/































































































































































































































Text
ОГЛАВЛЕНИЕ
Предисловие.........................................* .......................... 3
Введение.............................. . ...................................... 5
Глава первая. КЛАССИФИКАЦИЯ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ ПО КОНСТРУК-
ТИВНЫМ ПРИЗНАКАМ И ОБЪЕКТУ УСТАНОВКИ ............. 9
1-1. Виды классификации........., . ....................................... —
1-2. Бортовая РЭА..................х....................................... 13
1-3. Морская РЭА ......................................................... 16
1-4. Наземная РЭА......................................................... 18
1-5. Пульты управления............................-......................... 25
Глава вторая. ТЕХНОЛОГИЧНОСТЬ И НАДЕЖНОСТЬ КОНСТРУКЦИЙ...................... 27
2-1. Технологические критерии .............................................. —
2-2. Структурные уровни и элементный базис ................................. 32
2-3. Ремонтопригодность и долговечность конструкций РЭА ................... 36
Г л а в а т р в т ь я. ЭКРАНИРОВАНИЕ И ЭЛЕКТРОМОНТАЖ....................... 42
3-1. Конструирование экранов ............................................. —
3-2. Конструктивные меры устранения паразитных связей в электромонтажных цепях 47
3-3. Конструирование проводного контажа................................... 53
3-4. Печатный монтаж.................................................... 5В
Глава четвертая. ОБЕСПЕЧЕНИЕ ЗАДАННОГО ТЕПЛОВОГО РЕЖИМА..................... 66
4-1. Общие вопросы охлаждения и предварительная проработка конструкции ... —
4-2. Расчет охлаждения при естественной конвекции........................... 77
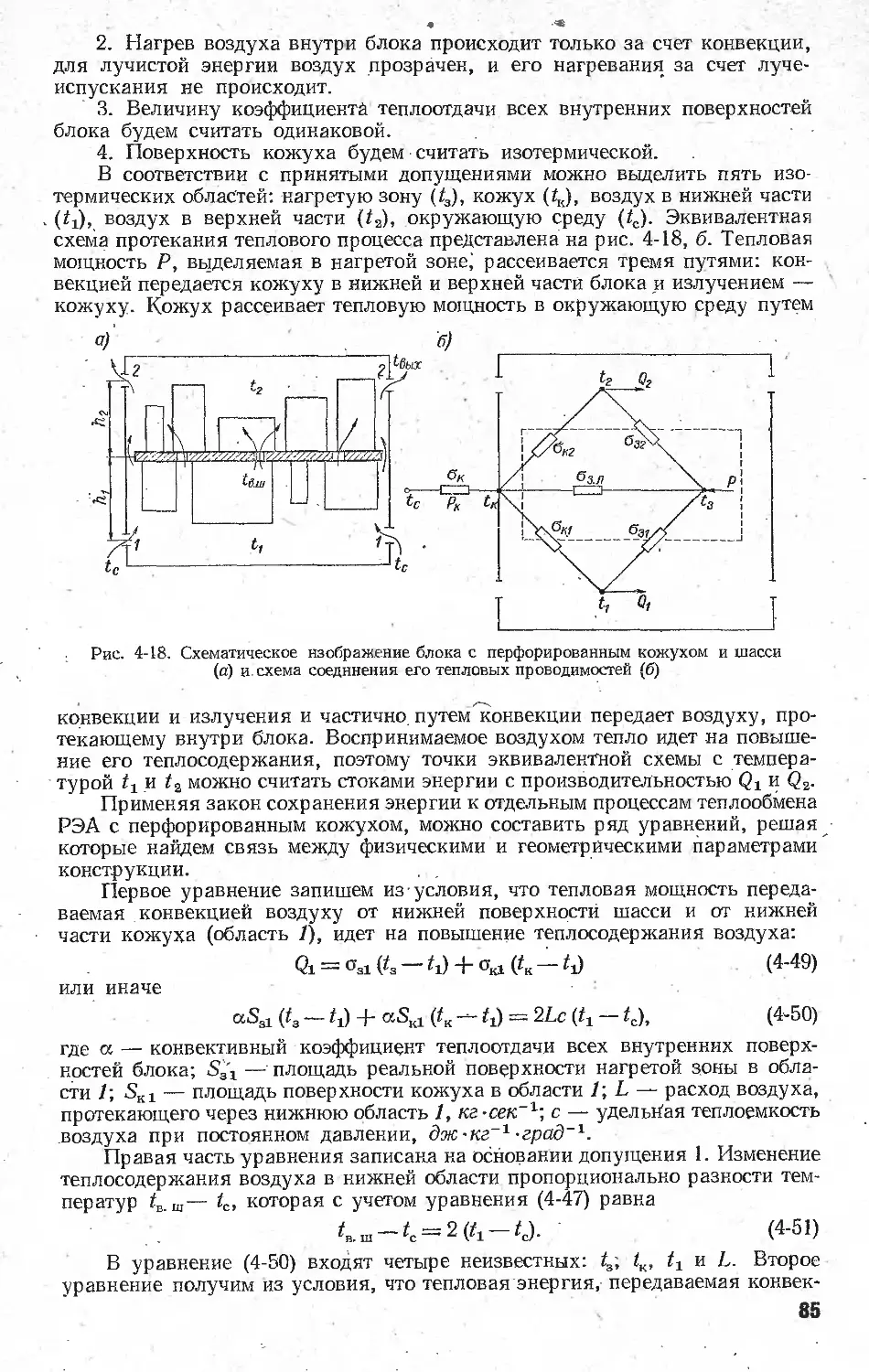
4-3. Расчет температуры нагретой зоны в блоках с перфорированным кожухом . . 84
4-4. Тепловой расчет РЭА с принудительным воздушным охлаждением............. 93
4-5. Жидкостное и испарительное охлаждение................................. 101
4-6. Расчет теплового режима термостатированного объема ‘.................. 109
Глава вятая. ЗАЩИТА РЭА ОТ МЕХАНИЧЕСКИХ ВОЗДЕЙСТВИЙ........................ 111
5-1. Конструктивные меры обеспечения прочности и жесткости................... —
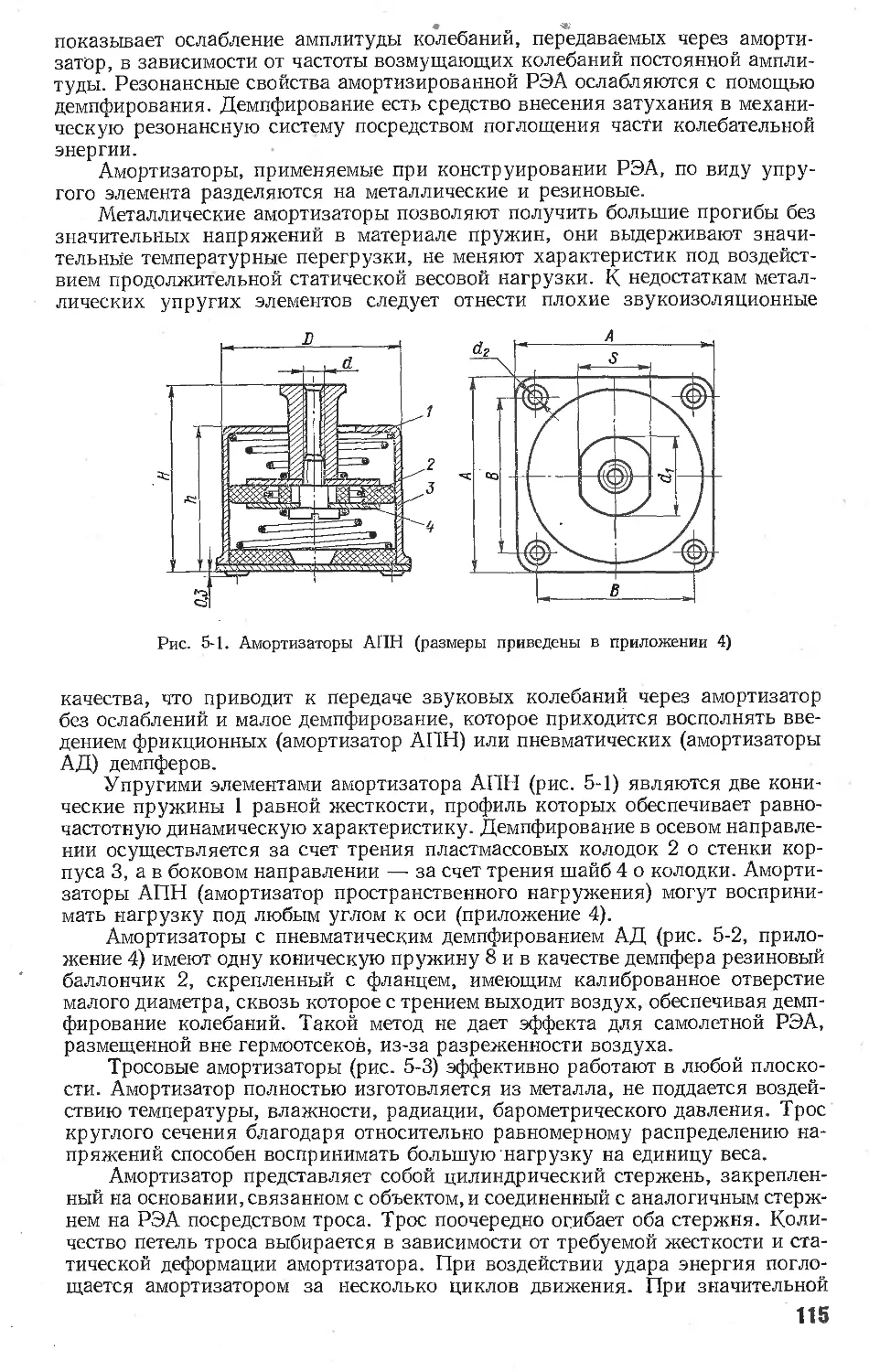
5-2. Амортизаторы ....................................................... 114
5-3. Амортизационные устройства ........................................... 119
5-4. Расчет механических перегрузок под воздействием ударов ................. —
Глава шестая. ЗАЩИТА РЗА ОТ АТМОСФЕРНЫХ ВОЗДЕЙСТВИЙ ........ 127
6-1. Действие влаги, биологической среды и пыли..........,................... —
6-2. Защита покрытиями .................................................. 132
6-3. Герметизация электроизоляционными материалами....................... 134
6-4. Герметизация в разъемном и неразъемном корпусе....................... 136
6-5. Комплексная защита РЭА при хранении и транспортировке ................ 140
Глава седьмая. КОНСТРУИРОВАНИЕ НЕСУЩИХ ЭЛЕМЕНТОВ РЭА ....... . 142
7-1. Штампованные детали.................................................. —
7-2. Литые и прессованные детали .......................................... 152
7-3. Неразъемные и разъемные конструкционные соединения.................... 160
7-4. Конструкторские решения сложных корпусов ............................. 162
Г л а в а в о с ь м а я. КОНСТРУИРОВАНИЕ ЭЛЕМЕНТОВ МОЩНЫХ РАДИОПЕРЕДАТЧИКОВ 166
8-1. Особенности конструкции элементов колебательных контуров ............... —
8-2. Конструкции высокочастотных дросселей ................................ 172
8-3. Конструкции переключателей мощных высокочастотных трактов ............ 175
8-4. Конструкции элементов блокировки шкафов передатчиков для защиты обслужи-
вающего персонала ......................................... 179
230
Глава девятая. ПОРЯДОК РАЗРАБОТКИ И ВОПРОСЫ ЛАТЕНТНОСТИ ...... 180
9-1. Стадии разработки....................................................... —
9-2. Вопросы латентности ........................................... .... 182
Приложение I. Нормальные линейные размеры (ряд предпочтительных чисел),
ГОСТ 6636—69 185
Приложение 2. Лепестки монтажные, провода и кабели.......................... 186
Приложение 3. Физические параметры материалов и некоторые коэффициенты для
расчета охлаждения РЭА-...................................... 190
Приложение 4. Амортизаторы................................................ 193
Приложение 5. Покрытия .................................................. 195
Приложение 6. Адгезионные материалы ...................................... 205
Приложение 7. Отверстия и выдавки....................................... 207
Приложение 8. Крепежные детали ........................................... 210
Приложение 9. Марки, сортамент и применяемость черных и цветных металлов 217
Приложение 10. Некоторые марки и сортамент пластмасс ...................... 223
Приложение 11. Марки и сортамент прочих неметаллических материалов ..... 227
Список литературы........................................................... 229
ПРЕДИСЛОВИЕ
Курс конструирования радиоэлектронной аппаратуры в учеб-
ном плане подготовки завершает цикл конструкторских дис-
циплин. Задачей курса является научить будущего инженера
конструктора-технолога радиоэлектронной аппаратуры, исполь-
зуя знания, полученные при изучении предшествующих дисци-
плин конструкторского цикла: создавать и модернизировать кон-
струкции -радиоэлектронной аппаратуры различного назначения
(на борту летательных объектов, на судах и кораблях, на наземных
подвижных средствах и в стационарном помещении), обеспечивая
совместимость с объектом установки и с оператором, с учетом
патентной чистоты и патентоспособности; обеспечивать надежность
конструкций по четырем составляющим — безотказности, долго-
вечности и сохраняемости при заданных внешних воздействиях,
и ремонтопригодности; обеспечивать технологичность; знать пер-
спективу развития конструкций радиоэлектронной аппаратуры.
В книге показано ведущее место радиоконструктора в кол-
лективе разработчиков современной сложной радиоэлектронной
аппаратуры (РЭА). Сформулировано существо процесса конструи-
рования РЭА. Поставлены три основные проблемы, связанные
с конструированием РЭА: снижение трудоемкости производства,
повышение надежности, комплексная миниатюризация.
Приведены классообразующие признаки конструкций РЭА
по категориям и группам. Классификационная часть, как во
всякой научной дисциплине, позволяет сделать обобщения и пред-
ставить предмет в целом, что важно на этапе обучения, особенно
для студентов, не имеющих опыта работы в промышленности.
Авторы стремились по возможности шире осветить тесную
связь конструкции РЭА с объектом, на который она устанавли-
вается для работы, влияние тактики использования РЭА на ее
конструкцию. Опытный радиоконструктор видит эту важную связь
благодаря эрудиции, накопленной за время длительной работы
в отрасли и общения с заказчиками. Книга рассчитана на читателя,
не обладающего такой эрудицией. Первая глава имеет целью
ввести его в этот круг вопросов, необходимый для активного,
творческого конструирования РЭА. Предполагается, что освое-.
ние материала сопровождается в лаборатории изучением образцов
конструкций РЭА различного назначения в натуре (стендовый
разбор).
В последующих главах книги проводится рассмотрение кон-
струирования с общих позиций. Учет особенностей РЭА заданной
категории и группы читатель должен произвести сам в каждом
случае практического применения' знаний, полученных при изу-
чении материала данной книги. Авторы старались избегать рецеп-
туры. Изложение инженерных расчетов по теплоотводу, экрани-
* 3
рованию и виброизоляции ведется с учетом того, что теорети-
ческие основы этих вопросов читателю известны, их необходимо
только напомнить.
В книгу не включены вопросы конструирования микросхем и
узлов СВЧ-диапазона как относящиеся к отдельному курсу.
Не рассматривается и конструирование электронно-вычисли-
тельной аппаратуры как круг вопросов другой, самостоятельной
специальности.
В приложении помещены справочные материалы для выпол-
нения конструкторского практикума, курсового и дипломного
проектирования. Но это не исключает необходимости пользоваться
официальными изданиями стандартов.
Главы 1, 2, 3, 6 написаны Н. К. Ивановым-Есиповичем,
главы 4, 5, 8, 9 — П. П. Геллем, глава 7 написана авторами
с участием С. Г. Герчина. В работе над книгой большую помощь
оказали радиоконструкторы В. Б. Пестряков, А. Д. Фролов,
А. И. Воронов, В. П. Ковешников, Г. Е. Гиршман, Г. А. Зейтленок,
которым авторы выражают глубокую признательность. Авторы
благодарны В. И. Смирнову за плодотворные дискуссии и советы,
коллективам конструкторских кафедр ЛЭНС, МЭИ, ЛЭТИ и
своим коллегам по работе в промышленности за полезные замеча-
ния при обсуждении и рецензировании рукописи.
Учебное пособие требует известной ортодоксальности и крат-
кости, что отразилось на стиле изложения. Некоторые теоретиче-
ские положения, формулировки и классификации . приведены
в лаконичной форме и нуждаются в дальнейшем развитии. Все
замечания и пожелания просьба направлять по адресу: 192041,
Ленинград, Марсово поле, 1, Ленинградское отделение издатель-
ства «Энергия».
П. Гелль, Н. Иванов-Есипович
ВВЕДЕНИЕ
Формулировка понятия процесса конструирования РЭА. Конструирование как
одна из стадий общего процесса создания РЭА. Основные этапы истории.
Три главные проблемы радиоконструирования. Сущность комплексной мини-
атюризации
Конструирование есть процесс отражения в черте-
жах структуры, размеров, формы, материала и внутренних связей
будущего изделия. Изделие должно отвечать тактико-техническим
требованиям по назначению, надежности и совместимости, быть
пригодным для промышленного производства с учетом техноло-
гичности и патентности. Процесс сводится к логико-математиче-
скому поиску оптимума при последовательном усовершенствовании
исходного варианта, получаемого на основе преемственности и
требований задания. Конструирование РЭА отличается особен-
ностью установления внутренних связей: кроме пространственных
и механических, необходимо устанавливать сложные электрические
связи и ограничивать электромагнитные и тепловые поля. Эта
особенность настолько существенна, что выделяет конструирова-
ние РЭА в отдельную отрасль знаний.
Процесс создания РЭА состоит из нескольких стадий разра-
ботки: принципа действия и схемы, конструкции, технологии прсг-
изводства. Затем следуют стадии подготовки производства, испы-
таний и серийного выпуска. Для каждой из них можно выделить
особенности, устанавливающие необходимые знания, методы и
организацию труда, что на радиотехническом предприятии опре-
деляет специализацию подразделений. Но границы между под-
разделениями носят только организационный характер. Хотя
наше внимание будет сосредоточено на решении задач, стоящих
перед радиоконструкторскими подразделениями, многие из 'этих
задач, как будет видно из дальнейшего, требуют комплексного
подхода и участия всех подразделений.
Рассмотрим основные этапы истории развития конструи-
рования РЭА.
Конструирование радиоаппаратуры началось одновременно
с развитием радиотехники, но первые два десятилетия аппаратура
«беспроволочного телеграфа» почти не отличалась от телеграфной,
и электротехнической. Появление электронной лампы первое
время не внесло изменений. Основой конструкции оставался
деревянный ящик, внутри которого на стенках размещались необ-
ходимые детали. Ъ
По мере увеличения общего числа каскадов усиления возросла
роль экранировки. Опасность самовозбуждения привела к необхо-
димости экранировать не только катушки индуктивности.
В конце 20-х годов появилось металлическое шасси, на кото-
ром располагались элементы, что позволило эффективнее разделять
5
нежелательные связи по электромагнитному полю. В этом смысле
идея металлического шасси сыграла решающую роль. Тем време-
нем электронные усилительные каскады начали внедряться в теле-
фонию. Здесь уже существовали проверенные практикой традиции
конструирования аппаратуры в виде этажерки — вертикальной
стойки с расположенными друг над другом блоками. Такая
первая блочная конструкция явилась носителем прогрессив-
ной идеи расчленения сложной аппаратуры на простые конст-
рукции.
Расширение сферы и масштабов применения РЭА в начале
30-х годов привело к образованию специализированных органи-
заций, где производились разработки применительно к назначе-
нию РЭА. Объем производства решающим образом влияет на кон-
струкцию, поэтому появились новые конструкции, рассчитанные
на механизированное производство. Процесс монтажа оставался
ручным, но производительность труда значительно увеличилась
благодаря применению пайки вместо винтовых соединений. Резко
упростилась конструкция контактного узла, уменьшились его
размеры, позволив сократить расстояние между монтажными дета-
лями. Но это привело к увеличению нежелательных электрических
и электромагнитных связей внутри РЭА, геометрические соотно-
шения в конструкции стали еще сильнее влиять на работоспособ-
ность схемы.
С конца 30-х годов начинается широкое применение радиоап-
паратуры вне комнаты. Аппаратура вышла в полевые условия, ее
устанавливают на самолеты, в танки, на автомашины. От ее работо-
способности часто зависит исход военных операций. Обеспечение
надежности РЭА в новых трудных условиях эксплуатации легло
на плечи радиоконструкторов. Возникли новые задачи обеспечения
влагозащиты, виброизоляции, стойкости при ударах, при резком
изменении температуры и т. д. Это потребовало дальнейшей спе-
циализации конструкций по условиям эксплуатации и объекту
установки.
Период середины 50-х годов характеризуется значительным
усложнением РЭА. В связи с этим возникли принципиальные труд-
ности в конструировании из-за чрезмерного возрастания в одном
радиоэлектронном аппарате числа электронных ламп и повышения
внутреннего нагрева РЭА. Освоенные к этому времени в массовом
производстве транзисторы позволили выйти из тупика. Начали
возникать конструкции, содержащие тысячи активных элементов,
что на лампах было малореально.
В это же время получают развитие идеи кибернетики. Появ-
ляются ЭВМ, состоящие из большого числа однотипных каскадов.
Повторяемость схемных узлов позволила создать однотипные кон-
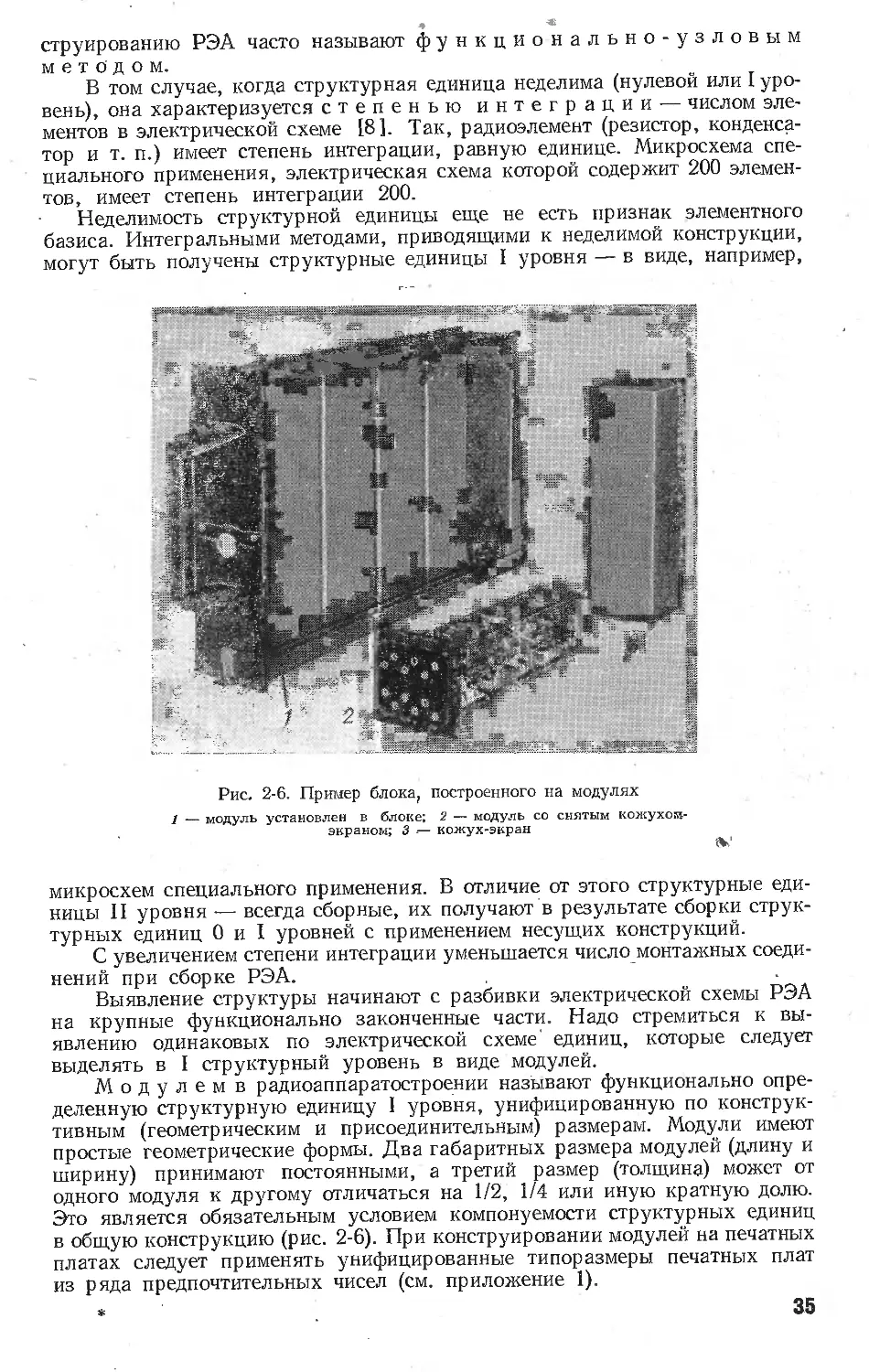
структивные узлы — модули.
В последние два десятилетия области использования расши-
рялись: связь, навигация, радиолокация, управление ракетами,
вычисление, управление производственными процессами, освоение
космоса.
Усложнение принципов работы и схем требовало усовершен-
ствования конструкций.
Применение печатного монтажа было вызвано к жизни поис-
ками методов производства, позволяющих повысить производи-
тельность труда путем автоматизации. Одним из основных стиму-
лов к развитию конструкций (наряду с надежностью, габаритами
и т. д.) становятся поиски методов, обеспечивающих снижение
трудоемкости в производстве, все более высокую степень механи-
зации и автоматизации.
6
•
К середине 60-х годов такие методы были найдены на базе
микроэлектроники. Интегрально-групповая технология микро-
электроники обеспечивает выпуск РЭА все возрастающей слож-
ности в интенсивно расширяющихся масштабах. Требование тех-
нологичности конструкций является сегодня острой проблемой,
и она решается с помощью микроэлектроники. Применительно
ко всей конструкции РЭА в целом использование интегральных
микросхем сокращает число комплектующих элементов в десятки
раз, что снижает трудоемкость монтажных работ, повышает надеж-
ность и снижает габариты.
Существуют три главные проблемы радиоаипаратостроения,
в решении которых радиоконструкторы занимают определяющее
положение: снижение трудоемкости производства,, повышение
надежности, комплексная миниатюризация.
Как показал В. Б. Пестряков [2], проблема комплекс-
ной миниатюризации вызвана к жизни высокой слож-
ностью современной многофункциональной РЭА. В зависимости
от наличия в РЭА узлов СВЧ, сложных механизмов, от уровня
мощности маломощные каскады могут составлять 20—80% общего
объема и веса. Следовательно, в РЭА, имеющей мощные каскады
(радиолокационные, навигационные и другие устройства), слож-
ные механизмы (привод антенн, механизмы настройки и др.),
применение микросхем в одних только маломощных каскадах
недостаточно эффективно с точки зрения решения габаритных и
весовых задач.
Имеются шесть условий осуществления комплексной ми-
ниатюризации РЭА. .:?ти условия должны выполняться всеми раз-
работчиками с самого начала проектирования блок-схемы:
1) построение функциональной схемы РЭА с наи-
большим использованием дискретных цифровых принципов, с за-
меной электромеханизмов на электронные каскады;
2) перевод электрической схемы РЭА на микро-
электронный элементный базис (интегральные схемы общего при-
менения), построение остальной части электронных каскадов
на интегральных схемах частного применения;
3) интенсификация теплоотвода;
4) применение новых принципов формирования мощного
электромагнитного излучения, позволяющих исключить крупно-
габаритные генераторные лампы *;
5) использование в диапазоне СВЧ интегральных
схем частного применения, полосковых линий, генераторов Гана
и других полупроводниковых и ферритовых устройств;
6) целенаправленная (для комплексной миниатюризации) раз-
работка комплектующих компонентов (разъемы,
кабели, рукоятки и др.).
Комплексная миниатюризация РЭА является сложной зада-
чей. Она решаема только при совместных усилиях специалистов
по радиокомпонентам, интегральным схемам, электровакуумным
и полупроводниковым приборам, электрическим схемам и ин-
струкциям. Радиоконструктор в этой работе должен выполнять
координирующую и направляющую роль.
* В фазированных антенных решетках, например, большая мощность из-
лучения достигается сложением в одном из направлений пространства излучений
от большого числа маломощных источников. За счет управления фазой колеба-
ний можно осуществлять безынерционный поворот диаграммы направленности.
При этом оконечный каскад передатчика и антенна совмещены в одной констру-
кции, состоящей из тысяч маломощных передатчиков и излучателей в микроэлек-
тронном исполнении.
7
Легко показать, что и две другие общие проблемы радиоаппа-
ратостроения (снижение трудоемкости и повышение надежности)
требуют такого же комплексного подхода. При этом конструкция
отчетливо проявляет признаки так называемой большой, или диф-
фузной системы. Укажем, например, на два априорных приз-
нака конструкций РЭА, симптоматичных для систем: наличие
внутренних связей между элементами и структурная
градация (функционально-узловой метод). Функцио-
нально-узловой метод, основанный на структурном дроблении,
был разработан эвристически, доказал свои преимущества при
широком применении и лег в основу практической реализации
идей микроэлектроники (интегральные схемы общего и частного
применения). Системный подход, основанный на общей теории
систем, может быть плодотворен при разработке общей методо-
логии конструирования РЭА.
Глава первая
КЛАССИФИКАЦИЯ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ ПО КОНСТРУКТИВНЫМ
ПРИЗНАКАМ И ОБЪЕКТУ УСТАНОВКИ
1-1. Виды классификации
Классификация по радиотехническим функциям, по мощности, по частоте,
по виду активного элемента, по воздействию окружающей среды. Профес-
сиональная и бытовая, обслуживаемая и необслуживаемая РЭА. Классифика-
ция по назначению, тактике использования и объекту установки. Категории
и группы
Все многообразие конструкций РЭА можно классифицировать по
нескольким признакам.
Классификацией по радиотехническим функциям
является деление РЭА на приемную, передающую и обрабатывающую сиг-
налы. Тракты приемников, такие как входные цепи, каскады УВЧ, преобра-
зователи, УПЧ, детекторы и УНЧ, в схемном отношении имеют много общих
черт для всех приемников. Эти общие черты позволяют говорить об отдель-
ной группе конструкций аппаратуры, называемой радиоприемными устрой-
ствами. В таком же смысле следует говорить и о радиопередающих устрой-
ствах.
Усложнение задач по обработке сигналов с целью повышения помехо-
защищенности и уровня насыщенности информацией, переносимой сигна-
лами, вызвало необходимость выделить аппаратуру, занятую такой обработ-
кой, в отдельную группу устройств обработки сигналов. В несложных слу-
чаях, например в вещательных приемниках, эта аппаратура не обособляется,
а входит в состав приемника в виде УНЧ, громкоговорителей и акустической
системы. В простейших передатчиках модулятор также не обособляется.
В магистральных связных радиопередающих устройствах сложное формиро-
вание сигнала начинается в возбудителе, в котором создается сетка высоко-
стабильных фиксированных частот. Такой возбудитель является отдельной
конструкцией, разрабатываемой по принципам конструирования, более
близким к приемной аппаратуре, чем к передающей.
К конструкциям устройств обработки сигналов следует отнести инди-
каторы радиолокационных станций, шифраторы и дешифраторы самолетных
навигационных систем и т. д. Устройства обработки сигналов существуют
и вне системы приема и передачи.
Классификация РЭА по радиотехническим функциям, правильная и
необходимая в других случаях, с конструкторской точки зрения не является
четкой.
Классификация конструкций РЭА по мощности хорошо приме-
нима к передающим устройствам, но не вскрывает различия конструктивных
черт радиоприемной РЭА и устройств обработки сигналов.
Рабочая частота существенно влияет на конструкцию. Напри-
мер, конструкции входных цепей приемника СВЧ-диапазона разрабатывают
9
Специализация конструкций РЭА по назначению,
тактике использования и объекту установки
Таблица 1-1
Категория Бортовая Морская Наземная
Группа Самолетная 1 Космическая Ракетная Судовая (корабельная) Буйковая Возимая Носимая Переносная Бытовая Стационарная
на объемных или полосковых линиях, геометрия которых определяется ра-
бочей частотой. Входные цепи приемника длинноволнового диапазона
выполняют на объемных элементах с сосредоточенными параметрами, кон-
струкция которых иная. Классификация конструкций по частотному диапа-
зону отражает особенности конструирования только высокочастотных кас-
кадов приемной и передающей РЭА.
Возможна классификация конструкций по виду активного
элемента. Действительно, конструкция магнетрона будет определять
всю конструкцию оконечного каскада передатчика. Вид охлаждения мощной
генераторной лампы (водяное или воздушное) подчиняет себе компоновку
каскада. Ламповая или транзисторная схема выполняются в разных кон-
структивных решениях. Особенно это заметно в аппаратуре, где лампы уста-
навливаются на панелях. Ламповые панели являются компоновочными
центрами каскадов.
По воздействию окружающей среды РЭА классифицируют
как предназначенную для работы в помещении или в полевых условиях.
Всю РЭА принято делить на два вида: профессиональную и бытовую.
Профессиональной называют аппаратуру, используемую на флоте,
в гражданской авиации, в вооруженных силах, в научных лабораториях,
на производстве, на предприятиях связи, в медицинских и других учрежде-
ниях. К бытовой относят радиоприемники, телевизоры, магнитофоны
и другую аппаратуру, приобретаемую населением для собственных нужд.
Профессиональная РЭА нередко представляет собой сложные комплексы,
изготовляемые в небольшом количестве. В свою очередь профессиональная
РЭА разделяется на обслуживаемую и необслуживаемую (радиобуи, спут-
ники и т. п.).
Наиболее общей с конструкторской точки зрения является классифи-
кация конструкций РЭА по назначению, тактике использо-
Классификация
Функциональная внутренняя
связь (между элементами)
Совместимость
Надеж
Электрическая Фэ
Электромагнитная Фэм
Тепловая Фт
Пространственная (включая
расположение центра тяжести)
Фп
Механическая (включая рас-
положение центра жесткости)
Фм
С объектом установки:
пространственная Сп
весовая СБ
электрическая Сэ
электромагнитная Сэм
С человеком:
эргономическая Сэр
эстетическая Сэс
Безотказность при воз-
действии:
вибраций Бв
ударов Бу
линейных ускорений Бл
сухого тепла, тепловых
ударов Бт
холода Бх
влаги (влажного тепла)
^вл
брызг, воды £(5р
химической среды 5ХИМ
плесени 5ПЛ
10
в а н и я и объекту установки. Согласно этой классификации РЭА
разделяют на 10 групп по трем категориям: бортовой, морской, наземной
(табл. 1-1).
В классификации конструкций РЭА по специализации (табл. 1-1) учтено,
что классообразующий признак должен иметь, как всегда, подчиненное
(видовое) значение по отношению к признаку более высокого порядка (родо-
вому). На каждой иерархической ступени признак должен быть общим для
всех отнесенных к этой ступени конструкций РЭА. Классообразующим приз-
наком категории конструкций РЭА является одна из трех глобаль-
ных зон использования: воздушное (космическое) пространство, океан,
суша.
.Внутри категорий будем различать специализированные группы в зави-
симости от объекта установки. Классообразующий признак группы —
комплексный: назначение и тактика использования, условия совместимости
с объектом, требования к составляющим надежности, к защите от внешних
воздействий и др. Назначение, тактика и условия использования, радио-
техническое содержание (мощность, диапазон частот) и т. п., определяющие
конструктивное решение РЭА, принципиально различны для объектов
разных групп и категорий. Поэтому конструирование РЭА, как правило,
специализировано.
Итак, специализация РЭА обусловлена тем, что объект установки задает
специальное функциональное назначение, необходимое только для объектов
данного вида. Альтернативой к специализации в конструировании является
универсализация.
Универсализация предполагает разработку конструкций, при-
годных для работы на любых объектах и в любых условиях. Универсальная
конструкция должна обладать функциональной избыточностью и соответ-
ствовать наиболее жестким условиям из всех возможных применений. Это
может быть оправдано в тех случаях, когда достигается простыми средствами
и позволяет значительно увеличить масштаб производства. Для РЭА это
возможно в ограниченных рамках (например, некоторые виды связной РЭА).
Для электронно-вычислительной аппаратуры (ЭВА) универсализация кон-
струкций предпочтительнее специализации, что объясняется отчетливой
тенденцией к универсализации самого функционального назначения ЭВА,
ее вычислительных функций.
Независимо от специализации или универсализации конструкция РЭА
должна обладать строго регламентируемыми свойствами. В табл. 1-2 при-
ведены 36 кодифицированных свойств, объединенных в пять групп: функцио-
нальная внутренняя связь, совместимость, надежность, технологичность,
патентность. Экономические показатели производства (себестоимость, рен-
Т облица 1-2
свойств конструкции РЭА
ность Технологичность Патентность
> пыли и песка ПЫЛЬ радиации 5рад барометрического разрежения или давления А бар Долговечность Д Длительно эксплуатируемой РЭА Дд Сохраняемость (при хранении и транспортировке) А Ремонтопригодность Р По запасным узлам Рзип По типизации 7Т По преемственности. Тп По комплектации (одно- родность) Тк По сборке Тр По деталям и 'узлам соб- ственного производства Тд По материалам (соответ- ствие) Тщ • Патентоспособность Пп Патентная чистота Пч
11
табельность и др.) учтены в том объеме, в каком они зависят от конструкции,
т. е. через свойство общей технологичности сборной конструкции РЭА.
Классификация свойств конструкции РЭА является важным условием
формализации процесса конструирования,, который с математической точки
зрения является плохо формулируемой задачей. ЭВМ не может решать
такие задачи, ей необходимы алгоритмы. Для частных формализуемых задач
(топология печатных плат и т. п.) алгоритмы найдены и успешно приме-
няются. Конструктор должен широко использовать ЭВМ при решении таких
задач, кодификация свойств способствует их алгоритмизации. Для конструи-
рования РЭА в целом алгоритм установить нельзя, здесь необходим коллек-
тивный человеческий разум, использующий естественный полиморфный язык,
. значительно более мощный, чем любой формализованный язык ЭВМ. По суще-
ству, конструирование РЭА в целом сводится к достижению устойчивых ком-
промиссов между альтернативными требованиями всех названных выше
свойств.
Рассмотрим эти свойства, вначале кратко.
1. Функциональная внутренняя связь элементов в конструкции
является ее первым неотъемлемым свойством. Необходимыми функциональ-
ными связями являются электрические Фэ, определяемые монтажными соеди-
нениями, пространственные Фп и механические Фм, определяемые компонов-
кой и закреплением элементов. Связями, которые в конструкции должны быть
ограничены по верхнему пределу, являются электромагнитные Фэм и тепло-
вые Фт. Эти нежелательные связи возникают как побочный результат
формирования первых трех необходимых связей *.
2. Совместимость РЭА с объектом, на котором она устанавли-
вается (пространственная Сп, весовая Св, электрическая Сэ и электромагнит-
ная Сэм), определяет возможность размещения, закрепления и электриче-
ского подключения. Размещение, закрепление и подключение должны быть
удобными для монтажа и демонтажа, для проведения малого ремонта без
снятия с объекта, должны исключать опасные наводки при работе других
РЭА на том же объекте. Совместимость с объектом обеспечить легче в тех
случаях, когда проведена комплексная миниатюризация. Чем полнее выпол-
нена комплексная миниатюризация, тем меньше трудностей возникает при
размещении РЭА на любом объекте. Прост)эанственная Сп и весовая Св
совместимости количественно могут выражаться через различные коэффи-
циенты — весового соответствия, плотности компоновки, относительного
веса и др.
Эргономика Сэр’рассматривает условия эффективной работы оператора,
снижения утомляемости и вероятности ошибок человека в системе «человек-
машина». Техническая эстетика Сэс требует, чтобы внешний вид изделия
соответствовал определенным нормам психологического восприятия человека.
3. Составляющие надежности безотказность Б и долго-
вечность Д в значительной степени определяются эффективностью
защиты от механических воздействий, передаваемых от объекта, на котором
закрепляется РЭА, от климатических воздействий окружающей среды.
Сохраняемость А определяется эффективностью защиты в условиях
хранения и транспортировки. Долговечность Дд длительно эксплуатируемой
стационарной РЭА и ремонтопригодность Р обусловливаются
конструктивным решением. Все четыре составляющие надежности зависят
от качества изготовления РЭА.
4. От общей технологичности Т зависит производительность
труда, экономическая сторона производства. Конструкция РЭА всегда яв-
является сборной. Требование общей технологичности сборной конструкции
сложное, оно должно учитывать шесть составляющих (см. табл. 1-2). Анализ
составляющих общей технологичности приведен в гл. 2.
* Здесь рассматриваются связи только между элементами. Внутри элементов и компо-
нентов электромагнитные и тепловые связи часто являются необходимыми [3].
12
5. При разработке конструкции должна учитываться патентность —
свойство технических разработок находиться под охраной международного
авторского права, если они обладают новизной, полезностью и юридически
соответственно оформлены. Конструктор должен принимать во внимание две
стороны патентности: обеспечивать патентоспособность /7П своих разработок,
т. е. возможность патентования за границей, и патентную чистоту — неис-
пользование действительных для нашей страны чужих патентов без доказа-
тельства экономической оправданности их приобретения.
Конкретные условия реализации рассмотренных пяти общих требований
оговариваются для категорий, внутри категорий — для групп, внутри
групп — для конкретного заданного изделия.
1-2. Бортовая РЭА
Классообразующие признаки РЭА бортовой категории. Особенности исполь-
зования и размещения самолетной РЭА. Отличительные черты космической
и ракетной РЭА
Бортовой называют РЭА, устанавливаемую на летательных объек-
тах. Постоянная потребность в усложнении функций РЭА бортовой катего-
рии ограничивается возможностями летательных объектов по весовым и
габаритным показателям, поэтому уменьшение веса и габаритов бортовой
РЭА (Св и Сп) принято считать первой общей задачей при конструировании.
Вторая задача связана с потребностью работать в условиях разреженной
атмосферы (Б6). На большой высоте воздух разрежен (на высоте 25 км —
до 5 мм рт. ст.), его электрическая прочность снижена и на участках кон-
струкции, имеющих острые углы и находящихся под высоким потенциалом,
может возникать коронирование. Герметизированная РЭА, расположенная
вне гермоотсека, испытывает внутренние разрывающие усилия.
Помимо названных двух общих задач, стоящих при конструировании
бортовой РЭА и являющихся классообразующими признаками категории,
каждая группа имеет особенности. Эти особенности устанавливают классо-
образующие признаки групп.
Самолетная и вертолетная РЭА характеризуется относительной крат-
ковременностью непрерывной работы, измеряемой часами. В осталь-
ное время РЭА находится под контролем и обслуживанием персонала ремонт-
ной базы — подвергается периодическому осмотру и контролю, перед каж-
дым вылетом производится предполетная проверка. Выполнение ремонтных
работ при заправке самолета горючим недопустимо. Конструкция такой РЭА
должна обеспечивать свободный доступ к внутренним частям для уменьшения
времени на поиск неисправности. Чем меньше времени расходуется на пред-
полетную проверку, тем больше экономический эффект от эксплуатации
самолетов гражданского воздушного флота. Отсюда вытекает требование
высокой ремонтопригодности конструкции (,Р).
Температура корпуса самолета изменяется в широких пределах. Летом
на аэродроме в южных районах корпус нагревается выше 50° С. При взлете
и подъеме температура резко падает, достигая —50° С на высоте 10 км.
На сверхзвуковых самолетах при полете в плотных слоях атмосферы кор-
пус может нагреваться до 150° С. В результате РЭА, расположенная вне
гермоотсека, испытывает тепловые удары [Бт].
Вибрационные (Бв), ударные (Бу) и линейные (Бл) перегрузки
для конструкций РЭА самолетной группы значительны. Конкретные вели-
чины приведены в стандартах, они зависят от класса самолета или вертолета.
Во всех случаях задается диапазон частот вибрации. Нижние частоты возни-
кают во время движения самолета по взлетно-посадочной полосе, а верхние
связаны с работой двигателя. На взлете и посадке образуются ударные пере-
грузки с хаотическим чередованием ударов. При любом изменении скорости
возникают линейные перегрузки. Защита от. механических воздействий
обычно требует применения амортизаторов.
13
Рассмотрим основные функции РЭА на борту самолета [5]. Приборы радиомагнитного
компаса и авиагоризонта дают информацию об ориентации самолета в пространстве: направле-
ние полета относительно магнитного севера, угол пикирования и угол крена. При подходе
к аэродрому самолет должен выйти в определенную точку (зону) пространства, из которой он,
выдерживая курс, начинает снижение по глиссаде (рис. 1-1). Весь посадочный маневр осуще-
ствляется с помощью радиотехнических систем по-
Рис. 1-1. Схема снижения самолета по
курсу и глиссаде
ВПП — взлетно-посадочная полоса, И —
визуальный индикатор
садки.
В процессе полета летчик непрерывно под-
держивает радиосвязь с диспетчерами. Он дол-
жен быть информирован о зонах грозовой облач-
ности, местонахождении других самолетов и т. д.
Таким образом, для авиационного радиообо-
рудования непременно наличие навигационного
приемника, связного приемопередатчика и радио-
локаторов. Результаты работы РЭА используются
летчиком или штурманом, для которых эти ре-
зультаты — не цель действий, а только средство
для выполнения другой задачи. Следовательно,
РЭА должна работать автоматически, самостоятель-
но обрабатывать результаты и выдавать их в виде,
удобном для быстрого восприятия: отклонение
стрелки влево—вправо, зажигание сигнала, срвме-
щение визиров и т. п. Это требование относится
и к управлению работой РЭА, которое должно сво-
диться к самым простым действиям, без отвлечения от других ответственных функций. Опыт
показал, что если эти требования не выполняются, экипаж просто не использует данную РЭА.
Разрабатывая конструкцию самолетной РЭА, нужно иметь в виду, что
заняты не только зрение, слух и руки летчика (СЭр), но и ограничено место
вблизи него, где могут быть установлены органы управления и средства
отображения информации (рис. 1-2).
РЭА приходится выносить в фюзеляж, в те места, где есть удобный доступ
для смены и осмотра. Поэтому характерной особенностью является наличие
Рис. 1-2. Приборная доска пилога
коммуникаций дистанционного управления. По коммуникациям передаются
управляющие напряжения для перестройки приемников, передатчиков,
изменения режимов работы радиолокационных станций и т. д.
На больших самолетах и вертолетах отведены радиоотсеки, где РЭА
компонуется в виде стоек (рис. 1-3). Часто ее выполняют в виде отдельных
моноблоков объемом не более 10—15 дм3 (вариант «разбросанной» компо-
новки). Моноблоки можно помещать за обшивкой, в переборках, в грузовых
отсеках.
К космической и ракетной РЭА, помимо общих требований
к бортовой категории, предъявляют следующие: 1) особая ограниченность
14
объема и веса в связи с требованием минимального стартового веса ракеты-
носителя (Св, Сп); 2) чрезвычайно высокая безотказность (Б); 3) высокая
ремонтопригодность в предстартовый период; 4) совместное действие вибра-
ционных и линейных нагрузок во время старта (Бв, Бл).
Условия космического корабля напоминают самолетные, но с некоторой
спецификой. Следует особо отметить требования к безотказности во время
полета и ремонтопригодности в предстартовый период. Практически любые
затраты на повышение этих показателей будут малы по сравнению с общей
стоимостью запуска космического корабля. Весь успех комической экспе-
диции в конечном счете определяется безотказностью работы РЭА. Поэтому
функциональные узлы многих систем должны иметь резервирование. Резер-
вирование включается как автоматиче-
ски, так и экипажем. Для определения
вышедшего из строя- блока космонавты
наблюдают за бортовыми индикаторами
и принимают решение о переключении
Рис. 1-3. Размещение РЭА в гермоотсеке само-
лета
1 — радиоотсек с навигационной, связной, посадоч-
ной и локационной аппаратурой; 2 — антенны;
3 — индикатор РЛС (радиолокационная станция);
4 приборные доски пилотов; 5 — антенна РЛС;
6 - рамочная антенна
Рис. 1-4. РЭА управляемого снаряда
1 печатные платы с элементами; 2 — тепло-
отводящая пластина; 3 — прокладка из эла-
стичного пенопласта; 4 — контактный разъем
с гибким плоским кабелем; 5 — боковая
крышка; 6 — стяжной болт; 7 — входная
трубка системы охлаждения
на резервный блок. Переключение должно производиться одним движе-
нием. Пульт управления в кабине космического корабля напоминает само-
летный, но проектируется с учетом состояния невесомости оператора.
РЭА искусственных спутников Земли относится к группе#»
космической, но является необслуживаемой. Эта аппаратура характеризуется:
I) особой продолжительностью эксплуатации без обслуживания
(годы) (Д);
2) работой в условиях атмосферы с постоянным газовым составом низкой
влажности или в вакууме;
3) циклическим изменением температуры;
4) отсутствием механических нагрузок во время работы;
5) опасностью воздействия радиации (Брад).
Спутник представляет собой контейнер, заполненный РЭА и физическими
приборами, которые служат датчиками для РЭА. Источником питания
являются химические источники, работающие совместно с солнечными бата-
реями, установленными на раскрывающихся створках большой площади.
Дополнительные отличительные черты ракетной РЭА:
1) разовость использования (Б);
2) необходимость в особой кратковременности предстартовой проверки
и высокой ремонтопригодности в предстартовых условиях (Р);
3) работа в условиях быстрого возрастания окружающей температуры
на обшивке ракеты — до нескольких сот градусов (Бт);
4) длительная сохраняемость при многолетнем хранении (А),
5) большие ударные нагрузки (Д у).
15
Для того, чтобы иметь возможность измерять режим и производить под-
стройку непосредственно перед пуском, в конструкции ракетной РЭА должно
быть предусмотрено дистанционное управление с выводом контрольных точек
на корпус ракеты в места, удобные для доступа.
Для полного использования объема отсека, выделяемого на малых раке-
тах, конфигурация РЭА имеет вид цилиндра. Например, для РЭА управляе-
мого снаряда может быть принято слоистое расположение' печатных плат
с элементами (рис. 1-4). РЭА состоит из приемника системы наведения,
схем разрешения угловых ошибок, обнаружения и слежения, логических
схем. Она размещается в цилиндрическом корпусе диаметром 300 мм и
высотой 150 мм. Конструкция жестко крепится в герметизированном отсеке
снаряда и обеспечивает работу в условиях воздействия сильных ударов
(до 100 g). Печатные платы с микросхемами и узлами 1, накладываются
друг на друга, располагаясь между жесткими теплоотводящими пласти-
нами 2. Каждая плата с обеих сторон закрыта эластичными прокладками 3.
Эти прокладки выполняют функции электрической изоляции, служат для
равномерного распределения сжимающего усилия по всей площади, и для
повышения теплоотвода. Высокая теплопроводность прокладок дости4ается
применением полиуретанового пенопласта с наполнителем из окиси бериллия.
Жесткие теплоотводящие пластины и боковые крышки 5 имеют сотовую струк-
туру, по каналам которой протекает хладоагент (фреон). Высокочастотные
модули устанавливают не на печатных платах, а в отдельные ячейки общего
литого алюминиевого корпуса.
Такая конструкция объемом 10 длг3.и массой около 20 кг обеспечивает
нормальную рабочую температуру на поверхности микросхем в реальных
условиях эксплуатации, при общей выделяемой мощности 100 вт.
1-3. Морская РЭА
Общие условия работы конструкций РЭА морской категории. Классообразую-
щие признаки судовой и корабельной РЭА. Группа буйковой РЭА
Категория конструкций морской РЭА характеризуется тремя об-
щими условиями: морской средой Бвл, ударными перегрузками (Бу), линей-
ными ускорениями (Бл). Морская среда, окружающая судно, является
постоянно действующим фактором, опасным для РЭА. Соленость океанской
воды велика, достигает 35 г солей на 1 л. Это обстоятельство активизирует
разрушительные физико-химические процессы, протекающие при воздей-
ствии влаги на металлические и изоляционные материалы, входящие в состав
РЭА. Морская РЭА должна разрабатываться в тропическом исполнении,
предусматривать коррозионную стойкость и плесе не-
стойкость. Кроме того, на случай прямого попадания воды должна
обеспечиваться водозащищенность и брызгозащищен-
но с т ь, „Прямое воздействие воды наблюдается во время штормов, в аварий-
ных ситуациях, при противопожарном и противорадиоактивном самоороше-
нии помещений.
В ряде случаев морская РЭА предназначается для работы в погружен-
ном в воду состоянии.
Значительные ударные перегрузки возникают для любой морской
РЭА при ударах волн, линейные — при качке.
Судовая и корабельная РЭА обладает следующими клас-
сообразующими признаками:
1) высоким уровнем типизации в целях упрощения материально-тех-
нического снабжения ремонтных баз и судов запасными узлами (Рзип)‘,
2) возможностью ремонта на месте установки при минимальном коли-
честве персонала и ограниченных контрольно-измерительных и ремонтных
средствах без захода на ремонтную базу (Р);
3) необходимостью учета ограниченности размеров люков и проходов
на судне (Сп);
16
4) защищенностью от сильных высокочастотных и низкочастотных (ра-
бота гидроакустических станций) электромагнитных полей (Сэы);
5) вибростойкостью (Бв) (работа механизмов) и ударостойкостью при
стрельбах (Бу) (для корабельной РЭА, имеющей ракетное, торпедное, артил-
лерийское вооружение).
Судовая РЭА устанавливается на пассажирские, грузовые суда (сухо-
грузные, наливные, промысловые, буксиры, ледоколы и др.), корабельная —
на надводные корабли и подводные лодки ВМФ. Кроме РЭА связи, на судах,
надводных кораблях и подводных лодках размещены радиотехнические
средства управления. К радиотехническим средствам кораблевождения
относятся средства коррекции корабельных навигационных систем (радио-
Рис. 1-S. Судовая РЭА (всенаправленный рыболокзтор), сочета-
ющая стойку с пультом управления оператора
навигационные и радиолокационные станции, радиомаяки), навигацион-
ные гидроакустические и телевизионные средства наблюдения (эхолоты,
эхоледомеры, гидроакустические станции и др.) * (рис. 1-5).
Разнообразие РЭА, сосредоточенной на судне или корабле, крайне
затрудняет и удорожает снабжение запасными узлами, т. е. обеспечение
Рзип. Для решения этой проблемы необходима комплексная типизация
всей РЭА, размещенной на данном объекте: по элементному базису, по
присоединительным и несущим узлам и т. д. Комплексную типизацию
осуществить наиболее трудно: слишком велико различие между РЭА по
диапазону частот, мощности, функционированию и др. Трудности усили-
ваются и тем обстоятельством, что разработку судовой и корабельной РЭА
различного назначения ведут, как правило, различные организации.
* Холостое Д. И. Средства кораблевождения подводных атомоходов. М., Воениздат,
1967.
17
Ограниченные габариты рубок, предназначенных для размещения
РЭА, должны учитываться радиоконструктором при обеспечении требуе-
мой высокой ремонтопригодности (Р, Сп) (рис. 1-6).
В самых благоприятных климатических условиях находится связная
РЭА, размещаемая в радиорубке. Согласно международным правилам *
в радиорубке должна быть вентиляция, обеспечивающая 20 обменов воздуха
в час, и должна поддерживаться температура от 18 до 23° С. Автоматизиро-
ванную РЭА устанавливают в необи-
таемых помещениях, где климатиче-
ские условия значительно тяжелее.
Обеспечение электромагнитной
совместимости (Сэм) является одной
из наиболее сложных задач, возника-
ющих при размещении и монтаже су-
довой и корабельной РЭА. Эффек-
тивно обеспечить совместимость
можно только принятием мер при
конструировании самого судна. Для
соединений между стойками должен
применяться экранированный ка-
бель. Броня кабеля заземляется через
небольшие интервалы по всей длине.
Радиорубка должна представлять
собой тщательно экранированное по-
мещение.
Б уйковая РЭА служит нави-
гационным и другим целям и харак-
теризуется:
1) особой продолжительностью
необслуживаемой эксплуатации (Д);
2) работой в морской воде в пла-
Рис. 1-6. Конструкция откидывающегося бло- вающем или погруженном состоянии
ка судовой РЭА (Ббр, Бхим);
3) воздействием сильных ударов,
связанных с волнением моря и со
способом постановки буя (путем сбрасывания) (Бу). Основной особенностью
является длительное пребывание в воде значительной солености. Кроме того,
с увеличением глубины погружения на каждые 10 м давление возрастает
на 1 атм. В результате к корпусу буйковой РЭА предъявляются требования
прочности и герметичности при наружном давлении и коррозионной стой-
кости. Температурные условия для буйковой РЭА считаются хорошими
благодаря интенсивному теплоотводу от корпуса.
К группе буйковой РЭА следует относить переносные радиостанции
спасательных средств. Как и радиобуй, такая РЭА должна выполняться
в герметическом корпусе, обладать дополнительной плавучестью и выдер-
живать без повреждения удар о воду при сбрасывании с высоты 10 м.
1-4. Наземная РЗА
Основные особенности конструкций наземной РЭА. Виды возимой РЭА. Осо-
бенности носимой и переносной РЭА. Условия конструирования бытовой РЭА.
Характеристика стационарной РЭА
Категория наземной РЭА наиболее обширна и разнообразна.
В нее входят группы возимой, носимой, переносной и стационарной РЭА,
а также бытовая РЭА, являющаяся разновидностью носимой и переносной.
* Регистр СССР. Правила по конвенционному оборудованию морских судов. Л»
«Транспорт», 1970. ' '
18
При конструировании РЭА наземной категории возникает общая задача
защиты от пыли (-Бпьгль), вибраций (Бв) и ударов (Ау) в условиях нормаль-
ного атмосферного давления.
Для конструкций возимой РЭА требуется предусматривать воз-
можность погрузки и разгрузки легко расчленяемых частей РЭА силами
двух человек (Св, СЭр).
К возимой РЭА относят мобильные связные и локационные станции,
пеленгаторные станции, диспетчерские станции строительных, сельскохозяй-
Рис. 1-7. Возимая связная радио-
станция, размещаемая в кузове авто-
машины
ственных и транспортных организаций,
включая железнодорожный транспорт,
передвижные телевизионные станции
(«телевизионные автобусы»), автомо-
бильные приемники и т. п.
Наиболее крупной разновидностью
возимой РЭА являются мобильные
радиостанции, размещаемые в кузовах
автомашин (рис. 1-7). Вес РЭА для
одной грузовой автомашины должен
составлять 2/3 ее грузоподъемности.
Остальная 1/3 идет на запас для проез-
да по плохим дорогам, на вспомога-
тельное оборудование, бытовое оборудо-
вание для персонала. Масса каждой
стойки не должна превышать 100 кг
Рис. 1-8. Возимая абонентская радиостану
ция «Алтай-АС-1»
для погрузки и демонтажа в аварийных условиях двумя людьми. Снижение
веса и габаритов РЭА позволяет уменьшать количество автомашин и фур-
гонов, потребных для ее размещения, упрощает развертывание и упра-
вление.
Некоторые виды возимой РЭА должны предусматривать не постоянное
закрепление в автомашине, а лишь периодическую транспортировку, напри-
мер связные радиостанции для базовых пунктов геологических партий и для
военных подразделений. Значительную группу возимой РЭА составляют связ-
ные радиостанции диспетчерской службы, предназначенные для установки
на транспортных средствах. Они должны работать и во время движения
(рис. 1-8). Примером возимой РЭА, закрепляемой на объекте, является дис-
петчерская РЭА для самосвалов. Такая РЭА находится под воздействием
сильных ударов и вибраций, обильной пыли (Апыль), влаги (Авл). Она должна
работать в условиях силового обращения водителя с ее органами управле-
ния (Сэр). Для механической жесткости корпус с передней панелью делают
19
Рис. 1-9. Носимая радиостанция
Слева на футляре отделение для запасного источника
питания. Габариты станции 250 X 150 X 50 мм. Радиус
действия до 3 км
литыми, а герметичный кожух — из толстого (1,5 мм) листа. Для работы
в условиях акустического шума высокого уровня применяют громкоговори-
тель с предрупорной камерой, что обеспечивает акустический резонанс
в узком диапазоне разговорных частот, достаточном для разборчивости речи.
Конструкция носимой
РЭА отличается: 1) размеще-
нием на человеке (Св, Сп, СЭр),
2) необходимостью защиты от
сильных случайных ударов (Бу).
Эта аппаратура переносится,
используется и обслуживается
одним человеком — оператором:
станции ближней связи, мино-
искатели, портативные радио-
пеленгаторы, некоторые виды
медицинской РЭА и т. п. Один
человек может носить -за пле-
чами продолжительное время
не более 13 кг, масса РЭА кар-
манного типа должна быть не
более 1 кг.
Кроме общих климатических требований, к носимой РЭА добавляются
усложненные условия в холодное время года, связанные с обильной конден-
сацией росы в результате отпотевания при внесении с холодного воздуха
в теплое помещение (Б^, Бх).
Для носимой РЭА объектом установки является человек, поэтому тре-
бование пространственной совместимости Сп совпадает с эргономическими
требованиями С^.
Рассмотрим некоторые варианты носимой
РЭА. Карманный радиотелефон предназначен
для использования на расстоянии до 1 км
в тех случаях, когда требуется беспроволочная
ближняя (так называемая низовая) связь: на
стройках, при погрузочно-разгрузочных рабо-
тах в порту, для связи крановщика с подкрано-
вым рабочим, на металлургическом заводе
и т. д. Радиотелефон монтируется в водонепро-
ницаемом футляре, размеры которого позволяют
держать его одной рукой (например, 200 X
X 70x30 мм) и управлять работой пальцами
этой руки. На нем же укрепляется штыревая
антенна, громкоговоритель, выполняющий и
функции микрофона.
Носимая радиостанция с радиусом дейст-
вия до 3 км примерно вдвое больше, чем кар-
манный радиотелефон (рис. 1-9). Носимая радио-
станция для связи до 12 км должна иметь Рис. 1-10. Носимая радиостан-
мощность передатчика не менее 1,5 вт, что ция на радиус действия до 12.кл
увеличивает ее размеры. Основную часть объе-
ма по мере увеличения мощности начинают занимать источники питания.
Характерным для носимой РЭА является большая зависимость конструкции
от габаритов и веса источников питания. Носимую РЭА для полевых усло-
вий выполняют в герметичном корпусе (рис. 1-10).
К группе переносной РЭА относится лабораторная измерительная и
медицинская РЭА, объектом установки которой является поверхность стола,
пола и т. п. Переносная РЭА всегда работает в комнатных условиях и не
должна работать во время переноски с места на место. Переноска должна
осуществляться, как правило, одним-двумя человеками (Св, С^).
20
Бытовая РЭА является разновидностью носимой и переносной.
Но специфические черты, отличающие от профессиональной, выделяют быто-
вую РЭА в самостоятельную группу:
1) особое эстетическое значение внешнего вида и акустических дан-
ных (Сэс);
2) приспособленность к эксплуатации совершенно неподготовленным
человеком (Сэр);
3) массовость производства и определяющее значение стоимости (Т);
4) долговечность (Др)-
Есть три пути в развитии конструирования бытовой РЭА для поддержа-
ния спроса у населения:
1. Создание принципиально новой аппаратуры (в свое время такими
новинками были телевизоры, магнитофоны и т. д.) или типов РЭА, сущест-
венно отличающихся от существующих (носимые радиоприемники, порта-
тивные магнитофоны и т. п.). Выпуск такой РЭА создает новые потребности,
и ее продажа не зависит от наличия у населения старых образцов.
2. Создание улучшенных образцов, аналогичных уже имеющимся у насе-
ления. Усовершенствование заключается как в улучшении характеристик,
так и в автоматизации ее работы с целью предельного упрощения управления.
3. Повышение технологичности конструкции и усовершенствование
производственных процессов с целью снижения розничных цен без ущерба
для рентабельности производства (Т).
Особое значение для бытовой РЭА имеют вопросы технической эстетики.
Мода, вкусы людей меняются часто, иногда раньше, чем аппаратура стареет
по своим техническим показателям. Для того чтобы бытовая РЭА сохранила
привлекательность в течение длительного времени, необходимо правильно
выбрать пропорции, линии, оправу, текстуру и т. д. Бытовая РЭА должна
сочетать совершенство функций, конструкции, материалов и внешней формы.
Красивая художественная форма хороша, если сочетается с удобством.
Внешняя форма и расцветка должна быть не только приятна для глаз сама
по себе, но и отвечать назначению изделия. Безвкусицей являются, напри-
мер, шкалы, исписанные названиями станций, которые следует искать сов-
сем в другом месте, неподходящие краски, негармонирующие детали и т. д. *
Носимые приемники и телевизоры не могут удовлетворить взыскатель-
ного слушателя и зрителя. Для того чтобы качество звучания или изображе-
ния на экране вызывали эффект «присутствия», необходимы значительные
размеры акустических излучателей или экрана. РЭА для высококачествен-
ной передачи звука является музыкальным инструментом.
Конструирование бытовой РЭА с эффектом присутствия ведется в двух
направлениях: в виде «радиомебели», устанавливаемой на полу или на столе,
с отделкой и формой мебели; в виде плоских конструкций для размеще-
ния на стенах комнаты (экран телевизора) и под потолком (акустические
излучатели). Проигрыватель, магнитофон и шкалу приемника устанавливают
на полках среди книг.
Второе направление в конструировании высококачественной бытовой
РЭА перспективнее. Такая РЭА свободно вписывается в любой интерьер
и не занимает площадь комнаты. Микроэлектроника создает условия для
реализации этого направления уже сегодня, но конструирование настенных
телевизоров задерживается из-за отсутствия плоских телевизионных трубок.
Конструкция карманного радиоприемника (рис. 1-11) удобна для исполь-
зования в качестве носимого. Полностью заполненная элементами маленькая
пластмассовая коробочка не обеспечивает благоприятных акустических
условий (рис. 1-11, б). Батареи, которые удается разместить в таком кор-
пусе, не могут обеспечить удовлетворительную громкость -в течение длитель-
ного времени. В этот корпус нельзя вмонтировать приемную антенну, необ-
ходимую для получения высокой чувствительности.
* Подробно эти вопросы изучаются в. курсе «Основы художественного конструирования».
21
Более крупный, так ^называемый портативный, приемник позволяет
избежать названных недостатков. В нем есть место для установки громко-
говорителя, батарей и приемной антенны, определяющих повышенное каче-
ство воспроизведения, выходную мощность по низкой частоте и чувстви-
тельность. Это превращает портативный радиоприемник в универсальный
аппарат, который может применяться в качестве носимого, автомобильного
и в домашних условиях.
Требование технологичности и малой стоимости заставляет стремиться
к стандартизации. Многое в бытовых радиоприемниках трудно стандартизи-
ровать. Значительные различия сохраняются в схемах и конструктивном ис-
полнении УНЧ, особенно оконечных каскадов, предназначенных для таких
различных приемников, как портативные, настольные монофонические или
стереофонические радиолы высшего класса.
Рис. 1-11. Карманный радиоприемник с ушной телефонной капсулой для индиви-
дуального прослушивания (а), приемник со снятой крышкой [б)
В противоположность этому конструкции блоков УВЧ, смесителей и
УПЧ во всех приемниках могут быть одинаковыми.
Перед конструкторами бытовой РЭА всегда стоит задача: обеспечить
соответствие разнообразных потребностей рынка требованиям рациональ-
ного производства (Тт). Применение типовых узлов позволяет производить
их независимо от ритма сборки приемника, в запас, в таких количествах,
которые оправдывают применение автоматизированных линий. Изготовлен-
ные и проверенные узлы поступают на склад и в любое время могут быть
использованы для сборки радиоприемников различных типов.
Применение типовых узлов не приводит к обеднению номенклатуры вы-
пускаемых приемников и прекращению работы над их дальнейшим совер-
шенствованием. В типовые узлы объединяются те каскады схемы, которые
действительно могут быть одинаковыми в приемниках всех типов. При этом
необходимые специфические отличия, придающие индивидуальность прием-
нику данной марки и названия, достигаются дополнительными каскадами и
внесением изменений в нетиповую часть схемы.
Сами типовые узлы не исключают схемных вариаций, некоторые эле-
менты схемы можно не устанавливать или заменять перемычками.
На рис. 1-12 показан типовой узел приемника. В рассматриваемом'при-
мере печатная плата основного шасси имеет размеры 130 х250 мм. В перед-
ней части расположен клавишный переключатель диапазонов и режимов
работы. Между механизмами переключения расположены катушки индук-
тивности, конденсаторы постоянной емкости и конденсаторы подстройки
гетеродина и предварительного каскада УВЧ, что обеспечивает минималь-
22
ную длину соединительных проводников и минимальные паразитные емкости,-
Остальное место на печатной плате занимают узлы УКВ, УПЧ и декодер,
гнезда антенны, заземления, дипольной антенны УКВ, звукоснимателя, маг-
нитофона и дополнительного громкоговорителя. При такой конструкции
соответствующие штекеры вводятся через окна в задней стенке приемника
и вставляются в гнезда вертикально. Благодаря этому приемник может быть
вплотную придвинут к стене, что важно при установке на книжной полке.
Рассмотрим конструктивные особенности телевизионных приемников.
У всех моделей телевизоров имеется много общего: комбинированный пере-
ключатель телевизионных каналов (ПТК), фокусирующие и отклоняющие
системы, узлы питания с фильтром и предохранителем.
Рис. 1-12. Типовой узел вещательного радиоприемника
Так как все модели телевизоров имеют равное число и одинаковое рас-
положение органов регулировки изображения и звука, последние конструк-
тивно объединяются в узел, изготовляемый'отдельно. ПТК, узел управления,
отклоняющие катушки, громкоговорители, кинескоп и плата питания для
облегчения их замены при ремонте должны соединяться с основным шасси
штепсельными разъемами..
Для повышения ремонтопригодности шасси телевизора следует уста-
навливать вертикально, близ задней стенки. Тогда оно может откидь^аться,
фиксируясь стопорными винтами с обеих сторон, открывая доступ к лампам,
транзисторам и другим навесным узлам печатной платы (риш 1-13).
Задняя стенка телевизора крепится пластинчатыми пружинами. Боко-
вые вырезы позволяют снимать ее, не вынимая антенного штекера из гнезда.
Кроме этого, на задней стенке должны быть предусмотрены выступы для
намотки на них шнура питания с вилкой и зажимы для крепления гарантий-
ного талона.
С целью создания условий для отвода тепла целесообразно устанавли-
вать шасси не строго вертикально, а с наклоном примерно 20° к вертикали.
Тогда нагретый воздух от нижних узлов поднимается вверх, минуя располо-
женные выше и не образуя тепловых подушек из застоявшегося воздуха.
Создаются хорошие условия для притока холодного воздуха снизу (повы-
шается Бт). Наклон шасси уменьшает скопление пыли на плате со стороны
печатного монтажа. Это предотвращает опасность возникновения коротких
23
замыканий при повышенной влажности, что имеет особое значение при по-
ставке в тропические страны (повышаются 5пЫЛЬ, Бъл).
Стационарная РЭА отличается большими габаритами и весом
и характеризуется:
1) особой продолжительностью эксплуатации Дд и необходимостью по-
степенной модернизации;
2) работой в помещении с нормальными климатическими условиями:
(25 ± 10) °C, относительная влажность (65 ± 15)%, атмосферное давление
(750 ± 30) мм рт. ст.',
3) отсутствием механических перегрузок во время работы;
4) транспортировкой с амортизацией внутри упаковки;
Рис. 1-13. Откидываемое шасси телевизора
5) хранением в складских условиях климатических зон изготовителя
и потребителя (А);
6) высокой ремонтопригодностью при ремонте только на месте уста-
новки (Р). с
Для стационарной наземной РЭА вес и габариты ограничиваются эконо-
мическими соображениями: расходом материалов и площадью помещений.
Имеются ограничения (ГОСТ 12863—67) на габариты и вес одной стойки
или шкафа, определяемые удобством транспортировки, выгрузки, передви-
жения внутри помещения и т. п.
При конструировании РЭА вещательных станций необходимо предусма-
тривать возможность их постепенной модернизации. Конструкция должна
допускать модернизацию путем незначительного усовершенствования, замены
отдельных блоков или введения приставок. Иначе говоря, конструкция
должна обеспечивать на длительный период (иногда десятилетия) совмести-
мость устаревшей, но еще работающей, и новой РЭА. Однако конструирова-
ние стационарных радиовещательных станций предполагает и периоды пол-
ной смены всей РЭА, когда дальнейшее постепенное добавление модернизи-
рованных частей становится невозможным: станция начинает представлять
собой коллекцию устаревшей аппаратуры.
Условие ремонтопригодности Р требует наличия оборудованных и
удобных рабочих мест для проведения ремонтных работ, свободного доступа
ко всем элементам, наличия контрольных точек, по которым легко проверить
(с помощью тестерной аппаратуры) исправность работы, наличия встроенных
вспомогательных устройств, контролирующих режим работы.
