
дели малыхъ размѣровъ для формовки небольшого числа экземпляровъ
бываетъ удобно приготовить изъ гипса, напр., если приходится спять
копію какой-нибудь существующей детали; тогда съ помощью гипса
очень легко снять съ нея слѣпокъ и въ полученную таківгь образомъ
гипсовую форму отлить гипсовую же модель, по которой и производить
уже формовку.
Прекраснымъ матеріаломъ для изготовленія моделей является сплавъ:
75 7, олова и 25 70 цинка, Опъ очень жидокъ въ расплавленномъ со-
стояніи, поэтому заполняетъ всѣ мелкія детали формы и при затвер-
деніи расширяется. Его не слѣдуетъ перегрѣвать и при отливкѣ не-
обходимо помѣшивать; хорошо обрабатывается рѣзцомъ и не забиваетъ
подпилка.
На нѣкоторыхъ заводахъ для приготовленія моделей употребляютъ
сплавъ алюминія съ 5 <4 мѣди и 5°4 цинка* Модель получается
очень прочная, легкая, слѣдовательно, удобпая для формовки, но обхо-
дится дорого, О пригот. АЕ моделей, ХЕ Е* 894—6 —05, Сплавы для
моделей См, М. Е, 210-2 — 05; 548—4—06; 373—9—07,
На заводѣ Селлерса модели часто приготовляются изъ формовоч-
наго песка, пропитаннаго масломъ. Такая модель по виду не отличается
отъ деревянной и можетъ выдержать до 100 формовокъ* Подробности
<м. А* М* 1045—12—10.
Наконецъ, въ нѣкоторыхъ случаяхъ мелкія модели готовятъ изъ
гуттаперчи* Онѣ очень удобны для формовки, по для своего изготовле-
нія требуютъ спеціальныхъ знаній и приспособленій 1
Изъ дерева для изготовленія моделей главнымъ образомъ употре-
бляется сосна. Сосна дешева, легка, хорошо обрабатывается инстру-
ментами. Еще болѣе дешевымъ матеріаломъ является ель. но послѣдняя
болѣе коробятся и трескается, чѣмъ сосна, и потому менѣе пригодна
для при готовленія моделей. Если ель и употребляется, то только за
недостаткомъ сосны* Сосна получается не особенно чистой въ точкѣ,
въ особенности при исполненіи мелкихъ вещей, и потому, если нужно
приготовить отчетливо точеную часть модели, то для этого употребляется
липа, а еще лучше ясень.
Дерево, какъ извѣстно, коробится и трескается вслѣдствіе нерав-
номѣрной усушки по различнымъ направленіямъ своего поперечнаго сѣ-
ченія* Свѣже-срубленное дерево, вапр* сосна, содержитъ до 40*/0 влаги*
При высыханіи на воздухѣ содержаніе влаги можетъ уменьшиться до
20*/в* Но при этомъ дерево высыхаетъ неодинаково по всему своему
поперечному сѣченію. Внѣшніе слои высыхаютъ прежде, затѣмъ Начи-
наетъ высыхать середина* Уже отъ этого могутъ появиться трещины.
Но кромѣ того, теряя влагу, дерево неодинаково усыхаетъ; такъ напр.,
по направленію длины волоконъ при высушиваніи на воздухѣ усыханіе
дерева въ среднемъ равно 0,1*4, 110 радіальному направленію усыханіе
1) Болѣе подпой во объ этомъ предметѣ сй. ЙиЬЪег РаЙ-?гп Ѵогк* Атетай
МаеЬіпіЯ. 189Т, 1592, 1893 ет*
- 383
равно 5°/0, и, наконецъ, по окружности усыханіе равно 10° 0, Чѣмъ
тоньше дерево, тѣмъ равномѣрнѣе будетъ оно высыхать и сокращаться.
По направленію длины ствола влага теряется тоже неравномѣрно: около
концовъ, черезъ торецъ, дерево теряетъ больше влаги, чѣмъ по своей
поверхности. Вслѣдствіе этого трещины появятся прежде всего па коп-
цахъ бруса. Если дерево совершенно высушено, то, попадая во влаж-
ную атмосферу, напр., соприкасаясь съ сырымъ пескомъ прп формовкѣ,
оно поглощаетъ въ себя влагу и разбухаетъ, при чемъ замѣчается
явленіе, обратное усыханію.
Если брусъ распиленъ на доски, то высыханіе ихъ идетъ равно-
мѣрнѣе; тѣмъ не менѣе доски все-таки коробятся. Прямой остается
только доска, проходящая черезъ центръ бруса, но при высыханіи эта
доска изъ плоской становится съ выпуклыми сторонами. (См. техноло-
гію дерева).
Чтобъ уменьшить вредное вліяніе коробленія дерева, для изгото-
вленія моделей нужно брать лѣсъ сухой. Просушку лѣса, употребляю-
щагося въ модельной мастерской, лучше производить прямо на воздухѣ,
такъ какъ при искусственной сушкѣ лѣсъ получается слишкомъ сухой
и, попадая въ обыкновенную атмосферу, разбухаетъ. Для просушки
доски складываются въ клѣтку въ сараѣ, такъ, чтобъ воздухъ могъ сво-
бодно циркулировать между пи ми. Передъ тѣмъ какъ доски употреблять
въ дѣло, ихъ на нѣкоторое время вносятъ въ мастерскую и кладутъ
па особо устроенныхъ полатяхъ, гдѣ онѣ окончательно досыхаютъ. Такъ
какъ для надлежащей просушки досокъ па воздухѣ требуется довольно
продолжительное время (около 2 лѣтъ), то па заводѣ всегда слѣдуетъ
имѣть соотвѣтствующій запасъ лѣса, если желаютъ получать издѣлія
надлежащаго качества. Если лѣсъ сушится въ крупныхъ брусьяхъ,
то для болѣе равномѣрнаго его высыханія торцы заклеиваются бу-
магой.
Когда лѣсъ приходится высушитъ быстро, прибѣгая къ искус-
ственнымъ средствамъ, то въ литейныхъ для этого удобно пользоваться
мѣстомъ надъ сушилкой, гдѣ температура всегда достаточно высока;
конечно, это возможно только въ томъ случаѣ, если помѣщеніе лѣса
надъ сушилкой не представляется опаснымъ въ отношеніи пожара.
Другое средство противъ искривленія издѣлій состоитъ въ разрѣ-
заніи лѣса на болѣе мелкіе куски и склеиваніи ихъ такимъ образомъ,
чтобъ стремленіе коробиться отдѣльныхъ кусковъ взаимно уничтожа-
лось. Уже само подраздѣленіе дерева на мелкіе куски значительно
ослабляетъ его способность коробиться; деформаціи въ каждомъ отдѣль-
номъ кускѣ будутъ почти незамѣтны.
Чтобъ дерево, соприкасаясь съ влажнымъ пескомъ, не впитывало
въ себя влаги и не разбухало, его снаружи окрашиваютъ.
Въ модельной наиболѣе употребительная краска, къ которой не
пристаетъ формовочный матеріалъ, составляется изъ І части шеллака
5 частей виннаю спирта и немного сурика, иди сажи,—для того,
чтобъ отдѣлить цвѣтъ модели отъ цвѣта знаковъ.
— 384 —
Американцы сурика и сажи не прибавляютъ; при этомъ полу-
чается желтая поверхность модели, къ которой менѣе пристаетъ фор-
ковочная земля*
Если модели отливаются изъ металла, то ихъ поверхность или
отдѣлывается, пли же оставляется почти въ такомъ видѣ, какъ полу-
чилась изъ отливки. Въ первомъ случаѣ нужно заботиться о томъ,
чтобъ передъ формовкой поверхность модели не была покрыта ржав-
чиной» иначе къ модели будетъ приставать формовочная земля; во вто-
ромъ же случаѣ, чтобъ поверхности придать болѣе гладкій видъ, ее
покрываютъ тонкимъ слоемъ воска, который можно натереть при по-
мощи щетки, или же покрываютъ модель какимъ-нибудь лакомъ, кото*
рый послѣ высыханія не остается липкимъ 1)*
232. Нѣкоторыя замѣчанія по поводу изготовленія деревянныхъ
моделей. Какъ уже было сказано, для того, чтобъ деревянное издѣліе
не коробилось, его необходимо дѣлать по возможности изъ мелкихъ
кѵсковъ н волокна дерева располагать такимъ образомъ, чтобъ они
препятствовали другъ другу измѣнять свою форму* Отдѣльные куски
склеиваются между собой при помощи столярнаго клея, а въ нѣкото-
рыхъ случаяхъ могутъ скрѣпляться и гвоздями. Если приготовляется
какая-нибудь искривленная стѣнка, ее склеиваютъ изъ отдѣльныхъ
брусковъ, такъ расположенныхъ относительно другъ друга, чтобъ можно
было вырѣзать желаемую кривизну* При изготовленіи, напр., модели
шкива ободъ составляется изъ отдѣльныхъ сегментовъ. Сегменты должны
склеиваться въ перевязку, такъ, чтобъ швы одного ряда приходились
противъ цѣлыхъ мѣстъ другого* Такъ же приготовляются и ободья
зубчатыхъ колесъ* Если нужно сдѣлать барабанъ или цилиндръ, для
этого можно вырѣзать два или больше, смотря но длинѣ* многогран-
ныхъ щита и обклеитъ ихъ планками, расположенными параллельно
оси цилиндра, потомъ обточить. Тѣла вращенія небольшого діаметра
какъ, напр., колонны, втулки и т. п., въ большинствѣ дѣлаютъ изъ
одного цѣльнаго куска, но если желаютъ приготовить модель прочную,
которая бы въ теченіе долгаго времени не коробилась, то и такіе
предметы тоже должны склеиваться изъ небольшихъ кусковъ*
Почти всѣ модели должны разниматься на нѣсколько частей. Для
этого нагрубо заготовленныя отдѣльныя части, соединяются при по-
мощи шиповъ, на плоскости разъема наклеивается бумага, и затѣмъ
бумажные листы склеиваются другъ съ другомъ. Такимъ образомъ по-
лучается какъ бы цѣлый кусокъ дерева, который можно болѣе удобно
обрабатывать на токарномъ станкѣ и другихъ машинахъ; когда модель
готова, ее въ мѣстѣ склеенныхъ бумажныхъ листовъ легко разломить
и получить разъемную модель*
Вообще разсматриваемая сторона модельнаго дѣла составляетъ
О Машвна для лржготовл. ящиковъ Раіегт Мякіпе МасЪІле С9, РгевІещ
Си. А. М* 800 Е.™6—08. Также Еад МасЫзеСХ Сгаші гарі^МісЪ.—А. М- 982—7—08*
Универсальная машина для всевозкожвнхъ модельныхъ работъ завода Медоге
& <Л Ь'огіЬ ЕтЩсцоп Еадпеегши Ѵ^огкз, Ьеісе&іег Ев&ІаіиЬ А. М. 769-6—09.
— 385 —
предметъ столярнаго ремесла, и потому здѣсь вдаваться въ большія
подробности не будемъ, а перейдемъ къ другой сторонѣ вопроса о мо-
деляхъ, именно о ихъ конструкціи, которая оказываетъ большое влія-
ніе иа совершенство приготовленія самихъ формъ,
233, Конструкція моделей. Модель должна быть сдѣлана такимъ
образомъ, чтобъ съ нея легко можно было снять формовочный мате-
ріалъ, не нарушая при этомъ формы, которую онъ принялъ при нало-
женіи на модель- Такъ какъ формовочный матеріалъ окружаетъ модель,
то, конечно, снять его можно только разбивая на части. При простой
формѣ модели формовочный матеріалъ достаточно разбить иа двѣ части,
при болѣе же сложныхъ моделяхъ этихъ частей можетъ оказаться го-
раздо болѣе. Если формовочный матеріалъ не обладаетъ достаточной
прочностью, то снимать его съ модели очень трудно, при этомъ онъ
легко обламывается, и потому предпочитаютъ вынимать модель
изъ формовочнаго матеріала, а для этого модель должна разниматься
на столько же отдѣльныхъ частей, изъ сколькихъ кусковъ составлена
форма* Поэтому-то модели обыкновенно и дѣлаются разъемныя на части.
Дать общее правило, какъ должна разниматься модель, невозможно,
вслѣдствіе большого разнообразія формъ моделей. Но въ каждомъ от-
дѣльномъ случаѣ нетрудно сообразить, какую конструкцію слѣдуетъ
сообщить модели, чтобъ она легко вышла изъ формы. Нужно замѣ-
тить, что вполнѣ удобную для формовки модель можетъ приготовить
человѣкъ > вполнѣ опытный въ литейномъ дѣлѣ; поэтому лойедъщгт,
прежде чѣмъ приступитъ къ исполненію модели долженъ непремѣнно
посовѣтоваться съ литейнымъ мастеромъ и получитъ отъ нею со-
отвѣтствующія указанія.
Для большаго поясненія приведемъ нѣсколько указаній по этому
вопросу, Напр., при формовкѣ шкива съ выпуклымъ ободомъ (фиг. 160)
Фи?. 160.
модель должна разниматься по плоскости X — В, проходящей черезъ
середину всѣхъ спицъ* Для того, чтобъ модель легче выходила изъ
формы, она должна имѣть соотвѣтствующія утоненія. Если шкивъ
будетъ съ цилиндрическимъ ободомъ, то модель можетъ быть и безъ
разъема, но для этого необходимо, чтобъ ступица и ободъ имѣли боль-
шіе уклоны, при этомъ формовочный матеріалъ будетъ легко выниматься
изъ модели, не обрываясь').
і) Этотъ уклонъ въ моделяхъ долженъ быть не меньше
25
— 386 —
аЪ представляютъ знаки, въ отпечатки которыхъ будетъ вставленъ
стержень сй. образующій отверстіе въ ступицѣ.
Подобнымъ же образомъ, т.-е. по А — В, должна разниматься
модель трубы (фиг. 161), аа по предыдущему представляютъ знаки, въ
отпечатет которыхъ будетъ вставляться стержень.
фіН. 161.
Знака на моделяхъ должны имѣть нѣсколько большій діаметръ,
чѣмъ выемки для тѣхъ же знаковъ въ стержневыхъ ящикахъ, При
длинѣ стержней до 300 мм. эта разница должна быть около 2 м&г,
при стержняхъ же большихъ 1000 мм. эта разница должна быть
4—5 ми. Дѣлается это въ виду того, что при изготовленіи стержней
въ нихъ прибавляется мука или патока, которая при сушкѣ разбухаетъ
и, слѣдовательно, стержень увеличивается въ діаметрѣ. Кромѣ того, если
стержень приготовленъ слишкомъ точно по отпечатку7 полученному
отъ знака при формовкѣ, то при вкладываніи стержня на мѣсто, онъ
всегда будетъ обминать землю.
Фи г. 162.
Модель коническаго зубчатаго
маться. по линіи аЬс&’/дй, такъ что
колеса (фиг, 162) должна разнп-
при формовкѣ въ части формовой-
Фаг. 163.
этими плоскостями, то вытащить модель
наго матеріала А останется сту-
пица со спицами, а въ другой
части будетъ ободъ съ зубьями,
И порознь каждую частъ модели
уже будетъ легко вытащить инъ
формовочнаго матеріала.
Для такой, ішф., детали,
какъ пр вставленная на фи г.
163. модель п форма должны
разниматься на три части, Нло*
скости разъема будутъ АВ и
СІк когда форма и модель бу-
дутъ раздѣлены на три части
изъ формы будетъ уже легко.
— 387
При наложеніи отдѣльныхъ частей модели другъ на дрѵга онѣ
должны точно совпадать; для этого въ одной изъ поверхностей стыка
дѣлаются отверстія, а въ другой выступающіе шішы? которые, входя
въ отверстія, и направляютъ должнымъ образомъ одну часть модели
относительно другой. Шипы должны быть хорошо пригнаны къ отвер-
стіямъ, т„-е. не имѣть большой игры; съ другой стороны, они не
должны входить слишкомъ туго: въ первомъ случаѣ модель будетъ не-
правильно устанавливаться т и отливка получится въ искаженномъ видѣ;
во второмъ при разниманіи формы модель не будетъ раздѣляться на
части и можетъ испортить форму*. Обыкновенно шипы приготовляются
изъ дерева, но этого нельзя признать раціошиьяымъ: такіе шипы очень
Фи Г, 1(>-Ь
скоро разбалтываются, я модель складывается
невѣрно. Гораздо лучше шипы, приготовлен-
ные штамповкой инь листового металла (фиг.
165); такой шипъ при-
винчивается къ одной
поверхности стыка, а
соотвѣтствующая ему
металлическая впадина
къ другой. На фи г. 164
показана другая, пожа-
луй, еще болѣе удобная
конст р у КЦІ Я Ш И И ОБЪ.
^Иногда нѣкоторыя
части модели приходит-
ся дѣлать отъемными.
МЮ
• Фиг. 16&
чтобъ облегчить выниманіе модели изъ формы; такъ, иапр.> если фор-
муется деталь, представленная на фиг. 166, ее прямо изъ формы нельзя
вытащить, потому что мѣшаютъ выступы если же эти выступы
сдѣлать отъемными, то тогда модель можно выта-
щатъ, оставляя выступы въ пескѣ я вынимая ихъ
уже послѣ того, какъ модель
вынута. Отъемные выступы па
модели п р и ш пи лив аются о бы к-
иовенно гвоздями, которые вы-
нимаются послѣ того какъ вы-
ступъ -заформованъ настолько,
что можетъ держаться уже безъ
гвоздя.
представленъ другой примѣръ, гдѣ нужно при фор-
______ _ къ отъемной части. Часть $ дѣлается отъемной и
держится при помощи шпилки Р; когда вещь наформована настолько,
что отъемная часть можетъ держаться пескомъ, шпильку вынимаютъ.
Когда., средняя часть модели С зішта, тогда приставную часть В
вынимаютъ при помощи крючка ТК согнутаго изъ проволоки. :
На фиг. 168 — II представленъ другой способъ приырѣиленія.отъемной
25*
На фиг. 16/
— 388 —
части при помощи шипа имѣющаго форму ласточкина хвоста. Это соеди-
неніе имѣетъ то преимущество, что приставная часть не можетъ сдви-
нуться при формовкѣ, но, съ другой стороны, оно не вездѣ можетъ
бытъ примѣнено, такъ какъ толщина приставной частя вмѣстѣ съ щи-
помъ можетъ оказаться столь значительной, что приставную часть нельзя
будетъ вынуть черезъ пространство^С (фиг. 167); кромѣ того, это
соединеніе обходится болѣе дорого.
Фиг. ЗС8*
На фиг. 168 — Ш нижній флянецъ можетъ быть сдѣланъ разъ-
емнымъ на столько частей, какъ показано на чертежѣ. Наибольшая
длина сегмента В должна быть нѣсколько меньше, чѣмъ діаметръ В, и
одинъ изъ сегментовъ долженъ быть сдѣланъ съ концами, обрѣзанными
не по радіусамъ; размѣръ сегмента долженъ быть таковъ, чтобъ его
можно было сдвинуть внутрь, какъ показываетъ В. Отдѣльные сег-
менты могутъ прикрѣпляться при помощи шпилекъ, или при помощи
шиповъ, какъ было указано.
На фиг. 168—IV представленъ отъемный внутренній флянецъ А;
отдѣльные сегменты должны быть такой длиныі чтобъ они помѣщались
внутри кольцевого пространства В, какъ это ясно видно на планѣ.
— 389 —
На фиг. 168 — V представлена модель подшипника съ отъемной
частью О. Модель формуется въ положеніи, показанномъ тіа чертежѣ.
Часть С прикрѣплена болтомъ.
11а фиг. 168—VI представлена отъемная часть Д которая вытаски*
яается въ сторону. В представляетъ собой знакъ, въ который будетъ
вставляться стержень.
На фиг# 168 —VII представлена модель подставки съ ребрами.
Чакая модель могла бы быть сдѣлана изъ трехъ частей: двухъ флянцевъ
и средней части съ ребрами, при атомъ ее формовать пришлось бы въ
трехъ опокахъ. Чтобъ избѣжать употребленія трехъ опокъ, модель при-
готовляется съ отъемными флянцами и отъемными ребрами. Ребра за-
дѣлываются въ нижній флянецъ и въ пазы, какъ показываетъ фиг.
168— ѴШ, при чемъ пазы не доходятъ до внѣшней стороны флянца,
я ребра вставляются съ внутренней стороны, доходятъ до внѣшней сто-
роны и изнутри опираются на тѣло модели. Все формуется въ одной
-опокѣ: сначала вынимается широкій флянецъ, затѣмъ вынимается тѣло
модели, затѣмъ ребра, и наконецъ нижній узкій флянецъ, который дол-
женъ быть составленъ изъ частей, подобно изображенному на фиг.
168—III,
Въ нѣкоторыхъ случаяхъ приходится нѣсколько отъемныхъ частей
169—170 изображена
Фйг. 169.
ФйГ, 170.
приставлять одну къ другой. Напр., на фиг.
п о д к л ад ка для рельсовъ;
при формовкѣ этой детали
въ одной опокѣ необхо-
димо дѣлать отъемными
части Ъ и но такъ какъ
часть слишкомъ велика,
чтобъ пройти въ простран-
ство, оставляемое въ формѣ
рогомъ, то ее разбиваютъ
на двѣ части # и е и каж-
дую вынимаютъ порознь.
Приставныя части соединяются при помощи пазовъ, имѣющихъ форму
ласточкина хвоста, а для болѣе удобнаго ихъ выниманія къ нимъ
придѣлываются проволоки аа, которыя проходятъ черезъ отверстіе въ
тѣлѣ модели; при выниманіи модели проволоки остаются вмѣстѣ сь
отъемными частями и служатъ для вытаскиванія послѣднихъ.
При изготовленіи стержней ящикъ, внутри котораго набивается
отержеяь, долженъ разниматься на столько частей, чтобъ отформован-
ный внутри его матеріалъ можно было вынуть. Деревянный или метал-
лическій ящикъ не ломается
разъемнымъ дѣлается только
цѣльнымъ. Отдѣльныя части
типовъ, какъ и модели1).
*) ІЯЙкиІЬ Меіаі Соге™1юх Когк.—Способы праготовіенія зіет&лліиесквхъ вщя-
КОЖЪ, А* М, 762—5—08*
при сниманіи его со стержня, и потому
ящикъ, самъ же стержень приготовляется
ящика соединяются при помощи такихъ же
- 390 -
При' отливкѣ вслѣдствіе усадки металла отлитая вещь имѣетъ
всегда нѣсколько меньшіе размѣры, чѣмъ форма, служившая для ея
приготовленія, и потому модель нужно изготовлять нѣсколько большаго
размѣра сравнительно съ той вещью, которая но ней должна быть от-
лита* Обыкновенно въ модельной имѣется такъ называемая усадочная
мѣра, т,-е, тотъ же футъ или метръ, нѣсколько увеличенный, по ко-
торому и исполняются модели. Насколько нужно увеличить мѣру, прямо
зависитъ отъ сорта чугуна и отъ величины усадки, которую онъ даетъ*
Въ среднемъ можно принять усадку для чугуна 0,01, Слѣдовательно,
мѣра должна быть увеличена на 0,01 и затѣмъ снова раздѣлена на
такое же число дѣленій, какъ и нормальная мѣра- Форма обыкновенно
получается нѣсколько больше, чѣмъ модель, вслѣдствіе того, что прежде
чѣмъ вынимать модель, формовщикъ расталкиваетъ ее въ землѣ и та-
кимъ образомъ увеличиваетъ размѣръ формы* Величина расталкиванія
зависитъ прямо отъ искусства формовщика, и потому ее трудно принять
во вниманіе при исполненіи модели*
Кромѣ цѣльныхъ моделей, для формовки употребляются особыя при-
способленія, такъ называемые шаблоны; назначеніе ихъ и способъ при-
мѣненія станутъ ясны изъ приведенныхъ ниже примѣровъ шаблонной
формовки*
Нужно помнить, что форма всегда получится менѣе точной, чѣмъ
модель, и только особенно искусный формовщикъ можетъ исправить
недостатки, происшедшіе отъ неправильности модели; поэтому, желая
получить хорошее лптье, прежде всего нужно изготовить вполнѣ пра»
вильную, удобную для формовки модель* Качество отливки зависитъ
настолько же отъ модели, какъ и отъ искусства формовщика: съ хо-
рошей моделью и не особенно искусный литейщикъ получитъ прекрас-
ную отливку, и, наоборотъ, при плохой модели у хорошаго литейщика
можетъ выйти никуда не годное литье
Очень тонкія съ большими поверхностями модели, чтобъ онѣ не
гнулись и не коробились при формовкѣ, укрѣпляются поперечными
шпонками, отпечатки которыхъ въ формовочномъ матеріалѣ задѣлываются
потомъ отъ руки*
Поверхность модели, чтобъ предохранитъ ее отъ влажности фор-
мовочнаго песка, обыкновенно окрашивается* Этой окраской на нѣко-
торыхъ заводахъ пользуются также и для того, чтобъ дать литейщику
указанія, какимъ образомъ данная модель должна быть отформовала*
Такъ, напр-., знаки покрываютъ черной краской; поверхности, которыя
въ обработкѣ должны получиться совершенно чистыми, оставляются
желтаго цвѣта; все тѣло модели, которая должна отливаться изъ чу-
гуна, покрывается красной краской; если вещь отливается изъ стали,
модель окрашивается въ синій цвѣтъ; для бронзовой вещи модель имѣетъ
свой особый цвѣтъ и т. д.
234* Храненіе моделей* Для провѣрки изготовленныхъ моделей на
большомъ заводѣ долженъ имѣться спеціальный человѣкъ, который бы при»
выкъ къ этому дѣлу и систематизировалъ его. При всякихъ недоразумѣ-
— 391 —
ніяхъ, встрѣчающихся при формовкѣ въ литейной или при полученіи брака
въ литьѣ, такое лицо должно быть призвано, чтобы онъ принялъ во внима-
ніе на будущее время тѣ обстоятельства, которыя довели къ браку или
недоразумѣнію, и въ своея дальнѣйшей практикѣ устранялъ бы нхъ.
Такое лицо должно быть снабжено соотвѣтственными инструментами и
приспособленіями для обмѣра моделей; напримѣръ, полезно въ такихъ
случаяхъ имѣть кольца различныхъ діаметровъ, при помощи которыхъ
можно бы было провѣрять цилиндрическія впадины въ стержневыхъ
ящикахъ: полезно имѣть угольники съ закругленными внутренними и
внѣшними углами, съ различными радіусами кривизны, для провѣрокъ
различныхъ впадинъ на моделяхъ и т, п.
Когда па заводѣ собирается большое количество моделей, то весьма
важнымъ вопросомъ является храненіе ихъ въ такомъ видѣ, чтобъ вся-
кую модель легко было найти и вмѣстѣ съ тѣмъ провѣрить ея пра-
вильность по чертежу. Для этого можетъ быть рекомендовавъ слѣдую-
щій порядокъ, примѣняемый на нѣкоторыхъ американскихъ заводахъ1).
Прежде всего въ чертежной составляется чертежъ, на немъ ста-
вится нумеръ, который заносится въ подвижной каталогъ, и но немъ
всегда легко найти нужный чертежъ. По чертежу исполняется модель;
на каждой модели ставится свой собственный нумеръ, при чемъ этотъ
нумеръ долженъ быть выбитъ, выжженъ, или вообще поставленъ та-
кимъ образомъ, чтобъ онъ не могъ стереться при формовкѣ; кромѣ
того, на модели ставится также и нумеръ чертежа, по которому ис-
полнена модель. Въ свою очередь, на чертежѣ ставится нумеръ модели;
такимъ образомъ всегда, разъ имѣется въ рукахъ модель, сейчасъ же
будетъ извѣстенъ нумеръ чертежа, и наоборотъ. Модели хранятся въ
сараѣ, разложенныя по нумерамъ, и потому, разъ имѣется чертежъ или
извѣстенъ нумеръ модели, ее очень легко найти. Если сомнѣваются въ
вѣрности модели, то по стоящему на ней нумеру чертежа легко найти
чертежъ и свѣрить съ нимъ модель. Всякая модель, хотя и составляю-
щая только часть цѣлой детали, но формующаяся отдѣльно, должна
имѣть своя собственный нумеръ. Такъ, напр., обѣ половинки хомута
эксцентрика будутъ имѣть каждая свой нумеръ; это необходимо для
избѣжанія путаницы. Оь другой стороны, всѣ части, составляющія одну
модель, должны быть помѣчены однимъ и тѣмъ же нумеромъ, при этомъ
на каждой составной части должно быть помѣчено также число частей,
изъ которыхъ состоитъ модель, и число стержней, принадлежащихъ
этой модели. Положимъ, напр., что модель состоитъ изъ 4 частей и
къ ией полагается 2 стержневыхъ ящика, тогда на всѣхъ частяхъ долж-
на быть выбита слѣдующая мѣтка:
і) Серія статей объ устройствѣ и органпзаліи модельной— см. Ічгашігу, Хо-
ѵетЬег.—07.
Устройство сарая для моделей. А. М. 639—11—05.
Оіез. 2. 16^1-06.
А. Ьаке Бпрегіот Ра «его А. М. 925—11, См. также А. М.926 —8—04;
А 8(ога^е Гог а МіШои РаИегав,—А. М. 1019—12. I. А. 13— 3—11 — 04.
~ 392 —
А —1897
— — 1897
иод* 2447
част* 4
ящик, 2
чертежъ 1271
Получавши такую модель, литейщикъ сейчасъ же видитъ, если
какой-нибудь части или ящика не достаетъ* Если модель почему-либо
передѣлывается ? то эти передѣлки должны быть показаны на чертежѣ,
и модели долженъ быть данъ новый нумеръ, чтобъ въ случаѣ
заказа вещи, исполнявшейся по старой модели, не могло произойти
путаницы. Въ нѣкоторыхъ случаяхъ по одной в той же модели отли-
ваются вещи различной величины, при чею переставляются только
нѣкоторыя части модели. Напр+) при отливкѣ шкивовъ спицы и ободъ
могутъ формоваться по одной и той же модели, а для ступицы, со-
отвѣтственъ размѣрамъ вала, будутъ ставиться втулки различной вели-
чины. Въ таки къ случаяхъ всѣмъ приставнымъ частямъ модели дается
тотъ же нумеръ съ добавкой различныхъ литеръ, и въ нарядѣ, выда-
ваемомъ изъ конторы литейному мастеру, указываются оба эти нумера.
Такъ, напр., модель шкива будетъ обозначена такъ: мод. 1897, черт,
1205, а приставная ступица будетъ обозначена мод. А—1897т черт*
1206; тогда, если желаютъ, чтобъ шкивъ отливался съ этой ступицей,
нарядъ выдается въ такой формѣ:
отлить 3 шкива модель
Что касается до храненія моделей, то для этого въ модельномъ
сараѣ устраиваются полки, на которыхъ модели и раскладываются по
нумерамъ. Если не желаютъ смѣшивать крупныя модели съ мелкими,
то ихъ приходится тогда классифицировать; въ такомъ случаѣ каждый
шкапъ имѣетъ свою литеру и, кромѣ того, разбивается на нѣсколько
отдѣленій, занумерованныхъ по порядку. Всѣмъ моделямъ ведется спи-
сокъ съ указаніемъ, въ какомъ шкапу и въ какомъ отдѣленіи она на-
ходится* Тогда по нумеру легко найти модель въ спискѣ н здѣсь
узнать, въ какомъ мѣстѣ она находится.
Другая система* На заводѣ имѣется хранилище моделей, въ видѣ
сарая, въ которомъ устроены полки раздѣленныя на секцій съ про-
ходами между ними. Каждая секція имѣетъ свой нуиеръ, который
ясно надписанъ ладъ секціей; въ каждой секціи полки тоже перенуме-
рованы.
Когда изготовляется модель, па пей ставится очередной нумеръ;
затѣмъ выбирается для модели въ сараѣ подходящее мѣсто, гдѣ модель
должна постоянно храниться, и нумеръ соотвѣтствующей секціи и
полки тоже выбивается иа модели*
Ведется книга, бъ которую вносятся. но порядку нумера, всѣ
изготовляемыя модели. Кромѣ того, въ этой же книгѣ отмѣчается сек-
’) Въ иослѣдаее время стаін входить въ употребленіе вогкж, исполненныя изъ
желѣза. Рйсуяокъ подобныхъ полокъ ея. ЕоппАту 126—11—11.
— 303 —
ція и полка, па которой модель хранится, ставится нумеръ чертежа,
по которому модель исполнена, время, когда исполнена модель, изъ
сколькихъ частей опа состоитъ* сколько при ней стержней и описаніе,
показывающее, къ какой машинѣ или части модель относится. Литей-
ный мастеръ вписываетъ вѣсъ отлитой части.
Ведется карточный каталогъ, въ алфавитномъ порядкѣ по назвапі*
ямъ моделей; при чемъ на карточкѣ дѣлаются всѣ тѣ помѣтки, кото-
рыя имѣются и въ книгѣ.
При такой, системѣ разъ въ руки попадается модель, во-первыхъ,
сейчасъ же видно, куда ее нужно положить, а отыскавши нумеръ въ
книгѣ, можно получить всѣ указанія, относящіяся до модели. Если
нужно узнать, имѣется ли подходящая модель, то таковая разыскивает-
ся по карточному каталогу и, если модель имѣется, то ее легко сей-
часъ же найти въ сараѣ.
Какъ за непремѣнное условіе для соблюденія порядка^ нужно при-
нять: сколькимъ бы лицамъ ни разрѣшено было брать модели изъ са-
рая, на мѣсто долженъ ихъ класть всегда одинъ человѣкъ и онъ дол-
женъ быть отвѣтствеігь за каждую модель.
Форму книги и карточекъ см, А. М 1238 —10—04,
Дальнѣйшій распорядокъ отсылки моделей въ литейную и отчетъ
въ исполненіи этого при помощи картъ см. А, М. 358—9—08,
235, Инструменты, употребляемые при формовкѣ, при формовкѣ
литейщики употребляютъ слѣдующіе
инструменты:
Мелкое етто(фиі\ 171), сквозь
которое литейщикъ просѣваетъ фор-
мовочный матеріалъ на модель* чтобъ
получить его въ болѣе мелкомъ и
Фнг. 171
однородномъ видѣ.
Заводъ Адатпй С°, ОиЬіщие, Іотса, изготовляетъ сита для литей-
ныхъ прямоугольной формы, чтобы песокъ не просыпался мимо опоки; къ
стѣнкамъ сита придѣлыва-
ютъ колотушки* которыя
замѣчательно увеличива-
ютъ производительность
ситъ, Масіі 680 — 8—04,
ОзЬогп Мц/§» О*. Сіе-
ѵе Іап й, Оіі. изгот овляетъ
снта въ видѣ корзины.
При томъ же вѣсѣ сита
представляютъ бб л ь ш у ю
Фяг. 172.
поверхность просѣва и зем-
ля въ нихъ не слеживается; не такъ скоро портятся* ІА 1431 “6-5-09,
Трамбовки (фиг. 172 клиновидная—а ? плоская—і), которыми ли-
тейщикъ утрамбовываетъ насыпанный на модель матеріалъ до желаемой
плотности. Трамбовки бываютъ различныхъ величинъ и формъ* Ручка
— 394 —
дѣлается длинной или короткой: смотря по тому, набиваетъ ли литей-
щикъ стоя (фвг. 173) или на скамейкѣ (фиг. 174).
Крючки (фиг. 175), которые ввинчи-
ваются или вбиваются въ модель при вы-
таскиваніи изъ формы. Въ модели для ихъ
ввинчиванія имѣется обыкновенно соотвѣт-
ствующее мѣсто; иногда въ дерево задѣлы-
вается маталлпческая гайка, чтобъ модель
не портилась.
Молотки металлическіе и деревянные,
которыми модели заколачиваются въ формо-
вочный матеріалъ, а также расталкиваются
въ этомъ матеріалѣ передъ выниманіемъ.
Кисточка (фиг. 176), которой формо-
вочный матеріалъ смачивается около модели,
передъ тѣмъ какъ ее вынимать, чтобъ при-
дать большую вязкость формовочному мате-
ріалу и предохранялъ его отъ поломки.
КладиАки (фиг, 178) различныхъ
формъ, которыми приглаживается и вообще
Фнг- 1і3* отдѣлывается поверхность формы послѣ того,
какъ вынута модель.! Приготовляются онѣ изъ бронзы или желѣза,
иногда изъ чугуна, но при этомъ выходятъ слишкомъ грубыми.
:1
фнг. 174.
Гладилкой нужно водить, приподнявъ одинъ край, какъ показано
въ нѣсколько преувеіівчеиномъ видѣ на фиг. 177 (4), а не класть ее
всей поверхностью на приглаживаемую землю (е). Держать гладилку
нужно такъ, какъ показано въ прижимая однимъ указательнымъ
пальцемъ, чтобъ имѣть возможность нажимать съ должной силой на
— 305 —
землю. Начинающіе обыкновенно держатъ
но зто неправильно.
гладилку, какъ показано въ г.
ФПГ. 175,
Фиг. И6.
Различныя деревянныя линейки и планки, употребляемыя какъ
направляющія п какъ поддержка при отдѣлкѣ и наддѣлкѣ сломанныхъ
частей формы.
Фиг. 177.
Дрючки и вилки, приготовленные изъ проволоки и листового
металла, которыми литейщики опускаютъ въ форму стержни и выни-
маютъ ихъ вонъ, если это понадобится.
Проволока различной длины и толщины для протыканія въ
землѣ такъ наз. отдушинъ (фиг, 179), по которымъ могутъ свободно
выходить паръ и газы, образующіеся въ формовочномъ матеріалѣ.
Обыкновенно употребляется проволока одинаковой толщины но всей
длинѣ.
Но болѣе легко будетъ входить въ землю проволока съ утолще-
ніемъ на концѣ
— 396 —
Если проволока толще 6 мм., то хорошо еще заострить конецъ.
См. А* М* 7-—1—04.
Ножи для про рѣзанія
литниковъ (фиг* 180—2),
Пульверизаторъ (фиг.
181) для вспрыскиванія
формовочнаго матеріала.
Мѣхи ручные для
выдуванія сора изъ окон-
ченной уже формы.
Мѣшочекъ, напол-
няющійся припыломъ и
употребляющійся при при-
выливаніи формъ.
Уровень и отвѣсъ.
при помощи которыхъ
пр овѣ р яетея гор изонтал ь-
пое положеніе формы*
Щетки для обтира-
нія моделей*
Здѣсь же будетъ
умѣстно сказать о томъ,
что заводъ РоЬогпу &
'ѴѴіііекіпй Ма5сЬіпепЬаи“Акі.“Ое8, Ггапкйігі а/М*, для набивки опокъ
и для утрамбовки земли вокругъ опокъ изготовляетъ пневматическія
™ 397 —
трамбовки (фиг. 183), дѣйствующія сжатымъ воздухомъ. Си. также Е
А. 03. А. М 273—05.
Заводъ Гег^оп & 1,ап§е
Еоипіігу О С1ііса§о строптъ для
набивки опокъ особую машину,
имѣющую видъ элеватора, по двѣ -
шеп. къ литейному крану.
Элеваторъ, бросаетъ при по-
мощи ремня съ лопаточками зем-
лю па форму, какъ это дѣлаютъ
литейщики.
Другой элеваторъ, забираетъ
землю изъ куяи и подаю отъ ее
къ первому элеватору.
Машина приводится въ дѣй-
ствіе электромоторомъ. Гоиіиігу,
Дппе 184—09.
Кромѣ поименованныхъ ин-
струментовъ, при изготовленіи
болѣе сложныхъ формъ употреб-
ляю! ся р аз ля чп ыя пр и снособле -
иія, о которыхъ будетъ сказано
при описаніи самыхъ способовъ
формовки.
фі.г, 183.
ГЛАВА Ш.
Формовка при помощи моделей.
236. Модели могутъ формоваться въ пескѣ иди глинѣ. При форматъ
«5 пескѣ, въ свою очередь, раздѣляютъ приготовленіе сырыхъ и су-
хихъ формъ.
При наполненіи сырой формы расплавленнымъ чугуномъ обра-
зуется большое количество паровъ и немного газовъ отъ разложенія
формовочнаго матеріала; имъ надо дать свободныя выходъ, иначе пары
будутъ итти черезъ чугунъ, будутъ производить бурленіе, вслѣдствіе
чего получится негодная отливка. Въ виду этого обстоятельства сырой
песокъ, чтобы оставаться достаточно пористымъ, не долженъ набиваться
слишкомъ плотно; а вслѣдствіе этого сырая форма получается недостаточно
прочная. Поэтому такой способъ приготовленія формъ примѣняется
только въ тѣхъ случаяхъ, когда размѣры формы неособенно большіе;
когда ея вертикальное измѣреніе не велико, иначе высокій столбъ жид-
каго чугуна производитъ столь сильное давленіе на нижнія части формы,
что онѣ уступаютъ этому давленію, и въ результатѣ, если форма не
будетъ совершенно разрушена, то будетъ сильно искажена. Кромѣ того,
если вещь слишкомъ крупныхъ размѣровъ и для своего приготовленія
требуетъ слишкомъ долгаго времени, то прежде чѣмъ форма будетъ
окончепат нѣкоторыя ея части успѣютъ совершенно просохнуть, а такъ
какъ въ такого рода формахъ вязкость песка обусловливается тѣмъ, что
онъ сырой, то высохшія мѣста потеряютъ свою прочность и могутъ
быть легко разрушены при наполненіи формы. При наполненіи очень
крупныхъ, даже сырыхъ формъ, песокъ въ нѣкоторыхъ мѣстахъ можетъ
высохнуть и обломаться. Во всѣхъ такихъ случаяхъ прибѣгаютъ къ устрой-
ству сухихъ формъ, для которыхъ берутъ песокъ болѣе жирный, съ боль-
шей примѣсью глины и набиваютъ его болѣе плотно; при этомъ по-
лучается форма очень прочная, но мало пористая, и потому ее, прежде
чѣмъ наполнять чугуномъ, нужно хорошо высушить, чтобы исключить
образованіе паровъ. Сырыя формы, не требуя сушки, т.-е. излишняго
расхода на топливо, обходятся дешевле, и потому вездѣ, гдѣ это воз-
можно, слѣдуетъ формовать въ сыромъ пескѣ. Гдѣ же работа является
очень серьезной, и неудачная отливка поведетъ къ большимъ матеріаль-
нымъ потерямъ, тамъ надо пользоваться сухими формами, хотя и боліе
дорогими, но и болѣе надежными.
237- Формовка въ опонахъ. Опокой называется ящикъ, въ кото-
ромъ набивается формовочный матеріалъ при изготовленіи формы. При-
готовленіе формы внутри такого ящика представляетъ много удобствъ:
форма получается болѣе надежная, такъ какъ опа заключена въ проч-
ный футляръ и потому можетъ хорошо сопротивляться даже большому
~ 399 —
давленію чугуна; въ такомъ ящикѣ формовку производить гораздо удоб-
нѣе такъ какъ его можно переворачивать и ставить въ наиболѣе удоб-
ныя положенія; наконецъ, приготовлять форму въ опокѣ можно въ од-
номъ мѣстѣ, а затѣмъ перенести ее для отливки въ другое, болѣе удоб-
ное. Но опоки, упрощая формовку, дѣлаютъ ее въ то же время болѣе
цѣнной, такъ какъ приходится затрачивать извѣстный капиталъ на прі-
обрѣтеніе опокъ, при чемъ эти затраты могутъ оказаться весьма значи-
тельными въ тѣхъ случаяхъ, когда заводъ исполняетъ разнородныя ра-
боты и ему приходится имѣть большой запасъ опокъ, различныхъ раз-
мѣровъ и формъ.
Обыкновенно форма набивается во столькихъ опокахъ, на сколько
частей ее нужно разнять, чтобъ вынуть модель, Всѣ отдѣльныя опоки,
послѣ того, какъ модель вынута, должны быть опять сложены вмѣстѣ
и закрѣплены въ одно цѣлое.
Опоки приготовляются чугунныя н деревянныя. Послѣднія гораздо
дешевле, но вмѣстѣ съ тѣмъ и менѣе прочны. Употребленіе деревянныхъ
опокъ удобно только въ томъ случаѣ, когда приходится отлить одну
какую-нибудь вещь, для которой нѣтъ подходящей опоки, а приготовить
чугунную обошлось бы слишкомъ дорого. Вообще же деревянная опока
выдерживаетъ очень немного отливокъ, перегораетъ и всегда предста-
вляетъ опасность разрушиться подъ давленіемъ чугуна, а также при пе*
ре движеніи ея краномъ. Поэтому, разъ опока находится въ постоян-
номъ употребленіи, ее дѣлаютъ обыкновенно изъ чугуна.
По своимъ размѣрамъ и формѣ опока должна соотвѣтствовать той
модели, которая будетъ въ ней формоваться, (Различныя конструкціи
опокъ представлены на фиг. 184—194 См. также главу о машинной
а а
Фяг. 184.
формовкѣ.) Оиока не должна быть значительно больше модели, иначе
придется набивать много лишняго песку и трятить на это липшее время
и работу, но, съ другой стороны, между моделью и стѣнками опоки дол-
женъ оставаться по крайней мѣрѣ промежутокъ въ 15 — 20 мм.. въ ко-
торомъ могъ быть набитъ формовочный матеріалъ. Форма опокъ можетъ
быть очень разнообразна: онѣ могутъ имѣть видъ прямоугольныхъ, оа-
дратныхь, многвграшшхъ и круглыхъ ящиковъ, сообразно съ той вещью3
которая будетъ въ нихъ формоваться.
Опоки малыхъ размѣровъ отливаются прямо въ•••ввдѣ
Если для формовка какой-нибудь вещи нужно употреблять йѣсшшю
опокъ, то поверхности стыка лучше пристрогать, тогда въ собранномъ
400 —
видѣ форма получается болѣе правильная- Кромѣ того, при соединеніи
нѣсколькихъ опокъ нужно, чтобъ онѣ стали другъ относительно друга
въ то же доложеніе, въ какомъ находились и при формовкѣ: иначе
правильность формы будетъ нарушена, и
вставляются яа рѣзьбѣ шпильки ЪЪ, а
въ отливкѣ получится аткь
иазыв. сносъ, т.-е. въ тонъ
мѣстѣ, гдѣ стыкались опоки,
въ отливкѣ произойдетъ
сдвигъ одного сѣченія по
дру го му. Для напр явленія
опокъ яри составленіи формы
къ нимъ придѣлываются ушки
аа (фиг 184): въ одной изъ
парныхъ опокъ въ эти ушки
въ другой дѣлаются соотвѣт-
ственныя отверстія. Отверстія надѣваются на шпильки, чѣмъ и доспи
гается надлежащая
установка одной
опоки относитель-
но другой. Для
Л большей точности
Фиг, 186.
лучше, если шпиль-
ки будутъ точеныя, число ихъ пе
должно быть менѣе трехъ; въ отвер-
стія должны онѣ входить по возмож-
ности аккуратнѣе. При помощи этихъ
же шпилекъ и чекъ опоки могутъ
скрѣпляться между собой. Для скрѣп-
ленія опакъ употребляются также
струбцинки и скобы, которыя надѣ-
ваются на обѣ опоки и заклинивают-
ся. Одна удобная конструкція раз-
движной скобы представлена на фиг.
189. Каждая скоба состоитъ изъ
двухъ совершенно одинаковыхъ кус-
ковъ, которые при скрѣпленіи опоки
ставятся одинъ относительно другого,
какъ показано на фиг 190.
Клинья въ скрѣпляющія скобы никогда не слѣдуетъ заби-
вать молоткомъ 7 такъ какъ при этомъ легко растревожить форму,
а такія скобы слѣдуетъ натягивать при помощи ломиковъ, кото-
рые въ литейныхъ обыкновенно приготовляются изъ старыхъ под*
лилковъ.
На заводѣ Еапбй Тооі С° (Америка) для натяженія скобъ при-
дѣланы эксцентрики, поворачивая которые и производится затяжка. На
томъ же заводѣ примѣняются особыя опоки см. А. М. 271—3—05.
— 401 —
Чтобъ формовочный песокъ не могъ вырасть изъ опоки, около
стыка дѣлается небольшое внутреннее ребро сс, которое и удерживаетъ
песокъ (фнг, 184),
Для направленія
деревянныхъ опокъ
другъ относительно
друга очень удобно
употреблять шпиль-
ки. отлитыя изъ чу-
гуна и привертываю^
щіяся къ опокѣ (фиг,
192),
Если опока по-
лучается большихъ
размѣровъ, тогда пе-
сокъ не въ состояніи
удерживаться только
однѣми ея стѣнками
и при поднятіи мо-
жетъ провалиться, а
при наполненіи фор-
Фис 188,
мы, наоборотъ, отъ давленія чугуна, можетъ быть выдавленъ вверхъ.
Для предупрежденія этого въ опокѣ дѣлаются перегородки, овѣ могутъ
отливаться цѣльными съ опокой, или же привинчиваться къ ней,
какъ показало на фиг. 185, Отъемныя перегородка лучше въ томъ
отношеніи, что во многихъ случаяхъ
выступы модели нельзя помѣстить
между перегородками, и тогда пере-
городку можно вынуть. Вмѣсто того,
чтобъ перегородки привинчивать, на
стѣнкахъ опоки дѣлаются пазы, въ
которые вставляются перегородки и
заклиниваются (фиг. 187), Удобная
конструкція отъемныхъ перегородокъ
представлена на фиг. 191. Перего-
родки отливаются изъ чугуна; въ нихъ
оставляются отверстія, черезъ ко*
торыя пропускаются крючки или
гвозди, н заклиниваются деревян-
ными клиньями. Такіе крючки уста-
навливаются соотвѣтственно очерта-
нію модели п, не мѣшая набивкѣ
-земли, отлично ее поддерживаютъ,
велика, то при набивкѣ между ним
Фиг> 189.
Если длина перегородокъ очень
песка перегородки могутъ про-
гнуться и даже поломаться, поэтому въ такихъ случаяхъ между
перегородками вставляются деревянныя распорки. Такому же распору
за
— 402 —
подвергаются и стѣнки опоки; поэтому въ токъ случаѣ, когда перегородка
по привинчены къ стѣнкамъ и не отлиты вмѣстѣ съ ними, стѣнки слѣ-
дуетъ стягивать поперечными болтами а, какъ показано па фиг.
Очепъ удобно дѣлать опоки свертнымп изъ нѣсколькихъ частей;
тогдя} имѣя такія частя различной
4йё»
Фиг, 191,
величины, можно составлять весьма
разнообразныя по формѣ и величинѣ-
опоки, наиболѣе подходящія къ
ному случаю формовки.
Составными дѣлаются ебы кпо-
вешю крупныя опоки. На фшч 18$
представлена такая опока, Въ верхней
опокѣ флянцы а идутъ съ двухъ
сторонъ, флянецъ Ь съ трехъ сто-
ронъ; въ нижней опокѣ <1 и /’ идутъ
со всѣхъ четырехъ сторонъ, что со-
общаетъ о и окѣ большую жесткость.
Имѣя нѣсколько такихъ составныхъ
Фиг, 192,
частей я комбинируя ихъ, можно составлять опоки различной вели-
чины; Въ этихъ опокахъ могутъ также привертываться перегородки,
чтобы держать землю, пли же могутъ привертываться днища н к съ
отверстіями, круглыми или прямо уголь*
нымп (7). Точно такъ же бока опоки
должны имѣть отверстія для выхода газовъ>
Въ боковыхъ стѣнкахъ опоки при-
дѣлываются чугунныя или желѣзныя ручки,
для болѣе удобнаго поднятія я переноски-
опокъ. Кромѣ того, къ стѣнкамъ прили-
ваются или привинчиваются пжпю кото-
рыми опока кладется на подставки или
поддерживается крючками крапа при не*
реворачшганіи.
При отливкѣ очень мелкихъ издѣлій
иногда въ опокахъ производится только
формовка, а затѣмъ, когда приготовленная
форма поставлена па мѣсто, на моторомъ
будетъ производиться отливка* опока
снимается и остается одинъ формовочный
матеріалъ. Такъ какъ форма мала в
давленіе внутри ен получается малое, то прочность самого песка оказы-
вается достаточной, чтобъ сопротивляться этому давленію. При такомъ
способѣ работы получается большая экономія на опокахъ. Одна ивъ
конструкцій подобныхъ опокъ представлена на фиг, 193. Опока метал-
лическая, соединена на петляхъ' На фш\ 194 представлена такая же
опока, исполненная изъ дерева съ металлической оправой* Удобство ея
въ тонъ, что деревянныя части могутъ легко приготовляться любой ве-
личины, сообразно съ формуемыми предметами. Болѣе простыя опоки
403
приготовляютъ въ видѣ усѣченныхъ пи рампдъ, которыя тоже легко аш-
маются съ набитаго въ нихъ песка*
Поясненія о способахъ формовки въ подобныхъ опокахъ бѵдѵтъ
приведены ниже, въ отдѣлѣ формовки на столахъ и машинахъ.
Спе ці альп ыя ко я стр у к -
ціи опокъ будутъ указаны въ
статьѣ м а ш и ни о и фо р м овки .
238, Порядокъ фор-
мовки. Мы здѣсь разсмот-
римъ два случая приготовле-
нія глубокихъ и мелкихъ
формъ.
239, Приготовленіе глу~
боккхъ формъ. Для примѣра
разсмотримъ порядокъ фор-
мовки модели, изображенный
на фиг, 202, Фяг, і9з.
При формовкѣ цѣльной
модели, или разнимающейся на двѣ части въ двойной опокѣ послѣдняя
кладется на деревянную плиту, или формовочную доску (фш\ 195а).
Доска должна имѣть плоскую поверхность и быть укрѣплена отъ
коробленія шпонками и по величинѣ своей быть немного больше опокп.
Внутри опоки кладется модель, соприкасаясь своей разъемной поверх-
ностью съ доской.
При набивкѣ глубо-
кихъ формъ, какъ шіпр„
изображенная на фнг. 195-
гдѣ формуется стержень Р,
набивку производятъ слоя-
ми. Около модели накла-
дываютъ рукой слой свѣ-
жаго формовочнаго (обли-
цовочнаго) песка А (тол-
щиной около 25 — 35 ммД
затѣмъ иасып аютъ с л о й
стараго песка (толщиной
150 — 175 мм.) и произ- Фвг, Ш*
водятъ его утрамбовку сна-
чала ішшообразнымъ набойникомъ с? а потомъ выравниваютъ плоской
трамбовкой й. Нужно слѣдить за тѣмъ, чтобы клинообразная трамбовка
не подходила близко къ модели, иначе облицовочный песокъ можетъ быть
оттѣсненъ отъ модели я смѣшенъ съ старымъ пескомъ (1). Также нуж-
но слѣдить за тѣмъ, чтобъ слой облицовочнаго песка накладывался выше
слоя стараго песка, иначе получатся промежутки около модели О’)т но
изъ облицовочнаго, а изъ стараго песка. Оставшіяся возвы.шепія у,
послѣ набивки плоской трамбовкой, прижимаются пли клинообразной
26*
— 404 —
трамбовкой или прямо руками (фиг. 196). Когда одинъ слой набитъ,
приступаютъ къ набивкѣ слѣдующаго слоя 2, 3 и т. д. Нижніе слои
должны быть набиты болѣе плотно, такъ какъ здѣсь давленіе чугуна
значительнѣе, и потому форма должна быть болѣе прочной. Съ другой
стороны, плотная набивка здѣсь не такъ опасна, такъ какъ вслѣдствіе
большого давленія газы и пары въ состояніи двигаться достаточно сво-
бодно, даже и внутри плотно набитаго песка. Въ верхнихъ же слояхъ
при плотной набивкѣ газамъ легче будетъ выходитъ въ чугунъ, что за-
ставитъ его бурлить и причинитъ нечистую отливку. Плотность набив-
ки должна увеличиваться по направленію къ низу только для песка ста-
раго, облицовочный же песокъ, около самой модели, долженъ имѣть
плотность, почти одинаковую на всей поверхности, и эта плотность не
должна быть вообще велика, если желаютъ получать частую отливку.
Нужно особенно заботиться о томъ, чтобы этотъ слой былъ набитъ
равномѣрно, иначе, вслѣдствіе давленія чугуна, въ болѣе слабыхъ мѣ-
стахъ форма измѣнятъ свои размѣры, и въ результатѣ получится не-
правильное, разбухшее въ нѣкоторыхъ мѣстахъ литье, какъ показано
на фиг, 195 (с) вмѣсто гладкой поверхности (6).
Чѣмъ болѣе глубокая набивается форма, тѣмъ крупнѣе и суше
нужно употреблять песокъ и набивать его плотнѣе. При очень сыромъ
пескѣ глубокія формы могутъ легко вскипать и причинять бракъ.
Вообще набивка песка требуетъ отъ литейщика большого навыка.
Необходимо, чтобы песокъ около модели былъ набитъ надлежащей плот-
ности, совершенно равномѣрно. Если песокъ будетъ утрамбованъ слиш-
комъ плотно, газы не найдутъ себѣ свободнаго выхода въ его массѣ,
и чугунъ при наливаніи въ такую форму будетъ бурлить, а иногда его
405
можетъ совсѣмъ выбросить изъ формы; при слиткомъ слабой же
набивкѣ, какъ уже сказано, литье получится съ искаженной иоъерх-
постью.
При набивкѣ литейщики часто держать набойники, какъ показано
на фиг. 157; это неправильно, для ]
но держать, какъ показано на фиг. 198,
Какъ бы ни была пориста формовоч-
ная земля, тѣмъ не менѣе, при большой
толщинѣ слоя, опа не въ состояніи сво-
бодно пропустить черезъ себя всѣ обра-
зующіеся въ формѣ ты, я необходимо
для облегченія имъ выхода произвести
гі екусстве нную вснт ияяц Ію формы. Для
этого поступаютъ слѣдующимъ образомъ.
Набивши нѣсколько слоевъ па раз-
стояніи 50 мм. отъ модели, прорѣзаютъ
канавку у (фиг. 199—200) и вдоль этой
канавки
толстой проволокой (6 — 7 ми*) на раз-
стояніи 50 мм„ другъ отъ друга (на фаг.
200 показаны торчащими эти яро волоки
и рука литейщика, втыкающаго ихъ). Ка-
навку у' заполняютъ золой ’) я ли дру-
гимъ пористымъ веществомъ. Затѣмъ на-
надлежащей работы трамбовку нуж-
Фпг/ Ш.
прошкаютъ набиваемую землю
9 Діа гапсхясніа каналовъ употребляется ^оясовая г вторая должна бшъ
.приготовлена слѣдующимъ образовъ. Золу просѣваютъ черезъ грохотъ съ отверсШ&я
въ 13 ми- Все, что прошло черевъ грохотъ^ просѣваютъ мрачно черезъ грохотк съ
отверстіями въ 7 ам, Тогда кее, что пройдетъ черезъ второй грохотъ, отбрасывается
прочь, а что останется на немъ идетъ да ваподнеяія каналовъ.
— 406 _
чшіаютъ набивку слѣдующихъ слоевъ, черезъ нѣсколько слоевъ снова
прорѣзаютъ такія канавки и соединяютъ ихъ съ ранѣе сдѣланными к:ѵ
(1< * * навками, протыкая такіе .же вер-
Фи г, 199,
прорѣзанныя па этой поверхности, і
вслѣдствіе неплотности стыка, чѵгѵаъ
7 Ы ж
тикальные каналы, какъ и въ
первомъ случаѣ. Кромѣ того,
при набивкѣ послѣдовательныхъ
слоевъ литейщикъ протыкаетъ
каждый слой по направленію
къ модели тонкой проволокой
(2 — 3 и такимъ образомъ
вентилируетъ промежутокъ ме-
жду моделью и вертикальными
большими каналами, которые,
въ свою очередь, связываются
между собой горизонтальными
канавками у, Иногда вертикаль-
ные каналы выводятся на по-
верхность стыка въ канавки И;
Іо это неправильно; такъ какъ,
можетъ пройти въ каналы и за-
купорить ихъ. Болѣе
правильное устройство
состоитъ въ томъ, что
еще внутри песка отъ
одного изъ каналовъ /
дѣлается отводъ въ сто-
рону (17 на фиг, 199)
и изъ исто выводится
трубка Іу которая стоитъ
далеко отъ литника и
отъ выпоровъ и такимъ
образомъ не можетъ
бытъ закупорена слу-
чайно пролившимся чу-
гуномъ.
Топкіе вентияяЩ’
ошше каналы (2—3
мм*)? даже если они и
подойдутъ къ самой мо-
дели, т,-е. выйдутъ на
по вер хиость фор м ьц
опасности не представ-
ФяГ, 200. ляютъ, такъ какъ по
ішмк вслѣдствіе малаго
диметра. чугунъ двигаться не можетъ,
Если песокъ очень пористъ или достаточно сухъ, то можно при-
407
ыЬііять способъ вентиляціи, какъ показано иа правой сторонѣ фиг. 199.
Здѣсь горизонтальныхъ канавокъ нѣтъ. Вертикальные же каналы про-
тыкаются толстой проволокой (6 — 7 мм.) на разстоянія 50 о. другъ
отъ друга и выведены наверхъ, но только такъ,
могъ попасть чугунъ. Если подъ формой имѣется
СД то каналы иногда выводятся въ этотъ слой,
.а также, если форма неглубока (не больше 500
ьвіД то вѳітыяціотше каналы можно проты-
кагь толстой проволокой, пряно съ поверхности.
При этомъ нужно заботиться только о томъ,
чтобы каналы шли около модели, какъ показано
на фиг, 201 съ лѣвой стороны. а не под ходили
бы къ модели подобно каналу ѵ. Въ послѣднемъ
случаѣ въ а получается острый уголъ, который
легко отламывается при наполненіи формы метая-
ломъ; кромѣ того, такой каналъ заполняется чу-
гуномъ л ле только не отводитъ газовъ, а еще
увеличиваетъ пхъ образованіе въ самомъ каналѣ.
чтобы въ шгхъ не
вентиляціонный слой
Фиг. 20Ь
Поэтому лучше со-
.всѣміі не .вентилировать формы, чѣмъ вентилировать ее такъ, что ка-
налы выходятъ па поверхность формы,
Когда опока съ моделью (фиг, 202) набита на набивной доскѣ,
опоку покрываютъ другой, основной, доской скрѣпляютъ эту доску съ
набивной доской при помощи струбцинокъ и все вмѣстѣ перевертыва-
ютъ (фиг. 203), Затѣмъ литейщикъ снимаетъ набшшую доску (фш\
Фиг. 202,
Фиг. 203.
204), смахиваетъ всю мелочь щеткой, приглаживаетъ землю гладилкой^
чтобы получить гладкую я чистую поверхность стыка и посыпаетъ всю
поверхность очепъ топкимъ слоемъ раздѣлительнаго песка (см₽ фиг. 211
стр. 412), Песокъ съ поверхности модели сдувается, песокъ же находящійся
ла сырой поверхности формы, остается на мѣстѣ и образуетъ собой
пмерхно&пъ раздѣла і не дозволяя формовочному матеріалу, который
*) Объ устройствѣ его будетъ свагано впже въ отдѣлѣ о выжіыяці»
_ 408 —
будетъ набиваться во второй опокѣ, прилипать къ ранѣе набитому песку.
Затѣмъ въ землю втыкаютъ роговидную модель литника д (фиг, 205).
который долженъ быть наформованъ
ФйГ. 204.
мѣсто, па поверхность раздѣла сѣютъ
вмѣстѣ съ моделью въ нижней
опокѣ. Если модель состоитъ
изъ двухъ половинъ, то на.
ранѣе заформованную поло-
винку ставится вторая поло-
винка модели, если же. какъ
въ данномъ случаѣ, вся мо-
дель наформована въ нижней
опокѣ, то приступаютъ прямо
къ набивкѣ верхней опоки
Поперечины 1, 2, 3, если
опока деревянная, смачивают-
ся обильно водой, а если
опока чугунная, можно сма-
зать жидкой глиной, ото дѣ-
лается для того, чтобы земля
лучше держалась въ опокѣ.
Когда опока поставлена на
черезъ мелкое сито слой свѣжей
формовочной земли толщиной въ 10 мм.г послѣ чего можно туже землю
просѣивать черезъ болѣе грубое сито, накладывая слой до 50 мм. Подъ
перегородками опоки песокъ уплотняется просто пальцами, насколько
Фяг. 205.
возможно плотно. Послѣ этого насыпаютъ старой, бывшей уже въ упо-
требленіи земли, во всю толщину. опоки и утрамбовываютъ ее клино-
образной трамбовкой й-до уровня, приблизительно показаннаго между
перегородками 1,2 (фиг, 205). Первый слой долженъ быть набитъ
очень равномѣрно, иначе могутъ получиться слабыя мѣста, въ которыхъ.
409
земля можетъ обвалиться при сниманіи н накладываніи верхней опоки,
Когда этотъ слой набитъ, .насыпаютъ второй слой до высоты, какъ по*
казано между перегородками 2,3. При набивкѣ первого слоя, трамбовку
нужно направлять такимъ об-
разомъ, чтобы она уплотнила
з ем л ю и одъ и ер е го р од камя ,
какъ показано въ Набив-
к а кл и п о о б р аз и ы мъ ко и ц омъ
второго слоя можетъ произ-
водиться не такъ тщательно,
такъ какъ послѣ этого земля
будетъ еще трамбоваться
плоской трамбовкой. При на-
бивкѣ нужно заботиться о
томъ, чтобъ трамбовка не
ударялась о перегородки,
иначе земля можетъ отстать
отъ НИХЪ П ВЫВЯЛИТЬСЯ при
перевертываніи опоки. .Изли-
шекъ земля сгребается съ
Фи г, 206.
опоки линейкой или цилин-
дрической частью трамбовки.
Послѣ этого, всю землю протыкаютъ* проволокой толщиной въ 3 мм.
на. разстояніи 60 мм. другъ отъ друга, чтобы облегчить выходъ газамъ>
Затѣмъ вынимаютъ модели литника с? и выпора Л отверстія расши-
ряютъ гладилкой въ видѣ конуса, землю въ этомъ мѣстѣ плотно при-
ж и маютъ, при глажи в а ютъ я
слегка смачиваютъ, чтобы сооб-
щить ей особенную вязкость,
иначе вливающійся металлъ мо-
жетъ оборвать земли?? и вовлечь
ее въ форму» Послѣ того верх-
нюю опоку снимаютъ, кладутъ
въ сторону (фшх 206) и при-
ступаютъ къ выниманію модели.
Для этого въ отверстія СО
(фиг. 202) въ желѣзкахъ, при-
вернутихъ къ модели, ввтічи-
в аются пр о волоки, пос ту кивая
по которымъ нѣсколько расше-
веливаютъ модель въ землѣ.
Фиг. 297,
Ко гда модель достаточна раз -
шатана, за кольца <1 (фш\ 202)
зацѣпляютъ крючками и начинаютъ осторожно вынимать модель, все вре-
мя постукивая но ней молотками Сфию 206). Послѣ этого нужно вы-
нуть модель литника. Если при выниманіи модели гдѣ-нибудь форма была.
— 410 —
и самое издѣліе очищается
Фиг. 208*
обломана, ее нужно исправить, затѣмъ всякій соръ, который могъ по-
пасть въ форму, нужно вынуть или крючками (фиг. 178—15/16) пли
выдуть его мѣхами. Послѣ этого накрываютъ опоку, стягиваютъ ее съ
нижней опокой скобами (фиг. 207) и когда придетъ время отливки шь
полняють формѵ чугуномъ, который выливается изъ ковша. Литейщикъ
поворачиваетъ ковшъ, одинъ изъ его помощниковъ поддерживаетъ по-
силки, а другой счищаетъ съ поверхности чугу па соръ (фиг, 207),
Спустя 30 минутъ послѣ отливки, издѣліе можетъ быть вынуто
изъ опоки, а черезъ нѣсколько часовъ отлитая вещь можетъ быть очи-
щена и отъ песка, послѣ чего она будетъ имѣть видъ, представленный
па фиг* 208. Литники и выпоры е, <?, /т легко отбиваются молоткомъ
вполнѣ отъ приставшаго къ нему песка.
Къ тому, что сказало, сдѣлаемъ еще
слѣдующія добавленія:
Размѣры литника и выпора должны
сообразоваться съ размѣромъ н видомъ фор-
мы: чѣмъ больше поверхность формы и чѣмъ
меньше ея поперечное сѣченіе, тѣмъ скорѣе
должна наполняться форма, иначе чугунъ
можетъ застыть, и потому въ такихъ слу-
чаяхъ литникъ долженъ имѣть большіе раз-
мѣры* Положеніе литника должно быть та-
ково, чтобъ чугунъ, входя въ форму, не
могъ повредить ея поверхности в чтобъ образующіеся на отливаемой
вещи придатки при отламываніи не могли испортить ея внѣшняго вида*
Выпоръ, чтобъ онъ могъ вывести весь находящійся въ формѣ воздухъ,
долженъ помѣщаться въ высшей точкѣ.
Если модель очень большихъ размѣровъ, то ее приходится выни-
мать при помощи крана или особаго приспособленія (см* машинная
формовка).
При выниманіи модели форма всегда немного портится и ее не-
обходимо исправить. Исправленіе главнымъ образомъ состоитъ въ томъ,
что всѣ поломанныя мѣста снова наддѣлынаются при помощи пальцевъ,
гладилокъ и другихъ приспособленій, напр*, въ форму вставляется ка-
кая-нибудь часть модели и въ этомъ мѣстѣ песокъ снова набивается.
Такимъ образомъ часто исправляются зубья колесъ: приготовляется мо*
дель двухъ пли трехъ зубьевъ и при ея помощи исправляются всѣ
зубья, поломанные при выемкѣ модели* Кромѣ того, нѣкоторыя высту-
пающія мѣста приходится укрѣплять шпильками, чтобъ чугунъ не могъ
сорвать ихъ, и ь и* Насколько хорошо будетъ форма исправлена и
отдѣлана, зависитъ отъ искусства и вкуса литейщика. Когда внутрен-
няя поверхность формы приведена въ порядокъ, ее нужно припылить.
Это сообщаетъ отляввѣ красивый внѣшній видъ и гладкую поверхность*
Лучше всего для этого употреблять древесный уголь. Припылъ насы-
паютъ въ мѣшечекъ изъ полотна, встряхиваютъ, и выходящая изъ него
пыль садится тонкимъ слоемъ па поверхности формы* Плоскія поверх-
ш
поста формы, послѣ того какъ припылены, приглаживаются слегка гла^
дилкой; если же поверхность формы неправильна, то для прижатія пра-
пыла въ форму снова вкладывается модель и ею прижимается припылъ.
Безъ этого прижатія уголь будетъ смываться чугуномъ, входящимъ въ
форму. Припыли вапіе графитомъ не такъ хорошо: хотя песокъ въ этомъ
случаѣ п не пригораетъ къ чугуну, по графитъ, забиваясь въ проме-
жутки между пескомъ, дѣлаетъ поверхность формы менѣе проницаемой,
вслѣдствіе чего газы пе такъ легко проходятт> черезъ пео, чугунъ ло-
жится па такую поверхность неспокойно, п въ результатѣ получается
лптье съ негладкой, некрасивой па видъ поверхностью. Но зато гра-
фитъ гораздо легче приглаживать, чѣмъ древесный уголь: онъ не при-
стаетъ къ гладилкамъ, и потому его очень любятъ употреблять въ ли-
тейныхъ.
При отливкѣ тяжелыхъ вещей припылъ лучше приглаживать прямо
рукой, въ особенности на вертикальныхъ стѣпкахъ.
Послѣ того какъ форма припылена и приглажена, необходимо съ
поверхности сдуть мѣхами всю поприставшую пыль, иначе она будетъ
смываться входящимъ въ форму металломъ, собираться въ комки и
дастъ нечистую отливку. Сдувать слѣдуетъ слегка, чтобы не повредить
поверхности формы.
Вслѣдствіе того, что подъ давленіемъ чугуна форма немного раз-
дается, ври глубокихъ формахъ отлитая вещь получается всегда больше
чѣмъ модель, и если мы желаемъ палучить извѣстный размѣръ у отли-
ваемой вещи, то должны сдѣлать модель соотвѣтственно меньше, Бе-
зависѣть отъ плотности набивки, но въ
увеличеніе размѣра будетъ равно 1/250
личина этой прибавки буд<
среднемъ нужно принять,,
отъ глубины формы. Соот-
вѣтственно съ этимъ и
нужно придавать уклонъ
модели.
2+0. Разсмотромъ теперь
формовку плоскихъ пред-
метовъ. Положимъ, намъ
надо отформовать модель
Р фиг. 209. При набивкѣ
земли надъ такой моделью
никогда не слѣдуетъ упо-
треблять клинообразной трамбовки такъ какъ при этомъ поверхность
формы получится неодинаковой плотности и па твердыхъ мѣстахъ при
отливкѣ будутъ изъяны. Набивать нужно плоской трамбовкой Ъ> пасы*
пая сначала слой свѣжей земли въ 50 мм., а затѣмъ сдоя бывшей уже
въ употребленіи земли толщиной въ 50 — 100 мм. Когда опока набита,
излишнюю землю сгребаютъ, какъ показано на фиг. 210. Послѣ этого
на полученную поверхность насыпаютъ рукой (фиг. 211) ровный слой
земли, толщиной въ 5—8 мм. и надвигаютъ па него основную доску
(фиг. 212), на которой опока будетъ стоять, когда ее перевернуть.
— 412
Затѣмъ снова снимаютъ зту доску? на гладкой поверхности дѣлаютъ
канавет а (фиг. 213), на днѣ которыхъ, на разстояніи 4-0 прота-
Ф11Г. 210, Фиг. 21.1-
каютъ тонкой проволокой Ь (2—3 мм.) вентиляціонные каналы. Про-
волоку не нужно протыкать до самой поверхности модели, а достаточ-
Фиг, 212»
Фиг, 213»
но, если она подойдетъ къ модели на разстояніе 10—15 мм. Канавка
чтобы по нимъ газы свободно выходили изъ нпж*
а служатъ для того,
Фжр. 214.
свѣжей формовонной
ней части формы? когда послѣдняя перевернута
я стоитъ на основной доскѣ. Когда вентиляція
готова, кладутъ основную доску и скрѣпляютъ
ее струбцинками съ набивной доской? послѣ
чего опоку перевертываютъ (фиг, 21 4) и при-
ступаютъ къ набивкѣ верхней опоки.
Поверхность нижней опоки приглажи-
вается, какъ уже онясапо, посыпается раздѣ-
лительнымъ пескомъ? ставится верхняя опока,
ставятся модели выпора и литника си/
(фиг, 215), Сквозь сито просѣивается слой
земли, толщиной въ 6 — 10 мм», насыпается
слой старой земли и производится ея набивка, какъ уже описашъ За-
— 413 —
тѣмъ землю протыкаютъ проволокой (2—4 мм,)г опоку снимаютъ и
приступаютъ къ выниманію модели. Чтобы при выниманіи модели земля
не ломалась, нужно тонкую полоску земли, граничащую съ моделью,
увлажнить нѣсколько больше; для этого на границѣ, но очертанія} мо-
Фиг. 215*
Фиг, 2івя
делм. проводятъ помазкомъ (фиг* 216),
приготовляемымъ изъ пеньковой
веревки иля изъ пеньки, размочаливая
ее и связывая на одномъ концѣ
проволокой, чтобы образовать ручку
Сфиі\ 176 $'), а другой конецъ
расчесывая (для этой пѣли могутъ быть употреблены гвозди, забитые
въ доску)* Нужно при
этомъ обращать внима-
ніе на то, чтобы не на-
мочить земли слишкомъ
сильно т При очень мел-
кихъ работахъ, гдѣ нуж-
но смачивать лишь не-
большія мѣста, употре-
бляютъ губку, сквозь ко-
торую проткнутъ гвоздь
ня и п роз о л ока (фиг -
176 Ь); при нажатіи
пальцами на губку, вода
по каплямъ сбѣгаетъ по Фиг 217
проволокѣ и попадаетъ
какъ разъ въ то мѣсто, гдѣ^это нужно (фиг. 217)* Когда форма смочена.
въ модель вколачивается иля во впивается стержень* ударяя но которому
(фиг* 218) модель нѣсколько расшатывается въ пескѣ. Послѣ этого въ
модель ввинчивается вытяжной крючокъ, при помощи котораго • модель
вытаскивается изъ земли. все время постукивая по ней-(фигъ
Лучше для вытяжного крючка дѣлать ьъ модели отдѣльное отверстіе съ
414
нарѣзкой въ особой желѣзкѣ. Если же такимъ крючкомъ пользоваться
и при расталкиваніи модели, то нарѣзка быстро портится и при выта-
скиваніи модель легко можетъ оборваться, испортивъ форму. Очень
плохой способъ заколачивать крючекъ прямо въ модель, такъ какъ при
этомъ модели очень страда-
ютъ. Необходимо какъ для
р астал к и в ан * я, такъ и д: г я
вытяжки, въ модели привин-
чивать особыя желѣзныя пла*
стипки съ отверстіями, въ
которыя уже и вставлять
нужныя стержни, или крючки.
Когда модель вынута п
случайно обломанныя мѣста
исправлены, прорѣзаютъ на
поверхности разрѣза каналы,
соединяющіе форму ст^ лит-
никомъ. Для этого лучше
всего пользоваться кускомъ
. 180, или оссбымъ инстру-
ментомъ (фшх 182). Вырѣзанные каналы [ прижимаютъ пальцами,
чтобы пряжатъ весь свободно лежащій
смытъ чугуномъ и внесенъ въ форму,
крываютъ, скрѣпляютъ скобами, въ лит-
никахъ съ внѣшней стороны дѣлаютъ
надлежащее уширеніе и приглаживаютъ
его пальцами. Отливка формы произ-
Фае, 218.
жести, изогнутымъ какъ показано на фи г
юкъ, иначе онъ можетъ оыть
да все это готово, опоку за-
Фо. 220.
Фиг. 219.
водится въ отведенное для этого время. На фпг. 220 показано напол-
неніе формы однимъ рабочимъ изъ легкаго ковша; другой рабочій удер-
живаетъ плавающій на чугунѣ соръ, чтобы онъ не попалъ въ формуй
Черезъ 20 мм. послѣ отливки издѣлія могутъ быть выколочены
изъ опокъ, а черезъ нѣсколько часовъ можно литье вынуть изъ песка.
— 415 —
дальнѣйшую чистку,
* м
неразъемная «ли модель такой
Фиг. 221.
Оно представится въ видѣ, изображенномъ на фиг 22 Е Какъ показано
на фиг. 22 Е легкимъ ударомъ молотка литникъ и вшюръ могутъ быть
отбиты, послѣ чего литье по ступаетъ въ
Если въ опокахъ формуется модель
формы, что ее неудобно
положить на набивную
доску, то вмѣсто фор-
мовочной до с ки у но -
требляется опека, наби-
та я не ско мъ (ложная
опока), въ отогь песокъ
п о груж ается модель,
такъ чтобъ оставшаяся
часть могла быть легко
вытащена изъ песка,
пов ерхяо ст ь временно
набитаго песка вырав-
п и в аетсн, но с ы п ает с я
раздѣлительнымъ пес-
комъ и затѣмъ ставится
опока в производится набивка свѣжаго формовочнаго песка, какъ н
при употребленія формовочной доскт-ь Когда опока набита, обѣ опоки
перевертываются; изъ первой опоки песокъ вынимается, поверхность раз-
дѣла уравнивается, послѣ чего опоку набиваютъ
свѣжимъ формовочнымъ пескомъ, проставляя
литники и выпоры. Можно избѣжать набивки
опокпт старымъ пескомъ, а потомъ вторичной
замѣны его новымъ, поступая слѣдующимъ об-
разомъ: опока разъемной стороной ставится къ
верху, въ нее набивается сначала старый про-
сѣянный песокъ почти до уровня опоки, въ
немъ дѣлается отпечатокъ модели, затѣмъ мо-
дель вынимается и сквозь сито просѣвается
слой свѣжаго формовочнаго песка, послѣ чего
снова .кладется модель и вдавливается въ пе-
сокъ. Затѣмъ раздѣлительная поверхность вы-
равнивается, посыпается чистымъ пескомъ и
производится набивка другой опоки. При та-
комъ способѣ формовки получается экономія
во времени, но зато требуется больше искус-
ства, чтобъ при осаживаніи модели въ формо- фйГ 222,
вонный песокъ получать поверхность формы
надлежащей плотности, и потому такой способъ примѣняется рѣдко >
Если приходится формовать большое число одинаковыхъ предме-
товъ, то ложная опока можетъ быть набита кашмъдабудь матеріаломъ,
болѣе плотнымъ, чѣмъ песокъ; тогда ома будетъ изъ себя представлять
416 —
ту же набивную плиту, въ которой имѣются углубленія, послѣ чего ве-
дется набивка опокъ. Для Приготовленія такихъ ложныхъ опокъ, или
Фиг. 223.
набивныхъ плитъ, можетъ употреб-
ляться слѣдующій составъ: 20 част,
песка (по объему) смѣшать съ 1
частью глета (окись свища), смѣсь
просѣять черезъ мелкое сито и смо-
чить льнянымъ масломъ до такой же
степени сырости, какъ смачивается
песокъ водой при изготовленіи сы-
рыхъ формъ. Эта смѣсь плотно набивается въ опоку и сушится въ тече-
ніе 12 час. Передъ сушкой поверхность нужно
Фиг, 224,
вс и рысн у ть л ьня пы мъ
масломъ и пригла-
дить, Масло связы-
ваетъ песокъ, глетъ
же способствуетъ
сушкѣ и сообщаетъ
большую твердость
! формѣ. Чтобы песокъ
* прочно держался въ
. опокѣ, въ нее иногда
натыкаютъ гвоздей и
(фиг, 224); к — отвер-
стія въ доскѣ, черезъ которыя можетъ производиться набивка ложной
опоки иля доски.
Фяг. 225,
Еще болѣе прочныя доски могутъ быть
приготовлены изъ гипса.
Иногда, несмотря на то, что модель
сдѣлана разъемной на двѣ части, ее нельзя
вынуть изъ формы. Напр,, при формовкѣ
канатнаго блока (фиг. 222), если модель
разнимается по серединѣ, то при формовкѣ
въ двухъ опокахъ ее нельзя вынуть изъ по-
лученной формы (фиг. 226 — Р). Въ такомъ
случаѣ модель нужно дѣлать разъемной на
гораздо большее число мелкихъ частей, или
примѣнять особый способъ формовки. Это
дѣлается такимъ образомъ: набиваютъ опоку,
задѣлывая въ ней модель до поверхности
С7О/ (фиг. 226). Раздѣлительную поверх-
ность посыпаютъ чистымъ пескомъ; въ углу-
бленіе обода набивается изъ свѣжаго фор-
мовочнаго песка кольцо Д какъ показано
на фиг. 226. Подученная поверхность снова
приглаживается и посыпается раздѣлительнымъ пескомъ, затѣмъ ставит-
ся другая опока и производится набивха части С7)МН? Когда вся на-
417 —
бивка кончена и форма провентилирована, верхнюю опоку снимаютъ.
вынимаютъ половину модели, опоку снова закрываютъ, переворачиваютъ.
снимаютъ другую опоку и вынимаютъ другую половину модели, послѣ
чего форма можетъ быть отдѣлана и сложена для отливки. Полученное
такимъ образомъ внутри формы кольцо Л изъ формовочнаго песка есть
не что иное, какъ стержень. Если впадина въ блокѣ не особенно глѵ-
бока, то стержень, приготовленный изъ сырого песка, будетъ достаточ-
но проченъ; если же такой стер-
жень будетъ тонкимъ и далеко
выступающимъ внутрь формы,
то при наполненіи формы чу-
гуномъ онъ навѣрно сломается т
и потому въ гакомъ случаѣ его
нужно приготовить ивъ болѣе
прочнаго матеріала, напр. изъ
массы. Набивать массу въ сы-
рой формѣ, какъ это только
что описано, нельзя, такъ какъ
она должна набиваться очень
плотно, а при этомъ можно повредить всю форму; кромѣ того, масса
должна сушиться, такъ какъ она недостаточно пориста, слѣдовательно,
ее пришлось бы вынимать изъ формы, что опять неудобно; поэтому
стержни изъ массы приготовляются отдѣльно въ ящикахъ, а чтобъ ихъ
было удобно положить въ форму, модель дѣлается со знакомъ, т,-е. съ
выступомъ Р (фиь 222)т который и образуетъ въ формѣ мѣсто для
закрѣпленія стержня С(фиг. 223).
Просушенный стержень вставляет-
ся въ форму передъ самой отлив-
ной, иначе онъ отсырѣетъ.
Подобные стержни примѣ-
няются очень часто въ литейномъ
дѣлѣ и всегда значительно упро-
щаютъ какъ формовку, такъ и кон-
струкцію модели.
Блоки крупныхъ размѣровъ
Фяп 227*
могутъ также формоваться въ
трехъ опокахъ (фвг. 225). Сначала приготовляется поверхность ЛД
на которую кладется модель со ступицей Р и набивается опока ІС За-
тѣмъ на опоку 1) становится опока ЛГ и кладется вторая половинка
блока, имѣющая поверхность стыка Чтобы въ опокѣ М земля дер-
жалась прочно, имѣются ребра К. Когда опока М набита приступаютъ
къ набивкѣ третьей опоки Т,
.Для. того, чтобъ получитъ отверстіе въ ступицѣ блока, модель могла
бы имѣть отверстіе, соотвѣтственно которому въ формѣ получился бы тЖ*
кій столбикъ изъ песка: этотъ столбикъ былъ бы непрояшѣ*Ж# -Фда^
вать его затруднительно, поэтому гораздо проще для шиуШЙя отвер-
.27
418 —
стія нл модели сдѣлать знаки и въ ихъ отпечатки въ формѣ вставить
стержень С (Фиг. 225), приготовленный въ ящикѣ.
При формовкѣ нѣкоторыхъ тѣлъ съ фигурнымъ сѣчетемъ, напр,
колонны съ ребрами, разрѣзъ которой представленъ на фиг. 227. мо-
дель нельзя вытащить, если формовка производится въ двухъ опокахъ.
Въ этомъ случаѣ можно примѣнить спеціальныя опоки, составляющіяся
изъ 4 или болѣе частей и дающія столько же поверхностей раздѣла;
модель тоже должна разниматься на столько же частей. Или ту же
формовку можно производить въ двойныхъ опокахъ, но приготовляя пред-
варительно стержни а, Ь7 с, (і и набивая песокъ вокругъ нихъ; тогда
опоки могутъ быть легко разняты, какъ видно изъ чертежа *).
Фиг. 228.
Фяг. 22Э.
Подобный же случай формовки представленъ на фиг. 228. Здѣсь
а, Ъ7 с} і, е ( отдѣльные куски, стержни, облегчающіе выниманіе
модели.
Въ нѣкоторыхъ случаяхъ формовки очень удобно примѣнятъ опоки
спеціальной конструкціи. Такъ, напр., иа фиг, 231 представлена особая
опока для формовки тонкостѣнной чаішщ. Опока составляется изъ трехъ
частей—І)т Мг х Ш нижнюю опоку на эксцентрики ставится .пу-
стотѣлая коробка С? чтобы уменьшить количество набиваемой эемлн*
Модель Р приготовляется съ отъемнымъ дномъ Ъ7 такъ что, когда мо-
9 О способахъ форйаяй художество а. ішдѣлій, яри шжошд упругаго йюри&-
шчаато ^атер^ см. вт 2. 13 іг'М-07, вад 2. 4^-07 '
МоШа$ ЬШІпмй іа ап аН Ргашігу А. И. 337—9—Ц,".
— 419 —
дель поставлена въ среднюю опоку, то набивку земли сразу производятъ
снаружи и внутри модели. Затѣмъ вкладываютъ дно, ставятъ верхнюю
опоку и пабявають въ ней землю. Когда форма наполнена чугуномъ,
валикъ 8 поворачиваютъ, при этомъ опускается стоящая на эксцентри-
кахъ коробка С, и около металла остается лишь тонкій слой формовоч-
ной земли, который легко подается при усадкѣ чугуна, иначе тонкій
чугунъ могъ бы треснуть. Коробка О вся продырявлена, чтобы газы
имѣли свободный выходъ.
На фиг, 229—230 представлена опока для формовки кувшина *).
Вообще такая вещь должка формоваться при помощи стержня, по въ
спеціальной опокѣ ее можно отформовать и безъ стержня. Опока со-
стоитъ изъ средней части, разнимающейся па двѣ половины, и затѣмъ
Фиг. 231.
верхней и нижней частей. Средняя часть можетъ разниматься и на
большее число частей, какъ показано на планѣ. Формовка производится
слѣдующимъ образомъ: опоки, составляющія среднюю часть, свинчиваются
вмѣстѣ, ставятся на формовочную доску и внутри ихъ помѣщается мо-
дель, которая въ данномъ случаѣ должна быть сдѣлана пустотѣлой и
разниматься на двѣ половины; вокругъ модели набивается песокъ, верх-
няя часть приглаживается линейкой, посыпается чистымъ пескомъ, чтобъ
образовать поверхность раздѣла, на эту поверхность ставится верхняя
опока, набивается пескомъ, затѣмъ все переворачивается, набивается
внутренность модели, ставится нижняя опока и набивается тоже пескомъ.
Послѣ этого набавка окончена, и о пока ставится въ положеніе, пока-
занное на фвг. 230. Чтобы вынуть модель, снимаютъ верхнюю опоку л;
разнимаютъ въ стороны опоки &, составляющія среднюю часть; пос-
лѣ этого снимаютъ въ стороны модель я, сложивши снова опоки,
получаютъ форму, готовую къ отливкѣ.
і) віея. 2. 331—07 форм. маиг. для горплсонъ. ь '
МсэІ<ііп& НапШез <ш Роі Е‘і§, 320—9—12. _
27*
— 420 —
Фип 232*
Если разъемныя опоки достигаютъ большихъ размѣровъ, то ихъ
удобнѣе дѣлать на шалнерахъ. Примѣръ такой опоки представленъ на
фиг. 232, Части ЛЛ откинуты въ сторону, послѣ чего модель можетъ
быть свободно вынута и опока представляется совершенно открытой для
ея отдѣлки. При помощи та*
кихъ опокъ очень удобно мо*
г утъ бы ть отфо рмов аны до*
вольно сложныя части, какъг
напр*, станины токарныхъ
станковъ и т. и, детали, ко*
торыя при формовкѣ въ обык-
новенныхъ опокахъ предста-
вили бы много затрудненій.
Такія шалнерныя соединенія
могутъ оказаться полезными:
и во многихъ случаяхъ фор-
мовки мелкихъ вещей, такъ какъ при этомъ литейщикъ можетъ болѣе
правильно открывать опоку и по портить формы. Для различныхъ мо-
делей положеніе оси вращенія шалнера должно быть различно; иначе
при разъемѣ форма будетъ портиться.
241 > Формовка на столахъ. Всѣ мелкія опоки должны набиваться
на столахъ. При этомъ положеніе рабочаго гораздо удобнѣе, чѣмъ при.
Фиг. 233,
работѣ на полу; всѣ его инструменты находятся всегда подъ руками
На фиг. 233 представлено обычное устройство для подобной работы.
Полка для набивки опоки (совершенно отдѣльная для каждаго формой
щика? чтобы сотрясенія отъ работы сосѣдей не мѣшали ему), около
него съ двухъ сторонъ днѣ полки для .всѣхъ необходимыхъ при работѣ
инструментовъ и приспособленій .(а, &, с, е, и $ соотвѣтственно
— 421
представляютъ сито, сгребалку, сухую кисть, чашку и губку для ста-
чиванія, мѣшокъ съ припыломъ, ящикъ съ раздѣлительнымъ пескомъ и
мѣсто для трамбовокъ). На другой полкѣ могутъ лежать модели, фор-
мовочныя доски для набивки опокъ игп. Въ Америкѣ, при хорошемъ
Фиг, 2М
устройствѣ, литейщикъ набиваетъ отъ 75 до 100 опокъ въ теченіе дня.
Но такъ какъ на столахъ формуются лишь мелкіе предметы, то для
ахъ формовки въ Америкѣ употребляются почти исключительно съемныя
опоки (фщ\ 193—194); На*
Ішвка тавдсъ опокъ произво-
дится обыкновенно двумя трам-
.-бовкамв (фнг, 233). Земля долж-
на набиваться особенно плотно
около опоки клиновиднымъ кон*
-цомъ, чтобы послѣ поднятія
• 4ШШ8 земля могла хорошо со-
противляться: боковому давленію
расплавленнаго металла,- Литей-
щикъ долженъ привыкнуть ра-
ботать обоими трамбовками о ди -
таково хорошо. Когда земля
хорошо утрамбована около опо-
ки клиновиднымъ концомъ, трам*
банки перевертываются и земля
трамбуется плоскимъ концомъ.
Излишняя земля сглаживается
и хорошо притирается, чтобы
костью/ Затѣмъ доску снимаютъ я опоку вентилируютъ (если это
нужно). Доска снова ставится и литейщикъ перевертываетъ опоку
Фи г. 235.
сгребалкой, кладется основная ’ доска
опока опиралась на нее всей цоверх*
— 422 **'
Ѣійктѣ’©ь-доской (какъ показано на фиг, 234), не скрѣпляя ихъ
:струб$ппками* Формовочная плита снимается и ставится на полку, какъ
показываетъ Д (фиг* 235); послѣ чего модели вынимаются (фиг, 235).
верхняя опока съ приготовленнымъ литникомъ ставится на мѣсто,
обѣ опоки снимаются съ формы п послѣдняя на доскѣ ставится па то
мѣсто, гдѣ производится отливка (фиг* 236\ Формы нужно ставитъ по-
возможности горизонтально и близко другъ къ другу? если можно, то
фиг. 236.
Совсѣмъ вплотную. Если опоки могутъ быть поставлены плотно другъ
къ другу* то только крайнія подсыпаются землею, какъ показано въ
4 на фиг. 237, чтобы сопротивляться давленію чугуна въ горизонталь-
номъ направленіи. Если же доски с и бортики а (фиг, 237) не позво-
ляютъ плотно сдвинуть формы, то промежутки между ними тоже засы-
паются землей, которая уминается. Впрочемъ такая засыпка не всегда
представляется необходимой. Если форма довольно глубокая и опасаются,
земля не въ стостоянія будетъ выдержать горизонтальнаго распора
чугуна, то внутрь формы при
набивкѣ закладываютъ желѣз-
ныя кольца которыя и со-
общаютъ формѣ надлежащую
прочность. Передъ отливкой
на форму кладутъ грузъ
въ видѣ чугунной плитки съ
отверстіемъ для литника.
Отливку начинаютъ съ фермъ
ближайшихъ къ набивному
столу. По мѣрѣ того какъ литейщикъ • заполняетъ ивъ ковша формы,
его помощникъ перекладываетъ грузы на другой рядъ формъ; Затѣмъ
китейщякъ переноситъ по очереди формы къ своему рабочему-. столу
основныя доски складываетъ въ столбикъ около егда* чтобы ихъ удобжо
было брать при послѣдующей формовкѣ, литьё вытаекн^тъ^икъ/^ии-
— 423 —
шипцами и складываетъ въ сторону, а землю вываливаетъ въ кучу
около стола, время отъ времени смачивая ее водой, чтобы подготовить
такимъ образомъ ее къ слѣдующему дню для перемѣшивала и дальнѣй-
шей формовки.
Для сбереженія мѣста въ литейной Мс. СовИп предлагаетъ формо-
вать издѣлія, располагая ихъ одно водъ другимъ, и затѣмъ сразу заливать
чугуномъ* Описаніе такого способа формовки колецъ большого діаметра
приведенъ въ Гоипйгу, осі,—1906, стр. 92.“-О способѣ установки по-
добныхъ опокъ будетъ сказано еще при описаніи машинной формовки,
242. Формовка въ почвѣ. Обыкновенно въ литейныхъ, желая
уменьшить расходы на опоки, часть модели эаформовывается прямо въ
почвѣ, т.-е* въ полу литейной, и только верхняя часть модели покры-
вается опокой. При этомъ пе только уменьшается число опокъ, но и
самыя опоки, не требуя приладки другъ къ другу, выходятъ проще и
дешевле. Иногда же форма остается открытой.
Для того, чтобъ формовка въ почвѣ была возможна, необходимо,
чтобъ полъ литейной состоялъ изъ достаточно пористаго матеріала.
Такъ какъ весь песокъ изъ опокъ остается послѣ отливки въ литейной,
то на небольшую глубину полъ литейной состоитъ изъ формовочнаго
матеріала, и потому, при формовкѣ не особенно толстыхъ предметовъ,
этого матеріала окажется всегда достаточно, если же формуется вещь,
которая должна быть зарыта глубоко въ землю, и грунтъ въ литейной
недостаточно порветъ, то выкопанная для этого яма должна быть за-
сыпана формовочнымъ пескомъ. Кромѣ пористости при почвенной фор-
мовкѣ необходимо, чтобъ грунтъ былъ сухъ и не содержалъ грунтовыхъ
водъ. Въ противномъ случаѣ должны бытъ приняты искусственныя мѣры
къ ихъ удаленію, иначе формовка будетъ невозможна.
Литейныя, въ которыхъ примѣняется въ большихъ размѣрахъ фор-
мовка въ почвѣ, всегда представляютъ менѣе опрятный видъ, чѣмъ тѣ
литейныя, въ которыхъ формуютъ почти исключительно въ опокахъ.
Въ виду этого, многіе заводы, на которыхъ порядокъ ставится однимъ
изъ первыхъ условій производства, предпочитаютъ формовать исключи-
тельно въ опокахъ, даже и въ томъ случаѣ, когда работа могла бы
быть произведена и въ почвѣ. Въ такихъ литейныхъ полъ предста-
вляется совершенно ровнымъ и можетъ быть приготовленъ изъ какого-
нибудь твердаго, огнеупорнаго матеріала; самая литейная можетъ быть
построена въ нѣсколько этажей.
Получить хорошую форму въ почвѣ для литейщика гораздо труд-
нѣе, чѣмъ при формовкѣ въ опокѣ; здѣсь плотность набивки зависитъ
отъ силы, съ которой вдавливается модель въ формовочный песокъ,
равномѣрность поверхности будетъ соотвѣтствовать тому, насколько
равномѣрно былъ распредѣленъ песокъ подъ моделью *). Во многихъ
*) Т. ЧѴеаі предлагаетъ особый приборъ, при помощи котораго можно опредѣ-
лятъ плотность набявка. Идея прибора въ томъ, что при посредствѣ пружвяы стер-
жень вдавливается въ землю съ постоянной силой нажатія; на шкалѣ отмѣчается на-
сколько стержень погружается въ землю и этимъ характеризуется степень плотности
См. А. М, 1688—12—03; 64—1-04; М. Е. 775-12—03.
— 424
случаяхъ при формовкѣ въ почвѣ литейщикъ выкапываетъ яму, по раз-
мѣрамъ и очертанію приблизительно подходящую къ формѣ модели,
посылаетъ ее слоемъ свѣжаго формовочнаго песку, просѣвая песокъ
черезъ сито, и затѣмъ, взявши модель, заколачиваетъ ее въ песокъ,
пока, по его мнѣнію, форма не получилась достаточно плотной. Работа
по этому способу идетъ очень скоро, но вмѣстѣ съ тѣмъ п очень не-
совершенно, и пи въ какомъ случаѣ не должна быть допускаема въ
литейныхъ, желающихъ получать хорошую отливку. При такомъ спо-
собѣ формовки внутренняя поверхность формы получается какъ разъ
обратной тому, чѣмъ она должна быть, по той простой причинѣ, что
заколачиваніе модели утрамбовываетъ плотно только верхній слой песка,
оставляя слѣдующій за нимъ рыхлымъ* Такая поверхность формы не-
достаточно пориста, слѣдовательно, образующіеся пары не находятъ въ
ней свободнаго выхода; поэтому, чугунъ, соприкасаясь съ ней, бурлитъ,
срываетъ поверхность, и отливка получается нечистой снаружи. Кромѣ
того, но мѣрѣ наполненія формы давленіе на стѣнки ея увеличивается,
не утрамбованный внизу песокъ осѣдаетъ, и въ результатѣ получается
разбухшее, исправленное литье*
Пра формовкѣ въ почвѣ нижніе слои песка должны быть набиты
плотно. Чѣмъ тяжелѣе отливаемая вещь, тѣмъ плотнѣе должны наби-
ваться нижніе слои* Плотную набивку нужно вести, не доходя на 20 ми.
до поверхности будущей формы* Чѣмъ плотнѣе дѣлается набивка, тѣмъ
крупнѣе и пористѣе долженъ быть песокъ* Послѣ набивки плотное тѣло
формы нужно хорошо провентилировать, протыкая его толстой прово-
локой. Затѣмъ черезъ сито долженъ быть насыпанъ слой свѣжаго фор-
мовочнаго песка, равномѣрно распредѣленъ руками, сообразуясь съ вы-
ступами и выемками модели, и слегка утрамбованъ, и затѣмъ уже кладется
модель н осаживается. При такомъ способѣ формовки поверхность формы
получится нѣжная, пористая, на которую чугунъ ложится спокойно*
При формовкѣ въ почвѣ, наиболѣе трудной для исполненія является
нижняя часть формы —ея дно* Здѣсь, сообразно съ толщиной отливае-
мой вещи, нужно различать приготовленіе мягкаго и плотнаго дна. Для
формъ, которыя отливаются открытыми, безъ верхней опоки, пригото-
вляется обыкновенно мягкое дно; въ этомъ случаѣ нижняя часть формы
не вентилируется, н набивать дно сравнительно неплотно необходимо
для того, чтобы дать возможность газамъ свободно двигаться, иначе,
вслѣдствіе небольшого давленія чугуна, газамъ можетъ оказаться болѣе
легкимъ птти черезъ чугунъ, вслѣдствіе чего послѣдній начнетъ бурлить
и можетъ дать плохую отливку.
Если форма отливается закрытой, то, для полученія болѣе пра-
вильныхъ очертаній, дно ея приготовляется плотнымъ и въ этомъ слу-
чаѣ хорошо вентилируется.
243» Приготовленіе мягкаго дна для открытыхъ формъ х). Пред-
полагается, что будетъ формоваться плита какой-нибудь формы, толщи-
. ,г См- ^акже ЗШОаЫ МеіШя Гог дгеей Запі ВеЛз ТЬ* Е* 27—VI—04.
а. Та* Эѵб—“8“’“,04 *
іюй отъ 10 до 75 мм. Чѣмъ толще отливка, тѣмъ болѣе плотно должно
быть набито дно.
Такъ какъ поверхность
должна быть горизонтальна,
полу литейной горизон-
тальной поверхности. Для
зтого на разровненномъ
мѣстѣ ставятся на бугор-
кахъ ивъ земли двѣ ли-
нейки а и Ъ (фш\ 238).
Линейка а при помощи
уровня устанавливается въ
гор изоптал ьпомъ пол ож е -
ніи, постукивая молоткомъ
по деревяшкѣ, положенной
на линейку на приподня-
томъ концѣ (фиг. 239).
Линейка Ъ ставится на
формы, чтобы чугунъ не вытекалъ изъ нея,
то работу начинаютъ съ приготовленія на
Фйг. 238*
глазъ въ горизонтальное
положеніе, поверхъ кладутъ третью линейку с (фиг. 238), ставятъ на
нее уровень и, постукивая деревяннымъ молоткомъ по линейкѣ ст оса-
живаютъ линейку Ъ до
тѣхъ поръ, пока линей-
ка с не окажется гори-
зонтальной при перемѣ-
щеніи ея вдоль линеекъ
а и Ь Когда линейки
установлены, подъ нихъ
подтрамб овыв актъ очепъ
плотно землю и для
устойчи вости л инеекъ
насыпаютъ и утрамбо-
ф?і г, 239.
выдаютъ землю съ двухъ
сторонъ (фиг* 240). Затѣмъ пространство между линейками засыпается
бывшей въ употребленія землей и излишекъ ея надъ уровнемъ линеекъ
сгребается прочь линей-
койс* На полученную по-
верхность просѣивается че-
резъ сито съ отверстіями
въ 6 мм. облицовочная
земля, слоемъ до 20 мм.
На линейки а и Ъ оа-
дутъ деревянныя планки
Фиг. 210.
й—с Гфізг- 240) длиной около 200 мм. я толщиной отъ 6 до 14 со*
образуясь съ тѣмъ, какой плотности дно желаютъ получить. Два литей-
щика водитъ одновременно планки е и лежащую на нихъ линейку
— 426 —
с по линейкамъ а—Ъ и такимъ образомъ сгребаютъ горизонтальную
поверхность. Земля, выступающая надъ линейками, должна быть затѣмъ
прижата линейкой с, какъ эго показано на фиг. 241. При этой операціи
одинъ рабочій держитъ линейку с прижатой къ линейкѣ Ъ, а другой
приподнимаетъ противоположный конецъ линейки
Фиг. 241.
с и, переставляя ее
внутри нѣкотораго
угла, при каждомъ
опусканія произво-
дитъ уплотненіе зем-
ли. Перемѣстивши
такимъ образомъ свой
конецъ на 300 мм*?
рабочій прижимаетъ
его къ линейкѣ а, а
другой повторяетъ ту
же операцію н т* ж,
пола не будетъ уплот-
йена вся поверхность.
Чтобы уничтожить
двигаютъ линейку с, не
іюлучившіеся отъ линейки отпечатки* рабочіе
отрывая ее отъ линеекъ а и Ь-.Но при этомъ рабочіе должны двигать
не сразу оба конца линейки, а поочередно то тотъ, то другой? и не-
обходимо слѣдить за тѣмъ, чтобы при этомъ ни одна изъ точекъ ли-
нейки, лежащая на приглаживаемой поверхности, не получала обратна-
го движенія, иначе поверхность не получится гладкая* Замѣчено, что
если двигать линейку,
этомъ прижатая земля
Фиг, 242.
оставляя ее параллельной самой себѣ, то при
нѣсколько растревоживается и при наполненій
формы чугуномъ послѣд-
ній легко срываетъ зем-
лю. На приготовленную
такимъ образомъ поверх-
ность просѣиваютъ че-
резъ мелкое сито тонкій
слой облицовочной зем-
ли и приглаживаютъ ее
гладил кой, послѣ чего
дно можетъ считаться
готовымъ и можно при-
ступить къ устройству
боковыхъ станокъ формы. Для этого на приговлеяную поверхность кла-
дутъ ?п^й№:^.;::^отвѣтствуюиця по внѣшнему очертанію отливаемой
вещи и къ этимъ планкамъ литейщикъ подбиваетъ .землю,. какъ это
ясно видно на фш\ .-:242, '
Все дно формы.которое полу чается уплотненіемъсжмейкой'с,-.мо*
жетъ быть приготовлено изъ почти чистаго песка., шеи.- шъ песка съ
небольшой примѣсью бывшей уже въ употребленіи земли. Только часть
— 427 ™
формы около литника отмѣченная на фиг. 242 буквой А и предста-
вленная болѣе свѣтлымъ пятномъ, должна быть заполнена пескомъ болѣе
вязкимъ, т.-е. съ примѣсью глины, такъ какъ большое количество го-
рячаго металла, проходящаго по этому мѣсту, способно сорвать чистый
песокъ.
Для наполненія формы рядомъ съ ней вырѣзается въ землѣ углу-
бленіе, или резервуаръ д. соединяющійся съ формой каналомъ литни-
комъ. Наливать чугунъ прямо въ форму неудобно, такъ какъ при этомъ
легко ее повредить, поэтому чугунъ наливается въ резервуаръ сбоку,
язь котораго онъ уже притекаетъ въ форму спокойно. Размѣръ и число
литниковъ зависитъ отъ размѣра и поперечнаго сѣченія формы: если
отформована толстая вещь, то ее наполнять можно не особенно скоро,
не боясь, что чугунъ застынетъ, и потому литникъ можно дѣлать одинъ
и небольшого размѣра; наоборотъ, если форма имѣетъ большую по-
верхность и малое поперечное сѣченіе, то наполнять ее нужно но воз-
можности быстро, чтобы не захолодить чугуна, и тогда литниковъ дѣ-
лается нѣсколько, такъ что вливаемый въ резервуаръ чугунъ течетъ изъ
него въ форму по нѣсколькимъ каналамъ. Обыкновенно открытыя формы
приготовляются нѣсколько глубже, чѣмъ требуетъ того толщина издѣлія,
и не вполнѣ наполняются, чтобы чугунъ не могъ вылиться изъ формы.
Для той же пѣли, — чтобы форма при наполненіи не могла перепол-
ниться, на уровнѣ, до котораго нужно наливать чугунъ, прорѣзается
каналъ, сообщающійся съ небольшимъ резервуаромъ. Какъ только форма
наполнится до этого капала, чугунъ потечетъ по немъ и тѣмъ укажетъ,
что нужно прекратить наполненіе.
Наполнять открытыя формы нужно очень жидкимъ, а слѣдовательно
горячимъ чугуномъ, иначе холодный чугунъ способенъ намерзать въ
средней части формы, отчего толщина отлитой вещи можетъ въ сере-
динѣ получиться толще мм. на 6—8, Вообще при подобныхъ отлив-
кахъ трудно достичь равномѣрной толщины и въ средней части литье
почти всегда получится толще мм. на 3.
На приготовленной описаннымъ способомъ поверхности могутъ
быть затѣмъ эаформованы нѣсколько предметовъ. Если каждый изъ
этихъ предметовъ представляетъ небольшую поверхность и между ними
можно оставить большіе промежутки (300 мм.)> то никакой вентиляціи
этихъ формъ не требуется. Развѣ только при употребленіи слишкомъ
мелкаго песка, его нужно провентилировать проволокой, какъ это бу-
детъ указано дальше. Если же вещи формуются тѣсно другъ къ другу,
такъ что между ними остаются промежутки 50 —100 мы., и предста-
вляютъ довольно большую площадь, то для облегченія выхода газовъ
въ промежуткахъ слѣдуетъ продѣлать вертикальныя отдушины, протыкая
йхъ проволокой, толщиной въ 10 мм., какъ показываетъ ѵ на фиг. 243,
При отливкѣ въ открытыхъ формахъ никогда нельзя получить
рѣзкихъ отчетливыхъ очертаній, такъ какъ за неимѣніемъ достаточнаго
давленія въ формѣ, вслѣдствіе волосности, всѣ углы получаются округ-
ленными.
