





















































































































































































































































































































































































































































































































Author: Огородников В.П. Агеев Н.П. Данилин Г.А.
Tags: оружие вооружение артиллерийско-техническое имущество бронированные машины и специальные средства транспорта стрелковое оружие личное оружие боеприпасы и боевые отравляющие вещества управляемые и неуправляемые ракеты и реактивные снаряды военная техника военное дело производство патронов
ISBN: 5-85546-247-1
Year: 2006




ti П АГГЕЛ Г А ДАНКПт В П ОГОГаТЯЖ:
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ПАТРОНОВ
СТРЕЛКОВОГО ОРУЖИ
Часть П
ПРОЦЕССЫ ШТАМПОР
Министерство образования и науки Российской Федерации
Балтийский государственный технический университет «Воеимех»
Н.П. АГЕЕВ, Г.А. ДАНИЛИН,
В.П. ОГОРОДНИКОВ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ПАТРОНОВ
СТРЕЛКОВОГО ОРУЖИЯ
Часть 2
ПРОЦЕССЫ ШТАМПОВКИ
Допущено
УМО по университетскому политехническому образованию
в качестве учебника для студентов вузов,
обучающихся по специальности 170104
«Высокоэнергетические устрой^иимяввищ/рпических систем»
Санкт-Петербург
2006
Авторы: Н.П. Агеев, канд. техн, наук, проф; Г.А. Данилин, д-р
техн, наук, проф.; В.П. Огородников, канд. техн, наук
УДК 623.455.2/.6.001.63(075.8)
А18
Агеев, Н.П.
А18 Технология производства патронов стрелкового ору-
жия. Ч. 2. Процессы штамповки / Н.П. Агеев,
Г.А. Данилин, В.П. Огородников; Балт. гос. техн. ун-т. -
СПб., 2006. - 533 с.
ISBN 5-85546-247-1
Рассмотрены процессы штамповки, применяемые в производстве
для изготовления металлических элементов патронов. На основе ана-
лиза иапряженно-деформированного состояния штампуемых загото-
вок определены технологические особенности и возможности этих
процессов. Даны математические модели, систематизированы виды
технологических отказов и способы их предотвращения, предложены
методы технологических расчетов.
Предназначено для студентов вузов, обучающихся по специаль-
ности «Высокоэнергетические устройства автоматических систем», а
также аспирантов, научных работников и инженеров.
623.455.2/.6.001.63(075.8)
Рецензенты: заслуженный деятель науки и техники РФ д-р техн,
наук, проф. Н.А.Усенко, главный инженер ФГУП
«ПО Ульяновский машиностроительный завод» Б.Р.Гринберг
ISBN 5-85546-248-1
© БГТУ, 2006
© Авторы, 2006
ПРЕДИСЛОВИЕ
В патронном производстве важная роль принадлежит процессам
штамповки. Несмотря на достаточно длительную историю приме-
нения и изучения отдельных процессов штамповки, по-прежнему
актуальна задача исследования их технологических возможностей
и на этой основе совершенствование технологии и методов ее рас-
чета. Классификация процессов штамповки дана в первой части
книги (глава 5). При изготовлении металлических элементов па-
тронов во многих случаях предъявляются жесткие требования по
обеспечению не только заданной точности формы и размеров, но и
металлографической структуры, поврежденности металла и его ме-
ханических свойств, влияющих на функционирование патронов.
Управление качеством патронов по названным параметрам воз-
можно на основе изучения и систематизации проявляющихся тех-
нологических отказов, условий ограничения деформации и по-
строения обоснованных математических моделей процессов штам-
повки. При этом необходимо учитывать, что многие показатели ка-
чества формируются на протяжении всего «жизненного» цикла из-
делия от начальных этапов изготовления до конечных этапов экс-
плуатации. Поэтому в книге рассмотрены с использованием фено-
менологического подхода условия достижения различного уровня
качества на отдельных этапах технологии, предложены системати-
зация технологических отказов и модели поврежденности металла
изделий. С этих позиций анализируются результаты собственных
экспериментальных исследований процессов штамповки по напря-
женно-деформированному состоянию, предельным деформациям,
формируемым механическим свойствам.
На основе применения положений сопротивления материалов
пластическому деформированию (СМПД), разработанных
Г.А. Смирновым-Аляевым и его учениками, а также безмоментной
теории листовой штамповки, развитой Е.А. Поповым, феноменоло-
гической теории разрушения В.А. Колмогорова, А.А. Богатова и
др., метода баланса мощностей решены задачи по оценке техноло-
гических возможностей рассматриваемых процессов штамповки.
Изучение каждого из процессов построено по одинаковой схеме,
предусматривающей ознакомление с основными способами его
реализации, основными теоретическими положениями по оценке
его технологических особенностей и возможностей и методам тех-
нологических расчетов.
з
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
И СОКРАЩЕНИЯ
R - радиус;
0 — полярный угол в плоскости меридиана;
<р - угол в плоскости параллельного круга;
г - расстояние от оси симметрии до некоторой точки средин-
ной поверхности;
S - толщина стенки детали;
Rp - радиус кривизны оболочки в меридиональном сечении;
Re — радиус кривизны оболочки в окружном направлении;
S/d - относительная толщина стенки детали;
S/Rp - относительная толщина стенки оболочки;
Н- высота детали;
D - максимальный наружный диаметр детали;
F- площадь поверхности детали (элемента детали);
3$ - относительная разнотолщинность (разностенность);
Do, So - диаметр и толщина исходной заготовки;
р - радиус сечения;
- p/dn
р = -- - относительный радиус пуансона;
р°.е. pip _ относительные радиусы опасного и граничного се-
чения;
h -, - ход инструмента;
hi = hi /d„ - относительный ход инструмента;
du,dn - диаметры рабочей части матрицы и пуансона;
z - односторонний технологический зазор между пуансоном и
матрицей;
77и - припуск на износ инструмента;
77д = 7*-7“ - поле допуска;
Т“, 71" - верхнее и нижнее допускаемые отклонения на размер
детали;
Ти,Тп - допускаемые отклонения на размеры инструмента;
/Я], - коэффициенты вытяжки на 1-й и z-й операциях;
Е1 < е2 > ез (ei - е2 - ез) _ главные компоненты деформации;
£(. - интенсивность деформации;
4
£. - интенсивность скорости деформации;
£,у,£ф - интенсивность деформации в момент образования
шейки и разрушения при испытании образов на растяжение;
X = л/Зе,. - интенсивность деформации сдвига;
Ер,Ее,£п - компоненты деформации в меридиональном, тан-
генциальном направлениях и в направлении нормали к срединной
поверхности заготовки;
Kq = £е / еп - коэффициент отношения главных деформаций;
е-, - степень деформации;
- эффективная и накопленная степени деформации;
е - основание натурального логарифма;
е,у,е,. ~ пРеДельные Д° потери устойчивости пластического
деформирования и разрушения степени деформации;
v£ »va~ характеристики вида деформированного (индекс в) и
напряженного (индекс о) состояния;
со,- - коэффициент использования запаса (ресурса) пластично-
сти;
\|/у,\|/р - относительное сужение площади поперечного сече-
ния образца в момент образования шейки и разрушения;
Е - модуль упругости;
G - модуль упругости при сдвиге;
ц - коэффициент Пуассона;
стт>сто,2~ физический и условный предел текучести;
<тв - временное сопротивление;
ств0 ~ временное сопротивление в исходном состоянии;
а,, а2, а3 - главные нормальные напряжения;
стк- нормальное контактное напряжение;
О; - интенсивность напряжений;
ст, = Ф(е;) - функциональная зависимость между о,- и £,-;
а 1у - интенсивность напряжений в момент начала образова-
ния шейки при испытании образцов на растяжение;
о,р - интенсивность напряжений в момент разрушения при
испытании образцов на растяжение;
5
A - работа;
Яуд - удельная работа формоизменения;
К = -Зр/о( = л/Зо/Т - показатель жесткости схемы напря-
женного состояния;
п - коэффициент деформационного упрочнения металла заго-
товки;
р = -о = -(о! + о2 + о3 )/3 - гидростатическое давление;
оср - среднее сопротивление материала деформированию;
q - удельное усилие;
Т - <з J>/3 - интенсивность касательных напряжений;
окр - критическое напряжение;
Ка, Ке, Ка - коэффициенты запаса прочности по напряжениям,
деформациям, ресурсу пластичности;
- критическая нагрузка;
ы.ы.м’ И- допустимые значения напряжения, дефор-
мации, ресурса пластичности, усилия;
Р - усилие;
ЕК,ЕС - касательный и секущий модули;
ЕО/ - относительный касательный модуль;
/- коэффициент трения;
Ро - плотность материала;
t - температура;
т - время;
Кт - коэффициент эффективности термообработки;
77, - параметр применимости;
НДС - напряженно-деформированное состояние;
ОМД - обработка металлов давлением;
ХШ - холодная штамповка;
ОПД - очаг пластической деформации;
ТКИ - технологичность конструкции изделия;
ТП - технологический процесс.
6
1. ВЫТЯЖКА
1.1. Способы вытяжки
По форме исходной заготовки различают способы вытяжки из
ленты, из плоской или полой пространственной формы, осесим-
метричной (круглой плоской, полой цилиндрической), призмати-
ческой (квадратной, шестигранной, прямоугольной), неосесим-
метричной, в том числе несимметричной заготовки.
В патронном производстве применяются способы вытяжки из
плоских заготовок в виде кружков, квадратов и шестигранников
при изготовлении металлических элементов пуль (оболочек, пи-
ростаканов, наконечников и некоторых других), из плоских пря-
моугольных заготовок при изготовлении металлических коробок
для укупорки патронов и способы вытяжки из полых заготовок
для тех же деталей на последующих вытяжных операциях.
По виду штампуемых деталей выделяют способы вытяжки осе-
симметричных цилиндрических заготовок (пульных оболочек,
пиростаканов и др.), осесимметричных нецилиндрических (с
фланцем, ступенчатых, конических, полусферических, куполооб-
разных), коробчатых и других.
По схеме приложения дополнительных сил (без учета сил тре-
ния) выделим способы вытяжки без прижима, с прижимом заго-
товки, с подпором торцевой кромки, с противодавлением со сто-
роны наружной поверхности дна, а также с комбинацией
перечисленных дополнительных сил.
По типу технологической среды, воздействующей на заготов-
ку, различают способы вытяжки с применением жесткого инстру-
мента, пластичного материала, эластичного материала, жидкости,
газа, силового поля, смешанных (комбинированных сред). При
этом имеется в виду во всех способах применение пары инстру-
ментов, один из которых, как правило, выполнен из перечислен-
ных нежестких (податливых) сред.
По виду движения заготовки и рабочего инструмента различа-
ют способы вытяжки с поступательным (продольным, попереч-
ным), вращательным вокруг собственной оси, круговым кача-
7
тельным и комбинированными видами движения. Все способы, в
которых присутствует вращательное движение, относят к ротаци-
онным способам вытяжки.
Одним из важных признаков классификации способов вытяжки
является температура процесса. По температурным условиям
процесса вытяжки выделяют способы: без принудительного на-
грева заготовки; с нагревом всей заготовки вне штампа; с мест-
ным нагревом краевой части заготовки в штампе; с местным ох-
лаждением заготовки в штампе.
По скоростным условиям процесса вытяжки выделяют спосо-
бы вытяжки: квазистатические, скоростные, высокоскоростные,
импульсные.
По характеру приложения нагрузки во времени процессы вы-
тяжки могут быть с непрерывным и прерывистым, в том числе
циклическим нагружением.
По признаку условий трения на контактных поверхностях вы-
деляют способы вытяжки с реализацией механизма граничного и
жидкостного (гидродинамического трения).
По типу применяемого технологического оборудования при-
меняют способы вытяжки: в штампах на механических и гидрав-
лических прессах; в инструментальных блоках на автоматических
линиях роторного и роторно-конвейерного типов; давильным ин-
струментом на раскатных станках; на прессах и в устройствах для
гидромеханической и пульсирующей вытяжки; на прессах и уст-
ройствах для пневмоформовки; в устройствах и прессах для высо-
коскоростной и импульсной штамповки (с использованием в ка-
честве энергоносителя газовых смесей, порохов, бризантных ВВ,
импульсного электромагнитного поля, электрогидравлического и
электропластических эффектов).
Перечисленные способы свидетельствуют об исключительном
многообразии технологии вытяжки, если ее рассматривать в кон-
тексте изготовления различного рода деталей любого назначения.
Однако в патронном производстве этот процесс имеет ограни-
ченное применение ввиду специфики конструктивного исполне-
ния металлических элементов, их малых габаритов и массового
типа производства.
В основном применяются способы вытяжки осесимметричных
деталей жестким инструментом, при его поступательном движе-
нии, на прессах и АР Л, без нагрева заготовок, что соответствует
скоростным условиям штамповки.
8
1.2. Вытяжка цилиндрических деталей
1.2.1. Вытяжка без прижима из плоской осесимметричной
заготовки
К основным технологическим особенностям этого процесса
относятся следующие:
• нестационарность;
• неоднородность напряженного и деформированного состоя-
ний заготовки по ее объему;
• возможность потери устойчивости заготовки различного ро-
да;
• возможность разрушения заготовки;
• неполное соответствие штампуемой детали по форме и раз-
мерам рабочему инструменту.
Рассмотрим эти особенности. Нестационарность - свойство
процесса, характеризующее изменение во времени его параметров
(деформированного состояния, напряженного состояния, техноло-
гического усилия). Внешним отличительным признаком неста-
ционарности процесса служит машинная диаграмма «усилие -
путь инструмента» P-h, в которой параметр dP/dh = war
(рис. 1.1). Выделим четыре характерные стадии (кривая 7): I - уп-
руго-пластическое деформирование плоской заготовки; II - пла-
стический изгиб плоской заготовки с искривлением срединной
поверхности у скругленной кромки пуансона; Ш - пластический
изгиб с растяжением полой пространственной заготовки с ис-
кривлением ее срединной поверхности у скругленных кромок пу-
ансона и матрицы; IV - протягивание краевой части заготовки че-
рез цилиндрический поясок матрицы.
Во время первой, начальной, стадии деформирования пуансон
оказывает давление на центральную часть заготовки, свободно
лежащую в матрице, вызывает ее прогиб, так как силы, дейст-
вующие со стороны пуансона и матрицы, смещены в радиальном
направлении и образуют изгибающие моменты (в заготовке воз-
никают положительные изгибающие моменты в радиальном Мр и
окружном Л7е направлениях). Дальнейшее опускание пуансона со-
ответствует второй стадии и приводит к формированию первого
очага пластической деформации (ОПД-1) в зоне контакта заготов-
ки с вытяжной кромкой пуансона с плоской одноименной схемой
напряженного состояния (ор >0, Ое>0, о„ = 0, р - направление ка-
9
сательной, п - направление нормали к срединной поверхности за-
готовки, 0 - окружное направление). Краевая часть заготовки
приподнимается над плоской поверхностью матрицы, но при этом
сохраняет прямолинейность образующей. В конце второй и нача-
ле третьей, промежуточной, стадии процесса происходит также
искривление срединной поверхности заготовки на участке ее кон-
такта с вытяжной кромкой матрицы. При этом формируется вто-
рой, в дальнейшем основной, очаг пластической деформации
(ОПД-2) в краевой части заготовки, отличающийся от ОПД-1 пло-
ской разноименной схемой напряженного состояния (ор >0, Ое <0,
о„ = 0).
Рис. 1.1. Машинная диаграмма «уси-
лие - путь инструмента» P-h при вы-
тяжке круглых (кривая /), шестигран-
ных (кривая 2) и квадратных (кривая
3) заготовок (материал - биметалл 1;
50=2,87 мм; </м=22,2 мм)
Границей раздела ОПД-1 и ОПД-2 служит сечение с координа-
той (рис. 1.2). С этого момента начинается втягивание заготов-
ки в матрицу с формированием боковых цилиндрических поверх-
ностей при одновременном уменьшении диаметра края заготовки.
При этом в части заготовки, прилегающей к вытяжной кромке
матрицы, продолжает действовать изгибающий момент, так как
переход элементов краевой части заготовки (фланца) на скруг-
ленную кромку матрицы должен сопровождаться значительным
изменением радиуса кривизны срединной поверхности этих эле-
ментов (от R р—»оо до конечного значения R р).
10
Рис. 1.2. Схема промежуточной стадии процесса вытяжки плоской заготовки
без прижима
Технологические особенности процесса вытяжки определяют-
ся напряженно-деформированным состоянием заготовки на ее
различных участках.
Для качественной оценки состава технологических факторов и
их влияния на параметры процесса воспользуемся приближенным
анализом напряженного состояния по методике Е.А. Попова, ос-
нованным на совместном решении уравнений равновесия и пла-
стичности.
Примем следующие допущения:
^рассматриваются два ОПД: ОПД-1 в границахр^>рХ);
ОПД-2 - р'1’ <p<R;
2) схема напряженного состояния плоская (в ОПД-1 - ор >0,
ов>0, о„= 0), (в ОПД-2 - ор>0, ов<0, о„ — 0);
3) главные направления в любой точке заготовки: р, п - на-
правления касательной и нормали к срединной поверхности заго-
товки, 0 - направление тангенциальное (окружное);
4) гипотеза идеальной пластичности о,- = const;
5) толщина заготовки в процессе деформации не меняется;
11
6) трение не учитывается;
7) материал заготовки изотропен;
8) влияние изгибающих моментов не учитывается;
9) параметры НДС по толщине стенки не изменяются.
При наличии осевой симметрии деформирования уравнение
равновесия сил, действующих на заготовку, можно записать в ви-
де
</стп
р—-S' + ct -сте=0. (1.1)
Jp
Уравнение пластичности по гипотезе максимальных касатель-
ных напряжений без учета влияния упрочнения для рассматри-
ваемого случая имеет вид
ор-ов = о,-, (1.2)
где растягивающее напряжение ор является по алгебраической ве-
личине максимальным (ор = О|), а сжимающее напряжение ов -
минимальным (ов = о3) главным нормальным напряжением.
Совместное решение уравнений (1.1) и (1.2) дает дифференци-
альное уравнение
</стр=-стД. (1.3)
р
Интегрирование (1.3) с использованием граничного условия,
по которому при р = R (по контуру заготовки) ор = О (ввиду сво-
бодной торцевой поверхности кромки), позволяет получить фор-
мулу для определения орв функции радиуса:
СТР р d
рстр=-ст,р-;
О Л Р
ст = о,-In—. (1.4)
Р
Из уравнения пластичности (1.2) находим, после подстановки
(1.4), формулу для определения ов в функции от радиуса:
сте=-о,
1 1 Л1
1 — In— .
Р7
(1.5)
Из формул (1.4) и (1.5) следует, что на кромке ор= 0, а ов = - о,-,
а по мере приближения к вытяжной кромке матрицы ор увеличи-
вается, а ов по модулю уменьшается.
12
В граничном сечении (р = р'1’) напряжение ов = 0, а при умень-
шении р< ргр меняет знак на обратный, т.е. становится растяги-
вающим (ов > 0). Из уравнения пластичности следует, что в гра-
ничном сечении ор = о,-.
Из (1.5) на этом основании можно определить радиус гранич-
ного сечения ргр:
R
0 = -oz 1-1п— ,
* гр
I р J
ргр = Лехр(-1)=0,37Л. (1.6)
Так как в зоне фланца напряжения ор и ов имеют разный харак-
тер изменения в зависимости от радиуса, то существует сечение
заготовки, в котором выполняется равенство
(1-8)
(1-9)
пр/ое=-1. (1.7)
После подстановки в (1.7) формул для ор и ов из (1.4), (1.5)
найдем значение радиуса, контролирующего это сечение:
р5 = Я ехр = 0,61Л.
Оценим схему напряженного состояния в зоне ОПД-2 по ко-
эффициенту жесткости К:
стп + Сто R
К=~*------ = 21n—-1.
ст,- р
Из (1.9) следует, что при р = R (на кромке) К = -1 (простое
сжатие); при р = р$ К = 0 (сдвиг); при р = ргр К = +1 (растяже-
ние).
В зоне ОПД-1 схема напряженного состояния одноименная
плоская (ор >0, ов >0). Для прямолинейного участка заготовки, с
наклоном относительно плоской поверхности матрицы под углом
а, в соответствии с условием статики запишем равенство
2лргр5грст1гр sin а = 27гр0 С50 Сстр0 с sin а,
где ро с, S0 с, стро с - радиус, толщина и напряжение в так
мом «опасном» сечении заготовки, откуда
„гр <?гр
_ о.с__________________________гр р °
Ор = Ор ----------
(1.Ю)
>о.с
o.c
называе-
(1.11)
ЛО.С 0О.С
Р о
Так как на этой стадии процесса S'v/s0* близко к единице,
можно принять, что
13
CT0CSCTn’Pl. (1.12)
P P pO.C 4 '
Отношение радиусов ргр/ро с> 1,0, а поэтому растягивающие
напряжения в «опасном» сечении будут наибольшими, что опре-
деляет и возможность разрушения заготовки в нем. Тангенциаль-
ные напряжения ов в ОПД-1 меньше меридиональных напряже-
ний ор, и их соотношение может быть выражено равенством
(113)
где та< 1. При р = 0, т. е. в центре дна заготовки та= 1, при
р = рос та = 0,6...0,7. (1.14)
Радиус опасного сечения может быть определен приближенно
по следующей эмпирической формуле:
р°'С =£—= 0,49 + 0,08А,- +0,1А, гп -0,35гп, (1.15)
где hi = hj I dn -относительная глубина вытяжки; rn = гп /dn - от-
носительный радиус вытяжной кромки пуансона; dn - диаметр пу-
ансона.
На рис. 1.3 показан характер распределения параметров на-
пряженного состояния в меридиональном направлении. В конце
3-й стадии процесса формируется цилиндрическая стенка заго-
товки, и растягивающие напряжения в ней определяются из ра-
венства
ст = ст,-In—. (1.16)
г
В этом равенстве R - текущее значение радиуса кромки - мо-
жет быть определено из формулы
е0Кр=^-Л=1_^_> (1.17)
^0 *4)
где Rq = Dq/2', Do - диаметр исходной плоской заготовки. Из
(1.17) следует:
Л = /?о(1-Еекр) (1.18)
После подстановки (1.18) в (1.16) получим
стр = ст,- In 4^) = ст,- (1.19)
р г т
где т = г/Rq - коэффициент вытяжки.
14
Начало формирования цилиндрической стенки совпадает с мо-
ментом достижения максимального усилия вытяжки Ртах при оп-
тимальных условиях вытяжки. По опытным данным тангенциаль-
ная деформация кромки составляет: Е0кр = 0,10.
Рис. 1.3. Схема распределения параметров напряженного состояния
заготовки в меридиональном направлении: кривая 7 - ар; кривая 2 - ав;
кривая 3 - а,-; кривая 4 - К
Напряжение, рассчитываемое по формуле (1.19), будет макси-
мальным для стенки заготовки. На 4-й стадии процесса происхо-
дит резкое уменьшение радиуса кромки R и, в соответствии с ра-
венством (1.16), падение напряжения.
Следует учитывать, что в реальном процессе вытяжки на пере-
ходе от фланца к торообразной части заготовки, контактирующей
со скругленной кромкой матрицы, будет действовать изгибающий
момент, который будет способствовать некоторому увеличению
ор, не учтенному в (1.16), (1.19). Однако эти формулы не могут
быть применены для оценки изгибающего момента. Установив на
основе изложенного анализа поле напряжений, можно оценить
поле деформации.
При анализе деформированного состояния принимаются та же
расчетная схема (см. рис. 1.2) и те же допущения, за исключением
постоянства толщины заготовки. Кроме того, вводится известное
из теории пластичности допущение о приближенной монотонно-
сти процесса вытяжки.
Уравнение связи напряжений и деформаций применительно к
деформированию фланца (ОПД-2) имеет вид
15
СТ„ — СТ„ £„ — £„
-£—-=-е—(1.20)
сте ~ стл Ео ~ ел
В соответствии с допущением о плоской схеме напряженного
состояния о„= 0.
Обозначим отношение ор/сте = а и из условия постоянства
объема запишем:
ер--ее-ея- (1-21)
Подставляя это выражение для Ер в (1.20), получим соотноше-
ние между компонентами деформации:
(1 + а)
£„=-)—4^, (1.22)
(2-а)
где £е =1п—; £я =1п—; р0, 50,р, S- исходные и текущие зна-
Ро 5о
чения радиусов и толщин заготовки. Отсюда следует, что на
кромке заготовки, ввиду равенства ор = 0 и соответственно а = 0,
Ел=“Ее и £р=£„, (1.23)
что определяет схему простого сжатия в тангенциальном направ-
лении (характеристика вида деформированного состояния vE = 1).
При замене компонентов деформации в (1.23) их значениями из
(1.22), если р0 =Z)0/2,p = J/2, получим формулу, определяющую
конечную толщину кромки протянутой заготовки (при изменении
радиуса от R до г (от D до d):
с
5кр=5^, (1.24)
где т = d/Dq. Из этой формулы следует, что кромка утолщается.
Утолщение заготовки при вытяжке возникает в той части, у кото-
рой деформации еи и е9 обратны по знаку.
Выражение а = ор / ов после подстановки в него значений ор и
ов из формул (1.4) и (1.5) приобретает вид
-ln(j?/p)
(1-25)
Величина а является отрицательной, поэтому для изменения
знака деформации £„ необходимо, чтобы а < - 1.
16
Обозначим радиус, разграничивающий зону утолщения с зоной
утонения стенки, через р . Его значение можно найти из (1.25),
приняв а = - 1: ps= 0,61 Л, что соответствует ранее полученному
значению (1.8).
В сечении заготовки с координатой р = ps, а = -1, а следова-
тельно, по (1.22)
£„ = 0. (1.26)
Тогда в этом сечении
£Р = -£е, (1-27)
что соответствует сдвигу (vE = 0). При р = р'г
£0=0, £р = -£„, (1.28)
что определяет также деформированное состояние, соответст-
вующее сдвигу (vE = 0).
Для зоны ОПД-1 справедливы следующие уравнения:
еР +ее +ел =°; ео =-^е£я; еР = -(1-*е)£я;
(1'29)
где F(Kq)-(Kq2 -Kq +1)1/2;Xq = /(р). При р = рос, по экспери-
ментальным данным, К9°'с = 0,3...0,4, при р = р'1’ /Свгр = 0, при р =
=0 К9 = 0,5.
На рис. 1.4 показаны схемы изменения параметров деформиро-
ванного состояния и толщины стенки в меридиональном направ-
лении.
Рис. 1.4. Схема изменения параметров деформированного состояния заготовки
при вытяжке в меридиональном направлении: кривая 1 - ер; кривая 2 - ед
кривая 3 - е„; кривая 4 - е,; кривая 5 - ve.
17
На рис. 1.5 показан характер формообразования заготовки при
вытяжке без прижима и эпюры распределения напряжений и де-
формаций.
18
е 0.05 О.Ю
Рис. 1.5. Распределение параметров НДС (кривая 1 - е„; кривая 2 - ор; кривая 3 -
ов; кривая 4 - с,; кривая 5 - е;) вдоль образующей заготовки на различных стади-
ях процесса вытяжки г„ = 5 мм (r„/d„ = 0,25) и глубине вытяжки h,-,/d: а-0,05;
б - 0,12; в - 0,24; г - 0,58; д - 0,62
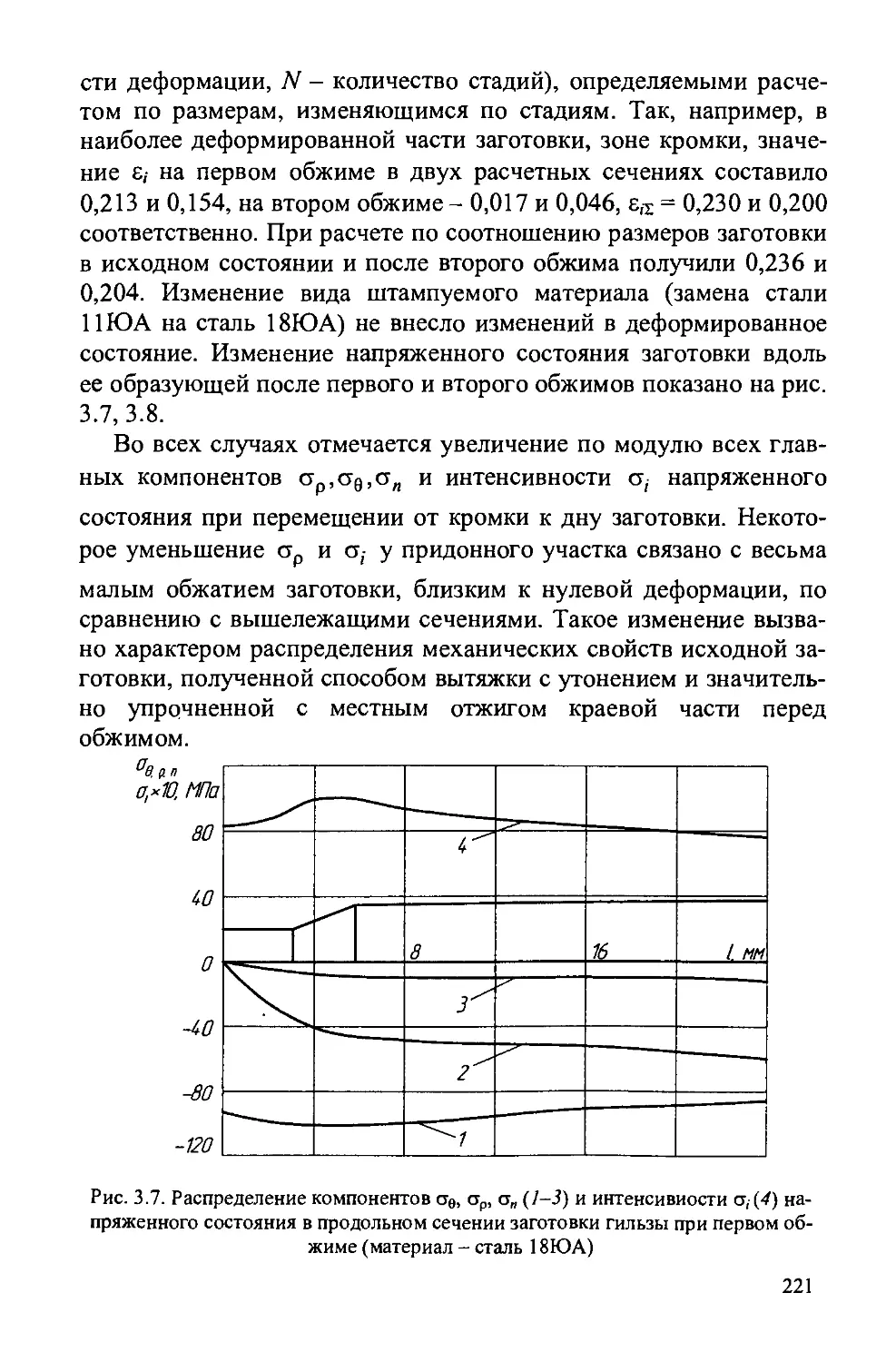
Рассмотренные особенности НДС заготовки определяют воз-
можность ее потери устойчивости и разрушения при определен-
ных условиях.
Различают три вида потери устойчивости:
1) при малых пластических деформациях в начальный период
вытяжки в момент, соответствующий появлению площади теку-
чести для стареющих материалов и сопровождающийся появле-
нием полос и фигур текучести на поверхности заготовки, в сжато-
растянутой зоне;
2) при упруго-пластических деформациях в зоне действия тан-
генциальных сжимающих напряжений с выпучиванием поверхно-
сти и появлением радиальных складок;
3) при больших пластических деформациях, при достижении
материалом заготовки второго предельного состояния с локализа-
цией деформации в «опасном» сечении под действием растяги-
вающих напряжений.
Причина потери устойчивости первого вида заключается в бы-
стром уменьшении поперечного сечения элемента заготовки,
которое недостаточно компенсируется упрочнением материала на
участке площади текучести, т. е. при малых деформациях
(е, < 4...5%). Результатом потери устойчивости этого вида являет-
ся образование полос скольжения (линий Людерса-Чернова) и фи-
гур текучести на поверхности деталей, которые портят их внеш-
ний вид. Однако этот вид потери устойчивости нехарактерен для
патронного производства, в котором применяют преимуществен-
но нестареющие материалы.
19
При анализе потери устойчивости второго вида и сопутствую-
щего ему складкообразования необходимо учитывать следующие
положения:
1. В начале деформации, близкой к пределу текучести, проис-
ходит интенсивное изменение показателей так называемой изгиб-
ной жесткости деформируемой системы (заготовки), вызываемое
уменьшением касательного Ек и секущего Ес модулей с ростом
интенсивностей деформации £,• и напряжений о,.
2. Очаг потери устойчивости находится в границах ОПД-2, где
действуют тангенциальные сжимающие напряжения, а его разме-
ры изменяются с началом пластической деформации, ввиду
, Do~d
уменьшения ширины фланца а = —— и изменения его толщи-
ны.
3. Если в процессе вытяжки заготовка перешла в пластическое
состояние и при этом не потеряла устойчивости, то до конца про-
цесса деформирования она не может ее потерять, если к ней не
приложить новые возмущения и не увеличивать очаг потери ус-
тойчивости.
4. Если при пластической потере устойчивости выпучивание
заготовки соизмеримо с ее толщиной, то возникают упругие зоны
разгрузки.
Изложенные положения позволяют выделить и объяснить две
разновидности этого вида потери устойчивости: в области малых
упруго-пластических и больших пластических деформаций.
Первая из указанных разновидностей характерна для заготовок
с весьма малой относительной толщиной и может проявляться в
виде симметричной и несимметричной форм (рис. 1.6), исследуе-
мых в области упругих деформаций или за ее пределами метода-
ми теории деформации, течения, локальных деформаций.
Рис. 1.6. Внешний вид заготовок с радиальными складками
20
Условие потери устойчивости этого вида записывается в на-
пряжениях:
ов>ов1ф. (1.30)
Действующее в очаге потери устойчивости тангенциальное
сжимающее напряжение определим из приближенного условия
пластичности:
°0 — О/- Ор:
(1-31)
а значение сжимающего тангенциального критического напряже-
ния - из известного приближенного уравнения Л.А. Шофмана:
1 «П, (1.32)
V “/Мер/
— 4££
где X = 1,84.. .2,32; Eq - -*—rz— приведенный модуль; Е -
(VF+TV
модуль упругости; £к = - f (е,) - касательный модуль (опре-
Je,-
деляется по диаграмме о, - £,); (s/D)^- критическое значение от-
носительной толщины краевой части заготовки; - значение
диаметра края заготовки, отвечающее моменту потери устойчиво-
сти; г] - коэффициент, учитывающий условия защемления края
(фланца) заготовки (при жестком защемлении Г| = °о и складко-
образование полностью исключено, при отсутствии защемления
г] = 1, при частичном защемлении 1 < г] < оо).
Из условий равенства действующего ов (1.31) и критического
Охр (1.32) напряжений получим выражение для качественной
оценки влияния основных технологических факторов на критиче-
ское значение относительной толщины заготовки (s/D)^:
(5/Z))Kp = (l-J/Z))CCT, (1.33)
где Сст =
т|Х Ео о; ,
В частном случае, при вытяжке без прижима (д = 1) в наименее
устойчивой зоне, на кромке заготовки стр / о( = 0 при D z Do, кри-
тическое значение относительной толщины будет равно:
(s/D)Kp=(l-m)CG0, (1-34)
21
1/2
где Со0 = -=- . Это соотношение аналогично известной фор-
муле Л.А. Шофмана:
(5/25)^100 = 4,5...5,5(1-т). (1.35)
С учетом изложенного, вместо условия (1.30) применяется ус-
ловие потери устойчивости, выраженное через относительные
толщины, т.е.:
50/2)0<(5Мр. (1.36а)
Тогда условие устойчивости и отсутствие складкообразования
будет отличаться от неравенства (1.36а) обратным знаком:
So/Do>(M’ 0-366)
Вторая разновидность потери устойчивости выявляется при
деформировании заготовок с большей относительной толщиной и
характеризуется развитием складкообразования в процессе пла-
стической деформации, т.е. за пределами упругой области.
В соответствии с рассмотренными положениями об особенно-
стях начала потери устойчивости этого вида можно предполо-
жить, что роль возмущающего фактора, способствующего разви-
тию потери устойчивости, может выполнять локализация
пластической деформации, реализуемая, например, в плоскости
фестонообразования, в направлении которой толщина стенки за-
готовки будет наименьшей по сравнению с другими направле-
ниями в плоскости листа. Тогда для этого случая можно выделить
три стадии деформирования в зоне очага потери устойчивости: 1 -
устойчивое пластическое деформирование; 2 - локализация де-
формации (потеря устойчивости пластического деформирования);
3 - гофрообразование путем поворота отдельных частей фланца
одна относительно другой как жестких блоков вокруг пластиче-
ских шарниров, располагаемых в вершинах и впадинах форми-
руемых гофров (см. рис. 1.6). Работа пластической деформации
при гофрообразовании увеличивается с увеличением числа обра-
зующихся гофров. Минимум работы наблюдается всегда при чис-
ле гофров N = 4 (фланец не может разделиться на число гофров
меньше четырех). С приложением усилия прижима или с умень-
шением зазора между складкодержателем и зеркалом матрицы
образующиеся гофры делятся на более мелкие с увеличением их
числа.
22
Исходя из изложенного условие потери устойчивости этого
вида целесообразно представить как условие потери устойчивости
пластической деформации:
e,>eiy, (1.37)
где е,у - критическое значение локальной сдвиговой деформации
(при плоской деформации), зависящей от химического состава и
состояния материала, степени предварительной деформации и
режима термической обработки.
На основании выполненного анализа можно предложить сле-
дующие способы предотвращения потери устойчивости этого ви-
да и складкообразования:
1) увеличение относительной толщины заготовки Sq/Dq до
выполнения условия (1.366);
2) уменьшение критического значения относительной толщи-
ны (5/2>)кр за счет изменения следующих технологических фак-
торов:
• увеличения коэффициента вытяжки т (уменьшения интен-
сивности е,- и степени деформации е,);
• обеспечения оптимальных механических свойств материала
исходной заготовки (уменьшения параметра Oi/Eq путем пред-
варительной разупрочняющей термообработки: полного рекри-
сталлизационного отжига для малоуглеродистых сталей и цвет-
ных сплавов, а также местного нагрева краевой части заготовки в
вытяжном штампе);
• применения прижима, что создает механическое препятствие
для волнообразования, повышает растягивающие напряжения ор,
а за счет действия сил трения снижает тангенциальные сжимаю-
щие напряжения (это следует из уравнения (1.31)).
Существуют и другие способы (вытяжка профилированных за-
готовок, вытяжка с перетяжными порогами и ребрами и др.), при-
менимые для изготовления тонкостенных оболочек в других от-
раслях промышленности.
Условие потери устойчивости пластического деформирования
(3-го вида) согласно изложенному в разд. 3 феноменологическому
подходу к описанию процесса пластической деформации отвечает
моменту перехода через второе предельное состояние, связанное с
определенным изменением структуры металла, накоплением в
нем поврежденности и резким изменением способности к упроч-
23
нению (в этот момент коэффициент Еа =-------= 1,0). Следстви-
ем </£,•
ем этого будет локализация деформации в виде появления коль-
цевой «шейки» в «опасном» сечении («о.с.») заготовки (как пра-
вило, на радиусном скруглении пуансона), т.е. в зоне ОПД-1 -
зоне двустороннего растяжения.
Условия устойчивости этого вида могут быть представлены
следующими соотношениями:
1. о.с
]-~Г—’ (138)
о.с„[ о.с] eiy°’C 2/l(l —7ИСТОС +(»1СТОС)2Р 2п
в: s е,- —-----= —'---------------1— —---
L J Kei Kei(2-m™) 3Kei
где Ka, Ke, Кш - коэффициенты запаса устойчивости по выделен-
ным параметрам;
1-зх'ео с+з(х'ео с)2 2
Между коэффициентами запаса существует следующая связь:
п
Ka=(Ke)n=(KJa, (1.41)
где/CeS 1,12... 1,14.
Условия устойчивости этого вида (1.38)...(1.40) можно рас-
сматривать и как условия прочности, так как при вытяжке тонко-
листового материала после локализации деформации в опасном
сечении резко (лавинообразно) уменьшаются размеры ОПД-1 в
меридиональном направлении до размеров, соизмеримых с тол-
щиной стенки, и происходит разрушение с образованием попе-
речной серповидной трещины.
Если принять в условии (1.40)
<c=Vc+®rt0C’ о-42)
где ®1о° с и со,-,0 с - соответственно поврежденность металла ис-
ходной листовой заготовки и накопленная при вытяжке, то можно
24
выделить три группы способов повышения устойчивости этого
вида:
1) исключающие полностью или частично поврежденность ме-
« о.с
талла исходной заготовки си,о ;
2) исключающие полностью появление поврежденности ме-
талла в зоне опасного сечения на данной вытяжной операции
о.с
3) уменьшающие поврежденность металла в опасном сечении
заготовки на данной вытяжной операции до уровня меньшего
критического значения.
К первой группе способов следует отнести:
• обеспечение контроля качества исходного листового проката
металла, исключающего наличие поверхностных и подповерхно-
стных дефектов металлургического и технологического происхо-
ждения;
• построение оптимальной технологии получения исходной за-
готовки, обеспечивающей минимизацию параметра со,-о.
Ко второй группе можно отнести способы, обеспечивающие
полное запрещение пластической деформации в «опасном» сече-
нии заготовки при вытяжке: полное защемление центральной час-
ти заготовки; применение профилированной заготовки с утол-
щенной донной частью, например полученной вытяжкой с
утонением; вытяжку с Местным нагревом краевой части заготовки
в штампе и одновременным охлаждением зоны «опасного» сече-
ния.
В состав способов третьей группы войдут способы, обеспечи-
вающие:
• оптимизацию контактных условий в зоне деформируемой
краевой части заготовки (ОПД-2) и в «опасном» сечении за счет
геометрических параметров (rM /So, гп /So ,z/SQ,a), подбора тех-
нологических смазок, в частности за счет применения пуансонов с
шероховатой поверхностью радиусной части, а также удельного
усилия прижима и пульсирующего характера нагружения;
• увеличение коэффициента вытяжки т;
• изменение положения (координат) «опасного» сечения за
счет вытяжки в ступенчатых матрицах или за несколько перехо-
дов;
25
• реализацию технологических схем вытяжки с подпором, про-
тиводавлением;
• разупрочнение металла краевой части заготовки в процессе
вытяжки (способы вытяжки с реализацией электропластического
эффекта, с наложением ультразвуковых колебаний и др.).
1.2.2. Вытяжка без прижима из плоской
неосесимметричной заготовки
В патронном производстве для изготовления металлических
элементов патронов (гильз, пиростаканов, пульных оболочек)
применяется способ вытяжки цилиндрических колпачков из пло-
ских призматических (в виде квадрата, шестигранника) заготовок
(рис. 1.7).
Рис. 1.7. Плоские листовые заготовки для первой вытяжки без прижима:
а - круглая; б - квадратная; в - шестигранная
При анализе НДС квадратных и шестигранных заготовок, вы-
полненном с применением метода делительных сеток, установле-
но, что качественный характер распределения параметров напря-
женного и деформированного состояния в зоне дна и стенки до
начала впадины между образующимися угловыми фестонами
примерно соответствует случаю вытяжки плоской круглой заго-
товки (рис. 1.8). На участках «впадины» и «фестона» различие
НДС определяется формированием в окружном направлении со-
ответственно замкнутого и незамкнутого контуров. В зоне верши-
ны фестона напряжение ое близко к нулю, величина главных ком-
понентов деформации соизмерима с погрешностью вычислений.
Напряжено-деформированное состояние в зоне впадины в общем
соответствует НДС в зоне кромки при вытяжке плоской круглой
заготовки.
26
Произвольное утонение в радиусной части вытянутых загото-
вок из кружка, шестигранника и квадрата неодинаково. Наиболь-
шее утонение у кружка, наименьшее - у квадрата. При этом наи-
большее технологическое усилие соответствует случаю вытяжки
из кружка на 25...30% выше, чем при вытяжке из квадратной за-
готовки (см. рис. 1.1).
Рис. 1.8. Распределение параметров НДС вдоль образующей заготовки
(шестигранник: 7 - ав; 2 - а2; 3 - е2; 4 - Ее; 5 - е2; 6 - е;; а6 = 34,2 мм,
50 = 2,87 мм): а - по впадине; б - по фестону
При вытяжке квадратной или шестигранной заготовки деталь
получается не строго цилиндрической. Диаметры детали, изме-
ренные по фестону, больше, чем по впадине (табл. 1.1), т.е. в пла-
не деталь приобретает форму многогранника (четырех- или шес-
тиугольная огранка). Более заметно это проявляется в
относительно толстостенных заготовках. Для квадратных загото-
вок разница в поперечных размерах составляет 3,5...4,0% и не-
сколько больше, чем для шестигранника, где она находится в пре-
делах 2,5... 3,0%.
Еще более сложно изменяется толщина стенки по периметру и
высоте. По периметру формируется выраженная разностенность
ввиду неоднородной деформации в зонах фестонов и впадин. При
этом во впадинах толщина стенки превышает толщину кромки у
деталей, изготовленных из кружка. По фестону толщина стенки
минимальна и, как правило, меньше толщины исходного листа.
Такое уменьшение объясняется тем, что в зоне фестонов танген-
циальные напряжения весьма малы (контур разорван) и действу-
ют только меридиональные растягивающие напряжения.
27
Таблица 1.1
Размеры заготовки (детали), мм после вытяжки из плоских
осесимметричных и иеосесимметричных заготовок (аи = 25,4 мм, т4 = 0,62)
Форма исходной заготовки Материал, толщина полосы Фестон Впадина
d S d S
Биметалл-3, So = 1,37 мм 26,40 1,38 25,50 2,37
26,35 1,38 25,50 2,40
Квадрат, 26,30 1,38 25,60 2,35
а4 = 33,5 мм Биметалл-1, So = 2,87 мм 26,10 2,78 25,40 3,51
26,05 2,81 25,30 3,45
26,20 2,80 25,25 3,42
26,20 1,36 25,50 2,37
Биметалл-3, So = 1,37 мм 26,20 1,38 25,55 2,40
Шестигранник, 26,20 1,40 25,60 2,41
а6 = 22,7 мм 26,15 2,76 25,50 3,27
Биметалл-1, So = 2,87 мм 26,20 2,75 25,55 3,25
26,20 2,77 25,65 3,24
26,65 1,58 -
Биметалл-3, So = 1,37 мм 26,65 1,62 - -
Кружок, 25,75 1,65 - -
Ро= 38,1 мм 25,75 3,30 -
Биметалл-1, So = 2,86 мм 25,40 3,30 - -
25,65 3,25 - -
Указанная разностенность для относительно толстых заготовок
достигает 20%, для относительно тонких - до 40%. Разнотолщин-
ность по высоте по продольному сечению фестона практически
отсутствует, в то время как по продольному сечению в зоне впа-
дин она весьма значительна (в радиусной части толщина стенки
на 5...7% меньше, а на кромке на 20...40% больше исходной). Се-
чение, в котором толщина стенки не изменяется по сравнению с
исходной, находится на границе перехода от цилиндрической час-
ти к радиусной.
1.2.3. Вытяжка с прижимом из плоской заготовки
Вытяжке с прижимом присущи те же особенности, что и вы-
тяжке без прижима (см. п. 1.2.1). Однако потеря устойчивости
второго вида и, соответственно, складкообразование может либо
полностью отсутствовать, либо при слабом давлении прижима
проявляться лишь частично.
28
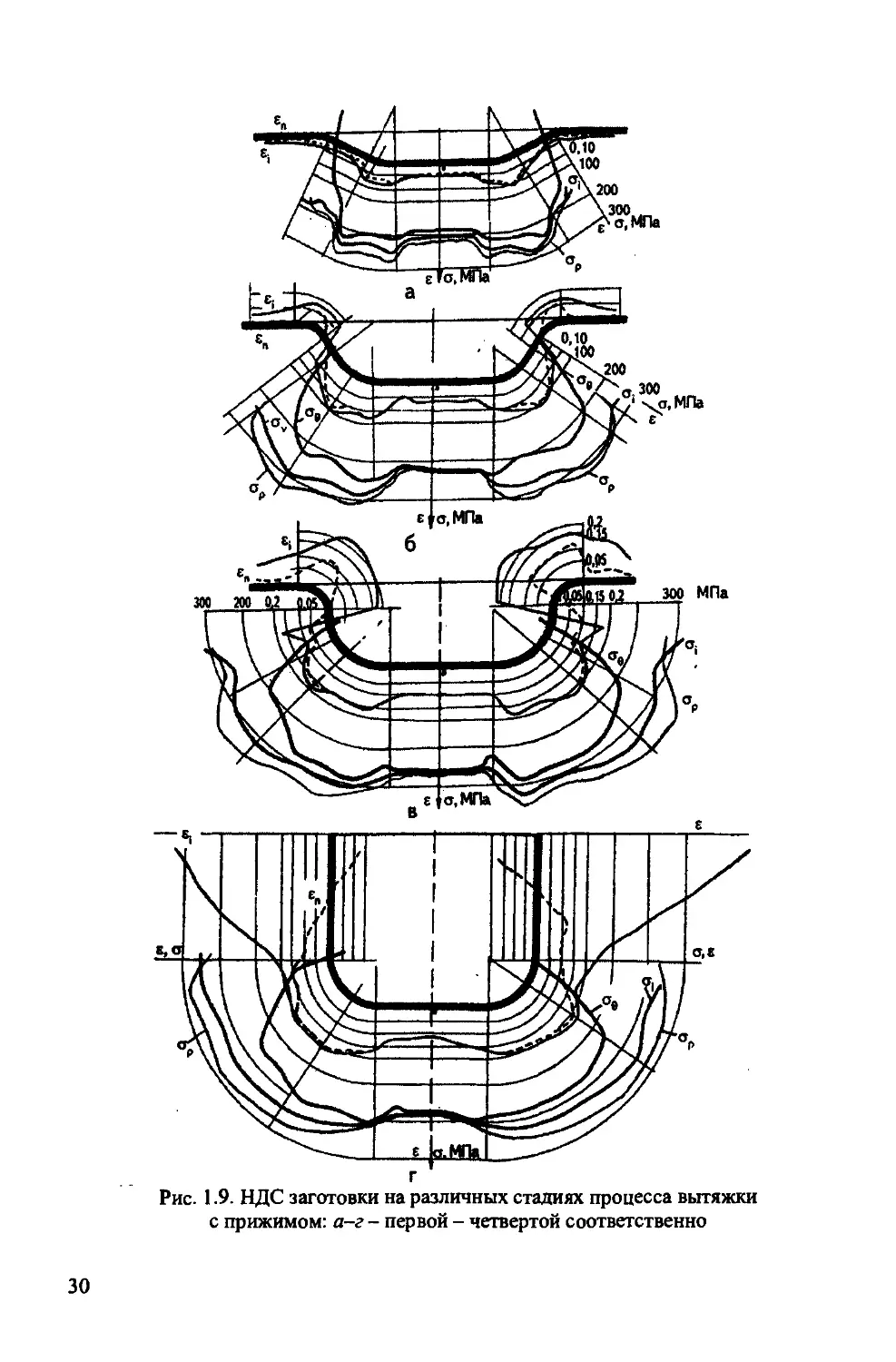
Наличие прижима изменяет характер формообразования крае-
вой части заготовки, так как с самого начала процесса оформляет-
ся плоский фланец. На второй стадии происходит одновременно
изгиб и растяжение в зонах вытяжных кромок пуансона и матри-
цы при сохранении прямолинейной образующей, а на третьей об-
разуется цилиндрическая стенка заготовки. На четвертой стадии
краевая часть заготовки протягивается через цилиндрический
поясок матрицы (рис. 1.9).
При анализе процесса вытяжки с прижимом принимаем сле-
дующие допущения:
1) выделяется два ОПД: ОПД-1 в границах р'1’ >р>0; ОПД-2 -
ргг <р<Я;
2) схема напряженного состояния в каждом из выделенных
ОПД плоская (в ОПД-1 - ор>0, ое>0, о„ = 0; в ОПД-2 - ор>0, ов<0,
о„ = 0);
3) главные направления в любой точке срединной поверхности
заготовки соответствуют направлениям касательной р, 0 и норма-
ли п;
4) гипотеза идеальной пластичности о,- = const;
5) толщина заготовки в процессе деформации не изменяется;
6) силы трения от давления прижима приложены к кромке за-
готовки;
7) материал изотропен;
8) параметры НДС по толщине стенки не изменяются.
Как видно из расчетной схемы (рис. 1.10), в отличие от вытяж-
ки без прижима, кроме тянущей силы, действующей со стороны
пуансона и создающей меридиональные растягивающие напряже-
ния ор, на краевую часть заготовки воздействуют сила прижима Q,
прижимающая фланец к плоскости матрицы, силы трения F, при-
ложенные к нижней и верхней плоскостям фланца, и силы трения
Fa, действующие на внутренней поверхности заготовки в зоне ее
контакта с вытяжной кромкой матрицы. Кроме того, в местах рез-
кого изменения кривизны срединной поверхности в этой зоне на
процесс деформации существенно влияют изгибающие моменты.
В принятых допущениях изменение толщины заготовки в про-
цессе вытяжки не учитывается, но предполагается, что, вследст-
вие более интенсивного утолщения краевой части заготовки, силы
трения, вызванные воздействием прижима, будут сосредоточены
у края фланца. Это обстоятельство позволяет приближенно учесть
влияние сил трения во фланце в граничных условиях.
29
Рис. 1.9. НДС заготовки на различных стадиях процесса вытяжки
с прижимом: а-г - первой - четвертой соответственно
30
Рис. 1.10. Схема формообразования (а) заготовки на промежуточной стадии
процесса первой вытяжки с прижимом и машинная диаграмма «Р-h» (б):
rM/S0= lO;r„/So = 10; r„/R„ = 0,25; z/S0 = 1,1;0 = 49OOH
Для этого случая запишем по аналогии с (1.1), (1.2) систему из
двух определяющих уравнений и граничное условие:
р—+ ор-о0=О; ор-о0=о,.; ор=отр при р = Л, (1.43)
31
2я/?5 я/?5
После интегрирования в заданных граничных условиях
ар к
f rfap=aj^-
Отр Р Р
(1-44)
получим
(1-45)
, R fQ
сто = ст,1п—+ -=^
р ' р Ш
Влияние изгиба на меридиональные напряжения учитывают
поправкой на изгиб Дстр, на которую ступенчато увеличивается
меридиональное напряжение стр в зоне изгиба и спрямления.
Применительно к рассматриваемому процессу вытяжки при ра-
диусе скругления кромки матрицы гы
Л S
Дст. = ст,- —---г.
" '2(2r„+S)
Влияние трения на кромке приближенно учитывают множите-
лем е^а (по аналогии с множителем, учитывающим влияние тре-
ния при скольжении ремня по шкиву).
В этом случае напряжение стр, действующее на границе участ-
ка, контактирующего со скругленной кромкой матрицы и цен-
тральной частью заготовки, будет равно:
(1.46)
Op = °.'
. R fQ 1
In — + ------
Pi о,яЛ5 4[5l + £
Is 2
Если угол охвата заготовкой скругленной кромки матрицы
достигает а=я/2, а р! = г и возникает участок спрямления элемен-
тов при переходе их в стенки образующегося стакана, то вводится
в скобках дополнительная составляющая Дстр на спрямление.
Кроме того, формулу (1.47) можно упростить, если, учитывая ма-
лые значения коэффициента трения f при вытяжке, заменить экс-
поненциальную функцию первыми двумя членами разложения ее
в ряд по соотношению
/2^1 + /^(1 + 1>6/).
(1-47)
32
Тогда (1.47) примет вид
1
°ртах
. R JQ
In—+ -—
г nRSV'. | 21м_ + 1
I S
(1 + 1,6/} (1.48)
В формулу (1.48) входит сила прижима, значение которой нахо-
дим как произведение удельной силы q (находится по справочным
данным в зависимости от характеристик механических свойств и
относительной толщины штампуемого материала) на площадь по-
верхности контакта прижимного кольца с матрицей, т.е.
Q = qFK, (149)
где FK = л [Л2 - (г + ги)2].
При расчете стрпих наибольший радиус краевой части заготов-
ки R определяется для момента достижения максимального уси-
лия Ртах по формуле (1.18) при £0кр = 0,10.
Формула (1.48) получена без учета деформационного упрочне-
ния. Для его учета воспользуемся аналитической аппроксима-
цией зависимости о, =/£,) степенной функцией
а- = Ае", если 0,002 < в,- < 2е,у;
а/ = а/>2л (1+0,5£,.-£1у), если 2е,у < £,. < ez> , (1.50)
где А = (е,у ) ; я = Е,у. Принимая во внимание, что в краевой
части заготовки (фланце) интенсивность деформации имеет пере-
менную величину по мере перемещения от кромки заготовки к
вытяжной кромке матрицы, вместо £, следует назначить Е(Ср:
£. =-1п— = ^-1п—. (1.51)
,ср 2 г 2 т v 7
С учетом изложенного (1.48) преобразуется к виду
(1 1 Y
°pmax — -'ч Т In
(2 т)
А
(2 т) ю k S
(1 + 1,6/}
1
(1.52)
На основании анализа формулы (1.52) выделим основные тех-
нологические факторы, влияющие на стр max:
33
• механические свойства материала исходной заготовки, по-
ступающей на вытяжку о,у, е,у, п (с увеличением о,у, е,-у, п напря-
жение растет);
• коэффициент вытяжки (чем меньше его значение, тем больше
интенсивность деформации е,в зоне ОПД-2 и тем больше стртах);
• удельное усилие прижима q (с его увеличением напряжение
стртах возрастает);
• относительный радиус вытяжной кромки матрицы rM /S (чем
меньше радиус, тем больше напряжения и жестче условия вытяж-
ки);
• условия контактного трения, характеризуемые коэффициен-
том трения f (повышение коэффициента трения отрицательно
влияет не только на напряжения, но и на качество штампуемых
деталей).
Приведенный анализ не учитывает в соответствии с приняты-
ми допущениями изменение толщины заготовки в процессе вы-
тяжки, влияние изгиба на вытяжной кромке пуансона и некоторые
другие факторы. В рекомендуемом библиографическом списке
содержатся более точные и полные решения по анализу НДС.
1.2.4. Последующая вытяжка
При последующей вытяжке исходной заготовкой служит по-
лый полуфабрикат, полученный из плоской или также полой заго-
товки. Этот процесс может быть реализован в тороидальной (рис.
1.11, а) или в конической (рис. 1.11, б) матрицах, и ему присущи
те же (см. п. 1.2.1) технологические особенности. В целом процесс
последующей, так же как и первой вытяжки, является нестацио-
нарным, состоит из трех стадий, хотя существует промежуточная,
квазистационарная стадия, в пределах которой форма и размеры
ОПД-2 могут сохраняться постоянными при достаточно большой
высоте заготовки. Следствием этого будет малое изменение на-
пряжений и усилий в пределах квазистационарной стадии при не-
котором их увеличении за счет утолщения стенки краевой части и
упрочнения материала к концу стадии. Первая нестационарная
стадия процесса характеризуется развитием локального очага де-
формации (ОПД-1) только в области радиуса закругления пуансо-
на с формированием потенциально опасного сечения при двусто-
роннем растяжении (ор >0, о0 >0).
34
Рис. 1.11. Схемы процесса последующей вытяжки в тороидальной (а) и кониче-
ской (б) с прижимом и без прижима: 1 - пуансон; 2 - заготовка; 3 - матрица;
4 - прижим
Центральная часть дна заготовки и зона стенки практически не
деформируются (рис. 1.12, а). На промежуточной квазистацио-
нарной стадии процесса (рис. 1.12, б-г) формируются второй очаг
пластической деформации (ОПД-2) с разноименной схемой на-
пряженного состояния (ор >0, Ое <0) и цилиндрическая стенка за-
готовки меньшего по сравнению с первоначальным диаметра
(di < di-i). При дальнейшем ходе пуансона ОПД-1 распространяет-
ся на всю донную часть заготовки. В конце этой стадии процесса
растягивающие напряжения в опасном сечении достигают своего
о.с
максимального значения стр max, что сопровождается ростом
компонента деформации е„ос и смещением опасного сечения
вверх по радиусному скруглению по направлению к цилиндриче-
ской стенке. Заключительная, третья, нестационарная стадия про-
цесса (рис. 1.12, д) при оптимальных условиях вытяжки заключа-
ется в протягивании краевой части заготовки через
цилиндрический поясок матрицы и сопровождается падением
растягивающих напряжений в опасном сечении заготовки ниже
предела текучести и технологического усилия до нуля. При от-
клонении от оптимальных условий возможно защемление краевой
части заготовки и обрыв дна (в зоне опасного сечения).
Неоднородность НДС проявляется на всех стадиях процесса.
Наиболее сильно она выражена на промежуточной стационарной
стадии в виде семи характерных участков заготовки: I- пластически
не деформируемый; II - участок свободного изгиба, в котором заго-
35
товка деформируется без контакта с инструментом (ор >0, ов <0,
оя = 0); III - плоский или конический участок, контактирующий с
матрицей (ор >0, ое <0, о„ < 0); IV - участок, в котором заготовка де-
формируется, перемещаясь по торообразной поверхности, образо-
ванной скруглением рабочей кромки матрицы; V, VI, VII - участки
вновь сформированной цилиндрической стенки диаметром dh скруг-
ления на вытяжной кромке пуансона и дна, не подвергаемые пласти-
ческой деформации при нормальных условиях на этой стадии.
в
Рис. 1.12. Изменение параметров НДС е„ (кривая /), е( (кривая 2), ар (кривая 5),
а, (кривая 4), К (кривая 5) вдоль образующей латунной заготовки (Л63) при вы-
тяжке пуансоном с г„ = 5 мм и относительной глубине вытяжки й,- / d„
соответственно: а - 0,13; б - 0,30; в - 0,47; г - 0,67; д - 0,87
36
На границах между очагом деформации и недеформируемыми
участками, а также на границах участков II, III и IV ОПД-2 резко
изменяется кривизна срединной поверхности заготовки. Это влия-
ет на увеличение растягивающих напряжений качественно также,
как и на первой вытяжке, что при анализе учитывается в гранич-
ных условиях. Для анализа напряженного состояния применяют
тот же метод совместного решения приближенных уравнений
равновесия и пластичности в граничных условиях и те же допу-
щения.
Для расчета наибольших меридиональных растягивающих на-
пряжений при вытяжке в конической матрице Е.А. Поповым по-
лучена формула:
Ортах О,-
(1 + /а), (1.53)
которая позволяет определять наибольшее растягивающее напря-
жение, действующее на границе очага пластической деформации
и цилиндрической стенки с учетом влияния сил трения, изгиба и
геометрических параметров рабочего инструмента (a, rM / S), но
без учета упрочнения и изменения толщины в процессе деформи-
рования. Из формулы (1.53) следует, что угол конусности а влия-
ет неоднозначно и существует его оптимальное значение, при ко-
тором напряжения стр будут наименьшими:
sinaonT = Jy(l-m)J^- . (1.54)
у V
Деформационное упрочнение может быть учтено при исполь-
зовании аналитических аппроксимаций (1.50) функции о, =_/(£,).
Процессу последующей вытяжки присущи те же виды потери
устойчивости и разрушения, что и для первой, которые описыва-
ются теми же, в общем виде, условиями ограничения деформации
(1.30), (1.34)-<1.36), (1.38Н1-40).
Для предотвращения потери устойчивости и разрушения ис-
пользуется рассмотренный набор способов, но с учетом конструк-
тивных особенностей штампа и инструмента для последующей
вытяжки.
37
1.3. Вытяжка деталей коробчатой формы
В патронном производстве для укупорки патронов применяют
прямоугольные металлические коробки и крышки к ним, изготав-
ливаемые способами вытяжки без утонения. Из-за отсутствия осе-
вой симметрии вытяжка коробок существенно отличается от вы-
тяжки цилиндрических деталей. В зависимости от отношения
высоты коробки Н к ее ширине В различают способы вытяжки
низких (Н/В <0,6...0,8) и высоких (Н/В > 0,6...0,8) коробок. При
этом отношение углового радиуса гу к В должно удовлетворять
неравенству Гу/В >0,1. Основное отличие способа вытяжки короб-
ки состоит в неоднородности распределения напряжений и де-
формации по периметру штампуемой заготовки. Наиболее дефор-
мируемыми являются угловые участки (рис. 1.13), которые
характеризуются примерно той же, что и при вытяжке цилиндри-
ческих деталей, схемой НДС на различных участках заготовки.
Однако в окружном направлении на угловых участках действуют
не только главные нормальные (стр и сте), но и касательные на-
пряжения трб и (по закону парности) г0р в ортогональных
направлениях к нормальным напряжениям. Эти касательные на-
пряжения возникают из-за отсутствия осевой симметрии дефор-
мирования и, следовательно, неравномерного распределения де-
формации по контуру детали. На биссектрисе углового участка
касательные напряжения отсутствуют (в связи с тем, что это ось
симметрии углового участка), а в месте сопряжения криволиней-
ных и прямолинейных участков контура достигают своих макси-
мальных значений.
Вследствие сплошности материала заготовки касательные на-
пряжения убывают в двух взаимно противоположных направле-
ниях: к биссектрисе угла 2у (рис. 1.14) и в направлении прямоли-
нейных участков контура. Изменяются они и по ширине фланца,
увеличиваясь по мере приближения к периферийной его части.
Применяя аналогичный изложенному выше метод совместного
решения приближенных уравнений равновесия и пластичности
при граничном условии ор = fd/nRS при 0=0 и p=R, А.Г. Овчинни-
ков получил формулу для расчета меридиональных напряжений:
стр =
% 1п[ —|-02
'V3JI ы
fQ
nRS
(1-55)
38
Рис. 1.13. Эпюры напряжений во фланце коробчатой детали при вытяжке
(1.56)
При р=гу и 0=0 меридиональное растягивающее напряжение
достигает своего максимального значения:
ст, , R fQ
СТ ~ -----/=1П-+
pmax УЛ/3 Гу TtRS
Экспериментально установлено, что угол у, определяющий
протяженность очага интенсивной пластической деформации,
приближенно равен одному радиану (у = 1 rad). В этом случае
максимальное по очагу деформации меридиональное растяги-
вающее напряжение будет равно:
ст R fQ
CTomax =-А1п— + =^-
Р л/З Гу TtRS
(1-57)
39
Рис. 1.14. Схемы построения угловых участков исходных заготовок
для вытяжки низких коробчатых деталей различной относительной высоты
Сопоставление с величиной растягивающих напряжений, дей-
ствующих при вытяжке цилиндрических деталей, свидетельствует
об их меньшей в 1,73 раза величине, чем при вытяжке коробок.
Это является следствием разгружающего действия касательных
напряжений.
При вытяжке тонкостенных коробчатых деталей в угловых
участках возникают тангенциальные сжимающие напряжения,
большие по значению, чем действующие на прямолинейных
участках заготовки. В связи с этим при разгрузке возникают
различные упругие деформации в угловых и прямолинейных
участках, что может сопровождаться выпучиванием стенок от
действия сжимающих напряжений. Если придать стенкам ко-
робки слегка выпуклую овальную форму или подвергнуть ее
правке растяжением стенок на 2,5...4,0% в специальном штам-
пе с раздвижным секторным пуансоном, то этого можно избе-
жать.
Для вытяжки низкой коробчатой детали применяется чаще все-
го прямоугольная заготовка со срезанными или профилирован-
ными углами.
40
Известна методика В.П. Звороно для построения контура ис-
ходной заготовки, которая предполагает выполнение следующих
расчетных процедур с применением схемы, представленной на
рис. 1.14.
1. Вычерчивают контур детали в плане и выполняют развертку
прямолинейных участков с определением длины развертки I (счи-
тая от плоского участка дна детали) по формуле гибки:
Z = 77+0,57 гд. (1.58)
2. Рассчитывают радиус Ro, необходимый для получения ци-
линдра, вписанного в угловой участок коробки, из условия равен-
ства поверхности заготовки и детали:
7?о = [гу(гу +27/)-гд(0,86гу + 0,14гд)£, (1.59)
где гд - радиус сопряжения стенки и дна цилиндра (при малом гд
R=ylry(ry +2Н).
3. Радиусом Ro из центра 0 проводят дугу до пересечения с
прямыми 0с и 0d, ограничивающими прямолинейные участки.
4. Отрезки ad и be делят пополам (точки т и п соответственно),
и через эти точки проводят касательные к дуге ab.
5. Касательные, проведенные через точки т и п, и прямоли-
нейные участки контура заготовки сопрягают дугами
радиусом Ro.
Форма углового участка исходной заготовки зависит от отно-
шения Н/гу. При Н/гу< 5 контур выпуклый (рис. 1.14, а), при
Н/гу=5 - прямолинейный (рис. 1.14, б), при Н/гу> 5 - вогнутый
(рис. 1.14, в). Ввиду неравномерного распределения параметров
НДС по контуру заготовки, а также ввиду анизотропии механиче-
ских свойств материала вытяжка коробчатых деталей отличается
от вытяжки цилиндрических еще большей разновысотностью и
разной шириной фланца (при его наличии). Это обязывает вво-
дить обрезку по высоте или по фланцу. Форму и размеры заготов-
ки уточняют при отработке технологии.
Типовой технологический процесс изготовления прямоуголь-
ной коробки, применяемый в патронном производстве, приведен в
табл. 1.2.
41
Таблица 1.2
Маршрутный технологический процесс изготовлении металлической
коробки
Операция
1. Про-
тирка
ленты и
вырубка
заготовки
2. Сма-
зывание
заготовки
и вытяж-
ка
Эскиз заготовки
Тип техноло-
гического обо-
рудования
Автомат АПЛ
Пресс К-21 ЗОБ
Пресс К-480
3. Калиб-
ровка и
обрезка
фланца
Пресс фрикци-
онный Ф-1728
1.4. Технологические требования, предъявляемые
процессом вытяжки к конструкции штампуемых деталей
Применительно к процессам вытяжки под технологичностью
детали следует понимать степень ее пригодности к изготовлению
способами вытяжки за наименьшее число операций при обеспече-
нии устойчивости и прочности заготовки в процессе вытяжки и
заданного уровня качества штампуемой детали. Основные техни-
ческие показатели технологичности: штампуемость исходного ма-
42
териала, степень геометрической сложности штампуемой детали,
степень сложности физико-механических свойств.
К показателям штампуемое™ материала относятся те из них,
которые существенно влияют на устойчивость и прочность заго-
товки при вытяжке, а именно:
• сопротивление материала деформированию (о0>2, от> ов, о,);
• способность к деформационному упрочнению (о0,2/ов, пу,
• предельная до потери устойчивости деформация (е1у, 8У);
• предельные (т‘пР) и допустимые (/naon) значения коэффициен-
тов вытяжки.
Ориентировочная оценка ТКИ по штампуемое™ материала
может быть выполнена по выделенным в табл. 1.3 контрольным
уровням технологичности.
Таблица 1.3
Оценка ТКИ по штампуемости материала
Уровни тех- ИОЛОГИЧНОСТИ Показатели ТКИ
<т„, МПа °о.г/ °в п=г„
Высокий Средний Низкий Менее 320 320...600 Более 600 Менее 0,60 0,60... 0,70 Более 0,70 Более 0,25 0,25...0,15 Менее 0,15 Более 0,60 0,50...0,60 Менее 0,50
Основные параметры, характеризующие степень геометриче-
ской сложности конструкции вытягиваемой детали:
• форма;
• количество конструктивных элементов N3, в том числе уни-
фицированных Ny, стандартизованных N„ и повторного примене-
ния
• габаритные размеры (Н, d);
• безразмерные геометрические параметры (относительная вы-
сота H = H/d, относительная толщина стенки SD=S/d, отно-
сительный радиус сопряжения стенки и дна rc -rc/S, относи-
тельный диаметр фланца £>ф =D$]d, относительный радиус
сопряжения стенки и фланца Гф = r$/S и др.);
• допускаемые отклонения на размеры и форму (разнотолщин-
ность, разновысотность, огранку и др.).
По форме к деталям высокой технологичности относятся одно-
ступенчатые цилиндрические без фланца (N3 = 2...3); к деталям
средней технологичности - одноступенчатые цилиндрические с
43
фланцем, осесимметричные конические и с криволинейной обра-
зующей с фланцем и без фланца, симметричные типа прямо-
угольных, квадратных и овальных коробок (N3 = 3...5); к деталям
низкой технологичности - многоступенчатые, с различной фор-
мой образующей, несимметричные.
По габаритным размерам (Н, d) целесообразно различать
штампованные детали высокой технологичности - до 100 мм,
средней от 100 до 500 мм, низкой - свыше 500 мм.
Весьма важным показателем ТКИ является относительная вы-
сота HD, от которой зависит количество вытяжных операций, а
следовательно, трудоемкость и себестоимость изготовления дета-
ли. Для цилиндрической заготовки с плоским дном и малым ра-
диусом сопряжения (r/s = 1,0) можно принять следующие уровни
ТКИ: менее 0,45 - высокая; 0,45...0,90 - средняя; более 0,90 -
низкая. Деталь высокой технологичности может быть вытянута за
одну операцию, средней технологичности - за одну-две операции,
низкой технологичности - за три и большее число операций.
Для цилиндрической заготовки с плоским дном и большим ра-
диусом сопряжения (lrc/d = 0,55...0,63) уровни ТКИ соответст-
вуют следующим интервалам значений H/d : менее 0,70 - высо-
кая; 0,70... 1,20-средняя; более 1,20-низкая.
Степень геометрической сложности штампуемой детали уста-
навливается не только соотношениями размеров, но и допускае-
мыми отклонениями на форму и размеры детали, определяющие
ее качество. Ужесточение отклонений требует введения дополни-
тельных операций калибровки и шлифования, что увеличивает
трудоемкость и себестоимость, а следовательно, снижает ТКИ.
При вытяжке устанавливают допускаемые отклонения на на-
ружный диаметр, толщину стенки, разностенность. В табл. 1.4 да-
ны рекомендации по оценке ТКИ по указанным параметрам.
Т аблица 1 .4
Рекомендуемые уровни технологичности деталей, изготавливаемых
вытяжкой_________________________________
Уровни ТКИ Показатели ТКИ, %
Злю 5ятп 30п> Зк ... 8„
Низкий Средний Высокий Менее 0,10 0,10...0,25 Более 0,25 Менее 7,0 7,0...20,0 Более 20,0 Менее 1,5 1,5...6,0 Более 6,0 Менее 0,06 0,06... 0,14 Более 0,14 Менее 0,5 0,5...1,0 Более 1,0 Менее 5,0 5,0... 10,0 Более 10,0
44
Примечание. Принятые обозначения - 5(/ = ——--— 100%;
d
С _ С ,5 —«S' /7*^ — /№
?>Sna=~—-100%; 5 =—=ва------^100%; 5=-——100%;
Н — н
6Н _—max---mm_]QQo/o. j _ максимальный, минимальный и номиналь-
н
ный диаметры: №, 5й, 5„„, 5ф, Smsx, Smi„, S - толщины стенок в верхнем и нижнем
расчетных сечениях, по впадине и фестону, максимальная, минимальная и номи-
нальная соответственно; ^KPnnx,^KPmm “ максимальный и минимальный диа-
метры в зоне кромки; dB,dH - диаметры в верхнем и нижнем расчетных сечени-
ях; - максимальная, минимальная и номинальная высоты детали.
1.5. Контроль и обеспечение качества штампуемых деталей
Контроль качества штампуемых заготовок и деталей выполня-
ется с целью исключить технологические отказы и удалить из по-
тока бракованные детали.
Термин «отказ» заимствован из области надежности и фор-
мально означает любое событие, возникающее при функциониро-
вании технологического процесса вытяжки, нарушающее его ра-
ботоспособное состояние. При этом за работоспособное следует
принять такое состояние, при котором значения всех технологи-
ческих параметров процесса и изготавливаемого изделия соответ-
ствуют нормативно-техническим требованиям и требованиям
конструкторской документации на изделие.
Детали, изготавливаемые вытяжкой, контролируются по наи-
более существенным признакам: по отклонению формы, контро-
лируемых размеров от заданных чертежом и технологическими
картами (операционными и технического контроля), по наличию
местных дефектов.
Отклонением формы называется отклонение формы реальной
(действительной) поверхности или реального профиля от формы
номинальной геометрической поверхности или геометрического
профиля.
Для оценки отклонения формы деталей, получаемых вытяж-
кой, применяют единичные показатели, характеризующие одно-
параметрические (элементарные) отклонения (см. табл. 1.4): раз-
нотолщинность Зупр, 8упп, в том числе разностенность 8$,
разновысотность 8Н (в том числе косина), овальность 8rf, огранка
80Гр, конусность 8К. Оценка качества деталей по форме может про-
45
изводиться по регламентированным стандартами (ГОСТами,
стандартами предприятия СТП) значениям предельных отклоне-
ний формы и степеням точности, а также по допускам, опреде-
ляемым техническими требованиями. Основные контролируемые
размеры деталей - наружные диаметры и толщины стенок. Кон-
троль дефектов в основном предполагает выявление внешних де-
фектов визуальным методом.
Рис. 1.15. Виды технологических дефектов после вытяжки
46
В зависимости от степени влияния дефекта на технологические
и эксплуатационные свойства заготовки и детали различают де-
фекты критические (например, трещины), при наличии которых
дальнейшее их деформирование невозможно, а также значитель-
ные (например, утонение) и малозначительные (например, неглу-
бокие царапины).
По происхождению различают дефекты металлургические,
возникающие при отливке и прокатке металла (раковины, трещи-
ны, расслоения, пористость, плены, закаты, волосовины, рябизна,
неплотности приварки томпака в биметалле, окисления, отслоения
металла и др.), и технологические, характерные для процесса вы-
тяжки (складки, продольные и поперечные трещины, царапины,
надрывы, заусенцы, задиры - рис. 1.15).
1.6. Технологические расчеты
1.6.1. Исходные данные и последовательность расчетов
Исходные данные для технологических расчетов:
• чертеж готовой детали;
• принятый технологический маршрут изготовления детали и
технологические схемы процессов вытяжки;
• механические свойства материала заготовки (о0,2, ов Е1у);
• значения предельных wnp и допустимых та0П коэффициентов
вытяжки;
• режимы термической и химической обработки заготовок;
• рекомендации по технологическим покрытиям и смазкам.
Последовательность технологических расчетов:
1) определение размеров конечной штампованной заготовки
(после последней вытяжки);
2) оценка и обеспечение, при необходимости, технологичности
конструкции конечной штампованной заготовки;
3) расчет размеров исходной заготовки;
4) расчет количества вытяжных операций;
5) расчет размеров заготовок на промежуточных операциях;
6) расчет исполнительных размеров рабочего инструмента;
7) расчет технологических усилий.
47
1.6.2. Расчет размеров заготовок
Выделяют расчет размеров конечной штампованной заготовки,
размеров исходной плоской заготовки, размеров заготовок после
выполнения промежуточных вытяжных операций.
1.6.2.1. Расчет размеров конечной заготовки
Исходные данные для расчета размеров конечной заготовки:
чертеж готовой детали (рис. 1.16, а); принятые маршрутный тех-
нологический процесс изготовления детали и технологические
схемы вытяжки; рекомендуемые припуски на обрезку; технологи-
ческие требования, предъявляемые процессом вытяжки к конст-
рукции деталей.
Расчетные размеры - номинальные размеры (рис. 1.16, б): на-
ружный диаметр заготовки d„; толщина стенки S„; радиус сопря-
жения г„; высота заготовки Н„. Толщина дна № в расчетах предпо-
лагается равной толщине стенки конечной заготовки. В общем
случае номинальные размеры конечной заготовки в любом рас-
четном сечении определяются в зависимости от размеров готовой
детали в этом же сечении с учетом припусков на возможную ме-
ханическую обработку, а также возможного изменения размеров
на последующих штамповочных операциях другого вида:
djn =(dJCJd +277'м); SJn =(sJCJs+nJM\,
Нп=(НСн+ЬН\, rnJ>r , (1.60)
где 1ТЫ — односторонний припуск на механическую обработку по
наружной и (или) внутренней поверхностям; Cd, Cs, Сн - попра-
вочные коэффициенты, учитывающие соответствующее измене-
ние размеров конечной вытянутой заготовки на последующих
штамповочных операциях другого вида; Д/7 - припуск на обрезку.
Поправочные коэффициенты Cd, Cs, Сн устанавливаются по
теоретическим или эмпирическим формулам с учетом вида при-
меняемой последующей операции (обжима, раздачи, отбортовки и
др.) и вида деформированного состояния заготовки в зоне ОПД на
этой операции. Так, например, при последующем обжиме наруж-
ный диаметр вытянутой заготовки уменьшается, а стенка утолща-
ется. Следовательно, для этого случая в соответствии с анализом
деформированного состояния коэффициенты примут следующие
значения: =1/ти7об>1; С1 s = ^mJ06 <1, где mJ об-d/dn - ко-
48
эффициент обжима, обеспечивающий получение из вытянутой за-
готовки диаметром d„ готовой детали диаметром d.
При отсутствии в технологическом маршруте последующих
штамповочных операций другого вида коэффициенты Сл, Cs, Сн
в формулах (1.60) принимаются равными единице, т.е. Cd = Cs =
=С„ = 1.
Припуски на обрезку неровной (волнистой) кромки зависят от
относительной высоты и толщины вытягиваемой заготовки. Экс-
периментально установлено, что отношение &Н/Нп для цилинд-
рических деталей составляет от 0,05 до 0,2, при этом верхние зна-
чения соответствуют большим абсолютным и относительным
высотам Hn/dn .
После определения размеров конечной для вытяжки заготовки
необходимо оценить технологичность ее конструкции с учетом
технологических требований, изложенных в подразд. 1.4. При не-
соответствии значений конструктивно-технологических парамет-
ров деталей уровням высокой и средней технологичности целесо-
образно откорректировать, по согласованию с конструктором, их
значения, руководствуясь рекомендациями справочных материа-
лов, и (или) предусмотреть в технологическом маршруте допол-
нительные, например калибровочные операции, обеспечивающие
на выходе из технологического процесса заданные требования к
детали.
1.6.2.2. Расчет размеров исходной заготовки
Исходные данные для расчета: размеры конечной штамповоч-
ной заготовки (после последней вытяжки); вид исходной заготов-
49
ки и ее заданный базовый размер; припуски на обрезку на проме-
жуточных операциях (между вытяжками).