24
1-5. Пульты управления
Назначение пульта управления. Предметные и световые сигнализаторы. Свето-
провод. Эргономическое обоснование размещения и формы органов управления
и положения тела оператора за пультом
Управление РЭА может осуществляться органами, расположенными
непосредственно на блоках, входящих в стойку. Для сложной аппаратуры,
состоящей из большого количества стоек, наиболее важные органы управле-
ния и контрольные устройства выносят на отдельный пульт, чтобы централи-
зованное управление и контроль осуществлялись минимальным числом
операторов. Пульты управления, как стойки и шкафы РЭА, имеют унифици-
рованные элементы конструкции (рис. 1-14).
Рис. 1-14. Унифицированный корпус пульта управления
Наличие вынесенного пульта не исключает необходимости доступа
к стойкам. Поэтому переключатели изменения режима, п_ереход^.на резерв-
ные блоки, контроля токов и напряжений в разных точках схемы, перехода
на режим самоконтроля и т. д. могут располагаться непосредственно на лице-
вых панелях шкафов или блоков в стойках.
Приборную лицевую панель следует рассматривать как единое целое,
что достигается анализом последовательности снятия показаний приборов
при работе оператора за пультом 161.
Сигнализаторы, показывающие существенно разные параметры, должны
отличаться по внешнему виду. По виду сигналов визуальные сигнализаторы
разделяются на предметные (шкальные стрелочные приборы, цифры, над-
писи и т. д.) и световые (сигнальные огни, светящиеся надписи). Световые
сигнализаторы отвечают только «да» или «нет».
При работе в затемненных помещениях или при необходимости одновре-
менного наблюдения за окружающей обстановкой и показаниями приборов
в ночное время приходится применять подсвечивание. Оно должно иметь
минимальную яркость, при которой еще не снижается острота зрения опе-
ратора. Наилучшие результаты получают при освещении красным светом
и при подсвечивании только надписей и шкал, а не всей поверхности панели,
25
которая днем имеет белые надписи на черном фоне. Избирательное красное
подсвечивание надписей осуществляют с помощью светопроводов (рис. 1-15).
Светопровод представляет собой пластину из полированного органи-
ческого стекла. При подсвечивании пластины с торца ее полированные пло-
скости будут светиться очень слабо, потому что на границе пластина — воз-
дух луч света претерпевает полное внутреннее отражение. Выгравирован-
ные канавки, заполненные полупрозрачной белой краской, светятся ярко
благодаря отсутствию внутрен-
него отражения. Источник света
помещают в отверстие с полиро-
Рис. 1-15. Избирательное
подсвечивание
1 светопровод, 2 •— арматура
подсветки, — светофильтр, 4 —
лампа накаливания, 5 — грави-
ровка
60+8Q
10+20
5н
Рис. 1-16. Соответствие размеров ру-
кояток передаваемым усилиям-.
ванными стенками. Чтобы свет не падал на другие надписи и шкалы, рас-
положенные на светопроводе, делают разделительные пазы, которые запол-
няют черной краской. Обратную сторону и боковые торцовые поверхности
светопровода для улучшения отражающей способности закрашивают белой
краской и покрывают сверху черной матовой эмалью.
Рис. 1-17. Пропорции поста управления в зависимости от антро-
пологических данных оператора
/ край стола; 2 — функциональное рабочее пространство; 3 — опти-
мальное рабочее пространство '
Органы управления на передней панели прибора или пульта должны
учитывать возможности человека. Эта область конструирования связана
с эргономикой. Для быстрой отработки у оператора условных рефлексов
необходима согласованность движений органов управления и шкальных
указателей, ориентированная на моторные рефлексы из обыденной жизни.
Положение «включено», «пуск», «увеличение» должно наступать соответст-
венно при перемещении рукоятки вверх, вправо, по часовой стрелке, а для
кнопок — нажатием верхних, правых.
26
♦. *
Круглые ручки для фиксированных положений должны иметь выемки
для пальцев, диаметр таких ручек не превышает 50 мм. Широкое распро-
странение получили ручки типа «клювик», они удобны наглядностью поло-
жения переключателя.
Расстояния между ближайшими органами переключения на одной
панели выбираются такими, чтобы обеспечивалось свободное прохождение
пальцев (20 мм) между выступающими частями. Если работа производится
в перчатках, то размер должен быть увеличен до 30 мм. Ручки для вращения
имеют размер и форму в зависимости от необходимого усилия (рис. 1-16).
Утомляемость оператора за пультом управления во многом зависит от
позы. Конструкция должна обеспечивать доступ ко всем органам контроля,
регулировки и сигнализации. Рекомендуется, чтобы расстояние не превы-
шало длины вытянутой руки 700 мм с учетом небольшого наклона туло-
вища (рис. 1-17).
При конструировании пульта управления РЭА каждой конкретной
группы следует учитывать классификационные признаки, рассмотренные
в предыдущих - параграфах данной главы, и специфические требования,
оговоренные-в техническом задании на разработку.
Глава вторая
ТЕХНОЛОГИЧНОСТЬ И НАДЕЖНОСТЬ КОНСТРУКЦИЙ
2-1. Технологические критерии
Понятие технологичности. Объем применяемости входящих в конструкцию
деталей и узлов. Прямая и обратная преемственность. Категории типизации.
Стандарты, РТМ, ограничительные стандарты. Типизация РЭА в целом (се-
мейства). Шесть составляющих общей технологичности сборной конструкции.
Критериальные коэффициенты
Главной производственной характеристикой конструкции РЭА является
технологичность. Технологичность есть степень пригодности кон-
струкции к промышленному выпуску в заданном количестве с минимальной
себестоимостью. Когда разработанная конструкция поступает в производ-
ство, в ней уже заложена степень экономической эффективности изготовле-
ния. Способ обеспечения технологичности конструкции решающим образом
зависит от объема производства.
Для предприятий радиопромышленности характерна, - как правило,
большая номенклатура относительно малых партий РЭА. Исключение со-
ставляют только некоторые виды. Если не принять мер, это приведет
к чрезвычайно большой номенклатуре деталей и узлов, изготовляемых на
одном предприятии. Каждая деталь или узел заказываются в производстве
в малом количестве. В таких условиях нельзя обеспечить рентабельность.
Решение этой проблемы зависит от радиоконструктора.
Известно, что самым рентабельным является специализированное про-
изводство. Следовательно, при конструировании РЭА надо создавать условия
для специализации в масштабах предприятия, отрасли, страны. Главным
таким условием является большой объем применяемости деталей и узлов
каждого наименования.
Объемом применяемости называют количество штук дан-
ной детали (узла), содержащееся во всей продукции, выпускаемой предприя-
тием или отраслью. Крупные партии деталей и узлов, обусловленные высо-
ким объемом применяемости, позволяют резко снижать трудоемкость и
затраты на технологическую оснастку. На современном радиозаводе единич-
ное производство деталей и узлов должно быть исключением, вызванным
27
редкой необходимостью, а не правилом. Надо все время помнить о решающем
влиянии объема применяемости деталей и узлов на производительность
труда.
Первым шагом в повышении объема применяемости является использо-
вание в новых конструкторских разработках тех деталей и узлов, которые
входят в другие, уже освоенные в производстве изделия. Использование
в новой конструкции РЭА деталей и узлов, уже освоенных в этом же про-
изводстве, называется преемственностью. Чем выше уровень преем-
ственности в конструкции изделия, тем легче освоить его в производстве.
Кроме того, ранее выпускавшиеся детали и узлы прошли производственную
проверку, и в чертежах на них нет ошибок.
Преемственность дает преимущества как конструкторские, так и техно-
логические. Для конструирования преемственность обеспечивает переход
от. индивидуализированного конструирования по принципу «все заново»
к конструированию на основе синтеза из готовых типовых узлов. Для тех-
нологии преемственность является предпосылкой применения методов
крупносерийного производства к .малым масштабам выпуска РЭА. До раз-
витого применения конструктивной преемственности методы производства
в индивидуальном и мелкосерийном радиоаппаратостроении находятся
в полной зависимости от масштаба выпуска. При конструктивной преемствен-
ности становится экономически оправданным-применять более производи-
тельные технологические методы крупносерийного производства. Это устра-
няет малопроизводительные трудоемкие методы индивидуального и мелко-
серийного изготовления РЭА, значительно снижает себестоимость.
В прогрессивной идее преемственности есть кажущаяся опасность кон-
серватизма, когда новые, более совершенные конструктивные решения не
будут применяться. Это действительно может иметь место, но до тех пор,
пока не будет обоснован отказ от устаревшего фонда в связи с перспек-
тивностью предлагаемого нового конструктивного решения. Новое решение
должно быть началом новой ветви преемственности. Такие этапы обязательно
должны периодически наступать в жизни предприятия. Они характеризуют
прогрессивность мышления руководства и инженерного коллектива, но тре-
буют определенных усилий и расходов при обновлении парка материальной
оснастки технологических процессов.
Кроме прямой преемственности при проведении новых разработок
существует обратная преемственность. Обратной преемственностью
ч называют применение в модернизируемых разработках прогрессивных и
освоенных в производстве конструктивных решений из новых. Обратная
j преемственность является главным условием при модернизации конст-
рукций.
Наряду с требованием преемственности, второй общей технологической
предпосылкой в конструировании является установление ограничительных
рядов чисел параметров (размеров и т. д.). Система предпочтительных чисел
создает известное ограничение при конструировании деталей, узлов и РЭА
в целом, основанное на применении ограниченного количества предпочти-
тельных значений параметров, а не любых величий, получаемых в результате
расчета. Расчетные значения округляются до ближайшего числа, предпочти-
тельного с технологической точки зрения.
Упорядоченной, заранее регламентированной формой преемственности
является типизация.и п и з а ц и я есть способ ликвидации многообразия
путем обоснованного сведения к небольшому числу избранных типов *.
Понятие типизации является общим, оно применимо не только к конструк-
циям, но и к процессам (например, типизация технологических про-
цессов).
нификация есть форма типизации конструкции, при которой
размеры и параметры избранных типов получены путем деления или умно-
Большая-Советская-Энциклопедия. Изд. 2-е, т. 42, с. 450.
28
жения на целые числа размеров и параметров одного исходного, базового.
Типизация и унификация применимы к деталям, узлам и РЭА в целом.
Стандартизация есть установление обязательных норм на пара-
метры продукции или производственные процессы с целью приближения
качества изделий к уровню лучших образцов, обеспечения однородности,
взаимозаменяемости и снижения трудоемкости производства.
Официальные документы, которые регламентирует параметры в резуль-
тате той или иной формы типизации и стандартизации, называют стан-
дартами. В соответствии с единой государственной системой стандарти-
зации в промышленности действуют стандарты трех категорий: государ-
ственные стандарты (ГОСТ) для общесоюзных стандартных изделий и мате-
риалов, отраслевые стандарты (ОСТ) для изделий, унифицированных в от-
расли, и стандарты предприятий (СТП) для изделий, унифицированных на
предприятии.
Помимо обязательных стандартов, предусмотрена категория руководя-
щих технических материалов (РТМ). РТМ являются преддверием стандарта,
они обычно разрабатываются на тот период, пока еще невозможно установить
достаточно достоверные значения отдельных параметров.
Чтобы типизация (как и преемственность) не стала тормозом на пути
внедрения новой техники, необходим своевременный пересмотр устаревших
стандартов. Эта задача не менее важна, чем разработка новых стандартов.
Средняя продолжительность действия стандарта без коренного его пере-
смотра в радио- и электронной промышленности оценивается приблизительно
в пять лет [7]. Наиболее прогрессивной формой являются опережающие
стандарты, создаваемые на стадии опытно-конструкторских работ (ОКР),
которые следуют непосредственно за научно-исследовательской разра-
боткой (НИР).
ГОСТ как высшая форма стандартизации утверждается Комитетом
стандартов, мер и измерительных приборов при Совете Министров СССР и
распространяется на все отрасли народного хозяйства, т. е. ГОСТ имеет
межотраслевое значение. Примером ГОСТ, имеющим особо важное значение,
является «Единая система конструкторской документации» (ЕСКД), уста-
навливающая единые правила и требования к разработке, выполнению,
оформлению, обозначению, учету, хранению и изменению конструктор-
ской документации, включая эксплуатационную и ремонтную документацию. *
ОСТ утверждается Министерством, являющимся ведущим в производ-
стве данного вида продукции. Стандарты предприятий утверждаются руко-
водством предприятия и, помимо установления унифицированных изделий,
имеют значение как ограничители применяемости материалов и комплек-
тующих изделий ** на данном предприятии.
Ограничение номенклатуры материалов и покупных комплектующих
изделий, входящих в конструкцию РЭА, имеет большое значение: упрощает
и удешевляет снабжение и комплектацию производства, облегчает условия
поставки типовых узлов со смежных предприятий за счет снижения коли-
чества поставщиков, уменьшает число позиций ЗИП (запасное имущество
и приборы, придаваемые в запас к РЭА и необходимые для ремонта и обслу-
живания при эксплуатации).
Применение ограничительных стандартов должно распространяться на
все предприятие в целом, а не на изделия порознь. Действительно, пусть на
одном производстве параллельно идут изделия А, Б и В (рис. 2-1). Если для
изделия А из всей номенклатуры материалов и нормализованных деталей
разрешено применение ограничительного перечня 1, для изделия Б —
перечня 2 и для изделия В — перечня 3, но эти перечни не совпадают друг
с другом, то для предприятия нет пользы от таких ограничений.
* ЕСКД изучается в курсе инженерной графики.
** Комплектующими называют готовые изделия, входящие в состав РЭА и выпускаемые
другими, обычно специализированными, предприятиями.
29
Типизация деталей и узлов, входящих в конструкцию
РЭА, имеет смысл не только для снижения трудоемкости в производстве,
но и для тех, кто использует РЭА. Преимущества типизации для потребителей
проявляются в двух формах: упрощении и удешевлении ЗИП, удобстве
компоновки на объекте (Сп). Первая форма была рассмотрена в гл. 1 (см.,
Изделие Б
Изделие В
Рис. 2-1. Пример неправильного установ-
ления ограничительных перечней на ма-
териалы и нормализованные детали для
нескольких изделий, идущих параллельно
на одном предприятии
1 — ограничительный перечень для изделия А;
2 — для изделия Б; 3 — для изделия В;
4 — вся номенклатура данного производства
например, анализ классообразующих признаков судовой и корабельной
РЭА).
Рассмотрим здесь вторую форму. Удобство компоновки на объекте опре-
деляется соотношением между размерами корпуса блока или кожуха моно-
блока, т. е. узлов несущей конструкции РЭА. Например, ряд типоразмеров
корпусов блоков РЭА для самолетов
гражданской авиации устанавливает
габаритные размеры при неизменном
значении высоты и длины и при дискрет-
ном изменении ширины. Глубина
блока установлена 319 мм (12®/16"),
высота 194 мм (7®/g"). Дискретные
значения ширины (по передней панели)
приняты такими, чтобы' обеспечить рав-
номерное (приблизительно полутора-
кратное) изменение объема блока,
начиная со значения ширины 57 мм
В результате установлен ряд
значений ширины корпусов блоков сог-
ласно формуле Вп = пВ1\+ (п — 1)
где Вг — единичная ширина блока,
Вг = 57 мм, Дг — зазор между сосед-
ними блоками, Aj 10 мм:
Обозначение корпуса блока . . .
Объем, дм3 ...................
Ширина, мм....................
1С 1,5С 2С ЗС 4С
3,5 5,5 7,7 11,8 16
57 90,5 124 191 258
Рассмотренная типизация существенна для самолетостроителей, кото-
рые заняты размещением РЭА на борту.
Ограничительный стандарт на габаритные размеры корпусов блоков,
стоек и шкафов принят также для судовой, наземной стационарной, пере-
носной и других групп РЭА.
При эксплуатации переносной РЭА, выполненной в типовых корпусах
и кожухах, становится возможной компактная установка нескольких при-
боров друг на друге около рабочего места экспериментатора или настрой-
щика. Для фиксации приборов в таком положении должны быть предусмо-
трены сопряженные углубления в верхней плоскости и выступы в нижней
плоскости кожухов.
Базовый кожух имеет ширину (по передней панели) 480 мм. Необходи-
мые вариации внутренних полезных объемов обеспечиваются за счет изме-
нения высоты (минимальная высота 60 мм), при двух значениях глубины:
420 и 300 мм. *
Выше были рассмотрены различные аспекты типизации деталей и узлов,
входящих в состав РЭА. Рассмотрим типизацию РЭА в целом, по семей-
ствам. Семейством называют группу из нескольких совместно разработан-
ных РЭА одного функционального назначения, имеющих общие схемно-
конструктивные признаки и по своим параметрам и размерам отвечающих
заранее установленному, взаимосвязанному размерному ряду. Этот ряд отра-
жает количественное различие основных параметров. Например, семейство
телевизоров (УНТ-47, УНТ-59, УНТ-63) отличается только размерами экрана.
* Покровский А. Г. Стандартизация, унификация и агрегатирование радиоэлектронных
измерительных приборов. — «Обмен опытом в радиопромышленности», 1971, № 1.
30
Подавляющее число узлов этих телевизоров взаимозаменяемы (за исклю-
чением узла строчной развертки).
Основой семейства в первую очередь является единство принципиаль-
ных и конструктивных решений. Различие между РЭА в семействе должно
образовываться путем добавления или исключения отдельных функциональ-
ных частей схемы, но не изменением принципиальных схемных решений.
Предположим, ставится задача разработать новые связные радиопередатчики для морских
судов *: главный радиотелеграфный передатчик средних волн мощностью 200 вт; три эксплуа-
тационных передатчика коротких волн на мощности 200 вт, 100 вт, 50 вт~, главный радиотеле-
фонный передатчик промежуточных волн мощностью до 400 вт-, комбинированный передатчик
коротких и средних волн.
При наличии единых принципиальных и конструктивных решений многообразие из шести
передатчиков может быть сведено к двум семействам: передатчики средних волн, передатчики
коротких и промежуточных волн. Передатчики обоих семейств должны иметь типовые блоки
'возбудителей, управления и питания, отдельные каскады предварительного усиления. В резуль-
тате, благодаря разработке семейств, широкая номенклатура РЭА сведена к двум базовым
конструкциям, имеющим высокую степень типизации по функциональным узлам, что дает наи-
больший эффект по сокращению их номенклатуры в производстве. Раздельная разработка пере-
датчиков, без учета требований типизации, могла бы, возможно, повысить оптимальность не-
которых частных схемных решений, но при резком увеличении количества наименований дета-
лей и узлов, что, в конечном счете, неизбежно приводит к значительному увеличению трудоем-
кости в производстве.
В рассмотренном примере типизация, заложенная в электрической
схеме на все семейство, обеспечила создание конструкций высокой техноло-
гичности. Следовательно, должен применяться комплексный подход к реше-
нию задачи — по схеме и по конструкции одновременно.
Таким же образом организуется разработка семейств радиоэлектронных
измерительных приборов, модуляторов-демодуляторов систем магистральной
связи для передачи данных, вычислительных' машин и т. д. Это позволяет
в короткие сроки осваивать ранее не выпускавшиеся изделия, если они входят
(или могут быть отнесены) в семейство, хотя бы один член которого освоен
в производстве.
Переход на разработку семейств РЭА должен привести в конечном
итоге к изменению специализации радиозаводов. Один и тот же завод (или
объединение) должен выпускать все РЭА одного семейства в противовес суще-
ствующей еще практике, когда один завод производит несколько различных
типов РЭА, не принадлежащих ни к каким семействам. Указанная форма
типизации должна улучшить технико-экономический профиль этих заводов:
повысить . производительность труда, снизить себестоимость, высвободить
рабочую силу, повысить качественные показатели РЭА.
Таким образом, переход от индивидуализированного конструирования
РЭА к конструированию семейств дает три преимущества: сокращает сроки^
конструирования и освоения новых типов РЭА, снижает стоимость изготовле-
ния, улучшает качество и надежность РЭА.
Конечной целью осуществления всех видов типизации является повыше-
ние общей технологичности конструкции РЭА. Общая технологичность
сборной конструкции имеет шесть составляющих. Обозначим их ТТ, Тв, Тк,
Тр, Тр Тм (см. табл. 1-2).
^Большое влияние на технологичность сборной конструкции оказывают
степень типизации (технологичность по типизации Тт) и степень преемствен-
ности (технологичность по преемственности Ти). Некоторое влияние оказывает
число наименований в перечне комплектующих изделий, входящих в кон-
, струкцию (технологичность по однородности комплектации Тк). Чем меньше
наименований в таком перечне, тем проще осуществлять снабжение произ-
водства. В этом случае обычно уменьшается число поставщиков. Технологич-
ность Тк взаимосвязана с Рч„п: с повышением Рч„„ растет Т...
0*111 0*111 * П
* Регистр СССР. Правила по конвенционному оборудованию- морских судов. Л. «Транс-
порта, 1970.
31
Технологичность по сборке Тр взаимосвязана с ремонтопригодностью Р:
чем больше Р, тем выше Тр. Технологичность по входящим деталям и узлам
собственного производства Тл учитывает влияние трудоемкости их изго-
товления на общую технологичность сборной конструкции. Технологичность
по материалам Тм оценивает рациональность их выбора, соответствие кон-
структивному решению детали и выбранной технологии. Например, выбор
материала для несущих элементов конструкции должен быть обусловлен не
только требованиями прочности, жесткости и малого веса, но и его техноло-
гическими особенностями (штампуемостью, отливаемостью, прессуемостью
или обрабатываемостью).
Все вопросы, связанные с технологичностью, конструктор должен решать
в тесном контакте с технологами и при их непосредственном участии. Сам
конструктор должен обладать технологической эрудицией, без которой про-
цесс конструирования вообще невозможен.
Количественную оценку общей технологичности следует проводить
с помощью критериальных коэффициентов. Рассмотрим критериальные
коэффициенты типизации, преемственности и комплектации *.
1. Коэффициент типизации Тт - -NJN., О < Тт 1, где NT— число
позиций типовых изделий, — общее число позиций в спецификации.
2. Коэффициент преемственности Ти N3/NHT, 0 <±ТП 1, где —
число позиций заимствованных нетиповых изделий, Nm — общее число
позиций нетиповых изделий в спецификации (включая заимствованные).
3. Коэффициент комплектации Тк (Л7Ш — NK)/Nlu, 0 < Тк 1, где
NV]-—число штук комплектующих изделий, входящих в сборочную единицу,
NK — число наименований комплектующих изделий в спецификации.
Сравнение технологического превосходства одного конструктивного
решения над другим для сборочной единицы одного и того же назначения и
функциональных параметров производится либо по каждому из коэффи-
циентов порознь, либо по суммарному коэффициенту технологичности
з
" 2j Л’а + 'Лб °
где Tia и Ti6 — соответственно критериальные коэффициенты по i-му пара-
метру изделий «а» и «б», <xz — весовой коэффициент i-ro параметра. .
'3
Весовые коэффициенты выбираются в пределах суммы J] а{ — 1 с уче-
том значимости каждого критериального коэффициента для условий дан-
ного производства.
Критериальные коэффициенты надо использовать при оценке с большой
осторожностью, только при модернизации или для сравнимых конструкций,
обоснованно применяя весовые коэффициенты **.
2-2. Структурные уровни и элементный базис
Конструкция РЭА как структурное образование. Нулевой уровень (элемен-
тный базис), I, II, III структурные уровни. Модуль. Преимущества построе-
ния РЭА по структурным уровням при производстве, ремонте и модернизации.
Степень интеграции, ее влияние на число монтажных соединений, ремонто-
пригодность, стоимость ремонта
Конструкцию РЭА следует рассматривать как некоторое структурное
образование. Составные части конструкции находятся в иерархической сопо;1
чиненности.
* Ивличев Ю. И. Скорректированный коэффициент унификации. — «Стандарты и ка-
чество», 1971, № 5, с. 27.
** Определение экономической эффективности унификации. — «Стандарты и качество
1971, № 4, с. 67.
32
Рис. 2-2. Плата I уровня
1 — разъем; 2 — микросхема; 3 — много-
слойная печатная плата
Самый низкий, нулевой структурный уровень состоит из неделимых
схемных элементов, которые называют элементным базисом РЭА.
Элементным базисом являются все изделия общего применения: радиоэле-
менты (резисторы и конденсаторы), радио-
компоненты (линии задержки, фильтры
и т. п.), электровакуумные и полупровод-
никовые приборы, микросхемы общего
применения.
На I структурном уровне
неделимые элементы объединяются в схем-
ные сочетания, имеющие более сложный
функциональный признак, образуя узлы,
модули, платы (рис. 2-2): Эти простейшие
структурные образования из элементного
базиса не имеют лицевых панелей.- В своей
электрической схеме они могут содержать
от десятков до сотен схемных элементов.
К I уровню относятся все гибридные
микросхемы специального применения.
Ко II структурному уровню
относят блоки: в них входят как составные части I и 0-й-уровни. Блок —
это часть конструкции РЭА, имеющая лицевую панель, но не имеющая
самостоятельного применения (рис. 2-3).
Блоки объединяют в полиблоки (III уровень). Конструктивное объеди-
нение в общем каркасе нескольких блоков, расположенных один над другим,
Рис. 2-3. Блок II уровня с вынутым из него узлом I уровня
называют вертикальным полиблоком (стойкой) (рис. 2-4). В том случае, когда
блоки расположены не друг над другом, а в один ряд на общей раме, они
образуют горизонтальный полиблок.
III структурный уровень может быть реализован в виде
шкафа, признаком которого является, наличие общей двери, закрывающей
внутренний объем, заполненный крупными узлами (шкаф передатчика) или
большим числом блоков (шкаф ЭВМ). В ряде случаев рационально создавать
.мешанные конструкции, объединяющие в себе черты стойки и шкафа.
2 П. П. Гелль - 33
К III структурному уровню относят и моноблок, представляющий
собой РЭА в виде одного блока, но имеющего самостоятельное целевое при-
менение (рис. 2-5). Моноблоками, состоящими из функционально обособлен-
ных узлов, являются, например, бытовые
телевизоры.
РЭА, размещаемую на объектах, в ко-
торых для нее отведены малые объемы
в различных местах, выполняют из несколь-
ких моноблоков, сочлененных друг с другом
кабельными соединениями. Надо учитывать,
что вес РЭА при разбросанной компоновке
возрастает за счет соединительных кабелей
и • применения амортизаторов для каждого
моноблока.
Таким образом, можно выделить сле-
дующие структурные уровни конструкции
РЭА' и соответствующие им структурные
единицы:
О............... Радиоэлементы, радиокомпонен-
(элементный базис) ты, электровакуумные и полу-
проводниковые приборы, микро-
схемы общего применения
I ................. Узлы, модули, гибридные
микросхемы специального
Рис. 2-4. Стоечная конструкция ,, _ пРименениоЯ
РЭА. Корабельный СВ-передатчик ............. Блоки, стоики
150 вт. Высота 1000 мм, ширина HI ................Полиблоки, шкафы, моноблоки
550 мм, глубина 500 мм, масса
юо кг Структурная градация необходима для
организации производства по независимым
циклам для каждого структурного уровня. Это позволяет обеспечить
ритмичность производства и ввести типизацию, удобно при настройке и
эксплуатации. Каждая структурная составляющая проще, чем вся РЭА
в целом. Это сокращает период настройки, так как можно производить
предварительную настройку частей порознь. Облегчается проведение
ремонтных работ. Создаются условия для унификации схемных и конструк-
тивных решений, сокращаются сроки модернизации. Такой подход к кон-
Рис. 2-5. Конструкция моноблока. Телевизионная камера
34
4
струированию РЭА часто называют функционально-узловым
методом.
В том случае, когда структурная единица неделима (нулевой или I уро-
вень), она характеризуется степенью интеграции — числом эле-
ментов в электрической схеме [8]. Так, радиоэлемент (резистор, конденса-
тор и т. п.) имеет степень интеграции, равную единице. Микросхема спе-
циального применения, электрическая схема которой содержит 200 элемен-
тов, имеет степень интеграции 200.
Неделимость структурной единицы еще не есть признак элементного
базиса. Интегральными методами, приводящими к неделимой конструкции,
могут быть получены структурные единицы I уровня — в виде, например,
Рис. 2-6. Пример блока, построенного на модулях
1 — модуль установлен в блоке; 2 — модуль со снятым кожухом-
экраном; 3 кожух-экран
микросхем специального применения. В отличие от этого структурные еди-
ницы II уровня -— всегда сборные, их получают в результате сборки струк-
турных единиц 0 и I уровней с применением несущих конструкций.
С увеличением степени интеграции уменьшается число монтажных соеди-
нений при сборке РЭА.
Выявление структуры начинают с разбивки электрической схемы РЭА
на крупные функционально законченные части. Надо стремиться к вы-
явлению одинаковых по электрической схеме' единиц, которые следует
выделять в I структурный уровень в виде модулей.
Модулем в радиоаппаратостроении называют функционально опре-
деленную структурную единицу I уровня, унифицированную по конструк-
тивным (геометрическим и присоединительным) размерам. Модули имеют
простые геометрические формы. Два габаритных размера модулей (длину и
ширину) принимают постоянными, а третий размер (толщина) может от
одного модуля к другому отличаться на 1/2, 1/4 или иную кратную долю.
Это является обязательным условием компонуемое™ структурных единиц
в общую конструкцию (рис. 2-6). При конструировании модулей на печатных
платах следует применять унифицированные типоразмеры печатных плат
из ряда предпочтительных чисел (см. приложение 1).
*
35
Идею модульного конструирования следует распространять и на более
высокие структурные уровни (рис. 2-7). В первую очередь это необходимо
для типизации несущих элементов конструкции, выполняемых штамповкой,
прессованием или литьем. В результате увеличивается количество деталей,
Рис. 2-7. Типизация конструк-
ции блоков, входящих в состав
полиблоков: все блоки одина-
ковых размеров (а); блоки оди-
наковой высоты, но различной
кратной ширины (б); блоки оди-
наковой Ширины, но различной
кратной высоты (в)
получаемых на одном инструменте, ограничивается номенклатура дорого-
стоящих штампов и форм. Последнее обстоятельство позволяет сильно сокра-
щать сроки и трудоемкость подготовки производства.
2-3. Ремонтопригодность и долговечность конструкций РЭА
Составляющие надежности конструкции РЭА. Конструкторское обеспечение
ремонтопригодности. Долговечность длительно эксплуатируемой РЭА
Под надежностью понимается свойство изделия выполнять за-
данные функции, сохраняя эксплуатационные показатели в заданных пре-
делах в течение требуемого промежутка времени. Надежность кон-
струкции РЭА (общая надежность, dependability) слагается из четырех
36
составляющих: безотказности, ремонтопригодности, долговечности и сохра-
няемости.
Безотказность Б (надежность в узком смысле, reliability) —
свойство конструкции непрерывно сохранять работоспособность в заданных
режимах и условиях эксплуатации. Ремонтопригодность Р—•
приспособленность конструкции к восстановлению исправности и к поддер-
жанию заданной долговечности. Долговечность Д — свойство кон-
струкции сохранять работоспособность до предельного состояния с необхо-
димыми перерывами для технического обслуживания и ремонтов, причем
предельное состояние определяется невозможностью дальнейшего исполь-
зования по назначению. Сохраняемость А — свойство конструк-
ции сохранять эксплуатационные показатели после заданного срока хра-
нения и транспортирования в определенных условиях.
Рис. 2-8. Раскрывающаяся конструкция измерительной РЭА
Свойства конструкции Б и А обеспечиваются как конструкторскими,
так и производственными факторами. К производственному
обеспечению относятся: качество материалов, полуфабрикатов, комплектую-
щих изделий, совершенство технологических процессов, качество инстру-
мента, оснастки, состояние оборудования и качество его наладки, контроль
технологических режимов, общая культура производства, хранения, упа-
ковки и транспортировки.
Ремонтопригодность Р и долговечность длительно эксплуатируемой РЭА
Дд удовлетворяются выполнением общих условий, рассматриваемых ниже,
безотказность Б в основном реализуется применительно к конкретной спе-
циализированной РЭА. Сохраняемость А зависит в первую очередь от ка-
чества изготовления.
Рассмотрим общие условия для Р и Дя. С точки зрения эксплуатации
РЭА важно знать, каков должен быть парк ЗИП, состоящий из запасных
структурных единиц (Рзип). Чем выше степень интеграции заменяемой еди-
ницы, тем больше вероятность того, что она будет единственным узлом та-
кого типа в данной РЭА. В этом случае для обеспечения ремонтопригодности
будет необходим 100%-ный комплект запасных узлов. Однако время на оты-
скание неисправности с повышением степени интеграции сокращается.
Для повышения Р должно быть предусмотрено: 1) доступность всех
входящих в конструкцию частей осмотру и замене без предварительного
удаления других частей; 2) наличие контрольных точек для подсоединения
37
измерительных приборов при контроле за работой РЭА; 3) исключение воз-
можности неправильного соединения разъемных частей; 4) возможность
установки извлекаемых частей на столе во время ремонта в удобных положе-
ниях; 5) исключение возможности утери крепежа при ремонте (применение
невыпадающих винтов и т. д.); 6) применение быстросъемных пружинных
фиксаторов вместо резьбовых соединений.
Выполнение п. 1 может быть достигнуто раскрытием, выдвиганием или
поворотом частей конструкции [10].
В случае моноблока метод раскрытия предполагает раскрытие
стенок корпуса по шарнирным сочленениям в ребрах (рис. 2-8). Раскрываю-
щуюся конструкцию применяют и для блоков (рис. 2-9). Метод раскрытия
обеспечивает доступ для осмотра без отключения от схемы.
Рис. 2-9. Раскрывающаяся и выдвижная конструкция блока
Метод выдвигания предполагает полное или неполное выдвиже-
ние частей конструкции по направляющим (рис. 2-10, а). Связь выдвину-
тых частей со схемой осуществляется через разъемные контакты
(рис. 2-10, б). Возможно применение переходных кабелей для подключения
в полностью вынутом положении.
Метод выдвигания распространен для блоков в стойках. Для этого ис-
пользуют телескопические направляющие, обеспечивающие поступатель-
ное движение блока и поворот его на 90° (рис. 2-11). Конструкция шасси
представляет собой горизонтальную раму, к которой крепится передняя
панель и две боковые щеки. В канавки, обрамляющие изнутри лицевую
панель, закладывают уплотнительные резиновые шнуры, которые защищают
от проникновения пыли или брызг воды. Одновременно эти уплотнительные
прокладки амортизируют блок при вдвигании внутрь стойки. На передней
панели имеются две рукоятки для выдвигания, поворота и переноски блока,
а с наружной стороны боковых щек — две цапфы, на которых блок кре-
пится в направляющих. На одной из боковых щек установлен фиксатор,
обеспечивающий горизонтальное и вертикальное положение блока относи-
тельно направляющих.
Телескопические направляющие (рис. 2-12) имеют три звена: два выдви-
гающихся (телескопические) и одно неподвижное. На первом звене укреп-
лена полукруглая планка, в которую вставляется цапфа шасси. Второе звено
является промежуточным. Третье звено неподвижно закреплено в корпусе
стойки и служит для направления движения. Все детали направляющих из-
готовляют из нержавеющей стали 1Х18Н9Т. Телескопические направляю-
щие используют для блоков массой до 30 кг. Для более массивных блоков
конструкция телескопических направляющих видоизменена: вместо тре-
38
ния скольжения применено трение качения, звенья направляющих установ-
лены на роликах.
Блоки могут крепиться на стойках с помощью петель. При такой кон-
струкции блок вместе с лицевой панелью откидывается вниз и в этом поло-
жении поддерживается одной или двумя шарнирными тягами (рис. 2-13, я).
Электрическая связь блока с монтажом стойки осуществляется для низко-
Рис. 2-10. Конструкция с выдвигающимися платами Г уровня:
а — кожух снят, показаны извлекаемые платы; б — несущая часть
конструкции, видны гнезда разъемов
частотных цепей разъемными колодками ножевого типа, а для высокоча-
стотных — гибкой петлей из высокочастотного кабеля. Лицевую панела
блока крепят в стойке невыпадающими винтами или замками-защелками.
Шасси блока шарнирно закреплено относительно передней панели. Для
доступа к элементам, расположенным в нижнем отсеке шасси, шасси можно
повернуть относительно передней панели вверх (рис. 2-13, б).
Межблочные соединения внутри стоек проходят по металлической ар-
матуре каркаса и заканчиваются гибкой петлей с разъемом на конце либо
врубным разъемом, жестко закрепленным на каркасе. Первый вариант поз-
воляет выдвигать блок из стойки для осмотра, не отключая. При врубном
соединении (рис. 2-14) блок имеет гнезда для направляющих штырей-лови-
39
телей. Пружинный штырь-ловитель служит для грубой фиксации блока,
,а неподвижный — для точной. Чтобы исключить влияние неточности уста-
новки разъемов и возможные перекосы, врубные
щими. При такой конструкции каждая поло-
вина разъема имеет свободное перемещение отно-
сительно крепежных точек в пределах +0,25 мм.
разъёмы делают плаваю-
1 — шасси;
Рис. 2-1 Г. Конструкция блока, выдвигающегося в теле-
скопических направляющих [10]
.2, — корпус; 3 — телескопические направляющие
на-
по-
(6)
Рис. 2-12. Телескопические
правляющие в сложенном
ложении (а) и выдвинутом
Метод поворота применяют для многоплатных блоков. Плата из.
влекается поворотом вокруг оси, проходящей сквозь плоскость около вер.
шины одного из углов. Несущая конструкция блока с такими платами пред,
ставляет собой раму П-образной формы, в верхней части которой располо.
Рис 2-13., Конструкция откидывающегося блока [10]: а — откинут весь блок;
б — откинута лицевая панель
жены два несущих стержня, перпендикулярные передней и задней стенкам.
Платы поворачивают вокруг этих стержней.
Соединение между платами осуществляется с помощью проводов, свя-
занных в жгут. Жгут укладывается в виде петли, за счет которой выбирается
слабина жгута при повороте платы.
40
Рассмотренные конструктивные решения, обеспечивающие ремонто-
пригодность, как и все другие меры ее повышения, необходимо учитывать
в вопросе обеспечения долговечности РЭА. Долговечность имеет
особое значение для длительно эксплуатируемой, чаще всего наземной ста-
ционарной РЭА. Такая
,' РЭА предполагает проведе-
ние двух видов ремонта
за время длительной экс-
плуатации: профилактиче-
ского и аварийного. Про-
филактический ремонт яв-
ляется планово-предупре-
дительным. Он прово-
дится без нарушения нор-
. мального функционирова-
ния (в перерывах между
сеансами связи и т. п.)
и значительно повышает
долговечность РЭА. При
профилактическом ремонте
устраняются обнаружен-
ные при работе дефекты,
заменяются изношенные
части, которые могли бы
привести к отказу. Дли-
тельность профилактиче-
ского ремонта строго ог-
раничена регламентиро-
ванной продолжительно-
стью плановых перерывов
в работе.
На случай внезапных,
катастрофических отказов
должно предусматриваться
резервирование — пере-
. ключение на резервный
блок, стойку. Сразу после
переключения на резерв
приступают к аварий-
ному ремонту отклю-
ченной части с целью устранения дефектов. Важно обеспечить, в кон-
струкции условия для быстрого проведения аварийного, ремонта.? Бремя
аварийного восстановления должно быть заведомо меньше ожидаемого
(расчетного) времени между отказами в резервной части РЭА. Выполнение
этого условия полностью зависит от Б и Р: чем выше значения Б и Р, тем
больше Дд.
Рис. 2-14. Совмещение врубного разъема блока: я —блок
‘захвачен -пружинным ловителем; б — вошел направляю-
щий штырь; в — вошел корпус разъема; г — врубились
контакты разъема
/ — корпус стойки РЭА с коробкой кабельных .соединений;
2 — неподвижная часть разъема; 5 — подвижная часть разъе-
ма; 4 — неподвижный штырь-ловнтель; 5 — пружини&й штырь-
ловитель; 6 — корпус врубного блока; 7 — напр'авлярэщне кор-
пуса стойки
Глава третья
ЕИРАННРСВА^ИЕ И ЭЛЕКТРОМОНТАЖ
3-1. Квнвтруиреваине экранов
Различие в экранировании от ближних и дальних источников. Эффективность
экрана по составляющим отражения и поглощения. Соотношения волновых
сопротивлений среды и экрана для различных составляющих поля. Влияние
частоты на механизм экранирования. Выбор материала экрана, толщины стенки.'
Решение прямой и обратной задачи при конструировании экрана
Вблизи источника излучения, на расстоянии менее длины волны, элек-
тромагнитное поле имеет одну преобладающую составляющую — магнит-
ную или электрическую. Если принять во внимание, что расстояния внутри
РЭА между элементами, которые могут быть связаны электромагнитным по-
лем, исчисляются долями и единицами сантиметра, то для частот ниже СВЧ-
диапазона задача экранирования от внутренних источников сводится ^’экра-
нированию по магнитной или по электрической составляющей [12, 14].
Защита РЭА от внешних полей состоит в решении задачи экрани-
рования плоской волны, так как источник излучения может находиться на
значительном удалении (более пяти длин волн). На таких расстояниях поле
можно рассматривать как плоскую волну, в которой энергия распределена
равномерно между магнитной и электрической составляющими.
Хотя эффективность экрана сильно зависит от типа поля, существуют
общие показатели отражения и поглощения. Действительно, когда энергия
поля падает на экран, часть ее отражается от внешней поверхности, часть
поглощается материалом экрана, а остальная энергия проходит сквозь
экран.
Эффективность экрана S, оцениваемая в децибелах как относительное
ослабление поля действием экрана, можно представить суммой двух слагае-
мых: S = So + Sn, где So — потери на отражение, Sn — потери на по-
глощение.
Величиной вторичного отражения поля от внутренней границы «экран—
среда за экраном» пренебрегают вследствие1 ее малости. Потери на отраже-
ние So зависят от материала экрана, частоты и типа поля. Потери на погло-
щение Sn зависят от материала и частоты, но от типа поля не зависят.
В зависимости от того, что действует на экран: электрическое поле (Е),
магнитное (И) или плоская волна (Р), различают три вида потерь на отра-
жение*: SO(E), SO(H), SO(P).
Отражение от экрана обусловлено различием волновых сопротивлений
среды, где распространяется поле, и экрана, подобно тому как это проис-
ходит в линии, нагрузка которой не равна ее волновому сопротивлению.
Когда это различие велико, потери на отражение значительны.
Волновое сопротивление среды Zc = Ёпад/ HnaR, где Ёпад — электри-
ческая составляющая падающей волны; Нпад — магнитная составляющая.
Для плоской волны в свободном пространстве Zc = 377 ом, электри-
ческие поля на всех частотах обладают большим волновым сопротивлением,
а магнитные — малым.
Волновое сопротивление экрана Z3 зависит от частоты, поля, магнит-
ной проницаемости и электропроводности материала. На низких частотах Z3
мало и увеличивается с ростом частоты.
На низких частотах магнитное поле отражается мало (имеется сравни-
тельно хорошее согласование малых Zc и Z9), значительная часть магнит-
ного поля проникает в экран. Поэтому здесь надо применять ферромагнит-
ные экраны с большими потерями на поглощение. С увеличением частоты
* Кауделл. Номограммы для решения сложных-задач экранирования. — «Электроника»?
1967, № 8 (Пер. с англ.).
42
рассогласование полных сопротивлений среды и экрана растет и So (Н)
увеличивается.
Для низкочастотных электрических полей рассогласование между Zc
и Z3 велико и потери на отражение So (Е) велики. С увеличением частоты Z3
растет, поэтому So (Е) уменьшается.
Уравнение потерь на отражение для электрического поля имеет вид:
Рис. 3-1. Номограмма для определения потерь на отражение электрического
поля 5О (£) на границе среда—экран
а для магнитного
So(E) = 201g Д-0,5- 10-2г 1/2 +0,35], дб,
где г — расстояние между источником энергии и экраном, мм\ р — относи -
тельная (к меди) магнитная проницаемость материала; G — относительная
(к меди) электропроводность материала; f — частота, гц.
Если величины So (Е) и So (EQ оказываются отрицательными, это гово-
рит о чрезмерной связи с экраном. Такое увеличение связи наблюдается
экспериментально и вызывается резонансом между экраном и источником
энергии.
43
Рассмотрим частотные зависимости экранирования. На низких
частотах возможна хорошая экранировка электрического поля благодаря
большим потерям на отражение So (£), тогда как потери на поглощение пре-
небрежимо малы. На высоких частотах для электрического поля характерна
обратная картина: малые потери на отражение, но большие потери на по-
W}~3
гЮГгц
120 d
-1Гец
-100 Мгц
-10 Мги,
60
г 1Мгц
-100 кг ц
10 кг и.
45-1
Сз
100
80-4
-10
•г1кги.-
20
— ЮОгц
60-
н-Югц
- Нихром
Сталь холодно-
катаная
Сталь нержа-
веющая
й%-ная кремни-
стая сталь
_ 65%-ный пер-
t маллоа
78%-ный пер-
маллой
_ Серебро
; Мевь
- - Алюминий
-. Магний
- Цинк
: Латунь
’ Кадмий
- Никель
Олово
Рис. 3-2. Номограмма для определения потерь на отражение магнитного поля
So (#) на границе среда—экран
46Н
Со 20~
10
о- Ч
2 ~
0-
-1 -
-7,4 ~
0-
2 z
Ч ~
10-
гЛ'ощение. Недопустимы щели и отверстия в экране, иначе проникшая внутрь
энергия вызовет возбуждение токов утечки на внутренней стороне экрана.
Для магнитных полей на низких частотах потери So (Я) малы как на
отражение, так и на поглощение, экран работает плохо. С повышением ча-
стоты So (ТУ) увеличивается и эффективность экранирования возрастает.
В том случае когда источник находится от экрана относительно далеко
(/ 5%, где I — расстояние, м, Л. длина волны, м), необходимо пользо-
ваться уравнением потерь на отражение для плоских волн, падающих на
металлический экран,
So (Z3) = 169-|-10 1g —.
44
Потери на поглощение Sn, обусловленные затуханием в материале,
определяются уравнением:
Sn = 0,13а
При одинаковой толщине магнитные материалы (сталь и др.) на низкой
частоте имеют потери на поглощение больше, чем немагнитные (медь), зна-
чит, для этого случая экран должен быть изготовлен из относительно тол-
стого материала с высокой магнитной проницаемостью.
Рис. 3-3. Номограмма для определения потерь на отражение плоской волны
(при удалении более чем на пять длин волн от источника излучения) на гра-
нице среда—экран
С повышением частоты эффективность экранирования от внешнего источ-
ника энергии возрастает.
Выбор материала и толщины экранов производится по известной вели-
чине необходимого ослабления поля при заданной частоте. В ряде случаев
необходимо найти несколько материалов, которые могут обеспечить нужное
экранирование, а окончательный выбор определяется такими факторами,
как вес, жесткость конструкции и стоимость.
Выбор материала по приведенным выше формулам не учитывает нали-
чия в реальных конструкциях отверстий для крепления деталей, устанав-
ливаемых на экранах, и щелей между стенками. Проникновение энергии
через эти отверстия и щели на низких и высоких частотах значительно сни-
45
жает эффективность экранирования, поэтому всегда следует задаваться по-
вышенным значением ослабления по сравнению с заданным (на 20—50%).
Материал экрана, расстояние от источника излучения и толщину эк-
рана удобно находить по номограммам, построенным для приведенных выше
выражений потерь на отражение по составляющим электрического поля
So (Е) (рис. 3-1), магнитного поля S О(Н) (рис. 3-2), для плоской волны
So (Р) (рис. 3-3) и для потерь на поглощение в материале экрана Sn (рис. 3-4).
Рис. 3-4. Номограмма для определения потерь на поглощение
электромагнитной энергии в материале экрана
Возможность рассмотрения всего поля номограммы позволяет видеть
пределы выбора искомых параметров экрана, а поэтому номографический
метод дает возможность легко решать обратную задачу в зависимости от тех
или иных дополнительных конструктивно-экономических соображений.
Пользуясь номограммами, можно быстро получить несколько ответов и
выбрать из них лучший для данной конструкции РЭА и условий производ-
ства.
46
Пользование номограммами рис. 3-1, 3-2, 3-3 сводится к следующему.
Через точку с заданной частотой поля и точку, соответствующую требуемому
ослаблению, проводят прямую до пересечения со вспомогательной линией
(точка А). Затем, приложив край прозрачной линейки к точке А, можно полу-
чить, поворачивая линейку вокруг этой точки, соответствующие марки ма-
териала и расстояния до экрана при заданном ослаблении.
В результате получают решение без учета поглощения в экране. Ослаб-
ление от поглощения находят по номограмме рис. 3-4 для выбранного ма-
териала и определяют толщину экрана.
Начинать расчет надо по преобладающему механизму затухания в эк-
ране. Так, для экранирования низкочастотных полей вначале определяют
потери на отражение (как это было только что рассмотрено), тогда как в слу-
чае экранирования высокочастотных полей начинают с определения потерь
на поглощение. Полное ослабление поля экраном определяется как сумма
этих двух составляющих.
3-2. конструктивные меры устранения паразитных связей
в электромонтажных цепях
Причины, вызывающие паразитные связи в электромонтаже. Электромагнит-
ные, электростатические и кондуктивные наводки, их устранение. Влияние
сопротивления контактного узла заземления на паразитные связи. Выполнение
заземляющих соединительных узлов на алюминиевых и магниевых корпусах
Устойчивость работы любой радиоэлектронной схемы зависит от пара-
зитных монтажных связей, которые определяются взаимным расположением
элементов и соединяющих их проводников. Так, при неудачной конструкции
усилители постоянного тока склонны к самовозбуждению. Паразитная ге-
нерация может возникать в очень широком спектре частот: от единиц герц
до единиц мегагерц, что затрудняет борьбу с ней. Причиной низкочастотных
релаксационных колебаний в таких усилителях являются паразитные утечки
в конденсаторах и блуждающие токи в конструкционных узлах (шасси,
каркасы и т. п.). )
В высокочастотных частях РЭА, работающий на частотах 9т единиц
мегагерц и выше, сказывается влияние емкости 'монтажных цепей относи-
тельно конструкционных мателлических узлов й друг друга, влияние ин-
дуктивности соединительных проводников, электрического соединения це-
пей заземления [13]. Высокочастотные части РЭА рекомендуется выполнять
в виде обособленных конструкций, в которых предусматривается устранение
взаимных наводок и связей, максимальное уменьшение конструктивной
реактивности элементов схемы и другие меры, обеспечивающие’устойчи-
вость работы.
Паразитные наводки, нарушающйе устойчивость работы радиоэлектрон-
ного аппарата, разделяют на электромагнитные, электростатические и кон-
дуктивные.
Электромагнитные наводки возникают из-за протекания
тока по проводам и катушкам индуктивности. Такие наводки возникают
и при протекании по экрану наводимого низкочастотного тока при непра-
вильном заземлении экрана (в двух разнесенных точках).
Электростатические наводки вызываются электростатиче-
скими полями, создаваемыми за счет паразитных емкостей или разности по-
тенциалов между различными точками корпуса. Они проявляются, в част-
ности, при скачкообразном изменении напряжения в цепях, связанных пара-
зитной емкостью, так как вызывают прохождение разрядного (или заряд-
ного) тока через эту емкость. Диапазон частот электростатических на-
водок лежит, как правило, выше 10 Мгц.
Кондуктивные наводки возникают из-за наличия общей нагрузки
для полезного и наводимого сигналов.
47
При устранении паразитных монтажных связей в разрабатываемой кон-
струкции (с частотами до 400 Мгц) следует применять конструктивные меры,
показанные ниже.
Развязывающие фильтры в высокочастотных и импульсных схемах надо
устанавливать непосредственно около транзистора или лампы, тогда как
для проводов, подходящих к нормально открытым контактам реле и пере-
ключателей, и для проводов питания необходимо располагать цепи филь-
трации непосредственно у стенки корпуса. Каскады с выходным сигналом
весьма высокого или весьма низкого уровня должны помещаться в отдельных
отсеках.
Каждый элемент электрической схемы (узел), подверженный опасности
наводок, должен иметь только одно соединение с шиной заземления.
Рис. 3-5. Линейка УПЧ на транзисторах с экранированием отдельных каскадов
Кабели, по которым проходят сигналы с крутыми фронтами импульсов
или сигналы от источников с большим внутренним сопротивлением, должны
быть экранированными. Сигналы низкого уровня следует передавать по
экранированному двужильному кабелю, причем заземление экрана должно
выполняться со стороны источника сигнала. Экран не должен использоваться
в качестве обратного провода, его заземление должно выполняться только
в одной точке.
Если устройство состоит из нескольких узлов, находящихся в отдель-
ных корпусах, то провода между двумя такими узлами должны быть экра-
нированы и объединены в один кабель (кроме цепей питания), благодаря
чему токи, протекающие в прямом и обратном направлениях, будут равны и
их результирующее магнитное поле будет нулевым.
Несущие конструкции должны быть соединены с общей шиной заземле-
ния, но не должны служить сами такой шиной; шина заземления должна
быть изолирована от металлических конструкционных частей и проходить
через всю конструкцию узла.
Все стыки металлических несущих конструкций должны быть выполнены
сваркой, чтобы не возникало переходных электрических контактов; электри-
ческое сопротивление на стыке между соединенными частями конструкции
должно быть менее 2,5-10-3 ом, а общее сопротивление на любом участке
экранирующих или несущих конструкций от одной до другой точки соеди-
нения не должно превышать 10-Ю-3 ом.
Для защиты от низкочастотных магнитных полей предпочтительна
стальная оплетка экранированного кабеля.
В качестве примера рассмотрим структуру конструкции высокочастот-
ного усилителя на транзисторах.
Для устранения обратных связей в таких усилителях необходимо все
провода, точки присоединения к шасси или корпусу, относящиеся к выход-
ным и входным электродам транзисторов двух соседних каскадов, распола-
гать в промежутке между активными, элементами ближе к осевой
48
линии шасси. Лучшим решением является конструкция, в которой каскйды
располагаются по прямой линии в один ряд на отдельном шасси. Субблок
такой конструкции называют линейкой (рис. 3-5). В ней снижены емкостные
и индуктивные связи между входными и выходными цепями, так как по-
следние значительно разнесены друг от друга. Выполнение усилителя в виде
отдельного хорошо экранированного субблока исключает влияние на него
других каскадов. Придерживаясь подобной структуры и используя малога-
баритные элементы в линейке усилителя промежуточной частоты, можно
свести к минимуму емкостные и индуктивные связи между его каскадами.
Можно укоротить линейку, если транзисторы сблизить и разделить
экранами, а элементы колебательных контуров помещать в отдельных ячей-
ках (рис. 3-6). Секционирование линейки усилителя промежуточной частоты
с экранами применяют на частотах свыше 10 Мгц.
Рис. 3-6.. Шахматное размещение транзисторных каскадов УПЧ
а — схема связи между каскадами; б — схема размещения каскадов
в конструкции
Для узлов, рассчитанных на высокие частоты, имеет значение материал
корпуса и шасси, который должен обладать повышенной электропровод-
ностью. В таких конструкциях часто используют латунь, гальванически
покрытую слоем серебра.
При монтаже широкополосных усилителей, предварительных усили-
телей, усилителей промежуточной частоты и т. д. нужно стремиться к.умень-
шению емкости монтажа, индуктивности соединительных проводников, и
взаимосвязи между ними. Взаимная индуктивность между двумя круглыми
проводниками, расположенными параллельно,
М = 2/(1п-у- 1),
где М — коэффициент взаимоиндукции, нгн\ I — длина проводника, См
(оба проводника одинаковой длины); а — расстояние между центрами про-
водников, см.
Формула справедлива для условия Z а.
Емкостная связь между проводником круглого сечения (без изоляцион-
ной оболочки) и металлическими элементами приближенно может быть
оценена по формуле:
г— °>24г
G “ 1g (ih/d) ’
где С — величина емкости, пф; I — длина проводника, gm; h — расстояние
от центра проводника до плоскости, см\ d — диаметр проводника, см.
Рассмотрим цепи и контакты заземления. В цепях заземления совместно
протекают полезные и мешающие сигналы. Если сопротивление заземляю-
щей цепи не является очень малым, то имеется опасность появления наводок
из-за образования общей цепи для полезного и наводимого сигналов. Для
снижения кондуктивных наводок необходимо уменьшать полное электриче-
49
ское сопротивление земляной цепи, которое слагается из сопротивления
в зоне контактного соединительного узла и полного сопротивления земля-
ной шины.
В конструкции РЭА в большом количестве применяют различные эле-
менты электрического заземления: земляные лепестки, наконечники зем-
ляных шин, контакты заземления и т. п., которые являются элементами
Рис. 3-7. Контактный лепесток
из плакированного алюминия,
соединенный с корпусом из
листового алюминия точечной
контактной электросваркой
1 — место сварки; 2-’— корпус; 3—
луженый участок лепестка; 4 —
плакирующий слой меди; 5 — ле-
песток
электрической цепи, непосредственно связан-
ными с механической частью конструкции
РЭА. Основным требованием, предъявляемым
к электрическим контактам заземления, являет-
ся обеспечение их малого и стабильного сопро-
тивления. При конструировании РЭА всегда
стремятся обеспечить по возможности мини-
мальный электрический потенциал на несущих
элементах конструкции (шасси, кожухах, ра-
мах и т. п.) и минимальную разность потенциа-
лов между ними.
Элементы электрического заземления мо-
гут обеспечивать два различных вида кон-
тактных соединений: неразборные (технологи-
ческие), применяемые только при сборке и
монтаже; разборные (эксплуатационные), при-
меняемые в тех случаях, когда предполагается
разъединение контактного узла во время ре-
монта или профилактических работ, требующих
демонтажа с отсоединением заземления.
Корпуса, к которым должно подключаться заземление, чаще всего вы-
полняют из листового алюминия или литыми из алюминиевых или магние-
вых сплавов. Приведем некоторые примеры конструкций соединительных
узлов *.
В таких узлах для контактных лепестков применяют плакированный
алюминий АПМ с толщиной алюминиевого листа 1,5 мм и плакирующего
слоя меди 0,3 мм. Следует иметь в виду, что при повышенной влажности
плакированный алюминий нестоек.
С корпусом из алюминия АМцМ, АМцП, АМг
неразборное соединение получают точечной контакт-
ной электросваркой или холодной сваркой давле-
нием.
Электросварку производят при наложении ле-
пестка алюминиевой стороной к корпусу (рис. 3-7),
чтобы обеспечить благоприятные условия для пайки
монтажных проводов к наружному медному слою
лепестка.
Лужение поверхности под пайку выполняют
только после сварки. Холодную сварку давлением
производят путем прокалывания, при этом происхо-
дит локальная совместная холодная пластическая
7Рис. 3-8. .Холодносварное
соединение лепестка с ли-
стовым корпусом
/ — корпус; 2 — плакирую-
щий слой; 3 — лепесток
деформация листового
алюминия, из которого изготовлен корпус, и лепестка (рис. 3-8): Н
2,5 (6t + б2). При анодированной поверхности алюминиевого корпуса
электрический и механический контакт образуется и при наличии в зоне
контакта оксидной пленки, которая вследствие своей хрупкости разрушается
при течении металла в зоне деформации. Ее осколки вдавливаются в алюми-
ний и не мешают получению хорошей электропроводности переходной зоны.
С литым алюминиевым корпусом контактный элемент со-
единяют не точечной, а аргоно-дуговой электросваркой. При этом участки
* Кондрашкин Н. М. Унификация устройств и способов электрического заземления.—
«Обмен опытом в радиопромышленности», 1969, вып. 2.
50
лепестка, предназначенные для приварки к корпусу (усики), должны быть
освобождены от плакирующего слоя (рис. 3-9, а). Участки корпуса в местах
будущей сварки выполняют путем фрезерования углублений, снимая тол-
стый наружный слой окисла и оголяя чистый металл. В углубления перед
сваркой заводят предназначенные для этого усики контактного лепестка
(рис. 3-9, б). При сварке углубления заполняются жидким металлом элек-
трода.
Для того чтобы избежать пережога тонкого лепестка, при дуговой элек-
тросварке применяют предварительный прогрев массивного корпуса в зоне
сварки пламенем газовой горелки (перед установкой лепестка). После сварки
контактный лепесток облуживаюг по меди в зоне предстоящей пайки мон-
тажного провода. Шпаклевку и ок-
раску места соединения производят
вместе с окраской всего корпуса.
Рис. 3-10. Присоединение лепестка
к литому корпусу с помощью само-
нарезающего винта
1 — корпус; 2 — лепесток; 3 — винт;
4 — компаунд ЭЗК6
Рис. 3-9. Соединение контакт-
ного лепестка с литым алюми-
ниевым корпусом (а), сечение
зоны сварки (б)
1 — место аргоно-дуговой сварки;
2 — лепесток; 3 — корпус; 4 —-
плакированная поверхность
С литым магниевым корпусом контактный элемент соединяют
стальным самонарезающим винтом с последующей пайкой его кон-усной го-
ловки к лепестку (рис. 3-10). Лепесток в этом случае выполняют из листовой
латуни или меди с объемной зенковкой. Установку такого элемента произ-
водят на заранее шпаклеванный и окрашенный корпус поверх слоя краски,
потому что электрический контакт осуществляется через резьбу винта и пая-
ное соединение головки с лепестком. Направляющее отверстие под винт
имеет диаметр, на 0,2 мм больший внутреннего диаметра винта. Объемной
зенковкой образуется кольцевая полость, которую при монтаже контактного
элемента заполняют эпоксидным компаундом, обеспечивающим локальную
защиту резьбового соединения от окисления и коррозии. Головки самона-
резающих винтов запаивают после отвердения компаунда.
При больших токах (свыше 5 а), протекающих через контактный эле-
мент заземления, применяют не лепестки, а швеллерные наконечйики, пло-
щадь сечения которых значительно больше. Такой наконечник припаивают
к концу гибкой земляной шины, а сам наконечник соединяют с корпусом
одним из рассмотренных выше методов в зависимости от вида корпуса.
Пример соединения швеллерного наконечника с литым алюминиевым
корпусом аргоно-дуговой сваркой приведен на рис. 3-11.
Зажимы заземления применяют в тех случаях, когда необходимо иметь
разъемное соединение (рис. 3-12). Различают два варианта зажимов:
легкоразборные, отвинчиваемые рукой (рис. 3-12, а), и разборные, отвин-
чиваемые отверткой. Зажим для легкоразборных соединений заземляющей
шины с литым корпусом закрепляют в корпусе 1 с помощью самонарезающего
хвостовика винтовой части зажима 2. Гайка 3 выполнена с самоконтровкой,
осуществляемой нижней разрезной частью гайки. Места сопряжения за-
жима с корпусом защищают и фиксируют эпоксидным компаундом.
Зажим под отвертку (рис. 3-12, б) для соединения с литым кор-
пусом 1 представляет собой самонарезающий винт 4, в теле которого выпол-
нена крепежная резьба под'зажимной винт 5. Чтобы индуктивность провод-
51
ника заземления была по возможности меньшей, его выполняют в виде шины
из медной ленты толщиной не менее 0,3 мм с сечением 3 мм2 и более (в за-
размера конструкции). Углы шин необ-
висимости от протекающего тока и
Рис. 3-11. Соединение наконечника земляной шины
с литым алюминиевым корпусом
1 корпус; 2 -— швеллерный наконечник; 3 — соединение
аргонодуговой электросваркой; 4 — плакирующий слой; 5 —
компаунд ЭЗК6; 6 — земляная шина
ходимо скруглять ДЛЯ
уменьшения сопротивле-
ния по высокой частоте,
иначе поверхностный эф-
фект вызывает сосредото-
чение тока в углах, где
действующее поперечное
сечение очень мало.
Если в точке контакта
шины с корпусом возник-
нет коррозия, то соедини-
тельный узел может про-
являть себя как нелиней-
ное сопротивление и ра-
ботать как смеситель. В его
цепи появятся побочные
частоты в широком спек-
тре, в том числе на часто-
те паразитного контура,
образованного заземляю-
щей шиной. Эффектив-
ность такого смесителя
невелика, но если наводимые в шине сигналы будут значительны, то от-
дельные каскады РЭА (особенно входные устройства радиоприемников)
могут оказаться неработоспособными.
При установке РЭА на амортизаторах заземление выполняют гибкими
шинами, не нарушающими эластичности амортизаторов. Далеко не всегда
можно использовать для шины заземления многожильный проводник со
скрученными жилами. Внешние скрученные проволочки на тех частотах,
когда поверхностный эффект становится заметным, будут действовать как
52
4 «
индуктивности, увеличивая реактивное сопротивление проводника, и .он
окажется не в состоянии пропустить требуемый ток заземления. Провода
с экранирующей оплеткой удовлетворительно работают до 1 Мгц, но на
более высоких частотах их использовать не рекомендуется по той же причине.
3-3, Конструирование проводного монтажа
Конструкторская документация на электрический проводной монтаж. Марки-
ровка. Выбор сечения монтажного провода. Жгуты. Монтажные платы. Штеп-
сельные разъемы. Соединение жгутов и кабелей с разъемами
Рис. 3-13. Примеры марки-
ровки провода и кабеля
1 лента маркировочная или
бирка; 2 » наконечник
Соединения с помощью монтажных проводов находят применение в кон-
струкциях РЭА со сравнительно крупными узлами.
Конструкторский документ, который отражает расположение элементов,
жгутов и соединительных проводов и указывает маркировку, называют элек-
тромонтажным чертежом. На нем все электрические элементы показываются
упрощенно в виде контурных очертаний, без графических подробностей.
Электромонтажный чертеж выполняют в масштабе
чертежа общего вида [11].
• Аналогично чертежу общего вида электро-
монтажный чертеж может выполняться с приме-
нением разрезов, сечений, вырывов и видов по
стрелке.
В случае, когда в блоке монтаж расположен
по боковым стенкам, на электромонтажном чер-
теже следует боковые стенки условно распола-
гать в одной плоскости так, как они расположи-
лись бы, если конструкцию разрезать по ребрам
и стенки совместить с плоскостью чертежа.
Маркировка кабелей и проводов долж-
на производиться липкими лентами или марки-
ровочными бирками (рис. 3-13). Номера проводов должны соответствовать
номерам электрических линий на электромонтажном чертеже.
Элементам, отсутствующим в электрической схеме, но участвующим
в электрических соединениях (переходные стойки, лепестки заземления
ит. п.), необходимо на электромонтажном чертеже присвоить -обозначения,
которые не повторяли бы позиционных обозначений на электрической схеме.
Такие обозначения необходимы для последующей простановки адресов в таб-
лице проводов.
Конструкция монтажа должна обеспечивать доступ к отдельным эле-
ментам с целью осмотра, проверки и замены. Маркировочные знаки, нане-
сенные на шасси и деталях, не должны быть закрыты монтажными проводами
и кабелями, кроме РЭА разового действия или особо малогабаритной.
Монтаж рекомендуется производить проводами с различными цве-
тами изоляционной оплетки. Это позволяет уменьшить возможные ошибки
и облегчает ремонт. Рекомендуются следующие расцветки: для проводов
под высоким положительным потенциалом — красный цвет, под высоким
отрицательным потенциалом — синий цвет, с нулевым потенциалом относи-
тельно корпуса — черный, для проводов питания переменного тока — жел-
тый цвет, для остальных случаев — любой цвет, отличный от перечисленных
выше.
Каждую однопотенциальную электрическую цепь рекомендуется монти-
ровать от начала до конца проводами одного цвета.
Для монтажа рекомендуется применять провода с наружной поли-
хлорвиниловой или фторопластовой изоляцией типа БПВЛ, МГШВ,
ГФ и др. Они хорошо поддаются зачистке (см. приложение 2).
Допустимые токи в проводах не должны превышать значений:
Допустимый ток, а . . . . 1,25 1,5 2,0 3,5 7,0 9,0 11 14 20 25 45
Диаметр провода, мм . . .0,12 0,14 0,2 0,35 0,5 0,75 1,0 .1,5 2,5 4 10
53
При выборе сечения провода необходимо учитывать падение напря-
жения на нем. На этом основании рекомендуется сечение не менее 0,14 мм2
для монтажных проводов и не менее 0,35 мм2 для кабелей.
Экранированные провода в местах, опасных
для замыкания соседних цепей, должны быть
изолированы.
Параллельно идущие в одной трассе, изо-
лированные друг от друга (в том числе и экра-
нированные) провода должны быть связаны
в жгу-т, если это не вызывает недопустимого
увеличения взаимных наводок. Экранированные
провода и провода малых сечений должны сви-
ваться для локализации магнитного поля.
В жгутах, где затруднена замена вышедших
из строя проводов, должны прокладываться запас-
ные провода (10% общего количества проводов
в жгуте, но не менее двух). Концы запасных
проводов должны быть изолированы.
Жгуты и кабели жестко крепятся к корпусу
скобами (рис. 3-14). Расстояние между скобами
выбирают в зависимости от диаметра жгута:
Рис. 3-14. Способы крепле-
ния монтажных проводов:
а — затяжка лентой; б — за-
жим скобами; е — крепле-
ние универсальной планкой;
г — крепление зажимным хо-
мутом
Диаметр жгута, мм...........
Расстояние между скобами (не
более), мм..................
10 20 30 Свыше 30
150 200 250 300
Рис. 3-15. Пример проклад-
ки жгута в окно металличе-
ской стенки
1 — изоляционная втулка; 2 —
жгут: 3 —скоба; 4 — стейка
Для защиты жгутов и кабелей от механиче-
ских повреждений в—-местах их прохода сквозь
стенки металлических шасси или экранов должны
устанавливаться изоляционные втулки (рис. 3-15).
При переходе жгутов с неподвижной части
на подвижную следует располагать их таким об-
разом, чтобы они работали не на изгиб, а на кру-
чение. Это уменьшает вероятность обрыва про-
водников.
Один из способов укладки жгутов в стойке
показан на рис. 3-16. Основной жгут имеет гиб-
кие петлеобразные отводы на каждый из блоков.
Это позволяет выдвигать, поворачивать и регули-
ровать блоки, не отключая их от схемы стойки,
т. е. в рабочем состоянии. При возврате блока
в исходное положение гибкие жгуты должны за-
нимать прежнее отведенное им место. Для этого
жгуты перед закреплением скобами в стойке
закручивают на три-четыре оборота.
Подвижные жгуты следует заключать в эла-
стичные изоляционные трубки, что защищает их
от повреждений. Такие жгуты предварительно
связывать не следует, провода в них должны
иметь возможность свободного перемещения внут-
ри трубки. Конец и начало обшивки должны быть
закреплены скобами, чтобы исключить сползание вдоль жгута. Провода,
присоединяемые к неподвижным элементам, должны иметь запас по длине,
обеспечивающий возможность одной-двух повторных заделок.
Контактные платы (колодки) необходимы как промежуточные
электросоединительные элементы между монтажными проводниками и внеш-
ними жгутами.
Контактные платы общего применения нормализованы, их конструкции
и размеры определяются напряжением, силой тока и условиями эксплуатации.
54
Контактные платы различают по способу присоединения к ним провод-
ников. Платы для двусторонней припайки проводников (рис. 3-17, а) ис-
пользуют для внутриблочного монтажа. Платы на средние токи (рис. 3-17, б)
предназначены для соединения электрических цепей постоянного и пере-
менного напряжения до 500 в с нагрузкой по току до 60 а. Высоковольтные
присоединительные платы (рис. 3-17, в) предназначены для электрических
цепей напряжением до 1 кв и силой тока до 6 а. Каждый соединительный
узел имеет два зажимных винта, которые уста-
навливаются на контактной металлической планке.
Присоединительные платы обеспечивают по-
стоянное соединение, расчленяемое только во
время среднего или капитального ремонта на ре-
монтной базе. Однако при текущем, профилак-
тическом ремонте в случае необходимости быстрой
замены вышедшего из строя узла, при наладоч-
ных работах вместо присоединительных плат при-
меняют разъемы. Применение разъемов повышает
ремонтопригодность Р и технологичность при сбор-
ке и настройке 1\.
Разъем состоит из двух частей: штепсельной
вилки, закрепляемой на извлекаемом узле, и ро-
зетки. Электрическое соединение осуществляется
межблочного монтажа: а —
Рис. 3-16. Расположение
проводов межблочного мон-
тажа в корпусе стойки
1 — жгуты, идущие на колод-
ки; 2 — жесткий проводной
монтаж; 3 — гибкий монтаж;
4 —. гибкий плоский жгут
Рис. 3-17. Контактные платы
с припайкой концов проводов к лепесткам; б — с зажимом
под головки винтов; е — высоковольтная контактная плата
контактными парами разъема. Каждая контактная
пара состоит из сопрягаемых друг с другом штыря
(на вилке) и гнезда (на розетке). От конструкции
контактной пары зависит безотказность и долговечность разъема и РЭА
в целом. Наиболее эффективны в этом отношении разъемы ГРПМ (гипер-
болоидный разъем, прямоугольной формы, малогабаритный). Контактная
гиперболоидная поверхность в паре «штырь—гнездо» образуется между глад-
ким цилиндрическим штырем диаметром 1 или 2 мм (в зависимости от типа
разъема) и несколькими упругими бронзовыми проволочками, расположен-
ными продольно по внутренней поверхности цилиндрического гнезда (под
углом 8° к образующей) (рис. 3-18). Для штыря 1 мм предусмотрено 6 про-
волочек в гнезде, дЛя штыря 2 мм — 12. Разъемы ГРПМ рассчитаны на ра-
бочее напряжение от 1 мв до 250 в, токи от 1 мка до 3 а (на одну контактную
пару) и не менее чем на 1000 сочленений-расчленений. В зависимости от кли-
матических требований следует применять золоченые (индекс в обозначе-
нии «1») или посеребренные (индекс «2») контактные пары. Типовой ряд преду-
сматривает разъемы для объемного (проволочного) монтажа ГРПМ2
(КЕО.364.002 ТУ) и для печатного монтажа ГРПМ1 (КЕ0.364.006 ТУ).
