/




























































































































































































































































































































Author: Биргер И.А. Иосилевич Г. Б
Tags: общее машиностроение машиноведение машиностроение инженерная графика
ISBN: 5-217-00834-2
Year: 1990




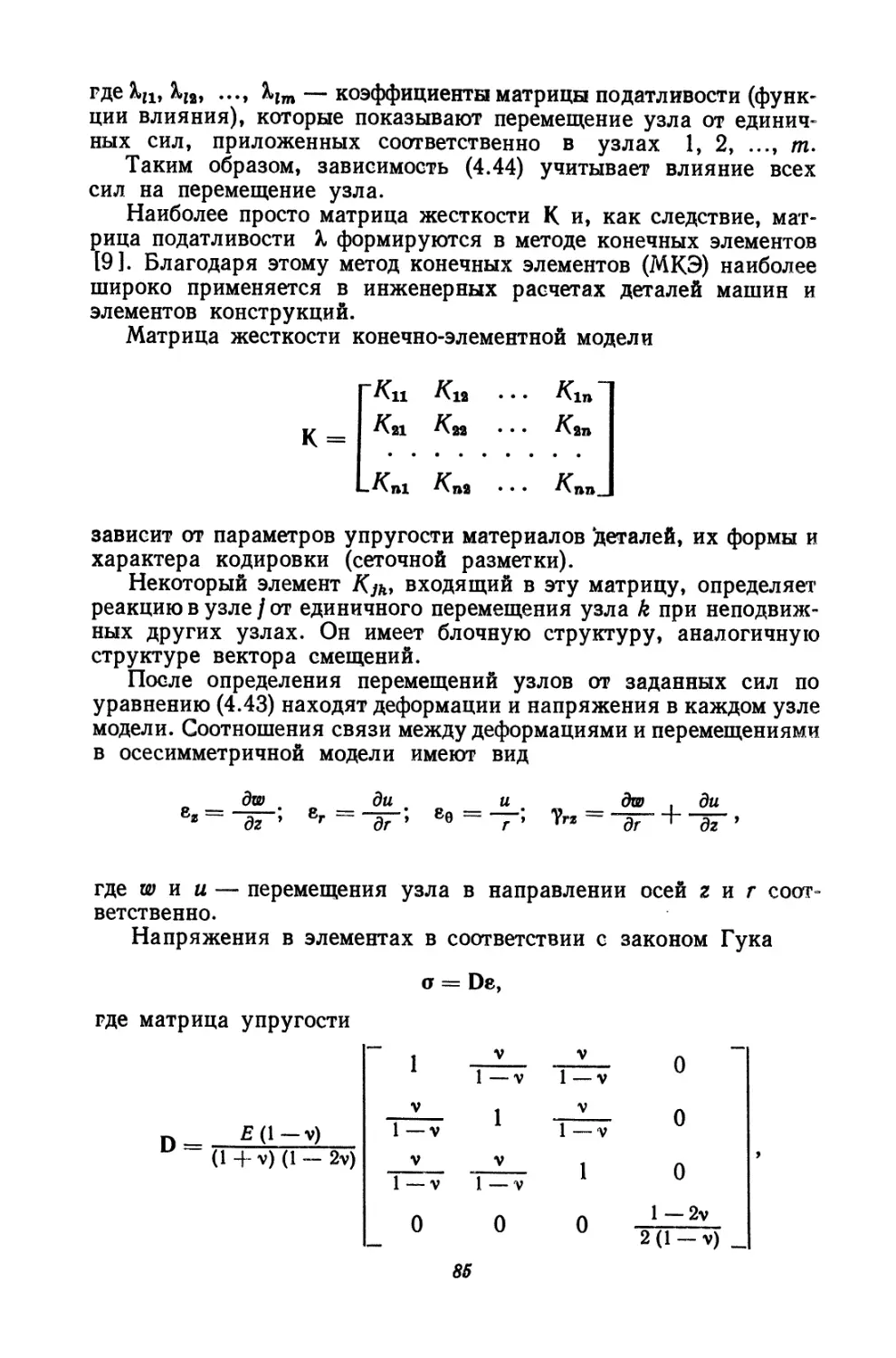
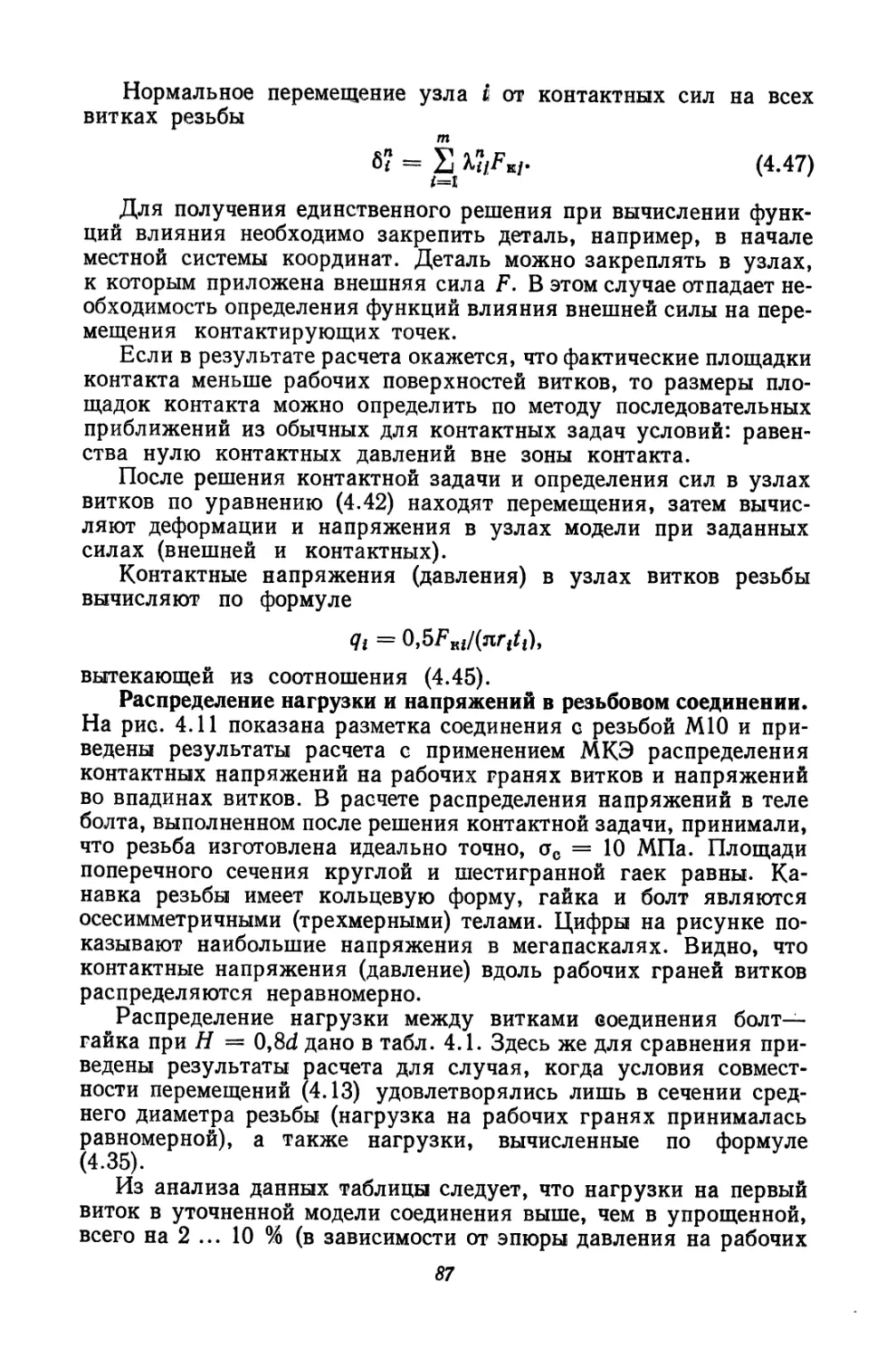
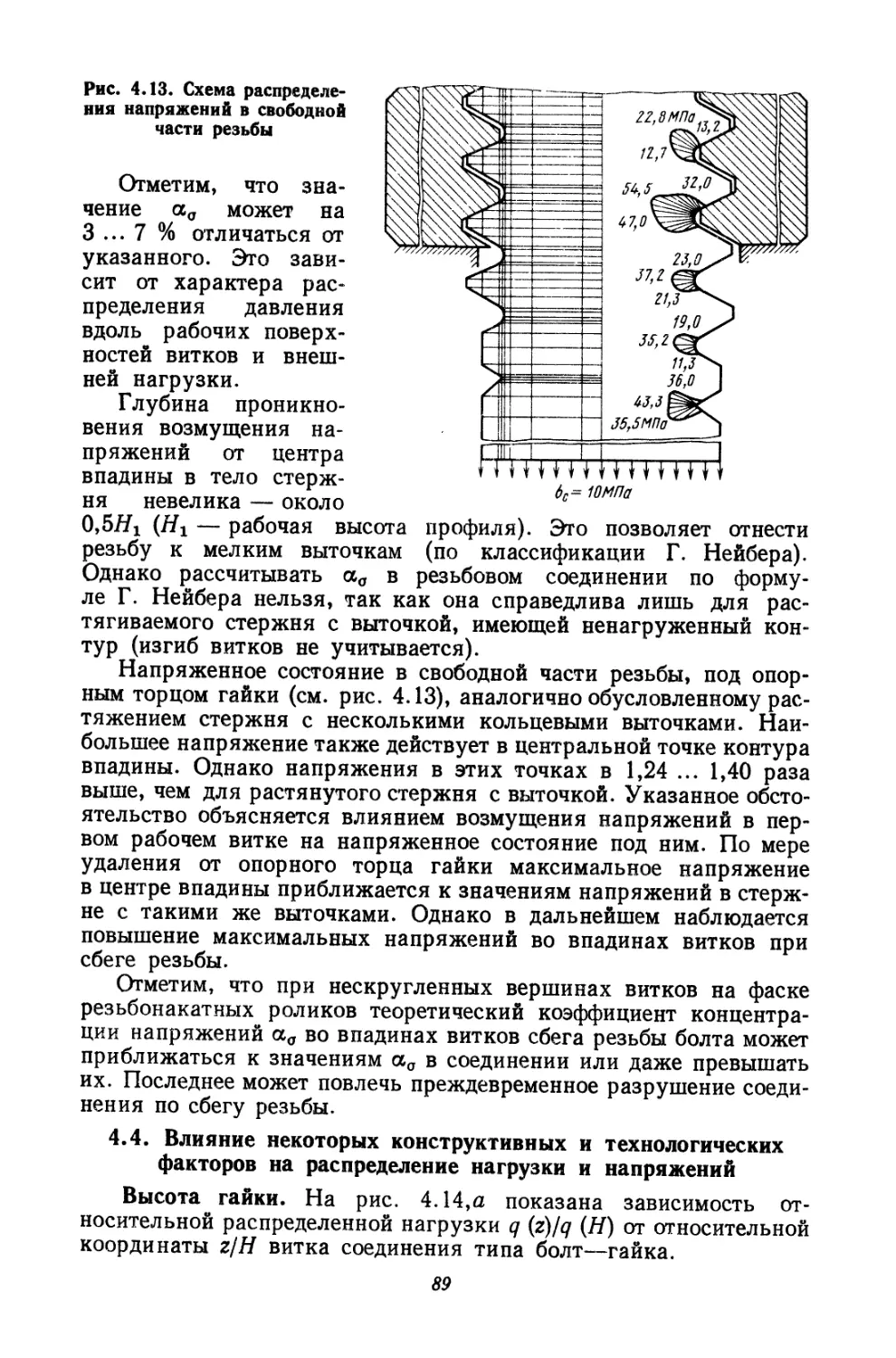
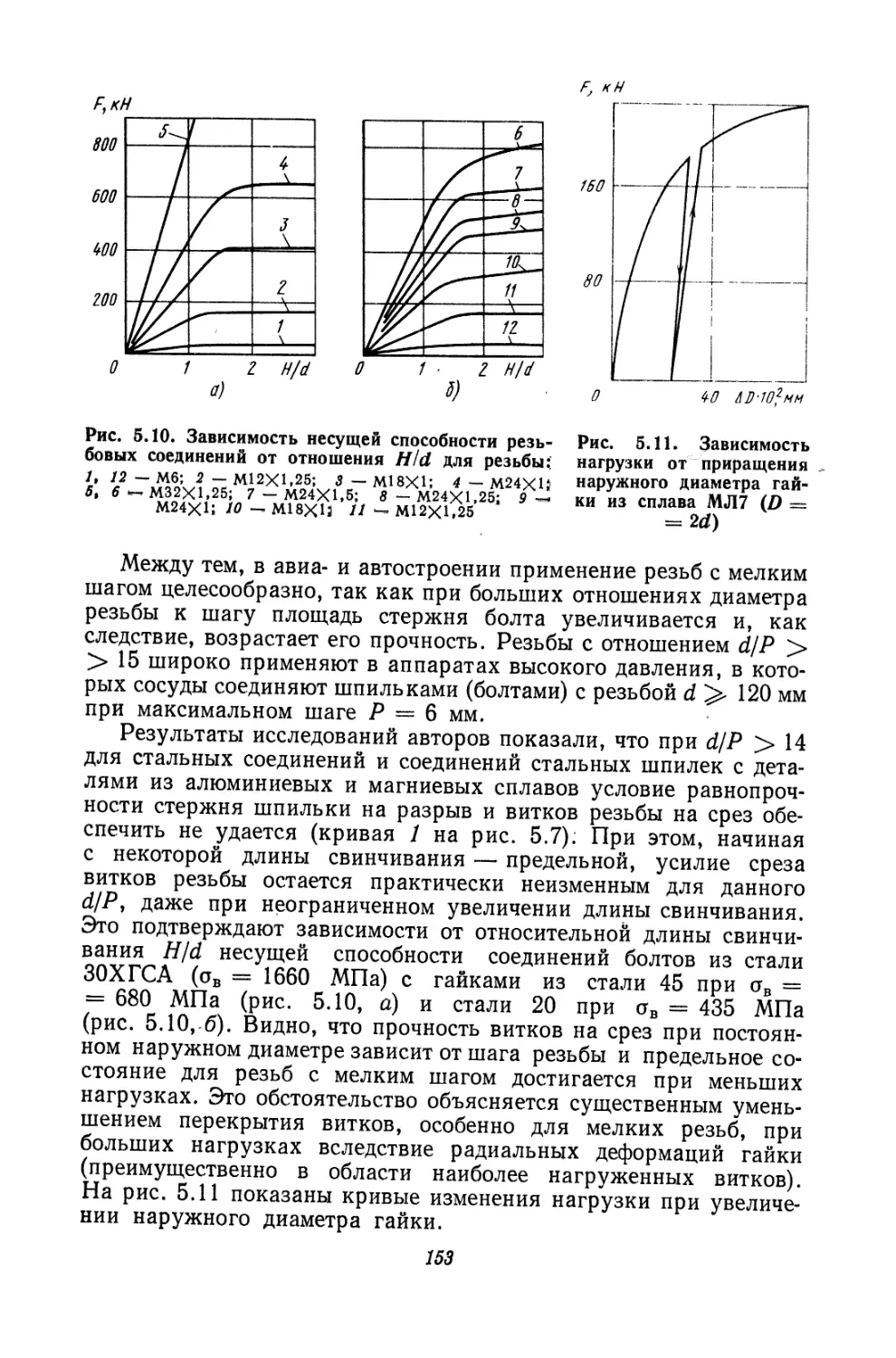
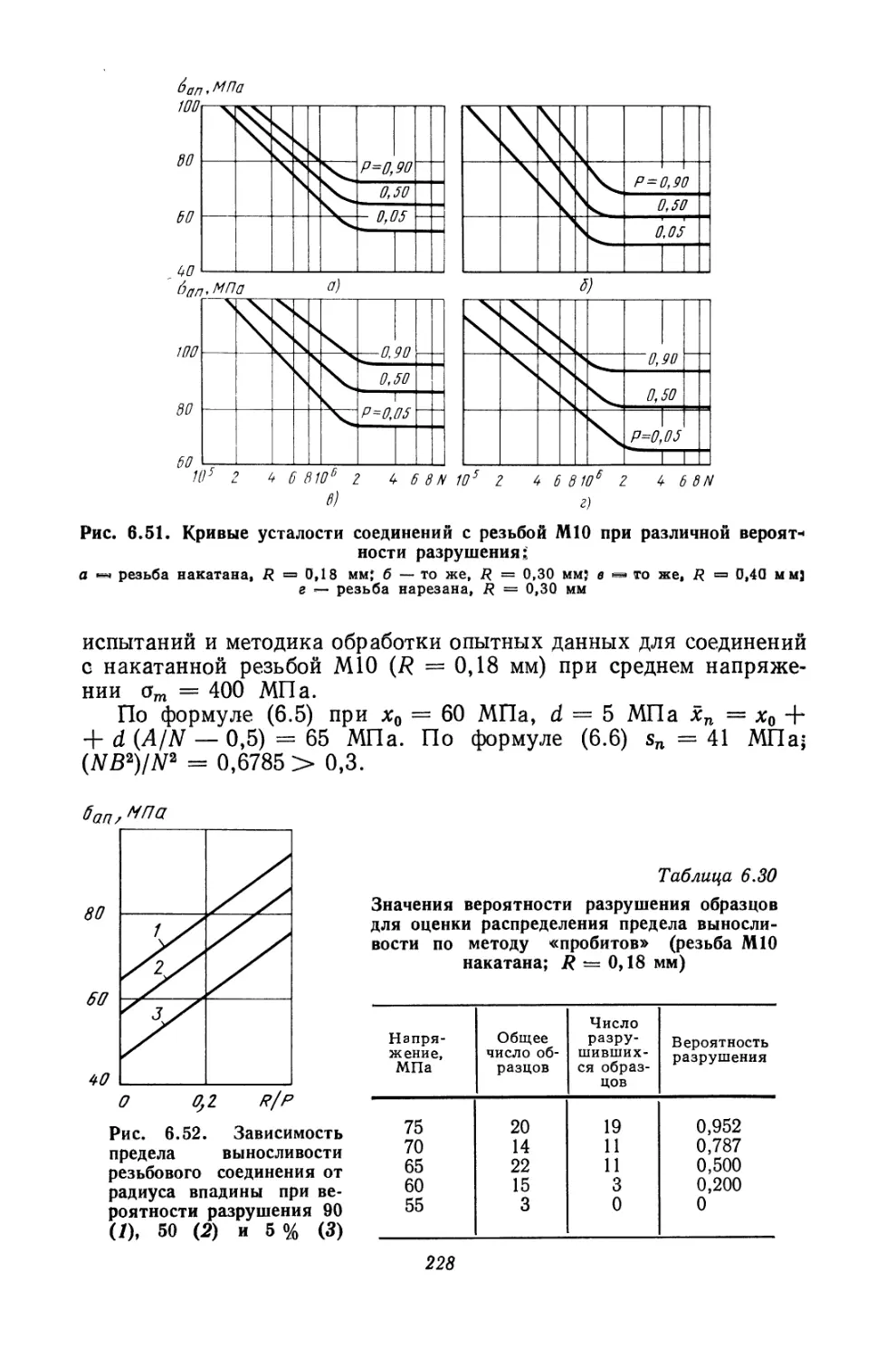
Text
ИА БИРГЕР
Г.Б.ИОСИЛЕВИЧ
СОЕДИНЕНИЯ
МОСКВА
«МАШИНОСТРОЕНИЕ»
1990
ББК 34.441
Б64
УДК [621.825.24 + 624.078.421.001.66
Рецензент д-р техн, наук Г. С. Маслов
Биргер И. А., |Иосилевич Г. Б.|
Б64 Резьбовые и фланцевые соединения. —М.: Машино-
строение, 1990. —368 с.: ил.
ISBN 5-217-00834-2
Рассмотрены общие принципы проектирования резьбовых и фланце-
вых соединений. Приведены сведения о расчете резьбовых соединений на
прочность при постоянных и переменных нагрузках в условиях нормаль-
ных, пониженных и повышенных температур; показано влияние конструк-
тивных и технологических факторов на прочность соединений. Даны реко-
мендации по оптимальным конструкциям резьбовых и фланцевых соеди-
нений.
Для инженеров-конструкторов машиностроительных, проектно-кон-
структорских и научно-исследовательских организаций.
п 2702000000—190 пл ЛЛ1
Б 038 (01)—90 190 " ББК 34,441
ISBN 5-217-00834-2 © И. А. Биргер, Г. Б. Иосилевич, 1990
ПРЕДИСЛОВИЕ
Резьбовые и фланцевые соединения часто являются ответствен
ными узлами, определяющими прочность и надежность всей
конструкции (стяжные болты роторов турбомашин, силовые
шпильки и шатунные болты поршневых машин, фланцевые соеди-
нения сосудов высокого давления и др.). Для повышения надеж-
ности резьбовых и фланцевых соединений необходимо применять
современные методы проектирования, основанные на широком
использовании ЭВМ. Эго позволит при проектировании учесть
распределение усилий, выяснить запасы прочности, создать на-
дежную конструкцию.
В книге отражены проблемы проектирования резьбовых и флан-
цевых соединений с учетом конструктивных и технологических
факторов, влияющих на их прочность и надежность. Подробно
рассмотрено определение сил, действующих на резьбовые соеди-
нения.
Классическая задача о распределении нагрузки по виткам
резьбы изложена достаточно подробно для широкого класса
соединений, включая резьбовые соединения оболочек, шарико-
винтовые механизмы и др. Новые результаты, которые приведены
в разделах, посвященных оценке концентрации напряжений
в резьбе, можно использовать для прогнозирования долговеч-
ности резьбовых соединений. Большое внимание уделено экспе-
риментальным результатам исследования несущей способности
резьбовых соединений при действии статических и переменных
нагрузок. Они дают достаточно полное представление о влиянии
конструктивных и технологических факторов, материала, покры-
тий, точности изготовления, рабочей температуры на работо-
способность резьбовых соединений. Даны сведения, необходимые
для оценки эксплуатационной надежности соединений (затяжка,
свинчиваемость, заедание и др.).
В книге описаны методы и даны примеры расчета соединений
с контактирующими и неконтактирующими (разделенными уплот-
няющей прокладкой) фланцами.
1* з
♦ * *
Уже при подготовке рукописи к сдаче в набор оборвалась
жизнь доктора технических наук профессора Геннадия Борисо-
вича Иосилевича.
Ушел из жизни выдающийся ученый, талантливый инженер,
доброжелательный и обаятельный человек.
Г. Б. Иосилевич родился в 1938 г. в г. Уфе. Там же он за-
кончил школу и Уфимский авиационный институт. В 1965 г.
защитил диссертацию на соискание ученой степени кандидата
технических наук, в 1972 г. — докторскую диссертацию. Обе
диссертации, посвященные резьбовым соединениям, получили
широкое признание в нашей стране и за рубежом. В 1973 г.
вышла монография по резьбовым соединениям, в 1979 г. новое
издание книги «Расчет на прочность деталей машин», одним из
авторов которой был Г. Б. Иосилевич.
В 1981 г. увидела свет монография Г. Б. Иосилевича «Кон-
центрация напряжений и деформаций в деталях машин», в 1988 г.
издан его замечательный учебник для вузов «Детали машин».
Для научного творчества Г. Б. Иосилевича было характерно
сочетание высокого научного уровня с инженерной направлен-
ностью и конкретностью результатов.
Если за недостатки предлагаемой книги должен взять на себя
ответственность автор этих строк, то все ее достоинства при-
надлежат Геннадию Борисовичу Иосилевичу.
И, А. Биргер
Глава 1
ОСНОВНЫЕ СВЕДЕНИЯ О РЕЗЬБЕ
И СОЕДИНЕНИЯХ
1.1. Резьба и ее элементы
Резьбовыми называют соединения деталей с помощью резьбы —
чередующихся выступов и впадин на поверхности тел вращения,
расположенных по винтовой линии. Различают конические и
цилиндрические резьбовые соединения. Цилиндрические в свою
очередь подразделяют на соединения крепежными и специальными
резьбами.
К крепежным резьбам относят крупную и мелкие метрические
резьбы по ГОСТ 9150—81, а также резьбы со спиральными встав-
ками; к специальным — трубную, прямоугольную, упорную, круг-
лую, трапецеидальную и др.
Деталь с внутренней резьбой называют гайкой, с наружной —
болтом (винтом, шпилькой).
Профиль резьбы — это контур сечения резьбы в плоскости,
проходящей через ось резьбовой детали. ГОСТ 9150—81
и ГОСТ 8724—81 устанавливают единый номинальный профиль
для цилиндрических метрических резьб диаметром до 600 мм,
включая резьбы диаметром менее 1 мм. Номинальный профиль
резьбы и его элементы показаны на рис. 1.1, а. Впадина наруж-
ной резьбы (рис. 1.1, б) может быть плоскосрезанной или за-
кругленной: /?шах = 0,144Р, Рппп = 0,108Р, где R — радиус
впадины; Р — шаг резьбы.
Резьбы определяются следующими основными параметрами:
наружным, средним и внутренним диаметрами; шагом; углом
профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1.1, а) —диаметр ци-
линдра, описанного относительно вершин наружной резьбы (или
впадин внутренней резьбы).
Внутренний диаметр dr — диаметр цилиндра, вписанного
в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и d± для наружной и внутренней
резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра,
поверхность которого пересекает витки резьбы таким образом,
что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами
двух рядом лежащих витков, измеренное вдоль оси.
5
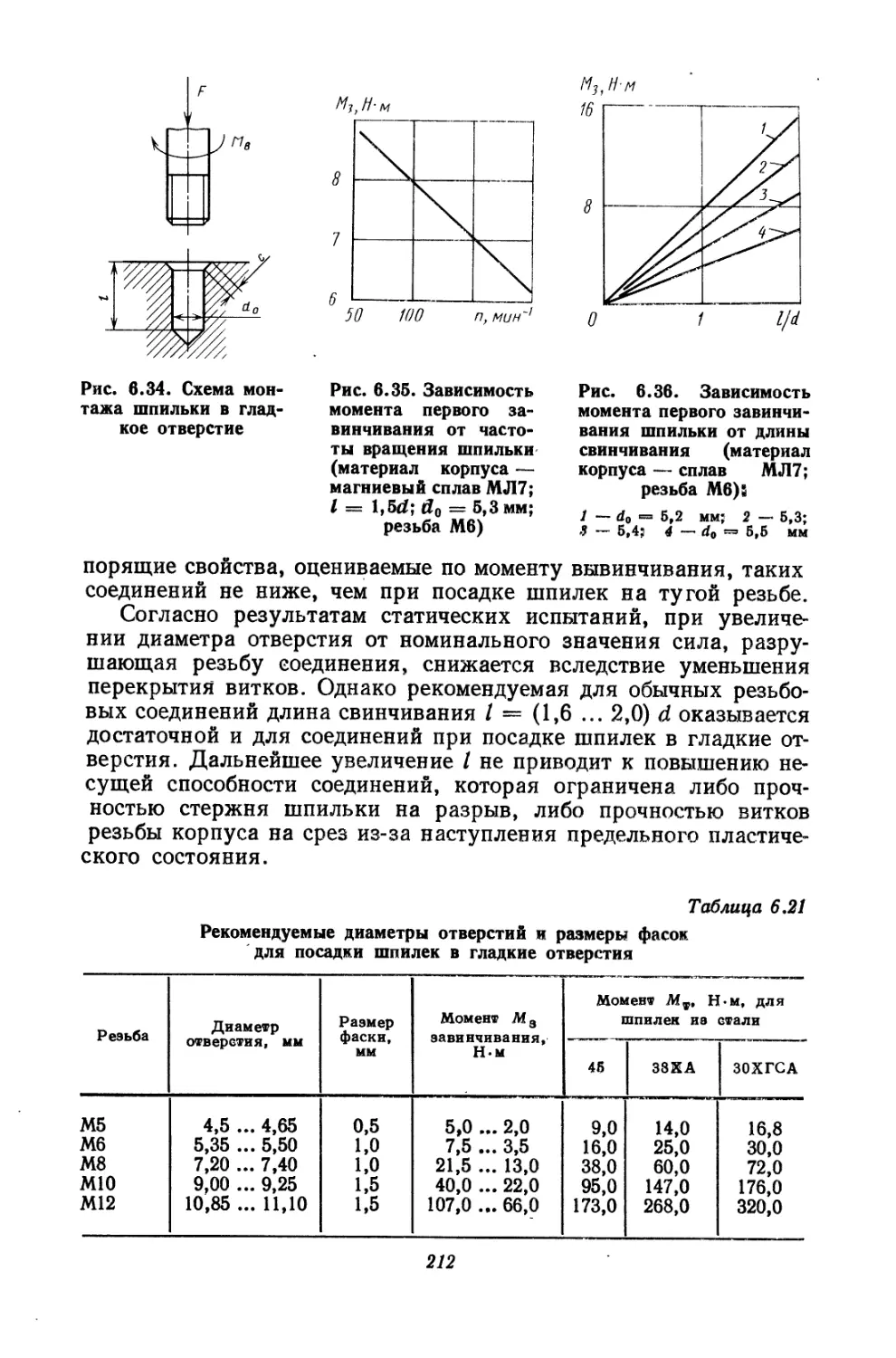
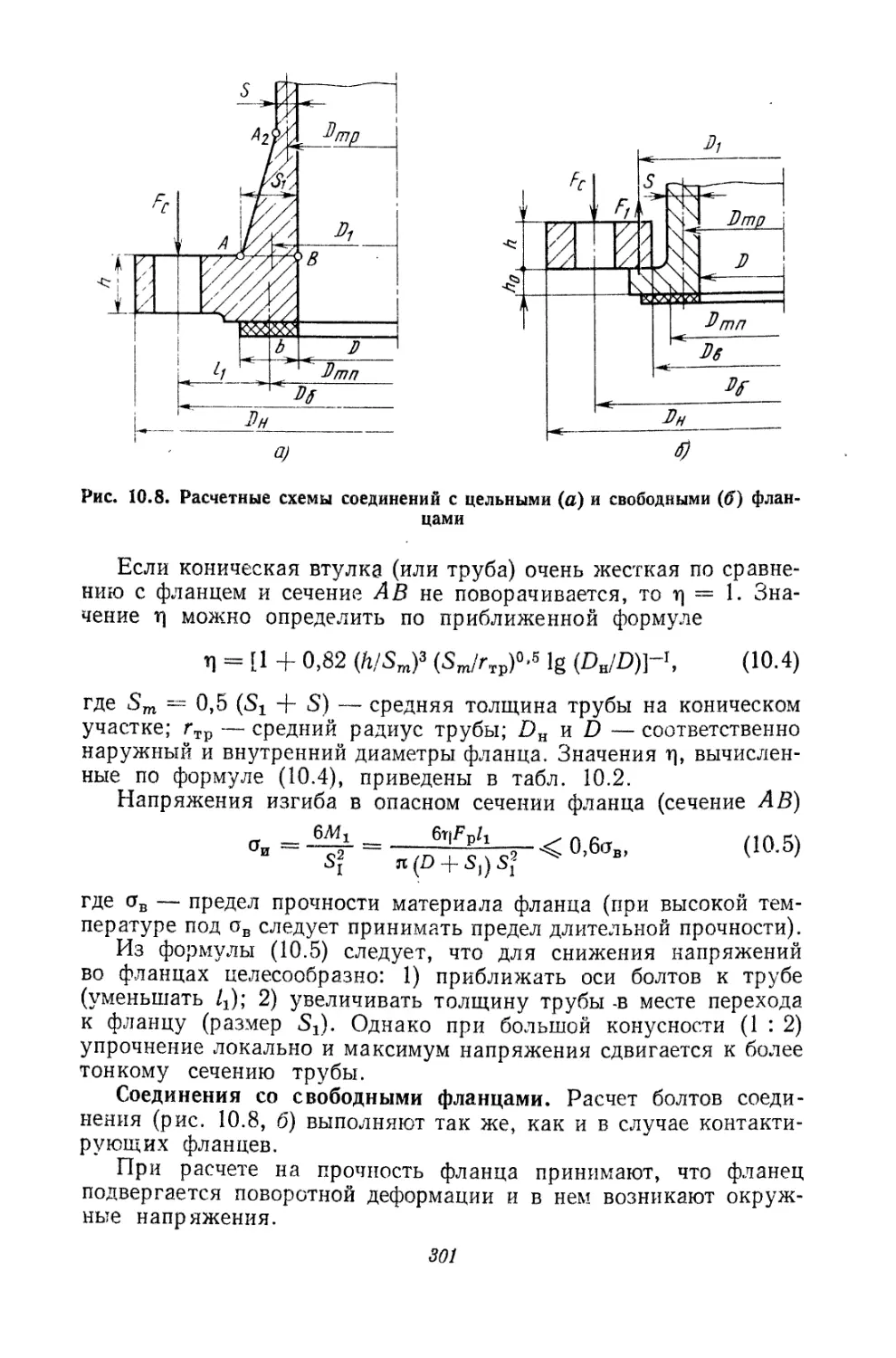
Рис. 1.1. Профиль метрической резьбы (а) и впадины резьбы болта (6)
ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25 ...
600 мм и шаги 0,075 ... 6 мм. Метрические резьбы могут иметь
крупный шаг (при диаметрах 0,25 ... 68 мм) и мелкий шаг (при
диаметрах 1 ... 600 мм).
Угол профиля а — угол между боковыми сторонами профиля,
измеренный в осевой плоскости. Угол наклона сторон профиля
0 — угол между стороной профиля и перпендикуляром к оси
резьбы. Для резьб с симметричным профилем 0 = 0,5а. Для
резьб с асимметричным профилем, например для упорной или
конической, угол наклона каждой стороны определяется незави-
симо.
Высота исходного треугольника Н — высота остроугольного
профиля, полученного при продолжении боковых сторон профиля
до их пересечения. Рабочая высота профиля Нх — высота плоскосре-
занного теоретического профиля, равная полуразности наружного
и внутреннего диаметров. Для метрических резьб Н — 0.866025Р,
= 0,54126Р.
В действительности высота соприкосновения меньше, так как
система допусков предусматривает определенные зазоры, на-
пример, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Нг — наибольшая высота соприкосно-
вения; наименьшая выеота соприкосновения обозначается Нг mln.
Для резьбы с плоскосрезанным профилем Нг и Нх mln определяют
наибольшее и наименьшее перекрытие витков резьбы и гайки.
Угол подъема резьбы (винтовой линии)
¥ = arctg -Д-.
Для многозаходных резьб в числитель этой формулы следует
подставлять вместо Р произведение п^Р, где п0 — число заходов.
6
Длина свинчивания I (высота гайки Н) — длина (высота)
соприкосновения поверхностей болта и гайки, измеренная вдоль
оси.
1.2. Допуски и посадки резьбовых соединений
Резьба должна сопрягаться только по сторонам резьбового
профиля (исключение составляют паронепроницаемые резьбы),
поэтому основным параметром, определяющим характер посадки
резьбовой пары, является средний диаметр. Допуски на наружный
и внутренний диаметры устанавливают таким образом, чтобы
исключить возможность защемления по вершинам и впадинам
резьбы.
В СССР стандартизованы посадки с зазором (ГОСТ 16093—81),
переходные (ГОСТ 24834—81) и с натягом (ГОСТ 4608—81).
Наиболее распространена посадка с зазором, при которой
номинальный средний диаметр равен наибольшему среднему диа-
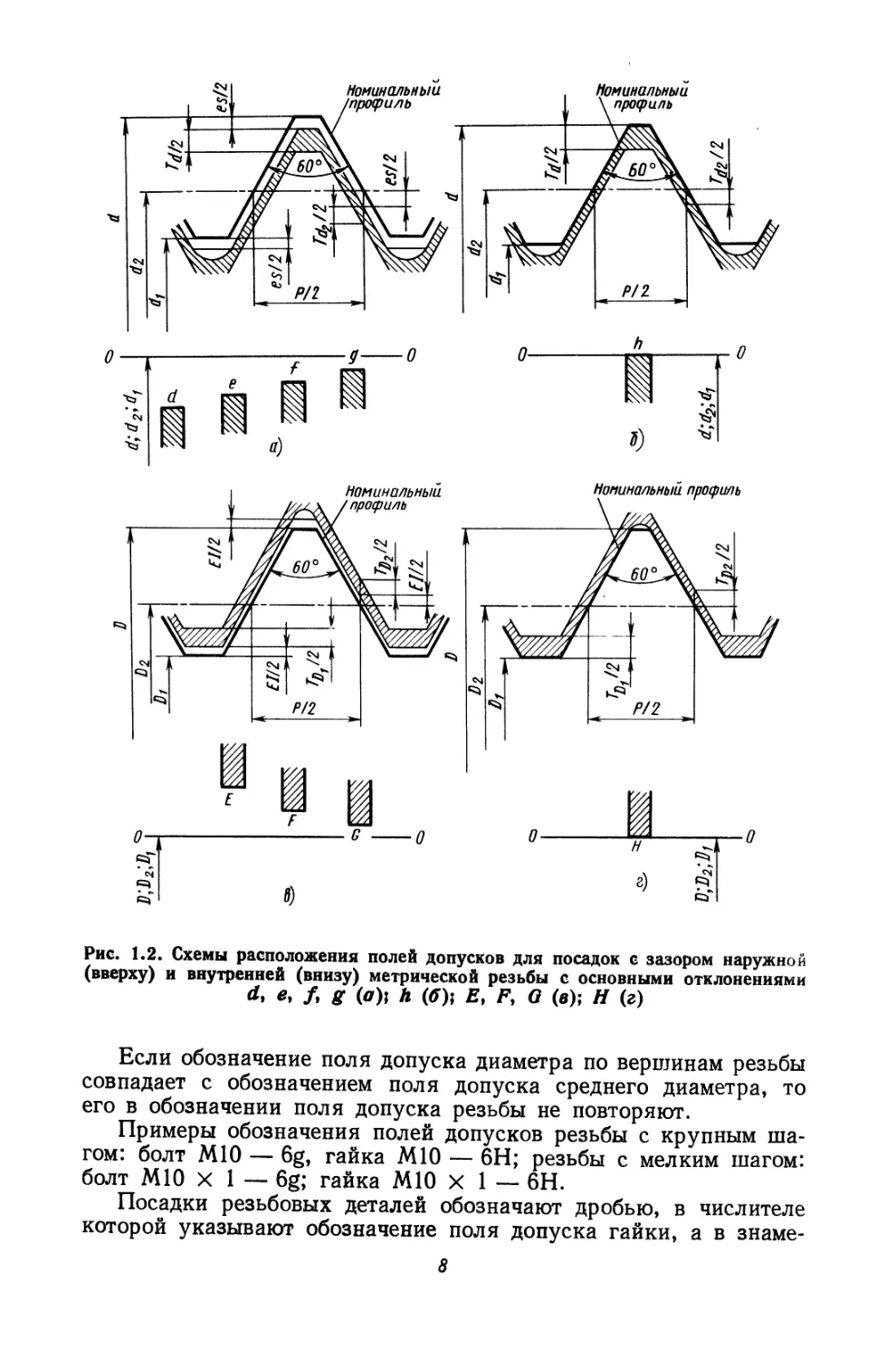
метру резьбы гайки. Расположение полей допусков метрической
резьбы в посадках с зазором показано на рис. 1.2. Отклонения
(ГОСТ 16093—81) отсчитываются от линии номинального профиля
резьбы в направлении, перпендикулярном оси резьбы.
Допуски для диаметров резьбы болтов и гаек определяются
в зависимости от принятой степени точности, обозначаемой чис-
лами. Приняты следующие степени точности для диаметров болта
и гайки: d = 4, 6, 8; d* — 4, 6, 7, 8; Dr — 5, 6, 7; Г>2 — 4, 5, 6, 7.
Допуски диаметров dr и D не устанавливаются.
Установлены ряды основных отклонений — верхних es для
наружной резьбы (болтов) и нижних EI для внутренней резьбы
(гаек), которые определяют расположение полей допусков диа-
метров резьбы относительно номинального профиля.
Значения допусков диаметров зависят от степени точности
и шага резьбы (допуск среднего диаметра зависит еще и от номи-
нального диаметра резьбы). Стандартом регламентированы до-
пуски среднего диаметра Tj,, Td„ наружной и внутренней резьб,
наружного диаметра Td наружной резьбы и внутреннего диа-
метра Tdj внутренней резьбы (см. рис. 1.2).
Допуски средних диаметров являются суммарными, включа-
ющими отклонения собственно среднего диаметра и диаметральные
компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска
среднего диаметра с полем допуска диаметра выступов (диаметра d
для болтов и диаметра Dr для гаек).
Обозначение поля допуска диаметра резьбы состоит из цифры,
показывающей степень точности, и буквы, означающей основное
отклонение.
Обозначение поля допуска резьбы включает в себя обозначение
поля допуска среднего диаметра, помещаемого на первом месте,
и обозначения поля допуска наружного диаметра для болтов
(внутреннего диаметра для гаек).
7
Рис. 1.2. Схемы расположения полей допусков для посадок с зазором наружной
(вверху) и внутренней (внизу) метрической резьбы с основными отклонениями
d, е, g (a); h (tf); Е, F, Q (в); Я (г)
Если обозначение поля допуска диаметра по вершинам резьбы
совпадает с обозначением поля допуска среднего диаметра, то
его в обозначении поля допуска резьбы не повторяют.
Примеры обозначения полей допусков резьбы с крупным ша-
гом: болт М10 — 6g, гайка М10 — 6Н; резьбы с мелким шагом:
болт MIO X 1 — 6g; гайка MIO X 1 — 6Н.
Посадки резьбовых деталей обозначают дробью, в числителе
которой указывают обозначение поля допуска гайки, а в знаме-
8
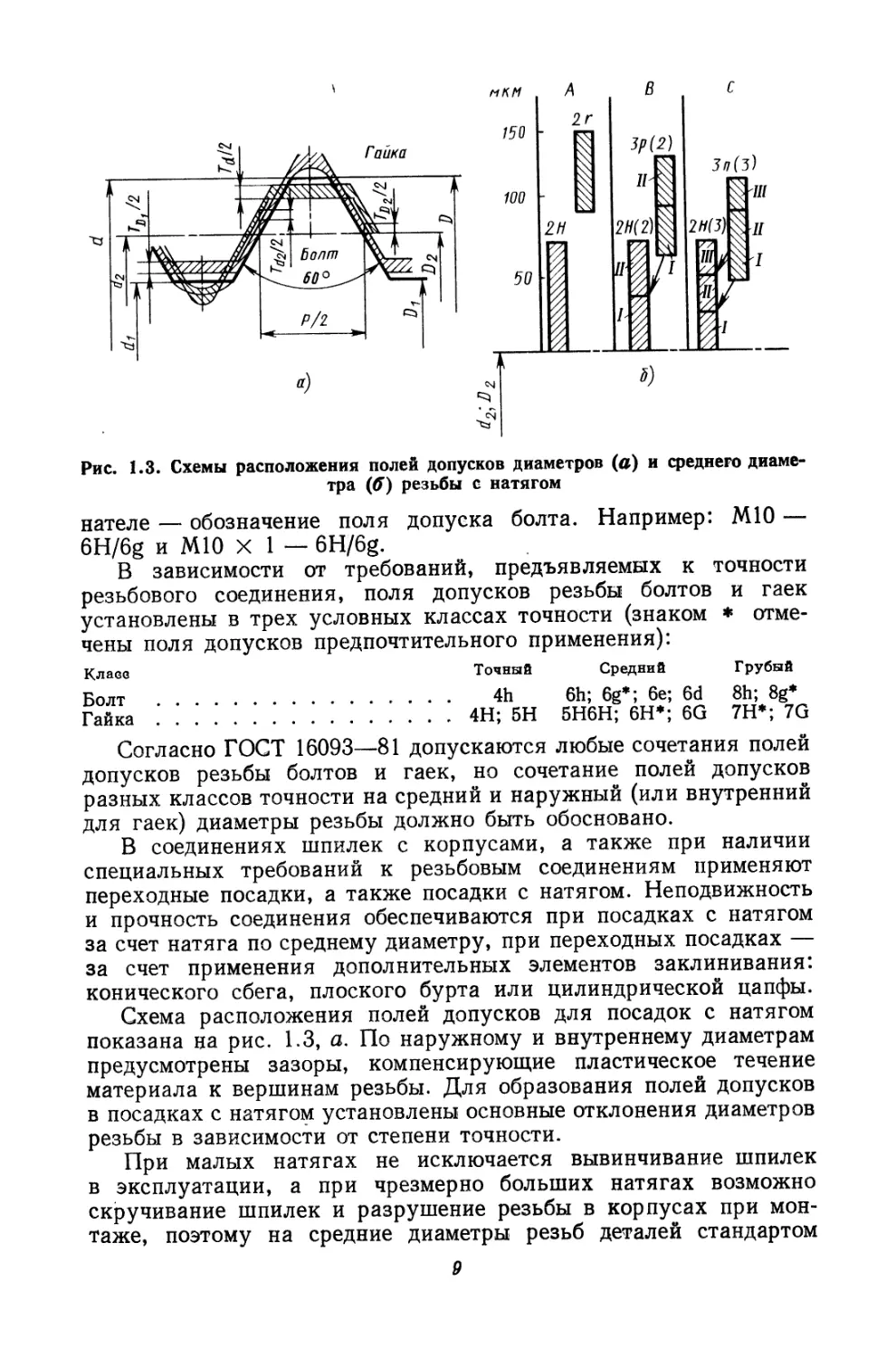
Рис. 1.3. Схемы расположения полей допусков диаметров (а) и среднего диаме-
тра (6Г) резьбы с натягом
нателе — обозначение поля допуска болта. Например: М10 —
6H/6g и MIO X 1 — 6H/6g.
В зависимости от требований, предъявляемых к точности
резьбового соединения, поля допусков резьбы болтов и гаек
установлены в трех условных классах точности (знаком * отме-
чены поля допусков предпочтительного применения):
Класе Точный Средний Грубый
Болт .................................. 4h 6h; 6g*; бе; 6d 8h; 8g*
Гайка...................................4H; 5H 5Н6Н; 6Н*; 6G 7Н*; 7G
Согласно ГОСТ 16093—81 допускаются любые сочетания полей
допусков резьбы болтов и гаек, но сочетание полей допусков
разных классов точности на средний и наружный (или внутренний
для гаек) диаметры резьбы должно быть обосновано.
В соединениях шпилек с корпусами, а также при наличии
специальных требований к резьбовым соединениям применяют
переходные посадки, а также посадки с натягом. Неподвижность
и прочность соединения обеспечиваются при посадках с натягом
за счет натяга по среднему диаметру, при переходных посадках —
за счет применения дополнительных элементов заклинивания:
конического сбега, плоского бурта или цилиндрической цапфы.
Схема расположения полей допусков для посадок с натягом
показана на рис. 1.3, а. По наружному и внутреннему диаметрам
предусмотрены зазоры, компенсирующие пластическое течение
материала к вершинам резьбы. Для образования полей допусков
в посадках с натягом установлены основные отклонения диаметров
резьбы в зависимости от степени точности.
При малых натягах не исключается вывинчивание шпилек
в эксплуатации, а при чрезмерно больших натягах возможно
скручивание шпилек и разрушение резьбы в корпусах при мон-
таже, поэтому на средние диаметры резьб деталей стандартом
9
Таблица 1.1
Поля допусков и посадки резьбовых соединений с натягом
Материал детали в внутренней резьбой Для допусков резьбы Посадки Дополнительные условия посадки
наружной внутренней Р < 1,25 мм Р > 1,25 мм
Р < 1,25 мм Р > 1,25 мм
Чугун и алюминиевые сплавы 2г 2H5D 2Н5С 2H5D; 2г 2H5D; 2г Без сортировки
Чугун, алюминиевые и магние- вые сплавы Зр(2) 2H5D (2) 2Н5С (2) 2H5D (2); Зр(2) 2H5D (2); Зр(2) С сортировкой на две груп- пы
Сталь, высокопрочные и тита- новые сплавы Зп (3) 2H4D (3) 2Н4С (3) 2H4D (3); Зп (3) 2H4D (3); Зп (3) С сортировкой на три груп- пы
S Таблица 1.2
Механические характеристики углеродистых и легированных сталей
(при нормальной температуре), применяемых для изготовления болтов, винтов и гаек
Болты Гайки ов, МПа МПа бв, % ан, Дж/см1 НВ
Класс проч- ности Марка стали Класс проч- ности Марка стали не менее
3.6 СтЗкп, СтЗсп, 10, Юкп 4 СтЗкп, СтЗсп 300 ... 400 200 25 Не регламен- тируется 90 ... 150
4.6 20 5 10, Юкп, 20 400 ... 550 240 25 55 ПО ... 170
4.8 10, Юкп 320 14 Не регламен- тируется
Продолжение табл. 1.2
Болты Гайки ав, МПа (Tip, МПа в», % ан, Дж/вм* НВ
. Класс проч- ности Марка стали Класс проч- ности Марка стали не менее
5.6 30, 35 6 Ст5, 15, 15кп, 35 500 ... 700 300 20 50 140 ... 215
5.8 10**, Юкп**, 20 20кп, СтЗсп, СтЗкп 400 10 Не регламен- тируется
6.6 35, 45, 40Г 8 20, 20кп, 35, 45 600 ... 800 360 16 40 170 ... 245
6.8 20, 20кп 480 8 Не регламен тируется
6.9 540 12
8.8 35***, 35Х, 38ХА, 45Г 10 35Х, 39ХА 800 ... 1000 640 12 60 225 ... 300
10.9 40Г2, 40Х, ЗОХГСА, 16ХСН 12 40Х, ЗОХГСА, 16ХСН 1000 ... 1200 900 9 40 280 ... 365
12.9 ЗОХГСА 14 ЗОХГСА 1200 ... 1400 1080 8 40 330 ... 425
14.9 40ХН2МА 40ХН2МА 1400 ... 1600 1260 7 30 390 и св.
Примечаниям 1. Класс прочности болтов обозначен двумя числами. Первое число, умноженное на 100, определяет минималь-
ное значение ов, МПа; второе число, умноженное на 10, — отношение <тт/0в, %.
2. Наибольшие значения сгв и твердости являются справочными.
3. Стали, обозначенные знаками * * и * * *, применяют для d < 12 и d < 16 мм соответственно.
4. Класс прочности гаек обозначен числом, при умножении которого на 100 получают значение напряжения от испытательной нагруз-
ки, МПа.
установлены более высокие степени точности: 3-я и 2-я — для
шпилек, 2-я — для гнезд.
Для обеспечения более однородных натягов в партии соеди-
нений резьбовые детали сортируют на группы.
На рис. 1.3, б в качестве примера показаны схемы расположе-
ния полей допусков среднего диаметра резьбы М14х 1,5 с натягом
при сборке без сортировки на группы (случай Л), а также с сор-
тировкой на две (В) и три (С) группы. Номера сортировочных
групп обозначены цифрами /, //, ///.
Посадки с натягом предусмотрены только в системе отверстия,
что обеспечивает технологические преимущества. Рекомендуемые
поля допусков и посадки приведены в табл. 1.1 (ГОСТ 4608—81).
1.3. Конструктивные формы элементов резьбовых
соединений и материалы
Основные крепежные детали. Среди резьбовых деталей наибо-
лее распространены крепежные болты, винты, шпильки, гайки
и вставки.
Под болтом (рис. 1.4, а) или винтом (рис. 1.4, б) понимают
стержень с головкой и одним резьбовым концом. Шпилька
(рис. 1.4, в) имеет два резьбовых конца. Вставка (рис. 1.4, г)
представляет собой по форме винтовую пружину из проволоки
ромбического сечения, завинчиваемую с натягом в резьбовое
отверстие.
В СССР и за рубежом разработаны стандарты на наиболее
распространенные виды деталей резьбовых соединений общего
назначения.
Материалы крепежных деталей. Согласно ГОСТ 1759.4—87
механические характеристики углеродистых и легированных ста-
лей, применяемых для изготовления болтов, винтов и гаек,
а также марки стали и покрытия должны соответствовать ука-
занным в табл. 1.2—1.4. Применение бессемеровских сталей для
изготовления крепежных деталей запрещено.
При жестких требованиях к коррозионной стойкости , проч-
ности, габаритам и массе соединения применяют крепежные
12
Таблица 1.3
Механические характеристики коррозионно-стойких, жаропрочных,
жаростойких и теплоустойчивых сталей (при нормальной температуре),
применяемых для изготовления болтов, винтов, шпилек и гаек
Марка стали ав» МПа ат, МПа 6.. % °н» Дж/см2
Болты Гайки не менее
12Х18Н10Т 12Х18Н9Т, 10Х17Н13М2Т 520 200 40 40
20X13 — 700 550 15 60
14Х17Н2 20X13, 14Х17Н2 650 12 60
10X11H23T3MP 13Х11Н2В2МФ 25Х1МФ Х12Н22ТЗМР 25Х2М1Ф 20Х1М1Ф1ТР 900 550 8 30
750 10 30
Таблица 1.4
Виды покрытий крепежных деталей
Обо- зна- чение Покрытие Рабочая темпера- тура Л °C, не более Обо- зна- чение Покрытие Рабочая темпера- тура /, °C, не более
00 Без покрытия 07 Оловянное 150
01 Цинковое с хромати- рованием 300 08 09 Медное Цинковое 600 200
02 03 Кадмиевое с хрома- тированием Многослойное медь— никель 200 600 10 11 Оксидное анодиза- ционное с хрома- тированием Оксидное из кислых 200 200
04 Многослойное медь— никель, хром Оксидное Фосфатное с прома- сливанием 600 12 растворов Серебрянное ' 600
05 06 200 200 13 Никелевое 900
детали из титановых и бериллиевых сплавов, высокопрочных
и жаропрочных сталей и сплавов.
Покрытия. В соответствии с ГОСТ 1759.4—87 для крепежных
деталей предусмотрены покрытия и оксидные пленки (см.
табл. 1.4). Выбор вида покрытия для определенного материала
выполняется по ГОСТу. Толщина покрытий 6 (устанавливается
по согласованию) выбирается в зависимости от шага резьбы в сле-
дующих пределах: при Р < 0,4 мм S = 3 ... 6 мкм; при Р =
= 0,4 ... 0,8 мм 6 = 6 ... 9 мкм; при Р > 0,8 мм 6 = 9 ... 12 мкм.
13
Рис. 1.5. Маркировка болтов, винтов и шпилек
Маркировка болтов. Согласно ГОСТ 1759.0—87 болты с шести-
гранной головкой, винты с внутренним шестигранником и диа-
метром резьбы d > 5 мм и шпильки с d 12 мм должны иметь
маркировку, обозначающую класс прочности. Классы прочности
3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8 и 6.9 маркируются по соглашению
между потребителем и изготовителем.
Размеры знаков маркировки устанавливаются изготовителем.
Клеймо завода и маркировочные знаки должны наноситься
на головку болта или винта и на торец конца шпилек (рис. 1.5).
Маркировка болтов, винтов и шпилек может быть выпуклой
или углубленной.
Условные обозначения. Обозначения болтов, винтов и шпи-
лек из углеродистых сталей классов прочности 3.6 ... 6.9, а также
гаек из углеродистых сталей классов прочности 4 ... 8 и изделий
из цветных сплавов состоят из наименования детали, исполнения,
диаметра резьбы, длины болта, мелкого шага, полей допуска
резьбы, указаний о применении материала, класса прочности
или группы, вида покрытия и номера размерного стандарта.
Болты, винты и шпильки классов прочности 8.8, 10.9, 12.9,
14.9 и гайки классов прочности 10, 12 и 14, изделия из корро-
зионно- и жаростойких, жаропрочных и теплоустойчивых
сталей, а также детали, материал которых не предусмотрен
ГОСТ 1759.0—87, следует обозначать так же, только необходимо
указать марку стали или сплава.
Класс точности резьбы 3, крупный шаг резьбы, исполнение 1,
вид покрытия 00 (без покрытия) в обозначении не указывается.
Пример 1.1. Обозначение болта по ГОСТ 7795—70 диаметром 10 и длиной
60 мм с полем допуска резьбы 6g из стали 38ХА с цинковым покрытием:
с крупным шагом резьбы (исполнение 1)
Болт M10X60.6g.38XA.88.09. ГОСТ 7795—70;
с мелким шагом резьбы (исполнение 2)
Болт 2М10Х60Х l,25.6g.38XA.88.09.rOCT 7795—70.
Глава 2
НАГРУЗКИ НА РЕЗЬБОВОЕ СОЕДИНЕНИЕ
2.1. Растягивающие и изгибающие нагрузки
Резьбовые соединения работают преимущественно с предва-
рительной затяжкой, благодаря которой внешняя переменная
нагрузка передается на резьбовую деталь лишь частично. Проч-
ность затянутого соединения при переменных нагрузках выше,
чем незатянутого.
В большинстве конструкций затяжка создает определенное
минимальное давление (контактное напряжение) на стыке соеди-
няемых деталей, обеспечивая необходимую плотность стыка.
Кроме силы предварительной затяжки, резьбовые соединения
при работе воспринимают основные растягивающие или сдвига-
ющие нагрузки, а также дополнительные силы.
Основные растягивающие нагрузки связаны с назначением
резьбового соединения. Их, как правило, можно определить
расчетным путем или экспериментально. Например, основной
нагрузкой для силовых болтов или шпилек (рис. 2.1, а) крепления
крышек сосудов является давление, действующее на крышку,
а для шатунных болтов (рис. 2.1, б) двигателей внутреннего
сгорания — сила инерции поступательно движущихся в ци-
линдре масс.
На резьбовую деталь иногда также действуют и большие рас-
тягивающие нагрузки, обусловленные температурными деформа-
циями деталей.
Изгибающие нагрузки в резьбовом соединении могут появиться
в результате перекоса опорных плоскостей деталей, опорных
Рис. 2.1. Резьбовые соединения
15
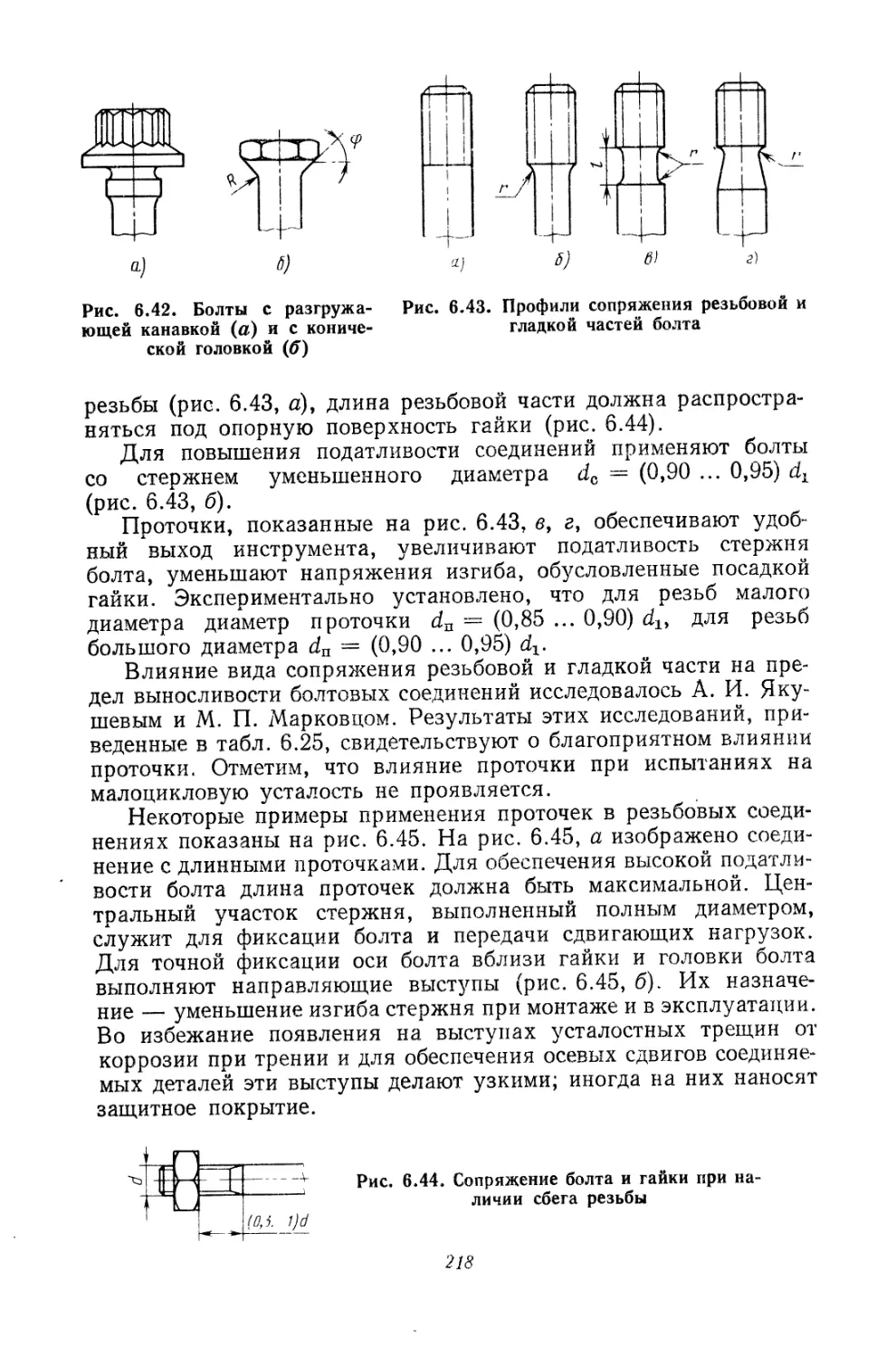
a) 5)
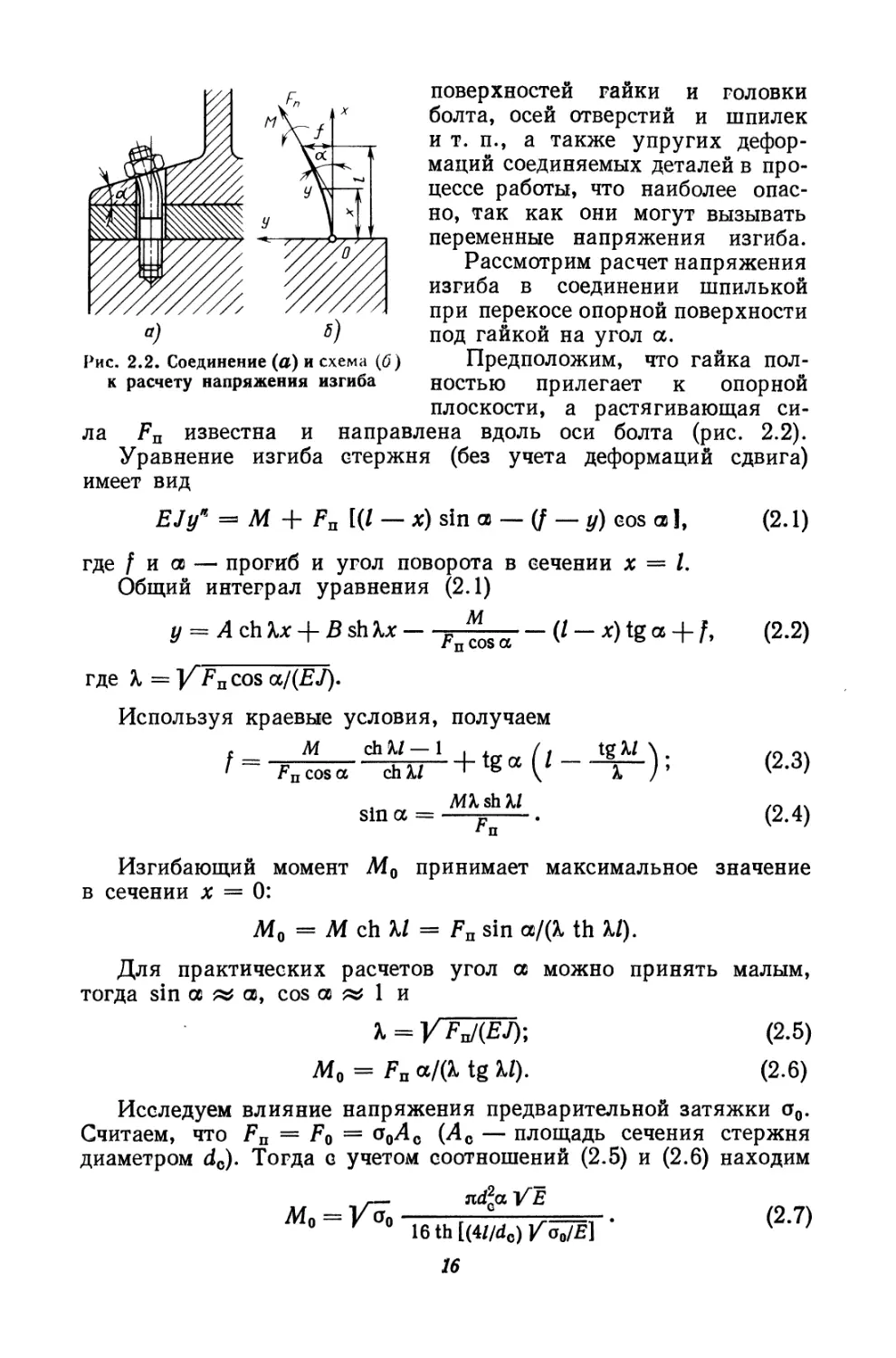
Рис. 2.2. Соединение (а) и схема (б)
к расчету напряжения изгиба
поверхностей гайки и головки
болта, осей отверстий и шпилек
и т. п., а также упругих дефор-
маций соединяемых деталей в про-
цессе работы, что наиболее опас-
но, так как они могут вызывать
переменные напряжения изгиба.
Рассмотрим расчет напряжения
изгиба в соединении шпилькой
при перекосе опорной поверхности
под гайкой на угол а.
Предположим, что гайка пол-
ностью прилегает к опорной
плоскости, а растягивающая си-
ла Fn известна и направлена вдоль оси болта (рис. 2.2).
Уравнение изгиба стержня (без учета деформаций сдвига)
имеет вид
EJy'6 = М + Fn [(I — х) sin се — (f — у) cos св ], (2.1)
где f и се — прогиб и угол поворота в сечении х = /.
Общий интеграл уравнения (2.1)
м
у = Л chXx + BshXx — р — (/- х) tgg+ Д (2.2)
1 ц сиз
где % = VРп cos а/(£J).
Используя краевые условия, получаем
- М ch X/ — 1 . . / < tg X/ \
MlshM
Изгибающий момент Мо принимает максимальное значение
в сечении х = 0:
Мо = М ch KI = Fn sin <x/(X th KI).
Для практических расчетов угол а можно принять малым,
тогда sin а ж св, cos св ж 1 и
X = VFn/tEJ)-, (2.5)
Мо = Fn a/(& tg XZ). (2.6)
Исследуем влияние напряжения предварительной затяжки о0.
Считаем, что Fn = Fo = Ис — площадь сечения стержня
диаметром dc). Тогда с учетом соотношений (2.5) и (2.6) находим
.— nd*a УЁ
Мо=га,> 16 th [(4Z/d0) У^Ё] *
16
Рис. 2.3. Зависимость напряжения из-
гиба от напряжения затяжки в стержне
шпильки
Рис. 2.4. Кривые изменения напряже-
ния изгиба в стержне шпильки в за-
висимости от отношения l/dG
Напряжение изгиба в стержне шпильки в сечении х = О
аи = 2 Кст0 —г г • (2.8)
th [(4//d0) 1/Ч/£]
При малых значениях, напряжения предварительной затяжки
th [(4//dc) V^/Ё] « (4//dc)
ая => 0,5aEdc/l. (2.9)
Последнее соотношение можно использовать при упрощенном
расчете.
Так как момент 7И0 максимален в сечении х = 0, поломки
в шпильках от напряжений изгиба происходят обычно в резьбо-
вой части шпильки, ввернутой в корпус, а не в нижнем витке
гайки, где резьба от осевых сил нагружается больше.
На рис. 2.3 приведена зависимость напряжения изгиба от
напряжения затяжки, построенная по формуле (2.8) при а =
=» 0,5° и Е 200 ГПа, для l/dQ = 20 (кривая 1) и l/dQ = 5 (кри-
вая 2). Из анализа графика следует, что увеличение а0 в соедине-
ниях с длинными шпильками оказывает сильное влияние на сги
и что чрезмерная затяжка может быть в отдельных случаях при-
чиной поломок болтов (шпилек) от напряжений изгиба.
На рис. 2.4 дана зависимость напряжения аи от отношения
Z/dc, построенная по формуле (2.8) при тех же начальных усло-
виях: а 0,5°, Е =5 200 ГПа для напряжений затяжки о0 =
=з 100 (кривая 1) и сг0 =* 500 МПа (кривая 2). Видно, что увели-
чение l/dc свыше 12 для уменьшения напряжений изгиба неэффек-
тивно.
Перекос опорных поверхностей гайки и торца головки болта,
несбосность резьбы гайки и наклон отверстия могут существенно
снижать прочность соединений вследствие изгиба, особенно при
переменных нагрузках. Методики расчета напряжений изгиба
при перекосе опорной поверхности гайки даны в работе [34].
17
Рис. 2.5. Конструктивные способы уменьшения напряжений изгиба в резьбе
Влияние дополнительных напряжений изгиба на прочность
соединений при статических и динамических нагрузках рассмо-
трено далее.
Остановимся на конструктивных и технологических меро-
приятиях снижения напряжений изгиба. Наиболее широкое
применение на практике находят сферические шайбы (рис. 2.5, а).
Отметим, что такие шайбы не могут компенсировать перекос,
возникающий при затяжке соединений, если он меньше угла
трения. Но угол трения даже при f = 0,1 составляет около 6°,
поэтому соответствующие ему напряжения изгиба будут заведомо
превышать предел текучести (см. рис. 2.4). В условиях вибрации
ориентированные силы трения уменьшаются и возможность ком-
пенсации перекоса возрастает.
В ряде конструкций для уменьшения напряжения изгиба
предусматривают специальные сферические и конические опорные
поверхности (рис. 2.5, б, в).
Наиболее опасные напряжения изгиба возникают вследствие
упругих переменных деформаций скрепляемых деталей.
На рис. 2.5, г приведена конструкция соединения, в которой для
освобождения резьбовой части шпильки от напряжений изгиба
используется тщательно обработанный центрирующий участок,
передающий угловой поворот торца гайки непосредственно на
стержень болта.
Способ разгрузки резьбовых участков от изгиба с помощью
центрирующих буртов показан также на рис. 2.5, д—ж.
18
На рис. 2.5, з показана специальная шайба, в которой исполь-
зована идея шарнира Гука. Внутреннее кольцо шайбы, изготов-
ляемое из высококачественной стали, обладает большой упру-
гостью, что способствует снижению переменных напряжений
растяжения. Таким образом, шайба снижает не только изгиба-
ющую, но и растягивающую переменные нагрузки.
Напряжение изгиба можно снизить также путем введения
строгих допусков на перекос поверхности, биение торца гайки
и др.
2.2. Крутящие и срезающие нагрузки
При затяжке резьбового соединения тело болта оказывается
под действием вращающего момента в результате трения в сопри-
касающихся витках гайки и болта (шпильки).
Момент трения в резьбе можно вычислить по приближенному
соотношению, полученному из условия равновесия сил при дви-
жении тела по наклонной плоскости с углом подъема Т:
Т = 0.5ЛА tg (¥ + Р) = 0,5^ > (2-Ю)
где Fq — осевое усилие; ¥ = arctg P/(ttd%) — угол подъема вин-
товой линии; р = arctg fp — угол трения; /р — коэффициент тре-
ния в резьбе;
fp == f/cos 0,5а, (2. И)
где f — коэффициент трения фрикционной пары; а — угол про-
филя резьбы.
Коэффициент /р зависит от материала болта и гайки, состояния
поверхности соприкосновения, числа затяжек, наличия и марки
смазочного материала и т. д.
Влияние различных факторов на коэффициент трения в резьбо-
вых соединениях рассмотрено в гл. И.
Следует отметить, что в литературе приводятся различные
значения коэффициента трения в резьбе — от fp = 0,05 до /р =
= 0,40 (коэффициенты получены при разных условиях опытов).
Ряд исследователей рекомендует среднее значение /р — 0,20 как
более соответствующее практическим условиям. Для приближен-
ных расчетов можно пользоваться обычными значениями коэффи-
циента трения /, определяя /р по формуле (2.11).
Так как угол подъема средней винтовой линии силовых резьб
мал, а тангенс этого угла меньше 0,06, в формуле (2.10) вели-
чиной fpP/^d^) можно пренебречь. Тогда
Т = kfFod, (2.12)
где
‘<-<w 4 (£+/.)• <2-13>
19
Рис. 2.6. Зависимость коэффициен-
та kf от параметров резьбы при раз-
личных значениях /р
/р = 0,20, что соответствует (<
Установим соотношение между
Кривые изменения коэффи-
циента kf в зависимости от
d X Р при различных коэффи-
циентах трения /р даны на
рис. 2.6. Можно отметить ма-
лое влияние шага резьбы на
значение kf. При ориентировоч-
ных подсчетах момента, за-
кручивающего тело болта
(шпильки), можно принять
я. рис. 2.6) значению kf ж 0,12.
касательными и нормальными
напряжениями в стержне болта при затяжке резьбового соеди-
нения. Если на стержень действует крутящий момент Т, то
максимальное напряжение в упругой области (рис. 2.7, а)
<с0 = 1677(ж$. (2.14)
Если стержень целиком находится в пластическом состоянии,
то при отсутствии упрочнения (рис. 2.7, в) касательное напря-
жение
ф0 = 1277(ju£). (2.15)
Нормальное напряжение
а0 = 4F0/».
Отношение т0/а0 в упругой области £ = 2 AtgCF + p). . °0 а0 (2.16)
В пластической области = 1,5 Atg(T + p); °о ас (2-17)
(Ут = О'о Зт0, (2.18)
где ат — предел текучести.
Равенства (2.17) и (2.18) позволяют определить напряжение
растяжения в стержне болта, при котором возникают пластиче-
ские деформации во всем сечении.
На рис. 2.8 показаны кривые изменения т0/о0 в упругой обла-
сти для различных резьб при d, = d0. Видно, что отношение т0/о0
Рис. 2.7. Эпюры касательных
напряжений кручения в стержне
шпильки I
а—в “ соответственно упругая,
упругопластическая и пластическая
области
20
Гр = 0,30
0,20
fp = O,1O
6*1 12*1,75 20*2,5 d*P
Рис. 2.8. Зависимость отношения т0/а0
от параметра dXP при различных зна-
чениях /р
Рис. 2.9. Конструктивные способы
разгрузки шпилек от вращающего мо-
мента
может быть весьма большим. При уменьшенных диаметрах
стержня болта (шпильки) его следует освобождать от действия
крутящего момента. В качестве примера на рис. 2.9, а показана
шпилька, снабженная специальным шестигранником для удер-
живания ее при затяжке; стержень шпильки, изображенной
на рис. 2.9, б, в, предохраняется от скручивания с помощью
специальных шлицевых втулок.
Если контроль затяжки ведется по значению крутящего мо-
мента на ключе, то возрастание трения в резьбе приводит к умень-
шению усилия затяжки и приведенного напряжения в стержне
болта (шпильки). Противоположный результат получается при
контроле затяжки по удлинению стержня или углу поворота
гайки.
После снятия ключа стержень болта (шпильки) оказывается -
закрученным под действием трения на торце гайки. При наличии
переменных нагрузок этот момент постепенно исчезает.
Рис. 2.10. Схемы сил, действующих на соединение при отвинчивании резьбы:
а« самотормозящая резьба, р > Т, для отвинчивания требуется момент? б несамо-
тормозящая рез ьба, р < Т, райка отвинчивается под действием осевая усилий
21
Рис. 2.11. Конструктивные способы разгрузки соединений от срезающих
усилий
Так как обычно fp > 0,06, то резьбовые соединения при-
надлежат к числу самотормозящихся (при постоянных нагрузках).
Для отвинчивания гайки требуется приложить крутящий момент.
По опытным данным, приведенным далее, момент при отвинчива-
нии равен 0,7 ... 1,0 момента, необходимого для затяжки гайки.
Из условия равновесия сил, действующих на гайку при ее
отвинчивании, следует
ТОтв~0,5Гот1Д tg(p-¥).
Для самотормозящихся резьб р > Т. Многоугольник сил при
отвинчивании резьбы показан на рис. 2.10.
В ряде конструкций резьбовые соединения нагружены в пло-
скости стыка, т. е. нагрузками, перпендикулярными оси болта
(рис. 2.11, а). Если срезающие усилия невелики, то они вос-
принимаются за счет обусловленных затяжкой сил трения на
соприкасающихся поверхностях деталей.
При значительных срезающих усилиях и динамических
нагрузках приходится прибегать к установке болтов «под раз-
вертку». В этом случае прочность резьбового соединения опре-
деляется прочностью тела болта на срез. Если резьбовое соеди-
нение должно выдерживать одновременно большие растягивающие
и срезающие усилия, то в теле болта (шпильки) предусматри-
ваются специальные пояски для воспринятая срезающих уси-
лий или эти функции передаются другим деталям (специальным
втулкам, шпонкам и т. д.), что позволяет получить наиболее
целесообразную конструкцию болта (рис: 2.11, б, в).
Глава 3
СОВМЕСТНОЕ ДЕЙСТВИЕ НАГРУЗОК
3.1. Упрощенная расчетная модель соединения
и задачи расчета
В простейшем инженерном расчете групповое (многоболтовое)
соединение (рис. 3.1, а) схематизируют в виде набора (по числу
болтов) конических втулок (рис. 3.1, б), связанных между собой
абсолютно жесткой, недеформируемой диафрагмой, имеющей
в плане форму детали. Внешние нагрузки передаются втулкам
от диафрагмы.
В основе описанной расчетной модели лежит тот факт, что
при затяжке болта наибольшие нормальные напряжения (дефор-
мации) действуют в точках соединяемых деталей, расположенных
вблизи отверстия под болт (рис. 3.2, а), образуя так называемый
конус давления (показан на рисунке штриховыми линиями).
Соединяемые детали или их части — фланцы испытывают при этом
в основном деформации сжатия, работая подобно стержням пере-
менного сечения при осевом нагружении (рис. 3.2, б). Контакт
деталей происходит по кольцевой площадке — основанию конуса
давления.
Принимают, что при действии внешней нагрузки основные
деформации также происходят в пределах конуса давления,
а размеры площадки контакта (основания конуса) не зависят
от нагрузки. Это позволяет распространить расчетную модель
Рис. 3.1. Болтовое соедине-
ние (а) и его расчетная схе-
ма ((X)
Рис. 3.2. Схемы распределения напряже-
ний в стягиваемых деталях
23
затянутого соединения на случай совместного действия затяжки
и внешней нагрузки.
Одномерная стержневая модель реального соединения, изве-
стная из работ Ретшера, Баха и др., оправданна. Она оказы-
вается достаточно точной для фланцев большой толщины, когда
деформации изгиба соединяемых деталей невелики, например
соединения корпусов станков, плит и станин с жесткими основа-
ниями. Результаты исследований показали, что описанная схема-
тизация приемлема и для соединений с тонкими, податливыми
при изгибе фланцами. В этом случае расчет удовлетворительно
согласуется с экспериментом при высоких напряжениях затяжки
о0 = (0,5 ... 0,7) от, где от — предел текучести материала болта,
и такой внешней нагрузке, при которой происходит лишь не-
большое раскрытие стыка.
Задачи расчета соединения состоят в определении сил в болте
и стягиваемых деталях при совместном действии силы затяжки
и внешней осевой силы.
3.2. Расчет соединения одним болтом
(одиночного соединения)
Рассмотрим одиночное соединение (рис. 3.3, а), затянутое
силой Fq и затем нагруженное внешней силой F = F^z (F2 —
полная сила, действующая на групповое соединение с числом
болтов, равным г), и определим нагрузку, действующую на болт
(шпильку), используя описанную выше схематизацию промежу-
точных деталей в виде втулок, соединенных диафрагмой.
Эта задача была решена еще в работах И. И. Бобарыкова
и А. И. Сидорова, а позднее уточнена И. А. Биргером [3].
Для решения задачи стягиваемые детали заменим эквивалент-
ными по податливости втулками, а внешнюю нагрузку приложим
к верхнему и нижнему торцам втулок симметрично относительно
а)
Рис. 3.3. Схемы действия сил в затя-
нутых резьбовых соединениях
Рис. 3.4. Расчетные схемы для опре-
деления усилий в соединениях
24
оси болта (рис. 3.4). Сила Fo показана условно; она создается
за счет предварительной деформации болта (шпильки) при за-
тяжке.
Уравнение равновесия одной из втулок примет вид
F^Fn-Fc = F0 + F6-Fc. (3.1)
Сечение проведено по плоскости стыка; Fn — полное усилие
в болте:
Fn = Fo + F6,
где F6 — дополнительное усилие в болте, возникающее под дей-
ствием внешней силы F. Усилие на стыке после приложения внеш-
ней силы F обозначено Fc.
Уравнение (3.1) содержит две неизвестные силы F6 и Fc. Для
их определения следует учесть уравнение совместности переме-
щения фланцев и болта.
Если принять, что б — дополнительное удлинение болта при
действии внешней нагрузки, то полное усилие в болте
Fn = (Дб + б)Дб, (3.2)
где Хб — осевая податливость болта, соответствующая его уд-
линению под действием единичной силы; Дб — удлинение болта
при затяжке:
Дб=^б. (3.3)
Укорочение втулок вследствие совместности перемещений
уменьшится на б. Усилие на стыке после приложения внешней
нагрузки
Fc = (Дд — б)/Хд, (3.4)
где Хд — осевая податливость промежуточных деталей (втулок),
равная взаимному сближению опорных торцов при действии еди-
ничной (сжимающей) силы.
Первоначальное укорочение промежуточных деталей при за-
тяжке
Ад = ^Fo. (3.5)
Из уравнений (3.1)—(3.5) получаем
Дополнительное усилие в болте от внешней нагрузки
или
Ft = %F, (3.8)
где % — коэффициент основной нагрузки:
X==MWV (3.9)
25
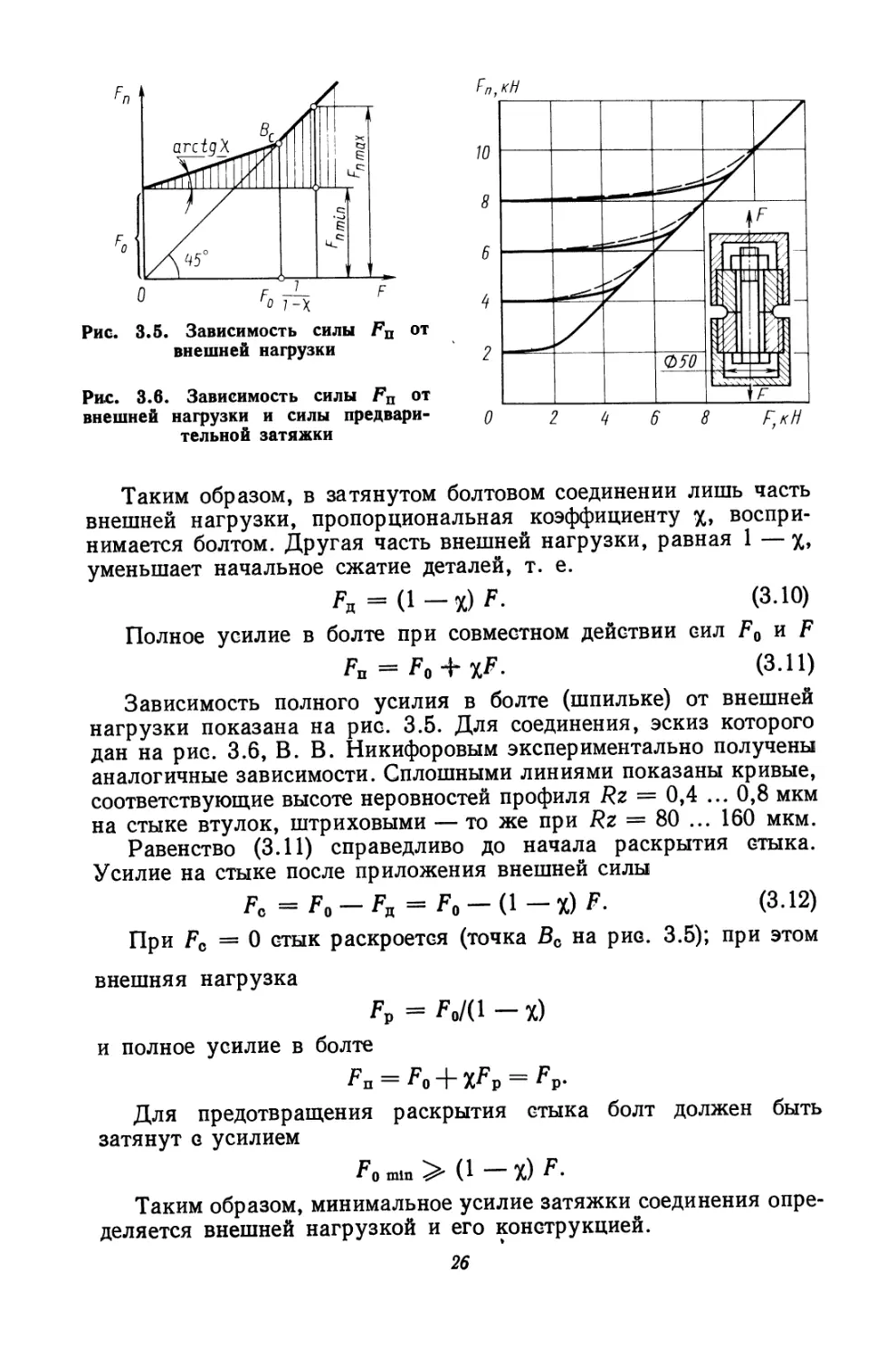
Рис. 3.5. Зависимость силы Fn от
внешней нагрузки
Рис. 3.6. Зависимость силы Fn от
внешней нагрузки и силы предвари-
тельной затяжки
Таким образом, в затянутом болтовом соединении лишь часть
внешней нагрузки, пропорциональная коэффициенту %, воспри-
нимается болтом. Другая часть внешней нагрузки, равная 1 — %,
уменьшает начальное сжатие деталей, т. е.
= (3.10)
Полное усилие в болте при совместном действии сил Fo и F
Fn = F0 + %F. (З.П)
Зависимость полного усилия в болте (шпильке) от внешней
нагрузки показана на рис. 3.5. Для соединения, эскиз которого
дан на рис. 3.6, В. В. Никифоровым экспериментально получены
аналогичные зависимости. Сплошными линиями показаны кривые,
соответствующие высоте неровностей профиля Rz = 0,4 ... 0,8 мкм
на стыке втулок, штриховыми — то же при Rz = 80 ... 160 мкм.
Равенство (3.11) справедливо до начала раскрытия стыка.
Усилие на стыке после приложения внешней силы
/7o = F0-F„ = F0-(l-%)F. (3.12)
При Fo = 0 стык раскроется (точка Во на рис. 3.5); при этом
внешняя нагрузка
Fp = Fo/(l-x)
и полное усилие в болте
Fn = F0 + %Fp = Fp.
Для предотвращения раскрытия стыка болт должен быть
затянут с усилием
р о mln (1 X) Р-
Таким образом, минимальное усилие затяжки соединения опре-
деляется внешней нагрузкой и его конструкцией.
26
Поеле раскрытия втыка внешняя нагрузка полностью пере-
дается на болт, что при переменном нагружении приводит к по-
явлению дополнительных напряжений ударного характера. По-
этому усилие затяжки следует назначать таким, чтобы при задан-
ной внешней нагрузке F стык оставался плотным.
При наличии температурной деформации
= ®б^б^б» (3.13)
дополнительная температурная нагрузка на болт
Ft = At/(X6 + X„), (3.14)
где аб, и /с — коэффициент линейного расширения, темпера-
тура и длина болта; ад, /д и /д— то же для промежуточной детали.
Полная сила, действующая на болт в этом случае,
Fn = F0+Ft+xF. (3.15)
Если нагрузка на болт изменяется циклически от нуля до F,
то переменное напряжение в резьбовой части болта
ао= 0,5Кб/Л = 0,5XFM; (3.16)
среднее напряжение цикла в этом случае
om = (Fo 0,5F6)/A = ст0 + ста- (3.17)
3.3. Диаграмма сил в соединении
Для наглядности решения уравнения (3.1) используем диаг-
рамму сил (рис. 3.7, а). Кривые деформирования (прямые при
упругом нагружении) болта и деталей показаны на диаграмме
в виде лучей 01 й ОН. Они описывают зависимости сил, действу-
ющих на болт и детали, от их удлинения при растяжении (укоро-
чения при сжатии). Точки Вб и Вд на диаграмме характеризуют
силы и деформации в болте и стягиваемых деталях после за-
тяжки;
Аб = 0; Ад = У^/F о.
Углы аб и <Хд наклона прямых 0Вб и ОВп характеризуют соот-
ветственно жесткости болта и деталей (величины, обратные подат-
ливости):
tg аб = 1 Дб; tg ад = 1 Дд.
После приложения внешней нагрузки болт получит дополни-
тельное удлинение S и дополнительная сила (точка Вб)
Fq = S tg аб = 6Дб.
Сила, действующая на промежуточные детали (точка Вд),
уменьшится на Ёд:
Кд = 6 tg Од = бДд.
Из этих равенств и соотношения (3.6) получаем F = F0+Fa.
27
Значения сил F6 и Fn легко определить по диаграмме сил,
образуемой совмещением в точке Вб луча 01 и луча О'IV, парал-
лельного лучу OIL Отсекая прямой, параллельной оси ординат,
отрезок ВбВд =« F и проводя через точку Вб прямую, параллель-
ную оси абсцисс, получим отрезки В$С = Fc и СВд = Вд.
Для снижения дополнительной нагрузки на болт необходимо
уменьшить коэффициент %. Это можно реализовать путем увеличе-
Рис. 3.8. Диаграммы сил для жесткого (а) и податливого (б) болтов (т— время)
Рис. 3.9. Соединения с жесткими (а) и податливыми (б, в) винтами
28
ния жесткости стягиваемых деталей (снижения 1д) и умень-
шения жесткости болта (увеличения Хб).
Если учесть, что внешняя нагрузка часто является переменной
и, следовательно, особенно опасной для прочности болта, то
уменьшение дополнительной силы FG имеет важное значение.
Отсюда следует правило конструирования резьбовых соеди-
нений: жесткие фланцы — податливые болты.
Преимущества применения податливых болтов наглядно иллю-
стрируют диаграммы на рис. 3.8; один из конструктивных спосо-
бов повышения податливости болтов показан на рис. 3.9.
Рассмотрим случай, когда при затяжке в болте и скрепляемых
деталях возникают пластические деформации (см. рис. 3.7, б).
Затяжка на диаграмме характеризуется точками Вб и Вд. При
действии внешней силы F деформация в болте возрастает по
кривой ВбВб, а деформация детали уменьшается по прямой ВДВД,
параллельной начальному (упругому) участку. Дополнительная
сила, действующая на болт при первом нагружении, соответ-
ствует отрезку F6i- Если снять внешнюю нагрузку, то усилие
в болте убывает по прямой ВбВб2, а усилие на стыке возрастает
по прямой В;Вб2. Усилие затяжки при этом уменьшится на AF0:
AF0 = AZn/(X6 + Хд), (3.18)
где AZn — остаточное удлинение болта после приложения на-
грузки.
Пластическая деформация болта приводит к потере затяжки,
пластическая деформация промежуточных деталей в этом про-
цессе не сказывается на силе затяжки.
Если
Аб. п + Ад. п + AZn > Аб + Ад,
то после снятия внешней нагрузки затяжка исчезнет совсем.
Дополнительная сила, действующая на болт при втором нагру-
жении,
Еб2 = XnF/(%6 + ^д),
т. е. равна дополнительной силе, действующей на упругие детали.
Таким образом, в практических случаях нельзя рассчитывать
на уменьшение внешней нагрузки на болт за счет его пластической
деформации.