— 428 —
Особенныя трудности представляетъ приготовленіе открытыхъ формъ
для отливки плитъ съ выступами или штырями, которыя употребляются
при шаблонной формовкѣ въ глинѣ. Такіе пітыри выступаютъ изъ плиты
инода на 600 мм., слѣдовательно, формы для нихъ получаются до-
вольно глубокія и въ нижнихъ слояхъ давленіе чугуна довольно значи-
тельное. Въ виду этого при изготовленіи такихъ формт> толщина слоя
свѣжей формовочной земли
должна быть гораздо боль-
ше, чѣмъ при формовкѣ
тонкихъ плитъ, толщина
того слоя должна быть
такова, чтобы въ немъ
умѣстились всѣ выступы*
Кромѣ того, этотъ слой,
чтобы сопротивляться боль-
шому давленію чугуна,
долженъ быть набитъ бо-
лѣе плотно и хорошо про-
ве нтияи роя анъ. Обы кно-
веяно подъ такой формой
""устраивается прежде всего
вентиляціонный сдой С изъ золы или шлаковъ (фиг. 202), затѣмъ уга-
дываются, какъ описано; горизонтальныя линейки а между ними насы-
пается формовочная земля слоями, толщиной 75—100 м,т и каждый
слой уплотняется или просто ладонью руки или же плашмя лопатой.
. ' фиг, 241.
Плотность••"зёйлй"'должна-.'быть таковэц 4тобы жтейщикъ могъ воткнуть
модель штыря мѣ глубийу 159—200 мм. рукой; на большую -глубину
приходится зѣвать- йойёль уже молоткомъ (фиг. 243),: Каждый послѣ-
дующій слой цротьіЕЯётсятолщиной >въ;.-=3^4:мм;, да йШ’-
тилйрующаго слоя С. Илй можно сначала приготовить оппеашіымъ выше
способомъ дно формы, воткнуть въ йего ср^йу нѣсколькомоделей:(7^8)
— 429
штырей и затѣмъ, не вынимая моделей, проткнуть между ними прово-
локой (3—4 мм.) вертикальные каналы г (см- фиг. 243 и 245), от-
стоящіе другъ отъ друга на разстояніи 50 мм. и проходящіе до венти-
лирующаго слоя (фиг, 244). Каналы ати сверху затыкаются пальцемъ,
углубленіе заполняется формовочной землей и .приглаживается, такъ что
Фиг. 245,
получается совершенно гладкая поверхность, какъ показало 1, 2, 3, 4
и 5 (фиг. 244).
Иногда, вмѣсто того, чтобы устраивать вентилирующій слой, подъ
формой протыкаютъ горизон-
тальные каналы толстой про-
волокой (6 —10 какъ
это обозначено буквой ...ЛГ на
фиг 243, 245 и 249.
Подобныя формы очень
легко могутъ вскипать и да-
вать негодную отливку, въ
виду этого необходимо для
ихъ приготовленія употреб-
лять песокъ, хорошо пере-
мѣшанный и просѣянный че-
резъ сито съ отверстіями
между 6 —12 мм. При этомъ
песокъ долженъ быть возмож-
но, сухъ, лишь бы онъ не обваливался при выниманіи моделей штырей,
244- Приготовленіе плотнаго дна- Приготовленіе плотнаго дна
отличается отъ описаннаго выше лишь тѣмъ, что вмѣсто того, чтобы
просто насыпать землю между линейками и уминать лопатой, здѣсь ее
утрамбовываютъ трамбовками, сначала клиновидной, а потомъ плоской,
доводя слой земли до одного уровня съ линейками. Затѣмъ кладутъ
поперечную линейку С (фиг. 245) съ вырѣзками но краямъ на глу-
бину 6—8 мм. и этой линейкой сгребаютъ землю, образуя ровную
поверхность. Всю эту поверхность протыкаютъ проволокой (3^4 ,мм.)
яа разстояніи 25 мм. до веятилядіопнаго слоя? затѣмъ. слехшепригла-
живаютъ рукой, чтобы закрыть отверстія, и насыпаютъ слой -облиго-
вочной земли, который сгребается линейкой, затѣмъ
приглаживается, какъ было описано выше.
Вмѣсто вентиляціоннаго слоя, можно про-
странство подъ формой провентилировать гори- [
зовтальными каналами^ проткнутыми толстой про- |
волокой (6 —10 какъ показываетъ К (фиг. I
245), если отливка не особенно массивная и за-
нимаетъ не особенно большую площадь.
245> Изготовленія формъ въ почвК Если въ
открытой формѣ желаютъ отформовать деталь, изображенную
246^ то, конечно, ее нужно формовать•.•выступами втагь< Формой не-
•детей•••въ.: такомъ порядкѣ. Когда-.•ирн.гот0вдвяо<.ж0Тнре:-’Ж<>::?да-?’о^^г
обминается и снова
к-т-
430 ™
ному-шаш способу, на него кладутъ модель и слегка прижимаютъ* что-
бы- получить отпечатокъ выступовъ* Въ этомъ мѣстѣ вынимаютъ лопа*
точками землю такъ чтобы по наложеніи вновь модели выступы сжали
бы подъ собою слой земли толщиной около 10 мм. Когда выемки сдѣ-
ланы (фиг. 247), модель снова ставятъ, и литейщикъ вдавливаетъ въ
песокъ модель, какъ говорятъ осаживаете ее, слегка при помощи ку-
валды (кувалдой бьютъ не по модели, а по деревянной подкладкѣ, по
Фвгг* 247,
Фиг. 248*
ложенной на модель; фиг* 248), затѣмъ подтршбовываютъ землю съ
внѣшней стороны модели, и когда послѣдняя снята, то форма имѣетъ
видъ, представленный на фиг* 249.
Фй?* 24$,
Та же самая модель могла быть заформована я другимъ спосо-
бомъ. а именно въ модели (фиг* 246) должна быть сдѣлана отъемная
часть О. Тогда, поставивши
модель на приготовленное
дно, и ро и з водя тъ набивку
земли внутри черезъ от-
верстіе, какъ показано на
фиг* 250. Такой способъ
формовки хорошъ въ томъ
случаѣ, когда поверхность
модели няадбонпо велику иначе трудно набить землю надлежащимъ
образокъ.
Въ •.•’ійхъ. случаяхъ, когда форма закрывается верхней опокой, на*
бивка дна можетъ быть произведена значительно плотнѣе, чѣмъ для
открытыхъ формѣ, такъ окъ въ втомъ случаѣ давленія- въ формѣ раз-
вивается довольно значительное- иподъ его вліяніемъ газы прилагаютъ
себѣ путь и черезъ зеою боАёѵ.-.плотиую;: Пршотовлепіе дйа произво*
дитея такъ же, какъ; м . ди< шкршшъ. формь^ Только ВЪ':. этомъ- .случаѣ.
линейки кладутся, не вшпе уровня пола, & углуйляютея.-.»ъ--.: почву. Между
ними на сыпается хорошо перемѣшанный несбкъ : и уминается плотно
— 431 —
йогами, а затѣмъ утрамбовывается плоской трамбовкой. Если линейки
имѣютъ ширину 150 мм., то послѣ такой утрамбовки уровень земли
будетъ ниже уровня линеекъ, на 50 ми., послѣ этого снова насыпается
слой разрыхленной бывшей въ употребленіи земли и сгребается линей-
кой С до уровня линеекъ и слегка^утрамбонывается плоской трамбовкой,
послѣ чего кладется линейка
со срѣзанными концами на
15 — 20 мм. Поверхность
земли сгребается этой линей-
кой, затѣмъ насыпается слой
облицовочной земли выше
уровня линеекъ, сгребается
линейкой, положенной на
подкладки, толщиной въ 10
мм,, вентилируется тонкой
проволокой (2—3—4 мм,),
прижимается линейкой (фиг.
241) п приглаживается змѣе-
виднымъ движеніемъ линейки.
Ко г да со отвѣт стве иная
часть модели за форм о вапа въ ФИГг 250,
почвѣ, раздѣлительная поверх-
ность приглаживается, посыпается чистымъ пескомъ, съ модели песокъ
сдувается мѣхомъ, затѣмъ ставятся поверхъ модели опока и около ея
угловъ заколачиваются въ землю деревянные колья, опредѣляющіе поло-
женіе опоки. По этимъ кольямъ опока снова устанавливается на мѣсто,
послѣ того какъ модель будетъ вынута. Затѣмъ производится набивка
Фиг. 251.
верхней опоки совершенно такъ
Фиг. 252.
же, какъ и при формовкѣ въ парныхъ
опокахъ,
1-^ Въ литейныхъ эти колья дѣлаются обыкновенно очень неаккуратно
и забиваютъ пхъ наискось, какъ показываетъ ѵ/ на фиг. 251, Это не-
правильно: при такомъ условіи колья опредѣляютъ положеніе опоки
только тогда, когда она стоитъ уже на землѣ. При надлежащемъ вспол*
неніи колья должны быть приготовлены правильной формы и забиты
— 432 —
вертикально такъ, чтобы они направляли опоку еще нѣкоторое время
послѣ того, какъ она отдѣлилась отъ земли. Чтобы колъ стоялъ вполнѣ
прочно, рядомъ съ немъ забиваютъ еще другой колъ болѣе глубоко,
какъ это показано пунктиромъ въ К фиг, 251* Несоблюденіе указан-
ныхъ предосторожностей ведетъ къ тому, что при разъемѣ форма часто
ломается или ставится неправильно на мѣсто, вслѣдствіе чего полу-
чается въ дшъѣ сдвигъ или сносъ .
По снятіи верхней опоки литейщикъ долженъ прежде всего по-
крыть раздѣлительную поверхность досками, чтобы предохранить ее отъ
порчи. Конечно, это замѣчаніе главнымъ образомъ относится къ боль-
шимъ формамъ, при формовкѣ же мелкихъ предметовъ такого покрытія
поверхности раздѣла не требуется. При снятія опоки и яри вытаски-
ваніи модели поверхность формы всегда болѣе или менѣе портится, и
потому литейщикъ долженъ всѣ
эти поврежденія исправить.
Порча поверхности раздѣла
очень сильно зависитъ, помимо
правильнаго подъема опоки, отъ
того, какъ эта поверхность бу-
детъ устроена. Намѣчая поверх-
ность раздѣла, всегда слѣдуетъ
избѣгать образованія острыхъ
угловъ^ способныхъ легко ло-
маться, Напримѣръ, раздѣлъ,
устроенный, какъ показано въ
Е фиг, 251, неправиленъ, слѣ-
дуетъ дѣлать, какъ показано въ 8,
Чтобы предупредить обламываніе земли при выниманіи изъ нея
модели, наиболѣе опасныя въ этомъ отношеніи мѣста, какъ напримѣръ,
углы около поверхности раздѣла, тонкіе выступы и т. п., укрѣпляются
проволочными гвоздями. При этомъ яе слѣдуетъ втыкать гвозди такъ,
какъ показано въ т на фиг, 252, такъ какъ такой гвоздь скорѣе спо-
собствуетъ обрыву, п изображаетъ правильное положеніе гвоздя. При
отдѣлкѣ въ большинствѣ случаевъ, если встрѣтится поврежденная часть,
лучше совсѣмъ отломить ее прочь, даже если бъ при формовкѣ она была
закрѣплена гвоздями, вмѣсто прижиманія на мѣсто, и потомъ надѣлать
ее вновь; при этомъ песокъ слѣдуетъ накладывать не гладилкой, а ушь
требляя только пальцы руки (фиг, 253), Пальцами можно прилѣпить
песокъ и придать ему приблизительную форму гораздо скорѣе и съ
большей надежностью, чѣмъ гладилкой. Когда сломанная часть грубо
наддѣлапа отъ руки, слѣдуетъ взять небольшую деревянную линеечку и
ею уже придать окончательную форму песку, затѣмъ поверхность можно
слегка пригладить гладилкой (фиг. 254), При наддѣлкѣ пальцами по-
верхность формы не уплотняется такъ, какъ при наддѣлкѣ гладилкой,
и потому дальнѣйшія порціи земли пристаютъ лучше* поддѣлка полу-
чается прочнѣе и отливка чище. При отливкѣ такихъ вещей, какъ
— 433 —
трубы съ тонкими стѣнками иля тонкія плиты, лучше послѣ пригла-
живанія провести по поверхности слегка пальцами и сдѣлать ее слегка
шероховатой: чугунъ на такую поверхность ложится спокойнѣе* Если
при отдѣлкѣ какая-нибудь часть формы окажется столь сухою, что
свѣжій песокъ не будетъ приставать къ ней, ее нужно смочить, прыс-
кая мелкими брызгами. Смачиваніе кисточкой въ такихъ случаяхъ
нельзя рекомендовать: при этомъ песокъ становится слишкомъ сырымъ
Хотя при вливаніи чугуна онъ
будетъ ложиться спокойно на та-
кую поверхность, такъ какъ верх-
ній слой песка уже успѣетъ до-
статочно просохнуть, но по мѣрѣ
того, какъ жаръ распространяется
въ стѣнки формы, въ ней обра-
зуются пары въ большомъ коли-
чествѣ. проникающіе внутрь фор-
мы и причиняющіе, кромѣ кипѣ-
нія чугуна, и разрывъ поверхно-
сти формы. Смачиваніе кисточкой
1мг, 2 54.
можетъ быть допущено только на поверхности, ибо въ этомъ случаѣ
образованіе пара происходитъ сейчасъ же по наполненіи формы, такъ
что наръ успѣетъ пройти черезъ слой еще жидкаго чугуна. Если при
этомъ и получатся пузыри внутри отливки, то онп будутъ очень не-
с?
Ф«Г. 255.
значительны,
246. Примѣры форМОВКИ въ почвѣ. 11а фиг. 255 представлена
формовка планшайбы токарной) станка, Модель А имѣетъ совершенно
такое же очертаніе, какъ и отливаемая
вещь 7?, только къ ней добавлены еще
знаки СР. Поверхность, которая въ обра-
боткѣ должна получиться чистой, фор-
муется книзу. Прежде всего долженъ быть
при г от он ленъ ве ати ля ціо няы й слой (К)
изъ кокса, какъ показано на фиг. 256.
Затѣмъ насыпается слой формовочной
земли и выравнивается водъ линейку,
образуя плоскую поверхность ЛК На
поверхность кладется модель и слегка
осаживается, чтобы получить отпечатки
знаковъ, послѣ чего модель снимаютъ и
въ тѣхъ мѣстахъ, гдѣ получились отпе-
чатки, вырываютъ углубленія нѣсколько
большія, чѣмъ сами знаки. Затѣмъ вся поверхность вентилируется, какъ
описано выше, покрывается слоемъ облицовочнаго песка, па который
снова кладется модель и уже осаживччется па столько, чтобы получить
поверхность надлежащей плотности; въ то же время земля по сторо-
намъ модели утрамбовывается, поверхность выравнивается и посыпается
28
434
раздѣлительнымъ пескомъ; ставится верхняя опока Т и набивается. За-
тѣмъ опоку снимаютъ, направляютъ поломанныя мѣста, прирѣзаютъ ;шт-
Фиг. 25(1
ники, вставляютъ стержни С и, за-
крывъ верхнюю опоку я нагрузивъ
Фиг. 257.
ее. получаютъ готовую форму.
На фиг. 256 представлена фор~
л* овна кр ы иі ки п аро во і о цил и ядра*
Послѣ того какъ приготовленъ воя-
ніляціогшый стой К изъ кокса, ПО’
ставлены выводящія трубки Р. на-
сыпанъ слой формовочной земли и
провентилированъ проволокой,въ пего
осаживаютъ модель крышки, какъ
было описано выше. Для покрытія
верхней части должны быть постав-
лены двѣ опоки М и Т- При чемъ,
чтобы среднюю опоку Мможно было
поднять > необходимо на модели фля*
йенъ Р сдѣлать отъемнымъ. Среднее
отверстіе получается при помощи
стержня С\ который вставляется въ
отпечатки стержней па модели /<
Нѣтъ необходимости, чтобы верх-
няя опока Т была такого же раз-
мѣра, какъ и средняя опока М,
Ее можно сдѣлать меньше, какъ
показано на фяг. 257, лишь бы
внутри ее помѣстился флянецъ.
У модели можетъ быть сдѣлана
отъемной вся верхняя часть саль-
ника X (фиг* 257). Точно также,
вмѣсто верхней опоки Г, можно
обойтись только одной опокой,
Фйг, 2Й>
употребляя для формовки верх-
ней части сальника стержень 6\
приготовленный въ ящикѣ (фиг*
258). Сверху стержень засы-
пается пескомъ и затѣмъ при
нагрузкѣ опоки ата часть тоже
должна быть надлежащимъ обра-
зомъ* нагружена*
Формовка спшнипы сш-
точки (фиг* 25$)* .Модель пред-
ставляетъ такое же очертаніе.
какъ и отливаемая вещь* и состоитъ инъ главной части. Г, отъемныхъ
частей 5; Тѣ части, по которымъ движется каретка и которыя должны
подъема плитъ. Откосы покрываются писчей бумагой,
раздѣлительную поверхность, послѣ чего между мо-
набивается формовочная земля до поверхности ТК.
части Н набивается тоже
коксъ изъ котораго вы*
формовочная земля, внутри
снимаютъ вхъ и смотрятъ
«быть обработаны, формуются внизъ. По вышеописанному приготовляется
вентиляціонный слой, выравнивается поверхность АВ и на нее кладет-
ся модель. Затѣмъ набиваются боковые откосы АТ и КВ. По бокамъ
модели ставятся чугунныя плнты Р, съ прилитыми къ нимъ скобами Е,
назначенными для
ятобы образовать
делью п откосами
Внутри модели въ
ее прокладывается
водятся трубки, достаточно длинныя для того,
чтобы вывести газы поверхъ верхней опоки.
Послѣ этого набивается верхняя опока С
Чтобы вынуть модель, снимаютъ верхнюю
опоку, вытаскиваютъ часть модели Ц\ по-
дымаютъ плиты Р, отодвигаютъ въ стороны
’іастя 8 и вынимаютъ ихъ вонъ. Когда
-форма отдѣлана, прирѣзаютъ литники, и при-
ступаютъ къ сборкѣ формы. Тѣ ребра, ко*
торы я могутъ быть легко обжаты при за-
крытій формы, лучше предварительно слегка
обрѣзать.
Чтобы провѣрить насколько правильно
отдѣльныя части становятся и а своя мѣста,
поверхности раздѣла посыпаютъ мукой, за-
тѣмъ ставятъ на нихъ частя формы, снова
насколько правильно отпечатывается мука въ различныхъ мѣстахъ.
247, Укрѣпленіе песка въ опокахъ ’). Если онока стоитъ непо-
движно я песокъ составленъ надлежащей крѣпости, то вообще приго*
товленнак въ немъ форма сопротивляется довольно хорошо ударному
дѣйствію чугуна при наполненіи, а также и дѣйствію жара. Только въ
нѣкоторыхъ случаяхъ, когда въ формѣ получаются тонкія выступающія
части съ большими поверхностями, иа которыя можетъ давить чугунъ,
является опасность, что онѣ сломаются, и въ такихъ случаяхъ при хо-
лится ихъ укрѣплять. Для этого черезъ тонкіе выступы пропускаютъ
желѣзныя шпильки, которыя проходятъ въ болѣе массивныя части песка
и такимъ образомъ предохраняютъ отъ полома тонкія части. Самый пе-
сокъ для такихъ частей составляется тоже нѣсколько прочнѣе, прнмѣ-
апявая къ нему немного муки (1 часть муки на 16 — 20 частей песка):
это сообщаетъ песку большую вязкость; также смачиваютъ песокъ кй-
<льпіъ пивомъ, жидко разведенной патокой ялн жидкой глиной.
Напримѣръ, на фиг. 260 представлена форма, у которой по сере-
динѣ имѣется цилиндрическій выступъ. Такой выступъ пріі наполненія
-«формы чугуномъ, если послѣдній немного подместь землю въ Ь, легко
можетъ быть оторванъ, и всплыветъ кверху, какъ болѣе легкое тѣло,
*) См, Тѣе іор оТ §геев заші тоаій. ѴѴеі& М* Е. 343—12* 03<
28*
436 —
врютшіьъ -бракъ. Для предупрежденія этого такой выступъ можетъ быт^
укрѣпленъ постановкой по окружности нѣсколькихъ желѣзныхъ стержней
=• толщиной около 10 ми п смазанныхъ. для большей связи съ пес-
комъ, жидкой глиной или тѣстомъ изъ муки.
Если форма наполняется чугуномъ въ теченіе долгаго времени^,
оіф, 30“"40 секундъ, то верхняя сторона формы подъ дѣйствіемъ-
сильнаго жара можетъ пересохнуть, потрескаться я отвалиться, Въ та-
кихъ случаяхъ верхняя опока должна набиваться очень вязкимъ пескомъ
и быть хорошо закрѣплена крючками. Крючки должны подходить воз-
можно ближе къ поверхности формы (5—10 мм,), иначе они не шжо-
гутъ дѣлу..Если этого оказывается недостаточна, то къ песку опять-
Фиг. 260.
должна быть примѣшана мука въ указанной выше пропорціи ? или нужш-
смочить песокъ тѣми же веществами; если и это не поможетъ, топш
придется.-верхнюю опоку набивать массой и сушить.
Кромѣ того, при отливкѣ такихъ формъ необходимо всѣ выпоръ»
держать закупоренными, чтобъ воздухъ изъ формы протискивался черезъ
верхнюю-: опоку и такимъ .образомъ до .нѣкоторой .степени предот&ра*'
:Ш&й>.:-чі’бвалйванІе-.-песку. Конечно^ это средство бываетъ дѣйствитеяъ-
•і^м^йъ:<даш-..случаѣ, когда . форма наполняется:, достаточна быстро:
въ-^рйѣѵ/сбх^іняится до статочное давленіе, чтобъ песокъ,., прижимаясь
кверху^:СІЙв ЙО ГЫ: ОбВЯЛИВ&ГЬГЯ< Нб-’. СЪ ДруГОЙ СТ0рОИЫ, ЕСЛИ /. ШШОЛПЯТЬ
форму:/ а^ййомъ::-бжтр^.-;та<-воздухъ- можетъ. сжаться, настолько,.- что: .вы—
тѣснитъ -.йробки ;: изѣ::: /йгійдровъ ••••ѣу / ед рвавшись и зъ формы’- : си л ьіюй :. стру--.
ей;-себѣ:- :«ет:ъ разрушить-форму...
Въ'' йѣкаторнхъ:.”:оучохъу ^-примѣръ.).’ -при ётжжѣ:: -ТОЛ-
СТЫХЪ плитъ нлив-тяжйыхъ/ :.иіковожь^ . -.когда. ..вержшй-./.отка- -:пед§ер^:
пьется особенно сильному-. іг..іірадйлжйтеіьмвму:?&яру,:’ полезно: всю :':но-;'
ъерхиость прошшшпь--
— 437
совсѣмъ на поверхность и быть только закрашены формовочными чер-
нилами.
При вентилированіи въ такихъ случаяхъ отдушины но должны до-
ходитъ до поверхности на 25—40 о., чтобы затруднить выходъ га-
замъ изъ формы и повысить внутри ея давленіе*
Гораздо больше вѣроятія ожидать обвала въ томъ случаѣ, когда
опока передвигается, переворачивается и т. п. При такихъ передвиже-
ніяхъ опоку могутъ очень легко толкнуть, встряхнуть, напр. соскочив-
шимъ звеномъ цѣпи, а кромѣ того о и ока поднимается обыкновенно за
двѣ точки, слѣдовательно сгибается довольно сильно, и это тоже мо-
жетъ повести къ тому, что находящійся въ опокѣ песокъ обвалится.
Песокъ держится въ опокъ треніемъ между перегородками и стѣн-
ками опоки и собственнымъ сцѣпленіемъ. Если при формовкѣ нѣкото-
рыя части формы выступятъ слишкомъ далеко отъ перегородокъ оігокп,
ихъ вѣсъ можетъ оказаться настолько значительнымъ, что превзойдетъ
силу сцѣпленія, и при малѣйшемъ сотрясеніи выступающая часть отва-
лится прочь. Въ такихъ случаяхъ нужно увеличить искусственно связь
выступающихъ частей формы со стѣнками и перегородками опоки. Для
этого между перегородками прокладываются желѣзныя шпильки и крючки,
которые проходятъ въ выступающія части формы, и такимъ образомъ
эти частя оказываются подвѣшенными на шпилькахъ. Не нужно забы-
вать, что связующей силой здѣсь является треніе, и потому, чтобъ
шпильки о^азыши дѣйствительную помощь, необходимо, чтобъ онѣ за-
ходили между перегородками (не менѣе чѣмъ на длины) и были
сдѣсь плотно затрамбованы пескомъ. Во многихъ случаяхъ приходится
видѣть, что литейщики ставятъ шпильки, не доводя ихъ до перегоро-
докъ опоки, въ такомъ случаѣ шпильки, увеличивая только вѣсъ высту-
пающей изъ опоки части, принесутъ лишь вредъ вмѣсто пользы. Чтобъ
песокъ лучше приставалъ къ шпилькамъ, ихъ смазываютъ глиной.
Иногда па помощь желѣзнымъ шпилькамъ проставляются деревяшки,
такъ паз. солдатики. Они не должны имѣть большую поверхность съ
конца, обращеннаго къ модели, и не должны слишкомъ блнзко подхо-
дить къ поверхности формы, ибо въ такомъ случаѣ песокъ легко отва-
ливается отъ нихъ и производятъ порчу литья.
Формуя тяжелыя вещи, сначала нужно ставить желѣзныя шпильки,
потомъ, надо живши слой песку около 25 мм..
можно ѵже ст;>'птг.
датики. При такомъ способѣ постановки они
могутъ быть взяты большей величины и ока-
зать большую пользу, Если подвѣшивается
очень тяжелая масса земли, то какъ шпильки,
такъ и солдатики прикрѣпляются къ перего-
родкамъ опоки л принимаютъ форму крючковъ,
фиг. 261,
Крючки въ литейныхъ приготовляются изъ круглаго желѣза
/10—12 мм*), по многіе нредшниіаютъ отливать ихъ изъ чугуна. Въ
послѣднемъ случаѣ крючки дѣлаются плоскими и не такъ гнутся, кромѣ
того ихъ легко обламы ватъ до надлежащей длины, если болѣе корот-
кихъ не имѣется налицо.
Когда солдатики употребляются для легкихъ вещей, ихъ попереч-
ные размѣры не должны быть болѣе 20 юк въ сторонѣ и подъ шлш-
долженъ быть слой песку не менѣе 12 шк
Чтобъ песокъ іюжлу перегородками держался прочно, разстояніе
между ними не должно быть болѣе 160 мм. и ихъ ширина не должна
быть менѣе 180 шц для тяжелыхъ отливокъ.
Если въ опоку вставляются деревянныя перегородки, то въ ннхъ-
можно прямо наколотить гвоздей, которые и замѣнятъ собой шпильки.
Если формуется вещь съ гладкими поверхностями, отстоящими отъ-
перегородокъ опоки не больше какъ на 20 мм., и если перегородки щж
этомъ смазаны передъ набивкой глиной, то нечего опасаться обвала я
не зачѣмъ ставить солдатиковъ; нужно только пабивку производить ва~
длежаіщвіъ образомъ. Для надлежащей набивки гладкихъ поверхностей
Фиг. 262.
достаточяо насыпать слой песка въ 100 мм, и набивать его ровно
плотно. Для второго слоя можно насыпать 200 мм. я употребить иж
набивку время вдвое меньшею Наконецъ, пространство между перепю
родками нужно набивать очень плотно, употребляя при этомъ клино-
видные набойники; только такой набойникъ способенъ утрамбовать хо-
рошо песокъ между перегородка м.н я дать хорошую державу для штн
лекъ. При такомъ способѣ набивки можно сказать навѣрное, что обі^-
ла не произойдетъ.
/Если же въ модели имѣются выступы и іишшш, то около такихъ
мѣстъ нужно набивать ручнымъ набойникомъ по возможности съ оди-
наковой плотностью.
., Надлежащая- плотность набивки можетъ быть опредѣлена только-
опытомъ при работѣ въ литейной *).
Необходимо направленіе перегородокъ въ опокѣ сообразовать съ
формой модели - Напримѣръ, на фиг. 262 перегородки поставлены не-
*} См, А. М. 7 —1—04.
прашшьшк Перегородка 6' расположена параллельно ш^ерхЕ-юстп модели
и между шпш остается тошлй слой земли; набить правильно такое
узкое пространство и а представляется возможнымъ. Кромѣ того, и про-
ынтыировать эту часть трудно: для газовъ выходъ будетъ очень стѣ*
спонъ, Наконецъ, при поворачиваній иноки такой тонкій слой земли м»
жетъ легко отвалиться. Крючки въ этой часта принесутъ мало пользы,
такъ какъ у нихъ будутъ затрамбованы только верхніе кошш. Около
перегородокъ всегда должна быть довольно большая масса песку, толь-
ко при этомъ условіи онъ можетъ быта хорошо и прочно набитъ. Ра-
ціопалыюе расположеніе перегородокъ для данной работы будетъ такое
какъ показываетъ пунктирная линія 00 на фиг. 26Х
Что касается до простановки крючковъ, то крючки 1, 2> 5, 7 на
фиг, 202 и 9 фиг. 263 поставлены совершенно неправильно. Крючекъ
7 только увеличиваетъ вѣсъ земли и способствуетъ ея обвалу* Если
бы. въ силу необходимости, пришлось поставить перегородку /> такъ.
Фиг. 263.
какъ показано на фиг. 262, то крючекъ 1 нужно было бы значительно
приподнять, а крючекъ 2 перевернуть такъ, чтобы его горизонтальное
колѣно пошло бы подъ перегородкой. Крючки 11. 12 и 13 на. фиг,
263 поставлены правильно. Крючекъ же 10 было бы лучше подвинуть
въ лѣвую сторону, такъ чтобы конецъ горизонтальнаго колѣна подо-
шелъ ближе къ модели. Концы крючковъ, подходящіе близко къ мо-
дели, по причинятъ вреда. Крючки же? поставленные близко къ мо-
дели по всей своей длинѣ, какъ 1 и 9? мало поддерживаютъ землю и,
вслѣдствіе трудности набивки земли около нихъ, лаютъ слабыя мѣста
формѣ. Само собой понятно, что крючки не должны выступать на по-
верхность опоки, какъ крючекъ 9, иначе они легко могутъ быть повре-
ждены при передвиженіи оиокж
Нужно замѣтить, что очень часто земля обрывается при подыма-
ніи опоки, вслѣдствіе того, что послѣдняя поднимается неравпозтѣрно,
или подымается съ толчками, отрывая ее отъ нижней части, послѣднее
особенно возможно при разъемѣ съ помощью крана. Для устраненія
подобныхъ случайностей полезно сдвигать опоку съ мѣста при помощи
— 440 —
рычаговъ X (фиг, 262), при этомъ можно страгивать опоку съ мѣста
не всю сразу, а подымая сначала одну сторону па 2 — 3 юі, и под-
клинивая ее, а затѣмъ другую. Стронутая съ мѣста опока дальше идетъ
уже легко*
248* Вентилированіе фориъ сырого пеона* Пористость формо*
вочнаго песка оказывается недостаточной для свободнаго прохода газовъ
п паровъ въ томъ случаѣ, когда имъ приходится дѣлать длинный нутъ*
и потому въ нѣкоторыхъ случаяхъ внутри массы песка должны быть
проложены искусственные вентиляціонные каналы* или отдушины,
облегчающіе движеніе газамъ и парамъ. Наиболѣе простой способъ для
проложенія отдушинъ, это—протыканіе набитаго около модели песка
проволокой. Размѣръ отдушинъ долженъ сообразоваться съ тѣмъ, на-
сколько пористъ самъ по себѣ песокъ, какой путь газамъ нужно про-
ходить и какое количество газовъ можетъ развиваться въ данной части
формы. Чѣмъ мельче и вязче песокъ, чѣмъ болѣе плотно набитъ онъ
въ формѣ, чѣмъ длиннѣе путь для выхода газовъ, тѣмъ лучше доджиы
быть сдѣланы отдушины.
Свѣжій формовочный песокъ, какъ содержащій больше примѣси
угля и обыкновенно болѣе сырой, выдѣляетъ и большее количество га-
зовъ, чѣмъ песокъ, бывшій уже въ употребленіи, и потому свѣжій не-
сокъ при набиваніи требуетъ лучшей вентиляціи; кромѣ того, прп на-
грѣванія, песокъ дѣлается тощѣе и пористѣе, и потому бывшій въ упо-
требленіи песокъ вообще можетъ набиваться плотнѣе и не нуждается прп
этомъ въ такой вентиляціи, какъ свѣжій песокъ.
Нижняя часть формы требуетъ лучшей вентиляціи, такъ какъ опа
находится въ соприкосновеніи съ чугуномъ въ продолженіе болѣе дол-
гаго времени и выдѣляетъ поэтому большее количество газовъ, которые
къ тому же нужно вывести какъ можно скорѣе; иначе они будутъ про-
ходить черезъ чугунъ, и литье очепъ легко можетъ получиться съ отду-
лпиами. Что касается до верхнихъ опокъ, то онѣ вентилируются больше съ
цѣлью дать возможность выйти газамъ, находящимся при отливкѣ внутри
формы, чѣмъ для отведенія газа и паровъ, образующихся внутри формовоч-
наго матеріала, Верхнія опоки требуютъ мепьшей вентиляціи, когда форма
наполняется очень горячимъ чугуномъ, такъ какъ при такихъ условіяхъ
чугунъ не столь быстро остынетъ и успѣетъ вытѣснять весь находя-
щійся въ формѣ воздухъ* Если же чугунъ довольно холоденъ, то въ
нѣкоторыхъ мѣстахъ сжатый воздухъ, не находя свободнаго выхода,
удерживаетъ чугунъ отъ заполненія формы, и прежде чѣмъ давленіе
успѣетъ уменьшиться, чугунъ можетъ застыть, результатомъ чего по-
лучится литье съ гладкими впадинами на верхней части.
При отливкѣ легкихъ вещей отдушины должны быть выведены на
поверхность формы, чтобъ воздухъ легко и быстро выходилъ изъ формы.
На поверхности формы отдушины должпы быть слегка заглажены рукой,
иначе чугунъ будетъ проникать въ нихъ, п литье получитъ некрасивый
видъ. При отливкѣ тяжелыхъ вещей, наоборотъ, требуется сохранить
давленіе внутри формы и тѣмъ предупредить обвалъ песка, н нотой}"
— Ш —
отдушины не должны доходить до поверхности формы на 30—75 п..
смотря по размѣрамъ литья.
Такія части внутри формы, какъ выступы, флянцы. имѣющія не-
большое поперечное сѣченіе при значительной поверхности, должны
быть особенно хорошо вентилируемы: иначе вслѣдствіе обильнаго раз-
витія газовъ и паровъ внутри ихъ поверхность формы можетъ быть
оборвана.
Напримѣръ, чтобы провентилировать выступъ въ формѣ фиг. 260.
нейтральная часть выступа протыкается толстой проволокой (6 — 7 мм.)
до вентилирующаго слоя С. изъ котораго газы выводятся трубкой
Эти капали не доходятъ до поверхности выступа на 20—25 мм. и за-
купориваются пальцемъ, чтобы въ нихъ не могъ проникнуть чугѵнъ.
затѣмъ задѣлывается верхняя часть выступа, при чемъ земля наклады-
вается и нажимается рукой по возможности слабо, поверхность про-
глаживается линейкой, протыкается до уровня большихъ каналовъ тон-
кой проволокой ,(1 — 2 мм.) и все приглаживается гладилкой.
Если форма имѣетъ очень большіе размѣры, то при формовкѣ
въ почвѣ на нѣкоторомъ разстояніи подъ поверхностью формы дѣлается
особый вентилирующій слой, легко отводящій газъь и отдушины, про-
тыкаемыя проволокой съ поверхности формы, выводятся въ этотъ слой.
Для образованія вентилирующаго слоя подъ формой насыпается стой
какого-нибудь очень пористаго матеріала, яапр. кокса, битаго шлака и
т. п.. и хорошо утрамбовывается. Чтобъ газы могли легко выходить
изъ вентилирующаго слоя, на поверхность, прокладывается газовая
трубка довольно большого діаметра. 50 — 75 мм. Выводящее отверстіе
трубы должно быть расположено такимъ образомъ, чтобъ случайныя
брызги чугуна не могли зажечь газонъ прежде, чѣмъ форма совершенно
наполнится; въ противномъ случаѣ, если на поверхности формы имѣ-
ются выступы пли вообще непрочныя мѣста, то вслѣдствіе взрыва,
какъ уже было сказано, они могутъ обломаться, и отливка получится
нечистой.
Вмѣсто вентиляціоннаго слоя, приготовленнаго изъ кокса, иногда
подъ формой прокладываютъ канаты, которые послѣ набивки вытаски-
ваютъ прочь, и такимъ образомъ получаютъ подъ формой большіе ка-
налы. по которымъ могутъ свободно двигаться газы. Послѣдній способъ
вентилированія менѣе удобенъ, такъ какъ при вытаекпвапіп канатовъ
весьма легко испортить приготовленную поверхность формы. Иногда,
чтобъ не вытаскивать канатовъ, ихъ приготовляютъ изъ соломы, кото-
рая сама можетъ проводить газы довольно легко, а при наполненіи
формы чугѵиомь солома, находясь недалеко отъ ея поверхности, не ре*
гораетъ. и такимъ образомъ получаются подъ формой пустоты, но ко-
торымъ и движутся газы.
При большихъ верти кальныхъ поверхностяхъ формы около нихъ
прокладываютъ вертикальные капали. Эти отдушины иногда выводятся
въ раздѣлительную поверхность формы, и но пей прорѣзаются каналы,
отводящіе газы на поверхность. Подобное расположеніе отдушинъ не-
- 442
удобно, такъ какъ очень часто чугунъ проходитъ въ стыкъ между опо-
ками и такимъ образомъ можетъ закупорить отдушины; кромѣ того,
присутствіе отдушинъ на поверхности раздѣла дѣлаетъ іп)слѣдпюю не
столь плотной, что необходимо для избѣжанія большихъ заливовъ на
отливаемой вещи. Гораздо лучше, послѣ того какъ форма набита, не
доходя около 100 мм. отъ поъерхпости раздѣла, проложить горизон-
тальный капалъ параллельно съ поверхностью модели н изъ него про-
вести вертикальныя отдушины б—8 мм. внизъ, затѣмъ заполнить 'ка-
налъ коксомъ. сдѣлать выводную трубку па поверхность п продолжать
набивку песка до стыка. Отдушины изъ вышележащихъ слоевъ про-
водятся въ тотъ же капалъ, заполненный коксомъ.
Выходящіе изъ отдулп-шъ газы обыкновенно содержатъ много окти:и
углерода, производящей угаръ въ литейномъ помѣщеніи, дурно дѣйству-
ющій на здоровье рабочихъ; поэтому обыкновенно выходящіе изъ
формы газы зажигаютъ, чтобъ сжечь выходящую окись углерода въ
углекислоту. Но торопиться съ подобнымъ зажиганіемъ газовъ не слѣ-
дуетъ, такъ какъ при зажиганіи очень часто происходитъ взрывъ, пе-
редающій толчокъ во внутренность формы; если при этомъ форма не-
была наполнена, то поверхность ея вслѣдствіе толчка можетъ легко
оборваться я литье получится нечистое. Поэтому вообще не слѣдуетъ
зажигать выходящихъ изъ отдушинъ газовъ прежде, чѣмъ форма на-
пои и епа чу г уя о мъ.
249, Устройство ЛИТНИКОВЪ. Латникъ состоитъ изъ режр^ара.
Фиг. 204.
иаходящаго ся па в оверх но стп, въ
который непосредственно выливается
чугунъ изъ ковша, н затѣмъ канамі,
ир ов о д я ща г о ч у і: у я ъ и зъ р е з е р в у а р а
въ форму.
При формахъ небольшой вели-
ми н ы рез е р ву а ръ дѣ д ает ся о б ы к н о -
вепво на верхней опокѣ изъ того
же формовочнаго носка. Если форма
большая и размѣръ резервуара та-
ковъ, что его трудно умѣстить на
верхней опокѣ, для него ставятъ но-
вую опоку 'Е и въ пей набиваютъ-
песокъ и вырѣзаютъ резервуаръ (фиг.
264). Если резервуаръ будетъ при-
готовленъ такъ, какъ показано на
Ж. фш\ 264,л то вся грязь (I изъ
резервуара будетъ увлекаться въ ка-
палъ. Поэтому необходимо, чтобы
вертикальный каналъ помѣщался нѣ-
сколько отступя отъ края резервуара,
какъ показано въ Д тогда грязь іі получаетъ возможность всплывать и от-
ливка получается чнще^ На это обстоятельство слѣдуетъ обращать вниманіе*.
— 443
Фкг 265.
Въ случаѣ очень тяжелыхъ отливокъ черезъ резервуаръ прохо-
дитъ большое количество чугу па и потому онъ долженъ быть приго-
товленъ особенно прочно. Устройство такого резервуара представлено
иа фиг. 265. Опока, стоящая сбоку формы или поверхъ ея, наби-
вается пескомъ. Въ мѣстѣ В, куда непосредственно падаетъ чугунъ
изъ ковша, дѣлается небольшое углубленіе, такъ что чугунъ только въ
первый моментъ ударяется о поверхность песка, затѣмъ уже углуб-
леніе наполняется чугуномъ и впадающая струя ударяется о поверх-
ность распавленпаго металла. Чтобъ еще больше укрѣпить резервуаръ,
въ этомъ мѣстѣ кладется плита, приготовленная изъ стержневой глины.
Боковыя стѣнки укрѣпляются шпильками. Подъ углубленіемъ, въ кото-
рое впадаетъ чугунъ. прокладывается вентилирующій слой Н изъ золы,
чтобъ образующіеся въ пескѣ газы и пары совершенно свободно выхо-
дили прочь, не попадая въ металлъ и
пе отрывая при этомъ поверхности ре-
зервуара, при чемъ соръ вмѣстѣ съ чу-
гуномъ могъ бы попасть въ форму.
При наполненіи формы чугуномъ,
вслѣдствіе окисленія металла, па его
поверхности всегда имѣются твердые
окислы, которые, попавъ въ форму, мо-
гутъ дать нечистую отливку. Кромѣ
того, какъ бы хорошо ни былъ устроенъ
резервуаръ, всегда часть формовочнаго
матеріала будетъ смыта за унесена въ
форму. Поэтому, приготовляя лйтнеіеъ,
нужно придавать ему такое устройство,
чтобъ весь примѣшанный къ чугуну
соръ былъ задержанъ и ие допущенъ
въ форму. Устройство подобныхъ лит-
никовъ особенно важно въ тѣхъ случаяхъ, гдѣ отливаемая вещь долж-
на подвергаться чистой обработкѣ Здѣсь попавшій въ форму соръ мо-
жетъ быть даже не замѣченъ на поверхности отлитой вещи, но послѣ
снятія тонкаго слоя металла сейчасъ же обнаружится, и въ результатѣ
отливка можетъ быть забракована. Нужно замѣтить, что соръ можетъ
или попасть въ форму извнѣ, пли же образоваться въ самой формѣ вслѣд-
ствіе растрескиванія и срыванія ея поверхности. Правильная конструк-
ція литника можетъ предупредить проникновеніе сора въ форму только
извнѣ, что же касается до образованія сора внутри формы, то его ко-
личество можетъ быть уменьшено хорошимъ исполненіемъ формы, а
вредъ, причиняемый отливкѣ присутствующимъ въ формѣ соромъ, мо-
жетъ быть уменьшенъ принятіемъ особыхъ предохранительныхъ мѣръ,
о которыхъ будетъ сказано впослѣдствіи.
При отливкѣ тяжелыхъ предметовъ, литнпкп, удерживающіе соръ„
устраиваются слѣдующимъ образомъ (фиг. 265). На пути канала, про-
водящаго чугунъ въ форму, дѣлается одно или два вертикальныхъ ц
— 44І —
линдрическихъ отверстія Н. Горизонта явный каналъ Е впадаетъ въ
такіе цилиндры по касательной, вслѣдствіе чего чугунъ въ цилиндрѣ
приходитъ во вращательное движете. Грязь, которая легче, чѣмъ рас-
плавленный металлъ. собирается въ серединѣ вращающагося столба
жидкости и постепенно всплываетъ къ верху, какъ показываетъ и
такимъ образомъ задерживается въ первомъ вертикальномъ каналѣ. Вы-
водное отверстіе канала Р располагается ниже. чѣмъ входящее. Это
способствуетъ также, чтобъ соръ,
плавающій на поверхностію задержи-
вался въ первомъ каналѣ. Затѣмъ
можетъ быть поставленъ еще второй
каналъ? и грязь, которая пройдетъ
мимо перваго капала, будетъ удер-
жана во второмъ. Размѣры каналамъ
должны быть приданы такіе, чтобъ
всѣ вертикальные каналы были все
время наполнены чугуномъ: для это-
го площади каналовъ Е : I) : И
должны относиться какъ 1 : 1.75 : 5.
Въ нѣкоторыхъ литейныхъ конструк-
цію литниковъ дѣлаютъ, какъ пред-
ставлено на фиг. 266, Здѣсь отдѣ-
леніе грязи происходитъ въ шаро-
вомъ расширеніи ЙК ІІрпнщпгь же
устройства тотъ же какъ и у только что описаннаго. Иногда горизон-
тальный каналъ лити яка поднимается снова къ верхѵ и въ немъ ста*
с
Фиг.
Фиг. 207.
іиітея глиняная проока, ііроо-
ка можетъ быть поставлена
па произвольной высотѣ по
отношенію къ формѣ и слу-
житъ предохранительнымъ
аппаратомъ отъ слишкомъ
сильнаго удара чугуна въ
верхнюю часть формы. Когда
чугунъ наполнитъ форму до
высоты пробки, то послѣд-
няя давленіемъ чугуна вы-
пи рается, металлъ начинаетъ
переливаться прочь изъ лит-
ника: этимъ подается сиг-
налъ, что нужно немного замедлить наливаніе чугуна.
Самое простое устройство для задержанія грязи—это плоская
плитка С изъ стержневой глины, поставленная поперекъ резервуара
(фпг. 267)^ которая и задерживаетъ всю плавающую на поверхности
грязь.
Иногда перегородка, задерживающая грязь, ставится внутри лит-
— 445 —
пика (фиг* 268), Здѣсь С—отдѣляющій бассейнъ, 5—перегородка. Та*
кой литникъ дѣйствуетъ еще болѣе совершенно.
При устройствѣ литниковъ нужно обращать большое вниманіе на
исполненіе верхняго резервуара, въ который металлъ выливается изъ
ковша. Если эта часть исполнена не достаточно прочно, то металлъ
легко можетъ оборвать землю и вся отливка будетъ испорчена. Очень
часто, напримѣръ, литейщикъ, приготовляя эту часть литника, беремъ
о иску п уминаетъ къ пей землю, придавая ей очертанія соотвѣтствую-
щія резервуару. Такой пріемъ не долженъ допускаться. Необходимо всю
опоку плотно набить свѣжей формовочной землей и затѣмъ уже въ
утрамбованной землѣ вырѣзать лопаткой соотвѣтствующее углубленіе.
Въ томъ мѣстѣ, гдѣ падаетъ чугунъ, необходимо ставить стержни, или
класть кирпичи, или укрѣплять дно гвоздями, сообразуясь съ размѣрами
и силой удара падаю щей струи металла. Кромѣ того, въ томъ мѣстѣ
резервуаръ нужно нѣсколько углублять, чтобы падающій чугунъ уда-
рялся въ заполнившій ранѣе это углубленіе металлъ, и такимъ обра-
зомъ не размывалъ бы самаго резервуара.
Подъ этимъ мѣстомъ полезно устраивать
также вентиляціонный слой, чтобы всЬ
нары и газы, образующіеся при вливаніи
чугуна, могли бы свободно выйти въ сто-
роны, не растревоживая поверхности ре-
зервуара. Толщшіа слоя земли подъ ре*
зервуаромъ не должна быть меньше 100
мм. Указываемъ еще разъ иа то обстоя-
тельство, что небрежное устройство лит-
никовъ причиняетъ паи большее коли честно
II рп отливкѣ мелкихъ издѣлій хорошіе литники должны имѣть
аналогичное устройство. Вообще при отливкѣ мелкихъ предметовъ раз-
мѣръ литниковъ стараются по возможности уменьшить, такъ какъ чу-
гунъ, пошедшій па залитіе литнику составляетъ излишній расходъ, и
потому, чѣмъ меньше будетъ вѣсъ лнтнпка но сравненію съ вѣсомъ
отливаемой вещи, тѣмъ она выйдетъ дешевле. Но подобная экономія
можетъ примѣняться не вездѣ: въ тѣхъ случаяхъ, коіда требуется чи-
стая отливка, а въ особенности, когда издѣлія подлежатъ обработкѣ,
экономія въ л шишкахъ не представляетъ никакого расчета; наоборотъ,
литники должны быть сдѣланы вполнѣ правильной конструкціи^ иначе
бракъ, получаемый при отливкѣ* будетъ гораздо убыточнѣе, чѣмъ из-
держки на приготовленіе литниковъ надлежащихъ размѣровъ.
Конструкція лптинка для мелкихъ предметовъ представлена на
фиг, 26?. Принципъ устройства тотъ же, самый какъ описанный выше,
е—литникъ, / —каналъ для всплыванія грязи, Іі—стержень, задерживаю-
щій грязь.
Довѣрять рабочему вырѣзать подобные литники прямо впструмеи-
томъ, какъ это обыкновенно дѣлается при устройствѣ простыхъ литни-
ковъ. нельзя, такъ какъ онъ, не понимая вполнѣ идеи подобнаго лят-
8
т
4чп.
бракѵ въ литейныхъ.
— 446 —
ника, можетъ сдѣлать его совершенно неправильно іц слѣдовательно,
истратить только излишній матеріалъ при отливкѣ, не достигая ника-
кихъ результатовъ въ смыслѣ очистки чугуна. Въ виду сказаннаго на за-
водѣ должны быть спеціальныя модели (фпг. 269) для подобныхъ литни-
ковъ. Такъ какъ размѣръ литпика долженъ соотвѣтствовать размѣру отливки,
то моделей должно быть нѣсколько. Лучше ихъ приготовить изъ чугуна,
и для легкости сдѣлать пустотѣлыми. Подобные литники дѣйствуютъ
очень хорошо, и всякій заводъ, желающій получать чистое мелкое
литье, долженъ непремѣнно ихъ примѣнять.
Иногда не довольствуются такой конструкціей литниковъ, а дѣлаютъ
горизонтальный каналъ литника
Фиг. 269.
очень большой длины> прп чемъ
верхняя стѣпка дѣлается вол*
вистой. Соръ, прішѣшашшй къ
чугуну, при движеніи послѣд-
няго по длинному каналу при-
лииаетъ къ стѣнкамъ и углуб-
леніямъ въ верхней части, и
чугунъ совершенно чистый вхо-
дитъ въ форму. Въ началѣ ка-
нала имѣется такой же литникъ,
какъ п описанный раньше, со-
общающій чугуну вращательное
движеніе. Конецъ капала, впа-
дающій въ форм у, нѣсколько
приподнятъ для того, чтобъ ка *
налъ все время былъ заполненъ
чугуномъ.
Вообще при движеніи чу-
гуна по каналу примѣшанная къ
нему грязь постепенно пристаетъ
къ стѣнкамъ канала, п чѣмъ
длиннѣе путь чугуна предъ
тѣмъ, какъ ему войти въ форму,
тѣмъ меньше вѣроятія, что соръ дойдетъ до нея; поэтому въ тѣхъ слу-
чаяхъ, когда въ одной опокѣ формуется нѣсколько предметовъ, прп чемъ
нѣкоторые изъ нихъ должны потомъ обрабатываться, чугунъ направ-
ляется такимъ образомъ, что онъ сначала заполняетъ предметы, не под-
лежащіе обработкѣ, а ужъ потомъ входитъ въ предметы, которые въ
отливкѣ должны получиться наиболѣе чистыми. Нужно при этомъ имѣть
въ виду, что чѣмъ длиннѣе путь приходится проходить чугуну и чѣмъ
мельче отливаемые предметы, тѣмъ горячѣе чугунъ долженъ быть, иначе
опъ можетъ на пути настолько остыть, что уже не заполнитъ мелкихъ
формъ.
Только что описанные длинные литники требуютъ на себя слиш-
комъ много излишняго металла, и потому ихъ можно примѣнять толь-
— 447
ко въ исключительныхъ случаяхъ, когда требуется особенно чистая
отливка.
Весьма важно обращать вниманіе на то, какъ прирѣзанъ литникъ
къ самой формѣ. Если, напримѣръ, литникъ будетъ соединяться съ фор-
мой, какъ показано въ фиг, 270 ТУ, то при отбиваніи его всегда бу-
детъ отламываться часть тѣла у самой вещи, и послѣдняя можетъ ока-
з ять ся не по р че н но й; поэто му не о б х од и но
такъ, чтобы въ мѣстѣ соединенія каналъ
имѣлъ наименьшіе размѣры: какъ пока-
зано въ 7?, и при отбиваніи удары мо-
лотка направлять, по стрѣлкѣ, чтобы рас-
тянутыми волокнами получались тѣ, ко-
торые соединяются съ вещью полъ пря-
мымъ угломъ. При этомъ лятникп будутъ
отламываться безъ всякой порчн для са-
мой вещи.
(Си, также §—Вліяніе литника на
плотность отливаемыхъ вещей.)
25ЕѢ Формовка въ сухомъ пеонѣ.
Формовка въ сухомъ пескѣ отличается
подводить литникъ къ формѣ
ѵѵ р
Фиг, 2^0,
отъ только что описанной тѣмъ, что формовочный песокъ берется
болѣе жирный, слѣдовательно болѣе вязкій, набивается форма бо-
лѣе плотно, и такъ какъ при такихъ условіяхъ стѣнки формы полу-
чаются недостаточно пористы для отвода образующихся при отливкѣ
газовъ и паровъ, то форма, прежде чѣмъ наполниться чугуномъ, должна
быть хорошо просушена. Набивка сухой формы не требуетъ такой тща-
тельности, какъ набивка сырых
буется извѣстная осторожность,
угодно плотно, дно же формы
требуетъ ие такой плотной на-
бивки, иначе могутъ получиться
обрывы земли. Если толщина
отливаемыхъ вещей не прево-
сходитъ 75 мм., то плоскія
ь формъ. Тѣмъ не менѣе и здѣсь тре-
Бока формы могутъ быть набиты какъ
боковыя стѣнки сухой формы $
можно совсѣмъ не вентилиро-
вать. Что же касается до большихъ горизонтальныхъ поверхностей,
различныхъ угловъ п выступовъ, то всѣ эти части должны быть хо-
рошо провентилированы, какъ и у сырыхъ формъ.
Какъ на особенность приготовленія сухихъ формъ нужно обратить
вниманіе па слѣдующее. Необходимо передъ набивкой верхней опоки
обмять землю около модели, чтобы получить впадину а (фиг. 271),
затѣмъ, когда верхняя опока будетъ набита, необходимо выступъ Ь срѣ-
зать, или же можно землю въ пижпей опокѣ прижать (а') уже послѣ
того какъ верхняя опока будетъ набита съ гладкой поверхностью (с).
Въ обоихъ случаяхъ при наложеніи верхней опоки на нижнюю полу-
— 448 —
чится щель Такая щель въ сухихъ формахъ необходима. Если земля
сыра, то опа обладаетъ достаточной мягкостью, и въ случаѣ нажатія
верхней опокой, край сырой формы лишь немного сожмется; у сухой
же формы, вслѣдствіе ея неподатливости, при нажатіи уголъ будетъ от-
ломалъ и можетъ повести къ браку. Въ щель зальется чугунъ и на
отливкѣ получится заливъ (пленка), но лучше заливъ, который легко
срубить, чѣмъ испорченное литье. Иногда литейщики производятъ обжи-
маніе угловъ послѣ того какъ модель вынута, и обжимаютъ гладилкой
уголъ па небольшую ширину; при этомъ, прижимая землю въ й, онъ
ее выпучиваетъ въ с. Понятно, что пря наложеніи верхней опоки на с
этотъ уголъ будетъ еще скорѣе отломанъ, чѣмъ безъ всякаго обжима-
нія, и потому подобный способъ не долженъ допускаться. Прнжат-е
земли должно производиться на большую ширину (75 —100 мм.) и
равномѣрно, такъ, чтобы нигдѣ не происходило выпучиванія.
Такъ какъ припылъ къ сухой поверхности не пристаетъ, то сухія
формы должны краситься формовочными чернилами. Окраска можетъ
производиться еще въ то время, когда форма сыра. Передъ этимъ форму
нужно хорошо пригладить и затѣмъ уже, красить поверхность кистью,
послѣ чего поверхность снова нужно пригладятъ, чтобы уничтожить по-
мазки кисти, иначе поверхность отливки будетъ некрасива. Для окраски
сырой формы нужно употреблять жидкія чернила и смачивать поверх-
ность довольно сильно,-—тогда при сушкѣ поверхность спекается и по-
ручается болѣе гладкая.
Лучше красить сухія формы послѣ того какъ онѣ высушены. Въ
такомъ случаѣ поверхность еще сырой формы вспрыскиваютъ пивомъ
пли жидкой патокой, чтобы получить при сушкѣ болѣе твердую новерх*
кость, затѣмъ сушатъ и сухую поверхность уже красятъ. Всѣ трещины,
которыя могутъ появиться при сушкѣ, будутъ замазаны чернилами.
Чернпла въ этомъ случаѣ должны быть гораздо гуще, чѣмъ при
окраскѣ сырой поверхности. Послѣ окраски форма должна быть вто-
рично просушена.
Сухія формы имѣютъ большое преимущество передо сырыми:
онѣ болѣе прочны, слѣдовательно, меньше вѣроятія, что чугунъ при
наполненіи сорветъ поверхность формы и произведетъ нечистую отливку;
онѣ не выдѣляютъ такого количества газовъ, и потому нѣтъ опасности
получить отливку съ отдулинаыи; наконецъ, поверхность ихъ не такъ
теплопроводна, какъ у сырыхъ формъ, и потому при отливкѣ на чугунѣ
почти не получается твердой корки, что очень важно при обработкѣ,
а кромѣ того, чугунъ, при медленномъ остываніи получается болѣе, гра-
фитйстьшъ, слѣдовательно будетъ мягче и даетъ меньшую усадку, чѣмъ
предупреждается появленіе усадочныхъ раковинъ. Но, при всѣхъ этихъ
преимуществахъ, сухая форма обходится гораздо дороже, чѣмъ сырая,
такъ какъ на нее тратится излишнее время и топливо при просушкѣ.
Поэтому къ сухимъ формамъ прибѣгаютъ главнымъ образомъ при фор-
мовкѣ сложныхъ вещей, требующихъ долгаго времена для своего испол-
ненія * Чѣмъ больше стоимость работы, тѣмъ менѣе замѣтны будутъ
— 449 —
излишніе расходы по просушкѣ формы, и сложныя вещи прямо выгодно
лить въ сухія формы, не рискуя потерять всю работу и время, пошедшія
па ихъ приготовленіе, Кромѣ того, если форма требуетъ много времени
для своего исполненія, то, изготовляясь въ сыромъ пескѣ, опа высыхаетъ,
причемъ песокъ теряетъ свою вязкость я форма становятся непрочной.
Ниже приведенъ примѣръ изготовленія сухой формы.
251. Формовка парового цилиндра. Цилиндры для паровыхъ и
другихъ машинъ, въ виду большой сложности и строгихъ требованій,
предъявляемыхъ къ такого рода издѣліямъ, формуются почти всегда въ
сухомъ лескѣ или гли-
нѣ, Здѣсь мы разсмот-
римъ формовку въ су-
хомъ пескѣ. Предпола-
гается, что нужно от-
лить цилиндръ, пред-
ставленный на фиг, 272.
Для облегченія формов-
ки пижяій и верхніе
флянцы должны быть
сдѣланы на модели отъ-
емными и прибавлены
знаки і какъ показано
пунктиромъ. Небольшіе
подтрубки (Е и М), а
также лапы К съ реб-
рами 11 должны быть
отъемные. Формовка на-
чинается съ того, что
въ полу литейной вы-
рываютъ углубленіе и
па дно его кладутъ
опорные бруски Н (фиг,
273); на бруски ста-
Фвг 272,
вится опока, которая
набивается горѣлой фор-
мовочной землей, и прилаживается плоскость въ уровень съ поло-
женіемъ знаковъ X и О, На эту ровную поверхность ставится модель.
Къ модели приставляется нижній флянецъ Г и, чтобы прп яабпвкѣ
землей флянецъ не покосился, его подпираютъ снизу деревянными
колышками. Затѣмъ нижняя опока набивается до уровня АѴ 6. Хо-
рошо, прежде чѣмъ приступитъ къ формовкѣ модели, смазать ее слегка
машиннымъ масломЪу чтобы къ модели не приставалъ песокъ, п въ то
же время масло отчасти предохраняетъ модель отъ впитыванія влаги и
разбуханія. Поверхность раздѣла въ нижней опокѣ будетъ плоская, ед
исключеніемъ мѣста около выступающаго подтрубка Ь, гдѣ, для воз-
можности выемки модели изъ земли, поверхность раздѣла должна бытъ
29
— 450 —
сдѣлана по линіи X 7 II «I* Поверхность раздѣла посыпается бѣлымъ
пескомъ, ставится вторая опока и скрѣпляется съ нижней опокой бол-
тами, Къ стѣнкамъ этой опоки привертываютъ топкія перегородки С
(фип 274), чтобы дать болѣе падежную опору для песка. Перегородки
эти отливаются изъ чугуна въ открытыхъ формахъ и на своей поверх-
ности имѣютъ залитые въ нихъ гвозди, чтобы лучше держать песокъ.
Разставляются эти перегородки на разстояніи около 150 мм* и ихъ
ширина на 35 мм* меньше, чѣмъ глубина опоки. Къ модели перего*
родкн не должно доходить на 25 мм* и для большей прочности пере-
городки можно связать между собой по концамъ болтами* Все простран-
ство между перегород-
ками набивается формо-
вочной землёй* Въ тѣхъ
мѣстахъ, гдѣ получают-
ся неукрѣпленныя пе-
ро горбдкам и выступы
земли проклад ыва ются
еще деревянные или же-
лѣзные солдатики; какъ
солдатики, такъ и пе-
регородки. прежде, чѣмъ
быть затрамбованы въ
землю, смазываются
жилкой глиной. Поверх-
ности раздѣла иа тол-
щину 25 мм, должны
быть набиты свѣжимъ
формовочнымъ пескомъ;
точно также около мо-
дели па толщину 50 мм.
долженъ набиваться слой
с вѣжаг о фо рмо в оч наго
песку* По мѣрѣ того,
какъ отъемныя части затрамбовываютъ въ песокъ, прикрѣпляющія ихъ
шпильки вынимаются* Такнмъ образомъ ведется набивка опоки до по-
верхности раздѣла АВ (фиг 273), Эту поверхность посыпаютъ бѣлымъ
пескомъ, ставятъ третью опоку и ведутъ набивку совершенно такъ же*
какъ и во второй опокѣ. Для того, чтобы имѣть возможность хорошо
утрамбовать землю подъ выступающими лапками К (фиг. 272), въ мо-
дели вырѣзаются прямоугольникъ У (фиг. 273), черезъ который и
производится набивка земли, затѣмъ этотъ прямоугольникъ заклады-
вается > Пространство А (фиг, 272), отдѣляющее цилиндръ отъ золот-
никовой коробки, получается при помощи стержня* Для закрѣпленій
этого стержня на модели должны быть приготовлены знаки Р (фиг.
273) я Н (фиг. 274), Въ узкомъ мѣстѣ стержень укрѣпляется про-
ходящими черезъ него тремя желѣзными прутьями (фвг, 274)* Когда
-третья опока набита. приступаютъ къ набивкѣ верхней опока. На
•флянцѣ устанавливаютъ модели литниковъ 6 (фиг, 274) и выпоровъ.
Выступающія частя формы около сальника подвѣшиваются крючками»
вообще же вся верхняя опока укрѣпляется солдатиками, и для по-
лученія хорошей вентиляціи протыкается тонкой проволокой* Затѣмъ
верхняя опока поднимается, при чемъ въ пей вмѣстѣ съ землей по-
дымается также наформованный флянецъ Т (фиг. 272—273) и отъ-
•чэмиая частъ лапы К (фиг, 272), Если флянецъ Т прикрѣпленъ къ мо-
дели такъ,
ланѳ на
.прежде,
^ерхпюю
флянца,
•зьшута-земля и въ этомъ
пространствѣ набитъ
стержень Т (фиг. 273),
который будетъ вынутъ
мѣстѣ съ моделью флян*
да, послѣ чего .уже
мо жя о сііят ь ве р х шою
юноку. Или, болѣе удоб-
но. можно сдѣлать фля-
нецъ отъемнымъ, какъ
показано на фиг, 273 8.
Фл я пецъ пра готовле нъ
шъ трехъ частей въ
видѣ, кольца., и снимает-
ся жѣетЬ съ опокой,
затѣмъ всѣ составныя
-частя кольца можно по
очереди выпѵть черезъ
среднее отверстіе. По і
юко нчані я набивки пр и-
•ступаютъ •-: къ разборкѣ [
•эсѣхъ ошлсъ по очере-
ди.вынимаютъ изъ нихъ
модели. отдѣлываютъ и
отправляютъ въ .сушижу,
дается изъ глины (способы
ведены дальше);,стержни для паровыхъ оконъ приготовляютъ въ об&іс-
зджешшхъ стержневыхъ ящикахъ; для ихъ укрѣпленія внутри тѣла про*
зтдываются метамическія рамки. Всѣ стержни должны быть хорощо
^ентилированы. какъ объ этомъ уже не разъ говорилось. Когда формы
и стержни просохли, нхъ внимательно- осматриваютъ/ веѣ иеболшія
Трещины: замазываются формовочными лерцилазш,. ..котррыдіу^і^рячей
•:эейМ’.скоро просыхаютъ. Ребра поверхностей''-'-^
. . "2$* :'
какъ пока-
фиг. 273, то
чѣмъ снимать
опоку около
должна быть
•Явь 274
стержень К (фиг. 274) иряготш-
Главный
приготовленія такихъ стержней будутъ, при-
— 452 —
Фиг. 275..
чего форма готова для
252. Сырыя фор
заются, чтобы при наложеніи формы они не могли быть обжаты, кромЬ
того всѣ мѣста, которыя могутъ легко обломаться, для сообщенія имъ
большей вязкости, смазываются немного масломъ
Когда всѣ части формы приведены въ порядокъ я обчищены, ихъ
собираютъ вмѣстѣ. Въ тѣхъ мѣстахъ, гдѣ соединяются между собоц
вентиляцІОЕгпые каналы отдѣльныхъ стержней, около этихъ каналовъ по-
верхность стыка смазывается глиной, чтобы стыкъ получить герметич-
нымъ и чтобы чугунъ не могъ проникнуть въ каналъ и закупорить его„
При сборкѣ формы все время измѣряется величина промежутковъ, за-
полняемыхъ чугуномъ,—и если замѣчаютъ, что толщина стѣнки полу-
чается несоотвѣтствующею чертежу, то эту по-
грѣшность исправляютъ, спиливая стержень. Точг
но такъ же для того, чтобы убѣдиться, что крышкаі
цилиндра получена надлежащей толщины, па. стер-
жень К передъ закрытіемъ опоки кладутъ въ раз-
личныхъ мѣстахъ глиняные шарики, закрываютъ
опоку, снова снимаютъ ее и по тому, насколько
сжаты шарики, судятъ о правильныхъ размѣрахъ,
формы. Когда форма собрава, подъ нее подво-
дятъ три или больше балокъ В, такія же балки
кладутся поверхъ формы и стягиваются затяж-
ками (фиг, 274—275).
Когда форма закрѣплена, ставится опока
такихъ размѣровъ, чтобы внутри нея помѣстились
всѣ литники С, и въ этой опокѣ набивается изъ*
сырого песка резервуаръ литника, который сна-
чала долженъ очищать чугунъ отъ засора, а за-
тѣмъ проводить его по каналу, соединяющему
всѣ лятипкп, въ форму. На флянцѣ части. Е
(фиг. 272) становятся нѣсколько выпоровъ, послѣ
отливки.
мы съ сухой поверхностью^ Многія отлввкп,
которыя въ прежнее время требовали исполненія сухихъ формъ и^г*в>
формовались въ глинѣ, въ настоящее время приготовляются въ сырыхъ
формахъ съ просушкой одной поверхности. Этимъ же пріемомъ- пользу-
ются при формовкѣ мелкихъ вещей, чтобы сообщить имъ видъ отли-
вокъ въ сухихъ формахъ.
Чтобы поверхность формъ могла быть высушена, она должна при-
готовляться изъ болѣе жирнаго песка, съ большей примѣсью глины іт
въ то же время достаточно пористаго, способнаго пропускать черезъ себ&
газы, чтобы соприкасающійся съ поверхностью чугунъ ложился на нее
спокойно, безъ бурленія. Если такого леска подъ руками не находятся^
то для той же цѣли можно употреблять смѣсь чистаго песка съ мукой
*)'Вообще во всѣхъ тѣхъ случаяхъ, когда яря исполненіи сырыхъ формъ литей-
щикъ діа додправка употребляетъ воду, прп исполненіи сухихъ формъ употребляется
яасдо.
— 453 —
часть муки па 20 — 30 частей песку, сообразно со свойствомъ по.*
слѣдняго). Такая земля смачивается новомъ или жидкой разведенной па-
токой* Проѣпіивая муку, нужно слѣдить за тѣмъ, чтобы не перегрѣть
чірн просушкѣ форму, иначе поверхность ея будетъ крошиться* Иногда
примѣсь муки можетъ и не понадобиться, а будетъ достаточно смочить
песокъ только пиномъ или разведенной патокой* Толщина слоя такого
облицовочнаго меска, соприкасающагося съ моделью, колеблется отъ 25
до 50 мм* Вслѣдъ за ішмъ набивается обыкновенный, бывшій въ упо-
требленіи песокъ, такимъ же способомъ, какъ и въ сырыхъ формахъ.
^Облицовочный слой, подлежащій просушкѣ, смачивается при формовкѣ
«болѣе сильно, чѣмъ обыкновенный сырой песокъ.
ФПГ, 276,
Въ очень глубокихъ формахъ, плп въ формахъ съ очень тяжелой
верхней опокой полезно между послѣдовательными слоями песка про-
кладывать желѣзные прутья, 1, 2, 3 и т, д- до 10 (фиг* 276) толщи-
ной отъ 12 до 20 мм.
Если п поверхность верхней оііоки подвергается просушкѣ; то
земля въ опокѣ должна быть очень хорошо укрѣплена крючками
(фиг. 276), а также проволочными гвоздями, шляпки которыхъ должны
выходить почти па поверхность формы, такъ что оии оказываются покры-
тыми лишь окраской формы; иначе топкая, сухая корка земли можетъ
легко отвалиться отъ нихъ* Такое закрѣпленіе шпильками дѣлается не толь-
ко въ верхней опокѣ, но также и на бокахъ формы. Особенно хорошо
должны быть укрѣплены гвоздями литпикъ и мѣста формы, сосѣднія съ
литникомъ. Въ нѣкоторыхъ случаяхъ, вмѣсто такого скрѣпленія, какъ
самый литлакъ, такъ и сосѣднія съ нимъ мѣста формы приготовляются
1^ лвмм»
изъ стержневой земли въ отдѣльныхъ ящикахъ и затрамбовываются въ-
форму вмѣстѣ съ моделью.
Въ поверхностяхъ раздѣла углы срѣзаются, какъ показано въ
(фиг, 276), чтобы при нажатіи этп углы не могли быть отлома-
иы. Нужно замѣтить, что высушенная корка довольно легко отва-
ливается отъ сырой части формы при сотрясеніи и искривленіи
опоки, и потому нужно быть очень осторожнымъ прп передвиженія
такихъ опокъ.
Когда такая форма укрѣплена гвоздями, вся ея поверхность сма-
чивается при помощи мягкой кисти пивомъ или разведенной патокой
и затѣмъ приглаживается гладилкой. Если поверхность формы очень
велика, то ее нужно смачивать н приглаживать по частямъ, иначе по-
верхность окажется слишкомъ суха, когда литейщикъ приступить къ ея.
приглаживанію. Когда поверхность приглажена, ее нужно припылить
или покрасить формовочными чернилами. Окраска чернилами произво-
дится точно такъ же, какъ и окраска сухихъ формъ. Припылъ нама-
зывается на сырую поверхность и затѣмъ снова окрашивается пивомъ
или разведенной патокой при помощи мягкой кисти. Намазывать при-
пылъ приходится лишь но бокамъ формы; дно же можно припылятъ
при помощи мѣшка. Наложеніе сухого припыла и затѣмъ смазка поверх-
ности патокой или пивомъ не даетъ такой сырой поверхности какъ
окраска формовочными чернилами, поэтому оба эти способа могутъ
быть сь выгодой примѣняемы для одной п той же формы, имѣя въ
виду, что нѣкоторыя части формы, при данномъ способѣ сушки, будутъ
просыхать болѣе интенсивно; конечно, такія мѣста и нужно вначалѣ
имѣть болѣе сырыми, чтобы въ концѣ получить равномѣрно просушен-
ную поверхность.
Прп устройствѣ литниковъ въ такихъ формахъ нужно стараться
о томъ, чтобы чугунъ изъ лптяпка входилъ въ форму безъ особаго
тренія, иначе очень легко подсушенная земля можетъ быть сорвана.
На фпг. 276 представлены двѣ конструкціи литниковъ. Литникъ е" вво-
дитъ чугунъ въ форму такимъ образомъ, что чугунъ течетъ быстро по
дну и легко можетъ оборвать его. Литникъ е* вводитъ чугунъ изъ-подъ
низу, затѣмъ чугунъ спокойно расходится по формѣ, не нанося ей
вреда. Въ большинствѣ случаевъ такая конструкція литпика будетъ
болѣе умѣстна. Недостатокъ этого литника въ томъ: что вся грязь, по-
ступающая съ чугуномъ, собирается въ одномъ мѣстѣ надъ Л, и потому
въ тѣхъ случаяхъ, гдѣ подобное скопленіе въ одномъ мѣстѣ грязи, по-
степенно всплывающей вверхъ, можетъ оказаться вреднымъ, литники
такой конструкціи не должны примѣняться. Литпикъ же еп разбрасы-
ваетъ грязь но всей массѣ чугуна, и потому во многихъ случаяхъ онъ
дастъ лучшіе результаты, несмотря даже на обрывъ земли при входѣ
чугуна.
— 455 —
Нсройство для просушки формъ (сушилки) *).
253. Для просушки формъ и стержней въ литейныхъ дѣлаются особыя
камеры, внутри которыхъ при высокой температурѣ и постоянномъ токѣ
воздуха происходитъ сушка. Испареніе воды, содержащейся въ формѣ, слѣ-
довательно ихъ высыханіе^ идетъ тѣмъ быстрѣе, чѣмъ суше воздухъ въ су-
шилкѣ и чѣмъ выше его температура. Поэтому, для большей произво-
дительности сушилки нужно повышать температуру внутри ея п, но
мѣрѣ того, какъ воздухъ насыщается парами, отводитъ его прочь, впу-
ская въ сушилку свѣжій. Но энергичность дѣйствія сушилки можно
увеличивать только до извѣстныхъ предѣловъ: во-первыхъ, слишкомъ
быстрое высыханіе формъ и стержней можетъ повести къ томѵ, что
они потрескаются; во-вторыхъ, слишкомъ высокая температура въ су-
шилкѣ можетъ оказаться вредной для формовочныхъ матеріаловъ, такъ
какъ нѣкоторыя составныя ихъ части при высокой температурѣ разла-
гаются, и прочность формовочныхъ матеріаловъ уменьшается. Комиссія,
назначенная Обществомъ американскихъ литейщиковъ (ѴГезіегп Еошнігу-
шеп’й Лзаосізііон) для спеціальнаго изслѣдованія этого вопроса, при-
шла къ заключенію, что наиболѣе выгодная температуря для сушилки
будетъ 170— 200° Ц. Только при сушкѣ формъ, назначенныхъ для
отливки стали и приготовленныхъ поэтому изъ очень огнеупорныхъ
матеріаловъ, температура въ сушилкѣ поддерживается очень высокой,
такъ что формы накаляются до свѣтлаго жара.
Сушку можно вести при высокихъ температурахъ п слабомъ обмѣнѣ
воздуха и наоборотъ. Въ послѣднемъ случаѣ поверхность будетъ энер-
гично высыхать, но сушка не будетъ распространяться внутрь предмета.
Поэтому, чѣмъ толще стѣнки формы пли стержня, тѣмъ при болѣе вы-
сокой температурѣ и при маломъ обмѣнѣ воздуха нужно производить
сушку, такъ какъ при сильной вентиляціи сушка идетъ слишкомъ энер-
гично, и формы трескаются. Надлежащая интенсивность сушки можетъ
быть установлена только опытомъ, сообразуясь съ размѣрами вещей и
матеріаломъ, изъ котораго онѣ приготовлены.
По своему устройству сушилка представляетъ камеру фиг. 277, около
которой помѣщается топка, нагрѣвающая сушилку. Продукты горѣнія мо-
гутъ изъ топки прямо входитъ въ камеру п затѣмъ выводиться изъ нея
дымовой трубой; слѣдовательно, въ такой камерѣ предметы, подлежащіе
сушкѣ, соприкасаются непосредственно съ продуктами горѣнія; или же
газы іш топки могутъ іти по каналамъ, находящимся въ полу
или стѣнахъ камеры, и такимъ образомъ передавать ей теплоту черезъ
стѣнки.
9 См. также Ѳіез- & 233-06, 281—07; тамъ же Иіе Ав1а§е ѵоп Тгоскепкашгаегп
262, 324 в 451—08; Иіе Тгоскепкаттепі іа йег Оіеззегеі 617, 652—10.
МасЬ. 625-8—03.
I. А- 24—20 ОсЬ.—03*
— 4 51) —
Первый изъ отвхъ способовъ имѣетъ большое преимущество въ
смыслѣ дешевизны, такъ какъ теплота прп птомъ передается гораздо
лучше, и потому расходъ топлива выходитъ небольшой. Но, съ другой
стороны, такой способъ топки неудобенъ тѣмъ, что продукты горѣнія
могутъ содержать въ себѣ смолистыя примѣси, покрывающія тонкимъ
слоенъ находящіеся въ сушилкѣ предметы, вслѣдствіе чего ф°Риа легк0
можетъ быть испорчена, если топливо выдѣляетъ слишкомъ много та*
кпхъ примѣсей- Кромѣ того, въ продуктахъ горѣнія всегда содержатся
нары; слѣдовательно, сушка идетъ не такъ быстро, какъ въ токъ случаѣ,
когда воздухъ сухъ; для ускоренія сушки приходится повышать темпе-
— 457 —
•ратуру, что, какъ уже было сказало, тоже вредно дѣйствуетъ на фор-
мовочный матеріалъ: опъ можетъ перегорѣть. Поэтому такой способъ
отопленія сушилки можно примѣнить только въ томъ случаѣ, когда
топливо выдѣлаетъ мало маслянистыхъ веществъ и водяныхъ паровъ.
Подходящимъ для этого случая топливомъ является хорошій коксъ.
Жирный каменный уголь для такихъ топокъ не годится.
/" Вообще при отопленіи сушилокъ вь чугунолитейныхъ выборъ
топлива не такъ важенъ, такъ какъ температура въ сушилкѣ не тре-
буется высокая (отъ 100° до 300° Ц.ѣ Въ тѣхъ же случаяхъ, когда
сушатся формы для отливки стали, воііросъ объ отопленіи сушилки
является очень важнымъ, такъ какъ въ этомъ случаѣ температура су-
шилки должна доходить до свѣтлаго каленія. Такія сушилки отаплива-
ются въ большинствѣ газомъ. Въ чугунолитейныхъ же газъ примѣ-
няется только въ труболитейныхъ заводахъ или па очень большихъ за-
водахъ, гдѣ имѣется центральный газовый генераторъ, пли па заводахъ,
па которыхъ работаютъ домны. Для разводки газа примѣняются желѣз-
ныя трубы (кирпичные каналы даютъ большую утечку), при чемъ ста-
раются все устройство размѣстить такимъ образомъ, чтобы трубопро-
водъ вышелъ возможно короче.
Въ тѣхъ случаяхъ, когда газъ не примѣняется, употребляютъ какъ
топливо каменный уголь и коксъ. Послѣдній лучше, такъ какъ про-
дукты горѣнія содержатъ меньше водяныхъ паровъ, и потому сушка
идетъ лучше; кромѣ того, коксъ яе даетъ столько сажп, не выдѣляетъ
омолистыхъ веществъ, горитъ ври самой незначительной тягѣ и позво-
ляетъ легко регулировать температуру сушилки введеніемъ излишняго
черезъ топку воздуха. Для сушилокъ лучше брать газовый коксъ; онъ
дешевле и легче разгорается.
Такъ какъ желательно, чтобъ въ сушилкѣ температура распредѣля-
лась по возможности равномѣрно, а горячій воздухъ, какъ извѣстно,
стремится подняться къ верху, то топку располагаютъ всегда подъ по-
локъ съ одного конца сушилки, а выводное отверстіе около аола съ
другого копца. При этомъ теплый воздухъ распредѣляется гораздо равно-
мѣрнѣе по сушилкѣ, чѣмъ іп> томъ случаѣ, когда выводпое отверстіе
находится вверху. Иногда, чтобъ еще лучше прогрѣть полъ, полъ нимъ
ведется каналъ, покрытый металлическими платами, но которому про-
ходятъ газы изъ выводного отверстія, прежде чѣмъ поступить въ ды-
мовую трубу. Располагать топку нужно ниже пола, а не па его уровнѣ,
чтобъ лучистая теплота топлива не могла дѣйствовать на стоящія въ
сушилкѣ формы, при чемъ подъ дѣйствіемъ сильнаго жара можетъ про-
изойти разложеніе нѣкоторыхъ составныхъ частей формовочныхъ мате-
ріаловъ. Если мѣстныя условія пе допускаютъ топку опустить пцже
уровня пола, то ее нужно отгородить стѣнкой и тѣмъ защитить формы
п стержни отъ лучистой теплоты.
Полезно въ крышѣ сушплки имѣть большой траппъ, который можно
бы было открывать для быстраго удаленія изъ сушилки горячихъ газовъ
и дыма на тогъ случай, когда приходится во время тонки сушилки
— 458 —
внести въ пее что-нибудь или вынуть прочь. При наличности такого
траппа литейная не будетъ заполняться дымомъ даже въ томъ случаѣ,
когда двери сушилки открыты.
При второмъ способѣ устройства топки газы по поступаютъ прямо
въ сушилку, а движутся по каналамъ, приготовленнымъ изъ кирпича
или изъ чугуна и расположеннымъ въ стѣнахъ и подъ поломъ сушилки.
Снаружи этихъ каналовъ проходитъ свѣжій воздухъ, нагрѣвается, и,
уже горячій, поступаетъ въ сушилку черезъ отверстія, продѣланныя въ
полу; затѣмъ черезъ вытяжныя отверстія отводится прочь. Вытяжныя
отверстія и въ этомъ случаѣ лучше располагать около пола*
Сушилки обыкновенно дѣлаются въ видѣ пристроекъ къ тому зда-
нію, гдѣ производится формовка, при чемъ отверстіе, соединяющее су-
шилку съ литейной, дѣлается во всю величину сушилки, чтобъ въ нее
проходила самые большіе предметы, которые только могутъ помѣститься
въ сушилкѣ. При такомъ расположеніи сушилки топку наиболѣе удобно
помѣщать гдѣ-нибудь около задней стѣны, топка, помѣщенная около
дверей, будетъ занимать мѣсто и затруднять доступъ въ сушилку*
Топка должна быть устроена такимъ образомъ, чтобъ топливо въ нее
можно было подкладывать извнѣ, не входя внутрь сушилки, что очень-
неудобно.
Чтобъ сушилка дѣйствовала экономично и пе тратила слишкомъ
много топлива, необходимо ея стѣнки дѣлать но возможности дурно
проводящими теплоту. Этого можно достичь надлежащей толщиной стѣн-
ки (560—750 мм.): чѣмъ толще стѣнка, тѣмъ меньше теплоты она бу-
детъ терять въ единицу времени. Но особенно увеличивать толщину
стѣнокъ не слѣдуетъ, такъ какъ при этомъ много теплоты поглощается
самими стѣнками при растопкѣ сушилки* Если сушилка дѣйствуетъ не-
прерывно, то это не бѣда, напротивъ массивная кладка сушилки будетъ
только регулировать температуру, но если сушилка работаетъ съ боль-
шими перерывами, то при массивной кладкѣ большое количество тепло-
ты, потраченное на ея разогрѣваніе, прп каждой остановкѣ будетъ те-
ряться безъ всякой пользы. Поэтому лучше дѣлать стѣнки сушилки не
массивными, а съ прослойками дурно проводящими теплоту, ііяпр., съ
прослойками золы или ваъ пустотѣлаго кирпича. Дѣлать очень тонкія
стѣнки тоже не слѣдуетъ, такъ какъ при этомъ теряется слишкомъ
много теплоты и трудно поддерживать надлежащую температуру* Съ
верхней стороны сушилка покрывается однимъ сводомъ, или можетъ
быть перекрыта небольшими сводиками (толщиной въ 250 мм.т съ на-
сыпаннымъ на нихъ пескомъ), опирающимися на балки (Л? 25, поло-
женныя на разстояніи 1000 мм. другъ отъ друга)* Бъ стѣнкахъ су-
шилки лучше прокладывать желѣзныя связи, иначе вслѣдствіе постоян-
ныхъ перемѣнъ температуры стѣнки легко даютъ трещины. Связи являют-
ся особенно необходимыми въ томъ случаѣ, когда сушилка перекрыта
сводомъ, дающимъ горизонтальный распоръ.
Иногда потолкомъ сушилки пользуются для сушки формовочнаго
песка; въ таномъ случаѣ потолокъ дѣлается изъ металлическихъ листовъ
— 459 —
Рекомендовать такое устройство нельзя, такъ какъ при этомъ тратится
пзлишнее тепло. Для сушки песка слѣдуетъ примѣнять спеціальные
приборы (см. стр. 365).
Дверь сушилки дѣлается желѣзной; но такъ какъ желѣзо хорошо
проводитъ теплоту и дверь имѣетъ очень значительную площадь, то че-
резъ нее теряется очень много теплоты. Для ѵменыпеиія этой потери
дверь лучше дѣлать двойной изъ топкаго желѣза 3—4 мм., приклепы*
пая его на разстояніи 50 мм. другъ отъ друга къ легкой рамѣ, при-
готовленной изъ какого-нибудь фасоннаго желѣза. Промежутокъ между
листами можетъ быть заполненъ шлаками нлп инфузорной землей. Дверь
можетъ быть подъемной (фиг. 277). при чемъ она подвѣшивается на
цѣпяхъ, перекинутыхъ черезъ блоки съ противовѣсами иа другомъ концѣ,
или можетъ отодвигаться въ бокъ, катаясь на роликахъ. Въ первомъ
случаѣ, если дверь хорошо уравновѣшена, то она движется очень легко,
по не удобна тѣмъ, что представляетъ нѣкоторую опасность, такъ какъ
можетъ упасть н нанести увѣчье находящимся около нея людямъ.
При сдвиганіи въ бокъ, такого случая произойти не можетъ, по зато
передвигать дверь гораздо труднѣе и кромѣ того она занимаетъ много
мѣста по стѣнѣ литейной, которое могло бы быть утилизировано болѣе
выгодно. Иногда, вслѣдствіе мѣстныхъ условій, приходится дѣлать дверь
створчатую, повѣшенную на петляхъ. Такое устройство очепъ неудобно,
такъ какъ въ литейной должно оставаться много незанято го мѣста для
открыванія дверей. Это неудобство нѣсколько уменьшается, если дверь
сдѣлана двустворчатой или еще лучше складною изъ многихъ частей.
Чтобъ дверь плотно закрывалась, на каменной стѣнѣ дѣлается металли-
ческая рамка, въ которую дверь входитъ плотно и при закрываніи при-
жимается еще нѣсколькими задвижками. Дѣлаютъ двери также изъ вол-
нистаго желѣза, скатывающагося въ видѣ шторы, См. Л, Л/.— 633 —
11—08.
Что касается до размѣра сушилки, то опъ долженъ сообразоваться
съ размѣромъ тѣхъ предметовъ, которые предполагается помѣщать въ
лей. Вообще, чѣмъ больше объемъ сушилки по сравненію съ ея по-
верхностью, тѣмъ лучше, такъ какъ при этомъ будетъ теряться черезъ
поверхность сравнительно меньше теплоты. Но сушилка большого объ-
ема выгодна только въ томъ случаѣ, если она постоянно будетъ запол*
йена. Топить же сушилку, только отчасти наполненную, очень невы-
годно. Въ большинствѣ случаевъ въ литейныхъ имѣются двѣ сушилки
и болѣе, различныхъ размѣровъ. Одна сушилка небольшого размѣра то-
пится всегда для сушки мелкихъ предметовъ, остальныя же сушилки
затапливаются, когда наберется достаточно матеріала для ихъ наполне-
нія. Высота сушилки тоже зависитъ отъ размѣра формъ; въ нѣкоторыхъ
случаяхъ дѣлаютъ сушилки наполовину высокія, а затѣмъ болѣе низкія,
такая низкая пристройка въ сушилкѣ является очень удобной, если при-
ходится сушить длинные предметы, напрм стержня колоннъ.
Величина колосниковой рѣшетки, па которой сжигается то пли во г
зависитъ отъ размѣра сушилки. Чѣмъ больше колосниковая рѣшетка,
_ 460 —
тѣмъ быстрѣе можно поднять температуру въ сушилкѣ* но вмѣстѣ съ
т:Ѣмъ и отходящіе изъ сушилки газы будутъ имѣть высокую темпера-
туру, слѣдовательно, топливо будетъ расходоваться неэкономично. Съ
другой стороны, слишкомъ малая рѣшетка нагрѣваетъ сушилку очень
медленно, и производительность сушилки получается очень незначи-
тельная.
При употребленіи кокса какъ горючаго матеріала па каждые
100 куб. метр, объема сушилки можно полагать площадь рѣшетки:
отъ
г»
0.6 кв. иотр* 3,0 0,8 кв.
0,8 „ „ „ 1,0 „
1,0 в » „ 2,0 *
кегрт сушіи. съ объемомъ большимъ чѣмъ 100 куб- кетр*
« ' і! я отъ до 100 *
п „ „ „ я меныавмъ 25 й „
отливки стали сушатся при значительно
Такъ какъ формы для
высшей температурѣ, то
в размѣръ рѣшетки дол-
женъ быть соотвѣтствен-
но больше.
Если газы изъ топ-
ки поступаютъ прямо
въ сушилку, то общую
площадь стьченпі вводя-
щихъ отверстій можно
брать 0,5 отъ площади
рѣшетки* хотя встрѣ-
чаются сушилки, гдѣ
эта площадь равняется
0,1* Но лучше дѣлать
площадь выводныхъ от-
верстій побольше и ста-
вить въ трубѣ задвижку,
которой можно по про-
изволу мѣнять сѣченіе
трубы п вести топку съ
большей или меньшей
интенсивностью* Вмѣсто
одного выводного отвер-
фИГр 2’8, стія па сторонѣ сушил-
ки , нротн воположной
топкѣ, можно дѣлать ихъ два или нѣсколько, располагая на нѣкоторомъ
разстояніи другъ отъ друга; при этомъ теплота распредѣляется болѣе
равномѣрно, Всѣ выводныя отверстія должны затѣмъ соединяться въ
одну дымовую трубу, площадь сіьченІя которой дѣлается отъ ’Д до
і6 площади колосниковой рѣшетки. Высота трубы 10—15 метр*
При углѣ для сушилки съ объемомъ К куб. метр. необходима пло-
щадь колосник. рѣшетки*
.йке, м.—0,07 до 0т09
— 401
Площадь сѣчепія выводного капала й--0>3--0,35 Д,
Площадь верхняго сѣченія трубы 65=0,15—0,2 В.
Высота грубы II метр.^р200 ^+12 мстр.
(Егііагіі 8гак1< Меіаі 1§іе$5егѳі, Стр. 23—1906 г.).
На фг. 277 1) представлена сушилка, в> которой горячіе газы
сначала движутся подъ поломъ по каналамъ^ перекрытымъ плиталш, а
затѣмъ уже поступаютъ въ сушилку. Топки устроены такъ, что въ пвхъ
топливо можетъ закладываться извнѣ. Закрывается супшлка двойной же-
лѣзной дверью.
Фиг, 278 изображаетъ другую конструкцію сушилки съ внутрен-
ней топкой.
Фиг. 279*
Выводныя отверстія введены въ дымовую трубу Р. Дымовая труба
имѣетъ дверцы О, которыми можно регулировать скорость движенія
продуктовъ горѣнія н свѣжаго воздуха.
Иа труболитейныхъ заводахъ встрѣчается типъ сушилки, предста-
вленный па фпг. 279. Здѣсь, вмѣсто того, чтобы тяжелые стержни вдвгн
гать въ сушилку, ихъ прямо кладутъ на подставки, расположенныя надъ
особымъ каналомъ, и сверху накрываютъ колпакомъ. Въ капалъ прите-
каютъ горячіе газы изъ топки, помѣщенной въ сторонѣ, поступаютъ
подъ колпакъ, производятъ сушку и затѣмъ уходятъ въ вытяжную тру-
бу. Аналогичное съ этимъ устройство можетъ примѣняться для сушки
тяжелыхъ формъ, которыя будутъ загружаться въ сушилку при помощи
крапа черезъ верхъ сушилки.
*) См. также &:іаЫ шкі Еіеев ШЮ г., стр. 2іі$; Ш8 г. стр. 1270; 1009 г, стр. 15»
— 462 —
Иногда подобнаго рода каналъ устраиваютъ, подъ камерными
сушилками. Отопленіе ведется нефтью. Для этого въ каналъ вду-
вается по чугунной трубѣ воздухъ, конецъ трубы скошенъ, такъ что
образуетъ родъ лотка, въ которой течетъ изъ помѣщенной здѣсь же
трубочки нефть. Струя воздуха увлекаетъ съ собой нефть, вноситъ ее
въ горячее пространство'капала, гдѣ нефть и сгораетъ, такъ что въ ка-
меру, расположенную надъ каналомъ, опять поступаютъ горячіе газы.
На американскихъ заводахъ встрѣчаются сушилки, изображенныя на
фиг* 280. Сама сушилка представляется въ видѣ коридора, поперекъ
котораго устанавливаете
77-ГТ7
ся рядомъ нѣсколько
телѣжекъ Т. Подъ каж-
дую телѣжку выходитъ
каналъ приводящій
Ь горячій воздухъ или
продукты горѣнія изъ
очага. Съ передняго и
задняго копца телѣжекъ
при дѣланы же лѣзн ые
щиты А и В, которые
въ то же время служатъ
и дверцами, такъ что
” сушилка оказывается
запертой въ томъ слу-
Фцг 280,
пюмъ массовомъ производствѣ устройство
очень удобнымъ.
чаѣ, когда телѣжка сто-
итъ внутри камеры, и
тогда, когда телѣжка
выдвинута наружу. Для
передвиже н і я те л ѣж екъ
и мѣет ся іі не в мат и чс с кій
цилиндръ Т; истрачи-
вая кранъ иа трубопро-
водѣ сжатаго воздуха,
можно быстро выдви-
гать и задвигать обрат-
но телѣжку. При боль-
такихъ сушилокъ оказывается
*
Для болѣе мелкихъ предметовъ, подобныя же сушилки устраива-
ются съ полками, какъ показано на фиг, 281 и 282. На каждой полкѣ
движется телѣжка на роликѣ ТК Передній конецъ подхватывается крюч-
комъ 2?9 который можетъ переставляться на планкѣ В на различную
высоту. Сама планка В подвѣшена на роликѣ Т. катающемуся по рель-
су Хг. Когда телѣжка задвинута въ камеру, то передній конецъ опи-
рается па полку и камера закрывается желѣзнымъ ластомъ Р. Если
подвѣсить крючекъ Р и потянуть за веревку, то передній конецъ те-
— 403
лѣжки подымается, опа оказывается подвѣшенной па двухъ роликахъ Ж
и 7\ и свободно выдвигается, закрывая камеру піитомъ О. Яп 5 зонтъ,
передъ камерой для отвода дыма, который можетъ вырваться изъ су-
шилки при выдвиганіи телѣжекъ.
Для отопленія сушилки въ нѣкоторыхъ литейныхъ пользуются га-
зомъ, получающимся при доменномъ процессѣ, или спеціально пригото-
вляемомъ надъ колосниковой рѣшеткой, на которой сжигается коксъ,
прп чемъ можетъ полу-
читься экономія.
Для сушилки, спе-
ціально назначенной для
пользованія газовымъ топ-
легкомъ, топка можетъ быть
устроена, какъ показано
па фпг. 283. Здѣсъ О
капалъ, по которому при-
текаетъ газъ изъ генера-
тора; Т клапанъ для его
впуска въ печь; А—при*
токъ воздуха въ сопри-
косновеніи съ которымъ
газъ воспламеняется. Не-
обходимо, чтобы въ мѣстѣ
Фиг. 2§2.
ихъ смѣшенія кладка была сильно накалена, иначе газъ не будетъ воспла-
меняться; для того же, чтобы температура получалась достаточно высо-
кая, воздухъ черезъ отверстіе долженъ вводиться въ небольшомъ и лишь
достаточномъ для горѣнія количествѣ. Черезъ отверстіе вводятся до-
— 464 —
баночный воздухъ, который понижаетъ температуру газовъ до надлежа-
щей величины и вмѣстѣ съ тѣмъ ужо является въ количествѣ достаточ-
помъ для производства вентиляціи Смѣшавшись и охладившись въ камерѣ
С\ газы по каналамъ Р идутъ подъ поломъ сушилки и отсюда черезъ
отверстія въ полу И поступаютъ въ самую сушилку Е.
Отопленіе сушилки при помощи пефти см. I. А.—236 — 19 — 1—05.
Заірдака сушилки. Чѣмъ большую поверхность будутъ представлять
предметы, подлежащіе просушкѣ, по сравненію съ поверхностью стѣнъ
самой сушилки, тѣмъ эко-
номичнѣе будетъ ея ра-
бота, такъ какъ при этомъ
сравнительно большее ко-
личество теплоты пойдетъ
на сушку, и только незна-
чительная часть будетъ
поглощена стѣнами сушил-
ки. Въ виду этого всегда
стараются сушилку нагру-
зить ВОЗМОЖНО большимъ
числомъ предметовъ.
Для болѣе удобна-
го расположенія мелкихъ
предметовъ по стѣнамъ су-
шилки
лучше ихъ
лііческими,
ревяпныя
перегорѣть.
Тя жел ые пр е д мет ы
ввозятся втэ сушилку на
телѣжкѣ. Для этого изъ
л и тей ной и рок л адываютъ
въ сушилку рельсовый
путь, по которому и дви-
жется телѣжка (фиг. 277).
Рельсовый путь въ лнтей-
чтобъ телѣжка могла под-
Фве 283^
ставятся полки;
дѣлать метая-
такъ какъ де-
легко могутъ
ѵ>
ной долженъ оканчиваться въ такомъ мѣстѣ,
ходить къ крану, такъ какъ тяжелыя формы нагружаютъ на телѣжку
при помощи крана.
Конструкція самой телѣжки очень проста. Она обыкновенно состо-
итъ изъ рамы, желѣзной или чугункой, поставленной при помощи двухъ
подшипниковъ на двѣ оси, съ насаженными на нихъ колесами. Рама
перекрывается платформой, на которой я устанавливаются предметы,
подлежащіе сушкѣ. Колеса должны быть расположены ниже платформы,
чтобъ не царапать предметовъ, выступающихъ внѣ ея. Подшипники дол-
жны имѣть самую простую конструкцію, и лучше, если они открыты съ
— 465 —
нижней части: при высокой температурѣ смазка въ подшипникахъ выго-
раетъ, и тогда двигать телѣжку очень тяжело; если же подшипникъ от-
крытъ снизу, то эту часть оси легко смазать силамъ, чѣмъ и будетъ
уменьшено трепіе.
Болѣе легко ходятъ телѣжки, въ которыхъ скользящее* треніе под-
шипниковъ замѣнено катящимся (фиг. 284). Какъ видно/-рама поста-
влена прямо на оси. Чтобъ телѣжка не могла перевертываться, центръ
Фиг, 284,
тяжести долженъ проходить между роликами, поэтому ихъ движеніе
должно быть ограничено выступами, прилитыми на рамѣ. Понятно, что
при такомъ устройствѣ телѣжка можетъ быть передвинута безъ тренія
скольженія на разстояніе, во столько разъ большее но сравненію съ раз-
стояніемъ между выступами аал во сколько діаметръ колесъ больше ді-
аметра осей. Затѣмъ уже начнется скользящее треніе, и для его облег-
ченія нужно производить смазку Обыкновенно очень трудно выка-
тить телѣжку изъ сушилки, гдѣ рабочимъ тяжело находиться въ силь-
ной жарѣ и прилагать при этомъ большія усиліи, по выходѣ^же те-
лѣжки изъ сушилки ее передвигать сравни-
тельно не трудно, даже и при большомъ тре-
ніи въ подшипникахъ, поэтому описанное толь*
ко что устройство подшипниковъ очень удобно.
На телѣжкѣ могутъ быть устроены полки
(фиг. 285) для болѣе удобнаго размѣщенія
стержней, если конструкція послѣднихъ тре-
буетъ этого.
Иногда для перевозки стержней въ сушилки по воздушнымъ пу-
тямъ примѣняются корзинки съ пружинными подвѣсами, чтобы стержни
не ломались отъ сотрясенія, устройство ихъ см* Т. Л. 1494—16—5—07,
На фиг. 286 представлена конструкція сушилки для сушки мел-
кихъ формъ и стержней 2). Сдѣлана она въ видѣ шкапа, полки котораго
выдвигаются при открываніи дверокъ, я тогда па нихъ удобно разста-
влять предметы, подлежащіе сушкѣ. Иногда такія сушилки дѣлаются съ
полками, прикрѣпленными къ вращающейся оси, такъ что. поворачивая
ось, можно предметы, разставленные на полкахъ, поочередно подводитъ
къ смотровому отверстію и наблюдать, насколько просохли стержни.
ФкТ. 285.
Ч Этотъ же принципъ слѣдуетъ примѣнять и при ус&трвѣаьо дверей сушилка,
сдвигавшихся по рельсу въ бокъ.
См. также А. М. 344—9—09.
30
— 466 —
254. Непрерывныя сушилки. При массовомъ производствѣ для сушки
небольшихъ стержней устраиваются непрерывныя сушилки. Стержни го-
товятся въ одномъ мѣстѣ, затѣмъ вхъ кладутъ на особый конвееръ, ко-
торый перемѣщаетъ стержни къ сушилкѣ и проводитъ черезъ нее съ
такой скоростью, чтобы но выходѣ изъ сушилки стержня были просу*
шепьь—“Описаніе подобн. сушилки см. І„ А. 80 — 11.
255, Переносныя сушилки. Въ нѣкоторыхъ случаяхъ представляется
очень затрудиятенъьшяігь, а иногда и невозможнымъ переносить формы
для просушки въ сушилку, папр. когда формовка производилась въ почвѣ.
Въ такихъ случаяхъ при-
ходятся сушить форму іта
мѣстѣ.
Наиболѣе простой
способъ для такой про-
сушки состоитъ въ томъ,
что надъ формой кладутъ
желѣзный листъ, на немъ
разводятъ огонь, который
и сушитъ форму. При та-
комъ расположеніи топли-
ва надъ формой передача
теплоты идетъ очень не-
совершенно и топлива тра-
тится слишкомъ много.
Чтобъ нѣсколько улучшить
передачу теплоты, топливо
сверху покрываютъ тоже
желѣзнымъ листомъ и та-
кимъ образомъ отражаютъ
часть теплоты внизъ, но
Фаг. 286. такое средство мало помо-
гаетъ. Если представляет-
ся возможность поставить внутри формы жаровню (фиг. 276), то при
этомъ сушка идетъ нѣсколько лучше.
Въ современныхъ литейныхъ примѣняюсь особыя переносныя
сушилки. Устройство одной изъ нихъ представлено на фиг. 287 *).
Сушилка состоитъ изъ металлическаго ящика, внутри котораго помѣ-
щается печка съ колосниковой рѣшеткой. Съ боку ящика находится от-
ростокъ съ двумя клапанами. Къ отросгку прикрѣпляется рукавъ, по ко-
торому приводится воздухъ, вдуваемый вентилаторомъ. Такая переносная
сушилка подвѣшивается къ крану и ставится надъ той формой, которую
желаютъ просушить. Когда коксъ зажженъ, то при вдуваніи воздуха.
9 Росувкы нрймѣнежтакйх-ъсушилоЕъ А. М. 621— 5^Ю5, Такія сушима примѣ-
злются также для нолдерж&ніа въ жидкомъ состоянія дктнпковь при отлквкѣ стаія—
рису вокъ см, X —.1761—10— 05-
Оіея. 2. 31—1—06.
-** 467
часть его проходить черезъ колосники и способствуетъ хорошему горѣ-
нію, другая же часть идетъ снаружи печки, подогрѣвается нрн этомъ
потомъ наверху смѣшивается съ продуктами горѣнія и вмѣстѣ съ ними
по вертикальной трубѣ входитъ въ форму, производя сушку послѣдней.
Поворачивая крапы, можно измѣнять какъ силу дутья, такъ и темпера*
туру газовъ, входящихъ въ форму.
Примѣненіе подобныхъ сушилокъ очень удобно: онѣ берутъ мало
топлива; передвигается сама сушилка, формы же остаются на мѣстѣ
Фиг, 287.
слѣдовательно на передвиженіе тратится въ общемъ меньше работы;
сушка идетъ очень быстро, хотя форма высыхаетъ хорошо только съ
поверхности, но такъ какъ сушка производится незадолго до отливки,
то хырость внутреннихъ слоевъ не успѣваетъ пройти къ поверхности, и
форма получается вслѣдствіе этого надлежащаго очества,
? Иа заводѣ ЕзсЬег, вмѣсто проводки воздуха но трубамъ, около не-
рейсной сушилки ставятъ электрнческй вентиляторъ, что вноситъ боль-
шое удобство *),
і) Ііерензйкыя суши.* би еъ элежтр. не а то йто ра&ъ безъ шэдушн» тру&шроз<да
.^^агйтойіяишш Н&паа. Е&іраеепк§ \Ѵогкж СЬіса^о ШИ П28—Ж—4—^8*
30*
— 468 —
Вмѣсто кокеа, какъ топливо въ переносныхъ сушилкахъ можетъ
употребляться свѣтильный или водяной газъ. Для этого внутри формы
помѣщается трубка съ небольшими отверстіями! получается родъ Бун-
зеновской горѣлки* Горѣлка должка соотвѣтствовать очертанію формы.
Воздухъ долженъ всасываться въ надлежащемъ количествѣ. Подобная
горѣлка примѣшается на заводѣ Соіогабо Ігоп ЛѴогкз, Пепѵещ Соіо, А. М,
699—12—05.
Для той же цѣли могутъ примѣняться и доменные газы,—Устрой-
ство горѣлокъ см. Оіез X. 392—08,
Въ нѣкоторыхъ случаяхъ по рукаву проводится горячій воздухъ, ко-
торый прямо направляется въ форму, но подобный способъ сушки не-
удобенъ. Въ длинномъ рукавѣ на пути теряется много теплоты , кромѣ
того трудно обращаться съ горячимъ рукавомъ, наконецъ, самъ рукавъ
быстро портится; поэтому способъ, описанный выше, гдѣ по рукаву
приводится холодный воздухъ и около формы ставится сушилка съ го-
рящимъ въ ней топливомъ, гораздо практичнѣе.
Приготовленіе стержней
256. Стержнями, какъ уже было сказано, называются такія тѣла,
приготовленныя при помощи шаблона или при помощи особыхъ апер-
жяевызэ ящнко«г, которыя вставляются въ форму, для полученія въ
отливаемой вещи пустотъ или вообще такихъ очертаній, которыя было
бы трудно или невозможно получить при формовкѣ моделью. Стержни
могутъ приготовляться азъ сырою песка, изъ сухою песка и изъ глины-
Хорошій стержень долженъ удовлетворять слѣдующимъ условіямъ;
онъ долженъ быть проченъ въ сыромъ и сухомъ состояніи, долженъ
разсыпаться въ порошокъ, послѣ того какъ произведена отливка^ не долженъ
быть гигроскопиченъ, долженъ выдѣлятъ мало газовъ, долженъ быстро сох-
нуть, не долженъ измѣнять своихъ размѣровъ, и долженъ дешево стоить.
Стержень при изготовленіи не долженъ быть липкій, долженъ хорошо
выниматься изъ ящиковъ и при сушкѣ сохранятъ отчетливость очертаній.
Вещества, связывающія песокъ въ стержияхъ, раздѣляются на жид-
кія я твердыя: къ первымъ относятся—рыбій жиръ, льняное масло, па-
тока, клей, смола канифольныя и различныя секретныя жидкости; ко
вторымъ—декстринъ, мука, канифоль, и секретныя вещества.
Цементирующія вещества должны быть очень хорошо перемѣшаны
съ пескомъ, чтобы выполнять свое назначеніе, и въ этомъ отношеніи
лучшихъ результатовъ можно достичь, употребляя жидкія цементирующія
вещества.
257. Стержни, приготовленные изъ сырого леска, имѣютъ то преиму-
щество, что они не измѣняютъ своихъ размѣровъ при постановкѣ въ
форму; стержни же ш сухою песка или изъ глины при сушкѣ да-
П Смл также М. Е. 610-11—0&
— део —
ютъ усадку, что я должно быть принято во вниманіе при ихъ изгото-
вленіи. Сухіе стержни являются болѣе прочными и болѣе надежными,
поэтому для сложныхъ
отливокъ они въ большинствѣ и примѣняются.