55
Вилки разъемов обоих типов состоят из Пластмассового корпуса, в который
заармированы контактные штыри и два штыря-ловителя по краям (рис. 3-19).
В корпусе розетки предусмотрены ответные гнезда ловителей и контактные
гнезда. Ловители необходимы для того, чтобы при некотором возможном
Рис. 3-18. Гиперболоидное гнездо разъемов ГРПМ1 и ГРПМ2
1 — кольцо, 2 — гильза, 3 — упругая проволока, 4 .— гнездо штепсельное
перекосе в начальный момент установки узла на свое место к контактным
парам не прикладывалась механическая нагрузка до тех пор, пока каждый
штырь не установится точно против своего гнезда. Розетку разъема ГРПМ2
выпускают как с обычным (жестким) закреплением в аппаратуре (тип «О»),
так и с плавающим (тип «Пл»). Плавающее закрепление розетки на пружи-
нах предусматривает возможность сдвига ее относительно корпуса РЭА
Рис. 3-19. Вилка штепсельная разъема ГРПМ2
Таблица 3-1
Разъемы ГРПМ
Условное обозна- чение сопрягаемых Частей Количе- ство контак- тов А мм L мм Условное обозна- чение сопрягаемых частей Количе- ство контак- тов А ММ L мм
ГРПМ2-ЗОШО ГРПМ2-30ГПл 30 40 50 55 ГРПМ2-122ШО ГРПМ2-122ГПЛ 122 120 130 135
ГРПМ2-46ШО ГРПМ2-46ГПл 46 54 64 69 ГРПМ1-31ШУ ГРПМ1-31ГП 31 68 78
ГРПМ2-62ШО ГРПМ2-62ГПл 62 68 78 83 ГРПМ1-45ШУ ГРПМ1-45ГП 45 92 102
ГРПМ2-90ШО ГРПМ2-90ГПл 90 92 102 107 ГРПМ1-61ШУ ГРПМ1-61ГП 61 120 130
56
J» «
в пределах 1 мм во всех направлениях. Тем самым облегчается поиск лови-
теля при значительном перекосе, но размер розетки оказывается несколько
увеличенным (табл. 3-1). При плавающей розетке монтажные подключения
должны производиться только гибким, а не жестким проводом.
Гиперболоидные гнезда в розетке закреплены не наглухо, а с возмож-
ностью незначительного перемещения в радиальном (до 0,3 мм) и осевом
(до 0,05 мм) направлениях внутри углублений в корпусе розетки.
Рис. 3-20. Распределение внутренних
механических напряжений вдоль про-
вода (а) и по его сечению (6) при сое-
динении навивкой
1 — контактный стержень платы; 2 —
зона- снятия; 3 — нейтральная линия;
4 — зона растяжения
Рис. 3-21. Разделка экраниро-
ванных проводов ступенькой
1 — провод ММ 0,5; 2 — изоля-
ционная. трубка; 3 — разъем
При сочленении и расчленении вилки с розеткой требуется усилие в 45 «
для 30 контактных разъемов и 120—200 н для 122 контактных разъемов.
Вилки разъемов ГРПМ1 (для печатного монтажа) выпускают как угло- \
вые (индекс «У»), так и прямые (индекс «П»). При записи в документации
в условное обозначение розетки или вилки входит тип разъема, число кон-
тактов, индекс розетки («Г») или вилки («III»), индекс конструктивного ис-
полнения («У», «П», «О», «Пл») и покрытия контактирующих поверхностей >
(«1», «2») (см. табл. 3-1).
Рис. 3-22. Разделка и подсоединение
высокочастотного кабеля к разъему
1 — лепесток заземления; 2 — розетка
разъема; 3 — панель или стенка шас-
си; 4 — скоба крепления; 5 — шасси
прибора; £ — коаксиальный кабель
Рис. 3-23. Подсоединение вы-
сокочастотного кабеля при по-
мощи экрана
/ — панель или стенка шасси; 2 —
розетка разъема; 3 — специальный
экран; 4 — коаксиальный кабель
Все разъемы ГРПМ2 имеют четырехрядное расположение контактов.
В табл. 3-1 приведены только двухрядные разъемы ГРПМ1. Для 90 и 122
контактов разъемы ГРПМ1 выпускают соответственно трехрядные и четырех-
рядные.
Наряду с высокой надёжностью и универсальностью разъемы ГРПМ
имеют низкую стоимость благодаря налаженной комплексной автоматиза-
ции производства: изготовление очень точных деталей гиперболоидного
гнезда и сборка полностью автоматизированы.
При выборе разъема или присоединительной колодки по числу контак-
тов с целью повышения ремонтопригодности ~Р следует предусматривать
57
резервные контактные пары в количестве 10% от числа необходимых по
электрической схеме, но не менее двух.
Присоединение проводников к контактным элементам выполняется
пайкой или навивкой. Сущность соединения навивкой состоит в том (рис. 3-20),
что провод, навитый с натягом на стержень с гранями, приобретает на реб-
рах большие внутренние напряжения. Окисная пленка на проводе в зоне
контакта разрушается и образуется герметически плотное касание обоих
металлов по чистой поверхности. Металл стержня должен быть более твердым
(например, нейзильбер), чем металл провода. Навитых витков должно быть
не менее семи, потому что первый и последний витки не имеют натяга.
При заделке экранированных проводов в коаксиальные разъемы исполь-
зуют только пайку. Концы экранирующих оплеток нескольких проводов
спаивают и выводят на заземляющий лепесток (рис. 3-21).
Высокочастотные кабели могут разделываться в разъеме
непосредственно (рис. 3-22), либо при помощи дополнительного экрана
(рис. 3-23). Так как изоляция кабеля между центральной жилой и экрани-
рующей оплеткой имеет невысокую температуру плавления, ее следует
предохранять от расплавленного припоя, для чего между изоляцией кабеля
и экранирующей оплеткой помещают прокладку из фторопласта.
3-4. Печатный монтаж
Определения. Требования к материалу изоляционного основания. Печатные
проводники. Установка навесных элементов. Контактный узел. Формы и
размеры элементов рисунка печатного монтажа. Наружные выводы печатных
плат. Многослойные печатные платы. Возможности машинного проектирова-
ния топологии сложных печатных плат
По мере усложнения структуры РЭА и уменьшения ее габаритов про-
блема выполнения внутренних электрических соединений становится все
более острой. Конструкции электрических соединений не только вызывают
сами по себе ряд трудных проблем, но и являются ограничивающими фак-
торами для уменьшения габаритов РЭА. Например, в некоторых современ-
ных РЭА 80% объема приходится на долю соединений между элементами.
Поэтому уменьшение объема, занимаемого основными элементами, входя-
щими в ее электрическую схему, даже до нуля не даст значительного умень-
шения общего объема такой аппаратуры.
Особое значение имеет проблема надежности электриче&ких соединений.
Даже малая интенсивность отказов подобных соединений вследствие их
очень большого числа приводит к значительному снижению общей надеж-
ности РЭА. Есть два пути решения этой проблемы, которые следует исполь-
зовать одновременно: повышение степени интеграции элементного базиса
и дальнейшее повышение надежности контактного узла. При использовании
в элементном базисе больших гибридных интегральных микросхем большая
доля контактных соединений переходит в их состав, где надежность соеди-
нений значительно выше.
На монтажные соединения приходится большая доля ручного труда
в том случае, если их выполнять последовательно — каждое соединение
отдельно. Значительное повышение производительности труда возможно
с переходом на групповой, параллельный процесс, когда большая группа
соединений выполняется одновременно. Конструктивным условием для при-
менения такого процесса является печатный монтаж.
Печатным монтажом называют систему печатных провод-
ников в виде участков токопроводящего покрытия на изоляционном осно-
вании или внутри его, обеспечивающих электрическое соединение элементов
схемы.
Односторонним называют печатный монтаж, в котором проводники рас-
положены по одну сторону изоляционного основания, а соединяемые эле-
менты — по другую; двусторонним — когда проводники расположены по
58
обе стороны платы, многослойным — когда проводники расположены внутри
изоляционного основания тремя и более слоями.
Печатной платой называют изоляционное основание с печат-
ным монтажом.
допускать штамповку, выдерживать
Рекомендуется Не рекомендуется
Рис. 3-24. Ориентация навеейых
элементов на печатной плате от-
носительно направления механи-
ческих нагрузок
Печатные проводники на поверхности изоляционного основания могут быть получены
двумя путями: избирательной металлизацией (например, электрохимический способ) или из-
бирательным удалением части сплошного слоя металлизации, заранее нанесенного на изоля-
ционное основание (например, избирательное травление фольгированных изоляционных мате-
риалов).
Требуемый узор рисунка получают по методике, известной из технологии толстопленочных
и тонкопленочных интегральных микросхем [8].
Материал основания должен иметь высокие электроизоляционные показатели в условиях
эксплуатации РЭА (большую электрическую прочность, большое сопротивление изоляции,
малые диэлектрические потери), обладать химической стойкостью к действию химических рас-
творов, используемых в технологии печатного монтажа,
кратковременное воздействие температуры до 240° С
в процессе пайки, иметь высокую влагостойкость. Тем-
пературный коэффициент линейного расширения
(ТКЛР) должен быть близок к ТКЛР фольги во из-
бежание обрывов узких линий рисунка при темпера-
турных перепадах. Плата большого размера сложна
в изготовлении и более чувствительна к короблению,
поэтому предельней размер платы не превышает
240X 360 мм.
Слоистые пластики с бумажным наполнителем,
пропитанные фенольной или эпоксидной смолой при-
меняют в тех случаях, когда основания должны быть
дешевыми и обладать хорошей штампуемостью, но не
требуется высокая влагостойкость. Таким материалом
является листовой гетинакс, фольгированный медью.
Удовлетворительные электрические характеристики
фольгированного гетинакса наблюдаются только в лег-
ких условиях эксплуатации, например в бытовой ком-
натной РЭА. Он обладает плохой химической стойко-
стью в травильных растворах, низкой теплостойко-
стью, большим ТКЛР основания.
Материалы со стекловолокном используют при изготовлении оснований, обладающих
повышенной влагостойкостью.
Для профессиональной РЭА в СССР применяют жесткие фольгированные диэлектрики
марок ФДТ, ФДМ, ФДМЭ на основе стеклоткани марки Э толщиной 100, 60, 25 мкм. Тол-
щина фольги 50 мкм (для ФДТ) и 35 мкм (для ФДМ и ФДМЭ). Фолы а приклеена к стекло-
текстолиту клеем БФ-4, содержащим пылевидный кварц для повышения теплостойкости и
прочности клеевого шва.
Гибкий фольгированный диэлектрик ФГ изготовляют на основе капроновой ткани тол-
щиной 100 мкм с применением медной фольги 35 мкм.
Прочность сцепления фольги с основанием оценивается усилием отрыва ленты фольги
и составляет не менее 100 гс на 1 мм ширины.
Площадь, на которой можно размещать элементы и печатный монтаж,
должна быть меньше площади всей платы, чтобы иметь технологические за-
краины. Это необходимо учитывать при размещении элементов и составлении
рисунка печатного монтажа.
Обычно навесные элементы закрепляют на печатной плате за выводы,
поэтому усилия при вибрации и ударах будут передаваться на выводы и
места паек.
Желательно располагать элементы, имеющие два вывода, так, чтобы
ось, проходящая через точки крепления элементов, была параллельна на-
правлению наибольших перегрузок, действующих на РЭА (рис. 3-24).
Прочность на разрыв проволоки марки ММ, из которой делают выводы
навесных радиодеталей и полупроводниковых приборов:
Диаметр вывода, мм ............ 0,3 0,4 0,6
Разрушающее усилие, « .......... 15 30 60
Наибольшую прочность соединения, равную прочности проволоки вы-
вода, гарантирует контактный узел на рис. 3-25, а, а при условии хорошего
смачивания припоем слоя металлизации на плате — и вариант б с неметал-
59
лизированным отверстием, но с подогнутыми выводами диаметром 0,4 и
0,6 мм. Для выводов диаметром 0,8 мм прочность соединения по варианту б
снижается на 30% относительно прочности проволоки. Наиболее прост и
дешев вариант соединения в, когда отверстие не металлизировано и вывод
Рис. 3-25. Конструкция контактного узла на печатной плате
не подогнут. При условии разности диаметров отверстия и вывода 0,4 мм
этот вариант обеспечивает прочность, лишь в два раза меньшую прочности
проволоки для всех выводов.
Значительно способствует противодействию разрушающим усилиям
лакирование печатной платы после монтажа. Лаки УР-231, СБ1-С, Э4100
обволакивают и приклеивают навесные элементы к плате (см. приложение 6).
Диаметры отверстия и вывода долж-
ны отличаться на 0,2—0,4 мм, для того
чтобы в зазор мог проникнуть припой.
Рекомендуемый к применению ряд
диаметров отверстий под выводы дол-
жен соответствовать ряду: 0,5; 0,8;
1,0; 1,3.
Центры отверстий под выводы эле-
ментов (кроме отверстий под многокон-
тактные элементы) должны распола-
гаться в узлах координатной сетки.
В Советском Союзе основной шаг сетки
Рис. 3-26. Совмещение разметки отвер-
стий под выводы мн ого контактных эле-
ментов с координатной сеткой
2,5 мм и дополнительный 0,5 мм, в США — 1/10 и 1/40 дюйма (2,54 мм и
0,635 мм).
Для многоконтактных элементов центр симметрии элемента должен сов-
падать с узлом координатной сетки и хотя бы один вывод должен распола-
гаться на той линии координатной сетки, которая проходит через центр сим-
метрии элемента (рис. 3-26).
Рис. 3-27. Рисунок проводников (а) и рисунок зазоров (6), выполненные
на координатографе
Массивные элементы (свыше 6 г) должны закрепляться с помощью допол-
нительных скобок и располагаться возможно ближе к точкам крепления
самой платы к корпусу РЭА. Особо крупногабаритные узлы следует разме-
щать вне платы. При расположении печатных проводников необходимо учи-
тывать распределение магнитных и электрических полей.
S0
Существуют два пути построения рисунка печатного монтажа: построе-
ние линий проводников (рис. 3-27, а), или линий зазоров (рис. 3-27, б).
Выбор определяется требованиями к экранированию, теплоотводу и до-
пустимой собственной емкости монтажа.
Рассмотрим условия построения линий проводников.
Максимальная длина непрерывного печатного проводника на жестком
основании составляет 100 мм, в случае большей длины необходимо преду-
смотреть промежуточные металлизированные отверстия.
Ширина печатного проводника определяется прочностью сцепления,
допустимой плотностью тока и собственной емкостью. Благодаря улучшен-
ному теплоотводу печатные проводники допускают значительно большие
плотности тока по сравнению с объемными. Допустимая нагрузка на провод-
ник 30 а!мм2, что при толщине фольги 50 мкм дает плотность тока, отнесен-
ную к единице ширины, 1,5 а!мм.
Рис. 3-28. Расположение двухполюсных навесных элементов отно-
сительно платы и формовка их выводов
При выборе зазоров между проводниками руководствуются сопротив-
лением изоляции и ее электрической прочностью. При этом учитываются,
технологические возможности по разрешающей способности фотолитографии
и сеткографии.
Сопротивление изоляции между двумя параллельными печатными по-
лосками длиной 100 мм при зазоре 1 мм должно быть не менее 20 Мом.
Электрическая прочность печатного монтажа оценивается величиной при-
мерно 1 кв/мм. Для рабочих напряжений 50—100 в это соответствует мини-
мальному зазору 0,5 мм при работе аппаратуры на высоте до 3 км над уров-
нем моря; для большей высоты минимальный зазор должен быть увеличен
на 50%.
Если рисунок монтажа построен из линий зазоров, то на плате
образуются большие участки токопроводящего покрытия. При пайке по-
гружением в ванну припоя может произойти вспучивание этих участков
вследствие газовыделения из клея. Во избежание этого в металлическом слое
предусматривают перфорацию, которую рекомендуется делать во всех слу-
чаях, когда ширина площадки металлического слоя более 5 мм.
При одностороннем печатном монтаже навесные элементы устанавливают
вплотную к поверхности печатной платы (рис. 3-28, а), при двустороннем —
с зазором (рис. 3-28, б).
С целью экономии площади платы при малых механических нагрузках
допускается установка резисторов длиной до 15 мм в вертикальном поло-
жении.
Отверстия в плате под выводы транзисторов, устанавливаемых в раз-
ных положениях (рис. 3-29), располагают по окружности, диаметром D =
= dTp + dB + 2t + 26, где dTp — габаритный диаметр транзистора, мм;
dB — диаметр вывода транзистора, мм; t — толщина стенки изоляционной
трубки, мм; 6 = 0,5ч-1 мм — зазор между корпусом транзистора и трубкой.
Наружные выводы печатных плат могут быть предназначены для
неразъемных и разъемных соединений.
61
Для разъемных соединений применяют монолитные выводы, механи-
чески закрепленные и пропаянные на плате (рис. 3-30, а, б, в), и выводы в виде
продолжения печатных проводников с нанесенным на трущиеся поверхности
Рис. 3-29. Расположение многополюсных
элементов (транзисторов) и микросхем
в цилиндрическом корпусе относительно
г платы
износостойким покрытием (рис. 3-30, г).
При соединении печатных плат ме-
жду собой с помощью другой печатной
платы с использованием пайки возни-
кает трудность разборки при наладке
и ремонте, так как требуется одновре-
менный нагрев всех паяных контактов.
Применение пружинных лепестков
в контактных узлах соединительной пла-
ты позволяет обойтись без специального
многожального паяльника (рис. 3-31).
Пружинный контакт выполняется из
фосфористой бронзы толщиной 0,2 мм
с покрытием серебром. Еще одна кон-
струкция разъема для печатных плат
показана на рис. 3-32.
Применение интегральных микро-
схем, являющихся многополюсными
навесными элементами с тесно распо-
ложенными выводами, значительно ос-
ложняет трассировку монтажных сое-
динений, которую часто не удается выполнить на однослойных и двухслой-
ных платах. Это приводит к необходимости применять многослойные
печатные платы (МПП). Из вариантов изготовления МПП широко
распространено попарное прессование, основанное на попарном совмеще-
нии отдельно изготовленных двусторонних фольгированных печатных плат
Рис. 3-30. Наружные выводы печатных
плат: а — стержневой; б — трубчатый
Л, лш . . е 1,5 2
L, мм. . , 2,5 3
мм. . «, 2,2 2,7
в — штампованный; г — планарный
с металлизированными (в каждой плате) сквозными отверстиями. Толщина
изоляционной прослойки составляет примерно 150 мкм.
Число слоев в МПП более 6—8 нежелательно, так как с увеличением
возрастает процент брака. Чаще ограничиваются четырехслойной платой.
Для двухслойных плат, предназначенных для формирования МПП, берут
тонкие изоляционные основания (100 мкм), например ФДМЭ-2-0,1.
62
Печатные проводники распределяют по слоям в зависимости от функций
в электрической схеме. Так, все проводники питания сосредотачивают в од-
ном слое. Для уменьшения емкостных паразитных связей проводники со-
седних прилегающих слоев должны быть взаимно
Поиск необходимой топологии соединений
удобно проводить на унифицированном контакт-
ном поле заготовки рисунка. Контактное поле
перпендикулярны.
Рис. 3-31. Конструкция паяного пружинного контакта для
соединения печатных плат, между собой: а — до пайки; б —
после пайки
Рис. 3-32. Конструкция гнез-
да разъема под планарный
наружный вывод печатной
платы с двусторонним монта-
жом
1 '— печатная плата; 2 — ме-
таллический слой планарного
вывода; 3 «— пружинный кон-
такт
состоит из параллельных чередующихся сплош-
ных и прерывистых полос (рис. 3-33). Прерыви-
стые полосы представляют собой контактные пло-
щадки, центры которых совпадают с узлами
координатной сетки
тельно друг друга,
к доработке чертежа
ними проводниками
местах.
*. Соседние слои в плате развернуты на 90° относи-
Процесс построения топологии соединений сводится
контактного поля
или между собой
путем соединения площадок с сосед-
и разделения проводников в нужных
Рис. 3-33. Унифицированная заготовка чертежа многослой-
ной печатной платы; а — заготовка расположения печатных
проводников и контактных площадок одного слоя; б — вид
чертежной заготовки двух слоев платы
Рассмотрим пример построения соединений в многослойной печатной
плате, получаемой методом попарного прессования (рис. 3-34).
В первом слое оставлены контактные площадки 2 и 3, 5 и 7, соединенные
с расположенными рядом полосами фольги (слева от них). Во втором слое
(поперечном) расположены контактные площадки 4 и 5, соединенные "со
своей полосой фольги слева. Третий слой в примере не использован. Чет-
вертый слой (нижний слой второй платы) имеет контактные площадки 1
* Ключников А. Г. Конструирование унифицированных многослойных печатных плат. —
«Обмен опытом в радиопромышленности», 1969, вып. 2.
63
и 8, соединенные сквозными металлизированными отверстиями, проходя-
щими сквозь обе спрессованные платы, с контактными площадками 2 и 7
первого слоя. Из ориентации контактных площадок и проводников видно',
Рис. 3-34. Схема расположения печатных проводников и контактных
площадок в многослойной печатной плате, полученной методом попар-
ного прессования (а) и условное изображение этих соединений на
бланке-чертеже (б)
Контактные площадки 2 и 3, 6, 7 и 9 относятся к первому слою, площадки
4 и 5 ко второму, площадки / и S к четвертому слою
нечетные слои — продольные, а четные — поперечные. Заготовку
рисунка многослойной печатной платы в виде коммутационного
Рис. 3-35. Пример выполнения
бланка-чертежа
что все
чертежа
поля называют бланком-чертежом.' Таким, образом, бланк-чертеж представ-
ляет собой трассы продольных и поперечных
проводников, образующих координатные квад-
раты.-Центры координатных квадратов совпа-
дают с центрами координатной сетки, где сле-
' дует - располагать сквозные или переходные
отверстия.' С этими же точками совпадают
центры. контактных площадок. На полях блан-
ка-чертежа наносят ; обозначения координат,
позволяющие закодировать . положение каж-
дого элементарного рисунка.
В табл.; 3-2 представлены условные обо-
значения доработок унифицированного комму-
тационного поля, проставляемые на бланке-
чертеже. Соединение соседних контактных пло-
щадок, расположенных в одном ряду, обозна-
чается дугой, соединение контактной площад-
ки с печатным проводником в соседнем ряду —
прямой перемычкой, разрыв печатного про-
водника — поперечной чертой. Пример про-
становки соединений на бланке-чертеже пока-
зан на рис. 3-35. Все доработки унифицирован-
ного коммутационного поля, отраженные
в бланке-чертеже, переносят путем ретуширо-
вания на фотошаблон с заранее нанесенным рисунком унифицированного
коммутационного поля.
Помимо попарного прессования, при изготовлении МПП применяют
послойное наращивание (сквозную металлизацию).
Метод послойного наращивания основан на электрохимическом осажде-
нии металла для печатного рисунка поочередно в каждом слое. После осаж-
64
Таблица 3-2
з
Наименование доработки
Рисунок
печатного
монтажа
Условное
обозначение-
доработки
Соединение площадок между собой — -е
Соединение площадки' с проводником, проходящим слева а • > о /
То же, но справа в о
Разрыв. проводника □ и п —
Переходное металлизированное отверстие между ♦ слоями в двухслойной .плате’ 0 о
Сквозное металлизированное отверстие в многослойной плате
дения металла в данном слое его заклеивают перфорированной изоляцион-
ной пленкой, поверх которой осаждают следующий слой металла. Отверстия
в пленке приходятся на контактные площадки для наращивания в них метал-
лических соединительных столбиков. При использовании плат для соедине-
ния микросхем, выводы которых рассчитаны не на пайку, а на сварку вна-
хлест, должны быть предусмотрены не' отверстия, а контактные площадки
в верхнем наружном слое.
Чем больше микросхем на одной печатной плате, тем сложнее топология
и труднее ее разработка. Важно получить минимальное число слоев. Чём
меньше слоев в МПП, тем ниже трудоемкость изготовления, ниже процент
брака, выше надежность в эксплуатации, проще проведение ремонта. Кроме
числа слоев, критерием оптимизации является минимальная длина соеди-
нительных проводников, минимальная собственная емкость и т. д. Для слож-
ной МПП поиск оптимальной топологии вручную, т. е. одним человеком по
методу проб и ошибок на основе, интуиции и опыта, отнимает много времени.
'Плата, на которой должна быть помещена сотня микросхем, требует для раз-
работки топологии одним человеком нескольких недель. Поэтому в таких
случаях оказывается эффективным применение ЭВМ. Составление алго-
ритмов проводят на основе теории графов, линейного программирования и
.других разделов прикладной математики [15]. Результаты машинного про-
ектирования фиксируются на перфоленте, кбторая может быть использована
для управления координатографом, изготовляющим оригинал.' Благодаря
этому значительно сокращается трудоемкая чертежная работа.
,3п. П. Гелль ’65
Почти всегда в результате разработки топологии остается несколько
соединительных линий, которые- не уложились в полученный рисунок.
Их допускается выполнять в виде проволочных перемычек, устанавливаемых
вместе с навесными элементами.
Как отмечалось ранее, многослойный печатный монтаж был вызван
к жизни применением в РЭА многополюсных элементов — микросхем.
Эти микросхемы имели невысокую степень интеграции. По мере увеличения
степени интеграции коммутационная нагрузка переходит с печатной платы
на «территорию» микросхем. Чем выше степень интеграции входящих в РЭА
ИС и чем меньше в ней неинтегрированных схемных элементов и ИС с низкой
степенью интеграции, тем меньшая коммутационная нагрузка ложится на
соединительную печатную плату.
Глава четвертая
ОБЕСПЕЧЕНИЕ ЗАДАННОГО ТЕПЛОВОГО РЕЖИМА
4-1. Общие вопросы охлаждения
и предварительная проработка конструкции
Общие понятия и определения. Естественное и принудительное охлаждение.
Основные пути снижения температуры внутри РЭА.
В большей части РЭА лишь несколько процентов подводимой мощности
расходуется на полезное преобразование сигнала, остальная часть выделяется
в виде тепловой энергии. Температурный режим ограничивает степень умень-
шения размеров РЭА, приходится предусматривать охлаждение, что при-
водит к увеличению веса и габаритов. При изучении теплового режиму РЭА
применяют приближенные физико-математические методы.
Перенос тепловой энергии из одной части РЭА в другую ее часть или
в окружающую среду называют теплообменом. Температурное состояние,
т. е. пространственно-временное изменение температуры, называют тепло-
вым режимом РЭА.
Перенос тепловой энергии осуществляется теплопроводностью (кон-
дукцией), конвекцией и излучением. В реальных условиях все три способа
переноса энергии существуют одновременно и в совокупности определяют
тепловой режим РЭА.
Относительно точный расчет теплоотдачи возможен только для тел
простой геометрической формы, поэтому расчет теплоотвода в РЭА носит
оценочный характер, необходимый для установления исходных параметров
конструкции.
Комплекс мероприятий, направленных на снижение температуры, сло-
жен и требует значительных материальных затрат, поэтому в процессе раз-
работки РЭА необходимо уделять внимание экономически обоснованному
решению задачи теплоотвода. По соображениям экономичности прежде
всего нужно стремиться к созданию естественной конвекции, принимая меры
по интенсификации передачи тепла другими способами (излучением и тепло-
проводностью).
От наружных поверхностей РЭА при нормальных климатических ус-
ловиях и при естественном охлаждении около 80% тепла отводится за счет
конвекции, приблизительно 10% излучением и 10% за счет теплопроводности.
По тепловому режиму блоки и узлы РЭА можно разделить на т е п л о -
нагруженные и нетеплонагруженные. Оценка тепловой
нагрузки производится по тепловому потоку, проходящему через единицу
поверхности. Для определенности условимся/ считать, что до 0,05 вт!см?
характеризуют малую тепловую нагрузку, свыше 0,05 вт/см1 — большую.
66
Прежде чем разрабатывать конструкцию РЭА, необходимо установить
степень тепловой нагрузки всех элементов. Затем нужно обеспечить такую
структуру конструкции, при которой теплочувствительные элементы были
бы изолированы от теплонагруженных. Если возможно, то теплонагруженные
и теплочувствительные элементы должны размещаться в отдельных блоках
(субблоках).
В блоках с малой тепловой нагрузкой при естественной конвекции тем-
пература среды внутренних объемов не превышает окружающую более чем
на А/ = 30° С. Теплонагруженные блоки требуют введения принудитель-
ного охлаждения, вид и способ которого зависят от плотности теплового
потока (q, вт/см2).
Системы охлаждения по физическому состоянию охлаждающей среды
могут быть:
естественно-воздушные.............
принудительно-воздушные ..........
жидкостные .....................
испарительные ....................
q -к"' 0,2 вт/см2',
q 1 вт/см2',
q^20 вт/см2',
q 200 вт/см2.
Если предварительные расчеты показывают, что воздушным охлажде-
нием, даже принудительным, не удается уменьшить температуру до желае-
мой, то применяют жидкостное охлаждение. Наиболее интенсивный вид
охлаждения — испарением.
Рассмотрим основные положения при теплоотводе кондукцией.
Улучшить передачу тепла от теплонагруженных к более холодным и тепло-
емким элементам можно за счет снижения тепловых сопротивлений. Малые
тепловые сопротивления от корпуса ко всем элементам конструкции спо-
собствуют выравниванию температуры. В некоторых случаях передача тепла
кондукцией является единственно возможной'(например, в герметичных бло-
ках). Большое значение имеют тепловые контакты в соединительных узлах
мощных транзисторов с радиаторами. Если между металлическими поверх-
ностями находится изоляционная прокладка, лак, краска, то тепловое соп-
ротивление увеличивается в сотни раз.
Значения удельного теплового сопротивления 7?уд см2 -град/вт для не-
которых материалов при чистоте обработки по 5-му классу и удельной на-
грузке 100 кгс/см2: 4
Медь—алюминий ...........0,08
Медь—медь ......... 0,1
Медь—-латунь.............0,18
Медь—дюралюминий.........0,2
Дюралюминий—дюралюминий 0,25
Сталь—медь................0,8
Сталь—дюралюминий . . . 1,2
Сталь—сталь ..............2,'5
Сталь—сталь (резьбовое соеди-
нение) .................6,0
Металл—краска—металл . . . 20,0
В конструкционном соединении теплопроводность контакта будет за-
висеть от чистоты поверхностей соединяемых элементов, от величины кон-
тактного давления и соединяемых материалов. Загрязнения, неровности,
образующие воздушные прослойки, ухудшают тепловой контакт.
Уменьшение контактного теплового сопротивления может быть произ-
ведено за счет: применения материалов с большей теплопроводностью, вы-
бора более пластичных материалов (или гальванических покрытий), умень-
шения шероховатости соединяемых поверхностей с одновременным увели-
чением давления, применения пластичных прокладок с большой теплопровод-
ностью.
Наиболее подходящими металлами, обеспечивающими малое контакт-
ное тепловое сопротивление, являются медь и алюминий. В качестве метал-
лов покрытий целесообразно применять кадмий и олово. Хорошими пласти-
ческими прокладками являются свинцовые, медные и алюминиевые, которые
снижают контактное тепловое сопротивление примерно вдвое. Заполнение
воздушных прослоек теплопроводящей пастой (например, КПТ-8) снижает
тепловое сопротивление примерно в 1,5 раза. Винтовые соединения обеспе-
чивают хороший тепловой контакт при больших, нагрузках, в связи с чем
* 67
предпочтительны винты большого, диаметра, допускающие большие усилия
свинчивания'. Хорошие тепловые контакты обеспечиваются самонарезаю-
щими винтами.
Хороший тепловой контакт в электрически изолированных соедини-
тельных узлах обеспечить трудно.
Значения коэффициентов теплопроводности относительно теплопровод-
ности меди, принимаемой за единицу, следующие:
Вакуумплотная керамика
брокерит (на основе окиси бериллия) .............•...........0,2
.Алюмоксид (на основе окиси алюминия) .... ............’ . . . 0,02
Слюда щипаная флогопит ...................................... 0,0005
Применение сопрягаемых деталей из анодированного алюминия поз-
воляет использовать в - качестве электроизоляционной прокладки пленку
из окиси . алюминия толщиной 50 мкм. Столь малая толщина прокладки
приводит к малому тепловому сопротивлению.
Рис. -4-2. Обеспечение, теплового контакта между
кожухом и шасси:
а — расположение -контактной пружины; б—•
форма ее
1 — шасси; 2 — кожух; 3 — бронзовая пружина
Рис. 4-1. Обеспечение
теплового контакта ме-
жду передней панелью
и кожухом
1 —- передняя панель;
2 — бронзовая пружи-
на; 3 — кожух; 4 — ре-
зиновая прокладка
Отвод тепла от теплонагруженных элементов в печатных платах за-
труднен низкой теплопроводностью изоляционного основания платы. Из-за
малого поперечного сечения металлизированных участков отвод тепла по
металлу составляет малую часть. Поэтому возникает необходимость при-
менения дополнительных теплоотводящих массивных шин, имеющих теп-
ловые контакты с теплонагруженными элементами и корпусом блока.
Тепловые контакты элементов конструкции с корпусом имеют особое
значение в герметичных устройствах. В такой конструкции должны'быть
обеспечены хорошие тепловые контакты между внутренними элементами
и корпусом или передней панелью. При наличии между корпусом и перед-
ней панелью (с целью герметизации) резиновых прокладок применяют до-
полнительные упругие соединительные прокладки в виде плоских бронзо-
вых пружин (рис. 4-1). Подобные пружины используют для обеспечения теп-
лового контакта шасси с внутренней поверхностью (рис. 4-2).
Рассмотренные элементы .улучшают не только тепловой, но и электри-
ческий контакт между разъемными частями конструкции, что важно при
экранировании.
Для герметичных конструкций сравнительно больших размеров вместо
резиновых прокладок иногда используют свинцовые. В этом случае обеспе-
чивается хороший тепловой контакт.
Рассмотрим основные положения при теплоотводе с помощью естест-
венного воздушного охлаждения, т. е. конвекцией. В этом случае конструк-
ция должна отвечать следующим требованиям: 1) обеспечивать хорошее
обтекание холодным воздухом всех элементов конструкцйи, особенно тепло-
68
Рис. 4-3. Диаграмма для приближен-
ной оценки теплового режима РЭА
при воздушном охлаждении
1, 2, 8 — расположение шасси вертикаль-
ное, 2',. 8' — горизонтальное
нагруженных; 2) теплонагруженные элементы должны располагаться ближе
к стенкам; 3) теплочувствительные элементы должны защищаться от обте-
кания нагретым воздухом; 4) при воздействии лучистой энергии теплочув-
ствительные элементы должны защищаться экранами; 5) шасси с элементами
должно располагаться так, чтобы отстоять от основания и боковых поверх-
ностей кожуха не менее чем на 20 мм для свободного протекания воздушных
потоков; 6) все теплонагруженные элементы должны иметь хорошие тепловые
контакты с несущими узлами (шасси, платы, кожухи и т. д.).
Применение естественного воздушного .охлаждения возможно только
при давлении окружающего воздуха_до 420 мм рт. ст. и относительно не-
высокой окружающей 'температуре?* В самолетной РЭА, расположенной
вне гермоотсека, с увеличением высоты
полета резко падает эффективность кон-
вективного охлаждения. Для РЭА, пред-
назначенной для работы в жарком кли-
мате, этот способ охлаждения также ока-
зывается малоэффективным. Недостатком
естественного воздушного охлаждения
является запыление внутреннего объема.
Конвективное охлаждение без вентиля-
ционных отверстий в кожухе применяется
в РЭА с небольшими тепловыми нагруз-
ками (до 0,05 вт!см'1).
Для ориентировочной оценки есте-
ственного воздушного охлаждения пред-
положим, что РЭА должна быть выпол-
нена в виде стойки с блоками, в которых
шасси расположены либо горизонтально,
либо вертикально [17]. Предварительная
оценка производится по диаграмме, “пред-
ставленной на рис. 4-3. По оси абсцисс
отложена удельная мощность на единицу
поверхности, по оси ординат — допустимая температура перегрева внутри
блока -&ДОП = tROn — tc, где taon — допустимая температура нагретых зон
внутри блоков, °C; tc — температура окружающей среды, °C.
Если мощность, рассеиваемая в блоках, примерно одинаковая (в‘пре-
делах 15%), то расчет удельной мощности производится как
- .
2 (Z-iZ-2 + L2Ls L^Ls) ’
где —полная' мощность источников тепла внутри стойки, em; Llt
Lz, L3 — габаритные размеры стойки, м.
Если мощность распределена между блоками с неравномерностью более
15%, то расчет удельной мощности проводится по выражению:
D ___ макс
уд“ 2 + ’
где макс — тепловая мощность наиболее нагруженного блока, вт\ Ht —
высота этого блока, м.
При сообщающихся блоках с' вертикальным расположением шасси
при расчете PyR следует к мощности каждой-нагретой зоны Pt прибавлять 10%
(для горизонтальных шасси 5%) суммарной мощности всех зон, расположен-
ных ниже данной.
Для заданных Руд и й'доп на диаграмме .рис. 4-3 находят соответству-
ющую точку. При этом возможны три случая.
1. Найденная точка лежит в области 1 (шасси вертикальное) или /'
(шасси горизонтальное). В этом случае возможно использование пылезащит-
' ‘ @3
Рис. 4-4. Зависимость
мощности, отводимой
воздухом (Рв)> от ко-
эффициента перфора-
ций кожуха Апер и
коэффициента запол-
нения объема ky
Р — тепловая мощность,
рассеиваемая блоком
ной или герметичной конструкции стойки (или блока, если расчет ведется
относительно блока).
2. Точка на диаграмме попадает в область 2 (вертикальное шасси)
или 2' (горизонтальное). В этом случае расчет следует производить по мето-
дике, изложенной в § 4-4.
3. Точка оказывается в области 3 (вертикальное шасси) или 3' (горизон-
тальное). При этом требуется принудительное охлаждение.
Для приближенных оценок можно принять, что при рациональном
размещении вентиляционных отверстий в кожухе перегревы внутри блока
снижаются нй 20%.
Отверстия (перфорации) и жалюзи для вентиляции располагают в ниж-
них, верхних и боковых частях кожуха,стойки или шкафа. За счет вентиля-
ционных отверстий может отводиться до 60—80% тепла.
Поэтому' важно обеспечить необходимое количество
• вентиляционных отверстий, и их правильное располо-
жение.
Скорость движения воздуха в блоке определяется
разностью температур и аэродинамическим сопроти-
влением, зависящим от заполнения объема элемен-
тами конструкции, их формой и взаимным расположе-
нией". На рис. 4-4 приведен обобщенный график зави-
симости количества тепла, уносимого воздухом, от
коэффициента перфорации кожуха (отношение площади
отверстий к площади кожуха). Из этого рисунка видно,
что увеличение площади перфораций до 30% сущест-
венно влияет на отвод тепла, так же как и коэффициент
заполнения объема, увеличение которого в 1,5 раза
'ухудшает теплообмен на 10%. Коэффициент перфо-
раций не должен быть меньше 20%.
Расположение отверстий зависит от распределения
теплонагруженных элементов в объеме: если оно рав-
номерное, то и вентиляционные отверстия должны быть
равномерно расположены на боковых и нижней частях
кожуха. Форма вентиляционных отверстий может быть
различной, но при использовании квадратных отвер-
стий увеличивается отношение площади отверстий
к площади перемычек, что благоприятно сказывается
на эффективности охлаждения. Для небольших бло-
ков с общей площадью поверхности де 3000 см2 диа-
метр вентиляционных отверстий составляет 6 мм, для блоков с поверхно-
стью 6000 см2 и более—12 мм. Отверстия располагают в шахматном
порядке.
Когда толщина стенок кожуха не обеспечивает необходимой жесткости,
вместо отверстий применяют жалюзи. Размеры и форма жалюзи унифици-
рованы и приведены в приложении 7. Если отверстия уменьшают жесткость
кожуха, то жалюзи увеличивают ее. Использование жалюзи ухудшает тепло-
обмен примерно на 10% по сравнению с отверстиями. В верхней части кожуха
вместо перфораций или жалюзи часто делают окно, занимающее до 70%
всей площади верхней поверхности. Это окно закрывают крышкой, оставляя
зазор 10 мм. .
Конструкция, предназначенная для охлаждения принудительной вен-
тиляцией, должна отвечать следующим требованиям: 1) обеспечивать малое
аэродинамическое сопротивление; 2) способствовать хорошему доступу хо-
лодного воздуха к теплонагруженным элементам; 3) исключать возможность
попадания нагретого воздуха на теплочувствительные элементы; 4) защищать
внутренний объем от пыли; 5) обеспечивать резервирование принудитель-
ного воздушного потока; 6) предусматривать автоматическое отключение
блока в случае выхода из строя системы принудительной вентиляции.
70
Системы принудительного охлаждения делят *на общие и локальные.
С помощью общих систем охлаждения охлаждают всю РЭА или весь блок
в целом. Локальные системы предназначены для охлаждения отдельных
теплонагруженных элементов.
Равномерное охлаждение элементов конструкции будет в том случае,,
если они располагаются с одинаковыми зазорами.. При этом будут близки
скорости обтекания воздушным потоком различных элементов. Чтобы исклю-
чить появление сквозных малоэффективных воздушных каналов, узлы кон-
струкции необходимо располагать в шахматном порядке или ставить пере-
городки (рис. 4-5). Узлы располагают таким образом, чтобы их наименьшая
поверхность была перпендикулярна направлению воздушного потока. Ха-
рактер течения воздуха в системах принудительной вентиляции определяется
способом подвода.
Выхоо
Рис. 4~5. Схема установки
защитных и направляющих
экранов в блоке РЭА
1 — защитный экран; 2 —
направляющий экран; 3 —
распределительный канал
Рис. 4-6. Схема установки
выравнивающей решетки
1 — кожух блока; 2 — перфори-
рованная выравнивающая ре-
шетка
Рис. 4'7. Схема подачи воз-
духа через нижний распреде-
лительный патрубок
7 — кожух блока; 2 ~ кассета
с элементами; 3 — нижний рас-
пределительный лист с отвер-
стиями; 4 — распределитель-
ный патрубок
При конструировании элементов подвода и отвода воздуха, а также
при размещении элементов на шасси необходимо избегать замкнутых объемов
(аэродинамических теней), в которых могут образовываться застойные зоны.
Подобные зоны могут появляться при подводе воздуха через одно отверстие
малого сечения.
Равномерное распределение воздуха достигается с помощью выравни-
вающих решеток в виде плоских перфорированных листов. Эти решетки
выравнивают поле скоростей потока и дополнительно турбулируют воздуш-
ный поток, что создает лучшие условия охлаждения (рис. 4-6). На рис. 4-7
показана схема конструкции с подачей воздуха через нижний распредели-
тельный патрубок. Система локального охлаждения принудительным пото-
ком воздуха требует выделения изолированного отсека в блоке (рис. 4-8).
В этом, случае эффективное охлаждение может быть достигнуто за счет
использования маломощного вентилятора.
Приточно-локальная система воздушного' охлаждения позволяет наи-
более целесообразно организовать воздушные потоки (рис. 4-9). В этом при-
мере локальное охлаждение практически любого элемента устройства дости-
гается тем, что под каждым рядом блоков устанавливается решетка 1, име-
ющая- два вида отверстий: для локального охлаждения — отверстия 11,
снабженные патрубками 9, направляющими воздух под охлаждаемые эле-
менты; для общего охлаждения — дополнительные отверстия 8, обеспечива-
ющие общий теплообмен устройства. Величина отверстий 8 общего воздухо-
обмена может регулироваться отгибом открылков 7.
Локальное воздушное охлаждение используется для блоков с мощными
лампами и транзисторами. Приток охлаждающего воздуха может созда-
ваться как специальным вентилятором, так и подачей воздуха из общего возду-
ховода. Наибольшее применение локальные системы принудительного воз-
душного охлаждения нашли в бортовой и морской РЭА. Эти системы исполь-
71
зуются в возимой и стационарной РЭА с небольшим числом теплонагружен-
ных элементов.
Общее принудительное воздушное охлаждение целесообразно для
устройств; в которых большая часть элементов конструкции имеет примерно
одинаковые тепловые нагрузки.
Приточные вентиляционные системы позволяют создать хороший воз-
душный напор, но избежать аэродинамических теней и застойных зон не
во всех случаях удается.
По способу подачи воздуха системы общей вентиляции делятся ,на при-
точные и вытяжные. В приточных системах воздух, предварительно очищен-
ный в фильтре, подается вентилятором в блок. При-этом внутри блока соз-
Рис. 4-8. Система местного принудительного
охлаждения
1 — субблоки; 2 — экран; 3 — кожух; 4 — вентиля-
тор; 5 — охлаждаемый элемент; 6 — фильтр
Рис. 4-9. Схема приточно-локальной систе-
мы охлаждения РЭА
1 — решетки, распределяющие воздух по эле-
ментам блоков; 2 — ряды блоков по ходу воз-
духа; 3 — местные воздуховоды; 4 — перегород-
ка, разделяющая смежнйе блоки; 5 — охлаждае-
мые элементы большого гидравлического сопро-
тивления; 6 — кожух стойки; 7 — открылки
для регулировки рабочего сечения окна; 8 —
отверстия общего воздухообмена блоков; 9 —
патрубок для .локальной подачи воздуха; 10 —
воздухораспределитель; 11 — отверстия локаль-
ной подачи воздуха
дается избыточное давление, которое
препятствует проникновению необес-
пыленного воздуха внутрь блока.
В вытяжных системах нагретый
воздух засасывается вентилятором из
блока и выбрасывается наружу. Здесь вентилятор работает в неблагоприят-
ных условиях, так как через него проходит нагретый воздух. Вытяжная
вентиляционная система дает возможность значительно улучшить равно-
мерность обтекания воздухом всех элементов конструкции. Однако для соз-
дания необходимой производительности для такой системы требуются и
более мощные, вентиляторы (на 30—40%).
В случаях, когда не удается обеспечить снижение температуры с по-
мощью принудительно-воздушного охлаждения, прибегают к жидкостному
и испарительному охлаждению. Эти способы охлаждения рассматриваются
в § 4-6.
Общая схема отвода теплового потока показана на рис. 4-10. Здесь
конструкция рассматривается в виде физической модели, в которой шасси
с нагревающимися элементами представляется нагретой зоной с изотермиче-
ской поверхностью SH.3, имеющей температуру tK‘3. Как видно из рис. 4-10,
тепловая мощность, выделяемая в нагретой зоне, передается через ограни-
ченный объем 2 и по элементам крепления 3 к кожуху 4, а от кожуха —
в окружающую среду 5. На своем пути тепловой поток будет встречать сум-
72
марное тепловое сопротивление— 7^ + Т?2 + 7?3, где, согласно рис. 4-11,
Rt является сопротивлением тепловому потоку на пути от нагретой зоны
к кожуху и состоит из двух параллельно включенных сопротивлений: Ri—
за счет конвекции в ограниченном пространстве (характеризуется конвек-
ционно-кондуктивным коэффициентом k) и Ri — за счет лучеиспускания;
R2 — кондуктивное сопротивление кожуха; Rs — сопротивление тепловому
потоку при его распространении от наружной поверхности кожуха в окру-
жающую среду. Это сопротивление R3 состоит из двух параллельно включен-
ных сопротивлений: R3 — обусловленного конвекцией и R3 — лучеиспуска-
нием.
Основные формулы теплопередачи и их физический смысл приведены
в табл. 4-1, где приняты следующие обозначения:
Кожух
Рис. 4-10. Общая схема отвода тепло-
вого'щотока в конструкции РЭА
1 — нагретая зона (шасси с элементами);
2 — ограниченная внутренняя область
блока, заполненная газом или жидкостью;
3 — элементы крепления шасси к ко.жуху;
4 — кожух; 5 — наружная среда
Рис. 4-11. Эквивалентная схема со-
противлений тепловому потоку
Р — мощность тепловых по-
терь, вт; ак — коэффициент теплоот-
дачи конвекцией, вт/(м2-граду, tlf
t2—температура нагретой и холод-
ной поверхности, °C; S — поверхность, ж2; S1( S2 — поверхности нагретого и
холодного тела, ж2; еп—приведенная степень чернотыщ<р12— коэффициент
взаимной облученности тел 1 и 2; X. — коэффициент теплопроводности,
вт/(м-граду 6 — толщина прослойки, ж; L — определяющий размер, ж;
t\, г2 — внутренний и наружный радиусы цилиндра, ж; р — коэффициент
объемного расширения, 1/град; g — ускорение силы тяжести, м/сек2-, т —
кинематическая вязкость, ж2-сек-1; а — коэффициент температуропровод-
ности, ж2 -сек-, tc — температура окружающей среды, °C; N — коэффициент,
учитывающий ориентацию нагретой поверхности; а — коэффициент конвек-
ции при вынужденном движении среды', вт/(м2 -град); 1Х, 12— геометриче-
ский размер поверхности, ж; Г — длина пути охлаждающего потока вдоль
нагретой поверхности, ж; v — скорость движения среды, м/сек-, 82 —
степень черноты первого и второго тела; индекс т означает, что теплофизи-
ческие параметры берутся при средней температуре нагретого тела и окру-
жающей среды; индекс' f означает вынужденное движение среды.
Рассмотрим общий случай расчета теплового режима моноблочной РЭА,
в которой происходит конвекция, лучеиспускание и отвод тепла с помощью
протекающей жидкости (рис. 4-12) [17 ]. Для начала предположим, что кожух
не имеет жалюзи и перфораций, т. е. отсутствует отток теплового воздуха
из внутреннего объема.
Поверхность нагретой зоны представим как изотермическую. Это допу-
щение обязывает считать, что все источники тепла в нагретой зоне, распреде-
лены равномерно.
, Будем считать, что известна суммарная мощность Р источников энергии,
задана температура окружающей среды и температура t’f втекающей
жидкости, известны все геометрические размеры конструкции РЭА.
73
Таблица 4-1
Основные формулы теплопередачи [17]
Определяемая величина Формула
Теплоотдача конвекцией Рк — ак (/j /2) S (4-1)
Теплопередача лучеиспусканием Л1 + 273\4 /7г + 273\4 . 5,67еп<р12 доо ] ( t00 ) (4-2)
Теплопередача кондукцией через плоскость толщиной S р (^1 — (g) е Рт --ё- 6 (4-3)
Тепловое сопротивление плоской стенки толщиной S площадью S- R -- 6 п XS (4-4)
Тепловое сопротивление цилиндри- ческой стенки длиной L Рц = , In — 2ял£ гг (4-5)
Коэффициент теплоотдачи конвек- а 1 leiBnPr)1^® Л-/8 Л/ (4-6)
тивного теплообмена по закону сте- пени 1/8 «К 1/4 1 £6 ) 2V
Коэффициент теплоотдачи конвек- а, 0 54(BePrl1/4 Г ~ *с У/4/V (4-7)
тивного теплообмена по закону степе- ни 1/4 “к ЧОЩР£1Г1т 1/2 1 д ) 7V vm
Коэффициент теплоотдачи конвек- п _ а 13.К zr„ prJ/3 (t t I1/3 Kt (4-8)
тивного теплообмена по закону степе- ни 1/3 uK v.iou VPe 2/3 '•41 2v
Конвективно-кондуктивный коэф- [6,25 —5,25 (1 X
фициент для ограниченного простран- ства по закону степени 1/4 х.о.» где I = У 1г1^ (4-9)
Критерий Нуссельта при . выну- жденном движении среды Nuf = -=— I’-, (4-10)
Критерий Рейнольдса при вынужден- ном движении среды Ref = vl'/vf (4-H)
Критерий Прандтля при параметрах температуры жидкости (/) и стенки (<о) PFf = VfOf, Рги = vjon (4-12)
Критическое, число Рейнольдса Re = 4.10* (4-13)
Критериальное уравнение для ла- минарного течения среды при Re <" <4-104 Nuf = 0,66 Re®-5 Pr°'-43 (Prf/PrJ0-25 (4-14)
Критериальное уравнение для воз- духа при Re<;4-104 Nuf = p,57 У Ref (4-15)
Критериальное уравнение для тур- булентного течения среды при Re> > 4-104 Nuf = 0,037 Re®-8 Pr®-43 (Р^/Рги)®-25 (4-16)
74
Продолжение табл. 4-1
Определяемая величина
Формула
Критериальное уравнение для воз- духа при Re > 4 -104 Nu, = 0,032 Re"’8 (4.17)
Приведенная степень черноты двух плоских тел Еп । j (4-18) 6i + е2 1
Приведенная степень черноты на- гретого тела, окруженного оболочкой C,J JL.fJ ЛА. П 19) 61 + \ е2 ) S2
Общий случай определения приве- денной степени черноты = П -г-у i (4-20) 1+912 -1)]
Коэффициент теплоотдачи излуче- нием между телами 1 и 2 On = Ёпфгг/ (G, У (4-21)
Функция температуры P1 +273V _ 4-273X4 / (ii, = 5,67 A 100 j--°° (4-22) fl
Составим систему уравнений теплового баланса. Мощность Р,_ выделяе-
мая источниками энергии, частично поглощается жидкостью (Q), а частично
передается кожуху и рассеивается в окружающую среду (Р')>
Р = Q + р'_ (4-23)
Тепловой поток Q от стенок
трубок к жидкости
Q — От [4 — 0,5 (if 4- ^)],
(4-24)
где tf—температура вытекающей
жидкости; от — тепловая прово-
димость между нагретой зоной и
жидкостью.
Здесь предполагается, что
температура стенок трубок равна
средней температуре нагретой зо-
ны и температура .жидкости по
длине трубки меняется линейно,
Рис. 4-12. Физическая модель одноблочной РЭА
с горизонтальным (а) и вертикальным (б) рас-
положением нагретой зоны'
7 — верхняя (а) или боковая (б) область; 2 — область
между нагретой зоной и кожухом; 3 — нижняя (а)
или боковая (б) область. Нагретая зона заштрихо-
вана
т. е. средняя температура жидкости
tf = 0,5 (tf + t'f).
Тепловой поток от нагретой зоны к кожуху выразим через тепловую про-
водимость о3:
= (4-25)
где ta — средняя температура нагретой зоны; tK — температура кожуха.
Подставим эти выражения в (4-23):
Р — от [4 0,5 (tf 4- fy)] -J- о3 (t3 tK)
(4-26)
75
Количество тепловой энергии Q, воспринимаемое в единицу времени
жидкостью, идет на -повышение ее теплосодержания:
[*з-0,5 + — со (/;-t'f). (4-27)
Здесь со = Gc- G = vfy, v — L/f, где GnL— весовой и объемный расход
жидкости; с — удельная теплоемкость жидкости при постоянном давле-
нии, дж! (кг-граду,у — плотность жидкости, кг!мА\ v — скорость движения
жидкости, м/сек-, f — площадь поперечного сечения трубки, м2. •
-Количество тепла Р’, передаваемое в единицу времени от нагретой зоны
кожуху, рассеивается в окружающую среду:
Из^-и^пЛ^-Q, (4-28)
где ок — тепловая проводимость между кожухом и-средой.
Решая систему уравнений (4-26)—(4-28) относительно t3, iK, tf, получим:
Из выражений для t3, tK и tf можно получить формулы для расчета
теплового режима в двух предельных -случаях: при отсутствии охлажда-
ющей жидкости и при отсутствии кожуха.
Если нет протекающей жидкости, то это- означает, что со = 0 и tf =' tf —
— 4. и уравнения принимают вид:
. ;<«3>
(к = (с + /’^-;' • (4-34)
Отсюда легко найти связь между температурой нагретой зоны и кожуха:
(S-(C = ((K-(C)(1 +^7): (4-35)
Если в блоке отсутствует -кожух, то ик = оо и
<4-36)
if = 4- Г+ ^ + Р—1 , - (4-37)
где
D1 = co(4 + ^)+’0-5- (4-38)
Здесь (ч, — тепловая проводимость между нагретой зоной и окружа-
ющей средой. -
Используя выражения для температуры нагретой зоны и кожуха, можно
перейти к тепловому расчету конкретных конструкций.
76 -
4-2. Раечет охлаждения при естественной конвекции
Определение тепловых проводимостей в блоке. Полный коэффициент тепло-
отдачи поверхности кожуха. Учет ориентации нагретой поверхности при вы-
числении конвективные юэффициенто . Построение тепловой характеристики.
Определение размеров и положения нагретой зоны. Коэффициент теплопере-
дачи для различных областей блока
Естественное воздушное охлаждение РЭА — самый простой способ-
отвода тепла в окружающее пространство, осуществляемый за счет есте-
ственной конвекции и лучеиспускания. Естественное воздушное охлаждение
позволяет отводить тепло при мощностях теплового потока до 0,05 ет!см\
при этом перегрев внутри блока не превышает 30 град. Такой перегрев допу-
стим для аппаратуры, работающей в окружающих условиях, близких к нор-
мальным.
Расчет охлаждения при естественной конвекции сводится к определению
тепловой характеристики кожуха или нагретой зоны РЭА. Тепловой харак-
теристикой нагретой зоны (кожуха) называется функциональная зависи-
мость температуры перегрева от мощности тепловых потерь. РЭА имеет
очень низкий коэффициент полезного действия по мощности, поэтому можно
считать, что мощность тепловых потерь равна мощности, потребляемой' от
сети.
Связь между мощностью Р, потребляемой изделием, и средней темпера-
турой перегрева поверхности Д£ выражается равенством:
Р = AfoK, (4-39)
где А/ = (к — tc — температура перегрева, град', tK — температура кожуха
(при этом поверхность кожуха считаем изотермической), °C; tc — темпера-
тура окружающей среды, °C; ок — тепловая проводимость от кожуха
вереду, вт-град~\ . .
Тепловая проводимость кожуха определяется как сумма тепловых
проводимостей верхней и нижней поверхностей и тепловых проводимостей
боковых стенок: ,
= °К. В ®к. н 4" ОК. б’
а« = “A + aHSH + a6s6, (4-40)
где-ав, ан, аб— полные коэффициенты теплоотдачи верхней, нижней и
боковой поверхностей, вт-м~2-град"1; SB, SM, S6 — площади верхней,
нижней и боковой наружных поверхностей, л«а.
Полный коэффициент теплоотдачи Z-й поверхности равен сумме кон-
вективного коэффициента коэффициента лучеиспускания а,л1’.
+ «лг- (4-41)
В общем виде коэффициент лучеиспускания
аЛ1 = EniVijf (tK, tj), (4-42)
где еП£- •— приведенная степень черноты i-й наружной поверхности кожуха;
если блок находится в неограниченном пространстве, то = 8г (степени
черноты соответствующей стенки); <ро- — коэффициент взаимной облучен-
ностит’-й поверхности кожуха и соседнего блока (/). Если вблизи нет никаких
тел, то коэффициент взаимной облученности равен 1. Если такие тела
имеются, то вычисление этого коэффициента производится по методике, при-
веденной в [31 ]. - -
Функция температуры для одиночного блока
//к-р273 \4 7fc 4-273 44
f ,, . С \ 100 ) X 100 )
f (tK, Q = 5,67------ -
Ik — *c
где tK— температура кожуха; tc — температура окружающей среды.
Значения функции температур представлены в табл. 4-2.
77
Таблица 4-2
Значения функции f (tK, tc)
<к- °C tc, °с
10 15 20 25 30 35 40 45 50 60
15 . 5,32 - — — —- _— —-
20 5,45 5,59 — — — — -— — — —-
25 5,59 5,76 5,90 — — — -— — — —-
30 5,76 5,90 6,05 6,20 — — -— — — —-
35 5,90 6,05 6,20 6,35 6,51 — — -— — —-
40 6,06 6,20 6,35 6,51 6,60 6,82 -— -— — —
45 6,20 6,35 6,51 6,60 6,83 7,00 7,14 -—. — —-
50 6,35 6,51 6,60 6,83 7,00 7,17 7,35 7,50 -—- —
60 6,70 6,87 7,04 7,19 7,35 7,51 7,69 7,87 8,05 —-
70 7,06 7,21 7,39 7,55 7,72 7,86 8,05 8,24 8,42 8,80
. 80 7,44 7,59 7,75 7,80 8,07 8,26 8,45 8,65 8,83 9,20
90 7,82 7,98 ' 8,13 8,31 8,49 8,67 8,86 9,04 9,25 9,65
100 8,19 8,37 8,53 8,72 8,91 9,09 9,28 9,46 9,66 19,13
При известной температуре кожуха и известных геометрических раз-
мерах блока коэффициент ак однозначно определяется из (4-6), (4-7), (4-8).
..Закон теплообмена зависит от' многих факторов. Решающим из них
является температурный напор Af и размеры кожуха.
По известной средней температуре tm = 0,5 + tc) и температурном
напоре А? определяют закон, по которому происходит теплообмен вблизи
поверхности с определяющим размером L (рис. 4-13).
Определяющим размером для вертикально ориентированной поверхно-
сти является высота, для горизонтальной поверхности — наименьшая
сторона. Определяющим размером для вертикально ориентированного ци-
линдрического кожуха является высота, для горизонтально ориентирован-
ного — диаметр.
Ориентация плоской нагретой поверхности учитывается поправочным
коэффициентом N, который входит в выражение ак: для вертикально ориен-
тированной поверхности N = 1; для горизонтально ориентированной по-
верхности с нагретой стороной, обращенной вверх N =1,3; для нагретой
стороны, обращенной вниз N = 0,7.
Расчет охлаждения сводится к определению тепловой характеристики,
которая находится графо-аналитическим методом. Задаются температурой
кожуха и вычисляют значения ак и ал. После этого находят Р = о (iK — fc).
Получают первую точку будущей характеристики Р — f (AfK). Затем за-
даются вторым значением температуры, повторяют расчет и находят вторую
точку характеристики. Третьей точкой будет служить начало координат.
Из полученного графика по известной мощности рассеяния находят пере-
грев кожуха, соответствующий данной мощности. Таким образом опреде-
ляется температура кожуха при известной температуре окружающей среды.
Дальнейшая задача сводится к определению температуры нагретой
зоны по найденному значению температуры кожуха.
С целью упрощения решения конструкция РЭА заменяется физической
моделью, в которой шасси с расположенными на нем конструктивными
элементами заменяют областью, называемой нагретой зоной. Тепловой
характеристикой нагретой зойЫ является зависимость разности средне-
поверхностной температуры нагретой зоны ts и температуры окружающей
среды tc от мощности Р, рассеиваемой всеми элементами конструкции, т. е.
4 - tc = f (Р).
При расчете конвективной составляющей надо иметь в виду, что теплообмен
конвекцией внутри блока происходит в замкнутом пространстве, поэтому
расчет должен вестись по формулам, отражающим теплопередачу конвек-
78
* «
цией в замкнутом пространстве (4-9). В этом случае учитывают теплопере-
дачу не только за счет конвекции, но и за. счет кондукции.
Интенсивность теплообмена излучением между деталями и кожухом
зависит от величины поверхностей, участвующих в теплообмене, от взаим-
ного расположения элементов конструкции, степени черноты поверхностей
шасси, кожуха и других элементов.
При расчете предполагается, что поверхность нагретой зоны — изотер-
мическая, внутри нее равномерно распределены источники теплового излу-
чения. Нагретую зону представляют в виде параллелепипеда, построенного
на шасси. Определяющими размерами нагретой зоны являются исходные
размеры шасси ZT и Z2 и высота зоны h3 (рис. 4-14), определяемая по формуле:
— h31 + Л32 + 4, (4-43)
где h31 — часть нагретой зоны, расположенная над поверхностью шасси;
h32 — часть нагретой зоны, расположенная под шасси; 13 — толщина шасси.
Схематическое изображение блока с вертикальным расположением
шасси, цилиндрического блока и соответствующие им нагретые зоны пред-
ставлены на рис. 4-15 и 4-16.
Геометрические размеры h31 и 1гз2 определяются по формуле:
<4
S Vi
hsi = ’ <4-44)
79
где i — 1,2; V/ — объем /-го элемента конструкции в i-м отсеке блока;
nz — количество элементов в i-м отсеке блока.
Нагретая зона делит объем физической модели блока на несколько частей.
В каждой части характер теплообмена различен, в зависимости от ориента-
ции поверхностей. Всем параметрам, характеризующим объем 1 над нагретой
зоной, будем присваивать индекс «1». Объем 2 под нагретой зоной — индекс
«2»; областью з назовем объем нагретой зоны, а 4 — объем между нагретой
зоной и боковыми поверхностями кожуха.
Из полученного ранее выражения (4-33) определяют температуру нагре-
той зоны ia, а из выражения (4-34) — температуру кожуха 7К. Тепловую
проводимость нагретой зоны можно определить как (см. рис. 4-14 и 4-15)
з
°з = S
i=l
Рис. 4-14. Схематическое изображение нагретой зоны блока в виде
параллелепипеда с горизонтально ориентированным шасси
Задача сводится к нахождению коэффициентов лучеиспускания и кон-
векции в замкнутом пространстве, входящих в о3. Коэффициент лучеиспу-
скания аЛ1- между i-й частью нагретой зоны и кожухом рассчитывается по
формуле (4-21). В этом выражении коэффициент взаимной облученности <р12
приравнивается единице, так как- поверхность кожуха полностью охваты-
вает условную нагретую зону, поэтому получаем
(^з> У-
Здесь — приведенная степень черноты i-й поверхности нагретой зоны
и кожуха определяется из выражения (4-19), где S4 — соответствующая
часть поверхности нагретой зоны, a S2— поверхность кожуха, восприни-
мающая лучистую энергию с поверхности Sr.
С учетом этого выражение для еп/ будет:
J_+/_L f = 2*
, е3£ eKj ) SKi
где S3i = ij/2; SKl- = 2h[ 4- L2 — 4L4) 4- (L4 — 2L4) (L2 — 27^); e3i и
eKZ •— степени черноты реальной нагретой зоны и внутренних поверхностей
кожуха в i-й области; S3i и — площади поверхностей условной нагретой
зоны и внутренней части кожуха в i-й области.
Площади боковой поверхности условной и реальной нагретой зоны
могут значительно отличаться, поэтому приведенную, степень черноты еп4
определяют как
Еж — ^34^4, (4-45)
80
холодных и конвекция отсутствует, в этом
Рис. 4-15. Схематическое изображение нагретой зоны
блока в виде параллелепипеда с вертикально ориенти-
рованным шасси
где ез4 — степень черноты боковой поверхности реальной нагретой зоны;
— степень черноты внутренней боковой поверхности кожуха в районе
нагретой зоны.
Перейдем к рассмотрению конвективно-кондуктивного коэффициента.
В области 2 у блоков с горизонтальным шасси (см. рис. 4-14) теплые слои
воздуха располагаются выпи
случае коэффициент тепло-
передачи области 2 k2 свя-
зан с коэффициентом тепло-
проводности ' Ав воздуха
в этой области зависимостью:
kz = hB/h2. (4-46)
Воздушный зазор в об-
ласти 4 не связан с величи-
ной воздушного зазора между
боковыми поверхностями
реальной нагретой зоны и
кожухом, поэтому, значение
коэффициента теплопередачи
/г4 через область 4 опреде-
ляется ориентировочно. Ве-
личина коэффициента теп-
лопередачи Л4 приравнивает-
ся величине k± для блоков
с горизонтальным располо-
жением шасси или берется
равной среднеарифметическому значению коэффициентов теплопередачи 1г у
и k2 для блоков с вертикальным шасси. Таким образом, полные коэффи-
циенты теплопередачи от поверхностей условной нагретой зоны к кожуху
определяются:
а) для блоков с горизонтально расположенным шасси К± = + алп
Да = Д2Д2 + <хл2; Ki = k± + ал8;
Рис. 446. Схематическое изображение нагретой зоны блока
в виде цилиндра с горизонтально ориентированным шасси
б) для блоков с вертикально расположенным шасси + ал];
К= ^2 К& — (&i сбл8.
Рассчитать коэффициенты теплопередачи и k2 можно, используя
выражение (4-9):
kt = 4б,25 — 5,25 (1 + АГ1’67] 0,24XB --3~--к, i = 1, 2,
где N = 1,3 и N — 1,0 для горизонтально и вертикально ориентированных
шасси соответственно, а I = у 1Х12.
81
Расчет тепловой характеристики блока проводится методом последова-
тельного приближения. Исходя из реальной конструкции, рассчитывают
условную нагретую зону. Задаются температурой перегрева кожуха и
находят температуру перегрева Лt3 нагретой зоны относительно окружающей
среды, рассчитывают все тепловые проводимости от .зоны к кожуху и от ко-
жуха к среде.
При расчете в первом приближении можно использовать выражение
для ориентировочного определения тепловой проводимости от нагретой
зоны к кожуху о3 = 23 (Lx — 2L4) (L2 — 2L4).
При расчете во втором приближении задаются температурой нагретой
зоны, полученной в результате расчета в первом приближении (/3). Опреде-
ляют более точно все тепловые проводимости и по формуле (4-33) находят
температуру зоны во втором приближении (<"). Если tl1 отличается от
более 10%, то проводят расчет в третьем приближении, при этом температура
нагретой зоны принимается равной средней температуре между и t1'.
Из выражения Р = с3 (tK — t3) находят мощность Рг. В координатах
(4 — 4) = f (?) получают одну точку, соответствующую принятой Д(31
и найденной +1.
Далее задаются другим значением температуры перегрева кожуха,
находят AZa2 и определяют соответствующее значение Р2. Получают вторую
точку тепловой характеристики. Строят характеристику и из нее находят
теМперйтуру перегрева нагретой зоны при заданной мощности, рассеиваемой
блоком. Если в результате расчета тепловой характеристики температура
перегрева нагретой зоны получается больше допустимой, то решают вопрос
об изменении системы охлаждения (введение перфораций, жалюзи и т. д.).
ПрЙмер расчета тепловой характеристики блока при естественной конвекции. Исход-
ные данные. Блок изготовлен в форме прямоугольного параллелепипеда. Габариты: длина Li —
— 319 мм, ширина L2 = 258'жл, высота La — 194 мм. Размеры шасси й Z2 равны внутрен-
ним размерам кожуха. Шасси расположено горизонтально. Расстояние от верхней стенки ко-
жуха до нагретой зоны 1гг = 40 мм, от нижней стенки до шасси Zi2 = 20 мм. Высота нагретой
зоны hs = 130 мм, толщина стенок кожуха Б4 = 2 мм. Все внутренние и наружные поверх-
ности окрашены черной глифталевой эмалью, степень черноты которой е = 0,92. Температура
окружающей среды tc = 20° С. Мощность, потребляемая от сети, Р = 130 вт.
Решение. 1. Предварительно рассчитаем геометрические размеры блока. Площадь крышки
(дна) кожуха SB = SH = БДг = 0,319-0,258 = 0,082 м2.
Площадь боковой поверхности Sg = L3-2 (Lx + = 0,194-2- (0,319 + 0,258) =
= 0,223 м\
Размеры шасси 1г — — 2Lt = 0,319 — 2-0,002 = 0,315 м-, l2= L2 — 2Lt =
= 0,258 — 2-0,002 = 0,254 м.
Площадь поверхности нагретой зоны в области 1 и 2 (верхняя и нижняя области,
см. рис. 4-14) S31 = S32 = 1г12 = 0,315-0,254 = 0,080 м*.
Площадь поверхности внутренней части кожуха в области 1 и 2 SK1 = 2hr (L^ р L2 —
— 4L4) + (L, — 2L4) (L2 — 2L4) = 2-0,040 (0,319 + 0,258 — 4- 0,002) + (0,319 — 2- 0,002) X
X (0,258 — 2-0,002) = 0,126 +; SK3 = 2-0,020 (0,319+0,258 — 4-0,002) + (0,319 —
— 2.0,002) (0,258 — 2- 0,002) = 0,103 m*.
Площадь поверхности нагретой зоны в области 4 S34 = h2. 2 (Zx + Z2) = 0,130- 2. (0,315+
+ 0,254) = 0,148 м*.
Определяем по формуле (4-19) значения приведенных степеней черноты еп нагретой зоны
в областях 1 и 2
1
еп1~ 1 ( 1
0,92 + \ 0,92
еП2 = j , j . о ,08 = °’865'
0,92 + \ 0,92 */ 0,103
Из выражения (4-45) определяем степень черноты нагретой зоны в области 4 еп4 =
= 0,875- 0,865 = 0,752.
2. Используя формулу для ориентировочного определения тепловой проводимости от
нагретой зоны к кожуху, определим с+ в первом приближении: •
°з = 22(^1 — 2L4) — 2L4) =
= 23 (0,319 — 2-0,002) (0,258 — 2-0,002) = 1,84 вт/град.
у-о^ = °-875;
) 0,126
82
♦ *
3. Задаемся температурой перегрева кожуха 'Or = 10 град; при этом температура кожуха
будет tK = 30° С. Определяющая температура tm — (tK + tc) : 2 = 25° С.
4. По формуле (4-7) находим конвективные коэффициенты теплоотдачи верхней (<хк. Е),
нижней (ак. н) и боковой (ак.б) поверхности кожуха. Определяющий размер для верхней и ниж-
ней стенки кожуха Li — 0,319 м. Необходимое’для вычислений значение А а находим согласно
следующим данным для воздуха: •
tm ..................... 10 20 30 40 60 80 100 120 140 150
Л3 ..................... 1,4 1,38 1,36 1,34 1,31 1,29 1,27 1,26 1,25 1,24
Для tm = 25° С Л2 =1,37 втЦм1^•град^4)',
। , ак. в = 1,3 -1,37 ( — = 4,2 вт/(м2-град);
«к. н = 0,7-1,37 ( Э(УГ1а° У^ = 2-27 втЦм^-град).
Определяющий размер для боковых поверхностей £3 = 0,194 м;
«к.б = 1,37 = 3,7 вт/(м2-град).