Последующие приложения нагрузки не изменят результатов
второго нагружения; сила, действующая на болт, будет изменяться
от F02 до F02 + F62.
Диаграмма сил при наличии температурной и пластической
деформации показана на рис. 3.10.
3.4. Определение коэффициента основной нагрузки
При расчете коэффициента основной нагрузки определяют
податливость отдельных деталей. Достаточно просто и точно
можно найти податливость длинных болтов или шпилек.
29
Рис. 3.10. Диаграмма сил при учете темпера-
турной деформации
Рис. 3.11. Болт с перемен-
ным поперечным сечением
Для болта постоянного сечения
>=W ' <3-19>
где — расстояние от торца гайки до торца головки болта.
Для болта переменного сечения (рис. 3.11)
>-“-2 ст? <3-20>
где lGi и Дбг — соответственно длина и площадь поперечного
сечения i-ro участка болта.
Для коротких болтов и шпилек (Z6 < 6d) следует учитывать
податливость резьбы и головки болта. Для этого к расчетной
длине обычно прибавляют 1/3 или 1/2 высоты гайки Я. Однако
эта рекомендация оправданна только для Н > 1,5d.
Более точно податливость резьбы можно вычислить по фор-
муле
Хр = "ЛГ (W + "Й") Лк(^7 + "Ё^г)’ (3,21)
где Ак = — кольцевая площадь витка резьбы; и к* —
безразмерные коэффициенты; £б и £г — модули упругости мате-
риала болта и гайки.
И. Г. Старостин упростил это равенство:
Хр~4т-У1144 + 9’28~т-
г • и
(3.22)
Результаты экспериментальных исследований показали воз-
можность использования формулы (3.22) для расчетного определе-
ния податливости.
В приближенных расчетах можно применять более простые
формулы:
30
при d/P = 6 ... 10 Хр «(0,95 ... 0,80)/(£d);
при d/P = 10 ... 20 Хр «(0,80 ... 0,70)/(£d). J (3,23)
Если модули упругости гайки (корпуса) и болта различив),
то можно принять
-1-«0,5 (-1-+ 4-).
Согласно результатам исследований В. Б. Куклина податли-
вость резьбы существенно зависит от точности ее изготовления
и особенно отклонения угла профиля резьбы. Резьбы, выпол-
ненные с допусками в пределах полей 6g и 8g, обладают примерно
в 2 раза большей податливостью, чем точно изготовленные резьбы.
Отметим, что влияние погрешности изготовления сказывается
в меньшей степени при высоких напряжениях затяжки, что свя-
зано е пластическими деформациями в резьбе.
В. Б. Куклиным обнаружено также существенное влияние на
податливость резьбы контактных деформаций на ее рабочих
поверхностях, особенно при малых давлениях (р« 10 МПа).
Для резьб, изготовленных по номиналу с высотой неровностей
Rz = 10 ... 40 мкм, контактная податливость превышала соб-
ственную податливость витков при первой нагрузке в 2 ... 4 раза,
при повторных нагрузках — в 0,5 ... 0,8 раза (давление на по-
верхности р > 30 МПа). При 0,4 мкм контактная податли-
вость не проявляется.
Для учета податливости головки болта можно принять, что
головка болта испытывает лишь деформацию сдвига, а средний
радиус опорной поверхности головки болта г = 0,7d, тогда
Хр.в =0,15/(ад, (3.24)
где h — высота головки.
С учетом указанных выше замечаний податливость коротких
болтов
п
= 2 + Хг. °’
1=1
коротких шпилек
п
= 2 CTTi + + ХР>
/=1
(3.25)
(3.26)
где Хр и Хр. 0 — податливость резьбы гайки и головки болта;
Х£ — податливость резьбового соединения шпилька — корпус.
Для уменьшения коэффициента основной нагрузки % в систему
болта иногда вводят специальные втулки (см. рис. 3.9, в) или
упругие элементы — пружины.
31
a+ttgcC
Рис. 3.12. Конусы
давления
В заключение отметим, что в большинстве
случаев определить в большой точностью
коэффициент основной нагрузки можно лишь
экспер иментально [31.
3.5. Расчет податливости промежуточных
деталей
Наибольшие трудности и погрешности в оп-
ределении коэффициента % обычно связаны
с определением податливости промежуточной
детали.
В основе метода, как указано выше, ле-
жит представление о конусе давления при
действии осевой силы на промежуточную
деталь. Предполагается, что деформирова-
нию подвергается только конус, начинающийся
от опорной поверхности гайки и головки болта (рис. 3.12).
Представление о конусе давления можно обосновать, рас-
смотрев действие силы или распределенного по кольцу давления,
приложенного к плоскости, ограничивающей полупространство
(рис. 3.13, а).
В последнем случае вертикальное перемещение точек окруж-
ности диаметром а±
(Л/2 ________ \
-f-j |/1-481°ачг^--т)- (3-27)
о /
Считая, что деформация распространяется на конус, показан-
ный на рис. 3.13, а, имеем
0,25рл (а2 — а,)
л?2 tg2 а
(3.28)
Отметим, что с физической точки зрения введение конуса
означает замену действительных напряжений <зг равномерно
Рис. 3.13. Схема действия давления, распределенного по кольцу
32
распределенными напряжениями в пределах площади сечения
конуса.
Перемещение сечения z — b
_ р(а2 — а2) (_dz _ р(°2-°!) 2пч
4Eatg2a J za ~ 4b£Btg2a *
ь
Проводя вычисления по формуле (3.27) с помощью таблиц
эллиптических интегралов и сравнивая с результатами расчета
по равенству (3.29), находим, что при aja = 0 ... 0,8
tga == 0,55 ... 0,65.
Исходя из физических соображений, можно ожидать, что
при наличии центрального отверстия (рис. 3.13, б) значение tg a
будет меньшим. Поэтому в приближенных расчетах можно при-
нять
tg a = 0,4 ... 0,5.
С учетом этих замечаний получим достаточно простую формулу
для вычисления податливости конуса (см. рис. 3.13, в).
В этом случае деформация
л£д (г2 tg2 a — 0,25<^)
и податливость
л _ 1 in (&tga + O,5do)[(6 + /i)tga — O,5</o]
Ля nEad0 tg a (b tg a — 0,5do) [(* + h) tg a + 0,5d„] '
Так как btg a = 0,5a, окончательно находим
о ____________ ___1___1 n (Д ~г <4) (а ~Ь tg /о ол\
Ли~£дл41ё« (a-d0) (a + 2/xtga + do) *
При использовании десятичных логарифмов
1 %’S iw (а + 40) (а + 2/t tg a— d0)
Лд £„jid„tga ё (a — d0) (a + 2ZX tg a + d0) '
При очень больших значениях l± (Zx->oo) формула (3.30)
принимает вид
Хд = р In. (3.32)
По этой формуле можно вычислить максимальное значение
податливости промежуточной детали (пластины), которое следует
использовать при li ~> 10a.
Если болт соединяет два фланца с одинаковым модулем упру-
гости (см. рис. 3.12, б), то
1 2 1п (° + 40) (a + /tgg —4)
д 5дЛ</0 tg a (а — d0) (а + I tg a + d0) * t '
2 Биргер И. А. и др. 83
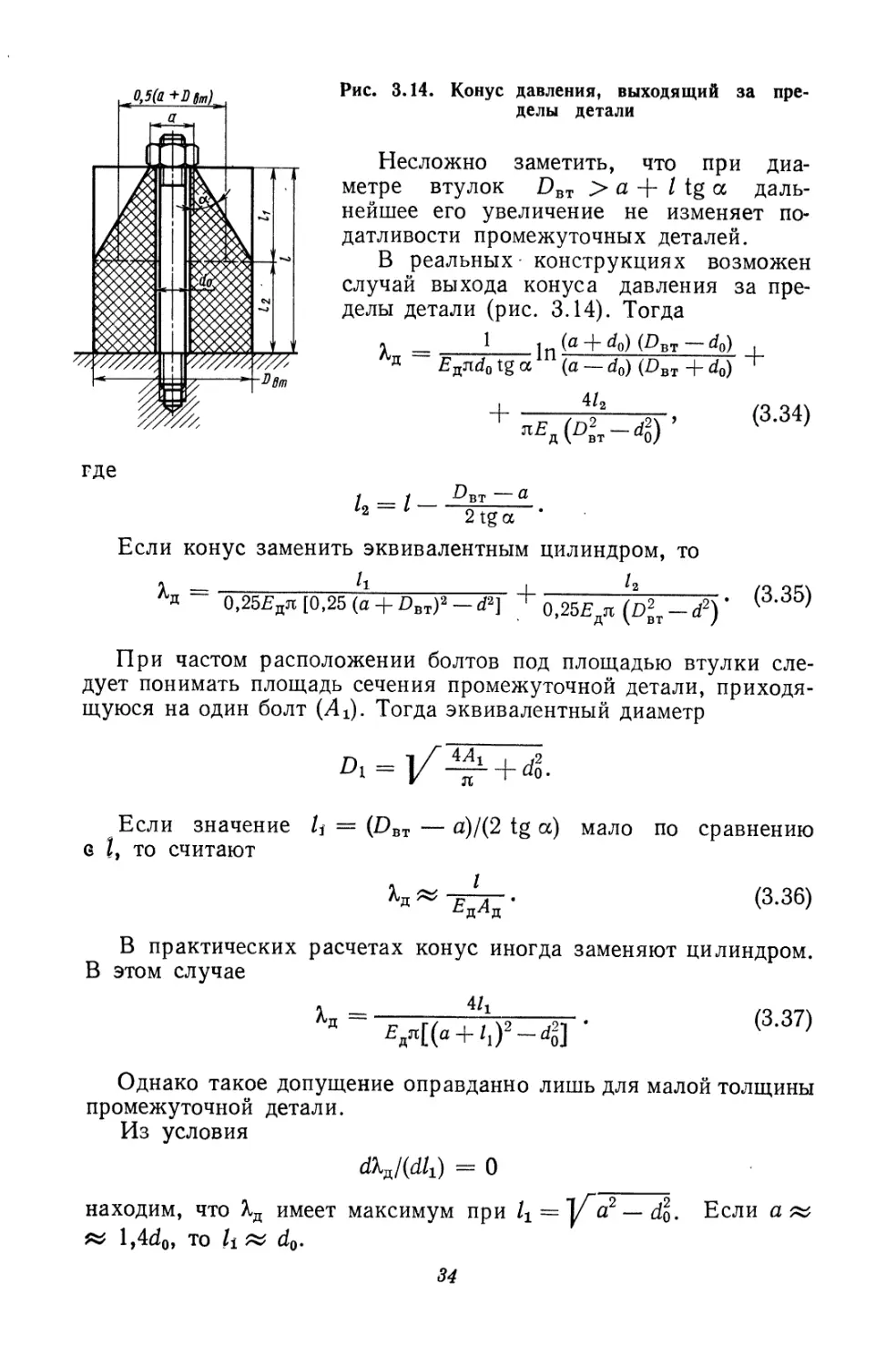
0,5((l +Dgm)
Рис. 3.14. Конус давления, выходящий за пре-
делы детали
Несложно заметить, что при диа-
метре втулок DBT > а + I tg а даль-
нейшее его увеличение не изменяет по-
датливости промежуточных деталей.
В реальных - конструкциях возможен
случай выхода конуса давления за пре-
делы детали (рис. 3.14). Тогда
Л __ 1 1 п (а + ^о) С^вт — ^о) I
* E^nd0 tg а (а ~ d0) (DBT + d0)
+ ^(^5 ’ (3'34)
где
/ ________________________ / a
Если конус заменить эквивалентным цилиндром, то
Хд = 0,25£дЯ [0,25 (а + Овт)2-^] + 0,25£дя (D2T-d2) ‘ (3‘35)
При частом расположении болтов под площадью втулки сле-
дует понимать площадь сечения промежуточной детали, приходя-
щуюся на один болт (Л1). Тогда эквивалентный диаметр
Oi = 1/^+4.
Если значение Ц = (DBT — а)/(2 tg а) мало по сравнению
g I, то считают
^д ~ Е А ’ (3.36)
В практических расчетах конус иногда заменяют цилиндром.
В этом случае
Хд = ^'7/ ' 4\2’ • (3.37)
£дп[(а + г1) ~ do]
Однако такое допущение оправданно лишь для малой толщины
промежуточной детали.
Из условия
Лд/Ш = 0
находим, что %д имеет максимум при = j/a2 — do. Если а «
« 1,4d0, то 11 ~ d0.
34
Рис* 3.15* Схема замены конуса цилинд-
рами
При /1 > d0 формула (3.37) дает
противоречащий физическому смыслу
результат: при увеличении длины по-
датливость детали уменьшается.
Для уменьшения погрешности, свя-
занной с заменой конуса одним экви-
валентным цилиндром, следует исполь-
зовать два и более эквивалентных
цилиндра.
Если заменить конус двумя цилин-
драми (рис. 3.15), то
а+0,51^дй.
— _ 0)5/1 [ 0,5?х ______
д 0,25£дл [(а + 0,5/j tg а)2 — 0,25£дл [(а + 1,5/j tga)2—d^]
(3.38)
В табл. 3.1 приведены безразмерные значения коэффициентов
податливости, вычисленные по формулам (3.37), (3.38) и (3.31)
при tga = 1, а в табл. 3.2 — эти же значения, рассчитанные
по формуле (3.31) при tg а = 0,4 и 0,5.
Действительное значение податливости
1 — д д
д Е^а
(3.39)
Из анализа табл. 3.1 следует, что погрешность формулы (3.37)
уже при /i = 0,5a является значительной, поэтому ее допустимо
использовать лишь при Zx < 0,25a.
Вопрос об определении податливости соединяемых деталей
рассматривался во многих работах. Теоретически исследовалось
распределение напряжений по срединной плоскости других моде-
лей формы деталей: бесконечной пластины (Е. Б. Виткуп,
В. К. Данилов и др.), бесконечной пластины с отверстием
(Г. Фриче, И. Фернлунд [31], К. Мицунага), полого цилиндра
конечных размеров (М. Шибахара и Ю. Ода [41 ]) и др. В некото-
рых исследованиях показано, что результаты расчетов хорошо
согласуются с данными экспериментов, полученными при анализе
поля напряжений методом трехмерной фотоупругости.
На рис. 3.16 приведены результаты сравнения данных расчетов
жесткости стягиваемых деталей (сд ™ 1Дд), выполненных по
формуле (3.31), а также по формулам, приведенным в ряде работ
ученых СССР, ФРГ и Великобритании, с данными эксперимента.
Исследовали фланцевое соединение с D > 50 мм, а — 17 мм,
dx = 10 мм, d0 — 12 мм, /х 78 мм.
2*
36
Таблица 3.1
Податливость i.*, вычисленная по разным формулам
aldt Значения Кд, вычислен- ные по формулам a/d0 Значения Кд, вычислен- ные по формулам
(3.37) (3.38) (3.31) (3.37) (3.38) (3.31)
2,00 0,5 1,0 1,5 3,0 10,0 0,318 0,339 0,318 0,243 0,106 0,357 0,425 0,433 0,382 0,203 0,374 0,485 0,540 0,608 0,669 1,43 1,5 3,0 10,0 0,332 0,246 0,106 0,466 0,396 0,204 0,552 0,416 0,206
1,10 0,5 1,0 1,5 3,0 10,0 0,374 0,485 0,540 0,608 0,669 0,457 0,573 0,628 0,698 0,759 0,699 0,823 0,880 0,950 1,000
1,43 0,5 1,0 0,362 0,363 0,421 0,472 0,565 0,559
Податливость к** в зависимости от tg а
Таблица 3.2
a/d0 /t/rfo Значения Кд* при tg а a/d0 IJd, Значения Кд* при tga
0,4 0,5 0,4 0,5
1,2 1 2 3 1,03 1,31 1,45 1,60 0,90 1,11 1,22 1,32 1,6 3 5 0,76 0,88 0,65 0,74
5 1 2 3 5 0,35 0,51 0,61 0,72 0,32 0,45 0,53 0,61
1,4 1 2 3 0,64 0,87 0,99 1,13 0,57 0,75 0,84 0,94 1,8
5 1 2 3 5 0,28 0,40 0,51 0,64 0,26 0,37 0,44 0,52
1,6 1 2 0,46 0,65 0,42 0,57 2,0
Как следует из анализа диаграммы, податливость (Хд = 1/сд)
деталей, определенная по формуле (3.31), приблизительно на 9 %
ниже экспериментального значения при tg а = 0,5. Это значение
соответствует также данным ряда других советских и зарубежных
работ.
Применение в конструкциях податливых фланцев и выявлен-
ное при этом несоответствие между расчетами и экспериментами
привели в последние годы к новым исследованиям, в которых
учитывалось наличие стыка между соединяемыми деталями.
36
Рис. 3.17. Болтовые соединения
Рис. 3.16. Диаграмма для
сравнения расчетных зна-
чений жесткости стяги-
ваемых деталей по дан-
ным Ретшера (/), Дани-
лова (2), Баха (3), Бирге-
ра (4), Фриче (6), Витку-
ла (7) с результатами экс-
периментов (5)
Для проверки расчетных соот-
ношений (3.31)—(3.34) Ю. Г. Рысь
исследовал одиночные болтовые
соединения без стыка и со стыком
между деталями (рис. 3.17) при
различных наружных диаметрах
и длинах втулок. Результаты испытаний (рис. 3.18) показали
удовлетворительное соответствие расчетных и экспериментальных
данных. С уменьшением силы затяжки возрастает влияние кон-
тактной податливости стыков на общую податливость деталей’
экспериментальные значения коэффициента основной нагрузки
при этом также возрастают.
Д. Гоулд и М. Микич [8] провели с помощью метода конечных
элементов численный анализ напряжений на совершенно гладком
плоском стыке двух пластин, стянутых болтом. Результаты расче-
тов были подтверждены экспериментами, при проведении которых
радиус поверхности контакта пластин измеряли авторадиографи-
ческим методом, а также путем определения следов (блестящих
отполированных областей) на пластине, образовавшихся вслед-
ствие трения. Характер распределения давления на поверхности
раздела не установлен ввиду отсутствия приемлемых средств
измерения. Результаты расчетов также свидетельствуют об эффек-
тивности стержневой расчетной модели соединения с углом полу-
раствора конуса а = 22 ... 25° (tg а = 0,4 ... 0,5) при lr/dQ =
= 1,0 ... 2,0 и относительно высоком напряжении затяжки болта.
Подобный результат получен также Ю. Ито и др. [171. Рас-
пределение давлений на стыке фланцевого соединения определяли
с помощью ультразвуковых волн. Показано, что при толщине
одной из стягиваемых деталей li = (1,6 ... 2,0) d0 измеренные
37
Рис. 3.18. Кривые изме*
нения коэффициента ос-
новной нагрузки х в зави-
симости от диаметра
сплошных с I ~ 36 мм
(сплошные линии) и со-
ставных с — /2 = 18 мм
(штриховая линия) вту-
лок при различных внеш-
нем усилии F и усилии
затяжки Fo:
а — F 6 кН; б, в — F
= 16 кН; 1 — при Fo
« 16 кН; 2 — при Fo в
« 32 кН
контактные давления приблизительно равны расчетным и нахо-
дятся в пределах зоны, ограниченной теоретическими кривыми.
При большей толщине фланца распределение давления значи-
тельно отличается от теоретического. Установлено также, что
изменение шероховатости поверхности стыка в пределах Rz =
— 0,8 ... 1,8 мкм не влияет на распределение контактного дав-
ления.
Следует отметить, что, несмотря на значительное различие
экспериментальных и расчетных значений контактных давлений
на стыке фланцев, соответствующие значения податливости отли-
чаются несущественно.
Влияние размеров гайки на податливость стягиваемых деталей
исследовано В. М. Рыдченко. Результаты опытов показали, что
размеры гайки весьма существенно влияют на податливость про-
межуточных деталей. При увеличении поперечного размера а
гайки от 18,2 до 26 мм наблюдалось снижение %д. Дальнейшее
увеличение размеров не изменяло податливости.
Указанное обстоятельство связано с изменением характера
распределения давления по торцу гайки (головки болта).
В результате экспериментов также установлено, что при
использовании специальных гаек (с узким опорным кольцевым
пояском) с равномерным распределением давления по торцу расчет
по формуле (3.31) при tg а = 0,5 хорошо согласуется с экспери-
ментом.
Рассмотренные выше расчетные методы определения податли-
вости промежуточных деталей не учитывают контактных дефор-
маций вследствие неровности поверхности, которые существенно
38
(на 20 ... 30 %) повышают по-
датливость стягиваемых дета-
лей и, как следствие, коэффи-
циент основной нагрузки. Кон-
тактные деформации зависят
от давления в зонах контакта,
в связи с чем податливость де-
талей оказывается зависимой
от силы затяжки и рабочей
нагрузки.
Для расчетной оценки кон-
тактной податливости деталей
а) б)
Рис. 3.19. Деформация изгиба детали
при слабой (а) и сильной (б) затяжке
следует провести специальное опытное исследование. Контактную
податливость можно не учитывать, если шероховатость поверх-
ности стыковых деталей не выше Rz == 40 мкм и рабочая нагрузка
на одиночное соединение
F < (0,5 ... 0,6) Fo.
Важным моментом при расчетном определении Лд является
учет деформаций изгиба детали в случае их наличия. На это
обстоятельство указывается почти во всех работах последних лет.
Деформация изгиба может значительно увеличить Ад, что очень
опасно для прочности болтов при переменном нагружении.
При неудовлетворительном прилегании деталей по стыку
в процессе изготовления (рис. 3.19, а) податливость промежуточ-
ной детали значительно превышает расчетную. Сильная затяжка
приводит к более плотной посадке детали, что снижает дополни-
тельные нагрузки на болт. Указанное обстоятельство является
одной из важных причин применения сильной затяжки при дей-
ствии переменных напряжений.
Если деформации изгиба появляются при нагружении соеди-
нения, никакие эмпирические рекомендации не позволяют доста-
точно эффективно оценить изгибную податливость промежуточных
деталей, которая нелинейно зависит от действующих усилий.
В этом случае следует отказаться от использования в расчет-
ной схеме стержневой модели и абсолютно жесткой диафрагмы.
3.6. Общий случай совместного действия силы затяжки
и основной нагрузки
В ряде конструкций встречаются относительно сложные сило-
вые схемы. На рис. 3.20 дана схема работы силовой шпильки
поршневого двигателя. Здесь в деформации участвуют несколько
деталей (0, /, 2, 3); внешняя сила F приложена к блоку.
Рассмотрим общий случай. Пусть соединение (см. рис. 3.20),
состоящее из промежуточных деталей, стянуто с силой Fo с по-
мощью скрепляющей детали (болта, шпильки), которой припи-
сываем индекс 0. Определим силу, действующую на болт, после
приложения к деталям i и / внешней нагрузки F.
39
Рис. 3.20. Схемы работы силовой шпильки
Рис. 3.21. Сложная система с од-
ной внешней нагрузкой
Для решения задачи используем метод наложения, согласно
которому основную задачу расчленим на две вспомогательные.
В первой задаче определим усилия в системе только от силы за-
тяжки. В этом случае болт окажется растянутым, а промежуточные
детали сжатыми силой FQ.
Во второй задаче определим усилие в системе только от дей-
ствия силы F. Наиболее важен для практики случай, когда под
действием силы F стыки не раскрываются (напряжения сжатия
не падают до нуля). В силу этого все стыки системы считаем
«спаянными» и рассматриваем систему как единое упругое тело.
Напряжения растяжения, которые (при такой постановке задачи)
возникают в некоторых частях системы, соответствуют умень-
шению первоначальных напряжений сжатия.
Тогда силы F детали от i + 1 до / — 1 и тело болта подвергнут
растяжению, а детали от 1 до i и от / до п — сжатию.
Отметим, что если участок от i + 1 до / — 1 абсолютно же-
сткий (например, если его длина стремится к нулю), то болт не
удлиняется и внешняя нагрузка F не увеличивает в нем усилие.
Подобный эффект получается и при приложении сил к одному
и тому же стыку.
Выделим в рассматриваемой задаче сечением по стыкам дета-
лей (i, i + 1) и (/— 1, /) две группы — детали системы болта
(рис. 3.21, а) и детали системы корпуса (рис. 3.21, б).
Положим, что на стыках действует суммарная сила X, которую
можно найти из равенства относительных перемещений стыковых
поверхностей в системе болта 6б и системе корпуса 6К (условие
нераскрытая стыка).
40
Тогда
(I п \ 7—I
т&-+2^+2ет -* 2 w <3-40’
V—1 V=/ J V=l-f-l
Вводя коэффициенты податливости [см. формулу (3.3)1, после
преобразования получаем
X = F (л0 + S + £ xj / S Xv. (3.41)
\ v=l v=/ / / v=0
Дополнительная сила, действующая на болт F6 и обусловлен-
ная внешней нагрузкой F,
7—1 / л
f0 = f _ х = f s м Е <3-42)
V— Н-I / v=0
коэффициент основной нагрузки
7-1 / п
35= S / S (3.43)
v=r+i I v=0
Полную силу, действующую на болт, получаем после сложе-
ния решений двух задач
Fa = Fo + F6 = Fo + (3.44)
где x определяем по формуле (3.43).
Если внешняя нагрузка представляет собой действие сосредо-
точенных сил Fi, F2, F3 (рис. 3.22), то по аналогии с рассмотрен-
ным случаем
( I s—I п п \ | п
£FS£ Xv- S /S V (3.45)
s=l v=0 s=t4-l v—s / / V——0
Заметим, что для некоторых стыков сила Fs может быть равна
нулю или направлена в противоположную ёторону; в последнем
случае следует считать Fs < 0.
Дополнительная сила, действующая на болт,
F6 = £ Fs £ М £ V (3.46)
S“1 v=s / v=0
Если учесть, что величина
п In
Xs = s Xv / S К (3.47)
V~s / v=0
является коэффициентом основной нагрузки для силы Fs, то
при приложении ее уравновешивающей силы в сечении п + 1
формулу (3.46) можно записать в таком виде:
п
F^- (3.48)
s=l
41
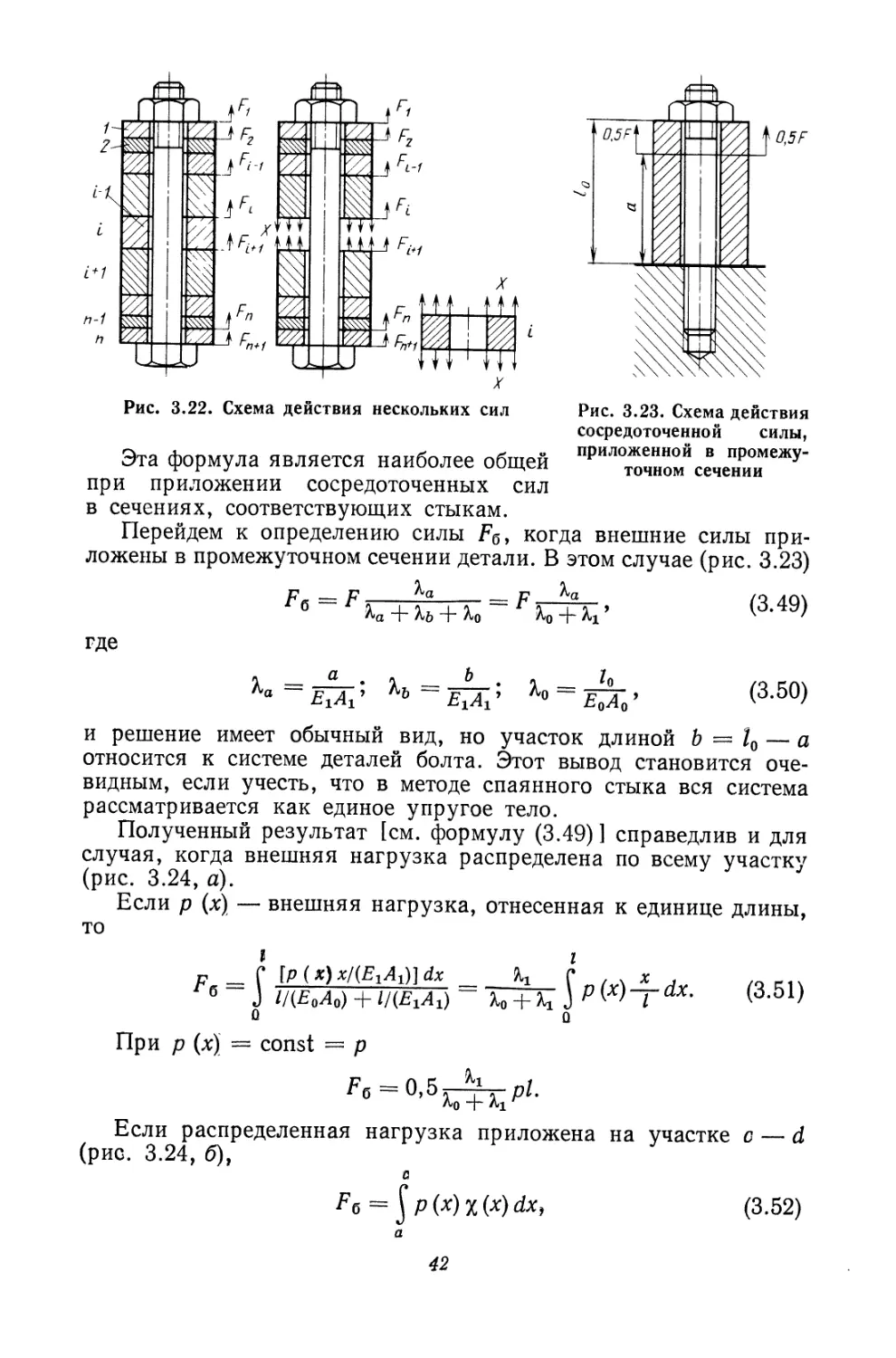
Рис. 3.22. Схема действия нескольких сил Рис. 3.23. Схема действия
сосредоточенной силы,
гч л - - приложенной в промежу-
Эта формула является наиболее общей точном сечении
при приложении сосредоточенных сил
в сечениях, соответствующих стыкам.
Перейдем к определению силы F6, когда внешние силы при-
ложены в промежуточном сечении детали. В этом случае (рис. 3.23)
р _____ Р___________________р
б Кг + + %о %о ~Ь ^19
(3.49)
где
= = ЖА ’ = ’ (3‘50)
и решение имеет обычный вид, но участок длиной b = 10 — а
относится к системе деталей болта. Этот вывод становится оче-
видным, если учесть, что в методе спаянного стыка вся система
рассматривается как единое упругое тело.
Полученный результат [см. формулу (3.49)] справедлив и для
случая, когда внешняя нагрузка распределена по всему участку
(рис. 3.24, а).
Если р (х) — внешняя нагрузка, отнесенная к единице длины,
то
I i
р = Г [^ (x) x/(^Mi)] __ _ С D (x\ — dx И 5 В
6 J //(£0Я0) +Хо + %1 J Р( ) I й
0 Q
При р (х) = const = р
Если распределенная нагрузка приложена на участке о — d
(рис. 3.24, б),
а
F6 = $ p(x)%(x)dx, (3.52)
42
Рис. 3.24* Схема действия распределенной
нагрузки
Рис. 3.25. Схема действия
внешних сил (общий слу*
чай нагружения)
где %(х) == А,1Х/[(%0 + Xi) /] — коэффициент основной нагрузки
для единичной силы, приложенной в сечении х.
В общем случае нагрузки могут быть приложены к любым
промежуточным сечениям деталей (рис. 3.25), Сосредоточенные
нагрузки рассматриваются как частный случай распределенных,
когда р (х) стремится к бесконечности, а участок приложения б —
к нулю, например
д.4-8
Fi = lim С p(x)dx. (3.53)
8->0 v
ai
Полную силу, действующую на болт, можно выразить форму-
лой
п
Fn = Fo + 2 \p(x)X(x)dx. (3.54)
a{
В этой формуле % (х) — коэффициент основной нагрузки для
сечения х. Например, для сечения, соответствующего стыку i
(см. рис. 3.20),
% (^i) = Xl / S
J v=Q
3.7. Особенности приложения нагрузки
Во многих случаях необходимо уточнить схему соединения
в связи с особенностями приложения внешней нагрузки. Этот
вопрос в общем виде выяснен в подразд. 3.6. Сделаем несколько
замечаний, полезных при практическом использовании получен-
ных результатов. На рис. 3.26 приведены различные случаи на-
гружения, при которых коэффициент основной нагрузки суще-
ственно зависит от места приложения сил.
43
Рис. 3.26. Различные схемы действия внешней на-
грузки:
о “ о < х < 1, х e 4- 4* М 4” М: б---о <
< х < 1» х = W(^o 4~ 4- М; в х ~ 0; з ~ х ~ Оз
д — X ~ И в — х о
Рис. 3.27. Схема влияния места и способа прило-
жения внешней нагрузки;
а X == М/(^о 4” М) = X»; б —* X “ 0»5хо? в х О
Важно не только определить податливость деталей соединения,
но и установить принадлежность данной детали к системе болта
или корпуса. Эти системы легко различить по следующему при-
знаку: в деталях системы корпуса при приложении внешней
нагрузки абсолютное значение напряжения (с учетом напряжения
затяжки) уменьшается, а в деталях системы болта увеличивается.
Для получения небольших коэффициентов %, что очень важно
для практики, необходимо вводить податливые детали (специаль-
ные пружинящие кольца и т. д.) в систему болта и делать более
жесткими детали системы корпуса.
Рис. 3.27 иллюстрирует влияние на прочность соединений
способа и места приложения нагрузки в нескольких простых
случаях. ।
Вопрос о влиянии места приложения нагрузки рассмотрен
также в работе Н. Л. Клячкина [18].
По данным П. И. Ансона, при расчете фланцев корпуса тур-
бины удовлетворительное соответствие с экспериментальными
результатами дает схема с равномерным распределением внешней
нагрузки по длине соединения.
3.8. Определение силы затяжки по заданной деформации.
Влияние температуры
Часто возникает необходимость определения силы затяжки
болта или шпильки при определенном повороте гайки.
Пусть в процессе монтажа гайка повернута на угол 6,°.
44
Тогда расстояние между торцом гайки и головкой болта (или
соответствующим сечением шпильки) уменьшится на 6:
6 = Р —
0 360’
где Р — шаг резьбы.
В соединении возникает сила затяжки Fo, вызывающая удли-
нение болта и укорочение деталей. Сумма этих перемещений
должна быть равна б.
Отсюда
о п
^360 =
где п — число стягиваемых деталей (индекс 0 соответствует
болту).
Из последнего уравнения следует, что
<3-55)
S*.
В приближенном расчете можно пренебречь податливостью
промежуточных деталей в сравнении с податливостью болта:
п
<=i
Тогда напряжение затяжки в резьбовой части болта (шпильки)
<3-56)
где dc — диаметр стержня; — внутренний диаметр резьбы.
По аналогии с описанной задачей определяются дополнитель-
ные силы, обусловленные нагревом деталей. Температурное удли-
нение, которое должно быть компенсировано упругой деформа-
цией, определяется по формуле
п
Xi
где — коэффициент линейного расширения детали; — тем-
пература детали.
Дополнительная сила, обусловленная нагревом,
Ft = б( / 2 Хг. (3.57)
/ Z=Q
Температурные напряжения уменьшаются при увеличении
податливости любой детали системы. В некоторых конструкциях
для уменьшения температурных напряжений вводят специальные
45
Рис. 3*28. Схемы компен*
сации температурных де*
формаций
Рис. 3.29. Соединения с компен*
сацией температурных деформа*
ций при использовании втулок
из сплава Н36
упругие шайбы (рис* 3.28) или компенсаторы из инвара и других
материалов (рис. 3.29).
Следует отметить, что температурные напряжения особенно
опасны при нестационарных режимах работы установки (напри-
мер, при пуске), когда имеются большие перепады температуры.
Для иллюстрации рассмотрим беспрокладочное фланцевое
соединение. Предполагая lt == /2 О,5/о, = а2 = а, из ра-
венства (3.57) получаем
F, = а Д/ £0Л0 j + £оЛо/(£1Лх) •
Так как значение EqAq/^E^) для фланцевых соединений
обычно не превышает 0,2 ... 0,3, приближенно можно принять
Ft = а Д/ЕоДо.
Напряжения в резьбовой части
of=.aA/E0(dc/e
В паровых турбинах в пусковой период разность температур
фланца корпуса и болта может достигать А/ = 60 ... 90 °C. Тогда,
принимая а = 11-10"6 1/°С, EQ = 210 ГПа, djdx — 1,1, полу-
чаем 180 ... 250 МПа. При циклическом нагреве такие на-
пряжения могут привести к малоцикловому разрушению болтов.
В этом подразделе рассмотрен лишь вопрос о совместном дей-
ствии силы затяжки и внешней растягивающей нагрузки. На
практике встречаются задачи, в которых необходимо учесть
действие изгибающих и крутящих нагрузок. С решением этих
задач можно ознакомиться в монографии [3]. Отдельные случаи
действия изгибающей нагрузки изложены далее.
3.9. Усилия в групповых резьбовых соединениях
Выше указывалось, что расчет на прочность групповых соеди-
нений сводится к определению напряжений в наиболее нагружен-
ном болте (шпильке) и проверке его прочности. При расчете на
46
Рис. 3.30. Формы стыков
прочность очень важно выбрать силу предварительной затяжки,
обеспечивающую плотность (нераскрытое) стыка — контактной
поверхности между двумя соединяемыми деталями.
В машиностроении наиболее распространены плоские контакт-
ные поверхности (плоские стыки), формы которых показаны
на рис. 3.30.
Напряжения при первона-
чальной затяжке. Рассмотрим
случай (рис. 3.31), когда стык
произвольной формы затягива-
ется п болтами (шпильками) с
координатами осей at и и
площадью сечений foi. Усилие,
создаваемое при затяжке болта,
Рис. 3.31. Схема действия напряжений
на стыке при первоначальной затяжке
= (3.58)
где ооР — напряжение затяжки
болта.
Если предположить, что напряжения на стыке от затяжки
(напряжения смятия) распределяются по линейному закону, то
а<0) = А + Вх + Су, (3.59)
где А, В и С — коэффициенты, подлежащие определению.
Предполагая неизвестное значение Oi0) положительным, из
условия равновесия получаем
- J < dAt = 2 FOi-, - J <^уdAt = 2 Foibt-,
A1 i=l Al n i=l (3.60)
— =2f«»ao
A, (=i
где Ai — полная площадь стыка
Если принять оси координат л. у в качестве главных централь-
ных осей стыка, то
JxdA1 = O; \xydAx~0. (3.61)
At At At
47
С учетом отношений (3.59)—(3.61) несложно получить
S Fti £ Foiat £ Foibt
Д=—; В=—ЬЦ--------------------------; С = — , (3.62)
Л1 Jly J lx V '
где Ai = У dAi — площадь стыка; Jlx
Al
моменты инерции относительно
Следовательно,
аГ =
Если считать,
каковы, т. е.
Ai
осей х и у,
на стыке при затяжке
п
У^|
— -----xl-^-T----
Ai J iy
что напряжения затяжки
напряжения
п
У
.(0)
(0) „(0)
О01 = °02 = * * * = O'Oz
равенство (3.63) можно записать в виде
У! foiai
At
S F^bi
t=l
IX
во всех болтах оди-
(3.63)
у1; fbi^i
п!°) __ „(0) ло
\ "1 J\y
П
где Ао = S foi — суммарная площадь сечения болтов.
(=1
При совпадении центра масс сечений болтов с центром масс
площади стыка напряжения на стыке распределены равномерно:
„(0) _ „о»
от = — °о •
Если ось у является осью симметрии для сечений болтов, то
J lx
(3.64)
Условие плотности
ходимо, чтобы во всех
~(0) __ uo) Ao
= —CTo \~A^+y
(3.65)
стыка. Для обеспечения плотности необ-
точках стыка после приложения внешней
нагрузки оставались напряжения сжатия.
Наличие в какой-либо точке стыка на-
пряжений растяжения (расчетных) сви-
детельствует о нарушении контакта в этой
точке. Раскрытие стыка опасно для
прочности соединения, так как при
этом возрастают силы, действующие на
болты.
Рис. 3.32. Схема к выводу условия плотности
стыка
48
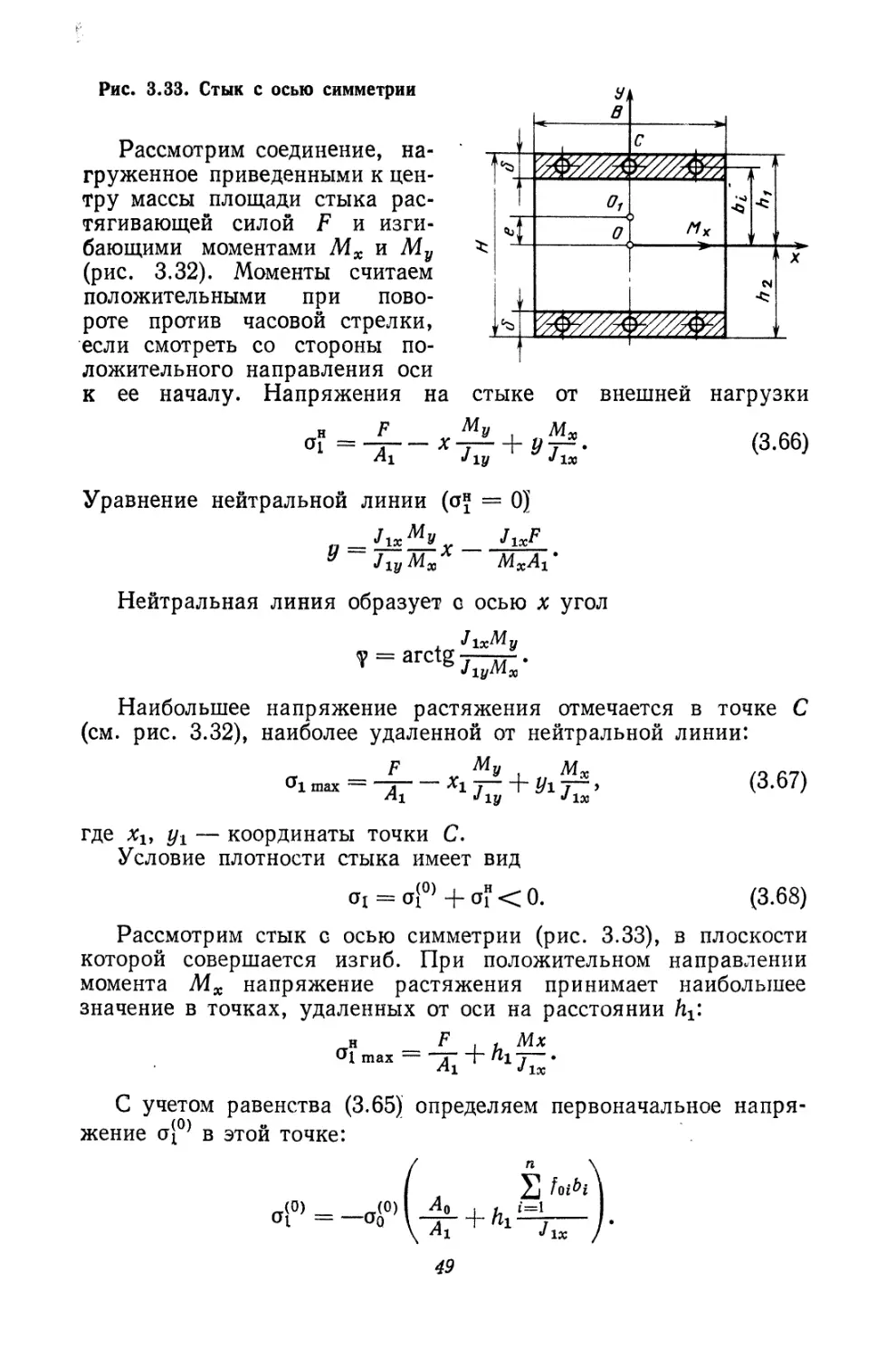
Рис. 3.33. Стык с осью симметрии
Рассмотрим соединение, на-
груженное приведенными к цен-
тру массы площади стыка рас-
тягивающей силой F и изги-
бающими моментами Мх и Му
(рис. 3.32). Моменты считаем
положительными при пово-
роте против часовой стрелки,
если смотреть со стороны по-
ложительного направления оси
к ее началу. Напряжения на
стыке от внешней нагрузки
н F
01 =“Л7
му , М„
Х1—Ь
Jly J1X
(3.66)
Уравнение нейтральной линии (о“ = 0]
„ У^му.. Л*/7
у JlyMxx MxAt-
Нейтральная линия образует е осью х угол
, J1Х^ у
V = arctg j—дд-.
Jiymx
Наибольшее напряжение растяжения отмечается в точке С
(см. рис. 3.32), наиболее удаленной от нейтральной линии:
F Му
а1 max = ~~д-Х1 ~Г~ + У1 > (3.67)
Jly J1Х
где х1У yL — координаты точки С.
Условие плотности стыка имеет вид
Ol = <jp + aj* < 0. (3.68)
Рассмотрим стык с осью симметрии (рис. 3.33), в плоскости
которой совершается изгиб. При положительном направлении
момента Мх напряжение растяжения принимает наибольшее
значение в точках, удаленных от оси на расстоянии /ix:
_Н — F _i_ h Мх
тах ~ ~а[ +hl~x‘
С учетом равенства (3.65) определяем первоначальное напря-
жение о{0) в этой точке:
(п \
2 fJ
---г ---j--- / •
Л1 J 1х /
49
Из условия (3.68) плотности стыка
( fot^i |
-<И 4г + —J—) + -т- + h^< °’
\ А1 Jlx J Al J lx
откуда
а™ > --F/A1 + . (3 69)
^oMi + ^i Xj /оА7Лх
i=i
Если центр масс сечений болтов расположен на расстоянии е
от центра массы площади стыка, то
п
Zj foi^i ~ ^Лд
i=l
и соотношение (3.69) примет вид
_(0) ^1 P/^i h±Mx/J 1Х /о 7П\
Отметим, что если при е < 0
|е I А11Jix > 1,
то уже при затяжке, в результате большого смещения центра масс
сечений болтов от центра массы площади стыка, в точке С (у = hr)
появляются напряжения растяжения. Например, для стыка,
показанного на рис. 3.33 (6 <С Н), эти напряжения возникают при
е = —0,577.
В реальных конструкциях такие случаи практически не встре-
чаются; обычно е = 0 и условие (3.70) имеет вид
°™ <3-71’
При практических расчетах в условие плотности стыка (3.68)
необходимо внести значения oi0) и o(iH) из формул (3.64) и (3.65)
и проверить его выполнение в нескольких точках. Если центр
масс сечений болтов и центр масс стыка совпадают и о(07 = const,
то напряжение o(i0) распределяется равномерно и условие плот-
ности стыка проверяется лишь в одной точке —точке Л, в кото-
рОЙ СГ1 — СГ1 max*
В ответственных резьбовых соединениях обеспечивают опре-
деленный запас по плотности стыка. В этом случае напряжение
первоначальной затяжки вычисляют по формуле
—(0) д + hrMxIJlx
Oq = rvQ-------------------- ,
Л0М1 + Л1
t=l
где kQ = 1,5 ... 3,0 — коэффициент запаса по плотности стыка.
50
Рис. 3.34. Расчетная схема группового резьбового соединения
Иногда напряжения затяжки определяют из условия
| 0*1 mln | Mi
где [о] — необходимое остаточное напряжение сжатия на стыке.
Усилия в болтах при действии растягивающей и изгибающей
нагрузок. При рассмотрении условия плотности стыка в предпо-
ложении о линейном распределении напряжений по плоскости
стыка не учитывалась деформация сжатия фланцев. Учет этой
деформации несущественен для оценки плотности стыка, но при
определении сил, действующих на болты вследствие приложения
внешней нагрузки деформации фланцев, она должна приниматься
во внимание.
Расчетная схема группового соединения и общий метод рас-
чета. Рассмотрим групповое соединение (рис. 3.34). Предположим
для простоты, что соединение имеет плоскость симметрии. Проме-
жуточную деталь (фланец) заменим, как указывалось выше, втул-
ками, связанными абсолютно жесткой диафрагмой. К диафрагме
приложим внешние нагрузки (изгибающий момент Мх и растяги-
вающую силу F). Считаем также, что для /-го болта (шпильки)
с площадью сечения fQi и длиной tQi эквивалентная втулка имеет
площадь а диафрагма присоединена на расстоянии 1и от за-
делки. Если перемещение диафрагмы вдоль оси болта wb то сила,
с которой диафрагма действует на /-е соединение,
Pt = Щ/Ь, (3.72)
где — податливость f-го соединения, мм/Н.
Значение достаточно просто определяется из предположения
о «спаянности» стыка. Принимая, что часть силы Ft идет на рас-
57
тяжение болта (шпильки) и сжатие втулки на участке Гц, а дру-
гая часть — на растяжение втулки на участке 11Ь и обозначая
эти части соответственно FiQ и в, имеем
= + = (3.73)
^Oz/Ol ^lz/lz -^iz/lz
где Ещ и Ец — модули упругости материала болта и втулки-
Xoi и Mi ~ податливости деталей системы болта и корпуса (в дан-
ном случае растягиваемой части втулки):
Хог “ + Etifii 5 Х1г " Eufu'' (3‘74)
С учетом равенств (3.73) можно записать
, (3.75)
(3.76)
угол по-
откуда, принимая во внимание равенство (3.72), находим
1 _ 1 , 1 _ 1_________ L Wi*
U hi hi ~ l0il'(E0if0{) 4 1ЦЫ{) 1 hi
Так как перемещения точек диафрагмы
W = WQ + фГ/,
где — смещение точек Ог в направлении оси z; ф —
ворота плоскости диаграммы.
С учетом соотношения (3.76) из равенства (3.72) получаем
Рг == (ау° + ФУ). (3.77)
Силы Ft возникают в результате действия момента Л4Х и
силы F, поэтому условия равновесия имеют вид
п п
Подставляя в эти равенства зависимость (3.77), получаем
п п п п 2
= “’•2f<3J8>
i=l i=l i=l i-=l
Из уравнений (3.78) можно определить неизвестные параметры
оуои ф. Зависимости станут более простыми, если начало коорди-
52
нат поместить в приведенном центре масс площади. Тогда
п \
<3.79)
Z=1
и из уравнений (3.78) получим
F Мх
; <р = ——-—•
2 (i/М 2 GW
Z=l 1=1
Подставляя эти соотношения в уравнение (3.76), находим
р _ wt _ 1
F,6~
------+ У1——-----
2 (i/м 2 (И/М
i=l i=l
(3.80)
где Xof — податливость болта.
Вводя коэффициент основной нагрузки для f-го болта
^Ог +
и учитывая соотношение (3.75), выражение для дополнительной
силы, действующей на болт вследствие приложения внешней на-
грузки, можно переписать в виде
г 1 F . Мх
F10 ~ -------------------+ yi ~'-----------------
У] [1/(^огХг)1 2 [yj(^оЛ)]
(3.81)
Для решения задачи необходимо определить место присоеди-
нения диафрагмы к единичному резьбовому соединению. В зави-
симости от решения этого вопроса различают два способа расчета.
Расчет по постоянной податливости.
Если предположить, что податливость всех болтов одинакова,
из формулы (3.81) получаем
р.= = у
1 i6 л 1 .
*oz
F
п
У C^oz/oz/^oz)
/=1
1 мх
+ yi~-----------
/=1
При одинаковых материале и длине болтов
н F( F । Мх \
a°‘ = -^ = (-A^ + yi-77)^
(3.83)
53
Рис. 3.35. Расчетная схема соединения, работа-*
ющего на изгиб
п п
где Ао = S foi площадь сечения всех болтов; = У fotyt —
момент инерции сечений болтов.
п
В силу равенства (3.79) и, следовательно, начало
координат совпадает с центром масс сечений болтов. Формула
(3.83) имеет ясный физический смысл. Выражение в скобках
представляет собой напряжения в болтах в том случае, когда одни
болты воспринимают внешнюю нагруз-
ку. Вследствие деформации и изменения
напряжения на стыке болт восприни-
мает внешнюю нагрузку не полностью,
что учитывается коэффициентом основ-
ной нагрузки % = 211/(Ло + ^i). При
расчете по постоянной податливости
коэффициент % вычисляют, полагая
l*i ~ 0 (диафрагма присоединяется
к торцам втулок).
Расчет по переменной
податливости. Если на соеди-
нение действует изгибающая нагрузка,
то предположение о постоянстве подат-
Рис. 3.36. Положение оси х при расчете по
переменной податливости
54
ливости может привести к погрешности. При действии изги-
бающего момента наибольшие реакции возникают в точках
А и В (рис. 3.35). Поэтому значения l*h характери-
зующие присоединение диафрагмы, можно принять различными
для разных втулок. В приближенном расчете принимаем, что для
крайнего болта на стороне сжатия 1и = /0> т. е. диафрагма под-
ходит к плоскости стыка. Для этого болта = 0, так как Xlf = 0.
Принимаем, что ось х проходит через оси крайних болтов
(болта) (рис. 3.36). Считаем также, что для остальных болтов
соединения высота втулки изменяется по линейному закону
1 _ 1 Ук
— *0i 9
где Н — наибольшее расстояние вдоль оси у между центрами
болтов стыка.
В соответствии с этим для £-го болта по равенству (3.75)
1 _ f Evi (_____________}_________ I \ /о од\
loi U + foi(l - yil^KEuki) E.if.iyi ) •
С учетом зависимости (3.74)
и сила, действующая на болт при изгибе,
= • (з-86)
У1 к
к
<=i
Если выражение (3.84) упростить до вида
Т- = фЧог (1 + ) , (3.87)
^0г \ Etoiftiiyi /
с учетом равенств (3.85)—(3.87) найдем
F" - ЗГ—Й77Т1Л ^~~7 М' ,------------------------Г <3'88)
/=1
Считая постоянными длину, модуль упругости материала и
отношение fu/foi, что справедливо в большинстве практических
задач, получим
77 fotyt X
Fi6 = 1 + (1/m) (1 — г/г/Л) Jx + mHSx ’
где m = Е^и/(Е^)— отношение жесткостей втулки и болта;
п
А = S fotyl — момент инерции сечений болтов относительно
г=1
п
оси х (см. рис. 3.36); Sx = £j fotUi — статический момент сечений.
t=i
55
Напряжение в болте от внешней изгибающей нагрузки
.(в) = ?1б ______________9t________________мх
01 foi l + (l/m)(l-i/f/Zf) Jx-\-mHSx'
(3.89)
Наиболее нагруженным является крайний болт на стороне
растяжения = Н); напряжение в нем от действия изгибающего
момента
_(н)_________МХН
Огаах - Jx + mHSx
(3.90)
сил, действующих
нагрузки. На-
пряжения, обусловленное рас-
тягивающими нагрузками, на-
ходят расчетом по постоянной
податливости.
В работе Н. Л. Клячкина
[18] рассмотрен общий случай
нагружения резьбовых соедине-
ний с неплоской абсолютно же-
Такой расчет проводят при определении
на болты в результате приложения изгибающей
Рис. 3.37. Кольцевой стык сткой диафрагмой с учетом по-
датливостей втулок при изгибе
и кручении. Расчет сил, действующих на болты групповых соеди-
нений при нагрузке в плоскости стыка, дан в монографии [3].
Пример 3.1. Рассмотрим кольцевой стык (рис. 3.37), нагруженный изги-
бающим моментом Мх. При расчете по постоянной податливости напряжения
в болте
_ Мх 1
ао/-//г Jx 1+ Etf(ЕМ •
Момент инерции вычисляем для условного кольца площадью 2л7?6 = nf0
Jx = aR3& = О,5п/оЯ2.
Таким образом,
_ 2МХ 1
°oi ~ У1 nf9R3 1 + £1/1/(£о/о) ‘
Наибольшее напряжение (yt = 2?)
2М 1
, EJT'
При расчете по переменной податливости
___________У1_______________Мх_______
14- (\ У* J I В1?1 2RS
1 + WTV ^RJ Jx+^T2RSx
В рассматриваемом случае
Jx = 4- 2л/?36 = 1,5и/02?а,
56
и тогда
Sx = 2л/?26 = nf0R,
Ot=Bi мх
Значение yt в этой формуле отсчитываем от оси х$. Для наиболее нагру-
женного болта (yt = 27?)
2МХ
^0 max —---;------ЁП? Г" •
п^(1,5+2-Нф-)
\ ^0/0 /
При расчете по переменной податливости максимальное напряжение прибли-
зительно в 2 раза меньше, чем по постоянной. Отметим также, что последняя
формула выражает нелинейный закон изменения напряжений по высоте стыка.
ЗЛО. Экспериментальное исследование усилий в болтах
групповых соединений
Экспериментальное исследование усилий в болтах выполнялось
на соединении с кольцевыми контактирующими фланцами
(рис. 3.38). Соединение с шестью болтами из нормализованной
стали 45 (сгв = 950 МПа) затягивалось предварительно с силой Fo
и нагружалось в разрывной машине растягивающей силой F
и изгибающим моментом Л4И. Изгибающий момент создавался
смещением линии действия силы F относительно оси фланцевого
соединения на lF.
Силы, действующие на болты, контролировали с помощью
тензорезисторов (база 10 мм, сопротивление 90 Ом), включенных
в плечо тензометрического усилителя 8АНЧ-7 по схеме с компенса-
цией изгиба.
Отдельные результаты исследования приведены на рис. 3.39,
3.40. Анализ результатов показывает, что при нагружении флан-
цевого соединения осевой растягивающей силой, а также при сов-
местном действии растягивающей силы и изгибающего момента
(внецентренное растяжение) наблюдается нелинейное изменение
дополнительных и, как следствие, полных усилий в болте. Это
объясняется непрерывным смещением зоны контакта вследствие
деформаций изгиба стягиваемых деталей.
С увеличением внешней нагрузки возрастает и сила, действую-
щая на болт. Она оказывается тем большей, чем меньше сила
предварительной затяжки болтов и жесткость фланцев на изгиб.
Из анализа зависимостей для соединений при растяжении
(см. рис. 3.39) следует, что кривые изменения полных усилий
в болтах (?) и сил предварительной затяжки (3) смещены относи-
тельно прямой 2 для незатянутого соединения и идут практиче-
ски параллельно ей. Последнее свидетельствует об отсутствии
-полного раскрытия стыка, что связано со смещением зоны кон-
такта стыков к периферийному диаметру. Интенсивное увеличение
57
силы, действующей на болты, в этом случае объясняется «рычаж-
ным» взаимодействием фланцев.
Это взаимодействие наиболее отчетливо проявляется при тензо-
метрировании соединений с полосовым стыком (рис. 3.41). Кривые
на этом рисунке построены по показаниям тензометров (1—8)
при нагружении соединения силой F без учета деформации от за-
тяжки, которая исключалась путем сведения показаний прибора
на нуль при балансировке усилителя перед нагружением.
Для жестких, на изгиб фланцев наблюдается полное раскрытие
стыка (в точке А на рис. 3.39, а) при больших нагрузках, и кривая
изменения полных усилий сливается с кривой для незатянутого
соединения.
Кривые распределения усилий в болтах при внецентренном
растяжении (рис. 3.42) также имеют нелинейный характер (в ос-
новном для податливых на изгиб
фланцев и при небольшой силе И
о 5 10 15 20 fy кН Г
Рис. 3.40. Кривые изменения полных усилий
и изгибающею момента в болтах фланцевого
соединения в зависимости от силы загяжки
при внецентренном растяжении (7—6 — но-
мера болтов)
Рис. 3.41. Кривые изменения
деформации в соединении при
действии внешней силы
59
Рис. 3.42. Кривые изменения сил, действующих на болты фланцевого соедине-
ния при приложении растягивающих и изгибающих внешних нагрузок +
+ Z2 = 9 4~ 18 мм):
а — Fo = 2,65 кН; 1 — F = 0,5 кН, Ми = 0,53 кН-м; 2 — F = 1 кН, = 1,06 кН* №
3 — F = 1,5 кН, Ми = 1,59 кН-м; 4 - F = 2 кН, Л<и = 2,12 кН- м; б — F =1.5 кН,
Ми = 1,59 кН*м; 5 — FQ = 26,5 кН; 6 - FQ = 18 кН; 7 — FQ = 12 кН
а)
FsfKH 0,53 1,06 1,69 Мц,кНм
О 5 10 15 F,кН
Я)
Рис. 3.43. Зависимость дополнитель-
ной силы, действующей на болт, от
внешней нагрузки при нагружении
(\ 4- 12 = 9 + 18 мм):
а — растягивающей силой; б — растяги-
вающей силой и изгибающим моментом (по
1-му болту); 1 — Fo = 6 кН; 2 — FQ —
= 12 кН; 3 — Fo = 18 кН; 4 — Fo =
= 26,5 кН
0 5 Ю 15 20 F к Н
5)
Рис. 3.44. Зависимость дополнитель-
ных сил, действующих на болты, от
внешней нагрузки при нагружении^
а — растягивающей силой; б — растяги-
вающей силой и изгибающим моментом (по
1-му болту); 1 — lt + /2 — 9 h 18 мм; 2 —
9 + 36 мм; 3 — 9 4- 18 мм; 4 - /t т /1 =
= 18 4* 36 мм
60
Рис. 3.45. Зависимость дополни-
тельной силы, действующей на болт
соединения с полосовым стыком,
при Fq --- 32 кН;
1 It -f- lz — 9 18 мм; 2 — 9 -f-
•f* 27 мм; 3 •— 18 4~ 18 мм; 4 It -J”
4- ~ 18 + 27 мм
предварительной затяжки су-
щественно снижается допол-
нительная нагрузка на бол-
ты. Особенно эффективно
увеличение силы затяжки
болтов в соединениях с податливыми (тонкими) фланцами. Так,
в опытах с фланцами толщиной 1г + 12 = 9 + 18 мм (рис. 3.43,
3.44) при увеличении силы затяжки вдвое дополнительная
сила, действующая на болт, уменьшилась более чем в
3 раза.
Увеличение жесткости (например, за счет толщины фланцев)
также приводит к снижению усилия в болтах.
Опытами установлено, что при увеличении внешней нагрузки
наблюдается необратимое уменьшение силы предварительной за-
тяжки соединения (см. кривые 3 на рис. 3.39). Это связано с пла-
стическим смятием микронеровностей по поверхности стыка.
При повторных затяжках снижение усилия становилось мень-
шим .
Результаты исследования изменения дополнительной силы,
действующей на болт в соединении с полосовыми стыками
(рис. 3.45), аналогичным результатам испытаний круглофлан-
цевых соединений. С увеличением внешней нагрузки на эти соеди-
нения становится заметным рычажное взаимодействие пла-
стин.
Сравнение экспериментальных и расчетных значений усилий
в болтах растягиваемых соединений показывает, что расчет по
постоянной податливости удовлетворительно согласуется с экспе-
риментом для жестких (толстых) фланцев, а также для податли-
вых на изгиб фланцев при сильной предварительной затяжке и
небольшой внешней нацэузке.
Характер распределения усилий между болтами при действии
на соединение изгибающих и растягивающих нагрузок ближе
к тому, что дает расчет по переменной податливости. Этот метод
'Можно использовать при определении усилий в жестких флан-
цах, а также в болтах, крепящих жесткие стыки к жестким ос-
нованиям.
( При расчете сил, действующих на податливые на изгиб фланцы,
по обоим методам получают значения, которые часто меньше экспе-
риментальных. В этом случае целесообразнее использовать метод
расчета по постоянной податливости.
61
3.11. Расчет болтов для крепления жестких плит
на упругом основании
Расчет относится к болтам крепления фундаментных плит,
кронштейнов и т. п. (рис. 3.46). Если фундамент рассматривать
как упругое основание, то при действии напряжений на поверх-
ности стыка основание получает осадку w, причем
ох - to, (3.91)
где k — коэффициент жесткости основания (численно равный
напряжению, которое действует на поверхности стыка при осадке
в 1 см). Для бетона прибли-
женно принимают k —
= 8000 ... 12 000 Н/см8, для
кирпичной кладки k =
=4000 ... 5000 Н/см8.
Рис. 3.46. Плита на упругом
основании
Рис. 3.47. Фундаментные
болты
Это решение можно использовать и в случае крепления на
других основаниях (упругих плитах, несущих балках и т. п.),
для которых справедлива зависимость (3.91).
Считаем (для упрощения), что стык и сечения болтов имеют
плоскость симметрии. Внешние нагрузки (изгибающий момент
Ми и растягивающая сила F) действуют в плоскости симметрии,
а первоначальная затяжка обеспечивает плотность стыка. Предпо-
лагаем, что под действием внешней нагрузки плита получает сме-
щение
где' — смещение точки О (точки плиты, совпадающей с началом
координат); ф — угол поворота.
Тогда дополнительная сила, действующая на i-й болт,
Fi6 = w = (w° ~ w)’ (3-92)
где Eoi, fQi и lQi —модуль упругости, площадь сечения и длина
1-го болта.
62
Если стержень болта залит в бетон (рис. 3.47), принимаем
lQi = ^г/3, где Li — длина болта.
Напряжения на поверхности стыка
= kw = k — фу). (3.93)
Следует отметить, что физический смысл действия напряжений
растяжения на стыке заключается в уменьшении первоначальных
напряжений сжатия. На основании условий равновесия
п
J fe (ш0 — ФУ) ЛАг + 2 (®0 ~ ФУ;) =
At t=l 1
п
^k(w0 — q>y) dAi + 2 (®o — ФУг) yi = — Ми. (3.94)
At t=l 1
Если начало координат поместить в точке О — приведенном
центре масс, то
п
k ^ydAr+^^-y^Q. (3.95)
Л1 i=l °г
Когда модули упругости и длины болтов одинаковы, ось х
проходит через центр масс площади стыка и сечений болтов. Этот
случай наиболее распространен на практике.
При условии (3.95) из соотношений (3.94) получаем
F
J /ог
=
(3.96)
где А± — площадь стыка; ~ j y2‘dA1 — момент инерции стыка.
Л1
С учетом равенства (3.92) находим напряжение в болте под
действием внешней нагрузки
~У1~Г)’ <3-97)
1 дс
п
А = +
*0Z
/=ы*+2т^^
i=l
63
Рис. 3.48. Схемы крепления фундаментных болтов
В приближенных расчетах можно считать А ж kAlf J & kJх.
Полное напряжение в f-м болте
сто/ — tfoP + (3.98)
где Оо?— напряжение первоначальной затяжки.
Напряжение на поверхности стыка от действия внешней на-
грузки
(н) А / «. Ми
°* —у—Л
Полное напряжение на стыке
СТ1 = а{0) 4- О1(н>. (3.99)
При проектировании стыка и выборе первоначальной затяжки
необходимо обеспечить следующие условия.
1. Условие нераскрытия стыка
I Oi0) | > k + h2 -j2-) >
\ Z1 J J
где | di0) | — абсолютное значение равномерно распределенного
напряжения на стыке.
Это условие должно проверяться для точки А — наиболее
удаленной точки на стороне растяжения (см. рис. 3.46).
2. Наибольшее напряжение на стыке не должно превышать
допускаемого значения:
1 О1 max | = [ О'1°) + k -hr | < [О'сж]-
Это условие должно проверяться для точки В, наиболее уда-
ленной точки на стороне сжатия. Допускаемое напряжение
[осж] на поверхности стыка обычно принимают равным: 0,70 ...
1,00 МПа для кирпичной кладки на известковом растворе; 1,50 ...
2,00 МПа для кирпичной кладки на цементном растворе; 1,00 ...
1,50 МПа для бетона.
64
3. Наибольшее напряжение в болте не должно превышать до-
пускаемого значения:
ОО шах
„(0) I Eoi ( Миа
Ooi +тД—
£)<w-
В приближенных расчетах вместо последних формул можно
использовать зависимости
л^+_р_|. (3100)
| Q1 шах I = | а|0) - + £ | < кж]; (3.101)
По max = аГ + + 4- < [аР], (3.102)
*0 ло
п п
где До = 2 fOi; Jo = S foiyl — суммарные площадь и момент
Z=1 i=l
инерции поперечных сечений болтов.
Значения Ji и Аг принимаем такими, чтобы выполнялись
условия (3.100) и (3.101); Jo и До выбираем из условия прочности
для болтов (3.102).
3 Бартер И. А. и др. 6S
Рис. 3.50. Съемные фун-
даментные болты
Если в плоскости стыка действует сила Ft, уравновешиваемая
силами трения, то напряжение на стыке от первоначальной за-
тяжки определяется условием
|>F#.
Для создания необходимой затяжки
„«» 1 „(0) I Ai
а° =1О1 1"лГ-
При проектировании стыка и выборе первоначальной затяжки
следует обеспечить условие плотности стыка, условия прочности
болтов и материала основания. Схемы крепления фундаментных
болтов показаны на рис. 3.48—3.51.
Рис. 3.51. Схемы установки и демонтажа самоанкерирующегося болта:
а — установка болта; б — расклинивание цанг; в —> крепление оборудования; г — извле-
чение болта
66
Наряду g глухими болтами в крюком на конце, показанными
на рис. 3.48 (/ — цемент; 2 — бетон), широко применяются болты
с приварными стержнями (рис. 3.49, а), болты с зачеканкой из
цемента (рис. 3.49, б, в) или эпоксидной смолы (рис. 3.49, г),
а также болты с анкерными плитами (рис. 3.49, б). Такие конструк-
ции позволяют сократить глубину заделки болтов до (10 ... 15) d
вместо (30 ... 50) d для глухих болтов с крюком на конце (d —
диаметр стержня болта), а в ряде случаев — и глубину фунда-
ментов.
В последние годы широкое распространение получают съем-
ные фундаментные болты (рис. 3.50) и среди них самоанкерирую-
щиеся фундаментные болты (рис. 3.51). Такие болты лучше вос-
принимают динамические нагрузки благодаря большей упругости.
3.12. Расчет резьбовых соединений на ударную нагрузку
Основная задача расчета резьбовых соединений на ударную
нагрузку — определение динамической силы, действующей на
болт при ударе. Расчет реальных систем на ударную нагрузку
связан с большими трудно-
стями (учет контактных уп-
ругих и пластических де-
формаций, общее описание
волновых процессов и т. п.),
поэтому для инженерного
расчета ограничимся прибли-
женным энергетическим ме-
тодом.
Рассмотрим удар поршня
массой т о крышку цилин-
дра, закрепленную г болтами
(рис. 3.52, а).
Сначала пренебрежем мас-
сой крышки и ее податли-
востью и будем считать,
что вся кинетическая энер-
Рис. 3.52. Схема действия сил при ударе
поршня о крышку, закрепленную шпиль-
ками
гия удара поршня пере-
ходит в потенциальную энергию деформации резьбового соеди-
нения. Отдельное резьбовое соединение схематично представим
в виде шпильки и эквивалентной втулки с центральным приложе-
нием динамической силы (рис. 3.52, б).
Рассмотрим случай, когда при ударе стык не раскрывается.
Потенциальная энергия резьбового соединения до удара
= 0,5zF% (Хб + Лд),
(3.103)
где Fq — сила первоначальной затяжки; Хб = //(£бЛб); 1д =
= 1/(ЕпАд) — податливости болта (шпильки) и эквивалентной
втулки.
3*
67
После удара на шпильку и втулку действуют силы
Fa = Fo + ^дав; (3.104)
F^-Fo + tl-fiFw (3.105)
При необходимости величины Хс и Хд должны включать до-
полнительные контактные и другие деформации.
Потенциальная энергия деформации резьбового соединения
после удара
U2 = 0,5z (Fo + Х^дин)2 Хб + 0,5? [- Fo + (1 - %) FWH]2 Хд.
(3.106)
Из условия равенства энергий
К = и2 - иъ
где К. = 0,5/two — кинетическая энергия поршня.
Учитывая равенства (3.103) и (3.106), находим
= г (3.107)
Л 22(Хб + 1д)-
Этот же результат можно получить другим путем, схематизи-
руя групповое резьбовое соединение с помощью абсолютно жесткой
диафрагмы и упругих втулок (см. рис. 3.1).
При воздействии динамической силы 2iFaHH диафрагма полу-
чает смещение (в условиях плотного стыка)
А = ^дин ц = ^диЛзХ-
Приравнивая работу динамической силы
L = 0,5гГданД
к кинетической энергии поршня, получаем уравнение (3.107).
Отметим, что динамическая сила не зависит от первоначальной
затяжки и в соответствии с равенством (3.107)
Л »" I " , Z. (3.108)
В общем случае _____________________
. - .Л+ (3-Ю9)
I/ I Е Е М
Г 4 z=i /=1 7
где суммы распространяются на детали системы болта и системы
корпуса
Динамическая сила, воспринимаемая болтом (шпилькой),
F6 = х^днн = /Ж/Ш- (3.110)
Из анализа этой формулы следует, что для снижения ударных
динамических сил, действующих на болт, необходимо увеличи-
вать податливость деталей системы болта.
68
Рекомендацию Б. С. Цфаеа — уве-
личивать при ударных нагрузках подат-
ливость всех нагруженных элементов
системы — нельзя признать справедливой.
При увеличении податливости деталей
системы корпуса общая сила F™, [см.
ф-лу (3.109)] уменьшается, однако на-
грузка на болты возрастает.
Рассмотрим теперь случай, когда
при ударе происходит раскрытие стыка.
Кривые изменения динамической силы
Гдия в зависимости от смещения диа-
фрагмы показаны на рис. 3.53. В точке
Рис. 3.53. Зависимость
динамической силы от сме-
щения диафрагмы
С стык раскрывается:
Fc = Fo/(i — %); перемещение диафрагмы при этом Ас=м-г4?. (3.111) (3.112)
После раскрытия стыка дальнейшая деформация происходит
только в болте (шпильке), поэтому
Д-Ас = 1б(Гдая-Гс). (3.113)
Работа общей динамической силы
L — 0,5z [Fc Дс 4- (^дин + Fc) (Д ~ Дс)1-
С учетом равенств (3.111)—(3.113) получаем
L = O,5z[leF’aa-le-r4^-]- (3.114)
Приравнивая работу деформации кинетической энергии удара,
находим
F = 1/ 2KTZZE (3.115)
дан V 21б + 1-х • v ’
Динамическая сила, воспринимаемая болтом (шпилькой),
FK = F
1 б * дин•
(3.116)
При более точном расчете можно учесть работу силы тяжести
соударяющихся тел.
Глава 4
РАСПРЕДЕЛЕНИЕ НАГРУЗКИ И НАПРЯЖЕНИЙ
В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ
4.1. Основные уравнения
Общие замечания и постановка задачи. Для проектирования
и оценки прочности резьбовых соединений необходимо знать рас-
пределение напряжений в сечениях болта и гайки. Однако реше-
ние такой задачи в точной постановке связано с трудно преодоли-
мыми математическими и техническими трудностями. Обычно при
решении в условия взаимодействия (контакта) деталей и их форму
вводят ряд упрощений и выполняют расчет распределения нагруз-
ки (сил) между витками соединения, который используют для
интегральной оценки местной напряженности и конструктивной
целесообразности соединений.
Рассмотрим резьбовое соединение (рис. 4.1) при заданной
внешней силе F, полагая для упрощения, что витки резьбы благо-
даря малому углу подъема имеют кольцевую форму и силы трения
в контактах пренебрежимо малы. Требуется определить силы
(контактные напряжения), действующие на витки резьбы.
Уравнение равновесия. В некоторой точке оси болта, напри-
мер в точке О пересечения оси с неконтактирующей плоскостью
гайки, поместим глобальную систему координат rOz. Тогда урав-
нение равновесия одной из деталей, например болта, примет
вид
п
F = 2 JPidAK, (4.1)
где I = I, 2, ..., и — номер контактирующего витка, считая от
опорного торца гайки; pt — контактное напряжение в точке ра-
бочей поверхности Z-го витка; Лк — площадь контакта рабочей
поверхности витка, принимаемая одинаковой для всех витков.
В такой постановке задача многократно статически неопре-
делима, так как в одно уравнение равновесия входят неизвестные
напряжения в каждой точке контакта. Решение задачи можно
существенно упростить, если принять, что напряжения вдоль ра-
бочей грани витка постоянны и сила, действующая на гй виток,
Ft = ptnd^Hlt
где dg и — средний диаметр и рабочая высота витка резьбы.
70
При этом уравнение
равновесия содержит лишь г г, гг
п неизвестных сил (п —
число рабочих витков
резьбы): »
п
F=^Ft. (4.2)
f=l
Для раскрытия стати-
ческой неопределимост и
следует записать уравне-
ние совместности переме-
щений элементов соеди-
Рис. 4.1. Соединение типа
нения.
Уравнение совместно-
сти перемещений. Рас-
смотрим взаимодействие (контакт) витка болта и
4.2, а). Допустим, что некоторые две точки Сг и С2, принадле-
жащие соответственно болту и гайке, являются сопряженными,
т. е. входят в контакт при нагружении. Их начальное (до на-
болт—гайка
гайки (рис.
гружения) положение на витках характеризуется векторами
Rx = OCi и R2 = ОС2, а «зазор» между сопряженными точ-
ками и С8 характеризует вектор
| = C2Ci = Ri - R2. (4.3)
Предположим, что в результате деформаций болта и гайки под
действием внешней силы F точки Сг и С2, получив перемещения
61* и в «тело» витка соответствующей детали, войдут в кон-
такт в точке С* (рис. 4.2, б). Обозначая через Rls|t и R2s|t векторы
71
точек Ci и Cj в деформированном положении, можем записать
Ri* = Ri + Ra» — Ra 4~ $2*- (4.4)
Учитывая, что еопряженные точки войдут в контакт при
условии
Ri* — Ra$, (4.5)
из равенств (4.4) находим
R1 Ч- = Ra 4~ «а»»
откуда
^ = 6а*-61». (4-6)
Формула (4.6) представляет собой уравнение совместности
перемещений контактирующих витков резьбы в глобальной системе
координат. Если витки резьбы изготовлены идеально точно, то
их рабочие поверхности соприкасаются и в ненагруженном со-
стоянии (рис. 4.2, в). Вектор-зазор £ направлен при этом вдоль
рабочих граней витков, но его абсолютное значение заранее
неизвестно и может быть определено в результате решения задачи.
Учитывая, однако, что в описанном расчетном случае проек-
ция вектора-зазора за нормаль к рабочей грани |п = 0, уравнение
совместности перемещений можно переписать в виде
в?. - 6?. = 0. (4.7)
Отсюда следует, что в идеально точной резьбе сопряженные
точки имеют одинаковые нормальные перемещения.
Уравнения (4.1) и (4.6) являются общими для точного и при-
ближенного решений любой контактной задачи. При совместном
решении этих уравнений необходимо принять зависимость пе-
ремещений точек детали от действующих на нее сил. Такие за-
висимости обычно записываются относительно осей координат,
жестко связанных с деталями и называемых местными или
локальными осями координат.
Свяжем с болтом и гайкой оси координат и raOaza соот-
ветственно. Тогда (см. рис. 4.2, а)
Ri = OOj 4~ fi» Ra = 00а -f- га, (4.8)
где OOj и ООа — векторы, показывающие положение местных
осей координат в глобальной системе координат rOz; гъ га —
векторы, характеризующие положение сопряженных точек Ci
и Са в местных системах координат.
При действии внешней силы F болт и гайка деформируются,
сопряженные точки входят в контакт в некоторой точке С*, а
начало 0г и 0а местных осей координат вместе с соответствую-
щими точками болта и гайки перемещаются вдоль оси Oz (бла-
годаря осевой симметрии) в положения 0ы и 0а# соответственно.
72
Векторы сопряженных точек в деформированном состоянии (см.
рис. 4.2, б)
Ri* = ООХ* + гх*; Ra* = ООа* 4- rai)1. (4.9)
Из уравнений (4.8) и (4.9)
Ri* — Ri = — 00х 4- гх* — гх; jq
Rs* — Rs — 002* — 002 4" г2* — Ге-
Перемещения Ох Ох* = 00х* — 00х = ®х и ОаОа* = 002* —
— О О 2 = ®2 называют кинематическими, так как они выражают
перемещения в глобальной системе координат деталей как жест-
ких тел.
Обозначим векторы перемещений сопряженных точек болта
и гайки в местных осях координат через и 6а:
61 = гх* — гх; 62 = га* — га.
Учитывая равенства (4.3) и принятые обозначения, из соотно-
шений (4.10) находим
| + «вх-®2 = ^ — 6Х. (4.11)
Уравнение (4.11) также представляет собой условие совмест-
ности перемещений сопряженных точек деталей. Но в отличие от
уравнения (4.6) перемещения 6Х и 6а точек деталей определяются
в местных осях координат.
Сопоставляя уравнения (4.6) и (4.10), получаем
61* = ®i 4~ 6Х; 6а* = ®а 4- ба- (4.12)
Уравнения (4.12) устанавливают связь между смещениями
точек в глобальной и местной системах координат.
Для соединения с идеально точной резьбой |п = 0 и
6?-6? = ®п, (4.13)
где ®" = ®" — ®" — вектор взаимного смещения местных
осей координат относительно глобальных осей координат, одина-
ковый для всех точек болта и гайки.
Связь между нагрузками и перемещениями точек детали. При-
веденные выше уравнения совместности перемещений и равновесия
одинаковы для точного и приближенного решений. Достигаемая
же в результате расчета точность решения задачи определяется,
как правило, классом расчетной модели детали, т. е. принятыми
в расчете зависимостями перемещений точек модели от действующих
на нее сил.
4.2. Инженерный расчет распределения нагрузки между
витками резьбы
Общие замечания. Расчет выполняют, используя простейшую
модель формы детали (болта, гайки) в виде стержня. Упрощенная
схематизация реальной детали осуществляется путем условного
73
разделения ее деформаций на общие (растяжение и сжатие тел
болта и гайки) и местные (изгиб и сдвиг витков резьбы). При этом
осевое смещение точки витка в некотором сечении z представляется
в виде алгебраической суммы перемещений:
®1Z (?) “ (^) “ (^)> ^2 (^) ^2 fc)»
где Лг (г) и Л2 (г) — перемещение сопряженных точек витков
болта и гайки в результате растяжения и сжатия их тел (знак
плюс показывает, что перемещения происходят в направлении
местных осей); (z) и иу2 (z) — то же в результате изгиба и сдвига
витков относительно тел болта и гайки.
Так как вектор контактных сил (напряжений) направлен
«в тело», то сопряженная точка витка гайки смещается в направ-
лении местной оси, а сопряженная точка витка болта — в проти-
воположном направлении (это показывает знак минус в первом
соотношении). Решения, основанные на идеализированной схеме,
позволяют объяснить ряд известных фактов (поломки первых
рабочих витков, преимущества гаек растяжения и т. д.).
Впервые задача о распределении нагрузки по виткам резьбы
была решена Н. Е. Жуковским (по предложению А. И. Сидорова)
еще в 1902 г. Предполагая для упрощения, что гайка имеет беско-
нечное число витков прямоугольного профиля, работающих
на срез, Н. Е. Жуковский получил следующую зависимость
между силами, действующими на три соседние пары контактирую-
щих витков болта и гайки:
Fi+i __ 1
F t a — F i+z/^i+i
где а — параметр, зависящий от размеров резьбы и материала
болта и гайки.
Это уравнение является исходным для получения точного и
приближенного решения задачи. Н. Е. Жуковским для упрощения
было развито приближенное незамкнутое решение. Позднее по-
добные решения получены за рубежом Л. Мадушкой и др.
Опишем решение задачи, полученное И. А. Биргером [3].
Основное его отличие состоит в том, что резьбовое соединение
рассматривается не как сововокупность кольцевых выступов, а
как соединение с непрерывно идущими витками. Такое рассмотре-
ние, более близкое к действительности, позволило отказаться от
использования уравнений в конечных разностях и применить
дифференциальные уравнения, решение которых можно легко
получить в замкнутой форме.
Решение задачи о распределении нагрузки по виткам резьбы
можно использовать в ряде подобных задач, например при рас-
74
Рис. 4.3. Расчетная модель соединения по Н. Е. Жуковскомуа
а до деформации^ б »» после деформации
чете замков турбинных лопаток, еварных, паяных и клеевых соеди-
нений и т. п.
Уравнение совместности перемещений. Используя модель
Н. Е. Жуковского, заменим резьбовое соединение типа болт—
гайка идеализированной конструкцией (рис. 4.3).
Считаем, что под действием нагрузки г тело болта на участке
АВ размером г удлиняется на ДДз), а тело гайки на участке CD
укорачивается на Да (z). При этом витки резьбы подвергаются
деформации изгиба и сдвига. Обозначим осевое смещение сред-
ней точки профиля витка болта относительно своего основания
6i(z), а витка гайки 6a(z).
Принимая, что витки резьбы изготовлены идеально точно,
запишем уравнение совместности перемещений (см. рис. 4.3).
Для этого достаточно определить расстояние между точками
контакта витков в сечениях z — О и г, сопоставляя деформации
в болте и гайке:
(z) + Да (z) = [6Х (z) + 6а (z)] - [61 (0) + Sa (0)]. (4.14)
Уравнение (4.14) имеет ясный физический смысл: алгебраиче-
ская разность осевых деформаций тел болта и гайки компенси-
руется разностью прогибов витков, обусловливающей неравно-
мерное распределение нагрузки между витками резьбы. При
абсолютно жестких стержне болта и теле гайки нагрузка по вит-
кам распределяется равномерно.
Заметим, что для метрической резьбы расчетная схема услож-
нена поперечными деформациями стержня болта и тела гайки.
Эти деформации приводят к образованию зазора между витками,
который также компенсирует разность осевых деформаций.
Уравнение (4.14), полученное из дискретной схемы соединения
(см. рис. 4.3), остается справедливым и при схеме с непрерывно
идущими витками, которая используется в дальнейшем.
Для вывода закона распределения нагрузки по виткам резьбы
выразим условие (4.14) через силовые факторы.
75
F
Z
Рис. 4.4. Схема действия на-
пряжений в соединении типа
болт—гайка
Рис. 4.5. Эпюры напряжений
на рабочей поверхности и
в основании витка резьбы
Предположим, что в произвольном поперечном сечении тела
болта действует напряжение (рис. 4.4), значение которого
изменяется по координате z. В теле гайки возникают напряжения
сжатия ог2. Принимая, что напряжения и а2 распределены по
поперечному сечению равномерно, можно записать
Д1 (Z) = J dr, Д, (z) = - j dz, (4.15)
О о
где 2?! и Е2— модули упругости материала болта и гайки.
На боковой поверхности витка действует давление р, рас-
пределенное (вообще говоря) по неизвестному закону (рис. 4.5).
К поверхности стержня болта приложены нормальные а и ка-
сательные т напряжения.
Действие напряжений а, вызывающих общее сжатие боковой
поверхности тела болта и некоторую волнистость поверхности из-за
поворота основания витков, которой можно пренебречь, экви-
валентно действию на поверхности стержня болта некоторого сред-
него напряжения
р
аер $ <*(z)dz, (4.16)
о
вызывающего сжатие тела болта в поперечном направлении.
При точном решении задачи уравнение (4.14) должно быть
справедливо для любой точки боковой поверхности витка и соот-
ветствующих точек боковой поверхности тела болта и гайки.
76
В приближенном решении ограничимся требованием, чтобы
уравнение (4.14) было справедливо для точки М — середины бо-
ковой поверхности профиля (см. рис. 4.5) и точки О — середины
основания витка.
В связи с этим под (г) в уравнении (4.14) следует понимать
сумму вертикальной составляющей перемещения точки М от-
носительно точки О в результате деформаций изгиба и сдвига
витка, а также образования зазора в вертикальном (осевом) на-
правлении вследствие поперечного перемещения основания витка.
Если предположить, что давление постоянно вдоль рабочей
грани и каждый виток деформируется изолированно от других,
а деформация болта и гайки в поперечном направлении зависит
лишь от напряжения аср, соответствующего данному сечению,
то величины 6t (z) (i = 1, 2, ... — номер детали) при сделанных
допущениях можно выразить формулой
6, = ₽&£Л|, (4.17)
*-•1
где Л| — безразмерные коэффициенты, зависящие от геометриче-
ских параметров резьбы и всего соединения.
Для метрической резьбы эти коэффициенты можно вычислить
по формулам:
Ах = Q + tg* ; (4.18)
Aa = Q + -^-(va+^|±5)tga-^-. (4.19)
Если болт имеет центральное отверстие диаметром d0, то
a10 = q + 4S (4-2°)
\d\~dQ / 2
где Q — безразмерный коэффициент, учитывающий влияние де-
формаций изгиба и сдвига на податливость витков (для метриче-
ской и дюймовой резьбы Q 1); Оэ — диаметр круглой гайки
(размер под ключ); и v2 — коэффициенты Пуассона для ма-
териалов болта и гайки.
Несложно заметить, что первые слагаемые в соотношениях
(4.18)—(4.20) учитывают смещения точки витка относительно се-
редины его основания в результате изгиба и сдвига витка, вторые—
то же в результате радиальной деформации болта и гайки как
толстостенных труб.
С учетом формул (4.15) и (4.17) основные уравнение (4.14)
можно записать в виде
2 2
*+Jи-? <°)i (-£+4)А <4-2»
о о
77
Рис. 4.6. Схема распределения осевых сил в соединении
Это уравнение можно значительно упростить, если ввести
в рассмотрение величину интенсивности распределенной осевой
нагрузки по высоте резьбы
(4-22)
где F (?) — сила, растягивающая стержень болта или сжимающая
тело гайки в сечении z:
F(z) = \q(z)dz. (4.23)
О
Таким образом, величина q (z) — это сила, приходящаяся
на единицу длины соединения (рис. 4.6). По физическому смыслу
силы q (z) заменяют касательные напряжения ч (см. рис. 4.5),
уравновешивающие в совокупности силу F:
н
F = jq(z)dz. (4.24)
О
Заметим, что величина q (z) характеризует распределение
нагрузки по виткам резьбы. Нагрузку на виток, расположенный
между сечениями z и z + Р, можно вычислить по формуле
V
Ft= J q(z)dz. (4.25)
2
Если нагрузка между витками распределена равномерно, то
q (z) — const.
78
Между давлением на боковой
поверхности витка р (z) и нагруз-
кой q (z) существует связь:
Рис. 4.7. Зависимость коэффициен-
та 0 от отношения (ИР при Ei=E2:
/ — е = d/D9 == О,ббэ 2 — е « 0,66
p(z) = g(z) j-, (4.26)
где f = Jtd2H1 — проекция боко-
вой поверхности витка на пло-
скость, перпендикулярную оси z
(d2 — средний диаметр резьбы;
Нг — высота профиля резьбы).
Напряжения в теле болта и теле гайки
/ \ ? (z) / \ F (?)
ai(z)=-7T; =
(4-27)
где и А2 — площадь поперечных сечений соответственно болта
и гайки.
С учетом этих формул уравнение (4.21) можно записать в виде
(dr + dd j * = - ’<°>1 (тг+тт) ~т
о
(4.28)
Обозначая
f-d+d ’ = + <4-29’
получаем
г
₽ jF(z)dz = T[<7(z)-<7(0)]. (4.30)
о
Дифференцируя дважды по z уравнение (4.30), находим
q" (z) — тг</ (г) = 0, (4.31)
где
m = = 0/Р; 0 = f• (4-32)
Зависимость безразмерного коэффициента 0 от отношения d/P
приведена на рис. 4.7. Приближенное значение 0 при
можно вычислить по формуле
0 = Д/"3,7 4 (1 + 1,2 -J-) / (1>86 + 0,35 А) •
79
Рис. 4.8. Схема распределе-
ния нагрузки в соединении
типа болт—гайка
Уравнение (4.31) представляет со-
бой условие совместности деформа-
ций, выраженное через интенсив-
ность распределения осевых сил. При
учете коэффициента Пуассона это
уравнение содержит также производ-
ную первого порядка.
Уравнение (4.31) остается спра-
ведливым и для резьбовых соедине-
ний других типов, а также для
резьбового соединения с произволь-
ным профилем резьбы как геомет-
рическое условие неразрывности (сов-
местности) деформаций.
При нелинейной зависимости податливости витков от давления
61 (Z) + 6а (z) = р (г) (А. + Р + kp* (г)
уравнение (4.31) является нелинейным. С такими зависимостями
приходится сталкиваться при учете контактных деформаций мик-
ронеровностей поверхности или в специальных резьбах, для
уменьшения трения в которых контакт осуществляется при помощи
тел качения.
Закон распределения нагрузки по виткам соединения типа
болт—гайка. Общий интеграл уравнения (4.31)
q (z) = A sh mz + В ch mz, (4.33)
где А и В — произвольные постоянные.
Граничные условия задачи можно получить из уравнения
(4.31) (рис. 4.8):
при z = О F (0) = 0; q' (0) = 0);
при г = Н F (Я) = F; q' (Я) = m2F. (4,34)
С учетом краевых условий (4.34) из уравнения (4.33) получаем
<?(z) = S^‘chmz- (4.35)
Из анализа этой формулы следует, что нагрузка в резьбовом
соединении типа болт—гайка возрастает к нижним виткам по за-
кону гиперболического косинуса.