Вид заготовки определен принятой маршрутной технологией.
Заготовки могут быть плоскими с различной формой в плане
(круг, квадрат, шестигранник) и полыми пространственной фор-
мы. Припуски на промежуточную обрезку назначаются из тех же
соображений, что и после последней вытяжки при изготовлении
конечной заготовки (п. 1.6.2.1).
При применении плоской заготовки за базовый размер прини-
мается ее толщина 5о- Она определяется в зависимости от толщи-
ны конечной штампованной заготовки в заданном контрольном
сечении j (в стенке или дне) в общем случае с учетом возможного
изменения на промежуточных операциях и отличия от стандарт-
ной толщины полосы (ленты):
S0=CJs0-SJn, (1.61)
где CjSq - поправочный коэффициент (CJs0 1,0).
Основу алгоритма составляет условие равенства объемов ис-
ходной и конечной штампованной заготовок:
К0 = К„+Кота, (1.62)
где Vo, V„, Котх - объемы исходной, конечной заготовок и возмож-
ных отходов различного вида на промежуточных операциях (на
обрезку, механическую обработку, угар, вытравливание и др.).
Из этого равенства вытекает другое, определяющее коэффици-
ент использования металла (КИМ) т]„:
V V
„ ' П 1 отх
п „ = — — 1----
VQ VQ
Используемые в (1.63) величины Ко, К,, Ко„ являются функ-
циями формы и размеров заготовок. Однако при вытяжке без уто-
нения размеры исходной заготовки можно определить из условия
равенства площадей поверхностей при принятии допущения о не-
изменяемости толщины заготовки в процессе вытяжки, т.е.
So = SJn. Тогда по аналогии с равенством (1.63) можно записать:
=^- = 1—^2-
где F„, Fq - площади поверхности конечной штампованной и ис-
ходной заготовок соответственно.
Так же как при расчете объемов, площади поверхностей могут
(1.63)
(1-64)
50
определяться двумя способами: по суммированию площадей по-
верхностей элементарных фигур в совокупности составляющих
конструкцию конечной штампованной заготовки и путем вычис-
ления поверхности тела, образованной вращением вокруг оси ор-
динат фигуры, ограниченной профилем образующей этого тела.
При применении первого способа площадь поверхности нахо-
дят по формуле
Nn
F.=YL. (1-65)
1=1
где f„i - площадь поверхности г-го конструктивного элемента
(геометрической фигуры); N„ - количество выделяемых на черте-
же штампованной заготовки элементарных поверхностей.
Для нахождения поверхностей выделяемых геометрических
фигур используют известные из справочной литературы формулы.
Точность вычисляемых этим способом площадей поверхностей
заготовок будет определяться степенью соответствия выделяемых
геометрических фигур конструкции тела, а также правомерно-
стью принятого допущения о неизменяемости толщины стенки
заготовки в процессе штамповки. Это допущение не является стро-
гим, так как в процессе вытяжки на отдельных участках заготовки
может происходить утолщение (краевая часть), а на других - уто-
нение (на радиусных участках) стенок, что в свою очередь вызыва-
ет уменьшение и соответственно увеличение площади поверхности
отштампованной заготовки по сравнению с ее значением для ис-
ходной заготовки. Для компенсации этого несоответствия F„ и Fo в
равенство (1.64) иногда вводится коэффициент 0, т.е.
FB
• (1-66)
Пл
В частности, этот коэффициент можно определить по эмпири-
ческой формуле JI.A. Шофмана:
0,95 +
0,8/ 1
rM/S0 т2
(1-67)
В зависимости от соотношения параметров / r„/S0, т, входя-
щих в формулу, коэффициент 0 может быть больше, меньше или
равен единице. Это объясняется изменением соотношения мери-
диональных растягивающих (ор) и тангенциальных сжимающих
(о9) напряжений.
51
Для полых цилиндрических деталей исходная заготовка чаще
всего имеет форму круга, а поэтому из (1.66) следует:
1л F I F
(Е68)
Определение диаметра исходной заготовки по второму способу
(применяется при штамповке деталей сложной формы) произво-
дится с использованием 1-й теоремы Гюльдена:
Fn=Ln2nYcn (1.69а)
и ее варианта:
п
(1-696)
1=1
где Ln - длина образующей заготовки; Ycn - расстояние от оси де-
тали до центра массы образующей; Yc. - длина г-го прямоли-
нейного отрезка малой длины и расстояние его центра массы, ле-
жащего на самом отрезке, до оси заготовки; п - количество
прямолинейных отрезков малой длины, на которые разбивается
образующая заготовки. При выборе коэффициента использования
материала в формулах (1.66), (1.68) необходимо учитывать при-
пуск на обрезку волнистой кромки вытянутой заготовки (детали),
которая образуется вследствие плоскостной анизотропии структу-
ры и механических свойств материала исходной заготовки. Вы-
пуклые участки кромки называют фестонами, их высота может
достигать до 20% высоты детали. Фестоны располагаются на уча-
стках кромки детали симметрично относительно направления
прокатки.
1.6.3. Расчет количества вытяжных операций
Расчет количества операций производится с использованием
основных условий ограничения деформации, действующих в про-
цессах вытяжки без утонения: потери устойчивости второго вида,
сопровождающегося образованием складок; потери устойчивости
третьего вида, сопровождающегося локализацией деформации в
опасном сечении заготовки с последующим разрушением.
К исходным данным относятся чертежи исходной и конечной
заготовок, предполагаемый технологический маршрут изготовле-
ния конечной штампованной заготовки, математическая модель
52
многооперационного процесса вытяжки без утонения в виде сле-
дующей системы определяющих уравнений:
• коэффициент накопленной (суммарной) деформации
dn Л
Do /=1
• коэффициент вытяжки на любой г-й операции
4->т.
“ ,доп’
количество операций
n = lim m-Jnii,
(1-70)
т,
(1-71)
(1.72)
допустимый коэффициент вытяжки (справочная величина)
(1.73)
предельный коэффициент вытяжки (справочная величина)
<Si-\ rMj rni СТ0,2
<^/-1 $0 ^0 ств
условие упруго-пластической устойчивости второго вида
^2-100 >4,5...5,5(1-mJ (1.75а)
Do
W'np
'доп’
(1-74)
или
So (1,0-1,09™,)
- на первой вытяжке (при /И!<0,92); (1.756)
1,07 5,5+ —
I So,
S-
—Г-^-100 > 5...7(1 - /и,) - на последующей вытяжке; (1.76)
Д-i
• условие
третьего вида
устойчивости пластического деформирования
max
(1-77)
+ т2а -т,
2-тп
е. ". л - р
£>У ’ Л п ’ в‘У
Е,у
Ка =(1,12...1,14)"; стртах по уравнениям (1.19), (1.52);
гДе ЫВ=Л-
; та = 0,6...0,7;
53
н\
Вбод исходных денных
^0' ^0' ^П’ Ъ
%. av. S,. е,,. ег у
Расчет суммарного
коэффициента бытяжки
/^г= dr,/d„
Количество операций
Коэффициент бытяжки на
1/Н
операции т= т1
Да
v
Нет/УчитьЛать параметры
оборудования?
Расчет размеров заготовки
на операции d, S,
хлобие бытяжки
дез прижима''
Вытяжка
с прижит
Да
.я I
Вытяжка
без прижима
Расчет максимальных
растягивающих напряжении
ОС
00 ПЮИ
g ।
Расчет допустимых
растягивающих напряжений
<7
Нет
Нет
<о
и<Р.
Нет
Выбод количества
операций
Учитывать
параметры
Рис. 1.17. Алгоритм расчета количества вытяжных операций
54
• рекомендуемые соотношения между коэффициентами вы-
тяжки по операциям
< т2 < т3 < .../и,- < ...тп_} < тп, (1-78)
где Kmi > 1 - коэффициент запаса; (ст,у) - интенсивность напря-
женного состояния в момент потери устойчивости при вытяжке;
ст,у, £,у - интенсивность напряжений и интенсивность деформа-
ции в момент потери устойчивости (образования «шейки») при
испытании образцов на растяжение.
Алгоритм расчета количества операций с использованием ма-
тематической модели (1.70)-(1.78) приведен на рис. 1.17.
На основании выполненных расчетов определяют диаметры за-
готовок на каждой из операций:
d^m^. (1.79)
Радиусы сопряжения стенки и дна должны удовлетворять сле-
дующим соотношениям:
ri =ri-\-fy’ (1.80)
л-1
где r\,rn- радиусы сопряжения стенки и дна на первой и послед-
ней операциях.
Высоты заготовок рассчитывают из условия равенства площа-
дей поверхностей до и после вытяжки с учетом припусков на об-
резку кромок (см. п. 1.6.2).
1.6.4. Расчет исполнительных размеров рабочего
инструмента
Исходные данные для расчета исполнительных размеров рабо-
чего инструмента: номинальные размеры заготовок после выпол-
нения каждой из операций; допускаемые отклонения на неточ-
ность изготовления этих заготовок; припуски на возможный износ
рабочего инструмента; допуски на возможную упругую деформа-
цию рабочего инструмента и упругую разгрузку штампуемой де-
тали.
Рабочий инструмент - пуансон и матрица (рис. 1.18).
За расчетный размер матрицы принимается ее минимальный
диаметр В общем случае с учетом перечисленных выше
исходных данных можно записать:
du ~^Mtnin ~^мтах —Пум ~~ ^ум ~ ^м’ 0-В1)
55
где JMmax - максимальный диаметр матрицы; 77им - припуск на
износ матрицы; 8ум - допуск на упругую деформацию матрицы;
Тм - допускаемое отклонение на неточность изготовления мат-
Рис. 1.18. Эскизы матриц для вытяжки: а - радиальная; б - коническая
Максимальный диаметр матрицы назначаем равным макси-
мально допустимому с учетом упругой разгрузки диаметру дета-
ли, Т.е. </мтах —^дтах ~ ^уд» гДе ^дтах ~ ^ + ^дв’ d ~ Номиналь-
ный размер детали; Т№- верхнее допускаемое отклонение на
размер детали; 8уд- величина упругой разгрузки детали.
Окончательно запишем:
dM=(d + T№-nHU-8y-TM) + TM, (1.82)
где 8 у — 8 ум + 8 уд.
Полный учет всех составляющих необходим при расчете ис-
полнительных размеров матриц на последних операциях при же-
стких требованиях, предъявляемых к штампуемой детали по точ-
ности. Припуск на износ матрицы в этом случае можно принимать
по соотношению
77им = (0,8...1,0)77д, (1.83)
где 77д = Гдв - Гдн - поле допуска; Гдн - нижнее допускаемое от-
клонение на размер детали.
При низких требованиях по точности изготавливаемых загото-
вок (деталей) и легких условиях работы инструмента (отсутствие
56
нагрева, невысокие усилия) и на промежуточных вытяжных опе-
рациях размеры матриц могут назначаться по номинальным раз-
мерам штампуемых заготовок с учетом допусков на точность из-
готовления рабочего инструмента:
d„=d+T". (1.84)
Размеры пуансонов определяются по соответствующим раз-
мерам матриц с учетом принятых односторонних технологиче-
ских зазоров z и допусков на неточность изготовления пуансо-
нов, т.е.
dn=(JM-2z)_rn. (1.85)
Для приближенных расчетов можно принять
где 5-кр, 5,_]Кр - толщина кромки штампуемой детали до и после
вытяжки.
1.6.5. Расчет технологических усилий
Исходные данные: размеры заготовок по операциям, макси-
мальные меридиональные растягивающие напряжения.
Максимальные усилия вытяжки рассчитываются по формуле
Лшхг = Adi ~ Si)Si°pi™*’ (1-86)
где dj - наружный диаметр заготовки; 5,- = So - толщина стенки за-
готовки на данной операции; сгр;тах- максимальное значение
растягивающего напряжения в цилиндрической части заготовки
на данной г-й вытяжной операции (1.19), (1.52), (1.53).
Отсюда следует, что на величину максимального усилия влия-
ют все те же технологические факторы, которые влияют на растя-
гивающее напряжение (см. п. 1.2.3) и поперечные габаритные
размеры детали.
Контрольные вопросы
1. По каким признакам классифицируют способы вытяжки?
2. Какие технологические особенности характерны для процесса вытяжки
без утонения?
3. На какие характерные стадии делится процесс вытяжки?
4. Какие очаги пластической деформации формируются в заготовке при вы-
тяжке и чем они различаются?
57
5. Какие допущения принимают при анализе напряженного состояния в
процессе вытяжки без прижима?
6. Какие основные уравнения и граничные условия используют при анализе
иапряжеииого состояния в процессах вытяжки?
7. Какие технологические факторы влияют на растягивающие напряжения и
усилия при вытяжке?
8. В чем состоит условие потери устойчивости заготовки в области малых
упруго-пластических деформаций?
9. Чем отличается вытяжка с прижимом от вытяжки без прижима?
10. Чем отличается последующая вытяжка от первой вытяжки из плоской за-
готовки?
11. Какие технологические факторы влияют на складкообразование заготов-
ки при вытяжке?
12. Какие способы позволяют уменьшить или исключить опасность склад-
кообразования?
13. В чем состоит условие потери устойчивости пластического деформиро-
вания?
14. Какие способы наиболее эффективно влияют на повышение устойчиво-
сти пластического деформирования в опасном сечении заготовки при вытяжке?
15. Какие особенности характерны для процесса вытяжки иеосесимметрич-
ных заготовок?
16. В чем состоят различия процессов вытяжки коробчатых и цилиндриче-
ских деталей?
17. По каким конструктивно-технологическим признакам оценивается тех-
нологичность конструкции детали, изготавливаемой вытяжкой?
18. Что понимают под технологическим отказом?
19. Какие исходные данные необходимы для проектирования процесса вы-
тяжки?
20. Какие технологические параметры рассчитывают при проектировании
процесса вытяжки?
21. Из каких условий рассчитывают размеры исходной заготовки?
22. Из каких условий рассчитывается количество вытяжных операций?
23. Влияние каких технологических факторов и каким образом учитывают
при расчете исполнительных размеров рабочего инструмента?
Библиографический список
1. Теория ковки и штамповки: учебное пособие / Под общ. ред. Е.П. Уиксова,
А.Г. Овчинникова. М.: Машиностроение, 1992. 720 с.
2. Агеев Н.П., Даиилии Г.А., Огородников В.П. Вытяжка в штампах полых
тонкостенных деталей машиио- и приборостроения: В 2 ч. Ч. 1. Механические
основы процесса вытяжки. Тверь: ГЕРС, 1997. 336 с.
3. Агеев Н.П., Даиилии Г.А., Огородников В.П. Вытяжка в штампах полых
тонкостенных деталей машнно- и приборостроения: В 2 ч. Ч. 2. Проектирование
технологических процессов. Тверь: ГЕРС, 1998. 257 с.
4. Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки: Учеб-
ник. М.: Машиностроение, 1989. 304 с.
5. Романовский В.П. Справочник по холодной штамповке. Л.: Машинострое-
ние, 1979. 520 с.
58
2. ВЫТЯЖКА С УТОНЕНИЕМ
2.1. Способы вытяжки
Вытяжка с утонением, в соответствии с классификацией (см.
разд. 5 первой части), относится к классу толстолистовой штам-
повки и представляет собой процесс формообразования полой
детали преимущественно путём принудительного утонения
стенки заготовки при незначительном изменении внутреннего
диаметра заготовки при ее протягивании через одну или не-
сколько матриц. Применяется, главным образом, как последую-
щая операция формообразования полых заготовок, полученных
каким-либо способом металлообработки (вытяжкой без утоне-
ния, свёрткой, выдавливанием, комбинированным процессом
свертки с выдавливанием и т. д.). Поэтому исходной заготовкой
здесь служит полая деталь с дном цилиндрической, конической
или призматической формы с тонкими по отношению к попе-
речным размерам стенками постоянной или переменной толщи-
ны. В общей классификации способов штамповки можно выде-
лить следующие основные способы вытяжки с утонением,
применяемые в производстве:
• по форме исходной заготовки и штампуемой детали - вытяж-
ку осесимметричных и неосесимметричных деталей с постоянной
и переменной толщиной стенки, ступенчатую и бесступенчатую;
• по виду движения заготовки и рабочего инструмента - вы-
тяжку в штампах при поступательном движении рабочего инст-
румента, вытяжку в качающихся матрицах, ротационную вытяж-
ку;
• по схеме приложения дополнительных сил - вытяжку без
приложения дополнительных сил, с приложением дополнитель-
ных сил (подпора, противодавления);
• по температурным условиям - вытяжку без нагрева заготовки
и с нагревом вне штампа;
• по скоростным условиям - статическую вытяжку, скорост-
ную и высокоскоростную;
• по условиям трения - вытяжку с граничным и жидкостным
трением при реализации смешанной схемы действия сил трения
(активных и пассивных);
• по количеству матриц - вытяжку через одну или несколько
матриц;
59
• по типу технологической оснастки и оборудования - вытяжку
в штампах на прессах, вытяжку в инструментальных штамповых
блоках на автоматических роторных машинах (АРЛ), вытяжку на
станках для ротационной обработки.
В патронном производстве преимущественно применяют вы-
тяжку в штампах на прессах и инструментальных блоках, на АРЛ
через одну и (или) две матрицы из колпачков, полученных свёрт-
кой с утонением (комбинированной вытяжкой), без их нагрева, в
условиях статической и скоростной штамповки.
2.2. Свёртка
Вытяжка с утонением из плоской заготовки (первая вытяжка)
осуществляется за счёт значительного принудительного умень-
шения её диаметра и толщины.
Процесс вытяжки в одной матрице при Do -d„ /2 > So (Do, So -
диаметр и толщина исходной заготовки, диаметр пуансона в
нижнем расчётном сечении) делится на следующие характерные
стадии (рис. 2.1):
1) пространственный изгиб с растяжением плоской заготовки
вокруг кромки пуансона (рис. 2.1, а, участок кривой “оа”, рис. 2.1,
б);
2) вытяжка пространственной заготовки без принудительного
утонения стенок (рис. 2.1, а, участок кривой “ас”, рис. 2.1, в);
3) вытяжка пространственной заготовки с принудительным
утонением стенок (рис. 2.1, а, участок кривой “cd”, рис. 2.1, г);
4) вытяжка пространственной заготовки с принудительным
утонением кромки и формообразованием цилиндрической детали
(рис. 2.1, а, участок кривой “de”, рис. 2.1, Э).
На первых стадиях осуществляется изменение кривизны сре-
динной поверхности заготовки, значительное уменьшение диа-
метральных размеров и прилегание заготовки по наружной по-
верхности к матрице, утолщение кромки S*p и не контролируемое
зазором инструмента утонение дна и стенки в зоне вытяжной
кромки пуансона 5пиП. При этом в стенках заготовки действуют в
меридиональном направлении растягивающие напряжения, кото-
рые достигают своего максимального значения в месте сопряже-
ния стенки и дна и в сочетании с тангенциальными растягиваю-
щими напряжениями образуют жесткую схему напряженного
60
состояния в этом месте (опасном сечении). Вторая стадия опреде-
ляет предельную степень деформации по изменению диаметра,
т.е. предельный коэффициент вытяжки.
б б
г де
Рис. 2.1. Технологическая схема процесса свертки: а - схема диаграммы “усилие
- путь инструмента” Р -h~, б-д - первая-четвертая стадии процесса;
е - эскиз готовой детали
Третья стадия процесса характеризуется формированием очага
интенсивной пластической деформации с принудительным утоне-
нием стенки исходной заготовки, определяемым величиной одно-
стороннего зазора (zh/Sq < 1,0). В зоне принудительного утоне-
ния стенки (зона II) наблюдается интенсивное деформационное
упрочнение металла в опасном сечении, а на поверхности контак-
та заготовки с пуансоном возникает сила трения Тп, направленная
в сторону движения пуансона, что в совокупности уменьшает рас-
тягивающие напряжения в опасном сечении (см. рис. 2.1, г).
61
В конце этой стадии усилие деформирования достигает макси-
мального значения. Третья стадия определяет предельную степень
утонения стенки и суммарную по изменению ее диаметра и тол-
щины предельную степень деформации.
Особенностью процесса во время протекания четвёртой стадии
является интенсивное уменьшение объёма зоны принудительного
утонения стенки II и резкий спад усилия деформирования. При
соблюдении условия Z)0-tZ“/2<50 выделенные первые две
стадии отсутствуют, вытяжка о существляется сдвигом (рис. 2.2).
Рис. 2.2. Технологическая схема процесса свертки сдвигом: а - схема диаграммы
“усилие - путь инструмента” Р - Л; б, в - начальные стадии процесса;
г - конечная стадия; д - эскиз готовой детали
62
В этом случае начальная стадия процесса завершается затеканием
центральной части заготовки в цилиндрический поясок матрицы и
возникновением сдвиговой деформации при максимальном уси-
лии формоизменения (рис. 2.2, а, участок кривой “оа”, рис. 2.2, б,
в). Конечная стадия, так же как и в первом случае, соответствует
перемещению торца пуансона от верхней кромки цилиндрическо-
го пояска матрицы до конца процесса (рис. 2.2, а, участок кривой
“ае”, рис. 2.2, г).
2.3. Технологические особенности процесса вытяжки
через одну матрицу
2.3.1. Стадии процесса
Экспериментальное исследование позволило установить, что
при всех условиях деформации процесс вытяжки с утонением че-
рез одну матрицу имеет четыре существенно выраженные стадии
(рис. 2.3): деформирование дна и придонного участка заготовки
(б, в), деформирование стенки (г), деформирование краевой части
заготовки (д). Первая, вторая и четвёртая стадии являются неста-
ционарными, третья - стационарная, что даёт основание относить
вытяжку с утонением к классу стационарных процессов. Первая
стадия завершается при совмещении торца пуансона с входным
сечением калибровочного цилиндрического пояска матрицы
(в.с.п.), вторая - при совмещении нижнего расчётного сечения пу-
ансона с в.с.п. Начало четвёртой, заключительной стадии может
быть установлено по моменту совмещения кромки заготовки с
начальным сечением геометрического очага деформации. Однако
в реальном процессе эта стадия начинается несколько раньше
ввиду заметного ослабления тормозящего влияния краевой части
заготовки, находящейся вне очага деформации, т. е. с учётом зоны
внеконтактной -деформации. При малой высоте вытягиваемой за-
готовки может отсутствовать выраженная третья, стационарная
стадия. На рисунке показаны силы нормального давления N„, Nn и
силы трения Ты, Тп, действующие на поверхностях контакта заго-
товки с матрицей и пуансоном.
Усилие деформирования Р\ (максимальное) соответствует пер-
вой стадии процесса, усилия Р2 и Ръ - началу и концу третьей,
стационарной стадии процесса. В результате исследования уста-
новлено влияние на отмеченные характерные усилия и их отно-
63
шения PJPi, Р\1Рз таких технологических факторов, как относи-
тельная толщина дна исходной заготовки Si^/d^, угол конусности
матрицы а, угол конусности дна заготовки у (табл. 2.1).
Рис. 2.3. Машинная диаграмма “усилие - путь инструмента” Р - h (а) и схема
формоизменения заготовки по стадиям процесса вытяжки с утонением через
одну матрицу (б - б)
64
Таблица 2.1
Влияние угла конусности матрицы и дна исходной заготовки на усилие
_____ вытяжки с утонением = 43 мм; <4 = 39,6 мм)__________
Угол ко- иусности Силовые параметры процесса
При S ям/</м = 0,16 При S",= 0,32
Ру Ръ Ръ Py/Pi Р|/Р3 Ру Ръ Рз Р,/Р2 Р,/Р3
Y кН кН
5° 128,1 160,9 66,0 54,4 2,1 2,7 142.5 160,9 71,8 59,4 1,9 2,3
5° 15° 127,6 160,9 67,7 56,1 1,9 2,2 124,3 160,9 54,2 46,2 2,2 2,5
25° 111,7 160,9 64,4 56,1 1,8 2,0 128,2 160,9 54,5 34,6 2,5 3,5
5° 128,7 124,4 59,4 47,8 2,2 2,7 148,5 124,4 70,1 56,1 2,2 2,7
15° 15° 121,1 124,4 60,2 49,5 2,1 2,5 126,5 124,4 60,3 47,8 2,1 2,5
25° 120,5 124,4 59,4 49,5 2,1 2,5 121,5 124,4 57,7 44,5 2,1 2,7
5° 145,2 103,2 60,2 49,5 2,4 3,0 158,9 103,2 74,3 56,1 2,1 2,8
25° 15° 128,2 103,2 55,3 49,5 2,3 2,6 132,0 103,2 63,5 44,6 2,1 2,7
25° 120,4 103,2 54,4 52,8 2,2 2,3 117,2 103,2 58,6 41,3 1,9 2,5
Отмеченные особенности изменения технологического усилия
при вытяжке объясняются значительным влиянием изменения
формы, размеров ОПД, схемы НДС при переходе от первой к по-
следующим стадиям процесса.
2.3.2. Напряжённо-деформированное состояние заготовки
на начальных нестационарных стадиях процесса
При изготовлении деталей типа корпусов с жесткими эксплуа-
тационными требованиями по прочности важное значение имеет
обеспечение оптимальных механических и физических свойств
дна и придонного участка изделий, что в значительной степени
определяется технологическими особенностями начальных ста-
дий процесса деформации при вытяжке.
Для исследования формы и размеров ОПД и НДС в работе
65
применены следующие методы: делительной сетки, твёрдости,
макро- и микроструктурного анализа структуры металла дефор-
мированной заготовки после рекристаллизационного отжига.
На границе очага пластической деформации итоговая деформа-
ция не превышала 10%. Для нанесения делительной сетки на плос-
кость физического реза использовали составные образцы с механи-
ческим креплением их элементов. При определении границ ОПД
методом измерения твёрдости за граничную (с учетом погрешности
измерения) принимали твердость, находящуюся в интервале значе-
ний НУй<НУ^<НУо+\О, где HV0, HV^ - твёрдость металла в ото-
жженном и деформированном состояниях соответственно.
Метод микроструктурного анализа основан на выявлении
крупнокристаллической структуры по границам ОПД, отвечаю-
щей так называемой критической деформации (е,«0,10...0,15 для
низкоуглеродистых сталей). В результате проведения пассивного
эксперимента установлено следующее.
На форму и размеры ОПД существенно влияют геометриче-
ские параметры дна заготовки (5д|.|/г7|.|, у) и рабочего инструмента
(а), степень деформации е,. С уменьшением а, у, S^ld^ и увели-
чением степени деформации е, размеры ОПД в продольном и по-
перечном направлениях и, соответственно, его объем увеличива-
ются.
Деформированное состояние и механические свойства (твер-
дость) неоднородны по объему очага деформации (рис. 2.4). Об-
ласти с наибольшими значениями интенсивности деформации е, и
твердости HV формируются в зонах заготовки, контактирующих
по наружной поверхности с матрицей, по внутренней - с радиус-
ным участком пуансона, сопрягающимся с его торцом. Эти зоны
представляют локальные очаги деформации. В момент их слияния
объем пластически деформированного металла и технологическое
усилие достигают максимальных значений. В придонном участке
заготовки может быть определено положение области максималь-
ного упрочнения. При некоторых условиях в этой области или на
границе с ней возможно формирование опасного, с точки зрения
разрушения, сечения в заготовке.
Для построения модели очага деформации на начальных ста-
диях процесса вытяжки с учетом результатов пассивного экспе-
римента поставлен планируемый эксперимент. Размер ОПД опре-
деляется координатами четырех точек (a, b, с, d),
ограничивающих его положение на первой стадии (рис. 2.5).
66
Рис 2.4. Распределение твердости HV
по сечению толстодонной заготовки на Рис. 2.5. Схема ОПД на первой стадии
первой и второй стадиях процесса: процесса вытяжки толстодонной заго-
а - а=25°, у=5°; б - а=5°, у= 15° товки
Для проведения исследования выбрана матрица дробного фак-
торного эксперимента, предполагающая проведение четырех опы-
тов с варьированием каждого фактора на двух уровнях. В качест-
ве постулируемой модели выбрана линейная модель (1-го
порядка) с парными взаимодействиями. Опыт выполнен в соот-
ветствии с приведённым планом при повторяемости опыта в каж-
дой точке три раза. Координаты точек (отклики) измерялись на
инструментальном микроскопе с погрешностью 0,01 мм. Матема-
тическая обработка результатов эксперимента позволила полу-
чить следующие зависимости:
xd=b0+b}z}; (2.1а)
Xc=6o+6lZl+Z>2Z2+63Z3, (2.16)
где Z!=(a/5-2); z2=(y/5-2); z3=(10 - кодированные значе-
ния факторов; а, у, - натуральные значения факторов.
Приняты следующие интервалы варьирования факторов: у,
67
а=5...15° (средний уровень - 10°); 5ям/с/,.^0,2...0,4 (средний уро-
вень 0,3).
Получены следующие значения коэффициентов: для модели
(2.1а) Z>o=6i=7,4; для модели (2.16) 6О=И,7; ^=6,1; Ь2—2,4;
6з=2,6...3,2 (меньшие значения коэффициента относятся к случаю
вытяжки заготовок с параметрами: у<5°,
Анализ зависимости (2.1) показал, что с увеличением угла ко-
нусности а и относительной толщины дна заготовки размеры
ОПД в любом сечении j ^max^ i-V уменьшаются за счёт локали-
зации деформации в поверхностных слоях заготовки. При этом
угол конусности дна штампуемой заготовки несущественно влия-
ет на изменение размеров очага деформации. При больших отно-
сительных толщинах дна (S^/J^O^) ОПД охватывает не всю, а
только периферийную часть дна заготовки. Рассмотрим деформи-
рованное состояние на примере процесса вытяжки заготовки с от-
носительной толщиной дна №,-_|/^-_|=0,38 и углом конусности
дна по наружной поверхности у=5°. На первой стадии процесса
(рис. 2.6, а, массив деформированной делительной сетки Б) де-
формированное состояние в пределах ОПД неоднородно и харак-
теризуется увеличением главного компонента деформации е2 и
интенсивности деформации е,- при перемещении от наружной тор-
цевой поверхности и в радиальном направлении (рис. 2.6, б- д). В
наружном слое, прилегающем к поверхности (/=4), значения ком-
понентов и интенсивности деформации возрастают до сечения
z-Ю (с,-0,63), а затем резко падают в сечении z=12 (до ££=0,22),
что свидетельствует о возможном существовании на участке со-
пряжения стенки и дна (зоне “угла”) зоны торможения. При этом
е2 имеет положительные значения, ег - отрицательные, е, - не-
большие по величине, положительные. Вид деформированного
состояния близок к сдвигу (v£~0). На выходе из ОПД (КСОД, z=8)
наблюдается выраженная тенденция к увеличению е,- при пере-
мещении к поверхностному слою, наибольшая деформация в на-
ружном слое заготовки (е,=0,54) уменьшается к внутреннему слою
до е,=0,32. В сечениях z=l, 2, 3 отмечается та же тенденция увели-
чения е,- при перемещении к наружному слою. В целом на первой
стадии процесса деформированное состояние неоднородно и ха-
рактеризуется параметром неоднородности деформации
Д^- = Де,- /е,- min = = (о, 80 - 0,25) / 0,25 = 2,2.
min
68
б
Рис. 2.6. Деформированное состояние дна заготовки на первой и второй стадиях
процесса: а - схема размещения массивов ячеек делительной сетки в плоскости
физического реза заготовки; б-е - графики изменения параметров деформиро-
ванного состояния по координатам J, i соответственно
69
Вид деформированного состояния по сечению дна также изме-
няется, (v6= -0,08.. .0,19), но в целом соответствует сдвигу.
На второй стадии процесса (рис. 2.6, а, массив делительной
сетки А) деформированное состояние также близко к сдвигу (Ez>0,
£г<0, £г>0, v6=0,15...0,35). Интенсивность деформации изменяется
в интервале 0,49...0,20. При входе в очаг деформации (г=5) наи-
большая деформация соответствует внутреннему слою. Степень
неоднородности Af, = 1,4. Увеличение угла конусности дна заго-
товки отражается на уменьшении объёма ОПД на первой стадии
и, как следствие, увеличении интенсивности изменения деформа-
ции в радиальном направлении, деформация локализуется в по-
верхностном слое дна заготовки.
При уменьшении относительной толщины дна (SVi/A-i^O^) и
малых углах конусности матрицы (а=5°) ОПД охватывает на пер-
вой стадии процесса всю донную часть заготовки. Имеется выра-
женная тенденция к увеличению интенсивности деформации при
перемещении от внутренней к наружной границам ОПД. Степень
неоднородности деформации Ае,- ® 1,8, значения характеристики
вида деформированного состояния отвечают сдвигу (vE=
= -0,11...0,05).
На второй стадии процесса в зоне придонного участка (зоне
“угла”) формируется резко неоднородное деформированное со-
стояние при степени неоднородности Ае,- « 3,4 и наибольшей де-
формации во внутреннем слое (е,~0,48) с уменьшением до 0,11
при перемещении к наружному слою.
Для приближенной оценки размеров ОПД на первой стадии
процесса воспользуемся соотношением (2.1) и представленной на
рис. 2.5 схемой.
В соответствии с этой схемой запишем:
’A^ = \/2(\-2xdldi_x)- (2.2а)
A^n=\l2(\-2xcldi_x), (2.26)
где Am* = Anax А -1 > Anin = Anin/A-l - МЭКСИМаЛЬНЫЙ И МИНИ-
мальный параметры ОПД; Лтах=(4/,-.|-х^)/2; /4niin=(A-i--*c)/2 - макси-
мальный и минимальный размеры ОПД.
После совместного решения уравнений (2.2) и (2.1) и неслож-
ных преобразований получим
Лтах =0,5(1,34-0,07а); (2.3)
70
4™, =0,5[1,25-0,06а + 0,02у-(1,25...1,50)5(д_1/4_1]; (2.4)
Л = (Лтах + ^min)/2-0,25[2,6-0,13a + 0,02y-(l,25...1,50)5"1 /d^].
(2-5)
На основании приведённого анализа принимаем допущение о
соответствии вида деформированного состояния сдвигу, т.е. ve=0.
Тогда с учетом неравномерности деформации в радиальном на-
правлении запишем:
= —ег; (2.66)
А
е/ «е/ = 2/д/зС7 In . / 7-----, (2.6в)
л7 -(я7 - Л7)
где С =-------------* - коэффициент, учитывающий изменение
AJ
е7 в границах ОПД; Я7 - текущая координата расчётной цилинд-
рической поверхности в зоне ОПД (Я/ - AJ <RJ < Я/);
RJj =d{/2 - радиусы наружной поверхности заго-
товки в зоне ОПД; AJ = AJdt_x - абсолютный размер ОПД в се-
чении j (2.3)-(2.5).
Приведённые соотношения позволяют оценить влияние рас-
смотренных технологических факторов (а, у, S^ld^) на макси-
мальную и среднюю величину деформации в ОПД при техноло-
гических расчетах.
При анализе напряженного состояния также исходим из выде-
ления ОПД, отвечающих первой (массив делительной сетки Б,
рис. 2.7, а) и второй (массив делительной сетки А, рис. 2.7, а) ста-
диям процесса. Геометрическая граница начального сечения ОПД
на второй стадии (рис. 2.7), отвечает граничному условию о2=0,
принятому при расчётах НДС.
Для заготовки с относительной толщиной SF^/dj-]=0,38, а=15°,
у=5° на первой стадии (массив Б) интенсивность напряженного
состояния изменяется в интервале значений 682...515 МПа, что
свидетельствует о достаточно большом упрочнении материала и
71
относительно равномерном распределении о,- по сечению (степень
неравномерности Аст,- (ст/тах -ст,т1П)/ст,т1П <0,35.
Рис. 2.7. Распределение параметров напряженного состояния дна заготовки
(/ dj_\ = 0,38 , <х=15°, у=5°) на первой и второй стадиях процесса
по координатам: а, б - у; в, г, д - i
72
Показатель жесткости схемы напряженного состояния К изме-
няется в интервале значений от -3,24 до -1,06, при этом наи-
большие по алгебраической величине значения отвечают точкам с
координатами i,j=9,3; 10,3; 12,4; 12,2. Угол отклонения главных
осей от координатных по объему массива Б изменяется в интерва-
ле значений при /=1, 2, 3, 4 от -5 до -20° и не имеет постоянной
тенденции к увеличению или уменьшению. При 1=5... 12 этот угол
изменяется в пределах 8...48°. На второй стадии процесса (при-
донный участок, массив А) интенсивность напряжений колеблется
в пределах 598...495 МПа при наибольших значениях во внутрен-
нем слое заготовки (при z=l,2, о,=598...513 МПа). При входе в
ОПД (г-5) напряжения во внутреннем слое составляют 556 МПа,
степень неоднородности в пределах этого участка Аст,- <0,20. По-
казатель жесткости К изменяется в интервале значений от -0,1 до
-0,75, что свидетельствует о достаточно мягкой схеме напряжен-
ного состояния и в этой зоне заготовки. Угол отклонения главных
осей от координатных по объему массива А находится в пределах
от -7 до +40°. Наименьшие отклонения отвечают срединному
слою заготовки.
С увеличением угла конусности дна заготовки размеры ОПД
на первой стадии в осевом направлении уменьшается, т. е. ОПД
смещается к зоне “угла”, при этом характер распределения на-
пряжений по сечению сохраняется прежним. При угле конусности
дна заготовки, превышающем значения угла конусности матрицы
(у=25°>а=15°), донная часть заготовки находится в просвете мат-
рицы, на “весу”, и лишь небольшая её часть деформируется. По-
этому в этом случае можно первую стадию процесса на прини-
мать во внимание. Изменение угла конусности дна заготовки
практически не влияет на напряженное состояние придонного
участка на второй стадии процесса.
Более существенно на напряженное состояние влияют угол ко-
нусности матрицы (при у<а) и относительная толщина дна исход-
ной заготовки Уменьшение угла конусности матрицы до
а=5° по сравнению с а=15° (см. рис. 2.7) повлияло на расширение
границ ОПД в радиальном направлении и смягчило схему напря-
женного состояния. Показатель жесткости К изменяется от -5,85 в
центре дна заготовки до -2,03 на периферии, что свидетельствует
о создании в ОПД схемы всестороннего неравномерного сжатия,
присущего процессам объемной штамповки.
На второй стадии процесса в придонном участке заготовки
73
также формируется более “мягкая” схема напряженного состоя-
ния (-4,0< К < -1,4), что характеризует отсутствие растягиваю-
щих напряжений. Вид напряженного состояния изменяется от
сдвига (va= -0,06) на входе в ОПД до растяжения (v<<= -0,80) на
выходе из ОПД.
Увеличение угла конусности матрицы по сравнению с а=15°
приводит к локализации деформации в приповерхностном слое
заготовки и к некоторому повышению жесткости схемы ее на-
пряженного состояния на первой и второй стадиях процесса.
Уменьшение относительной толщины дна исходной заготовки
до значения 0,19 по сравнению с рассмотренным выше случаем
деформирования толстодонной заготовки при малых
углах конусности матрицы и заготовки (а= у=5°) влияет на увели-
чение размеров ОПД. На первой стадии процесса пластическая
деформация охватывает всю донную часть заготовки. Напряжения
в дне распределены относительно равномерно (Аст, =0,25), интен-
сивность напряженного состояния возрастает от центра к перифе-
рии в интервале 511...570 МПа (сечение z-1). Характеристика ви-
да напряженного состояния соответствует сдвигу (va= 0...-0,1), а
показатель жесткости изменяется в интервале -2,51< К < -0,85. На
второй стадии процесса уменьшение относительной толщины дна
заготовки несколько повысило жесткость схемы напряженного
состояния в придонном участке (-1,5< К < -0,20). Следствием
этого служит появление растягивающих напряжений о2.
2.3.3. Напряженно-деформированное состояние заготовки
на стационарной стадии процесса
Анализ результатов экспериментальных исследований процес-
са вытяжки с утонением свидетельствует о значительной сложно-
сти определения НДС на стационарной стадии деформирования
тонкостенных заготовок (5/J<0,03). Это связано с трудностью
применения известных методов делительной сетки и твердости
при весьма малых размерах ОПД и больших степенях деформа-
ции. В то же время для технологических расчетов и оптимизации
процесса вытяжки необходимо иметь возможность качественно и
количественно оценить влияние основных технологических фак-
торов (свойств и состояния материала £ф, степени предваритель-
ной деформации е,0, геометрических параметров рабочего инст-
румента - углов конусности матрицы а, пуансона 0, степени
74
деформации в верхней матрице е,в и др.) на напряженное состоя-
ние (показатель жесткость схемы напряженного состояния К,
главные нормальные напряжения о2, о„ о,), предшествующее раз-
рушению заготовки.
Экспериментально-расчетный метод определения напряженно-
го состояния основан на использовании условия равенства пре-
дельных до разрушения деформаций, определяемых по модели
(аппроксимации) обобщенной кривой предельной пластичности
е,р = etp Iе/р (ею > г)> строящейся по результатам механических
испытаний и многофакторной математической модели
е,*р = вф(х1,х2,...х^) в виде уравнения регрессии, полученной по
результатам технологических испытаний процесса вытяжки с
утонением, т.е.
е,р [е,Р(eio, t, 4 *]= вф (xj, х2,...хк). (2.7)
Здесь £1р(е10,Лт) - интенсивность деформации в момент раз-
рушения, определяемая по результатам испытания на растяжение
или кручение образцов, изготовленных из предварительно дефор-
мированного и термически обработанного проката (/, т - темпера-
тура и длительность нагрева при термообработке); хь х2, ..., хк -
технологические параметры процесса вытяжки с утонением (ею,
eIB, а, Р, t, т и др.).
Принимаем следующие допущения:
• процесс вытяжки протекает в условиях плоской деформации;
• материал заготовки изотропный;
• за главные направления принимаются радиальное г, осевое z и
окружное t направления;
• деформация по сечению однородна;
• напряженное состояние определяется в момент, предшест-
вующий разрушению;
• коэффициент К не зависит от пути деформирования (К
Допущение о плоской деформации для тонкостенных заготовок
обосновано в ряде теоретических и экспериментальных исследова-
ний. При вытяжке с утонением на стационарной стадии практически
не происходит изменение внутреннего диаметра заготовки, наи-
большее изменение диаметральных размеров претерпевает ее на-
ружная поверхность. Величина относительной тангенциальной де-
формации наружной поверхности может быть определена как
75
ее,-=2Д5(/tZ(_] <0,1, где AS,- уменьшение толщины
стенки при вытяжке; di} - наружный диаметр исходной заготовки.
Средняя деформация по толщине Евср < 0,05.
В то же время тангенциальную деформацию внутреннего слоя
заготовки можно оценить и из выражения е6вн =A<ZB(/г7и_], где
At7B(- = 2^/z/ - й/. j)tgP, -2z/ - величина изменения внутреннего диа-
метра заготовки; - односторонний зазор на
свободное вхождение пуансона в заготовку; й/, й-_] - расстояния
расчетного сечения j от внутренней поверхности дна заготовки;
й,"]- расстояние нижнего расчетного сечения от внутренней по-
верхности дна заготовки на i-J-n операции.
Приведенное соотношение свидетельствует о возможности по-
явления положительной деформации внутреннего слоя за счет вы-
тяжки коническим пуансоном. Допущение об изотропности мате-
риала достаточно грубое, однако оно не противоречит известным
опубликованным решениям.
Выбор опасной зоны - предположительной зоны первичного
разрушения в границах внутреннего слоя ОПД - подтверждается
экспериментами по исследованию повреждаемости, распределения
деформации в зоне ОПД, в том числе образования трещин по ли-
нии разрыва скорости.
Для описания влияния схемы напряженного состояния на пре-
дельную до разрушения деформацию используем аппроксимацию
кривой предельной пластичности, предложенную Г. А. Смирновым-
Аляевым и А. А. Лабутиным:
eip =2EIp(/f =1)ехр(-САС), (2.8)
где (К = 1) - интенсивность деформации в момент разрушения
при испытании на растяжение (К = 1); С = 0,72 - опытный коэффи-
циент. Область исследования зависимости (2.8) определяется основ-
ным интервалом варьирования показателя К при проведении экс-
периментов: 0 < К < 2.
Существенным недостатком всех анализируемых аппроксима-
ций кривых предельной пластичности является то, что в них не
учитывается влияние состояния материала (степени предвари-
тельной деформации ею, режима термообработки t, т) и условий де-
формации. Предполагается обычно построение кривых предельной
76
пластичности опытным путем для различных состояний материала
и условий деформации.
Представляется целесообразным учесть в (2.8) влияние наибо-
лее существенного технологического фактора - степени предва-
рительной деформации ею путем введения аппроксимации £,р(е,о)
линейного вида, т. е.
Е,р=Л+5е,о, (2.9)
где А,В- эмпирические коэффициенты.
Зависимость £ф=£ф(е,о) может быть установлена путем непо-
средственного определения интенсивности деформации в момент
макроразрушения при испытании на растяжение (К = 1) образцов,
изготовленных из предварительно деформированного материала.
В тех случаях, когда определение характеристики Еф вызывает
затруднение, например при испытании плоских стандартных об-
разцов, может быть применен косвенный способ расчета Еф через
величину интенсивности деформации в момент начала потери
пластической устойчивости (образования шейки при испытании
на растяжение):
Еф =1 / ®,у (Лу + Byei0 ), (2.10)
где со,у - коэффициент использования запаса (ресурса) пластично-
сти в момент начала потери пластической устойчивости
(<Оф=0,25): Ау, Ву - эмпирические коэффициенты зависимости
Е1у=Ау+Вуею- Так, например, для стали 11ЮА в (2.10) определены
по результатам экспериментов следующие значения коэффициен-
тов: Л=0,89; В= -0,424.
В качестве моделей предельной до разрушения деформации
при вытяжке с утонением используем многофакторные модели
типа полинома второго порядка, полученные при постановке пла-
нируемого эксперимента:
л п п
е*Р =bo+Ybixi + Ybijxixj + £ V? > (2-11)
;=i j,i=\ ,=i
где b0 - свободный член уравнения; by, Ь„ - коэффициенты
регрессии, характеризующие соответственно линейные эффекты,
эффекты взаимодействия и квадратичные эффекты; п - число
входных переменных; х,- (z= 1, 2, 3,..., л) - технологические факто-
ры.
В результате решения (2.7) - (2.9), (2.11) и принятых выше до-
пущений составим систему определяющих уравнений для расчета
параметров напряженного состояния:
77
К = -1391пеф(*1’*2,- -,х*) . 2[Л+ В(е,о +е,в)] (2.12)
ст^ ст— ba t 9 (2-13)
ст, =(ctz+ctJ/2; (2-14)
A'=(ctz + стг + ст, )/ст,; (2-15)
ст«- = (ст< )пред " С1 ехР~ [е<0 + е*р (х,, х2,..., X J] -
- С2 exp- А Ге,0 + е*, (^, х2,..., хк )1, (2.16)
где Ci, С2, N - числовые значения постоянных для исследуемой
марки материала (для стали 11ЮА в отожженном состоянии
(о,=912 МПа. Ci=509 МПа, С2=97 МПа, А=22).
После несложных преобразований запишем:
ctz=6ct,+ct,(2£-36)/6; (2.17)
стг=ст,.(2Х'-36)/6; (2.18)
ст, =1/3-Х'ст,-. (2.19)
Для определения параметров напряженного состояния, на-
пример, при вытяжке с утонением заготовок из стали 11ЮА
используем следующие модели предельной до разрушения де-
формации, полученных авторами:
е*р = 146,9-0,8k,в -0,73е,о -110,630 + 2,20а-0,005 к2 +
+ 0,0063е2о + 64,6602 -0,0607а2 -О,1Ое,в0 +0,0073е,ва + (2.20)
+О,О486е,о0+0,004е,оа - 0,840а
- для отожженного состояния материала',
е*р = 130,5 - 0,44е,в -О,87е,о -65,410 +1,53а-О,ОО66е,?о +
+ 43,9102 -0,0316а2 + О,ОО12е,ве,о -0,1 к,в0 + 0,007е,-ва + (2.21)
+ О,О723е/О0 + О,ОО86е,оа - 1,060а
- для закалённого исходного состояния.
В приведенных соотношениях (2.12), (2.20), (2.21) при вытяж-
ке через одну матрицу е,-в=0, при отсутствии предварительного
наклепа е,о=0. Для стали 11ЮА в отожженном состоянии в (2.12)
А = 0,89, В = -0,424.
На основании анализа результатов расчета параметров напря-
женного состояния при вытяжке с утонением через одну матрицу
по полученным выше моделям установлено следующее.
78
Коэффициент жесткости схемы напряженного состояния (его
среднее интегральное значение) К в зоне разрушения, прилегаю-
щей к внутренней поверхности заготовки, изменяется в интервале
0,85 > К > -0,12 в зависимости от степени предварительной дефор-
мации е(0 и геометрических параметров рабочего инструмента
(а, Р). Эти уровни изменения показателя К согласуются с уровня-
ми, рассчитанными при применении метода линий скольжения и
метода совместного решения приближенных уравнений равнове-
сия и пластичности для внутреннего слоя заготовки. При этом от-
рицательные значения (0 > К> -0,12) отвечают случаю вытяжки
предварительно сильно наклепанной заготовки (е® = 0,80) пуансо-
ном с углом конусности Р = 1°30'. Последнее можно объяснить тем,
что опасная зона - зона разрушения в предварительно наклепанной
заготовке и в особенности при больших углах конусности пуансона
Р - смещается к начальному сечению очага деформации (входу в
коническую часть матрицы), в котором схема напряженного состоя-
ния более "мягкая", а К принимает отрицательные значения.
На рис. 2.8, 2.9 показано влияние угла конусности матрицы а,
угла конусности пуансона р и степени предварительной деформа-
ции ею на изменение величины коэффициента жесткости напря-
женного состояния. Отсюда следует, что экстремум функции
К = К(а) при минимальных значениях К находится в интервале
9°< а <17°, а функции К = К(Р) при максимальных значениях К - в
интервале 0,9° < Р < 1,1°.
Рис. 2.8. Зависимость коэффициента
жесткости схемы напряженного со-
стояния К от угла конусности матрицы
а, % (Р=0,5°): при различных значени-
ях ею 2 - 0; 2-20; 3-40; 4-60; 5 - 80
Рис. 2.9. Зависимость коэффициента
жесткости схемы напряженного со-
стояния К от угла конусности р (а=10°)
при различных значениях е10, %: 1 - 0;
2 - 20; 3 - 40; 4 - 60; 5-80
79
При этом с уменьшением Р экстремум функции К = К(а) смеща-
ется в сторону больших значений а (до 17°). Экстремум функции
К= /f(P) мало зависит от угла конусности матрицы.
Увеличение степени предварительной деформации свыше
е,о=20% при всех условиях приводит к уменьшению по алгебраиче-
ской величине коэффициента К. По-видимому, заметное уменьше-
ние К с увеличением угла Р можно объяснить существенным уве-
личением по модулю осевой составляющей силы внутреннего
давления, действующей на стенку заготовки. При уменьшении
Р по сравнению с экстремальными значениями аналогичный
эффект изменения К можно объяснить увеличением положи-
тельных сил трения на поверхности контакта заготовки с пуан-
соном.
Результаты расчета с учетом принятых допущений показы-
вают (рис. 2.10, 2.11), что в момент, предшествующий разруше-
нию, в заготовке действуют осевые растягивающие о2 и радиаль-
ные аг сжимающие напряжения. Тангенциальное напряжение
определяется из уравнения (2.14) и, в зависимости от соотно-
шения напряжений о2 и о„ может иметь положительное или
отрицательное значение. Появление положительных, т. е. растя-
гивающих, напряжений в тангенциальном направлении вызвано
деформацией удлинения внутреннего слоя заготовки при вы-
тяжке коническим пуансоном.
Рис. 2.11. Влияние угла конусности пу-
ансона р на значения главных напряже-
ний (а„ аг) при различных степенях
предварительной деформации е,0, %:
1-0; 2-20; 3-40; 4-60; 5-80
Рис. 2.10. Влияние угла конусности
матрицы а (Р=0,5°) на значения глав-
ных напряжений (а2, аг) при различ-
ных степенях предварительной дефор-
мации е,0, %: I - 0; 2 - 20; 3 - 40;
4-60; 5- 80
80
Появление сжимающих тангенциальных напряжений (ов<0)
наблюдается при вытяжке предварительно сильно упрочненных
заготовок (ею=0,80) коническим пуансоном с углом конусно-
сти р = 1°30'. Это связано с перемещением зоны предразрушения
ко входу в ОПД.
2.3.4. Силовые параметры процесса
Так как при вытяжке с утонением толстодонных заготовок
максимальное усилие соответствует первой стадии процесса,
рассматривается решение задачи на этой стадии (при углах
конусности матрицы а<15о). Для определения усилия использо-
ван метод верхней оценки, в котором предполагается извест-
ным кинематически возможное поле скоростей по аналогии с
выдавливанием прутка. Принята модель жесткопластического
деформированного тела с осесимметричной деформацией при
следующих допущениях:
• материал в пластической области изотропен и идеально
пластичен;
• в пределах первой стадии процесс приближенно моното-
нен;
• деформация плоская;
• силы трения пропорциональны интенсивности напряжен-
ного состояния и не зависят от скорости скольжения, а состав-
ляющие скорости течения металла вдоль каждого координатного на-
правления не зависят от координат по другим направлениям.
Наружная и внутренняя поверхности - это части сферы с ра-
диусами Ra=a и Rb=b, а каждый слой заготовки, перпендикуляр-
ный до деформации оси симметрии, прогибается и имеет кривизну
1/р(0) (рис. 2.12). Координаты точек этих слоев задаются углом 0 и
радиусом р(0), вычисленному по формуле
p(0)=plSFr (2-22)
Баланс мощностей внешних и внутренних сил определяется со-
отношением
(2.23)
Мощность деформирующей силы Np = Pv0, где v0 - скорость де-
формирования (перемещения пуансона). Мощность внутренних сил
в объеме материала, охваченного пластической деформацией,
81
ba
Nj = 2nf J tf/E/p2 (0)sin0JpJ0, (2.24)
ao
где ст,- - интенсивность напряженного состояния материала в пла-
стической области; £(. - интенсивность скорости деформации.
вытяжки с утонением
Используем принцип эквивалентности интенсивности скорости
деформации наибольшему компоненту скорости деформации. То-
гда
2 h2
Ь =-7т|ёр| = 2,2у0—(2cos0-l),
V31 1 р
Nt =l,17rv0CT;<1 ln-^±(2cosa-l)2. (2.25)
di
82
Мощность N& на поверхностях разрыва скоростей верхней и
нижней границ ОПД, имеющих вогнутую форму, определяет-
ся выражением
Са а Л
N^=2n—f= J|Av|12 b2 (0)sin0t70 + J|Av|23 a2 (0)sin0t70 . (2.26)
*3 о J
Разрывы скоростей на верхней (|Av|12 = vsin0) и нижней
(|Av| = /dt )2 sin0) границах для малых углов конусности
матрицы (а < 15°) малы, а на оси заготовки обращаются в нуль.
После интегрирования (2.26) и упрощений получаем
N& =27t-^jv(2cosa-l)2(a-sina)62. (2.27)
Мощность сил трения может быть выражены зависимостью
/> ^2
Nx -2nji}vcsinapdp + ndli2v0 —, (2.28)
a d
где I - высота цилиндрического пояска матрицы.
С учетом значения скорости скольжения металла по поверхно-
сти конуса vc = v0(ft2 /р2 j и закона действия сил трения на кон-
тактных поверхностях Ti=T2=/Oi после интегрирования (2.28)
получим
TtD2 Г In (d:} Id:) 1'
= fW —--------1 .' 1Z-J + 2- . (2.29)
4 sin a dj
Подстановка (2.25), (2.27), (2.29) в (2.23) позволяет получить
формулу для определения удельного усилия:
<7=2o,(2cosa -I)2 {\2,2\п(с11Л1 dj) +2,35(a-sina)/sin2a*
х(1 +^,/Л1)] +/[ln«I/tZ,)/2sina+1/J,)]}. (2.30)
В (2.30) второе слагаемое - второго порядка малости
(a-sina«0), и при расчете им можно пренебречь. Если пренеб-
речь трением на цилиндрическом пояске матрицы, то получим
приближенную формулу для расчета удельного усилия:
<7=2с>,1п(47,_|/б7,)[2,2(2cosa—I)2 +/72sina], (2.31)
Принимая во внимание допущение о плоской деформации,
запишем:
9'='^ст1(Е(ср.д)Е1сс.д[2,2(со8а-1)2+//sinaj. (2.32)
83
2
где Е,срд - средняя величина интенсивности де-
формации в очаге деформации.
Интенсивность напряжений определяется по одной из реко-
мендуемых аппроксимаций кривой упрочнения "о,- - е," в зависи-
мости от величины Е(Ср д. Максимальное усилие деформирования
на первой стадии процесса будет равно:
P=qFiaM (2.33)
где Лп.н - площадь нижнего расчетного сечения пуансона.
Экспериментальная проверка формул (2.31) и (2.32) показала
удовлетворительную сходимость расчетных и опытных значений
усилий при а=8°..15° при различной геометрии заготовок
(у=5°...25°) и различных относительных толщинах дна заготовок
(5й(-_1/</м=0,19...0,40): погрешность расчетов находится в пределах
5... 15% (см. табл. 2.1). При малых углах конусности матриц (а<5°)
расчет по этим формулам дает завышение усилий на 25.. .30%, при
больших углах конусности (а=25°) - занижение на 20...25%. Учи-
тывая, что оптимальные углы конусности матриц при после-
дующей вытяжке находятся в интервале 8° - 15°, формулы (2.31),
(2.32) можно рекомендовать для технологических расчетов.
2.4. Вытяжка через две матрицы
2.4.1. Стадии процесса
Вытяжку через две и более матриц применяют достаточно широко
в холодноштамповочном производстве для достижения большей сте-
пени деформации и сокращения количества вытяжных операций, а
также для уменьшения разностенности и кривизны деталей.
Вытяжка через несколько матриц может выполняться по схемам
последовательной и одновременной вытяжки.
В первом случае (рис 2.13) деформация выполняется за не-
сколько периодов с промежуточными разгрузками. Число перио-
дов соответствует количеству матриц, в пределах каждого периода
формируется один ОПД и деформирование заготовки осуществля-
ется за четыре стадии, характерные для вытяжки с утонением через
одну матрицу. При этом в любом расчетном сечении деформиро-
ванной заготовки общая степень деформации определяется как
сумма степеней деформации, реализованных при протягивании
через каждую матрицу, т. е.
84
е
(234)
eik,
где п - количество матриц.
Рис. 2.13. Схема машинной диаграммы “усилие - путь инструмента” P-h(a)
и схема формоизменения заготовки в различные периоды последовательной
вытяжки (б, в, г)
Схема сил и напряжений в каждом из ОПД аналогична этой
схеме при вытяжке через одну матрицу. К особенностям процесса
по сравнению с вытяжкой через одну матрицу относятся следую-
щие:
• деформирование в нижней матрице предварительно упроч-
ненной в верхней (предыдущей) матрице заготовки;
• появление дополнительных сил трения на поверхности кон-
85
такта краевой части заготовки с пуансоном в межматричном про-
странстве;
• появление при протягивании через каждую последующую
(нижнюю) матрицу в краевой части заготовки тангенциальных рас-
тягивающих напряжений о, и, как следствие, тангенциальных дефор-
маций удлинения (е0>О), что может сопровождаться локализацией
деформации и разрушением с образованием продольных трещин в
зоне кромки (в особенности при наличии концентраторов напря-
жений на кромке).
После вытяжки в верхней матрице заготовка по внутренней
поверхности плотно облегает конический пуансон. Как только на-
чинается ее деформация в нижней матрице, краевая часть заго-
товки, находящаяся в межматричном пространстве, будет пере-
мещаться вверх по пуансону, вследствие этого испытывать
действие растягивающих напряжений в окружном направлении и,
соответственно, удлиняться в этом направлении. Ввиду наличия у
краевой части заготовки, располагаемой в межматричном про-
странстве, свободных поверхностей (наружной цилиндрической и
торцовой) краевая часть испытывает одноосное растяжение в танген-
циальном направлении (без учета контактных напряжений):
СТ1 — ст0’ ст2 = CTz = ст3 ~ стг ~ 0 >
Е1=Е6> е2 = Ez ~ Е3 ~ ~ ~ 1/2 •
Значение тангенциальной деформации определяется из геомет-
рических соотношений по формуле
е, =1п
Ун.ср
1 ~ Ун.ср
tgp
7
(2.35)
где htJdb < IJ hb - высота заготовки после протягивания через верх-
нюю (предыдущую) матрицу; /и - расстояние между матрицами;
Ун ср =(Ун +Ун)^2 - среднее значение степени деформации (отно-
сительного сужения площади поперечного сечения) при протягива-
нии через нижнюю матрицу; \|/нв, УнН - степень деформации в верхнем и
нижнем расчетных сечениях соответственно.
Предельная до потери пластической устойчивости интенсивность
деформации для простого растяжения будет равна: е,у = Е{у = п .
С учетом влияния разностенности заготовки и предварительного на-
клепа в предыдущей матрице это равенство следует записать в сле-
дующем виде:
86
eiy=cn, (2.36)
где c =ffis, Сто,2/ов); 35 = (5ТОХ - S^/S^ - относительная разностен-
ностъ.
Увеличение относительной разностенности и степени наклепа
(oq,/Ob —* 1) приводит к резкому уменьшению величины допустимой
устойчивой деформации согласно (2.36) и нарушению условия
прочности
е, > е,у.
Рис. 2.14. Схема машинной диаграммы “усилие - путь инструмента” Р - h (а)
и схема формоизменения заготовки в различные периоды “одновременной”
вытяжки (б, в, г)
87
Последовательная вытяжка преимущественно применяется для
получения деталей небольшой высоты.
При одновременной вытяжке формируются и действуют одно-
временно несколько ОПД и промежуточные периоды полной раз-
грузки отсутствуют. Общая деформация также определяется сумми-
рованием степеней деформации, реализованных в каждой из
матриц (2.34). Одновременная вытяжка через две матрицы протека-
ет в три периода: 1-й - вытяжка через верхнюю матрицу (рис.
2.14, б); 2-й - вытяжка в двух матрицах (рис. 2.14, в); 3-й - вытяжка
через нижнюю матрицу (рис 2.14, г). При этом в пределах каж-
дого периода наблюдаются, полностью или частично, стадии
процесса, характерные для случая вытяжки через одну матри-
цу.
2.4.2. Напряжения и усилия
Для одновременной вытяжки технологическое усилие
больше, чем для вытяжки через одну матрицу с равной степе-
нью деформации. Увеличение усилия не всегда связано с воз-
никновением дополнительных составляющих на преодоление
сил трения по пуансону в промежутке между матрицами. Из-
вестно, что при определённых условиях контакт заготовки с
пуансоном может отсутствовать из-за действия распорных сил
в кольцевой зоне заготовки между матрицами. Разность скоро-
стей истечения металла из верхней и нижней матриц приводит к
выпучиванию кольцевого участка между ними. Затрачиваемая
при этом работа является причиной увеличения технологического
усилия, причем это увеличение может быть различным и зависит
от соотношения степени деформации, углов конусности матриц,
расстояния между вытяжными поясками и т. д. В частности, экс-
периментально доказано, что при определенном соотношении
технологических факторов может быть получена и такая картина,
когда при вытяжке через две матрицы предельная степень дефор-
мации меньше, чем при вытяжке через одну.
Анализ кинематики процесса и использование метода верхней
оценки для определения энергетического состояния заготовки при
протягивании ее через две матрицы показывают, что в результате
разностй скоростей деформирования по выходе из верхней мат-
рицы и входе в нижнюю в определенный момент создаются усло-
вия для образования осевых сжимающих напряжений, способных
88
привести в пластическое состояние кольцевой участок заготовки в
межматричном пространстве.
Для анализа процесса вытяжки с утонением стенки через две
матрицы использовали расчетную схему, представленную на рис.
2.15, в которой принято, что деформация осесимметричная, мате-
риал заготовки разделен сферическими поверхностями р = а и р =
=Ь в верхней и нижней матрицах на пять блоков с различным ха-
рактером течения металла.
Рис. 2.15. Схема для анализа процесса “одновременной” вытяжки через
две матрицы
89
Блоки 7, 3, 5 являются жесткими и движутся со скоростями:
1 —»v=vt/AB; 3 —»v1=v0/AH; 5 —»v0, где Ав и Ан - величины вытяжки
на верхней и нижней матрицах.
Блоки 2 и 4 находятся в пластическом состоянии и представляют
собой ОПД в верхней и нижней матрицах, где распределение скоро-
стей описывается составляющими vp, Ve, уф в сферической системе
координат. Так как деформация осесимметричная, то уф = 0, a vp и ve
определяются из условия несжимаемости. Для конического участка
2 J.
а -с
vp=vo~2—rcos0;
Р ~с
sin2aM -sin20
sin0
(2.37)
с2
ve=v0 —
(2.38)
Соответственно составляющие скорости деформации запишут-
ся так:
Z,2 Л
а ~с
ер = 2vo~-------ypcos0;
9 9 9 9 9 2
а -с р sin 0 + с sin aM _
ее = -vo------Г • ------5-------- cos 0;
(р2-?) sin е
ер=-(4р+'в); (2-39)
2 2
rpa=~v<i, “ -----Д-[?(5р2-c2)sin2сц, -р2(р2 +3?)sin20];
(р2-е2) р 8шв ' ' '
УрФ Уо<р 0 •
Расчеты показывают, что | Ёр| > |ёе|, а подстановка скоростей
ёр, ё0 и ур6 в линеаризованное выражение для определения ин-
тенсивности скорости деформации:
е,-2/фр-ев| + (|^-|гр(,| (2.40)
подтверждает правомерность принятия эквивалентного значения
для вытяжки с утонением Ё, = 1,1|ёр|.
На границах ОПД величина разрывов скоростей определяется
зависимостью
90
IAVI12
b2 sin2 0 —c2 sin2 aM
v--------------------
(b2 -c2) sin2 0
(2.41)
Для остальных поверхностей величины разрывов записывают-
ся аналогично, с соответствующей заменой радиусов, описы-
вающих границы очагов деформации и скоростей движения же-
стких блоков. На внутренней поверхности очага деформации
разрывы скоростей обращаются в нуль, а наибольшее значение
имеют на поверхности матрицы.
Скорости скольжения металла в очагах деформации:
• по поверхности матрицы 0 = ам
vCM = vo - ««ам - (а2 -с2)/(р2-с2); (2.42)
по поверхности пуансона 0 = 0О (р)
<2 2
а —с
“2 Д
~с
vcn = vo
-1 .
(2.43)
Рассмотренные скорости являются составляющими мощно-
стей внешних, внутренних сил, сил контактного трения и мощно-
стей, развиваемых максимальными касательными напряжениями
на всех поверхностях разрыва скоростей.
Общее выражение для баланса мощностей при вытяжке через
одну матрицу имеет вид
(2.44)
где
=az-v0-л(а2-c2)sin2aM. (2.45)
Из (2.44) и (2.45) можно получить верхнюю оценку растяги-
вающего напряжения ог, действующего по нижней границе очага
пластической деформации:
o,= N'+^“2+N^~^" (2.46)
v0-7^a -с jsin aM
После интегрирования выражений, определяющих составляю-
щие мощности внешних и внутренних сил, с учетом эквивалент-
ной интенсивности скорости деформации по условию е,=1,1 | е |
получим
=1,7ct1vo(cos20ocp -cosTa^a2 -c^ln Д-с^а2 -/у2 )/(а2 -с2 ^/у2 -с2
(2-47)
91
N&=3,7csjvo {62/A(62-c2)[62Z2(aM-0ocp.- lZ2(sin2a„-sin20ocP))-c2sin2a„(aM-
-9ocp)]+a2/(a2-c2)[a2Z2(aM-0ocp- l/2(sin2aM-sin2 0OcP))-c2sin2aM(aM-0ocp)]},
NT = nv0(a2 -с2)1па[ти •sin2aM/2-T„tg0cp(l-(z>2 -a2)/(a2 -с2)1па)].
(2.48)
После подстановки (2.47), (2.48) в (2.46), замены радиусов а, b
и с на диаметры d„, Do и d„ и сокращений на n(a2-c2)v0 получим
выражение для определения растягивающего напряжения при вы-
тяжке через одну матрицу:
ог =—у------{O,55o,-(cos20cp -cos2aM)[lnA+tZ2 • Е- А/(/)2 -<Z2)] +
sin2 aM v '
[Ad* Bdn)
UM un
+
+In A[tm • sin aM - Tn tg 0cp |1 - E • A / In A|]},
где Л = 1/2(ам -0cp -l/2(sin2aM — sin20cp ));
(2.49)
5 = sin2 aM(aM-0Ocp );
E = (b2-a2)/(b2-c2);
0cp. = l/2[0o(*) + 0o(*)]-
На рис. 2.16 приведены значения о2, рассчитанные по (2.49) и
по формуле Е.А. Попова для следующих условий штамповки:
Z)O=25,8 мм, J„=23,5 мм, Jn=20,0 мм, о,= о(-„=450 МПа, тм=тп=цо„
/=0,2. Видно, что обе формулы дают экстремум функции в пред-
положении оптимальных углов конусности матрицы. Величина
напряжений по методу верхней оценки несколько выше, чем по
балансу работ, что характерно для первого метода и заведомо
обеспечивает запас прочности при расчетах.
Известно, что усилие вытяжки с утонением стенки через одну
матрицу можно представить как сумму тянущей силы Q, прило-
женной к стенкам заготовки, и силы трения, действующей в ОПД
со стороны пуансона Гп:
Р = е + Г„, (2.50)
где Q = czn/4d2-d2);
92
12 _ 12
Tn =T„tgecp.lnA|l-E-A/lnA|y-5-JL, (2.51)
р 4 sin2 ам
или
P=J O,55ct,(cos20cp -cos2aM)[lnA + tZ2 E A/(z)o -J2)] +
Рис. 2.16. Зависимость oz от угла конусности матрицы: / - по методу баланса
мощностей; 2 - по методу баланса работ
С учетом малости углов конусности матриц, применяемых для
вытяжки с утонением (на практике ам=2...15°), и, следовательно,
минимальной диссипации энергии на поверхностях разрывов ско-
ростей выражения (2.49) и (2.52) могут быть упрощены:
ст, ~ (cos20CD -cos2aM)[lnA +J2 -E-A/(z)o -J2)]+
sm ам (2.53)
+ 1па[тм -sinaM - t„ tg0cp|l-E-A/lnA|],
p_ л(^м ) f o,55ct (cos20cd -cos2aM )[lnA +
4. J I ' » \ CD. M /I
sm aM [.
, (2.54)
W2-E-A/(Z)o -J2)]+lnA-TM-sinaM •.
Равенство мощностей внешних и внутренних сил на вытяжке с
утонением через две матрицы будет иметь следующий вид:
93
- ^/в + tVAb + Л\в + NiH + 7VAh + Л\н + (No). (2.55)
Здесь мощности с индексами “в” и “н”, т.е. для верхней и ниж-
ней матриц, определяются аналогично проведенному выше анали-
зу. О мощности No, которая является результатом действия сил на
кольцевую часть заготовки, находящуюся между матрицами, сле-
дует сказать особо.
Рассмотрим момент начала образования второго очага дефор-
мации при вхождении заготовки в нижнюю матрицу. Он характе-
рен тем, что скорости выхода из верхней матрицы блока 3 (см.
рис. 2.15) и входа в нижнюю матрицу различны. Возникает про-
межуточный очаг деформации, в котором скорость выхода из
верхней матрицы еще равна скорости движения пуансона Vo, а
скорость входа металла стенки заготовки в нижнюю матрицу
vBX= v0'AH. Таким образом, происходит торможение металла, и в
кольцевой зоне (блок 3) должны действовать сжимающие напря-
жения, т.е. появляется заталкивающая сила, действующая на заго-
товку в межматричном пространстве. Следовательно, на нижней
матрице реализуется как бы схема вытяжки с подпором средней
части заготовки. Следствием изменения схемы напряженного со-
стояния является увеличение допустимой степени деформации,
уменьшение разностенности. Однако можно предположить, что
указанный эффект от действия заталкивающей силы может быть
реализован лишь при определенных соотношениях степеней де-
формации на нижней и верхней матрицах. Например, если на
нижней матрице предусмотрена большая деформация, а в верхней
она невелика, то возможно возникновение таких сжимающих на-
пряжений, от действия которых кольцевой участок перейдет из
жесткого в пластическое состояние (потеря устойчивости или да-
же высадка). При этом увеличится поперечное сечение заготовки
перед входом в нижнюю матрицу, фактическая деформация мо-
жет превысить допустимую при вытяжке через одну матрицу, что
вызовет отрыв дна. За счет потери устойчивости или выпучива-
ния, особенно тонкостенных наклепанных заготовок, возможно
образование на корпусе детали продольных трещин.
Существенное изменение соотношения степеней деформации
на нижней и верхней матрицах в другую сторону может привести
к иной ситуации. Если практически отсутствует перепад скоро-
стей перемещения металла (при большом обжатии на верхней
матрице), то обеспечивается плотное прилегание стенки заготовки
к пуансону. В результате активного действия сил трения по по-
94
верхности пуансона величина осевого растягивающего напряже-
ния в стенке заготовки по выходе из верхней матрицы будет воз-
растать, что может явиться причиной разрушения заготовки меж-
ду матрицами либо ухудшения шероховатости наружной
поверхности и образования кольцевых отпечатков в верхней части
корпуса полуфабриката.
Для определения силы, действующей в межматричном про-
странстве, воспользуемся схемой рис. 2.15 и определим состав-
ляющие скорости деформирования.
В цилиндрической системе координат составляющие скоро-
стей не зависят от координат по другим направлениям: vr= v^r)',
V=0; v2= vz(z).
Используем решение для случая высадки полой заготовки. Ин-
тегрирование уравнений и использование кинематических гра-
ничных условий: (при z=0, v2= v0; z=AM, v2=AHv0; r=r„, vr=0), дает
следующие выражения для составляющих скоростей:
v2-v^AuJ.2+i
0,5у„(Дн-1)
* Г
(2.56)
п
h
Скорости деформации
dvz
ег =
az
Ан-1
V° Лм ’
_dvr _-O,5vo(AH-1)
r~ dr
Наибольшее абсолютное значение имеет компонент ё_, поэто-
Лм
•+4
(2-57)
му принимаем
ё, = 1,15|ёг | = 1,15v0 . (2.58)
Уравнение баланса мощностей для рассматриваемого случая
имеет вид
No = N, + Nx - Nx + Nxh + Nxa. (2.59)
Мощность силы, действующей в межматричном пространстве,
^o=^ovo. (2.60)
Мощность, развиваемая действием внутренних сил, записыва-
ется в виде интегрального выражения
95
2л гм
N, ~ J J 1°' Ё' r dr dz-dy. (2.61)
о о гп
Материал заготовки, находящейся между матрицами, считает-
ся идеально пластичным, т.е. o,=const. После подстановки (2.58) в
(2.61) и интегрирования получим
Ni =l,157r-o,. -vo vH (я^-Яп
(2.62)
Мощность сил трения определяется интегралом по поверхно-
сти контакта:
2лЛ
Nx = J Jt-vc -гп dz-dtp. (2.63)
о о
Принято, что силы трения на рассматриваемых участках под-
чиняются закону Кулона, т.е.
т = /о,-. (2.64)
Используя граничные значения скорости на соответствующих
поверхностях контакта заготовки с инструментом, получим мощ-
ности сил трения, входящие в выражение (2.59):
= rc-/-o,-v0vH-rn-rMH/sina“
- на внутренней поверхности очага деформации нижней матри-
цы;
Л\в =7г-/-о,- -v0 -\ув rn -rB/sinaB
- по внутренней поверхности очага деформации верхней матри-
цы;
NTh =л-/°/-уО-Ун-''п-Лм
- по поверхности пуансона между матрицами;
Nxa ="-/-o,- v0-Vh-rn (rB-r“)/sina“
- по конической поверхности нижней матрицы.
После подстановки полученных выражений в (2.59) и преобра-
зований получаем формулу для определения силы, действующей
на кольцевой участок заготовки в межматричном пространстве:
/sina„(l+cosa“)+Ам -ув/ун(г0 +rMB)ctgaB] •.
96
В общем случае сила Pz0, действующая на кольцевой участок
заготовки между матрицами, может быть как положительной,
т.е. сжимающей, так и отрицательной, т.е. растягивающей
(рис. 2.17).
Рис. 2.17. Зависимость усилия Рг0 от степени деформации в верхней матрице:
1 - а=22°; 2 - а=12°; 3 - а=2° (материал - сталь 18ЮА)
Однако последнее возможно после выравнивания скоростей
перемещения металла на выходе из верхней матрицы и входе в
нижнюю. Дело в том, что положительная разность скоростей
перемещения металла в кольцевой зоне, т.е. -vy >0, возни-
кает в момент образования нижнего ОПД. При небольшой сте-
пени деформации в нижней матрице на установившемся этапе
деформации в кольцевом участке будут действовать растяги-
вающие напряжения и величина их будет возрастать за счет си-
лы трения металла по пуансону нижнего очага деформации.
Это может вызвать разрушение заготовки между матрицами
либо ухудшение шероховатости поверхности и образование
кольцевых отпечатков. Следует обратить внимание на то, что
удельное усилие PZJF (рис. 2.18) при некоторых условиях
штамповки достигает предела текучести материала заготовки о,
и даже превосходит его, что создает условия для высадки ме-
талла в межматричном пространстве и служит причиной преж-
девременного отрыва дна.
97
Рис. 2.18. Характер изменения усилия PzqIF, действующего на кольцевой
участок заготовки в межматричном пространстве: 1 - а=22°; 2 - а=12°;
3-а=6°; 4-а=2°
Оценка напряженного состояния экспериментально-расчетным
методом, рассмотренным выше, подтверждает сделанные выводы.
При анализе процесса вытяжки через две матрицы определя-
лись по соотношениям (2.12)...(2.21) параметры напряженного
состояния в очаге дефорции в нижней матрице. Установлено, что
при вытяжке отожженных заготовок (е,0 = 0) и различных степе-
нях деформации в верхней матрице (0<е(В<80%) коэффициент же-
сткости схемы напряженного состояния К находится в интервале
значений +0,75...(-0,50) (рис. 2.19).
чего инструмента (а0, Р°) на коэффициент жесткости схемы напряженного со-
стояния К при вытяжке через две матрицы: 1 - а=5°, Р=1,0°; 2 - а=5°, р=0,5°;
3 - а=25°, р=0,5°; 4 - а=10°, р=0,5°; 5 - а=20°, Р=0,5°; 6 - а=15°, Р=0,5°; 7 - а=5°,
Р=1,5°
98
В случае вытяжки предварительно наклепанных заготовок
(ею > 0) этот интервал расширяется за счет нижнего граничного
значения (до -1,73). Наименьшие значения отвечают вытяжке
наиболее упрочненных заготовок. Так же как и при вытяжке через
одну матрицу, это объясняется смещением зоны предразрушения
к начальному сечению очага деформации в нижней матрице, в ко-
тором схема напряженного состояния мягче. На рис. 2.20 показан
характер изменения показателя жесткости схемы напряженного
состояния по длине (высоте) ОПД для наружного (?) и внутренне-
го (2) слоев заготовки. По оси абсцисс даны изменяющиеся зна-
чения степени деформации е, от нуля на входе до максимального
значения на выходе из ОПД. Но, кроме того, существенную роль в
смягчении схемы напряженного состояния играют положитель-
ные силы трения, возникающие на поверхности контакта заготов-
ки и пуансона в межматричном пространстве. Это способствует
уменьшению осевых растягивающих напряжений и тем самым
повышению допустимых степеней деформации. Что касается
верхней матрицы, то в ней должно заведомо исключаться разру-
шение заготовки и выполняться условие е(В < е*р (е(О,е(В,а,0).
-1,73
<73
+3
0.2 0.1 06 0.8 1.0 з
Рис. 2.20. Характер изменения показателя схемы напряженного состояния К в
зоне ОПД (а=20°); 1 - наружный слой заготовки; 2 - внутренний слой;
3,4 - начальное и конечное сечения ОПД соответственно
На основании анализа результатов расчета параметров К и е,р *
по предложенному феноменологическому равенству предельных
99
деформаций (2.7) построены схемы (рис. 2.21) показывающие
возможность реализации поэтапной деформации при вытяжке че-
рез две и большее число матриц, пути деформирования, опреде-
ляющие возможность оптимизации процесса вытяжки. Как сле-
дует из рис. 2.21, а, при вытяжке с утонением через одну
матрицу отожженной заготовки до разрушения (т. путь де-
формирования характеризуется траекторией 2 и параметрами /С,
и е,Р|. В случае использования предварительно наклепанной за-
готовки, например, полученной вытяжкой, но без промежуточ-
ного отжига, траектория отвечает пути ЛоВоА2^2 с параметрами
е,0, Ко, eip2, К-,. При вытяжке отожженной заготовки через две
матрицы (рис. 2.21, б).
Рис. 2.21. Схемы влияния “истории” деформирования при вытяжке через одну
(а) и две (б, в) матрицы
На участке пути AtB\ выполняется вытяжка через верхнюю
матрицу с параметрами е/г„ Кв, на участке - вытяжка через
100
нижнюю матрицу с параметрами е,р2 - eiB, Кн. В том случае, если
через две матрицы вытягивается предварительно наклепанная за-
готовка, деформирование, по существу, выполняется в три этапа
по более сложной траектории А^В^А 1Гв?5ИвД 2^-82^- При этом каж-
дый этап характеризуется соответствующими параметрами: ею,
Ко; eiB, К{; е,ур - е0 - е,в, К2. Эти схемы не учитывают возможную
дополнительную деформацию в межматричном пространстве за-
готовки. Закономерности влияния углов конусности матрицы (а)
и пуансона (0) примерно те же самые, что и при вытяжке через
одну матрицу. Результаты расчета свидетельствуют о несущест-
венном, по сравнению с вытяжкой через одну матрицу, влиянии
угла конусности нижней матрицы а на параметры напряженного
состояния.
Более заметным является влияние угла конусности пуансона 0,
а наиболее значительным - влияние степени предварительной де-
формации е,0 и степени деформации в верхней матрице. Из анали-
за напряженного состояния на основе предложенного феномено-
логического равенства предельных деформаций (2.7) следует, что
в момент разрушения ctz < стгтах, что связано с расположением
опасного сечения в ОПД, а не на выходе из него. Поэтому исполь-
зование известного условия прочности в напряжениях следует
признать неточным. При применении критерия прочности в на-
пряжениях условие прочности запишется в виде ctz < ст*, где ст*
определяется по равенству (2.17).
2.5. Оценка технологических возможностей процесса
вытяжки
2.5.1. Постановка задачи
Модель технологического процесса изготовления детали выра-
зим в виде соотношения
777к = [{с„к } ($к } {?к }], (2.67)
где С„ = (с„], С„2, • , Скп]) - вектор конструктивно-
технологичеких свойств (геометрических и физико-механических
характеристик) изготавливаемой детали; 5“ - структура техноло-
гического процесса вытяжки; Z* = (Z*!, Z*2, , Z^m) - вектор физи-
ко-механических и технико-экономических свойств (показателей)
процесса; К - рассматриваемый уровень членения технологиче-
101
ского процесса (например, уровень операции, определенной сово-
купности операций и процесса в целом).