При и з аго то в ле и і и цп л и ядра ческихъ
стержней изъ сырого песка, отливаются
обыкновенно двѣ стойки, представленныя на
фиг. 288. Стоики Т зарываются въ полу
литейной; па нихъ кладется такъ называе-
мый патронъ Рт т.-е, металлическій пусто-
тѣлый барабанъ, ось котораго и помѣщает-
ся въ выемкахъ стоекъ. Чтобы барабанъ не
двигался вдоль оси, на послѣдней надѣвают-
ся устаповительныя кольца. Съ одного конца
надѣвается ручка, за которую и вращаютъ
барабанъ- На этотъ барабанъ накладывается
формовочный песокъ. На тѣ же стойки кла-
дется доска В, съ прикрѣпленнымъ къ ней
шаблономъ 8, который постепенно пододви-
гается къ стержню при его обточкѣ* Иногда
для болѣе точнаго обтачиванія па стойкахъ
.дѣлаются установительные винты, при по-
мощи которыхъ шаблонъ у стана ал и вает ся
въ своемъ крайнемъ положеніи болѣе точно.
Стойки между собой ничѣмъ не соединяют-
ФИГ- 288.
ся я ставятся другъ отъ друга на разстояніи г соотвѣтствующемъ длинѣ
обтачиваемаго стержня. Барабанъ обыкновенно отливается изъ чугуна
и имѣетъ на поверхности выступы к (фиг* 289), Здѣсь представленъ
уже готовый стержень, вложенный въ форму; ^—выпоры, 5—литники.
Кромѣ того вся поверхность барабана дѣлается пр о дырав ленной
Фиг, 289,
отверстіями і около 10 км,5 расположенными на разстоянія 100 мм.,
другъ отъ друга. Патроны небольшого діаметра снабжаютъ, вмѣсто
отдѣльныхъ выступовъ, ребрами, идущими вдоль всего барабана, Это
придаетъ большую жесткость патрону* Но отдѣльные выступы во-
обще лучше, такъ какъ къ нимъ земля пристаетъ прочнѣе; ребра раз-
биваютъ слой песка на отдѣльныя полоски и уменьшаютъ этнмъ проч-
— 470 —
ноетъ стержня, Прежде чѣмъ накладывать на патронъ землю, его сма-
зываютъ липкой глиной пли мучнымъ тѣстомъ, чтобъ земля лучше при-
липала, При хорошемъ цѣпкомъ пескѣ достаточно смочить патронъ во-
дою, Накладывая формовочную землю, вращая патронъ на стойкахъ и
придвигая къ нему шаблонъ, придаютъ стержню желаемую поверхность.
Толщина слоя формовочной земли, накладываемой па патронъ, измѣ-
няется отъ 15 до 25 мм, въ зависимости отъ діаметра и длины стержня.
Когда стержень выточенъ, па него просѣиваютъ черезъ сито съ отвер-
стіями въ 3 мм, хорошо перемѣшанной земли и поверхность приглажи-
ваютъ гладилками: послѣ чего стержень можетъ быть поставленъ въ форму*
При формовкѣ трубъ съ тонкими стѣнками нужно по возможно-
сти избѣгать приглаживаній поверхности стержня. На шероховатую
поверхность стержня металлъ ложится болѣе спокойно и лучше запол-
няетъ форму, вслѣдствіе чего уменьшается опасность получить спаи-
Если толщина стѣнки трубъ превосходитъ 20 мм., то стержни могутъ
быть приглажены болѣе тщательно, и могутъ быть покрыты припыломъ*
Если стержень устанавливается въ форму такимъ образомъ, что чугунъ
падаетъ при наполненіи прямо на его поверхность, то въ этомъ мѣстѣ,
чтобы не происходило размыва, на поверхность
нужно накладывать довольно толстый слой графита.
Приготовленіе стержней изъ сырого песка
обтачиваніемъ на барабанѣ можетъ примѣ-
няться лишь для стержней небольшого размѣ-
ра. Если діаметръ стержня превосходить 500 мм,7
то првготовл енный такимъ о бразо мъ стержень
очень легко можетъ быть разрушенъ въ своей
верхней части при наполненіи формы чугуномъ,
Псѣ большіе стержни изъ сырого песка
должны набиваться въ стержневыхъ лирикахъ.
Для этого долженъ быть приготовленъ патронъ I
(фиг, 290), на которомъ по краямъ имѣются два
фланца т и мт размѣромъ^ соотвѣтствующимъ
діаметру стержня. Фланецъ т долженъ быть нѣ-
сколько меньше фланца н, чтобы послѣ отливки
патронъ можно было легко вытащить изъ трубы.
Между фланцами дѣлается цѣлый рядъ полукруг-
лыхъ выступовъ 1, 2, 3 и 5, Стержневой ящикъ
имѣетъ цилиндрическое углубленіе, въ которое
плотно входятъ фланцы патрона. Когда патронъ
вложенъ въ ящикъ, такъ что выступы 1, 2, 3
доходятъ лишь до уровня ящика О, приступаютъ
сти стержня, набивая землю тоже до уровня О;
послѣ чего стержень хорошо вентилируютъ, протыкая все его тѣло про-
волокой съ поверхности О, Во фланцахъ т п имѣются отверстія рг
черезъ которыя протыкаются желѣзные прутья, простапство между нимз
засыпается золой и такимъ образомъ получается вентилирующій слой,
къ набивкѣ нижней
471
который будетъ проводить газы изъ отдушинъ пижней половины въ вен-
тиляціонные каналы, полученные послѣ выемки желѣзныхъ прутьевъ.
На этотъ слой золы накладывается сдой формовочной земли и приби-
вается плоской трамбовкой. Затѣмъ, чтобы закончить верхнюю половину
стержня, накладываютъ еще песокъ и плотно уминаютъ его прямо ру-
ками и вентилируютъ въ вентиляціонный слой. Отверстія отдушинъ за-
тираютъ ладонью руки, послѣ чего ставятъ сгребалку $ и, водя ее взадъ
и впередъ, получаютъ верхнюю поверхность стержня. При первомъ при-
глаживаніи поверхность получится довольно неровная, тогда на нее про-
сѣваютъ еще немного земли, прижимаютъ ее слегка рукой и снова про-
водятъ шаблономъ Если стержень предназначается для отливки съ
толстыми стѣнками, то онъ можетъ быть приглаженъ гладилками, а если
нужно, то и покрытъ припыломъ.
Когда верхняя половина стержня готова, его вынимаютъ изъ ящи-
ка, поддерживая за концы перевертываютъ и оканчиваютъ отдѣлку
нижней поверхности.
Приготовленный такимъ образомъ стержень, положенный въ форму,
представленъ на фиг. 291.
Фиг 291.
*ѵ<> оЛ
Очень тяжелый, стержень опасно опирать прямо на знаки формы,
приготовленные изъ земли, и въ такомъ случаѣ будетъ надежнѣе
класть подъ концы стержня широкія металлическія плитки и подкли-
нивать самый стержень при помощи клиньевъ А чтобы стер-
жень не могъ всплывать при наполненіи формы, на копцы патрона кла-
дутся грузы й.
Вообще если желаютъ, чтобы отливка получалась съ правильной
толщиной стѣнокъ, не слѣдуетъ полагаться на знаки, полученные въ
землѣ. Такими знаками можно удовольствоваться лишь при трубахъ, не
превосходящихъ 150 мм, При трубахъ же большихъ діаметровъ нужно
или ставить указанныя выше подкладки или еще лучше, дѣлать фланцы
т п точеные и имѣть для нихъ соотвѣтственно выточенныя гнѣзда въ
опокахъ, какъ это видно на фиг, 289. Если такіе же фланцы имѣлись
и на модели и она при формовкѣ опиралась на тѣ же гнѣзда, то стер-
жень, поставленный такимъ образомъ, приметъ вполнѣ прочное и пра-
вильное положеніе въ формѣ.
— 472 —
При набивкѣ стержней изъ сырого песку нужно обращать внима-
ніе на то, чтобы нижняя его часть была набита не плотнѣе того, чѣмъ
это нужно, чтобы земля не обваливалась при отливкѣ. Верхняя часть
можетъ быть набита болѣе плотно, но поверхность не должна быть
очень приглажена, чтобы чугунъ ложился на нее спокойно. Если лит-
никъ будетъ поставленъ такимъ образомъ, что чугунъ будетъ падать на
стержень, какъ показываетъ і на фиг* 289, то въ этомъ мѣстѣ землю
нужно брать покрѣпче и набивать ее плотнѣе, чѣмъ въ томъ случаѣ,
когда литникъ приводитъ чугунъ снизу, какъ показано въ 5 г (фиг. 289).
Надъ фланцемъ должны быть поставлены выпоры, которые, впрочемъ,
при наполненіи формы нужно держать закупоренными, чтобы повысить
давленіе въ формѣ и тѣмъ предупредить обвалы земли*
Знаки, въ которые ложится стержень, должны быть срѣзаны, какъ
показано стрѣлкой О на фиг4 291, чтобы при вкладываніи стержня не
могли быть обломаны углы.
Такимъ же точно образомъ могутъ быть приготовлены не только
цилиндрическіе стержни, но и стержни съ произвольнымъ поперечнымъ
сѣченіемъ* Напримѣръ, на фиг* 292 представлено какъ можно приготов-
Фнг. 292.
лять стержень съ прямоугольнымъ сѣченіемъ- Въ литейной имѣется
полоса и. на которую надѣваются перегородки, или рамки 00, по формѣ
соотвѣтствующія формѣ стержня, въ данномъ случаѣ прямоугольныя* Въ
перегородкахъ должны имѣться отверстія г, черезъ которыя можно бы
было протыкать желѣзные прутья да образованія вентиляціонныхъ ка-
наловъ въ стержнѣ. Рамки закрѣпляются на полосѣ п при помощи де-
ревянныхъ клиньевъ р* Дерево въ данномъ случаѣ вполнѣ умѣстно, такъ
какъ при отливкѣ оно обугливается, и тогда полоса п можетъ быть
легко вытащена изъ стержня, а за ней и весь стержень. Ящикъ, въ
которомъ производится набивка стержня, обыкновенно дѣлается разбор-
НЫМЪі чтобы можно было отнять отдѣльно стѣнки X, У, 2^ Послѣ та-
кой разборки стержепь оказывается совершенно свободнымъ*
Стержни обыкновенно представляютъ небольшое поперечное сѣченіе
и окружены со всѣхъ сторонъ расплавленнымъ металломъ* Слѣдовательно,
газамъ, образующимся внутри ихъ, приходится проходить длинный путь
по небольшому сѣченію стержня, и потому матеріалъ^ изъ котораго при-
готовляются стержни, долженъ быть по возможности пористъ и хорошо
просушепь-
258* Стержни изъ сухого песка а глины* Сухіе стержни можно раздѣ-
лить на двѣ группы: стержни приготовляемые изъ тощаго песка, или
— 473 —
песка съ небольшой примѣсью глины и стержни, приготовляемые изъ
очень жирнаго песка, почти чистой глины.
Изъ тощаго песка приготовляются тѣ стержни, которые набиваются
въ ящикахъ и имѣютъ неособенно большіе размѣры.
Изъ глины, главнымъ образомъ, приготовляются стержни при по-
мощи шаблоновъ, но иногда этотъ же матеріалъ употребляется и для
набивки въ ящикахъ.
Чтобы сообщить тощему песку вязкость, къ нему примѣшиваютъ
цементирующія вещества: пшеничную и ржаную муку, канифоль, сто-
лярный клей, льняное масло ’).
Поболѣе употребительной примѣсью является мука, которая при-
мѣшивается? въ зависимости отъ свойствъ песка, въ количествѣ отъ 1/а
до части по объему. Примѣсь муки дѣлаетъ стержни очень проч-
ными, но, въ то же время малопористымп я, кромѣ того, мука сгорая
даетъ много газовъ, поэтому стержни съ мукой могутъ приготовляться
только въ томъ случаѣ, если опи хорошо вентилируются и для газовъ
имѣется свободный выходъ изъ стержня. Если стержни не требуются
особо прочные, то вмѣсто примѣси муки можно самый песокъ смачивать
отваромъ муки; т, е. муку кипятятъ съ водой и полученнымъ жидкимъ
отваромъ смачиваютъ песокъ: это сообщаетъ песку большую вязкость,
оставляя его достаточно пористымъ. Нужно при этомъ имѣть въ виду,
что при высыханіи мука стремятся нѣсколько увеличиться въ объемѣ, и
потому песокъ не слѣдуетъ мочить отваромъ слишкомъ сильно, иначе
можетъ получиться большое количество трещинъ. Ржаную муку слѣдуетъ
предпочесть, такъ какъ опа даетъ меньше трещинъ, чѣмъ пшеничная.
Стержни, приготовленные сз мукой, послѣ сушки должны бытъ окра*
иіены формовочными чернилами.
При исполненіи мелкихъ стержней или стержней, не требующихъ
большой прочности, къ песку лучше всего прибавлять канифоли? которая
хорошо связываетъ песокъ, почти не уменьшая его пористости и вмѣстѣ
съ тѣмъ не позволяетъ песку пригорать къ чугуну; вслѣдствіе этого
стержни? приготовленные съ канифолью, можно не вентилировать и не
подвергать окраскѣ формовочными чернилами, что при большомъ числѣ
мелкихъ стержней составитъ значительную экономію въ работѣ я вре-
мени. Стержни съ примѣсью канифоли прекрасно сохраняютъ рѣзкія
очертанія: углы, ребра и др. Канифоль примѣшивается къ песку въ
мелко измельченномъ видѣ въ количествѣ около 1/15 по объему;
примѣсь ея берется больше иля меньше, сообразуясь съ свойсг-
вами песка и требующейся прочностью стержня. Къ особенностямъ
такихъ стержней нужно отнести то, что ихъ нельзя переносить и уста-
навливать въ горячемъ состояніи, такъ какъ канифоль при высокой
температурѣ размягчается—это представляетъ нѣкоторое неудобство’ по,
съ другой стороны? такіе стержни, разъ они охладились, не впитываютъ
въ себя влаги, п потому, поставленные къ сырыя формы, могутъ оста-
*) Си. также Соге Сошрозйюпз Ьг Гошійгу. А- М. 95 Е.—1907
474 —
дхЕьея тамъ долгое креня не портясь—это представляетъ большую вы-
году, Если такіе стержни приготовляются большихъ размѣровъ и имъ
желаютъ сообщитъ большую прочность, то можно взятъ песокъ болѣе
жирный иля прибавить нѣсколько муки. По въ томъ и другомъ случаѣ
нужно уже заботиться о надлежащей вентиляціи стержня; кромѣ того,
разъ въ стержень примѣшана мука, его нужно красить>
Очень хорошіе стержни получаются если смѣшивать песокъ съ жидко
свареннымъ столярнымъ клеемъ. Нужно опытами найти такую пропорцію
клея, чтобы при высыханіи стержни получались достаточно прочными.
Клей даетъ мало газовъ, и потоку такіе стержни легко вентилировать,
а въ нѣкоторыхъ случаяхъ можно обойтись и совсѣмъ безъ вентиляціи.
Для очень тонкихъ причудливой формы стержней хорошимъ свя-
зующимъ матеріаломъ является льняное масло. Песокъ, смоченный льня-
нымъ масломъ, но высыханіи даетъ очень прочный стержень, который
совсѣмъ не впитываетъ сырости, а потому можетъ въ теченіе нѣсколь-
кихъ дней оставаться въ сырой формѣ.
Иногда льняное масло смѣшивается въ равной пропорціи съ бен-
зиномъ, въ которомъ растворена до полнаго насыщенія канифоль. Пе-
сокъ, смоченный этой смѣсью, требуетъ для своей сушки сильнаго жара,
По высыханіи получается пористый стержень, тоже не впитывающій влаги.
Для смачиванія стержневого песка употребляется и простая вода,
но во всѣхъ случаяхъ для этой цѣли лучше употреблять жидко разве-
денную глину, жидко разведенную патоку или пиво.
Въ нѣкоторыхъ случаяхъ желательно имѣть стержни не особенно
прочные, но съ гладкой твердой поверхностью, а внутри пористые и
легко разсыпающіеся послѣ отливки. Для изготовленія такихъ стержней
нужно брать тощій песокъ, безъ всякой примѣси, для сообщенія же
стержню твердой корки, его поверхность должна быть вспрыснута пи-
вомъ или жидкой патокой.
Пользуясь приведенными указаніями, послѣ ряда опытовъ, можно
всегда составить подходящую стержневую землю для даннаго рода работъ.
При этомъ можно руководствоваться еще слѣдующими указаніями. Если
стержни опираются большой поверхностью по сравненію съ его объ-
емомъ, не имѣютъ большихъ выступовъ и имѣютъ по вертикальному
измѣренію не больше 150 мм,, то такіе стержни можно приготовлять
почти изъ чистаго песка съ примѣсью указанныхъ связующихъ веществъ.
Если стержень опирается на небольшую поверхность сравнительно съ
его объемомъ и имѣетъ большую высоту, то его нужно приготовлять
изъ болѣе жирнаго песка, хорошо вентилировать и укрѣплять внутрен-
ними каркасами.
Приведемъ здѣсь рецептъ стержневой земли очень хорошей для
формовки длинныхъ трубокъ, небольшого діаметра нагрѣвательныхъ ба-
тарей и т. п. Стержни, приготовленные такимъ образомъ я высушен-
ные, являются очень прочными 3 въ то же время послѣ наполненія формы
чугуномъ они превращаются въ порошекъ, который легко высыпается
изъ формы.
— 475 —
Взять по объемѵ:
25 канифоли въ порошкѣ,
120 воды.
10 обыкновенной муки,
35 древесныхъ опилокъ,
13 30 чистаго песка, не содержащаго глины.
Воду вскипятить и прибавить къ пей (на 120 лптр. воды 500 грам.)
соды, затѣмъ прибавить туда же канифоль п муку, перемѣшанную съ
опилками, и все это варить въ теченіе 10 мин. пока не получится густо-
ватая масса* Эта масса хорошо перемѣшивается съ пескомъ и оставляется
лежать въ теченіе 2—3-хъ часовъ. Различная крѣпость стержней полу-
чается въ зависимости отъ того больше или меньше песку будетъ при-
мѣшано, такъ что въ каждомъ отдѣльномъ случаѣ наиболѣе подходящую
пропорцію нужно опредѣлить непосредственнымъ опытомъ.
259- Набивка стержней производится въ ящикахъ: для этого въ ящики
накладывается матеріалъ въ сыромъ видѣ и набивается трамбовкой.
Самымъ простымъ стержнемъ является прямой брусокъ съ прямо*
угольнымъ или круглымъ сѣченіемъ. Разсмотримъ послѣдовательный ходъ
приготовленія цилиндрическаго стержня, при этомъ выяснятся многіе
пріемы* которые одинаково должны примѣняться при изготовленіи стер-
жней и другихъ формъ.
Какъ сказано, набивка та-
кихъ стержней производится вь
ящикахъ (фиг. 293), Обѣ по-
ловинки ящика складываются
вмѣстѣ, стягиваются струбцип- фЙГі 2д3ф
кой, внутрь ихъ набивается
стержневая земля (фиг. 294л). Когда набитъ слой около 50 ми^ ящикъ
перевертывается и черезъ землю протыкается проволока такъ, чтобы
она проходила въ центральной части (фиг. 294/?). Эта проволока бу-
детъ образовывать внутри стержня вентиляціонный каналъ, способствую*
ттбй выходу газовъ. Затѣмъ ящикъ снова перевертываютъ въ первона-
чальное положеніе и продолжаютъ набивку (фиг. 294с: а показываетъ
вентиляціонную проволоку, а Ь проволоку, которой производится па*
бивка стержневой земли). Здѣсь нужно обратить вниманіе на слѣдующія
два обстоятельства. Многіе формовщики протыкаютъ вентиляціонную
проволоку послѣ того, какъ набитъ весь ящикъ. Такой пріемъ непра-
вильный, такъ какъ при этомъ трудно проткнуть проволоку но се-
рединѣ и очень часто получаются каналы, идущіе какъ показано на
фиг. 29 5е, вмѣсто того, чтобы иглъ какъ показано на фиг. 295/5
такой стержень, поставленный въ форму, очень легко можетъ причи-
нить бракъ. Точно такъ же очень часто можно видѣть, что для на-
бивки стержня употребляется слишкомъ толстая проволока, почти запол-
няющая все отверстіе ящика; этого допускать тоже не слѣдуетъ. При
ударахъ плоскямъ7 широкимъ концомъ, песокъ приглаживается и къ этой
— 470 —
гладкой поверхности плохо пристаютъ послѣдующія порціи песку, вслѣдъ
ствіе чего стержень, приготовленный такимъ образомъ, получается не-
прочный и послѣ сушки легко ломается. Проволоку для набивки нужно
употреблять тонкую (фиг. 294с/>), чтобы ея діаметръ былъ раза въ 4
меньше діаметра приготовляемаго стержня* Если стержни приготовляются
довольно большой длины и ставятся
въ форму въ горизонтальномъ поло-
, женіи, то, для приданія стержню
большой прочности, внутри его про-
к л ад ыва ютъ, кр омѣ вент и ля ц і о в но й
проволоки, которая послѣ набивки
вынимается, еще проволоку укрѣп-
ляющую, остающуюся въ стержнѣ
(фиг, 295с?). Когда стержень набитъ,
его выкладываютъ на плоскую чу-
гунную плитку а, на которой стерж-
ни будутъ сушиться, Для этого сни-
маютъ половину ящика (фиг. 296ц)
и перевертываютъ ящикъ; затѣмъ
снимаютъ со стержня вторую поло-
вину ящика (фиг* 296Ь) и этимъ
же ящикомъ придвигаютъ стержень
къ краю доски (фиг. 296с). Чтобы
стержни болѣе устойчиво лежали на
доскѣ* подъ нихъ подсыпаютъ не-
Фа г. 294,
Фпг. 295.
много песка т (фиг* 297). Иногда самыя плитки имѣютъ углубленія,
соотвѣтствующія формѣ стержней, это способствуетъ сохраненію болЬе
правильной формы стержня*
Во многихъ случаяхъ, чтобы предупредить стержни отъ искривленія
при выкладываніи на плитку, ахъ дѣлаютъ изъ двухъ половинокъ, кото-
рыя выкладываются на плитку плоской стороной и въ такомъ положе-
ніи сушатся, а потомъ обѣ половинки склеиваются особой пастой.
— 477 —
Для склейки употребляется жидкое мучное тѣсто, замѣшанное на
водѣ или на нивѣ. Гдѣ требуется большая прочность стержня, тамъ
нужно употреблять пшеничную муку, гдѣ прочность не очень важна,
тамъ удобнѣе работать съ гречишной му-
кой, какъ менѣе липкой.
Послѣ склейки стержней нужно за-
дѣлать швы, чтобы получить совершенно
гладкую поверхность стержня. Для этого (а)
можетъ бытъ употреблена та же стерж-
невая земля или формовочный чернила.
Въ нѣкоторыхъ случаяхъ, чтобы со-
хранить совершенно правильную форму
стержня, приходится ящики приготовлять
металлическіе, и въ этихъ же ящикахъ
производить сушку стержней;
Этотъ пріемъ долженъ непремѣнно
примѣняться при изготовленіи нагрѣва- и>)
те л ь н ыхъ и р л бо р онъ ^ра діа то ровъ * съ
очень тонкими стѣнками.
Чтобы песокъ не такъ приставалъ
къ стѣнкамъ металлическаго ящика, по-
слѣднія иногда смазываются льнянымъ
масломъ и посыпаются пескомъ.
Когда стержень вынуть изъ ящика,
его кладутъ въ сушилку для просушки.
Чѣмъ скорѣе будетъ положенъ стержень
въ сушилку, тѣмъ онъ получится прочнѣе,
такъ какъ замѣчено, что медленное высы*
ханіе стержней на воздухѣ уменьшаетъ
ихъ прочность. Чѣмъ жирнѣе песокъ
употреблялся для приготовленія стержня,
чѣмъ больше въ него было прибавлено
муки и ь п. примѣсей, уменьшающихъ
(с)
его пористость, чѣмъ плотнѣе производилась
Фяо 296.
набивка, тѣмъ лучше^дол-
жеиъ быть высушенъ стержень. Особенно хорошо должны быть высу-
шены стержни, имѣющіе большую поверхность по сравненію съ попе-
речнымъ сѣченіемъ. Еще лучше должны быть
приготовлены, провентилированы и просушены
такіе стержни въ томъ случаѣ, когда они сто-
ятъ горизонтально, такъ какъ при этомъ стер-
жень сразу покрывается чугуномъ, по всей
поверхности, вслѣдствіе чего происходитъ
быстрое развитіе газовъ, а выходъ для лихъ при узкою поперечномъ
сѣченія очень затрудненъ.
260. 0красна стержней. Стержни толщиной до і 2 мм. обыкновенно ьщ
красятся, болѣе же толстые покрываются формовочными.чернилами, Доска
— 478 —
со стержнями вынимается изъ сушилки и ихъ красятъ шжлжъ (фиг. 2^).
При ятомъ нужно слѣдитъ за тѣмъ, лгдаобед краска высыхала подъ Фъ/і-
епівіеліъ внутренняя} жара самихъ стержней. Если стержни охладятся
на столько, что краска не сохнетъ, то ихъ нужно положить обратно
въ сушилку и подогрѣть. Стержни должны быть при окраскѣ подогрѣты
до такой температуры, чтобы рука, прикасающаяся къ нимъ, могла тер-
пѣть. Если стержни слишкомъ холодны, краска будетъ смывать
поверхность стержня и послѣдняя получится грубой; если стержень сли-
шкомъ горячъ, то окраска сама будетъ разслаиваться и буде:гь легко
отлетать отъ стержня. Окраску стержней можно производить окуная ихъ
быстро въ ведро съ формовочными чернилами (фшч 29$).
На заводѣ ЬашІІ5?а (Америка) стеряши и формы ОЕсрашиваются пулъ-
веризироьашемъ. что оказывается еболѣ быстрымъ йчистымъ способомъ.
Подробности си. А, Мт 271—05.
Фиг. 298.
Фиг. 29Ж
261< Вентиляція стержней. Для того, чтобъ изъ стержня газы свободно
выходили, въ немъ прокладываются каналы. Если каналы состоятъ изъ
прямыхъ линій, то они могутъ быть получены, закладывая внутрь стер-
жня круглую проволоку и затѣмъ-вынимая’ее послѣ’ того, какъ стер-
жень готовъ. Если же стержень представляетъ неправильную фигуру й
каналы должны быть • искривлены, то для’этого при пабйвкѣ въ стер-
жень кладутъ веревку, которую потомъ вытаскиваютъ, При большой
длинѣ веревки вытащить ее бываетъ очень трудно, а потому въ такихъ
случаяхъ въ стержень прокладываютъ шнурки, покрытые воскомъ. При
сушкѣ ѣоскъ плавится, и шнурки выходятъ свободно, оставляя въстер*
жиѣ каналы* Наконецъ, внутри стержня иногда прокладываются соломен-
ные жгуты/которые пористы сами по себѣ, а кромѣ того при напол-
неніи формы расплавленнымъ металломъ сгораютъ и образуютъ пустоты
для выхода газовъ. См, также ниже: знака.
МнгрЬу. указываетъ на громадное преимущество для вентиляціи
восковыхъ пли парафиновыхъ прутьевъ (^ах ууігвй) безъ проклад-
ки въ нихъ нитей и проволокъ. Нити при сушкѣ перегораютъ я
ихъ трудно бываетъ вытащить; проволоки дороги и ихъ также трудно
— 479 —
вытаскивать. Восковые прутья выдавливаются изъ парафина на особой
машинкѣ. При нагрѣваніи въ теплой водѣ такіе прутья размягчаются и
могутъ быть въ такомъ состояніи легко согнуты по формѣ стержня. При
сушкѣ прутья расплавляются и образуютъ вентиляціонные каналы. Гопп-
агу,_ 235 — 7 — 05,
262, Укрѣпленіе, Длинные стержни съ небольшимъ поперечнымъ сѣче-
ніемъ очень непрочны и подъ давленіемъ чугуна или просто при уста-
о □ оо_о о_?о
сЛ с/ *о /о о_ о -О-
Фкг. зоо.
повкѣ могутъ легко сломаться, поэтому внутри такихъ стержней прокла-
дываются металлическіе скилеты. или такъ наз, рамка. Рамка должна
соотвѣтствовать формѣ стержня и можетъ быть отлита изъ чугуна или
приготовлена изъ желѣза. Примѣры такихъ рамокъ приведены на фиг 301.
Здѣсь укрѣпленіе производится при посредствѣ желѣзныхъ прутковъ РР,
Фиг. зоі.
Въ случаѣ тяжелыхъ стержней для ихъ подъема внутри закладываются
скобы за которыя можно зацѣпить подъемнымъ крючкомъ.
На фиг. 300 представлена такая же рамка, отлитая изъ чугуна.
Обозначенія тѣ же.
Въ цилиндрическихъ стержняхъ вмѣсто
рамки употребляются продырявленныя трубки,
которыя не только предохраняютъ стержень
отъ поломки, но и образуютъ внутри его ка-
налъ, по которому могутъ свободно выходить
газы.
Для стержней неправильной формы упо-
требляются соотвѣтственныя рамки, напримѣръ
фиг. 302 представляетъ рамки для тройниковъ
и колѣнъ. Такія рамки по (кіѣ отливки должны
Фиг. 302.
быть вытащены изъ отливки; для этого ихъ
или разбиваютъ, или дѣ-
лаютъ составными изъ нѣсколькихъ частей. На фиг. 302 рамка для трой-
ника составляется изъ двухъ частей, которыя соединяются при помощи
— 480 —
шипа, имѣющаго форму ласточкина хвоста (4). При отливкѣ колѣнъг
если не желаютъ каждый разъ ломать рамку, приходится придавать ей
довольно сложную конструкцію. На фиг, 303 — 304 представлено уст-
ройство подобной рамки.
Искривленная часть рамки состоитъ изъ звень-
евъ; па одномъ концѣ прикрѣпляется длин-
ный стержень на другомъ помѣщаетя
звено Д къ которому прикрѣпляется пря-
мая частъ Л- Соединеніе частей А & В
представлено па фиг. 304 въ болѣе круп-
номъ масштабѣ. На части А имѣется шипъ
С, который входитъ въ соотвѣтственную впа-
дину въ части В- Когда типъ С вставленъ,
часть А поворачивается на 90° и скрѣп-
ляется съ частью В при помощи крючковъ
Г 2 К Затѣмъ концы А а Е соединяют-
ся при помощи тяги в. На звеньяхъ цѣпи
имѣются выступающіе придатки, которые
позволяютъ цѣпи изогнуться до полуокруж-
ности, а затѣмъ при затяжкѣ полосой &
сообщаютъ всему патрону жесткость. Когда
вещь отлита, часть А отнимаютъ, послѣ
Фиг, зоз*
Такъ какъ стержень
чего патронъ можетъ свободно выйти изъ
трубы.
въ большинствѣ окруженъ расплавленнымъ
металломъ, то образующіеся въ немъ газы могутъ выходить только че-
чезъ концы стержня, закрѣпленные въ формѣ, или черезъ такъ наз.
знаки; сообразно съ этимъ и знаки должны имѣть соотвѣтственную
конструкцію, допускающую свободный выходъ для газовъ. Для той же
цѣли въ формѣ отъ знаковъ долженъ итти наружу каналъ.
Фнг, 304.
фиг, 305.
Въ нѣкоторыхъ случаяхъ нѣсколько} стержней приходится соеди-
нятъ вмѣстѣ; при этомъ должно быть обращено вниманіе на то, чтобъ
газы изъ одного стержня могли проходить въ сосѣдній съ нимъ стер-
жень по немъ выходить наружу.
Для примѣра разсмотримъ изготовленіе стержней для наровыхъ ка-
наловъ цилиндра паровой машины—такъ наз. лентъ. Набивка стержня
— 481 —
можетъ быть произведена въ ящикѣ, представленномъ на фиг. 306.
Рамка, укрѣпляющая стержень дѣлается чугунная, иля же ее можно
приготовить изъ нѣсколькихъ изогнутыхъ желѣзныхъ прутьевъ, зали-
тыхъ въ чугунную плитку. Для заливка въ почвѣ литейной дѣлается
углубленіе, въ которое ставятся желѣзные прутья п заливаются чугу-
номъ; или же эти прутья могутъ быть между собой склепаны при по-
мощи поперечныхъ прутковъ; наконецъ, прутья могутъ быть залиты въ
покривленную чугунную плитку, какъ показано на фиг. 305. При
устройствѣ рамки нужно помнить, что ее придется вынимать изъ отли-
той вещи, и потому ея конструкція должна быть такова, чтобъ выта-
скиваніе не было затруднительно. Въ атомъ отношеніи изъ описанныхъ
конструкцій послѣдняя будетъ наиболѣе удобна, такъ какъ, разбивъ
среднюю чугунную плитку, стержень вынется очень легко; притомъ же
рамка подобной конструкціи дастъ наиболѣе прочный и жесткій
стержень.
„ по ад.
Фяг. 300 м
по жу.
Когда ящикъ свернуть и внутри него положена рамка, его вре-
менно наполняютъ землей до половины (отъ до фиг, 306). Въ
этомъ мѣстѣ прокладываются желѣзные прутки д> для вентиляціи
ила веревка с (показана пунктиромъ), послѣ чего набиваютъ землю до У,
гдѣ снова прокладываютъ вентиляціонные прутки. Такимъ образокъ про-
должаютъ до ?, внѣшней поверхности ящика. Послѣ этого ящикъ пе-
ревертываютъ г набитую временно до д землю вынимаютъ н производятъ
набивку этой половины, прокладывая въ соотвѣтствующихъ мѣстахъ
прутки для отдушинъ. Когда стержень совершенно набитъ п въ немъ
сдѣланы отдушины, ящикъ ставятъ на набивную доску I, снимаютъ
верхнюю половину ящика, ставятъ около него опоку 5 (на чертежѣ по-
казано пунктиромъ) и надъ поверхностью стержня набиваютъ слабо
землю, которая потомъ будетъ служить для стержня подкладкой при по-
становкѣ его въ сушилку. При изготовленіи большого числа подобныхъ
стержней для ихъ сушки могутъ быть приготовлены металлическіе ящіь
ки, при чемъ стержни будутъ получаться болѣе правильной формы. Для
вентилированія стержня внутри его при набивкѣ могутъ быть проло-
зі
— 482 —
жены веревки с, которыя впослѣдствіи будутъ вытащены; чтобъ веревки
не портили стержня при вытаскиваніи, онѣ должны быть расположены
по отношенію къ поперечнымъ пруткамъ рамкщ какъ показано на фиг.
306 пунктиромъ. Вмѣсто веревокъ для вентилированія стержня могутъ
быть проложены проволоки, й<№9 и /*, д1 й па другой проекціи. Если
эти прутики пересѣкаются внутри стержня, какъ показано на правой
сторонѣ чертежа, то капалъ получается самъ по собѣ непрерывнымъ, и
по вынутіи прутковъ приходится только задѣлать отверстія д т на по-
верхности стержня. Если же прутки не пересѣкаются, какъ на лѣвой
сторонѣ, то послѣ того какъ прутки вынуты и стержень высушенъ,
около мѣста пересѣченія прутковъ прорѣзается канавка т, чтобъ дно
ея соединило оба канала, затѣмъ въ каналъ продѣвается веревка, ка-
навка снова задѣлывается землей, послѣ
чего веревка можетъ быть вы-
тащена черезъ какой-нибудь изъ
каналовъ и стержень оконча-
тельно высушенъ. При употреб-
леніи проволокъ каналы полу-
чаются болѣе аккуратные и бо-
лѣе надежные, чѣмъ каналы,
сдѣланные веревкой.
Фиг, 307 представляетъ
другой способъ набивки стерж-
ня. Здѣсь ящикъ сдѣланъ не
вполнѣ закрытымъ, и самимъ
ящикомъ ограничиваются только
Фпг, зет.
три стороны стержня, четвертая
же приглаживается при помощи гладилки или шаблона. Подобная кон-
струкція ящика удобна тѣмъ, что въ пемъ легко производить набивку я
легче судить о томъ, насколько плотно ц равномѣрно стержень набитъ.
На томъ же чертежѣ представленъ способъ укрѣпленія стержня отдѣль-
ными прутьями, расположенными вдоль (1)) н поперекъ стержня (5).
При расположеніи этихъ прутьевъ внутри стержня нужно имѣть въ
виду, что нѣкоторыя части стержня подвергаются сжатію, а нѣкоторые
растяженію; поперечные прутья необходимо располагать въ той части
стержня, которая подвергается сжатію, иначе стержень будетъ ослаб-
ленъ и на нонъ легко могутъ появиться трещины. У конца стержня
прутья загибаются крючками ? при помощи которыхъ стержень закрѣп-
ляется въ формѣ.
263, Провѣрка. Когда стержень приготовленъ и высушенъ, передъ
постановкой его въ форму необходимо убѣдиться, что каналы въ немъ не
засорены, для этого черезъ стержень продуваютъ дымъ и смотрятъ, на-
сколько легко онъ показывается на противоположной сторонѣ канала.
264- Склеиваніе, При соединеніи нѣсколькихъ стержней между со-
бой, пхъ приходится склеивать* для этого употребляется жидкая бѣлая
глина съ примѣсью муки. На фиг* 308 Е представляетъ глину, положенную
оиоло отверстія 2, въ которое вставляется стержень, и такимъ образ.
— 483 —
склеивается или же употребляется жидкое мучное тѣсто, приготовлен-
ное на водѣ или пивѣ. Гдѣ требуется прочная склейка, нужно братъ
пшеничную муку, гдѣ прочность пе важна, тамъ удобнѣе работать съ
гречишной мукой, какъ менѣе липкой. Склеиваніе стержней производится
еще въ то время, когда они горячи и когда, слѣдовательно, высыханіе
цемента можетъ быть произведено на счетъ теплоты, содержащейся въ
стержняхъ. При этомъ не приходится ставить стержень вторично въ су-
шилку, и такимъ образомъ сохраняется излишняя работа в рискъ по-
ломать стержень при переноскѣ. Иногда стержни должны быть склеены
послѣ того, какъ поставлены въ
форму, и потому ихъ въ сушилку
вносить нельзя. Въ такихъ случаяхъ
нужно быть очень осторожнымъ,
чтобъ цементъ не попалъ въ отду-
шину и не закупорилъ ея. Лучше
накладывать цементъ на знакъ (фиг.
308 К), тогда, вдвигая его въ со-
отвѣтственное отвер с ті е, тру двѣ е
Фиг, 308 <
закупорить отдушину ►
265. Знаки, При установкѣ стержня въ сыромъ пескѣ знаки стержня
должны имѣть такую форму, чтобъ они входили свободно въ отверстіе
и пе обламывали песка, въ то же время не хорошо, если мѣсто для
знака по своимъ размѣрамъ значительно отличается отъ знака: при этомъ
стержень можетъ быть поставленъ невѣрно и отлитая вещь не полу-
читъ надлежащихъ размѣровъ. Для болѣе легкой постановки знаки обы-
кновенно дѣлаются коническими. Въ случаѣ большихъ стержней, кото-
рые должны быть вполнѣ точно установлены. какъ, папр. стержни для
оконъ парового цилиндра, мѣста для знаковъ хороша дѣлать нѣсколько
большей величины, подобно V (фиг. 308). На 8 кладется немного гли-
ны, стержень вставляется свободно и затѣмъ придвигается къ 8, при
этомъ нѣтъ опасности, что глина закупоритъ вентиляціонный каналъ и
что постановка самаго стержня повредитъ мѣсто для знака. Простран-
ство У послѣ постановки стержня задѣлывается формовочнымъ пескомъ.
Очень хорошо также мѣста для знаковъ стержня окружать металличе-
скими пластинками толщиной въ 3 мм, (6\ И7) В); эти пластинки не
позволяютъ песку обсыпаться при постановкѣ стержня, въ то же время
вполнѣ точно опредѣляютъ его положеніе и прочно держатъ па мѣстѣ.
Въ нѣкоторыхъ случаяхъ вентиляціонные каналы выводятъ изъ
стержня въ нижнюю часть формы. Но подобное расположеніе вентиля-
ціонныхъ каналовъ очень опасно, такъ какъ при малѣйшемъ поднятіи
стержня чугунъ заполнитъ отдушину и отливка будетъ испорчена; по-
этому всегда, если это возможно; слѣдуетъ выводить отдушины въ верх*
нюю опоку.
Въ маленькихъ стержняхъ обыкновенно пе дѣлается отдушинъ,
разсчитывая, что при небольшой ихъ длинѣ газы найдутъ себѣ выходъ
благодаря пористости матеріала. Но если стержень послѣ просушки
484
окрашенъ, то слой краски значительно уменьшаетъ пористость стержня,
и тогда передъ постановкой его па мѣсто знакъ нужно очистить отъ
краски, чтобъ газы могли свободно выходить въ несокъ формы. Для
болѣе легкаго выхода газовъ при набивкѣ формы отъ мѣстъ для поста-
новки знаковъ нужно проводить отдушины а въ опокахъ, какъ это было
выше указано, противъ знаковъ оставлять отверстія, чтобъ тамъ при-
шлось проходить по возможности короткій путь,
266* Стержни, представляющіе изъ себя тѣла вращенія, вмѣсто
того, чтобъ набивать въ ящикахъ, приготовляютъ при помощи
обточки. Такимъ образомъ выдѣлываются стержни для трубъ, длин-
ныхъ барабановъ и т. п. крупныхъ вещей. Къ обточкѣ мелкихъ
стержней прибѣгаютъ только въ томъ случаѣ, если требуется исполнитъ
одинъ или два стержня и не стоитъ дѣлать затраты на приготовленіе
ящика; при изготовленіи же большого числа мелкихъ стержней всегда
выгоднѣе сдѣлать ящикъ, при этомъ и стержни получаются аккуратнѣе
и работа идетъ скорѣе, а слѣдовательно и обходится дешевле.
При обточкѣ стержней берется оправка или патронъ 9 на кото-
рый наматывается слой соломы, намазывается слой глины и затѣмъ къ
стержню подводятъ шаблонъ, который и придаетъ стержню желаемую
форму.
Патроны дѣлаются всегда металлическіе. Назначеніе патрона со-
общить стержню надлежащую прочность, а кромѣ того образовать вну-
тренній каналъ, по которому газы могли бы свободно выходить. Если
стержни вытачиваются небольшого діаметра (меньше 30 мм.), то для
патрона удобно брать цѣльное круглое желѣзо съ простроганными па
немъ бороздами. Для болѣе толстыхъ стержней патрономъ могутъ съ
удобствомъ служитъ газовыя трубы, по для того, чтобъ газы изъ стер-
жня могли проходить внутрь трубы и по ней выходить прочь, необхо-
димо, чтобъ поверхность трубы была продырявлена. Въ нѣкоторыхъ слу-
чаяхъ, если нѣтъ трубы подходящаго діаметра, патронъ можетъ быть
составленъ изъ нѣсколькихъ полосъ, связанныхъ вмѣстѣ. При стержняхъ
очень большого діаметра патроны приготовляются въ видѣ барабановъ,
при чемъ опять ихъ поверхность должна быть продырявлена.
Для обточки стержней употребляется такое же приспособленіе какъ
описанное на стр, 469,
Металлическій патронъ прежде всего обматывается жгутами, скру-
ченными изъ соломы; если діаметръ стержня небольшой, то жгутовъ
изъ соломы не крутятъ, а выбираютъ ее только подлиннѣе и прямо
обматываютъ. Тамъ, гдѣ солома дорога, вмѣсто нея употребляютъ сѣно.
Для очень мелкихъ стержней употребляютъ также паклю. Солома нама-
тывается для того, чтобъ стержень получился достаточно податливымъ.
Вообще стержень окруженъ металломъ, и потому при остываніи онъ
долженъ сокращаться вмѣстѣ съ сокращеніемъ чугуна. Еслибъ стержень
былъ прямо металлическій, обмазанный глиной, то при остываніи окру-
жающій его чугунъ необходимо долженъ бы былъ треснуть, солома же
сообщаетъ стержню необходимую упругость и представляетъ очень по-
— 485 —
ристый матеріалъ, по которому легко проходятъ газы. Кромѣ того: подъ
вліяніемъ высокой температуры солома перегораетъ и обращается въ
труху, чѣмъ облегчаетъ вытаскиваніе патрона изъ отлитой вещи, иначе
онъ былъ бы зажатъ внутри отливки. Наконецъ, солома способствуетъ
лучшему прилипанію глины къ патрону.
Приготовленіе соломенныхъ канатовъ производится при помощи
колопоротач подобнаго тому, какой употребляется для сверленія дерева.
При большомъ требованіи стержней, напр. при спеціальномъ производ-
ствѣ трубъ, скручивать канаты ручнымъ способомъ уже затруднительно,
и тогда примѣняютъ для этой
цѣли особыя машины, кото-
рыя напоминаютъ обыкновен-
ную прялку (фиг. 309).
Рама, внутри которой
помѣщается шпулька* вра-
щается яа двухъ шипахъ.
Одинъ изъ шиповъ пустотѣ-
лый, п черезъ него прохо-
дитъ солома. При вращеніи
рамы происходитъ скручи-
ваніе каната и наматываніе
Фиг. 309.
па шпульку. Чтобы канатъ равномѣрно наматывался по всей длинѣ
шпульки, въ той же рамѣ помѣщается винтъ, приводящійся въ дви-
женіе отъ зубчатыхъ шестерней. Канатъ проходитъ черезъ отверстіе
въ гайкѣ винта, которая, двигаясь вдоль винта, и распредѣляетъ канатъ
равномѣрно по шпулькѣ. Рабочему нужно только постепенно подбавлять
солому и присучивать ее.
Прп наматываніи каната на патронъ одинъ конепъ прикрѣпляется,
пропуская въ отверстіе въ патронѣ или привязывая проволокой, затѣмъ
одинъ рабочій вращаетъ патронъ за ручку, а другой держитъ канатъ
и распредѣляетъ его по патрону. При навиваніи канатъ нужно натяги -
вать настолько сильно, насколько позволяетъ его прочность. Если ка-
натъ навернутъ па патронъ слабо, то при обточкѣ его по глинѣ нельзя
получить вѣрной поверхности. Если канатъ приходится навивать на
большую толщину, то при этомъ его нужно постукивать деревяннымъ
молоткомъ, чтобъ онъ плотнѣе улегся. Если при навиваніи канатъ обо-
рвется. патронъ немного поворачиваютъ назадъ, привязываютъ капать
и продолжаютъ навивать. При навиваніи каната патронъ нужно вра-
щать въ томъ же направленіи, въ какомъ онъ будетъ вращаться при
наложеніи глины. Когда канатъ навитъ, его закрѣпляютъ, забивая нѣ-
сколько длинныхъ гвоздей, или увязывая проволокой. При наложеній
нѣсколькихъ слоевъ каната каждый навитый слой слѣдуетъ покрывать
глиной, иначе стержень можетъ получиться не вполнѣ плотнымъ и въ
ютливкѣ выйдетъ неправильная поверхность, Прп обмазкѣ глину нужно
вдавливать съ силой въ промежутки между завитками каната, употре-
бляя для этого деревяшку или желѣзную полоску. Обмотанный такимъ
™ 486 —
образомъ патронъ обмазывается слоемъ глины, начерно приглаживается
шаблономъ и приникаетъ при этомъ приблизительно размѣры и форму
стержня. Затѣмъ такой вчернѣ приготовленный стержень ставится въ
сушилку, и только послѣ того, какъ онъ вполнѣ высохнетъ, на него
накладываютъ отдѣлочный слой глины и приглаживаютъ шаблономъ.
Прежде чѣмъ накладывать послѣдній слой, стержень протираютъ кир-
пичомъ, чтобъ снять съ него сажу, осѣвшую въ сушилкѣ, затѣмъ смо-
ченную немного водой глину протираютъ черезъ сито, чтобъ въ ней по
было примѣси крупныхъ частичекъ или камешковъ, и въ то время, какъ
одинъ рабочій вращаетъ патронъ, другой накладываетъ рукой глину на
стержень. При этомъ вращать патронъ нужно не быстро. Вращеніе
слѣдуетъ продолжать до тѣхъ норъ, пока глина нѣсколько отдастъ свою
сырость внутреннимъ слоямъ и затвердѣетъ настолько, что при повора-
чиваніи не будетъ мѣнять своей формы. Очень часто приготовленіе
стержней оканчивается сразу, и затѣмъ они сушатся, окрашиваются и
ставятся въ форму; но при такомъ способѣ изготовленія никогда нельзя
получить вполнѣ точнаго круглаго стержня; кромѣ того, при сушкѣ
онъ даетъ трещины, которыя приводится задѣлывать отъ руки только
краской, и потому отлитая на немъ поверхность не можетъ получиться
чистой.
Чѣмъ массивнѣе отливается вещь, тѣмъ толще долженъ быть на-
ложенъ слой глины поверхъ соломы, иначе теплота пройдетъ въ солому
очень скоро, и послѣдняя сгоритъ раньше, чѣмъ металлъ затвердѣетъ,
вслѣдствіе чего стержень можетъ быть расплющенъ. Впрочемъ, слишкомъ
большая толщина глины тоже не годится, гакъ какъ при этомъ стер-
жень будетъ мало проницаемъ для газовъ. Обыкновенно толщина глины
измѣняется отъ 10 до 25 мм.
Когда стержень вторично высушенъ, его снова кладутъ на стойки,
провѣряютъ крумциркулемъ; если нужно, немного исправляютъ, задѣ-
лываютъ трещинки, которыя появились при вторичной сушкѣ, красятъ,
и затѣмъ стержень готовъ къ постановкѣ въ форму.
Въ пяшъ случаяхъ желательно нѣкоторыя части внутри отливки
получить болѣе твердыми и болѣе плотными; тогда въ этихъ мѣстахъ
въ стержни вставляютъ металлическія пластинки, толщиной около 12 мм.,
съ выступами, которыми пластинки могутъ прикрѣпляться къ глинѣ;
промежутки между пластинками заполняются глиной, и при заливкѣ
такая часть, вызывая болѣе быстрое охлажденіе, производитъ желаемый
эффектъ, вмѣстѣ съ тѣмъ стержень также легко разламывается, какъ
обыкновенный, чего нельзя было бы достичь при цѣльныхъ металличе-
скихъ стержняхъ.
При изготовленіи и постановкѣ стержней на мѣсто нужно имѣть
въ виду слѣдующее обстоятельство. Если внутри стержня имѣется пу-
стота, то при наполненіи формы чугуномъ выдѣляющіеся изъ стержня
газы проникаютъ въ это пустое пространство. Въ тѣхъ случаяхъ, когда
внутренность стержня соединяется съ наружной атмосферой такимъ
образомъ, что можетъ установиться хорошая циркуляція, газы легко
— 487
выхолятъ прочь, іго иногда при особой формѣ стержней му три ихъ
могутъ образоваться мѣста, въ которыхъ газъ остается въ спокойномъ
состояніи, безъ движенія, и, понемногу смѣшиваясь съ находящимся
тамъ воздухомъ, можетъ образовать взрывчатыя смѣси, которыя при
очень высокой температурѣ раскаленной формы могутъ воспламениться
и произвести взрывъ. Это обстоятельство во многихъ случаяхъ можетъ
повести къ разрушенію какъ самого стержня, такъ и формы и, конечно,
испортить отливку. Для избѣжанія подобныхъ взрывовъ въ тѣхъ слу-
чаяхъ, когда внутри стержней могутъ скопляться газы, внутренность
стержня заполняется какими-нибудь нористыми тѣлами, напр. крупнымъ
пескомъ, гарью и т. п,, которыя вытѣсняютъ изъ внутренности стержня
о б р а зован і я вз р ывчат ы хъ
стержняхъ, внутри которыхъ
воздухъ п тѣмъ предупреждаютъ возможность
смѣсей. Взрывъ особенно опасенъ въ тѣхъ
нѣтъ металлическаго патрона, такъ
какъ подобный патронъ въ боль-
шинствѣ случаевъ можетъ пр ед охра*
пять форму и стержень отъ разру*
тенія при взрывѣ.
Въ литейныхъ очень часто по-
лучается бракъ отъ неправильной
постановки стержней. Фиг. 311
и р ед став лаетъ нр и мѣръ установки
стержня въ ступицѣ. Такой стер-
жень долженъ стоять центрально, по
очень часто при самой постановкѣ
стержень перекашивается, какъ по-
казано на фиг. 311- Такое перека-
шиваніе можетъ произойти отъ того,
Фяп зіо.
что мѣсто для знака въ формѣ будетъ слишкомъ
мѣсто можетъ имѣть надлежащіе размѣры, но стѣнки формы около этого
Фиг. ЗН.
велико, или же ото
мѣста могутъ быть ослаблены литникомъ, и потому при накрытіи верх-
ней опоки стержень обломаетъ стѣнку и станетъ косо. Для предупре-
жденія подобной случайности пе слѣдуетъ вынимать деревяннаго конуса,
образующаго каналъ литника (показано стрѣлкой), прежде чѣмъ форма
не будетъ закрыта; мѣсто около знака стержня въ формѣ слѣдуетъ
укрѣплять шпильками Д. Еще лучше, если мѣста для знаковъ будутъ
приготовлены, какъ показано на фнг. 310; при такомъ устройствѣ ли-
тейщикъ ясно видитъ, что стержень установленъ вѣрно и, кромѣ того,
опора для стержня получается вполнѣ солидная. Но нужно замѣтить,
что подобная конструкція формы обходится дороже, и потому къ ней
прибѣгаютъ довольно рѣдко. Иногда ослабленіе мѣста для знака произво-
дится тѣыъ, что въ верхней опокѣ располагаются вентилирующіе каналы
(фиг. 311); въ такихъ случаяхъ эти каналы приходится помѣщать подъ
стержнемъ, и если знакъ очень большой, то подъ нимъ нужно располагать
вентилирующій слой. Иногда неправильность постановки стержня проис-
ходитъ прямо отъ небрежности рабочаго, напр. при подгонкѣ коническаго
_ 488 —
знака къ своему мѣсту рабочій спиливаетъ его неправильно; аккурат-
ные рабочіе для избѣжанія этого при опиливаніи стержня ставятъ на
стержень знакъ модели и сличаютъ ихъ.
Заводъ ТЪе ЕаШ Еіѵеі апй МасЫпе С., СиуаЬо^а ЕаПа, О,
приготовляетъ ножные наждачные круги для обточки конусовъ на
стержняхъ. Масѣ. 429—4 — 06,
Для правильной постановки стержней обыкновенно пользуются
угольниками, отвѣсами, крумциркулями и др, Если формуется вещь
очень крупныхъ размѣровъ, то для правильной постановки стержня по-
ступаютъ слѣдующимъ образомъ. Когда модель заформоваяа^ берутъ
брусокъ и, опирая его однимъ концомъ па знакъ модели, съ другого
конца забиваютъ колья; затѣмъ, когда модель вынута, по этимъ кольямъ
при помощи того же бруска устанавливаютъ стержень. Если стержень
долженъ быть установленъ центрально относительно обода, то его цен-
трируютъ при помощи планки, прикладывая послѣднюю къ ободу.
При вкладываніи горизонтальныхъ стержней земля около знака
можетъ легко обвалиться и засорить форму; для избѣжанія этого грани
формы около знаковъ скругляютъ, какъ описано на стр. 519* Чтобъ
дать лучшую опору для стержня, подъ его знаки подкладываютъ под-
кладки (см, стр. 472),
267. Приспособленія для изготовленія стержней Въ нѣкото-
рыхъ литейныхъ для приготовленія стержней имѣется большая строганая
плита, на которой устанавливается стойка, и стержни приготовляются
при помощи шаблоновъ, подобно формамъ. На плитѣ же могутъ быть
получены правильныя плоскія грани стержней. Вообще работа на плитѣ
вноситъ опрятность и большую правильность исполненія.
Если желаютъ. чтобы въ литейной стержни изготовлялись де-
шево и хорошо, необходимо примѣнятъ особыя машины.
Приготовленіе цилиндрическихъ и призматическихъ стержней мо-
жетъ производиться на машинахъ, изображенныхъ на фиг. 312, Устройство
такихъ машинъ заключается въ слѣдующемъ. Подъ чугуннымъ столомъ
помѣщается валъ, съ насаженными на немъ шестернями, которыя за-
цѣпляются съ рейками. Рейки двигаются по цилиндрическимъ направляю-
щимъ и внизу связаны поперечиной С, къ которой прикрѣплена полоса,
оканчивающаяся на верху шайбой Е. При движеніи реекъ вверхъ под-
нимается я шайба Е* На столъ В въ имѣющееся отверстіе вставляются
различныя гильзы А, внутренность которыхъ соотвѣтствуетъ формѣ и
размѣрамъ стержня. ІПаЙба Е навинчивается на полосу такого размѣра,
чтобы она какъ разъ входила въ гильзу, вставленную въ столъ.
Работа идетъ такимъ образомъ. Стерженщикъ набиваетъ въ гильзу
стержневый матеріалъ, проставляетъ вентилирующую проволоку, и во-
обще поступаетъ какъ при набивкѣ обыновеннаго стержня; затѣмъ по-
ворачиваетъ колесо и, двигая шайбу _Е вверхъ, выталкиваетъ стержень
Ск. также: Ѳіея. X. 16-06; 290-06; 709—07; 201—08; М. Е, 682—1 — 06; А. М<
673-04; 1331—04; 2. 1038-04.
489
изъ гйльзы. При этомъ
формы безъ швовъ.
ст е р же пь пол у ч ается
совершенно правильной
Фаг* 31'2,
Если въ гильзу вставлять различныя вкладки. то можно получать
стержни не только цилиндрическіе, но и болѣе сложнаго очертанія. На-
пршіѣръ, положивши на дно
гильзы шаровую чашку, мы бу-
демъ получать стержни съ ша-
ровой оконечностью. Дѣлая на
колесѣ замѣтки н остановы, мы
можемъ устанавливать шайбу Е
на произвольной высотѣ и полу- {
чать стержни желаемой вели- ѣ
чины.
Для приготовленія щышнд-
рическихъ и призматическихъ
стержней въ Америкѣ примѣ-
нили тотъ же принципъ, по ко-
торому работаютъ глиномялки.
Таісая стержиеьая машина пред-
ставлена на фиг, 313. При по*
Фиг, 313-
мощи маховичка приводится во
вращеніе вяптъ; пространство около ввита заполняется формовочнымъ
матеріаломъ, который при вращеніи винта выдавливается въ прошлея*
— 4 ІЮ —
иый.къ машинѣ мундштукъ .и выхщщть въ видѣ стержня, поперечное
сѣченіе котораго соотвѣтствуетъ формѣ мундштука. Если ось винта вы-
н о лн ит ь въ в ядѣ удл и н е.и ? г ш о
сторжня? г:акъ поазаио на
фиг. 314, то стержень прямо
получается съ вентиляціон-
нымъ каналомъ (фиг. 315).
При помощи списап-
Ф.иг. 3.14,
Фиг. 315.
пыхъ машинъ можно приго-
товлять стержни въ видѣ пря-
мыхъ полосъ я сравнительно
небольшого поперечнаго сѣ-
ченія (до 150 юи). Для при-
і' ото в ле ні я сге р ж н ей б о лѣе
причудливой формы и боль-
шихъ размѣровъ примѣняет-
ся машина Кшотелл, работаю-
щая по другому принципу.
Фкт, ЗЖ
491 —
268. Машина Ннютеля представляетъ изъ себя прессъ (фиг. 316)
на который ставятся формовочные ящики 5 особымъ образомъ пригото-
влешшс; въ нихъ накладывается формовочный матеріалъ, который затѣмъ
прессуетегс и получаются стержыи, Устройство сз~
мыхъ прессовъ, такое же какъ и въ машинахъ для
ф о р мо в ки о по къ; они са яі е та ки хъ маши и ъ будетъ
да по дальше, -здѣсь же отмѣтимъ только особенность
устройства ящиковъ и порядокъ формовки.
Набивка производится такъ же какъ въ обыкно-
венныхъ ящикахъ, преимущество ее въ томъ, что фор-
мовочнаго матеріала попадаетъ въ ящикъ какъ разъ
столько, сколько нужно, излишекъ матеріала не вліяетъ
на размѣръ стержня, такъ какъ онъ выдавливается въ
стороны въ имѣющіяся спеціальныя углубленія, фиг.
317 схематически представляетъ порядокъ изготовле-
нія стержня, На формовочную плитку а кладется де-
ревянная коробка Ь. которая опредѣляетъ собой коли-
чество насыпаемый въ ящикъ а формовочнаго мате-
ріала; послѣ насыпки песку коробка сшшаѳстя и ниж-
няя плита прижимается къ верхней <Л при чемъ из-
лишній матеріалъ выдавливается въ стороны въ углуб-
ленія е. послѣ чего стержень собственно отформованъ.
Чтобы онъ не сломался при выниманія—накладывает-
ся опока / и заполняется пескомъ; затѣмъ кладется
желѣзная дощечка 1і и все перевертывается; стержень
будетъ лежать на пескѣ, съ которымъ онъ можетъ
быть поставленъ въ сушилку. Ж ЗІВ
Понятно, что подобнымъ же образомъ могутъ быть приготовлены
стержни весьма разнообразныхъ формъ: — иапр., па фиг. 318 пред-
ставлена формовка стержня для тройника. Если внутри стержня помѣ-
щается. скрѣпляющая его рамка, то сниманіе стержня съ машины еще
больше облегчается: можно обойтись и безъ песка, какъ ото видно на
Чъг. ;.5Ю.
фнг, 318.
Фиг. 318.
269. Укрѣпленіе стержней въ формахъ. Закрѣпленіе-.большихъ
стержней при помощи однихъ знаковъ является недостаточнымъ: если
стержень очень длиненъ и тонокъ, то онъ можетъ провисать подъ дѣй-
4У2 —
ствіемъ тяжести, но, главное, при наполненіи формы чугуномъ стержень
всплываетъ внутри жидкаго металла, при чемъ можетъ проявиться очень
значительная сила, поднимающая стержень кверху, и стержень можетъ
исправиться по другому направленію, вслѣдствіе чего отливка получится
со стѣнками другой толщины, чѣмъ предполагалось. Послѣднее обстоя-
тельство очень важно при отливкѣ трубъ или колоннъ, гдѣ неравномѣр-
ная толщина стѣнокъ можетъ повести къ тому, что труба будетъ забра-
кована, То чею такъ же и Другіе стержни при всплываніи могутъ поло-
мать знаки или смять мѣста, въ которыя опираются знаки, и тоже при-
чинить бракъ въ отливкѣ* Въ виду этого для лучшаго закрѣпленія
стержней въ формѣ проставляются такъ наз, жеребейки. на которыя о
опирается стержень при установкѣ въ форму, и такія же жеребейки
удерживаютъ стержень отъ всплыванія кверху.
При установкѣ небольшихъ стержней жеребейки имѣютъ видъ гво-
здей съ широкими шляпками (фиг. 319). Жеребейки втыкаются въ форму.
Фиг* 319.
при чемъ ихъ нижній конецъ долженъ упираться въ какую-нибудь твер-
дую подкладку. При употребленіи деревянной подкладки жеребейку слѣ-
дуетъ втыкать въ торецъ, не забивая въ дерево слишкомъ глубоко, иначе
при дальнѣйшемъ нажатіи жеребейки стержнемъ деревянный брусокъ
можетъ треснуть; точно такъ же не хорошо, если жеребейка забита въ
подкладку слишкомъ мало, такъ какъ опа легко можетъ углубиться дальше
при наложеніи стержня и стѣнка въ отливкѣ получится тоньше, чѣмъ
нужно. Если жеребейки опираются на деревянныя подкладки, то прежде
чѣмъ вколачивать жеребейки, нужно тонкой проволокой опредѣлить по-
ложеніе подкладки въ землѣ, чтобы затѣмъ хвостъ жеребейки пришелся
какъ разъ въ середину подкладки Ъ (фиг* 321), а не такъ, какъ въ к.
гдѣ жеребейка попала въ край подкладки, отчего послѣдняя подъ давле-
ніемъ сама перекосилась и перекосила и жеребейку. Лучше всего упо-
треблять чугунныя подкладки а, которыя затрамбовываются въ землю.
Для предупрежденія стержня отъ всплыванія жеребейки пропускаются
черезъ верхнюю опону и закрѣпляются клиньями. При этой работѣ ли-
тейщикъ долженъ быть очень внимателенъ и остороженъ, такъ какъ всякая
— 403 —
неправильность въ закрѣпленіи жеребейки можетъ испортить всю отливку.
Фиг. 321 представляетъ нѣсколько примѣровъ неправильно зякрѣплек-
пыхъ жеребеекъ: въ с подъ ударами молотка клинъ сильно перекосилъ
жеребейку, вслѣдствіе чего она нижней своей частью неплотно прика-
сается къ стержню, и при наполненіи формы чугуномъ или самый стер-
женъ можетъ проломиться или же жеребенка, нагрѣвшись я теряя свою
крѣпость, согнется; 1,2,/ представляетъ жеребейку, заклиненную очепъ
неустойчиво^’ представляетъ правильно заклиненную жеребейку. Шляпки
жеребеекъ должны опираться всею поверхностью на стержень и если
поверхность стержня искривлена 0), то нельзя на это мѣсто ставить
жеребейку съ прямой шляпкой, а послѣднюю
нужно соотвѣтственно искривить (Л), Очень
часто длину жеребеекъ не сообразу ютъ съ
тѣмъ, какъ они будутъ заклиниваться, и по-
тому приходится между хвостомъ жеребейки и
клиномъ прооадыватъ прокладки 5. Такихъ
прокладокъ нужно по возможности избѣгать,
такъ какъ онѣ умѣлъ таютъ надежность за-
крѣпленія.
Жеребейки, проходящія черезъ верхнюю
опоку, не должны быть плотно воткнуты въ
землю, а должны проходить въ отверстіе съ
нѣкоторой свободой; кромѣ того, съ внутрен-
ней стороны формы около жеребейки отверстіе
должно быть расширено конусомъ, какъ по-
казано на чертежѣ въ с, иначе всякое незна-
чительное перекашиваніе стержня жеребейки
можетъ повести къ тому, что земля около же-
ребейки обломается ($) и засорить форму.
Для правильной постановки жеребеекъ
образомъ: когда стержень поставленъ въ форму, на мѣста, гдѣ онъ дол-
женъ поддерживаться жеребейками, кладутъ глиняные шарики и фор^У
покрываютъ верхней опокой, тогда глина прилипаетъ къ верхней опокѣ
и по снятіи указываетъ тѣ мѣста, въ которыхъ должны быть продѣланы
отверстія для жеребеекъ. Не слѣдуетъ протыкать отверстіе сразу толстой
проволокой, а начать съ проволокъ толщиной въ 3 мм. и постепенно
увеличивать, пока не дойдутъ до размѣра стержня жеребейки. Въ про*
дѣланныя отверстія вставляются жеребейки; съ наружной стороны опоки
на выступающіе стержни жеребеекъ накладываются куски мокрой тлины.
которая не позволяетъ жеребейкамъ выпадать изъ опоки при переверты-
ваніи; затѣмъ части стержня, на которыя должны опираться жеребейки,
посыпаются мукой; верхняя опока накрывается л жеребейки надавли-
ваются, чтобъ получить отпечатки на мукѣ; открывши затѣмъ еще разъ
верхнюю опоку, по отпечаткамъ на мукѣ судятъ о томъ, насколько жере-
бейки правильно соприкасаются со стержнемъ; что нужно, исправляютъ,
послѣ чего окончательно закрываютъ опоку и заклиниваютъ жеребейки.
СТП
фпГ. 320.
и остѵ паютъ слѣду ющн мъ
— 494 —
Жеребейки должны заклиниваться ужо послѣ того, какъ опока
нагружена. Иначе при нагрузкѣ можно обжать стержень. Передъ отлив-
кой нужно провѣрить не ослабли ли какіе-либо изъ клиньевъ.
Клинья должны быть металлическіе съ уклономъ отъ 1/а0 до 1/10,
Для большихъ стержней и жеребейки должны имѣть соотвѣтствен-
ные размѣры. Въ такомъ случаѣ ихъ приготовляютъ, приклепывая шляпкѣ
къ желѣзнымъ шпилькамъ толщиной 10—15 ммм для этого на шпильки
оставляется головка оі (фиг. 319), шляпки иногда доходягъ до 100 мм.
въ сторонѣ. Форма шляпки должна соотвѣтствовать поверхности стержня,
на который она опирается. Иногда шляпки закрѣпляются на стержнѣ
жеребейки не плотно, а съ нѣкоторой свободой, чтобъ онѣ могли не-
Фнг. 321 >
много поворачиваться и правильно опираться на поверхность незави-
симо отъ положенія ихъ хвоста. Для большей прочности шляпки иногда
дѣлаются двойныя й).
Если формовочный матеріалъ настолько твердъ (напр. масса), что
черезъ него нельзя проткнуть жеребейку, тогда ее дѣлаютъ съ двумя
шляпками и ставятъ прямо въ форму, или же изгибаютъ въ видѣ X
изъ желѣза и т. п. (фиг. 320).
При наполненіи формы чугуномъ жеребейки остаются внутри ме-
талла, и потомъ, по вынутіи отливки изъ формовочнаго матеріала, вы-
ступающіе изъ отлитой вещи концы обрубаются зубиломъ.
Постановка жеребеекъ, являясь необходимой, въ то же время часто
причиняетъ бракъ въ отливкѣ, выражающійся появленіемъ по сосѣдству
съ жеребейками отдулинъ. Объясняется это тѣмъ, что жеребейки часто
ставятся, имѣя на поверхности окалину или ржавчину, а какъ извѣстног
окисл ы желѣза, попадая въ расплавленный чугунъ, разлагаются. при
41)5
чемъ свободный кислородъ, окисляя углеродъ чугуна въ окись углерода,
образуетъ газъ въ довольно большомъ количествѣ. Если образованіе
газа будетъ продолжаться послѣ того, какъ чугунъ достаточно загу*
съѣлъ. то газъ не будетъ въ состояніи выйти изъ чугуна и, оставшись
въ немъ, по сосѣдству съ жеребейкой образуетъ отдулияу. Помимо этого,
около желѣза, такъ же какъ и около другихъ тѣлъ, въ холодномъ со-
стояніи образуется оболочка нѣсколько уплотненнаго газа, которая ври
нагрѣваніи стремится расшириться и опять можетъ дать отдули ну. На-
конецъ; если желѣзо покрыто ржавчиной, то оно впитываетъ въ себя
влагу, которая, попадая въ чугунъ, испаряется и ведетъ къ тѣмъ же
послѣдствіямъ.
Обыкновенно отдулины замѣчаются около жеребеекъ, поставлен-
ныхъ въ верхнихъ частяхъ формы, и это объясняется тѣмъ, что газъ,
образовавшійся около нижнихъ жеребеекъ, можетъ легко подыматься
кверху въ массѣ чугуна, такъ какъ послѣдній при началѣ наполненія
формы обыкновенно егце жидокъ. Когда же чугунъ окружитъ верхнюю
жеребейку, то онъ уже оказывается болѣе густымъ, а кромѣ того и
газу некуда итти, такъ какъ выше жеребейки помѣщается поверхность
формы. Наконецъ, давленіе въ низу формы больше, чѣмъ въ верхнихъ
частяхъ ея, это тоже способствуетъ болѣе энергичному движенію газовъ
отъ нижнихъ жеребеекъ. Для предупрежденія образованія отдулинъ же-
ребейки должны ставиться въ форму совершенно чистыя, съ блестящей
поверхностью, для этого ихъ обчищаютъ подпилкомъ, или же кладутъ
въ слабые растворы соляной или сѣрной кислоты. По если послѣ этого
жеребейки долгое время будутъ находиться въ формѣ, въ особенности
сырой, то онѣ покроются спона слоемъ ржавчины п предварительная
очистка пхь окажется безполезной. Поэтому ставить жеребейки слѣ-
дуетъ незадолго передъ отливкой, чтобъ онѣ не успѣли покрыться ржав-
чиной, или же, еще лучше, лудить ихъ, т.-е< покрывать слоемъ олова.
Для этого жеребейки, послѣ того^ какъ онѣ были обмыты кислотой,
нагрѣваютъ и бросаютъ въ расплавленное олово. Шляпки могутъ при-
готовляться изъ жести, т.-е. заранѣе луженаго листового желѣза. Если
жеребейки употребляются нелужепымп, то передъ постановкой въ опоку
хорошо ихъ сильно нагрѣвать, при этомъ испаряется вся имѣющаяся
около желѣза влага и развевается уплотненная оболочка газа около
жеребейки. — такимъ образомъ уменьшается возможность появленія от-
дулинъ въ отливкѣ.
Нѣкоторые литейщики обмазываютъ жеребейки сурикомъ, размѣ-
шаннымъ на скипидарѣ, асфальтомъ, каменноугольной смолой, мѣломъ,
но эти средства оказываются мало дѣйствительными.
Независимо отъ указанныхъ причинъ жеребейка можетъ причинить
порчѵ литья слѣдующимъ образомъ: чугунь, вливаясь въ форму и со-
прикасаясь съ жеребейкой, захолаживается вокругъ жеребейки, образуя
затвердѣвшую трубочку, которая очень часто не сваривается съ жере-
бейкой п при остыванія можетъ отстать отъ нея. Иногда жеребейка
отстаетъ настолько сильно, что ее легко вынуть руками изъ отлитой
’ — 4У6 —
вещи. Понятно, что въ такомъ мѣстѣ въ отлитой вещи получится сквоз-
ное отверстіе н отливка будетъ испорчена въ томъ случаѣ, когда стѣнка
должна быть совершенно плотной, какъ, напр,, въ водопроводныхъ тру*
бахъ. Отставаніе жеребейки отъ чугуна будетъ тѣмъ сильнѣе, чѣмъ
больше жеребейка по сравненію съ массой окружающаго ее расплавлен-
наго металла, сдѣдовательно—чѣмъ сильнѣе будетъ ея охлаждающее
дѣйствіе; поэтому въ тѣхъ случаяхъ, когда жеребейка проходитъ черезъ
тонкую стѣнку, нащг водопроводныя трубы иля колонны, въ мѣстѣ ея
постановки тѣло трубы нарочно утолщается, дѣлается наростъ, чтобъ
искуственно увеличить здѣсь массу расплавленнаго чугуна, при этомъ
жеребейка можетъ свариться съ чугуномъ я стѣнка получится плотной.
Точно такъ же, чтобы жеребейки болѣе прочно держались въ чугунѣ, на
нихъ дѣлаются зарубки га, п (фиг 313).
Очень практичными оказываются жеребейка, отлитыя изъ чугуна:
онѣ не такъ легко ржавѣютъ, гораздо легче свариваются съ расплав-
леннымъ чугуномъ, и потому даютъ меньше брака, но употребленіе ихъ
возможно только въ томъ случаѣ, когда размѣръ жеребеекъ довольно
значителенъ, такъ какъ мелкія чугунныя жеребейки легко плавятся.
Въ виду этого же обстоятельства чугунныхъ жеребеекъ нельзя ставить
около литяиколъ, такъ какъ вливающійся чугунъ легко можетъ размыть
жеребейку и она потеряетъ свое значеніе.
Такъ какъ жеребейка представляютъ опасность для отлпвки, то
нужно стараться по возможности обходиться безъ ихъ употребленія.
Формовка при помощи формовочныхъ плитъ.
270. Въ тѣхъ случаяхъ, когда приходится формовать большое ко-
личество однородныхъ предметовъ небольшого размѣра и неособенно
сложной формы, оказывается очень удобнымъ примѣнять формовочныя
плиты.
Устройство формовочныхъ плитъ станетъ ясно изъ описанія способа
ихъ приготовленія.
Въ двухъ опокахъ, какъ обыкновенно, формуется нѣсколько моде-
лей, затѣмъ опоки разнимаются, песокъ па ихъ поверхности сглажи-
вается совершенно ровно подъ линейку, между опоками кладется одна
или двѣ плиты, правильно выстроганныя, плотно соприкасающіяся между
собой и съ поверхностями опокъ. Плиты должны немного выходить за
опоки и имѣть отверстія, просверленныя такъ, чтобъ черезъ нихъ про*
ходили штифты, опредѣляющіе положеніе одной опоки относительно
другой. Послѣ того какъ опоки опять сложены и закрѣплены, около
наформованныхъ моделей, осторожно выбирается песокъ такъ, чтобъ
модель не сдвинуть при этомъ съ мѣста, и когда плита обнажена,
острой графилкой очерчиваютъ контуръ модели на плитѣ и этимъ опре-
дѣляютъ ея положеніе. Когда всѣ модели очерчены, опоки разнимаютъ
п модели привинчиваютъ къ плитѣ, руководствуясь отмѣтками, сдѣлан-
— 497
ными графикой, Полученныя такимъ образомъ плиты, съ привинчен-
ными по обѣимъ сторонамъ половинками моделей, и будутъ формовоч-
ныя шиты. При формовкѣ, если плита составлена изъ двухъ поло-
винокъ, на каждую плиту ставится по одной изъ парныхъ опокъ, ко-
торыя должны направляться штифтами, проходящими черезъ отверстія
въ плитѣ, и производится набивка леска. Послѣ этого опоки склады-
ваются и могутъ наполняться металломъ. Прежде чѣмъ пускать вновь
приготовленную плиту въ формовку, нужно убѣдиться въ ея правиль-
ности, т.-е. въ томъ, что модели нанесены вѣрно. Для этого отливаютъ
отформованную на плитѣ пару опокъ я смотрятъ, имѣютъ ли отлитыя
вещи надлежащую форму; если окажется какой-нибудь недостатокъ, его
исправляютъ, передвигая на плитѣ модели.
Другой способъ приготовленія плитъ состоитъ въ томъ, что въ
парныхъ опокахъ формуютъ модели, затѣмъ модели изъ опокъ выни-
маютъ; между опокъ прокладываютъ рамку изъ глины такой толщины,
какую должна имѣть плита, и затѣмъ опоки заполняются гипсомъ, ка-
кимъ либо сплавомъ (см. стр, 382) или чугуномъ. Въ результатѣ полу-
чается плита съ отпечатками моделей по обѣимъ сторонамъ. Такая плита
вставляется въ рамку съ отверстіями, черезъ которыя должны проходить
направляющіе штифты опокъ при формовкѣ, и идетъ въ формовку, при
чемъ съ каждой ея стороны набивается по одной изъ парныхъ опокъ.
Послѣдній способъ приготовленія плитъ болѣе простъ, чѣмъ первый,
но представляетъ то неудобство, что модели получаются прилитыми къ
плитѣч и потому не могутъ быть такъ чисто отдѣланы, какъ въ пер-
вомъ случаѣ; слѣдовательно, если требуется особая чистота отливаемыхъ
предметовъ, то плиты лучше приготовлять но первому способу, гдѣ
каждая модель, прежде чѣмъ прикрѣпляться къ доскѣ, можетъ быть хо-
рошо отдѣлана.
Формовочныя плиты назначаются главнымъ образомъ для ма-
шинной формовкѣ, но иногда примѣняются и при ручной работѣ.
Формовка по плитамъ представляетъ многія удобства: модели не
приходится каждый разъ располагать въ опокѣ; литники могутъ быть
отлиты па плитѣ, в потому ихъ не приходится вырѣзать отъ руки,
какъ при обыкновенной формовкѣ; такъ какъ модель вынимается изъ
опоки, направляясь штифтами, то песокъ въ формѣ почти не разламы-
вается и не требуетъ никакой поправки; для выниманія модели не при*
ходится ввинчивать въ нее подъемныхъ винтовъ. Все это, взятое вмѣстѣ,
значительно сокращаетъ работу и повышаетъ производительность рабо-
чихъ. Нужно замѣтитъ, что стоимость самой плиты съ отпечатанными
на ней моделями вообще довольно высока, и формовка можетъ ока-
заться выгодной только при томъ условіи, что по одной и той же
плитѣ будетъ формоваться много предметовъ. Хотя при помощи плитъ
формуются и такіе предметы, какъ каповые цилиндры паровозовъ, тѣмъ
не менѣе этотъ способъ главнымъ образомъ примѣнимъ для формовки
мелкихъ предметовъ, тѣмъ болѣе, что для такихъ вещей и самыя плиты
получаются не столь дорогими. Выгода, получаемая отъ примѣненія фор-
32
-- 498 —
мовочпыхъ плитъ, весьма различна; наибольшую выгоду такія плиты
принесутъ въ литейныхъ, занимающихся спеціальными производствами —
приготовленіемъ желѣзнодорожныхъ принадлежностей, земледѣльческихъ
орудій и т, п. Въ такихъ производствахъ производительность рабочихъ
можетъ быть увеличена, благодаря примѣненію формовочныхъ плитъ на
10 — 20%.
Иногда, впрочемъ, къ формовкѣ при помощи платъ прибѣгаютъ,
пе взирая на то, что но модели нужно отформовать немного предме-
товъ. Это дѣлается въ тѣхъ случаяхъ, когда модель вслѣдствіе своей
конструкціи получается очень зыбкая, такъ что при формовкѣ она
легко можетъ быть поломала или изогнута. Чтобы предохранить мо-
дель отъ поломки, ее и наносятъ на прочную формовочную плиту*
Въ нѣкоторыхъ случаяхъ конструкцію формовочныхъ плитъ упро-
щаютъ, а именно, модели не прикрѣпляютъ къ плитѣ, а въ самой плитѣ
дѣлаютъ только выемки, приблизительно соотвѣтствующія очертанію мо-
дели, и въ эти выемки и кладутся модели. При этомъ литейщику не
приходится каждый разъ раскладывать модели въ наиболѣе удобномъ
порядкѣ и не приходится набивать ложной оиоки, Въ такомъ видѣ
плиты обращаются въ формовочныя доски, о которыхъ было уже упо-
мянуто (стр. 415).
Формовочныя плиты въ большинствѣ случаевъ приготовляются ме-
таллическія, но иногда для большей дешевизны ихъ дѣлаютъ изъ гипса
(см> стр, 382) и дерева, при этомъ необходимо заботиться о томъ, чтобъ
конструкція плиты была такова, чтобъ опа не могла коробиться.
Такимъ образомъ формовка при помощи плитъ имѣетъ вообще до-
вольно широкое приложеніе. Ниже приведены нѣсколько примѣровъ
устройства моделей и показано, какимъ образомъ одѣ наносятся на
плиты или какъ устраиваются формовочныя доски для облегченія ихъ
формовки. Нѣкоторыя модели будутъ показаны приготовленными изъ
дерева, чтобъ указать, изъ какихъ кусковъ такія модели составляются
и какимъ образомъ располагается дерево по направленію своихъ воло*
конъ, чтобъ получить модель возможно прочной* Само собою понятно,
что тѣ же модели могутъ быть исполнены и изъ другихъ матеріаловъ.
Деревянныя модели очень скоро портятся: каждая изъ составныхъ
частей нѣсколько коробится, п потому при соединеніи въ одно цѣлое
онѣ не даютъ вполнѣ точныхъ очертаній. Прикрѣпленіе модели на фо-
рмовочную плиту кромѣ того, что дѣлаетъ формовку болѣе удобной,
устраняетъ и указанный недостатокъ.
Для длинныхъ моделей плита должна быть сдѣлана особенно прочно
относительно искривленія, для чего отдѣльныя дощечки, ее составляющія,
кладутся наклонно Другъ къ другу и по краямъ скрѣпляются продоль-
ными шпонками.
На фиг. 322, представленъ примѣръ формовки тонкаго карниза,
разрѣзъ котораго виденъ съ боку* Для этого приготовляется плита В;
па нее наколачиваются перегородки ССС7 которыя по формѣ соотвѣт-
ствуютъ внутренней поверхности карниза; на пахъ кладется модель кар-
— 499 —
низа А. Такимъ образомъ эти перегородки служатъ подпорками для
модели и не позволяютъ ей ломаться или деформироваться при набивкѣ.
Такъ какъ при отливкѣ подобныя издѣлія обыкновенно нѣсколько ко-
робятся, то для уничтоженія кривизны самую модель пли въ данномъ
фиг. 322,
случаѣ формовочную плиту, искривляютъ въ сторону, обратную томѵ,
какъ искривится вещь при отливкѣ. Искривленіе это можетъ быть по-
лучено сострагиваніемъ плиты, какъ показано на чертежѣ въ преуве-
личенномъ видѣ, или плита можетъ быть приготовлена совершенно
плоской, а затѣмъ для приданія ей кривпзпы па нее наколачиваются
соотвѣтственно выстроганныя планочки. Приколоченные къ плитѣ куски
1) и Е служатъ для образованія
поверхностей раздѣла, облегчаю-
щихъ разъемъ опокъ. Набивка про-
изводится слѣдующимъ образомъ:
на формовочную плиту ставятъ
опоку и набиваютъ песокъ, затѣмъ
опоку съ плитой перевертываютъ,
плиту съ прикрѣпленными къ ней
придатками вынимаютъ, а модель
остается въ пескѣ; поверхность
раздѣла посыпаютъ чистымъ пе-
скомъ, послѣ чего приступаютъ
къ набивкѣ второй опоки: модель
при этомъ не портится, такъ какъ
она опирается на хорошо утрам-
бованный песокъ.
Въ нѣкоторыхъ случаяхъ,
если модель совершенно симме-
трична относительно плоскости разъема и плоскости, перпендикулярной
къ ней, нѣтъ необходимости приготовлять всю модель, а можно ограни-
читься только-полов и ной, п обѣ опоки набивать па одной п той же шіитѣ.
Такъ, нанр.. можетъ бытъ исполнена модель детали, представленной на
«фиг. 323. Детали, которыя приготовляются обточкой, все равно при-
ходится точить цѣльными, по въ этомъ случаѣ обѣ половинки модели
32*
Фиг. 323.
— 500
можно помѣстить на одной сторонѣ плиты и формовать сразу по двѣ
штуки. Для такихъ же деталей, которыя обдѣлываются на тискахът
какъ напр, водопроводная задвижка
только половину модели, при немъ
Фиг. 324.
(фиг. 323), можно приготовлять
получается сбереженіе на работѣ
(см. ниже плиты Бон-
вилана).
Когда модель помѣ-
щается па плитѣ, то
опа по необходимости
разнимается по плоско-
Фвг. 325»
ста плиты, хотя та же
модель, если бъ она
формовалась обыкновен-
нымъ образомъ, могла бы
разниматься па части а
нѣсколько иначе. Напр.,
детали, изображенныя на
фш\ 324 и 325, при
об ы кнов е иной фо рмов-
кѣ, удобнѣе было бы при-
готовить. какъ показана
іа чертежѣ: при этомъ они получились бы болѣе точными и пристав-
ныя части болѣе точно становились на свои мѣста. При устройствѣ
Фвг. 326.
модели на формовочной плитѣ разъемъ нужно дѣлать по средней
плоскости (въ этомъ нѣтъ необходимости при плитахъ Бопвллана).
Разсмотрѣнные примѣры представляли такія детали. модели кото-
рыхъ могли быть наложены на формовочную плиту съ обѣихъ сторонъ,
по встрѣчаются модели, которыя не могутъ быть прямо наложены на
— 501
плиту, а приходится или плату отливать вмѣстѣ съ моделью, или же
въ плитѣ продѣлывать отверстіе и въ него закрѣплять модель,
Фиг. 327 представляетъ примѣръ подобной детали. Такую модель
нельзя прямо разрѣзать и прикрѣпить къ плитЬ, а ее нужно отливать
вмѣстѣ съ плитой, какъ по- ____
.казано на фиг. 326. р-----------------------------------
На фиг 328 — 331,
приведены примѣры устрой-
ства формовочныхъ плитъ для
формовка различныхъ дета-
лей. Во всѣхъ случаяхъ мо-
дели могутъ быть рас но ло-
жны ТОЛЬКО СЪ ОДНОЙ СТО“
ропы, Необходимыя отверстія
получаются или при помощи
стержней, и въ этомъ случаѣ
ставятъ знаки ааа (фиг. 329),
или же отверстія получаются
прямо формовкой, для чего модели придается самый легкій уклонъ.
Нужно сказать, что во всѣхъ случаяхъ, гдѣ возможно отверстіе полу-
чить прямо формовкою,— а возможность эта
тельной величиной діаметра отверстія и его глу-
бины—тамъ нужно избѣгать употребленія стер-
жня; при постановкѣ стержня работа обходится
дороже и отверстіе получается не столь пра-
вильное, такъ какъ стержень всегда легко пе-
рекосить при постановкѣ.
обусловливается относи-
Фиг. 329
Фиг. 340,
При расположеніи моделей на плитѣ нужно стараться помѣстить
пхъ на одну плиту возможно больше, не оставляя между нимн боль-
шихъ промежутковъ, такъ какъ при этомъ будетъ непроизводительно
трататься работа на набивку песка ц плита получится тяжелая. Если
формовка производится машиннымъ способомъ, то размѣръ поты не
существенъ, но прп ручной формовкѣ нужно сообразоваться съ тѣмъ.
— 502 —
чтобъ рабочему не было тяжело обращаться съ опоками я плитами, и
сообразно съ этимъ выбирать размѣръ плитъ*
На чертежахъ, у многихъ плитъ показаны чернымъ отверстія, кото-
рыми плиты накладываются на направляющія шпильки. Какъ видно, во
многихъ случаяхъ одно отверстье по-
Фиг. 331.
казано круглымъ, а другое прямо-
угольнымъ. Этимъ значительно об-
*•
Фиг. 332.
летчается точная пригонка плиты къ направляющимъ штифтамъ;—круг-
лое отверстіе легко пригоняется къ круглому штифту, прямоугольное'
Фиг. 333.
же отверстіе пригоняется только въ напра-
вленіи, перпендикулярномъ къ линіи, про-
ходящей черезъ оба отверстія, въ другомъ
же направленіи штифтъ имѣетъ свободу.
Длинные прорѣзы, закрашенные въ темный
цвѣтъ, представляютъ собой ручки, за кото-
рыя плиты подымаются.
Въ нѣкоторыхъ случаяхъ детали, по-
видимому, непригодныя для формовки на
плитахъ, формуются очень легко, если мо-
дель нѣсколько измѣнить и добавить стер-
жни* Примѣромъ такой детали можетъ слу-
жить сѣдло насоснаго клапана (фиг 332).
На плиту онъ наносится, какъ показано па
фиг. 333, при чемъ часть С и внутрен-
ность скобки заполняется знакомъ, на мѣсто
котораго въ форму ставятъ стержень.
Для того, чтобъ обѣ половинки модели
при нанесеніи ихъ на формовочную плиту правильно расположились
относительно другъ друга, ихъ предварительно складываютъ вмѣстѣ,
просверливаютъ* нарѣзаютъ винтовую рѣзьбу, потомъ по одной поло-
винкѣ намѣчаютъ и просверливаютъ отверстія въ плитѣ и тогда, по-
ложивъ обѣ половинки модели по обѣ стороны плиты и свинтивъ мхъг
— 503 —
получаютъ ихъ расположенными совершенно правильно относительно
другъ друга. Вмѣсто свинчиванія обѣ половинки можно склепать другъ
съ другомъ.
Нѣкоторыя детали, имѣющія простой внѣшній контуръ, наносятся
на плиты болѣе удобно слѣдующимъ образомъ. Модель приготовляется
увеличенная на толщину формовочной плиты, въ плитѣ вырѣзается со-
отвѣтствующее отверстіе и въ него вставляется модель. Плита предва-
рительно обстрагивается, модель тоже обдѣлывается, и собранная вмѣстѣ
формовойная з і лита
даетъ очень правилъ*
ныя очертанія для
формовки/Гакимъ об-
разомъ удобно могутъ
б ыт ь пр иготовлеи ы
фор м ов о чяыя плиты
для формовки, напр.,
крышекъ гидрантовъ,
насосныхъ клапановъ
и ихъ гнѣздъ7 предо-
х рапнт е л ыі ы хъ к ла -
пановъ и другихъ.
Плиты, испол-
ненныя описанными
способами, хотя и
дѣлаютъ работу фор-
мовки болѣе произ-
водите л ьно й, но, о бх о -
лясъ сравнительно до-
рого. какъ уже ска-
зано. могли ГфОѢ'
Фиг. з;н.
пяться только въ тѣхъ
случаяхъ, когда при-
х одилось фор мо ват ь
большое число однородныхъ предметовъ. Значительное усовершенство-
ваніе въ изготовленіе плитъ внесено фирмой Банвиланъ. благодаря че-
му такія усовершенствованныя плита получили теперь очень большое
распространеніе.
271. Приготовленіе формовочныхъ плитъ по способу Бонвивана.
Этотъ способъ предложенъ инженеромъ Салъо (Заіііоі), но патентъ на
этотъ способъ пріобрѣла парижская фирма ВонііНаіп еі Вопсегау,
вслѣдствіе чего онъ болѣе извѣстенъ подъ названіемъ способа Боввен
лана. Состоитъ онъ въ слѣдующемъ. Положимъ, что мы желаемъ фор-
мовать предметъ, изображенный на фиг. 334 Л. Тогда приготовляется мо-
дель, разнимающаяся на двѣ части по плоскости аЬ. и обѣ части модели
заформовываются въ опоку, положенныя рядомъ, какъ показано на
фиг. 334 Р. На опоку ставится добавочная рамка, имѣющая тѣ же раз-
— 504
мѣры, какъ и опока, только меньшую высоту, и эта рамка вмѣстѣ съ
отформованной моделью заполняется жидкимъ гипсомъ (сн. фиг, 334 Ст,
перевернутую вверхъ ногами). Когда гипсъ затвердѣлъ, рамка съ отли-
тымъ въ ней гипсомъ снимается и получается гипсовая формовочная
плита, изображенная па фнг. 334 В. При формовкѣ на такую плиту’ ста-
вится опока и набивается пескомъ (фиг, 334 С). Спятая съ плиты и не-
ревевернутая опока будетъ имѣть видъ фиг. 334 1) и будетъ представлять
собой нижнюю опоку. На той же плитѣ набиваютъ вторую опоку
(фиг. 334 С), которая, по снятіи съ плиты, дастъ верхнюю опоку (фиг. 334
Е). Если мы эту опоку поставимъ па нижнюю, то получимъ готовую фор-
му (фиг. 334 X). Такимъ образомъ набивая на
одной и той же плитѣ опоки одна за другой,
мы получаемъ послѣдовательно пижеія и верх-
нія опоки 1).
Этотъ способъ даетъ громадное преиму-
щество въ томъ отношеніи, что, нміъя одну
модель, мы получаемъ формовочную плиту,
на которой сразу формуются обгь опоки
(нижняя и верхняя), при чемъ число отливокъ
получается въ двойномъ количествъ^ Но при-
готовленіе подобныхъ плитъ, хотя и кажется
на первый взглядъ простымъ, па самомъ дѣлѣ
требуетъ большой аккуратности со стороны
рабочаго, такъ какъ крайне трудно размѣстить
обѣ части модели при изготовленіи плиты та-
кимъ образомъ, чтобы 4іри накладываніи опокъ
другъ на друга верхнія и нижнія формы какъ
разъ совпали. Для упрощенія этой работы
фирма Боннилапа примѣняетъ особыя опоки
(фиг. 335). Опоки точно прирабатываются другъ
къ другу и могутъ поворачиваться одна отно-
сительно другой при помощи шалнеровъ около
оси ХУ. Одна часть модели заформовывается
въ нижней опокѣ, другая какъ при обычномъ
способѣ формовки заформовывается въ верхней опокѣ;—послѣ чего верх-
няя опока поворачивается на шалнерѣ около оси ХУ, какъ показало
пунктиромъ. Попятно, что при такомъ способѣ формовки поверхности
стыка обѣихъ частей, послѣ того какъ опоки раскрыты, расположатся
4) Чтобы сообщить гипсовой плитѣ большую прочность, ея поверхность легко
покрыть тонкимъ слоемъ какого-лвбо сплава. Для этого съ полученной описаннымъ
способомъ гипсовой плиты снимаютъ равномѣрный слой, такой толщины, какой тол-
щины покрышку желаютъ наложатъ. Это нетрудно сдѣлать/такъ какъ большой акку-
ратности ври этой работѣ не требуется. Нужно сначала надрѣзать нѣсколько канавокъ
надлежащей глубины по поверхности, а затѣмъ между вям и соскрести оставшійся слой.
На такую плиту, съ которой снять слой гипса, ставятъ снова опоку съ отформован-
ными въ ней моделями (фиг. 3341)), Понятно, что нрн этомъ между гипсовой плитой и
песочной формой останется пустота, соотвѣтствующая снятому гипсовому слою, Если
эту пустоту заполнить сплавомъ, то онъ и покроетъ гипсовую модель покрышкой, ко*
горая сообщить формовочной плитѣ большую прочность
... . .... л \ іі
т А / пн/
Фиг. 335.
505 —
совершенно симметрично относительно оси ХК Послѣ чего модель мо-
жетъ быть вынута и форма заполнена гипсомъ или другимъ какимъ-
либо сплавомъ для полученія формовочной плиты. Описанная опока
должна быть приготовлена съ очень большой точностью и работа долж-
на вестись очень аккуратно, такъ какъ всякая неточность въ размѣ-
рахъ разстоянія отверстій для штифтовъ $ нрп поворачиваніи опокъ па
180 град. будетъ удваиваться и это повлечетъ за собой такъ называе-
мые сносы въ отливкахъ,
Болѣе просто приготовлять подобныя плиты по способу Блекера
(ВІеесЬег). Модель формуется въ двухъ опокахъ фиг. 336 А. Опоки раз-
нимаются и модель вынимается (фиг, 336 В). Затѣмъ на опоку ставится
другая опока, раздѣленная по серединѣ перегородкой, и половина ея за-
Фиг. 336.
ливается гипсомъ (фиг. 336 О) Деревянная перегородка изъ верхней опоки
вынимается, опока переносится на вторую наформованную опоку и за-
ливается вторая половинка гипсомъ (фиг. 336 I)). Такимъ образомъ полу-
чается формовочная плита ЕЦ на которой уже можетъ производиться
формовка по способу Бонвилана. При такомъ способѣ приготовленія
плитъ, со стороны рабочаго не требуется большого искусства, такъ какъ
все само собой получается очень точно.
Вслѣдствіе дешевизны и простоты приготовленія подобныхъ плитъ
и удобства формовки на нихъ такія плиты въ настоящее время полу-
чаютъ очень большое распространеніе. Заводы, не примѣнившіе этого
способа, будутъ терять очень много па оплатѣ болѣе дорогихъ плитъ
другой системы и болѣе сложной формовки на нихъ.
Описанныя плиты называются реверсивными формовочными пли-
тами. Но, понятно, что, имѣя машину извѣстной величины, не всякую
— 508
модель можно умѣстить на ней такъ, чтобы рядомъ располагались верх^
няя и нижшія части. Въ случаѣ очень большихъ моделей приходится
располагать нижнюю и верхнюю части модели на отдѣльныхъ плитахъ
и тогда получаются такъ наз. двойныя плиты, которыя при машинной
формовкѣ располагаются на двухъ машинахъ.
Для очень мелкихъ издѣлій Бошшлаиъ ввелъ такъ пазыв. клише.
Это не что иное какъ рамка (фиг. 337). размѣръ которой равенъ раз-
мѣру плиты, и въ эту рамку вставляются мелкія плитки (клише), приго-
товленныя такимъ же образомъ какъ реверси иныя плиты. Выгода клише
состоитъ въ томъ, что иногда можетъ понадобиться нѣкоторыхъ частей
больше чѣмъ другихъ, тогда вставляютъ въ рамку различныя клише и
формуютъ, а когда какая-нибудь модель будетъ отформована въ нуж-
номъ числѣ экземпляровъ ? это клише вынимаютъ и замѣняютъ его дру-
гимъ. Такимъ образомъ большія нормальныя опоки, соотвѣтствующія рав-
Фнг. 337.
мѣрамъ нормальныхъ плитъ, бываютъ всегда заполнены моделями, при
чемъ отдѣльныя модели могутъ формоваться въ различномъ числѣ,
272. Снимающій ПЛИТЫ. Очень важнымъ усовершенствованіемъ въ
формовочномъ дѣлѣ являются снимающія плиты, введенныя также
фирмой Бонвиванъ. Если модель представляетъ собой небольшой рель-
ефъ, или если очертанія модели таковы, что она легко вынимается изъ
песка, тогда формовка не представляетъ затрудненій и форма получается
сразу удовлетворительная, не требуя исправленій. Въ томъ же случаѣ,
когда модель имѣетъ большія поверхности, параллельныя съ шшравле-
темъ выниманія модели, и въ особенности когда между этики поверх-
ностями остаются тонкіе прослойки земли (напримѣръ при формовкѣ
зубчатыхъ колесъ и ребристыхъ тѣлъ), тогда выниманіе модели очень
затрудняется; — почти всегда при выниманіи модели часть земли, изъ
которой исполнена форла, обламывается и форму необходимо исправ-
лять отъ руки, что требуетъ затраты большого количества времени, а
кромѣ того, исправленная такимъ образомъ форма никогда не дастъ
такихъ правильныхъ поверхностей, какъ форма, приготовленная безъ
— 507
облома земли. Для облегченія выемки такихъ моделей уже давно устраива-
лись снимающія плиты, принципъ устройства которыхъ состоитъ въ томъ,
что въ плитѣ вырѣзается отверстіе, контуръ котораго какъ разъ соот-
вѣтствуетъ очертанію модели, положенной на плиту для формовку; та-
кимъ образомъ модель можетъ какъ бы проваливаться черезъ плиту.
Фиг. 338*
Фиг ЗоО.
Формовка, слѣдовательно, производится на такихъ снимающихъ плитахъ
такимъ образомъ. На плиту ставится опока, модель выдвигается изъ-
подъ плиты на столько, что поверхность раздѣла модели совпадаетъ съ
поверхностью плиты: производятся набивка песка, послѣ чего модель
опускается въ прорѣзъ плиты, при чемъ тѣ частя формы, которыя при
обыкновенномъ способѣ вытаскиванія модели могли быть обломаиьг въ
— 508 —
данномъ случаѣ остаются цѣлыми, такъ какъ онѣ спираются на плиту.
Подобныя плиты должны быть очень точно пригнаны къ модели, для
чего онѣ требуютъ ручной очень дорогой обработки; и потому примѣ-
неніе подобныхъ плитъ было очень ограничено у—ихъ примѣняли только
при массовомъ производствѣ нѣкоторыхъ деталей* когда большая стои-
мость плиты окуналась экономіей на работѣ большого числа однород-
Фит Ѣ4О*
ФіМ'. 3-И
яыхъ предметовъ. Заслуга фирмы Бона плана состоитъ въ томъ, что
ими предложенъ способъ изготовленія снимающихъ плитъ очень про-
стой и очень дешевый, такъ что ихъ можетъ изготовить самъ литей-
щикъ, даже и въ томъ случаѣ, когда формуется сравнительно небольшое
число предметовъ: кромѣ того, какъ будетъ видно изъ описанія способа
приготовленія подобныхъ плитъ,—ихъ поверхность можетъ быть и пе
плоская, я очень причудливаго вида, сообразно съ потребностью, что
значительно о б л е г ч а е т ъ
формовку. Сами плиты из-
гою а ля ются слѣду ющ и мъ
образомъ.
Положимъ, что намъ
надо формовать цвлвдрп*
ческое тѣло съ ребрами,
и зс б р ажеішое на фи г.
338, Цилиндрическая часть
2—2 такого тѣла - будетъ
легко выниматься изъ ве-
млн, затрудненіе представитъ вытаскиваніе торцевыхъ поверхностей! —2
и боковыхъ поверхностей у реберъ 3—4, которые будутъ обламывать землю,
тѣмъ болѣе, что между ребрами остаются топкія прослойки земли* Чтобы
устранить обломъ, нужно приготовить снимающую плиту, которая будетъ
имѣть видъ, представленный на фиг. 339. Черезъ отверстія въ этой плитѣ
будутъ проходить ребра и концевыя части цилиндра, какъ показано пункти-
ромъ, Тогда при опусканіи модели внизъ* плита не позволитъ землѣ обло-
маться, такъ сказать сниметъ землю съ модели, а затѣмъ опока уже бу-
— 509
детъ снята съ плиты совершенно свободно. Для приготовленія такой
плиты формуютъ въ опокѣ модель (фиг, 338). получаютъ поверхность
раздѣла аіш п очертаніе формы Ъесіе/дкік. Когда модель вынута, въ тѣхъ
мѣстахъ, гдѣ желаютъ получить тѣло снимающей плиты, накладываютъ
на форму слой какого-нибудь вещества (па чертежѣ показано чернымъ
00000}, такой толщины, какъ толщина плиты; накладываютъ на опокѵ
рамку ХД7 и заливаютъ форму
вомъ, получаютъ такимъ обра-
зомъ формовочную плиту (на
чертежѣ заштрихованную). Но-
лученную формовочную плиту
вынимаютъ, снова формуютъ мо-
дель; опять вкладываютъ въ
форму формовочную плиту; тогда
между поверхностями формы и
формовочной плиты получится
пустое пространство 00000 (на
чертежѣ показано чернымъ).
Если мы это пустое прсм
странство заполнимъ какимъ-ли-
бо сплавомъ, то и получимъ
нужную намъ снимающую пли-
ту (фиг. 339), которая можетъ
быть легко снята съ модели
формовочной плиты, при чемъ
будетъ какъ разъ къ ней под-
ходить.
Описаннымъ способомъ из-
гипсомъ пли какимъ-либо другимъ спла-
Фиг. а.
готовлены представленныя на фнг. 340 формовочная плита (справа),
снимающая плита (середина) и полученная отливка (слѣва)—ребристый
цилиндръ автомобильнаго двигателя. Такъ . какъ формовочная плита
исполнена реверсивной, то одна модель даетъ сразу отливку двухъ
цилиндровъ.
На фиг 341 приведенъ примѣръ двойной плиты, исполненной по
способу Бонвилана.
На фиг. 341(1 показана формовочная плита, лежащая на формо-
вочной машинѣ, а надъ ней приподнята снимающая плита. Описаніе
самой машины будетъ дано ниже,
ГЛАВА IV.
Машинная и шаблонная формовка ).
Попытки примѣнить машины для приготовленія формъ дѣлались
уже съ давнихъ поръ, но до начала семидесятыхъ годовъ эти попытки
оставались безуспѣшными; только сравнительно въ недавнее время уда-
лось выработать практичные типы формовочныхъ машинъ, и послѣд-
нія, сохраняя много труда и времени при изготовленіи формъ, нашли
<ебѣ большое распространеніе. Въ настоящее время существуетъ очень
много машинъ различныхъ конструкцій, но всѣ ихъ можно раздѣлить
на три группы:
1) машины, которыя служатъ для правильнаго выниманія моде-
лей изъ опокъ или, наоборотъ, сниманія опокъ съ моделей:
2) машины, которыя, кромѣ указанной цтъли, также замѣняютъ
ручную набивку формовочныхъ матеріаловъ въ опоки:
3) ма шин ы, главное назначе ніе ко т ор ыхъ—избѣжать у потре блвнія
моделей при формовкѣ или упростить ихъ.
Широкому распространенію формовочныхъ машинъ способствова-
ли два обстоятельства: введеніе массоваго производства однородныхъ де>
талей и повышеніе заработной платы. Только примѣняя формовочныя
машины, штв получатъ точную, чистую и дешевую отливку,
оплачивая въ то же время дорою трудъ рабочаго^ такъ какъ, благо-
даря машинамъ, этотъ трудъ дѣлается очень производительнымъ.
273. Машины для правильнаго выниманія моделей изъ песка.
Сниманіе формы съ модели можетъ производиться двоякимъ способомъ
I) формовочная плита остается неподвижной, а опока поднимается осо-
быми штифтами вверхъ; 2) опока остается неподвижной, а формовочная
плита опускается внизъ или поднимается вверхъ;—сообразно съ этимъ и
конструируются машины: снимающія и вытягивающія.
Наиболѣе примитивной машиной такого типа является приспособ-
леніе для вытаскиванія моделей изъ земли, устройство его ясно изъ
фвг* 342. На коала опираются поперечины Ъ, внутри которыхъ про-
ходятъ крючки с съ винтовой нарѣзкой; если поворачивать равномѣрно
гайки с? то модель Р будетъ равномѣрно выходить изъ земли.
9 См. также 2, (I, V. 4, I 1194, 1236—06; 1355, 1411, 1630, 1681—09: 612—11;
Сіез. 2. 391—07; А. М. 1416-11—04; 718-12—05; Ещь 533—П томъ—10; Г А. Магсіі.
12-03. М. Е. 723-5-05. I, А.-534-3І-8--05.
511 —
Какъ примѣръ болѣе сложныхъ машинъ этой группы могутъ быть
приведя іш слѣдующія (фиг. 343), На ножкахъ помѣщена металлическая
рама имѣющая въ сѣченіи видъ угольника. На раму кладется чугунная
плита съ прикрѣпленной па ней моделью, или формовочная плита К На
серединѣ стола поставлена вертикальная стойка Ъ, закрѣпленная сверху
п снизу крестообразными перегородками а и а . Стойка внутри пустотѣлая.
Снизу въ нее вставленъ штифтъ г. упирающійся въ чеку Снаружи на
стойку надѣта втулка 3, тоже съ нужнаго копца упирающаяся въ чеку
/. Въ стойкѣ Ь сдѣланъ продольный прорѣзъ л, такъ что при подъемѣ
штифта і чека можетъ двигаться вверхъ и толкать за собой втулку <1.
Стойка Ь обточена снаружи, точно такъ же втулка (I расточена внутри,
чтобъ онѣ плотно соприкасались другъ съ другомъ и свободно двпга-
Фиг. 34'2.
лись относительно другъ друга. Къ втулкѣ (і привинчена плита с. на
которой имѣются 4 штифта е, проходящіе черезъ отверстія въ попе-
речинѣ а4 и служащіе для направленія плиты, а кромѣ того 4 штифта
д, проходящіе черезъ отверстія въ формовочной платѣ и упирающіеся
въ соотвѣтственные выступы на опокѣ. Контръ-грузъ п упирается прп
помощи рычаговъ на штифтъ і и такимъ образомъ уравновѣшиваетъ
вѣсъ движущихся вертикально частей. На штифтъ і упирается также и
рычать й, оканчивающійся педалью. Работа на машинѣ производится
такимъ образомъ: когда формовочная плита установлена} на нее накла-
дывается о пока, направляющаяся спеціально сдѣланными штифтами, и
набивается формовочнымъ матеріаломъ; опокѣ наносятъ нѣсколько лег-
кихъ ударовъ молоткомъ, чтобъ немного расшевелить въ ней модель;
затѣмъ нажимаютъ ногой педаль, прп чемъ штифты д поднимаются.