Формула (4.35) отражает качественные особенности задачи.
Если принять, что тело болта и гайки абсолютно жесткие в от-
ношении растяжения и сжатия, то нагрузка будет равномерно
распределяться между витками, т. е.
q = F/H = const.
80
Закон распределения нагрузки
в соединении типа стяжки. Рас-
смотрим широко распространенное
на практике резьбовое соединение
типа стяжки (рис. 4.9). Для та-
кого соединения
Рис. 4.9. Схема распределения
нагрузки в соединении типа
стяжки
а
я
Аа ® = £^7 J lF - F Wldz’ <4-36)
2 2 о
где F (z) — сила, растягивающая
внутреннюю деталь (болт) в сечении г; величина Ла соответ-
ствует деформации растяжения гайки, ранее в уравнении (4.14)
она обозначала деформацию сжатия.
С учетом равенств (4.36) уравнение (4.28) имеет вид
-glj- j F (z) dz - J [Г - F (z)] dz = у [q (z) - q (0)]. (4.37)
1 1 о 2 2 о
Дифференцируя дважды по z и применяя прежние обозначе-
ния, получаем
q" (z) — m*q (z) = 0;
q (z) = A sh rnz + В ch tnz.
Граничные условия задачи для стяжки легко устанавливаются
из уравнения (4.37) после его дифференцирования по г:
приг = 0 F(0) = 0; ,'(0) = -4--^;
приг-Я F(H)=F; (4-38)
С учетом этих условий
ам - Fm ( Лтг _l Фт(Я-г) \ .. onх
psh/пЯ + £2Л2 )' (4-dy'
Для абсолютно жестких на растяжение и сжатие деталей
соединения, т. е. для малых т, из формулы (4.39) следует
q = (’EM? + 7Ё75Г) ~7Г •
81
Из равенства (4.39) находим
/хчк __ Fm Е2А2 + £iA ch mH .
q sh mH + E2A2
( tj\ __ Fm ЕгАг + E2A2 ch mH
VW ~ shmH ErAx + £2Ла
(4.40)
откуда
<4-4|>
Так как ch mH > 1, то из равенства (4.41) следует, что в резь-
бовом соединении типа стяжки максимальное значение q (z) соот-
ветствует наиболее нагруженному сечению той детали, жесткость
которой меньше. Таким образом, в зависимости от соотношения
жесткостей деталей соединения наибольшая нагрузка может быть
в сечении z = 0 или в сечении z = Н.
Расстояние до сечения zm (см. рис. 4.9), в котором q (z) при-
нимает минимальное значение, определяется из уравнения (4.39)
по обычным правилам нахождения минимума
f ь _ 811
in rnzm - ch тН + £2Л2/(£1Л1) •
Заметим, что при = Е2А2 zm = 0,5Я, а при Е2А2 -> оо
zm —> 0.
Из формулы (4.41) следует также, что при = Е2А2
(0).
Последнее соотношение является оптимальным, поэтому при
практическом выполнении резьбового соединения типа стяжки не
следует стремиться к большой площади охватываемой детали, так
как это ухудшает распределение нагрузки. Действительно, при
£2^2 00
q (Н) = —^тт- ch mz
ч ' ' sh mH
и максимальная нагрузка получается такой же, как для соедине-
ния типа болт—гайка при площади гайки, стремящейся к бес-
конечности.
В оптимальном случае при 51Л1 = Е2А2 из формулы (4.35)
и (4.40) следует:
q (Я)б-г _ 2 ch mH
q (Я)ст ~~ 1 + ch mH 9
где индекс «б—г» соответствует соединению типа болт—гайка,
индекс «ст» — соединению типа стяжки.
82
Рис. 4.10. Схемы
соединений, рабо-
тающих по прин-
ципу стяжки
Для гайки с обычными размерами и постоянным сечением это
отношение близко к двум. При использовании в соединении
типа стяжки гайки переменного сечения это отношение будет
больше двух.
Из этого следует также, что резьбовое соединение шпилька—
корпус, которое можно рассматривать как принадлежащее в рав-
ной мере к соединениям типа стяжки или болт—гайка, более ра-
ционально с точки зрения прочности шпильки конструировать
так, как показано на рис. 4.10,а. На рис. 4.10,6, в приведены
конструкции соединений с гайками, работающими по принципу
стяжки.
При затяжке резьбового соединения тело гайки и стержень
болта подвергаются не только осевой деформации, но и кручению.
Однако результаты расчетов показывают, что влияние крутящего
момента на распределение нагрузки по виткам резьбы невелико
и может не приниматься во внимание.
Распределение нагрузки по виткам резьбового соединения
е более общими граничными условиями изучено в работе 131.
4.3. Уточненный расчет резьбовых соединений
Общие замечания. Применение простейших моделей формы де-
талей (стержней, оболочек и др.) позволяет получать замкнутые
решения, облегчающие общий анализ работы соединений. Однако
при этом не удается полностью учесть реальной формы и условий
нагружения деталей, сложного напряженного состояния и харак-
тера сопряжения частей деталей (например, резьбы и тела болта
и т. п.).
В последние годы при расчетах элементов конструкций широко
применяют различные численные методы, основанные на замене
непрерывной модели тела ее дискретным аналогом с конечным чис-
лом неизвестных [9].
Для расчета деталь покрывают специальной сеткой (разби-
вают на элементы), аппроксимирующей контур и тело (рис. 4.11).
Точки пересечения линий сетки называют узлами.
Зависимость смещений узлов сетки от действующих сил имеет
вид
Kn = f,
83
(4.42)
<г>18
-----------------------------------------------9^
Рис. 4.11. Сеточная разметка и схема распределения напряжений в резьбовом
соединении
где К — матрица жесткости; а и f — векторы-столбцы узловых
перемещений и сил (внешних и контактных):
здесь пит — соответственно общее число узлов в модели и число
узлов, в которых заданы внешние силы.
Из уравнения (4.42) следует, что перемещения узлов детали
а - К~Ч, (4.43)
где К"1 == X —- обращенная матрица жесткости (матрица подат-
ливости).
Уравнение (4.43) равносильно системе линейных алгебраиче-
ских уравнений, выражающих зависимость перемещений узлов мо-
дели от действующих сил. Каждое уравнение системы имеет вид
т
ul = Е ^IhFh = ^11^1 + ^12^2 4~ * e * + ЧгЛи (4.44)
84
где Х1ъ Xi2, \lm — коэффициенты матрицы податливости (функ-
ции влияния), которые показывают перемещение узла от единич-
ных сил, приложенных соответственно в узлах 1, 2, ..., т.
Таким образом, зависимость (4.44) учитывает влияние всех
сил на перемещение узла.
Наиболее просто матрица жесткости К и, как следствие, мат-
рица податливости X формируются в методе конечных элементов
19]. Благодаря этому метод конечных элементов (МКЭ) наиболее
широко применяется в инженерных расчетах деталей машин и
элементов конструкций.
Матрица жесткости конечно-элементной модели
-кХ1 ... К1п-
iz -Км. К22 ... Кап
LKm Кп, ... Кпп I
зависит от параметров упругости материалов ‘деталей, их формы и
характера кодировки (сеточной разметки).
Некоторый элемент входящий в эту матрицу, определяет
реакцию в узле / от единичного перемещения узла k при неподвиж-
ных других узлах. Он имеет блочную структуру, аналогичную
структуре вектора смещений.
После определения перемещений узлов от заданных сил по
уравнению (4.43) находят деформации и напряжения в каждом узле
модели. Соотношения связи между деформациями и перемещениями
в осесимметричной модели имеют вид
да> ди и да) . ди
е^~дГ’ е'=-дГ’ 60 =—; Ъ' = -дГ + -дГ’
где w и и — перемещения узла в направлении осей г и г соот-
ветственно.
Напряжения в элементах в соответствии с законом Гука
о = De,
где матрица упругости
1 V 1 — V V 1 — V 0
V 1 V 0
р_ да-у) 1 —V 1 — V
(1 + у) (1 — 2у) V V 1 о
1 — V 1 — V
0 0 0 1 — 2v
2 (1 - у) _
85
Рис. 4.12. Схема аппро-
ксимации непрерывной
функции
а компоненты векторов напряжений и
деформаций (индекс «т» свидетельствует
об операции транспонирования)
о”== {a/rraeT„};
8’ = (ег8г8еУгЛ-
Математические основы МКЭ, а также
особенности его реализации на ЭВМ даны
в работах [9 и др. ]. Рассмотрим
особенности расчета соединений при
использовании конечно-элементных мо-
делей формы деталей.
Расчет соединений методом конечных
элементов. Для расчета распределения
нагрузки между витками резьбы используют уравнения (4.1) и
(4.13). Неизвестную функцию распределения контактных напря-
жений заменяют «ступенчатой» функцией с постоянными напря-
жениями в каждой ступени (рис. 4.12). В этом случае узловая
сила в осесимметричной модели
FKi = qt2arttt, (4.45)
где qt — контактное напряжение в i-ъл узле; rt — радиус узла;
ti — ширина ступени.
В сопряженных контактирующих узлах i и Г силы равны,
т. е.
FKt = F'Ki.
Осевая составляющая суммы узловых сил равна внешней силе
на болт. Следовательно,
т
F=^FKic.os^, (4.46)
i—1
где а — угол профиля резьбы.
Коэффициенты матрицы податливости X можно находить
обращением матрицы жесткости К. В практических расчетах эти
коэффициенты определяют по уравнению (4.42), считая единичную
нормальную силу приложенной последовательно в каждом кон-
тактирующем узле. Коэффициент податливости Х”-го узла нахо-
дят по осевому Wi и радиальному щ перемещению этого узла от
единичной нормальной силы, приложенной в этом же узле:
лп а . . а
Кн = Wi COS -у + Ui sin-у .
Аналогично вычисляют коэффициент податливости в этом
узле от единичной силы, приложенной в узле j (функция влияния).
86
Нормальное перемещение узла i от контактных сил на всех
витках резьбы
т
6? = S (4.47)
i=t
Для получения единственного решения при вычислении функ-
ций влияния необходимо закрепить деталь, например, в начале
местной системы координат. Деталь можно закреплять в узлах,
к которым приложена внешняя сила F. В этом случае отпадает не-
обходимость определения функций влияния внешней силы на пере-
мещения контактирующих точек.
Если в результате расчета окажется, что фактические площадки
контакта меньше рабочих поверхностей витков, то размеры пло-
щадок контакта можно определить по методу последовательных
приближений из обычных для контактных задач условий: равен-
ства нулю контактных давлений вне зоны контакта.
После решения контактной задачи и определения сил в узлах
витков по уравнению (4.42) находят перемещения, затем вычис-
ляют деформации и напряжения в узлах модели при заданных
силах (внешней и контактных).
Контактные напряжения (давления) в узлах витков резьбы
вычисляют по формуле
<7, = 0,5FKt/(wttt),
вытекающей из соотношения (4.45).
Распределение нагрузки и напряжений в резьбовом соединении.
На рис. 4.11 показана разметка соединения с резьбой М10 и при-
ведены результаты расчета с применением МКЭ распределения
контактных напряжений на рабочих гранях витков и напряжений
во впадинах витков. В расчете распределения напряжений в теле
болта, выполненном после решения контактной задачи, принимали,
что резьба изготовлена идеально точно, ас = 10 МПа. Площади
поперечного сечения круглой и шестигранной гаек равны. Ка-
навка резьбы имеет кольцевую форму, гайка и болт являются
осесимметричными (трехмерными) телами. Цифры на рисунке по-
казывают наибольшие напряжения в мегапаскалях. Видно, что
контактные напряжения (давление) вдоль рабочих граней витков
распределяются неравномерно.
Распределение нагрузки между витками еоединения болт-
гайка при Н = 0,8d дано в табл. 4.1. Здесь же для сравнения при-
ведены результаты расчета для случая, когда условия совмест-
ности перемещений (4.13) удовлетворялись лишь в сечении сред-
него диаметра резьбы (нагрузка на рабочих гранях принималась
равномерной), а также нагрузки, вычисленные по формуле
(4.35).
Из анализа данных таблицы следует, что нагрузки на первый
виток в уточненной модели соединения выше, чем в упрощенной,
всего на 2 ... 10 % (в зависимости от эпюры давления на рабочих
87
Нагрузка на отдельные витки
Таблица 4.1
Номер витка от опорного торца гайки Нагрузка По^фо^муле
неравномерная равномерная
1 40,00/28,82 * 37,35 36,5
2 22,81/22,88 • 22,83 23,75
3 16,99/19,46 * 16,78 16,50
4 12,37/16,44 • 13,40 12,75
5 8,83/12,40 • 9,64 10,50
Взаимное влияние витков не учтено.
поверхностях витков). Можно отметить также значительное вза-
имное влияние витков на распределение нагрузки между витками,
выявленное при расчете.
Результаты расчетов хорошо согласуются с данными расчетов
соединений по МКЭ, выполненных К- Маруямой [40], а также
с результатами экспериментальных исследований методами фото-
упругости и медных покрытий.
Один из важных факторов, которые должны учитываться при
проектировании резьбового соединения — распределение напря-
жений во впадинах резьбы. Анализ результатов показывает, что
в резьбовых соединениях отмечается существенная концентрация
напряжений во впадинах резьбы. Наибольшее контурное (глав-
ное) напряжение растяжения действует во впадине под первым
(от опорного торца гайки) рабочим витком болта в точках сечения,
удаленного от центра впадины на угол около 20° в направлении
рабочей поверхности этого витка (см. рис. 4.11). Это связано
с взаимным влиянием (наложением) концентрации напряжений от
изгиба витка и общего поля напряжений растяжения.
Второй рабочий виток воспринимает в 1,6 ... 1,7 раза меньшую
нагрузку, чем первый. Однако максимальное контурное напряже-
ние во впадине под вторым витком в 2,5 раза ниже, чем под пер-
вым. Это объясняется разгрузкой впадины первого витка.
Теоретический коэффициент концентрации напряжений в резь-
бовом соединении определяют по отношению к номинальному
напряжению в сечении внутреннего диаметра резьбы dx под первым
наиболее нагруженным витком:
~ тах/®1н> (4.48)
где о1н — номинальное напряжение, о1в = 4F/(ndi).
В соединении со стандартной гайкой (Н = 0,8d) при радиусе
впадины R — 0,108Р теоретический коэффициент концентрации
напряжений а0 — 4,64 при аВшах = 54,5 МПа (рис. 4.13).
88
Рис. 4.13. Схема распределе-
ния напряжений в свободной
части резьбы
Отметим, что зна-
чение аа может на
3 ... 7 % отличаться от
указанного. Это зави-
сит от характера рас-
пределения давления
вдоль рабочих поверх-
ностей витков и внеш-
ней нагрузки.
Глубина проникно-
вения возмущения на-
пряжений от центра
впадины в тело стерж-
ня невелика — около
10 МПа
0,57/j, (Их — рабочая высота профиля). Это позволяет отнести
резьбу к мелким выточкам (по классификации Г. Нейбера).
Однако рассчитывать аа в резьбовом соединении по форму-
ле Г. Нейбера нельзя, так как она справедлива лишь для рас-
тягиваемого стержня с выточкой, имеющей ненагруженный кон-
тур (изгиб витков не учитывается).
Напряженное состояние в свободной части резьбы, под опор-
ным торцом гайки (см. рис. 4.13), аналогично обусловленному рас-
тяжением стержня с несколькими кольцевыми выточками. Наи-
большее напряжение также действует в центральной точке контура
впадины. Однако напряжения в этих точках в 1,24 ... 1,40 раза
выше, чем для растянутого стержня с выточкой. Указанное обсто-
ятельство объясняется влиянием возмущения напряжений в пер-
вом рабочем витке на напряженное состояние под ним. По мере
удаления от опорного торца гайки максимальное напряжение
в центре впадины приближается к значениям напряжений в стерж-
не с такими же выточками. Однако в дальнейшем наблюдается
повышение максимальных напряжений во впадинах витков при
сбеге резьбы.
Отметим, что при нескругленных вершинах витков на фаске
резьбонакатных роликов теоретический коэффициент концентра-
ции напряжений а0 во впадинах витков сбега резьбы болта может
приближаться к значениям аа в соединении или даже превышать
их. Последнее может повлечь преждевременное разрушение соеди-
нения по сбегу резьбы.
4.4. Влияние некоторых конструктивных и технологических
факторов на распределение нагрузки и напряжений
Высота гайки. На рис. 4.14,а показана зависимость от-
носительной распределенной нагрузки q (z)/q (Н) от относительной
координаты z/H витка соединения типа болт—гайка.
89
q(z)/q(H) 0,4
О
Рис. 4.14. Кривые распределеиия нагрузки между
витками в соединении типа болт—гайка
Рис. 4.15. Зависимости
полезной высоты гайки и
числа витков от отноше-
ния d/P
Видно, что наиболее нагружен нижний виток, причем
q (Н) = F т cth mH.
Из анализа этого соотношения следует, что высота Н влияет
лишь на cth mH. При бесконечно большой высоте гайки cth mH —
= 1.
Кривая распределения нагрузки Ft между отдельными вит-
ками резьбы М24 в процентах от внешней силы F дана на
рис. 4.14, б. Значения Ft определяли по формуле (4.25).
Видно, что первый виток соединения воспринимает свыше
30 % нагрузки.
Высота гайки, при которой нагрузка на первый виток воз-
растает на 10 % по сравнению с бесконечно высокой гайкой,
определяется из соотношения
Н _ 1,52 Р . (4.49)
d ~ 0 d ’
значение коэффициента 0 см. на рис. 4.7; cth 1,52=1,10.
Число витков, соответствующее этой (полезной) высоте гайки,
пп = Н/Р = 1,52/0.
На рис. 4.15 даны зависимости H/d и пп от отношения d/P,
полученные согласно формуле (4.49). Значение 0 соответствует
гайке с нормальным размером под ключ (в = d/D = 0,55). Видно,
что с увеличением отношения d/P число полезных витков растет,
однако полезная высота гайки, отнесенная к диаметру, изменяется
незначительно; H/d = 0,5 ... 0,6.
Соотношение (4.49) справедливо лишь при упругих деформа-
циях и для идеально точно изготовленной резьбы. При большой
нагрузке, особенно близкой к разрушающей, пластические де-
формации выравнивают нагрузки между витками и полезная вы-
сота гайки оказывается больше вычисленной по формуле (4.49).
Это подтверждается данными статических испытаний и испытаний
на усталость.
90
Рис. 4.16. Кривые рас-
пределения нагрузки ме-
жду витками в зависимо-
сти от числа рабочих вит-
ков
Рис. 4.17. Схема распре-
деления нагрузки между
витками соединений с нор-
мальной и высокой гай-
ками
В соединениях с уменьшенным диаметром стержня болта или
в таких, где не требуется высокой статической прочности, при-
меняют низкие гайки с H/d = 0,5 ... 0,6. В этом случае первый
виток воспринимает на 15 ... 20 % большую нагрузку, чем в соеди-
нении с гайкой нормальной высоты (рис. 4.16; результаты полу-
чены расчетом МКЭ, резьба М10). Поэтому в динамически нагру-
женных соединениях нецелесообразно использовать гайки умень-
шенной высоты.
Графики распределения нагрузки в нормальной и высокой
гайках приведены на рис. 4.17. Заметим, что площади обеих эпюр
одинаковы, так как соответствуют равной нагрузке. Значения
q (Ях) и q (Я2) отличаются незначительно, тогда как нагрузка
на последние витки в высокой гайке меньше, чем в нормальной,
что, однако, не сказывается на прочности соединения.
Толщина стенок гайки. Уменьшение толщины стенок гайки
приводит к увеличению коэффициента (3 в результате повышения
податливости тела гайки в осевом направлении. При этом воз-
растает и коэффициент вследствие больших деформаций гайки
в поперечном направлении.
На рис. 4.7 даны значения коэффициента 0, характеризующие
распределение нагрузки по виткам при различных значениях е.
Значение 8 — 0,66 соответствует D = l,65d, тогда как при 8 —
- 0,55 D ж 2d.
При е 0,66 площадь гайки в 1,75 раза меньше, чем при
8 == 0,55, однако коэффициент 0 и, следовательно, q (Н) изменя-
ются мало. Целесообразно применение гаек с тонкими стенками,
так как при этом уменьшаются габариты резьбового соединения и,
что более важно, габариты сопрягаемых деталей. Отметим, что
материал тонких гаек должен иметь одинаковые с материалом
болта механические характеристики.
Анализ показывает, что для более равномерного распределения
нагрузки следует увеличивать лишь коэффициент у, а коэффициент
Р необходимо уменьшать. Эта идея положена в основу конструк-
ции гайки, предложенной Ф. Ф. Бартом (рис. 4.18). В нижней
части гайки выполнены шесть радиальных прорезей, увеличиваю-
91
щих поперечные деформации гайки (коэффи-
циент у), но мало изменяющих коэффициент 0.
Свободные (неконтактирующие) витки.
Резьбовые соединения проектируют и собира-
ют таким образом, чтобы над гайкой высту-
пали и под гайкой располагались несколько
свободных витков болта (рис. 4.19, а).
Выступающая над гайкой часть стержня
Рис. 4.18. Гайка болта уменьшает его радиальную податли-
с прорезями вость в сечении свободного торца гайки.
Вследствие этого возрастает нагрузка на по-
следний виток соединения. Однако нагрузка на первый рабочий
виток, а также напряжения во впадине под этим витком практи-
чески не изменяются (рис. 4.19, б).
Свободные витки болта, располагающиеся под опорным торцом
гайки, по существу, не влияют на распределение нагрузки между
витками. Однако они оказывают разгружающее воздействие на
напряженное состояние во впадине под первым рабочим витком.
Теоретический коэффициент концентрации напряжений а0 в сое-
динении, имеющем хотя бы один свободный виток, на 13 ... 15 %
Рис, 4.19. Соединения типа болт—гайка с разным расположением резьбового
участка болта
Указанное обстоятельство наглядно иллюстрируют результаты
расчета МКЭ соединений с резьбой М24 (R = 0,18Р) при различ-
ном числе га0 свободных витков (рис. 4.20).
Эффективно использовать соединение, в котором резьба болта
утоплена в гайку (рис. 4.19, г). В такой конструкции нижний
виток болта имеет увеличенную податливость. Это на 8 ... 10 %
снижает нагрузку на виток и напряжения во впадине под ним.
Шаг резьбы. На практике при одном и том же диаметре d
резьбы применяют различные шаги. При одной и той же высоте
гайки в соответствии с представлением о равномерности распре-
деления нагрузки
^- = сЬтЯ,
92
или
9(0) tnv P d )
Согласно рис. 4.21 с увеличением
отношения d/P неравномерность рас-
пределения нагрузки несколько возра-
стает. Результаты расчетов с помощью
МКЭ (рис. 4.22) показывают, что значение
аа в соединениях с мелкой резьбой боль-
ше, чем при использовании крупной
резьбы [30].
Отметим, что а0 не зависит от шага
Рис. 4.20. Зависимость
оса от числа свободных
витков в соединении
резьбы при отношении d/P = const и одинаковом числе витков
в сопряжении (рис. 4.23) [30]. При больших значениях d/P
площадь стержня увеличивается, в связи с чем возрастает его
прочность, поэтому часто целесообразно применение резьбы
с большим отношением d/P (малым шагом).
Радиус впадины резьбы. При увеличении радиуса впадины
резьбы от R — 0,108Р до R = 0,2Р распределение нагрузки
между витками практически не изменяется (при R = 0,2Р полная
взаимозаменяемость болтов со стандартной резьбой не обеспечи-
вается).
На рис. 4.24 показана зависимость аа от отношения R/P.
При практических расчетах можно использовать следующие
зависимости для определения аа в резьбовом соединении со стан-
q!H)/q(O)
Рис, 4.21. Зависимость
q (H)/q (0) от d/P
Рис. 4.22. Зависимость
аа от шага резьбы;
1 ~ М24, п « 9; 2 —
М48, п « 11
Рис. 4.23. Зависимость
оса от размера резьбы
Рис. 4.24. Зависимость ао
от относительного ради-
уса впадин Р/Р
93
Рис. 4.25. Схемы контакта витков соединений с асимметричной резьбой
дартной гайкой (индекс «р») и в свободной (неконтактирующей)
части резьбы болта (индекс «с»):
«ар = 1 + i,i
(4.50)
«ао = 1 +0,35/Р/Я.
Значения а0 для соединения с гайкой уменьшенной высоты
(Н = 0,5d) выше, чем для соединения со стандартной гайкой, на
30 ... 33 %.
Приведенные данные по распределению напряжений в резь-
бовых соединениях хорошо согласуются с результатами теорети-
ческих и экспериментальных (методом медных покрытий) исследо-
ваний К. Маруямы [40].
Асимметричная резьба. Получили распространение соедине-
ния, в которых резьба на одной из деталей (например, болте)
выполняется корригированной: угол наклона ее рабочей грани
к оси витка на 2,5 ... 5,0° больше стандартного (рис. 4.25). В этом
случае за счет увеличения податливости витков гайки нагрузка
на первый рабочий виток снижается на 15 ... 18 %. При исполь-
зовании гайки с асимметричной резьбой такой же эффект дости-
гается за счет увеличения податливости витков болта.
Однако значение аа в таких соединениях уменьшается лишь
на 6 ... 8 %. Кривые распределения аа во впадине под первым
рабочим витком в соединении с резьбой М24 (7? = 0,133Р, Н =
— 0,8d) показаны на рис. 4.26. Сплошная кривая на рисунке
соответствует обычной резьбе, штриховая — асимметричной, по-
казанной на рис. 4.25. Благодаря снижению аст, а также смещению
наиболее нагруженного сечения на 30 ... 40° от центра впадины
к рабочей грани и, как следствие, увеличению площади опасного
сечения предел выносливости соединений возрастает на 15 ...
20 % [4].
Подобного эффекта можно достичь при использовании резьбы
с разными углами профиля болта и гайки (см. рис. 4.25).
Материал гайки. Результаты расчетов показывают, что на-
грузка на нижний виток в стальной гайке на 25 ... 30 % выше,
94
чем в дуралюминовой или чугунной.
Более равномерное распределение на-
грузки связано с тем, что при умень-
шении модуля упругости податли-
вость витков возрастает быстрее сум-
марной податливости стержня болта
и тела гайки (Х2 > g2 < gx)
с малым модулем упругости. Этим
объясняется более высокий предел
выносливости болтов с гайками из
дуралюмина.
Профиль резьбы. Сравним различ-
ные профили резьбы, предположив,
что шаг Р при различных углах про-
филя резьбы одинаковый.
При более равномерном распреде-
Рис. 4.26. Кривые рас-
пределения напряжений во
впадине под первым рабо-
чим витком
лении нагрузки виток податливее, что
следует из формулы (4.29), поэтому применение резьбы с малым
углом, например а = 45°, целесообразнее, чем обычной резьбы
с ос — 60°.
Резьба с углом при вершине а = 90° прочнее обычной метри-
ческой резьбы с а = 60°. Отметим, что, хотя податливость профиля
уменьшается, возрастают поперечные деформации гайки болта,
а это частично компенсирует уменьшение податливости витка и
при учете фактора прочности дает преимущества резьбе с а =
= 90°. При такой резьбе весьма эффективно применение очень
тонких и прочных гаек, обеспечивающих деформацию гайки как
оболочки.
Вывод о преимуществе использования резьб с углом про-
филя се = 90° справедлив в пределах упругих деформаций.
Наряду с метрической применяют прямоугольную и упорную
резьбы. Они характеризуются менее благоприятным распределе-
нием нагрузки из-за отсутствия давления на стержень болта и
гайки в поперечном направлении, что оказывает то же влияние,
что и податливость витка.
Однако применение таких резьб целесообразно в конструк-
циях с относительно тонкой охватывающей деталью, например
в резьбовом креплении головок цилиндров в поршневых двига-
телях ит. п., из-за устранения опасности «распиливания» гайки
(уменьшения степени перекрытия витков за счет поперечных де-
формаций тела гайки).
Точность изготовления резьбы. Резьба болтов и гаек выпол-
нена, как правило, с некоторыми отклонениями шага и угла про-
филя, вызванными неточностью изготовления и установки резьбо-
образующих инструментов и другими причинами. Отклонение угла
профиля способствует, подобно асимметрии резьбы, улучшению
распределения нагрузки. Однако теоретический коэффициент
концентрации напряжений соединения практически не зависит
95
от погрешностей угла профиля резьбы, поэтому отклонение этого
угла от номинального значения не влияет на долговечность сое-
динений.
Значительное влияние на распределение нагрузки и напря-
жений оказывает относительное отклонение шага резьбы соеди-
нения:
дрс~дрГ = Л-, (4.51)
где ДРб/Р и ДРг/Р — относительные отклонения шага резьбы
болта и гайки; бР — отклонение шага.
Существенно, что распределение напряжений в соединении
в значительной мере зависит от значения и знака относительного
отклонения, а также от внешней нагрузки.
На примере резьбового соединения типа болт—гайка выясним
закон распределения нагрузки между витками такого соедине-
ния. Предположим для определенности, что шаг резьбы гайки
больше шага болта, а отклонение шага 6Р постоянно по всей длине
соединения. Тогда зазор между рабочими гранями витков вдоль
оси
6 (z) =---z = —• ppZ
и уравнение совместности перемещений примет вид
Дх (z)+ Д,(г) = [fit (?) + 62 (?) 1 —
— [61 (0) + S2 (0) 1 + pPz.
Внося Д1 и Да в уравнение совместности, после обычных пре-
образований находим
2
₽ j F (z) dz = v [q (z) - <7 (0)] + ppZ.
о
После дифференцирования no z получаем
2
₽ j ?(z)dz = w'(z) +
0
q” (z) — mtq (z) == 0.
С учетом этих условий запишем закон распределения нагрузки
по высоте гайки:
q (2) = ch mz-------— ( sh mz — — ~~ 1 ch mz\; (4.52)
v ' sh mH ym \ sh mH J v 7
л /л\ । Mp ch mH — 1 ,
при z = 0 (/(0) = ^ + -^-. ^mH ;
r, л, iu z» / i_j\ Fm л. и ch mH — 1
приг-Я q(H) — shmH chmH — — ^mfJ .
96
Рис* 4*27* Схемы распределения нагрузки в соеди- Рис. 4.28. Кривые рас-
ценки с гайкой другого шага пределения нагрузки ме-
жду витками при наличии
В этих формулах первые члены соот- погрешностей шага
ветствуют действию внешней нагрузки, резьбы
-вторые — отражают влияние отклонения
шага. Общую эпюру распределения нагрузки q (рис. 4.27) можно
получить наложением двух эпюр распределения нагрузок qF
и Qx соответственно от внешней силы и относительной разности
шагов резьбы.
Анализ полученных соотношений показывает, что увеличение
шага гайки разгружает нижние витки и повышает нагрузку на
верхние. Это объясняется тем, что при работе шаг гайки в резуль-
тате сжатия уменьшается, а шаг винта ввиду растяжения увеличи-
вается и, следовательно, некоторое предварительное увеличение
шага гайки улучшает распределение нагрузки.
Аналогичный результат получается и в случае, когда шаг
гайки имеет номинальный размер, а шаг винта меньше номиналь-
ного.
Определим относительное отклонение шага резьбы из условия
д(0) = </(/7):
И- = U? + si)
Согласно этой формуле отклонение шага, при котором распре-
деленные нагрузки в крайних сечениях гайки одинаковы, зави-
сит от нагрузки. Например, при = F/Ai — 200 МПа, о2 =
= FjA^ = 200 МПа, = £2 = 200 ГПа получим рР = 0,001.
Результаты расчетов соединений МКЭ подтверждают реше-
'ние, основанное на стержневой модели. На рис. 4.28 показаны
кривые распределения относительной нагрузки между витками
конечно-элементной модели (см. рис. 4.11) при 6Р = —3,3 мкм.
Кривая 1 соответствует номинальному напряжению в резьбе
О1Н = 200 МПа; кривая 2 — о1н = 600 МПа; кривая 3 отражает
распределение нагрузки между витками резьбы при 6Р = 0,
• т. е. в идеально точной резьбе.
4 Биргер И. А. н др. 97
Рис. 4.29. Кривые распределе-
ния нагрузки и концентрации
напряжений в соединениях при
наличии погрешностей шага
резьбы
Если шаг резьбы бол-
та больше шага резьбы
гайки (6Р > 0), нагрузка
на первый (от опорного
торца гайки) рабочий ви-
ток и коэффициент во
впадине под этим витком
могут быть значительно
выше, чем в соединении
с точной резьбой.
Определенным подбором ошлонение шага резьбы можно «об-
ратить» распределение нагрузки между витками — разгрузить
первый виток и нагрузить последний. В этом случае теоретиче-
ский коэффициент концентрации напряжений во впадине под
первым рабочим витком равен значению аа для стержня с выточ-
кой и долговечность соединения будет наивысшей.
Изложенные эффекты наглядно характеризуют кривые распре-
деления относительной нагрузки между витками резьбы М24
при затяжке соединения с силой FQ =- 20 кН (рис. 4.29, а), а
также соответствующие им кривые изменения теоретических
коэффициентов концентрации напряжений aj во впадинах под
рабочими витками (рис. 4.29, б). Кривые 1 соответствуют идеально
точной резьбе (6Р — 0), кривые 2 — Ьр/Р = —1,4 мкм/шаг, кри-
вые 3 — ЬР/Р = 2 мкм/шаг.
Таблица 4.2
Оптимальные поправки к шагу резьбы гайки в соединениях
с болтами разных классов прочности
Резьба' Сила затяж- ки FOt кН Класс прочности Поправка
мкм/шаг %
79,1 4.8 —5,54 —0,19
119,0 6.8 —8,33 —0,28
М24 158,0 8.8 — 11,10 —0,37
222,0 10.8 —15,50 —0,52
267,0 12.9 — 18,70 —0,62
137,0 4.8 —2,31 —0,19
206,0 6.8 —3,47 —0,28
М10Х1.25 274,0 8.8 —4,63 —0,37
386,0 10.8 —6,46 —0,52
463,0 12.9 —7,79 —0,62
98
За рубежом для повышения сопротивления усталости приме-
няют соединения с преднамеренным отклонением шага резьбы
одной из деталей (увеличенным до 1,5 % шагом резьбы гайки или
уменьшенным до такого же предела шагом резьбы болта). При
этом отклонение шага назначают таким, чтобы первый (от опор-
ного торца гайки) виток соединения воспринимал 1 ... 2 % об-
щего усилия, а последний — около 45%. Подобная модифика-
ция резьбы целесообразна лишь в соединениях высокопрочных
болтов с гайками из менее прочных и пластичных материалов
(для исключения пластических деформаций в болте). Так, при ав
материала болта до 1400 МПа предел прочности материала гайки
не должен превышать 200 МПа, а при ав материала болта выше
1550 МПа предел прочности материала гайки должен быть менее
400 МПа. Недостаточную прочность соединения можно компенси-
ровать увеличением высоты гайки до 1,3 диаметра резьбы.
В табл. 4.2 приведены расчетные поправки к шагу резьбы гайки
при напряжении затяжки а0 = 0,7 от.
4.5. Влияние конструктивной формы гайки на распределение
нагрузки между витками резьбы
На примере соединений типа болт—гайка и стяжки ранее
рассмотрено влияние конструктивной формы гайки. Выясним,
как влияют другие кон-
структивные формы гайки
на распределение нагрузки
между витками.
Сжато- растя нутая гайка
(рис. 4.30) является соче-
танием резьбовых соедине-
ний типов болт-гайка и
Рис. 4.30. Схема распределения нагрузки
в сжато-растянутой гайке
стяжка.
Предположим, что витки
участка II воспринимают
нагрузку cF, где F — общая растягивающая сила; с — коэффи-
циент, подлежащий определению (0 с 1):
F2 = cF.
Тогда на участок I действует сила
F1 = (l—c)F.
Уравнение для q (?) на участке I можно написать, исходя из
формулы (4.35), т. е.
(1 — с) Fm1 <
(4.53)
4*
99
Уравнение для q (z) на участке II имеет вид
О {( £,Л! ' £гЛ~ ) Sh "l2Za +
4. Г ’------------( Jj_£. _ ch m2/ij . (4.54)
1 £^Л1 \ £^Л1 £2Л2 / I sh /Tig/ig J
При z — О
я2 (0) ----~—г~ Г еДг* -JL-A ch m2h2 ]*, (4.55)
42' 1 y2m2shm2h2 L^Mi \ F2A2 ) J v 7
при z = h2
F Г* ch m2h2 1 — с с "1
W sh I/ ElA; “ £1Л1 Г J •
В этих формулах EMi — жесткость сечения болта, ё2А2 —
жесткость сечения гайки на нижнем участке. При с — 1 послед-
ние формулы совпадают с соотношениями (4.40>.
Для определения с используем очевидное равенство (см.
рис. 4.30) qt (hA — q2 (0). Подставляя в него значения qL (hi)
и q2 (0) из формул (4.53) и (4.55), находим
с ~ (mx cth m1h1 + ^2 cth пЩцГ1 X
x(m.c.ihmA4
При hi == 0 cth mthi 00, с = lj при h% - 0 cth m2h2 00,
c — 0.
Гайка с переменным средним диаметром резьбы. Выше пока-
зано, что разность деформаций удлинения болта и гайки компенси-
руется дополнительным изгибом
витков, что вызывает неравномер-
ность распределения нагрузки
между витками. Исследуем воз-
можность равномерного распре-
деления нагрузки за счет заранее
предусмотренных увеличенных за-
зоров в резьбе. Такие зазоры
можно создать путем увеличения
среднего диаметра резьбы гайки
(рис. 4.31).
Предположим, что средний
диаметр резьбы гайки увели-
чен на 2у (z) (рис. 4.31), тогда
осевой зазор между витками в сечении z
Рис. 4.31. Схема распределения на-
грузки в гайке с переменным сред-
ним диаметром резьбы
где а — угол профиля резьбы.
100
Уравнение совместности деформаций для соединения типа
болт—гайка имеет вид
Z 24
0 J j q (z2) dzz d?! = V [q (z) — q (0)] -]-• у (г) tg (4.56)
0 0
Определим функцию у (г) из условия равномерного распреде-
ления нагрузки по высоте резьбы.
В этом случае q (г) ~ q = const, тогда из уравнения (4.56)
y(z) 0,57ctg^ рА
Принимая во внимание, что q F//Z, находим
, . 0.5F л о а а
y(z) = -y-pz2ctg-T-.
Из этой формулы следует, что каждой расчетной нагрузке
соответствует своя кривая у (z).
Средний диаметр гайки для получения равномерного распреде-
ления нагрузки должен изменяться по закону параболы:
^-^4-4-Pz2ctg^-- <4-57>
Из уравнения (4.57) находим
Д^2 “ | ^2* ^2 |niax ™ РН Р ctg •
Предположим Е± = £2 — £, тогда
Ad2=-^4^//ctg^-.
При Н = 0,8d, tfi = о2 = 200 МПа, Е = 200 ГПа, а = 60°
Ad2/// - 0,00278.
В турбостроении иногда применяют сопряжение цилиндриче-
ского болта с конической гайкой, причем &cLJИ ж 0,003.
Растянутая гайка переменного сечения. В соединении типа
стяжки равномерного распределения нагрузки между витками
можно достичь выбором закона изменения площади поперечного
сечения гайки по высоте резьбы.
В резьбовом соединении типа болт—гайка распределить на-
грузку равномерно между витками таким способом не удается.
i При выводе условия совместности считаем, что сила F и коэф-
фициент у зависят от г, Это вносит значительные математические
трудности, и уравнение совместности разрешается в замкнутой
форме лишь в некоторых специальных случаях.
101
Рис. 4.32. Гайки с переменным сечением
Для гайки и болта переменного сечения
а о
Дифференцируя дважды по z, получаем
d [' 1 d Zi.„/„x _ F /4
dz L₽ (?) dz (Т(г)?(г))] <?(?)— £2 ра(г)ЛКг) • ( ' )
Наиболее простое приближенное решение этого дифференциаль-
ного уравнения можно получить путем перехода к краевому ин-
тегральному уравнению и применения метода последовательных
приближений.
Найдем закон изменения площади поперечных сечений болта
и гайки из условия равномерного распределения нагрузки по
высоте резьбы:
q (z) — F/H = const.
Предположим dy (z)/dz ж 0, что справедливо в полной мере
только для прямоугольного профиля резьбы.
Из уравнения (4.58) находим
( J_____- —l _jl Л Л _______1 — о
k Е.А. (г) ! Е2Д2 (z) J Н Е2А2 (2)
Отсюда следует, что площади поперечного сечения болта и
гайки должны лишь удовлетворять соотношению
Е2А2 (г) H — z
Е1Д1 (2) 2
Если Е± = Е2 и площадь сечения болта постоянна, т. е. Лх (z) =
= Д1, то
A2(z) = A1-^~. (4.59)
При z = 0 Д2 (з) оо.
Форма гайки, показанная на рис. 4.32, а, приблизительно
удовлетворяет уравнению (4.59). Однако она имеет существен-
102
Рис. 4.33. Модификации гайки растяжения
ный конструктивный недостаток, так как требует при г = О
очень большой площади поперечного сечения. Этот недостаток
можно устранить путем использования болта (шпильки) также
переменного сечения (рис. 4.32, б).
На рис. 4.32, в показано конструктивное оформление сжато-
растянутой гайки переменного сечения, используемой в поршне-
вом двигателе. На рис. 4.33 изображены модификации гайки
растяжения, наиболее рациональной из которых является по-
следняя конструкция.
4.6. Распределение нагрузки в резьбовых соединениях
оболочек
В конструкциях машин распространены соединения тонкостен-
ных деталей с помощью резьбы (соединения труб, головки и блока
цилиндра поршневого двигателя и др.). В этом случае при расчете
распределения нагрузки между витками резьбы соединяемые
детали схематизируют в форме оболочек.
Рассмотрим приближенное решение задачи о распределении
нагрузки по виткам резьбового соединения тонкостенных труб
(рис. 4.34) на основе теории оболочек.
Условие совместности деформаций имеет обычный вид, т. е.
Дх (г) ___ Л2 (2) [61 (2) 4 6, (г) ] - 16. (0) + 62 (0) ],
Рис. 4.34. Резьбовое соединение оболочек и про-
филь его резьбы
103
где Дх и Л2 — перемещения в сечении г точек внутренней оболочки
от растяжения и наружной оболочки от сжатия; 6Х (?) и 61 (0) —
перемещение точки контакта витков резьбы внутренней оболочки
(точки А на рис. 4.24) в осевом направлении (в сечении z и z == 0);
62 (й и 62 (0) — то же для витков наружной оболочки.
Г ж и прежде, предполагаем, что нагрузка на боковую грань
витка распределена равномерно.
склы и момент в основании витка, отнесенные к единице длины
окружности радиусом Гх,
<2в = -у- \ Prdr = Р ~7’5/lp-
rl J Г1
= Qb tg У; (4.60)
= р (г — 0,5Лр) Лр [Лв — 0,5/ip — (е + 0,5/iptg у) tg у }/г1.
При выводе последнего равенства предполагаем, что равно-
действующая сил давления приложена в середине зоны контакта
и что на боковой поверхности радиусом действуют распределен-
ные нагрузки и момент:
Qz ~ Q./P Qn ~ = кпр> (4 61)
т = Мъ/Р = %трЛв,
где %zt хп, ит — безразмерные коэффициенты:
(г — 0,5/ip) f .
= -—-^р р ЛР; ><п = *z tg у;
__ (г— 0,5/ip) Ар [Лв — 0,5/ip — (е + 0,5/iptg у) tg у]
Осевая сила, отнесенная к единице длины соединения,
q = 2nrqz = p-t-, (4.62)
где f = 2л (г — 0,5hp) /ip — площадь проекции контактной по-
верхности на плоскость, перпендикулярную оси.
Рассмотрим вначале прогиб витков внутренней оболочки:
61 (г) = 6ХХ (г) + 612 (г) + б13 (г). (4.63)
Величина 6ц соответствует прогибу витка (точки А на
рис. 4.34) относительно основания (точки Ох).
Учитывая плоское деформированное состояние, можно запи-
сать
би(г) = (4.64)
где и vx — модуль упругости и коэффициент Пуассона; П —
безразмерный коэффициент [см. формулу (4.18)].
104
Величина 612 (z) выражает прогиб
в результате поворота основания
витка:
612 (2) = (Ав — 0,5 Ар) dwi/dz, (4.65)
где Wt — прогиб оболочки в сечении
г (положительное направление про-
гиба — вдоль радиуса от центра).
Составляющая 613 (z) учитывает
увеличение зазора между витками
в результате прогиба оболочки:
б13 = — Ш1 tg у.
При определении прогибов обо-
лочки учитываем влияние только основ-
ного силового фактора — нормального
давления.
Тогда в соответствии с рис. 4.35
Рис. 4.35. Схема к определе-
нию прогибов и углов пово-
рота оболочки от распреде-
ленных нагрузок
L L
(г) = J Kni (?, Q qn (О dt = хп [ Кп1 (Z, 0 р (0
О Q
где КП1 (z, £)—прогиб внутренней оболочки в сечении z, обуслов-
ленный действием единичной нормальной силы в сечении £.
При вычислении углов поворота дополнительно учитываем
влияние распределенных моментов:
Т = f ГТ <2’ ® Р ®
О
где (z, £) — угол поворота в сечении z от единичного момента
в сечении
Суммируя все составляющие в равенстве (4.63), находим
L
6, (2) = й Рр (г) + У Gx (Z, о Р (0
1 о
где
Gi (zt £) = — Kni (z, 0 xni tg у + (Ав — 0,5Ap) [Kni (z, 0 xnI +
4~ Kmt (Z, £) XmlABJ.
Для наружной оболочки (гайки) силовые факторы опреде-
ляются формулами (4.60), но в равенствах (4.61) следует заме-
нить величину Г1 на г.
105
Приближенно можно считать коэф-
фициенты xz, ип и хт одинаковыми
для обеих оболочек, полагая t\ рав-
ным среднему радиусу резьбы.
Направление силовых факторов
показано на рис. 4.36. Отметим, что
моменты mi и т2 направлены оди-
наково.
После замены индекса 1 на 2
остаются справедливыми равенства
(4.64) и (4.65), а увеличение зазора
в резьбе в результате прогиба наруж-
ной оболочки
б23 = tg у.
Рис. 4.36. Схемы нагружения Считаем, что положительное на-
при контакте оболочек правление единичных силовых факто-
ров (одинаковое для обеих оболочек)
совпадает с qziy qni и т. Тогда смещение точки А на грани
витка относительно точки в середине этого же витка наружной
оболочки
L
1 __v2 р
62 (г) = рр (г) + g2 (г> р (S)
О
где G2 (г, □ = — Kni (г, ?) %n2 tg у + (Лв - 0,5hp) х
X (2, ?) ХП2 “I- Кт2 (2, i
здесь Кп2 (г, У и Кп2 (г, С) — соответственно прогиб и угол пово-
рота наружной оболочки в сечении z от единичной нормальной
силы, действующей в сечении £; (г, £) — угол поворота в се-
чении z от единичного момента в сечении £.
Суммарный прогиб витков представим в таком виде:
(?) + 62 (2) = (-ЦЛ й + -ЬД Q ) Рр (?) +
L
+ \G(z,Qp(Z)dZ, (4.66)
а
где
G(z, t)) = G1(z} Q + G2(z, £).
Удлинение внутренней оболочки находим по формуле
&
Д1 (г) = У [Ог1 (?) - vxael (?)] dt>,
Q
106
где azi, Qei — осевое и
верхности оболочкиj
2лг1(А
окружное напряжения в срединной по-
г z
J 2лгх<721 (О d^~~ § qzl d^,
о * о
где Г10 и hi — срединный радиус и толщина оболочки.
Окружное напряжение
0(01) (z) = El 4- V1OZ1 (z).
110
G учетом последних соотношений
г £ я
Ai ® = S f ~ тН ® <4-67>
о 1 1 о 10 а
Для наружной оболочки подобным образом находим
0 | ®
(г) = “ f J м <4-68)
о 2 а о
Теперь можно записать
0 I
Дх (г) - Д2(г) = «п + хгг] J J Р -
2 0 0
L z
- ^H^^P^d^dZ, (4.69)
е а
где
Н (Z, = хп2кпг (z, :) - xnlKnl (г, &
г20 Г10
С помощью соотношений (4.14), (4.66) и (4.69) получаем ин-
тегральное уравнение относительно неизвестного давления на
боковой поверхности витков:
2 t ь
р(2)=4 j jP(£i)dCidc-4 р(2’
0 0 о
L z
-4 J Op(Ci)dCidC + C,
Q О
где постоянные
(4.70)
Л = ЙР(±=21 +-4^1);
\ ^1 ^2 /
D 1 — vf . 1 — v|
В ~ Xzl ' £3Л2 X*2’
L
c^p($)+ \G{^P(W.
Q
107
1 аблица 4.3
Коэффициенты влияния для внутренней оболочки
(правый верхний угол — Кп1£>р3, левый нижний угол —
г/L Vb
0 0,2 0,4 0,6 0,8 1,0
0 —0,510 -0,242 —0,069 0,011 0,033 0,028
1,000
0,2 0,484 —0,188 —0,111 —0,046 —0,009 0,027
0,535
0,4 0,138 0,165 —0,136 —0,102 —0,055 —0,020
0,306
0,6 —0,022 —0,012 0,061 —0,130 —0,103 —0,056
0,257
0,8 —0,066 —0,064 —0,042 0,046 —0,129 —0,100
0,252
1,0 —0,056 —0,058 —0,059 —0,039 0,047 —0,126
0,252
Исключим постоянную С из уравнения (4.70), используя ус-
ловие равновесия
ь l
р = J q (Z) dz = J Р (z) dz,
о о
(4.71)
где F — общая осевая сила.
Проинтегрировав обе части уравнения (4.70) в пределах от 0
до £, определив из полученного равенства величину С и внеся
ее в уравнение (4.70), получаем интегральное уравнение в оконча-
тельной форме
Р = К (р) 4- рср, (4.72)
где интегральный оператор
*(р) = 4
г Z £ л
f р^х)d^dt- — у
„00 о
z %
J ^p^d^dtdz -
0 Q
108
А
Г L 2
j шмд-т
_ о о
L г g
J J \Н{2, ^p^d^dz
ООО
(4-73)
и среднее давление
FP __ FP
Рс? --~ fL ~ 2n(r - 0,5hj,)hpL *
(4-74)
Уравнение (4.56) можно приближенно решить методом калла-
ками, предполагая
р (?) = Я1 + + asz2, (4.75)
где Hi, а2 и а3 — неизвестные коэффициенты.
Таблица 4,4
Коэффициенты влияния для наружной оболочки
(правый верхний угол — Kn2Dp3, левый нижний угол —
г/Ь
0 0,2 0,4 0,6 0,8 1,0
0 --0,505 — 0,260 -0,087 0,010 0,058 0,092
0,999
0,2 0,502 -0,201 7 0,124 -0,049 0,008 0,058
0,544
0,4 0,170 0,192 —0,140 —0,106 —0,049 0,010
0,330
0,6 0,001 0,015 0,098 —0,140 —0,124 —0,087
0,330
0,8 —0,055 —0,047 —0,015 0,192 —0,201 —0,262
0,544
1,0 —0,062 —0,055 0,001 0,170 0,502 —0,505
0,999
109
Рис. 4.37. Кривая распределения контактного дав-
ления на рабочей поверхности витков соединения
оболочек (F = 350 кН)
Внося значение p(z) в левую и пра-
вую части уравнения (4.75) и обеспечи-
вая равенство в трех сечениях г = 0,
г ~ 0,5£ и г = L, получаем систему
линейных уравнений относительно
а2 и а3- решая систему, находим р (?) из
соотношения (4.75).
Пример 4.Ь Параметры резьбового соединения (см. рис. 4.34): резьба*
М100Х2,5, dH ~ 108 мм, d = 100 мм, di ™ 97 мм, dBH = 30 мм, L = 30 мм,
hB = 1,62 мм, h0 — 1,35 мм. Материал наружной и внутренней оболочек —
сталь 38ХА с Ef = Е% ~ 210 ГПа. Толщина стенок оболочек h$ = h2 = 4 мм.
Цилиндрическая жесткость D и параметр р:
ръз Т 28
D=w=^r=1’23-loe’H-MM? ₽=’v^r==0,94.
Для расчета принято шесть равноотстоящих сечений. Значения функций
влияния Кп (z, g) DP3 и К'т (z, g) в расчетных сечениях даны в табл. 4.3
и 4.4; для цилиндрической оболочки они определены на основании точного реше-
ния. Так как функции влияния удовлетворяют условиям симметрии
Кп(г, Z) = Kn(Z, г); К'т(г, £) = К'т (£, г),
для сокращения записи они размещены в одной таблице. Кривая распределения
давления на рабочей поверхности витков, соответствующая расчету, дана на
рис. 4.37.
Некоторое повышение давления на верхних витках объясняется общей
деформацией гайки.
4.7. Распределение нагрузки между витками резьбового
соединения со спиральной вставкой
Резьбовая спиральная вставка представляет собой по форме
обычную пружину (рис. 4.38, а), изготовленную из проволоки
ромбического сечения (рис. 4.38, б). Высокая твердость холодно-
тянутой или холоднокатаной проволоки гарантирует износостой-
кость резьбы при частом завинчивании или отвинчивании. Вставка,
изготовленная из коррозионно-стойкой проволоки, предохраняет
резьбу от коррозии.
Так как вставка в свободном состоянии имеет несколько
больший диаметр, ее монтируют с предварительным натягом,
препятствующим вывинчиванию при знакопеременных нагрузках
и повышенных температурах.
При монтаже вставок применяют простой инструмент, которым
захватывают хвостовик вставки и ввинчивают ее в предварительно
подготовленное отверстие со стандартной резьбой. При необходи-
мости хвостовик вставки после монтажа отламывают и удаляют.
С этой целью на первом витке делают насечку (см*. рис. 4.38, а).
ПО
Рис. 4.38. Резьбовая спи-
ральная вставка в сво-
бодном состоянии (а) и
в соединении (б')
6)
Основная особенность резьбового соединения со спиральной
вставкой — большая податливость резьбы, способствующая
равномерному распределению нагрузки по виткам.
Резьбовую спиральную вставку можно применять в различ-
ных конструктивных вариантах соединений, в частности в анти-
вибрационных контргайках, изготовленных из материалов с не-
высокими механическими характеристиками (дуралюмин, пласт-
массы и др.) и получивших в последние годы применение в ряде
отраслей промышленности. Благодаря вставке упрощается со-
единение и уменьшаются его осевые размеры (рис. 4.39).
Распределенную осевую нагрузку на соединение типа болт—
гайка со вставкой можно вычислить по формуле (4.35), в которой
А __ m р ___ 1/ + 1/(^Л2) ,
в у Д1/£1 + + Лз/£з л
где Л2в = ^-2^2/D 2,
а коэффициент Л3, полученный на основании решения задачи
о кручении кольца ромбического сечения, можно представить
в виде
В двух последних формулах: d2 и D2 — средние диаметры резь-
бы болта и гайки; feB = SJP — безразмерный коэффициент
Рис. 4.39. Схемы конструк-
тивного усовершенствова-
ния соединений
Ш
Рис. 4.40. Кривые распределе-
ния нагрузки между витками в
соединениях со вставкой (7) и
в обычном соединении (2)
Рис. 4.41. Шариковинтовой механизм?
1 ходовой винт; 2 ~ гайка; 3 —* перепускной
канал; 4 — шарики
(Si — малая диагональ ромба); dB — средний диаметр вставки
(см. рис. 4.38); JBy — момент инерции сечения проволоки вставки
относительно оси, проходящей через большую диагональ ромба.
На рис. 4.40 даны кривые распределения нагрузки между
витками в соединениях с резьбой М10 (высота гайки /7=11 мм).
Нижний виток резьбы со спиральной вставкой (в дуралюмино-
вой гайке) нагружен почти в 1,7 раза меньше, чем этот же виток
обычной резьбы.
Таким образом, резьбовая вставка, увеличивающая податли-
вость витков резьбы (при возрастании коэффициента у), сущест-
венно улучшает распределение нагрузки между витками.
4.8. Распределение нагрузки в шариковинтовых механизмах
В машиностроении и приборостроении широко применяют
шариковинтовые механизмы, преобразующие с высоким КПД
(т) > 50 % вращательное движение в поступательное и наоборот.
Принцип действия таких механизмов состоит в том, что между
кинематическими элементами резьбы винта и гайки в винто-
вые канавки закладываются шарики, цепь которых замыкается
с помощью специального перепускного канала (рис. 4.41).
Конструкция отдельных элементов шариковинтового меха-
низма определяется эксплуатационными требованиями. На
рис. 4.42 показаны профили резьбы винта и гайки (в нормальном
сечении винтовой канавки), применяемые в настоящее время в та-
ких механизмах.
Шарики обычно изготовляют из стали марок ШХ6, ШХ15
(20ХЗМВФ). В специальных конструкциях в качестве материала
шариков используют также стали Х18 и 55СМА.
Диаметр шарика выбирают, как правило, с учетом условий
работы механизма или требований к его габаритным размерам
112
Рис. 4.42. Основные профили винта и гайки в нормальном сечении винтовых
канавок (В, Г — точки контакта шарика соответственно с винтом и гайкой;
ак — угол контакта)
Для расчета грузоподъемности и долговечности шариковинто-
вого механизма необходимо прежде всего выяснить характер рас-
пределения нагрузки между витками.
Основные геометрические параметры резьбы механизма даны
на рис. 4.43.
Уравнение совместности деформаций в резьбе
Д1 - Д8 = [6i (z) + (z) 1 - [61 (0) + 62 (0) 1,
где At, Д2 — удлинение и укорочение участков винта и гайки
от 0 до г (рис. 4.44); Si (z) + S2 (z) — сумма прогибов витков винта
и гайки и контактной деформации в сечении z (в осевом направле-
Рис. 4.43. Основные геометрические
параметры резьбы
нии); 6i (0)' + 62 (0) — то же в сечении О (индекс 1 соответствует
винту, индекс 2 — гайке).
Перемещения Ai и Д2 выражаются равенствами (4.15).
Величины 6/ (i = 1, 2) можно представить в виде
+ (4.76)
где pt—усилие, действующее на единицу длины линии контакта
юковой поверхности витков; и Vj — безразмерные коэффициен-
Рис. 4.45. Расчетная схема ша-
риковинтового механизма типа
стяжки
ты; dm— диаметр шарика; Sim— шаг
расположения шариков вдоль кон-
тактной линии; — угол подъема
винтовой контактной линии (при рас-
чете на прочность можно считать
cos = 1).
Распределенная осевая сила q (г)
и усилие, действующее на единицу
длины контактных линий, связаны
соотношением
Pi ^гк sin ак cos = qP, (4.77)
где — диаметр цилиндрической
поверхности, на которой располо-
жена линия контакта.
Предполагаем, что контактное
давление действует нормально к по-
верхности контакта. Из условия
равновесия шарика вытекает, что направление нормали должно
быть общим для точек контакта на витках винта и гайки.
Учитывая, что
^(^dzu
о
где At — площадь поперечного сечения винта или гайки, и исполь-
зуя зависимости (4.15), (4.76) и (4.77), запишем уравнение сов-
местности деформаций в следующей форме:
Z Zj
₽ j J q (z2) dz2 dzt = тс + yKq2/3 — C, (4.78)
0 0
где
2
P EtAi ’ JisinaK Xj ’
1=1
«, = (____L_y/3_L_y
?K k nsinccK J di/3 2j Ц ) E2/3 C0S •
ш z=l I
114
Постоянную С — yq (0) + yKq2/3 (0)' в уравнении (4.78) можно
определить из условия
н F = j q (z)d,Z} (4.79) 0
где F — общая Тогда осевая сила, действующая на соединение.
г- Н Н I
G = yF + J <72/3 (?) dz — p j j J q (z2) dz2dz1 dz . (4.80)
L о 0 0 0
Подставляя выражение (4.80) в уравнение (4.78), запишем по-
следнее в виде интегрального уравнения
Y (<71 = К (<?) + <?оР, ' (4.81)
где
^(9) = <7 + -^<72/3;
н
+ тт-
о
_ F
<7сР - л •
(4.82)
Для соединения типа стяжки (рис. 4.45) уравнение (4.78)
имеет вид
2 21
Р Ц q^dz^-^^yq + ^-C. (4.83)
0 0 2 2
Используя условие (4.79) для определения С, получаем урав-
нение
V(7) - Д (?)+ %, (4.84)
в котором
F / Н \
q° ^ср + уЕ2А2 \ 2 Z) *
Величины Т (?) и Д (q) определяются приведенными выше ра-
венствами. Отметим, что при Е2А2 -> сю характер распределения
нагрузки в соединениях типа болт—гайка или типа стяжки оди-
наков.
При р = 0 уравнение (4.81) имеет элементарное решение:
q = <7ср = F/H,
115
т. е. если болт и гайка не испытывают деформаций растяжения
или сжатия, нагрузка между витками распределяется равно-
мерно. В общем случае уравнение (4.81) можно решить методом
последовательных приближений по схеме
^(<7и1) = ^(<71) + <7оР, (4-85)
где qt и qt+i — исходное и последующее приближения для иско-
мой функции q (z).
Принимаем в первом приближении
<7(0 = Qcp = Fl Hi
тогда при втором приближении получаем
(<7(2)) = К (<7сР) + 9ср = --т”2) + v + <7ср-
(4.86)
Обозначая через Д2) правую часть равенства (4.86), находим
п л2/3 — F
9(2) + —9(2) — / (2)-
Это уравнение легко сводится к кубическому, но в практиче-
ских расчетах его действительный корень более удобно отыскать
методом Ньютона.
Примем, опуская индекс 2,
F(q) = q + ^q2/3-f =0.
Разлагая функцию F (9) вблизи точки 9*, близкой к предпола-
гаемому значению корня, и сохраняя только первые члены раз-
ложения, получаем
dF
F(q) = F(q*) + ^-(qJ(q-q*) = O,
откуда
q = <7* - = <7* ~ <4'87)
4 dF (qj/dq 1 + 2yK/(3yq^/3)
В качестве q* можно принять
1 + Yk/Y '
При необходимости подобным образом уточняется значение
корня, но обычно формула (4.87) дает достаточную точность.
Определив значения q^ (z), можно найти следующее приближе-
ние (?(3) (г). При вычислении К (9(2)) по формуле (4.82) целесооб-
разно использовать численное интегрирование по правилу тра-
пеций. Расчет заканчивается при достаточной близости двух со-
седних приближений.
116
В большинстве практических задач достаточно ограничиться
вторым приближением (4.86). Аналогично решается уравнение
(4.84), где <7сР заменяется qQ.
Если значение q не очень мало,
g2/3 ж а + bq. (4.88)
Тогда уравнение (4.81) с учетом равенства (4.88) принимает
вид
“ г zt
f J q(z2)dzidz1 —
„оо
Р
Н z Zi ~
J J J q(z2)dz2dz1dz + qcp.
0 0 Q
(4.89)
Отметим, что значение а в формуле (4.88) не влияет на распре-
деление нагрузки. Если выбрать коэффициент b таким образом,
чтобы аппроксимирующая прямая была касательной при q =
~ 7ср ? ТО
Ь = 2/(3<$3).
Дифференцируя (4.89) дважды по z, находим
d2q
dz2
m2q (z) = 0,
где
m2 =----------------------2---=----------------.
y + yKb t + 27k/(39*/3)
Из последнего уравнения с учетом известных краевых условий
для соединения типа болт—гайка получаем закон распределения
нагрузки в обычной резьбе
q (2) == ch mz,
в котором параметр т зависит от контактной деформации.
Для расчета необходимо знать упругогеометрические пара-
метры Р, у и ук. Так как определение (3 не вызывает затруднений,
расчет сводится к определению Лг и vf, необходимых для вычис-
ления у и ук.
Представим суммарный прогиб (смещение) витка винта и гайки
в виде
6^ = 6<!) + + 4- б<-к) (i = 1, 2,...),
где (/ = 1, 2, ...) — прогиб витка в результате деформаций
изгиба, сдвига и радиального смещения основанияj б^к) — кон-
тактное смещение.
Два первых слагаемых обычно малы, и в расчетах резьб шари-
ковинтовых механизмов ими можно пренебречь.
117
Смещение витков винта в результате радиального смещения
основания
61” - W1etg a. cos V, = (^±£|. _
1 \dl — DB J
витков гайки
Й” = в, etg «„ cos Vs = + V1 j .
В этих равенствах: «i, а2 — радиальное смещение основания
витка винта и гайки* vi, v2 — коэффициенты Пуассона материала
винта и гайки.
В соответствии о равенством (4.76)
S^A^cosYi,
что позволяет определить значение Лг (для краткости не запи-
сывается).
Сближение в результате контактной деформации (в осевом на-
правлении) можно представить как
з Г/ ! __ v2 j__v2 x2"Z“ ~
6<к) = Z<z6 sin cos ¥ у \—ёУ + —I 2lpiF “" (4-90)
где SPf = 2/гш — l/Ri = (4₽i — 4i)/(^i4i) — сумма главных
кривизн (приближенно рассматривается контакт шарика
и цилиндрического желоба); Fm = PiSim — сила, действующая
на шарик; Еш — модуль упругости материала шарика; —
безразмерный коэффициент, зависящий от параметра
t __ dm
(4Ri~dm) ’
Сопоставляя формулы (4.76) и (4.90), находим
V,- = Sin ак У [jl — V?) + (1 — ) •
Максимальное контактное напряжение
,’„)/£„] F- V~'’ ’>•
(4.91)
где Kia — безразмерный коэффициент, зависящий от пара-
метра %.
Значения коэффициентов и Kio даны в табл. 4.5.
Пример 4.2. Определить распределение нагрузки между витками резьбы
шариковинтового механизма для соединения типа болт—гайка и типа стяжки.
Дано\ d = Ьо = 100 мм; Р — 12 мм; dm — 7 мм; R = 3,64 мм; D1K = 95,05 мм;
118
Таблица 4.5
Значения коэффициентов и Kt§
а § Ко
0,7385 0,5478 0,3070 0,8617 0,4793 0,2722
0,7470 0,5442 0,3051 0,8679 0,4745 0,2699
0,7538 0,5413 0,3036 0,8774 0,4667 0,2660
0,7627 0,5374 0,3016 0,8871 0,4582 0,2618
0,7696 0,5341 0,2999 0,8972 0,4483 0,2571
0,7767 0,5308 0,2981 0,9042 0,4411 0,2537
0,7862 0,5260 0,2958 0,9149 0,4291 0,2477
0,7936 0,5222 0,2938 0,9225 0,4199 0,2434
0,8012 0,5181 0,2918 0,9344 0,4039 0,2356
0,8088 0,5139 0,2897 0,9425 0,3912 0,2295
0,8165 0,5094 0,2873 0,9510 0,3762 0,2224
0,8273 0,5029 0,2841 0,9602 0,3578 0,2137
0,8355 0,4976 0,2814 0,9697 0,3339 0,2024
0,8439 0,4919 0,2786 0,9804 0,2997 0,1863
0,8259 0,4859 0,2756 0,9924 0,2345 0,1555
D2K = Ю4,95 мм; ак = 45° (нормаль станкостроения Н23-7); £)в = 70 мм; П2 =
= 130 мм; Н = 72 мм; F = 72 кН. Материал винта, гайки и шариков ШХ6
(Е — 210 ГПа; v = 0,3). Твердость контактирующих поверхностей 61 HRC3.
Решение. Для определения упругогеометрических параметров резьбы ша-
риковинтового механизма предварительно находим внутренние диаметры резьбы
винта и гайки (см. рис. 4.43):
di = d — 2 [/?i — (Ri — 0,5dm) ] cos aK = 92,9 мм;
d2 = d — 2 [T?2 — № — 0,5dm) ] cos aK = 107,1 мм.
Площади поперечных сечений Л* — 29,32 см2; А2 = 42,67 см2. Параметр
£1 = £2 = 0,9259. По табл. 4.5 находим ~ ~ 0,4153; ~ Х2а =
= 0,2412. Далее вычисляем Р = 0,027-10“г Н-1; Лх = 9,37; Л2 = 17,68; у =
= 0,687-10~7 см2/Н; v, = v2 = 0,55; ук = 8,62 • 1(Г7 см5/3-Н"2/3.
Для соединения типа болт—гайка получаем уравнение
- zzt
q + 12,56?2/3 = 0,04 j j
_o a
н z zt
0,14 | j j q (z2) dz2 dzx dz +
0 0 0
н
+ 1,74 j ?2/3 (z) dz + 10 000.
0
Для соединения типа стяжки
Н г zt “
0,14 j j J q (z2) dz2 dzr dz +
0 0 fl
” z Zi
q + 12,56g2/3 = 0,04 j j q (z2) dz2 dzr —
_0 a
H
+ 1,74 j q2'3 (z) dz + 1169,6 (3,6 — z) + 10 000.
0
На рис. 4.46 дано решение последних уравнений (распределение нагрузки
по длине соединения),
119
q, H/мм
Рис. 4.46. Зависимость нагрузки q от осевой
координаты z витка соединений типа болт-
гайка (/) и стяжка (2)
Отметим, что в результате контактных деформаций распределение нагрузки
между витками резьбы шариковинтовых механизмов значительно более равно-
мерное, чем в обычных резьбах.
Максимальная сила, действующая на шарик,
Z7 _п
гаах =- 9гаах {г> nD1K sin <хк cosT, •
Для соединения типа болт — гайка /?Штах== 551 Н и сгтах = 2087 МПа;
для соединения типа стяжки Ет тах= 456 Н и отах = 1956 МПа.
В заключение отметим, что для шариковинтовых механизмов, предназна-
ченных для длительной эксплуатации, допускаемые контактные напряжения
при твердости контактирующих поверхностей элементов 61 HRC3 рекомен-
дуется выбирать в пределах [ок] = 2500 ... 3000 МПа. При кратковременной
работе передачи • можно принимать [ок] = 4000 МПа.
При более низкой твердости (менее 61 HRC3) контактирующих поверхно-
стей [а*] = km [ак]. Значения коэффициента kw в зависимости от твердости
контактирующих поверхностей деталей передачи из хромистой стали, по дан-
ным И. Б. Пясика, следующие:
HRC3 ..................... 62,9 59,0 55,2 50,3 46,4 41,5 36,7 30,9
km................. 1,000 0,890 0,790 0,690 0,600 0,500 0,415 0,380
4.9. Распределение нагрузки и напряжений в деталях
соединений при наличии пластических деформаций
Высокая концентрация напряжений в соединении приводит
к тому, что даже при сравнительно небольшом напряжении за-
тяжки сг0 0,3 ог во впадинах резьбы появляются пластические
деформации. Так как задача расчета распределения нагрузки
между витками резьбы становится вследствие этого физически не-
линейной, для ее линеаризации используем метод переменных
параметров упругости [5], согласно которому математической мо-
делью упругопластического тела является уравнение упругости
с параметрами упругости Е* и v*, зависящими от напряженного
состояния и потому переменными в различных точках тела:
(1 ; (4.92)
где Ес = ai/&i — секущий модуль упругости; и — интенсив-
ность напряжений и деформаций в точке тела.
120
Для осесимметричной модели тела
*|/~(<Jz — <?е)2 + (#е — ^г)2 + (#г — °z)2 + 6тг2 ; (4.93)
V
£/ ~ — j/”(£z — £е) + (£е — £г) + (£г — £z) + 1,5угг,
где oz, Qq, crr, ez, 80, 8Г — осевые, окружные, радиальные напря-
жения и деформации в точке тела.
Если пластическая деформация существенно больше упругой,
то Ес < Е. Тогда
Ес Е*: v* = 0,5. (4.94)
Упрощенный расчет. Для приближенной оценки несущей спо-
собности резьбовых соединений при высоких нагрузках можно
использовать решения, основанные на стержневых моделях.
Рассмотрим резьбовое соединение типа болт—гайка (см. рис. 4.4).
Условие совместности деформаций остается таким же, как и при
работе материала в упругой области:
At - А2 - [6i (г) + S2 (г) ] - [бг (0) + 62 (0) ],
где перемещения в теле болта и гайке при условии (4.93)
Z 2
Д1 = f dz-, Д2 = - С dz. (4.95)
a \z) а ^2 I2/
о о
Здесь Е* (г) и Ез(г) — секущие модули упругости материала
болта и гайки. Значения Е* и Е| зависят от напряженного состоя-
ния и поэтому изменяются по г.
Прогибы витков резьбы
61 Л1
где р (?) — давление на рабочей поверхности витка в сечении г;
Л1 (г), Л2 (2) — безразмерные коэффициенты, зависящие от гео-
метрических параметров резьбы и напряженного состояния;
ЕГв, Езв — секущие модули материалов болта и гайки, соответ-
ствующие напряженному состоянию в основании витков.
Учитывая связь между давлением р на рабочей поверхности
витка и осевой силой q, действующей на единицу длины соеди-
нения,
Р(г) = ?(z)~,
где f — площадь проекции боковой поверхности витка на плос-
кость, перпендикулярную к оси z, получаем
о , , , . Р2 Лх (г)
8i(z)-<7(z) f £.b(z),
с / \ / ч Р2 Л2 (?)
62 (г) ~ q (г) ~ ’
(4.96)
121
где Е* и £*в — секущие модули, соответствующие напряженному
состоянию в сечении болта и на рабочей грани витка соответ-
ственно; Еъ и йв — то же для тела и витка гайки.
Так как осевая сила, действующая в сечении z,
F (z) = j q (z) dz,
о
то, подставляя в условие совместности перемещений соотношения
(4.95) и (4.96) и принимая во внимание равенства (для общности
поперечные сечения болта и гайки предполагаются переменными
по высоте сечения)
п (2\__ ? • гт (2\_F
O1W - Л1 (z) ’ °2 W ~ А2 (г) ’
находим
Z Z1
j ₽ (Zi) j q (z2) dz2 dzr = q (z) у (z) - q (0) у (0), (4.97)
0 0
где Zi и z2 — переменные интегрирования?
P ® = Et (z) A, (z) + El (z) Л, (z) ;
Уравнение (4.97) можно представить в виде
<7(2)=Y^j-J₽(21) p(z2)dz2dz1 + 7(0)-J^-. (4.98)
7 0 Q
Из условия
н
j q (z) dz =
о
где F — сила, действующая на соединение, находим
Н z г
тЬг J р Sq dZ1 dz
q (0) ------°-----°—. (4.99)
о
Уравнение (4.98) и условие (4.99) можно записать в виде не-
однородного интегрального уравнения
q=K(q) -г (4.100)
122
Рис. 4.47. Кривая дефор-
мирования материала
болта
Рис. 4.48. Схема последо-
вательных приближений
(/—3) при расчете в упру-
гопластической области
где
£ 21
к (?) = ууу- j ₽ (Zi) J q (z2) dz2 dzx dz -
7 0 0
H £ £1
J yy J P (Z1) J q (Z2) dz2 dz2 dz
0 0 0
0
F
qQ ___ .
/ x C dz
7 (2) JW
D
Уравнение (4.100) решается методом последовательных при-
ближений по схеме
д(Ж)-Т<(7и)) + 70 (i-0, 1, 2, ...), (4.101)
где q^} и 7(4-1) — значения при исходном и последующем прибли-
жениях.
В нулевом приближении
7(0) = F/H = const. (4.102)
В первом приближении (при заданной силе F) материал счи-
тается упругим и распределение сил можно найти по уравнению
(4.101). Далее по известным напряжениям находим секущие мо-
дули. Например, если в сечении г в болте действует напряже-
ние O(i), то секущий модуль (рис. 4.47)
(г) = 0(1 >/8(1).
123
Рис. 4.49. Схемы распределения на-
грузки по виткам резьбы при наличии
пластических деформаций:
1>--3 & соответственно нулевое, первое и
второе приближения
Значения Aj иЛ2 в формуле
для у (z) можно принять таки-
ми же, как в упругой области,
но величины Е* (г) и Е? (г),
£*B(z) и E2*b (?) следует считать
секущими модулями, соответ-
ствующими напряженному со-
стоянию в теле болта и гайки,
а также в витках резьбы.
Для приближенного реше-
ния можно принять в каче-
стве такого характерного на-
пряжения
о (г) 1,9 р (г).
После получения следующих значений параметров упругости
снова проводим расчет по уравнению (4.101) с этими значениями
параметров, пока не достигнем соответствия напряженного состоя-
ния и принятых параметров упругости (рис. 4.48). Сходимость
улучшается, если в качестве последующего приближения принять
полусумму результатов двух предыдущих приближений:
?(Ж) == 0,5 [q{i) +
На рис. 4.49 дана схема распределения нагрузки по виткам
с учетом пластических деформаций в резьбе М24х1,5.
Сравнение кривых распределения нагрузки по виткам для
соединений с гайками различной высоты (рис. 4.50) показывает,
что при большой высоте гайки длина пластического участка прак-
тически не зависит от длины свинчивания. Этот вывод согла-
суется с результатами экспериментов, в которых установлено,
что несущая способность резьбы соединения определяется значе-
нием предельной длины свинчивания. С увеличением этой длины
несущая способность соединения не возрастает.
О
10
20
Н;ММ
400 800д,мм
Рис« 4.50# Кривые распределения нагрузки для соединений с гайками разной
высоты при наличии пластических деформаций
124
Рис. 4.51. Схемы распределения напряжений во впадинах резьбы М10
Уточненный расчет. Напряженное и деформированное состоя-
ние болта и гайки определяем методом конечных элементов при
заданных нагрузках (внешних и контактных).
Для определения контактных сил, действующих на рабочие
грани витков, сначала решаем упругую контактную задачу по
описанной выше схеме. Затем вычисляем напряжения и дефор-
мации в элементах болта и гайки в отдельности, а также интенсив-
ности напряжений и деформаций 8/ в этих же элементах. По
найденным значениям и 8f находим параметры упругости Е*
и v*i) в элементах болта и гайки (см. рис. 4.47). Затем решаем
контактную задачу при этих параметрах упругости. Вычисления
продолжаем до получения соответствия напряженного состояния
и принятых параметров упругости (см. рис. 4.48).
На рис. 4.51, а показана схема распределения напряжений
во впадинах идеально точной резьбы MIO (R = 0,108Р) для
идеально упругого материала деталей (сплошные линии) и для
случая упругопластических деформаций, когда болт и гайка из-
готовлены из стали 45 с ав = 650 МПа (штриховые линии). Ре-
шение упругопластической контактной задачи и определение
напряжений в деталях выполнялись методом конечных элементов.
После затяжки соединения с напряжением а0 0,64 сгт пла-
стические деформации охватывают часть боковой поверхности
первого рабочего витка (см. рис. 4.51, а), впадины в свободной
части резьбы, а также впадины под первым и вторым рабочими
витками. Наибольшая глубина проникновения пластических де-
125
Рис. 4.52. Кривые распреде-
ления нагрузки по виткам
резьбы М24Х 1,5 при нали-
чии упругой (/) и упругопла-
стической (2) деформаций
Рис. 4.53. Зависимости коэф-
фициентов а* и а* от отно-
шения он/ат (7, II — обла-
сти упругих и упругопласти-
ческих деформаций)
формаций от центра впадины к оси болта равна 0,17 мм под пер-
вым рабочим витком и 0,07 мм в свободной части резьбы. Пла-
стические деформации в теле гайки в этом случае отсутствуют.
При таких напряжениях пластические деформации локализо-
ваны во впадинах витков и охватывают небольшой объем металла.
Обусловленное этим местное увеличение податливости болта прак-
тически не влияет на распределение нагрузки между витками.
При наличии положительных отклонений шага резьбы, когда
шаг резьбы болта больше шага резьбы гайки, пластические де-
формации при тех же напряжениях в стержне болта (сгн — 0,7 аг)
охватывают больший объем металла. Так, если 6Р/Р ~ 5 мкм/шаг
и он 450 МПа, почти весь второй виток оказывается в области
пластичности (см. рис. 4.51, б) и распределение нагрузки между
витками в процессе нагружения становится более равномерным
(рис. 4.52).
После разгрузки и упругого восстановления распределение
нагрузки между витками несколько улучшается по сравнению
с первым упругим нагружением соединения. Это связано с умень-
шением приблизительно на 1 мкм отклонения шага между пер-
вым и вторым витками болта и гайки.
Во впадинах под первым и вторым рабочими витками, а также
во впадинах свободных (неконтактирующих) витков резьбы после
разгрузки возникают остаточные напряжения, связанные с не-
равномерной деформацией этих зон при нагружении. Распреде-
ление осевых напряжений в сечении А—А во впадинах под первым
рабочим витком показано на рис. 4.51. Сплошные линии со-
ответствуют изменению остаточных напряжений о20ст, штрих-
пунктирные и штриховые — изменению cfz соответственно для
деталей из идеально упругого и упругопластических материалов.
126
Эти напряжения при последующих нагружениях с ат2Х <
< 0,7 (JT способствуют повышению сопротивления усталости со-
единений. Таким образом, предварительное «обжатие» соедине-
ний высокими усилиями затяжки можно использовать для упроч-
нения динамически нагруженных соединений.
Результаты расчетов показывают, что для более равномерного
распределения напряжений в соединениях с большими отклоне-
ниями шага резьбы целесообразно применять гайки из материа-
лов с меньшим пределом текучести, чем у материала болта.
Для оценки работоспособности соединений при малоцикловых
нагрузках необходимо знать значение теоретического коэффи-
циента концентрации деформаций
где 8Н — номинальная деформация в расчетном сечении болта,
__ F 4F
В условиях упругости значения теоретических коэффициентов
концентрации напряжений и деформаций равны, т. е. а0 = а8.
Однако при наличии упругопластических деформаций по мере
повышения внешней нагрузки коэффициенты ocj уменьшаются,
a as возрастают (рис. 4.53). Коэффициенты и сх8 связаны с тео-
ретическим коэффициентом концентрации напряжений aG для
упругого материала следующим приближенным соотношением,
предложенным Г. Нейбером:
При более точном рассмотрении эта зависимость коэффициентов
связана с уровнем номинальных напряжений, кривыми деформи-
рования и другими факторами.
4Л0. Сравнение теоретических и экспериментальных данных
Согласно результатам расчетов и экспериментальных исследо-
ваний в резьбовом соединении типа болт—гайка наиболее нагру-
женным является нижний виток. Качественное подтверждение
возрастания нагрузки на нижние витки получено ранее на рези-
новых моделях, а позднее — из условий аналогии между «сило-
вым потоком» в соединении и струйным течением жидкости.
Опыты по тензометрированию соединения гайки с полым бол-
том также выявили повышение нагрузки на нижние витки. Более
обстоятельные данные получены оптическим методом. Опыты
проводили на плоских и пространственных моделях. Простран-
ственные модели [31 исследовали с замораживанием образцов.
Размеры (в дюймах) образцов с резьбой Витворта восемь витков
на 1" показаны на рис. 4.54; результаты исследований приве-
127
Рис. 4.54. Модели резьбовых соединений с гайками!
1 — с опорой по наружному контуру; 2 — со сферической шайбой; 3 — с конической
резьбой; 4 — с коническим участком; 5 — 7 обычными; S — с двухзаходной резьбой
Рис. 4.55. Кривые распределения нагрузки по виткам резьбы гаек:
/ — с опорой по наружному контуру; 2 — со сферической шайбой; 3 — с конической
резьбой;* 4 — с коническим участком; 5 — обычной; 6 — с двухзаходной резьбой
128
Рис. 4.56. Кривые рас-
пределения нагрузки по
виткам обычной (а) и
сжато-растянутой (tf)
гаек
дены на рис. 4.55. Из сравнения различных гаек следует, что су-
щественными преимуществами обладают лишь коническая и сжато-
растянутая гайки.
Значения коэффициентов аа являются приближенными, что
объясняется малыми размерами моделей.
На рис. 4.56, а, б представлены экспериментальные (точки)
и теоретические (кривые) данные о распределении нагрузки
между витками обычной и сжато-растянутой гаек. При построе-
нии кривых опытные и теоретические значения q (Я) для первого
рабочего витка принимались одинаковыми.
При сравнении теоретических и опытных данных для сжато-
растянутой гайки ее первый участок считали цилиндрическим
с диаметром, равным среднему диаметру конуса.
Общий вид графиков свидетельствует о том, что теоретическое
решение правильно охватывает особенности задачи. Этот вывод
можно сделать и на основании последующих экспериментальных
работ.
4.11* Распределение напряжений в головках болтов
Для расчета на прочность болтовых соединений необходимо
знать концентрацию напряжений в сопряжении головки со стерж-
нем болта и контактные давления под головкой болта. Эти све-
дения можно получить из решения осесимметричной контактной
задачи о взаимодействии головки болта со стягиваемыми дета-
лями.
На рис. 4.57, а показана схема распределения относитель-
ных главных напряжений на контурах головки и стержня болта
(контурные напряжения). Относительные контактные напряжения
(давления) приведены для случая, когда головка болта опирается
на жесткое основание. На практике этому приблизительно соот-
ветствует резьбовое соединение, стягивающее стальные детали
болтами из титановых сплавов. На рис. 4.57, б дана зависимость
относительного контактного напряжения q = q/en на опорном
торце головки болта, когда головка опирается на жесткую (не-
деформированную) деталь (кривая 1) и на деталь из того же,
что и болт, материала (кривая 2). После определения контактного
напряжения проведен расчет напряженного состояния в головке.
Результаты расчета приведены на рис. 4.57, а. Из рисунка сле-
5 Биргер И. А. и др. 129
Рис. 4.57. Схема (а) и кривые (б) распределения напряжений под головкой болта
дует, что наибольшее напряжение на контуре болта действует
вблизи перехода галтели в гладкую часть стержня, т. е. в сече-
нии, отклоненном от начала сопряжения приблизительно на 15°.
Теоретический коэффициент концентрации напряжений при кон-
такте головки с жесткой деталью аа — о\пах/ан ~ 3,5.
Рис. 4.58. Головки болтов
130
Рис. 4.59. Зависимость а от
Jr
относительного радиуса ^г/^0
под головкой болта
Рис. 4.60. Кривые распределения контакт-
ного напряжения (давления) под головками
болтов при J?r/dc = 0,05 (/), 0,10 (2)
и 0,25 (3)
Когда головка болта опирается на упругую деталь, контакт»
ное давление вблизи отверстия снижается, а максимальное напря-
жение на контуре болта несколько возрастает.
При увеличении радиуса закругления под головкой болта кон™
центрация напряжений уменьшается (рис. 4.58, а—е; рис. 4.59).
Однако контактное давление вблизи кромки отверстия при этом
возрастает вследствие уменьшения площади опоры (рис. 4.60).
Сплошные линии соответствуют контакту головки с упругими де-
талями, штриховые — контакту с абсолютно жесткими корпус-
ными деталями.
Положение опасного (наиболее нагруженного) сечения в зоне
галтели также зависит от радиуса закругления. При R? =
= 0,05dc это сечение удалено на
кой части стержня с головкой,
приближается к гладкой части
стержня, и при jRr 0,25dc
оно удалено лишь на 10° от
начала сопряжения.
В практических расчетах
можно использовать следующую
приближенную формулу вы*
числения теоретического коэф-
фициента концентрации напря-
жений под головкой болта:
% ~ 1 + 0,55У^//?г.
Иногда для сохранения нор-
мальной опорной поверхности
переход от стержня к головке
осуществляют поднутрешюй гал-
телью (см. рис. 4.58, <Э). В
этом случае значение суще-
20° от начала сопряжения глад-
ей увеличением радиуса сечение
Рис. 4.61. Схема (а) и кривые (б) рас-
пределения напряжений под головкой
болта с одно- и двухрадиусной галте-
лями
5*
131
ФЮ
Рис. 4.62. Схема распределения
напряжений в головке и стержне
болта в условиях упругости,
пластичности и ползучести
Рис. 4.63. Зависимость коэффи-
циента ос0 от времени работы
соединения т при Rr/dc — 0,12
ственно больше, чем при простом скруглении с таким же ра-
диусом, вследствие увеличения податливости при изгибе головки.
Для снижения контактного давления и повышения сопротив-
ления усталости целесообразно выполнять сопряжение головки
и стержня болта галтелью с двумя радиусами (см. рис. 4.58, г;
рис. 4.61). Радиус закругления участка, прилежащего к цилин-
дрической части, должен быть большим, так как в этой зоне дей-
ствуют наибольшие контурные напряжения. Малый радиус на
второй части галтели увеличивает опорную поверхность головки
болта.
Коэффициент под головкой в случае сопряжения галтелью
с двумя радиусами 7?г1 = 2,5 мм и /?г2 — 0,5 мм несколько выше
(на 9 %), чем при простой галтели с Аг — 2,5 мм. Однако макси-
мальные контактные давления, действующие на опорном торце
(кривая /), ниже, чем при простом сопряжении (кривая 2), в 1,9
раза.
В ряде конструкций для повышения сопротивления усталости
соединений применяют болты с коническими головками
(рис. 4.58, е). Такие головки не имеют преимуществ перед обыч-
ными головками с двухрадиусной галтелью, однако при их ис-
пользовании усложняется изготовление корпусных деталей.
При уменьшении высоты головки Н от 0,8d до 0,5d теоретиче-
ский коэффициент концентрации напряжений возрастает на 10 ...
13 % (большее значение соответствует меньшему радиусу закруг-
ления под головкой), а при увеличении высоты головки до Н = d
снижается приблизительно на 8 ... 10 %.
Следует отметить, что характер распределения контактного
давления на опорном торце головки болта незначительно влияет
на концентрацию напряжений под головкой. Из решения контакт-
ной задачи несложно найти и микроперемещения контактирую-
1S2
щих поверхностей при изменении внешней нагрузки, необходи-
мые для оценки склонности соединений к фреттинг-коррозии.
При больших нагрузках, а также при работе соединений
в условиях повышенных температур в зонах концентрации напря-
жений развиваются деформации пластичности и ползучести. На
рис. 4.62 в качестве примера показана схема распределения на-
пряжений ак под головкой болта Мб из стали 10Х11Н22ТЗМР
в условиях идеальной упругости (сплошная линия), пластичности
(штриховая линия; нагрев до температуры 650°C) и ползучести
(штрихпунктирная линия; работа при температуре 650 °C в те-
чение 100 ч). На этом же рисунке (справа) показана эпюра осе-
вых напряжений az в наиболее нагруженном сечении. Снижение
концентрации — сначала быстрое в процессе нагрева, затем мед-
ленное при работе — связано с перераспределением напряжений
в условиях пластичности и ползучести (рис. 4.63).
Головки с увеличенной высотой (кривая 1- h/dG — 1,0) имеют
меньшие податливость при изгибе и коэффициент концентрации
напряжений, поэтому они менее «склонны» к ползучести, чем
головки с нормальной высотой (кривая 2; h/dQ = 0,8), при одинако-
вых условиях нагружения.
Увеличение радиуса закругления под головкой болта и сни-
жение концентрации напряжений замедляют развитие деформаций
пластичности и ползучесть.
Глава 5
ПРОЧНОСТЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
ПРИ СТАТИЧЕСКИХ НАГРУЗКАХ
5.1. Методы оценки прочности соединений
Резьбовые детали работают при высоких статических нагруз-
ках от затяжки и внешних (рабочих) сил. В связи с этим на ста-
дии проектирования легких, надежных и экономичных машин,
особенно транспортных, необходимо предусмотреть наиболее пол-
ное использование прочности сопрягаемых резьбовых деталей при
их минимальных размерах (диаметр болта, длина свинчивания и
т. д.).
Предел прочности, характеризующий наибольшую несущую
способность, является важным критерием работоспособности со-
единений. Методы оценки (испытания) прочности резьбовых соеди-
нений обусловлены особенностями их нагружения в реальных
конструкциях.
Так как резьбовые соединения работают преимущественно
при действии растягивающих и изгибающих сил, наиболее рас-
пространены следующие методы испытаний: 1) непосредственным
нагружением в испытательных машинах или специальных уста-
новках; 2) нагружением затяжкой гайки; 3) комбинированным
нагружением, В последнем случае непосредственным нагруже-
нием доводится до разрушения или наперед известного рабочего
режима соединение, предварительно затянутое гайкой.
Несущую способность соединений обычно оценивают по раз-
рушающей нагрузке или напряжению (нагрузке, отнесенной
к площади поперечного сечения болта по внутреннему диаметру
резьбы). Такой метод оправдан тем. что заметные пластические
деформации появляются лишь при действии нагрузок, близких
к разрушающим.