Рис. 2.22. Эскиз детали, получае-
мой вытяжкой с утонением
При выборе конструктивно-техно-
логических параметров исходим из
представления модели изделия, полу-
чаемого вытяжкой с утонением, в ви-
де полого тонкостенного цилиндриче-
ского изделия с переменной по высоте
толщиной стенки 3 и донной части,
состоящей из собственно дна 1 и при-
донного участка 2 (рис. 2.22), форми-
руемых на различных стадиях про-
цесса (на третьей, стационарной, на
первой и второй начальных нестацио-
нарных стадиях соответственно).
При сравнительной оценке технологичности конструкций раз-
личных изделий исходим из анализа условий геометрического и
физического (механического) подобия.
Если принять в качестве масштаба подобия размер d„, то усло-
вия геометрического подобия изделий типа представленного на
рис. 2.22 будут иметь следующий вид:
Нп! d?„=idem; = idem; A”/d?„=idem; S£/d?„=idem;
S®/d?„=idem; (J = idem; S„ 7 dn = idem ; rn I S„ = idem.
Кроме того, условия геометрического подобия могут быть до-
полнены условиями подобия по относительной разностенности
(8£), овальности (6Jd) и другим параметрам:
3's - (S'™ - S'min )/Sncp = idem; (2.69a)
8^ -(^nmax ~^nmin- idem. (2.696)
Для стационарной стадии основными условиями геометриче-
ского подобия будут соответственно
A„/d?„=idem; P-idem; S®/</„ =idem. (2.70)
Заметим, что на количество вытяжных операций и трудоем-
кость изготовления изделия преимущественно влияет относитель-
ная высота стенки штампованной детали h„ld„.
Условия физического (механического) подобия изделий будут
определяться следующими безразмерными параметрами:
102
ствл / ствО = idem; ЯК/ /ЯИ0 = idem - степень упрочнения. (2.71)
Согласно (2.67) при соблюдении условий подобия
(2.68)...(2.70) соответственно выполняется условие {С*„} = idem.
Тогда структура и содержание сравниваемых технологических
маршрутов, режимы обработки будут идентичными, т. е. будут
выполнены условия
{5“}= idem, (2.72)
{ZK}= idem. (2.73)
Однако выполнение условий (2.68)...(2.73) не свидетельствует
о полной идентичности сравниваемых процессов, так как абсо-
лютные значения таких характеристик, как энергоемкость, трудо-
емкость, себестоимость и др., зависит от габаритных размеров из-
делий, абсолютных значений характеристик механических
свойств материалов и т. п.
Технологический процесс вытяжки предполагает организацию
технологического маршрута на основе собственно одно- или мно-
гооперационного процесса вытяжки и сопутствующих ему термо-
обработки и (или) химической обработки при определенной
структуре процесса 5* Последующие процессы также влияют на
формирование свойств С*„ изготавливаемого изделия и качество
Z1' технологического процесса (2.67). Функция любого технологи-
ческого процесса состоит в получении изделия с заданным набо-
ром свойств {С*„} из исходной заготовки (плоской или полой) и
описывается отображением <|/кСд ->С„ , где С“о = (С“оь 6*02,
С*ол) - вектор геометрических и физико-механических свойств
исходной, например полой, заготовки.
При переводе объекта технологии (обрабатываемой заготов-
ки) из состояния С% в состояние С*л в результате реализации
технологического процесса вытяжки должна удовлетворяться
определенная система ограничений по физико-механическим ха-
рактеристикам {ZK}. Эти ограничения вытекают прежде всего из
технологических особенностей процесса и исключают появление
технологических отказов: продольных и поперечных трещин,
недопустимой разностенности, а также отклонения от норми-
руемых значений технико-экономических показателей (количе-
ства операций, стойкости рабочего инструмента, трудоемкости
и т. п.).
103
Указанную систему ограничений можно представить в виде
соотношения
ZK = ZK(c„K,ArK)*^,z(l,w), (2.74)
где А* (А*! А*2, , ) - вектор оптимизационных параметров; * -
один из знаков =, /, >, <, >, <; //,• - критическое или заданное
(нормативное) значение функции.
Технологический процесс будет оптимальным, если он обеспе-
чит выполнение ограничений, отражающих физико-механические
особенности процесса вытяжки, нормативные требования, предъ-
являемые к нему, и экстремум критерия оптимальности
ZK=(c„K,2r)->extr.
В качестве критерия оптимальности может быть любой из его
частных показателей ZK, (например, количество вытяжных опера-
ций "п", трудоемкость процесса изготовления детали и др.) или
какой-либо интегральный показатель, учитывающий весь ком-
плекс затрат на реализацию технологического процесса, имеюще-
го заданную структуру У1. Система ограничений должна гаранти-
ровать бездефектное изготовление изделия с заданными
эксплуатационными и конструктивно-технологическими характе-
ристиками С*„.
Очевидно, что, в соответствии с условиями (2.74), желательно
иметь математические модели, учитывающие связь выделенных
конструктивно-технологических параметров с оптимизационными
параметрами самого процесса, влияющими на предельную до раз-
рушения деформацию. При наличии таких моделей возможно оп-
ределение научно обоснованных контрольных уровней техноло-
гичности по каждому контролируемому признаку качества
деталей.
2.5.2. Технологические отказы и условия ограничения
деформации
Для оценки технологических возможностей процесса вытяжки
с утонением важное значение имеет выявление по стадиям этого
процесса наиболее существенных условий ограничения деформа-
ции. С учетом результатов исследований уточнен и систематизи-
рован перечень возможных технологических отказов и связанных
с ними условий ограничения деформации (табл. 2.2).
104
Таблица 2.2
Виды технологических отказов и условия ограничения деформации
при вытяжке с утонением
Стадия процесса Вид технологического отказа Условия огранчения деформации
1 2 3
1 1а. Потеря пластической устойчи- вости наружного поверхностного слоя заготовки с образованием наплыва 16. Разрушение наружного поверх- ностного слоя дна заготовки с образо- ванием поперечных микротрещин (надрывов) 1в. Образование в донной части за- готовки зон крупнокристаллической структуры 1г. Смятие внутренней поверхности придонных участков заготовки, кон- тактирующих с закругленной кром- кой пуансона Id. Разрушение (пробивка) дна за- готовки 1е. Потеря продольной устойчиво- сти пуансона ^/kpi < ei\ > ^ikp2 «г <<2k) р р 1 Imax пр р <-^р 1 Imax ~ г, 1 кр Лу
2 2а. Потеря пластической устойчи- вости наружного поверхностного слоя заготовки с образованием наплыва и поднутрения в придонном участке заготовки 26. Разрушение наружного поверх- ностного слоя придонного участка заготовки с образованием поперечных микротрещин (надрывов) 2в. Потеря пластической устойчи- вости внутреннего слоя придонного участка с образованием “шейки” 2г. Разрушение внутреннего слоя придонного участка заготовки с обра- зованием микротрещин 2д. Образование в придонном уча- стке угловых зон крупнокристалличе- ской структуры ^2. 5 0,25 eikpl < ei2 > eikp2
3 За. Нарушение продольной прочно- сти с образованием поперечных тре- щин 36. Потеря продольной устойчиво- сти в межматричном пространстве <»/3 <[<»/] PzO - °z0 <°kp
105
Окончание табл. 2.2
1 2 3
Зе. Локализация и разрушение заго- товки с образованием в стенке про- дольных трещин
3 Зг. Появление значительной разно- стенности Зд. Отклонение значений характе- ристик механических свойств мате- риала детали от заданных техниче- скими условиями значений еМ <ei <eh2
4 4а. Обрыв кромки (нарушение про- дольной прочности) 4б. Растрескивание кромки (нару- шение поперечной прочности) Л <ев Ч •** Чу
5 Потеря продольной устойчивости стенки (кромки) с образованием попе- речных складок <акр
В табл. 2.2 приняты следующие обозначении: , со“2, со“2в,
со/3, со®4, [cof], [со®], [го/]» [со®]-фактические и допустимые зна-
чения коэффициентов запаса (ресурса) пластичности в соответст-
вующих расчетных сечениях заготовки; Лпих, Ркр - максимальное
и критическое усилия; е.} , е?2, (^Lp _ фактические и критиче-
ское значения величины степени деформации в дне и угловой зо-
не; , sf , , £-у - значения тангенциальной и предельной до
потери устойчивости деформации; , [стм ] - интенсивность на-
пряжения и предел текучести материала матрицы; - дей-
ствующие осевые и критические сжимающие напряжения в стен-
ках заготовки; Ркр - критическое усилие (пробивки дна заготовки);
Ку - коэффициент запаса устойчивости (для закаленной стали
- 2 - 3); е/т], е/т2 - степени деформации, обеспечивающие в
результате упрочнения минимальный (^min’^min) и макси-
мальный (сг^тах,ЯК14х) уровни прочности (твердости), заданные
техническими условиями на деталь.
Исследования указывают на возможность выпучивания метал-
ла (образование наплыва) при входе в ОПД при малых деформа-
106
циях (\|/=0,06-0,10) и больших углах конусности матрицы
(>18-30°)) (рис. 2.23).
В условии “1а” (табл. 2.2) можно принять
(^)у<1п1/(1-^кр), (2.75)
где \|/кр=а(0,29+а/9) - для случая плоского волочения; а - одно-
сторонний угол конусности матрицы, рад.
При несоблюдении усло-
вия "1а" размеры ОПД значи-
тельно уменьшаются и пла-
стическая деформация в
радиальном направлении бу-
дет неоднородна. Максималь-
ная деформация характерна
для поверхностного слоя, ми-
Рис. 2.23. Разрушение наружного по-
верхностного слоя заготовки с образова-
нием задиров (а) в результате образова-
ния на начальной стадии вытяжки
наплыва (б)
определим с учетом границ ОПД
нимальная - у внутренней
границы ОПД. В центральной
части дна заготовки пласти-
ческая деформация отсутст-
вует.
Величину деформации епд
формируемого в донной части заготовки.
Стремление снизить степень деформации при вытяжке изделий
из малопластичных материалов, чтобы разгрузить опасное сече-
ние, может привести к разрушению - образованию надрывов ме-
талла на наружной поверхности или к процессу "скобления" с от-
делением металла, если вытяжка производится через матрицу с
углом а>л/6, т.е. к появлению технологических отказов вида "16".
В этом случае поверхностные и подповерхностные слои ме-
талла перемещаются вверх по конической поверхности матрицы.
Точки деформируемой поверхности, расположенные в месте со-
пряжения цилиндрического пояска матрицы и ее конической по-
верхности, будут находиться под действием растягивающих на-
пряжений, которые вызывают натяжение поверхностного слоя и,
возможно, его разрыв.
Для предотвращения технологических отказов этого вида
должно выполняться условие ограничения деформации вида "16",
в котором коэффициент использования ресурса пластичности
со?_] и его допустимое значение [со?] определяются известными
соотношениями феноменологической теории разрушения:
107
^=Wezpkp^ = 1U]/ ’ « = «Г238а/к (2-76)
где а = (О1+о2+о3)/3 - среднее напряжение; Т = az/V3 - интен-
сивность касательных напряжений.
Так как реальные технологические процессы характеризуются
применением, как правило, промежуточной или финишной тер-
мообработки, например рекристаллизационного отжига, то при
несоблюдении условия " 1 в" у некоторых материалов наблюдается
недопустимый рост зерна. Это приводит к резкому снижению ха-
рактеристик механических свойств материала и в некоторых слу-
чаях качества поверхности заготовок. Критические деформации
е(кр] и е(кр2 в условии е(кр] < е( < е/кр2 устанавливаются экспери-
ментально по диаграммам рекристаллизации и допускаемому рос-
ту зерна.
Критическая степень деформации е(кр зависит от химического
состава металла, условий деформации и температуры отжига. При
проведении исследования для определения температур рекри-
сталлизации и критической степени деформации авторы применя-
ли методы твердости и микроструктурного анализа. Анализ ре-
зультатов экспериментов по определению температур
рекристаллизации и критических степеней деформации на низко-
углеродистых сталях (11КП, 18КП, 11ЮА) позволил установить
следующее.
1. Температуры начала /"р и конца t*v рекристаллизации соот-
ветствуют интервалу 500 - 700°С. Увеличение скорости деформа-
ции от е( = 3,0-10’3 до 2,3 102 с’1 не оказывает существенного влия-
ния на температуры рекристаллизации, отмечается тенденция их
смещения в сторону увеличения.
2. В области малых степеней деформации е(- < е;кр] независимо
от скорости деформации рекристаллизация не наблюдается при
всех температурах отжига.
3. С увеличением степени деформации температуры начала ?нр
и конца /кр снижаются и процесс рекристаллизации практически
заканчивается при t = 600°С.
4. При температуре конца рекристаллизации fp критическая
степень деформации изменяется с увеличением скорости дефор-
мации и приближенно равна:
108
е/кр Ё/ ’ с
0,15 3,0-Ю'3
0,10-0,15 2,0-Ю1
0,05-0,10 2,3-102
Нижние значения отвечают е/кр1, верхние - е/кр2. Методикой
исследования предусматривалось:
• деформирование заготовки при заданных условиях (е,. , ё;);
• рекристаллизационный отжиг вытянутых заготовок при t =
=/кр = 700°С (т = 600 мин);
• разрезка отожженных заготовок по меридиональному сече-
нию и подготовка поверхности физического реза шлифованием и
полированием для травления;
• травление в 10%-ном растворе HNO3;
• выявление и измерение зон критической деформации.
Анализ результатов показал, что в наиболее общем случае в
донной части заготовок могут быть выделены три характерные
зоны (рис. 2.24, а), отвечающие: 1 - большим пластическим де-
формациям (ef{ > e(kp2); 2 - критическим деформациям
(ezkpi < е/2 < едр2 3 ~ малым упруго-пластическим деформациям
(е* < e(kp]). По внутренней границе зоны 1 зерна ориентированы
по контуру перехода от дна к стенке, причем деформация зерен
возрастает при переходе от внутренней к наружной поверхности
заготовки. Наиболее крупная неоднородная структура наблюдает-
ся у внутренней границы этой зоны (рис.2.24, б, по стрелке). В зо-
не стенки заготовки из-за интенсивной пластической деформации
зерна имеют большую вытянутость вдоль оси, в зоне 3 наблюда-
ется слабо выраженная полосчатость, в зоне 2, прилегающей к
внутренней поверхности, сохраняется структура, подобная исход-
ной, у наружной поверхности выявлена ориентировка в радиаль-
ном направлении.
Условие “1г” исключает смятие контактирующих с вытяжкой
кромкой пуансона участков внутренней поверхности с образова-
нием наплыва и раздачу придонного участка до входа его в мат-
рицу.
Удельное усилие в условии “1г”
(2-77)
109
где F"} = яф,-., -25,H_J - -2(5^ +z)_, cos^ jf } - пло-
щадь поверхности контакта заготовки с пуансоном; </,.ь 5м, Р,.] -
наружный диаметр, толщина в нижнем расчетном сечении, радиус
и угол конусности заготовки.
6
Рис. 2.24. Схема формирования в донной части (а) и придонном участке (“угле”)
(б) заготовки зон крупнокристаллической структуры металла при последующем
рекристаллизационном отжиге
Максимальное технологическое усилие на 1-й стадии процесса
Pimax определяется в соответствии с изложенными выше рекомен-
дациями:
•^1 max ’
110
q = 73ст, (е£р )e?p [2,2(2cos a -1)2 + // 2 sin a];
F„=7t/4(<._1-25,._1)2.
После подстановки E?p его значения из (2.2) получим
Q = fePI2>2(2cosa -1)2 +//2sina]- In-------j---------------,
2,6-0,13a-0,02y-l,5^,
(2.78)
где 5Д] = 5Д]/'dj_} - относительная толщина дна исходной заго-
товки.
Условие прочности дна “Id” исключает возможность его про-
бивки. Этот вид разрушения встречается крайне редко при вы-
тяжке заготовок из малопластичных материалов в матрицах с
большими углами конусности.
В условии “Id”
ЛР = KrAdi-\ ~ 2(5“ 1 + ri-l cos Р/-1 )k? ’ CTcp >
где Kr - коэффициент, учитывающий влияние радиуса пуансона
у,.,; Р - угол конусности конической внутренней поверхности;
стср =(1,25,•_]/</,_]+0’^)(ств)1._] - сопротивление срезу материала
донной частти заготовки.
В условии продольной прочности пуансона Р^, =i\ -EJ/I2, где
J - осевой момент инерции (J = - 25“ j4 /64); I - длина неза-
крепленной части пуансона (/ = С,(я,- -5?)); Я, - высота вытяну-
той заготовки, С,>1 - коэффициент, учитывающий соотношение
длин пуансона I и заготовки Я,; г] =2,467 (для случая жесткого за-
крепления пуансона в пуансонодержателе и нагружения в торец
продольной СИЛОЙ Plmax ).
В условии прочности матрицы “1ж” и [ст“] определятся по
следующим приближенным соотношениям, полученным автора-
ми:
= д/1 / 4(ст“ - Р“ )+ 3 / 4(ст“ + Р“ J2 ,
где [ст“]=ст“ / г] - допустимое значение предела текучести матри-
цы; г] - коэффициент запаса прочности (т| =2^-3) для материалов в
111
закаленном состоянии; сг“ = 7/1б|б|7?г? - тангенциальное напря-
жение, действующее на матрицу (для однослойной матрицы);
Р" = -с" = (о,25Я2 +0,07092?? - осевое напряжение, дейст-
вующее на матрицу; |Я|/?? = 10,06Р1тах / тс/?? ; |&| = 10,062]тах /тг/?,4
- постоянная; ctz = 0 (на внутренней поверхности цилиндриче-
ского пояска, до входа донной части заготовки в зону пояска од-
нослойной, небандажированной матрицы. Для бандажированной
матрицы учитывается влияние натяга на величину напряжений
^.М М \
)
Условие ограничения деформации "2а" на второй стадии про-
цесса аналогично условию "1а" и
feb-TZT-
1 т кр
где укр - определяется по (2.75).
Степень деформации в нижнем расчетном сечении может быть
определена по соотношению
e»:=2/V31nS,H_1/s,H.
В условии прочности "26"
где е" = eip ^e"p_], К2) - предельная до разрушения степень де-
формации в нижнем расчетном сечении - определяется с учетом
свойств материала в этом сечении е"р и коэффициента жесткости
схемы напряженного состояния К2.
Условия ограничения деформации "2в, г" исключают локали-
зацию и последующие разрушения внутреннего поверхностного
слоя придонного участка (рис. 2.25, а). Коэффициент использова-
ния ресурса пластичности внутреннего слоя определяется по со-
отношению
«'’2в =кН2в/еф(е/р>^2в)?2’
где К2в ~ коэффициент жесткости схемы напряженного состояния
внутреннего слоя заготовки на второй стадии процесса.
Локализации деформации способствует и образование поднутре-
ния в результате нарушения условия ограничения деформации "2а".
112
Из производственного опыта известно, что в наибольшей степени
это явление присуще вытяжке толстодонных заготовок с отноше-
нием S//J, =0,4+-0,6 и Sf/S" =8+-10. При этих значениях указанных
параметров возможно проявление краевого эффекта. Придонный
участок заготовки можно рассматривать как цилиндрическую
оболочку с одним свободным, а другим - жестко защемленным
краем, причем по наружной поверхности этого участка длиной I
оболочка нагружена распределенной нагрузкой q. По внутренней
поверхности между заготовкой и пуансоном имеется зазор Z,",
обеспечивающий свободное вхождение пуансона. В месте заделки
действуют перерезывающая сила Qo и изгибающий момент Мо
(рис. 2.25, б).
Рис. 2.25. Схемы расположения зон локализации и разрушения на внутренней
поверхности (а) и нагружения придонного участка заготовки (б) на второй ста-
дии процесса вытяжки с утонением
113
Краевой эффект проявляется при длине участка неприлегания
/,<3/6, где 6® 1,285/д/5”/?, при ц=0,3. С учетом этого
/,«2,зТ«.
Влияние краевого эффекта будет сказываться на процессе вы-
тяжки в связи с возможным сохранением зазора и свободной
внутренней поверхности в зоне очага деформации. Это определя-
ет возможное отсутствие на этой поверхности контактных напря-
жений, положительных сил трения и способствует увеличению
растягивающих напряжений и созданию жесткой схемы напря-
женного состояния в деформируемом поверхностном слое. Одной
из мер предупреждения разрывов на внутренней поверхности мо-
жет служить обеспечение плотного сопряжения пуансона и заго-
товки на участке длиной /, но это может привести к образованию
наплывов (складок).
Условия ограничения деформации “26” аналогичны “1в”.
Определенные сложности возникают при оценке степени де-
формации в зоне сопряжения стенки и дна - зоне угла е?2. Для
приближенной оценки используем расчетную схему (рис. 2.26),
согласно которой
Рнс. 2.26. Расчетная схема к определению степени деформации в зоне “угла”
114
^=1п^_,/5Л
где
S/-1 = 1/cos у;_] cosp,._]) - rt_x =
= S”_x [l/cosy^ (1 -r-,_x cosp;_, /5”])-r,_x !Sf_x ]
S/ = l/cosy; (st1 +rx cosp,)-r; = 5"[l/cosy;(l-r/ cospz /5“)-r; /£•*];
Г* V- 1
у,- = arctg------'---= arctg—-----------------;
5;H+r,cosp,. S,H l + r;cosp,/5,H
r,_1 Г.1 1
у •_] - arctg----—----------- arctg-----------------------.
5,” 1 + r-_x cosP(_] S"_x 1 + r-_x cosP(_] /S"_x
Ввиду малости угла Р(О°ЗО’...1°ЗО’) можно принять допуще-
ние, что cosp^l, и упростить приведенные соотношения.
Продольная прочность (исключение образования поперечных
трещин - рис. 2.27) заготовки на стационарной стадии процесса
обеспечивается при выполнении условия “За” (см. табл. 2.2), в ко-
тором коэффициент использования запаса (ресурса пластичности)
определяется согласно рекомендациям феноменологической тео-
рии разрушения:
= Jае?~'dei (.xx,x2,...,xkif, (2.79)
о
где а = а^+0’248ст'т, е,- = 2/->/з In fJ_x/f^ , в том числе для многоопе-
рационных процессов с использованием уравнения баланса ресур-
са пластичности;
-А<о,)+ X(<oim - Aco,m ) < [<о; ], (2.80)
где Л^нц - количество завершенных и незавершенных техноло-
гических циклов соответственно; Асо„ А<в,„ - коэффициенты, учи-
тывающие возможное "залечивание" дефектов в металле, возни-
кающих в результате пластической деформации, при
последующей термообработке и разгрузке заготовки.
Нарушение продольной прочности с образованием поперечных
трещин может выявляться в случае вытяжки как через одну, так и
через две матрицы на стационарных стадиях.
115
Рис. 2.27. Нарушение продольной (а), продольной и поперечной (б, в, г)
прочности заготовок при вытяжке с утонением
Исследования показывают, что при вытяжке через две матрицы
возможны различные варианты нарушения продольной прочности
(рис. 2.28):
а) с отрывом части заготовки в верхней матрице, когда степень
деформации в ней превышает предельное значение для вытяжки
через одну матрицу;
б) с отрывом краевой кольцевой части заготовки в нижней
матрице в момент ее выхода из верхней (в межматричном про-
странстве не действует в этом случае заталкивающая сила Р-о,
разгружающая опасное сечение);
в) одновременное разрушение заготовки в двух сечениях, на
выходе из верхней и нижней матриц (а0=а11=22°, е,в=80%, 6,=130%,
Р=1 °30’, встречается редко);
г) разрушение на выходе из нижней матрицы при малых степе-
нях деформации в верхней (е,в =5%, 08=2°) и создании большой
сжимающей силы Р-о в межматричном пространстве, приводящем
к выпучиванию части заготовки, находящейся в этом пространст-
ве, и, как следствие, к увеличению деформации в нижней матрице
и растягивающих напряжений;
116
д) одновременное нарушение продольной и поперечной проч-
ности при деформировании наклепанной заготовки пуансоном с
большим углом конусности (0>1°ЗО’)-
Рис. 2.28. Виды разрушения заготовок при вытяжке с утонением через две
матрицы
Потеря продольной устойчивости части заготовки, находящей-
ся в межматричном пространстве при одновременной вытяжке
через две матрицы с выпучиванием возможно при опережающем
течении металла в верхней матрице по сравнению с течением в
нижней и появлении значительной сжимающей силы Рг0 и напря-
жения ст:0 (см. п. 2.3.2). Критическое значение напряжения может
быть определено в соответствии с известными рекомендациями
для цилиндрических оболочек.
Принципиально возможна еще одна форма потери продольной
устойчивости, связанная с локализацией деформации и образова-
нием поперечной "шейки", при больших деформациях в верхней
матрице. В этом случае в стенках заготовки действуют растяги-
вающие напряжения, близкие к значениям предельно-устойчивого
напряжения, и выполняются условия достижения второго пре-
дельного состояния, т. е. ст,- > ст,у и е,- > ejy . Стенка теряет устой-
чивость и произвольно утоняется, что может исключить ее после-
дующее принудительное утонение и даже калибровку по
наружному диаметру части заготовки в нижней матрице.
117
С изменением условий вытяжки в верхней матрице (с умень-
шением угла до 2...5°) связано возможное появление еще одного
вида технологического отказа, который также можно квалифици-
ровать как определенную разновидность потери пластической ус-
тойчивости, - формирование кольцевого наплыва в придонном
участке заготовки (см. рис. 2.27). Это явление связано с действием
активных сил трения на поверхности пуансона, опережающим, по
сравнению с его движением, течением металла и его затеканием
под торец пуансона.
Поперечная устойчивость и прочность (исключение образова-
ния продольных трещин) (рис. 2.27, 2.28) заготовки при вытяжке
обеспечивается условием "36", в котором тангенциальная дефор-
мация £в в межматричном пространстве при вытяжке через две
или большее число матриц и допустимая устойчивая деформация
£,у могут определяться из соотношений
(2.81)
£0 =1п
l + A»_.J!f2!£P_tgp
^ПВ 1 — V нср
где lmi - расстояние между матрицами; dnB - диаметр цилиндриче-
ского пояска верхней матрицы; 8s - относительная разностенность
заготовки; \|/нср - среднее арифметическое сужения площадей
верхнего и нижнего сечений.
Формирование именно заданных значений характеристик ме-
ханических свойств детали гарантируется условием "Зг" и исполь-
зованием в качестве основания математических моделей:
HVJ =HVj(HV0J,e/T,tJ',TJ),
где ?, т/ - параметры, характеризующие режим последующей тер-
мообработки; сгво, HV0 - характеристики отожженного материала.
Обрыв кромки не отличается по физической природе от нару-
шения продольной прочности стенки заготовки, а следовательно,
условия ограничения деформации также аналогичны. В некото-
рых случаях обеспечение продольной прочности может ослож-
няться наличием значительной косины краевой части заготовки и
выраженных фестонов.
118
Нарушение поперечной прочности (растрескивание) наблюда-
ется при выраженной "фестонистости" кромки. Продольные тре-
щины появляются преимущественно в месте впадины между фес-
тонами и частично на гребне фестона. В последнем случае
трещины возникают лишь при больших значениях степени де-
формации, выраженной разностенности и расположены вдоль на-
правления прокатки полос. Появление продольных трещин во
впадине между фестонами инициируется концентраторами на-
пряжений на торцевой поверхности венчика заготовки, из-за не-
качественной поверхности среза вырубленных плоских заготовок.
Появление тангенциальных растяги-
вающих напряжений в конце процесса
вытяжки (в особенности при протягива-
нии через нижнюю матрицу при вытяжке
через несколько матриц) приводит к ло-
кализации деформации, появлению и рас-
крытию трещин. Условия ограничения
деформации "46" и "36" аналогичны, раз-
личие состоит в величине наклепа в раз-
ных сечениях и влиянии краевого эффек-
та ввиду образования фестонов в случае
"46". В некоторых случаях наблюдается
потеря устойчивости, сопровождающаяся
образованием наплыва (рис. 2.29).
Рис. 2.29. Виды внутрен-
ней поверхности заготов-
ки с “наплывом” металла
в придонном участке
(сталь 18ЮА, е„=50%,
е,н=90%, а,=2°, «н=12°)
Потерю продольной устойчивости тонкостенной заготовки
(5/<4=0,025-^-0,050) после вытяжки можно ожидать при съеме за
верхнюю кромку. В условии ограничения деформации "5"
ег25=Рс1/Л->
Сткр ” J ’
где Рс1 - усилие съема; Ек, Ес - касательный и секущий модули, оп-
ределяемые по диаграмме “ст, - е” для материала заготовки; С] < 1
коэффициент, учитывающий несовершенство формы заготовки.
Усилие съема определяется из анализа условий торможения
остывающей после деформации заготовки на нагретом пуансоне
под действием радиальных напряжений.
Основные причины радиальных напряжений - термоупругие
напряжения, а также остаточные напряжения в стенках детали,
упругая разгрузка детали и пуансона.
119
Усилие снятия можно определить по эмпирической зависимо-
сти
Pc=Ki-K2K3oin-Si(Hi-S?)fn,
где - коэффициент, определяемый температурными напряже-
ниями (К[ = 0,5+0,8); К2 - коэффициент, определяемый остаточ-
ными напряжениями (К2 = 0,8+0,9); К3 - коэффициент, определяе-
мый прочими факторами (К2 = 1,0+1,05); Н, - высота заготовки;
f„ - коэффициент трения на поверхности пуансона.
2.5.3. Предельные и допустимые степени деформации
Важнейшими характеристиками технологических свойств ма-
териалов являются предельная и допустимая степень деформации.
Понятие о предельной деформации прежде всего связано с пред-
ставлением о достижении материалом заготовки определенного
физического предельного состояния, которое сопровождается ка-
чественными необратимыми изменениями, например: а) потерей
устойчивости деформируемой заготовки при малых, упруго-
пластических деформациях; б) потерей устойчивости деформи-
руемой заготовки при больших пластических деформациях;
в) разрушением деформируемой заготовки. Условие перехода в
предельное состояние имеет следующий вид: e,/e,np > 1, где е„ е,пр-
достигнутая и предельная степени деформации соответственно.
В некоторых процессах (преимущественно в объемной штам-
повке) понятие предельной деформации связывают также с дос-
тижением предельного состояния не материала заготовки, а мате-
риала рабочего штампового инструмента, которое может
сопровождаться: а) потерей устойчивости в области упругих и
малых упруго-пластических деформаций, б) разрушением.
В технологических расчетах и реализуемых процессах нельзя
непосредственно использовать предельную деформацию е1Пр, как
заведомо приводящую к нарушению качества деталей и процес-
сов, а следует принимать несколько меньшую, чем е,пр, величину,
заведомо исключающую переход металла в предельное состояние
и именуемую допустимой степенью деформации е,доп, т.е.
^(доп/£;пр<' 1 ИЛИ С/д0П“&С/Пр, ГДе
1 (2.83)
- коэффициент запаса пластичности. В последнем соотношении
неопределенной величиной является коэффициент запаса к. Лю-
120
бая заданная его величина не исключает дефекты в изделиях и на-
рушение качества процесса, так как важнейшим свойством реаль-
ных процессов является рассеяние их характеристик.
Причиной рассеяния значений технологических характеристик
является то, что на результаты их измерения и формирования
влияет большое число полностью или частично контролируемых
и неконтролируемых факторов, которые можно разделить на две
группы. К первой группе относятся факторы, связанные с техно-
логией процесса и свойствами исходного материала: химический
состав шихты; режим выплавки и термообработки металла (тем-
пература, скорость нагрева и охлаждения, продолжительность
выдержки); условия штамповки (температура, скорость процесса,
условия трения, характер нагружения); точность изготовления ра-
бочего инструмента и др. Во вторую группу входят факторы, свя-
занные с условиями испытаний образцов и заготовок при опреде-
лении предельных деформаций экспериментальными методами:
режимы изготовления и подготовки заготовок для испытаний; ре-
жимы испытаний (температура, скорость процесса, условия тре-
ния, характер нагружения); погрешность измерений и расчетов
исследуемых величин (размеров, деформации). Из этого следует,
что технологические характеристики, в том числе предельные де-
формации, по своей природе не являются детерминированными
величинами, точные численные значения которых определены
однозначно. Но они не являются и произвольными величинами.
Имея достаточный объем данных, используя теорию вероятности
и методы математической статистики, можно оценить предель-
ную и допустимую степени деформации в процессах штамповки с
учетом их случайной природы. На рис. 2.30 показана схема оцен-
ки предельной е,пр и допустимой е,доп степени деформации и гра-
ницы поля рассеяния ±3ст, отвечающие при нормальном законе
распределения случайной величины так называемому трехсигмо-
вому интервалу (при доверительной вероятности Р = 0,997).
Проведенные авторами исследования подтверждают предпо-
ложение, что распределение предельных деформаций в процес-
сах вытяжки не противоречит нормальному закону. Это позволя-
ет сформулировать статистические критерии оценки предельной
и допустимой степени деформации в виде
е,.Г1р = ё)пр ± 3Sei = ё/пр(1 ± 3Vei), (2.84а)
^•доп =^пР -3Se/ =^np(l-3Kj, (2.846)
121
где е,пр - среднее арифметическое выборки (для генеральной со-
вокупности - математическое ожидание); Sei - среднее квадрати-
ческое отклонение выборки (среднее квадратическое отклонение
генеральной совокупности - сте1); Vei=Sei/eiJsp - коэффициент
вариации.
Рис. 2.30. Схема оценки предельной и допустимой степени деформации:
/ - гистограмма; 2 - кривая теоретического распределения
Путем сравнения (2.83) и (2.84 б) устанавливаем, что коэффи-
циент запаса к в равенстве (2.83) принимает значение к =1-Vei.
В соответствии с выполненными статистическими исследова-
ниями можно принимать при вытяжке с утонением значения ко-
эффициента вариации Vei = 0,03.. .0,04.
Как известно из теории пластичности, в общем случае боль-
шую (конечную) деформацию частицы или части однородно де-
формируемого тела количественно определяют двумя численно
различными характеристиками: степенью деформации е, и интен-
сивностью деформации £,. Понятие о степени конечной деформа-
ции введено А. А. Ильюшиным, развито Г. А. Смирновым-
Аляевым и предполагает реализацию двух условий: первое -
полная производная степени деформации по времени равна ин-
тенсивности скорости деформации ёг т. е. det- / dt - £/, откуда
t
следует, что е,- = f Ejdt; второе - равенство нулю в начальный мо-
о
122
мент процесса формоизменения значений степени деформации во
всех точках деформируемого тела.
Использование понятия о степени конечной деформации в
технологических расчетах процессов холодной штамповки пред-
полагает принятие допущений об однородности и монотонности
процесса пластической деформации. Большинство же реальных
процессов штамповки характеризуется неоднородностью дефор-
мации по объему тела и немонотонностью. Однако большую
часть объема тела в зоне ОПД, претерпевшего конечную дефор-
мацию, можно всегда мысленно разделить на частицы (части) так,
чтобы в пределах каждой из них были с практической точностью
удовлетворены все условия однородности деформации.
Допущение о монотонности процесса предполагает соблюде-
ние известных условий монотонности в зоне ОПД или его части в
течение всего процесса штамповки или во временном интервале
выделенной характерной его стадии. Для монотонных и прибли-
женно монотонных процессов величина степени деформации
принимается равной интенсивности деформации: е,=£, Немоно-
тонные процессы разбиваются на отдельные стадии, в пределах
которых деформацию можно считать приближенно монотонной и
степень деформации рассчитывается как сумма интенсивностей
деформации по каждой стадии, т.е. е- = Хе,-,> где “ количество
стадий; е„ - интенсивность деформации на z-й стадии. При этом
будет справедливо равенство е„=£„, где е„ - степень деформации
на t-й стадии. Расчетные формулы для определения интенсивно-
сти и, соответственно, степени деформации е„ получают, анализи-
руя деформированное состояние в процессах штамповки.
В технологических расчетах процессов вытяжки с утонением
при вычислении степени деформации используются следующие
показатели (меры деформации):
J 2 1 Л-1 2 . 1
е/ =-т=1п—Ч- = -т=1п----г;
л/3 F/ V3 1-у/
W = x~mdimSi
mdi^dicVldii-\yv> mSi
и
Г=1
7-1 ’
123
(. \ п / . \ л л
1 -Vs)=n(i-W); =ПЧ-
Г=1 1=1 1=1
Эти показатели характеризуют усредненную по любому у-му
сечению степень деформации и не учитывают неоднородность
распределения деформации по толщине стенки протянутой заго-
товки. При необходимости оценки скорости деформации (средне-
интегрального значения) в ОПД при условии принятия гипотезы
плоских сечеий и допущений об однородности деформации и мо-
нотонности процесса можно воспользоваться приближенным со-
отношением
. _ 2 vtga
где v - скорость деформирования; RiA, Rt - наружный радиус заго-
товки до и после вытяжки; \|// - относительное изменение площа-
ди поперечного сечения j.
Для исследования предельных деформаций при вытяжке с уто-
нением применена схема натурных испытаний через одну или две
матрицы (рис. 2.31, а). Опытные заготовки деформировали в уни-
версальном штампе инструментом, имеющим форму, характер-
ную для процесса вытяжки с утонением. В каждой опытной точке
разрушение достигается последовательным подбором матриц с
соответствующей величиной диаметра вытяжного пояска. Опре-
деление предельных деформаций основано на деформировании
опытных заготовок до разрушения и последующем расчете степе-
ни деформации в месте разрушения. Степень предельной дефор-
мации рассчитывали по исходным размерам заготовки и ее разме-
рам в месте разрыва. Сечение исходной заготовки,
соответствующее месту разрыва, определяли по предварительно
нанесенным кольцевым рискам (рис. 2.31, б, в), а исходные разме-
ры - измерением в отмеченных сечениях толщины стенки заго-
товки So7 и наружного диаметра D0J. Толщину стенки в месте раз-
рушения 5Р рассчитывали по измеренной толщине в некотором
произвольном сечении S) и известному значению угла конусности
внутренней поверхности разрушенной заготовки, соответствую-
щему истинному углу конусности пуансона рпист: 5’p=5’lcp-/tg рпист,
при I - расстоянии от произвольного сечения до места разрушения
(рис. 2.31, в). Для расчета предельной до разрушения степени де-
формации используется формула TnF0/Fp -100%, где
124
Fo - n(D0 - So ср) So’ср - площадь поперечного сечения исходной за-
готовки, соответствующего месту разрушения; Fp=7t(Z>o-‘S'p cp)‘S'p cp
- площадь поперечного сечения заготовки в месте разрушения.
Опытные заготовки деформировали в штампе для вытяжки с
утонением. При планировании экспериментов количество уров-
ней и уровни факторов (табл. 2.3) выбраны на основании анализа
результатов предварительно выполненных однофакторных и мно-
гофакторных экспериментов.
Рис. 2.31. Схема (а), заготовка до (б) и после (в) технологического испытания
на пригодность к вытяжке с утонением
В качестве предполагаемой (постулируемой) модели принята
модель, имеющая вид полинома 2-й степени:
у = bo + Ь\Х\ + Ь2х2 + 63X3 + Ьух^ + Ь$х2 + Ь&2 + Ь2х2 + Ь^х* +
+69X1X2 + 610*1*3 + 6цХ1Х4 + 612*2*3 + 613X2*4 + 614X3X4.
Условия планирования при четырехфакторном исследовании
позволяют выбрать стандартный план эксперимента из 16 опыт-
ных точек. Этот план был реализован на заготовках с относитель-
ной толщиной 5,.1/</|.г 100=7,2 дважды с учетом изменения состоя-
ния материала.
С целью установления соотношения (2.84) выполнен стати-
стический анализ опытных данных расширенных серий экспери-
мента по следующей методике.
Исходными полуфабрикатами для получения опытных загото-
125
вок служили заготовки, используемые при производстве полых
деталей из стали 11ЮА, высотой 80 мм, диаметрами 48 и 41 мм,
толщинами стенки в верхнем расчетном сечении 3,5 и 1,5 мм со-
ответственно. Для обеспечения условия ею = 0 заготовки подвер-
гали полному рекристаллизационному отжигу перед технологиче-
ским испытанием, перед вытяжкой - травлению,
фосфатированию, омылению по действующей заводской техноло-
гии. Технологией предусматривалось проведение закалки при
t - 1000 °C, т = 4 мин, с последующим отпуском при /=600°С,
т = 90 мин. Для оценки воспроизводимости эксперимента в каж-
дой точке плана проводилось по пять опытов, рассчитывалась по-
строчная дисперсия, ошибка опыта. Проверка дисперсии по кри-
терию Кохрена говорит об их однородности, о том, что ошибки
опытов в различных точках плана различаются незначительно,
т. е. опыты для различных точек плана воспроизводимы. Матема-
тическая обработка результатов экспериментов выполнена на
ЭВМ.
Таблица 2.3
Факторы и их уровни, принятые при исследовании предельной
_____________ до разрушения деформации___________________
Условия планирова- ния Степень де- формации в верхней матрице Степень предвари- тельной де- формации Угол ко- нусности пуансона Угол ко- нусности матрицы
Обозначение фактора еЮ ₽ а
Символ фактора X, Х2 Хз х4
Диапазон варьирова- ния фактора 0 - 80% 0 - 80% 0,5°-1,5° 5°-25°
Число уровней 3 3 3 3
Значение среднего уровня 40% 40% 1,0° 15°
Математические модели строились методом исключения на
каждом шаге члена уравнения с минимальной значимостью. Ко-
эффициенты модели определялись методом наименьших квадра-
тов.
В результате обработки четырехфакторного плана получены
математические модели следующего вида:
а) для отожженного состояния металла
е„ = 146,9 + 0,81е/в - О,73е,о - 110,63р + 2,20а- 0,0051е2,в +
+ 0,0063е2ю+ 64,66р2 - 0,0607а2 - 0,10е,в р+ 0,0073е,в а +
+ О,О486е,о р + О,ОО4е,о а - 0,84 ра; (2.85)
126
б) для закаленного исходного состояния
е,р = 130,5 + 0,44е,в - О,87е/о - 65,410 + 1,53 а + О,ОО66е2,о +
+ 43,91 р2 - 0,0316 а2 + 0,0012е„ею - 0,11ев р + 0,007е,в а +
+ 0,О723е,о р + О,ОО86е,о а - 1,06ра. (2.86)
Статистическая оценка моделей, проведенная по сопоставле-
нию расчетных значений коэффициентов Фишера с их табличны-
ми (критическими) значениями, показала, что все модели значимы
и адекватны. На основании рассчитанных статистических пара-
метров расширенных серий опытов установлен интервал измене-
ния коэффициента вариации v=0,03...0,04 (вероятность Р=0,997).
С учетом статистического критерия допустимая степень дефор-
мации е,доп будет определяться соотношением
е,ДОп ^(0,88...0,91)^р, где ё/р - среднее выборочное значение
предельной деформации.
На основании анализа математических моделей (2.85), (2.86)
установлены следующие основные закономерности.
1. С изменением степени предварительной деформации ei0 (рис.
2.32) предельная до разрушения деформация изменяется неодно-
значно, минимум функции е,р = е,р(е,о) отвечает интервалу
е,о= 0,50...0,60 для отожженного и ею = 0,45...0,65 для закаленного
состояний исходного материала. При этом с уменьшением ею от
указанных значений наблюдается более интенсивный рост е/р, чем
при увеличении от точки экстремума, а с увеличением е,„ точка
Рис. 2.32. Влияние степени предварительной деформации ei0 (е,в=40%, а=8°)
на предельную до разрушения деформацию стали 11ЮА после закалки (а)
и отжига (б): 1- (3=0,5°; 2 -0=1°; 3 - (3=1,5°
Для заготовок без предварительной деформации ею = 0 приме-
нение двух вытяжных матриц в некоторых случаях привело к
127
уменьшению предельной деформации. Мог сказаться эффект по-
тери устойчивости (высадки) части заготовки в межматричном
пространстве, увеличение ее поперечных размеров и, как следст-
вие, увеличение действительной степени деформации. Причем
этот эффект гораздо интенсивнее проявляется на относительно
"тонких" заготовках (So/D 100 = 3,6%). Логически оправдана кар-
тина испытаний сильно наклепанных заготовок. Здесь устойчи-
вость кольцевого участка между матрицами значительно выше и
применение двух вытяжных матриц позволяет увеличить пре-
дельную степень деформации особенно интенсивно при штампов-
ке относительно "толстых" заготовок (So/D 100 = 7,2%). При вы-
тяжке через одну матрицу значительный предварительный наклеп
ведет к снижению eip (рис.2.33) "толстых" заготовок (So/D 100 =
=7,2%).
Рис. 2.34. Зависимость е,р от е1В для
отожженной стали 11 ЮА (е10=40%)
при (3=0,5° и различных углах конус-
ности матрицы a (a) (J - 5°; 2 - 10°; 3 -
15°; 4 - 20°; 5 - 25°), при а=8° и раз-
личных углах конусности |3 (б) (7 - 1°;
2-0,5°; 3-1,5°)
Рис. 2.33. Влияние степени предвари-
тельной деформации е10 и относитель-
ной толщины заготовки на е,р (сталь
11ЮА): а - S/d'°° =3,6; б - 57 <71°° =7,2;
1,2 — вытяжка через одну и две матри-
цы
128
2. С увеличением степени деформации в верхней матрице е,в
значение е,р возрастает, при этом для отожженного состояния наи-
более интенсивно при невысоких значениях е,в (до 0,40), для за-
каленного состояния - при eiB > 0,3 (рис. 2.34).
3. Влияние угла конусности матрицы на е,р в общем случае не-
однозначно и характеризуется наличием максимума функции
е/р ~ eiv (а) ПРИ а = 5°...8° для отожженного и а = 12°...20° для за-
каленного состояния. Экстремум функции е,р = е,р(а) для закален-
ного состояния смещается в сторону больших значений а с увели-
чением е,р, более интенсивное изменение е,р характерно для
отожженного материала (рис. 2.35).
Рис. 2.35. Зависимость е,р от а (0= 1 °; е,в=40%) стали 11ЮА после закалки (а)
и отжига (б) При ei0: 1 - 0%; 2 — 10%; 3 - 20%; 4 - 30%; 5 - 40%; 6 - 50%;
7 -60%; 8 -70%
4. Влияние угла конусности пуансона 0 на е,р также неодно-
значно и характеризуется наличием минимума функции е,р= е,р(0)
при Р=Г, наибольшие значения е,р при а= 5°...18° соответствуют
значению 0 = 1° 30'.
5. При переходе от отожженного к закаленному состоянию е,р,
как правило, возрастает.
129
Установленные закономерности влияния технологических
факторов на предельную деформацию требуют дальнейшего ис-
следования в части уточнения физико-механической природы
процесса. Например, не вполне ясны причины повышения е,р с
повышением е,0 при переходе через экстремальные значения
функции е,р = е,р (е,0). Можно предположить, что при степени
предварительной деформации е,0 > е ю, где е ю соответствует точке
экстремума, проявляется тепловой эффект пластической дефор-
мации и частичное разупрочнение металла заготовки в процессе
вытяжки. При вытяжке через две матрицы с увеличением е|В зна-
чение е ,о несколько уменьшается, что согласуется с представле-
нием о накоплении критической величины поглощенной энергии
деформации, заметно изменяющей условия термодинамического
равновесия. Представляет интерес выявление оптимального рас-
пределения степеней деформации в верхней (е,в) и нижней (е,н)
матрицах. Результаты исследования отожженных заготовок сви-
детельствуют о затухании интенсивности роста е,р с повышением
е,в, при этом эстремум кривой е,р= е,р (е,в) соответствует
е;в ® 0,60е,- - 0,60е;р .
Аналогичные модели получены и для стали 18ЮА (для ото-
жженного состояния):
а) вытяжка через одну матрицу
eip = 97+ 1,65е,0 -2,47а-3,27р+ О,О16е,оа- О,О28(е,о)2 + 0,023 а2 +
+ 3,0^0.
Пределы изменения параметров в модели: е,0 = 0...50%;
а = 5°.. .25°; р = 0,5°... 1,0°; So = 2,6.. .3,6 мм;
б) вытяжка через две матрицы
eip = 140,5 + 1,07е,в - 0,47ав + 0,17 а" - 0,011(е,в)2.
Пределы изменения параметров в модели: е,в = 10... 100%;
ав = 3°...25°; ан = 3°...25°.
Анализ результатов исследования показал, что при вытяжке
через одну матрицу разрушение заготовок, деформируемых в
предельных условиях, происходит, как правило, по нижней гра-
нице очага деформации. Увеличение толщины стенки заготовки
приводит к заметному росту предельной деформации (до 30%), а
увеличение угла конусности матрицы - к ее уменьшению (рис.
2.36).
Угол конусности пуансона р на е,р влияет несущественно.
В отличие от стали 11 ЮА для стали 18ЮА максимальное (экс-
тремальное) значение предельной деформации отвечает интерва-
130
лу значений предварительной деформации е10 = 30...40%. При от-
клонении от этих значений в большую и меньшую сторону е,р
уменьшается. При вытяжке через две матрицы предельная дефор-
мация возрастает. Увеличение степени деформации в верхней
матрице (до 50...60%), так же как и для сталии 11ЮА, повышает
предельную до разрушения деформацию, а при дальнейшем уве-
личении е,в снижает ее.
а
б
Рис. 2.36. Зависимость предельной до разрушения степени деформации ей стали
18ЮА при вытяжке с утонением через одну матрицу от угла конусности матрицы
а (5о=3,5 мм, е,о=ЗО%) (а) и толщины исходной заготовки 50 (Р= 1 °; е,о=ЗО%) (б)
2.5.4. Качество штампуемых деталей
Из производственных данных и научно-технической литерату-
ры известно, что важными размерно-геометрическими характери-
стиками штампованных деталей являются продольная, попереч-
ная разнотолщинность и разностенность:
35пр - AW5'100%’ 5*пп = -100%, 3' = ДУ^ах/У • 100%,
где ДУпр = У® - У® - абсолютная продольная разнотолшинность;
ДУРП = Увп — Уф - абсолютная поперечная разнотолщинность;
ДУ*тах=Утах-ДУ*1тп ~ абсолютная рЭЗНОТОЛЩИННОСТЬ В КОНТрОЛИ-
руемом сечении J; У® - толщина стенки края детали; 5е - толщина
стенки в месте сопряжения с дном в установленном контрольном
сечении "н"; Увп, Уф - толщина края вытянутой детали по впадине
и фестону соответственно; Утах, Утт- максимальная и минималь-
ная толщина стенки детали в сечении j.
Параметры АУпр и АУПП для анизотропных материалов могут
иметь значительную величину и при отсутствии разностенности
131
(Д^тах = 0). Последнее связано с образованием на кромке фесто-
нов. У изотропных материалов Д5ПП = 0. У полых деталей с коле-
баниями размеров по толщине тесно связаны также погрешности
формы:
• разновысотностъ (косина)
Зн = Д//та /Я-100% ;
• огранка
Зогр = Догр Id 100% ;
• овальность
bjd =&dl/dj -100%;
Q (Пал 7
ДЯтах=Ятах-Яппп - абсолютная разновысотностъ;
догр =(^max ~d^pinj/2 - абсолютная некруглость кромки;
Д^тах “‘Anax ~^min “ абсолютная ОВаЛЬНОСТЬ В КОНТрОЛИруСМОМ
сечении у; Ятах, Hmin - максимальная и минимальная высоты про-
тянутой заготовки; J^ax ’ ‘Anax > ^min > ‘Anin “ МаКСИМаЛЬНЫС И МИ-
нимальные диаметры.
Математическое описание погрешностей толщины стенки 3£ и
формы 3^ и определение доминирующих факторов, в наиболь-
шей степени влияющих на точность деталей типа корпусов, изго-
тавливаемых вытяжкой, представляется по-прежнему актуальной
задачей ввиду недостаточной информации. Абсолютная разно-
стенность АУтах рассматривается как оценка среднеквадратиче-
ского отклонения S,»-: АА71ах = aN^8S-> где aN ~ табулированная
функция, зависящая от объема N контрольной выборки.
Процесс вытяжки представляют как сложную преобразующую
систему, входами которой являются размерно-геометрические и
физико-механические характеристики исходной полой заготовки,
показатели точности настройки и параметры режима обработки,
выходными параметрами считают погрешность формы стенки,
т. е.
У\ =S5S=J1/^-i)-f(s/-s7T
1 i=l
и "колеблемость" средней толщины стенки
У1 = (а7-а7)/ан7-юо%,
132
_ . 1 N
SJ =----/ д 5/ - средняя толщина стенки; S, - толщина стен-
N
ки, определенная при z-м измерении; - надстроечная толщина
стенки; W - объем контрольной выборки.
Входные переменные (факторы) вытяжки, определенные на
основе общих положений теории точности производства, можно
разбить на три группы:
1) факторы, характеризующие качество исходной заготовки:
• средняя толщина стенки S/_,;
• разностенность inax; 5$,^ ;
2) факторы, характеризующие технологию подготовки исход-
ной заготовки:
• степень предшествующей деформации ei0;
• режим предшествующей термообработки (/,.ь t,.i);
3) факторы настройки инструмента:
• эксцентриситет осей матрицы и пуансона;
• угол между направлением движения пуансона и осью мат-
рицы;
• угол между направлением движения пуансона и осью пуан-
сона;
4) факторы, характеризующие условия вытяжки:
• количество матриц;
• величина деформации в верхней матрице (в каждой из
предшествующих матриц) е,а;
"м
• величина общей суммарной деформации e/z - е(7;
/=1
• угол конусности матриц а;
• вид смазки.
По результатам исследований наиболее значимыми оказались
разностенность исходной заготовки, перекос вытяжной матрицы,
степень деформации е, и вид смазки, а также совместное влияние
двух факторов: средней толщины стенки исходной заготовки и
времени т выдержки заготовки при предшествующей термообра-
ботке.
На основании изложенного за показатели качества приняты
разностенность и овальность 8Jd. Но поскольку обеспечить
133
точно заданные их значения затруднительно, за функции отклика
приняты отношения разностенностей и овальностей: 8д/3^._| и
3^. / 3^._j, что исключает необходимость дополнительной токар-
ной обработки исходных заготовок.
При постановке экспериментов предусматривалось исследова-
ние влияния выделенных выше факторов 1, 2 и 4-й групп на пока-
затели качества, которые должны учитываться при технологиче-
ском проектировании.
Использовалась методика планируемого многофакторного экс-
перимента, позволяющая получить математические модели пока-
зателей точности, учитывающие влияние технологических факто-
ров.
Откликами или функциями зависимости, характеризующими
точность и качество штампованных деталей, являются следующие
показатели: относительная разностенность -- и относительная
5 с_
д0
За
овальность ——. Показатели точности (качества) детали опреде-
ч
лялись по формулам
Ч =(^„ =(i>L
ГДе S’max, S'min (^max , ^min) “ МаКСИМЭЛЬНаЯ И МИНИМЭЛЬНаЯ ТОЛЩИ-
НЫ стенки детали и заготовки соответственно; D'max, D'min (D°max,
D°min) - максимальный и минимальный наружные диаметры дета-
ли (заготовки).
Технологические факторы, выбранные для исследования, сле-
дующие: е,0 - степень предварительной деформации заготовки; е,в
- степень деформации при вытяжке с утонением в верхней матри-
це; Рп - угол конусности пуансона; а - угол конусности матрицы.
Диапазон изменения исследуемых факторов установлен на ос-
новании анализа литературных и опытных данных.
Для проведения исследования четырех факторов, варьируемых
на трех уровнях каждый, выбран план эксперимента из 16 опыт-
ных точек (табл. 2.4). Этот план использован по двойному назна-
чению: для исследования предельных до разрушения деформаций
и показателей точности процесса вытяжки. Поэтому модели пока-
134
зателей точности соответствуют предельным до разрушения де-
формациям.
Таблица 2.4
Исследуемые факторы и уровни
Условия планирования Фактор
Обозначение фактора е,в, % е>0> % Рп,° Им, °
Символ фактора Х1 х2 Х3 Х4
Диапазон изменения 0...80 0...80 0,5... 1,5 5...25
Значение среднего х уровня фактора 40 40 1,0 15
Количество уровней варьи- з з з з
рования
Связь между кодированными и натуральными значениями
факторов осуществляется по формуле Х{ = (х(. - xi0)/ Axf, где X,
и Xj - кодированные и натуральные значения факторов, А х, - ин-
тервал варьирования вектора, т. е. для каждого фактора кодиро-
ванному значению Х,= -1 соответствует минимальное значение
фактора х, mjn, значению Х,= +1 - максимальное значение х, тах,
значению X, = 0 - значение среднего (нулевого) уровня фактора х,0
(см. табл. 2.4).
В рассматриваемом исследовании предлагаемой для построе-
ния модели зависимостью является полином 2-й степени типа:
У,- =b0+ Z^X] + Z>2*2 + • • • + 2*1*2 + ^13*1*3 + • • • + Ь\\х\ + • • • + ^44*4 •
Исследование выполнено на полых заготовках из стали 11 ЮА,
предварительно отожженных или закаленных. В качестве загото-
вок использовали полуфабрикаты свертки с 50 ~ 3,5 мм.
Деформирование опытных заготовок проведено в универсаль-
ном вытяжном штампе. Рабочий инструмент представлен набором
матриц и пуансонов с геометрическими параметрами, указанными
в плане эксперимента (табл. 2.5). Перед испытанием на вытяжку
исходные заготовки подвергались рекристаллизационному отжигу
при t = 780°С с последующим травлением, промывкой и нанесе-
нием фосфатного покрытия (одна группа) или закалке при
Г=1000°С в соляных ваннах и с последующим высокотемператур-
ным отпуском при Т= 600°С (другая группа).
Для деформирования опытных заготовок применялся листо-
штамповочный кривошипный механический пресс двойного дей-
ствия модели К-480.
135
Опытные заготовки подвергали вытяжке через одну (е,в = 0)
или две матрицы в соответствии с планом эксперимента (см. табл.
2.5).
Таблица 2.5
План эксперимента для исследования качества
______(точности) штампованных деталей_____
№ опыта Обозначение и величина фактора
•*1(^1») х2(ею) ^з(Рп) •^(Ом)
1 -1 +1 + 1 +1
2 +1 -1 +1 +1
3 +1 +1 -1 +1
4 +1 +1 -1 -1
5 +1 -1 +1 -1
6 -1 -1 -1 +1
7 -1 -1 -1 -1
8 0 +1 +1 -1
9 -1 0 + 1 -1
10 -1 +1 0 -1
11 +1 -1 -1 0
12 -1 +1 -1 0
13 -1 -1 +1 0
14 +1 +1 +1 0
15 0 0 0 0
16 0 +1 -1 +1
Размеры исходной заготовки определяли измерением толщины
стенки заготовки So и наружного диаметра Do в сечениях, отме-
ченных кольцевыми рисками на наружной цилиндрической по-
верхности исходной заготовки, расположенными на расстоянии
5 мм друг от друга по высоте. Размеры детали после вытяжки оп-
ределялись измерением толщины стенки в сечении (5)), отмечен-
ном риской, ближайшем к сечению, где произошло разрушение, и
наружного диаметра в этом же сечении - Z>1.
Толщина стенок заготовок до и после вытяжки измерялась с
погрешностью ±0,01 мм, а диаметры - с погрешностью ±0,05 мм.
Для оценки воспроизводимости эксперимента в каждой точке
плана проводили по три опыта, поэтому реализованные матрицы
планирования имеют по 48 строк. По каждой строчке реализован-
ной матрицы планирования рассчитывалась построчная дисперсия
S,2, ошибка опыта Sy. Дисперсии проверялись на однородность по
критерию Кохрена. Проверка показала, что для всех матриц опы-
ты по строкам однородны и воспроизводимы, что позволяет ис-
пользовать их для построения многофакторных моделей.
136
В результате математической обработки реализованных мат-
риц планирования с помощью ЭВМ были построены следующие
математические модели:
а) для отожженной стали 11ЮА зависимость относитель-
ной разностенности от технологических параметров имеет вид
Г, = 8.?1/5.?0 = 3,9 - 0,Обе* - 0,18а + 0,02е*р + 0,0008е* а +
+ 0,0007е,о а + 0,0004е*2 - 0,0001 е,02 - 0,391 р2 + 0,0024а2; (2.87)
Г2 = 8Р1/8Ро = -1,8 + 7,46р + 0,04а + 0,0001 Зе,вею -
- 0,00046ею а - 3,6727 р2; (2.88)
б) для закаленной стали 11 ЮА
Y3 = 8,?1/8.s-0 = 0,97 - 0,034е* + О,О1Ое,о + 1,287р +
+ 0,00054е*а - О,ОО62е,ор - 0,052рпа + 0,00032е*2; (2.89)
Y* = бр/Зрц = 0,8 - 0,039eiB + 0,22а + 0,0001е*е10 + 0,0103е*а +
+ 0,0008е*а + 0,00023е*2 + 0,00015е,02 - 0,26р2 - 0,0088а2. (2.90)
Статистическая оценка моделей показала, что все приведенные
модели значимы и адекватны. Основные характеристики их каче-
ства приведены в табл. 2.6.
Таблица 2.6
Характеристики качества приведенных матаматических моделей
Характеристики качества У, y2 Л Yt
Остаточная дисперсия S2^ 0,15 0,18 0,18 0,29
Доля объясненной вариации R2, % 79,4 50,0 57,3 70,3
Стандартная ошибка в % от среднего отклика Sy 22,9 25,2 26,4 29,5
Совокупный коэффициент корреляции И 0,89 0,71 0,76 0,84
Остаточная дисперсия ^„ст характеризует долю неучтенных
отклонений откликов у,, рассчитанных по уравнению регрессии
(модели), от экспериментальных. Как явствует из табл. 2.6, она
невелика.
Доля объясненной вариации R2 показывает, насколько полу-
ченная модель определяется совокупностью выбранных для ис-
следования факторов. Для всех моделей R2 > 50%, что говорит о
достаточно правильном выборе факторов.
Относительная стандартная ошибка 5у=22-30% характеризует-
ся достаточно большой величиной разброса измеряемых парамет-
ров качества относительной разностенности и овальности - от ну-
левых до максимальных в конкретных случаях и при
практическом применении процесса вытяжки значениях.
137
Коэффициент совокупной корреляции R2 находится в пределах
от 0,7 до 0,9, что подтверждает тесную связь исследуемых техно-
логических факторов и показателей качества.
На основании анализа качества моделей можно рекомендовать
их для практического использования.
Исключив из (2.87)-(2.90) слагаемые с факторами и их взаимо-
действиями, можно сделать вывод о более значимом влиянии на
разностенность и овальность следующих параметров: е,в - степени
деформации в верхней матрице и а - угла конусности вытяжной
матрицы.
Более наглядное представление об этом влиянии дают графи-
зависимостей (2.87)-(2.90) (рис.
ки, построенные на основании
2.37-2.39).
Рис. 2.37. Зависимость относительной
разностенности детали из стали 11ЮА
от степени предварительной деформа-
ции ei0 и степени деформации в верх-
ней матрице е,в, % (0=1°; а=15°, заго-
товка отожжена): / - 80; 2 - 60; 3 - 0;
4-40; 5-20
Анализ результатов исследования позволил установить сле-
дующие закономерности.
Наибольшее влияние на разностенность и овальность оказы-
вают степень предварительной деформации ет и угол конусности
матрицы а. С увеличением е;0 (рис. 2.37) для отожженного и зака-
ленного состояний материала исходной заготовки относительная
разностенность возрастает от 1,0...2,0 до максимальных
значений 1,8...2,3. Это означает, что в результате вытяжки разно-
стенность увеличивается по сравнению с исходной. При этом
меньшее увеличение характерно для закаленного состояния мате-
риала, что может быть объяснено формированием в результате
138
предварительной деформации и термообработки более благопри-
ятной для пластической деформации структуры металла. Для
отожженного состояния ет = 50...55% соответствует точке экс-
тремума. На относительную разностенность значительное влия-
ние оказывает режим вытяжки: величина деформации в верхней
матрице е,в и угол конусности матрицы а. Влияние eiB неодно-
значно (рис. 2.38, 2.39), что свидетельствует о наличии его опти-
мального значения, при котором относительная разностенность
будет наименьшей. Оптимальное значение е,в при всех условиях
вытяжки примерно одинаково и равно: (е,в)оп = 30...40%. При этом
нижние значения отвечают отожженному состоянию, а верхние -
закаленному. При варьировании других условий 85у1/65у0 < 1>3.
Отклонение от оптимальных значений е,в приводит к росту разно-
стенности.
Рис. 2.38. Зависимость относительной
разностенности детали из стали 11 ЮА
от степени деформации в верхней мат-
рице (Р=1°; «=15°, заготовка ото-
жжена) при различных степенях пред-
варительной деформации е№, %:
1 - 60; 2 - 40; 3 - 80; 4 - 20; 5 - 0
При оптимальных значениях е,в параметр разностенности ста-
билизируется, а в некоторых случаях и уменьшается. Это можно
объяснить появлением в межматричном пространстве дополни-
тельного усилия Pzo, которое действует как подпор при протяги-
вании заготовки через нижнюю матрицу. Этот подпор может ре-
гулировать концентричность системы "матрица - пуансон -
заготовка - матрица" и способствовать перераспределению ме-
талла в тангенциальном направлении Увеличение степени дефор-
мации в верхней матрице по сравнению с его оптимальным зна-
чением уменьшает силу Pz0, и разностенность заготовки начинает
возрастать. При малых деформациях на верхней матрице Рг0 дос-
тигает предельного значения, а это может привести к потери пла-
139
стической устойчивости участка заготовки, находящегося в меж-
матричном пространстве, и, как следствие, к ухудшению условий
вытяжки в нижней матрице.
Рис. 2.39. Зависимость относительной
разностенности детали из стали 11ЮА
при вытяжке через одну матрицу от
угла конусности матрицы а (0=1 °, за-
готовка отожжена) при различных сте-
пенях предварительной деформации
е,0, %: 1 - 0; 2 - 20; 3 - 40; 4 - 60;
5-80
Увеличение угла конусности матрицы в пределах от 5 до 25
при всех условиях и для любого состояния материала сопровож-
дается уменьшением относительной разностенности от ее макси-
мальных значений (2,5...3,5) до минимальных (0,5...1,3) (см. рис.
2.39). Эту закономерность можно объяснить изменением меха-
низма пластической деформации, в частности формированием
сдвигового механизма деформации, приводящего к перераспреде-
лению металла в продольных сечениях заготовки с наибольшей
Утах и наименьшей УПпп толщинами.
Анализ результатов исследования позволил установить, что
относительные значения овальности составляют сотые и десятые
доли процента, что свидетельствует о высокой точности штам-
пуемых деталей и самого процесса по этому параметру. На пара-
метр бу/ б у влияют те же технологические факторы, что и на
d\ “о
параметр разностенности.
С увеличением степени предварительной деформации е,0 в
большинстве случаев параметр овальности 5 , / б возрастает
dt do
для всех состояний материала заготовки. Исключение составляет
вытяжка через одну или через две матрицы при е,„=20%, при ко-
торой наблюдается некоторое уменьшение овальности с ростом
140
е,о- Параметр овальности находится в интервале 1,5...3,5, меньшие
значения характерны для закаленного состояния заготовок. Как
правило, с увеличением степени деформации в верхней матрице
значения параметра овальности возрастают.
Для закаленного состояния просматривается для функции
/8dj=fleiB) точка экстремума при е„~25...30%. Характерной
особенностью для отожженного состояния является наличие еди-
ной точки пересечения всех кривых 5 ,• /5 .• =/(е,в) при eiB = 52%,
rfi do
в которой значения параметра овальности не зависят от степени
предварительной деформации ет и равны 2,55. С увеличением уг-
ла конусности матрицы параметр овальности для отожженного
состояния изменяется однозначно (растет), для закаленного со-
стояния - неоднозначно (при а = 10 - 15° его значения достигают
максимума).
На основании выполненного анализа можно сделать следую-
щий вывод: полученные математические модели показателей ка-
чества штампуемых деталей учитывают влияние основных техно-
логических факторов (за исключением факторов настройки) и
могут быть использованы для технологических расчетов и опти-
мизации процессов.
2.6. Технологические требования, предъявляемые
к конструкции штампуемых деталей
Под технологичностью конструкции детали (заготовки), полу-
чаемой вытяжкой, следует понимать степень её пригодности к из-
готовлению способами вытяжки с утонением за наименьшее чис-
ло операций при обеспечении основных условий ограничения
деформации (п. 2.5.2) и заданного уровня качества штампуемой
детали (заготовки).
Основными показателями технологичности конструкции дета-
ли являются штампуемость исходного материала, степень геомет-
рической сложности, степень сложности физико-механических
свойств материала детали.
Понятие о штампуемое™ материала и применяемые для ее
оценки характеристики механических и технологических свойств
рассмотрены в подразд. 6.1, 6.6 первой части учебника. Основны-
ми характеристиками являются сопротивление материала дефор-
141
мированию (ст0,2 (сгт), ств), способность материала к деформацион-
ному упрочнению и, (ст0 2 /сгв), предельная до разрушения интен-
сивность деформации е,р, определяемая по результатам испытания
образцов на растяжение, а также относительное сужение \|/.
Для выявления конструктивно-технологических параметров,
определяющих технологичность конструкции изделия, рассмат-
риваем модель вытягиваемой детали в виде полого цилиндра с
переменной толщиной стенки и дна (см. рис. 2.22). В соответст-
вии с особенностями протекания процесса вытяжки с утонением
дно и придонный участок формируются на первых двух неста-
ционарных стадиях процесса, а стенка - на третьей стационарной.
На этом основании и с учетом условий геометрического и физико-
механического подобия, рассмотренных при разработке техноло-
гического классификатора, сформируем состав конструктивно-
технологических параметров (КТП) модели детали (см. рис. 2.22):
геометрические безразмерные (с£.)л; размерные геометрические
(СрД; физико-механические (Сфм)л- Выделенные три группы
КТП в совокупности формируют вектор КТП:
c.,=<hrL(qr)>,(qM)j. (мп
В группу безразмерных КТП входят относительные
размеры: относительная высота стенки относительная
толщина дна 5°л/</л; относительная толщина стенки в заданном
расчетном сечении j, SJd„\ относительный радиус сопряжения
стенки и дна rj S?„; допускаемая относительная разностенность 35;
допустимый угол конусности внутренней поверхности р.
К группе размерных геометрических параметров относятся га-
баритные размеры детали: полная высота Н„, наружный диаметр d„,
толщина стенки в верхнем расчетном сечении 5®л, толщина дна
Физико-механические свойства материала готовой детали ха-
рактеризуются типом формируемой структуры металла по вели-
чине зерна и показателями его относительного упрочнения ствл/ств0,
HV,JHVq, где ствл, HV„, ств0, HVq - соответственно значения характе-
ристик механических свойств после вытяжки и в отожженном со-
стянии.
Граничные значения безразмерных геометрических параметров
могут быть установлены из анализа условий ограничения дефор-
мации при вытяжке с утонением (см. п. 2.5.2).
142
Основным условием ограничения деформации является усло-
вие обеспечения продольной прочности стенки заготовки на ста-
ционарной стадии: со, < [со,], где со,, [со,] - коэффициент использо-
вания запаса (ресурса) пластичности металла деформируемой
заготовки и его допустимое значение соответственно.
В соответствии с рассмотренными выше положениями (см.
ч.1,разд. 3)
a
(2.93)
Z / \fl Z .
-1 V I >[*»,•] = I [e"/
I / 0 1 L * J / 0.
\/e'PJ k /'P
где [e„] - допустимое значение степени деформации при заданном
[со,].
Допустимое значение степени деформации будет равно:
Ы = [со,]^е,р. (2.92)
В то же время из анализа деформированного состояния при
вытяжке с утонением следует:
k]=^in
где [F,_i/F,] - допустимое отношение площадей поперечного сече-
ния заготовки до Л-i и после F, вытяжки.
Из условия приближенного равенства объемов стенки заготов-
ки до и после вытяжки
Л-, Ь
—L-L = —— = ,
Ft Л,_. й,_,
где й,- = hjdi; ht_} = h^/d^ ; md. = djd^ .
После совместного решения уравнений (2.92)-(2.94) опреде-
лим величину допустимой относительной глубины вытяжки:
[^]<й/_1—ехр-
md,
где h(_x - относительная высота заготовки, поступающей на вы-
тяжку; е,р =е,р(ег0,а,р,е,в) - предельная до разрушения степень
деформации при вытяжке (в виде функции отклика многофактор-
ной модели); е,0,а,р,е,в - степень предварительной деформации,
углы конусности матрицы и пуансона, степени деформации в
верхней матрице.
(2-94)
(2-95)
2
143
При подстановке в (2.95) вместо величины е(р известного со-
отношения е(р =2г-(р ехр(-0,72АГ), получим формулу для прибли-
женной оценки уровня технологичности по параметрам допусти-
мой относительной высоты, показателю штампуемости материала
е,р и допустимому значению коэффициента использования ре-
сурса пластичности [со,], т.е.
mdi
1
exp- V3[co,]^E,p exp(-0,72tf) . (2.96)
Рис. 2.40. Графическая интерпретация условия (2.96)
На рис. 2.40 в качестве примера приведена графическая иллю-
страция расчитанных по формуле (2.96) трех областей ТКИ по по-
казателю относительной высоты при двух принятых критиче-
ских уровнях поврежденности металла, отвечающих допустимым
коэффициентам [co,]i=0,25 и [co,]i = 0,65 и заданным значениям е,р
= =0,89 и К = 0,55 (а = а01+0,14/с, = 2,4). Таким образом, может
быть дана оценка из условия продольной прочности вытягивае-
мой заготовки трех уровней ТКИ по параметру : высокого,
среднего, низкого. Оценка ТКИ по показаттелю степень упрочне-
ния (Ств/Ство, HVIHVq) может быть дана с использованием формулы
(2.92) по соотношению
144
е1т — [е;т ] = [Ю( ]« eip i (2.97)
где e(T = е1Т^ав/ _ теоретическое значение степени
деформации, определяемое в зависимости от требуемой в контро-
лируемом сечении детали степени упрочнения металла (по мате-
матическим или графическим моделям). На основании анализа
основных условий ограничения деформации, соотношений (2.96),
(2.97) и производственных данных установлены контрольные
уровни показателей для оценки ТКИ, изготавливаемых вытяжкой
с утонением (табл. 2.7).
Таблица 2.7
Контрольные уровни показателей ТКИ заготовок и деталей,
изготавливаемых способами вытяжки с утонением
Наименование группы пока- зателей ТКИ Вид показателя ТКИ Уровень технологичности
Высокий Средний Низкий
1 2 3 4 5
Расход мате- риала Коэффициент исполь- зования металла г], % Более 90 75...90 Менее 75
Штампуе- мость мате- риала Сопротивление мате- риала деформированию: предел текучести ст0.2(СТт), МПа временное сопротив- ление ов, МПа Менее 200 Менее 320 200...350 320...600 Более 350 Более 600
Способность к дефор- мационному упрочне- нию п Более 0,25 0,25...0,15 Менее 0,15
Предельная до разру- шения пластичность:
Более 1,05 1,05...0,80 Менее 0,80
V Более 0,65 0,65...0,55 Менее 0,55
Сложность геометриче- ской формы Общая форма детали Одно- сту- пенчатая цилинд- рическая Кониче- ская мно- госту- пенчатая Неосе- сим- метрич- ная
145
Окончание табл. 2.7
1 2 3 4 5
Сложность геометрнче- ОКОЙ формы Высота детали Н, мм Менее 100 100... 500 Более 500
Диаметр детали D, мм Меиее 28 28...100 Более 100
Высота стенки детали H/D Менее 2 2...3 Более 3,0
Относительная толщина дна№/£) Менее 0,2 0,2...0,4 Более 0,4
Относительный радиус сопряжения стенки н дна по внутренней по- верхности rj № 0,5...0,8 0,3...0,5 Менее 0,3
Перепад толщины дна и стенки №/5" Более 5,0 5,0...3,0 Менее 3,0
Допустимые отклоне- ния по диаметру 5rf, % Более 0,25 0,25...0,10 Менее 0,10
Допустимая разностен- ность б* % Более 40 40... 10 Менее 10
Допускаемая разиовы- сотиость 5„, % Более 10 10...15 Менее 5
Сложность механических свойств Степень упрочнения a^a.0, HV!HV0 Менее 1,7 1,7...1,9 Более 1,9
2.7. Контроль качества деталей
При вытяжке различают точность размеров деталей (полуфаб-
риката) по диаметру, высоте и толщине стенки.
На точность по диаметру влияют:
• точность изготовления рабочего инструмента и степень его
износа;
• распружинивание (упругая разгрузка) вытянутой детали при
выходе из штампа;
• зазор между пуансоном и матрицей;
• анизотропия свойств.
Вследствие анизотропии свойств деталь может приобрести
овальную форму. На первых вытяжках распружинивание и оваль-
ность больше.
С учетом влияния перечисленных факторов достижимая точ-
ность вытяжки деталей по диаметру при вытяжке с утонением со-
ответствует 8-11 квалитетам (табл. 2.8)
146
Таблица 2.8
Точность изготовления колпачков по диаметру при свертке
Толщина за- ГОТОВКИ, мм Диаметр колпачка, мм
5-10 10-20 20-30 30-50 50
До 1 -0,80 -0,12 -0,20 -0,30 -0,30
1 -2 -0,15 -0,20 -0,30 -0,40 -0,40
2-5 -0,20 -0,20 -0,30 -0,40 -0,40
5-10 -0,30 -0,35 -0,45 -0,50 -0,50
Чистота цилиндрической поверхности деталей, получаемых
при вытяжке с утонением, соответствует 8-9 классам чистоты
(7?а=0,63...0,32). Более высокий класс точности может быть полу-
чен применением калибровочных операций с небольшими степе-
нями деформации.
При вытяжке с утонением точных деталей могут быть учтены
упругие и тепловые деформации заготовки и инструмента.
На точность по высоте и толщине вытягиваемой детали влия-
ют:
• точность по толщине поступающей на вытяжку заготовки;
• точность изготовления, степень и направление износа рабо-
чего инструмента;
• геометрия рабочего инструмента;
• способ и режимы (степени деформации) при вытяжке;
• качество и состояние смазки;
• анизотропия свойств материала исходной заготовки;
• точность установки рабочего инструмента и заготовки.
Точность по толщине стенки заготовки, получаемой вытяжкой
с утонением, достигает 5-4 класса (11-12 квалитеты), разностен-
ность - 0,06-0,15 мм.
При вытяжке с утонением значительное влияние на точность
по высоте и толщине детали оказывают отклонение от перпенди-
кулярности оси пуансона к торцу матрицы и высота её цилиндри-
ческого пояска. Для деталей диаметром 10...30 мм допуск на пер-
пендикулярность не должен превышать 0,05 мм, а высота
цилиндрического пояска матрицы должна находиться в пределах
0,5... 1,5 мм.
Положительно влияет на повышение точности по высоте и
толщине применение так называемого “плавающего” крепления
нижней вытяжной матрицы, когда она самоцентрируется по по-
луфабрикату и пуансону. В табл. 2.9 даны рекомендации по до-
пустимой разностенности и косине.
147
В производстве применяют лекальный и визуальный выбо-
рочный контроль. При лекальном контроле полуфабрикаты по-
сле вытяжки проверяют по диаметру скобой или кольцом, по
кривизне- камерой, по разностенности - индикатором, по косине
- калибром с допускаемыми пределами. В некоторых случаях
после свертки полуфабрикаты подвергаются 100%-ному осмотру
состояния поверхности с целью выявить дефекты металлургиче-
ского происхождения и исключить засорения потока некачест-
венными полуфабрикатами. Основные виды брака и их причины,
возникающие при свертке и вытяжке, приведены в табл. 2.10,
2.11.
Таблица 2.9
Допустимая разностенность колпачков прн свертке_____
Относительная толщина Sc,/di 0,08 0,10 0,15 0,20 0,25 0,30
Разностенность, мм 0,04 0,05 0,05 0,06 0,08 0,10
Допустимая косина колпачков при свертке
Относительная высота, h^d] 0,4 0,5 0,6 0,8 1,0
Косина, мм 0,7 0,7 0,8 0,9 1,0
5СВ- толщина стенки в середине колпачка, мм; d}- наружный диаметр колпачка,
мм; h}— высота колпачка.
Таблица 2.10
Виды н причины брака прн свертке
Вид Причина
1 2
Разностенность и косина Несовпадение осей инструмента (пуансона и матрицы) вследствие износа направляющей втулки для пуансона. Несовпадение осей фиксирующей и рабочей частей матрицы. Неправильная форма рабочей части, косой поясок или нецентричность конуса у одной или обеих матриц. Неперпендикулярность плоскости матриц к оси пуансо- на вследствие неравномерной выработки опорной про- кладки, перекоса корпуса, блока и т.д.