— 512 ~
тяк ’^Ф
упираются въ опоку
и совершенно пра-
вильно поднимаютъ ее
съ модели. Если мо-
дель слишкомъ велика
и поднять опоку па*
жатіемъ ноги оказы-
вается трудно, то для
эт ого и мѣется ко ле -
со г, ступица его
имѣетъ внутри вин-
товую нарѣзку, опи-
рающуюся на такую
же нарѣзку на стой-
кѣ Ъ. При вращеніи
колеса втулка бу-
детъ подниматься и
приподыметъ съ со-
бой немного и опо-
ку* Достаточно толь-
ко сдвинуть опоку съ
мѣста, за тѣмъ ее
уже легко можно под-
нять педалью* Когда
опока поднята съ мо-
дели , се берутъ ру-
ками и относятъ на
.мѣсто отливки*
На такихъ маши-
нахъ можно формо-
вать только односто-
роннія плиты; въ томъ
же случаѣ, когда от-
печатокъ модели рас-
положенъ съ обѣихъ
- сторонъ плиты, при-
шлось бы на машинѣ
мѣнять формовочную
плиту, что сопряжено
съ излишней затра-
той времени, или ну-
жно имѣть двѣ ма-
шины: ня одной изъ
нихъ формуется ниж-
няя опока, а на дру-
гой верхняя. Послѣд*
— 513 —
конечно. возможно только въ томъ случаѣ. если требуется боль-
шое число предметовъ и двѣ машины будутъ заняты все время въ
противномъ случаѣ пзлитпія затраты на машину не окупятся.
Въ нижеслѣдующей машинѣ съ поворачивающейся плитой это не-
удобство устранено.
Машина устроена слѣдующимъ образомъ (фиг. 344). На чугун-
зюй подставкѣ укрѣплены двѣ стопки А. Внутри ихъ помѣщаются
зз
— 514 —
круглые стержни Ъ, снабженные па нѣкоторой длинѣ пру иной винтовой
нарѣзкой. Въ эту нарѣзку входятъ шестерни с, насаженныя на валъ </
и помѣщающіяся внутри футляровъ, привинченныхъ къ стопкамъ. При
поворачиваніи вала стержни Ъ будутъ тоже перемѣщаться по верти-
кальному направленію. Къ верхнему концу стержней Ь прикрѣплены
при помощи нажимныхъ болтовъ ш головки съ подшипниками, въ ко-
торыхъ закрѣпляются шины, прилитые къ формовочнымъ плитамъ (фиг
346). Для закрѣпленія шиповъ черезъ верхнюю крышку подшипника
проходятъ нажимные болты р. Чтобъ формовочный матеріалъ не могъ
попасть внутрь колонокъ А. отъ головокъ спускаются внизъ футлярыг
о изъ тонкаго желѣза, закрывающіе собой отверстія въ колонкахъ •
Колонки могутъ устанавливаться на различномъ разстояній другъ отъ
друга, смотря по величинѣ формовочной плиты. Около колонокъ имѣ-
ются подставки на которыхъ движется на роликахъ платформа 6’.
не и ниже при помощи нажим-
ныхъ болтовъ. Формовка на ма-
шинѣ производится слѣдующимъ
образомъ: формовочная плита ук-
рѣпляется въ горизонтальномъ,
положеніи при помощи нажим-
ныхъ болтовъ р. На нее ставится
опока (фиг. 345), направляясь спе-
ціальными штифтами, и закрѣ-
пляется па формовонной плитѣ про.
помощи чекъ пли гаекъ, затѣмъ
производится набивка формовоч-
наго матеріала. Когда опока на-
бита, ее переворачиваютъ вмѣстѣ
съ формовочной плитой на ши-
нахъ, затѣмъ, вращая валъ приподымаютъ опоку настолько, чтобъ
подъ нее можно было пододвинуть платформу послѣ этого формо-
вочную плиту и опоку опускаютъ на столъ 8, освобождаютъ чеку или
гайки щ поворачивая опять осторожно валъ подымаютъ стержни &
и вынимаютъ модель изъ опоки, послѣ чего опока отодвигается въ сто-
рону, а перевернутая плита, по закрѣпленіи болтовъ р, готова для на-
бивки второй оцоки. Такимъ образомъ производится непрерывная набивка
парныхъ опокъ одной за другой.
Описанныя машины представляютъ большее преимущество передъ
ручной формовкой въ томъ отношеніи, что вынимаютъ модели гораздо
аккуратнѣе, почти безъ порчи формъ. Еще лучше въ этомъ отношеніи
машины, устроенныя такимъ образомъ, что модели опускаются черезъ
Прорѣзы, Сдѣланные ВЪ формовочной доснѣ, прп чемъ контуръ этихъ
прорѣзовъ, какъ разъ соотвѣтствуетъ контуру модели. При такомъ спо-
собѣ выниманія модели весь формовочный матеріалъ остается подпер-
тымъ и не можетъ обломаться. Это особенно удобно въ тѣхъ случаяхъ*
когда формуются вещи съ глубокими вертикальными поверхностями, по-
Фиг, 34-5.
могутъ устанавливаться
515 —
чорымъ нельзя дать большого уклона, какъ напр., зубчатыя колеса, гдѣ
къ тому же между зубьями остаются топкія прослойки формовочнаго
матеріала, очень легко ломающагося при выниманіи модели. Дѣйствитель-
но, при формовкѣ зубчатыхъ колесъ почти всегда нѣсколько зѵбьевъ
оказываются поломанными, при чемъ ихъ приходится паддѣлывать отъ
руки, и форма ихъ уже никогда не получится вполнѣ вѣрная, а кромѣ
того отъ приглаживанія поверхность формы уплотняется и отливка по-
лучается уже по столь чистой.
Одна изъ такихъ машинъ представлена на фиг, 346. Крышкѵ стола
составляетъ плита съ прорѣзами, соотвѣтствующими очертаніямъ модели.
Фиг. 346.
внутри стола, опираясь на центральный стержень, движется въ верти-
кальномъ направленіи формовочная плита съ прикрѣпленными па ней
моделями; модели должны быть соотвѣтственно длиннѣе, чтобъ, пройдя
черезъ плиту съ прорѣзами, оказались надлежащихъ размѣровъ. Фор*
мовка производится какъ и въ предыдущихъ случаяхъ: ставится опока,
набивается, затѣмъ модели опускаются внизъ и опока снимается со стола.
На такой машинѣ парныя опоки не могутъ формоваться, п нужно имѣть
ши двѣ машины, или формовать сначала однѣ модели, затѣмъ ихъ смѣ-
нить ,и набивать другую опоку.
зз*
— 516 —
ходитъ винтъ с, къ верхней
Работающая по тому же принципу машина для формовки шкивовъ
изображена на фиг* 347 ')* Коническая станина имѣетъ нѣсколько отро-
стковъ, на которыхъ поставлены стойки л, поддерживающія кольцо г.
Па это кольцо становится круглая опока к. Чтобы песокъ лучше дер-
жался въ опокѣ, въ ней сдѣланы радіальныя перегородки &, связанныя
внутреннимъ кольцомъ. Внутри станины помѣщена коническая шестерня,
Втулка этой шестерни имѣетъ винтовую нарѣзку, черезъ которую про-
сти винта прикрѣплена крестовика &, къ
которой при помощи винтовъ і при-
крѣпляется модель обода шкива т7
точеная съ обѣихъ сторонъ и имѣ-
ющая строго цилиндрическую фор-
му* Къ той же крестовинѣ Ъ при-
крѣплены направляющіе штифты з,
проходящіе черезъ отверстія въ
кольцѣ г и опокѣ* Между моделью
и опокой кладется кольцо д. кото-
рое опирается на выточку въ коль-
цѣ л Кольцо % должно плотно со-
прикасаться съ моделью шкива. Вну-
три модели на верхнюю часть ста-
нины кладется круглая плита, р,
которая тоже плотно соприкасается
съ моделью шкива п имѣетъ на
себѣ модель половины ступицы и
спицъ. Прп вращеніи маховика ?
въ ту или другую сторону, модель
' обода шкива будетъ опускаться или
подниматься* На чертежѣ модель по-
~ — казана въ высшемъ положеніи, го-
товая для набивки земли. Когда опо-
ка набита, вращаютъ маховичокъ /
и опускаютъ модель внизъ, при
чемъ модель, соприкасаясь плотно
_________________________________съ кольцами р п выходитъ изъ
* Фнг*___________________________земли, не обрывая ее, и форма по-
_ л у чается совершенно правильная,
не требующая никакой наддѣлки. Для каждаго поваго діаметра шкивст
должны мѣняться модель обода ш и плиты дир, Чтобы измѣнить ши-
рину обода, нужно подвинтить болты ?, которые упираются въ кольцо г и
такимъ образомъ позволяютъ модели выступать лишь на опредѣленный
размѣръ поверхъ стола* Шкивы, отформованные на подобныхъ маши-
нахъ, отличаются правильностью п легкостью.
Приготовленіе подобныхъ машинъ (съ прорѣзами въ столахъ для
прохода модели) очень дорого, и потому въ современныхъ литейныхъ
і) Ся. 2* 231—Л& 8 и оіѣд. 1&07 г.
тою же (т.-е. выниманія моделей безъ обрыва меска) достигаютъ при помощи
снимающихъ ПЛИТЪ, приготовленіе которыхъ было описано пп стр. 506.
Для нѣкоторыхъ спеціальныхъ работъ могутъ быть устроены осо-
быя машины, значительно облегчающія формовку; нанр, для формовки
Фиг. :ие»
блоковъ и другихъ тѣлъ вращенія машина можетъ быть устроена слѣ-
дующимъ образомъ (фпг. 34 6). На уровнѣ стола помѣщается валъ, на
Фиг. 349.
ФіП'.
которомъ насажены половинки моделей блоковъ. Въ столѣ сдѣланы вы-
рѣзы, соотвѣтствующіе очертанію блоковъ, такъ что яри поворачиваніи
вала модели ухолятъ подъ столъ.
Вообще при обыкновенной фор-
мовкѣ подобныхъ блоковъ форма
должна состоять пзъ трехъ кусковъ,
па такой же шшшшЬ ихъ можно
формовать въ двухъ опокахъ безъ
стержня. Для атого опока ставится
иа столъ, набивается, валъ повора-
чивается па. 90°, модель изъ опоки
уходитъ подъ столъ, послѣ чего
опока можетъ быть свободно сня-
та. Для того, чтобъ валъ пово-
рачивался какъ разъ па 90°, ручка упирается въ устанпіштетыіые
штифты.
Точно такъ же модели, изображенныя па фиг. 349 —349а; не могли
бы быть вытащены пзъ земли п йхъ пришлось бы формовать со стер-
9 Си. также нашипы для снеді аль пыхъ работы X.—877—:о.
— 518 —
жпямщ Если же модель будетъ приготовлена какъ показано, то, потя-
нувъ, напримѣръ, за ручку (фиг. 349), заставимъ шейку раздвинуться
и уйти во внутрь іЧла модели, послѣ чего модель уже можетъ быть
вынута- Также на фиг 349а, если повернуть центральный стержень, то
эксцентрикъ сдвинетъ выступающія части во внутрь я модель можно
Фяі\ 350,
бѵдетъ вынуть. Подобныя приспособленія вносятъ громадную экономію
при массовомъ производствѣ.
274. Движеніе отдѣльныхъ частей въ формовочныхъ машинахъ мо-
жетъ совершаться или при помощи рычаговъ (фиг. 343), при помощи
зубчатыхъ и винтовыхъ передачъ (фиг, 344 — 347) или при помощи
гидравлическихъ и пневматическихъ цилиндровъ, поршни которыхъ п
передвигаютъ модели или опоки. Наконецъ, иногда модели вынимаются
изъ опокъ при помощи присасыванія (см. ниже):
275, Вибраторы. У машинъ, приводящихся въ движеніе сжатымъ
воздухомъ, обыкновенно придѣлывается вибраторъ, т.-е. небольшой ннев-
352. Фиг. 353.
магическій молоточекъ, который, быстро нанося легкіе удары, по опокѣ,
облегчаетъ выходъ модели изъ песка.
276. Особой оригинальностью отличаются Американскія машины,
почему и приведемъ здѣсь описаніе наиболѣе интересныхъ изъ нихъ.
Наружный видъ американскихъ формовочныхъ машинъ отличается
отъ европейскихъ: ннжяая часть европейскихъ машинъ имѣетъ обыкно-
венно коробчатую форму; у американскихъ машинъ дѣлаются обыкно-
519 --
вепио ложки? іг машина ставится или прямо на полъ литейной безъ
фундамента, или же машину ставятъ па колеса, если это позволяютъ
ея размѣры, что даетъ возможность передвигать машину.
Этимъ достигается значительная экономія времени и труда, потому
что формовщикъ имѣетъ возможность ставить готовыя формы рядомъ
;ѵ>г
съ машиной, не перенося ихъ
на дальнія разстоянія. Этимъ
также устраняется порча, кото-
Фиг, 355.
І>ая легко можетъ имѣть мѣсто при переноскѣ формы въ болѣе отдален-
ныя части литейной благодаря толчкамъ.
Для сообщенія движенія отдѣльнымъ частямъ машинъ американцы
пользуются почти исключительно сжатымъ воздухомъ, чтобы машины
были болѣе подвижны. Литейную снабжаютъ сѣтью трубъ, имѣющей
большое количество соединитель-
Фиг. КЯъ
вить въ любомъ мѣстѣ посредствомъ рукавовъ съ трубопроводомъ ежа*
таго воздуха .
Отработавшій сжатый воздухъ пе нуждается въ обратномъ трубопроводѣ, ко-
торый очень бы затруднилъ пользованіе аодвпжныма формовочными машинами такъ
какъ, работая сжатыхъ воздухомъ, давленіе не берутъ болѣе 7—В атмосферъ, атакъ какъ
на формовочный песокъ требуется давленіе отъ 1—5 агр. ' кн, см.—смотря по характеру к
вели чивѣ жоделв,—то для прессовальныхъ цилиндровъ необходимъ довольно большой діа
метръ, съ чѣмъ однако мирятся, не желая переходить къ водяной передачѣ Послѣдняя,
хотя устраивается при большомъ давленіи (отъ 50 при формовкѣ для чугуна до 100
атмосферъ при формовкѣ для стали), но, какъ сказано, стѣсняетъ под важность машянъ,
тамъ какъ требуетъ обратныхъ трубопроводовъ, я также не допускаетъ пользованія гпб-
«ямн пожарными рукавами при большихъ давленіяхъ.
— 520 —
Сжатый воздухъ дѣлаетъ возможнымъ примѣненіе двухъ вспомога-
тельныхъ приборовъ, находящихся почти у каждой американской фор-
мовочной машины, такъ называемаго вибратора п сопла для обдуванія
модельныхъ плитъ передъ постановкой опоки. Посредствомъ вибратора
(маленькаго воздушнаго молотка) модель подвергается встряхиванію съ
цѣлью отдѣлить модель отъ песка- Благодаря этому становится ненуж-
нымъ постукиваніе опоки деревяннымъ молоткомъ, что портитъ отчет-
ливость формы и модельную плиту.
Въ противоположность европейскимъ .тнтейпымъ. гдѣ въ употре-
бленіи почти исключительно опоки изъ чугуна, американцы для мелкой
работы предпочитаютъ деревянныя опоки, вслѣдствіе ихъ меньшаго вѣса
п дешевизны. Бромѣ того, употребляютъ разъемныя опоки п произво-
дятъ, поскольку это позволяютъ размѣры формы, отливку безъ опоки,
въ песочную глыбу, чтобы избѣжать большого числа дорогихъ оно къ.
О разъемныхъ опокахъ и о способахъ формовки въ ппхъ было уже
сказало па стр. 402 и 421, Здѣсь приведемъ еще нѣкоторыя добавоч-
ныя указанія. Деревянныя разъемныя опоки Адамса (Дюбюкъ, Іслѵа)
фиг. 350 — 3, раздѣлены по діагонали и обѣ половины могутъ вращаться
на шалнерахъ, соединяясь плотно вмѣстѣ посредствомъ скобокъ. Встав-
ленные болты гарантируютъ соотвѣтственное положеніе верхней и ниж-
ней опокъ. Пара опокъ фиг. 352 служитъ хая моделей^ имѣющихъ непра-
вильную поверхность разъема; фиг. 353 назначены для низкихъ моделей.
Внутри въ стѣнкахъ опоки находится желобки, чтобы дать песку
лучшую опору. Въ нѣкоторыхъ формахъ нижнюю опоку оставляютъ гь
снимаютъ только верхнюю, фиг, 354. Нижняя опека здѣсь изъ чугуна.
Иногда опоки снимаются съ формы вверхъ. Стѣнки тогда долж-
ны быть наклонны, чтобы внутренность сложенной онокп образовала
пирамиду. Это дѣлается для того, чтобы при сниманіи опоки форма
пе била повреждена. Устройство подобной опоки завода А. Впск’з
8опз Со. ЕПзаЬеЙііо^п, Ра., представлено на фпг. 355—7. Опоки сдѣ-
ланы изъ алюминія. При сниманіи такпхъ опокъ съ машины песокъ мо-
жетъ легко вывалиться, такъ какъ песокъ не находитъ достаточной
опоры въ гладкихъ стѣнкахъ опоки, тѣмъ болѣе, что опока снизу шире,
чѣмъ сверху. Чтобы воспрепятствовать этому верхнюю опоку па ниж-
немъ краѣ снабжаютъ выдвигающимися брусками, дающими опору песку
(фиг, 355), Когда надавить круглый прутъ у верхней шіоіш. то укрѣп-
ленные къ нему перпендикулярно рычаги двигаются парѵжѵ п вытяги-
ваютъ бруски изъ песка (фиг. 356), послѣ чего верхняя и нвжпяя опоки
могутъ быть вмѣстѣ сняты съ песочной формы.
Наряду съ описанными типами опокъ при крупныхъ издѣліяхъ
американцы употребляютъ в чугунныя опоки - Опоки этого типа
разнимаются. Когда отливка производится въ опокахъ, то деревянныя
опоки должны быть признаны менѣе цѣлесообразными, потому что онѣ
прп литьѣ легко загораются и скоро становятся непригодными.
Машины, которыя даютъ толыю точное выниманіе модели, все
болѣе и болѣе уступаютъ мѣсто машинамъ, производящимъ набивку.
— 521 —
т.-е. формовочнымъ прессамъ; но въ Америкѣ машины только для
одного выниманія моделей, съ ручкой набивкой еще очень распространены,
такъ какъ тамъ, особенно въ небольшихъ и среднихъ литейныхъ, под-
готовка леску пе ведется такъ заботливо, какъ въ Европѣ, а безъ этого
формовочные прессы не могутъ хорошо работать. Точно такъ же для мо-
делей съ рѣзкимъ рельефомъ. для которыхъ въ Европѣ употребляютъ
различные приборы для предваритель-
наго прессованія, въ Америкѣ предпо-
читаютъ ручную набивку, чтобы до-
стичь вполнѣ равномѣрной набивки
песка.
Иафмг. 358 представлена очень
простая машина завода А<Ынз Со.,
ОпЪщріе. Она служить для формовки
опокъ до 610 Х457мм.и состоитъ пзъ
двухъ чугунныхъ ложекъ, ля чугун-
ныхъ колесахъ. Сверху ножки скрѣп-
лены поперечными брусьями. Къ этимъ фПГ з;^
брусьямъ прилиты подпорки для фор-
мовочной плиты. Такое устройство брусьевъ, вмѣсто цѣлаго стола, упо-
требляется у американцевъ часто, гакъ какъ не стѣсняетъ выбора ве-
личины формовочной плиты и опокъ, а также выбора аппарата длг
выниманія. Послѣдній приводится въ дѣйствіе посредствомъ рукоятки и
шатуна отъ горизонтальнаго вала. Эти шатуны подымаютъ и опускаютъ
упорныя площадки, которыя направляются скрѣпленнымъ съ ними вер-
тикальцымъ цилиндромъ,
проходящимъ черезъ на-
правляющую втулку* При
поднятіи узкія упорны я
площадки упираются въ
выступающія части наби-
ваемой опоки и такимъ
образомъ подымаютъ е е
съ формовочной плиты.
При формовкѣ можно иоль-
зоваться также снимающей
плитой, фпг. 359 и 34 Іа. Фнг, 359.
Всѣ машины, если
онѣ пе имѣютъ колесъ для перевозки, снабжены цапфами пли отверстіе
ми, чтобы ихъ можно было поднимать краномъ. Благодаря этому, опѣ
могутъ устанавливаться въ томъ мѣстѣ литейной, которое въ данный
моментъ свободно. Отдѣльнаго фундамента не требуется.
Вслѣдствіе высокой цѣны формовочныхъ плитъ, описанныя машины
примѣнимы только тогда, когда отливается большое число одйааковыхъ
предметовъ. Но> чтобы имѣть возможность пользоваться машинами для
приготовленія небольшого числа формъ, американцы вырабатывала
— 522 —
Фиг. Й60.
опрокидывающіяся формовочныя машины. На такихъ машинахъ для
формовки можно пользоваться простыми деревянными досками, къ ко-
торымъ временно привинчиваются деревянныя модели. Кромѣ того, такія
машины особенно умѣстны тогда, когда приготовляются формы съ сильно
выступающими частями. Если бы подобныя формы, стали снимать съ
машины въ томъ по-
ложеніи, въ какомъ
онѣ набивались, то
ати части могли бы
легко оборваться. По-
этому машина устро-
ена такъ, что форма
послѣ набивки пово-
рачивается ня 180 *
и, слѣдовательно, вы-
ступающія части бу-
дутъ уже не подвѣ-
шены, а въ стоячемъ
положені и. Изго тов -
леніемъ такихъ опро-
кидываю ЩИХ СЯ фор-
мой очныхъ ма шинъ
занимается главнымъ
образомъ заводъ Таіюг Со, Рійіайеіріііа, Ра- Простѣйшее устрой-
ство машины для ручной работы представлено на фиг. 360. Машина
состоитъ изъ передвижной чугунной подставки а. въ середину которой
вдѣлана рама Ъ, двигающаяся въ вертикальномъ направленіи. Наверху
послѣдней находится горизонтальная ось, на которой можетъ вра-
щаться поворотная рама с. Нажатіемъ рычага <?, рама Ъ вмѣстѣ съ по-
Фиг. 361.
соотвѣтственно различнымъ вѣсамъ
для уравновѣшиванія рамы Ъ съ
воротной рамой с можетъ быть
подпита въ верхнее положеніе,
указанное тонкими линіями, при
чемъ передвиженіе направляется
втулкой е. Пружина / уравно-
вѣшиваетъ вѣса поворотной ра-
мы, формовочной плиты, формы,
и т. д. и можетъ посредствомъ
зубчатой рейки р натягиваться
формъ. Вторая пружина А служитъ
висящими на ней частями и тоже
можетъ посредствомъ гайки натягиваться и ослабляться.
На рамѣ с находится вибраторъ к\ который яри выниманіи модели
встряхиваетъ форму.
Опрокинутую набитую форму принимаетъ въ себя особый столъ,
состоящій азъ двухъ у—образныхъ горизантальныхъ брусьевъ а и Ъ*
фиг, 315, изъ которыхъ нижній лежитъ на машинной подставкѣ а или.
523 —
при большихъ размѣрахъ, на отдѣльной опорѣ. Въ уширеніи с (фиг. 361)
помѣщена цилиндрическая пружина» которая принимаетъ верхній брусъ,
являющійся опорой для формы. Подъ дѣйствіемъ вѣса пружина сжп-
Фиг. 362.
Фиг. 363,
Фиг. з&с
мается и брусъ і вмѣстѣ съ формой безъ толчковъ опускаются на три.
болта Л. При сжиманіи опоки пружина опять отталкиваетъ брусья Ъ
кверху. Эта конструкція приспособлена для опокъ любой формы и
величины. Машина годна для четыреугольныхъ опокъ шириною 460—
510 мм. и длиною
350—500 ми. Такъ
какъ формовочныя
плиты могутъ выда-
ваться за поворот-
ную раму, то длина
можетъ браться боль-
ше указанной. Высо-
та подъема 127—
305 мм. Работа ма-
шины идетъ такимъ
образомъ:
Послѣ того, какъ
подпорки для пово-
ротной рамы очищены
отъ песка, раму с ставятъ въ положеніе, указанное на фиг. 360 и 362 и
укрѣпляютъ на ней скобами или винтами формовочную плиту. Сопломъ
сдуваютъ песокъ съ плиты и другихъ частей машины и затѣмъ ста-
вятъ на плиту опоку.
Затѣмъ опока набивается, избыточный песокъ сгребается линейкой,
и сверху накладывается деревянная настилка, которую скрѣпляютъ съ
— 524 —
формовочными плитами посредствомъ желѣзныхъ скобъ. Іеперь опрокиды-
ваютъ раму и форму (нижнее положеніе фиг. 360), такъ что настилка и
скрѣпленная съ ней опока ложится на столъ г. По удаленіи скобъ приводятъ
въкдѣйствіе вибраторъ и нажимаютъ рычагъ Л, При этомъ поворотная рама
идетъ кверху, и модель выни-
мается (фиг. 360 верхи, полож*
Фиг. 365.
п 363). Рама и модельная плита
затѣмъ приводятся въ начальное
положеніе и скова подготавли-
ваются для слѣдующихъ опокъ.
Готовая форма снимается съ
прибора и ставится въ сторону.
При этихъ машинахъ мо-
дели стараются устраивать такъ,
чтобы вся модель отформовалась
въ нижней опокѣ и слѣд., чтобы
верхнюю озоку можно было
употреблять только какъ плоскую крышку, набиваемую на простой пли-
тѣ» Или же по способу Бонвилана на одной плитѣ располагаютъ верх-
нюю и нижнюю половинку модели, такъ чтобы обѣ опоки лолучились
одинаковыя, по при складываніи
ихъ нужно повернуть другъ отно-
сптелъпо друга на 180" (см. стр.
503).
При болѣе крупныхъ фор-
махъ передвиженія маніяіш про-
изводятся при помощи сжатаго
воздуха, фиг. 364—8* На те-
лѣжкѣ а укрѣпленъ цилиндръ <Е
Поршень цилиндра имѣетъ на-
верху горизонтальный валъ, къ
которому прикрѣпляется, поворот-
ная рама с. Боковыя шекн ра-
мы продолжены за ось вращенія
и къ этимъ концамъ прикрѣплены
два рычага &, которые, упираясь
на нилпядрическід пружины, яв-
ляются податливыми. Поршень
нап раня яется особыми при л и вам и
къ стѣнкамъ цилиндра. Столъ і
для принятія формы укрѣпленъ на отдѣльныхъ опорахъ о, могущихъ
передвигаться въ вышину до положенія, обозначеннаго тонкими ли-
ніями, соотвѣственно высотѣ опокъ. Сжатый воздухъ дѣйствуетъ не
прямо на поршень, а сперва на воду въ резервуарѣ е. Этимъ смяг-
чаются толчки и устраняется обломъ песка, который могъ бы про-
изойти при слишкомъ быстромъ выниманіи модели, вода дѣйствуетъ
— 525 —
до нѣкоторой степени какъ тори азъ. Входъ и выходъ сжатаго воздуха
регулируются направляющимъ рычагомъ д; кранъ /" служитъ для при-
веденія въ дѣйствіе сопла к п вибратора к. Воздухъ подводится по
рукаву ш.
Набитая опока покрывается дощатымъ настиломъ, который соедИ’
няется съ укрѣпленной на поворотной рамѣ формовочной плитой (фиг
365). Затѣмъ, пуская съ помощью
главнаго вентиля сжатый воздухъ
въ цилиндръ, производятъ пово-
рачиваніе рамы; пока боковые
рычаги не станутъ перпендику-
лярно (фиг. 366), а рама вмѣстѣ
съ формой не выйдутъ нѣсколько
изъ отвѣснаго положенія. Тогда
воздухъ постепенно выпускаютъ
изъ цилиндра, пока опока не ля-
жетъ па столь. Послѣ этого сни-
маютъ скобы (фмг, 367) и осторож- Фпг, 367,
пооткрываютъ воздушный вентиль.
Поршень поднимается очень медленно, при чемъ работаетъ вибраторъ,
и модель вынимается. Когда модель уже пе касается болѣе песка.
Фиг. 369.
открываютъ полностью вентиль и снова закрываютъ его, когда рама
выйдетъ изъ перпендикулярнаго положенія (фиг. 368). Послѣ чего рама
и прикрѣпленная къ ней
формовочная плита мед-
ленно переходятъ въ на-
чальное положеніе.
Машина строится
двухъ размѣровъ для
опокъ 765 или 775 нм.
ширины и 550 ни. и
болѣе длины. На наи-
большемъ размѣрѣ пр н-
гото вляютс я полу фо р мы
до 365 кгр. вѣсомъ.
Чрезвычайно про-
стой аппаратъ для выпи-
манія моделей, фиг. 369,
въ которо мъ пол ьз ую т-
ся присасывающимъ дѣйствіемъ воздуха, строится фирмой Вгуап
Ѵасіпип МоіЛйіп§ МасЫпе Со., въ Буффало. Машина состоитъ изъ
вертикальной трубы а съ расширеніемъ на концѣ? закрытымъ сѣткой
Ь; труба движется отвѣсно въ рамѣ с и притянута кверху противо-
вѣсомъ й. Для опусканія ея внизъ служитъ рычать съ рукояткой
4 висящій на пружинѣ. На колосниковой рѣшеткѣ формовочнаго
стола могутъ работать два формовщика. Опоку, положенную на дере-
— 526 —
вянную формовочную плиту, набиваютъ па этомъ столѣ обыкио-
веннымъ порядкомъ. По удаленіи песка съ верха опоки наклады-
вается опорная плита, я опока переворачивается. Затѣмъ модель нѣ-
сколько расшевеливаютъ воздушнымъ или деревяннымъ молоткомъ и
спускаютъ всасывающую рѣшетку Ъ та середину модельной плиты. При
этомъ посредствомъ ручки к открывается трехходовой крапъ и каналы
всасывающаго насоса, такъ что рѣшетка Ь плотно присасывается къ
формовочной плитѣ* Тогда рабочій отпускаетъ рычагъ Л и противовѣсы
тянуть трубу я вмѣстѣ съ плитой кверху. Формовщикъ поддерживаетъ
формовочную плиту (подмодельную доску) ит поворачивая кранъ, пре-
кращаетъ присасываніе* Въ то время* какъ готовую полуформу отста*
Фиг. ЭДН*
вляютъ прочь и набиваютъ слѣдующую, аппаратомъ можетъ пользоваться
другой рабочій.
Если нѣтъ въ распоряженіи приводнаго всасывающаго насоса, ма-
шину снабжаютъ ножнымъ насосомъ. Иногда устраиваютъ раму такъ,
чтобы она могла вращаться надъ круглымъ формовочнымъ столомъ на
360*. Также и столъ можетъ вращаться для того, чтобы было болѣе
удобно удалять готовыя формы отъ мѣста работы формовщика и от-
ставлять ихъ въ сторону. Аппаратъ также можно соединять съ формо-
вочнымъ прессомъ.
277, Машины, которыя кромѣ выниманія модели производятъ
также набивку форно&очнаго матеріала. Надлежащее уплотненіе песка
въ опокахъ производится тремя способами:
1) Прессоваиіенъ—при этомъ на опоку ставятъ добавочную рамку,
такъ что высота опоки увеличивается на высоту этой рамки; затѣмъ
— 527
опока и рамка заполняются пескомъ, подводятся къ прессу и песокъ,
заполняющій рамку, вдавливается въ опоку, вслѣдствіе чего п волѵ-
чается уплотненіе песка въ опокѣ. Размѣръ рамкп выбирается такихъ
образомъ, чтобы выдавленный изъ рамки въ опоку песокъ сообщилъ
формѣ надлежащую плотность, Этимъ способомъ не всегда можно полу-
чить равномѣрную плотность набивки.
При формовкѣ гладкой пластинки, насыпавши па нее ровный слой
песка и прижавши его плиткой, мы получимъ совершенно равномѣрно
утрамбованный слой формовочнаго матеріала; но разъ на этой зластанкѣ
появятся выпуклыя или вогнутыя мѣста, равномѣрность прессовки песка
при тѣхъ же условіяхъ уничтожится: въ выступающихъ мѣстахъ песокъ
будетъ наиболѣе уплотненъ, во впадинахъ, наоборотъ, онъ уплотнится
меньше. Неравномѣрность въ плотности набивки будетъ тѣмъ больше,
чѣмъ больше неровности па поверхности модели. Если даже плитѣ, ко-
торой производится нажатіе песка, придать поверхность, сходную въ
поверхностью модели, то а тогда равномѣрности набивки нельзя до-
стичь, такъ какъ при насыпкѣ матеріала на модель ояъ распредѣлится
неравномѣрно: въ возвышенныхъ мѣстахъ модели слой его будетъ го-
раздо тоньше, чѣмъ въ болѣе низкихъ, и потому при томъ же ходѣ на-
биваемой плптгі сжатіе песка, а слѣдовательно и его уплотненіе, въ
различныхъ мѣстахъ получится различное. Еще большая неравно мѣр-
ность будетъ замѣчаться въ набивкѣ вертикальныхъ поверхностей форкы,
такъ какъ сжатіе песка происходитъ главнымъ образомъ по тому напра-
вленію, дю которому движется плита, сжимающая песокъ. Чѣмъ круче
относительно горизонта расположена .поверхность формы, тѣмъ больше
будетъ отличаться плотность ея набивки отъ другихъ частей
2) Встряхивая Іенъ—при этомъ опоку, наполненную пескомъ, ста-
вятъ на особое приспособленіе, которое встряхиваетъ опоку и этимъ
сообщаетъ песку надлежащую плотность. Этимъ способомъ можно по-
лучить прекрасные результаты, даже и въ тѣхъ случаяхъ когда набавка
прессованіемъ оказывается неудовлетворительной.
Набивка встряхиваніемъ даетъ настолько хорошіе результаты, что
американцы примѣняютъ этотъ способъ набивки, вмѣсто ручного, даже
въ тѣхъ случаяхъ, когда модели вытаскиваются изъ опокъ ручнымъ
способомъ.
Примѣръ такой набивки и устройство для моделей сн. Еопщігу—
157—12-11.
3) Паденіемъ песка съ извѣстной высоты, — песокъ при этомъ
получаетъ живую силу, которая и заставляетъ его плотно заполнять
опоку.
Какъ примѣры прессующихъ машинъ, можно привести слѣдующія:
Машина, или, правильнѣе приборъ для набивка песку Кертинга.
Приборъ состоитъ изъ тяжелыхъ катковъ, различной формы, сообразно
і) Бали шниггкй замѣнитъ тверды* доски, нажимающая яесокъ» мягкими ко-
лу шжжми, наполвевнами жидкостью или газомъ, но пока эти машины яе настолько
разработаны, чтобъ ихъ можно было примѣнять съ успѣхомъ.
<.> формой шшж которые катаются по (шокѣ. шнжшепшщ оесмогщ
і та к н мъ о б р аао мъ у н ; і о т и .а ю тъ е го.
На фнѵ. 370 представлено устройство для формовки батарей дои
отопленія. Формовоиная *шг.шна сдѣлана такъ же, какъ и машина для
ъсфмоъш шестерней (фшш 346); для набивки же употребляется тяже-
лпй китокъ, который лежитъ на подставкѣ съ боку машины, Въ опоку
няешіается слой земли извѣстной толщины и по немъ катятъ катокъ,
щш темъ земля уплотняется: послѣ итого дооавл я ютъ еще слой земли,
ѵкатышиоі'ь т= такимъ о 0 разомъ поступаютъ до тѣхъ норъ, пока вся
оника не будетъ набита. Если бы въ опокѣ формовалась труба, то для
набшиш земля нужно было бы употребить катокъ, представленный от-
дѣльно на правой сторонѣ чертежа. Подобные катки даютъ <жш> равно-
мѣрную набивку земли и значительно сокращаютъ работу
Фнг, 371 щю,(ставаяетъ шішшіу, приспособленную для формовки
яри іюмощн плитъ и вмѣстѣ въ тѣмъ производящую прессовку земли,
Ло серединѣ машшш псяИцается аппаратъ для набивки. При вращеніи
^шшіка I/ при помощи зубчатаго передаточнаго механизма прессующая
леска передвигается гю .вертикальному направленію. По обѣимъ сторо-
яамъ посѣщаются двѣ формовочныя машины. На телѣжкѣ Ж закрѣп-
ляется на шипахъ формовочная плита Д, на нее ставится опека М,
на опоку кладется рамка Е, толщина которой должна соотвѣтствовать
і^лишне&у слою зе&лп, который нужно насыпать въ опоку и прижать
для полученія надлежащей плотности; песокъ насыпается изъ помѣщаю-
лпиося іннюркъ опоки ящика, Когда опока и рамка Е наполнены пе-
скомъ, телѣжку Р/? подвозятъ подъ прессъ и поворачиваютъ маховичокъ
Д вслѣдствіе чего доска опускается и сжимаетъ песокъ; затѣмъ те-
лѣжку отвезть назадъ? такъ, чтобъ опека стала надъ столомъ Д при
ьочощн рукоятки перевертываютъ формовочную плиту вмѣстѣ съ опокою
га ѣдО , Плиту ЛЛ4 приподымаютъ, пека опа не упрется о опоку,
жтѣнъ .ЮШЩ.Щ прикрѣпляющіе опоку къ плитѣ, освобождаютъ, и осто-
**** 529
рожно постукивая по опокѣ, опускаютъ плиту А А: оиока слѣдуетъ
ней и такимъ образомъ фор-
за
мовочная плита вынимается
изъ песка.
На фиг. 372 представ-
лена машина, на которой
формо вка можетъ п роизв о-
литься безъ опокъ, при чемъ
обѣ половники формы прес-
суются одп ов ременно. Фор-
ыовочная плита I) укрѣпле-
на на колонкѣ, при чемъ
она можетъ вращаться въ
горизонтальной плоскости и
въ то же время скользитъ
вдоль колонки. Подъ формо-
вочной плитой находится гид-
равлическій прессъ^ у ко-
тораго имѣется двойной пор-
шень, помѣщающійся одинъ
внутри другого. Съ внѣш-
нимъ поршнемъ соединенъ
ящикъ, расположенный подъ
формовочной плитой, съ вну-
треннимъ поршнемъ соеди-
нена плита В, помѣщающая-
ся внутри ящика. Надъ фор-
мовочной плитой на цѣпяхъ
подвѣшенъ ящикъ С. Фор-
мовка производится! слѣдую-
щимъ образомъ: формовочная
плита отводится въ сторону,
нижній ящикъ наполняется
формовочнымъ пескомъ, пли-
та ставится на свое мѣсто,
на нее опускается ящикъ С,
наполняется пескомъ, послѣ
чего внѣшній гидравлическій
поршень движется кверху,
поднимая вмѣстѣ съ собой
оба ящика и формовочную
плиту, пока они не упрутся
въ поперечину А, которая
и уплотнить песокъ въ
верхнемъ ящикѣ, въ ниж-
немъ же ящикѣ уплотненіе
фне. 371.
34
— 530 —
производится внутреннимъ поршнемъ. Послѣ этого ящики снова уда-
ляются другъ отъ друга, плита выводится прочь, ящики соединяютъ
сл, и при помощи внутренняго поршня и положенной на него де-
ревянной плиты все содержимое ящиковъ, представляющее изъ себя
готовую форму, выталкивается прочь и относится къ мѣсту отливки.
Подобнымъ способомъ формовка можетъ производиться только въ очень
хорошемъ пескѣ, т.^е, настолько вязкомъ, чтобъ онъ не распадался, не-
смотря на то, что вокругъ него нѣтъ оболочки въ видѣ обычныхъ о но къ.
Фиг. 372,
Если же песокъ неособенно вязокъ,
то внутрь ящиковъ нужно вставлять
деревянныя опоки, которыя и будутъ
выниматься вмѣстѣ съ землей и та-
кимъ образомъ предохранять ее отъ
разрушенія. Какъ видно, здѣсь дви-
женіе сообщается гидравлическимъ
давленіемъ, что въ настоящее время
очень распространено (Давленіе въ
водопр. сѣти отъ 50 до 100 атм.).
Въ тѣхъ случаяхъ, когда на
модели имѣются большія впадины.
Фиг, 373,
которыя приходится заполнять пескомъ (высокіе болваны), то чтобъ та-
кія мѣста не обрывались, въ модели просверливаются отверстія, черезъ
которыя проходятъ цилиндрики. Эти цилиндрики съ одной стороны спи-
ливаются заподлицо съ моделью, а другой опираются на неподвижную
часть, связанную со станиной; при опусканій модели цилиндрики оста-
ются въ соприкосновеніи съ пескомъ и такимъ образомъ поддерживаютъ
его отъ отпаданія.
Обратимъ вниманіе еще на слѣдующее. Въ тѣхъ случаяхъ, когда
поверхность формы имѣетъ сильно выступающія части надъ уровнемъ
_ 531 -
опокщ очень легко при складыванія опокъ облагать эти выступы, если
опока будетъ накладываться неправильно. Для предотвращенія этого
въ литейныхъ имѣются спеціальныя машины для складыванія вмѣстѣ
уже отформованныхъ опонъ. Устройство такой машины представлено
на фиг. 373. Она состоитъ изъ станины, внутри которой помѣщается
гидравлическій цилиндръ; къ штоку этого цилиндра прикрѣплена попе-
речина, а на пей имѣются стойки. Верхняя часть станины перекрыта
столомъ, па которомъ закрѣплены дланные направляющіе штифты. Нижняя
опока надѣвается иа штифты н ставится на столъ, верхняя опока тоже
надѣвается на штифты и опирается на подставки, какъ показано на
фиг, 373, Затѣмъ поршню сообщается движеніе внизъ, а вмѣстѣ съ
нимъ и опока плавно опускается и, двигаясь по штифтамъ, правильно
«аднтся на нижнюю опоку.
Фпг. 374,
Фвг. 375*
Для успѣшной работы слѣдуетъ формовочныя-плиты подогрѣвать,
чтобы онѣ были теплыя на ощупь, и не потѣли, въ послѣднемъ случаѣ
къ нимъ пристаетъ земля. Для этой цѣли къ машинѣ приспосабливаются
газовые рожки. Въ тѣхъ литейныхъ, гдѣ не имѣется газоваго освѣще-
нія, газъ можетъ добываться спеціально для этой цѣли въ небольшихъ
газовыхъ аппаратахъ.
Чтобы сэкономить мѣсто въ литейной, при машинной формовкѣ
стали ставить опоки для отливки одну на другую. При этомъ яви-
лась мысль для большей простоты устраивать одинъ общій литникъ.
Сначала опасались, что при такомъ наполненіи нижняя форма бу-
детъ подвергаться слишкомъ большому давленію п стѣнки формы не
въ состояніи будутъ сопротивляться этому давленію. На практикѣ это
опасеніе не подтвердилось: вѣроятно, послѣ того какъ бпжняя , форма
.наполнится, чугуиъ настолько затвердѣваетъ, что давленіе при. ззиолне-
ліи лежащихъ выше формъ уже не оказываетъ вліянія на стѣнки
34*
— 532 —
формы. Вслѣдъ за этимъ явилась мысль о возможности при такомъ распо-
ложеніи ОПОКЪ сократить ЧИСЛО ОПОКЪ, СОСДЗНЯЯ въ одной опокѣ двѣ по-
ловинки формы для двухъ смежныхъ формъ (фиг, 374). При исполненіи та-
кихъ опокъ на машинахъ, являлось возможнымъ набивать обычнымъ
способомъ формовочный матеріалъ лишь для нижней поверхности опоки,
а верхняя певерхность должна была получаться при помощи вдавливанія
модели въ насыпанный уже въ опоку несокъ (см. фиг 375); такой способъ
вдавливанія или осадки моделей давалъ хорошіе результаты лишь для очень
плоскихъ моделей, немного выступающихъ надъ формовочной доской. Ваііі-
Ъопе предложилъ машину, которая даетъ возможность формовать любыя мо-
дели. Машина по идеѣ представляетъ обыкновенную формовочную машину,
съ поперечиной надъ опокой, къ которой прикрѣпляется верхняя модель.
Опока ставится па формовочную доску, на опоку ставится добавочная рамка^
вмѣщающая въ себя извѣстное количество песку, затѣмъ подводится надъ
опокой верхняя модель,
послѣ чего въ ци-
линдръ, двигающій
формовочную плиту,
со стоящей на ней опо-
кой, впускается подъ
си л ьны мъ давленіемъ
воздухъ н опокѣ, съ
насыпаннымъ въ нее
пе скомъ, соо б щается
очень быстрое движе-
ніе вверхъ по напра-
- вленію къ верхней мо-
дели; — такимъ обра-
зомъ песокъ движется по направленію верхней модели съ такой же
скоростью, какъ еслибы онъ былъ брошенъ рукой на модель при обык-
новенномъ способѣ формовки. При такомъ движеніи песокъ самъ за-
полняетъ всѣ глубокія впадины на модели, послѣ чего уже происходить
сжатіе песка, насыпаннаго въ опоку между нижней и верхней мо-
делью,—и опока получается отформованной. Такую опоку снимаютъ
съ машины и ставятъ на ранѣе отформованную (фиг. 374), при чемъ
своей нижней частью она дополняетъ форму нижней опоки, а верхней
частью образуетъ нижнюю половину формы для слѣдующей опоки. По-
нятно, что при этомъ число опокъ сокращается въ два раза (кромѣ
нижней и верхней опокъ). Машина сама приготовляетъ литниковые
каналы, которые соединяютъ всѣ опоки между собой и снабжена воз-
душнымъ вибраторомъ, который автоматически начинаетъ работать,
когда модель вытаскивается изъ земли. Машины эти строятся наводомъ
Е„ Н. МшпГогй Сошрапу, Рѣііайеірѣіа Ра.—рисунки и описаніе приве-
дены въ Г А.-4532—6—12—06; А. М. 717—12—06.
278. Машина Бонвивана. Фирма ВояѵШаіп еі Вопзегау, Рагіз, стро-
итъ машины (фиг. 377—8), которыя могутъ работать и какъ снимающія,
533 —
іі какъ вытяжныя. Если формуются модели съ небольшимъ рельефомъ,
легко выходящія изъ песка, тогда опока снимается съ модели и машина
работаетъ какъ снимающая; если же формуются модели, имѣющія рѣзкія
виадипы, тогда машина перевертывается и модель вытаскивается изъ
воска, при чемъ машина работаетъ какъ вытяжная.
Машина состоитъ изъ двухъ гидравлическихъ прессовъ—нижняго а
и верхняго Ь, служащихъ собственно для формовки, и третьяго цилиндра
АП.
Фиг. 377—8.
для подъема поршня Ъ вверхъ. Нижній прессъ служитъ для снима-
нія опокъ съ моделей, верхній для прессовки песка. Формовочная плита
кладется на рѣшетчатый столъ, который помѣшается въ выточкѣ ста-
нины й, верхній прессъ помѣщается въ укосинѣ е, которая можетъ по-
ворачиваться около колонки Л чтобы при нажатіи прессомъ колонка
не гнулась, укосина съ другого копца прикрѣпляется къ станинѣ д при
немощи крючка к Плита ?, при помощи которой производится прес-
с» песка-, жжетъ усжаняялжться иа различной высотѣ соотвѣт-
ственно различнымъ опокамъ, при помощи винта и маховичка /г, Когда
положеніе плиты г установлено по высотѣ от.юки, тогда достаточно хода
поршня въ 50—60 м&и чтобы произвести надлежащую компрессію,
Такішъ образомъ при работѣ расходуется очень небольшой объемъ
ЖШ. а именно для опоки 600 — 800 юъ достаточно 2,5 лптр. водя.
Поворачивая рычагъ і, пускаютъ воду въ цилиндръ с п шита ? поды-
мается вверхъ. На щшводшцей воду трубѣ поставленъ манометръ -т7
рѵководствуясь показаніями котораго, можно судить о томъ, съ какой
плотностью компресеуется песокъ, и такимъ образомъ легко получатъ
ішяежаіцую плотность набивки. Давленіе требуется отъ 20 до 50 атм.
Фиг. 37&
Фнг. -380.
Набитая опока приподымается съ модели при помощи штифтовъ
п, которые упираются .или прямо въ опоку или въ снгпшощую плиту.
Эти штифты могутъ устанавливаться въ вертикаль помъ направленіи при
помощи щщтовъ о, чтобы они правильно упирались въ опоку $ не-
перекашивали ее при подъемѣ, что очень важно, когда модель ішѣетъ
высокія вертикальныя стѣнки. Движеніе поршню а сообщается при на--
жатіи на рычагъ щ высота подъема поршня опредѣляется остановомъ-
въ- видѣ гаекъ, навинченныхъ на штифтѣ
На фйк 37$ представлена фотографія машины Бошзиланщ на фпг> 380
представлена лшпщіа въ ' тотъ моментъ, когда спрессованъ песокъ въ-
опокѣ и иа фиг, 381 представлена машина съ откинутой въ сторону
укосиной, чтобы снять съ ^аттшы готовѵю опокт,
ч< V
Машина Ікшшлаші удобна еще въ томъ отношеніи, что она даетъ
возъюжіюсть получать въ отливкахъ отверстія, безъ употребленія етерж*
Фнѵ. 3^. 3&2,
ней- На фиг. 382 представленъ разрѣзъ нижней части мшш, На рѣ-
шетчатый столъ и? положена формовочная шита р, иа которой имѣются
Ф^І.\ ЗйЗ. . .
модели 21М Въ этихъ моделяхъ долж.ны быть отверсш; въ джшо&ъ
случаѣ з^овъ не яріктдаяють, а меда преддаляетъ ъошую кетю
— бдб ....
отливка. Бъ отверстіе моделей Л^М проходятъ штифты и, которые при
подъемѣ гидравлическаго поршня и стола I выталкиваютъ песокъ изъ
отверстія М и такимъ образомъ получается стержень. Такъ какъ при
прессовкѣ песка въ опокѣ въ тонкомъ каналѣ внутри модели М песокъ
можетъ спрессоваться въ недостаточной степени, то необходимо чтобы
эту прессовку произвели стержни ?<+ Для этого стержни пт которые
должны снимать опоку не доходятъ до ея упіковъ на величину а; на
Фнк 385.
такую же ведетму не доходятъ и штифты и до поверхности плиты р,
на которую здставедж опока Л При движеніи поршня а вверхъ, прежде
чѣмъ опока ваздмгь подыматься, штифты ы пройдутъ путь а и ня эту
величину скомнрессують песокъ въ отверстіяхъ, послѣ чего песокъ изъ
отверстій начнетъ выталкиваться совмѣстно съ подъемомъ опоки.
Опрокидывающіяся машины Бонвивана (фиг. 383—4) назначены
для набивки такихъ формъ, которыя имѣютъ сильно выступающія части;
такія части безъ укрѣпленія, находясь въ подвѣшенномъ положеній,
могутъ легко оторваться отъ формы, и потому лучше послѣ набивки
опоки, перевернуть машину въ такое положеніе, чтобы, набитая опока
очутилась открытой стороной къ верху., послѣ чего ее можно спять
съ модели іі съ шшшлы, не опасаясь за поломку выступающихъ частей.
.Для такого перевертыванія описанная ранѣе машина прикрѣпляется на
горизонтальной. осикакъ это ясно видно на фиг. 383—4 н около этой
оси іюн орали ваегся,
279. Машина для накладыванія отформованныхъ опавъ другъ на
Друга, (Фшч 385), О такахъ машинахъ было уже сказано ш стр, 531.
Фирма Бошшлаиъ строитъ эти машины такимъ образомъ, что при ихъ
помощи можно вынимать .глыбу песка изъ опокъ и производить отливку
Фи г. 386.
Фггт. 387,
формы безъ опокъ ? что, какъ уже было сказано (а, стр. 421), .таетъ
большую экономію на опокахъ. Устройство маадш:ы состоятъ въ слѣ-
ду юще мъ: Къ о сноыю й и л игѣ <? и р и крѢпле иъ длинный гидра вл ичеекій
цилиндръ Ь; на верхнюю частъ поршня с закрѣпляется смѣнная плита
размѣръ которой соотвѣтствуетъ размѣру опоки, Полоса с опредѣ-
ляеть подъемъ плиты при помощи установитель наго кольца Къ той
же плитѣ й привинчиваются двѣ стойки д. На стойкахъ имѣются
штифты Л, которые служатъ для направленія нижней опоки. Кромѣ
того, черезъ стойки д проходятъ штифты к которые могутъ перемѣ-
щаться въ верттшльшжь направленія; на эти штифты опирается. ниж-
няя опока, Пользуются этой машиной, такимъ образомъ: отфорш®&нн&я
шіжняя опока надѣвается па направляющіе штифты & щ. овдрш& ж
пяхъ, опускается внизъ, пока она не ляжетъ на. ішіту < Когда опека
~ 538 —
наполнена пескомъ, тогда вѣсъ ея преодолѣваетъ дѣйствіе контръ гру-
зовъ такъ "что штифты к опускаются вмѣстѣ съ опокой. Затѣмъ верх-
няя опока, направляясь штифтами А, ставится на выступы стоекъ р.
Поворачивая рычагъ т7 пускаютъ
Фиг, 38&
воду въ цилиндръ Ъу и нижняя опока
плавно подымается поршнемъ с
вверхъ, пока не соприкоснется
съ верхней опокой, послѣ чего
обѣ опоки могутъ быть сняты съ
машины.
Если отливка прой зв одитс я
безъ опокъ, тогда, прежде чѣмъ
ставить опоки, на плиту & кла-
дется тонкій желѣзный листъ,
размѣръ котораго немного мень-
ше, чѣмъ внутренній размѣръ
опокъ, затѣмъ ставится нижняя
опока и верхняя опока, которая
послѣ того, какъ она поставлена
на выступы р, закрѣпляется осо-
бымъ замкомъ т.
Пуская воду въ цилиндръ,
заставляютъ столъ & съ нижней опокой подыматься, при чемъ поршень
продолжаетъ двигаться и послѣ того какъ опоки соприкоснулись, и
вытѣсняетъ при этомъ глыбу песка ивъ опокъ. Эта глыба песка вмѣстѣ
подъ нее желѣзнымъ листомъ можетъ быть снята и
съ подложеннымъ
поставлена въ то мѣсто, гдѣ будетъ производиться отливка. На фиг.
386 представлена машина съ установленными на ней опоками. На
Фиг. 389.
фиг. 387 представлено, какъ
поршень вытѣснилъ изъ опокъ
глыбу песка. При вытѣсненіи
песка нижняя и верхняя части
формъ настолько плотно при-
жимаются другъ къ другу, что
поверхность раздѣла совершен-
но незамѣтна.
280. Американскіе типы.
Въ Америкѣ особенно любятъ
машины, въ которыхъ модельная
плита и опока остаются не-
подвижны, а прессовальная дос-
ка движется книзу. Такая конструкція облегчаетъ работу, такъ какъ
рабочему не нужно поднимать тяжелую форму и модельную плиту.
Весьма простую формовочную машину для ручного прессованія
строитъ ВегкзѣІге Со., Кливеландъ, Огайо, фиг. 388. Опокодержа-
тель а прикрѣпленъ къ двумъ стойкамъ 6, снабженнымъ колесами. Бо-
ковыя цапфы с керж&ть откидной прессовальный пркборь-упорку
с>39 —-*
который устанавливается по высотѣ для различныхъ , опокъ и съ помощью
пружинъ е держи сся къ отвѣсномъ положеніи. Съ А соединенъ прессъ
/ съ колѣнчатымъ рычагомъ, который рукояткою д приводится въ дѣй-
ствіе.
При формовкѣ опо-
ку ставятъ па опоко-
держате л ь, и апол ня ютъ
ее пескомъ, поперечину
& ставятъ въ вертикаль-
ное положеніе и прес-
суютъ, нажимая рычагъ
д* Когда рычагъ отпу-
стятъ 4 то противовѣсъ
поднимаетъ его къ вер-
ху и Откидываетъ на-
задъ упорку Й. Если
отливка будетъ произ-
водиться въ опокѣ, то
передъ прессованіемъ не*
обходимо на опоку по-
Фнг. 390.
ставить рамку, чтобы, заполнивъ ее пескомъ, получить послѣ прессовки
всю опоку заполненной пескомъ.
Машиной можно пользоваться только для легко выходящихъ изъ
земли моделей; для болѣе трудно вынимающихся моделей необходимъ
аппаратъ для сниманія опокъ» который безъ труда можно помѣстить подъ
о покодер жателемъ а, меж-
ду стойками Ъ, ВегкеЪіге
МГ^, Со, употребляетъ для
этого плиту съ длинными
штифтами, которая черезъ
посредство двухъ зубча-
тыхъ реекъ можетъ под-
ниматься и опускаться
подъ дѣйствіемъ шестерни
и рукоятки.
У формовочнаго прес-
са Адате Со., фиг. 389—
391 упорка а сама является
прессомъ. Ось вращенія Ъ
упорки передвигается съ
помощью кулисныхъ кам-
ней (2 въ направляющихъ
Фиг, ЗШ.
с; ось Ъ искривлена и съ
помощью противовѣса е я натяжной рессоры / поддерживаетъ упорку а въ
равновѣсіи. На формовочномъ столѣ д^ соединяющемъ обѣ стойки &т по-
мѣщенъ валъ, на которомъ укрѣплены прессовальный рычагъ і и два
540 —
одноплечихъ рычага Л, Рычагъ Іг сообразуясь съ величиной развиваемаго
давленія пресса, можетъ быть устанавливаемъ до 3 Обратной передачи
силы. Рычагъ поворачиваютъ впередъ, при чемъ упорка а направляется
штангами I и притягивается книзу, передвигаясь въ дужкахъ
Л т. Когда прессовальную доску кладутъ въ песокъ, то рычагъ
і становится почти горизонтально по направленію впередъ.
При прессованіи формовщикъ можетъ дѣйствовать на рычагъ
тяжестью своего тѣла и не напрягать мускуловъ. Благодаря
этому онъ можетъ, не утомляясь, спрессовать большое ко-
личество формъ, а кромѣ того разъ машина устроена для
опредѣленнаго размѣра модельной плиты и высоты опоки,
то песокъ самъ собою уплотняется равномѣрно во всѣхъ опо-
кахъ. Если бы рабочій долженъ былъ прилагать мускульную
силу, то его постепенное утомленіе имѣло бы результатомъ
то, что послѣднія формы были бы менѣе плотно избиты.
Фиг. 392. Работа на этой машинѣ производится, какъ и на пре-
'дыдущихъ. Можно модельныя плиты укрѣплять на столѣ д.
По желанію столъ д устраивается для двухъ модельныхъ плитъ, одна
возлѣ другой, чтобы имѣть возможность одновременно формовать верх-
нюю и нижнюю опоки.
Машина строится двухъ размѣровъ для опокъ отъ 610x457 до
711X508 кв. мм. и 254 мм. высотою.
Фиг. 393. Фнк 394.
У машины сходной конструкціи съ выше лежащимъ формовочнымъ
столомъ (фиг* 390) для простыхъ низкихъ моделей, имѣется пневматиче-
скій молотокъ п для поколачиванія модельной плиты. Этотъ молотокъ
привинченъ къ столу; у него имѣется вентиль о, открываемый рабочимъ
нажатіемъ колѣна на плитку г. На формовочномъ столѣ лежитъ ниж-
— 541 —
но опока р, на сосѣднемъ столѣ верхняя опока 5 и тонкая двусторонняя
модельная плита въ ящикѣ для инструментовъ прессовальная доска ѵ.
Прессъ можетъ быть также снабженъ приборомъ для выниманія
модели (фиг. 391). Послѣдній состоитъ изъ двухъ горизонтальныхъ по-
локъ щ которыя при вращеніи рычага д могутъ передвигаться въ вер-
тикальномъ направленіи и подымать опоку. Высота подъема полокъ —
102 мм.
Здѣсь можно упомянуть объ одномъ простомъ приспособленіи, слу-
жащемъ для формовки литника въ верхней опокѣ, фйг. 392, Приспо-
собленіе состоитъ изъ тонкой конусообразной стальной трубки 150 ми.
длиной, которая вдавливается рукою сверху въ песокъ набитой опоки.
При этомъ, трубка вырѣзаетъ изъ песка рыхлую цилиндрическую ко-
лонку, образуя въ лескѣ конусное отверстіе съ плотными стѣнками.
чтобы намѣтить мѣсто, гдѣ долженъ быть вырѣзавъ литникъ, къ прес-
совальной доскѣ привинчиваютъ чугунную шишку, которая при прессо-
ваніи выдавливаетъ соотвѣтственный знакъ.
Агсабе МатійсШгіп^ С’., Егеерогі, III не дѣлаетъ въ своихъ ручныхъ
формовочныхъ прессахъ (фиг, 393—8) отдѣльной прессовальной упорки,
пользуясь поворотной рамой а, на которой укрѣплены рядомъ двѣ мо-
дельныхъ плиты Ъ и Ь1 для верхней и нижней опокъ. Плиты дѣлаются
изъ композищн или бѣлаго металла по особому способу фирмы. Пово-
ротная рама закрѣплена на шипахъ въ боковыхъ ползунахъ с, которые
могутъ передвигаться на двухъ перпендикулярныхъ направляющихъ штан-
гахъ яС Рукоятка А приводитъ въ дѣйствіе закрѣпленный на концахъ
общаго горизонтальнаго вала колѣнчатый рычагъ 4 съ противовѣсомъ,
передвигающій штангами д ползуны с. Въ верхнемъ положеніи пово-
ротная рама а защелкивается механизмомъ на рукояткѣ. Въ нижней
части машины на поперечинѣ кл установленъ формовочный столъ і съ
— М2 —
помощью параллелей I, Онъ к служить поддержкой пра прессованіи м ры-
чагомъ т можетъ выдвигаться напередъ, когда нужно удалить готовыя
опоки. При изготовленіи двойной формы модельныя плиты ставятъ го-
нихъ кладутъ опоки, фиг, 394* Послѣ того, какъ не-
избито къ его
крѣпляютъ ихъ струбцинками
ризонтальяо и на
сокъ насыпанъ и
и
Фит* ЗЗДѴ
удаленъ, кладутъ на опоки доски и за-
поворачивають раму (фиг, 395). Затѣмъ
рабочій беретъ рычагъ ѣ, тянетъ его
впередъ и давитъ, такимъ обра-
зомъ, на опоки черезъ доски, при-
жимая ахъ къ опорѣ; когда песокъ
получитъ нужное утдздішопіеу струб-
цинки отходятъ, а опоки и доски
сами собой прилегаютъ къ модель-
нымъ плитамъ (фиг, 396), Для выну-
тія моделей изъ песка, рабочій мед-
ленно поднимаетъ лѣвой рукой ры-
чагъ Л, правой рукой разрыхляя пе-
сокъ около модели ударами молотка
(фиг, 397), Иногда машину снабжа-
ютъ для этой цѣли автоматическимъ
воздушнымъ молоткомъ* Готовыя фор-
мы кладутъ на передвижную плат-
форму, которая выдвигается впередъ
(фиг, 398), Тогда рабочій вставля-
етъ стержни, закрываетъ форму, ста-
снймаыаеть опоки. Величина опокъ до
витъ ее на полъ литейной и
457X610 кв, мм.
Какъ уже сказано, въ Америкѣ въ формовочныхъ прессахъ въ каче-
ствѣ рабочей силы пользуются почти исключительно сжатымъ воздухомъ.
— 543 —
Пневматическая машина, взготовляемая фирмой ТаЪог МапиГасІпгів^
Филадельфія, изображена вафиг. 399.
Прессовальный
и вынимающій аппа-
ратъ этой машины
(фиг. 400) состоитъ
изъ двухъ цилин-
дровъ наружнаго а
съ поршнемъ Ь для
прессованія опокъ и
внутренняго с съ
поршнемъ & для вы-
ни манія моделей. Фор-
мовочный столъ раз-
дѣленъ на части; на
внутреннюю плиту е
ставится формовочная
плита, а на окружающую ра-
му / ставится опока. Рама і
посредствомъ четырехъ штангъ
д соединена съ краями плиты к.
прикрѣпленной къ поршню <1, а
плита е укрѣплена вмѣстѣ съ
литой рамой і на четырехъ ко-
лонкахъ к. Колонки к) такъ же
какъ и обѣ боковыхъ подстав-
ки /, прилиты на крышкѣ т
поршня Ъ\ крышка ™ снаружи
паи р является кру слой штанго й
те. Для дальнѣйшей установки г
и іп другъ относительно друга
служатъ четыре желѣзныя ко-
лонки
Снимающій цилиндръ, с
привинченъ къ крышкѣ прессо-
вочнаго поршня Ъ и участвуетъ
въ движеніяхъ послѣдняго, безъ
чего мѣнялось бы взаимное по-
ложеніе рамы ( и стола е. Сни-
мающій поршень полый и
наполненъ масломъ. Наверху его
находится горѣлка, которая пи-
Фиг. 400.
тается трубкой р и зажигается
при работѣ машины; нагрѣ-
ваніе модели облегчаетъ чя-
стое сниманіе формы, такъ какъ оно устраняетъ потѣніе и мѣшаетъ при
— 544 —
ливавію песка къ модели. Въ г помѣщенъ вибраторъ. Машины съ такимъ
снимающимъ аппаратомъ (фиг, 399) имѣютъ упорку 5, управляемую пру-
жиной ц* регуляторъ іг установнтелъные винты и и сопло ѵ, Сжатый
воздухъ впускаютъ въ большой цилиндръ а (фиг, 400), тогда его пор-
шень Ъ поднимается вверхъ и прессуетъ песокъ въ стоящей опокѣ, при-
жимая ее къ прессовальной доскѣ, закрѣпленной на упоркѣ а (фиг. 399),
Когда воздухъ выходитъ, поршень Ъ опять принимаетъ свое начальное
положеніе, упорка 5 откидывается назадъ, распредѣлительный рычагъ,
который при прессованіи былъ опущенъ, поднимается вверхъ и вслѣд-
ствіе этого приводитъ въ дѣйствіе вибраторъ, одновременно впуская воз-
духъ въ снимающій цилиндръ с, поршень котораго подымаетъ раму /I
Благодаря этому, форма снимается съ модели и можетъ быть отставлена
въ сторону. Рама / возвращается въ начальное положеніе и готова для
новой опоки. Поршень Ъ служитъ резервуаромъ масла для снимающаго
цилиндра, приводимаго въ движеніе непосредственно сжатымъ возду-
хомъ. Воздухъ поступаетъ въ большой поршень Ъ я давитъ на масло,
которое перегоняется черезъ отверстіе въ снимающемъ цилиндрѣ с и
производитъ поднятіе поршня й. Этимъ
устраняется внезапное ускореніе поршня,
что могло бы вызвать обламываніе песка.
При работѣ однимъ сжатымъ воздухомъ,
впускной вентиль приходится открывать
олень медленно, что влечетъ за собой изряд-
ную потерю времени. Съ лѣвой стороны
Фяг. 401.
фиг. 399 показано устройство впуска возду-
ха въ цилиндръ с, въ верхней его части.
Модельныя шіиты устраиваются такъ, что верхняя и нижняя опоки
дѣлаются одинаковыми; на машинѣ можно также помѣщать снимающія
плиты. Размѣры опокъ для такихъ машинъ отъ 279X356 до 279Х
1219,356X406 и 762X1219 мм.
281. Машины для уплотненія песка встряхиваніемъ. Американецъ
М. НаіпышогІЬ еще въ 1869 г. взялъ патентъ на такой механизмъ,
въ которомъ песокъ въ опокахъ долженъ былъ уплотняться посредствомъ
энергичнаго встряхиванія. Въ 1878 г. Загѵів А<Ьтз получилъ второй па-
тентъ на усовершенствованную встряхивающую машину, но только по про-
шествіи ирибл. 20 лѣтъ удалось ввести такія машины въ американскія ли-
тейныя. Принципъ устройства такихъ машинъ заключается въ слѣдующемъ.
Въ вертикальномъ цилиндрѣ а для сжатаго воздуха (фиг. 401) ходитъ пу-
стотѣлый поршень Ьт расширяющійся сверху въ формовочный столъ с.
Здѣсь прикрѣпляютъ модельную плиту, и на ней наполняютъ пескомъ
опоки. Затѣмъ черезъ распредѣлительный клапанъ (съ правой стороны)
впускаютъ сжатый воздухъ; тогда воршенъ вмѣстѣ съ плитой и опоками
поднимается, пока не освободится отверстіе для выхода воздуха (съ лѣ-
вой стороны). Въ этотъ моментъ воздухъ быстро выходитъ и поршень
падаетъ внизъ. Затѣмъ опять впускаютъ воздухъ, и процессъ повто-
ряется. Воздухъ по большей части имѣетъ давленіе отъ 4 до 6 атмо-
545 —
сферъ, продолжительность одного хода поршня около сек., такъ что
форма получаетъ въ минуту 120 толчковъ. Для уплотненія леска фор-
мы нужно, смотря по высотѣ опоки, отъ 15 до 50 толчковъ. Наиболѣе
продуктивенъ первый толчокъ, уплотняющій вокругъ модели слой песка
отъ 10 до 20 мм, высотой* Модели должны выполняться извѣстнымъ
образомъ, чтобы при встряхиваніи способствовать уплотненію песка
Такъ какъ плотность
песка зависитъ отъ
силы толчковъ, то
высота подъема пор-
шня должна измѣ-
няться, если на ма-
шину приходится ста-
вить разнообразныя
формы.
Встряхивающія
формовочныя маши-
ны особенно полезны
тогда, когда имѣютъ
дѣло съ очень боль-
Фиь 402.
шими моделями, съ
встряхивающихъ машинахъ до времени ручной
Фиг. 403,
которыми нельзя работать на прессовальныхъ формовочныхъ машинахъ
и ручная набивка которыхъ требуетъ много времени. Согласно точнымъ
изслѣдованіямъ время для приготовленія большихъ формъ въ родѣ ста-
нинъ для двигателей» тяжелыхъ станинъ для машинъ орудій и т. ш
можно уменьшить на
работы, что окупаетъ
высокую стоимость
подобныхъ машинъ.
Основныя условія для
безупречной работы
этихъ машинъ—хо-
рошій фундаментъ и
устраненіе боковыхъ
встряхиваній» влеку-
щихъ трещины въ
формѣ. Поэтому при
крупныхъ размѣрахъ
надо заботиться о строго вертикальномъ направленіи и совершенно не-
подвижномъ закрѣпленіи опоки на формовочной плитѣ.
У встряхивающихъ формовочныхъ машинъ ТаЬог Со., Филадель-
фія, фиг, 402, видимый спереди па цилиндрѣ регуляторъ можетъ устанавли-
вать различные ходы поршня. Плита стола устанавливается на уровнѣ пола ли-
тейной (см. фиг. 408); машина стоить въ углубленіи на бетонномъ осаованш*
і) Подробнѣе ем. „ЗіаЫ ивсі ЕІвеа“, 1910, стр. 1751.
35
— 546 —
Эту машину можно также соединять со сникающимъ аппаратомъ.
Для этой цѣли встряхивающему поршню даютъ медленно подниматься;
при опусканіи опока, отвинченная отъ стола, остается на соотвѣтственно
выдвинутыхъ рейкахъ или штифтахъ, такъ что модель выходитъ изъ
песка. Возможно также и здѣсь примѣненіе снимающей плиты. При
размѣрѣ стола около 1,5—2,0 атр. машина строится съ однимъ цилинд-
ромъ. При большихъ столахъ направленіе становится затруднительно,
особенно если модели имѣ-
ютъ неравномѣрные размѣры.
Тогда ставятъ рядомъ три
цилиндра и соединяютъ об-
щей плитой (фиг. 403.) Пор-
шни работаютъ вполнѣ рав-
номѣрно и точность напра-
вленія такъ велика, что грузъ
отъ 6 до 8 тоннъ, положек-
ФІНЧ 404. ный на край стола, не вы-
зываетъ перекашиванія. Вѣсъ
готовой машины достигаетъ 22,5 тоннъ. Машины такого типа строются
для размѣровъ стола въ 2.25x4,8 метра и па нихъ можно формовать
очень крупные предметы.
Передвижныя встряхивающія машины съ опрокидывающейся ра-
мой, Адата Со. въ Дюбюкѣ, фиг. 404, —Здѣсь двигается воздушный
цилиндръ е (діам. 178 мм.), относительно неподвижнаго поршня. Подъемъ
цилиндра разсчитанъ такъ, чтобы выступъ / на нижнемъ концѣ цилшь
Фиг. 405.
дра ударялся въ болтъ д. Если
цилиндръ долженъ дѣлать ко-
роткіе ходы, то болтъ д встав-
ляется въ самое нижнее отвер-
стіе желѣзной полосы; при болѣе
длинныхъ ходахъ, напр., при
выниманіи формы, болтъ со-
отвѣтственно высотѣ модели
вставляется въ одно изъ верх-
нихъ отверстій. На цилиндрѣ е
имѣется перекидная рама для
закрѣпленія модельныхъ плитъ и опокъ. Па боковыхъ частяхъ этой рамы
привинчены крѣпкія колоды а, которыя при встряхиваніи ударяются о
чугунныя колеса. Чтобы колеса не вдавливались въ полъ, подъ нихъ под-
кладываются прочныя деревянныя доски. На ранѣ, кромѣ того* придѣлы-
вается воздушный молотокъ (вибраторъ) для поколачиванія формы при вы-
яимати. При перенрокидывапіи рамы болты і въ боковыхъ двойныхъ
штангахъ служатъ, какъ опорные шипы. Деревянныя поперечины Ь при
помощи рычага </ устанавливаются такъ подъ опрокинутую форму, что-
бы послѣднюю можно было правильно снять съ модели. Нижніе копны
полосъ Л вращаются на болтахъ, закрѣпленныхъ въ скобкѣ Д охваты-
— 547 —
. я -
Фиг. 406.
боковыми винтами, готовая фор-
веитиля поднимается и пере-
Фиг, 407,
вающей нижнюю часть цилиндра. Этимъ достигаютъ то, что рама на-
чинаетъ повертываться только тогда> когда выступъ на скобѣ Т упрется
въ штифтъ # и такимъ образомъ
помѣшаетъ дальнѣйшему движенію
вверхъ рычаговъ Ъ, Тогда цилиндръ
подымается одинъ и, толкая верх-
ней частью раму, опрокидываетъ ее
такъ же, какъ было объяснено на
фиг. 360,
Цилиндръ управляется такъ, что
при открытомъ выпускѣ онъ встря-
хиваетъ раму, при закрытомъ выпу-
скѣ—поднимается медленно вверхъ.
Опока сперва наполняется пескомъ,
фиг, 405. Затѣмъ рабочій приводитъ
въ дѣйствіе воздушный клапанъ, и
песокъ встряхивается По удаленіи
избыточнаго песка и закрѣпленіи доски
ма дѣйствіемъ дальнѣйшаго открыванія
прокидывается. Тогда съ помощью
ножного рычага іі подводятъ попере-
чины Ъ водъ опоку, скобы удаляютъ
ся, и цилиндръ вновь поднимается
вве рхъ. Од повременно откр ы ваютъ
вентиль вибратора, фиг. 406, и модель
вынимается изъ песка. Когда скоба
упрется въ штифтъ д, то при даль-
нѣйшемъ под ни маши воздушнаго ци*
линдра рама вмѣстѣ съ модельной
плитой опять опрокидывается въ на-
чальное доложеніе и готова для но-
вой формы. Ня машинѣ пользуются
опоками отъ 394 X 1067 X 1^0 мм.
Максимальный подъемъ достигаетъ
200 мм> Готовая форма, смотря по-
давленію воздуха, можетъ вѣсить отъ
168 до 227 кгр.
Въ связи съ возрастающими
размѣрами этихъ машинъ и увеличи-
вающимся вѣсомъ формъ, встряхива-
нія становятся опасными для окру-
жающей обстановки. Чтобы погасить
сотрясенія пробовали ставить ма-
шину, подобно даровымъ молотамъ,
такимъ путемъ не могли при большихъ машинахъ устранить
дѣйствіе толчковъ на сосѣдніе предметы. Нерѣдко готовыя уже формы,
35*
фундаментъ изъ свай;
однако
вредное
на
548 —
благодаря такимъ толчкамъ, обламывались, а зданія получали трещины.
Кромѣ того, при податливомъ фундаментѣ ослабляется уплотняющее
дѣйствіе толчка. Другія попытки устранить сотрясенія пола съ помощью
промежуточныхъ прослоекъ ухудшали формовку, ТаЬог Ѣ1Г&. Со, устра-
нила это затрудненіе слѣдующей конструкціей,
Встрхивающая машина съ ослабляемымъ толчкомъ (фиг. 407)
состоитъ изъ встряхиваемаго стола я, отлитаго вмѣстѣ съ цилиндромъ
Цилиндръ движется надъ стоящимъ отвѣсно поршнемъ который подобно
наковальнѣ принимаетъ толчки. Поршень с входитъ во второй цилиндръ
опираясь на сильныя спиральныя пружины с. Черезъ автоматически дѣй-
ствующій вентиль устанавливаемый съ помощью руки, сжатый воз-
Фиг. 408.
духъ прежде всего входитъ въ встряхивающій цилиндръ Ъ н поднимаетъ
столъ а вмѣстѣ съ модельной плитой и опокой. Послѣ опредѣленнаго
поднятія доступъ воздуха прекращается, но воздухъ расширяется и про-
должаетъ поднимать столъ, пока его давленіе превосходитъ нажатіе пру-
жины Когда распредѣлительный вентиль будетъ переставленъ, воздухъ
изъ встряхивающаго цилиндра можетъ выходить наружу, но его лучше
направить въ цилиндръ & Тогда встряхивающій цплиядръ падаетъ, такъ
какъ болѣе нѣть никакого противодѣйствующаго давленія. Одновременно
освобождается отъ давленія и поршень с, такъ что пружины е расши-
ряются и сообщаютъ поршню с ускоренное движеніе вверхъ. Такимъ-
образомъ, встряхивающій цилиндръ и поршень с движутся другъ другу
навстрѣчу. Если воздухъ изъ цилиндра Ъ выпускаютъ не наружу, а въ
цилиндръ то скорость поднятія поршня с возрастаетъ, тогда какъ
— 549 —
скорость паденія стола а нѣсколько уменьшается. Въ обоихъ случаяхъ
цилиндръ и поршень сталкиваются съ одинаковой силой и толчокъ пол-
ностью используется для уплотненія песка, пра чекъ отраженнаго толчка
на фундаментъ или на окружающіе предметы не происходитъ.
Впусканіе воздуха въ цилиндръ (і предпочитается, такъ какъ при
этомъ можно использовать энергію сжатаго воздуха для ускоренія дни*
женія поршня с, и замедленія паденія стола а. Для того, чтобы и при
выпусканіи воздуха изъ цилиндра Ь наружу форма не могла получить по-
врежденія, ставятъ спиральную пружину которая содѣйствуетъ под-
ниманію стола я препятствуетъ его опусканію. Если же воздухъ впу-
скается въ цилиндръ то пружина можетъ отсутствовать, ср. фиг, 408.
Машина посредствомъ рукоятки Л, фиг, 408, пускается въ ходъ и оста-
навливается, и этой же рукояткой регулируютъ доступъ воздуха къ авто-
Фиг. 409.
матическому направляющему вентилю /. Когда рычагъ нажинаютъ внизъ,
машина работаетъ автоматически. Второй рычагъ к съ защелкой служитъ
для измѣненія подъема между 10 и 100 шт во время хода. Кромѣ того,
имѣется особое приспособленіе для задержки хода поршня, чтобы поршень
с по небрежности рабочаго не могъ подняться слиткомъ высоко.
Регуляторъ устроенъ такъ, что въ тотъ моментъ, когда сжатый
воздухъ входитъ въ встряхивающій цилиндръ Ъ, открывается выходное
отверстіе для воздуха ивъ цилиндра 2—кранъ для спусканія воды,
выдѣляющейся изъ воздуха, т выхлопъ воздуха. У п находится рукавъ
для сопла, назначеннаго для очищенія модельныхъ плитъ, о направля-
ющая, которая предохраняетъ отъ порчи движущіяся части. Машина
служить для изготовленія полуформъ вѣсомъ въ 25 тоннъ. Столъ изъ
литой стали имѣетъ размѣры 2438 X 3658 мм.; встряхивающій ци-
линдръ 914 мм. въ діаметрѣ поршень с массивный, вѣситъ 29,5 тоннъ и
— 550 —
опирается на 22 стальныя пружины. Вся машина вѣситъ около 45
т. и стоитъ на простомъ бетонномъ основаній, которое имѣетъ назна-
ченіемъ исключительно передачу тяжести на надлежащій грунтъ.
Такъ какъ при этихъ машинахъ толчки на фундаментъ исключи-
Фиг. 410,
юіся, то ими можно полвьзоать-
ся и въ верхнихъ этажахъ.
Подобныя машины соеди-
няются по большей части съ
перекиднымъ столомъ, чтобы
можно было надежнѣе и удобнѣе
вынимать формы, фиг, 409 * *),
Встряхивающія формовая-
ны я маш аиы изготовляются
также другими американскими
заводами, но эти машины не
отличаются никакими особен-
ностями.
282. Машины съ па-
деніемъ песка. Въ заключеніе
надо упомянуть еще о машинѣ,
дающей готовыя формы, почти
безъ ручной работы а).
Машина строителя ВисѴй
8опз Со.. ЕіійаЬеіЫоѵѵп, Ра.
состоитъ (фиг. 410—410а) изъ
особаго рода качелей съ под-
вѣшено! модельной плитой с и
опокой Ъ. Качели при наполне-
ніи опоки качаются взадъ и
впередъ, а при сниманіи формы
устанавливаются отвѣсно. Фор-
мовочная плита вращается на
шипахъ и можетъ благодаря
тому, что штанги качелей раз-
двигаются подобно телескопу,
подниматься или опускаться
Подъ этими качелями, вися-
щими на стойкѣ изъ четырехъ
брусьевъ / и приводимыми въ
движеніе грузомъ д, находятся
воронкообразный ящикъ для
песка Л, изъ котораго пріемный цилиндръ і выпускаетъ песокъ въ
нужномъ количествѣ въ пространство і (фиг. 410а). Сверху 1і нахо-
69 л
Ср. ДаЬгЬасЬ Шг БеясЫсЬи 4ег Тесііпік вп4 ІвЗішігіе 1910, стр, 143. фиг
*) Си. также 2. 19И. Стр. 852.
— 551
дится сито I, которое ниже будетъ описано подробнѣе; черезъ это
сито поступаетъ забрасываемый лопатами песокъ. Четыре маятннко-
образныхъ рычага и п поддерживаютъ и ограничиваютъ колебатель-
ное движеніе качелей съ модельной плитой и опокой; рѣшетка о изъ
полоснаго же лѣэа пре-
дохраняетъ элеваторъ р
отъ случайнаго столкно-
венія съ формовочнымъ
столонъ.
Элеваторъ р за-
хватываетъ просѣянный
песокъ изъ ящика к,
переноситъ его наверхъ
и сбрасываетъ его на
качающуюся взадъ и
впередъ опоку. Такъ
какъ песокъ такимъ пу-
темъ уплотняется недо-
статочно, то его уплот-
ігя ютъ пре двар нтел ьно
особымъ прессомъ
такъ что получаются
пр одолговаты е твердые
куски падающіе изъ
ковшей элеватора. Пе-
ріодъ качанія опоки
такъ согласованъ со ско-
р остью э л еват ора3 что
въ опоку ложится слой
за слоемъ. Такимъ обра-
зокъ сперва уплотняется
подъ дѣйствіемъ силы
падающаго песка на мо-
дельной плитѣ самый
нижній слой песка, за-
тѣмъ второй, и т. д.,
пока не наполнится вся
опока. Такъ какъ для
ьи г.
различныхъ моделей не-
обходима также различ-
пая плотность песка,
то устраивается передвижной ушотяитель такъ что комья песка въ
ковшахъ, смотря по надобности, будутъ спрессованы съ различной силой.
На ситѣ черезъ которое насыпаемый песокъ попадаетъ въ ящикъ
к (фиг. 411), лежать въ видѣ рѣшетки брусья съ треугольнымъ попе-
речнымъ сѣченіемъ, которые приводятся въ движеніе эксцентрикомъ г
—* 55 2
и взрыхляютъ насыпаемый песокъ, такъ что онъ быстро проходитъ
черезъ отверстія сита.
Опеки для машины, (фиг. 412) исполнены изъ швелернаѵо желѣза,
скрѣпленнаго поперечными чугунными брусьями* Нижняя опока а не
имѣетъ никакихъ перегородокъ, такъ какъ она всегда стоитъ на доскѣ.
Фиг* 411*
такъ что при
выниманіи пе-
сокъ не можетъ
выпадать* На-
противъ, верх-
няя опока Ь дол-
жна наклады-
ваться на ниж-
нюю опоку СВО'
ей формовочной
стороною* По-
этому ее снабжаютъ тонкими перегородками с изъ листовой стали; въ
эти перегородки сообразно формѣ модели верхней опоки вбиваются игло-
образные штифты 4, Такое устройство не препятствуетъ уплотненію
песка силою паденія и въ то же время песокъ изъ опоки не выпадаетъ*
На такой машинѣ можно формовать и модели съ рѣзкими выступами.
Когда модельная шита укрѣплена, на нее ставятъ опоку, въ
данномъ случаѣ съ помощью подъемнаго механизма, дѣйствующаго сжа-
тымъ воздухомъ, и при-
крѣпляютъ ее къ фор-
ма вочно й доскЬ. 3 атѣмъ
пускаютъ въ ходъ эле-
ваторъ и даютъ качаться
формовочной плитѣ. То-
гда падающіе сверху про-
долговатые комья песка
наполняютъ опоку по
прошествіи нѣсколькихъ
секундъ. По прекращеніи
дѣйствія элеватора по-
средствомъ металличе-
скаго скребка удалие тс я
избыточный песокъ. На-
фйг' 412- жатіе на рычать останав-
ливаетъ качели въ отвѣс-
номъ положеніи, при чемъ формовочная плита опока съ доской (послѣ
укрѣпленія послѣдней сверху опоки), поворачивается на 180Л Тогда форма
попадаетъ на подставку е, (фиг, 410а) съ момощію тормазного рычага ра-
бочій по удаленіи скрѣпленій между формовочной доской и опоками под-
нимаетъ формовочную доску кверху, при чемъ модель выходить изъ
песка. Готовая полу-форма ставится на полъ литейной, а пустая опока
— 553 —
ставится на приведенную въ свое начальное положеніе модельную
плиту, и продолжается формовка. Сперва формуютъ всѣ нижнія опоки,
мѣняютъ модельную плиту и формуютъ верхнія, или по способу Бон*
видана формуютъ сразу и верхнія и нижнія. Достаточно одного толчка,
чтобы пустить въ ходъ качели, такъ что для приготовленія формы ну-
жно лишь немного ручныхъ движеній, которыя рабочаго не утом-
ляютъ, Управлять приходится только однимъ рычагомъ для включенія
и выключенія различныхъ движеній и наполненія песочнаго ящика
пескомъ. Машина легка, проста и не имѣетъ никакихъ сложныхъ деталей.
Третій классъ машинъ относится собственно къ шаблонной фор-
мовкѣ, почему о немъ и упомянемъ послѣ описанія способовъ шаблон-
ной формовки.
Шаблонная формовка').
283. При шаблонной формовкѣ форма приготовляется безъ помощи
модели, или же употребляются при этомъ только нѣкоторыя части мо-
дели. Примѣняется такой способъ въ тѣхъ случаяхъ^ когда отливаемая
вещь имѣетъ очень большіе размѣры, при чемъ модель получилась бы
слишкомъ тяжелой, и трудно было бы ее вынуть изъ формы, не нару-
шая цѣлости послѣдней; или же въ тѣхъ случаяхъ, когда требуется от-
формовать только одну вещь и приготовленіе модели обошлось бы слиш-
комъ дорого. Вообще шаблонная формовка позволяетъ приготовлять бо-
лѣе правильныя формы, но на приготовленіе подобныхъ формъ тратится
всегда больше времени и работа формовки всегда обходится дороже,
чѣмъ въ томъ случаѣ, когда для формовки имѣется цѣльная модель, тѣмъ
не менѣе очень часто такой способъ формовки можетъ оказаться болѣе вы-
годнымъ, если принять во вниманіе экономію на изготовленіе модели,—
напр., когда требуется отлить одинъ иля вообще немного однородныхъ
предметовъ. Кромѣ того приготовленіе всѣхъ необходамыхъ приспособле-
ній для шаблонной формовки занимаетъ гораздо меньше времени, чѣмъ
приготовленіе цѣлой модели, и потому въ тѣхъ случаяхъ, когда вещь
требуется отлить спѣшно, приходится также прибѣгать къ формовкѣ
шаблономъ.
Въ чемъ состоитъ способъ шаблонной формовки, будетъ ясно изъ
слѣдующихъ примѣровъ.
Главнымъ образомъ посредствомъ этого способа формуются пред-
меты, представляющіе изъ себя тѣла вращенія, какъ напр, котлы, ма-
ховики, шкивы и т. щ Приспособленія, употребляющіяся при этомъ,
состоять изъ стойки, на которую навѣшиваются шаблоны, н изъ са-
михъ шаблоновъ.
284. Стойна (фип 413) представляетъ изъ себя желѣзный шестъ Д
отъ 60 до 75 мм. толщины, обточенный и вставленный снизу въ
*)Ск. также. ВеігасЫш^іі ііЬег <Не Кшізігасі&п <іег 8сЪаЫотеѵ&ггісііійи§еп,
СИев. 2, М 10Л И, 12 я 15—07- Віе Непйеіап# (ігоквег ѲиязііІсЪе оіше МоЯеИ. (Хорошіе
рису аки) (йе& 2. 133 и 161—06.
—‘ 554
особую чугунную Р. Въ подставкѣ выточено коническое
отверстіе» куда и вставляется коническій конецъ стойки. Длина конуса
отъ 250 до 350 мм* Если формовка шаблономъ производится въ раз-
личныхъ мѣстахъ литейной н стойка переносится, то подставка должна
быть съ широкимъ основаніемъ и достаточно тяжела, чтобъ не пере-
вертываться при формовкѣ. Подставка зарывается въ землю такъ, чтобъ
вставленная въ нее стойка была въ вертикальномъ положеніи. Если
формовка производится всегда въ одномъ и томъ же мѣстѣ, то под-
ставка можетъ бытъ сдѣлана легче, но ее нужно ставить на кирпичный
фундаментъ и закрѣпить въ немъ фундаментными болтами. На стойку
надѣвается поперечина Л, которая удерживается въ данномъ положа-
Фиг. 413.
Фиг. 414.
ніи установительнымъ кольцомъ С. Въ поперечинѣ имѣются продольные
прорѣзы, къ которымъ и прикрѣпляется шаблонъ $ при помощи бол-
товъ- Поперечина должна легко вращаться вокругъ стойки, но при
этомъ неособенно качаться на ней. Небольшіе шаблоны могутъ быть
прикрѣплены какъ показано въ К
Въ нѣкоторыхъ случаяхъ шаблономъ приходится, не сдвигая стойку
съ мѣста, формовать два полукруга, у которыхъ центры лежатъ па
нѣкоторомъ разстояніи другъ отъ друга, иапр., при формовкѣ разъем-
ныхъ шкивовъ или маховиковъ, чтобы дать необходимый для строганія
напускъ. Въ такихъ случаяхъ верхній конецъ стойки дѣлается съ ко-
лѣномъ С (фиг, 414А), на которое надѣвается шаблонъ М, а нижній
шаблонъ (фиг. 414В) надѣвается на эксцентрикъ закрѣпленный ори
помощи шпонки К. Такимъ образомъ ось вращенія шаблона пе будетъ
совпадать съ осью стойки. Отформовавъ половину формы, стойку по-
— 555
ворачиваютъ на 180* и формуютъ другую половину, получая разстояніе
между центрами двухъ полуокружностей равнымъ двойному эксцентри-
ситету эксцентрика.
Иногда стойка устраивается такимъ образомъ, что поперечина
скрѣплена со стойкой неподвижно, а вращается сама стойка въ под-
ставкѣ.
Для примѣра разсмотримъ слѣдующіе случаи формовка:
285. Формовая крышки цилиндра. (Фиг. 415 —17). Прежде всего
устанавливаютъ подставку Р такъ, чтобъ она была ниже уровня земли
и давала стойкѣ вертикальное положеніе. Затѣмъ подъ всей формой
прокладываютъ вентилирующій слой золы или кокса, чтобъ всѣ газы
и пары, выдѣляющіеся изъ формовочнаго матеріала, при наполненіи
формы, легко выходили въ этотъ
слой, а не стремились подняться
кверху, черезъ форму, при чемъ
литье можетъ получиться съ отду-
лпнами. Изъ вентилирующаго слоя
во сторонамъ формы, выводятся
нѣсколько отдушинъ, или прокла-
дывается одна большая труба, вы-
водящая газы на поверхность.
На вентилирующій слой насы-
пается крупный пористый песокъ
и хорошо утрамбовывается до
уровня АОѴ. Не доходя на 50—
60 мм. до поверхности формы
Фаг. 410.
ФПГ. 415.
насыпается свѣжій формовочный песокъ и тоже очень плотно утрамбовы-
вается, такъ, чтобы при нажатіи его рукой песокъ почти не поддавался. Къ
поперечинѣ прикрѣпляется шаблонъ 5, имѣющій очертаніе верхней части
формы (фиг. 416). При вращеніи шаблона утрамбованная поверхность
принимаетъ очертаніе, соотвѣтствующее очертанію формы. Чтобъ поверх-
ность получилась болѣе гладкая, шаблонъ долженъ имѣть іюбро, которымъ
производится приглаживаніе* нѣсколько скошенное. Шаблонъ нужно
двигать скошеннымъ ребромъ впередъ, какъ показано въ Н. Полученная
такимъ образомъ поверхность представляетъ собой модель, по которой
можетъ быть набита верхняя опока, Для этого верхнюю опоку Т ста-
вятъ на мѣсто. На стойку надѣваютъ трубку Д ставятъ модель лит-
ника и выпоровъ Л и производятъ набивку обыкновеннымъ образомъ
(фиг. 416). Чтобъ поверхность верхней опоки получилась правильная,
— 556 —
необходимо ранѣе приготовленную песчаную модель набить совершенно
равномѣрно и достаточно плотно; для этого, прежде чѣмъ набивать
верхнюю опоку, полученную шаблономъ поверхность пробуютъ рукой,
и гдѣ замѣчаютъ болѣе мягкое мѣсто, добавляютъ песка, уплотняютъ
его и снова приглаживаютъ шаблономъ. Когда верхняя опока набита
и снята, приглаженную шаблономъ поверхность взрыхляютъ, слегка
утрамбовываютъ, чтобъ получить достаточно пористую поверхность
формы; къ поперечинѣ прикрѣпляютъ другой шаблонъ К, соотвѣтству-
ющій нижнему очертанію формы, устанавливаютъ его на стойкѣ такимъ
образомъ, чтобъ горизонтальная часть С—I) какъ разъ совпала съ
предварительно полученной горизонтальной поверхностью А—В при
выгребаніи первымъ шаблономъ. Эта поверхность, какъ нетрудно ви-
дѣть, представляетъ собой поверхность раздѣла, или стыка для верхней
и нижней частей формы; поэтому, если при вторичномъ приглаживаніи
шаблономъ поверхность стыка будетъ тронута, то не получится плот-
наго шва ври наложеніи верхней опоки, такъ какъ послѣдняя набита
Фиг. 417.
по этой поверхности; если же шаблонъ будетъ поставленъ слиткомъ
высоко падь этой поверхностью,
то тѣло крышки выйдетъ слиш-
комъ тонкое, поэтому горизон-
тальная часть шаблона должна
быть установлена точно, какъ
разъ касаясь поверхности стыка.
Затѣмъ, вращая шаблонъ, произ-
водится приглаживаніе поверхно-
сти, н когда это сдѣлано, стоитъ
только вынуть стойку, задѣлать
отверстія, черезъ которыя она проходила, прирѣзать литникъ (т.-е. вер-
тикальную часть & соединить горизонтальнымъ каналомъ Р О съ формой
которая въ планѣ показана пунктиромъ и обозначена Л7 на фиг, 417),
выколотить трубку Е изъ верхней опоки, задѣлать отверстіе землей,
накрыть опоку, нагрузить ее, и форма готова къ отливкѣ (фиг. 417).
286. Формовка маховика (фиг. 418 -420). Порядокъ формовки
остается тотъ же: приготовляется вентилирующій слой (впрочемъ, въ
случаѣ формовки маховиковъ можно обходиться и безъ вентилирующаго
слоя, такъ какъ здѣсь есть возможность газамъ и пару проходить между
спицами, но для этого нужно выводить соотвѣтственнымъ образомъ
отдушины, чтобъ газы легко находили себѣ путь); набивается плотно
слой песка, въ стойкѣ прикрѣпляется шаблонъ съ очертаніемъ, соотвѣт-
ствующимъ поверхности формы, которая должна быть набита въ верх-
ней опокѣ; на приготовленную такимъ образомъ поверхность ставится
верхняя опока и набивается (фиг. 418). Чтобъ получить форму спицъ,
нужно имѣть ихъ модель, разъемную пополамъ: половина модели оса-
живается въ нижнюю часть формы, въ почвѣ, другая же остается на
поверхности и при набавкѣ верхней опоки отпечатается въ послѣдней*
Фиг. 418 представляетъ набитую верхнюю опоку и положенную на
горизонтальной поворхкосш стъта модель спицъ .и ступицы. Въ послѣд-
ней* конечно, должно быть ^отвѣтственное отверстіе, черезъ которое
проходить стойка. По снятіи верхней опоки іа стойкѣ прикрѣпляется
шаблонъ^ представляющій очертаніе обода (фиг* 419), я имъ выгре-
бается желаемое очертаніе въ пескѣ, который долженъ, быть предвари-
тельно взрыхленъ, затѣмъ слегла утрамбованъ, чтобъ поверхности
формы получилась надлежащей пористости. Послѣ этого вынимается
модель нижней половины спицъ, форма отдѣлывается, на мѣсто стойки
ставится стержень, верхняя опока накрывается, и форма готова къ от-
ливкѣ (фиг. 420). Иногда, вмѣсто того, чтобъ дѣлать модель всѣхъ
спицъ, приготовляютъ мо-
дель только одной спины
и передъ тѣмъ, какъ на-
бивать верхнюю опоку, на
поверхности раздѣла раз-
мѣчаютъ положеніе емцъ,
посыпаютъ ати отмѣтки
пескомъ или мукой, чтобъ
получить по нимъ отпечат-
ки на- верхней опокѣ, и
ватѣ м ъ3 руководствуясь
этими отпечатками, оса-
живаютъ поочередно мо-
дель одной спицы какъ
въ верхней, такъ и въ
нижней опокѣ. При такомъ
способѣ получить краси-
выя правильныя спицы
очень трудно, литейщикъ
долженъ быть очень иску-
сенъ и внимателенъ при
работѣ. Наконецъ, вмѣсто
того, чтобъ формовать спи-
цы въ сыромъ пескѣ, ихъ
Фиг. 4 НС
Фиг- 420,
формуютъ иногда въ особо приготовленномъ
стержневомъ ящикѣ и полученные стержни
ставятъ въ форму. Отфор-
мованныя таки къ образомъ спицы выходятъ другого цвѣта, чѣмъ ободъг
и потому не такъ красивы въ отливкѣ 1).
287- Форйовна шші На фш\ 421 представлено очертаніе шаб-
лона, яри помощи котораго получается модель для набивки верхней
опоки. Когда верхняя- опока набита, поверхность, приглаженную-, ішь
блокомъ, взрыхляютъ,- утрамбовываютъ до надлежащей степени,- затѣмъ
прикрѣпляютъ къ стойкѣ шаблонъ вида, представленнаго на ф&л 419?
и выгребаютъ ямъ внѣшнее очертаніе обода. Затѣмъ .приготовляется
модель частя обода, которая вставляется въ полученную .форму.^.црн?
9 .Приешмюбяете іая формовки ртемяйхъ ааховогт
жимаясъ съ одной стороны къ внѣшней части обода, набивается съ
другой стороны пескомъ (фиг. 422а) н поетепенпе переднигается все
дальше и дальше, я такимъ образовъ получается надлежащее гяерташе
формы. Получить сразу шаблоновъ пободное очертаніе формы нельзя,
такъ какъ толщина обода слишкомъ мала, и потому невозможно шаб-
лономъ выгрести ровную поверхность. Спицы формуются такъ же, какъ
ц н у маховика, затѣмъ
II и ри рѣ застоя л ит н и къ, па -
__Л7й й форма готовя къ от-
:1 -Ж ., . ....--..- . ; .-. лилкѣ (фиг. 422).
-.. бФ'"--' -'"щ г/<- ^С-: Ф-ъ 280- Формовка цг
42| линдричеокаго зубчатаго
ь Ф колеса. Когда устроенъ
вснтиляшошшй слой, у стананлѳяаю тъ в нол иѣ в е рти кал ь и о стой куу 5)
на нее .надѣваютъ шаблонъ Г и выравниваютъ горизонтальную поверх-
ность ЛВ (фиг/ 423). Затѣмъ шаблонъ Е снимаютъ, ставятъ верхнюю
опоку и набиваютъ ее формовочной землей. Для того, чтобы земля
легко снималась со стойки, па послѣднюю надѣваютъ трубку, которая
и остается въ землѣ. Когда опока снята, надѣваютъ шаблонъ, предва-
рительно перевернувъ его, и вырываютъ яму, руководствуясь шабло-
номъ, и затѣмъ, насыпавъ свѣжаго формовочнаго песка, приглаживаютъ
шаблономъ поверхность 13С1В Такъ какъ обѣ кромки шаблона выстро-
ганы параллельно, и въ обоихъ случаяхъ шаблонъ становится по ва-
терпасу X, то поверхность АВ и ЕІ)СВ будутъ также параллельны.
Такимъ образомъ получается мѣсто, въ квторомъ будутъ установлены
стержни К (фигъ 424). Размѣръ X (фиг. 424) равенъ ширинѣ обода
у колеса* Стержни для зубьевъ приготовляются въ ящикѣ, устройство
котораго представлено на фиг* 425. Здѣсь модель каждаго ау ба Т
сдѣлана отдѣльно; В. ручка, для того, чтобы было удобнѣй вынимать
ихъ* Когда въ ящикѣ .набитъ песокъ, всѣ зубья вынимаются, снимается
одна шъ:. досокъ Е* послѣ чего стержень можетъ быть пщюже&ъ на
песокъ и ящикъ съ. него снятъ* Послѣ того о&ъ стержни покрашены
и высушены жъ ставятъ $ъ форму* Чтобы вѣнецъ колеса получжтся
правильнымъ, необходимо япщкъ приготовить очень точно. Стыки от-
дѣльныхъ ящиковъ лучше дѣлать па верхушкахъ зубьевъ, а Е^е во впа*
559 —
динахъ, такъ какъ при этомъ получающіяся пленки легче срубать*
Точно также нужно точно устанавливать стержни внутри формы, про-
вѣряя ихъ положеніе указателемъ, прикрѣпленнымъ къ стойкѣ*
Для образованія спицъ двутавроваго сѣченія приготовляются
стержни въ ящикѣ, изображенномъ на фиг, 426* Боковыя стѣнки дѣ~
лаются такъ, что ихъ внутреннія очертанія $ соотвѣтствуютъ цен-
тральнымъ линіямъ, проходящимъ черезъ спицы. Затѣмъ внутри ящика
прикрѣпляются планки V, толщина которыхъ равна половинѣ толщины
тѣла спицы. Такая конструкція ящика удобна тѣмъ, что. очень легко,
измѣняя только планки К получать спицы различной толщины.
ТТ планки для образованія тавровъ спицы. Внутри стержня дѣлается,
какъ было описано, вентиляціонный
Фиг. 423.
слой съ выводнымъ отверстіемъ,
затѣмъ стержень вынимается изъ
ящика; если опъ сырой, то прямо
ФПГ 424,
ставится на мѣсто* если же приготовленъ въ сухомъ пескѣ, то сначала
сушится, красится, снова подсушивается и ставится на мѣсто. Для
правильной разстановки стержней употребляются планочки I) (фиг* 424).
которыми и опредѣляется относительное положеніе стержней.
При формовкѣ зубчатаго колеса по модели, работа ведется тѣмъ
же порядкомъ, какъ описано па стр. 403 и далѣе. Въ этомъ случаѣ
нужно только обратить особое вниманіе на набивку земли около зубьевъ.
Промежутки между зубьями набиваются исключительно свѣжей облицо-
вочной землей и самая набивка должна вестись очень равномѣрно, иначе
при наполненіи формы металломъ слабо набитыя части будутъ уступать
болѣе давленію чугуна и поверхность зубьевъ получится неправяльзэя.
Нужно замѣтить, что зубья, чтобы ихъ было легче вынимать изъ земли*
дѣлаются съ небольшимъ уклономъ, и потому вообще при формовкѣ по
— 560 —
модели зубья получаются не вполнѣ цилиндрическіе, а слегка кони-
ческіе. Если набивка земли произведена вполнѣ равномѣрно, то вслѣд-
ствіе нѣсколько большаго
давленія чугуна въ ниж-
нихъ частяхъ формы, земля
въ этомъ мѣстѣ тоже раз-
дается немного болѣе и
въ результатѣ коничность
зубца уменьшается. ТѢмь
не менѣе при работѣ ко*
лесъ, отформованнныхъ по
модели ру чны мъ ено со-
бонъ, ихъ слѣдуетъ ста-
вить такъ, чтобы уклоны
были направлены въ раз-
личныя стороны. Набивка
земли у колесъ съ ша-
гомъ до 50 ми. произво-
дится прямо вальцами,
закидывая землю; у болѣе
крупныхъ колесъ, простран-
ство между зубьями наби-
вается при помощи малень-
каго набойника. Для большей прочности зубьевъ ихъ закрѣпляютъ гвоз-
дями, при мелкомъ шагѣ достаточно воткнуть одинъ гвоздь, при круп-
ныхъ же колесахъ, приходится втыкать по 4 и 5 гвоздей: при чемъ
одинъ изъ нихъ втыкается съ верхняго угла наискось. Затѣмъ около
каждаго зуба протыкается проволокой, даш, 6 мк, каналъ и всѣ такіе
— 561 —
каналы сводятся въ одинъ общій, прорѣзающійся по поверхности раз-
дѣла и затѣмъ выводящійся вонъ изъ формы, или каналы протыкаются
въ вентилирующій слой. Послѣднее лучше, такъ какъ каналъ па по-
верхности раздѣла очень легко можетъ засориться и препятствовать вы-
ходу газовъ.
289. Формовка коническихъ зубчатыхъ колесъ. Въ нѣкоторымъ
литейныхъ, гдѣ нѣтъ формовочныхъ машинъ, прибѣгаютъ къ слѣдую-
щему способу формовки зубчатыхъ колесъ. Нужно отформовать кони-
ческое зубчатое колесо Ж (фиг. 427). Приготовивъ вентиляціонный
слой, ставятъ стойку и, прикрѣпивъ шаблонъ 5, приготовляютъ лож-
ную модель 2), накрывъ которую бумагой, набиваютъ верхнюю опоку.
Затѣмъ шаблонъ 5 снимаютъ, вырываютъ яму, посыпаютъ ее свѣжимъ
формовочнымъ пескомъ и, поставивши другой
шаблонъ, приглаживаютъ поверхность ЕРВ6Н.
Необходимо при этомъ наблюдать за тѣмъ,
чтобы поверхность раздѣла И получилась
горизонтальной. Всѣ тѣ части поверхности
ЕРВ&Н, которыя будутъ соприкасаться съ
ФіП. 428.
ра с в ла вле н н ымъ м еталло мъ
волокой до вентиляціоннаго
сдоя. Затѣмъ на стойку на-
дѣваютъ шайбу Р (фиг.
428) съ такимъ числомъ
отверстій, правильно рас-
положенныхъ по окружно-
сти, сколько зубьевъ дол-
жно быть на колесѣ. Къ
стойкѣ прикрѣпляютъ уко-
сину А, а къ ней модель
двухъ зубьевъ Т. Модель
зубьевъ должна быть уста-
протыкаются про-
Фиг. 429.
повлена очень точно, и по-
тому для ея установки
нельзя руководствоваться ранѣе
приготовленной
поверхностью ЕВ, на которой будутъ располагаться зубья, а для уста-
новки долженъ быть приготовленъ спеціально шаблонъ К (фиг. 428),
при помощи котораго модель и должна быть установлена на надле-
жащемъ разстояніи отъ стойки. Чтобы придать надлежащій уклонъ
модели, у нея должно быть сдѣлано точно верхнее ребро которое
устанавливается при помощи уровня. Чтобы средняя линія между
зѵбпами прошла черезъ ось стойки, приготовляется шаблонъ 17, ко-
торый долженъ плотно входить между зубьями, и затѣмъ при уста-
новкѣ слѣдятъ за тѣмъ, чтобы этотъ шаблонъ прошелъ и черезъ ось
стойки, какъ показано пупктзромъ на фиг. 4 28. Къ укосинѣ А при-
крѣпляется штифтъ О, правильно выточенный и плотно приходя-
щійся къ отверстіямъ шайбы Р, Упоры на стойкѣ ставятся такимъ
образомъ, чтобы ври опусканіи модели, зубья слегка вдавливались въ
36
— 5В2 —
приготовленную ранѣе поверхность СгН (фиг* 427)* Это нѣсколько
уплотняетъ эту поверхность, а кромѣ того, и самая модель при этомъ
стоить болѣе спокойно при набивкѣ пространства между зубьями* Когда
модель поставлена и загружена сверху, производятъ набивку свѣжей
земли между зубьями по направленію стрѣлкв (фиг> 428). Въ данномъ
стучаѢ закрѣплять зубья гвоздями, какъ это дѣлалось въ цилиндри-
ческихъ колесахъ, нѣтъ надобности* Передъ набивкой поверхность, при-
глаженную шаблономъ, слегка взъерошиваютъ, затѣмъ когда простран-
ство между зубьями набито, поверхность / аккуратно приглаживаютъ
заподлицо съ моделью, протыкаютъ проволокой отдушину до вентиля-
піоннаго слоя, модель приподымаютъ, штифтъ С переставляютъ въ слѣ-
Фиг. 430.
Фйг. 431>
дующее отверстіе и производятъ набивку сосѣдняго зуба* Такимъ обра-
зомъ получается зубчатый вѣнецъ колеса. Спицы формуются при по-
мощи стержней, которые приготовляются въ стержневомъ ящикѣ (фиг.