Из указанных методов испытаний наиболее широко применяют
первый, отличающийся простотой и точностью. Его использова-
ние для определения наибольшей несущей способности особенно
целесообразно для динамически нагруженных соединений, так
как под действием переменных нагрузок касательные напряже-
ния от крутящего момента в резьбе при затяжке постепенно ис-
чезают, Второй метод испытаний применяют для оценки проч-
ности соединений, работающих преимущественно па затяжку
(например, болтовые соединения в мостовых конструкциях и
ДР-)-
134
На рис. 5.1 дана диа-
грамма растяжения сталь-
ного болта с резьбой 7/8^
(ов = 1700 МПа). Кривая
1 соответствует результа-
там испытаний при непо-
средственном нагружении,
кривая 2 — нагружению
затяжкой гайки, кривая
3— комбинированному на-
гружению (первоначаль-
Рис. 5.1. Диаграмма растяжения стержня
болта при трех способах испытаний
области упругих деформаций болтов
ная затяжка осуществля-
лась поворотом гайки на
1/2 оборота). Анализ диа-
граммы показывает, что в
все методы нагружения дают одинаковые результаты (кривые
на упругом участке совпадают). Однако разрушающие нагрузки
для соединений, подвергнутых непосредственному нагружению,
значительно (до 30 %) превышают нагрузки, полученные при
нагружении гайкой (в испытаниях при нагружении гайкой
наблюдается большой разброс результатов из-за рассеяния
значений коэффициента трения в резьбе).
Деформации, соответствующие предельным (разрушающим)
нагрузкам, снижаются при нагружении гайками на 20 ... 60 %
по сравнению с непосредственным нагружением. Указанное об-
стоятельство объясняется увеличением эквивалентных напря-
жений за счет касательных напряжений, обусловленных силами
трения. Эти силы в витках резьбы особенно сильно влияют при
напряжениях в болте, превышающих предел пропорционально-
сти, так как в этом случае деформации витков болта и гайки
сильно увеличиваются. В пределах упругости деформация витков
сравнительно невелика и не вызывает заметного увеличения на-
пряжений в теле болта, поэтому оба метода испытаний дают в этом
случае одинаковые результаты.
Снижение прочности соединений при нагружении гайкой не-
обходимо учитывать при проектировании соединений с сильной
затяжкой (о0 0,8от). В этом случае следует предусматривать
мероприятия, уменьшающие силы трения в резьбе и препятст-
вующие скручиванию болтов.
Сравнение результатов испытаний болтов, подвергаемых не-
посредственному нагружению, и болтов, нагружаемых после за-
тяжки гайкой, показывает, что предельные нагрузки для этих
испытаний примерно одинаковые. Этим объясняется широкое
применение способа непосредственного нагружения как наиболее
простого и точного для оценки предельной несущей способности
среднезатягиваемых резьбовых соединений (о0 < 0,8от).
Для оценки предельной несущей способности резьбовых соеди-
нений, работающих в условиях растяжения и изгиба, также при-
135
меняют метод непосредственного нагружения. В этом случае под
головку болта (гайку) подкладывают косую шайбу с углом скоса
0,5 ... 10°.
5.2. Виды разрушения соединений
На основании опыта эксплуатации машин, а также результа-
тов многочисленных испытаний резьбовых соединений на растя-
жение до разрушения установлено, что наиболее распространено
разрушение двух видов: обрыв стержня болта (шпильки) и разру-
шение резьбы.
При визуальном осмотре болта, разрушенного растягивающей
силой, наблюдаются типичные признаки его пластической дефор-
мации в зоне обрыва: остаточное удлинение, отчетливо обнаружи-
ваемое по увеличению шага резьбы, и сужению поперечного
сечения. Обрыв стержня болта всегда происходит в наимень-
шем поперечном сечении — по резьбовой части, по проточке
и т. п.
Исключение составляют болты из аустенитных сталей, полу-
ченные холодной высадкой. Их резьбу изготовляют путем холод-
ного накатывания, обеспечивающего значительное деформацион-
ное упрочнение резьбы. Вследствие этого обрыв происходит в не-
резьбовой части стержня болта, где поперечное сечение больше,
а прочность значительно ниже, чем в резьбовой части.
Объемное напряженное состояние в зонах впадин резьбы часто
приводит к тому, что стержень болта в месте обрыва не приобре-
тает форму воронки, которую можно наблюдать при разрушении
гладкого образца из вязкого материала, а представляет собой
покрытый трещинами скол половины сечения, распространяю-
щийся под углом 45° и занимающий по глубине 2 ... 3 витка резьбы.
В остальной части сечения наблюдается пластический излом,
вызываемый развитыми радиальными и осевыми деформа-
циями.
Хрупкий излом характерен для недостаточно пластичных
материалов, в которых затруднена деформация, выравнивающая
напряжения между более и менее нагруженными зонами. Излом
болтов из малопластичных материалов не сопровождается пла-
стической деформацией. Поверхность такого излома отличается
чешуйчатостью, а в примыкающих слоях материала часто обна-
руживаются трещины.
Хрупкий излом возникает в болтах из стали закаленной, ио
не прошедшей отпуск. Наиболее частыми причинами хрупкого
излома болтов на практике являются недостаточный отпуск после
закалки, перегрев, а также хрупкость некоторых хромоникелевых
сталей, вызванная их подкаливанием на воздухе после отпуска.
Этому способствует также наличие фосфора в стали. Недостаточ-
ный отпуск (при котором температура нагрева стали была недо-
136
статочно высокой) либо малая продолжительность отпуска при-
водят к сохранению высокой прочности, но не придают стали
пластичности. В случае перегрева при закалке или очень длитель-
ной выдержки при температуре закалки закаленная сталь при-
обретает игольчатую структуру хрупкого мартенсита.
Хрупкий излом характерен для болтов из сталей, насыщенных
атомарным водородом при электрохимической обработке (цинко-
вании, кадмировании поверхностей в щелочно-цианистых ваннах),
а также при травлении в соляной или серной кислотах, применяе-
мом для подготовки поверхностей болтов перед их фосфатирова-
нием.
Скорость насыщения водородом тем выше, чем больше проч-
ность стали. При соединении атомов в молекулы водорода по гра-
ницам зерен в стали возникает давление, приводящее при наличии
внутренних напряжений (например, от затяжки) к появлению
трещин.
Отметим, что обычные методы испытаний соединений для об-
наружения водородной хрупкости непригодны. Испытания прово-
дят путем создания в болтах напряжений, близких к пределу
текучести, в течение не менее 48 ч. В случае поломок поверхность
излома исследуют под электронно-растровым микроскопом.
Болты из высокопрочных сталей (ов 1250 МПа) при напря-
жениях затяжки, близких к пределу текучести, и наличии не-
большого количества агрессивной среды (например, серной кис-
лоты, выделившейся из смазочного материала) склонны к появ-
лению межзеренных трещин — коррозионному растрескиванию и
последующему хрупкому разрушению. Примеси углерода, фос-
фора и азота, расположенные по границам зерен, ускоряют тре-
щинообразование.
Разрушение перезатянутого болта несколько иное. Обрыв
болта все! да происходит по плоскости, совпадающей с витком
резьбы, при этом воронки или скола под углом не возникает,
поверхность излома гладкая со следами спиралеобразной струк-
туры,
При недостаточной длине свинчивания, а также существенном
различии механических свойств материала болта (шпильки) и
гайки корпуса происходит разрушение резьбы, обычно называемое
срезом. В зависимости от соотношения механических характе-
ристик материалов могут быть срезаны витки болта или гайки.
Возможно и одновременное разрушение витков болта и гайки.
Витки резьбы срезаются на некотором диаметре, большем вну-
треннего и зависящем от толщины стенок гайки, свойств мате-
риалов болта и гайки, а также начального перекрытия витков.
При минимальном перекрытии витков, определяемом равен-
ством
Hl Hl лип,
и близких механических характеристиках материалов болта и
137
гайки возможен пластический изгиб витков — смятие резьбы.
Прочность резьбового соединения в этом случае значительно
меньше, чем при срезе витков.
5.3. Прочность стержня
В резьбовой части стержня болта (шпильки) осевые напряже-
ния растяжения неравномерно распределены по площади попереч-
ного сечения, причем .наибольшая их концентрация отмечается
во впадинах резьбы (см. рис. 4.11).
Однако при расчете прочности в условиях статического на-
гружения не следует брать за основу наибольшие напряжения.
Результаты опытов показали, что эти местные пики напряжений
Рис. 5.2. Схема распределения осевых напряжений
растяжения!
1, 2, 3 — соответственно в упругой, упругопластической
и пластической областях
не оказывают существенного влияния на прочность стержня,
т. е. его способность противостоять действию растягивающих
нагрузок. Существуют несколько гипотез для истолкования этого
факта, впервые изученного на образцах с надрезом.
На рис. 5.2 показана область действия (заштрихована) осе-
вых напряжений растяжения в поперечном сечении резьбовой
части с учетом пластических деформаций. Характер распределе-
ния напряжений зависит от механических свойств материала де-
тали, его склонности к упрочнению и т. д. Отметим, что макси-
мум напряжений в пластической области смещается к оси стержня.
В резьбовой части стержня наряду с осевыми действуют на-
пряжения растяжения, направленные поперек болта, в результате
чего образуется объемное напряженное состояние. Это затрудняет
развитие пластических деформаций и увеличивает прочность
стержня. Отметим, что поверхность впадин резьбы находится
в условиях двухосного растяжения.
Наблюдается противоположное влияние двух факторов: не-
равномерность распределения напряжений снижает прочность
стержня, а объемность напряженного состояния вызывает повы-
шение прочности. Чем пластичнее материал, тем в большей сте-
пени сказывается влияние второго фактора. Малопластичные ма-
териалы (титановые сплавы, чугун и др.) весьма чувствительны
к концентрации напряжений; их несущая способность может сни-
жаться (в отличие от пластичных материалов) даже при статиче-
ских нагрузках.
138
Следует отметить, что при малоцикловых испытаниях (200 ....
1000 циклов) влияние концентрации напряжений сказывается за-
метнее.
При вычислении предела прочности разрушающую нагрузку
обычно относят к площади резьбовой части стержня, соответ-
ствующей внутреннему диаметру резьбы. Предел прочности резь-
бового стержня в таком случае
(5.1)
Результаты испытаний болтов из разных материалов (за ис-
ключением малопластичных сталей, термически обработанных
на очень высокую прочность) показали, что
где ов — предел прочности гладкого образца. Под величиной сгв
понимается отношение наибольшей нагрузки при разрыве к на-
чальной площади гладкого образца.
Значения отношения ов/ов Для ряда материалов приведены
в табл. 5.1.
Если разрушающую нагрузку отнести к фактической пло-
щади поперечного сечения резьбы А, то ав уменьшится.
Фактическая площадь поперечного сечения больше площади
по внутреннему диаметру резьбы при этом
nd? nd?
~< А <
4 4
В стандартах ряда стран, а также в ГОСТ 1759—87 для
болтов в качестве расчетной используют площадь, отнесенную
к диаметру, равному половине суммы среднего и внутреннего
диаметров резьбы:
л __ Л (^1 + ^г)2
В этом случае предел прочности резьбового стержня
(5.2)
отношение
_<_ = ±(1+А.у,
<*в* 4 V di )
Например, для резьбы М10 при d2Mi ~ М4 ов/ав* “ 1,15.
Из анализа данных, приведенных в табл. 5.1, следует, что для
болтов из наиболее распространенных сталей 45, 38ХА, ЗОХГСА
и др.) при расчете по формуле (5.2) можно принимать сгв* = сгв.
Видно также, что малопластичные материалы (титановые сплавы
и др.) чувствительны к концентрации напряжений даже при ста-
тических нагрузках.
139
Таблица 5Л
Значения отношений (Jb/(Jb и св*7ав для различных материалов
Резьба Марка материала Темпера- тура за- калки /0, °C Охла- ждаю- щая среда Темпера- тура от- пуска (старе- ния) tQf °C °в* МПа ав/ав ав*/°в
ЗОХГСА С 890 тали Масло 200 400 500 600 1950 1530 1150 930 0,95 ... 1,20 1,24 1,29 1,36 0,83 ... 1,04 1,08 1,12 1,18
М10 18Х2Н4ВА 950 850 Воздух Масло 170 400 1250 1100 1,43 1,37 1,25 1,19
37XH3A 860 Масло 560 1000 1,24 1,08
38ХА 860 860 840 840 Масло » Вода 525 560 450 550 1050 1020 1150 900 1,33 1,21 1,26 1,29 1,16 1,05 1,10 1,12
М12Х1,5 Мб 40ХН2МА 850 Масло 540 1330 1520 1,05 1,20 0,98 1,00
М12Х1,5 Мб 45 860 (норма- лизация) — — 860 1,19 1,00
мю М8 Мб 4Х12Н8Г8МФБ 1140 Вода 800 1100 950 1100 1,18 1,21 1,24 1,02 1,04 1,06
МЮ Мб 16ХСН 925 400 1200 1,10 1,25 1,04 1,05
М8 Мб ОТ4—1 ’ и т а н о в ы е с г главы 750 (отжиг на воз- духе) 650 700 1,24 1,20 ... 1,33 1,04 1,00 ... 1,08
М8 Мб ВТ14 840 Вода 600 950 1050 1,15 1,05 0,97 0,87
М8 Мб ВТ14 -- — 825 (отжиг; охлаж- дение с печью) 900 1,15 0,97
140
Таблица 5.2
Размеры наиболее распространенных резьб по ГОСТ 9150—81
d, мм Р, мм du мм Лх, мм8 d, мм Pf мм du мм Ait мм*
3 0,5 2,459 4,75 20 2,5 2 1,5 1 17,294 17,835 18,376 18,917 235 250 265 281
4 0,7 0,5 3,242 3,459 8,24 9,40
5 0,8 0,5 4,134 4,459 13,4 15,6
22 2,5 2 1,5 1 19,294 19,835 20,376 20,917 292 308 326 344
6 1 0,75 4,917 5,188 19,0 21,1
8 1,25 1 0,75 6,647 6,917 7,188 34,7 37,6 40,6
24 3 2 1,5 1 20,752 21,835 22,376 22,917 338 374 393 412
10 1,5 1,25 1 8,376 8,647 8,917 55,1 58,7 62,4
27 3 2 1,5 1 23,752 24,835 25,376 25,917 443 484 506 527
12 1,75 1,5 1,25 1 10,106 10,376 10,647 10,917 80,2 84,6 89,0 93,6
30 3,5 3 2 1,5 26,211 26,752 27,835 28,376 540 562 608 632
14 2 1,5 1,25 1 11,835 12,376 12,647 12,917 НО 120 126 131
33 3,5 3 2 1,5 29,211 29,752 30,835 31,376 670 695 746 774
16 2 1,5 1 0,75 13,835 14,376 14,917 15,188 150 162 175 181
18 2,5 2 1,5 1 15,294 15,835 16,376 16,917 184 197 211 225 36 4 3 2 1,5 31,670 32,752 33,835 34,376 787 841 899 928
Значения и Аг для резьб наиболее распространенных раз-
меров даны в табл. 5.2.
При расчете прочности болта следует обратить внимание на
прочность переходной части от резьбы. Для повышения сопро-
тивления усталости переходную часть иногда выполняют в виде
проточки. Если наименьший диаметр проточки равен dn, то раз-
рушающая сила (по проточке)
F = хав-^,
где х — коэффициент упрочнения.
Для проточки в виде полукруглой канавки можно принять
х = ов/ов; для проточки, имеющей цилиндрический участок,
—X = 1.
141
а)
ковцем влияния сбега резьбы и
Рис. 5.3. Резьба со сбегом (а)
и проточкой (^):
Р •=> 1,5 мм; х < 2,2 мм; h ==» 3 мм;
Й 1 мм; jRx «= 0,5 мм
Если резьба кончается
обычным сбегом х или
проточкой h (рис. 5.3, а,
б), то статическому раз-
рушению подвергнется
участок с полным про-
филем резьбы. Результаты
исследования М. П. Мар-
проточки на прочность
болтов из стали ЗОХГСА (ов ~ 1200 ... 1300 МПа) даны в табл. 5.3.
В числителе и знаменателе приведены значения F при наличии
соответственно сбега и проточки. Следует отметить, что в первом
случае разрушение происходило всегда по резьбе, во втором ~
по проточке.
Высокопрочные болты из легированных сталей, термически
обработанные на предел прочности ов = 1200 ... 2100 МПа, поз-
воляют уменьшить габариты резьбового соединения. Для таких
болтов проводят специаль-
ную термическую обработку,
устанавливая за ней тща-
тельный контроль (табл. 5.4).
Снижения водородной хруп-
кости и уменьшения влияния
дефектов поверхности до-
стигают полированием и кад-
мированием.
Болты из высокопрочной
конструкционной стали ус-
ловно подразделяют на вы-
сокопрочные и сверхвысоко-
Таблица 5.3
Разрушающая нагрузка F
для болтов со сбегом и проточкой
при испытании на растяжение
Резьба di, мм мм F, кН
М10 8,14 7,60 73,9/66,8
МИХ 1,5 12,14 11,56 168/153
М18Х15 16,14 15,56 285/274
прочные.
Высокопрочные болты с ов = 1100 ... 1600 МПа предназначены
для восприятия больших осевых нагрузок. Их устанавливают
в отверстия корпусных деталей с зазором, затягивая до напряже-
ния затяжки о0 = (0,7 ... 0,8) ат. Высокопрочные болты с ов ~
= 1100 ... 1400 МПа применяют в ответственных соединениях,
работающих при значительных переменных нагрузках и в усло-
виях повышенной (до 400 °C) температуры. Болты из стали с ов =
— 1400 ... 1600 МПа широко используют в металлоконструкциях,
где требуется создание больших усилий затяжки взамен закле-
почных соединений.
Сверхвысокопрочные болты с ов = 1800 ... 2100 МПа работают
главным образом на срез. Допускаются кратковременные напря-
жения растяжения (максимальные), но, как правило, не более
142
Таблица 5.4
Механические свойства высокопрочных конструкционных сталей
Марка стали Термическая обработка ав, МПа °т» МПа а.. % дн< Дж/см2
ЗОХГСНА Закалка с отпуском при 250 °C 1750 1350 10 60 .. ,. 70
ЗОХГСНМА Изотермическая закалка в се- литре или щелочи при 250 °C 1650 1250 11 70
То же при 300 °C 1500 1200 13 70 .. ,. 80
ЗОХГСА Закалка с отпуском при 220 °C 1750 1350 9 50 .. ,. 60
07X16Н6 Закалка с 1000 °C на воздухе, обработка холодом при —70 °C в течение 2 ч, отпуск при 400°С в течение 1 ч 1250 1050 20 140
1Х15Н4АМЗ-Ш Закалка с 1050 °C на воздухе, обработка холодом при —70 °C в течение 2 ч, отпуск при 350 °C в течение 1 ч 1450 1150 15 120
1000 МПа, напряжения от затяжки ~ не более 400 МПа.
Высокопрочные и сверхвысокопрочные болты необходимо уста-
навливать без перекоса под гайкой или под головкой.
Болты из конструкционных высокопрочных сталей обладают
высокой чувствительностью к концентрации напряжений, поэ-
тому все переходы сечения следует проектировать с максимально
возможными радиусами закругления, особенно в месте перехода
от гладкой части к головке.
Болты следует изготовлять с проточками за резьбовым участ-
ком, а сверхвысокопрочные — и под головкой (рис. 5.4). Такие
проточки способствуют уменьшению концентрации напряжений
в наиболее нагруженных частях болта.
Резьбу следует выполнять с гарантированным минимальным
радиусом впадины.
Для изготовления болтов используют также высокопрочные
коррозионно-стойкие стали 07Х16Н6 и 1Х15Н4АМЗ-Ш, которые
после закалки в воздухе с температуры растворения карбидов
(1000 ... 1050 °C) имеют в основном аустенитную структуру.
Упрочнение достигается обработкой холодом, в процессе которой
80 % аустенита превращается в мартенсит. Болты из таких сталей
обладают высокими прочностью и коррозионной стойкостью.
Как следует из анализа табл. 5.4, указанные стали по пластич-
ности (относительному удлинению) и ударной вязкости значи-
тельно превосходят обычно применяемые для болтов конструк-
ционные стали. Отметим, что сталь 07Х16Н6 сохраняет высокую
ударную вязкость (ан = 80 ... 100 Дж/см2) и пластичность (6б >
>20 %) до температуры t = —196 °C, в то время как ударная
вязкость высокопрочных конструкционных сталей, из которых
изготовляют болты, не превышает 15 ... 20 Дж/см2. Благодаря
указанным свойствам болты из сталей 07Х16Н6 и 1Х15Н4АМЗ-Ш
143
Рис. 5.5. Зависимость механи-
ческих характеристик болтов (o')
и стандартных образцов из ста-
ли 07Х16Н6 (ов, от) от темпе-
ратуры испытаний
, Рис. 5.4. Болт из высокопрочной стали
применяют в динамически высоко-
нагруженных соединениях.
Болты из этих сталей можно
также использовать в конструкциях,
нагруженных в плоскости стыка. Минимальные значения
сопротивления срезу составляют для них соответственно <гв =
— 875 и 1000 МПа. Для сравнения отметим, что сопротивление
срезу болтов из стали ЗОХГСНА при ов = 1600 ... 1800 МПа
равно 960 МПа.
Вследствие высоких пластичности и ударной вязкости болты
из этих сталей нечувствительны к перекосу (до 8°) и концентрации
напряжений. Благодаря этому отпадает необходимость проведе-
ния специальных конструктивных мероприятий, снижающих
концентрацию напряжений (галтели и др.).
Болты из сталей 07Х16Н6 и 1Х15Н4АМЗ-Ш сохраняют вы-
сокую прочность до t — 500 °C (рис. 5.5). Сопротивление устало-
сти болтов из этих материалов значительно выше, чем из конструк-
ционных коррозионно-стойких сталей, применяемых обычно для
изготовления высокопрочных болтов.
Для повышения прочности болты из сталей 07X16Н6
и 1Х15Н4АМЗ-Ш изготовляют по следующей технологии: изгото-
вление заготовки с головкой, полная термическая обработка,
накатка резьбы, отпуск при I — 400 °C.
Титановые и бериллиевые болты широко применяют в конст-
рукциях, к которым предъявляют жесткие требования по массе,
габаритам, прочности.
Титановые сплавы с плотностью около 4,5 г/см3 имеют высокие
механические характеристики. В табл. 5.5 приведены отечест-
венные марки титановых сплавов, применяемых для изготовления
болтов.
144
Таблица 5.5
Механические характеристики титановых сплавов,
применяемых для изготовления болтов
Марка Термическая обработка (температура рС) *в ат *В ав/ов б#» % Рабочая тем- пература °C, не выше
МПа
ОТ 4—1 Отжиг (750±10) 700 ... 850 550 ... 650 — 1,20 ... 1,25 15 *1 • 40 400
ВТ5 Закалка (950±10), старение (450) 900 ... 1100 800 ... 900 650 1,20 ... 1,25 8 •ж» 13 400
ВТ9 Закалка (900±10), старение (550) 1100 ... 1150 900 ... 1000 700 1,10 ... 1,15 6 — 550
ВТЗ—1 ВТ14 ВТ14 Закалка (880±10), старение (550) Закалка (840±10), старение (600) Отжиг (825±10) 1000 ... 1200 950 ... 1500 800 ... 1000 850 ... 1100 850 ... 1000 700 ... 850 650 700 1,20 1,10 ... 1,15 1,15 10 15 17 16 450 500 400,
ВТ16 Закалка (780±10), старение (520) 1250 ... 1350 1100 ... 1250 750 1,10 ... 1,15 4 ...6 350
Таблица 5,6
Разрушающая нагрузка, кН, для болтов из титановых
сплавов и легированных сталей
Резьба ОТ4—1 ВТ14 ВТ14 отож- женный ВТ16 ЗОХГСА 38ХА 40Х2НМА
При растяжении
Мб 16,0 21,0 18,6 21,4 21,1 20,9 21,2
М8 31,0 38,8 36,0 39,0 38,0 — —
М10 — 61,0 — 61,0 60,0 61,0 61,5
При срезе
Мб —. 20,2 21,3 19,7 -
М8 — 36,2 ___ 38,0 35,0
М10 — 56,3 — 59,0 54,9 — —
Сплавы ВТЗ—1, ВТ5, ВТ9 и ВТ16 используют для изготовле-
ния болтов (шпилек) взамен сталей ЗОХГСА, ЗОХГНА, 38ХА
и 40ХН2МА. Эти болты на 40 % легче стальных. После термообра-
ботки на ав = 1100 МПа они обладают такими же свойствами при
растяжении, как и болты из легированных сталей (табл. 5.6).
145
Таблица 5.7
Значения предела прочности, МПа, термореактивных
пластмасс при растяжении оВе р и сжатии ов> с
Материал °в. р ав р; т при продолжи- тельности нагружения, ч °В. G °В. С* Т ПРИ продолжи- тельности нагружения, ч
100 1000 10 000 100 1000 10 000
АГ-4В 104,0 91,0 89,7 88,1 198,0 145,0 141,0 137,0
К-18-2 41,0 30,3 28,9 27,3 131,0 96,0 94,0 92,0
Волокнит 41,5 29,8 28,2 26,7 115,0 82,0 80,0 78,5
Прочность титановых болтов при срезе даже выше прочности сталь-
ных болтов.
Упругое удлинение титановых болтов при одних и тех же на-
пряжениях приблизительно в 2 раза больше упругого удлине-
ния стальных болтов, что важно для сохранения первоначальной
затяжки. Кроме того, вследствие высокой податливости дополни-
тельная нагрузка на болт при действии рабочих сил в случае при-
менения титановых болтов взамен стальных в стальных узлах
снижается также почти в 2 раза. Однако эти преимущества тита-
новых болтов исчезают при их работе в титановых узлах.
Болты из титановых сплавов малочувствительны к перекосу
опорных поверхностей при статических нагрузках и не обнаружи-
вают склонности к замедленному хрупкому разрушению. Однако
ввиду высокой чувствительности титановых сплавов к остаточным
напряжениям растяжения шлифование резьбы болтов, работаю-
щих при переменных напряжениях, недопустимо.
Из сплава ВТ9 изготовляют болты, которые могут длительно
работать при температуре до 550 °C. Сплав ВТ16 можно исполь-
зовать длительно при температуре до 350 °C и кратковременно
до 700 °C. Титановые болты необходимы при работе в корроди-
рующих средах, так как они обладают высокой коррозионной стой-
костью в большинстве агрессивных сред. Разрушение болтов из
этих сплавов при статических нагрузках носит взрывной харак-
тер и происходит практически без образования шейки.
Бериллиевые болты приблизительно в 4 раза легче стальных
и в 2,2 раза легче титановых.
Предел прочности сплава бериллия с алюминием при нор-
мальной температуре составляет ав = 520 ... 580 МПа, модуль
упругости Е = 175 ГПа, удлинение при разрыве 65 = 20 ... 26 %.
Однако изделия из бериллиевых сплавов очень чувствительны
к концентрации напряжений и качеству поверхности, поэтому
бериллиевые болты требуют тщательной обработки, выполнения
резьбы накаткой, использования алюминиевых гаек и т. д. При-
менение для таких болтов резьбы с пониженной высотой профиля
146
Таблица 5.8
Нагрузка Fp, разрушающая резьбу пластмассовых гаек
в соединении с болтами из стали 38ХА
(ов = 1050 МПа; резьба М10)
Соединение Материал гайки Значение Fp, кН, при' Н!<1
0,5 Ц0 1,5 2SC'''
С вставкой 2363С 18,0 31,0 40,0 49,0 *
Обычное 2363С 14.5 19,0 . 27,5 : 35.0
> Д1Т 38,0 55,0 62,0* .62,0*
Обрыв шпильки по резьбовой части.
(до 55 % нормальной) с соответствующим увеличением внутрен-
него диаметра и радиуса впадины (jR = 0,28Р) уменьшает кон-
центрацию напряжений и повышает предел выносливости более
чем в 2 раза.
По прочности бериллиевые болты уступают стальным и тита-.
новым. Однако удельная прочность (прочность, отнесенная к массе)
болтов из бериллия в 1,5 ... 2,0 раза выше прочности стальных и
титановых болтов при статических нагрузках, а при переменных
нагрузках их долговечность в 2 раза больше титановых и почти
в 10 раз больше стальных. Необходимо иметь в виду, что берил-
лиевая пыль, образующаяся при механической обработке,> ток-
сична.
Крепежные детали из пластмасс широко применяют благодаря
высоким электро- и теплоизоляционным, а также противокорро-
зионным свойствам.
Основные материалы для изготовления крепежных деталей:
волокнит, фенопласты К-18-2 и К-21-22, пресс-материал АГ-4В,
найлон и полиамиды
Механические характеристики этих материалов невысоки, они
различны для растягивающих и сжимающих нагрузок. При проек-
тировании резьбовых деталей из пластмасс необходимо также
иметь в виду снижение их прочности с увеличением продолжи-
тельности нагружения и повышением температуры (табл. 5.7).
Распространение получили антивибрационные пластмассовые
гайки, в которые для усиления (повышения несущей способности)
иногда монтируют резьбовые спиральные вставки. В табл. 5.8*
приведены результаты испытания таких гаек.
Успешно применяют стопорные кольца и* гайки из найлона
и полиамидов, а также шайбы из полиамидов, которые при затяжке
сильно деформируются, заполняют зазоры и впадины резьбы,
одновременно способствуя герметизации. Для восприятия основ-
ных осевых сил предусмотрена металлическая основа.
Детали корпусов из стеклопластиков стягивают с помощью.;
стальных или титановых болтов. В таких конструкциях внешнюю
147
нагрузку на болты сле-
дует уменьшать путем
увеличения податливо-
сти деталей системы
болта (например, вве-
дением специальной уп-
ругой шайбы).
5.4. Прочность витков
резьбы
Разрушение витков
резьбы —довольно рас-
пространенный вид по-
ломок резьбовых дета-
лей. Основными кон-
структивными парамет-
р ами, определяющими
прочность витков, яв-
ляются диаметр d и
шаг резьбы Р, радиус
впадины резьбы Р, вы-
сота гайки Н (длина
свинчивания Z), соот-
разрушающих соединения, от относительной дли-
ны свинчивания болтов и гаек
ношение механических характеристик материалов болта (шпиль-
ки) и гайки (корпуса). В меньшей степени влияют поперечные
размеры гайки (размер под ключ).
Влияние диаметра и шага резьбы. Результаты испытаний
резьбовых соединений при осевых растягивающих нагрузках по-
казали, что при недостаточной высоте гайки происходит поломка
соединения вследствие разрушения резьбы. Для повышения не-
сущей способности резьбы увеличивают высоту гайки (длину
свинчивания соединения). На рис. 5.6 приведена типичная за-
висимость силы, разрушающей соединение, от длины свинчива-
ния. Светлыми точками на кривых обозначено разрушение резьбы,
темными — обрыв стержня по резьбовой части вне корпуса.
Материал гаек — сталь 45 нормализованная (ов = 680 МПа),
болтов — сталь 45 термоулучшенная (ав = 950 МПа). Кривые 1
получены при испытании соединений с диаметром резьбы d =
= 32 мм, кривые 2 — d = 24 мм, кривые 3 — d = 18 мм, кри-
вые 4 — d — 12 мм, кривая 5 — d = 6 мм.
Авторами совместно с Ю. Г. Рысем исследовано влияние кон-
структивных параметров резьбы и соединений на предел проч-
ности. Установлено, что с увеличением диаметра резьбы (при
неизменных шаге и высоте гайки) несущая способность соедине-
ния, оцениваемая по нагрузке, разрушающей резьбу, возрастает
либо пропорционально диаметру (для соединений стальных шпи-
лек с корпусными деталями из алюминиевых и магниевых спла-
148
bob), либо нелинейно (для
стальных соединений). В по-
следнем случае интенсив-
ность повышения несущей
способности резьбы снижа-
ется при больших диамет-
рах, однако несущественно,
и в практических расчетах
можно считать, что проч-
ность резьбы увеличивается
пропорционально ее диа-
метру.
Уменьшение шага резь-
бы (см. рис. 5.6) при не-
изменных наружном диа-
метре и высоте гайки сни-
Рис. 5.7. Кривые изменения необходимой
относительной высоты гайки в зависи-
мости от отношения d/P
жает прочность соединения,
так как для мелкой резьбы труднее в пределах одного класса
точности обеспечить перекрытие витков, одинаковое с крупной
резьбой. Кроме того, радиальные деформации тела гайки при
нагружении также сильнее сказываются на несущей способности
соединений с мелкой резьбой. Снижение прочности соединения
при уменьшении шага резьбы было обнаружено позднее Г. Виган-
дом, К.-Г. Иллгнером и П. Штригенсом.
Степень влияния шага резьбы на прочность соединения в зна-
чительной мере зависит от материалов резьбовых деталей. При
существенном различии пределов прочности материалов болта и
гайки (ав. б/<*в.г >1,4) и одинаковых модулях упругости (£б =
— Ег) прочность резьбы с увеличением шага изменяется пропор-
ционально отношению ов. б/ав. г.
Это можно объяснить улучшением условий деформирования
и разрушения витков резьбы гайки вследствие смещения наиболь-
шего давления в зоне контакта к основанию витков гайки. Отметим,
что при ов. б ов.г пластические деформации витков резьбы
болта ничтожно малы.
Для соединения с гайками из материала с меньшим модулем
упругости (например, из магниевого сплава с Е = 40 ГПа) влия-
ние шага сказывается не в меньшей степени, чем для стальных
соединений.
Из анализа кривых на рис. 5.6 следует, что при огв.б/ав.г < 3
в определенном диапазоне значений d/P (до d/P < 12) можно
найти необходимую относительную высоту гайки Hn/d,
при которой обеспечивается равнопрочность стержня болта на
разрыв и витков на срез (смятие).
Необходимая высота гайки зависит от диаметра и шага резьбы,
соотношения механических характеристик материалов резьбовых
деталей, а также типа соединения, влияющего на характер рас-
пределения нагрузки между витками. Увеличение высоты гайки
149
Рис. 5.8. Зависимость несущей спо-
собности соединений от отноше-
ния Hid при различной прочности
материала шпилек:
1 — ов == 1660 МПа; 2 — 1210; 3 —
930; 4 — 740; 5 — ов « 680 МПа
сверх необходимой неэффек-
тивно, так как прочность со-
единений, ограниченная не-
сущей способностью стержня
болта, при этом не повыша-
ется. На рис. 5.7 приведены
кривые изменения необходи-
мой высоты гайки (длины
отношения d/P для соединений
= 1150 МПа) с гайками из
свинчивания) в зависимости от
болтов из стали 38ХА (ав
сплава МЛ7 (ав — 160 МПа, кривая /), сплава АЛ5 (ав =
= 220 МПа, кривая 2), стали 20 (ав — 450 МПа, кривая 3),
стали 35 (ав = 550 МПа, кривая 4). Увеличение необходимой
высоты гайки с ростом отношения d/P связано с влиянием диа-
метра и шага на прочность резьбы соединения и стержня болта
(шпильки). Рекомендации по выбору необходимой высоты гайки
даны в табл. 5.9 [22].
Влияние материала болта и гайки. Соотношение механических
характеристик материалов болта и гайки существенно влияет на
процесс деформирования и характер разрушения витков резьбы,
поэтому несущая способность соединений при разных отношениях
°в. б/ав. г значительно различается, даже для материалов болта
и гайки с одинаковыми модулями упругости.
На рис. 5.8 показаны кривые изменения нагрузки, разруша-
ющей резьбу М24Х1 соединений, в зависимости от отношения
Таблица 5.9
Необходимая длина свинчивания (высота гайки) для стальных шпилек
Материал корпуса (гайки) ов, МПа (нн/<0 при МПа
400 ... 700 850 ... 1200 1300 ... 1700
Сталь (сплав титана) Чугун Дуралюмин Силумин (литой) Бронза Сплав бериллия 400 ... 700 850 ... 1200 1300 ... 1700 180 ... 250 360 ... 440 150 ... 200 200 ... 250 400 ... 650 0,6 ... 0,8 0,9 ... 1,1 1,3 ... 1,5 0,8 ... 0,9 1,3 ... 1,5 1,3 ... 1,5 0,6 ... 0,8 0,9 ... 1,1 0,6 ... 0,8 0,9 ... 1,1 1,3 ... 1,8 1,1 ... 1,3 1,2 ... 1,6 0,9 ... 1,1 0,6 ... 0,8
Примечание. Знак «—» означает, что равнопрочность стержня шпильки
(болта) на разрыв и витков резьбы на срез обеспечить невозможно.
150
6!6В
а)
Рис. 5.9. Схемы деформации витков и кривые деформирования при ступенчатом
Нагружении соединений стальных болтов с гайками из стали (а) и дуралюмина (б)
151
H/d при различной прочности шпилек из сталей ЗОХГСА (сплош-
ные линии) и 45 (штриховые линии). Материал гаек — сталь 45
(ав = 680 МПа). Видно, что, увеличивая предел прочности шпи-
лек от 740 до 1660 МПа, можно более чем в 2 раза повысить не-
сущую способность резьбы соединения. Это обстоятельство, объяс-
няемое улучшением условий деформирования витков гайки (сме-
щением нагрузки к основанию витков гайки), следует учитывать
при проектировании и изготовлении соединений литых, кованых
или штампованных корпусов из пластичных и, как правило, мало-
прочных низкоуглеродистых сталей (например, соединения кор-
пусов сосудов высокого давления и др.).
Отметим, что при ов. б « ав. г наблюдается срез витков
шпильки; прочность соединения в этом случае невелика (кри-
вая 4 на рис. 5.8). При ав.б ~ (1,3 ... 1,8) ов.г соединение раз-
рушается вследствие пластического изгиба витков (смятия); при
этом нередко происходит выламывание витков одной из деталей.
Несущая способность соединения в таком случае значительно
выше, чем при разрушении от среза витков шпильки. Отсюда
следует важный практический вывод: для более полного исполь-
зования механических характеристик гаек (корпусных деталей)
необходимо применять болты (шпильки) из материала с ов. б
> 1,3ов.г. При больших диаметрах резьбы (d >24 мм) наблю-
дается одновременное выламывание витков болта и гайки в ре-
зультате пластического изгиба.
При ов. б > 2ав. г соединения разрушаются, как правило,
в результате среза витков гайки; прочность при этом наибольшая
(кривая 1 на рис. 5.8). На рис. 5.9 показаны схемы деформации
витков (рисунки шлифов) соединений стальных болтов М16 (ав =
= 880 МПа) с гайками из стали (ов = 435 МПа) и дуралюмина
(ов = 474 МПа) при ступенчатом нагружении до разрушения.
Согласно зависимостям, иллюстрирующим изменение относи-
тельной деформации соединения (по резьбовой части), небольшие
пластические деформации в резьбе появляются уже при напря-
жениях, составляющих 40 % разрушающих. Интенсивный рост
пластических деформаций начинается при напряжениях а =
= (0,7 ... 0,9) стт; разрушение носит «взрывной» характер и со-
провождается повышением температуры в соединении до 60 °C.
Если стальные шпильки свинчены с корпусами из легких ма-
териалов, например из алюминиевых и магниевых сплавов, то
несущая способность резьбы таких соединений также возрастает
при увеличении прочности материала шпилек.
5.5. Предельное пластическое состояние и срез витков резьбы.
Эффективная длина свинчивания соединений
Опасность среза витков мелких резьб возрастает в соедине-
ниях высокопрочных стальных болтов (винтов) и гаек (корпусов)
из сталей, а также легких материалов и пластмасс.
152
Рис. 5.10. Зависимость несущей способности резь-
бовых соединений от отношения Hid для резьбы::
/, 12 — Мб; 2 — М12Х1.25; 3 — М18Х1; 4 — M24XU
5, 6^ М32Х1.25; 7 — M24XL5; S—M24X1.25; 9 —
М24ХИ Ю — M18X1J И — M12XL25
Рис. 5.11. Зависимость
нагрузки от приращения _
наружного диаметра гай-
ки из сплава МЛ7 (Z) =
= 2d)
Между тем, в авиа- и автостроении применение резьб с мелким
шагом целесообразно, так как при больших отношениях диаметра
резьбы к шагу площадь стержня болта увеличивается и, как
следствие, возрастает его прочность. Резьбы с отношением d/P >
> 15 широко применяют в аппаратах высокого давления, в кото-
рых сосуды соединяют шпильками (болтами) с резьбой d 120 мм
при максимальном шаге Р = 6 мм.
Результаты исследований авторов показали, что при d/P > 14
для стальных соединений и соединений стальных шпилек с дета-
лями из алюминиевых и магниевых сплавов условие равнопроч-
ности стержня шпильки на разрыв и витков резьбы на срез обе-
спечить не удается (кривая 1 на рис. 5.7); При этом, начиная
с некоторой длины свинчивания — предельной, усилие среза
витков резьбы остается практически неизменным для данного
d/P, даже при неограниченном увеличении длины свинчивания.
Это подтверждают зависимости от относительной длины свинчи-
вания H/d несущей способности соединений болтов из стали
ЗОХГСА (ов = 1660 МПа) с гайками из стали 45 при ов =
= 680 МПа (рис. 5.10, а) и стали 20 при сгв = 435 МПа
(рис. 5.10, б). Видно, что прочность витков на срез при постоян-
ном наружном диаметре зависит от шага резьбы и предельное со-
стояние для резьб с мелким шагом достигается при меньших
нагрузках. Это обстоятельство объясняется существенным умень-
шением перекрытия витков, особенно для мелких резьб, при
больших нагрузках вследствие радиальных деформаций гайки
(преимущественно в области наиболее нагруженных витков).
На рис. 5.11 показаны кривые изменения нагрузки при увеличе-
нии наружного диаметра гайки.
153
Рис. 5.12« Зависимость
предельной относитель-«
ной длины свинчивания
резьбовых соединений
шпилек из стали ЗОХГСА
и гаек из сплава МЛ7 от
отношения d/P при Did—
= 3 (I) и Did = 2 (2)
Предельная длина свинчивания соответствует максимальному
числу витков, на которые действует нагрузка при наличии в резьбе
пластических деформаций, и зависит преимущественно от диа-
метра и шага резьбы, диаметра (жесткости) тела гайки, влияющих
на радиальные деформации гайки при нагружении и характер
распределения нагрузки между витками резьбы. На рис. 5.12
приведена зависимость предельной длины свинчивания от отно-
шения d/P = 6 ... 24 для гаек с разными диаметрами. При D/d =
= 3 предельная относительная длина свинчивания приблизи-
тельно постоянна: HJd = 1,90 ... 1,95. При уменьшении диаметра
гайки до D/d = 2 радиальные деформации возрастают и Hu/d =
= 1,55 ... 1,60.
Отметим, что предельная относительная длина свинчивания
соединений с высокопрочными болтами (шпильками) практически
не зависит от механических характеристик материала гайки
(рис. 5.13). Это, по-видимому, связано с тем, что отношение 6/Е
приблизительно остается неизменным для широкого класса ма-
териалов. Предельная относительная длина свинчивания почти
не зависит от диаметра и шага резьбы при d/P £> 8, так как на-
грузка на первый виток повышается при этом лишь незначи-
тельно. При d/P < 8 отношение HJd зависит от диаметра и шага
резьбы, что объясняется большей чувствительностью к характеру
распределения нагрузки между витками резьбы для таких со-
единений.
Предельная относительная длина свинчивания зависит также
от соотношения механических характеристик материалов шпильки
и гайки (корпуса). При сближении этих характеристик HJd
существенно уменьшается (кривые /, 4 на рис. 5.8), так как пла-
стические деформации стержня шпильки в пределах длины свин-
Рис. 5.13. Зависимость не-
обходимой и предельной
относительных длин свин»
чивания резьбовых соеди-
нений (соответственно
сплошные и штриховые
линии) от отношения dlP\
1 шпильки из стали
ЗОХГСА (ств = 1660 МПа),
гайки из стали 20 (ав =
— 435 МПа); 2 — шпильки
3 шпильки из стали 38ХА
из стали ЗОХГСА, гайки из стали 45 (ав — 680 МПа);
(ов == 1050 МПа), гайки из стали 35 (ав = 510 МПа)
154
Рис, 5.14. Зависимость
отношения предельной на-
грузки к силе, разруша*
ющей стержень болта, от
размера резьбы
пггпь J Прочность витков резьба но зрел:
^т^^^изрзрективная длина свинчивания
h'mp/ d
1,0
б 10 14 О? 2? cl/P
Рис. 5.15. Диаграмма эффективных длин свинчи-
вания резьбовых соединений (шпильки из стали
ЗОХГСА, гайки из стали 20)
чивания, возникающее при больших нагрузках, приводят к рез-
кой неравномерности распределения деформаций между витками.
Следует учесть, что пластические деформации витков резьбы болта
улучшают распределение нагрузки.
При сгв. б <?в. г наступает предельное пластическое состоя-
ние витков шпильки (болта) и значение H^d уменьшается в боль-
шей степени. Предельное состояние ограничивает несущую спо-
собность резьбовых соединений. Нагрузки, разрушающие резьбу,
при наступлении предельного пластического состояния суще-
ственно ниже (особенно для корпусных деталей из материалов
с низкой прочностью) сил, разрушающих стержень шпильки
(рис. 5.14).
Совмещением диаграмм необходимой и предельной высоты
гайки получена диаграмма эффективных длин свинчивания резь-
бовых соединений (рис. 5.15), позволяющая выбирать оптималь-
ные размеры сопрягаемых резьбовых деталей. Увеличение длины
свинчивания сверх эффективной нецелесообразно, так как это не
приводит к повышению прочности соединения.
Прочность резьбового соединения можно повысить конструк-
тивным улучшением распределения нагрузки между витками
(например, введением в соединение резьбовой спиральной вставки
и др.) или увеличением перекрытия витков (например, применением
резьб с крупным шагом), а также переходом с метрической резьбы
на резьбу упорную с рабочим углом 0° для уменьшения попереч-
ных деформаций. Такую резьбу применяют, например, на дви-
гателях внутреннего сгорания для повышения прочности резьбо-
вого соединения головки и гильзы цилиндра.
5.6. Влияние конструктивных факторов
В ряде отраслей машиностроения применяют гайки с умень-
шенным размером под ключ. За уменьшенный принимают сосед-
ний меньший размер под ключ нормальной гайки. Например,
для резьбы М10 нормальный размер под ключ равен 17, умень-
шенный — 14 мм.
155
Рис. 5.16. Зависимости предела
прочности соединений с нор-
мальным и уменьшенным раз-
мером гайки под ключ от раз-
меров резьбы:
Увеличение радиальной подат-
ливости тела гайки уменьшает
перекрытие витков под нагрузкой
и, как следствие, прочность резьбы
соединения. Экспериментально уста-
новлено, что высота таких гаек
должна быть большей, чем для нор-
мальных. Гайки с уменьшенным
размером под ключ можно приме-
нять в стальных и титановых сое-
динениях. На рис. 5.16 показаны
зависимости отношения ов/ов от
размеров резьбы для соединений
стальных болтов (ов = 800 МПа)’
и стальных гаек (ов = 600 МПа).
Штриховыми линиями обозначены
зависимости для соединений с гай-
I _ в/d = 0,40; 2 — 0,50; 3
0,60; 4 — U/d = 0,70
Рис. 5.17. Шлицевая
гайка
— ками нормального размера под
ключ, сплошными — уменьшенного.
Применение шлицевых гаек (рис. 5.17)
уменьшает габариты и устраняет недос-
таток шестигранных гаек — смятие гра-
ней при сильной затяжке. Площадь се-
чения таких гаек часто составляет
1,0 ... 1,2 площади сечения болта, поэто-
му шлицевые гайки изготовляют из то-
го же материала, что и болты. В табл.
5.10 приведены параметры шлицевых гаек.
Резьбовые спиральные вставки улуч-
шают распределение нагрузки между вит-
ками. Благодаря этому предел прочности
резьбы в соединениях со вставками существенно выше предела
прочности обычных соединений как при одинаковых наружных
диаметрах шпильки d = idem, так и при одинаковых диаметрах
резьбы корпуса (рис. 5.18] штриховые линии соответствуют
Рис. 5.18. Зависимость несущей способности
от высоты гаек соединений с резьбой (шпиль-
ки из стали 38ХА, гайки из сплава АЛ5)3
1 Мб со вставкой; 2 •==* M7XU 3 Мб
Рис. 5.19. Футорки:
а» обычная; б с буртиком; а — с буртиком
глухая
Таблица 5.10
Размеры шлицевых гаек, мм, и необходимая
относительная длина свинчивания
Резьба Do Di н HH/d
М12Х1,5 18,6 17 10 12 16 6,0 8,0 12,0 0,70 ... 0,80
М16Х1.5 21,6 20 10 14 18 6,5 10,0 14,0 1,10 ... 1,15
М20Х1.5 27,6 25 17 19 21 12,0 14,0 16,0 1,15
П р и м е ч а н и е. Материал резьбовых деталей сталь 38ХА
(ов = 1050 МПа).
прочности витков резьбы на срез, сплошные линии — проч-
ности стержня на разрыв).
В табл. 5.11 приведены результаты испытания соединений
(шпильки из стали 38ХА,
с резьбой МЮ при затяжке гайкой
ав = 1050 МПа; гайки из
сплава Д1Т, ав = 400 МПа).
В табл. 5.12 даны результаты
испытания на прочность сое-
динений при затяжке винта
из стали 38ХА (корпус из
дуралюмина, ов = 400 МПа).
Отметим, что прочность
соединений со вставками даже
несколько выше прочности сое-
динений со сплошными резь-
бовыми втулками — футорками
(рис. 5.19), хотя последние
Таблица 5,11
Моменты затяжки Л4Г3,
разрушающие резьбу
при затяжке гайкой
Соединение Значение Afg, Н«м, при H/d
0,5 1,0
Со вставкой 78,0 150 *
Обычное 45,5 92,0
имеют значительно больший ----------------
наружный диаметр резьбы
(табл. 5.13).
Резьбовые вставки можно
Обрыв болта.
применять также для повышения несущей способности сое-
динений стальных шпилек (винтов) с корпусами из менее проч-
ных материалов.
157
Таблица 5*12
Моменты затяжки М&, Н-м, разрушающие резьбу
при затяжке винта
Размеры резьбы, : ММ Соединение
а Я обычное * со встав- кой **
6,350 1,270 2,540 20,8 23,6
.9,525 1,575 4,763 55,4 83,1
12,700 1,956 8.731 166,2 205,0
* Выкрошилась резьба.
•* Сломался винт.
Таблица 5.13
Нагрузки F, разрушающие резьбу в корпусе
Соединение Корпус Шпилька Значение F, кН, при H/d
0,5 1,0
С вставкой М7 М12Х1.5 Мб М10 8,9/12 23/34 18,4/22,4* 47/61,5*
С втулкой М10 М14Х1.5 Мб мю 8,6/9,5 19/27,5 17,8/22,4* 30/52
• Обрыв шпильки.
- П Р й м еч а ни е. В числителе даны значения для корпуса из сплава МЛ7, в зна-
менателе — АЛ5.
5«7. Приближенный расчет резьбы на прочность
’ Анализ приведенных выше данных показывает, что наиболь-
шая несущая способность соединения ограничена прочностью
стер&йя болта (шпильки) на разрыв:
Однако при малой высоте гайки, при существенной разности
пределов. прочности материалов болта гайки (корпуса), а также
в соединениях с d/P > 12 несущая способность соединения
определяется прочностью резьбы. Независимо от типа поломок
и характера разрушения резьбы (срез или пластический изгиб вит-
ков) желательно, чтобы
Ppi
158
ft) 1 — резьба Мб; 2 — M24XU 5
7 шпильки Из стали 45 при Р =
— 1,5 мм (ов ~= 950 МПар 4 —• шпильки из стали ЗОХГСА при Р = 1 мм (ав ==
= 1660 МПар 5 d = 24 мм; 6 d *= 32 мм
где Fvi — сила, разрушающая резьбу болта (i = 0) или гайки
a = i).
Сила, вызывающая срез витков резьбы болта,
F ро~~ лс d^k^Hk^x^ (5.3)
резьбы гайки
Fpl = п dk^Hk^x^ (5.4)
В этих равенствах: fe0 и kr — коэффициенты полноты резьбы
болта и гайки (для метрической резьбы = kr = 0,87, для
Прямоугольной = kr — 0,4, для трапецеидальной kQ = kt
=== 0,65); Н — высота гайки; тв0 и <гв1— пределы прочности
материалов соответственно болта и гайки на срез [для сталей
и титановых сплавов <гв = (0,6 ... 0,7) сгв, для алюминиевых и
магниевых сплавов тв — (0,7 ... 0,8) сгв ]; km — коэффициент, учи-
тывающий характер изменения деформаций витков по высоте
гайки при наличии в резьбе пластических деформаций (нагрузки
между витками в момент, предшествующий разрушению, распре-
делены равномерно) и особенности разрушения резьбы соедине-
ния. Теоретически km = 1 лишь для соединений с равномерным
распределением нагрузки между витками, разрушаемых в ре-
зультате чистого среза. На практике такой случай реализовать
невозможно и всегда km < 1.
Деформации витков в пластической области распределены не-
равномерно. Они зависят от механических характеристик мате-
риалов резьбовых деталей, а также распределения нагрузки между
витками в упругой области и конструктивных параметров резьбы,
поэтому значения коэффициента km определяются в основном
особенностями разрушения резьбы в зависимости от ее параметров
И. соотношения механических характеристик резьбовых деталей
(рис. 5.20). Улучшение условий нагружения витков для соеди-
159
Таблица 5,14
Коэффициенты km для соединений с болтами
из сталей и титановых сплавов
аВ. б/ав. F Шаг резьбы Значение km
Св. 1,3 Крупный и первый мел- кий Второй и более мелкий 0,70 ... 0,75 0,65 ... 0,70
До 1,3 Для всех шагов 0,55 ...0,60
нений с меньшим диаметром и крупным шагом, а также при
о"в. б/ав. г > способствует повышению несущей способности
резьбы и, как следствие, у величению коэффициента km.
Ввиду сложной зависимости коэффициента km от указанных
факторов, получение общего аналитического выражения для
определения km затруднительно. По данным авторов, а также
в соответствии с результатами работ [22, 47 и др.] можно реко-
мендовать для практических расчетов значения коэффициентов km,
приведенные в табл. 5.14.
При расчете несущей способности резьбы соединений стальных
шпилек с корпусами из пластмасс, алюминиевых и магниевых
сплавов можно считать km = 0,75 ... 0,85, а для соединений со
спиральными вставками km = 1,00.
Предельную несущую способность резьбы с учетом разруша-
ющей нагрузки можно определить по формулам (5.3) и (5.4),
приняв Н = Нп = l,5d при D = 2d или Яп = 2d при D = 3d.
Для обеспечения равнопрочности стержня болта (шпильки)
на разрыв и витков резьбы на срез должно быть
0,47 • (5.5)
Действительная высота гайки, или длина завинчивания
шпильки в корпус, Н > Ян. Значения относительной высоты
гайки (длины свинчивания) можно принимать в соответствии
с табл. 5.9.
5.8. Пластические деформации в гайке
Пластические деформации в теле гайки (рис. 5.21) существенно
влияют на предел прочности резьбового соединения. Вследствие
деформаций гайка увеличивается в поперечных размерах и может
«сползать» с болта с частичным срезом вершин витков. Это осо-
бенно характерно для тонких гаек, а также для корпусных дета-
лей из легких материалов.
160
р
Рис. 5.22. Расчетная
схема головки болта
Рис. 5.21. Несимметрич-
ный профиль витка резьбы
Среднее радиальное напряжение в етенке гайки при симме-
тричном витке
। стср — Р tg -у •
Для витка несимметричного профиля (см. рис. 5.21)
<*сР =
Принимая распределение нагрузки между витками равно-
мерным, находим давление р на боковой поверхности витка:
р fn *
где До — площадь сечения болта} f = о — площадь кольца;
п — число витков.
Откуда
а°Р = nd2H tg Р-
Считая гайку кольцом с толщиной 6 и средним диаметром Dcp,
получаем формулу для определения напряжения в кольце:
__ _ р Dop tg Р
Ст(* — аср~2б" ~ ‘гея’ •
Условие прочности на «сползание»
F ^ср tg Р ат
2 6Я nd2 ~ пт ’
где ат — предел текучести материала гайки; пт — коэффициент
запаса прочности по пределу текучести.
Отсюда следует, что прочность гайки на «сползание» зависит
от угла наклона рабочей поверхности витка.
Таким образом, применение упорной резьбы с рабочим углом
, Р л? О вполне оправданно для тонких гаек при больших статиче-
ских нагрузках.
5.9. Прочность головки болта
При малой высоте головки болта происходит ее срез по цилин-
дрической поверхности диаметра d (рис. 5.22). Если принять
распределение касательных напряжений в момент среза таким,
6 Биргер И. А. и др. 161
как показано на рив. 5.22, то условие равнопрочное™ головки
и стержня болта можно записать в виде
у (тв + тт) adh = -у- ств,
откуда
_______________________________Ид
d ~ 2(тв + тт)
Для углеродистых сталей принимаем тв 0,5ов и <ит « 0,5тв,
тогда hfd ж 0,67. Для легированных сталей, полагая тв « 0,6ств
, и т, « 0,5тв, находим h)d « 0,56.
На основании практического опыта и экспериментальных
данных можно считать, что статических изломов по головке болта
можно избежать при h/d 0,6.
5.10. Влияние точности изготовления резьбы
Влияние точности (допусков) изготовления резьбы на проч-
ность соединений исследовали И. Е. Городецкий, А. И. Якушев,
Г. Берндт и др.
Опытами установлено, что на предел прочности (при срезе)
резьбы в наибольшей степени влияет минимальная рабочая вы-
сота витка Я1Ш1В, характеризующая «перекрытие» витков болта
и гайки. Эту величину обычно относят к теоретической высоте
профиля Ях. Для метрической резьбы (ГОСТ 9150—81), выпол-
ненной по 8-й степени точности (посадка 7H/8g), тш/Я, —
= 42 ... 71 %.
Влияние отношения Ях mtn/^ на предел прочности при растя-
жении соединений изучали Оксфорд и Кук. Отдельные результаты
исследований представлены на рис. 5.23; буквами А обозначен
срез витков болта, В — срез витков гайки, С — обрыв стержня
болта. Испытывали болтовые соединения с резьбой 3/8", имеющей
26 и 24 витка на дюйм длины (рис. 5.23, а, б), и 5/8" с 11 и 18
витками на дюйм (рис. 5.23, в, г). Гайки изготовляли из стали
20 00 60 HJrninIH„% 20 60 60 И,тСп1Н1го/а
Рис. 5.23. Зависимость не-
сущей способности резьбо-
вых соединений от отноше-
ния Яхтт/^!:
а — резьба 3/8" — 26, Н =
= 7,9 мм; б — 3/8" — 24, Н =
= 7,9 мм; в — 5/8' — 11, Н ==
« 12,4 мм; г — 5/8* — 18, И =
= 13,7 мм
162
Рис. 5.24. Зависимость несущей способности
резьбовых соединений от отношения Яцпш/#!
при статических растягивающих нагрузках;
J Н в dl 2 0,75Jj 3 » 0t5d; 4 Н = 0,25d
G ов — 1100 МПа, болты — из
стали в ав = 1900 МПа (кривые /)
и стали с ав = 1200 МПа (кривые
2). Высота гайки Н = (0,8 ... 0,9) d.
20 30 00 50 60 К W,min///,,%
Относительная рабочая высота витка
Их тш/Нх уменьшалась
(за счет витков гайки) от 95 до 25 % через каждые 10 %.
Из анализа зависимостей следует, что уменьшение перекрытия
витков до 40 ... 50 % практически не снижает несущую способ-
ность соединения, определяемую по прочности стержня болта.
Однако для гаек с уменьшенной высотой наблюдалось непрерыв-
ное снижение прочности резьбы при уменьшении перекрытия
витков (рис. 5.24); материал болтов и гаек — сталь с ств =
= 650 МПа, резьба 3/8" — 24.
Подобные результаты получены также А. И. Якушевым.
В табл. 5.15 приведены значения необходимой относительной вы-
Таблица 5.15
Влияние точности изготовления на прочность резьбовых соединений
Резьба Материал болта •==- сталь для соединений партии ав
1 2 3 4
Мб 40ХН2МА 0,6 1,0 0,8 1,2
1400 1440 1490 1400
45 0,6 860 0,6 800 0,6 880 0,8 890
М12Х1,5 40ХН2МА 0,8 1,0 0,8 1,0
1330 1410 1400 1300
45 0,6 790 0,6 820 0,8 820 0,8 840
М24Х1,5 40ХН2МА 1,0 1,2 1,0 —
1250 1300 1270
45 0,8 810 0,8 800 0,8 790 —
Примечание. Значения ав даны в МПа.
6*
163
еоты гайки из етали 45 (ав — 720 МПа). Испытывали соединения
четырех партий. К партии 1 относились соединения с максималь-
ной рабочей высотой витка, соответствующей посадке 4H/4h;
к партии 2 — с mln по посадке 7H/8g при минимальном зазоре
по среднему диаметру- к партии 3 — с максимальным зазором
по среднему диаметру резьбы при посадке 7H/8g; к партии 4 —
с максимальными зазорами по наружному, среднему и внутрен-
нему диаметрам при посадке 7H/8g. Видно, что увеличение зазора
только по среднему диаметру (партия 3) не снижает прочность
соединения при H/d = 0,8. Увеличение зазоров по d, dt и da
до максимальных значений по 8-й степени точности (партия 4)
может даже при H/d = 0,8 снизить несущую способность соеди-
нения на 20 %.
В соответствии с результатами экспериментальных исследова-
ний можно заключить, что предел прочности резьб, изготовленных
по 8-й степени точности, при нормальной высоте гайки не сни-
жается в отличие от более точных резьб.
Отверстия для нарезания внутренней резьбы можно без сни-
жения прочности соединения выполнять диаметром, мм,
d0 = d — Р
с допуском по квалитету 12. Отметим, что отклонения шага и
угла профиля резьбы от их номинальных размеров мало влияют
на предел прочности соединений.
Влияние допусков на прочность при переменных нагрузках
рассмотрено далее.
5.11. Влияние изгиба
В реальных конструкциях практически невозможно предот-
вратить перекос опорных поверхностей. Он может возникнуть
либо после сборки (затяжки) соединения вследствие неточности
изготовления сопрягаемых деталей (технологический перекос),
либо в процессе нагружения конструкции в результате деформа-
ций стягиваемых деталей (конструктивный перекос). Поэтому
при расчете на прочность резьбовых соединений, работающих на
растяжение, следует учитывать также дополнительные изгиба-
ющие нагрузки, связанные с перекосом опорных поверхностей.
Влияние изгиба на прочность соединений изучают при испы-
таниях на растяжение с перекосом, создаваемым подложенными
под гайку косыми шайбами (рис. 5.25).
При этом необходимо иметь в виду, что условия работы в со-
единениях с различными способами посадки болта в отверстие
корпуса — с зазором, без зазора или с натягом — неодинаковы.
Между тем влияние изгиба на прочность соединения при посадке
болта без зазора до настоящего времени не изучено.
На рис. 5.26 приведены типичные результаты испытаний че-
тырех партий соединений с болтами М10 из стали ЗОХГСА (ов—
164
Рис. 5.25. Косая шайба
соответственно. В ое-
предел прочности гладких образцов при
растяжении без перекоса). Болты партии
1 после отпуска при 200 °C имели пре-
дел прочности ав = 1925 МПа и удар-
ную вязкость ав = 61 Дж/см2 (рис.
5.26, а); болты партии 2 после отпуска
при 400 °C имели ав = 1530 МПа и ан =
=51 Дж/см2 (рис. 5.26, б). Болты партий 3,
4 отпускали при температуре 500 и 600 °C
зультате их характеристики составляли бв = Н50 МПа, аи —
= 100 Дж/см2 (рис. 5.26, в) и ов = 932 МПа, = 141 Дж/см2
(рис. 5.26, г) соответственно. Подобные данные получены и в дру-
гих работах.
Прочность шпилек из сталей 38ХА, 14Х17Н2 и титановых
сплавов ВТЗ — 1 и ВТ9 при различных углах перекоса исследо-
валась авторами. К-Т. Иллгнер и К- Беелих [34] описали влия-
ние на прочность головок болтов с внутренним шестигранником
перекоса опорной поверхности на 5 и 10°.
На основании результатов многочисленных экспериментальных
работ можно сделать следующие выводы: 1) прочность легирован-
ных сталей и титановых сплавов с ств = 900 ... 1200 МПа, а также
углеродистых сталей с ств 800 МПа при перекосе до а = 8°
не снижается; 2) болты из высокопрочных и сверхвысокопрочных
сталей и сплавов с ав > 1500 МПа чувствительны к перекосу;
Рис. 5.26. Зависимость предела прочности болтовых соединений при растяжении
от угла перекоса и температуры отпуска (штриховые линии соответствуют пре-
делу прочности гладких образцов при растяжении без перекоса)
3) ударная вязкость ап обратно пропорциональна чувствитель-
ности к перекосу; 4) чувствительность к перекосу можно снизить
повышением температуры отпуска.
5.12. Прочность соединений при высоких температурах
При проектировании резьбовых соединений, работающих при
высокой температуре (t 350 °C), необходимо учитывать ползу-
честь и длительную прочность материала.
Ползучестью называют непрерывное увеличение деформаций
при постоянных напряжениях. Ползучесть материала при дан-
765
Рис. 5.27. Кривые изменения
предела длительной прочно-
сти резьбовых соединений и
образцов с течением времени:
а •— гладкие (О) и надрезан-
ные (ф) образцы; б — образцы
с резьбой (в средней части), вы-
ходящей на гладкую часть (Д)
и заканчивающейся сбегом (Д);
болтовые соединения с выходом
резьбы под гайку (□); в —- со-
единения типа стяжки
ной температуре ха-
рактеризуется преде-
лом ползучести — на-
пряжением, вызываю-
щим остаточную дефор-
мацию (обычно 0,2 %)
после определенной
длительности нагруже-
ния. Ползучесть со-
провождается межзе-
ренными перемещения-
ми, поворотом мозаич-
ных блоков, а также дроблением более крупных зерен на большое
число мелких с самостоятельной ориентацией (полигонизация).
Разрушения, связанные с длительной прочностью, обычно
происходят по границам зерен, что отличает их от усталостных
изломов, пересекающих зерна. Пределом длительной прочности
<4 называют напряжения, вызывающие разрушения через т
непрерывного действия. Каждой температуре t соответствует своя
кривая длительной прочности.
Длительная прочность болтовых соединений из стали 25Х2М1Ф
(НВ 302...311) и соединений типа стяжки из стали Р2 (НВ 262...277)
при температуре t — 580 °C исследована Е. А. Хейном [21].
Испытаны соединения с выходом и сбегом резьбы на гладкую
часть болта. В первой группе образцов пять витков оставались
вне соединения, образцы второй группы завинчивались до упора
в сбег. Длина свинчивания соединений l/d = 1,25. Результаты
испытаний (рис. 5.27) показывают, что предел длительной проч-
ности соединений из стали Р2 с выходом резьбы несколько ниже,
Рис. 5.28. Кривые изменения предела длительной прочности резьбовых соеди-
нений из стали 20Х1МФ1ТР при 565 °C с резьбой М10Х1 (•), М14Х2 (Д),
М20Х2 (X), М30Х2 (О) в зависимости от времени до разрушения
166
Рис. 5.29. Кривые изменения предела
прочности болтов МЮ из стали
4Х12Н818МФБ в зависимости от тем-
пературы нагрева
чем гладких образцов (кривая
/), и выше, чем образцов с над-
резом в форме резьбы (кри-
вая 2), поскольку напряжен-
ное состояние в опасном сече-
нии болта, обусловленное раз-
гружающим влиянием соседних
витков резьбы, более равно-
мерное, чем в кольцевом над-
резе. Завинчивание соединений
с упором в сбег резьбы неблаго-
приятно сказывается на проч-
ности при высокой температуре.
Перекос опорной поверхности
снижает предел длительной
прочности на 15 ... 25 %.
А. С. Вольфсоном и Д. Я. Ли-
берманом [7] проведены испы-
тания на длительную прочность
шпилек из стали 20Х1МФ1ТР
с резьбой МЮх 1 и М14х2 (ов=
= 1030 МПа), М20Х2 (ов = 920 МПа) и М30х2 (ав =
= 820 МПа) при температуре 565 °C. Результаты испытаний
представлены на рис. 5.28 в виде точек; сплошная линия
характеризует прочность гладких цилиндрических образ-
цов. Видно, что сталь 20Х1МФ1ТР нечувствительна к концентра-
ции напряжений. Испытания не выявили также влияния на
предел длительной прочности соединений масштабного фактора.
При больших напряжениях (о >> 450 МПа) шпильки разру-
шались по свободной части резьбы с образованием шейки. При
меньших напряжениях происходило хрупкое разрушение без
образования шейки, что связано с малой пластичностью сталей
при высокой температуре.
Иногда длительную прочность оценивают на основании ре-
зультатов статических испытаний при кратковременном нагреве
в течение т = 10 ... 30 мин до заданной температуры. На рис. 5.29
приведены типичные результаты таких испытаний (т = 20 мин)
болтов с резьбой МЮ из стали 4Х12Н8Г8МФБ. Видно, что даже
при кратковременном нагреве предел прочности существенно сни-
жается.
Отметим, что прогнозирование долговечности резьбовых со-
единений по результатам таких испытаний затруднительно.
Как показали результаты экспериментов, при повышенных
температурах чувствительность к концентрации напряжений для
большинства жаропрочных сталей и сплавов резко возрастает.
В связи с этим радиусы закругления в резьбе, галтелях и в пере-
ходном участке болтов и шпилек, предназначенных для использо-
вания в.условиях высоких температур, целесообразно увеличивать.
167
Таблица 5.16
Механические характеристики, МПа, сталей и сплавов,
применяемых для изготовления резьбовых соединений,
работающих при высоких температурах
Марка материала i9 PQ ав °т °100 „1 °200 ^,2/100 °а,2/юоо Область примене- ния (до темпера- туры tt °C)
Стали
20 640 370 *—
45 400 573 230 М—if —» «— — 300
540 340 150 — — 65
38ХА 20 350 710 620 -™ — — — — 350
20 1250 1110 .
18Х2Н4ВА 400 1080 980 860 *' г WM 700 — 400
500 900 830 410 — 200 —
20 900 750 — —_
20ХЗМВФ 500 640 560 430 — 350 — 500
600 550 380 330 250 — —
20 660 250 —
12Х18Н9Т 600 400 180 250 230 — 90 600
700 280 160 140 120 — 30
20 1000 700 750 ___
4Х12Н8Г8МФБ 600 600 480 350 — 650
700 550 460 310 —— 240 —
Сплавы
20 1020 660 -
ХН77ТЮР 600 700 940 850 610 600 680 420 660 400 260 60 * 750
800 560 460 200 — — —
20 1000 850 ___
ВТЗ—1 400 600 490 600 — — —. 450
500 560 420 360
20 1150 1030 —™
ВТ9 400 850 720 — —» —— еел
500 800 660 650 280 — оои
550 780 620 450 120 —.
°0,2/10 000”30 МПа-
168
Кроме того, следует уменьшать дополнительные напряжения,
обусловленные изгибом и температурными деформациями. Иногда
дополнительные напряжения изгиба удается снизить применением
шайб из низкоуглеродистых сталей, склонных к ползучести при
высоких температурах.
В табл. 5.16 указаны механические характеристики при высо-
ких температурах сталей и сплавов, используемых для изготовле-
ния болтов и шпилек.
Получили распространение болты из молибдена, которые
выдерживают длительно нагрузки при t 1000 °C и кратко-
временно при t 1650 °C. Для повышения жаростойкости болты
хромируют или покрывают силицидами. При t = 982 °C для
болтов из молибдена (Е ~ 322 ГПа) характерно такое же удлине-
ние, как для стальных болтов, работающих при нормальной тем-
пературе.
При расчете прочности определяют коэффициенты запаса
прочности по пределу ползучести (пп = 1,4 ... 2,5) и пределу
длительной прочности (пд = 1,6 ... 4,0).
5.13. Замедленное хрупкое разрушение
Ползучесть может наблюдаться не только при высоких, но
и при нормальных температурах (холодная ползучесть). В резуль-
тате такой ползучести резьбовые детали (болты, шпильки), изго-
товленные из материалов с метастабильной структурой и малой
пластичностью, например из сталей ЗОХГСА, ЗОХГСНА (ов >
> 1200 МПа), а также высокопрочных титановых сплавов, могут
разрушиться через несколько часов (дней) после установки их
в узлы с предварительной затяжкой, но без рабочей нагрузки.
Это явление называют замедленным хрупким разрушением. Его
основные особенности — внезапность и макрохрупкий излом.
Результаты проведенной О. П. Бендышевым, В. В. ПетькО
и Я. Б. Фридманом обработки статистических данных показывают,
что 53 % поломок высокопрочных болтов (из 370 случаев) вызваны
замедленным разрушением. Наиболее часто такое разрушение
происходит в конструкциях с большой податливостью стягивае-
мых деталей и при наличии перекосов (технологических и эксплуа-
тационных), поэтому при лабораторной проверке склонности
к замедленному разрушению испытывают соединения с перекосом
(обычно угол перекоса а — 8°).
Следует отметить, что местонахождение перекоса (под головкой
болта или под гайкой) существенно влияет на прочность болтов,
особенно тех, которые поставлены в отверстие деталей без зазора.
Предел длительной прочности оцинкованных наводороженных
болтов из стали ЗОХГСА при перекосе под гайкой составляет
0,6ов. При наличии такого же перекоса под головкой болта сни-
жения прочности не наблюдается. Указанное обстоятельство обус-
ловлено большим (в 10 раз по сравнению с резьбой) радиусом
169
закругления под головкой болта и меньшей концентрацией на-
пряжений.
На прочность соединения также влияет конструкция болта.
Результаты опытов с болтами М12х70 из стали с ов = 1800 ...
2000 МПа показывают, что предел длительной прочности соеди-
нений с болтами без проточки составляет лишь 0,5ав. При нали-
чии проточки снижения прочности не наблюдается. Отметим
также, что замедленного хрупкого разрушения не происходит
в соединениях с болтами с ав < 1000 МПа; при ов 1400 МПа
склонность к разрушению повышается.
При наводороживании в процессе нанесения покрытия за-
медленное разрушение может происходить при более низких
пределах прочности. Замедленное разрушение наводороженных
болтов из сталей ЗОХГСНА, ЗОХГСА и 45 наблюдается даже при
ов = 1100 ... 1200 МПа, в то время как ненаводороженные болты
из этих сталей склонны к разрушению соответственно при ав=
= 1800, 1700 и 1500 МПа.
Наряду с указанными факторами предел длительной прочности
соединений зависит от способа получения резьбы. Накатывание
резьбы обеспечивает, как правило, стабильный радиус впадины
и уменьшает склонность к замедленному разрушению. Повышают
предел длительной прочности пескоструйная обработка и полиро-
вание, которые устраняют направленность микрорельефа поверх-
ности и задиры, полученные в процессе резания, а также микро-
трещины, появившиеся по различным технологическим причинам.
Результаты опытов показали, что предел длительной прочности
кадмированных наводороженных болтов из стали ЗОХГСА после
пескоструйной обработки вдвое выше, чем болтов, не подверг-
шихся этой обработке.
Наличие на поверхности впадины резьбы очень тонкого газо-
насыщенного слоя (толщиной даже в несколько десятков микро-
метров) резко увеличивает склонность к разрушению. Между тем,
такой слой может образоваться при нарезании и калибровании
резьбы, а также вследствие насыщения углеродом и азотом при
термической обработке.
Повторное нанесение покрытий также приводит к необратимой
потере пластичности в поверхностных слоях высокопрочных бол-
тов и снижает предел длительной прочности.
Производственными и лабораторными исследованиями уста-
новлено, что «пружинение» стягиваемых деталей из-за непло-
скостности резко увеличивает податливость деталей, способствуя
преждевременному разрушению стяжных болтов. Во избежание
этого детали, соединяемые высокопрочными болтами, рекомен-
дуется предварительно опрессовывать.
Основные причины замедленного хрупкого разрушения высоко-
прочных болтов:
неудовлетворительная конструкция болта, малые радиусы
закругления в резьбе и в месте перехода от головки к стержню;
170
наличие задиров, трещин или закатов во впадинах резьбы;
образование после термообработки хрупких поверхностных
слоев металла в результате насыщения углеродом или азотом
в процессе нагрева в жидких средах; обезуглероживание; окисле-
ние зерен поверхностных слоев;
неполное обезводороживание после нанесения покрытий и
химического травления, снижающее пластичность материала болта;
некачественная сборка, приводящая к перетяжке, перекосу,
скручиванию тела болта;
неудовлетворительные условия эксплуатации, вызывающие
чрезмерное усилие в болтах и попадание поверхностно- или
химически активных веществ (например, расплавленного покры-
тия) в зоны концентрации напряжений.
5.14. Прочность при низких температурах
Расчет на прочность резьбовых соединений при низких темпе-
ратурах очень важен при проектировании машин и механизмов
северного исполнения, а также летательных аппаратов.
Понижение температуры окружающей среды приводит к хлад-
ноломкости болтов — хрупкому разрушению без заметной пла-
стической деформации. Склонность металлов к хрупкому разру-
шению оценивают критической температурой хрупкости £хр,
которая характеризуется резким снижением пластичности и ра-
боты деформации, изменением вида излома: волокнистое макро-
строение заменяется кристаллическим. По температуре £хр можно
косвенно судить о безопасной работе резьбового соединения: чем
ниже критическая температура, тем безопаснее эксплуатация
деталей из данного материала при низких температурах. Следует
отметить, что температура хладноломкости не полностью отражает
склонности к замедленному хрупкому разрушению резьбовых
соединений при нормальных температурах. Например, 4р болтов
из стали ЗОХГСА ниже, чем болтов из мягкой отожженной стали
15. Однако последние не склонны к замедленному разрушению при
нормальной температуре. При снижении температуры до t </хр
значение сгв остается неизменным либо несколько увеличивается;
предел ползучести при этом значительно повышается.Разрушение
деталей происходит после более или менее существенной пласти-
ческой деформации.
На температуру хладноломкости влияют факторы (внешние,
внутренние, технологические), изменяющие сопротивление хруп-
кому разрушению и предел текучести. Среди внешних факторов
можно выделить понижение температуры, увеличение скорости
деформирования и вид напряженного состояния. К внутренним
факторам относят структуру и величину зерна, химический
состав, загрязненность металла примесями, к технологическим —
наклеп, остаточные напряжения и другие факторы.
Прочность резьбовых соединений при пониженных темпера-
турах (до —80 6С) исследована Б. А. Байковым [2]. Испытывались
/7/
Рис. 5.30. Кривые изменения
Fp, ав, <т' и е при пониженной
температуре
Рис. 5.31. Кривые изменения
предела прочности болтов раз-
личных размеров при понижен-
ной температуре
соединения из сталей 10, 35, 45 и 40Х с резьбой Мб, М12, М12х 1
и М24. Образцы охлаждались парами азота. Наряду с регистра-
цией разрушающих нагрузок определялось среднее относительное
удлинение (на базе 8 ... 17 мм) к моменту наступления разруше-
ния 8Р. На рис. 5,30 показаны кривые изменения разрушающей
нагрузки Fp, предела прочности материала (сталь 45 в состоянии
поставки) сгв и резьбового соединения сгв, а также относительной
деформации 8 для соединения с нарезанной резьбой М12. Видно,
что при понижении температуры предел прочности несколько
возрастает. Однако интенсивное снижение пластичности ограни-
чивает применение стали 45 как конструкционного материала уже
при t —60 °C. Выполнение перехода от резьбы к гладкому
стержню в виде проточки не улучшает условий работы соединения.
Болты из сталей 10 и 40Х (после термообработки) сохраняют
высокие пластические свойства до t = —60 °C.
Уменьшение шага резьбы наряду с повышением несущей спо-
собности (за счет увеличения площади поперечного сечения болта)
оказывает благоприятное влияние на характеристики и снижает
склонность к хрупкому разрушению. Значение 8 для болтов
с мелкой резьбой почти в 1,5 раза больше, чем для болтов с круп-
ной резьбой, а температурный порог хрупкости (критическая
температура) в первом случае оказывается более низким (/хр <
< —80 °C), чем во втором (/хр —60 °C).
При увеличении размеров резьбовых деталей склонность
к хрупкому разрушению возрастает, что может быть связано
с повышением запаса упругой энергии, а также с вероятностью
наличия в болте опасного дефекта в виде трещины. С увеличением
диаметра болтов из стали 45 от 6 до 24 мм критическая темпера-
272
Механические характеристики сталей (пруток) для резьбовых соединений,
работающих при низких температурах *
Таблица 5,17
Сталь Термическая обработка ав, МПа МПа в.. % ф, % ан, Дж/см1
35 Нормализация 560/650/980 350/420/880 31/30/10 60/58/14 140/60/5
45 Закалка и отпуск при 550 °C 1000/1050/1320 890/960/1280 10/10/7 57/54/10 100/60/10
12ХНЗА Закалка и отпуск при 560 °C 800/840/1150 — 18/20/20 70/70/61 200/170/10
18Х2Н4ВА Закалка и отпуск при 170 °C 1340/1430/1740 920/960/1200 13/13/13 52/52/48 120/90/40
3 ЗОХГСА Закалка и отпуск при 200 °C 1750/1820/2090 1450/1550/1850 11/11/5 45/45/8 65/50/30
ЗОХГСНА Закалка и отпуск при 200 °C 1750/1850/2100 1500/1600/1750 10/11/7 46/50/29 90/65/25
40ХН2СМА Закалка и отпуск при 225 °C 2100/2200/2400 1450/1480/1700 11/13/10 43/45/14 55/55/15
07Х16Н6 Нормализация, обработка холодом 1350/1500/1750 1250/1350/1650 11/12/9 — —
1Х15Н4АМЗ-Ш Нормализация при 950 и отпуск при 250 °C 750/1100/1300 370/600/820 45/55/23 68/66/21 350/320/180
♦ Значения характеристик даны для температур 20/—70/—196 °C.
тура возрастает почти вдвое; предел прочности соединений Ов при
этом повышается незначительно (рис. 5.31, кривая /).
Накатывание резьбы несколько увеличивает (по сравнению
с нарезанием) предел прочности соединений и стабилизирует значе-
ния разрушающих нагрузок внутри партии. Однако наклепанные
поверхностные слои, подобно надрезу, затрудняют пластические
деформации, что снижает пластичность болтов при нормальной
и особенно при низкой температуре. Б. А. Байковым установлено,
что болты из сталей 40Х и 35 с нарезанной резьбой (кривые 3, 2)
имеют соответственно в 1,46 и 3,7 раза большее относительное
удлинение при t = —80 °C, чем болты с накатанной резьбой.
При t = 20 °C относительное удлинение при нарезании увеличи-
вается в 1,09 и 1,75 раза для болтов из сталей 40Х и 35 соответ-
ственно.
Результаты исследований и опыт эксплуатации машин пока-
зывают, что болты из углеродистой стали могут работать дли-
тельно при t < —55 °C. Для работы при температурах до t
—70 °C болты следует изготовлять из высокопрочных легиро-
ванных сталей. Тяжело нагруженные болты, предназначенные для
использования при более низких температурах, должны изготов-
ляться из коррозионно-стойких сталей переходного класса
07Х16Н6 и 1Х15Н4АМЗ-Ш. Эти стали наряду с высокой корро-
зионной стойкостью характеризуются высокими пластичностью и
ударной вязкостью при очень низких температурах. Болты из
стали 07Х16Н6, например, сохраняют высокие прочность и удар-
ную вязкость (ан = 80 ... 95 Дж/см2) вплоть до t = —253 гС
(температура жидкого азота) и могут длительно работать при
/ = —196 ...400 °C и кратковременно до 500 °C. Эти свойства
особенно важны для болтов, используемых в космических аппа-
ратах. В табл. 5.17 приведены механические характеристики оте-
чественных сталей для изготовления болтов, работающих при
низких температурах.
За рубежом распространены ниобиевые болты, которые могут
работать при высоких и самых низких температурах, так как не
обладают хладноломкостью в широком интервале температур.
Проверка прочности резьбовых соединений в условиях пони-
женных температур не отличается от расчета при нормальной
температуре.
5.15. Прочность при высокоскоростном нагружении
В ряде случаев резьбовые соединения воспринимают однократ-
ные нагрузки, приложенные с большими скоростями, особенно
в предохранительных приспособлениях и устройствах, работа
которых основана на разрушении болтов (например, стыковочные
болты в космических аппаратах).
Скорость нагружения можно оценить по интенсивности нара-
стания напряжений (нагрузки) с течением времени:
0й = do/dr,
174
где о — напряжение (ус-
ловное или истинное);
т — время.
При статическом на-
гружении скорость на-
гружения находится в ши-
роких пределах: </ =
= 1 ... 500 МПа/с. Высоки-
45,3 45,3111 45,3102 45,ЗЮ^ 45,310*dF/dt, н/с
МИ считают СКОрОСТИ на- Рис. 5,32. Зависимость несущей способности
Гружения, при КОТОрЫХ болтов при растяжении от скорости нагру-
о' > 500 МПа/с. жения
Высокоскоростное на-
гружение условно делят на три группы (вида). К первой
группе относят нагружение с постоянной или переменной
скоростью, характеризующееся изменением сопротивления
деформации. Во вторую группу входят случаи, сочетающие
высокую скорость нагружения с высокой скоростью деформации
материала, причем инерционная составляющая деформации со-
измерима с сопротивлением деформации. Инерционная состав-
ляющая проявляется лишь при напряжениях, обусловливающих
пластическую деформацию. К третьей группе относят нагружение,
характеризующееся прохождением упругих и упругопластиче-
ских волн деформации.
Известно, что в большинстве случаев прочность многих мате-
риалов возрастает с увеличением скорости нагружения и, как
следствие, скорости деформации. Физическое обоснование этого
явления в настоящее время базируется на гипотезе об одновре-
менном протекании при пластической деформации двух взаимно
противоположных процессов — упрочнения и разупрочнения.
Полагают,что разупрочнение проявляется тем полнее, чем больше
для этого предоставляется времени. С увеличением скорости де-
формации сокращается длительность процесса разупрочнения,
а упрочнение снимается в меньшей степени, что и приводит к по-
Рис. 5.33. Зависимость несущей
способности болтов при срезе
от скорости нагружения
Рис. 5.34. Зависимость несущей
способности резьбового соеди-
нения от высоты гайки
115
вышению прочности. Однако теоретически подсчитать увеличение
предела прочности не удается.
Для оценки чувствительности материалов резьбовых деталей
к скорости нагружения проведен ряд экспериментальных иссле-
дований. В статье Р. Элая [29] представлены результаты исследо-
вания прочности при испытаниях на растяжение и срез болтовых
соединений в условиях высокоскоростного нагружения. Скорость
нагружения при растяжении изменяли в пределах от 68 до 15 X
X 10е Н/с, а при испытаниях на срез —до 27* 104 Н/с. Испыты-
вали болты 3/16" длиной 32 мм, изготовленные из латуни (ов =
= 570 МПа) и стали (ов = 680 МПа). Гайки высотой Н = 3,2 мм
были изготовлены также из стали и латуни. Расстояние между
головкой болта и гайкой составляло 25,4 мм. Испытания на срез
проводили для двухсрезных соединений. Показания при малых
скоростях нагружения регистрировали с помощью самописца,
при высоких скоростях — катодного осциллографа.
Результаты испытаний приведены на рис. 5.32 и 5.33. Верти-
кальные линии, проходящие через точки кривых, показывают
разброс результатов для этих точек. Штриховой линией на
рис. 5.32 отмечена область, в которой для регистрации показаний
применяли осциллограф. Видно, что с увеличением скорости
нагружения повышается и несущая способность соединений.
Отношение прочности при срезе к прочности при растяжении
остается практически постоянным с изменением скорости нагру-
жения. Для стали (кривые 1 на рис. 5.33) оно снижается с 0,70
до 0,65 при самых высоких скоростях; для латуни (кривые 2)
это отношение колеблется в пределах 0,56 ... 0,59.
Существенное повышение несущей способности резьбовых со-
единений из низкоуглеродистой стали 15 (ов = 400 ... 500 МПа)
при увеличении скорости деформирования получено И. Клепачко
и М. Вакальски [36] (рис. 5.34).
Ударные нагрузки (быстрое переменное нагружение) опреде-
ляются не только изменением количества движения, но и механи-
ческими характеристиками (пределами упругости и текучести,
пластичностью и др.).
По данным Г. Юнкера, несущая способность соединений с бол-
тами М8Х20 из высокопрочной стали (ов = 1410 МПа) при удар-
ном нагружении повышается на 61,5 % по сравнению со стати-
ческим.
Глава 6
ПРОЧНОСТЬ СОЕДИНЕНИЙ
ПРИ ПЕРЕМЕННЫХ НАГРУЗКАХ
6.1. Усталостное разрушение и его характеристики
Усталостное разрушение резьбовых соединений, часто встре-
чающееся на практике, — результат действия многоцикловых
переменных нагрузок. Амплитуда переменной нагрузки, приво-
дящей к разрушению, оказывается в 10 ... 20 раз меньшей, чем
при статическом разрушении.
Практика и результаты исследований показывают, что наиболее
слабым местом в соединении при переменном нагружении является
резьба в области первого (от опорного торца гайки) витка, где
в наибольшей степени концентрируется нагрузка, передаваемая
резьбой. Реже соединения разрушаются под головкой болта и по
сбегу резьбы. Так как концентрация напряжений в этих зонах
в 2 ... 3 раза ниже, чем в зоне первого рабочего витка, поломки
вследствие усталости обусловливаются, как правило, дефектами
производства или недостаточными радиусами закругления.
В результате исследования разрушенных болтов и шпилек
установлена характерная черта усталостной поломки — почти
полное отсутствие деформации в зоне разрушения, даже болтов
из высокопластичных (при статическом разрушении) сталей.
В начале разрушения трещины обычно настолько мелкие, что их
трудно обнаружить. По достижении трещиной макроскопических
размеров наблюдается ее интенсивный рост, приводящий к полному
разрушению резьбового соединения за малый промежуток вре-
мени. Усталостное разрушение особенно опасно ввиду отсутствия
предшествующих признаков.
Незначительные пластические деформации при усталостном
разрушении практически не снижают напряжений в зонах кон-
центрации, а концентрация напряжений существенно влияет на
сопротивление усталости соединений.
На поверхности усталостного излома имеются три зоны, обна-
руживаемые визуально. В первой зоне (область зарождения тре-
щины) трещина распространяется медленно и поверхность излома
выглядит как полированная и окисленная. Во второй зоне тре-
щина распространяется с большей скоростью, поверхность излома
мелкозернистая. В третьей зоне поверхность излома, как правило,
крупнозернистая либо волокнистая, соответствующая статиче-
скому разрушению. Площадь этих зон зависит преимущественна
от уровня переменных напряжений и силы предварительной за-
тяжки соединения.
1П
6.2. Методы испытаний резьбовых соединений.
Предел выносливости
Резьбовые соединения работают с предварительной затяжкой.
Это обстоятельство следует учитывать при проведении испытаний
на усталость.
Наиболее точно реальные условия работы соединения можно
воспроизвести при испытании предварительно затянутого соеди-
нения в захватах машины (рис. 6.1, а). Такие испытания можно
проводить как сравнительные. Они требуют тензометрирования
Рис. 6.1. Схемы испытаний
резьбовых соединений
образцов в процессе испытания, так
как нагрузка на болт заранее неиз-
вестна.
На практике в испытательных ла-
бораториях наиболее распространен
метод непосредственного нагружения.
Образец при этом устанавливают в
зажимах машины, а действие силы
затяжки имитируют статическим рас-
тяжением (рис. 6.1, б).
Предел выносливости соединений
определяют в основном при постоянном
среднем напряжении ат. Такая схема
соответствует переменному напряжению
затяжки в процессе испытаний
^0 ~
где аа — амплитуда напряжений цикла.
Более близка к реальным условиям нагружения схема испы-
таний при постоянном минимальном напряжении цикла crmin =
= а0. Обе схемы легко реализовать на любых испытательных
машинах.
Предел выносливости резьбовых соединений принято оцени-
вать по предельной амплитуде переменных напряжений аоп.
Обычно crau (0,05 ... 0,12) сгв. В реальных конструкциях
о0 0,3ов, поэтому при таких напряжениях затяжки испытания
по схеме <тт = const не вносят существенных погрешностей при
определении предела выносливости резьбовых соединений оап*
Преимущественное распространение схемы испытаний ош =
= const можно объяснить удобством построения диаграммы пре-
дельных напряжений, используемой в расчетах на прочность.
Испытания для определения оап иногда проводят при постоян-
ном коэффициенте асимметрии цикла напряжений
Ra “ ^mlii/^max = 0,1.
Поскольку такая схема соответствует испытанию практи-
чески незатянутых соединений, ее применение не может быть
оправданно, особенно для сравнительной оценки сопротив-
т
Рис. 6.2* Кривая устало-
сти соединений с нака-
танной резьбой MIO (R —
= 0,3 мм) при от —
= 400 МПа (материал бол-
та — сталь 38ХА, гай-
ки “ сталь 45)
ления усталости соединений при различной технологии изготов-
ления резьбы.