5. По формуле (4-21) рассчитываем коэффициент лучеиспускания кожуха. Найдем зна-
чение
/ 30 + 273 \ 4 _ / 20 + 273 \4
„ ,± J „ г- Ггу \ 100 ) \ 100 ) „ ,, ,
f (£< tc) = 5,67---------5----——-------------= 6,05 вт/(м2-град);
ал = 0,92-6,05 = 5,57 вт!'(м2 град).
6. Найдем полные коэффициенты теплоотдачи с по-
верхностей кожуха:
ав = ак. в + ал = 4,2 -f- 5,57 — 9.77 вт!(м2-град);
ан — «к. н + а л = 2,27 + 5,57 = 7,84 втЦм^-град);
«б = ак. б + ал = 3,7 + 5,57 = 9,27 вт/(м2-град).
7. По формуле (4-40) находим тепловую проводи-
мость кожуха
ок = 9,77- 0,082 + 7,84.0,082 + 9,27- 0,223 = 3,5 вт/град.
8. Из формулы (4-35) определяем температуру на.
гретой зоны
4= 20 + (30 - 20) (1 + = 49°С.
9. Из уравнения (4-34) находим мощность, рассеи-
ваемую в блоке:
/к = tc + Р/ок; Р = <тк (ifK — tc) = 3,5 (30 — 20) = 35 вт.
На этом заканчивается расчет в первом приближении.
10. Определим более точно величину о3. По формуле
(4-9) находим конвективную составляющую коэффициента
теплопередачи в верхней области 1:
I = yiil2 = /0,315 • 0,254 = 0,282 м; tт = (49 + 30): 2 = 39,5° С;
ki — Nfz (^i/0 (1з ^k)/£i-
Значения 715 для воздуха:
tm, РС........................ 0 50 100 200
Д8 ........................... 0,63 . 0,58 0,56 0,44
По графику (рис. 4-17) найдем fz = (6//) Для hi = 0,040 м (в нашем случае /г, = 6):
' hi!l= 0,040 : 0,282 = 0,142; /3=2,1; fej= 1,3. 2,1.0,59^(49 — 30): 0,040 = 7,55вт/(л«2 -гряЗ). .
Вследствие того что шасси расположено горизонтально в области 4, k^— =
— 7,55 вт!{м2-град).
Из приложения 3 находим коэффициент теплопроводности воздуха и по выражению (4-46)
. вычисляем k2 — 2,76-10”2 : 0,020 = 1,38 вт!(мг-град).
83
И. Определим коэффициент лучеиспускания для областей 1, 4, 3. Из формулы (4-22)
найдем значение функции
/ 49 + 273 \ 4 _ / 30 + 273 \ 4
. f (*з, = &.67 1—122----49_з0 100 = 6>72 вт/(м2-град);
ал1 = 0,875-6,72 = 5,88 вт!(м2-град);
аЛ2 = 0,865-6,72= 5,82 вт/(м2-град); ал4 = 0,752-6,72 = 5,05 вт/(м"-град).
Вычислим полные коэффициенты теплопередачи для каждой области:
7,55+ 5,88 = 13,43 вт/(м2-град);
Kt = 7,55 + 5,05 = 12,6 вт/(м2-град);
К2 = 1,38 + 5,82 = 7,2 вт!(м2-град);
о3 = + K4S34 + K2S32 = 13,4-0,08 + 12,6-0,148 + 7,2-0,08 = 3,51 вт/град.
По формуле (4-33) находим температуру нагретой зоны во втором приближении:
4'-'. + ₽(-^ + -^)=!» + 35(зЭТ + +)=40-С.
Температура нагретой зоны во втором приближении заметно отличается от темпера,
туры нагретой зоны, рассчитанной в первом приближении, t\ = 49° С, поэтому необходимо
произвести расчет в третьем приближении для уточнения.
Вторая точка тепловой характеристики рассчитывается таким же способом при другой
выбранной температуре кожуха. Из построенного графика находят температуру нагретой зоны
при'заданной мощности, рассеиваемой блоком (в нашем случае 130 вт).
4-3. Расчет температуры нагретой зоны в блоках с перфори-
рованным кожухом
Пути отвода тепла при наличии в кожухе перфораций. Эквивалентная схема
тепловых проводимостей. Количество тепла, отдаваемого в воздух, протекаю-
щий в нижней и верхней части блока. Общее уравнение теплового баланса.
Связь между количеством протекающего воздуха и разностью давлений. После-
довательность расчета тепловой характеристики при наличии в кожухе перфо-
раций
Рассмотрим метод расчета температуры нагретой зоны блока с перфо-
рированным кожухом и горизонтально расположенным шасси (рис. 4-18).
Тепло рассеивается в окружающую среду путем конвекции и излучения
наружными поверхностями кожуха, а также отбирается протекающим через
блок воздухом. Движение воздуха обусловлено разностью температур нагре-
тых и холодных объемов воздуха, а следовательно, и давлений внутри и сна-
ружи блока. Воздух втекает в блок через нижние отверстия 1 кожуха, нагре-
вается, и плотность его меняется. Поднимаясь вверх, он проходит через
отверстия шасси, попадает в верхнюю область и далее через отверстия 2,
расположенные в верхней части, выходит наружу.
Между мощностью, рассеиваемой в блоке, температурой отдельных
частей, геометрическими и физическими параметрами конструкции и усло-
виями эксплуатации должна существовать зависимость. Задача состоит в том,
чтобы найти эту зависимость. s
С целью упростить расчет сделаем ряд допущений.
1. Будем считать, что нижняя поверхность шасси делит внутренний
объем блока на две части с температурами Z/и t2, т. е. будем считать, что
температура внутри данной области не меняется и равна среднеарифметиче-
скому значению температуры втекающего и выходящего воздуха:
к = 0,5 (tc + tB, ш); (4-47)
^ = 0,5(fB.BI+^bIX), (4-48)
где tr — среднее значение температуры воздуха в нижней области; t2 —
то же для верхней области; tB ш — температура воздуха вблизи нижней
поверхности шасси; tBUs—температура вытекающего, из блока воздуха.'
84
«
2. Нагрев воздуха внутри блока происходит только за счет конвекции,
для лучистой энергии воздух прозрачен, и его нагревания за счет луче-
испускания не происходит.
3. Величину коэффициента теплоотдачи всех внутренних поверхностей
блока будем считать одинаковой.
4. Поверхность кожуха будем считать изотермической.
В соответствии с принятыми допущениями можно выделить пять изо-
термических областей: нагретую зону (4), кожух (4), воздух в нижней части
(4)>, воздух в верхней части (4). окружающую среду (4)- Эквивалентная
схема протекания теплового процесса представлена на рис. 4-18, б. Тепловая
мощность Р, выделяемая в нагретой зоне, рассеивается тремя путями: кон-
векцией передается кожуху в нижней и верхней части блока и излучением —
кожуху. Кожух рассеивает тепловую мощность в окружающую среду путем
Рис. 4-18. Схематическое изображение блока с перфорированным кожухом и шасси
(а) и схема соединения его тепловых проводимостей (б)
конвекции и излучения и частично, путем конвекции передает воздуху, про-
текающему внутри блока. Воспринимаемое воздухом тепло идет на повыше-
ние его теплосодержания, поэтому точки эквивалентной схемы с темпера-
турой 4 и t2 можно считать стоками энергии с производительностью Q1 и Q2.
Применяя закон сохранения энергии к отдельным процессам теплообмена
РЭА с перфорированным кожухом, можно составить ряд уравнений, решая
которые найдем связь между физическими и геометрическими параметрами
конструкции.
Первое уравнение запишем из условия, что тепловая мощность переда-
ваемая конвекцией воздуху от нижней поверхности шасси и от нижней
части кожуха (область /), идет на повышение теплосодержания воздуха:
Qi = a31(4-4)4-oK1(4-4) (4-49)
или иначе
aS3i (4 - 4) + aSK1 (tK - 4) = 2Lc (4 - 4), (4-50)
где а —- конвективный коэффициент теплоотдачи всех внутренних поверх-
ностей блока; S31 — площадь реальной поверхности нагретой зоны в обла-
сти /; SK1 — площадь поверхности кожуха в области 1; L — расход воздуха,
протекающего через нижнюю область /, кг-сек-1; с — удельИая теплоемкость
воздуха при постоянном давлении, дж-кг-1 град~1.
Правая часть уравнения записана на основании допущения 1. Изменение
теплосодержания воздуха в нижней области пропорционально разности тем-
ператур 4. ш— 4, которая с учетом уравнения (4-47) равна
^.ш-^с = 2(4-4). (4-51)
В уравнение (4-50) входят четыре неизвестных: t3; tK, 4 и А. Второе
уравнение получим из условия, что тепловая энергия, передаваемая конвек-
85
цией воздуху от верхней поверхности шасси и от верхней внутренней поверх-
ности кожуха, идет на повышение теплосодержания воздуха в верхней
области:
Q2 == оз2 (t3 — Q ок2 (tK — (4-52) .
aS 2 (t3 -12) + aSK2 - /2) = 2Lc (t2 - 2t. + tc), (4-53)
- где S32 — площадь поверхности нагретой зоны в области 2; Sk2 — площадь
поверхности кожуха в области 2.
Правая часть уравнения (4-53) составлена в предположении, что изме-
нение теплосодержания воздуха' в верхней области 2 пропорционально раз-
ности температур — 4. ш, которая с учетом уравнения (4-48) будет
4ых — к ш = 2 (t2 — /в. ш). (4-54)
Из выражения (4-51) следует, что
^в.ш = 2/1 — tc, (4-55)
поэтому
^-^ = 2^-2^ + ^. (4-56)
В уравнение (4-53) вошел новый неизвестный параметр t2.
Третье уравнение напишем из условия, что мощность Рзл (t3, источ-
ников тепла передается излучением от нагретой зоны к кожуху. От кожуха
тепло Рк отводится в двух направлениях: внутрь блока, нагревая находя-
щийся в нем воздух путем конвекции, и в окружающее пространство:
Р3. Л = Рк + (tK - Q + ок2 (tK - t2y, (4-57)
Р3. л U = Р. + «SK1 (tK - tr) + aSK2 (tK -tj. (4-58)
Расчет P3 л производится по формуле:
Р3. л (t3, tK) = Enf (t3, tK) (t3 — tK) <p3. KS3. Л. , (4-59)
где еп — приведенная степень черноты нагретой зоны и внутренней поверх-
ности кожуха; Sg л — площадь поверхности условной нагретой зоны; <р3. к —
коэффициент взаимной облученности между нагретой зоной и внутренней
поверхностью кожуха.
Расчет Рк производится по формуле Рк = ок (tK — tc).
Тепловая проводимость ок от кожуха в окружающую среду находится
из выражения полной тепловой проводимости:
°к == Е («к,- + ал«) SKt-. (4-60)
i
При расчете Рк кожух будем считать сплошным:
Е SKi = SK — S}il -J- sx Sk2 -]- s2, (4-61)
где SK — площадь поверхности кожуха без учета перфораций; sx и s2 —
общая площадь отверстий на кожухе, расположенных ниже и выше шасси.
Увеличение реальной поверхности кожуха приводит к неточности в опре-
делении величины Рк. Однако возникающая при этом ошибка может быть
уменьшена за счет того, что в выражении тепловой проводимости от кожуха
в окружающую среду величина коэффициента взаимной облученности <рк с =
= 1. При этом в уравнении (4-58) будут одинаково завышены значения Р3.„
и Рк. Это допущение значительно упрощает дальнейшие рассуждения.
Четвертое уравнение может быть выведено из условия общего теплового
баланса. Полная мощность источников энергии Р, расположенных в нагретой
зоне, рассеивается наружной поверхностью кожуха, а часть тепла уносится
проходящим через блок воздухом, поэтому
Р = Рк + 2Lc (t2 — ix). (4-62)
Второе слагаемое правой части уравнения (4-62) составлено на основа-
нии допущения 1 (см. стр. 84). Мощность, отводимая протекающим через
86
блок воздухом, пропорциональна разности температур £вЬ,х — tc выходя-
щего и входящего воздуха. На основании уравнений' (4-55) и (4-56) можно
написать:
^ых-^с = 2(4-^. (4-63)
Система из четырех уравнений (4-50), (4-53), (4-58) и (4-62) содержит
пять неизвестных: tlr t2, t3, L и tK; мощность источников тепла'задана.
Пятое уравнение можно составить, анализируя условия теплообмена
в блоке. Связь между количеством воздуха Llt протекающего в единицу
времени через отверстия /, площадь которых sx, и разностью давлений
снаружи и внутри блока на уровне отверстий 1, выражается формулой*:
Li = pxsx ]/2§ТсА/Д, (4-64)
где рх — коэффициент расхода (если жалюзи отсутствуют и имеются только
отверстия, то рх = 0,65, см. табл. 4-3); g — ускорение силы тяжести; ус —
плотность воздуха при температуре tc.
Аналогичные выражения можно получить для воздуха, протекающего
в единицу времени через отверстия в шасси и в верхней части кожуха 2
(см. рис. 4-18, а):
== ш (4-65)
L2 = p2s2 V2gyBb]X ЛЯ2 , (4-66)
где рш, р2 — коэффициенты расхода через отверстия в шасси и в верхней
части кожуха соответственно; $ш — площадь отверстий в шасси; s2 — пло-
щадь отверстий в верхней части кожуха; ув ш, увЫх — плотность воздуха
при температуре ш и соответственно; А/-/ш — разность давлений воз-
духа в верхней и нижней областях в районе шасси; ДЯ 2 — разность давлений
воздуха снаружи и внутри блока на уровне отверстий 2 (см. рис. 4-18).
В установившемся режиме расход воздуха через любые сечения кожуха
и шасси одинаков:
Lx = Ьш = La = L. (4-67)
За начальный уровень отсчета давлений принимается уровень, проходя-
щий через середину отверстий 1. Наружное избыточное давление относи-
тельно этого уровня Нсн — 0, а внутри нижнего отсека Ях. Тогда напор
в Отверстии 1 будет
Д/7Х = Нсн - Ях = -Ях.
Давление воздуха внутри блока на уровне отверстий 2
вн = И1 — AiTi —
где /гх и h2 — расстояния от шасси до середины отверстий 1 и 2.
Давление воздуха снаружи блока на уровне отверстий 2
сн = 0 — (Л1 + Лг) Те = — (Ai + у,...
Напор в отверстии 2
М12 == Н2вк — Н2си = Нх — ух/гх — Д/Д — /г2у2 + (йх + ft2) ус.
Выразим величину у£ через абсолютную температуру Tt:
Тс тс
Т1 ~ 'г Тс» Та 7» Тс-
1 1 7 2
На основании уравнений (4-64) и (4-72) получим
(4-68)
(4-69)
(4-70)
(4-71)
(4-72)
(4-73)
* Батурин В. В. Основы промышленной вентиляции. Профиздат, 1956-.
87
В результате преобразования системы уравнений (4-50), (4-53), (4-58),
(4-62) и (4-73) получена система для практических расчетов:
(А — 6/!4-& = 0, (4-74)
где .
а — 2 (Sai + 5к1) — —- (S32 -{- SK2 — Sgj — SK1);
°K2
6= (24-^ X1 + A-Z)(S32 + Sk3-Ss1-Sk1)+(S31-^ S32) Zc;
\ OK2 / \ °K2 /
A == + SldZK; A2 = Ss2/a 4 SK2tK; Л = Л1 + Л2;
U SK2K aSK2 ’
\Р = РЗЛ — Р^,
t2 = D-^ty, (4-75)
°K2
#K = T- (Z1 - О + (S31 + SK1) Z1 —S31^1 • (4^6)
Система уравнений (4-73)—(4-76) позволяет рассчитать тепловые харак-
теристики t3 (Р) и /к (Р). Для этого необходимо знать величины коэффициента
расхода р и коэффициента теплоотдачи а,
а также уточнить расстояния hy и h2.
Коэффициент расхода р зависит от
конфигурации отверстий, размеров и типа
жалюзи. В табл. 4-3 приведены значения
р при различных отношениях ширины
жалюзи к его длине Ы1 и угХах откры-
тия р. ,
Коэффициент теплоотдачи а внутри
перфорированного кожуха приближенно
может быть представлен .как функция
отношения L к массе Gc воздуха, запол-
няющего блок при температуре tc. Такая
зависимость представлена на рис. 4-19.
Если перфорационных отверстий в кожухе много и они расположены
на разной высоте от шасси, то параметры hy и h2 находятся как средневзве-
шенные величины:
п п-
S hliSH S.
s 1 . . J—1
Рис. 4-19.' Зависимость коэффициента
теплоотдачи внутри перфорированного
блока от отношения £/G0
,1=1 1—1
где li и 2i — номера отверстий в нижней и верхней областях блока.
В заключение приведем рекомендуемую последовательность расчета
тепловых характеристик [17].
1. По методике, изложенной в предыдущем параграфе,- рассчитывают
тепловые характеристики рассматриваемого блока в предположении, что
кожух, и шасси не имеют перфораций.
2. Задаются значением t3 и с помощью тепловых характеристик, рас-
считанных для герметичного кожуха, находят в первом, приближении тем-
пературу перегрева перфорированного кожуха (/к — 0,75 (tK — Qr,
где (tK — /с)г — температура перегрева герметичного кожуха, соответству-
ющая заданному значению среднеповерхностной температуры t3 нагретой
зоны.
88
Зависимость коэффициента р от ЪП и р
Таблица 4-3
₽
Эскиз жалюзи
Ь/l = 1 : 3
ь// = 1
3. Из рис. 4-19 можно найти коэффициент теплоотдачи а внутри перфо-
рированного кожуха, но для этого нужно знать отношение L/Go. Величину а
выбирают ориентировочно. Для первого приближения коэффициент тепло-
отдачи а — 5 вт/(м2 град).
4. По формуле (4-59) рассчитывают мощность Рзл, рассеиваемую излу-
чением с поверхности нагретой зоны; при этом полагают коэффициент взаим-
ной облученности хр3.л = 1, а еп определяют по выражению 4-19 (см. табл. 4-1).
Если степени черноты внутренней поверхности кожуха еК Е и нагретой
зоны е3 не меньше 0,75, то еп ек ве3.
5. С помощью уравйений (4-73)—(4-76) находят параметры в первом
приближении t\, d, Е1, и по графику (рис. 4-19) уточняется значение а. При
уточненном значении коэффициента теплоотдачи повторяется расчет во вто-
ром приближении, при этом задаются == /к-
6. По формуле Р Рк + 2Lc (t2 — tr) определяют величину Р. Если
во втором приближении между выбранной температурой кожуха и тем-
пературой й, вычисленной по контрольной формуле (4-76), получается рас-
хождение’более 5%, то проводят расчет в третьем приближении, при этом
величину /У выбирают равной: ч
= — 0,1 (Й —(4-77)
Окончательные значения tK и Р находят из выражений:
t — fin f"_fin
к к К - к
t — — f11 — ’
к *к1 к Гк1
t -t™
Р = Р™ + ,п ,ni (Р" (4-79)
К ~ К1
Погрешность расчета температуры перегрева & по этой методике не
превышает ±20%.
В результате еще на стадии конструкторской разработки можно опре-
делить температуру внутри блока. Если рассчитанная температура оказы-
вается выше допустимой, то необходимо изменить конструкцию или исполь-
зовать принудительное охлаждение.
Пример расчета тепловой, характеристики блока с перфорированным кожухом. Исход-
ные данные. Блок изготовлен в форме прямоугольного параллелепипеда. Длина =
= О.,319 м, ширина £2 = 0,258 м, высота L3 = 0,194 м. Перфорации расположены на боковых
гранях. Средневзвешенное расстояние отверстий в кожухе до шасси /ij — 0,040 м, h2 =
— 0,100 м. Площадь перфораций sx = s2 — 0,6- 10“ 2 м2; 5иГ= 0,7- 10-2 м2. Внутренняя по-
верхность кожуха §к = 0,376 м- под шасси SKl = 0,144 над шасси SK2 = 0,232 м2. По-
89
верхность условной нагретой зоны S3 л = 0,267 м2. Реальная поверхность нагретой зоны
S31 = 0,112 м2; S32 = 0,187 м2.
Будем считать, что все наружные и внутренние поверхности блока имеют степень чер-
ноты е = 0,9. Блок предназначен для работы в нормальных климатических условиях, темпера-
тура окружающей среды tc — 20° С, плотность воздуха ус = 1,2 кг!м2, удельная теплоемкость
с— 1,01-103 дж/(кг-град).
Решение. 1. По методике, изложенной в предыдущем примере, находим тепловые харак-
теристики для блока с герметичным кожухом (рис. 4-20).
2. Задаемся температурой перегрева нагретой зоны 03 = 50° С и находим для герме-
тичного блока (рис. 4-20) температуру перегрева кожуха ,0к = 18 град.
По формуле (tK — 20)1 = 0,75 (tK — tc)r определяем температуру перегрева перфори-
рованного кожуха:
((к—20)1 = 0,75-18 = 13,5° С;
= 13,5 град; = 33,5° С.
По графику (рис. 4-18) находим для этой температуры перегрева соответствующее зна-
чение мощности Рк = 62,5 вт.
3. Задаемся значением коэффициента теплоотдачи в первом приближении а =
= 5 ет1(м2.град).
4. По формуле (4-59) рассчитываем мощность Р3. л, рассеиваемую излучением с поверх-
ности нагретой зоны и передаваемую на кожух. Так как степени черноты внутренней поверх-
ности кожуха и нагретой зоны больше 0,75, то в первом приближении можно считать еп «==
ек-е3 = 0,9-0,9 = 0,81.
Определим значение функции температур
/70ф-273 \4 /33,5 + 273\4
f \ 100 ) 100 ) ,. 2
/ Оз, -к) = 5,67----------70 — 33 5 --------- ~ 7,75 ет1'-1А -гРа^)
Р3. л = 0,81 • 7,85- (70 — 33,5)- 1-0,267 = 62,0 вт.
5. По уравнениям (4-74) найдем (в первом приближении);
АР = 62,0 — 62,5 = —0,5 вт;
33 5 4- °’5 — 55 2ЕС*
D 0,230 ’331 + 5-0,230 ' 55,2 С’
Ai = 0,112-70 + 0,144- 33,5 = 12,7 м21град;
Az= 0,187-70 + 0,230-33,5 = 20,7 м2/град; А = 12,7 + 20,7= 33,4 мЧград;
0 144
й = 2 (0,112+ 0,144) —£—(0,187+0,230—0,112 — 0,144) =0,411 м2;
12,7 + 20,7 — 55,2 (0,187 + 0,230 — 0,112 — 0,144) +
+ f 0,112— 0,187\ -20 = 45,2 м2!град;
90
Ь = 55,2-12,7 + 33,4 — (0,187 + 0,230) 55,2-20 = 920лг2/ерай,
0,4114—45,2^ + 920 = 0;
ti = 55,1 ± У 3040 — 2240 = 55,1 ± 28,2;
4 = 26,9° С; t\ = 83,3° С.
Из. двух значений выбираем наименьшее, так как при 4 = 83,3° С получим /2 <; Л
что противоречит смыслу задачи: 4 = 26,9° С; Т\ = 299° К.
6. По формулам (4-75), (4-51), (4-54) рассчитываем 4, 4 ш>
- 4 = 55,2 - 26,9 = 38,4° С; Т2 = 311° К;
/в. Ш = 20 + 2 (26,9 — 20) = 33,8° С; 7В. ш = 307° К;
+ых = 33,8 + 2 (38,4 — 33,8) = 43,0° С; 7ВЫХ = 316° К.
7. Определим расход воздуха по формуле (4-73);
L = 0, б2-0,6-10-2-1,2-293-2-9,81 X
0,04+0,1 0,04 0,1
293 299 — 311
2
0,6-10-2
0,7-10+
0,6-10-2
0,6-10"2
— 0,98-10~3 кг!сек.
'8. По графику (рис. 4-19) уточняем значение коэффициента теплоотдачи а. Масса запол-
няющего блок воздуха при температуре 20° С Go — 5,06-10'2 кг. При этом L/Go = 0,98 X
X 10~3 : 5,06-10-2 = 0,0193 сек'1. Этому значению L/Go соответствует а = 3,1 вт!(м2 град).
9. По уточненному значению а повторяем расчет во втором приближении,. при этом по-
лагаем t = 70° С; Й1 = t£ = 33,5° С; Р„ == 62,5 вт; а = 3,4 вт/(м2-град)-, _ = 62 вт.
п _ 0,376 0,5
D ~ 0,230‘33,0 + з+оЖ ~ 55,5 с’
fiII =^1 = 0,411 лЛ
2+^'
0,230.
• 12,7 + 20,7 — 55,5 (0,187 + 0,230 — 0,112 — 0,144) +
°. 144
о~Ж0-187
-20 = 45,3 ти2-град;
Ъ = 55,5- 12,7 + 33,5 — (0,187 + 0,230)- 55,5-20 = 918 м2-град2;
0,411 -4 — 45,32 4 + 918,8 = 0;
= 55,2 ± У 3020 — 2230 = 55,2 ± 28,1.
Физическому смыслу задачи отвечает = 55,2 — 28,1 = 27,1° С; следовательно,
4’ = 27,1° С, а Т” = 300° К.
41 = 55,5 0,144
-—-.27,1 = 37,0°С; т" = 310° К;
U,4OV
= 34,2 + 2 (37,0 — 34,2) = 39,8° С; 7" = 312° К;
£ = 0,62-0,6-10~2-1,2-0,293 К2+81 X
0.04 + 0,1 0Д4 ОД
293" 300,1 310 , .
2934- °-6-10" 3072+ 31+"~
293 + 0.7.10-" •ЗЮ'2 + 0,6++ '
£/G0 = 1 -10"3 : 5,06-10-2 = 0,0198 сек'1.
91
По графику рис. 4-19 уточняем значение коэффициента теплоотдачи; а =3,15 sm/(№- град}.
По формуле (4-62) рассчитываем во втором приближении рассеиваемую блоком мощность
Рп = 62,5 + 2-10.10-4-1,01- 10s (37,0 — 27,1) = 82,5 вт.
По формуле (4-76) уточняем значение
{п в_____1
к! о, 144
9.1 ОЫОМ-Ю”®
’ (27,1 — 20) + (0,112 +
3,15
+ 0,144) 27,1 — 0,112.70 = 25,3°С.
10. Разность /”1 — ~ 25,3— 33,5 = — 8,2° С, что составляет более 5% от iJJ, по-
этому необходимо произвести расчет в третьем приближении, уточнив значение /к по фор-
муле (4-77): = 33,5 — 0,1 (25,3 — 33,5) = 34,3° С. По графику (рис. 4-20) находим Р™1 =
— 65 вт.
/ 70 + 273 \4 / 34,3 + 273 \4
, \ 100 ) \ 100 )
/ (*8, £") = 5,67-------------70 - 34,32--------= 777
Рз.л = о,81-7,77.,(70 — 34,3).0,267 = 60 вт.
АР — 60 — 65 = —5 sm;
At = 0,112.70 + 0,144.34,3 = 12,8 м2- град;
Л2= 0,187-70+ 0,230.34,3= 21,0 м2-град;
А = k! + k2 = 12,8 + 21,0 = 33,8 м2. град;
а — 0,411 м2;
6 = (2 + 12>8 + 21,0 — 62,9 (0,187 + 0,230 — 0,112 — 0,144) +
\ ' u,Z<Ju J
+ (о,.112--^ц- 0,187') 20 = 44,3 м2-град;
Ъ = 62,9- 12,8 + 33,8 — (0,187 + 0,230| 62,9- 20 = 957 м2. град;
0,41115 — 44,3^ + 957 = 0;
= 54 ± К2920 — 2330 == 54 ± 24,3; 4" = 29,7° с‘> Г1П = 302° К:
' 4" = 62.9— 29,7 = 44,3° С; ТР1 = 317° К;
4 0,230 ч 4
4" = 20 + 2 (29,7 — 20) = 39,4° С; 7™ = 312° К;
4" = 39,4 + 2 (44,3 — 39,4) = 49,2° С; 7J4 = 322° К.
Расход воздуха в третьем приближении
£1П = 0,62-0,6. IO'2-1,2.293-К 2+81 X
0,04 + 0,1 0,04 0,1
293 302 317
0,6-10~2 V / о,6-ю~а \2 = 1 ,,1 • 10-8 кг/с^к.
0,7.10-8 ) + V 0,6.10~2 )
L/Go = 1,09- IO'® : 5,06-10'2 = 0,0216 сек-1; апг = 3,25 вт/(м2- град).
11. Мощность, рассеиваемая блоком, в третьем приближении
Р’" = 65 + 2.1,09.10-3.1,01-1О3.(44,3 — 29,7) =97,4 вт;
1П_ 1 Г 2.1,01-103.1,09.10-3 20^-1-10 112-!-
“ ^14Г L 3^5 (29’7 20) + (0,112 +
+ 0,144).29,7 — 0,112-7о1 = 44° С.
92
12. В соответствии с формулами (4-78) и (-4-79) получим окойчательные значения и Р:
tK — 34,3 _ 33,5 — 34,3 .
k —44 ~ 25,3 — 44 ’
А = 34,6° С;
Р = 97,4 + (82,5 — 97,4) = 102 вт.
«50,0---О4г,о
4-4. Тепловой расчет РЭА
о принудительным воздушным охлаждением
Ъ77777777777777777777Т77^^
К
Рис. 4-21. Схема тепловых про-
водимостей одиночного блока
РЭА с принудительной венти-
ляцией
Нагретая зона заштрихована. Воз-
душный поток показан стрелками.
К — кожух блока
Виды систем принудительного. воздушного охлаждения. Определение длины
' траектории потока воздуха вдоль теплоотводящей поверхности. Расчет теп-
ловой характеристики. Сопротивление местных потерь и потерь на трение.
Полный аэродинамический напор. Приточные, вытяжные и приточно-вытяж-
ные системы вентиляции
В тех случаях когда охлаждение естественной конвекцией не приводит
к желаемым результатам, приходится прибегать к системам с принудитель-
ным воздушным охлаждением. При конструировании блоков и стоек с такой
системой необходимо выбрать систему прину-
дительного охлаждения, установить необходи-
мый расход воздуха и выбрать тип вентиля-
тора, найти допустимые тепловые нагрузки
на отдельные элементы конструкции, выбрать
конструкцию блока применительно к условиям
вентиляции, определить размещение элементов
конструкции на шасси с -точки зрения их наи-
лучшего охлаждения.
Процесс теплообмена РЭА, охлаждаемой
продуваемым воздухом, осложняется разветвле-
нием потока в лабиринте каналов свободного
пространства между элементами конструкции.
Сложные условия при расчетах можно
упростить, введя ограничения. Пусть блок
имеет форму прямоугольного параллелепипеда,
в противоположных малых гранях которого
расположены приточные и отводящие воздухо-
воды. Внутри кожуха приблизительно на равном расстоянии от крышки
и дна располагается горизонтальное шасси, с обеих сторон которого нахо-
дятся теплонесущие элементы конструкции. Будем считать, что они распре-
делены по шасси равномерно. При таком условии можно допустить, что
внутри нагретой зоны отсутствуют широкие каналы, через-которые могла бы
проходить масса' охлаждающего воздуха, минуя элементы конструкции.
Сделаем допущение, что все элементы, расположённые на шасси, омываются
параллельным потоком. Это будет справедливо в том случае, если нагретая
зона расположена на некотором удалении от приточных окон.
Необходимо создать каналы равного сечения, что обеспечит равномер-
ное охлаждение элементов конструкции.
Допустим, что поток воздуха, набегающий на первый поперечный ряд
элементов, распределяется равномерно по сечению блока; поэтому интенсив-
ность теплообмена будет определяться средней скоростью воздушного по-
тока [17]. -
При стационарном режиме тепловая мощность Р (рис. 4-21), выделяемая'
теплоотдающими деталями в нагретой зоне, передается протекающему воз-
духу. (тепловая проводимость щ. в), и лучеиспусканием (тепловая проводи-
мость а3 к) передается кожуху. От кожуха часть тепловой энергии (тепловая
проводимость ок_ с) конвекцией и лучеиспусканием передается в окружа-
ющую среду, а другая ее часть (тепловая проводимость ок_ Б) конвекцией
передается протекающему потоку и уносится им.
93
На основании этого можно написать:
р = <т3. в (4 — Q + о3. к (/3 — ZK), (4-80)
где ts — температура нагретой зоны; tB — температура воздуха внутри
блока; tK — температура кожуха.
Если считать, что тепловые проводимости и мощность Р известны, то
уравнение (4-80) содержит три неизвестные величины: ta, tK, tB. Для их
определения необходимы дополнительные условия.
Одно дополнительное уравнение можно получить из рассмотрения
теплообмена кожуха. Тепло передается кожуху от нагретой зоны луче-
испусканием и отдается кожухом во внешнюю среду и в протекающий воз-
душный поток внутри блока:
<?з. К (4 4) == ОК. с (4 4) Ок. в (4 4) > (4-81)
где <тк с — тепловая проводимость между кожухом и окружающей воздушной
средой, вт!град-, <тк в—тепловая проводимость между кожухом и протека-
ющим внутри блока воздухом, вт!град.
Второе дополнительное уравнение получим, если предположим, что все
тепло (кроме той части, которая рассеивается наружной поверхностью кожуха
во внешнюю среду) идет на увеличение теплосодержания протекающего
воздуха:
р ок. С (4 — tc) — w — ZBX); (4-82)
где w = Gyc; G — объемный расход воздуха, м3; с — удельная теплоемкость
при постоянном давлении; у — плотность воздуха; ZEX, ZBbIX — температура
воздуха на входе и на выходе.
Для упрощения будем считать, что температура воздуха внутри блока
меняется линейнб, тогда
4 = 0>5 (4х + 4ых)> (4-83)
Учитывая равенство (4-83), уравнение (4-82) можно переписать в виде:
Р = ок. с (4 - 4) + 2© (4 - ZBX). - " (4-84)
Система уравнений (4-80), (4-81) и (4-84) позволяет определить тепловые
характеристики нагретой зоны и кожуха при условии, что известны способы
определения тепловых проводимостей и известен расход воздуха, прогоняе-
мого через блок.
Нагретая зона состоит из двух частей, расположенных ниже и выше
шасси. Поэтому полная тепловая проводимость от нагретой зоны к протека-
ющему воздуху будет
°s. в = «31S31 + «з23з2, (4-85)
где аз1 — коэффициент конвекции от теплоотводящих поверхностей над
шасси; аз2 — то же, но под шасси, вт/(м3-град); S31 — суммарная площадь
теплоотдающих поверхностей над шасси, м2", Хз2 — то же, но под шасси, м2-.
Теплоотдающая поверхность равна сумме поверхностей всех элементов
конструкции, расположенных в соответствующем отсеке, и поверхности шасси
в этом отсеке:
= + (4-86)
при этом поверхность детали в i-м отсеке •
mt
(4-87)
8ш1 — аЬ — £ДХЙ (4-88)
/=i
где mt — количество элементов конструкции в рассматриваемом отсеке
блока, шт.; S; — теплоотдающая поверхность конструктивного элемента,
94
ж2; AS; — часть площади шасси, занимаемая конструктивным элементом,
лг2; а — длина шасси, м\ b —ширина шасси, м.
Коэффициент теплоотдачи можно найти из критериального уравнения
для теплоотдачи тел, омываемых поперечным потоком воздуха. Для значений
числа Рейнольдса 10 < Re < 103 критериальное уравнение имеет вид:
Nur = 0,8 ]/Re7, (4-89)
где Rer = oZ'/v; Nliz- = al'/К.
Решая относительно а, получим:
1 / G-f\°i5
» (4-90)
где л — коэффициент теплопроводности воздуха, вт-м~г-град~\ v — коэф-
фициент кинематической вязкости воздуха, ж2-сек-1; Gz — объемный расход
воздуха через i-й отсек, ж3; Ц — средний определяющий размер элемента
конструкции, ж; F, — площадь канала,
по которому проходит воздух в i-м от-
секе, ж2.
Величина It определяется выра-
жением:
Рис. 4-22. Обтекание тел различной
формы поперечным потоком: а — пло-
скость; б — цилиндр; в — параллелепипед
S5/
7=1
где I] — длина пути воздуха вдоль по-
верхности j-ro элемента конструкции, ж (рис. 4-23); S; — площадь поверх-
ности элемента конструкции, ж2.
В равенстве, (4-90) скорость воздушного потока представлена прибли-
жённо как
(4-92)
Величина Ft определяется как средневзвешенная по параметру Г:
(4-93)
где
^ = ^ + 0,215Ли IX (4-94)
В этом выражении F^ и Fn/1 — площадь среднего и узкого сечения для
прохода воздуха в р.-м ряду элементов конструкции; — количество рядов
в одном отсеке; /г|Л — количество элементов конструкции в р-м ряду; dv —
диаметр торца v-ro элемента конструкции; hlx и 1,'х — средневзвешенные
в пределах р-го ряда высота элементов конструкции и длина пути воздуха
вдоль теплоотдающей поверхности, определяемые выражениями:
= ; (4-95) = Х • (4-96)
/=1 /=1 . .
95
В формулах (4-95) и (4-96). — количество элементов конструкции
в р-м ряду; hj — высота /-го элемента конструкции.
Расход воздуха через рассматриваемый отсек можно считать пропор-
циональным площади vFf-:
(4-97)
Тепловая проводимость к между нагретой зоной и кожухом опреде-
ляется интенсивностью лучистого теплообмена между этими поверхностями:
°з. к — аз. Л^з. Л>
(4-98)
где 5З Л — площадь нагретой зоны, находящейся в лучистом теплообмене,
с кожухом; а3.л — коэффициент лучеиспускания, который рассчитывается
по формуле
(4-99)
«з. л — &tif (^з> ^к)-
Величина нагретой зоны определяется как поверхность тела, составлен-
ного из двух усеченных пирамид и пластины между ними (рис. 4-23). Размеры
пластины равны размерам шасси. Высоты
и h2 усеченных пирамид определяются
как средневзвешенные высоты элементов
конструкций, расположенных соответст-
венно на одной и другой стороне шасси:
I
У? hki &Skt
где hk( — высота k-ro элемента конструк-
Рис. 4-23. Схематическое изображение ЦИИ В l-М отсеке, м; ^S/ti — площадь ОСНО-
нагретой зоны при расчете коэффи- вания k-vo элемента конструкции В/-М ОТ-
циента лучеиспускания в блоке ' секе> ж2. п_ — количество- элементов кон-
струкции, смонтированных на z-й стороне.
Площади верхних оснований пирамид равны площади шасси, занимае-
мой всеми элементами конструкции (на рис. 4-23 эти площади показаны
штрих-пунктирными линиями).
Тепловая проводимость между кожухом и воздухом внутри блока нахо-
дится из выражения:
°К. В - ®К. Е^К»
(4-101)
где ак в — коэффициент теплообмена между кожухом и воздухом внутри
блока; Хк — площадь внутренней поверхности кожуха.
При вычислении площади кожуха 5К его поверхность считают замкнутой,
т. е. не имеющей входных и выходных отверстий. Допускаемая при этом
ошибка в определении t3 будет невелика, так как при определении тепловой
проводимости а3 к считали, что на кожух попадает все тепло, излучаемое
нагретой зоной, и не рассматривали особенности лучистого теплообмена
в области отверстий.
Если температура воздуха в блоке вблизи входа примерно равна темпе-
ратуре среды, то средние значения температур tB и tK получаются почти оди-
' наковыми и тепловой поток между кожухом и протекающим через блок воз-
духом (пропорциональный разности этих температур) составляет малую
долю тепловых потерь нагретой зоны. Поэтому им можно пренебрегать и вели-
чину ак. в принять равной средневзвешенному значению коэффициентов тепло-
обмена нагретой зоны
Qsi'Ssi 4~
(4-102)
96
где S3 — полная поверхность нагретой зоны, омываемая воздухом (Х3 =?=
= Ssi 4~ S32), м2 •
Тепловая проводимость ок с между кожухом и окружающей средой
рассчитывается по обычной методике для одиночного блока при естествен-
ном охлаждении (герметичный кожух).
В результате определения тепловых проводимостей, используя выраже-
ния (4-60), (4-81) и (4-84), можно составить систему уравнений, из которой
определяются температуры нагретой зоны и кожуха:
Р 4* °s3S3 (tp tc) as. л53. л tc) _ 103)
3 c__________________________________________________OaSs + as. л^з. л
- “3- -S3- л ~ <4'104)
p — PK + 2w (tB — 4x); w = Gcpy, (4-105)
где PK == <tk c (tK — 4) — тепловой поток, рассеиваемый наружной поверх-
ностью кожуха, вт.
Величина плотности воздуха у в выражении (4-105) должна соответство-
вать температуре, при которой определен расход G. Интенсивность тепло-
обмена нагретой зоны и кожуха в основном определяется величиной конвек-
тивного коэффициента теплоотдачи-а3, который в рабочем диапазоне темпе-
ратур практически не зависит от температуры, и тепловые характеристики
блока при общей вентиляции получаются линейными.
Если температура воздуха на входе в блок равна температуре окружа-
ющей среды, то для построения тепловой характеристики достаточно рассчи-
тать одну точку на этой характеристике, второй точкой будет служить начало
координат.
Для расчета одной точки тепловой характеристики задаются значением
температуры tK кожуха и ориентировочно определяют в первом приближении
значение 41 нагретой зоны: th — tc 3 (tK — tc). Затем по методике,
приведенной в предыдущем параграфе, определяют тепловую проводимость
<тк с и рассчитывают тепловые потери Рк с наружной поверхности кожуха.
По формулам (4-90), (4-99) и (4-102) определяют коэффициент теплоотдачи
нагретой зоны.
По формулам (4-104) и (4-105) рассчитывают значения средней темпера-
туры 4 воздуха внутри блока и рассеиваемую нагретой зоной мощность Р.
Уравнение (4-103) является контрольным и служит для уточнения темпера-
туры 41 нагретой зоны. Во втором приближении значение-температуры нагре-
той зоны следует задать равным
Я1 _ *з1 + (4-106)
32 2
Если полученная температура кожуха или нагретой зоны оказывается
выше допустимой, то задаются другим значением расхода воздуха и повторяют
расчет в той же последовательности.
Чтобы по заданному расходу воздуха выбрать необходимый тип вентиля-
тора, требуется произвести аэродинамический расчет, который состоит
в определении потерь давления по тракту движения воздуха. Общее падение
давления складывается из местных потерь и потерь на трение.
К местным потерям относятся потери на поворотах, сужениях, расши-
рениях и др. Местные потери можно определить из выражения:
А-Рм = » мм вод. ст. или APM= 4,9gMyoa, н/м?, (4-107)
где Sm — коэффициент местных потерь; у — плотность газа при средней тем-
пературе потока, кг!м?-, v — средняя скорость воздуха, м!сек.
В приложении 3 представлены значения коэффициентов местных потерь
для наиболее характерных случаев.
4 П. П. Гел ль
97
Потери на трение при изотермическом течении в прямолинейных кана-
лах вычисляются по уравнению:
А-Ртр = ЕТп-J—, мм вод. ст. или АР = 4,9£гр'уо2//г1ЭКБ, н/ж2, (4-108)
к ~ F “экв * ~ и
где у — плотность газа при средней температуре потока, кг!м'А; v — средняя
скорость газа, м/сек; I — длина рассматриваемого участка, ж; — экви-
валентный диаметр канала, ж; £тр — коэффициент потерь на трение.
В случае ламинарного изотермического течения, когда Re <2300,
|тр Л/Re0-25. Значение А для различных типов проходных сечений при-
ведены в приложении 3.
При турбулентном течении, когда число Рейнольдса больше 2300, но
меньше 10Б, g — 0,316/Re0-25.
. При значениях Re = 105я-108 gTp = 0,032 + 0,221/Re0-237.
Полный аэродинамический напор, необходимый для движения воздуха,
находят как сумму потерь на трение и местных потерь АР = АРтр + 2 АРМ.
Определив полное аэродинамическое со-
противление и зная расход воздуха (жидкости),
можно найти мощность, требуемую для переме-
щения этого объема воздуха,
G&P
~ 3,6-106nv’
где N — мощность двигателя, кет; т) — к. п. д.
вентилятора; у — плотность воздуха, кг/м3.
(4-109)
Рис. 4-24. Схема движения по-
тока воздуха в многостоечной
РЭА
1 — приточный воздуховод; 2 —
стойка; 3 — вытяжной воздухо-
вод; 4 — верхний воздухосборник;
5 — верхние жалюзи; 6 — нижние
жалюзи; 7 основание РЭА
Наибольший эффект при охлаждении круп-
ных и негерметичных многоблочных стоек по-
лучается в случае использования приточно-
вытяжной системы вентиляции (рис. 4-24). На
рисунке показана РЭА из шести стоек 2, в каж-
дую из которых входят четырех блока, распо-
ложенные вертикально один над другим. Воз-
дух нагнетается вентилятором по приточному
воздуховоду 1 в нижнее основание РЭА, откуда поступает через жалюзи 6
в стойки 2. Из стоек воздух через верхние жалюзи 5 попадает в верхний
воздухосборник 4 и затем поступает в воздуховод 3.
Особенностью такой приточно-вытяжной системы вентиляции является
установка одинаковых вентиляторов (по напору и производительности) на
притоке и вытяжке, образующих равновесную систему с нулевой зоной посе-
редине высоты стойки *.
В этом случае количество воздуха, просачивающегося наружу из ниж-
ней части стойки сквозь щели, минуя вытяжной тракт, равно количеству
воздуха, подсасываемому извне сквозь щели в верхней части стойки. Ра-
зумеется, если сопротивление поступающему потоку воздуха на пути до
вытяжного тракта будет значительным, а щели — велики, то работа такой
системы будет малоэффективной.
Ориентировочно расход воздуха в приточно-вытяжной системе может
быть определен в зависимости от мощности, потребляемой РЭА, по эмпириче-
ской формуле:
G = 400Р, (4-110)
где G — расход воздуха на всю РЭА, мЧч; Р — мощность, потребляемая
всеми стойками РЭА, кет.
Эта формула справедлива при температуре окружающего воздуха не
более 30° С и допустимом перепаде температуры 10 град.
* Викторов Б. Н., Викторова М. Н. Особенности конструирования и регулирования
систем вентиляции ЭВМ. —«Обмен опытом в радиопромышленности», 1969, № 5.
98
*
Вентилятор выбирают по двум параметрам: производительности и напору.
Производительность определяется по формуле (4-110). Напор определяют,
как отмечалось выше, исходя из аэродинамического сопротивления системы.
Распределение потока воздуха между стойками устанавливается регу-
лированием щелей в жалюзи.
Пример расчета тепловой характеристики блока с принудительным охлаждением. Исход-
ные данные. Размеры блока: Lt = 0,319 м, L2 = 0,258 м, Ls— 0,194 м. Шасси расположено
посередине блока горизонтально. Элементы конструкции на шасси в верхней и нижней части
блока расположены равномерно, рядами. Габариты шасси: = 0,318 м, 12 = 0,257 м, толщина
шасси Z3 = 0,025 м. Все элементы конструкции имеют цилиндрическую форму, диаметр эле-
ментов конструкции 25-10“8 м, высота детали /гд = 75-10“3 м. Расстояние между центрами
элементов в поперечном ряду у — 35-10“3 м, в продольном ряду х — 35- 10“3 м. Число эле-
ментов конструкции в поперечном ряду с одной стороны шасси 7, число поперечных рядов 9,
длина поперечного ряда А = 0,235 м. Длина продольного ряда элементов конструкции В =
= 0,135 м. Общее число элементов в блоке N = 126. Число элементов с одной стороны шасси
п — 63. Зазоры между поперечными рядами элементов конструкции и кожухом перекрыты
диафрагмами.
Температура подводимого воздуха равна температуре среды, /Вх = tc = 20° С, расход
воздуха G= 1,65-10“ 2 л-fil сек. Теплообмен внешних поверхностей кожуха с окружающей сре-
дой происходит в условиях естественной конвекции. Внутренние и внешние поверхности блока
имеют степень черноты ек = 0,92. Степень черноты нагретой зоны е3 = 0,96. Плотность воз-
духа у = 1,2 кг!лР, теплопроводность 7= 2,6-10“2 втЦм-град), кинематическая вязкость
v = 15,6- 10“ 6 м2/сек.
Решение. 1. Расчет геометрических параметров. Шасси делит блок на две симметричные
части, поэтому расчет производят только для верхней области. Боковая поверхность одного
элемента конструкции
Хд. 6 = л dhR = 3,14- 2,5 10-2 • 7,5 • 10-2 = 0,59 • 10“2 ж2.
По формуле (4-87) определяется площадь теплоотдающих поверхностей элементов
хд1,2 = S X,- = п (хд. 6 + ^-) := 63 [о,59-10-2 + = 0,402 ж2.
По формуле (4-88) находят площадь шасси, не занятую элементами,
5ш1,2 — Zj ДХу = 111-2. П л ~
/=1
= 0,318-0,257 — 63- 3’14'(25-10~3)2. = 0,0512 м2.
По формуле (4-86) определяют площадь теплоотдающей поверхности S12 = Sflji2-b
+ 5ш1>2 = 0,402 + 0,0512 = 0,453 м2.
Длина траектории воздуха вдоль поверхности элементов
Zi. 2 = lf = 0,5л df = 0,5 -3,14-25-10~3 = 3,93 • 10-2 м.
Площадь узкого сечения для прохода воздуха в р.-м ряду деталей
Foul,2 = (У — <0 hR (np — 1) = (35 — 25) 10“3 - 75 -10~3 (7 — 1) = 0,45 • 10"2 м2.
Воздушные каналы между элементами и кожухом перекрыты диафрагмами, поэтому при
расчете величины Го/Л112 считаем, что воздух не омывает поверхности элементов, обращенных
к кожуху. По формуле (4-94) находят площадь среднего сечения для прохода воздуха в р,-м ряду
деталей
Рц1,2 — 0,215Zzu —
= 0,45-10~2 4- 0,215-75-10-3-6-25-10~3 = 0,692,- Ю"2 м2.
По формуле (4-97) определим расход воздуха через один отсек
Gt = G - = 1,65-10"2 : 2 = 0,825-10~2 м8/сек.
Bi + F2 '
Площадь теплоотдающей поверхности всей нагретой зоны блока, S3 — 2SX 2 = 2- 0,453=
= 0,906 л2.
Вычисляем поверхность кожуха:
SE = Зд = В1В2= 0,319-0,258= 0,082 м2; S6 = 2£3 (£i+.£2) = 2-0,194 (0,319 +
+ 0,258) = 0,224 м2; SK = S6 + 2SB = 0,224 + 2-0,082 = 0,388 м2
* 83
Условную нагретую зону можно считать прямоугольным параллелепипедом, так как эле-
менты занимают практически всю площадь шасси
53. л = 2 [А + В + (2/гд + /3) (А + В)] =
= 2[0,235• 0,305 + (2,75-10"8 + 25- IO"3) (0,235 + 0,305)] = 0,352 ж2.
Приведенная степень черноты еп = еке3 — 0,92-0,96 = 0,89.
2. Найдем одну точку тепловой характеристики в первом приближении. Задаемся тем-
пературой перегрева кожуха 0к = 5 град, тогда температура кожуха tK = 25° С. Задаемся
температурой перегрева нагретой зоны О ’j = Зг')к = 3- 5 = 15 град-, температура нагре-
той зоны будет t* = 20 + 15 = 35° С.
Рассчитаем тепловую мощность Рк:
а) средняя температура окружающей среды tm— 0,5 (tK + tc) = 0,5 (25 4- 20) = 22,5° С;
б) по номограМме (рис. 4-13) при г)к = 5 град, Lz — 0,258 м и tm — 22,5° С определяем
закон охлаждения; в нашем случае это закон степени 1/4. Рассчитаем конвективный коэффи-
циент теплоотдачи по методике, изложенной выше, получим
“к.в — ^,3aKL2 — 1,3• 2,82 = 3,66 втЦм?- град)-,
ак. д = 0,7aKia = 0,7 • 2,82 — 2,04 етЦм2 град)-,
в) определяем конвективный коэффициент для боковой стенки кожуха «кг3 при 'Ок =
= 5 град Ls = 0,194 м, tm = 22,5° С : ак£3 = 3,12 втКлг-град)-,
г) определяем коэффициент лучеиспускания ал. Б = ал. д = ал. б = е/ (/к, /с); g = 0,92;
/ 25 + 273 \4 / 20 + 273 \4
f(tK, Q = 5,67 A. JOO,....., = 6,0;
ал.в = 0,92- 6,0 = 5,52 втЦм*. град);
д) суммируем коэффициенты теплоотдачи:
ав =-ак. Б + ал. в = 3,66 + 5,52 — 9,18 ет/(м2 град);
ад = ак. д + ал. д = 2,04 5,52 = 7,56 втЦм2 град);
а6 = ак 6 ал б = 3,12 5,52 = 8,64 втЦл? - град);
е) определяем тепловую проводимость кожуха, см (4-40):
ак= 8,64-0,224 + 9,18-0,082 + 7,56-0,082 = 3,31 вт!град;
ж) тепловой поток, передаваемый от кожуха в среду, Рк = ок0к = 3,31-5= 16,5 вт.
3. Определим коэффициент теплоотдачи, см. (4-90):
_ п я 2,6-10-2
аз1, 2— и>° 3,93. ю-2
2
'v'/'Ц1, 2
а31.2 = 0,8-А
2
0,825-10-2-3,93-10’2
15,6-10-6-0,692-10~2
0,5
)°’5 = 2,9 вт/(м2 град).
В рассматриваемом примере отсеки одинаковы, поэтому а31 = = а3 =
= 29 вт(м2-град).
4. Найдем коэффициент лучеиспускания от нагретой зоны к кожуху:
/ 35 + 273 \4 / 25 + 273 \4
f [t\, tK) = -А—• 5,67 = 6,24 етЦм2 град),
ал. з. к = еп/ (4, ^к) = 0,89-6,24 = 5,55 вт/(л42 - град).
5. По формуле (4-104) рассчитаем величину перегрева воздуха в блоке в первом прибли-
жении
•&В = 7,7+ — «л. з. А л С&З — «'к) + аДЛ] =
= бб-ткъч- [16,5 — 5,55 0,352 (15 — 5) + 29-0,388-5] = 4,7 град.
Лгз • 0,000
6. Находим теплоемкость с воздуха при температуре = tc + ч7в = 24,6° С: ср =
= 1000 дж/(кг- град).
7. По формуле (4-105) определяем мощность, рассеиваемую нагретой зоной: Рх = Рк +
+ 2ш (&в — ®вх); w — Gq-
100
Плотность воздуха у определяем для температуры 20° С. При этом
Pt = 16,5 + 2.1,65- IO"2.1000-1,2.4,65 = 200,0 вт.
8. По формуле (4-103) уточняем значение температуры перегрева нагретой зоны
Лц _ Р «sSg'&B -|- а3. л53. Л0К__ 200 29-0,906-4,65 4* 5,55-0,352-5_7 р
V31— а35з4-«з.л53.л 29-0,906 4-5,55-0,352 ~~ ’ ° ‘
9. Проведем расчет во втором приближении. Задаем значение перегрева нагретой зоны,
рассчитанное как среднеарифметическое между и
&‘14-0р1 154-7,35 ,, о я д о, о’г
&s2 =----§----= —= И,2 ера5; /32 = 31,2 С.
Находим
/31,24-273 X 4 / 25 4- 273 \4
tK) = 5,67А-----100 L ................' = 5,92 вт/(м2-град).
Коэффициент лучеиспускания от нагретой зоны к кожуху ал. 3. к-= 0,89- 5,92 =
= 5,27 вт!(л^. град}.
Величина перегрева воздуха в блоке
-0в2 = м- [ 15,9 — 5,27 - 0,352 (11,2 — 5) + 29• 0,388 • 5] == 5,3 град,
/м • U,ООО
Значение мощности, рассеиваемой нагретой зоной,
Р2 = 15,9 4- 2.1,65- IO"2-1000-1,2- 5,3 = 226 вт.
Уточняем значение температуры перегрева нагретой зоны:
0,11 _ 226 4- 29- 0,906 - 5,3 4- 5,27 - 0,352 - 5
Vs2 29-0,906 4-5,27-0,352
Это значение мало отличается от заданного значения = град, поэтому дальней-
ших уточнений не производим и считаем, что при температуре перегрева кожуха 0к = 5 град
температура перегрева нагретой зоны -&s = 12,5 град и мощность, рассеиваемая нагретой зо-
ной, Р 227 вт.
Расчет второй точки тепловой характеристики производится в таком же порядке при
ином значении температуры перегрева кожуха.
По рассчитанным точкам строят тепловые характеристики блока, из которых и находят
температуру перегрева нагретой зоны и кожуха при известной рассеиваемой мощности в блоке.
— 12,5 град.
4-5, Жидкоотное и испарительное охлаждение
Виды систем жидкостного охлаждения. Охлаждающие жидкости.
Тепловые трубки
В крупных передатчиках мощность, рассеиваемая генераторными и уси-
лительными лампами, очень велика. Сравнимая с этим плотность теплового
потока наблюдается в блоках на микросхемах. Поэтому для воздушного
охлаждения потребовались бы мощные вентиляторы. В этом случае для
теплообмена выгодно использовать охлаждение за счет испарения кипящей
жидкости. Теплоотдача испарением в сотни раз превосходит теплоотдачу
конвекцией.
Процесс кипения дает возможность поддерживать высокую стабильность
температуры. -
Существует несколько типов систем жидкостного охлаждения, отлича-
ющиеся физикой процессов, происходящих в жидкости, и конструктивным
решением. Наиболее просто отвод тепла может быть осуществлен с помощью
жидкости, протекающей по каналам, стенки которых имеют хороший тепло-
вой контакт с теплонагружёнными элементами. Специальные каналы для
жидкости могут отсутствовать, в этом случае жидкость заполняет все про-
странство, где размещаются элементы конструкции. Такие системы могут
работать при естественном перемешивании жидкости или иметь принуди-
тельное перемешивание. Принципиальной особенностью таких систем охла-
ждения является то, что температура жидкости в установившемся режиме
101
водимого теплового потока от разности
температур нагреваемого тела и жидко-
сти (кривая кипения)
1 — естественная конвекция; 2 — пузырь-
ковое кипение; 3 — пленочно-пузырьковое
кипение; 4 — пленочный режим; С —
кризис теплообмена
никогда не доходит до точки кипения. Поэтому при расчете тепловых
характеристик блоков, заполненных жидкостью, можно пользоваться
методикой тепловых расчетов для газовой среды. В этом случае все фи-
зические параметры газа заменяют соответствующими параметрами жид-
кости.
Вода для охлаждения может поступать из водопроводной сети. В случае
замкнутой системы, особенно при работе в зимних условиях, в качестве
охлаждающей жидкости применяют антифризы на основе водного раствора
этиленгликоля, не замерзающие при отрицательных температурах. Приме-
нение трансформаторного масла и полисилоксанов в качестве охлаждающей
жидкости в трубках допустимо лишь при температуре стенки ниже темпера-
туры их разложения. Более эффективным является охлаждение при погру-
жении в жидкость всей тепловыделяющей части. В этом случае жидкость
должна быть хорошим изолятором, обла-
дать большой теплоемкостью, теплопровод-
ностью, быть химически инертной.
Жидкость, как и воздух, может от-
водить тепло благодаря конвекции, но
в отличие от воздуха жидкость обладает
заметной теплопроводностью и, главное,
может интенсивно отводить тепло при
кипении. Как только температура жидко-
сти достигает точки кипения, она остается
постоянной при условии, что давление
пара над жидкостью будет также постоян-
ным. Температура охлаждаемого тела
остается близкой к точке кипения жидко-
сти, если охлаждающая жидкость имеет
высокую удельную теплоемкость (способ-
ность поглощать тепло) и отвод тепла
происходит за счет парообразования.
Изделие не перегреется до тех пор, пока оно не будет рассеивать так
много тепла, что между ним и жидкостью образуется теплоизолирующая
прослойка пара.
Кривая кипения (рис. 4-25) помогает объяснить процесс передачи тепла
от нагретой зоны в жидкость и показывает зависимость плотности потока
тепла q от разности температур Л/ нагреваемого тела и жидкости.
Начальный участок кривой показывает, что тепло отводится от изделия
естественной конвекцией до тех пор, пока пузырьки пара не начнут подни-
маться с поверхности изделий (точка В на кривой). Отрезок кривой от В
до С характеризует область пузырькового кипения, когда основная масса
отводимого тепла идет на парообразование.
. В точке С — максимуме пузырьковой области — образуется так много
пузырьков, что они стремятся слиться и распространиться по всей поверх-
ности. В этом режиме изделие начинает перегреваться, так как пленка пара
изолирует кипящую жидкость от теплоотдающей поверхности. Теплоотдача
к пару происходит менее интенсивно, чем к кипящей жидкости, поэтому
коэффициент теплоотдачи при этом снижается. Указанное явление носит
название кризиса теплообмена.
Отрезок кривой от точки С до точки D называют областью пленочно-
пузырькового кипения. В этой области на поверхности образуется неустой-
чивая пленка пара, которая может под действием циркуляционных потоков
в жидкости изменять размеры, форму и даже исчезать; процесс переноса
тепла неустойчив.
Обычно процесс скачком переходит от точки С к точке/), затем кривая
поднимается до тех пор, пока в точке F не происходит расплавление или
перегорание изделия. Температура будет быстро возрастать, так как для
того, чтобы через слой пара теплопроводностью и лучеиспусканием могло
102
быть быстро перенесено большое количество тепла, перепад температуры
между поверхностью и жидкостью должен быть очень большим.
Если охлаждающая жидкость имеет более низкую температуру кипения,
то максимум кривой кипения смещается влево. Следовательно, жидкости
с низкой температурой кипения (например, фреоны) более пригодны для
охлаждения РЭА, работающей в низкотемпературном режиме.
Рассмотренная кривая относится к случаю отсутствия принудительного
перемешивания жидкости. Поток тепла значительно возрастает, если кипя-
щую жидкость принудительно перемешивать. При этом пузырьки пара будут
удаляться с поверхности, увеличивая площадь контактирования с жидкостью.
Еще больший отвод тепла можно получить, если откачивать жидкость,
охлаждать ее в другом месте и снова подавать к нагретому телу. В этом слу-
чае поток тепла будет зависеть как от скорости жидкости, так и от различия
температур изделия и жидкости.
До сих пор предполагалось, что корпус, в котором находится жидкость,
плохо отводит тепло. Поэтому тепло, выделяемое изделием, будет накапли-
ваться в жидкости. Даже при малом уровне поступающей мощности жид-
кость приблизится к точке кипения, если не обеспечить теплоотвода от сте-
нок корпуса. Равновесие при отводе тепла от стенок может быть установлено
при том или ином значении температуры в зависимости от рассмотренных
ранее условий теплоотвода от тела в воздушной среде, закрепленного на
теплоотводящем конструктивном основании. Следовательно, надо прини-
мать меры для отвода тепла от наружной оболочки герметичного корпуса,
в который залита жидкость и находится погруженное в нем изделие.
В процессе роста пузырька температура охлаждаемого участка поверх-
ности повышается, а затем резко падает при отрыве пузырька и замещении
его жидкостью. Задержка пузырька на участке поверхности приводит к тому,
что средняя температура этого участка оказывается чрезмерно высокой, так
как большую часть времени участок будет покрыт паром. Поэтому рассма-
триваемый метод применим для больших охлаждаемых поверхностей, а не
для малых, соизмеримых с размерами пузырьков.
Основной задачей при конструировании теплоотдающих поверхностей
с испарительным охлаждением является обеспечение докризисного режима.
Нельзя допускать, чтобы величина теплового потока с единицы поверхности
была более критической. На практике это означает, что необходим некоторый
запас по температуре.
Величина критической плотности теплового потока при кипении на
теплоотдающей поверхности, погруженной в большой объем жидкости, когда
благодаря естественной циркуляции кипящей жидкости ее температура
равна температуре кипения при данном давлении *,
9кр = 28Огу"0,5 [о (у' - у")]0’25 {1 + W2 (?' - Т")°-В]°’4Ь (4-111)
где <укр — критическая плотность теплового потока, вт/м2-, г — теплота
парообразования, дж/кг\ у" — плотность сухого насыщенного пара, кг/м8-,
у' — плотность жидкости на линии насыщения, кг/м9-, а — поверхностное
натяжение, н/м', g — ускорение силы тяжести, м/сек2-, р' — вязкость жид-
кости на линии насыщения, н-сек/м2.
Если при данном давлении температура жидкости ниже точки кипения,
а температура охлаждаемой поверхности выше ее, то отрывающиеся от поверх-
ности пузырьки пара, входя в более холодные слои жидкости, конденси-
руются. При этом величина критической плотности теплового потока зна-
чительно возрастает и может быть рассчитана следующим образом*:
Кутателадзе С. С., Боришанский В. М. Справочник по теплопередаче. Госэнергоиздат,
103
где t„ac — температура насыщения при данном давлении, °C; t)K — темпе-
ратура охлаждающей жидкости, °C; с — удельная теплоемкость теплоно-
сителя, джЦкг-град).
Если конфигурация теплоотдающей поверхности такова, что есть опас-
ность образования застойных зон, где пузырьки пара не имеют свободного
выхода, кризис кипения может наступить при значительно меньших плот-
ностях тепловых потоков, чем устанавливаемые формулами (4-111) и (4-112).
Охлаждающая жидкость должна хорошо смачивать поверхность, иметь
малую вязкость и низкую температуру загустевания.
Процесс кипения должен происходить без отложений на охлаждаемой
стенке в результате термического разложения жидкости или выпадания содер-
жащихся в ней солей. Жидкость должна быть химически инертной к материа-.
лам, из которых выполнены охлаждаемые поверхности. Во многих случаях
требуется иметь малые диэлектрические потери на рабочей частоте.
Рис. 4-26. Формы оребренной поверхности радиаторов для испари-
тельного охлаждения: а — ребристая поверхность; б — зубцовая
Преимущество фреоновых жидкостей для этих целей состоит в том, что
они имеют низкую температуру затвердевания, невысокую температуру
кипения (имеются фреоны с температурой кипения +25° С), удовлетвори-
тельную теплоемкость и теплопроводность, химически инертны и нетоксичны.
Для тех случаев охлаждения РЭА, когда возникает необходимость отво-
дить тепловой поток столь большой плотности, что она превышает величину
<7кр, теплоотдающую поверхность следует оребрить (рис. 4-26).
При плотностях тепловых потоков (отнесенных к гладкой теплоотдающей
поверхности), меньших qK?, интенсивное пузырьковое кипение происходит
в основном у основания ребер (зубцов). Если q 5> дкр, то между ребрами или
зубцами возникает местный кризис теплообмена. Локальная плотность тепло-
съема с этих участков, достигнув <?кр, начинает снижаться, а область пузырь-
кового кипения смещается по высоте ребра. Однако возникновение кризиса
не приводит к катастрофическому скачку температуры, так как резкое ло-
кальное уменьшение коэффициента теплоотдачи компенсируется высокой
теплопроводностью ребер или зубцов. В таких случаях необходимо, чтобы
размеры ребер, зубцов й зазоров между ними значительно превышали диаметр
парового пузырька в момент его отрыва от теплоотдающей поверхности (для
воды, кипящей при атмосферном давлении, d = 2 мм). Кроме того, конфигу-
рация ребер и их расположение на поверхности должны способствовать уда-
104
лению пара из зоны кипения, а оребренная стенка должна иметь достаточную
толщину, обеспечивающую растекание тепла к основаниям ребер. Подобный
режим теплообмена соответствует смешанному кипению, т. е. одновременному
существованию пузырькового и пленочного кипения на теплоотводящей
поверхности.
При дальнейшем увеличении теплового потока зона пленочного кипения
расширяется, а зона пузырькового кипения сдвигается дальше по высоте
зубцов или ребер. При этом процесс продолжает оставаться устойчивым, пока
интенсивное кипение не достигнет оконечностей оребрения.
Итак, явление устойчивого смешанного кипения характеризуется широ-
кими пределами отводимых тепловых потоков, что представляет большой
интерес.
Такие радиаторы ха-
рактеризуются коэффи-
циентом оребрения, кото-
рый равен отношению
площади оребренной по-
верхности радиатора к пло-
щади поверхности без
оребрения. Обычно коэф-
фициент оребрения ра-
вен 10.
Например, оребрен-
ная поверхность (см.
рис. 4-26, б) имеет зубцы,
расположенные в шахмат-
ном порядке. Зубцы имеют
Рис.. 4-27. Форма каналов для протекания охлаждающей
жидкости
форму усеченной четырехгранной пирамиды, одна диагональ основания кото-
рой совпадает с направлением движения жидкости, а другая ей перпенди-
кулярна.
Подобное оребрение позволяет отводить в кипящую воду тепловые по-
токи, плотности которых достигают 400 ет!см2. При таких тепловых потоках
температура у основания зубцов может доходить до 300° С.
Удельная мощность рассеивания, передаваемая теплоносителю, опреде-
ляется. по уравнению теплообмена:
ДГ ~ Р'к (f —t
Рас 8600 ' с’п тсп7 STB
(4-113)
где Урас — удельная мощность рассеивания, ет!см2-, ак — коэффициент
теплоотдачи конвекцией, вт!(м2 • град)-, tc.n — средняя температура охлажда-
емой поверхности, °C; £тСП — средняя температура теплоносителя, °C; ST0 —
теплоотдающая поверхность, ж2; STB — тепловоспринимающая поверх-
ность, м2.
.Конструирование испарительного радиатора начинают с выбора формы
каналов для прохода жидкости (рис. 4-27). Как видно из выражения (4-113),
целесообразно развивать теплоотдающую поверхность, оставляя неизменной
тепловоспринимающую.
Для кольцевого зазора (рис. 4-27, а) это приводит к увеличению наруж-
ного диаметра трубы и толщины стенки, через которую отводится тепловой
поток, что в свою очередь приводит к повышению температуры тепловоспри-
нимающей поверхности вследствие увеличения перепада температуры в стенке
43007VpacrfTB (4-114)
А ^тв
где А/ст —- разность температур тепловоспринимающей и теплоотдающей
поверхности, град', dTB — диаметр тепловоспринимающей поверхности, ж;
dm — диаметр теплоотдающей поверхности, ж; X. — теплопроводность мате-
риала стенки при средней температуре стенки, ет!м-град).
105
Увеличение поверхности при выполнении охлаждающего устройства
по схеме (рис. 4-27, б) приводит к увеличению высоты ребер /гр, разграничи-
вающих каналы, или числа каналов. Чрезмерное увеличение высоты ребер
нежелательно, так как некоторая часть поверхности ребра будет работать
неэффективно вследствие рассеивания тепла по высоте ребра и снижения его
температуры к периферии.
Эффективно участвующая в теплообмене высота ребра определяется
по формуле:
, 2,0
--' г~“---?
® /ар/(Хбр)
(4-115)
где 6р — толщина ребра, м\ ар — коэффициент теплоотдачи на поверхности
ребра, втЦм2, • град).
В зависимости от размеров, теплопроводности материала и условий
охлаждения ребра радиатора могут не улучшать, а ухудшать процесс отвода
тепловой энергии, являясь участками тепловой изоляции на теплоотдающей
поверхности. Условием улучшения теплопередачи является неравенство:
' 1 > бэ , бр
а К 2арй.' ’
(4-116)
где а — коэффициент теплоотдачи на участках гладкой теплоотдающей
поверхности между ребрами; 6Э — геометрический размер, характеризую-
щий термическое сопротивление тела ребра, равный средней длине всех воз-
можных путей, по которым может передаваться тепло от основания ребра до
его охлаждаемых поверхностей.
Для приближенных вычислений можно принять 6Э = <5р/2; h' — рас-
четная высота ребра: h’ = при /гэф < /г, h' = h при /гэф > /г; h — вы-
сота ребра в данной конструкции радиатора. При охлаждении жидкостью
без изменения ее агрегатного состояния (без кипения) ар = а.
Коэффициент теплоотдачи при поверхностном кипении жидкости в про-
странстве между ребрами
°^КИП -- J ",
“14' ак (^нас Чеп)] '1 “Т (^нас “Ь Агеп)
где q — тепловой поток в охлаждающем устройстве; с — константа, опреде-
ляемая видом охлаждаемой поверхности и родом охлаждающей жидкости;
а — коэффициент теплоотдачи конвекцией; tKac — температура насыщения
при данном давлении; £теп — средняя температура теплоносителя в охлажда-
ющем пространстве.
Итак, испарительное охлаждение обладает рядом существенных преиму-
ществ, к числу которых можно отнести: 1) возможность отвода значительных
мощностей рассеивания (до 400 вт/см?); 2) меньшие габариты системы охлаж-
дения и количество циркулирующего теплоносителя, чем при других видах
охлаждения; 3) постоянство рабочей температуры в широком интервале отво-
димых мощностей и независимость ее от температуры окружающего воздуха.
Разновидностью испарительного охлаждения является охлаждение
с помощью испарительных трубок *. В этом случае охлаждаемые приборы
непосредственного контакта с рабочей жидкостью не имеют. Испарительная
трубка представляет собой полый тонкостенный металлический стержень
(рис. 4-28), внутренние стенки которого покрыты пористым фитилем, способ-
ным насыщаться рабочей жидкостью и обладающим капиллярным эффектом.
В ненагретом состоянии фитиль пропитан рабочей жидкостью (водой,
метиловым спиртом, фреоном и т. д.). При нагреве одного конца трубки рабо-
чая жидкость начинает испаряться. Пар рабочей жидкости по внутреннему
* Dutcher С. Н., Burke М. R. Heat pipes— a cool way to cool circuitry. — «Electronics», vol.
43, No 4, Febr. 16, 1970, p. 94—100,
106
каналу будет перемещаться к холодному концу трубки — конденсаторной
секции. Здесь происходит конденсация пара, который отдает свое тепло на
стенки холодного конца трубки, а затем это тепло передается на радиатор
или стенки корпуса РЭА.