429). Здѣсь 5 шаблонъ, при помощи котораго приглаживается верхняя
часть стержня. Затѣмъ стержни устанавливаются на мѣсто. На фпг, 430
представленъ разрѣзъ формы въ собранномъ и готовомъ для отливки
видѣ. & чугунная рѣшетка или рамка, на которой набивается стержень;
-К желѣзные прутья, залитые въ рѣшетку, для большей прочности
стержня, кромѣ этихъ прутьевъ при набавкѣ стержня внутрь его кла-
дутся еще желѣзные прутья по различнымъ направленіямъ, чтобы укрѣ-
пить выступающія мѣста* С вентиляціонный слой изъ кокса внутри
стержня* V каналъ въ верхней опокѣ для вывода газовъ изъ стержня
(чтобы приготовить этотъ капалъ въ верхней опокѣ проставляется чурка
ври набивкѣ земли). Т верхняя опока, Н литникъ*
— 563 —
Если нужно отформовать разъемное колесо тяпа А или типа В
(фиг, 431), то бъ нервомъ случаѣ формуютъ, какъ обыкновенно ци-
линдрическое колесо, и чтобы раздѣлить его на двѣ части, проставляютъ
въ форму желѣзныя пластинки # съ стерж-
нями Р, образующими отверстья для бол-
товъ (фиг. 432), Желѣзо должно быть по-
крыто формовочными чернилами идя вылу-
жено и но возможности сильно нагрѣто
передъ отливкой, иначе получатся въ этомъ
мѣстѣ отдулины. Типъ В (фиг. 431) обык-
новенно формуютъ изъ двухъ половинъ и
потомъ пристрагиваютъ другъ къ другу. Въ
ннду этого, такой конструкціи свертаыя ко-
леса изготовлять труднѣе, чѣмъ типъ А,
такъ какъ въ послѣднемъ случаѣ отливается
сразу все колесо и затѣмъ уже разламы-
вается пополамъ, а въ первомъ отливаются
двѣ половинки, которыя въ отливкѣ очень
легко могутъ получиться различными и при
составленіи вмѣстѣ не дадутъ правильнаго
очертанія обода. Для формовки такого рода
колеса сначала приготовляется половина
обода (фиг. 433), какъ обыкновенно, затѣмъ
Фиг. 432.
ставится доска В какъ-разъ
по діаметру, на доскѣ имѣются возвышенія р\ дающія рабочія поверх-
ности, и 5, образующее мѣсто для стержня центральнаго отверстія.
Фиг. 433.
Фпг, 434.
Доска устанавливается угольниками К и придерживается при набивкѣ
земли грузами Ж Ободъ можетъ быть составленъ или изъ стержней
или набить при помощи модели двухъ зубьевъ. Въ послѣднемъ случаѣ,
чтобы модель пра подыманіи не портила зубьевъ, приготовляется тру-
38*
** 564 —
анкъ Т въ формѣ зуба, который кладется на набитую землю и не даетъ
ей ломаться при выемкѣ модели.
290. Форвовка детали фиг. 434, Для формовки нужно имѣті>
только деревянный сегментъ В (фиг, 435), модель ушка Ъ (фвг. 4 34)
и ящикъ для стержня. Сдѣлавъ всѣ нужныя приготовленія для венти-
ляціи нижняго слоя земли, выравниваютъ поверхность ВЕ (фиг. 43,))
и на ней расчерчиваютъ окружность, которая служитъ направляющей
при установкѣ сегмента В и чтобы послѣдній не двигался около него
л на него ставятся грузы Ж; сбоку ставится планка 1, которая тоже
придерживается грузомъ и все пространство В8Е набивается фор-
мовочною землею. Въ тѣхъ мѣстахъ, гдѣ нужно образовать увіко, къ
сегменту прикладывается модель ушка, какъ показано пунктиромъ въ 5
Фяг. 4;ів*
и тоже забивается землей. Такимъ образомъ получается полное внѣш-
нее очертаніе формы. Внутренняя часть формы образуется ври помоща
стержней. Для приготовленія этихъ стержней берется чугунная рѣшетка
О (фиг. 436), въ которую залиты подъемныя скобы Е. Рѣшетка сма-
зывается жидкой глиной я кладется на тонкій сдой песка; набитаго въ.
стержневомъ ящикѣ. Поверхъ рѣшетки набивается еще слой песка тол-
щиной около 25 мм., черезъ который протыкаются шпильки, чтобы
поддерживать нижній слой песка. Затѣмъ песокъ набивается около бо-
ковыхъ стѣнокъ ящика, внутренность же стержня наполняется коксомъ,
для образованія вентиляціоннаго слоя, изъ котораго газы будутъ отво-
диться каналомъ К; этотъ каналъ образуется, вставляя при набивкѣ песка
короткую трубку Р, діам, около 50 мм. Приготовленные стержни ста-
вятся внутрь формы, и въ готовомъ видѣ форма представляется какъ
— 565 —
показано па фиг, 4 37, Здѣсь К—вентиляціонный слой; 8—стержни;
/7—центральный стержень, внутри котораго устроенъ литпикъ <?С;
И—выпоры; К—вентиляціонный каналъ; Т—верхняя опока, набитая
на какой-нибудь плоскости,
291. Формовка изогнутой трубы (колѣна). Положимъ требуется
отформовать трубу, изображенную пунктиромъ на фиг. 4.38, Для этого
приготовляютъ изъ дерева или отливаютъ изъ чугуна плиту Р, кото-
рая по формѣ соотвѣтствуетъ очертанію трубы, и ширину плиты бе-
рутъ мм, па 25 больше, чѣмъ діаметръ трубы. Затѣмъ приготовляютъ
два шаблона: Ь съ вырѣзкой, соотвѣтствующей внутреннему діаметру
трубы, и № съ вы рѣзко й> соотвѣтствующей внѣшнему діам, трубы. На
плиту Р накладываютъ небольшой слой
глины, кладутъ рамку И, отлитую изъ
чугуна съ выступами 1) (рамка идетъ
вдоль стержня п служитъ для его укрѣп-
ленія), накладываютъ поверхъ рамки еще
глины п приглаживаютъ ее шаблономъ Р,
который направляется выступомъ Е но
краю плиты Р, Когда надлежащая по-
верхность получена, стержень просуши-
ваютъ; точно такъ же приготовляютъ
другую половину стержня, намазывая его
на, другой сторонѣ плиты, при чемъ шаб-
лонъ Р направляется тѣмъ же краемъ
плиты Т. Когда стержень достаточно
Фиг. 438.
Фиг, 437.
просохъ, на него накладывается слой глины, соотвѣтствующій толщинѣ
стѣнки, и приглаживается шаблономъ Л7 Этотъ слой накладывается
только между флянцами. Модель флянцевъ изготовляется отдѣльно и
привертывается къ плитѣ Р7 какъ показано на фиг, 439. Полученная
такимъ образомъ глиняная труба служитъ моделью, которая можетъ
быть отформована въ почвѣ или въ опокѣ. Когда форма готова,
слой глины Т (Фиг* 439) снимаютъ и получаютъ двѣ половинки
стержня. По серединѣ прорѣзаютъ канаву, служащую для отвода га-
зовъ, и обѣ половники склеиваютъ глиной, обкрашиваютъ, сушатъ и
вкладываютъ въ форму, послѣ чего можетъ бытъ произведеиа отливка,
292. Формовка колонны гидравлическаго крана (440). Колонна
очень длинная и должна вся быть обточена. Подобную вещь слѣдуетъ
566 —
въ различныхъ ея частяхъ- іакъ какъ колонна
вообще формовать въ сухомъ пескѣ и отдавать стоя, во если средства
завода не позволяютъ производить работу подобнымъ образомъ, то при-
ходится прибѣгать къ способу, который и будетъ описанъ. Формовка
производилась въ сыромъ пескѣ. Для формовки былъ приготовленъ
остовъ колонны изъ дерева и положенъ совершенно горизонтально на
полу литейной. На остовѣ были установлены круги 32, 33, 34, 35,
36 и 37, діаметры которыхъ равнялись внѣшнимъ діаметрамъ колонны
отливалась горизонталь-
но, то для собиранія
грязи верхняя часть
стѣнки формовалась на
12 мм. толще и потомъ
вмѣстѣ съ собравшейся
грязью должна была
быть сточена. Для по-
лученія этого утолще-
нія направляющія доски
33 — 37 имѣли форму
не правильной окруж-
ности, а слегка эллип-
тическую, какъ показано
на кругѣ 32, Простран-
ство между кругами
плотно набивалось пес-
комъ, который затѣмъ
приглаживался линейка-
ми двигающимися
по направляющимъ кру-
гамъ; такимъ образомъ
была приготовлена зем-
ляная модель верхней
половины колонны. Эту
модель покрыли листами
бумаги, поставили верх-
фиг, 439, яюю опоку п набили
ее. Затѣмъ земляную мо-
дель сняли, вынули направляющіе круги, поставили въ тѣхъ же мѣ-
стахъ другіе направляющіе круги 40 — 43, и, двигая по нимъ линей-
ками К и I), приготовили нижнюю половину формы. Послѣ этого при-
ступили къ разборкѣ остова колонны. Для этого прежде всего вынули
планки 38 и 39; чтобъ закончить цилиндрическую поверхность формы,
на толщинѣ этихъ планокъ употребляли деревянный кусокъ У, приста-
вляя который къ сдѣланной уже поверхности формы, набивали недоста-
ющую часть. Затѣмъ вынули остальныя планки, направляющія доски я
такимъ же образомъ задѣлали пескомъ оставшіяся пустоты* Къ выемкѣ,
оставленной доской 40, прирѣзали литникъ. Такое расположеніе лит-
— 567 —
ника (30), при которомъ чугунъ входитъ въ форму снизу вверхъ, очень
выгодно въ томъ отношеніи, что при атомъ вся грязь, содержащаяся
въ притекающемъ чугунѣ, собирается надъ литникомъ, а не разносится
по всей формѣ* Чтобъ еще болѣе обезпечить чистую отливку, около
литника было прирѣзано ребро 31, въ которомъ должна была собрать-
ся вся грязь; ребро это потомъ срубили прочь*
Стержень въ этой отливкѣ за неимѣніемъ большой сушилки, дол-
женъ былъ быть приготовленъ изъ трехъ частей. При подобной кон-
струкціи стержня очень опасными являются стыки, черезъ которые
проходятъ вентиляціонные каналы; если эти стыки окажутся при на-
полненіи формы не плотными, то чугунъ взойдетъ въ вентиляціонные
каналы и послѣдуетъ взрывъ всей формы. Чтобъ обезпечить форму въ
этомъ отношеніи, каналы прокладывались не въ центрѣ, а какъ показано
Фиг» 440.
на чертежѣ. Нижній каналъ средняго стержня н боковыхъ не соеди-
нялись, такъ что въ стыкѣ они были закупорены, а соединеніе это
производилось при помощи каналовъ 46, 47, 48, 49 и верхняго про-
дольнаго. Для полученія же непроницаемости верхняго канала, въ мѣ-
стахъ стыковъ въ вето вставлялись газовыя трубки К и Т, которыя
потомъ по установкѣ стержня въ формѣ забивались снаружи плотно
пескомъ.
293. Шаблонная формовка въ опокахъ- Понятно, что шаблоны
можно примѣнять при формовкѣ въ опокахъ. Такимъ образомъ, напр.,
формуются реторты для газовыхъ заводовъ, вальцы для прокатныхъ
станковъ и т. п.
На фиг. 441, представленъ способъ формовки колонны гидравли-
ческаго крана въ сухомъ пескѣ для вертикальной отливки. Сама форма
была приготовлена шаблономъ, который вращался около оси, въ под-
— 568 —
шинникахъ г закрѣпленныхъ
въ боковыхъ стѣнкахъ опоки. Стержень
пр и гото влился и въ
двухъ половинъ, на-
кладывая глину при
помощи шаблона, дви-
гающагося по напра-
вляющимъ ЗГ, Л\
Для прочности стер-
жня внутрь его бы-
ла заложена чугун-
ная рамка ЛЛ Обѣ
половинки смачива-
лись при помощи
крючковъ Ж, V и
кромѣ того склеива-
лись глиной. Точить
стерж еяь цѣ льн ы мъ
па кругломъ патронѣ
было неудобно въ
томъ отношеніи, что
при большой длинѣ
стержня и не одина-
ковомъ его діаметрѣ
въ нѣкоторыхъ мѣ-
стахъ пришлось бы
нак лад ыват ь ели ш-
кокъ много глины и
стержень получился
бы не прочны мъ;
если же брать па-
тронъ составленнымъ
изъ трубъ различна-
го діаметра, то его
нельзя было бы вы-
тащить, чугунный же
патронъ можно легко
разбить и вынуть по
частямъ.
Еще о шаблон-
ной формовкѣ см,
„Бюллетени Пол*
ОбщЛ 1894/5 и
1895/6 гг.; также
Гофферже „Пріе-
мы шаблонной фор-
мовки\
- Й69
Машины для формовки зубчатыхъ колесъ
294. Сюда относятся тѣ машшш, о которыхъ было упомянуто уже
выше. Ікервне подобная машина была предложена еще въ 1839 г.
Гофманомъ; на что и выданъ ему патентъ въ Пруссіи, по вслѣдствіе
несовершенства конструкціи исполненія, она въ то время рашростра*
Фш\
іщіііл не получнла, Затѣмъ въ 1865 г, на та&ую же втау, но жі-
^и тел ъно усозер ш е н етв о ван и у ю т вня ііъ въ А нгліи. пате нтъ Скоттъ^..
торый и считается, хотя не совсѣмъ справедливо, в^брѣтатежмъ' ш>-
добяыхъ машинъ.
...•••.На фиг* 442 приведена м&шин-а* страюіцаяся на завшѣ- Негпшш,-
'МісІше1кт Сішппі^ имѣющая почти тотъ же....ввдъ ^аісъ-..^.:шЙ^яа-
4 Машины для формоют зѵбч&тшъ кш’ёё^я ^ёртеж^НИе^ 2,-
690 й 712- 0й> ; • •
о іі 0
Скотта. На тяжеломъ чугунномъ пьедесталѣ помѣщается стойка.,, точе-
ная снаружи. При формовкѣ прежде всего па среднюю стойку гі&дѣ-
дается шаблонъ и имъ приглаживается горизонтальная поверхность раз-
дѣла, поверхность, на которой будутъ ставиться или формоваться спи-
цы, и наконецъ, гщлшідричѳская или коническая поверхность, тіа кото-
рой будутъ формоваться зубья, Когда поверхности, приготовлены, ша-
блонъ со стойки снимается и вмѣсто него на стойку ставится формо-
вочная машина. Опа состоитъ изъ круглой чугунной, плиты. на окруж-
ности которой помѣщается зубчатый вѣненъ. Въ центрѣ плиты по вѣ-
щается ішшъ, на которомъ насажена другая круглая плита /\ Къ отой
Фиг. 443
штмтѣ прикрѣплена поперечина Ь, могущая перемѣщаться въ горизон-
тальномъ направленіи, и для того, чтобъ ее устанавливать въ извѣст-
номъ положеніи, она зажимается въ тиски при помощи рычага, На
концѣ полосы въ направляющихъ движется “ вторая полоса щ вообще
перемѣщающаяся въ вертикальномъ ііаіфзвлешщ но сами направляющія
прикрѣплены &ъ горизонтальной полосѣ такимъ образовъ, что ихъ
можв повернуть около ея оси н тогда вертикальная полоса станетъ
нѣсколько наклонно. На концѣ вертикальной полосы іфіифѣяляется мо-
дель . $. нѣсколькихъ зубьевъ, Горизонтальная поперечина имѣетъ нивкя*
чеяй приспособлять. машину для колесъ различнаго діаметра. Повора-
чивая валъ расположённый параллельно съ шщеречяной, приводится
въ движеніе система зубчатыхъ колесъ я червякъ^ зацѣпляющійся съ
— 571 —
вѣнцомъ : горизонтальной плиты, и тѣмъ самымъ истрачивается верхняя
плита :на извѣстный уголъ относительно нижней. Тамъ образовъ под-
бирая соотвѣтственныя зубчатыя колеса* можно при каждомъ оборотѣ
вала переставлять машину па величину одною- шш нѣсколькихъ
шаговъ.
Формовка производится слѣдующимъ образомъ,.. Модель зубьевъ
опускается на заранѣе щшготодленную поверхность обода зубчатаго
колеса и производится набивка зуба. Затѣмъ, поворачивая. ішлесо-
находящееся рядомъ съ вертикальной полосой и сцѣпляющееся съ пей.
поло са поды оется ввер хъ
или наклонно* смотря по
формѣ зуба, послѣ чего дѣ-
лается оборотъ горизонталь’
наго вала е и ж.ш.ина пере-
двигается на одинъ зубъ, мо-
дель снова опускается, на-
бивается слѣдующій зубъ и
т, д. Чтобъ вертикальная
полоса опускалась каждый
разъ до надлежащей величи-
ны и не портила случайно
поверхности, на ней имѣется
остановъ* закрѣпляющійся въ
различныхъ положеніяхъ на-
жимнымъ винтомъ.. Если
ЗубЫ(:ѣ:/.жЛбТЪ .. : -ИЗфГЙ^ую ,7
форму то '.модель нельзя Л,:^
вынимать, Щшгая":' "полосу
вверхъ, а приходится модель
двигать по направленію ра-
діуса, .для этого на концѣ
нерййййв^оі'-.полосы? вмѣсто
мйдёй":-":пфЛрѣпляё1ся- еще -Чу- :::;-
придатокъ к*..изображенный
отдѣльно,- около " подставки,
Фнг. 444.
при помощи котораго мо*
дель мож но . перемѣщать . по горизонтальному направленію.
.: „Колеса, отформованныя ня подобныхъ- машинахъ, отли^ются пра-
вимяостыо я отчетливостью очертаній. При помощи модели невоз-
можно получить столь правильныхъ зубьевъ; во-первыхъ, модель.: очень,
трудно приготовить совершенно точно (этого &оджо достичь только.при
металлическихъ моделяхъ? обрабатывая ихъ на зуборѣзныхъ, машинахъ^
но.. лаковыя модели могутъ употребляться только для сравнительно. .не*
большихъ зубчатыхъ колесъ), а кромѣ .того даже и. при-.хорошей.':;3№
доди шити не:возмо.жпо шяуть ее изъ формы, .не иовредйрщм."зубьевъ,
а при исправленіи зубья непремѣнно потеряютъ дсвою...;.&рййльностк
— 572 —
• Шшѵяеу;менѣе •-фармовка .па тарахъ машинахъ идетъ медленнѣе я ря-
\®йа:::-0бх0диіад?!дорбзке, чѣмъ, при-работѣ.съ .полной моделью, и пою-
?.^у;.іШшййы.-. примѣнимы .только въ-тѣхъ- случаяхъ, когда колесо должно
•;§ЫтЬ:-?.-і>тздто. =-.очень точно? или когда .по одной модели приходится
'.^ШЬ' немного экземпляровъ, слѣдовательно, стоимость модели слипі’
ко»: тяжело ложится ва стоимость отливіш,
Онисашт только что машина обладаетъ тѣмъ недостаткомъ, что
вращающуюся вокругъ стойки шшеречину вевозможіф закрѣпить вполнѣ
солидно; всегда въ соединеніи остается извѣстная игра, которая отзы-
•'.вается^жточности формовки. Этотъ" недостатокъ - тѣмъ. чѵвствнтеяыгЬе^
приходится формовать5)- -
/:<:< Эй:;::-.йеудобст ВО ВЪ ЗН&ЧЙ ТОЬ ПОЙ . &Ѣр Ѣ ѴИИЧТОЖ Н.НО ВЪ МЯ НШЙ
. .і#Й0ЛйШ^ & іп бойа, я кзображж*
ной- ^фй,:\ 44$•,•; Жакъ . вадю,-: - въ • этой машинѣ поперечина-• .1) . ошю
. стойку Ѣ. вслѣдствіе чего и пол-раотЫ/точ^-
. особенность этой иашшш сост0И&::^ъ-.-тѳш;
чтб : - на приготовленномъ фундаментѣ-^ :въ-’-:коюршг.
сложена фундаментная плита.. Л : н . къ ней уже прикрѣпляются'; шж'
3) Пгдаібгм зй-зійшл у стЫ&а’ скрѣйзаётсй Ъо’ сЙв6Й---лйтёйіУоІ--
Сіьх^ШТ-02ч .
ошж&і а, ся На этомъ же фундаментѣ положеіш балки. на которыхъ
зацѣпляется аря помощи болтовъ стойка Я Формовка идетъ тѣмъ же
порядковъ. какъ и въ описанной ранѣе ашшшѣ. Когда зубчатый вѣшщъ
отформовалъ, стойку В ^ыиимаюгь и въ средней части колеса фор-
муютъ сшщы н ступицу.
Еще болѣе точную работу даютъ машины, въ которыхъ по перо
чина остается все время формовки неподвижной, а поворачивается сама
Фиг, 44О,
форма. Понятно, что это возможно только въ томъ случаѣ? когда фор-
мовка производится въ сшш^хъ.
Одна взъ таклхъ мапшпъ, завода .МіскаеІЯ для формовки небелъ-
пшхъ колесъ (до 500 »,)? представлена на фнг. 444< Стойка. Ь овѣетъ-
поперечину къ которой прикрѣплена двигающаяся, въ веротюшьномъ-
направленіи полоса передвиженіе проиждатсд при- .пошпцвѣ’-.шхо-
ашчка К На нижнемъ концѣ этой, полосы-. іфикрѣплена- полоса;./у даі-
— 574 —
гающ&яся въ горизонтальномъ направленіе при пошиіщ маховичка у.
Опока ставятся па плиту щ которая при помощи дѣлительнаго меха-
иниз с, можетъ поворачиваться на произвольный уголъ,
Л Другая машина завода Місѣаеіій, для колесъ съ діаметромъ до
1250 ми, и шириной обода до 400 представлена на фшд 445,
Конструкція къ общемъ остается та же саш, только сдѣлана ошт
болѣе-солидно* Поперечина с перемѣщается относительно. колонки въ
горизонтальномъ направленіи пр^ немощи винта съ насаженнымъ на
него маховігштъ е7 сама колоша жжетъ передвигаться вверхъ и внизъ,
при помощи рычага Л кромѣ того, на концѣ поперечины имѣется при-
латокъ. который можетъ пнрядв-таться вверхъ и внизъ. Опока ста-
вится на плиту к. которая поворачивается иа произвольный уголъ при
шжощи дѣлительнаго механнш Ь и червячку д.
На фиг, 446 .изображена машина завода МісЬаеІіз, служащая для
формовки какъ въ опокахъ, такъ и въ п'вчвѣ. Къ стейкѣ а прикрѣпле-
на поперечина 6, которая жжетъ передвигаться въ вертшсашкжь на-
правленій при шпюнщ рычага { и кромѣ того вращаться въ горизон-
та льп о й ііл о с ко ст и. На
болташь Опока д ста-
вится и а плиту, кото-
рая поворачивается при
помощи механизма А.
Въ такомъ видѣ маши-
на. назначена для фор-
мовки въ опокахъ и мо-
жетъ формовать колеса
съ діаметрамъ до 2000
мм. Если желаютъ фор-
мовать колеса большаго
діаметра. то поперечи-
ну В снимаютъ съ ко-
лонны и прикрѣпляютъ
болтами къ столу і какъ
представлено на фиг,
447, Формовка въ этомъ
случаѣ должна ужо про-
изводиться въ почвѣ,
ври чемъ колеса могутъ
формоваться съ діаме-
тромъ до о ООО мм.
Въ описанной ма-
шинѣ измѣненіе діаме-
тра колеса производи-
лось, поворачивая но-
пѳречияу въ горизон-
тальной ПЛОСКОСТИ, СЯ"
мый размѣръ поперечи-
ны для возможности фор-
мовки большихъ колесъ
стойкѣ поперечина закрѣпляется нажимными
Фдт. 448,
долженъ быть также, великъ, вслѣдствіе чего машина теряетъ нѣсколько
.нъ устойчивости. Для устраненія' этого недостатка заводъ Вгіе^ІеЪ,
Нан^еп & €Л строитъ машшш, у которыхъ поперечина соединена не-
подвижно оь колонной и ішзаіжимо отъ діаметра колеса можетъ имѣть
небольшую длину. Измѣненіе діаметра колеса производится тѣмъ, что'
враіцяюпййся столъ съ дѣлительнымъ механизмомъ и. шмжвЛеЖая
на немѣ опока укр'Ьіыены на ползунѣ, который удаляетсл-прибли-
жается къ колоннѣ этимъ устанавливаетъ надлежащій' размѣръ діже-
— 576
тра колеса. Для формовки коваческихъ колесъ поперечина поворачивается
около своей оси при помощи маховика.
На фиг, 448 представленъ другой типъ, безъ поворачивающейся
поперечины, такой же машины того же завода
При формовкѣ на описанныхъ машинахъ опока ставится на столъ,
къ поперечинѣ прикрѣпляется шаблонъ для образованія внутри опоки
соотвѣтственныхъ поверхностей. При работѣ шаблономъ желательно
поставленную на столъ опоку вращать, и болѣе быстро потому червякъ
въ такихъ машинахъ дѣлается обыкновенію такъ, что его можно выво-
дить изъ заігѢпленія, и тогда столъ можно вращать руками съ произ-
вольной скоростью. Опоки для такой формовки дѣлаются обыкновенно
круглыя.
На этихъ же машинахъ съ удобствомъ могутъ формоваться такіе
предметыкакъ шкивы, канатные блоки и т. п. Пріемы формовки оста-
ются тѣ же, какіе были указаны при описаніи шаблонной формовки.
9 Не трудно видѣть, что посМдяяя машина очень напоминаетъ долбежную, н
въ тѣіъ случаяхъ когда заводъ не имѣетъ возможности пріобрѣсти формовочную ма-
шину для зубчатыхъ колесъ, для той хе дѣла пе трудно приспособить долбежи у в>
машанѵ, '
я
ГЛАВА V.
Формовка въ глинѣ.
295. Къ формовкѣ въ гжнѣ прибѣгаютъ при отливкѣ очень крупныхъ
вещей, слѣдовательно* когда на приготовленіе формы тратится слишкомъ
много времени* чтобъ она могла быть сдѣлана изъ сырого песка, оста-
ваясь достаточно проч-
ной* а также въ тѣхъ
случая хъ * когда фо р на
вслѣдствіе своихъ раз-
мѣровъ должна испы-
тывать большое вну-
треннее давленіе рас-
плавленнаго металла и
потому, будучи приго-
товле на изъ другоп ь
менѣе прочнаго формо-
вочнаго матеріала, могла
бы измѣнить свои раз-
мѣры, а въ нѣкоторыхъ
случаяхъ и совсѣмъ
разрушиться. При фор-
мовкѣ въ глинѣ самый
остовъ формы выкла- фИГи 449
дывается об ыкновеино
изъ кирпича (фиг. 449) и затѣмъ на него наносится слой глины, ко-
торый уже и принимаетъ очертаніе внутренней поверхности формы.
При устройствѣ формъ изъ глины модели употребляются въ очень
ограниченномъ количествѣ, главнымъ же образомъ формовка произво-
дится при помощи шаблоновъ.
Для приглаживаніи глины ребро шаблона срѣзается йодъ угломъ
приблизительно въ 25 гр. (фиг, 450) и для большей прочности ребра
привертывается желѣзная планка Н. Сначала шаблономъ работаютъ* за-
ставляя его двигаться шайкой впередъ* при чемъ поверхность наллежа-
щей формы получается быстро, но имѣетъ грубый видъ; затѣмъ, для
полученія гладкой поверхности, шаблонъ двигаютъ скосомъ впередъ.
Примѣненіе моделей въ данномъ случаѣ не удобно, потому что
глина пристаетъ къ вхъ поверхности и, послѣ того какъ модель вы-
— 578 —
ливкѣ очертаніе внѣшней поверхности
стержв я, соотвѣт ст вующей вяу т рекнему
нута изъ формы, ея поверхность представляется очень неровной и требуетъ
приглаживанія инструментами, на что тратится излишняя работа. Такъ
какъ приготовленіе глиняныхъ формъ продолжается обыкновенно долго,
то деревянная модель, хотя и хорошо покрытая лакомъ, успѣваетъ си ль г
но пропитаться влагой, при атомъ разбухаетъ и измѣняетъ свои размѣрь^
вслѣдствіе чего форму опятъ приходится исправлять, при чемъ она не
получится уже столь правильной, какъ при формовкѣ шаблономъ. На-
конецъ, такъ какъ въ глиняныхъ формахъ отливаются почти исключи *
тельно крупные предметы, то приготовленіе полныхъ моделей для нихъ
обошлось бы дороже, чѣмъ приготовленіе шаблоновъ.
Такъ какъ большинство крупныхъ вещей отливаются пустотѣлыми,
то форма обыкновенно состоитъ изъ внѣшней части, дающей при от-
предмета, и внутренней, или
очертанію отливаемаго предме-
та. При шаблонной формовкѣ
существуютъ два способа для
исполненія подобныхъ формъ:
1) приготовляютъ отдѣльные
шаблоны какъ для внутренней,
такъ и для внѣшней частя фор-
мы и формуютъ ихъ каждую
отдѣльно, потомъ складываютъ
вмѣстѣ и такимъ образомъ по-
лучаютъ полную форму; 2) съ
помощью шаблона приготовля-
ютъ какую-нибудь одну часть,
внутреннюю или внѣшнюю, за-
тѣмъ ея поверхность покрыва-
ютъ краской, накладываютъ на
нее временный слой глины, по
толщинѣ соотвѣтствующій толщинѣ стѣнки формуемаго предмета, получен-
ной такимъ образомъ поверхностью пользуются какъ моделью и па ней
строятъ другую часть формы. Затѣмъ обѣ части формы разнимаются,
временный слой глины удаляется прочь, и когда обѣ половины формы
будутъ сложены вмѣстѣ, то они образуютъ полную форму, въ которую уже
можетъ быть произведена отливка.
Такъ какъ формы, приготовленныя изъ глины, хорошо просуши*
ваются, то объ ихъ вентиляціи не приходится такъ заботиться какъ
о вентиляціи сырыхъ формъ. Тѣмъ не менѣе и здѣсь необходимо
принимать нѣкоторыя мѣры. Обыкновенно прослойки глины между ря-
дами кирпичей уже достаточно хорошо проводятъ газы, для большей
же пористости къ глинѣ примѣшиваютъ солому или другія органическія
вещества или промежутки между кирпичами заполняются золой. При
очень крупныхъ отливкахъ и толстыхъ стѣнкахъ формы, можно въ
прослойкахъ глины закладывать желѣзные прутья, которые потомъ вы-
нимаютъ и образуютъ такимъ образомъ вентиляціонные каналы. Чѣмъ
- 570
тоньше стѣнки у отдаваемой вещи, тѣмъ лучше должна быть провен-
тилирована форма. Около всѣхъ выступовъ, тонкихъ реберъ, флянцевъ
и т. іг полезно прокладывать вентилирующіе слои изъ плотно набитаго
между кирпичами шлака, и эти слои выводными каналами соединять съ
наружнымъ пространствомъ.
Толщина слоя глины, накладываемой на кирпичи, измѣняется отъ
10 до 20 ми. Глина должна быть замѣшана до такой консистенціи,
чтобы хорошо приглаживалась, хорошо приставала къ кирпичамъ, и въ
то же время не сползала съ кирпичей, вслѣдствіе излишней жидкости.
Глина накладывается быстро руками и приглаживается шаблономъ, не
давая ей загустѣть, при этомъ поверхность получается гладкая. При-
ходится раза четыре послѣдовательно пригладить шаблономъ, прежде
чѣмъ будетъ намазанъ
послѣдній облицовочный
слой. Этотъ слой нама-
зывается совсѣмъ жид-
кимъ ври помощи ки-
сти, и чѣмъ быстрѣе онъ
будетъ намазанъ и при-
глаженъ, не давая ему
просохнуть, тѣмъ глаже
получится поверхность.
Окончательная отдѣ-
лка поверхности въ тѣхъ
мѣстахъ, гдѣ это оказы-
вается нужнымъ, про-
изводится при помощи
гладилокъ. Но ну жно
Фиг. 451.
замѣтить, что чѣмъ меньше будетъ произведено такого приглаживанія,
тѣмъ лучше, такъ какъ въ такихъ мѣстахъ чугунъ очень часто обрыва-
етъ поверхность формы и даетѣ нечистое литье.
При формовкѣ въ глинѣ но моделямъ, послѣднія для того, чтобы
онѣ легче отставали отъ глины, смазываются масломъ. Въ такихъ слу-
чаяхъ послѣ выеміш модели, прежде чѣмъ приступать къ окончательной
отдѣлкѣ поверхности, нужно стерегъ съ нее масло; это производится
при помощи мочалки или пакли, смоченной въ водѣ. Когда масло смыто,
на поверхность намазывается жидкая глина и приглаживается деревяш-
кой съ закругленными краями*
Приглаженная поверхность глиняной формы подвергается окраскѣ,
которая Производится такъ же и руководствуясь тѣмп же указаніями,
какъ и окраска сухихъ формъ (см. стр. 448).
Чтобы получить поверхность раздѣла въ глиняныхъ формахъ, ихъ
смазывяюгь масломъ и посыпаютъ раздѣлительнымъ пескомъ. Или же
можно на эти поверхности наложить слой бумаги и пришпилить ее
гвоздями. Наконецъ, можно поверхности раздѣла покрывать мелкой уголь*
ной пылью, разведенной въ водѣ. Вода впитывается глиной, а поверх*
37*
— 580 —
постъ оказывается покрытой черной краской у которая не позволяетъ
слипаться соприкасающимся поверхностямъ.
Когда форма готовь, то, для предупрежденія формы отъ поломки
при наполненія натаяломъ, ее опускаютъ въ
гонъ затрамбовываютъ плотно землей. При
Фиг. 452,
приготовленную яму и кру-
этомъ также, чтобы облег-
чить выходъ газамъ, при
зарываніи формы должны
быть заложены горизон-
тальные вентилирующіе
слои изъ кокса или шла-
о, расположенные другъ
отъ друга на разстояніи
300—400 мм., и затѣмъ
соединены вертикальными
каналами съ поверхностью.
Общій ходъ формовки
въ глинѣ будетъ ясенъ изъ
слѣдующихъ примѣровъ.
296, Формовка ци-
линдра. Формовку начи-
наютъ съ приготовленія
основанія формы. Для этого берутъ прочное
чугунное кольцо Р (фиг.
451 и 454) кладутъ
равпивать клиньями;
его па подкладки на которыхъ его можно вы-
въ центрѣ ставятъ стойку з. Къ стойкѣ при по-
мощи нажимного болта Т
Фиг. 453,
прикрѣпляется поперечина
А, а къ поперечинѣ шаб-
лонъ I) (Ь ушки па коль-
цѣ, чтобы его было удоб-
но зацѣплять краномъ при
подъемѣ). На кольцѣ кла-
дутся на глинѣ кирпичи
(фиг. 451); остающіеся
между ними большіе про-
межутки х заполняются,
при помощи полочки у,
золой, просѣянной черезъ
сито, съ отверстіями въ
12 ми,? и оставшейся на
ситѣ съ отверстіями въ 6
мм. Эти прослойка золы значительно улучшаютъ вентилированіе формы.
Затѣмъ поверхъ кирпичей накладывается глина слоемъ толщиной въ 15
мм. (фиг. 452) и приглаживается шаблономъ; послѣдній слой глины
намазывается очень жидкимъ, чтобы сообщить большую гладкость. Въ
окончательномъ видѣ эта поверхность представляется, какъ показываетъ
а на фнг- 453. а на фяг. 454-В.
— 581
Кольцо вмѣстѣ съ основаніемъ формы В подымаютъ краномъ, пе-
реносятъ въ сушилку и, когда кладка и глина достаточно просохнутъ,
всѣ появившіяся трещины подмазываютъ, всю поверхность окрашива-
ютъ формовочными чернилами и снова ставятъ въ сушилку для оконча-
тельной просушки. Затѣмъ кольцо вынимается изъ сушилки н снова ста-
вится на полъ литейной такимъ образомъ, чтобы стойка какъ-разъ
совпала съ осью конуса В. Послѣ чего приступаютъ къ устройству
внѣшней части формы (фиг. 455). На стойку ставятъ шаблонъ Р,
правильное положеніе шаблона провѣряютъ при помощи линейки (1,
имѣющей вырѣзъ, соотвѣт-
ствующій тѣлу стойки (при
правильномъ положеніи, плос-
кость шаблона, къ которой
привернута желѣзная план-
ка, должна проходить черезъ
ось стойки)* Поверхность раз-
дѣла В посыпаютъ пескомъ
пли обкладываютъ бумагой,
па нее накладываютъ слой
глины, толщиной въ 25 мм*
Кладутъ опорное кольцо О
для внѣшней части формы,
такое же какъ и кольцо Р,
на немъ зачинаютъ кирпич-
ную кладку А (фиг. 453),
разсчитывая такъ, чтобы вну-
тренній діаметръ кладки не
доходилъ до шаблона на 15
мм. На внутренней поверх-
ности кладки намазываютъ
слой глины и приглажива-
ютъ шаблономъ. Для большей
прочности кладка въ нѣсколь-
ки х ъ мѣстахъ схваты вает ея
желѣзными обручами Н. При-
Фиг, 454.
готовленная такимъ образомъ внѣшняя часть формы подымается кра-
номъ на кольцѣ О и относится въ сушилку. Пока внѣшняя часть
сушится, на томъ же основаніи В формуютъ внутреннюю часть (фиг.
456—457), примѣняя тѣ же пріемы. Внутренняя часть вмѣстѣ съ коль-
цомъ Р ставится краномъ на телѣжку и отвозится въ сушилку для
просу шки.
При сушкѣ формъ изъ глины на нихъ всегда появляются трещинки,
которыя нужно замазывать глиной и затѣмъ опять подвергать форму
сушкѣ* Если желаютъ получить вполнѣ надежную форму, то ату опе-
рацію приходится повторять нѣсколько разъ, пока форма изъ сушилки
не выйдетъ совершенно пѣлая, безъ трещинъ.
— 582 —
Верхняя часть формы можетъ быть перекрыта плоской лепешкой ')
ивъ глины, намазанной на чугунную рѣшетку или же можно форму
перекрыть опокой * набитой на плоскости сухимъ пескомъ. Когда всѣ
части формы готовы, приступаютъ къ ея сборкѣ- Форма въ собранномъ
видѣ представлена па фиг. 458. Для скрѣпленія могутъ быть употре-
бляемы желѣзныя тяги В, которыя снизу зацѣпляются за ушки плиты
Рт затѣмъ въ проушину тяги вставляется чурбанъ К и заклинивается
клинъ Сверху на форму ставятся подставки X, кладутся поперечи-
ны М, за которыя и зацѣпляется тяга. Вся форма зарывается въ зем-
лю, надъ формой оставляется слой земли, въ которомъ можетъ быть
сдѣланъ литникъ 6 п выпо-
ры В3 послѣ чего форма
готова къ заполненію чу-
гуномъ.
297. Формовка паро-
вого цилиндра съ паровыми
каналами. Формовка въ этомъ
случаѣ отъ предыдущаго слу-
чая отличается только тѣмъ,
что въ приготовленную фор-
му нужно вставать стержни,
образующіе паровые каналы.
Стержни, какъ обыкновенно,
приготовляются въ стержне-
выхъ ящикахъ, для закрѣпле-
нія же ихъ въ надлежащемъ
мѣстѣ оставляется по внѣш-
ней части отверстіе^ въ ко-
торомъ зак рѣп ляется чу гуи -
ная доска съ выступами па
ней, на которые можно нало-
жить слой глины. Къ этой
чугунной доскѣ и прикрѣпля-
ютъ стержни, привинчивая ихъ желѣзными болтами. Въ плитѣ должны
быть сдѣланы соотвѣтственныя отверстія, черезъ которыя могли бы вы-
ходить газы, образующіеся внутри стержней и выходящіе черезъ вен-
тиляціонные каналы.
298. Формовка колонны большого діаметра (фиг. 459). Прежде
всего устанавливаютъ стойку, къ которой будетъ прикрѣпленъ шаблонъ
с. Въ данномъ случаѣ шаблонъ можетъ быть закрѣпленъ только съ
одного конца^ и потому, чтобъ онъ держался болѣе прочно — не шатал-
ся. лучше поперечину скрѣпить неподвижно со стойкой, а стойку уста-
1) Для орвготокіеяія такихъ лепешекъ отливается чугунная слита съ выступами,
илі штырями да ией; свач&и на эту плату насыпается слой зиш, толщиной въІОим.,
снрйекявается жидкой глиной, а затѣмъ смазывается густой глиной до уровня высту-
повъ. послѣ чего плита переносятел въ суппхку для просу шо.
— 583
будетъ построена
которомъ II
Фиг, 456.
ковать нодвяжйо, въ двухъ подшипникахъ, снизу и сверху» Вокругъ стойки
на полу кладется чугунное кольцо Ъ. на
в нутре пяяя часть фо р -
йы. Кольцо это необхо-
димо для того» чтобъ
па немъ можно было
уже готовую форму под-
нять и отвезти въ су-
шилку» Къ стойкѣ при-
крѣпляется прямой шаб-
лонъ съ горизонталь-
нымъ ребромъ и имъ
п ригл ажи ваѳт ся слой
глины й, наложенный
на подъемное кольцо»
Затѣмъ надѣвается на
стойку шаблонъ « съ
очертаніемъ внутренней
поверхности колонны»
Части шаблона х и у
образуютъ поверхности
раздѣла, или стыки вну-
тренней п внѣшней ча-
сти формы. Руковод-
ствуясь очертаніемъ ша-
блона, на подъемной пли-
тѣ выкладывается кир-
пичная кладка е такъ»
чтобъ между кладкой и
шаблономъ оставалось мѣ-
сто въ нѣсколько санти-
метровъ» Когда кладка
окончена, на кирпичи на-
кладывается слой тощей,
пористой глины и при-
гл аж ивает ся ш аб лономъ .
Самая поверхность можетъ
бытъ покрыта тонкимъ
слоемъ болѣе жирной и,
слѣдовательно, нѣсколько
менѣе пористой глины»
чтобъ сообщить формѣ
болѣе гладкую поверх-
ность, Полученная по-
верхность стержня покры-
вается формовочными чер-
Фиг» 457»
— 584
и подсушивается. Затѣмъ накладывается слой глины. по тол-
щвпѣ- состѣтстьуювдй толщинѣ стѣнки отливаемой колонны, на стой-
ку прикрѣпляется шаблонъ съ очертаніемъ, соотвѣтствующимъ внѣшней
поверхности отливки (на чертежѣ пунктиръ), и имъ приглаживается
глина. Поверхность снова покрывается формовочными чернилами, н
весь стержень отвозится въ сушилку для окончательной просушки.
Послѣ того, какъ стержень высохъ, приступаютъ къ постройкѣ
внѣшней части. Для этого на стержень накладывается слой формо-
вочной глшш толщиной отъ 10 до 20 аш., затѣмъ, чтобъ сообщить
внѣшней части достаточную прочность, укладываются желѣзныя поло-
сы. согнутыя соотвѣтственно съ очертаніемъ формы. Полосы кладутъ
вдоль и поперекъ на разсто-
яніи около 300 мм. другъ
отъ друга. Для болѣе пра-
вильнаго выгибанія про-
дольныхъ полосъ предва-
рительно прикладываютъ
къ формѣ тонкую жестя-
ную • пластинкут выгибаютъ
.её по формѣ я затѣмъ но
пей у же и р иготовл я ются
остальныя полосы. Про-
дольныя н поперечныя по-
лосы перевязываютъ &ежду
собой проволокой, чтобъ
сот вить одинъ цѣлыі ый
каркасъ* На полученный’
остовъ накладываютъ тол-
стый слой глшш, толщи-
ной въ 50.— 100 мм,.ВігЬш’
июк> часть формы нельзя
) .нужно сдѣлать разъемной
на двѣ части, Для этого въ мѣстѣ раздѣла жирную глину на нѣкою*
рой ширинѣ вырѣзаютъ и заполняютъ это лѣсто тощей, мало прочной
глиной, которая при разъемѣ легко ломается и. образуетъ собой по*
верхность раздѣла формы, Въ этомъ же мѣстѣ поперечныя желѣзныя
іюлосы должны тоже разниматься, для этого ихъ загибаютъ крючками
и связываютъ проволокой. Затѣмъ фо|.шу разнимаютъ на части, сушатъ;
временно наложенный слой глины на стержень удаляютъ прочь; это
врсшзвддится очень легко, такъ, какъ глина отстаетъ свободно отъ-
окрашенной, поверхности. Послѣ "того, какъ форма высохла,: поверхъ
ноетъ ея шдѣшваютъ пемзой, снова красятъ5 подсушиваютъ^ прорѣзаютъ-
л.йтииаЪу который' въ.такого рой формахъ дѣлается прямо въ верхней
части, чтобъ чугунъ- ш поверхности все время былъ свѣжій й. не тагъ
застшать; послѣ этого форма можетъ быть собрана -для отлнвіш. Чтобъ
подъ давленіемъ расилаіиетшаго чугуна форма не могла- быть ра^ор-
585 —
требуется отформовать сосудъ, употребляющійся
Фа Г.
ванщ ее опускаютъ въ заранѣе приготовленную я&у, обсыпаютъ кру-
гомъ формовочнымъ крупнымъ пескомъ, хорошо его утрамбовываютъ, и
затѣмъ форма готова къ отливкѣ.
Внѣшняя часть формы, какъ уже было сказано, можетъ быть сло-
жена тоже изъ кирпича и отформована при помощи шаблона,
299. Формовка сосудовъ съ четырехугольнымъ сѣченіемъ (фш\
4 60). Положимъ, что
въ газовомъ производ-
ствѣ, имѣющій пря-
моугольное сѣченіе и
съ верхней стороны
ж е ло бъ, ьъ к оторы й
наливается вода,
чтобъ установить гер-
митич постъ закрытія-
Для этого прежде все-
го изготовляется че-
ты ре х у г о ль па я п о дъ -
ешші плита На
и е й и ы в о ди то я к и р -
тачная кладка с. по
своему очертанію со-
отйѢтстйующая внут-
ренней поверхности
сосуда, при атомъ
о ста а ля ется п ѣко то-
рый запасъ, чтобъ на
кладку можно было
наложить еще елей
ф о рм овоч и ой г ли ны ,
Кладка производится,
руководствуясь от-
вѣсомъ или приго-
товляя изъ дерева
остовъ, по которому
можно бы было вести,
к лад к у; затѣмъ на™
клады ваетс-я слой фор-
мовочной глины и приглаживается прямыми лшіейкамщ скользящими по
нршюто&лшішшу ранѣе деревянному остову. Внизу складываются изъ кяр-
шт горизонтальны.^ поверхности & и поверхности раздѣла к тоі но
такъ же приглаживаются лшіейкшг .Приготовленная- такшіъ образомъ
внутренняя часть формы высушивается,. .покрывается фор&овочншш чер-
нилами, затѣ» на нее пашвдывается слой .рлшш,.. соотвѣтствующій
долщипѣ стѣнокъ отливаемой вещи. Съ боковъ .на нижнюю., плиту уста-
навливаются стержни е для образованія желобка, которые тоже нокръь
— 586
вится'Желѣзный каркасъ, поверхъ
Фиг. да,
шьются слоемъ глины, и когда этотъ слой просохнетъ, приступаюсь къ
постройкѣ--внѣ пшей части. Строится она такъ же, какъ и въ ранѣе они*
сшо^г примѣрѣ, То-е. накладывается слой формовочной глины т стя-
юраго накладывается толстый слой
болѣе жирной и прочной глоты.
Поднять внѣшнюю часть формы въ
этомъ случаѣ также нельзя, такъ
какъ вслѣдствіе данныхъ верти-
кальныхъ стѣнокъ сниманіе бу-
детъ производиться съ большими
затрудненіями и поломками. Поэ-
тому внѣшнюю часть раздѣляютъ
на двѣ половины и спи маютъ
по частно. Соотвѣтственно съ
этимъ желѣзный каркасъ въ этомъ
мѣстѣ долженъ быть раздѣленъ
и отдѣльные прутья связаны про-
вожжой. Чтобъ раздѣленіе фор“
мы производилось удобно, въ
мѣстѣ раздѣла ' полоску жирной /ГЛИНЫ вырѣзаютъ іг: наполняютъ
этотъ-'промежутокъ, тощей глиной-^ • йотйрай• легко разламывается. Послѣ
того/кжъ верхняя часть снята и-высушена. наложенный на стержень
временный слой глины сяимаютъ? поверхности формы отдѣлываютъ,
приглашая ихъ.’пемзой^ подкрашиваютъ, снова подсушиваютъ и затѣмъ,
фор^у ставятъ въ яму
на мѣсто отливки. По
у стаяо.в кѣ ве ут репной
части въ верху ея дѣ-
лается отверстіе, черезъ
которое внутренность
стержня заполняется
крупны мъ песко мъ или
коксомъ, чтобъ, по воз-
можности > вытѣснить
оттуда воздухъ, иначе
при па полненіи фо ₽ мы
выходящіе изъ нея га*
;'" зы могутъ образовать
./фяг.да. взрывчатыя смѣси, ко-
торыя подъ вліяніемъ
вжоюй .-.томп^атурм-. внутри формы могутъ воспламениться и про-
взрывъ? при чемъ форма будетъ разрушена. Когда -, вну-
тренность-формы зажжена, .отверстіе снова задѣлываютъ, спускаютъ
внѣшнюю жть? дѣлаютъ литж^ь,. вокругъ- формы насыпаютъ крупный
формочный .песокъ, утрамбовываютъ еш? & затѣмъ, форма, готова
отлокѣ.
587
Иногда, если внутренній стержень имѣетъ большіе размѣры, то плос-
кія стѣнки не въ состоянія выдержать большого давленія чугуна, и въ та-
кихъ случаяхъ ихъ необходимо укрѣпить поперечными перегородками*
300 Формовка большой чаши для химическихъ заводовъ. По-
добныя чаши могутъ формоваться дномъ кверху и дномъ книзу. Такъ
какъ наиболѣе плотной должна быть сторона, непосредственно подвер-
гаемая дѣйствію огня, то болѣе раціонально формовку производить
дномъ книзу. Мы разсмотримъ тогъ и другой способы.
Формовка дномъ кверху. Обыкновенно при формовкѣ такихъ чашъ
просушку формъ производятъ
получить трещины въ фор-
мѣ, при переноскѣ ее въ
сушилку, а такія трещи-
ны даютъ неровную по-
верхность (жилки), и ча-
ша можетъ быть забра-
кована, Формовку начина-
ютъ съ того, что въ выры-
т ой ямѣ у станав ли ваютъ
плиту Р (фиг* 461) и опо-
ру для стойки $; верхнюю
часть стойки закрѣпляютъ
въ поперечинѣ II, къ стой-
кѣ прикрѣпляютъ шаблонъ
Мі устанавливая его по
радіусу отъ стойки до
точки Т, и начинаютъ кир-
пичную кладку. Кирпичи
кладутъ, ру ко водств у я с ь
на мѣстѣ; этимъ уменьшается возможность
Фиг* 4152
іпаб л ономъ такъ, чтоб ы
они не доходили до ша-
блона на 13 мм., каковой промежутокъ заполняется формовочной
глиной и приглаживается шаблономъ* На частя основанія устраивает-
ся каналъ О, въ которомъ разводятъ огонь для просушки стер-
жня; въ верху стержня для тяги оставляется отверстіе, черезъ ко-
торое отводится дымъ* На фиг* 461 В представляетъ поверхность
раздѣла, на которую будетъ опираться верхняя часть формы* Когда
стержень достаточно просохъ, приступаютъ къ исполненію верхней
части. Для этого кладутъ основное кольцо 7? (фиг* 462); къ стой-
кѣ прикрѣпляютъ шаблонъ Л7 (фиг, 463), устанавливая его относи-
тельно поверхности стержня на разстояніи толщины стѣнки, для чего
пользуются деревянными подкладками Ж. Нужно имѣть въ виду, что
при наполненіи металломъ стержень всегда немного осядетъ, и потому
верхнюю часть стѣнки слѣдуетъ дѣлать немного тоньше, чтобы при
отливкѣ она получилась надлежащей толщины. Когда шаблонъ уста-
новленъ, накладываютъ слой формовочной глины, приглаживаютъ его
— 588 —
шаблономъ, просушиваютъ и приступаютъ къ постройкѣ верхней части.
Для этого опять накладываютъ слой формовочной глины, на нее кла-
дутъ кирпичъ, вставляютъ стержни К въ тѣхъ мѣстахъ, гдѣ требуется
получить ручки или другіе выступы. Когда кирпичная кладка готова,
ее слегка подсушиваютъ на мѣстѣ, затѣмъ поднимаютъ вмѣстѣ съ пли-
той .Н. Внутреннюю поверхность хорошо приглаживаютъ деревянными
гладилками, имѣющими кривизну днища, красятъ и разводятъ подъ
формой огонь для окончательной просушки. Въ серединѣ оставляютъ
лишь такое отверстіе, какое нужно для литника.
Въ то же время со стержня снимаютъ наложенный временно слой
глины, поверхность тоже отдѣлываютъ, просушиваютъ, внутренность
стержня заполняютъ какимъ-либо пористымъ веществомъ для уменьше-
нія въ немъ содержанія воз-
духа н уничтоженія, вслѣд-
ствіе этого, возможности
взрыва; каналъ О засыпается
по ристы мъ веществомъ для
отвода газовъ, которые, про-
ходя по немъ, выводятся за-
тѣмъ по трубѣ V, Когда обѣ
части формы просушены, ихъ
складываютъ вмѣстѣ; къ пли-
тѣ Р прикрѣпляютъ связи У,
послѣ чего вокругъ формы
насыпаютъ землю, которую
плотно утрамбовываютъ. Для
большей надежности внутри
земли кладутся еще чугун-
ныя кольца Д на которыя
ставятся стойки Р. Когда
земля набита до верху, въ
проушины тягъ Г вставля-
ются поперечины Д кото-
рыя краномъ натягиваются кверху, и когда поперечина находится въ
такомъ натянутомъ положеніи между, поперечиной и стойками Р заго-
няются клинья. Въ центрѣ формы устраивается резервуаръ X черезъ
который производится наполненіе формы. Обыкновенно замѣчается, что
послѣ того, какъ форма наполнилась, черезъ нѣкоторое время уро-
вень чугуна нѣсколько понижается; это происходитъ вслѣдствіе осѣ-
данія стержня, о которомъ уже упомянуто.
Формовка дномъ книзу (фиг, 464). Въ этомъ случаѣ въ вырытой ямѣ
по серединѣ устанавливается стойка съ шаблономъ, кладется основная
плита Р, на которой и ведется кирпичная кладка и остальная работа,
какъ описано выше. Для просушки внутрь формы подвѣшиваются жа-
ровни, я сверху форма покрывается желѣзными листами. Исполненіе
верхней части формы нѣсколько сложнѣе; для того, чтобы ее было
_ 589 —
удобно подымать, на нижнемъ концѣ ставится желѣзная рѣшетка (1 съ
залитыми въ нее скобами Н. Эта рѣшетка и заполняется кирпичами,
сложенными па глинѣ, а затѣмъ на этомъ основномъ слоѣ выводятъ
послѣдующіе слои кирпичной оадкіь Вверху кладется кольцо Л’, съ
выступами на нажпей сторонѣ. На выступы намазывается глина, изъ
которой также образуется п поверхность стыка В, Когда кольцо уло-
жено, подъ скобы Н подводятъ поперечину Д ставятъ стойки Е и
расклиниваютъ нхъ* Во внутрь стержня вносятъ жаровни и когда стер-
жень настолько просохъ, что его можно снять, подымаютъ его п отдѣ-
лываютъ поверхности какъ нижней, такъ и верхней части формы, т.-е,
задѣлываютъ всѣ появив-
шіяся трещинки, поверх-
ности пр игл йжн ваю тъ,
красятъ, окончательно
просушиваютъ, въ пли-
тѣ ІУ продѣлываютъ нѣ-
сколько отверстій для
литниковъ и съ нижней
части снимаютъ временно
наложенный слой. вычи-
щаютъ, красятъ, сушатъ
и т. д., послѣ чего обѣ
части формы собираютъ.
На заложенныя раньше
подъ плитой поперечины
С надѣваютъ скобы Т,
подводятъ подъ ннхъ по-
перечины, ставятъ стой-
ки 8, заклиниваютъ ихъ
и такимъ образомъ проч-
но связываютъ верхнюю
часть съ нижней. Послѣ
этого внутренность стер-
жня заполняется пескомъ фпг. 4&1.
(показанные па рисункѣ
болѣе темные слои представляютъ собою прослойки изъ порнстого
матеріала для улучшенія вентиляціи; вертикальныя свѣтлыя линіи-ка-
налы, соединяющіе эти прослойки и выводящіе газы наружу). По-
верхъ кольца набивается еще слой земли толщиной около 300 мм,,
прорѣзается вокругъ каналъ Е, который соединяетъ всѣ литники
между собой. Въ одномъ какомъ-нибудь мѣстѣ этого канала устраи-
вается резервуаръ да принятія чугуна, послѣ чего форма готова къ
отлйвкѢ.
Когда форма наполнена, слѣдуетъ стержень немного приподнять
при помощи крана для того, чтобы дать возможность чугуну свободно
усѣдать.
™ 590 —
Обыкновенно послѣ отливки приготовленная такимъ образомъ форма
настолько мало портится, что послѣ небольшихъ исправленій въ нее
можно отлить еще одинъ или даже болѣе разъ.
Этотъ способъ формовки будетъ особенно удобенъ въ томъ случаѣ,
когда приходится отливать нѣсколько чашъ различнаго размѣра^ такъ
какъ, приготовивши ферму для наибольшаго размѣра, ее очень легко
послѣ отливки приспособлять для чашъ меньшихъ размѣровъ.
г подъемника со спиральнымъ
)мъ кольцѣ выкладываютъ кирпич-
ную стѣнку, па нее наносятъ
слой глины и приглаживаютъ пря
мымъ шаблономъ, чтобъ полу-
чить цилиндрическую поверхность.
Затѣмъ ставится стойка О, ко-
торая имѣетъ по всей дливѣ вин-
товую нарѣзку съ шагомъ, рав-
нымъ шагу винтовой линіи на
барабанѣ; на стойку надѣваютъ
шаблонъ Я, соотвѣтствующій про-
филю канавки при шшащмкшьца
А съ нажимнымъ винтомъ вхо-
дящимъ въ винтовую нарѣзку, и
начинаютъ имъ приглаживать гли-
ну, которая накладывается на ци-
линдрическую поверхность, полу-
ченную раньше.
Др у гой способъ формовки
подобнаго же барабана представ-
ленъ на фиг. 4 65. На стойку
надѣвается чугунная шайба Р, у
которой на токарномъ станкѣ вы-
точена винтовая поверхность съ
шагомъ, равнымъ шагу винтовой
поверхности барабана. Шаблонъ
А дѣлается равнымъ ширинѣ всего
цилиндрическую по- верхность, къ
стойкѣ прикрѣпляется прямой шаблонъ и удерживается на стойкѣ
кольцомъ, затѣмъ кольцо опускается, къ стойкѣ прикрѣпляется шаб-
лонъ съ профилемъ канавки барабана и этотъ шаблонъ опирается уже
на шайбу Р при помощи ролика Р. Движеніе шаблона начинается
съ того, что роликъ ставится въ наиболѣе низкое мѣсто, затѣмъ ша-
блонъ начинаютъ вращать; чтобъ шаблонъ могъ совершить полный кругъ,
около уступа кладется подклада, которая составляетъ продолженіе вин-
товой поверхности, и. слѣдовательно, когда роликъ взойдетъ на эту
подкладу, то шаблонъ совершить полный оборотъ; затѣмъ шаблонъ
двигаютъ обратно, подкладу вынимаютъ и доводятъ роликъ до самаго
301.
желобкомъ
Формовка барабана
(фиг. 465-е). На под1
Фиг. 465►
ПТ1
Фиг. 465—а.
барабана. Сначала, чтобъ получить
— 591
низкаго положенія. Такимъ образомъ продолжаютъ двигать шаблонъ въ
ту и другую сторону, пока поверхность не будетъ отформована. Этотъ
способъ неудобенъ тѣмъ, что при движеніи шаблона взадъ и впередъ
очень легко растревожить ранѣе приглаженную поверхность и такимъ
образомъ отливка можетъ получиться не вполнѣ чистой. Можно про-
изводить движеніе шаблона непрерывно, не двигая его обратно и не
употребляя подкладки. При этомъ шаблонъ будетъ каждый разъ соска-
кивать съ наиболѣе высокой части винтовой поверхности на наиболѣе
низкую^ и, конечно, въ этой радіальной плоскости на поверхности ба-
рабана не получится винтового канала; но если шаблонъ тонокъ, то
въ отформованномъ такимъ образомъ барабанѣ полоска, на которой
прервется винтовой каналъ, получится очень узкая и ее очень легко
исправить, послѣ того какъ вся поверхность будетъ отформована.
Если глина, употребляющаяся для формовки, очень липка, то на
можно наклады-
полученную цилиндрическую поверхность сейчасъ же
ватъ глину для образованія канавки и про-
изводить формовку; въ противномъ же слу-
- чаѣ лучше цилиндрическую поверхность
слегка просушить и потомъ уже наклады-
вать глину для образованія канавки; при
этомъ сухая поверхность будетъ впитывать С
въ себя влагу и глина болѣе быстро бу-
детъ затвердѣвать и болѣе прочно сохра-
нять свою форму. Если канавка не осо-
бенно глубока, не больше 25 мм., то можно
всю канавку формовать изъ глины; если
глубина канавки значительна, то слѣдуетъ
сдѣлать выступы изъ кирпичей, которые
входили бы между канавками и такимъ
образомъ укрѣпляли ихъ.
На фиг. 466 представлено приспособленіе
Фиг 466
для формовки такихъ
же коническихъ барабановъ. Шаблонъ Р свободно двигается въ гори-
зонтальномъ направленіи въ направляющихъ 55 Эти направляющія
соединены со втулкой Р, двигающейся ш> вертикальной стойкѣ. Верти-
кальное движеніе шаблону и направляющимъ 55 сообщается при по-
мощи винта 7), который приводится во вращеніе шестернями. Въ ша-
блонѣ Р имѣется штифтъ, который скользитъ по направляющей Т.
Такимъ образомъ, выбирая направляющую Т извѣстной формы и со-
общая ей надлежащій уклонъ_ затѣмъ выбирая надлежащія шестерни,
передающія движеніе винту, можно очертить произвольную поверхность
коническаго барабана.
Въ приведенныхъ примѣрахъ говорилось только о приготовленіи
внѣшней части формы; что касается до внутренней, то она пригото-
вляется очень просто указанными уже способами.
302- Формовка гребного винта (фиг. 467). Прежде всего на
подъемномъ кольцѣ Р (толщиной 75 —100 мм.) выкладывается слой
5&2 —
Фиг. 467.
чг
формы на 400 мм., затѣмъ па кирпичную
на нее жирнаго песку, употребляющагося
кирпича, обмазывается глиной и шаблономъ приглаживается горизон-
тальная поверхность. Иа этой поверхности отмѣчается графалкой мѣсто
иа которомъ должна ставиться направляющая для шаблона СБЕ. Въ
центрѣ устанавливается модель ступицы О. Эту модель удобнѣе всего
приготовить изъ глины и послѣ формовки лопастей ее можно разло-
мать и вынуть по частямъ. Затѣмъ горизонтальная поверхность разби-
вается на частнт соотвѣтствующія отдѣльнымъ лопастямъ винта. Послѣ
этого на стойку & надѣ-
лается шаблонъ Для обра-
зованія поверхностей ло-
пасти; шаблонъ для болѣе
легкаго движенія подвѣ-
шенъ на блокѣ Р и урав-
новѣшенъ грузомъ Ж
Шаблонъ ставится такъ,
что бы о бракующая ого
какъ разъ при годилась
посереди лопасти и на-
правляющая устанавли-
вается такът чтобъ ея
средняя часть соприкаса-
лась съ шаблономъ. По-
слѣ этого приступаютъ къ
кирпичной кладкѣ. Изъ
кирпичей накладывается
винтовая поверхность, ру-
ко водствуясь шаблоно мъ,
при чемъ, эта поверхность
не доводится до поверх-
ности формы на 25 —
30 мм.,все это простран-
ство заполняется глиной
и пригл ажи вает ся шабло-
номъ. Можно формовать и
нѣсколько иначе, именно
кирпичную кладку не до-
водить до поверхности
кладку наложить золы, а
да при готовленія су х ихъ
формъ, и пригладитъ шаблономъ На приготовленной такамъ образомъ
поверхности вычерчиваютъ форму лопасти. Затѣмъ на поверхность ло-
пасти кладутся планки Лг, Тт представляющія изъ себя попереч-
ный разрѣзъ лопасти вгъ различныхъ мѣстахъ, и между ними выни-
мается формовочный матеріалъ, и такимъ образомъ получается нйжйяя
форма лопасти. Когда поверхность нижней половины Л совершенно
отдѣлана, всю толщину лопасти заполняютъ пескомъ, приглаживаютъ
— 593 —
верхнюю поверхность, руководствуясь положенными планками, и при-
ступаютъ къ исполненію верхней половины формы. На каждую изъ
лопастей ставится сборная опока.
На собранныхъ опокахъ производится кирпичная кладка, при чемъ
кирпичи кладутся обыкновенно стоя, слѣдовательно, толщина кирпичной
кладки получается около 6 вершк.; затѣмъ все хорошо смазывается
глиной; нижняя поверхность накладывается па приготовленную ранѣе
песочную или глиняную модель лопасти. Верхнія опоки снимаются,
модель, занимающая тѣло
лопасти, вынимается, послѣ
чего приступаютъ къ сушкѣ
формы. На заводахъ, гдѣ для
формовки подобныхъ вещей
имѣются достаточныя сред-
ства, вся форма сразу Ііере-
носится въ сушилку, немного
подсушивается, послѣ чего
ее вынимаютъ, приглажива-
ютъ поверхности и затѣмъ
опять ставятъ въ сушилку
для окончательной просуш-
ки, Если же величина кра-
новъ и сушилки не дозво-
ляютъ поднять сразу всю
форму и перенести въ су-
шилку, то, для просушки ?
в округъ ф ормы выкладыва-
ютъ кирпичную стѣнку и
внутри ея разводятъ огонь.
Иногда гребные винты
формуются нѣсколько иначе,
а именно: каждая лопасть
формуется на отдѣльной подъ-
емной плитѣ и затѣмъ онѣ
складываются вмѣстѣ; при
подобномъ способѣ работа
формовки получается болѣе
сложная т но зато сушка и
дится гораздо легче.
Если нужно отформовать такой винтъ, у котораго шагъ, по мѣрѣ
отдаленія отъ центра, измѣняется, то для этого нужно уже ставить
двѣ направляющихъ МО и СО (фиг. 468) и самый шаблонъ прикрѣп-
лять къ стойкѣ при помощи шалнера Н, При этомъ внутренній конецъ
шаблона Т, вмѣсто того, чтобы двигаться по линіи ЛТО, будетъ дви-
гаться по МО,
Фиг, 468.
перемѣщеніе небольшихъ формъ произво-
38
— 51)4 —
Совершенно высушенныя формы складываются вмѣстѣ, стягиваются
болтами* если нужно—зарываются въ землю, и затѣмъ производится
отливка. Литникъ въ такихъ формахъ обыкновенно устраивается въ
верхней части ступицы, а выпоры въ наиболѣе высокихъ точкахъ ло-
пастей.
Въ нѣкоторыхъ случаяхъ обходятся совершенно безъ противовѣса
и шалнера, прикрѣпляя шаблонъ къ стойкѣ, какъ показано въ 8,
фиг, 468.
303, Формовка парового цилиндра съ рубашкой (фиг. 469).
На чертежѣ представленъ поперечный разрѣзъ стѣнки цилиндра.
Въ данномъ случаѣ наибольшую трудность представляло исполненіе
стержня. Внѣшня часть формы исполнялась на основномъ кольцѣ, какъ
обыкновенно, т,-е,, сначала была выложена кирпичная стѣнка, затѣмъ
эта стѣнка была обмазана глиной и приглажена шаблономъ. За не-
имѣніемъ достаточно большого крана и сушилки сушка внѣшней части
производилась на мѣстѣ, для чего въ яму, въ которой производилась
формовка, накладывался уголь и для его разжиганія по нарочно устроен-
ной трубкѣ (4) приводилось дутье. Сначала форма была подсушена
только съ внѣшней стороны, а затѣмъ внутри формы были поставлены
жаровни съ коксомъ и сушка производилась и съ внутренней стороны.
Стержень приготовлялся въ другомъ мѣстѣ. На подъемномъ кольцѣ
было выложено нѣсколько рядовъ кирпича и на нихъ положено чугун-
ное кольцо (25) съ выступами (8), иа которые накладывались кирпичи
н намазывалась глина. Внѣшній слой глины приглаживался шаблономъ*
который въ данномъ случаѣ подвѣшивался на двухъ поперечинахъ Л и
В и былъ составленъ изъ нѣсколькихъ частей, эти части, по мѣрѣ
того, какъ формовка подвигалась впередъ, отнимались прочь, а попере-
чины подымались все выше въ положеніе 1, 2, 3, 4. По наложеніи
кольца 25 па мемъ клали кирпвчи до (28); здѣсь долженъ былъ быть
стыкъ, и для этого на кладку положили кольцо (29), а сверхъ него
другое подъемное кольцо (31). На кольцо (29) былъ наложенъ слой
глины, на стойку надѣтъ шаблонъ (30) и имъ приглажена горизонталь-
ная поверхность раздѣла. Оба кольца устанавливались одно относитель-
но другого при помощи штифтовъ* входящихъ въ соотвѣтственныя от-
верстія* какъ это дѣлается въ опокахъ. Затѣмъ формовка продолжалась
до (34), здѣсь опять была положена плита (35) съ выступами (6), па
которыхъ предварительно были наложены кирпичи, обмазаны глиной и
высушены. Послѣ этого вся нижняя часть шаблона была снята прочь,
поперечины поставлены въ положеніе 1—2 и приглажена поверхность
5, 6, 7 и X. Кольцевое пространство X образовало собой общій ре-
зервуаръ литника, изъ котораго чугунъ проводился въ форму неболь-
шими вертикальными каналами, па чертежѣ показанными пунктиромъ*
поставленными на разстояніи 750 мм. другъ отъ друга. Когда стер-
* шокѣ, верхнюю часть его сняли, а ниж-
нюю опустили въ форму. При этомъ, чтобъ получить одинаковую тол-
щину стѣнокъ по всей окружности, стержень вывѣрялся при помощи
четырехъ винтовъ 38, которые подвинчивались до тѣхъ лоръ, пока ши-
рина кольцевого пространства не получилась одинаковой. Затѣмъ, чтобъ
получить внизу вполнѣ непроницаемый шовъ, пространство 37 было
забито кирпичомъ и замазано глиной. Послѣ ятого верхнюю часть
стержня сняли п приступили къ установкѣ стержней паровой рубашки,
-Эта стержни приготовлялись въ стержневыхъ ящикахъ обыкновеннымъ
Фиг. 469,
образомъ. Внутри ихъ былъ заложенъ крючокъ для подъема, рамки для
укрѣпленія и вентиляціонный слой, заполняющій всю внутренность
стержня. Для вывода газовъ въ средней части стержня былъ сдѣланъ
каналъ 45, который примыкалъ къ соотвѣтственному отвѳрствію въ Я въ
наружной стѣнкѣ формы. Чтобъ получить здѣсь непроницаемый для чугуиа
стыкъ, въ каналъ 45 вставлялась газовая трубка 46, заточенная на ко-
нусъ, затѣмъ стержень притягивался болтомъ 44, опирающимся на шай~
38*
506 —
бу 47, и пространство Н заполнялось глиной. Такихъ стержней было
6; когда они были установлены, нужно было поставить жеребейки 48
и опустить верхнюю часть центральнаго стержня. Для опредѣленія раз-
мѣра жеребеекъ 48 па ихъ мѣста были предварительно положены ша-
рики изъ мягкой глины, затѣмъ опустили верхнюю часть стержня, и
когда стержень опять подняли, то по размѣру сплюснутыхъ шариковъ
уже можно было опредѣлить размѣръ жеребеекъ, при чемъ жеребейки
дѣлались па 1,5 мм. ниже, разсчитывая, что при скрѣпленіи формы
она нѣсколько сожмется, Когда жеребейки были поставлены на мѣсто,
ихъ посыпали мукой, еще разъ опустили стержень, чтобъ но отпечат-
камъ муки окончательно убѣдиться въ томъ, что жеребейки поста-
влены правильно, и послѣ этого закрыли окончательно форму для
отливки.
304. Формовка парового цилиндра съ вращающимся золотни-
комъ (фиг. 470). Внутренняя часть приготовлялась па вращающейся
шайбѣ толщиной 65 ми., какъ было описано въ предыдущемъ пара-
графѣ. Внѣшняя часть приготовлялась отчасти при помощи шаблона,
отчасти при помощи модели (паровая коробка). На основномъ чугун-
номъ кольцѣ возводилась кирпичная кладка до линіи НЯ; въ этомъ
мѣстѣ было положено разъемное кольцо. Затѣмъ кладка вводилась до
верху па этомъ кольцѣ. Чтобъ образовать паровую коробку, употребляли
модель, при чемъ поверхность формы около модели приготовлялась не
изъ глины, а изъ сухого песка. Когда модель была установлена па
мѣсто, вокругъ ея клали кирпичи такъ, чтобъ они не доходили до
модели на 50 мм,, и промежутокъ набивали пескомъ, употребляемымъ
для приготовленія сухихъ формъ. Чтобъ укрѣпить въ этомъ мѣстѣ кир-
пичи, въ особенности въ тѣхъ частяхъ, которыя выступаютъ надъ мо-
делью, внутри кладки прокладывали металлическіе стержни С. показан-
ные па чертежѣ толстыми линіями.
Стержень паровой коробки приготовлялся изъ двухъ частей, при
чемъ стержни для каналовъ, или ленты, составляли съ главнымъ стерж-
немъ одно цѣлое; этимъ нѣсколько осложнялось приготовленіе самихъ
стержней7 но зато устранялась возможность получить заливы въ окнахъ,
которые въ данномъ случаѣ было очень трудно вырубить. Вентиляція
стержня производилась при помощи каналовъ, ясно показанныхъ на
чертежѣ. Для отвода газовъ изъ стержня въ кирпичной кладкѣ былъ
проложенъ слой золы. Вентиляція стержня пароотводнаго канала, обра-
зующаго кольцевое пространство вокругъ цилиндра, производилась ври
помощи слоя золы, насыпанной между чугунной рамкой, какъ показы-
ваютъ АА*
При сборкѣ формы прежде всего поставили нижнюю половину
стержня, затѣмъ поставили кольцевой стержень, затѣмъ верхнюю но-
ловнну стержня паровой коробки; послѣ чего опустили верхнюю часть
формы. Укрѣпленіе стержней производилось при помощи болтовъ и
жеребеекъ Н. Когда стержни паровой коробки были укрѣплены опу*
стили внутренній стержень. Самый стержень былъ приготовленъ па
— 597 —
вращающейся шайбѣ. Сверху кирпичная кладка перекрыта чугунной
плитой съ выступами и на ней набитъ песокъ, употребляющійся для
сухихъ формъ. Употребленіе песку вмѣсто глины въ тѣхъ частяхъ формы,
которыя приготовляются при помощи модели, вообще очень удобно,
такъ какъ глина, несмотря па то, что модель смазывается при формов-
кѣ масломъ, прилипаетъ и ‘даетъ очень некрасивую поверхность; при
употребленіи же песка итого неудобства не замѣчается, и такъ какъ
онъ кладется топкимъ слоемъ на кирпичную кладку, то форма полу-
чается вполнѣ прочная. Для еще большей надежности кирпичная клад-
ка, передъ тѣмъ какъ на нее класть песокъ, смазывается глиной, и
Фвг* 470.
тогда песокъ держится еще крѣпче. Чтобъ при наполненіи формы пе-
сокъ не размывался металломъ, края верхней части внутренняго стержня
укрѣплялись шпильками Поверхъ главнаго стержня были поста-
влены стержни, образующіе крышку, и наконецъ вся форма была по-
крыта опокой* набитой сухимъ вискомъ. Для нитрированія главнаго
стержня въ нижней платѣ имѣлись 4 усталовитеяъпыхъ болта 1). Когда
стержень прн помощи этихъ болтовъ былъ точно установленъ, про*
странство подъ стержнемъ затрамбовали пескомъ.
Наполненіе формы производилось сначала черезъ нижній литникъ,
приводящій чугунъ въ самый низъ формы, а затѣмъ черезъ 11 литни-
ковъ, расположенныхъ сверху цилиндра и соединенныхъ кольцевымъ ка-
наломъ.
— 598 —
Аналогично съ описаннымъ ведется формовка и цилиндра съ пло-
скимъ золотникомъ, или съ кранами Карлиса, клапанами и т. и.
305. Приготовленіе стержня ИЗЪ глины (фиг. 471). Особенность
въ приспособленіи для приготовленія стержней, изображенныхъ на фпг.
471, состоитъ въ томъ, что въ данномъ случаѣ шаблонъ остается не-
подвижнымъ, а вращается самый стержень. Для этого на полу ставится
подпятникъ Р, на него опирается стойка нятой А; верхній конецъ,
стойки закрѣпляется въ прочномъ кронштейнѣ съ подшипникомъ Л; па
стойку надѣвается шайба К, на которой а возводится кирпичная кладка.
Фиг. 4П>
Для большей прочности кладки внутри ея прокладываются чугунныя
шайбы ЛвХ 2, 3, 4, 5. Въ нижней и верхней части стойки прккрѣп*
ляются поперечины У, а къ нимъ прикрѣпляется шаблонъ Л. Для тогог
чтобъ лоперетаны было легко устанавливать въ одной плоскости, вдоль
всей стойки прострогана канавка для шпонки, а во втулкахъ поверѳ-
чйиъ вставлена шпонка, которая и даетъ поперечинахъ правильное по-
ложеніе, Когда кирпичная кладка выложена, на нее накладывается слой
глины и приглаживается шаблономъ, и послѣ того, какъ стержень со^
всѣмъ приготовленъ, его подымаютъ вмѣстѣ со стойкой и ставятъ на.
плиту ЕЕ. Въ этой плитѣ имѣется отверстіе, черезъ которое проходить
— ™
стойка и закрѣпляется подъ плитой зажимной муфтой КІС или инымъ
способомъ; для большей устойчивости стержень внизу обсыпается пес-
комъ, для чего на плиту ЕЕ предварительно ставится ящикъ ВВ. Плита
ЕЕ можетъ представлять собой платформу телѣжки, на которой стер-
жень перевозится въ сушилку для просушки, все время оставаясь въ
вертикальномъ положеніи. Справа представлено приготовленіе небольшого
стержня для цилиндра конденсатора. Если приготовляются большіе стер-
жни, то приходится стойку устраивать болѣе прочно, какъ показано
слѣва; въ данномъ случаѣ на вращающуюся стойку надѣваются чугун-
ныя шайбы, которыя скрѣпляются между собой продольными тягами.
Описанный способъ приготовленія стержней ? при которомъ шаблонъ
остается неподвиженъ, а вращается сама форма, представляетъ нѣкото-
рыя преимущества: шаблонъ можно укрѣпить болѣе прочно и получить
болѣе точную работу; при такомъ способѣ нѣтъ надобности снимать
шаблонъ во время работы, что приходится дѣлать при другомъ способѣ,
вслѣдствіе этого разъ вѣрно установленный шаблонъ сохраняетъ свое
положеніе и нѣтъ опасности, что размѣры стержня получатся неправиль-
ные, при другомъ же способѣ, послѣ того какъ шаблонъ снятъ, поста-
вить его на мѣсто очень трудно, такъ какъ между шаблономъ и стой-
кой находится кирпичная кладка, не позволяющая измѣрить разстояніе
шаблона отъ стойки; при этомъ способѣ рабочій стоитъ все время на
мѣстѣ и поворачиваетъ форму: если стойка сдѣлана хорошо, то повора-
чиваніе производится очень легко и рабочій меньше утомляется; подни-
маніе стержня и перенесеніе его въ сушилку, благодаря тому, что при
этомъ способѣ внутри стержня остается стойка, производится очень
удобно,
306. Устройство формовочныхъ ямъ. При всѣхъ описанныхъ слу-
чаяхъ формовки въ глинѣ приготовленныя формы приходилось опускать
въ ямы и утрамбовывать ихъ кругомъ землей. Опусканіе формы ниже
дола литейной имѣетъ двоякую цѣль: во-первыхъ, это необходимо для
того, чтобъ утрамбовать землю вокругъ формы и такимъ образомъ уве-
личить способность формы сопротивляться большому давленію распла-
вленнаго металла, во-торыхъ,—для того, чтобъ понизитъ положеніе лат-
ника и облегчитъ наполненіе формы. Рыть каждый разъ яму неудобно,
а въ нѣкоторыхъ случаяхъ и невозможно, напр., если почва литейной
содержитъ воду. Поэтому въ литейныхъ приготовляютъ обыкновенно
заранѣе спеціальныя ферммвчныя ямзд.
Размѣръ ямъ зависитъ отъ размѣра производящихъ въ литейныхъ
отливокъ. Сама же яма, чтобъ предупредить обсыпаніе земли, обклады-
вается кирпичными или металлическими стѣнками. Устройство ямы пред-
ставляется очень затруднительнымъ, когда въ почвѣ литейной имѣется
Ъода, Въ такихъ случаяхъ при выемкѣ земли необходимо мѣсто, назна-
ченное для ямы, обнести рядомъ шпунтовыхъ свай и внутри ихъ про-
изводить уже выемку земли. Появляющуюся при этомъ воду нужно
откачивать насосами. Есля воды очень много, то произвести кладку такъ,
чтобъ она оставалась непроницаемой для воцы, почти невозможно, о “ъ
~~ 600 —
такихъ случаяхъ стѣнки ямы лучше приготовить металлическія, изъ ли-
стового желѣза или изъ чугунныхъ плитъ. Желѣзо должно быть скле-
пано на поверхности и затѣмъ опущено прямо въ воду, чугунныя же
плиты придется собирать на мѣстѣ, свинчивая ихъ й заливая швы свин-
цомъ, который въ случаѣ появленія течи можетъ быть расчеканенъ.
Нужно замѣтить, что въ нѣкоторыхъ случаяхъ давленіе коды па метал-
лическій ящикъ можетъ оказаться столь значительнымъ, что ящикъ
всплыветъ, чего, конечно, допускать нельзя. Предупредить всплываніе
можно, нагружая ящикъ положенными въ него грузами или производя
утрамбовку земли вокругъ него и такимъ образомъ вызывая сильное
треніе, но иногда и этихъ средствъ окажется недостаточно, и тогда
нужно будетъ забить вокругъ ямы рядъ свай и, связывая съ ними ящикъ,
ввести въ сопротивленіе добавочное треніе свай.
Формовочныя ямы должны быть совершенно непроницаемы для воды,
иначе опущенная въ нихъ форма, совершенно приготовленная къ от-
ливкѣ, можетъ отсырѣть и
при наполненіи чугуномъ про-
извести взрывъ. Въ особен-
ности такой взрывъ опасенъ
при отливкѣ стали, такъ
какъ въ атомъ случаѣ тем-
пература металла значительно
выше, а потому и образова-
ніе паровъ идетъ гораздо
энергичнѣе. Поэтому, если
яма обносится кирпичными
стѣнками, кладка должна ве-
стись на портландскомъ це-
ментѣ и затѣмъ стѣнка та*
фиг. 472.
кимъ же цементомъ должна быть хорошо оштукатурена. При металли-
ческихъ ящикахъ необходимо заботиться о плотности швовъ.
307. Ящини для отливни. Часто представляется неудобнымъ зары-
вать форму глубоко въ землю передъ наполненіемъ ее чугуномъ. Въ
такихъ случаяхъ можно прибѣгать къ слѣдующему способу (фиг. 472).
Въ землѣ вырывается небольшое углубленіе І)ЕР&Ч на дно его ставится
форма и затрамбовывается землей до уровня пола; затѣмъ ставится чу-
гунный ящикъ О, внутри котораго и набивается земля. Въ результатѣ
достигаютъ того же, какъ и зарываніемъ формы въ яму. Ящикъ можетъ
быть сдѣланъ цѣльнымъ или составляться изъ нѣсколькихъ частей, и
долженъ имѣть коническую форму, чтобы послѣ отливки онъ легко сни-
мался вверхъ. Такой способъ отливки особенно удобенъ въ тѣхъ случа-
яхъ, когда нужно форму быстро оголить послѣ отливки: въ этомъ случаѣ
достаточно только снятъ ящикъ; земля сама расползется и достаточно
незначительнаго времени для того, чтобы открыть форму по всей по-
верхности.
— 601 —
Добавочныя указанія относительно изготовленія формъ
для отливки мѣди и ея сплавокъ1).
308. Про изготовленіи формъ для отливки бронзы нужно руководство-
ваться тѣми же соображеніями, какія были приведены въ различныхъ мѣ-
стахъ при описаніи способовъ изготовленія формъ для чугунныхъ отли-
вокъ. Главное отличіе состоитъ въ томъ, что при отливкѣ бронзы песокъ
долженъ употребляться мельче, чѣмъ при чугунныхъ отливкахъ. Объясняет-
ся это тѣмъ, что бронза въ расплавленномъ состояніи очень жидка^ и
потому если употреблять крупный песокъ, то сплавъ легко проникаетъ въ
промежутки между зернами и поверхность литья получается очень грубая,
некрасивая; чѣмъ мельче будетъ песокъ, тѣмъ красивѣе получится отливка.
Для приготовленія такихъ формъ обыкновенный формовочный песокъ
можетъ быть высушенъ, отсѣянъ, и болѣе мелкій песокъ можетъ итти на
облииовку, т„-е. облегать модель, а остальная часть формы можетъ быть
приготовлена изъ обыкновеннаго формовочнаго песка.
Примѣшивать къ песку угля въ данномъ случаѣ не надо, такъ какъ
температура расплавленной бронзы невелика, и песокъ не пригораетъ я
безъ угля.
При вентилированіи нужно заботиться о томъ, чтобы газы выхо-
дили черезъ верхнюю опоку болѣе свободно, чѣмъ въ формахъ для
чугуннаго литья; дѣлается это съ цѣлью дать возможность сплаву бы-
стро заполнить форму и заполнять всѣ мелкія ея детали, чему могутъ
препятствовать остающіеся въ формѣ газы. Поэтому иногда въ верхней
опокѣ протыкаютъ совсѣмъ сквозныя отдушины.
Для посыпанія раздѣлительныхъ поверхностей въ мѣднолитейныхъ
не слѣдуетъ употреблять обыкновеннаго песка, такъ какъ послѣдній смѣ-
шивается съ формовочнымъ пескомъ и увеличиваетъ его крупность; во-
обще въ мѣднолитейныхъ очень заботятся о чистотѣ формовочной земли
и даже такія примѣси какъ обломки стержней выбираются прочь, чтобы
не портить мелкость песка. Вмѣсто раздѣлительнаго песка употребляется
мелко истолченная канифоль, иногда съ примѣсью древесноуголъной пы-
ли, но лучше всего употреблять ликоподій, который также можетъ слу-
жить и какъ припылъ формъ. Его примѣненіе какъ припыла окажется
очень полезнымъ при формовкѣ съ металлическими моделями, которыя
способны потѣть и прилипать къ формовочной землѣ.
Для припыла формъ употребляются также мука, известь, мелко-
истолченный мѣлъ и графитъ. Послѣдній употребляется для крупныхъ
отливокъ, когда желаютъ сообщить поверхности красноватый оттѣ-
нокъ; для желтыхъ же сплавовъ онъ не рекомендуется. Всѣ эти мате-
ріалы должны быть очень мелко истолчены, чтобы закупорить всѣ поры
ЯСж. т&хже: Вюетъ, Мѣднолитейное дѣло,—
Уониеп шій Ѳіееюп 4ег Кпп?іЬгсшге шиі Пие Ъе*іегшшеа. ОІм & X* 15, 15—07-
УстроІспю плавильной на наводѣ ОШо Вга?з Со, МапяіюН съ иечамн Наѵіе^
Сіез., 2- 568-09.
Художественное лнтье, МоИіщг МеНіо4$ іи ап ЛИ Кшішігу Л. М, 337-9—11.
— 602 —
на поверхности формы и не позволить сплаву проникать въ поры меж-
ду песчинками. При тяжелыхъ отливкахъ сначала поверхность можетъ
быть припылена мукою, а затѣмъ графитомъ и приглажена гладилками.
Мука не должна примѣняться въ тѣхъ случаяхъ, когда форма припыли-
вается задолго до отливка (10 час. и болѣе), такъ какъ за такое время
мука можетъ прорасти и форма будетъ испорчена.
Очень сложныя формы или формы, которыя подвергаются слиш-
комъ сильному давленію расплавленнаго металлат приготовляются и здѣсь
изъ сухого песка или изъ глины, Пріемы изготовленія и окраска вну~
треяности формы тѣ же самые, какъ и при чугунныхъ отливкахъ.
Въ нѣкоторыхъ случаяхъ довольствуются сушкой только съ повер-
хности (см. о тонъ же стр, 452). Для этой цѣли въ нѣкоторыхъ слу*
чаяхъ поверхность формы покрываютъ слоемъ газолина, который зажи-
гается, и, сгорая высушиваетъ поверхность. Не глубокія формы могутъ
быть перекрыты раскаленнымъ желѣзнымъ листомъ; небольшія формы
могутъ быть просушены съ поверхности надъ лампой или газовымъ рож-
комъ, копоть которыхъ служитъ въ то же время вмѣсто припыла. При
нѣкоторыхъ сортахъ песка является необходимость вспрыскивать повер-
хность формы пивомъ или разведенной патокой, чтобы сообщить повер-
хности надлежащую твердость, какъ объ этомъ уже болѣе подробно
говорилось при изготовленіи формъ для чугунныхъ отливокъ.
Въ виду того, что сплавы мѣди даютъ большую усадку, чѣмъ чу-
гунъ, здѣсь нужно особенно заботиться о томъ, чтобы форма была
достаточно податлива и позволяла бы сплаву свободно сокращаться при
остываніи, иначе могутъ получиться трещины. Для этой цѣли внутри:
формовочнаго матеріала должны прокладываться прослойки изъ золы
или изъ другого податливаго матеріала. Если желаютъ отливать въ метали-
ческія формы, то послѣднія нужно приготовлять изъ чугуна съ примѣсью
5*/а —получается очень хорошая отливка, Си. А. М. 1497—11—04.
Бронза, падая съ большой высоты, легко разъѣдаетъ песокъ. Въ виду
этого литники въ формахъ для отливки бронзы подводятъ снизу. Но чтобы
металлъ быстро заполнялъ форму при отливкѣ, формы ставятъ въ наклон-
номъ положенія- Если формы имѣютъ большой объемъ, то необходимо,
такъ же, какъ и въ чугунныхъ отливкахъ, дѣлать прибыли для попол-
ненія усѣдающаго металла (см, слѣдующую главу). Объ очисткѣ песка
съ отлитыхъ издѣлій см, главу очистка издѣлій и отмачиваніе литья.
Въ нѣкоторыхъ случаяхъ приходится бронзой покрывать желѣзные
стержни, наприм. для поршневыхъ штоковъ у насосовъ (для удешевле-
нія продтега). Такую работу надо производить къ два пріема. Сначала
желѣзо нужно вылудить или. по крайней мѣрѣ, хорошо обчистить и.
вставивши въ форму вмѣсто стержня, облить слоемъ бронзы половинной
толщины; затѣмъ обточить и вторично облить. Верхній слой заполнить
поры и отдулины перваго слоя и въ тоже время, сокращаясь прижметъ
первый слой плотно къ желѣзу. Толщина обливки можетъ быть отъ
б мм. а толще. Подробности см. Р. Е. 203—8—05.
Г Л А В А VI.
Условія полученія чистыхъ и плотныхъ отливокъ1).
309- Бранъ, получаемый при отливкѣ, зависитъ отъ многихъ при-
чинъ: онъ можетъ чроизойти отъ того, что форма будетъ разрушена
при наполненіи, какъ говорятъ—металлъ оборветъ поверхно&тъ, обор-
ванный матеріалъ помѣстится внутри расплавленнаго металла п дастъ
нечистую отливку; такого же рода бракъ можетъ получиться вслѣдствіе
того, что соръ будетъ внесенъ въ форму извнѣ съ вливающимся метал-
ломъ: внутри металла могутъ получится усадочныя раковины, пузыри
или отдулинъѵ. металлъ можетъ застыть, прежде чѣмъ заполнить всю
форму, н литье получится захоложеннымъ^ пли при наполненіи формы
металломъ изъ нѣсколькихъ литниковъ въ томъ мѣстѣ, гдѣ отдѣльныя
струи металла встрѣчаются, можетъ получится спай, если металлъ слиш-
комъ охладится* Всѣ такія случайности поведутъ къ тому, что отливка
будетъ забракована, и потому пхъ нужно по возможности избѣгать. Въ
различныхъ случаяхъ для этого могутъ примѣняться различныя средства.
Такъ напр*, чтобъ форма не могла разрушаться, необходимо употреб-
лять соотвѣтствующіе матеріалы. Всѣ составныя части формовочныхъ
матеріаловъ должны быть хорошо перемѣшаны, какъ объ этомъ уже упо-
миналось при описаніи самихъ матеріаловъ. При формовкѣ въ сыромъ
пескѣ нужно выбирать по возможности такой сортъ песка, чтобъ онъ
обладалъ большой вязкостью и вмѣстѣ съ тѣмъ большой пористостью*
Если такого матеріала нѣть подъ руками, всегда нужно ожидать, что
часть матеріала сорвется тугуномъ, и потому, если желаютъ получить
особенно чистую отливку, то нужно прибѣгать въ такихъ случаяхъ къ
формовкѣ въ сухихъ формахъ, которыя приготовляются изъ болѣе жир-
наго, а слѣдовательно, и болѣе вязкаго песка и потому получаются
болѣе падежными для отливки. Кронѣ того, сухія формы не выдѣляютъ
такого количества пара и газа, какъ сырыя формы, вслѣдствіе чего от-
ливка въ нихъ тоже должна выходить болѣе плотной.
Весьма важное вліяніе оказываетъ на чистоту отливки припылъ
или формовочныя чернила. Эти матеріалы непремѣнно должны быть са-
маго лучшаго качества и хорошо прижаты къ поверхности формы, ин&ч*
при наполненіи формы металловъ они будутъ отставать м засорятъ от-
Сж* также*. О ГЬе рпхіисіюп о Г са&іів&я пои—Гёітаг? аПоуэ іо тгіІЫвікІ Ш&Ь.
ргезяигез. Ву ргсТ- СагреШг* Е^* 870——ІО*
— 604 —
ливкѵ. Какія требованія предъявляются къ этимъ матеріаламъ, было
сказано выше.
Наконецъ, для большей прочности формы должны быть искусственно
укрѣплены шпильками, гвоздями, солдатиками п др , какъ было описано.
На чистоту отливки вліяетъ въ сильной степени положеніе самой
формы > Всѣ постороннія примѣси въ формѣ, какъ грязь, окислы, газы,
способные произвести бракъ въ отливкѣ, вслѣдствіе своего сравнительно
меньшаго удѣльнаго вѣса всплываютъ кверху въ чугунѣ, и потому не-
чистыми поверхностями въ отливкахъ получаются тѣ, которыя были при
наполненіи формы расположены наверху. Слѣдовательно, если при от-
ливкѣ какой-нибудь ооіни изюьстпно, что нѣкоторыя поверхности
должны получиться особенно чистыми то эти поверхности при на-
полненіи формы чугуномъ необходимо располагать внизу* Такіе случаи
встрѣчаются очень часто: напр., если въ какой-нибудь машинной детали
одна изъ ея поверхностей должна быть обработана и получиться при
этомъ совершенно чистой, то при отливкѣ эта поверхность должна на-
ходиться въ нижней части формы* Точно такъ же при отливкѣ какой-
нибудь орнаментной вещи, у которой рисунокъ только на одной стор*
онѣ, эта сторона при отливкѣ должна быть внизу.
Иногда формы располагаются такъ, чтобъ вся грязь могла всплыть
кверху въ особый придатокъ формы и такъ удалена вмѣстѣ съ этимъ
придаткомъ. При отливкѣ, напр., колоннъ или трубъ, если отливать ихъ
въ горизонтальномъ положеніи* то грязь вся собирается въ верхней ча-
сти формы и расположится по всей длинѣ трубы, вслѣдствіе чего труба
будетъ значительно ослаблена въ этомъ сѣченіи; гораздо лучше, если
трубу при отливкѣ нѣсколько наклонить: при этомъ грязь можетъ со-
браться на концѣ трубы* и послѣдняя получится болѣе прочной. Еще
лучше, если трубы отливаются совершенно вертикально, что въ настоя-
щее время и дѣлаютъ. При такомъ положеніи давленіе натаяла въ формѣ
оказывается гораздо больше, и потому вообще работа нѣсколько услож-
няется, но зато преимущества, которыя даетъ вертикальная отливка,
столь значительны, что предпочитаютъ мириться съ этими затрудненіями*
Вслѣдствіе большого давленія, которое замѣчается при вертикальной от-
ливкѣ* необходимо формы набивать очень плотно и сушить ихъ, иначе
форма сильно деформируется* При отливкѣ колоннъ о чистотѣ не осо-
бенно заботятся, и потому вертикально ихъ почти никогда не льютъ,
а предпочитаютъ лить съ небольшимъ уклономъ, около 15\ при чемъ
оказывается возможнымъ формовку ихъ производить въ сыромъ пескѣ.
Нельзя всегда винить литейщика за нечистыя отливки* Многія мо-
дели приготовляются такимъ образомъ* что пѣтъ возможности получить
чистыми тѣ мѣста* которыя особенно требуютъ чистоты* Такія части
должны быть указаны па чертежѣ и сообразно съ этимъ должна быть
сдѣлана и модель* Въ этихъ случаяхъ всегда слѣдуетъ совѣтоваться съ
литейнымъ мастеромъ, какъ лицомъ компетентнымъ въ этомъ дѣлѣ. Ча-
сто бываетъ, что на первый взглядъ незначительныя обстоятельства, ве-
дутъ къ весьма важнымъ послѣдствіямъ.
— СО 5 —
При отливкѣ формъ, имѣющихъ много искривленій и стержней^
всегда отдѣляется нѣсколько сору въ то время, когда чугунъ течетъ но
нимъ, при этомъ эти самые стержни и искривленія могутъ бытъ
такъ расположены, что будутъ задерживать соръ и не дозволять ему
подниматься кверху. Въ иныхъ случаяхъ это можетъ быть даже и же-
лательно, и искривленія могутъ быть нарочно такъ расположены, что
будутъ задерживать соръ и не допускать его въ тѣ мѣста, которыя
должны быть плотны и ЧЙСТЫ.
Весьма важно положеніе формы пра отливкѣ паровыхъ цилиндровъ.
По качеству отливки они должны занимать первоклассное мѣсто. Не-
большой изъянъ, который не повредитъ въ другихъ машинныхъ дета-
ляхъ, послужить причиной браковки парового цилиндра. Внѣшній видъ
литья можетъ быть очень хорошій, но
если при обработкѣ внутренней поверх-
ности или зеркала окажется нечистое
мѣсто, отливку придется бросить въ ломъ.
Нужно большое искусство, чтобъ отлить
цилвндръ съ гладкой внутренней поверх-
ностью и вмѣстѣ съ тѣмъ получить его
плотнымъ, чтобъ при обточкѣ не ока-
залось нечистыхъ мѣстъ. Если поста-
вить цилиндръ горизонтально, то при
обточкѣ на внутренней поверхности на-
вѣрное окажется засоръ, если же поста-
вить цилиндрическую часть формы вер-
тикально, то грязь будетъ собираться
подъ стержнями паровыхъ каналовъ, глин-
нымъ образомъ подъ нижнемъ стержнемъ
въ К (фиг. 473). Мѣста А и В тоже мо-
гутъ задерживать грязь, но не такъ сильно фПГг 473,
какъ X Количество собравшейся въ этомъ
мѣстѣ грязи будетъ зависитъ отъ того, насколько чиста была форма, а
также отъ того, насколько сильно пробиваются газы во внутрь формы и
такимъ образомъ отрываютъ ея поверхность. Въ послѣднемъ случаѣ въ К
собирается особенно много сору, такъ какъ подобное прокачиваніе га-
зовъ происходить главнымъ образомъ въ нижней части формы. Чтобы
устранить такое накопленіе грязи на фиг. 473 представлено два спо*
соба. Въ одномъ случаѣ надъ К въ стержнѣ дѣлается выемка во всю
ширину стержня и грязь собирается въ эту выемку. Этотъ придатокъ,
собирающій грязь, можетъ быть срубленъ иля состроганъ при отдѣлкѣ
цилиндра.
Второй способъ показанъ въ В. Онъ состоитъ въ томъ, что, вмѣ-
сто углубленія, въ стержняхъ дѣлается нѣсколько сквозныхъ отверстій.
Попадающая въ эти мѣста грязь проходитъ черезъ эти отверстія вверхъ.
Чѣмъ ближе другъ къ другу эти отверстія могутъ быть помѣщены,
тѣмъ болѣе вѣроятія получить зеркало чистымъ.
— 606 —
Иногда можетъ быть употребленъ съ пользою ложный стержень
_Н, поставленный нарочно для того, чтобъ ловить грязь и не позволять
сй подниматься въ К, Стержень имѣетъ форму ласточкина хвоста, чтобъ
послѣ эту впадину можно было залить какимъ-нибудь сплавомъ.
Если стержни паровыхъ каналовъ будутъ соприкасаться со стер-
жнемъ цилиндра, то въ мѣстахъ соприкосновенія тоже можетъ задер'
жаться грязь, поэтому лучше эти стержни не доводить до соприкосно-
венія (па 10—15 мьк), какъ показываетъ В. Образующіеся при этомъ
заливы, какъ на внутренней поверхности цилиндра, такъ и на зеркалѣ,
могутъ быть легко прорублены или уничтожатся при обработкѣ.
литникъ
Фиі\ 474,
Указанныя средства для избѣжанія полученія нечистой поверхности
золотниковаго зеркала имѣютъ слѣдующіе недостатки: употребленіе
стержней подобныхъ 1С и В, вмѣсто обыкновеннаго стержня А, является
болѣе рискованнымъ и неудобнымъ, такъ какъ стержни подобной кон-
струкцій нельзя хорошо вентилировать. Впрочемъ, чѣмъ толще стержень,
тѣмъ это замѣчаніе будетъ менѣе справедливо. Стержни для паровпуск-
ныхъ оконъ требуютъ большой осторожности при обращеніи съ ними,
и литейщики обыкновенно берутся съ неохотой за ихъ установку.
Хорошіе результаты можно получить отливая цилиндръ въ па-
кленномъ положеніи (фиг. 474). Стержня для паровпускныхъ оконъ
приготовляются обыкновеннымъ образомъ. Нетрудно видѣть, что при
такомъ положеніи цилиндра, вѣроятіе получить чистую поверхность
одинаково распредѣлено между зеркаломъ и внутренностью цилиндра,
такъ какъ грязь въ обоихъ частяхъ можетъ подниматься кверху. Такой
— (>07 —
способъ примѣнялся весьма удачно для отливки паровозныхъ цилин-
дровъ* Цилиндры наполнялись чугуномъ исключительно снизу. Около
выпора былъ устроенъ стокъ и при отливкѣ ивъ выпора выпускали
17 пуд. чугуна. Этотъ пріемъ долженъ всегда примѣняться при введе-
ніи чугуна въ цилиндръ исключительно снизу, такъ какъ онъ способ-
ствуетъ промыванію грязи изъ формы и полученію плотнаго и чи-
стаго литья.
Сохранить правильное положеніе стержней при вертикальной
отливкѣ цилиндра очень трудно, и это обстоятельство заставляетъ ино-
гда отливать цилиндръ въ горизантальномъ положеніи. Малѣйшее дви-
женіе стержня можетъ дозволить чугуну войти въ отдушины. Укрѣпле*
ніе стержней показано на фиг* 473, Нижняя жеребейка ХГ прижи-
маетъ ленту паровпускного окна къ центральному стержню. Вверху же-
ребейка X и болтъ 2, дѣйствуя на стержень въ разныя стороны, уста-
навливаютъ его неподвижно, 3, 4 и 7 тоже представляютъ болты,
укрѣпляющіе стержни. 6 и 8 представляютъ жеребейки, которыя ино-
гда ставятся между стержнями, для большей прочности.
При постановкѣ стержней никогда не слѣдуетъ жеребейки ставить
по сосѣдству съ внутренней поверхностью или съ зерзсаломъ, такъ какъ
около жеребеекъ всегда могутъ получиться отдулины. Кромѣ того, для
отливки цилиндровъ обыкновенно употребляется чугунъ довольно твер-
дый, который при соприкосновеніи съ жеребейкой можетъ отбѣлиться
и настолько затвердѣть въ этомъ мѣстѣ, что его невозможно будетъ
обрабатывать.
Образованіе ОТДѢЛИМЪ- ОтДуЛИНЫ внутри ОТЛИВОКЪ могутъ полу-
читься вслѣдствіе тогот что, при отливкѣ металла въ форму, изъ него
начинаютъ выдѣляться газы. Газы эти могли быть растворены въ чу-
гунѣ во время плавки, или же оии могутъ образоваться отъ окисленія
находящихся въ чугунѣ углерода и сѣры* Кромѣ того, при заполненіи
формы, изъ ея стѣнокъ начинаютъ выдѣляться различные газы и пары,
которые и проходятъ при нѣкоторыхъ благопріятныхъ условіяхъ черезъ
всю массу чугуна. Пока чугунъ жидокъ, газы выходятъ свободно, но
когда чугунъ загустѣетъ, то часть газовъ, которые еще не успѣли
выйти, можетъ замерзнуть внутри чугуна и образовать отдуты.
Иногда отдулины получаются у самой поверхности, такъ что ихъ
скрываетъ лять тонкая плойка. Такіе пузыри очень часто встрѣчаются
при отливкѣ тонкихъ издѣлій. Причина ихъ заключается въ слишкомъ
сыромъ пескѣ верхней опоки. Соприкасаясь съ очень сырымъ пескомъ,
чугунъ быстро затвердѣваетъ, образуя тонкую пленку и подымающіеся
снизу газы, дойдя до этой пленки, останавливаются ею и замерзаютъ.
Иногда отдулины получаются въ видѣ углубленій на нижней по-
верхности отливки. Причина ихъ въ слишкомъ плотной набивкѣ дна
формы и слишкомъ густомъ чугунѣ. Выдѣляющіеся изъ песка при на-
полненіи формы газы, не будучи въ состояніи выходить черезъ песокъ,
выходятъ во внутрь формы и стремятся проложить себѣ вузъ черезъ
чугунъ, послѣдній же, будучи слишкомъ густымъ, не пропускаетъ ихъ,
— В08 —
а лить нѣсколько поддается ихъ давленію и образуетъ на поверхности
углубленіе* Пузыри и отдулипы, зависящіе отъ дѣйствія газовъ отли-
чаются отъ усадочныхъ раковинъ тѣмъ, что первыя имѣютъ совершенно
гладкую поверхность, тогда какъ поверхность усадочныхъ раковинъ имѣетъ
такой видъ, какъ-будто бы металлъ былъ вырванъ въ этомъ мѣстѣ1),
310. Вліяніе литника* Уже было упомянуто, что конструкція лит-
ника вліяетъ весьма сильно на количество сора, попадающаго въ форму
извнѣ, и потому, придавая литнику надлежащую конструкцію^ можно
въ значительной степени уменьшить количество брака. Но кромѣ кон-
струкціи литника на чистоту отливокъ вліяетъ также размѣръ его и
мѣстоположеніе. Если литникъ слишкомъ великъ и слишкомъ высокъ,
то чугунъ вливается въ форму съ чрезмѣрной скоростью, и потому
легко можетъ оборвать ея поверхность; слѣдовательно, обѣ эти вели-
чины нужно держать въ надлежащихъ предѣлахъ, хотя указать эти
предѣлы вообще нельзя,—они могутъ быть опредѣлены только опытомъ
при работѣ въ литейной. Съ другой стороны, вводить чугунъ въ форму
слишкомъ медленно тоже нехорошо, такъ какъ ври этомъ чугунъ со-
прикасается въ теченіе долгаго времени съ воздухомъ, заполняющимъ
форму, при чемъ на его поверхности образуются окислы, засоряющіе
форму; кромѣ того, чугунъ при этомъ можетъ застыть и форма не бу-
детъ совершенно заполнена. Послѣднее обстоятельство въ особенности
опасно въ тѣхъ случаяхъ, когда форма имѣетъ большія поверхности
при небольшомъ поперечномъ сѣченіи. Сталъ застываетъ болѣе быстро,
чѣмъ чугунъ, и потому при стальныхъ отливкахъ форма должна на-
полняться еще болѣе быстро. Чтобъ металлъ не входилъ съ большой
скоростью и вмѣстѣ съ тѣмъ форма наполнялась достаточно быстро,
предпочитаютъ дѣлать нѣсколько небольшихъ литниковъ вмѣсто одного
большого.
Высота литника должна сооброзоваться съ температурой чугуна;
чѣмъ холоднѣй чугунъ при отливкѣ, слѣдовательно—чѣмъ онъ гуще7
тѣмъ выше долженъ быть литникъ, иначе внутри формы не получится
достаточнаго давленія и густой чугунъ не выполнитъ отчетливо всѣхъ
мелкихъ деталей формы* Вообще предпочитаютъ отливать по возможно-
сти холоднымъ чугунокъ, такъ какъ при этомъ получаются слѣдующія
выгоды: отливка даетъ меньшую усадку,—слѣдовательно, не можетъ по-
лучиться большихъ усадочныхъ раковинъ; чугунъ содержитъ меньше га-
зовъ,—слѣдовательно, меньше вѣроятія получить отдулины; наконецъ,
чугунъ не такъ пригораетъ къ поверхности формы,—слѣдовательно, от-
ливка получается болѣе красивая снаружи.
Поэтому на основаніи вышесказаннаго Лія полученія болѣе плот-
ныхъ и красивыхъ отливокъ слѣдуетъ литъ болѣе холодный чугунъ и
дѣлать болѣе высокіе литники.