Обычный способ определения предела выносливости состоит
в последовательном разрушении ряда одинаковых образцов под
действием напряжений с определенной амплитудой сго при по-
стоянном среднем или минимальном напряжении цикла. В ре-
зультате получают зависимость между переменным напряжением
оап и долговечностью N (числом циклов нагружения до разру-
шения). На рис. 6.2 показана типичная кривая усталости резьбо-
вого соединения, начерченная в полулогарифмических коорди-
натах.
Наибольшее переменное напряжение, при котором образец
может выдержать заданное число циклов нагружения — базу
испытаний не разрушаясь, принято называть пределом вынос-
ливости.
Базу испытаний выбирают из условия работы реальной кон-
струкции, типа материала, задач эксперимента и других факто-
ров. Для резьбовых соединений из сталей обычно принимают
Nq = 5-10s ... 107 циклов, из алюминиевых и титановых сплавов
Nq = 107 ... 108 циклов. При проведении сравнительных испыта-
ний базу можно ограничить по нижнему пределу.
Следует отметить, что выраженный предел выносливости —
горизонтальная линия на графике — характерен лишь для не-
которых материалов (преимущественно сталей) при нормальной
температуре испытаний. Если выраженного предела выносливости
не существует, как, например, для резьбовых соединений из ти-
тановых сплавов и пластмасс, определяют ограниченный (базой)
предел выносливости (предел ограниченной выносливости).
При испытаниях на усталость наблюдается значительный раз-
брос долговечности при постоянном оа, разброс амплитуд напря-
жений при данной долговечности (или базе) много меньше. Пре-
дел выносливости можно найти построением кривой сга — W
на основании результатов испытаний 8 ... 10 образцов. Если
два-три образца из этого числа не разрушаются при данной базе
испытаний, то соответствующее напряжение можно считать пре-
делом выносливости. Результаты многочисленных опытов показы-
вают, что определенный таким образом предел выносливости
соответствует вероятности разрушения Р 0,5.
179
6.3. Диаграмма предельных напряжений для резьбового
соединения
Расчет прочности резьбовых соединений основан на диаграмме
предельных напряжений цикла, характеризующей зависимость
между значениями, предельных и средних напряжений цикла для
Рис. 6.3. Диаграмма предельных напряжений цикла для соединений с накатан-
ной (а) и нарезанной (б*) резьбой МЮ:
1 — для термообработанных заготовок шпилек; 2 — для термообработанных шпилек
предельной амплитуды напряжений цикла при увеличении сред-
него напряжения невелико и определяется технологией изготов-
ления и термообработкой резьбовых деталей (табл. 6.1).
При выполнении резьбы нарезанием или накатыванием на
термообработанных заготовках наблюдается снижение оап при
увеличении вт. Наиболее интенсивно сгап снижается в соедине-
ниях с накатанной резьбой при от < О,5сгт.
Отметим, что в указанных пределах изменения от существен-
ное влияние на значение оап могут оказывать режимы накатыва-
ния (нарезания) резьбы. При дальнейшем увеличении от предел
выносливости соединений с накатанной резьбой практически не
изменяется и приближается к пределу выносливости соединений
с нарезанной резьбой (табл. 6.2).
Если термообработку болтов (шпилек) проводили после изго-
товления резьбы (такая последовательность операций изготовле-
ния и термообработки характерна для технологии производства
высокопрочных болтов), то значение оап остается практически
неизменным при возрастании среднего напряжения вплоть до
, 0,9<Тт.
180
Таблица 6.1
Значения <уап в зависимости
от среднего напряжения
Сталь ат* МПа (Уди» МПа, для соеди- нений о резьбой
Мб М12Х XI, 5
150 0,33 80 60
ЛК 250 0,55 80 60
365 0,80 70 60
460 1>01 70 60
150 0,13 120 70
40ХН2МА 250 365 0,21 0,31 120 70 70
540 0,45 100 —
Примечания} 1. Высота гайки
В = 0,8d.
2. Резьба изготовлена по 6-й степени
точности с минимальными зазорами по диа-
метрам резьбы.
Таблица 6.2
Значения аап в зависимости
от способа изготовления
резьбы и среднего напряжения
Способ изготов- ления резьбы °ап» МПа, при ат, МПа
250 400 700 900
Нака- тывание 165/70 110/60 85/60 85/60
Наре- зание 70/60 60/60 60/60 60/60
Примечанняз 1. Резьба Ml О,
радиус впадины 2? = 0,18 мм.
2. В числителе даны значения для
заготовок, в знаменателе — для готовых
шпилек (в обоих случаях после термооб-
работки 29,9 ... 33,8 HRC3).
3. Материал шпилек •— сталь 38ХА
(ств =» 1150 МПа), материал гаек—сталь 45
(ов = 950 МПа).
Эти выводы, хорошо согласующиеся с результатами упомя-
нутых выше работ, можно объяснить, рассмотрев напряжения
и деформации в резьбе.
Нагруженный растягивающей нагрузкой болт представим в виде
стержня с надрезами в форме резьбы, в наименьшем сечении
которого (под гайкой) возникает трехосное напряженное состоя-
ние (всестороннее неравномерное растяжение) с разным соотно-
шением главных напряжений по глубине. На поверхности впа-
дин — двухосное растяжение. Наличие резьбы вызывает нерав-
номерное распределение осевых напряжений растяжения по сече-
нию болта, наибольшая концентрация которых отмечается в вер-
шине впадины резьбы. Поэтому уже при ат = (0,1 ... 0,2) от
напряжения у поверхностных слоев в вершине наиболее нагру-
женных витков резьбы болта достигают предела текучести. В ре-
зультате в поверхностных слоях возникают пластические дефор-
мации, дальнейшее увеличение которых не может привести к су-
щественному повышению напряжений в наиболее нагруженной
области.
Независимость значения оап от средних напряжений для
болтов, термообработанных после изготовления резьбы, можно
объяснить появлением при небольших от в поверхностных слоях
(в зонах концентрации напряжений) местной пластической дефор-
мации.
181
Постоянству ооп может способствовать также образование
мягкого обезуглероженного слоя на поверхности резьбы после
термообработки.
При холодном накатывании (нарезании) резьбы в ее впадинах
появляются напряжения сжатия. Если после изготовления резьбы
болты не подвергают упрочняющей термообработке, то остаточные
напряжения сохраняются и при нормальной температуре, способ-
ствуя повышению сопротивления усталости соединений. При
работе таких соединений в условиях повышенных температур будет
происходить релаксация остаточных напряжений.
При действии растягивающих рабочих нагрузок остаточные
напряжения сжатия компенсируют частично наибольшие напря-
жения в зонах концентрации, что существенно повышает сопро-
тивление усталости, особенно при небольших crm. С увеличением
среднего напряжения до от = (0,4 ... 0,5) сгт влияние остаточных
напряжений сказывается в меньшей степени и значение аоп сни-
жается. При вт 0,5от появляются зоны концентрации пла-
стических деформаций; дальнейшее возрастание вт лишь незна-
чительно снижает оап.
На нецелесообразность термообработки после накатывания
резьбы указывается Р. Уолкером и Д. Майером [44].
При отсутствии экспериментальных или справочных данных
в качестве теоретической диаграммы предельных напряжений
может быть принята линейная диаграмма, которая получается
обычным способом из диаграммы для гладкого образца.
6.4. Влияние конструктивных факторов на сопротивление
усталости резьбовых соединений
Как отмечено выше, для резьбовых соединений характерны
неравномерное распределение нагрузки между витками и высокая
концентрация напряжений в наиболее нагруженном витке, вы-
званная действием общей осевой и местной нагрузки на виток.
Напряжения, обусловленные первым фактором, значительно ниже
напряжений от местной нагрузки на виток, которые действуют
в зоне перехода радиусной поверхности впадины в виток.
Максимальные значения напряжения от общей нагрузки при-
нимают в середине впадины резьбы. Суммарные напряжения до-
стигают наибольших значений в некоторой точке дуги впадины,
отстоящей от середины впадины (см. рис. 4.25).
Конструктивные мероприятия, направленные на повышение
сопротивления усталости, должны обеспечивать уменьшение на-
пряжений в зонах их концентрации или (и) повышение прочности
материала болта.
Увеличением радиуса впадины резьбы можно существенно
уменьшить концентрацию напряжений и несколько повысить
сопротивление усталости. Однако более эффективным способом
является уменьшение локальной нагрузки на витки вблизи опор-
182
ной поверхности гайки и увеличение ее на витках, прилежащих
к свободному торцу. Рассмотрим более подробно влияние отдель-
ных факторов.
Масштабный фактор. Результаты экспериментальных иссле-
дований показывают, что с увеличением диаметра резьбы сопро-
тивление усталости соединений снижается вследствие вредного
влияния масштабного фактора, особенно для деталей с концентра-
цией напряжений;
Действие масштабного фактора объясняется тем, что при уве-
личении размеров в зоне напряжений данного уровня содержится
большее число зерен металла. Это повышает вероятность попадания
неблагоприятно ориентированных зерен или зерен с дефектами
в область максимальных напряжений.
На рис. 6.4 показаны результаты исследования сопротивления
усталости соединений с болтами разных диаметров, выполненного
А. И. Якушевым [22]. Значительное снижение ооп можно объяс-
нить влиянием масштабного фактора и увеличением отноше-
ния d/P.
Снижение оап при увеличении абсолютных размеров резьбы
обнаружено и в других опытах.
В работе [4] с целью изучения влияния масштабного фактора
впервые использованы геометрически подобные образцы. Для
шпилек из стали 38ХА (ов — 1150 МПа) и гаек из стали 45 (ов =
= 950 МПа) принято D/d = 2, d/P = 8, H/d = 0,8 и R/P = 0,
где D и d — соответственно наружные диаметры гайки и шпильки;
R — радиус впадины резьбы.
Геометрически подобные образцы имеют одинаковые теорети-
Рис. 6.4. Зависимость
предела выносливости со-
единений от наружного
диаметра резьбы §
1 сталь 40XH2MAI 2 —
сталь 46
ческие коэффициенты концентрации на-
пряжений.
Анализ результатов испытаний (рис.
6.5, а) показывает, что пределы вынос-
ливости снижаются интенсивно в диапа-
Рис. 6.5. Зависимости предела выносливости и
коэффициента влияния абсолютных размеров от
параметров резьбы:
1 — для термообработанных заготовок шпилек; 2 для
термообработанных шпилек
183
Рис. 6.6. Кривая изменения предела вынос-
ливости в зависимости от диаметра резьбы
зоне диаметров от 6 до
10 ... 12 мм. Как и пре-
жде, на сопротивление
усталости существенно
влияет последовательность
операций изготовления
резьбы и термообработ-
ки. При термообработке,
проводимой после изготов-
ления резьбы, снимаются
остаточные напряжения, вызванные механической обработкой,
а возникающие вследствие термической обработки напряжения,
как правило, невелики; кроме того, и сопротивление усталости
соединений в этом случае в меньшей степени зависит от раз-
меров резьбы.
По данным исследования [4], а также в соответствии с ре-
зультатами работ [22, 45, 48] можно считать, что предельная
амплитуда переменных напряжений остается практически неиз-
менной при увеличении диаметра резьбы от 12 до 24 мм.
На рис. 6.5, б показана кривая изменения коэффициента влия-
ния абсолютных размеров от параметров резьбы.
Р. Хейвуд предложил следующее соотношение для предельной
амплитуды переменных напряжений в связи с влиянием масштаб-
ного фактора
^ап
25 + d
25 +3d ’
где | — коэффициент; для стали с ов 1100 МПа | = 0,15.
На рис. 6.6 приведена кривая, определяемая этим соотноше-
нием; точками показаны результаты упомянутых исследований.
Отметим, что масштабный фактор может и не влиять на меха-
нические характеристики болтов с накатанной резьбой, так как
значительные остаточные напряжения сжатия вследствие накаты-
вания могут компенсировать его действие. Для накатанной резьбы
(до или после термообработки) коэффициент 8а следует повышать
на 20 ... 30 %.
При расчете долговечности резьбовых соединений снижение
сопротивления усталости можно учесть, увеличив эффективный
коэффициент концентрации напряжений Ка:
Диаметр резьбы, мм............. 20...25 25...35 35...50 50...80
Увеличение % .......... 10...30 30...50 50...70 70... 100
Радиус впадины резьбы. Первое экспериментальное исследо-
вание влияния радиуса впадины 7? резьбы на долговечность со-
единений выполнено Тумом и Штеделем. Они установили, что
увеличение радиуса 7? от 0,1 до 0,2 мм для болтов М10 повышает
в 2 раза работу удара W (рис. 6.7). Позднее А. И. Якушев [22]
184
исследовал зависимость со-
противления усталости соеди-
нений с болтами из стали
45 (ав - 720 МПа, вт =
= 140 МПа) и стали 40ХН2МА
(ав == 1300 МПа, от-250 МПа)
от радиуса впадины резьбы
(табл. 6.3). Из анализа приве-
денных данных следует, что
при увеличении Р предел вы-
Щ Аж
Рис. 6.7. Кривые изменения работы
удара от долговечности соединений при
разных радиусах впадины и внутрен-
них диаметрах резьбы МЮ:
/ ~ £ =я 0,10 мм, d8 — 7,816 мм; 2 —
R — 0,15 мм, d8 — 8,063 мм; 3 — R =
= 0,20 мм, d8 = 8,151 мм
носливости соединении повы-
шается. Однако в ряде опытов
повышения прочности при уве-
личении отношения Л/Р не
обнаружено. Это связано, по-
видимому, с различными значе-
ниями остаточных напряжений
во впадинах резьбы при неконтролируемых режимах нарезания.
В работе Р. Спроута 139], а также в исследованиях авторов
установлено существенное влияние радиуса впадины на долговеч-
ность соединений. Подобные результаты для титановых и стальных
болтов получены в одной из лабораторий США.
Сопфит и Филд исследовали сопротивление усталости болтовых
соединений с резьбой 3/4" — 10 (d = 19 мм, Р = 2,54 мм) из
марганцево-молибденовой и углеродистой сталей при Р = (0,069...
0,145) Р. Результаты испытаний приведены в табл. 6.4. Данные
показывают, что при увеличении радиуса Р прочность соединений
возрастает. В некоторых опытах наблюдалось обратное: увеличе-
ние отношения Р/Р приводило к снижению предела выносливости.
Это можно объяснить влиянием технологии изготовления (режимов
нарезания или накатывания резьбы, обусловливающих различный
наклеп в поверхностных слоях).
Отметим, что в указанных выше работах изучен сравнительно
узкий диапазон изменения радиуса впадины. Между тем, дальней-
Таблица 6.8
Значения иап в зависимости от радиуса впадины резьбы
Резьба Материал болта (сталь) °ап» МПа, при R/P
0 0,108 0,144 0,216
Мб 40ХН2МА 45 95 120 125
М12Х1,5 40ХН2МА 45 80 65 90 70 90 80 115 100
М24Х1,5 45 50 60 —
185
Таблица 6.4
Значения аап для соединений с метрической резьбой
(а = 60°) и резьбой Витворта (а = 55°)
в зависимости от радиуса впадины
Материал болта Способ изготовле- ния резьбы а,0 Я, мм ^ап₽ МПа
Марганцево-молибденовая сталь (сгв = 984 МПа) Шлифование 60 0,368 0,282 0,175 103,5 89,5 88,0
55 0,348 0,272 0,168 98,5 88,0 79,0
Накатывание 60 0,356 0,264 219,5 161,5
55 0,348 0,256 176,0 154,5
Углеродистая сталь (ав = = 614 МПа) Нарезание 60 0,374 0,280 0,190 60,0 56,0 61,5
55 0,348 0,269 0,173 56,0 44,0 56,0
Накатывание 60 0,343 0,254 0,180 121,5 114,0 114,0
55 0,302 0,246 0,165 98,5 123,0 125,0
шее увеличение радиуса открывает большие возможности для
повышения предела выносливости резьбовых соединений из стали
и особенно из титановых и бериллиевых сплавов.
Авторы совместно с Ж. А. Ардеевым и Ю. Г. Рысем исследовали
влияние радиуса впадины на сопротивление усталости соединений
в связи с технологией изготовления и термической обработкой
деталей (болтов, шпилек). Испытывали соединения шпилек и
гаек с разным профилем резьбы MIO; М10х0,75; М10Х1; М10Х
X 1,25; М16Х 1,5; М16Х2 (рис. 6.8).
Резьба с профилем / представляла собой обычную метриче-
скую резьбу по ГОСТ 9150—81, в соответствии с которым форма
впадины может выполняться как плоскосрезанной, так и закруг-
ленной, причем радиус впадины относится к неконтролируемым
параметрам резьбы. Стандарт допускает также некоторое некой
186
VI
via
Рис. 6.8. Профили резьбы
трестируемое закругление впадины до Яшах — 0,144Р, связанное
с изнашиванием резьбообразующего инструмента. Резьба данного
типа имела R 0,12Р.
Резьба с профилем // отличалась от предыдущей наличием
плоскосрезанной впадины (Я = 0). Такая резьба широко приме-
няется в малой агруженных резьбовых деталях из сталей.
Резьба с профилем III имела радиус впадины Я = 0,2Р,
близкий к рекомендуемому Я = 0,18Р.
Эта резьба служит основной для титановых крепежных дета-
лей в авиационной и ракетной промышленности США, Франции,
Великобритании и ФРГ. Кроме того, резьба с таким профилем
применяется за рубежом для болтов из тугоплавких ниобиевых
и танталовых сплавов, а также для болтов из бериллиевых сплавов.
Радиус Я = 0,2Р является наибольшим, при котором обеспе-
чивается частичная взаимозаменяемость с болтами, имеющими
стандартный профиль резьбы.
187
Таблица 6.5
Основные размеры резьбы шпилек и значения аап
f Резьба Профиль резьбы (см. рис. 6.8) R p d di Dt Ada, MKM afln, МПа, для шпилек
MM из стали 38ХА из стали ЗОХГСА из сплава В T9
I II o,l 0 8,02 8,50 о 55 42 65 65 45
III 0,2 8,32 8,65 70 75 75
II 1а* 10 8,23 8,50 80 68 —
мю IV IVa * 0,3 8,62 8,29 9,05 8,50 0 320 80 70 80
V 0,4 8,92 9,50 0 92 95 90
Va * 9,7 8,32 8,50 620 75 —
VI 0 8,95 40 40 —
VII 8,02 45
М10Х1,25 II III IV V 0 0,2 0,3 0,4 8,47 8,60 8,80 9,05 8,75 9,16 9,35 9,60 40 70 80 95 -— 45 70 78 88
М10Х1 I II III 0,1 0 0,2 10 8,75 8,75 8,88 8,90 8,90 9,10 65 45 75 45 75
М10Х0.75 II III 0 0,2 9,08 9,16 9,16 9,31 45 75 75 50 75
IV 0,3 9,20 9,45 0 90 85
М16 II III IV V 0 0,2 0,3 0,4 13,53 13,77 14,17 14,57 14,00 14,20 14,80 15,40 50 75 80 90
М16Х1.5 II III IV V 0 0,2 0,3 0,4 16 14,20 14,32 14,62 14,92 14,50 14,65 15,05 15,55 50 70 80 88 —
М16Х1 II 0 14,75 14,00 45
• Резьба нарезана; ат = 200 МПа; £/ «= 0,8d.
188
Профиль Illa резьбы шпильки идентичен профилю III, а
резьба гайки соответствовала ГОСТ 9150—81, поэтому для обе-
спечения полной взаимозаменяемости шпилек и гаек зазор по
внутреннему диаметру увеличили до 80 мкм.
Резьба с профилем IV имела радиус впадины R = 0,ЗР.
Наружный диаметр резьбы соответствовал ГОСТ 9150—81. Зазор
по условному среднему диаметру, равному полусумме наружного
и внутреннего диаметров резьбы, находился в пределах допу-
сков, соответствующих посадке 4H/4h.
Отметим, что резьба с R = 0,268Р применяется рядом авиа-
ционных фирм США для высоконагруженных болтов из титановых
сплавов.
Резьба с профилем IVa также имела R = 0,ЗР, но в соедине-
нии использовалась стандартная гайка с резьбой по ГОСТ 9150—81.
Резьба с профилем V имела R — 0,4Р, минимальные зазоры
по условному среднему диаметру соответствовали ГОСТ 16093—81.
Резьба шпильки с профилем Va имела такой же радиус, но
резьба гайки соответствовала ГОСТ 9150—81.
Профиль VI резьбы был аналогичен профилю V, но в этом
случае резьба имела плоскосрезанную впадину.
Профиль VII гайки резьбы не отличался от профиля V, а про-
филь резьбы шпильки совпадал с профилем II.
Основные размеры резьбы шпилек, использованных в испыта-
ниях, приведены в табл. 6.5.
Шпильки изготовляли из сталей 38ХА (ав = 1150 МПа),
ЗОХГСА (ав = 1650 МПа) и титанового сплава ВТ9 (ав =
= 1150 МПа).
Термообработку одной партии шпилек проводили до изготов-
ления резьбы, шпильки другой партии подвергали термообработке
после изготовления резьбы. Термическая обработка во втором
случае снимала остаточные напряжения от механической обра-
ботки.
Гайки изготовляли из стали 45 (ов = 95 МПа) и титанового
сплава ВТ9 (ов = 1150 МПа).
Резьбу гаек нарезали метчиками, размеры резьбы контроли-
ровали десятью пробками со средними диаметрами от d2n = d2 —
— 0,005 мм до d2n = da + 0,105 мм. Для испытаний отбирали
гайки с минимальными зазорами Ad.
Резьбу на шпильках одной партии нарезали на токарно-винто-
резном станке резцами с пластинами из твердых сплавов Т15К6 и
ВК6, заточенными на оптикошлифовальном станке. Профиль резьбы
шпилек контролировали с помощью инструментального мик-
роскопа. Резьба на шпильках второй партии накатывалась на
резьбонакатном станке при неизменном режиме. Размеры резьбы
шпилек измеряли с применением инструментального микроскопа.
Испытания проводили на машине резонансного типа с частотой
90 ... 98 Гц. Результаты испытаний представлены, кроме табл. 6.5,
на рис. 6.9 и в табл. 6.6.
189
Рис. в. 9. Зависимость
предела выносливости со-
единений от радиуса впа-
дины:
1 — соединения с минималь-
ными зазорами в резьбе;
2 — соединения с увеличен-
ными зазорами
Рис. 6.10» Соединения с ненагруженной (в центре)
резьбой
Установлено, что разрушение резьбо-
вых соединений всегда происходило во
впадине между первым и вторым рабо-
чими витками. Усталостная трещина за-
рождалась, как правило, вблизи начала
перехода от дуги впадины радиуса к прямолинейному уча-
стку, что свидетельствовало о существенной концентрации
напряжений от изгиба витков.
Результаты исследований сопротивления усталости образцов
с ненагруженными рабочими гранями витков (рис. 6.10) подтвер-
дили вывод о превалирующем влиянии концентрации напряже-
ний от изгиба над концентрацией напряжений от растяжения.
Предел выносливости таких образцов в 3 раза выше, чем для
резьбовых соединений с одинаковой геометрией резьбы.
С увеличением радиуса впадины резьбы концентрация напря-
жений уменьшается и прочность соединений существенно возра-
стает (см. рис. 6.9). Например, при переходе от резьбы с плоской
Таблица 6.6
Значения аап Для соединений из стали 38ХА (сгв = 1150 МПа)
в зависимости от среднего напряжения и радиуса впадины резьбы
d * °ап* ПРИ р/р
0 0,12 0,20 0,30 0,40
0,2 165 (155) 185 (185) ___ 150
0,4 95 110(60) 125 (95) ПО 100
0,7 55 75 (40) 85 (60) 95 100
0,9 — 75 85 — 100
Примечания: 1. Резьба МЮ накатана на термообработанных заготовках.
2. В скобках приведены данные для соединений из сплава ВТ9(ов=1150 МПа),
190
Рис. 6.11. Кривые изменения пре-
дела выносливости резьбовых соеди-
нений с накатанной (а) и нарезан-
ной (6Г) резьбой М10 в зависимости
от радиуса впадины и технологии
изготовления;
1 — заготовки после термической обра-
ботки, ат 400 МПа; 2 —• готовые
шпильки после термической обработки,
от = 400 МПа; 3 — заготовки после
термической обработки, ат е» 700 МПа
впадиной (профиль II на рис. 6.8) к резьбе с R 0,1Р (про-
филь /) при = idem предел выносливости увеличивается на
23 %. В случае перехода от плоской впадины (профиль VI) к резьбе
с R 0,4Р (профиль V) при dx idem предельная амплитуда
цикла возрастает в 2,25 раза.
Сопротивление усталости соединений с увеличенными диа-
метральными зазорами в резьбе существенно ниже сопротивления
усталости соединений с минимальными зазорами, что подтверж-
дают также данные для соединений из стали 38ХА.
Отметим, что уменьшение перекрытия витков (за счет увели-
чения диаметра отверстия в гайке под резьбу) приводит к некото-
рому увеличению оап. Это можно объяснить повышением подат-
ливости витков болта и, как следствие, более благоприятным
распределением нагрузки между витками резьбы.
На рис. 6.11 показана зависимость предельной амплитуды cran
для соединений с накатанной и нарезанной резьбой от радиуса
впадины и технологии изготовления. Видно, что на сопротивле-
ние усталости резьбовых соединений второй фактор оказывает
существенное влияние.
В случае накатывания резьбы на термообработанных заготов-
ках (без последующей термообработки шпилек) при R/P > 0,2
предел выносливости снижается. Это связано с уменьшением
значений компонентов напряжений сжатия в резьбе от накаты-
вания или нарезания. На рис. 6.12 приведены кривые изменения
приращения аап и степени пластической деформации 6 при на-
катывании резьбы в зависимости от радиуса впадины. Значение S,
%, можно вычислить по формуле
6 = АгА юо,
«с
где dx — внутренний диаметр резьбы; dc — диаметр стержня
шпильки (болта) под накатывание резьбы.
Аналогичный характер имеет кривая изменения микротвердости
во впадинах резьбы для шпилек с разными радиусами (рис. 6.13).
Однако при напряжении предварительной затяжки <т0
0,5ат напряжения сжатия, вызванные накатыванием, большей
191
Рис. 6.12. Зависимости прира-
щения предела выносливости и
степени пластической деформа-
ции при накатывании резьбы от
радиуса впадины
Рис.. 6.13. Кривые изменения микро-
твердости во впадинах резьбы МЮ
шпилек из стали 38ХА*
1 я = 0; 2 — R = 0,18 мм: 3 R =
= 0,3 мм: 4 — R — 0,45 мм; 5 — R »
® 0,6 мм; 6 —• R — 0,3 мм, после термо-
обработки
частью компенсируются напряжениями растяжения от затяжки.
Таким образом, при о0 > 0,5егт предел выносливости также воз-
растает с увеличением отношения R/P.
Значения оап при разных средних напряжениях и радиусах
впадины резьбы приведены в табл. 6.6.
Наряду с испытаниями на усталость для оценки влияния
испытания на прочность.
Испытывали соединения
шпилек из стали 38ХА и
гаек из стали 45 с резьбой
МЮ. Результаты испыта-
ний представлены на рис.
6.14 (светлые точки соот-
ветствуют разрушению
витков резьбы, темные —
обрыву стержня по резь-
бе) и в табл. 6.7.
Анализ показывает,
что при R > 0,ЗР пре-
дел прочности соединений
снижается (в большей сте-
пени для мелких резьб).
Это связано с уменьше-
радиуса впадины витков проведены
Таблица 6.7
Разрушающая нагрузка Fp
для соединений из сплава
ВТ9 (Н = 0,8d)
Значение Рр, кН, при R/P
Резьба 0 0,1 0,2 0,3 0,4
МЮ 62,0* 62,5* 65,5* 61,0 48,0
М10Х1,25 69,0* — 72,0* 67,0 48,5
М10Х1 73,6* 73,6* 74,3* —- —.
M10X0J5 76,0* — 79,7* 77,0 —
Разрыв шпильки по стержню.
нием перекрытия витков и увеличением концентрации напря-
жений в наиболее нагруженных сечениях витков. Однако
сила, разрушающая резьбу в соединениях с R = 0,ЗР и
Н = 0,8d, практически не отличается от силы, разрушающей
стержень шпильки с резьбой по ГОСТ 9150—81, Прочность
резьбовых соединений с увеличенными радиусами впадины
можно повысить, увеличив высоту гайки до Н = l,2d. В динами-
чески нагруженных соединениях радиус впадины резьбы целе-
сообразно увеличить до R = 0,2Р.
192
Рис. 6.14. Зависимость несущей спо-
собности соединений от радиуса впа-
дины:
1 — соединения с зазорами в резьбе, соот-
ветствующими посадке 6H/6G; 2 - то же
с увеличенными зазорами в резьбе
Рис. 6.15. Специальный профиль резь-
бы М10
Следует отметить, что радиус впадины относится к неконтро-
лируемым параметрам резьбы, однако при изготовлении ответ-
ственных резьбовых соединений значение R необходимо контро-
лировать (с применением проекторов, инструментальных микро-
скопов и др.). При накатывании имеется большая возможность
выдержать значение R.
Один из конструктивных вариантов резьбы с большим радиусом
впадины показан на рис. 6.15. Предел выносливости рассматри-
ваемой резьбы, без уменьшения перекрытия витков, примерно
в 2 раза больше предела выносливости обычной метрической резьбы.
Однако резьба с таким радиусом впадины сложна в производ-
стве. При ее изготовлении необходимо тщательное выполнение
переходов от закругления к прямолинейной части. Простое уве-
личение радиуса более приемлемо, хотя также требует тщатель-
ного выполнения этого перехода.
Шаг резьбы. Анализ данных табл. 6.5 показывает, что при
одинаковом отношении R/Р шаг резьбы практически не влияет
на предел выносливости резьбовых соединений. Лишь для резьбы
с диаметром 10 мм при R = 0 наблюдается небольшой (до 10 %)
разброс результатов относительно среднего значения. При дру-
гих значениях R/Р разброс не превышает 2 ... 5 %. Это позво-
ляет рассматривать резьбу как совокупность мелких выточек.
Напряжения в стержне с такими выточками распределяются не-
равномерно лишь на небольшой глубине, прилегающей к вер-
шине. В этом случае коэффициент концентрации напряжений за-
висит от отношения R/Р и не зависит от отношения R/d.
Если разрушающие напряжения в болте с мелкой резьбой
одинаковые с крупной резьбой, то разрушающие нагрузки при
мелкой резьбе выше за счет большей площади. Например, для
резьбы М10Х1,5 площадь сечения Аг = 55,1 мм2, а для резьбы
М10Х 1 Аг = 62,4 мм2, т. е. на 13 % больше.
Для накатывания мелкой резьбы требуются станки меньшей
мощностью. Кроме того, соединения с мелкой резьбой имеют более
7 Биргер И. А. и др. 193
Рис. 6.16. Профили резьбы с раз-
ными углами а
Таблица 6.8
Основные размеры резьбы М10 и
значения аап для резьбовых
соединений с разными углами профиля
(ст = 200 МПа)
а,9 di, мм dit мм МПа
45 8,650 7,300 80
60 9,026 8,020 55
75 9,144 8,490 65
90 9,374 8,874 85
высокие стопорящие свойства.
Благодаря указанным пре-
имуществам мелкую резьбу широко применяют в машиностроении.
Угол профиля и форма резьбы. При уменьшении угла профиля
(за исходный угол профиля принят угол для метрической резьбы
а — 60°) увеличивается рабочая глубина (перекрытие) витков
и, как следствие, осевая податливость резьбы, которая способ-
ствует более равномерному распределению нагрузки между вит-
ками и разгрузке первого витка. При а > 60е также улучшается
распределение нагрузки между витками, но уже за счет увеличе-
ния радиальной податливости гайки. Результаты расчетов пока-
зывают, что нагрузка на первый виток резьбы М10 с а = 75°
снижается на 17 % по сравнению со стандартной резьбой; при
а = 90° уменьшение нагрузки составляет 35 %.
Наряду со снижением нагрузки при а > 60° существенно
уменьшаются действующие в основании витков напряжения, свя-
занные с изгибом. При а = 90° резьба получается как бы «без-
изгибной» (рис. 6.16), что существенно повышает прочность
соединений.
Влияние угла профиля резьбы на сопротивление усталости
исследовалось авторами. Испытывались шпильки М10 с а — 45,
60, 75 и 90° из стали 38ХА (ов - 1150 МПа).
Резьба на шпильках нарезалась на токарно-винторезном станке
резцами с пластинами из твердого сплава Т15К6, заточенными
на профилешлифовальном станке. Резьба в гайках нарезалась
специальными метчиками. Профили исследованных резьб изобра-
жены на рис. 6.19.
Как показывают результаты испытаний (табл. 6.8; рис. 6.17),
увеличение угла профиля резьбы до а = 90° или уменьшение до
а — 45° позволяет повысить предел выносливости соединения
на 45 ... 55 %. Впервые резьба с а = 90° для болтов была пред-
ложена в работе [3].
Разрушение соединений происходит, как правило, на уровне
или ниже опорного торца гайки, что свидетельствует о существен-
ном уменьшении максимальных напряжений в сечении первого
витка.
194
Рис. 6.17. Зависимость пре-
дела выносливости соедине-
ний от угла профиля резьбы
Рис. 6.18. Кривые изменения ма-
ксимального напряжения для со-
единений с обычным (Z) и асимме-
тричным (2) профилями резьбы
По данным Р. Б. Хейвуда, долговечность болтов с а = 90°
в 10 раз больше, чем стандартных.
Резьба с а = 90° может быть рекомендована для конструкций,
когда необходим очень высокий предел выносливости (особенно
для нарезанных резьб). Изготовление резьбы с малой высотой
профиля при а ~ 90° легче, чем резьбы с профилем стандартной
формы.
Отметим, что увеличение угла профиля резьбы свыше 90°
может привести к разрушению тела гайки из-за высокой радиаль-
ной нагрузки.
Смещения усилий к оси стержня и уменьшения напряжений
от изгиба витков можно достичь при выполнении на болтах (шпиль-
ках) резьбы с несколько большим, чем на гайках, углом симме-
тричного профиля а = 62 ... 65°, а также при изготовлении
резьбы с асимметричным профилем (см. рис. 4.25). Резьба гайки
должна иметь при этом стандартный профиль, а для обеспечения
свинчиваемости и взаимозаменяемости следует несколько увели-
чить зазоры по среднему диаметру. Асимметричный профиль
резьбы болта применяется в Великобритании и США. По данным
Хирониса, такая резьба выдерживает значительные напряжения
(рис. 6.18).
Отметим, что применение гаек, резьба которых имеет увеличен-
ный угол а или асимметричный профиль, может привести к сни-
жению сопротивления усталости.
Влияние угла профиля и формы резьбы на долговечность
резьбовых соединений изучалось Итоном. Профили исследован-
ных резьб показаны на рис. 6.19. Резьбы с профилями I и /V,
наиболее распространенные в США, имели а = 60°. Резьбы с про-
филями II и III упорные, причем в первом случае угол наклона
рабочей стороны резьбы равен 3°, нерабочей 30°, а во втором слу-
чае соответственно 0 и 45°. Рабочая высота профиля III меньше,
чем профиля II. Резьба с профилем V имела а = 90°. Резьбы
с профилями VI и VII предназначены для воспринятая перемен-
7* 195
ных нагрузок. Исключение контакта по вершинам витков резьбы
с профилем VII, как показали результаты экспериментов, повы-
4,233
Рис. 6.19. Профили резьбы
сило долговечность соеди-
нений, но снизило проч-
ность при испытании на
срез. Такую незьбу ис-
пользуют в США для сое-
динений, нагруженных
тяжелыми динамическими
нагрузками.
Шпильки изготовляли
из марганцево-никелевой
стали (ов = 668 ...
730 МПа). Испытания
проводили при отнуле-
вом цикле напряжений.
В табл. 6.9 приведены
данные об относительной
прочности резьбовых сое-
динений (за единицу при-
нята прочность резьбы
с а == 60° и плоскосре-
занной впадиной). Как
показывает анализ этих
данных, профиль, обра-
зованный дугой окруж-
ности и исключающий кон-
такт между вершиной
резьбы гайки и впадиной
резьбы шпильки, позво-
ляет на 60 % повысить
предел выносливости сое-
динений. При использова-
нии упорной резьбы и
резьбы с а = 90° значе-
ние ооп повышается не-
значительно (до 10 %).
Это объясняется влияни-
ем ударных нагрузок из-за
увеличенных радиальных
зазоров при отнулевом
цикле напряжений. Пре-
дел выносливости этих
соединений можно повы-
сить путем предваритель-
ной затяжки.
Переменные средний
диаметр и шаг. Изменив
196
радиус впадины или профиль резьбы, можно эффективно сни-
зить концентрацию напряжений от местной нагрузки на витки.
Для улучшения распределения нагрузки нужно таким образом
изменить средний диаметр по высоте гайки, чтобы контакт вит-
ков начинался вблизи свободного торца гайки. Р. Хейвудом
установлено, что прямая конусность 1 : 50 при увеличении
среднего диаметра от торца к
жает долговечность соединений
ная конусность 1 : 100
повышает долговечность
до 1,8* 10s, а при боль-
шей конусности (1 : 50) —
до 2,1* 10б циклов.
Отметим, что исполь-
зование резьбы в пере-
головке болта (рис. 6.20) сни-
с 106 до 6* 10* циклов. Обрат-
Таблица 6,9
Относительная прочность
резьбовых соединений
Профиль
резьбы (см,
рис. 6.19)
База испытаний, циклы
10в 10е 10’
менным средним диамет-
ром ограничено требова-
нием недопущения в резь-
бе больших зазоров, по-
этому в паре с конусным
болтом предпочтительно
применять конусную гай-
ку. Разновидностью этого
/
//
III
IV
V
VI
VII
1,00 1,00 1,00
1,09 1,01 0,98
1,06 1,14 1,07
1,21 1,18 1,22
1,04 1,05 1,09
™ 1,25 1,12
1,31 1,51 1,60
метода является усечение
(коррекция) витков резьбы гайки в наиболее нагруженной обла-
сти до нарезания резьбы или после него (рис. 6.21). Угол <р при-
нимают равным 10 ... 15°. Согласно данным Лутандера и Валь-
грена, при усечении нижних витков гайки на 12° предел вынос-
ливости повышается на 20 %. Такое же увеличение получено
Г. Вигандом при усечении под углом 10°. Рекомендации по при-
менению гаек с коническим заходом приведены в работе Р. А. Уол-
кера и Г. Майера [441.
Гайка с увеличенным шагом дает более равномерное распре-
деление нагрузки. По данным Р. Хейвуда, долговечность соеди-
нения гайки с 11,85 витками и болта с 12 витками на Г повы-
шается с 106 (для обычного соединения) до 5,8- 10б циклов, причем
Рис. 6.20. Болты с пря-
мой (а) и обратной (б)
конусностью
Рис. 6.21. Резьбовые соединения с усе-
ченными нижними витками
197
Рис. 6.22. Гайка с утоп-
ленной резьбой
Рис. 6.23. Гайка со спе-
циальной резьбой
разрушения всегда происходят значительно глубже опорной
поверхности гайки, что свидетельствует о более равномерном
распределении нагрузки между витками.
Переменный шаг в сочетании с углом профиля а = 90° спо-
собствует существенному повышению долговечности. Степень
влияния увеличенного шага гайки зависит от прочности ее мате-
риала при растяжении. В случае невысокой прочности происходит
перераспределение нагрузки вследствие пластических деформа-
ций и нижние витки начинают работать аналогично виткам обыч-
ной гайки.
Рекомендуется использовать болты и гайки из одного мате-
риала.
Иногда применяют гайки с утопленной резьбой (рис. 6.22).
В таких соединениях нижний виток болта более податливый, что
снижает нагрузку.
На рис. 6.23 показана гайка с прорезями по впадинам резьбы,
которые увеличивают их податливость и улучшают распределение
нагрузки. Однако на практике такую конструкцию реализовать
крайне сложно.
Форма гайки. Конструкция гайки оказывает большое влияние
на распределение нагрузки между витками и, как следствие, на
долговечность соединений. Например, действие нагрузки на ниж-
ний виток гайки растяжения, в 1,7 ... 1,8 раза меньшей, чем
для обычной гайки, приводит к существенному повышению пре-
дела выносливости.
Исследование влияния формы гайки выполнено Г. Вигандом.
В его опытах образцы имели резьбу Витворта 3/4Л Результаты
приведены в табл. 6.10. Как и следовало ожидать, наибольшим
сопротивлением усталости характеризуются соединения с гайкой
растяжения, наименьшим — со стандартной гайкой. При исполь-
зовании гаек с кольцевой выточкой (поднутрением) значение
увеличивается на 30 %. Размеры гаек с поднутрением к табл. 6.10
приведены на рис. 6.24.
Прочность соединений при переменных нагрузках повышаю^
только гайки, обеспечивающие более равномерное распределение
нагрузки (гайки растяжения и сжато-растянутые гайки). На
рис. 6.25 показаны соединения с такими гайками, применяемые
198
Таблица 6,10
Значения аак, МПа (Щ)? Для различных резьбовых соединений
Резьбовое еоединение °ап ПРИ 20 0 Примечание
40 (100) 28,5 (100) аз II ° •« II II s-
40 (140) dc ~ 0,85dt
EL 48 (120) 34 (119) Ф = 10°
56 (140) 55 (193) Я = d; гайка чугун- ная
48,5 (121) 55 (193) Н= d; гайка с льняным уплотнени- ем
тп 1 40 (100) 28,5 (100) —
77,5 (194) 65 (228) b “ 40 мм
ZTTTT.'.. TN ;]
т y/zJ
222.22: с ь
42 (105) —• h = 5 мм
52 (130) 35 (123) h = 10 мм
44 (НО) — h — 5,7 мм
40 (100) Ф - 10°; h — 5,7 мм
199
фирмой «Роллс-ройс моторе» (Великобритания) в авиационных дви-
гателях.
При использовании сжато-растянутых гаек предел выносли-
вости, по данным И. А. Биргера, повышается на 25... 30 %,
по данным Штаудте — на 40 %.
Р. Хейвудом исследована гайка с вогнутой опорной поверх-
ностью (рис. 6.26). Под действием радиальных составляющих
нагрузки на эту поверхность, наклоненную под углом 30°, гайка
расширяется (вблизи опоры). Это способствует равномерному рас-
пределению нагрузки и повышает долговечность соединений с уг-
лом профиля а = 90° до 25,4 -10б циклов (долговечность соедине-
ний с обычной гайкой составляет 105 циклов).
Обращенное распределение нагрузки можно получить при ис-
пользовании контргайки, затягиваемой с большим моментом.
Кросс и Норрис установили, что предел выносливости соедине-
ний с болтами 3/4" из стали (ав = 920 МПа), затянутых гайкой
и контргайкой с моментом 345 Н -м, повышается на 50 % по сравне-
нию с обычными соединениями.
Существенно повысить сопротивление усталости соединений
можно и в случае применения гаек со спиральными вставками.
Экспериментально (табл. 6.11) установлено, что на предел вы-
носливости большое влияние оказывает характер распределения
нагрузки между витками. Так как обычным соединениям свой-
ственны менее благоприятное распределение нагрузки по сравне-
нию с соединениями со спиральными вставками (см. рис. 4.40)
Рис. 6.25. Соединения с улучшенным рас-
пределением нагрузки между витками
Рис. 6.26. Гайка с вогну-
той опорной поверхностью
200
и, как следствие, большая нагрузка на первый рабочий виток
(на 40 ... 50 %) для дуралюминовой и на 70 ... 75 % для сталь-
ной гаек), предел выносливости соединений со вставками значи-
тельно выше, чем обычных.
Поскольку повышение нагрузки на первый рабочий виток про-
порционально снижению предела выносливости, усталость резь-
бовых соединений можно оценивать исходя из характера распре-
деления нагрузки между
витками.
Материал гайки. Тео-
ретически и эксперимен-
тально установлено, что
применение гаек из мате-
риала с небольшим мо-
дулем упругости приво-
дит к более равномерному
распределению нагрузки
между витками и повы-
шению предела выносли-
вости соединений.
Например, при ис-
пользовании дуралюми-
новых гаек (Е = 70 ГПа)
взамен стальных (£ =
= 200 ГПа) нагрузка на
первый виток снижается
на 25 ... 30 %. Результаты
экспериментов также сви-
детельствуют о повыше-
нии значения ооп сталь-
ных болтов с гайками
Таблица 6.11
Значение оап для соединений
с гайками из дуралюмина Д1Т
(ов = 400 МПа)
Резьба шпильки Соединение сгап, МПа, при длине свинчивания
1 2
Мб Обычное Со вставкой 110(90) 165 (155) —
мю Обычное Со вставкой 65 (50) 95 (85) 65 (50) 110 (100)
Примечания; 1. В скобках даны зна-
чения для соединений g гайками из стали 45 (сгв =
= 950 МПа).
2. Материал шпилек — сталь 38ХА (сгв =
= 1150 МПа); форма впадины — плоскосрезан-
ная.
из дуралюмина (см. табл. 6.11). В резьбовых соединениях со
спиральными вставками нагрузка, действующая на первый ви-
ток, и, как следствие, предел выносливости лишь незначи-
тельно зависят от свойств материала корпуса (гайки) из-за
большой податливости вставки.
Повышение оап соединений в случае применения чугунных
гаек и гаек с льняным уплотнением получено Г. Вигандом (см.
табл. 6.10).
В табл. 6.12 приведены экспериментальные данные по исследо-
ванию влияния материала гайки на сопротивление усталости
соединений. В опытах со шпильками это влияние проявилось
сильнее, чем с болтами, так как в первом случае применялись
футорки (втулки с наружной и внутренней резьбой) из магние-
вого сплава, жесткость которых приблизительно в 2 раза меньше
жесткости шпилек. Распределение нагрузки в таких соедине-
ниях существенно отличалось от распределения нагрузки в со-
единениях типа болт—гайка. Нагрузка на первый виток при маг-
20/
Таблица 6.12
Значения crttII для соединений с гайками из различных материалов
Резьба Материал болта Материал гайки (корпуса) МПа °Ьп’ МПа
3/4’ Углеродистая сталь (рЕ = 400 МПа) Сталь Чугун 200 200 40 55
М22Х1.5 Хромомолибденовая сталь (ов — 800 МПа) Сталь Дур алюмин 200 200 75 90
I3// То же (ов == Н40 МПа) Сталь Магниевый сплав 130 170 100 140
Углеродистая сталь (ов = = 560 МПа) Сталь Магниевый сплав 95 132 65 94
М20Х2,5 Сталь Магниевый сплав 105 135 75 105
М40Х2.5 Сталь Магниевый сплав 75 100 45 70
М72Х6 Сталь Магниевый сплав 60 100 30 60
ниевой вставке (Е ~ 40 ГПа) приблизительно в 2 раза меньше,
чем в стальной ганке, что соответствует опытным данным.
Влияние материала гайки исследовалось также авторами.
Испытывались соединения шпилек нарезанной резьбой М10
(форма впадины плоскосрезанная) с гайками из сплавов Д16Т,
ВТ9 и стали 45. Средние значения разрушающей нагрузки (по
результатам пяти испытаний) приведены в табл. 6.13. На рис. 6.27
показана зависимость предела выносливости соединения от отно-
шения модуля упругости
материала гайки испытуе-
мого соединения к модулю
упругости стали (Ес ™
210 ГПа). Как видно,
Рис. 6.27. Зависимость предела
выносливости соединения от от-
ношения e!eg
Таблица 6.13
Разрушающая нагрузка Fp для соединений
с гайками из различных материалов
Высота гайки, мм Значение кН, для соеди- нений g гайками
из Д16Т из BT9 из стали 15
4,5 26,15 44,30 44,10
8,0 44,80 55,50 * 55,50 *
* Обрыв шпильки по резьбовой части вне
райки.
202
применение в резьбовых еоединеяиях гаек из титановых сплавов
(Е/Ео — 0,55) и алюминиевого сплава Д16Т {EjEc = 0,35) вместо
стальных позволяет повысить предел выносливости соединений
соответственно на 27 и 45 %.
Прочность (на срез витков) соединений стальных шпилек МЮ
с гайками из титанового сплава ВТ9 не ниже прочности соедине-
ний со стальными гайками, поэтому применение гаек из прочных
титановых сплавов взамен стальных позволяет наряду с некоторым
снижением массы конструкции заметно повысить несущую спо- собность резьбовых сое- динений. Таблица 6,14 Результаты экспери- Значения <тац для соединений ментальных исследований в зависимости от предела прочности влияния материала гайки материала гайки
на предел выносливости приведены в работе Бе- неша. ’ Резьба Отметим, что и при ав. б аВ. Р ат аап
МПа
использовании стальных гаек можно повысить пре- №12X1,5 ПРП ПКТПОП ТТWD/^r»’T’TJT Л'ГЛОТТТХ , 1370 950 1100 126 116 94 84
дел ddihuuimdUI 1 и соеди- нений, правильно выбрав М16Х15 прочность материала. Ис- 1320 650 1050 126 106 94 74
следованиями Лутандера и Вальгрена, а также 3/4"—40 Фил ля ^тянгптприп птп 990 580 1040 182 177 104 100
применив гайки из менее прочной стали, можно повысить оап на 15 ... 20 % (табл. 6.14). Подобный эффект описан выше при рассмотрении предела проч- ности соединений.
Высота гайки. Теоретически установлено, что применение
гаек с//> (0,5 ... 0,6)d не приводит к существенному повышению
сопротивления усталости соединений, так как нагрузка на пер-
вый виток изменяется незначительно.
Результаты экспериментального исследования влияния высоты
гайки на сопротивление усталости, проведенного Г. Вигандом,
К.-Г. Иллгнером и К. Г. Беелихом [45] (табл. 6.15) показывают,
что при Н 1,25d предел выносливости стальных соединений
практически не повышается. Если Н = (0,8 ... l,25)d, значе-
ние оап увеличивается на 5 ... 12 %. Это обусловлено применением
низкопрочных гаек и высоким средним напряжением, приводя-
щим к появлению местных пластических деформаций в резьбе
и улучшению распределения нагрузки.
Аналогичный результат получен А. И. Якушевым [221 для
соединений болтов из стали 40ХН2МА е ов = 1500 МПа и гаек
из стали 45 с ов = 870 МПа (табл. 6.16).
А. И. Якушевым установлено, что при малой высоте Н уста-
лостному разрушению, помимо гайки, подвергается и болт, так
203
Таблица 6.15
Значения <хап для соединений (Р = 50 И) в зависимости
от высоты гайки (стт = 0,7 сгт)
Материал гайки Ш/d °ап* МПа, для резьбы
Мб мю М16
2,0 108 75/80 65
Сталь (ав = 435 МПа) 1,25 105 68/80 65
0,8 100 60/72 62
2,0 106 68/80 68
Сталь (ав = 536 МПа) 1,25 98 68/80 68
0,8 90 62/72 62
< 2,0 ПО 75/93 70
Чугун (ав = 235 МПа) 1,25 108 70/93 70
0,8 97 60/63 65
Алюминиевый сплав (Цв = 474 МПа) 2,0 1,25 0,8 119 108 103 79/93 77/87 65/70 75 75
Примечания^ 1. Класс прочности болтов 8G (ав =» 870 ... 910 МПа).
2. В числителе дроби для М10 указаны значения для болтов 8G, в знаменателе
для болтов ЮК (ов = 1040 МПа).
3. Среднее квадратическое отклонение для резьбы Мб ^адп *= 6 МПа, для резьбы
М10 So =3 МПа.
аап
как, хотя витки гаики и болт воспринимают одни и те же на-
грузки, в витке резьбы болта действуют напряжения растяжения,
уменьшающие его сопротивление усталости.
Отметим, что в случае применения гайки из материала с мень-
шим, по сравнению go значением для материала болта, модулем
Таблица 6.16
Значения огап для резьбовых
соединений в зависимости
от высоты гаек
Резьба °ап» МПа, при H/d
0,4 0,6 0,8 1,0
Мб - 60 80 80
М12Х1 60 65 65
М12Х1,5 50 50 60 60
М24Х1,5 40 45 65
упругости влияние высоты
гайки сказывается в боль-
шей степени, чем при оди-
наковых по модулю упру-
гости материалах (см. табл.
6.12 и 6.16).
Прочность материала
болта. Для резьбовых де-
талей характерны высокие
коэффициенты концентрации
напряжений, поэтому при
выборе материала болта или
шпильки следует исходить
из результатов испытаний
204
Таблица 6.17 ИОП!М77а
Значения аоП для болтов
из стали 40ХН2МА при различной
термической обработке в зависимости
от механических характеристик
материала
Твердость HRC МПа в, % °ап» ^Пв
27,0 ... 28,9 1000 12 130
33,8 ... 36,7 1270 10 180
40,6 ... 42,5 1540 8 210
50,3 ... 52,2 2000 6 240
Рис. 6.28. Зависимость пре-
дела выносливости соедине-
ний от прочности болтов из
стали ЗОХГСА
образцов в надрезом. В связи в высокой концентрацией на-
пряжений наибольшее распространение для динамически нагру-
женных соединений получили легированные стали. Основное пре-
имущество таких сталей по сравнению с углеродистыми — боль-
шие пределы текучести и прочности при достаточно высокой
пластичности, что необходимо при создании значительных на-
пряжений затяжки.
Следует иметь в виду, что при повышении конструкционной
прочности материала болта возрастает и сопротивление усталости
соединений. В табл. 6.17 даны значения предельной амплитуды
цикла для соединений болтов из стали 40ХН2МА с накатанной
резьбой MJ2X 1,5 и гаек из стали 45 в зависимости от прочности
материала болта при от — 250 МПа; Н = 0,8d.
Установлено существенное повышение прочности при увели-
чении твердости материала. Подобный результат получен авто-
рами при испытаниях соединений болтов из стали ЗОХГСА с на-
резанной резьбой М10 и гаек из стали 45 (Н = 0,8d) с разными
радиусами впадины резьбы (рис. 6.28).
Накатка значительно повышает предел выносливости соеди-
нений из высокопрочных сталей, однако ее практическое исполь-
зование при твердости более 38 HRC3 затруднено из-за низкой
стойкости резьбонакатного инструмента.
Для болтов с твердостью более 38 HRC3 следует применять
более плавные переходы от головки к стержню и при выходе резьбы,
так как такие болты часто разрушаются в указанных местах.
Отметим, что стремление к большим значениям ав и ат не
всегда оправданно. Например, для стали 45 при закалке с 830 ...
850 °C и отпуске при 200 °C можно получить ав — 1600...
1800 МПа, ат 1350 ... 1600 МПа. Однако относительное удли-
нение б составит всего 2 ... 3 %. Материал с такой пластично-
стью непригоден для машиностроительных конструкций. При
температуре отпуска 600 °C получается ов = 850 ... 900 МПа,
205
Таблица 6.18
Значения аап для соединений с накатанной резьбой М10
в зависимости от радиуса впадины и среднего напряжения
Материал R/P МПа, при ат/а^
0,2 0,4 0,7 0,9
0 95 55 ...
Сталь 38ХА 0,12 165 110 75 75
(ов = 1150 МПа) 0,20 185 125 85 85
0,30 НО 95 ~~~
0,40 150 100 100 100
Сплав ВТ9 0,12 155 60 40
(ав = И50 МПа) 0,20 185 95 60 —,
ат = 650 ... 750 МПа, 6 = 12 ... 14 %, что допустимо для мате-
риала резьбовой детали.
В работе Р. А. Уолкера и Г. Майера [44] показано, что стрем-
ление к высокой прочности и твердости иногда существенно сни-
жает предел выносливости резьбовых соединений, термообрабо-
танных после изготовления резьбы. Это связано с обезуглерожи-
ванием поверхностных слоев. У болтов с резьбой, накатанной на
термообработанных заготовках, уменьшения предела выносли-
вости при высокой твердости не наблюдается.
При изготовлении болтов и шпилек из легированных сталей
(38ХА, 40ХН2МА, 18Х2Н4ВА и др.) применяют высокий отпуск
при температуре 500 ... 550 °C, достигая ав = 1100 ... 1200 МПа.
Повышение пластичности после высокого отпуска благоприятно
сказывается на работоспособности соединений при сложных ус-
ловиях нагружения (при дополнительных изгибающих нагруз-
ках, динамических перегрузках и пр.).
Наряду с указанными сталями в ряде отраслей машинострое-
ния для изготовления болтов, шпилек и гаек применяют кор-
розионно-стойкие стали аустенитного и аустенитно-мартенситного
классов, например 12Х18Н10Т, 14Х17Н2, 07Х16Н6,
1Х15Н4АМЗ-Ш и др.
Стали двух последних марок являются перспективными.
После закалки на воздухе с температуры растворения карбидов
они имеют в основном аустенитную структуру. Последующей об-
работкой холодом (при —70 °C в течение 2 ч или при —50 °C
в течение 4 ч) достигается упрочнение, в процессе которого про-
исходит мартенситное превращение.
Эти стали отличаются высокими коррозионной стойкостью,
вязкостью, пластичностью при достаточно большой прочности
(ов = 1250 МПа для стали 07X16Н6 и ов = 1450 МПа для стали
1Х15Н4АМЗ-Ш, а также малой чувствительностью к действию
206
значительных концентраторов на-
пряжений. Последнее приобретает
важное "значение при динамическом
нагружении соединений.
Результаты исследований, выпол-
ненных Я. М. Потаком и другими
учеными, показали, что для соедине-
ний с накатанной резьбой М8 аап -~
= 135 МПа при использовании бол-
тов из стали 07X16Н6 и -=
90 МПа — из стали 14Х17Н2 при
одинаковой технологии изготовления.
В последние годы распростране-
ние получили болты из титановых
сплавов. Эти сплавы имеют более
Рис. 6.29. Кривые усталости
резьбовых соединений из сплава
ВТ9
высокие пределы вынос-
ливости, нежели стали с такой же прочностью на гладких образ-
цах. Однако их малая пластичность (6 <; 12 %), сравнительно
высокая чувствительность к концентрации напряжений и в осо-
бенности к качеству поверхностного слоя приводят к ре-
зкому снижению сопротивления усталости резьбовых сое-
динений.
Авторами исследовалось влияние конструктивных факторов
на предел выносливости резьбовых соединений из сплава В T9
(ай - 1100 ... 1200 МПа, ат - 1030 ... 1100 МПа, б - 6 ... 8 %).
Испытывались соединения шпилек и гаек с различными профи-
лями резьбы М10х0,75, MlOxl, M10xJ,25 и 1М10 (см. рис. 6.8).
Резьба одной партии шпилек нарезалась на токарно-винто-
резном станке резцами с пластинами из твердого сплава ВК8,
заточенными на оптико-шлифовальном станке. Профиль резьбы
контролировался на инструментальном микроскопе. Основные
размеры профилей резьбы при разных шагах приведены
в табл. 6.5. Шероховатость поверхности резьбы составляла Rz =
= 1,25 ... 2,50 мкм. Резьба другой партии шпилек накатывалась
на резьбонакатном станке GWR 80 роликами диаметром 170 мм
из стали Х12Ф1 с наибольшей радиальной подачей (на оборот)
0,075 мм/об. В качестве смазочно-охлаждающей жидкости при-
менялся сульфофрезол.
Допуски на резьбу шпилек и гаек соответствовали 4-й степени
точности.
Испытания на усталость проводили с частотой 90 ... 95 Гц
на машине резонансного типа при средних номинальных напря-
жениях от = (0,2 ... 0,7) от (по резьбовой части) и базе 107 цик-
лов. Напряжения в процессе испытаний контролировали тензо-
метрическим способом.
Результаты исследования влияния шага и радиуса впадины
резьбы на оап приведены в табл. 6.5 и 6.18; на рис. 6.29 показаны
типичные кривые усталости для соединений с резьбой М10х1,25
(номера кривых соответствуют профилям резьбы на рис. 6.8).
207
Установлено, что с увеличением впадины резьбы от jR = О
до R = ОДР предельная амплитуда оап повышается на 200 %.
При одинаковом отношении R/Р шаг резьбы, как и для сталей,
практически не влияет на сопротивление усталости соединений.
Отметим, что пределы выносливости соединений из сплава
ВТ9 и стали 38ХА с нарезанной резьбой практически одинаковы.
Накатывание резьбы при R = 0,108 Р не повышает оап соедине-
ний, а при некоторых режимах может значительно снизить зна-
чение оап. Увеличив радиус впадины до R = (0,2 ... 0,3) Р,
можно существенно повысить предел выносливости соединений
из титановых сплавов.
При возрастании наблюдается более интенсивное сниже-
ние оап (см. табл. 6.18), чем для остальных соединений. Это можно
объяснить меньшей глубиной проникновения остаточных напря-
жений сжатия от накатывания вследствие низкой пластичности
титанового сплава.
Необходимым условием надежной работы и применения ответ-
ственных резьбовых соединений из титановых сплавов является
увеличение радиуса впадины резьбы до R = (0,20 ... 0,25) Р.
Применение стальных гаек взамен титановых (для улучшения
свинчиваемости соединений) снижает значение на 10 ... 10 %
из-за менее равномерного распределения нагрузки между вит-
ками.
6.5. Сопротивление усталости соединений шпильками
Предел выносливости соединений шпильками при осевом ра-
стяжении обычно выше, чем болтов, так как нагрузка на первый
виток не столь велика. Однако в большей части конструкций
завинченный в корпус конец шпильки вследствие изгиба оказы-
вается в более напряженном состоянии, чем гаечный. Изгиб мо-
жет возникнуть в конструкции как после монтажа соединения,
так и при работе от действия внешних нагрузок.
Рис. 6.30. Способы установки шпилек:
а — на сбег резьбы; б — с натягом по резьбе или на
клее; в — с упором в дно отверстия; г —> на вставке
Рис. 6.31. Способы уста-
новки шпильки с упором
в бурт (а) и в дно отвер-
стия (б)
208
Для сравнительного исследования сопротивления усталости
испытывали шпильки из сталей 38ХА и 14X17112 с накатанной
резьбой М12Х 1,5, завинченные в корпуса из алюминиевого сплава
АЛ5 и стали 14Х17Н2. Посадку шпилек в корпуса осуществляли
разными способами (рис. 6.30).
Результаты испытаний, представленные в табл. 6.19, показы-
вают, что при посадке шпилек с помощью вставки соединение
обладает наибольшим пре-
делом выносливости.
Значения оа11 при по-
садке шпилек с натягом,
нз сбеге резьбы и в глад-
кое отверстие несколько
меньше, чем при посадке
с применением спираль-
ной вставки. Однако
эти значения существенно
больше, чем для гаечного
конца. Это объясняется
уменьшением концентра-
ции напряжений в резьбе
из-за «стесненного? из-
гиба витков, а для кор-
пусов из АЛ5 — до-
пол н ите л ьным вл ия н нем
свойств материала кор-
пуса.
Натяг в соединении не
должен превышать 60 мкм
для стальных соединений
Таблица 6.19
Значения ааП для соединений
шпильками в зависимости от способа
посадки (резьба МП);
300 МПа)
Способ посадки шпильки оШ1, МПа, для шпильки (корпуса) из материалов
38 ХА (АЛ5) 14XJ.7H2
На вставке 185 155
На сбег резьбы 170 125
В гладкое отверстие 150 ——
На тугой резьбе 165 125
На клее Л 4 125 90
С упором в дно 120 —
Примечание. Для шпилек (по гаеч-
ному концу) из стали 38ХА — 95 МПа, из ста-
ли 14Х17Н2 аап = 90 МПа,
и 100 мкм для соединений стальных
шпилек с корпусами из алюминиевых сплавов.
Отметим, что эффект стесненного изгиба при посадке на сбег
проявляется для стального и алюминиевого корпуса неодинаково
в связи с разной длиной посадочного участка.
Соединения при посадке шпилек на клее и с упором в дно
резьбового отверстия имеют такой же предел выносливости, как
и болтовые соединения с гайками из алюминиевого сплава.
При действии в соединении изгибающих сил эффективна по-
садка шпилек с упором в бурт (рис. 6.31, а) и центрированием
по кольцевому пояску (рис. 6.31, б). Бурт позволяет дать шпильке
предварительную затяжку, может передавать часть переменной
нагрузки, минуя резьбу, на стержень шпильки или корпус.
Выемка под буртом увеличивает податливость, поэтому погреш-
ности в разметке отверстий не вызывают дополнительных нагрузок
в резьбе.
Заметим, что при несоосности резьбы и оси отверстия для по-
садки шпилек с упором в дно в резьбе появляются значительные
напряжения изгиба.
209
Рис. 6.32. Конструктивные схемы установки шпилек в детали
Сравнение пределов выносливости соединений при установке
шпилек с резьбой 1" в корпуса путем упора в бурт, на сбег резьбы
и в дно резьбового отверстия (рис. 6.32) проведено также А. Брау-
ном и У. Макклаймонтом (табл. 6.20).
Наряду с усталостным разрушением шпилек на практике
встречаются случаи разрушения корпусных деталей. Это связано
с тем, что картеры ряда двигателей внутреннего сгорания, а также
других машин изготовляют из легких сплавов и чугунов, обла-
дающих невысокими механическими характеристиками (ав
~ 150 ... 200 МПа). Максимальные растягивающие нагрузки на
корпус возле шпильки действуют в сечении / (рис. 6.33, б),
где, кроме того, имеется и большая нагрузка на виток
(рис. 6.33, в). Именно в этом сечении часто зарождаются трещины.
Необходимо учесть, что часто применяемая в таких конструкциях
посадка шпилек с натягом по среднему диаметру создает зону на-
пряжений растяжения, снижающих прочность материала картера.
Напряжения в сечении /—/ можно снизить следующими спо-
собами: увеличением длины свинчивания; предварительным на-
гружением шпильки (например, упором в бурт); увеличением
Таблица 6.20
Значения аап для шпилек с нарезанной резьбой Витворта Г'
Способ посадки шпильки МП? аШ1’ МПа
С упором в фаску уменьшенного бурта (см. 162,0 115,0
рис. 6.32, а)
На сбег в расточенную под шпильку часть от- 141,0 94,2
верстия (см. рис. 6.32, б)
С упором в бурт (см. рис. 6.32, в) 135,0 88,0
На сбег резьбы (см. рис. 6.32, г) 127,0 80,0
С упором в дно (см. рис. 6.32, д) 114,5 67,5
Примечания? 1. Момент завинчивания на ключе М3 = 220 Н-м.
2. Для болта из той же стали с резьбой 1* сгап ---- 47 МПа при от —
94,2 МПа.
2JQ
Рис. 6.33. Резьбовое соединение (а) и эпюры
сил, действующих на корпус (б) и витки
резьбы (в)
длины отверстия под шпильку* при-
менением шпилек g засверленной
полостью, с переменным попереч-
ным сечением (см. рис. 6.31, а).
Посадка шпилек в гладкие цилин-
дрические отверстия. Общеизвестные
способы посадки шпилек весьма тру-
доемки; их можно реализовать лишь
при наличии резьбы в корпусе.
В ряде конструкций эффективна посадка шпилек в гладкие
цилиндрические Отверстия, что довольно просто применить при
изготовлении корпусов из алюминиевых и магниевых сплавов.
Для монтажа шпилек в деталях корпусов сверлят отверстия
диаметром, равным среднему диаметру резьбы по ГОСТ 9150—-81,
и фаской для предотвращения выпучивания металла на стыковую
поверхность (рис. 6.34), Далее шпильку со смазанной резьбой,
захваченную либо за гаечный конец обычным инструментом, либо
за гладкую часть стержня специальным быстросъемным инстру-
ментом, завинчивают в корпус с частотой вращения п = 40 ...
300 мин"1 (такая технология допускает групповой монтаж шпи-
лек). Если на выступающие над корпусом концы шпилек установ-
лен жесткий допуск, шпильки следует завинчивать по упорам.
Центрирование длинных шпилек можно выполнять по кондуктор-
ной плите (втулке), короткие шпильки завинчивают без дополни-
тельного центрирования.
Основная технологическая особенность монтажа заключается
в том, что образование резьбы в гнезде происходит путем накаты-
вания ее резьбой монтируемой шпильки (накатывание внутрен-
ней резьбы раскатниками широко применяется). В табл. 6.21
приведены рекомендуемые диаметры отверстий и размеры фасок
в корпусах для посадки шпилек, а также значения (наименьшие
и наибольшие) моментов завинчивания Л43 шпилек (рис. 35, 36)
в корпуса из сплава АЛ9 при частоте вращения инструмента п =
— 120 мин"1 и моментов, при которых сечение шпильки по резь-
бовой части охвачено пластическими деформациями.
Посадка шпилек может выполняться и в сквозные, и в глухие
отверстия. В последнем случае воздух из полости под шпилькой
выходит в процессе монтажа по естественным зазорам в образуе-
мом соединении.
Соединение может быть разобрано, и при повторной сборке
та же шпилька завинчивается в полученное при первой сборке
резьбовое гнездо, как при посадке на резьбе с натягом по сред-
нему диаметру. В табл. 6.22 приведены наименьшие значения мо-
ментов вывинчивания шпилек после первого и второго завинчива-
ния. Анализ показывает, что даже при втором вывинчивании сто-
211
Рис. 6.34. Схема мон-
тажа шпильки в глад-
кое отверстие
Рис. 6.35. Зависимость
момента первого за-
винчивания от часто-
ты вращения шпильки
(материал корпуса —
магниевый сплав МЛ7;
I = l,5d; d0 = 5,3 мм;
резьба Мб)
Рис. 6.36. Зависимость
момента первого завинчи-
вания шпильки от длины
свинчивания (материал
корпуса — сплав МЛ7;
резьба M6)S
1 — d0 = 5,2 мм; 2 — 5,3;
5 — 5,4; 4 е= 6,5 мм
порящие свойства, оцениваемые по моменту вывинчивания, таких
соединений не ниже, чем при посадке шпилек на тугой резьбе.
Согласно результатам статических испытаний, при увеличе-
нии диаметра отверстия от номинального значения сила, разру-
шающая резьбу соединения, снижается вследствие уменьшения
перекрытия витков. Однако рекомендуемая для обычных резьбо-
вых соединений длина свинчивания / = (1,6 ... 2,0) d оказывается
достаточной и для соединений при посадке шпилек в гладкие от-
верстия. Дальнейшее увеличение I не приводит к повышению не-
сущей способности соединений, которая ограничена либо проч-
ностью стержня шпильки на разрыв, либо прочностью витков
резьбы корпуса на срез из-за наступления предельного пластиче-
ского состояния.
Таблица 6.21
Рекомендуемые диаметры отверстий и размеры фасок
для посадки шпилек в гладкие отверстия
Резьба Диаметр отверстия, мм Размер фаски, мм Момент М 3 завинчивания, Н-м Момент Н«м, для шпилек из стали
45 38ХА ЗОХГСА
М5 4,5 ... 4,65 0,5 5,0 ... 2,0 9,0 14,0 16,8
Мб 5,35 ... 5,50 1,0 7,5 ... 3,5 16,0 25,0 30,0
М8 7,20 ... 7,40 1,0 21,5 ... 13,0 38,0 60,0 72,0
М10 9,00 ... 9,25 1,5 40,0 ... 22,0 95,0 147,0 176,0
М12 10,85 ... 11,10 1,5 107,0 ... 66,0 173,0 268,0 320,0
212
Таблица 6,22
Наименьшие значения моментов вывинчивания Л1В
шпилек с резьбой МЮ при посадке в гладкие цилиндрические
отверстия корпуса из АЛ 9
Диаметр отвер- стия в корпусе, мм Значение Мв, Н-м, при вывинчивании
первом втором третьем
9,0 20,0 10,5 8,0
9,1 16,0 9,5 5,8
9,2 15,0 9,0 5,1
Примечания! 1. Резьба емазана машинным маслом; п =»
» 120 mhh”S.
2. Наименьший момент первого вывинчивания для шпилек при по-
вадке с натягом, равным 60 мкм, не превышал 8,5 Н-м.
Предел выносливости соединений (см. табл. 6.20) при по-
садке в гладкие отверстия несколько ниже, чем при посадке на
сбег или тугой резьбе, но превышает предел выносливости гаеч-
ного конца шпильки.
6.6. Влияние дополнительного изгиба на сопротивление
усталости растянутых болтовых соединений
В ряде случаев стержень болта нагружен растягивающими и
изгибающими силами. Изгиб возникает в результате непараллель-
ное™ опорных плоскостей болта и гайки, внецентренного прило-
жения внешних сил, деформации деталей в процессе работы и др.
Перекос обычно регламентирован в виде допуска на торцовое
биение, которое не должно превышать 0,01 диаметра головки болта
или гайки. Такое биение соответствует углу перекоса головки
болта (гайки) ап = 30 ... 35'.
Следует отметить, что предел выносливости соединений при
наличии изгиба существенно зависит от характера посадки болта
в отверстие (с зазором или без зазора).
Влияние изгиба на сопротивление усталости резьбовых со-
единений исследовано К.-Г. Иллгнером и К. Г. Беелихом [34]
(табл. 6.23; рис, 6.37). Установлено, что с увеличением угла пере-
коса ап предел выносливости снижается в большей степени для
соединений с большей прочностью, причем снижение оап состав-
ляет около 20 % для соединений 8G/6G при ап = 5° и около 50 %
при ап = 10°.
Если же сначала проводить испытания при crm = ат, а за-
тем при ~ 0,75от, то наблюдается некоторое повышение пре-
дельной амплитуды цикла.
Влияние перекосов на сопротивление усталости соединений
болтов из стали 40ХН2МА (ав == 1500 МПа) с нак атанной резь-
213
Таблица 6.23
Значения ооп для резьбовых соединений при наличии перекоса
Резьба я d Класс проч- ности (болт/гайка) “п- 0 аап, МПа, при радиусе впадины R
0,108Р | 0,144Р
Мб 0,70 8G/6G 0 5 10 97 93 65 113 89 63
0,8 10K/8G 0 5 10 8J 79 59 99 80 58
М8 8G/6G 0 5 10 81 68 54 83 61 60
0,75 10K/8G 0 5 10 79 53 33 80 67 30
мю 0,5 8G/6G 0 5 73 60 67 62
10K/8G 0 5 68 50 66 55
Примечание. Для соединения 8G/6G ав == 900 ... 950 МПа, для соединения
10K/8G ав = 1160 ... 1260 МПа.
Таблица 6.24
Значения оап для болтов из стали 40ХН2МА
в зависимости от угла перекоса (от — 250 МПа)
ап Характер соединения резьбы аап
МПа %
0 Минимальные зазоры по диаметрам резьбы dx и d2 125 100
34' по 88
2° 30' 55 44
34' С зазором по dj и d2 за счет изготовле- 115 92
2° 30' ния резьбы гайки с максимальными размерами по 8-й степени точности 80 64
214
Рис. 6.37. Зависимость долговечности соединений
от угла перекоса опорной поверхности гайкиа
1 — обычные соединения; 2 — то же со сферической
подкладной шайбой
бой М12х1,5 и гаек из стали 45 (ав =
900 МПа) исследовано А. И. Якуше-
вым [22]. Результаты испытаний (табл.
6.24) показали, что предел выносливости
соединений при угле перекоса ап 30'
снижается приблизительно на 12 %,
а при ап 2° — на 50 %. Установлено
также, что введение гарантированных за-
зоров по диаметрам резьбы при наличии перекосов благоприятно
влияет на сопротивление усталости соединений.
В опытах Р. А. Уолкера и Г. Майера [44] для болтов из стали
с ав 1120 МПа снижение долговечности составило 19 % при
ап = 30' и 50 % при ап = 1°. При повышении прочности мате-
риала болта влияние перекоса еще более увеличилось. Снижение
долговечности для стальных болтов с ов = 1560 МПа составило
соответственно 48 и 79 %, для титановых болтов 65 и 71 %.
Для динамически нагруженных соединений перекос, равный 2°,
в большинстве случаев недопустим.
Повысить предел выносливости соединений при наличии из-
гиба можно только применением самоустанавливаютцихся гаек
(со сферической подкладной шайбой). Результаты исследований
(см. рис. 6.37) показали, что такие гайки могут успешно компенси-
ровать перекос до осп = 8°. Их применение оказывается совершенно
необходимым для динамически нагруженных соединений при
ссц > 2°.
Применением болтов из пластичных материалов можно лишь
несколько улучшить условия работы соединений при а 2°.
6.7. Сопротивление усталости головок и стержней болтов
Как показано в гл. 4, теоретический коэффициент концентра-
ции напряжений в месте перехода от стержня к головке болта
при одинаковых радиусах закругления значительно меньше,
чем в резьбе. Однако на практике поломки болтов часто проис-
ходят в местах перехода от стержня к головке и от гладкой части
стержня к резьбовой, особенно в тех случаях, когда головка болта
формируется точением или высадкой (с последующей термообра-
боткой), а резьба упрочнена (накатана, обкатана роликом и др.).
Основное внимание при конструировании тела болта (шпильки)
необходимо обращать на радиусы закругления в местах сопря-
жений.
Влияние радиусов закругления на сопротивление усталости
болтовых соединений исследовалось авторами совместно с
215
Рис. 6.38. Зависимость предела
выносливости соединений и эф-
фективного коэффициента кон-
центрации напряжений от ра-
диуса закругления под головкой
болта
Рис. 6.39. Диаграмма для выбо-
ра радиуса закругления под го-
ловкой болта в зависимости от
радиуса впадины резьбы
Ж. А. Ардеевым. Болты М10Х100 изготовляли из стали 38ХА
(ов = 1150 МПа). Необходимые радиусы закругления 7?г под го-
ловкой болта получали точением. Резцы затачивали на про-
филешлифовальном станке. Результаты исследований (рис. 6.38)
показали, что увеличением отношения Rr от 0 до 0,2 можно в
2,0 ... 2,5 раза повысить предел выносливости соединений.
Сопоставлением результатов указанных исследований с дан-
ными, приведенными на рис. 6.17, получена диаграмма (рис. 6.39)
для выбора радиуса закругления /?г под головкой болта в зависи-
мости от радиуса впадины резьбы, при котором обеспечивается
равнопрочность сопряжений при переменных нагрузках. Видно,
что при 7?r/d = 0,2 обеспечивается надежная работа головки
болта в соединении.
Отметим, что наиболее распространены простые скругления
одним радиусом. Однако при увеличении радиуса Rr уменьшается
опорная поверхность головки болта, поэтому в ряде случаев
переход от головки болта к стержню выполняют несколькими ра-
диусами.
В результате экспериментальных исследований и на основании
анализа поломок болтов установлено, что опасным сечением гал-
тели (переходного участка) является сечение малого диаметра
(у перехода галтели в цилиндрическую часть стержня). В связи
с этим в ответственных конструкциях применяют галтели, очер-
ченные дугами двух-трех радиусов, и эллиптические галтели,
причем большим радиусом выполнен участок, примыкающий
к цилиндрической части стержня.
На рис. 6.40 показан профиль сопряжения, очерченный ду-
гами трех радиусов для головки болта с резьбой 1". Цифрами /, 2
обозначены головка и тело болта, размеры даны в дюймах. Долго-
вечность соединений с переходом сложной формы (сплошная
линия) более чем вдвое превышает долговечность соединений
216
Рис. 6.40. Профиль сопряжения стержня и головки
болта
с обычным радиусным переходом (штри-
ховая линия). Опорная площадь головки
болта при этом не изменяется.
На практике применение увеличенных
радиусов закругления не всегда допуска-
ется по конструктивным и технологичес-
ким соображениям (необходимость приме-
нения больших фасок и т. д.). На рис.
6.41 показаны рас-
смотренные профили сопряжения головки болта со стержнем.
Если 7?г < 0,2d, а болт подвержен переменному нагружению,
после термообработки следует применять упрочняющую обра-
ботку переходного участка (например, обдувку дробью, обкатку
роликом, алмазное выглаживание и др.). Долговечность соедине-
ний после такой обработки существенно возрастает.
Эффективной оказывается разгружающая канавка под голов-
кой болта (рис. 6.42, а), которую также подвергают холодной
упрочняющей обработке.
Следует отметить, что в болтах со шлицевой головкой или
с головкой, имеющей внутреннее шестигранное отверстие под
ключ, усталостные трещины могут распространяться от места
перехода до отверстия.
В двигателестроении применяют болты с конической головкой;
угол ср = 30 и 45° (рис. 6.42, б). Такая головка уменьшает влия-
ние внецентренности нагрузки и снижает концентрацию напря-
жений в месте перехода к стержню. Сопротивление усталости со-
единений с коническими головками, как и с головками уменьшен-
ной жесткости, достаточно велико.
На рис. 6.43 приведены профили сопряжения резьбовой и
гладкой части болта. Если сопряжение выполнено в виде сбега
Рис. 6.41. Профили сопряжения стержня и головки болта:
а — одним радиусом; б — двумя радиусами; в — эллиптической галтелью; г — с кони-
ческим участком; д — с центрирующим пояском
217
Рис. 6.42. Болты с разгружа-
ющей канавкой (а) и с кониче-
ской головкой (б)
Рис. 6.43. Профили сопряжения резьбовой и
гладкой частей болта
резьбы (рис. 6.43, а), длина резьбовой части должна распростра-
няться под опорную поверхность гайки (рис. 6.44).
Для повышения податливости соединений применяют болты
со стержнем уменьшенного диаметра dc — (0,90 ... 0,95)
(рис. 6.43, б).
Проточки, показанные на рис. 6.43, в, а, обеспечивают удоб-
ный выход инструмента, увеличивают податливость стержня
болта, уменьшают напряжения изгиба, обусловленные посадкой
гайки. Экспериментально установлено, что для резьб малого
диаметра диаметр проточки dn = (0,85 ... 0,90) dlt для резьб
большого диаметра dn ~ (0,90 ... 0,95) dx.
Влияние вида сопряжения резьбовой и гладкой части на пре-
дел выносливости болтовых соединений исследовалось А. И. Яку-
шевым и М. П. Марковцом. Результаты этих исследований, при-
веденные в табл. 6.25, свидетельствуют о благоприятном влиянии
проточки. Отметим, что влияние проточки при испытаниях на
малоцикловую усталость не проявляется.
Некоторые примеры применения проточек в резьбовых соеди-
нениях показаны на рис. 6.45. На рис. 6.45, а изображено соеди-
нение с длинными проточками. Для обеспечения высокой податли-
вости болта длина проточек должна быть максимальной. Цен-
тральный участок стержня, выполненный полным диаметром,
служит для фиксации болта и передачи сдвигающих нагрузок.
Для точной фиксации оси болта вблизи гайки и головки болта
выполняют направляющие выступы (рис. 6.45, б). Их назначе-
ние — уменьшение изгиба стержня при монтаже и в эксплуатации.
Во избежание появления на выступах усталостных трещин от
коррозии при трении и для обеспечения осевых сдвигов соединяе-
мых деталей эти выступы делают узкими; иногда на них наносят
защитное покрытие.
Рис. 6.44. Сопряжение болта и гайки при на-
линии сбега резьбы
218
Таблица 6,25
Значения сап для соединений со сбегом резьбы и с проточкой
Материал бодфа Резьба ат» МПа Вид сопряжения гладкой части с резьбой °ап* МПа
Сталь ЗОХГСА (ав = 1300 МПа) М10 340 Со сбегом 45
С проточкой dn ж 0,85df, h = 3 мм; г = 1 мм 55
М14Х1,5 354 Со сбегом 36
С проточкой 48
Сталь 40ХН2МА (ав = 1300 МПа) М12Х1,5 250 Со сбегом 55
С радиусной канавкой dK ~ 0,92^; г = = 1,4 мм 70
С проточкой dn — 0,92di; h —: 6 мм; г = 1,4 мм 75
Примечание. Волфы из зфзли ЗОХГСА испытаны М. П. Марковцом, из сфяли
40ХН2МА -- А. И. Якушевым (й длина проФочки).
На рис. 6.45, в доказано болтовое соединение, малочувстви-
тельное к упругим угловым перекосам. На рис. 6.45, г дана кон-
струкция с использованием сжато-растянутой гайки и кольцевой
упругой шайбы. На стержне имеется поясок для фиксации болта
и передачи сдвигающих нагрузок.
В табл. 6.26 приведены данные сопоставления несущей спо-
собности и стоимости болтов различных типов (рис. 6.46).
г-ТШ
Рис. 6.45. Резьбовые соединения с проточками
219
Рис. 6.46. Болты различных типов
Таблица 6.26
Сопоставление несущей способности и стоимости болтов
Значение, %, для болта на рис. 6.46
Характеристика а б в в д
Масса 100 91 91 76 70
Статическая прочность 100 100 100 87 70
Динамическая прочность 100 112 131 135 162
Упругое удлинение 100 116 141 138 127
Стоимость 100 92 95 156 163
6.8. Оценка разброса долговечности и пределов выносливости
Ранее указывалось, что при испытаниях на усталость резь-
бовых соединений (и других деталер) обнаруживается большой
разброс экспериментальных значений ограниченной выносли-
вости по отношению к средним значениям. Это обусловливается
статической природой процесса усталостного разрушения, а
также неоднородностью микроструктуры металла и микрогео-
метрии поверхностного слоя. Отметим, что на разброс долговеч-
ности и пределов выносливости влияют факторы, связанные с тех-
нологией изготовления и испытания образцов.
Для получения надежных оценок характеристик сопротивле-
ния усталости необходимо испытать достаточно большое число
образцов и выполнить статистическую обработку результатов.
Полученные данные можно использовать для статического рас-
чета прочности резьбовых соединений при переменном нагру-
жении.
Статистическая оценка характеристик сопротивления уста-
лости заключается в определении зависимостей между напряже-
220
нием а, долговечностью N и вероятностью разрушения Р или
неразрушения 1 — Р.
Для построения кривых усталости с заданной вероятностью Р
используют результаты испытаний на усталость с применением
функции распределения долговечности.
Авторами исследовалось влияние радиуса впадины и способа
изготовления резьбы на разброс характеристик сопротивления
усталости.
Испытывались соединения шпилек из стали 38ХА (ав =
== 1150 МПа) с гайками из стали 45. Резьба МЮ на шпильках на-
катывалась (нарезалась). Размеры резьбы шпилек и гаек нахо-
дились в пределах допусков по 6-й степени точности.
В эксперименте установлено, что для резьбовых соединений,
как и для стальных образцов, распределение логарифма числа
циклов х == 1g N хорошо аппроксимируется законом нормального
распределения, который записывается в виде
х __ (*-~*)*
= К ix- <61>
где х — 1g N — математическое ожидание логарифма долговеч-
ности; s — вреднее квадратическое отклонение логарифма долго-
вечности.
Оценку параметров х и s проводят по данным выборки (под
выборкой понимают результаты испытаний п образцов при одном
уровне напряжений)
п
«2 I X1 / -\2
Sn === {Xi — х) .
(6-2)
(6.3)
Здесь хп и sn — выборочные значения для испытанных образцов.
Величины хп и sn, являясь случайными, могут существенно
изменяться при повторении испытаний с другими партиями
образцов. Обоснованная оценка параметров распределения х
и s выполняется по экспериментальным (выборочным) значениям хп
и sn с помощью доверительных интервалов.
Для оценки доверительных интервалов х используют распре-
деление Стьюдента; доверительный интервал для выборочного
значения вычисляют по формуле
хп — < х < хп + ав)
где ак — snt[\/~n\ t — критерий Стьюдента.
221
Таблица 6.27
Значения коэффициентов и z2 для доверительных интервалов
среднего и дисперсии нормального распределения
Число Рд «== 0,90 Рд *= 0,95 Рд « 0,99
образ- цов п t 21 2g i 21 2g t 2i Sit
5 2.132 0,649 2,429 2,776 0,599 2,875 4,604 0,519 4,394
6 2,015 0,672 2,090 2,571 0,624 2,453 4,032 0,546 3,484
8 1,895 0,705 1,797 2,365 0,661 2,035 3,499 0,588 2,660
10 1,833 0,729 1,645 2,262 0,688 1,826 3,250 0,618 2,274
15 1,761 0,769 1,460 2,145 0,732 1,577 2,977 0,669 1,853
20 1,730 0,794 1,370 2,094 0,760 1,460 2,860 0,702 1.666
25 1,711 0,812 1,316 2,064 0,781 1,391 2,797 0,726 1,558
30 1,699 0,826 1,280 2,045 0,796 1,344 2,756 0,744 1,487
Доверительные интервалы для s определяют по ^-распреде-
лению выборочного значения sni
Pi << s
где
Pl ?1$п ]/^ п
Р2 — J/ .
Значения t, zt и г2 принимают по табл. 6.27 в зависимости от
принятой доверительной вероятности Рд и объема выборки.
Принятая доверительная вероятность (обычно Рд = 0,90 и
0,95) показывает, с какой достоверностью доверительные интер-
валы содержат значения х и s.
Проверка справедливости применения закона логарифмичес-
ки нормального распределения для экспериментальных данных
просто и наглядно выполняется на логарифмически нормальной
вероятностной бумаге. Закон распределения на графике пред-
ставляется прямой линией, проходящей через две точки с коорди-
натами lg jV; Up + 5 = 5 и 1g N + sn- иР + 5 = 6 (иР — кван-
тиль вероятности Р; иР + 5 — сдвинутая квантиль). Эта линия,
характеризующая эмпирическую функцию распределения, ис-
пользуется для построения кривых усталости.
Зная доверительные интервалы для х и $, наносят границы до-
верительной области, которая с вероятностью Р накладывается
на линию, соответствующую теоретической функции распреде-
ления долговечности.
Экспериментальные точки на этой бумаге накладывались на
линию эмпирической функции распределения со случайными от-
222
Рис. 6.47. Зависимость
вероятности разрушения
от долговечности соедине-
ний при различной ам-
плитуде цикла (crm ~
~~ 400 МПа; резьба нака-
тана; R ™ 0,18 мм):
1 ““ Gan “ 100 МПа* ==
«= 0; 2 — аап -= 85 МПа;
No -= 0; 3 — стап = 70 МПа;
No == 6-10s
клонениями. Отдельные точки (особенно в области малых и боль-
ших значений 1g N), которые могут существенно отклоняться от
прямой функции распределения, при графической оценке удовлет-
ворения закону нормального распределения не учитываются (как
и неразрушившиеся образцы).
Практически статистическую обработку экспериментальных
данных выполняли следующим образом.
Логарифмы долговечности образцов, доведенных до разрушения
при заданном уровне напряжения, располагали в вариационный
ряд в порядке возрастания долговечности
lgtfl<lgtf2<
< lg < • • • < lg Nn
и записывали в таблицу. В табл. 6.28 и на рис. 6.47 в качестве
примера приведены результаты статистической обработки данных,
полученных при испытании образцов соединений шпилек и гаек
из стали 38ХА с резьбой М10 при от = 400 МПа.
Ординаты точек кривой подсчитывали по формуле
т
п f- 1
(6.4)
или по формуле
р __ /п — 0,5
п ’
где т — порядковый номер образца (см. табл. 6.28); п — число
разрушившихся образцов на данном уровне напряжений.
По приведенным выше формулам проводили статистическую
оценку распределения х и s, а также вычисляли доверительные
интервалы для х и s.
223
Таблица 6,28
Результаты статистической обработки экспериментальных данных (7? — 0,18 мм)
»oii = >00 адп --- 85 МПа | аап ~: 70 МПа
т -5Ц-100 пЧ-1 //• i0~s 1£ N т IGO л 4-1 к м т __юо пЧ-r-H ЛМ0“* (N — NJ 10”6 1g (N—No)
1 2 4,35 8,696 1,656 5,1920 1 2 4,76 9,52 3,24 5,5105 1 1 3,36 6,73 7,00 8,00 1,00 2,00 5,0000 5,3010
3 13,04 3 14,29 3,70 5,5682 з ! i : 10,01 1 8,82 2,82 5,4502
4 5 17,40 21,74 1,93 5,2856 4 5 19,05 23,81 3,74 5,5729 5 i 13,45 ! 16,82 9,00 9,03 3,00 3,03 5,4771 5,4814
6 26,09 2,04 5,3096 6 28,57 3,80 5,5798 6 20,18 9,07 3,07 5,4871
7 8 9 10 11 30,40 34,78 39,13 43,48 47,83 7 8 9 10 11 33,33 38,1 42,86 ' 47,62 52,38 4,16 4,22 4,50 4,70 4,80 5,6191 5,6253 5,6320 5,6721 5,6812 7 8 9 10 11 23,54 26,91 30,28 33,64 37,00 9,30 9,83 10,00 10,50 11,30 3,30 3,83 4,00 4,50 5,30 5,5185 5,5832 5,6021 5,6532 5,7243
12 13 52,17 56,52 2,2 5,3424 12 13 57,14 61,91 5,0 5,6990 12 13 40,37 43,73 12,70 12,90 6,70 6,90 5,8261 5,8388
14 15 16 17 60,87 65,22 69,57 73,91 14 15 16 17 66,67 71,43 76,19 80,95 5,10 5,15 5,90 6,14 5,7076 5,7118 5,7709 5,7882 14 15 16^ 17 47,10 50,46 53,82 57,19 13,00 13,5 16,2 16,5 7,00 7,50 10,20 10,50 5,8451 5,8751 6,0086 6,0212
18 19 20 78,26 82,61 86,96 2,48 5,3945 18 19 20 85,72 90,48 95,24 6,15 6,70 7,73 5,7889 5,8261 5,8882 18 19 20 60,55 63,92 67,28 16,63 16,64 17,40 10л63 10,64 11,40 6,0265 6,0269 6,0569
21 22 91,30 95,65 3,04 5,4829 21 22 23 70,64 77,37 80,74 18,20 • 32,70 44,50 12,20 26,70 38,50 6,0864 6,4265 6,5855
хп = 5,3394; ; 5,3124 х^ 0,05497 s sn = 0,0703; с 5,3664; Г 0,09239 хп= 5,6712; sn=- 0,1049; 5,6306^ 5,7118; 0,0812^5^'0,14 хп = 5,805 5,6884^ 7; Nt = 6-106; sn = 0,3704; - 5,9230; 0,2654 ssg 0,43.58 .