Конденсированная жидкость впитывается в фитиль и вследствие капил-
лярного эффекта возвращается к горячему концу трубки. Эффективность
работы испарительной трубки несколько возрастает, если ее расположить
вертикально, так чтобы холодный ее конец находился вверху. При этом к си-
лам капиллярности будут добавляться силы гравитации и интенсивность
теплообмена будет возрастать.
Передача тепловой энергии в таких трубках происходит за счет скрытой
теплоты парообразования рабочей жидкости, поэтому температура поверх-
ности трубки меняется незначительно
по ее длине.
Эффективность работы испаритель-
ных трубок весьма высока. Например,
испарительная трубка длиной 60 см
и диаметром 13 мм способна отводить
тепловой поток мощностью до 200 вт
при температуре 100° С, при этом паде-
ние температуры по длине трубки со-
ставляет всего 0,5° С. Для сравнения
можно сказать, что для передачи такой
мощности с помощью медного стержня
потребовался бы стержень сечением
7x7 см2 и массой 25 кг, в то время как
350 а.
Рис. 4-28. Испарительная трубка
1 — пар рабочей жидкости; 2 — корпус труб-
ки; 3 фитиль, пропитанный рабочей жид-
костью
испарительная трубка имеет массу
С помощью испарительных трубок удобно отводить тепло от «горячих»
(теплонагруженных) точек конструкции к корпусу РЭА. В некоторых слу-
чаях, когда по условию работы мощные транзисторы нежелательно удалять
от остальных элементов цепи, а применение радиаторов увеличивает вес и га-
бариты устройства, применение испарительных трубок оказывается весьма
эффективным. В таких конструкциях транзисторы крепятся непосредственно
на стенки трубки, а холодный ее конец соединяется с корпусом РЭА,
который в этом случае выполняет роль радиатора. Уменьшение теплового
сопротивления между корпусом нагревающегося элемента и стенкой испари-
тельной трубки достигается за счет увеличения чистоты обработки контакти-
рующих поверхностей, увеличения усилия прижима и применения теплоот-
водящих смазок.
К недостаткам испарительных трубок следует отнести возможность
утечки пара рабочей жидкости вследствие значительного избыточного давле-
ния внутри трубки при ее работе и некоторое увеличение веса и объема кон-
струкции.
В тех случаях когда тепловая мощность выделяется равномерно всеми
элементами конструкции по всему объему блока, применение испарительных
трубок оказывается малоэффективным, так как количество трубок будет
значительным. В этом случае более рациональным решением будет помеще-
ние РЭА в жидкость и использование герметичного корпуса.
Проведенные эксперименты показали, что перепад давления и темпера-
туры горячего и холодного концов тепловой трубки незначителен. Это позво-
ляет считать поверхностное натяжение, плотность жидкости, плотность пара
внутри трубки величинами постоянными.
Эти допущения несколько снижают точность расчетов, но значительно
облегчают вывод основных соотношений [18].
Перепад давлений можно получить, используя закон Пуайзеля для лами-
нарного течения вязкой жидкости в цилиндрической трубе:
= (4-117а)
* п^п
107
где vn — кинематическая вязкость пара, м2]сек; Fri — сечение парового
канала, ж2; dn — диаметр парового канала, м; I — длина тепловой трубки, ж;
G — расход жидкости.
За счет действия капиллярных сил давление в жидкости отличается от
давления пара над ее поверхностью и составит в зоне испарения рг —
— (4o)/d cos Oj, а в зоне кипения р2 — (4<т)/d cos 02, где d — средний диа-
метр ячейки фитиля, м; 0 — краевой угол мениска жидкости в ячейке фитиля;
о — поверхностное натяжение, н/м.
Перепишем перепад давлений с учетом сделанных замечаний:
(р2 - 4- cos е2) - (рх - 4-cos е1) = SlG- (4’117б)
Термодинамическое равновесие между жидкостью и паром определяется
выражением:
Рп(Т) , (4-117в)
где Тп, Тж — плотность пара и жидкости, кг/м?; р’п (Т) — давление пара над
мениском при данной температуре, н/м2", ра (Т) — давление пара над глад-
кой поверхностью жидкости, н/м2; рп0 (7) — давление пара на линии насы-
щения при данной температуре, н/м2.
Из этого соотношения можно найти перепад давлений между зоной испа-
рения и зоной конденсации
Pi — Pz = &Р ~ v1- (cos ei — cos 62). (4-117г)
уж ц
На основании (4-117, а)—(4-117г) можно получить
Ар - (cos ех - cos е2) ~ = GI ;
(cost), — cose2) (1 + — Ар = Gl .
v 1 27 d \ 1 уж / н Fxd2 ।
Решая эту систему и учитывая, что тепловой поток, проходящий через
трубку, Q = rG, где г — скрытая теплота парообразования, дж, получим
____________________________________г Др_______
Уп Yn Уж
F d2 v F d2
П^П 1Ж ж
где d — диаметр капилляра фитиля.
Учитывая, что -уп уж, и воспользовавшись уравнением состояния для
идеального газа, можно получить связь между перепадом давления Ар и пере-
падом температуры А/ при рабочей температуре t.
Подставив в (4-117д), получим
Q ____________г2уп _________Д£
\ *
FA Дж V2 J
32/
Предельный тепловой поток через трубку будет
*2макс
or
вт.
Sid
I F d2 F d2 I
\ п п ж /
Отсюда видно, что на величину максимального теплового потока суще-
ственно влияет диаметр парового канала d,; и диаметр капилляра фитиля d.
Наивысшее значение теплового потока может быть достигнуто только при
определенных соотношениях между и d:
/ 4 \2 = Fn Уж
\ dn ) Рж Уп
108
При этом максимальная величина теплового потока будет
Q
Чмакс-опт— 16vnd/ ’
а перепад температур составит
АТ —,.21р
orrr rynd '
Из этого выражения видно, что на перепад температур холодного и горя-
чего концов трубки влияют только параметры теплоносителя и диаметр капил-
ляра фитиля. Интересно отметить, что при использовании в качестве теплоно-
сителя натрия тепловая трубка длиной 100 мм при диаметре парового канала
18 мм способна передать тепловой поток 60 кет при перепаде температур 10°.
При этом плотность теплового потока составляет 20 квт!см2.
При весьма небольших перепадах температуры холодного и горячего
концов тепловой трубки можно отводить очень большие тепловые потоки.
Форма тепловой трубки по ее длине почти не влияет на величину передавае-
мого теплового потока. Это позволяет производить размещение греющихся
элементов конструкции, исходя из удобства их электрического соединения
а затем, используя тепловые трубки, отводить рассеиваемую тепловую мощ-
ность на кожух (корпус) РЭА.
4-6. Расчет теплового режима термостатированного объема
Назначение термостата. Полная мощность, отдаваемая термостатом в окру-
жающую среду. Принцип расчета тепловой характеристики термостата. Опре-
деление толщины теплоизоляции
Термостаты используются для стабилизации температуры небольших
объемов. Основным элементом термостата (рис. 4-29) является массивный
металлический корпус, в стенку которого встраивается датчик терморегуля-
тора (термистор, биметаллическое реле, термо-
пара и др.). Снаружи корпуса размещается об-
мотка нагревателя. Корпус вместе с нагревате-
лем помещается в стакан из теплоизоляцион-
ного материала, закрытого металлическим ко-
жухом [19].
В стационарном режиме тепловая энергия,
выделяемая внутри термостата, равна коли-
честву тепла, рассеиваемому кожухом в окру-
жающую среду. Пренебрегая потерями тепло-
вой энергии через монтажные провода и эле-
менты крепления, можно’ считать, что вся теп-
ловая энергия передается в окружающую среду
кожухом путем конвекции и излучения.
Мощность, рассеиваемая кожухом термо-
Рис. 4-29. Схематическое изо-
бражение термостата
1 — массивный металлический кор-
пус; 2 — обмотка нагревателя;
3 — полезный объем; 4 — кожух;
5 — стакан из теплоизоляционно-
го материала; 6 — кривая распре-
деления температуры: ^КОр — тем-
пература корпуса; tc — температу-
ра среды; tK — температура кожуха
конвекцией находится по
кожуха.
стата,
(4-118)
где ал — коэффициент лучеиспускания, втХ
Хм"2 -град"1; ак — коэффициент теплоотдачи
конвекцией, вт-м~2-град"1-, SK — площадь
поверхности кожуха, м2; tK — температура
кожуха, °C; tc — температура среды, °C.
Коэффициент лучеиспускания определяется
из выражения (4-2). Коэффициент теплоотдачи
формуле (4-7) с учетом ориентации поверхности
За определяющий размер L вертикальной стенки принимается высота
термостата, а для дна и крышки определяющим размером будет d — диаметр
109
кожуха. С учетом этих замечаний полная мощность, рассеиваемая кожухом
термостата, может быть определена как сумма мощностей рассеивания верх-
ней, нижней и боковой поверхности кожуха:
Р = («л + ак. J SB Д?к + (ал + ак. н) SH Д/к Д- (ал + ак. 6) 5бД?к. (4-119)
Рис. 4-30. Зависимость темпе-
ратуры кожуха термостата от
мощности, потребляемой термо-
статом от сети и от температуры
среды tc
Это выражение устанавливает связь между
температурой кожуха и рассеиваемой им в окру-
жающую среду мощностью, а это есть тепловая
характеристика термостата.
Мощность, передаваемая корпусом термо-
стата через слой теплоизоляции толщиной 6
к кожуху, определяется по формуле:
Р = ["У + In (/„/у 5(3 ] ^к°р —
(4-120)
где X — коэффициент теплопроводности изоля-
ции, вт-мГ1 -град"1; 6 —толщина изоляции, м;
li, /2 — внутренний и наружный радиус
изоляции, м; Lr — высота корпуса, м; SH, SB,
S6 — площади нижней, верхней и боковой по-
верхности корпуса, м2.
Для расчета тепловой характеристики термостата используют графо-
аналитический метод расчета. Характеристики 1, 2, 3, 4 (рис. 4-30) строят,
задаваясь различными значениями температуры окружающей среды, и по
выражению (4-119) определяют tK. Из выражения (4-120) находят зависимость
tK = f (Р) и наносят эту характеристику на рис. 4-30 (прямая 5). На рис. 4-30
предельная температура окружающей среды принята 4-50° С.
~20 -10 0 10 20 30 W 50 60 70 °C
Рис. 4-31. Зависимость температуры кожуха tK от мощности,
рассеиваемой в окружающую среду от температуры среды tc
Решая графически систему уравнений (4-119) и (4-120), находят точки
пересечения кривых 1, 2, 3, 4 и прямой 5 на рис. 4-30 и по ним строят зависи-
мости = f (Q и Р — / (О (рис. 4-31). Из этих зависимостей при заданных
значениях температуры окружающей среды определяют мощность, потреб-
ляемую термостатом от сети.
При наличии источников энергии, размещаемых в термостатированном
объеме, по зависимости Р = f (fc) на рис. 4-31 находят предельное значение
температуры, при котором термостат будет работать. Например, если в термо-
стате рассеивается мощность 3 вт, то максимальная температура окружаю-
щей среды не может быть больше 50° С (прямая III, отстоящая от прямой II
на величину 3 вт).
Для определения толщины изоляции задаются размерами корпуса термо-
стата, степенью черноты поверхности кожуха, мощностью внутренних источ-
110
ников теплового излучения, максимальной допустимой мощностью нагрева-
теля и минимальной температурой среды.
Предварительно задаются двумя-тремя значениями толщины изоляции 6
и определяют соответствующие им площади поверхности крышки SB, дна SH
и боковых стенок корпуса S6. Используя выражение (4-120), строят характе-
ристики tK = f (Р) (кривые рис. 4-32), а по выражению (4-119) строят тепло-
вые характеристики для минимальной температуры окружающей среды и для
разной толщины изоляции б (кривые 2 на рис. 4-32). По точкам пересечения
кривых 1 и 2 для соответствующих б строят характеристики Р — f (б) и
tK = f (8) (рис. 4-33). По кривой Р = f (б) определяют необходимую толщину
°С
70
60
50
40
30
20
10
О
-10
-20
теплоизоляции для заданной мощности на-
гревателя. При наличии источников тепла
термостате необходимая толщина изоля-
Рис. 4-33. Мощность, потребляемая термо-
статом от сети, и температура его кожуха
в зависимости от толщины изоляции
Рис. 4-32. Тепловые характеристи-
ки термостата при различной тол-
щине изоляции 8
1 — зависимость t = f (Р); 2 — теп
ловые характеристики, см. (4-119)
ции находится для мощности, равной разности заданной мощности нагре-
вателя и мощности внутренних источников тепла.
Для уменьшения колебаний температуры внутри термостата под дейст-
вием нагревателя и изменения температуры окружающей среды корпус термо-
стата следует делать из материала с хорошей теплопроводностью. Такими
материалами являются медь, алюминий. Обычно изоляция стенок корпуса
делается толщиной 5—8 мм. Такие корпуса создают вокруг термостатирован-
ного объема изотермическую поверхность, что благоприятно сказывается на
распределение температуры внутри термостата.
Наружная поверхность корпуса должна иметь малую степень черноты,
так как при этом мощность нагревателя может быть уменьшена. С этой целью
целесообразно наружную поверхность хромировать и затем полировать.
Глава пятая
ЗАЩИТА РЭА ОТ МЕХАНИЧЕСКИХ ВОЗДЕЙСТВИЙ
5-1. Конструктивные меры обеспечения прочности и жесткости
Механические нагрузки, действующие на РЭА. Способы повышения жесткости
и прочности конструкций. Расчет резонансных частот некоторых плоских дета-
лей конструкции
Все виды РЭА подвергаются воздействию внешних механических нагру-
зок, которые передаются каждой детали, входящей в конструкцию. Механи-
ческие воздействия имеют место в работающей РЭА, если она установлена на
подвижном объекте, или только при транспортировке в неработающем состоя-
нии, как в случае стационарной и некоторых видов возимой РЭА.
111
Различают два понятия: вибропрочность и виброустойчивость. Вибро-
прочность— способность РЭА работать в условиях воздействия вибра-
ционных нагрузок. Виброустойчивость —способность конструкции
противостоять разрушающему действию вибрации и продолжать нормально
работать после устранения вибрационных нагрузок.
Воздействие транспортной тряски складывается из ударов и вибраций.
Введение амортизаторов между РЭА и объектом в качестве среды, ослаб-
ляющей амплитуду передаваемых колебаний и ударов, снижает вели-
чину действующих на РЭА механических сил, но не уничтожает их пол-
ностью.
В некоторых случаях образованная с введением амортизаторов резо-
нансная система влечет за собой возникновение низкочастотного механиче-
ского резонанса, который приводит к увеличению амплитуды колебайий РЭА.
При этом значительно усиливаются нагрузки, передаваемые на конструкцию
РЭА. Элементы конструкций РЭА характеризуются своими механическими
резонансными частотами, меняющимися в широких пределах в зависимости
от массы и жесткости закрепления элементов.
Колебания элементов конструкции могут вызвать чрезмерные механиче-
ские напряжения, влекущие за собой либо недопустимые деформации, либо
разрушение.
При разработке конструкции РЭА необходимо обеспечить требуемую
механическую жесткость и прочность ее элементов. Жесткость конст-
рукции есть отношение действующей силы к величине деформации, выз-
ванной этой силой. Под прочностью конструкции понимают величину
нагрузки, которую конструкция может выдержать без остаточной дефор-
мации или разрушения.
Повышение прочности конструкции РЭА связано с усилением ее конст-
руктивной основы, применением ребер жесткости, контровки болтовых соеди-
нений и т. д. Особое значение имеет повышение прочности субблоков и входя-
щих в них узлов методами заливки и обволакивания. Заливка пеноматериа-
лом позволяет сделать субблок монолитным при незначительном увеличении
веса.
Во всех случаях нельзя допускать образования механической колеба-
тельной системы — это касается крепления монтажных проводов, микросхем,
экранов и др. частей, входящих в РЭА.
Расчет резонансных частот отдельных элементов конструкции РЭА ока-
зывается весьма сложным и с инженерной точки зрения не всегда оправдан-
ным. Однако такие элементы конструкции, как печатные платы, боковые
стенки, панели и другие плоские узлы и детали, можно с некоторыми допуще-
ниями рассматривать как пластины с различными вариантами креплений
по контуру, имеющие распределенную или сосредоточенную нагрузку.
Формулы для приближенных расчетов собственных резонансных частот таких
конструкций приведены в табл. 5-1*, поз. 1-3.
Если на пластину действует несколько сосредоточенных масс, то отдельно
находят резонансную частоту для каждой массы, а затем по формуле Дункер-
лея определяют частоту колебаний такой системы:
/
В случае закрепления платы или пластины по контуру расчет резонанс-
ной частоты проводят по формулам, приведенным в поз. 5, 6 табл. 5-1.
* Экслер Н. Р. Конструирование радиоэлектронной аппаратуры, устойчивой к внешним
механическим воздействиям. ЛДНТП, 1967.
112
Таблица 5-1
№ пп. ] Схема закрепления конструкции Крепление и нагрузка Прогиб, СМ Частота, гц
1 7 С шарнир- ными опорами и распределен- ной нагрузкой 6 - max 384LV
1
2 у С консоль- ным закрепле- нием и распре- деленной на- грузкой х Оглах 384£V HI'’- 1 tq s
J_L
1
3 \Q а J С шарнир- ными опорами и сосредото- ченной нагруз- кой, прило- женной на рас- стоянии а от точки креп- ления s Qas(l—a)2
a ЧЕ Л '
1
4 \\\\w AWWVW 10 а С консоль- ным закрепле- нием и сосре- доточенной на- грузкой, при- ложенной на расстоянии а от точки за- крепления °° ЧЕЛ3
1 J
5 а Прямоуголь- ная пластина, шарнирно опер- тая по конту- ру. Нагрузка равномерно распределена по поверхности X — ъ qbi Отах — дз — = 0,159^1/-; a2 у q a = 9,87(1 + + ft3/*2) ИЗ
Л
я
1 1
A L
Продолжение табл. 5-1
Крепление и нагрузка Прогиб, ям Частота, гц
Прямоуголь- ная пластина, жестко закреп- ленная по кон- туру. Нагруз- ка равномерно распределена по поверхно- сти f = 1 max — «2 £ дз а > b ах = 22,37 X х !<+»< +£
Примечание. В формулах q — распределенная нагрузка, кас; Е — модуль уп-
ругости 1-го рода, кгс/см-; J—момент инерции сечения балки, сж4; Q — сосредоточенная
нагрузка, кгс; Д — толщина пластины, см; D — — жесткость пластины на изгиб;
р. — коэффициент Пуассона; a, b, I, б — размеры, см;
d/b .....................-1,0
fei........... ........... 0,0453
fe3 ........................0,0138
d/b............ 1,6 1,7
.fei ................ . 0,91 0,096
................... 0,024 0,024
1,1 1,2 1,3 1,4 1,5
0,053 0,0616 0,0697 0,077 0,084
0,0165 0,019 0,021 0,023 0,024
1,8 1,9 2,0 3 4 5
0,102 0,106 0,11 0;,1336 0,14 0,142
0,024 0,024 0,024 0,024 0,024 0,024
5-2. Амортизаторы
Конструкции амортизаторов с металлическим и резиновым упругим элементом.
Методика выбора амортизаторов. Основные схемы размещения амортизаторов
Приступая к конструированию РЭА, необходимо знать частотный диапа-
зон механических нагрузок и величину ускорений, характер и величину
динамических ударных нагрузок, линейные нагрузки, которые будут действо-
вать на аппаратуру в процессе эксплуатации. Величины этих воздействий
оговариваются в технических требованиях на разработку РЭА.
Методика конструирования РЭА с учетом устранения разрушения под
действием передачи перегрузок от объекта установки сводится к следующим
этапам: 1) обеспечение собственной жесткости и прочности конструкции;
2) определение схемы крепления амортизаторов и выбор их типа; 3) определе-
ние собственных резонансных частот конструкции РЭА на выбранных аморти-
заторах с учетом их расположения по различным координатам и решение
вопроса об эффективности виброизоляции; 4) проверка защищенности РЭА
от воздействия ударных импульсов заданной формы и длительности; 5) про-
верка устойчивости конструкций РЭА к линейным перегрузкам; 6) защита
РЭА от транспортной тряски с помощью соответствующей упаковки.
Амортизаторы выбирают по двум характеристикам: статической и дина-
мической. Статическая характеристика выражает зависимость реакции амор-
тизатора от прогиба (осадки) его подвижной части. Реакция амортизатора
численно равна статической нагрузке, приложенной по его оси. Статическая
характеристика определяется жесткостью амортизатора. Под жесткостью
амортизатора понимают отношение усилия, действующего на амортизатор,
к величине прогиба, вызванного усилием. Динамическая характеристика
114
9 «
показывает ослабление амплитуды колебаний, передаваемых через аморти-
затор, в зависимости от частоты возмущающих колебаний постоянной ампли-
туды. Резонансные свойства амортизированной РЭА ослабляются с помощью
демпфирования. Демпфирование есть средство внесения затухания в механи-
ческую резонансную систему посредством поглощения части колебательной
энергии.
Амортизаторы, применяемые при конструировании РЭА, по виду упру-
гого элемента разделяются на металлические и резиновые.
Металлические амортизаторы позволяют получить большие прогибы без
значительных напряжений в материале пружин, они выдерживают значи-
тельные температурные перегрузки, не меняют характеристик под воздейст-
вием продолжительной статической весовой нагрузки. К недостаткам метал-
лических упругих элементов следует отнести плохие звукоизоляционные
Рис. 5-1. Амортизаторы АПН (размеры приведены в приложении 4)
качества, что приводит к передаче звуковых колебаний через амортизатор
без ослаблений и малое демпфирование, которое приходится восполнять вве-
дением фрикционных (амортизатор АПН) или пневматических (амортизаторы
АД) демпферов.
Упругими элементами амортизатора АПН (рис. 5-1) являются две кони-
ческие пружины 1 равной жесткости, профиль которых обеспечивает равно-
частотную динамическую характеристику. Демпфирование в осевом направле-
нии осуществляется за счет трения пластмассовых колодок 2 о стенки кор-
пуса 3, а в боковом направлении — за счет трения шайб 4 о колодки. Аморти-
заторы АПН (амортизатор пространственного нагружения) могут восприни-
мать нагрузку под любым углом к оси (приложение 4).
Амортизаторы с пневматическим демпфированием АД (рис. 5-2, прило-
жение 4) имеют одну коническую пружину 8 и в качестве демпфера резиновый
баллончик 2, скрепленный с фланцем, имеющим калиброванное отверстие
малого диаметра, сквозь которое с трением выходит воздух, обеспечивая демп-
фирование колебаний. Такой метод не дает эффекта для самолетной РЭА,
размещенной вне гермоотсеков, из-за разреженности воздуха.
Тросовые амортизаторы (рис. 5-3) эффективно работают в любой плоско-
сти. Амортизатор полностью изготовляется из металла, не поддается воздей-
ствию температуры, влажности, радиации, барометрического давления. Трос
круглого сечения благодаря относительно равномерному распределению на-
пряжений способен воспринимать большую нагрузку на единицу веса.
Амортизатор представляет собой цилиндрический стержень, закреплен-
ный на основании, связанном с объектом, и соединенный с аналогичным стерж-
нем на РЭА посредством троса. Трос поочередно огибает оба стержня. Коли-
чество петель троса выбирается в зависимости от требуемой жесткости и ста-
тической деформации амортизатора. При воздействии удара энергия погло-
щается амортизатором за несколько циклов движения. При значительной
115
перегрузке трос сгибается, однако при снятии перегрузки возвращается в пер-
воначальное положение без остаточной деформации.
Тросовые амортизаторы являются «нелинейными»: с уменьшением ампли-
туды их резонансная частота повышается, а перегрузка при резонансе сни-
Рис. 5-2. Амортизаторы АД: а—конструкция; б — основные
размеры (см. приложение 4)
1 пистон; 2 — демпфер: 3 — корпус; 4 — резиновое кольцо; 5 =-
бобышка; 6 — кольцо стопорное; 7 — крышка: 8 — пружина; S —
подкладка; 10 — основание
dcr (рис. 5-3) должен
жается, поэтому они особенно эффективны в случае малой амплитуды вибра-
ций. При амплитуде колебаний до 0,5 жж явление резонанса у тросовых амор-
тизаторов вообще не наблюдается.
Для изготовления такого амортизатора применяют тросы из волоченой
пряди, согласно ГОСТ 2688-—55.
Для того чтобы напряжения в отдельных проволочках троса не превы-
шали допустимых, диаметр
быть в 10—15 раз больше
диаметра троса djp. Для
предохранения концов
троса от размочаливания
их обволакивают эпоксид-
ным компаундом.
Наряду с металличес-
кими амортизаторами при-
меняют резиновые. Резина
Рис. 5-3. Тросовые амор-
тизаторы
цилиндрического стержня
Рх
Рис. 5-4. Аморти-
затор АКСС-М (ко-
рабельный со стра-
ховкой, маслостой-
кий); размеры см.
в приложении 4
At 0,2
г
как амортизирующий материал получила широкое распространение [21 ]..
Степень деформации резины существенно зависит от рода нагрузки. Наиболь-
шие деформации бывают при нагрузках, вызывающих сдвиг резины, наимень-
шие — при нагрузках, вызывающих сжатие; вследствие этого резиновые
амортизаторы, работающие на сдвиг, обладают малой грузоподъемностью,
но и малой жесткостью. Амортизаторы, работающие на сжатие резины, обла-
дают значительно!! грузоподъемностью и большой жесткостью. Их применяют,
116
# «
например, для тяжелой корабельной РЭА (амортизаторы АКС на рис. 5-4).
Амортизаторы в режиме растяжения почти не применяются из-за чувстви-
тельности растянутой резины к местным повреждениям. В конструкции рези-
нового амортизатора особое внимание должно быть обращено на исключение
концентраций напряжения.
Наиболее опасен для резиновых амортизаторов сильный мороз, снижаю-
щий эластичность резины, а также возможность попадания дизельного топ-
лива.
Для амортизации РЭА сравнительно небольшого веса, там где аморти-
заторы АКС не пригодны из-за высокой жесткости, применяют рожковые
амортизаторы (рис. 5-5):
Тип амортизатора
08.2-1
08.2-3
08.3-3
Максимальная осевая Размеры,
нагрузка на 1 амортизатор, н Н; h
0,2 31; 6
0,4 41; 10
0,6 52; 14
ММ
Частоты собственных колебаний рожковых амортизаторов в нагружен-
ном состоянии при нормальных условиях как в вертикальном, так и в гори-
зонтальном направлении примерно одинаковы и составляют в среднем 11 —
12 гц. Эти амортизаторы осуществляют надежную виброзащиту при нормаль-
ных условиях, начиная с частоты 15—20 гц для вертикальных и горизонталь-
ных колебаний. В условиях низких температур эти значения возрастают при-
мерно на 5 гц.
В качестве примера произведем расчет амортизации моноблока РЭА.
Пусть масса моноблока G = 5,6 кг; амплитуда колебаний объекта, на котором установлен
моноблок, составляет 0,5 жж, частота колебаний f = 30<-70 гц, допустимое ускорение на моно-
блоке <7 = 0,80 g.
Найдем величину действующего на объекте
ускорения:
„ 4зт3
—— '—------
9810
где А —(амплитуда колебаний, жж; f — частота
колебаний, гц; g — ускорение силы тяжести,
м-сек~2.
Тогда
е7н
4-3,143-302-0,5
"" 9810
g = 1.8 g;
4-3,143-702-0,5
9810
g = 9,8 g.
Рис. 5-5. Резино-металлический
амортизатор рожкового типа
Коэффициент виброизоляции
11=^ = д^=0’082 ~0>08-
<7 в 9,8 g
По графику рис. 5-6 для т]= 0,08 и D = 0,05 находим у = Р/со = 3,8.
Рассматривая наихудший случай, примем в качестве возмущающей частоты нижнюю
частоту заданного диапазона 30 гц. Собственная частота системы не должна превышать
соЛ- = Pt/y = 30 : 3,8 8,0 гц.
Для вертикальных колебаний с небольшой амплитудой (1—-2,5 жж) такую собственную
частоту могут обеспечить прямочастотные амортизаторы типа АД.
При установке моноблока на 4 амортизатора нагрузка, приходящаяся на один аморти-
затор, G/4 = 5,6 : 4 = 1,4 кг.
По характеристикам приложения 4 выбираем прямочастотные амортизаторы АД-3 на
нагрузку 0,1—0,15 н.
Расположение амортизаторов производят с учетом центра тйжести РЭА.
Их расположение должно исключать возможность ударов под действием виб-
раций и ударных перегрузок в различных плоскостях. Для этого применяют
упругие ограничители хода (до 5 мм в каждую сторону). Большая величина
117
свободного хода может приводить к Повреждению кабелей, шлангов и другой
подводки к РЭА. На рис. 5-7 представлены наиболее распространенные схемы
расположения амортизаторов.
Если в результате проведенных расчетов оказывается, что собственная
резонансная частота лежит в диапазоне частот возмущающих колебаний,
необходимо использовать амортизаторы с демпфированием. Амплитуда при
резонансе возрастает не мгновенно, и должно пройти некоторое время, прежде
чем она достигает своего максимального значения. Если частота колебаний
меняется и совпадение частоты собственных колебаний и возмущающей наблю-
Рис. 5-6. Зависимость коэффициента виброизоляции
т] от отношения у возмущающей частоты к собствен-
ной частоте системы при различном демпфирова-
нии D
дается в относительно короткое
время, в течение которого си-
стема не успеет раскачаться,
такой резонанс не опасен.
Анализируя кривые коэф-
фициента виброизоляции (см.
рис. 5-6), можно сделать ряд
замечаний по выбору аморти-
заторов. Весь диапазон возмож-
Рис. 5-7. Схема расположения амор-
тизаторов на блоках РЭА
пых возмущающих колебаний можно разделить на ряд поддиапазонов, для
которых будут наблюдаться специфические условия работы.
1. О <у <0,3. В этом частотном диапазоне амортизаторы не изменяют
величину механической нагрузки, действующей на РЭА. Амплитуда колеба-
ний передается без ослабления. Следовательно, если известно, что частоты
возмущающих колебаний всегда будут значительно меньше собственной ча-
стоты, амортизаторы ставить нецелесообразно’.
2. 0,3 <у <]/2. На этом участке возмущающая частота мало отли-
чается от собственной частоты колебаний РЭА. В этом интервале частот амор-
тизаторы не ослабляют колебаний, а усиливают их. Амплитуда колебаний
амортизированной РЭА больше, чем амплитуда колебаний основания, при-
чем величина колебаний РЭА существенно зависит от величины демпфирова-
ния С уменьшением демпфирования амплитуда колебаний резко возрастает.
Если известно, что на объекте установки РЭА всегда будет выполняться усло-
вие 0 <у <У 2, то применение амортизаторов недопустимо.
не
__ 4 «
3. 7 > К 2. Здесь эффективность виброизоляции будет тем больше, чем
меньше величина демпфирования амортизаторов, следовательно необходимо
применять амортизаторы с меньшим демпфированием.
4. При значениях у от 0 до оо (теоретически) целесообразно выбирать
амортизаторы с такими характеристиками, чтобы обеспечивалась эффектив-
ная виброизоляция колебаний в диапазоне у > а при у — 1 амплитуда
колебаний РЭА возрастала в пределах допустимого. Обычно выполнение этих
условий обеспечивается при D = 0,5-j-0,2.
5-3. Амортизационные устройства
Назначение и требования к амортизационным устройствам. Конструкция
амортизационной рамы и элементов крепления. Функции, выполняемые амор-
тизационной рамой. Амортизация крупногабаритных устройств. Расчет резо-
нансных частот
Амортизационные устройства для РЭА должны удовлетворять следую-
щим условиям: 1) обеспечивать возможность быстрого съема РЭА с места
установки; 2) дополнительные конструктивные элементы, связанные с исполь-
зованием амортизаторов, не должны существенно увеличивать габариты и вес
всего устройства.
РЭА небольшого размера и веса устанавливают на амортизационной
раме, к тяжелым РЭА типа стоек и шкафов амортизаторы крепят непосред-
ственно.
Возможность быстрого
съема и установки РЭА на
амортизационной раме обе-
спечивается конструкцией
элементов крепления (рис.
5-8). Продольные направляю-
щие удерживают РЭА от бо-
кового смещения. В задней
части рамы видны штыри —
ловители, которые обеспечи-
вают фиксацию. Общее креп-
ление осуществляется с по-
мощью накидной гайки
(рис. 5-9).
В ряде случаев на амор-
тизационную раму возлагают
дополнительные функции, не
имеющие прямого отношения к амортизации: она выполняет функции
коробки кабельных соединений (когда на одну амортизационную раму
устанавливают несколько небольших блоков).
Для придания жесткости амортизационные рамы делают профилиро-
ванными из тонкого листового материала, отверстия выполняют разбортован-
ными. Для снижения веса рамы изготовляют из алюминиевых сплавов типа
АМц или Д-16. В некоторых случаях применяют листовую холоднокатаную
сталь толщиной 1—2 мм.
Применение амортизаторов связано с увеличением веса и габаритов РЭА.
Для РЭА на спутниках и ракетах амортизаторы не используют, а устой-
чивость к механическим воздействиям обеспечивают механической прочностью
и жесткостью конструкции. Это объясняется тем, что РЭА на таких объектах
испытывает одновременное воздействие больших линейных нагрузок и вибра-
ции, а в этих условиях амортизаторы работать не могут.
С помощью амортизаторов можно уменьшить перегрузки на РЭА, но
нельзя свести их к нулю. Поэтому, применяя амортизаторы, не следует забы-
вать о тех перегрузках, которые все же будут действовать на амортизирован-
ную РЭА.
Рис. 5-8. Амортизационная рама с установленным на
ней блоком
1 блок; 2 элемент крепления блока; 3 —± амортиза-
ционная рама
119
Выбрав тип. амортизаторов, производят расчет собственных резонанс-
ных частот амортизированной РЭА.
Дифференциальные уравнения, описывающие поведение амортизирован-
ной системы, можно получить, используя уравнение Лагранжа
d дТ . dU ... dRt , дТ
s“^+*r=p'w
dsi д$1 ’
1 6 1 6
где 7’ = -g-S₽!s? кинетическая энергия системы; U — -%- azs?—
j— 6 i—i
потенциальная энергия системы; 7? =-ц-S/i/S?— механическая энергия,
переходящая в тепловую под действием сил трения; pt (t) — возмущающая
сила по z-й координате.
Пусть возмущающие
силы представляют собой
гармонические колебания
Pi (0 = Pmi sin ptt. Под-
ставив выражения энер-
гии и возмущающей силы
в уравнение Лагранжа,
получим шесть независи-
мых дифференциальных
уравнений вида
Рис. 5-9. Механизм крепления блока на амортизацион-
ной раме
1 блок; 2 амортизационная рама; 3 — кронштейн
= Pmi sin р^.
Эти уравнения описы-
вают поведение любой ме-
ха'нической системы. Учи-
тывая, что величина демпфирования мало изменяет собственную резонансную
частоту, и пренебрегая массой упругих элементов, можно описать поведение
амортизированной системы шестью линейными дифференциальными уравне-
ниями второго порядка.
Р1Д + «1Д + «1БФг + «1бФз = 0;
Рц5°2 4~ 4" «24Ф1 4" «геФз ==
Рп^з 4~ «зз^з + «34Ф1 4~ «35Ф2 “
1
(5-1)
Р44Ф1 + Р45Ф2 4~ Р«бФз 4” «24^2 + «3463 -р + а45ф2 + «4бФз — 5;
Р45Ф1 + Р55Ф2 4~ РвеФз 4“ «15^3 4- «зв^з 4" «45Ф1 4" «55Ф2 + «веФз = 5’,
РаеФ1 4- РвеФг 4“ РееФз 4" «1б®1 4_ «26^2 + «4бФ1 4" «веФг 4" «ееФз =
где 6] , 62, 63 — смещение центра тяжести в направлении осей X, Y, Z непо-
движной прямоугольной системы координат с началом отсчета в центре тяже-
сти РЭА; <рх, ф2 ф3 — углы поворота РЭА относительно тех же осей;
«и = 2j
«22 = Zj Cyi
а33 = Zj 0г»
0115 — Zj
«44 = Zj {СгУ* 4- CyZ^y,
«5B = S(C^ 4-Сл3);
«66 = Zj (Сху2 4- СуХ2);
«34 — Zj
«45= — ZjCp#;
«46 = — Zj CyXZ\
«56 = — Zj Cxyz-,
Pee — 4Z; Pse = 4^;
P45 == ^xy>
Pae — Jxz>
«16 — 2j (-•хУ'ч
«24 “ Zj GyZ\
«26 = S СуХ',
«зв — 2
Ри = т\
Р44 ~ Jх’>
Рб5 ~ Jyi
120
Сх, С&, Cz — коэффициенты жесткости амортизаторов в направлении осей X,
¥, Z; J„ Jу, Jz — моменты инерции относительно осей X, Y, Z\ J ху, Jxz, Jуг —
центробежные моменты инерции относительно осей X, Y, Z, исходящих из
центра тяжести РЭА; при этом плоскость X, Y параллельна плоскости, в кото-
рой расположены амортизаторы; х, у, z — координаты размещения аморти-
заторов в системе координат X, Y, Z.
Частные решения дифференциальных уравнений будут:
= А± cos (со/ + ф), <рг — А4 cos (at + ф),
62 = А2 cos (oit + ф), <р2 = А5 cos (at + ф),
63 = А3 cos (at + ф), <р3 = Ав cos (со/ + ф).
Здесь Ai — постоянные коэффициенты; со — круговая частота; ф — началь-
ная фаза колебаний.
Подставив эти частные решения в систему (5-1) и решая относительно со,
получим
Асо12 + Всо10 4- Ссо8 + Осо6 + Есо4 + Feo2 ф- G = 0.
Решая это уравнение относительно со2, найдем шесть собственных частот
колебаний системы.
В этом математическом описании отражен общий случай. На практике
можно сделать ряд значительных упрощений. РЭА устанавливается на амор-
тизаторах без перекосов, т. е. центр тяжести РЭА и центр жесткости аморти-
заторов лежат на одной вертикали. Тогда сх34 = а35 = 0. Будем считать, что
все амортизаторы в данной резонансной системе имеют одинаковые коэффи-
циенты жесткости и что Сх = Су, поэтому а1е — <х2е = 0. Если амортизаторы
расположить на одном уровне, то z = const и а46 = сх56 = 0. Кроме того, так
как С, — Су и z = const, <xu а2.2. Если выполнено условие а45 = р45 —
= |346 = |356 = 0, то оси координат X, Y, Z становятся главными централь-
ными осями инерции.
С учетом этих замечаний можем записать:
РсЛ + «зз^з = 0, (5-2)
РееФз 4“ «веФз ~ 0, (5-3)
Р114 + «1А + «15Ф2 = 0, (5-4)
Р55Ф2 + «i.A + a65q>2 — 0. А5)
Pl А + «2А + «В4<Р1 = 0, (5-6)
РмФ1 + «гА + а44ф1 = о. (5-7)
Из уравнения (5-2) определяется собственная частота колебаний вдоль
оси Z ю1 = V«зз/Pu = CJm-
Из уравнения (5-3) находят собственную частоту вращательных колеба-
ний относительно оси Z
юа = V а66/Рбб = У |Е (Q/2 + С&Х2)] :IJZ
Преобразуя уравнения (5-4) и (5-5), можно получить выражение
PuPssco4 — (piitxss + Рб5а 11) СО2 + ац«55 — «15 = о, (5-8)
из которого находят частоты со3 и со4 сложных колебаний в плоскости ZX.
Из уравнений (5-6) и (5-7) получают выражение
Р11Р44®4-(Р11«44 Ч- р44«2з) ® -р «22«44 «24 = 0, (5"9)
из которого находят частоты колебаний со5 и <о6 сложных колебаний в пло-
скости ZY.
121
Собственные частоты <в3, ю4, <в5, ©е можно определить по круговым диа-
граммам для каждой из плоскостей ZX и ZY. Для плоскости ZX уравнение
(5-8) приводят к виду:
со4 — (« + v) со2 -f- ccv-L = О,
1у
где
_ Sq _ _ _Е (с^+с^у = +
а т ’ V Р55 Jy
iy — радиус инерции относительно главной оси; р = (/zj^cj/zn; b и h рас-
стояния креплений амортизаторов до центра тяжести по осям X и Z.
В2
со4 — (а + т) со2 ат---Ц- = О,
где
v = = + =
₽44 Jx т[1
а = ^Су/т-, $ — (h^Cy)lm — расстояние до амортизаторов по оси Y.
Проведем две взаимно перпендикулярные оси p/z и a, v (рис. 5-10). Через
точку Р с координатами (v; p/z) проводим окружность., центр которой нахо-
дится в точке М с координатами [(v + ос)/2; 01. Абсциссы точек А и В — пере-
сечений окружности с осью абсцисс — определяют обе взаимосвязанные
частоты со! и ©j. Для уравнения (5-10) это будут и оД, а для уравнения
(5-11) частоты ©j и ©I
Круговая диаграмма позволяет наблюдать сразу все поле ответов при
решении задачи для любого изменения параметров b, Cz/C:., h, i. Если, на-
пример, диаметр окружности окажется
равным а + v (что возможно при b = О
или z — оо), то ©х — 0; значит, система
неустойчива. При h = 0 (что соответст-
вует устранению связанности частот)
частоты и о 2 совпадают с незави-
симыми частотами
Рис. 5-10. Круговая диаграмма для опре-
деления собственных частот амортизиро-
ванной РЭА
Это значит, что оба сложных дви-
жения переходят в продольное колеба-
ние с частотой юх, направленное вдоль
оси X, или во вращательное колебание
с частотой вокруг центра тяжести.
В условиях изменяющихся частот
возмущающих колебаний желательно все шесть собственных частот аморти-
зированной системы сблизить между собой соответствующим выбором жест-
кости амортизаторов и их взаимным расположением.
Из рассмотрения круговой диаграммы рис. 5-10 следует, что для устра-
нения взаимосвязи между частотами величины р и h должны быть равны нулю.
При р = h = 0, b = iy, ак — o>tf окружность диаграммы стягивается в точку.
Если, кроме этого, жесткость амортизатора во всех направлениях одинакова,
С, ~ Cv = Сх, то = Юу — о)х ив результате получаем систему, в которой
центр тяжести лежит в плоскости крепления амортизаторов, а расстояние
от центра тяжести до точки крепления амортизаторов равно соответствую-
щему радиусу инерции.
Если амортизаторы расположены несимметрично относительно центра
тяжести, то для сохранения прежних значений собственных частот необхо-
димо, чтобы жесткость вдоль оси Z каждого амортизатора была пропорцио-
122
нальна его нагрузке, т. е. Сл1Сг2 = Чтобы для этого случая воспользо-
ваться круговой диаграммой, необходимо размеры и жесткость выразить
через средние величины
b = &i&2> h — hji^, Сг == (СД -f- Cz^)l'2.
В случае симметричного расположения амортизаторов система имеет
три плоскости симметрии, ZX, XY, YZ, а оси X, Y, Z являются главными
центральными осями инерции. При этом коэффициенты а15, а16, а24, аае>
as5, a4s, а46> Р45, ₽4в> ₽5в равны нулю и уравнения (5-2)—(5-7) становятся
независимыми друг от друга; из них легко найти все шесть частот:
₽1Д + а1А = 0, (5-10)
Р11Л2 <^2262 — (5'11)
Мз + а3Д = 0, (5-12)
₽44<Р1 + CWP1 = 0, (5-13)
₽55<р2 + а5Б<Р2 = 0, (5-14)
РввФз + «ееФз == °- (5-15)
Из первых трех уравнений этой системы определяются собственные ча-
стоты поступательных колебаний вдоль осей X, Y, Z
Из уравнений (5-13)—(5-15) находят частоты вращательных колебаний
вокруг осей X, Y, Z
^(C^ + Cyz^
%(CXZ*+Czx*)
Jy
У (Сху* + СуХг)
Тг
Таким образом, зная параметры амортизированной системы и рассчитав
резонансные частоты при выбранных амортизаторах, можно найти величины
ускорений, действующих на элементы конструкции, и дать ответ о возможно-
сти ее использования в условиях вибрационных нагрузок.
5-4, Расчет механических перегрузок под воздействием ударов
Ударный импульс и его характеристики. Дифференциальное уравнение выну-
жденного движения без учета демпфирования. Нахождение максимума ускоре-
ния. Оценка защиты РЭА от удара. Расчет смещения амортизированной РЭА
под воздействием ударного импульса. Действие линейных перегрузок при вибра-
ции. Влияние демпфирующих устройств амортизаторов
Движение амортизированной системы, вызываемое ударной силой во
время ее действия, определяется по законам вынужденных колебаний. После
прекращения действия ударной силы движение системы подчиняется закону
свободных колебаний. Начальными условиями при этом являются смещение
и скорость движения в момент прекращения действия удара.
123
РЭА и объект, на котором она устанавливается, имеет конечную вели-
чину упругости, поэтому действующее ускорение не может передаться на эле-
менты конструкции РЭА мгновенно.
При испытаниях РЭА на стойкость к воздействию ударных нагрузок
используют ударный импульс ускорения в виде полуволны синусоиды. Такой
импульс характеризуется максимальной величиной ускорения (амплитудой)
А и длительностью действия tK: zr = A sin pt.
Ударный импульс действует только в течение времени А времени дей-
ствия полуволны синусоиды. Период синусоиды Т = 2ZH, поэтому величина
р = л//и получила название условной частоты импульса. Можно записать:
О -С t л/р = А- \
Возможны и другие формы испытательных ударных импульсов [201.
Дифференциальное уравнение амортизированной массы без учета сил
трения будет mz — С (z± — z) = 0 или
mz + Cz = Czlt (5-16)
где z — смещение массы m относительно неподвижной системы координат;
2Х — смещение основания относительно той же системы.
Продифференцировав дважды (5-16), обозначая z — £, z = с7 и подста-
вив выражение для zr, получим + CcZ = СА sin pt.
Для нахождения движения амортизированного блока после окончания
действия ударного.импульса воспользуемся операторным методом. Умножим
функцию zx = A sin pt на оператор сдвига e~~zs; эта операция вызовет сме-
щение графика функции на величину и в положительном направлении оси
времени. Затем полученную функцию сложим с исходной, получим
Z1 = А (1 + e-nstP) sin р t, (5-17)
где slip = и.
До удара система была в покое, поэтому с7 (0) = 0, с? (0) = 0 и уравнение
(5-17) можно представить в виде
msV + CJ = СА (1 + <г^р)
решая относительно ff и переходя к оригиналам, получим:
Г2(1 + cosco (и) sin (со t - . (5-18)
Максимум ускорения (рис. 5-11) наступает в момент времени /накс =
= л/2со + tJ2 и зависит от собственной частоты колебаний системы со.
Максимальное ускорение в момент времени £макс будет
</МаКс = X2(1+COSCOU-
Коэффициент амортизации удара
Л = /2(1 + cosco Q^-^cos-^, (5т 19)
^1 макс * it
где у = р!со.
Отсюда при у —» со г] —» 0; при у = 1 т] = л/2; при у = 0 г] = 0.
График зависимости (5-19) представлен на рис. 5-12. Пользуясь кривой
графика, легко найти ускорение^ на амортизированной РЭА при известной
длительности ударного импульса и собственной частоте системы со в направ-
лении удара:
о 'Цо/'о- с»
где е7о.с — ускорение на объекте установки.
124
Если проинтегрировать равенство (5-18) по времени, то можно найти
скорость движения и смещение РЭА относительно неподвижной системы
отсчета:
[-cos^-^ + C.] ;
*=1 Л ‘ («* - т-“-)+С>' + С.] •
где Сг и С2 — постоянные, определяемые из начальных условий.
При t — 0, z = г =^= 0, поэтому
Рис. 5-11. Характер изменения ускорения, Рис. 5-12. Изменение коэффициента аморти-
действующего на амортизированную РЭА зации удара т] в зависимости от отношения у
при ударе условной частоты ударного импульса к соб-
ственной частоте амортизированной РЭА
(у = Р/<о)
Тогда
2Ар ы t„ г со /и ( , к> tK \ 1
Z — -т---^-т-СОЗ-Л COS —COS ( СО/------------д2- ) 1
р2 — со2 2 L 2 \ 2 У J ’
2Ар „ a iti Г/ со /„ 1 . <о/и 1 . / , со /и \ "I
Z = --^Ar-COS-;^ t COS-s5--------Sin ~---------sin (co/------ .
p2 — co- 2 L 2 co 2 co \ 2 / J
Таким образом, зная параметры действующего ударного импульса и соб-
ственную частоту амортизированной РЭА, можно найти скорость движения
под действием удара и смещение.
С целью упрощения выражений в этих выводах не учитывалось демпфи-
рование системы. При учете демпфирования максимум ц наблюдается при
у = 0,75.
Воздействие линейных перегрузок приводит к дополнительным нагруз-
кам на РЭА. При поступательном движении объекта установки с ускорением
а (/) на РЭА массой т, установленную на амортизаторах, будет действовать
дополнительная сила Р = та (/). Под действием этой силы амортизаторы
прогибаются на величину г. Линейное ускорение а (/) имеет статический ха-
рактер и поэтому никакими амортизаторами ослаблено быть не может.
Нелинейные амортизаторы, увеличивающие свою жесткость с увеличе-
нием статических нагрузок, в условиях постоянных ускорений работают
хуже.
При использовании стандартных линейных амортизаторов, имеющих
постоянное демпфирование (например, АП, АКСС и т. д.), дифференциальное
уравнение движения амортизированной РЭА относительно объекта установки
РЭА при постоянной линейной перегрузке будет
mz -}- (1 + rym) Cz — ma = 0
125
или
zj-(l + iym)a2z — a,
где Tm — коэффициент демпфирования, или демпфирование; со = С[т
собственная частота системы.
Общее решение этого уравнения будет:
В начальный момент при t = О,
Лх = —-
2 (Лх cos со t + Л2 sin со t}.
z = z = 0, тогда
а
?V^+7J
Д - . Д Ут —________
/12 — Щ 2 — --------
____
2“2 Fl+y^
Таким образом, смещение РЭА на амортизаторах относительно плоскости
крепления
а
“2 V1 + Tm
а — со* Z ут . j.
-----г -е 2 (cos at 4- -^p-sincoZ
или
со2 V1 + Ут
^cos со t
+ ^-sinco^
Скорость движения амортизированной РЭА
2
(1 + у^/4)п .
= -—е 2 sin со t.
“ V 1+у^
Ускорение определяется выражением:
z
а (! + Тт>/4) -
УУУУт
Ут .
—2~
—-sinco^ .
2
Учитывая, что ут мало, получим приближенное равенство
z
ае 2
cos at---^-sinco/
из которого видно, что демпфирование ут оказывает благоприятное влияние
на РЭА и обеспечивает гашение свободных колебаний, вызванных линейными
перегрузками.
128
Глава шестая
ЗАЩИТА РЭА ОТ АТМОСФЕРНЫХ ВОЗДЕЙСТВИЙ
С-1. Действие влаги, биологической среды и пыли
Способ защиты. Два механизма коррозии. Ряд электрохимических напряже-
ний. Особенности контактного механизма коррозии незащищенных деталей.
Влияние механических напряжений на коррозию. Действие плесневых гриб-
ковых образований на конструкцию, условия ускорения и торможения их раз-
вития. Влияние пыли
Защита конструкций от атмосферных воздействий предполагает защиту
от влаги, биологической среды и пыли. Необходимо предотвратить проникно-
вение влаги и пыли в зазоры подвижных, неподвижных и контактных соеди-
нений, которое влечет за собой нежелательные изменения электропроводно-
сти, химическое и электрическое разрушение.
Защита самих деталей конструкции может быть обеспечена выбором ма-
териала детали, стойкого к действию влаги и агрессивной газовой среды (на-
пример, нержавеющая сталь или специальные пластмассы), покрытием по-
верхности металлическими, полимерными или стеклоэмалевыми пленками,
созданием на поверхности окисных или комплексных химических соединений.
Полную изоляцию от внешней среды называют герметизацией.
Герметизацию можно осуществить двумя способами: заливкой полимерными
материалами и помещением в герметичный объем.
Герметичный объем, в котором размещается защищаемое изделие, может
быть получен с помощью кожухов или капсул (пластмассовых, стеклянных,
резиновых). Герметизацию применяют не только для защиты от влаги, но
и с целью сохранения электрической прочности в бортовой РЭА на больших
высотах вне гермоотсеков, когда пробивное напряжение воздуха значительно
падает.
Влияние влаги на параметры конструкции может проявляться
сравнительно быстро (секунды, минуты) или через большой промежуток вре-
мени (месяцы, годы). Увеличение влажности быстро изменяет диэлектриче-
скую проницаемость и электрическую прочность воздуха. Это сказывается на
изменении емкости между элементами незащищенной конструкции и может
стать причиной пробоя.
Медленнее (в течение нескольких часов) сказывается действие влаги на
поверхностное электрическое сопротивление изоляционных материалов.
Еще медленнее (месяцы, годы) проявляется действие влаги в виде коррозии
металлических элементов конструкции. Проникновение влаги сквозь относи-
тельно толстый изоляционный слой оболочки, полученный погружением
в компаунд, также длится месяцы и годы. При этом могут происходить физико-
химические изменения слоя, влекущие за собой побочные нежелательные
явления (разбухание, отслаивание от стенок корпуса, химическое разруше-
ние и т. п.).
Следует различать диффузное и капиллярное проникновение влаги.
При диффузном механизме вода проникает в фазе пара. Молекулы
воды в поперечнике составляют доли нанометра, поэтому они всегда меньше
расстояния между молекулами в органических материалах. Правда, преодо-
ление слоя полимера требует значительного времени. Скорость, с которой
влага диффузно проникает сквозь молекулярную структуру материала, про-
порциональна площади участка и градиенту давления пара в направлении
потока. Время, необходимое для проникновения молекул сквозь слой орга-
нического материала, зависит от диффузной постоянной материала и толщины
слоя.
При капиллярном проникновении (диаметр пор больше 20 мкм)
вода поступает в жидкой фазе. Молекулы воды продвигаются сквозь оболочку
по крупным порам и капиллярным щелям в зависимости от давления и сопро-
127
тивления капилляра. Давление слагается из гидростатического и дифферен-
циального, обусловленного разностью температур. Сопротивление капилляре
прямо пропорционально длине и обратно пропорционально четвертой степень
радиуса капилляра, зависит от вязкости и плотности воды. Если диаметр
меньше 20 мкм, то поверхностное натяжение уже не способствует продвиже-
нию воды по капилляру, а затрудняет его. Однако и в этом случае, если капил-
ляр заполнится водой и будет происходить испарение с противоположногс
конца, влага будет поступать внутрь защищаемого объема.
В реальных условиях всегда имеет место смешанный механизм проникно-
вения влаги: и диффузный (в фазе пара), и капиллярный (в фазе жидкости).
Особенность влагопоглощения деталей из термореактивны >
пресс-материалов состоит в том, что поверхностный слой обладает значительнс
большей плотностью, чем внутренние области. Это приводит к замедленном}
развитию процесса влагопоглощения. Поскольку концентрация раствора (им,
становится проникшая внутрь изделия влага) выше, чем снаружи, по проше
ствии нескольких суток интенсивного воздействия влаги влагопоглощепш
резко возрастает благодаря вступлению в действие механизма осмоса. Благо
поглощение опасно не только из-за снижения электрической прочности и уве
личения диэлектрических потерь, но и изменения размеров конструкционны?
деталей при набухании и ухудшения механических характеристик.
Если РЭА подвергается цикличным изменениям температуры, то на е<
внутренней и наружной поверхности конденсируется влага
При длительном хранении РЭА в нерабочем состоянии даже сравнительнс
невысокая влажность окружающей среды часто вызывает разрушение от кор
розии (в особенности оголенных проводов диаметром менее 0,1 мм).
Ддя металлических деталей РЭА характерна атмосферная кор
розия, протекающая под тонкой пленкой влаги на поверхности изделия в при
сутствии кислорода [16]. Из-за малого количества воды концентрация hohoi
в растворе оказывается значительной. Смывания продуктов коррозии не про
исходит, они остаются в месте разрушения, сцепляются с поверхностью
Поэтому химическая стойкость металлических деталей во многом опреде
ляется защитными свойствами продуктов коррозии.
На алюминии быстро возникает окисная пленка, существенно замедляю
щая химическую коррозию, а на малоуглеродистой стали окисная пленк;
возникает медленнее и, будучи рыхлой и гигроскопичной, облегчает корро
зию.
Из органических веществ коррозию алюминия вызывают фенол (входя
щий в состав фенольных пластмасс) и фунгициды на основе ртутных соедине
ний (применяются в тропикоустойчивой РЭА против плесени, см. ниже).
В условиях морского климата и промышленной атмосферы окисньп
слой на магниевых сплавах создает удовлетворительную коррозион
ную защиту. На деталях из м е д и и медных сплавов под воздействием
углекислоты, кислорода и влаги образуется сульфат меди, а на морском
побережье — хлорид меди. Медь коррозирует под воздействием аммиак!
в условиях влажного теплого климата.
Исключение составляет бронза, которая имеет высокую коррозионную
стойкость в тяжелых климатических условиях и не требует защитного метал
лического покрытия. Это особенно относится к бериллиевой бронзе, применяе
мой для пружин.
Латунь не требует защиты только при средней влажности воздуха
коррозирует в контакте с термореактивными пластмассами и ртутными фунги
цидами. .
Титановые сплавы обладают высокой коррозионной стойкостью
подобно алюминиевым сплавам.
Скорость коррозии стальных деталей с повышением температург
от 20 до 60° С возрастает в пять раз. Стальные детали можно при
менять только при наличии соответствующего покрытия. Исклю
чение составляют нержавеющие стали (табл. 6-1). Некоторые леги
128
Таблица 6-1
Сплавы, применяемые без защитных покрытий
Металл, сплав Группа условий эксплуатации * Шероховатость Характеристика
Высоколегированные нержавеющие стали Х18Н9Т, 2Х18Н9 и др. л, с, ж, ож В состоянии поставки Высокая коррозионная стойкость, кислотостойкость, жаростойкость, повышенная стоимость
Легированные нержа- веющие стали 0X13, 1X13, 2X13 л V6 Коррозионная стойкость в слабых агрессивных средах
Бронзы БрБ2, БрКМцЗ—1 БрБг (ГОСТ 493—54) Л, С, ж, ож л, с, ж, ож В состоянии поставки V7 Коррозионная стойкость в морских условиях Коррозионная стойкость в атмосферных условиях
Сплавы титановые ВТ—0, ВТЗ—1, ВТ6С (АМТУ 461—67) л, с, ж, ож, В состоянии поставки Коррозионная стойкость в морской воде, в агрессив- ных средах. Жаростойкость до 350° С (ВТЗ-1), до 450° С (ВТ6С)
* Л —легкие, С — средние, Ж — жесткие, О Ж,особо жесткие.
рованные стали можно применять без покрытий в легких условиях эксплуа-
тации.
Помимо химического механизма коррозии, в месте касания двух различ-
ных металлов под пленкой влаги, содержащей следы солей (электролит),
наблюдается контактный электрохимический механизм корро-
зии, интенсивность и характер которого зависят от взаимного расположения
контактирующих металлов в вытеснительном (электрохимическом) ряду.
Ряд построен по убывающей активности, т. е. в нем каждый последующий
металл менее активно отдает ионы в электролит, т. е. медленнее растворяется
при электролизе:
Магний
Алюминий
Цинк
Хром
Железо
Кадмий ->
—♦ Никель
Олово .
Медь
Серебро
Золото
Следует иметь в виду, что положение в ряду может изменяться в зависи-
мости от условий использования. Склонность некоторых металлов образовы-
вать поверхностные пленки (особенно в окислительных средах) является од-
ной из причин такого перемещенйя. Обычно сдвиг происходит в сторону
более положительных потенциалов. Например, хром, в нормальных условиях
находящийся в электрохимическом ряду близко к цинку, во многих водных
растворах насыщенных воздухом, из-за образования на его поверхности
пассивной пленки оказывается ближе к серебру. Для каждой среды сущест-
вует свой электрохимический ряд.
Коррозия двух металлов в контактном соединении зависит не только
от того, как далеко они отстоят один от другого в электрохимическом ряду
(разность потенциалов при разомкнутой цепи), но и от поляризации в зам-
кнутом состоянии. Поляризация электродов зависит от тока, протекающего
5 П. П. Гелль 129
между ними. Направление возникающего изменения потенциала всегда таково,
что оно препятствует смещению равновесия и, следовательно, протеканию
тока.
Рассмотрим некоторые пары металлов с точки зрения их конструкцион-
ной совместимости друг с другом. Алюминий — магний является
нежелательной парой. При контактных соединениях коррозируют магниевые
сплавы. Алюминий — сталь могут использоваться в контакте бла-
годаря небольшой разности потенциалов и большой анодной поляризуемости
алюминия, но в морской среде контакт алюминия со сталью нежелателен
из-за смещения потенциалов. Пара алюминий — медь недопустима.
Даже в слабоагрессивной среде контакт алюминиевых сплавов с медными
вызывает сильную коррозию алюминия. Анодирование алюминиевых сплавов
не исключает коррозии. Контактирование алюминиевых сплавов с латунями
и бронзами также должно быть исключено. Пару алюминий — нержа-
веющая сталь можно использовать только для нормальных условий.
В морской среде в таких соединениях коррозируют алюминиевые сплавы.
В этой среде разрушение алюминиевых сплавов особенно сильно проявляется,
когда большая поверхность нержавеющей стали контактирует с малой
поверхностью алюминиевого сплава.
Пары титановые сплавы — алюминий допустимо при-
менять при всех условиях, за исключением случаев погружения в морскую
воду, где титан усиливает коррозию алюминиевых сплавов. Магниевые
сплавы в сильной степени подвержены контактной коррозии со всеми
металлами, поэтому зону соединения надо тщательно защищать от влаги не-
сколькими слоями грунта, шпаклевки и краски.
Очень важно правильно подобрать материалы для клепаных соединений.
Нельзя допускать, чтобы заклепки имели «более отрицательный потенциал»
по сравнению с материалом соединяемых деталей и чтобы разность потенциа-
лов была чрезмерно большой. Например, соединение деталей из магниевых
сплавов целесообразно производить заклепками из алюминиево-магниевого
сплава АМ-5. При этом следует избегать заклепок из сплавов типа дюралю-
миния, содержащих медь и вызывающих сильную коррозию магниевых спла-
вов.
Механические напряжения в детали оказывают заметное влияние на
коррозию. Если стальная деталь находится под большим механическим на-
пряжением, то коррозия увеличивается в условиях агрессивных сред.
При большой влажности в морских условиях происходит растре-
скивание стальных деталей по границам зерен. Особенно часто это про-
исходит в изгибах с малыми радиусами (в результате наклепа) в условиях
тропической влажности. Могут растрескиваться и тонкие латунные детали,
если они находятся под механическим напряжением (от внешних сил или в ре-
зультате изготовления) в условиях повышенной влажности. В тропических
условиях трещины на подобных деталях появляются через несколько месяцев.
В конструкции РЭА, которая должна иметь защиту от тропического
климата, необходимо устранять опасность развития плесневых гри-
бов. Плесневые грибы не имеют хлорофилла и поэтому используют органи-
ческие вещества, на которых происходит их рост. Плесневые грибы содержат
большое количество ферментов, которые катализуют процессы разложения.
Помимо питательных веществ, для развития грибов нужна влага, так как
грибковые нити не имеют защиты от испарения. Достаточно, чтобы влажность
воздуха была 70—100%, не ниже 65%. При этом значении влажности могут
развиваться только отдельные виды грибов.
Температура для роста грибов не играет существенной роли, но свет,
особенно ультрафиолетовая и инфракрасная части спектра, сильно тормозят
их развитие. Способствует росту грибов неподвижность воздуха.
Споры грибов поступают из почвы и распространяются по воздуху вместе
с пылью. Споры имеют необычайную стойкость к воздействию сухости, хо-
лода, жары, солнечных лучей, ядов, в течение многих лет сохраняют способ-
130
* -®
ность к размножению. Первая фаза прорастания не требует питательных
веществ, так как споры имеют некоторый их запас. Появление плесени на ма-
териалах, которые, казалось бы, не могут быть пищей для грибов, обязано
загрязнению поверхности. Этот тонкий слой загрязнений, хотя бы от пота
рук и пыли, достаточен для роста плесневых грибов. Мицелий плесневого
гриба состоит из воды с высоким содержанием белка и питательных солей.
По нему может происходить закорачивание электрической цепи, и, кроме
того, органические кислоты, входящие в такой электролит, ускоряют кор-
розию токонесущих участков.
Плесень вначале поражает наиболее предрасположенные к ней мате-
риалы, а затем переходит на другие, например, начинается на хлопчато-
бумажной оплетке и распространяется затем на провода с лако-шелковой
изоляцией.
Предрасположенность синтетических материалов к образованию плесне-
вых грибов связана с наличием пластификаторов, наполнителей и т. д. Осо-
бенно это заметно у поливинилхлорида, который из-за добавления к нему
пластификатора сильно плесневеет.
Хорошую- стойкость против плесени имеют уретановые лаки и лаки
с введенными в них противоплесневыми ядами (фунгицидами). Однако
полностью полагаться на фунгициды нельзя, так как их действие со време-
нем слабеет.
Неисправности РЭА в тропиках часто возникают из-за проникновения
внутрь насекомых, которые летят ночью на источники тепла. Их трупы
при высокой влажности воздуха способствуют коррозии и образуют благо-
приятную среду для грибов. Поэтому отверстия для вентиляции в РЭА, пред-
назначенной для тропических районов, защищают тонкой металлической
сеткой. Это снижает эффективное поперечное сечение воздухопровода для
охлаждения, сетка может забиваться насекомыми, пылью, вызывая перегрев
РЭА.
На наземную РЭА сильное влияние оказывает пыль. Успешность борьбы
с воздействием пыли зависит от микроклимата внутри РЭА.
При относительной влажности выше 75% большая часть атмосферной пыли
объединена с влагой. Уже при 70 %-ной относительной влажности происходит
коагуляция частиц. При более низкой влажности частицы электрически заря-
жаются.
В состав пыли входят неорганические и органические частицы текстиль-
ного и растительного происхождения. Неорганическая пыль — это уносимая
с тягой зола, уличная пыль (с диаметром частиц около 100 мкм) и мелкие
частицы сажи, размер которых составляет доли микрометра.. Наиболее вред-
ной составной частью дымовых газов в промышленных районах являются
продукты сгорания серы. После сгорания получается сернистый ангидрид
SO2, который окисляется на воздухе и, соединяясь с водой, образует кислоты
H2SO3 и H2SO4.
Так как сухие частицы пыли электрически заряжены, то они преимуще-
ственно оседают на деталях, имеющих электрический постоянный потен-
циал.
Воздействие пыли на РЭА проявляется в виде засорения смазки механиз-
мов, увеличивая износ и вызывая заедания. Наибольшую опасность пред-
ставляют зерна величиной от 1 до 40 мкм. Пыль в воздушном зазоре электро-
механического реле может препятствовать его срабатыванию. Гигроскопиче-
ские свойства некоторых частиц пыли способствует развитию пробоя диэлек-
триков или-коррозии. Так тонкие слои копоти (частицы сажи) адсорбируют
SO2, усиливающий химическую коррозию. В тропических условиях
осаждение пыли является, как отмечалось, причиной роста плесени, если
осевшая пыль представляет собой подходящую среду для микроорга-
низмов.
131
6-2. Защита покрытиями
Общие свойства металлических покрытий. Особенности некоторых металличе-
ских покрытий. Многослойные покрытия. Лакокрасочные покрытия
Металлические покрытия в производстве РЭА обычно получают галь-
ваническим методом. Преимущество таких покрытий заключается
в том, что возможен широкий выбор металлов покрытия и получение тонких
и сравнительно точных по толщине пленок. Все металлические покрытия,
как правило, пористые. В процессе производства и эксплуатации покрытия
могут повреждаться. Поэтому важным является анализ взаимодействия по-
крытия и основного металла.
Как известно, различают два вида покрытий: катодные и анодные, в зави-
симости от поляризуемости металла пленки. Катодные покрытия защищают
основной металл лишь механически. Анодные покрытия защищают основной
металл не только механически, но и электрохимически. В этом случае разру-
шаемым металлом является покрытие. Продукты его разрушения заполняют
поры, и коррозия замедляется. Поэтому степень пористости анодных покры-
тий в отличие от катодных играет меньшую роль.
На острых выступах деталей металлические покрытия получаются круп-
нозернистыми и хрупкими. В таких местах после скалывания покрытия воз-
никают очаги коррозии.
При сравнении коррозионной стойкости деталей, имеющих металлические
покрытия, недостаточно руководствоваться только рядом химической'актив-
ности (рядом напряжений), а следует учитывать защитные свойства продук-
тов коррозии. Так, цинк и кадмий являются анодными покрытиями на железе.
Но в морской среде допустимо только кадмирование, обеспечивающее
защиту благодаря химической стойкости и хорошей адгезии хлористого кад-
мия. Кроме того, кадмий мягче цинка и потому не скалывается в шлицах
винтов, а сминается.
В случае цинкового покрытия продуктом коррозии в морской среде будут
гигроскопические рыхлые, непрочные хлопья хлористого цинка. В промыш-
ленной атмосфере продуктом коррозии оцинкованной детали будет плохо
растворимая сернокислая соль цинка, прочно защищающая место поврежде-
ния покрытия от дальнейшего развития коррозии.
Примером нежелательного в коррозионном отношении сочетания яв-
ляется слой олова на железе, так как олово является катодным покрытием
по отношению к железу и достаточно иметь несколько пор в слое, чтобы
в присутствии влаги начался электрохимический процесс разрушения железа.
Характерно, что при этом слой олова сохраняется, маскируя место коррозии.
Для деталей, расположенных внутри приборов, анодные покрытия при-
менять опасно. Продукты коррозии, осыпаясь, могут вывести из строя кон-
такты коммутирующих устройств, которые расположены в приборе. В таких
случаях вместо металлических защитных пленок применяют оксидные или
полимерные.
При анализе стойкости контактов из благородного металла, помимо
вопросов химического, электрохимического и механического разрушений,
необходимо учитывать вероятность медленной полимеризации газообразных
органических соединений, образующих изоляционные прослойки. Так, от
ароматических соединений с ненасыщенными группами (например, испаряю-
щийся пластификатор, входящий в состав полихлорвинйла) образуются
продукты полимеризации в виде коричневого порошка или стекловидных
слоев. При воздействии промышленной атмосферы (содержащей сероводород)
чистый палладий и серебро корродируют с образованием сульфатного слоя.
Можно представить следующий ряд благородных металлов в порядке воз-
растания тенденции к образованию таких продуктов: Au, Mo, Ro, Ti, Ru,
Pd, Pt,Ag.
Рассмотрим особенности некоторых металлических покрытий (см. при-
ложение 5).
132
a «
Цинковые покрытия являются типичными анодными для многих метал-
лов. Они обладают средней твердостью, выдерживают развальцовку и изгибы,
плохо спаиваются и привариваются, цвет покрытия голубовато-стальной.
Кадмиевые покрытия существенно дороже цинковых. Они имеют
серебристо-стальной цвет, длительно его сохраняют, хорошо паяются. Кад-
миевые покрытия менее стойки, чем цинковые, в условиях обычной влажной
среды, не загрязненной хлористым натрием. Они обладают высокой стойко-
стью к коррозии под- воздействием морской среды.
Кадмиевая пленка на алюминии может применяться при всех условиях.
При контактировании алюминиевых сплавов с кадмированной сталью необ-
ходимо иметь достаточную толщину кадмиевого покрытия, чтобы избежать
преждевременного оголения стали.
Никелевые покрытия по отношению к малоуглеродистым сталям
являются катодными. Эти покрытия сравнительно пористые. При расклепке
возможны отслаивания никелевых покрытий. Никель паяется и окрашивается
плохо. Имеет большое электросопротивление, устойчив против истирания.
Никелевые покрытия плохо защищают стальные детали от коррозии. Бле-
стящее никелевое покрытие в большей степени подвержено коррозии, чем
матовое, так как блескообразующие вещества, вводимые в состав такого по-
крытия, содержат следы серы, способствующие коррозии.
Хромовые покрытия вследствие способности пассивироваться пере-
мещаются в область положительных потенциалов ряда, а поэтому для мно-
гих металлов являются катодными. Хромовые покрытия — твердые, обла-
дают высокой стойкостью к истиранию. Осаждаемый на полированную поверх-
ность хром имеет зеркальный блеск с высоким коэффициентом отражения
(около 70%). Эти покрытия хорошо полируются, не тускнеют на воздухе и
обладают гидрофобными свойствами. Хромовые покрытия при осаждении
неравномерно распределяются чо поверхности, что затрудняет хромирование
деталей сложной конфигурации. Способность хрома отлагаться преимущест-
венно на остриях в виде крупных кристаллов делает его чрезмерно хрупким
и легко скалываемым в этих местах. Детали, покрытые хромом (по подслою
никеля), могут контактировать с алюминиевыми сплавами в любой атмос-
фере. При этом следует опасаться, что со временем разрушенный слой хрома
может открыть никелевый подслой.
Многослойные покрытия используют в тех случаях, когда тре-
буется повышенная устойчивость к действию влажной агрессивной среды
в сочетании с высокой износостойкостью.
Часто применяют тройное покрытие стальных деталей: медью, никелем
и хромом. Медные покрытия обладают хорошей адгезией, поэтому на сталь-
ные детали наносят слой меди 6—10 мкм. На него для придания твердости
наносят слой никеля толщиной 3—6 мкм и далее для придания поверхности
стойкости к истиранию и гидрофобности сверху осаждают слой хрома 0,5—
1 мкм. Для тропических условий применяют увеличенную толщину первых
двух слоев: меди 20—30 мкм, никеля 16—25 мкм.