) Если отдулияа не нарушаетъ прочности предмета, то ради красота она мо-
жетъ быть задѣлана ршвчнымн замазками. Очень хорошую замазку^ которая не
отличается въ обработанномъ видѣ отъ чугуна, изготовляетъ американскій заводъ
МіеНоп МеіаІПс ЕШег (X ПегЬу, Сопи. Ц 5. А.
— 609 —
Отверстіе, вводящее чугунъ въ форму, можно располагать и въ
верхней и въ нижней части формы. При массивныхъ отливкахъ по-
слѣднее расположеніе удобнѣе, такъ какъ чугунъ, падая съ высоты на
большую поверхность формы і расплывается но ней и потому, ударяясь
долгое время о формовочный матеріалъ, можетъ повредить и размыть
форму 3)‘ При наполненіи же высокихъ формъ съ узкими пространства-
ми, какъ напр* формы трубъ, нужно предпочесть расположеніе литника
въ верхней части. Если наполненіе такихъ формъ производится снизу,
то чугунъ, подымаясь въ узкихъ пространствахъ, можетъ охладиться
настолько, что не заполнитъ формы, тогда какъ при наполненіи сверху
на поверхность чугуна постоянно падаетъ все свѣжій чугунъ и, слѣдо-
вательно, нечего опасаться, что онъ застынетъ. При этомъ всѣ посто-
роннія примѣси, находящіяся въ жидкомъ чугунѣ, могутъ всплывать па
поверхность, не засоряя отливки; при наполненіи же снизу верхній слой
чугуна становится настолько густъ, что соръ уже не въ состояніи всплы-
вать на поверхность и остается внутри чугуна. Опасаться, что форма
будетъ размыта, въ данномъ случаѣ пѣтъ основанія, такъ какъ металлъ
сейчасъ же заполняетъ форму и затѣмъ чугунъ, падая, ударяется о чугунъ.
Если опасаются, что при паденіи металлъ можетъ повредить фор-
му, то литникъ дѣлаютъ съ боку и изъ него проводятъ нѣсколько ка-
наловъ, какъ показываютъ 25 — 29 па фиг, 441. стр. 568. Чугунъ
падаетъ по литнику внизъ и, и о мѣрѣ того какъ форма наполняется,
начинаетъ входить черезъ боковые каналы, такъ что уровень подымаю-
щагося чугуна все время наполняется свѣжимъ, горячимъ металломъ.
Пра отливкѣ паровыхъ цилиндровъ въ большинствѣ случаевъ слѣ-
дуетъ форму наполнять тоже сверху, ставя нѣсколько литниковъ, соеди-
ненныхъ общимъ кольцевымъ каналомъ.
Впрочемъ, если цилиндръ имѣетъ придатки въ видѣ паровыхъ ко-
робокъ съ тонкими стѣнками, то тогда можетъ оказаться болѣе выгод-
нымъ наполнить форму, пропуская чугунъ первоначально черезъ эту
коробку. При этомъ способѣ наполненія чугунъ, такъ сказать, филь-
труется, проходя между стержнями по узкимъ каналамъ; почти вся грязь
задерживается въ этихъ каналахъ, и чугунъ входитъ въ цилиндръ со-
вершенно чистымъ.
Иногда, если наполненіе формы черезъ узкіе каналы идетъ не до-
статочно быстро, бываетъ полезно, послѣ того какъ часть формы на-
полнилась снизу, начать наполненіе сверху.
Цилиндры, отлитые сверху, имѣютъ обыкновенно нѣсколько болѣе
грубую, шероховатую поверхность, вслѣдствіе того, что поверхность ме-
талла поддерживается въ постоянномъ волненіи отъ падающаго чугуна.
На нихъ также могутъ легче получаться внѣшнія раковины, чѣмъ на
і) Литникъ, приводящій металлъ съ низу формы, необходимъ при отливкѣ стали.
Падающая иа дно форпн сталь разбивается на мелкія брызги, которыя быстро засты-
ваютъ, покрываютъ л окислами и, подымаясь внутри металла, скопляютъ около себя
газы; такъ что отливка получается съ большимъ числомъ отдулмнъ, внутри кото-
рыхъ помѣщаются аетша,—Если металлъ вливается въ форму снизу, то образованіе ча-
кикъ зеренъ не замѣчается и отдулинъ получается меньше.
39
— 610 —
цилиндрахъ, отдаваемыхъ снизу, но при обработкѣ они являются болѣе
частыми.
Въ нѣкоторыхъ случаяхъ при отливкѣ цилиндрическихъ тѣлъ, у
которыхъ должна получиться внѣшняя поверхность совершенно чистая
при обточкѣ, какъ нанр. у вальцовъ, литникъ приводятъ въ форму снизу
я но касательной къ поверхности формы, такъ что чугунъ, входя въ
форму, сообщаетъ вращательное движеніе всему столбу жидкаго металла,
находящагося въ формѣ, при чемъ соръ* какъ болѣе легкій, собирается
въ центральной части, внѣшняя же поверхность получается совершенно
чистой. Понятно, что подобный способъ не можетъ примѣняться въ томъ
случаѣ, когда должна обтачиваться внутренняя поверхность, такъ какъ
при этомъ весь соръ соберется именно около этой поверхности. (Си.
также стр. 454).
Положеніе литника оказываетъ также вліяніе и на полученіе
усадочныхъ раковит внутри отливки. Какъ извѣстно, усадочныя ра-
ковины получаются въ томъ мѣстѣ, гдѣ чугунъ остается наиболѣе дол-
гое время жидкимъ* Изъ такихъ мѣстъ онъ долженъ итти на пополненіе
усадки, н потому здѣсь его оказывается недостаточно* А мѣста, остаю-
щіяся наиболѣе долгое время въ жидкомъ состояніи, какъ разъ нахо-
дятся около литкиковъ. Происходитъ это, во-первыхъ, отъ того, что по
сосѣдству съ литникомъ все время протекаетъ свѣжій чугунъ, слѣдова-
тельно, вообще онъ можетъ начать остывать во всѣхъ мѣстахъ прежде,
чѣмъ около литника; во-вторыхъ, остываніе замедляется еще тѣнь обсто-
ятельствомъ, что весь чугунъ, проходя черезъ мѣсто формы по сосѣдству
съ литникомъ, разогрѣваетъ ее и тѣмъ способствуетъ болѣе продолжи-
тельному сохраненію металла въ жидкомъ состояніи. Наконецъ, чугунъ
вообще застываетъ прежде всего въ наиболѣе тонкихъ мѣстахъ, я лит-
никъ увеличиваетъ массу чугуна. Поэтому вообще усадочныя раковины
чаще всего наблюдаются по сосѣдству съ литникомъ* Вѣроятіе получить
усадочную раковину будетъ тѣмъ больше, чѣмъ меньше масса литника
по сравненію съ той частью формы, на которую онъ поставленъ. Если
литникъ очень массивенъ, то усадочная раковина получится внутри его*
Поэтому литники нужно сажать по возможности на тонкія части формы
я дѣлать ихъ массивнѣе; этикъ можно избѣжать усадочныхъ раковинъ.
Въ нѣкоторыхъ случаяхъ дѣлаютъ особенно массивные литники въ видѣ
прибылей, располагая ихъ въ самой верхней части формы, и этимъ со-
вершенно набѣгаютъ усадочныхъ раковинъ, такъ какъ въ этомъ случаѣ
вся убыль въ чугунѣ пополняется массивнымъ литникомъ,
311. Вліяніе прибыли на полученіе плотныхъ отливокъ. При-
былью называется придатокъ, который дѣлается въ самой верхней частя
формы. Назначеніе прибыли двоякое: во-первыхъ, вся грязь, находя-
щаяся въ чугунѣ, а также и заключенные въ немъ газы поднимаются
вверхъ и собираются въ прибыли; послѣ отливки прибыль отрѣзается
прочь» и такимъ образомъ вмѣстѣ съ ней удаляются всѣ сорныя примѣси;
во-вторыхъ, прибыль служить для уничтоженія усадочныхъ раковинъ*
Чтобъ прибыль могла исполнить второе назначеніе, необходимо давать
_ (311 —
ей размѣры гораздо большіе по сравненію съ сосѣдней частью фюрмы,
чтобъ прибыль затвердѣвала послѣ того, какъ затвердѣетъ сосѣдняя съ
ней часть формы. Такимъ образомъ прибыль служитъ резервуаромъ, со-
держащимъ расплавленный металлъ, изъ которго производится пополне-
ніе убыли чугуна въ формѣ при его усадкѣ. Какъ уже было сказано,
усадочныя раковины получаются въ тѣхъ мѣстахъ отливокъ, которыя
затвердѣваютъ послѣдними, поэтому и прибыли должны ставиться въ та-
кихъ мѣстахъ.На фиг. 475, представлена прибыль, поставленная надъ
флянцемъ парового цилиндра. Какъ видно, она идетъ во всю ширину
флянца и постепенно расширяется кверху. Сдѣлано это для того, чтобъ
въ верхней части, наиболѣе подверженной охлажденію, сосредоточить
больше металла и тѣмъ замедлить его затвердѣваніе. Такъ какъ прибыль
здѣсь гораздо массивнѣе, чѣмъ стѣнка цилиндра, то она застынетъ по-
слѣдняя, и потому усадочная раковина получится внутри ея. Для такой
Фяг. 475.
Фяг. 476-
*і Фи
прибыли идетъ много чугуна, и потому во многихъ литейныхъ, желая
съэкономить, придаютъ прибыли видъ, представленный на фиг. 476, но
подобная конструкція прибыли не достигаетъ пѣли: наиболѣе массивное
мѣсто получается около флянца, и потому при остываніи раковина окажется
какъ разъ на флянцѣ. Во многихъ случаяхъ раковина можетъ быть почти
незамѣтна при обточкѣ, такъ какъ получится глубже, но флянецъ будетъ
очень ослабленъ. Если пожелаютъ сточить показавшіеся признаки рако-
вины, то этимъ только испортятъ дѣло, такъ какъ раковина будетъ при
обточкѣ открываться все больше и больше. Совсѣмъ неправильно устрой-
ство прибыли, показанное на фиг. 477; верхняя сторона флянца сдѣлана
въ видѣ конуса съ цѣлью облегчить выходъ для сора, который можѳгь
скопитъся на поверхности флянца, но тѣмъ самымъ на флянцѣ будетъ
образована большая усадочная раковина. Высота прибыли должна быть
тоже довольно значительна- Для собиранія сора достаточно прибыли въ
нѣсколько сантиметровъ, но для уничтоженія усадочныхъ раповиш не-
обходимо высоту прибыли братъ по крайней мѣрѣ въ три раза больше,
чѣмъ толщина ея стѣнокъ.
39*
— 612 —
На фиг* 478 представлено устройство прибыли при отливкѣ гид-
равлическаго цилиндра* Она можетъ быть поставлена на днѣ, но при
этомъ необходимо, чтобъ ея размѣры были значительно больше размѣ-
ровъ сосѣдней съ нею части формы, или можно сдѣлать ее въ видѣ
кольца; въ обоихъ случаяхъ усадочныя раковины получаются внутри
прибыли, отливка же выходить совершенно чистой*
При отливкѣ такихъ предметовъ, какъ вальцы съ шейками, уничто-
жить усадочныя раковины прибылью невозможно, такъ какъ въ данномъ
случаѣ наиболѣе массивная часть отливки — середина вальца; прибыль
же можно поставить на шейку, и потому она не окажетъ на среднюю
часть вальца вліянія, — въ ней получится усадочная раковина* Но это
не важно, такъ какъ прочность вальца въ средней части не особенно
этимъ нарушается* При отливкѣ закаленныхъ вальцовъ, т.-е* искусственно
Фиг. 478*.
охлаждая среднюю часть формы,
усадочныя раковины получатся го-
раздо меньше*
Для правильнаго дѣйствія
прибыли требуется, чтобъ чугунъ
внутри ея оставался возможно
долго жидкимъ. Для этого самую
прибыль окружаютъ дурными про-
водниками теплоты: формуютъ ее
въ сухомъ пескѣ или глинѣ. По
наполненіи горячимъ чугуномъ при-
быль закрываютъ, затѣмъ черезъ
нѣкоторые промежутки пробуютъ
желѣзной полосой, не застылъ ли
чугунъ; если онъ начинаетъ за-
стывать, его пробиваютъ полосой,
въ прибыль подбавляютъ новаго
горячаго чугуна и снова закры-
ваютъ. Во многихъ случаяхъ практикуется помѣшиваніе или качаніе,
т*-е, литейщикъ всовываетъ въ прибыль желѣзную полосу и движетъ ее
вверхъ и внизъ, предполагая, что при этомъ чугунъ не такъ скоро за-
стынетъ. По подобное мнѣніе едва ли справедливо: присутствіе въ чу-
гунѣ желѣзной полосы, обладающей хорошей теплопроводностью, ско-
рѣй способствуетъ охлажденію, и потому лучше полосой пробовать, не
затвердѣлъ ли чугунъ, я затѣмъ просто подливать свѣжаго, горячаго
металла.
Многіе литейщики приписываютъ еще прибыли дѣйствіе компрес-
сующее, при чекъ чугунъ какъ будто бы уплотняется, но при сравни-
тельно небольшихъ высотахъ прибыли едва ли этому дѣйствію можно
придать какое-нибудь значеніе,
312- выпоры. Иногда аналогичное съ прибылью дѣйствіе оказы-
ваютъ выпоры* Прямое назначеніе выпора — выводить изъ формы воз-
духъ, и поэтому выпоръ долженъ ставиться въ наивысшей точкѣ формы.
— 613 -
Кромѣ того выпоръ ставится съ цѣлью ослабить ударное дѣйствіе вхо-
дящаго въ форму чугуна. Если бы не было выпоровъ, то чугунъ
въ нѣкоторыхъ случаяхъ могъ бы ударить довольно сильно въ поверхность
формы при наполненіи и повредить ее, при существованіи же выпора* *
какъ только форма наполнилась, чугунъ выходитъ въ выпоръ* чѣмъ и
ослабляется ударъ. Иногда при большой поверхности формы выпоровъ
ставятъ нѣсколько, но вообще общая ихъ площадь сѣченія не должна
превышать больше чѣмъ въ три раза сѣченія литника. Иногда выпоры,
если они имѣютъ достаточные размѣры, могутъ исполнять и роль при-
были* т.-е. пополнять чугунъ при усадкѣ, въ такомъ случаѣ ихъ нужно
вставить на соотвѣтственныхъ мѣстахъ,
313. Чугунъ- Самый чугунъ оказываетъ тоже ие малое вліяніе на
плотность и чистоту отливокъ: чѣмъ больше усадка чугуна, тѣмъ больше
будутъ получаться усадочныя раковины. Большой усадкой отличаются
чугуиы, богатые марганцемъ, и потому* желая получить плотную от-
ливку* такіе сорта чугуновъ не должны употребляться. Сильно графи-
тистые чугуиы имѣютъ пористую структуру и тоже не годятся для
очень плотныхъ отливокъ, какъ, напр., цилиндровъ гидравлическихъ прес-
совъ, Если чугунъ очень графитистъ, то при большомъ гидравлическомъ
давленіи цилиндръ будетъ пропускать воду, поэтому для такихъ издѣлій
нужно брать чугуны съ среднимъ содержаніемъ графита, см. также стр. 49.
Такъ какъ кремній способствуетъ выдѣленію графита, то въ виду
тѣхъ же соображеній содержаніе кремнія должно находиться въ соот-
вѣтствіи съ назначеніемъ отливаемой вещи, ея размѣрами н способомъ
отливки. При отливкѣ въ сырыя формы содержаніе кремнія должно
быть больше, чѣмъ при отливкѣ въ сухія формы; чѣмъ крупнѣе от-
ливка, тѣмъ содержаніе кремнія должно быть меньше. Вюстъ *) реко-
мендуетъ для машиннаго литья* подлежащаго обработкѣ, слѣдующее со-
держаніе кремнія для предметовъ со стѣнками различной толщины:
При толщинѣ стѣнокъ менѣе 10 ми. содержаніе кремнія
2,57. ДО 2,3%
. отъ 10 до 20 2,1’/. ?! 2,3%
я 20 „ 30 2,1 7. я 1.97,
30 » 40 1,9*/. ТУ Ь7%
я 40 и болѣе 1,7"/, я М7» 0,8%
Содержаніе марганца не должно быть больше
31 Уничтоженіе отдулинъ въ стали ®). Извѣстно, что расплавлен-
ная сталь съ содержаніемъ не больше какъ 0,5“/в углерода, вылитая
въ форму, содержитъ въ себѣ значительное количество растворенныхъ
газовъ: водорода, азота, окиси углерода и углекислоты. Эти газы попа-
даютъ въ металлъ еще въ печн какъ продукты горѣнія, а кромѣ того
всасываются въ форму механически при наполненіи послѣдней метал-
ломъ.
9 иші Еіяеи- 1897, стр, ЕИ8*
*) Уничтоженіе ст,нудивъ въ стали. Си- I. А. 1.2/хі—03 стр- 6—9.
— 614 —
Поглощенные газы при остываніи стали выдѣляются изъ нея, и
это выдѣленіе происходитъ особенно энергично въ моментъ затвердѣва-
нія стали, а въ это время газы какъ разъ не могутъ найти себѣ сво-
боднаго выхода, и потому, оставаясь внутри металла, образуютъ пустоты.
Поверхность образовавшихся такимъ образомъ отдулинъ почти всегда
имѣетъ серебряный отблескъ. Число образовавшихся отдулинъ обратно
пропорціонально скорости, съ которой затвердѣваетъ металлъ.
Кромѣ выдѣленія газовъ на образованіе отдулішъ внутри сталь-
ного слитка оказываетъ вліяніе и усадка металла. Прежде всего затвер-
дѣваетъ внѣшній слой, такимъ образомъ получается какъ бы сосудъ
опредѣленнаго объема, наполненный еще жидкимъ металломъ. При осты-
ваніи металлъ сжимается, размѣры же сосуда остаются тѣ же, и потому
необходимо внутри слитка должны получиться пустоты.
При этомъ замѣчено, что чѣмъ чище сталъ и чѣмъ крупнѣе от-
ливка, тѣмъ больше появится внутри отдулинъ. Объемъ такихъ пустотъ
обыкновенно составляетъ отъ 8 до 12в/в объема всего слитка,
Отдулины располагаются внутри слитка весьма различно: образуя
почти сплошной каналъ, расположенный по длинной оси и окруженный
небольшими пузырьками; группируясь въ одномъ мѣстѣ и располагаясь
внутри пространства грушевидной формы, окруженнаго неплотнымъ ме-
талломъ съ мелкими пузырьками; располагаясь внутри конуса; имѣя
различную величину и равномѣрно распредѣляясь по всему объему слитка.
Но въ большинствѣ случаевъ отдулины располагаются въ верхней части
слитка, и вслѣдствіе этого обыкновенно при изготовленіи издѣлій, тре-
бующихъ большой плотности металла, приходится отрѣзать одну треть,
а иногда и половину слитка, что, конечно, составляетъ большую по-
терю.
Кромѣ указаннаго порока слитокъ обыкновенно и на поверхности
не плотенъ, а покрытъ мелкими углубленіями, поверхность которыхъ
уже не серебристая, а имѣетъ радужный отливъ. Неплотная поверхность
слитка распространяется внутрь на глубину отъ 25 мм. до 75 мм,, въ
зависимости отъ скорости охлажденія температуры отливки, матеріала
формы и качества самой стали. Такой слитокъ при ковкѣ даетъ издѣ-
ліе съ неплотной поверхностью, и въ тѣхъ случаяхъ, когда желаютъ
достичь большой прочности, необходимо послѣ ковки весь слабый мате-
ріалъ удалить рѣзаніемъ, что опять составляетъ большія потери.
Отдуливы, получающіяся внутри слитка, почти невозможно уничто-
жить проковкой, такъ какъ вліяніе ковки распространяется только на
сравнительно топкій сдой съ поверхности, внутри же отдулины не за-
вариваются и развѣ только при очень усиленной ковкѣ сминаются.
До нѣкоторой степени появленіе отдулинъ можетъ быть уменьшено
надлежащей плавкой металла, наблюденіемъ температуры, при которой
металлъ отливается, особымъ способомъ наполненія формы, извѣстнымъ
приготовленіемъ формы, выборомъ надлежащаго отношенія между діа-
метромъ и длиной слитка, наконецъ, выборомъ надлежащей смѣси ма-
теріаловъ, загружаемыхъ въ плавильную печь или въ тигель. Но
615 —
при всемъ томъ слитокъ получается все^такп пористъ, недостаточно
плотенъ.
Вообще же спеціальныя мѣры, къ которымъ прибѣгаютъ, чтобы
/улюиьшыт число отдулинъ въ слиткѣ, можно раздѣлить на химическія
и механическія, а иногда примѣняются совмѣстно и тѣ и другія.
315. Химическіе способы состоятъ въ томъ, что къ стали приба-
вляются какія-нибудь постороннія тѣла 1); изъ нихъ наиболѣе употре-
бительны марганецъ, кремній и алюминій.
Извѣстно, что марганецъ значительно уменьшаетъ образованіе от-
дуляпъ, при этомъ образующіяся отдулины главнымъ образомъ сосредо-
точиваются около оси слитка. Но въ то же время прибавленіе марганца
значительно увеличиваетъ твердость стали и уменьшаетъ ея вязкость,
такъ что прибѣгать къ этому средству можно не всегда и въ ограни-
ченномъ размѣрѣ*
Точно такъ же прибавленіе кремнія значительно повышаетъ коэф-
фиціентъ крѣпости и предѣлъ упругости стали, но вмѣстѣ съ тѣмъ
понижаетъ ея вязкость* При прибавленіи кремнія отдулины въ слиткѣ
образуются главнымъ образомъ на внѣшней поверхности* Примѣсъ кре-
мнія менѣе отзывается на свойствахъ стали, чѣмъ примѣсь марганца, и
потому это средство имѣетъ большое примѣненіе.
Прибавленіе алюминія понижаетъ точку плавленія стали, дѣлаетъ
ее болѣе жидкой при той же температурѣ и, такимъ образомъ, облег-
чаетъ выходъ для газовъ, отчего и отдулипъ получается меньше. Но
средство это еще недостаточно хорошо испытано, и нѣтъ положитель-
ныхъ данныхъ, говорящихъ за его примѣненіе*
316. Изъ механическихъ способовъ, примѣняемыхъ съ той же цѣлью,
можно указать на быстрое охлажденіе слитка, для чего къ стѣнкамъ
9 АГапизіусъ спеціально разработалъ вопросъ объ улучшеніи стальныхъ и чугун*
выхъ отливокъ при помощи термита* который вводится въ расплавленный металлъ*
находящійся въ ковшѣ. Термитъ помѣщается въ лщякѣ, прикуй плевномъ къ желѣзно-
му стержню, и погружается на дно ковша.
Для чугуна, а иногда и для стали употребляется особый термитъ, который даетъ
сахавъ желѣза съ титаномъ, н такамъ образомъ вводитъ титанъ въ расплавленный
металлъ. Реакція происходитъ по всей массѣ я взбо ламу чапаетъ весь металлъ. Газы
н шлакъ вытѣсняются кверху, и всей ваннѣ сообщается большая жидкость. Повыше-
нія температуры на самомъ дѣлѣ ве замѣтно, такъ какъ термита прибавляется всего
лишь отъ до Присутствующій титанъ связываетъ имѣющійся въ ваннѣ
азотъ, увеличиваетъ жвдкость н сообщаетъ болѣе мелкое строеніе,
11 рн этомъ чугунъ получается безъ отдулинъ. Кромѣ того, является возможность
внести въ ванну до 1 процента другихъ примѣсей, напримѣръ, феромантава, который
равномѣрно распредѣляетъ марганецъ но всей массѣ отлитой вещи*
Термитъ также примѣняется для уничтоженія пустотъ въ стальныхъ слиткахъ.
Ящикъ, наполненный термитомъ, сообразно съ размѣромъ еднтка погружается къ
сталь приблизительно па глубину до 1 метра послѣ того, какъ сталь яа поверхности
нѣсколько затвердѣла, прв чемъ затвердѣвшая корка проламывается* Реакція совер-
гпается въ теченіе жѢсхольенхъ секундъ, послѣ чего слитокъ добавляется распла-
вленной сталью, которая имѣется наготовѣ* Для слитка въ 10 ЙО тоннъ требуется
около 10 фу и* термита. При такой операціи пустотъ получается значительно меньше;
вслѣдствіе чего уменьшается угаръ стали.
Точно такъ же термитъ употребляется при отливкѣ очень крупныхъ предметовъ,
чтобы разжижить сталь, которая нѣсколько загустѣетъ. Въ этихъ случаяхъ термитъ
помѣщается въ ящикахъ въ тѣхъ мѣстахъ, гдѣ сталь можетъ загустѣть, м когда сталь
подходитъ сюда* она соприкасается съ термитомъ, который и сообщаетъ ей жидкость.
1 А. Хоѵет* 1&* 1^03, стр. 16. См. также X, 1764—05*
— 616 —
формы подводится цода; приведеніе въ движеніе стали при ея затвердѣ-
вапін и, наконецъ, компрессованіе стали при ея остываніи.
Инженеръ завода Ѵіскегз ЛѴогкв, Сояшо ДоЬвз, въ собраніи Ігоп
апй 8іееІ Іпзйіпіе указалъ на способъ, который примѣняется на ихъ
заводѣ для отливки очень тяжелыхъ слитковъ, съ цѣлые получить плот-
ный матеріалъ. Сталь отливается въ охлаждающія формы, у которыхъ
верхняя часть покрыта дурно проводящимъ тепло веществомъ, такъ что
верхушка слитка затвердѣваетъ послѣдняя, вслѣдствіе чего въ осталь-
ной массѣ слитка совершенно не получается отдулииъ; вмѣстѣ съ этимъ
и составъ стали по всему слитку получается очень равномѣрный. Опи-
раясь на результаты, полученные т заводѣ Виккерса, Джонсъ считаетъ
способъ отливки стали подъ большимъ давленіемъ излишнимъ. Съ чѣмъ
не соглашается заводъ Армстронгъ, Витвортъ и К*, на которомъ спо-
собъ прессовки примѣненъ, указывая на то, что только при прессовкѣ
можно отливать крупные слитки съ круглымъ поперечнымъ сѣченіемъ,
а при другихъ способахъ, для предупрежденія появленія трещинъ въ
слиткѣ, вслѣдствіе отставанія быстро отвердѣвшей оболочки отъ внутрен-
ности слитка, послѣднему приходится придавать въ сѣченіи многоуголъ*
никъ. Джонсъ, поддерживаемый другими спеціалистами, не находилъ въ
этомъ никакого недостатка и указывалъ, что подобная форма слитка
способствуетъ быстрому охлажденію, которое является столь важнымъ
для полученія равномѣрнаго состава и отсутствія отдулинъ. Еп^. 671 - -
— 5—04.
Стюсобв ТИеш/а. На заводѣ СиіеЬо(йіпп§зІійКе (отдѣленіе Н,
Зіегкгасіе) для полученія плотныхъ слитковъ н уменьшенія потерь отъ
отрѣзанія верхней части (вмѣсто обычныхъ 25—ЗОу/0? 5—10%) слитки
отливаются въ кокиля, которые, предварительно, при помощи особой
переносной печи сильно раскаляются; затѣмъ, когда слитокъ отлитъ,
печь ставится надъ кокилемъ, черезъ нее подъ сильнымъ давленіемъ
продувается холодный воздухъ, кото рый в слѣдствіе неполнаго горѣнія
кокса даетъ окись углерода, сгорающую при очень высокой темпера*
турѣ надъ прибылью слитка. Результатомъ такого процесса является
большая плотность стали и сопряженная съ этимъ экономія про-
изводства*
Для той же цѣли на заводѣ ЕіекігЫШй—А.—(7. ѵогш. КоІЬеп
А С* (Прага) примѣняется переносная сушилка или печь. 2, 1764—05,
8амт? предложилъ пополнять кокиля такимъ образомъ, чтобы
сталь изъ одного кокиля перетекала въ другой, третій и т. д,; при этомъ
газы подучаютъ возможность выходить изъ металла, и сталъ получается
болѣе плотная, М, Е, 179—8—03.
Самое простое средство для полученія небольшого давленія, при-
мѣняемое почти на каждомъ сталелитейномъ заводѣ, состоитъ въ томъ,
что форму наполняютъ сталью не доверху, а оставляютъ около 100 мм.
высоты; это пространство засыпаютъ пескомъ и глиной, затѣмъ закры-
*) Чертежи печи си. (Иез. 2. № 24—737—06. Также 2. 1342—05 в 1675—03.
617
каютъ крышкой и заклишіпаютъ. При остываніи газы, стремящіеся
выйти, приподымаютъ металлъ, какъ говорятъ „слитокъ растетъ *, и
этотъ ростъ можетъ достигнуть значительной высоты, если форму не
закупорить; въ закупоренной же формѣ тотъ же ростъ вызываетъ до-
вольно значительное давленіе, нѣсколько улучшающее качество отливки*
Но вообще улучшеніе получается въ очень незначительной мѣрѣ. Для
болѣе значительнаго ко и прессованія стали было предложено много раз-
личныхъ способовъ: такъ, американецъ Джонсъ хотѣлъ достичь этого,
приводя на расплавленный металлъ паръ подъ давленіемъ до 250 фунт.
па кв. дюймъ; пробовали въ плотно закрытую форму вводить воду и.
такимъ образомъ, привода ее въ соприкосновеніе съ горячимъ метал-
ломъ, заставляли испаряться и развивать давленіе*
Съ тою же цѣлью вводили въ форму взрывчатыя
вещества: вводили жидкую углекислоту и др* Всѣ
эти попытки пи къ какимъ практическимъ резуль-
татамъ не привели, такъ какъ при всѣхъ опытахъ
и давленіе развивалось недостаточно большое^ и
время, въ теченіе котораго давленіе дѣйствовало на
металлъ* было недостаточно долго. Въ 1856 г.
было предложено Генри Бессемеромъ гидравличе-
ское прессованіе, но только въ 1866 г* этотъ спо-
собъ былъ практически осуществленъ
Витвортомъ, построившимъ свой замѣчательный
ь Фиг. 479.
Фиг. 480*
прессъ для этой цѣли и показавшимъ, что сталь, остывая подъ давле-
ніемъ, можетъ получаться совершенно плотная* Съ того времени этотъ
способъ извѣстенъ, какъ способа Витворта гидравлическаго прессованія
стали. Несмотря на всѣ преимущества этого способа для полученія
стали прекраснаго качества, опъ не нашелъ себѣ большого распро-
страненія, и до 1896 года такіе прессы имѣлись только на заводѣ Вит-
ворта въ Манчестерѣ и на Обуховскомъ заводѣ въ С.-Петербургѣ* Въ
1896 г* поставленъ въ Крезо *).
Для компрессовапія стали послѣдняя отливается въ особыя формы;
одна изъ нихъ представлена на фиг. 479, Форма состоитъ изъ кова-
ныхъ стальныхъ колецъ толщиной около 100 мм*, сложенныхъ другъ
О Епдіпеегіп^ 293—1898/1 * *
Прессованіе стали по способу Гарме. См* 7* І 2 79—06.
618 —
на друга м образующихъ изъ себя сосудъ слегка коническій. Снаружи
отдѣльныя кольца скрѣплены другимъ рядомъ колецъ, посаженныхъ на
Фиг. 48н
рѣзьбѣ. Одно изъ колецъ имѣетъ шапы для болѣе удобной переноски
формы. Съ обоихъ концовъ формы, внизу и вверху* привинчены чу-
гунныя кольца, обточенныя внутри и служащія направляющими для
плиты В и _Е, довольно плотно входящихъ внутрь колецъ. Эти плиты
619 —
передъ наполненіемъ формы сталью обмазываются
толщиной до 15 мм. Вся внутренность формы
плитками. Стороны плитокъ, соприкасающіяся
огнеупорной глиной,
выложена чугунными
съ кольцами, вогнуты.
такъ что рядъ плитокъ, поло-
женныхъ другъ на друга, обра-
зуетъ вертикальный каналъ; по
этимъ каналамъ могутъ выхо-
дитъ изъ формы газы и выдав-
ливаться металлъ въ видѣ мел-
кихъ капель, Соотвѣтственно
положенію этихъ вертикальныхъ
каналовъ въ чугунныхъ пли-
тахъ просверлены отверстія,
которыя выводятъ газъ наружу.
Вся внутренность формы обма-
зывается самой огнеупорной гли-
ной, слоемъ толщиной въ 20 мм,,
и затѣмъ красится графитомъ.
Когда форма хорошо высохла,
ее ставятъ ла мѣсто для на-
полненія металломъ.
Самый прессъ изображенъ
па фиг* 481, Прессъ состоитъ
изъ четырехъ стальныхъ ко-
лоннъ 406 мм, въ діаметрѣ 9
укрѣпленныхъ въ прочномъ чу-
гу н номъ ф ундаментѣ. Ве рхняя
рама тоже чугунная, и на пей
укрѣплены два подъемныхъ
цилиндра. На верхнемъ концѣ
скалки этихъ цилиндровъ имѣет-
ся поперечина, отъ которой
опускаются двѣ тяги У, под-
держивающія подвижную раму
пресса. Всѣ четыре колонны
на большей части ихъ длины
имѣютъ прямоугольную винт-
овую нарѣзку. Для закрѣпленія
подвижной рамы въ любомъ
положеніи служатъ гайки Л\ сна-
бженяыя въ верхней части сталь-
ными шестернями Вращеніе фиг* 4В4>
гаекъ X при подниманіи или опусканіи рамы производится при помощи
винтовъ 8 съ прямоугольной лѣвой нарѣзкой, которые проходятъ черезъ
гайки В въ верхней рамѣ (фиг, 484)* Нижніе концы этихъ винтовъ
проходятъ черезъ подвижную раму и опираются на подпятникъ 2. На
— 620
этихъ винтахъ плотно насажены цилиндрическія зубчатыя колеса X ко-
торыя сцѣпляются съ шестернями Р, закрѣпленными на установитель'
ныхъ гайкахъ. Къ верхней части гаекъ В прикрѣплены цилиндрическія
колеса У, которыя сцѣпляются съ горизонтальной рейкой й (фиг. 482),
передвигающейся на небольшое разстояніе при помощи гидравлическаго
цилиндра -Н.
При помощи простого зажима, не показаннаго на чертежѣ, винты
8 могутъ быть зажаты, и если гайка В не будетъ имѣть возможности
вращаться, то вся подвижная рама можетъ быть подвѣшена па этихъ
винтахъ.
Передвиженіе рамы производится такимъ образомъ: гайки № при
помощи рейки В поворачиваются немного, такъ что онѣ удаляются отъ
рамы на 6—10 мм. При этомъ гидравлическій цилиндръ Н дѣйствуетъ
на рейку Л, эта въ свою очередь поворачиваетъ гайки В, а такъ какъ
проходящій внутри гайки винтъ 8 не можетъ двигаться поступательно,
потому что его удерживаетъ рама, то гайки В поворачиваютъ вмѣстѣ
съ собой и винтъ $ и такимъ образомъ приводятъ во вращеніе ше-
стерню Кі а вмѣстѣ съ ней и гайки X Послѣ небольшого перемѣще-
нія рейки шестерня В останавливается и держится въ этомъ положе-
ніи неподвижно, такъ что, когда подъемные цилиндры двигаютъ раму
въ кверху, то двигающіеся вмѣстѣ съ ней винты 8 приходятъ во вра-
щательное движеніе и поворачиваютъ гайки X Вслѣдствіе этою гайки У
все время подъема рамы остаются па одинаковомъ отъ нея разстояніи
и не мѣшаютъ подъему рамы. То же самое происходить и при опу-
сканіи рамы. Когда рама достигла своего надлежащаго положенія, то
нужно гайки У снова закрѣпить, для этого впускаютъ воду въ гидра-
влическій цилиндръ И въ обратномъ направленіи, при чемъ рейка 7?
передвигается я замыкаетъ гайки X
Въ нижней части колоннъ имѣется чугунное утолщеніе, на кото-
рое опирается рама, когда она не работаетъ.
На нижнемъ фундаментѣ помѣщается гидравлическій цилиндръ X,
который изображенъ отдѣльно въ разрѣзѣ на фиг, 480. Цилиндръ при-
готовленъ изъ стальныхъ ко ленъ, соединеннымъ между собой такимъ
образомъ, какъ это дѣлается въ артиллерійскихъ орудіяхъ. Внутри ци-
линдръ выложенъ пушечнымъ металломъ. Цилиндръ имѣетъ внутренній
діаметръ 1270 мм. Вода въ цилиндръ приводится по двумъ трубамъ,
расположеннымъ съ противоположныхъ сторонъ цилиндра.
При прессѣ имѣется аккумуляторъ, развивающій давленіе въ тру-
бахъ до 325 атм, (20 тоннъ на кв, дюймъ). Давленіе развивайся при*
водными насосами изъ кованой стой, діам. 57 мм. и ходъ 114 мм.
Гакихъ насосовъ 6, Они поставлены въ рядъ параллельно другъ другу,
на чугунномъ ящикѣ, образующемъ собой резервуаръ, изъ котораго опи
берутъ воду. Каждый изъ насосовъ можетъ быть выключенъ йо время
работы.
Общее расположеніе гидравлисескаго пресса и окружающихъ его
частей на Обуховскомъ заводѣ представлено на фиг. 485. Прессъ Р
— 02і
стоитъ въ центрѣ литейной; вокругъ него располагаются большія пла-
вильныя печи, печп для плавки стали въ тигляхъ на коксѣ и печи для
।
Фиг,
V—генераторы; X—отдѣленіе тигельной стали; 7—распредѣлительные краны; У—отра-
жательная печь; 5—наши на и аккумуляторы; В- плавильныя печи Сименса-Мартена;
XV—колодецъ для отливки.
плавки въ тигляхъ съ генеративной топкой. Изъ всѣхъ этихъ печей
сталь можетъ подводиться подъ прессъ. Передъ каждой большой ила-
—* 622 —
вильной печью располагается кольцевая яма, надъ которой ходятъ по*
воротный кранъ. Этимъ крапомъ разставляются въ ямѣ формы для от-
ливки болванокъ и затѣмъ отлитыя болванки вынимаются прочь. Въ
упомянутыя формы отливка производится только въ томъ случаѣ, когда
прессованіе стали почему-либо считается излишнимъ. Если же произво-
дится прессованіе стали, то послѣдняя выпускается изъ сименсовской
печп въ большой котелъ, который на телѣжкѣ по рельсамъ подвозится
при помощи гидравлическаго ворота С ня поворотный кругъ Т. Здѣсь
телѣжка поворачивается и котелъ продолжаетъ двигаться въ перпенди-
кулярномъ направленіи и останавливается надъ формой, которая въ
свою очередь стоить па подъемномъ гидравлическомъ столѣ X. Такіе
подъемные столы находятся по обѣимъ сторонамъ пресса, такъ что
сталь можетъ подвозиться съ любой стороны. На чертежѣ показано
также расположеніе паровой машины, насосовъ, аккумулятора и трубо-
провода, соединяющаго насосы съ распредѣлительнымъ отдѣленіемъ.
Главныя трубы— 100 мм- діам*, стальныя. Всѣ трубы и краны для
управленія подъемными механизмами, приспособленіями, передвигающими
телѣжку съ котломъ, приводящими въ движеніе самый прессъ, сосре-
доточены въ распредѣлительномъ отдѣленіи Я, такъ что стоящій здѣсь
человѣкъ управляетъ всѣми операціями при прессовкѣ стали. Распредѣ-
лительное отдѣленіе обнесено перегородкой, защищающей мастера отъ
искръ, которыя разлетаются при прессовкѣ.
Трубопроводъ устроенъ такимъ образомъ, что вода можетъ итти
прямо отъ насосовъ въ большой цилиндръ гидравлическаго пресса, или
же, закрывая клапанъ, воду можно пустить мимо пресса въ распредѣ-
лительное отдѣленіе, откуда она пойдетъ уже но назначенію въ какой-
нибудь изъ малыхъ побочныхъ гидравлическихъ цилиндровъ. Во время
процесса прессовки большой цилиндръ непосредственно соединенъ съ
пасосами, п мастеръ пускаетъ воду мимо только въ томъ случаѣ, когда
давленіе подымается слишкомъ быстро или достигаетъ опасной вели-
чины.
Самый процессъ прессовки производится такимъ образомъ. Когда
форма совершенно приготовлена, т.-е. выложена огнеупорнымъ матеріа-
ломъ и хорошо просушена, ее ставятъ па тяжелый чугунный столъ,
который помѣщается на гидравлическомъ подъемникѣ X, съ той сторо-
ны, съ какой будетъ подвозиться расплавленный металлъ. Подъемникъ
затѣмъ подымается, пока его платформа не станетъ въ уровень съ рель-
сами, положенными между колоннами пресса* При помощи горизон-
тальнаго гидравлическаго цилиндра Л столь съ формой передвигается
подъ прессъ и, двигая форму по столу, ее устанавливаютъ такимъ об-
разамъ, чтобъ она была совершенно кокцентрична съ цилиндрической
частью поперечины пресса. Въ это же время устанавливается па долж-
ной высотѣ и самая поперечина. Послѣ чего при помощи того же ги-
дравлическаго цилиндра Й форму со столомъ сдвигаютъ обратно па
подъемникъ Б и опускаютъ внизъ, такъ чтобъ надъ формой могъ по-
— 623
мѣститься котелъ съ расплавленной сталью, Когда сталь привезена и
форма наполнена, котелъ быстро отводятъ назадъ, форму подымаютъ до
первоначально установленнаго уровня и вдвигаютъ подъ прессъ. Послѣ
этого всѣ рабочіе отходятъ прочь п мастеръ въ распредѣленномъ отдѣ-
леніи опускаетъ поперечину пресса до тѣхъ поръ, пока ея цилиндриче-
ская часть не соприкоснется вполнѣ съ металломъ. Такое соприкосно-
веніе всегда опредѣляется тѣмъ, что изъ формы выливается часть вы-
тѣсненнаго метола. Но такъ какъ діаметръ цилиндра поперечины только
на 2 мм. меньше внутренняго діаметра формы, то въ кольцевомъ про-
странствѣ между ними сталь быстро застываетъ и такимъ образомъ
какъ бы закупориваетъ форму. Поперечина вѣсомъ въ 50 тоннъ въ те-
ченіе нѣкотораго времени медленно опускается п сжимаетъ металлъ,
послѣ чего у стало витальныя гайки замыкаются. Все это происхо-
дитъ въ теченіе нѣсколькихъ секундъ, послѣ чего впускается вода въ
нижній большой цилиндръ* Подъ сильнымъ давленіемъ поршень по-
дымается вверхъ, сжимаетъ расплавленный еще металлъ, при чемъ
капли металла выступаютъ пзъ всѣхъ отдушинъ и соединеній формы.
Мастеръ долженъ слѣдить, чтобъ это вытеканіе изъ формы происходило
не слишкомъ сильно, п соотвѣтственно уменьшать давленіе. Въ теченіе
первыхъ минутъ спрессованный слитокъ быстро уменьшается въ длинѣ,
при чемъ стараются возможно скорѣе достичь максимальнаго давленія,
которое должно дѣйствовать па металлъ. Понемногу сжатіе слитка умень-
шается, и когда слитокъ уже перестаетъ измѣнять свои размѣры, про-
цессъ считаютъ оконченнымъ. По мѣрѣ того какъ уменьшается сжатіе
слитка, приходится уменьшать также и коли честно притекающей отъ
насосовъ воды, что можно дѣлать, пуская часть поды мимо пресса или
же выключая одинъ или больше насосовъ изъ работы.
Во время прессовки замѣтно выдѣленіе громаднаго количества га-
зовъ. горящихъ блѣдно-голубымъ пламенемъ. Эти газы состоятъ изъ
окиси углерода и водорода. Прессованіе продолжается еще довольно
долго послѣ того, какъ выдѣленіе газовъ и сжатіе слитка прекратились:
это дѣлается съ цѣлью уменьшитъ вредныя напряженія въ металлѣ, такъ
какъ выяснено, что въ томъ случаѣ, когда металлъ остываетъ подъ
большимъ давленіемъ, внутреннія напряженія получаются значительно
меньше.
Для полученія хорошаго матеріала желательно, чтобъ онъ подвер-
гался давленію до 240 атм. (15 тоннъ па кв. дюймъ) и чтобъ это
давленіе дѣйствовало достаточно долгое время. Чѣмъ больше размѣръ
слитка, тѣмъ дольше долженъ онъ подвергаться давленію, и въ нѣко-
торыхъ случаяхъ для надлежащаго прессованія можетъ потребоваться
нѣсколько часовъ. При такомъ давленіи сжатіе слитка обыкновенно
простирается до 12®/*, если сравнивать объемъ расплавленнаго металла
и затѣмъ высоту затвердѣвшаго слитка. Если давленіе и сжатіе будутъ
меньше, то металлъ въ центральныхъ частяхъ слитка можетъ получить-
ся неплотнымъ.
— 624 —
А, 3. Саргоп описалъ способі» прессовки стали, примѣняемый на зовадѣ Ме^гз
Лезеор'а Ѵ^огкй., ігатеят. НѳЫпкои в Ноа^ог и представляющій усовершенствованіе патента
4оіт* ІШпвѵагіІѴа (15 У). Выгоды итого способа заключаются въ слѣдующемъ: 1) по-
лу чается вполнѣ плотный слнтокъ; 2) вслѣдствіе возможности наблюдать поверхность
слитка, является возможнымъ удалять расплавленную сталь п значительна улучшить
качество металла; 3) слитки отливаются на мѣстѣ; 4) простота всего устройства и про-
стота работы, не требующая искусныхъ рабочихъ; 5) благодаря особой конструкціи
формъ слитки волу чаются въ видѣ параллелопипедовъ, вслѣдствіе чего значительно
облегчается прокатана. Ігоп апіі ВІееІ 1906*
Си. также Б000 -Шп. прессъ Веагйшоге апгі С°,—дія динамической прессовка ста-
лн—Еп^ 101^-1—09. 2—844—09.
1ШепЪег& разсматриваетъ различные способы, уничтоженія отдулянъ въ слит-
кахъ—въ Е А. 760—1—3-^06 и 914—19—3—08.
Также различные способы уплотненіе еднтковъ см. М* Е. 302—09,
ГЛАВА VII.
Производство отливки.
317. Нагрузка формъ. Когда форма совершенно приготовлена, ее
передъ отливкой необходимо нагрузить или закрѣпить какимъ-либо дру-
гимъ способомъ, чтобъ предупредить вытеканіе металла изъ стыковъ,
формы *). Металлъ, наполняющій форму, оказываетъ довольно сильное
давленіе на ея стѣнки. Давленіе въ литейной формѣ обусловливается
или положеніемъ выпоровъ или положеніемъ литника. Если въ формѣ
имѣется выпоръ, и чугунъ достаточно жидокъ, то, по заполненіи формы,
уровень чугуна будетъ стоять па высотѣ выпора и въ такомъ случаѣ
давленіе будетъ обусловлено высотой выпора. Если же чугунъ густъ,
то онъ можетъ затвердѣть въ выпорѣ, или можетъ подыматься въ вы-
порѣ настолько медленно, что по заполненіи формы резервуаръ литника
будетъ тоже полонъ чугуномъ и въ такомъ случаѣ давленіе въ формѣ
будетъ зависѣть отъ положенія литника.
Если внутри формы находятся стержни, окруженные чугуномъ,
то опи стремятся всплыть и для удержанія ихъ на мѣстѣ нужно при-
ложить силу, равную вѣсу чугуна, вытѣсняемаго стержнемъ за выче-
томъ его собственнаго вѣса.
Если площадь горизонтальной проекціи формы будетъ Е кв. дещ,
а разстояніе центра тяжести поверхности формы въ верхней опокѣ до
уровня чугуна въ литникѣ или выпорѣ будетъ А дец., то давленіе на
верхнюю опоку будетъ:
ф = 7,4 Е.А кгр.
Къ этому нужно прибавить силу всплыванія стержней, такъ какъ
величина послѣдняго обыкновенно уравновѣшивается верхней опокой.
Полученное такимъ образомъ давленіе на верхнюю опоку должно
быть увеличило на 30—50°/^ имѣя въ виду то обстоятельство, что
*) Чтобы остановить пробившійся изъ
опоки жидкій чугунъ, могутъ примѣнять-
ся особые столоры, идея устройства кото-
ряхъ ясна изъ прилагаемаго рисунка (фиг.
486). Внутри трубки А помѣщается формо-
вочныІ песокъ. Трубка А прижимается къ
опокѣ В въ томъ мѣстѣ, гдѣ изъ нее выте-
каетъ чугунъ, и затѣмъ песокъ А выталки-
вается изъ трубки помѣщающимся внутри ее
поршнемъ; этимъ и производится закупорка.
Фиг. 486*
40
— 6215 —
чугунъ, заполняя форму, производитъ помимо статическаго давленія еще
ударное дѣйствіе. Ударное дѣйствіе будетъ тѣлъ сильнѣе, чѣмъ жиже
чугунъ, чѣмъ съ большей скоростью наполняется форма. Если по ложе-
ніе литника высоко и поверхность формы большая, то давленіе па по-
верхность формы можетъ достичь очень большой величины, — въ нѣ-
сколько тысячъ кгр. Понятно, что при такомъ давленіи форма будетъ
стремиться разойтись по поверхностямъ стыка и ее нужно искусственно
удержать отъ этого. При формовкѣ въ опокахъ скрѣпленіе формы мо-
жетъ быть достигнуто очень просто, скрѣпляя отдѣльныя опоки другъ
съ другомъ, что дѣлается при помощи болтовъ, чекъ, струбцинокъ и т. я.
Если же вещь заформована отчасти въ почвѣ и только сверху покрыта
опокой, то въ такомъ случаѣ обыкновенно не къ чеыу прикрѣплять
опоку и ее приходится удерживать отъ поднятія нагрузкой. Для этого
поверхъ опока кладутъ чугунныя болванки или спеціально отлитые гру-
зы. Грузы, конечно» должны опираться на остовъ опока, а не па на-
битую въ ней землю, иначе форма можетъ быть продавлена. Въ каждомъ
отдѣльномъ случаѣ нужно сообразить, какое количество грузовъ потреб-
но для надлежащаго нажатія опоки, при чемъ нужно имѣть въ виду,
что грузы должны не только уравновѣсить давленіе чугуна» но и про-
извести надлежащую герметичность стыка, иначе металлъ будетъ про-
сачиваться изъ формы и литье получится съ заливомъ.
Въ нѣкоторыхъ литейныхъ, вмѣсто грузовъ, употребляются слѣду-
ющія приспособленія. На глубинѣ 1—2 метровъ подъ землей прокла-
дываются балочки на нѣкоторомъ разстояніи другъ отъ друга; въ этихъ
палочкахъ закрѣпляются болты» которые выходятъ па поверхность ли-
тейной. Готовыя формы ставятся между этимп болтами, иа опоки кла-
дутся пеперечныя балочки» съ отверстіями» надѣвающимися на болты» и
притягиваются гайками кинзу. Подобное устройства оказывается очень
удобнымъ въ литейныхъ, дѣлающихъ однообразныя отливки.
Формы» приготовленныя изъ глины» вообще неудобно нагружать, н
для скрѣпленія отдѣльныхъ частей такихъ формъ внутри ихъ проклады-
ваются спеціальныя плиты» которыя и свинчиваются между собою бол-
тами, а кромѣ того такія формы почтя всегда зарываются въ землю
или обсыпаются землей, которая потомъ плотно утрамбовывается, чѣмъ
п достигается еще большая плотность швовъ.
Расплавленный въ вагранкѣ или печи металлъ можетъ быть пере-
несенъ въ ферму двумя способами: заставляя течъ ею по особо приго-
товленнымъ желобамъ. или перенося въ ковшахъ.
318. Отливка при помощи жоЛобовъ. Эготъ способъ примѣ-
няется въ литейномъ дѣлѣ только въ гЬхъ случаяхъ, когда приходится
отливать слишкомъ тяжелую вещь, такъ что не имѣется ковша доста-
точныхъ размѣровъ нлп пѣтъ крана для не ре движенія большихъ гру-
зовъ. Понятно, что при этомъ способѣ отливки форма должна быть
гірыта въ землю такъ, чтобъ резервуаръ литника находился ниже вбь
ііѵскяого отверстія вагранки плп печи.
— Н27
Если мѣстныя условія позволяютъ, то жолобъ можетъ быть про-
ложенъ прямо въ полу литейной; для этого предварительно лопатой
выгребаютъ канаву, которую затѣмъ обкладываютъ формовочной землей
и утрамбовываютъ, чтобъ металлъ при своемъ движеніи не размывалъ
жолобйх Или же, если въ полу проложить желоба нельзя, то его при-
готовляютъ изъ дерева и затѣмъ обманываютъ толстымъ слоемъ глины,
чтобъ жаръ не могъ сжечь дерева. Самые жолоба поддерживаются на
козлахъ. Наконецъ, жолобъ можетъ быть приготовленъ изъ желѣзныхъ
или чугунныхъ шіитъ, положенныхъ съ уклономъ по направленію къ
формѣ, на плитахъ укладываются чугунныя свинки, чтобъ образовать
бока желоба, внутри котораго насыпается формовочный песокъ и утрам-
бовывается, Чтобъ можно было регулировать скорость наполненія фор-
мы, па пути желоба дѣлается запасный резервуаръ, въ которомъ мо-
жетъ скопляться металлъ. Ближайшее въ формѣ отверстіе въ резервуарѣ
снабжается заслонкой, закрывая которую, болѣе или менѣе, можно
производить регулировку притока металла къ формѣ, при этомъ резервуаръ
то наполняется металломъ, то выпускаетъ его по направленію къ формѣ.
Устройство желоба вообще затруднительно, и потону къ подобнаго
рода отливкѣ прибѣгаютъ только въ исключительныхъ случаяхъ.
Нужно замѣтить, что сталь, какъ быстро застывающая, совершенно
не можетъ быть отливаема по этому способу,
319. Отливка при помощи ковшей. Ковши, въ которыхъ разно-
сится чугунъ, приготовляются изъ листового желѣза. (Толщина желѣза
для боковыхъ стѣнокъ 6 — 8 мм.. для днища—Ю—13 мм*). Чугунные
ковши не надежны, такъ какъ легко могутъ трескаться и повести къ
несчастному случаю* Ковшамъ придаютъ слегка коническую форму, на
верхнемъ ребрѣ дѣлается косокъ, черезъ который выливается чугунъ
при переворачиваніи ковша. Въ крупныхъ ковшахъ носокъ долженъ
приготовляться пзъ отдѣльнаго куска желѣза и приклепываться, а не
отгибаться изъ того же куска, изъ котораго приготовленъ весь
ковшъ, такъ какъ въ этомъ случаѣ носокъ получится ниже, чѣмъ
остальной край ковша, и потому большой объемъ ковша будетъ про-
падать непроизводительно.
Для того, чтобъ ковшъ не перегоралъ при наполненіи его распла-
вленнымъ металломъ и чтобъ самый металлъ не сильно охлаждался,
ковшъ внутри обмазывается глиной. Толщина глины зависитъ отъ раз-
мѣра ковша; для ручныхъ ковшей слой глины около 20 мм , большіе
ковши * подымаемые крапомъ* обмазываются болѣе толстымъ слоемъ.
Ковши, содержащіе болѣе 5 толпъ металла, должны внутри выклады-
ваться огнеупорнымъ кирпичомъ. Въ ковшахъ меньшихъ размѣровъ дно
сначала покрывается мелкой золой, а затѣмъ набивается крупнымъ пес-
комъ и смазывается угнеупорной глиной* Такое дно необходимо хорошо
просушить, иначе при наполненіи ковша чугуномъ, отъ образующихся
паровъ можетъ произойти сильное разбрызгиваніе. Чтобы, на всякій
случай, облегчить выходъ пару изъ слоя, образующаго дно, въ желѣз-
40*
— 628 —
номъ днищѣ просверливаютъ нѣсколько отверстій діам. около 6 №.
Ковши для отливки стали должны обмазываться болѣе огнеупорными
веществами. Обмазанный глиной ковшъ долженъ быть хорошо просу-
шенъ, при этомъ необходимо
не получилось значительныхъ
Фпг. 487.
наблюдать за тѣмъ, чтобы при просушкѣ
трещинъ въ глинѣ, и чтобъ вообще не
было замѣтно, что глина можетъ легко
отстать отъ ковша. Если какой-нибудь изъ
этихъ пороковъ окажется въ то время,
когда ковшъ наполненъ расплавленнымъ
металломъ, то послѣдній можетъ проник-
нуть до стѣнокъ ковша, пережечь ихъ, и
ковшъ потечетъ, вслѣдствіе чего отливка
можетъ быть не доведена до конца н
испорчена, а если ковшъ большихъ раз-
мѣровъ, то очень легко можетъ произой-
ти и песчастіе съ рабочими. Для про-
сушки ковш и наполняются горящв мъ
коксомъ или углемъ, или же подогрѣва-
ются снаружи дровами.
Ковши въ литейныхъ употребляются
различныхъ размѣровъ:
Самые малые — ручные (стр. 414
фиг. 220); къ ковшу придѣлана ручка и его несетъ одинъ рабочій; въ
такой ковшъ обыкновенно входитъ до 15 кгр. чугуна.
Ковши съ носилками (фиг. 207, стр. 409);
иыхъ размѣровъ вмѣстимостью отъ 30 до 200
Фиг. 488.
они дѣлаются разгшч-
кгр. ж и дка го чугу н а.
Равн осятъ и хъ, см о-
тря по вѣсу, отъ 2 до
6 человѣкъ. Устрой-
ство носилокъ ясно
изъ чертежа, приго-
товляются онѣ ИЗЪ
плоскаго желѣза еъ
закругленными ру ч -
ками и должны быть
разсчитаны на изгибъ
сообразно съ вѣсомъ
ковша.
Болѣе тяжелые ковши переносятся краномъ. Ихъ конструкція пред-
ставлена на фиг. 487. Вокругъ ковша приклепано кольцо, состоящее’
изъ двухъ половинъ. На кольцѣ имѣются шипы, за которые ковшъ и
подвѣшивается къ крану. Для поворачиванія копны шиповъ зашіленьь
'Въ квадратъ и на нихъ надѣвается ручка, откованная въ видѣ вилки,.
пли же просто можетъ быть надѣтъ рычагъ, при помощи котораго и>
поворачивается ковшъ. Форма ковша должна но возможности прибли-
жаться къ шару п ось вращенія его проходить черезъ центръ тяжести,
— 620
щш этомъ поворачивать ковшъ будетъ легко. Ни въ какомъ случаѣ ие
слѣдуетъ располагать ковшъ такио образомъ, чтобъ центръ тяжести
его лежалъ ъыі.шз точки вращенія, при этомъ можетъ случиться, что
послѣ небольшого поворота, ковша металлъ хлынетъ .изъ негот при чемъ
Фяо 48а.
можетъ получиться довольно сильный вращающійся моь-шик съ кото-
рымъ рабочій, удерживающій ковшъ, не справится, ковшъ перевернется
и сразу выльетъ весь металлъ; такимъ образомъ будетъ испорчена от~
.ловча, а кромѣ того можетъ произойти п несчастье съ рабочими. Го-
ФиГк 4-90,
•раздо лучину если ковшъ построенъ такъ, что рабочему приходится при-
лагать нѣкоторое усиліе, чтобъ перевертывать ковшъ. Всѣ частщ под-
.держнвающія ковшъ^ должны быть разсчитаны вполнѣ іцючво. Иногда
вмѣсто того, чтобъ іфнклеиывать кольцо съ шишиш къ ковшу, его
тіржо надѣваютъ, а для того, чтобъ і;еьшъ не подъ
него подводятъ двѣ поперечныя полосы соединенныя съ колѣшжъ
>(фііг+ 487)>
— взо —
Если ковшъ очень велаьъ, то переворачивать его руками стано-
вится слишкомъ трудно; въ такомъ случаѣ на одномъ изъ шиповъ на-
саживается червячное колесо и ковшъ во вращеніе приводится при
помощи червяка (фиг. 488). Такое устройство очень удобно: ковшъ
перевернуться не можетъ, поворачиваніе производится очень равномѣрно,
не выплескивая чугуна, и при этомъ не требуется со стороны рабочаго
большихъ усилій. Необходимо червячную передачу устраивать такъ,
чтобы рабочій могъ поворачивать ковшъ, стоя сбоку, такъ чтобы ему
былъ видѣнъ литникъ. Для этого водятся еще коническая передача (си.
фиг. 488 и фиг. 493), Размѣры червячпаго колеса нужно брать круп-
ные, не меньше 300 им.
РАЗМѢРЫ КОВШЕЙ,
Вмѣстимость кгр- ! Верху, діам. | Ниже. діам. Глубина ям\
мм. ни.
2500 925 800 800
1750 800 700 750
1500 $00 700 650
1250 720 580 630
1000 690 580 600
750 800 5СЮ , 585
600 560 475 і 520
500 545 475 450
400 480 420 430
300 455 370 420
260 430 360 406
200 420 360 380
150 380 315 350
100 330 255 290
75 315 250 255
50 265 220 250
35 210 200 215
25 215 180 190
Толгпппа обнизки равпя діам.
Въ нѣкоторыхъ случаяхъ ковшъ, вмѣсто того чтобъ переноситься'
нрн помощи крана, ставится на особую телѣжку (фиг. 489—490) и
перевозятся по рельсамъ. Въ такой телѣжкѣ одинъ литейщикъ можетъ
развозить и отливать до 1 50 кгр., (фиг. 491), тогда какъ при разноскѣ
на носилкахъ для той же работы потребны 3 — 4 человѣка. Конечно,
примѣненіе подобныхъ телѣжекъ возможно лишь въ литейныхъ, гдѣ
полъ достаточно для этого ровенъ, что встрѣчается далеко не часто.
Еще болѣе удобно для переноски ковша примѣненіе воздушныхъ
рельсовыхъ путей (фиг, 492), какъ это очень часто практикуется въ
американскихъ литейныхъ. При этомъ полъ литейной можетъ быть бо-
лѣе тѣсно заставленъ опоками. Пользуясь таки ни путями одинъ рабочій
можетъ разливать изъ ковшей вѣсомъ до 400 кгр.
_ 631
На поверхности чугуна всегда плаваетъ различный соръ; передъ
выливаніемъ въ форму его считаютъ деревянной лопаткой (фиг, 207).
Въ маленькихъ ковшахъ производитъ очистку такимъ образомъ не за-
трудпительно; при большихъ же ковшахъ рабочему, очищающему по-
верхность, приходится подвергаться очень сильному жару, и потому въ
такпхъ случаяхъ лучше на самомъ котлѣ дѣлать приспособленія для
очистки чугуна. Устройство такого приспособленія показано на фпт\
493. Какъ видно, поперекъ котла располагается перегородка, обмазан-
ная глиной, которая и удерживаетъ всю грязь
Отливка идетъ слѣдующимъ образомъ: вагранщикъ ждетъ, пока въ
вагранкѣ накопится достаточно чугуна. Затѣмъ онъ даетъ сигналъ, и
литейщики подходятъ со своими ков-
шами; подъ выпускнымъ желобомъ
ставится самый большой ковшъ > ва-
гранщикъ открываетъ выпускное отвер-
стіе, и чугунъ льется: въ это время
рабочіе подставляютъ свои ковши, па-
Фнг. 492.
".''У
Фвѵ. 491>
полняютъ ихъ и уносятъ. Въ промежуткахъ между перемѣной ковшей
чугунъ течетъ въ подставленный большой ковшъ, который наполняется
послѣднимъ, послѣ чего вагранка закупоривается.
Нужно замѣтить, что выливаться такимъ образомъ, т.-е. черезъ
край ковша, можетъ только расплавленный чугунъ или болѣе легко-
плавкіе металлы. Отливать же сталь такимъ образомъ нельзя, такъ какъ
она при этомъ затвердѣетъ. Чтобъ сталь пе застывала, ее необходимо
разносить въ большихъ массахъ. Поэтому сталь разносятъ всегда въ
большихъ ковшахъ и формы располагаютъ группами такъ, чтобъ нѣ-
сколько формъ могли наполняться изъ одного литника. При этомъ
ковшъ не переворачивается, а въ его днищѣ дѣлается отверстіе, закры-
вающееся глиняной пробкой, черезъ которое и выпускается сталь.
Одинъ изъ такихъ ковшей для разноски стали представленъ па фиг* 494.
Въ днищѣ имѣется отверстіе г, которое закрывается глиняной пробкой и,
посаженной па желѣзномъ стержнѣ Ь; стержень тоже обмазанъ огне-
упорнымъ матеріаломъ, чтобъ онъ не могъ горѣть. При подыманіи
— 632 —
рычага / подымается и глиняная пробка и выпускаетъ изъ ковша сталь.
Внутри ковшъ обложенъ огнеупорнымъ кирпичомъ и обмазанъ глиной.
Передъ тѣмъ какъ наполнять ковшъ сталью, его хорошо прогрѣваютъ,
перевертывая ковшъ вверхъ дномъ и ставя его надъ разведеннымъ
огнемъ. Когда отливка кончена, ковшъ тоже перевертываютъ, чтобъ
вылить изъ него оставшіеся шлаки
и болѣе удобно производить ре-
монтъ *).
320. Отливка въ разрѣжен-
номъ пространствѣ. На многихъ
сталелитейныхъ заводахъ для полу-
ченія болѣе плотныхъ отливокъ, на-
полненіе формъ производится въ
ра зрѣже п но яъ пространствѣ, при
этомъ изъ металла болѣе легко
выдѣляются газы и самъ металлъ
не такъ окисляется, вслѣдствіе чего
качество металла значительно улуч-
шается* Въ настоящее время имѣется
нѣсколько способовъ для подобной
отливки. Въ общемъ способъ со-
стоитъ въ томъ, что форма помѣ-
ищется въ металлическій сосудъ, изъ
котораго выкачивается воздухъ и въ
такое разрѣженное пространство
вливается сталь. Иногда въ самый
сосудъ, въ которомъ производится
разрѣженіе, вмѣстѣ съ формой вво-
дятся и ковшъ, который затѣмъ
перевертывается и содержимое вы-
ливается въ форму. Описаніе подоб-
ныхъ устройствъ интересующіеся
могутъ найти въ журналѣ Сіез. 2.
146 и 174 — 12.
321. Нѣкоторый обстоятельства, «а яоторыя нужно обращать
вниманіе при отливкѣ—Температура металла й). Чѣмъ горячѣе ме-
таллъ, Нмъ больше вѣроятія получить испорченное литье. Чѣмъ горя-
чѣе металлъ, тѣмъ онъ даетъ большую усадку, слѣдовательно, въ отливкѣ
получаются легче усадочныя раковипы; горячій металлъ растворяетъ
въ себѣ больше газовъ, которые при охлажденіи выдѣляются и могутъ
произвести отдулины въ литьѣ; наконецъ, горячій металлъ больше при-
гораетъ къ поверхности формы, отчего литье получаетъ некрасивый
Ч Ковши и телѣжки для отливки стали, см. 7,- 424—03; 1728—07.
Рисунки, изображающіе отливку стала феэ 2. Л 2—06.
Ч Относи гель во вііянік теяпературя отляакн ня свойства мѣдныхъ сплавовъ
ек. Б. П, О. 8-ОЗ, стр. 683.
видъ и тверду ю стекловиднпо корку„ IIпотому мю-біпе желательно
употреблять для отливки по возможности холодный металлъ, но? съ
другой' стороны, холодный металлъ не всегда можетъ вполнѣ заполнить
форму, въ особенности если она имѣетъ небольшое поперечное сѣчешщ
такъ что при отливкѣ мелкихъ предметовъ и предметовъ съ тонкимъ
поперечнымъ сѣченіемъ по необходимости приходится отливать горячимъ
металловъ. Чугунъ, выпущенный изъ вагранки, обыкновенно перегрѣтъ
настолько, что имъ можно производить отливку самыхъ мелкихъ пред-
метовъ, не боясь, что онъ застынетъ прежде времени3 и .въ такихъ
случаяхъ его прямо пускаютъ въ отливку сейчасъ же послѣ того, какъ
опъ выпущенъ изъ вагранки въ ковшъ. При отливкѣ же болѣе круп-
ныхъ предметовъ, которые могутъ наполняться болѣе холоднымъ ме-
талломъ, чугуну, послѣ того какъ одъ выпущенъ изъ вагранкіъ нужно
Фиг 494,
дать немного остыть. Насколько можно охладить чугунъ передъ отлив-
кой, прямо зависитъ отъ велкчшш, конструкціи формы и штеріалщ
изъ котораго она сдѣлана; въ каждомъ отдѣльномъ случаѣ этотъ во-
просъ можетъ быть .рѣшенъ только на основаніи предыдущаго опыта.
Опытные литейщики опредѣляютъ теьтературу чугуна па главъ, наблю-
дая егоЛцвѣтъ, .игру и т- гг< Очйыь горячій чугунъ представляется ярко-
.блестящимъ,...съ. бѣлымъ оттѣнкомъ; на поверхности его замѣчается вы-
дѣляющійся водаіюжы горящій блѣднымъ пламенемъ; но мѣрѣ остыванія
на поверхности чугуна появляется игра, блескъ чугуна уменьшается^
цвѣтъ переходитъ въ красноватый, черезъ нѣкоторое время прекращается
игра, такъ какъ на поверхности образуется достаточно прочная корка.
Въ ка&ой. изъ этихъ моментовъ чугутгъ долженъ быть .пущенъ яѣ..;от-
локут можетъ быть постигнуто ТОЛЬКО ОПЫТОМЪ При:-работѣ'.Ж>*
тейшЛ
— 634 —
Опредѣленіе температуры металла и а глазъ нельзя признать пра*
пильнымъ, и желая достичь хорошихъ результатовъ необходимо примѣ-
нять для этой цѣли пирометры, которые въ настоящее время изгото-
вляются многими фирмами въ очень удобной для пользованія конструкціи*
См* М. Е. 329—06, А. М. 668—12—05.
322, Скорость наполненія формы. Вообще, чѣмъ быстрѣе напол-
няется форма, ве производя при этомъ обрыва ея поверхности, тѣмъ
лучше. Наименьшая же скорость наполненія должна быть такова, чтобъ
литникъ все время былъ наполненъ металломъ и въ форму не могъ че-
резъ него попадать воздухъ, производящій окисленіе металла* Въ виду
того же обстоятельства наполненіе формы должно производиться ие пре-
рываясь отъ начала до конца. Если струя вливающагося чугуна въ
форму прервется даже сравнительно на недолгое время, то въ резуль-
татѣ можно получить испорченное литье, вслѣдствіе того, что попавшій
въ это время въ форму воздухъ можетъ окислятъ соприкасающуюся съ
нимъ поверхность чугуна и образовавшійся окиселъ не позволитъ новой
порціи влитаго чугуна присоединиться къ старому, отчего въ результа-
тѣ получится такъ наз* сгний
Особенно трудно бываетъ поддерживать постоянную струю металла
при отливкѣ стальныхъ издѣлій изъ нѣсколькихъ тиглей, а здѣсь это
постоянство особенно важно, такъ какъ сталь окисляется и застываетъ
гораздо быстрѣе, чѣмъ чугунъ. Чтобъ устранить это затрудненіе, въ та-
кихъ случаяхъ надъ литникомъ ставятъ большой резервуаръ, куда іі вы-
ливается сразу содержимое изъ всѣхъ тиглей. Въ резервуарѣ надъ лит-
никомъ имѣется отверстіе, открывая которое металлъ выпускается въ форму -
Подобные же резервуары устраиваются и пра отливкѣ тяжелыхъ
издѣлій, какъ объ этомъ уже было упомянуто.
Такъ какъ на поверхности расплавленнаго металла всегда находятся
грязь п окислы, то при наполненіи формы эти постороннія примѣси
должны быть удалены. Для этого употребляются особыя лопатки, кото-
рыми грязь и счищается съ поверхности металла. При отливкѣ изъ ма-
лыхъ горшковъ лопатки дѣлаются изъ дерева, при отливкѣ изъ большихъ
ковшей лопатки приготовляются изъ желѣза. Желѣзная полоса слегка
расплющивается на одномъ копцѣ и обмазывается глиной, чтобъ желѣзо
пе расплавлялось.
Всѣ выпоры должны быть при наполненіи формы закупорены гли-
няными пробками, при этомъ въ формѣ поддерживается нѣкоторое да-
вленіе, которое заставляетъ воздухъ выходить изъ формы черезъ поры
формовочнаго матеріала и тѣмъ механически удерживаетъ стѣнки отъ обва-
ла. Въ особенности это важно для формъ, у которыхъ верхняя опока
имѣетъ большую поверхность и форма наполняется довольно долго
(30—40 сек.). Кромѣ того, металлъ при этомъ наполняетъ форму съ
оолѣе равномѣрной скоростью* Въ началѣ отливки напоръ, подъ кото-
рымъ движется чугунъ, больше, и потому, чтобъ замедлить скорость его
втеканія въ форму, нужно противопоставить нѣкоторое сопротивленіе,
подъ конецъ же, когда напоръ при поднятіи уровня металла уменьшается^
— 635
сопротивленіе, наоборотъ, нужно уменьшить, что п дѣлается, открывая
выпоры въ формѣ и да па я воздуху легкій выходъ- Слѣдовательно, выпо-
ры нужно держать при отливкѣ вообще закупоренными и открывать ихъ
только тогда, когда форма почти уже наполнилась.
При наполненіи формы изъ нея выдѣляются газы, между про-
чимъ и окись углерода, которая очень вредно дѣйствуетъ на рабочихъ,
поэтому при выходѣ газовъ ихъ обыкновенно зажигаютъ, чтобъ сжечь
окись углерода въ углекислоту п тѣмъ ее обезвредить. Но, какъ уже
было сказано, газы нужно зажигать сейчасъ же при ихъ образованіи,
для чего вокругъ формы раскладываются горящія стружкп. или же за-
жигать ихъ послѣ того, какъ форма наполнилась чугуномъ, иначе
можетъ образоваться изъ газовъ взрывчатая смѣсь, при зажиганіи
которой взрывъ перелается внутрь формы, и можетъ повредить ея по-
верхность.
323 Особые пріемы при отливкѣ. Въ нѣкоторыхъ случаяхъ, чтобъ
получить пустотѣлую отливку^ по употребляя стержня, прибѣгаютъ къ
слѣдующему пріему. Послѣ того какъ форма паполпепа металломъ и на
внѣшней поверхности онъ нѣсколько затвердѣлъ, въ какомъ-нибудь мѣ-
стѣ формы пробиваютъ затвердѣвшую корку заостреннымъ инструмен-
томъ и выпускаютъ прочь находящійся внутри формы еще жидкій ме-
таллъ. Въ результатѣ подучается пустотѣлая отливка. Конечно, подобный
способъ можетъ примѣняться только въ тѣхъ случаяхъ, когда не тре-
буется особенно равномѣрной толщины стѣнки и правильности внутрен-
ней поверхности. Къ такому способу отливки очень часто прибѣгаютъ
при изготовленіи издѣлій изъ олова или его сплавовъ, напр. игрушекъ.
Всѣ такіе предметы льются въ металлическихъ формахъ безъ стержней,
выпуская изнутри жидкій металлъ. Сплавы олова затвердѣваютъ не осо-
бенно быстро, и потому подобную операцію производить сравнительно
легко. При отливкахъ изъ чугуна или стали описанный способъ при-
мѣняется очень рѣдко, такъ какъ эти металлы затвердѣваютъ слиткомъ
быстро, и потому трудно уловить надлежащій моментъ, когда нужно
выпускать жидкій чугунъ. Если этотъ способъ и примѣнялся для чугуна,
то развѣ для отливокъ очень причудливой формы, для которыхъ приго-
товить стержень было бы слишкомъ затруднительно, напр, при отливкѣ
архитектурныхъ и художественныхъ предметовъ.
Уже было указано, что для полученія болѣе плотныхъ отливокъ,
въ нѣкоторыхъ случаяхъ литники устраиваются такимъ образомъ, что
металлъ внутри формы приходятъ во врашательное движеніе и вслѣд-
ствіе центробѣжной силы чистый металлъ относятся къ поверхности, вся
же грязь собирается внутри отливки. Для той же цѣли было пред-
ложено приводить самыя формы, послѣ того капъ онѣ наполнены ме-
талловъ, во вращательное движеніе. Эффектъ, конечно, долженъ былъ
получиться тотъ же самый, но въ болѣе сильной степени. При такомъ
способѣ отливки и самый металлъ долженъ былъ уплотниться; къ со-
жалѣнію, осуществленіе на практикѣ подобнаго пріема оказалось слит-
іи омъ труднымъ п не нашло себѣ распространенія.
— 636 —
Въ настоящее время предложено вновь арн отливкѣ стальныхъ
слитковъ формы, въ которыя произведена ахъ отливка, приводить во
вращательное движеніе, подвѣшивая ихъ около вращающейся вертикаль-
ной оси. При подобномъ способѣ происходитъ только уплотненіе ме-
талла.
324. Навариваніе чугуна и стали Въ нѣкоторыхъ случаяхъ
струей расплавленнаго чугуна пользуются для того, чтобы уничтожить
трещину въ чугунной вещи или прилить вновь отломанную часть. До-
стигается это слѣдующимъ образомъ: на поверхность, къ которой должна
быть прилита сломанная часть, направляютъ струю горячаго металла;
при этомъ чугунная поверхность понемногу разогрѣваете^ достигаетъ
почти температуры плавленія, нѣсколько размягчается, и если въ этомъ
мѣстѣ предварительно будетъ сдѣлана форма той части, которую желаютъ
іщдѣлать, то, наполнивши ее чугуномъ, мы получимъ постепенный пе-
реходъ отъ совершенно холоднаго чугуна до расплавленнаго, т.-е. за-
литая вещь будетъ представлять какъ бы остывающую отливку и при
затвердѣванія дастъ совершенно цѣльную вещь, такъ же какъ при обык-
новенной отливкѣ.
Трудность этой операціи возрастаетъ вмѣстѣ съ повышеніемъ тем-
пературы плавленія металла. Поэтому чугунъ приливается вообще до-
вольно трудно г а сталь пли литое желѣзо совсѣмъ не поддаются при-
ливкѣ такимъ способомъ. Чтобъ приливка удалась, необходимо поверх-
ность, па которую приливается металлъ, нагрѣть почти до температуры
плавленія; это достигается тѣмъ, что на поверхность предварительно
выливаютъ большое количество расплавленнаго металла и заставляютъ
его течь непрерывной струей до тѣхъ поръ, пока поверхность не раз-
мякнетъ. Чтобъ не тратить много излишняго металла, если только воз-
можно, вещь, къ которой будетъ приливаться поломанная часть, предва-
рительно нагрѣваютъ. Затѣмъ необходимо, чтобъ поверхность, на которую
приливается металлъ, была совершенно чиста; для этого ее предвари-
тельно обрубаютъ зубиломъ и прокаливаютъ, а во время литья наблю-
даютъ за тѣмъ, чтобъ опа не обнажалась изъ-подъ расплавленнаго ме-
талла, иначе поверхность можетъ снова окислиться и приливка но удастся.
Чугунъ, который идетъ для подогрѣванія поверхности, долженъ все время
протекать по поверхности, не застаиваясь на ней, иначе опять можетъ
произойти его окисленіе и неудачная приливка. Моментъ, когда поверх-
ность нагрѣлась до надлежащей степени, опредѣляется при помощи же-
лѣзной полосы или ярутка: совершенно прогрѣтая поверхность должна
быть мягкой на ощупь.
Нужно замѣтить, что приливку можно примѣнять не для всякой
вещи. Вслѣдствіе неравномѣрнаго нагрѣва отливка обыкновенно коро-
Снжйка чугуна можетъ производиться при помощи особаго вещества иферо-
фикса , представляющаго металлическій окнеежъ, дѣйствіе котораго, повидимому, за-
ключается въ обезтглерожяваній чугуна по сосѣдству съ тѣиъ мѣстомъ, на которое
накладывается слоя ферофикса, яосдѣ чего моийгь быть веденъ припай и паГіка нро-
мзведена такъ же, какъ это дѣлается и при пайкѣ желѣза, О подробностяхъ см. А. М*
— 637
бнтся и во многихъ случаяхъ даетъ трещины въ другихъ мѣстахъ,
поэтому приливать вещи, не опасаясь испортить ихъ въ другомъ мѣ-
стѣ, можно только массивныя, съ простыми очертаніями.
Для свариванія и навариванія стальныхъ отливокъ и вообще же-
лѣзныхъ предметовъ примѣняется также такъ называемый . „Термитъ \
введенный въ практику Голъдиіяампомъ. Термитъ представляетъ смѣсь
окисловъ маталловъ съ алюминіемъ. Если на такую смѣсь направить
огонь, то окислы легко разлагаются я передаютъ свой кислородъ алю-
минію, который сгорая, развиваетъ очень высокую температуру, приб-
лижающуюся къ температурѣ электрическихъ очаговъ. Если брать избы-
токъ окиси желѣза, то при сгораніи термита выдѣляется почти чистое
желѣзо, въ расплавленномъ видѣ при температурѣ до 30000 Ц. Если мы
такое расплавленное желѣзо вольемъ въ форму наддѣлапную надъ отло-
маннымъ кускомъ, то прилитый метолъ быстро нагрѣваетъ стѣнки, из-
дѣлія до сварочнаго жара и соединяется въ одно цѣлое. Къ полученному
съ помощью алюминія расплавленному желѣзу можно прибавлять раз-
личныя вещества (углеродъ, марганецъ и др.), чтобы придать желѣзу
различныя свойства. Такимъ образомъ могутъ быть наварены и чугун-
ныя издѣлія. Болѣе подробно объ этомъ способѣ см, Бюллетени Поли-
техническаго О-ва 1901 г. стр 208,
Для наварки мелкихъ частей очень удобнымъ является также элек-
трическій способъ, предложенный Бенардосомъ и затѣмъ усовершенство-
ванный Славяиовшкі. При этомъ способѣ издѣліе, которое желаютъ
наварить, соединяютъ съ однимъ полюсомъ динамо-машины, а къ дру-
гому полюсу прикрѣпляютъ уголь, который к подносятъ къ издѣлію. При
этомъ между углемъ и издѣліемъ о бракуется вольтов а дуга, подъ вліяніемъ вы-
сокой температуры которой сосѣдній металлъ не только расплавляется,
но даже испаряется. Усовершенствованіе Славянова заключается въ томъ,
что онъ, вмѣсто угля, употребляетъ металлическій стержень. При обра-
зованіи вольтовой дуги металлическій стержень плавится и въ видѣ ка-
пель стекаетъ на обрабатываемую поверхность. Выгода замѣны угля ме-
таллическимъ стержнемъ состоитъ въ томъ, что при плавленіи послѣд-
няго понижается температура вольтовой дуги, и вмѣстѣ съ тѣмъ сте-
кающій на обрабатываемую поверхность металлъ, сохраняя высокую
температуру, расплавляетъ лежащую подъ нимъ поверхность. Такимъ
образомъ уменьшается испареніе металла, его окисленіе и вообще работа
идетъ экономичнѣе. Болѣе подробно способъ Славянова описанъ въ
^Техническомъ Сборникѣ* за 1891 г- 11, Си. также 6іез? /,
402—05, см. X. Б. ипй М. 234—6 — 04 и 219—6—05.
Наконецъ, для той же цѣли можетъ примѣняться нагрѣваніе при
помощи водяного газа, и смѣси ацетилена съ кислородомъ. Такія смѣ-
си, выходя изъ особыхъ горѣлокъ, сгораютъ при очень высокой темпе-
ратурѣ и могутъ быть примѣнены, какъ н вольтова дуга, для распла-
вленія металла и заливки имъ какой-либо трещины и заполненія рако-
винъ, и даже возмѣщенія отломленнаго куска.
— 638 —
Для мелкихъ мастерскихъ болѣе простымъ будетъ способъ Шаапа
(8ѣаар), при которомъ для нагрѣванія примѣняется обыкновенный свѣ-
тильный газъ. Горѣлка по этому способу приготовляется въ видѣ труб-
ки, въ которую вводится газъ, затѣмъ черезъ отвѣтвленіе въ ту же
трубку вводится воздухъ, подъ давленіемъ 0,1 атмосферы, и къ обра-
зовавшейся смѣси, черезъ второе отвѣтвленіе приводится вторично воз-
духъ подъ давленіемъ 2-хъ атмосферъ. Выходящая при такихъ условіяхъ
изъ трубки смѣсь сгораетъ при очень высокой температурѣ, Подробно-
хти си. А, М. 306—08.
325. Выкипаніе отливки изъ фортъ* Послѣ того, какъ форма
наполнена металломъ, литейщикъ долженъ слѣдить за тѣмъ, чтобъ осты-
ваніе отлитой вещи шло возможно равномѣрно во всѣхъ ея частяхъ и
чтобъ формовочный матеріалъ не препятствовалъ отдѣльнымъ частямъ
формы свободно сокращаться.
Если отливка представляетъ массивное тѣло, безъ тонкихъ при-
датковъ, то чѣмъ медленнѣе оно будетъ остывать, тѣмъ менѣе получит-
ся въ пемъ внутреннихъ напряженій; поэтому массивныя отливки по
слѣдуетъ сейчасъ же вынимать изъ формы, а нужно оставлять ихъ въ
формѣ по крайней мѣрѣ па всю ночь. Въ нѣкоторыхъ случаяхъ, какъ,
наир. при отливкѣ тяжелыхъ стульевъ подъ паровые молота, остываніе
продолжается нѣсколько дней.
Наоборотъ, если отливка имѣетъ рѣзко отличающіяся по своей
массивности части, то необходимо искусственно ускорить остываніе бо-
лѣе крупныхъ частей и замедлить остываніе мелкихъ. Это достигается
тѣмъ, что сейчасъ же послѣ отливка толстыя части формы обнажаются,
болѣе же мелкія остаются покрытыми формовочными матеріалами.
Что касается до второго условія—дать возможность литью свобод-
но сокращаться, то при отливкѣ въ пескѣ формовочный матеріалъ ока-
зывается достаточно податливымъ, п объ этомъ заботиться нечего; при
отливкѣ же въ массѣ пли глинѣ по мѣрѣ остыванія вещи литейщикъ
долженъ удалять тотъ матеріалъ, который мѣшаетъ сокращенію, иначе
вслѣдствіе большой жесткости формовочнаго матеріала лптье можетъ
получить трещины.
Нужно замѣтить, что въ нѣкоторыхъ случаяхъ, повидимому, самыя
ничтожныя причины, какъ, напр., открытое окно зимой, близко находя-
щееся къ отлитой вещи, или попавшая вода т отливку, могутъ про-
извести слишкомъ быстрое остываніе и причинить трещины, поэтому и
на такія обстоятельства слѣдуетъ обращать вниманіе и не допускать ихъ.
Очистка литья,
326< Послѣ того, какъ литье вынуто изъ формы, его нужно очи-
стить отъ песка, пригорѣвшаго къ его поверхности, отъ литниковъ, отъ
пленокъ или заливовъ, появляющихся па литьѣ вслѣдствіе того, что
металлъ заходитъ въ щели, остающіяся между соединительными поверх-
ностями формы.
Очи ст & а л и т ь а о гъ и у и г о у ѣв ш а го къ о го п о в е у х і ю с т и (|=о у & о з о ч и а г о
м ате у іала н у о п з в о д ит г я п у н іі о м опіи п р о а о. і о ч н ы хъ щ ѳ т о къ, Ще т к я о ч е и і
.п у о сто м о Гу т ъ б ы т ь и р и г о '.г о в л е н ы с л ѣ д у ю щ и м ъ о б р а з о м ъ: с л о ж о и и а я в ъ
пучокъ проволока окунается въ ашпецъ; шть сейчасъ же застыва<?ть около
проволоки, затѣмъ пучокъ нужно яын уть, дать еаіу немного остыть и опять
окунуть. Повторяя эту операцію
нѣсколько разъ, легко получить
с ло й сж н н ц а- падло ж а п іе й то л щ ц-
иы, который будетъ держать про-
волоку вмѣстѣ,
Вмѣсто того, чтобъ произ-
водить очистку ручнымъ спосо-
бомъ, такія щетки дѣлаютъ въ
видѣ диска п заставляютъ вра-
щаться его на оси; поднося къ
вр ш і щ ю щ е.й ся ще т кѣ отл и в к у, о ч
стку производятъ гораздо быстрѣе. 495,
Въ тѣхъ мѣстахъ, гдѣ фор-
мовочный матеріалъ щшпщѣлъ особпшю сильно къ поверхности отлив-
ки, ее очищаютъ при помощи точильнаго или наждачнаго камня. Для
этой цѣли очень удобно примѣнять переносные ручные па жданные круги
(фшк 495), приводимые въ движеніе электричествомъ н изготовляемые зіѵ
водомъ Шееу’АѴоН- МасЫпе Со, СІпспиіаі.? О. Ш. также Л, М, *І6 —
—г"—()4 и дт 8ерЪ—10“03; Еошшку 127—11 — И. Также
Техіюяоп Мета,ъ ч. ІУ\ стр 429.
Иногда для этой же цѣли приходится употреблять подішлыц но
при этомъ работа идетъ и медленно и обходится сравнительно дорого,
Фвг, 496>
такъ какъ іюдіпілщі довольно пѣнная вещь, а портятся шш ярп такой
работѣ очень быстро.
При румной очссткѣ соѣляется &иого иыли, которая можегь
вредно дѣйствовать па здоровье рабочихъ* Для устраненія -этого- не-
удобства устанавливаются особые столы (фшч 496). Крышка этнхъ сто-
ловъ предсп вл летъ рѣш ет ку. черезъ кодеру ю провали кается очшіщ и-
— 640 —
ный съ отливокъ песокъ и собирается въ ящикахъ подъ столами; изъ
этихъ же ящиковъ идутъ вытяжныя трубы вытягивающія при помощи
эксгаустора всю получающуюся при этомъ пыль, (См, также Спей. 2,
248-4 — 08).
327» Песочныя машины- Въ современныхъ литейныхъ большее рас-
пространеніе получили для очистки литья песочныя машины. Принципъ
ихъ ѵстройства, предложенный еще въ 1870 і\ американцемъ Тильгма-
номъ, состоитъ въ томъ, что на поверхность, подлежащую очисткѣ,
пускается сь большой скоростью струя воздуха или пара, съ примѣсью
довольно крупнаго песка, ударнымъ дѣйствіемъ песка поверхность и
очищается. (См. также 8іаЫ п. Еіееп Ж№ 26-30-1912 г.)
Успѣшность очистки въ большой степени зависитъ отъ надлежа-
щаго качества песка. Песокъ долженъ быть твердый, острый и чистый—
безъ примѣси глины и т. н,
веществъ, которыя даютъ пыль
и уиѣнынаютъ рѣжущую спо-
собность песка.
Песокъ долженъ быть хо-
рошо просушенъ и просѣянъ,
чтобы получить зерна надле-
жащей кру пности: вел ичина
зеренъ должна быть отъ 1 до
2 мм. въ діам. Какъ болѣе
мелкія зерна, такъ и болѣе
крупныя даютъ недостаточно
хорошій эффектъ при чисткѣ.
Песокъ можетъ увлекаться
струей воздуха, пользуясь вса-
сываніемъ, какъ это пояснено
на фиг, 497. Здѣсь воздухъ
приводится но центральной тру-
бѣ, которая проходитъ черезъ
сосудъ, заполненный пескомъ. Выходя изъ конца трубы, воздухъ рас-
ширяется, вслѣдствіе чего получается разрѣженіе въ этомъ мѣстѣ, и
подъ вліяніемъ этого разрѣженія, а также и подъ вліяніемъ собствен-
наго вѣса песокъ черезъ отверстія с проникаетъ въ смѣшивающую ка-
меру и, смѣшавшись здѣсь съ воздухомъ, выбрасывается съ большой
скоростью черезъ насадокъ.
Машина, рабатающая съ высасываніемъ и строющаяся па заводѣ
АКгеіІ Сиішапв, Ойепзеп Ьеі НашЪиг^, представлена на фиг. 498
и 499.
На ящикѣ, имѣющемъ видъ полуцилиндра (одна сторона плоская
и почти совпадаетъ съ діаметральной плоскостью цилиндра), помѣщается
шкапъ. Въ верхней части шкапа расположенъ валъ^ который приво-
дитъ въ движеніе элеваторъ, помѣщающійся внутри шкапа и служащій
для подъема песку, упавшаго въ нижній песочный ящикъ: кромѣ того,
..т.....-
тотъ .же иалъ при посредствѣ ремней сообщаетъ движеніе ступенчатому
шкиву, а затѣмъ при посредствѣ горизонтальнаго нала. и зубчатой пере-
дача движеніе рѣшетчатому столу, имѣющему видъ круга п насажен-
ному па вертикальномъ валу, Вентиляторъ вдуваетъ внутрь шкапа воз-
духъ, который ? проходя черезъ насадокъ, сдѣланный въ ишкней части
шкапа, увлекаетъ съ собой песокъ, выбрасываетъ его па литье, лежа-
щее на вращающемся столѣ, п такимъ образомъ производитъ очистку.
Собирающійся въ штатомъ ящикѣ песокъ поднимается снова элевато-
ромъ въ шкапъ, а образующаяся при атомъ въ шіжнемъ ящикѣ пыль
Фйг, 498.
высасывается эксгаустеромъ. при чемъ пыль проходитъ 'черезъ пыльный
ящикъ, въ которомъ болѣе крупный песокъ осѣдаетъ и можетъ быть
снова употребленъ въ дѣло, пыль же выбрасывается эксгаустеромъ вонъ.
При этомъ аппаратѣ вентиляторъ можетъ употребляться тотъ же, кото-
рый служитъ и для дутья выгранки <
Половина стола выходятъ изъ ящика и такимъ образомъ на столѣ
шш) класть предметы и снимать ихъ, не подвергая руки ударному
дѣйствію песка. Чтобы песокъ не вылеталъ изъ ящика, передняя стѣн-
ка надъ столомъ сдѣлана въ видѣ резиновой занавѣски.
Столъ имѣетъ діам, около 2000 мм. и дѣлаетъ около 1 обор. въ
минуту. Потребная сила 4 — 6 л. с.
41
- 642 —
Въ описанной машавѣ,
вводятся по продолговатой
вмѣсто круглой трубы, воздухъ и песокъ
щели. равной радіусу круглаго стола, на
которомъ лежатъ предметы, подлежащіе очисткѣ. Благодаря этому песокъ
распредѣляется равномѣрно по всему радіусу стола. Тѣмъ не менѣе пред-
мѣты, лежащіе около периферія стола, движутся съ большей скоростью
п потому подвергаются дѣйствію песочной струи въ теченіе болѣе корот-
каго времени, чѣмъ предметы, лежащіе ближе къ центру. Чтобы устранить
— —
это неудобство, нѣкоторые заводы, вмѣсто продолговатой щели, ставятъ
два насадка (фиг. 500) на искривленныхъ трубкахъ. Трубкамъ
сообщается вращательное движеніе, при чемъ шестерни, сообщающія
вращеніе трубкамъ, выбираются такимъ образомъ, чтобы дѣйствіе песка
на положенные па столъ предметы было по возможности равномѣрнымъ.
Для очепъ крупныхъ предметовъ строятся машины, у которыхъ вращяю-
ФйГ. 500.
щійся столъ замѣненъ столомъ, двигающимся прямолинейно пзадъ и
впередъ; равномѣрность обработки на такихъ машинахъ получается еще
большая*
Машины, дѣйствующія съ присасываніемъ песка, работаютъ не до-
статочно экономично, вслѣдствіе того, что вытекающая вэъ насадка
струя воздуха, расширяясь н вызывая этимъ присасываніе, въ то же
время, вслѣдствіе рѣзко измѣняющихся скоростей, претерпѣваетъ ударъ и
теряетъ живую силу, вслѣдствіе чего и увеличивается расходъ ра-
бочей силы-
43*
_ 644 —
струи и всасывающаго
находится песокъ, все
Болѣе экономично работаютъ аппараты, въ которыхъ разрѣженія
дѣйствія нѣтъ. Здѣсь пространство, въ которомъ
время остается подъ давленіемъ и песокъ попа-
даетъ въ струю воздуха только подъ дѣйстві-
емъ тяжести. Такая система съ давленіемъ
(Бпіскзуйіет) находитъ все большее и боль-
шее примѣненіе* Собственно самые приборы,
на которыхъ укладываются предметы^ подлежа-
щіе очисткѣ, ничѣмъ не отличаются отъ ма~
шинъ, работающихъ всасываніемъ; отличается
только аппаратъ, служащій для смѣшиванія
песка съ струей воздуха. Подобный аппаратъ,
изготовляемый заводомъ Гутмана, представленъ
на фиг. 501, Онъ состоитъ изъ метал-
лическаго сосуда, раздѣленнаго на три каме-
ры, На крышкѣ сосуда помѣщается резервуаръ
(1), въ который насыпается песокъ, Въ крышкѣ
имѣется клапанъ (2), который подъ тяжестью
песка открывается и позволяетъ песку пересы-
паться въ среднее отдѣленіе. Если открыть
трехходовой крапъ (3) на трубѣ, приводящей
воздухъ, и пустить воздухъ подъ давленіемъ
въ верхнее отдѣленіе, то клапанъ (2) въ верх-
ней крышкѣ закроется, а откроется клапанъ (4)
Фег. 501, въ нижней перегородкѣ и песокъ начнетъ пере-
сыпаться въ среднее отдѣленіе. Если повернуть
трехходовой кранъ (3) такимъ образомъ, чтобы воздухъ подъ давленіемъ
взошелъ въ нижнее отдѣленіе, то дутье будетъ выходить черезъ насадокъ
(5) и въ то же время по
вертикальной трубкѣ, сообщающей нижнюю
Фмк 602*
камеру съ средней, давленіе передается въ камеру 4? и здѣсь устанавли-
вается такое же давленіе, какъ въ нижней и песокъ можетъ пересыпать*
ся въ насадокъ (5) и увлекаться струей воздуха, а нзъ насадка (5) во-
здухъ съ примѣсью песка отводится при посредствѣ гибк
— 645
чистки издѣлій въ аппаратыг уже описанные, или можетъ непосредствен-
но изъ рукава съ особымъ накоиспникомъ направляться на издѣлія.
I
Фа г. Ж
фиг. 503,
Для болѣе крупнаго песна и даже метаоячееной мелочи предна-
значается аппаратъ, изготовляеый заводомъ Вас&сЬеп МазсЫпеп ЬЬгік
Бигіасіі, имѣющій въ общихъ чер-
тахъ устройство такое же, какъ и
аппаратъ изображенный на фиг. 498*
Различіе въ томъ, что песокъ бро-
сается на поверхность литья не
дѣйствіемъ струа воздуху а щш-
тро бѣж и ой с и ло й . р азв и вающе й ся
прп быстромъ вращеніи диска., Пе-
сокъ подводится къ периферіи диска,
попадаетъ на привернутыя къ диску
крылья и ими отбрасывается. Дискъ
имѣетъ около 1000 мм. въ діам. и
дѣлаетъ около 750 об. въ шш. Аппа-
ратъ для приведенія въ дѣйствіе
требуетъ сравнительно мало работы
3—4 силы.
На фиг, 502 представленъ пол-
ный комплектъ для чистки литья.
Онъ состоитъ изъ приводнаго ком-
прессора, /аккумулятору поддержи-
вающаго постоянное давленіе воз-
духа (около 1 апъ), песочнаго аппа-
рату проходя черезъ который воздухъ смѣшивается съ. пескомъ^..я,- ре-
зяножго рукава съ наконечникомъ, изъ котораго выбрасывается.,струя
— 64(5
воздуха съ пескомъ; направляя струю на различные предметы, произ-
водятъ ихъ очистку.
Англійскій заводъ ^Тіі^іітап'^ раіепі еаий-Ыазі Сопірапу” строить
такіе аппараты четырехъ размѣровъ, при чемъ они способны очищать
отъ 0,05 до 0?4 кв. метра поверхности литыхъ издѣлій въ шшпу я
расходуютъ на это отъ 1,5 де 12 лошадиныхъ силъ, (См, также: 7^ 4
V, 4. Г, 1902. ЛШ 19 и 20).
При работѣ псдоб'ны&ш аппаратами выдѣляется громадное коля
чество шШ, .Чтобы оградить отъ нее рабочихъ очистка производится
въ особыхъ камерахъ (фиг. 503). Когда отливка внесена въ камеру.
Фиг, мъ*
іщерщ показанныя спереди? закрываются; рабочій стоить передъ отвер-
стіемъ въ камеру, до половины закрытый стеклянной перегородкой. Изъ
камеры при щшощн вентилятора В очень энергично вытягивается воздухъ,
ирн чемъ приточное отверстіе для свѣжаго воздуха находится подъ но-
гао рабочаго. Воздухъ, вытекающій изъ этого отверстія съ большой
скоростью, относитъ пыль отъ рабочаго (какъ это показано на рисункѣ)
и такв&ъ образамъ рабочій является защищеннымъ отъ ішдш.
Чтобы пыль не засорила вентилятора .на трубопроводѣ ставится
сеішраторъ А, представленный въ разрѣзѣ па фиг, 504,
Струя воздуха въ сепараторѣ рѣзко поворачиваетъ. и вслѣдствіе центро-
бѣжной силы, примѣшанная къ воздуху пыль относятся къ неряферш
я проваливается черезъ .щели въ сборную коробку я. Чтобы превратить
пыль въ-болѣе крупные н тяжелые комки, въ воздухъ вспрыскивается
струя распыленной водью
— 647
328- Барабаны» Для очистки не особенно тяжелыхъ предметовъ мо-
гутъ употребляться вращпющзеся барабаны, подобные тѣмъ, которые
описаны для измельченія матеріаловъ- Въ такіе барабаны накладывается
отливка, вмѣстѣ съ
ней шік л ад ы в аются
авѣвдочкн изъ ка-
кого-нибути твердаго
металла, напр. изъ
стали, затѣмъ бара-
ба иъ приводится во
вращательное дщ»
ше и звѣздочки, уда-
ряясъ о поверхность
отлитыхъ вещей, об-
нищаютъ ее.
На фиг. 505
представленъ бара-
банъ 3 ѲТ ЛИ Т Ы Й 31 въ
чугуна.
Фиг Ж.
Иа фш\ 506 предъявлена другая очепъ удобная конструкція такого
барабана, Опъ можетъ быть яри готовленъ или изъ отдѣльныхъ чугунныхъ
планокъ, свинчивающихся вмѣ-
стѣ. я ли же можетъ быть при-
готовленъ изъ швелериаго же-
лѣза- При отливкѣ бѣднаго
литья шшікн должны быть де-
ревянныя, иначе литье будетъ
ломаться и углы забиваются.
Особенность барабана въ томъ,
что здѣсь треніе въ шинахъ
замѣнено катящимся треніемъ
(какъ видно изъ чертежа, ба-
рабалъ лежитъ на четырехъ
роликахъ). Два ролика наса-
жены на приводномъ валу и
при вращенія послѣдняго со-
общдютъ вращеніе барабану.
На чертежѣ показаны на пщь
водномъ валу коренной и хо-
л о стой шкивы; для остано ва
барабана нужно ремень пере-
Фш\ 50 7.
такихъ барабановъ ставится нѣсколъ'
вестя па холостой шкивъ. Если
ко м- рядъ* то приводный валъ можетъ быть сдѣланъ, общимъ,
;ыя останова, между роликами, пок^аннымн иа чертежѣ? ставится ещ$
пара роликовъ, насаженныхъ на одной сющ расположенной окожу при*
воднаго вала. Подшипники зтой оси устроены так«ъ образомъ, что
ШІ
— 648 —
при помощи рычага ихъ можно приподнять, тогда барабанъ оказывается
лежащимъ на этихъ добавочныхъ роликахъ и отходитъ отъ роликовъ,
сидящихъ на приводномъ валу; попятно, что при этомъ барабанъ дол-
женъ остановиться. Для выемки предметовъ отнимаются нѣсколько пла-
нокъ, на периферіи барабана.
Въ такихъ барабанахъ могутъ обчищаться предметы очень разно-
образной формы; необходимо только ихъ нагружать такъ, чтобы они
не могли сломаться при повертываніи барабана. Такимъ образомъ очи-
щаются, напримѣръ, ножки для столовъ швейныхъ машинъ, и, если ихъ
плотно наложить другъ на друга, то, не смотря на ихъ форму, при
которой онѣ должны бы легко ломаться, поломокъ на самомъ дѣлѣ не
происходить.
Такіе барабаны строятся діаметромъ до 2000 мм.
Очистка литья въ барабанахъ ведется и мокрымъ путемъ, что
имѣетъ преимущество въ томъ отношенія, что не получается пыли іг
слѣдовательно, условія работы получаются болѣе гигіеничныя. Подроб-
ности см. віез. 2. 67—№2—05,
Для болѣе энергичной очистки во внутрь барабана вводится струя
воздуха съ пескомъ и барабанъ, такимъ образомъ, обращается въ несоч-
ную машину. Одна ивъ подобныхъ машинъ представлена на фиг. 507.
Здѣсь имѣется два сопла, которые все время передвигаются вдоль бара-
бана и подвергаютъ литье равномѣрному дѣйствію струи воздуха съ
пескомъ. Благодаря хорошему дѣйствію, подобные барабаны все больше
и больше входятъ въ употребленіе. (См. также Еоиіиігѵ 125 —11—11 т
8іаЫ н. Еізеп № 30—1912 г).
Расходъ энергіи на песочную очистку.
Озанъ приводитъ слѣдующія данныя завода Гутмана относительно
расхода работы песочныхъ аппаратовъ.
При отливкѣ нагрѣвательныхъ приборовъ, для очистки въ часъ
40 звеньевъ радіаторовъ при 3-хъ рабочихъ требуется: одинъ столъ съ
2-мя насадками по 10 мм. Расходъ работы будетъ;
Компрессоръ (1 агм.)................ 9,5 силъ
Песочный аппаратъ................... 1 я
Эксгаусторъ......................... 1,5 «,
Всего . . 12 сплъ.
Тѣ же аппараты могутъ въ машиностроительной литейной очи-
стить въ часъ 2300 кгр. литья при 4-хъ рабочихъ.
Тотъ же самый расходъ энергіи потребуется и при работѣ на вра-
щающемся барабанѣ съ песочной струей.
При очисткѣ стали изъ насадка въ 16 мм. при помощи свобод-
наго рукава требуется компрессоръ (2 атм.) въ 28 силъ и эксгаусторъ
въ 7 силъ, всего 35 силъ.
Приблизительно можно считать, что при работѣ компрессора при
1 зтм. на каждый куб. метръ воздуха, расходуемаго въ минуту тре-
~ 649 —
буется 2,5 силы; яри 2, ати,—3,8 силы. Черезъ наедокъ діам. 10 мм.
расходуется въ минуту при давленіи въ 1 атм, 1,9 куб. метра: при
2 атм.— 3,3 куб. метра,
329- Обрубка, Всѣ неровности, полученныя на литьѣ, литники,
заливы и т. п, срубаются зубиломъ и затѣмъ зачищаются подпилкомъ пли
обчищаются на наждачныхъ кругахъ.
Для обрубки очень удобенъ пневматическій молотокъ (см. ч, ПІ
техн. металл.), который, дѣйствуя сжатымъ воздухомъ, заставляетъ очень
быстро двигаться зубило. Рабочій держитъ этотъ инструментъ въ рукѣ,
при чемъ зубило движется внутри его поступательно в наноситъ рядъ
мелкихъ, но очень быстро слѣдующихъ одинъ за другимъ ударовъ- Зу-
било дѣлаетъ до 10000 ходовъ въ минуту, рабочій же въ среднемъ
ке можетъ нанести болѣе 100 ударовъ: слѣдовательно, предпола-
гая даже, что толщина снимаемаго слоя этимъ инструментомъ будетъ
въ 20 разъ менѣе, чѣмъ толщина, снимаемая зубиломъ подъ ударомъ
молотка, все-таки его производительность получится въ 5 разъ больше,
330- Отмачиваніе литьи. Въ нѣкоторыхъ случаяхъ, чтобъ удалить
съ поверхности пригорѣлый песокъ и сдѣлать корку болѣе мягкой, литье
подвергаютъ отмачиванію въ слабомъ растворѣ сѣрной или со явной
кислоты. Для этого приготовляются деревянные ящики, внутри обло-
женные свинцомъ, въ которые наливается вода съ примѣсью 5 — 1О*/в
кислоты и въ растворъ погружается литье, которое и остается въ немъ нѣ-
сколько часовъ. Затѣмъ это литье вынимаютъ, если нужно промываютъ, а
то прямо просушиваютъ. Отмоченное такимъ образомъ литье имѣетъ болѣе
чистый видъ и поддается болѣе легкой обработкѣ. Понятно, что от-
мочкѣ выгодно подвергать только мелкіе предметы, которые чистить дру-
гимъ способомъ было бы слишкомъ дорого. (См, М. Е, 673—XI—03.
Ріскііл^ Сазйп&я аЦ(і 1>ірн Пзесі, А. М. 348 — 10).
Нужно имѣтъ въ виду, что при отмочкѣ, нѣсколько страдаетъ
прочность чугуна *) и потону въ послѣднее время въ Америкѣ многіе
заводы оставили этотъ способъ очистки и примѣнили очистку при по-
мощи вращающихся барабановъ, гдѣ вслѣдствіе сотрясеній прочность
чугуннаго литья нѣсколько увеличивается, какъ показали опыты
Аутербриджа, (Си. стр, 49).
Дня отмочки бронзы употребляютъ 2 части (но объему) азотной
кислоты и 3 части сѣрной кислоты, прибавляя на литръ смѣси ложку
поваренной соли, безъ прибавленія воды. Отливка погружается п сей-
часъ же вынимается и промывается въ чистой водѣ. При этомъ отливка
очищается и поверхность освѣтляется,
Для очистки жтьдныхз отливокъ отъ песка употребляютъ ванну изъ
1 ч. плавиковой кислоты и 10 ч. воды. (Подробности си. М. Е* 269—06).
331- Дальнѣйшая обработка литья. Собственно дѣло литейной
оканчивается описанными выше операціями, затѣмъ литье можетъ под-
вергаться дальнѣйшей различной обработкѣ, смотря по его назначенію,
*) 57—1—04.