Рис. 6.48. Зависимость вероятности разрушения от долговечности соединений
с накатанной резьбой №10 (jR = 0,18 мм)
Результаты исследования показали, что при низких уровнях
напряжений распределение 1g А не подчиняется нормальному
закону, поскольку существует порог чувствительности по цик-
лам Ао, вероятность разрушения до которого равна нулю (порог
чувствительности существует и при больших напряжениях, од-
нако для его выявления необходимо испытывать большое число
образцов).
Установлено, что в соответствии с логарифмически нормаль-
ным законом распределяется величина xi = 1g (Л^ — No), вве-
денная вместо случайной величины хг — 1g Nt.
Порог чувствительности по циклам No можно определять
графически или аналитически.
Графическое определение No выполняют на вспомогательном
графике, по оси абсцисс которого в логарифмическом масштабе
откладывают х* = 1g (Ni — No). При этом подбирают такое зна-
чение 2V0, при котором все точки со случайными отклонениями
ложатся на прямую.
Аналитическое определение No можно выполнять по методу
наименьших квадратов. После нахождения порога чувствитель-
ности вычисляют характеристики распределения. В этом случае
в формулах следует вместо Xi = 1g Ni подставлять х* =
= 1g — No). Далее переходят от вспомогательного графика
к основному путем обратной замены абсцисс всех точек. Пример
такой обработки показан на рис. 6.48 и в табл. 6.28.
При напряжениях, близких к пределу выносливости, часть
образцов не разрушается до базы испытания. В этом случае ста-
8 Биргер И. А. и др. 225
Рис. 6.49. Зависимости if и 0 от от-
ношения d/S
дела выносливости соединений, полу-
ченные по методу «пробитов» (Z) и
по методу «лестницы» (2) для нака-
танной резьбы М10 (от — 400 МПа;
jR = 0,18 мм)
тистическую обработку выпол-
няют так же, как и при разру-
шении всех образцов. Нераз-
рушенные образцы учитывают
ной частоты
лишь при вычислении накоплен-
п + г + 1 ’
где п и г — число разрушенных и неразрушенных образцов.
Проведя испытания и последующую статистическую обработку
данных для ряда уровней напряжений, можно получить полную
диаграмму усталости а = f (N, Р). Такую диаграмму используют
при расчетах на прочность, основанных на вероятностных пред-
ставлениях.
Для оценки разброса пределов выносливости сравнительно
часто используют методы «лестницы» (ступенчатого изменения
напряжений) и «пробитов». В соответствии с методом лестницы
образцы испытывают на усталость последовательно, один за дру-
гим. Первый образец испытывают при напряжении, равном сред-
нему значению предела выносливости, определенному по резуль-
татам испытаний шести-десяти образцов. При разрушении пер-
вого образца до базы испытаний следующий испытывают при
более низком напряжении az+i = аг — Да. Если первый образец
не разрушается, то следующий испытывают при напряжении,
большем исходного на Да (здесь Да—приращение напряжения
при переходе от одного уровня к другому).
Для каждого следующего образца напряжение увеличивают
или уменьшают на Дав зависимости от результата испытания
предыдущего образца. Для испытания по методу лестницы необ-
ходимо не менее 25 образцов. Увеличивая число образцов и умень-
шая Да, можно добиться высокой точности определения предела
выносливости.
Статистические характеристики распределения напряжений
определяют по формулам
226
хп = хо + d ± 0,5);
sn = 1,62d + 0,029) ,
(6.5)
(6.6)
где х0 — наименьшее напряжение испытания, при котором про-
изошло изучаемое событие; d = А а — интервал при переходе от
п
одного уровня к другому- А = 2 ir,(i = 1,2, ..., «—порядко-
вый номер уровня нагрузки; гг — число одинаковых событий —
разрушений или неразрушений на i-м уровне нагрузки); N =
п п
= S г, — общее число одинаковых событий; В = £ i2 г,.
i=i i=i
В формуле (6.5) знак плюс берется при анализе неразрушений,
знак минус — при анализе разрушений.
Для оценки статистических характеристик предпочтение от-
дается менее частому событию. Если в процессе испытаний число
неразрушенных образцов превышает число разрушенных, то
значения хп и sn определяют только по разрушенным образцам.
Оценка sn достаточно точна, если выполняется условие
и >0.3.
Доверительные интервалы можно определить используя
формулы
V п п у п
где 0 и ф — функции, зависящие от отношения d/sn (рис. 6.49);
сплошные линии соответствуют значениями, совпадающим с одним
из уровней испытаний, штриховые линии — значениям Xi С
< х < xt + 0,5d.
Из анализа зависимостей следует, что наименьшие значения
функций 9 и ф находятся в области 0,5sn < d < 2sn. На основа-
нии этого оценку характеристик можно считать достаточно на-
дежной, если интервал между уровнями равен среднему квадра-
тическому отклонению.
В табл. 6.29 в качестве примера показана последовательность
Таблица 6.29
Последовательность испытания образцов методом
ступенчатого изменения напряжений
*1, мпа • - разрушенный образец о - неразрушенный образец *1 ч ч 1 iri
7,5 Л ЛА 3 3 3 9 27
7,0 А /\\ А Л Л Л /\ IW /4 11 3 2 22 Ы
6,5 а/\ / ллЛл/VVV \ / ” 22 11 11 1 11 11
АН ри УЗ \ р О О О О ООО 15 3 12 0
5,5 V V У 3
Сумма 57 N=28 29 А=92 В=82
8*
227
Рис. 6.51. Кривые усталости соединений с резьбой М10 при различной вероят*
ности разрушения;
а резьба накатана, = 0,18 мм; б — то же, R = 0,30 мм; в то же, R = 0,40 мм;
е ₽- резьба нарезана, R = 0,30 мм
испытаний и методика обработки опытных данных для соединений
с накатанной резьбой М10 (7? = 0,18 мм) при среднем напряже-
нии ат = 400 МПа.
По формуле (6.5) при х0 = 60 МПа, d = 5 МПа хп — х0 +
+ d (A/N — 0,5) = 65 МПа. По формуле (6.6) sn = 41 МПа;
(МВ2)/№ = 0,6785 > 0,3.
Рис. 6.52. Зависимость
предела выносливости
резьбового соединения от
радиуса впадины при ве-
роятности разрушения 90
(1), 50 (2) и 5о/о (3)
Таблица 6.30
Значения вероятности разрушения образцов
для оценки распределения предела выносли-
вости по методу «пробитов» (резьба М10
накатана; JR — 0,18 мм)
Напря- жение, МПа Общее число об- разцов Число разру- шивших- ся образ- цов Вероятность разрушения
75 20 19 0,952
70 14 11 0,787
65 22 11 0,500
60 15 3 0,200
55 3 0 0
228
Рис. 6.53. Зависимость sn от lg N для Рис. 6.54. Зависимость
соединений с резьбой MIO (R — s соединений от R/P
— 0,18 мм)
Отметим, что метод лестницы требует больших затрат времени,
хотя и является концентрированным, так как большая часть
испытаний сосредоточивается вокруг некоторого среднего напря-
жения.
Метод пробитов более рассредоточенный и трудоемкий, не-
жели предыдущий.
Образцы (не менее 50), испытываемые по этому методу,
делят на четыре-пять групп. Каждая группа испытывается
при определенном уровне нагрузки до заданной базы испытаний.
Уровни напряжений выбирают так, чтобы на двух верхних раз-
рушалось свыше 50 % образцов, на двух нижних — менее 50 %
образцов, на среднем уровне при заданном N не разрушалась
приблизительно половина образцов.
Для каждого уровня напряжений вычисляют долю (в %)
разрушившихся образцов и на вероятностной бумаге строят за-
висимости вероятности разрушения от напряжения (рис. 6.50).
Результаты испытаний образцов резьбовых соединений по методу
«пробитов» приведены в табл. 6.30.
По данным, приведенным на рис. 6.44 и рис. 6.50, построены
кривые усталости резьбовых соединений для различной вероят-
ности разрушения (рис. 6.51); на рис. 6.52 показаны кри-
вые изменения предела выносливости в зависимости от ра-
диуса впадины резьбы при различной вероятности разру-
шения.
Анализ данных табл. 6.31, рис. 6.53 и 6.54 показывает, что при
увеличении радиуса впадины резьбы и, как следствие, уменьше-
нии теоретического коэффициента концентрации напряжений раз-
брос характеристик возрастает.
229
Таблица 6.31
Вероятностные характеристики (резьба М10 накатана; от = 0,4сгт;
доверительная вероятность 0,9)
R/P • аап» МПа п IgW *0,9 S1 „2 s0,9
100 22 5,3394 5,3124 ... 5,3664 0,0049 0,0030 ... 0,00854
0,12 85 20 5,6712 5,6804 ... 5,7118 0,0110 0,00659 ... 0,01960
70 24 6,0631 5,9336 ... 6,1926 0,1372 0,07044 ... 0,18992
100 23 5,5425 5,4667 ... 5,6183 0,0441 0,02736 ... 0,07606
0,20 80 25 5,9129 5,8493 ... 5,9765 0,0347 0,02199 ... 0,05774
75 30 6,2317 6,1016 ... 6,3618 0,1762 0,11607 ... 0,22598
120 16 5,4485 5,390 ...5,5010 0,0143 0,00972 ... 0,02782
НО 20 5,5811 5,3832 ... 5,7790 0,2621 0,15697 ... 0,4673
0,30 100 20 5,8427 5,5680 ... 6,1174 0,5065 0,30184 ... 0,8987
90 29 6,1994 6,0306 ... 6,3682 0,2857 0,18679 ... 0,45684
♦Р — шаг резьбы.
6.9. Малоцикловая усталость
На практике встречаются случаи, когда рабочая нагрузка
действует в течение ограниченного числа циклов (повторные пуски,
чередование режимов и т. д.). Указанные нагрузки при числе
циклов менее 5-104 получили название малоцикловых. Если в усло-
виях однократного нагружения образец разрушается при напря-
жениях о = Ов, то при повторных (малоцикловых) нагружениях
с о= 0,95 Ов образец разрушается после 5-102... 103 циклов.
Разрушение, происходящее в результате повторных упруго-
пластических деформаций, называется малоцикловой усталостью.
Именно она часто определяет долговечность резьбовых соединений
в авиационной, атомной, химической технике и т. п.
Малоцикловая усталость имеет много общего с многоцикловой
усталостью. Пластические деформации при нагружении, приво-
дящие к образованию трещин, их развитию и разрушению, про-
исходят в зонах концентрации напряжений (во впадинах витков,
под головками болтов). Поэтому сопротивление малоцикловой
усталости существенно зависит от коэффициентов концентрации
напряжений и технологии изготовления резьбы, головок болтов
и др.
Однако механизм малоциклового разрушения значительно от-
личается от механизма усталостного разрушения, так как пла-
стические деформации возникают в значительно больших объемах
материала. Сопротивление деталей малоцикловому разрушению
в значительной мере зависит от пластичности их материалов, тогда
230
Таблица 6.32
Значение аоп для шпилек при малоцикловом нагружении
Материал шпильки Резьба шпильки асп, МПа, при базе JV*10”8
1 2 5 10 50 100
Сталь ЗОХГСА (ав = 1550 ... 1670 МПа) М8Х1 М12Х1,5 М16 — 1015 875 760 820 720 655 660 585 500 420 390 325 372 345 285
М20 — 700 550 440 290 255
Сплав ВТЗ—1 М8Х1 71 - 580 525 400 340
(ав = 1230 ... 1330 МПа) М12Х1.5 67 — 550 490 370 320
М16 57 — 470 430 325 280
как подобная зависимость при многоцикловой усталости прояв-
ляется слабо. Темп и характер снижения прочности при малоцик-
ловых нагрузках зависит также от уровня нагрузок, размера
болта (масштабного фактора), температуры испытаний и других
факторов.
Механические свойства соединений при малоцикловых нагру-
жениях характеризуют пределом выносливости на заданной (при-
нятой) базе испытаний, а также амплитудой полных деформаций
цикла. В табл. 6.32 приведены значения пределов выносливости
шпилек с нарезанной резьбой (по данным Ю. С. Данилова). Рабо-
чие нагрузки выбирали в пределах 0,9 ... 0,2 разрушающей
нагрузки.
Испытания проводили при коэффициенте асимметрии Ra =
= 0,1 с частотой нагружения fN = 10 цикл ./мин.
Анализ данных показывает, что высокая конструкционная
прочность шпилек из стали ЗОХГСА сказывается лишь при малом
числе циклов при больших базах испытаний (5* 104 ... 105)
прочность стальных и титановых соединений практически оди-
наковая.
С увеличением размера резьбы предел малоцикловой выносли-
вости снижается.
Наряду с конструктивными параметрами существенное влия-
ние на сопротивление малоцикловой усталости оказывают тех-
нологические факторы. В табл. 6.33 приведены результаты испы-
таний болтовых соединений из титановых сплавов с резьбой М10,
изготовленной по различной технологии. Условия испытаний
указаны выше. Резьбу накатывали шлифованными роликами
из стали Х12М под нагрузкой 40 ... 45 кН и частоте вращения
резьбонакатных роликов п = 7 мин"1.
Видно, что старение готовых шпилек существенно снижает
долговечность соединений, поскольку в процессе старения по-
231
Таблица 6.33
Долговечность болтовых соединений из титановых сплавов
в зависимости от технологии изготовления
Сплав Последовательность технологи- ческих операций при изготовле- нии болта <тв, МПа % Число циклов до разрушения при <ттах, МПа
300 600
ВТ14 Закалка с 870 °C в воде; наре- зание резьбы; старение в ар- гоне при 590 °C в течение 11 ч; травление 1060 ... 1120 14 ... 16 14 400 1300
Закалка, старение, нарезание резьбы 85 000 3100
ВТ16 Закалка с 800 °C в воде; нака- тывание резьбы; старение в аргоне при 590 °C в течение 12 ч - 15 600 1900
Закалка, старение, накатыва- ние резьбы 1060 ... 1220 10 ... 18 46 100 * 6800
Закалка, старение, нарезание резьбы 47 400 2600
Закалка; накатывание резьбы; старение; отжиг в вакууме при 800 °C в течение 2 ч 910 ... 930 22 ... 26 14 200 1800
Разрушение болтов в галтелях под головкой.
лезные напряжения сжатия, вызванные накатыванием (нареза-
нием), снимаются. Травление, часто проводимое для придания
продукции товарного вида, также снижает долговечность соеди-
нений в связи с наводороживанием поверхностных слоев металла,
отрицательно влияющим на прочность. Дополнительный отжиг
в вакууме с целью уменьшения содержания водорода на поверх-
ности болтов из сплава ВТ 16, хотя и снижает предел прочности
с 1060 до 910 МПа, но практически не уменьшает долговечности
соединений, т. е. наводороживание поверхностных слоев в боль-
шей степени влияет на долговечность, чем на прочность соедине-
ний.
232
Следует отметить, что многие из факторов влияют на предел
выносливости в области ограниченного числа циклов и высоких
уровней повторной нагрузки в том же направлении и так же эф-
фективно, как и при больших долговечностях и малой амплитуде
напряжения. Это можно также объяснить основными закономер-
ностями процесса накопления повреждений.
В практических расчетах соединений наибольшее значение
интенсивности деформаций во впадинах резьбы ег шах сопостав-
ляют с допускаемым значением амплитуды полных (пластических
и упругих) деформаций цикла для материала болта или шпильки
[ео]. Условие надежности
ei шах^> [8аЬ
Для определения [ео ] используют эмпирическую формулу
Мэнсона. Она связывает амплитуду полных деформаций цикла ео
с числом циклов до разрушения.
е0 _ .0,5 (tn Vs +
где ф — относительное сужение площади поперечного сечения
образца из материала болта.
Первое слагаемое в этом равенстве характеризует сопротив-
ление материала повторным пластическим деформациям, второе
(приближенно) — переменным упругим деформациям.
Используя закономерности усталости при высоких напря-
жениях
<%N = rfpNQf
можно найти амплитуду переменных упругих деформаций
где т = 6 ... 20 — показатель кривой усталости- o_ip — предел
выносливости стандартного образца при симметричном растяже-
нии; No — база испытаний.
Условие разрушения образца из материала болта при мало-
цикловой усталости можно записать в виде модифицированного
уравнения
еа = О.5ЛА-0’6 (1п т^)0,6 + -1Р£—- (6.7)
Постоянные напряжения существенно влияют на сопротивле-
ние малоцикловой усталости, причем главным образом на сопро-
тивление повторным упругим деформациям. Принимая, что пре-
дельная амплитуда переменных напряжений цикла (предел вы-
носливости по амплитуде) оац при среднем напряжении цикла crm
233
связана с пределом выносливости при симметричном растяжении
соотношением
^ап = 0 ^(5^ (6.8)
получаем условие разрушения
.,=о,5г»(1п ' )»+
С учетом соотношения (6.8)' формула Мэнсона принимает вид
8д = 0,5^7°’6 (in т^-)0,6 + 1,75 °B~am V12-
6.10. Прочность резьбовых соединений при повторных
ударных нагрузках
Рис. 6.7 иллюстрирует влияние радиуса впадины резьбы,
рис. 6.55 и 6.56 — влияние податливости болта на работу при
ударных нагрузках (по данным Тума). Эти зависимости, как и
приведенные ранее результаты испытаний на усталость, под-
тверждают связь конструктивного оформлений всего резьбового
соединения с прочностью его резьбовой части, а также влияние
податливости болта на дополнительную нагрузку на болт и его
долговечность (при увеличении податливости первая уменьшается,
а вторая увеличивается).
Однако они имеют общий недостаток: для сравнения проч-
ности соединений использована только энергия падающего груза.
Эффективная оценка прочности резьбовых соединений при
ударных нагрузках может быть получена по результатам тензо-
метр ирования. На рис. 6.57 показана схема измерения напряже-
ний в шпильке при ударном нагружении.
Долговечность резьбовых соединений при повторных ударных
нагрузках исследована Ю. А. Кувшиновым. Испытанию подвер-
гали соединения шпилек из стали 38ХА (ав — 1150 МПа) и сплава
Рис. 6.55. Зависимость работы по-
вторного удара от диаметра стерж-
ня болта:
/ « d = 7 мм; 2 — 7,92j 5 — d =
= 9,90 мм
Рис. 6.56. Зависимость работы повтор-
ного удара от длины нарезанной части
болта:
/ = 0; 2 — 15; 5 — / — 53 мм
234
Рис. 6.58. Кривые распределения долговечности резьбовых соединений при
ударных нагрузках:
1 ~ сттах =1210 МПа3 2 - (Ттах = 990 МПа; 3 - атах = 790 МПа2 4 - атах =
= 430 МПа
Рис. 6.59. Кривые усталости соединений при повторных ударных (/) и пере-
менных нагрузках (2)
235
ВТ9 (ав = 1150 МПа) с накатанной резьбой МЮ и гаек из стали
45 (ов = 900 МПа). Скорость нагружения, определяемая с по-
мощью меток времени на осциллограмме, составляла da/di =
= 7,4-105 МПа/с.
В качестве примера на рис. 6.58 показана зависимость вероят-
ности разрушения от долговечности резьбовых соединений из
стали 38ХА для пяти уровней повторных ударных нагрузок с ча-
стотой fN — 3 Гц.
Сравнивая результаты однотипных испытаний (вероятность
разрушения Р = 0,5), испытаний при ударном и периодическом
нагружении в условиях отнулевого цикла (fN = 6 ... 9 Гц),
можно обнаружить повышение прочности (на 40 ... 60 %) соеди-
нений при ударном нагружении (рис. 6.59). Аналогичный резуль-
тат получается и при однократном высокоскоростном нагруже-
нии (ударе).
Данные исследований показывают, что влияние различных
конструктивных и технологических факторов при ударных на-
грузках проявляется в той же мере, что и при переменных на-
грузках.
6.11. Прочность при переменных изгибающих нагрузках
Некоторые резьбовые соединения работают при переменных
изгибающих нагрузках, которые накладываются на статические
Таблица Значения аап для резьбовых соединений при изгибе (например, резьбовые соедине- 6-34 ния в буровых штангах и др.). При испытании на уста- лость 1 насосно-компрес-
Материал болта ат» МПа и аап’ МПа сорных труб Т. И. Корневым по- лучен предел выносливости ГТИ 70 ftO ДА I I о Д тт 5| И Г'Х’Г'ТЛ
Углеродистая сталь (ав = 550 МПа) 0 200 150 100 и ап — /и ... OU 1*11 Id. 2-l.rLdJlUl ич- 13 ные испытания проведены для * болтов из углеродистой и ле-
Хромоникелевая сталь (ов — = 1000 МПа) 0 200 190 140 гированной стали с резьбой 2,6 М14 (табл. 6.34). Основной вывод, вытекаю-
Хромоникельмолибде- новая сталь (ов = 1250 МПа) 0 200 220 200 11 Цх1д1 *1э Ст 1 Ид U 11Ы 1 Uu vUL 1 Uxl 1 в том, что предел выносли- 2,0 вости при изгибе резьбового соединения близок к преде-
лу выносливости нарезанного
стержня и указанные значения превышают пределы выносли-
вости резьбовых соединений при растяжении-сжатии. Это объ-
ясняется тем, что при действии изгибающего момента нагрузка
на витки в меньшей степени связана с их изгибом, так как часть
момента воспринимается поперечными составляющими распре-
деленных давлений.
Глава 7
ВЛИЯНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ
НА ПРОЧНОСТЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
7.1. Метод изготовления резьбы
Результаты экспериментальных исследований показывают, что
пределы выносливости резьбовых соединений значительно зави-
сят от метода изготовления резьбы. В табл. 7.1 приведены зна-
чения стап болтов с резьбой, выполненной различными методами.
Установлено благоприятное влияние пластических деформаций
при накатывании резьбы на сопротивление усталости соединений.
Оно обусловлено в основном созданием остаточных напряжений
и в меньшей степени улучшением структуры материала.
При правильно выбранных режимах накатывания оап повы-
шается на 20 ... 50 %, даже при высоких напряжениях от пред-
варительной затяжки. Накатывание стабилизирует геометриче-
ские параметры резьбы и уменьшает разброс значений аап. Осо-
бенно хорошие результаты получают при использовании затыло-
ванных роликов, обеспечивающих благоприятное расположение
волокон материала.
При изготовлении резьбы резанием (точением, фрезерованием
и другими методами) сопротивление усталости соединений можно
значительно повысить последующим обкатыванием впадин роли-
ком. Важно, что при этом пластические деформации создаются
только во впадинах резьбы, кроме того, гарантируется появление
остаточных напряжений сжатия.
Угол профиля обкатывающего ролика делают на 4 ... 6°
меньше угла профиля резьбы. Оптимальная пластическая дефор-
мация при обкатывании соответствует уменьшению внутреннего
диаметра резьбы на несколько сотых миллиметра.
Нагрузка при обкатывании должна соответствовать контакт-
ной прочности материала, чтобы при некотором уменьшении
внутреннего диаметра профиль резьбы не искажался. Для угле-
родистых сталей максимальное напряжение (по Герцу) составляет
3000 МПа, для легированных сталей 4400 МПа. Оптимальная
нагрузка на ролики при упрочнении резьбы болтов из углероди-
стых сталей обычно принимается в пределах F = 140 ... 150 Н
для резьб с диаметром d = 14 ... 20 мм и F = 160 ... 1800 Н
при d = 25 ... 75.
При обкатывании резьбы болтов из легированных сталей
нагрузку на ролики следует увеличить на 15 ... 20 %. Дальней-
шее ее увеличение приводит к резкому снижению предела вынос-
ливости.
237
Таблица 7Л
Значения оап Для резьбовых соединений в зависимости
от методов изготовления резьбы
Материал болтов Резьба Изготовление резьба ат> МПа °ап» МПа
Хромованадиевая сталь (ав = 1100 МПа) М14Х1,5* Нарезание Накатывание Нарезание и шлифование Вихревое фрезерование 450 70 74 50 49
Нарезание и обкатыва- ние роликом под на- грузкой 1,5 кН 250 15
Сталь 40ХН2МА (ав = = 1300 ... 1500) МПа Мб Шлифование Нарезание резьбонарез- . ными головками Накатывание Накатывание затылован- ным роликом 250 120 80 195 220
М12Х1,5 Шлифование Шлифование и обкатыва- ние роликом Накатывание Накатывание и обкаты- вание роликом 90 145 135 160
Сталь 45 (ов = 720 МПа) Мб Шлифование Нарезание резьбонакат- ными головками 150 80 70
М12Х1.5 Шлифование Шлифование и обкаты- вание впадины роликом Накатывание 70 100 95
Перед изготовлением резьбы болты подвергались термической обработке.
В случае применения упрочняющей технологии места перехода
от резьбовой части к цилиндрической и от головки болта к стержню
также нужно обкатывать.
Высокопрочные болты иногда подвергают предварительному
растяжению при напряжениях, превышающих предел текучести
(а=1,2ат). Результаты испытаний болтов из стали ЗОХГСА
(ов = 1100 ... 1200 МПа; бт = 850 МПа) с накатанной резьбой
М18Х1,5, подвергнутых предварительному статическому растя-
жению, свидетельствуют о повышении долговечности на 100 ...
150 % по сравнению с обычными болтами. Предварительное растя-
жение при а = ат не повышает долговечности соединений.
238
Накатывание — основной метод изготовления резьбы на де-
талях ответственных соединений. Рассмотрим вопросы назначе-
ния эффективных режимов накатывания.
7.2. Режимы накатывания
Стадии и схемы накатывания. Накатывание — технологиче-
ский процесс формирования резьбы на заготовке путем ее упруго-
пластического деформирования специальным инструментом (ро-
ликами, плашками и т. п.). В зависимости от механических харак-
теристик материалов заготовки и инструментов, а также энерге-
тических возможностей оборудования накатывание можно про-
водить при нормальной или повышенной температуре, в условиях
сверхпластичности и т. д. Как разновидность обработки металлов
давлением накатывание резьбы характеризуется определенной
зависимостью во времени перемещения материала заготовки (или
радиальным внедрением витков-выступов инструмента в тело заго-
товки) под действием внешних сил. Таким образом, основными
параметрами накатывания служат радиальное упругопластиче-
ское или остаточное перемещение витков инструмента в теле заго-
товки (или соответствующая ему радиальная нагрузка на заго-
товку при накатывании) и продолжительность процесса. Первый
параметр является физическим, второй — технологическим.
На рис. 7.1, а в качестве примера показана типичная осцилло-
грамма накатывания резьбы Мб на заготовке из титанового
сплава ВТ 16, полученная на профиленакатном станке типа
UPW — 12,5 Х70 (радиальная нагрузка при накатывании
F = 45 кН). Кривая 7, описывающая перемещение во времени
подвижного ролика, отчетливо свидетельствует о наличии двух
взаимосвязанных стадий процесса накатывания резьбы—выдавли-
вания и калибрования.
Выдавливание (участок АВ) происходит за счет перераспре-
деления элементарных объемов металла заготовки, вытесняемого
витками-выступами инструмента при качении или вращении заго-
товки. Степень деформа-
ции поверхностных слоев
заготовки в некоторый мо-
мент времени зависит от
глубины 6 внедрения вит-
ков инструмента в заго-
Рис. 7.1. Кривые изменения ра-
диального перемещения подвиж-
ного резьбонакатного ролика (/),
усилия накатывания (2), вра-
щающего момента на ролике (5)
и температуры в зоне контакта
инструмента с заготовкой при
накатывании (4)
Рис. 7.2. Профили резьбы в процессе накатывания с малой
и большой радиальной подачей:
а S = 0,01 мм/об; б —< S = 0,60 мм/об
товку, характеризуемой скоростью радиального движения по-
дачи инструмента vr = db/dt. Часто скорость внедрения ин-
струмента в заготовку оценивают радиальной подачей — ради-
альным перемещением инструмента (его витков) на один обо-
рот заготовки (и — число оборотов заготовки)
Sr -= dd/dn.
Величины vr и Sr связаны соотношением
----Тз----
где о и р0 — угловая и окружная скорость заготовки при вра-
щении (р0 определяется скоростью инструмента); рк = 0,5р9 —
скорость качения заготовки по неподвижному инструменту.
Экспериментально установлено, что при накатывании резьбы
с небольшой радиальной подачей на вершинах ее витков обра-
зуются канавки (рис. 7.2, а), которые постепенно исчезают или
«закатываются» с образованием радиальных складок. При нака-
тывании с большей радиальной подачей деформация распростра-
няется на всю толщину витка, вызывая равномерный подъем
металла каждого обжатого участка (рис. 7.2, б). Подъем металла
при этом пропорционален радиальной нагрузке на заготовку и,
как следствие, глубине внедрения витков инструментов в тело
заготовки. Выдавливание заканчивается после реализации уста-
новленного (наперед заданного) радиального внедрения (переме-
щения) витков инструмента в тело заготовки или достижения
установленного значения радиальной нагрузки на заготовку
(сила накатывания).
240
1
Рис. 7.3. Схемы накатывания резьбы!
1 инструмент (ролик); 2 — резьба
При дальнейшем движении (вращении или качении) заготовки
происходит калибрование полученной резьбы (участок ВС на
кривой 1, см. рис. 7.1) при незначительном радиальном внедрении
инструментов в тело заготовки.
Продолжительность рабочего процесса накатывания, опреде-
ляемая длительностью циклов выдавливания и калибрования,
Ф =
может устанавливаться изготовителем с помощью реле времени,
соответствующим профилированием инструментов или другими
способами (в полный цикл накатывания входит также продолжи-
тельность «холостых» ходов инструмента).
Существенно, что продолжительность выдавливания тв опре-
деляется конструктивными (например, высотой профиля резьбы)
и физическими (упругопластическими характеристиками мате-
риала заготовки, скоростью деформации) параметрами.
С другой стороны, длительность калибрования тк, влияя на
точность параметров резьбы, устанавливается изготовителем в из-
вестной мере произвольно. Значение тк можно изменять вплоть
до полного устранения калибрования (см. рис. 7.1, б) настройкой
реле времени, регулированием радиальной подачи при фиксиро-
ванном т, профилированием инструментов и другими приемами.
Анализ деформаций резьбового участка стержня показывает,
что в результате накатывания резьбы его волокна получают оста-
точные деформации в радиальном, окружном и осевом направле-
ниях. При этом переменные в радиальном направлении деформа-
ции волокон стержня в пределах его контакта с инструментом
в значительной мере зависят от конечных условий формирования
резьбы. Здесь возможны два случая (две схемы деформирования):
1) вершины витков накатываемой резьбы не достигают впадин
витков инструмента, т. е. накатывание завершается в незаполнен-
ном контуре инструмента (рис. 7.3, а); 2) накатываемая часть
заготовки обжимается инструментом (контактирует) по всей по-
верхности, в результате чего накатывание резьбы завершается
в заполненном контуре (рис. 7.3, б).
Степень заполнения контура инструмента определяется отно-
шением конечной глубины упругопластического внедрения ин-
241
Рис. 7.4. Зависимость относительного радиального перемещения подвижного
ролика от продолжительности накатывания резьбы Мб на заготовках из спла-
ва ВТ16:
а частота вращения ролика = 20 мин""1; б ® сила накатывания F = 8 кН
струмента в тело заготовки к радиальной высоте инструмента:
% = 6/й.
При недостаточном значении 6 (малой силе накатывания F)
выдавливание завершается в незаполненном контуре (% < 1);
последующее калибрование, проявляющееся на осциллограмме
отчетливо, происходит при незначительном радиальном переме-
щении витков инструмента. Эту особенность деформирования
наглядно иллюстрирует зависимость относительного радиального
перемещения подвижного ролика 6* = 6p/h от продолжительности
накатывания (рис. 7.4), построенная на основе осциллограмм.
Значение 6Р < 6 за счет упругих деформаций деталей станка и
инструментов. Наклон кривых 6* = / (т) зависит от силы накаты-
вания F, что обусловлено особенностями гидросистемы станка,
в котором радиальная подача ролика возрастает с увеличением F
(рис. 7.4, а).
Зависимость 6* = f (т) при различной частоте вращения роли-
ков, показанная на рис. 7.4, б, имеет аналогичный характер.
Результаты измерений также свидетельствуют о том, что
в начале выдавливания, по мере внедрения инструмента в заго-
товку и увеличения радиальной нагрузки на заготовку, проис-
ходят уменьшение фактического внутреннего и увеличение
наружного диаметра резьбы d*. Зависимость относитель-
ного фактического диаметра djd (d — номинальный наружный
диаметр резьбы) от продолжительности процесса и силы накаты-
242
Вис, 7.5, Зависимость относительного наружного диаметра резьбы на заготовках
из сплава ВТ 16 от продолжительности и силы накатывания^
аеПр = 20 мин”-; б « т я 1 о; в » « 20 мин”1; F = II кН
вания показана на рис. 7.5. При некотором значении F (назовем
его предельным) внедрение инструмента в тело заготовки 6 =
= h (X = 1) и вершины витков заготовки достигают впадин
витков, т. е. происходит заполнение контура инструмента и фак-
тический наружный диаметр резьбы становится наибольшим
(d* = d). Предельная сила накатывания зависит от механических
характеристик материала заготовки радиальной подачи, а также
размеров заготовки и инструмента.
Если выдавливание завершается при предельной силе, то
последующее калибрование происходит при практически неизмен-
ном наружном диаметре резьбы (рис. 7.5, а).
При 6Р > h и силе, превышающей предельную, диаметр
резьбы d* уменьшается пропорционально радиальной подаче
вследствие интенсивной осевой вытяжки волокон металла.
Зависимость относительного диаметра d#/d от нагрузки на
ролик показана на рис. 7.5, б. Аналогичный характер имеет за-
висимость отношения d*/d от длительности процесса при разных
скоростях радиального движения подачи ир на холостом ходу.
Видно, что при меньшей радиальной подаче для полного запол-
нения контура необходимо увеличить длительность процесса на-
катывания. Отметим, что предельная сила накатывания при сни-
жении скорости радиального движения подачи и увеличении ча-
стоты вращения инструмента уменьшается.
Характер осевой деформации волокон металла также зависит
от условий формирования резьбы. Очевидно, что наружные во-
локна удлиняются при любых параметрах режима накатывания
и длина резьбы всегда больше подрезьбовой части стержня.
Однако внутренние волокна металла стержня резьбы могут укора-
чиваться. Характер деформирования осевой зоны стержня, как
и витков резьбы, определяется скоростью сближения инструмен-
тов (скоростью радиального движения подачи ир). При невысоких
значениях ир большая часть поверхностных слоев металла успе-
243
Рис. 7.6. Деформирование резьбовой части болта при накатывании
вает переместиться в осевом направлении, вызывая удлинение
осевой зоны стержня резьбы (рис. 7.6, а). При увеличении ско-
рости радиальной подачи в зоне, расположенной на расстоянии
более двух-трех витков от торца резьбы, течение металла в осе-
вом направлении практически полностью отсутствует. Площадь
244
поперечного сечения болта в этой зоне, несмотря на сближение
инструментов, остается неизменной. В результате смещения ме-
талла в тангенциальном направлении профиль резьбы становится
эллипсовидным, что приводит к осевой утяжке металла и, как
следствие, приобретению торцами заготовки кратерообразной
формы (рис. 7.6, б). И если процесс сближения роликов продол-
жить, то происходит разрушение металла по оси заготовки
(рис. 7.6, в).
Для исключения накатывания резьбы в заполненном контуре
и предотвращения раздавливания заготовки при больших уси-
лиях используют упор, который ограничивает максимальное пере-
мещение подвижного ролика и воспринимает излишнюю нагрузку.
Настройка упора на заданное перемещение подвижного ролика
проводится на станках всех типов в процессе наладки. Максималь-
ное перемещение подвижного ролика в этом случае определяется
положением упора (с точностью до упругого смещения упора под
нагрузкой) и лишь частично зависит от силы накатывания. На-
катывание можно проводить с любой силой, при которой подвиж-
ный ролик доходит до упора и обеспечивает получение сравни-
тельно полного профиля резьбы (без заполнения контура инстру-
мента).
Основная технологическая особенность накатывания резьбы
на упоре заключается в том, что параметры режима накатывания
не влияют на внутренний и средний диаметры резьбы (с точностью
до перемещения упора под нагрузкой), а наружный диаметр резьбы
зависит от диаметра заготовки. Кроме того, неконтролируемая на
практике радиальная нагрузка на подвижный ролик оказывается,
как правило, существенно ниже контролируемого усилия в гидро-
цилиндре станка. Поэтому рекомендации по выбору силы накаты-
вания, содержащиеся в различных нормативных документах,
носят условный характер.
Точность резьбы. Точность основных размеров и формы резь-
бовой части болтов и шпилек также зависит от условий формиро-
вания резьбы. При формировании резьбы без упора отклонение от
номинальных значений основных диаметров резьбы зависит не
только от средних значений диаметра заготовки и механических
характеристик, но и (в значительной мере) от параметров режима
накатывания. На рис. 7.7 в качестве примера показана зависи-
мость относительного среднего диаметра резьбы d2/d2* (d2> “
номинальное и фактическое значения) от продолжительности про-
цесса, полученная В. Г. Петриковым. По характеру эти кривые
аналогичны кривым на рис. 7.5. Поля, характеризующие разброс
размеров, заштрихованы. Значения отношения d2ld2* > 1 полу-
чены при накатывании в заполненном контуре. Аналогичный
характер имеют зависимости отношения d2jd2* от частоты вра-
щения (окружной скорости) инструментов, скорости радиальной
подачи и силы, накатывания. Основное влияние на разброс раз-
меров резьбы оказывают колебания диаметра заготовки и давле-
245
Рис. 7.7. Зависимость относительного среднего диаметра резьбы от продолжи-
тельности накатывания при различных режимах (лр = 5 мин~х):
а болты из сплава ВТ16 (/ — F = 5 кН; 2 — F = 8 кН; 3 — F =12 кН); б — болты
из стали 07Х16Н6 (4 — F = 4 кН; 5 — F = 9 кН; 6 — F = 11,5 кН); в — болты из
стали 16ХСН (7 - F = 2,5 кН; 8 — F = 6,3 кН; 9 — F = 7,5 кН)
ния в гидросистеме (в профиленакатных станках с гидравлической
Подачей инструментов).
Разброс диаметров резьбы уменьшается при накатывании на
упоре, который с высокой степенью точности (до 5 мкм) ограни-
чивает значения максимального радиального перемещения роли-
ков и, как следствие, максимальное значение силы накатывания.
Если нагрузка на подвижный ролик больше необходимой силы
накатывания, то благодаря упору заготовка воспримет лишь
требуемую часть.
Поскольку наибольшее перемещение ролика ограничено упо-
ром, внутренний и средний диаметры резьбы оказываются прак-
тически независимыми от диаметра заготовки. Наружный диаметр
резьбы и, как следствие, степень заполнения контура в значи-
тельной мере зависят от отклонения значений диаметра заготовки
под накатывание.
Важными характеристиками отклонения формы резьбовых
деталей являются овальность и конусообразность. Овальность
сечения оценивают отношением с = ^тах/^тш, а конусообраз-
ность отношением К = (d^i — , где d2 шах и d2 mln — макси-
мальный и минимальный средние диаметры резьбы в одном по-
перечном сечении; d2i и d2J- — средние диаметры резьбы в сече-
ниях i и j на расстоянии /б между ними.
Анализ результатов исследований, проведенный В. Г. Петри-
ковым [20], показал, что: 1) овальность и конусообразность
резьбы при накатывании без упора увеличиваются при нарастании
246
Рис. 7.8« Зависимости овальности (а) и конусообразности (б) резьбы от про-
должительности накатывания
радиальной подачи роликов и практически не зависят от нее
при накатывании на упоре; 2) при накатывании в заполненном
контуре овальность и конусообразность резьбы значительно
выше, чем при накатывании в незаполненном контуре.
Поскольку калибрование резьбы уменьшает ее овальность и
конусообразность (рис.7.8), при накатывании резьбы с большой
радиальной подачей необходимо предусматривать ее калиброва-
ние в течение тк = 1/п3 (п3 —частота вращения заготовки).
Для получения точной резьбы (при прочих равных условиях)
ее следует накатывать на упоре станка, исключающем заполнение
контура инструментов, причем продолжительность накатывания
должна обеспечивать калибрование резьбы в течение тк.
Физико-механические свойства поверхностных слоев резьбы.
Влияние условий и режимов накатывания на микротвердость
поверхностных слоев резьбы исследовал В. Г. Петриков [20].
Микротвердость измеряли на продольных шлифах в сечении
плоскостью, проходящей через ось стержня, в окрестностях
третьего и четвертого витков от торца болта на приборе ПМТ-3
(вдавливанием четырехгранной алмазной пирамиды с нагрузкой
0,5 Н). Первое вдавливание проводили на расстоянии 0,02 ...
0,03 мм от поверхности резьбы. Для исключения влияния техно-
логии изготовления шлифа на степень наклепа металла образец
разрезали и предварительно шлифовали вручную при небольших
подачах и обильном охлаждении с последующим электролитиче-
ским полированием поверхности.
Анализ результатов показывает (рис. 7.9), что наибольшую
микротвердость имеют зоны стесненного деформирования во впа-
динах резьбы, наименьшую — зоны свободного течения металла
(например, в витках резьбы и вблизи оси стержня).
При накатывании в условиях незаполненного контура с малой
радиальной подачей наклеп, локализованный в поверхностных
слоях на небольшой глубине (рис. 7.9, а), характеризуется высо-
кой неоднородностью в пределах витка. С увеличением радиальной
247
Рис. 7.9. Схемы распределения микротвердости по продольному сечению резь-
бы Мб (болт из сплава ВТ16)
подачи возрастает глубина проникновения деформации, повышается
твердость металла в витке и сердцевине стержня резьбы. Увеличе-
ние частоты вращения роликов и продолжительности накатывания
за счет калибрования резьбы вызывает дополнительный наклеп по-
верхностных слоев металла.
Таким образом, процесс накатывания резьбы с незаполненным
контуром инструментов подобен процессу упрочняющей обработки
поверхностным пластическим деформированием.
При накатывании резьбы в условиях заполненного контура
инструменты надавливают на вершины витков резьбы, в резуль-
тате чего в этих зонах повышается твердость. При малых диа-
метрах резьб наклеп проникает до оси (рис. 7.9, б). При этом
наблюдается отчетливое выравнивание степени наклепа по всему
объему резьбового стержня. Металл с высокой микротвердостью
вследствие осевого течения под виток смещается тем значитель-
нее, чем больше в радиальном направлении сближаются ролики.
С увеличением радиальной подачи также увеличивается сте-
пень наклепа сердцевины стержня резьбы и уменьшается гра-
диент наклепа (от поверхности впадины в радиальном направ-
лении).
Уменьшение радиальной подачи повышает степень наклепа
поверхностей витка и впадины резьбы и увеличивает градиент
наклепа в радиальном и осевом направлениях, т. е. процесс на-
катывания резьбы в заполненном контуре подобен процессу по-
перечной прокатки.
Остаточные напряжения в резьбе. Возникновение остаточных
напряжений в резьбе исследовали С. И. Иванов и другие ученые
[И]. Они использовали механический метод, основанный на
последовательном удалении слоев напряженной части металличе-
ского тела, измерении возникающих при этом перемещений
образцов или детали и определении по ним значения и знака
напряжений по сечению исследуемого тела.
248
Рис. 7.10. Кривые изменения остаточных на-
пряжений в поверхностных слоях резьбы
Так как наиболее вероятными
очагами зарождения трещин явля-
ются впадины витков резьбы, по-
слойному травлению подвергались
лишь поверхностные слои этих зон
образцов (стержней и колец, выре-
занных из резьбовой части болта),
а остальные части поверхностей вит-
ков изолировались с помощью лака.
При этом полагали, что остаточные
напряжения во впадинах резьбы
приблизительно одинаковы из-за
близких и подобных условий фор-
мирования впадин.
Связь перемещений волокон об-
разцов в процессе травления и остаточных напряжений в них
устанавливали на основании метода колец и полос, описанного
в работах И. А. Биргера [5].
Остаточные напряжения определяли по 17 ... 20 образцам
с последующей статистической обработкой. Образцы вырезали из
болтов с резьбой МЮ, изготовленных из титанового сплава ВТ9.
Резьба на болтах накатывалась на станке iUPUZ — 12,5x70 на
упоре с усилием в гидроцилиндре 98,1 кН при частоте вращения
роликов п = 20 мин"'1 в течение 1,2 с. Сначала на всех образцах
резьба накатывалась в условиях незаполненного контура. Затем
на части образцов проводили повторное накатывание резьбы
в условиях заполненного контура (ролики сближали на 0,3 мм).
На рис. 7.10 показаны кривые изменения осевых о2 и окруж-
ных о0 напряжений во впадинах резьбы. Сплошные линии соот-
ветствуют накатыванию с заполненным контуром роликов, штри-
ховые — накатыванию с незаполненным контуром; а — толщина
стравленного слоя. Видно, что осевые напряжения сжатия в резьбе
болтов в последнем случае в 1,6 раза выше. Эти напряжения
способствуют существенному повышению прочности соединений
с резьбой, полученной в условиях незаполненного контура.
Согласно результатам экспериментальных исследований, наи-
большее влияние на осевые напряжения на впадинах оказывает
длительность калибрования, при котором, как и при шлифовании,
осевые напряжения сжатия переходят в напряжения растяжения,
способствуя снижению пределов выносливости.
Прочность соединений. Прочность резьбовых соединений, как
и точность основных размеров резьбы, зависит от степени запол-
нения контура инструментов и режима накатывания.
Предел прочности ов соединений определяется прочностью
заготовки и степенью наклепа после накатывания. В связи с этим
249
6ап,МПа
бдп, мпа
Рис. 7.11. Зависимости предела выносливости соединений от силы (а) и про-
должительности (б) накатывания при различной степени заполнения контура
инструмента X
по мере заполнения контура роликов и последующего их радиаль-
ного перемещения ав возрастает на 40 ... 60 % по сравнению
с пределом прочности материала заготовки. Повышение прочности
происходит за счет образования объемного напряженного состоя-
ния в резьбе (как в концентраторе напряжений) и вследствие де-
формационного упрочнения материала в процессе накатывания.
При накатывании в условиях незаполненного контура изме-
нение режимов обработки больше влияет на физико-механические
свойства поверхностных слоев металла, чем на деформационное
упрочнение стержня, поэтому лишь значительное увеличение
радиальной подачи приводит к заметному повышению предела
прочности резьбовых соединений.
При накатывании в условиях заполненного контура по мере
внедрения роликов в заготовку увеличиваются степень и глубина
наклепа и, как следствие, предел прочности резьбовых соединений.
Предел выносливости в большей степени, чем предел проч-
ности, определяется физико-механическими свойствами поверх-
ностных слоев резьбы, поэтому на прочность соединений при
переменном нагружении условия формирования резьбы оказывают
решающее влияние.
В случае накатывания с незаполненным контуром по мере
увеличения силы накатывания долговечность и предел выносли-
вости соединений (при ир = idem, т = idem) несколько возра-
стает к моменту заполнения контура (рис. 7.11). При накатывании
в заполненном контуре происходит раскатка материала заго-
товки с интенсивной осевой вытяжкой поверхностных пластиче-
ски деформированных слоев, приводящая к резкому снижению
сопротивления усталости. Это подтверждается и результатами
исследований физико-механических свойств накатанной резьбы.
Отметим, что подобная зависимость предела выносливости от
радиальной нагрузки на ролики сохраняется и при изменении
250
параметров режима накатывания (радиальной подачи, частоты
вращения инструментов и т. п.). При одинаковых параметрах
режима накатывания большей степени заполйения контура соот-
ветствует большее значение оап, накатывание в условиях запол-
ненного контура приводит к снижению предела выносливости
соединений.
Так как предельная сила, соответствующая началу заполне-
ния контура (при прочих равных условиях), зависит от скорости
радиального движения подачи ролика и частоты вращения заго-
товки (окружной скорости инструментов), то и предел выносли-
вости оказывается зависимым от этих параметров.
С увеличением скорости радиального движения подачи сокра-
щается длительность заполнения контура, увеличивается эллип-
сообразность профиля резьбы, которая при больших радиальных
подачах может привести к локальному заполнению контура и,
как следствие, к снижению предела выносливости. Увеличение
продолжительности накатывания резьбы приводит в этом случае
к осевой вытяжке металла и еще большему снижению значе-
ния оап.
При повышении частоты вращения роликов уменьшается
продолжительность процесса заполнения контура инструментов,
т. е. при неизменных длительности и силе накатывания с увеличе-
нием частоты вращения инструментов увеличивается глубина
внедрения роликов в тело заготовки. Поэтому влияние частоты
вращения роликов на параметры процесса аналогично влиянию
длительности процесса (рис. 7.11, б).
Для комплексной оценки влияния частоты вращения заго-
товки п3 (мин-1) и длительности процесса т (мин) введем условное
число циклов деформирования металла при накатывании
Уд=2/г3т,
где множитель 2 учитывает, что в течение одного оборота каждая
точка заготовки дважды касается роликов (т. е. подвижного и
неподвижного).
Результаты исследований В. Г. Петрикова показали, что при
одинаковой степени заполнения контура инструментов и га3т =
= idem пределы выносливости резьбовых соединений практически
одинаковы.
Так как упор ограничивает максимальное перемещение по-
движного ролика при силе накатывания, превышающей предель
ную, и существенно уменьшает отклонения размеров резьбы, с его
помощью можно исключить накатывание резьбы в заполненном
контуре и обеспечить высокое сопротивление усталости резьбовых
соединений независимо от колебаний параметров режима накаты-
вания, например, из-за нарушений работы гидросистемы или
реле времени.
При накатывании с заполненным контуром прочность соеди-
нений зависит от длительности процесса. При малой его продол-
257
Таблица 7.2
Значения аап для резьбовых соединений в зависимости
от степени заполнения контура витков резьбонакатных роликов
Материал болта Ов, МПа Резьба и, с Оап, МПа, при
1 < 1 1 > 1
1281 Мб 0,8 174,6 150,0
Сталь ЗОХГСА 1176 Мб 2,0 108,0 87,8
1176 мю 1,2 117,7 88,2
Сплав ВТ 16 1017 Мб 0,8 98,1 61,3
» ВТ9 1176 мю 1,2 120,6 81,6
Сплав В НС-17 1608 Мб 0,8 191,2 150,0
1443 Мб 0,8 154,9 123,6
Сталь 45 620 Мб 0,8 98,1 67,1
» 12Х18Н9 589 Мб 0,8 118,7 87,8
Сплав Д1П 195 Мб 0,8 28,3 20,7
жительности и большой радиальной подаче профиль резьбы ста-
новится эллипсообразным, а заполнение контура носит локальный
характер. По мере увеличения продолжительности накатывания
происходит раскатка стержня, сопровождаемая осевой вытяж-
кой, и наблюдается резкое снижение предела выносливости соеди-
нений (кривая 1 на рис. 7.11), связанное с заполнением контура
по всему периметру резьбы.
При накатывании с незаполненным контуром по мере увели-
чения продолжительности накатывания возрастает тк и сни-
жается оап резьбовых соединений (кривая 2 на рис. 7.11) вслед-
ствие уменьшения осевых остаточных напряжений сжатия. Если
в процессе калибрования происходит (хотя и небольшое) внедре-
ние инструментов в тело заготовки, то при заполнении контура
предел выносливости резьбовых соединений уменьшается в боль-
шей степени.
Столь же существенное влияние степени заполнения контура
инструментов на предел выносливости резьбовых соединений
характерно и для других материалов (табл. 7.2).
На основании анализа результатов экспериментальных иссле-
дований механики процесса накатывания и прочности соедине-
ний можно рекомендовать следующие контролируемые параметры
режима накатывания резьбы: максимальное сближение инстру-
ментов от начала касания заготовки с инструментами (0,95 ...
0,99) h мм; радиальная подача более 0,4 мм/об; продолжитель-
ность калибрования 1/н3, с; смазочный материал — эмульсия.
Продолжительность процесса накатывания можно указать
лишь для сведения.
252
Рис. 7.12. Зависимость долго-
вечности соединений от мас-
совой доли углерода сс в по-
верхностном слое резьбы
В заключение отметим, что резьбу сверхвысокопрочных бол-
тов накатывают с подогревом заготовок (с целью повышения изно-
состойкости инструмента), хотя при этом несколько снижается
сопротивление соединений усталости.
Отметим также, что бесцентровое шлифование заготовок под
накатывание не снижает (по сравнению с точением) предела
выносливости соединений.
7.3. Термическая и химико-термическая обработка
Если термообработку проводить после накатки, накатанная
резьба теряет свои преимущества, так как при нагреве происходит
снятие полезных остаточных напряжений (табл. 7.3). Таким обра-
зом, термообработка болтов с резь-
бой, изготовленной методом пласти-
ческой деформации, нецелесообразна.
Это относится и к болтам, головки
которых получены холодной высадкой.
Следует отметить, что при терми-
ческой обработке готовых болтов про-
исходит обезуглероживание поверхно-
стных слоев, которое снижает предел
выносливости соединений с накатан-
ной резьбой до значений стап для со-
единений с нарезанной резьбой. Во из-
бежание обезуглероживания термооб-
работку следует проводить в печах
с защитной атмосферой.
Влияние содержания углерода в поверхностном слое на со-
противление усталости болтовых соединений исследовалось
Р. А. Уолкером и Г. Майером. На рис. 7.12 показана зависимость
долговечности от массовой доли углерода. На рисунке обозначено:
А — поверхность болта обезуглерожена, твердость 37,7 HRC,,;
В — 38,6 HRCg; С — массовая доля углерода (средняя), 44,5 HRC3;
D — 32,2 HRCgj Е — поверхность болтов науглерожена,
47,9 HRCg. Из анализа зависимости следует, что в материале
болтов следует избегать как низкого, так и слишком высокого
содержания углерода.
Химико-термическая обработка (азотирование, цементация)
резьбовых деталей существенно повышает предел выносливости
соединений.
Г. Вигандом испытывались болты М14Х1,5 из стали, содержа-
щей 0,25 % С, 2,5 % Сг, 0,3 % Мо (ов = 1050 МПа) при от =
= 200 МПа. После термообработки оап = 60 МПа; после азоти-
рования на глубину 0,12 мм стоп = 80 МПа, на глубину 0,25 мм
оап = Ю0 МПа.
По эффекту азотирование аналогично операции обкатки, так
как в обоих случаях в поверхностных слоях создаются остаточные
напряжения.
253
Таблица 7.3
Значения <тап для резьбовых соединений в зависимости
от термической и химико-термической обработки (<тт = 200 МПа)
Резьба Материал Метод получения резьбы и обработка °ап> МПа
М10 Сталь 18ХНВА (<*в = = 1100 МПа) Нормализация; накатывание резь- бы 80
Накатывание резьбы; нормализа- ция 40
Накатывание резьбы; цементация; закалка 80
Накатывание резьбы; закалка 40
М14Х1,5 Накатывание резьбы; улучшение 64 56*
Улучшение; накатывание резьбы 90 74*
Накатывание резьбы; улучшение; омеднение 75 64 ♦
М10Х1 Сталь 31X4 (ов=1100 МПа) Предварительное накатывание; улучшение; окончательное об- катывание 150
Накатывание; улучшение в соля- ной ванне 40
Улучшение; накатывание резьбы НО
М12 Сталь 15 (ав=500 МПа) Накатывание резьбы 55
Накатывание резьбы; цементация 90
* ^/72 — 450 МПа.
254
Необходимо иметь в виду, что нитридные слои хрупки и
склонны к растрескиванию при о = 0,7ат. Предел выносливости
при этом снижается, поэтому азотирование можно применять, если
затяжка болтов невелика, т. е. а0 = (0,2 ... 0,3) ат.
7.4. Состояние поверхности
Состояние поверхности существенно влияет на сопротивление
усталости соединений. Обычно при нарезании резьбы получают
шероховатость поверхности с параметром Ra = 1,25 ... 2,50 мкм,
при шлифовании Ra = 0,63 ... 1,25 мкм, при накатывании Ra =
— 0,040 ... 0,630 мкм.
Качество поверхности влияет в большей степени на предел
выносливости легированных сталей, чем углеродистых. А. И. Яку-
шевым установлено, что при шлифовании резьбы на проход
с глубиной 0,05 мм (Ra = 0,08 ... 0,16 мкм) оап = 90 МПа для
стали 40ХН2МА и оап = 70 МПа для стали 45. При шлифовании
с глубиной 0,4 мм на проход (Ra = 0,16 ... 0,32 мкм) эти зна-
чения соответственно равны 70 и 60 МПа.
Во избежание коррозии, а также для улучшения свинчивае-
мости на резьбовые детали наносят защитные покрытия.
В табл. 7.4 приведены результаты исследования влияния по-
крытий на значение оап для соединений из стали 38ХА (ов =
— 1150 МПа), согласно которым металлические покрытия прак-
тически не влияют на сопротивление усталости соединений. Лишь
оксидные пленки, создавая остаточные напряжения сжатия во
впадинах, повышают на 40 ... 50 % предел выносливости соеди-
нений.
Таблица 7.4
Значения оап для соединений из стали 38ХА с накатанной
резьбой МЮ (R = 0,18 мм, ит = 400 МПа; толщина покрытий 6 мкм)
в зависимости от покрытия и метода его получения
Покрытие или метод получения Одп» МПа Покрытие или метод получения °ап> МПа
Без покрытия 65 Серебряное 90
Кадмиевое 65 Оловянное 80
Цинкованное, хромирован- 70 Оксидирование 95
ное Оксидное фосфатирование 100
Медное Хромовое 70 70 Никелевое 70
7.5. Посадки и допуски
Влияние посадок и допусков в резьбовом соединении на сопро-
тивление усталости исследовалось авторами. Испытывали шпильки
из стали 38ХА с термообработкой заготовок на ов = 1150 МПа
255
Таблица 7.5
Значения аоп для соединений с накатанной резьбой МЮ
(R = 0,18 мм; материал гаек — сталь 45; от = 300 МПа)
Посадка Средний диаметр резьбы шпилек, мм Средний диаметр резьбы гаек, мм Зазор (натяг), мкм аап’ МПа
8,860 9,126 266 ПО
8,968 ... 8,970 9,106 136 ... 138 120
С зазором 8,996 ... 8,998 9,096 98 ... 100 125
8,938 ... 9,946 8,956 ... 8,962 16 ... 18 150
8,952 ... 8,966 8,952 ... 8,966 0 150
8,968 ... 8,984 8,952 ... 8,970 14 ... 16 145
с натягом 8,990 ... 8,994 8,956 ... 8,958 34 ... 36 150
9,000 ... 9,010 8,952 ... 8,958 48 ... 50 135
9,012 ... 9,016 8,952... 8,956 58... 60 130
и гайки из стали 45 (ав = 950 МПа) при Н = 0,8d. Резьбу шпи-
лек накатывали на резьбонакатном станке; средний и внутрен-
ний диаметры, а также угол профиля а контролировали с приме-
нением инструментального микроскопа. Гайки имели резьбу
стандартного профиля, нарезанную метчиками. Средний диа-
метр резьбы гаек d2 контролировали 22 пробками со средними
диаметрами от d2n = 8,946 — 0,005 мм дой2п = 9,146 — 0,005 мм.
Для испытаний отбирали гайки с помощью набора пробок со
средним диаметром d2n = 8,998 — 0,002 мм и 8,940 — 0,002 мм.
Размеры резьбы МЮ испытанных шпилек и гаек и значения сгоп
резьбовых соединений приведены в табл. 7.5.
В результате испытаний установлено, что с уменьшением
зазора в резьбе от 266 до 15... 20 мкм аоп соединений возрастает
на 35 % (рис. 7.13). Это связано, по-видимому, с более правиль-
ной фиксацией резьбы гайки по отношению к резьбе шпильки
(болта) и с уменьшением напряжений изгиба во впадинах резьбы.
Подобные результаты получены Б. И. Александровым и
Ф. П. Васильцом [1 ] для болтов из стали 40ХН (ов = 1270 МПа)
с накатанной резьбой М16Х1,5 и гаек из стали 45 (табл. 7.6).
Рис. 7.13. Зависимость
предела выносливости со-
единений от посадок и до-
пусков в резьбе (А3 — за-
зор, Ан — натяг)
256
Г. Вигандом и К.-Г. Иллгнером исследовано влияние зазоров
на сопротивление усталости болтовых соединений с профилями
резьбы по DIN (Rmax = 0,108Р) и по ISO (Rmax = 0,144Р и
Rmtn = 0Д08Р). Испытывались стандартные болты классов проч-
ности 8G (ств л* 900 МПа) и ЮК (ав = П00 МПа), а также гайки
6G (ств & 800 МПа) и 8G (ов « 900 МПа). Отдельные результаты
исследования даны в табл. 7.7.
Анализ результатов свидетельствует о повышении ооп резьбо-
вых соединений при уменьшении зазоров в резьбе. Следует отме-
тить, что эти данные со- ответствуют вероятности разрушения, равной 50 %, т. е. относятся к уровню напряжений, при котором наблюдается наибольший разброс результатов. Этим фактом, а также возмож- ностью появления ради- ального натяга в резьбе по вершинам витков при малых зазорах можно объ- яснить обратное влияние зазоров на предел вынос- ливости, отмеченное в не- скольких сериях опытов. Недостатки этих ис- следований —слишком ши- рокие интервалы зазоров для испытуемых соеди- нений. Посадка с натягом по Значения оап для сое стяжки в зависимости Таблица 7.6 шипений типа от зазоров в резьбе
Действительные откло- нения среднего диаметра резьбы гайки от номи- нального, мкм от, МПа аап, МПа
0/100 100/165 205/250 250 145 132 НО
0/100 100/165 205/250 400 102 90 88
0/100 100/165 205/250 600 50 45 40
Примечание. В ние значения, в знаменатед числителе даны ниж- ie — верхние.
среднему диаметру (до --------------------------------------
определенных значений натяга) не снижает предела выносливо-
сти соединений, что можно объяснить уменьшением концентра-
ции напряжений от стесненного изгиба витков. При даль-
нейшем увеличении натяга наблюдается интенсивное снижение
предела выносливости вследствие появления задиров в резьбе и
пластических деформаций уже при монтаже соединений.
Увеличение натяга свыше 60 мкм для стальных резьбовых
соединений нежелательно.
Установлено также (см. табл. 7.5), что применяемое на прак-
тике исправление резьбы (средний диаметр, конусообразность
и т. д.) путем перенакатывания существенно снижает сопротивле-
ние усталости резьбовых соединений, так как не удается точно
совместить профили исправляемой резьбы и витков ролика. В ре-
зультате перенакатывания во впадинах резьбы получается «над-
рез» от пересечения двух радиусных поверхностей, снижающий
предел выносливости соединения.
9 Биргер А. И. в др.
257
Таблица 7.7
Значения оап для болтовых соединений (резьба М8; ат = 0,75от)
в зависимости от зазоров в резьбе
Класс проч- ности (болт/гайка) ш d аап, МПа, для соединений с профилем резьбы
по DIN | по ISO
д8 = 28 ... 84 мкм А3 = 180 ... 226 мкм д8 = 28 ... 84 мкм Ад = 2Б0 ... 306 мкм
8G/6G 0,5 73±4 61±6 67±6 76±2
10K/8G 68±4 63±4 66±6 64±5
8G/6G 0,8 81±2 69±4 83±4 75±2
10K/8G 79±3 74±1 80±6 82±4
8G/6G 1,0 82±7 70±4 87±13 82±3
10K/8G 75±2 70±7 77±2 —
Таблица 7.8
Значения ооп для резьбовых соединений (резьба МЮ; ат = 300 МПа)
в зависимости от натяга
Материал Посадка по СТ СЭВ 306—76 Фактический натяг, мкм аап» МПа аап , лл 1 л л
шпильки корпусной втулки Обозна- чение Допус- каемый натяг, мкм
аап шах %
Сталь 38ХА Сплав Д1Т 2Н5С 2г 24 ... 148 10 30 60 90 120 ПО 117 118 125 98 88,0 93,5 94,5 100,0 78,3
2Н5С (2) 25 ... 96
Зр(2)
Сталь 10X11H23T3MP Сталь 14Х17Н2 2Н4С (3) Зп (3) 18... 67 10 20 40 60 80 70 75 60 55 45 93,4 100,0 80,0 73,3 60,0
Сплав ВТ8 Сплав ВТ8 2Н4С (3) 18... 67 10 40 60 80 60 50 45 35 100,0 83,3 75,0 58,3
Зп (3)
Сплав ХН77ТЮР* Сплав ХН77ТЮР 2Н4С (3) 18 ... 67 20 40 60 80 65 70 57 50 93,0 100,0 81,5 66,5
Зп (3)
* Температура испытаний Б00 °C.
258
Изменение сопротивления усталости резьбовых соединений
при посадке с натягом изучали позднее А. И. Якушев, Р. X; Му-
стаев, Р. Р. Мавлютов [23] (табл. 7.8). Полученные результаты
подтвердили нецелесообразность увеличения натяга в резьбе свыше
60 мкм для стальных и титановых соединений. В соединениях
стальных шпилёк с корпусами из мягких материалов (алюмини-
евых и магниевых сплавав) натяг можно увеличить до 100 мкм.
Необходимо отметить, что в ряде опытов [22, 23], когда
твердость материала болта значительно превышала твер-
дость материала гайки, наблюдалось повышение предела выносли-
вости соединений при увеличении зазоров.
Несмотря на это, можно считать, что уменьшение зазоров
в резьбе является фактором, способствующим некоторому повыше-
нию предела выносливости резьбовых соединений.
Изменение угла профиля резьбы болта или гайки (в пределах
0,5°) не уменьшает аоп.
7.6. Эффективный коэффициент концентрации напряжений
Для расчета определения сопротивления усталости необхо-
димо знать предел выносливости резьбового соединения по ампли-
туде
Оап = о-1/Яст> (7.1)
где и аоп — пределы выносливости гладкого образца и резь-
бового соединения; — эффективный коэффициент концентра-
ции напряжений в соединении.
Заметим, что, хотя при увеличении среднего напряжения
значение Ка несколько изменяется, обычно этим пренебрегают
и считают Ка = const при различных crm.
В предыдущих подразделах показано, что предел выносли-
вости резьбовых соединений зависит от размера соединений,
материала резьбовых деталей, основных параметров резьбы,
конструктивной формы и материала гайки, технологии изготовле-
ния, допусков и посадок.
В табл. 7.9 приведены значения предела выносливости соеди-
нений для различных материалов и технологии изготовления
резьбы при от = (0,4 ... 0,5) ат.
Если опытные данные отсутствуют, значение Ко можно вы-
числить по формуле
К<, = [1+<?<,(«<,- 1)1 -jQpy» (7.2)
где q — коэффициент чувствительности материала болта (шпильки)
к концентрации напряжений (для углеродистых сталей qa =
= 0,5 ... 0,6, для легированных сталей qa = 0,7... 0,8, для тита-
новых сплавов qa = 1); ав —теоретический коэффициент кон-
центрации напряжений (см. рис. 4.21—4.24); Kad — коэффици-
ент, учитывающий влияние масштабного фактора (см. рис. 6.38);
9* 259
Таблица 7,9
Значения аап для соединений типа болт—гайка при от > 0,5ат
Материал Пр, МПа ^ап» МПа, для резьбы
Qq, МПа нарезанной накатанной
Стали
35 500 . .. 600 200 45 . .. 55 55 ...65
45 900 . .. 950 250 50. .. 60 65 ... 75
38ХА 1110 . .. 1200 300 55 . .. 70 75 ... 85
ЗОХГСА 1200 . .. 1300 300 65 . .. 75 75 ... 85
1600 . .. 1700 400 90 . 11 —
40ХН2МА 1600 . .. 1700 450 80 . ... 10 95 ... НО
13Х11Н2В2МФ 1050 . .. 1150 300 50 . ... 65 60 ... 70
10Х11Н20ТЗР 1100 . .. 1200 300 55 . ... 70 60 ... 70
Сплавы
ВТЗ—1 1100 . .. 1200 350 45 . .. 60 40 ... 60
ВТ9 1150 . .. 1250 350 45 . .. 60 40 ... 60
ВТ16 1150 . .. 1250 350 45 . .. 60 50 ... 70
Р — коэффициент конструктивного упрочнения (для соединений
типа стяжки и со спиральной вставкой р = 1,5 ... 2,6); у — коэф-
фициент технологического упрочнения (для нарезанной резьбы
и соединений из титановых сплавов у — 1, для стальных соедине-
ний с накатанной резьбой у = 1,2 ... 1,3).
При использовании гаек из алюминиевых и титановых спла-
вов в соединении со спиральными вставками значение можно
уменьшить соответственно на 30 и 20 %. Для титанового болта
со стальной гайкой следует увеличить на 20 %.
Глава 8
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
НА ПРОЧНОСТЬ
8.1. Определение коэффициентов запаса прочности
При конструировании резьбовых соединений рассчитывают
пределы прочности (см. гл. 5) и выносливости (расчет ов см. в гл. 9).
Расчет предела выносливости ответственных резьбовых соединений,
являющийся основным, состоит в определении фактического зна-
чения запаса прочности резьбовой детали и сравнении его с регла-
ментированным (или желательным). При назначении регламен-
тированного коэффициента запаса прочности учитывают степень
достоверности рабочих нагрузок, однородность технологических
операций изготовления деталей и монтажа соединений, а также
другие факторы.
Оценка надежности соединений связана с определением за-
паса прочности по переменным напряжениям, который отражает
запас прочности детали при возрастании переменной нагрузки,
а также влияние факторов, увеличивающих опасность разруше-
ния под действием переменной нагрузки.
Коэффициенты запаса прочности находят по диаграмме пре-
дельных напряжений для резьбового соединения. При расчете
используют диаграмму (рис. 8.1), аппроксимирующую с приемле-
мой для практики точностью реальную диаграмму для соединений
с резьбой, накатанной на термообработанных заготовках. Если
болты (шпильки) после накатывания резьбы подвергают термиче-
ской обработке, а также если резьба деталей получена резанием,
можно считать, что предельная амплитуда цикла не зависит от
среднего напряжения, и диаграмма имеет вид, показанный штрихо-
выми линиями на рис. 8.1.
При расчете учитывается действие только нормальных на-
пряжений. Касательные напряжения от затяжки при действии
переменных нагрузок существенно уменьшаются и стержень
болта (шпильки) раскручивается.
Предположим, что некоторая точка соответствует рабочему
циклу со средним напряжением ат и амплитудой переменного
напряжения аа. Тогда коэффициент запаса прочности по пере-
менным напряжениям
До = Поп /Ид* (8.1)
При ош < 0,5ат
^шаи ~ ®ап 4~ = &—1д 4" &дЦ/и, (8.2)
26J
где о_1д — предел выносливости
резьбового соединения (детали) при
симметричном цикле; ад — коэф-
фициент:
а(8.3)
Из соотношения (8.2) с учетом
равенства (8.3) ,
(8-4)
Рис. 8.1. Расчетная диаграмма Расчет предельной амплитуды по
предельных напряжений формуле (8.4) следует производить
лишь при ат < 0,5ат. Если ат >
> 0,5т, то в формулу (8.4) следует подставлять crm = 0,5от.
В этом случае
Оап = Чап.
При дальнейшем увеличении ат предельная амплитуда останется
неизменной.
Так как в большинстве случаев 2<топ = о_1д, то
(Тдп = 2оап (1 — От/сгт)
и коэффициент запаса прочности по переменным напряжениям
пв = 2-^-(1--^). (8.5)
Если предельная амплитуда цикла не зависит от среднего
напряжения (штриховые линии на рис. 8.1), то
Па=овп/оа; (8.6)
рекомендуется па > 2,5.
Отметим, что по этой формуле можно определять запас проч-
ности всех соединений при любых технологии изготовления и
термообработке деталей, если напряжение предварительной за-
тяжки
сг0 = crm — оа>(0,4 ... 0,5)от.
Значение ооп можно принять из табл,.. 7.9 или вычислить по
формуле (7.1). 1- * 1 ‘
Коэффициент запаса прочности по временному сопротивлению
«в = -^Л-; (8.7)
рекомендуется пв>1,4.
Следует о+метить, что величины, входящие в соотношения
(8.4) и (8.5), Подвержены статистическому рассеянию, так как
зависят от множества конструктивных, технологических и экс-
262
Рис. 8.2. Диаграмма к оп-
ределению вероятности
разрушения при заданном
коэффициенте запаса
прочности
плуатационных факторов (рис. 8.2). Между тем при разработке и
доводке ответственных соединений требуется более полная инфор-
мация об условиях прочности и коэффициентах запаса прочности
деталей. Это предопределяет необходимость применения статисти-
ческих методов оценки прочности. Один из методов состоит в опре-
делении вероятности разрушения.
Рассмотрим амплитуду аа и предельную амплитуду цикла огап
как случайные величины (при данном crm), которые подчиняются
закону нормального распределения (см. рис. 8.2). Тогда и раз-
ность этих величин (функция неразрушения)
£ = &аП &а
распределена нормально, причем параметры распределения
S = &ап — ОУ, 5;=]/ Sgon + Sqo,
где £ и Sg — математическое ожидание и среднее квадратическое
отклонение соответственно.
Квантиль нормированного нормального распределения, соот-
ветствующая вероятности разрушения Р при принятом коэффи-
циенте запаса прочности по,
п — 1
tip — —'•. — . ’,
V ап а
где с>СТоп и vOa — коэффициенты вариации величин одп и оа-
8.2. Шатунные болты и винты
Шатунные болты и винты устанавливают на разъемной го-
ловке шатуна. Наличие разъема не должно снижать жесткости
головки, несущей один из наиболее ответственных подшипников
двигателя, поэтому особое внимание уделяют точности обработки
разъемных плоскостей и их взаимной фиксации. Для повышения
жесткости кривошипной головки вкладыши подшипника часто
ставят с натягом 0,03 ... 0,06 мм.
263
Рис. 8.3. Шатунные болты
Основной нагрузкой
для шатунных болтов яв-
ляется сила инерции F
шатуна и связанных с ним
масс:
F=-V-[m>(1 +т) +
+ т.],
где г и I — радиус и
длина кривошипа; о —
угловая скорость колен-
чатого зала; п — число
болтов (винтов); —масса
поступательно движущих-
ся в цилиндре масс; т2 —
масса вращающейся ча-
сти шатуна без нижней
крышки.
Предварительный вы-
бор минимальной площа-
ди поперечного сечения
болта (винта) можно вы-
полнять в соответствии
с уравнением
Лт1п = F/M,
где [о J — условное допускаемое напряжение.
Значение [а] в несколько раз превышает действительные
напряжения в шатунном болте, вызванные действием силы F.
При предварительном выборе размеров болта обычно принимают:
[а] = 80 ... 120 МПа для болтов из стали в стационарных и су-
довых двигателях; [а] == 120 ... 180 МПа для болтов из легиро-
ванной стали в автомобильных и тракторных двигателях; [а] =
== 180 ... 250 МПа для болтов из легированных сталей в быстро-
ходных двигателях.
Коэффициент основной нагрузки соединений для выполненных
конструкций составляет % = 0,14 ... 0,25, что соответствует
W4 = 6 ... 3.
Затяжки шатунных болтов (винтов) назначаются значитель-
ные, причем запас по плотности стыка k = 2,0 ... 4,5. Некоторая
часть напряжений затяжки (обычно до 150 МПа) идет на создание
натяга вкладышей. Силу затяжки контролируют измерением
удлинения болта, а также с помощью ультразвука и др.
Конструкция шатунных болтов (рис. 8.3) ввиду особой важ-
ности должна удовлетворять требованиям высокой надежности
и стабильности затяжки. Высокое сопротивление усталости соеди-
264
нений обеспечивается сниже-
нием дополнительной нагрузки
на болты от внешней силы
(применением податливых бол-
тов); уменьшением дополнитель-
ных напряжений изгиба (при
использовании центрирующих
поясков); применением высоко-
прочных материалов; плавно-
стью сопряжения головки и
поясков со стержнем, витков
резьбы; упрочняющей обработ-
кой радиусных поверхностей
сопр я жени й; повер хностным
пластическим деформированием
(обкаткой роликами, обдувкой
дробью) и т. д.
Радиус сопряжений (g уче-
том допусков) головки болта
Рис. 8.4. Шатун с силовыми винтами
и поясков со стержнем г =
= (0,15 ... 0,25) dc; переход от резьбы к стержню выполняют
в форме проточки радиусом гг 0,2^ и длиной не менее 0,4^.
Широко применяют болты с центрирующими поясками (сту-
пенями), сформированными накатыванием винтовых треугольных
шлицев на заготовке постоянного диаметра dc (см. рис. 8.3).
Шатунные болты тихоходных двигателей (например, двух-
тактных) изготовляют из углеродистых (стали 35, 40, 45 и др.),
а также хромоникелевых среднеуглеродистых сталей. Для изготов-
ления шатунных болтов двигателей тепловозов, а также быстро-
ходных двигателей используют высокопрочные хромоникельмо-
либденовые (или вольфрамовые) и хромоникельмолибденована-
диевые стали 40ХН2МА, 40Х2Н2МА, 38XH3MA, 36Х2Н2МФА.
Шатунные болты автомобильных и тракторных двигателей изго-
товляют из сталей 40Х, 45Х, 30ХМА, 35ХМ и др. Низкоуглеро-
дистые стали типа 20ХНЗА применять не рекомендуется для пре-
дотвращения вытяжки (накопления пластических деформаций) и
уменьшения силы предварительной затяжки.
Пример 8.1. Рассмотрим расчет шатунных винтов (рис. 8.4) главного шатуна
дизеля. Из динамического расчета двигателя известно, что полная нагрузка на
кривошипную головку шатуна равна 420 кН. Нагрузка на один болт составляет
60 кН. Динамическим усилием, связанным с действием быстро изменяющихся
газовых сил, пренебрегаем, так как частота собственных колебаний деталей
поршневой группы значительно превышает частоту вспышек в камере сгорания.
1. В качестве материала винта принимаем сталь 18Х2Н4ВА с термообра-
боткой заготовок на твердость 34,8 ... 38,6 HRC9 (закалка в масле с 870 С,
отпуск при 530 °C). Механические характеристики материала после термообра-
ботки: ав = 1100 МПа; от = 800 МПа; ор = 360 МПа; Е = 200 ГПа. Главный
шатун и шатунная крышка также изготовлены из стали 18Х2Н4ВА (29,9 ...
33,8 НЦС9; сгв = 950 МПа).
Технология изготовления винта: точение и шлифование стержня с после-
дующим накатыванием резьбы с полем допуска 4h; кадмирование.
265
2. Для предварительного определения размеров винта принимаем допускае-
мое напряжение при растяжении
[о] = 0,2от = 0,2-800 = 160 МПа.
Тогда площадь сечения винта по резьбовой части
Ах = 0,25n;df = F/[o] = 60 000/160 = 376 мм2.
По табл. 5.2 находим, что для предварительного расчета можно принять
резьбу М24Х1,5.
3. Для определения податливости выбираем диаметр стержня dG = 21 мм <
< d±. В соответствии с предварительным чертежом узла длина растягиваемой
части винта 1$ = 126 мм; высота сжимаемой части шатуна и крышки 1Д = 126 мм;
средняя площадь отсека шатуна, приходящаяся на один винт, Ад = 1270 мм2.
Вычисляем коэффициенты податливости винта
а
k° = 2 £бХг = 2-106-346 + 2-10».491 = 1 ’78‘10"* ММ/Н’
стягиваемых деталей (головки главного шатуна и крышки)
= = 2-10»-1270 = °’5*10-8 ММ/Н-
Коэффициент основной нагрузки
Хд 0,5-10-0 ^2
» hc + kn (1,78 + 0,5)10-» и’ •
4. Для вычисления силы затяжки при монтаже принимаем v = 2,5. Тогда
= vF = 2,5-60000= 150 000 Н.
Напряжение затяжки
о0 = F0/Ac = 150 000/346 = 435 МПа
находится в обычных пределах о0 = (0,5 ... 0,6) от.
Так как шатун и винты изготовлены из одного материала, а различие в тем-
пературах деталей невелико, то температурными напряжениями можно пре-
небречь.
5. Полная нагрузка на винт
Fn = Ро 4- = 150 4- 0,22-60 = 163,2 кН.
6. Напряжения растяжения в резьбовой части стержня
at = Fti/At = 163 200/393 = 415 МПа;
в стержне винта
а0 = ГПМС = 163 200/346 = 473 МПа.
7. Для определения напряжений кручения вычисляем момент, закручи-
вающий винт при затяжке:
Л4Р = О.бЗД [Р/(л<у + fpl.
При /р = 0,1 получаем
/Ир= 0,5-15 000-23 11,5/(3,14-23) + 0,11 = 193 200 Н-мм.
Касательные напряжения в резьбовой части винта
Т1 = Alp/(0,2<i?) = 193 200/(0,2;22,38s) = 85 МПа,
в стержне винта
*0 = Mp/(0,2dc) = 193 200/(0,2-21») = 104 МПа.
Для проверки стержня винта на перекручивание, при затяжке вычисляем
jAa2 + Зт2 = Z4352 + 3-1042 = 470 МПа < 0,8о„
266
т. е. напряжение затяжки не превышает допускаемое значение.
8. Эквивалентные напряжения в резьбовой части стержня
а1 экв = +3Tj = V4252 + 3-852 = 450 МПа,
в стержне винта ,
ао. экв = ]Л4 +3^ = /4732 + 3.1042 = 505 МПа.
9. Коэффициент запаса прочности по пластическим деформациям в резь-
бовой части стержня при а'=1,1от
«т = вкв =4^- = 1-1-800/450 = 1.95; .
°1 экв
в стержне винта
лт = qT/a0. экв = 800/505 = 1,58.
Коэффициенты запаса прочности можно признать удовлетворительными,
так как они больше 1,3.
10. Коэффициент запаса прочности по временному сопротивлению в резь-
бовой части о' — 1,1ов
«в = <’;/‘’в.вкВ = 1-1-110°/450 = 2.7;
в стержне винта ,,
лв = Рв/Ос, экв = 1100/505 = 2,18.
Полученные значения пв можно признать удовлетворительными.
11. Необходимая высота гайки.
Приняв и = 1 и km = 0,5, сначала находим
= 0,47
и «т <*в. г
= 0 47 -^21™
’ 0,55 950
= 0,77.
Необходимая длина свинчивания
Ян ~ 0J7d = 0,77*24 = 18,5 мм.
12. Переменное напряжение цикла
ZF 0,22*60 000 1АЯМПя
а“ = IT? = 2-393 • = 16’8 МПа-
13. Среднее напряжение цикла
атп — ао + аа ~ 435 4- 16,8 =ь 442 МПа.
14. Теоретический коэффициент концентрации напряжений, согласно гра-
фику на рис. 4.28, при R/P = 0,12
аа = 4,3.
15. Эффективный коэффициент концентрации напряжений при q =
= 0,8 = 0,65, р = 1 и у = 1,2
Х.-[1+0.8(4.3-1)] ыЛкг-МГ.
16. Предельная амплитуда цикла для резьбового соединения
(Jan = a_i/KG = 360/4,67 = 77 МПа.
Так как о0 > 0,5от, то запас по переменным напряжениям
па = cran/aa = 77/16,8 = 4,6.
Поскольку предварительно выбранные размеры обеспечивают необхо-
димые запасы прочности, то расчет резьбового соединения на этоМ заканчиваем,
267
Глава 9
СОЕДИНЕНИЯ С КОНТАКТИРУЮЩИМИ
ФЛАНЦАМИ
9.1. Общие сведения
Фланцевыми называют соединения болтами (винтами, шпиль-
ками) деталей корпусов, снабженных специальными поясками —
фланцами. Соединения
Рис. 9.1. Схема деформа-
ции шатуна под нагрузкой
с контактирующими, т. е. беспрокладоч-
ными фланцами используют в конструк-
циях, не требующих полной герметиза-
ции стыка, например в шатунах (рис. 9.1),
корпусах машин, редукторах и т. п.
Различают соединения со стыком,
имеющим полосовую (см. рис. 3.30, а),
кольцевую (см. рис. 3.30, б) и другие
формы.
Основная особенность их работы
связана с деформациями изгиба и сдви-
га фланцев относительно корпусов, вы-
званными эксцентрической внешней на-
грузкой (например, если направление
рабочей нагрузки на болты крышек ша-
тунов и фланцев не совпадает с осями
болтов). В результате в болтах и соеди-
няемых деталях появляются дополни-
тельные напряжения.
Если изгибная податливость фланцев
мала (например, в станинах, фундамент-
ных плитах и т. п.) или внешняя на-
грузка на соединение невелика, то расчет
резьбовых соединений выполняют методами, изложенными в гл. 3.
В противном случае расчеты соединений следует уточнить.
9.2. Расчет соединений с полосовым стыком
Рассмотрим в качестве примера соединение болтом двух флан-
цев (поясков, лапок) постоянного поперечного сечения
(рис. 9.2, а). Допустим, что болт затянут предварительно с си-
лой Fo. Соединение нагружено силой Fg и моментом Мв, значения
которых определяются внешней нагрузкой и конструкцией де-
талей.
268
Рис. 9.2. Расчетные схемы болтового (а) и шпилечного (#) соединений с поло-
совыми стыками
Расчетная модель соединения и основные уравнения задачи.
Уравнение равновесия одной из деталей соединения имеет вид
(3.1). Для вывода, уравнения совместности деформаций фланцев
используем, как и ранее, глобальную систему координат хОу
и локальные, жестко связанные со срединной плоскостью каждого
из фланцев оси координат х^уг (i =1,2 — номер фланца).
В этом случае уравнение совместности деформаций имеет вид
(4.11). Если стыковые поверхности фланцев прилегают друг
к другу, то координаты сопряженных точек в недеформирован-
ном состоянии одинаковы и вектор | = 0. Выражая векторы пере-
мещений 6f и (of через проекции v и на ось запишем уравне-
ние (4.11) в форме
v2 — Vi = (oly — (о2у. (9.1)
Это уравнение показывает, что деформации фланцев компенсиру-
ются кинематическими перемещениями, обусловленными мест-
ными деформациями.
Примем стержень в качестве модели фланца и допустим, что
контактные напряжения постоянны по ширине его сечения и ха-
рактеризуются распределенными нагрузками q.
Предположим, что кинематическое перемещение фланцев
(сближение локальных осей координат) происходит в результате
их сжатия в зоне контакта, а это равносильно введению в стык
фланцев условного контактного слоя, податливость которого равна
податливости фланцев при сжатии.
Обозначим через и Х2 податливости при сжатии 1-го и 2-го
фланцев соответственно. Полагая, что упругое перемещение точки
контакта в направлении оси yt определяется распределенной
нагрузкой в той же точке, запишем
(020 = —%2?-
269
Рис. 9.3. Схема к выводу условия
равновесия элемента стержня
Знак минус свидетельствует о
том, что перемещение точки кон-
такта 2-го фланца происходит в
направлении, противоположном
оси уг. Несложно получить
Х« = tiKbiEfi,
где tt и bi — толщина и ши-
рина 1-го фланца; Et—модуль
упругости материала i-ro фланца.
Кинематическое перемещение
для линейно-упругого контактного слоя
— (Хг + Х2) —- Хд; (9.2)
для нелинейно-упругого контактного слоя
= X (?) q = ф (?), (9.3)
где X = Хг 4- Ха — суммарная податливость фланцев при сжатии;
X (q) — функция, связанная с податливостью контактного слоя;
ф (д) — функция перемещения, зависящая от контактного на-
пряжения.
Для решения контактной задачи используем зависимость
перемещений точек детали от действующих сил.
Для стержня в локальной системе координат получаем
уравнение деформации
dvi — m.____(Q 4)
dxt фг GiAi(x)
и вытекающие из него соотношения
Mj______kj dQt .
EiJi °iAi dxi ’
dfvj = 1 dMt kt d*Qt (9-5)
dx& EtJt dxi OtAi dx^ ’
где срг — угол поворота сечения i-ro стержня; kt — безразмерный
коэффициент при учете деформации сдвига, зависящий от формы
поперечного сечения (для стержня прямоугольного сечения =
= 1,5); Qi и Mi —перерезывающая сила и изгибающий момент
в сечении i-ro стержня (рис. 9.3); Gt и Et — модули сдвига и
упругости соответственно; At и Jt — площадь поперечного сече-
ния и момент Инерции сечения стержня (в общем случае могут
изменяться вдоль оси х).
Допустим, что отверстия во фланцах не оказывают существен-
ного влияния на их изгибную жесткость и фланцы имеют постоян-
270
ные сечения. Тогда с учетом условий равновесия элемента стержня
(см. рис. 9.3)
W- = «b -(“!)'» м
найдем
-^г + ?5- + й = Л (9-7)
где у и р — коэффициенты, учитывающие деформации сдвига
и изгиба соответственно:
v = 0 = -У-Л-; <9-8>
jfaJ GiAi r jfaJ EiJi
i=l Z=1
f — функция, отражающая условия нагружения стержней:
2 2
q и qt — контактная и внешняя распределенная нагрузка на
f-м стержне (например, от гайки) соответственно.
Для упрощения расчетов полагаем, что условный контактный
слой является линейно-упругим. В этом случае ф (q) = %q и
уравнение (9.7) принимает вид
"О" + ^0<? = (9‘10)
где
?о = ?/^; = fo = f/b. (9-И)
Распределение контактных нагрузок в соединении. Контактные
нагрузки в соединении находят из решения уравнения (9.10),
которое можно представить с помощью нормальных фундамен-
тальных функций:
q (*) = Я (0) Yq (х) + / (0) Y. (x) +
+ q" (0) У2 (x) + q” (0) У8 (x) +<D0 (x), (9.12)
где q (0), ..., q'“ (0) — произвольные постоянные, определяемые
из граничных условий в сечении при х = 0; Фо (х) — частное
решение дифференциального уравнения (табл. 9.1):
Фо (х) = j У8 (х - s) f0 (s) ds, - (9.13)
о
271
Таблица 9.1
Частные решения дифференциального уравнения
Уо (х), Y3 (х) — нормальные фундаментальные функции урав-
нения (9.10):
W= "2тп &тп cos пх ch тх — (т2 — n2) sin пх sh mx];
Л W = 2СТП (т* + я>) (3"2 “ m2) sin пх ch тх-
— n (n2 — 3m2) cos пх sh mx]; (9.14)
Y2 (x) = sin nx sh mx;
Ya(x) = (Jp -i- n2f lm sln nx ch mx — n cos nx sh mx];
здесь
m = O,25?o + /O,25po; n = ]/rO)25yo +/0,25^ . (9.15)
2V2
Рис. 9.4. Расчетные схемы соединения при затяжке болта
Нормальные фундаментальные функции связаны между собой
рекуррентными соотношениями
= -₽оГ8 (х); = Го (х); = Ух (х) - ТоУ, (х);
—.......= П (х). (9.16)
В частном случае при сравнительно большой ширине фланцев
(I > ^пих» где <шах — наибольшая из двух толщина фланца,
изображенного на рис. 9.2) деформацией сдвига можно прене-
бречь, т. е. принять у0 = 0. Тогда уравнение упругого контакта
стержней
-§-+4сЛ7 = А>, (9.17)
где а — коэффициент:
а = т/О,25ро. (9.18)
Решение уравнения (9.17) можно представить в форме
<7 (х) = <7 (0) Ко (х) + q' (0) Кг (х) +
+ /(0)Ка(х) +<7"(О)Кз(х) +Ф(х)5 (9.19)
здесь Ко (х), ..., К8 (х) — нормальные фундаментальные функции
(функции А. Н. Крылова).
Соотношения для этих функций несложно получить из ра-
венств (9.14), если принять уо = Ои/п = п = Iх О,250о
Нагрузки на стыке фланцев после затяжки бол!а. Рассмотрим
два фланца (рис. 9.4, а, б), сжатых силами Ко затяжки болта.