Лакокрасочные покрытия представляют собой пленкообразую-
щие органические вещества, наносимые в один или несколько слоев на защи-
щаемую поверхность. Такие покрытия химически более инертны, чем метал-
лические, а поэтому обладают лучшими антикоррозионными свойствами, но
меньшей механической прочностью по сравнению с металлическими. Основой
лакокрасочного покрытия являются органическое пленкообразующее веще-
ство и пигмент (красящее вещество). Все применяемые лаки и краски в изве-
стной степени проницаемы для воды и кислорода. Серьезные препятствия
диффузии создаются лишь в покрытиях, имеющих хорошую адгезию и нано-
симых в несколько слоев.
Первым слоем является грунт. В радиопромышленности используют
лаковые грунты типа АЛГ-1, АЛГ-5, АЛГ-12 и др. Для стальных деталей
применяют фосфатирующие грунты (например, ФЛ-ОЗ-К; ФЛ-ОЗ-КК и
ФЛ-ОЗ-Ж)- Толщина грунта должна быть не менее 40 мкм.
133
Для выравнивания загрунтованной поверхности производят шпакле-
вание1 пастообразной массой, состоящей из пигментов, наполнителей и лаков.
Максимальная толщина шпаклевки 0,4 мм. На шпаклеванную поверхность
наносят лакокрасочное покрытие, толщина которого 100—200 мкм.
Выбор защитного покрытия производится с учетом функционального
назначения детали (или узла), продолжительности и характера действия
окружающей среды (влаги, агрессивных газов, радиации, тепла). Детали,
предназначенные для использования внутри блоков, должны защищаться
металлическими покрытиями, окисными или пассивными пленками. Поверх-
ности деталей, непосредственно соприкасающиеся с внешней окружающей
средой, защищают лакокрасочными покрытиями (см. приложение 6) с предва-
рительным оксидированием или анодированием. Особенно это относится
к деталям из алюминиевых и магниевых сплавов.
Гальванические покрытия как подслой для лакокрасоч-
ных покрытий не рекомендуются. Например, на цинковое покрытие оказывает
разрушающее действие многие летучие вещества лаков, красок и эмалей.
Особенно благоприятные для коррозии условия создаются в швах, получен-
ных точечной сваркой и клепкой. Сильной коррозии подвергаются сварные
швы соединений из литых алюминиевых сплавов. Поэтому все сварные и
клепаные швы во избежание коррозии должны тщательно защищаться мно-
гослойными лакокрасочными покрытиями.
6-3. электроизоляционными материалами
Влияние материала на параметры защищаемого изделия. Конструкция изде-
лия, подлежащего защите электроизоляционными материалами
Герметизация электроизоляционными материалами может производиться
заливкой и обволакиванием.
Степень защиты определяется влагопроницаемостью исполь-
зуемого материала, суммарным периметром его соединения с элементами
конструкции, толщиной слоя и адгезией с элементами конструкции (осо-
бенно с выводами).
Рис. 6-1'. Герметизация с помощью заливки (а) и разъемного
корпуса (6)
1 — диффузия и осмос молекул воды сквозь стенку; 2 — капилляр-
ное засасывание влаги вдоль выводов; 3 — прохождение паров
воды в составе воздуха, проникающего во внутренний объем РЭА;
4 — припой; 5 — проходные изоляторы
Влияние материала на параметры защищаемого изделия зависит от
диэлектрической проницаемости, потерь, объемной и поверхностной электро-
проводности, величины усадки, теплопроводности и др. Заливка может
рассматриваться как заключение изделия в своеобразный корпус, стенки
которого вплотную примыкают к поверхности изделия, полностью вытесняя
весь воздух из объема (рис. 6-1). Благодаря замещению воздуха, способного
ионизироваться, полимером с высоким объемным сопротивлением электри-
ческая прочность заливаемого узла значительно повышается. Диффузия
влаги сквозь толстый слой сильно затруднена, если используется полимер
с малой влагопроницаемостью и влагонабухаемостью.
134
Если адгезия смолы к металлу вывода невелика, то при воздействии тер-
моударов со временем могут образоваться зазоры, которые идут вглубь
и имеют способность капиллярно засасывать влагу.
Если слой заливки меньше 1 мм, то при длительном непрерывном воз-
действии влага проникает непосредственно сквозь него. Так, сквозь слой
эпоксидного компаунда толщиной 0,5 мм влага проникает за 30 сут. В таком
случае влагостойкость может быть увеличена дополнительной защитой,
например, слоем металлизации, наносимой поверх слоя заливки путем
горячего распыления металла сжатым газом [16]. Кроме влагозащиты, слой
металла осуществляет экранирование от высокочастотных полей и выравни-
вание температурного градиента на поверхности.
При заливке механическая прочность изделия существенно повышается.
Собственная емкость монтажа после заливки возрастает примерно
в е/2 раз', где е — диэлектрическая проницаемость заливочного компаунда.
При использовании пенопласта собственная емкость практически не увели-
чивается.
Теплопроводность заливочного компаунда выше теплопроводности воз-
духа. Так, для компаунда Д-38 теплопроводность составляет 0,6 втЦм-град).
Улучшение теплоотвода может быть достигнуто применением теплопроводных
прокладок, которые имеют контакт с массивным металлическим шасси.
Плотность заливочного компаунда в зависимости от применяемого напол-
нителя лежит в пределах 1,2—3 г!смй. Чем выше плотность монтажа, тем
увеличение веса менее заметно. При использовании пенопласта вес узла
увеличивается незначительно. Плотность самовспенивающегося пенопласта,
применяемого для заливки всего 0,1—0,5 г/см3. Толщина слоя при такой
заливке должна быть достаточной для образования пористой структуры,
поэтому габариты узла приходится увеличивать.’
Влагостойкость пенопласта хуже, чем монолитного полимера с твердым
наполнителем. Пенопласты в противоположность поропластам (губкам) не
являются влагоемкими материалами, так как газовые ячейки в них не сооб-
щаются друг с другом. Но молекулам воды легче последовательно преодолеть
тонкие перегородки пор пенопласта, чем сплошной слой компаунда.
В залитом узле возникают внутренние механические напряже-
ния, правильный учет которых имеет решающее значение при обеспечении
надежности. Существуют два источника таких напряжений: первичная
усадка при отверждении и различие температурных коэффициентов компаунда
и заливаемых деталей. При полимеризации заливочного компаунда
происходит переход сравнительно низкомолекулярной смолы в высокомоле-
кулярное соединение, полимер приобретает пространственную, более ком-
пактную структуру. Это является причиной первичной усадки. Компаунд
горячего отверждения затвердевает при температуре выше 100° С, в резуль-
тате чего к механическим напряжениям от первичной усадки при остывании
добавляются напряжения из-за различия температурных коэффициентов
линейного расширения заливочного компаунда и деталей узла. На величину
суммарного коэффициента можно влиять с помощью введения наполнителя.
Температурный коэффициент расширения полимеризованной эпоксидной
смолы без наполнителя составляет примерно +70-10“® град~\ а с наполни-
телем в виде пылевидного кварца — в 2 раза меньше. Температурные
коэффициенты расширения Материалов деталей, входящих в состав узла,
лежат в пределах от +4-10“® град"1 (керамика) до+16-10“® град “*
(медь).
В зависимости от формы и взаимного расположения заливаемых деталей
механические напряжения могут вызывать не только усилия сжатия, но и
усилия изгиба. Всякое последующее нагревание узла могло бы снимать
часть этих напряжений, но этому мешает адгезия компаунда к заливаемым
Деталям. При замораживании внутренние напряжения могут привести
к растрескиванию, если они превысят силы когезии компаунда. Поэтому
наиболее опасным является воздействие отрицательных температур. Особо
135
чувствительны к сжатию при заливке ферритовые и железо-никелевые сер-
дечники, керамические конденсаторы, тонкие провода.
Некоторое снижение напряжений достигается введением в компаунд
пластификатора. Промежуточное обволакивание амортизирующим эластич-
ным материалом (эластомером), например компаундом на основе тиокола,
снижает градиент механических напряжений, но не снимает их вовсе, так
как эластомеры не уменьшают объема при деформации и они несжимаемы
в замкнутом объеме.
В большей степени амортизирующую роль может выполнить обволаки-
вающий слой эластичного пенопласта, в котором сжатию подвергаются
пузырьки газа в порах. Предпочтительны конструктивные решения, в кото-
рых применена заливка пенопластом и размещение в оболочке. Пластмассо-
вая или металлическая оболочка выполняет роль неотделимой формы и кор-
ковой защиты от влаги. В настоящее время лучшие показатели имеют пено-
полиуретаны, вспенивающиеся и отверждаемые при комнатной температуре.
Для монолитной заливки наиболее распространены эпоксидные компаунды (см. прило-
жение 6). Главными достоинствами эпоксидных смол являются высокие адгезия (почти к любым
материалам) и когезия. Эпоксидные компаунды делят на составы горячего и холодного отвер-
ждения. Последние менее теплостойки и менее удобны из-за быстрого загустевания, поэтому
их применяют в качестве замазок и клеев, а не для заливки.
При заливке форма и узел должны иметь температуру около 80° С, чтобы увеличить теку-
честь компаунда. Компаунды горячего отверждения требуют прогрева при 100° С в течение
нескольких часов. Реакция полимеризации экзотермическая. Так, эпоксидный компаунд горя-
чего отверждения, нагретый до 160° С, при отверждении разогревается еще примерно на 50° С.
Это необходимо учитывать при заливке деталей ограниченной теплостойкости. Компаунды
холодного отверждения полимеризуются при нормальной температуре и затвердевают через
4 ч, но приобретают установившиеся параметры через сутки.
К компаундам холодного отверждения относятся эластичные компаунды на основе каучу-
ков. Они обладают высоким относительным удлинением при усадке и воздействии отрицатель-
ных температур, что снижает внутренние механические напряжения. Типичным эластичным
компаундом является герметик УТ-32: содержит до 90% тиокола, эпоксидную смолу, наполни-
тель TiO2 и отвердитель.
6-4. Герметизация в разъемный и неразъемном корпусе
Герметизация в разъемном корпусе. Уплотнительные элементы в неподвиж-
ных и подвижных сочленениях. Конструкции разъемных соединительных узлов.
Влагопоглотители. Вакуумплотная неразъемная герметизация. Проходные
изоляторы
Для защиты ремонтируемой РЭА от влаги, морского тумана, брызг и
пыли применяют герметизацию с помощью разъемного корпуса
(контейнера). Чтобы стенки корпуса могли выдерживать разрывающее уси-
лие при изменении окружающего барометрического давления, их выполняют
с наружными ребрами жесткости. Эти ребра играют двоякую роль: повышают
механическую прочность стенок корпуса и увеличивают теплоотдающую
поверхность.
Литой герметизированный корпус состоит из двух частей, соединяемых
с помощью фланцевого соединения (рис. 6-2). В стыке между поверхностями
необходимо обеспечить беззазорност ь, достигаемую применением
прокладок из материала, способного упруго деформироваться [25, с. 332].
Условием непроницаемости герметичного соединения является сохране-
ние во все время его службы контактного давления между, уплотняющей
прокладкой и соприкасающимися поверхностями. Значение контактного
давления должно превышать перепад давлений разделяемых сред.
Применяют металлические и резиновые прокладки, удовлетворяющие этому условию.
Металлические прокладки выполняют из свинца, алюминия, красной меди. При стягивании
винтами прокладки деформируются, в них могут возникнуть напряжения, превышающие
предел текучести. В резиновых прокладках уплотнение достигается действием остаточных упру-
гих деформаций. Резина, помещенная в замкнутый объем и подвергаемая одностороннему сжа-
тию, передает давление, как жидкость, т. е. практически сразу. Но, в отличие от жидкости,
в резине наблюдается явление релаксации, проявляющееся в постепенном падении напряже-
136
Рг,
Рп
Рис. 6-2. Узел с самоуплотнением
фланцевого соединения герме-
тизированного корпуса
1 — элементы соединяемых деталей;
2 — упругая прокладка; 3 — упор
Р — стягивающее усилие болта;
Рс — давление среды; Рп — давле-
ние прокладки; а — щелевой зазор
ния при неизменном значении деформации. Релаксация вызывается замедленной перестройкой
молекулярной структуры деформированной резины. Так, через 20 мин напряжение снижается
на 14%, через двое суток — на 25% и стабилизируется. При повторном обжатии релаксация
меньше, всего 6% за 20 сут. Поэтому узел уплотнения с резиновой прокладкой следует под-
тянуть через двое суток после сборки.
Резина практически несжимаема, при давлении 800 Мн/м? сжатие составляет всего 3%.
Температурный коэффициент линейного расширения резины ТКЛР = 500- 10”6 град-1,
что примерно в 40 раз больше, чем у стали, и может при нагревании замкнутого узла привести
к разрушению тонкостенной конструкции или к развитию вредных для резины механических
перенапряжений. Резина не должна подвергаться эксплуатационным деформациям сжатия
более чем на 30%, иначе она быстро теряет свои эластичные свойства.
Резина обладает склонностью свариваться с металлической поверхностью при сильном
продолжительном давлении. Это особенно характерно для сырой резины, но справедливо и
для вулканизованной. Например, герметичные узлы, которые пробыли в замкнутом состоянии
несколько месяцев, размыкаются с большим трудом, прокладка местами разрывается, но не
отделяется от металла, т. е. силы адгезии превышают когезионные силы. Поэтому, если узел
уплотнения с резиновой прокладкой обеспечил герметичность в течение полугода, он сохранит
ее и в дальнейшем, если узел не раскрывать. Резиновые прокладки следует применять цель-
ными, преимущественно круглого сечения (не клеенными из готовых шнуров, а полученными
методами вулканизации в пресс-форме). Во всех случаях
применения прокладок важное значение имеет состояние
контактных поверхностей. Если они с царапинами и не-
достаточно чисто обработаны (ниже 6 класса чистоты) или
имеют отклонения от плоскостности, уплотняющая про-
кладка не перекроет этих изъянов, не заполнит неровно-
стей и могут возникнуть местные зоны недостаточного
контактного давления.
Находясь в деформированном состоянии,
прокладка не должна накапливать остаточную
деформацию больше определенной нормы. Про-
кладку укладывают в паз фланцевого соедине-
ния (см. рис. 6-2). Форма паза обеспечивает
самоуплотнение при возникновении перепада
давления. Прокладка вызывает начальное кон-
тактное давление рп, которое обеспечивает гер-
метичность уплотнения в отсутствие перепада
давления. При появлении избыточного давления с той или иной стороны
окружающая среда (газ или вода) давит на прокладку, проникая сквозь
щель в замке, и прижимает ее к стенкам замка с силой рс (давление среды),
которая, суммируясь с силой начального давления рп, обеспечит замыкание. .
Таким образом, при любом давлении среды прокладка всегда прижата
к стенкам и тем сильнее, чем больше давление среды, но всегда с превы-
шением на величину рп. При этом паз заполняется прокладкой не полно-
стью, остающийся зазор предусматривает возможность расширения про-
кладки при нагреве или разбухании. Показанный на рис. 6-2 щелевой за-
зор а получается за счет допусков на размеры сопрягаемых деталей.
Действующая на уплотнительный узел температура определяет выбор
материала прокладки. С понижением температуры упругость эластичных
прокладок снижается, они твердеют, уменьшаются в объеме и уменьшают
контактное давление. С повышением температуры опасно растут остаточные
деформации.
Зависимость механических обратимых напряжений в резине от темпера-
туры (рис. 6-3) позволяет определить величину напряжения в заданном диа-
пазоне температур эксплуатации [24]. Например, если минимальная темпе-
ратура эксплуатации —10° С, то следует задаться значением наименьшего
напряжения в резине при этой температуре (еще достаточного, чтобы обеспе-
чить герметичность), например 5 Мн/м2. Найдем эту точку на графике и
обозначим буквой а. Через точку а проведем штриховую линию а—б парал-
лельно основной наклонной линии графика. Пусть максимальная темпера-
тура эксплуатации составляет +55° С, тогда интересующее нас давление
найдем на пересечении прямой а—б с ординатой +55° С (точка в). Соответ-
ствующее ей давление будет 75 Мн1м2. Отсюда можно найти конструктивные
размеры нагруженного замка. В цехе при затяжке замка температура +20° С.
137
Найдем напряжение, соответствующее этой температуре, по прямой а—б.
Получим точку г и искомое давление 37 Мн!м\ которое надо приложить при
затяжке фланца.
Рассмотрим конструктивные особенности неразъемной гермети-
зации шва металлического корпуса.
Рис. 6-3. Зависимость между температурой
и допустимым механическим напряжением
в резине замкнутого объема
'б, гф> — длина
фланца и про-
герметичности ос-
из корпуса должны
Для этой цели используются соответ-
ствующие заливочные компаунды —
герметики. При использовании гер-
метиков для неразъемной герметиза-
ции шва надо иметь в виду, что при
усадке и отрицательных температу-
рах герметик стремится оторваться
от поверхностей 1, 2 и обжать поверх-
ности 3 и 4 (рис. 6-4). От поверхно-
сти 5 слой может отойти, образовав
капиллярный зазор. Поэтому для та-
кого уплотнения надо конструиро-
вать шов таким образом, чтобы слой
герметика обжимал уплотняемые де-
тали замка (рис. 6-4, а и б), а не
отрывался от них (рис. в).
Во всех случаях необходимо
обеспечивать соотношение: аб1б —
где сс6, ссф, ссп — темпе-
ратурные коэффициенты болта, флан-
ца, прокладки;
болта, толщина
кладки.
Обеспечение
ложняется, если
выходить валики или рукоятки упра-
вления. Для уплотнения выхода ва-
лика применяют фетровые или фто-
ропластовые сальники (рис. 6-5).
Необходимым условием работы сальника является отсутствие биения при
вращении валика и высокая чистота поверхности (не ниже V 7). Герметиза-
ция рукояток управления может быть выполнена с помощью резиновых
колпачков (рис. 6-6). Кабельные вводы делают с помощью герморазъемов.
Выводы в герметичном корпусе выполняют с помощью проходных изолято-
ров (рис. 6-7). Стеклянные
проходные изоляторы без
фланцев предназначены для
выводов под напряжением
до 1 кв. В процессе пайки
изоляторов без фланцев
к крышке могут возникнуть
внутренние напряжения
в стекле, которые приведут
к растрескиванию.
При использовании стек-
лянных изоляторов с флан-
цами опасность получить ненадежный шов меньше: паяный шов образуется
между двумя металлами, а не между стеклом и металлом. Изоляторы
с фланцем имеют увеличенные размеры, поэтому в малогабаритных узлах
их не всегда удается использовать.
Расположение стеклянных изоляторов в крышке перед пайкой фиксируют
путем Использования выдавок. Диаметр выдавки должен превышать диаметр
изолятора на 0,3—0,5 мм. Глубина выдавки (1—2 мм) определяется толщи-
ной материала.
б)
а)
2
Рис. 6-4. Уплотнение швов с помощью герметиков: а,
б—правильные конструкции уплотняющей канавки;
в — неправильная конструкция
138
• «
Диэлектрические потери в стеклянных изоляторах увеличиваются
с частотой. На частоте в несколько мегагерц они достигают величины tg 6 =
= 0,1 =0,15. Собственная емкость составляет около 1 пф.
Рис. 6-5. Уплотнение герметизированной РЭА с по-
мощью фетрового (а) и фторопластового (б) сальника
1 •— сальник; 2 — валик; 3 — накидная гайка; 4 — кор-
пус; 5 — уплотнительная шайба сальника; 6 — пружин-
ное кольцо
Рис. 6-6. Герметиза-
ция рукоятки с по-'
мощью колпачка
1 — колпачок, 2 — лице-
вая панель, 3 — тумб-
лер, 4 — резиновые про-
кладки, 5 — металличе-
ская шайба
Керамические изоляторы по механическим и электрическим параметрам
наиболее подходят для применения при высоких напряжениях или больших
токах (рис. 6-7, б). В малогабаритных гермокорпусах целесообразно вместо
отдельных изоляторов применять всю крышку или весь корпус из керамики,
армированной выводами.
Рис. 6-7. Стеклянные (а), керамические (б) проходные изоля-
торы и крепление их на крышке (s)
1 — слой металлизации; 2 — коваровая трубка; 3 — фланец; 4 —
шпилька; 5 — наружный лепесток; 6 — крышка гермокорпуса;
7 — слой полуды; 8 — кольцо припоя, укладываемое иа шов, под-
вергаемый пайке путем группового нагрева
Следует учитывать климатические условия при герметизации в момент
монтажа или ремонта. Герметизацию следует производить при более низкой
температуре, чем точка росы. Герметизируемый узел и корпус должны быть
предварительно высушены, операция герметизации должна протекать в среде
сухого газа. В противном случае влага будет законсервирована внутри кор-
пуса и при колебаниях окружающей температуры образуется конденсат.
139
6-5„ Комплексная защита РЭА при хранении и транспортировке
Внутренняя и внешняя тара. Временная антикоррозионная защита и роль
\ ингибиторов в защитной смазке. Расчет нормы закладки силикагеля. Защита
упакованной РЭА от ударных и вибрационных нагрузок при транспортировке
При длительном хранении РЭА подвергается воздействиям атмосферной
влаги, газов, биосферы, пыли. Обеспечение сохранности при длительном хра-
нении и транспортировке достигается консервацией и упаковкой. Кон-
сервация есть совокупность мер временной защиты РЭА от воздействия
на нее окружающей среды при хранении и транспортировке. Консервация
осуществляется путем создания вокруг защищаемых изделий микроклимата,
исключающего или резко уменьшающего степень воздействия влаги воздуха,
солнечной радиации и других факторов окружающей среды. Микроклимат
создается благодаря наличию внутренней и внешней тары, влагопоглотите-
лей *, поддерживающих относительную влажность воздуха не выше 55%,
ингибиторов коррозии и консервирующих смазок. Переконсерва-
цией называют замену оводнившегося влагопоглотителя сухим, замену
смазок и других временных защитных покрытий.
Упаковка есть совокупность мер по обеспечению сохранности РЭА
при транспортировании и хранении. Тарой называют изделие для разме-
щения и упаковки в нем РЭА. Различают внутреннюю (барьерную) и внеш-
нюю (транспортную) тару. Внутренняя тара обеспечивает защиту
РЭА от климатических воздействий и служит для первичной упаковки.
Внешняя тара защищает внутреннюю и саму РЭА от механических
повреждений при транспортировке и хранении, а также транспортабельность
упакованного груза.
Внутренняя тара выполняется в виде чехлов-оболочек из полиэтилено-
вой пленки, картонных коробок, покрытых герметизирующим составом,
герметичных укладочных ящиков и металлических контейнеров (однократ-
ного и многократного использования). В качестве внешней тары применяют
деревянные ящики, каркасы и т. п.
При разработке тары следует учитывать условия транспортировки и
складского хранения, а также физико-хим г ческие и биологические свойства
упаковочных материалов.
Масляная и парафинированная бумага, например, сильно изменяет
свою влагопроницаемость, если она смята. Суточная паропроницаемость
неизмятой-бумаги примерно 0,13 кг/м\ а измятой в 10 раз больше [23].
Упаковочная оболочка может быть «дышащей» или «герметичной».
Дышащая оболочка допускает воздухообмен с окружающей средой. Герме-
тичная оболочка должна быть паронепроницаемой, причем упаковка в такую
оболочку должна производиться в сухом прохладном помещении при тща-
тельно просушенных изделии и таре.
Особенно благоприятные условия для плесени создаются в плотно упакованных прибо-
рах, где воздух неподвижен, темно и может быть влажно. Влага может выделяться из находя-
щегося внутри воздуха в результате перепада температур при хранении и транспортировке.
Большую опасность представляет агрессивный состав атмосферы внутри оболочки.
Известен случай, когда хорошо упакованная РЭА несколько месяцев хранилась в новых
деревянных ящиках на отапливаемом складе, а после распаковки на кадмированных деталях
были обнаружены налеты коррозии. Оказалось, что внутри образовались пары, состоящие из
продуктов высыхания лакокрасочных покрытий (олифы). Эти пары в присутствии влаги высы-
хающего дерева и кислорода разлагались с выделением уксусной и муравьиной кислот. Эти
кислоты и вызвали химическую коррозию кадмия. Цинковые покрытия при этом не пострадали.
Цель временной коррозионной защиты состоит в защите металли-
ческих деталей во время хранения. Для дополнительной защиты металли-
* Влагопоглотителями называют вещества, обладающие способностью по-
глощать влагу нз воздуха и поддерживать пониженную относительную влажность в замкну-
том пространстве внутренней тары.
140
ческих поверхностей от коррозии в таких условиях применяют смазку.
Защитное действие смазки основано на водоотталкивающих свойствах масла,
жира и воска. Защитные свойства можно усилить добавлением ингибиторов,
тормозящих коррозию. Действие ингибиторов основано на способ-
ности прочно удерживаться на поверхности металла. Ингибиторы действуют
индивидуально по отношению к различным металлам, например для стали
эффективны ингибиторы, содержащие третичные амины, которые вызывают
коррозию латуни и алюминия.
В качестве материала для герметичной оболочки наиболее эффективной
и дешевой является полиэтиленовая пленка толщиной 0,2 мм.
Упаковку производят двумя-тремя слоями пленки и шов сваривают.
Для поглощения влаги, проникшей со временем внутрь оболочки, уста-
навливают два патрона с влагопоглотителем — индикаторный и рабочий
(рис. 6-8). Индикаторный патрон располагают в удоб-
ном для наблюдения месте. Он заполнен влагопогло-
тителем, который заметно изменяет свой цвет по мере
повышения оводненности. В качестве влагопоглотителя
используют силикагель, обработанный коба'льтовой
солью, который может поглощать влагу в количестве
до 30% собственного веса. Отработанные влагопогло-
тительные патроны при переконсервации заменяют но-
выми, а старые отправляют на регенерацию.
Рассмотрим методику расчета нормы закладки
влагопоглотителя и времени хранения РЭА до перекон-
сервации. Начальная влажность внутри оболочки
должна быть минимальной, /?н = 20%. К моменту
переконсервации влажность достигает RK = 55% (ко-
нечная влажность внутри оболочки).
Рис. 6-8. Патрон с вла-
гопоглотителем
1 — гигроскопическая
вата, 2 — силикагель,
3 — патрон, 4 — сетка
Пренебрегая замедлением процесса проникновения влаги сквозь
паропроницаемую оболочку (полиэтилен или спецкартон), можно найти
количество влаги, проникшей внутрь оболочки через Т су-
ток: Q = ЕП8Т, кг, где П — суточная паропроницаемость оболочки,
кг/(ж2 • сут • мм pm. cm.), S — площадь поверхности оболочки, м2, Е — макси-
мальное парциальное давление водяных
паров в окружающем воздухе,
зависящее от температуры:
t, еС............—30 —20 —10 —5 0 10 20 30 35 40
Е, мм рт. ст. 0,38 0,96 2,14 3,16 4,58 Г,22 17,5 31,8 42,2 55,4
45
71,9
Норма закладки силикагеля назначается из расчета = 4Q. Это
количество силикагеля необходимо для поддержания влажности «С 55%
внутри оболочки путем поглощения поступающей сквозь нее влаги. Для
обеспечения А?н = 20% упаковку следует производить в боксах при пони-
женной температуре в осушенном воздухе. Если это не представляется воз-
можным, то должно быть введено дополнительное количество силикагеля М2
для поглощения влаги из законсервированного воздуха: кг, где
а — коэффициент, показывающий, сколько граммов силикагеля требуется
для снижения влажности 1 дм3 воздуха с Дн = 65% до /?н = 20% (в сред-
нем а = 5 г/дм3), V — объем воздуха в оболочке, дм3. Можно считать, что
V = 0,5Го, где Vo — объем упакованной во внутреннюю тару РЭА.
Защита РЭА при транспортировке должна быть комплексной,
чтобы предусматривать предохранение от ударов и вибрации при перевозке
в упакованном состоянии. Для исключения ударных нагрузок между РЭА и
тарным ящиком размещают упругие элементы, которые выполняют
роль амортизаторов. В качестве упругих элементов могут быть применены
пружинные подвески или набивочные прокладочные материалы. Пружинные
подвески допускают значительные перемещения, возрастающие с увеличе-
нием массы упакованного изделия. Поэтому их применяют для легких и
141
хрупких изделий (генераторные лампы). Для РЭА пружинные подвески
применяют редко.
Набивочные материалы заполняют зазоры между внутренней и внеш-
ней тарой. Они могут быть выполнены заранее по форме пакуемой РЭА.
Назначение набивочных материалов состоит в увеличении опорной поверх-
ности и распределении локальных пиков нагрузки. Набивочные материалы
должны иметь хорошую сжимаемость и упругость, не быть гигроскопичными,
иметь стабильные характеристики при повторных циклах нагружения, обла-
дать выносливостью к усталостным явлениям. Материал прокладок не
должен быть питательной средой для грибковой плесени, насекомых
и грызунов.
Амортизирующие свойства набивочного материала определяются тремя
характеристиками: статической и ударной характеристиками упругости и
характеристикой пластичности.
Если относительная деформация набивочного материала / = А/й, где
А и h — деформация и толщина прокладки, мм, то статическая
характеристика упругости будет /г = k^o, где о — механическое напря-
жение, н/м2 (кг— коэффициент пропорциональности для малых значений А).
Ударная характеристика упругости /2 = k2H при о = const (Н — высота
падения, м). Характеристика пластичности /8 = kstxp при о =
= const (txp — время хранения в сжатом состоянии).
Хорошо зарекомендовали себя прокладки, выполненные в виде мешоч-
ков, наполненных лавсановой путанкой *. Лавсановая путанка представляет
собой отходы производства синтетического волокна. Диаметр волокон ОД-
ОД мм; длина около 1 м; плотность 1,38 г/см2. Для таких прокладок опти-
мальное значение о = 2,5 кн/м2.
Глава седьмая
КОНСТРУИРОВАНИЕ НЕСУЩИХ ЭЛЕМЕНТОВ РЭА
7-1. Штампованные детали
Влияние объема применяемости на конструктивное решение деталей. Точность
изготовления при штамповке. Конструирование деталей, получаемых вырубкой
и пробивкой. Выбор базы. Гибка. Введение технологических вырезов, надрезов,
отверстий. Развертка гнутой детали. Выдавки, разбортовки. Конструирование
деталей, получаемых вытяжкой
При конструировании РЭА широкое применение получили детали из
листового материала (рис. 7-1). Они отличаются высокой прочностью и жест-
костью при малом весе. Штамповка из листовых материалов обеспечивает
малую трудоемкость и стоимость изготовления, высокую точность размеров.
Конструкция штампованных деталей существенно зависит от
объема применяемости (масштаба производства) (рис. 7-2).
На технологичность конструкции штампованных деталей оказывают
влияние ограничения в формообразовании для выбранного материала; вели-
чина допуска на размеры и форму детали; требования к чистоте поверх-
ности.
Для изготовления деталей из листа применяют разнообразные мате-
риалы, как металлические, так и неметаллические. Из металлических мате-
риалов широкое применение имеют алюминиевые сплавы и стали. Исполь-
зуются латуни, магниевые и титановые сплавы, из неметаллических — слои-
стые пластики, листовые термопласты.
* Суровцев Ю. А. Защита радиоэлектронной аппаратуры при транспортировании—«Обмен
опытом в радиопромышленности», 1967, № 9.
142
На штамповочные свойства металлов сильно влияет их химический состав
и структура. Особенно это проявляется при изготовлении полых и сложных
деталей, требующих большой пластической деформации.
Детали, изготовляемые путем штамповки, в зависимости от формы могут
быть условно разделены на плоские, изогнутые, полые и объемные.
Для изготовления штампованных деталей применяют две группы техно-
логических операций: разделительные и формообразующие. К первой группе
Рис. 7-2. Изменение конструк-
ции изделия в зависимости от
масштаба производства; а —
индивидуальное (опытное); б —
мелкосерийное; в — массовое
относят операции отрезки, вырубки, пробивки, надрезки и др., при помощи
которых в основном изготовляют плоские детали и заготовки (рис. 7-3, а).
Ко второй группе относят операции гибки, выдавки, отбортовки, вытяжки,
высадки и др. (рис. 7-3, б).
143
Нормальной точностью для заготовок, получаемых при резке на гильо-
тинных ножницах, является 7-й класс. При отрезке деталей с закругленными
контурами из полос, ширина которых равна ширине детали В (рис. 7-4, а),
необходимо, чтобы радиус закругления R превышал половину ширины
детали, т. е. R > В/2. Несоблюдение этого условия приводит к получению
Рис. 7-3. Примеры операций при штамповке: а — разделительные;
б — формообразующие
уступов на боковых кромках (рис. 7-4, б). Устранение уступов при радиусе
В = В/2 возможно вырубкой по всему контуру (рис. 7-4, в), но это связано
с применением более сложного штампа, увеличением расхода материала и
стоимости изготовления.
При конструировании деталей, получаемых путем вырубки и про-
бивки, необходимо обращать внимание на то, чтобы минимальные размеры
по контуру находились в соответствии с толщиной листа (рис. 7-5).
Минимально допустимые
размеры штампуемых отвер-
стий различной формы за-
висят от марки материала и
толщины листа (рис. 7-6).
Минимальные расстояния ме-
жду пробиваемыми отвер-
стиями, а также между от-
верстиями и краем детали
следует выбирать, также
Рис. 7-4. Форма детали с закруглением, вырубаемой ИСХОДЯ ИЗ ТОЛЩИНЫ мате-
из полосы: а — правильное решение; б — неправиль- риала (рис. 7-7). Указанные
ное; в — сложное решение соотношения являются пре-
дельными с точки зрения
стоимости инструмента, поэтому по возможности целесообразно их приме-
нять увеличенными в 1,5—2 раза. Следует помнить, что невыполнение этого
условия делает конструкцию менее технологичной, так каю снижается стой-
кость штампа и увеличивает стоимость изготовления детали. Кроме того,
возможны искажения формы.
При вырубке и пробивке поверхность среза получается неровной
(рис. 7—8). При этом величина утяжки аи цилиндрического пояска h лежит
в пределах от 0,1 s для твердой стали до 0,05 s для отожженного алюминия,
а угол — а — от 3 до 6°. Шероховатость поверхности среза получается в пре-
делах 4-5-го класса чистоты по ГОСТ 2789—59. При необходимости получе-
ния ровного торца и гладкой поверхости применяют зачистку в штампах,
144
♦ «
что дает возможность получить точность в пределах 3—4-го класса
и чистоту поверхности по 6—7-му классу.
Для отверстий берется допуск со знаком плюс; для наружных конту-
ров — со знаком минус или ± половина допуска для 7 и 8-го классов точ-
ности. Требование излишней точности заставляет вводить дополнительные
операции (зачистку, калибровку), применять добавочные штампы.
Bi 1,5 s hi 1,5 s
Рис. 7-5. Минимальные размеры конструктивных элементов дета-
лей, получаемых вырубкой (в зависимости от толщины листа):
а — минимальные ширина детали и размеры выступов, впадин и
окон
В > 1,5s; h > 1,5s
б — минимальные радиусы скруглений
а > 90° р 90°
Наружный контур. . . . ./?3>0,25s
Внутренний контур в . . . . > 0,35s > 0,6s
Расстояния между центрами отверстий обеспечиваются в два раза точ-
нее, чем расстояния от базовых поверхностей до центров отверстий. Это
необходимо ’ иметь в виду при простановке размеров в чертежах, так как
в зависимости от выбранной базы может быть реализована большая или мень-
шая точность (рис. 7-9).
Рис. 7-6. Минимальные допустимые размеры штампуемых отверстий
Материал Форма отверстий
а 6 в s
Размеры (не менее)
d c b при l[b c 3
Сталь < 500 «/лш2 > 500 Латунь Алюминий Титановый сплав в холодном состоянии в нагретом 1,0s 1,5s 0,9s 0,8s 2,0s 1,0s 0,9s 1,3s 0,8s 0,7s 1,75s 0,75s 0,7s 1,15 0,65s 0,6s 1,75s 1,75s 0,8s 1,2s ' 0,7s 0,6s 1,75s 0,75s
Распространенными среди штампованных деталей, применяемых в кон-
струкциях РЭА, являются детали, получаемые путем гибки (каркасы,
скобы, хомутики и др.).
При гибке узких полос происходит искажение поперечного сечения
детали (рис. 7-10). При гибке широких полос такого искажения не наблю-
дается. В месте изгиба возникает утонение материала, которое тем больше,
чем меньше радиус изгиба. С уменьшением радиуса изгиба увеличиваются
145
напряжения во внутренних и наружных волокнах, которые могут привести
к трещинам. Минимальные радиусы изгиба зависят не только от толщины и
марки материала, но и от состояния при поставке, применяемого метода
гибки, угла изгиба, положения линии гиба относительно направления про-
ката листа и т. д.
CiS Ci0,7s c^i,2s c=s czO,8s cz1,3s c^s
Рис. 7-7. Минимально допустимые перемычки между отверстиями
различной формы
Минимальный радиус гибки листового проката в холодном состоянии
г = k1k2S,
где kr — коэффициент, зависящий от марки материала, его состояния и рас-
положения линии гиба относительно направления проката (табл. 7-1);
k2 — коэффициент, зависящий от угла гибки; s — толщина листа, мм.
Рекомендуется минимальный радиус гибки, по-
лученный по формуле, округлять до ближайшего
большего значения из ряда чисел: 0,3; 0,5; 1,0;
1,5; 2,0; 3; 4; 5; 6; 8; 10; 12 мм.
При гибке под углом, меньшим 90°, необхо-
димо вводить поправочный коэффициент k2:
Угол гиба а............ 180—90° 60° 45°
k2...................... 1,0 1,3 1,5
Рис. 7-8. Форма края
детали при вырубке Минимальный радиус в этом случае составит
/?min = k^s. Следует учитывать, что при малых
радиусах гиба происходит утонение в месте сгиба, при гибке полос на
ребро — наоборот, утолщение. Величина утонения (рис. 7-11, а) опреде-
ляется соотношениями:
RIs ........ 0,1 0,25 0,5 1,0 2,0 4,0
Sj/s ......... 0,7 0,8 0,9 0,95 0,98 0,99
Таблица 7-1
Значении коэффициентов ky для различных материалов
Материал В отожженном и нормализованном состоянии В наклепанном состоянии
Линия гиба по отношению к напра- влению проката
перпен- дику- лярна парал- лельна перпен- дику- лярна парал- лельна
Ст.10; ст.10 кп Ст.20; Ст.З Ст.45 Алюминий А2; АО; АД1 Алюминиевые сплавы АМц Д16М Латунь Л68; Л62 0,05 0,1 0,5 0,2 0,3 1,0 0,05 0,4 0,5 1,0 0,4 0,5 1,5 0,2 0,4 0,5 1,0 0,6 0,8 1,5 0,4 0,8 1,0 1,7 0,8 1,5 2,5 0,8
146
Величина утолщения (рис. 7-11, б)
находится из соотношений:
R/s ......................................... 2 3 4 5
s2/s ........................................ 1,12 1,08 1,06 1,05
При
боткой.
необходимости утолщение
можно устранить механической обра-
Рис. 7-9. Варианты выбора базы при простановке размеров
штампуемых отверстий
Правильно
При гибке на ребро (рис. 7-11, в) минимальный радиус для алюминия,
мягкой стали и латуни принимается Дт1Г1 2,5 В. При гибке труб
(рис. 7-11, г) с наружным диаметром до 20 мм минимальный радиус для алю-
миния и стали принимается Дт1п э- 1.5D, для титана — не менее трех диа-
метров. На величину минималь-
ного радиуса гибки трубы
влияет отношение наружного
диаметра к толщине стенки
D/s. С увеличением отношения
D/s минимальный радиус уве-
личивается.
При гибке П-образных де-
талей минимальный размер
прямого участка отогнутой пол-
ки должен быть Hmln 2s
(рис. 7-12). Минимальная длина
изгибаемого участка должна
А-А
1
Рис. 7-10. Деформация волокон в результате гибки:
слева — напряжения вдоль линии гибки, справа —
поперек линии гибки при узкой полосе
быть Lmln <= 7?min + s. Для
низкоуглеродистой стали, отожженной латуни и алюминиевого сплава АМцП
Lmin принимают равной двухкратной толщине материала.
В местах гибки делают вырезы, которые нужны для того, чтобы отогну-
тая полка не выходила за пределы контура детали (рис. 7-13). Острые углы
Рис. 7-11. Примеры гибки деталей из листа (а), полосы (б, в) и трубы (а)
вырезов для предотвращения концентрации в них напряжений необходимо
скруглять.
При конструировании деталей типа крышек, каркасов и т. п. в местах
гибки в углах необходимо предусматривать технологические отверстия.
В зависимости от конфигурации поверхности детали в месте гибки в развертке
предусматриваются вырезы соответствующей формы (см. рис. 7-13).
147
В случае, если при сопряжении отогнутых кромок образуется прямой
угол, на внутренних углах развертки делают круглые выемки (рис. 7-13, в).
Контуры и размеры вырезов в развертке, необходимые для образования
тупого и сферического углов, определяются в зависимости -от заданного
радиуса обвода (рис. 7-13, в, г). Приводим рекомендуемые диаметры техно-
логических отверстий в развертке d в зависимости от толщины материала s:
Рис. 7-13. Формы выкроек при отгибке кромок листа: а — прямая
отгибка; б — отгибка в пределах кромки плоскости листа; в — пря-
мой угол; г — угол, оформленный по радиусу; д — угол, оформлен-
ный по сфере
Рис. 7-12. К определе-
нию соотношений ме-
жду размерами при
гибке П-образных де-
талей
В чертежах деталей следует показывать в развертке только те размеры,
которые необходимы для представления о конфигурации детали, например,
нет нужды указывать развернутую длину, которая задается технологом при
составлении технологического процесса на изготовляемую деталь. Полная
конфигурация развертки дается в чертеже в том случае, когда существует
несколько вариантов конфигураций разверток и конструктору важно выбрать
наилучший. Нейтральная линия, по которой подсчитывается развернутая
Рис. 7-15. Простановка размеров
детали, получаемой при вырубке и
гибке
Рис. 7-14. К расчету длины развертки гнутой
детали (а); деталь согнута до двойной тол-
щины (б)
длина, принимаемая на расстоянии а от внутреннего радиуса гибки, равном
s/З для г =С 2s и s/2 для г 5s (рис. 7-14, а). При небольшой толщине мате-
риала (1—2 жж) для простоты подсчета расстояние до нейтрального слоя при-
нимают равным s/2. Развернутая длина детали, согнутой до двойной тол-
щины (рис. 7-14, б), L = /г + /2 —0,4 s. Для гибки по рис'. 7-14, б следует
применять пластичные материалы, например Ст. 10 кп, Л62М и АМцМ и т. п.
Размеры детали, получаемой при вырубке и гибке, не следует задавать
от поверхностей гибки (рис. 7-15). При оформлении чертежа на деталь типа
скобы простановку размеров следует выполнять так, как указано на рис. 7-16
справа. Простановка размеров на левом рисунке неправильна потому,что
размер В' получается с большим разбросом. Допуск на размер В', который
в этом случае является замыкающим размером, равен сумме допусков на
размеры А, В и С.
448
При простановке допусков на гибочные размеры необходимо учи-
тывать точность размеров, получаемых в заготовке детали (рис. 7-17), а
также допуск на толщину материала. В примере, приведенном на рис. 7-16,
если необходимо получение более точного размера по высоте, следует зада-
вать размер Н до внутренней поверхности детали.
При конструировании РЭА широкое применение получили в ы д а в к и
и отбортовки с целью придания деталям большей жесткости, увели-
чения поверхности теплообмена, для крепления, направления движения
Рис. 7-16. Простановка размеров на гнутых скобах
Правильно
и т. д. Выдавки прямоугольной формы применяют как опорные площадки для
крепления тяжелых узлов типа трансформаторов (рис. 7-18, а). Выдавки
круглой формы (рис. 7-18, б), используют как опорные поверхности для
крепления амортизаторов или для утопления головок винтов (см. прило-
жение 7).
С целью придания тонкостенным листовым деталям (толщиной до 2 мм)
типа кожухов, крышек и стенок дополнительной жесткости применяют
ребра жесткости, или так называемые зиги (рис. 7-19).
Размеры ребер жесткости и ныдавок (рис. 7-18 и 7-19) находятся в зави-
симости от толщины материала
Размеры
Нормальные .......................
Уменьшенные ......................
h R Rt R2 г А
3 4 10 5 s 20
2 2,5 5 4 0,5s 10
Для ребер из алюминиевых сплавов г = 1,5s.
При меньшем расстоянии происходит утяжка и искажение края. Для
придания жесткости в углах применяют поперечные ребра по линии гиба
(рис. 7-20). Для повышения жесткости таких деталей, как каркасы, панели,
косынки и т. п., применяют раз-
бортованные отверстия различной
формы (круглые, овальные, прямо-
угольные (рис. 7-21). Высота отбор-
товки Н и радиусы скругления R
устанавливаются в зависимости от
пластических свойств материала.
Так, для материалов типа Ст. Юки,
Л62М, АМцМ рекомендуется прини-
мать Н sg 4s и R s.
Разбортованные ОТ- Рис. 7-17. Простановка допусков на гибоч-
в е р с т и я применяют в тонколи- ные размеры
стовых деталях с целью утопления
головок винтов с потайной головкой (рис. 7-22, а) или для нарезки
в них внутренней резьбы (рис. 7-22, б). Размеры отверстий D и d при-
нимаются по размерам головок винтов с таким расчетом, чтобы послед-
ние не выступали над поверхностью детали. Радиусы скруглений R s
(см. приложение 7). Разбортовка под внутреннюю резьбу приме-
няется для резьбы М2—М5. Внутренний диаметр D соответствует внутрен-
нему диаметру резьбы с допуском по 4-му классу точности. Минимальная
высота отбортовки при нарезке резьбы в материале толщиной от 0,5 до
149
0,8 мм Н (2,2ч-2) s, в материале толщиной от 1 до 2 мм Н (2ч-1,6) s.
При этом R «С 0,5s. Одним из оригинальных конструктивных решений
является использование отбортовок овальных и прямоугольных отверстий
в каркасах в качестве направляющих для устанавливаемых узлов
(рис. 7-23).
При конструировании деталей, получаемых путем вытяжки, основное
внимание необходимо обращать на правильный выбор радиусов с о п р я -
ж е н и я дна и стенки,
стенки и фланца, а также
соотношений между раз-
мерами поперечного сече-
ния и высоты вытягивае-
мой детали. Необходимо
стремиться к тому, чтобы
высота была как можно
меньше и деталь могла
быть получена за одну
вытяжную операцию.
При конструировании
деталей коробчатой формы
следует выдерживать от-
ношение высоты детали
Рис. 7-18. Выдавки прямоугольной (а) и круглой фор-
мы (б)
к радиусу скругления в углах (см. рис. 7-2, в). Значение H/R принимают
равным 6 для алюминия, латуни Л62 и Л68, меди и мягкой стали. -Эта ве-
личина действительна при условии 0,15 В и R s, где В — мень-
шая сторона прямоугольника.
При конструировании деталей цилиндрической формы с фланцем, для
того чтобы вытяжка не происходила с большим утонением материала, необ-
ходимо выдерживать соотношение (D — d)/D 0,6 (рис. 7-24). Для предот-
вращения разрывов необходимо выдерживать условие (Lr — L)/L 6,
Рис. 7-20. Увели-
чение жесткости
в углах детали
Рис. 7-21. Разбортовка отвер-
стий
где — длина огибающей кривой на участке L, б — относительное удлине-
ние при растяжении. Рекомендуется выдерживать И (0,5—0,7) а. Радиусы
скруглений должны быть Rj (Зч-5) s и R2 (2ч-3) s.
Для изготовления несущих конструкций РЭА применяют материал в виде листов черных
и цветных металлов следующих марок: Юкп — углеродистая сталь для глубокой вытяжки,
1Х18Н9Т — нержавеющая сталь; АМц, АМг, Д16, В95 — алюминиевые сплавы; МА-1,
ВМ65-1 — магниевые сплавы, ЛС59-1, Л68 — латуни;-ВТ 1, ВТ5, ВТ6 — титановые сплавы.
Углеродистая сталь Юкп обладает высокой пластичностью и вязкостью, имеет относи-
тельно низкий предел текучести. Для улучшения обрабатываемости и снятия внутренних на-
пряжений применяют термообработку. Сталь отличается высокой чистотой-поверхности, хорошо
окрашивается. Для изготовления несущих конструкций используют нормальную группу стали
(по вытяжке) — группу Н. Одним из достоинств стали 10 кп является ее хорошая сваривае-
мость.
150
* с
Холоднокатаная нержавеющая сталь 1Х18Н9Т не подвержена коррозии даже в морской
воде. Сталь хорошо сваривается, после термической обработки допускает глубокой штамповки,
жаростойка, почти не магнитна.
Алюминиево-марганцевый сплав АМц — наиболее высокопластичный из алюминиевых
сплавов. Обладает высокой стойкостью против коррозии. Листы сплава АМц в отожженном со-
стоянии мягки, вязки и хорошо поддаются гибке и вытяжке. Для снятия внутренних напря-
жений, получаемых в процессе обработки давлением, применяют отжиг с последующим охла-
ждением на воздухе. Сплав хорошо поддается всем видам сварки.
. Рис. 7-22. Разбортовка отверстий для утопления головки
винта (а), для нарезки резьбы (б)
Алюминиево-магниевые сплавы АМг в отожженном состоянии равны по прочности спла-
ву АМц. Для боковых стенок корпусов и стоек наилучшими нужно считать листы из сплавов
АМгбБ и АМг2: они пригодны для использования в нагруженных конструкциях. Предел теку-
чести этих сплавов практически не изменяется до 200° С (при условии кратковременного воз-
действия). Хотя эти сплавы не являются хладоломкими, их пластические свойства значи-
тельно снижаются при наклепе. Предел усталости лишь незначительно меньше, чем у высоко-
прочного сплава Д16, что существенно для конструкций, подверженных вибрационным на-
грузкам.
Алюминиево-медный сплав Д16 характеризуется высокой прочностью, хорошей пластич-
ностью, удовлетворительной свариваемостью. Свои высокие механические качества сплав при-
обретает после закалки и естест-
венного старения,
сплава является малая
против коррозии, что
плакировать прокат, т.
вать его защитным слоем
марки А1. Все детали, изготовлен-
ные из сплава Д16, обычно подвер-
гают анодированию защитной
окраске.
Окна для
разъемов
Рис. 7-24. Деталь с флан-
цем, получаемая вытяж-
Недостатком
стойкость
заставляет
е. покры-
алюминия
V
а
Рис. 7-23.
Использование разбортовки для
' направляющих
кой
Сплав В95 состоит из алюминия, магния, цинка и меди; он выдерживает значительное
число циклов при испытаниях на повторные статические нагрузки. Сплав обладает средней
антикоррозионной стойкостью, и чтобы защитить изготовленные детали от разрушения, их
подвергают анодированию и лакокрасочному покрытию.
Магниевые сплавы в 1,5 раза легче алюминиевых, а механическая обрабатываемость допу-
скает весьма высокие скорости резания. Стойкость к коррозии у этих сплавов несколько хуже,
чем у алюминиевых. Наибольшее применение получили сплавы Ml, М3, МА5, МА8.
Сложные медно-цинковые сплавы (латуни) марок ЛС59-1, Л62, Л68 обладают хорошими
механическими и технологическими свойствами, но недостаточно стойки против коррозии.
Изделия из латуни подвергают отжигу. Свинцовистая латунь ЛС59-1 характеризуется хорошей
свариваемостью и легко поддается пайке. Латунь Л68 обладает теми же свойствами, что и ла-
тунь ЛС59-1, но в нагартованном состоянии подвержена самопроизвольному растрескиванию.
Латунь Л68 хорошо поддается штамповке с глубокой вытяжкой. Элементы латунных деталей,
находящиеся в напряженном состоянии (в местах изгибов, радиусов вытяжек и т. п.), в тропи-
ческих условиях растрескиваются.
151
Титановые сплавы обладают высокой прочностью и твердостью при малом весе. Они кор-
розионностойки в агрессивных средах. По своей стойкости титан превосходит нержавеющие
стали, медь и алюминиевые сплавы и приближается к платине. В контакте с медью и ее спла-
вами, с нержавеющей сталью создает контактные пары, которые в присутствии морской воды
подвержены электрохимическому разрушению. Теплопроводность титана в четыре раза ниже,
чем у стали. Он обладает малым ТКЛР (6- 10'® град-1) и является плохим проводником элек-
трического тока: удельное сопротивление титана в 5,5 раза больше, чем у стали, и в 30 раз
больше, чем у меди. При нагреве прочность титана падает, а пластичность возрастает. Титан,
подвергнутый вакуумному отжигу, имеет при 20° С такую же ударную вязкость, как сталь,
т. е. вакуумный отжиг повышает ударную вязкость примерно вдвое. Примеси кислорода, азота,
углерода, водорода делают титан хрупким в горячем состоянии. При нагреве до 600° С титан
покрывается окисной пленкой. Поверхность сплавов титана можно металлизировать, азотиро-
вать, цементировать, фосфатировать и т. д., а также окислять и хромировать электролитиче-
ским способом. Эти свойства сохраняются и у сплавов титана. Титан поставляется в виде спла-
вов ВТ1-0, ВТЗ-1, ВТ5, ВТ6. Для изготовления деталей с применением штамповки и сварки
больше всего подходит сплав ВТ1, который сочетает высокую антикоррозионную стойкость
с высокой удельной прочностью. Титановые сплавы, как правило, плохо обрабатываются реза-
нием, вследствие чего трудоемкость деталей в 2—4 раза выше, чем для деталей из углеродистой
ста.ли. Изготовление деталей штампованием затруднено из-за быстрого износа штампов. Стои-
мость титановых сплавов значительно выше, чем углеродистых сталей.
7-2. Литые и прессованные детали
Усадка как типичный признак литых под давлением и прессованных деталей.
Влияние усадки на форму и геометрические соотношения в теле деталей, полу-
чаемых литьем под давлением и прессованием из сплавов, пластмасс и кера-
мики. Классы точности таких деталей, степень шероховатости поверхности.
Ограничения габаритного размера. Требования к конструкции литых под дав-
лением и прессованных детален. Армирование
Объемные детали получают литьем под давлением или прессова-
нием как из металлических сплавов, так и из пластмасс и керамики. В радио-
аппаратостроении для литья под давлением применяют алюминиевые и магни-
евые сплавы, термопласты и керамику на парафиновом пластификаторе.
Особо прочные термореактивные пластмассы со стекловолокнистым напол-
нителем (АГ-4) и некоторые установочные керамические детали получают
прессованием. Все детали, получаемые литьем или прессованием, имеют
усадку, что необходимо учитывать при конструировании. Литые металли-
ческие детали имеют очень малую усадку, у термопластов она больше. Самая
большая усадка у литой керамики, которая наблюдается после выжигания
пластификатора и спекания.
Важно, чтобы усадка была равномерной, одинаковой по всему объему,
иначе происходит коробление детали, приводящее к неисправимому браку.
Это должно обеспечиваться соответствующим выбором формы деталей. Тол-
щина стенок во всех участках тела детали должна быть примерно одинако-
вой, не должно быть острых углов и резких переходов, которые могут вызвать
механические перенапряжения и растрескивание при усадке.
Само существование явления усадки не дает возможности получать
детали с высокой точностью размеров. При литье под давлением алюминие-
вых и магниевых сплавов, когда усадка минимальна, можно получить раз-
меры деталей по 5-му классу точности, но для пластмассовых и, тем более,
литых керамических деталей возможен только более низкий класс точ-
ности.
Допуски и посадки для деталей из пластмасс с размерами от 1 до 500 мм,
сопрягаемых с металлическими или пластмассовыми же деталями, указаны
в ГОСТ 11710—66, а на чертежах допуски проставляют в соответствии
с ГОСТ 9171—59.
Допуски на неответственные размеры литых и прессованных деталей
назначают по 7, 8 и 9-му классам точности.
Допуски номинального размера указывают: в «плюс» — для охватываю-
щих размеров (А7, А8, А9, А10), в «минус» — для охватываемых размеров
(В7, В8, В9; В10) и симметрично (±) — для остальных размеров (См7, См8,
См9, См10). Все таблицы допусков на пластмассовые изделия определены для
152
« с
деталей при 20° С и относительной влажности воздуха 40—70%, потому что
пластмассы набухают под действием влаги и увеличивают свои размеры.
Усадка деталей из пластмасс продолжается в течение длительного вре-
мени после извлечения из формы. Поэтому размеры должны контролироваться
после выдержки при 20° С в течение 6 ч для 4—5-го классов точности и в тече-
ние 3 ч для 7—10-го классов.
Точность размеров деталей из пластмасс, изготовленных литьем под
давлением и прессованием, зависит от колебания усадки материала, конфи-
гурации и габаритных размеров детали, способа подготовки сырья, точности
и типа конструкции пресс-форм, величины технологических уклонов и меха-
нических режимов.
При назначении классов точности для несопрягаемых неответственных
размеров деталей, получаемых прессованием и литьем под давлением, можно
руководствоваться следующими данными:
Усадка пресс-материала, % От 0,1
до 0,16
Класс точности............. 7
От 0,16 От 0,25
до 0,25 до 0,4
8 9
От 0,4
До 0,6
10
Крупногабаритные детали получают литьем в землюс последую-
щей обработкой сопрягаемых поверхностей. Этот вид литья используется
в мелкосерийном и единичном производстве.
Детали, изготовляемые методом литья по выплавляемым
моделям, могут быть получены с повышенной точностью и с высоким
качеством литейной поверхности. Отличительной особенностью является
возможность получения деталей из материалов с высокой температурой плав-
ления (нержавеющие и легированные стали, титановые сплавы и др.). Затраты
на изготовление восковых моделей невелики даже в условиях опытного про-
изводства. Существенной особенностью литья по выплавляемым моделям
является применение не разъемной, а разрушаемой формы, благодаря чему
отсутствует облой на поверхности детали. По выплавляемым моделям можно
' получать детали самой сложной конфигурации.
, Литье металлических детален под давлением дает возможность
получать высокое качество поверхности без дополнительной обработки,
так как формообразование происходит в полированных формах и деталь
повторяет микрорельеф поверхности. Обычно шероховатость поверхности
таких деталей лежит в пределах 9—10-го класса.
Для литья широкое применение нашли алюминиевые сплавы с кремнием, содержащие
от 6 до 13% кремния с небольшой добавкой магния или марганца. Эти сплавы обладают хоро-
шими литейными свойствами. Высокая текучесть и малая усадка позволяют получать из них
сложные по форме литые детали. Наиболее распространены сплавы Ал2, применяемый в основ-
ном для литья под давлением, и Ал9, применяемый для литья в землю, а также для литья дета-
лей, от которых требуется повышенная механическая прочность. Повышение механических
свойств достигается термообработкой.
Детали, отливаемые под давлением, как правило, не подвергаются тер-
мообработке, так как механические свойства таких деталей выше, чем у литых
деталей, полученных другим способом. Если литые детали предназначаются
для узлов, требующих высокой стабильности формы и размеров, то такие
детали должны подвергаться термическим циклам для нормализации струк-
туры.
Многие детали с целью придания им декоративного вида отливают из
цинковых сплавов, которые по сравнению с алюминиевыми сплавами обла-
дают более высокой прочностью, но имеют большую плотность, более низкую
сопротивляемость коррозии и уменьшенную ударную вязкость при темпера-
туре ниже нуля.
При назначении допусков на литые детали необходимо не только
руководствоваться применяемым способом литья и соответствующей этому
способу группе точности, но также учитывать расположение плоскости разъ-
ема и применяемость формообразующих стержней (рис. 7-25). Здесь размеры
153
в, е, ж, и, к относятся к той части отливки, которая оформляется в одной
половине формы, т. е. допуск на эти размеры не зависит от разброса в совме-
щении разъемных частей формы. Размеры а, б, г, д, з зависят от совмещения
частей формы. Соответственно и допуски на первую группу размеров, поско-
льку их легче получить, принимаются более жесткие. Требования, предъ-
являемые к конфигурации литых металлических и пластмассовых деталей,
во многом совпадают.
Общие требованияк конструкции литых и прессованных дета-
лей сводятся к следующему: 1) детали должны иметь технологические уклоны;
2) допуски должны быть технологически обоснованы с учетом, в частности,
колебаний усадки; 3) детали должны иметь закругления, необходимые для
увеличения механической прочности, облегчения процесса формообразова-
ния и улучшения внешнего вида; 4) стенки деталей должны быть близкими
по толщине друг другу; 5) детали
не должны иметь консольных вы-
ступов значительной длины.
Следует всегда стремиться
к упрощению конфигурации детали.
Рис. 7-25. Простановка размеров (а) и различные условия выбора допусков (б)
для литой детали
При конструировании литьевой формы большое значение имеет правиль-
ный выбор места впуска расплава в оформляющую полость. Изве-
стно, что предел прочности при растяжении ударопрочного полистирола
в направлении, параллельном потоку, даже при оптимальном режиме в 2
раза, а у полиамидов в 3 раза больше, чем в. направлении, перпендикулярном
потоку. Конструктор детали должен это знать и использовать, а при выборе
места впуска ориентировать поток расплава в таком направлении, которое
было бы наиболее благоприятным с точки зрения приложения нагрузок *.
У порций сплава, поступающих в оформляющую полость, по мере про-
движения вязкость постепенно увеличивается. Вследствие температурных
потерь с увеличением вязкости перемещающийся расплав подвергается умень-
шающемуся давлению литья, что вызывает постепенное уменьшение уплот-
нения расплава. В зоне впуска, куда поступают последние порции расплава,
обладающие более высокой температурой, расплав воспринимает давление
в большей степени и, следовательно, больше уплотняется.
Во многих случаях для придания жесткости и предотвращения коробле-
ния в конструкцию детали вводятся ребра. Часто конструкторы используют
ребра не только для увеличения жесткости детали, но и для управления
процессом формообразования и скоростью заполнения оформляющей полости,
а также для принудительной ориентации расплава в необходимом направ-
лении.
На рис. 7-26 изображена крышка, отлитая из полиамидной смолы П-68,
на внутренней стороне которой имеется ребро, которое должно придать
детали дополнительную жесткость и предотвратить крышку от коробления.
Однако тонкое ребро и верхняя, более тонкая, часть при охлаждении детали
остывают раньше, чем толстое дно. При дальнейшем охлаждении усадка ребра
* Видгроф Н. Б. Влияние некоторых технологических факторов на конструкцию и ка-
чество деталей машин и термопластов. ЛДНТП, 1969.
154
и тонкой части прекращаетсяя, в то время как усадка дня продолжается, что
может привести к короблению детали.
Таким образом, не все ребра и не всегда предотвращают коробление.
В данном случае наличие ребра и большой разностенности может явиться
причиной неравномерного охлаждения, различной усадки и, как следствие,
коробления детали.
Ребра, пересекающие направление потока расплава, замедляют запол-
нение оформляющей полости. Расплав, попадая в такую канавку, сначала
заполняет ее, как бы останавливаясь в своем продвижении, и теряет ско-
рость. Дальнейшее заполнение оформляющей полости задерживается до
тех пор, пока - расплав не заполнит второй пересекающей канавки,
и т. д.
В отличие от металлов, отливки из полимеров не однородны по внутрен-
ней структуре, имеют микротрещины, которые являются очагами разруше-
ния. В расчетах на прочность это учиты-
вается коэффициентами неравномерности.
На качество деталей, на сохранение
формы и достижимость необходимой размер-
ной точности влияет толщина детали.
Особенно плохо отливаются разнотол-
щинные детали. В утолщенных местах воз-
никают пузыри, морщины «утюжины», пор- Рис. 7-26. Пластмассовая крышка
тящие внешний вид детали. Разная скорость из полиамидной смолы
охлаждения толстых и тонких стенок в раз-
нотолщинной детали вызывает коробление и нарушение геометрической
формы изделия. Размерная точность таких изделий невысока. Абсолютной
равностенности и не нужно. В деталях коробчатого сечения, например,
требуется, чтобы’ дно было толще, а стенки тоньше. В особенности это
должно соблюдаться для деталей из полиэтилена.
Литье тонкостенных деталей толщиной 0,4—0,5 мм имеет свои
трудности. При такой толщине разностенность в оформляющей полости
может быть допущена не более 0,03 мм. В противном случае расплав устрем-
ляется, -даже при концентричном впуске, в утолщенную часть. При этом
пуансон подвергается мгновенной односторонней нагрузке, происходит
дополнительно смещение его за счет зазоров в центрирующей системе формы,
это создает дополнительное препятствие заполнению более тонкой части
оформляющей полости. Вследствие малой толщины стенки расплав быстро
затвердевает, и в более тонкую часть не затекает.
Следовательно, в конструкции формы должна быть предусмотрена такая
система взаимного центрирования оформляющих элементов, которая огра-
ничивает -их эксцентриситет пределами 0,02—0,03 мм.
Наиболее часто встречающийся б р а к в пластмассовых деталях — тре-
щины и коробления, которые могут появиться значительно поздне'е, уже
в процессе эксплуатации. Трещины возникают от неправильного сочетания
е металлической арматурой вследствие усадочных напряжений, особенно при
наличии в детали значительной разницы в толщинах стенок.
Форма детали должна обеспечивать возможности применения неразъем-
ных матриц и пуансонов. Изготовление деталей в прессформах с разъем-
ными элементами резко повышает стоимость и увеличивает трудоемкость
изготовления.
Следует стремиться к тому, чтобы наиболее ответственные участки
поверхности детали, предназначаемые в дальнейшем для сопряжения, не
попадали в плоскость разъема формы.
Для облегчения съема детали после литья или прессования необходимо
предусматривать технологические уклоны. Конструктор не должен задавать
их на чертеже в абсолютных числах: они регламентируются технологом.
Уклоны указывают для параллельных внешних и внутренних поверхностей,
для поверхностей, параллельных направлению усилия замыкания формы
155
или совпадающих с направлениями извлечения из детали подвижных' фор-
мующих вкладышей в сложных формах. Уклонов не указывают для
плоских деталей толщиной 5—6 мм, для тонкостенных деталей высотой
10—15 мм и наружных поверхностей деталей высотой до 30 мм. Техноло-
гические уклоны задают в пределах от 15' до
1° в зависимости от материала.
Сопряжение двух, трех или четырех сте-
нок — наиболее часто встречающиеся виды
сопряженийв деталях (рис. 7-27). Тол-
о)
д)
Рис. 7-27. Виды сопряжений
стенок пластмассовых деталей:
а — лобовое, б — V-образное,
е — К-образное, г — Т-образное
(угловое), д — Т-образное (тав-
ровое), е — вилкообразное, ж —
Х-образное, з—крестообразное
щину сплошных сечений не рекомендуется
брать более 10 мм.
При конструировании деталей необходимо
помнить, что прочность литых и прессован-
ных материалов при сжатии значительно
превосходит прочность при растяжении
(рис. 7-28).
Правильно сконструированной деталью
следует считать такую, у которой величина
разностенности не превышает 30% наименьшей
толщины и нет резких переходов (рис. 7-29).
Для упрочнения краев тонкостенных де-
талей применяют буртики (рис. 7-30). Тол-
щина буртика не должна превышать двойной
толщины стенки. Толщина ребер жесткости не
должна превышать 0,6 толщины сопряженной
стенки. Переход ребер жесткости к стенкам
во избежание трещин должен выполняться
плавно (рис. 7-31). Радиусы за кругле-
н и й рекомендуется делать не менее 0,8 мм
для наружных поверхностей и 1,5 мм для
внутренних. На одном изделии следует при-
менять наименьшее количество значений радиу-
сов закруглений.
Отверстия в литых и прессованных
деталях имеют резнообразное назначение: технологические отверстия, от-
верстия для снижения веса, расхода материала, установочные отверстия
(базы) и т. д. Расположение отверстий на теле детали, их разновидность
(сквозные, глухие, ступенчатые) и конфигурация в значительной степени
определяют величину внутренних напряжений, усадку и точность отвер-
Рис. 7-28. Конструкции детали
с учетом направления действую-
щего усилия
Неправильно Правильно
Рис. 7-29. Примеры равностенных
деталей
стий и межцентровых расстояний, сложность пресс-формы, трудоемкость
изготовления.
Оформление отверстий может быть окончательное или частичное, с после-
дующей обработкой. Зачастую отверстия проще выполнять механической
обработкой, особенно при малой серии.
156
j» с
При литье или прессовании можно получить отверстие такой конфигу-
рации, которую технологической обработкой сделать трудно. Например,
отверстия формы, показанной на рис. 7-32, а, получить литьем или прессова-
нием сравнительно легко, так как для этого требуется простой вкладыш
Неправильно
Рис. 7-30. Формы упрочняющих буртиков пластмассовых
деталей
Правильно
цилиндрической формы со снятой лыской. Отверстия с двумя фасками в литых
и прессованных деталях выполнить трудно, поэтому при необходимости вто-
рую фаску (рис. 7-32, б, справа) приходится получать механической обра-
боткой.
Отверстия простых форм могут быть сквозными и глухими (рис. 7-32, в).
Сквозные отверстия получить легче, чем глухие, так как формующий стер-
жень может быть закреплен в форме не консольно, а с двух сторон.
Сквозные отверстия сложной конфигурации приходится получать при
двустороннем формообразовании отверстия (рис. 7-33, б). Ось отверстия дол-
в)
Рис. 7-32. Формы отверстий в пластмассовых деталях
жна располагаться в направлении движения пуансона, так как расположе-
ние ее в перпендикулярной плоскости приводит к значительному усложнению
прессформы.
Расстояние между соседними отверстиями или отверстием и краем
должно быть не менее диаметра отверстия. При расположении отверстия
вблизи от края детали необходимо, чтобы форма края соответствовала форме
отверстия. Это способствует соблюдению равностенности, уменьшает возмож-
157
ную деформацию отверстий в результате неравномерной усадки стенок
(рис. 7-34).
Минимальное расстояние b от отверстия до края определяется диамет-
ром отверстия D:
D, мм
1,5—2,5 2,5—9
9—13
Рис. 7-33. Формы сквозных отверстий при
одностороннем (а) и двустороннем (б) фор-
мообразовании
Углубления под головки винтов необходимо применять только цилин-
дрические (см. рис. 7-33, а). В этом случае не происходит скола материала
и не требуется повышенной точности в расстоянии между центрами отвер-
стий, какая нужна при конических головках:
Резьба.............М2 М3 М4 М5 Мб М8 М10
D, мм.............. 4,5 6 7 8,5 10,5 13,5 16,5
h, мм.............. 2 3 3,5 4,3 5,5 7 8,5
поверхностей
Рис. 7-34. Расположение отверстия
в углу пластмассовой детали
Неправильно
н и е, так как пластмассы
Для устранения влияния коробления, усадки и неровностей больших
площадей, с целью придания деталям жесткости и точности сопряжения
г плоскости, выступающие над поверхно-
стями в виде выступов, бобышек и бур-
тиков.
Опорные поверхности
крышек, плит и т. п. следует ограничи-
вать по площади до минимума, как и
высоту бобышек (рис. 7-35). Если бобышки
должны быть выше, чем s/З, то в основ-
ной стенке делают выемку. Бобышки со-
прягают с основной деталью плавно, без
резких переходов.
При конструировании пластмассовых
деталей часто применяют армирова-
арактеризуются низкой контактной проч-
ностью, очень малым сопротивлением сдвигу (срезу), склонны к ползучести
при длительных нагрузках. Чтобы избежать этих недостатков, пластмассы
армируют металлической арматурой из стали, латуни и бронзы. Арматуру
применяют также для увеличения точности детали. Она уменьшает усадку
пластмассы. Во многих случаях арматурой являются латунные контактные
выводы. Для выполнения пайки они должны быть предварительно залужены.
Гальваническое покрытие арматуры припоем ПОС имеет рыхлую пори-
стую структуру. В результате такой слой не предохраняет поверхность основ-
ного металла от окисления и не может препятствовать паразитной диффузии
цинка из латуни в припой, в результате с течением времени паяемость кон-
тактной арматуры, запрессованной в пластмассу, резко ухудшается. Во время
самого процесса запрессовки в пластмассу, связанного с нагревом, указанные
158
окислительные и диффузионные процессы сильно ускоряются. Избежать
этого можно путем предварительного нанесения на деталь, подвергаемую
запрессовке, слоя флюса — спиртового раствора равных количеств канифоли
и борной кислоты.* Слой такого флюса может служить средством длительной
консервации луженых контактных поверхностей на узлах РЭА (до двух лет).
По расположению в теле детали арматуру подразделяют на следующие
виды: односторонняя, угловая,
сквозная, глухая (рис. 7-36).
Втулочную арматуру
применяют с глухим нарезным
отверстием. Коническая голов-
ка такой втулки содействует
скольжению пластмассы при
заполнении формы. Шестигран-
ная или квадратная головка
обеспечивает хорошее крепле-
ние; но грани ее могут вызы-
вать трещины.
Надежное крепление дает
Рис. 7-35. Опорные поверхности пластмассовых
деталей: а — крышка с опорной поверхностью,
ограниченной до минимума; б — рекомендуемая
высота бобышек
расплющенная проволочная арматура. Длина расплющивания
должна быть не менее 2 мм. Для закрепления плоской арматуры пре-
дусматривают в ней вырезы, отгибы и отверстия-. Крепить с помощью
отверстия следует при толщине арматуры более 1 мм. Боковые вырезы
глубиной 0,3 мм позволяют крепить арматуру толщиной до 1 мм.