— 650 —
при чемъ эта обработка можетъ производиться на совершенно другомъ
заводѣ. Описаніе такихъ операцій не составляетъ предмета литейнаго
дѣла, и здѣсь о нихъ будетъ упомянуто только вкратцѣ.
Такіе предметы, какъ печные приборы, посуда и т> п., подвергай
ются шлифовкѣ на наждачныхъ иля точильныхъ камняхъ. Производится
это съ цѣлью сообщить отливкѣ болѣе ровную поверхность и болѣе
красивый видъ, котораго нельзя было достичь прямо въ отливкѣ при
обрубкѣ. Обточка производится или въ сухомъ видѣ или сырымъ кам-
немъ, въ послѣднемъ случаѣ поверхность получается болѣе гладкая,
а кромѣ того и пыль не дѣйствуетъ такъ вредно на здоровье рабочихъ.
Точильные камни имѣютъ обыкновенно діаметръ около 2000 мм,
и ширину 250—300 мм, и дѣлаютъ отъ 60 до 90 оборотовъ въ ми-
нуту, Для приведенія нхъ въ дѣйствіе тратится около 2,5 силъ.
Наждачные круги приготовляются гораздо меньшихъ размѣровъ,
но получаютъ большее число оборотовъ, (См. Технологія Метал; ч. IV,
стр; 427),
Машинное литье подвергается обработкѣ рѣзнями на машинахъ-
орудіяхъ пли ручными инструментами.
Чтобъ придать литью болѣе красивый видъ и сообщить ему спо-
собность лучше сопротивляться разъѣдающему дѣйствію кислотъ, литье
покрывается различными веществами.
Такъ нанр., водопроводныя трубы для предохраненія ихъ отъ
ржавчины покрываются асфальтовымъ лакомъ, или красятся по способу
Ангуса Смита, какъ объ этомъ уже было говореяо. Различныя архи-
тектурныя издѣлія покрываются красками, лаками, а иногда и позолотой.
Многія чугунныя издѣлія покрываются другими металлами при по-
мощи гальванопластики, но подобная покрышка обыкновенно разру-
шается очень быстро послѣ того, какъ чугунъ обнажится въ какомъ-
нибудь одномъ мѣстѣ, поэтому гальваношастичесюй способъ не можетъ
считаться такимъ же прочнымъ въ смыслѣ предохраненія чугуна отъ
ржавчины, какъ окраска, и примѣняется больше для художественныхъ
издѣлій, гдѣ желательно сохранитъ очертанія вещи, полученныя при от~
лавкѣ, наложенный же слой краски или лака всегда нѣсколько измѣ-
няетъ топкій рисунокъ
Для сообщенія бронзы красивой поверхностью спускаютъ литье въ
ванну изъ 4 объемя. ч, сѣрной кислоты,—2 ч. азотной кислоты. Иногда
прибавляютъ немного сажи. Подробности си. М. Е. 269—06.
Такіе предметы, какъ посуда,—подвергающіеся сильному дѣйствію
химическихъ веществъ, покрываются эмалъю *).
Элллъю называются силикаты, температура плавленія которыхъ ниже,
чѣмъ температура плавленія того металла, для котораго эмаль должна
составлять покрышку. Наложенная на поверхность металла при накали-
ваніи эмаль плавится, пристаетъ къ металлу и по остываніи образуетъ
стекловидную покрышку, предохраняющую металлъ отъ разъѣданія кис-
’} Приборы діл окраски литья сжатыхъ в^здуіомъ. А, М. 903—11.
Ъ Печи для эмалировки (тіев. /. 103—2—09.
— «51
лотами. Хорошая эмаль должна прочно приставать къ поверхности метал'
„іа, быть достаточно упругой,чтобы при нагрѣваніи и расширеніи металла
не трескаться и, наконецъ, въ нѣкоторыхъ случаяхъ, какъ напр,,
для посуды, не содержатъ ядовитыхъ примѣсей, подобныхъ окиси свинца,
хотя эта послѣдняя примѣсь сообщаетъ эмали первыя два качества.
Главными составными частями для эмали, идущей на покрытіе по-
суды, является кремнеземъ, щелочи, глиноземъ, известь, магнезія. Въ
нѣкоторыхъ случаяхъ прибавляютъ также баритъ, борную кислоту, фос-
форную кислоту, фторъ. Чѣмъ больше составныхъ частей входить въ
эмаль, тѣмъ ниже лежитъ ея точка плавленія и тѣмъ легче произво-
дится съ ней работа. Эмаль, состоящая изъ кремневой кислоты и ще-
лочей, очень легкоплавка, но и очень легко поддается дѣйствію хими-
ческихъ реагентовъ; если прибавить къ ней какое-нибудь одно изъ по-
именованныхъ выше основаній, то эмаль не будетъ уже достаточно
легкоплавка, поэтому прибавляютъ обыкновенно нѣсколько основаній.
Точно такъ же понижаютъ точку плавленія прибавленные одновременно
къ кремневой кислотѣ борная кислота, фосфорная кислота и фторъ.
Чтобъ ввести вышеупомянутыя части въ эмаль, употреблются
кварцъ, бура, сода, полевой шпатъ, магнезія, мраморъ, гранить, плави-
ковый шпатъ и т. и. Указать, въ какой пропорціи нужно брать ихъ
для составленія эмали, невозможно, такъ какъ сами эти вещества весьма
разнятся до своему составу, и потому въ каждомъ отдѣльномъ случаѣ
нужно къ наилучшимъ результатамъ подходить рядомъ опытовъ.
Составленная изъ указанныхъ выше веществъ эмаль получится въ
видѣ стекла, совершенно прозрачная, и покрытый ею металлъ будетъ
некрасивъ^ поэтому къ смѣси прибавляютъ еще окиси олова, которая
сообщаетъ эмали красивый бѣлый цвѣтъ.
Нужно замѣтить, что содержащійся въ желѣзѣ углеродъ можетъ
при температурѣ, при которой происходитъ эмалировка, дѣйствовать
возстановительно на составныя части эмали и повести къ неудачнымъ
результатамъ. Такъ, напр„ окись олова можетъ быть возстановлена, и
эмаль потеряетъ бѣлый цвѣтъ; кромѣ того, образующаяся ври этомъ
окись углерода сообщаетъ эмали ноздреватый видъ и дѣлаетъ ее по-
ристой, Точно такъ же съ составными частями можетъ въ эмаль попасть
закись желѣза, которая сообщаетъ эмали темный цвѣтъ; этотъ цвѣтъ
уничтожается по мѣрѣ того, какъ закись желѣза переходитъ въ окись.
Поэтому въ эмаль всегда прибавляются еще тѣла, которыя яри операціи
могли бы дѣйствовать окислительно, такимъ тѣломъ въ большинствѣ слу-
чаевъ является селитра-
Если эмаль накладывать прямо на чистый металлъ, то очень легко
можетъ случиться, что она получится ноздреватой и при употребленіи
будетъ отставать. Поэтому металлъ покрывается предварительно слоемъ
эмали безъ олова, которая болѣе тугоплавка, чѣмъ настоящая эмаль.
Она при красяокалильномъ жарѣ только начинаетъ плавиться и въ то
же время хорошо пристаетъ къ металлу, такимъ образомъ образуетъ
собой промежуточный слой между настоящей эмалью и металломъ и
— 652 —
и тѣмъ уничтожаетъ возможность появленія упомянутыхъ выше по-
роковъ.
Поэтому при покрытіи посуды различаютъ два сорта эмали, раз-
личныхъ по своему составу; одна изъ нихъ, болѣе тугоплавкая, соста-
вляетъ собой загрунтовку, другая, менѣе тугоплавкая, составляетъ соб-
ственно настоящую эмаль или ілазуръ.
Загрунтовка содержитъ отъ 65 до 7&7а кремневой кислоты на
ряду съ борной кислотой и вышеупомянутыми основаніями, главнымъ
образомъ глиноземомъ и магнезіей; глазурь же содержитъ только отъ
30 до 40*/в кремневой кислоты на ряду съ борной кислотой, фосфор-
ной кислотой, фторомъ, такими же основаніями и кромѣ того окисью
олова и селитры.
Приготовленныя смѣси для загрунтовки и глазури плавятся, затѣмъ
по охлажденіи ихъ толкутъ въ мелкій порошокъ, разводятъ его въ водѣ
и жидкой массой обмазываютъ тонкимъ слоемъ предметъ, подлежащій
эмалировкѣ. Предварительно накладывается загрунтовка и обжигается,
затѣмъ накладываютъ глазурь и тоже обжигаютъ. Для обжига употреб-
ляется раскаленная докрасна посудная печь, въ которой предметы оста-
ются отъ 10 до 20 ман,, затѣмъ ихъ вынимаютъ и оставляютъ медлен-
но остывать.
ГЛАВА ѴШ.
Нѣкоторыя спеціальныя литейныя устройства.
332. Отливка Трубъ Въ настоящее время большое развитіе во-
допроводнаго и газопроводнаго дѣла и соединенный съ ними громадный
спросъ па чугунныя трубы создали совершенно спеціальную отрасль
литейнаго дѣла для производства трубъ.
Хорошо исполненныя трубы должны быть достаточно прочны, чтобы
выдерживать рабочее давленіе; достаточно плотны, чтобъ не пропускать
черезъ себя двигающуюся внутри ихъ жидкость или газъ, и, наконецъ,
имѣть совершенно равномѣрную толщину стѣнокъ. Послѣднее обстоя-
тельство важно съ экономической точки зрѣнія, такъ какъ труба съ
неравномѣрными по толщинѣ стѣнками ири той же прочности выходитъ
всегда тяжелѣе, а слѣдовательно и дороже но сравненію съ правильно
отлитой трубой.
Отливка чугунныхъ трубъ производилась еще въ концѣ XVIII
столѣтія, но до сороковыхъ годовъ XIX вѣка трубы отливались исклю-
чительно въ горизонтальномъ положеніи. Понятно, что при такомъ спо-
собѣ отливки невозможно было выполнить намѣченныхъ выше требова-
ній отъ хорошей трубы. При горизонтальномъ положенія формы стер-
жень всегда всплываетъ, и труба получается съ неравномѣрными стѣн-
ками. Если ставить много жеребеекъ для его укрѣпленія, то, въ свою
очередь, около жеребеекъ металлъ получается неплотный, и при работѣ
труба даетъ течь. Кромѣ того, при горизонтальномъ положеніи трубы
весь находящійся въ формѣ соръ и газы не находятъ себѣ выхода изъ
металла и4 собираются на сторонѣ трубы, обращенной кверху, слѣдо-
вательно, въ этомъ мѣстѣ стѣнка, которая и безъ того уже ослаблена
отъ всплыванія стержня, получается еще кромѣ того и пористой.
Только въ сороковыхъ годахъ XIX в. въ Англіи ипервые былъ примѣ-
ненъ способъ вертикальной отливки, который затѣмъ распространился и въ
Си. также* Заводъ діа отіквкс кшаіизаціон. трубъ въ кетадляческія формы.
Т. А. 1227-16—4—08,
МасЪітіегу, Берк—08.; МапЧі —10. Ашегісап Сазѣ Ігоа Ріре Со., I. А, 400—7— 2—07.
Отіввка радіаторовъ. Гоипсігу, Зиае—08.
Способы отливки трубъ, 8ик1 ап<і Еіэещ ХотетЬ.—ОО,
— Котеп іпкі Оіеэеп тюппаіѳг Воіігвш &іез. 2. 37—70—106 — 11.
ЙШшІапІ Бресійсаіюп Шг Саз! Ігшт РІрее аші Бресіаі СайПп^з, Г 25-04;
также Я. 408-3—05,
Оливка трубъ во вращающіяся формы (способъ Бгаѵз) I. Л. 599—7—9—05,
— 6о4 —
другія страны, и въ настоящее время всѣ хорошія трубы отливаются
исключительно въ вертикальномъ положеніи.
Первоначально формовка трубъ производилась въ парныхъ опокахъ,
которыя набивались пескомъ въ горизонтальномъ положеніи, затѣмъ въ
нихъ вкладывался стержень, опоки свинчивались и ставились въ верти*
кальяео положеніе для отливки/ При такомъ способѣ формовки нельзя
было получить вполнѣ правильныхъ трубъ, такъ какъ стержень при
Фиг» 508*
Фнг» 50&а.
переворачиваніи опокъ могъ легко сдвинуться съ мѣста и труба полу-
чится со стѣнками различной толщины; кромѣ того, на трубѣ всегда
былъ виденъ шовъ, соотвѣтствующій мѣсту стыка опокъ. Въ настоящее
время формовка производятся въ опокахъ особой конструкціи и асѣ
вышеупомянутые недостатки устранены.
Трубы формуются или раструбомъ вверхъ пли раструбомъ внизъ.
Послѣдній способъ хотя и затрудняетъ формовку, по зато раструбъ
получается болѣе плотнымъ, а это обстоятельство очень важно для
трубъ, такъ какъ раструбъ при чеканкѣ испытываетъ наибольшія на-
пряженія. и потому долженъ быть наиболѣе прочнымъ. Въ трубахъ ма^
—- 655 —
лаго размѣра (50—75 мм.) раструбъ но конструкціи выходитъ излишне
прочнымъ, и потому трубы такихъ размѣровъ всегда льются раструбомъ
вверхъ.
На фиг. 509 — 519 представлено устройство труболитейныхъ за-
водовъ, описаніе которыхъ и чертежи мы заимствуемъ изъ сочиненія
В. Кнабе: Современное оборудованіе машиностроительныхъ за в о до въ \
На фиг. 509—510 представлены планъ и разрѣзъ завода, при-
надлежащаго обществу Сошра&піе Сёпёгаіе сіеа сопбііііек <і’еап и на-
ходящагося въ мѣстечкѣ Ѵеппез около Льежа. Формовка трубъ на этомъ
заводѣ производится раструбомъ вверхъ (фиг. 508), Зданіе завода со-
стоитъ ивъ нѣсколькихъ соединенныхъ вмѣстѣ отдѣльныхъ корпусовъ.
Изъ нихъ помѣщенія А и В заняты трубными опоками, размѣщенными
группами по шести-восьми, а, въ случаѣ надобности, и болѣе опокъ;
каждая такая группа обслуживается особою артелью рабочихъ, Кон-
струкція опокъ *) видна изъ фиг. 508—а. На фиг, 508 съ лѣвой сто-
роны изображена половина заформованзой модели, а съ правой—поло-
вина готовой уже формы со вставленнымъ въ нее стержнемъ. Опока
состоитъ изъ двухъ половинокъ ѴѴ, смыкаемыхъ при помощи ушковъ
и шпилекъ и подвѣшенныхъ четырьмя прилитыми къ намъ угольниками
къ желѣзнымъ балкамъ, такимъ образомъ, что выше пола рабочаго по-
мѣщенія выдается лишь 600—700 мм. длины всей опоки (фиг. 510),
остальная же ея часть погружена въ подвальное помѣщеніе К, гдѣ
нижній конецъ опоки кончается на высотѣ 1000—1250 ммт надъ по-
ломъ. Для выемки отлитой трубы опока немного раздвигается, но такъ,
что ушки не сходятъ со шпилекъ. Раздвигъ при этомъ требуется зна-
чительно меньшій, чѣмъ при выемкѣ трубы, отлитой раструбомъ книзу.
Снизу опоки имѣется откидывающійся па шалнерѣ клапанъ 2* (фиг, 508).
служащій для поддержанія модели, а затѣмъ стержня. Тѣло у опоки
укрѣплено ребрами, а также все продырявлено, чтобъ облегчить выходъ
газамъ. Всѣ части опоки остаются въ неотдѣланномъ видѣ, а за исклю-
ченіемъ лишь нижняго флянца и откидного клапана, которые плотно
приточены одинъ къ другому, послѣдній же сверхъ того снабженъ еще
правильно выточеннымъ центральнымъ отверстіемъ, служащимъ для при-
нятія коническихъ хвостовъ сначала модели, а потомъ стержня. Надъ
каждой серіей опокъ устроенъ мостовой кранъ Ъ (фиг. 510), соотвѣт-
ствующей силы. Эти краны служатъ для вставки и выемки моделей н
стержней, передвиженія ковшей съ чугуномъ и выемки готовыхъ трубъ.
Отдѣленіе С! (фиг. 509) занято вагранками. Рельсовыми путями это
отдѣленіе соединяется съ корпусами А и В. Ковши перевозятся на
телѣжкахъ подъ краны, коими и разносятся къ мѣстамъ отливки. Отдѣ-
леніе В занято машинами для переработки формовочныхъ матеріаловъ.
Отработавшій песокъ, выбрасываемый изъ опокъ на полъ подвальнаго
помѣщенія, перебрасывается лопатами въ закромъ, изъ котораго онъ
подымается элеваторомъ ф (фиг. 509—510) и выбрасывается въ трубу
О См. тоже А. М, 636-12-06.
— 656 ~
И; по которой ссыпается въ закромъ отдѣленія В. Отдѣленія Е и Е
заняты приспособленіями для наготовленія стержней. Здѣсь обозначаютъ:
оо
о
о о оо оо оо оо
оо оо оо о о оо
оо оо оо оо оо
*в 1
оо оо оо оо оо
о о оо оо оо о о
ОС ОО оо оо оо
оо
оо
оо
аа — станки для точки стержней;
ЬЬ—телѣжка для стержней; сс—су-
шилки; НШі—сараи для храненія
готовыхъ трубъ.
Сама формовка производится
слѣдующимъ образомъ. Формовочный
песокъ привозится на телѣжкахъ и
ссыпается въ кучи въ промежуткахъ
между сосѣдними группами опокъ.
Песокъ употребляется жирный, такъ
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
оооо
1
5
какъ при значительной высотѣ формъ а большомъ давленіи металла
тощій песокъ не могъ бы оказать должнаго сопротивленія. Когда от-
— 657 —
ливка вынута и песокъ изъ опоки выброшенъ въ подвалъ, опока сдви-
гается снова вплотную и въ нее вставляется металлическая модель,
состоящая изъ трехъ плотно приточенныхъ другъ къ другу частей
(фиг. 508): раструба Ж, средней части V и нижи ей части X, о бра-
зующей нижній гуртикъ трубы. Сначала при открытомъ клапанѣ 2^
вставляютъ нижнюю часть, затѣмъ клапанъ закрываютъ, вставляютъ
среднюю часть и приступаютъ къ набивкѣ пескомъ кольцеобразной пу*
стоты, образуемой моделью и опокой. Мальчикъ подбрасываетъ лопатою
въ опоку песокъ, а одинъ или болѣе рабочихъ, смотря по размѣру
трубы, уминаютъ его трамбовкой. Когда слой песка достигнетъ осно-
ванія верхняго конуса
модели, на модель на-
дѣваютъ верхнюю часть
и набивку продолжаютъ
тѣмъ же порядкомъ- Для
этой работы могутъ быть
употребляемы простые
чернорабочіе, немного
пріученные къ этой ра-
ботѣ, такъ какъ успйъ
дѣла зависитъ не отъ
ихъ личнаго умѣнья,
а больше отъ совер-
шенства техническихъ
средствъ, имъ предо-
ставляемыхъ , т.- е. ма-
теріала и оборудованія,
а также отъ общей
организаціи дѣл а > Вслѣдъ
ствіе того, что для
набивки употребляется
жирный песокъ, форму
необходимо сушить, ина-
че отливка получится
неплотная. Размѣры опо-
ки берутся такіе, чтобъ
между опокой и моделью
этомъ и набивка песка идетъ быстро и сушится форма очень скоро.
Когда модель заформювана, рабочій вставляетъ въ ушко ломъ и,
поворачивая его, расшевеливаетъ модель въ пескѣ, чтобъ облегчить ея
выемку, послѣ чего модель зацѣпляютъ крючкомъ крана и тащатъ
вверхъ. Спеціальные рабочіе, находящіеся постоянно въ подвалѣ, отки-
нувъ клапанъ вынимаютъ нижнюю часть модели и вставляютъ ее
въ слѣдующую опоку, послѣ чего верхніе рабочіе вставляютъ въ ту же
опоку модели остальной части и производятъ набивку. Нижніе же ра-
бочіе подставляютъ тѣмъ временемъ подъ наформованную опоку жаровню
42
Фег. 510.
Разрѣзъ по ХУ.
оставался промежутокъ въ 25—30 мм.. при
— 658 —
съ горящимъ углемъ, жаромъ которой тонкостѣнная форма просуши-
вается въ 10—15 мня, 9 Для лучшей концентрація тепла опека по-
крывается продырявленнымъ желѣзнымъ листомъ. Сама форма играетъ
при этомъ роль трубы и поддерживаетъ должную тягу. Просушенная
форма чернится, для чего'сверху въ нее вливаются чернила, а снизу
вводится родъ щетиннаго банника, которымъ чернила размазываются по
стѣнкамъ формы. Чернила высыхаютъ за счетъ теплоты, заключенной
въ поостывшей еще формѣ. Когда такимъ порядкомъ всѣ формы одной
группы будутъ заформованы, окрашены и просушены, въ нихъ вста-
вляются кольца ф (фиг. 508), приготовленныя изъ формовочной глины,
которыя замыкаютъ форму снизу и служатъ для образованія торцовой
части у гуртика трубы. Затѣмъ остается вставить въ форму заранѣе
приготовленный стержень.
Приготовленіе стержней производится въ другихъ помѣщеніяхъ
завода (Е и .Р) и другими рабочими, которые сдаютъ формовщикамъ
стержни уже въ совершенно законченномъ видѣ. Стержни приготовля-
ются па станкахъ уже описанныхъ, имѣющихъ по бокамъ вырѣзы для
помѣщенія шеекъ двухъ стержневыхъ патроновъ7 а по серединѣ плат-
форму для формовочнаго матеріала. Патронъ
обвивается сначала сѣномъ, обмазывается
тонкимъ слоемъ глины и приглаживается
деревяннымъ. желобкомъ. Одинъ рабочій
ВдЕдД вращаетъ стержень, а другой нажимаетъ
’желобокъ къ поверхности стержня и въ то
же время водить его вдоль стержня. Закон-
ченные такимъ образомъ стержни кладутся
на спеціальную телѣжку (фиг. 511) и отвозятся въ сушило, въ которомъ
остаются около трехъ часовъ. Просушенные черновые стержни посту-
паютъ снова на станки, и на нихъ наносится второй, болѣе толстый
слой тощей и пористой глины, обильно смачиваемой водой. Этотъ слой
глины обтачивается шаблономъ, вполнѣ соотвѣтствующимъ по вырѣзу
окончательной формѣ стержня.
Поверхъ муфтоваго раструба на стержнѣ образуется еще кониче-
скій развалъ, приходящійся съ точностью въ коническій выемъ формы
(фиг. 508) и способствующій точному и плотному смыканію формы со
стержнемъ. Нижняя же часть стержня дѣлается въ видѣ конуса и плотно
вставляется въ соотвѣтствующее отверстіе въ нижней тарелкѣ. Въ верх-
немъ развалѣ стержня прорѣзаются четыре литника, сообщающіе вну-
тренность формы съ полостью прибыли. На фиг. 508 въ разрѣзѣ пока-
занъ именно литникъ, поэтому развалъ стержня и не соприкасается съ
землей въ опокѣ. Форма прибыли, показанная на чертежѣ, совершенно
не соотвѣтствуетъ той, которая предписывается на основаніи законовъ
усадки, такъ какъ она смыкается съ формою тонкимъ сѣченіемъ.
О На нѣкоторыхъ заводахъ хіж того же при мѣняется генераторный газъ, ежи*
гаемыа въ особыхъ горѣдкахъ?
659 —
Патроны для стержней средней величины имѣютъ видъ чугумыхъ
трубъ съ ироды-
}) я вле н пы ми с тѣ н-
мн, Для трубъ
самыхъ большихъ
размѣровъ употреб-
ляются патроны въ
в и д ѣ ба р а баи о въ}
состоящихъ изъ чу-
гунныхъ дисковъ,
насаженныхъ па
общую ОСЬ П по-
крытыхъ продыря-
вленнымъ желѣ-
зомъ. Вмѣсто сѣна
они обвиваются
соломенными ка-
натиками, какъ бо-
лѣе прочными,хотя
П болѣе дорогими.
По окончаніи
смазки стержней
они опять посту-
паютъ въ сушило
на 1 — 1 часа,
а по выходѣ изъ
него красятся, по-
лируются я, если
и нутренняго жара
стержня недоста-
точно для просуш-
ки краски, вдвига-
ются па нѣсколько
минутъ снова въ
сушило* Размѣры
стержня при ихъ
изготовленіи все
в ремя провѣрь ют-
ся крумциркулемъ
и шаблономъ* Го-
товые стержни
складываются па
телѣжки и выка-
тываются въ помѣ-
щеніе, гдѣ пропз-
в одитс я фор мовка
С1*
а
л.
42*
'ОПОКЪ.
— 660 —
Когда вся группа трубъ зафорнована и стержни вставлены, при-
ступаютъ къ заливкѣ ихъ чугуномъ. На спеціальныхъ заводахъ чугунъ
обыкновенно имѣется въ
Фит. 513.
Разрѣзъ ао МХ.
готовности въ теченіе
цѣлаго дня. Мелкія фор-
мы заливаются 4—5
разъ въ день (въ 10
раб. час.)> среднія 2—
3 раза, крупныя—лишь
одинъ разъ въ день.
Спустя 10—15 мип.
послѣ заливки формъ,
опоки нѣсколько раз-
двигаются на ихъ ши-
пахъ, и труба, подцѣп-
ленная краномъ, выта-
скивается изъ формы
совершенно еще горя-
чая, красная, вмѣстѣ со
стержнемъ, и лѣтомъ
выносится сейчасъ же па
дворъ; зимою же или въ
дождливую погоду трубы оставляются остывать внутри помѣщенія) иначе
онѣ лопаются. Вытащенная па дворъ труба кладется на подкладки и
Фиг. 51-Ъ
Разрѣзъ но ХУ.
изъ нея, прежде чѣмъ
опа успѣетъ осты-
нуть, вытаскивается
стержень. Для этого
рабочій засовываетъ
ломикъ въ одно изъ
отверстій сердечника
и ударяетъ по немъ
молоткомъ; сгорѣвшая
уже соломенная об-
мотка дозволяетъ вы-
тащить стержень безъ
особенныхъ затрудне-
ній, Послѣ этого про-
изводятся обычно
обчистка и обрубка
трубы, проба ее гидра*
вл и ч ескв мъ да и л е -
ніемъ покраска смолой,
Фиг. 512—514 представляютъ устройство другого труболитейнаго
завода — Вегііпег Асііеп^езеПзсІіаЦ йіг МазсіішепЪаи ип(1 Еізеп^еезег’&
ѵогтаій Ь. Ьгепгі, въ Шарлоттепбургѣ, Главное зданіе поперечною стѣ*
— —
ною раздѣлено на двѣ половины, одна изъ которыхъ, большая. отведена
для отливки крупыхъ и среднихъ трубъ, свыше 200 мм. діаи*. а дру-
гая— для мелкихъ. Такъ какъ трубы боль-
шихъ діаметровъ имѣютъ и большую длинут
то и часть зданія, которая отведена для ихъ
Формовки, сдѣлана болѣе высокою (высота
стѣнъ 13 и 10 метр.). Подвальнаго этажа,
какъ на заводѣ, описанномъ прежде, здѣсь
не имѣется, по зато устроенъ возвышенный
помостъ изъ желѣзныхъ балокъ, опираю-
щихся на чугунныя колонны. Высота помо-
ста надъ уровнемъ пола 4500 мм. Опоки
выходятъ своими верхними копцами па 1000
ми. надъ помостомъ, а и и ж па ми на столько
же не доходятъ до пола здапія. Подвѣска
опокъ къ помосту обычная, посредствомъ
угольниковъ, прилитыхъ къ опокамъ. Шири-
на помоста нѣсколько поменьше ширины
зданія, такъ что по обѣимъ его Сторонамъ
образуются проходы шириною въ 2000 мм..
по которымъ проложены рельсы. На телѣж-
кахъ, движущихся по этимъ рельсамъ, под-
возятся формовочные матеріалы, а также
отвозятся отлитыя трубы. Передвиженіе ма-
теріаловъ въ вертикальномъ направленіи про-
изводится при помощи неподвижныхъ мосто-
выхъ крановъ, расположенныхъ надъ каждой
группой опокъ з приводящихся въ движеніе
отъ одного общаго привода, расположеннаго
вдоль стѣны.
Совершенно подобное же устройство
имѣетъ п вторая часть зданія* Ея помостъ
расположенъ на высотѣ 3000 мм, надъ
поломъ.
Къ главному зданію примыкаетъ при-
стройка. въ которой помѣщаются 4 стерж-
невыхъ отдѣленія: Л, ЛГ1, Л11ІЭ. ЛІТ7 съ 0
сѵшилышмн камерами аа; В ваграночное
отдѣленіе, С отдѣленіе паровой машины,
В вентиляторъ и Е паровые котлы.
Вагранокъ 4* Такъ какъ заводъ рабо-
таетъ день и ночь, то н вагранки работа-
Фиг. 515*
ютъ въ теченіе цѣлыхъ сутокъно съ перерывами, соотвѣтствующими
ходу формовочныхъ работъ, такъ что число дѣйствительной работы для
каждой вагранки достигаетъ до 9 часовъ въ сутки. Однѣ суть» работаетъ
олна пара вагранокъ, другія—другая*
— 662
Устройство опокъ въ этомъ заводѣ ничего особеннаго не предста-
вляетъ . Стержни приготовляются тоже обычнымъ способомъ- Для пред-
варительнаго подогрѣванія стержней, передъ тѣмъ какъ ихъ ставить въ
сушилку, подъ телѣжкой устроена узкая щель, по которой постоянію
притекаетъ горячій воздухъ. Когда телѣжка наполнится стержнями, ояа
вкатывается въ тутъ же рядомъ стоящее сушило.
Артель формовщиковъ, обслуживающая каждую группу опокъ (т.-е.
отъ пяти самыхъ большихъ трубъ—1200 мм, и до 50 самыхъ малыхъ
—40 мм.), состоитъ изъ двухъ пли трехъ взрослыхъ рабочихъ и одного
мальчика. Послѣ заливки трубъ, спустя 20 мин. у самыхъ большихъ
трубъ и 8 —10 минутъ у малыхъ, вытаскиваются уже изъ формы
стержни.
Просушка формъ на атомъ заводѣ производится по большей части
нагрѣтымъ воздухомъ, для чего вдоль каждой трубной батареи подъ.
помостомъ, близъ пола, проложены воздушныя трубы и противъ каждой
опоки устроены отвѣтвленія съ кранами. На эти краны надѣваются
вертикальные стояки, по которымъ воздухъ п направляется внутрь фор-
мы. Для нагрѣванія воздухъ продувается вентиляторомъ черезъ особый;
калориферъ. Подобное устройство очень хорошо, такъ какъ не вводитъ,
въ литейную вредныхъ газовъ, наоборотъ, энергично вентилируетъ ее,
но обходится очень дорого и потому рѣдко встрѣчается.
Способъ формовки трубъ раструбами книзу, какъ уже было ска-
зано, хлопотливѣе, но зато дозволяетъ получать весьма плотные и крѣп-
кіе раструбы. Всѣ новые заводы приспособляются нынѣ почти и сулю*
чительно для этого способа.
При формовкѣ раструбомъ къ низу, главное различіе заключается
въ устройствѣ модели опокъ.
Одна изъ конструкцій модели и опоки для формовки трубъ ра-
струбомъ книзу представлена на фиг* 515. Большія опоки со-
стоятъ изъ двухъ частей (фиг 516), изъ коихъ часть В неподвижно
закрѣплена къ балкамъ <7, другая же часть А можетъ нѣсколько отка-
тываться на колесикахъ 1), оставаясь однако своими ушками па шпиль-
кахъ аа неподвижной части. Малыя опоки колесъ не имѣютъ н, будучи
раздвинуты, висятъ прямо на шпилькахъ. Чугунная, правильно обточен-
ная и отполированная модель состоитъ изъ двухъ частей В и О (фиг.
515), Верхняя часть модели удлинена, такъ что образуетъ прибыль Ъ.
Закладка модели производится въ слѣдующемъ порядкѣ: рабочіе, нахо-
дящіеся въ подвалѣ, закладываютъ въ опоку фасонную часть модели
которая своимъ нижнимъ флянцемъ плотно заполняетъ проточку, сдѣ-
ланную въ нижнемъ конгсѣ раструба опоки. Откидного поддона опока
не имѣетъ, для прочнаго же удержанія въ ней модели служитъ слѣ-
дующее приспособленіе: два рычага снабженные рожками <1, под-
вѣшены въ опокѣ на шалнерахъ. Шалнерный валикъ имѣетъ эксцен-
тричныя цапфы и посредствомъ рукоятки, надѣваемой наконецъ /, мо-
жетъ быть повернутъ. Заложивъ части модели С? въ раструбъ, рабочій
поднимаетъ передніе концы рычаговъ 4 и накидываетъ на нихъ серьга
— 663 —
//’. въ свободные же зазоры между серьгами п рычагами закладываетъ
клинья дд\ при этомъ рожки ры-
чаговъ нажимаютъ на нижній фля-
нещь модели О. Поворачивая эко
цеитричный валикъ, модель плотно
прижимается къ опокѣ. Затѣмъ
верхніе рабочіе вставляютъ въ опо-
ку цилиндрическую часть модели
7% которая центрируется кониче-
скимъ гнѣздомъ, проточеннымъ въ
части д. Совершенно такимъ же
образомъ впослѣдствіи вставляются
въ опеку и закрѣпляются въ ней
двѣ части составного стержня.
Вставка модели и стержня,
а равно и выемка ихъ произво-
дятся т при помощи крана.
Послѣ окраски формы въ нее
вставляется разбирающійся на двѣ
части стержень (фиг. 515). Муф-
товая часть /п закладывается сни-
зу и закрѣпляется рычагами
цилиндрическая же часть п встав-
ляется сверху. Нижнимъ своимъ
конусомъ эта часть центрируется
въ гнѣздѣ муфтовой части, на
верхнемъ же концѣ она снабжена
выдающимся заплечикомъ Р, плот-
но входящимъ въ форму и полу-
чающимъ въ ней плотную опо-
ру. Для заливки чугуна въ этоиъ
заплечикѣ прорѣзаны отверстія 1,
2, 3, 4, Если стержень не за-
полняетъ форму совершенно плот-
но, безъ малѣйшаго шатанія, то
онъ бросается и. замѣняется дру-
гимъ. Внутри стержня проходитъ
желѣзная полоса, выступающая
съ обояхъ концовъ и имѣющая
проушины, въ которыя забивают-
ся клинья и такимъ образомъ обѣ
части стержня скрѣпляются вмѣ-
стѣ и закрѣпляются въ опокѣ.
Фиг. 517—519 представляютъ
устройство завода „МАгкізЬе Еізеп-
^іеахегеі, Е. Ггіе4еЬег^а, Эберсвальдэ,
фиг, 516.
построеннаго въ 1890 г. Онъ
— 664 —
весь устроенъ по циркулярной системѣ, т-е. отдѣльныя группы опокъ
расположены по окружности съ поворотнымъ краномъ въ срединѣ *)*
Заводъ этотъ, кромѣ отливки трубъ, которыхъ онъ отливаетъ въ годъ
лить 6.000*000 кгр„ размѣромъ отъ 40 до ЗОО мм., производитъ еще
и обыкновенное машинное литье, а также массовую отливку приборовъ
отопленія и другихъ предметовъ, формуемыхъ машинами. Поэтому тру-
болитейное отдѣленіе занимаетъ лить часть сего заводскаго зданія.
Труболитейное отдѣленіе имѣетъ два этажа. Нижній этажъ при этомъ
устроенъ не въ видѣ подвала, а имѣетъ полъ на уровнѣ поверхности
земли, хотя и полъ другого отдѣленія также находится на уровнѣ земли.
Это удалось осуществить благодаря тому, что зданіе находится на откосѣ
холма, часть котораго срыта. Труболитейная имѣетъ двѣ циркулярныя
батареи трубъ, состоящія каждая изъ 15 — 30 опокъ, смотря по вели-
чинѣ послѣднихъ. Въ одной группѣ сосредоточены трубы меньшаго діа-
9 СаІчгеН въ статьѣ Е^піртепХ агп] Мапа^ешепі оГ ЛѴаіегрІре Езшнігу"
совѣтуетъ формовку и сушку отдѣлять отъ отлявжк а первую провэкадить въ кольце-
выхъ ямахъ, обслуживаемыхъ вращающимся кривомъ, а отливку производить въ пря-
мыхъ ямахъ* При такомъ устройствѣ получается эковоиія мѣста и не задерживается
формовка во время отливки. ТЬе Ев^іоеепщ? Маните. 249-1 і—06*
— 665 —
метра и меньшей же длины (2 — 3 метра); въ другой —трубы большого
размѣра, длиной до 4 метр. Неподвижныя части полуонокъ задѣланы
въ средніе кирпичные столбы а, подвижныя части висятъ па шпиль*
кахъ, на которыхъ онѣ могутъ быть немного отодвинуты. Полъ второго
этажа, служащій потолкомъ нижнему, устроенъ очень прочно изъ же-
Фпг, 518,
Фиг. 519,
лѣзныхъ балокъ. Около столбовъ онъ образуетъ концентрическіе зазоры,
закрываемые во время работы желѣзными листами. Эти зазоры необхо-
димы для того, чтобъ можно было мѣнять опоки въ батареяхъ, такъ
какъ число мѣстъ ограничено. Кромѣ того, въ промежуткѣ между обѣими
группами имѣется продолговатый люкъ, закрывающійся щиткомъ: сквозь
который отлитыя трубы, вынутыя изъ опокъ, опускаются краномъ въ
подвалъ, принимаются здѣсь на телѣжки и отвозятся въ обрубную.
Въ центрѣ каждой группы установлено по поворотному крану с. г/.
Одинъ изъ нихъ имѣетъ подъемную силу въ 2, другой 4.5 тонны.
— 666 —
На чертежѣ обозначаютъ: дд—вагранки съ общимъ калошниковыыъ
помостомъ й и наружнымъ калошниковымъ подъемомъ ?; Аі—лѣстницы,
ведущія на помостъ; I—отдѣленіе для переработки формовочнаго мате-
ріала, т~вентиляторъ; п—контора мастера; о—мастерская; р—привод-
ный валъ, получающій свое движеніе посредствомъ каната отъ вала ц.
находящагося съ другой стороны зданія, п передающій его далѣе черезъ
дворъ въ обрубную посредствомъ шкива г и проволочнаго каната; Ш—
помѣщенія, въ которыхъ производится заготовка для всего завода фор-
мовочныхъ матеріаловъ и соломенныхъ канатовъ; « — паровая машина;
г—котельная; м—су пшика; X—механическая мастерская; ^—кузница:
площадь 2 занята приготовленіемъ стержней.
Формовочная земля, выталкиваемая при разборѣ опокъ я омами
книзу, падаетъ на дно нижняго этажа; отсюда она переносится къ эле-
ватору, который передаетъ ее въ верхній этажъ, въ отдѣленіе I, гдѣ
она проходитъ черезъ механическое сито, а затѣмъ поступаетъ въ даль-
нѣйшую обработку и оживляется свѣжимъ матеріаломъ.
Каждая батарея опокъ обслуживается двумя формовщиками и од-
нимъ мальчикомъ, находящимся наверху, сверхъ того имѣется по два
человѣка внизу, производящихъ вставку нижнихъ муфтовыхъ частей мо-
делей и стержней, сушку формъ (сушка эта производится при помощи
коксовыхъ печекъ, поставленныхъ на колесики) и уборку формовочной
земли изъ-подъ опокъ; они же увозятъ отлитыя трубы въ обрубную.
Вышеупомянутыя артели успѣваютъ заформовать п залить свои
батареи три раза въ продолженіе десяти часовъ (ночью заводъ не
работаетъ). Такимъ образомъ отливается ежедневно среди имъ числомъ
до 130 трубъ, вѣсомъ до 20 тоннъ.
Для отливки очень-большихъ трубъ (800 — 1200 мм,) въ Англіи
примѣняютъ систему передвижныхъ опокъ. Каждая опока стоитъ на те-
лѣжкѣ и передвигается по рельсамъ, проложеннымъ на полу литейнаго
зала въ различныя мѣста, для производства различныхъ операцій. Сна-
чала опоки находятся въ помѣщеніи формовочнаго матеріала, затѣмъ
передвигаются въ сушилки, изъ нихъ передвигаются въ помѣщеніе для
отлпвки и, наконецъ, въ помѣщеніе для выемки отлитыхъ трубъ. Для
передвиженія опокъ по такому направленію вдоль литейной проложены
нѣсколько рядовъ рельсовыхъ путей, а поперекъ проложены три рель-
совыхъ пути, по которымъ движутся передаточныя телѣжки, такъ что
опока, въѣзжая на такую передаточную телѣжку, можетъ затѣмъ быть
переставлена на любой продольный рельсовый путь,
положеніе такого заводо можетъ быть представлено
зимъ:
। Формовка | Сушка
і § а
СБ Г*
I *' § Е?
Выемка Отливка
Схематически рас-
слѣдующимъ обра-
за
।
— +567 ...
Стержни для трубъ на. тпшъ заводѣ прпготевдяа-тся ш>жщ, ч.ѣш>
ошж раньпзе, Вмѣсто обипванія солози'-нншгь канатомъ и обмазки
ітшн<Ж стержня шюп ищется пъі, іенъ же матерйш кщгь и опока. Па-
'(^0 МИф
тропъ тля стержня нредстаіинеть собой цилиндръ. разрѣзанный въ од~
номъ мѣстѣ по образующей. въ ату щель вст^иллютсм. нѣсколько клинь-
евк яри челгь шывдръ раздается и увеличивается въ дйшетрК На
ни л и ндръ надѣвается фу тля ръ, іизутрешб й діаметръ котораго равенъ
ді а&ет р у с те рж и я, Между ф у тля ромъ и натро но мъ жіб оает ся фо р мо -
вочная земля, послѣ чего футляръ разнимается сіерженъ становится
— 368 —
вѣ сушилку для просушки. Какъ только металлъ, заполняющій форму,
застынетъ, при помощи особаго механизма клинья вынимаются изъ
стержневого патрона, послѣдній уменьшается (вслѣдствіе своей ѵпру*
гости) въ діаметрѣ, и позволяетъ свободно сокращаться чугуну.
Подробное описаніе завода „ТЬе ІляЬЬигп Ігоішогке\ устроеннаго
по такому плану, со всѣми детальными чертежами интересующіеся най-
669 —
дутъ въ книгѣ Дапіеэ Масіагіаіпе Ргасіісаі Коіеь ов Ріре Гошиііщг^,
спеціально посвяшепной этому предмету.
Послѣднее слово труболитейной техники представляютъ Амери-
капскіе наводы съ непрерывной отливкой. Первымъ инъ такихъ заводовъ
появился заводъ СЬаіІапао^а Ріре Гомпсігу (СЪаІіапоо^а. Тепп), по-
строенный въ 1897 году Общій видъ литейнаго зала представленъ
па фиг* 520. Въ литейномъ залѣ имѣются четыре круглыхъ колодца:
внутри колодцевъ помѣщаются вращающіяся платформы, по окружности
которыхъ прикрѣплены опоки, поставленныя, по возможности, близко
Фа г. 522.
другъ отъ друга, такъ что число опокъ на такой платформѣ зависитъ
отъ ихъ діаметра; напримѣръ, при формовкѣ трубъ діям. 150 мм. во-
кругъ платформы помѣщается 60^ парныхъ опокъ. Платформа можетъ
поворачиваться (достаточно усилія одного рабочаго), при чемъ опоки
послѣдовательно подходятъ къ тому мѣсту, гдѣ сосредоточены формо-
вочные матеріалы и стоятъ литейщики, производящіе набивку, затѣмъ
набитыя опоки проходятъ надъ сушилками (фиг. 521—522-—Л), за-
нимающими треть всей окружности (на фи г. 520 формы, подвергающіяся
просушкѣ, представлены перекрытыми) просушенныя формы перемѣ-
9 См- также. А. М. 303—Э—05. ”
Сотійпяоа? са$і ігоа ріре /оим^гу. Описаніе съ хорошимж рнеуяками & чертежами
завода В. & 8оп$г СЬіеа&о.— Г'ошкігу. Лапиагу І91І. Также Клашку.
І)есеіпЬ<“*08.
~ 670 —
щаюгся къ току мѣсту, гдѣ въ нихъ вставляются стержня и затѣмъ
производится отливка. Послѣ этого опоки снимаются краномъ съ плат-
формы, относятся въ сторону, опоражниваются и снова ставятъ на
платформу и начинаютъ новый круговоротъ. Такимъ образомъ работа
идетъ непрерывно въ теченіе круглыхъ сутокъ. Въ продолженіе дневной
работы платформа дѣлаетъ 1,5 оборота, давая 180 трубъ діан, въ
150 мм.
Заводъ отличается громадной производительностью, въ сутки от-
ливается до 200 тоннъ чугуна, поэтому необходимо имѣть хорошо
устроенныя приспособленія для перемѣщенія тяжестей. Чугунъ изъ ваг-
ранокъ (всего 4) ко всѣмъ платформамъ передается по возвышеннымъ
рельсовымъ путямъ, расположеннымъ вдоль всей литейной (на фиг. 620
этотъ путь ясно видно съ правой стороны рисунка). Надъ каждой плат-
формой расположены катающіяся балки
оригинальной конструкціи: одинъ конецъ
балки катается но рельсовому пути, имѣ-
ющему форму окружности, а другой опи-
рается на неподвижный шипъ, закрѣплен-
ный къ стропиламъ. Подъ этимъ мѣстомъ
помѣщается платформа, на которой на-
ходится рабочій, управляющій движені-
емъ крана. Всѣ приспособленія для пе-
редвиженія тяжестей производятся при
помощи электричества.
Благодаря такимъ приспособленіямъ,
число рабочихъ на заводѣ сравнительно
очень невелико около 200.
333. Дополнительныя замѣчаніи.
Приведенныя описанія труболитейныхъ
заводовъ даютъ яснѵю картинѵ всего про-
Фиг. 523. ' 'е, Л
изводства. Можно еще дооавить, что
трубы съ флянцами отливаются подоб-
нымъ же образомъ, видоизмѣняя только модель (фиг. 523). Трубы съ
флянцами употребляются въ большомъ числѣ только для очень боль-
шихъ напоровъ, и въ этомъ случаѣ пхъ лучше отливать вертикально;
въ обыкновенныхъ же случаяхъ трубы съ флянцами идутъ въ самомъ
ограниченномъ количествѣ и потому могутъ отливаться обыкновеннымъ
способомъ безъ особаго ущерба для дѣла.
Наполненіе формы жидкимъ чугуномъ производится сверху, что,
какъ уже было сказано, необходимо дѣлать въ тѣхъ случаяхъ, когда
форма имѣетъ тонкія стѣнки и въ то же время очень высока
Такъ какъ при изготовленіи трубъ требуется очень много стер-
жней, то въ большихъ труболитейныхъ необходимо имѣть машины для
свиванія жгутовъ изъ сѣна или соломы, а также и самый патронъ, на
которомъ производится обточка стержня, лучше приводить во вращеніе
отъ привода.
671 —
Изъ описанныхъ операцій видно, что опоки необходнио распола*
гать такимъ образомъ, чтобы къ нимъ былъ доступъ ц снизу. Для этого
онѣ могутъ опускаться въ ямы, обложенныя по сторонамъ кирпичамъ, при
чемъ верхушки опокъ помѣщаются па уровнѣ пола, а глубина ямы
должна быть такова, чтобъ подъ опокой можно было двигать телѢжкѵ
съ жаровней, Считая поэтому, что нормальная длина трубы около
-3000 длина же опоки около 3500 мм, и чтп около 750 мм.
Фиг. 524»
опоки выйдетъ надъ поверхностью пола, можно
принять, что глубину ямы нужно дѣлать около
4000 мм» Устройство съ ямой вообще неудобно,
такъ какъ остатки формовочныхъ матеріаловъ
трудно доставать изъ ямы, кромѣ того, рабочимъ
находиться въ ямѣ во время сушки и во время
отливки очень тяжело, вслѣдствіе удушливой
температуры. Поэтому въ новыхъ литейныхъ
обыкновенно располагаютъ опоки такъ, ^то
верхушки ихъ выводятъ во второй этажъ, а ниж-
нюю часть въ первый этажъ» На фиг, 513
изображенъ труболитейный заводъ, въ которомъ
именно о пока расположены подобнымъ образомъ»
Фяг/525>
Пространство между опоками задѣлывается досками, по которымъ
ѵдобно ходить во время работы и въ то жо время ихъ очень легко
снять, когда приходится переставлять опоки.
При формовкѣ трубъ большого діаметра модель выходитъ слинъ
кожъ тяжелая, съ ней трудно обращаться, и потому въ подобныхъ
случаяхъ опоки иногда дѣлаются на манеръ формовочной машины» На
фиг, 524 представлена подобная опока, построенная Крамеромъ, Здѣсь,
какъ видно изъ чертежа, имѣется только часть модели, которая дви-
— 672
жіся по вертикальному при щжопш винта Е ітоб.ы со-
общитъ шипу правильное дщшенйу онъ подпертъ мша у въ іюдіілтггикъ
а іі вверху въ шцшшптшкѣ, По
Фиг.
Фиг.. г'>27.
мѣрѣ того, какъ песокъ набп-
вііет ся в ок р уп> модел и , в и н тъ
п о в о рт ы вается и мод ел ь по д-
пишется кверху. Чтобъ песокъ
не засорялъ винтовой иарѣзкв.
шипъ окруженъ трубкой, про-
го т о в леи п о й и зъ т о ик а ?1 о ж -
тоього желѣза и составлен-
ію й изъ нѣс ко л ь к и хъ отдѣ ль-
дыхъ частей; по мѣрѣ того,
какъ модель поднимается квер-
х у, о тдѣ л ъ и ы я ч аст п тр у б к и
снижаются прочь.
Въ настоящее время боль-
шое распространеніе на евро-
пейскихъ заводахъ получила ма-
шина для пабйіші песка, стро-
ящаяся фирмой АпІШ пп4
$оѣпе, Еѣег^\ѴакК
С х ем а маіи и н ы и ре дсп а в -
лена па фиг, 525, Па круг-
лой р а _м ѣ но м ѣ ща ют ся д въ
рертпкалышя стойки (1), въ верхней
|(; а с п і к ото р ы х ъ в ъ и од ш и пв и к ахъ а а -
(крѣпленъ валъ, Валъ приводится во вра-
ріюгііе отъ електрсмотора Е? затѣмъ при
помощи кошпескв хъ шестерней пере-
дается вращеніе вертикальному валу п
фрякшошюму ролику (4)* Этотъ роликъ,
упираясь въ цилиндрическій вѣнецъ (2).
сообщаетъ рамѣ. на. которой поставлены,
стойки (1), вращательное движеніе, такъ
что при вращеніи электромотора вши,
вращается около гор^іштальво.н оси и
въ то же врем рама со стойками ішю-
рачоается около вертикальной оси. На
горизонтальномъ валу посаженъ эксцен-
трикъ (3), КОТОрЫЙ ПрИВОДНТЪ ВЪ ДЖ’
женіе (вверхъ и внизъ) іюдвѣпіеішое къ
не&у кольцо (с&> фвг> 526). Къ жшу
ко л ыіу щщкрѣп л ен ы т р амб о вкн (чи -
ѵ ло и х ь с,.! еп гѢт ст в уеіъ размѣру наб а ваемой опо ьц). Т р а&б о вкн де р жатс н
вь кольцѣ треніемъ, и пря нѣкоторомъ усиліи могутъ передвигаться
— 673 —
Машина можетъ или
сверхъ и внизъ относительно кольца. При началѣ набивки трамбовки
выдвинуты внизъ и доходятъ до дна о иски. Работу на-
чинаютъ съ того, что въ опоку насыпаютъ нѣсколько
зешш и машину приводятъ въ движеніе, тогда набойники
трамбуютъ землю, все время перемѣщаясь около верти♦
.кальной оси. По мѣрѣ того, какъ земля утрамбовываете
ся, давленіе на трамбовки увеличивается и когда это
давленіе превзойдетъ силу тренія, при помощи которой
трамбовки закрѣплены въ кольцѣ, трамбовки продви’
гаются къ верху; тактшъ образомъ положеніе трамбо-
вокъ автоматически устанавливается сеотяѣтствешю по-
вышающемуся уровню земли. Зажимая трамбовки болѣе
или менѣе сильно въ кольцѣ, можно регулировать плот-
ность набивки земли въ опокѣ,
подвѣшиваться къ крапу (фиг,
527) или становиться на телѣжку
<фш\ 528) и передвигаться отъ
опоки къ .опонѣ. Если передви-
гаются оіюкщ тогда машина уста-
ла в л ивается по по д в и жн о+
Машина дѣлаетъ отъ 120 до
160 ударовъ въ мин, и расхо-
дуеп-отъ . 1^5 до 5 лош, силъ.
Производительность ея очень ве-
лика,- Труба дщм. въ 60 ми,? дли-
ной 4 &етра набивается въ 1 ж
15 сб труба діамс 500 мж-_ и
джіі. 5 мотр, въ 2,5 мнж При
формовкѣ малыхъ трубъ доста-
точно одного рабочаго, чтобы
насыпать землю въ опоку, при
формовкѣ большихъ трубъ тре-
буется до 6 рабочихъ., Подроб-
ности ;- сж /8ШЫ ппй- Еі$еп
1910г*- и- Е А,. 108.1—"5 — 10,
' Сж также Еошійту, Дніу—
.26В—10> ..... . ;.
. : Нудлмцейіъ : былъ ' просто-
жшъ--. еще : -слѣдующій’ . способъ..
формовки трубъ. Формы, слу-
' для: прйшггія ’ршшв--
/ дикаго: чугуну. во набиваются
-П0::<мадёл’И' .изъ рыхлаго-. фор-
••мо’йч^’аго.иёска^какъ-.вѣ ожю<’
'. бахъ,. .описанныхъ выше, '. а собираштся-.'. мзъ< нѣсколькихъ'.; ^отдѣльныхъ..-.
' ітьцеѣндныхъ . частей, приготовляемыхъ < особо; ' внѣ.' ..формуемой.;- огіо*:;
г ?'''щ
$
&й, и получаемыхъ формовщиками уже въ совершенно готовомъ, про-
сушенномъ и окрашенномъ видѣ, такъ что имъ остается лишь вло-
жить ихъ въ опоку. Стержни же приготовляются обыкновеннымъ спо-
собомъ. Такъ какъ время, потребное на сборку такой составной формы,
значительно короче времени, потребнаго на набивку формы пескомъ *
то опоки утилизируются полнѣе и необходимое число ихъ значительно
меньше, нежели при обыкновенномъ способѣ формовки.
Опоки лишь для самыхъ широкихъ трубъ устраиваются одиноч-
ныя, по большей же части онѣ устраиваются двойныя, раскрывающіяся
на шалнерахъ (фиг. 529—530) и смыкающіяся посредствомъ откид-
ныхъ болтовъ. Къ такой двой-
ной опокѣ придѣланъ валъ БЬ\
опирающійся на подшипника
ССі установленные на краяхъ
кирпичнаго колодца И. Во время
наполненія кольцами опоки по-
слѣдняя остается въ горизон-
тальномъ положеніи. Заполне-
ніе опоки производится боль-
шимъ или меньшимъ числомъ
колецъ, за формованныхъ изъ.
оо оа
Фаг. 530.
стержневой глины и просушей*
пыхъ въ сушилѣ. На фнг. 531
изо б ряжены три п одобпых ъ
кольца ЕЕЕ. Каждое изъ ко-
лецъ имѣетъ съ одной стороны
выступающій поясокъ, а съ дру-
гой— соотвѣтствующую ОДу ВПЗ-
дину. При складываніи вмѣстѣ
подобныхъ колецъ они плотно
смыкаются одно съ другимъ л
образуютъ внутренними своима
стѣнками форму трубы. Для
большей плотности при смы-
кашм колецъ стычныя ихъ поверхности смачиваются жидкой глиной
На фиг. 532 изображенъ разрѣзъ части опоки съ вложенными въ нео-
уже кольцами.
Приготовленіе коледъ производится при помощи формовочныхъ
машинъ, одна ивъ которыхъ изображена на фиг. 533. Чугунный ци-
линдръ Н этой машины, укрѣпленный неподвижно къ брусьямъ машин-
наго стола I* имѣетъ внутренній діаметръ, равный внутреннему діаметру
опоки, такъ что сформованныя въ немъ кольца приходятся въ опоку
совершенно плотно, безъ шатанія. Правильно выточенный цилиндръ К*
играющій роль модели, имѣетъ діаметръ, какъ разъ равный наружному
діаметру трубы, которую желаютъ отлить. Онъ прикрѣпленъ нижнимъ
своимъ концомъ при помощи шздиера и серьги Р къ одному изъ плечъ
— 675 —
двуплечаго рычага приводимаго въ движеніе рычагомъ X. Въ про-
межуткѣ между цилиндрами Н и К можетъ двигаться третій цилиндръ
О, прикрѣпленный посредствомъ шалнера и серьги ЛГ къ другому плечу
того же рычага вслѣдствіе этого восходящее движеніе цилиндра О
соотвѣтствуетъ нисходящему движенію цилиндра X? и наоборотъ. На
верхній цилиндръ О накладывается кольцо И* плотно заполняющее за-
Фвг. 531»
Фяг. 532»
зоръ между цилиндрами Ат и К. Кольцо это имѣетъ выступъ, который
при формовкѣ образуетъ впадину въ глиняномъ кольцѣ*
Работа начинается съ того, что машина приводится въ положеніе,
изображенное на чертежѣ; на цилиндръ Н наставляется воронка 7, въ
кот орую мальчикъ бросаетъ лопатою песокъ,
а двое формовщиковъ утрамбовываютъ его
деревянными трамбовками. Когда форма напол-
нится до верху, накладываютъ на песокъ дру-
гое кольцо ѵ, имѣющее впадину, соотвѣтству-
ющую выступу нижняго кольца, и уколачива-
ютъ его плотно въ форму, пока оно не ля-
жетъ краями на края цилиндра Н. Тогда, по-
воротомъ рукоятки X, заставляютъ цилиндръ К
опуститься внизъ, а цилиндръ О подняться
в верхъ. Послѣдній заставляетъ зафѳрм о ванное
кольцо тоже подняться и выйти изъ формы.
Его подхватываютъ за нижнее кольцо, служа-
щее ему поддономъ, и относятъ на этомъ под-
донѣ въ сушило, гдѣ ставятъ на полку (коль-
цо ѵ предварительно снимается). Просушенныя
кольца провѣряются, при чемъ покоробившіяся бросаются въ брагъ, а
годныя подчищаются лопаточкой, чернятся и еще разъ слегка подсу™
додаются, а затѣмъ ихъ передаютъ формовщикамъ трубъ. Когда опока
будемъ наполнена кольцами, ее повертываютъ въ вертикальное положе-
ніе, въ опоку вставляется стержень, на его патронъ надѣваютъ кольцо
у и зажимаютъ скобою 3 (фнг. 532).
Какъ видно изъ чертежа, стержень имѣетъ уширенную тарелку на
концѣ, которая образуетъ фланцевую плоскость трубы н вмѣстѣ съ
43*
— 676 —
тѣнь замыкаетъ внутренность формы. Съ противоположной стороны
стержень такой тарелки не имѣетъ, но послѣднее кольцо формы, со-
отвѣтствующее кольцу У, имѣетъ углубленіе, образующее кромѣ флянца
още и прибыль на немъ такого же діаметра. Когда стержень устано-
вленъ и закрѣпленъ, опоку перевертываютъ на 180*. При этомъ та-
релка стержня очутится внизу, сверху же форма получается открытою
и готовою для принятія чугуна. Въ этомъ положеніи ее и заливаютъ.
Просушенные и окрашенные стержни кладутся парами на двойныя те-
лѣжки и подкатываются въ сферу дѣйствія крана (фиг. 530), которымъ
они и ставятся въ форму.
Спустя не болѣе 10 кин, послѣ заливки чугуномъ, опока снова
поворачивается на 180е, ивъ нея вытаскиваются заразъ оба патрона,
послѣ чего опока приводится въ горизонтальное положеніе и раскры-
вается; затѣмъ цѣпью захватываютъ обѣ трубы (фиг. 534) вмѣстѣ съ
игъ глиняными кольцами, вынимаютъ ихъ изъ опоки, кладутъ на те»
лѣжку и отвозятъ въ обрубную совершенно еще красныя. Бояться
однакожъ вредныхъ послѣдствій отъ этого нѣтъ основаній, такъ какъ
окружающія трубу глиняныя кольца заставляютъ ее остывать посте-
пенно. Когда труба
шеиао почернѣетъ,
молоткомъ кольца
ютъ ея поверхность.
стыковъ сосѣднихъ
поверхности трубы
лишь едва замѣтныя полоски
(залавы). Послѣ асфальтировки
эти полосы дѣлаются совсѣмъ
уже совер-
разбиваютъ
и обнажа-
Въ мѣстахъ
колецъ на
получаются
незамѣтными.
Такой способъ отливки трубъ примѣненъ, между прочимъ, на
машиностроительномъ заводѣ НапіеІ & Епе^, въ ГрафенбергѢ, близъ
Дюссельдорфа. Трубы отливаются на этомъ заводѣ для напоровъ до
100 ати., діаметромъ до 600 мм., въ количествѣ до 10.000.000 кгр.
въ годъ. Ежедневно отливается среднимъ числомъ 120 трубъ вѣсомъ
свыше 30,000 кгр.
Такой же способъ отливки трубъ примѣненъ на петербургскомъ
ПуТЙЛОБСКОМЪ заводѣ.
При способѣ Кудлица получается большая экономія въ опокахъ,
такъ какъ здѣсь опоки служатъ не для формовки, а только для заливки
формъ чугуномъ; вд при этомъ выгадывается только па опокахъ, рас-
ходъ же формовочнаго матеріала большій, такъ какъ стѣнки формы
толще, вслѣдствіе этого также больше расходуется на просушку формы,
и потому вообще этотъ способъ можно признать менѣе выгоднымъ до
сравненію съ общеупотребительнымъ.
Хорошее качество трубъ кромѣ формовки въ большой степени
завусгть отъ сорта язь котораго трубы льются. Какъ уже
было сказано, чугунъ въ трубахъ долженъ быть плотный, достаточно
— 677
крѣпкій, мягкій и неспособный отбѣливаться въ тонкихъ частяхъ, такъ
какъ бѣлый чугунъ очень легко даетъ трещины*
Сообразно съ этимъ* содержаніе кремнія въ чугунѣ не должно
быть менѣе 1,5^ и не болѣе 2*Д; содержаніе углерода около 3,5*/в;
содержаніе марганца не болѣе 1в/Л; фосфора не болѣе 0,7 7^ с^Ра
отбѣливаетъ чугунъ и дѣлаетъ его менѣе жидкимъ, поэтому содержаніе
сѣры не должно быть болѣе 0Д*/в; въ виду этого же обстоятельства
при плавкѣ къ топливу слѣдуетъ прибавлять большое количество из-
вѣстняка, въ особенности если топливо содержитъ иного сѣры.
ФПГ. 635,
Отливка трубъ въ громадномъ большинствѣ случаевъ производится
изъ вагранокъ, и только въ исключительныхъ случаяхъ трубы отли-
ваются азъ доменныхъ печей
Чтобъ получить болѣе чистые концы трубъ, на нихъ ставятся мас-
сивные литники или прибыли, и да ихъ удаленія послѣ отливки въ
большихъ литейныхъ долженъ быть спеціальный токарный станокъ, на
которомъ и производится отрѣзаніе прибылей.
1) На нѣкоторыхъ заграничныхъ заводахъ, чтобы получить чугунъ прямо изъ
іоменъ подлежащаго качества, примѣняются асобне большіе мккстеры-смѣшнватслж.
Кит ба болѣе раціонально эти скѣшнвателк подогрѣвать, какъ это дѣлается въ стале-
литейномъ производствѣ, гдѣ такіе мнкстеры достигаютъ вмѣстимости |0 250 тоннъ.
Выгоды смѣшявателеЙ — въ томъ, что изъ впхъ чугу въ выходитъ равномѣрнаго со-
става, въ значительной мѣрѣ освобождаете! отъ сѣры (до ТО-/») и получается возмож-
ность производить присадки чугуна, для полученія евлава надлежащаго состава. I. А.
1624—М>-05.
— 678 —
Пріа пріемкѣ трубы испытываются гидравлическимъ давленіемъ. Для
этого трубу ставятъ на особый станокъ, устройство котораго предста-
влено на фиг, 535. Иа фундаментѣ устанавливаются двѣ чугунныя го-
ловки, связанныя между собою тягами Л- Въ одной головкѣ имѣется
гидравлическій цилиндръ Р съ поршнемъ Сг. Къ скалкѣ Н этого поршня
прикрѣплена подвижная плита Л Для приведенія въ движеніе поршня
имѣются двѣ трубки з/54* Другая головка ^ представляетъ изъ себя
плиту, въ центрѣ которой имѣется отверстіе Д черезъ которое по трубѣ
ЛГ приводится вода для заполненія трубы Т, подвергающейся испыта-
нно, Для прекращенія притока поставлена задвижка Н\ Въ той же го-
ловкѣ имѣется вертикальный каналъ О. Изъ этого канала на различ-
ной высотѣ продѣланы нѣсколько горизонтальныхъ отверстій ф въ ту
сторону, съ которой притыкается испытуемая труба. Отверстія эти за-
купориваются пробками съ винтовой нарѣзкой, кромѣ одного, которое
оставляется, сообразуясь съ размѣромъ испытуемой трубы, и служитъ
для выпуска изъ трубы воздуха, при наполненіи ее водою. Для раз-
витія внутри трубы соотвѣтствующаго напора, вода изъ гидравлическаго
насоса приводится по трубкѣ К Испытуемая труба поддерживается
двумя домкратами 17, перестанавливающимися на различную высоту при
помощи винтовъ К Съ головками этихъ домкратовъ соединены при
помощи шалнеровъ рельсы ЖIV.
Работа идетъ слѣдующимъ образомъ, труба по рельсамъ Г в V
вкатывается на станокъ; между ея торцами и зажимными флянцами
прокладываются для герметичности стыка мягкія прокладки; въ цилиндръ
О во трубѣ $ накачивается подъ сильнымъ давленіемъ вода, вслѣд-
ствіе чего испытуемая труба съ силой зажимается между флянцами;
открываютъ задвижку лѴ и изъ водопровода наполняютъ трубу водой
(чтобъ ускорять наполненіе п у мель шить расходъ воды, иногда внутрь
трубы кладутъ деревянный чурбанъ), оставляя кранъ Р открытымъ,
чтобы выпустить весь воздухъ. Затѣмъ краны закрываютъ и по трубѣ
Б накачиваютъ воду гидравлическимъ насосомъ, вызывая давленіе вну-
три трубы, обыкновенно въ два раза большее, чѣмъ рабочее давленіе.
Въ это время по трубѣ постукиваютъ молоткомъ и смотрятъ не дала
ли она гдѣ-нибудь трещины, или не появилось ли гдѣ-нибудь просачи-
ваніе. По испытаніи трубы открываютъ сначала кранъ Р. и когда да-
вленіе спадетъ, пускаютъ воду въ трубу $\ отодвигаютъ этимъ плиту
І\ вода изъ трубы Т выливается въ резервуаръ а самая труба
скатывается по рельсамъ па вѣсы В, гдѣ удостовѣряется ея надле-
жащій вѣсъ.
Если трубы назначены для проведенія газа, то всю трубу съ за-
дѣланными концами опускаютъ подъ воду, накачиваютъ въ нее газъ
подъ давленіемъ и смотрятъ, не выходитъ ли гдѣ газъ, что сейчасъ
же обнаружится по пузырькамъ, поднимающимся съ поверхности
трубы.
Кромѣ этой пробы въ трубахъ, испытывается равномѣрность тол-
щины ихъ стѣнокъ, для чего употребляется особый инструментъ, прн-
— 679 —
готовленный на манеръ двойного крумциркули. По отклоненію одного
изъ колѣнъ и судятъ о неправильности въ толщинѣ стѣнки. При за-
казѣ обыкновенно обусловливаютъ допустимую разницу. Наконецъ, трубу
взвѣшиваютъ; правильно приготовленная труба не должна по вѣсу вы-
ходить изъ предписанныхъ условіемъ границъ: если она слишкомъ тя*
жела, это убыточно для завода; если она слишкомъ легка, то это идетъ
въ ущербъ ея прочности.
Количество бракованныхъ трубъ при хорошо поставленномъ про*
изводствѣ не должно быть больше 5%,
Испытанныя и оказавшіяся годными трубы покрываются обыкно-
венно каменноугольнымъ дегтемъ по способу Ангуса Смита. На фиг-
536 представлено устройство для осмаливанія трубъ ‘Х Желѣзный ци-
Фяп 536.
линдръ А обдѣлывается кирпичной кладкой; сбоку пристраивается под-
тонка X. Дымовые ходы не должны омывать дна цилиндра, такъ какъ
на днѣ собирается грязь, которая при сильномъ нагрѣвѣ будетъ при-
горать и трудно отдѣляться. Чтобы облегчить очистку дна, въ сосудѣ
устанавливается второе дно 6\ на ножкахъ Л, которое легко выни-
мается вмѣстѣ съ грязью. Сверху цилиндръ закрывается крышкой В,
поворачивающейся на петляхъ О и уравновѣшенной противовѣсомъ 2Л
По краю крышки приклепано кольцо Р изъ швелериаго желѣза, кото-
рое выходитъ въ такое же кольцо Е, приклепанное къ цилиндру (см*
изображ, къ увеличен* масштабѣ) и заполненное пескомъ; — этой кон-
струкціей достигается плотность закрытія. Труба опускается въ котелъ
подвѣшенная къ балочкѣ I при помощи крюка К" и цѣпи ЛГД\ Ба-
дочка опирается своими концами на кольцо Д приклепанное внутри
М См* та аже X. 415— 7—11.
— 680 —
сосуда. Балочка разсчитывается такимъ образомъ, чтобы къ Мей можно было
повѣсить или одну большую трубу или пучекъ трубъ* малаго діаметра.
Самый процессъ осмаливанія состоитъ къ слѣдующемъ. Сосудъ на-
нѣсколько вывариваютъ*
полняютъ каменноугольнымъ дегтемъ и его
чтобы удалить наи-
болѣе легкія части,,
затѣмъ въ сосудъ
опускается трубя,
крышка закрывается
и труба остается въ
дегтѣ до тѣхъ поръ,
пока она не приметъ
температуру смолы
(это можетъ продол-
жаться до 30 мни,),,
послѣ чего трубу
вынимаютъ и кладутъ
на помостъ. Нагрѣ-
тая до высокой тем-
пературы труба испа-
ряетъ всѣ летучія
части приставшей къ
пей смолы; оставшій-
ся па трубѣ твердый
остатокъ покрываетъ
ее какъ бы эмалью*
которая хорошо пре-
дохраняетъ трубу отъ.
ржавчины.
При производствѣ
этого процесса, нуж-
но имѣть въ виду
слѣдующее. Иногда
сосудъ съ дегтемъ но
закр ывають кры ел-
кой. Это нераціо*
иально по двумъ при-
чинамъ: 1 — смола
при этомъ быстро улетучивается и густѣетъ, такъ что при вынныэнім
изъ нея трубы, скола покрываетъ ее слишкомъ толстымъ слоемъ, ко-
торый по высыханіи не прочно держится на трубѣ; вслѣдствіе этого
къ сгустившейся смолѣ приходится часто прибавлять свѣжей жидкой
сколы и такимъ образокъ сильно увеличивается расходъ смолы. 2—*
при сильномъ испареніи смолы, весь воздухъ но сосѣдству оказывается
насыщенъ смоляными парами которые конденсируются на поверх-
ности уже остывшихъ трубъ, впитываются эмалью, покрывающею яхъ
поверхность, и снова размягчаютъ ее. Въ виду этого* если варка смолы
производится ВЪ открытомъ сосудѣ, ТО трубы уже ГОТОВЫЯ нужно СКЛ8-
дывать подальше отъ мѣста производства этой операціи,
См, также объ осмоленіи чугуна (стр, 51),
Для формовки изогнутыхъ соединительныхъ частей (колѣнъ), боль-
шого размѣра, американскій заводъ ЬатЬеіѣ Сазі Ігоп Спгѵей Ріре
МасЫпе Со,, Сіпсіппай, строитъ машины изображенныя на фиг. 537. Въ
полу литейной дѣлается углубленіе- Съ одного края ставится два подшип-
ника Л, на которые опирается вялъ, а къ послѣднему прикрѣплена балка 1?;
другой конецъ балки поддерживается при помощи цѣпи, навертывающейся
на воротъ. По балкѣ передвигается столъ 0. Сверху углубленіе перекрыто
рельсами, по которымъ передвигается стойка Г Поперечина этой стойки
К можетъ передвигаться вверхъ и внизъ при помощи двухъ винтовъ.
Вдоль поперечины перемѣщается кронштейнъ, па концѣ котораго закрѣп-
лена вертикальная полоса М. Эта полоса можетъ перемѣшаться вверхъ в
впивъ и поворачиваться около своей оси. Формовка производятся слѣдую-
щимъ образомъ. Балка В ставится въ горизонтальное положеніе; столъ О
устанавливается на разстояніи отъ Л, соотвѣтствующемъ радіусу искри-
вленія плиты; на столъ О ставится опока; па полосу М надѣвается мо-
дель флянца или раструба колѣна я производится набивка земли; затѣмъ
на стержень М надѣвается кольцо, соотвѣтствующее внѣшнему діаметру
колѣна, вокругъ него набивается земля, послѣ чего цѣпь съ ворота не-
много спускаютъ и продолжаютъ набивку. Если при этомъ движеніи опока
модель не будетъ выходить изъ земля и будетъ имѣть стремленіе обрывать
ее* то для устраненія этого достаточно при спусканіи опоки поворачи-
вать полосу 2И около ея оси, чему способствуетъ контръ грузъ По
пятно, что при этомъ опоки удобнѣе дѣлать составными изъ частей и,
кромѣ того, разъемными на двѣ половины. Если часть колѣна должна быть
прямой, то для набивки этой части балку В оставляютъ неподвижной, а
двигаютъ по вертикальному направленію полосу ЛС Для приготовленія
стержня поступаютъ такимъ же образомъ: на столъ О ставятъ основную
плиту; па полосу ЛГ надѣваютъ шаблонъ, внутреннее очертаніе котораго
соотвѣтствуетъ діаметру стержня и затѣмъ* руководствуясь или шабло-
номъ* или выкладываютъ стержень изъ кирпича и, обмазавъ его глиной,
приглаживаютъ послѣднюю тѣмъ же шаблономъ, двигая балку В вверхъ
и внизъ, или же производятъ набивку стержня изъ земли, подобно внѣш-
ней части. Попятно* что если стойка при изготовленіи внѣшней части
опоки и стержня стояла на одномъ и томъ же мѣстѣ, то кривизна формы
и стержня будетъ совершенно одинаковая* и если въ основной плитѣ бу-
дутъ сдѣланы какія-либо усгановительныя приспособленія, вродѣ тѣхъ,
которыя примѣняются для установки стержней въ опокахъ для отливки
трубъ, то толщина стѣнки въ колѣнѣ получится совершенно равномѣр-
ная, и самая форма трубы будетъ вполнѣ правильная.
Описанные выше пріемы формовки и отливки трубъ могутъ съ
успѣхомъ примѣняться и для другихъ предметовъ, какъ напр. пустотѣ-
лыхъ яавойныхъ валиковъ у ткацкихъ станковъ и т. п.
— 682 —
Отливка закаленныхъ издѣлій.
334. При описаніи свойствъ чугуна было указано^ что сѣрый чу-
гунъ при быстромъ охлажденіи способенъ отбѣливаться 7 при чемъ его
твердость сильно увеличивается. Пользуясь этимъ свойствомъ чугуна,
когда желаютъ получить предметъ съ закаленными поверхностями, от-
ливку подобныхъ предметовъ производятъ въ особыя металлическія формы,
которыя, обладая большой теплопроводностью, быстро отнимаютъ теплоту
отъ расплавленнаго металла я тѣмъ производятъ закалъ х). Такія металли-
ческія формы въ отличіе отъ обыкновенныхъ называются иногда ко-
миллни.
Нужно имѣть въ виду» что выдѣленіе графита происходитъ уже
послѣ того, какъ чугунъ затвердѣлъ (си, стр, 24), а потому если же-
лаютъ получить закалъ, т.-е. удержать углеродъ въ видѣ углерода за-
кала, то необходимо быстрое охлажденіе вести ниже критической тем-
пературы, при которой углеродъ закала переходитъ въ графить. Если
же охлажденіе идетъ быстро до затвердѣнія чугуна, а погонъ отливка
провожаетъ остывать медленно, то закала совсѣмъ не получится, и этимъ
обстоятельствомъ пользуются для полренія мягкихъ отливокъ въ чугун-
ныхъ формахъ, какъ это будетъ объяснено ниже.
Глубина, на которую распространяется закалъ, зависитъ отъ мно-
гихъ причинъ.
Чѣмъ толще стѣнка металлической формы, тѣмъ большее количество
теплоты способна она поглотить въ себя, слѣдовательно, тѣмъ сильнѣе
произведетъ она охлажденіе и тѣмъ глубже получится закалъ.
Чѣмъ холоднѣе чугунъ* влитый въ форму, тѣмъ быстрѣе онъ за-
стынетъ и тѣмъ сильнѣе получится закалъ. Температура чугуна кромѣ
того вліяетъ и на строеніе полученнаго закаленнаго слоя. Если чугунъ
очепъ горячъ, то при вливаніи его въ металлическую форму бы-
стро затвердѣетъ только очень тонкій слой, затѣмъ этотъ уже за-
твердѣвшій слой не въ состояніи производить столь же энергичное охла-
жденіе дальнѣйшихъ слоевъ металла, и потому па отлитой вещи полу-
чится тонкая закаленная корка, рѣзко отличающаяся по своему строенію
ото всей остальной массы чугуна и при ударахъ очень легко отдѣля-
ющаяся.
Если форма наполняется болѣе холоднымъ чугуномъ, то металлъ
затвердѣваетъ быстро па большую толщину, запаленный слой при этомъ
получается бржѣе толстый и постепенно переходитъ въ сѣрый чугунъ.
То же самое замѣчается и въ томъ случаѣ, когда форма подо-
грѣта; здѣсь закалъ получается не столь сильнымъ и закаленный слой
постепенно переходитъ въ сѣрый чугунъ. При подогрѣтой формѣ ее
можно наполнять болѣе холоднымъ чугуномъ, не боясь, что инъ засты*
моЖй° «мжьягвмъ какъ м желѣзо. См. ^Сазе капіешпГ—А. М. 891
— 683 —
нетъг не заполнивъ надлежащимъ образомъ формы, и что на плоскихъ
поверхностяхъ получатся захоложенныя мѣста.
Наконецъ* очень большое вліяніе оказываетъ на степень и харак-
теръ закала химическій составъ чугуна. Если въ чугунѣ содержится
много марганца, отъ 2% до 3%, то закалъ получается легко и очень
сильный* но для отливокъ подобный чугунъ не годится, такъ какъ онъ
даетъ слишкомъ большую усадку, и потому издѣлія получаются съ
большими внутренними напряженіями. Отбѣленный чугунъ хрупокъ и
самъ но себѣ, а присутствіе въ немъ марганца еще больше увеличи-
ваетъ его хрупкость, и потому обыкновенно при отливкѣ издѣлій изъ
чугуна, богатаго марганцемъ, на его поверхности появляются мел-
кія трещины, происходящія вслѣдствіе сильной усадки и большой
хрупкости.
Наиболѣе подходящимъ чугуномъ для закаленныхъ отливокъ ока-
зывается чугунъ съ малымъ содержаніемъ кремнія и съ значительнымъ
содержаніемъ углерода, который при медленномъ охлажденіи выдѣляетъ
достаточное количество углерода въ видѣ графита, при быстромъ же
охлажденіи углеродъ остается въ связанномъ состояніи, и чугунъ по-
лучаетъ закалъ. При такомъ сортѣ чугуна во внутренней массѣ, гдѣ
металлъ остываетъ медленно, чугунъ получается сѣрымъ и мягкимъ, на
поверхности же — закаленнымъ. Содержаніе кремнія въ такомъ чугунѣ
можетъ быть тѣмъ меньше* чѣмъ больше въ немъ углерода, и такъ какъ
большое содержаніе углерода оказывается болѣе благопріятнымъ
смыслѣ прочности получаемыхъ отливокъ, то чугунъ нужно выбирать
съ возможно меньшимъ содержаніемъ кремнія и съ большимъ содержа-
ніемъ углерода.
На основаніи вышесказаннаго можно положить, что составъ хо-
рошаго для полученія закала чугуна долженъ колебаться въ слѣдую-
щихъ предѣлахъ;
углерода отъ 3,5 до 3.8*/»
кремнія * 0,7 * 0,8%
марганца ѵ 0,3 „ 0*5%
сѣры и фосфора не болѣе 0,5 %
Впрочемъ, въ очень крупныхъ отливкахъ, которыя не способны
получать большихъ внутреннихъ напряженій и которымъ въ то же
время желательно сообщить закалът какъ яапр. панцырныя плиты, со-
держаніе марганца можетъ увеличиться до 1%.
Фосфора не слѣдуетъ допускать болѣе 0,5*1^ такъ какъ онъ
увеличиваетъ хрупкость отбѣлившагося чугуна и увеличиваетъ способ-
ность давать внутреннія напряженія* То же самое нужно сказать и по
отношенію къ такимъ примѣсамъ, какъ сѣра, мышьякъ, антимоній и т. п.
Изъ сказаннаго можно заключить, что для отливокъ съ закаломъ
чѣмъ чище чугунъ, тѣмъ лучше.
Нѣкоторые заводы выплавляютъ спеціальные сорта да отливки
закаленныхъ издѣлій. Эти чугуны даютъ очень сильный закалъ, но
— 684 —
употреблять ихъ, не зная химическаго состава, нѣсколько рискованно,
въ особенности въ тѣхъ случаяхъ, когда необходимо получить прочное
литье, какъ напр. для отливки вальцовъ у прокатныхъ станковъ. Такіѳ
чугуны очень часто содержатъ много марганца, а какъ было уже ска-
зано, эта примѣсь дѣлаетъ закаленную отливку крайне непрочной. Го-
раздо надежнѣе составлять самимъ чугунъ, смѣшивая, напр., бѣдный
содержаніемъ фосфора и марганца бѣлый чугунъ (лучше, если онъ бу-
детъ выплавленъ на древесномъ углѣ *) съ кремнистымъ или сѣрымъ
чугуномъ въ такой пропорціи, чтобъ въ результатѣ въ составѣ смѣси
процентное содержаніе отдѣльныхъ составныхъ частей не выходило изъ
указанныхъ выше предѣловъ, принимая во вниманіе также и то, что
при переплавкѣ чугунъ измѣнитъ нѣсколько свой химическій составъ.
Плавку подобныхъ чугунокъ можно производить въ плавильныхъ
печахъ и въ вагранкахъ. Въ обоихъ случаяхъ нужно заботиться о томъ>
чтобъ пе происходило слишкомъ сильнаго выгоранія углерода, для этого
лучше, если передъ плавкой въ чугунѣ содержится марганца нѣсколько
больше противъ указаннаго выше. При плавкѣ, какъ извѣстно, марга-
нецъ выгораетъ прежде всего и тѣмъ предохраняетъ углеродъ. Въ ва-
гранкахъ того же результата можно достичь, увеличивая размѣръ ка-
лошъ топлива по сравненію съ чугуномъ и такимъ образомъ ведя про-
цессъ горѣнія съ избыткомъ окиси углерода. Вообще же при плавкѣ и
при выборѣ чугуна нужно сообразоваться съ тѣмъ, насколько выго-
раютъ различныя примѣси, чтобъ въ результатѣ получить желаемый
составъ. Въ валомъ размѣрѣ происходитъ выгораніе этихъ примѣсей*
было говорено въ статьѣ о плавкѣ.
Обыкновенно въ отливкахъ закаливаются только нѣкоторыя по-
верхности, и потому кокили ставятся только въ этихъ мѣстахъ, осталь-
ныя же части формы приготовляются изъ обыкновенныхъ формовочныхъ
матеріаловъ: песка или глины. *)
Кокиль долженъ быть чисто обточенъ и предохраняться отъ ржа-
вчины, да чего его смазываютъ масломъ, которое передъ употребле-
ніемъ должно быть вытерто. Ржавчина и сырость порождаютъ развитіе
газовъ, которые всегда ведутъ къ нечистымъ отливкамъ. Передъ отливкой
поверхность кокиля покрываютъ тонкимъ слоемъ краски, составленной
изъ графита я патоки, разведенной въ водѣ. Степень густоты патоки
нужно опредѣлить опытомъ и разжижать ее до тѣхъ поръ, пока краска
не перестанетъ трескаться при сушкѣ. Вмѣсто краски иногда покрываютъ
О Особенно хорошій закалъ иа поверхности даютъ чугу вы, выплавленные на
древесномъ углѣ, поэтому американскіе заводы, отливающіе закаленные вагонные
колоса, употребляютъ почта исключительно такіе чуіуня. Чугунъ, выніаніеннні на
древесжодъ углѣ, содержитъ больше углерода, ври томъ же содержитъ кремнія, а также
всегда содержитъ меньше сѣры, что н способствуетъ лучшему закалу.
Заводъ Ьашіій арижѣижетъ закалку ваяравддющ, поверхъ, у станинъ шлвфов.
машинъ. Іакъ какъ стая, отливаются изъ мягкаго чугуна. хо закала собственно не
получается, а получается болѣе плотный и нѣсколько болѣе тверк Утет^яп* хорошо
подвергаю^ обработкѣ жаброй ж мало срабаптющ. Для шсшн въ форму кладутся
веболыпія метай. лластивкн (толц. которыя яри нскривіенін лереверт* и
этимъ снова выпрямляются. Л. М,—271—05*
— 685 —
поверхность кокиля легкими летучими маслами, но при этомъ нужно
слѣдить, чтобы слой намазаннаго масла былъ очень тонокъ, иначе мо-
жетъ образоваться большое количество газовъ, которое причинитъ бракъ.
Передъ отливкой кокиль слѣдуетъ подогрѣвать до температуры 60—90
градусовъ, такъ какъ на холодномъ кокилѣ могутъ сконденсироваться
пары изъ воздуха, и кокиль окажется сырымъ.
Охлаждающая форма должна располагаться такимъ образомъ, чтобы
не имѣлось большихъ горизонтальныхъ поверхностей. Если же этого
избѣжать нельзя, тогда нужно форму снабжать большимъ литникомъ и
вводить въ форму сразу большое количество чугуна, чтобы онъ воз-
можно быстро покрылъ всю закаливающую поверхность. Если этого не
сдѣлать, и чугунъ будетъ наливаться на закаливающую поверхность
медленно, то при этомъ
чугунъ бурлитъ, по-
верхность получается не-
ровная и закалъ полу-
чается недостаточный,
335, Примѣры, От-
ливка вагонныхъ ко-
лесъ, Чугунныя колеса
съ закаленнымъ ободомъ
въ большомъ распро-
страненіи въ Америкѣ,
Внутренняя часть обы-
кновенно представляетъ
изогнутый дискъ (фиг»
538), Подобная кон-
струкція удобна тѣмъ,
что при отливкѣ не по-
лучается такихъ напря-
женій, какъ въ колесѣ со
спицами» Вообще нужно
замѣтить, что успѣшное исполненіе колесъ въ большой мѣрѣ зависитъ
отъ ихъ конструкціи. Въ вагонномъ колесѣ долженъ быть закаленъ
ободъ; при этомъ, чтобъ ободъ не получился слишкомъ слабый и хрупкій,
закалъ долженъ быть только съ поверхности, внутренняя же часть обода
должна быть мягкая. Для полученія такого закала въ среднюю часть
формы вставляется кокиль (фиг» 538), толщина его берется въ 2,5
раза больше, чѣмъ толщина обода, при этомъ закалъ получается на
надлежащую толщину» Остальная часть формы получается при помощи
модели обыкновеннымъ образомъ» Чтобъ ободъ получился правильнымъ,
кокиль долженъ быть обточенъ на токарномъ станкѣ. Вслѣдствіе перемѣн-
ныхъ нагрѣвовъ и остываній кокиль способенъ давать трещины, и потому
для укрѣпленія, кокилявяутриего навезло заливать желѣзное, кольцо.
На фиг» 538 представлена форма съ литникомъ, приводящимъ
чугунъ снизу» Сбоку привертывается особая опока АГдія литника, со-
Фиг. 538.
— 686 —
ставленная ивъ двухъ половинъ и скрѣпленная болтами Е, Стержни
удерживаются на мѣстѣ при помощи проволоки, проходящей черезъ
отверстія въ ребрахъ й. Форма можетъ также наполняться и изъ цен-
тральной части черезъ литникъ, устроенный какъ показано на фиі\ 539.
Здѣсь В резервуаръ, С центральный стержень, въ верхней части кото-
раго сдѣлана чашка, распредѣляющая вливающійся чугунъ во всѣ стороны
Подобная конструкція литника даетъ возможность наполнять форму
быстро и спокойно* Быстрота наполненія формы при отливкѣ колесъ
оказываетъ большое вліяніе. Необходимо наполнять быстро (10 — 15
секундъ), иначе результаты получаются
неблагопріятные.
При отливкѣ въ подобную охла-
ждающую форму нельзя получить
вполнѣ хорошихъ колесъ, способ-
ныхъ выдерживать продолжительную
службу на желѣзныхъ дорогахъ. Дѣ-
ло въ томъ, что форма наполняется
♦и. Ш-
Фиг. 539.
не моментально чугуномъ, а въ теченіе 10—15 сек. Первыя вдрціэ
чугуна, соприкасаясь со охлаждающей фермой, затвердѣваютъ ж обра-
«уютъ тонкую корку, которая, оставаясь въ соприкосновеніи съ ко^иеш
во все время наполненія формы, продолжаетъ утолщаться. Когда же
вся форма наполнится и колесо затвердѣетъ, то оно отойдетъ отъ ко*
кжад, такимъ образомъ охлаждающее дѣйствіе послѣдняго прекратится;
(эддевательно, закалъ получится наиболѣе глубокій въ нижней части
формы и очепь тонкій въ верхней. Вслѣдствіе такого неравномѣрнаго
закала колесо получается недостаточно прочное и очень часто искри-
вленкое. Для устраненія этихъ недостатковъ въ Америкѣ, гдѣ отливка
чугуйныжь колесъ получила большое распространеніе, были предложены
такъ называемые сокращающіеся кокклн. Такой кокиль при остываніи
и сжатіи колеса долженъ слѣдовать на ободомъ, постоянно прижимаясь
къ нему, в такимъ образомъ охлаждать его равномѣрно но всей по*
вершишь Одна язь конструкцій сокращающагося кокиля, предложенная
Фогтожъ, представлена на фвг. 540. Собственно охлаждающая часть
— 687 —
кокиля, соприкасающаяся непосредственно съ ободомъ отливаемаго колеса»
состоитъ изъ отдѣльныхъ сегментовъ Н, между которыми оставлены
небольшіе зазоры Эти сигмеиты соединяются съ внѣшнимъ ободомъ
кокиля при посредствѣ радіальныхъ перегородокъ которыя въ свою
очередь связаны между собой ободомъ Ь. При наполненіи такой формы
горячи нъ ч угу номъ
радіальныя перегород-
ки нагрѣваются, слѣ-
довательно — удлиня-
ются, а такъ какъ
внѣшній ободъ почти
не мѣняетъ своей там-
нературьц то внутрен-
няя часть должна со-
кращаться и слѣдо-
вать за остывающимъ
ободомъ отлитаго ко-
леса,
Чтобы еще бо-
лѣе увеличить сокра-
щеніе кокиля, ему
придаютъ конструк-
цію ? предстаэленну ю
на фиг. 541 — 542.
фяг, 541*
Отдѣльныя части кокиля разъединены между собой промежутками К и
дѣлаются пустотѣлыми, внутри каждаго сектора имѣется полость С.
Въ такой кокиль передъ отливкой, сначала пускается паръ (по направ-
ленія стрѣлки), при чемъ кокиль довольно сильно разогрѣвается и
расширяется, а затѣмъ, когда
форма наполнена чугуномъ,
въ кокиль пускаютъ холод-
ную воду; при этомъ ко-
киль охлаждается и, со-
кращаясь, сильно нажи-
маетъ на заполняющій его
чугунъ,. і
Чтобъ въ отлитомъ та- Ф**1*
кимъ образомъ колесѣ не
получились слишкомъ сильныя внутреннія напряженія, могущія вредно
отозваться на его прочности, колесо; какъ только затвердѣетъ, сей-
часъ же вынимается ивъ формы в зарывается въ горячій песокъ,
гдѣ оно медленно остываетъ. Въ Америкѣ послѣ отливки подобныя
колеса складываютъ но нѣскольку штукъ (около 10) вмѣстѣ въ осо-
бые вертикальные горшки, которые затѣмъ закрываются крышкой и
герметично замазываются. Чтобъ расширяющійся при нагрѣваніи воздухъ
находилъ выходъ, въ серединѣ горшка ставится трубка, на которую
™ 688
надѣваются стушщы колесъ; копенъ трубки выходитъ наружу и въ
нее вставлена вторая трубка; черезъ эту трубку и можетъ жшш
шшугь^ затѣмъ при охлажденія онъ .входитъ черезъ трубки обратно,
при чемъ, проходя между трубкажц онъ подогрѣваетъ и не охлаждаетъ
голееъ *)>
336. Отлит запаленныхъ нрестодаъ я стрѣлянъ до желѣзныхъ
Дорогъ* Въ этихъ деталяхъ закаленными, должны быть поверхности, но
которымъ движутся колеса, остальныя части лучше? если онѣ будутъ
мягкія, При закалкѣ подобныя детали способны сильно коробиться и
для предупрежденія этого необходимо^ чтобъ послѣ отливки подобная
ішщь была зажата между шюскимн поверхностями, которыя держали бы
ее въ такомъ состояніи до полнаго остыванія.
Для отливки стрѣлокъ приготовляется кокиль въ видѣ плоской пли-
ты а со многими отверстіями ? черезъ которыя могутъ проходить газы
(фиг, 543). Во всѣхъ мѣстахъ, гдѣ литье должно получиться мягкое и гдѣ, слѣ-
Фо< 543,
довательно, на кокиль долженъ быть наложенъ песокъ, въ кокиль заливается
проволока, выступающая надъ его поверхностью на длину около 20-- шы
въ видѣ щетки, Къ нтой проволокѣ и пристаетъ песокъ при формовкѣ.
Оно» В для формовка приготовляется спеціальной .формы, нижняя ея
сторона пригнана какъ, разъ къ кокилю; послѣ того какъ кокиль встан-
ле^ь? онъ прикрѣпляется опокѣ при помощи поперечины или ба-
... лоче» и клшіьевъ входящихъ въ скобы, Затѣмъ накладывается на
...:.-юшль. песокъ, ставится модель^ набивается песокъ около нея и сверху
. .ій^рышется опока.- При ятомъ нижнюю охюку дѣлаютъ такой- высоты,
;’чтобъ?.’»даь.слегка выступала надъ ея верхнемъ краемъ. Это нужно--
. : послѣ-, .отливкн верхнюю.- .шижу спш^ють* на отлитую вещь-
омиадываіотъ-.'.:н0ПО|)ечаыя бооч&и?. .'которыя ..ст^иваются . при . помощи
'.. о.; у.тш,съ нижними балочками?. и таішмъ.. образовъ у Ш8*
*} І&йё- Шдй&й . йзйжѣ- чугунййхъ. ' кшгес&-
ем> .Шжя5®кячёек».гг>---0бщ-ееі;в&. ІЧВ9 г^стік МІ -й .Тга^ - Аш^і;.-^^ Ме&ЬУ.''•
&8ш. ІЖ I А,.5-Г-.®;Л—4-1-66; 12ій-в®,. ГеаЫгу ЗП-й-07,.И?~-у.?
.... 08. Ьіез, . 413—4)5; .-44&—ОЙ;'- вЗЙ—05;- '№1-4Л.- М,- Ё. § 1—7—Й§;:{ййМйфшадіЖ'-.'ОГТЙЙ:. '
«а-геріад. діа ®вій::»ейи,ш«.і.:1.-
— 689 -
Фи г. 544»
тую плиту оставляютъ остывать, что7 какъ уже было сказано, предо*
храяяется ее отъ искривленія,
337. Отливка прокатныхъ закаленныхъ вальцовъ *). Для отливки за-
каленныхъ вальцовъ употребляется особая форма, изображенная на
фиг. 544, Приборъ состоитъ изъ пьедестала Л, на которомъ устанавли-
ваются всѣ остальныя части и который самъ служить для отливки
яюнца шейки; то серединѣ днища имѣется коническое возвышеніе,
которое при отливкѣ даетъ центръ для установки на токарномъ станкѣ.
Слѣдующая часть ВУ въ которой
производится отливка и закалка шейки,
содержитъ также и литникъ» Какъ
видно изъ плана, литникъ подводитъ
расплавленный чугунъ по касательной
къ окружности валка, вслѣдствіе чего
металлъ внутри формы приходитъ во
вращательное движеніе и смываетъ всю
грязь съ поверхности формы. Смытая
грязь уносится металломъ кверху въ
прибыль, которая потомъ отрѣзается
прочь, ^Такимъ образомъ поверхность
валка получается совершенно чистая,
гладкая и твердая.
Литникъ состоитъ изъ чугунной
трубки, раздѣленной на двѣ половшій
вертикальной плоскостью и скрѣпленной
при помощи флянцевъ. Внутри литникъ
обмазывается глиной и воя форма
окрашивается формовочными чернилами.
Весь приборъ ставится въ яму и
кругомъ складывается огонь для подо-
грѣванія. Степень нагрѣва должна со-
отвѣтствовать сорту чугуна» Прибли-
зительно форма нагрѣвается до такой
степени, чтобы вода при соприкосно-
веніи съ
«дальное
При
вей приходила въ сферо-
состояніе,
отливкѣ вальцовъ весьма важно,
чтобы остывающій валокъ
оставался расположеннымъ центрально относительно кокиля» Если при
охлажденіи и сокращеніи одна сторона отойдетъ больше, то въ этомъ
мѣстѣ охлажденіе будетъ итти не такъ энергично и закалъ получится
неравномѣрный. Чтобы этого не случилось, кокиль можно дѣлать слегка
коническій и ставить его широкой стороной кверху, тогда, при усадкѣ,
вслѣдствіе дѣйствія тяжести валокъ будетъ опускаться въ кокилѣ м
плотно въ нему прижиматься со всѣхъ сторонъ.
9 См. также I, А. 23 арг,—ОЗ. біеа» 2. 48 и 1ТЗ—О7.
44
— 690 —
Если желаютъ, чтобы шейкп вальца были мягкія, ихъ формуютъ
въ сухихъ формахъ, приготовленныхъ изъ песка* На фиг* 545 пред-
ставлена типичная форма для отливки по-
Фиг, 545*
Фиг* Ж
добныхъ вальцовъ. —опока, составлен-
ная изъ двухъ частей, свинченныхъ бол-
тами Г; въ ней приготовляется литникъ.
Сверху опока стянута еще желѣзнымъ
обручемъ 8. Литникъ входитъ въ форму
по касательной (И7)* Кокиль С имѣетъ
проточки О, которыми опредѣляется его
надлежащее положеніе относительно ниж-
ней и верхней опоки ІР, Для набивки
этихъ опокъ землей имѣется особая плита
Ж (фиг, 546) съ такими же проточками
б?, какъ и у кокиля, и съ центральной
проточкой, въ которой помѣщается модель
шейки Р (на фиг* 546 представлена
набивка нцжпей опоки, съ выступомъ
для литника). Благодаря такому устрой-
ству, при постановкѣ кокиля на мѣсто,
онъ оказывается вполнѣ центральнымъ по
отношенію къ шейкамъ. Скрѣпляется ко-
киль съ опоками при помощи скобъ Я*
Въ тѣхъ случаяхъ, когда приходится
отливать вальцы различной длины для
уменьшенія расходовъ на ко коли, ихъ
льютъ въ одномъ и томъ же кокилѣ, измѣ-
няя только конструкцію верхней опоки.
Такая опока представлена на фйг,
547, Здѣсь внѣшняя часть опоки 8 точно
обточена и пригнана плотно въ кокиль (7.
На кокиль ставится часть Л\ въ кото-
рой имѣется болтъ Т; при помощи этого
болта можно опоку С устанавливать на
произвольной высотѣ, я такимъ образомъ
измѣнять длину отливаемаго вальца. Для
набивки этой опоки примѣняется при-
способленіе, изображенное на фвг. 548,
гдѣ соот вѣтствен ныя части обоз начены
тѣми же буквами, какъ и на предыдущей
фигурѣ. Такая конструкція опоки удоб-
на еще и тѣмъ, что, ослабивъ болтъ Т,
получается полная свобода для сокращенія вальца при остываніи*
Для успѣшной отливки вальца весьма важна толщина стѣнки
кокиля. Виртъ х) указываетъ, что для отливки вальцовъ діаме-
') Віш^егз РоІуІесЬо, Лоогпаі, Ваші 297, стр* 1—25*
— 691 —
тронъ больше 220 мм. толщина стѣнки кокиля должна быть
При діаметрахъ же меньшихъ можно кокилю придавать слѣдующіе
размѣры:
Діам. вальца. Толщина стѣнкп кокиля.
100 ми. 50 мм
150 70 я
200 3> 85 и
250 я 100 Я
Кокили отливаются изъ крѣпкаго, бѣднаго содержаніемъ графита, чу-
гуна, и для большей прочности внутри ихъ заливаются желѣзныя кольца.
И Г- 54",
Фиг, 548,
Чтобы при остываніи чугуна кокиль не отходилъ отъ него (вслѣд-
ствіи чего могъ бы уменьшиться закалъ), Рольфъ Вестъ предложилъ
юшь дѣлать коническимъ и ставить на песокъ, насыпанный въ ниж-
юее часть формъ. Какъ только форма наполнится чугуномъ, открываютъ
особыя отверстія, черезъ которыя песокъ высыпается в кокиль,* теряя
опору, своей коптской поверхностью все время остыванія опирается
на отлитый чугунны# міецъ. Результаты получаются очень хорошіе.—
М, Е. 93—7—08,
Сравнительно меньшее распространеніе бакалейныхъ калибрирован-
ныхъ ручьевъ нужно объяснить неумѣніемъ приготовлять ихъ. Отливать
калибрированные валки прямо въ чугунные кокили, подобно тому какъ
это дѣлается съ гладкими валками, невозможно^ потому что при усадкѣ
чугуна неподатливая металлическая форма вызоветъ неизбѣжно трещины
въ отливкѣ и валки получатся очень непрочные* Поэтому обыкновенно
отливаютъ гладкіе закаленные валки и на нихъ уже вытачиваютъ же-
лаемые профили. Подобный способъ приготовленія имѣетъ большіе не-
достатки: во-первыхъ, онъ является очепъ цѣннымъ, такъ какъ при
44*
632
этомъ приходится снимать много чрезвычайно твердаго металла и ра-
бота йдать крайне медленно, а кромѣ того и самый аакалъ получится
иеудовлшъорительяьшъ, такъ, какъ эак&пшіется .валокъ равномѣрно
только съ поверхности
такъ,
а при расточкѣ калибровъ нта рано мѣрность
будетъ нарушена,
Несравненно лучшемъ является способъ отяімікиг предложенный
инженеромъ Сюзевьшъ. По его способу охлаждающая форма щшг^
товлжжя слѣдующемъ способомъ (фиг, 54 9—550): изъ чугуна дѣ-
лается только внѣшняя часть формы, промежутокъ же шжіу кокилемъ
Фт?г 5..ЮЛ
Фнг* 550.
& моделью набивается ^етмлаческаші сншлкямн: ;ші послѣднія, обладая
тжШ же подвижностью, кжъ и песокъ, въ то же время быстро отии-
жЖ; ітб жидкаго металла теплоту н тѣгь производятъ закалъ. Кокиль
имѣетъ.’^онструкщш- такую какъ.и для отливки іъадкяхъ валковъ,
съ тою только’.’ р^нипею, что средняя часть для удобства вшшшшія
отжгшго :ѣшпш дѣлается разъемной на кЫжолько частей по вертикаль-
нит .шше&жгя»; Вся. шутр&ітоеть формы, кш обыкновенно, оСШ-
зышштся форшішгзіШзш чернилищ. .,
При такешъ сноспбѣ .отлоки закалъ во всѣхъ- ручьяхъ получается
очень равномѣрный^ очертанія профилей могутъ быть бдшжо -отли'ш »
желшжьшъ, и потоку стоимость сюточкя та охъ жш>въ невелика.
— 693 —
Отливка въ металлическія формы мягкаго чугуна.
338- Уже давно было стремленія замѣнить въ чугуна о-литейныхъ фор-
мы песчаныя^ приготовляющіяся передъ каждой отливкой и затѣмъ разру-
шаемыя, какими-обо постоянными формами. Для этого было сдѣлано
много попытокъ примѣнять различные матеріалы безъ практическихъ
результатовъ* Только въ послѣднее время пришли къ заключенію, что
такимъ матеріаломъ является чугунъ. Примѣненіе чугуна казалось не-
возможнымъ вслѣдствіе того, что приготовленная изъ него форма бы-
стро охлаждаетъ налитый въ нее металлъ и сообщаетъ ему закалъ, съ
этой именно цѣлью, какъ извѣстно, чугунныя формы до сего времени
и примѣнялись. Но, какъ оказывается, чугунъ, быстро охлаждаясь, при-
нимаетъ закалъ лишь въ томъ случаѣ, если охлажденіе вести до сравнитель-
но низкихъ температуръ; если же быстрое охлажденіе остановить въ тотъ
моментъ, какъ чугунъ затвердѣлъ, а затѣмъ оставить чугунъ охлаждаться
медленно, то углеродъ закала при этомъ переходитъ въ другое видоиз-
мѣненіе, и чугунъ получается мягкимъ* Слѣдовательно, все дѣло сво-
дится къ тому, чтобы, отливъ чугунъ въ металлическую форму, вынуть
его изъ послѣдней сейчасъ же послѣ того, какъ олъ затвердѣлъ, и за-
тѣмъ оставить медленно остывать* Такъ это теперь и дѣлается, при
чемъ получаются прекрасные результаты* Формы заливаются, смотря по
величинѣ, 2—4 въ минуту.
Изъ чугуна приготовляются не только формы > но и стержни при
условіи, конечно, что стержнямъ придается такая конструкція* при ко-
торой можно стержень быстро вынуть изъ произведенной отливки въ
моментъ ея затвердѣванія; впрочемъ, процессъ затвердѣвшія идетъ не
такъ быстро, и времени на это хватаетъ.
При первыхъ попыткахъ примѣнить чугунъ для изготовленія формъ,
для предупрежденія закала предлагались различныя вещества, которыми
должны были покрываться формы передъ отливкой; но всѣ такіе составы
оказываются недѣйствительными, если наносятся тонкомъ слоемъ, нане-
сеніе же толстаго слоя уже обращается въ своего рода формовку.
Тонкій слой смѣси древеснаго спирта, шлака и глины, нанесенный на
теплую чугунную форму, предохраняетъ отъ закала, но такой слой при
заполненіи формы разрушается и требуетъ каждый разъ возобновленія.
' Единственное надежное и простое средство—предупредить закалъ,
какъ сказано, состоитъ въ томъ, чтобы отливку вынуть изъ формы
сейчасъ же, какъ только она затвердѣла, но не охладилась еще на-
столько, чтобы получить закалъ. Что закалъ получается уже послѣ
затвердѣвшія чугуна, это установлено опытами: отливая, напримѣръ,
опытные бруски и обнажая часть бруска отъ формы раньше, чѣмъ дру-
гую. Быстро обнаженная часть оказывается мягкой, в хорошо поддается
обработкѣ, тогда какъ другая половина получаетъ закалъ*
9 См. стр. 24 мржміч. опыта Осмонда.
— 694
Наполнять постоянную форму нужно ЙѲЖОЖШ) ГОрЛЧПМЪ чушюмш
чтобы сохранитъ въ немъ возможно больше углерода, а при осіываши
чугунъ выдѣляетъ углеродъ, въ особшшости въ присутствіи крешшс
содержащагося въ большемъ количествѣ,
Амориканекад практика [юказаля,. что иаплучшпхъ результатовъ
при отливкѣ въ металлачеекы формы достигаютъ съ чугуномъ, содер-
жалцшъ 3°Д угл. и около 2^ кремнія,
К ро мѣ того, чѣмъ выше темпера т ура отл и а асм а го чугу па т тѣмъ
Фггг ддо
больше остается времени для того, чтобы вынуть отливку идъ формы,
не давъ ей слишкомъ сильно охладиться п получить большую усадкус
Чтобы предупредить прилипаніе отливкп къ формѣ, достаточно по
временамъ жшьтатъ форму масломъ съ графитомъ,
Быстрое охлажденіе отлтшкщ не допу-ек&я жалщ оказывается очень
полезнымъ: при это&ъ мате ріалъ получается очень ішюродныміл очень
ялстіш» й? повидимому, безъ внутреннихъ напряженій. такъ какъ яри
тішжь охлажденіи никогда ие за&ѣтаггсл присутствія на поверхности
треішшъ.
Чугунъ, еялігый въ постоянную фо|жу. содержитъ углеродъ но въ
видѣ графита, какъ обыкновенныя чѵгѵшшя отливки, а въ видѣ тгле-
ааже въ сравните^ыго нольщи хъ количе-
реда, какъ при отливкѣ въ песчаныхъ фор-
шсь равщ)мѣрно, этп прнмѣси почти не
•рода отжига, который, вѣроятію 7 и сообщаетъ ссмгшщмъ изъ такихъ
формъ особую крѣпость II плотность.