Допустим, что силы приложены сосредоточенно. В уточненном
расчете можно учесть напряжения, возникающие во фланцах
в результате изгиба болта.
Для определения контактных нагрузок на стыке фланцев
используем зависимость (9.12). Частное решение Фо (х) урав-
нения (9.10) найдем, заменив силы Ко распределенными на уча-
273
стке db нагрузками qr = q2 = Fjdb (см. рис. 9.4, б). Тогда по
формулам (9.9) и (9.11) функции нагрузки при qt = q и q2 = —q
(см. рис. 9.3)
н») = - -Й77 + ^7 = -й: Л> (Ч =
и частное решение при q db — Fo
Фо (х) = — J У8 (х — Ь) 0О<7 db = —p0F0K8 (х — b).
о
(9.20)
Для других случаев нагружения частные решения даны
в табл. 9.1.
Постоянные q (0), ..., q" (0) в зависимости (9.12) найдем из
граничных условий:
при х = 0 (0) = 0; Mj, (0) = 0;
Qa (0) = 0; (0) = 0; (9,21)
при х «= с0 Qx (с0) = 0; ЛЛ (с0) = 0;
Qx (с0) = 0; Л42 (с0) = 0. (9,22)
Использовав соотношения (9.5) и приняв во внимание ра-
венства
o"i — »2 = А,/; о? — о” = М", (9.23)
выразим условия (9.21) и (9.22) через контактные нагрузки в тех же
сечениях:
при х = О
q" (0) = —Togo (0); <?о (0) = —<ро9о (0); (9.24)
при х = с0
q" (с0) = — Wo (со); qo (со) = — ?о?о (с0). (9.25)
С учетом равенств (9.20) и (9.24) зависимость (9.12) примет вид
Яо (х) = qQ (0) (Yo (х) — (х) I +
+ q' (0) (х) - ?0Уз (х) ] - S (х, Ь) р0Г0У8 (х - Ь), (9.26)
где S (х, Ь) — разрывная функция:
( 0 при х С Ь\
S (х, Ь) = { , н .
(1 при х > Ь.
Произвольные постоянные q0 (0) и q' (0) можно определить из
последней зависимости по условиям (9.25):
Я (0) = So (Со) Fo; q' (0) = (с0) Fg, (9.27)
274
где
20 = Т7и~; У £о + г°* ; (9.28)
/О W 1 2
» (г \ __ У1 — 8____Р.Га + То (^о — То*'а)
'°*0' У» ₽оИ8 + То(Л-?оГ8) ‘
Здесь Yo, ..., Y3 — нормальные фундаментальные функции при
х = с0; Узд, ..., Kg* — то же при х = с0 — Ь.
Таким образом, контактные нагрузки на стыке фланцев от
затяжки можно найти из уравнения
Чо (х) ~ Ро {£о (со) [П (•*) — ?0Г8 (*)! +
+ Ех (Со) [Л (х) - ТоУ, (х) 1 — S (х, Ь) роу8 (х - Ь)\. (9.29)
Контактные нагрузки в сечении при х = b (на оси болта)
<7о (b) = Fo Uo (со) [Уо (Ь) - ?0У8 (&)] + Сх (с0) [Ух (Ь) - ТоК, (&)]
или
<7о(Ь)=ф0/7о. (9.30)
где
Фо = Со (Со) [Го (Ь) - ТоУ8 (&)] + Сх (с0) [Ух (Ь) - ?0У8 (&)].
Существенная особенность рассмотренной задачи состоит в том,
что протяженность зоны контакта (абсцисса с0) заранее не из-
вестна. Ее находят, решив уравнение (9.29) методом последова-
тельных приближений и выполнив (с заданной точностью) оче-
видное условие
q (с0) = 0. (9.31)
Для широких фланцев (Z > Zmax) деформацией сдвига можно
пренебречь, т. е. принять ?0 == О- В этом случае контактные
нагрузки на стыке фланцев
qa (х) = Fa {£5 (са) Ко (х) 4- (са) (х) — 0аКз (х — Ь)},
где
г. _ Zf(co) . r _ Кхй + Ко. .
~ 7Г(Ж’ 51 ~ ’
fl (г,Л_Кх« _ Kpt . е ___ Ki ___ Kt
IF (Со) ~ Kt К, ’ l«- Kt Ks •
Здесь Ко. •••> К8 —функции А. Н. Крылова при х = с0; Ко», •••»
Кзд — то же при х = с0 — Ь.
Если ширина фланцев I > S Zmax (S — размер гайки под
ключ), контактную нагрузку на оси болта вычисляем по формуле
<7о (Ь) = Ко /ЩЖ cth(«/2).
275
го
15
ю
5
о
Рис. 9.5. Кривые распределения контактных напряжений на стыке соединения
На рис. 9.5, а показаны кривые распределения контактных
напряжений р0 = qQ/b на стыке стержней прямоугольного попе-
речного сечения шириной 40 мм при различной высоте t. Кри-
вая 1 соответствует высоте сечения t = 22 мм; кривая 2 — t =
= 24 мм (болт М12; сила предварительной затяжки FQ = 30 кН).
Нагрузки на стыки фланцев при действии внешней силы и
полная нагрузка на болт. Для нахождения контактных нагрузок
на стыки также используем зависимость (9.12). Произвольные
постоянные q (0), ..., q"' (0) определяем из условий (см. рис. 9.2, а):
при х = 0 (0) = 0; М± (0) = 0; (9.32)
Q2 (0) = 0; М. (0) = 0;
при х = с Qi (с) = —Fe; Мх (с) = Fe(l — c) — Ме-,
Qa (с) = Fe; М2 (с) = -Fe (1-с) + Мв. (9.33)
Граничные условия (9.33) справедливы лишь для случаев,
когда абсцисса точки разрыва контакта с > b (см. рис. 9.2, а).
Если с <Ь, то
Qi (с) = — Fe + Fn; Mt = Fe (/ — с) — Fn (b — c) — Afe;
Qz (c) = Fe — Fn', M2 = —Fg (l — c) + Fn (b — c) + Me.
Как и в предыдущем расчетном случае, условиям (9.32) соот-
ветствуют равенства
/(0) = -м(0); q“ (0) = -То/ (0), (9.34)
а из условий (9.33) следует:
Я” (с) = Со [F. (Z — с) — М.]; q’" (с) = -0oFe - М' (с). (9.35)
Ж
(9.37)
(9.38)
С учетом равенств (9.34) зависимость (9.12) можно представить
в форме
q (*) = q (0) [Yo (х) - ТоГа (х)] + q' (0) [Ух (х) - ТоГ8 (х)] -
— S (х, Ь) p0FnK8 (х — Ь). (9.36)
Продифференцировав последовательно эту зависимость с уче-
том соотношений (9.16) и условий (9.35), найдем
(0) = Fп^Оп Fв^е 4~ Me0m;
q (0) = FпЬ0п* -f- F0/00* 2И0Этф,
где
Д ___ Фп* — Рофп . д _____ Д т I Фп* .
~~ Мфо~фо*) ’ °П* ~ Ьп*Ф°* + “"Г"’
д Фб* 4~ РоаФе . д д _ । Фб* .
0в ~ / (Фо - Фо*) ’ 0е* 0еФо* + I ’
®т — ф » 0т* = ®тФо*-
Фо — фо*
В соотношениях (9.38):
Фо ~ ?i/?o> Фп ~ q^Jq^t Фе 1/?о>
Фо* ~ 91*/<7о*> Фп* ~ 9п*/<7о*» Фе* = VQo*,
где
7о = РоК8 + ?о (У1 — ?оГв); <7о* == Г2>
71 = РоГ2 + ?о (Го — ТоГг); 71* Гх — ТоГв’,
здесь /0, ..., У3 — нормальные фундаментальные функции при
х = о* •••> Г3* — то же ПРИ х = / — с.
Подставив выражения (9.37) в зависимость (9.36), получим
q W = ^п^Фп W — Fetye (х) + Л40фт (х), (9.39)
где
фп = 0П [^о (х) ^qY2 (х)] 0П* [У] (х) — Yo^8 W1;
Фе = 0е [Го (X) - ТоГ2 (х)] - 00* [Ух (х) - 7оУ8 (х)]; (9.40)
Фт = 0т [Го (X) — <РоГ2 (*)] — 0т* [ГХ (х) — ТоГ8 (х)].
Отметим, что в зависимость (9.39) можно также ввести слагае-
мое, учитывающее моментные реакции на фланцы от изгиба
болта, образующиеся вследствие поворота их опорных плоскостей
гайки и головки.
Если пренебречь деформацией сдвига и принять = 0>
имеем
q (х) = FnbqS (х) — Fetyt (х) + Л40ф^ (х), (9.41)
277
где
= 0SKo (х) - 0S»Ki (X) - К3 (х - 6);
ф* = д*Ко (х) — 0*.Ki (х);
Фт = 9тКо(х) — &т'К1 (X);
здесь
а. 1 K8Ko,-KaKi*. а. _ 1 КаК<,,-КЛ*.
п “ b Kl-KrKs ’ °п*~ b Kl-KiKs ’
а. _ 1 К8 + (/-с)Ка. А. _ 1 .
* / ’ °е,~ t ’
л»_______. Д* . ___________К1__
т К К * т* 17 17 •
В этих соотношениях Ко, ..., Ка— функции А. Н. Крылова,
при х =± с; Kw, ..., /Си, — то же при х = с — Ь.
В уравнения (9.39) и (9.41) входит неизвестная полная сила FB,
действующая на болт. Для ее исключения используем условие
совместности деформаций фланцев и болта, которое для
расчетной модели с линейно-упругим контактным слоем можно
записать в форме
q(b) = -^-(F0-FB) + q0(b), (9.42)
где q (b)—контактная нагрузка в сечении при х — b (на оси
болта).
Приняв во внимание, что
q (b) = Fnb^Bb —Fel^eb +Мв^тЬ,
после несложных преобразований с учетом равенств (9.30) и
(9.42) найдем
Р __ ~Ь ^б/Х) ~Ь Fetyeb Mgllfynfr zq лд.
п ЬбЛ + ^пб . ’ ' \\ }
где фпь, феЬ, фть — функции, определяемые зависимостями (9.40),
прих«=Ь. .. о
Соотношение (9.43) можно представить в форме
Лх == Л)Хо + FeXs — Afexm, (9.44)
гДе •' "
у = ~Ь v _ tyeb .
™ Хб ’ Хб ’
Хт = ^; Хб = &Фпь + -^.
278
Исключив из зависимости (9.41) силу Гп, получим
Я (х) = Fobf 0 (х) — Felfe (х) — Mefm (х), (9.45)
где
fo (*) = Хофп (х); fe (х) = х, -у-фп (х) — ф: (х);
fm (X) = ХтШ (х) — ф„ (х).
Для определения контактных нагрузок по зависимости (9.45)
необходимо знать абсциссу точки с, которая заранее не известна.
Ее, как и в предыдущем расчетном случае, находят путем решения
уравнения (9.45) методом последовательных приближений при
условии
q (с) - 0. (9.46)
Отметим, что условие (9.46) реализуется лишь для доста-
точно длинных стержней (широких фланцев), т. е. при I > о.
Если в процессе расчета окажется, что I < с, следует принять
I = в и решение задачи значительно упростится.
Полную силу, действующую на болт, можно найти по формуле
(9.43) или из уравнения равновесия
о
Fn = F — j q (х) dx.
о
Дополнительная вила, обусловленная внешней нагрузкой,
р _________ р р _____ Fgtyeb Fa (^Фп& Фо) /Q 47ч
'° - ~ Л) - ХбД+^пЬ •
Из формулы (9.47) вытекает важнейший практический вывод
о том, что увеличением силы предварительной затяжки можно
уменьшить дополнительную нагрузку на болт. Последнее осо-
бенно важно при расчете динамически нагруженных соединений.
Отметим, что в классическом расчете дополнительная на-
грузка на болт не зависит от силы затяжки, так как площадь
контакта стягиваемых деталей неизменна при нагружении соеди-
нения внешней силой.
На рис. 9.5, б показаны кривые распределения контактных
напряжений на стыке стержней (сила предварительной затяжки
Fq — 30 кН) при различной внешней силе Fe. Кривая 3 соответ-
ствует Fe = 5 кН, кривая 4 — Fg = 10 кН, кривая 5 — Fe —
= 12,6 кН. Видно, что с увеличением внешней силы протяжен-
ность зоны контакта фланцев сокращается, контакт смещается
к ненагруженному краю фланцев, вблизи которого контактные
напряжения возрастают.
Полная нагрузка на болт определяется силой затяжки и внеш-
ней нагрузкой (рис. 9.6). Интересно отметить, что значение Fa
оказывается даже меньше силы затяжки Fo при небольшой внеш-
ней нагрузке Fe. Далее, по мере увеличения внешней силы по-
279
Рис. 9.6. Зависимость полной
нагрузки на болт от
силы
Рис. 9.7. Зависимость полной
нагрузки на болт от отноше-
ния blh
внешней
болт. Интенсивное увеличение
на
нагрузка
в том случае, когда раскрытие стыка пере-
вышается и полная
Fn отмечаетея лишь
ходит ось болта. Нагрузка Fn принимает наибольшее значение
при полном раскрытии стыка и опирании фланцев по внешнему
краю (рис. 9.6). В этом случае по правилу рычага Fn = Fellb,
Зависимость, приведенная на рис. 9.6, сохраняется пропор-
циональной при увеличении (уменьшении) сил 7% и Fe.
Результаты расчетов показывают, что уменьшением эксцен-
триситета внешней силы (т. е. смещения линии ее действия отно-
сительно оси болта) и увеличением толщины фланца (уменьше-
нием его изгибной податливости) можно уменьшить дополнитель-
ную нагрузку на болт FG = Fn — FQ.
Существенно уменьшить дополнительную нагрузку на болт
можно, увеличив расстояние b от оси болта до ненагруженного
края фланца (см. рис. 9.2), что вытекает из правила рычага.
Это расстояние должно быть по возможности большим, но не менее
толщины фланца.
На рис. 9.7 показана зависимость Fn/F0 от отношения b/h
для соединения стержней (ширина 40 мм, высота 18 мм, расстояние
от линии действия силы до оси болта 55 мм), стянутых болтом
М12 при Fq = 30 кН, Fe = 10 кН.
Эффективным средством снижения дополнительной нагрузки
на болт является также увеличение силы предварительной за-
тяжки.
Упрощенная схема контакта фланцев. Расчет соединений
с полосовым стыком можно существенно упростить, если контакт-
ные нагрузки на стыке фланцев заменить силой Fq, приложенной
в центре давления — точке D (см. рис. 9.2, а), абсцисса которой
t = J qxdlK J qdlKf
где /к == о —длина зоны контакта.
280
Уравнения равновесия одного из фланцев
Fe + Fq-Fa = Q-, Fe (I — b)— Мв—Fqa = О, (9.48)
где а = b — t — расстояние от оси болта до центра давления.
При выводе этих уравнений, как и ранее, полагали, что изгибаю-
щие моменты, действующие на стержень болта со стороны гайки,
невелики.
Видно, что в два уравнения равновесия входят три неиз-
вестные величины: Fqt Fa и а. Для их определения используем
условие совместности перемещений фланцев и болта
XgF ц = 60 — 5р> (9.49)
где 60 и бр — суммарные перемещения точек осей болта на опор-
ных торцах гайки и головки болта после затяжки и при действии
внешней нагрузки соответственно.
Сближение опорных торцов гайки и головки болта после
затяжки
6о = (^б ^д) Fo,
где Хд — податливость при сжатии стягиваемых деталей.
Для определения осевого перемещения точки оси болта на
опорном торце гайки (головки болта) от изгиба фланца под
действием внешней нагрузки схематизируем фланец в форме
стержня. В этом случае дифференциальное уравнение изогнутой
оси стержня (ось yt перенесена в точку D)
E'J> -ЯГ-- (-1)' Fi* + (-1)' (х - а), (9.50)
где I — номер стержня.
Проинтегрировав это уравнение, найдем
-& = - (-1)' F* 4- + (-1)' Fп + Вь
после повторного интегрирования получим
Wfii = - (-1)' Fq 4- + (-1)' Fa + В1Х + Bt,
где и Ва — произвольные постоянные, определяемые из гра-
ничных условий.
Граничные условия задачи с учетом принятых допущений:
при х = 0 dvtldx = 0 и vt = (—1)' Хд( Д,. Последнее эквивалентно
допущению, что характер деформаций фланцев под действием
сил такой же, как и при затяжке.
С учетом этих условий прогиб стержня в сечении оси болта
а = 1,2)
= - (— 1)' + (— 1)' ^iFq (9.51)
и смещение точек оси болта на опорных торцах гайки и головки
6Р = О! - о, = Fq - ХДГ9; (9.52)
281
здесь Хд = ХД1 + Хдз — податливость фланцев при сжатии, вы-
числяемая по формуле (3.31).
С учетом условия (9.49) и равенств (9.50), (9.52) найдем
Fo(X6 + X„) + -^-Fg-X„Fg = FnX6. (9.53)
Уравнение (9.53) характеризует основные особенности задачи
(изгиб и сжатие фланцев, растяжение болта). При (3 = 0 оно
совпадает с аналогичным соотношением классического расчета.
Исключив из этого равенства с помощью уравнений (9.48)
неизвестные силы Fq и Fn, получим уравнение для определения
расстояния от оси болта до центра давления (Х2 = + Хд)
+ <9-54»
Это уравнение можно представить в виде
а3 + Pia + р2 = 0,
где рх и р2 — коэффициенты уравнения:
Fv/Fe “ .
Pl = —Р2 -----------
(9.55)
Ф — Me/Fe ’
Рл =--р—; = I — b.
При обычных значениях величин, входящих в эти коэффи-
циенты, дискриминант уравнения (9.55) положителен, т. е.
д=4+4>о.
В этом случае вещественный корень уравнения (9.55)
а ~ С1 + ^2,
где
Контактную реакцию находим по формуле
Р — (Fo/Fe ^бАд)
выведенной из уравнения (9.53) с учетом равенства Fn = Fe Fq.
При расчете по упрощенной схеме контакта получаем не-
сколько большие нагрузки на болты, чем при уточненном расчете.
В заключение отметим, что контактная задача для стержневой
двухмерной модели болтового соединения впервые решена и опи-
сана в работах [4, 5]. При рассмотрении такой модели в упрощен-
ном варианте М. Гальвелатом [33], Р. Агатоновиком [24] фланец
282
Рис. 9.8. Упрощенная стержне-
вая модель соединения
Рис. 9.9. Соединение с полосовыми
фланцами
с полосовым стыком (рис. 9.8, а) заменен двухопорной балкой или
стержнем (рис. 9.8, б) при действии известных силовых факторов
ме и Fe. •
Положение контактной опоры ь находят из уравнения
Сха3 + С2а2 + С8а + С4 = 0, (9.56)
в котором константы
С1= ; Са = / - * + 2£/ [0М + 0р/(/ - ; ’
_ 2(/-6) + 2В/0м
8 I г ь + 2EJ [0М + ер/(/ - &)] ’
С4 = 6-/; ф =
Далее определяют реакцию Fq опоры и полную нагрузку
на болт.
Для стержневой модели соединения С2 = О, 0М = оо, Св = О
и уравнения (9.55) и (9.56) совпадают.
Многоболтовые фланцевые соединения можно схематически
рассматривать как стержневые, если расстояние между болтами
невелико и на поверхности стыка контактные нагрузки распреде-
лены относительно равномерно. Для таких соединений коэффи-
циенты 0М и 0У, обусловливающие различие указанных уравне-
ний, зависят от цилиндрической жесткости D фланца как пластины.
Они, как и внешняя сила, определяются конструкцией и харак-
тером нагружения фланца.
Для детали с полосовым стыком (рис. 9.9)
F* + 0M = eF = o,
где п — чисдо болтов, в соединении. , *
283
Рис. 9.10. Конструктивная схема соединения
При расчете крышки (рис. 9.10, а)
р __ F . р ______2___•
Гв— я > — 2(1 4-V) л£>’
А — пР
— 4 (1 + v) tiD •
Если крышка работает под давлением (рис. 9.10, б),
Р 1 п чгР1' А ___ Л-R (3 + v)
Fe - V panR ’ 0рItaS •
При расчете фланцевого соединения в условиях растяжения
и изгиба (рис. 9.10, в)
0М — 4₽лОД ’ 0р ~ °’
4/ 3(1-У»Г
р _ у ’
В этих формулах цилиндрическая жесткость фланца толщи-
ной h
D = —™_____
ы 12(1—№) ’
9.3. Расчет соединений методом конечных элементов
Рассмотрим расчет соединения с кольцевыми контактирую-
щими фланцами методом конечных элементов (МКЭ). При его ис-
пользовании учитываются все виды деформаций фланца, а также
форма стыка, наличие и характер сопряжения с трубой (корпусом).
Соединение после затяжки болтов (рис. 9.11, б). Предполо-
жим, что каждый из п болтов соединения затянут предварительно
284
Рис. 9.11. Расчетная схема фланцевого соединения
с силой Fq. В результате поступательного перемещения фланцев
под действием сил Fo произойдет их деформация, а в стыке воз-
никнут контактные давления р0.
Если предположить, что соприкосновение фланцев в этом
случае осуществляется через зоны контакта площадью Лог (Z =
= 1, 2, ..., п — номер болта), уравнение равновесия одного из
фланцев примет вид
п
= j ро<1Аы. (9.57)
г=1 A„i
Давления р0 в точках зон контакта и площади этих зон заранее
не известны; их можно определить, решив пространственную
контактную задачу.
Для упрощения решения задачи целесообразно предположить,
что при сравнительно большом числе болтов осесимметричные
фланцы контактируют под действием осесимметричных сил
’• - ТЙГ • (9.58)
равномерно распределенных по окружности радиусом с располо-
жения осей болтов.
Такое допущение, как показывают результаты эксперимен-
тов, не вносит существенных погрешностей в распределение
контактных напряжений на стыке фланцев при шаге болтов, соот-
ветствующем общепринятым рекомендациям.
285
При более точном расчете можно принять, что нагрузки на
фланцы от головок болтов передаются по кольцевому поясу,
площадь которого равна, например, суммарной площади опорных
поверхностей гаек (головок болтов).
Для решения контактной задачи уравнение (9.58) дополняют
уравнениями совместности деформаций фланцев.
Контактную задачу решаем в глобальной цилиндрической
системе координат rOz; ось г совпадает с осью фланцев. Для
определения деформаций тел используем локальные цилиндриче-
ские системы координат rfi^i (i — 1, 2, — номер фланца). Счи-
таем, что начала координат всех систем (точки О, Ог и О2) нахо-
дятся на общей оси обоих фланцев. Перемещение точки вдоль
оси z жестко свяжем с перемещением вдоль этой оси заранее вы-
бранной точки i-ro фланца (см. рис. 4.2).
Если стыковые поверхности фланцев соприкасаются, уравне-
ние (4.11) совместности деформаций сопряженных точек Сг и С2
этих фланцев принимает вид
= ®к» (9.59)
где 62/ и 6XJ- — векторы перемещений в локальных системах
координат точек C2J- и соответственно в результате деформаций
под действием внешних сил (включая контактные).
Считая, что радиальные перемещения сопряженных точек
контакта пренебрежимо малы по сравнению с перемещениями
в направлении оси г, перепишем уравнение (9.59) в форме
(<ок + — 82j, ez) = О,
где ez = (0,1) — направляющий вектор, или
Wij — w2J = coz. (9.60)
В этом уравнении wiy и w27 — векторы перемещений в направ-
лении осей zx и z2 точек С17- и C2j тел 1 и 2 от внешних и контактных
сил; <oz — кинематическое перемещение тел. Отметим, что вслед-
ствие осевой симметрии тел и внешней нагрузки вектор <»z на-
правлен вдоль оси г, т. е. <oz = (0, coz).
Допустим, что на каждый фланец по окружности расположе-
ния осей болтов на его наружной поверхности действует распре-
деленная сила затяжки qzo — ?ое*с» а в каждой контактирующей
точке Си стыка —- контактная сила р0; = направление
которых задано направляющими векторами eic и е^ в соответ-
ствующих точках. При этом каждой паре сопряженных точек CXJ-
и C2j соответствует вектор exj = е; внутренней нормали к телу /:
ej = (cos ay, sin a7),
где aj — угол между вектором еу и осью г глобальной системы
координат. В соответствии с выбранной ориентацией осей е2; =
= —еу.
286
Зависимость перемещений точки тела от действующих на него
сил можно представить с помощью функций влияния (вектор-
функций), характеризующих перемещение заданной точки тела,
например Cj i-ro тела, от единичной силы ро5 = 1еЕ, приложенной
в другой его точке на радиусе г — | (е5 = еД в направлении этой
силы. Тогда перемещение точки Cj i-ro тела
Mil = (Cj) = J Kt (Cj, £) p0 (£) dl + Gt (Cj) q„. (9.61)
a.
где a0 и b0 — внутренний и внешний радиусы кольцевой зоны
контакта фланцев на стыке после затяжки; Лг (Cjt £) — функция
влияния для контактных давлений на стыке фланцев; бг (Cj) —
то же для величины q0.
Если заменить непрерывную функцию контактных давлений
Ро (|) столбчатой функцией и потребовать, чтобы условие (9.60)
выполнялось в конечном числе N точек контакта, совпадающих
с серединами столбцов, уравнение (9.61) примет вид
Л’
wu = Zj Pok^ijk + ^oG^, (9.62)
*=/=!
где pok — poktk — абсолютное значение контактного давления
в точке k контакта (tk — ширина &-й ступени контактных дав-
лений).
Принимая во внимание последнее соотношение и учитывая
принятую ориентацию локальных- осей координат, уравнение
(9.60) можно записать в форме
N
Zj Pok (Kijk — ^2jk) + <7o (Gu G2j) = (9.63)
fe=/=i
а уравнение равновесия
N
= (9.64)
/=1
где rj — радиус средней точки /-Й ступени контактных давлений.
Записывая уравнение (9.63) последовательно для всех N точек
контакта и учитывая уравнение (9.64), получим систему линейных
алгебраических уравнений для определения неизвестных контакт-
ных давлений и кинематического перемещения фланцев.
Формирование и решение этой системы — основная функция
программы решения контактной задачи на ЭВМ.
Наиболее просто значение коэффициентов влияния в заданных
точках тел находят с помощью численных методов теории упру-
гости.
287
Для численного определения коэффициентов влияния (значе-
ний функции влияния в заданных точках тел) используем МКЭ.
Его разрешающее уравнение (4.43) при заданной единичной силе
однозначно определяет перемещения любого узла (точки) рас-
сматриваемого тела. При конкретном расчете тела фланцев раз-
бивают, учитывая их осевую симметрию, на кольцевые элементы
треугольного (реже четырехугольного) поперечного сечения с ли-
нейной аппроксимацией перемещений внутри элемента.
В возможной зоне контакта каждого тела располагаем N узлов
(с условными номерами / = 1, 2, ..., N) так, чтобы их координаты
совпали с серединами столбцов функции контактных давлений.
Пары узлов тел 1 и 2 с одинаковыми условными номерами рас-
сматриваем как возможные сопряженные точки CXj и С2>.
На окружности расположения осей болтов на наружной по-
верхности фланца помещаем узел, в котором приложена сила q0,
аппроксимирующая силу затяжки.
При действии на фланец нескольких внешних сил (или рас-
пределенной внешней нагрузки) в зонах их приложения распола-
гаем соответственно несколько узлов.
Далее вычисляем коэффициенты влияния. Для каждого i-ro
тела коэффициенты Кг находим в узлах / = 1, 2, .... N зоны воз-
можного контакта под действием единичных сил, приложенных
последовательно в узлах k = 1, 2, .... N этой же зоны по направ-
лению внутренней нормали, и коэффициенты Gt в узлах / от
силы q0.
Коэффициенты влияния находим посредством параллельного
решения системы уравнений МКЭ с N + 1 правыми частями,
соответствующими N + 1 вариантам нагружений, требуя таким
образом лишь однократной триангуляризации матрицы жест-
кости.
При вычислении коэффициентов влияния деталь должна быть
закреплена так, чтобы исключить возможность ее движения как
твердого целого. Однако при выборе способа закрепления не-
обходимо учитывать характер работы соединения, чтобы не внести
искажения в окончательное решение. Например, при расчете
напряжений от затяжки фланец можно закрепить по внешнему
поперечному сечению его трубы. Если фланец закрепить по окруж-
ности осей болтов, лежащей на его наружной поверхности, то
необходимость вычисления и использования функций влияния
Gi} отпадает.
После определения функций влияния решаем контактную за-
дачу, т. е. находим фактическую зону контакта и контактные
давления в точках этой зоны.
Задачу решаем итерационным методом по следующей прин-
ципиальной схеме. Предполагаем, что при действии силы q0
площадь зоны контакта Ак щ £ Ак и для каждой пары сопря-
женных точек Сц и Ctj известен вектор е; внутренней нормали
к поверхности контакта. Принимаем, что контактное давление роу,
288
действующее в точке С\; тела /, равно p^fy. В этом случае poj О,
что свидетельствует об отталкивании контактирующих тел. Силами
трения в стыке пренебрегаем.
' Для всех пар сопряженных точек и C2J-, которые входят
в контакт (т. е. C*/gAK(J)), записываем условия (9.60) сопря-
женности точек. Перемещения w17- и w2; с помощью функций влия-
ния однозначно выражаем через заданные внешние силы и не-
известные контактные давления согласно уравнению (9.62). Из
соотношений (9.63), дополненных уравнением равновесия, на-
пример, тела 1 находим значение pQj и кинематическое перемеще-
ние
Если все значения р^ удовлетворяют условию отталкивания,
т. е.
Ро/ 0; / £ (I), (9.65)
и для контактирующих точек C*/gAK\AK(i) выполняется
условие непроникновения, т. е.
(ij, ej) 0; / £ АК\АК (i), (9.66)
то задача считается решенной (здесь | — вектор-зазор).
В противном случае из множества Ак {1) удаляются точки С*/,
для которых pQj < 0, и добавляются другие точки, для которых
(I, е7) < 0, и процесс повторяется.
Далее, приложив к каждому из контактирующих тел най-
денные контактные силы и известную внешнюю силу qQf с по-
мощью МКЭ можно определить напряженно-деформированное
состояние тела. Для этого используется программа, аналогичная
программе вычисления коэффициентов влияния.
Соединение при действии внешней нагрузки. Допустим, что
соединение нагружено внешней силой Fe) действующей вдоль
оси фланцев (рис. 9.11, а—в). При этом фланцы и болты получат
дополнительные деформации, изменится и характер распределения
давления на стыке фланцев.
Условие равновесия одного из фланцев, например /, по оси z
в этом расчетном случае примет вид
м
Ре - nFn + 2л S p^tj - 0, (9.67)
/=1
где Fn — полная нагрузка на болт от внешней силы; / = 1,2,
..., М — номер контактирующего узла.
Уравнение (9,67) можно представить в форме
м
= (9.68)
/=1
Ю Биргер А. И. и др. 289
Рис. 9.12. Кривые распреде-
ления контактных напряжений
на стыке фланцевого соедине-
ния в зависимости от отно-
шения г/гв при Fe/Fos = О
(/); 0,125 (2); 0,250 (2);
0,375 (4)\ 0,500 (5); 0,625 (6);
0,750 (7)
где распределенные по
соответствующим окруж-
ностям нагрузки
^=2л^7’ 9п = "21и";
Pi = Pjtj-
Здесь принято, что силы
Fe и Fn передаются на
фланец через узлы, ле-
жащие на окружностях
радиусом гтр и с соответ-
ственно.
В уравнении (9.67) из-
вестна лишь сила Fei
в отличие от предыдущей
задачи . в него также
входит полная нагрузка
на болт Fu. Для разре-
шимости контактной за-
дачи уравнения (9.60)
и (9.67) дополняются моделью болтового соединения.
Предположим для упрощения, что внешняя сила Fe вызы-
вает в болтах лишь дополнительные осевые силы F6, а это экви-
валентно «шарнирному» соединению гайки и головки болта со
стержнем. Тогда связь силы F6 с перемещениями фланцев можно
установить из условия совместности деформации фланцев с болтом:
Дб If — 1$ — I — Iq — (/ — Ip) — До — Др. (9.69)
В этом уравнении: Дб — дополнительное удлинение болта от
внешней силы; I — суммарная толщина свободных фланцев;
/0 и До — расстояние между опорными торцами гайки и головкой
болта, измеренное вдоль его оси, и сближение этих торцов после
затяжки гайки; lF и Др — то же при действии внешней силы.
Значение До находим из решения задачи о затяжке соединения.
Удлинение болта
Дб = ^б^б ~ ^б (Рц — Ро)>
(9.70)
290
где — податливость болта, оп-
ределяемая по формуле (3.20).
Выразим перемещение AF че-
рез внешние силы. Для этого
рассмотрим пару точек Вг и Ва
на окружностях расположения
осей болтов (см. рис. 9.11, б).
Перемещение точки Bt в локаль-
ной системе координат под дей-
ствием сил gn, qe и контактных
давлений на стыке для осесим-
метричной модели фланца
ъ
wt (В) = j Ki (В, I) р (g) +
t а (П\ п I п П /О 7П Рис- Зависимость дополни-
‘ i \ ) Чп т ( • ) тельной нагрузки на болт от внеш-
ней силы при различной силе за-
где а и b — внутренний и внеш- тяжки
ний радиусы кольцевой зоны
контакта фланцев при действии силы Fe* Gt и G^ — функ-
ции влияния для контактного давления р и сил gn, qe.
Для конечно-элементных моделей фланцев с числом контак-
тирующих узлов, равным М, перемещение опорных торцов гайки
и головки болта под действием внешней силы (с учетом выбранной
ориентации локальных осей)
м
&F = (В) — (В) — 2 pk (K\Bk — KtBk) +
Л==1
+ Яп (Gib — G2b) + Qe {G^B — G^B\ (9.72)
Таким образом, уравнения (9.60), (9.67) и (9.69) позволяют
определить контактные давления на стыке, кинематическое пе-
ремещение фланцев и полную нагрузку на болт.
Задача решается методом итераций по описанной выше схеме.
Отметим, что в случае затяжки задачу можно также решать
по указанным уравнениям. Необходимо лишь принять Fe = 0 и
Fn = Во. При определении коэффициентов влияния в этом рас-
четном случае фланцы можно считать закрепленными по сечению
трубы, в котором приложены внешние силы.
Результаты расчетов и экспериментов. Расчет фланцевого
соединения выполняют с помощью МКЭ по описанной выше схеме.
На рис. 9.12 даны кривые распределения относительных
контактных давлений р (r)/pQ (с) на стыке фланцев в зависимости
от отношения г/гв при различных значениях FeIF^ (р0 — макси-
мальное контактное давление на стыке после затяжки; г и гв —
10*
291
текущий и внутренний радиусы фланца соответственно* Fo2 =
= nF0 — суммарная сила затяжки болтов).
При увеличении внешней силы стык раскрывается и зона кон-
такта фланцев смещается к внешней окружности. Контактные
давления на внешнем крае фланцев возрастают особенно интен-
сивно после раскрытия стыка за окружностью осей болтов. Допол-
нительные нагрузки Fg на болты в этом случае также нарастают
интенсивно по мере увеличения внешней силы Fe (рис. 9.13).
Результаты сравнения расчетных и экспериментальных зна-
чений нагрузок на болты свидетельствуют о хорошем их совпа-
дении. При классическом расчете получают существенно зани-
женные значения F6 особенно при небольших силах затяжки и
высоких внешних нагрузках.
После определения сил, действующих на болты, и контактных
давлений несложно определить напряженное деформированное
состояние фланцев. Отметим, что концентрацию напряжений
в сопряжении фланца с трубой можно снизить, увеличив радиус
закругления сопряжения.
Глава 10
СОЕДИНЕНИЯ С НЕКОНТАКТИРУЮЩИМИ
ФЛАНЦАМИ
10.1. Общая характеристика
Соединения с неконтактирующими фланцами (рис. 10.1, а)
широко применяют в трубопроводах, сосудах, аппаратах и т. д.
В таких соединениях силы затяжки болтов передаются на уплот-
нитель (прокладку, кольцо), герметизирующий стык. В соедине-
ниях с контактирующими фланцами (рис. 10.1, б) уплотнитель
отсутствует.
В соединениях с контактирующими фланцами и самоуплот-
няющимися кольцами различных сечений (одно из них показано
на рис. 10.1, в) под давлением рабочей среды уплотнитель прижи-
мается к канавке во фланцах, обеспечивая герметичность.
Различают соединения с цельными (рис. 10.1) и свободными
(рис. 10.2, а, б) неконтактирующими фланцами (кольцами),
а также фланцы, изготовленные вместе с трубой (корпусом) или
присоединенные к трубе посредством сварки, резьбы, разваль-
цовки или заклепок (рис. 10.2, в). Некоторые виды фланцевых
соединений стандартизованы.
Свободный фланец состоит из кольца, опирающегося на бурт
(рис. 10.2, а), отбортованную часть трубы (рис. 10.2, б), при-
варное кольцо и др. Соединения со свободными фланцами просты
в изготовлении и сборке, но имеют меньшие прочность и жесткость
по сравнению с соединениями с цельными фланцами.
Свободные фланцы применяют в нефтяном и химическом ма-
шиностроении обычно при наибольшей температуре среды до
300 °C, условном давлении среды до 1,6 МПа и числе циклов
нагружения не более 2>103.
Рис. 10.1. Фланцевые со-*
единения
293
Рис. 10.2. Свободные
фланцы
При расчете и проектировании соединений с неконтактирую-
щими фланцами наряду с задачами прочности корпусов, болтов
и прокладок решаются задачи обеспечения герметичности соеди-
нений.
10.2. Уплотнения
Прокладки. Для предотвращения и ограничения утечки сред
через фланцевые соединения применяют уплотнения (уплотни-
тельные устройства). В качестве количественной оценки герметич-
ности стыка принимают допустимые утечки. По принятым в ряде
стран нормам допустимая утечка через уплотнения газов не должна
превышать 0,02 г/ч на 1 м среднего периметра уплотнения, для
жидкостей — 0,2 г/(ч-м).
Общими элементами уплотнений различных видов являются
уплотняемые поверхности стыка соединения и уплотнитель (про-
кладка, кольцо и т. п.), обеспечивающий герметичность.
Наибольшее распространение получили уплотнители в виде
прокладок.
Плоские (листовые) прокладки применяют для герметизации
разъемов корпусов машин при низком давлении рабочих сред
(жидкостей, газов), а также для герметизации фланцевых соеди-
нений трубопроводов большого диаметра (более 45 мм). В зави-
Рис. 10.3. Соединения с контактирующими фланцами
294
Рис. 10.4. Прокладки ос-
новных типов
У//6^/Л
симости от формы уплотнительной поверхности различают соеди-
нения трубопроводов: с гладкой уплотнительной поверхностью
(рис. 10.3, а), которые рекомендуется применять при условном
давлении среды ру 1 МПа; с уплотнительной поверхностью
типа выступ—впадина (рис. 10.3, б); с уплотнительной поверх-
ностью типа шип—паз (рис. 10.3, в).
Соединения двух последних типов обычно применяют при
ру < 1,6 МПа.
Прокладки (рис. 10.4, а) изготовляют из резины, фторопласта,
паронита (вулканизированной смеси асбеста, каучука и мине-
ральных наполнителей), асбеста, картона, фибры, металлических
материалов и др. Выбор материала зависит от рабочей среды, ее
температуры и давления.
Гребенчатые (зубчатые) прокладки (рис. 10.4, б) обычно при-
меняют во фланцах с плоскими уплотняющими поверхностями,
с которыми они контактируют треугольными кольцевыми высту-
пами — гребешками (зубьями), расположенными с шагом 1,2 ...
1,5 мм и имеющими на вершинах площадки шириной 0,15 ...
0,23 мм.
Толщина прокладок обычно 2 ... 4 мм; их изготовляют
из алюминия, меди, железа, низкоуглеродистых и высоколеги-
рованных сталей (05кп, 08кп, 08X13, 08Х18Н10Т и др.) и приме-
няют при ру 14 МПа и температуре t = 600 °C.
Линзовые прокладки (рис. 10.4, в) имеют сферические контакт-
ные поверхности (радиусом г) и сопрягаются с коническими
поверхностями фланцев с углом конуса около 70°.
295
Рис. 10.5. Самоуплотияемые соединения:
1 » прокладка; 2 « болт; 3, 5 « опорные кольца; 4 фланец
Их изготовляют из низкоуглеродистых и легированных сталей
и используют для герметизации соединений при Ю0 МПа
и t 900 °C. Контактирующие поверхности линз и фланцев
обрабатывают до шероховатости Ra = 0,32 мкм.
Овальные (рис. 10.4, г) и восьмиугольные (рис. 10.4, д) ме-
таллические прокладки рекомендуют применять при р7 = 6 ...
100 МПа и t 600 °C. Их изготовляют из низкоуглеродистых
и высоколегированных сталей.
Гофрированные прокладки (рис. 10.4, е) применяют для уплот-
нения плоских фланцев при р7 3,5 МПа. Их изготовляют
из листов алюминия, меди, мягкой стали и др. Толщина листа
0,25 ... 0,80 мм, шаг гофра 1,2 ... 6,4 мм, толщина прокладки не
более 3 мм. Применяют также прокладки металлические гофри-
рованные с мягким наполнителем (асбестом, картоном и др.).
Спирально-навивные прокладки (рис. 10.5, а, б) представляют
собой спирально навитую в кольцо комбинированную ленту,
состоящую из фасонного металлического каркаса (ленты из стали
12Х18Н10Т толщиной около 0,2 мм) и неметаллического наполни-
теля (ленты из паронитовой или асбестовой бумаги). Крайние
витки металлической ленты сваривают. Благодаря высокой осевой
податливости уплотнение хорошо работает при периодическом
нагружении.
Прокладки устанавливают в открытых фланцах с помощью
металлических ограничительных колец (см. рис. 10.5, а) или
в закрытых соединениях (типа шип—паз). Спирально-навивные
прокладки применяют в энергетическом и химическом машино-
строении для работы в неагрессивных средах (вода, пар, сухой
газ) при t < 600 °C и давлении до 25 МПа, а также в среде кислот,
щелочей, окислителей и других агрессивных средах при t
С 250 °C и давлении до 1,6 МПа. Толщина прокладок до 5 мм,
ширина 5 ... 42 мм, внутренний диаметр 20 ... 1600 мм, шерохо-
ватость поверхности фланцев до Ra — 20 мкм.
Трубчатые кольца (рис. 10.5, в) представляют собою полые
тороиды, сваренные встык из трубок. Материалы трубок: кор-
296
розионно-стойкая сталь, инконель, алюминий, медь и др. Рас-
пространены стальные кольца, покрытые снаружи фторопластом-4
(для коррозионных и агрессивных сред при / = —40 ... +60 °C),
серебром и медью (для жидких натрия и калия). Инкопель покры-
вают серебром, золотом, платиной (/ + 400 °C). Тороиды за-
полняют воздухом (р = 7 ... 28 МПа) или инертным газом (р <
< 40 МПа). Применяют кольца с отверстиями, через которые
рабочая среда проникает во внутреннюю полость (см. рис. 10.5, в).
При монтаже кольца деформируются: е = Ad/d < 0,35 (Ad —
изменение диаметра трубки в деформированном состоянии).
В судостроении применяют трубки с наружным диаметром
до 12,7 мм и толщиной стенок до 0,46 мм.
Трубчатые кольца, как и упругие (см. рис. 10.1, в; 10.5, а),
относят к самоуплотняющимся соединениям.
Уплотняющая способность и прочность прокладок. Для обес-
печения герметичности уплотнение нужно механически деформи-
ровать, чтобы обеспечить прилегание к уплотнительным поверх-
ностям, заполнение всех неровностей и дефектов поверхностей.
В прокладках из мягких материалов происходит также уплотнение
структуры (частично восстанавливаемое после разгрузки) и умень-
шается объем пор.
Экспериментально установлено, что требуемая степень гер-
метичности стыков достигается для определенных материала и
формы прокладки при некотором минимальном значении среднего
напряжения сжатия в прокладке gOmin, называемого минималь-
ным контактным давлением. Значения gomln (табл. 10.1) зависят
от материала, размеров и качества поверхности прокладок,
формы и качества рабочей поверхности фланцев, рабочей среды
(жидкости, газа), ее температуры и других факторов, но не от
внутреннего давления среды.
Условие герметичности соединения
?0 > mln, (16.1)
где ft — контактное давление на прокладку в условиях эксплуа-
тации.
Согласно стандартам ФРГ, США и ряда других стран при
использовании каучукоасбестовых прокладок fomin = И •••
120 МПа для газов и 5 ... 46 МПа для жидкостей в зависимости
от размеров (главным образом толщины) прокладки. В результате
экспериментов для уплотнений из материалов с гомогенной струк-
турой установлено увеличение утечки, пропорциональное их
толщине. Если уплотнение равномерно нагружено по всей ширине,
утечка уменьшается при увеличении ширины уплотнения (длины
капилляра). При использовании высококачественных уплотнений,
армированных длинными волокнами, утечка может резко воз-
расти, если ширина уплотнения меньше определенного минималь-
ного значения. Это связано с облегчением утечки вдоль волокон,
проходящих через все уплотнение. Ширина уплотнений из ма-
297
Таблица 20 Л
Приближенные значения прокладочного коэффициента ту
минимального контактного давления qQ mln, давления обжатия
допускаемого давления [#] и модуля упругости Е прокладок
из различных материалов
§ " Й-О я Материал прокладки (толщина) и оболочки т min ?обж Id Е-10-“
V В » МПа
Пло- ская Резина мягкая Резина твердая Картон асбестовый (3 мм) или паронит (не менее 1 мм) Фторопласт-4 (1 ... 3 мм) Алюминий АД Латунь Л63, медь Сталь 05кп, 08X13 Сталь 08Х18Н10Т Асбест в оболочке (0,2 ... 0,3 мм): из алюминия из меди, латуни из стали 05кп из стали 12Х18Н10Т 0,50 1,00 2,50 2,50 4,00 4,75 5,50 6,50 3,25 3,50 3,75 3,75 2 4 20 10 60 90 125 180 38 46 53 63 3,5 5,0 40,0 25,0 100,0 160,0 350,0 400,0 60,0 18 20 130 40 140 200 550 600 ПО ПО 130 130 0,3-10-* (1 + + 0,5^/Л) 0,4*10-* (1 + + 0,5&/Л) 0,02 0,02 0,70 1,10 2,00 2,00 0,04 0,04 0,05 0,05
Гоф- риро- ва ii- ная Асбест в оболочке: из меди, алюминия из углеродистой или коррозионно- стойкой стали 2,60 2,80 20 25 42,0 50,0 ПО 130 0,04 0,05
Примечания: 1. При уплотнении воздуха или пара значения т и <70mln долж-
ны быть увеличены в 1,8 раза; при уплотнении сред с высокой проникающей способностью
(водород, гелий и т. п.) — в 2,5 раза.
2. В справочнике [5] даны значения т для расчета усилия уплотнения в предполо-
жении, что b — Ь.
Рис. 10.6. Зависимости
скорости утечки азота от
контактного и рабочего
давления при использова-
нии паронитовых прокла-
док
298
териалов типа паронита, прессо-
ванного асбеста не должна быть
меньше 9 мм, особенно при экс-
плуатации в газах или других
легко проникающих средах.
Давление на контактных по-
верхностях прокладки создают
затяжкой болтов. Если повышать
удельные давления при постоян-
ном внутреннем давлении, воз-
действующем на соединение, ско-
рость утечки снижается в соответ-
Рис. 10.7» Кривые изменения
максимального контактного да-
вления на прокладки в зависи-
мости от температуры среды
* достигает 100 %, сохраняется
В связи с этим после снятия
ствии с уменьшением объема пор,
асимптотически приближаясь к
минимуму. Поскольку упругая
отдача (возвращение к прежним
размерам после снятия нагрузки)
уплотнений из мягкого материала f
частичное уплотнение структуры.
нагрузки и повторного нагружения для данной скорости утечки
требуется меньшее удельное давление. На рис. 10.6, а показана
зависимость скорости утечки азота через паронитовую про-
кладку толщиной 3 мм от контактного давления при воздействии
(сплошная линия) и снятии (штриховая линия) нагрузки. Вну-
треннее давление азота в сосуде составляло 4 МПа. Если же,
наоборот, повышать внутреннее давление, а контактное давление
оставлять постоянным, скорости утечки через прокладку воз-
растают. При этом сопротивление течению существенно зависит
от размера пор материала. При небольшом уплотнении структуры
скорость утечки резко возрастает; при высоком контактном давле-
нии зависимость скорости утечки от внутреннего давления умень-
шается (рис. 10.6, б).
При действии некоторого максимального контактного давле-
ния gmax появляются чрезмерные пластические деформации,
происходит разрушение структуры прокладки (в особенности при
повышенной температуре). Значения gmax, как и (?omlll, не зависят
от внутреннего давления. Они определяются силой затяжки
болтов, размерами прокладки и площадью поверхности фланца.
Например, прокладки, устанавливаемые в канавку (см. рис. 10.3,
в), могут быть нагружены больше, чем между фланцами с глад-
кими поверхностями (см. рис. 10.3, а). Для прокладок из материа-
лов с полимерными связующими значения qmax зависят прежде
всего от температуры. На рис. 10.7 показаны зависимости макси-
мального контактного давления на плоские прокладки от темпе-
ратуры среды.
Кривые 1 и 2 соответствуют прокладкам из паро-
нита толщиной 2,0 и 0,5 мм, кривая 3 — прокладкам из графита
толщиной 1,1 мм.
299
Рабочий диапазон давлений находится между минимальным
контактным qQ min и максимальным допускаемым контактным
давлением [<?]. Так как в рабочих условиях происходит раз-
грузка стыка, максимальным допускаемым контактным давлением
определяется и соответствующее внутреннее давление. Значения
допускаемого контактного давления для прокладок из различных
материалов также даны в табл. 10.1.
10.3. Предварительный расчет
Расчет выполняют при предварительном выборе размеров и
для проверки прочности неответственных соединений.
Соединения с цельными фланцами. Расчетную нагрузку, дей-
ствующую на болты (рис. 10.8, а), определяют по формуле
Fp = k^^Pi (10.2)
где k — коэффициент затяжки; Dmn — средний диаметр прокладки!
р — рабочее давление среды.
Значение k выбирают в зависимости от вида прокладки: при
использовании мягких прокладок k = 1,5 ... 2,5; мягких про-
кладок в металлических оболочках и металлических фасонных
прокладок k — 2,5 ... 3,5; плоских металлических прокладок
k - 3,0 ... 4,5.
Условие прочности фланцевых болтов
ах = < 0,6сгт,
где п — число болтов; d± ~ внутренний диаметр резьбы болта;
от — предел текучести материала болта с учетом рабочей тем-
пературы.
Число болтов для обеспечения более равномерной затяжки
стыка должно быть кратно четырем (п = 4, 8, 12, 16).
Расстояние между осями болтов (шаг болтов) обычно прини-
мают при малых давлениях (р 1 МПа) I = (5 ... 7) d, при
больших давлениях (р >3 МПа) t = (2,5 ... 4) d. Опасным сече-
нием при расчете на прочность фланца обычно является место
перехода от фланца к трубе — сечение АВ на рис. 10.8, а (пред-
полагается, что h > Sx; конусность участка АА2 1 : 3, реже 1:4).
Изгибающий момент в этом сечении, отнесенный к единице
длины,
(10.3)
где т] 1 •— коэффициент, учитывающий, что часть момента вос-
принимается поворотной деформацией фланца; 1г — расстояние
от центра сечения АВ до оси болта; Dt — средний диаметр трубы
в сечении АВ.
300
Рис. 10.8. Расчетные схемы соединений с цельными (а) и свободными (tf) флан-
цами
Если коническая втулка (или труба) очень жесткая по сравне-
нию с фланцем и сечение АВ не поворачивается, то т] = 1. Зна-
чение ri можно определить по приближенной формуле
t] = [1 + 0,82 (ft/Sm)3 (Sm/rTp)«.s 1g (10.4)
где Sm == 0,5 (5г + S) — средняя толщина трубы на коническом
участке; гтр — средний радиус трубы; DB и D — соответственно
наружный и внутренний диаметры фланца. Значения ц, вычислен-
ные по формуле (10.4), приведены в табл. 10.2.
Напряжения изгиба в опасном сечении фланца (сечение АВ)
__ 6Л?! ___ 6Т|Гр/1
~ ’ Sf ~ ~^D + St)Sl
0,6ов,
(10.5)
где оБ — предел прочности материала фланца (при высокой тем-
пературе под о в следует принимать предел длительной прочности).
Из формулы (10.5) следует, что для снижения напряжений
во фланцах целесообразно: 1) приближать оси болтов к трубе
(уменьшать 4); 2) увеличивать толщину трубы -в месте перехода
к фланцу (размер Sj). Однако при большой конусности (1 : 2)
упрочнение локально и максимум напряжения сдвигается к более
тонкому сечению трубы.
Соединения со свободными фланцами. Расчет болтов соеди-
нения (рис. 10.8, б) выполняют так же, как и в случае контакти-
рующих фланцев.
При расчете на прочность фланца принимают, что фланец
подвергается поворотной деформации и в нем возникают окруж-
ные напряжения.
301
Таблица 10.2
Значения коэффициента т)
sm/rvp dh/d S/h mi
1,0 0,9 0,8 0,7 0,6 0,5 0,4 | 0,3
0,02 1,2 0,991 0,988 0,982 0,974 0,959 0,931 0,874 0,747
1,5 0,980 0,973 0,962 0,943 0,913 0,860 0,758 0,570
2,0 0,966 0,954 0,936 0,907 0,860 0,782 0,647 0,437
2,5 0,956 0,941 0,917 0,881 0,823 0,730 0,581 0,369
3,0 0,948 0,929 0,902 0,860 0,795 0,693 0,536 0,329
0,10 1,2 0,980 0,973 0,962 0,943 0,912 0,859 0,757 0,569
1,5 0,956 0,942 0,918 0,882 0,824 0,733 0,584 0,372
2,0 0,928 0,903 0,868 0,814 0,733 0,616 0,450 0,258
2,5 0,907 0,876 0,833 0,768 0,676 0,548 0,383 0,208
3,0 0,890 0,855 0,806 0,734 0,634 0,503 0,341 0,180
0,40 1,2 0,961 0,947 0,926 0,893 0,840 0,752 0,609 0,397
1,5 0,916 0,889 0,849 0,789 0,702 0,578 0,412 0,229
2,0 0,865 0,824 0,766 0,686 0,579 0,445 0,291 0,148
2,5 0,829 0,780 0,713 0,623 0,510 0,377 0,237 0,116
3,0 0,801 0,747 0,674 0,580 0,465 0,336 0,206 0,099
Условие прочности фланца
а = £*i) — 0 83 <г* 0 7п Л 0
яГ>вЛ«1п (De/DB) U,b3 DBh*lg(DB/DB) < °’7ат> (10-ь)
где D6 — диаметр окружности осей болтов; £)х — средний диа-
метр кольцевой площадки контакта фланца и трубы; DB — вну-
тренний диаметр фланца толщиной h; пт — предел текучести ма-
териала с учетом температуры фланца.
10.4. Проверочный расчет
Расчет выполняют для оценки прочности элементов и плот-
ности ответственных соединений.
Усилия в соединении. Фланцевое соединение рассчитывают
по схеме, показанной на рис. 10.9. Изгибной жесткостью болтов
пренебрегают. Фланцы относят к системе болта, трубу и про-
кладку — к системе корпуса.
302
FTip
Рис. 10.9. Конст-
руктивная (а) и
силовая (д') схемы
к расчету усилий
в соединении с
плоской прокладкой
На соединение действует внешняя сила, обусловленная давле-
нием рабочей среды,
F=FTp + F(S = -^p, (10.7)
где £>к — диаметр уплотнения.
В расчетах принимают Z)K = Dmny полагая при этом, что
рабочая среда проникает в зону контакта между фланцем и про-
кладкой и вдвое уменьшает ее эффективную ширину. В стандарте
ASME (США) допускают, что эффективная ширина прокладки
уменьшается лишь на 1/3 ее ширины.
Полная сила, действующая на болты,
Fn = Fot + %F,
(10.8)
где Fos — предварительная нагрузка на болты до приложения
внешней силы (суммарная сила затяжки); % — коэффициент основ-
ной нагрузки.
После приложения внешней силы нагрузка на прокладку
уменьшается до значения
Fc = FoS - (1 - %F).
(10.9)
303
Таблица 10.3
Значения для плоских прокладок
Материал прокладки р< МПа Среда qOf МПа
Резина До 3 Св. 3 до 10 — 1,5+ 1,7р 4,5 + 0,7р
Паронит — Нормальной проникаю- щей способности 10+ р
Повышенной проникаю- щей способности (во- дород, гелий и др.) 35
Фторопласт-4 До 10 Св. 10 до 15 До 15 Жидкая Газообразная 1 + Р (7о mln”*) 4+ р 4 + р
Фибра —“ 40
Свинец 7
Для обеспечения герметичности необходимо выполнение усло-
вия
р \ р
где Гуп — усилие уплотнения стыка в рабочих условиях.
Усилие уплотнения. Сжимающая контактная нагрузка на со-
единение, предотвращающая утечку рабочей среды (жидкости,
газа), определяется контактным давлением на прокладку в рабо-
чих условиях Qo. Значение 70 определяют обычно в зависимости
от давления рабочей среды по формуле
?о =
где т — коэффициент уплотнения прокладки (прокладочный коэф-
фициент, см. табл. 10.1).
Значение д0 должно удовлетворять условию герметичности
(10.1).
При использовании плоских прокладок усилие уплотнения
определяют по формуле
F уп — ~ Я-Отп^е^Р> (10.10)
где Ьд — эффективная ширина прокладки; ее значение выбирают
в зависимости от ширины b прокладки:
{Ь для Ь 15 мм;
1,2 у b для b > 15 мм.
304
Таблица 10 А
Рекомендуемые значения толщины Ztn и ширины b плоских
прокладок в зависимости от рабочих параметров среды
Материал прокладки р, МПа, не более f, ?G йл , мм Ь, мм
Резина 10 -30 ... +60 Не менее
1. >•» 3 4/in
Паронит 15 До 400 12 ... 20
Фибра 15 До 100 8 ... 12
Фторопласт-4 20 —73 ...+250 0,8 . ., 0,9 10
Алюминий 50 До 250
Медь 70 » 350 .. 2 Я 16
Мягкая сталь 70 » 400 Л 9 о ... ли
Сталь типа 12Х18Н9Т 100 » 600
Примечание. Максимальный зазор между уплотняющими поверхностями
фланцев (без прокладок) не должен превышать 0,15hn.
а)
Рис. 10.10. Соединения с линзовой прокладкой
Рекомендуемые значения q0 и соотношения для вычисления qQ
для плоских прокладок из различных материалов даны
в табл. 10.3; в табл.
10.4 указаны рекомен-
дуемые значения ши-
рины и толщины про-
кладок в зависимости
от рабочих параметров
среды.
Для гребенчатой
прокладки (см. рис.
10.4, б) можно при-
нимать значения т и
7о mm по табл. 10.1,
уменьшенные на 20 %.
При толщине проклад-
ки /гп = 3 мм прини-
мают Ьет = 3 l7?, где
z — число гребешков.
Для овальных, круг-
лых и линзовых прокла-
док между плоскими поверхностями уплотнения (см. рис. 10.4,
г, ж) можно принимать
be — min \ b; 0,Згп},
где гп — радиус * кривизны контактирующей поверхности про-
кладки.
При использовании линзовых прокладок (рис. 10.10, а) для
обеспечения лучших условий контакта твердость материала линзы
11 Биргер А. И. и др.
305
должна быть несколько меньше твердости материала трубы.
Усилие Муп, действующее на линзу, и усилие уплотнения Fyn
связаны соотношением
F = JVyneosJaJ-p) (Ю. 1 р
где р — угол трения, tg р = f (f — коэффициент трения; часто
принимают f = 0,15, р = 8° 30'). Угол а обычно равен 20 ... 30°.
Нормальное усилие, необходимое для уплотнения,
^уп-пОк7уП} (10.12)
где 7уп — нагрузка на единицу длины контактной линии.
Значения qyn выбирают в зависимости от DK (р 75 МПа):
Z)K, мм ............................ 50 100 200
<7уп, МПа .......................... . 30 40 50
Нагрузку 7уп можно определить исходя из равенства кон-
тактных напряжений для создания герметичности и предела
текучести материала линзы. На основании теории контактных
деформаций (контакт цилиндра и полуплоскости) максимальные
контактные напряжения (в середине полоски контакта,
рис. 10.10, б)
ан = 0,42 = ат, (10.13)
где от и Е — предел текучести или модуль упругости материала
линзы; R — радиус кривизны контактирующей поверхности
линзы.
Ширина полоски контакта
Из формулы (10.13) получаем
д-2 П
^ = 5,7-1-. (10.14)
Например, при от = 600 МПа, R = 50 мм, Е = 2-106 МПа
- „ (600)2 50 ТТ/
<7ул = 5,7 —27]-q5— = 510 Н/мм.
Увеличение дуп при возрастании R объясняется необходимо-
стью увеличения усилий для создания контактных напряжений,
равных от.
Сила обжатия и допускаемые давления для прокладки. Для
обеспечения герметичности стыка прокладка должна быть пред-
варительно обжата под определенным давлением (для устранения
неплотности прилегания) путем затяжки болтов.
306
Монтажное контактное давление (давление обжатия) для
соединений с плоскими прокладками находят по формуле
. D2
7обЖ — ?0 Т? ЛкГ)
Необходимое монтажное усилие (сила обжатия)
Робж = (10.15)
Однако при очень больших значениях контактного давления
на прокладку возможно ее расплющивание, образование трещин
и т. п. По условию прочности монтажное контактное давление
должно быть не более допускаемого, т. е.
?обж Ь
Для плоских рифленых прокладок значения 70бж и [#] могут
быть приняты на 20 % меньше указанных в табл. 10.1.
Для круглых прокладок можно использовать значения, при-
веденные в табл. 10.1, если давления относить к ширине про-
кладки b xd.
Для линзовых прокладок принимают qo6m = дуп.
Допускаемое давление при, ан = 0,9ов находят по формуле
(10.11)
[д] =5,7-^^-= 4,6-^—-. (10.16)
с» С
Сила затяжки фланцевых болтов. Сила затяжки болтов должна
обеспечивать герметичность соединения. Исходя из равенства
(10.9) получим
Л>2>(1~%И + /\П. (10.17)
Силу затяжки для обеспечения герметичности в рабочих
условиях выбирают с некоторым запасом на потерю затяжки:
(10.18)
При действии внешнего изгибающего момента Ми к величине
Fyn добавляется слагаемое (1 — %) Л4и/(4Отп).
В равенстве (10.18) kQ = 1,0 ... 1,4 — коэффициент, большие
значения которого принимают для металлических прокладок
и для прокладок, подвергающихся частому действию повторных
нагрузок при повышенных температурах. Для резиновых про-
кладок kQ = 1.
Для обеспечения герметичности при гидравлических испыта-
ниях сила затяжки болтов
FoS>(l-X)-fZ-P“p + ^’
где рпр — пробное давление.
11* 307
(10.19)
Значение рпр устанавливается техническими условиями и со-
ставляет обычно (1,1 ... 1,5) р.
Сила затяжки должна превышать необходимую силу обжатия,
т. е.
Fобж* (10.20)
При выборе силы затяжки рассматривают все три условия
(10.17)—(10.19) и принимают наибольшее значение F02; выбран-
ное значение F02 должно удовлетворять условию прочности
прокладки.
Давление на прокладку
F 4- F
(10.21)
(10.22)
Температурное усилие
Р = (аФ^Ф "~~аб^б) 1$
* Xq 4- Хф + Хп + р’
где аф, /ф и аб, /б — коэффициенты линейного расширения и тем-
пературы материала фланца и болтов соответственно.
Разность температур болтов и фланца обычно составляет
10 ... 15° при температуре среды 300 ... 400 °C и 15 ... 20° при
температуре среды 400 ... 500 °C.
Разность температур в момент прогрева следует принимать
в 3 ... 4 раза больше.
Коэффициент основной нагрузки соединения и податливость
деталей. Коэффициент основной нагрузки соединения
X = Xi — Х2,
где Xi и %2 — коэффициенты соответственно осевой нагрузки
и внутреннего давления.
Коэффициент осевой нагрузки
<10-23>
где Х-п, А,тр, Хб, Ц — податливость прокладки, трубы, болтов
и фланцев.
Коэффициент осевой нагрузки изменяется в пределах 0
1. В приближенных расчетах можно принимать: при
металлических прокладках Xi = 0,1 ... 0,3; при мягких (исключая
резиновые) Xi == 0,2 ... 0,4; при резиновых Xi = 0,7 ... 1,0.
Коэффициент внутреннего давления
Х2 = М>/(^б + + ^тр), (10.24)
где Ц — податливость фланца, обусловленная радиальной де-
формацией стенок трубы. Эта деформация вызывает поворот
тарелок фланцев и уменьшает нагрузку на фланцевые болты.
В приближенных расчетах можно принимать Хг 0,35т//х.
Обычно Хз = 0,1 ... 0,3.
308
Приближенная формула для вычисления нагрузки на болты
в рабочих условиях
Fq ~ F
Податливость болтов
- 4 (/б + 0,3d)/(nE6^2), (10.25)
где /б — расчетная длина болта; d — диаметр стержня болта;
п — число болтов; Еб — модуль упругости материала болта (с уче-
том температуры).
Увеличением длины на 0,3d приближенно учитывается податли-
вость витков резьбы.
Податливость прокладки
Хп - hn/nEnDmnb, (10.26)
где Еп — модуль упругости материала прокладки (см. табл, 10.1).
Податливость трубы
(10.27)
Податливость фланцев при действии осевой нагрузки опре-
деляют с учетом поворотной деформации фланца и изгиба связан-
ной с ним цилиндрической оболочки (трубы).
Если угол поворота фланца под действием силы F составляет
Фф податливость (для двух фланцев)
Ч Зфф/i/F.
На основании решения, изложенного в подразд. 10.5,
= 1,6 • (10.28)
Значения г] см. в табл. 10.2. При высокой температуре (t >»
> 300 °C) следует учитывать уменьшение модуля упругости.
Податливость фланцев при действии внутреннего давления
на основании решения для двух фланцев
Хф = 0,8 (1 — т]) •
Расчет на прочность фланцевых болтов. Полная сила, дей-
ствующая на фланцевые болты в рабочих условиях,
Fn = F02 + Ft + %F. (10.29)
Усилие при монтаже F02 должно удовлетворять условиям
(10.17)—(10.19). Условие прочности фланцевых болтов
а=4^-<<0’6---0’9>ст- <10-3°)
При воздействии высокой температуры проводят расчет на
длительную прочность.
309
Рис. 10.11. Расчетная схема фланца
Коэффициент запаса прочности по пределу длительной’ проч-
ности в болте
пд=Ог/а, (10.31)
где вх — предел длительной прочности материала болта при рабо-
чей температуре t за время работы т конструкции; пд = 1,5 ... 2,5.
Прочность фланцевых болтов необходимо проверить при ги-
дравлических испытаниях и при прогреве.
Напряжение в болтах при гидравлической опрессовке
а = (0,6.. .0,9) ат. (10.32)
Напряжение в болтах при прогреве определяют по формуле
(10.30), причем значение Ft соответствует нестационарному тем-
пературному режиму. Принимают, что от соответствует макси-
мальной температуре (при высокой температуре и большей дли-
тельности работы предел длительной прочности часто меньше
предела текучести при той же температуре).
Расчет на прочность фланцев. Напряжение изгиба в трубе
в месте присоединения к фланцу (сечение АВ на рис. 10.11) опре-
деляют по формуле (10.5). В приближенных расчетах часто при-
нимают 1г ж 0,5 (Dq — Dx).
В самом фланце возникают окружные напряжения
Go = Еуу/г, (10.33)
где ф — угол поворота фланца; у и г — радиальная и осевая
координаты рассчитываемой точки.
Угол поворота фланца
__ бря + ВД)
ф Eh* lg (DH/D) *
310
Учитывая равенство (10.3), находим
m 6 (1 —n)
ф л №lg(DH/D) ’
В удовлетворительно работающих фланцевых соединениях
допускаемый угол поворота плоских фланцев [<р ] = 0,013 (0,75°).
Для фланцев, приваренных встык, [<р ] = 0,09 и 0,013 соответ-
ственно при внутреннем диаметре фланца D 2000 мм и D >
> 2000 мм.
В точке В (см. рис. 10.11) в двух взаимно перпендикулярных
площадках действуют напряжения <ти и
Наибольшее окружное напряжение во фланцах (в точке В)
- = мз тШг (ю.м)
Эквивалентное напряжение
^ЭКВ “ °и 4“ + °иае < 0,8сгв, (10.35)
где ав — предел прочности материала с учетом температуры
и длительности работы.
Напряжения ои и в равенстве (10.35) вычисляют по форму-
лам (10.5) и (10.34).
Условие (10.35) обеспечивает коэффициент запаса по напря-
жениям
п = ^в/^экв > 1,25. (10.36)
При большой конусности трубы (1 : 2) и в трубах больших
диаметров может оказаться опасным сечение в месте перехода
от цилиндрической части к конической.
Изгибающий момент в сечении х
М (х) = Alje-P* cos рх,
где коэффициент
Р = i,28/FsJrP;
координату х см. на рис. 10.11; sm = 0,5 (sx + s) — средняя
толщина конического участка.
Напряжения изгиба в сечении А2В2
e-₽z‘ cos р/4, (10.37)
где /4 — длина конической части трубы.
Окружное напряжение в этом сечении
= pr-rp/S. (10.38)
Прочность оценивают по уравнению (10.35). Если р/4 > 3,5,
прочность сечения А2В2 обеспечивается, так как изгибающий
момент быстро затухает.
311
При действии малоцикловых нагрузок фланцевые соединения
могут выходить из строя из-за повреждений (трещин недопустимых
размеров, разрушений) болтов и фланцев в зонах концентрации
напряжений (деформаций).
Оценку надежности болтов в этом случае выполняют по схеме,
описанной в гл. 6.
Оценку надежности фланцев часто выполняют по расчетной
амплитуде напряжений
°ар ~ «(^экв [°aL
где — теоретический коэффициент концентрации напряжений
в расчетном сечении детали (с учетом пластических деформаций);
[оа] — допускаемое напряжение для материала фланца.
Расчетное напряжение в опасной точке фланца определяют
также методом конечных элементов (см. далее).
Значение [оа] определяют по условной амплитуде напряжений
(формула Б. Лангера)
= Ееа = 4- EN^’6 In
где 8a — амплитуда деформаций (пластических и упругих) цикла;
Мр — число циклов нагружений фланца до разрушения; ф —
относительное сужение площади поперечного сечения стандарт-
ного образца из материала фланца; о_1р — предел выносливости
при симметричном цикле напряжений стандартного образца из
материала фланца.
Для фланцев (корпусов) коэффициент запаса прочности по
числу циклов nN = 10, по напряжениям по = 2. С учетом этого
получим соотношения между допускаемыми напряжениями [aa ]
и числом циклов до разрушения [Мр]:
Е 1
l°al = 4(^Ир])0,6 1п + о-1р'
В качестве расчетных принимаются минимальные значения
[оа], получаемые по двум последним формулам. При давлении
среды р 4 МПа допускаемые напряжения уменьшают в 1,5 раза
для аппаратов химической и нефтяной промышленности.
Кроме по целесообразно определить коэффициент запаса проч-
ности по разрушающей нагрузке.
Разрушающая нагрузка при кратковременном действии внеш-
них сил
FB = А -<Е 2°в + (Da-D- 2с) + £>i] > (Ю.39)
причем ав и от определяют с учетом температуры.
312
При длительном действии нагрузки
Fb.« = ^b-^. (10.40)
ив
Коэффициент запаса прочности фланца по разрушающей на-
грузке
Пв-^в.д/^п. (10.41)
В удовлетворительно работающих соединениях пв > 2.
10.5. Напряженное состояние фланца и трубы
Приведем обоснование расчетных зависимостей, используемых
при расчете на прочность фланцевых соединений. Для этого
рассмотрим упрощенную схему фланцевого соединения
(рис. 10.12), заменив трубу цилиндрической оболочкой постоян-
ной толщины, а фланец кольцом. Такую расчетную схему можно
использовать для фланцевых соединений с неконтактирующими
фланцами.
Кольцо считаем жестким в радиальном направлении, вли-
янием перерезывающих сил в месте соединения фланца и трубы
пренебрегаем.
Коэффициент т]. Неизвестный (распределенный) момент
находим из условия равенства угла поворота фланца и трубы
в месте сопряжения (рис. 10.13).
Используя решения для длинной цилиндрической оболочки,
находим угол поворота оболочки, обусловленного действием
изгибающего момента Мг (при v — 0,3):
= 4,25 • <10Л2>
Поворот под действием давления объясняется тем, что ра-
диальному перемещению стенок оболочки (трубы)
,, _ а6Гтр _ Ргтр
U ~ Е ” ES
препятствует кольцо.
313
Рис. 10.13. Схема деформаций флан-
ца и трубы
Угол поворота оболочки под действием давления
_ О Рг\ _ 1,28
Р ES Д/г— s ES ’
Если учесть, что в результате действия осевых напряжений
ах = 0,5prTp/S
радиальное перемещение оболочки
то суммарный угол поворота от давления р и осевых напряжений
2 2
ф2 = —-5^(1-o,5v)= 1,03 ----Р^р—- . (10.43)
l/rTpS ES v ' ES^/r^S v ’
Угол поворота кольца (фланца) от действия распределенной
нагрузки по окружности расположения осей болтов (</п =
= ЛДлЯо))
_ 12М 12 (?Уб - W?p) __ 12ЛЛ
£Л» In (£>Н/Е) Е№ In (Da/D) 2лЕ№ In (DH/D) ’
где Zi = гб — гтр = 0,5 (Об — £>Тр) — плечо осевой силы.
Угол поворота кольца от действия распределенного момента
* ________12rTpMx
ТЛП Eh* In (Dn/D) ’
Приравнивая углы поворота кольца и оболочки
фд 4“ флн — фЛП “Ь Фа>
находим
ЛЛ __ ______1 по ^Гтр / 12гтр_________________I
11 jiEh4n(DH/D) A’uo ES y^s I Eh3ln(DH/D)
+ 4,25 -~^ез5 • (10.44)
Второй член в числителе этой формулы характеризует действие
внутреннего давления, которое уменьшает изгибающий момент
что идет в запас прочности; этим членом можно пренебречь.
Теперь представим равенство (10.44) в виде
"’1^-’ п'145'
где
П - [1 + 0,82 (/i/S)3 (S/rTp)0’5 1g (10.46)
314
Податливость фланца при действии осевой нагрузки. На фла-
нец действует полная осевая сила Fn вызывающая смещение
точки Вг относительно на расстоянии А (см. рис. 10.12). С уче-
том этого податливость и угол поворота фланца
л _ А __ ф/i .
А ” Fn “ Fn ’
_ 12(V6-W?P~MirTp) __ 6FrA(l-n)
ф Eh3 in (DH/D) aEh3 in (DH/£>) ’
Подставляя q> в формулу для вычисления К, получаем
6/2(1—П) 0,83/2 (1-т))
Л “ лЕ№ In (DH/D) пЕ№ 1g (PH/D) ’
Податливость фланца при действии давления. Из формулы
(10.44) при Fn = 0
тг ТУ^ О
= -р 0,077 (1 - г))-
Уменьшение расстояния по оси болтов
ZX - ф/1 - ш 1п (Пн/П) .
Податливость одного фланца, отнесенная к силе F,
= -р- = °>4 (1 — г1) -5/ Eh3 ig (Da/D) • (10-47)
Разрушающая нагрузка. При определении разрушающей на-
грузки фланец рассматривают как кольцо прямоугольного сечения
с учетом ослабления от отверстий (рис. 10.14).
Предполагаем, что в поперечном сечении кольца и в сечении АВ
одновременно возникает предельное распределение напряжений.
Предельный изгибающий момент в поперечном сечении кольца
(рис. 10.15)
м = [ат4- + (ав~ат)Я =
= - с) Стт>-, (10.48)
где с — диаметр отверстия под болт.
Предельный изгибающий момент в сечении АВ трубы (на еди-
ницу длины)
М 1р = 2<Тв + Стт . (10.49)
Из условия равновесия
М = O^FpZJn — 0,5MlpDv
315
Рис. 10.14. Схема к расчету разру-
шающей нагрузки
Рис. 10.15. Схема к расчету предель-
ного изгибающего момента
Из равенств (10.48) и (10.49) получаем формулу (10.39) для
разрушений нагрузки при повторной деформации фланца
" D ~ 2с> + -Г- D J -?В Г?-Т- * 0°-50)
При более точном выводе следует рассмотреть возможность
образования пластического шарнира в других сечениях кониче-
ского участка трубы и учесть влияние растягивающего усилия
в сечении.
10.6. Расчет соединений методом конечных элементов
Метод конечных элементов широко используют для оценки
напряженного и деформированного состояния соединений с кон-
тактирующими фланцами.
В работе [17 ] дан анализ напряженного состояния во фланцах
по стандарту JIS (Япония). Расчет фланцев (рис. 10.16) выпол-
няли сначала при действии суммарной силы затяжки FOs =
== FQn (Fo — сила затяжки болта; п — число болтов), распре-
деленной равномерно по окружности диаметром Z)6 (см. рис. 10.8).
Такая схема соответствует условию установки (монтажа) про-
кладки. Фланец и прокладку рассматривали совместно и в каче-
стве установочного (монтажного) контактного давления на про-
кладке принимали осевое напряжение oz. Перемещения узлов
конечных элементов в средней плоскости прокладки фиксировали
в осевом направлении и не ограничивали в радиальном.
Затем выполняли расчет фланцевого соединения при действии
Fos и внутреннего давления жидкости и оценивали установочное
контактное давление на прокладку. При этом учитывали, что
в результате проникновения жидкости в зону контакта между
фланцем и прокладкой уменьшается ее эффективная ширина Ье.
316
Рис. 10.16. Фланец (а), его конечно-элементная модель (б) и схема расположе-
ния конечных элементов в прокладке из мягкой стали (в)
Значение Ье находили методом итераций из условия совпадения
контактного напряжения (давления) на стыке с внутренним
давлением жидкости.
Для оценки эффективности расчетной модели результаты
расчета при нагрузке FQZ сравнивали с данными эксперименталь-
ных измерений напряжений во фланце с помощью двухосных
(с базой 2 мм) и одноосных (с базой 1 мм) тензорезисторов. Первые
устанавливали на конической ступице и трубе, вторые — на
поверхностях сопряжений кольца со ступицей и ступицы с тру-
бой, т. е. в зонах концентрации напряжений.
Тензорезисторы располагали по линиям, лежащим в пересече-
нии фланца с плоскостью, проходящей через оси противополож-
ных болтов, и с плоскостью, проходящей между осями этих болтов.
Болты затягивали динамометрическим ключом с одинаковым
моментом затяжки; они имели сернисто-молибденовое покрытие,
обеспечивающее постоянный коэффициент трения. Установлено,
что при таких условиях монтажа напряжения в тензорезисторах,
расположенных по окружностям на поверхностях ступицы и трубы
фланца, отличались между собой не более чем на 7 %.
Результаты расчетов представлены на рис. 10.17 в виде эпюр
меридиональных вт и окружных а0 напряжений на наружной
(сплошные линии) и внутренней (штриховые линии) поверхностях
фланцев. Экспериментальные значения напряжений на наружной
поверхности фланца, отмеченные точками на рис. 10.17,я, близки
317
к экспериментальным. Можно заметить также, что напряже-
ния ат от нагрузки F02 концентрируются в зонах сопряжения
кольца со ступицей (в большей степени) и ступицы с трубой
(в меньшей степени), а в трубе они приближаются к нулю. Макси-
мальные напряжения ат на внутренней поверхности фланца
изменяются в этом случае от напряжений сжатия (отмечены зна-
ком плюс) до напряжений растяжения (отмечены знаком минус).
Характер изменения окружных напряжений о0 во фланце ана-
логичен рассмотренному выше.
При действии нагрузки (Fn ж 1,62 МН) и внутреннего
давления р = 10 МПа (рис. 10.17, б) характер распределения
напряжений в ступице изменяется незначительно. Труба оказы-
вается в поле сравнительно больших напряжений растяжения,
обусловленная давлением жидкости.
Сравнение результатов показывает, что максимальные значе-
ния напряжений в соединении кольца со ступицей определяются
практически лишь нагрузкой Fos, а напряжения в трубе — дав-
лением среды.
Теоретический коэффициент концентрации напряжений в со-
пряжении кольца со ступицей
(Za = CTm ном
определяется значениями максимальных меридиональных тах
и номинальных (вычисленных по формуле стандарта на расчеты
фланцев) осевых о2 ном напряжений в этой части конструкции.
Рис. 10.18. Схемы распределения ме-
ридиональных от и окружных О0 на-
пряжений во фланцах с конусностью
1:5, 1 I 2,5 и 1 | 1,25 (соответственно
штрихпунктирные, сплошные и штри-
ховые линии)
318
О 0,01мм
а)
Прокладка
/У
1)
Рис. 10.19. Кривые распределения кон-
тактных напряжений (а) и схема де-
формирования фланца и прокладки (tf)
Он зависит от радиуса R сопряжения кольца со ступицей следу-
ющим образом:
R, мм ............ 20 40 60
аа, мм ............ 1,43 1,23 1,14
При увеличении конусности ступицы напряжения ат тах
в сопряжении кольца со ступицей практически не изменяются,
а в соединении ступицы с трубой умень-
шаются (рис. 10.18).
Кривые распределения контактных
напряжений на стыке между фланцем
и прокладкой показаны на рис. 10.19.
Видно, что напряжение (кривая 1)
действует по всей ширине прокладки.
При действии давления вследствие
деформаций фланца и прокладки в сое-
динении между ними образуется зазор,
куда проникает рабочая жидкость под
давлением р. Это давление действует
на фланец и прокладку, сокращая ее эф-
фективную ширину (кривая 2). Дефор-
мации фланца и прокладки в этом случае
показаны на рис. 10.19, б.
Герметичность соединений в значи-
Рис. 10.20. Модель сил,
действующих на фланец
тельной мере зависит от равномерности
распределения установочного контактного давления по периметру
прокладки. Известно, что наибольшее давление создается в попе-
речной плоскости, проходящей через оси диаметрально распо-
ложенных болтов, и наименьшее — между ними, где возможны
утечки жидкости. Очевидно, полная герметичность достигается
при одинаковом (постоянном) давлении в окружном направлении.
319
Рис. 10.21. Кривые распределения установочного давления между болтами
в окружном направлении
Для оценки влияния числа болтов на установочное давление
прокладки также .используют осесимметричную конечно-элемент-
ную модель фланца. Но в этом случае нагрузку на один болт
считают распределенной в окружном направлении по косинусо-
идальному закону в узкой полоске (рис. 10.20):
qc cos [л0/(2ф)] при —ф 0 <; ф;
при 0 < —ф, 0 >ф.
(10.51)
Длина этой полоски равна размеру гайки под ключ
s = Обф.
Здесь qc — амплитуда распределенной нагрузки; 0 — текущее
значение угла; ф — угловая координата края полоски.
Нагрузка на один болт (7? = 0,5Об)
ф
Fo = j qRdQ.
—ф
С учетом равенств (10.51) после интегрирования этого уравне-
ния находим
9с 4фЯ ^°-
Таким образом, распределенная нагрузка
<7 =
4^cos (wj при -ф<0<<р;
при Ф < 0, —ф >0.
(10.52)
о
Выражение (10.52) можно разложить в ряд Фурье в области
от —ф до ф:
оо
? = Zj 4k cos Й0,
k=Q
320
где
п — г° *
2 л/? ’
qh ~ 4<р2/? [( 2<р ) C0S
В работе [17] выполнен анализ сходимости напряжений от
во фланце (см. рис. 10.16, а). Установлено, что напряжения
остаются постоянными начиная с k = 20 (k — номер гармоники).
Если напряжения от од-
ного болта в сечении, отстоя-
щем на угол 0, обозначить
сг(0), то напряжение при нали-
чии п болтов
о (0, п) = о (0) + а х
X (0 — а) + о (0 — 2а) + ... +
+ о [0 — (п — 1) а],
где а = 2л/п — угол между
осями болтов.
На рис. 10.21, а показана
зависимость установочного да-
вления az прокладки от теку-
щего угла 0 для ее наружной
кромки, на рис. 10.21, б —
то же для внутренней кромки.
Рис. 10.22. Кривые распределения ме-
ридиональных напряжений в сопряже-
нии ступицы и кольца в окружном
направлении
Штриховой линией показаны
кривые для 12 болтов, штрих-
пунктирной и сплошной — со-
ответственно для 8 и 6 бол-
тов. Видно, что при малом
числе болтов установочное давление изменяется по синусо-
идальному закону в окружном направлении, но уже при 12 болтах
оно практически стабилизируется.
На рис. 10.22 показано распределение в окружном направле-
нии меридиональных напряжений ат в зоне сопряжения ступицы
и кольца под действием только нагрузки FOs- Кривая 1 соответ-
ствует соединению с 24 болтами, кривая 2 — с 12, кривая 3 —
с 8 болтами.
Для обеспечения постоянного значения Fos при уменьшении
числа болтов сила затяжки одного болта увеличивается. Следова-
тельно, при меньшем числе болтов амплитуда колебаний напря-
жения в окружном направлении возрастает. При большом
числе болтов распределение установочного давления по периметру
прокладки стабилизируется.
Сравнение результатов расчетов соединений с эксперименталь-
ными данными выявило их удовлетворительное соответствие. На
рис. 10.22 точками показаны значения максимальных меридиональ-
321
Рис. 10.23. Эскиз фланца
Ф23О
ных напряжений в зоне сопряжения
ступицы и кольца, полученные экспе-
риментально (тензометрированием).
Пример 10.1. Рассчитать фланцевое сое-
динение (см. рис. 10.3, б), материал флан-
ца — сталь 45; рабочая среда — жидкость
при температуре 300 °C; рабочее давление
р = 10 МПа; пробное давление рпр =
= 12 МПа. Прокладка плоская с оболоч-
кой из меди и асбестовым наполнителем. Болты из стали 40Х с резь-
бой М22; число болтов п = 8. Размеры фланца показаны на рис. 10.23.
Предварительный расчет
1. Расчетная нагрузка на болты по формуле (10.2) при коэффициенте k = 3
и Dmn ~ 100 мм
Fn = 3 3,14410°2 10 = 235 кН.
2. Напряжение в болтах
4ГП „ 4-235-103
nndj “8-3,14.18,72
106 МПа.
Учитывая, что при температуре 300 °C для стали 45 предел текучести от =
— 260 МПа, заключаем, что условие прочности о < 0,6 от выполняется.
3. Определяем из табл. 10.2 коэффициент уменьшения изгибающего момента,
вычислив предварительно среднюю толщину стенки трубы
Sm = 0,5 (S + Si) = 0,5 (30 + 8) = 19 мм,
и параметры
Sm/h = 19/40 0,5; DH/D = 230/80 ж 2,9; Sm/rTp = 19/45 = 0,45.
19/45 = 0,45.
Из табл. 10.2 находим т] ~ 0,33.
4. Напряжения изгиба в опасном сечении фланца по формуле (10.5)
6-0,33-235.103-35
3,14(80 + 30) 30а “5 МПа’
Принимая для стали 45 при температуре t ~ 300 °C предел длительной
прочности за 10 000 ч работы о^0о = 320 МПа, находим, что условие проч-
ности фланцев ои < 0,6ов выполняется.
Если окажется, что при предварительном расчете условия прочности не вы-
полняются, следует заменить материал, размеры деталей, число болтов и т. п.
Проверочный расчет
1. Уплотняющее давление на прокладку в рабочих условиях (прокладочный
коэффициент т— 3,5 по табл. 10.1)
qQ = тр — 3,5-10 = 35 МПа.
Так как 7о < 7о min> указанного в табл. 10.1, принимаем q0 = qQ mln —
= 46 МПа.
322
2. Усилие уплотнения в рабочих условиях по формуле (10.10)
£уп = 3,14-100-20-46 = 289 кН.
3. При гидравлической опрессовке давление уплотнения
^опр ~ тр — 1,6-12 ~ 19,2 МПа.
Принятое значение qQ обеспечивает условие герметичности.
4. Усилие обжатия прокладки по формуле (10.15) при <?обж ~ 60 МПа
(см. табл. 10.1)
5.
6.
7.
£обж = 3,14-100-20-60 = 376 кН.
сила по формуле (10.7)
3,14J00L10^78kh
4
сила при гидравлической опрессовке
„ nDmn „ 3,14-10002 .. „
Fap =----*---Рщ> -------5-----12 = 94 кН.
По формулам (10.25)—(10.28) определяем коэффициенты пода тливости
Внешняя
Внешняя
, 4(89 + 0,320) . ...
8-1,9.106-3,14-222 —°’16'10 мм/Н’
_ 1,6-35й (1-0,33) _
2-10--403 1g (230/80) “°’23,10 мм/Н’
^тр = 2.105-3,14.110-30 = °’04’10 ’ мм/Н;
Хп = 2/(0,5.10s.3,14.100-20) =0,06-10-» мм/Н
(модуль упругости £=50 ГПа принят из табл. 10.1);
Ц = 0,8(1—0,33) (-gy) 1,9.106.40s 1g (230/80) = °’°9’10 * мм/Н>
8. Коэффициент осевой нагрузки по формуле (10.23)
(0,06 + 0,04) 10~6
~ (0,16 + 0,23 + 0,06 + 0,04) 10-»
и коэффициент по формуле (10.24)
0,09-IO"6
Л2 (0,16 + 0,23 + 0,06 + 0,04) 10"6 ' ’ ‘
9. Коэффициент основной нагрузки
X = Xi — %2 = 0,2 — 0,19 « 0.
10. Необходимая сила затяжки согласно условию герметичности при работе
nDmn
(1-х)—-------p + Fyn
= 1,3 [78 +289] = 477 кН;
согласно условию герметичности стыка при гидравлической опрессовке
Fos > (' - X) ^пр + FуП = 94 + 239 = 383 «Н;
для обжатия прокладки
^02^ ^обж’ Т‘ е' ^0X^383 К^’
323
11. Принимаем FQ^ ~ 383 кН и проверяем прочность болтов при затяжке:
4/?02 _ 4-383-103
ao== nndl ~ 8-3,14-18,72 1 74,4 МПа.
Условие прочности болтов выполняется: о0 >-0,6от = 0,6-370 = 222 МПа.
12. Проверяем прочность прокладки, предварительно определив темпера-
турное усилие в стационарных условиях:
F __ (аф/ф — о^б) h 12-10“6-15-89 ________
i ^б + ^ф + + ^тр
где аф = аб = 12-10~6; /ф — — 15 °C.
В момент прогрева Ff — 3-32,5 = 97,5 кН. Наибольшее давление на про-
кладку
(0,16 + 0,23 + 0,06 + 0,04) IO"6 ~ 32,5 кН’
, _ = 65 МП. <
TiL) jyujP о, 14 • 1 (JU • <Z(J
где допускаемое давление на прокладку [д] ПО МПа (см. табл. 10.1).
13. Проверяем прочность болтов в рабочих условиях. Усилие на болты в ра-
бочих условиях по формуле (10.29)
Fn = 383 + 32,5 = 415,5 кН.
Напряжение в болтах по формуле (10.30)
4-415,5.103
а 8-3,14-18,72 9 МПа’
Коэффициент запаса прочности по пределу длительной прочности согласно
формуле (10.31)
Ид = 360/192 = 1,88,
где cFioooo “ 360 МПа — предел прочности стали 40Х при 300 °C за 10 000 ч
работы.
Коэффициент запаса прочности достаточен: пд > [ггд] = 1,5.
14. Проверяем прочность болтов при гидравлической опрессовке и при
прогреве.
Напряжения в болтах при опрессовке
.mitt.
nnd{ 8-3,14-18,72
Напряжения в болтах при прогреве
__ 4(Гобж+-Гт) _ 4 (376 + 97,5) 10® _
О - —----------------8-3,14-18,72 “ МПа-
a =
nnd'l
Напряжения при прогреве о < 0,9от = 0,9-370 = 333 МПа.
15. Проверяем прочность фланцев. Напряжения изгиба в опасном сечении
фланца по формуле (10.5)
_ 6-0,33-415,5-103.35 . ддгг
°и 3,14 (80 + 30) 302 93,4 МПа‘
Наибольшие окружные напряжения во фланце по формуле (10.34)
0,83-415,5-103-35 (1 —0,33) 1ОО А<гт
09 =------80ЛбЙ?(23б/8б)------- = 138 МПа‘
Эквивалентное напряжение по формуле (10.35)
оэкв = V782 + 1382 + 78-138 = 190 МПа.