В некоторых случаях с целью уменьшения веса конструкции можно
применить корпус, полученный из нескольких листов стеклоткани, предвари-
Рис. 7-36. Варианты расположения арматуры в пластмассо-
вых "деталях: а — односторонняя; б — угловая; в — сквоз-
ная; г — глухая
тельно пропитанной в термореактивном лаке. При толщине 1—2 мм
такой корпус обладает механической жесткостью и ударопрочностью не
меньшей, чем корпус из алюминиевого сплава при толщине стенок 3—
4 мм.
В конструкциях РЭА следует избегать применения термореактивных
пластмасс, переработка которых в детали значительно более трудоемка,
чем термопластов. Детали из термореактивных пластмасс неоднородны по
сечению, и их свойства имеют большой разброс. Наряду с этим не следует
забывать, что термореактивные пластмассы, как правило, обладают боль-
шей механической прочностью и термостойкостью.
* Лымарь П. И., Олейникова Г. И. Консервация арматуры, покрытой сплавом ПОС.
— «Обмен опытом в радиопромышленности», 1971, № 1.
159
7-3. Неразъемные и разъемные конструкционные соединения
Особенности конструирования заклепочных соединений, применяемых в кон-
струкциях РЭА. Развальцовка и расчеканка как способ выполнения неразъем-
ных соединений. Запрессовка. Разъемные соединения: резьбовые (болтовые
и винтовые) и штыковые. Стопоры как легкоразъемные соединения. Фиксация
резьбовых соединений
Неразъемными называют соединения, которые не позволяют
разбирать детали без разрушения. К ним относят соединения, полученные
сваркой, пайкой, склепыванием, склеиванием, развальцовкой и запрессовкой.
При конструировании кожуха из тонкого листового материала (напри-
мер, алюминиевого сплава АМцП толщиной 1 мм) для соединения с крышкой
и днищем используют
точечную электросвар-
ку (ТЭС) (рис. 7-37, слева).
Соединение деталей
кожуха пр и помощи ТЭС
по сравнению с расклепы-
ванием более экономично,
так как отпадает необхо-
димость в штамповке или
сверлении в трех деталях
отверстий под заклепки.
ТЭС применяется для
тонколистовых конструк-
ций из малоуглеродистой
и нержавеющей стали,
Рис. 7-37. Примеры конструкционных узлов РЭА, сое-
диняемых точечной электросваркой
ТЭС рекомендуется
для сплавов алюминия,
магния и титана. Хорошо свариваются посредством ТЭС легированные
медью алюминиевые сплавы Д1, Д16 и В95, плохо свариваемые другими
Рис. 7-38. Пример конструкции,
в которой целесообразно приме-
нить ар гоно-дуговую сварку
видами сварки.
При толщине листового материала 1 мм расстояние от центра точки до
кромки детали должно быть не менее 5 мм и ширина отбортовки 12 мм. При
толщине листа 1,5 и 2 мм необходимо применять отбортовку шириной 14
и 16 мм.
Газовую и аргоно-дуговую
сварку применяют при толщине материала
более 2 мм, а также и при более тонких ли-
стах, но при неудобстве выполнения ТЭС
(рис. 7-38). Широкое применение находит
газовая и аргоно-дуговая сварка в каркас-
ных и рамочных конструкциях из профиль-
ного проката и труб.
При сварке плавлением из алюминиевых
сплавов лучше всего сваривается АМц. Ху-
же свариваются сплавы Д1, Д16 и В95. Не
рекомендуется сваривать алюминиевые спла-
вы разных марок, как, например, АМц и
АМг, так как при этом образуются трещины.
Для конструкционных соединений пайкой применяют твердые при-
пои, к которым относятся медно-цинковые и серебряные. Пайка твердыми
припоями может применяться в соединениях деталей, подверженных значи-
тельным механическим напряжениям.
Соединение склеиванием используется в тех случаях, когда
сварка и пайка невозможны. Соединение выполняется с помощью клеев
холодного и горячего отверждения.
Рассмотрим заклепочные соединения. Тело заклепки (рис. 7-39, а)
при расклепывании осаживается, благодаря чему заклепочное отверстие
160
Рис. 7-39. Варианты заклепочных
соединений: а — с осаживанием
тела заклепки; б — без осажива-
ния тела заклепки; в — соединение
рассечкой; • г — соединение полу-
пустотелой заклепкой; д — соеди-
нение развальцовкой трубчатой
цапфы
соединений. Разъемное
’заполняется материалом заклепки. Вместо цельных заклепок для соедине-
ния деталей могут использоваться пустотелые или полупустотелые заклепки,
которые развальцовывают, и цапфы, которые расчеканивают (рис. 7-41, в—д).
В последнем случае при соединении осаживания материала не происходит,
а лишь раздаются в стороны выступающие концы цапфы.
ч Качество соединения зависит от механических свойств материалов закле-
пок и соединяемых деталей, а также от точности- выполнения отверстий под
заклепки. - - • • • • -
Заклепочное соединение без специальных мер защиты не обеспечивает
влагозащиты. Поэтому конструкция с заклепочными соединениями, рассчи-
танная для работы во влажной или агрессивной газовой среде, должна обя-
зательно .защищаться шпаклевкой и лакокрасочными покрытиями. Для
обеспечения повышенной влагозащиты ис-
пользуют герметики, накладываемые на
швы перед клепкой.
При консольно приложенной нагрузке
(см. рис. 7-37, слева) и большой длине кон-
соли L по сравнению с высотой кронштейна
И, особенно при значительных ударных на-
грузках, следует применять заклепочные сое-
динения. Применение ТЭС. не может быть
рекомендовано.
При соединении деталей из хрупких
материалов с помощью заклепок нельзя
допускать большой усадки тела заклепки,
чтобы не вызвать растрескивания детали.
Надо обеспечить такое условие склепыва-
ния, при котором будет происходить фор-
мообразование головки заклепки без суще-
ственной осадки. Для этого подкладывают под
заклепки металлические шайбы (рис. 7-39, б)
или применяют пустотелые или полупустоте-
лые заклепки под развальцовку (рис. 7-39,г).
Перейдем к рассмотрению разъемных
соединение предусматривает многократное разъединение и соединение без
повреждения деталей конструкции. Допускается повреждение специальной
соединяющей детали — штифта, шплинта, винта, гайки — если разъеди-
нение производят редко.
Резьбовые соединения являются универсальными и применяются
как для часто разъединяемых, так и для редко разъединяемых деталей.
Штыковые соединения используют в тех конструкциях, где не
требуется точного взаимного расположения деталей, а необходима быстрота
соединения и разъединения. Примером такого соединения служит крепле-
ние экранов ламп, кабельные разъемы с байонетным замком для крепления
крышек и съемных кожухов.
Винтовое соединение требует открытого двустороннего доступа.
В реальных конструкциях такой доступ удается обеспечить не во всех слу-
чаях. Когда соединение с помощью-гайки выполнить не удается, нарезают
резьбу в одной из соединяемых деталей. Применение подобных соединений
в конструкциях РЭА ограничивается малой толщиной материала, в которую
ввинчивается винт. Для увеличения толщины элемента конструкции с резь-
бой применяют дополнительные детали, закрепляемые на основной. Напри-
мер, резьбовая планка (рис. 7-40, а) приваривается к основной детали или
приклепывается (в случае изоляционного материала). Другой вариант состоит
в том, что резьбовая втулка (рис. 7-40, б) закрепляется развальцовкой. Для
устранения проворачивания торцевая поверхность резьбовой втулки, обра-
щенная к листовой детали, имеет насечку. Необходимое для резьбы увеличе-
ние толщины в листовом материале можно получить загибкой вдвойне
6 II. П. Гелль
161
(рис. 7-40, в). Материал должен быть достаточно пластичным, чтобы не про-
изошло растрескивания. В ряде случаев применяют пробивку отверстия
в листовой детали с одновременной вытяжкой, с тем чтобы в образовавшемся
отбортованном отверстии нарезать резьбу (рис. 7-43, г). Рекомендуются
следующие соотношения размеров (для резьб М3—М5):
s, м ........... 0,6 0,8 1,0 1,2
h, м ........... 0,3 0,6 0,7 0,75
Рассмотренные способы не рекомендуются для многократно разбирае-
мых соединений.
Предотвращение самоотвинчивания и выпадания винтов и гаек произво-
дится контргайкой или пружинной шайбой (разрезной, корончатой, с отги-
бом). В этих случаях устраняется зазор между резьбой винта и гайки. Иногда
вместо резьбового соединения заливают краской или компаундом.
Рис. 7-41. Фиксирующий стопор
для деталей из тонколистового
• проката
1 — стопор; 2 — отверстие в детали;
3 — пример крепления
Рис. 7-40. Способы получения резьбы,
в тонкостенных деталях: а — резьбовая
планка; б — резьбовая втулка; в -— резь-
бовое отверстие в загнутой кромке листа;
г — резьбовое отверстие, полученное про-
бивкой с вытяжкой и с последующим
нарезанием резьбы
Быстросъемные стопоры применяют для крепления легкосъемных кры-
шек. С т о п. о р представляет собой цилиндрический стержень с головкой
под шлиц. В нижнюю часть стержня запрессована пружинная скоба, которая
прижимает и удерживает соединяемые детали (рис. 7-41).
7-4. Конструкторские решения сложных корпусов
Анализ трех вариантов конструкции сложног» корпуса, отличающихся своей
технологичностью. Монолитный корпус. Составной корпус из литых, штампо-
ванных и профилированных деталей. Составной корпус полностью из штампо-
ванных деталей. Достоинства и недостатки каждого варианта
Пример конструкции трехплатного узла показан на рис. 7-42. Корпус
узла предназначен для установки в нем трех печатных плат: двух крайних
плат размером 200x150 мм с микросхемами и третьей средней (меньшей
высоты) с резисторами, конденсаторами и прочими навесными элементами.
К рассматриваемому узлу предъявляются требования удобства уста-
новки и крепления в блоке, внутреннего доступа к элементам на платах,
минимального веса. Электрическое соединение должно осуществляться при
помощи разъема типа ГРПМ (см. § 3-3).
Габаритные размеры корпуса (240x170 x 32 мм) определены исходя из
размеров плат, элементов и типа разъема. Наружные платы сделаны откид-
ными с шарнирным креплением в нижней части.
Рассмотрим следующие варианты конструкции корпуса, отличающиеся
своей технологичностью.
1. Монолитный корпус может быть получен литьем в землю или
под давлением. Литье в землю неприемлемо потому, что для заданных разме-
162
• Рис. 7-42. Пример трехплатного узла
Чотв. 04,54 с
Рис. 7-43. Составной корпус трехплатного узла из литых, штампованных и профилированных
деталей:
1 — стойка левая; 2 — стойка правая; 3 — скоба; 4 — стяжка
163
ров толщина стенок отливки должна быть не менее 3 мм, из-за чего нельзя
выполнить требование минимального веса. Применение литья под давлением
для получения монолитного корпуса неоправданно ввиду необходимости
в очень сложной и дорогой форме.
Рис. 7-44. Литая стойка составного корпуса рис. 7-43
Вид Б
2фаски 2*65
А-А
10
15,5+0.2
1 Допуски на необрабатываемые
размеры по НО. 010.006 И/ группа
точности
2 Неуказанные литейные радиусы 2м.
3 Неуказанные предельные отклонен
обрабатываемых поверхностей;
охватыВаюш,их-поА7, охватывае-
мых-поВ7, прочих+ допуска 7кл
3
£5
ботв. М3клЗ
В-В
13,5^
Рис. 7-45. Штампованная скоба составного корпуса рис? 7-43
2. Составной корпус из литых, штампованных и профилированных
деталей (рис. 7-43) приемлем для мелкосерийного производства. Корпус
может быть составлен из четырех деталей: двух стоек, скобы и стяжки. Стойки
(левая 1, правая .2) имеют опорные поверхности для крепления плат, направ-
ляющие для вставления узла в блок и опорные лапки для фиксации в блоке.
Скоба 3 соединяет стойки между собой и является несущей конструкцией
для установки разъема. Стяжка 4 является опорой для крепления средней
платы.
164
♦ <« {
Для изготовления стоек (рис. 7-44) следует применять литье в землю из
алюминиевого сплава Ал9 с последующей механической обработкой. Скобу
(рис. 7-45) рационально выполнять из листового материала марки АМцП
толщиной 1,5 мм в виде скобы коробчатого сечения (в целях повышения
охлаждения)
‘ютВ03,ВЛ5;&6'5*9О‘
Неуказанные предельные
отклонения размеров
±Уг8кл
10X0,5
14*10=Н0
_______130X0,1
200-ол
Рис. 7-46. Профилированная стяжка составного корпуса
жесткости). Для стяжки (рис. 7-46) целесообразно применять стандартный
профиль таврового сечения, средняя полка которого дорабатывается до нуж-
ных размеров.
Сверление сопрягаемых отверстий под резьбовые втулки и шарнирные
оси рассмотренных деталей длн обеспечения необходимой точности должно
быть предусмотрена в сборке (см. рис. 7-43).
Рис. 7-47. Составной корпус трехплатного узла полностью из штампованных
деталей
Соединение деталей корпуса между собой производится при помощи
восьми винтов М3 с потайной головкой. Невыпадающие винты крепления
узла снабжены распорными пружинами, которые не дают концам винтов
выступать наружу (см. рис. 7-45).
3. Составной корпус полностью из штампованных деталей
требует другого конструктивного решения (рис. 7-47). Если задаться мини-
мальным количеством входящих деталей, такой корпус будет состоять из
двух скоб; нижней с устанавливаемым на ней разъемом и верхней. Скобы
8 1676 165
связаны между собой стойками, отбортовки которых являются направляю-
щими для вставления узла в блок. Составной корпус полностью из штампо-
ванных деталей однороден по применяемым деталям и требует значительно
меньшей механической обработки. Однако для каждой из штампованных дета-
лей требуются сложные вырубные и гибочные штампы. Поэтому последняя
конструкция может быть рекомендована только при большом объеме при-
меняемости.
Глава восьмая
КОНСТРУИРОВАНИЕ ЭЛЕМЕНТОВ МОЩНЫХ РАДИОПЕРЕДАТЧИКОВ
8-1. Особенности конструкции элементов колебательных кон-
туров
Выбор расстояния между токонесущими элементами передатчиков. Особен-
ности конструкций элементов оконечных каскадов мощных радиопередатчиков:
катушек индуктивностей, вариометров, конденсаторов
Основные особенности конструкций мощных радиопередатчиков свя-
заны с большими токами и напряжениями в электрических цепях. С учетом
этих особенностей конструкции элементов, а следовательно, и всего радио-
передатчика оказываются сравнительно больших размеров.
Высокие напряжения в передатчиках являются опасными для обслужи-
вающего персонала, поэтому необходимо применение специальных мер защиты
(блокировок) от случайного прикосновения к токонесущим элементам кон-
струкции.
Большая рассеиваемая мощность требует принудительного воздушного,
а часто и водяного охлаждения.
Конструкции индуктивностей и конденсаторов в мощных радиопередат-
чиках имеют большие размеры, и устанавливаются в шкафах.
Рассмотрим элементы радиопередатчиков мощностью более 10 кет,
рассчитанных для работы в длинноволновом, средневолновом, коротко-
волновом и УКВ-диапазоне волн.
Многие передатчики предназначаются для работы в диапазоне частот.
Поэтому в конструкциях контуров и согласующих элементов с антенной необ-
ходимо предусматривать возможность перестройки.
При размещении токонесущих элементов конструкции расстояние между
ними выбирают исходя из допустимого градиента электрического потенциала
и необходимого запаса электрической прочности. Ориентировочно можно
считать, что в нормальных климатических условиях на поверхности земли
расстояние по воздуху в 1 см выдерживает с необходимым запасом электричес-
кой прочности 1 кв приложенного напряжения.
Возможно развитие пробоя по поверхности изолятора. Для увеличения
длины пути возможного пробоя в конструкции изолятора предусматривается
глубокое поперечное рифление. Пластмассовые изоляторы (фторопласт,
полиэтилен) подвержены опасности теплового пробоя в большей степени, чем
керамические, поэтому их размеры следует выбирать с учетом возможности
такого пробоя.
Обязательным требованием является устранение острых кромок метал-
лических токонесущих деталей, которые могут привести к появлению коро-
нирующего разряда из-за местного повышения градиента напряжения.
Спирали катушек индуктивностей выполняют из круглой или профили-
рованной проволоки, из медных труб квадратного и круглого сечения, а также
из медных лент или литцендрата (на длинных волнах).
166
*
Для трущихся деталей контактных устройств регулируемых индуктив-
ностей необходимо применять материалы, обеспечивающие износоустойчи-
вость - в эксплуатации.
Несущие металлические детали (кронштейны, крестовины) изготовляют
из алюминиевых и магниевых сплавов, а в некоторых случаях из стали.
На рис. 8-1 схематически представлена конструкция контурной катушки
оконечного каскада передатчика мощностью 500 кет средневолнового диапа-
зона. Индуктивность катушки составляет 60 мкгн. Изменение индуктивности
катушки скачкообразное.
Катушка выполнена из медной трубы квадратного сечения. Наружный
размер сечения.40 X 40 мм, толщина стенки 2 мм. Охлаждение катушки водя-
ное, осуществляется пропусканием воды внутри медной трубы, образующей
спираль. К концам спирали припаяны наконечники, предназначенные для
присоединения изоляционных труб, подводящих воду.
Рис. 8-1. Катушка контурная оконечного каскада средневолнового
радиопередатчика мощностью 500 кет
1 — хомут; . 2 — труба керамическая; 3 — рама; 4 — спираль медная;
5 — разъединитель; 6 — кронштейн
Спираль закреплена на каркасе, состоящем из двух литых алюминиевых
рам 3 и четырех керамических труб из радиофарфора 2. Крепление витков
спирали к керамическим трубам выполнено хомутами 1. В местах установки
хомутов к наружной поверхности спирали припаяны медные планки, в кото-
рых имеется резьба для крепления хомутов. Планки, помимо механического
крепления витков спирали, обеспечивают воздушный зазор между витками
и керамическими трубами, что снижает межвитковую емкость катушки.
Изменение индуктивности производится скачкообразно путем закорачи-
вания части витков с помощью разъединителя 5, ножи которого входят в кон-
тактные губки, припаянные к некоторым виткам спирали 4. Такое конструк-
тивное решение позволяет выполнить неразъемным основной контакт
катушки с контурным конденсатором и генераторной лампой.
На кронштейнах, установленных на боковых рамах каркаса, укреплен
стержень из радиофарфора. На стержень надета медная труба, которая несет
на себе две контактные втулки с ножами, имеющие возможность перемещаться
вдоль трубы и вращаться вокруг ее оси. Электрический контакт между ножом
и медной трубой обеспечивается пружинами, охватывающими трубу. Посред-
ством линейного перемещения и поворота ножей на трубе соединением их
с соответствующими контактными губками спирали обеспечивается замыка-
ние нужной части катушки.
На рис. 8-2 представлена контурная катушка оконечного каскада сред-
неволнового передатчика мощностью 500 кет с плавным изменением индук-
тивности. В отличие от предыдущей конструкции на витках спирали отсут-
ствуют контактные губки. Изменение индуктивности производится плавно
с помощью скользящего по виткам спирали токосъемника.
Подвижный контакт 1 токосъемника состоит из двух групп контактов,
прижимающихся к боковым поверхностям квадратной трубы спирали, ме-
167
таллического стержня и..двух групп контактов, охватывающих центральный
металлический патрубок 13.
Один конец спиральной катушки с помощью медной шины 3 и трущегося
контакта соединен с патрубком 13. Таким образом, часть витков спирали,
находящаяся между подвижным контактом и концом спирали, соединенным
шиной с центральной трубой, оказывается короткозамкнутой. Как и в пре-
дыдущем случае, короткое замыкание части витков необходимо для устране-
ния образования паразитного контура из той части катушки, которая не уча-
ствует в работе.
Для обеспечения поступательного движения подвижного контакта
вдоль оси спирали-подвижный контакт через прорезь в патрубке жестко свя-
зан с гайкой, вращающейся на.нарезке винта 14. Патрубок 13 соединен с двумя
полуосями 9, концы которых установлены в шарикоподшипниках 4. Винт,
находящийся внутри патрубка, укреплен неподвижно на задней раме 6.
Ход нарезки винта равен шагу навивки спирали 11.
‘tf'M
Рис. 8-2. Катушка-контурная оконечного каскада средневолнового передатчика мощностью-
500 кет
1 — подвижный контакт; 2 — прокладка; 3 — шина медная; 4 — шарикоподшипник; 5 — крышка
латунная; 6 — соединение болтовое; 7 — рама передняя; 8 — труба керамическая; 9 — полуось;
10 — направляющая; 11 — спираль из красной меди; 12 — хомут; 13 патрубок; 14 — винт правый;
15 — рама задняя; 16 —? корпус с контактами
Вращательное движение подвижного контакта обеспечивается вращением
направляющей 10, установленной на двух кронштейнах, связанных с полу-
осями 9. Таким образом, при вращении патрубка с помощью моторного
или ручного привода происходит одновременное вращение направляющей,
что приводит к вращению подвижного контакта, а это вращательное движе-
ние благодаря гайке и центральному неподвижному винту создает посту-
пательное перемещение подвижного контакта.
Подвижный контакт и вся приводная система не изолированы от боковых
рам каркаса, и последние находятся под напряжением, поэтому их установка
должна производиться на изоляторах.
Для охлаждения катушки подводится вода из общей системы охлажде-
ния радиостанции. Длина полиэтиленовых труб выбирается-из соображения
электрических потерь и определяется качеством воды. Для дистиллирован-
ной воды длина полиэтиленовой трубы могла бы быть незначительной. Однако,
принимая во внимание, что в трубопроводе всей системы охлаждения станции
дистиллированная вода быстро теряет свои изоляционные свойства, длину
труб берут из расчета 2 м/кв при напряжении высокой частоты до 10 кв.
На рис. 8-3 представлена контурная катушка для однотактного кас-
када с плавным изменением индуктивности, используемая в однотактных
схемах предоконечных каскадов передатчика.
168
Спираль 3 катушки навитая на ребро выполнена из медной ленты (медь
Ml, мягкая, см. приложение 9). Витки спирали крепятся с помощью пазов
в керамических трубах. Концевые крепления спирали на трубах выполнены
с помощью хомутов.
Подвижный контакт катушки состоит из каретки и двух бронзовых
(бронза БрОФ 6,5-0,15, см. приложение 9) пружин 7 с серебряными контак-
тами на конце. Пружины одним концом прижимают виток спирали, а дру-
гим — направляющую 5.
Направляющая держится на обоймах 9, насаженных на ось 4 катушки,
состоящую из керамического стержня, и наконечников.
Рис. 8-3. Катушка контурная для однотактного маломощного каскада
1 — крестовина; 2 — стержень керамический; 3 — спираль; 4 — ось; 5 — направляющая; 6 — ползу-
нок; 7 — пружина контактная; 8 — диск токосъема; 9 — обойма
С правой обоймой жестко соединен латунный диск, который совместно
с неподвижной пружиной осуществляет токосъем с подвижного контакта.
На рис. 8-4 изображена контурная катушка, предназначенная для ис-
пользования в двухтактной схеме передатчика. Эта катушка имеет две спи-
рали с двумя подвижными контактами для плавного регулирования индук-
тивности. Спирали изготовлены из медного прутка прямоугольного сечения
6x9 мм. Спирали крепятся на четырех стержнях через виток с помощью
прокладок и хомутов. На хомутах имеются шпильки с гайками для подклю-
чения катушки к схеме.
Спирали катушки намотаны в противоположные стороны, т. е. одна
спираль — правая, а другая — левая. Это обстоятельство важно для обес-
печения электрической симметрии каскадов, работающих по двухтактной
схеме. Подвижные контакты на общей медной (или латунной) трубе — направ-
ляющей 8 сближаются при вращении оси по часовой стрелке. При вращении
в противоположном направлении контакты удаляются друг от друга.
169
Перемещение кареток подвижных контактов вдоль оси катушки произво-
дится в соответствии с шагом намотки спирали за счет жесткости самих кон-
тактов. Каретка не может повернуться на трубе и сойти с витка благодаря
ползуну 14, вставленному в прорезь тру-
бы. Направляющая труба удерживается
кронштейном, состоящим из двух половин,
что необходимо для удобства сборки и
разборки всей вращающейся части ка-
тушки. У каждого кронштейна имеется
свой диск 5 и контакт 3, укрепленный
с помощью планки на конце спирали.
Для создания хорошего электриче-
ского контакта каретки с направляющей
трубой к последней привернуты планки
с контактами 13, прижимающимися к тру-
бе сквозь отверстия в каретке.
Вся катушка собрана на двух литых
крестовинах, изолированных от токонесу-
щих частей.
На рис. 8-5 показан вариометр
длинноволнового передатчика, устанавли-
ваемого в контур оконечного каскада.
Вариометр состоит из ротора 3 и статора.
Статор представляет собой две цилинд-
рические спирали из медной трубки сече-
440
Рис. 8-4. Катушка контурная двухтактного каскада: а — чертеж; б — общий вид
1 — крестовина; 2 — стержень фарфоровый; 3 —- контакт; 4 — ось; 5 — диск токо-
съема; 6 — контакт левый; 7 — каретка левая; 8 — направляющая; 9 — спираль ле-
вая; 10 спираль правая; 11 — каретка правая; 12 — контакт правый; 13 — планка
контактная; 14 — ползун
170
*
нием 6X4 мм. На каждой паре боковых керамических труб в средней их
части установлены планки 1 со втулками, являющимися опорами для оси
ротора.
Ротор представляет собой спираль из медной трубки сечением 6X4 мм,
шаровой формы. Каркас ротора состоит из микалексовых ребер, укрепленных
на фарфоровой оси с помощью распорок и скоб. Электрический контакт
ротора со статором осуществляется щетками со втулками 8, укрепленными
на латунных планках 1. П-образные основания вариометра находятся под
напряжением и поэтому устанавливаются на изоляторах. Плавное изменение
индуктивности производится вращением ротора.
Конденсаторы в передатчиках находят широкое применение:
в контурах, для связи с нагрузкой, в качестве разделительных, блокировоч-
ных, фильтровых, подстроечных элементов и пр.
Рис. 8-5. Вариометр длинноволнового передатчика
/ — планка со втулкой; 2 — скоба; 3 — ротор вариометра; 4 — основание; 5 ке-
рамическая труба; 6 -спираль; 7 хомут; 8 — щетка со втулкой
А-А
В передатчиках УКВ-диапазона, как правило, контурных конденса-
торов не используют, так как контурной емкостью служат емкости монтажа,
связи и междуэлектродная емкость ламп.
В передатчиках коротковолнового (КВ) диапазона в промежуточных
каскадах применяют керамические или воздушные конденсаторы постоянной
емкости, а настройка контура производится изменением индуктивности.
В длинноволновых передатчиках применяют керамические, вакуумные
или газонаполненные конденсаторы. Керамические конденсаторы имеют
преимущества по габаритам.
Конденсаторами связи в КВ-передатчиках служат воздушные перемен-
ные конденсаторы, устанавливаемые в каскадах большой и средней мощности.
В качестве блокировочных в каскадах большой и средней мощности
служат керамические конденсаторы — как в анодных, так и в сеточных цепях
и в цепях накала ламп.
Конденсаторы переменной емкости наиболее широко применяют в кас-
кадах УКВ-передатчиков. Рассмотрим конструкцию такого конденсатора
(рис. 8-6). В стойках 12 и 17 закреплены керамические трубы 13. На нижней
трубе установлены держатели 9, в которые входят правые и левые колена 1
и 19 с шильдиками 2 и 18. Шины от анодов ламп крепятся к коленам винтами.
На верхней трубе установлены две пластины конденсатора 6 и 14.
171
Между трубами установлена вращающаяся ось, состоящая из вала 8
и стержня 11. На стержне установлены хомуты 16, к которым при помощи
кронштейнов 15 крепятся пластины конденсатора 6. Винтами кронштейны
крепятся к хомутам и могут передвигаться по последним, изменяя тем самым
расстояние между пластинами, т. е. емкость.
Электрический контакт между хомутами и держателями осуществляется
при помощи контактных пружин 4.
660
Рис. 8-6. Конденсатор переменной емкости
1 — колено правое; 2 — шильдик; 3 — планка; 4 — пружина контактная; 5 — хомут;
6 — пластина конденсаторная; 7 — хомут; 8 — вал; 5 — держатель; 10 — шпонка;
11 — стержень; 12 — стойка левая; 13 — трубка; 14 — пластина конденсаторная; 15 —
кронштейн; 16 -— хомут; 17 стойка правая; 18 -— шильдик; 19 колено левое
8-2. Конструкции высокочастотных дроооелей
Назначение дросселей в передатчиках. Конструкции анодных, сеточных н
катодных дросселей. Установка дросселей различного назначения совместно
с другими элементами развязки
Дроссель высокой частоты представляет собой индуктивность, включае-
мую в цепь для преграждения пути токам высокой частоты. Дроссели высо-
кой частоты должны обладать достаточной величиной индуктивности и
малой собственной емкостью.
В зависимости от частоты тока в цепи дроссели могут выполняться
в виде спиральных катушек или в виде отрезков линий. Дроссели в виде отрез-
ков линий (симметричных и несимметричных) применяют в диапазоне УКВ.
В остальных диапазонах применяют дроссели в виде спиралей или ка-
тушек.
Для мощных каскадов передатчиков дроссельные катушки изготовляют
из прутков или труб, так что они представляют собой жесткую спираль с зазо-
рами между витками. В качестве материала для таких дросселей применяют
медь или сталь. Сталь применяют в случаях, когда необходимо обеспечить
большое затухание.
Дроссели высокой частоты устанавливают в анодных, катодных и сеточ-
ных цепях передатчиков и называют соответственно анодными, катодными,
сеточными дросселями.
По своим функциям дроссели высокой частоты разделяют на блокиро-
вочные и антипаразитные. В некоторых случаях обе функции выполняются
одним и тем же дросселем.
Блокировочные дроссели устанавливаются совместно с конденсаторами,
а антипаразитные — с резисторами (обычно с безындукционными карборун-
довыми или силитовыми).
172
60
870
Рис. 8-7. Установка анодного дросселя и конденсаторов
1 — анодный дроссель; 2 — лапка; 3 — изолятор; 4 — шина; 5 — шпилька;
6 — шина; 7 — конденсатор; 8 — контактная губка; 9 —» хомутик; 10 — кар-
борундовое сопротивление
Рис. 8-8. Анодный блокировочный дроссель
1 — основание верхнее; 2 — спираль; 3 — гребенка; 4 — опорный изолятор;
5 — пл.анка; 6 — основание нижнее; 7 — опорный изолятор; 8 — спираль; 9 —.
планка.-
Рассмотрим некоторые конструкции, представляющие собой комплекс-
ные установки дросселей высокой частоты с конденсаторами, резисторами,
разрядниками и другими элементами передающих устройств.
На рис. 8-7 представлена установка анодного дросселя и конденсато-
ров. Установка состоит из анодного дросселя /, двух блокировочных конден-
Рис. 8-9. Сеточный блок-дроссель
1 — проходной изолятор; 2 —-'гайка; 3 — крышка; 4 — дроссель; 5 — кожух; 6 — крыш-
ка; 7 — шайба; 8 — фланец; 9 — ось; 10 — стержень
саторов 7 типа КВКЦ-1, двух карборундовых резисторов 10 и деталей креп-
ления. Анодный антипаразитный дроссель 1 представляет собой спираль из
стальной проволоки Ст.45 диаметром 6 лш. Одним концом он присоединен
к средней точке шины 4, а другим с помощью лапки 2 соединен с наконеч-
никами карборундовых резисторов. Конденсаторы крепятся на каркасе
шкафа с помощью шин 6, имеющих форму хомутов.
Рис. 8-10. Установка катодных дросселей оконечного каскада КВ-передатчика
на 25 кет
1 — конденсатор; 2 — планка; 3 — скоба; 4 — дроссель; 5 — держатель; 6 — глазу-
рованная керамическая труба
На рис. 8-8 представлен анодный блокировочный дроссель индуктив-
ностью 460 мкгн на ток 50 а. Спираль 8 дросселя укреплена в прорезях гре-
бенок 3, изготовленных из микалекса. Последние закреплены на планках 9
из органического стекла, установленных между металлическими основа-
ниями 1 и 6. Жесткость конструкции каркаса обеспечивается опорным изо-
лятором 4, фланцы которого скреплены с основаниями. Весь дроссель уста-
новлен на изоляторе 7.
174
* с
На рис. 8-9 изображен сеточный блок-дроссель. Он состоит из дросселя 4,
установленного внутри металлического кожуха 5. Дроссель представляет
собой двухслойную перекрестную обмотку (провод ПЭЛШО) на керамичес-
кой трубе. Крайние витки намотаны в один слой, и изоляция их зачищена.
На концы обмотки насажены и припаяны контакты. На обоих торцах кожуха
установлены крышки 6, несущие на себе проходные изоляторы 1, сквозь
которые проходят стержни 10. Последние предназначены для присоединения
монтажных проводов и для закрепления дросселя внутри кожуха. Внутрен-
ние концы стержней закреплены с помощью штифтов в гнездах на концах
керамической оси 9. Контакты дросселя зажаты гайками 2 между металли-
ческими шайбами 7 и изоляционными шайбами 5. Крепление блок-дросселя
осуществляется скобой, приклепанной к кожуху.
На рис. 8-10 представлена установка катодных дросселей оконечного
каскада КВ-передатчика 15/25 кет. Между двумя керамическими трубами 6
с помощью планок 2 и скоб 5 установлены четыре дросселя 4. Дроссели выпол-
нены в виде цилиндрических спиралей, намотанных из медного прутка
диаметром 8 мм. Концы витков отогнуты и имеют резьбу для закрепления на
планках. Для увеличения механической жесткости спирали дросселя его
витки закреплены в отверстиях изоляционного держателя 5. На планках
верхней трубы установлены конденсаторы 1 типа КВ КГ-1, а на планках
нижней трубы — конденсаторы типа КВКГ-3.
Ё-3. Конструкции переключателей мощных высокочастотных
трактов
Назначение и виды переключателей в передатчиках. Анализ конструкций пере-
ключателей СВ, КВ и УКВ диапазонов. Фиксация положений переключателя.
Относительное взаимное расположение привода и фиксатора. Установка пере-
ключателя и баков ламп
По мощности переключатели разделяют на мощные, пропускающие
через контактную систему токи свыше 20 а, переключатели средней мощности
на токи от 2 до 20 с и переключатели малой мощности на токи до 2 а.
За исключением высокочастотных переключателей на большие мощности,
все типы переключателей выпускаются как изделия общего применения.
Для мощных радиопередатчиков, начиная с 1 кет и выше, в связи с их кон-
структивными особенностями необходимо разрабатывать специальные типы
переключателей. Их конструирование ведется на базе типовых деталей и
узлов, унифицированных для данной отрасли.
На рис. 8-11 изображен переключатель, который собирается из типовых
узлов и применяется в оконечных каскадах передатчиков КВ-диапазона
мощностью 3—5 кет. При применении данного типа переключателя в аппа-
ратуре СВ- и ДВ-диапазонов он может выдерживать высокочастотное напря-
жение до 8 кв и пропускать высокочастотный ток до 30 а.
Из электрической схемы на рис. 8-11, в видно, что данный тип переклю-
чателя удобно использовать для коммутации антенно-фидерных систем.
В положении 1 фидер от передатчика отключен полностью, в положении 2
он подключается к фидеру левой антенны и в положении 3 — к фидеру пра-
вой антенны. В данной схеме предусматривается двухпроводный симметрич-
ный фидер и выходной каскад, работающий по двухтактной схеме. Такой
переключатель используют для переключения конденсаторов колебательного
контура или конденсаторов межкаскадной связи и связи антенного фидера
с контуром оконечного каскада, а также для подключения или отключения
дополнительных витков контурной катушки индуктивности, катушки индук-
тивности связи и др.
Конструктивно переключатель выполнен следующим образом. На стер-
жень 2 насажены пружинные контакты 1 в виде хомутиков, стягиваемых
винтами. В верхней части хомутика имеются шпильки с резьбой, простая и
колпачковая гайки для присоединения монтажного провода или шины.
175
Снизу к хомутику четырьмя винтами привернута обойма в виде двусторон-
ней скобы, к основанию которой приклепана пружина эллипсообразной
формы из тонкой бронзовой ленты. Эта пружина является неподвижным кон-
тактом переключателя. Подвижными контактами переключателя являются
части дисков (секторы) одного диаметра (рис. 8-11, б). Ширина наружного
ободка сектора равна ширине ленты пружинного контакта на хомутике.
Необходимый комплект секторов в зависимости от схемы переключателя
(в данном случае три сектора для каждого полюса) надеваются на металли-
ческую трубку и припаиваются- к ней. Секторы размещают на трубке так,
чтобы при вращении ее получилось последовательное соединение секторов
с пружинными контактами. Такая трубка с секторами относится к цепи
Рис. 8-11. Переключатель: а — кон-
струкция; б — кинематическая схе-
ма; е — электрическая схема
/ — контакт; 2 стержень керамиче-
ский; 3 — ось переключателя; 4 —
скоба; 5 — стойка; 6 — виит; 7 —• ша-
рикоподшипник; 8 — пружина; 9 —•
направляющая; 10 — шарнк; II —
фиксатор; 12 — крыщка
одного полюса переключателя. Она насаживается на вращающийся изоля-
ционный стержень. Вся система переключателя конструктивно выполнена
на двух стойках.
Стержень с пружинными контактами плотно прижат к стойке скобами 4,
не позволяющими стержню передвигаться вдоль оси и проворачиваться.
Стержень с секторами легко вращается в подшипниках и благодаря уступам
у наконечников, упирающимся в подшипники, не может перемещаться вдоль
своей оси.
Для переключателя применяют шариковые радиально сферические под-
шипники для обеспечения плавного вращения стержня при некотором пере-
косе стоек. В данном случае перекос неизбежен, так как стойки связаны
между собой только одним стержнем (с неподвижными контактами) и крепле-
нием к основанию, на которое переключатель будет установлен. Цапфы
у наконечников вращающего стержня выступают с обоих концов переклю-
чателя, что позволяет производить переключение с любой стороны. Фикса-
ция положения переключателя производится фасонным диском и шариком,
число вырезов на диске равно числу положений переключателя.
Рассмотренная конструкция контактной системы допускает круговое
вращение оси переключателя. В случае необходимости ограничить вращение
оСи переключателя на диске фиксатора предусматривают выступ.
Увеличивая число пружинных контактов и секторов на трубке, можно
сконструировать переключатель на большее число линий коммутаций. Уве-
176
личивая число трубок с секторами и соответственно число пружинных кон-
тактов, можно получить переключатель с большим числом переключаемых
цепей. Выбирая форму секторов, можно изменить порядок переключений.
Для лучшей проводимости по высокой частоте токоведущие детали необхо-
димо серебрить, за исключением трущихся деталей: здесь серебрение вредно,
так как серебро быстро стирается и серебряная пыль может служить причи-
ной отказов РЭА.
На рис. 8-12 изображен переключатель высокочастотный двухполюсный,
на два направления. Ножи 5 переключателя закреплены на спицах, которые
в свою очередь закреплены на керамической оси 4 при помощи хомутов и
шпонок. Такая конструкция сектора большого габарита необходима для уве-
177
лйчения его изоляции по воздуху и уменьшения емкости между отключен-
ным контактом и сектором. Все детали переключателя крепятся на станине 3,
На рис. 8-13 изображен переключатель, составляющий единую конструкцию
вместе с баками водяного охлаждения анодов ламп и установкой вакуум-
ных конденсаторов. Для КВ- и особенно УКВ-передатчиков необходимо
применять монтаж без дополнительных монтажных шин и проводов, обла-
Рис. 8-13. Установка баков
ламп с переключателем под-
диапазонов вакуумных кон-
денсаторов: а — конструк-
тивное выполнение
/ — скоба; 2 — конденсатор;
3 — кольцевая трубка; 4 —
зубчатое колесо; 5 — рейки;
6 — штуцер; 7 — труба правая;
8 — керамическая «руба; 9 —
фланец; 10 — бак лампы; 11 —
лампа; 12 — хомут; 13 — труба
левая; 14 — кардан привода;
15 — гайка; 16 — контактная
пружина; 17 — рейка; 18 —
стержень; 19 — керамическая
труба; 20 — скоба с гнездом
б) — схема включения
дающих нежелательной индуктивностью и емкостью (рис. 8-13, б). В тру-
бах 7, 13, укрепленных кронштейнами непосредственно к бакам 10 ламп 11,
имеются зубчатые рейки 5, 17 со штоками на концах. Зубчатое колесо 4
через прорезь в трубе 7, зацепляя зубцы рейки, может ее выдвигать. Таким
образом, рейка, выдвигаясь наполовину, войдет в кольцевую трубку верх-
них конденсаторов 3, присоединяя тем самым их к аноду лампы.
Дальнейшее выдвижение штока рейки подключает следующую группу
конденсаторов. В зависимости от схемы можно подключать 3—4 группы
конденсаторов. Кольцевые трубки, куда входят штоки переключателя,
установлены непосредственно на кронштейнах крепления конденсаторов.
При использовании такого переключателя в двухтактной схеме зубчатые
колеса связаны между собой керамическим стержнем 18 и вращаются одно-
178
временно. Из-за опасности перекоса и других неточностей при сборке и уста-
новке приборов на фарфоровых трубках, на концах оси применены кардан-
ные головки.
8-4. Конструкции элементов блокировки шкафов передатчиков
для защиты обслуживающего персонала
Назначение электрической и механической блокировки. Конструкции разъеди-
нителей механической блокировки (РМБ). Жезловый принцип блокировки
Важным вопросом при конструировании передатчиков, как и любых
других высоковольтных устройств, является обеспечение безопасности обслу-
живания. В этом случае главное внимание конструктора обращается на недо-
_______________________________ пущение случайных прикосновений
Рис. 8-14. Установка двух однополюсных
переключателей на 40 кв, 20 а
1 — анкерный болт; 2 — привод переклю-
чателя; 3 —• труба; 4 — рычаг; 5 — ось; 6 —
однополюсный переключатель; 7 — вилка
человека к деталям, находящимся
под высоким напряжением.
Радикальным средством является
защита путем механической и элект-
рической блокировки дверей шкафа
передатчика при условии автомати-
ческой разрядки всех высоковольт-
ных конденсаторов.
Принцип электрической защиты
заключается в том, что при открыва-
нии двери шкафа или помещения,
где имеется высокое напряжение,
размыкается электрический контакт,
Рис. 8-15. Схема блокировки механи-
ческим ключом: а — привод заперт,
разъединитель выключен, ключ можно
вынуть; б — разъединитель включен,
ключ вынуть нельзя
называемый блок-контактом, который, разрывая электрическую цепь
питания реле, контакторов, масляных переключателей и пр., выключает
высокое напряжение. Так как в такой длинной цепи участвует много
контактов, значительна вероятность того, что один из них может оказаться
неисправным вследствие спекания, залипания и пр. Кроме того, в связи
с тем что в электрическом соединении этой цепи по какой-либо при-
чине возможно короткое замыкание, электрическая блокировка может не
сработать. Для гарантии от таких случайностей электрическая блокировка
дублируется механической с использованием разъединителей механической
блокировки (РМБ) (рис. 8-14). Механическая блокировка состоит в непосред-
ственном механическом разрыве и заземлении цепи высокого напряжения.
Жезловая механическая блокировка, применяемая в мощных пере-
датчиках (рис. 8-15), заключается в следующем: все двери шкафов передат-
чиков и помещений с высоким напряжением, помимо блок-контакта, должны
иметь специальный блок-замок. Для того чтобы открыть заблокированную
дверь, надо иметь ключ, который находится в приводе разъединителя меха-
179
нической блокировки. Вынуть ключ из привода можно только в том случае,
если штурвал будет повернут и при этом штанга привода, связанная с разъ-
единителем, разорвет цепи питания с высоким напряжением и замкнет их
на землю. Конструкция привода выполнена таким образом, что повернуть
его при отсутствии в нем ключа невозможно, т. е. нельзя включить разъеди-
нитель, включающий цепи высокого напряжения. Вставить ключ в привод
можно, только вынув его предварительно из дверного блок-замка, а ключ
из него вынимается лишь при запертой двери.
Глава девятая
ПОРЯДОК РАЗРАБОТКИ И ВОПРОСЫ ЛАТЕНТНОСТИ
9-1. Стадия разработки
Создание РЭА является процессом, в котором принимают участие большие коллективы
специалистов различного профиля и многие организации. Организация, заказывающая аппа-
ратуру называется «заказчик». «Разработчиком» является организация, которая реализует
требования заказчика в виде конструкторско-технологической документации на серийное изго-
товление заказанной аппаратуры. Серийный завод выпускает аппаратуру в заданном объеме.
Взаимоотношения между этими организациями регламентируются договорами — юри-
дическими документами, определяющими взаимоотношения на различных стадиях разработки
и изготовления аппаратуры.
В договоре предусматриваются взаимные обязательства сторон, объем, поэтапные сроки
проводимых работ и финансирование их. Техническая сторона договора отражается в техни-
ческом (ТЗ) или тактико-техническом задании (ТТЗ), которое согласовывается и подписывается
обеими сторонами. Если предполагаемая работа затрагивает интересы других организаций, то
ТЗ или ТТЗ согласовывается и с ними.
Кроме ТЗ или ТТЗ к договору прилагается калькуляция работ. В этом финансовом доку-
менте общая сумма разбивается по статьям расходов. В калькуляции указывается стоимость
покупных изделий, зарплата сотрудников НИИ, зарплата рабочих опытного производства,
на котором будет производиться изготовление образцов, отчисления на капитальные вложения,
финансирование сторонних организаций, стоимость материалов и т. д.
В договоре указываются объем и сроки проводи" ых работ по этапам. За каждый этап
разработчик отчитывается перед заказчиком, а тот до.’жен финансировать разработчика по-
этапно. Для конкретизации работ, которые должны быть проведены, разработчик составляет
программу работ и согласовывает её с заказчиком. В программе работ указывают сроки завер-
шения этапов, подробно рассматривают перечень проводимых работ по этапам, указывают форму
отчетности, макеты или образцы, предъявляемые на испытания.
Стадией разработки называется четко очерченная часть всей работы, результаты
которой могут быть оценены самостоятельно при подведении итога группе решенных вопросов.
Стадия разработки всегда календарно определяется в договоре и заканчивается составлением
отчетных материалов, предъявляемых заказчику. Число стадии устанавливается по согласо-
ванию между заказчиком и разработчиком, это число зависит от сложности и новизны разра-
батываемой аппаратуры.
Разработка любой РЭА начинается с разработки технического задания. Заказчик само-
стоятельно или с привлечением других организаций проводит исследования обоснованности
своего технического задания. Этот этап имеет большое значение. При составлении задания,
особенно на крупную новую разработку, требуется широкий и дальновидный подход.
После того как составлено техническое задание и заключен договор, начинается разра-
ботка изделия. Весь процесс разработки РЭА состоит из двух этапов: научно-исследователь-
ская разработка (НИР) и опытно-конструкторская разработка (ОКР).
Подготовка и обоснование технического задания, предварительная аналитическая и рас-
четная работа по разработке относится к НИР. Результатом НИР является научно-технический
отчет, содержащий выводы о новых принципах построения радиотехнических устройств,
научно обоснованный подход к реализации этих принципов, анализ необходимых физических
исследований, проведенных в подтверждение сделанных гипотез и расчетов.
НИР может дать и отрицательный результат, показывающий, что на данном уровне раз-
вития техники реализация поставленной задачи невозможна или преждевременна.
На этапе НИР закладываются рациональные основы конструирования РЭА.
ОКР основывается на результатах НИР и является инженерным процессом применения
научных знаний и данных, полученных на стадии НИР, к техническому решению определенной
проблемы. На стадии ОКР наряду с технической стороной вопроса особое значение приобретают
экономические аспекты. Здесь стоимость является важным, а часто важнейшим, параметром
разработки. Содержанием ОКР является проведение необходимых теоретических, расчетных и
экспериментальных исследований по реализации в конструкцию идей, сформулированных
180
в результате НИР. ОКР проводится под единым техническим руководством в двух очень тесно
связанных направлениях: по схемам и по конструкции. Проработкой принципиальных элек-
трических схем, включая их макетирование и экспериментальную проверку, заняты работники
лабораторий. Проработка конструкции, включая необходимые теоретические, расчетные и
экспериментальные исследования данной конструкции, выполняются работниками конструк-
торских подразделений. Эта работа завершается выпуском конструкторской документации и
включает в себя изготовление образцов изделия с проведением всесторонних испытаний.
ОКР состоит из трех стадий: 1) эскизный проект, 2) технический проект и 3) рабочее
проектирование.
Результатом эскизного проекта является детальная проработка возможности по-
строения аппаратуры, удовлетворяющей поставленным требованиям. Здесь разрабатываются
электрические схемы, изготовляются макеты и проводятся испытания отдельных узлов и бло-
ков будущей аппаратуры на соответствие их электрическим требованиям, включая необходи-
мые температурные-испытания. Итогом этой стадии является научно-технический отчет, в ко-
тором приводится обоснование функциональной схемы РЭА, электрические расчеты основных
узлов и блоков. Кроме отчета заказчику предъявляются действующие макеты отдельных, наи-
более ответственных узлов и блоков.
На стадии технического проекта производится детальная отработка схемных
и конструкторских решений. Отработка конструкторских решений включает в себя создание
чертежей на все элементы, узлы, блоки и приборы, детальную отработку вопросов защиты от
внешних воздействий, доступа при ремонте и контроле, привязки к объекту установки, опре-
делению органов управления и функций оператора и т. д. При этом уточняются принципиальные
вопросы технологии и стоимости, производится учет особенностей производственного объеди-
нения, которому предстоит изготовление разрабатываемой РЭА. На макетных образцах про-
веряется правильность принятых решений по принципу действия, схеме, конструкции, функ-
циям оператора (при работе, контроле, ремонте).
Итогом технического проекта являются макеты РЭА, предъявляемые на испытания. Одно-
временно должна быть предъявлена следующая основная документация: сборочные чертежи
всех разработанных блоков с пояснительной запиской, полный комплект электрических схем,
технические описания блоков и аппаратуры в целом, инструкции по эксплуатации, технический
отчет. В отчете приводятся уточненные расчеты схем, обосновывается выбор конструктивных
решений и даются все конструктивные расчеты (механической прочности, тепловых режимов,
эффективности экранирования, надежности и др.). Кроме этих документов предъявляются
программа и методика испытаний аппаратуры.
На стадий рабочего проектирования производится окончательная кор-
ректировка электрических схем, разрабатывается полный комплект временной конструкторско-
технологической документации и изготовляются образцы РЭА.
На этом заканчивается разработка аппаратуры и начинается подготовка производства
к серийному выпуску.
Приведенные здесь этапы разработки и испытаний даны в полном виде, применимом для
сложной РЭА. При разработке простой РЭА или при модернизации РЭА ряд этапов может быть
опущен.
ОКР может проводиться без предварительной НИР в тех случаях, когда не ведется раз-
работка новых принципов построения РЭА, а проводится совершенствование или модернизация
имеющегося варианта РЭА. В этом случае первой стадией ОКР будет аванпроект.
После окончания государственных испытаний и устранения замечаний комиссии разра-
ботчик передает техническую документацию заводу-изготовителю, который приступает к под-
готовке производства. С момента окончания государственных испытаний до выпуска на заводе
первой (установочной) партии изделий проходит некоторое время, продолжительность которого
зависит от двух* условий: современности уровня технологии производства завода, включая
оборудование, и технологичности конструкций по всем показателям (см. гл. 2). Если преем-
ственность в конструкции не обеспечена, возникают большие трудности в связи с переделкой
конструкторской документации и технологического процесса. Особая трудность состоит в том,
что эти изменения ни в коем случае не должны изменять технических характеристик аппа-
ратуры.
Взаимоотношения между разработчиком и серийным заводом регламентируются догово-
ром, который заключается на предмет серийного изготовления аппаратуры. Этим договором
разработчик обязуется передать несколько комплектов учтенной конструкторской докумен-
тации и технологической документации в виде синек, обучить работников завода процессам
наладки и регулировки, новым технологическим процессам, предусмотренным в конструкции,
и т. д. Все изменения в документации, которые возникают при серийном освоении, оформляются
извещениями по установленной форме (ГОСТ 2.503—68 «Правила внесения изменений»).
Разработчик передает на серийный завод всю учтенную документацию по нестандартному
оборудованию и приспособлениям, разработанным специально для изготовления этой РЭА.
Для ускорения запуска разработчик передает кроме чертежей и сами приспособления, пресс-
формы, штампы и др. Завод обязуется закупить необходимое новое технологическое оборудо-
вание и освоить новую технологию.
Разработчик разделяет ответственность за качество РЭА до тех пор, пока является калько-
держателем (организацией, у которой хранятся подлинники конструкторских документов).
Когда отлажен весь процесс производства и выпущена установочная партия, калькодержателем
становится серийный завод.
181
9-2. Вопросы латентности
Как указывалось в § 1-1, при разработке конструкции обязательно должна учитываться
патентность — свойство технических разработок находиться под охраной международного
авторского права, если они обладают новизной, полезностью и юридически соответственно офор-
млены. Патентность имеет две стороны — патентоспособность и патентную чистоту.
Процесс конструирования РЭА тесно связан с изобретательством и с изучением патент-
ной информации. В настоящее время нельзя вести разработку и модернизацию РЭА без пред-
варительного изучения и отбора патентных материалов. Такое патентно-информационное ис-
следование носит название «р е ш ё р ш» (франц. — поиск, разведка). В ЧССР, например,
на решерш в начале разработки выделяется 200 ч. Тщательно проведенный решерш предотвра-
щает дублирование творческой работы и напрасную трату усилий на поиски решений, разра-
ботанных ранее. Кроме того, решерш имеет целью охрану государственных и авторских интере-
сов в области научно-технического творчества, извлечение преимуществ, вытекающих из недо-
статков патентной защиты капиталистических фирм, интенсификацию внедрения достижений
отечественной и зарубежной технической мысли. Может оказаться, что в результате решерша
будет показана нецелесообразность проведения разработки, поскольку уже имеется требуемое
решение, зафиксированное в иностранном патенте или в отечественном авторском свидетельстве.
Изобретением признается отличающееся существенной новизной решение тех-
нической задачи, дающее положительный эффект. Недостаточно поставить задачу, но не пред-
ложить конкретных средств ее решения. Поэтому непатентоспособны предложения, относя-
щиеся к организационным мероприятиям, методам расчетов и т. д. Существенная новизна
означает неизвестность во всех странах. Положительный эффект может означать не только сегод-
няшнюю, но и перспективную полезность.
Новизну предложения порочат (опровергают) следующие источники: аторские. сви-
детельства и поданные ранее заявки, печатные публикации (включая отчеты НИР и ОКР),
применение (в любой стране), защита диссертации, доклад, демонстрация на выставке. Но если
разглашены только результаты решения, но не само решение технической задачи, если образец
изготовлен и испытан, но не внедрен, это не порочит новизны.
Патентом и авторским свидетельством называют документ, который служит для оформле-
ния права на изобретение. В Советском Союзе изобретатель, как правило, полу-
чает авторское свидетельство на изобретение. Патент на изобретение выдается в капиталисти-
ческих странах.
В отличие от авторского свидетельства, при получении патента автор должен вносить
значительную разовую и ежегодную пошлины. Выдача патента означает, что на территории
этой страны в течение срока действия патента никто без разрешения владельца патента не имеет
права использовать запатентованное изобретение.
Патентные права переуступаются частично, на определенных условиях. Такая пере-
уступка называется л и. ц е н з и е й (разрешением) на использование изобретения.
Авторское свидетельство — это документ, которым удостоверяется факт
признания указанного лица в качестве автора изобретения. Если изобретение принято к ис-
пользованию, его автор получает денежное вознаграждение, соразмерное экономии или полез-
ному эффекту, который будет получен в результате внедрения изобретения. Автор изобретения
имеет преимущественное право при прочих равных условиях занимать должность научного
сотрудника.
Знание особенностей прав зарубежных патентовладельцев необходимо разработчикам РЭА
для преодоления ограничений в использовании этих патентов.
Исключительное право патентовладельца ограничивается территорией страны, выдавшей
патент. Этот территориальный признак ограничивает возможности нашей страны в поставках
РЭА в зарубежные страны, если не обеспечена патентная чистота. Но если патент получен
изобретателем во Франции, то он дает его владельцу исключительное право только на терри-
тории Франции, а на территории нашей страны любая организация может беспрепятственно
и безвозмездно использовать изобретение. Отсюда следует важный вывод, что использование
без разрешения изобретения, раскрытого в зарубежном патенте, не нарушает закона или пра-
вил морали, если это изобретение не запатентовано в СССР. Нарушением закона был бы лишь
экспорт из СССР в страну' действия патента изготовленного в СССР изделия, воплощающего
изобретение.
Действие патента ограничено по сроку. Закон каждой страны предусматривает предель-
ный срок (15—20 лет), по истечении которого патент теряет силу. В некоторых странах закон
предусматривает возможность продления срока действия патента с соответствующей публи-
кацией об этом.
Ограничения прав патентовладельца по территории и по срокам являются важными усло-
виями при установлении патентной чистоты. Патентная чистота есть юридическое
свойство объекта, заключающееся в том, что он не подпадает под патенты, действующие в опре-
деленной стране. Наряду с этим существует понятие патентоспособность —
возможность технического решения быть запатентованным в качестве изобретения в определен-
ных странах, т. е. наличие существенной новизны (мировой или локальной) и полезности.
Объект может быть патенточистым, но не патентоспособным, когда его особенности давно
описаны в технической литературе, открыто применялись или в свое время были защищены
патентами, уже потерявшими действие. Объект может быть патентоспособным, но не патенто-
чистым, если часть его особенностей подпадает под действие чьих-то патентов, а другие особен-
ности обладают существенной новизной.
182
2
Цель
4 / Критика прототипа
7 /Формула
Прототип
Область применения
Название
q. 6/ сущность
$
&
о
Широта охбата
9-1. Логическая структура
примени-
Рис.
. «причина — следствие»
тельно к описанию изобретения
§
§
Когда речь идет о патентной чистоте, чаще всего имеется в виду локальная патентная
чистота в отношении определенной страны.
Проверка патентной чистоты необходима не только при экспортных поставках, но и во
всех случаях разработки новой и усовершенствования старой РЭА. Документом, подтверждаю-
щим результаты экспертизы патентной чистоты, является патентный формуляр, входящий
в-состав технической документации. Он составляется разработчиком с самого начала разра-
ботки и предъявляется во всех стадиях рассмотрения и утверждения технической документа-
ции на все объекты независимо от того, предназначены они для экспорта или для потребления
внутри страны. Нельзя считать, что если объект поставляется на экспорт в течение длитель-
ного времени и до сих пор не предъявлялось исков со стороны иностранных патентовладельцев,
то можно продолжать поставки без проверки патентной чистоты. В зарубежной судебной прак-
тике по патентным спорам известны случаи, когда патентовладельцы выжидали по семь и более
лет с предъявлением иска, так как рассчитывали, что за это время их предполагаемые убытки
возрастут и, следовательно, увеличится размер иска.
Информацию о патентах и авторских изобретениях на этапе проведения решерша раз-
работчики получают из патентной литературы. Существует ошибочное мнение,
что в патентной литературе умышленно не излагаются
важные особенности, необходимые для внедрения изо-
бретения, или даже вносятся искажения, чтобы ввести
в заблуждение конкурентов. В действительности па-
тентные законы большинства стран содержат катего-
рические требования, чтобы описание изобретения по-
зволяло среднему специалисту в данной отрасли внед-
рить изобретение, не прибегая к дальнейшему творче-
ству. Патент, в описании которого допущены ошибки и
искажения или сущность изобретения не полностью
раскрыта, может быть аннулирован. Благодаря таким
требованиям патентная литература отличается лако-
ничностью и ясностью языка. Из-за отсутствия в ней
хвалебных рекламных рассуждений, не несущих полез-
ной информации, патентная литература выгодно.отли-
чается от зарубежных рекламных изданий, каталогов
или даже журнальных статей. Кроме того, в проспек-
тах и каталогах сообщается только о внедренных
достижениях. Патентная информация является единст-
венным источником, в котором содержатся сведения
и о тех новшествах, которые еще не внедрены.
Долг разработчиков РЭА как граждан Советского
Союза с вниманием относиться к оформлению своих заявок на предполагаемые изобретения.
Они являются источниками получения патентов нашей страной за рубежом' Во время экспер-
тизы такой заявки в Комитете по делам изобретений и открытий при Совете Министров СССР,
куда подается заявка, устанавливается патентоспособность.
Рассмотрим правила составления заявки на изобретение. Главной частью
заявки является описание предполагаемого изобретения, т. е. составленная в соответствии
с правилами характеристика объекта изобретения. Большинство авторских свидетельств, как
и патентов, выдается не на кардинальные решения, знаменующие поворот в технике, а на кон-
структивные разработки, являющиеся пусть небольшим, но шагом вперед в данной области,
оригинально решающим определенную техническую задачу.
Описание отечественного изобретения — основной документ, на основании которого
оформляется заявка при заграничном патентовании. Обычно заявка на изобретение подается
в Комитет через предприятие. Тогда изобретатель подготавливает первый вариант изобретения,
окончательный же вариант отрабатывается с участием патентоведа.
При составлении заявки следует представить себе особенности описания изобретения по
сравнению с другими научно-техническими документами. Эти особенности вытекают из целе-
вого назначения описания, носящего одновременно информационный и юридически-правовой
характер. Определить границы прав изобретателя и охарактеризовать новизну изобретения
нагляднее всего, изложив состояние решения данной технической задачи до и после творчества
изобретателя. Тогда различие между этими двумя уровнями и будет характеризовать новизну
изобретения.
Описание' изобретения строится по принципу от общего к частному, т. е. начинается от
самых общих определений.
Оно представляет собой «логический усеченный конус», состоящий из отдельных частей,
сужающихся по ширине охвата темы от основания к вершине. Важная особенность описания
изобретения заключается в том, что в нем должен быть раскрыт не конкретный материальный
объект, а решение технической задачи, применимое не'на одном объекте, а на множестве, при-
чем часть этого множества в момент составления описания может быть еще неизвестна.
Рассмотрим структуру логического конуса, по которому составляется описание изобре-
тения (рис.,9-1). Название изобретения 1 дает самые широкие очертания той области,
в которой приложено творчество изобретателя. Указание на область применения^
несколько сужает эти границы. Описание того прототипа 3, который изобре-
татель решил улучшить, еще больше ограничивает множество возможных объектов. Кри-
тика прототипа 4 указывает лишь на те недостатки, которые устраняет данное изобре-
183
тение. Цель изобретения 5 подчеркивает ограничения, накладываемые критикой прото-
типа. Сущность изобретения 6 показывает средства, которыми изобретатель добился
поставленной цели. В формуле изобретения 7, наиболее четко определяющей границы
монополии, отражаются самые существенные признаки изобретения.
Элементы описания 2—4 (область применения, прототип, критика прототипа) объеди-
няются под названием «Вводная часть». В этой части недопустимо изложение изменений, вне-
сенных изобретателем, и ссылки на чертежи. Новые признаки, являющиеся результатом изобре-
тательского творчества, впервые упоминаются только в цели изобретения (элемент 5).
Рассмотрим каждый элемент описания изобретения. Название изобретения яв-
ляется названием объекта, описанного в заявке, даваемым в именительном падеже единствен-
ного числа. В названии изобретения нельзя указывать отличительные признаки изобретения.
Как правило, название совпадает с началом фразы формулы изобретения. Ошибочно считать,
что чем более крупный объект указан в названии, тем больше прав у автора. В действительности
права изобретателя зависят от всей формулы, а не от одного названия. Иногда авторское сви-
детельство на узел может дать больше прав, чем свидетельство на весь объект, так как узел
может быть применен и на многих других объектах.
Указания на область применения (отрасль народного хозяйства или область техники)
необходимы для уточнения, если область применения не вытекает из самого названия.
Основным элементом вводной части описания является изложение признаков прото-
типа (технического предшественника) изобретения. Выбор прототипа имеет крайне важное
значение для успеха заявки и для правильного определения прав автора. Прототип является
вычитаемым из объекта изобретения при нахождении разности — признаков, определяющих
наличие творчества. Прототип обязательно указывается в описании, изобретений без прототи-
пов не существует.
Критика прототипа является элементом описания, где указывают только те
недостатки прототипа, которые- должны быть устранены изобретением.
Цель изобретения, излагаемая в элементе описания 5, помогает пониманию сущ-
ности изобретения и служит логическим мостиком, соединяющим вводную часть и сущность
изобретения. Здесь впервые упоминаются отличительные признаки изобретения.
В элементе описания «Сущность изобретения» дается детальное описание
изобретения, вначале в статическом состоянии, отвечая на вопрос «как устроено?», а затем
в динамике, отвечая на вопрос «как работает?». К описанию конструкции необходимо прикла-
дывать чертежи с указанием в тексте взаимосвязи частей конструкции.
Описание изобретения заканчивается рассмотрением формулы (предмета) изобретения.
Формула изобретения излагается в виде одной фразы, представляющей собой перечисление
существенных признаков изобретения. Эта фраза начинается с названия изобретения, затем
идут слова «отличающееся тем, что», после которых кратко перечисляются существенные при-
знаки изобретения.
По характеру своей творческой работы радиоконструктору часто приходится составлять
авторские заявки. Эта довольно трудоемкая процедура нужна для инженера как регистрация
его изобретательских способностей.
Авторские свидетельства являются первоисточниками для заявления нашей страной
патентов в других странах, приносящих валютный доход государству и устанавливающих
приоритет отечественной науки и техники.
ПРИЛОЖЕНИЕ 1
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
(РЯД ПРЕДПОЧТИТЕЛЬНЫХ ЧИСЕЛ), ГОСТ 6636-69
Степень предпочтительности
1 II —IV V I и Ш IV V Г II ill IV V I I и III IV V
Все классы Все классы & СХ Есе классы & Все классы & В
точности точности я S о точности ® и точности и ф
ф та Ф Ф та ф ф та ф ф
см \О 10^3 р.) о LO\C
0,1 0,1 0,1 1 1 1 1 1 10 ю 10 10 10 100 100 100 100 100
10,2 102
10,5 10,5 105 105
10,8 108
1,1 11 11,0 11,0 по НО НО
11,2 112
11,5 11,5 115
11,8 118
0,12 1,2 1,2 1,2 1,2 12 12 12 12,0 120 120
12,5 125 125 125 125
1,3 13 13,0 130 130
13,5 135
1,4 1,4 14 14 14,0 140 140 140
14,5 145
1,5 15 15,0 150 150
15,5 155
0,16 0,16 0,16 Г,6 1,6 1,6 1,6 1,6 16 16 16 16 16,0 160 160 160 160 160
16,5 165
1,7 17 17,0 170 170
175
1,8 1,8 18 18 18,0 180 180 180
18,5 185
1,9 1.) 19,0 190 190
19,5 195
0,2 2,0 2,0 2,0 2,0 20 20 20 20,0 200 200 200 200
20,5 205
2,1 21 21,0 210 210
21,5 215
2,2 2,2 22 22 22,0 220 220 220
23,0 230
2,4 24 24,0 240 240
0,25 0,25 0,25 2,5 2,5 2,5 2,5 2,5 25 25 25 25 25,0 250 250 250 250 250
2,6 26 26,0 260 260
27,0 270
2,8 2,8 28 28 28,0 280 280 280
29,0 290
3,0 3,0 3,0 30 30,0 300 300
31,0 310
0,32 3,2 32 32 32 32,0 320 320 320 320
33,0 330
3,4 34 34,0 340 340
3,5 3,5 35,0 350
3,6 36 36 36,0 360 360 360
185
Продолжение прилож. 1
Степень предпочтительности
1 II—IV V 1. II ш IV V 1 11 ill IV V I ill IV V
Все классы су и Все классы су О, Все классы Су СУ Все классы
точности точности ы точности ТОЧНОСТИ = я> К щ
(Я СУ 0) rt о CJ « СУ CJ
LO Ю СМ \О LO см Ю юю вдю
37,0 370
3,8 38 38,0 380 380
39,0 390
0,4 0,4 0,4 4 4 4 4 4 40 40 40 40 40,0 400 400 400 400 400
41,0 410
4,2 42 42,0 420 420
43,0 430
4,5 4,5 4,5 45 45 45,0 450 450 450
46,0 460
4,8 48 48,0 480 480
49,0 490
0,5 0,5 5 5 5 5 50 50 50 50,0 500 500 500 500
5,2 52 52,0 530 530
5,5 5,5 5,5 55 55 55,0 560 560 560
58,0 580
0,6 0,6 0,6 6 6 6 6 6 60 60 60 60 60,0 600 600
6,3 62 62,0 630 630 630 630 630
6,5 6,5 65 65,0 670
6,8 68 0 680
0,7 7 7 7 70 70 70,0 710 710 710
7,2 72,0 720
7,5 7,5 75 75,0 750 750
7,8 78,0 780
0,8 0,8 8 8 8 8 80 80 80 80,0 800 800 800 800
8,2 82,0 820
8,5 8,5 85 85,0 850
8,8 88,0 880
0,9 9 9 9 90 90 90,0 900 900 900
9,2 92,0 920
9,5 9,5 95 95,0 950 950
9,8 98,0 980
1 10 100 1000
ПРИЛОЖЕНИЕ 2
ЛЕПЕСТКИ МОНТАЖНЫЕ, ПРОВОДА И КАБЕЛИ
Лепесток для крепления винтом или заклепкой
Таблица И2-1
Обозначение в конструкторской документации Размеры, мм Толщи на, мм Допустимая сила тока, а при плотно- сти тока 10 а[ммг
d D L В Ь /
d — кт Лепесток односторонний *
<=> - - cat
КС7.750.000 1,6 3,5 8 3,0 1,2 2,0 0,3 10
КС7.750.001 КС7.750.002 2,2 4,5 10 14 2,5 15
КС7.750.007 КС7.750.008 186 3,2 6 17 22 4,0 1.5 0,5 20
Продолжение табл. П2-1
Обозначение в конструкторской документации Размеры, мм Толщина мм Допустимая сила тока, а при плотно- сти тока 10 а[мм*
d D L В ь 1
KC7.750.009 КС7.750.010 КС7.750.111 4,3 7,5 14 4,5 1,5 2,5 0,5 20
19
24
КС7.750.013 5,3 9,5 21 5,0
КС7.750.014 КС7.750.015 6,4 11 19
24
КС7.750.017 8,4 14 28 6,0 0,8 50
г, , . Лепесток двусторонний
L
КС7.750.043 КС7.750.044 1, 3,5 14 2,0 1,0 2,0 0,3 6
18
КС7.750.045 КС7.750.047 2,2 4,5 12 3,0 2,5 15
17
КС7.750.051 КС7.750.052 КС7.750.053 3,2 6,0 16 4,0 1,5 0,5 20
20
24
КС7.750.056 КС7.750.057 6,4 11 27 5,0 2,2 3,0 25
32
* Пример обозначения в конструкторской документации
винтом или заклепкой с d = 3,2,лж, L = 17 мм и покрытием
одностороннего лепестка для крепления
О—С (61) 6 (оплавленное):
Обозначение в документации .............. КС7.750.007-3
Наименование с указанием номера нор-
мали ..................................Лепесток НГ0.775000ТУ
0,5
Рис. П2-1. Лепесток для
крепления отбортовкой: а —
односторонний (КС7.750.174),
б — двусторонний
(КС7.750.175)
187
Продолжение табл. П2-1
Конструк-
ция
Рис. П2-2. Лепесток односторонний для крепления
обжатием на электроизоляционной ленте (КС7.750.172)
Наконечники кабельные глухие и крючкообразные *
АЧ : * Материал латунь Л62М; покрытие О —С (61) 6 оплавленное.