148
Продолжение табл. 2.10
1 2
Разностенность и косина Неравномерная толщина кружка, полосы. Неравномерные механические свойства кружка, полосы. Эллипсность матрицы или пуансона. Несовпадение оси матрицы относительно вырубного и сверточного пуансонов, неравномерный зазор между вы- рубным пуансоном и вырубной частью матрицы. Несовпадение осей матрицы и сверточного пуансона вследствие неконцентричности отверстия под сверточный пуансон в вырубном пуансоне
Фестоны на тор- цовой поверхности колпачков Анизотропия свойств исходной заготовки. Материал за- готовки имеет различные механические свойства в на- правлении прокатки и под углом 45 и 90° к направлению прокатки
Спресованные бесформенные колпачки Работа разрушенным пуансоном
Царапины, зади- ры на боковой по- верхности Неудовлетворительная термообработка рабочего инсту- мента (неоднородность закалки рабочей поверхности, об- разование при работе вмятин и налипание металла) Нарушение хромового покрытия, трещины на инстру- менте Загрязнение щелочной эмульсии, охлаждающей инст- румент, или подача на свертку грязных кружков Неудовлетворительная полировка поверхности матрицы
Обрыв дна, стен- ки, надрыв в месте перехода от дна к . стенке Неудовлетворительное качество исходного металла за- готовки (наличие дефектов металла: плен, раковин, рас- слоений и т.д.) Неудовлетворительные механические свойства: повы- шенная твердость (для стали и биметалла HRB>60) и ма- лое относительное удлинение Неудовлетворительная структура: • крупное зерно (для латуни>0,12 мм, для биметалла и стали зерно феррита крупнее 5-го балла); • наличие цементитной сетки и структурно-свободного цементита в стали и биметалле; • наличие полосчатости (более 2 баллов в стали) Неправильная форма рабочей части пуансона или мат- рицы, малые радиусы закругления у пуансона или матри- цы Сильный прижим вырубным пуансоном кружка в мо- мент начала работы сверточного пуансона
149
Окончание табл. 2.10
1 2
Колпачки с вен- чиком на торце, трещинами по тор- цу и неправильной формой торцовой поверхности Неотожженный или недостаточно отожженный кружок Подача кружка с заусенцами, полученного вследствие неправильного зазора между вырубным пуансоном и мат- рицей, или их затупление Попадание кружка выпуклостью в сторону пуансона Неправильный радиус на матрице
Колпачки с вы- рванным краем и односторонним фестоном Неполная вырубка кружка, неудовлетворительная рабо- та вырубного инструмента и неудовлетворительная работа направляющих устройств, отклонение в размерах полосы Выкрашивание края вырубного инструмента Затягивание перемычки, оставленной между вырублен- ными кружками
Колпачки с про- рванным дном, надрывами в мес- тах перехода от дна к стенке или силь- но вытянутой дон- ной частью, имеющей значи- тельную сферу и кольцевое утоне- ние в нижней части колпачка Преждевременная работа сверточного пуансона (при длинном пуансоне) до окончания процесса вырубки
Колпачок с от- рывающейся на- ружной кромкой При наличии в вырубной части матрицы проточки для шлифовки образуется уступ, который врезается в кружок по окружности, оставляя отпечаток При свертывании кружка происходит скалывание ме- талла и отделение в виде полного кольца или по части ок- ружности Отделившиеся части остаются в матрице и оставляют отпечаток на поверхности колпачка
Низкий колпак с риской Лопнувшая матрица
Неправильная форма торцовой поверхности кол- пачка Неправильный выбор радиуса закругления матрицы свертки: при малом радиусе колпачок имеет внутренний скос; при большом радиусе - наружный скос
Отклонение по высоте колпачка Неправильный зазор между сверточным пуансоном и матрицей (малый зазор) Неправильные радиусы на сверточном пуансоне и мат- рице
150
Таблица 2.11
Виды и причины брака при вытяжке
Вид Причина
1 2
Разностенность, ко- сина и искривления Несовпадение осей пуансона и матриц Скольжение торца пуансона по дну колпака, из-за отсутствия направляющей части или большого диа- метрального зазора между пуансоном и заготовкой Перекос опорной поверхности матрицы; косины ци- линдрического пояска матрицы Неравномерность механических свойств материала заготовки вследствие неудовлетворительного отжига Неравномерность смазки по периметру Эллипсность матрицы и пуансона
Боковики и бесфор- менная вытяжка Нарушение работы питателя, недосылка до упора, наклон или падение полуфабриката Отсутствие верхнего ограничителя Неправильное положение полуфабриката (доныш- ком вверх)
Царапины по наруж- ной поверхности Налипание металла на рабочей части матриц вслед- ствие плохой термообработки поверхности матрицы, плохого хромирования и больших давлений, разви- ваемых в процессе вытяжки Отсутствие на съемнике притуплений или перекос съемника Загрязненная или плохо проваренная эмульсия Грязный полуфабрикат
Царапины на внут- ренней поверхности Нарушение хромового покрытия на пуансоне
Отрыв верхней части Неправильная длина рабочего конуса пуансона, ши- рокий цилиндрический поясок на матрице или малый угол конуса верхней матрицы Строгая матрица и полный пуансон Нескругленные переходы рабочих конусов у пуан- сона Перегрев или недостаточный отжиг полуфабриката, поступающего на вытяжку Неправильная форма колпака, наличие скоса или отпечатка по окружности колпака, полученного при свертке Неправильная длина полуфабриката вытяжки вследствие нарушения размеров в пуансонах на пре- дыдущих операциях, нарушения радиусов
151
Окончание табл. 2.11
1 2
Косое дно Строгая верхняя матрица и выработавшаяся нижняя матрица Поломка конца пуансона Эллипсообразный или косой поясок матрицы Несовпадение рабочего конуса и цилиндра в матри- це Неперпендикулярность стола станка или основания питателя и оси пуансона Поступление на вытяжку косого или разностенного колпака
Забоины в донной части Неправильная установка матрицы в колодке, при которой полуфабрикат при выходе ударяется о край отверстия колодки или плиты станка
Короткий или длин- ный полуфабрикат при большем или меньшем диаметре Износ пуансона или матрицы по диаметру калиб- рующей части; пережог полуфабриката или крутой конус матрицы Строгая калибровочная часть матриц и полный по диаметру пуансон; плохо отожженный или развален- ный конус матрицы Неправильно подобраны радиусы на пуансонах
Образование наплы- вов в зоне сопряжения стенки и дна Поступление на вытяжку колпаков, изготовленных изношенным пуансоном Неправильный расчет инструмента на вытяжках, неправильный подбор радиусов на пуансонах
Продольные трещи- ны на последней вы- тяжке Недостаточный отжиг полуфабриката Большая конусность пуансона
2.8. Технологичесие расчеты
2.8.1. Исходные данные и последовательность расчетов
Исходные данные:
• чертеж детали или чертеж исходной заготовки для после-
дующей операции другого вида, например штамповки дна;
• маршрутный технологический процесс изготовления дета-
ли;
• механические свойства (HV, ств) материала готовой детали
или исходной заготовки для последующей операции другого вида,
например, штамповки дна;
• механические свойства поставляемого материала в термо-
обработанном состоянии (HV0, ств0);
• справочные данные по предельным и допустимым степеням
152
деформации на вытяжке с утонением в виде табличных, графиче-
ских или математических моделей.
Последовательность проектирования:
1. Подбор и анализ исходных данных.
2. Расчет размеров и механических свойств конечной штампо-
ванной заготовки (после последней вытяжки).
3. Оценка и обеспечение технологичности конструкции ко-
нечной штампованной заготовки.
4. Расчет размеров исходной заготовки.
5. Расчет количества операций.
6. Расчет размеров заготовок на промежуточных операциях.
7. Расчет исполнительных размеров рабочего инструмента.
8. Расчет технологических усилий
9. Корректировка (при необходимости) теехнологического
маршрута изготовления детали
2.8.2. Расчет размеров и механических свойств конечной
заготовки
Исходные данные:
• чертеж готовой детали (конечной заготовки для штамповки
дна);
• заданные ТУ механические свойства детали (конечной заго-
товки для штамповки дна) в контрольных сечениях;
• принятый маршрутный технологический процесс изготов-
ления детали и технологические схемы выполнения основных
формоизменяющих операций;
• схемы формирования механических свойств готовой детали
(конечной заготовки для штамповки дна) в контрольных сечниях;
• рекомендуемые припуски на токарную обработку и обрезку;
• технологические требования, предъявляемые процессом
вытяжки к конструкции деталей;
• теоретические или эмпирические зависимости (модели) ха-
рактеристик механических свойств (HV, ств) от условий предвари-
тельной обработки (степени деформации, температуры и длитель-
ности отжига).
Расчетные размеры (рис. 2.41):
• наружный диаметр d„,
• толщина стенки S„ в расчетных сечениях (/ - порядковый
номер расчетного сечения);
153
• внутренние диаметры в расчетных сечениях
• радиусы сопряжения внутренних поверхностей R„, г„;
• максимальная толщина дна ;
• расстояние расчетных сечений от внутренней поверхности
дна hnJ;
• полная высота заготовки Н„;
• допускаемые отклонения на размеры.
Рис. 2.41. Эпюра распределения твердости HV по длине гильзы (а); эскиз детали
(б) и диа конечной после штамповки заготовки (в); эскиз конечной заготовки
после вытяжки (г)
При изготовлении деталей с контролируемыми механическими
свойствами (типа гильз) количество и положение основных рас-
154
четных сечений устанавливается в соответствии с ТУ (рис. 2.41).
Расчет размеров заготовки в любом j-м сечении производится
по следующим формулам:
dn = D • Cd ; (2.98)
dJn =dn- 2SJn ; (2.99)
SJ„ = (SJ'+Wu+6Jp)CJs, (2.100)
где Cd - коэффициент, учитывающий изменение наружного диа-
метра на последующих операциях; - припуск на механиче-
скую обработку в j-м расчетном сечении; 8Jp - величина разно-
стенности в j-м расчетном сечении; CJS - коэффициент изменения
толщины стенки в j-м расчетном сечении на последующих фор-
моизменяющих операциях, например при обжиме.
Припуск на механическую обработку (расточку) назначается в
верхнем расчетном сечении при изготовлении деталей типа пиро-
стаканов. При изготовлении деталей типа гильз к патронам стрел-
кового оружия во всех расчетных сечениях припуск на механиче-
скую не назначается, т.е. принимается П^=0. Утолщение стенки
при применении последующего обжима учитывается введением
коэффициентов:
С>=0,95/и£ (2.101)
- при обжиме с калибровкой стенок дульца;
CJs=mi (2.102)
- для любого расчетного сечения при обжиме без калибровки
стенки дульца,
где -dB /dn - итоговый коэффициент обжима в верхнем рас-
четном сечении; -dj /dn - итоговый коэффициент обжима в
j-м расчетном сечении; cf, </ - наружные диаметры детали в верх-
нем и любом j-м расчетном сечении соответственно.
Утолщение кромки краевой части детали без дульца оценива-
ется коэффициентом
(2.103)
155
где I dn - итоговый коэффициент обжима кромки.
Допуск на разностенность назначается по чертежу готовой де-
тали и ТУ. Радиусы сопряжения внутренних поверхностей стенки
и дна принимаются равными соответствующим радиусам готовой
детали, т.е.
= Гп = г. (2.104)
Форма дна заготовки устанавливается с учетом принятого типа
маршрутного технологического процесса и технологических схем
формоизменяющих операций (рис. 2.42).
Рис. 2.42. Эскизы дна заготовок после вытяжки: а, б - со сферической наружной
поверхностью; в - с плоским дном; г - для штамповки в разъемной матрице;
д - с предварительно отштампованным дном
Размеры дна конечной заготовки определяются из условия ра-
венства объемов заготовки и детали, ограниченных нижним рас-
четным сечением (рис. 2.43). Для заготовок со сферической на-
ружной поверхностью (рис. 2.42) относительная высота
сферической части йСф/5д назначается в зависимости от относи-
тельной толщины дна заготовки 5дн/</п (табл. 2.12).
156
Рис. 2.43. Схема разбивки на элементарные объемы: а - детали; б - заготовки
после последней вытяжки
б
Для заготовки со ступенчатым дном принимают
</кл +0,14-0,2 мм, ап = а, где dK - диаметр экстракторной
канавки гильзы.
Таблица 2.12
Относительная высота сферической части Лсф/5ДН
______заготовок после последней вытяжки____
Вид заготовки d„, мм SJd„ hcdSn
Стальная заготовка детали клб. 7,62 мм 11,22 0,29 0,49
Стальная заготовка детали клб. 14,5 мм 26,66 0,38 0,36
Латунная заготовка детали клб. 12,7 мм 21,29 0,40 0,62
Расстояние между расчетными сечением (hj+i-hj) заготовки оп-
ределяется из условия равенства объемов металла, заключенных
между расчетными сечениями заготовки и детали (конечной заго-
товки после штамповки дна) с учетом припусков на возможную
механическую обработку (рис. 2.44), т.е.
(W =Гл,--.+ДГ^. <2.105)
157
где (Kyy_J и Kyj_j - объемы заготовки и детали, заключенные
между соседними расчетными сечениями j и j-1; А Ку уЧ- при-
пуск на возможную механическую обработку.
Рис. 2.44. Схема определения расстояний между расчетными сечениями:
а - эскиз элемента детали (конечной заготовки после штамповки дна); б - эскиз
элемента заготовки после вытяжки
Для деталей типа гильз расстояния между расчетными сече-
ниями могут быть определены по следующим приближенным
формулам:
h"=hH (2.106)
- для нижнего расчетного сечения,
hJn~hJn-X={hj-hj-x}2h (2.107)
- для любого промежуточного сечения (рис. 2.44), где
Более точный расчет может быть выполнен с применением
теорем Гюдьдена.
Полная высота заготовки будет равна:
Нп - 5Д + Л„н + f (hJn -hJn-x)+ ДЛоб + ДЛ„ , (2.108)
>1
где q - количество расчетных сечений;
158
Id - kB
5‘_ <2109)
an Pn
Ah - припуск на обрезку дульца после обжима; Ah„ - припуск на
обрезку после вытяжки (табл. 2.13).
При расчете высоты заготовки в чертежах на деталь и заготов-
ку могут вводиться дополнительные расчетные сечения, напри-
мер, в месте сопряжения конструктивных элементов детали (сече-
ниями у+1 - см. рис. 2.41).
Таблица 2.13
Припуск на обрезку, мм
Величина Индекс детали
5,45 762В 762-43 127 145
Дй, 14,0 6,0 6,0 — 17,0
Дй„ 12,0 10,0 12,0 30,0 20,0
Дй 1,0 1,0 1,5 3,0 5,0
Механические свойства заготовки определяются в зависимости
от механических свойств детали, заданных в контрольных сече-
ниях, и с учетом влияния последующих термообработки и дефор-
мационного упрочнения на штамповочных операциях другого
вида, т. е. с учетом принятого технологического маршрута изго-
товления детали.
Если в технических условиях на изготовление изделия отсут-
ствуют требования по механическим свойствам, то отпадает не-
обходимость в определении механических свойств заготовки по-
сле последней вытяжки.
Алгоритм определения механических свойств конечной заго-
товки:
1. Оценка необходимости определения механических свойств:
"да" - если в ТУ на готовую деталь заданы эти требования, "нет" -
если не заданы.
2. Определение координат расчетных сечений заготовки, в ко-
торых должны формироваться требуемые механические свойства
готовой детали (HV, ств) из условий (2.105) - (2.107) и характери-
стик HVj
3. Выбор технологической схемы формирования механиче-
ских свойств готовой детали для каждого расчетного сечения за-
готовки из следующих вариантов:
3.1) с применением предварительного (до вытяжки) промежу-
точного (после одной, двух, трех вытяжек) и завершающего (по-
159
еле последней вытяжки) рекристаллизационного отжига (рис.
2.45-/);
3.2) то же, что и по варианту 3.1, но с последующей только
деформационной обработкой за одну или несколько операции,
выполняемых, например, способами обжима (рис. 2.45-2);
3.3) то же, что по варианту 3.1, но без промежуточного рекри-
сталлизационного отжига (рис. 2.45-3);
3.4) то же, что по варианту 3.1, но без завершающего рекри-
сталлизационного отжига (рис. 2.45-4);
3.5) с применением только предварительной разупрочняющей
обработки и последующей деформационной обработкой (рис.
Рис. 2.45. Схемы формирования механических свойств (характеристик прочно-
сти) готовой детали, обрабатываемой по технологическому маршруту с приме-
нением вытяжки с утонением заготовки
4. Выбор модели формирования механических свойств гото-
вой детали в зависимости от принятой на предыдущем этапе 3,
технологической схемы формирования механических свойств
(HV, ств) из следующего набора:
160
W [ \
4.1) HVJ = YHV^№s ,tJs,tJs]-{W-\)HVJ (2.110)
-для схемы 3.1;
4.2) HV> = XHVj z(4,r>,r>)+ £яИ>(4)-(^ + И-1)ЯГ0>
5=1 >?=1
(2.111)
- для схемы 3.2;
4.3) = (2.112)
- для схемы 3.3;
4.4) ЯИ = f ЯК> z(4,r/,r>)+ £яг/(е,4)-(^ + V - 1)ЯГ0>
5=1 ^=1
(2.113)
- для схемы 3.4;
4.5) HVJ=HV^(e^ (2.114)
- для схемы 3.5, где HV' - твердость готовой детали в расчетном
сечении у; HV^{e!s,tJs,xJs] - многофакторная модель полного
цикла обработки “5”, включающего одну вытяжку и следующий
за ней рекристаллизационный отжиг; 5 - номер цикла (5=1, W);
HV0J - твердость материала в отожженном состоянии в сечении у;
HV^ - выходная переменная (отклик) многофакторной модели;
- степень деформации, температура нагрева и время
выдержки заготовки на цикле 5 в сечении у; ЯК/ (е/) - однофак-
торная модель зависимости твердости металла в сечении у от сте-
пени деформации е/ на неполном (без рекристаллизационного
отжига) цикла обработки (/--цикле; r=l, V); HV? - выходная пе-
п
ременная (отклик) однофакторной модели; е/. = У е/( - накоп-
/=1
ленная (суммарная) степень деформации за п вытяжек; tJ ,xJ -
режим завершающего отжига; W - количество полных циклов (с
рекристаллизационным отжигом); V - количество неполных цик-
лов (без рекристаллизационных отжигов); ЯК/£,(е,47у, ту) -
161
многофакторная модель, учитывающая влияние накопленной за
несколько операций без промежуточных отжигов, степени дефор-
мации и режима завершающего отжига (tJ, ту ); HV^, - вы-
ходная переменная (отклик) многофакторной модели;
- однофакторная модель, учитывающая влияние накопленной за
несколько операций вытяжки без отжигов степени деформации
ек-
5. Выбор режимов термообработки (полного рекристаллиза-
ционного отжига) по справочным или производственным данным.
6. Определение по справочным или производственным данн-
ным характеристик механических свойств отожженного материа-
ла (HV0, ств0).
7. Определение (выбор) количества циклов, существенно
влияющих на формирование механических свойств готовой дета-
ли (W, V).
8. В случае применения многоцикловой упрчняющей обработ-
ки по модели (2.110), при необходимости оценки влияния различ-
ных режимов термообработки после различных вытяжек, устано-
вить соотношение между степенями деформации на последней
(и-й), предпоследней (л-1-й) ит.д. вытяжками (например,
е/п_1/е/„ = 1,2 ; е/п_} /е/„ =1,3 и т.п.), решить уравнение (2.110)
относительно е/ и далее определить по выбранным пропорциям
eJin_{, ein-2 и Т-Д1 если очевидно, что после последней вытяжки
при проведении отжига (полного рекристаллизационного) полно-
стью восстанавливаются структура и механические свойства, то
может быть принято решение, что вытяжка не влияет на свойства
готовой детали, т.е.
HVj=HV0. (2.115)
9. В случае применения модели (2.111) число циклов V и степе-
ни деформации eJir (д=1, И) на циклах назначаются по результатам
расчета технологического процесса обжима, а степени деформации
на вытяжках eJiS (5=1, W) определяются в соответствии с п. 8.
10. При применении модели (2.112) распределение степеней
деформации по вытяжным операциям выполняется по методике,
изложенной в п. 8.
162
11. При применении модели (2.113) накопленная степень де-
формации е/г и число неполных циклов V определяются согласно
п. 9, a eJis (5=1, W) - согласно п. 8.
12. В случае использования модели (2.114) е;1 определяется в
зависимости от свойств готовой детали (HVJ, aJB), а затем на-
значается распределение степеней деформаций по операциям и
переходам при обеспечении условий
&in — — &in-2 ‘ (2.116)
/=1
13. Расчет характеристик механических свойств конечной за-
готовки по моделям:
HVJ =Hvj=Wl(e/w)
а) или / . \ дая схемы 3.1, 3.2; (2.117)
ствл =ais=n',tviw)
HVnj=HVe^)
б) или , длясхемыЗ.З; (2.118)
в) или / \ для схемы 3.4; (2.119)
Hvj =HVj
г) или для схемы 3.5; (2.120)
<*в„ = ств
После определения размеров и механических свойств конечной
штампованной заготовки целесообразно оценить технологичность
ее конструкции в соответствии с требованиями, изложенными в
подразд 2.6, и при необходимости откорректировать либо конст-
рукцию, либо технологию.
2.8.3. Расчет размеров заготовки
Исходные данные:
• размеры конечной заготовки после последней вытяжки с
утонением;
163
• вид заготовки и ее заданный базовый размер;
• припуск на механическую обработку и обрезку заготовок
после промежуточных вытяжек.
Методика расчета размеров конечной заготовки изложена в
п.2.8.2. Вид исходной заготовки определен принятой или разрабо-
танной маршрутной технологией.
По форме различают заготовки плоские из листового проката,
пространственной формы сплошные, пространственной формы
полые с дном. В соответствии с этим в структуре технологическо-
го процесса вытяжки с утонением могут быть предусмотрены эта-
пы изготовления сплошных (плоских или объемных) и полых
пространственной формы заготовок. Припуски на механическую
обработку резанием регламентируются с учетом типа технологи-
ческого процесса нормативными данными.
Основу алгоритма расчета составляет условие равенства объе-
мов исходной и конечной заготовок см. п. 1.8.2. По форме в плане
различают плоские заготовки круглые и призматические (квад-
ратные, шестигранные).
К сплошным заготовкам пространственной формы, используе-
мым для получения способами выдавливания полых заготовок для
вытяжки с утонением, относятся, например, заготовки низкие
ступенчатые (профилированные) (а); шаровидные (б); цилиндри-
ческие с наметкой (в), получаемые соответственно способами
подштамповки (а), поперечно винтовой прокатки и поперечного
выдавливания (рис. 2.46). Полые заготовки пространственной
формы могут быть цилиндрические (а, г), конические (б, е), сту-
пенчатые (б, в, д) (рис. 2.47). Базовый размер исходной заготовки
назначается в зависимости от ее вида и размера конструктивного
элемента конечной заготовки, принятого за базовый.
При применении плоских заготовок за базовый размер прини-
мается, так же как и при вытяжке без утонения, ее толщина 5о-
При этом 50 назначается, как правило, в зависимости от толщины
дна конечной заготовки 5„д:
^о=СМ, (2.121)
где С\о - коэффициент, учитывающий изменение толщины дна
на промежуточных операциях.
Рассчитанная по формуле (2.121) толщина исходной заготовки
должна корректироваться с учетом действующего в отрасли стан-
дарта на сортамент листового проката.
164
Рис. 2.46. Исходные сплошные заготовки пространственной формы
В случае применения сплошной заготовки пространственной
формы (в частности цилиндрической) за базовый размер целесо-
образно принять ее диаметр, который должен определяться в за-
висимости от наружного диаметра конечной штампованной заго-
товки в заданном у-м расчетном сечении и с учетом сортамента
материала: Do = CdgdJn , где Cdo -коэффициент, учитывающий
изменение наружного диаметра заготовки в расчетном сечении j
на промежуточных штамповочных операциях. Так, при изготов-
лении заготовки способами выдавливания значение коэффициента
Cdg определяется величиной единичного (при однооперационном
процессе) или суммарного (при многооперационном процессе) за-
зора на вхождение заготовки в приемную часть матрицы, т.е.
/I
CJdQ - 1 - ’У, 2z/ /dJn, где односторонний зазор между заго-
1
товкой и приемной частью матрицы; п - количество операций вы-
давливания.
Например, при обратном выдавливании рекомендуется прини-
мать 2z<0,2 мм, при наличии фасок на торцах заготовки
2z=(0,05...0,l) мм. С учетом изложенного расчетными размерами
исходных листовых заготовок будут диаметр и сторона много-
гранника, для сплошных заготовок пространственной формы -
165
высота. Применение исходных сплошных заготовок более слож-
ной формы требует выбора и других размеров (радиусов сопря-
жения, высот отдельных конструктивных элементов, углов конус-
ности и др.), назначаемых с учетом технологических требований,
Рис. 2.47. Исходные полые заготовки для вытяжки с утонением
При применении исходной полой заготовки пространственной
формы за базовые размеры целесообразно принимать наружный
диаметр 1У0 и толщину стенки Sj в заданном сечении j, за расчет-
ные - линейные размеры (см. рис. 2.47).
Так же как и при вытяжке без утонения, основу алгоритма рас-
чета размеров составляют условия равенства объемов исходной и
конечной заготовок (1.62) и (1.63).
166
При определении объема конечной заготовки предусматрива-
ется:
• разбиение тела оссесимметричной заготовки на простые
(элементарные) объемы;
• определение элементарных объемов по известным зависимо-
стям или теоремам;
• вычисление полного объема конечной (или любой другой) за-
готовки суммированием элементарных объемов.
Анализ всего многообразия конфигураций осесимметричных
заготовок (деталей), получаемых вытяжкой с утонением, показы-
вает, что любой контур детали (рис. 2.48) можно разбить на два
типа элементов: трапецию (частный случай - прямоугольник) и
криволинейную трапецию с выпуклым радиусом (частный случай
- окружность и сектор - рис. 2.48, б). Элементарные объемы
трехмерной детали образуются вращением этих элементов вокруг
оси симметрии. Контур элемента может быть наружным, при этом
элементарный объем суммируется, и внутренним, при этом объем
вычитается.
Рис. 2.48. Схема разбиения детали на элементы (а) и определения координат
выделяемого элемента (б)
С контуром детали связывается система координат (хОу) (рис.
2.48, б), и, таким образом, задача разбиения контура на элементы
сводится к расчету координат узловых точек, начальных (хн, Ун) и
конечных (хк, ук). При этом контур детали считается непрерывным
(т.е. учитываются элементы, определяемые перпендикулярными к
оси вращения отрезками, несмотря на равенство нулю их объе-
мов). Предполагаем, что с каждым элементом связана только одна
узловая точка, и, таким образом, каждый элемент будет характе-
167
ризоваться координатами связанной с ним узловой точки, коор-
динатами узловой точки следующего элемента, радиусом (для не-
радиусных элементов радиус равен нулю) и признаком контура
(наружный или внутренний).
Кроме координат узловых точек, элемент характеризуется ра-
диусом окружности R и следующими признаками: типом линии
(отрезок прямой или дуга окружности) L, типом дуги окружности
(вогнутая или выпуклая) К, типом контура (наружный или внут-
ренний).
Весь контур детали описывается многомерным массивом (кор-
тежем чисел):
L\ х, yi 7?1 А\
L2 х2 у2 Я2 А2
Ц Xj yt Rj Aj
Ln xn yN Rn An,
где N - количество узловых точек в детали; х, - абсцисса узловой
точки; у, - ордината узловой точки; Я, - радиус следующего за уз-
ловой точкой элемента; Л, - признак контура следующего за узло-
вой точкой элемента (Л,= 1 для наружного контура и Л, = 2 для
внутреннего).
Для расчета объемов криволинейных элементов применена
теорема Гюльдена, согласно которой объем тела вращения опре-
деляется произведением площади под кривой на длину окружно-
сти, описываемой центром тяжести вращающейся фигуры.
Исходя из этого объем фигуры, полученной вращением криво-
линейной трапеции (рис. 2.49, а), вычисляется по формуле
V= 2nrUT(F,+ F2 + F3),
где Гцт=(г1Я’1+г2Я’2+г3Я’з)/(Я’1+Я’2+Я’з) - радиус, описываемый цен-
, пГл/о Sin3a у. + у2
тром тяжести фигуры; i\ = Я 4/3-------------cosa -cosa-l-—!-----
2a - sin a ) 2
- радиус, описываемый вращением центра тяжести 1 -го элемента
фигуры; г2 = 1/3(у2 _ У\) + У\ - радиус, описываемый вращением
центра тяжести 2-го элемента; r3 - yt / 2 - радиус, описываемый
вращением центра тяжести 3-го элемента; Я] = R2 / 2 (г - sin 2a) -
площадь 1-го элемента; F2 = 1 / 2 • Ах • Ду - площадь 2-го элемен-
168
та; F3 = Дх yl - площадь 3-го элемента; Дх = |х2 - х, |;
Ду = |у2 - |; Дс = у/Дх2 + Ду2 ; sin а = Дс/ 27?.
Рис. 2.49. Схема к расчету объемов фигур с выпуклым (а) и вогнутым (б)
контурами
Для расчета объема фигуры, полученной вращением прямой
(прямолинейной трапеции), используется формула
V = л/3(х2 ~ х\^\ + Уг + У\Уг}- Составляющие - согласно рис.
2.50.
Рис. 2.50. Схема к расчету объема фигуры, полученной
вращением отрезка прямой
Расчет объема конечной заготовки (и вообще любого тела
вращения) производится по алгоритму, блок-схема которого
представлена на рис. 2.51. Перед расчетом объема необходимо
определить координаты узловых точек, количество и признаки
элементов, т.е. образовать массив данных для расчета.
169
При расчете объемов отдельных фигур могут возникнуть труд-
ности из-за отсутствия на чертеже полного набора необходимых
размеров. В связи с этим необходимо предусмотреть расчет не-
достающих размеров по заданным чертежным размерам детали, а
затем - переход к определению объемов этих фигур. К таким раз-
мерам относятся, например, наружный диаметр dJn , dJn+l обжа-
тых заготовок в промежуточных расчетных сечениях, текущие
тангенсы угла наклона образующей внутренней поверхности
tgy 7, расстояние У/ точек на внутренней образующей детали, за-
висящее от координат XJn , отсчитываемых по оси детали, вычис-
ляемые по формулам (рис. 2.52):
, .к
tgY
7 = BJn
170
где Л„к, hJn+{, hJn , hJn+i - расстояния от базы отсчета (например,
от наружной поверхности дна детали, служащей для обжима ус-
тановочной технологической базой) до большого основания кону-
са ската, до нижнего расчетного сечения, до текущих, рядом рас-
положенных сечений, соответственно; dJnnH, d- внутренние
диаметры заготовки в соседних сечениях; 7?/ - радиус кривизны
(окружности) внутренней поверхности, описывающей ее профиль
между рядом лежащими сечениями у и (/+1); AJn, В* - смещение
центра кривизны (окружности, описываемой радиусом RJn) по ко-
ординатам X и Y (ось X совпадает с продольной осью детали, ось Y
соответствует радиальному направлению).
Рис. 2.52. Схема к расчету размеров промежуточных расчетных сечений
При расчете объема конечной заготовки, полученной вытяж-
кой, за базу отсчета целесообразно принимать внутреннюю по-
верхность дна, которая служит установочной технологической ба-
зой. При этом h'>X>h!+l и dL/2>Y>dJ„t'/2. В частном случае
1 П п иВп лвм *
171
= h*, где h“ - высота расположения конечного рассчитывае-
мого сечения.
В том случае, если сопряжение внутренних конической по-
верхности стенки и поверхности дна выполнено одним радиусом,
Ап = h„ + RJ„ sin у , BJn = dJnm / 2 - Я' • cos у,
где dJnM - внутренний диаметр в расчетном сечении j.
Если сопряжение внутренних поверхностей выполнено двумя
радиусами RJn и RJn"{ и заданы высоты расположения сечений hJn
и hJn+[, h* , то смещения центра кривизны AJn, BJn определяются
по приведенным выше формулам, а смещения , BJn+x можно
приближенно определить из следующих соотношений:
=е'+я/-'(л,
)c°sarcsin[(/,>-(я/-<//„,)] •
В случае, если чертежом заданы три радиуса: Я/, R^ и R’^2
и высоты расположения сечений: hJn , hJn+{, h^2 и /г*, то А^,
BJn, А^1, В^1 определяются так же, как и в предыдущих случа-
ях, а смещения А^2, В^2 - по соотношениям
Ai+2=h" + R{+2,
В{+2 = BJn+' + (<’ 2)sinarccos[l-fe+2 -Л>+,)/<2]
Расчет размеров исходных плоских заготовок выполняется на
основе использования алгоритма, приведенного на рис. 2.51. При
применении плоских листовых заготовок в виде кружков, квадра-
тов и шестигранников их поперечные размеры рассчитываются по
формулам
Do = , «4 = л/Кл/5оПя > а6 = 0,62 y/Vn/S0T]„ ,
где а4, а6 - длины сторон квадратной и шестигранной заготовок.
Технологичность конструкции листовой заготовки, получае-
мой вырубкой, должна оцениваться по наиболее значимым крите-
риям технологичности, например по относительной толщине
So/Do. В случае низкой технологичности принимается решение о
корректировке базового размера или изменении способа получе-
ния заготовки.
172
Коэффициенты использования металла т|„ назначаются с уче-
том технологического маршрута, в зависимости от количества
штамповочных операций и, соответственно, количества операций
обрезок, припусков на механическую обработку, а также потерь
металла на угар и травление при проведении термической и хи-
мической обработки заготовок. Предполагается наличие у техно-
лога соответствующей справочной информации.
Можно ориентировочно принимать т|„ = 0,85...0,95 (меньшие
значения назначают для больших толщин заготовок). Следует
учитывать, что расчет поперечных размеров заготовок по приве-
денному алгоритму не является точным, так как на этом этапе не-
известно точное число штамповочных операции, а следовательно,
и количество обрезок, которым главным образом и определяется
числовое значение т|„. Поэтому более строгий подход к определе-
нию размеров заготовок должен предусматривать применение ме-
тода последовательных приближений. В первом приближении
принимают значение т|„ ,а затем после определения количества
вытяжек и обрезок значения т|„ и Do корректируются.
При определении размеров исходных полых заготовок в зави-
симости от размеров исходной плоской (Z>0, $о) и конечной
штампованной (d,„ 5"„, Лн,„ й„а, Лв,„ Н„) заготовки необхо-
димо:
• определить базовые размеры;
• обеспечить технологичность конструкции с учетом приме-
няемых способов ее изготовления и последующей обработки;
• выявить неизменяемые при последующей обработке эле-
менты (участки) исходной заготовки и их размеры.
За базовый размер заготовки, изготавливаемой способом ком-
бинированной вытяжки (свертки), принимаем толщину дна (рис.
2.53): №i = Cs где С$ > I. Другие размеры, за исключением
Н\, назначаются с учетом технологических требований, предъяв-
ляемых процессом изготовления заготовок:
а) из условия допустимого утонения стенки за одну операцию
5® =5ok]; [w51]=^m(w51)np ’
где (™5])пр - допустимое и предельное значение коэффи-
циента утонения стенки; - коэффициент запаса;
б) из условия применения конического пуансона и формиро-
вания внутренней конической поверхности стенки (см. рис. 2.53);
173
df -df-l{hf -A,")tgP,
где p - угол конусности пуансон;
в) из условия сохранения постоянства формы дна и исключе-
ния разрушения внутренней поверхности придонного участка
rJs^O, 5. ..0,8.
Рис. 2.53. Эскиз исходной полой заготовки, полученной на первой вытяжке
с утонением (свертке) из полой заготовки
Расчет предельного коэффициента утонения при вытяжке
(свертке) через одну матрицу может выполняться по обобщенной
многофакторной математической модели, полученной в работах
С.С. Яковлева и др.:
(^л)пр = (40,21 + 3,67xi - 7,33х2 - 5,74х3 - 3,5х4-2,25х5 +
+ 0,34х6 - 0,92х!Х2+ 2,75х1Хз - 0,5х]Х4 - 0,25х]Х5 -
- 0,084x^6 + О,5хгх3 + 1,5х2х5 + 0,42x2x6-0,33x3x4 +
+ 0,42x3X5 - О,42хзх6 + 0,17x^5 +0,83x^6-0,42x5X6-
- 0,92xi2 + 1,08х22 + 0,49 х22- 0,59 х62)10'2. (2.122)
где xi=(a-15)75°; х2=(ти(/1-0,65)/0,15; х3=у^-2; fu =0,05; х4=(п-
-0,3)/0,2; х5= (R-1 )/0,5; х6=с/0,5; а - односторонний угол конусно-
сти матрицы; f„ и fK - коэффициенты трения на контактных по-
верхностях пуансона и матрицы: п - показатель кривой упрочне-
ния материала заготовки; R - средний коэффициент анизотропии
для плоского напряженного состояния; с - характеристика анизо-
тропии в условиях плоской деформации.
Формула (2.122) получена в предположении изменения учтен-
ных факторов в следующих диапазонах:
174
а=10...30°; /и(/1=0,5...0,8; и=0,1...0,5.
Я=0,5... 1,5; с= -0,5...0,5;/п=( 1 ...3)/м.
Оптимальное значение угла конусности, матрицы может быть
определено по формуле
а°пт =23,6-16,65wrf + 7,45 /п /Д - 6,75л .
Для изотропного материала можно принять Л=1,0; с=0. В дру-
гах случаях необходимо для поставляемого материала определять
характеристики анизотропии. Рассчитываемые размеры исходной
полой заготовки приведены на рис. 2.53, а последовательность
расчета и расчетные формулы - в табл. 2.14. Экспериментальные
и производственные данные по допустимым деформациям приве-
дены в табл. 1.7, 1.8.
Таблица 2.14
Расчет размеров заготовки после первой вытяжки
Определение величины Расчетная формула Примечание
1 2 3
Наружный диаметр заготовки, d} dx = dB . + 5В 1 cpl 1
Средний диаметр за- готовки в верхнем рас- четном сечении, d®р| <вр1 = P0«rfl
Коэффициент вытяж- ки, т^\ Назначается по опытным данным
Толщина стенки в верхнем расчетном се- чении, 5® $1 = $0 ' msi
Коэффициент утоне- ния в верхнем расчет- ном сечении, zn®.| mSl ^(mSl)np
Предельный коэффи- циент утонения, ("г51)пр (2.122) Рассчитывается по формуле (2.122) ли- бо назначается по опытным данным
Относительное изме- нение площади попе- речного сечения заго- товки в верхнем расчетном сечении, V] = 1 ~ md\ 'ms\
175
Окончание табл. 2.14
1 2 3
Внутренний диаметр заготовки в верхнем расчетном сечении, 4®
Расстояние ннжнего расчетного сечения от внутренней поверхности дна, Л” ЛГ = nO-sin Pl)
Радиус сопряжения внутренних поверхно- стей, q Назначается no технологическим рекомендациям
Угол конусности, Р P=O°3O'...3°
Расстояние верхнего расчетного сечения от внутренней поверхности дна, Л® Чвр. S1B Из приближенного условия равенства перемещаемых объ- емов
Внутренний диаметр заготовки в нижнем рас- четном сечении, d" ^=^-2^-*;). tg₽!
Толщина стенки заго- товки в нижнем расчет- ном сечении, 5(н d'~d* 51 “ 2
Толщина дна заготов- ки, 5]Д $|Д= (0,9...1,0)So
Высота сферической части дна заготовки, Л1сф „ d\ +П «1сф - 6
Радиус вытяжной кромки матрицы, гм] rM1=(0,75...3,50)So
2.8.4. Расчет количества вытяжных операций
Алгоритм расчета основан на реализации условий формирова-
ния в конечной заготовке механических свойств (HVJ, ,
j - I, К) и условий прочности деформируемой заготовки на ка-
ждой из операций.
Общий алгоритм включает в себя пять основных алгоритмов
второго уровня (рис. 2.54): ввод исходных данных (01), расчет ко-
личества упрочняющих операций (03), расчет количества формо-
176
изменяющих операций (08), расчет количества неупрочняющих
операций (010), расчет размеров заготовок на упрочняющих опе-
рациях (04).
\о: Ввод исходных данных~\
° Вывод результатов
Рис. 2.54. Общий алгоритм расчета количества операций
Состав исходных данных:
• размеры конечной заготовки (dn, SJn , hJn , rn, S„ , Hn,
j = l, К — n. 2.8.2);
• механические свойства конечной заготовки в расчетных се-
чениях (,HVj .J = l, К) (п. 2.8.2);
• механические свойства материала заготовки в отожженном
состоянии (ств0, HVq , е,у, е,р);
• математические модели формирования механических
свойств материала заготовки;
• принятый маршрутный технологический процесс изготов-
ления детали;
• вид и размеры исходной полой заготовки (п. 2.8.3);
• математические модели предельной до разрушения степени
деформации е,р.
177
После определения исходных данных и в зависимости от тре-
бований по механическим свойствам (блок 02) оценивается необ-
ходимость расчета “упрочняющих” операций, формирующих ме-
ханические свойства конечной заготовки (блок 03), их количества
и размеров заготовок (блок 04), и сопоставление с размерами ис-
ходной полой заготовки (блок 05).
При выполнении указанного в блоке 05 условия расчетное ко-
личество упрочняющих операций обеспечивает полностью тре-
буемое формоизменение от исходной полой до конечной заготов-
ки, а общее количество операций вытяжки будет равно (блок 06):
« = «упр- (2.123)
При неравенстве размеров J]cp > и 5]упр <5) размеры ис-
ходной полой заготовки приравнивают к соответствующим раз-
мерам заготовки на первой упрочняющей операции, т.е.
^1=Р1ср) Л=(51В) • (2Л24)
При невыполнении условия блока 05 общее количество вы-
тяжных операций будет складываться как сумма “упрочняющих”
лупр и “неупрочняющих” Лф, т.е. чисто формоизменяющих опе-
раций (блок 011), т.е.
л = Лупр+Лф. (2.125)
Как правило, между “неупрочняющими” операциями вводится,
а между “упрочняющими” не вводится промежуточный полный
рекристаллизационный отжиг. Расчет количества “неупрочняю-
щих” Иф операций выделен в виде отдельного алгоритма (блок
010). При отсутствии требований по обеспечению механических
свойств конечной заготовки количество “упрочняющих” опера-
ций не рассчитывается и, согласно блокам 08 и 09,
и=Лф. (2.126)
Расчет количества операций при изготовлении гильз и деталей
аналогов выполняется по верхнему расчетному сечению, так как в
нем после вытяжки достигаются наибольшие деформации и проч-
ность.
Алгоритм расчета количества упрочняющих операций пред-
ставлен на рис. 2.55.
178
Г/6 1
I
(S)
Выбор надели
2 "' 'I'
Расчет e/m
.4 r I ~Г7ТТГ
Выбор способа
_______Ьытяжки
5 1 —...~
Выбор надели uim
Расчет и,рпр
Выбор [и,]
Расчет е„
ю п । -
Расчет тЛ, ms,
Рис. 2.55. Алгоритм расчета количества упрочняющих операций
В соответствии с алгоритмом на первом этапе расчета (блок 1),
если заданы требования по механическим свойствам готовой де-
тали, выбирается в зависимости от вида технологической схемы
формирования механических свойств (см. п. 2.8.2) вид модели
(2.110)—(2.114). При этом принимается допущение, что перед уп-
рочняющими операциями материал заготовки находится в исход-
ном отожженном состоянии (после полного рекристаллизацион-
ного отжига) и его механические свойства в любом сечении будут
равны механическим свойствам отожженного материала, т.е.
Яе,=ЯГ0 или (2-127)
На втором этапе (блок 2) по принятой модели (2.110)—(2.114) в
зависимости от характеристик механических свойств готовой де-
тали (HVJ, aJB) рассчитываются степени деформации е/ или
179
e'nZ на последней вытяжке (см. п. 2.8.2, формулы (2.117)-(2.120))
(если они рассчитаны ранее в п. 2.8.2, то вводятся в исходные
данные (блок 01 - рис. 2.55)).
Далее оценивается возможность упрочнения материала заго-
товки до заданного уровня за один, два или большее число пере-
ходов (блоки 3, 10). За переход принимается вытяжка через одну
матрицу.
При выборе способа вытяжки (блок 4) уточняется схема вы-
тяжки в случае назначения технологом двух матриц в одном
штампе (одновременная или последовательная), назначаются уг-
лы конусности матриц а и пуансона 0, коэффициент вытяжки md
по справочным данным.
При выборе модели коэффициента использования ресурса пла-
стичности со. (блок 5) учитывают технологические схемы форми-
рования механических свойств в расчетном сечении j в соответст-
вии с технологическим маршрутом (п. 2.8.2) и принимают
следующие допущения:
1. Каждый из переходов вытяжки в отдельности рассматрива-
ется как дискретно выполняемый акт приближенно монотонной
пластической деформации, осуществляемый при va = const и
К = const.
2. Процесс пластической деформации в целом при последова-
тельной или одновременной вытяжке за несколько переходов (че-
рез несколько матриц) не является монотонным
(va = var; К = var).
3. Интенсивность пластического разрыхления (поврежден-
ность) металла заготовки в начале каждого этапа деформирования
равна нулю, а характер ее увеличения --= f(et) с ростом сте-
dei
пени деформации не зависит от номера перехода.
4. Введение термообработки полностью или частично “залечи-
вает” субмикро- и микродефекты в зонах интенсивной деформа-
ции и полностью или частично устраняет поврежденность метал-
ла заготовки.
5. Химическая обработка и смазка поверхности заготовки не
влияют на со,-.
Выбор модели со/упр осуществляется из следующего набора:
180
(2.128)
- для однопереходного процесса;
(2.129)
- для двухпереходного процесса без промежуточной термообра-
ботки;
Ю(упр
"з
(2.130)
- для трехпереходного процесса без промежуточных отжигов;
(2.131)
- для «-переходного процесса без промежуточных отжигов;
/ Л
= (2.132)
/=1
- для многопереходного процесса с промежуточными отжигами
(многоцикловая обработка), где eJiX, е/2, ..., eJin - степени дефор-
мации на 1-м, 2-м, и-м переходах; е/р1, е(/2, е/р„ - предельная
до разрушения степень деформации на 1-м, 2-м, ..., и-м перехо-
дах; Кх , К{, ..., KJn - показатель жесткости схемы напряженно-
го состояния на 1-м, 2-м, и-м переходах; а{, а2, ..., а„- коэффици-
енты, учитывающие влияние свойств материала и схемы
181
напряженного состояния К на интенсивность накопления повреж-
денности металла; Дсо/, - поправка, учитывающая уменьшение
поврежденности металла в результате “залечивания” его дефектов
при последующем отжиге.
Коэффициенты (г=1, п) на любом г-м переходе определяют-
ся по формуле
а/=^+0’14К', (2.133)
где а0 - характеристика материала заготовки (для малоуглероди-
стой стали с содержанием углерода ~ 0,10% после полного отжига
а0 к 2,4, с содержанием углерода ~ 0,20% - а0 х 2,8, для латуни
Л68 - а0 х 2,0).
Предельная до разрушения деформация для одно- (е;р1) и
двухпереходного (е,р2) процессов вытяжки определяется по ма-
тематическим моделям для сталей 11ЮА и 18ЮА, приведенным в
п. 2.5.3.
Для процессов, выполняемых за три и более переходов без
промежуточных отжигов, предельная до разрушения деформация
приближенно может оцениваться по формуле
^) = e-pie,lr> (2-134)
где е/р1 - предельная до разрушения деформация для однопере-
ходного (монотонного) процесса, определяемая по математиче-
ской модели для случая вытяжки через одну матрицу; еп - сте-
пень деформации на 2-м и любом г-м переходе. С уменьшением
еи величина eip(n) возрастает. Коэффициент/С, в (2.133) может
определяться по формулам
Kf = -1,3 9 In e>Bfep>a>Ae/B)~ g/B (2.135)
2s,p
- при наличии математических моделей предельной до разруше-
ния деформации е(р (е/0, a, р, е,в);
АГ,- =1,73 21n—+ 5-6JwH?
/ ’ / v di
I mSi
= 1,73 21n—U-l
I mSi
(2.136)
- при отсутствии математических моделей ejp (е,0, a, р, eiB).
182
Величина е,р1 может быть определена также из соотношения
е,р1 = 2£’,р ехр(-0,72ЛГ1) (2.137)
при отсутствии модели е,р1 = е,р1(е,0,а,Р,е,в).
Поправка Дсо/, в (2.132) определяется по модели восстановле-
ния ресурса пластичности для случая применения полного рекри-
сталлизационного отжига из следующих условий:
Дсо/= со/ при со/ <0,25; (2.138)
Дсо/ - 0,125 + 0,5со/(. при 0,25 < со/ < 0,65 ; (2.139)
Дсо/= 1,з(1 - со/) при 0,65 < со/ <1,0. (2.140)
В соответствии с выбранной моделью выполняется расчет со,
(блок 6 рис. 2.55). Допустимое значение коэффициента использо-
вания ресурса пластичности [ со,. ] устанавливается из уравнения
баланса ресурса пластичности с учетом технологического насле-
дования свойств обрабатываемого металла, включая изменение
его свойств и при функционировании:
со,-о + со/ + со/^ + со/унр + со/ = 1, (2.141)
со,0 - поврежденность металла исходного проката; со/ - повреж-
денность металла исходной полой заготовки; со/форм - повреж-
денность металла на вытяжных формоизменяющих операциях;
й>,/пр - поврежденность металла на упрочняющих операциях; со/
- эксплуатационная поврежденность металла изделия (при функ-
ционировании в результате дополнительной пластической дефор-
мации). Следовательно, при условии разрушения детали
^Zynp ~ — ^/0 ~ ^13 ~ ^/форм (2-142)
Для обеспечения условий нормального функционирования, ис-
ключающих разрушение гильзы,
Г .1 1-со,о-со/-со/ф -со/
Чпр 4ю/ .г--------------’ (2-143)
СО;
где KJa - коэффициент запаса прочности, назначаемый в зависи-
мости условий эксплуатации.
183
Выбор [ со/ ] выполняется для трех категорий условий функ-
ционирования:
1) легкие (не устанавливаются требования по допустимым на-
грузкам, остаточным напряжениям и физико-механическим свой-
ствам),
0,65 < [со/]< 0,85 ; (2.144а)
2) средние,
0,25 <[со/] <0,65; (2.1446)
3) тяжелые (предъявляются жесткие требования),
[со/] <0,25. (2.144в)
В результате проверки условия прочности (блок 8) устанавли-
вается возможность применения одного или нескольких (блок 16)
переходов в результате последовательной корректировки числа
переходов, геометрии инструмента, моделей со(упр. При этом
можно принимать переходы либо равнонагруженными по степени
деформации
либо по условию
4<4-л (2-146)
при обеспечении равенства
ПУ"Р
4np = 5>/h (2-147)
/=1
где «упр - количество упрочняющих переходов.
В блоке 9 определяются степени деформации по переходам е<7
в соответствии с равенствами (2.145)-(2.147). При этом для каж-
дого расчетного сечения (/=1, К) определяется степень деформа-
ции е/упр, необходимая для обеспечения расчетного уровня меха-
нических свойств Z/K/(ctb„) в этом сечении с учетом схемы
формирования на вытяжных операциях и математических моде-
лей, как правило однофакторных: HVj - f(e/yпр).
В зависимости от числовых значений степени деформации е„
184
рассчитываются коэффициенты утонения степени mSj и относи-
тельного сужения площади поперечного сечения V|/z. по формулам
(2.149), (2.150) при заданных значениях коэффициентов вытяжки
mdi в следующих пределах:
mdn =0,990...0,995; mdn_x = 0,980...0,990;
md(n_^ =0,970...0,980; md{n_i} = 0,950...0,970, (2.148)
где n, n-1, n-2, n-3 - номера последней, предпоследней и т.д. вы-
тяжек.
Расчетные формулы для определения коэффициентов утонения
стенки заготовки mSi и относительного сужения у,-:
/3 j
2 "УПР
(2.149)
(2.150)
j 1
mSi =----ехР -
"Ч I
V/упр — 1 mdiynpmSiynp ’
гдеу=1, К; К- общее количество расчетных сечений.
При применении на операции двух или более переходов и со-
ответственно такого же количества матриц в штампе может про-
изводиться проверка поперечной прочности заготовок в межмат-
ричном пространстве (оценка возможности образования
продольных трещин) (блоки 11...13). Для этого выполняется рас-
чет действительного и критического значений тангенциальной
деформации заготовки в межматричном пространстве (блок 12) и
проверка условия прочности (блок 13). Тангенциальная деформа-
ция в межматричном пространстве определяется по формуле
I . ™ср
V-v!
где /м/ - расстояние между матрицами (назначается с учетом кон-
tgP, ,
= In
(2.151)
струкции штампа, инструментального блока); dfB - внутренний
диаметр заготовки после вытяжки через верхнюю матрицу в
верхнем расчетном сечении; 0 - угол конусности пуансона;
diB = dfacp + $1в ~ наружный диаметр заготовки после протягива-
ния через верхнюю матрицу; </,®ср - средний по толщине стенки
диаметр заготовки после протягивания через верхнюю матрицу;
185
d'^d’^+S’,-, d^d’.^-.
vop = ; yJ"H = 1 — <»S,; vl = 1 - m>J.
Расчет критического значения тангенциальной деформации в
межматричном пространстве выполняется по формуле
п, (2.152)
где 35 =SOmax/SOmin =l + A5Omax/SOmin - относительная разно-
толщинность в поперечном сечении; Д50тах - абсолютная разно-
толщинность - разнотолщинность в сечении (может приниматься
равной допуску на толщину стенки); п = е!у - коэффициент, ха-
рактеризующий способность материала к упрочнению.
Проверка условия поперечной прочности производится по не-
равенству
(2.153)
Если условие не удовлетворяется, то находят приемлемые зна-
чения параметров luj, р„ и соответственно корректируют
способ вытяжки (блок 4). Количество операций устанавливается
(блок 14) в зависимости от принимаемого на каждой из них числа
переходов (количества матриц в штампе). Расчет количества опе-
раций завершается проверкой условия
"Ои «и .
(2.154)
i=h=l
2.8.5. Расчет размеров заготовок после упрочняющих
операций
В соответствии с общим алгоритмом (см. рис. 2.54) после рас-
чета количества упрочняющих операций определяются размеры
заготовок после вытяжек на этих операциях (блок 04). Так как
размеры заготовки после последней вытяжки (конечной заготов-
186
ки) определены (см. п. 2.8.2), то этот расчет может выполняться
для предпоследней (n-1-й), предпредпоследней (n-2-й) и т.д. вы-
тяжек. Ниже приводится методика расчета для предпоследней
п- 1-й вытяжки. Для предпредпоследней n-2-й, и-3-й и т.д. расчет
выполняется аналогично.
Исходные данные:
• размеры конечной заготовки: dn, d", ..., dJn, dB, S“,
SBn, h hB, S*, r , R , H (cm. n. 2.8.2);
• показатели степени деформации в расчетных сечениях заго-
товок по операциям: е/, yJ„, mJSn, mJdn, е^, mJSn^, т^,
^-2- Vn-2> mSn-2> mdn-2 И Т.д. (/=1, Я).
Расчетные размеры (рис. 2.56, 2.57):
• наружный диаметр е/л_1;
• внутренний диаметр в расчетных сечениях: </"_], d^_{,
• толщина стенок в расчетных сечениях: , SJn_{, SB_X;
• расстояние расчетных сечений от внутренней поверхности
дна: Ллн_], Ллу_,, h*_x;
• толщина дна ;
• полная высота Нп_1;
• радиус сопряжения стенки и дна гл_1.
Принимая во внимание, что внутренняя поверхность заготовки
коническая, расчет выполняем для трех ее сечений: нижнего
(«н»), промежуточного («п») и верхнего («в»).
Расчет требуемых степеней деформации выполняется по моде-
лям формирования механических свойств. Для верхнего сечения
этот расчет выполнен в п. 2.8.2, для двух соседних сечений «н» и
«п» требуемые суммарные степени деформации на упрочняющих
операциях определяются по однофакторной модели; например,
для стали 18ЮА:
^выт[(е,,)выт] = 126 + 173,3*(е„)выт- 63,4*[(ей) L .
187
Рис. 2.56. Эскиз заготовки после предпоследней вытяжки
Рис. 2.57. Схема к определению положения нижнего расчетного сечения
188
Принимаются заданные ТУ минимальные значения твердости:
• в сечении «п»;
• в сечении «н» - как среднее арифметическое значений твер-
дости в сечении «п» и в дне, т.е.
ягн _ягвдЬ1Т + ягвпЬ1Т
11 Г ВЫТ 2
Далее следует выполнить распределение степеней деформации
в сечениях «п» и «н» для каждой из упрочняющих операций и пе-
реходов с учетом рекомендаций (2.148) по коэффициентам вы-
тяжки mdj, расчетных формул (2.149), (2.150), (2.154), по опреде-
лению коэффициентов m's и и известного правила
уменьшения степени деформации от первой к последней опера-
ции.
Для обеспечения механических свойств детали в заданных
контрольных сечениях методика расчета предусматривает опре-
деление действительного положения каждого из расчетных сече-
ний в заготовках после последней и предпоследней вытяжек. Дей-
ствительное положение расчетных сечений устанавливается из
условия равенства перемещаемых объемов.
Последовательность расчета и расчетные формулы для опреде-
ления размеров заготовки предпоследней вытяжки приведены в
табл. 2.15 (рис. 2.58, 2.59).
Таблица 2.15
Расчет размеров заготовки после предпоследней вытяжки_
Определяемая величина Расчетная формула
1 2
Расстояние нижнего расчетного сечения от внутренней поверхности дна, Ан ^'5»и,-5»)-р,001.уД.г/п2 я“‘
Толщина стенки в нижнем расчетном се- чении, 5Н . ’ п-1 сН Sn я-1 " н mSn
Наружный диаметр заготовки, dn_\ dn_, =d? .. +5В .; л 1 (л-1)ср л-1 ’ где d3 ,в _а»ср в _ в °(л-1)ср - в ’"пер-“и дп mdn
189
Окончание табл. 2.15
1 2
Расстояние расчетного сечения «п» от внутренней поверхности дна, Л"_| лп ?лп ^пк-^п)-0.00^лД Л-1 Clk-l-^-J+O’02^-,
Толщина стенки в расчетном сечении «п», S^_t сп 5" , = ^- Л—1 п mSn
Толщина стенки в верхнем расчетном сечении, 5В , Л“1 <?В ^л Vi - — mSn
Внутренний диаметр заготовки в нижнем расчетном сечении, d»_x=dn_{-2S-_v
Внутренний диаметр заготовки в рас- четном сечении «п», d" , ’ п-1 ^Ч^л-1-2^
Внутренний диаметр заготовки в верхнем расчетном сечении, с/в_( 1 а с со 1 7 с “<з II 7 а 8; “<3
Радиус сопряжения внутренних по- верхностей стенки и дна, гл_] ГЛ-1 - гл + zn 2 " 1 V Ал-1
Односторонний зазор на свободное вхождение пуансона в л-1-ю заготовку на л-й вытяжке, zn z„ =0,05.. .0,10
Расстояние верхнего расчетного сече- ния от внутренней поверхности дна за- готовки, Л®_] hB . =ЛП . + (hB -h")C* n л-1 л-l v п п ' h(n-\)
Коэффициент изменения высоты ме- жду расчетными сечениями «в» и «п», Св сЛ(л-1) 1 4- г*в Св - та S” Ch(n-l)-mSn в + э(л-1)
Коэффициент утонения стенки заго- товки в сечении «п», т^п сп ЭЛ „п дл-1
Коэффициент уменьшения толщины стенки заготовки от верхнего сечения к сечению «п» на л-й вытяжке, Свя Cq СО | Со II а (>5 и
Коэффициент уменьшения толщины стенки заготовки от верхнего сечения к сечению «н» на (л-1 )-й вытяжке, Св.^я_|) о Со CD а 1 II со I Со 7=7“
Толщина дна заготовки, 5я_] 5лД-1=5лД
Полная высота заготовки, Н =5^ +(н„-*„• -^-ЛЧл-^л
190
Рис. 2.58. Схема к определению радиального зазора на предпоследней
Рис. 2.59. Схема к определению расстояний между расчетными сечениями:
а, б - конструктивные элементы заготовки после (л-1)-й и п-й вытяжки
При вытяжке заготовок на завершающих операциях без про-
межуточных отжигов и необходимости обеспечивать заданные
механические свойства детали по аналогичной схеме (см. табл.
2.15) можно рассчитать размеры заготовки после n-2-й вытяжки в
зависимости от результатов на и-1-й.
Алгоритм расчета количества неупрочняющих (формоизме-
няющих) операций в основном соответствует рассмотренному
191
в п. 2.5.2 и отличается отсутствием блока 1 (см. рис. 2.55) по вы-
бору модели формирования механических свойств и определени-
ем суммарной общей степени деформации е,ф£ (вместо е,упр), не-
обходимой для формообразования. Этот алгоритм включает
следующие расчетные процедуры.
1. Ввести исходные данные: размеры исходной полой заготов-
ки (J,, S\ , размеры заготовки после первой упрочняющей
операции (d{yn?, S^, /г/упр), где индекс im=n-2, п-1, ..., п в за-
висимости от количества упрочняющих операций.
2. Рассчитать общую деформацию, обеспечивающую формо-
образование полой заготовки для первой упрочняющей операции
или конечной заготовки, по формулам
э F^ 7 1
е'^’7Т1п7Г-=’7Т1пГ_Т1; (2J55)
^lynp V-Vz/
/г 7
..J -1 _ [УПР _ j _ „J
j _ “lynp . j _ °lynp
~ [j ’ mSt -
(2.156)
(2.157)
где F/, F^ - площадь поперечного сечения исходной полой за-
готовки и после первой упрочняющей операции соответственно.
3. Выбрать способ вытяжки: количество матриц, схему после-
довательной или одновременной вытяжки через две или более
матриц, степень деформации в верхней матрице е/в, расстояние
между матрицами luj, углы конусности матрицы а, и р,-, условия
трения fui, fni.
4. Принять количество неупрочняющих (формоизменяющих)
операций пф=1.
5. Рассчитать коэффициент использования ресурса пластично-
сти со,ф на неупрочняющей (формоизменяющей) операции по ме-
тодике и моделям, изложенным в п. 2.8.4.
6. Назначить допустимое значение коэффициента использова-
ния ресурса пластичности на неупрочняющих (формоизменяю-
щих) операциях [ со,ф ]. При тяжелых условиях функционирования
192
детали и наличии последующих упрочняющих операций целесо-
образно принять
[со,ф]=0,25. (2.158)
В этом случае промежуточная термообработка между послед-
ней неупрочняющей и первой упрочняющей операциями позволя-
ет полностью восстановить исходные свойства металла и ресурс
его пластичности (со;- = 0). Если требования по механическим
свойствам готовой детали не заданы (изделие первой категории),
то значение допустимого коэффициента использования ресурса
пластичности можно повысить до уровня
[со,ф ]=0,80...0,85. (2.159)
Для изделий второй категории (со средними требованиями по
механическим свойствам) можно принять
[со,ф]=0,65. (2.160)
7. Проверить условие прочности
<»/<[<»'•]• (2.161)
8. Если условие п. 7 выполняется, то принять Пф=1.
9. Если условие п.7 не выполняется, назначить
Пф=Пф+1. (2.162)
10. Далее - по алгоритму расчета количества упрочняющих
операций.
2.8.6. Расчет размеров заготовок на промежуточных
операциях
Исходные данные:
• размеры заготовки после первой вытяжки (dx, dB, d",
Sf, Hx\
• размеры заготовки после первой упрочняющей операции
(n-1-й или n-2-й вытяжки) (dni, d"_x, dJn_x,..., dB_\, 5”^,
SL,..., SB_I} h^, hi,, hB_x, rn_x, Six, H„..,);
• количество промежуточных вытяжек «ф;
• значения показателей степени деформации по операциям в
верхнем: mBS2, mBSi, mBS(n_X), md2, mdi, md(n_x), \|/,B, и
нижнем m$2, m^, V2! Vn-i расчетных сечениях.
193
Окончание табл. 2.16
1 2 3
Расстояние нижнего рас- четного сечения от внутрен- ней поверхности дна на Ли операции, hf Л" =rt(1-sinp,)
Радиус сопряжения внут- ренних поверхностей стенки и дна на /-Й операции, rt
Величина изменения ра- диуса сопряжения по опера- циям, Лг л-1
Радиус сопряжения на первой вытяжке, л] Назначается no рекомендациям
Радиус сопряжения по- следней вытяжки, гп Назначается по рекомендациям
Угол наклона образующей поверхности стенки заготов- ки к ее оси на z-й операции, Р, Pi = О°15'...1°ЗО'
Расстояние верхнего рас- четного сечения от внутрен- ней поверхности дна: на л-1-й операции, ЛД] на z-й операции, hf См. п. 2.8.5 AfB=v+ki-A(H+ih Расчет положе- ний расчетных сечений ведется от л-1-й опера- ции
Коэффициент изменения высоты на на i-n операции, 1 + CS( 1+1) Cht-msi ' 1 + cSj
Коэффициент уменьшения толщины стенки заготовки от нижнего к верхнему рас- четному сечению: иа (ЛИ )-й операции, С5(/ + 1) на л-1-й операции, Су/ r z+1 Cs^ = ^T dz+l 5? Csi="T
Толщина дна заготовки: 4 СД л-1-и операции, на z-1-и операции, J(n-i) 51Д sCS5(l-l) Cm. n. 2.8.5 Су =1,0...1,1
Высота заготовки на л-1-й операции, Н, 196 Hj = S? + Л“ + (//,+1 - - S",)x xzzzrf(/_1)-m^(,+1)
Допуски на неточность изготовления заготовок по наружному
диаметру назначаются по таблицам допусков и производственным
данным: на операциях первая и вторая вытяжка - по 11-13 квали-
тетам точности, на промежуточных и финишных операциях - по
11-12 квалитетам.
Допустимая разностенность устанавливается для нижнего и
верхнего расчетных сечений (AS", AS®) в соответствии с заво-
дскими рекомендациями, а для конечных заготовок - в соответст-
вии с техническими условиями (ТУ) на изготовление деталей.
2.8.7. Расчет исполнительных размеров рабочего
инструмента
Исходные данные:
• номинальные размеры заготовок после выполнения каждой
из операций: dt, d", J/ , d*, S", S. , Sf, /г", Л/ , hf, , Ht;
• допуски на неточность изготовление заготовок на каждой из
операций: Tdi, Т^, Т', 7%;
• допуски на разностенность: Т", Т? , Г*.
• Расчетные исполнительные размеры рабочего инструмента
на каждой операции (рис. 2.61, 2.62):
• диаметр цилиндрического пояска матрицы: dMj;
• диаметры пуансонов в расчетных сечениях: d", , dJni, d^ ;
• расстояния расчетных сечений от торца пуансона: Л",, hJnj,
h*ni\
• радиусы сопряжения боковых и торцовых поверхностей пу-
ансона: Rni, rnt;
• высота рабочей части пуансона Нni.
Перечисленные размеры определяют размеры получаемых за-
готовок и деталей.
Исполнительные размеры рабочего инструмента рассчитыва-
ются по номинальным размерам заготовки с учетом допустимых
отклонений на размеры, величины допустимой разностенности,
степени и направления износа пуансона и матрицы, а также упру-
гих и температурных деформаций заготовки и инструмента.
197
Проектируемый инструмент должен в начале эксплуатации
обеспечивать изготовление заготовки (детали) с максимальным
приближением к ее номинальным размерам, а именно, наимень-
шим из допустимых по наружному диаметру, толщинам стенки в
расчетных сечениях. В процессе эксплуатации происходит износ
цилиндрического пояска матрицы и рабочей части пуансона.
Следствием этого является увеличение диаметра матрицы du,
уменьшение диаметров пуансона в расчетных сечениях (</", dJn ,
198
d„ ), увеличение наружного диаметра заготовки и толщин сте-
нок в расчетных сечениях (S", S- , S*) (рис. 2.63).
Рис. 2.63. Схема полей допусков рабочего инструмента (а) и заготовки (б)
Принимаемые в расчетах суммарные припуски на износ инст-
румента (Пм + Пп) должны назначаться в зависимости от допус-
тимых отклонений на наружный диаметр Tdi и толщину стенки
199
(AS", AS/ , AS®) и с учетом допусков на разностенность Тр, уп-
ругих и температурных деформаций заготовки и инструмента
(8у, 3,). При этом предусматривается, что суммарный припуск на
износ включает в себя и припуски на механическую обработку,
назначаемые при однократном или многократном восстановлении
(например, с целью удаления поверхностных дефектов типа цара-
пин, задиров, появляющихся при эксплуатации).
В общем случае исполнительные размеры расчитываются по
формулам
=ках -пм -Тм -Зу>Г« =(jmax -Td -Зу)+Гм , (2.164)
^=kin+^'-5r+^)_rM (2-165)
где - исполнительный размер матрицы; </„ - исполнитель-
ный размер пуансона в расчетном сечении j-, dmax -d + AJB -
максимальный наружный диаметр заготовки; d - номинальный
(расчетный) размер заготовки по наружному диаметру; А</в -
верхнее отклонение наружного диаметра заготовки (при Д</в - 0,
Jmax = d); Td = Пм + Тм - допуск на неточность изготовления за-
готовки по наружному диаметру; Пм - допуск на износ матрицы;
Тм - допуск на неточность изготовления матриц; Зу-Зум+Зуд-
суммарная упругая деформация; Зум - упругая деформация мат-
рицы; 8уд - упругая разгрузка (распружинивание) заготовки по-
сле вытяжки; d^-n = dJ + Ad£ - минимальный внутренний диа-
метр заготовки в расчетном сечении j; d1 - номинальный
(расчетный) внутренний диаметр; - нижнее допустимое от-
клонение на внутренний диаметр заготовки (при Аб/(( - О,
^min = dJ)» ~ припуск на износ пуансона в расчетном сече-
нии; 3, - термическая деформация пуансона; Т' - допуск на не-
точность изготовления пуансона в расчетном сечении j-,
Припуск на износ матрицы и пуансона определяется из формул
nK=Td-Tu, (2.166)
200
=2?у -/7М -Гм-Т^ -2Г', (2.167)
где У1/ - допуск на неточность изготовления заготовки (детали)
по толщине в расчетном сечении /; Т]р - допуск на разностен-
ность в расчетном сечении у;
Допуски по толщине стенки детали назначаются по чертежу и
ТУ на ее изготовление или, при отсутствии указаний - по 14-16
квалитетам точности, допуски на размеры рабочего инструмента -
по 7-9 квалитетам.
При отсутствии допусков на толщину стенки припуски на из-
нос пуансонов могут назначаться: для первой и промежуточных
вытяжек
77п»|й8|, (2.168а)
для финишных операций вытяжки
77п =(°-0,25)|/г8|, (2.1686)
где |Л8| - допуск на внутренний диаметр заготовки d1, назнача-
ется по 8 квалитету точности.
Величина допусков при расчете исполнительных размеров ра-
бочего инструмента назначается в соответствии с ЕСДП СЭВ
(стандартные СТ СЭВ 144-75 и 145-75).
Величины упругих и температурных деформаций определяют-
ся из следующих приближенных соотношений:
5ум =(0,001...0,003)j (2.169а)
- для матриц, изготовленных из инструментальных углеродистых
сталей;
5ум = (0,005...0,007)rf (2.1696)
- для твердосплавных матриц;
5уд = (0,05.. -0,07)5ср; 5, = (0,001...0,0015)dJ; =(5Н +SB)/2.(2.170)
При невысокой точности штампуемых заготовок (деталей) уп-
ругие и термические дефрмации не учитываются.
Линейные размеры и радиусы сопряжения поверхностей рабо-
чего инструмента назначаются по соответствующим номиналь-
ным размерам заготовок:
hJn=hJ, rn=ri. (2.171)
Последовательность расчета размеров рабочего инструмента и
расчетные формулы приведены в табл. 2.17.
201
Таблица 2.17
Расчет исполнительных размеров рабочего инструмента_
Определяемая величина Расчетная формула Примечание
1 2 3
1. На /-х операциях Размеры матриц: диаметр матрицы, б?м,- диаметр верхней матри- цы, d'Mi диаметр нижней матри- ЦЫ, d”Mi ^м/ ~ ?di ~&yiY ^м/ ~^l ~ ?di ~^yiY M' ^Mz=(<-7rf-5’y,^' При вытяжке через одну мат- рицу При вытяжке через две мат- рицы
Суммарная упругая де- формация матрицы и заго- товки: вытяжка через одну матрицу, 5у(- вытяжка через две мат- рицы, Sy,, 5у(- 5y/ =0,0015dj +0,055fcp S'vz = S'vz = 0,0015rf. +0,0255,-cd JI Jf I ' I *
Средняя толщина стен- ки заготовки после вы- тяжки, 5Ср(- Jcpz - 2
Допускаемые отклоне- ния на размеры матриц, гр гг> ггп Ml ’ * Ml ГМ„Г^,Г’(- =|//8| Назначаются на диаметры матриц по 8 квалитету точ- ности
Угол конусности мат- риц, a,-=aj-= a’= 7°...15°
Высота цилиндрическо- го пояска матриц, йц, /|ц,-= (0,03...0,05)rfM,-
Размеры пуансона: диаметр пуансона в нижнем расчетном се- чении, d^i в верхнем расчетном сечении, ' ' 1 П1
Припуск на износ пуан- сона: в нижнем расчетном се- чении, /7”, в верхнем расчетном C = ^"1 77»-=(0,5...0,75)Г» li ui ^1=41 Для первой вытяжки Для проме- жуточных вы- тяжек Для первой вытяжки
202
Продолжение табл. 2.17
1 2 3
сеченни, П^ 77пв,- =(0,5...0,75)Г“ иП1 Для проме- жуточных вы- тяжек
Допуск на неточность изготовления пуансона: в нижнем расчетном се- чении, «ш в верхнем расчетном Т"'В сечении, 1 j anr 00 ; 00 С 1 «а» v " 2 '£ аз = 33 Назначаются на диаметры пуансона по 8 квалитету точ- ности Назначаются иа диаметры пуансона по 8- 10 квалитетам точности
Допускаемые отклоне- ния на размеры пуансона, 'Т'В т-'Н ^п< ’ ^ni
Расстояние от торца пу- ансона: нижнего расчетного се- чения, й”,- верхнего расчетного се- чения, h*j hni=h“ hBni=hf
Радиус сопряжения бо- ковой и торцовой поверх- ности пуансона, ГП1- rni=ri
Высота рабочей (кони- ческой) части пуансона, ЯП|,ЯШ- /7п/=(/7,-5д,)+(10...15)мм Для первой вытяжки Для проме- жуточных вы- тяжек
2. На финишных опера- циях Размеры матриц: диаметр матрицы, dun диаметр верхней матри- цы, d'un диаметр нижней матри- цы, d"un dMn =(<1~7’</-8уп)+7мн ^МП ~ (^П — Л/ — 8упУ^ МП При вытяжке через одну мат- рицу При вытяжке через две мат- рицы
203
Продолжение табл. 2.17
1 2 3
Суммарная упругая де- формация матрицы и заго- товки: вытяжка через одну матрицу, 8уп вытяжка через две мат- рицы, 8'уп, 8уП 8уп = (0,002.. .0,003>/п + О,О7.8’„ср 8'уп = 8уП = (0,002...0,003>/п +0,0355,
Средняя толщина стен- ки заготовки после вы- тяжки, 5ср„ Св , пН С - —ZL—-ZL СР" " 2
Допускаемые отклоне- ния на размеры матриц, Т’мл ’ Т’м» > ^МИ Т’мл.Т’мл-Т’м» =|Z/7|-|Z/9| Назначаются на диаметры матриц по 7-9 квалитетам точности
Угол конусности мат- риц, ап,а'п,а’п а„ = а'„ = а’, = 7° ...15°
Высота цилиндрическо- го пояска матриц, hu = (0,05...0,07\/м„
Диаметр пуансона в лю- бом расчетном сечении j, ^пп ^„=рпУ+/7>п+7п> -8/1
Припуск на износ пуан- сона в любом расчетном сечении J, П„п nJnn = (0...0,25)г' и пл
Допуск на неточность изготовления пуансона в любом расчетном се- чении у, Г TZ =М
Допускаемое отклоне- ние на размеры пуансона в любом расчетном сечении J’ ^пп Назначаются на диаметры пуансона d^n, dJ d* “пл > “пл
Термическая деформа- ция пуансона в любом расчетном сечении у, 8/ 204 8/ =(0,005...0,010)rf/„
Окончание табл. 2.17
1 2 3
Расстояние от торца пу- ансона любого расчетного сечения/, /г/„ Л7 = Л7 Ппп "п
Радиус сопряжения бо- ковоых и торцовых по- верхностей пуансона, гпп гпп = гц
Высота рабочей (кони- ческой) части пуансона, нт Нпп ~ ("п ~ Sjin )+ (10... 15)мм
3. Проверка обеспече- ния заданных допустимых отклонений по толщинам стенки заготовки
Допустимые отклонения на любой (включая фи- нишные операции) /-Й вы- тяжке: в любом расчетном сечении/, г -, Г7 + Z77,. + Г7. Г fl d • Ш . Ш ; де/ = -5™ + TJ L ' J 2 Р'
Допустимая разностеи- иость на любой /-Й вытяж- ке^ любом сечении/, Назначается в соответствии с производствен- ными данными
2.8.8. Расчет технологических усилий
В процессах вытяжки с утонением различают два основных
случая воздействия деформирующего усилия на заготовку:
1) при непосредственном контакте давящего подвижного инст-
румента (пуансона) и пластически деформируемой части заготовки
в зоне очага деформации - в зоне дна на первой начальной стадии
процесса - характерно для процессов объемной штамповки;
2) через промежуточный упруго-деформируемый “жесткий”
участок сформированной стенки заготовки на третьей, стационар-
ной, стадии процесса - характерно для процессов листовой штам-
повки.
При вытяжке с утонением через одну матрицу толстодонных
заготовок (—^>0,2) максимальное усилие Р„ах соответствует
d,-\
первой стадии и определяется по формуле
205
Рп^=Ри=<Ь'-Гп"> (2-172)
где Ри - усилие на первой стадии процесса z-й вытяжки; qu -
(2.173)
cos а
удельное усилие на первой стадии процесса z-й вытяжки; F", -
площадь нижнего поперечного расчетного сечения пуансона.
Удельное усилие расчитывается по формуле
_ л/з д д
Ям ~ 2 Ст'ср £'ср
д 2 . d _]
где е,ср =7з
ской аппроксимации диаграммы ст, - £,- для материала заготовки).
Усилие вытяжки на стационарной стадии процесса будет рав-
но:
2sinaJ ’
ст/ср = /fep) (определяется по аналитиче-
/’з;=аг;-2>-, (2.174)
где ст z(. - растягивающее напряжение в стенке заготовки на z-й
вытяжке; Ft - площадь опасного поперечного сечения заготовки
на z-й вытяжке (обычно принимается по верхнему расчетному се-
чению, в котором степень деформации е,® наибольшая).
Усилие вытяжки через одну матрицу на стационарной стадии
определяется по формуле
71 (^м' ^п'}\55a“(cos20cp-cos2a,)x
3/
In
4 sin2 а,-
1
dniBj
, (2.175)
TMsina,. >
-4-A1-W
где dui, dnj - диаметры матрицы и пуансона (в верхнем расчет-
ном сечении); а,- - угол конусности матрицы; ст,- = /(е,®р) (опре-
деляется по аналитической аппроксимации диаграммы ст,- — £,. для
материала заготовки); ц/,- - относительное сужение площади по-
перечного, верхнего, сечения; тм = /мст®; f - коэффициент тре-
ния на поверхности контакта заготовки с матрицей.
« 1
0сР = - arctg
-----1- + arctg-^-----—
Я,-1 ctga-f 7?,ctga,-
e® 41n^
'ср Л Лв
X
1
206
2
При последовательной вытяжке через две матрицы усилие вы-
тяжки определяется для каждой матрицы в отдельности по фор-
мулам (2.172)-(2.175), но с учетом предварительного упрочнения
материала заготовки в верхней матрице при расчете усилия вы-
тяжки в нижней матрице, т.е.
a?H=/fe), (2.176)
где авн - интенсивность напряжений в верхнем расчетном сече-
нии при деформировании в нижней матрице (определяется по
аналитической аппроксимации диаграммы ст,- — е,-); ев£ = евв + евн
- суммарная деформация; евв, евн - степени деформации после
протягивания через верхнюю и нижнюю матрицы в отдельности.
При одновременной вытяжке через две матрицы приближен-
ную оценку максимального усилия во время второго периода вы-
тяжки можно определить как сумму двух составляющих:
^=^3в/ + ^н,-, (2-177)
где Р3в;- - усилие на третьей, стационарной, стадии вытяжки через
верхнюю матрицу (по формуле (2.175)); /]н,- - усилие на первой,
нестационарной, стадии вытяжки через одну, нижнюю матрицу
(по формулам (2.172), (2.173)).
Величина усилия снятия заготовки с пуансона приближенно
оценивается по формуле
Pci =^Л2п;Ср5,в(н,. -5,л)/п, (2.178)
где Кх =0,5...0,8; Кх =0,8...0,9 - коэффициенты, учитываю-
щие влияние температуры нагрева заготовки в результате тепло-
вого эффекта при пластической деформации и упругой разгрузке;
f„ - коэффициент трения на поверхности контакта заготовки и
пуансона; 77 - полная высота протянутой заготовки; 5Л - тол-
«.в । „н
: Т ОТ: ям
щина дна заготовки; а/ср = —--—; , а" - интенсивность на-
207
пряжений в верхнем и нижнем расчетных сечениях (определяются
по аналитическим аппроксимациям диаграммы ст,- - е,- для мате-
риала заготовки, т.е. ст® = /(е“),
В некоторых случаях целесообразно выполнить проверку на
прочность пуансонов на продольный изгиб по условию
(2.179)
р
где [р] = -^-; Р1тах - максимальное усилие (на первой стадии
Ку
процесса); Ркр - критическое усилие; Ку - коэффициент запаса
устойчивости (для закаленной стали Ку = 1,5...3).
Критическое усилие определяется по формуле
FT
^Kp=njr, (2.180)
где т] - коэффициент, характеризующий условия закрепления пу-
ансона, схему нагружения и вид продольного сечения (для случая
жесткого закрепления пуансона в пуансонодержателе и нагруже-
ния в торец продольной силой можно принять т| = 2,467);
J = n(d*' У /(А = 0,05^®, - осевой момент инерции; -
диаметр пуансона в верхнем расчетном сечении;
£ = 2,Ы05...2,2-105МПа(2,1...2,2.104кгс/мм2) - модуль нор-
мальной упругости; I - длина свободной, незакрепленной части
пуансона. Допускаемая из условия прочности на продольный из-
гиб I должна удовлетворять условию
tc2EJ
AV р
<+Л.у1[ тах
(2.181)
Контрольные вопросы
1. По каким признакам выделяют способы вытяжки с утонением?
2. Чем отличается процесс свертки от вытяжки с утонением?
3. На какие характерные стадии делится процесс вытяжки с утонением че-
рез одну матрицу и в чем заключаются их особенности?
4. Как определяется степень деформации на различных стадиях процесса
вытяжки с утонением через одну матрицу?
5. Какое напряженное и деформированное состояние соответствует различ-
ным стадиям процесса вытяжки с утонением через одну матрицу?
6. Какие технологические особенности характерны для способа последова-
тельной вытяжки с утонением через две матрицы?
208
7. Какие технологические особенности характерны для способа одновре-
менной вытяжки с утонением через две матрицы?
8. Какие основные условия ограничения деформации действуют в процессе
вытяжки с утонением?
9. Чем различаются понятия “предельная” и “допустимая” степень дефор-
мации?
10. Какие технологические факторы и каким образом влияют на предельную
до разрушения степень деформации при вытяжке с утонением?
11. Какие показатели применяют для оценки качества штампуемых спосо-
бами вытяжки с утонением деталей?
12. Какие технологические факторы наиболее существенно влияют на раз-
иостенность деталей, изготавливаемых способами вытяжки с утонением?
13. Какие конструктивно-технологические параметры деталей, изготавли-
ваемых вытяжкой с утонением, характеризуют технологичность конструкции
этих деталей?
14. Какие виды брака и их причины характерны для процессов вытяжки с
утонением?
15. Какие исходные данные необходимы для технологических расчетов про-
цессов вытяжки с утонением, какие технологические параметры и в какой по-
следовательности рассчитываются?
16. В чем состоит алгоритм расчета механических свойств конечной штам-
пованной заготовки?
17. На основании применения каких условий выполняется расчет размеров
исходных и промежуточных заготовок?
18. В чем состоит алгоритм расчета количества упрочняющих операций при
вытяжке с утонением?
19. Что понимается под коэффициентом использования ресурса (запаса)
пластичности?
20. Какие допущения и в каких случаях принимают при выборе модели ре-
сурса пластичности металла заготовки в процессе вытяжки с утонением?
21. Влияние каких технологических факторов учитывают при расчете ис-
полнительных размеров рабочего инструмента?
22. Какие технологические факторы и каким образом влияют на напряжения
и усилия при вытяжке с утонением?
Библиографический список
Лясников А.В., Агеев Н.П., Кузнецов Д.П., Данилин Г.А. и др. Сопротивление
материалов пластическому деформированию в приложениях к процессам обра-
ботки металлов давлением. СПб.: Внешторгиздат-Петербург, 1995. 527 с.
Теория ковки и штамповки: учебное пособие для студентов машинострои-
тельных и металлургических специальностей вузов / Под общ. ред. Е.П. Унксова,
А.Г. Овчинникова. М.: Машиностроение, 1992. 720 с.
Агеев Н.П., Данилин Г. А., Огородников В.П. Вытяжка в штампах полых тон-
костенных деталей машине- и приборостроения. В 2 ч. Ч. 1. Механические осно-
вы процесса вытяжки. Тверь: Изд-во ГЕРС, 1997. 336 с.
Агеев Н.П., Даиилнн Г. А., Огородников В.П. Вытяжка в штампах полых тон-
костенных деталей машине- и приборостроения. В 2 ч. Ч. 2. Проектирование
технологических процессов. Тверь: Изд-во ГЕРС, 1998. - 257 с.
209
3. ОБЖИМ
Одним из прогрессивных процессов листовой формоизменяю-
щей штамповки является обжим, применяемый для формообразо-
вания полых деталей из малоотходных трубных и полых загото-
вок, получаемых с применением других процессов штамповки,
например вытяжки, выдавливания. Под обжимом понимают про-
цесс получения полых деталей с различным профилем образую-
щей из полых тонкостенных заготовок путем уменьшения попе-
речных размеров и утолщения стенок деформируемой части
заготовки при воздействии на нее сжимающих сил и напряжений
(рис. 3.1).