324
Коэффициент запаса прочности фланца при о?оооо ~ 320 МПа
лдф = аХкв = 32°/190=1>68,
что следует считать достаточным.
16. Проверку прочности сечения трубы в месте перехода к конической части
не проводим, так как
₽/4 = —-^8~ — = 3,9> 3,5.
К V1,9-4,4
17. Разрушающая нагрузка при кратковременном действии внешних сил
по формуле (10.39)
f в 2-700 +260 Г (2М _ ю _ 2. И) + 30+110 -1 ЗИ0 „н.
оО о I 4 * J
Разрушающая сила при длительном нагружении по формуле (10.40)
Гв.д = 3240-^-= 1480 кН.
Коэффициент запаса прочности согласно формуле (10.41)
пв = 1480/347 = 4,2 > 2.
18. Угол поворота фланца
D 120-80
Е h ~ 1,9-10^-40
= 0,0013 рад <0,75°.
Глава 11
ЗАТЯЖКА И СВИНЧИВАЕМОСТЬ
РЕЗЬБОВЫХ СОЕДИНЕНИЙ
11.1. Выбор предварительной затяжки
Большую часть резьбовых соединений, применяемых в совре-
менных машинах, собирают с предварительной затяжкой. Пра-
вильная затяжка соединения — одно из основных условий надеж-
ной работы соединения.
Напряжения предварительной затяжки устанавливают в соот-
ветствии с условиями герметичности и плотности (жесткости)
стыка. Последнее является необходимым условием обеспечения
прочности резьбовых соединений при переменных нагрузках:
<?о = tfp (1 — X),
где о*0 = F0Mi — напряжение предварительной затяжки (Fo —
сила затяжки); Op = F^A1 — номинальное напряжение от наи-
большей внешней (рабочей) нагрузки, возникающее в стержне
болта (шпильки) при работе; % — коэффициент основной нагрузки
(обычно % = 0,2 ... 0,4). При а0 < о*р (1 —%) стык раскрывается
и внешняя нагрузка полностью передается на болт, резко снижая
долговечность соединения.
На практике, • как правило, напряжения предварительной
затяжки уменьшаются в результате смятия неровностей на стыках,
релаксации напряжений и т. д. Возможно также повышение
рабочих нагрузок при работе машины на нерасчетном режиме
(например, вследствие гидравлического удара, при работе на
резонансном режиме и др.). С учетом этого расчетное напряжение
затяжки увеличивают в v раз:
О0 = VGp (1 — X).
Согласно условию плотности стыка v = 1,25 ... 2,00 при по-
стоянном нагружении и у = 2,5 ... 4,0 при переменном нагру-
жении.
В соответствии с условием герметичности v = 1,3 ... 2,5 при
мягких прокладках; v = 2,5 ... 3,5 при металлических фасонных
прокладках; у = 3,0 ... 4,0 при плоских металлических про-
кладках.
Повышение напряжения предварительной затяжки приводит
к существенному уменьшению доли рабочей нагрузки, воспри-
нимаемой болтами соединения, и способствует ее сохранению
при эксплуатации. Таким образом, большая сила затяжки яв-
326
ляется эффективным средством повышения надежности работы
резьбовых соединений.
Во избежание появления пластических деформаций (остаточ-
ного удлинения и скручивания) верхний предел напряжений
затяжки ограничивают минимально допускаемым значением коэф-
фициента запаса прочности по постоянным напряжениям
Цуи ~
где — коэффициент, учитывающий форму стержня болта; р —
коэффициент приведения, учитывающий закручивание стержня
болта. Если стержень болта состоит из i участков длиной lQi
и площадью Аоь то
i
£ _ 1 Ipj
i0
1=1
Коэффициент P зависит только от отношения т/а:
Р = И + 3 (т/а)2.
Обычно р = 1,19 ... 1,50.
Если принять £ = 1 (стержень болта гладкий), dG = dt и коэф-
фициент запаса по пределу текучести ит = 1,2 ... 1,4, то верхний
предел напряжения затяжки
о0 ж (0,5 ... 0,7) об-
следует отметить, что увеличение напряжения затяжки иногда
снижает предельную амплитуду цикла (предел выносливости
соединения). Однако в этом случае доля внешней нагрузки, вос-
принимаемой болтом, как правило, существенно уменьшается.
Для высокопрочных резьбовых соединений в мостовых кон-
струкциях принимают о0 = (0,8 ... 0,9) от.
11.2. Контроль силы затяжки
Практика показала, что при монтаже и эксплуатации ответ-
ственных резьбовых соединений необходимо контролировать силу
(напряжение) затяжки, так как чрезмерная или недостаточная
затяжка может привести к поломкам резьбовых деталей.
В машиностроении наиболее распространены методы кон-
троля, основанные на измерении: 1) удлинения болта (винта);
2) угла поворота гайки; 3) крутящего момента затяжки гайки.
Наиболее точные результаты достигаются при контроле пер-
вым методом. Его широко применяют при проверке затяжки
особо ответственных резьбовых соединений — шатунных болтов,
стяжных болтов, роторов компрессоров и т. д. (рис. 11.1, а).
327
a)
Рис. 11.1. Схемы контроля силы за*
тяжки по удлинению болта (/и и /р —
длины измерения и растяжения)
Контроль силы затяжки по
удлинению болта осуществляют
по разности А/ базы измерения
до и после затяжки:
Fq = А//Хб,
где Хб — податливость стержня
болта.
Для коротких болтов и бол-
тов средней длины (/ < 6d)
удлинение не превышает 20 ... 60 мкм. Во избежание значи-
тельных погрешностей измерения в этом случае следует учи-
тывать деформацию болта в пределах резьбы, добавляя к рас-
четной длине около 1/3 высоты гайки, а для коротких шпилек —
и деформацию стержня шпильки в пределах длины свинчивания.
При использовании длинных болтов (шпилек) можно измерять
изменение расстояния при затяжке между концом болта и корпу-
сом, применяя для этого индикаторы или шаблоны.
Иногда для определения силы затяжки при монтаже и экс-
плуатации применяют болты (шпильки) с центральным просвер-
ленным отверстием, в котором закрепляют стержень (рис. 11.1, б).
Длину стержня подбирают так, чтобы при полной затяжке торец
стержня был бы заподлицо с торцом болта (шпильки).
Для контроля силы затяжки ответственных резьбовых соеди-
нений применяют проволочные тензодатчики (наклеиваемые на
гладкую часть болта или заливаемые в центральное отверстие),
которые после измерения могут оставаться на детали при даль-
нейшей эксплуатации.
В ряде случаев эффективен пневмотензометрический метод
контроля силы затяжки [13], основанный на фиксировании
изменения расхода воздуха через кольцевую щель шайбы, под-
кладываемой под гайку, при ее деформации (рис. 11.2, а).
Силу затяжки ответственных резьбовых соединений иногда кон-
тролируют с помощью мерной шайбы 1 и кольца 2 (рис. 11.2, б),
которыми снабжается соединение помимо двух обычных шайб.
Мерная шайба и кольцо отличаются по высоте на величину за-
зора 6, которая подбирается такой, чтобы при расчетной нагрузке
на болт шайба получила пластическую деформацию 6. Расчетная
нагрузка определяется по зажатию кольца 2 (в этот момент его
нельзя провернуть при помощи тонкого штифта, вставляемого
в одно из трех отверстий в кольце).
Результаты испытаний, проведенные в лабораторных усло-
виях и в условиях эксплуатации, показали, что погрешность
измерения силы затяжки составляет ±10 %. Это позволяет
назначать напряжение затяжки в болте, равное 0,7сгт. При исполь-
328
г)
Рис. 11.2. Шайбы для контроля силы затяжки соединений
зовании менее точных методов контроля затяжки необходимо
снижать напряжения затяжки до (0,4 ... 0,5) от.
В ряде стран широко применяют фасонную шайбу (рис. 11.2, в),
подкладываемую между опорным торцом головки винта или гайки
и корпусной деталью. Шайба вначале соприкасается с опорным
торцом поверхностью /, а затем, по мере затяжки винта, поверх-
ностью 2. Силу затяжки, определяемую зазором S, контролируют
по возрастанию момента затяжки 7И0 (из-за увеличения момента
сил трения на торце гайки). Этот принцип, заложенный также
в конструкциях шайбы на рис. 11.2, г, д, обеспечивает более
точную затяжку. Для ответственных резьбовых соединений при-
меняют контроль затяжки с помощью ультразвука.
Иногда силу затяжки контролируют по углу поворота гайки.
В этом случае в технических условиях на сборку резьбового
соединения указывают угол поворота гайки (в градусах)
п
Ф = 360
1=1
п
где 2 — суммарная податливость болта и стягиваемых дета-
лей; п— число деталей в соединении (индекс 1 соответствует
болту); Р — шаг резьбы.
Если пренебречь податливостью стягиваемых деталей (по
F 1г
сравнению с податливостью болта), то ср =360-тЛг~, где Аб —
площадь поперечного сечения болта.
329
Рис. 11.3. Ключ для затяжки сое-
динений, контролируемой по углу
поворота гайки
Измерение угла поворота гайки при монтаже с точностью
10 ... 15° не вызывает затруднений; его выполняют с применением
мерных подкладок, шаблонов и др. (рис.' 11.3).
Обычно основное значение имеет податливость болта %б, однако
для податливых фланцев и при наличии некоторого изгиба в стя-
гиваемых деталях следует учитывать их податливости.
Преимущество метода контроля затяжки по углу поворота
заключается в том, что он не связан с силами трения и не зависит,
таким образом, от индивидуальных особенностей резьбового
соединения. Другое преимущество этого метода по сравнению
с предыдущим — его простота. Однако ввиду сложности опре-
деления податливости стягиваемых деталей, начального угла ср0,
при котором полностью выбираются зазоры в соединении, этот
метод не всегда эффективен. Точность обеспечения заданной
силы затяжки при контроле по углу поворота гайки не более
±20 %.
Метод контроля силы затяжки по углу поворота гайки не-
пригоден для соединений с короткими болтами, так как расчетный
угол поворота гайки для таких болтов невелик и погрешности
метода сказываются в наибольшей степени.
Наиболее простым для практики оказывается косвенный метод
контроля по моменту затяжки, основанный на измерении враща-
ющего момента с помощью проградуированных ключей: динамо-
метрических и предельных.
В динамометрических ключах (рис. 11.4) при помощи спе-
циальных устройств (упругих элементов) в каждый момент вре-
мени измеряется приложенный крутящий момент. Затяжка пре-
кращается при достижении моментом на ключе значения, уста-
новленного техническими условиями. Для градуирования ключа
применяют специальные приспособления.
В предельных ключах момент затяжки ограничивается с по-
мощью отжимных муфт или фрикционных ограничений. При до-
330
стижении заданного момента затяжки ключ или отключается,
или подается специальный сигнал (звуковой или световой).
Применение проградуированных ключей основано на связи
вращающего момента на ключе и усилия затяжки. Момент, при-
ложенный к гайке, уравновешивается моментами сил трения в
резьбе и на торце гайки.
Момент сопротивления в резьбе определяется известным соот-
ношением (/р — коэффициент трения в резьбе)
яд — о 5F d P/(nd2) + /р
Момент сил трения на торце гайки
Мт = fTF0RT,
где /т — коэффициент трения на торце гайки; RT — радиус трения
опорной поверхности гайки (головки болта), зависящий от формы
торца; для плоского кольцевого торца (см. рис. 11.1)
п _ Д_ D3~d%
Лт — 3 Z)2 — dl ’
Вращающий момент на ключе (момент затяжки)
Л4кл ~ “Ь AfT.
Для идеального резьбового соединения (без трения в резьбе
и на торце гайки, т. е. при /р = О, /т = 0) момент на ключе
Мкл — Fq
расходуется на преодоление угла подъема резьбы.
Обычно Мкл = (0,05 ... 0,15) Мкл и основная часть момента
на ключе расходуется на преодоление сил трения.
В приближенных расчетах в формуле для определения Мкл
можно принять d2 ~ d, J?T = 0,25 (D — dQ). Тогда для метри-
ческой резьбы (а = 60°, /р = 1,15/)
AlKn = F0[0,5d(^-+ 1,15/)+ МТ]. (11.1)
При обычных значениях / = /т = 0,15; RT = OJd и d/P = 8
Мкл 0,2/v*. (11.2)
Этой формулой можно пользоваться для предварительной оценки
вращающего момента на ключе. Если принять напряжение за-
тяжки сг0 = 0,6сгт, то
При d± 0,85d получим из соотношения (11.2) приближенную
формулу
Мкл ~ 0,07oTd3.
При одинаковых напряжениях затяжки Мкл ~ d3.
331
Рис. 11.5. Кривые распределения Fo
в болтах с резьбой 5/8" при затяжке
с моментом == 80 Нм
Из формулы (11.2) следует, что при неизменных коэффициентах
трения сила затяжки пропорциональна моменту на ключе. В дей-
ствительности коэффициенты трения зависят от удельного давле-
ния и ряда других факторов, среди которых основными являются
наличие и вид покрытия резьбы, шероховатость поверхностей
трения, наличие и вид смазочного материала, повторяемость
сборки, скорость завинчивания, а также жесткость соединения,
влияющая на удельные давления. Поэтому связь между Л4КЛ
и Fo не остается постоянной даже внутри одной и той же серии
болтов. На рис. 11.5 даны результаты измерения силы затяжки
при одинаковом моменте на ключе для 38 различных экземпляров
болтов с резьбой 5/8", выполненных Тумом и Дебусом.
Анализ экспериментальных данных показывает, что зависи-
мость 7ИКЛ = f (Fq) не является устойчивой; она обеспечивает
точность получения силы затяжки ±30 %.
Для определения момента на ключе или коэффициентов трения
проводят опыты с измерением силы затяжки FQ на специальных
резьбовых динамометрах. Опытное определение зависимости Л4КЛ =
~ / (Fq) при испытаниях выборочных партий болтов, а также
использование опубликованных результатов исследований поз-
воляют лишь уменьшить погрешность силы затяжки соединения.
Иногда на практике применяют упрощенную зависимость для
момента на ключе, полученную в предположении, что / = /т’
Мкл = 0,5Fod[(-^- + 1,15/) + ^], (11.3)
где f — приведенный коэффициент трения.
Лучшие (по сравнению с контролем по Л4КЛ) результаты могут
быть получены при затяжке последовательным комбинированным
методом. При этом первоначальную затяжку до «нулевого» поло-
жения выполняют проградуированным инструментом, дальнейшую
затяжку контролируют по углу поворота. Требуемые значения
7ИКЛ и ср определяют из экспериментальной диаграммы Л1кл =
= f (ф). При контроле этим методом исключается произволь-
ность отсчета нулевого положения угла поворота; сила затяжки
не зависит от трения.
В последние годы для автоматизированной сборки соединений
используют контроль силы затяжки по градиенту момента на
ключе (градиентный контроль) [13]. Однако для реализации
на практике этого метода контроля болты следует изготовлять
из высокопластичных материалов.
332
В ряде конструкций для автоматизации сборки применяют
специальные гайки с шестигранной головкой, обрываемой в про-
цессе затяжки по шейке при достижении определенного момента
затяжки.
Более подробно вопросы контроля силы затяжки рассмотрены
в работе [13].
В заключение отметим, что при неконтролируемой затяжке
возникает опасность перетяжки болтов и шпилек с диаметром
менее 10 мм. Это вынуждает существенно снижать допускаемые
нагрузки на соединение, а в ряде случаев ограничивает примене-
ние таких болтов в качестве силовых деталей.
11.3. Свинчиваемость резьбовых соединений
Свинчиваемость — свойство резьбовых деталей образовывать
после сборки работоспособное разъемное соединение. Она харак-
теризует склонность к скручиванию стержня болта (шпильки)
в процессе затяжки, заеданию (местному диффузионному свари-
ванию) в соединении при затяжке или после некоторого времени
работы, а также стойкость к коррозии при трении.
Свинчиваемость соединений принято оценивать по коэффи-
циентам трения в резьбе и на торце гайки.
Обширные исследования влияния различных факторов на
коэффициенты трения в резьбе и на торце гайки выполнены Аль-
меном, Келлерманом и Клейном, И. Г. Старостиным, М. А. Щу-
ренко, Хернигом и Зидером, а также В. И. Змиевским и др. [9].
В табл. 11.1, 11.2 приведены значения коэффициентов трения
в резьбе и на торце гайки в зависимости от способа получения
покрытия, наличия и марки смазочного материала, числа пред-
варительных затяжек. Видно, что коэффициент трения в резьбе
больше коэффициента трения на торце гайки.
Таблица 11.1
Средние значения коэффициентов трения в резьбе /р и на торце
гайки /т в зависимости от вида покрытия и числа затяжек
(по данным Г. Б. Иосилевича и О. А. Ямпольского)
Способ получения покрытия болта и гайки 1-я затяжка 2-я затяжка 3-я затяжка
fr /т
Кадмирование 0,160 0,130 0,150 0,100 0,115 0,075
Цинкование 0,156 0,080 0,230 0,080 0,245 0,070
Лужение 0,220 0,165 0,215 0,165 0,210 0,165
Меднение 0,320 0,220 0,325 0,200 0,380 0,185
Никелирование 0,330 0,240 0,352 0,275 0,352 0,275
Оксидирование 0,420 0,330 0,470 0,470 0,500 0,490
Примечание. Болт М.6Х60; материал болта и гайки — сталь 14Х17Н2; тол-
щина покрытия 10 мкм.
333
Таблица 11.2
Средние значения коэффициентов трения в резьбе /р
и на торце гайки /т (по данным И. Г. Старостина)
Способ получения по- крытия болта и гайки *i Смазоч- ный ма- териал (СМ) *2 1-я затяжка 2-я затяжка
fp Аг fn
Без покрытия МК 0,13 (0,18) 0,13 (0,16) 0,16 (0,58) 0,11 (0,22)
Кадмирование мк 0,15 (25) 0,06 (0,05) 0,16 (0,21) 0,05 (0,14)
Цинкование — (0,23) (0,10) — (0,26)
Меднение НК-50 0,16 (0,28) 0,08 (0,12) 0,15 *? 0,09
(0,42) (0,18)
*х Материал болта и гайки сталь ЗОХГСА; резьба М12ХБ5; толщина покрытия
до 6 мкм.
В скобках даны значения и fT при трении без смазочного материала.
После трехкратной затяжки.
При оксидировании, цинковании, меднении, никелировании
поверхностей (см. табл. 11.1) наблюдается возрастание коэффи-
циента трения с увеличением числа затяжек. Это следует учиты-
вать при эксплуатации во избежание недотяжки или перетяжки
резьбовых соединений.
С увеличением контактного давления (силы затяжки) коэффи-
циент трения в несмазанной резьбе либо увеличивается незначи-
тельно (при отсутствии заедания), либо несколько снижается.
Однако при обычных напряжениях затяжки можно считать, что
коэффициент трения не зависит от силы Fo.
Следует отметить, что при всех исследованиях трения в резь-
бовых соединениях наблюдается большой разброс значений /р
и /т, причем разброс /р больше, что свидетельствует о менее ста-
бильном качестве резьбы по сравнению с торцом гайки. Меньший
разброс имеют значения приведенного коэффициента трения
(табл. 11.3), поэтому в зарубежной практике этот коэффициент
используется в основном при расчете момента затяжки резьбовых
соединений. Хернигом и Зидером показано, что с увеличением
числа затяжек разброс /р и /т уменьшается.
С увеличением скорости завинчивания коэффициенты трения
в резьбе и на торце уменьшаются. Это необходимо учитывать при
ручной затяжке тарированным инструментом (особенно предель-
ными ключами) резьбовых соединений с d 10 мм, так как вслед-
ствие неравномерного вращения инструмента в процессе затяжки
(перехват ключа, затяжка рывками) возможны недотяжка или
перетяжка резьбовых соединений. Переход с ручной сборки
резьбовых соединений на механизированную может вызвать суще-
ственную перетяжку резьбовых соединений.
334
Таблица 11.3
Средние значения приведенного
коэффициента трения f
для определения момента на ключе
Способ получения по- крытия болта, гайки и шайбы Значение f при трении
без СМ с СМ
Без покрытия 0,20 0,16
Кадмирование 0,13 0,10
Меднение 0,18 0,14
Цинкование 0,22 0,18
Оксидирование 0,24 0,20
Примечание. При повторных затяж-
ках и трении с СМ значение ?п следует уменьшить
на 10 ... 30 %. Р
При смазывании поверхностей трения, ведущем к уменьшению
коэффициентов трения и их стабилизации, удается обеспечить
пропорциональность между моментом на ключе и силой предвари-
тельной затяжки (тогда как при ее отсутствии контролировать
силу затяжки по Л1КЛ крайне затруднительно). Смазывание значи-
тельно уменьшает изнашивание резьбы, что важно учитывать при
эксплуатации соединений. Согласно изложенному в работе [13]
при наличии СМ для соединений с высокопрочными болтами f =
= 0,14 ... 0,15, причем значения f не зависят от способа изго-
товления резьбы и клас-
са прочности. Коэффици-
ент трения под головкой
болта и под гайкой (/т =
= 0,15 ... 0,16) не зависит
от твердости соединяемых
деталей при ее изменении
в пределах 22,1 ...
51,3 HRQ.
Смазочные материалы,
например дисульфид мо-
либдена MoS2 без графи-
товых присадок и другие
вещества, являются эф-
фективными средствами
для снижения коэффици-
ентов трения в резьбе и
(благодаря этому) замед-
ления коррозии резьбы
при трении, вызывающей разрушение соединений с высокопроч-
ными и сверхвысокопрочными болтами. Обычно СМ наносят по-
сле обработки поверхности (кадмирования, покрытия алюминием,
анодного оксидирования и др.).
Необходимо отметить, что оценка СМ по его влиянию на коэф-
фициенты трения в резьбовом соединении не является полной.
Основное требование, предъявляемое к СМ в данном случае, —
высокие противозадирные характеристики. Такими свойствами
обладают графитовые смазочные материалы (типа НК-50 и др.),
MoS2 [13], масла с присадками жирных кислот или некоторых
соединений серы, хлора и фосфора, обнаруживающие хорошее
сцепление с молекулами металла и отличающиеся прочностью
мономолекулярных слоев и способностью самовосстановления, что
очень важно при больших удельных давлениях на поверхности
витков. Подробно вопросы применения противозадирных сма-
зочных материалов изложены в работе Боудена и Тейбора.
Соединения из титановых сплавов. Резьбовые соединения
из титановых сплавов характеризуются большими значениями
коэффициентов трения в резьбе и на торце гайки. В связи с этим
возрастает опасность скручивания болтов и шпилек малого диа-
335
Таблица 1L4
Коэффициенты трения в резьбовых соединениях из титановых сплавов
Материал резьбовой пары болт—« гайка Покрытие или СМ Значение f при числе затяжек
1 5 10
В резьбе
ВТ16-—ВТ6* Кадмий ** Олово Хром Серебро ВНИИ НП-232 № 8 СК-2-06 4Ф ВНИИ НП-282 АМС-3 МС-70 0,297 ... 0,389 0,146 ... 0,257 0.121 ... 0,168 0,279 ... 0,389 0,080 ... 0,124 0,146 ... 0,234 0,168 ... 0,242 0,279 ... 0,323. 0,234 ... 0,367 0,257 ... 0,389 0,455 ... 0,588 0,345 ... 0,543 0,257 ... 0,411 0,234 ... 0,301 0,186 ... 0,323 0,323 ... 0,389 0,168 ... 0,190 0,090 ... 0,146 0,146 ... 0,212 0,168 ... 0,234 0,212 ... 0,234 0,202 ... 0,389 0,345 ... 0,367 0,355 ... 0,411 0,279 ... 0,323 0,234 ... 0,323 0,259 ... 0,323 0,323 ... 0,356 0,234 ... 0,279 0,090 ... 0,146 0,146 ... 0,190 0,212 ... 0,234 0,190 ... 0,194 0,279 ... 0,433 0,323 ... 0,411 0,367 ... 0,423
ВТ 16— Х18Н10Т Кадмий Олово 0,279 ... 0,301 0,124 ... 0,234 0,102 ... 0,190 0,323 ... 0,412 0,194 ... 0,279 0,190 ... 0,233 0,323 ... 0,368 0,168 ... 0,238 0,206 ... 0,234
ВТ 16— ЗОХГСА Кадмий Олово 0,191 ... 0,478 0,124 ... 0,190 0,124 ... 0,191 0,301 ... 0,522 0,168 ... 0,279 0,103 ... 0,257 0,234 ... 0,500 0,168 ... 0,231 0,146 ... 0,235
ВТ6*
На торце гайки
—. 0,121 .. .. 0,216 0,121 .. ,. 0,216 0,090 .. .. 0,189
Кадмий 0,080 .. .. 0,121 0,108 .. .. 0,216 0,116 ., .. 0,203
ВНИИ НП-232 0,030 .. .. 0,108 0,095 .. .. 0,162 0,141 ., .. 0,189
№ 8 0,108 ., .. 0,135 0,121 .. .. 0,162 0,135 .. .. 0,162
СК-2-06 0,162’.. ,. 0,216 0,202 .. .. 0,229 0,202 .. .. 0,256
4Ф 0,108 ., .. 0,148 0,080 .. ,. 0,108 0,040 ., .. 0,095
ВНИИ НП-282 0,175 .. .. 0,216 0,175 .. .. 0,216 0,189 .. .. 0,229
ВНИИ НП-220 0,174 ., .. 0,243 0,216 .. .. 0,245 0,201 .. .. 0,229
АМС-3 0,175 ., .. 0,229 0,189 ., .. 0,208 0,162 ., .. 0,175
МС-70 0,175 ., .. 0,215 0,148 ., .. 0,210 0,121 . .. 0,188
* В состоянии поставки.
** Покрытие кадмием нельзя использовать при рабочей температуре выше 200 °C
вследствие эффекта Ребиндера.
336
Таблица 11.5
Коэффициенты трения в резьбе с медным покрытием
(болт из ВТ16, гайка из ВТ6)
см Значение при числе затяжек
1 25 50
0,482 ... 0,455 0,369 ... 0,411 0,411 ... 0,455
ВНИИ НП-282 0,102 ... 0,146 0,108 ... 0,146 0,080 ... 0,146
АМС-3 0,060 ... 0,080 0,080 ... 0,102 0,080 ... 0,190
МС-70 0,060 ... 0,124 0,080 ... 0,124 0,080 ... 0,194
метра (до 10 мм) и склонность к разрушению соединений от кон -
тактной коррозии.
Эффективные способы уменьшения коэффициентов трения в со-
единениях из титановых сплавов: химико-термическая обработка
деталей; применение покрытий и смазочных материалов.
В табл. 11.4 приведены результаты исследования свинчива-
емости соединений из титановых сплавов [10]. Установлено, что
защитные покрытия кадмием, оловом и особенно серебром поз-
воляют снизить коэффициенты трения в резьбе. С увеличением
числа затяжек антифрикционные свойства таких соединений ухуд-
шаются из-за низкой адгезии покрытий к основному материалу
болта и гайки (титановому сплаву). Более эффективным оказы-
вается применение в сочетании с титановым болтом стальной
гайки, например, из сталей ЗОХГСА, 12Х18Н10Т и др., покрытой
кадмием или оловом, так как благодаря более высокой адгезии
покрытия к материалу гаек соединения можно свинчивать до
50 раз.
Марка сплава и его термообработка практически не влияют
на значение коэффициента трения в резьбе.
Существенно снизить коэффициенты трения в соединениях
можно при использовании СМ типа 4Ф, № 8, СК-2-06,
ВНИИ НП-232, петролатум, MoS2, первые три из которых, яв-
ляясь фторорганическими, характеризуются хорошей адгезией
к титану и высокой прочностью смазочной пленки. Высокие анти-
фрикционные свойства ВНИИ НП-232 обусловлены наличием
в СМ 70 % MoS2.
Эффективно повысить свинчиваемость соединений из титановых
сплавов можно при совместном использовании мягких покрытий
и СМ. Так, медные покрытия хорошо (табл. 11.5) адсорбируют
поверхностно-активные компоненты СМ, образуя на поверхно-
стях витков резьбы тонкий адсорбционно-пластифицированный
слой, повышающий адгезию смазочной пленки и обеспечивающий
ее высокую прочность [10]. Кроме того, с увеличением числа за-
тяжек происходит приработка поверхностей трения и умень-
шаются значения /т.
12 Биргер А. И. и др.
837
. Отметим, что соединения из титановых сплавов не обнаружи-
вают склонности к заеданию.
11.4. Заедание в резьбовых соединениях. Металлические
покрытия и оксидные пленки
При нормальных и высоких температурах в резьбовых соеди-
нениях часто наблюдается заедание: после некоторого времени
работы гайку не удается отвернуть или она отвинчивается с боль-
шим трудом.
Заедание в соединениях начинается с самопроизвольного
местного сваривания, а последующее относительное движение
приводит к повреждению поверхности (задиранию).
Образование таких участков холодной сварки обусловлено
проникновением частиц одного металла в другой за счет пласти-
ческой деформации, причем возникающая связь может быть проч-
нее внутренних связей в металле при достаточных контактных
давлениях в резьбе.
В обычных условиях контакта поверхностей деталей из угле-
родистых сталей сваривание предотвращается ввиду наличия
оксидной пленки или пленки из адсорбированного на поверхности
газа. Однако в ряде случаев образование участков холодной
сварки в соединениях происходит, как установлено Ф. Боуденом,
и несмотря на наличие пленки СМ. Микроснимки свидетельствуют
о пластической деформации холодной сварки, а также о разрывах
и срезании металла даже при минимальной нагрузке. В условиях
высокого вакуума заедание резьбы наблюдается уже в процессе
свинчивания.
Обычно повышенная склонность к заеданию обнаруживается
в соединениях из коррозионно-стойких, кислотоупорных и жаро-
прочных сталей и сплавов, поскольку они образуют более тонкие
оксидные пленки и хуже адсорбируют молекулярные пленки
других веществ. В результате нагрузка, при которой появляются
задиры, для коррозионно-стойких материалов в 7 ... 10 раз ниже,
чем углеродистой стали.
Антифрикционные свойства сталей и сплавов и их склонность
к заеданию можно оценивать по наибольшему среднему контакт-
ному давлению на виток, приводящему к заеданию (например,
после нескольких завинчиваний):
р = F0P/(H^,
где Р — шаг резьбы; /в — nd2H1 — проекция боковой поверх-
ности витка на плоскость, перпендикулярную к оси болта (d2 —
средний диаметр резьбы;. — рабочая высота резьбы); Н —
высота гайки.
Если принять обычные для резьбовых соединений соотношения
Нх = 0,65Р, Н = ОМ dd2 ж dh то
Ртах 0>5(Tq щах?
338
Таблица 11,6
Максимальные контактные давления й коэффициенты трения в резьбе
Материал резьбовой пары болт—гайка Ртах» МПа Значение f при числе затяже к
1 20 50
14Х17Н2— 14Х17Н2 5,0 0,742 . ... 0,862 0,978 ... 2,080 1,393 ... 2,463
09Х16Н4Б— 12Х21Н5Т 9,0 0,358 , ... 0,693 0,550 ... 0,574 0,580 ... 0,741
09Х16Н4Б— 09X16Н4Б 11,0 0,101 , ... 0,477 0,234 ... 0,435 0,110 ... 0,274
07Х16Н6— 07Х16Н6 12,5 0,751 . ... 0,948 0,562 ... 0,733 0,666 ... 0,684
20X13—20X13 15,0 0,222 ... 0,253 0,312 ... 0,52 0,498 ... 0,617
07Х16Н6—20X13 15,5 0,400 ... 0,423 0,450 ... 0,566 0,315 ... 1,310
ХН67МВТЮ— ХН67МВТЮ 15,5 0,302 ... 0,382 0,516 ... 0,532 0,512 ... 0,538
12Х18Н10Т— 12Х18Н10Т 19,0 0,410 ... 0,431 0,477 ... 0,752 0,582 ... 1,05
10Х11H23TM3P— 07X16Н6 25,0 0,473 ... 0,563 0,393 ... 0,773 0,538 ... 0,778
09Х16Н4Б— 15Х18Н12С4ТЮ 135,0 0,502 ... 0,545 0,513 ... 0,535 0,675 ...[1,102
12Х18Н10Т— 15Х18Н12С4ТЮ 65,0 0,301 ... 0,38 0,380 ... 0,447 0,407 ... 0,46
15Х18Н12С4ТЮ — 15Х18Н12С4ТЮ 115,0 0,354 ... 0,394 0,414 ... 0,407 0,354 ... 0,487
12Х21Н5Т— 15Х18Н12С4ТЮ 85,0 0,314 ...0,872 0,287 ... 0,729 0,247 ... 0,897
ХН67МВТЮ— 15Х18Н12С4ТЮ 138,0 0,274 ... 0,327 0,341 ... 0,367 0,367 ...0,397
14Х17Н2— 15Х18Н12С4ТЮ 140,0 0,303 ... 0,437 0,367 ... 0,732 0,380 ... 0,861
07Х16Н6— 15Х18Н12С4ТЮ 152,0 0,274 ... 0,62 0,274 ... 0,354 0,367 ... 0,553
здесь Потах — наибольшее напряжение затяжки, приводящее
к заеданию соединения- d и dr — наружный и внутренний диа-
метры резьбы.
В табл. 11.6 приведены результаты исследования свинчива-
емости соединений из различных сталей и сплавов. Наибольшее
среднее контактное давление установлено из условия обеспечения
50 завинчиваний (затяжек). Видно, что большая часть соединений
обладает повышенной склонностью к заеданию даже при невысо-
ких контактных давлениях (ртах = 5 ... 25 МПа) и, как след-
ствие, низких напряжениях затяжки (п0 гаах 0,15ат). В резуль-
тате механические характеристики материалов резьбовых деталей
используются лишь частично. Коэффициенты трения в резьбе
имеют высокие значения и подвержены большому разбросу (осо-
бенно при увеличении числа затяжек), что связано с повреждением
поверхности резьбы.
12*
339
Результаты ряда исследований показывают, что химический
состав (особенно наличие хрома и никеля) коррозионно-стойких
сталей влияет на активность СМ лишь до определенной массовой
доли элементов (10 ... 15 % для хрома и никеля), при превышении
которой их влияние на адгезию СМ практически не изменяется.
В связи с этим коэффициенты трения для соединений из корро-
зионно-стойких сталей приблизительно одинаковы.
Подбором материалов резьбовых деталей можно повысить
предельное контактное давление ртах и стойкость к заеданию.
Так, содержащая кремний сталь 15Х18Н12С4ТЮ имеет лучшие
антифрикционные свойства (по сравнению с другими сталями),
так как кремний обычно способствует улучшению этих свойств.
Наиболее эффективные средства предотвращения заедания —
смазочные материалы. Они уменьшают коэффициент трения и
препятствуют образованию металлического контакта между вит-
ками резьбы и точечного сваривания. Качество материала зависит
от прочностных свойств граничного слоя, которые определяются
в основном составом СМ и его адгезией к металлической поверх-
ности.
Обычно антифрикционные свойства С/М оценивают по коэффи-
циенту трения в резьбе и на торце гайки с помощью резьбовых
динамометров.
Следует отметить, что СМ с малой и средней химической актив-
ностью (масло МС-70, индустриальное и др.) лишь незначительно
повышают нагрузку, при которой образуются задиры.
Результаты сравнительной оценки свойств СМ, нанесенных
на соединения из стали 12Х18Н10Т (резьба хМ16Х 1,5), приведены
в табл. 11.7. Наименьшие коэффициенты трения и разброс их
значений имеют соединения с СМ фторуглеродистой группы. Это
объясняется, по-видимому, высокой прочностью смазочной пленки,
предохраняющей металл от изнашивания и схватывания. Для
этих СМ характерно уменьшение коэффициентов трения с увели-
чением числа затяжек в связи с приработкой поверхностей.
Хорошими антифрикционными свойствами обладают неорга-
нические СМ на основе дисульфида молибдена MoS2, который
образует на поверхностях трения сплошные пленки, полностью
их разделяющие, и препятствует образованию участков холодной
сварки. Толщина слоя дисульфида молибдена составляет лишь
около 100 нм, но его стойкость достаточно высока, и он способен
выдерживать высокое контактное давление.
Дисульфид молибдена в твердом виде часто применяют в соеди-
нениях, работающих при очень низких и высоких температурах,
в вакууме и в условиях радиоактивного излучения.
С увеличением числа затяжек коэффициент трения в резьбе
с СМ на основе MoS2 увеличивается (см. табл. 11.5), что связано
с исчезновением твердой защитной пленки при изнашивании.
Среди углеводородных и кремнийорганических СМ лучшие
противозадирные свойства имеют смазочные материалы с загусти-
340
Таблица 11,7
Коэффициенты трения в резьбе в зависимости от СМ и числа затяжек
Группа и наименование СМ Значение при числе затяжек
1 20 40 50
Без СМ 0,4Ю 0,431 0,477 ... 0,752 0,705 ... 0,900 0,582 ... 1,050
Фторуглеродная: № 8 0,101 ... 0,199 0,090 ... 0,140 0,090 ... 0,135 0,085 ... 0,128
4Ф 0,084 ... 0,155 0,137 ... 0,158 0,123 ... 0,158 0,116 ... 0,146
СК-2-06 0,130 .., 0,164 0,128 ... 0,192 0,140 ... 0,148 0,139 ... 0,176
ВНИИ НП-282 0,222 ... 0,296 0,178 ... 0,190 0,171 ... 0,207 0,160 ... 0,193
Неорганическая: ВНИИ НП-213 0,014 ... 0,103 0,075 ... 0,132 0,083 ... 0,116 0,094 ... 0,148
ВАП-2 0,080 ... 0,09 0,114 ... 0,169 0,100 ... 0,168 0,161 ... 0,171
ВНИИ НП-212 0,084 ... 0,107 0,085 ... 0,125 0,060 ... 0,110 0,080 ... 0,227
Углеводородная: ВНИИ НП-220 0,238... 0,309 0,248 ... 0,260 0,168 ... 0,258 0,242 ... 0,287
ВНИИ НП-279 0,352 ... 0,369 0,268 ... 0,294 0,222 ... 0,361 0,244 ... 0,287
УССА 0,279 ... 0,381 0,173 ... 0,250 0,155 ... 0,191 0,143 ... 0,182
МС-70 0,311 ... 0,394 0,331 ... 0,350 0,239 ... 0,251 0,246 ... 0,288
ЦИАТИМ-201 0,370 ... 0,435 0,339 ... 0,417 0,304 ... 0,428 0,335 ... 0,392
ЦИАТИМ-205 0,123 ... 0,463 0,126 ... 0,516 0,123 ... 0,527 0,130 ... 0,513
Кремнийорганическая: ОКБ-122-7 0,165 ... 0,187 0,102 ... 0,153 0,108 ... 0,167 0,100 ... 0,213
ЦИАТИМ-221 0,227 ... 0,382 0,304 ... 0,323 0,259 ... 0,292 0,234 ... 0,296
Примечание. Максимальное контактное давление при затяжке р — 95 МПа
(а0 = 0,8ат); при испытании без СМ р = 19 МПа (aQ = 0,16ат).
341
Таблица 11.8
Максимальные контактные давления и коэффициенты трения в резьбе
(материал болта и гайки — сталь Х16Н6) в зависимости от СМ
см Ртах» МПа Значение при числе затяжек
1 20 40 50
№ 8 380 0,287 ... 0,161 ... 0,170 ... 0,167 ...
0,297 0,194 0,190 0,197
4Ф 380 0,264 ... 0,233 ... 0,240 ... 0,220 ...
0,340 0,242 0,340 0,335
ВНИИ НП-213 160 0,035 ... 0,098 ... 0,150 ... 0,562 ...
0,139 0,34 0,820 1,907
ВНИИ НП-220 150 0,520 ... 0,481 ... 0,560 ... 0,594 ...
0,532 0,568 0,610 0,672
ЦИАТИМ-201 150 0,441 ... 0,418 ... 0,490 ... 0,451 ...
0,657 0,568 0,550 0,688
телями в виде соли органических высокомолекулярных кислот
(например, МС-70, ОКБ-122-7) и с добавкой дисульфида молиб-
дена (ВНИИ НП-220), обладающие хорошей адгезией, а также
СМ с графитом (УССА).
Антифрикционные свойства СМ также можно оценивать по
наибольшему среднему давлению ртах на виток резьбы, приводя-
щему к заеданию.
В табл. 11.8 даны результаты исследований [13], из которых
следует, что фторуглеродные СМ типа 4Ф и № 8 предохраняют
резьбовое соединение от заедания до ртах = 390 МПа (соответ-
ствует напряжению затяжки о0 = 0,8ат).
СМ неорганической, углеводородной и кремнийорганической
групп не рекомендуется применять в условиях высоких напря-
жений затяжки. По условию заедания сг0 0,Зсгт или ртах =
= 150 ... 160 МПа, что ограничивает возможность эффективного
использования прочностных свойств материалов.
. Другое важное требование, предъявляемое к СМ — предохра-
нение резьбового соединения от пригорания. Г. Флейшером
и В. Ковалем исследовалось влияние композиций, содержащих
дисульфид молибдена различной тонкости измельчения и с на-
полнителями разной консистенции, в том числе порошков, сили-
коновых CM, MoSO2, а также графитсодержащих композиций
и порошков, на моменты развинчивания соединений после их
выдержки при а0 = ат в течение 24 ч при t = 200 ... 600 °C.
Лучшие результаты для всех температур получены при исполь-
зовании порошка MoS2 «грубого» измельчения (размер частиц
до 75 мкм, наибольшее количество частиц размером от 0,5 до
40 мкм). Хорошие результаты получены и в случае применения
других порошков на основе дисульфида молибдена. Развинчива-
342
ние соединений затруднялось при смазывании резьбы силиконо-
выми СМ и графитсодержащими композициями.
Для предотвращения заедания в резьбовых соединениях авто-
мобилей применяют жировой CM (t < 400 °C), в состав которого
входят 80 % животного жира, 4 % камфоры, 1,6 % серебристого
графита, 12 % алюминиевого порошка МПТК и 2,4 % керосина.
Такой СМ обладает высокими антифрикционными свойствами,
прост в изготовлении и нанесении, удобен при использовании
в полевых условиях [13].
Меловой СМ предохраняет от заедания соединения при наи-
большей рабочей температуре до 600 °C. В его состав входят мелко-
дисперсный порошок мела, смешанный до кашицеобразного со-
стояния с маслом Л1К-08 или трансформаторным маслом.
Температура I ~ 600 °C является наибольшей допускаемой
и для смазочного материала ЖС [4], представляющего собой
сметанообразную смесь карбоната свинца и цилиндрового масла
№ 52 (ГОСТ 6411—76). Результаты длительных испытаний при
температурах 600 и 900 °C, металлографических исследований
и опыт эксплуатации показали, что ЖС обеспечивает каче-
ственную сборку и разборку резьбовых соединений при вы-
соких температурах. Диффузия свинца в материал болта от-
сутствует.
Наряду с указанными СМ в машиностроении применяют графи-
товые пасты. Однако при смазывании резьбовых соединений,
работающих в условиях высоких температур, предпочтение от-
дается дисульфиду молибдена и меловому СМ.
Опасность заедания уменьшается при правильном подборе
материалов болта и гайки. С этой целью при температурах до
500 °C и незначительных осевых нагрузках применяют гайки из
латуни, бронзы и перлитного чугуна, в более нагруженных резь-
бовых соединениях — из жаропрочных материалов. При этом
материал гайки должен иметь больший коэффициент линейного
расширения, чем материал болта.
Одно из средств борьбы с заеданием — применение для пары
болт — гайка материалов различной твердости, чего можно до-
стичь накатыванием резьбы, а также азотированием, катодным
хромированием или химическим никелированием.
Для уменьшения заедания следует применять резьбы с уве-
личенным зазором по среднему диаметру и более крупным шагом.
Правильный выбор покрытий — важное средство защиты от
заеданий соединений, работающих в высоком вакууме.
Эффективным средством предотвращения заедания является
также нанесение различных покрытий и оксидных пленок. По-
крытия должны быть более мягкими, чем материал резьбовой
детали, и деформироваться без разрушения пленки. Для защиты
от коррозии, уменьшения коэффициентов трения и их стабилиза-
ции применяют ряд стандартных покрытий (цинковое с хромати-
зм
Таблица 11,9
Коэффициенты трения в резьбе МЮ в зависимости от материала покрытия болта
Материал резьбовой пары болт—гайка Материал покры- тия болта ♦ Ртах» МПа Значение fp при числе затяжек
1 20 50
Олово 175,0 0,236 ... 0,266 0,289 ... 0,336 0,310 ... 0,327
14Х17Н2—14Х17Н2 Кадмий 160,0 0,382 ... 0,396 0,388 ... 0,439 0,333 ... 0,356
Хром 21,0 0,354 ... 0,416 0,372 ... 0,492 0,598 ... 0,703
Олово 115,0 0,274 ... 0,292 0,325 ... 0,390 0,333 ... 0,528
09Х16Н4Б-—12X21Н5Т Кадмий 115,0 0,277 ... 0,505 0,396 ... 0,475 0,398 ... 0,639
Хром 37,0 0,372 ... 0,713 0,573 ... 0,804 0,732 ... 0,986
Олово 200,0 0,268 . ... 0,279 0,390 ... 0,469 0,420 ... 0,639
X Н67МВТЮ—X Н67МВТЮ Кадмий 180,0 0,287 . ... 0,310 0,290 ... 0,414 0,417 ... 0,439
Хром 120,0 0,471 . ... 0,833 0,416 ... 0,716 0,481 ... 0,698
Олово 205,0 0,199 . ... 0,214 0,306 ... 0,336 0,344 ... 0,445
09Х16Н4Б — 15Х18Н12С4ТЮ Кадмий 205,0 0,216 . .. 0,333 0,372 ... 0,423 0,376 ... 0,471
Хром 150,0 0,338 . .. 0,447 0,541 ... 0,57 0,601 ... 0,628
— 29,4 0,120 . .. 0,310 0,280 . ... 0,490 ** 0,900 ... 0,980
Медь 196,2 0,370 . .. 0,500 0,520 . ... 0,550 ** 0,410 . ... 0,450
09Х16Н4Б—12Х18Н10Т Аволюд 235,4 0,280 . .. 0,360 0,220 . ... 0,440** 0,390 ... 0,440
Латунь 230,5 0,230 . .. 0,260 0,210 . ... 0,260 0,400 . ... 0,480
Бронза 230,5 0,280 . .. 0,470 0,390 . ... 0,430 ** 0,390. ... 0,500
* Гайка без покрытия.
* Значения для 10 затяжек.
Таблица 11 ДО
Коэффициенты трения в резьбе в зависимости от покрытия
Материал Значение /р при числе затяжек
1 20 50
Серебро 0,101 ... 0,141 0,137 ... 0,261 0,155 ... 0,264
Кадмий 0,140 ... 0,238 0,273 ... 0,315 0,292 ... 0,306
Свинец 0,135 ... 0,216 0,270 ... 0,319 0,333 ... 0,342
Олово 0,168 ... 0,18 0,327 ... 0,396 0,264 ... 0,410
Кобальт 0,135 ... 0,248 0,223 ... 0,325 0,251 ... 0,412
Галлий 0,327 ... 0,341 0,247 ... 0,354 ' 0,420 ... 0,434
Диоксид свинца 0,211 ... 0,275 0,261 ... 0,364 0,362 ... 0,416
Цинк 0,262 ... 0,323 0,390 ... 0,525 0,340 ... 0,465
Индий 0,128 ... 0,414 0,300 ... 0,687 0,396 ... 0,527
Сурьма 0,392 ... 0,49 0,490 ... 0,500 0,386 ... 0,537
Хром 0,358 ... 0,622 0,403 ... 0,735 0,428 ... 0,680
Медь 0,249 ... 0,459 0,454 ... 0,716 0,483 ... 0,705
Никель 0,470 ... 0,795 0,609 ... 0,793 0,575 ... 0,848
Примечание. Значения в резьбе с никелевым покрытием определяли при
р = 24 МПа, в остальных случаях при р = 95 МПа.
рованием, кадмиевое с хроматированием, фосфатное, оловянное,
медное и др.).
Данные табл. 11.9 иллюстрируют влияние наиболее распро-
страненных покрытий на свинчиваемость соединений. Антифрик-
ционные свойства покрытий существенно зависят от свойств
основного материала. Повторные затяжки разрушают покрытия,
обнажая основные материалы. В связи с этим максимальные
контактные давления, вызывающие заедание, оказываются суще-
ственно разными для одинаковых покрытий болтов из различных
материалов.
При увеличении толщины покрытий свыше 11 мкм вдвое коэф-
фициенты трения в резьбе возрастают до 0,5 ... 0,7 для хромового
покрытия и до 0,5 для кадмиевого покрытия.
Результаты исследований [13] показали, что хорошими анти-
фрикционными свойствами обладают мягкие покрытия серебром,
кадмием, свинцом, оловом и таллием (табл. 11.10).
Выполняя роль твердого СМ, они исключают контакт между
основными поверхностями трения. Сравнительно большие значе-
ния коэффициентов трения в резьбе в соединениях с цинковым
и медным покрытиями резьбы обусловлены тем, что цинк может
образовывать с хромом, входящим в состав материала болта,
хрупкие и твердые соединения, которые подобны абразиву в кон-
такте, а медь и ее сплавы хорошо свариваются с коррозионно-
стойкими сталями.
Никелевое покрытие обладает низкими антифрикционными
свойствами, и при низком контактном давлении (ртах <^25 МПа)
в резьбе отмечается заедание.
345
Наряду с указанными покрытиями в ряде отраслей машино-
строения для уменьшения коэффициентов трения и их стабилиза-
ции применяют свинцевание и нанесение цинкового покрытия
с последующим пассивированием. Хорошие результаты дает также
электролитическое висмутирование в растворе, содержащем три-
лон Б, сегнетову соль, едкий натр и др. Следует отметить, что
висмутирование, цинкование, свинцевание, лужение и особенно
кадмирование недопустимо для резьбовых соединений, работа-
ющих при температуре свыше 200 °C, так как в этом случае наблю-
дается разрушение затянутых болтов (шпилек) из-за проникнове-
ния цинка, кадмия и других элементов в металл болта (эффект
Ребиндера). Для нормальной работы соединений необходимо,
чтобы рабочая температура не превышала температуры плавления
покрытия.
Хорошо предохраняет соединение от заедания покрытие,
наносимое путем одновременного осаждения меди и цинка (ла-
тунь), меди и германия (аволюд) и др. Латунное покрытие при
наличии СМ полностью устраняет заедание резьбовых соединений
при рабочей температуре до 450...500 °C. Наносят такое по-
крытие путем натирания резьбы латунью Л62 на токарном станке.
Этот метод нанесения покрытия (толщиной до 5 мкм) можно при-
менять только для крупных резьб (Р >• 4 мм) [13].
Значительно уменьшает вероятность заедания наличие мед-
ного покрытия (температура плавления меди 1083 °C). Это покры-
тие можно применять для резьбовых соединений, работающих
при температуре не выше 700 °C. Для тяжелонагруженных резь-
бовых соединений омедняют резьбу болта и гайки с обязательным
нанесением подслоя никеля толщиной до 3 мкм. Толщина медного
покрытия для болта и гайки устанавливается в этом случае до
3 ... 5 мкм, а общая толщина покрытия не превышает 8 мкм.
Хромированные резьбовые соединения можно применять при
рабочей температуре до 600 °C. Следует отметить, что начальная
твердость поверхности хромированной резьбы исключительно
высока. Однако уже при t — 400 °C твердость покрытия суще-
ственно снижается, а при I = 600 °C она становится равной
твердости основного материала. К недостаткам хромирования
можно отнести неравномерность нанесения по профилю резьбы
(толщина покрытия на вершине почти в 1,5 раза больше, чем
во впадине).
Для резьбовых соединений, работающих в газовом потоке
при высоких температурах (/< 900 °C), наряду с меднением
применяют химическое никелирование. Покрытие, наносимое,
как правило, равномерно по толщине, обладает хорошей корро-
зионной стойкостью. Термообработкой никелированных деталей
можно получить различную микротвердость покрытия, которая
при определенном составе ванны и температуре 350... 400 °C
может достигать больших значений. При нагревании деталей
в рабочих условиях (t = 800 °C) твердость покрытия снижается,
346
однако и в этом случае покрытие обладает высокой износостой-
костью.
Присутствие фосфора (до 15 %) в материале резьбовых деталей
с покрытием, полученным химическим никелированием, суще-
ственно снижает коэффициент трения в резьбе.
В отличие от химического никелирования, катодным никели-
рованием получают покрытие средней твердости, которое за-
щищает соединения от газовой коррозии при температуре до
800 °C. Однако катодное никелирование характеризуется крайне
неравномерным нанесением покрытия. Хотя стоимость химиче-
ского никелирования почти в 3 раза выше стоимости катодного,
его целесообразно применять для резьбовых соединений, работа-
ющих в коррозионной среде и при высокой температуре, а также
взамен многослойных покрытий (никель — хром, медь — никель —
хром и др.) [131.
Хорошо предохраняет резьбу от заедания мягкое серебряное
покрытие (Z << 720 °C), но высокая стоимость ограничивает область
его применения.
Для устранения заедания резьбового соединения достаточно
нанести покрытие на резьбу одной из деталей пары (как правило,
гайки). При обработке под покрытие внутренней резьбы средний
диаметр метчиков увеличивают на 20 ... 35 мкм. Защитное по-
крытие гайки предохраняет ее от прилипания к подкладным
стопорящим замкам из коррозионно-стойкой стали.
Высокое качество поверхности уменьшает контактное давление
и снижает возможность заедания. Однако следует учитывать, что
слишком гладкая поверхность обладает низкой адгезией к поверх-
ностным пленкам и плохо удерживает смазочный материал.
11.5. Свинчивание резьбовых соединений с натягом
При завинчивании шпилек на резьбе с натягом по среднему
диаметру во избежание скручивания шпилек, особенно со стерж-
нем уменьшенного диаметра, необходимо контролировать враща-
ющий момент. Момент Л4кр при завинчивании шпилек на резьбе
с натягом часто используют для оценки качества (стопорящих
свойств и т. д.) получаемого соединения. Он зависит от диаметра
резьбы, натяга по среднему диаметру, материала и микрогеоме-
трии сопрягаемых деталей, наличия и марки смазочного мате-
риала и других факторов. Значение 7Икр определяется на основе
специальных экспериментальных исследований.
Для расчетного определения момента примем, что шпилька
с резьбой диаметром d завинчивается в корпус, схематизированный
в виде цилиндра с наружным диаметром D (рис. 11.6). Обозначим
через Л натяг по среднему диаметру резьбы.
Влиянием шероховатости поверхности резьбы на изменение
натяга пренебрежем, так как остаточные деформации витков
резьбы при завинчивании в 10 раз больше высоты микронеров-
ностей боковых сторон профиля резьбы.
347
Рис. 11.6. Схема к определению вращающе- ' Рис. 11.7. Схема распреде-
го момента при завинчивании шпильки ления напряжений в кор-
с натягом пусе
Предположим, что шпилька в виде цилиндра с наружным
диаметром входит с натягом А в полый цилиндр с диаметрами
dj и D.
При давлении на условную цилиндрическую поверхность,
равном р0, из решения задачи о толстостенной трубе имеем
Ро~ d2 L Ei + £2 V2 + Г»2 — dl )J ’
где Ei и E2, vi и v2 — модули упругости и коэффициенты Пуассона
материала шпильки и корпуса.
Под действием этого давления в корпусе и шпильке возникают
кольцевые и радиальные напряжения (рис. 11.7). При этом наи-
большие значения напряжений в корпусе (на внутреннем диа-
метре)
D2 + dl
^0 Ро 2)2 __^2 » °Т Ро«
Процесс текучести материала корпуса начинается при напря-
жении
2D2
О2Т ^0 — Ро £)2 _^2 •
Шпилька находится в более благоприятных условиях, так как
Og = (Jr = Pq.
В практических расчетах (уже при D = 3d) корпус можно
рассматривать как пластину, полагая D = оо. В этом случае
+ <“.5)
Процесс текучести материала корпуса начинается при натяге
= 0,5сг2т ( Ei 1 Н .
Для стальной шпильки, ввинчиваемой в стальной корпус,
при Ei = £2, vi = v2 = 0,5
Дт/б/2 = о2т/£.
348
Рис. 11.8. Схема распределения давле-
ния на боковой поверхности витка при
завинчивании
Крутящий момент созда-
ется за счет сил трения на бо-
ковой поверхности витков
(рис. 11.8). Давление на этой
поверхности связано с давле-
нием на условной цилиндрической поверхности соотношением
р = 0,5pQP/a, где аж 0,54Я — проекция наклонной поверхно-
сти профиля на ось шпильки. Для теоретического плоскосре-
занного профиля р ж 1,6р0.
Площадь двух боковых поверхностей витка резьбы
4 = 2^-(d2~ dl)
1
cos (а/2) ’
и сила трения на этих поверхностях
^тр = fpA = ~ fpn — cos (а/2)" ’
где f — коэффициент трения.
С учетом этой формулы
А4кР = 0,4/pom (d2 - di) >
кр ’ \ А/cos (а/2)
где i — число витков на длине свинчивания.
При
i' - « 1,16; V. - V. - 0,3
и с учетом формулы (11.5)
3,4 Д/И ~it3Jr0f7E2/E1 л U1-6)
Таким образом, вращающий момент зависит от натяга, диа-
метра резьбы, длины свинчивания, материалов шпильки и кор-
пуса и коэффициента трения в резьбе. С. Н. Захаровым уста-
новлено, что наряду с этими факторами на значение Л1кР влияют
овальность среднего диаметра, отклонения шага и угла профиля
резьбы.
В приближенных расчетах можно принимать для стали Е =
= 210 ГПа, бронзы и латуни Е = 80 ГПа, алюминиевых сплавов
Е = 70 ГПа; /, Д и d должны быть выражены в миллиметрах.
Коэффициент трения в формуле (11.6) зависит от многих
величин и в первую очередь от натяга резьбового соединения
и материала шпильки и корпуса. На рис. 11.9 показаны кривые
изменения коэффициента трения в зависимости от натяга при
завинчивании шпилек с резьбой Мб (Р = 1 мм). При увеличении
349
Таблица 11,11
Значения вращающих моментов и коэффициентов трения при завинчивании шпилек на тугой резьбе
Резь- ба Материал Мкр, Н-см f Примечание
шпильки корпуса
Мб 38ХА * 13Х14НЗВ2ФР 14Х17Н2 ВТЗ-1 АЛ4 10Х14Н20ТЗР 530 ... 1310 500 ... 1330 800 ... 1790 390 ... 770 750 ... 1300 0,035 ... 0,055 0,035 ... 0,045 0,060 ... 0,084 0,012 ... 0,025 0,035 ... 0,080 Атах = 48 мкм; Amln — 16 мкм; СМ — машинное масло
37Х12Н8Г8МФБ То же, машинное масло с графитом
М8 38ХА * 13Х14НЗВ2ФР 14Х17Н2 ВТЗ-1 АЛ4 13Х14НЗВ2ФР 10Х11Н20ТЗР 1200 ... 3480 1270 ... 2740 1340 ... 2870 760 ... 1600 1300 ... 3690 1200 ... 3300 0,030 ... 0,065 0,030 ... 0,065 0,040 ... 0,065 0,010 ... 0,025 0,040 ... 0,065 0,050 ... 0,090 Ашах — 55 мкм; Amln = 18 мкм; СМ — машинное масло
14Х17Н2 37Х12Н8Г8МФБ То же, машинное масло с графитом
МЮ 38ХА * 13Х14НЗВ2ФР 14Х17Н2 ВТЗ-1 АЛ4 13Х14НЗВ2ФР ВТЗ-1 10Х11Н20ТЗР 2780 ... 3980 1600 ... 3740 1170 ... 4350 . 860 ... 2150 2200 ... 3450 2200 ... 6940 2770 ... 4370 0,028 ... 0,048 0,032 ... 0,050 0,035 ... 0,060 0,010 ... 0,020 0,025 ... 0,040 0,035 ... 0,060 0,035 ... 0,055 А щах — 60 мкм; Amin — 20 мкм; СМ — машинное масло
14Х17Н2 37Х12Н8Г8МФБ То же, машинное масло с графитом
* G кадмиевым покрытием.
натяга значения коэффициен-
та трения сначала уменьша-
ются, а начиная с Д'!> 30 мкм
остаются практически неизмен-
ными. Последнее связано с
пластическими деформациями
в резьбе. С. Н. Захаровым
установлено, что в процессе
свинчивания наблюдаются необ-
Рис. 11.9. Зависимость коэффициента
трения от натяга при использовании
шпилек и корпусов из разных мате-
риалов!
1 — 38ХА и I4X17H2; 2 — 38XA и
I4X17H2; 3— 14X17H2 и 10X11H20T3P;
4 =- 4Х12Н8Г8МФБ и X12H20T3P; 5^
38ХА и ВТЗ—1
ратимое увеличение наруж-
ного диаметра резьбы кор-
пуса (рис. 11.10, а), а также
уменьшение внутреннего диа-
метра резьбы шпильки и вну-
треннего диаметра резьбы гнез-
да, пропорциональное натягу
(рис. 11.10, б; кривые 1—3—-
см. на рис. 11.9).
В табл. 11.11 приведены
значения вращающих момен-
тов и коэффициента трения для
резьбовых соединений с тугой
резьбой. Коэффициенты трения
при завинчивании шпилек на
тугой резьбе существенно мень-
ше, чем при затяжке соедине-
ний с зазорами в резьбе. Это
можно объяснить высокими
контактными давлениями и
пластическими деформациями
в резьбе при завинчивании
шпилек.
Иногда после завинчива-
ния на 8 ... 10 витков враща-
ющий момент не возрастает,
Ad], мкм Ad, мкм
Рис. 11.10. Зависимости изменения
диаметров шпильки Ad1 (а) и гнезда
&d (б) от натяга
что, по-видимому, связано с некоторым изнашиванием и де-
формациями поверхностного слоя резьбы. Отметим также, что
во избежание скручивания титановых шпилек при завинчива-
нии их в корпуса из титановых сплавов резьбу шпилек оме-
дняют. Нанесение слоя меди толщиной 2 ... 3 мкм заменяет
смазывание.
11.6. Стабильность затяжки резьбовых соединений
Одна из распространенных причин выхода из строя болтовых
соединений — уменьшение силы предварительной затяжки соеди-
нения под действием динамических нагрузок.
Факторы, вызывающие в динамически нагруженных соедине-
ниях уменьшение силы затяжки, можно разделить на три группы:
55/
Рис. 11.11. Кривые изменения напряжения затяжки в болтовом соединении
под действием переменной нагрузки при смазывании ЦИАТИМ-201 (сплошные
линии) и без СМ (штриховые линии):
lt 2, 3 — соответственно первое, второе, третье обжатие
1) факторы, приводящие к появлению остаточных пластических
деформаций болта и стягиваемых деталей; 2) факторы, связанные
с контактными деформациями по стыковым поверхностям
и в резьбе; 3) факторы, обусловливающие самопроизвольное
отвинчивание гайки (винта).
Рассмотрим более подробно эти факторы.
Чрезмерная затяжка (сг0> ат) и остаточное удлинение болта
(шпильки) под действием больших кратковременных нагрузок,
возникающих преимущественно на переходных режимах, или
при кратковременных изменениях в работе машин (гидравли-
ческом ударе, резкой остановке, детонации и др.) в большинстве
случаев не вызывает обрыва болта (шпильки), а приводит лишь
к его удлинению на величину б0Ст- Сила затяжки в результате
остаточного удлинения болта уменьшается на AF0:
Если бост == 6Т, то после снятия внешней нагрузки затяжка
исчезнет совсем и вся рабочая нагрузка будет восприниматься
болтом.
Следует отметить, что пластическое деформирование соединя-
емых деталей также приводит к потере затяжки.
Усталостное разрушение б/элта вследствие уменьшения силы
затяжки происходит, как правило, через некоторое время.
352
б0, МПа
Рис. 11.12. Зависимость Рис. 11.13. Зависимость напряжения затяжки от
амплитуды переменных числа циклов нагружения при различных пара-
напряжений в соединении метрах шероховатости стыковых поверхностей стя-
от напряжения затяжки гиваемых деталей (сплошные и штриховые линии —
соответственно с СМ и без него);
' 1 Ra = 0,63 ... 1,25 мкм; 2 — Rz — 10 ... 20 мкм;
3 —’ Rz = 40 ... 80 мкм
Остаточные деформации в резьбе и соединяемых деталях —
основные причины потери затяжки. В результате остаточной
осадки соединения 6
др — $
Хб + Хд •
Из приведенных формул следует, что с увеличением податли-
вости элементов соединения сила затяжки уменьшается.
Зависимости, приведенные на рис. 11.11, свидетельствуют
об уменьшении напряжения затяжки при увеличении числа N
циклов нагружения, обусловленном периодическим смятием «гре-
бешков» на поверхностях контакта в резьбе. Анализ данных работ
М. Виргеса, М. М. Кухтенкова и П. Н. Горбермана показывает,
что напряжение затяжки уменьшается на 20 ... 35 %. При втором
обжатии снижение о0 (на 5 ... 10 %) происходит преимущественно
за счет разрушения новой микрогеометрии поверхностей стыка.
И лишь при третьем обжатии, как правило, потери затяжки
не наблюдается.
Уменьшение напряжения предварительной затяжки повышает
амплитуду переменных напряжений (рис. 11.12), а это может
вызвать преждевременное разрушение соединений от усталости.
Результаты экспериментов показывают, что на напряжение
затяжки резьбовых соединений существенно влияют качество
стыковых поверхностей (рис. 11.13), способ получения резьбы
(рис. 11.14), число стыков (рис. 11.15) и схема нагружения
(рис. 11.16; сплошные линии — 0 0 = 450 МПа, штриховые ли-
нии — а0 = 300 МПа).
353
Рис.
11.14. Зависимость напряжения затяжки от числа циклов нагружения
соединений с резьбой, изготовленной методами!
1 накатывания; 2 *=> нарезания; 3 накатывания о последующим отжигом
Рис.
11.15. Зависимость напряжения затяжки от числа циклов нагружения при
разном числе z промежуточных шайб;
I г = Q; 2 z = 2; 3 z = 5; 4 z = Ю
Рис.
11.16. Зависимость напряжения затяжки от числа циклов при разных схе-
мах нагружения
354
При конструировании соединений с высокой стабильностью
затяжки необходимо стремиться к уменьшению или ограничению
возможной пластической осадки соединения, а также к увеличе-
нию податливости деталей системы болта в соединении.
Конструктивные и технологические мероприятия, позволя-
ющие уменьшить или ограничить пластическую осадку соедине-
ния: уменьшение числа соединяемых стыков и высоты микро-
неровностей стыковых поверхностей; наличие плоских и перпен-
дикулярных опорных поверхностей; отсутствие пластичных эле-
ментов (прокладок из мягких материалов и др.) и смазочного
материала внутри стыков; уменьшение контактного давления под
головкой болта и гайкой путем введения жестких шайб; изготовле-
ние резьбы болтов и шпилек накатыванием для получения глад-
кого профиля; применение высокопрочных болтов, позволяющих
избежать пластического удлинения (при этом исключаются обез-
углероживание резьбы, неперпендикулярность опорного торца
головки к оси болта, погрешности шага и угла профиля резьбы).
Конструктивные мероприятия, увеличивающие податливость
соединяемых деталей: применение высокопрочных болтов с умень-
шенной площадью сечения стержня; уменьшение площади по-
перечного сечения болта (болт с проточкой); увеличение длины
болта путем введения втулки; повышение предела упругости
соединяемых деталей.
Указанные мероприятия способствуют повышению стабиль-
ности затяжки при приложении осевых нагрузок и сил, действу-
ющих в плоскости стыка.
Повысить податливость соединений можно введением в систему
деталей болта упругих элементов.
Применение этих элементов целесообразно лишь при действии
осевой нагрузки, так как увеличение податливости в осевом
направлении повышает стабильность затяжки.
В случае приложения нагрузки в плоскости стыка необходимо
вводить элементы, воспринимающие крутящие моменты и усилия
сдвига.
11.7. Релаксация напряжений в болте
и соединяемых деталях
в условиях повышенных температур
Явление релаксации заключается в понижении начальных
напряжений затяжки вследствие непрерывной ползучести. Ре-
лаксацию напряжений учитывают начиная с температур t =
= 300 °C — для конструкционных сталей и t ~ 150 °C — для
легких сплавов.
Скорость деформации ползучести (увеличение относительной
деформации в единицу времени) по гипотезе течения для линей-
ного напряженного состояния
ип = В(/)о«, (11.7)
355
где В и т — коэффициенты, зависящие от материала детали
и температуры среды; для установившейся ползучести (В = const)
их значения приведены в работе [5].
Рассмотрим соединение с беспрокладочными фланцами. Урав-
нение совместности относительных деформаций для элементов
затянутого соединения имеет вид
ех + 8р + 8Г. б = е2> (11.8)
где 81, 8Р, 8г.б и е2 — соответственно осевые относительные де-
формации стержня болта (шпильки), в резьбе, головке болта
и соединяемых деталей.
Отметим, что деформация головки болта, как правило, не-
велика. Наличие резьбы незначительно влияет на релаксацию
напряжений в резьбовом соединении, поэтому значениями ер
и 8Г. б при расчетах можно пренебречь.
Предположим сначала, что соединяемые детали абсолютно
жесткие (е2 = 0). В этом случае напряжение затяжки (с учетом
нагрева) вызывает в болте относительную деформацию
8j = 80 — СГо/Е,
которая не изменяется со временем ввиду постоянства размеров
промежуточных деталей.
Сущность процесса релаксации напряжений состоит в том,
что в болте при высокой температуре возрастает пластическая
деформация (ползучесть) и напряжение затяжки в соединении
при неизменной общей деформации уменьшается.
Таким образом, общая деформация болта складывается из
упругой и пластической составляющих:
80 = 8у + 8П = const.
Из этой формулы следует, что упругие деформации в болте
уменьшаются за счет увеличения пластических деформаций при
ползучести. Однако пластическая деформация не превосходит
начальной деформации от затяжки болта.
Приращение общей деформации
d&Q — б^8у ~~) б^8д — 0,
откуда соотношения для скоростей деформации
I 1 I г. _ А
dx "* dx Е dx * п
С учетом равенства (11.7)
356
Разделив переменные и проинтегрировав в пределах от нуля
до т, найдем
<т т
5 =- Ув <т‘>
о, о
При т>2иВ = const напряжение в болте
(bx +1) т~1
где т — время; b = BE — 1).
Рассмотрим случай, когда материалам стягиваемых деталей
(фланцев) присущи упругость и ползучесть. Из условия (11.8)
следует, что приращения деформации болта и деталей одинаковы:
tiBi == t/ej*
Обозначив напряжения в болте 04 и абсолютное значение
напряжений сжатия в соединяемых деталях а2, имеем
В^ + В^ + 4- Ф- + -Т- = °.
1 1 1 1 ат 1 £2
где коэффициенты В± и т± соответствуют материалу болта, В2
и т2 — материалу фланцев.
С учетом равенства
приняв т± = т2 = /п, получим
где а0 — напряжение предварительной затяжки соединения при
= 0; ф* — безразмерное время:
ф== ват 1+М17(М?)
Т ol-m 1 + '
Если промежуточная деталь характеризуется большой упру-
гой податливостью (£2 -> 0), то т* -> 0 и 04 = о0, т. е. напряже-
ния в болте остаются постоянными. Аналогичный результат
получается при большой упругой податливости болта (£г = 0).
Очевидно, что упругая податливость системы уменьшает ре-
лаксацию напряжений.
На рис. 11.17 показаны кривые изменения усилий в болтах
при релаксации напряжений [41]. Видно, что в первые минуты
работы наблюдается интенсивное снижение F. Однако при очень
высоких (для данного материала) температурах сила предвари-
тельной затяжки через 200 ... 300 ч работы соединения лишь
в малой степени влияет на остаточную силу затяжки. При напря-
жениях затяжки о 0,5ох/4оо° (04/400° — условный температурный
357
Рис. 11.17. Кривые изменения усилий в болтах МЮ при релаксации напряжений:
а — о0= 0,7 (Jq 2/400’ 1 ~ * = 250 °C; 2 ~ * = 300 °C; 3 — t = 350 °C; 4 — t = 400 °C;
6 “ i = 400 °С; 5 ~~ а0 = G0,2/400’ — ао = °’7G0,2/400’ 7 а0==0’5(70,2/400; 8~ а0=
= 0»2а0>2/400
предел текучести) уже после 1000 ч испытания остаточные напря-
жения примерно одинаковые (см. рис. 11.17). Следует отметить,
что падение напряжения предварительной затяжки не зависит
от диаметра и длины гладкой части стержня шпильки или болта
(при неизменных параметрах резьбы).
Если соединение повторно затянуто (подтянуто), то при оди-
наковой (с первым) продолжительности испытаний оно имеет
большую остаточную силу (рис.
11.18). Так, после первой затяжки
усилие уменьшилось на 35 %,
после
20 %. После второй подтяжки
потеря
шилась.
На практике часто стремятся
оста-
уве-
первой подтяжки — на
затяжки также умень-
обеспечить минимальное
точное напряжение путем
Рис. 11.18. Зависимость остаточной
затяжки при первом (/), втором
третьем (5) нагружении при t = 350 °C
(сплошные линии) и 400 °C (штриховые
линии)
силы
(2) и
358
личения напряжения предварительной затяжки в v раз:
V а0/ min .
Однако анализ результатов многочисленных исследований и опыт
эксплуатации показывают, что подтяжка болтов по истечении
100 ... 150 ч работы соединения в условиях высоких температур
оказывается также эффективным средством повышения остаточной
силы затяжки.
Для повышения релаксационной стойкости соединений реко-
мендуется изготовлять болты (шпильки) и гайки из материалов
с одинаковыми характеристиками ползучести.
11.8. Отвинчивание гаек и болтов при периодической вибрации
Резьбы обладают свойством самоторможения, благодаря кото-
рому растягивающая нагрузка не вызывает поворота гайки отно-
сительно болта. В связи с этим применение сильно затягиваемых
(высокопрочных) болтов счи-
тают наиболее эффективным
средством защиты соединений
от ослабления. При действии
только осевой статической на-
грузки этого средства вполне
достаточно. Осевая нагрузка
на болт ввиду наличия угла
подъема витков резьбы ф вы-
зывает появление отвинчиваю-
щего момента
ОГВ > и 4 C0SA|)
В реальном соединении мо-
мент Л1отв компенсируется мо-
ментами сил трения в резьбе Л1Р и
Таблица 11.12
Коэффициенты трения в резьбе
болта М10Х25 и на торце гайки
при вибрации [35]
Сила затяж- ки Fo, кН Частота на- гружения, Гц Значения /р» /т
10 0 0,140
45,0 0,010
0 0,130
20 52,5 0,005
0 0,100
30 67,5 0,025
торце гайки Л1Т. При статиче-
ских нагрузках сумма этих моментов в несколько раз превышает
значение Af0TB, что предотвращает самоотвинчивание гайки, так
как при наиболее неблагоприятных условиях смазывания угол
трения р 6°, а угол подъема витков крепежной резьбы ф =
= 2° 29' ... 3° 20'.
Однако при систематической или случайной вибрации, при-
водящей к взаимному смещению деталей, указанные соотношения
нарушаются: коэффициенты трения в резьбе и на торце гайки
уменьшаются (табл. 11.12) соответственно на 70 ... 85 и 75 ...
80 % [36]. Следует отметить, что, например, для резьбы М10
при fp; /т < 0,02 условие самоторможения нарушается и проис-
ходит самоотвинчивание.
При вибрации, носящей случайный или систематический
характер и связанной в большинстве случаев с перекосом опорных
359
поверхностей (при монтаже или в условиях эксплуатации вслед-
ствие изгиба), могут наступать кратковременные периоды, когда
гайка почти освобождается от действия осевых сил. В результате
этого даже незначительные крутящие моменты могут вызвать
ее поворот.
В случае действия внешних сил в плоскости стыка отвинчива-
ние происходит и при наличии остаточной силы затяжки, напри-
мер, когда передаваемый трением на головку болта момент больше
Л1Р, хотя и меньше момента затяжки. Аналогичный результат
получается при сдвиге соединяемых деталей, который можно
рассматривать как вращательное перемещение вокруг оси болта
(например, в соединении маховика и коленчатого вала двигателя
внутреннего сгорания, в соединении муфт и др.).
Практика показала, что при переменном нагружении резьбо-
вые соединения надежно работают только в застопоренном состо-
янии. Стопорящие элементы в самом неблагоприятном случае
должны компенсировать отвинчивающий момент.
СПИСОК ЛИТЕРАТУРЫ
1. Александров Б. И., Василец Ф. П. Влияние технологии изготовления
и асимметрии цикла на циклическую прочность и долговечность соединенийУУВест-
ник машиностроения. 1964. № 4.
‘ 2. Байков Б. А. Влияние пониженных температур на прочность крепежных
винтов//Изв. вузов. Машиностроение. 1968. № 6.
3. Биргер И. А. Расчет резьбовых соединений. М.: Оборонгиз, 1959. 252 с.
4. Биргер И. А., Иосилевич Г. Б. Резьбовые соединения. М.: Машино-
строение, 1973. 256 с.
5. Биргер И. А., Шорр Б. Ф., Иосилевич Г. Б. Расчет на прочность дета-
лей машин. М.: Машиностроение, 1979. 702 с.
6. Биргер И. А., Кутепова Т. В. Распределение нагрузки в резьбовых
соединениях тонкостенных деталей//Вестник машиностроения. 1973. № 5.
С. 25—27.
7. Вольфсон А. С., Либерман Л. Я. Испытание на длительную прочность
резьбовых соединенийУ/Заводская лаборатория. 1968. № 11.
8. Гоулд Д., Микич М. Площади контакта и распределение давлений
в болтовых соединениях//Конструирование и технология машиностроения.
1972. № 3. С. 99.
9. Зенкевич О. Метод конечных элементов в технике. М.: Мир, 1975. 539 с.
10. Змиевский В. И., Замилацкий Е. П., Приведенцева В. С. и др. Свин-
чиваемость резьбовых соединений из титановых сплавовУ У Вестник машино-
строения. 1975. № 1. С. 46—47.
11. Иванов С. И., Шатунов М. П., Красота В. К. и др. Меридиональные
остаточные напряжения в резьбовой части болта//Вестник машиностроения.
1982. № 11. С. 36—38.
12. Иосилевич Г. Б. Концентрация напряжений и деформаций в деталях
машин. М.: Машиностроение, 1981. 224 с.
13. Иосилевич Г. Б., Строганов Г. Б., Шарловский Ю. В. Затяжка и сто-
порение резьбовых соединений. М.: Машиностроение, 1985. 224 с.
14. Иосилевич Г. Б. Расчет усилий в болтах соединений с полосовой фор-
мой стыкаУ/Сб. «Детали машин». Труды Уфимского авиационного института.
Вып. XXXI. Уфа, 1971. С. 78—84.
15. Иосилевич Г. Б., Осипова Г. В. Распределение напряжений в резь-
бовых соединениях//Вестник машиностроения. 1979. № 7. С. 29—32.
16. Иосилевич Г. Б., Ковган С. Т., Лукащук Ю. В. Общий метод расчета
фланцевых соединений/УВестник машиностроения. 1980. С. 28—31.
17. Ито Ю., Тойда И., Нагота С. Распределение давления на поверхности
раздела в болтовом фланцевом соединенииУУКонструирование и технология
машиностроения. 1979. № 2. С. 116—123.
18. Клячкин Н. Л. Расчет групповых резьбовых соединений. Саратов:
Приволжск. кн. изд-во, 1972. 263 с.
19. Кудрявцев И. В., Газанчан Ю. И., Тимонин В. М. Влияние размеров
резьбовых соединений на их усталостную прочностьУУВестник машиностроения.
1974. № 3. С. 39—41.
20. Петриков В. Г. Механика процесса накатывания резьбы круглыми
роликамиУУВестник машиностроения. 1979. № 8. С. 34—36.
21. Хейн Е. А. Определение длительной прочности резьбовых образцов
из перлитной сталиУУЗаводская лаборатория. 1966. № 11.
22. Якушев А. И. Влияние технологии изготовления и основных пара-
метров резьбы на прочность резьбовых соединений. М.: Оборонгиз, 1956.
23. Якушев А. И., Мустаев Р. X., Мавлютов Р. Р. Повышение прочно-
сти и надежности резьбовых соединений. М.: Машиностроение, 1979. 214 с.
24. Agatonovic Р. Berechntmg von VielschraubenverbindungenyyDraht-Welt.
1972. Jg. 58. Nr. 2. S. 130—137.
361
25. Bauer С.-0. Korrosionssicherheit-eine wesentliche Funktionseigenschaft
von Schrauben Verbindungen//VDI — Ber. 1983. Nr. 478. S. 63—72.
26. Beitz W. Generelle Gestaltungsempfehlungen fur Schraubenverbindun-
gen//VDI—Z. 1983. Nr. 6. Marz (II). S. 179—185.
27. Blume D. Schadensfalle bei Schraubenverbindungen//VDI—Ber. 1983.
Nr. 478. S. 143—150.
28. Dreher H. Die Richtlinie VDI 2230, ein praxisorientiertes Hilfsmittel
fur den Konstrukteur und Berechnungsingenieur//VDI—Ber. 1983. Nr. 478.
S. 1—13.
29. Ely R. E. Strength of machine screws at high loading rates//Mach. Design.
1959. 31. N 13.
30, Feldmann H. Spannungsberechnung an Schrauben-Muttern-Gewinden
mittels der Methode der Finiten Elemente//Konstruktion. 1983. Ig. 35. Nr. 1.
S. 27—31.
31. Fernlund I. Druckverteilung zwischen Dichtflachen an verschraubten
Flanschen//Konstruktion. 1970. B. 22. Nr. 6. S. 218—224.
32. Fukuoka T., Yamasaki N., Kitagawa H., Hamada M. A stress Analysis
of Threaded Portions in Fastening//Bull. of ISME. 1985. Vol. 28. N 244. Oktober.
33. Galwelat M. Entwicklung eines Programm-systems zur Ausiegung von
Schraubenverbindungen//Konstruktion. 1977. Ig. 29. H. 2. S. 62—66.
34. Illgner К -H., Beelich К. H. Einflup Oberlagerter Biegung auf die Halt-
barkeit von SchraubenverbindungenZ/Konstruktion. 1966. Ig. 18.
35. Junker G., Strelow D. Untersuchungen uber die Mechanik des selbsttatigen
Losens und die Zweckmassige Siecherung von Schraubenverbindungen//Draht-Welt.
1966. 52. Nr. 2. S. 103—114; 1966. 52. Nr. 3. S. 175—182; 1966. 52. Nr. 5. S. 317—
335.
36. Klepaczko J., Wakalski M. Dynamiczna wytrzymatosc potaszen gwinto-
wych//Arch. budowy maszyn. 1966. 13. N 4.
37. Kloos К. H., Schneider W. Haltbarkeit exzentrisch beanspruchter Schrace-
benverbindungen//VDI—Z. 1984. 126. Nr. 9. S. 741—750.
38. Kober A. Zum betriebsfesten Dimensionieren grosser Schraubenverbin-
dungen unter schwingender Beanspruchung mit besonderem Bezug auf den Abmes-
sungsbereich M220 DIN 13//Maschienenschaden, 1987. 60. Nr. 1. S. 1—8.
39. Kunio N., Yoshiyasu M., Hisakazu K- Strength of integral pipe flanges//
Bull, of ISME. 1979. 22. N 174. P. 1705—1718.
40. Maruyama K. Stress analysis of a bolt-nut joint by the finite element
method and the copper-eleciroplanting method//Bull. of ISME. 1973. 16. N 94.
P. 671—678; 1974. 17. N 106. P. 442—450; 1976. 19. N 130. P. 360—368.
41. Shibahara M., Oda J. On Clamping Stiffness of Abutments in Bolted
Joints//Jour. of ISME. 1969. Vol. 72. N 611. P. 1611—1619.
42. Sproat R. Z., Walker R. A. Radiused-root threads-are they realey better//
Assembly Engng. 1965. N 4.
43. Tanaka M., Miyazawa H., Asaba E., Hondo K. Fundamentel studies on ana-
lysis of bolt-nut joints using the finite element method//Bull. of ISME. 1981. 24.
N 192. P. 1064—1071.
44. Walker R. A., Meyer G. Design recommendation for minimizing fatique'
in bolts//Mach. Design. 1966. N 21.
45. Wiegand H., Illgner К-H., Beelich К. H. Die Dauerhaltbarkeit von Ge-
windeverbindungen/'/Konstruktion. 1964. Ig. 16. Nr. 12.
46. Wiegand H., Beelich К. H. Relaxation verhalten hochfester Schrauben-
verbindungen/ZKonstruktion. 1965. Ig. 17. Nr. 8.
47. Wiegand H., Illgner К.-H., Striegens P. Einfluss der Gewindesteigerung
auf die Haltbarkeit von Schraubenverbindungen bei ziigiger Beanspruchung//In-
dustrie Anzeiger. 1969. Nr. 38.
48. Wiegand H., Strigens P. Die Haltbarkeit von Schraubenverbindungen
mit Feingewinden bei wechselnder Beanspruchung//Industrie Anzeiger. 1970. 92.
Nr. 92. S. 2139—2144.
49. Williams D. A. The new asymmetric thread//Assem. and Fast. Eng.
1970. 8. N 5.
ОГЛАВЛЕНИЕ
Предисловие............................................................. 3
Глава 1. Основные сведения о резьбе и соединениях....................... 5
1.1. Резьба и ее элементы......................................... 5
1.2. Допуски и посадки резьбовых соединений...................... 7
1.3. Конструктивные формы элементов резьбовых соединений и
материалы......................................................... 12
Глава 2. Нагрузки на резьбовое соединение.............................. 15
2.1. Растягивающие и изгибающие нагрузки......................... 15
2.2. Крутящие и срезающие нагрузки............................... 19
Глава 3. Совместное действие нагрузок.................................. 23
3.1. Упрощенная расчетная модель соединения и задачи расчета 23
3.2. Расчет соединения одним болтом (одиночного соединения) 24
3.3. Диаграмма сил в соединении.............................. 27
3.4. Определение коэффициента основной нагрузки.............. 29
3.5. Расчет податливости промежуточных деталей............... 32
3.6. Общий случай совместного действия силы затяжки и основ-
ной нагрузки............................................ 39
3.7. Особенности приложения нагрузки......................... 43
3.8. Определение силы затяжки по заданной деформации. Влия-
ние температуры............................................... 44
3.9. Усилия в групповых резьбовых соединениях ....... 46
3.10. Экспериментальное исследование усилий в болтах группо-
вых соединений 57
3.11. Расчет болтов для крепления жестких плит на упругом
основании ........................................................ 62
3.12. Расчет резьбовых соединений на ударную нагрузку. ... 67
Глава 4. Распределение нагрузки и напряжений в резьбовых соединениях 70
4.1. Основные уравнения................................ 70
4.2. Инженерный расчет распределения нагрузки между витками
резьбы.................................................. 73
4.3. Уточненный расчет резьбовых соединений............ 83
4.4. Влияние некоторых конструктивных и технологических
факторов на распределение нагрузки и напряжений.... 89
4.5. Влияние конструктивной формы гайки на распределение
нагрузки между витками резьбы......................... 99
4.6. Распределение нагрузки в резьбовых соединениях оболочек 103
4.7. Распределение нагрузки между витками резьбового соедине-
ния со спиральной вставкой..................................... ПО
4.8. Распределение нагрузки в шариковинтовых механизмах. . 112
4.9. Распределение нагрузки и напряжений в деталях соединений
при наличии пластических деформаций.............................. 120
4.10. Сравнение теоретических и экспериментальных данных. . . 127
4.11. Распределение напряжений в головках болтов................ 129
363
Глава 5. Прочность резьбовых соединений при статических нагрузках 134
5.1. Методы оценки прочности соединений..................... 134
5.2. Виды разрушения соединений............................. 136
5.3. Прочность стержня ..................................... 138
5.4. Прочность витков резьбы................................ 148
5.5. Предельное пластическое состояние и срез витков резьбы.
Эффективная длина свинчивания соединений................ 152
5.6. Влияние конструктивных факторов........................ 155
5.7. Приближенный расчет резьбы на прочность................ 158
5.8. Пластические деформации в гайке........................ 160
5.9. Прочность головки болта................................ 161
5.10. Влияние точности изготовления резьбы................... 162
5.11. Влияние изгиба......................................... 164
5.12. Прочность соединений при высоких температурах......... 165
5.13. Замедленное хрупкое разрушение.......................... 169
5.14. Прочность при низких температурах....................... 171
5.15. Прочность при высокоскоростном нагружении............... 174
Глава 6. Прочность соединений при переменных нагрузках.............. 177
6.1. Усталостное разрушение и его характеристики.............. 177
6.2. Методы испытаний резьбовых соединений. Предел выносли-
вости ........................................................ 178
6.3. Диаграмма предельных напряжений для резьбового соеди-
нения ........................................................ 180
6.4. Влияние конструктивных факторов на сопротивление уста-
лости резьбовых соединений................................. 182
6.5. Сопротивление усталости соединений шпильками.......... 208
6.6. Влияние дополнительного изгиба на сопротивление уста-
лости растянутых болтовых соединений....................... 213
6.7. Сопротивление усталости головок и стержней болтов. . . . 215
6.8. Оценка разброса долговечности и пределов выносливости . . 220
6.9. Малоцикловая усталость................................. 230
6.10. Прочность резьбовых соединений при повторных ударных
нагрузках .................................................... 234
6.11. Прочность при переменных изгибающих нагрузках. . . . 236
Глава 7. Влияние технологии изготовления на прочность резьбовых
соединений ................................................ 237
7.1. Метод изготовления резьбы................................ 237
7.2. Режимы накатывания....................................... 239
7.3. Термическая и химико-термическая обработка............... 253
7.4. Состояние поверхности.................................... 255
7.5. Посадки и допуски........................................ 255
7.6. Эффективный коэффициент концентрации напряжений. . . 259
Глава 8, Расчет резьбовых соединений на прочность................... 261
8.1. Определение коэффициентов запаса прочности............... 261
8.2. Шатунные болты и винты................................... 263
Глава 9. Соединения с контактирующими фланцами...................... 268
9.1. Общие сведения . ........................................ 268
9.2. Расчет соединений с полосовым стыком.................... 268
9.3. Расчет соединений методом конечных элементов............. 284
Глава 10. Соединения с неконтактирующими фланцами................. 293
10.1. Общая характеристика................................ 293
10.2. Уплотнения............................................ 294
10.3. Предварительный расчет................................ 300
364
10.4. Проверочный расчет..................................... 302
10.5. Напряженное состояние фланца и трубы................... 313
10.6. Расчет соединений методом конечных элементов........... 316
Глава 11, Затяжка и свинчиваемость резьбовых соединений............ 326
11.1. Выбор предварительной затяжки.......................... 326
11.2. Контроль силы затяжки.................................. 327
11.3. Свинчиваемость резьбовых соединений.................... 333
11.4. Заедание в резьбовых соединениях. Металлические покры-
тия и оксидные пленки........................................ 338
11.5. Свинчивание резьбовых соединений с натягом............. 347
11.6. Стабильность затяжки резьбовых соединений.............. 351
11.7. Релаксация напряжений в болте и соединяемых деталях
в условиях повышенных температур............................. 355
11.8. Отвинчивание гаек и болтов при периодической вибрации 359
Список литературы.................................................. 361
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
Биргер Исаак Аронович,
Иосилевич Геннадий Борисович
РЕЗЬБОВЫЕ И ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
Редактор Н. А. Фетисова
Переплет художника А. Я- Михайлова
Художественный редактор В. В. Лебедев
Технические редакторы: Ф. П. Мельниченко, Т. И. Андреева
Корректор Л. А. Ягупьева
ИБ № 5614
Сдано в набор 19.07.89. Подписано в печать 15.11.89. Т-17855.
Формат 60X90Vxe. Бумага Кн. жури, ими Гарнитура литературная.
Печать офсетная. Усл. печ. л. 23,0. Усл. кр.-отт. 23,0. Уч.-изд. л. 23,45.
Тираж 14 300 экз. Заказ 810. Цена 1 р. 50 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, хМосква, Стромынский пер., 4
Типография № 6 ордена Трудового Красного Знамени издательства «Машиностроение»
при Государственном комитете СССР по печати.
193144, Ленинград, ул. Моисеенко, 10
а>’- н л
v А > . )л‘ < > А'•
А / '
ИАБИРГЕР
Г Б. ИОСИЛЕВИЧ
л
: .}
\\Р А
ф
V ‘
РЕЗЬБОВЫЕ.
<—^И---ж
шиш:
СОЕДИНЕНИЯ