Нужно также замѣтить, что быстрое затхищЯнжше а читка прек-
ія р е ж да етъ я вя с ? и е л ш:; в аліи, в с л ѣ д с т в і е ч е го м ате р і а л ъ и о л у ч ает с я
болѣе (инородный и болѣе высокихъ техническихъ качествъ, чѣмъ при
медленномъ затаер^шанш, Вслѣдствіе же этого присутствіе въ ташш,
отливкахъ сѣры и фосфора
сгаахъ ке приноситъ того щ
махъ, такъ какъ, распродѣлі-
ошиіываютъ вліянія іш и роя-
и ость чугуна; ихъ вредное
вліяніе сказывается тогда, ко-
гда этн примѣси выдѣляются
®ъ отдѣльныхъ мѣстахъ въ
вядѣ скопищъ, что, вѣроятно,
и набл юдается нрх? медлен-
номъ остываніи въ точныхъ
формахъ,
Чу гудъ, бы стр о охла -
ждениый до затвердѣй ашя и
затѣмъ охлажденный медлен-
но7 пріобрѣтаетъ свойство за-
тала я въ этомъ отхіопшши
приближается по своимъ свой-
ствамъ къ стадіи Если такой
ч у тунъ о пятъ н а грѣть до
свѣтло * краснаго каленія я
быстро охладить, то онъ прі-
обрѣтетъ большую твердость
& такнмъ образомъ можетъ
с л улш ть д л я и р и сото вл е н.і я
рѣзцовъ, не уступающихъ по
осей твердости рѣзцамъ, при-
готовленнымъ идъ углероди-
стой стали,
Какъ долго чугунныя ф
выяснено. Американская практика покрала, что чугунныя формы, вы-
державшія 6000 отьшво&ъ, оказываются еще $ъ хорошемъ состояніи,
Вреші службы форзш яе столько зависитъ отъ числа отливокъ, тъ
отъ того, дао число разъ форма была нагрѣта и охлаждена., Послѣ-
дошітелыіыя отливки, при которыхъ форма поддерживаетъ ири&шзи-
только лостояниую температуру, почти не вліяютъ на ея прочность и
да вызываютъ въ ней явленія коробленія.
Отливка можетъ про задаться и въ совсѣмъ холодныя форзш?
одъ условіемъ, что послѣднія совершенно сухи: .но такъ кякъ холод-
Фгпх
ы могутъ служить, еще опредѣленно не
всеіда склонна нѣсколько покрываться яла-
жноетью (потомъ), то оолѣе-
яая металлическая
форма
. 5&Ъ
надежно формы передъ ОТЛИВ-
КОЙ подогрѣвать, ОбЫЕЕЮ-
вешю; первыя отливки по-
лу ча ю гея нѣ с ко ль ко х у же <
но потомъ, когда форма
и р іо б рѣ то тъ у с г а п о в и ту юся
то ше ра т у р у , л и ть о и де тъ
безъ всякихъ затр удш нш,
Вооб щ.е те ші е р ат у р у ф о р -
м ы же л ател ь н о и о дд е р жи в атк
около 150% и для этого не™,
об х оди мо < с о об р аз у я съ съ
массивностью формы и коли-
честя о ыъ вливаемаго въ нее
матер і а л а— у ста н а в л и в ат ь с о -
отвѣтствующіе интервалы ло-
ж ду ви сипенія ми ф ормы .,
чтобы іюслѣднж не очень,
сильно нагрѣвалась.
Самыя формы лучше
дѣлать массивными лакъ какъ
при этомъ онѣ лучше сохра-
Фягл 55Ь.'
і.і я к.) тъ с ь о и р аз мѣ р ы,
На фиг. 551 іфеД“
с та в л е ня ме т ал л и че с к ая.
форма для отливки ко^
лѣнъ в о д о и р О В О Д Я & X Ъ-
трубъ, Литейіцнкъ вкла-
ды ваетъ сто р жн и, п ри го -
товлеиные ивъ шзекж Когда
стержнд сложены, за кры»
вается верхняя крышка,,
форш ставится яъ верти-
кшшзое положеніе и на™
поляяется чугунокъ. Какъ,
только чугунъ затвердѣвъ,
верхняя половина подьь
ш&ется, а изъ нижней еще-
раскаленная отливка вы-
п&даеть вжк какъ шжа-
заш) на фиг, 552.
Ш ф$Гн 5 5 3 нред-
сташшш метшипческаа-
форма. съ металшічесот
— 697 —
же стержнями. Обѣ половинки формы вращаются около вертикаль-
ной оси и могутъ быть быстро раскрыты. Поворотомъ рычага А раздви-
гаются стержни (фиг. 554) послѣ чего отливка можетъ выпасть язь формы.
Рисунки формъ см. А, М* 148^8—09 и Еоишігу— Ли^ 805^09. Маекііюгу—
8ерѴ—1908 и МагсЬ—1910, Ігоп Л^е—1227—16-4—08, РошмІгу—Мау и ЙеріешЪ—1908.
Діше, А и и» 51—1909. КеЬгиагу—1910, Отллвкм орнаментальнаго литья I, А. 68—1—1Е
2Гиг гга&с 4г г ЫеіЪепЛеп бизаГоглісп шьі Пігег ѴевѵешІіт" ів <іег Еізещгіевзегбь ИвНен»,
133-165—11; 12—13.
Приготовленіе ковнихъ издѣлій изъ чугуна.
339. Чугуннымъ отливкамъ можно сообщить мягкость и нѣкоторую
ковкость двоякимъ способомъ.
1) Если отливка произведена изъ бѣлаго чугуна, не содержащаго
графита, тогда она главнымъ образомъ будетъ состоять изъ карбиднаго
соединенія желѣза 2^(7, извѣстнаго подъ названіемъ ^цементита*.
Накаливая это соединеніе при высокой температурѣ въ теченіе нѣкото-
раго времени, можно достичь того, что цементитъ разложится по слѣ-
дующей формулѣ 2)
Ее, Уе,,
такимъ образомъ отливка будетъ состоять изъ желѣза, между молеку-
лами котораго будутъ расположены молекулы углерода отжига. который
будетъ окрашивать изломъ въ темный цвѣтъ. Благодаря такому разло-
женію, молекулы желѣза получатъ большую удобоподвижность и желѣзо
пріобрѣтетъ нѣкоторую вязкость и ковкость. Обработанныя такимъ
способомъ отливки (путемъ сильнаго отжига), могутъ быть названы
остальнымъ чугуннымъ литьемъ (8іееі Сазііп#, ТешрегзіаЫ^изе).
Подобныя отливки въ Америкѣ выдаются иногда за стадъ, такъ
какъ опѣ допускаютъ до нѣкоторой степени закалъ и идутъ для приго-
товленія дешевыхъ инструментовъ.
2) Если тѣ же чугунныя отливки при накаливаніи помѣщать не
въ нейтральную среду, а окружить литье окисляющими веществами (на-
примѣръ желѣзными рудами), то вмѣстѣ съ разложеніемъ цементита и
выдѣленіемъ углерода отжига будетъ происходить выгораніе этихъ ча-
стей, отчего чугунное литье тоже пріобрѣтетъ ковкость. Нужно замѣ-
тить, что углеродъ въ подобныхъ отливкахъ выгораетъ лишь на не-
большую глубину, такъ что при толстыхъ издѣліяхъ содержаніе угле-
рода во всей массѣ чугуна можетъ быть очень значительное, и если
по этому способу обрабатывается чугунъ болѣе богатый углеродомъ,
чѣмъ чугунъ, обработанный по первому способу, то содержаніе угле-
рода въ готовомъ издѣліи (несмотря на выгораніе), можетъ оказаться
больше, чѣмъ въ случаѣ только отжига. Изъ этого слѣдуетъ, что
окисленіе углерода можетъ рѣзко произойти только въ тонкихъ иадѣ-
і) Теорію полученіи ковкаго чугуна предложенную IV. Н. НаЦ^Гомъ сж. Ігоа
ат4. $1ееІ ІйзІіШе ^оагваі, ѵоѣ Е 1Н0&'
— 698 —
ліяхъ, а потому этотъ способъ и примѣняется лишь для мелкихъ издѣ-
лій и такія издѣлія и извѣстны йодъ названіемъ ковкаго чугуна (МаіІеаЫе
Сазііл^, КѣпнеЙЪагег Сиээ 1).
Отливки изъ ковкаго чугуна по сравненію съ отливками изъ стали
представляютъ то преимущество, что чугунъ въ расплавленномъ состоя-
ніи гораздо ниже, и потому имъ гораздо легче заполнить мелкія формы,
чѣмъ сталью. По мѣрѣ того, какъ размѣръ отливки увеличивается, труд-
ность заполненія болѣе крупныхъ формъ расплавленной сталью умень-
шается, и потому значеніе ковкихъ чугунныхъ издѣлій по сравненію со
стальными отливками становится все меньше вмѣстѣ съ тѣмъ, какъ раз-
мѣръ издѣлій увеличивается. И дѣйствительно, въ настоящее время ков-
кій чугунъ служитъ главнымъ образомъ для отливки мелкихъ машин-
ныхъ частей, которыя должны обладать большой крѣпостью и вязкостью,
чѣмъ обыкновенныя чугунныя издѣлія.
А. Химическій составъ чугуна, пригоднаго для отливки ковкихъ
издѣлій- Какъ уже было сказано (см. стр. 25 и 53), выгорать спо-
собенъ только углеродъ^ находящійся въ желѣзѣ въ видѣ углерода
отжига. Чѣмъ графитистѣе чугунъ, тѣмъ меньшее количество содержа-
щагося въ немъ углерода присутствуетъ въ формѣ углерода отжига, и
потому графитистый сѣрый чуіунз совершенно не годится для изго-
товленія ковкихъ издѣлій: для этого долженъ употребляться бѣлый
чугунъ.
Но, какъ извѣстно, бѣлый чугунъ даетъ большую усадку, и по-
тому отлитыя изъ него издѣлія всегда содержатъ много усадочныхъ
раковинъ. Раковины, какъ всегда, получаются въ тѣхъ мѣстахъ, гдѣ
металлъ остается паи болѣе долго въ жидкомъ состояніи. Стѣнки этихъ
раковинъ и заполняющіе ихъ ѳлкообразные кристаллы при накаливаніи
обыкновенно окрашиваются въ черный цвѣтъ и въ изломѣ кажутся
иногда просто черновиками, но при болѣе внимательномъ разсмотрѣніи
черновикъ въ лупу оказывается, что это не что иное какъ мелкія
усадочныя раковины. Присутствіе усадочныхъ раковинъ сильно умень-
шаетъ прочность матеріала, и подобныя раковины нежелательны еще
потому, что онѣ невидимы съ поверхности и могутъ оказаться только
при изломѣ вещи.
Появленіе усадочныхъ раковинъ значительно уменьшается въ томъ
случаѣ, если чугунъ содержитъ около 0,4*/* кремнія, а еще лучше,
если содержаніе кремнія колеблется между 0,6 и 0,87«- Но чтобъ
при таксягь содержаніи кремнія бѣлый чугунъ не выдѣлялъ графита,
необходимо, чтобъ общее содержаніе углерода въ чугунѣ было неве-
лико и ни въ какомъ случаѣ не превосходило ЗвД-
Содержаніе марганца въ чугунѣ должво быть по возможности
мало и во превосходить 0,4*/#к Присутствіе марганца вредно по двумъ
*) Си. ТКе МяІІеаЫе Сазіід^ РЬппІ іп Епгоре. 1 А. ГеЬгаагу 26-03.
МаПеаЫе СздОДь М- 11-156-8*07, 296-8417, 462-10-07.
іеЬ оГ МйІіеаЫе Сазіііцг Ьу Моігіѳпке. Начало р**» статей 1*\шшігу*
О ковкомъ чугунѣ. Вшѣ Хатіаз. Еп^. 666—12 Зіот.-та. Ж. Р. М. О—346-2-ІО-
— 699 —
причинамъ: во-первыхъ. онъ увеличиваетъ усадку чугуна и, слѣдова-
тельно увеличиваетъ число усадочныхъ раковинъ; во-вторыхъ, марганецъ
препятствуетъ окисленію углерода.
Содержаніе фосфора не должно превышать 0?2°/Л, иначе литье
получится хрупкое.
Содержаніе сѣры вообще вредно отзывается на качествѣ полу-
чаемыхъ издѣлій. Присутствіе сѣры можетъ оказаться полезнымъ только
въ томъ отношеніи, что она затрудняетъ выдѣленіе графита даже и
при значительномъ содержаніи кремнія въ чугунѣ. Но во всякомъ слу-
чаѣ содержаніе сѣры не должно превышать 0Д5*/е, апаче чугунъ
становится слишкомъ густымъ, при отливкѣ плохо выполняетъ формы
и даетъ большую усадку, производя при этомъ большое число утяжанъ
и усадочныхъ раковинъ,—такимъ образомъ дѣлаетъ литье некрасивымъ
и непрочнымъ.
Слѣдовательно, химическій составъ чугуна, назначеннаго для ков-
кихъ издѣлій, долженъ колебаться въ слѣдующихъ предѣлахъ:
углерода отъ 2,8 до 3,1*/.
кремнія 0,6 , 0,87.
марганца не больше 0,47.
фосфора „ „ о,2 7.
сѣры „ 0,157,
При составленіи шихты необходимо принимать во вниманіе, что
при плавкѣ нѣкоторыя составныя части будутъ измѣняться, и потому
нужно при этомъ руководствоваться тѣми указаніями, которыя были
приведены въ статьѣ о плавкѣ чугуна,
В. Плавка и ея вліяніе- Изъ сказаннаго выше видно, что для
полученія хорошихъ ковкихъ издѣлій химическій составъ чугуна долженъ
колебаться въ весьма тѣсныхъ предѣлахъ, и потону наиболѣе удобнымъ
средствомъ для плавки чугуна въ этомъ производствѣ оказываются
тпглн, въ которыхъ чугунъ измѣняется наименѣе значительно. Вслѣд-
ствіе этого обстоятельства тигли, несмотря на то, что плавка въ нихъ
обходится наиболѣе дорого, примѣняются въ подобныхъ производствахъ
наиболѣе часто.
Для плавки употребляется бѣлый чугунъ, приблизительно по
своему химическому составу подходящій къ указаннымъ выше вредѣ*
ламъ. Многіе чугуноплавильные заводы выпускаютъ изъ доннъ чугунъ,
спеціально назначенный для этой цѣли, выплавляя его при холодномъ
дутьѣ изъ рудѣ, бѣдныхъ марганцемъ и фосфоромъ; такой чугунъ
извѣстенъ подъ названіемъ бѣлаго гематитпаіо чугуна.
Если выплавленный чугунъ оказывается бѣднымъ по содержанію
кремнія, то, при переплавкѣ, къ нему прибавляютъ кремнистаго желѣза;
если содержаніе углерода слишкомъ велико, прибавляютъ желѣз-
наго лома*
Если не имѣется подъ руками спеціально выплавленнаго чугуна,
его можно составитъ, смѣшивая нѣсколько сортовъ, Конечво, при
— 700 —
этомъ необходимо знать химическій составъ каждаго изъ входящихъ
въ смѣсь чугуновъ и примѣшивать его въ такой пропорціи, чтобъ въ
результатѣ получить чугунъ съ химическимъ составомъ въ предѣлахъ,,
указанныхъ выше.
Какимъ образомъ измѣняется составъ чугуна при плавкѣ въ тиг-
ляхъ, было уже говорено раньше. Здѣсь необходимо упомянуть о томъ,
что ня результатъ плавки большое вліяніе оказываетъ температура. При
слишкомъ низкой температурѣ кремній можетъ выгорать, наоборотъ,
при высокой температурѣ, въ особенности если плавка ведется долго,
кремній изъ стѣнокъ тигля переходитъ въ чугунъ. Уменьшеніе содер-
жанія кремнія вообще оказывается вреднымъ, увеличеніе же обыкно-
венно полезно, такъ какъ въ большинствѣ кремнія содержится недо-
статочно. Поэтому плавку обыкновенно ведутъ при высокой темпера-
турѣ, и даже послѣ того, какъ металлъ расплавился, оставляютъ его
нѣкоторое время подъ дѣйствіемъ сильнаго жара.
Вслѣдствіе большой стоимости плавки въ тигляхъ уже съ давнихъ
поръ были попытки плавить для этой же цѣли чугунъ въ вагранкѣ.
Въ вагранкахъ видоизмѣненіе химическаго состава чугуна происходитъ
въ значительно большей степени, чѣмъ при плавкѣ въ тигляхъ, кромѣ
того это измѣненіе не идетъ столь правильно, чтобъ напередъ можно
было разсчитывать получить чугунъ опредѣленнаго химическаго состава,
и потому долгое время подобныя попытки оставались безъ всякаго
успѣха. Въ семидесятыхъ годахъ въ Бельгіи были предприняты подоб-
ные опыты въ обширныхъ размѣрахъ. Какъ присадка къ чугуну
употреблялся желѣзный ломъ, вслѣдствіе чего изъ ваграпки получали
чугунъ очень бѣдный содержаніемъ углерода, по свойствамъ близко
подходящій къ стали. Такъ что такое литье оставалось лишь отжечь,
чтобы освободить его отъ полученныхъ вредныхъ напряженій, процесса
же обезуглероживанія къ нему не примѣнялось, вслѣдствіе чего подоб-
ное литье получило названіе осмоленнаго литъя. Съ этого же времени
способъ приготовленія оста ленныхъ отливокъ сталъ распространяться и
въ другихъ странахъ.
При плавкѣ въ вагранкѣ, для сообщенія расплавленному металлу
необходимаго количества кремнія въ вагранку прибавляютъ или совер-
шенно чистый, бѣдный содержаніемъ марганца и фосфора сѣрый чу-
гунъ, или, еще лучше, кремнистый чугунъ.
При плавкѣ въ вагранкѣ тоже полезно поддерживать высокую
температуру, для чего обыкновенно употребляютъ вагранку съ неболь-
шимъ поперечнымъ сѣченіемъ и кокса кладутъ значительно больше,
чѣмъ при плавкѣ обыкновеннаго чугуна.
Тагъ какъ отливать слишкомъ перегрѣтый чугунъ неудобно—онъ
даетъ большую усадку и портитъ формы, то расплавленный чугунъ,
вылитый въ ковши, оставляютъ остывать нѣкоторое время. Впрочемъ,
вслѣдствіе незначительныхъ размѣровъ отливаемыхъ предметовъ охлажде-
нія въ большинствѣ не ведутъ очень далеко.
— 701 —
На нѣкоторыхъ американскихъ заводахъ, гдѣ производство ведется
въ крупныхъ размѣрахъ, для плавки чугуна употребляются генеративныя
печи Сименса, Удобство подобныхъ печей въ томъ, что чугунъ въ
расплавленномъ состояніи можетъ находиться довольно долго, изъ него
могутъ браться пробы и дѣлаться, соотвѣтственно съ полученными
результатами анализа, присадки; такимъ образомъ составъ чугуна мо-
жетъ быть полученъ наиболѣе подходящій дня данной цѣли.
С Приготовленіе формъ Формы приготовляются, какъ и при
отливкахъ изъ обыкновеннаго чугуна, въ сыромъ или сухомъ пескѣ,
а въ нѣкоторыхъ случаяхъ и въ массѣ. Чтобъ формы можно было
отливать болѣе холоднымъ чугуномъ, дающимъ меньшую усадку, ихъ
нужно наполнять быстро, а для -этого необходимо имѣть литники
большого размѣра.
При изготовленіи моделей нужно имѣть въ виду, что чугунъ для
ковкихъ издѣлій даетъ усадку въ 1,5 — 2 раза большую по сравненію
съ обыкновеннымъ.
О- Накаливаніе. Приспособленія для накаливанія устраиваются
различныя, въ зависимости отъ того, приготовляется ли ковкое литье,
съ небольшимъ содержаніемъ углерода (0,3*/0 и менѣе), или же при-
готовляется стальное литье, обыкновенно съ большими поперечными
сѣченіями и съ большимъ содержаніемъ углерода (въ среднемъ
около 1%)-
Какъ окислители, въ обоихъ случаяхъ употребляются руды или
окалина, или же смѣсь того и другого. Для той же цѣли могутъ
употребляться и другіе матеріалы; такъ напр., Форкиньоиъ нашелъ, что
окисленіе углерода происходитъ также при накаливаніи чугуна въ
пескѣ, извести, оиялкахът даже въ струѣ азота или водорода, но всѣ
эти вещества стоять дороже, чѣмъ руда, и дѣйствуютъ не такъ энер-
гично, и потому вообще нѣть основанія отдавать имъ преимущество.
Въ случаѣ очень малыхъ предметовъ употребляютъ также окись цинка.
Наиболѣе сильнымъ окислителемъ оказывается красный желѣзнякъ,
состоящій главнымъ образомъ изъ окиси желѣза (Ё^ Ож). Впрочемъ,
слишкомъ сильное окяслительное дѣйствіе вообще нежелательно. Если
окисленіе углерода идетъ слишкомъ энергично, то предметы получаются
съ рыхлымъ, губчатымъ строеніемъ и потому теряютъ въ прочности,
дѣлаются некрасивыми на видъ. Поэтому въ тѣхъ случаяхъ, когда при-
ходится употреблять чистый красный желѣзнякъ, къ нему примѣши-
ваютъ другія тѣла для ослабленія его окислительной способности. Для
той цѣли употребляютъ руду, бывшую уже въ употребленіи. При
предварительномъ накаливаній она потеряла уже часть своего кисло*
рода, а вмѣстѣ съ тѣмъ потеряла окислительную способность. Если
руды не имѣется въ достаточномъ количествѣ, то къ ней примѣшиваютъ
окалину (закись-окись желѣза) или же примѣшиваютъ известнякъ, ко-
торый еще болѣе сильно ослабляетъ окислительную способность руды,
наконецъ, прибавляютъ мелко истолченный коксъ. Послѣдній не только
аамедляетъ окислительное дѣйствіе ‘руды, но вмѣстѣ съ тѣмъ и уменъ
- 702 —
шлетъ содержаніе въ ней кислорода, образуя съ нимъ окисъ углерода, по-
этому употребленіе коксоваго порошка вообще нельзя рекомендовать.
Магнитный желѣзнякъ и окалина, представляющіе собой закись-
окись желѣза, бѣднѣе кислородомъ, чѣмъ красный желѣзнякъ, и потому
могутъ употребляться для цементаціи безъ всякнхъ примѣсей.
Каждый заводъ приготовляетъ окислительныя смѣси по-своему, со-
образно съ тѣмъ, какіе матеріалы находятся въ его распоряженіи. Дать
какой-нибудь опредѣленный рецептъ для окислительной смѣси вообще
невозможно. Можно сказать только, что для этой цѣли совершенно не
годятся тѣ смѣси, которыя при калильной температурѣ способны спе-
каться или плавиться. Поэтому красный или магнитный желѣзнякъ съ
большой примѣсью кварца не годится для данной цѣли, точно также
непригодна къ употребленію будетъ окалвяа, если въ ней содержится
много песка. Нельзя употреблять для окисленія также руды съ большой
примѣсью сѣры, такъ какъ послѣдняя способна переходить въ цементи-
рующіеся предметы.
Назначенныя для окисленія смѣси измалываются въ крупный по-
рошокъ и просѣваются черезъ сито надлежащей частоты.
Предметы, подлежащіе цементаціи, складываются вмѣстѣ съ оки-
слвтажямм въ желѣзные или чугунные ящики, которые имѣютъ въ діа-
метрѣ отъ ЗОО до 600 мм. и высоту отъ 500 до 800 мм. Передъ
загрузкой ящмкв хорошо обмазывать внутри известковымъ молокомъ,
чтобъ въ кв» ва пригорала руда. При загрузкѣ па дно кладутъ прежде
всего слой окмспэдж шяѣж> поочередно накладываются слои цементи-
рующихся предметамъ* > шпюштаиь Верхній слой опять долженъ быть
окислитель. Послѣ нмгружж ящикъ плотно закрывается крышкой. Такъ
какъ выгораніе углерода происходитъ при непосредственномъ соприкос-
новеніи окислителя съ чугуномъ, то необходимо, чтобъ цемЕШтврующіеся
предметы были хорошо перемѣшаны в со всѣхъ сторожъ окружены
окислителемъ, иначе нѣкоторыя мѣста могутъ остаться необевуглерожея-
ными и при работѣ окажутся хрупкими и ломкими.
При загрузкѣ печи необходимо заботиться о томъ, чтобы жъ каждый
ящикъ помѣщались предметы одинаковой величины, иначе процессъ це-
ментаціи будетъ ятти неравномѣрно. Ящики съ болѣе крупными пред-
метами надо помѣщать въ болѣе горячія мѣста печи.
Печи, въ которыхъ производится накаливаніе ящиковъ, нагружен-
ныхъ цементирующимися предметами, должны быть способны давать очень
высокую и вмѣстѣ съ тѣмъ очень равномѣрную температуру. Равномѣр-
ность раеиредѣлешя температуры въ печи играетъ очень большую роль
для полученія продуктовъ надлежащаго качества: если въ одномъ мѣстѣ
лечв температура выше, чѣмъ въ другомъ, то и степень окисленія бу-
детъ втги неравномѣрно, и въ результатѣ получатся издѣлія неоданако-
ваго качеспа*
На фиг* 555 представлена печь Роттзг Ящики ставятся по три*
одинъ надъ другимъ ж закрываются одной общей крышкой. Въ общемъ
въ іючь помѣщается 36 ящиковъ* Подъ подомъ печи во всю ея длину
— 703
сдѣлана колосниковая рѣшетка, перекрытая сводомъ. Отъ нея подымаются
вверхъ четырьмя рядами каналы, г.ю которымъ движутся горячіе газы.
Газы. пройдя между горшками, опускаются по боковымъ канала&ъ а. внизъ
и затѣмъ четырьмя дьшовыж трубами <д расположепиыіш по угламъ,
выводятся вонъ, Загрузка я разгрузка печи производится черезъ отверстія*
расположи в ыя спереди и сзади печи , .которыя во в ремя накаливанія
вак л а.ты в а ю т с.я к и р п и ч а м и и зам аз ы ва ют ся гл и ной >
фи г, &55н
Фяг. 55(Ъ
На фиг. 556 изображена печь Керфурта, съ большимъ успѣха»
употребяяющаясл на заводѣ 8с.ЬбпЫі<1ейатт@г іш Егг^еЫгде, -ІІа &>
'. .кшъ _ пев расположены тошси* откуда горячіе гаш ошю.и? ко-
. .^ѣщейпуйн-б.въ-.’ .три-' р^да7 поступаютъ въ. ...печь,. здѣсь, смѣяшшш&і ../.
. с^;.ж^духошуу. айдя.щ^мся каншшш, раеножжеішыоі еше вы^-’Г/
: ю • .^тЙьй'0';;сгораютъ = и - затѣмъ выводятся -въ дымовую трубую' .ІІадв '.' :'...
сю тіши '. $' мшожекъ на чуіушюй шіитѣ, яоторая ' пр& ..пойощв /^ет^’-' . '.
.' реть вшшшъ можетъ подыматься и опуекатьсяѵ ;Всѣ- . -ИйШ. іШбрачм^ '.
704 —
даются сразу .шжощя особаго механизма, Когда винты опущены
«г,. жъ ішми жжетъ въѣхать телѣжка съ нагруженной на ней
лшгшй .. я' лхоло»/ Въ телѣжкѣ имѣются соотвѣтственныя отверстія,
.черезъ которыя жгутъ пройти винты и .поднять съ собой плиту съ
приготовленнымъ на ней йодомъ и ящиками для накаливанія. каждой
печи имѣется двѣ плиты. Въ то время, какъ одно давде еъ ііагружек-
шлш- гш ішмь предметами поставлено въ печь и накаливается^ другое
дішще. можетъ приготовляться. щ слѣдозттелыіо, печь работаетъ .почти
непрерывно, ва исключеніемъ того времеіш, которое тратится па пере
мѣиу пода. При ото^ъ печь почтя не охлаждается и сохраняетъ какъ
шнт такъ и время, потребное дли ея растопки.
Фа г. г»57.
ішратуры въ. шлю трубы-
П ри шшшт иі и кру н и ы хъ
предметовт, отлитыхъ изъ ваграіжщ
неудобно пользовать^ металлически-
мн ждаш и. въ такихъ случаяхъ
сама печь строится въ видѣ ящіь
ка. На фиг. 557 представлена одна
изъ такихъ печей > Топки а располо-
жены по внѣшней сторожѣ у. ивъ Ихъ
г аз ы подымаются-? ѣйфхѣ •.-: В:.; ѣйѣгь
черезъ, цжтрйльиую часть биускдются
'зшизъ/ откуда и уходятъ въ тру*
' бу» Вы сота т р у бы дѣ л ает с я о коло
1.0 метр. Если въ планѣ сѣченіе иечп
пролета вяло то я к р ' гл ы &ъ, т о т р у ба
.можетъ быть соединена съ централь-
ной частью <ш.шмъ каналомъ, если
же въ планѣ сѣченіе печи .имѣетъ
я родолго в ат ы й я л я пря моугол ыш й
шик то въ такомъ случаѣ, для.бо-
лѣе равномѣрнаго распредѣленія тем-
но четыремъ угламъ печи п четырьмя
каиоаіш. соединятся съ центральной частью. Кольцеъон пространство
и с л у жптъ дяя- аагружені^’ предметами. подл е.жагшз мй шэ ме нтаці и - В а ѵ т *
ренняя- -стѣйка- інгѢегь толщину отъ 60 до 700 зім. и . вьюадывается
шъ ’ .хорошо притесанныхъ другъ къ другу шамо'пшхъ ішршічей. одно-
^йёяно ”с.ъ нагрузкой печи. При разгрузкѣ печи стѣнка тоже раабн- .
раж?лг чтобъ- получить бодѣе удобный доступъ во внутренность печн>
Сверху печь...вере^рътется хшшжіу плотно проажсгаыми другъ къ
другу, послѣ .Шп> псѣ Ш№ жовываются. огнеупорной глиной. .
ІІрй. загрузкѣ.печи ..придерживаются тѣхъ же яр&вщъ, какъ и при-
.етру^кѣ-.. ящидовът .!>&;... .накладываютъ поочередно -слой'- о кислите лей іг
цементирующихся: • предметовъ,- Только, .въ данномъ., случаѣ промежутки”
между отаѣлышшу предметаш оставляются .больше^ такъ .и сшше-
предметы к.рушгЬ&. Окжоители ’должны .быть. .такъ'..же '. равномѣрно ' рас-
предѣлшы вокругъ иредзвздіиг,:. какъ-. и- въ яідж.кахЪо шіаче . издѣлія по*
— 705 —
лучатся неоднородныя. Въ этомъ случаѣ первый и послѣдній слои въ
печи также состоятъ изъ окислителей*
Нагруженная печь разогрѣвается постепенно, такъ что на ея ра-
стопку тратится около двухъ сутокъ, затѣмъ, смотря по величинѣ пред-
метовъ, накаливаніе ихъ въ печи при полномъ жарѣ продолжается отъ
трехъ до пяти сутокъ, и наконецъ около двухъ сутокъ идетъ иа охла-
жденіе печи до того состоянія, при которомъ можно начать разгрузку
ея* Такимъ образомъ продолжительность пребыванія предметовъ въ печи
колеблется отъ 7 до 9 сутокъ* Если печь съ отъемнымъ подомъ, какъ
описано выше, то на охлажденіе и нагрѣваніе печи почти не тратится
времени, и потому въ такихъ печахъ предметы остаются около 4 — 5
сутокъ.
При изготовленіи стальныхъ отливокъ, вслѣдствіе значительно
большихъ ихъ размѣровъ, на ту же операцію тратится около двухъ
недѣль*
Весьма важно, чтобъ накаливаніе цементирующихся предметовъ про*
исходило при надлежащей температурѣ* По изслѣдованіямъ Воухіоп’а *)
во время полнаго дѣйствія печи температура внутри ея должна быть
между 860* и 1000* Ц. Если температура слишкомъ повышается, то
предметы начинаютъ коробиться и даже могутъ расплавиться; наоборотъ,
если температура низка, то обезуглероживаніе происходитъ несовершенно*
Въ данномъ случаѣ весьма полезно употреблять пирометры, постоянно
указывающіе температуру печи*
Послѣ накаливанія въ печи предметы подвергаются очисткѣ отъ
приставшихъ къ нимъ окислителей, что производится во вращающихся ба-
рабанахъ при помощи песка пли опилокъ* Крупные предметы иногда,
если они при накаливанія искривились, подвергаются вторичному нака-
ливанію или отжигу въ особой печи7 сжимаясь въ то же время по
извѣстному направленію, чтобъ уничтожить происшедшую кривизну*
Надлежащая мягкость издѣлій опредѣляется при помощи подпил-
ковъ или подъ ударами молотка; если окажется, что матеріалъ слишкомъ
хрупокъ, его пускаютъ вторично въ обработку*
Е. Видоизмѣненіе чугуна при цементаціи. При цементаціи содер-
жаніе кремнія, марганца и фосфора остается почти безъ перемѣны. Въ
виду этого обстоятельства желательно, чтобы въ чугунѣ содержалось
возможно мало марганца, иначе мягкость полученныхъ предметовъ бу-
детъ недостаточна* Точно такъ же въ виду указанныхъ выше сообра-
женій содержаніе кремнія въ чуіунѣ не должно быть менѣе 0,4 7<-
Сѣра можетъ ври накаливаніи переходить изъ окислителей въ чу-
гунъ, й хотя при этомъ крѣпость чугуна въ холодномъ состояніи но
будетъ замѣтно нарушена, но зато предметы получатся кр&сноломкижв,
т.-е. не будутъ выносить ковки въ горячемъ состояніи. Въ виду этого
окислители должны выбираться по возможности съ малымъ содержаніемъ
сѣры*
*).5іаЫ иМ ЕйейІѲЙТ, стр* 030.
45
— 706 -
Содержаніе углерода при цементаціи сильно уменьшается и въ го-
товыхъ ковкихъ издѣліяхъ колеблется въ предѣлахъ отъ 0,1 до І*/о-
Оно находится въ зависимости отъ температуры каленія, отъ продолжи-
тельности и отъ качества окислителей. Нужно замѣтить, что твердость
и хрупкость чугуна зависятъ не только отъ количества содержащагося
въ немъ углерода, но также и отъ вида, въ какомъ углеродъ присут-
ствуетъ въ металлѣ* Твердость и хрупкость сообщаются чугуну це-
ментитомъ, который при высокой температурѣ и продолжительности
накаливанія переходить въ углеродъ отжига и выгораетъ въ такомъ со-
стояніи» Поэтому можетъ случиться, что издѣліе получится достаточно
мягкое, несмотря на то, что общее содержаніе въ немъ углерода и больше
указанныхъ выше предѣловъ, вслѣдствіе того, что весь углеродъ карби-
да желѣза перешелъ въ углеродъ отжига.
Такъ напр., по опытамъ Ледебура совершенно хорошія по своинъ
качествамъ ковкія издѣлія имѣли слѣдующій химическій составъ:
карбидъ угдѳр. отжига общее сод. утд. крем. ыарг. фосф. сѣра
0,81 0,91 1,72 0,59 0,05 0,01 0,20
Точно такъ же бѣлый чугунъ, подвергавшійся накаливанію только
въ древесномъ углѣ,—слѣдовательно, въ этомъ случаѣ нельзя было пред-
полагать окислительнаго дѣйствія,— будучи передъ накаливаніемъ твер-
дымъ, послѣ накаливанія легко пилился подпилкомъ, а при красномъ
каленіи выказывалъ даже нѣкоторую ковкость. Химическій составъ его
былъ слѣдующій:
к&рбядъ угдер. отжяга общее сод* угл. креанШ мвргаиеці.
0,42 1,44 1,86 076 0Д0
Какъ видно, въ этомъ случаѣ общее содержаніе углерода довольно вы-
соко, но полученная мягкость и ковкость объясняется тѣмъ, что углеродъ
карбида желѣза перешелъ въ углеродъ отжига. До накаливанія общее
содержаніе углерода въ приведенномъ примѣрѣ было 2,31’/*. Это ука-
зываетъ на то, что и при каленіи въ углѣ содержаніе углерода тоже
уменьшается.
Съ другой стороны, если процессъ цементаціи ведется при недо-
статочно высокой температурѣ, то углеродъ карбида желѣза не переходятъ
въ углеродъ отжига, и потому, хотя общее содержаніе углерода въ
концѣ операціи получается небольшое, невыходящее изъ указанныхъ
выше предѣловъ, тѣмъ не менѣе издѣлія оказываются твердыми и хрупкими»
Изломъ издѣлій будетъ тѣмъ болѣе крупнозернистъ, чѣмъ выше
была температура накаливанія и чѣмъ сильнѣе велось окисленіе угле-
рода» Если изломъ мелкозернистъ, подобно тому, какъ онъ представ-
ляется у твердой стали, то предметы обыкновенно еще слишкомъ хруп-
ки и тверды* Хорошо обезуглероженные предметы должны при мед-
ленномъ изломѣ (не ударами) показывать признаки волокнистаго строенія*
Крѣпость ковкихъ отливокъ больше, чѣмъ крѣпость обыкновеннаго
чугуна, но меньше крѣпости желѣза. То же самое можно сказать н но
— 707 —
отношенію къ вязкости* На основаніи опытовъ, произведенныхъ Паль*
меромъ Рикетсомъ надъ образцами доставленными двумя заводами спе-
ціально изготовленными для этой цѣли, можно заключить, что коэффи-
ціентъ крѣпости колеблется между 18,7 и 31,1 кгр. на кв. мм.; удли-
неніе измѣняется отъ 1,1 до 7,6 %; сокращеніе поперечнаго сѣченія—
ч>гъ О до Точно также ковкія отливки уступаютъ въ крѣпости и
вязкости отливкамъ изъ стали, но какъ уже было сказано, отливка изъ
-стали становится тѣмъ трудегѣе, чѣмъ мельче отливаемые предметы, по-
этому для мелкихъ издѣлій ковкій чугунъ еще имѣетъ нѣкоторыя пре-
имущества (въ смыслѣ дешевизны) передъ сталью, что же касается до
«рунныхъ вредіютовъ, го ихъ прямо выгоднѣе отливать изъ стали.
Отливка изъ стали.
340. Отливка изъ стали производилась еще задолго до начала от-
ливки чугунныхъ издѣлій* Но первоначально это производство велось въ
«чепь малыхъ размѣрахъ и составляло обыкновенно секретъ, который
передавался мастерами изъ рода въ родъ. Только въ ѴІХ столѣтіи
нѣкоторые заводы начали вновь дѣлать пробы по отливкѣ стали. До
шестидесятыхъ годовъ эти пробы не приводили еще къ хорошимъ ре*
зультатамъ. Отливки изъ стали получались очень ноздреватыя, пузыри-
стыя внутри и потому непрочныя* Мало-по-малу сумѣли преодолѣть это
затрудненіе, нашли способъ получать болѣе плотныя отливки, и въ на-
стоящее время изъ стали можно съ такимъ же вѣроятіемъ разсчитывать
получить плотную отливку, какъ и изъ чугуна. Первоначально думали,
что для отливокъ годится только твердая сталь съ большимъ содержа-
ніемъ углерода, но понемногу пришлось перемѣнить и это мнѣніе; те-
перь льютъ сталь столь мягкую, что она почти не отличается отъ сва-
рочнаго желѣза, (Си* Ь А. осі+ 6—25—04).
Стальныя отливки, хотя и обходятся дороже (приблизительно въ
два раза) по сравненію съ чугунными, по представляя большую сроч-
постъ, а также дозволяя предметы дѣлать болѣе легкими, имѣютъ во
многихъ случаяхъ большое преимущество передъ чугунными отливками
и употребляются въ настоящее время въ большомъ количествѣ для от-
ливки зубчатыхъ колесъ, вагонныхъ колесъ, машинныхъ частей, цилин-
дровъ гидравлическихъ прессовъ, корабельныхъ частей и т< п.
Д, Плавна стали. Сталь получается въ расплавленномъ состояніи
слѣдующими способами:
1) Плавясь въ тигляхъ. Этотъ способъ наиболѣе дорогой и при-
мѣняется только въ томъ случаѣ, когда производство ведется въ не*
большихъ размѣрахъ, или требуется сталь особенно хорошаго качества*
Устройство тигельныхъ печей было уже описано; здѣсь еще можно
упомянуть, что въ случаѣ, когда плавка стали въ тигляхъ ведется въ
довольно большихъ размѣрахъ, преслѣдуя особо высокое качество стали,
то дли нагрѣванія тиглей должны примѣняться регенеративныя печя^
4=5*
— 708 —
какъ дающія болѣе высокую температуру. При тигельной плавкѣ пропс*
ходить исключительно плавка и совершенно не происходитъ рафиниро-
ванія стали, вслѣдствіе чего необходимо примѣнять чистые дорого сто-
ящіе матеріалы; расходъ топлива великъ в велики накладные расходы.
2) Приготовляя сталъ по способу Мартена въ регенеративныхъ
ночахъ. Этотъ способъ, какъ не требующій излишняго расхода на тигли
и утилизирующій болѣе экономично топливо, обходится дешевле и по-
току примѣняется во всѣхъ случаяхъ, гдѣ производство ведется въ
крупномъ размѣрѣ. Здѣсь же нужно замѣтить, что плавка по способу
Мартена оказывается выгодна только въ томъ случаѣ, если производ-
ство идетъ непрерывно и печь не охлаждается между послѣдовательными
плавками. Кромѣ того, самая плавка не должна быть слишкомъ мала:
если печь въ сутки переплавляетъ меньше 20 тоннъ металла, то ужо
ея дѣйствіе становится не особенно выгоднымъ. (См. также стр. 253)-
Плзвка въ Мартеновскихъ печахъ встрѣчается наиболѣе часто, такъ
какъ благодаря металлургическимъ процессамъ; происходящимъ въ печи,
и при сравнительно дешевыхъ сырыхъ продуктахъ можно получитъ
сталь желаемаго качества; кромѣ того и расходъ топлива, а также на-
кладные расходы здѣсь выходятъ нѣсколько меньше.
3) Ло способу бессемерованія. Первоначально этотъ способъ шав-
ки стали примѣнялся исключительно для отливки слитковъ, идущихъ въ
переработку па прокатныхъ станкахъ, но въ послѣдніе время нашли
возможность изъ конвертера получать сталь, вполнѣ пригодную для вся-
кихъ отливокъ. Способъ Бессемера оказывается очень удобнымъ въ
томъ отношеніи, что его экономичность не находятся въ такой зави-
симости отъ размѣра производства, какъ способъ Мартена, и онъ не
требуетъ непрерывнаго дѣйствія, поэтому можетъ быть примѣненъ и для
литейныхъ съ сравнительно небольшимъ производствомъ-(См. стр, 273)-
Размѣръ малыхъ конвертеровъ колеблется отъ 1 до 5 тон. въ сред-
немъ 3 т. Изъ конвертеровъ такой величины возможно отлпватыптукв
вѣсомъ до 4,5 тоннъ. Производство стали въ конветерахъ обходится де-
шевле, чѣмъ въ тигляхъ, но дороже мартеновскихъ мечей. Послѣднее
обусловливается необходимостью примѣнять болѣе чистый съ большимъ
содержаніемъ кремнія чугунъ. Также и аммортизація бессемерованія
больше, чѣмъ у печей. Какъ на преимущество, можно указать па то>
что нѣть необходимости въ непрерывномъ процессѣ -
4) 1?з электрическихъ яешкез, которыя примѣняются при отливкѣ,
стали очень высокаго качества, котораго нельзя достичь вышеописан-
ными способами. (См. стр, 345),
В. Изготовленій формъ. Вслѣдствіе очепъ высокой температуры
раепз&вланнаго металла для изготовленія формъ употребляется исклю-
чительно масса, и при этомъ масса должна быть очень хорошаго ка-
чества. Часто для этой цѣли пользуются бывшими уже въ употребленіи
тиглями, которые мелко перемалываются, къ нимъ прибавляется немного
свѣжей огнеупорной глины и немного измельченнаго кварца в коксо-
ваго порошка. Если тиглей въ распоряженіи не иміегся, то массу при*
— 709 —
готовляють изъ старой, обожженной уже массы, прибавляя къ ней и
въ этомъ случаѣ свѣжей глины и примѣшивая также графиту, кварцу
я кокса, какъ при изготовленіи тиглей. Если кокса примѣшано надо-
статично, то масса спекается и пригораетъ къ отливкамъ. Свѣже изго*
ловленная масса кладется только непосредственно около модели, слѣду-
ющіе же слои набиваются массой, бывшей уже въ употребленіи, къ
которой> смотря но надобности, примѣшивается больше или меньше
свѣжей глины, чтобъ сообщить ей большую прочность.
Иногда при отливкѣ стали съ очень большимъ содержаніемъ угле-
рода для изготовленія формъ употребляютъ просто формовочный песокъ
но этотъ матеріалъ очень пригораетъ къ отливкамъ, даетъ неплотное
литье, и потому для употребленія рекомендованъ быть не можетъ. Для
стали же бѣдной углеродомъ формовочный песокъ совершенно не го-
дится.
Отличнымъ матеріаломъ для формъ является также чистый мелко
«столченный кварцъ, смоченный жидкой патокой.
Взятые изъ практики рецепты (Сіев. X. 676 —11—08):
I. Шамота — 12, огнеупорной глины — 3, кварца (8і1Ьеіъап<1)—3,
графита—1.5. Чтобы повысить, пористость нужно прибавить немного
формовочнаго песку (БпПзашІ).
II. Ломъ тиглей—40, огнеупорной глины—10, кварца—30, кок-
соваго порошка — 10.
Ш, Шамота—12, тиглей—4, огнеупорной глины—3, графита 1,5,
IV. Кварца—8, огнеупорн. глнны —10 (можно замѣнить патокой),
йокса—10.
Чѣмъ выше тенпер. расплавлен. стали и чѣмъ массивнѣе отливка,
тѣмъ огнеупорнѣе долженъ быть формовочный матеріалъ. Въ тигляхъ
сталь холоднѣе, чѣмъ въ мартен. печахъ или конвертерахъ:
Чтобы сообщить поверхности формы еще большую огнеупорность
-ее обмазываютъ слѣдующими обмазками:
Е 4 ч,—графита, 1 ч.—шамота, 1 ч.—огнеуп. (й) глины и др.—
см, (біез. 2.—709—08).
Такъ какъ сталь застываетъ болѣе быстро и даетъ большую усад-
ку, чѣмъ чугунъ, го при ея отливкѣ нужно дѣлать большіе литники и
прибыли отъ 30*.\ до 607^ вѣ^ отливки. См. примѣръ литника (Сіев.
2.-708—08. фиг. 9 и 10). Поэтому и металла для отливки данной
вещи приходится плавить соотвѣтственно больше: такъ, согласно Ма-
леру’), если для отливки вещи въ 2600 кгр., чугуну приходится рас-
плавить я вылить въ форму 3000 кгр., то стали для той же отливки
нужно вылить 3800 кгр. Въ иныхъ случаяхъ, чтобы избѣжать уса-
дочныхъ раковинъ, вѣсъ прибыли долженъ равняться вѣсу отливаемой
вещи.
«; бёпіе еіѵіі ХѴ111, № 12.
— 710 -
Чтобы уменьшить образованіе усадочныхъ раковинъ въ массивныя
части заливаются куски стали или желѣза;—около нихъ сталь быстро-
затвердыв&етъ и уменьшаетъ усадку остальной массы. Въ нѣкоторыхъ
случаяхъ (при отливкѣ контръ грузовъ у поровозиыхъ колесъ) можно класть
охлаждающ. плиты въ форму» которыя, не заливаясь, дѣйствуютъ также.
Въ виду же большой усадки въ нѣкоторыхъ частяхъ большихъ формъ
приходятся оставлять промежутки, заполняемые коксомъ, т. н. подушки.
Эти подушки отдѣляются отъ расплавленнаго металла прослойками изъ
формовочнаго песку толщиной не менѣе 25 мм. Подъ дѣйствіемъ жара
коксъ разрыхляется и допускаетъ болѣе свободную усадку формы.
Понятно, что формы въ этомъ случаѣ должны быть очень хоро-
шо просушены и послѣ этого окрашены формовочными чернилами, при-
готовленными изъ графита, иначе, масса будетъ пригорать къ металлу.
Въ Америкѣ, чтобы сообщить нѣкоторымъ частямъ отливки боль-
шую твердость, облицовываютъ форму въ этихъ мѣстахъ мелкоизмель-
ченнымъ желѣзо-марганцемъ, а если эта часть отливки должна бытъ
особенно твердой и подвергаться механической обработкѣ, то форму
лучше облицовывать хромистымъ желѣзомъ, которое, сплавляясь со
сталью, и сообщаетъ ей нужную твердость, (бапі. Оп. ВіееІ Оазйп^Б. Еп-
йіпеегіп^ 1894.— 1, р+ 156):
Формовка производится обыкновенно въ опокахъ, чтобы удобнѣе было
сушить формы/ Только очень крупные предметы формуются въ почвѣ
Просушка или прокаливаніе формъ производится при температурѣ
400—500*Ц. Температура повышается постепенно и сушка длится въ
среднемъ окло 24 ч. (отъ 12 до 36 ч.) При слишкомъ быстрой сушкѣ
образуется корка, затрудняющая выходъ паровъ. Послѣ просушки требуется
вторичная обмазка для уничтоженія трещинъ. Формы изъ массы не такъ
гигро скопи чны/ какъ песчаныя и могутъ долго стоять безъ опасности,
для отливки. Сильно остывшія формы могутъ давать закалъ на поверх-
ности стали н сообщаютъ ей пористость. Тонкостѣнные предметы необхо-
димо отливать въ сильно разогрѣтыя формы.
Чтобъ нѣсколько уменьшить образованіе и выдѣленіе газовъ изъ
расплавленной стали, къ металлу прибавляются нѣкоторыя зѣла, кото-
рыя не позволяютъ углероду желѣза соединяться съ окислами и обра-
зовать окись углерода. Для этой цѣли въ то время, когда сталь еще
находится въ печи, къ ней прибавляютъ марганцовистаго чугуна вмѣстѣ
съ кремнистымъ; а послѣ того, какъ сталь вылита въ ковшъ, къ ней
прибавляютъ немного алюминія, такъ чтобы его содержаніе не превы-
шало 0,1*/^ Точно такъ же прибавляютъ немного алюминіеваго желѣ-
за къ стали и при плавкѣ ея въ тигляхъ, при этомъ она даетъ болѣе
плотныя отливки. Прибавка алюминія болѣе противъ указаннаго выше
предѣла будетъ прямо вредной, такъ какъ при этомъ металлъ шъту^
чается болѣе густой и при остываніи выходитъ болѣе пористымъ, чѣмъ
совсѣмъ не содержащій алюминія.
1) Прамѣры иеполітевія формъ (см. (ііез. X. 708—08).
— 711 —
Въ виду выдѣленія большого количества газовъ, при стальныхъ
отливкахъ слѣдуетъ дѣлать выпоры большого размѣра, чтобы предупре-
дить выбрасываніе изъ нихъ стали.
Въ дополненіе къ тому, что было сказано объ разливкѣ стали изъ
ковшей, нужно обратить вниманіе, что въ виду быстроты, съ которой
сталь затвердѣваетъ, необходимо форму располагать такимъ образомъ,
чтобы при наполненіи сталъ остывала возможно меньше. Разливаясь по
большой горизонтальной поверхности, сталь соприкоснется съ значитель-
ной охлаждающей поверхностью при незначительной толщинѣ, и сильно
охлаждается; поэтому большихъ горизонтальныхъ поверхностей слѣду-
етъ избѣгать и ставить формы нѣсколько наклонно иля даже такъ,
чтобы большія поверхности совпадали съ вертикальнымъ направленіемъ*
(См. также объ отливкѣ стали подъ большимъ давленіемъ; стр. 615),
Литники должны дѣлаться большіе и число ихъ должно быть велико.
Вслѣдствіе большой усадки стали въ отлитыхъ изъ нея издѣліяхъ
всегда замѣчаются большія вяутрненнія напряженія, которыя необяо&омо
уничтожить отжигомъ. При этомъ всѣ частицы, находящіяся въ напря-
женномъ состояніи, при накаливавши придутъ въ свое естественное по-
ложеніе, и отливка получится значительно прочнѣе* При отжигѣ мѣ-
няется и самая структура стали* (См* стр. 159).
Для отжига употребляются обыкновенныя калильныя печи. (См,
біез, 2: 105 и 142—07).. При загрузкѣ печи предметы обкладываются
пескомъ ши золой, при этомъ они болѣе равномѣрно и болѣе посте-
пенно накаливаются* Въ случаѣ отжига очень тяжелыхъ вещей печь
устраивается съ выдвижнымъ на колесахъ подомъ, на который кладется
вещь при помощи крана и затѣмъ вдвигается въ нечь; всѣ щели
замазываются глиной и нечь затапливается. Послѣ того, какъ вещь на-
грѣта до надлежащей температуры (обьгкиовешю до вишнево-краснаго
каленія), ей даютъ медленно охлаждаться; чѣмъ медленнѣе будетъ иттн
охлажденіе, тѣмъ лучше получатся результаты. При отжигѣ предметовъ
не особенно большихъ на нагрѣваніе тратится до полутора сутокъ, а
затѣмъ охлажденіе продолжается около четырехъ сутокъ. На нѣкоторыхъ
заводахъ отжиганіе обходятъ тѣмъ, что формы подогрѣваютъ и окружа-
ютъ дурными проводниками теплоты и такимъ образомъ заставляютъ
отливку медленно остывать въ самихъ формахъ. Но нрв этомъ способѣ
результаты никогда не получаются такіе же хорошіе, какъ при надле-
жащемъ способѣ отжиганія*
Предметы накаливаются въ теченіе 48 ч*—все время отъ загрузки
до выгрузки печи 8 сутокъ. Для крупныхъ предметовъ теипер* 900*Ц;
для мелкихъ—650* Ц*
С* Качества издѣлій, отлитыхъ изъ стали* Какъ уже было ска-
зано, малыя издѣлія отливаются обыкновенно изъ тиглей, болѣе круп-
ные предметы—изъ печи Мартена или же изъ конвертера Бессемера;
при этомъ отъ способа отливки зависитъ также и химическій составъ
издѣлій* Съ другой стороны, отъ первоначальнаго состава стали зави-
виситъ также отчасти и выборъ способа плавки; если сталь очень бѣдна
— 712 —
углеродомъ, то расплавить ее въ тигляхъ очень1 трудно, такъ что если
въ стали углерода меньше 0,5*/,, то ее уже въ тигляхъ не плавятъ.
Слѣдующая таблица даетъ среднія цифры, харкатеризующія составъ
стальныхъ издѣлій, отлитыхъ изъ тиглей:
Углеродъ, Креашіп. Марганецъ.
Мелкія машинныя части до 150 кгр. ... 0,50 0,20 0,50
Колеса, гидравлич. цилиндры............... 0.80 0,25 0,60
Твердыя кольца для камнедробилокъ . . . 1,10 0,30 0,70
Звонки.................................... 1,30 0,35 0,80
Содержаніе фосфора въ отливкахъ должно быть самое незначитель-
ное: въ болѣе мелкихъ сортахъ содержаніе фосфора не должно превы-
шать . 0Д2*/ѵ въ болѣе твердыхъ оно не должно быть больше ОД’/г
Содержаніе алюминія, какъ уже было сказано, не должно превос-
ходжть 1//г
Крѣпость издѣлій, отлитыхъ ивъ тиглей, колеблется въ предѣлахъ
отъ 40 до 70 кгр. на кв, мм. Чѣмъ крѣпче сталь, тѣмъ она тверже.
Наиболѣе мягкіе сорта могутъ дать вытяжку до 6*/е на длинѣ 200 мм.,
болѣе твердые не даютъ и !*/•
Сталь, расплавляемая въ печахъ Мартена, содержитъ углерода отъ
0,2 до 0,6, обыкновенно тѣмъ меньше, чѣмъ тяжелѣе отливка. Здѣсь
кстати можно замѣтить, что вообще для большинства строительныхъ цѣ-
лей желательно имѣть сталь съ возможно малымъ содержаніемъ угле-
рода, такъ при этомъ она получается болѣе вязкой и съ большимъ жи-
вымъ сопротивленіемъ, вмѣстѣ съ тѣмъ отливка издѣлій становится тѣмъ
труднѣе, чѣмъ меньше въ стали углерода, такъ какъ металлъ остываетъ
быстрѣе и потому имъ труднѣе заполнить тонкія детали формы.
Слѣдующая таблица даетъ результаты анализа нѣкоторыхъ сортовъ
стали изъ печи Мартена:
Углеродъ. Крежнііт. Марганецъ.
Башмаки башни Эйфеля . , . .
Пушечныя звенья..............
Станина пробивной машины . . .
Лафеты.......................
Зубчатые вѣнцы . , * ., „ , ,
. . . . 0,22 0,20 0,52
. . . . 0,30 0,20 0,50
. . . 0,38 0,20 0,60
. . . . 0,39 0,56 0,32
. . . . 0,49 0,28 0,60
Содержаніе постороннихъ примѣсей въ хорошихъ стальныхъ отли-
вахъ не должно превосходить слѣдующихъ предѣловъ:
марганца
кремнія
фосфора
сѣры
1,20\
0,60 */,
0,0У/4
0,08«/,
Къ этапу же можно прибавитъ, что содержаніе алюминія не должно
быть больше 0,1%.
Чѣмъ меньше въ стали содержаніе углерода, тѣмъ меньше ея ко-
эффиціентъ крѣпости, но тѣмъ больше ея вязкость. Отжиганіемъ мз-
— 713 —
кость можетъ быть еще болѣе увеличена^ хотя крѣпость при этомъ
уменьшится. Какъ среднія цифры, характеризующія собой крѣпость и
вязкость мягкихъ стальныхъ отливокъ съ незначительнымъ содержаніемъ
углерода, могутъ быть приведены слѣдующія:
Коэффиціентъ крѣпости отъ 40 до 50 кгр, на кв, мы.
удлиненіе на 200 мм. „ 30 „ 25 */»
суженіе площади попер. сѣченія 60 40
341, Отливка изъ металла, извѣстнаго подъ названіемъ мнтйсъ
(мягкій). Подъ этимъ названіемъ извѣстенъ сплавъ очень чистаго же-
лѣза съ ничтожнымъ количествомъ алюминія. Для приготовленія мя-
тися берется бѣдное содержаніемъ углерода и фосфора желѣзо, обыкно-
венно въ’ видѣ опилокъ, расплавляется въ тигляхъ и въ расплавленный
уже металлъ прибавляется немного алюминія, около 0,8*/*, При этомъ
металлъ становится настолько жидкимъ, что имъ можно отливать до-
вольно мелкіе предметы.
Плавка ведется въ тигляхъ, но такъ какъ плавится почти чистое
желѣзо, то температура печи должна быть очень высока, и потому какъ
топливо адѣсъ можетъ исключительно употребляться нефть, дающая въ
топкѣ очень высокую температуру. Печь устраивается такъ, что тигли
помѣщаются въ пей въ нѣсколько рядовъ, напр. въ три ряда по два
тигля въ каждомъ. Такъ какъ температура въ печи распредѣляется во-
обще неравномѣрно, то прежде всего нагрѣваются передніе два тигля,
металлу даютъ въ нихъ немного перегрѣться и затѣмъ вынимаютъ тигли
для отливки, а остальные подвигаютъ впередъ, а на ихъ мѣсто ставятъ
новые два тигля; такимъ образомъ нагрѣваніе идетъ болѣе совершенно,
и п 12 часовъ работы можно при такомъ способѣ нагрѣва произвести
до 10 отливокъ. Содержаніе металла въ отдѣльныхъ тигляхъ обыкно-
венно не превышаетъ 30 кгр.
Изъ тиглей металлъ выливается въ формы черезъ желоба особаго
устройства, которые во все время отливки нагрѣваются и такимъ обра-
зомъ предохраняютъ металлъ отъ охлажденія и окисленія.
Формы приготовляются изъ того же матеріалу какъ и при от-
ливкѣ стали*
Изъ этого сплава думали отливать мелкіе предметы, приготовляю-
щіеся въ большомъ количествѣ изъ желѣза посредствомъ ковки, но пока,
вслѣдствіе особыхъ условій приготовленія митиса, отлитыя изъ него из-
дѣлія обходятся дороже кованыхъ, въ особенности въ послѣднее время,
когда способы машинной новая значительно усовершенствовались; для
изготовленія же крупныхъ предметовъ цѣлесообразнѣе употреблять прямо
литое желѣзо, какъ матеріалъ, болѣе дешевый и по своииъ качествамъ
не уступающій митису. Вслѣдствіе этихъ причинъ отливка издѣлій ивъ
митмса практикуется въ очень ограниченныхъ размѣрахъ.
ГЛАВА IX.
Общія указанія относительно устройства литейныхъ
заводовъ
342. Всякая благоустроенная литейная состоитъ изъ слѣдующихъ от-
дѣленій.
1) собственно литейной, т.-е. литейнаго зала съ пристроенными
къ нему небольшими отдѣленіями для вагранокъ, сушилокъ, машинъ,
приготовляющихъ матеріалы, паровыхъ машинъ и котловъ;
*) Си. также Сравнительная стоимость литья* чѵгѵва, работа, опоки, стержни
и т. д. I. А. 471—23-8-06.
См» спеціальное устройство труболят,, лнтсйи* зла колесъ н др-
Литейная для непрерывкой отливки кокилей» ТЬота§ !)♦ Еоншігу Сотрапу-
ЗІшгреѵІПе, Ра-, V» 8- А» Ев₽- 576-10-03. -
Литейная йіпгіеѵапі Со, Нусіерагк, Маез. А. М, 1561—03 шасЬ-121—XI—03.1. А.—
Осі, 29—21—03»
ЛитСЙвая Борзиш, Те^еі, около Бердана. Ел&- 620—XI—03.
Литейная Ѵегешіеіе Ма^сЫпевГаМк АнаЬнгя ппй Ма&скіпедЪандезеПзскаЙ ХигпЬег^
7. Д. V. а. Е 1246—03.
Дитейн&я Ашегісаи Саг аЫ Еетнкігу Со< 7-Л V, 4» I. 658-04»
Литейная ямер, для стали іпіпдіапа НагЬопЗМъ Еі$ев, 1374—12* 04.
Литейная ІЬе ІѴіШаш Той Со.» Уоші^іоѵпь ОЬю К А»—36-5—1—05.
Ареенвдъ Каск Івіапй—А, М. 175—2—05.
ЛитейнаяоПЬе Еій^аауЗІасЬіпе Тооі Со.» Ві^тѵау», Ра.—I, А. 1066—30—3—05.
Литейная Іп^егзоВ—йег^еапі ВгіЛ Со», РЫПравЬиг^й, К X—Масіі—46]—5—05»
Литейная (чуг, п мѣдь) Норкшзов’з УѴаІѵе АѴогк^, НшіікевПеІЛ Еп§1. Еп^.
303—9- 05.
Литейная Ігщегзоп—зет^еаш ИгШ Со., РШір&Ыи^Ь, К, 4, А. М, 3—7—05,
Литейная, новый завсг^ ІѴогіМпеІоа Ну^ганііс ЛѴогкя, Наггізоп, X- Л 1* А*
933—12—10—05.
Литейная СоШтеП & 8ое. С<ц ъпіса§о—I» А. 1094—29—3*4)6,
8еіше1Ірге$зепГ>Ьг& ѵоѵ Коепі& & Вавег іа Кіозіег ОпеггеН Ьеі оггІшг& 2—553—03*
Литейная 6ШЬо2шяі§зЬй11 2—1816—02.
Литейная—81аЫ пші Еіе&еп А* 9—546—06-
Литейная оі АІезнгз йІерЬепзоп & Со, ЯапсІіеМег Ев^. 236—9—07.
Еопвйіу Реаді шні ЕдшртепЬ Ву ВеІІаніу.М- Е, 692—11—07,
Литейная ТЬе ОспіМ МааШсіііпод? Со, Вепеса Еаіій № У. Е А. 8—2—1—08»
Литейная Хаііопаі СазЬ Кейійіег Со^Вяуйиі біез. 2. 2—40»
КопшІгу Ріапі апй Мзсйійегу Еп^, 131*^2—10,
Еошиігу Еапса&Ьігѳ авгі Уогкзйіге НФІ^ау АѴогкз. 267—3—10» Ен^<
ІЧшігу Іхтаіоп апб X. IV. К. Со» аі-Сгепе Еп^,—270—3—10,
(ііедйегеі ЬаІІепЬаніеп. Ѳіез. И.—522—557—10.
Литейная ВгіііаЬ АУейш^ннійе ЕІейгІе Со - 6 Іей. 2, 606—10,
ЕшгісЬіцп^ пдй ВейіеЬ еівег ЗретіаІ^іезэегеі Гиг АиійщоЬО^озз- Оіез X, 80—
113—46Д—492—11,
Апідее тшй ВеіпеЬ еіпег шойегнеп ашегіЬапйсПеп Еізел-$иЫ пЫ МШІІеіезйегеи
(йеЬон ѵаіте СО- 3. 559 и 588—11,
А Ъаг&е Еоттдгу Ьг Садішдз. Рединку—141—II— 1Е
ЕіштеЫші^ пай ВеігІеЬ шойегпег біеязегеісп, Сіе®, 2^5 и 7—06,
Гоишку йеві^п апй Соиаігпсііоп I, А, 1714 6- 6—07
Литейная Вгоипі 8г 8Ьягр, МасЬ. ѴП^ОЗ Е А. VII—9—03.
Турка) МедІегп Еопшігу ^ауоиіз. Ешішку Осі,—ХоѵетЬ., Оес,-10 Лап,—ЕеЬг.—
н дальше—11,
— 715 —
2) обрубной: обрубать вещи въ самой литейной неудобно, такъ
какъ это мѣшаетъ работѣ литейщиковъ, и въ литейной можетъ быть
допущена обрубка только очень тяжелыхъ предметовъ, для передвиже-
нія которыхъ необходимо пользоваться краномъ;
3) модельной и склада для моделей:
і) небольшой ремонтной мастерской;
5) склада для опокъ;
6) склада для чугуна;
7) склада для топлива и формовочныхъ матеріаловъ;
8) ктторы^
343< Литейный залъ/ Залъ, въ которомъ производится формовка
и отливка, долженъ представлять просторное, свѣтлое помѣщеніе. Почва
литейной не должна содержать почвенныхъ водъ; если таковыя имѣются
ихъ нужно удалить дренажемъ. Полъ литейной долженъ быть ровный,
чтобы по немъ удобно было переносить расплавленный металлъ. Если
формовка производится исключительно въ опокахъ , то полъ можетъ
быть приготовленъ нзъ какого-нибудь огнеупорнаго матеріала: чугуна,
кирпича ит. п*; въ этомъ случаѣ очень легко поддерживать его въ
надлежащемъ порядкѣ. Когда же формовка производится и въ почвѣ,
то ровность пола поддерживать очень трудно. На заводѣ Людвигъ-Леве,
въ Берлинѣ, для того, чтобы полъ литейной постоянно сохранялъ ровную
поверхность, въ него задѣланы чугунныя горизонтальныя рамы, внутри
которыхъ и производится формовка, мастеру же вмѣняется въ обязан-
ность слѣдить за тѣмъ, чтобы полъ былъ постоянно въ уровень съ этими
рамами. Окна должны быть по возможности большія и высокія, чтобъ
освѣщеніе литейной было равномѣрное. Очень часто окна располагаются
въ два свѣта. Солнечные лучи не должны непосредственно падать на
рабочихъ, такъ какъ при такихъ условіяхъ работать очень неудобно;
поэтому нужно стараться не располагать оконъ на югъ нлп вставлять
рифленныя стекла.
Въ литейныхъ, исполняющихъ крупную и мелкую работу, лучше
дѣлать особое помѣщеніе для мелкой работы* Это помѣщеніе можетъ
быть совершенно безъ крановъ; имѣть небольшую высоту^ около 5 метр.,
и небольшую ширинуокало 8 метр^ съ окнами, расположенными по
обѣимъ сторонамъ; по стѣнамъ, около оконъ, должны быть разставлены
столы для формовки (Си. стр. 420). При такомъ устройствѣ приго-
товленіе мелкихъ вещей будетъ итти гораздо успѣшнѣе, чѣмъ въ общемъ
залѣ, обыкновенно наполненномъ копотью, дымомъ и недостаточно хо-
рошо освѣщенномъ* На нѣкоторыхъ американскихъ заводахъ, занимаю-
щихся изготовленіемъ мелкихъ, требующихъ тщательной формовки пред-
метовъ, формовочное отдѣленіе дѣлается совершенно изолированнымъ отъ
помѣщенія, въ которомъ производится отливка. Формовщики работаютъ
въ чистой, свѣтлой, прекрасно вентилированной комнатѣ, черевъ кото-
рую проходить конвееръ приводящійся въ движеніе отъ привода; какъ
только форма готова, формовщикъ ставить ее на конвееръ и опока от-
— 716 —
ловится въ помѣщеніе для отлпвки, гдѣ эта операція производится спе-
ціальными рабочими- Такое устройство значительно повышаетъ какъ ка-
чество работы, такъ и производительность рабочаго* Здѣсь, какъ и вездѣ,
удобство при работѣ и гигіеничная обстановка рабочаго окупаютъ сдѣ-
ланныя на нихъ затраты 1). Въ литейныхъ, производящихъ мелкую от-
ливку, гдѣ, слѣдовательно, формовка производится въ опокахъ на сто-
лахъ, полъ литейной можетъ быть сдѣланъ изъ какого-нибудь огнеупор-
наго матеріала, а не земляной* На такомъ полу легче собирать
разбрызганный чугунъ, чѣмъ на земляномъ* Подобныя литейныя стро-
ятся иногда въ нѣсколько этажей, чтобъ сэкономить стоимость земли*
(Си. Сіее. Ъ. 10—13).
Главный литейный залъ долженъ бытъ гораздо выше— около 8
метр., чтобъ подъ крышей могли удобно помѣститься краны для пере~
Фиг, 558*
движеній грузовъ* Ширина такого зала можетъ быть до 30 метр.
и даже больше* При большой ширинѣ свѣта отъ оконъ, находящихся
въ стѣнахъ, будетъ недостаточно, и въ такомъ случаѣ необходимо въ
крышѣ дѣлать фонари, которые въ то же время служатъ и для венти-
ляціи помѣщенія*
При формовкѣ не особенно крупныхъ предметовъ, гдѣ не требуется
большихъ подъемныхъ механизмовъ, строятъ зданіе съ перекрытіемъ,
носящимъ названіе ^піедъа* Такой типъ даетъ очень хорошее освѣще-
9 Въ Лмермкѣ, врн массово жъ производствѣ, все болѣе н болѣе входить ено-
еобъ непрерывной «піявки* Формовщики только формуютъ, ставать готовыя форма на
котоРый вхъ перемѣщаетъ аъ вагранкамъ, гдѣ наполненіе формъ производится
сжвѵаіьмой ар&іью* Отлитыя формы нвремѣщаюте» дальше и снимаютздео стола све-
КЖіЬйшгь работамъ, иыбквмпса изъ ояогь надъ вращающимися рѣшетчаты мж бара-
банами, моторае отдѣляютъ отъ «ишм песокъ* Литье направляется для дальнѣВшей
«чистки, а нееокъ коодвегь въ пршчпошгтельныя машины, а оттуда коавеерамн яод-
годится къ формовщикамъ; туда же перемѣщаются подвижнымъ столомъ опорожнеаиші
ошжн* Оншяшіе такого зшдд см. Гошігу Ш-П-11: 1-1-12. бі&з. X* 500-11;—
— 717 —
ніе сверху и удобенъ для устройства воздушныхъ рельсовыхъ путей
(фш\ 558),
Нужно проектировать зданіе такимъ образомъ, чтобы оно допу-
скало расширеніе въ дальнѣйшемъ, Имѣя это въ виду, продольныя оси
отдѣльныхъ зданій нужно располагать подъ прямымъ угломъ. Всѣ ма-
шины и аппараты должны располагаться такимъ образомъ, чтобы при
перемѣщеніи матеріаловъ и издѣлій не было встрѣчнаго движенія, чтобы
привозъ и отвозъ матеріаловъ совершались въ другомъ направленіи.
Для передвиженія опокъ и грузовъ въ литейномъ залѣ непремѣнно
должны быть устроены краны *), Наиболѣе удобными будутъ катающіяся
балки (фізг. 559), Онѣ должны располагаться на высотѣ не менѣе 6 метр.
Укрѣпляться краны могутъ на кронштейнахъ къ стѣнѣ, при этомъ ли-
тейная не должна быть очень широка, иначе балка получится слишкомъ
Фнг. 559.
Литейная А агерс левенскаго завода.
тяжелая. Или же балка можетъ располагаться на колоннахъ, иостаюшп-
пыхъ въ одинъ или нѣсколько рядовъ вдоль литейной; въ такомъ случаѣ
ширина литейной можетъ быть произвольная (фиг, 560). На тѣхъ же
колоннахъ могутъ быть устроены, кромѣ балки, вращающіеся краны,
для болѣе легкой работы и для передачи ковшей съ чугуномъ.
Механизмъ для крановъ удобнѣе дѣлать ручной или съ электриче-
скимъ двигателемъ, такъ какъ при выниманіи моделей или накрываніи
опокъ нужно сообщать крану очень медленныя движенія, что обыкно-
венно трудно достижимо при проводныхъ механизмахъ. Рабочіе, упра-
вляющіе краномъ, должны быть расположены наверху и сбоку крапа.
Цѣпи или механизмы, опускающіеся внизъ, очень затрудняютъ работу
і) Кпветр совремевя. литейныхъ крановъ еъ лрнсноеобь для новорзчшанія ковшей,
бідазегеі Яеіішде л 8, 260—05. (Иез. X* 13-414’—12 года. X. <1 V. I. 35
И 2в — 04.
— 718 —
формовщиковъ. Располагать рабочихъ сбоку нужно потому, 7гго при
отливкѣ стоять ямъ надъ расплавленнымъ металломъ очень трудно. Для
подтемниковъ лучше употреблять канаты, а не цѣпи, такъ какъ послѣднія
часто при соскакиванія звеньевъ производятъ толчки и портятъ формы.
Дрпт долженъ бытъ разсчитанъ на грузъ въ два раза большій про-
тивъ наиболѣе тяжелой отливки, Такъ какъ передвигать такія тяжести
въ литейныхъ приходится сравнительно рѣдко, то лучше, вмѣсто одного
большого, ставить два легкихъ к]іаиа и въ случаѣ надобности заставлять
ихъ работать вмѣстѣ. Одной катающейся балки будетъ достаточно
для обслуживанія 200 кв. метр. литейной.
Въ Америкѣ получила распространеніе особая система для пере-
движенія грузовъ въ литейныхъ, такъ называемая ^Тгоііеу Вувіет^ .
Она состоитъ въ томъ, что на потолкѣ, къ стропиламъ подвѣшивается
Фпг. 560.
Литейная завода Н. МГоІГ, 8а1Ьке около Магдебурга. Длина —120 и., ширина се-
редянв-<-47,2 ж, боковъ 12,3 и 11,5 м. Въ среди, залѣ 2 катающ. балки по 25 тоннъ л
2 консольныхъ крана, движущимся вдоль стѣнъ, по 5 т. при высотѣ въ 6$ м. Въ боко-
вомъ лѣвомъ залѣ 2 балки въ 15 я 10 т, Въ боковомъ правомъ залѣ 2 крана по 5 т.
Кромѣ того 6.крановъ съ ручнымъ приводомъ по 1—4,5 т.
цѣлая система рельсовъ, по которымъ движутся отдѣльныя телѣжки, съ
подъемниками. Каждый литейщикъ получаетъ въ свое распоряженіе
такую телѣжку и, такимъ образомъ, совершенно не зависитъ отъ дру-
гихъ. Такая система признается американцами наиболѣе удобной для
литейной, такъ какъ ея устройство обходится не дороже крана, а вмѣстѣ
съ тѣмъ она даетъ большую экономію во временя и въ работѣ (не при-
ходится приводить въ движеніе тяжелый кранъ для сравнительно лег-
кихъ грузовъ). Фирма, язгот. эту систему: Тііе СоЬигп Тгоііеѵ Тгаск
МГ$С\ Наіуоке, Маее См, также Оіе§. 2. 678—707—09. 405—10:
1 А. МагсЬ 31 и Іпіу 21—1904/А; М. 957—12,
9 ^гомѣтого, американцы въ своихъ литейныхъ все болѣе п болѣе примѣняютъ
воздухъ. Они имъ пользуются і длл вереджженіл тяжестей, ддж приведенія
въ дакжевде различныхъ жилкахъ нршяіоеоблекій, до формовочныхъ машинъ вмѣсто
ГедраыическоИ еиш, для сдуванія пыхи, нневматкческихъ зубвлъ при обработкѣ и
— 719 —
Рельсовые пути, цроложжые по полу литейной, вообще неудобны,
такъ какъ запинаютъ много мѣста. Нрп проложеніи рельсовъ слѣдуетъ
взбѣгать поворотныхъ круговъ, которые причиняютъ много неудобствъ.
Отапливать помѣщеніе литейной нужно только въ очень холодномъ
климатѣ; на югѣ, если отливка производится каждый день и если по-
мѣщеніе литейной не слишкомъ велико по сравненію съ количествомъ
отливаемаго чугуна, отапливать не приходится, такъ какъ самъ отли-
маемый чугунъ содержитъ достаточно тепла, чтобъ поддерживать въ ли-
тейной надлежащую температуру. Наиболѣе удобное отопленіе для ла-
тейпыхъ будетъ паровое. Еще лучше, если отопленіе соединить вмѣстѣ
съ вентиляціей (см. МасЬіпегу, Магсѣ п Ап^.—03). Для этого устран*
вается калориферъ, состоящій изъ отдѣльныхъ элементовъ, трубчатыхъ
или реберчатыхъ. Черезъ калориферъ вентиляторомъ продувается воздухъ.
Вентиляторъ приводится въ движеніе паровой машиной, отработавшій
паръ которой проходитъ черевъ элементы калорифера и нагрѣваетъ ихъ;
кромѣ того часть элементовъ нагрѣвается свѣжимъ паромъ, проведенномъ
прямо изъ парового котла. Каждый изъ элементовъ можетъ быть выклю-
ченъ при помощи крана, такимъ образомъ воздухъ, проходящій черезъ
калориферъ, можетъ входить въ помѣщеніе или совсѣмъ холодный, или
подогрѣтый до произвольной температуры, смотря по тому, сколько эле-
ментовъ дѣйствуетъ. Въ литейную воздухъ долженъ вводится по метал-
лическимъ трубамъ и вдуваться въ нѣсколькихъ мѣстахъ, чтобъ онъ бо-
лѣе равномѣрно распредѣлялся по всему помѣщенію. Такъ какъ вы-
дѣляющіеся вредные газы въ большинствѣ тяжелѣе воздуха, то ихъ слѣ-
дуетъ удалять черезъ отверстія, расположенныя внизу. Для этого вокругъ
всей литейной по стѣнамъ дѣлаются вытяжки, изъ которыхъ будетъ вы-
ходить испорченный воздухъ; при чемъ для большей правильности дѣй-
ствія системы лучше3 если изъ этихъ- отверстій испорченный воздухъ
будетъ вытягиваться вытяжнымъ вентиляторомъ мпг высокой вятяжиой
трубой. Понятно, что при такой системѣ вентиляцій окна въ верхнемъ
фонарѣ должны быть закрыты, и самый фонарь. будетъ служить только
для освѣщенія литейной. Въ обыкновенное время, во время формовки,
достаточно, если воздухъ въ литейной будетъ мѣняться 3—4 раза въ
часъ. Подобная система вептиляціз, соединенная съ отопленіемъ, вообще
очень удобна для мастерскихъ и можетъ примѣняться не въ однѣхъ
т. п. Пользованіе сжатымъ воздухомъ въ лцтепныхь приноситъ большія удобства п
значительную еиономію. Діа болѣе подробнаго ознакомлена съ агамъ предметомъ
отсылаемъ чятат&іеі къ ямероанскимъ техническимъ журналамъ, гдѣ этотъ допросъ
разсматривался въ цѣломъ рядѣ статей.
Д ММеІ Сотргевзей Аіг. Еоищігу Ріалъ Н. М. Реггу. Сошрге$жІ АігЛЖч 1897.
Илжюстрнромяаое описаніе пиевматидеекяхъ крановъ въ литейной Доіш Каку & С° X. У-
Сошргй&ййі Аіг жші Нз Есопшіез ш Ше ГопвЗгіез. Сшіій ѴѴ- ВЬіекЬ Г&апігіе - $ерь
1890, йзл ячный нрямѣненіа сжатаго воздуха я вытекающія отъ второ выгоды.
Сошргеззей Аіг аз а Роѵгег іп іЬе ЕопоАгу. Оеог&е Тгие. Ігоп Аде-йері.
24, 18&Х Детальное описаніе устройства для литейной съ дневной проазводитежьжостью
въ 30 тоннъ н съ устаніемъ проистекающихъ отъ этого выгодъ.
Сошргезвеа Аіг іи Йе Рошвігу* 8ЬіеЖ Ігон А^Мау 14,189$. Указаніе
«а розныя приложенія, который можетъ найти сжатый воздухъ въ литейныхъ.
— 720 —
только литейныхъ. Въ литейныхъ, гдѣ искусственной вентиляціи не
устроено» довольствуются тѣнь, что открываютъ окна въ фонарѣ, черезъ
которыя и входить свѣжій воздухъ. Лѣтомъ и въ теплую погоду такой
способъ даетъ результаты довольно хорошіе, въ холодную же погоду
онъ непримѣнимъ, такъ какъ сильно холодитъ литейную.
Что касается до того времени, когда производится отливка, то при
этомъ выдѣляется такое количество паровъ и газовъ, что для правильной
искусственной вентиляціи представляется почти невозможнымъ бороться
съ ними, и единственнымъ, пожалуй, средствомъ нѣсколько улучшить
воздухъ будетъ уствойство большихъ фонарей въ крышѣ, которые и
должны открываться на это время.
Особыя заботы для хорошей вентиляціи добжны примѣняться въ
кѣдно-лвтейаой, гдѣ выдѣляются вредные газы изъ плавильныхъ печей.
Эти газы должны сейчасъ же выводиться прочь особыми трубами, рас-
положенными непосредственно около мѣста образованія газовъ. Въ
Англія въ этомъ отношеніи изданы особыя законодательныя постанов-
ленія. Еп§. 312 и 315—9—08.
Литейный залъ вслѣдствіе большой высоты выходитъ наиболѣе
дорогой частью завода, поэтому вся площадь литейнаго зала должна
быть исключительно занята формовкой, для которой нуженъ > кранъ.
Всѣ такіе аппараты, какъ вагранки, печи, сушилки и ир., должны по*
мѣшаться въ небольшихъ 'пристройкахъ, при этомъ устройство полу-
чается болѣе дешевое и удобное* Высокія стѣны литейнаго зала под-
держиваютъ катающуюся балку, и ничто не должно мѣшать движенію
Этой балки. Вагранки должны бытъ расположены ближе къ центру
литейнаго вала, ’ггобы переноска чугуна въ различные концы требо*
вала наименьшее количество работы. Выпускное отверстіе вагранки
должно быть доступно для крана, иначе котелъ» наполненный чугу-
номъ, придется подвозить къ крану на телѣжкѣ* что потребуетъ
излишняго времени и излишней работы. Приспособленіе для подъема
матеріаловъ на вагранку и для выгрузки изъ вагранки должно быть
устроено такимъ образомъ, чтобы эта работа не мѣшала формовщикамъ;
для этого всѣ такія приспособленія лучше дѣлать внѣ литейной.
Если въ литейной имѣется плавильная печь, которыхъ вообще не
дѣлается болѣе одной, то ее слѣдуетъ располагать внѣ литейнаго зала,
такъ чтобы только желобъ выходилъ внутрь литейной; можно даже ее
поставить внѣ зданія, сдѣлавъ только навѣсъ, предохраняющій печь отъ
дождя й снѣга. Такъ какъ печь предназначается для отливки самыхъ
тяжелыхъ предметовъ, то я ставить ее слѣдуетъ въ томъ мѣстѣ, гдѣ
такіе предметы формуются.
Сушилки тоже, подобно вагранкамъ и печамъ, не должны распо-
лагаться внутри литейнаго - зала* Литейная вслѣдствіе присутствія крана,
строится очень высокая, и всякій кв. метръ внутри ея обходится зна-
чительно дороже другихъ отдѣленій, поэтому пѣтъ смысла занимать это
помѣщеніе сушилкой, для которой кранъ совершенно не нуженъ* Кранъ
721 —
долженъ только подходить къ дверямъ сушилки или къ рельсамъ, но
которымъ телѣжка вкатывается въ сушилку; поэтому будетъ болѣе
дешево и болѣе удобно помѣстить сушилку въ пристройкѣ болѣе низ-
кой, Если сушилка выходитъ внѣ зданія литейной, то ея стѣны нужно
дѣлать особенно прочными и плохо проводящими теплоту, иначе подъ
вліяніемъ постоянныхъ перемѣнъ температуры сушилка можетъ ско-
ро разрушиться и па отопленіе ея будетъ итти много налишняго
топлива.
Какъ уже было сказано, въ каждой литейной нужно имѣть по
крайней мѣрѣ двѣ сушилки различныхъ размѣровъ. Занимаемая ими
площадь можетъ быть приблизительно опредѣлена, принимая, что на
каждую тонну литъя^ получаемаго въ сутки, нужно имѣть площадь
сушилки 3—6 кв. метр. Въ отдѣльныхъ, спеціальныхъ случаяхъ мо-
жетъ оказаться болѣе удобнымъ поставить нѣсколько сушилокъ малаго
размѣра. Такъ, папр., на паровозномъ заводѣ, отливающемъ каждый
день по одному цилиндру въ форму, приготовленную изъ массы и тре-
бующую для надлежащей просушки 36 часовъ, было бы удобно имѣть
двѣ небольшія сушилки спеціально для сушки этихъ формъ, которыя
загружались бы черезъ день.
По сосѣдству съ сушилками располагаются приготовленіе стержней
и приготовленіе формъ, подлежащихъ сушкѣ, чтобы уменьшить работу
на переноску.
Всѣ машины для приготовленія матеріаловъ, а также и двигатель
не должны находиться внутри литейнаго зала, такі какъ кромѣ выше-
указанныхъ неудобствъ эти машины способны, портиться оіъ пыли,
которая здѣсь всегда замѣчается. Тѣмъ не мепѣе всѣ эти машины дол-
жны находиться близко около литейнаго зала и близко другъ отъ
друга, чтобы приводы получились болѣе легкіе, слѣдовательно, болѣе
дешевые и яетребующіе большой затраты работы на приведеніе ихъ въ
движеніе. Приготовленные формовочные матеріалы должны или руками,
или при посредствѣ элеваторовъ передаваться въ закрома, поставленные
внутри литейнаго зала, откуда литейщики уже будутъ ихъ брать для
работы. Двигатель долженъ быть поставленъ отдѣльно отъ машинъ,
приготовляющихъ формовочные матеріалы, въ помѣщеній, хорошо изоли-
рующемъ его какъ отъ пыли, порождаемой этиіии машинами, такъ и отъ
пыли въ литейномъ залѣ. Двигатель и вентиляторъ должны быть поста-
влены неподалеку отъ вагранки, иначе или будетъ теряться много въ
трубопроводѣ, ИЛИ приводъ ВЫЙДЕТЪ СЛИШКОМЪ ДЛИННЫЙ. КОТЕЛЬНОЙ
помѣщеніе должно быть рядомъ съ паровой машиной, чтобы уменьшить
длину трубопроводовъ. Всѣ помѣщенія должны быть хорошо изолиро-
ваны другъ отъ друга, но въ то же время имѣть сообщеніе, чтобы въ
случаѣ надобности можно было быстро передать соотвѣтствующее рас-
поряженіе. Сила двигателя опредѣляется, подсчитывая силы для отдѣль-
ныхъ машинъ, которыя были въ своемъ мѣстѣ указаны, затѣмъ при-
бавляя на приводъ, въ зависимости отъ его длины, отъ 15 до 30\
и прибавляя еще нѣсколько силъ на всякій случай.
46
722 —
Для смачиванія формовочныхъ матеріаловъ и дли другихъ цѣлей
въ литейной требуется вода, поэтому внутри литейной долженъ былъ
устроенъ водопроводъ. Для этого въ наиболѣе высокомъ мѣстѣ ставится
резервуаръ, яъ который вода накачивается насосомъ, а оттуда по тру-
бамъ расходится по всей литейной. Въ различныхъ мѣстахъ литейной
должны быть поставлены водопроводные краны, изъ которыхъ рабочіе
Літѳйяая завода йІюНеп, ВиізЬиг#. (&ШЫ и* Еівѳп) 597—1905). Литейная для посуды и пе- чей, также для мелкаго литья (ЕгііаМК Наіепзеѳ). Литейная для разнообраз- наго литья, проектъ, Ег- кагсЦ, Наіепеее* Литейная для машиннаго литья. Ф Д 4-|] — 52 :з в^а .йЗ * ’-і & Й 1 Я <8* 5 ао .я >.о ІИ а- Ф м я л 2 ф ф § В « чЗё Ші-- ііоі чі п«І55) пт *4деу) ющуаьиу | Литейная Ворр, ц. НеаѴ ііѳг. Машин, литье. (ЫаЬІ и. Еіэеп 711—1904). Литейная ЬіісЫцг Іюѳетѳ ВегІШ. и, Ёізеп «58—1903),
Годичное производство ж, 700 1500 2300 1500 37000 5000 6164 2500-450
Площ. для форм, я стер.кк м. 500 1400 2035 1080 7000 3240 6345 3000
Ня 1000 Т. год. іірокзк. КВ- м. 710 933 885 720 190 650 1020 670
Плащ, для вря г. матер. кв. м. 90 100 140 70 250
, , , и. •/, . . 18 7 7 7 — 4 —
п сушилокъ КВ. и, . , , 80 100 80 90 1000 340 100 —
тоже іъ •/ < . . 1 16 7 1 4 9 14 10 1,6
„ обрубной кв. и І іоо 1 ||| 360 130 1460 420 475
въ . . 20 -М— 18 13 21 12 7
* ваграіь иомѣщ. кв. м.. 30 100 108 70 210 222 300 —
ВЪ •/,. . 6 1 7 5 7 3 7 5 жн
„ конторы КВ, и 30 55 16 20 — *— —
6 4 0,8 1,8 — ІЧ-
, модельной кв, м, . . , 135 — 48 40 800 210 650
въ % . . 27 М 4 11 7 10
в сар&я для моделей вв.м. 305 486 — 11 1
жъ % . . 61 Ѵѵ« — 7 — — —
* уборн. и раедЬвдж. ккм. 100 82 — «ам^
» •/» - • - ИИ- 7 4 — ДіА"
. для пркк етержц, жж ж — 72 44 — 600
»%• . * 5 2 . 1 — 1 м —*
723 —
могли бы брать потребную для нихъ воду, Количество, попіребной
воды можетъ бытъ опредѣлено ? предполагая* что на каждый кило-
граммъ отливки нужно литра воды (кромѣ воды, потребной для
парового отдѣленія).
Что касается до площади, которая должна быть отведена подъ
литейную, то вообще она измѣняется въ довольно большихъ предѣлахъ
въ нави сн и ости отъ величины отливаемыхъ предметовъ: вообще чѣмъ
тяжелѣе отливки, меньше мѣста онѣ требуютъ. Но иногда
если тяжелыя отливки требуютъ слишкомъ много времени на формовку,
просушку, передвиженіе и т. и., то для нихъ потребуется большая
площадь пола, чѣмъ для легкихъ. Въ среднемъ можно положить, что на
1000 тоннъ чугуна, отливаемаго въ теченіе года, нужно имѣгпы.
площадь литейнаго зала отъ 200 до 1000 кв. метр.
Наибольшее количество работы на данной площади пола можетъ
быть произведено на формовочныхъ машинахъ съ разъемными опоками,
когда формовщики только формуютъ, а для отливки имѣются особые рабочіе.
Площадь, занимаемая вагранками, опредѣляется въ зависимости отъ
числа и конструкціи вагранокъ.
Площади помѣщеній, занимаемыя машинами, должны быть опре-
дѣлены въ зависимости отъ числа и размѣра машинъ,
343, Обрубная помѣщается обыкновенно въ зданіи, отдѣленномъ
отъ литейнаго зала стѣною. Если обрубка производится руками, то
никакихъ особыхъ приспособленіи въ обрубной не требуется. По стѣ-
намъ около оконъ ставятся деревянные верстаки съ тисками, на кото-
рыхъ и производится обрубка. При машинной обчисткѣ въ этомъ же
зданіи помѣщаются машины, которыя уже были описаны. При обрубкѣ
литья отлетаютъ чугунные куски, которые, попадая въ оконныя стекла,
бьютъ ихъ, поэтому въ обрубной слѣдуетъ дѣлать по возможности
мелкіе переплеты въ рамахъ, чтобы уменьшить стоимость отдѣльныхъ
разбитыхъ стеколъ; а также слѣдуетъ ставить предохранительныя сѣтки
на окнахъ. Рабочіе въ обрубной должны носить особыя очки, пред-
охраняющія глаза отъ поврежденія отлетающими осколками.
Въ обрубной и въ томъ помѣщеніи, гдѣ производится очистка
литья, должны быть приняты мѣры для отведенія ныли. Для этого
устраиваются высасывающія трубы у наждачныхъ круговъ и у столовъ,
на которыхъ производится очистка литья,—Рисунки подобнаго устрой-
ства сы. бівй. 2. 248—5 — 08.
Площадь обрубной можетъ равняться */в—7* площади литей-
наго лала.
344. Модельная. При всякой литейной должна быть модельная;
даже и въ томъ случаѣ, когда модели для отливки поступаютъ вмѣстѣ
съ заказами, такъ какъ при литейной необходамо имѣть модельщиковъ
для исправленія этихъ моделей. Въ небольшихъ литейныхъ обстановка
модельной ограничивается столярными верстаками и однимъ токарнымъ
станкомъ. Въ большихъ литейныхъ для болѣе успѣшной работы въ мо-
48*
— 724 -
дельной должны быть и другія машины-орудія для обработки дерева,
какъ то: строгальныя, долбежныя, сверильныя машины, ленточныя и
круглыя пилы. Хорошо, если въ модельной будетъ устроенъ паровой
котелъ, съ варомъ, проведеннымъ отъ общаго парового отдѣленія, для
варки клея. Присутствіе въ модельныхъ топокъ для этой цѣли всегда
представляетъ опасность въ отношеніе пожара. Для окончательной про-
сушки 'лѣса въ модельной должны быть устроены полати. Въ большихъ
Модельныхъ для этой цѣли лучше устроить спеціальную сушилку, Змсло
обыкновенно равняется 7$ ил1і 7< числа формовщиковъ.
Помѣщеніе модельной должно быть отдѣлено отъ литейной плотными
стѣнами.
345- Сарай для храненія моделей. Такъ какъ модели представля-
ютъ громадную стоимость для завода, то помѣщеніе, въ которомъ онѣ
хранятся, должно быть сдѣлано совершенно безопаснымъ отъ пожара.
Для этой цѣли оно должно быть совершенно изолировано отъ другихъ
помѣщеній и построено изъ огнеупорнаго матеріала: камня, кирпича
или желѣзобетона- Размѣръ его зависитъ отъ количества имѣющихся на
заводѣ моделей. О способѣ храненія моделей было сказано на стр. 390.
346. Слесарная, при литейной должна быть всегда небольшая
ремонтная мастерская для исправленія машинъ, опокъ и др. Для малыхъ
литейныхъ достаточно, если въ такой мастерской есть нѣсколько ти-
сковъ, одинъ токарный станокъ и сверлильная машина. На болѣе бога-
тыхъ заводахъ слѣдуетъ имѣть и другія машины-орудія. При этой же
мастерской должно быть маленькое отдѣленіе съ горномъ; это отдѣленіе
на большихъ заводахъ обращается въ настоящую кузницу. На каждыхъ
^0—15 формовщиковъ обыкновенно нужно имѣть одною слесаря,
347. Складъ для опонъ. Опоки обыкновенно складываются на
дворѣ. Если онѣ небольшого размѣра и обдѣланы, то яхъ лучше скла-
дывать внутри литейной. Тяжелыя опоки лежатъ подъ открытымъ не-
бомъ, и для удобнаго ихъ передвиженія па дворѣ прокладываются рельсы
на разстояніи 5 метр. другъ отъ друга, по которымъ ходить мостовой
крапъ. Между этими рельсами и складываются опоки, такъ что краномъ
можно поднять любую изъ опокъ и перенести на телѣжку, которая по
рельсамъ отвезетъ опоку въ литейную. Площадь, которая должна быть
отведена для храненія опокъ. можетъ измѣняться въ весьма широкихъ
предѣлахъ, въ зависимости отъ характера производства. При спеціаль-
ныхъ ароязводствахъ опокъ всегда меньше. среднемъ ее можно при-
нятъ равной 7» площади литейнаго зала.
348. Стадъ чугуна. Чугунъ складывается на дворѣ литейной подъ
открытымъ небомъ, и для его храненія никакихъ особыхъ устройствъ
нё требуется. Площадь, которая должна быть отведена для его хране-
нія зависитъ отъ условій полученія чугуна: если чугунъ можно всегда
получать небольшими партіями, то и площадь для его храненія не
должна быть велика; если же чугунъ приходится запасать на долгое
время, то сообразно съ этимъ нужно увеличить занимаемую имъ
площадь.
725 —
Кремнистый и марганцевый чугуны должны храниться въ сараѣ,
такъ какъ отъ перемѣннаго воздѣйствія солнца и дождя опи способны
трескаться и распадаться въ порошокъ.
349. Складъ для топлива и формовочныхъ матеріаловъ* Фор-
мовочные матеріалы, какъ способные портиться отъ непогоды, должны
быть хранимы въ крытомъ помѣщеніи шеи подъ навѣсомъ- Площадь
для храненія кокса можетъ ратитъся */10 площади литейнаю зала\
площадь для храненія песка—*/ площади литейной. Беѣ эти склады
должны быть расположены такимъ образомъ, чтобы изъ нихъ было
легко переносить матеріалъ къ мѣсту его потребленія и чтобъ было
легко разгружать вагоны, подвозящіе этотъ товаръ.
Коксъ отъ дождя и снѣга поглощаетъ мало влаги, и ея присутствіе
не вредно, такъ какъ она испаряется въ верхнихъ частяхъ вагранки,
при чемъ уменьшаетъ выходъ пламени изъ вагранки. Вслѣдствіе этого
коксъ можетъ храниться на открытомъ воздухѣ.
Приспособленіе для выгрузки и распредѣленія песку и кокса—
А. М, 78—07.
Размѣры отдѣльныхъ помѣщеній на различныхъ заводахъ приведены
въ табл. на стр. 722.
Общее устройство литейной представлено на фиг. 561, стр. 726. Здѣсь
обозначаютъ: 1—тренога для разбиванія чугуна: 2 —складъ кокса; 3 —
складъ огнеупорной глины; 4—складъ лѣса; 4—складъ сѣна и соломы;
6—складъ песку; 7—складъ угля; 8—транспортеръ для передвиженія
формовочныхъ матеріаловъ; 9—поворотныя плиты; 10—рельсовый путь,
300 мм. ширины; 11—проѣзжая дорога; 12—складъ лома; 13—складъ
штыковаго чугуна; 14 — отхожее мѣсто; 15 — сушилка для большихъ
стержней (пунктиромъ показанъ разрывъ литейной въ 5000 мм,); 16—
сушилка для маленькихъ стержней; 17—мѣсто для склада инструмен-
товъ стерженщиковъ; 18—машина для ломки штыка; 19 —подъемникъ;
20—вѣсы; 21 —столярный верстакъ; 22—вентиляторъ; 23—слесарная;
24—сверлильная машина; 25—-токарный станокъ; 26—точило; 27—
горно; 29—контора литейнаго мастера; 29—приготовлевіе матеріаловъ;
30—машина для свиванія канатовъ; 31—мельница съ шарами; 32—
глиномялка: 33—бѣгуны; 34—дезинтеграторъ; 35—элеваторъ для фор-
мовочныхъ матеріаловъ; 36—сушилка для песка; 37—паровая машина;
38—паровой котелъ; 39—нождачиые круги; 40—вращающіеся бара-
байы для чистки; 41—песочная машина для чистки; 42—обрубная;
43—гидравлическія формовочныя машины; 44—помѣщеніе для платья
рабочихъ; 46 — катающаяся балка на 5 тоннъ; 47 — формовочныя ма-
шины; 48—мѣсто для шаблонной формовки; 49—формовочная машина;
50—новоротный крапъ на 2 тонны; 60—яма для отливки; 70—ма-
шина для приготовленія стержней; 71—помѣщеніе для приготовленія
стержней; 73 — складъ котловъ для разноски чугуна; 74—очагъ для
нагрѣванія кокилей; 75—аккумуляторъ и насосъ для гидравлическихъ
машинъ; 76—мѣсто для предполагающагося расширенія литейной.
іЖі іі|ііімі>і<імійі»ШіМіі
с
> ЛТ77
ммммшммМММіімммііМ
ІІ^І I Ч^І,|І|МІ|іМММІМММ^
14
^^гід&аи*^
Шмммімч
1ПІІІ1П Л' Г- р-,-.к. И, 11 Ѵі І> Гі і . |Ш ! щіі ІІМ
МІ ЙИІИЙІ ....І^І
5ммммм««мммммш*ім М 1 '*?!»
кішЬ
18
п
М МММММММММЙМ
ИМЯ1
МКМІМММШІм
МММ
мммМмММММММММММ
ЫМММММ
и
ѵмнміммммммммммммшммаимммім
МММ
Д з
4.і
МММ
імНіммммммим
ммммммм*
нйчммм* чмммѵ*им*ам
МММММНМііііММ
.......
ім*м«мш*мііМімііМійіімімім
«МММ
^іМіММ
ЧМИніМа
Шш*
МММ
•п
МММѴНММѴИѵ*
«мммммммМмиммим^
ЧГ**^»
Фиг. бві.
Значеніе цифръ си. стр. 725.
КЯММЗМі
**•
мймммим^^
ЛИ . »ІИ
Ѵ^*Г®Ф*ЧЯЙ
-
Москва
1865 г.
С.-Петербургъ,
1870 г.
Москва
1382 г
Нижы.-Ноаг.
1896 г.
ТОВАРИЩЕСТВО
РОССІЙСКОЙ-АИЕРИКАНСКОЙ РЕЗИНОВОЙ МАНУФАКТУРЫ
„ТРЕУГОЛЬНИКЪ"
ЗАВОДЫ и ПРАВЛЕНІЕ ВЪ С -ПЕТЕРБУРГЪ.
Отдѣленія и склады: ѵ
Въ С.-Петербургѣ,
„ Москвѣ,
# Баку,
„ Батумѣ,
„ Бухарестѣ.
„ Варшавѣ,
„ Вильнѣ,
„ Витебскѣ»
м Владимірѣ*
„ Воронежѣ,
_ч Владивостокѣ,
„ Гельсингфорсѣ,
„ Екатеринбургѣ,
н Иркутскѣ,
л Казаки,
„ Кіевѣ,
, Командѣ,
л Кишиневѣ,
„ Константинополѣ'
в Лодзи,
* Одессѣ,
и Орлѣ,
„ Омскѣ»
я Парижѣ,
„ Перми,
я Ригѣ,
„ Ростовѣ н/Д.»
в Самарѣ,
„ Саратовѣ,
я Симферополѣ,
„ Стокгольмѣ,
„ Ташкентѣ,
. Тифлисѣ,
„ Томскѣ,
„ УФК
Харьковѣ,
Ярославлѣ,
на Нижегородской
и Ирбитской
ярмаркахъ.
ПРЕДЛАГАЕТЪ:
всевозможныя резиновыя издѣлія наивыс-
шаго качества
ТЕХНИЧЕСКІЕ ПРЕДМЕТЫ:
РЕЗИНОВЫЕ РУКАВА.
Пеньковые рукава (^дорезинаиные).
Резиновые приводные ремни.
Предметы изъ эбонита ^ре&яйы}
Зшгрвтешчаскія и кабельныя принадлежности-
Всянія азбестовыя издНЬлія.
V РДР Ш Ц ТТі?* самый лучшій уп-
I ІИжД лотняющій мате-
ріалъ для перегрѣтаго пара и высокаго давленія.
Резиновыя ШЦНЬ(7=-
Обшдиа резиною валовъ, шкивовъ и кшсъ на
Московскомъ Заводъ Т-ва.
ПОЛНАЯ ГАРАНТІЯ
за прочность и
доброкачественность,
П рейсъ-куранты
безплатно.
ТРЕУГОЛЬНИКЪ
АРМАТУРНЫЙ ЗАВОДЪ и ШАБРИМА МАНОМЕТРОВЪ
ф. Гагентадь и Москва.
ЙІаноййетры,
индикаторы,
таяяшетрьц
водомѣры,
счетчики
и пр.
измѣрительные
приборы.
| Подиай арматура
I ддй
I пара- вода- и иеф-
I тепроводовъ.
Арматура
ддя высокаго
давленія
и перегрѣтаго
пара.
иллюстри рованяый
каталогъ
гш
перзоглу
|.. ЙРЛВЙЕШ6- ВЪ. КОСИВЪ,
. - " Бйік Татаре^ая, 15.
ТОВАРИЩЕСТВО
обровыхъ и Набгольцъ
Въ Москвѣ и Н.-Новгородѣ.
Паровыя машины, котлы, экономайзеры.
Перегрѣватели. Нефтяные двигатели. Водя-
ныя турбины. Трансмиссіи. Мельничныя
машины и принадлежности. Ткацкіе станки
и машины къ нимъ. Отопленіе. Вентиляція.
". Водопроводъ. Чугунныя трубы. Насосы и
пр. Постройка пароходовъ, баржъ и пр.
Телеграммы: Добронабъ.
Телефоны 10-08 н 202-72.
..'.РУССКОЕ ОБЩЕСТВО
[кщрч] Всеобщая Компанія Электричества
Ц. Московское Отдѣленіе
7.;.—— МОСКВА, ЛVб>;иСКІЙ Проѣздъ, 3. -
ПАРОВЫЕ ТУРБОГЕНЕРАТОРЫ?
I
ОБОРУДОВАНІЕ
Центральныхъ Электрическихъ Станцій.
Желѣзодѣлательныхъ Заводовъ,
Машиностроительныхъ Заводовъ
Спеціальные прокатные моторы самыхъ большихъ мощностей.
Моторы для металлообрабатывающихъ станковъ съ регулировкой числа
оборотовъ постояннаго и трехфазнаго тона.
Спеціальные приводы строгальныхъ станковъ.
Разработка проектовъ электрификаціи заводовъ.
А. ЭЛЬРИХЪ и К°.
Нефтеіерегониые и химическіе >амды
ВЪ РИГѢ.
^вввввввввввввввввсшвввввввввввввввп^
* Техническая Контора
ИНЖЕНЕРА
А. Ф. Гиллертъ.
МОСКВА,
Старая Басманная у и., д. Кудрявцева,
Телефонъ 31 -04-
ПРОИЗВОДСТВО
взъ десвкй неітя: высшаго внета
ЦИЛИНДРОВЫХЪ маселъ для машинъ,
работающихъ насыщеннымъ паромъ.
ЦИЛИНДРОВЫХЪ масвигь для машинъ,
работающихъ съ перегрѣтымъ паромъ
температурой до 380° Ц.
Слмцвдышхъ ЦИЛИНДРОВЫХЪ маселъ
для двигателей ДИЗЕЛЯ и др,
Содіоьяыхъ МАШИННЫХЪ маселъ для
разныхъ цѣлей,
МАШИННЫХЪ мазей.
ВАЗЕЛИНОВЫХЪ масалъ а вообще всс-
возмсжи. п роду ИТ.
ПРЕДСТАВИТЕЛЬ
,ш Центральной Россіи п Поволжья
ИНЖЕНЕРЪ
А- Ф ГИЛЛЕРТЪ-
МОСКВА,
Старая Басманная улица, д. Кудрявцева.
1.
2.
X
УСТРОЙСТВО усовершенствован-
ныхъ ТОПОКЪ для разнаго рада
топлива.
УСТРОЙСТВО спеціальныхъ НЕФ-
ТЯНЫХЪ ТОПОКЪ» дающихъ по
офиціальныиъ испытаніямъ ковфн->
ціентъ падсзн, дѣйствія вверхъ 809/*.
УСТАНОВКА, ОБМУРОВКА И
ПОЛНОЕ ОБОРУДОВАНІЕ паро-
выхъ жотлонъ до новѣйшему способу.
УСТРОЙСТВО разнаго рода ПЕ-
ЧЕЙ для техническихъ и другихъ
цѣлей»
| 5. ПАРОПРОВОДЫ высокаго аавле-
М нія по Гамбургскимъ нормамъ. ч
А Тадефонъ № 31-04» А
**оопвавашіппаапа*^ ^сіооаоваокшокшпо^
БУТЫРСКІЙ
Трансмиссіонный Машиностроительный заводъ
Д. Н Устрицева
□
СПЕЦІАЛЬНОСТЬ:
Трансмиссіи
новѣйшихъ конструкцій съ коль-
цевой самосмазкой.
Шестерни.—Фрикціонныя муфты.—
Подшипники на стальныхъ шари-
кахъ,—Маховики......Шкивы,
ПОЛ НАЯ ГАРАНТІЯ.
уранты, смѣты и проекты—по
востребованію.
Гори. Инж.Л. I. Плущевснаго Н >
МОСКВА, Чистопрудный бульваръ, 10.
Для телеграфъ: ЭЛЫ1Э-
АМЕРИКАНСКАЯ
П/ІАВИ/ІЬНАД ПЕЧЬ
патента ЧАРЛІЕ
вращающаяся,дѣйствующая на жидкомътопливѣ,для
плавки мѣди, бронзы, чугуна, стали и другихъ металловъ.
Отсутствія тиглей-
шимийймм*К^ѵѵя<^НМН|НННН)ННЙМйтипайк
Легкость веденія плавки.
Экономія времени
. до Ш-
Эшеягія тоояива
- до
Отсутствіе дыма и грязи-
ГРОМАДНОЕ УДЕШЕВЛЕНІЕ ОТЛИВОКЪ.
Чугунъ. Желѣзо. Сталь. Цинкъ. Свинецъ, Мѣдь-
Антрацитъ. Уголь. Коксъ.
РУДЫ: Марганцовая, Цинковая. Хромовая.
ВСЕВОЗМОЖНЫЯ ЖЕЛѢЗНЫЯ КОНСТРУКЦІИ:
лосты, стропила, резервуары, цистерны и пр.
Трубы: буровыя, нефтепроводныя, газовыя.
Арматура для воды, пара, газа и нефти
Водомѣры и нефтемѣры всѣхъ системъ:
поршневые, дисковые, турбинные-