Рис. 3.1. Технологическая схема обжима трубной заготовки (/) в конической
матрице (2)
3.1. Способы обжима
Развитие техники и технологии штамповочного производства
на современном этапе привело к созданию исключительного мно-
гообразия способов обжима, что требует разработки классифика-
210
ции, облегчающей рассмотрение известных и прогнозирование
новых способов. Классификация построена с учетом принципов,
изложенных в разд. 5 первой части этого учебника. За основные
классификационные признаки приняты:
• вид исходной заготовки;
• схема действия основных и дополнительных сил;
• вид взаимодействия инструмента с заготовкой;
• условия деформации;
• тип применяемого технологического оборудования.
По виду исходной заготовки следует различать обжим полой
открытой (трубной) заготовки и полой полузакрытой (с дном).
При этом способы обжима краевой части той и другой заготовок
аналогичны, но способы обжима закрытой донной части отлича-
ются от них.
По направлению действующих на заготовку основных сил раз-
личают продольный, поперечный и комбинированный обжим.
При продольном обжиме усилие направлено вдоль оси, при попе-
речном (радиальном) - перпендикулярно ей, при комбинирован-
ном - одновременно вдоль и поперек оси заготовки. Наиболее
широко применяется продольный обжим в штампах на прессах и
в блоках на АРЛ. Значительно реже применяется поперечный об-
жим в разъемных матрицах на прессах. Схема поперечного обжи-
ма чаще реализуется на радиально-обжимных, ротационно-
обжимных, обкатных машинах, на магнитно-импульсных уста-
новках. По схеме приложения дополнительных сил следует раз-
личать свободный обжим; обжим с подпором заготовки по на-
ружной и (или) внутренней поверхностям, расположенным вне
зоны ОПД; обжим с подпором по внутренней поверхности заго-
товки в зоне ОПД; обжим с подпором по всем свободным поверх-
ностям заготовки.
При свободном обжиме с инструментом контактирует по
наружной поверхности только деформируемая часть заготов-
ки.
При обжиме с подпором на отдельных или всех поверхно-
стях, непосредственно не контактирующих с матрицей, дейст-
вуют дополнительные усилия и напряжения подпора, предот-
вращающие потерю устойчивости и складкообразование, но не
изменяющие существенно механическую схему деформации.
211
Напряжения подпора удовлетворяют условиям: 0<ок/о,- <0,1-
для тонколистовой, 0,1 < ак/а, < 1,0 - для толстолистовой
штамповки.
Известны оригинальные способы продольного обжима с под-
пором в зоне ОПД и в зоне заготовки, передающей усилие. Дав-
ление подпора создается за счет гидростатического давления
жидкости, передающегося через эластичный элемент и жесткую
разрезную оправку, эквидистантную по конфигурации профилю
рабочей части матрицы. Применяют и другие способы обжима в
штампах с подпорами.
По виду взаимодействия заготовки и рабочего инструмента
выделим способы обжима с реализацией:
• простого поступательного движения и поверхностного кон-
такта (обжим в штампах на прессах и в инструментальных блоках
на АРЛ - рис. 3.2).
• сложного поступательно-качательного движения и линейно-
поверхностного контакта (обжим в качающихся матрицах);
• сложного поступательно-вращательного (качательного) дви-
жения и точечно-линейного контакта (обжим инструментом тре-
ния и роликами);
• сложного и пространственного движения технологической
среды (силового поля) и поверхностно-объемного контакта (об-
жим импульсным электромагнитным полем).
По температурным условиям выделяют обжим без нагрева за-
готовки, с нагревом вне штампа, с местным нагревом в штампе.
По относительной, гомологической температуре процесса следует
различать способы с реализацией условий холодной деформации
с полным и неполным деформационным упрочнением, полугоря-
чей и горячей деформации.
В соответствии с классификацией по скоростным условиям
деформации выделяют способы статические, скоростные, высоко-
скоростные и импульсные. К статическим относятся способы об-
жима в штампах на механических и гидравлических прессах, к
скоростным - на ротационно-обжимных машинах, к высокоско-
ростным - на пневмомеханических машинах, к импульсным - на
установках для электромагнитной и электрогидравлической
штамповки.
212
Обжимной Матрица
Рис. 3.2. Конструкция инструментального штампового блока для обжима на АРЛ
IM
3.2. Напряженно-деформированное состояние заготовок
в процессах продольного обжима в штампах
Из рассмотренных в подразд. 3.1 способов обжима наиболее
полно изучен продольный свободный обжим в конических (одно-
ступенчатых) матрицах. В то же время недостаточно исследован
продольный обжим в многоступенчатых матрицах, широко при-
меняемых для изготовления полых тонкостенных корпусных де-
талей с образующей комбинированной формы, например, гильз к
боеприпасам (табл. 3.1), корпусов баллонов для хранения жидко-
стей и газов под давлением и т.д.
Обжим заготовок для изготовления деталей этого типа может
осуществляться с применением ступенчатых матриц трех видов: с
увеличением угла конусности на каждой последующей ступени
(а;- > а;_]), с уменьшением угла конусности на каждой после-
дующей ступени (а;- <а/_1) и с комбинированным в любой по-
следовательности профилем рабочей части. При изготовлении де-
талей типа гильз применяют продольный свободный обжим в
многоступенчатой конической матрице с выходом краевой части
заготовки в цилиндрическую часть. Как видно из типовой машин-
ной диаграммы «усилие - путь инструмента» («Р-h», рис. 3.3),
этот процесс относится к классу нестационарных.
На основе анализа машинной диаграммы (рис. 3.3, б) выделены
семь характерных стадий процесса. Первая стадия соответствует
обжиму краевой части заготовки в первой ступени матрицы с уг-
лом конусности щ (ОА). На второй стадии кромка заготовки пе-
реходит на вторую коническую ступень матрицы с углом конус-
ности а2, искривляется и образует участок сопряжения двух
ступеней матрицы, что сопровождается ростом усилия из-за дей-
ствия изгибающего момента (АР). На третьей стадии (ВС) образу-
ется свободный участок неприлегания заготовки (кромка заготов-
ки отходит от поверхности матрицы), что уменьшает рост усилия
обжима. После достижения криволинейным участком неприлега-
ния критической длины происходит его спрямление до полного
контакта с поверхностью второй ступени матрицы. Затем начина-
ется четвертая стадия, характеризующая обжим во второй кониче-
ской ступени матрицы (CD). На этой стадии, из-за дальнейшего
уменьшения диаметра краевой части заготовки и увеличения раз-
меров очага деформации, увеличивается усилие обжима.
214
Размерные характеристики деталей, получаемых обжимом
__________в ступенчатых конических матрицах_________
Таблица 3.1
d Sb Абсолютные размеры, мм Углы Oth осительные размеры
fr j г-v 3/2 02/2 T H Do d 5е S" hK ^CK 2a, 2a2 5B Do H D~o
u c 40,0 1000 9,78 215,0 6,16 201,3 0,24 2,0 0,59 6,3 25,6 817,5 4,0 289,0 1,26° 45° 0,24° 2,42° 0,006 0,032 0,630 0,974 2,180 6,990
Do
Рис. 3.3. Технологическая схема обжима заготовки гильзы (а), машинная диа-
грамма «усилие-путь инструмента» P-h (б) и схема напряженного состояния
в зоне ОПД (в)
216
На пятой {DE), шестой (EG) и седьмой (GF) стадиях процесса
происходит сход краевой части заготовки с конической ступени
матрицы с образованием участка неприлегания, его искривление
и формирование цилиндрической ступени штампуемой детали.
Увеличение числа ступеней матрицы соответственно отразится
на виде машинной диаграммы «Р-h» и количестве стадий про-
цесса.
Напряженно-деформированное состояние заготовки в процессе
продольного обжима в конической ступенчатой матрице исследо-
валось экспериментально, с применением метода делительной
сетки. Исследование проведено с использованием полых тонко-
стенных заготовок с дном с относительной толщиной кромки
Sg /Dq =0,028...0,030 (S® - толщина стенки у верхнего сечения),
из низкоуглеродистых сталей 11ЮА и 18ЮА (ГОСТ 803-81).
Напряженно-деформированное состояние исследовалось на
первом и последующем (втором) обжимах в двухступенчатых
матрицах (an = а21 = 0,5’...Г; а12 = а22 = 20°...45°, где ап, а12, а21,
d22 - углы конусности первой и второй ступени на первой и вто-
рой операциях соответственно). Перед первым обжимом краевая
часть заготовки отжигалась.
Делительная сетка в виде кольцевых и продольных рисок
(рис. 3.4) наносилась специальной иглой на токарном станке.
В каждом фиксированном сечении измеряли диаметр и толщину
стенки заготовки и расстояния между кольцевыми рисками до и
после деформации на инструментальном микроскопе с погрешно-
стью измерения 0,001 мм. Толщина стенки заготовки измерялась
индикатором часового типа с погрешностью 0,01 мм.
При обработке результатов измерений и расчете параметров
НДС приняты следующие допущения.
1. Материал заготовки изотропный, а деформация в пределах
ячейки, образованной продольной и кольцевой рисками, однород-
на.
2. Формоизменение заготовки в очаге деформации протекает
приближенно монотонно.
3. Главные оси напряжений и деформаций совпадают с на-
правлением нормали и касательной к срединной поверхности за-
готовки.
4. Деформации и напряжения распределены равномерно по
толщине заготовки.
217
Рис. 3.4. Схема нанесения делительной сетки на поверхность исходной полой
заготовки, подвергаемой обжиму
Главные компоненты деформации рассчитывали по формулам
ее = 1п~7~’ £р = £п = -(£е + £Р)
Мц Lij
vj\q Dy, Dij+i - диаметры заготовок в z-м сечении; Ly, Lij+i - рас-
стояния между соседними кольцевыми рисками до и после де-
формации, соответственно.
Остальные параметры деформированного состояния рассчиты-
вали по известным в теории пластичности соотношениям. Для
проверки достоверности принятого допущения о приближенно
монотонной деформации заготовки в ОПД проводили постадий-
ное деформирование и расчет деформаций. Главные напряжения
определяли по формулам
стр = (ер “ £n 1 °0 = (е© -£п \ стп = -!>Ч- ~cos а>
Зе,- 3 г,- г
218
где S, г — толщина стенки и радиус наружной поверхности в рас-
четном сечении.
Для построения диаграммы « о, - Е, » и определения основных
характеристик механических свойств материала заготовок ис-
пользован метод испытания кольцевых образцов на растяжение.
Диаграмма «ст - Е, » аппроксимирована многочленом. Выпол-
ненная оценка погрешности расчетов параметров деформирован-
ного состояния свидетельствует о невысокой погрешности (0,4-
2,3%) для зон интенсивной деформации и большей погрешности
(3-10%) для зон с малой деформацией (Е( < 0,05).
На основании анализа результатов экспериментального иссле-
дования (рис. 3.5, 3.6) установлено следующее. При всех условиях
деформирования (первый и второй обжимы, mi = 0,82...0,84, т2 =
= 0,74...0,97, wi2x = 0,622...0,795, где m2z = mt пг2; тх = d{ / Do, т2 =
= d^di - коэффициенты обжима на первом и последующих обжи-
мах; db d2- наружные диаметры обжатой цилиндрической части
заготовок после первого и второго обжимов) качественный харак-
тер изменения параметров деформированного состояния вдоль
образующей примерно одинаков. Наибольшая деформация (по ве-
личине интенсивности Е, и главных компонентов Ее,Е0,Е„ де-
формации) отвечает обжатой в двух ступенях матрицы цилиндри-
ческой части заготовки (дульцу), наименьшая - нижней части
обжимаемого корпуса заготовки и средняя - средней части (скату)
деформируемой заготовки.
Рис. 3.5. Распределение компонентов eg,ep,en (7-3), интенсивности е;- (4)
и характеристики вида (5) деформации в продольном сечении заготовки
при первом обжиме (материал - сталь 18ЮА)
219
ал
E,
Рис. 3.6. Распределение компонентов деформации £0,£р,£п (7-3), суммарной
степени деформации ед (4) и характеристики вида деформации vE (5) в про-
дольном сечении заготовки гильзы при втором обжиме (материал - сталь 18ЮА)
При этом в зоне кромки главные компоненты £р и Ее наиболь-
шие по величине, а максимум £„ и соответственно £,• смещены от-
носительно кромки, что объясняется влиянием отношений глав-
ных напряжений ар / ст0, которое возрастает по мере удаления от
края в связи с увеличением ар, играющих роль напряжений под-
пора, и согласуется с известными представлениями. В соответст-
вии с этим изменяется и вид деформированного состояния от сжа-
тия (vE =0,8...0,9) на кромке до сдвига (vE =0,10...0,30) в
нижней части корпуса.
Проверка допущения о монотонности процесса деформации
проводилась путем сопоставления значений е,. , рассчитанных по
соотношению размеров исходной и конечной заготовки, со значе-
N
ниями £д =22е(7 суммарная и постадийная интенсивно-
7=1
220
сти деформации, А - количество стадий), определяемыми расче-
том по размерам, изменяющимся по стадиям. Так, например, в
наиболее деформированной части заготовки, зоне кромки, значе-
ние £,• на первом обжиме в двух расчетных сечениях составило
0,213 и 0,154, на втором обжиме - 0,017 и 0,046, = 0,230 и 0,200
соответственно. При расчете по соотношению размеров заготовки
в исходном состоянии и после второго обжима получили 0,236 и
0,204. Изменение вида штампуемого материала (замена стали
11ЮА на сталь 18ЮА) не внесло изменений в деформированное
состояние. Изменение напряженного состояния заготовки вдоль
ее образующей после первого и второго обжимов показано на рис.
3.7, 3.8.
Во всех случаях отмечается увеличение по модулю всех глав-
ных компонентов стр,сг0,ал и интенсивности а( напряженного
состояния при перемещении от кромки к дну заготовки. Некото-
рое уменьшение ар и а(- у придонного участка связано с весьма
малым обжатием заготовки, близким к нулевой деформации, по
сравнению с вышележащими сечениями. Такое изменение вызва-
но характером распределения механических свойств исходной за-
готовки, полученной способом вытяжки с утонением и значитель-
но упрочненной с местным отжигом краевой части перед
Рис. 3.7. Распределение компонентов сте, стр, ст„ (1-3) и интенсивности ст,(4) на-
пряженного состояния в продольном сечении заготовки гильзы при первом об-
жиме (материал - сталь 18ЮА)
221
Рис. 3.8. Распределение характеристики вида vCT и показателя К в продольном
сечении заготовки на первом обжиме (материал - сталь 18ЮА)
Так, исходная заготовка из стали 11ЮА имела следующее рас-
пределение характеристик прочности по длине: у среза - от =
300...540 МПа, ств = 510...660 МПа; в средней части -
стт = 540...560 МПа, ств = 730 МПа; в нижней части (у дна) - стт
до 660 МПа, ав до 800 МПа. Такой характер распределения ме-
ханических свойств повышает несущую способность корпуса за-
готовки и тем самым предотвращает потерю продольной устойчи-
вости. Из приведенных графических зависимостей следует, что
схема напряженного состояния в целом близка к плоской одно-
именной, так как одно из главных напряжений ап мало по срав-
нению с двумя другими: стр и а0. При этом показатель жесткости
схемы напряженного состояния изменяется от (-1,1...-1,3) у
кромки дульца до (-1,3...-1,4) в средней части и до (-1,85) в ниж-
ней части деформированной заготовки. Изменение вида иссле-
дуемого материала (переход к стали 18ЮА) и коэффициента об-
жима (его уменьшение) не изменяет отмеченную закономерность
распределения параметров напряженного состояния, но повышает
уровень напряжений (стр, а0, ап и о,-). Распределение параметров
НДС свидетельствует о формировании при обжиме в ступенчатой
матрице нескольких (по числу ступеней матрицы) ОПД, сущест-
венно различающихся по схеме НДС.
222
3.3. Оценка напряжений и усилий обжима в конических
ступенчатых матрицах
Рассматривается приближенное решение задачи по определе-
нию напряжений и усилий в граничных условиях для случая не-
стационарного процесса обжима в ступенчатых конических мат-
рицах с применением безмоментной теории оболочек. На основе
изложенных выше результатов экспериментального исследования
определены семь характерных стадий. При анализе каждой из них
рассматривается равновесие бесконечно малого элемента, который
выделен в заготовке поверхностями, эквидистантными срединной
поверхности и отстоящими на расстояние dz друг от друга, а также
двумя плоскостями, проходящими через ось симметрии и состав-
ляющими между собой угол Jy (см. рис. 3.3, в). Местоположение
этого элемента в очаге деформации координируется радиусом р от
оси симметрии и углом а между касательной к поверхности в ме-
ридиональном сечении и осью симметрии. Расстояние р и величина
угла а связаны между собой функционально.
С учетом результатов экспериментального исследования при-
няты следующие допущения:
• процесс деформации в пределах каждой из выделяемых
стадий протекает приближенно монотонно;
• материал заготовки изотропный;
• главные оси напряжений и деформаций совпадают с на-
правлениями нормали и касательной к срединной поверхности;
• деформации и напряжения по толщине заготовки не изме-
няются;
• нормальные к срединной поверхности напряжения на всех
стадиях процесса малы по сравнению с меридиональными и тан-
генциальными (окружными), и схема напряженного состояния
принимается плоской;
• силы трения, действующие на контактной поверхности за-
готовки, подчиняются закону Кулона;
• заготовка считается тонкостенной (S/d < 0,01);
• принимается гипотеза идеальной пластичности.
Анализ выполняется от первой к завершающей, седьмой, ста-
дии. Исходными уравнениями являются уравнение равновесия
сил, спроецированных на направление касательной к срединной
поверхности заготовки, и приближенное уравнение пластичности:
223
с?ар+ар
Jp dS_"
p + S ,
-o0—(l + /ctga])=O;
P
(3-1)
a0 = -6o,-.
Приняв закон изменения толщины стенки в процессе обжима
на первой стадии: 5 = So — -+ , после несложных преобразова-
Р + Р1
ний получим
(3.2а)
где \|/=6<j, (l + /ctga1);./V - число стадий процесса; р, - радиус
кромки (рис. 3.9, а); Дор/. - приращение напряжения на каждой
последующей стадии.
В частности, для первой стадии (/ =1) с учетом граничных ус-
ловий (рис. 3.9, а) и допущения о том, что угол между образую-
щей рабочей поверхности матрицы и продольной осью равен углу
между образующей срединной поверхности заготовки и той же
осью, выражение для определения меридионального напряжения
в первом ОПД будет иметь вид
стр1 = -2bci} (1 + /ctgaj j 1 - № ^ltg-al
( V Ло
(3-26)
где hx, a! - высота и угол конусности первой ступени матрицы.
Вторая стадия процесса характеризуется образованием сопря-
гающей поверхности заготовки с радиусом 7?р1 между двумя кони-
ческими ступенями с углами а! и а2 матрицы обжима (рис. 3.9, б)
и формированием нового ОПД. Принимаем, что кривизна средин-
ной поверхности заготовки в меридиональном сечении участка
изгиба определяется действием моментов и сил, создаваемых на-
пряжением сгр и о9, и что величина этой кривизны определяется
условием равенства моментов, действующих по границам участка
изгиба, и моментов от действия элементарных сил, образованных
напряжениями ар и сг9. Принимаем также, что длина участка
изгиба в меридиональном сечении равна:
/ = 7?plsin(a]-а2)~Лр1(а1-а2) и на этом участке формируется
свободная поверхность, определяемая размером Ьр. При принятых
224
допущениях уравнение равновесия, выраженное через моменты
относительно сечения О-О\, записывается в следующем виде:
2М-Мар-2Ма0=О, (3.3)
где Мар =ap5p1rfy[l-cos(a2-a1)]/?pl; MaQ =-a05/^1sin2(a2-а^у
- моменты от действия напряжений ор и о9.
Рис. 3.9. Схемы формоизменения и нагружения краевой части заготовки
на первой (а), второй (б) и третьей (в) стадиях процесса обжима
225
Координату начальной точки искривления р( находим из гео-
метрических соотношений (рис. 3.9, б)
$
Pi =^M-ycosai+Z>psina1,
(3.4)
где Ьр = (т?р1 + S/2)tg 0,2 а* . Принимаем
М a^bCjS2p}dy. (3.5)
В результате совместного решения уравнений (3.3)-(3.5) при
принятии допущения стр = 0 на кромке определим радиус кри-
визны на участке изгиба:
„ 1 ( „ . а-> - а. 1
S. — 2—— - cos a, +sma.itg—----1
д М s ' 2 J
pl sin(a2 - Q])
(3.6)
Как известно из работ Е.А. Попова, изменение кривизны сре-
динной поверхности заготовки в меридиональном сечении приво-
дит к увеличению ар на Дар:
(3.7а)
Подставив значение 7?;- = 7?р( и учитывая двойное изменение
кривизны в конце второй стадии, получим
2tKSj sin(a2 -ot|)
J R*. . a7 -
8 2—— — cosoti +sinaitg—-—
S 1 2
При подстановке значения Дстр2 по (3.7 б) в (3.2 а) при N= 2
можно определить максимальное напряжение в конце второй ста-
дии процесса.
На третьей стадии формируется участок свободного изгиба
(рис. 3.9, в). При достижении этим участком критического разме-
ра /кр1 начинается его спрямление под действием изгибающего
момента М от сжимающих напряжений о9 (по краю заготов-
ки стр® 0): Л/=^Z>az52p2rfy.
226
Если принять, что радиус кривизны постоянен на участке дли-
ной /кр1, то условие равенства моментов запишется в виде
2а05/кр1 = -Z>a;52p2 dy,
и кр1 2 i • z । ’
где Лр = cos а2 Jy; а0 = р2 = RM -1;
( S > S
t =1 bp +yctga2 lsina2 = bp sina2 + ycosa2.
Из этого равенства определим
Arp,
„ _ • in S x a2-a1>| S
S 7?M-sina2l 7?pl+ytg l-ycosa2
2
2cosa2
Четвертая стадия процесса начинается с момента начала
скольжения заготовки по второй ступени конической матрицы с
углом а2, когда формируется новый ОПД (рис. 3.10, а). Как пока-
зал анализ, характер протекания четвертой стадии подобен пер-
вой, поэтому запишем по аналогии с (3.26):
crp4=-2Z,crz4(1 + /ctga2
где p3=p2-A2tga2.
С учетом приведенных выше геометрических соотношений по-
лучим
СТР4 = - 26ом(1 + /ctga2) X
( „ S a2 - сс, ] S .
-sina2l Яр1 +-tg 22' ‘ l-ycosa2 -/z2tga2
Г> • ( ТУ S , ^2
RM - sin a21 Яр1 + - tg—L I - ~cos a2
При переходе от конического участка очага деформации к об-
разующейся цилиндрической части детали должен появиться уча-
сток с новым ОПД, в котором деформация происходит при актив-
ном воздействии изгибающих моментов. Если радиус скругления
кромки на переходе от конической части матрицы к цилиндриче-
ской мал, то элементы краевой части заготовки сходят с кониче-
ской поверхности матрицы и теряют с ней контакт (рис. 3.10, а).
227
Рис. 3.10. Схемы формоизменения и нагружения краевой части заготовки
на четвертой и пятой (а), шестой (б, в) и седьмой (г) стадиях процесса обжима
228
В этом случае, как было показано ранее, изгибающий момент
может быть образован лишь действием тангенциальных напряже-
ний. Если тангенциальные напряжения равны напряжению теку-
чести, то для создания момента, необходимого для пластического
изгиба, нужно, чтобы длина участка в меридиональном направле-
нии достигла значения /кр2:
I5(p,-A2.ga2) (J9)
2 у 2cosa2
После этого напряжение сте создает момент, достаточный для
изгиба, и радиус кривизны срединной поверхности элементов,
сходящих с конической поверхности матрицы, начинает изме-
няться в меридиональном сечении от бесконечности до радиуса
свободного изгиба Др2, что означает начало шестой стадии про-
цесса (рис. 3.10, б). При этом меридиональные напряжения увели-
чиваются. Влияние изгиба может быть приближенно оценено, ес-
ли принять, как это сделано выше, что действие изгибающего
момента увеличивает меридиональное напряжение на величину
Дср, рассчитываемую по соотношению (3.7а). Для определения
Rp2 необходимо определить момент, возникающий от действия
окружных напряжений сте, который и вызывает этот изгиб. Рас-
четная схема показана на рис. 3.10, б и в. Из геометрических от-
ношений следует:
Z>[ = ах sin(3-a2); Z>2 = a2sin(3- a2);
m + (ax + a2)sin(3-a2) = Rp2 sina2;
m =7?p2[sina2 -sin(3-a2)];
— ;ax + a2 = Rpлт+Ь^ + b2 =RD sina2;— = sin(3-a2},
a, a2 P2 a2
h = 2Rp2 sin a2 - m;
h = 2Rp2 sina2 -T?p2[sina2 -sin(3-a2)]
или
h = 2/?p2[sina2 + sin(3-a2)]. (3.10)
Если 8 = 2а2,то h = 2R2 sina2; если 8 = 0, то Л = 0, т.е.
8 е [о, 2а2 ].
229
)]a0sin^X2rfS. (3.11)
Сила dT, вызывающая момент на плече h относительно оси О,
определится как
dT = 2a05sin^-7?p2c?8.
Тогда момент силы Т на участке, изменяющемся от 0 до 2а2,
будет равен:
2а2
MaQ = J 2Rp2 [sin а2 + sin(8 - а2
о
Интегрируя (3.11) и подставляя полученное выражение в (3.5),
с учетом условия пластичности (3.1) после несложных преобразо-
ваний получим расчетную формулу для определения радиуса сво-
бодного изгиба на этом участке заготовки:
*Р2=1 Р2.5 (3-12)
y8a2sina2
Это дает возможность определить приращение меридиональ-
ного напряжения за счет искривления кромки заготовки по фор-
муле (3.7а), т. е.
<313>
Завершающая, седьмая, стадия процесса характеризуется уве-
личением длины обжатой цилиндрической части заготовки и уве-
личением радиуса изгиба кромки заготовки Т?р2 до окончатель-
ного радиуса 7?рз (рис. 3.10, г).
Увеличение радиуса приводит к приращению меридионально-
го напряжения на величину Астр7. Из геометрических соотноше-
ний и равенства моментов сил, действующих относительно точки
О, определим необходимые соотношения:
* = ЛрЗ-Rp3 cosa2 -р Р4 = Rd ~Z~^-
Длина плеча h выразится формулой
h = Rp3 [sin a2 + sin(8 - a2 ) J.
Сила, вызывающая изгибающий момент,
dT = 2a 0 sm^-SRp3d8.
По аналогии с анализом предыдущей стадии получим
230
a2 j
мав = 2 J T?p3[sina2 + sin(8 - а2)]ст0 sin^-57?p3c?8,
0 2
| 5(Рз+Р4)
^d3 = J----------------------’
V 4(a2 sina2 +cosa2 -1)
bOjS
Дсгп7 =-----—
P 4T?p3
(3.14)
(3.15)
(3.16)
С учетом изложенного формула (3.2а) может быть представле-
на в виде системы уравнений:
°рЕ = -26а,- (1 + /ctg a)[ 1 - М + Z дср(.
V V-Kq J i=2 y^O
S Aa • =
i=2
2&а,- sin(a2 - a])
Lf ./?„ a,-a,
81 2-^- - cos ct] + sin оц —1
+ SAapZ;
/=4
(3-17)
2Дстр(=-26а,-
z=4
v л 6a,S
Ир2
Полученное решение основано на принятии гипотезы идеаль-
ной пластичности и не учитывает деформационное упрочнение.
Учесть его в данном решении можно по среднему значению
интенсивности напряженного состояния, определяемому по ана-
литическим аппроксимациям диаграмм «а,- - £,» и, в частности, с
использованием аппроксимации вида а,-=а,0+£'к/2(1-р,/7?0),
где а,.0 - экстраполированный предел текучести; Ек - касатель-
ный модуль. Некоторые трудности возникают при определении
числового параметра Ек, так как существует зависимость
Ек =EK(p;/R0), отражающая влияние степени деформации на ин-
тенсивность упрочнения. Поэтому в качестве варианта предлага-
ется расчет интенсивности напряженного состояния а,- путем со-
вместного решения уравнений по определению характеристики
231
вида напряженного состояния vCT и приближенного условия пла-
стичности, т. е.
2сгр/ _ ао ,
va=—“-------,о0=-6о/.
-°е
Отсюда
где ve= ve(l > va> 0) для изотропного материала.
Зависимость (3.18) позволяет рассчитать значение а,- после
проведения любой предшествующей стадии обжима по известным
на этой стадии значениям стр, и vai-. Числовые значения va прини-
маются равными установленным в результате выполненного ис-
следования (см. рис. 3.5 и 3.8). Таким способом учитывается де-
формационное упрочнение металла на предыдущей стадии,
начиная с первой.
Усилие обжима в ступенчатой конической матрице с учетом
разложения сил по направлениям р и h на ее входе вычисляется
по формуле
P = 27d?BX5Bx—,
cos a
где crpZ- определяется по (3.17); 7?вх, 5ВХ - радиус и толщина стен-
ки заготовки на входе в очаг пластической деформации. При ма-
лых углах конусности a](a] <10°) можно принять cosa«l.
3.4. Устойчивость заготовок при обжиме
Из предшествующего анализа напряженного состояния при
обжиме следует, что в ОПД на всех стадиях процесса действуют
только сжимающие напряжения. Следовательно, величина допус-
тимого формоизменения ограничивается возможностью потери
устойчивости, а не разрушения. Некоторое исключение составля-
ет шестая стадия процесса (см. рис. 3.10, б), при протекании кото-
рой происходит спрямление кромки под действием окружных
растягивающих напряжений ст0 и соответствующего момента
внутренних сил. При обжиме сильно наклепанной предварительно
заготовки на этой стадии возможно разрушение кромки с образо-
ванием продольных трещин.
232
При обжиме в ступенчатой конической матрице можно выде-
лить следующие участки - очаги потери устойчивости: 1 - зона
заготовки, передающая усилие; 2 - ОПД в верхней ступени мат-
рицы с углом конусности щ; 3 - ОПД в нижней ступени матрицы
с углом конусности а2; 4 - обжатая цилиндрическая часть (дуль-
це) заготовки.
Перечисленные очаги потери устойчивости формируются по
мере развития процесса обжима от первой к седьмой стадии. При
этом изменяются возможные виды потери устойчивости. Основ-
ными из них следует считать, в соответствии с классификацией
А.Д. Томленова, второй и третий. Потеря устойчивости второго
вида возникает в результате сжатия листа в плоскости его поверх-
ности с появлением складок и объясняется явлениями продольно-
го изгиба. Устойчивость при упругопластическом продольном из-
гибе пропорциональна модулю упрочнения материала. Потеря
устойчивости третьего вида характерна для больших пластиче-
ских деформаций и сопровождается резкой локализацией дефор-
мации при значительном уменьшении объема ОПД. Причина по-
тери устойчивости в этом случае заключается в уменьшении
сопротивления элемента заготовки и модуля упрочнения. В свою
очередь, локализация служит возмущением, способствующим
созданию моментного состояния и появлению складок. В зависи-
мости от стадии процесса обжима, свойств материала, изменяются
условия и формы потери устойчивости.
На первой стадии, при относительно небольших остаточных
деформациях сильно наклепанной до обжима заготовки, в очаге
пластической деформации в верхней ступени матрицы может воз-
никнуть потеря поперечной устойчивости третьего вида с образо-
ванием продольных складок (гофр), иногда развивающихся в про-
дольные трещины. Вторая и третья стадии (см. рис. 3.3 и 3.9, б, в)
соответствуют области малой упругопластической деформации
краевой части заготовки, сформированной в верхней ступени мат-
рицы, при отсутствии ее контакта с матрицей на участке длиной
/кр1. Такие условия создают возможность появления потери попе-
речной устойчивости второго вида с образованием продольных
складок у кромки. Четвертая и пятая стадии процесса обжима свя-
заны с формированием нового очага больших (конечных) пласти-
ческих деформаций в нижней ступени матрицы и могут сопрово-
ждаться при определенных условиях потерей поперечной
устойчивости третьего вида с образованием продольных складок в
233
нижней и (или) верхней ступенях матрицы. На пятой и шестой
стадиях в формирующейся краевой цилиндрической части заго-
товки при определенных размерах матрицы и заготовки могут
также образоваться продольные складки в результате потери по-
перечной устойчивости второго вида.
Кроме рассмотренных форм потери устойчивости, на всех ста-
диях процесса принципиально возможна потеря продольной ус-
тойчивости второго вида с образованием поперечных или ромбо-
видных складок в зоне заготовки, передающей усилие, т. е.
находящейся вне матрицы.
При обжиме полых заготовок с дном и повышенной (за счет
прочностных свойств и увеличивающейся при перемещении к дну
толщины стенки) несущей способностью этот вид потери устой-
чивости практически не проявляется. Наиболее изучена потеря
продольной устойчивости второго вида для равнопрочных загото-
вок типа тонкостенных цилиндрических оболочек. Природа и ме-
ханизм образования продольных складок в результате потери по-
перечной устойчивости второго и третьего видов до недавнего
времени были недостаточно исследованы, что затрудняло разра-
ботку методики расчета процессов обжима на устойчивость, а
также не позволяло предотвратить образования складок. В связи с
изложенным основное внимание в этой книге уделено анализу ус-
ловий поперечной устойчивости тонкостенных заготовок при об-
жиме.
Как следует из схемы, представленной на рис. 3.9, в, на третьей
стадии процесса обжима в многоступенчатой матрице в результа-
те изгиба краевой части заготовки образуется участок неприлега-
ния длиной /кр1 и радиусом 7?pi со свободной поверхностью. Для
случая продольного обжима в одноступенчатой конической мат-
рице параметры /кр1 и 7?pi приведены в работе Е.А. Попова. Длина
/кр для тонкостенных заготовок достаточно мала. Так, например,
при So = 0,5 мм, Do = 50 мм и а = 30° /кр = 2,7 мм, а /кр/ Do « 1.
По известным значениям /кр и Rp можно определить значение ок-
ружной деформации на кромке заготовки к моменту начала
спрямления:
е0 = ^ + 0,75sina^. (3.19)
234
Анализ выражения (3.19) показывает, что для сравнительно
тонкостенных заготовок значение е9 не превышает 0,3.
Экспериментальные исследования показали, что при некото-
ром (критическом) соотношении между и а начальный пе-
риод сопровождается потерей устойчивости заготовки в зоне уча-
стка неприлегания (рис. 3.11). Дальнейшее деформирование в
этих случаях приводит к увеличению амплитуды волн - интен-
сивному складкообразованию. У разностенных заготовок потеря
устойчивости происходит в месте наименьшей толщины. В гео-
метрическом отношении краевая часть заготовки в момент потери
устойчивости представляет собой короткую оболочку высотой
/ =/кр с криволинейной образующей, ограниченную с одной сто-
роны свободной кромкой, с другой - линией контакта с матрицей
(см. рис. 3.9, в). Условие потери устойчивости в зоне ОПД, яв-
ляющееся условием ограничения деформации первого вида, в об-
щем виде можно записать следующим образом:
а0 > акр. (3.20)
Рис. 3.11. Очаги и виды потери устойчивости при обжиме в ступенчатой кониче-
ской матрице: а - продольная складка третьего типа; б - продольная складка
второго типа; в - поперечная складка второго типа; г - продольная трещина
235
Кромка заготовки находится в условиях, близких к линейному
сжатию, поэтому значение тангенциального сжимающего напря-
жения ае равно пределу текучести материала, как это следует из
условия пластичности, и может быть определено по известному
значению е,- = е0 из диаграммы « ст;- - е(- ».
Для определения акр необходимо решать соответствующую
данным условиям нагружения задачу теории устойчивости. Одна-
ко сложная геометрия рассматриваемой оболочки, неопределен-
ные граничные условия в месте контакта с матрицей, а также не-
обходимость учета пластических деформаций, предшествующих
потере устойчивости, приводят к необходимости ввести ряд до-
пущений относительно формы оболочек и условий закрепления
краев. Известно, что существенным признаком, отражающим всю
совокупность условий нагружения при потере устойчивости, яв-
ляется характер волнообразования. В рассматриваемом случае по-
теря устойчивости заготовки (при отсутствии разностенности) со-
провождается образованием весьма большого количества волн.
Исследованиями установлено, что длина одной полуволны А, (см.
рис. 3.11) примерно равна высоте оболочки / = /кр, но много
меньше диаметра, т. с. А, / Do « 1. Равенство А, = / является при-
знаком того, что в месте контакта с матрицей условия закрепле-
ния близки к жесткой заделке. Малая относительная длина полу-
волны А, / Do позволяет использовать принцип так называемой
локальной устойчивости, который применяется при исследовании
устойчивости пологих оболочек малого прогиба. В данном случае
в качестве расчетной схемы можно вместо короткой оболочки
рассматривать се часть (в пределах нескольких полуволн) в виде
удлиненной пластинки шириной /, нагруженной вдоль коротких
сторон сжимающим напряжением сто- Один край пластинки сво-
боден, другой жестко защемлен. Теория устойчивости пластин за
пределом упругости разработана достаточно полно. Существует
ряд решений, полученных на основе деформационной теории и
теории течения с использованием различных критериев устойчи-
вости (статического и динамического) как с учетом, так и без уче-
та эффекта разгрузки. По-видимому, наиболее строгим является
решение А.А. Ильюшина.
В рассматриваемом случае можно воспользоваться менее стро-
гой формулой Джерарда, которая позволяет значительно упро-
стить анализ и получить решение в замкнутом виде:
236
л2£ f S\2
<з-21>
где k3~ коэффициент, характеризующий условия закрепления кра-
ев (к3 =1,33); / = /кр1- ширина пластины, определяемая по длине
участка нсприлсгания на третьей стадии процесса; Ес - секущий
модуль; ц - коэффициент Пуассона.
Условие потери устойчивости этого вида (3.20) может быть
выражено в деформациях, т. е.
£0>£кр, (3.22)
где е0 определяется из (3.19), а £кр - из (3.21):
£kd=—• (3-23)
КР v 7
После подстановки в (3.22) выражений (3.19), (3.23) и ц = 0,5,
а также принимая во внимание установленное экспериментально
влияние на устойчивость относительной разностенности
S -S
85 =——-----01111 (5ПИХ, Smin, Scp - максимальная, минимальная и
^ср
средняя толщина стенки) исходной заготовки, после несложных
преобразований получаем условие потери поперечной устойчиво-
сти второго вида, выраженное в относительных толщинах обжи-
маемой заготовки:
5/£<(5/£)кр, (3.24)
где S, D - толщина стенки и диаметр кромки заготовки после на-
чальной стадии обжима и искривления краевой части (с учетом
малой деформации можно принять S = So, D = Do); (S/£))Kp- кри-
тическое значение относительной толщины, сопровождаемое по-
терей устойчивости.
Критическое значение определено из условия равенства 80
(3.19) и £кр (3.23) с учетом влияния разностенности:
D)KV \-bs/2
а
tg7
0,125tga +----—
6 cos а
(3.25)
где к,{ - эмпирический коэффициент, учитывающий нсравномср-
237
ность пластической деформации по периметру заготовки (при
8^=0; 0,1; 0,2; 0,3 соответственно кн = 1; 1,02; 1,05; 1,15).
Экспериментально (3.24) и (3.25) проверялись обжимом ото-
жженных и упрочненных трубчатых заготовок из алюминия
АД1-М, нержавеющей стали ОХ18НЮТ, латуни Л62 и стали 10 с
относительными толщинами 0,005 - 0,02 в конических матрицах с
различными углами конусности а при 8$ < 0,05.
Результаты эксперимента приведены на рис. 3.12 и свидетель-
ствуют о хорошей сходимости с теоретической кривой (сплошная
линия). Темными значками обозначены случаи обжима, сопрово-
ждающиеся потерей устойчивости, светлыми - без потери устой-
чивости. Из анализа выражений (3.24), (3.25) следует, что основ-
ными параметрами, влияющими на устойчивость заготовки в зоне
ОПД в начальный период обжима, являются относительная тол-
щина исходной заготовки So/Do, угол конусности матрицы а и от-
носительная разностенность исходной заготовки 8s; с уменьшени-
ем относительной толщины и увеличением угла конусности и
разностенности устойчивость заготовки уменьшается; механиче-
ские свойства материала исходной заготовки не оказывают суще-
ственного влияния на устойчивость заготовки в этот период.
Рис. 3.12. Зависимость критической относительной толщины стенки заготовки
при обжиме (5'//Э)кр от угла конусности матрицы а и относительной разностенно-
сти 6S заготовки
238
Устойчивость заготовки обеспечивается только при условии,
что совокупность значений So/Do, 8S и а лежит в устойчивой об-
ласти; в противном случае начальный период будет сопровож-
даться потерей устойчивости и образованием продольных складок
в зоне кромки (см. рис. 3.11). Следует учесть, что параметр разно-
стенности в (3.25) является случайной величиной и подчиняется,
как установлено авторами, нормальному закону распределения.
С учетом этого можно принимать 85 =8$ ±35ОТК =8s(l ±3v), где
85 - математическое ожидание; 50TK,v - среднеквадратичное от-
клонение выборки и коэффициент вариации соответственно. Ста-
тистические исследования показали, что 85 =0,10...0,30 в зависи-
мости от вида исходных заготовок (трубные или штампованные,
калиброванные или некалиброванные).
В технологических расчетах следует принимать не критиче-
ское, а допустимое значение относительной толщины:
Гтй =Л7УстС^1 ’ (3.26)
где куСТ = 2.. .4 - коэффициент запаса устойчивости, учитывающий
несовершенство формы исходной заготовки и наличие слабо вы-
раженных дефектов (большие значения для заготовок средних и
больших габаритов). При обжиме в ступенчатой конической мат-
рице критическое значение относительной толщины определяется
по следующему соотношению:
£] =_А_
^7кр 1-^-
2
a7 -ai
0,125tg(a2
6cos(a2 -«i)
(3.27)
С момента спрямления краевой части начинается пятая стадия
контактной деформации (см. рис. 3.10, а), с начала которой до за-
вершения процесса обжима происходит основное формоизмене-
ние заготовки.
На пятой стадии возможны два основных вида потери устой-
чивости заготовки: продольная и поперечная. Потеря продольной
устойчивости выражается в образовании поперечных складок, как
правило, в зоне заготовки, передающей усилие (первый очаг по-
тери устойчивости), т. е. в корпусной части детали. При малых
относительных толщинах заготовок возникает так называемая уп-
239
ругопластическая несимметричная форма потери устойчивости и
образуются ромбовидные складки, при средних и больших отно-
сительных толщинах - упругопластическая симметричная форма
(симметричное кольцевое выпучивание).
Условие потери продольной устойчивости имеет вид
О'ртах — ^кр>
(3.28)
где акр - критическое напряжение, определяемое для зоны опас-
ного сечения.
Значения критических напряжений могут быть определены по
следующим соотношениям теории устойчивости цилиндрических
тонкостенных оболочек:
- для заготовок с малыми относительными толщинами при не-
симметричном выпучивании;
(3.296)
- со средними относительными толщинами ——100 > 2,5...3,0 и
для симметричной формы потери устойчивости, где Ес, Ек - секу-
щий и касательный модули, определяемые по диаграмме «а;- -s, »
для области малых упругопластических деформаций.
Критические напряжения превышают предел пропорциональ-
ности материала и, в частности, для заготовок со средней и боль-
шой относительными толщинами могут приниматься равными
пределу текучести а0 2.
Приведенные формулы (3.29) для определения критических
напряжений получены для идеальных оболочек и не учитывают в
реальных заготовках начальные геометрические неправильности
формы и несовершенства поверхности: осесимметричные выпу-
чины (волны), продольные выпучины (волны), направленные
вдоль образующей цилиндра, разностенность, овальность и т.п., а
также колебания толщины и механических свойств материала.
Все эти изменения носят случайный характер. Эксперименталь-
240
ними исследованиями доказано, что начальные геометрические
неправильности формы значительно ухудшают устойчивость обо-
лочек. Доказано, что неправильность формы с амплитудой, со-
ставляющей только 0,1 толщины стенки оболочки, приводит к
40%-ному уменьшению ее несущей способности. В процессе на-
гружения наблюдается рост неправильностей как в осевом, так и в
окружном направлении. При этом наиболее быстро растущая не-
правильность (выпучина в поперечном направлении) является ос-
новной причиной уменьшения критического напряжения и на-
грузки. Снижение критических напряжений акр вызывают и
такие факторы, как условия закрепления края заготовки (наличие
дна, защемление заготовки), однако их влияние незначительно и в
условиях упругих деформаций они снижают ожидаемые значения
критических нагрузок не более чем на 10-15%.
Потеря устойчивости в окружном направлении выражается в
появлении продольных складок от действия окружных сжимаю-
щих напряжений, причем природа их возникновения принципи-
ально отличается от возникновения продольных складок в на-
чальной стадии обжима. В этом случае между заготовкой и
матрицей нет зазора, а сжимающие окружные напряжения урав-
новешиваются реакцией матрицы. Таким образом, при малых от-
клонениях заготовка устойчива и будет находиться в безмомент-
ном, а следовательно, устойчивом состоянии, выйти из которого
без дополнительных возмущений не может. Экспериментальные
наблюдения подтверждают этот вывод: обжим весьма тонкостен-
ных заготовок, прошедших отжиг, при относительно небольших
деформациях протекает устойчиво. Однако при обжиме заготовок
из предварительно наклепанного материала или отожженных за-
готовок при больших степенях деформации (с подпорами в зоне
передачи усилия) потеря устойчивости на этой стадии возможна.
Экспериментами установлено, что потеря устойчивости этого
вида является следствием локализации пластической деформации в
узкой области, проявляющейся в возникновении зон интенсивной
сдвиговой деформации, расположенных в плоскости действия мак-
симальных касательных напряжений (рис. 3.13). Эта локализация и
является тем «возмущением», которое выводит заготовку из без-
моментного состояния. Действительно, в сечениях, непосредствен-
но прилегающих к месту локализации, возникает изгибающий мо-
мент, величина которого зависит от интенсивности сдвиговой
деформации и эксцентриситета приложения сил (рис. 3.13, г).
241
Рис. 3.13. Механизм потери устойчивости третьего вида: локализация
деформации (а, б); потеря устойчивости и складкообразование (в); схема
действия сил и моментов в зоне локализации (г)
В зависимости от относительной толщины стенки заготовки и
степени упрочнения материала (с увеличением степени упрочне-
ния ширина зоны сдвиговой деформации уменьшается) эффект от
локализации деформации может быть различным. При реализации
условия
242
Мт>Ма' (3.30)
происходит изгиб и образование складок (гофр) (см. рис. 3.13, б,
в). Здесь Мт = Тс - момент, создаваемый окружной (продольной)
силой Т’.Т= оо^; с - эксцентриситет приложения силы Т после ло-
кализации деформации; М =-^0,5'2 -момент, создаваемый на-
пряжениями Оо-
Принимая, согласно уравнению пластичности, о9 = -о,-, условие
(3.30) запишем в другом виде:
с>^5. (3.31)
Если материал предварительно сильно упрочнен, то условия
складкообразования (3.30), (3.31) могут не выполняться, интен-
сивность локальной деформации сдвига возрастает до критиче-
ского значения и происходит разрушение с образованием про-
дольных трещин. Условие разрушения заготовки на этой стадии
может быть выражено неравенством
e,T>eZp, (3.32)
где = е;0 + е;у + Де, - суммарная степень деформации; е;0 - сте-
пень предварительной деформации исходной заготовки; е;у - сте-
пень устойчивой деформации (до начала локализации) при обжи-
ме; Де,- - интенсивность локальной деформации в зоне сдвига.
Оценка локальной деформации сдвига для этого случая дана в
работе И.П. Ренне: Де,- = 2/V3.
Предельная до разрушения деформация eip есть функция ве-
личины £/р, определяемой при испытании исходного материала
на растяжение, и показателя жесткости схемы напряженного со-
стояния К. Однако в технологических расчетах процессов обжима
должна учитываться предельная не до разрушения, а до начала
локализации (потери устойчивости третьего вида) деформация.
* Здесь и далее используются моменты и силы (нагрузки), действующие в ок-
ружном (широтном) направлении, отнесенные к единице длины.
243
Это условие потери устойчивости получает вид
е;.>е;.у. (3.33)
Природа локализации деформации и потери устойчивости это-
го вида объяснена в разд. 3 первой части учебника с позиций фе-
номенологической теории накопления повреждений в металле и
его разрушения. Локализация деформации на этой стадии отвеча-
ет переходу деформируемого металла через второе предельное
состояние; энергетическое условие перехода и характеристики
этого состояния определены соотношениями (3.70)-(3.72).
Математическое и физическое моделирование процесса обжи-
ма по параметру предельной устойчивой деформации е,-у - эф-
фективный путь решения задач как по исследованию, так и по оп-
тимизации процесса с учетом влияния основных технологических
факторов. В качестве метода построения математических моделей
использован метод активного эксперимента. Физическое модели-
рование выполнено с помощью метода технологических испыта-
ний плоских образцов на пластическое сжатие, как наиболее пол-
но удовлетворяющего условиям подобия реальному процессу
обжима. Математические модели разработаны для сложного тех-
нологического цикла «предварительная пластическая деформация
- термообработка - окончательная пластическая деформация».
Планирование эксперимента проведено по рекомендованной ме-
тодике. В соответствии с постановкой задачи, в качестве функции
отклика приняты характеристики интенсивности деформации
£;усж и напряжений а;у сж, отвечающие второму предельному со-
стоянию. Ввиду монотонности процесса пластической деформа-
ции при испытании на сжатие плоских образцов е;у = £;у сж.
Для исследования выбранных функций отклика необходимо
выявить состав основных управляемых технологических факто-
ров, влияющих на их величину, и определить интервал варьиро-
вания каждого из них. Используем уравнения по определению ха-
рактеристики вида напряженного состояния vCT (для плоского
напряженного состояния), энергетического условия пластичности
и степенной аппроксимации функции а;- = Ф(е():
va =1 - 2—; п0 = -boi; = Ае" ; о- = Ле" (3.34)
Из совместного решения уравнений (3.34) вытекает соотноше-
244
ние в виде функции нескольких переменных, заданных неявно,
характеризующее второе предельное состояние:
Лу(%.стр/стНст//ст/у >va>e/o) (3-35)
Отсюда
е,у = z(cr,/ст,у, ор /а,-, va, ei0 ) (3.36)
В соответствии с (3.34), vCT = vCT(ap/az) При этом следует учи-
тывать, что так как моделируется сложный технологический цикл
с промежуточной термообработкой, то интенсивность напряже-
ний ст(- есть функция также от степени предварительной дефор-
мации с® и режима промежуточной термообработки (/):
CTz =cr/(e/o^z,0, где ez<eZy.
Из анализа условий подобия моделируемых процессов обжима
тонкостенных заготовок установлена также необходимость учета
масштабного фактора путем варьирования толщины заготовки
(образца). Это обстоятельство связано с возможным учетом влия-
ния неоднородности деформации по толщине при изменении от-
носительного размера зерна микроструктуры металла и его струк-
турного подобия соответственно.
На основании анализа режимов обработки, применяемых в су-
ществующих технологических процессах изготовления металли-
ческих элементов изделий, при планировании эксперимента опре-
делены состав и интервалы варьирования числовых значений
технологических факторов (табл. 3.2). Для проведения экспери-
мента выбран стандартный план из 16 опытных точек. Исходные
заготовки в виде полос толщиной S получают путем прокатки с
последующим полным рекристаллизационным отжигом, травле-
нием в 10%-ном растворе серной кислоты (для снятия окалины) и
промывкой.
Величина предварительной деформации по плану эксперимен-
та также обеспечивается прокаткой в соответствии с соотношени-
2 S
ем е/0 = —,= 1п—, где So - толщина заготовки (образца) для моде-
л/3 So
лируемого процесса обжима.
Габаритные размеры образца установлены из условия геомет-
рического подобия.
245
246
Таблица 3.2
Уровни и интервалы изменения факторов при исследовании характеристик и <3^
Условия планирования Кодовое значение Натуральное значение
*1 Х2 хз т4 Сталь 18ЮА после отжига Сталь 18ЮА после закалки и отпуска Биметалл 1 Латунь Л70
So, мм е® Т Q ТЭ So, ММ в® Т CL •- о t> So, ММ еЮ Т CL о о So, мм ею Т CL - о о
Уровень фактора: основной 0 0 0 0 1,3 0,75 6 0,4 1,3 0,75 6 0,4 0,8 0,5 5,5 0,4 1,3 3,75 6,5 0,4
верхний +1 +1 +1 +1 2,1 1,50 9 0,8 2,1 1,50 7 0,8 1,1 1,0 8,0 0,8 2,1 1,50 8,0 0,8
нижний -1 -1 -1 -1 0,5 0 3 0 0,5 0 5 0 0,5 0 3,0 0 0,5 0 5,0 0
Интервал варьирования 1 1 1 1 0,8 0,75 3 0,4 0,8 0,75 1 0,4 0,3 0,5 2,5 0,4 0,8 0,75 1,5 0,4
Деформирование плоских образцов проводилось по методу
технологического испытания на пластическое сжатие.
В качестве постулируемой модели принимается полином вто-
рой степени для четырех факторов:
У = Z>o + %! + Z>2*2 + ^3Х3 + ^4*4 + ^5Х1 х2 + ^6Х1 х3 + ^7 Х1 х4 +
+ ^8*2*3 +^9х2х4 + ^10хЗх4 + ^1 Iх]2 + Ь\2Х2 + ^\3Х3^ (3 37)
При проведении эксперимента каждый опыт повторялся четы-
ре раза. Начальный момент потери устойчивости образца фикси-
ровался точечным способом с помощью двухмикрофонного пнев-
моакустического датчика (рис. 3.14) с множительной насадкой
типа «сопло-заслонка».
При построении схемы фиксации складок пневмоакустическим
датчиком с насадкой используется волновой характер распростра-
нения сигналов по коммуникационным каналам и линейность со-
противления выходных сигналов.
Рис. 3.14. Принципиальная схема устройства для фиксации начала
складкообразования
Принципиальная схема фиксации складок (рис. 3.14) включает
в себя образец 1, корпус приспособления 2, насадку 3, соедини-
тельный гибкий канал 4, коммуникационные каналы 5 и двухмик-
рофонный пневмоакустический датчик 6. Как видно из рисунка,
основная особенность устройства заключается в разветвлении ка-
нала датчика полостью, созданной насадкой и корпусом приспо-
247
собления. В свою очередь полость соединена с несколькими ком-
муникационными каналами, которые закрыты исследуемой по-
верхностью заготовки (образца). Количество этих каналов зависит
от площади контролируемой поверхности образца. Способ фикса-
ции момента начала складкообразования включает в себя измере-
ние величины появляющегося при этом зазора 8 между искрив-
ляющейся поверхностью заготовки 1 и поверхностью корпуса.
Появление зазора приводит к изменению параметров стоячей зву-
ковой волны (амплитуды и фазы колебаний) в образованном меж-
ду датчиком и заготовкой канале. Звуковая волна создается с по-
мощью генератора сигналов низкой частоты ГЗ-12О. Появление
зазора приводит также к уменьшению энергии отраженной волны,
а в месте установки второго (приемного) микрофона - к повыше-
нию амплитуды давления и одновременно выходного напряже-
ния, изменение которого фиксируется числовым вольтметром
В7-22А и служит сигналом появления складок.
Экспериментальное определение параметров НДС образцов
осуществлялось с применением метода делительной сетки. Мате-
матическая обработка результатов экспериментов, включающая
оценку построчных дисперсий, проверку их однородности, опре-
деление коэффициента уравнений регрессии методом наимень-
ших квадратов, позволила получить, в соответствии с формулой
(3.37), модели зависимости характеристик е,у и а,у от технологи-
ческих факторов (табл. 3.3).
После получения численных значений коэффициентов уравне-
ния регрессии оценивались их значимость и качество моделей в
целом. Результаты этой оценки: коэффициенты множественной
корреляции находятся в интервале значений от 0,88 до 0,98; доля
объясненной вариации составляет от 89 до 98,7%; стандартная
ошибка - от 5,5 до 6,4%, что свидетельствует о достаточно высо-
ком качестве моделей.
На основании расчета на ЭВМ по полученным моделям - фор-
муле (3.37) и табл. 3.3 - построены графики зависимости предель-
ной устойчивой деформации е,у , отражающие комплексное влия-
ние основных технологических факторов для сложного
технологического цикла обработки «пластическая деформация -
отжиг - пластическое сжатие» (рис. 3.15-3.18). Анализ графиков
для стали 18ЮА показал, что все факторы существенно влияют на
характеристики предельного состояния.
248
Таблица 3.3
Значения коэффициентов в формуле (3.37)
Мате- риал, обра- ботка Харак- терис- тика Ьо *i bi *з ь< bs Ьь bi Ьг *9 *10 *п Ь 12 *13 *14
Сталь 18ЮА, отжиг 0,07 0,51 0,04 -0,05 -0,15 -0,03 0,01 0,03 0,02 -0,12 0,03 -0,15 -0,04 0,005 -0,03
О/у 48,59 9,76 40,14 -3,4 -17,32 -5,46 0,31 2,99 0,23 0,86 0,88 -1,35 -13,08 0,20 7,01
Сталь 18ЮА, закал- ка- отпуск <ьГ o’ 1,82 39,67 0,78 5,14 0,05 47,62 -0,55 -1,29 0 -10,64 -0,01 -6,55 0 1,04 -0,03 0 0 0 -0,07 0 0 0 -0,20 0 0 -14,81 0,06 0 0,06 12,04
Биме- талл- 1, отжиг £?(у О/у -0,24 56,24 0,24 0 -0,51 79,19 0,04 -8,87 0,19 14,51 -0,06 -13,13 0,04 2,65 -0,39 -20,95 0,02 -1,79 -0,06 4,51 -0,06 -2,33 0 7,43 0,44 -25,34 -0,01 0,76 0,29 10,83
Латунь Л70, отжиг в/у 1,14 0,68 0,21 -0,33 -0,21 -0,02 -0,04 0,03 -0,02 -0,06 0,05 -0,11 -0,01 0,03 -0,11
О/у -40,39 28,47 110,6 17,57 0 -3,44 -1,89 6,41 -5,14 -4,12 2,99 -3,44 -10,81 -1,39 -28,03
249
Так, увеличение толщины образцов от 0,5 до 1,4 мм приводит к
возрастанию е,у в 2,0-2,5 раза. При дальнейшем увеличении тол-
щины до 2,0 мм интенсивность роста е,у замедляется. Это можно
объяснить большой неоднородностью деформации при малых тол-
щинах заготовки ввиду проявления анизотропии свойств (размер
зерна становится соизмеримым с толщиной заготовки, параметр
dJSo стремится к единице). Наоборот, увеличение толщины заго-
товки сопровождается уменьшением dJSo и повышением однород-
ности деформации по толщине. Увеличение степени предваритель-
ной деформации, как правило, приводит к уменьшению е,у, что
связано с уменьшением ресурса пластичности металла, причем ин-
тенсивность уменьшения зависит от режима термообработки.
Рис. 3.15. Зависимость предельной устойчивой деформации е|у
от толщины So заготовки при е® = 1,0 и /отж = 860‘С
Рис. 3.16. Зависимость предельной устойчивой деформации eiy
от степени предварительной деформации ею при So = 1 мм и Gp/oe = 0,5
250
Рис. 3.17. Зависимость предельной устойчивой деформации е,у
от температуры промежуточного отжига /отж при So = 1 мм и Gp/oe = 0,8
Рис. 3.18. Зависимость предельной устойчивой деформации eiy
от соотношения главных напряжений a=Gp/oe при So = 1 мм и ел = 1,0
Так, с увеличением ei0 от 0 до 1,5 при температуре промежу-
точного отжига t - 300...500°С е;у уменьшается в 1,5-2 раза. При
t = 700°С величина предельной устойчивой деформации изменяет-
ся незначительно, а при t = 900°С возрастает с увеличением
eiQ. Последнее связано с полным протеканием процесса рекри-
сталлизации в металле и формированием благоприятной равно-
мерной мелкокристаллической ферритно-перлитной структуры.
Изменение отношения главных нормальных напряжений
аст = Стр/ст,- от 0,8 до 0 связано с изменением характеристики ви-
да напряженного состояния от -0,6 до +1 и сопровождается уве-
личением е, у.
251
Изменение вида материала несущественно влияет на качест-
венный характер отмеченных закономерностей. Некоторое отли-
чие отмечено для латуни Л70 и выражается в уменьшении е,у
примерно в два раза при увеличении температуры промежуточно-
го отжига от 500 до 800°С. Эта особенность связана, по-видимому,
с формированием крупнокристаллической, возможно неоднород-
ной, структуры латуни при протекании процессов вторичной и
собирательной рекристаллизации. Подтверждением тому служит
образование при потере устойчивости этого вида характерного
рельефа поверхности типа «апельсиновой корки».
3.5. Технологические возможности процесса обжима
Технологические возможности процесса обжима определяются
областью его рационального (оптимального) применения по ос-
новным конструктивно-технологическим характеристикам изго-
тавливаемых деталей (заготовок, полуфабрикатов), физико-
механическим и технико-экономическим показателям реализуе-
мых процессов.
Система ограничений в процессах штамповки должна гаранти-
ровать бездефектное изготовление деталей с заданными эксплуа-
тационными и конструктивно-технологическими характеристика-
ми и экономически целесообразную стойкость технологической
оснастки. При обжиме система ограничений включает в себя рас-
смотренные выше основные условия потери устойчивости загото-
вок (3.27), (3.28), (3.32), которые можно выразить через конструк-
тивно-технологические параметры штампуемых деталей,
принимая во внимание известные соотношения по определению
толщины стенки и степени деформации краевой части заготовки
после обжима:
-$=-&=; (3.
е,т=Мп—; (3.39)
тъ= — , (3.40)
D Do
где - степень деформации и коэффициент обжима, необ-
252
ходимые для получения заданных размеров (S, d, D) штампуемой
детали из исходной полой заготовки (50, Do).
В результате получены соотношения, характеризующие техно-
логические возможности процесса обжима по бездефектному из-
готовлению деталей:
(3-41)
(3-42)
(3.43)
где b = 2Д/З; hK - высота обжатой конической части детали в мат-
рице с углом образующей а; сркс = ^ЕКЕС; 5Н - толщина стенки
необжимаемой части детали (для равнотолщинной заготовки
5н=5).
После подстановки в правые части этих уравнений оптималь-
ных значений величин, отражающих влияние технологических
факторов, можно определить допустимые уровни параметров S/d,
dID, SH/D, а для оценки технологичности конструкции деталей, из-
готавливаемых обжимом.
Если условия ограничения деформации (3.41) - (3.43) не могут
быть удовлетворены, то возникает необходимость в изменении
способа обжима, т. е. в переходе от свободного обжима к обжиму
с подпорами. В настоящее время разработан целый ряд способов
обжима с эластично-жидкостным подпором, предотвращающих
складкообразование и тем самым расширяющих технологические
возможности процесса. Как показали исследования, наиболее
опасна, с точки зрения устойчивости, начальная стадия обжима,
которая характеризуется резким изгибом краевой части заготовки
с образованием участка неприлегания длиной / и последующим
его спрямлением под действием окружных напряжений.
253
На основании теоретического анализа условий устойчивости
получено следующее уравнение для определения момента потери
устойчивости при свободном обжиме:
D / /2 /3 _
—- (1 - cos а)+—sin а-cos а------у— sin а = 3 — > (3.44)
Л 2Л 4ЛЛр 2Л2Лр R
где Я = Д)/2;Яр-радиус кривизны кромки в меридиональном
сечении; /кр - критическая длина.
Решение уравнения (3.44) относительно 1к-р показало, что для
большинства случаев (S/D < 0,02; а < 30°) выполняется соотноше-
ние 7кр / 7 < 0,8. Этот вывод подтверждается практическими ре-
зультатами.
При обжиме с подпором давлением эластично-жидкостных
сред потеря устойчивости предотвращается за счет того, что
спрямление краевой части происходит раньше, чем длина участка
неприлегания достигнет своего критического значения. Начало
спрямления зависит от давления подпора. Минимальному давле-
нию соответствуют значения /, близкие к 1к-р.
Могут быть применены две технологические схемы обжима с
подпором: эластичной средой или эластичной средой с промежуточ-
ной жесткой оправкой, нагруженной давлением среды (рис. 3.19).
Эти схемы различаются характером приложения нагрузки и значе-
нием требуемого давления. В схеме обжима на рис. 3.19, б давление
на заготовку 7, помещенную в матрицу 3, передается через тонко-
стенную оправку 2, выполненную в виде отдельных лепестков. Такая
схема подпора обеспечивает создание на кромке распределенной на-
грузки интенсивностью Q. При оценке значения нагрузки Q крае-
вая часть заготовки рассматривается в виде короткой цилиндри-
ческой оболочки высотой / с одним основанием свободным, а
другим - жесткозащемленным, причем на свободном краю обо-
лочка нагружена распределенной нагрузкой интенсивностью Q.
Условия начала спрямления:
а) возникновение в заделке момента Мо, равного моменту со-
противления пластическому изгибу:
Мо =MS = 0,25ст,-52; (3.45)
б) возникновение на свободном крае окружного растягиваю-
щего напряжения сте, равного ст,- (пределу текучести материала
<*0,2, с^т).
254
ае=а,.. (3.46)
Для расчета значения Q, удовлетворяющего условиям спрям-
ления (3.45) и (3.46), использована известная методика расчета
сил и моментов, возникающих в оболочке под действием нагруз-
ки, с учетом краевого эффекта. В рассматриваемом случае урав-
нения совместности перемещений краев оболочки можно записать
в виде
+ дор0 + Д(ШО = viq + vop0 + vom0 ~0’ (3-47)
где Д/^, V/Q- соответственно радиальное перемещение и поворот
края оболочки (х = Z) от действия нагрузки Q;
Д0ро ’ vop0 >Дом0 > vom0 ~ радиальные перемещения и повороты
краев от действия реактивных сил Ро и моментов Мо в заделке.
а б 3
Рис. 3.19. Схема обжима с подпором эластичной средой (а) и с промежуточ-
ной жесткой лепестковой оправкой (б)
Из решения этих уравнений определены значения краевых на-
грузок:
Ро = -0,832, (3.48)
Мо = 0,77-2-, (3.49)
^1
где к\ - коэффициент затухания краевого эффекта (принято
кх1 ~0,93).
255
После подстановки (3.49) в первое условие спрямления (3.45)
получаем
(3-51)
Q = 0,32а,S2k{. (3.50)
Значение Q, удовлетворяющее (3.46), определяется из общего
выражения для окружных напряжений:
а9 =сге/ь +сгел/0 +СГО0’
2ЛЯ£| 4MnRk, 2QRk,
гДе °ер0 =-4г-ка5;^ел/0 =----~ напРя'
О о о
жения, возникающие на свободном крае оболочки под действием
реактивных нагрузок Ро, Мо и активной нагрузки Q; ах = 2,2;
а5 = -1,08; а6 = 1,77 - значения коэффициентов, рассчитанные по
методике при определении радиальных перемещений и поворотов
краев оболочки с учетом принятых допущений.
Подставляя напряжения в (3.51) и принимая а9=а,-, получаем
О = 1,65^/ = а,-
* D
(3.52)
Анализ показал, что значение Q, найденной по формуле (3.52),
всегда больше, чем рассчитанное по (3.50), т. е. формула (3.52)
удовлетворяет одновременно обоим условиям спрямления (3.45),
(3.46) и может быть принята за основу при расчете давления под-
пора.
Давление подпора, необходимое для создания на кромке на-
грузки интенсивностью Q, можно определить из условия равнове-
сия одного лепестка оправки (см. рис. 3.19, б):
3,3al c^S 2^а Б7
Р = —;---— или р = ——. (3.53)
b2 R b2 \ R
Из (3.53) следует, что давление зависит от относительной тол-
щины стенки заготовки S/R, предела текучести материала и гео-
метрических параметров оправки.
Экспериментальная проверка полученной формулы путем об-
жима тонкостенных заготовок в штампе, оснащенном разрезной
оправкой, при создании давления подпора эластично-жидкостной
средой показала удовлетворительную сходимость расчетных и
опытных значений р (в пределах 10-15%).
Для расчета давления подпора эластичной среды без оправки
(см. рис. 3.19, а) можно рекомендовать следующую формулу, по-
лученную аналогичным образом:
256
с
р = 6,2Сс,-, (3.54)
Л
где С - эмпирический коэффициент, зависящий от твердости сре-
ды. При твердости среды по Шору 70-80 единиц С = 0,1...0,16,
при твердости ~ 50 единиц С~ 0,5. Применение среды твердостью
ниже 40 единиц нецелесообразно ввиду ее затекания под кромку
заготовки в момент образования участка неприлегания и отсутст-
вия эффекта более раннего спрямления.
Выше отмечалось, что причиной потери устойчивости и обра-
зования гофр на текущей контактной деформации (4-я стадия) яв-
ляется локализация деформации. Поэтому, очевидно, методы
предотвращения складкообразования должны основываться на
необходимости ее устранения. Следует отметить, что интенсив-
ность локальной деформации, которая предшествует образованию
складки или разрушению, даже в случае сильно упрочненного ма-
териала весьма значительна, что свидетельствует о том, что ре-
сурс пластичности далеко не исчерпан.
Принципиальная основа метода предотвращения складкообра-
зования состоит в повышении сопротивляемости пластической
деформации в месте ее наиболее интенсивного протекания за счет
увеличения гидростатического давления при приложении кон-
тактного нормального напряжения со стороны внутренней по-
верхности (рис. 3.20). Тогда, в соответствии с известным энерге-
тическим условием Губера - Мизеса, для поддержания
пластического состояния в этой зоне потребуется несколько
большее (по модулю) главное сжимающее напряжение
(3.55)
где ст9н, а9 - окружные сжимающие напряжения в зоне и вне зоны
приложения давления подпора.
Полагаем, что различие в сопротивляемости отдельных участ-
ков заготовки к моменту локализации деформации определяется
неоднородностью деформационного упрочнения металла по сече-
нию и не превышает 10-15%. На этом основании принимаем в
(3.55) коэффициент ка= 1,10... 1,15.
Значение нормального напряжения о„ можно определить из
уравнения равновесия сил, действующих в зоне локализации,
спроецированных на направление нормали к срединной поверх-
ности заготовки, с учетом (3.55):
257
. kaG0S
а„ = 4-jy—2—^--чсоза,
где a0 = be,. При таком давлении подпора пластическая дефор-
мация переключается на соседние участки заготовки, где сопро-
тивляемость пластической деформации ниже.
сопротивления
Рис. 3.20. Схема предотвращения складкообразования на стадии контактной
деформации
Практически реализовать подобный принцип можно, если на
внутреннюю поверхность заготовки передавать давление какой-
либо среды (жидкости, газа) через промежуточную жесткую пла-
стину (см. рис. 3.20). Сдвиговый характер локальной деформации
обусловливает смещение зоны интенсивной деформации к центру
кривизны заготовки и тем самым способствует созданию давле-
ния при ее контакте с подпором. Этот процесс происходит непре-
рывно. Таким образом, пластина, нагруженная давлением, выпол-
няет роль своеобразного регулятора интенсивности пластической
деформации, затормаживая ее развитие каждый раз в месте начала
ее наиболее интенсивного протекания. Следует отметить, что в
случае непосредственного, равномерно распределенного давления
среды подобный эффект получить не удается, так как условие
пластичности изменяется во всех сечениях по периметру одно-
временно. Значение давления, обеспечивающего создание напря-
жения <т„ в зоне локализации, приближенно можно определить из
условия равновесия жесткой пластинки, передающей давление:
2Д$(1-/и)
Fn cos a " ’
где Fn - площадь поверхности пластины.
258
С учетом изложенного задача оценки технологических воз-
можностей распадается на два этапа.
На первом этапе устанавливаются варианты технологии по
принятой системе общей классификации процессов обжима. При
этом учитывается сложившаяся структура комплексных техноло-
гических процессов изготовления деталей типа тел вращения с
применением продольного обжима (рис. 3.21).
Рис. 3.21. Детали различного назначения, изготавливаемые с применением
способов продольного обжима
По виду исходных заготовок различают технологические про-
цессы изготовления деталей из трубных заготовок (без дна) и по-
лых с дном, получаемых способами вытяжки и выдавливания. И в
том и в другом случае заготовки могут быть упрочнены в резуль-
тате наклепа, величина которого может быть переменной по вы-
соте детали. В связи с этим, как правило, перед обжимом в техно-
логическом процессе предусматривается термообработка,
полностью или частично снимающая наклеп и восстанавливаю-
259
щая штампуемость материала. При этом отжигу подвергается
только обжимаемая часть заготовки. Операциям термообработки
сопутствует химическая обработка, предназначенная для удале-
ния окалины, очистки поверхностей, а также нанесения техноло-
гических покрытий (фосфатирование, пассивирование, анодиро-
вание и т.д.) и смазок. В пределах технологического маршрута
могут быть выделены технологические циклы, влияющие на
штампуемость материала и свойства готовой детали. Обжим мо-
жет выполняться за одну или несколько операций с введением
промежуточной термообработки или без нее.
На втором этапе решения реализуется, например по е,у, пол-
ный факторный эксперимент, с уравнением регрессии типа (3.37),
по которому устанавливаются интенсивность и направление
влияния факторов управления (степень предварительной дефор-
мации ei0, температура промежуточного отжига I, толщина заго-
товки So, отношение главных напряжений ар /а0) на параметры,
заложенные в систему ограничений. Последующим «крутым вос-
хождением» может быть определена область допустимых значе-
ний.
3.6. Контроль качества деталей при обжиме
Контроль полуфабрикатов после обжима осуществляется по
внешнему виду и размерам.
Виды брака, выявляемые при внешнем осмотре, можно разде-
лить на три группы в зависимости от причин его возникновения:
1) вследствие потери устойчивости заготовки (местные и рав-
номерно распределенные продольные складки, трещины в зоне
дульца, ската, иногда корпуса, поперечные складки в зоне корпу-
са);
2) вследствие загрязнения смазки, низкой культуры производ-
ства (царапины, вмятины, забоины и др.), выхода из строя инст-
румента (табл. 3.4);
3) вследствие заклинивания дульца гильз (обрывы дульца).
Размеры, контролируемые при обжиме, допуски на размеры и
тип применяемого контрольно-измерительного инструмента при-
ведены в табл. 3.5. Размеры капсюльного гнезда и наковальни
контролируются для 7,62-мм гильз к патрону образца 1943 г. и
пистолетному патрону. Косина фланца контролируется при об-
260
жиме 14,5-мм гильз на первых обжимах. Наружный диаметр у об-
реза контролируется только у крупнокалиберных гильз. Основные
виды брака, выявляемые при лекальном контроле, приведены в
табл. 3.6.
Таблица 3.4
Виды и причины брака при обжиме
Вид Причина
Складки вдоль образующей по всему периметру Малая относительная толщина заготов- ки, низкий коэффициент обжима
Складки односторонние вдоль образующей, в зоне дульца и ска- та Разностенность, неравномерный отжиг по периметру, местные забоины в полу- фабрикате
Складки поперечные в месте перехода от корпуса к скату Резкое изменение механических свойств верхней части корпуса после отжига
Трещины, сдвиги металла в зо- не дульца Недостаточный отжиг дульцевой части гильзы, попадание на обжим гильзы, имеющей толстые стенки, большой на- ружный диаметр заготовки, малый рабо- чий диаметр обжимной матрицы, низкий коэффициент обжима
Складки (вмятины) по скату с переходом их на корпус Засорение воздушных отверстий в мат- рице
Царапины Царапины на полуфабрикате, загрязне- ние смазки, отслаивание хромового по- крытия, выкрашивание и трещины на мат- рице
Вмятины Забоины, вмятины на полуфабрикате
Отпечаток по скату Загрязнение матрицы вследствие нали- пания окалины после отжига
Отпечатки по дульцу Налипание металла на обжимном стерж- не, нечисто обрезанный полуфабрикат вы- тяжки, в результате чего оставшийся за- усенец завертывается во внутреннюю поверхность
Засечка на гильзе Толстая стенка или больший, чем требу- ется, диаметр заготовки, поступающей с вытяжки. Острый край у одной из обжим- ных матриц
Разорванный край у дульца Попадание на обжим заготовок, имею- щих повышенную разностенность
Подсаженный скат Отрыв дульца в процессе обжима. Ото- рванная дульцевая часть, оставаясь в об- жимной матрице, вызывает подсадку в по- данных для обжима гильзах
261
Таблица 3.5
Контролируемые размеры и точность их выполнения при обжиме
Контролируемый размер Допуск на размер Класс точности Контрольно- измерительный инструмент
Наружный диаметр дульца у начала ската 0,020-0,140 4 Кольцо со стойкой на диаметр дульца
Наружный диаметр дульца у обреза 0,030-0,150 4 Кольцо на диаметр
Внутренний диаметр дульца 0,040-0,060 3 Калибр на внутрен- ний диаметр дульца
Диаметр корпуса под фланцем 0,002-0,040 3 Кольцо на диаметр корпуса
Диаметр корпуса и ска- та 0,050-0,060 3 Кольцо на диаметр каморы
Длина корпуса гильзы 0,200-0,300 4-5 Кольцо со стойкой на диаметр дульца, коробочка
Угол конусности кор- пуса и ската - - Камора
Косина фланца < 0,200 - Прибор для контро- ля косины
Диаметр капсюльного гнезда 0,030-0,035 3 Калибр на диаметр
Глубина капсюльного гнезда 0,080-0,1000 4 Шаблон на глубину
Высота наковальни 0,100 5 Шаблон
Таблица 3.6
Виды и причины лекального брака при обжиме_______
Вид Причина
Увеличенные внутренний и на- ружный диаметры дульца («ши- рокое» дульце) Тонкостенный полуфабрикат. Неправильные размеры обжимного стержня или втулки. Износ дульцевой части матрицы
Уменьшенные внутренний и наружный диаметры дульца («уз- кое» дульце) Толстостенный полуфабрикат. Неправильные размеры обжимного стержня или втулки. Неправильный размер матрицы по дульцу при обжиме без стержня
Узкое капсюльное гнездо и на- плыв в нижней части корпуса Строгая матрица по корпусу при посту- пающем на обжим полуфабрикате, изго- товленном к верхнему допустимому пре- делу
Брак по каморе Неточно изготовленная или изношенная матрица
262
3.7. Технологические расчеты
3.7.1. Исходные данные и последовательность расчетов
Исходные данные:
• чертеж готовой детали;
• технические требования по механическим свойствам мате-
риала готовой детали;
• маршрутный технологический процесс изготовления дета-
ли;
• предельные и допустимые значения степеней деформации,
заданные табличным методом и (или) в виде математических мо-
делей.
Последовательность расчета:
• определение размеров и механических свойств конечной
штампованной заготовки;
• оценка и, при необходимости, обеспечение ТКИ конечной
штампованной заготовки и готовой детали;
• расчет размеров исходной, для обжима, заготовки;
• расчет количества операций обжима;
• расчет размеров заготовок после промежуточных обжимов;
• расчет исполнительных размеров рабочего инструмента;
• расчет технологических усилий.
Формирование технологического маршрута процесса обжима
заключается в уточнении состава основных и подготовительных
операций по заданному в исходных данных полному технологи-
ческому маршруту изготовления гильзы.
К основным операциям следует отнести операции формоизме-
няющие (обжим, обрезка), а также термические, обеспечивающие
совместно с обжимом формирование требуемого уровня механи-
ческих свойств конечной штампованной заготовки и готовой де-
тали.
К подготовительным операциям, сопутствующим основным,
относятся химическое травление, промывка, охлаждение, сушка,
омыление и некоторые другие.
Выбранный технологический маршрут корректируется после
уточненного расчета количества операций обжима и исключения
(или добавления) «лишних» операций обжима и сопутствующих
им подготовительных операций.
263
3.7.2. Расчет размеров и механических свойств конечной
штампованной заготовки
При определении размеров заготовки назначают следующие
расчетные сечения (рис. 3.22): верхнее (в.р.с.), соответствующее
торцевому срезу готовой гильзы; среднее (с.р.с.), соответствую-
щее переходу ската в корпус, и нижнее (н.р.с.), соответствующее
сопряжению внутренних поверхностей стенки и дна.
Рис. 3.22. Эскиз готового изделия (а) и заготовки после последнего обжима (б)
В зависимости от конфигурации детали, количества и положе-
ния контролируемых по механическим свойствам (твердости)
поясов детали число расчетных сечений может и увеличиться.
При отсутствии в технологическом маршруте последующей (по-
сле последнего обжима) механической обработки и штамповки
все размеры конечной штампованной заготовки (после последнего
264
обжима), за исключением длины дульца, общей высоты, размеров
канавки (экстракторной) и фланца, принимаются равными соот-
ветствующим размерам готовой детали (рис. 3.22):
jb = jb. 5в = 5вСв. Ав = Ав.
d„c=dc; Scn=Sc; hcn=hc;
d“ = dH; S„H=SH: Л" =7zH;
Я„=Я + АЯ; кдп=кд+ЛН; P„ =P; a„ = a; rn = r; y„ = y.
(3.56)
где C| - коэффициент, учитывающий изменение толщины стенки
обжатой в матрице заготовки за счет возможной калибровки об-
жимным стержнем; А/7- припуск на подрезку дульца.
В том случае, если обжим выполняется в матрице с установ-
ленным неподвижно обжимным стержнем, коэффициент С“=1.
Если калибровка выполняется после завершения обжима, напри-
мер путем протягивания обжимного стержня через дульце, то сле-
дует принять
CJ=1,1. (3.57)
Припуск на подрезку дульца принимается равным:
ДЯ= 1,0... 1,5 мм. (3.58)
Меньшее значение - для малых калибров (5,45, 5,56 мм).
Толщина дна и размеры капсюльного гнезда формируются на
предшествующих операциях по штамповке дна. При обжиме дно
не подвергается пластической деформации, поэтому размеры кап-
сюльного гнезда в дне конечной штампованной заготовки будут
равны соответствующим размерам готовой детали (рис. 3.23, а):
сД_сД. сп_сп. I _j .
п & ’ п о 9 и КГп и кг ,
^КГИ — ^КГ> ^НИ — ^Н> ^НИ — ^Н’ (3-59)
dHn =dH; rln = r,; r2n = r2, r3n =r3, rn = r, Rn = R.
Возможны три варианта сопряжения стенки с дном детали: од-
ним радиусом (рис. 3.24, а), двумя (рис. 3.24, б) и тремя (рис.
3.24, в). Для детали со штампуемым фланцем (типа винтовочных
гильз) (рис. 3.23, б)
^ф„=^ф. (3.60)
265
266
Рис. 3.23. Эскизы дна штампованных заготовок для гильз с невыступающим (а) и выступающим (б) фланцами
Рис. 3.24. К расчету координат узловых точек сопряжения стенки
и дна детали: а, б, в - сопряжение одним, двумя и тремя радиусами
Механические свойства конечной штампованной заготовки оп-
ределяются в зависимости от механических свойств готовой дета-
ли, заданных согласно техническим требованиям в определенных
контрольных сечениях, и принятого вида технологического мар-
шрута обработки заготовки. Преимущественно в технологических
расчетах используют характеристики твердости HV, а также
прочности: от(оо,2); °в и о(-. Если в чертеже на деталь отсутствуют
требования по механическим свойствам, то отпадает необходи-
мость в их определении для конечной штампованной заготовки.
Вид заданного технологического маршрута определяет схемы и
модели формирования механических свойств конечной обжатой
заготовки в каждом из расчетных сечений.