188
Таблица П2-2
Обозначение - чертежа Размеры, мл. Толщина мм Допустимый ток, а, при плотности
d di D С А
H7.750.083 1,5 7 15 15
— 3,2 — 3,5
Н7.750.083 8 15,5
2,2 — 25
Н7.750.087 9 4,2 17,5 0,7
4,2 —,—_
Н7.750.095 10 19
3 5,0 40
Н7.750.097 5,5 11 20,5
Н7.750.103 12 23
4 — 6,0 1,0 60
Н7.750.105 6,5 13 24,5
Н7.750.187 1,5 3,2 8 3,5 16 15
Н7.750.195 2,2 4,2 10 4,2 18 25
- — 0,7
Н7.750.207 5,5 12 22
3 40
Н7.750.211 6,5 14 23
Н7.750.251 1,5 8 16 15
3,2 5,0- 0,7
Н7.750.259 2,2 10 17 ’ 25
Н7.750.271 3 4,2 12 21 40
1,0
H7.750.281 4 5,5 14 24 60
Таблица П2-3
Провода и кабели
Нормаль Наименование. Марка Сортамент, разрешенный для применения Пример условного обозначения
1. Проволока медная
Н0.022.250 Проволока мед- ная круглая для электротехниче- ских цел ‘й ММ Диаметр, мм 0,1; 0,2; 0,3; 0,5; 0,62; 0,8; 1,0; 1,5; 2,0 Проволока ММ 1,5; ГОСТ 2112—62
Н0.022.276 Провода мед- 2. Провода ПЭВ-2 обмоточные Диаметр 0,06—2,44 Провод
НО.022.335 ные, изолирован- ные высокопроч- ной эмалью 3. Провода мон- Провода и кг МГВ (по меди), мм бели монтаж Сечение, аые 0,1; 0,2; ПЭВ-2 0,1; ГОСТ 7262—54 Провод МГВ
тажные с поли- хлорвиниловой изоляцией Провод с пле- МГШВ мм2 То же 0,35; 0,5; 0,75; 1,0 0,12; 0,2; 0,5 мм2 К ВТУ МЭП 680—47; Провод МГШВ
Н0.022.336 ночной и волок- нистой изоляцией То же мгшвэ Сечение, 0,35; 0,5; 0,75; 1,0; 1,5 0,2; 0,35; 0,5 W2 Б; МРТУ 2-0,17-1—62 Провод МГШВЭ
мм2 на число жил 0,5; 0,75 (X 1); 3X0,35 мм2 СКЗ; МРТУ2-017-1—62
Н0.022.338 Провод особо мог Сечение, 0,35 (X 3) 0,3; 0,5 Провод МОГ
Н0.022.342 гибкий Провод с изо- БПВЛ мм2 То же 0,35; 0,5; 0,3 мм2-, БЗЖ ТУ 002—58 Провод БПВЛ
Н0.022.359 ляцией для бор- товой сети Провод с поли- мпкм » 0,75; 1,0; 1,5; 2,5; 4,0; 10; 16 0,2; 0,35; 0,5 мм2 К; Провод МПКМ
Н0.022.386 этиленовой изо- ляцией малога- баритный Провод с изо- МГТФЛ » 0,5 0,12; 0,2; 0,5 мм2 К; ТУ ОКБ КП № 152— 64 Провод МГТФЛ
Н0.022.388 ляцией из фТоро- пласта-4 Провод для МГТФ » 0,35; 0,5; 0,75 0,07; 0,1; 0,35 мм2 С; ТУ ОМЧ 505.029—58 Провод МГТФ
Н0.022.389 монтажа слабо- точной аппарату- ры Провод тепло- ПТЛ-250 » 0,14 0,35; 0,5; 0,07 мм2 МРТУ2-0,17-4—62 Провод
НО.022.392 стойкий лакиро- ванный Провод тепло- ГФ » 1,0 0,07; 0,14; ПТЛ-250 0,5 мм2; ТУ ОМЧ.505.087—60 Провод ГФ
Н0.022.394 стойкий Провод мон- ГФ-40-250 » 0,35 0,12; 0,5; 0,35 мм2; ТУ ОМЧ.505.091—60 Провод
тажный тепло- стойкий 2,5 ГФ-40-2500,12W; ТУ ОКБКП 97—63
4. Провода и кабели монтажные высоковольтные
Нб.022.432 Провод с изо- МПВ-2 Сечение, 0,35; 0,75 Провод МПВ-2
ляцией из поли- этилена мм2 0,35 мм2; полиэти- лен ТУ ОКБ КП № 220—66
189
Продолжение табл. П2-3
Нормаль Наименование Марка Сортамент, разрешенный для применения Пример условного обозначения
Н0.022.433 Провод с поли- хлорвиниловой изоляцией лаки- рованный псвл Сечение, мм2 0,5; 0,75; 1,0; 1,5 Провод ПСВЛ 0,75 W Б; ТУ 1606-305—68
Н0.022.455 Провод ВЫСОКО- ВОЛЬТНЫЙ тепло- стойкий ПВТФ-2 5. Рукава То же и плетенки 0,12; 35 Провод ПВТФ-2 0,35 мм2-, ТУ ОМЧ.505.073—60
Плетенка холо- стая проволоч- ная экранирован- ная ПМЛ 2X4; 4X5; 3X6; 6X10; 10X16; 16X24; 24X30; 30X 40; 40X55 Плетенка ПМЛ 4 X 5: ОТУ 22-223—66
Примечание. В обозначении проводов буквы Б, Ж К, С, . . . указываемые после
сечения, означают цвет.
Таблица П2-4
Кабели радиочастотные (ГОСТ 11326—46—67)
Марка кабеля * ГОСТ Марка кабеля гост
РК-50-7-12 ГОСТ 11326.5—67 Р К-75-3-11 ГОСТ 11326.28—67
РК-50-9-11 ГОСТ 11326.6—67 Р К-75-4-11 ГОСТ 11326.8—67
РК-50-2-13 ГОСТ 11326.15—67 РК-75-4-11 ГОСТ 11326.8—67
РК-50-9-12 ГОСТ 11326.20—67 РК-75-4-12 ГОСТ 11326.9—67
РК-75-2-21 ГОСТ 11326.40—67 Р К-75-4-21 ГОСТ 11326.42—67
* Пример расшифровки марки кабеля, например Р К-75-4-21: РК — радиочастотный коаксиаль-
ный; 75 — волновое сопротивление, ож; 4 — диаметр (по изоляции), Л'/.г; 21 — изоляция из фторопласта-4
и номер конструкции.
ПРИЛОЖЕНИЕ 3
ФИЗИЧЕСКИЕ ПАРАМЕТРЫ МАТЕРИАЛОВ И НЕКОТОРЫЕ КОЭФФИЦИЕНТЫ
ДЛЯ РАСЧЕТА ОХЛАЖДЕНИЯ РЭА
Таблица ПЗ-1
Степень черноты рабочих поверхностей
Материал 8 Материал Е
.Алюминий полированный Алюминий шероховатый Алюминий оксидированный Сталь полированная Сталь литая необработанная Сталь шлифованная Сталь листовая с плотным бле- стящим слоем окиси Латунная пластина прокатан- ная с естественной поверхностью Латунная пластина прокатан- ная, обработанная грубым наж- даком 0,05 0,055 0,15 0,2 0,9 0,55 0,8 0,06 0,20 Латунь окисленная Медь тщательно полированная, электролитическая Медь окисленная Никель технически чистый по- лированный Никель окисленный Хромоникель Железо луженое листовое (жесть) Цинк полированный Лак белый эмалевый на шеро- ховатой пластинке Лак- черный блестящий 0,6 0,02 0,7 0,08 0,4 0,7 0,05 0,045 0,9 0,87
190
Продолжение табл. ПЗ-1
Материал е Материал е
Лак черный матовый Лак белый Сажа, свечная копоть 0,96 0,90 0,95 Стеклоэмаль белая' Масляные краски различных цветов 0,9 0,9
Таблица ПЗ-2
Значения коэффициентов линейного расширения (а)
и плотности (у) некоторых металлов
Металл сс-106, град 1 7, кг/см? Металл сс-106, град''1 у, кг/см?
Алюминий 22,9 2,7 Серебро 19,4 10,5
Медь 16,7 8,9 Тантал 6,5 Щ6
Никель 13,4 8,9 Хром 5,9 7,1
Олово 21 7,3
Таблица ПЗ-З
Коэффициенты теплопроводности различных веществ X
Вещество К, кдж (м-ч-град) в ещество К, кдж (м-ч-град)
Серебро 1,51 - Ю3 Лед, стекло 8,4
Медь 1,39-103 Керамика, бетон 4,2
Золото 1,09-103 Вода, кирпич 2,1
Алюминий 6,3-J02 Пластмасса 0,84
Цинк 4,2-102 Стекловолокно, ткани, фреон 0,21
Латунь 3.15-102 Пенопласты 0,08
Железо 2.1-102 Воздух 0,04
Бронза, нержавеющая сталь 84 Хлороформ 0,02
Таблица ПЗ-4
Удельная теплоемкость с различных веществ при температуре 18е С
Вещество с, кдж (кг-град) Вещество С дж/'(кг -град)
Вода 4,2 Алюминий, стекло 0,84
Бериллий, дерево 2,5 Медь и ее сплавы, железо, 0,42
Органические жидкости и га- 2,1 никель
зы, лед, водяной пар Твердые органические веще- Серебро, олово 0,21
1,3 Свинец, золото, платина 0,13
ства (керамика, резина, тек- столит)
Таблица ПЗ-5
Основные свойства жидких теплоносителей
Теплоноситель Плотность при 20° С, кг/,и2 Коэффициент объемного расширения, 1/град Температура плавления, °C Температура кипения, °C Теплота испарения, М.дж/кг Критическая температура, °C Критическое давление, атм Поверхност- ное- натяже- ние ХЮ4, н/м
Вода 998 18 0,0 100 2,3 374 225 74,1
Метиловый спирт (метанол) 792 119 —98 64,5 1,13 240 81 23,1
Этиловый спирт (этанол) 790 НО —114 78 0,9 243 65 22,4
Дифенил — —- 67 255 —- 530 43 . —-
Фреон-12 1486 — —155 —29,8 -— 111,5 40,86 15,3
Трансформаторное масло 880 67 — — — — — —
191
Таблица. ПЗ-6
Значения эквивалентного диаметра и коэффициента А
для расчета принудительного охлаждения
Форма полеречного сечения а/ь ^экв А
Круг диаметром d . . d 64
Эллипс (а — малая ось, Ь — большая ось) 0,1 1,55 а 78
0,3 1,44 а 73
0,5 1,30 а 68
0,7 1,17 а 65
Прямоугольник (а — меньшая сторона, Ь — 0,1 1,82а 85
большая сторона) 0,25 1,60 а 73
0,33 1,50 а 69
.Квадрат со стороной а — а 57
Круглое кольцо шириной а — 2а 96
Равносторонний треугольник со стороной а — 0,58 а 53
Таблица ПЗ-7
Коэффициенты местных потерь, вызываемых изменением сечения потока
в трубопроводе
Наименование - Схема Коэффициент местных, потерь
Вход в канал с прямыми
кромками заподлицо со
стенкой
Вход в канал с прямыми
выступающими кромками
Вход в канал с прямо-
линейным раструбом (d —
большая сторона прямо-
угольника)
Выход из канала
^=0,5
при 6/d=0 и a/d>0,2
^=1,0;
при 6/d=0 и 0,05<a/d<
<0,2 gM=0,85;
при б/^0,04 £м=0,5
Z=0,2d Z<d),3d
а...30° ^...0,4 £м... 0,2
50= 0,2 0,15
90° ' 0,25 0,2
192
ПРИЛОЖЕНИЕ 4
АМОРТИЗАТОРЫ
Амортизаторы АПН * и АПНМ **
Таблица П4-1
Конструкция Типо- размер Нагрузки на амор- тизаторы, н н h А В D Резьба d, S Масса Ke Обозначение пластины для зазем- ления
Мини- маль- ная Сред- няя Макси- маль- ная d Глу- бина
-— J 7 АПН-1 АПН-2 АПН-3 0,05 0,10 0,20 0,075 0,175 0,35 0,10 0,25 0,50 39 47 46 28,6 35 35 38 44 44 29 35 35 33 40 40 М4 М5 М5 10 10 10 14 17 17 4,2 4,2 4,2 11 14 14 0,050 0,085 0,092 АПН-531
J
л?
и АПН-4 АПН-5 0,40 0,60 0,55 0,80 0,70 1,00 56 55 40,2 40,2 52 52 41 41 47 47 Мб Мб 12 12 20 20 5,2 5,2 17 17 0,145 0,160 АПН-532
АПН-6 0,90 1,20 1,50 60 44.7 59 47 55 М8 12 23 7 19 0,240 АПН-533
-О 1 / ? АПНМ-1 АПНМ-2 АПНМ-3 0,5 0,9 2,0 0,7 1,45 2,75 0,9 2,0 3,5 46 56,5 55,5 35 44 44 38 44 44 29 35 35 33 40 40 М5 Мб Мб 14 17 17 4,2 4,2 4,2 11 14 14 0,050 0,085 0,095 АПН-531
АПНМ-4 АПНМ-5 3,5 6,0 4,75 7,5 6,0 9,0 63 62 48 48 52 52 41 41 47,4 47,4 М8 М8 20 20 5,2 5,2 17 17 0,160 0,175 АПН-532
/
АПНМ-6 9,0 12,0 15,0 65 49 59 47 55 М8 23 7 19 0,245 АПН-533
, 5 1 л
* Амортизаторы пространственного нагружения типа АПН с фрикционным демпфированием предназначены для защиты иаделий от вибрации при эксплуатации в ус-
ловиях: а) температуры окружающего воздуха от —60 до +150° С; б) относительной влажности воздуха 95—100% при температуре до 4-40° С; в) давления воздуха
до 5 мм рт. ст.; г) солнечной радиации, плесневых грибков к морского тумана— для амортизаторов серии 2 (тяжелые условия эксплуатации); д) циклического измене-
ния температур от —60 до +150° С (3—5 циклов); е) инея и росы; ж) вибрации в любом направлении в диапазоне частот От 0 до 2000 гц, виброускорения от 15 g (при
200 гц) до 50 g (при 2000 ец) в диапазоне частот 200—2000 гц; 3) расположения амортизаторов под любым углом к направлению действия нагрузки при вибрационных
воздействиях; и) ударных ускорений до 12 g с длительностью ударного импульса 10 —15 мсек, действующих вдоль оси амортизаторов по направлению к амортизируемому
объекту; к) линейных ускорений до 15 g, действующих вдоль оси амортизатора и перпендикулярно ей.
•* Амортизаторы пространственного нагружения типа АПНМ с фрикционным демпфированием предназначены для защиты изделий от вибрации при эксплуатации
в условиях: а) Температуры окружающего воздуха от —60 до +150° С; б) относительной влажности воздуха 95—100% при 4-40° С; в) давления воздуха до 5 мм рт. ст.;
г) солнечной радиации, плесневых грибков и морского тумана; д) циклических изменений температуры от —60 до 4-150° С .(3—5 циклов); е) инея и росы; ж) вибраций
в любом направлении в диапазоне частот от 0 до 2000 гц, вибрации в вертикальном направлении до частоты 30 гц с амплитудой смещения до 1,5 мм; з) ударных уско-
— реиий до 12 g с длительностью ударного импульса 20—40 мсек, действующего вдоль оси амортизаторов: и) линейных ускорений до 25 g, действующих в любом напра-
Сд влении. Амортизаторы с буквой «Т» в обозначении рассчитаны на работу в тропических условиях-
Таблица П4-2
Пластины для заземления
Конструкция Обозначение пластин Размеры, мм
А В С т d
2от6.0d АПН-531 АПН-532 АПН-533 145 150 175 135 148 152 10 12 16 0,2 0,2 0.2 5,2 6,2 8,2
( Л х_-
У
. Т +— в А
Амортизаторы демпфированные АД (см. рис. 5-2)
Типо- размер Нагрузка Р, н Прогиб амортизатора лог 1 мм} Размеры, мм Масса кг
А С 4, И d d, d b s
АД-1 АД-2 АД-3 АД-4 3—6 6—10 10—15 15—30 2,5—5,5 3,0—5,0 5,5—7,5 4,0—7,0 35 26 26 19,2 М3 3,2 27 3 6 0.020
АД-5 АД-6 30—50 50—70 5,0—7,5 5,5—7,5 48 36 40 29,2 Мб 5.0 39 4,5 9 0,030
АД-7 АД-8 70—100 100—150 5,5—8,0 5,5—8,0 65 50 42 29,5 Мб 5,5 58 5,5 14 0,130
Амортизаторы корабельные со страховкой маслостойкие АКСС-М (см. рис. 5-4)
ф s Номи- нальная нагрузка н от номи- нагруз- 1М ная ста [ нагруз- 'и з, кг Размеры, ММ Масса
«J о E S Прогиб нальноЛ к и р2, Л Пред ель гическая к а по ос L В А н d-L d2 h ft. кг
AKCC-10M 100 100 0,6 150 70 35 54 40 М8 7 9 5 -10 27 8 0,172
AKCC-15M 150 150 0.7 225 70 40 54 40 М8 7 9 6 10 27 8 0,213
AKCC-25M 250 200 0,9 375 70 40 54 40 М8 7 9 6 10 27 8 0,213
AKCC-40M 400 400 0,7 600 85 55 68 46 мю 9 11 6 10 32 10 0,433
AKCC-60M 600 600 0,7 900 100 65 80 50 М12 9 13 8 10 35 9 0,702
AKCC-85M 850 850 0,6 1275 120 70 100 60 М14 11 15 8 10 42 11 1,155
AKCC-120M 1200 1100 0,9 1800 140 85 112 65 М16 13 17 8 12 46 12 1,520
194
ПРИЛОЖЕНИЕ 5
покрытия
1. Покрытия металлические, наносимые гальваническим способом
Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- тации Толщина, мкм Обозначение а документации Навначение Рекомендуемая область применения
Цинковое Сталь V4 T-A 9—12 ЦЭ.фас лкп Защита от коррозии (кроме морских условий) Корпуса, крышки, ко- жухи, панели, основания, экраны, планки, проклад- ки и др.
п 6—9 Цб.хр Резьбовые крепежные де- тали с шагом до 0,8 мм
Н 15—18 Ц15.хр Различные детали
Кадмиевое Сталь, медь и медные сплавы T-A 12—15 КдЭ.хр Защита от коррозии в морских условиях Пружины и пружинящие детали
Сталь Н, T—П 15—18 Кд15.хр Кожухи, крышки, кор- пуса, основания, крон- штейны, шасси, рамы, эк- раны, прокладки и др.
Т-А 24—30 КД24.хр
Медь и мед- ные сплавы 21—24 КД21.хр Защита от коррозии при контакте с деталями из алюминиевых и магниевых сплавов Различные детали
Медное С0 сл Сталь п 9—12 М9 Защита от коррозии для деталей, подвергнутых глубокой вытяжке
Продолжение приложения 5
196
Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- тации Толщина, мкм Обозначение в документации Назначение Рекомендуемая область применения
Никелевое Медь и мед- ные сплавы V5 н 6—9 Н6 Для внутренних деталей аппаратуры, не подверга- ющейся воздействию мор- ского тумана Различные детали
V6 12—15 Н12 Для деталей, работа- ющих на трение при не- значительных нагрузках Контакты подвижные и неподвижные, различные детали
Сталь V7 Т—А 48—60: медь 30, никель 18 М30.Н18 Для декоративной от- делки деталей, работа- ющих на трение с незна- чительными нагрузками и одновременной защитой от коррозии Корпуса, ручки, отража- тели, диски, обоймы, дер- жатели и др.
Медь и медные сплавы V6 н 6—9 Н6 Защита от коррозии Резьбовые крепежные детали
Нержавеющая сталь В состоянии поставки Т—А 9—12 Н9 Для деталей, требующих пайки (с применением флюсов) Различные детали
Бррнза 24—30: медь 3, никель 21 МЗ.Н21 Защита от коррозии
Сталь V7 TH 30—36; никель 3, медь 3, никель 24 НЗ.МЗ.Н24 Защита от коррозии и специальные цели Экраны, корпуса и др.
Ал, АМц, АМг, Д16, В95 V5 п 24—30 Н24 Различные детали
Продолжение приложения 5
Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- тации Толщина, мкм Обозначение в документации Назначение Рекомендуемая область прйменеиия
Хромовое СО -3 Медь и мед- ные сплавы V-6 / н 12—15: никель 12, хром до 1 Н12Х Декоративная отделка с одновременной защитой от коррозии Корпуса, ручки, ограни- чители, кольца, петли и др.
ТА 15—18: никель 15, хром до 1 Н15Х
В состоянии поставки 9—12: никель 9; хром до 1 Н9Х То же и специальные цели Пластины, держатели и другие детали при толщине дб 1,5 мм с незначитель- ными нагрузками
12—15: никель 12, хром до 1 Н12Х Тоже, при толщине свыше 1,5 мм *
V7 Т—И 24—30 Х24.тв У величение 'твердости деталей, работающих на трение с давлением до 2,5 Мн!м2 при условии смазки Оси, втулки, валы, стерж- ни и др.
Сталь И 36—42 Х36.ВТ
Т—А 48—60 Х48.мол Увеличение твердости деталей, работающих на трение, качение' и сколь- жение при небольших на- грузках с одновременной защитой от коррозии
Медь и мед- ные сплавы Н 18—21 Х18.мол
V5 П 6—9: никель 6, хром до 1 Н6Х Защита от коррозии Резьбовые крепежные де- тали с шагом от 0,4 до 0,8 мм включительно
г V6 Т-А 9—12: никель 9, хром до 1 Н9Х . То же, с шагом резьбы свыше 0,8 мм
Продолжение приложения 5
со— Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- тации Толщина, мкм Обозначение в документации Назначение Рекомендуемая область применения
Оловянное Медь и мед- ные сплавы V4 т—н 6—9 Об.опл Улучшение пайки Контакты, колпачки, ле- пестки, крышки, проклад- ки и др.
Сталь П' 9—12 09 Местная защита при азо- тировании
Сплав медь—цинк (латунь) Сталь V6 А 24—30: никель 21, медь—цинк 3 Н21М—ЦЗ Подслой для сцепления с резиной при гуммирова- нии и защита от коррозии негуммированных участков Различные детали
* Сплав олово—свинец V4 Т-А 18—24: медь 12, олово 1, свинец 6 М12.О—С (61) 6 . Для деталей, подверга- ющихся пайке с одновре- менной защитой от кор - розйи Наконечники, монтаж- ные провода и др.
Медь и мед- ные сплавы V4 Т-А 6—9 О—С (61) 6 опл Для электроконтактных деталей, подвергающихся пайке Лепестки, наконечники, монтажные провода
12—15 О—С (61) 12 Деталей, опрессованных в пластмассу
9—12 О—С (61) 9 Резьбовые токоведущие детали
Сталь 21—24 О—С (61) 21 Для деталей, подвержен- ных пайке и подлежащих герметизации Различные детали
Продолжение приложения 5
661
Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- тации Толщина, мкм • Обозначение в документации Назначение Рекомендуемая область применения
Серебряное Сталь, йовар, инвар V6 Т-А Г 36—42: медь 24, серебро 12 M24.Cp.12 Улучшение электропро- водности токопроводящих деталей с одновременной защитой от коррозии для специальной аппаратуры 1 Корпусы, диафрагмы, резонаторы и др.
V7 36—42 хим: никель 12, медь 12, серебро 12 Хнм.Н12 гал M12.Cp.12
45—51: медь 24, серебро 21 Улучшение электропро- водности, а также покры- тие деталей, имеющих сварку или пайку
Медь и мед- ные сплавы V6 9—12 Ср.9 Улучшение электропро- водности деталей, не под- вергающихся трению Контактные детали, обой- мы, втулки, детали волно- водов, лепестки и др.
12—15 Ср. 12 Улучшение электропро- водности деталей, подвер- гающихся периодическому трению и опрессованных в пластмассу волноводы и другие де- тали
V5 12—18: медь 3, серебро 12 M3.Cp.12 Для деталей, изгото- вленных из бронзы, а так- же пй'йных и сварных де- талей Различные детали
п 6—9 Ср.6 Улучшение электропро- водности Резьбовые крепежные де- тали с щагом от 0,4 до 0,8 включительно
V6 \ Т-А 9—12 Ср. 9 То же, с шагом свыше 0,8 мм
ьэ СЭ
Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- тации Толщина, мкм
БрО:-ЗЛ В состоянии поставки п 9—15: медь 3—6, серебро 6—9
Серебряное V6 Т-А 12—18: медь 3, серебро 9
Алюминий и его сплавы Д16, АМц, АМг, В95 V5 т-п 48—60: никель 15, , медь 18, - серебро 15
* Золотое V6 т-п 9—12: серебро 6, золото 3
Палладиевое Медь и мед- ные сплавы Т-А 6—9: серебро 6, палладий до 1
Родиевое - V7 Т-А 9—12: серебро 9. родий до 1
Продолжение приложения 5
Обозначение в документации Назначение Рекомендуемая область применения
МЗ.Ср.З Улучшение электропро- водности Для контактирующих пружин
МЗ.Ср.9 Для токоведущих кон- тактирующих деталей
Н15.М18 Ср.15 Ср.6 ЗлЗ Улучшение электропро- водности с одновременной защитой от коррозии. Со- здание контактных участ- ков на наружных поверх- ностях деталей Для деталей высокоча- стотной измерительной ап- паратуры с целью сниже- ния переходного сопроти- вления и сохранения по- стоянства электрических параметров Различные детали Контакты, пружины, ле- пестки и др. * •
Ср.6 Пд Улучшение электропро- водности разъемных кон- тактов, требующих посто- янства электрических па- раметров Контакты, пружины, ле- пестки и др.
Ср .9 Рд Повышение твердости контактных трущихся де- талей, требующих постоян- ства переходного сопроти- вления
Продолжение приложения 5
1979
Вид покрытия Материал деталей Ч истота поверхно- сти до покрытия Условия эксплуа- тации Толщина, мкм Обозначение в документации Назначение Рекомендуемая область применения
2. Покрытия металлические и неметаллические, наносимые химическим способом
' Никелевое Сталь, ковар, инвар V7 А, Т-Н 30—36 Хим.ИЗО Защита от коррозии и декоративная отделка Детали сложного профиля с глухими отверстиями
Медь и мед- ные сплавы V6 Т-А 18—21 Хим.Н18
Сталь, медь \ и медные • сплавы V5 Т-А 9—12 Хим.НЭ Защита от коррозии Резьбовые крепежные де- тали с шагом свыше 0,8 мм
Алюминий и его сплавы . АМг, АМц, Д16, В95 V5 т-п 36—42 Хим.НЗб То же и улучшение пайки Различные детали
Окисное Сталь V4 А Хим. Оке. ЛКП Защита от коррозии и декоративная отделка
• Медь и мед- ные сплавы Н — Хим. Оке. прм.
-Алюминий и. его сплавы Амг, АМц, Д16, Д1, В95, АД1-Н V5 Т-П — Хим. Оке. токо- проводиое Сохранение электропро- 1 водности .поверхности Детали, требующие элек- тропроводности по всей поверхности
V4 Т-А — Хим. Оке. токо- проводиое лкп Детали, требующие элек- тропроводности иа отдель- ных участках
Магний и ... его сплавы А — Хим. Оке. хр. ЛКП Защита от коррозии Различные детали
Продолжение приложения 5
Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- тации ; Толщина, мкм Обозначение в документации ;На значение . Рекомендуемая область применения
Окисно- фосфатное Алюминий и его сплавы АМц, АМг, ' Д16, В95 V4 п — Хим. Оке. фос Получение поверхности с малым сопротивлением Контактирующие поверх- ности * высокочастотных трактов
Т-А — Хим. Оке. фос. лкп
Фосфатное Сталь Т-А Хим. фос. хр. лкп Защита от коррозии Различные детали
П — Хим. фос. Ирм.
Пассивное Стали леги- рованные типа Х18Н9Т : । V7 Т-А — Хим. Пас. То же Хомутики, планки, про- кладки, пластины, шайбы, ручки, буксы, пружины и др.
Медь н мед- • ные сплавы V6 ; Т-П 1 — То же и декоративная1 'отделка !
3. Покрытия неметаллические, наносимые анодированием
' Окисное Алюминий и его сплавы В95, АВ, АВО, Д16, Д1, АД1, АМц, АМг, Д18, В65 V5 . Н ' — Ан. Оке. хр. Защита от коррозии и декоративная отделка Корпуса, рамы, крон- штейны и другие детали, в том числе шильдики
Ан. Оке. (цвет красителя)
Продолжение приложения 5
ю о со Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- таций Толщина, мкм .Обозначение в документации Назначение Рекомендуемая область применения
Окисиое Алюминиевый литейный сплав АЛ22 Не ого- варивается ТА *— Ан. .Оке. эматаль Декоративная отделка Оси, втулки, диски, ци- линдры и др.
— Ан. Ок,с. эматаль (цвет красителя)
Алюминиевые литейные сплавы АП2, АП9 ТП Ан. Оке. хромовое Защита от коррозии Различные детали
Т-А — Ан. Оке. хромовое
лкп
Алюминий и его сплавы АК4, АК6, АМц, АМг, В95, АД1, Д1, В95Т V7 А, Т-Н 15—60 Ан. Оке. тв. прм. Повышение механиче- ской прочности деталей высокочастотных трактов Оси, втулки, диски и др.
15—60 Аи. Оке. тв.
Алюминиевые сплавь! В95, АМц, АМг, • АД1 Т-Н 15—60 Ан. Оке. электро- изоляционное Придание поверхности электроизоляционных свойств Различные детали
g ... Продолжение приложения 5
- Вид покрытия Материал деталей Чистота поверхно- сти до покрытия Условия эксплуа- таци и Толщина, мкм Обозначение в документации Назначение s 1 'Рекомендуемая область !' применения
Окисиое 9 ' Алюминий и его сплавы г, V7 Т-А 15—60 Ан. Оке. электро- изоляционное лкп »• ; J Придание поверхности электроизоляционных свойств ’ Различные детали
Титан ВТ1-1, ВТЗ-1 . V6 — Ан. Оке. ’ Детали, работающие на тренне
4. Покрытия металлические, наносимые горячим способом
Сплавом ПОС Сталь, медь и медные сплавы Не ого- варивается Т-А — Гор. пос. Защита от Коррозии, а также улучшение пайки' отдельных участков по- верхности, имеющих галь- ваническое покрытие Цин- ком, никелем, оловом .или медью Монтажная проволока, детали, изготовленные , из черных н цветных метал- лов способом литья.
5. Покрытия .металлические иа диэлектриках
Серебряное » Керамика Т-П 5—40 Вжиг. Ср. Создание токопроводя- щих участков и для после- дующей пайки Керамические изоляторы и др.
Керамика Н Т-П Вжиг. Ср. Гал. М. Ср.
ПРИЛОЖЕНИЕ €
АДГЕЗИОННЫЕ МАТЕРИАЛЫ
1. Лакокрасочные материалы покровные
Марка
Краткая характеристика
Обозначение в документации,
(примеры) :
ПХВ-512
ХВ-16
ХС-77
МП-165
ПФ-115
ВЛ-725
АС-81
ЭП-140
а. Эмали покровные
Зеленая пёрхлорвиниловая
Серо-голубая перхлорвиниловая
Черная глубоко-матовая- перхлор-
виннловая
Молотковая серая, серебристая,
зеленая, голубая ‘ .
Пёнтафталевая, темно-зеленая,
красная, белая, синяя, черная .
Поливинилбутиральная серебри-
стая
Бутилметакрилатная -белая (мато-
вая)
Эпоксидная серая, голубая, зеле-
ная ‘...._ '
Эмаль ПХВ-512, ТУ МХП /
3560—52
Эмаль ХВ-16, серо-голубой,
МРТУ 6-10-705—67
Эмаль ХС-77, ВТУ УХП 35—58
Эмаль МЛ-165 серый, ГОСТ
12034—66
Эмаль ПФ-115 красный, ГОСТ
6465—63
Эмаль ВЛ-725 серебристый, ТУ
35ХП № 481—62
Эмаль АС-81, ВТУ УХП 144—59
Эмаль ЭП-140 серый, МРТУ
6-10-599—66
б. Краски маркировочные
МК-Э4 .
МКЭ-6
Эпоксидная черного цвета для
условия эксплуатации Т-А, Т-Н,
Т-П, а,; Н, П
То же, белого цве-'а
Маркировать краской БМК4, ПО
НТ0.028.000
Шрифт 5 по Н0.010.007
в. Лаки покровные •• -
АК-ПЗ АВ-4Д/В Бесцветный для защиты деталей из алюминиевых сплавов, до 120-ь -ь 150° С Нитроцеллюлозный для отделоч- ных покрытий металлических и де- ревянных поверхностей, покрытых нитроэмалью Лак АК-ПЗ бесцветный МРТУ 6-10-473—64 Лак АВ-4Д/В, ТУ МХП 1324—45
2. Лаки, эмали, компаунды, герметики, электроизоляционные клеи
а. Лаки электроизоляционные
Э-4100
КО-815
ПФЛ-8в
УР-231
976-1
СБ1-С...
Эпоксидный для печатных плат
Кремний органический
Водоэмульсионный электроизоля-
ционный
” Полиуретановый для печатных
плат
Раствор фенолоформальдегидпых
смол для получения влагоустойчивых
электроизоляционных покрытий
Для покрытия и склеивания
Лак Э-4100, ТУ ЯН-35—58 •
Лак КО-815, ГОСТ 11066—66
Лак ПФЛ-8в, ТУ ОАБ/504-022
Лак УР-231, СТУ 14/07 116—65
Лак 976-1, ТУ № 4317—54
Лак СБ1-6, ГОСТ 901—56
б. Эмали электроизоляционные
ЭП-51
ЭП-74Т
ТК-3
Алкиднонитроэпоксидная серая,
белая, синяя, желтая, красная, зе-
леная
Эпоксидная черная полуглянцевая
Кремнийорганическая красная
Эмаль ЭП-51 серый, ГОСТ
9640—61
Эмаль ЭП-74Т, ТУ № ЯН-304-62
Эмаль ТК-3, ТУ МХП 3682—53
205
Продолжение прилож. 6
. - . — — .
марка Краткая характеристика Обозначение в документации (примеры)
в. Компаунды тёрмореактивные
МБК-1 п/п
МБК-1
КТ-102
виксинт
К-18
ЭПК-1
ЭЗК-6
ЭЗК-7
эзк-э ;
эзк-ю
Для защиты бескорпусных полу-
проводниковых приборов
Для условий высокой влажности
Для залнвки высоковольтных вы-
прямителей !
Для герметизации радиокомпонен-
тов, крепления нздрлий из оксидных
магнитных материалов
г. Компаунды эпоксидные
Для пропитки многослойных об-
моток
Для заливки линий задержки,
деталей из полистирола
Для заливки катушек импульсных
трансформаторов
Для заливки после пропитки мно-
гослойных обмоток
Для катушек высоковольтных
крупногабаритных трансформаторов
с железным сердечником
Компаунд МБК-1 п/п, СТУ 12
№ 10.197—62
Компаунд МБК-1, СТУ 12
№. 10-56—62
Компаунд КТ-102 по инструкции
АВО.045.374
Компаунд ВИКСИНТ К-18,
МРТУ 6-02-381—66
Компаунд ЭПК-1, Н0.014.000
Компаунд ЭЗК-6, Н0.014.000
Компаунд ЭЗК-7, Н0.014.000
Компаунд ЭЗК-9, Н0.014.000
Компаунд ЭЗК-Ю, Н0.014.000
д. Герметики
УТ-31
ВИКСИНТ
У-1-18
Для герметизации фланцевых, бол-
товых, заклепочных и др. соедине-
ний, от —60 до + 150° С
Для поверхностной герметизации
клепаных и сварных конструкций,
от —60 до +300° С в условиях
вибрационных нагрузок и повышен-
ной влажности
Герметик УТ-31, ГОСТ 13489—68
Герметик ВИКСИНТ У-1-18,
МРТУ 6-02-295—64
е. Термопластичные клёи
ТМ-60
Полйметилме-
такр иловый
Полистйроль,
ный
ЦйакриН 30
Для склеивания полнэтилентере-
фталатных пленок между собой и
е медной фольгой, от —60 до +60° С
Для склеивания органического
стекла и целлулоида в различных
сочетаниях, от -—60 до +60° С
Для склеивания полистирола, от
—50 до +60° С
Для склеивания стали, дюралю-
миния, стекла, резин, пластмасс,
гетинакса, органического стекла,
стеклопластиков, пеноматериалов на
основе полистирола, картона в раз-
личных сочетаниях
Клей ТМ-60, ЮГ.0.054.006
Клей полиметилметакриловын,
ЮГ.0.054.006
Клей полистирольный,
ЮГ.0.054.006
Клей циакрин-30, ТУ ПВЯ
№ 453—66
ж. КаУчУковые клеи
88НП
Для склеивания резины с резиной,
кожи с кожей, приклеивания холод-
ным способом вулканизированных
резин, кожи, ткани, пенопластов,
войлока к металлам, стеклу, древе-
сине
Клей 88НП, МРТУ 38-5-6022—65
206
Продолжение прилож. 6
Марка Краткая характеристика Обозначение в документации (примеры)
з. Термореактивные клеи
БФ-2 Для склеивания металлов, пласт- масс, полиэтилена, фторопласта, цел- лулоида, силикатного стекла, кера- Клей БФ-2, ГОСТ 12172—66
мики, древесины, хлопчатобумаж- ных ниток в различных сочетаниях, . от —60 до + 130° С Клей БФ-4, ГОСТ 12172—66
БФ-4 То же, для склеивания оксидиро-
БФ-6 ванной медной фольги со стекло- пластиками, от —60 до +100° С Для склеивания тканей, фетра, Клей БФ-6, ГОСТ 12172—66
ВС-ЮТ войлока, брезента, от—60 до+ 120° С Для склеивания стали, магниевых. Клей ВС-ЮТ, ТУ УХП
ЛН (клей- алюминиевых и титановых сплавов, цинка, латуни, стеклотекстолитов, пенопластов, керамики, ферритов, . фторопласта, в различных сочета- ниях, от —60 до +200° С Для склеивания металлов, и фер- № 285—61 Клей ЛН, Ю-0.054.006
мастика) ритов с полистиролом, для крепле-
КТ-30 ния монтажных проводов, жгутов и радиодеталей к шасси и платам (из стеклотекстолита, гетинакса, пе- нопласта), от —60 до +120° С Для склеивания вулканизирован- Клей КТ-30, ВТУ № П63—64
К-300—61 ных резин, лакоткани с металлами, керамикой, от —60 до +200° С . Для склеивания металлов, сили- Клей К-300—61, ТУ НИИ
катного стекла, асбестотекстолитов, МП-300—65
К-136 керамики, слюды, фторопласта, от —60 до +300° С Контактол серебряный для созда- Клей контактол К-136,
ния электропроводящих Соединений, от —60 до +100° С УБО.028.013 ТУ
ПРИЛОЖЕНИЕ 7
ОТВЕРСТИЯ и выддвки
.Вентиляционные отверстия (НО. 010.012)
Таблица П7-1
Конструкция
207
Таблица И7-2
Круглые вентиляционные отверстия
Конструкция
Размеры, мм
d t ^3
3 7 3,5 7 3,5
6 14 7 12 6
8 18 ... 9 16 8
Таблица П7-3
Ребра жесткости (НО. 010.013)
Конструкция Размеры, мм.
Sxr2 •'±0,4 h ± 0,4- .4*.-
A >!ZZZZZSZZZ2X ej ДО 0,5 0,5—0,8 0,8—1,0 1,0—1,6 1,6—2,0 2,0—2,5 2,0 3,0 4,0 _ 5,0 6,0 7,0 1.6 2,5 3,0 4,0 5,0 6,0 10 16 . 20 25 30 36
nJ c
1 / и
Таблица П7-4
Выдавки под винты
Конструкция
Размеры, мм
s Диаметр резьбы D .J ' d А Л 'Rmns.
От 0,5 ...до 1,6 М3 6.6+°’36 3 3+о,з 14 8 1,6
От 0,5 до 2 М4 М5 Мб !’’! ЬО О 00 •• co co Ъо 4" + •+* ..ООО ; fe Ь g 45+0.3 5,5+0-3 .6.5+0’36 16 10 1.2
18 12
208
Таблица П7-5
Отверстия разбортованные
Конструкция
Размеры, мм
S D D. * ' R Минимальные
А }
0,5 ю+о,зб 1 2+°.45 10,6 12,6 0,5 7,5 9 2 20 22 10 11
-4 1б+0,43 17,3 1,5 12 : 3,5 30' 21
1,6 18 2 11,5 4,5 22
I 2Q+0.52 - 21,3 1,5 15 4 40 23
1,6 22 2 5
1 1,6 32+0,62 1,5 2 25 5 6
J - 1,6 40+О,74 1,5 2 33 5 6
. * Размер .справочный,.
** Размер технологических отверстий.
Таблица TI7-6
Отверстия, разбортованные под резьбу
Конструкция
* Размер справочный.
Размер технологических отверстий.
•Размеры, мм
а S D-** О, * R d„ *• Минимальные
Я •4
М2,5 0,6 2,05+°-06 2,8 0,3 0,9 1,4 6 3
1 3,3 0,5 1,8 9 4,5
М3 0,8 25+0.06 3,5 0.4 1,1 1,8 8 4
1,2 4,0 0,6 2,2 10 5
1,6 4,3 0,8 2,8 13 6,5
М4 1,6. зз+o.os 5 0,8 1,4 3 13 6,5
2,0 5,8 1 3,2 16 8
209
* Пример обозначения: Винт М4Х 10-001 ГОСТ 1489—62.
Таблица П8-2
Винты
ГОСТ
Материал,
покрытие
10344—63
10337—63
001, 002, 004, 603, 604
001, 002, 004, 603, 604
Конструк-
ция '
001, 002, 004, 603, 604
Н L
d D Н В h М3 6 1,6 0,8 0,9 М4 7,5 2,0 1,0 1.2 d D Н 1о М3 6 4,8 4 2,0 М4 8 6,5 5 2,8 М5 9 7,5 6 3,5 Мб 11 9,0 8 4,0 М3 5 2 4 2 . М4 7 2,6 5 2,8 М5 8,5 3 6 3,5 Мб 40 3,5 8 4
1 6 8 10 8 10 12 8 10 12 16 12 14 16 20 12 20 25 32 36 20 25 8 10 12 ’ 14 16 25 10 12 16 20 25 32 16 20 25 20
212
Винты
Таблица П8~3
ГОСТ Нормаль НО.890.023 1477—64 । 1476—64
Материал, покрытие 001, 002, 003 051, 052, 054 051, 052, 054
- d М3 . М4 - М5 , Мб М1.6 М2 М2,5 М3 М4 М5 Ml,6 ! М2 -М2,5 М3 М4 М5
\ •= - D 5 7 8,5 . 10 0,32 0,32 0,4 0,5 0,6 0,8 0,32 0,32 0,4 0,5 0,6 0,8
Н 2 2,6 3 3,5 0,8 0,9 U 1,2 1,4 1,8 0,8 0,9 1,1 1,2 1,4 U8
2 2,8 3,5 4 3 3 3 з--
1о 4 5 6 8 1-- 4 4 4 . 4 4 4
.. - Г
12 5 5 5 - 5
16 16 6 6 6 6 6 6 6
20 20 20 20 8 8 8 8 8
25 25 10 10 10 10 10
- - - , ... -- ... - 14 . 12
20 20
213
Таблица П8-4
Таблица П8-5
Шайбы
Наименова-
ние, ГОСТ
Материал,
покрытие
Конструкция
Шайба ГОСТ 11371--68
ОН, 012, 014; 603, 604
Шайба пружинная ЗН65Г
Ст.ббГ, цинк; БрКМЦЗ-1,. никелир.
Диаметр 2 2,5 3 4 5 6 8 10 12 2 2,5 3 4 5 6 8 10 12
винта' d 2,2 2,7 3,2 4,3 5,3 6k4 8,4 10,5 13 2,1 2,6 3,1 4,1 5,1 6Д 8,2 10,2 12,2
D 5,5 6k5 7 9 10 12,5 17,5 21 24 3,1 3,8 4,7 6Д 7,5 8,9 12,2 15,2 18,2
* S 0.5 - 0.5 0,5 0,8 1 1,2 1,6 2 25 0.5 0,6 0,8 1,0 1,2 1,4 2,0 2,5 3,0
Таблица П8-6
Гайки
Наименова-
ние, ГОСТ
Материал,
покрытие
Конструкция
d Ml,6 М2
S 3,2 4
н 1,3 1,6
D 3,7 4,6
Наименова-
ние, ГОСТ
Материал,
покрытие
Конструкция
Гайки повышенной точности ГОСТ 5927—62
ОН, 012, 603, 604
М2,5 М3 М4 М5 Мб М8 MiG М12
5 5,5 7 8 10 14 17 19
2 2,4 3,2 4 5 6 8 10
5,8 6,3 8,1 9,2 11,5 16,2 19,6 21,9
М16
24
13
27,7
Гайка облегченная особо низкая с мелкой
резьбой (нормаль HO.893.OI2)
Сталь А-12, цинк, латунь ЛС 59-1
М5Х0.5
8
2
9,2
М6Х0.5
10
2
11,5
М8Х0.75
12
2,2
13,8
М10X0,75
14
2,5
161,2
Гайка с уменьшенным размером под ключ (ГОСТ 2526—62) Гайка ГОСТ 3032—66 Гайка со шлицем на торце ГОСТ 10657—63
011, 012, 603, 604 Сталь 20, цинк _ L ! 0П, 012, 603, 604
Заклепки
ГОСТ
i0299—62
10300—62
Материал,
покрытие
• 001, 002, 623, 626, 646, 701,
711
001, 002, 623, 626, 646,
701, 200
d D Н 1,4 ,2,5 0,8 2 3,5 1.2 2,5 4,4 1.5 3 5,3 1.8 4 7,1 2.4 1,4 2,7 0,7 2 3,9 1 2,5 4,5' 1,1 I 3 5,2 1,2 4 7 1,5
3 ‘3
4 4 4 4
1 ! 5 5 5 5 5 5 5 5
6 6 6 , 6 6 6 6 6
8 8 8 8 8 8 8 8 8
10 10 10 10 10 10 10 10
12 12 12 12 12 12 12
14 14 • г. 14 : 14 \
Таблица П8-7
: ПРИЛОЖЕНИЕ 9
МАРКИ, СОРТАМЕНТ И ПРИМЕНЯЕМОСТЬ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Д. Черные металлы Таблица П9-1
Сталь круглая *
Марка Характеристика материала Диаметр прутка, мм !. ., Обозначение СОСТОЯНИЯ поставки гост
6 8 10 12 14 16 18 22 28 ;36 ' 45 56 65 75 90 100 110
20 г/к X X X X X X X х X X. X . X X X X X — (ТУ) 1050—60 (сорт) 2590—т57
4 кл X X X X X . X * —4 1051—59
45 г/к X X ' X х! X X X X : X X X X X — (ТУ) 1050—60 (сорт) 2590—57
4 кл X- X X —4 1051—59
А12 х/т кл. 4 X X X X X —4 х/т 1414—54
38ХМЮА Г/к X X X X X X X X X X. х- X X X X (ТУ) 4543—61 (сорт) 2590—57
2X13 ж/с г/к 1 X X X X X X . X X- г/к 5949—61
х/т кл. 4 X X X X X X х. X X —4 х/т'' МВТУ 2362-49
. . 1Х17Н2 ж/с г/к X X X X X г/к 5949—61
х/т кл. 4 X X X х: X . —4 х/т МПТУ 2362—49
Э12 кл. 4 X X X X X —4 11036—64
ШХ15 г/к X X i г/к 801—60
Х18Н9Т х/т кл. 4 X X —4 х/т МПТУ 2362—49
—а * Пример условного обозначения£ Сталь 45 круг 10-4 ГОСТ 1051—59.
Сталь листовая *
Таблица П9-2
Марка Характеристика материала Толщина листов, мм Обозначение состояния поставки гост
0.2 0,35 0.5 0,6 0.8 1 1,2 1,4 1,6 2 2,5 3 4 5 6 8
10 КП 20 Тонколистовой X X X X X X X X X X X X X X X X п-вг —п-н 914—56
Толстолистовой X X X X X X X X — 1577—53
45
2x13 Т онколистовой X X X X X П-Б 5582—61
1Х18Н9Т Толстолистовой X X X X X А А 7350—66
ЭА Тонколистовой X X X X X х' X X П 3836—47
Э42 X X — 802—58
Э44 X X —
Пример условного обозначения: Сталь 2X13 лист. 2-П-Б ГОСТ 5582—61.
Б. Цветные металлы
Таблица П9-3
Прутки круглые
Марка Характеристика материала Диаметр прутка, мм Обозна- чение состоя- ния поставки ГОСТ (ТУ)
5 6 8 10 12 14 15 16 18 20 22 28 35 36 40 45 50
Сплав АМц Без термообработ- X X X X X X X X X X
ки 7 4783—68
» Д16Т Закаленный X X X X X X X X X X X X X
» В95Т1 Закаленный X X X X X X X X X X X X X X
Латунь Л62 Тянутая (4 кл.) X X X X X X X X X X X X 4 2060—60
» ЛС59-1 То же X X X X X X X X X X X
Продолжение табл. П9-3
Марка Характеристика материала Диаметр прутка, мм Обозна- чение состоя- ния поставки ГОСТ (ТУ)
5 6 8 10 12 14 15 16 18 20 22 28 35 36 40 45 50
, Бронза . БрКМц 3—1 Тянутая (4 кл.) X X X. X X X X X X. X • 4 1628—60
Бронза БрБ2 Мягкая X X X X X X X Мягкая ЦМТУ 274—41
Бронза БрОЦ4—3 Тянутая (4 кл.) X X X X X X X X X X . 4 6511—60
Сплав ВТ 1-0 — X X — АМТУ 534—67
* Пример условного обозначения: Пруток Д16Т круг 12-7 ГОСТ 4783—68.
Марка
Характеристика
материала
Алюминий АД1-М
Сплав Д16А
» Д16А-Т
» В95А-Т1
» АМцМ
» АМцП
» АМг2М
Медь Ml
Латунь Л62
» Л62
» ЛС59-1
» ЛС59-1
Сплав ВТ 1-0
Свинец СЗ
Мягкий
Отожженный
Закаленный
То же
Отожженный
Полунагарто-
ванный
Отожженный
Мягкая
То же
Полутвердая
Холодноката-
ная твердая
Горячекатаная
Листы *
Таблица П9-4
Пт 1 ГОСТ 931—52.
*- Пример условного обозначения; Латунь Л62 лист 1
Таблица П9-5
Ленты *
Марка Характеристика материала Толщина ленты, мя. Обозначение состояния поставки ГОСТ
0,04 0,05 0,06 0.1 0,15 0,2 0,25 0,3 0.4 0.5 0,6 0,8 1,0 1,5
Латунь Л62 Мягкая Н X X X X ; X м-н 22-08—49
Твердая Н X X X X X X X X т-н
Медь Ml Твердая X X X т 1173—49
Бронза БрКМцЗ-1 Твердая X X X X X X X т 4748—49
» • Бр62 Мягкая X X X X X X м 1789—60
» БрОФ 6,5-0,15 Твердая X X X X • X X X X т ,1.761—50
Алюминий АД1 Твердый X X X X X фольга т 618—62
Медь Ml Нормальной точно- X X фольга —• 5638—51
сти
* Пример условного обозначения: Бронза БрКМцЗ-1 лента 08Х40Т ГОСТ 4748—49.
Примечание.. Ширина, лент устанавливается по согласованию
Таблица П9-6
Проволока *
Марка Характеристика материала Диаметр проволоки, ям Обозна- чение состоя- ния поставки ГОСТ (ТУ)
0.2 ' 0,3 0,4 0,5' 0,6 0.8 1,0 1,4 1.5 2.0 2,5 2.6 3,0 3,5 4,0 5,0
Алюминий АД1 Сплав Д18 Нормальной точности X X X X X XX X X X X X XX — АМТУ 498-1—63 АМТУ 498-7—63 12920—67
Латунь Л62 Латунь ЛС59-1 Твердая х| X X X X X X, X X X X . X X X т 1066—58
Бронза БрКМцЗ-1 Нормальной точности X' X X X X X Мягкая. 5222—50
Бронза БрБ2 Мягкая Т вердая X X X X X X - X X Т - ЦТУ 1-9—58
* Пример условного обозначения! Сплав Д18 проволока 2 AM ТУ 498-7^—63.
Таблица П9-7
Сплавы литейные *
Алюминиевые Магниевые Медные
Марка ГОСТ Марка ГОСТ Марка ГОСТ
Сплав АЛ2 » АЛ9 » АЛ 11 2685—63 Сплав Мг5 2856—68 Латунь ЛК80-Зл 1019—47
* Пример условного обозначения: Сплав АЛ2 ГОСТ 2685—63.
Таблица П9-8
Припои *
Оловянно-свннцовые Серебряные
Марка ГОСТ (ТУ) Марка ГОСТ (ТУ) Марка ГОСТ (ТУ)
ПОС-61 ПОС-40 ПОСК-50 1499—54 1499—54 Юг0.021.006 ТУ ПСр2 ПОССр2 ПОСрЗ 8190—56 Юг0.021.010 ТУ Юг0.021.004 ТУ ПСр70 ПСр45 ПСр40 8190—56 8190—56 8190—56 ...
Висмутовые Медные Алюминиевые
Марка ТУ Марка ГОСТ (ТУ) Марка ГОСТ (ТУ)
ПОСВ50 Юг0.021.005 ТУ Л62 М-100 ; 1066—58 6011—51 ПСИЛО 34А 1521—50 АМТУ-276—49
Пример условного .обозначения; Припой ПСр2 ГОСТ 8190—56
Рис. П9-1. Сталь фасонная (Ст.З, ГОСТ 535—58):
а — уголок равносторонний (ГОСТ 8509—57)
№ уголка • 2 2,5 3,2 3,6 4 5
Ъ, мм . . • 20 25 32 36 40 50
d, мм • • • 3 3 4 5 4 5
б — швеллер (ГОСТ 8240—56)
№ швеллера .«•••••• 5 8 10
h, мм ..................... 50 80 100
6, мм ........... 32 40 46
Рис. П9-2. Профили, прессованные из алюминиевых сплавов: а — угольник
П50-22 ГОСТ 13737—68
равнобокий
АМгб МК ГОСТ 8617—68
№ профиля . . - • 4 22 26 62 66 76 80 94 116 120 122 176 188 216 238 258
Н, мм • . .... 12 15 15 20 20 25 25 25 30 30 30 40 40 50 50 60
S, мм . • .... 1 1,5 2 1,5 2 1,5 2 3,2 2 2.5 3 2,5 4 4 6 6
АМц • . . X X X X X X X X X X X X X X X
АМгб . . . X X X X X X X X X X
„ „ , „ П52-54 ГОСТ 13738—68
б — угольник разностенныи неравнобокии ДМц р рост'8617____gg~
№ про- филя Н, мм В, мм S, мм S1 , мм АМц АМг
52 20 15 1,5 2 X X
54 20 15 2 1,5 X X
122 25 20 2 2,5 X X
172 30 20 2,5 3 X X
в — швеллер равнотолщинный
П300-104 ГОСТ 13623—68
АМгб МК ГОСТ 8617—68
№ профиля .................
Н, мм......................
В, мм......................
S, мм .....................
АМц........................
АМгб.......................
104 114 156 168 262 .326
20 20 25 25 30 40
25 50 25 40 70 45
2,5 4 5 3 4 3
X X X X X X
X X X X X X
П130-70 ГОСТ 13622—68
г ТаВр АМцР ГОСТ 8617—68
№ профиля Н, мм В, мм S, мм АМц АМгб
70 20 30 1,5 X X
274 32 45 3 X X
372 40 45 4 X X
222
ПРИЛОЖЕНИЕ 10
НЕКОТОРЫЕ МАРКИ И СОРТАМЕНТ ПЛАСТМАСС
1. Фенопласты
Марка, наименование Тип, сортамент Пример условного обозначения Основные свойства
Фенопласт Э2/К-21-22 Z < • Электроизол яционный; группа резольная 2 (Э2) Фенопласт Э2/К-21-22 ГОСТ 5689—66 Невысокая механическая прочность, хорошие элек- троизоляционные свойства, низкая дугостойкость, по- вышенное водопоглощение. Физико-механические свой- ства снижаются с повышением температуры, /раб от—60 до+110° С
Пресс-материал ФКПМ-15Т — Пресс-материал ФКПМ-15Т МРТУ 6-05-1046—67 Повышенная прочность на удар, удовлетворительные электроизоляционные свойства- и невысокое водо- поглощение. Механической обработке поддается с тру- дом из-за повышенной абразивности, iDa6 от — 60 до|1Г5°С ' . -
Пресс-материал АГ-4 Наполнитель: В — стеклово- локно; С — стеклонити Пресс-материал АГ-4В ГОСТ 10087—62 Высокая механическая прочность, хорошйе электро- изоляционные свойства, мало зависящие от темпера- туры и влажности, высокая теплостойкость, хими- ческая стойкость к щелочам и кислотам; повышенная вредность при' изготовлении деталей, 1раб от —60 до +200° С
Текстолит листовой электро- технический А, В4 А — конструкционный; В4 — электроизоляционный, толщина 0,5; 1; 1,5; 2; 3; 4; 6 мм Текстолит А лист 1,5 ГОСТ 2910—67 Высокая механическая прочность, хорошие электро- изоляционные свойства, повышенное водопоглощение. Текстолит марок А, В4 допускает вырубку без рас- слоения (до 2 мм при 20° С, от 2 до 3 мм при 90° Q, 1раб от —60 до +105° С
Стержни текстолитовые Диаметр 8; 13; 18; 25; 40 мм Текстолит круг. 40 ГОСТ 5385—68 Высокая механическая прочность, антифрикционные свойства, повышенное водопоглощение. Поддаются механической обработке, 1раб от —60 до +105° С
Стеклотекстолит фольгиро- ванный СФ-1, СФ-2 Толщина 0,8; 1; 1,5; 2; 2,5; 3 мм Стеклотекстолит СФ-1, лист 1,5; ГОСТ 10316—62, МРТУ 16—509.001—64 Высокие механические и диэлектрические свойства и повышенная влагостойкость, lpag от •—60 до +80° С
Стеклотекстолит СТЭФ-1 Толщина мм: 0,5; 1,0; 1,5; 2; 3 Стеклотекстолит СТЭФ-1, лист 1,5 ГОСТ 12652—67 Допускает примененйе при влажности 98% и 35е С, 1раб от —60 до +155° С
Продолжение прилож. 10
Марка, наименование Тип, сортамент Пример условного обозначения Ос нив ные -.свой ства
Гетинакс УП Толщина листов 0,5; 0,6; 0,8; 1; 1,2; 1,5; 1,8; 2; 2,5 мм Гетинакс УП, лист 2 ГОСТ 2718—66 Для работы при нормальных климатических усло- виях, до 1 Мгц н Гйв, с пониженной стойкостью к на- греванию
Полиэтилен высокой плотно- сти (низкого давления) Т-теплостабилизированный, Ф-светостабилнзированный 2. Этиленопласты Полиэтилен П4О4О-Л-Ф МРТУ 6-05-890—65 Удовлетворительная механическая прочность, вы- сокие диэлектрические свойства и химическая стой- кость, ничтожное водопоглощение. В РЭА допускается применять только сортаменты Т и Ф, от —60 до +80° С
Лента полиэтиленовая с лип- ким слоем Толщина от 65 до 95 мкм. Ширина от 30 до 150 мм Лента полиэтиленовая лип- кая 50 СТУ 30-14222—64 Представляет собой полиэтиленовую пленку (основу) с нанесённым на нее клеем на основе полиизобутилена. Высокая морозостойкость, - водонепроницаемость, /раб от —60 до +80° С
Трубки пластикатные М-50 Внутренний диаметр 1; 1,5; 2; 2,5; 3; 3,5; 4; 4,5; 5; 6; 7; 8; 9; 10; 11; 12; 16 мм 3. Винипласты Трубка пластикатная М-50 черная 6, СТУ 9-249—62 Высокая механическая прочность при растяжении, химическая стойкость, повышенная морозостойкость, эластичность и хорошие электроизоляционные свой- ства; склонность к старению под влиянием повышен- ных температур (80—90® С) и атмосферных воздей- ствий. Трубки допускают склейку и сварку, /раб от —60 до +60° С
Заготовки из фторопласта-4 марки Изготовляется по чертежам заказчика 4. Фторопласты Заготовка из фторопласта —4Н ТУ № М-810—59 Наивысшие диэлектрические показатели, которые не меняются в интервале температур от —60 до-Г 200® С и не зависят от частоты, дугостоек. Совершенно не смачивается водой и не набухает. Исключительная химическая стойкость, выше чем у золота и платины. Очень низкий коэффициент трения. При температуре —195° С не делается хрупким. Большая остаточная деформация под нагрузкой (3,0 Мн/м2). Физико- механические свойства можно улучшить закалкой. Допускает все виды механической обработки; /рад от —60 до I 250' С .
Лента нз фторопласта-4 Толщина ленты 0,2; 0,6; 1,0; 1,4; 1,8; 2,0; 2,4; 2.6; 3,0 мм Лента нз фторопласта-4 0,2X50 МРТУ 6-05-1071—67
Фторопласт-4 фольгирован- ный Толщина 2; 2,5; 3 мм Фторопласт-4 фольгирован- ный лист 2 ТУ-ЛЗСП43—66
Продолжение прилож. 10
Абарка, наименование Тип, сортамент Пример- условного обозначения Основные свойства
Трубка из фторопласта-4Д Внутренний диаметр 0,5; 0,8; 1,0; 1,5; 2; 2,5; 3; 4; 5 мм Трубка из фторопласта-4Д2 МРТУ 6-0,5-822—64 Высокая механическая прочность при растяжении, эластичность, отличные электроизоляционные свой- ства и высокая химическая стойкость, /раб от —196 до +250° С
Полистирол А — эмульсион- ный; Д, Т — блочный Д — для электроизоляцион- ных изделий, А и Т — для технических изделий 5. Стиропласты Полистирол блочный Д ГОСТ 9440—60 Высокие электроизоляционные и диэлектрические свойства, мало зависящие от температуры, частоты и действия влаги. Механические свойства резко ме- няются с температурой. Малая теплостойкость. Склон- ность к растрескиванию, Zpag от —60 до +70° С
Плиты из блочного полисти- рола А Толщина плит 5; 10; 15; 20; 25; 30; 40; 50 мм Полистирол блочный А пли- та 500X 500X10 ТУ 35-ХП № 356—61 Допускает все виды механической обработки. Малая теплостойкость, склонность к растрескиванию, /рад от —60 до +80° С
Пенопласт плиточный ПС-1 Толщина 40—60 мм, плот- ность 0,2 кг/м3 Пенопласт ПС-1 плита 45, плотность 0,2 кг/м3 МРТУ 6-05-1178—69 Невысокая механическая- прочность, хорошие ди- электрические- св’ойства и звукопоглощение. Раство- ряется в- органических растворителях, <раб от —60 до +60° С
Пленка полистирольная ПСА (1 сорт' Толщина, мм 0,02 0,05 0,10 Ширина, мм 25 50 100 Пленка ПСА 0,1X100 ГОСТ 12998—67 <раб от —60 До +80° С
САМ-сополимер Без наполнителя, плотность 1,056 кг!мл Сополимер САМ МРТУ 6 Кв М-828—61 Удовлетворительная механическая прочность, от- личные диэлектрические свойства, особенно на высо- ких и сверхвысоких частотах. Водостоек, химически стоек, /раб от —60 др +80° С
- Полистирол ударопрочный УП-1ЛА; УП; ПС-СУз Цвет по согласован ному эталону Хорошо окрашивается во все цвета, fDag от —60 до+70° С
Продолжение прилож. 10
Марка, наименование Тип, сортамент Пример условного обозначения Основные свойства
Стекло органическое поде- лочное ПА Толщина, мм 1 1.5 2; 2,5; 3; 4; 8 Размер листов, мм От 100X100 до 950X850 От 300X 300 до 1350X1250 6. Акрилопласты Стекло органическое ПА ли- стовое желтое лист 2,5 ТУ № 26—54 Высокая прозрачность, способность окрашиваться в любой цвет, высокая прочность, стойкость по отно- шению к агрессивным средам, смазочным маслам, бензину, воде. Поддается всем видам механической обработки, 1раб от —60 до +60° С
Полиметилметакрнлат литье- вой ЛЧТ-1 Порошок, гранулы Литьевой полиметилмета- крилат ЛПТ-1 МРТУ 6-05-871— 65 Обладает всеми свойствами блочного органического стекла, но имеет повышенную теплостойкость и боль- шую текучесть расплава, что позволяет использовать литье под давлением
Смола полиамидная: 68-Н — низковязкая, 68-С — средневяз- кая 7. Амидопласты Смола полиамидная 68-Н ГОСТ 10589—63 Высокая механическая прочность, хорошие электро- изоляционные свойства, малый коэффициент трения, хорошее сцепление с металлом, химическая стойкость, высокая эластичность и негорючесть, поддается сварке, склейке. На воздухе (раб от —50 до +100° С; в масле /раб от —135 до + 140° С
Поропласт полиуретановый эластичный А, Б Плотность 35; 45; 55 кг!м3 Толщина листов 5—10; 10— 30; 30—50; 50—100 мм Поропласт А 45 синий лист 15 МРТУ, К-05-1150—68 Хорошее сопротивление истирания, хорошие тепло- изоляционные свойства, стойкость к азону, маслам, щелочам, плесени и гниению, (раб от —190 до +120° С (без механических нагрузок)
Смола эпоксидная ЭД-5 Для холодного отверждения 8. Эпоксиды Смола ЭД-5 ГОСТ 10587—63 Способность отверждаться (переходить в неплавкое и нерастворимое состояние при добавлении отверди- телей). Повышенная прочность на удар, на изгиб, влагостойкость, хорошие электроизоляционные свой- ства, нагревостойкость. Высокая адгезия к металлам, керамическим материалам, стеклу и термореактнвным пластмассам и низкая адгезия к термопластам
Смола эпоксидная ЭД-6 Для горячего отверждения Смола ЭД-6, ГОСТ 10587—63
227
МАРКИ И СОРТАМЕНТ ПРОЧИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ПРИЛОЖЕНИЕ И
Наименование Марка Сортамент Пример условного обозначения
Лента изоляционная хлоп- чатобумажная Киперная миткалевая . Текстильные к Толщина, мм 0,45 0,22 материалы Ширина, мм 15; 20 12; 20 Лента киперная 0,45X15 ГОСТ 4514—48
Лакоткань электроизоляци- онная ЛКС, лксс, ЛШСС 0,1; 0,12; 0,06 Лакоткань ЛШСС ГОСТ 2214—66
Резина вулканизированная. Пластины 1 3311 (плотность 0,98 кг!м3) !. Резиновые материалы Толщина 2; 4 Резина пластина (3311) 2X 600X 600 ТУ МХП 838—49
Пластина губчатая техниче- ская Плотность 0,15—0,5 кг!м3 (I гр.) 0,5—0,85 кг!мъ (II гр.) Толщины 3; 8 мм (I гр.); 3; 4; 8 мм (II гр.) Пластина губчатая II гр. 8 ТУ 38-5-1206—68
Трубки электроизоляцион- ные из кремнийорганической резины ТКСГ белые, желтые, синие, розовые, коричневые Внутренний диаметр, мм 1; 2; 3 4; 5; 6 Толщина стенки, мм 0,4 0,5 0,6 Трубка ТКСГ-Зк, ТУ ХЭ 51—67
Ленты из прорезиненного кап- ронового полотна Толщина не более 0,6 мм Ширина 35; 50; 100; 150; 200мм Лента капроновая прорезиненная 35 МРТУ 38-5-6079—69
Продолжение прилож. 11
Наименован иё Марка Сортамент Пример условного обозначения
Слюда щипаная М — мусковйт; Ф — флого* пит 3. Слюдяные материалы Толщина 0,01—0,02 Мм (I гр.); 0,02—0,03 (II гр.) Слюда' щипаная ЩМ-20-1-1-У ГОСТ 3028—68
Слюда гильотинная прокла- дочная М — мусковит Толщина 0,1—0,6 мм' Слюда прокладочная мусковит СТУ 30-622J—63
Миканит гибкий ГМС Толщина 0,2 мм Миканит ГМС 0,2 ГОСТ 6120—61
Миканит прокладочный ПМГ . Толщина 0,5; 1; 1,5 мм Миканит ПМГ-0,5 ГОСТ 6121—60
Микалента ЛМС-ББ Толщина, мм 0,13 Ширина, мм 15; 20 Микалента воздушной сушки ЛМС-ББ-20—0,13X20 (флогопит нагревостойкий) ГОСТ 4268—65
Лента электроизоляционная из стеклянных нитей 4. Стеклотканые и Толщина, мм 0,1 атериалы Ширина, мм 10; 16; 20 Лента ЛЭС-0.1Х16 ГОСТ 5937—68
Стеклоткань электроизоляци- онная ЛСК Стеклоткань ЛСК-0,15 ГОСТ 10156—66
Чулки авиационные электро- изоляционные из стекловолок- на АСЭЧ (б) Диаметр внутренний 1,0; 2,0 Чулок АСЭЧ (б) 2,0X3,0 ТУ МЛП 1503—48
СПИСОК ЛИТЕРАТУРЫ
1. Фролов А. Д. Теоретические основы конструированияи надежности радиоэлектронной
аппаратуры. М., «Высшая школа», 1970. 486 с. с ил.
2. Пестряков В; Б. Конструирование радиоэлектронной аппаратуры- (основные проблемы
и современное состояние). М., «Советское радио», 1969. 208 с. с ил.
3. Харинский А. Л. Основы конструирования элементов радиоаппаратуры. Л., «Энергия»,
1971. 464 с. с ил.
4. Ханзен Ф. Основы, общей методики конструирования. Л., «Машиностроение», 1969.
166, . с. с ил.
5. Гелль П. П. Конструирование самолетной радиоэлектронной аппаратуры. Л., ЛЭИС,
1965. 142 с. с ил.
6. Вудсон У.,. Коновер Д. Справочник по инженерной психологии для инженеров и худож-
ников-конструкторов. М;, «Мир», 1968. 518 с. с ил.
7. Стандартизация в радиоэлектронике. М., Изд-во стандартов, 1971. 351 с. с ил.
8. Иваиов-Есипович Н. К. Технология микросхем. М., «Высшая школа», 1972. 256 с. с ил.
9. Хевиленд Р. Инженерная надежность и расчет на долговечность. М., «Энергия», 1966.
320 с. с ил.
10. Поляков К. П. Приборные корпуса радиоэлектронной аппаратуры. Л., Госэнергоиздат,
1963. 249 с. с ил.
11. Варламов Р. Г. Компоновка радио- и электронной аппаратуры. М., «Советское радио»,
1966. 320 С/ о> ил. ... .
12. Каден Г. Электромагнитные экраны. М., Тосанергоиздат, J957, 320 с. с ил.
13. Волин М. Л. Паразитные связи и наводки. М., «Советское радио», 1965. 197 с. с ил.
14. Рогинский В. Ю; Экранирование в радиоустройствах. Л., «Энергия»,. 1970. 180 с. с ил.
15. Зиман Ю. Л., Рябов Г. Г. Волновой алгоритм и электрические соединения. Новоси-
бирск, ИТМ и ВТ АН СССР, 1965, 152 с. с ил.
16. Иванов-Есипович Н. К. Физико-химические основы производства радиоэлектронной
аппаратуры. М.; «Высшая школа», 1965. 195 с. с ил.
17. Дульнев Г. Н., Семяшкин Э. М. Теплообмен в радиоэлектронных аппаратах. Л., «Энергия»,
1968. 359 с. с ил.
18. Елисеев В. Б., Сергеев Д. И. Что такое тепловая труба? М., «Энергия», 1971. 133 с. с ил.
19. Кейн В. М. Конструирование терморегуляторов. М., «Советское радио», 1971. 151 с с ил.
20. Ильинский В. С. Защита аппаратов от динамических воздействий. М., «Энергия», 1970.
320 с. с ил.
21. Карпушин В. Б. Вибрации и удары в радиоаппаратуре. М., «Советское радио», 1971.
344 с. с ил.
22. Астафьев А. В. Окружающая среда и надежность радиотехнической аппаратуры. М.,
«Энергия», 1965. 360 с. с ил.
23. Защита радиоэлектронной аппаратуры от воздействий окружающей среды. Под ред. Гасса
(Пер. с нем). М,, «Советское радио», 1970. 368 с. с ил.
24. Гольдштейн Л. Г. Конструкторские способы герметизации аппаратуры. Л., ЛДНТП, 1967.
43 с. с ил.
25. Гаврилов А. Н., Лебедев И. А. Технология систем управления летательных аппаратов. М.,
«Машиностроение», 1971. 394 с. с ил.
26. Алыйиц И. Я-, Анисимов Н. Ф., Благов Б. Н. Проектирование деталей из пластмасс.
Справочник. М., «Машиностроение», 1969. 248 с. с ил.
27. Фролов А. Д. Соединения в конструкциях радиотехнических изделий; М., «Энергия»,
1966. 456 с. с ил.
28. Финкельштейн Л. А., Гиршман Г. X. Антенные контуры широкодиапазонных коротковол-
новых передатчиков. М.—Л., Госэнергоиздат 264, с. с ил.
29. Обеспечение патентоспособности новых разработок. Под ред. А. Г. Сушко, Г. Н. Аниси-
мова; Л., ЛДНТП, 1966. 97 с.
30. Артемьев Ё. И., Богуславский М. М. Патентоведение. М., «Машиностроение», 1967. 252 с.
31. Блох А. Г. Основы теплообмена излучением. М.—Л., Госэнергоиздат, 1962. 166 с. с ил.
229
П. П. ГЕ Л ЛЬ,
Н, Н. ИВ АНО В-ЕСИПОВИЧ
КОНСТРУИРОВАНИЕ
РАДИОЭЛЕКТРОННОЙ
АППАРАТУРЫ
Допущено Министерством высшего
и среднего специального образования
СССР в качестве учебного пособия
для студентов вузов, обучающихся по
специальности „Конструирование и про-
изводство радиоаппарату ры“
„ЭНЕРГИЯ4'
Ленинградское отделение 1972
6Ф2
Г 31
УДК 621.396.6.001.2(075.3)
Гелль П. П., Иванов-Есипович Н. К.
Г31 Конструирование радиоэлектронной аппаратуры. Л., ,,Энергия",
1972.
232 с. с ил.
В книге излагаются общие вопросы конструирования радиоэлектронной аппа-
ратуры. Дается классификация радиоэлектронной аппаратуры по конструктивным
признакам, тактике использования и объекту установки. Рассматриваются меры
обеспечения технологичности, ремонтопригодности, безотказности, долговечности,
Изучаются структурные уровни конструкций, электрическое, электромагнитное и
тепловое совмещение элементов внутри аппарата, охлаждение, защита от механи-
ческих перегрузок н других воздействий окружающей среды.
Рассматривается конструирование несущих элементов, приводятся основы
патентоведения.
Книга предназначается в качестве учебного пособия по одноименному курсу
при подготовке инженеров конструкторов-технологов радиоэлектронной аппара-
туры. Она может быть полезна работникам радиопромышленности.
3-4-3
297-72
6Ф2
Рецензенты: I) Кафедра конструирования н производства радиоаппаратуры МЭИ (зав. кафед-
рой проф. А. Д. Фролов)
2) Кафедра микроэлектроники и технологии радиоаппаратуры ЛЭТИ (зав. кафедрой проф.
В. И. Смирнов)