На рис. 3.25 показаны схемы формирования механических
свойств в различных расчетных сечениях конечной штампованной
заготовки на этапе технологического процесса обжима.
Каждая схема показывает дискретный характер изменения
уровня механических свойств обрабатываемой заготовки. При
этом процесс обжима влияет на формирование механических
свойств дульца, ската и частично верхней части корпуса гильзы и
практически не влияет на свойства нижней его части, т.е. в ниж-
267
нем расчетном сечении. Эта схема соответствует обжиму с пред-
варительным отжигом (рекристаллизационным) краевой части за-
готовки, обжиму за одну или несколько операций без промежу-
точных и без завершающего отжига дульца.
Технологические операции
Рис. 3.25. Схемы формирования механических свойств в различных расчетных
сечениях гильзы на этапе технологического процесса обжима
Однако при изготовлении изделий различного назначения воз-
можны несколько вариантов технологического маршрута и соот-
ветственно схем формирования механических свойств (рис. 3.26):
1) с применением предварительной (до обжима), промежуточ-
ной (между операциями обжима) и завершающей (после послед-
него обжима) разупрочняющей термической обработки (маршрут
"а-а");
2) то же, что по варианту 1, но без промежуточной разупроч-
няющей термической обработки (маршрут "б-б");
3) то же, что по варианту 2, но без завершающей термической
обработки (маршрут "в-в");
4) то же, что по варианту 3, но без предварительной термооб-
работки (маршрут "г-г").
К разупрочняющей термической обработке относят полный и
неполный рекристаллизационный отжиг, а также отжиг дорекри-
сталлизационный, предназначенный для снятия остаточных на-
пряжений.
268
Технологический маршрут
Рис. 3.26. Схема формирования прочностной характеристики механических
свойств детали при реализации различных циклов обработки
Для построения математических моделей формирования меха-
нических свойств обрабатываемой заготовки введем понятие
цикла обработки в технологическом маршруте (простой, слож-
ный, завершенный, незавершенный). Под простым завершенным
циклом понимается сочетание двух последовательно выполняе-
мых по технологическому маршруту операций: первой штампо-
вочной (обжим, вытяжка и др.), второй термической (как правило,
отжиг). Тогда простой незавершенный цикл обработки соответст-
вует одной штамповочной операции без последующей термиче-
ской. На штамповочной операции происходит изменение структу-
ры и механических свойств материала заготовки по сравнению с
исходным уровнем в результате деформационного упрочнения
269
при пластической деформации. При проведении любой после-
дующей термической операции за счет нагрева происходит пол-
ное или частичное разупрочнение наклепанного металла, т.е. вос-
становление (полное или частичное) его структуры и
механических свойств. Сложный цикл может быть сформирован
как сочетание завершенных и незавершенных циклов обработки.
Для перечисленных четырех схем формирования механических
свойств применяются следующие виды математических моделей.
1. Модель многоцикловой разупрочняющей обработки пред-
полагает, что механические свойства материала исходной заго-
товки соответствуют отожженному состоянию, а механические
свойства деформированных на первом, втором и и-м циклах заго-
товок могут отличаться от исходных на какую-то величину ввиду
отличия режимов промежуточной и завершающей термообработ-
ки от режимов полного рекристаллизационного отжига. На рис.
3.27 приведен вариант графической модели формирования проч-
ностных свойств детали (конечной штампованной детали) в пре-
делах двух (W= 2) завершенных циклов: первого и второго обжи-
мов.
В качестве прочностной характеристики может рассматривать-
ся любая из них: от(о0.2), ов, ТУГ, о,у и др. На рисунке пунктирной
линией показан участок единой кривой упрочнения металла в
отожженном состоянии codo, соответствующий цикловой степени
деформации ец (принимается допущение, что кривая упрочнения
cd эквидистантна участку кривой с0У0). Отрезки Ьс и dl показыва-
ют эффекты разупрочняющей термообработки.
В соответствии с этой схемой модель сложного цикла, состоя-
щего из двух простых завершенных, имеет вид
MJ = MJe = Л//0(е/2,^,^)+Л//,(е/1,^,т/ )-М0, (3.61)
где ~ многофакторная модель цикла 2;
(e/i' ’ Ti ) “ многофакторная модель цикла 1; е/15 е/2 - степе-
ни деформации на 1-м и 2-м циклах; /|,т|,/2,т2 - температура и
длительность выдержки при нагреве (режим) на первом и втором
отжигах.
По аналогии можно записать для любого числа циклов
W /
м’ = Хм/„(е,;.(;,т;)-(гг-1Х. <362>
5=1
270
где МJVn,\eJ.- ,tJ- ,т< ) - многофакторная модель цикла S; S - номер
цикла (S =1; W); MjSQt - выходная переменная (отклик) многофак-
торной модели; e^s,tJs,TJs - степень деформации, температура и
время выдержки заготовки на цикле «5» в сечении j.
Рис. 3.27. Схема одноцикловой разупрочняющей обработки: а - для характе-
ристик прочности; б - для характеристик пластичности
Если принимается, что на первом или любом промежуточном
цикле режим термообработки (/ь rj соответствует полному рек-
ристаллизационному отжигу, то вместо моделей сложного цикла
(3.61) и (3.62) применяется простая одноцикловая модель (3.27):
271
MJ =M^(eJi2,tJ2,TJ2^winMJ =M^(e^w,t^,zJw^, (3.63)
где W- номер последнего цикла в технологическом маршруте.
Многофакторные математические модели циклов описаны в
разд. 6 первой части учебника.
2. Модель многоцикловой обработки без промежуточных от-
жигов, в отличие от модели 1, рассматривает формирование меха-
нических свойств конечной заготовки и готовой детали как ре-
зультат одного полного завершенного цикла, в котором процесс
штамповки - обжима выполняется за одну операцию, но со степе-
нью деформации, равной сумме степеней деформации на всех
операциях, т.е. принимается, что степень деформации на послед-
нем цикле будет равна:
4, =£<*', <164>
5=1
где S- номер текущего цикла. Тогда по аналогии с (3.63) можно
записать:
Л/7 = Mjy, ,tJw,TJw\. (3.65)
Модели циклов будут те же, что и в первом случае.
3. Модель многоцикловой обработки без промежуточных и за-
вершающего отжигов учитывает формирование механических
свойств конечной заготовки и готовой детали от исходного уровня
за несколько незавершенных циклов (штамповочных операций -
обжимов) только за счет деформационного упрочнения (наклепа).
Так же как и в модели 2, принимаем во внимание, согласно (3.64),
суммарную степень деформации и представляем модель мно-
гоцикловой обработки в виде незавершенной одноцикловой:
=MJWei(eJiw). (3.66)
Модель типа (3.66) простая однофакторная, в отличие от всех
предыдущих многофакторных. Модели (3.64), (3.66) предполага-
ют допущение об отсутствии влияния дробности деформации на
характер кривых упрочнения «Л/-е,». Модели (3.62)-(3.63), (3.66)
относятся к характеристикам как прочности, так и пластичности.
4. Модель многоцикловой упрочняющей обработки описывает
формирование механических свойств конечной заготовки и гото-
вой детали за счет деформационного упрочнения металла как на
операциях обжима, так и на предшествующих ему штамповочных
операциях, но другого вида, например на вытяжке.
272
В отличие от моделей (3.64) и (3.66) следует записать:
eiWz = ei0 (3-67)
и
= + (3.68)
- однофакторная модель, где е/0- степень предварительной де-
формации на штамповочных операциях другого вида.
На рис. 3.28 приведен алгоритм расчета размеров и механических
свойств конечной штампованной заготовки, получаемой обжимом.
Предусмотрен вариант применения частичной механической обра-
ботки резанием (растачивания, обтачивания). В соответствии с этим
алгоритмом производится выбор схемы для расчета формирования
механических свойств и вида расчетной модели.
Пример алгоритма определения механических свойств по мо-
дели (3.68).
1. Определить вид и значения заданной характеристики меха-
нических свойств М (о0.2, ов, HV) материала готовой детали в рас-
четных сеченияхj = 1, 2,..., к.
2. Определить технологические маршруты процесса обжима и
технологические схемы формирования механических свойств в
каждом расчетном сечении обжимаемой части заготовки.
3. Выбрать однофакторные или многофакторные модели цик-
лов для заданной марки материала и характеристики механиче-
ских свойств (ов, ов/ово, HV, HV7HV0, 8) для расчетных сечений.
4. Выбрать по справочным данным режим отжига на послед-
нем цикле (/„, т„) или на всех циклах.
5. Рассчитать по принятой модели характеристики механических
свойств в зависимости от степени деформации на цикле (циклах) и
режимов отжига, т.е. Л// = где j = 1, 2,., к.
6. Если в модели фактор степени деформации выражен услов-
ным показателем у, то заменить его значением е, (логарифмиче-
ским показателем) из выражения
eJ =- 2
л/3
(3.69)
100 J
если задано в модели в процентах, или
если задано в модели в относительных величинах.
273
н
Вбод исходных
донных
.2 ________|_________
Разработка чертежа
КШЗ
Нет
Мех. сб-ба
заданы
,2’. . -..I.
Вбод исх. данных
(размероб детали)
.22 |
Выбор припускоб
на подрезку дульца
21 ।
Определение
количестба и
координат PC
2i I
Определение
размероб КШЗ.
Мех. сб-ба
К.Ш.З. не
рассчиты-
баются
Расчет мех сб-б
К.Ш.З.
Вбод исх. данных
(координат КС и
мех, сб-б детали)
Согласобание
координат КС и PC
Техн пр-с обжима
формирует мех.
сб-ба детали
Расчет мех сб-б по
модели (23)
3,8___________________
Расчет мех. сб-б по Нет,
модели (26)
Принимается для
расчета мех сб-б
модель (2.2)
Расчет мех. сб-б
па модели (22)
а_________।_______
Примен-ся предб.,
промежуточн и
заберщающая ТО.
! 1 ।
Примен-ся б техн, пр
обжима
термообработка
К
.4 » ...
Расчет по модели
(2.6)
\Нет
Расчет по модели
(23)
tn_______I_______
Применяется
предбарительная
ТО_______
Рис. 3.28. Алгоритм расчета размеров и механических свойств конечной
заготовки
274
Аналогично выполняются расчеты и по другим моделям.
Для технологической схемы без применения завершающей
(после обжима) термообработки механические свойства не рас-
считываются, а принимаются равными свойствам готовой детали
в соответствующих расчетных сечениях, т.е.
MJ„=Mj-,(J = l,2,...,k). (3.70)
3.7.3. Оценка и обеспечение технологичности конструкции
конечной штампованной заготовки
Под технологичностью конструкции изделия (ТКИ) примени-
тельно к процессу обжима понимают степень ее пригодности к
изготовлению за наименьшее число операций при обеспечении
устойчивости и прочности заготовки и заданного уровня качества
штампуемой детали. Основные технические показатели ТКИ для
процесса обжима:
• штампуемость материала заготовки, поступающей на об-
жим, для соответствующего расчетного сечения;
• степень геометрической сложности штампуемой детали;
• степень сложности механических свойств.
Штампуемость материала и степень сложности конструкции
детали, изготавливаемой обжимом, ограничиваются в основном
возможностью потери устойчивости различного вида.
На основании анализа условий устойчивости заготовки при
обжиме выделены следующие показатели ТКИ по трем группам
1) штампуемость материала: характеристики сопротивления
деформированию Оо,2(от), ов; характеристики пригодности к де-
формационному упрочнению 00,2/ов, характеристики предель-
ной устойчивой деформации £,у, eiy , характеристики упругопла-
стических свойств Е, Ек, Ес-,
2) степень сложности геометрической формы: форма детали в
целом; количество конструктивных элементов Аэ детали, в том
числе унифицированных, стандартизованных и повторного при-
менения Ny, Аст, Апт; безразмерные геометрические параметры:
H/D, dmm/D, Smm/D, допускаемые отклонения на размеры, требова-
ния по шероховатости поверхностей, габаритные размеры Н, D, S;
3) степень сложности физико-механических свойств: степень
упрочнения материала готовой детали по отношению к исходному
(отожженному) состоянию HV^/hVqoB7/cBjJ,; степень нерав-
275
номерности распределения механических свойств по длине обжи-
маемой заготовки а®/<Тв ; степень неравномерности
структуры металла.
Уровень ТКИ оценивается в соответствии с положениями, из-
ложенными в разд. 4 первой части учебника, по соотношению
единичных показателей разрабатываемой конструкции nTj и их
базовых значений Пщ, например, в виде разностной целевой
функции
^Kj=nTj-nTfi (3.71а)
или
isKj =\-KTj, (3.716)
где KTj- = ПГ]1ПГ£, j - номер частного (в группе) показателя.
За базовые значения показателей могут быть приняты кон-
трольные уровни, устанавливаемые на основе анализа условий ус-
тойчивости, экспериментальных данных и производственной
практики.
С учетом (3.71) целевая функция обеспечения ТКИ
z- : ДАу —> min. (3.72)
Значения контрольных уровней отдельных (частных) показате-
лей ТКИ по группам для трех оценок (высокой, средней и низкой)
технологичности приведены в табл. 3.7.
Таблица 3.7
Контрольные уровни показателей ТКИ заготовок и деталей,
_______ ___________изготавливаемых обжимом____
Группа показа- телей ТКИ Вид показателя ТКИ Уровень технологичности
ВЫСОКИЙ средний НИЗКИЙ
1 2 3 4 5
1. Штампуе- мость материа- ла заготовки 1.1. Сопротивление ма- териала деформирова- нию о0 ?(от), МПа Менее 260 260...520 Более 520
1.2. Пригод- ность материа- ла к деформа- циониому упрочнению а0,2 Менее 0,60 0,60...0,75 Более 0,75
п Более 0,25 0,25...0,15 Менее 0,15
1.3. Предельная до потери ус- тойчивости де- формация eiy Более 0,25 0,25...0,15 Менее 0,15
eiy Более 0,40 0,40... 0,25 Менее 0,25
276
Окончание табл. 3.7
1 2 3 4 5
2. Степень сложности геометрической формы 2.1. Общая форма дета- ли Осе- симме- тричная односту- пенчатая Осесим- ме- тричная многосту- пенчатая Неосесим- метричная
2.2. Общее количество формируемых на обжи- ме конструктивных элементов N3 Не бо- лее 1 1...3 Более 3
2.3. Относительная вы- сота H/D Менее 1,0 1,0...5,0 Более 5,0
2.4. Относительная толщина стенки обжа- 5 той части детали — 100 d Более 2,7 2,7...0,9 Менее 0,9
2.5. Перепад диаметров d/D Более 0,80 0,80...0,65 Менее 0,65
2.6. Односторонний угол конусности а, град Менее 15 15...25 Более 25
2.7. Относительный ра- диус сопряжения кор- пуса и ската RCK/D Более 0,3 0,3...0,1 Менее 0,1
2.8. Относительный ра- диус сопряжения ската и дульца Ra/d Более 0,3 0,3...0,1 Менее 0,1
2.9. Допускаемые от- клонения на диаметры, квалитет Более 12 11...12 Менее 11
2.3. Допускаемые от- клонения на попереч- ную разнотолщинность 5Пр , % Более 25 25...10 Менее 10
2.11. Габаритные разме- ры Менее 50 50...200 Более 200
3. Степень сложности фи- зико- механических свойств Степень упрочнения материала обжимаемой части детали #>Wo(°b/°bo) Менее 1,3 1,3...1,5 Более 1,5
При необходимости по отдельным группам и в целом для ха-
рактеристики ТКИ могут быть определены так называемые ком-
плексные показатели Пщ'.
277
в
Пуг. = ^.^Ti4 (3-73)
7=1
где В - общее количество учитываемых частных показателей
ТКИ; qj - коэффициент значимости («весовой» коэффициент) по-
казателя j.
Для обеспечения единообразного подхода к разнородным по-
казателям ТКИ (размерным и безразмерным) применяется балль-
ная система оценки их уровня (трех, пяти и т.д.). «Весовые» ко-
эффициенты qj устанавливают методом экспертных оценок,
например, на основе значимости отдельных затрат в структуре
технологической себестоимости изготовления детали. При этом
должно соблюдаться условие
в
L^ = 1- <3-74)
7=1
Общий уровень ТКИ оценивается по аналогии с (3.71), (3.72):
AA?Z = 77п - (3.75а)
или
(3.756)
где Kjy = П-jyI.
3.7.4. Расчет размеров исходной заготовки
При изготовлении гильз и технологически подобных им дета-
лей в качестве исходных применяют полые цилиндрические заго-
товки с дном, получаемые способом вытяжки с утонением и
штамповки дна. Эти заготовки имеют переменную по высоте
толщину стенки (наименьшая толщина у кромки) и утолщенное
дно. Для изготовления деталей другого назначения могут приме-
няться трубные заготовки с постоянной по высоте толщиной
стенки и без дна. Исходными данными для этого расчета служат
размеры конечной штампованной заготовки.
Расчетные размеры (рис. 3.29):
• наружный диаметр Do;
• толщина стенок в расчетных сечениях Sq,Sq,...,S^,...,Sq ;
• толщина дна Sq ;
• расстояния расчетных сечений от установочной технологи-
278
ческой базы (внутренней или наружной поверхности дна)
Aq,Ao,...,Aq ’
• радиусы сопряжения внутренних поверхностей стенки и
дна г0, Ro;
• полная высота Но.
Алгоритм расчета.
1. Определение исходных данных: размеры конечной штампо-
ванной заготовки d*,dn,...,dJn,...,d* ; толщины стенок в расчетных
сечениях Sq,Sq,...,S^,...,Sq,S„; количество расчетных сечений у
[/ ; к[, расстояния расчетных сечений от внутренней поверхности
дна Ад ; механические свойства материала в расчет-
ных сечениях HV*,HV‘,HV*.
2. Определение формы исходной заготовки: цилиндрическая
полая с дном и переменной по высоте толщиной стенки; трубная
без дна с постоянной толщиной стенки; другие формы.
3. Расчет наружного диаметра Do:
£)0 = с?”+2(й”+5„)tgp, (3.76)
где р - угол конусности корпуса.
279
В том случае, если наибольший наружный диаметр готовой де-
тали соответствует ее цилиндрической части, недеформируемой в
процессе обжима,
Z)o=^H;₽ = O. (3.77)
В том случае, если изготавливается деталь с выступающим
фланцем,
^0 ^пф ’
(3.78)
где </пф- наружный диаметр конечной заготовки у основания
фланца (под фланцем).
4. Определение толщин стенок в расчетных сечениях:
50в = cbc25b;5q = c2c5„c...57 = с757;50н -с2н5»;50д = 5д. (3.79)
I— с / с
В (\ пг, „С j Н 1 А. в I в с .
Cj =0,95; С] =С] =С] = 1,0;с2 = ^/их;с2 =-------;
с2
ml+Jml JB dc„
——= т?;ту =—;т^ =-*-
2 2 S S £>0 Do
j dn
ml -
Do
H dn
m? =S-
Do
(3.80)
- коэффициенты обжима (коэффициенты требуемой для обжима
деформации).
5. Расстояния между расчетными сечениями устанавливаются
из условия равенства деформируемых объемов металла, заклю-
ченных между соседними расчетными сечениями исходной и ко-
нечной заготовок:
N N
у=1 j=\
(3-81)
где И07 , И7 - объемы соответствующих конструктивных элемен-
тов исходной и конечной заготовок; N - количество конструктив-
ных элементов.
При расчете размеров исходной заготовки приравниваются
объемы, ограниченные нижним расчетным сечением, так как дон-
ная часть заготовки не участвует в обжиме.
Приближенный расчет полной высоты может быть выполнен
по расчетной формуле
280
Я0«йлн+5лд+1,1
где rf"cp = d* - S„cp, <p = d' - Sncp, d»cp = d* - SBcp;
J‘+S“ _S^+SB
Dncp 2 ,Dncp 2
3.7.5. Расчет количества операций
Исходные данные:
• относительная толщина исходной заготовки Sq/Dq-,
• угол конусности штампуемой детали а„ ;
• среднее значение относительной разностенности исходной
заготовки 8 с = Д5тя„ /Scn, vjxq Д5тя„ = 5тя„ - 5„|п - абсолютная
о шал / up ' шал шал niiii
разностенность штампуемой заготовки; 5тах, 5т]п - максимальная
и минимальная толщины стенки исходной заготовки;
• итоговый коэффициент обжима т-^;
• механические свойства материала заготовки (<эт(-0 2), ств, Е»у);
• относительная толщина дна исходной заготовки Sq /s0 ;
• относительная высота исходной заготовки Но/D0‘,
• способ обжима (свободный, с подпором по наружной по-
верхности, с подпором по наружной и внутренней поверхности);
• предельные и допустимые коэффициенты обжима, устанав-
ливаемые расчетным или опытным путем »гдоп,/ипред.
При определении количества операций обжима принимается
следующий порядок расчета:
• оценка количества операций из условия устойчивости заго-
товки в начальный период деформации (в период внеконтактной
деформации см. п. 3.4);
• оценка количества операций из условия устойчивости заго-
товки в период контактной деформации;
• выбор количества операций и распределение степеней де-
формации по операциям.
281
Оценка количества операций из условия обеспечения устой-
чивости деформируемой заготовки в начальный период некон-
тактной деформации.
Вначале проверяется возможность обжима за одну операцию
(и = 1) по условию
•Sq > ^уст^'н
Д?(1-0,585)
tg£«—₽«
0,125tg(a - ₽„) + , 2
6 cos(a„ - р
(3.83)
где kycT - коэффициент запаса устойчивости, учитывающий
влияние на складкообразование начальных несовершенств формы
исходной заготовки (забоин, вмятин, царапин и др.); кусТ = 2 при
35<10%; &уст= 2...3 при 35 <40%; &уст> 3 при 8$ <40%; кИ-
коэффициент неравномерности пластической деформации по пе-
риметру штампуемой заготовки (при 35 = 0,10,20,30,40,50% со-
ответственно кн= 1; 1,02; 1,05; 1,25; 1,40); углы конусно-
сти корпуса и ската.
Если условие (3.83) не выполняется, то проверяется возмож-
ность обжима за две операции (п = 2).
Из (3.83) в зависимости от заданного значения Sq/Dq опреде-
ляется eq. По величине а( и по принятому значению Аск1 =hCKn
определяется коэффициент обжима на первой операции:
/и( =l--^£s-tga(. (3.84)
По величине So и определяется толщина кромки заготовки
после первого обжима:
5,=
(3.85)
S
затем значение относительной толщины заготовки после первого
обжима (S|/d}), где dx =m{D$. После этого проверяется условие
tg 1
6cos(an
S] > ^уст^-н
(1-0,58$)
. (3.86)
282
Если оно выполняется, то подтверждается принятое число опе-
раций (и = 2), если не выполняется, то проверяется возможность
обжима за три операции (и = 3).
Из условия (3.87) определяется а2 :
с k k
> ЛустЛн
“(1-0,555)
tg а2 02
O,125tg(a2 -02)+------/ 2 П ч
6cos(a2 -р2)
(3.87)
где р2 = ₽„ ’ после чего - коэффициент обжима на второй опера-
ции, толщина кромки после второй операции и относительная
толщина заготовки:
, 2/гск
т2=1—^4ga2,
М)
(3.88)
52 =
52
Где б/2 —/И2Л?].
d2
После этого проверяется условие
S2 *уст*н
<72 (1 - 0,585)
0,125tg(a„-0„) +
6cos(a„-0„)
(3.89)
(3.90)
(3-91)
Если оно выполняется, то подтверждается принятое количест-
во операций, т.е. п = 3, если не выполняется, то проверяется воз-
можность обжима за четыре операции и т.д.
На рис. 3.30 показана графическая интерпретация условий, оп-
ределяющих границы устойчивой и неустойчивой деформации
без учета коэффициента кн.
Оценка количества операций из условия обеспечения устой-
чивости деформируемой заготовки в период контактной де-
формации.
Проверяется возможность обжима из условия продольной ус-
тойчивости в период контактной деформации.
Определяется итоговый коэффициент обжима в у-м (верхнем)
расчетном сечении :
283
(3.92)
Рис. 3.30. Зависимость критической относительной толщины стенки
заготовки от угла конусности матрицы и разностенности заготовки
Проверяется условие
'«Х^'Ядоп.
(3.93)
где /идоп
l.eaq.cosae-Ajl-Vyf , (з
<*в 0 + /Ctgtt« X3 - 2 cos a J ’
5е
где <дкр = 2 ПРИ —~ > 0,005 и свободном обжиме;
А
сткр = 2—~ ПРИ ^о/А =0,05...0,015 и обжиме с подпором
по наружной поверхности; сткр = <тв при Sq/d0 >0,015 и обжиме
с подпором по наружной поверхности;
А: = 1,5(1_1)/Ву)2 (1’35“2Vy)^-sina„,
где \|/у-относительное равномерное сужение; ств - временное
сопротивление (предел прочности);/- коэффициент трения.
284
Для приближенной оценки можно принимать = Стд 2 > гДе
сто 2 _ условный (или физический) предел текучести.
Если условие (3.93) выполняется, то подтверждается принятое
выше количество операций, п = 1, если не выполняется, то прове-
ряется возможность обжима за две операции, п = 2.
Принимается
/и® = /и2 =у]т^. (3.95)
Проверяется условие
/И] >1,1/И]дОП,
(3-96)
где /и1доп определяется по формуле
^Iflon
1,6акр cos ci] - Ц1- vpy J
СГд (1 + /Ctgtt] ХЗ - 2 COS Q] )
(3.97)
Если условие выполняется, п = 2 и промежуточный отжиг не
назначается.
Принимается ^ск1 ^ск2 > а1 ®опт • (3.98)
Если аопт < ап, то аопт =arcsinV//2- (3.99)
Если аопт > ап, то а] = ап, а2 - ап. (3.100)
Если ^Iflon < <1’1/И1дОП’ (3.101)
то принимается п = 2 с промежуточным рекристаллизационным
отжигом обжимаемой части заготовки.
Если условия (3.95), (3.97), (3.101) не выполняются, то прове-
ряется возможность обжима за п = 3, из условия продольной ус-
тойчивости.
Принимается
mf =т^= тъ3 = (3.102)
Проверяется условие
^в>1Мдоп, (3.103)
где /и1доп определяется по формуле (3.97).
285
Одновременно назначается отжиг между первым и вторым об-
жимами. Если /и1доп < т‘ < 1,Ьи1доп, то принимается п = 3 и между
1, 2, 3-м обжимами вводится отжиг.
Оценка возможности обжима из условия поперечной ус-
тойчивости деформируемой заготовки в период контактной
деформации.
Принимается значение
»В
т!=-^>т1доп, (3.104)
где /и1доп - допустимый коэффициент обжима на первой опера-
ции. Допустимое значение коэффициента обжима определяется по
формуле
^Iflon
= ехр -vUvl
h ' 'У'1ДОП
(3.105)
где Ь = 2/л/з... 1,0-коэффициент, учитывающий вид деформиро-
ванного состояния (для зоны дульца b = 1,0, для зон корпуса
Ъ = 2/л/з ); (е/у = е;у - 35е = е,у (1 - 3Ve) - допустимая степень
деформации, е,у - среднее значение предельной деформации;
5е;-, Vei - числовые параметры распределения (среднее квадратич-
ное отклонение
= 0,025...0,040).
Следовательно,
выборки, коэффициент
вариации Vei =
^доп =ехР -^iy(l-37e)
(3.106)
Значение е,у является функциональным, зависящим от дейст-
вия основных технологических факторов, и может быть описано
полиномом второй степени (п. 3.4):
_ к к к
е‘У = b0 +Ybixi + Е bijxixj+Ybiixi’ (3.107)
Z=1 <<7=1 <=1
где Xjj~ основные технологические факторы (S0,ei0,T,may,
bQ,bi - коэффициенты регрессии; 50 - толщина исходной заго-
товки; е,-о - степень предварительной деформации; Т = //100; t -
286
температура нагрева заготовки при термообработке; та = —— -
коэффициент, характеризующий влияние второго главного на-
пряжения, пределы его изменения та = 0...0,8, наименьшее зна-
чение у кромки, наибольшее в среднем и промежуточном, j-м рас-
четных сечениях при больших деформациях.
При введении в матрицу обжимного стержня повышается ус-
тойчивость края заготовки ввиду создания жесткого подпора по
внутренней поверхности. В этом случае в формулу (3.106) вво-
дится поправочный коэффициент Ке~ 1,5;
^доп =ехР - — е,у(1-ЗИе/ )
(3.108)
Степень предварительной деформации ei0 в модели (3.107) оп-
ределяется с учетом технологического маршрута изготовления де-
тали для рассматриваемого расчетного сечения у, в частности
маршрута технологического процесса обжима. В соответствии со
схемами формирования механических свойств детали и с приме-
нением моделей (3.67) и (3.68) в зависимости от значения харак-
теристики механических свойств (например, НУ) в любом рас-
четном сечении j находится величина суммарной деформации.
Тогда предварительная деформация будет равна:
ei0 (е/ об ’
(3.109)
где (е/об^=61п---- - суммарная на всех обжимах степень де-
формации в расчетном сечении j определяется из (3.104)).
Если условие (3.104) выполняется, то подтверждается приня-
тое количество операций п = 1, если не выполняется, то проверя-
ется возможность обжима за две операции без промежуточного
отжига из условия поперечной устойчивости:
т\ т\лоп’
(3.110)
(3.111)
(З.Н2)
287
Если условие (3.112) не выполняется, то проверяется возмож-
ность обжима за три обжима (и = 3).
Принимается
т1В=т1ВЛ0П’ т2=т2ЛОП’ (3.113)
где/и2доп - определяется по (3.112):
в
в _ тъ
rfl'i — ,
J В В
т2
При этом должно соблюдаться условие
(З.И4)
тз >тзлоп = ехР
(3.115)
при выполнении которого назначаются три обжима.
Допустимые значения предельной до потери устойчивости де-
формации на последующих обжимах определяются также по ма-
тематической модели (3.107) для конкретных материалов с учетом
увеличивающейся степени предварительной деформации, т.е. по
формуле (3.109):
eiQ =ez - )обх, (3.116)
После проведения расчетов число операций принимается рав-
ным наибольшему установленному значению, при этом углы ко-
нусности матриц назначаются меньшими или равными значениям,
установленным из условия устойчивости заготовки в начальной
стадии обжима.
Расчет количества операций, как правило, выполняется по
верхнему расчетному сечению. Однако следует иметь в виду, что
при больших значениях угла 0 (конусности корпуса) для этого
участка заготовки потребуются большие деформации в верхней
части корпуса, который предварительно сильно наклепан на вы-
тяжке. В таком случае может потребоваться и оценка числа опера-
ций не только по верхнему, но и по средним расчетным сечениям.
При этом должны соблюдаться условия
= т{т2..-тп, и <т2 <...<тп. (3.117)
Алгоритм расчета количества операций приведен на рис. 3.31.
288
н
1 П+1 I
2
□ cosltb-aj
Но
Оценка число обжимов
из условия поперечной
устойчивости в области
конечной деформации
Оценка числа обжимов
из условия продольной
устойчивости
До
| Назначение |
кл
tgaj-a.
-0276 a
o'fl-O.SSslv/nvE
[0,125 tgtao-aj
т,г=2И-ф „)-
Оценка число обжимов
из условия поперечной
устойчивости в области
малой упруго-пластической
деформации
j (1-2фц)2+1,6 cosa,-K(1-4py)2
~\1 аь(1+ц ctga,)[3-2 cosa,)
= exp(-5 elu).
л e„,=0.074+0.515
0,031elQ-0,011 SD T+O.O3S0a+0.14SDT-
0.121ел a+0.025 T a-0.14 So-
0,044 ед+0,0045Т-
К
Фермы потери
устойчивости
Поперечная
Продольная
Рис. 3.31. Алгоритм расчета количества операций при обжиме
289
3.7.6. Расчет размеров заготовки после промежуточных
операций
Исходные данные:
• размеры исходной заготовки (Dq,H0,S^,Sq ,/iq ,j = 1,2,...,k);
• количество операций n;
• коэффициенты обжима по операциям в расчетных сечениях
(в в вес С / / i В С Н
тх ,т2,...тп,тх ,т2,...,тп,т{ ,mJ2,...,mJn ,т^,т^,т^ );
• углы конусности матриц по операциям
Рис. 3.32. Эскиз заготовки после промежуточного обжима
Расчетные размеры заготовок по операциям (рис. 3.32):
• наружные диаметры заготовок в расчетных сечениях
(dB,d*2,...,dB-,d^
• толщины стенки заготовки в расчетных сечениях
(Sx , S*2,... ,SBn-, Sf, sc2,... ,S‘; 5',S{ ,..., ; 5», 5»,..., S" );
290
• расстояния расчетных сечений от внутренней поверхности
дна заготовки (h* Ji*,h£,...,hJn ;h\ ,h2,—,h^-,hf ,h2,-..,h*)
и высоты конструктивных элементов заготовки;
• высоты заготовки (//], Н2 Нп).
Размеры заготовок по операциям определяются в зависимости
от размеров исходной заготовки с учетом принятых по операциям
и в расчетных сечениях коэффициентов обжима, геометрии рабо-
чего инструмента и условия постоянства объема заготовки до и
после обжима.
Последовательность расчета и расчетные формулы приведены
в табл. 3.8.
Таблица 3.8
Расчет размеров заготовок по операциям при обжиме__
Определяемая величина Расчетная формула Примечание
1 2 3
Наружный диаметр заготовки в верхнем расчетном сечении: на первой операции, </в на второй операции, </в на последней операции, </в rf]B=OT|B£b d% = dn =rr^dn-\ = mfm?
Наружный диаметр заготовки в среднем расчетном сечении: на первой операции, d^ на второй операции, d2 на последней операции, d„ Qi h OCN S E li " 7 u — u c Q 4з 43 U — UC4 see II II II о — исч □ « mnZ =m\m2-mn
Наружный диаметр заготовки в любом (jm ) расчетном се- чении: на первой операции, d^ на второй операции, d2 на последней операции, d„ d{ = m{D0 = mJ2d{ = dj = mJndJn_} = mJnlD0 m21, = m\m2 mhz
Наружный диаметр заготовки в нижнем расчетном сечении: на первой операции, на второй операции, на последней операции, Cu Cu Cu а я ьэд “я II II II to to fa ООО 1 1 1 МММ + + + Оз Оз Оз «5 NJ 2S NJ — -^2 ---^п
291
Продолжение табл. 3.8
1 2 3
Расстояние нижнего расчетно- го сечения от внутренней по- верхности дна , П /II /В hx =h2 =... = hn Назначается по чер- тежу готовой детали
Угол конусности корпусной части заготовки: на первой операции, Р । на второй операции, р2 на последней операции, р„ р2 = Pl + ДР1 Pl = Рл-1 + ДРл-1 Др1 >Др2 >...>Др„+1 Р1+Др1+Др2+... •• + ДРл-1 =Рл
Угол конусности заготовки в зоне ската: на первой операции, а] на второй операции, а2 на последней операции, ал а2 </а2/ а = а л [а]],[а2] - рассчи- тываются по форму- лам (3.83), (3.87)
Толщина торцевой кромки дульца после обжима: на первой операции, на второй операции, 5^ на последней операции, ^кр __ Д0 y]mf <?кр С sкр _ _И_ _ д0 <?кр о ^кр _ Лл-1 _ д() П /в 1 В
Максимальная толщина стен- ки дульца после обжима: w о в на первой операции, отах] „ с в на второй операции, оп1ах2 на последней операции, св max/? ^1“^ 11 J1 с|=Ч__ g | “VF 03 г = Е 8 _ g § J| 03 фЕ 11 " II * 2 S 2 2 я “ Е о Е о Е СО Оз Оз
Толщина стенки дульца после калибровки: на первой операции, на второй операции, S£ на последней операции, S„ оД Л-»В г»В “c31dmaxl сД _ /^в ов ->-32Лтах2 = SB с в о назначается по чертежу готовой дета- ли
292
Продолжение табл. 3.8
1 2 3
Коэффициент утонения: на первой операции, С31 на второй операции, С32 на последней операции, Сзл С31 = 0,98 С3В2 = 0,98 С3В„ =0,90 Назначается no опытным данным
Толщина стенки в среднем расчетном сечении: w пС на первой операции, О] на второй операции, с с ^0 — 1 тиУ + Jт? ] 2\ V J с С Sp 2 ~ 1 ( С Г] -1 ти2 +^т2 1
На последней операции, S„ 5„с =5С Назначается по чер- тежу готовой детали
Толщина стенки в нижнем расчетном сечении на любой сн операции, д/ 5," = 5Н Назначается по чер- тежу готовой детали на всех операциях
Высота заготовки: на первой операции, Н\ на второй операции, Н2 на последней операции, Нп И । = + й|С + йск + йд И 2 = 5Д + Й2С + ЙСК + ^2 Н„ = Н + ЛН Назначается по чер- тежу готовой детали с учетом припусков на подрезку
Расстояние среднего расчет- ного сечения от внутренней поверхности дна hf = h2 = ... = h.cn=hc Назначается по чер- тежу готовой детали. Болес точно определя- ется из условия равен- ства объемов
Высота ската: на первой опсрапии, Йск] на второй операции, Йск2 на последней операции, hCKn h CK‘ 2tga, , dc2 - dB2 "ck2 = — 2tga2 ^СКП ~ ^CK Целесообразно вы- полнять условие ^ск1 > ^ск2 > > ^скп Назначается по чер- тежу готовой детали
293
Окончание табл. 3.8
1 2 3
Высота дульца: W 1 Д на первой операции, w 1 д на второй операции, «2 м 1 д на последней операции, пп ,д__л-М kF-kJ2 АГ ® . kJ-kJ k)2-kJ2 Более точно опреде- ляется по теореме Гюльдена
Средний диаметр заготовки в верхнем расчетном сечении: »в на первой операции, «|Ср на второй операции, на последней операции, a. Sb. Sb. а ш юв 73 -О “О II II 11 Sb. Sb. J5- si ш nj tjg я 1 1 1 Co Co _C<> S n О О »и 73 -О
Средняя толщина стенки: w г? В на первой операции, О|Ср w 0 В на второй операции, *->2ср на последней операции, св Ллср о о гм «с Со Со + (N + CN + CN cq и гм и е Со °о Со II II II g- & & а м гм и е Со Со Со
Средний диаметр заготовки в среднем расчетном сеченни: на первой операции, б/]Сср на второй операции, J^cp на последней операции, jC алср Q, Q. Q. о и о гм о st Со Со Со 1 1 1 о u rs os: Q. °- °- 7Г О О оем и с ’ТЗ ’ТЗ "хз
3.7.7. Расчет исполнительных размеров рабочего
инструмента
Исходные данные:
• чертеж конечной заготовки (после последнего обжима);
• размеры заготовок на операциях. »
294
Рис. 3.33. Расчетные исполнительные размеры матрицы
Рис. 3.34. Варианты конструктивного исполнения обжимных стержней
295
Расчетные исполнительные размеры (рис. 3.33, 3.34):
• диаметры матрицы в расчетных и контрольных сечениях
(d^,dcui,d^
\ Ml 7 Ml 7 Ml 7 Ml /
• высота конструктивных элементов матрицы
(hcui,h^,Hui-hcui,h^};
\ Ml 7 М 7 Ml Ml 7 Ml f 7
• диаметры обжимных стрежней (<Vo6/);
• углы конусности матрицы (ам/,0м;);
• радиусы скругления (лм/,гмс,.,гмд,.,гмв).
Размеры матрицы на последнем обжиме назначаются по номи-
нальным размерам конечной заготовки с учетом допусков на из-
готовление детали, степени и направления износа рабочего инст-
румента, упругой разгрузки заготовки и допусков на изготовление
рабочего инструмента.
Размеры матриц на промежуточных операциях назначаются по
соответствующим номинальным размерам заготовок с учетом до-
пусков на изготовление матриц.
Последовательность расчета и расчетные формулы приведены
в табл. 3.9.
Таблица 3.9
Расчет исполнительных размеров рабочего инструмента
Определяемая величина Расчетная формула Примечание
1 2 3
Диаметр матрицы в верх- нем расчетном сечении в дульцевой части: на первой операции, • - jB на /-и операции, аМ1 на последней операции, <С1=к5)+7м 4=(<d+rM =(^итах— ^?зн“^)+
Максимальный наруж- ный диаметр заготовки в верхнем расчетном сечении на последнем обжиме, “иглах “иглах “ ап уив При Г„в = 0, тВ _ тВ аитах “ ап
Верхнее отклонение на j В гр в размер, dn,TnB Назначается по черте- жу готовой детали и ко- нечной штампованной заготовки
296
Продолжение табл. 3.9
1 2 3
Припуск на износ матри- цы, 77^зн 77ивзн =0,877®
Поле допуска, 77® прит;вв = о,77дв=7;вн
Нижнее отклонение иа размер, d*,T*H Назначается по черте- жу готовой детали н ко- нечной штампованной заготовки
Допуск на изготовление матрицы, Тм Назначается по 6... 8 квалитетам
Упругая разгрузка (рас- пружинивание), 8° 8В =(0,007...0,015)d% Назначается по опыт- ным данным
Диаметр матрицы в сред- нем расчетном сечении (у ската): на первой операции, d^ на 1-й операции, d^ на последней операции, С=И+Гм ам1 =(<4гтах— ^вн-^§)+^м или ^„=d^2 К2 = 0,985...0,993
Максимальный наруж- ный диаметр заготовки по- сле последнего обжима в среднем расчетном сече- нии, dn max тС тС . ггчС anvaa* ~ an *ПВ
Верхнее отклонение на размер, ГД Назначается по черте- жу готовой детали (если TLb = 0 то dn max = dn )
Припуск на износ, 77„3H Лизн= 0,877^
Поле допуска, 77д Г~Г& __ r*iC rjiC Д ~ *ПВ ~ *ПН ПРИ Гпн = °> Лд = Г«В
Верхнее отклонение на размер, Тспв Назначается по черте- жу готовой детали и ко- нечной штампованной заготовки
297
Продолжение табл. 3.9
1 2 3
Упругая разгрузка (рас- пружинивание), 5, «(0,007...0,015Х; Назначается по опыт- ным данным
Диаметр матрицы в ниж- нем расчетном сечении: на первой операции, »н “м1 . - тН на 1-и операции, «м/- на последней операции, »н < 4г Н <,4гК /Ун = (riH -Пн -Лн1+7 “мп \“птах 7/изн °ур-'м или d%, =d*Ky,K3 =0,984..1,0 77„3H =(0,2...0,8)Л“ J~jH — ТН "уН 11 д “ 'ив ~ 'пн при г„нв = о,/7“ = г„нн ^ми-1 = + (°>° L • 5 мм Сг-2 =a^-l +(Q°1 Д°$мм
Максимальный наруж- ный диаметр заготовки в нижнем расчетном сечении, ап max jH »Н rjiH an max ~~ an + 1пь При Г„нв=0, ялтах ап
Верхнее отклонение на грН размер, Тпв Назначается по черте- жу готовой детали и ко- нечной штампованной заготовки
Расстояние до нижнего расчетного сечения: на первой операции, 7 н *м1 на Z-й операции, А”- на последней операции, 7 н ^мп hH, » Л1 » 5...7 MM Ml 1 /й«Я,/2,5 ^мп = bn '+ = 1,5 - для гильз без выступающего флан- ца, й я = 0,4 - для гильз с выступающим фланцем при < 10 мм
Радиус входной кромки матрицы, Л], Л„ Л„ Назначается по опыт- ным данным
Расстояние до среднего расчетного сечения: на первой операции, на Z-й операции, на последней операции, hL 298 .. />м,+(^-У) 1,02 _<-+(A,c-V) 1,01 =[C +(^ -00,999 Расстояния между рас- четными сечениями (ЛР-Л;«), (О о назначаются по соот- ветствующим размерам заготовок
Окончание табл. 3.9
1 2 3
Расстояние до верхней кромки ската: На первой операции, (^мск)1 На 1-й операции, (^мск)у На последней операции, (^мск / \ + ^ск!} rMCKJr 1,01 [Амск J . - 1>008 ^Амск ) = + Аск« ^0,998
Углы конусности матри- цы. аМ1>Рм/ « м1 ~ а1>ам/ = ’ амп = an Рм1 = P1>Pmi = РпРмл ~Рм Назначаются по соот- ветствующим углам ко- нусности заготовки
Диаметр обжимного стержня, d0Qj 4)6i =<in-2Sf +к £ = 0,02...0,07 Коэффициент К назна- чается по опытным дан- ным
3.7.8. Расчет технологических усилий
Технологическое усилие обжима рассчитывается в зависимо-
сти от максимального меридионального напряжения (см. подразд.
3.3) на завершающей, седьмой, стадии процесса, размеров заго-
товки в так называемом несущем сечении, на входе в матрицу
(7?вх, SBX) и геометрии инструмента (углов конусности матриц а, 0),
радиусов сопряжения рабочих поверхностей деформируемой за-
готовки 7?Р1, 7?рз, условий контактного трения f величины степени
деформации и некоторых других факторов. Расчет технологиче-
ского усилия на любой операции обжима выполняется по форму-
ле
=2л(Л,)вх(5, )вхор,тах -i-. (3.118)
vUd La> j
При малых углах а,- можно принять cos а,~ 1,0. Принимаем
jH __ пН
(4,=s"-
Максимальное меридиональное напряжение
= -2*o„(l + /ctga,.)fl-,p|+f Дор,гЖ (3.120)
V Р J 1=2 V Р
где р,у- расстояние от оси матрицы до срединной поверхности
299
заготовки на у-й стадии процесса; р - текущее значение расстоя-
ния от оси матрицы до срединной поверхности; plz- расстояние
от оси матрицы до срединной поверхности заготовки на 1-й ста-
дии процесса; Дару- приращение меридионального напряжения
на у-й стадии.
Расчетная схема представлена на рис. 3.35.
Рис. 3.35. Расчетная схема к определению усилия деформирования
300
Приращение напряжений (второй член уравнения (3.120)) оп-
ределяется по следующим соотношениям:
7 2feCT,7[sin(a,. -р, )]
Рr yj
8 2—^--cosp,- +sinp,- tg
I 5<'
ZACT₽// =
7=2
ai -Р,-
2
+ ZAarPy; (3-121>
7 j
Z Дстр,7 = -26ст,у (1 + /ctgal 1 -
Aarpiy
7
Z Actpv
7=6
bGjjS?
4
1 1
4^P<2 ^P'3,
(3.123а)
где
Rpi2 ~
~ св
Pi2$i
) 8a(- sin <Xj
s>B(Pi3 ~ Р/д)
(3.1236)
(3.123b)
pii 4(a; sina,- + cosa,-
Интенсивность напряжений определяется для второй и после-
дующих стадий (j > 2) по формуле
а,у =-73стр,-(у_1),
(3.124)
где Стр,-(/.и - меридиональное напряжение на предшествующей ста-
дии.
Для первой стадии процесса (/ = 1) принимается
о., =ст.о = ст0>2(стт), (3.125)
где а0,2 (от) - условный (физический) предел текучести материала
заготовки.
Алгоритм расчета.
1. Определение исходных данных: размеров заготовки до и по-
сле обжима на z-й операции (пп. 3.7.2, 3.7.4), рабочего инструмен-
та на z-й операции (п. 3.7.6), механических свойств материала
исходной заготовки до обжима aBO,a°o,agi2(a?),aor2(CTr), техноло-
гическая схема обжима, условия контактного трения.
2. Расчет максимального меридионального напряжения на пер-
вой стадии (/' = 1):
301
о>1 = -2^0,•! (1 + /Ctga,. j 1 - rOi
I V K0i
(3.126)
где b = 2/л/з ; a;1 = ag 2(a?) _ предел текучести материала заготовки
в отожженном состоянии в верхнем расчетном сечении на первом
обжиме (при применении перед обжимом отжига краевой части
заготовки); ;Л,-г = -rMi.
3. Расчет интенсивности напряженного состояния на второй
стадии процесса (/ = 2) по формуле (3.124):
(3.127)
4. Расчет максимального меридионального напряжения на вто-
рой стадии процесса:
П'р/З °pil Дстр/2
Астр/2 = -
где ор|1 - по формуле (3.126);
2fo,-2[sin(at- -р,)]
Як„ „ . „ а,- ~Р,
S? " " J 2
(3.128)
(3.129)
8 2 —— - cos р,- + sin Р,- • tg
Pt2 =RU. +^cosa,-; (3.130)
ь, =[«p,. (3-131)
S6 * B -
S^2
*Pi =—L-
5. На третьей стадии принимается
2 - cos p, + sin p, tg(a, - p,)
sin(a,-p;)
Aap,3=0, Ор,з=Ор,2-
(3.132)
(3.133)
6. Расчет интенсивности напряжений на четвертой стадии про-
цесса
о,4 =-V3ap,2. (3.134)
302
7. Расчет меридионального напряжения на четвертой стадии:
ap,.4=-2Z>a,.4(l+/ctga)
1-
n S? a,-B,| 5?
7?м,- - sina,- Rpn + tg-y-1 - у cosa,- - /^tga,-
-sina,-I ЛрЛ +ytg-y— “уcosa,-
2
где hi2 =(p,.2-p;3)------,
tg«i
(3.135)
(3.136)
(3.137)
Р/з=у.
8. Расчет меридионального напряжения на пятой стадии:
Дстр/5 =0’СТр/5 = стр/4- (3.138)
9. Расчет меридионального напряжения на седьмой стадии:
°Рп = ст<5 “
bai4S-
4
1 1
-------
ч^р12--^pi3?
(3.139)
где
2
Rpi2
Rpi3 ~
Р,2*7
8а,- sin а,-
$7 (Р|3 + Р|4 )
2
4(а,-sin a, + cosa,--1)
(3.140)
(3-141)
Р14 “
2
(3.142)
10. Расчет максимального меридионального напряжения:
Ор,г = Ор,7. (3.143)
11. Расчет технологических усилий по стадиям обжима:
Ру — 2tl/?,-bx SjBX .о ру
и cosa,-
12. Расчет максимального технологического усилия:
(3.144)
Лшах=Л7. (3-145)
На рис. 3.36 приведен алгоритм проектирования технологиче-
ского процесса обжима.
303
Рис. 3.36. Алгоритм проектирования процесса обжима
304
Рис. 3.36 (продолжение)
305
Назначить
обжим за дбе
операции
Назначить
обжим на АРД
Назначить
обжим за одну
операцию
Нет
Назначить
обжим за три и
более операции
Назначить обжим
на механических
прессах
Рис. 3.36 (окончание)
Контрольные вопросы
1. Дайте определение понятия «процесс обжима».
2. По каким признакам различают способы обжима?
3. Какие детали изготавливают с применением обжима?
4. Какие технологические особенности характерны для процесса обжима?
5. В чем состоят различия обжима заготовок гильз в ступенчатых кониче-
ских матрицах и равнотолщинных трубных заготовок в одноступенчатой кони-
ческой матрице?
6. Какие основные допущения принимаются при анализе напряженного со-
стояния заготовок при обжиме?
7. В чем состоят различия в напряженном состоянии на различных участках
заготовки и стадиях процесса обжима в конических ступенчатых матрицах?
8. Какие технологические факторы влияют на напряжения и усилия при об-
жиме?
9. Какие виды потери устойчивости характерны для процесса обжима?
10. Запишите условие поперечной устойчивости краевой части заготовки для
начального периода неконтактной деформации.
306
11. В чем состоит потеря продольной устойчивости заготовки и его условие?
12. В чем состоит механизм потери поперечной устойчивости в период кон-
тактной деформации в зоне ОПД?
13. Какие технологические факторы и каким образом влияют на предельную
до потери поперечной устойчивости степень деформации в зоне ОПД?
14. Какие способы могут быть применены для предотвращения потери ус-
тойчивости различных видов при обжиме?
15. Какие основные виды брака возможны при обжиме?
16. Какие основные технологические требования предъявляются процессом
обжима к конструкции деталей?
17. Какие технологические параметры рассчитывают при проектировании
технологического процесса обжима и с использованием каких исходных дан-
ных?
18. Какие варианты формирования механических свойств готовых деталей,
изготавливаемых с применением обжима, применяются?
19. Что понимается под технологическим циклом формирования механиче-
ских свойств?
20. Какие виды математических моделей формирования механических
свойств могут применяться при проектировании технологического процесса об-
жима?
21. Из каких условий выполняется расчет размеров исходной и промежуточ-
ных заготовок для обжима?
22. Какие условия ограничения деформации при обжиме применяют для
расчета количества операций?
23. Влияние каких технологических факторов и каким образом учитывается
при расчете исполнительных размеров матриц для обжима?
Библиографический список к разд. 3
1. Лясников А.В., Агеев Н.П., Кузнецов Д.П., Данилин Г.А. и др. Сопротивле-
ние материалов пластическому деформированию в приложениях к процессам
обработки металлов давлением. СПб.: Внешторгиздат-Петербург, 1995. 527 с.
2. Агеев Н.П., Афанасьев А.С., Дриго А.В., Морозов С.А. Автоматизирован-
ное проектирование технологического процесса обжима полых заготовок: Учеб-
ное пособие. СПб.: БГГУ, 1993. 74 с.
3. Теория ковки и штамповки: Учебное пособие для студентов машинострои-
тельных и металлургических специальностей вузов / Под общ. ред. Е.П. Уиксова,
А.Г. Овчинникова. М.: Машиностроение, 1992. 720 с.
4. Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки: Учебник
для вузов. М.: Машиностроение, 1989. 304 с.
5. Агеев Н.П., Данилин Г.А., Огородников В.П. Технология производства па-
тронов стрелкового оружия. Учебник. Ч. 1. Технологические основы проектиро-
вания патронов. Балт. гос. техн. ун-т. Спб, 2005. 352 с.
307
4. ФОРМООБРАЗОВАНИЕ ПУЛЬНЫХ ОБОЛОЧЕК
4.1. Способы формообразования
В соответствии с классификацией процессов холодной штам-
повки формообразование оживальной части оболочек из полых
цилиндрических заготовок относится к листовой и комбиниро-
ванной объемно-листовой штамповке. Оно может выполняться
различными способами (табл. 4.1): ступенчатой вытяжкой, бес-
ступенчатой вытяжкой, обжимом (продольным, свободным, с
подпором по наружной и внутренней поверхностям), бесступен-
чатой вытяжкой-раздачей, ступенчатой вытяжкой-раздачей, об-
жимом-раздачей.
Способы обжима могут применяться при условии использова-
ния трубных заготовок для изготовления оболочек с отверстиями
в вершине или полых заготовок с дном в случае совмещения про-
цессов формообразования оживальной части пули с одновремен-
ной сборкой (монтажом) ее элементов. Этот вариант применяется
для изготовления пуль к спортивно-целевым и охотничьим патро-
нам по методике проектирования технологических процессов об-
жима гильз, рассмотренной в разд. 3.
Таблица 4.1
Способы формообразования оживальной части пульных оболочек
Операция Способ Схема
1 2 3
308
Продолжение табл. 4.1
1 2 3
Вытяжка Бесступенчатая вытяжка без утонения в I ЕЗ из । еоз SB аВ
Свободный обжим г 1 й ip
Обжим в штампах Обжим с наружным подпором и i ж
Обжим с наружным и внутренним подпорами ла? gjlul 1 ц
309
Продолжение табл. 4.1
3
2
Обжим в
штампах
Ротационный обжим
Комбинированные операции
Вытяжка-обжим
Вытяжка, об-
жим, раздача
Вытяжка-раздача
Обжим-раздача
310
В производстве применяются две основные разновидности
процесса: бесступенчатое и ступенчатое формообразование ожи-
вальной части оболочки.
Формообразование («обжим») преимущественно выполняется
в инструментальных штамповых блоках (ИШБ) (рис. 4.1) на авто-
матических роторных линиях (АРЛ), а также может выполняться
в штампах на прессах. Принятый на производстве термин «об-
жим» следует считать условным, так как он не отражает схемы
нагружения, напряженного и деформированного состояния, при-
сущих этому процессу (см. подразд. 4.2), а следовательно, его
технологические особенности и возможности.
Рис. 4.1. Эскиз инструментального блока 1-го «обжима» оболочек:
1 - пуансон; 2 - матрица; 3 - шток; 4 - втулка; 5 - корпус; 6 - съемник
Поэтому технологи должны отдавать себе отчет в том, что, не-
смотря на применение термина «обжим», методы расчетов техно-
логических параметров не соответствуют «классическому» обжи-
му, который характеризуется отсутствием растягивающих
напряжений при заталкивании, как правило, трубной заготовки, а
не втягивании полой с дном в матрицу.
311
4.2. Технологические особенности и возможности процесса
бесступенчатого формообразования
4.2.1. Стадии процесса
Согласно технологической схеме этого процесса (рис. 4.2)
формообразование полой тонкостенной заготовки с оживальным
профилем образующей осуществляется путем втягивания пуансо-
ном полой с дном заготовки в матрицу, имеющую оживальный
профиль, до контакта с рабочим инструментом по наружной и
внутренней поверхностям. Процесс делится на две основные ста-
дии.
Рис. 4.2. Технологическая схема бесступенчатого формообразования
оживальной части оболочек: а - машинная диаграмма «Р-h»-,
б, в, г- основные этапы формоизменения
Первая стадия - пространственное формоизменение заготовки
без принудительного изменения толщины стенки (рис. 4.2, а, б, г).
Заготовка втягивается в матрицу, ОПД и поверхность контакта с
инструментом непрерывно увеличиваются как за счет обжатия
цилиндрической части исходной полой заготовки, так и за счет
разгибания угловой зоны и втягивания дна. Интенсивность роста
усилия (рис. 4.2, а) при этом невелика. Размеры заготовки в тан-
генциальном направлении уменьшаются, за исключением участка
дна, где происходит двустороннее растяжение наружных слоев
металла. К моменту окончания первой стадии наружная поверх-
312
ность заготовки практически полностью соприкасается с рабочей
поверхностью матрицы, а пуансон вступает в контакт с придон-
ным участком заготовки (рис. 4.2, в).
Вторая стадия соответствует деформированию от момента
полного прилегания наружной поверхности заготовки к поверх-
ности матрицы и до окончания процесса штамповки (рис.
4.2, а, г). В это время происходит принудительное утонение стен-
ки в зоне придонного участка с одновременным набором металла
в зоне вершины за счет его выдавливания и утолщения вершины.
Размеры заготовки в окружном направлении практически не из-
меняются.
Участок машинной диаграммы «усилие - путь инструмента»
P-h на этой стадии характеризуется резким ростом усилия (рис.
4.2, а) ввиду полного исчезновения свободных поверхностей заго-
товки, не контактирующих с инструментом. Очаг пластической
деформации локализуется в зоне вершины. В соответствии с клас-
сификацией процессов холодной штамповки эта стадия «обжима»
отвечает закрытой объемной штамповке. На рис. 4.3 показано из-
менение толщины стенки деформируемой на различных стадиях
заготовки пульной оболочки в различных сечениях.
Рис. 4.3. Изменение абсолютной толщины стенки полуфабрикатов биметалличе-
ской пульной оболочки 7,62 мм клб. вдоль образующей: а - до «обжима»; б -
после 1-го «обжима»; в - после 2-го «обжима»; г - после 3-го «обжима»
а й
313
Видно, что на первых стадиях формируется так называемое
«опасное» сечение в придонном участке при одновременном уто-
нении дна, в то время как на второй стадии дно утолщается. Ука-
занные изменения формы, размеров деформируемой заготовки и
технологических усилий вызваны определенными изменениями
напряжений и деформаций в стенках заготовки.
4.2.2. Напряженно-деформированное состояние заготовки
При деформировании полой цилиндрической заготовки на
первой операции и первой стадии напряженное состояние в зоне
ОПД может быть представлено в виде общей схемы - растяги-
вающего напряжения ор, действующего вдоль образующей, и
сжимающего ое, действующего в окружном направлении. По
нормали к срединной поверхности приложено сжимающее на-
пряжение оп, которое на свободных, не контактирующих с инст-
рументом поверхностях заготовки равно нулю, а на наружных
контактных поверхностях значительно меньше предела текучести
материала. Следовательно, по схеме действующих сил и напряже-
ний эта стадия процесса аналогична вытяжке без утонения стенки.
Для вытяжки без утонения установлено, что предельная степень
деформации ограничивается величиной максимальных растяги-
вающих напряжений орп1ах, действующих в «опасном» сечении. В
случае превышения ортах предельных значений происходит отрыв
дна.
На рис. 4.4 показано распределение напряжений и деформаций
вдоль образующей на первой операции, установленное экспери-
ментально. Характер распределения ер, Ее, е„ практически одина-
ков для оболочек различной кривизны. Величина деформации в
окружном направлении Ее определяется формой исходной заго-
товки и рабочей поверхности матрицы и имеет отрицательные
значения (укорочение), изменяясь вдоль оси от нуля до наиболь-
шего (по модулю) значения в зоне, соответствующей границе ци-
линдрической и донной частей заготовки, а затем снова до нуля у
вершины. Компонент меридиональной деформации ер на всем
протяжении образующей имеет положительные значения (удли-
нение), компонент деформации по толщине стенки е„ - отрица-
тельные значения (утонение) в зоне предполагаемого «опасного»
сечения заготовки. Характеристика вида деформированного со-
314
стояния ve изменяется в интервале значений ve = +1 (простое
сжатие) через ve = 0 (сдвиг) до простого растяжения ve = -1.
Рис. 4.4. Распределение параметров н.д.с. заготовки на первой операции бессту-
пенчатого способа вытяжки-раздачи (первая стадия, материал - сталь 11 ЮА,
znrf=0,65;y= 10”;5д/5= 1,0)
Меридиональные напряжения ор на всем протяжении дефор-
мируемой на этой стадии части заготовки имеют положительные
значения (ор > 0), что соответствует растяжению, и становятся
максимальными (оРщах) в зоне сопряжения стенки и дна. Напряже-
ния в окружном направлении о0 во всем очаге деформации сжи-
мающие (о0 < 0). При переходе через опасное сечение ое изменя-
ют знак на обратный и становятся растягивающими (о0> 0).
На последующей (второй и т. д.) операции характер формооб-
разования заготовки и ее НДС будут несколько иными, так как
исходная заготовка имеет радиусный профиль. При этом наиболее
рационально, чтобы ее радиус кривизны Z?,.i был больше радиуса
кривизны матрицы R,-, т.е. R^JR, >1.
В исходном положении заготовка, имеющая больший радиус
кривизны Лм, чем инструмент опирается дном о рабочую по-
верхность матрицы, а пуансон заклинен в заготовке и его вершина
не соприкасается с внутренней поверхностью ее дна. При посту-
пательном движении пуансона, имеющего более выпуклую, чем
заготовка, форму, происходит раздача ее радиусной части и не-
значительная деформация придонного участка. По мере продви-
315
жения пуансон вступает в контакт с дном и начинает втягивать
его в матрицу, продолжая раздавать радиусную часть.
В конечный момент первой стадии образуются два характер-
ных участка (рис. 4.5): участок раздачи (II), где действуют мери-
диональные сжимающие напряжения ор (ор < 0) и растягивающие
напряжения Ое в окружном направлении (ое > 0), и участок вы-
тяжки (III), где указанные напряжения меняют знак на обратный
(ор> 0, ое< 0). Следовательно, по схеме приложения внешних
сил к заготовке и НДС в зоне ОПД последующая операция пред-
ставляет собой комбинированный процесс раздачи-вытяжки-
объемной формовки.
Рис. 4.5. Напряженное состояние полу-
фабрикатов при формообразовании по
схеме комбинированной операции
элементарных сил в очаге
деформации на второй
стадии вытяжки-раздачи
«вытяжка-раздача»
316
Во время второй стадии при движении пуансона происходит
смятие стенки в придонном участке, металл течет частично вверх,
а частично вниз, обгоняя при этом пуансон. Дно заготовки выхо-
дит из контакта с торцом пуансона. В стенке возникает схема на-
пряженного состояния, соответствующая всестороннему нерав-
номерному сжатию (oz^oe^o„ - рис. 4.6).
На рабочих поверхностях инструмента действуют значитель-
ные удельные усилия, т.е. если на первой стадии напряжения ор
были растягивающими, то на второй они становятся сжимающи-
ми.
4.2.3. Технологические возможности процесса
Основные параметры процесса формообразования оживальных
оболочек:
• степень деформации, в том числе ее предельные и допусти-
мые значения;
• максимальное технологическое усилие;
• удельное усилие, действующее на инструмент;
• величина рабочего хода инструмента.
Обжим оболочек характеризуется неравномерностью дефор-
мации вдоль образующей. Наиболее деформированной является
зона оживальной части, расположенная вблизи опасного сечения.
Поэтому для оценки общей, накопленной за две стадии деформа-
ции, на любой z-й операции принят итоговый коэффициент обжи-
ма, определяемый как отношение наружного диаметра штампуе-
мого полуфабриката в нижнем расчетном («опасном») сечении </,
к наружному диаметру исходной заготовки Do, т.е.
mi=di!D0. (4.1)
Размер di часто в чертеже не указывается и рассчитывается по
формуле
-г,)2 + 0,5Д>], (4.2)
где /?„, - наружный радиус кривизны оживальной части заготовки;
ht - высота оживальной части; SBi - толщина вершины заготовки; г,
- радиус сопряжения оживальной части и вершины заготовки по
внутренней поверхности на z-й операции (рис. 4.7).
317
Рис. 4.7. Эскиз заготовки после z-й операции
На первой стадии деформирования коэффициенты обжима
рассчитываются без учета принудительного утонения стенки на
второй стадии:
где </к, = </, -25,н- внутренний диаметр заготовки в нижнем расчет-
ном сечении после деформирования на г-й операции; 5,н - толщи-
на стенки заготовки в нижнем расчетном сечении после г-й опера-
ции; - толщина дна исходной заготовки.
На второй стадии процесса при определении степени деформа-
ции в нижнем расчетном сечении учитываются принудительное
утонение стенки и изменение диаметра заготовки:
пД
е(=1п—^2—> (4.4)
>м Сн
При многооперационном формообразовании величина накоп-
ленной деформации определяется по формулам
318
"1.1=П/И- (4.5)
1-1
п
eiZ=^eH, (4.6)
/=1
где - показатели накопленной деформации; mh вц - пока-
затели степени деформации на z-й операции; п - число операций.
Предельная степень деформации (zzznp) - это то ее значение, ко-
торое сопровождается разрушением заготовки на первой стадии в
«опасном» сечении с образованием поперечной трещины.
На величину предельной до разрушения степени деформации
zzznp влияют основные технологические факторы: марка и механи-
ческие свойства материала исходной заготовки; относительный
радиус кривизны инструмента и штампуемой оболочки
(у = 2Z?p,/Z9); относительная толщина стенки Sg /SH ; условия
контактного трения (вид технологического покрытия, коэффици-
ент трения у).
Так как перед «обжимом» заготовка отжигается, то механиче-
ские свойства материала соответствуют отожженному состоянию.
Наличие на заготовках медного, латунного и томпакового покры-
тий в сочетании со смазкой (машинное масло) соответствует кон-
тактным условиям при коэффициенте трения/=0,10. Деформиро-
вание заготовок без покрытия с машинным маслом приближенно
равноценно условиям трения, когда/ = 0,15.
При наличии прочного металлического покрытия все приме-
няемые смазки не дают ощутимого эффекта, так как основную
роль в создании благоприятных контактных условий играет проч-
ная пленка пластичного металла, способная на протяжении всего
процесса деформации удерживать жидкую смазку.
Влияние условий трения оказывается примерно одинаковым
для оболочек с различной кривизной и разным соотношением
толщины дна и боковой стенки.
Деформированные заготовки без покрытия, как правило, име-
ют качество поверхности хуже, чем с покрытием.
С увеличением относительного радиуса кривизны фигуры обо-
лочки у,- = 27?Н(/Df предельные коэффициенты формоизменения
zzznp возрастают, что связано с ростом растягивающих напряжений
в опасном сечении заготовки на первой стадии. Это ограничивает
319
технологические возможности процесса и требует увеличения
числа операций.
С увеличением отношения толщины Sg/sa значение wnp
уменьшается, что расширяет технологические возможности про-
цесса. Большая толщина дна способствует уменьшению растяги-
вающего напряжения ор за счет увеличения площади поперечного
сечения в зоне наиболее вероятного разрушения, но в то же время
приводит к некоторому увеличению изгибающего момента при
втягивании дна заготовки. Влияние отношения S°/s на wnp при-
ближенно может быть учтено формулой
™пр = ™пр - к:
сД
•s — -1
5 S
(4.7)
где 7ипр- предельный коэффициент для заготовок с Sg /sa = 1,0;
ks - коэффициент (ks =0,212 для стали Икп; ks= 0,125 для биме-
талла-3; ks = 0,106 для стали 11ЮА).
Допустимое значение коэффициента «обжима» назначается в
зависимости от его предельного значения wnp с учетом коэффици-
ента запаса пластичности кт, исключающего с определенной ве-
роятностью разрушение заготовки, т.е.
^доп ~ кт^пр > (4-8)
где кт = 1,02... 1,05.
Максимальное за весь процесс формообразования оживальной
части оболочки технологическое усилие развивается в конечный
момент штамповки и определяется работой, которую совершает
пуансон, утоняя стенку и преодолевая силы трения:
Р-Рф+Р^+ДР,
(4-9)
где Рф - составляющая усилия, затрачиваемая на утонение стенки;
Лр - составляющая усилия, затрачиваемая на преодоление сил
трения; ДР - усилие редуцирования дна.
Максимальное усилие определяется в основном составляющи-
ми Рф и Рур и в большей степени зависит от протяженности участ-
ка утонения стенки, условий трения, геометрии рабочего инстру-
мента, способности материала упрочняться и от некоторых других
факторов:
320
• степени принудительного утонения стенки вершины;
• коэффициента обжима (w);
• радиуса кривизны фигуры оболочки (у);
• условий контактного трения (/);
• механических свойств материала заготовки (ов).
Увеличение характеристик сопротивления деформированию
(о0,2> Ов, о,), степени утонения стенки, относительного радиуса
кривизны у и коэффициента трения f способствует росту мери-
диональных и нормальных контактных напряжений, удельных
усилий q и полных технологических усилий. Усилие, затрачивае-
мое в конце второй, завершающей, стадии, в 2-5 раз превосходит
максимальное усилие на первой стадии, когда заготовка втягива-
ется в полость матрицы. Формулы для расчета усилий приведены
в подразд. 4.5.
4.3. Технологические особенности процесса ступенчатого
формообразования
Ступенчатый способ отличается от бесступенчатого тем, что
полуфабрикаты на промежуточных операциях имеют ступенча-
тую форму.
Анализ показывает, что наиболее рациональной является двух-
операционная схема ступенчатого способа, когда только на пер-
вой операции заготовке придают ступенчатую форму.
На первой операции цилиндрический пуансон деформирует
часть заготовки по схеме комбинированной вытяжки (рис. 4.8, а).
Цель операции - максимальное уменьшение диаметра заготовки.
Поэтому здесь применяется такая форма рабочего инструмента,
которая позволяет получить наибольшую деформацию по диамет-
ру. Операция происходит также в две стадии. Первая стадия -
деформирование заготовки без принудительного утонения, в те-
чение которого осуществляется пространственный изгиб донной
части и оформление конического участка ОПД. Формоизменение
характеризуется действием в опасном сечении растягивающих
меридиональных ор и тангенциальных ста напряжений. Вторая
стадия процесса начинается с момента втягивания заготовки в
нижнюю цилиндрическую часть матрицы. При этом плоская схе-
ма напряженного состояния в нижней части заготовки меняется на
объемную вследствие возникновения нормальных сжимающих
321
напряжений о„. На этой стадии происходит принудительное уто-
нение стенки кольцевого участка дна и образование цилиндриче-
ской ступени. Смена стадий соответствует критическому моменту
деформации, когда возможен отрыв дна.
Рис. 4.8. Технологические схемы ступенчатого способа вытяжки-раздачи: а -
первая операция; б - вторая операция; в - характер изменения технологических
усилий
На второй, чаще всего завершающей, операции происходит
окончательное формирование оболочки (рис. 4.8, б). Формообра-
зование радиусного профиля осуществляется за счет раздачи фи-
гурной части, вытяжки донного участка и формовки стенки заго-
товки. При движении пуансона вниз на участке раздачи
действуют растягивающие тангенциальные ое и сжимающие ор
меридиональные напряжения. При достижении пуансоном дна
начинается процесс вытяжки верхней части оболочки. После того,
как поверхность заготовки войдет в полное соприкосновение с
поверхностью матрицы, происходит объемное деформирование
по толщине и калибровка радиусной части. В этот момент схема
напряженного состояния соответствует всестороннему неравно-
мерному сжатию, что подтверждается резким возрастанием де-
формирующего усилия.
Такая последовательность штамповки позволяет повысить сте-
пень деформации на первой операции за счет наиболее оптималь-
ной (с точки зрения комбинированной вытяжки) формы рабочего
322
инструмента и увеличить допустимую степень деформации на
второй операции вследствие образования протяженной зоны раз-
дачи и уменьшения участка вытяжки.
Таким образом, процесс вытяжки-раздачи как на первой, так и
на последующих операциях представляется состоящим из двух
стадий. Первая, в течение которой происходит основное формо-
изменение, соответствует вытяжке или вытяжке-раздаче куполо-
образных деталей в глухой матрице с радиусным рабочим профи-
лем. Вторая стадия по схеме приложения сил и характеру течения
металла представляет собой объемную формовку. Более полную
картину формоизменения и соотношения основных этапов про-
цесса дает экспериментальное исследование НДС заготовок.
На начальной, нестационарной, стадии первой операции сту-
пенчатого способа формообразования (рис. 4.9, а) характер изме-
нения параметров деформированного состояния тот же, что и при
бесступенчатом способе, - в коническом участке происходит
увеличение размеров в меридиональном направлении и уменьше-
ние в окружном. Толщина стенки примерно на длине двух третей
конического участка увеличивается, а в нижней его части умень-
шается. Параметры напряженного состояния также имеют похо-
жий характер распределения в сравнении с бесступенчатым спо-
собом, только при одинаковом уменьшении диаметров величина
растягивающих напряжений ор меньше, чем при бесступенчатом
способе. Это объясняется меньшей протяженностью ОПД и
меньшей площадью контактной поверхности.
На второй стадии (рис. 4.9, б), когда вытяжка ведется в стацио-
нарном режиме, характер изменения ер и eq сохраняется при зна-
чительном увеличении участка максимальной деформации. То же
происходит и с толщиной стенки, но при этом вначале она увели-
чивается, а затем тот же участок подвергается утонению по мере
протягивания заготовки через цилиндрический поясок. Поэтому
на большей части протянутой заготовки толщина остается как бы
неизменной по сравнению с исходной, т.е. подтверждается немо-
нотонный характер пластической деформации.
На второй операции ступенчатого способа (рис. 4.10) всю пла-
стическую область также можно разбить на два участка: участок
раздачи и участок вытяжки. В этом случае, по сравнению с бес-
ступенчатым способом, участок раздачи более протяженный и
проявляется рельефнее. Значительно больше по абсолютной вели-
323
чине компоненты и интенсивность деформированного состояния.
В результате существенно увеличиваются интенсивность напря-
женного состояния о, и сжимающие ор напряжения. Такой харак-
тер распределения напряжений и деформаций способствует за-
метному уменьшению напряжений растяжения ор и ае в зоне
сопряжения стенки с дном, т.е. в «опасном» сечении. Поэтому для
ступенчатого способа, при прочих равных условиях, на первой и
второй операциях достижима большая степень деформации по
сравнению с бесступенчатым.
Рис. 4.9. Распределение параметров НДС заготовки на первой операции ступен-
чатого способа вытяжки-раздачи (материал - сталь 11ЮА, = 0,65; а = 10";
1,0)
Так же как и для бесступенчатого способа, предельная сте-
пень деформации в ступенчатом определяется прочностью заго-
товки в опасном сечении. Критическое состояние заготовки на
первой операции соответствует моменту перехода от первой ко
второй стадии и началу принудительного утонения придонного
участка.
Допустимая степень деформации может быть установлена из
условия прочности «опасного» сечения: ортах [о], где ортах -
максимальное растягивающее напряжение; [о] - допустимое на-
пряжение.
324
Рис. 4.10. Распределение параметров н.д.с. заготовки на второй операции сту-
пенчатого способа вытяжки-раздачи (первая стадия) (материал - сталь 11ЮА,
= 0,70; = 0,50; а = 10"; у2 = 15"; S^S= 1,0)
Вторая стадия отличается от первой тем, что в начале осущест-
вляется раздача ступени и вытяжка вершины. После этого проис-
ходит принудительное утонение стенки при создании в зоне очага
деформации всестороннего неравномерного сжатия. Поэтому
предельная деформация также ограничивается условием прочно-
сти в опасном сечении.
Наиболее благоприятными на второй операции следует считать
такие условия, когда диаметр полуфабриката после первой опера-
ции минимальный, а се высота нс менее высоты оживальной час-
ти готовой оболочки. Такое соотношение размеров способствует
созданию наибольшей по протяженности зоны раздачи, уменьша-
ет растягивающие напряжения орп1ах и повышает несущую спо-
собность опасного сечения.
4.4. Контроль качества
Оболочки после обжима контролируются по форме и разме-
рам - лекальный контроль, по состоянию поверхности - визуаль-
ный осмотр.
325
При лекальном обмере контролируются:
• фигуры оживальной части оболочки и вершины;
• наружный диаметр вершины;
• наружный диаметр цилиндрической и оживальной частей
оболочки;
• длина оживальной части оболочки;
• внутренний диаметр расправленной части оболочки;
• толщина стенки и разностенность.
Контролируемые размеры и тип применяемого контрольно-
измерительного инструмента приведены в табл. 4.2. Контроль
диаметра вершины осуществляется шаблоном с проходным и не-
проходным размерами.
Таблица 4.2
Контроль размеров полуфабрикатов и готовых оболочек при «обжиме»
Операция Контролируемые размеры Контрольно- измерительный инструмент
Первый и про- межуточный обжимы Профиль оживальной части Шаблон на профиль оживальной части
Диаметр цилиндрической части оболочки Кольцо на диаметр цилин- дрической части оболочки
Последний об- жим Профиль оживальной части Шаблон (лекало) на фигу- ру оживальной части
Диаметр цилиндрической части оболочки Кольцо на диаметр цилин- дрической части оболочки
Профиль вершины Шаблон на вершину оболочки
Высота оживальной части оболочки Прибор на длину оживаль- ной части оболочки
Толщина стенки в контроль- ном сечении Прибор для замера толщины стенки
В проходном размере вершина оболочки касается вершины
шаблона, в непроходном входит с просветом. Проверка диаметра
оживальной части осуществляется прибором с проходным и не-
проходным кольцами, проверка фигуры оживальной части - по
шаблонам (лекалам). При удовлетворительном профиле оболочка
вершиной должна упираться в донышко шаблона и оживалом
сливаться с фигурой шаблона или иметь равномерный просвет.
326
Длина оболочки проверяется скобой - лекалом, внутренний диа-
метр расправленной оболочки - калибром.
Толщина стенки и разностенность замеряются на определен-
ном расстоянии от торцового среза специальным прибором с мик-
рометрическим винтом.
При визуальном контроле выявляется целый ряд дефектов, яв-
ляющихся результатом неудовлетворительной наладки и установ-
ки рабочего инструмента, неправильного проектирования инстру-
мента, некачественного материала и низкой культуры
производства (табл. 4.3).
Таблица 4.3
_________Виды и причины брака при «обжиме» пульных оболочек__
Вид | Причина
Визуальный осмотр
Царапины на наружной и внутренней поверхностях Отслаивание хрома на рабочих по- верхностях инструмента. Налипание металла на поверхность рабочего ин- струмента. Загрязненная смазка, тре- щины на матрице
Помятости и забоины Неправильная работа питателя, съемника
Отпечатки на поверхности Попадание грязи в рабочую по- лость матрицы
Образование выступа на вершине Неправильный размер выталкива- теля или неточная его установка
Отпечаток (венчик) на вершине Неудовлетворительная (изношен- ная) матрица, недостаточно металла в вершине
Прорыв вершины Низкий коэффициент обжима, не- удовлетворительные механические свойства полуфабрикатов, влажный или загрязненный полуфабрикат, вы- крошена рабочая часть пуансона
Трещины поперечные, продольные наружные и внутренние Заниженные коэффициенты обжи- ма, неправильный режим отжига на вытяжках, выкрошенный рабочий ин- струмент
Лекальный контроль
Косая фигура оболочки, наплыв на оживале, перелом, неплотное приле- гание или неравномерный просвет по шаблону Не сцентрирован пуансон относи- тельно матрицы, неправильная фигу- ра матрицы или пуансона, расслоение металла
Тупая вершина Неточная установка рабочего инст- румента или неточное его изготовле- ние
Большой или малый диаметр вер- шины Неправильно установлен рабочий инструмент
327
4.5. Технологические расчеты
4.5.1. Исходные данные и последовательность расчетов
Исходные данные:
• маршрутный технологический процесс;
• чертеж готовой детали.
Последовательность расчета:
• определение размеров конечной штампованной заготовки
(после последнего «обжима»);
• определение уровня технологичности конструкции изделия и
штампованной конечной заготовки (ТКИ);
• расчет размеров исходной заготовки;
• расчет количества операций;
• расчет размеров заготовок по операциям;
• расчет исполнительных размеров рабочего инструмента;
• расчет технологических усилий.
Технологические процессы, применяемые в отрасли для изго-
товления оболочек, имеют единую структуру и включают в себя
группу основных, вспомогательных (подготовительных) и кон-
трольных операций. В группу основных входят вырубка-свертка,
вытяжка, «обжим», расправка, обрезка и некоторые другие опера-
ции, в зависимости от конструкции оболочек. Термохимические
операции, применяемые в типовых технологических процессах,
могут быть отнесены как к основным (рекристаллизационный от-
жиг, формирующий механические свойства цилиндрической час-
ти оболочки; латунирование, фосфатирование, вводимые с целью
предотвращения коррозии), так и к подготовительным (отжиг для
снятия наклепа между штамповочными операциями, травление,
промывка, фосфатирование и т.д.).
Особая значимость основных операций определяется тем, что
они окончательно формируют конструктивные элементы и обес-
печивают качество оболочки, требуемое чертежом: точность гео-
метрических размеров, формы головной части, высокая прочность
и достаточная пластичность цилиндрической части. Эти качества
существенно влияют на надежность функционирования изделия,
когда на ослабленную стенку действуют центробежные силы,
способные ее разрушить.
328
Формирование радиусного профиля оболочки осуществляют за
несколько операций «обжима», которые в зависимости от формы
инструмента проводят по схеме вытяжки-раздачи.
4.5.2. Расчет размеров конечной штампованной заготовки
Все необходимые для расчета размеры конечной заготовки
принимают равными соответствующим чертежным размерам го-
товой оболочки. При этом основные определяемые размеры сле-
дующие (рис. 4.11):
Рис. 4.11. Эскизы готовой оболочки (а) и конечной заготовки (б)
• номинальный наружный диаметр цилиндрической части (в
верхнем и среднем расчетных сечениях - в.р.с., с.р.с.) Dn=Dn=D-,
• номинальный наружный диаметр в нижнем расчетном се-
чении (н.р.с.) dn - d;
• внутренний диаметр в нижнем расчетном сечении
dm = dK=
• наружный радиус оживальной части RHn = Лн;
• внутренний радиус оживальной части Лвл - Яв;
329
• внутренний радиус сопряжения вершины с оживальной ча-
стью гп = г;
• номинальная толщина стенки цилиндрической части (в
верхнем и среднем расчетных сечениях) SnB = Snc = 5„;
• номинальная толщина в нижнем расчетном сечении S„H= S";
• толщина вершины 5ВН= SB;
• наружный диаметр вершины dm = Не-
линейные размеры конечного полуфабриката назначают по
соответствующим чертежным размерам готовой оболочки, высоту
цилиндрической части полуфабриката h рассчитывают по высоте
цилиндрической части оболочки с учетом припуска на обрезку:
hm =(1,25...1,ЗОХ//-Л); (4.10)
Hn=h + hw’ (4.11)
han=r~, (4.12)
hBn=H-S3- (4.13)
hn=h-SB-r; (4.14)
han=h“+Sa. (4.15)
4.5.3. Оценка технологичности конструкции конечной
штампованной заготовки
Под технологичностью конструкции изделия - оболочки по-
нимают степень пригодности ее к изготовлению с обеспечением
заданных технических требований тем или иным способом при
минимальных затратах средств и времени. Уровень технологич-
ности детали зависит прежде всего от конструктивных характери-
стик, хотя на него могут влиять характер и техническая оснащен-
ность производства, применяемые способы обработки и т.д.
Уровень технологичности большинства выпускаемых пред-
приятиями оболочек может быть оценен следующими показате-
лями:
• итоговым коэффициентом обжима m=d/D'.
• относительным радиусом кривизны головной части y=2RH/D-,
• соотношением между внутренним и наружным радиусами
кривизны RH/RB,
• относительной толщиной стенки S/D-,
330
• относительной высотой оболочки H/D\
• относительной толщиной вершины оболочки S^/S;
• законом-распределения толщины вдоль образующей SH/S;
• относительным радиусом сопряжения вершины r/S;
• механическими свойствами материала (характеристиками со-
противляемости деформированию о0,2, ов, Оф и пластичности е,-у,
£ф);
• наличием на поверхности оболочки покрытия из пластичного
материала.
Влияние приведенных показателей на уровень технологично-
сти оболочек неравнозначно. Например, при сравнительном ана-
лизе конструкций механическими свойствами материала можно
пренебречь, поскольку для изготовления оболочек применяют две
марки материалов: сталь Пкп и биметалл-3. Указанные материа-
лы имеют практически одинаковый химический состав и, по су-
ществу, не различаются своими механическими характеристика-
ми. Изготовление основных конструктивных элементов
производится операциями вытяжки и «обжима». Поэтому техно-
логичность следует оценивать в первую очередь с точки зрения
пригодности конструкции этой детали к указанным способам об-
работки. Показатели технологичности оболочек приведены в
табл. 4.4.
Таблица 4.4
Контрольные у ровни показателей ТКИ оболочек
Уровень технологич- ности d/D 2RJD Лн/Л SJS r/S S/D H/D
Высокий 0,5 5 1,0 1,0 1,6...2,5 1,0... 2,0 Более 0,10 1,5
Средний 0,3... 0,5 5. ..15 1,0 1,0 1,2... 1,6 0,5... 1,0 0,07... 0,10 1,5... 4,0
Низкий Менее 0,3 Более 15 1,0 1,0 1,0...1,2 0,5 0,05... 0,07 4,0
Технологичность оболочки снижается с уменьшением коэффи-
циента обжима m=d/D, относительного радиуса сопряжения вер-
шины r/S, относительной толщины вершины S„/S, а также с увели-
чением радиуса кривизны фигуры 2RJD. Относительно малая
331
толщина вершины (S^/S < 1,0) снижает прочность оболочек и за-
трудняет их изготовление. При большой толщине вершины
(SR/S > 2,0) в конце обжима резко возрастают удельные нагрузки
на инструмент. С уменьшением относительной толщины стенки
S/D возникает опасность складкообразования и необходимо
большое количество вытяжных операций. Оболочки, у которых
толщина в нижнем расчетном сечении меньше, чем в верхнем
(5„/5° < 1,0), сложны в изготовлении, и на операциях обжима не-
обходимо прилагать более высокие нагрузки на инструмент.
Выбор способа обжима оболочек также зависит от показате-
лей, характеризующих уровень их технологичности. При наличии
большого радиуса кривизны оживальной фигуры (2R„/D = 10... 25
и более) рекомендуется применять ступенчатый обжим. Он по-
зволяет довести количество операций обжима до двух, сущест-
венно снизить усилие деформирования, особенно на первой опе-
рации, упростить форму рабочего инструмента, повысить его
стойкость.
При относительно небольших радиусах кривизны {2R»/D = 10)
и суммарных коэффициентах обжима /и>0,3 эффективно приме-
нение бесступенчатого обжима. Для изготовления оболочек, тол-
щина стенки у которых уменьшается от верхнего к нижнему сече-
нию (5н/5°<1,0), предпочтительнее ступенчатый обжим. Это
объясняется тем, что при деформировании заготовки по бессту-
пенчатой схеме на первом этапе происходит естественное утол-
щение стенки в зоне, прилегающей к нижнему расчетному сече-
нию. Поэтому для последующего принудительного утонения
стенки по всей поверхности радиусной части необходимы значи-
тельные удельные нагрузки на инструмент. В то же время такое
распределение толщины ступенчатым обжимом не требует како-
го-либо заметного изменения силового режима и достигается по-
следовательным утонением стенки в кольцевом зазоре между пу-
ансоном и матрицей на первой операции. Для изготовления
оболочек к изделиям малых и средних относительных размеров
также рекомендуется применять ступенчатый обжим, так как при
бесступенчатом из-за воздействия большого технологического
усилия возможен изгиб пуансона и даже его поломка.
Анализ режимов проведения операций в производственных ус-
ловиях свидетельствует о несоответствии между показателями
технологичности и количеством применяемых операций обжима
332
оболочек. Поэтому количество операций обжима, как правило, за-
вышено (3-4). Если же придерживаться рекомендаций по рацио-
нальному построению процесса формоизменения оживального
профиля, то это количество может быть сведено к двум. Эти ре-
комендации, рассчитанные по методике, изложенной ниже, были
реализованы в технологиях изготовления оболочек к изделиям
различного назначения и прошли производственную проверку.
4.5.4. Расчет размеров исходной полой, с дном заготовки
Основные расчетные размеры исходного полуфабриката (рис.
4.12):
• наружный диаметр Do;
• толщина сечения в верхнем и нижнем расчетных сечениях
Г» В Г Н.
*^о 9 ^0 9
• высота Но;
• внутренний радиус сопряжения стенки с дном г0;
• толщина дна Sg .
Диаметр и толщину сечения исходного полуфабриката прини-
мают равными:
(4-15)
(4.16)
5ОВ=5„В, (4.17)
где До - нижнее отклонение на диаметр цилиндрической части
оболочки.
Толщина дна исходного полуфабриката для оболочек, имею-
щих форму, близкую к полусферической,
5ОД=5В. (4.18)
Толщина дна исходного полуфабриката для оболочек, имею-
щих остроконечную форму,
5Д =(0,75...0,95)$в. (4.19)
Внутренний радиус сопряжения цилиндрической и донной
части исходного полуфабриката принимают исходя из оптималь-
ных условий проведения последней вытяжки:
ro=(2,0...2,5)S". (4.20)
333
Высоту полуфабриката Но рассчитывают из условия равенства
объемов готовой оболочки и заготовки с учетом отхода части ме-
талла, идущего на обрезку:
н = Ur -£>2s* + 1
450B(z)-50Bj
где Иож - объем оживальной части готовой оболочки.
Рис. 4.12. Эскиз исходного
полуфабриката
Объем оживальной части Иож нахо-
дят как разность объемов, ограничен-
ных наружным Ин и внутренним Ив
профилями:
Гож = • (4.22)
Приближенно объем оживальной
фигуры V (Ин, Ив) со смещенным и не-
смещенным центром кривизны может
быть рассчитан как объем усеченного
конуса Ик:
И = (1,10... 1,15)ИК ~0,3/г(г>2 + d2 + Dd),
(4.23)
где Dud - соответственно большее и
меньшее основания усеченного конуса;
h - его высота.
4.5.5. Расчет количества операций
Исходные данные:
• относительный радиус кривизны оживальной части оболочки
у —IRJD',
• итоговый коэффициент обжима с учетом принудительного
d + 2•S*
утонения стенки т^_ -----------
А)
• итоговый коэффициент обжима без учета принудительного
dK„ + 2 • S*
утонения стенки М;
Do
• материал оболочки и его механические свойства.
Чтобы определить количество операций, необходимо последо-
вательно проверить возможность изготовления оживального про-
334
филя оболочки за одну, две и большее число операций, исходя из
условия прочности полуфабриката при принятом оптимальном
характере изменения радиусов кривизны по операциям.
Возможность изготовления оболочки за одну операцию оцени-
вается следующим образом. По заданному значению у =2RU/D оп-
ределяют по графику mnpi (рис. 4.13) и сравнивают его с т^. Если
wi > wnpl, то фигуру головной части можно изготовить за одну
операцию. Если же условие не выполняется, то необходимо про-
верить возможность изготовления фигуры за две операции, при-
нимая величину Ду,- = у;_] - у,-. Необходимо учитывать, что с
уменьшением Ду,- предельное значение коэффициента обжима
увеличивается. Если т% > тпр2, то фигура оживальной части обо-
лочки может быть изготовлена за две операции (рис. 4.14).
Рис. 4.13. Зависимость предельных коэффициентов «обжима» на 1-й операции от
радиусов кривизны оживальной части оболочек при бесступенчатом способе
формообразования (а - сталь Икп, б - бим-3): 1 - r/So-l,O-, 2 - r/Sy 1,5;
3-r/So=2,O
Тогда для первой операции можно записать:
У] = у + Ду; (4.24)
Ян1 =Ян+0,5Ду£); (4.25)
- (l,02...1,05)wnpl, (4.26)
для второй
Ян2=Ян; (4.27)
у2 = у ; (4.28)
335
Рис. 4.14. Зависимость предельных коэффициентов «обжима» за две операции
от радиусов кривизны оживальной части оболочек при бесступенчатом способе
формообразования (а - сталь 11кп, б- бим-3): / — Ду= 15; 2 - Ду=20; 3 - Ду=25
336
По аналогии оценивается возможность формообразования обо-
лочки за три операции (предельные значения коэффициентов оп-
ределяются по графикам, рис. 4.15). При этом относительные ра-
диусы кривизны определяют, пользуясь соотношениями
Рис. 4.15. Зависимость предельных коэффициентов «обжима» затри операции от
радиусов кривизны оживальной части оболочек при бесступенчатом способе
формообразования (а - сталь 11 кп, б - бим-3): / - Ду=15; 2 - Ду=20; 3 - Ду=25
337
При применении способа ступенчатого формообразования
оболочек предельные значения коэффициентов /и„р1, /ипр2 назна-
чают из рис. 4.16, 4.17.
Рис. 4.16. Зависимость /ппр| от угла конусности матрицы а на первой опера-
ции ступенчатого способа вытяжки-раздачи: / — бим-3; 2 — сталь 11 кп
Рис. 4.17. Область допустимой де-
формации иа второй операции сту-
пенчатого способа вытяжки-раздачи:
/ - бим-3; 2 - сталь 11 кп
Для оценки правильности оп-
ределения количества операций
после установления радиусов
кривизны и коэффициентов об-
жима необходимо проверить за-
«готовку на прочность в опасном
сечении на каждой операции по
условию
О,тах<Ы. (4-29)
где Oimax - максимальные напря-
жения, действующие в опасном
сечении на z-й операции;
О/тах - о/рпшх при бесступенча-
том обжиме и на второй опера-
ции ступенчатого обжима,
07пих= отитах НЭ ПСрВОЙ ОПСрацИИ
ступенчатого обжима; [ст] -
допустимые растягивающие напряжения для опасного сечения
заготовки.
Действующие напряжения рассчитываются по следующим
формулам:
338
pi max
Л-a,7 , fi ск^:-а,} ।
cosa,-p(- АГ?+1 Kt Kt
2-К: -(>i:-2 + e~K‘w‘ "I
+-------- >-------- ’
я7+1 J
(4.30)
где А=\ - для первой операции бесступенчатого обжима; Л=1,3 2 -
для последующих операций бесступенчатого и для второй опера-
ции ступенчатого обжима;
(4-31)
- интенсивность напряженного состояния в зоне очага деформа-
ции на первой операции бесступенчатого обжима;
<3ц
(4.32)
- интенсивность напряженного состояния в зоне очага деформа-
ции на последующей (z-й) операции бесступенчатого и на второй
операции ступенчатого обжима;
«,• = л/у? + ’ (4-33)
Р,=У,- —; (4-34)
У/
^•=/-(у,+1). (4.35)
где f - коэффициент трения (для биметаллических и латунирован-
ных заготовок/= 0,10); = 0 - для первой операции бесступен-
чатого обжима. Для последующих операций бесступенчатого и
второй операции ступенчатого обжима:
ч=—7у2 -(у, -1 + с,)2 ; (4-36)
У,-
С,-= ЛГ-у,_1+1; (4.37)
339
^zlmax
где
Y,-i -Ь2 .
h2 +b2 ’
6 = Y,-i 'УЛ
Л = X - у - T| + a;
а = дМ -(yz-I + ^s,)2 ’
y = vy,2 -(y,- -i + "Vi)2;
п = А2 -(yz-i+^d)2 ;
1+-4— 1-
sina
1 - m, ms
ctp
1,15-a,-
-vy
sina ms
(4.38)
(4.39)
(4.40)
(4.41)
(4.42)
(4.43)
(4.44)
CTp sina
•In—+
ms 1,15-a, 2
(4-45)
для отожженных заготовок;
°i = CTb
/И] - d* I Dq- коэффициент обжима на первой операции ступен-
чатого обжима; ms = S" /5Д - коэффициент утонения придонно-
го участка заготовки; d", Si" - соответственно диаметр и толщина
стенки полуфабриката после первой операции ступенчатого об-
жима; a - угол конусности матрицы на первой вытяжной опера-
ции ступенчатого обжима.
Допустимые напряжения могут быть определены по формуле
о,.у + g,p--?,y-(o>58-E,p -Е,у)
Eip Eiy
(4.46)
где В = r/fr+O^-S1") - для первых операций по обеим схемам об-
жима; 5=1 - для последующих операций; ор - меридиональные
напряжения, действующие в конце первого этапа обжима:
ор = 1,15ол
In — + 0,66 • sin a •
(4.47)
340
(
1 -тх
-Уу
(4.48)
При невыполнении условия (4.29) оценивается возможность
формообразования за три и более операций.
4.5.6. Расчет размеров заготовок на промежуточных
операциях
Исходные данные:
• размеры исходного полуфабриката Do, So", Soa, Но, r0;
• количество операций п;
• коэффициенты обжима по операциям ть т2, ..., тп;
• наружные радиусы кривизны по операциям /?и1, Ru2, , R„n-
Расчетные размеры полуфабрикатов по операциям:
• диаметры в расчетных сечениях 7),-, </,;
• толщины стенок в расчетных сечениях S,B, S", Sf;
• толщина вершины SBi;
• высоты Л,-, 77,;
• радиусы сопряжения г,.
Последовательность расчета и расчетные формулы для опреде-
ления размеров полуфабрикатов по операциям приведены в табл.
4.5, 4.6, эскизы полуфабрикатов - на рис. 4.7, 4.11, 4.18.
Таблица 4.5
Определяемая величина Расчетная формула
1 2
Наружный диаметр полуфабриката в верхнем D? и среднем D? расчетных сечениях на z-й операции Принимается равным на всех опера- циях D‘ = Df = Do- D
Наружный диаметр исходного ци- линдрического полуфабриката Do Принимается равным минимальному наружному диаметру цилиндрической части готовой оболочки по чертежу
Наружный диаметр полуфабриката в нижнем расчетном сечении: на первой операции d"; на промежуточной i-й операции d,“; на последней (л-й) операции d„" i • •• о о । rT W 1 5 g « И
Итоговые коэффициенты обжима по операциям лгь лги, ..., т^„ Назначаются по рекомендациям п. 4.5.5
341
Окончание табл. 4.5
1 2
Наружные радиусы кривизны ожи- вальной части полуфабриката по опе- рациям ЛнЬ r„2, ...,r„„ Определяются по рекомендациям п. 4.5.5
Высота оживальной части полуфаб- риката (расстояние между средним и нижним расчетными сечениями): на первой операции Л,; на промежуточной операции Л,; на последней операции h„ 1 " ’о -ттГ ‘О. 7 ? * а-® 04 21 Т 1 'ft? V —> — II II II С С -5!
Толщииа стенки в верхнем S“ и среднем 5,с расчетных сечениях S,“ = S,c = S0‘ Принимается одинаковой на всех операциях
Толщина стенки в нижнем рас- четном сечении S,H = S0“ Принимается одинаковой на всех операциях
Внутренний радиус оживальной час- ти полуфабриката на последней (л-й) операции Лв„ Ли = R, Назначается по чертежу готовой оболочки
Внутренний радиус сопряжения оживальной части и вершины заготов- ки: на промежуточных операциях на последней (л-й) операции г„ г,= (1,0... 1,5) 50в
Высота вершины: на промежуточных операциях Лв, на последней (л-й) операции Л,„ й»,= й,н + 5в/; ^вп ^В
Расстояние от нижиего расчетного сечения до внутренней поверхности вершины полуфабриката: иа промежуточных операциях Л,н; на последней (л-й) операции h" Л,н= г,{1- since,); V = r„(l-sina„)= hH- «1, a2,.... « определяют по рекомен- дациям п. 4.5.5
Толщина вершины: иа промежуточных операциях SB/; на последней (л-й) операции SB„ £>, = £д; 5B„ = SB
Высота цилиндрической части заго- товки: на промежуточных операциях /гш; на последней (л-й) операции hm hm = (Яо- 5д) + Sa(D - S0B)/4 S„B- -VaJn (D- SOB)SOB; Л1„ = (1,25...1,30)Лц
Объем оживальной части заготовки: на промежуточных операциях Кож; Определяют в соответствии с реко- мендациями п. 4.5.4
Полная высота заготовки: на промежуточных операциях //,; на последней (л-й) операции Н„ 342 Hi- Лцг + hi + Лв/; “ ^цл hn + йв,(
Табли ца 4.6
Расчет размеров полуфабрикатов на первой операции ступенчатого
«обжима» ______
Определяемая величина Расчетная формула
Наружный диаметр полуфабриката в верхнем расчетном сечении Dy Z)i= Do
Наружный диаметр исходного ци- линдрического полуфабриката Do Принимается равным минимальному наружному диаметру цилиндрической части оболочки по чертежу D
Наружный диаметр полуфабриката в нижнем расчетном сечении dy dy= ту Dy
Коэффициент «обжима» на первой операции т\ Определяется в соответствии с ре- комендациями п. 4.5.5
Высота нижней цилиндрической части полуфабриката hd hd ~~
Высота фигурной части полуфабри- ката й* йф = (0,9... 1,0)А
Высота оживальной части готовой оболочки h Назначается по чертежу готовой оболочки
Высота конической части полуфаб- риката йв йк = Dt- rf,/2tga
Угол конусности а a=5...12°
Высота верхней цилиндрической части полуфабриката йц ha=Homy2 h^-0,33hK(\+m]2')
Полная высота полуфабриката Hy= Йц+ йф
Высота исходного полуфабриката Но Определяется в соответствии с ре- комендациями п. 4.5.4
Толшина стенки в верхнем расчет- ном сечении S,” Sy^Soa
Толщина стенки в нижнем расчет- ном сечении S," Sy"=S*
Толшина дна 5,д
Радиусы сопряжения конической и цилиндрической частей гв1, гн1 rBl= rHl=(10... 12)S0“
Размеры So“, S„", 50д Определяются в соответствии с ре- комендациями п. 4.5.4
343
Рис. 4.18. Полуфабрикат первой операции ступенчатого «обжима»
4.5.7. Расчет исполнительных размеров рабочего
инструмента
Исходные данные:
• чертеж готовой оболочки;
• размеры полуфабрикатов на операциях;
• коэффициенты обжима на операциях.
Расчетные исполнительные размеры рабочего инструмента:
• диаметры матриц в расчетных сечениях DMi, dMi;
• высота цилиндрической части матрицы /гцм/;
• высота оживальной части матрицы /гМ1;
• радиус кривизны оживальной части матриц RMI;
• диаметры пуансонов в расчетных сечениях Dni;
• высота оживальной части пуансона hni;
• высота вершины пуансона /гр,;
• радиус кривизны оживальной части пуансона Rni;
• радиус закругления кромки пуансона гП/.
Размеры рабочего инструмента рекомендуется рассчитывать
сначала для последней операции, а затем для промежуточных
операций. Размеры инструмента на последней операции (рис.4.19)
344
назначаются по номинальным размерам конечного полуфабриката
(детали) с учетом допусков на его изготовление, степени и на-
правления износа рабочего инструмента, а также распружинива-
ния заготовки после снятия нагрузки. Последовательность расчета
и расчетные формулы приведены в табл. 4.7.
Рис. 4.19. Эскизы рабочего инструмента
Таблица 4.7
Расчет исполнительных размеров рабочего инструмента на последнем
«обжиме» ____ ____
Определяемая величина Расчетная формула
1 2
Диаметр заходной части матрицы DWI Ом„=ГГН(1...2)До]+6м
Наружный диаметр цилиндрической части го- товой оболочки D Назначается по чертежу готовой оболочки
Допуск на наружный диаметр цилиндрической части оболочки До Назначается по чертежу готовой оболочки
Допуск на изготовление рабочей полости мат- рицы 5М Назначается по 7-9-му квалитету
Диаметр матрицы в верхнем расчетном сече- нии £>м„ £>мл=(П-/7и)+6м
Диаметр матрицы в нижнем расчетном сечении ^МЛ 4л=(4влтах-/7й-5у)+8м
Максимальный наружный диаметр вершины полуфабриката 4влтах ^влтах“ ^вл-^!
Номинальный наружный диаметр вершины по- луфабриката Назначается по чертежу готовой оболочки
Припуск на износ Пя /7н=(0,1 ...0,2)/7„
Поле допуска Пд /7л=Д|-Д2
Верхнее А, и нижнее Д2 отклонения на размер Назначается по чертежу готовой оболочки
345
Окончание табл. 4.7
1 2
Величина распружииивания заготовки в ниж- нем расчетном сечении 5У 5у=0,01<4„
Радиус кривизны оживальной части матрицы ^мл- ^нл
Наружный радиус кривизны оживальной части конечного полуфабриката R,,„ Назначается по чертежу готовой оболочки
Высота оживальной части матрицы /1ч„ ^МН~~
Высота оживальной части полуфабриката h„ Назначается по чертежу готовой оболочки
Высота части вершины оболочки, соответст- вующей диаметру dB, hB" Назначается по чертежу готовой оболочки
Высота цилиндрической части матрицы (Лцм)я=(0,6...0,8)П
Радиус закругления входной кромки матрицы ^вп гв„=(2...4)Аов
Диаметр пуансона в верхнем расчетном сече- нии £>„„ Dmi=(D-2Sa*+n„).sa
Припуск на износ Пк Пн=(0,1...0,2)/7л
Поле допуска Пд /Тд^ДгАт
Верхнее А, и нижнее А; отклонения на диаметр оболочки Назначается по чертежу готовой оболочки
Допуск на изготовление пуансона 5П Назначается по 7-9-му квалитету
Диаметр пуансона в нижнем расчетном сече- нии d„„ ^пл”(^клпнп+ ^и+$у)-6п
Минимальный внутренний диаметр оболочки в нижнем расчетном сечении dKnmir, ^клггип” ^к+^2
Нижнее отклонение на внутренний диаметр в нижнем расчетном сечении Д2 Назначается по чертежу готовой оболочки
Величина распружииивания 5V 8у=0,01<4
Допуск на диаметральный размер пуансона в нижнем расчетном сечении 5„ Назначается по 7-9-му квалитету
Высота оживальной части пуансона h„„ 4и=7л.2-№-0-5-(опя-012
Радиус кривизны оживальной части пуансона ^пп
Внутренний радиус кривизны оживальной час- ти оболочки Л, Назначается по чертежу готовой оболочки
Высота вершины пуансона Лп„ Лпп=гпл(1-/гп„/Л)
Радиус закругления кромки пуансона г„„ гпп=г
Внутренний радиус закругления вершины обо- лочки Г Назначается по чертежу готовой оболочки
346
Исполнительные размеры рабочего инструмента на промежу-
точных операциях рассчитываются по номинальным размерам
полуфабрикатов с учетом соответствующих допусков. Припуск на
износ инструмента и распружинивание заготовок, как правило, не
учитываются.
Последовательность расчета и формулы для определения ис-
полнительных размеров рабочего инструмента на промежуточных
операциях обжима приведены в табл. 4.8, 4.9, эскизы рабочего ин-
струмента для первой операции ступенчатого обжима - на
рис. 4.20.
Таблица 4.8
Расчет исполнительных размеров рабочего инструмента
на промежуточных операциях бесступенчатого «обжима»
Определяемая величина Расчетная формула
1 2
Диаметр цилиндрической части матрицы Dxi £>m,=OoHZH(1...2)Ad]+8m
Высота цилиндрической части матрицы (/г11И),- (hm)H0,6...0,VD
Диаметр матрицы в нижнем расчетном сече- нии dMi
Минимальный наружный диаметр полуфаб- риката в нижнем расчетном сечении d," См. табл. 4.5
Допуск на изготовление матрицы 5М Назначается по 7-9-му квалитету
Высота оживальной части матрицы йм/ Л.м>— К+1,2- йв,
Высота оживальной части полуфабриката ht См. табл. 4.5
Высота вершины полуфабриката hBi См. табл. 4.5
Диаметр отверстия под выталкиватель (<7ЧВ), кмВ),=2*[М-Ам,-(Лм,-%)1
Радиус кривизны оживальной части матрицы ^1,/
Наружный радиус кривизны оживальной час- ти полуфабриката См. табл. 4.5
Радиус закруглейия входной кромки матрицы rB,=(2...4)S0B
Диаметр пуансона в верхнем расчетном сече- нии D„i Мп— (£*~2Smm).Sn
Минимальная толшина цилиндрической час- ти полуфабриката Smin *^пйп” *^о ~~^2
Нижнее отклонение на толщину цилиндриче- ской части полуфабриката Д2 Назначается по чертежу готовой оболочки
Диаметр пуансона в нижнем расчетном сече- нии d,„ £>„,=(^'-25,и).8„
347
Окончание табл. 4.8
1 2
Номинальный наружный диаметр полуфаб- риката в нижнем расчетном сечении d: См. табл. 4.5
Толщина стенки полуфабриката в нижнем расчетном сечении S" См. табл. 4.5
Радиус кривизны оживальной части пуансоиа Яп,=Ям/+0,2Р
Радиус закругления кромки пуансона rni гга= И
Внутренний радиус сопряжения оживальной части и вершины полуфабриката г, См. табл. 4.5
Таблица 4.9
Расчет исполнительных размеров рабочего инструмента
на промежуточных операциях ступенчатого обжима
Определяемая величина Расчетная формула
1 2
Диаметр цилиндрической части мат- рицы Du‘ £>/=[£>,+( 1...2)Дд]+&м
Наружный диаметр полуфабриката в верхнем сечении D\ См. табл. 4.6
Допуск на наружный диаметр цилин- дрической части оболочки До Назначается по чертежу готовой оболочки
Диаметр нижией цилиндрической части матрицы dM d^d^
Номинальный диаметр нижней части полуфабриката на первой операции d" См. табл. 4.6
Допуск на изготовление матрицы 5М Назначается по 7-9-му квалитету
Высота верхней цилиндрической части матрицы /гим /гцм=(0,6...0,8)£>о
Наружный диаметр исходного ци- линдрического полуфабриката D„ См. табл. 4.6
Высота нижией цилиндрической час- ти матрицы hdM= hj±O,5h”
Высота нижией цилиндрической час- ти полуфабриката hrl См. табл. 4.6
Высота конусной части матрицы йкм hKM = <7M/2tgaM
Угол конусности матрицы a„=a
Угол конусности переходной части полуфабриката а См. табл. 4.6
348
Окончание табл. 4.9
1 2
Радиус закругления входной кромки матрицы гв rB=(2...4)S0B
Толщина стенки исходного полуфаб- риката в верхнем расчетном сечении SOB См. табл. 4.6
Радиусы сопряжения конической и цилиндрической частей матрицы гм|, Г»2 гм1=гм2=(1,0...1,2)$о'
Диаметр пуансона в верхнем расчет- ном сечении D„ Da=(Dj-2So'\in
Диаметр пуансона в нижнем расчет- ном сечении dn ^П=(^м—25|И).5П
Допуск на изготовление пуаисона 5П Назначается по 7-9-му квалитету
Толщина стенки полуфабриката пер- вого «обжима» в нижнем расчетном сечении См. табл. 4.6
Высота цилиндрической части пуан- сона /гЛ, ^<7п— Лц,м + 0,5t/M
Угол конусности переходной части пуансона ап а„=30...45°
Радиус, сопряжения цилиндрической и конической частей пуансона гп
Радиус закругления кромки пуансона гп гп=(1,5...2,0) So“
Рис. 4.20. Эскизы рабочего инструмента на первой операции ступенчатого
«обжима»
349
4.5.8. Расчет технологических усилий
Для операций бесступенчатого обжима максимальное техноло-
гическое усилие определяется по формуле
ЛпИх = Л + Д^(, (4.49)
где Pj - усилие, затрачиваемое на принудительное утонение стен-
ки полуфабриката на второй стадии обжима; ДР, - усилие де-
формирования донной части полуфабриката;
где ац =1,15- cos 2<р, • о,у
5,- d^-d^'
2 2-5,•
(4.50)
Sj - толщина стенки
оживальной части полуфабриката; </,-диаметр нижнего расчетно-
го сечения полуфабриката после обжима;
Д- —У—; dni =£>-2 /?M,. (l-cosa„,);
costp, sincp,-
a„,- = sin a,----(1,5-0,5ш,- - w?); a,- = —-Jy? - (y -1 + mi )2;
У,- Ji
Ф,- = a' +a"'- ; = я • di • 5д • oB • tg(a,. + p). (4.51)
Величина удельного усилия, действующего на рабочий инстру-
мент в конце процесса обжима, может быть рассчитана по формуле
(4.52)
350
Контрольные вопросы
1. Какие способы штамповки могут применяться для формообразования
оживальной части пульных оболочек?
2. В чем состоит способ бесступенчатого формообразования оживальной
части пульных оболочек?
3. В чем состоят технологические особенности процесса формообразования
заготовки на 1 -й стадии бесступенчатого «обжима»?
4. В чем состоят технологические особенности процесса формообразования
заготовки на 2-й, заключительной, стадии бесступенчатого «обжима»?
5. Какими параметрами характеризуются технологические возможности
процессов штамповки пульных оболочек?
6. В чем состоят технологические особенности ступенчатого формообразо-
вания пульных оболочек?
7. Какие виды контроля применяют в производстве для контроля качества
пульных оболочек?
8. Какие виды брака характерны для процессов штамповки пульных оболо-
чек?
9. Какие исходные данные необходимы для проектирования технологиче-
ских процессов штамповки пульных оболочек?
10. Какие конструктивно-технологические параметры оболочек определяют
технологичность их конструкции?
11. С использованием каких условий производится расчет размеров исход-
ной полой заготовки для оболочки?
12. На применении каких условий ограничения деформации основана мето-
дика расчета количества операций?
13. Как определяются размеры заготовок на промежуточных операциях?
14. Какие технологические факторы и каким образом влияют на усилия
штамповки?
Библиографический список к разд. 4
1. Агеев Н.П., Данилин Г.А., Огородников В.П. Вытяжка в штампах полых
тонкостенных деталей машино- и приборостроения. В 2 ч. Ч. 1. Механические
основы процесса вытяжки. Тверь: ГЕРС, 1997. 336 с.
2. Агеев Н.П., Данилин Г.А., Огородников В.П. Вытяжка в штампах полых
тонкостенных деталей машино- и приборостроения. В 2 ч. Ч. 2. Проектирование
технологических процессов. Тверь: ГЕРС, 1998. 257 с.
351
5. ВЫТЯЖКА-ВЫДАВЛИВАНИЕ
5.1. Характеристика основных схем
Вытяжка-выдавливание - наиболее сложный комбинирован-
ный процесс штамповки - в зависимости от формы исходной за-
готовки и конструкции рабочего инструмента имеет несколько
разновидностей, которые применяют в производстве патронов при
изготовлении гильз, пиростаканов, втулок и т.д. Возможность пе-
рераспределения металла по периметру в процессе штамповки по-
зволяет применять заготовки квадратной и шестигранной формы,
получать полуфабрикаты с минимальной косиной и разностенно-
стью, значительно экономить металл. Форма и размеры заготовки
существенно влияют не только на коэффициент использования
металла, но и на величину допустимой степени деформации, ха-
рактер формоизменения, максимальное значение технологических
нагрузок. Например, применение квадратной или шестигранной
заготовки приводит к образованию неоднородно деформирован-
ных по периметру и высоте зон, может служить причиной образо-
вания продольных складок - трещин во фланце.
Свертка-выдавливание (так в дальнейшем будем называть про-
цесс вытяжки-выдавливания, в котором применяют плоские заго-
товки) в зависимости от соотношения поперечных размеров заго-
товки и приемной части матрицы имеет две основных
разновидности: первая, когда поперечный размер заготовки (диа-
метр) Ао больше диаметра приемной части матрицы DM, и вторая,
когда А о равен DM (рис. 5.1).
Характер формоизменения заготовки с относительно толстой
стенкой (50> 0,52]) исследован на примере свертки-выдавливания
плоской квадратной заготовки из латуни при изготовлении гильзы
к патрону клб. 12,7 мм. На рис. 5.2 показаны меридиональные се-
чения заготовок после каждого этапа нагружений и машинная
диаграмма «Р - /».
На первом этапе зона фланца разделяется на упругую и пла-
стическую области. За ОПД находится часть фланца (фестон) в
упругом состоянии. В процессе втягивания заготовки меридио-
нальные растягивающие напряжения и на краевой части фланца
становятся сжимающими. Схема напряженного состояния пере-
ходит в двухосное сжатие, что приводит к неравномерному пере-
распределению деформации и увеличению высоты втягиваемой
заготовки.
352
а б
в
Рис. 5.1. Схема свертки-выдавливания: а, б - в ступенчатых матрицах
(а - Ао (Do) -D„; б- Ао (Ро)>Ому, в-в конической матрице
Рис. 5.2. Диаграмма Р-1 и вид последовательного изменения формы
квадратной заготовки на свертке-выдавливании
353
По мере продвижения пуансона вниз заготовка сворачивается в
колпак и деформируется в конической части матрицы, т.е. начи-
нается второй этап - вытяжка с утонением и одновременной вы-
садкой торца. За счет разности скоростей перемещения металла в
зонах конуса и приемника на торец заготовки давит бурт пуансона
с постоянно увеличивающейся нагрузкой. Происходит высадка
торца, перераспределение металла по периметру, заполнение впа-
дин между фестонами и зазора приемной части матрицы. Появле-
ние дополнительного давления на торцевой части заготовки
должно уменьшать растягивающие напряжения в зоне сопряже-
ния стенки с дном. Момент начала действия максимального рас-
тягивающего напряжения ctz в этом случае не совпадает с момен-
том завершения формирования ОПД в зоне утонения, поскольку
начинает действовать подпор.
С момента отделения дна заготовки от торца пуансона начина-
ется продольное выдавливание. Металл истекает в зазор между
пуансоном и матрицей, усилие штамповки резко возрастает, схема
напряженного состояния переходит в трехосное неравномерное
сжатие, опасное сечение полностью разгружается. Процесс закан-
чивается примерно при равенстве толщины фланца и верхнего се-
чения цилиндрической части полуфабриката.
В производстве гильз часто встречается вариант свертки-
выдавливания, когда диаметр заготовки равен диаметру приемной
части матрицы: Do- DM (рис. 5.1, а). В этом случае процесс мож-
но представить состоящим также из трех этапов. Вначале проис-
ходит деформирование заготовки по схеме вытяжки сдвигом, ко-
гда диаметр практически не уменьшается, а сразу начинается
утонение стенки заготовки в зазоре между пуансоном и матрицей.
Первый этап продолжается до соприкосновения кромки заготовки
с уступом пуансона; второй этап - вытяжка с высадкой кромки,
третий - прямое выдавливание. Этапа вытяжки сдвигом может и
не быть, так как к моменту проталкивания заготовки через кони-
ческую часть матрицы происходит изгиб периферийной части, ко-
торая вступает в контакт с уступом пуансона. Поэтому фактиче-
ски процесс идет в режиме высадки с одновременным
протягиванием стенки.
Когда кромка заготовки вступает в контакт с боковым уступом
пуансона, величина максимального растягивающего напряжения
должна быть меньше, чем на вытяжке, так как на верхней границе
очага деформации действуют осевые сжимающие напряжения,
354
снижающие растягивающие напряжения ст2. Поэтапный анализ
процесса свертки-выдавливания относительно толстых круглых
заготовок из стали 18ЮА, используемых для изготовления гильз к
патрону клб. 14,5 мм, подтверждает описанный характер формо-
изменения. В этом случае этап высадки-вытяжки короче из-за от-
сутствия фестонов, более интенсивно идет заполнение зазора при-
емной части.
Свертка-выдавливание в матрицах с коническим рабочим про-
филем (5.1, в) предназначена для изготовления конусных деталей
с переменной или постоянной толщиной боковой стенки и утол-
щенным дном. Закон изменения толщины вдоль образующей за-
висит от соотношения углов конусности матрицы и пуансона и
степени деформации на этапе выдавливания. При равенстве углов
ам = а„ толщина стенки будет также неодинаковой, увеличиваясь к
дну. Весь процесс штамповки может быть условно разделен на
два этапа. На первом происходит втягивание заготовки в рабочее
пространство матрицы подобно начальному этапу процесса вы-
тяжки без утонения плоской заготовки. На втором этапе боковая
стенка подвергается сжатию и принудительному утонению за
счет перемещения пуансона и сближения его с поверхностью
матрицы.
Начальный этап деформирования характеризуется уменьшени-
ем поперечных размеров заготовки при небольшом увеличении
толщины кромки и утяжки дна. Величина максимальной дефор-
мации ограничивается возможностью отрыва дна при значитель-
ном перепаде диаметров. Дальнейшее продвижение пуансона вниз
приводит к сжатию боковой стенки, при этом металл течет час-
тично вверх, частично вниз, а донная часть отделяется от торца
пуансона. В очаге деформации начинает действовать схема все-
стороннего неравномерного сжатия, осевые напряжения становят-
ся сжимающими. Изменение схемы действия напряжений благо-
приятно сказывается на предельном состоянии заготовки:
возрастает пластичность металла, повышается несущая способ-
ность опасного сечения. Поэтому разрушение заготовки на этом
этапе не происходит. Однако смягчение схемы напряженного со-
стояния ведет к резкому росту усилия деформирования и сущест-
венному повышению удельных нагрузок на инструмент. Этот
способ свертки-выдавливания применяется для изготовления
гильз к малокалиберному артиллерийскому патрону и широкого
распространения в производстве не получил.
355
Рис. 5.3. Схема вытяжки-
выдавливания полой заго-
товки
Внешним признаком, отличающим вы-
тяжку-выдавливание от свертки-
выдавливания, является применение для
штамповки не плоских, а полых заготовок
с дном и различной формой торца, кото-
рые изготавливают вытяжкой либо вы-
рубкой-сверткой, используя раскрой по-
лосы на квадраты, шестигранники или
кружки. Процесс применяют для изготов-
ления различных элементов патронов: пи-
ростаканов, корпусов трассеров, капсю-
лей, оболочек и других деталей (рис. 5.3).
На рис. 5.4 показаны меридиональные сечения заготовок после
каждого этапа нагружений и машинная диаграмма «Р - /».
Рис. 5.4. Диаграмма Р-1 и последовательное изменение формы полой
заготовки с корончатым торцом на вытяжке-выдавливании
Видно, что при усилии Pi = 33,0 кН пуансон, упираясь в дно и
боковую стенку, вызывает незначительный прогиб дна с одновре-
менным высаживанием фестона. Толщина стенки практически не
356
изменяется, чуть увеличивается общая высота заготовки за счет
прогиба и выпучивания дна. В момент, когда Р2 = 43,0 кН, дно
втягивается в коническую часть матрицы, толщина стенки в верх-
нем сечении фестона увеличивается с 2,80 мм до 3,10 мм. Общая
высота заготовки остается неизменной. При Р3 = 80,0 кН донная
часть достигает нижней границы конического участка матрицы.
Незначительно увеличиваются высота заготовки и толщина стен-
ки фестона с одновременным его укорочением. Толщина дна, в
центре оставаясь постоянной, постепенно уменьшается на 0,10 -
0,15 мм ближе к боковой стенке. Дальнейшее увеличение усилия
до 410 кН ведет к уменьшению высоты фестона с одновременным
увеличением его толщины до 5,60 мм (зазор приемной части zx =
=6,80 мм). Неизменность высоты заготовки свидетельствует об ее
продолжающемся втягивании и высадке.
Таким образом, на начальном этапе происходит процесс де-
формации, подобный вытяжке, - заготовка втягивается в матрич-
ную воронку, где уменьшаются ее диаметр и толщина. От дейст-
вия выступающей части пуансона в месте сопряжения стенки с
дном должна действовать тянущая сила, которая может достигать
максимума к моменту образования конического участка очага де-
формации. На торец заготовки действует дополнительная затал-
кивающая сила, которая не просто создает подпор, но и разгружа-
ет опасное сечение. Уступ пуансона пластически деформирует
стенку, увеличивая ее толщину. В результате высадки верхней
части в зазор между пуансоном и матрицей поступает постоянно
увеличивающаяся толщина стенки.
С момента, когда усилие Р4 = 410 кН, начинает увеличиваться
общая высота деформируемой заготовки, дно опережает торец пу-
ансона, что свидетельствует о начале процесса выдавливания.
Дальнейшее увеличение длины выдавливаемой части сопровож-
дается интенсивным ростом усилия вплоть до Р5 - 480 кН. Затем
усилие стабилизируется, при этом толщина фланца становится
равной: 5ф = 2,2 мм, высота полуфабриката h6 = 38,0 мм. Впадины
окончательно заполнены, и толщина фланца в каждом кольцевом
сечении одинакова. Дальнейшая деформация приводит вновь к
росту усилия из-за критического сближения ступени пуансона с
конусом матрицы.
На неоднородность деформации в верхней части заготовки с
корончатым торцом указывают и проведенные измерения твердо-
сти (рис. 5.5). В выдавленной части заготовки твердость находит-
357
ся в пределах 200...220HV, логарифмическая степень деформа-
ции е,- = 0,9... 1,1 как в сечении по фестону, так и по впадине.
0-...........J... .....—
W 130 160190220 HV 0 0,5 1.0 Е.
Рис. 5.5. Распределение твердости HV и степени деформации е,- по высоте штам-
пуемой детали (материал - биметалл 1): а - /*=200 кН; б - /*=500 кН
В верхней же, высаживаемой, части распределение твердости
по высоте и периметру неоднородно. В сечении по фестонам в на-
чале процесса твердость на кромке уменьшается от 200 HV до
180 HV в конической части. В сечении по впадине в конической
части твердость чуть выше, чем по фестону, - 190 HV. Дальней-
шее формирование заготовки не изменяет уровня твердости на
нижнем участке. Во фланце твердость возрастает у кромки до
230 HV по фестону, затем уменьшается до 190 HV и становится
примерно такой же, как и в сечении по впадине. Степени дефор-
мации на первом этапе процесса в верхнем и нижнем участках со-
измеримы. Следовательно, к началу этапа выдавливания металл в
верхней части значительно упрочнен и упрочнение по высоте и
358
периметру распределено неравномерно. Высокая степень дефор-
мации во фланцевой части ведет к резкому возрастанию техноло-
гического усилия. При значительном формоизменении метод
твердости становится малочувствительным. Представление об ис-
тинной величине деформации на завершающих этапах штамповки
дает картина распределения твердости, которая измерялась после
промежуточного отжига и дальнейшего деформирования заготовки.
На рис. 5.6 показано распределение твердости HV и степени
деформации е,- заготовок, предварительно деформированных со-
ответственно до 200 и 500 кН. Видно, что в нижней части твер-
дость равна исходной (100... 120 HV). В верхней же части она воз-
росла до 230 HV, что соответствует е, = 1,2... 1,4. Поэтому в
реальных условиях штамповки степень деформации верхней час-
ти заготовки может достигать 200% и более (е,-> 2,0).
Рис. 5.6. Распределение твердости HV и степени деформации е, после
промежуточного отжига и последующей штамповки заготовок:
а—Р = 250 кН; б-Р = 410 кН
359
На основании результатов поэтапной деформации плоских и
полых заготовок и анализа изменения усилия штамповки процесс
вытяжки-выдавливания может быть условно разделен на два эта-
па: первый - вытяжка-высадка и второй - выдавливание. На на-
чальном этапе в заготовке выделены три участка: участок высад-
ки, участок вытяжки и недеформируемый участок (уже
претерпевший деформацию).
При движении пуансона вниз на первом участке происходит
высадка с уменьшением высоты и увеличением толщины; наруж-
ный диаметр, ограниченный стенкой матрицы, не изменяется. Вы-
садка идет до момента заполнения металлом зазора приемной час-
ти. В некоторых случаях, при большом зазоре и небольшом
утонении стенки, процесс высадки остается незавершенным до
конца штамповки. На втором участке происходит втягивание за-
готовки в матричную воронку, где уменьшаются диаметр и тол-
щина стенки. Под действием выступающей части пуансона в вы-
ходном сечении заготовки возникает тянущая сила, которая
достигает максимума к моменту образования конического участка
ОПД. По мере продвижения пуансона вниз граничные слои ме-
талла, претерпевшие высадку, переходят в конической участок.
Причем в каждый последующий момент в конический очаг де-
формации переходит постоянно увеличивающаяся толщина стен-
ки. При заполнении зазора приемной части металлом возрастает
усилие со стороны верхней деформирующей ступени пуансона, а
тянущая сила от выступающей его части постепенно уменьшает-
ся. Нижнее опасное сечение разгружается. Наступает момент вы-
давливания, когда металл уже заполнил приемную часть и дно за-
готовки движется с опережением торца пуансона. В зоне
основного ОПД действует схема всестороннего неравномерного
сжатия. Усилие деформирования резко возрастает и стабилизиру-
ется. Условно стационарный этап выдавливания продолжается до
момента соприкосновения уступа пуансона с верхней границей
очага деформации. Дальнейшее утонение фланца заготовки вызы-
вает возрастание усилия деформирования. При этом степень де-
формации металла, особенно в верхней части штампованной де-
тали, достигает большой величины. В связи со схожестью
начального этапа процесса с вытяжкой можно предположить, что
одним из ограничений является возможность отрыва дна при втя-
гивании заготовки в рабочую часть матрицы. Другим ограничени-
ем или критерием допустимой деформации уже на этапе выдавли-
360
вания следует считать высокие технологические усилия и удель-
ные нагрузки на инструмент, которые при превышении допусти-
мых могут привести к его поломке. Кроме того, при использова-
нии призматических заготовок и полых с корончатым торцом не
исключена опасность образования продольных складок из-за не-
достаточной высадки фестонов, что также ограничивает возмож-
ность процесса и может быть принято в качестве одного из крите-
риев допустимой степени деформации.
На рис. 5.7 приведены графики изменения усилия и его состав-
ляющих на этапе высадки-вытяжки, действующих на заготовку со
О Ь 8 I, мм 0 8 [.мм
6 г
Рис. 5.7. Характер изменения технологического усилия (/) и его составляющих
на уступе (2) и выступающей части пуансона (3), на этапе высадки-вытяжки
полых заготовок с плоским (а, б) и корончатым (в, г) торцом
361
Тянущее усилие (кривая 3) получено путем вычитания из об-
щего усилия (кривая 7) составляющей (кривая 2), приложенной к
уступу пуансона. Изменение тянущего усилия существенно отли-
чается от изменения общего усилия и составляющей, действую-
щей на торец высаживаемой части заготовки. Во всех случаях
кривая 3 постепенно нарастает до максимальной величины, а за-
тем уменьшается до нуля. Увеличение угла конусности матрицы
ам ведет к росту максимума тянущего усилия и к некоторому со-
кращению протяженности кривой 3. Это объясняется уменьшени-
ем размеров участка вытяжки и ухудшением условий деформиро-
вания при увеличении угла. В случае деформирования заготовок с
корончатым торцом максимальное тянущее усилие больше, чем
при штамповке заготовок, изготовленных из кружка. Объясняется
это менее интенсивным действием подпора на торце, разгружаю-
щим опасное сечение, и тем, что в этом случае медленнее запол-
няется металлом зазор приемной части матрицы.
Характер изменения и величина технологического усилия на
этапе выдавливания также зависит от целого ряда факторов
(рис. 5.8). Кроме абсолютных размеров заготовки, механических
свойств материала, условий трения, особо следует выделить отно-
сительную толщину стенки заготовки, соотношение степеней де-
формации по уменьшению диаметра и толщины стенки, форму
торца заготовки, углы конусности матрицы и пуансона и соотно-
шение между ними. Некоторые из перечисленных факторов взаи-
мосвязаны, например относительная толщина стенки, ее утонение,
и изменение диаметра. Другие оказывают самостоятельное влия-
ние, например форма заготовки, угол конусности матрицы и т.д.
Установлено, что усилие деформирования возрастает при утол-
щении и утонении стенки и уменьшении диаметра (рис. 5.9). Вид-
но, что при прочих равных условиях уменьшение коэффициента
md приводит к более резкому возрастанию усилия, чем при таком
же уменьшении коэффициента ms, определяющего степень утоне-
ния стенки. Такой эффект объясняется увеличением зазора при-
емной части матрицы, большим объемом металла, деформируемо-
го на этапе выдавливания.
Заметное влияние на усилие оказывает форма заготовки. Этап
высадки-вытяжки при штамповке призматических заготовок
(квадратных, шестигранных) более продолжителен, чем у круг-
лых. Максимальное же усилие для призматических заготовок
меньше, что связано с меньшим объемом высаживаемой части
362
стенки, наличием большей свободной поверхности, хотя степень
деформации на высадке выше. Рост усилия наблюдается и при
увеличении угла конусности матрицы (рис. 5.10).
Рис. 5.9. Зависимость усилия вытяжки-
выдавливания на стационарном этапе дефор-
мирования от показателей степени деформа-
ции ms и / - /и^=0,45; 2 -0,55; 3 - 0,58; 4 -
0,61; 5-0,70; 6-0,75; 7-0,79
Рис. 5.8. Характер изменения
машинных диаграмм Р-1 при
различных углах конусности
матриц: ам=30° (/); 40° (2); 50°
(5); 60° (4); материал - биме-
талл 1; /и^=0,55; /и5=0,90
Оптимальным диапазоном углов конусности матриц для вы-
тяжки-выдавливания следует считать ам = 40°...50°. Применение
матриц с меньшими углами неоправданно из-за образования
слишком большого пресс-остатка и возрастания радиальной со-
ставляющей усилия, которая действует на матрицу и способна ее
разрушить. Использование матриц с большими углами конусно-
сти приводит к увеличению технологического усилия и удельных
нагрузок на инструмент, повышает его износ.
Угол конусности уступа пуансона а„ целесообразно принимать
равным или большим угла конусности матрицы. В случае поло-
жительной разности, т.е. а„ - ам > 0, условия течения металла бо-
лее благоприятны, чем тогда, когда эта разность отрицательна.
Следовательно, и затрат усилия требуется меньше. Для матриц с
указанным оптимальным диапазоном углов конусности наиболее
благоприятной следует считать конструкцию пуансонов, когда а„
= 45°...60°. Другие сочетания углов ведут либо к росту усилия
штамповки, либо к увеличению объема металла в прссс-остаткс.
363
В некоторых случаях целесообразно уменьшать угол конусности
пуансона или применять такую его конструкцию, в которой пре-
дусмотрена кольцевая выточка по периметру уступа. Так следует
поступать при штамповке относительно коротких заготовок с ко-
рончатым торцом для предотвращения складок или трещин в
верхней части полуфабриката.
Рис. 5.10. Влияние угла конусности матрицы Оц на усилие вытяжки-
выдавливания заготовок из биметалла 1: .0=22,2 мм, mj=0,55, ms=0,60
Вытяжка-выдавливание по точности размеров изготавливае-
мых деталей и шероховатости поверхности не уступает вытяжке с
утонением стенки и нередко превосходит возможности выдавли-
вания. Точность размеров соответствует 9... 10 квалитетам, а ше-
роховатость поверхности Ra - 1,25...0,63 мкм. После штамповки
детали имеют незначительную разностенность. Существенно
влияют на разностенность штампуемых деталей точность формы
заготовки, т.е. непараллельность и неперпендикулярность торце-
вой поверхности, наличие исходной разностенности, а также ве-
личина зазоров между матрицей и пуансоном. В ряде случаев ка-
чество деталей значительно ухудшается из-за появления на
внутренней поверхности трещин и надрывов. Причиной указан-
ных дефектов является либо достижение предельной степени де-
формации, либо неблагоприятные условия трения в зоне контакта
заготовки с пуансоном, уменьшение толщины слоя смазки и на-
рушение его сплошности и, как следствие этого, налипание ме-
талла на инструмент. Кроме того, появление продольных трещин
и складок на вытяжке-выдавливании связано чаще всего с исполь-
зованием призматических плоских или полых с корончатым тор-
364
цом заготовок при неправильном соотношении степени утонения
стенки и уменьшения диаметра. Эти соотношения также следует
считать критерием ограничения допустимой степени деформации
для указанной формы заготовок. Если применять круглые или по-
лые с плоским торцом заготовки, то продольные трещины и
складки практически отсутствуют. В типовых технологических
процессах с применением вытяжки-выдавливания используются,
как правило, наиболее экономичные с точки зрения расхода ме-
талла, снижения трудоемкости и повышения производительности
труда квадратные и шестигранные листовые заготовки. Комбини-
рованные процессы обусловливают не только высокий коэффици-
ент использования металла, но и сравнительно короткий техноло-
гический цикл обработки, что позволяет снизить вероятность
сбоев, отказов, наработок полуфабрикатов с отклонениями от за-
данного уровня качества.
Технологические процессы с применением вытяжки-
выдавливания включают в себя последующие формоизменяющие,
как правило, вытяжные и разделительные операции и содержат
комплекс термохимической обработки. Признакам типовых тех-
нологий в полной мере отвечают циклы изготовления пиростака-
нов с применением вытяжки-выдавливания (табл. 5.1) и гильз с
использованием свертки-выдавливания (табл. 5.2). Пиростаканы
изготавливаются из биметалла 1, гильзы - из стали 18ЮА. Стадии
формоизменения заготовок показаны на рис. 5.11 и 5.12.
Таблица 5.1
ф рагмент маршрутной технологии изготовления пиростакана
№ Наименование операции Оборудование
1 Вырубка-свертка колпака Пресс вертикальный ВР-120
2 Отжиг Печь ОКБ-355
3-4 Травление и промывка Агрегат ТПС-3
5-6 Промывка и сушка Агрегат “Салем”
7 Вытяжка-выдавливание Пресс горизонтальный Ш-71
8 Обрезка фланца Пресс горизонтальный 0-81
9 Отжиг Печь ОКБ-355
10-11 Травление и промывка Агрегат ТПС-3
12-13 Промывка и сушка Агрегат “Салем”
14 Вытяжка Пресс вертикальный “Однср”
15 Отжиг Печь ОКБ-355
16-17 Травление и промывка Агрегат ТПС-3
18-19 Промывка и сушка Агрегат “Салем”
365
Таблица 5.2
Фрагмент маршрутной технологии изготовления гильзы___
№ Наименование операции Оборудование
1 Калибровка и наружный осмотр полос Специальный каркас
2 Вырубка квадратной заготовки Пресс КВ-235
3 Галтовка заготовок Галтовочно-протирочный стенд
4-11 Обезжиривание, промывка, травление, промывка, фосфатирова- ние, промывка, омыление, сушка Агрегат У-1
12 Свертка-выдавливание Пресс горизонтальный ДВМ
13 Печь “Бостон”
14-19 Отжиг Агрегат 1АТ-1
20 Травление, промывка, фосфатирова- ние, промывка, омыление, сушка Вытяжка-1 Пресс вертикальный BP-120
21 Отжиг Печь “Бостон”
22-27 Травление, промывка, фосфатирова- ние, промывка, омыление, сушка Агрегат 1АТ-1
28-31 Вытяжка-2, обрсзка-1, вытяжка-3, обрезка-2 АРЛ 1ЛГ-207М
32-33 Промывка и сушка Агрегат “Салем”
Исходная заготовка
Вырубка-сЬёртка Вытяжка-
быдаблибание
Обрезка
фланца
Вытяжка
Рнс. 5.11. Формоизменение заготовки при штамповке пиростакана
366
Рис. 5.12. Формоизменение заготовки при штамповке гильзы
5.2. Технологические параметры процесса
вытяжки-выдавливания
Основные технологические параметры процесса вытяжки-
выдавливания:
• предельная и допустимая степени деформации;
• максимальное технологическое усилие и удельные нагрузки
на инструмент;
• показатели точности и шероховатости поверхностей штам-
пуемых деталей.
Предельная степень деформации - это та минимальная дефор-
мация, при которой происходит разрушение заготовки или дс-
367
формирующего инструмента. Допустимая степень деформации
меньше предельной на величину коэффициента запаса прочности.
Критерии предельной степени деформации на вытяжке-
выдавливании:
• возможность отрыва дна заготовки на этапе вытяжки-
высадки;
• появление продольных трещин и складок на этапе выдавли-
вания в конце процесса;
• деформация или разрушение инструмента в конце процесса
штамповки.
Максимальное технологическое усилие, развиваемое на вы-
тяжке-выдавливании, примерно соответствует процессам объем-
ной штамповки полых деталей. Удельные нагрузки на инстру-
мент, как правило, достаточно высоки и в отдельных случаях
могут достигать предела прочности материала инструмента при
сжатии (2500...3000 МПа).
Точность размеров штампуемых деталей после вытяжки-
выдавливания может достигать 9... 10 квалитетов, шероховатость
поверхностей соответствует чистоте рабочих поверхностей инст-
румента, но не ниже/?а = 1,25...0,63 мкм.
Основные факторы, влияющие на параметры процесса:
• форма и размеры заготовки;
• применяемая технологическая схема процесса;
• степени утонения стенки и уменьшения диаметра;
• форма и размеры рабочих частей инструмента;
• материал заготовки и его состояние;
• условия трения;
• тип технологической оснастки и применяемого оборудова-
ния.
Форма заготовки влияет на величину предельной степени де-
формации и силовые параметры процесса. Например, применение
круглых или полых с плоским торцом заготовок для вытяжки-
выдавливания позволяет достигать большей степени деформации,
исключает образование продольных трещин, но требует и боль-
шего технологического усилия. Штамповка шестигранных и
квадратных заготовок требует меньших силовых затрат, но пре-
дельная деформация ограничивается не только возможностью от-
рыва дна, но и при определенных условиях деформации - образо-
ванием продольных трещин или складок.
368
Увеличение степени деформации повышает вероятность отры-
ва дна и ведет к возрастанию технологического усилия и удель-
ных нагрузок на инструмент. Небольшая степень деформации
(особенно небольшое утонение) может привести к образованию
продольных трещин при штамповке квадратных и шестигранных
заготовок и полых заготовок с корончатым торцом.
Увеличение угла конусности матрицы снижает величину до-
пустимой степени деформации и приводит к росту технологиче-
ского усилия. Оптимальное значение одностороннего угла конус-
ности матрицы ам лежит в пределах 40°...50°. Уменьшение угла
конусности уступа пуансона относительно рабочего конуса мат-
рицы ведет к росту технологического усилия.
Высота выступающей части пуансона hnr должна быть равна
глубине полости заготовки (при штамповке плоских заготовок эта
высота не должна быть меньше глубины полости заготовки после
этапа свертки). Уменьшение 7zni приводит к образованию кольце-
вых наплывов металла на внутренней поверхности штампуемой
детали, увеличение 7zni может привести к отрыву дна.
Увеличение радиусов сопряжения на пуансоне и матрице спо-
собствует уменьшению технологического усилия и повышению
стойкости рабочего инструмента, но может вызвать появление
продольных трещин во фланце и повысить разностенность в изго-
тавливаемой детали.
С повышением характеристик сопротивляемости материала за-
готовки (оо,2, Ов) технологическое усилие и удельные нагрузки на
инструмент возрастают. Уменьшение характеристик пластично-
сти (еу, Ер, 8) ведет к снижению допустимой степени деформа-
ции.
Ухудшение условий трения неблагоприятно сказывается на па-
раметрах вытяжки-выдавливания: увеличивается усилие штам-
повки, снижается допустимая степень деформации, возможно об-
разование задиров на наружной и внутренней поверхностях
детали. Поэтому целесообразно применять заготовки с прочным
антифрикционным покрытием (фосфатированные, омедненные,
латунированные и др.).
Тип технологической оснастки и оборудования влияет на же-
сткость системы пресс-штамп-инструмент-заготовка и на точ-
ность центрирования заготовок в штампе, а следовательно, на ка-
чество штампуемых деталей. Например, применение
горизонтальных прессов с жестким закреплением ползуна на всей
369
длине хода позволяет вдвое уменьшить разностенность штампуе-
мых полуфабрикатов по сравнению с вертикальными прессами.
Для оценки степени деформации следует принимать следую-
щие показатели:
• коэффициент утонения стенки ms:
ms=S\/S, (5-1)
где 5! - толщина стенки полуфабриката после операции; 5 = 50 -
толщина стенки полой заготовки перед вытяжкой-выдавливанием;
5 = 5Л - толщина листовой заготовки перед сверткой-
выдавливанием.
• коэффициент уменьшения диаметра md;
md = d)/А, (5.2)
где dj - диаметр полуфабриката после деформации; А - попереч-
ный размер заготовки; А = Do - для полой заготовки перед вытяж-
кой-выдавливанием; А = а4 - сторона квадрата листовой заготов-
ки; А = 1,73а6 - диагональ шестигранной заготовки; А = D -
диаметр круглой заготовки.
• обобщенный показатель степени деформации \|/:
Y = 1- md*ms, (5.3)
• логарифмическая степень деформации е,; для верхней части
штампуемой детали в зоне фланца
(А - d п1)2 е,- = In , (5.4) (^м - d п 1) * т * т d
для нижней е,-=1п—J . (5.5) ‘ т s* т d v 7
По форме и размерам готовой детали нередко сложно устано-
вить пригодность ее к изготовлению с применением вытяжки-
выдавливания. Поэтому предварительно составляется эскиз дета-
ли.
5.3. Определение расчётных размеров детали и оценка
возможности ее изготовления вытяжкой-выдавливанием
Расчетная деталь необходима для оценки возможности приме-
нения вытяжки-выдавливания и для назначения оптимальных сте-
пеней деформации по операциям. Расчетные размеры определяют
по номинальным размерам готовой детали с учетом припусков на
370
обрезку и возможного изменения размеров при последующей об-
работке: штамповке или механической обработке резанием. Чаще
всего за расчетную деталь принимают полуфабрикат (конечную
заготовку) после заключительной вытяжной операции технологи-
ческого процесса.
В случае если готовое изделие по форме подобно полуфабри-
кату после вытяжки-выдавливания, то размеры расчетной детали
определяют по размерам готового изделия с учетом припуска на
механическую обработку. Если готовое изделие по форме отлича-
ется от полуфабриката после вытяжки-выдавливания, то размеры
расчетной детали могут быть назначены, например, по размерам
полуфабриката после финишной вытяжки в предлагаемом (или
применяемом) технологическом процессе.
Перед определением размеров расчетной детали на чертеже
изделия выделяют три расчетные сечения: верхнее, среднее и
нижнее. Верхнее расчетное сечение (в.р.с.) располагают на верх-
ней кромке детали. Нижнее (н.р.с.) соответствует сечению сопря-
жения стенки с дном. Местоположение расчетного сечения опре-
деляется расстоянием от внутренней поверхности дна. Среднее
расчетное сечение (с.р.с.) располагают в месте сопряжения верх-
него конструктивного элемента с нижним либо принимают услов-
но там, где толщина стенки равна среднему арифметическому
между толщиной в в.р.с. и н.р.с. В последнем случае размеры в
с.р.с. можно не назначать.
Конструктивные размеры расчетной детали (рис. 5.13):
• наружный диаметр </р д;
• толщина стенки в верхнем S®p.a. и нижнем 5"р.д. сечениях;
• толщина дна (5Д) р д.;
• высота детали /гр д.;
• расстояние от внутренней поверхности дна до верхнего /гвр д
и нижнего /гнр д расчетных сечений;
• внутренний радиус сопряжения корпуса и дна гр д.
В случае если размеры расчетной детали определяются исходя
из размеров готового изделия, рекомендуется использовать сле-
дующий алгоритм вычислений.
Наружный диаметр определяют из равенства
t/р.л.
Размеры ^р.д. и 5"р.д. определяют по размерам 5е и 5" с учетом
припусков на механическую обработку (если она предусмотрена):
371
($д)р.д. = (О,95...О,97)$о.
Если 5Д > У1, то должно быть выполнено условие 50 - $д- Если
5Д < У1, то должно быть выполнено условие 50 > •$“. Толщину заго-
товки 5о выбирают по сортаменту листового материала.
Если радиус сопряжения г задан на чертеже изделия, то гр д = г,
если не задан, то гр.д. = (0,1.. ,0,2)</.
Рис. 5.13. Размеры изделия (а) и расчетной детали (б)
Местоположение нижнего и верхнего расчетных сечений:
лнр.д. = гр.д.; hBpii =h-saK = hB.
Полная высота расчетной детали с учетом возможной штам-
повки дна готовой детали равна: /гр д = /гвр д + (5Д) р д
После определения размеров расчетной детали оценивают уро-
вень технологичности ее конструкции, чтобы установить возмож-
ность применения для ее изготовления вытяжки-выдавливания.
Уровень технологичности конструкции детали оценивают по сле-
дующим показателям:
• относительная высота детали /гр.д / dp,д;
• относительная толщина стенки в в.р.с. У’р.д. / (5Д) р,д
• отношение толщины стенки в верхнем и нижнем расчетных
сечениях: Урд. / Урд.
В табл. 5.4 приведены значения показателей и указаны соот-
ветствующие им уровни технологичности.
372
Таблица 5.4
Уровни технологичности конструкций деталей,
изготавливаемых с применением вытяжки-выдавливания
Уровни техно- логич- ности Показатели технологичности
^р.д/ ^рД. ^”рд- (5д) р.д. ^рд/^рд.
Высокая 0,4... 1,5 0,5...0,7 0,7...0,9
Средняя 1,5...10,0 0,3...0,5 0,7...1,1 0,4...0,7 0,9...1,0
Низкая:
менее 0,4 0,3 0,4
более 10,0 1,1 1,0
Для изготовления детали с высоким уровнем технологичности
достаточно только одной вытяжки-выдавливания без применения
дополнительных операций. Деталь со средним уровнем техноло-
гичности может быть изготовлена с применением вытяжки-
выдавливания, но для окончательного формообразования корпуса
требуются дополнительные, как правило вытяжные, операции.
Детали с низким уровнем технологичности изготавливать с по-
мощью вытяжки-выдавливания нецелесообразно.
5.4. Определение формы и размеров заготовки перед
вытяжкой-выдавливанием
Форма заготовки перед сверткой-выдавливанием - плоская
(квадрат, шестигранник, кружок), перед вытяжкой-
выдавливанием - полая с плоским (свернутая из кружка) или ко-
рончатым (свернутая из квадрата или шестигранника) торцом.
Расчетные размеры заготовки (рис. 5.14):
• объем заготовки Ко;
• наружный диаметр заготовки Do;
• толщина боковой стенки So;
• высота заготовки Но;
• высота заготовки до уровня впадины Нв;
• толщина дна (5д)о;
• поперечные размеры плоской заготовки а4, а6, D.
373
Рис. 5.14. Заготовки для свертки-выдавливания (а, б, в)
и вытяжки-выдавливания (г, д, е)
Выбор формы плоской заготовки определяется эффективно-
стью раскроя полосы: наименьший отход металла - при вырубке
квадрата и шестигранника, наибольший - при вырубке кружка.
В верхней части фланца полуфабриката после выполнения вы-
тяжки (свертки)-выдавливания возможно сосредоточение микро-
трещин или складок, поэтому фланец или его часть следует уда-
лять непосредственно после вытяжки-выдавливания или после
одной из последующих вытяжных операций, что требует задания
припуска на обрезку.
Порядок расчета размеров заготовки перед вытяжкой (сверт-
ком-выдавливанием и расчетные формулы приведены в табл. 5.5.
Для предотвращения образования продольных складок при ис-
пользовании заготовок с корончатым торцом необходимо выпол-
нение условия: HJ Do> 0,135. Если оно не выполняется, то при-
нимают новое значение высоты заготовки от дна до впадины Нв:
Нв = 0,135-Do и соответствующую величину объема заготовки Ео':
Ко' =У0 + п-Do-So- (Нв - Нв). (5.6)
После этого уточняют поперечные размеры плоской заготовки
по формулам, приведенным в табл. 5.5.
374
Таблица 5.5
Расчет размеров заготовки
перед вытяжкой (сверткой)-выдавливанием
Определяемая величина Расчетная формула
Объем заготовки Объем готовой детали Вес готовой детали G И, = и + ди + ди И = G / р Задан чертежом детали
Удельный вес металла детали р Объем припуска на механическую обработку Д И Объем припуска на обрезку ДР2 Толщина боковой стенки полой заготовки для вытяжки-выдавливания SQ Толщина исходной листовой заготовки для вытяжки-выдавливания Высота заготовки перед вытяжкой-выдавливанием Но Толщина дна заготовки (S,), Расстояние от дна до нижнего расчетного сечения полуфабриката h" Поперечный размер заготовки Л: Справочная величина Определяется по чертежу гото- вой детали ДИ = (0,15... 0,20)-И 50 = (0,90...0,95) $л 5Л = (5л)о 77о=(5д)| +ht"+(A2—Dg2y4(D0—Sg)+ + Д//о (5Л)|=(5Л)К Л|"=Г,
квадрат шестигранник кружок Наружный диаметр заготовки £>0 ° II II II s g* a?
Коэффициент свертки щсв Высота фестона заготовки Д//о: щсв = 0,6...0,8
для заготовки из квадрата для заготовки из шестигранника Радиус сопряжения стенки с дном полуфаб- риката Гр Д//о = 0,20a4 Д//о = О,15а6
для деталей с высоким уровнем техноло- гичности для деталей со средним уровнем техноло- гичности Высота заготовки от дна до впадины Размер плоской заготовки (после вырубки) для вытяжки (сверки)-выдавливания: rt = rK r, = (1,2...1,5)tk //в = г, +(Л2-£>02)/4(£>о-5о)
для квадрата аА «4=#0/5л
для шестигранника а6 a6 = 0,62 Го / 5Л
для кружка D 0=1,13^/5,
375
Если вышеприведенное условие выполнено, то проверяют дру-
гое, обеспечивающее возможность свертки плоской заготовки:
Hq/Dq < 1,0. Если оно выполняется, то принимают рассчитанные
Но и Do как окончательные. Если и это условие не выполняется,
то задается Do = Но и по этому значению уточняют размеры заго-
товок в соответствии с порядком расчета, приведенным в
табл. 5.5.
После того, как рассчитаны размеры детали и исходной заго-
товки, определяют показатели степени деформации на вытяжке
(свертке)-выдавливании и последующих операциях (если они не-
обходимы). Для этого сначала находят суммарные коэффициенты
утонения стенки (msz) и уменьшения диаметра (т^) на всех опе-
рациях для каждого из выделенных расчетных сечений:
mst=SK/S-, (5.7)
mrn: = dK/A. (5.8)
Затем определяют показатели степени деформации на вытяжке
(свертке)-выдавливании. Для этого используют специальные но-
мограммы, где указана область допустимой деформации (рис. 5.15
и 5.16).
0.6
0.5
0.4-
тут . I ;
ОВразабание складок
продольных трещин
О 0.2 04 0.6 гщ
Рис. 5.15. Зоны допустимой деформации на свертке-выдавливании квадратных
(—) и шестигранных (---) заготовок из стали 18 ЮА (а), латуни Л70 (б) и биме-
талла 1 (в)
376
b
Рис. 5.16. Зоны допустимой деформации на вытяжке-выдавливании корончатой
формы заготовок из стали 18 ЮА (а), латуни Л70 (б) и биметалла 1 (в)
Суммарные значения показателей и обозначают точкой
на графике в координатах ms, md, а затем кратчайшим путем (пер-
пендикулярно) перемещают ее к верхней границе допустимой об-
ласти (рис. 5.17). Координаты пересечения перпендикуляра с гра-
ничной линией являются показателями степени утонения стенки
(ms) и уменьшения диаметра (md) на вытяжке (свертке)-
выдавливании при изготовлении заданной детали с учетом, что
остальное формоизменение осуществляется на вытяжке. Такой
порядок необходимо повторить для каждого расчетного сечения.
Процедура определения оптимальных коэффициентов ms и md
достаточно легко формализуется и может быть использована при
автоматизированном проектировании. Для этого достаточно верх-
нюю (/ = 1) и нижнюю (z = 2) границы области допустимой де-
формации, а также вектор поиска задать уравнениями прямых
(рис. 5.17):
md = а, - bi-ms-, (5.9)
377
md= mdt-dofaa-m,'), (5.10)
где а и b - коэффициенты, зависящие от материала и формы заго-
товки.
Рис. 5.17. Схема определения показателей степени на вытяжке
(свертке)-выдавливании
На последующих вытяжных операциях показатели степени де-
формации определяются следующим образом:
wBS£ = I ms; (5.11)
mBdL = mdL/md. (5.12)
Коэффициенты тв& и тв^ могут быть представлены в виде
п
mBsl=YJm’SJ, (5.13)
7=1
п
тв<а= Р[ т Bdj , (5.14)
7=1
где п - количество последующих вытяжных операций.
Показатели степени деформации на заключительной операции
(mBsn, mBdn) определяют механические свойства готовой детали.
Если чертежом заданы требуемые механические свойства, то mBsn
и mBdn известны.
Такого порядка определения ms и md следует придерживаться в
том случае, если координаты их суммарных значений расположе-
ны под нижней границей или даже в области допустимой дефор-
378
мации. В последнем случае изготовление цилиндрической части
детали возможно и без последующих вытяжных операций.
Если координаты показателей суммарной деформации распо-
ложены над верхней границей допустимой области, то примене-
ние квадратных и шестигранных заготовок невозможно и следует
использовать круглые заготовки, исключающие образование на
свертке фестонов.
Указанная последовательность определения показателей сте-
пени деформации на вытяжке (свертке)-выдавливании гарантиру-
ет невозможность отрыва дна, образования продольных складок
или трещин и минимальные силовые затраты.
5.5. Определение формы и размеров полуфабриката после
вытяжки (свертки)-выдавливания
После того как рассчитаны размеры заготовки перед вытяжкой
(сверткой)-выдавливанием и показатели степени деформации, оп-
ределяют размеры полуфабриката после этой операции.
Типы полуфабрикатов и расчетные размеры показаны на рис.
5.18. Форму с кольцевой выточкой во фланце принимают для из-
готовления деталей из заготовок с корончатым торцом. В случае
плоского торца принимают форму полуфабрикатов без выточки.
Рис. 5.18. Полуфабрикаты после вытяжки (свертки)-выдавливания: со ступенча-
той (а, в) и прямой (б, г) образующей внутренней поверхности, с кольцевой
выточкой (а, б) и без нее (в, г)
379
2а
Рис. 5.18 (окончание)
Последовательность расчета и расчетные формулы приведены
в табл. 5.6.
Таблица 5.6
Расчет размеров полуфабриката после вытяжки
___________(свертки)-выдавливания__________
Определяемая величина Расчетная формула
1 2
Наружный диаметр корпуса Диаметр фланца г/ф|: для полуфабрикатов, изготовляемых вытяжкой-выдавливанием для полуфабрикатов, изготовляемых сверткой-выдавливанием: квадрат шестигранник кружок Диаметр выточки </„, Толщина боковой стенки заготовки: в.р.с. S,’ с.р.с. S,c н.р.с. S," Расстояние от дна до и.р.с. h* Радиус сопряжения стенки с дном г,: Расстояние от дна до с.р.с. Л,с Коэффициент изменения объема между н.р.с. и с.р.с. пс + to to и + + • С о к. о — 00 2- в ."и"»" £ Ч S 1 S S S о' "Х. о Г- — • • R К Ov и И Q Сto* to- ll II II II II || II II II II II II -. -S- -а- -а- -а- й . °-.я-.= -. и-. "Q "Q "Q "Q "Q "Q to to to -С U К
380
Окончание табл. 5.6
1 2
Расстояние от дна до в.р.с. h* V = (V-AkC)- n' + hf
Коэффициент изменения объема между с.р.с. и в.р.с. и“ в +sB)
Л в _ в •У] *1УК -(S। +*У| )
Наружный радиус сопряжения фланца с корпу- сом Л, Внутренний радиус сопряжения фланца с кор- пусом Л2 Глубина выточки во фланце йв Толщина кромки фланца ha Толщина дна заготовки (5Д), Внутренний угол конусности фланца ot^. Наружный угол конусности фланца ач| Высота заготовки /ц Я, =(2...3)$о Я2 = (2,5...3,5)S0 й, = (О,З...О,4)Яо Оп, =40°...60° %, =40°... 50° Л, = /1/"+(5д)| +/io+0,5ctgaMlx Х(</ф| -</,)
5.6. Расчет исполнительных размеров
рабочего инструмента
Расчетные исполнительные размеры рабочего инструмента на
вытяжке (свертке)-выдавливании (рис. 5.19, 5.20):
• диаметры приемной и рабочей частей матрицы DM, JM1;
• высота приемной и рабочей частей матрицы Нм, /гм1;
• диаметр выточки в матрице под призматическую заготовку (в
случае свертки-выдавливания) Д,;
• глубина выточки в матрице Нв;
• радиус перехода выточки в приемную часть матрицы 7?ма;
• угол конусности ската матрицы 2ам;
• радиусы сопряжения ската с цилиндрическими частями мат-
рицы /?М1, Ям2;
• радиус закругления приемной части матрицы 7?м3;
• диаметры Направляющей и выступающей частей пуансона Dn,
^nb
• диаметр выточки пуансона </п2;
• радиусы сопряжения рабочих частей пуансона Z?nl, Rn2, Z?n3;
• высота элементов рабочей части пуансона /гп1, /гп2, /г1|3, /гп4, hn5,
^пб,
• угол конусности рабочей части пуансона 2а„.
381
Рис. 5.19. Матрицы для вытяжки-выдавливания (а, б) и свертки-выдавливания
(в, г) с цилиндрическим пояском (а, в) и без него (б, г)
Исполнительные размеры рабочего инструмента назначаются
по соответствующим размерам заготовок до и после вытяжки
(свертки)-выдавливания с учетом допусков на точность изготов-
ления. Для свертки-выдавливания четырех- и шестигранных заго-
товок применяются матрицы с выточками под заготовку. Матри-
цы для свертки-выдавливания круглых в плане заготовок и
вытяжки-выдавливания полых заготовок таких конструктивных
элементов не имеют. Для вытяжки-выдавливания заготовок с ко-
рончатым торцом уступ пуансона выполняют ступенчатым с
кольцевой выточкой. В остальном конструкции матриц, а также
пуансонов для данных операций практически идентичны.
382
Рис. 5.20. Пуансоны для вытяжки (свертки)-выдавливання: с конической (а, в) и
прямой (б, г) образующей рабочей части, с кольцевой выточкой (а, б) и без нее
(в, г)
Для стабилизации операции вырубки-свертки целесообразно
использовать пуансон с торцевым коническим выступом, который
фиксирует заготовку, не давая ей радиально смещаться. Порядок
расчета и расчетные формулы для определения исполнительных
размеров рабочего инструмента приведены в табл. 5.7.
383
Таблица 5.7
Расчет исполнительных размеров рабочего инструмента_
Определяемая величина Расчетная формула
Диаметр выточки в матрице D„: под квадратную заготовку под шестигранную заготовку Предельное отклонение на диаметр выточки 5В Глубина выточки Диаметр приемной части матрицы DM Предельное отклонение на диаметр приемной части 5М Высота приемной части матрицы 7/м Диаметр рабочей части матрицы </м| Диаметр выходной части матрицы </м2 Высота рабочей части матрицы /гм| Высота цилиндрического пояска матрицы /гм2: при S,c / г/, > 0,15 npHS,c/4 <0,15 Угол конусности ската матрицы 2ам Радиус перехода выточки в приемную часть мат- рицы Лмв Радиус сопряжения конуса матрицы с приемной частью Лм| Радиус сопряжения конуса матрицы с приемной частью Лм2 Радиус закругления приемной части матрицы Лм3 Диаметр направляющей части пуансона D„ Предельное отклонение на диаметр пуансона 5П Угол конусности пуансона 2а„ Диаметр кольцевой выточки пуансона 4з Высота рабочей части пуансона 4, Высота рабочей части пуансона до конуса /гп2 Высота части пуансона до кольцевой выточки Лп3 Высота выступающей части пуансона /гп4 Радиус сопряжения Лп| Радиус сопряжения Лп2 Радиус сопряжения Лл3 Диаметр пуансона в н.р.с. 4," Диаметр пуансона в с.р.с. </п|с Диаметр пуансона в в.р.с. 4i” Расстояние от торца пуансона до н.р.с. hni Расстояние от торца пуансона до с.р.с. /гп6 Наружный диаметр матрицы D Высота матрицы Н £>„ = (1,42а4)+йв £>» = (2а6)+6” Назначается по 5-8-му ква- литетам Я,= 1,2$0 £>м = 4/8м Назначается по 5-8-му ква- литетам Ям= 1,2-Яо т J +бм “Ml “ “1 4г = [4. + (0,1...0,2)] 4> = IW + CSJ,] hu2 ~ 0,5’4.— рис. 5.19 а, в 4г = 4ч - рис. 5.19 б, г 2ам = 80°... 100° Лмв = (3...6)So Лм, = Л] лм2= o,i-rfMi Ям3 = (2...3) мм D„ = (Ро - 5П)^П Назначается по 5-8-му ква- литетам 2ап = 80°...120° 42— 41 “ !М.— (l,8...1,9)Sob 4i = Яо - (4), 4з ” 41 ~ 4’ Ctg Ctj, 4з= 4з - (O,3...O,4)’So 4д = 4з - ’2 / 2Лп2 4| /?n2 = (l,5...2,5)-S0 Лп3 = (2...3) мм 4i“ = (4 - 2’S,“).6n 4i° ~ (4 • 2 S|C)^n 41‘ = (4-251Ъ„ 4з = 44-4с/4" 4б я„. £><(2,5...3,0)£>м н= 1,2[Я0 + 4в + (4)1 + 0,5-4.]
384
5.7. Расчет силовых параметров процесса
Максимальное технологическое усилие определяют по формуле
Р=РСТ > (5.15)
где Р„ = q-F — усилие стационарного этапа штамповки; q - удель-
ное усилие на стационарном этапе, определяется по номограммам
рис. 5.21; F - площадь поперечного сечения пуансона; а, Ь - ко-
эффициенты пропорциональности: а = 1,25; b = 1,0 - для стали
18ЮА; а = 1,56; b = 1,25 - для латуни Л70; а = 1,75; Ь = 1,40 - для
биметалла 1; - толщина фланца;
Ci=^~(dni/DMy-sm2aM -cosaM; (5.16)
ki - 1,18... 1,25 - для заготовок с плоским торцом (и = 0); к\ -
1,08. ..1,10 - для шестигранных заготовок (и = 6); к\ - 1,0. ..1,25 -
для четырехгранных заготовок (и = 4).
Рис. 5.21. Номограммы для определения удельных усилий на вытяжке (свертке)-
выдавливании: а — сталь ст. 18ЮА; б- латунь Л70; в - биметалл -1; 1,2, 3, 4, 5, 6,
7, 8 - та =0,45; 0,55; 0.59; 0,61; 0,70; 0,75; 0,80; 0,84 соответственно
385
Приведенная расчетная зависимость получена на основе обоб-
щения аналитического исследования и результатов эксперимента
и позволяет учесть все основные технологические факторы,
влияющие на силовые параметры вытяжки (свертки)-
выдавливания.
Удельные нагрузки на пуансон рп и на матрицу рм определяют
по формулам
рп = 4р/п • Dn2 < [оСж]; (5.17)
рм = 4р/п (DM2 - </м2) < [осж], (5.18)
где [оСж] - допустимая удельная нагрузка на инструмент при сжа-
тии, определяется по табл. 5.8.
Таблица 5.8
Прочностные характеристики инструментальных сталей
Марка стали Предел проч- ности при сжа- тии ав, МПа Допустимое напряжение на инструмент при сжатии асж, МПа Твердость после закалки и отпус- ка, HRC
У8, У8А 2700... 2750 2500 58...62
У10, У10А 2900... 3000 2500 61...62
У12, У12А 2600...2650 2500 58...62
ХВГ 2500...2550 2200 60...63
9ХС 2450...2500 2200 56...57
Х12М, 2700...2800 2600 59...61
Х12Ф1 2700... 2800 2600 59...61
ШХ15
Проверку пуансона на возможность продольного изгиба произ-
водят по формуле
Р<УКу-Ркр, (5.19)
где Ку - коэффициент запаса устойчивости (для закаленной стали
принимают Ку = 2...3); Ркр = 2л2 • E J/12 - критическая нагрузка;
J = 0,05 \ОП4 - осевой момент инерции поперечного сечения пуан-
сона; /j = 0,8Z?n - длина незакрепленной части пуансона; Е - мо-
дуль нормальной упругости, Е - 2,1-105МПа - для инструмен-
тальной стали.
При выполнении условия предотвращения продольного изгиба
определяют максимально допустимую высоту пуансона:
h
2n2-E-J-
Ky-PDn2
+\,2-hni+l{
(5.20)
386
5.8. Пример расчета параметров процесса
вытяжки-выдавливания
Последовательность расчета
параметров процесса вытяжки-
выдавливания рассмотрим на
примере технологии изготовле-
ния цилиндрического корпуса
трассера (рис. 5.22) из биметал-
лической квадратной заготовки.
Последовательность проведе-
ния технологических операций
представлена в табл. 5.9.
Эскизы полуфабрикатов по-
сле формоизменяющих опера-
ций показаны на рис. 5.23, а их
внешний вид - на рис. 5.24.
Таблица 5.9
Технологический процесс изготовления корпуса
№ Наименование операции Оборудование
1 Расправка пачек полос, осмотр и уклад- Специальная площадка,
ка полос в кассеты стол, кассета
2 Вырубка-свертка заготовки Пресс вертикальный ВР-120
3 Отжиг Печь ОКБ-355
4-7 Травление, промывка, омыление, сушка Агрегат АТ-2
8 Вытяжка-выдавливание Станок Ш-71
9 Обрубка фланца Пресс горизонтальный 0-81
10 Отжиг Печь ОКБ-355
11-14 Травление, промывка, омыление, сушка Агрегат АТ-2
15 Вытяжка АРЛЛСТ-214
16 Обрезка-1 АРЛ ЛСТ-214
17 Штамповка дна АРЛЛСТ-214
18 Обжим конуса АРЛЛСТ-214
19 Обрезка-2 Станок ОШ-41
20 Калибровка Станок ОШ-41
21-24 Обезжиривание, промывка, омыление,
сушка Агрегат 1АОС-1М
25 Контроль Станок СА-41
387
Рис. 5.23. Эскизы полуфабрикатов после выполнения штамповочных
операций
Результаты проектирования процесса вытяжки-выдавливания,
выполненного в соответствии с предлагаемой методикой, приве-
дены в табл. 5.10-5.14, форма и размеры полуфабрикатов после
проведения штамповочных операций при изготовлении биметал-
лического корпуса трассера - на рис. 5.23.
Внедрение разработанного технологического процесса в про-
изводство не только существенно уменьшит расход дефицитного
металла, но позволит сократить цикл обработки, снизить расходы
на штамповую оснастку и содержание оборудования и получить
значительный экономический эффект.
388
Рис. 5.24. Внешний вид отштампованных полуфабрикатов
Таблица 5.10
Расчетные размеры детали ______________
Определяемая величина Значение
Расчетный наружный диаметр корпуса dK, мм Расчетная толщина стенки в в.р.с. 5/, мм Расчетная толщина стенки в н.р.с. 5/, мм Расчетная толщина стенки в с.р.с. 5/, мм Расчетная толщина дна (S’JK, мм Толщина исходной листовой заготовки S„, мм Расчетный внутренний радиус сопряжения корпуса с дном гк, мм Расстояние от дна до н.р.с. hK", мм Расстояние от дна до с.р.с. Лкс, мм Расстояние от дна до в.р.с. Лк", мм Расчетная высота детали Лк, мм Относительная высота детали Лк/ dK Относительная толщина стенки корпуса детали SKC / (SJK Отношение толщины стенки в верхнем и нижнем расчетных сечениях S// 5/ Уровень технологичности конструкции детали 12,4 0,59 1,91 1,25 2,7 2,9 0,5 0,5 12,5 24,7 27,4 2,21 0,46 0,31 Средний
389
Таблица 5.11
Размеры заготовки перед вытяжкой-выдавливанием__
Определяемая величина Значение
Объем заготовки Го, мм3 3508,8
Объем готовой детали Гд, мм3 1210,2
Вес готовой детали G, г 9,5
Плотность металла детали р, г/см3 7,85
Объем припуска на механическую обработку Л К,, мм3 0
Объем припуска на обрезку (равен объему фланца) ДГ2, мм3 2298,6
Толщина боковой стенки So, мм 2,8
Толщина исходной полосы Sn, мм 2,9
Высота заготовки перед вытяжкой-выдавливанием Но, мм 13,8
Толщина дна заготовки (5Д)О, мм 2,7
Сторона квадратной заготовки а4, мм 23,0
Наружный диаметр заготовки Do, мм 18,1
Коэффициент свертки ягсв 0,79
Высота заготовки от дна до впадины Нв, мм 4,85
Высота фестона заготовки ДН0, мм 5,25
Проверяем: 1-е условие - Нв / Do > 0,135 0,27
2-е условие - Но / Do < 1,0 0,76
Коэффициент утонения стенки в н.р.с. т" 0,71
Коэффициент утонения стенки в в.р.с. т“ 0,22
Коэффициент утонения стенки в с.р.с. яг/ 0,71
Суммарный коэффициент уменьшения диаметра яг^ 0,54
Коэффициент уменьшения диаметра md 0,715
Таблица 5.12
Размеры полуфабриката после вытяжки-выдавливания_
Оппелеляемая величина Значение
Наружный диаметр корпуса dt, мм Диаметр фланца г/фЬ мм Диаметр выточки t/„, мм Толщина боковой стенки полуфабриката после вытяжки-выдавлнвания, мм: 13,05 18,1 13,1
в в.р.с. S/ в н.р.с. S," в с.р.с. S/ Радиус сопряжения стенки с дном г,, мм Расстояние от дна до н.р.с. h", мм Расстояние от дна до с.р.с. й/, мм Расстояние от дна до в.р.с. й/, мм Наружный радиус сопряжения фланца с корпусом Я|; мм Внутренний радиус сопряжения фланца с корпусом Я2, мм Глубина выточки во фланце йв, мм Толщина кромки йв, мм Толщина дна заготовки (5Д)Ь мм Внутренний угол конусности фланца ап| Наружный угол конусности фланца ам. Высота заготовки й,, мм 0,63 2,03 1,33 0,5 0,5 И,5 20,1 4,0 и,о 0,5 1,0 2,7 60° 45° 26,9
390
Таблица 5.13
Исполнительные размеры рабочего инструмента
Определяемая величина Значение
Диаметр приемной части матрицы DM, мм 18,Г0027
Высота приемной части матрицы Нм, мм 20,0
Диаметр рабочей части матрицы dM], мм 12>95+fl,027
Высота рабочей части матрицы йм|, мм 25,5
Диаметр выходной части матрицы du2, мм 13,О5+0,027
Высота цилиндрического пояска матрицы йм2, мм 6,5
Угол конусности ската матрицы 2а„ 90°
Радиус сопряжения конуса матрицы с рабочей частью Ям|, мм 4,0
Радиус сопряжения конуса матрицы с приемной частью Rui, мм 0,3
Радиус закругления приемной части матрицы Ям3, мм 2,0
Диаметр направляющей части пуансона Da, мм 1 8,0-0,027
Угол конусности пуансона 2а„ 120°
Диаметр кольцевой выточки пуансона da2, мм 13,1-0.027
Высота рабочей части пуансона йп|, мм 12,9
Высота рабочей части пуансона до конуса йп2, мм 11,5
Высота рабочей части пуансона до кольцевой выточки /г||3, мм 11,0
Высота выступающей части пуансона йп4, мм 5,1
Радиус сопряжения R„2, мм 1,5
Радиус сопряжения R„2, мм 11,0
Радиус сопряжения Яп3, мм 1,0
Диаметр пуансона в н.р.с. </п|н, мм 9,1-о,озб
Диаметр пуансона в в.р.с. </п|в, мм 9,5-о,озб
Диаметр пуансона в с.р.с. da', мм 9,3.о,озб
Расстояние от торца пуансона до н.р.с. йп6, мм 1,5
Расстояние от торца пуансона до с.р.с. йп5, мм 4,82
Наружный диаметр матрицы D, мм 60,0
Высота матрицы Н, мм 55,0
Максимальное технологическое усилие
и удельные нагрузки на инструмент
Таблица 5.14
Определяемая величина Значение
Диаметр приемной части матрицы £>м, мм 18,1
Диаметр пуансона в в.р.с. </п|”, мм 9,5
Односторонний угол конусности ската матрицы а 45°
Диаметр направляющей части пуансона Da, мм 18,0
Толщина боковой стенки заготовки после вытяжки-выдавливания
У,0, мм 1,33
Наружный диаметр заготовки Do, мм 18,1
Диаметр рабочей части матрицы rfMl, мм 12,95
Толщина фланца заготовки Уф, мм 1,0
391
Окончание табл. 5.14
Определяемая величина Значение
Коэффициенты:
а 1,75
ь 1,40
к 1,0
Коэффициент утонения стенки в в.р.с. 0,22
Коэффициент уменьшения диаметра md 0,715
Коэффициент утонения фланца заготовки С 0,182
Площадь поперечного сечения пуансона Г, мм2 254,3
Удельное усилие штамповки q, МПа 1000
Максимальное технологическое усилие Р, кН 248
Удельное усилие на пуансоне ра, МПа 975
Контрольные вопросы
1. В чем заключаются преимущества применение процессов комбинирован-
ной штамповки для изготовления деталей?
2. Каковы основные критерия ограничения придельной деформации процес-
са вытяжки-выдавливания?
3. Производят ли обрезку фестонов заготовок с корончатым торцом перед
вытяжкой - выдавливанием?
4. В чем состоит эффект применения квадратных и шестигранных заготовок
для изготовления полых цилиндрических деталей?
5. Для чего применяют кольцевой выступ выдавливанием?
6. Какие факторы влияют на максимальное технологическое усилие вытяж-
ки-выдавливания?
Библиографический список к разд. 5
1. ГА. Данилин, В. П. Огородников. Теория и расчеты процессов комбини-
рованного пластического формоизменения / Балт. гос. техн. ун-т. СПб. 2004. -
304 с.
2. А. Н. Агеев, Г. А. Данилин, В. П. Огородников. Вытяжка в штампах полых
тонкостенных деталей машино- и приборостроении. В двух частях. Изд-во
“Герс” Тверь. 1998 г.
392
6. ШТАМПОВКА ДНА ПОЛЫХ ДЕТАЛЕЙ
6.1. Способы штамповки
Штамповка дна - процесс формообразования полой детали с
профильным дном путем местного выдавливания центральной
полости и (или) осадки (высадки) дна заготовки в штампе. По
схеме НДС заготовки этот процесс относится к классу холодной
объемной комбинированной штамповки.
Штамповка предназначена для придания донной части детали
требуемых чертежом формы, окончательных размеров и механи-
ческих свойств, обеспечивающих жесткость дна и безотказность
функционирования при сложных условиях нагружения.
Применяемые технологические процессы штамповки позволя-
ют изготавливать детали с точностью 8... 10 кв. (4...5 кл.), шеро-
ховатостью поверхностей до Ra 0,63 при значительном деформа-
ционном упрочнении металла в зоне дна (ов> 450...600 МПа, HV
до 220...240).
Место операции штамповки в технологическом процессе изго-
товления гильз определяется тем, что дно гильзы после нее долж-
но иметь не только предусмотренные чертежом форму и оконча-
тельные размеры, но и окончательные механические свойства.
Поэтому дно полуфабриката после штамповки не должно подвер-
гаться термической обработке, вызывающей изменение получен-
ной структуры металла и его механических свойств. Обычно для
гильз с упором в скат (т.е. без выступающего фланца) операции
первой и второй штамповок следуют друг за другом после всех
вытяжных операций. При изготовлении гильз с выступающим
фланцем первую штамповку производят перед последней вытяж-
кой, а вторую - после нее, при этом термическая обработка не
проводится. Штамповке должна предшествовать обрезка откры-
того торца, чтобы обеспечить бесперебойную работу питателей,
оборудования и легкое вхождение опорного пуансона в полуфаб-
рикат. Кроме того, полуфабрикаты должны быть хорошо обезжи-
рены и просушены.
Способы штамповки дна заготовок классифицируют по сле-
дующим признакам:
• соотношению свободных и контактирующих с инструментом
поверхностей заготовок;
• форме исходной заготовки и порядковому номеру операции;
393
• скорости процесса и характеру нагружения;
• точности штампуемых деталей;
• степени сложности штамповой оснастки;
• типу применяемого оборудования.
По соотношению свободных FCB и контактных FK поверхно-
стей деформируемой заготовки выделяют способы открытой
(FCB/FK > 0,3...0,5), полузакрытой (FCB/FK = 0,15...0,30), закрытой
(FCB/FK < 0,03...0,10) штамповки (рис. 6.1).
1
Рис. 6.1. Способы штамповки дна полых деталей: а - открытая;
б, в - полузакрытая; г - закрытая; 1,2 - ступенчатый пуансон; 3 - заготовка;
4 - опорный пуансон; 5 - матрица
394
Существенные особенности открытой штамповки - невысокие
технологические усилия и удельные нагрузки на рабочий инстру-
мент (Р < 1000... 1100 МПа) при низкой точности формы, разме-
ров детали и повышенных отходах металла на последующую ме-
ханическую обработку, что практически исключает ее
применение в патронном производстве.
В отличие от открытой, при закрытой штамповке обеспечива-
ется возможность изготовления деталей с относительно высокой
степенью точности, почти полностью исключающей последую-
щую токарную обработку. Однако, ввиду затрудненных условий
течения металла в закрытом штампе, в конце процесса возникают
значительные технологические усилия и удельные нагрузки,
близкие к предельным допустимым значениям (до
2200 ... 2400 МПа) для материала инструмента в закаленном (с
последующим высоким отпуском) состоянии. Полузакрытая
штамповка по силовым параметрам и точности занимает проме-
жуточное положение по сравнению с рассмотренными выше спо-
собами.
При многооперационном процессе следует различать первую и
последующие операции штамповки (например, предварительную
и окончательную двухоперационную штамповку). При этом, как
правило, на первой штамповке применяется исходная полая, по-
лученная на вытяжке с утонением заготовка с плоским или полу-
сферическим дном, а на последующей штамповке - с профилиро-
ванным дном. Первая штамповка обычно выполняется в
полузакрытых, а последующая - в закрытых или также в полуза-
крытых штампах.
По скорости процесса различают способы статической
(и < 0,1...0,5 м/с, ё,. =10‘'...10'5 с1, т>60 с), скоростной (о до
0,5... 10,0 м/с, т > 1О''...1О'3 с), высокоскоростной штамповки
(и> 10,0 м/с, =102...105с1, т > 1О'3...1О'6 с).
По характеру нагружения можно выделить способы штампов-
ки с непрерывным и прерывистым (например, циклическим) на-
гружением; по точности штампуемых деталей - с большими, ма-
лыми припусками и без припусков на последующую
механическую обработку.
По степени сложности штамповой оснастки и применяемому
технологическому оборудованию следует различать способы
формообразования в штампах на механических прессах верти-
395
кального исполнения, на горизонтально-высадочных прессах, в
инструментальных штамповых блоках на автоматических ротор-
ных линиях (АРЛ).
На рис. 6.2 показан основной способ штамповки дна гильз без
фланца. Известны также способы так называемой точной штам-
повки гильз с экстракторной канавкой, разработанные авторами,
которые могут быть применены для изготовления гильз к патро-
нам крупных калибров (рис. 6.3). Этот способ предполагает при-
менение на второй штамповке разъемной матрицы 4.
Рис. 6.2. Технологические схемы двухоперационной штамповки дна гильз:
а - исходная заготовка; б, в - первая (предварительная) штамповка;
г - вторая (окончательная) штамповка; 1, 2, 3,4- заготовка, ступенчатый
пуансон, опорный пуансон, матрица
396
Рис. 6.3. Технологические схемы двухоперационной точной штамповки
дна гильз: а - исходная заготовка; б - первая штамповка; в - вторая штам-
повка с калибровкой фланца; г - вторая штамповка без калибровки фланца;
/, 2,3,4- заготовка, ступенчатый пуансон, опорный пуансон, матрица
6.2. Технологические особенности процессов
предварительной (первой) штамповки
На первой штамповке осуществляется предварительное фор-
мообразование дна заготовки путем выдавливания цилиндриче-
ской или конической полости с плоским или рельефным дном при
внедрении, как правило, ступенчатого пуансона (штампа). В об-
щем случае процесс первой штамповки (при традиционном спо-
собе формообразования дна) проходит три характерные стадии:
начальную неустановившуюся I, условно установившуюся II и
конечную неустановившуюся III (рис. 6.4).
Во время первой стадии процесса (рис. 6.4, б) осуществляется
внедрение ступенчатого пуансона на участке радиусного закруг-
ления и частичное прилегание внутренней поверхности дна заго-
товок к торцевой поверхности опорного пуансона.
397
На второй стадии (рис. 6.4, в) наблюдается устойчивое проте-
кание процесса выдавливания полости при относительно неболь-
шом изменении усилия, заполнение рельефа на торцевой поверх-
ности давящего пуансона с формообразованием наковальни, а
также дальнейшее прилегание внутренней поверхности дна заго-
товки к торцу опорного пуансона.
а
Рис. 6.4. Схемы машинной диаграммы «усилие-путь инструмента» P—h (а)
и формоизменения дна заготовки (б, в, г)
398
Третья стадия (рис. 6.4, г) характеризуется резким возрастанием
усилия в связи с увеличением площади поверхности контакта при
внедрении следующей ступени вдавливаемого пуансона (ступенча-
тый пуансон может быть выполнен цельным или составным).
Во время третьей стадии происходит перемещение материала к
периферии и заполнение зазоров, образованных пуансонами, мат-
рицей и стенками исходной заготовки. Повышение усилия от пер-
вой к последней стадии вызвано увеличением площади поверхно-
сти контакта, пластически деформируемого объема металла,
деформационным упрочнением металла, ужесточением контакт-
ных условий. По мере протекания процесса штамповки пластиче-
ская деформация охватывает все больший объем металла дна. Од-
нако и на заключительной стадии этот объем будет меньше или в
предельном случае равен объему дна заготовки. Соотношение
указанных объемов зависит от относительной глубины выдавли-
ваемой полости h^/d^ (hKT, dKr - глубина и диаметр капсюльно-
го гнезда), отношения наружного диаметра заготовки D к диамет-
ру </кг выдавливаемой полости (D/dKr), формы вдавливаемого
пуансона, формы исходной заготовки.
С увеличением hKT/dKr , уменьшением DjdKT, при применении
конического ступенчатого пуансона, уменьшении прогиба дна ис-
ходной заготовки и, в частности, уменьшении объема полости
(типа облегчающей камеры) относительные размеры очага интен-
сивной пластической деформации А/D и A/dKT увеличиваются
(на рис. 6.5 ОПД заштрихован).
При штамповке дна детали с отношением D/</кг = 1,8...2,0 в
конечной стадии процесса А/D ~ 1,0, a A/dKT > 2,0.
Неравномерная деформация по сечению дна штампуемой заго-
товки приводит к характерному изменению профиля дна с образо-
ванием наплыва высотой А// и утяжины высотой Д//у на на-
ружной поверхности, «развала» (угол ар) выдавленной полости
(рис. 6.6, а, в), а также к формированию по границам ОПД зон
сдвиговой деформации. При вдавливании ступенчатого кониче-
ского пуансона искажение профиля выдавленной полости (вслед-
ствие утяжины и «развала») исключается (рис. 6.6, б). С уменьше-
нием отношения D/dKr увеличиваются высоты наплывы и
утяжины и уменьшается высота «развала».
399
Рис. 6.5. Зависимость относительных размеров ОПД от относительной
глубины выдавливаемой полости: 1,2- A/D = f\(hKr/dKr)
и A/d кг =/2(Лкг/^кг) для гильз клб. 7,62 мм; 3,4- A/D = Д (h^ /dкг)
и Ald„= f2(hKt/d„) - для гильз клб. 14,5 мм
К особенностям процесса первой штамповки по указанной
схеме относятся следующие:
1) осуществление формообразования заготовки в основном в
результате выдавливания полости при внедрении ступенчатого
пуансона;
2) неравномерность НДС по объему дна заготовки (рис. 6.7);
3) возникновение в зоне очага интенсивной пластической де-
формации схемы напряженного состояния, соответствующей все-
стороннему неравномерному сжатию (рис. 6.8);
4) возникновение на внешних границах ОПД потенциально
опасных узких зон сдвиговой деформации, которые могут, при
определенных условиях, сопровождаться разрушением (рис. 6.6,
6.9);
5) неравномерное распределение микроструктуры металла и
механических свойств (HV, о,) по сечению штампуемых загото-
вок (табл. 6.1).
400
Рис. 6.6. Схемы изменения профиля дна заготовки: а - выдавливание цилиндри-
ческим пуансоном (Л<£>); б - выдавливание ступенчатым коническим пуансоном
(Я<£>); в - выдавливание цилиндрическим пуансоном (Я=£>); о.с. - потенциально
опасное сечение
401
402
Т аблица 6.1
Влияние скорости процесса штамповки на микротвердость диа биметаллической
__________________гильзы к патрону обр. 43 г., клб. 7,62 мм___________
Скорость дефор- мирова- ния v, м/с Скорость деформации £,, с' Зоны замера твердости
Наковальня Перегородка Угол капсюльного гнезда Угол дна
Но Н Н/Но Но Н Н/Но Но Н Н/Но Но Н Н/Но
Первая штамповка
0,0001 5,5'10'2 150 190-200 1,30 140-160 200 1,33 140 200 1,43 160-180 200 1,18
20 1,2104 125-145 170-210 1,40 135-145 205 1,45 150 205 1,37 145-155 200 1,33
Вторая штамповка
0,0001 2,0-10’2 170-180 190-200 1,12 170-190 205 1,14 175 205 1,17 180-200 205 1,08
20 1,2104 125-130 180-190 1,45 135-150 200- 210 1,47 135 230 1,70 160-180 200- 210 1,21
Примечание. 1. Но, Н - значения микротвердости до и после штамповки.
2. Величина отношения Н/Но рассчитана по средним значениям микротвердости.
Рис. 6.7. Характер искажения делительной сетки, нанесенной на плоскость физи-
ческого реза исходной заготовки (а); после первой (б) и второй штамповки дна
гильзы клб. 7,62 мм
403
Рис. 6.8. Изменение параметров напряженного состояния по сечению
заготовки при первой штамповке дна гильзы клб. 7,62 мм: а - по радиусу;
б - по толщине
404
Рис. 6.8 (окончание)
Рис. 6.9. Образование складок и трещин по поверхности сдвиговой
деформации при первой штамповке латунных гильз с фланцем малого калибра
На форму и размеры ОПД, параметры деформированного со-
стояния, форму и размеры штампуемой детали, величину и сте-
пень равномерности распределения механических свойств, усилие
и среднее контактное давление влияют следующие технологиче-
ские факторы: механические свойства материала исходной заго-
товки; способ штамповки; форма и размеры пуансонов, в частно-
сти форма их торцевых поверхностей (плоская или рельефная);
величины радиусов сопряжения поверхностей пуансонов rjd,-,
относительная глубина внедрения давящего пуансона ; от-
405
носительная толщина дна исходной заготовки Sq/D; отношение
наружного диаметра исходной заготовки D/di; форма исходной
заготовки; условия деформации (скорость деформации, характер
нагружения, условия контактного трения).
Наиболее деформированными зонами металла заготовки явля-
ются перегородка и внутренняя поверхность стенок выдавливае-
мой полости капсюльного гнезда, составляющих вместе зону оча-
га интенсивной пластической деформации. Наименее
деформированы переходная зона от дна к стенкам корпуса и пе-
риферийные участки донной части заготовки.
Анализ деформированного состояния свидетельствует о выра-
женной неоднородности распределения интенсивности е„ и сте-
пени деформации е,- по сечению дна штампуемой заготовки (рис.
6.10).
Рис. 6.10. Распределение интенсивности е„ степени е, деформации и характери-
стики вида v£ по сечению дна деформируемой заготовки на первой штамповке и
графики е„ е„ v£ по рядам и точкам делительной сетки на промежуточной (А, А)
и окончательной (•, о) стадиях процесса
406
IV ряд
П1 ряд
I и II ряды
Рис. 6.10 (окончание)
407
Ввиду малых размеров заготовки (к гильзе клб. 7,62 мм) опре-
деление параметров деформированного состояния во всех точках
затруднено. С достаточной достоверностью можно утверждать,
что в зоне срединного (IV) слоя перегородки деформированное
состояние соответствует сжатию (v£ = 1,0), процесс деформации
приближенно монотонный; в зоне формирующейся наковальни
(ряд II, т. О) деформированное состояние близко на промежуточ-
ной стадии к простому растяжению (v£ =0,8... 1,0). В других про-
дольных и радиальных сечениях оно колеблется от растяжения,
через сдвиг, к простому сжатию. На графиках сплошными линия-
ми показаны значения е;, а пунктирными - £,, рассчитанные по
отношению начальных и конечных размеров делительной сетки.
Различие числовых значений ef и £; несущественно, что позволя-
ет принять предположение о приближенной монотонности про-
цесса.
В соответствии с изменением интенсивности £,• (степени е, )
деформации формируется неоднородность распределения харак-
теристик механических свойств (например, HV) по сечению дна
отштампованной заготовки (см. табл. 6.1).
Анализ напряженного состояния свидетельствует о возникно-
вении нормальных (oz, ог, о0) сжимающих напряжений во всех
точках сечения дна при наибольших по модулю значениях осевых
стг и тангенциальных ст0 напряжений в зоне перегородки (Г{/Оя =
= 0,1...0,2). Показатель жесткости схемы напряженного состоя-
ния К« 0, что соответствует всестороннему неравномерному
сжатию.
На рис. 6.11, а показан характер изменения усилий, воспри-
нимаемых каждым из четырех инструментов согласно техноло-
гической схеме (рис. 6.11, б), площадей поверхностей контакта,
контактных давлений и удельных усилий (контактное давление
q, определяется как отношение усилия Р,- к действительной пло-
щади поверхности контакта Fk; qt = Pt /FKi ; удельное усилие -
как отношение усилия Р,- к площади поперечного сечения несу-
щей части пуансона Fni, т.е. P-t = Pt / Fni) в зависимости от пути
инструмента.
408
Р, тс
мм
Рис. 6.11. График изменения усилий (а); площади поверхности контакта (б);
контактных давлений (в) и удельных усилий (г) в зависимости от пути
инструмента
6.3. Технологические особенности процессов
окончательной (второй) штамповки
В отличие от первой операции при последующей штамповке
деформируется заготовка с предварительно выдавленной в дне
цилиндрической или конической полостью с наковальней или без
нее.
При глубине полости исходной заготовки, меньшей глубины
полости на данной операции, процесс штамповки, так же как и на
первой операции, протекает в три стадии. Однако в этом случае на
третьей стадии одновременно с выдавливанием полости осущест-
вляется закрытая осадка с высадкой или без высадки периферий-
ной части заготовки. При глубине полости исходной заготовки,
большей глубины полости на данной операции, в начале процесса
последующей штамповки осуществляется осадка или объемная
409
формовка металла в зоне, прилегающей к наружной поверхности
дна, а затем - формирование заготовки путем одновременной
осадки и выдавливания полости (рис. 6.12).
Рис. 6.12. Схема процесса последующей штамповки: а - схема машинной
диаграммы «усилие-путь инструмента» Р-й; б, в - схемы формоизменения дна
заготовки по стадиям; 1 - пуансон; 2 - заготовка; 3 - опорный пуансон;
4 - матрица
При последующей штамповке металл, находящийся вне зоны
перегородки, подвергается знакопеременной (немонотонной) де-
формации (в начале удлинение в осевом направлении, а затем
укорочение).
Существенной особенностью последующей штамповки в за-
крытом штампе является возможность возникновения зон пони-
женной твердости в периферийной части заготовки, вследствие
создания в этой зоне схемы напряженного состояния, близкой к
всестороннему равномерному сжатию, исключающей течение ме-
410
талла и его значительное деформационное упрочнение. Деформи-
рованное состояние по сечению дна неоднородно, что иллюстри-
руется видом плоскости физического реза заготовки, изготовлен-
ной из слоистого металла (рис. 6.13).
В целом схема напряженного состояния заготовки на после-
дующей операции соответствует всестороннему неравномерному
сжатию при создании высокого гидростатического давления и
больших удельных усилиях, действующих на рабочий инструмент
(рис. 6.14). _________________________________
Рис. 6.13. Плоскость физического реза отштампованной заготовки,
изготовленной из слоистого металла
Рис. 6.14. Распределение параметров напряженного состояния по сечению
дна заготовки при второй штамповке стальной гильзы клб. 7,62 мм
411
Рис. 6.14 (продолжение)
412
<К,г
кгс/мн
70
60
О 0,1 0,2 0,3 г/В?
' ’ ’ ' ОН
Рис. 6.14 (окончание)
Рис. 6.15. Схема второй штамповки детали с фланцем: 1,2 - составной
ступенчатый пуансон; 3 - матрица; 4 - заготовка; 5 - опорный пуансон;
о.с. - потенциально опасные сечения
На рис. 6.15 показана схема второй штамповки детали с флан-
цем. Особенностями этой схемы являются свободное течение ме-
талла в зоне фланца и наличие кольцевого углубления (камеры) в
пуансоне, способствующего некоторому снижению удельных
усилий, действующих на вдавливаемый пуансон, а также наличие
потенциально опасных зон сдвиговой деформации.
6.4. Технологические возможности процессов
6.4.1. Параметры процессов штамповки
Под технологическими возможностями процесса следует по-
нимать совокупность его технологических особенностей, опреде-
ляющих возможность и целесообразность изготовления деталей с
определенными формой, размерами, качеством и механическими
свойствами за наименьшее число операций при обеспечении
прочности инструмента.
413
Основные параметры процессов штамповки:
• предельная и допустимая степени деформации;
• максимальное усилие деформирования;
• усилие выталкивания отштампованной детали из матрицы;
• усилие снятия детали с пуансона;
• удельные усилия и контактные давления, действующие на
рабочий инструмент;
• полная работа формоизменения;
• степень соответствия формы и размеров детали и инструмента;
• степень упрочнения материала детали.
За величину предельной степени деформации принимается та-
кое значение, при котором наиболее вероятно разрушение рабоче-
го инструмента или заготовки, за величину допустимой степени
деформации - такое значение, при котором с определенной степе-
нью вероятности разрушение рабочего инструмента или заготовки
исключается. Отношение указанных величин определяет коэффи-
циент запаса прочности.
Для оценки величины степени деформации применяются пока-
затели, рассчитываемые по изменению толщины дна заготовки в
расчетных сечениях:
• на первой операции
5П
= In—— для зоны перегородки, (6.1)
$1
5Д
ед =1п— -при5д <Sq, (6.2а)
51Д
5Д
ед = In —— при 5Д > Sq - для зоны дна; (6.26)
so
• на последующей операции
= In—- для зоны перегородки, (6.3)
Si
5Д
= 1,15 In—— - для зоны дна, (6.4)
5?
где S", Sg - толщина дна исходной заготовки; S", 5Д - толщина
дна заготовки после первой штамповки; S^S-Li - толщина дна
414
заготовки после выполнения z-1-й операции; 5", S? - толщина
дна заготовки после выполнения z-й операции в расчетных сече-
ниях «77» и «Э» соответственно; , е-\ - показатели степени де-
формации для первой операции; , е~ - для последующей опе-
рации.
Показатели итоговой (суммарной) деформации рассчитывают-
ся по следующим формулам:
5П
- In—— для зоны перегородки, (6.5)
ei£ = еП + ei2 + — + е?п’ ~~ ДЛЯ ЗОНЫ дна,
где S„ - толщина дна заготовки после п-й операции в расчетном
сечении «77»; - показатели степени деформации на
первой, второй, п-й операциях в расчетном сечении «3»; z - номер
расчетного сечения.
Усилие деформирования достигает своего максимального зна-
чения в конце третьей неустановившейся стадии процесса (см.
рис. 6.4, 6.11, 6.12).
Усилие выталкивания Рвт затрачивается на преодоление сил
трения, возникающих на поверхности контакта заготовки с мат-
рицей.
В общем случае для любого момента деформирования удель-
ное усилие Pt и среднее контактное давление qt, воспринимаемые
каждым отдельным пуансоном, определяются выражениями
Р Р
(6-6)
*min
где Р, - текущее значение усилия деформирования; Fniin - мини-
мальная площадь поперечного сечения несущей части пуансона;
FKi - площадь поверхности контакта заготовки и пуансона в рас-
сматриваемый момент деформирования.
Полная работа формоизменения равна сумме работ, затрачи-
ваемых на пластическую деформацию Лпл и трение :
hi
А = АПЛ + Атр = J Pidh(. Опытным путем работа формоизменения
о
определяется по площади диаграммы «усилие-ход инструмента».
415
Степень соответствия формы Ф, характеризуется степенью со-
ответствия формы отдельных конструктивных элементов штам-
пуемой детали и рабочего инструмента, применяемого для изго-
товления детали, т.е.
ф _ ад| аш
аш
100%= -^-1 100%,
L Ы |"
где аД( , аИ( - соответственно размер z'-ro конструктивного элемен-
та детали и инструмента (например, радиус, угол конусности
и т.д.).
Степень соответствия размеров X, характеризуется степенью
соответствия размеров детали аД(- и инструмента аИ(- в заданных
контрольных сечениях:
Xt = flai-flH;l100o/o
аш
При полном соответствии формы и размеров детали и инстру-
мента Ф, = 0, Х-, = 0.
Степень упрочнения оценивается по отношению твердости
отштампованной детали к твердости исходной заготовки в задан-
ном расчетном сечении:
HV7
£HV =----(6-7)
HV HV/ v 7
где HV/ , HV/ - твердость детали и заготовки в расчетном сече-
нии j.
На параметры процессов штамповки влияют следующие ос-
новные технологические факторы:
• механические свойства материала исходной заготовки;
• форма и размеры исходной заготовки;
• технологическая схема штамповки;
• геометрия рабочего инструмента (углы конусности, радиусы
сопряжения торцевых поверхностей, форма торцевых поверхно-
стей и др.);
• условия деформации (степень деформации, скорость дефор-
мации, условия трения);
• тип технологической оснастки;
• тип применяемого оборудования.
416
Основными показателями механических свойств, влияющими
на параметры процесса штамповки, являются сопротивление де-
формированию (ст02, CTiy)> пластичность (£(у, £(р, \|/у, \|/), уп-
рочняемость п и удельная работа формоизменения Ауд.
С повышением сопротивления деформированию и упрочняе-
мости усилия деформирования, удельные усилия и контактные
давления возрастают, предельные и допустимые из условия проч-
ности рабочего инструмента степени деформации уменьшаются.
С уменьшением пластичности предельные и допустимые из усло-
вия прочности заготовки степени деформации уменьшаются. С
увеличением удельной работы формоизменения полная работа,
затрачиваемая на пластическую деформацию, растет.
В качестве исходных заготовок используют полые цилиндри-
ческие заготовки с выпуклым или плоским дном, получаемые вы-
тяжкой или выдавливанием (рис. 6.16).
Рис. 6.16. Форма дна исходных заготовок: а, б- заготовки, получаемые
вытяжкой; в, г - заготовки, получаемые выдавливанием
417
Применение заготовки с выпуклой наружной поверхностью
обеспечивает лучшее оформление наковальни. Наличие на внут-
ренней поверхности дна заготовок углублений, выполняющих
роль облегчающих камер (рис. 6.16, б), способствует уменьшению
усилий формоизменения и удельных усилий на первой штампов-
ке. С увеличением отношения диаметра камеры к диаметру фор-
мируемой полости и уменьшением относительной толщины ис-
ходной перемычки (Sa0-hK)/dKr потребное усилие
деформирования уменьшается.
Рекомендуются следующие, из условия обеспечения снижения
на 10-20% усилия деформирования, соотношения для определе-
ния размеров камеры:
VK = (0,7...0,8)Ки; dK =0,8dкг; гк > 2 мм;
4К h.
hK = при 1,10 <-^> 0,25. (6.8)
тс<7к dKr
Указанные соотношения при изготовлении деталей типа гильз
должны быть откорректированы для обеспечения заданного внут-
реннего профиля и исключения складкообразования.
Применяемые и вновь разрабатываемые технологические схе-
мы штамповки следует различать по соотношению свободных и
контактирующих поверхностей. С уменьшением отношения
FCB/FK повышаются точность штампуемых деталей и силовые
параметры (максимальное усилие формоизменения, удельные
усилия и контактные давления). Введение облегчающих камер в
заготовке (рис. 6.2, а, 6.16, б) и инструмент (рис. 6.15) способст-
вуют увеличению свободных поверхностей и уменьшению пол-
ных и удельных усилий.
По эффективности уменьшения энергосиловых параметров
технологические схемы второй штамповки располагаются в сле-
дующем порядке (табл. 6.2): штамповка в закрытом штампе с
применением заготовок с облегчающими камерами, опорного пу-
ансона с центральной облегчающей камерой, опорного пуансона с
кольцевой облегчающей камерой; открытая штамповка, открытая
штамповка с применением центральной облегчающей камеры в
опорном пуансоне.
418
Таблица 6.2
Влияние технологической схемы штамповки на силовые параметры
процесса второй штамповки стальной гильзы к патрону клб. 14,5 мм
Величина Относи- тельный ход инст- румента А, /Атах Технологическая схема
Штамповка в закрытом штампе Штамповка в открытом штампе
Без камер С камерой в заготовке С центральной камерой в пуансоне С кольцевой ка- мерой в пуансоне Без камер С центральной камерой в пуансоне
I 2 3 4 5 6 7 8
Общее 0,25 0,20 0,10 0,15 0,17 0,10 0,10
0,50 0,30 0,20 0,25 0,30 0,20 0,17
усилие, МН Р 0,75 0,55 0,50 0,50 0,55 0,35 0,30
1,00 1,05 1,05 1,05 1,05 0,45 0,45
0,25 400 300 400 450 250 200
р 0,50 650 600 550 800 500 450
*ш 0,75 1250 1250 800 1050 750 700
1,00 2400 1800 1800 2000 950 900
Удельное 0,25 600 650 600 550 250 250
0,50 1200 1300 ИОО 1200 300 350
усилие, МПа Лп 0,75 1800 1000 1600 1500 350 400
1,00 2300 2250 2300 2100 400 450
0,25 400 250 400 400 200 200
р 0,50 900 750 750 700 350 300
г нп 0,75 1350 1300 1200 1250 600 550
1,00 2250 2250 2150 2200 1000 1050
Среднее 0,25 1200 700 900 800 600 500
контакт- 0,50 1600 1500 1600 1200 900 800
ное дав- Яш 0,75 2000 1950 1900 1800 1000 1000
ление, МПа 1,00 2600 2500 2200 2500 1250 1050
0,25 400 2000 550 400 100 100
ЯйП 0,50 1000 2100 1200 1000 200 150
0,75 1600 1500 1900 1300 270 200
1,00 2200 2300 2250 1550 350 250
0,25 700 400 700 400 300 300
0,50 ИОО 900 1400 800 500 600
?нп 0,75 1650 1600 1900 1350 800 900
1,00 2500 2500 2550 2550 1250 1200
Примечание. Рш, Рт, Рт - удельные усилия; qm, q„n, qm - контактные
давления, действующие на штамп, давящий пуансон (сосок), опорный пуансон
соответственно.
419
Анализ распределения твердости HV по сечению дна штам-
пуемых деталей свидетельствует о меньшем упрочнении в пери-
ферийной части дна, что объясняется сдвиговым характером де-
формации на границах облегчающей камеры. Применение
центральной облегчающей камеры в опорном пуансоне на второй
штамповке уменьшает на промежуточных стадиях общее усилие
деформирования, удельные усилия и контактные давления на
штамп (от 0 до 25%) и увеличивает контактные давления на вдав-
ливаемый и опорный пуансоны (на 15-38%). Форма штампуемой
детали отличается от штатной наличием выступа на внутренней
поверхности дна.
Характер распределения твердости HV по сечению дна в ос-
новном соответствует штатным деталям при несколько меньшей
твердости (на 10-15 единиц) по осевой линии у внутренней по-
верхности дна.
Применение кольцевой облегчающей камеры в опорном пуан-
соне обеспечивает более существенный положительный эффект
по сравнению с центральной камерой. При одинаковых с базовым
способом общих усилиях формоизменения существенно умень-
шаются удельные нагрузки на рабочий инструмент.
Так, например, на заключительной стадии процесса контактное
давление на вдавливаемый пуансон <?вп = 1519 МПа
(151,9 кгс/мм2), что меньше базового варианта на 30%. Величина
и распределение твердости HV по сечению дна соответствует
штатным деталям при несколько большем упрочнении централь-
ной зоны перегородки, прилегающей к внутренней поверхности
дна (на 25-30 единиц). Несоответствие формы выражается в обра-
зовании на внутренней поверхности дна кольцевого выступа.
Наибольший эффект по снижению силовых параметров дости-
гается при применении технологической схемы открытой штам-
повки, когда заготовка выставляется из матрицы на высоту, при-
мерно равную толщине дна. При этом отношение свободных
контактных поверхностей FCB/FK >0,3...0,5. Общее усилие
уменьшается на 50-60%, значительно уменьшаются удельные на-
грузки на рабочий инструмент (на 30-83%) в зависимости от вида
инструмента, показателя и стадии процесса. Введение облегчаю-
щих камер в опорном пуансоне дополнительно уменьшает сило-
вые параметры, но несущественно. В то же время применение
схем открытой штамповки приводит к значительному искажению
420
формы дна штампуемых деталей и требует увеличения объема
металла в дне и припусков на последующую механическую обра-
ботку. Распределение твердости HV по сечению дна примерно со-
ответствует установленным для штатных деталей схемам, но от-
личается смещением менее наклепанной зоны к периферии
вследствие течения металла в радиальном направлении.
Из геометрических параметров рабочего инструмента наиболее
существенно на процесс штамповки влияют форма рабочей части
вдавливаемого пуансона (цилиндрический или конический, слож-
ность формы торца), радиусы сопряжения боковых и торцевых
поверхностей, а также форма и радиусы сопряжения опорных пу-
ансонов.
Применение вдавливаемых пуансонов (сосков) с небольшой
конусностью уменьшает искажение формы выдавливаемой полос-
ти, облегчает съем заготовки и исключает возможность ее снятия
при повторном рабочем ходе. Применение ступенчатых кониче-
ских пуансонов (штампов) на первой штамповке обеспечивает
смещение металла от центра к периферии, образует предвари-
тельную фаску капсюльного гнезда и тем самым создает благо-
приятные условия для течения металла при окончательном фор-
мообразовании дна во время второй штамповки. Коническая
форма пуансона (с углом конической ступени 2ап ~ 90°) способ-
ствует более равномерному распределению твердости по сечению
дна, что объясняется расширением границ интенсивной пластиче-
ской деформации при первой штамповке и возникновением более
благоприятных условий для перемещения металла при второй
штамповке.
Скругление торца или кромок вдавливаемого пуансона заметно
снижает удельное усилие при всех схемах штамповки. При боль-
ших относительных глубинах выдавливаемой полости
(hKV/dKV > 0,4) этот эффект мало зависит от величины радиуса
скругления.
Влияние радиуса в диапазоне его изменения
0,04 dKr < гкг < 0,2 dKr несущественно. Однако для обеспечения
благоприятных условий течения металла должно быть предусмот-
рено плавное сопряжение стенок и дна выдавливаемой полости,
при этом гкг > 0,4...0,5 мм. Могут быть рекомендованы следую-
щие значения (мм):
421
Диаметр вдавливаемого пуансона Радиус
4,0...6,0 0,30...0,35
6,0...7,5 0,50...0,70
7,5...10,0 0,50...0,80
С увеличением радиуса закругления кромки пуансона повыша-
ется точность формы выдавливаемой полости и исключается об-
разование бочкообразности и надрывов (трещин в углу), что свя-
зано с более равномерным распределением радиальных
перемещений по высоте. С точки зрения обеспечения точности
оптимальная величина отношения гК|./б/К|. » 0,10 при применении
выпуклого торца пуансона AT/t/Kr = 0,10...0,15, где /гт - высота
сферической части пуансона. Наличие на дне выдавливаемых по-
лостей выступов типа наковальни (на пуансоне соответствующих
углублений) увеличивает удельные усилия на 20-30%. При этом
рельеф на пуансоне, как правило, полностью не заполняется.
Формы и размеры рабочей части опорных пуансонов второй
(окончательной) штамповки определяются внутренней формой и
размерами готовой гильзы, заданными чертежом. Радиусы закруг-
ления рабочей части пуансонов принимаются равными радиусам
закругления внутреннего контура готовой детали (рис. 6.17).
Форма и размеры рабочей части опорных пуансонов первой
штамповки подбираются в соответствии с формой и размерами
пуансонов предшествующей вытяжки и последующих штампо-
вочных операций (вытяжки, штамповки дна), а величины радиу-
сов - средними между радиусами предшествующей и последую-
щих операций (рис. 6.18). Это обеспечивает получение
качественных деталей без складок в зоне сопряжения стенки и дна
или со складками допустимой длины и направления, исключаю-
щих опасность разрушения детали при функционировании. Рабо-
чий участок пуансонов на первой штамповке имеет конусность
Р = 3,5... 10°, на второй - 3,5...7,5° (рис. 6.17).
Складки служат концентраторами напряжений при штамповке.
Образование складок наблюдается при деформировании заготов-
ки с внутренней полостью (рис. 6.19) и может сопровождаться об-
разованием трещин.
Одним из главных параметров, характеризующих условия де-
формации, является степень деформации. С увеличением степени
деформации (и, в частности, относительной глубины выдавливае-
мой полости /гкг/б/кг на первой штамповочной операции) увели-
чивается площадь поверхности контакта заготовки F и инстру-
422
мента, пластически деформируемый объем металла (размеры оча-
га интенсивной пластической деформации), упрочняется матери-
ал. Следствием этого является рост полных и удельных усилий
(см. табл. 6.2), работы формоизменения, повышение степени со-
ответствия формы и размеров штампуемой заготовки и рабочего
инструмента.
Рис. 6.17. Эскизы рабочей части опорных пуансонов
Скорость процесса штамповки характеризуется скоростью де-
формирования о (скорость перемещения рабочего инструмента -
м/с) и скоростью деформации £,. (интенсивность изменения сте-
пени деформации в единицу времени - с-1). Средняя за время
процесса скорость деформации при штамповке может быть вы-
числена по следующим приближенным формулам:
423
Рис. 6.18. Схемы сопряжения профилей опорных пуансонов: а - оптимальное
сопряжение; 6, в, - сопряжения при образовании наплывов на внутренней
поверхности заготовки при вытяжке; I, 2,3,4 - профили пуансонов на л-1-й,
л-й вытяжках, 1-й и 2-й штамповках соответственно
Рис. 6.19. Схемы образования складок и трещин при штамповке: а - схема
штамповки цилиндрическим пуансоном; б - схема штамповки заготовки с облег-
чающей каморой ступенчатым коническим пуансоном
• на первой штамповке
U
ел =-----In—2- - для зоны перегородки; (6.9)
• на второй штамповке
424
и 5,п
Ei2 = —----- In —у - для зоны перегородки,
-S2 S2
д и 5Д
Е('2 =1,15----In—----для зоны дна, (6.10)
оД сД сД
uj — ^2
п п
где ед, е(2 - интенсивность скорости деформации в зоне перего-
д
родки на первой и второй штамповке соответственно; е,2 - ин-
тенсивность скорости деформации в зоне дна на второй штампов-
ке; о - скорость деформирования.
В зависимости от типа применяемых машин, размеров исход-
ной заготовки и готовой детали скорость процесса изменяется в
пределах от 10 до 102 с-1, т.е. достигает достаточно высоких зна-
чений.
По результатам исследования влияния скорости деформации
на процесс штамповки установлено следующее.
1. С увеличением скорости деформации общий характер диа-
грамм «усилие-путь инструмента» сохраняется при относитель-
ном возрастании максимального усилия. При увеличении скоро-
сти деформации до 2,8...7,2103 с-1 на первой и второй
штамповочных операциях максимальное усилие возрастает незна-
чительно (до 10%), при дальнейшем увеличении скорости дефор-
мации (> 104 с-1) - более значительно (до 50%).
2. С увеличением скорости деформации работа формоизмене-
ния, как правило, уменьшается (до 50-60%), что вызвано умень-
шением объема пластически деформируемого металла заготовки.
3. Скорость деформации практически не влияет на точность
размеров штампуемых деталей.
4. С повышением скорости деформации повышаются твердость
и жесткость дна штампуемых деталей (см. табл. 6.1), микрострук-
тура металла на первой штамповке характеризуется большей вы-
тянутостью зерен (волокнистостью), на второй штамповке суще-
ственных изменений в микроструктуре не наблюдается
(отмечается большая локализация деформации в местах сопряже-
ния дна капсюльного гнезда со стенкой и наковальней).
Контактные условия (условия трения) влияют преимуществен-
но на энергосиловые параметры процесса и качество деталей и
определяются шероховатостью поверхностей рабочего инстру-
425
мента и заготовки, а также качеством смазки. Шероховатость по-
верхностей рабочего инструмента зависит от вида износоустойчи-
вого покрытия (хромирования) и качества обработки поверхности
и соответствует, как правило, 0’32"J, что благоприятно с точки зре-
ния обеспечения наименьших усилий.
В то же время предупреждение попадания масла, влаги, опилок
на внутренние поверхности заготовки с целью предотвращения
образования дефектов при штамповке и последующей эксплуата-
ции есть также характерная особенность процессов штамповки
дна.
6.4.2. Контроль качества деталей
Точность и качество отштампованных деталей зависят от сле-
дующих основных факторов:
• правильности и точности установки рабочего инструмента и
наладки оборудования;
• точности и качества изготовления рабочего инструмента, со-
стояния его поверхностей и стабильности этих параметров в про-
цессе работы;
• механических свойств материала детали;
• состояния поверхностей полуфабриката перед штамповкой;
• организации и культуры производства.
Технический контроль на участке штамповки гильз включает
следующие основные стадии: контроль поступающих на штам-
повку полуфабрикатов; контроль при наладке операции штампов-
ки и в процессе производства; контроль качества изготовленной
на участке продукции.
Технический контроль включает визуальный осмотр и лекаль-
ный обмер. При визуальном осмотре проверяют состояние по-
верхности полуфабрикатов: на их наружной и внутренней по-
верхностях не должно быть царапин, отпечатков, забоин и т.п. Во
время лекального обмера проверяют соответствие чертежу на-
ружного диаметра полуфабриката, толщины перегородки, глуби-
ны капсюльного гнезда, высоты наковальни, а также кривизны
полуфабриката.
По объему технический контроль бывает выборочным (перио-
дическим) и сплошным (100%-ным). Периодический контроль за-
ключается в том, что в начале работы и в процессе ее контролер
отбирает несколько полуфабрикатов и производит их наружный
426
осмотр и лекальный обмер. Периодичность контроля указывается
в технологической карте в виде определенного промежутка вре-
мени, длительность которого обычно составляет 1,5...2 часа. Этот
вид контроля называют также выборочным.
Сплошной (100%-ный) контроль заключается в проверке каж-
дого полуфабриката на соответствие чертежу по тому или иному
параметру.
При визуальном выборочном контроле большую роль играют
эталонные образцы на полуфабрикаты: путем сравнения с ними
удается своевременно выявить и изолировать брак.
Лекальный обмер производят набором специализированного
измерительного инструмента, номенклатура которого определяется
формой и размером проверяемых элементов. Так, кривизна прове-
ряется каморой, наружный диаметр полуфабриката - калибром в
виде кольца, размеры наковальни - специальным прибором и т.д.
При массовом производстве для повышения производительно-
сти контрольных операций введена автоматизация, что имеет
большое значение при осуществлении 100%-ного контроля. Для
этих целей имеются контрольно-измерительные роторы и ротор-
ные линии, применяемые при лекальном обмере гильз малого ка-
либра.
Виды контроля точности и качества штамповки гильз и средст-
ва контроля приведены в табл. 6.3, основные виды брака при
штамповке гильз, причины их появления и меры по устранению -
в табл. 6.4.
Таблица 6.3
Виды контроля точности и качества штамповки полуфабрикатов
_______________стальных 7,62- и 14,5-мм гильз____________
Операция контроля Контролируемые размеры, мм Контрольно- измерительный прибор или инстру- мент
7,62-мм калибр 14,5-мм калибр
1 2 3 4
Первая штамповка
Наружный осмотр на отсутствие царапин, от- печатков, забоин и дру- гих поверхностных де- фектов - -- Визуально путем сравнения с этало- нами
427
Продолжение табл. 6.3
I 2 3 4
Лекальный обмер: наружного диаметра 0 11,22 0 26,73 Кольцо однопре- дельное, проходное
глубины капсюльного гнезда 3,00-3,18 6,30-6,70 Прибор или шаб- лон на глубину кап- сюльного гнезда
высоты наковальни (измеряемой от плос- кости торца гильзы) 1,25-1,50 — Прибор на высоту наковальни
толщины перегородки 0,9-1,2 9,5 Не менее Прибор на тол- щину перегородки
толщины дна - - Прибор на тол- щину дна
кривизны корпуса Камора или втул- ка на кривизну кор- пуса (полуфабрикат должен свободно или под легким на- жимом входить в камору заданных размеров)
Эксцентричность кап- сюльного гнезда — Более 0,1 Прибор на экс- центричность кап- сюльного гнезда
Наличие капсюльного гнезда у полуфабрикатов 7,62 мм калибра (100%- ный контроль) Ротор контроля наличия капсюль- ного гнезда
Вторая штамповка
Осмотр наружной и внутренней поверхности на отсутствие царапин, отпечатков, забоин и др. — — Визуально путем сравнения с этало- нами
Лекальный обмер: наружного диаметра 011,26-11,32 026,86- 26,98 Кольцо-калибр
глубины капсюльного гнезда 3,02-3,12 4,90-4,95 Прибор или шаб- лон на глубину кап- сюльного гнезда
диаметра капсюльного гнезда 05,42-5,46 0 8,96- 9,01 Калибр на диаметр капсюльного гнезда
428
Окончание табл. 6.3
I 2 3 4
эксцентричность кап- сюльного гнезда Прибор на экс- центричность кап- сюльного гнезда
высоты наковальни (измеряемой от плос- кости торца гильзы) 0,1 не более 0,1 не более Прибор на высоту наковальни
толщины перегородки 1,47-1,54 2,08-2,15 Прибор на тол- щину перегородки
толщины дна 0,7-1,1 - Прибор на тол- щину дна
косины наружной по- верхности дна полу- фабриката 3,9-4,2 0,1 не более 8,0-9,5 0,1 не более Прибор на косину
Наличие фасок у дна и у капсюльного гнезда — — Визуально, эта- лоны, лупы
Приемка готовой продукции
Лекальный обмер по всем проверяемым эле- ментам (производится как специальная кон- трольная операция для окончательно готовой продукции малого ка- либра) 100%-ный кон- троль Автоматическая роторная линия ти- па 1Л4К
Примечание. Для всех операций контроль производится выборочно
(4-6 шт.) в начале смены и в процессе работы через каждый час.
Таблица 6.4
Виды и причины брака при штамповке
Операция воз- никновения бра- ка Вид брака Причина брака
I 2 3
Первая и вто- рая штамповка • Царапины или отпе- чатки на наружной или внутренней поверхно- сти гильз Выкрашивание инструмента; налипа- ние металла на инструмент; низкого качества термообработка; загрязненная матрица
Первая и вто- рая штамповка Грубые кольцевые отпечатки по корпусу Неправильное изготовление матрицы или попадание в нее масла
Первая штам- повка Мелкое капсюльное гнездо при завышенной толщине перегородки Неправильная наладка оборудования и инструмента; деформация пуансона вследствие некачественной термообра- ботки
429
Продолжение табл. 6.4
I 2 3
Первая штам- повка Мелкое капсюль- ное гнездо при нор- мальной толщине перегородки Заниженная толщина дна поступающе- го на штамповку полуфабриката; непра- вильное сечение размеров пуансонов по- следней вытяжки и первой штамповки (пуансон входит свободно в полуфабри- кат)
Первая штам- повка Заниженная тол- щина перегородки при нормальной глу- бине капсюльного гнезда То же
Первая и вто- рая штамповка Эксцентричность капсюльного гнезда Неправильная наладка оборудования; износ его узлов; пуансон изготовлен не- правильно или деформировался вследст- вие некачественной термообработки
Первая и вто- рая штамповка Заниженная или завышенная высота наковальни Засорение пуансона первой штамповки; неправильное изготовление глубины вы- емки наконечника
Первая штам- повка Искривление оси полуфабриката Неправильное центрирование инстру- мента
Первая штам- повка Завышен наруж- ный диаметр полу- фабриката Неправильное изготовление или износ матрицы штамповки
Первая штам- повка Кольцевая складка («карманчики») в донной части полу- фабриката Большая сферичность дна полуфабрика- та вытяжки, образование наплыва металла в зоне перехода от дна к стенкам вследст- вие износа сверточного пуансона или пу- ансона последней вытяжки
Первая штам- повка Боковики Неправильное центрирование пуансона и питательного лотка
Первая и вто- рая штамповка Царапины, отпе- чатки в капсюльном гнезде Налипание металла на пуансон; некаче- ственная термообработка; выкрашивание пуансона
Первая и вто- рая штамповка Разрывы полуфаб- риката при штампов- ке Не был снят отштампованный полуфаб- рикат и захвачен пуансоном следующий; попадание внутрь полуфабриката колечка после обрезки, опилок и др.
Вторая штам- повка Большая фаска дна гильзы Недоштамповка дна гильзы вследствие нехватки металла, вызванной заниженной толщиной исходного материала или не- правильными размерами вытяжных инст- рументов (малые радиусы пуансонов, за- вышенные углы конусности матриц, изношенные пуансоны)
430
Окончание табл. 6.4
1 2 3
Вторая штам- повка Отсутствие фаски у дна гильз малого калибра Избыток металла в донной части; не- правильная форма штампа первой штам- повки
Вторая штам- повка Завышенный раз- мер или отсутствие фаски в капсюльном гнезде Неправильная наладка оборудования, инструмента
Вторая штам- повка Надрывы дна и провалы капсюльно- го гнезда Малый радиус пуансона; наличие глу- бокой кольцевой складки после первой штамповки; заниженная толщина перего- родки
Вторая штам- повка Гофрировка («гар- мошка») дульцевой части полуфабриката Несоответствие размеров матрицы и полуфабриката; загрязнение поверхности заготовок; налипание металла на рабочую часть матрицы или неправильная форма отверстия матрицы
Вторая штам- повка Завышенный диа- метр капсюльного гнезда Неправильная форма штампа первой штамповки; осаживание пуансона вслед- ствие плохой термообработки
Вторая штам- повка Спрессование двух полуфабрикатов Полуфабрикат после штамповки остал- ся на пуансоне вследствие недостаточной твердости дна; осадки пуансона или не- правильной настройки оборудования, что привело при обратном ходе к спрессова- нию с другим, поданным в матрицу, по- луфабрикатом
Вторая штам- повка Обратная конус- ность капсюльного гнезда Неправильная установка пуансона
Первая и вто- рая штамповка Гильза не имеет капсюльного гнезда Произошла поломка пуансона
Вторая штам- повка Гильза имеет кап- сюльное гнездо от первой штамповки Произошла поломка пуансона второй штамповки или засорение полуфабриката после первой штамповки
Вторая штам- повка Воздушные хлопки («выстрелы») при штамповке Запирание воздуха в матрице после- дующим, плотно в нее входящим, полу- фабрикатом (эффект компрессии)
Вторая штам- повка Косина фланца (для гильз с высту- пающим фланцем) Косое дно у полуфабриката вытяжки или неперпендикулярность торца матри- цы штамповки
Вторая штам- повка Завышенный диа- метр фланца или за- вышенная толщина перегородки (у гильз с выступающим фланцем) Избыток металла в донной части
431
6.5. Технологические расчеты
6.5.1. Исходные данные и последовательность расчетов
Исходные данные для проектирования:
• чертеж детали;
• заданные техническими условиями механические свойства
детали;
• маршрутный технологический процесс изготовления детали;
• технологические схемы выполнения штамповочных опера-
ций;
• установленные опытом или расчетом значения допустимых
степеней деформации;
• тип применяемой технологической оснастки и оборудова-
ния.
По объектам проектирования весь расчет технологического
процесса делится на два основных этапа: 1 - расчет размеров и
механических свойств заготовок с оценкой количества операций;
2 - расчет исполнительных размеров рабочего инструмента и тех-
нологических усилий с оценкой обеспечения прочности штампо-
вого инструмента (рис. 6.20).
При проектировании технологических процессов штамповки
дна технологический маршрут в соответствии с исходными дан-
ными предполагается заданным.
Тем не менее при планировании последовательности выполне-
ния основных и дополнительных операций необходимо иметь в
виду и соблюдать следующие условия:
1) обеспечение кратчайшего технологического цикла обработ-
ки для формирования заданных геометрических и физико-
механических свойств детали;
2) последовательно выполняемые формоизменяющие операции
(штамповочные и механические) должны обладать общностью и
преемственностью установочных технологических баз;
3) применение совместной обработки по возможности не-
скольких конструктивных элементов детали;
4) обеспечение на отдельных, например штамповочных, опера-
циях нескольких разнородных свойств детали (геометрических,
структуры и механических).
432
Расчет
заготовок
па операциям
Расчет размероб роб. инс-то
- для последней операции
- для предыдущих операций
Выбор материала рабочего
инструмента
Расчет технологических
усилий
Расчет рабочего инстру-
менто но прочность
Расчет
рабочего
инструмента
Разработка документации
Рис. 6.20. Основные этапы проектирования ТП штамповки дна
Реализация первого положения предполагает выбор такой по-
следовательности, при которой на каждой последующей операции
уровень свойств заготовки, например твердости, приближается к
заданному чертежом и ТУ на готовую деталь. В силу этого при
формообразовании дна гильзы за две штамповочные операции для
достижения заданного высокого уровня прочностных свойств дна
при минимальной толщине дна исходной заготовки используется
немонотонное изменение толщины на предшествующей и после-
дующей операциях, т.е. знакопеременная деформация. На первой
штамповке толщина дна увеличивается за счет выдавливания по-
лости в полузакрытом штампе, а на второй, наоборот, уменьшает-
ся за счет осадки. При сохранении минимального деформируемо-
433
го объема дна за счет знакопеременной деформации значительно
увеличивается степень деформации и наклеп металла, что и обес-
печивает получение достаточно высокой твердости дна. По этой
же причине недопустимо введение термической обработки, как
между штамповочными операциями, так и после второй штам-
повки.
В развитие второго положения должны соблюдаться следую-
щие условия:
а) для каждой последующей операции необходимо оформле-
ние на предшествующих операциях надежной установочной тех-
нологической базы, состоящей из минимального количества по-
верхностей по возможности правильной геометрической формы
(плоскости, цилиндра, конуса и т.п.);
б) технологические операции, имеющие общие установочные
технологические базы, могут выполняться в любой последова-
тельности;
в) для окончательной (чистовой) обработки различных поверх-
ностей, связанных между собой определенными размерными па-
раметрами, наиболее целесообразно применение одной устано-
вочной технологической базы.
Примерами установочных технологических баз на формоизме-
няющих операциях являются: при вытяжке с утонением - внут-
ренние поверхности дна и зоны сопряжения стенки и дна; на
штамповке дна - внутренние поверхности дна и придонного уча-
стка; при обжиме - наружная поверхность дна; при пробивке -
внутренние поверхности дна и придонного участка; при точении
(проточке канавки) и сверлении - наружная коническая поверх-
ность корпуса гильзы.
Из перечисленных примеров следует, что для каждой после-
дующей вытяжки установочная технологическая база формирует-
ся на предшествующей вытяжке, для штамповки дна - на вытяж-
ке, для пробивки и обжима - на второй штамповке дна. Так как
вытяжка и штамповка дна имеют общие установочные технологи-
ческие базы, то они могут выполняться в любой последовательно-
сти. Обычно при изготовлении гильз без выступающего фланца
первая и вторая штамповки следуют после последней вытяжки.
При изготовлении гильз с выступающим фланцем (например,
винтовочных, клб. 7,62 мм) первую штамповку выполняют перед
последней, а вторую - после последней вытяжки. Между ними
термическая обработка не проводится.
434
Штамповке должна предшествовать обрезка края заготовки,
чтобы обеспечить бесперебойную работу питателей оборудования
и легкое вхождение на штамповке опорного пуансона в полуфаб-
рикат. Кроме того, предварительно полуфабрикаты должны быть
обезжирены, промыты, омылены, просушены, чтобы исключить
попадание внутрь полуфабриката масла, влаги, опилок и других
инородных частиц, которые могут привести к появлению техно-
логического брака или даже к разрывам при выстреле. Поэтому в
технологическом маршруте перед первой штамповкой должны
быть предусмотрены следующие технологические операции: об-
резка (выполняется на АРЛ), обезжиривание, промывка, омыле-
ние, сушка (в промывочно-сушильном агрегате); после второй
штамповки - пробивка затравочных отверстий и снятие крупки
(на АРЛ).
6.5.2. Расчет размеров и механических свойств конечной
штампованной заготовки
При расчете на первом этапе принята следующая последова-
тельность решения задач:
• расчет размеров и механических свойств конечной заготовки
(после последней операции штамповки);
• расчет размеров исходной заготовки;
• расчет количества операций;
• расчет размеров заготовок по операциям.
Исходные данные для этого этапа расчета:
• чертеж дна готовой детали (рис. 6.21);
• заданные ТУ механические свойства дна детали;
• принятый маршрутный технологический процесс изготовле-
ния детали и технологические схемы выполнения основных фор-
моизменяющих операций;
• схемы формирования механических свойств готовой детали в
контрольных сечениях;
• рекомендуемые припуски на токарную обработку и обрезку;
• технологические требования, предъявляемые процессом
штамповки к конструкции деталей;
• теоретические или эмпирические зависимости показателей
механических свойств от условий предварительной обработки
(степени деформации, температуры и длительности отжига).
435
Рис. 6.21. Эскизы дна готовых гильз с невыступающим фланцем (а);
с фланцем (б) и дна пиростакана (в)
Расчетные размеры (рис. 6.22):
• наружный диаметр дна заготовки dHn;
• внутренний диаметр заготовки в нижнем расчетном сечении
“л >
• толщина дна 5ДИ;
• толщина перегородки Snn;
• размеры капсюльного гнезда: глубина , диаметр dKrn, ра-
диусы сопряжения поверхностей t\n,r2n,r3n, высота наковальни
лни;
• радиусы сопряжения стенки и внутренней поверхности дна
r,R-
п ’ п ’
436
• толщина фланца 5ф„;
• диаметр фланца d$n;
• диаметр канавки ;
• ширина экстракторной канавки Вп;
• радиус сопряжения фланца и корпуса детали Гф„ и др.
В
Рис. 6.22. Эскизы конечных заготовок гильз с заданными припусками на проточ-
ку канавки и пробивку затравочных отверстий (а); без припусков на проточку
канавки, получаемой точной штамповкой в разъемной матрице (б), и конечной
заготовки пиростакана (в)
Внутренний диаметр заготовки в нижнем расчетном сечении
рассчитывается по соответствующему диаметру готовой детали с
учетом поправки на изменение размера при последующем обжиме
заготовки:
d“=dH+2(AH+5fl-5+)tgp, (6.11)
где d" - внутренний диаметр готовой детали в нижнем расчетном
437
сечении; h" - расстояние нижнего расчетного сечения детали от
внутренней поверхности дна; 5Д, 5ф - толщины дна и фланца
д
детали соответственно; tgP = —/!--= dH +25н - наруж-
2(АС -hH)
ный диаметр детали в нижнем расчетном сечении; dCK - наруж-
ный диаметр ската; hc, hH - расстояние ската и нижнего расчет-
ного сечения от внутренней поверхности дна детали; 5Н -
толщина стенки детали в нижнем расчетном сечении.
Наружный диаметр дна заготовки назначается равным наруж-
ному диаметру дна готовой детали:
dm=d*+2S*_\=D. (6.12)
Толщины дна и перегородки заготовки, размеры капсюльного
гнезда, радиусы сопряжения и расстояния от расчетных сечений
до внутренней поверхности дна после штамповки принимаются
равными с соответствующими размерами детали:
СД _ С . С _C.J . L =L . L =h h' =h' •
иП’ КГЛ “КГ’ КГЛ "КГ’ НИ ”н ’ ”нл ВН’ (6 13)
d\n =d\-, r\n =rt; r2n = r2; r3n = r3; rn = r; Rn = R.
Размеры фланца и экстракторной канавки принимаются рав-
ными:
*^фл — *^ф + > ‘"'фл — ‘"'ф + ’ *фл — *ф ’ .
(6.14)
^кл = dK + П*’ В\п = 52л = 52! ал = а>
где nd, ns, Пк - двусторонние припуски на токарную обработ-
ку по диаметру, толщине фланца и диаметру экстракторной ка-
навки соответственно.
При изготовлении гильз с фланцем и без экстракторной канав-
ки принимается
FId = (18-30)% -^ф. (6.15)
При изготовлении гильз с экстракторной канавкой способом
точной штамповки FId = (8 -10)% • d^-, П$ - (14 -16)% • 5ф;
Пк = (8 -10)% • dK - при штамповке без калибровки фланца;
nd =0 - при штамповке с калибровкой фланца; 17s = 0, 77к = 0.
Если известны размеры исходной для первого обжима заготов-
ки, то размеры конечной штампованной заготовки будут им рав-
ны.
438
При изготовлении деталей типа пиростаканов припуски на ме-
ханическую обработку дна, как правило, не назначаются.
Механические свойства дна заготовки при отсутствии после-
дующей термообработки назначаются равными соответствующим
значениям механических свойств готовой детали в установленных
расчетных сечениях, т.е.
HV* =HVB; HV% =HVC; HVj =HVJ-, HV" = HV"; HV£ = HVa.
После определения размеров целесообразно оценить технологич-
ность конструкции конечной штампованной заготовки и, соответст-
венно, готовой детали. Под технологичностью конструкций детали
(заготовки) следует понимать степень ее пригодности к изготовле-
нию способами штамповки дна за наименьшее число операций при
обеспечении прочности и устойчивости инструмента, исключающих
его преждевременное разрушение, и заданного уровня качества
штампуемой детали по всем контролируемым свойствам.
Технологические возможности процессов штамповки дна ог-
раничиваются, главным образом, прочностью рабочего инстру-
мента, ввиду больших удельных нагрузок на него и в меньшей
степени прочностью самой заготовки.
Основными показателями технологичности являются штам-
пуемость материала, степень геометрической сложности, степень
сложности механических свойств. Общая методика оценки ТКИ
дана в разд. 4 первой части учебника.
К показателям штампуемости материала относятся сопротив-
ление материала деформированию (ст02 (стт), ств), способность
материала к деформационному упрочнению (л), предельная до
разрушения интенсивность деформации Е(р, определяемая по ре-
зультатам испытания образцов на растяжение.
К показателям, характеризующим степень геометрической
сложности штампуемой детали, относятся форма дна детали, от-
носительные (безразмерные) и абсолютные габаритные размеры
дна и его конструктивных элементов, допускаемые отклонения на
размеры и форму.
По форме дна к высокотехнологичным можно отнести детали
без полостей в дне, детали с полостью в дне цилиндрической или
слабо конической формы с плоским основанием, с центральным
или кольцевым выступом на внутренней поверхности дна, с ради-
усными сопряжениями поверхностей, с выступающим фланцем
или без него (рис. 6.23, а-е).
439
и
3
ж
Рис. 6.23. Конструкция штампуемых деталей
440
Введение в конструкцию дна наковален в капсюльном гнезде,
торцевых и радиальных канавок, например под экстрактор, плос-
кого дна на внутренней поверхности полой детали (рис. 6.23, ж, з,
и) снижает технологичность конструкции, так как повышает, при
прочих равных условиях, удельные нагрузки на инструмент и
уменьшает его стойкость.
Введение в дно конструктивных элементов типа радиальных
канавок, резьб, сквозных отверстий и т. п. исключает возмож-
ность их получения при штамповке дна и требует введения в
технологический процесс других методов или способов обработ-
ки, что повышает трудоемкость и себестоимость изготовления
детали. Такие детали следует относить к деталям низкой техно-
логичности.
Основными безразмерными геометрическими параметрами,
характеризующими технологичность конструкции дна, являются
относительная толщина дна Sa/D, перепад диаметров
D,D/dKV, относительная глубина выдавливаемой полости
hKr /dvr, относительная высота наковальни h„/da , относительная
высота выступа на внутренней поверхности дна полой детали
hjdB, относительный радиус сопряжения стенки и дна полости
капсюльного гнезда rc / dKr, относительная толщина перегородки
5П ldKr, отношение толщины фланца к толщине дна Зф/б'71 , от-
ношение диаметра канавки к диаметру под фланцем dK/D, отно-
шение радиуса сопряжения внутренних поверхностей стенки и
дна r2 IS (рис. 6.23).
С увеличением параметров D^/D, ha/dH, K/d^,
r2/S и уменьшением D/d^, Sn/dKr, rc/dKr> S$/Sa, dK/D тех-
нологичность конструкции дна штампуемых деталей ухудшается.
При конструировании гильз следует учитывать установленные
опытом рекомендации по отдельным размерам. Так, радиусы со-
пряжения стенки с дном капсюльного гнезда и дна с наковальней
(г3,г4,г5, рис. 6.23, а, б, в, г, д, е) должны назначаться не менее
0,4...0,5 мм. Нарушение этого условия может привести к появле-
нию надрывов. Не рекомендуется назначать толщину перегородки
5П < 2...3 мм, так как это приводит к резкому увеличению удель-
ных нагрузок на пуансон («сосок»). Размеры выступов на внут-
441
ренней поверхности должны, по возможности, удовлетворять сле-
дующим соотношениям:
dB = (0,8...0,9>/Кг; К * 4-Ц-; «в = 10...200; гв > 2 мм, (6.16)
где Ккг- объем полости капсюльного гнезда; ав- односторонний
угол конусности выступа; гв- радиус сопряжения дна и стенки
выступа (рис. 6.23, а, б, в).
Рекомендуется назначать D^/D < 1,2, так как несоблюдение
этого условия может привести к растрескиванию фланца. Увели-
чение радиусов сопряжения внутренних поверхностей стенки и
дна может привести к образованию складок в этой зоне, отрица-
тельно влияющих на прочность детали при функционировании.
Допускаемые отклонения на размеры дна штампуемой детали
не должны быть меньше, чем отвечающие квалитетам Н9(Л9)...
НН(ЛП).
Уровни технологичности конструкции по шероховатости
должны приближенно соответствовать следующим значениям для
процессов холодного выдавливания:
Rz, мкм: Ra, мкм:
более 10 - высокий; более 2,5 - высокий;
10...6,3 - средний; 2,5... 1,25 - средний;
менее 6,3 - низкий; менее 1,25 - низкий.
Степень сложности механических свойств дна штампуемых
деталей может быть оценена по отношению характеристик проч-
ности и твердости материала готовой детали и заготовки в ото-
жженном состоянии: —— и ---------. При увеличении этого отно-
пво ЯГ0
шения требуются большие степени деформации, увеличивается
количество штамповочных операций, возрастают удельные на-
грузки на инструмент и снижается его стойкость.
Можно принять следующие уровни технологичности по этому
показателю КцУ; менее 1,5 - высокий; 1,5...2,0 - средний; более
2,0 - низкий.
Формализованная оценка технологичности конструкции дня
штампуемых деталей может быть выполнена в соответствии с ме-
тодикой, изложенной в разд. 4 первой части учебника.
442
6.5.3. Расчет размеров исходной заготовки
Форма дна исходной заготовки устанавливается с учетом при-
нятого типа маршрутного технологического процесса и техноло-
гических схем формоизменяющих операций (см. рис. 6.16).
Исходные данные:
• чертеж конечной заготовки;
• заданный контрольный размер исходной заготовки;
• механические свойства дна готовой детали и конечной заго-
товки.
Расчетные размеры:
• наружный диаметр d0;
• толщина дна 5до;
• радиусы сопряжения внутренних поверхностей ro> Ра',
• расстояние от внутренней поверхности дна до нижнего рас-
четного сечения h" и некоторые другие размеры.
За контрольный размер исходной заготовки принимается на-
ружный диаметр, определяемый наружным диаметром конечной
заготовки:
(6.17)
где Cd = 0,98...0,99 - коэффициент, учитывающий увеличение
наружного диаметра дна заготовки при штамповке.
Толщина дна исходной заготовки рассчитывается из условия
равенства объемов конечной и исходной заготовок:
Nn No
Ту* <618>
1=1 <=1
где И,п - объем z-ro конструктивного элемента конечной заготов-
ки; 7,о - объем z-ro конструктивного элемента исходной заготов-
ки; N„ - количество конструктивных элементов в донной части
конечной заготовки; No- количество конструктивных элементов в
донной части исходной заготовки.
При расчете размеров исходной заготовки приравниваются
объемы, ограниченные нижним расчетным сечением.
Для определения объемов конечной и исходной заготовок их
чертежи разбиваются на отдельные конструктивные элементы
простой геометрической формы (рис. 6.24). Объемы этих элемен-
тов рассчитываются по формулам для определения объемов эле-
ментарных геометрических фигур.
443
Рис. 6.24. Схема разбивки дна заготовки на конструктивные элементы:
а - эскиз конечной заготовки; б - эскиз исходной заготовки
Расчет объема конечной заготовки может быть также выполнен
с применением теоремы Гюльдена (алгоритм приведен в под-
разд. 1.3).
Радиус сопряжения стенки и дна исходной заготовки г0 назна-
чается равным соответствующему радиусу конечной заготовки:
r0=r„. (6.19)
Для ориентировочных расчетов при изготовлении деталей типа
гильз можно принимать
S§=CsS^, (6.20)
где Cs = 0,70...0,90 - коэффициент, учитывающий изменение
толщины дна заготовки при штамповке (меньшие значения коэф-
фициента назначаются, как правило, для меньших калибров).
Для исходных заготовок со сферической наружной поверхно-
стью
Лсф=О,Шо. (6.21)
6.5.4. Расчет количества операций
Исходные данные:
• размеры исходной заготовки;
• размеры конечной заготовки;
• механические свойства (твердость HV) материала готовой де-
444
тали и конечной заготовки в контрольных сечениях (обычно нор-
мируется твердость в зоне фланца).
Определение количества операций заключается в последова-
тельной проверке возможности изготовления конечной заготовки
за наименьшее число операций из анализа основного условия ог-
раничения деформации - обязательного обеспечения заданного
ТУ уровня механических свойств (твердости HV„ в зоне фланца,
рис. 6.25, а):
(//К® ) > ЯК® > (як® ) . , (6.22)
х ^/тах п х ‘Птт '
где (НИ® ) , ЯК® ) . - максимальное и минимальное значе-
х *У/тах х 1У/тт
ния твердости, заданные техническими условиями (ТУ) на изго-
товление.
Рис. 6.25. Схемы расположения контрольных сечений в конечной заготовке
(а) и определения допустимых значений параметров [е(^] и [ст/] = [ст/ 2]
в зависимости от заданных значений [НИ-/] (б)
Принимая во внимание, что твердость ЯКЛ® есть функция от
степени деформации е(® , условие (6.22) можно записать в другом
виде:
Lry Lx ~ ~ (е,ТУ Ln ’ (6’23)
гДе U™) , (е,®) _ максимальное и минимальное значения
v тУ'тах v ‘У'min
степени деформации в расчетном сечении «д», обеспечивающие
заданные ТУ граничные значения твердости материала детали;
445
е?п£~ суммарная степень деформации, накапливаемая в расчетном
сечении «д» за все предшествующие операции, не сопровождае-
мые отжигом заготовок.
Согласно типовому технологическому маршруту изготовления
деталей типа гильз такими операциями могут служить последние
вытяжки (например, 3-я и 4-я) и одна или две операции по штам-
повке дна:
4l=4+^- (6.24)
Тогда
е?=е^-<%, (6.25)
W (е^=/(яГ„д) (6.26)
определяется по графической (рис. 6.26) или математической од-
нофакторной модели.
Степень предварительной деформации дна на вытяжных опе-
рациях в зоне формируемого фланца можно принять равной:
е?0 = 0,10...0,15. (6.27)
Рис. 6.26. Тарировочный график ЯК-ст,- -е,(е,) для стали 18ЮА
При штамповке за одну операцию (п = 1) в зоне ОПД деформа-
ция протекает немонотонно, на начальной стадии - при выдавли-
вании полости пуансоном - «соском» - металл перемещается на
периферию дна, и за счет этого ее толщина увеличивается, а на
заключительной стадии, при осадке пуансоном - «штампом», она
будет уменьшаться. Поэтому величина степени деформации при
446
штамповке за одну операцию будет равна сумме двух составляю-
щих:
e,?=e?i+ef2, (6-28)
2 5Д
где Ед =-т=1п—-----интенсивность деформации на первой стадии
V3 >$ЬК
2 5Д
процесса; ед2 =-т=1п—L- - интенсивность деформации на второй
V3 Sn
оД С’Д сф
стадии процесса; Sqk = Sq —- откорректированное значение
толщины дна исходной заготовки; /гсф - высота сферической час-
ти дна исходной заготовки (рис. 6.24, б) (определяется по (6.21)).
Толщина 5Д определяется из условия равенства объемов ме-
талла Е7я, Е6я, вытесняемых при выдавливании полости кап-
сюльного гнезда конечной штампованной заготовки (рис. 6.24, а)
и перемещаемых в периферийную часть дна заготовки Д^ ив
полость пуансона - «соска», формирующую наковальню ДЕ2:
ДЕ1+ДЕ2=Е6я + Е7я; (6.29 а)
(6-29 6)
nd2
ДГ2 (6.30)
4
Д5д =1 K6»+/7»~AK2 . (631)
71 < ~ ^кгд J
5^=5^+^. (6.32)
Если выдавливается полость капсюльного гнезда без наковаль-
ни, то
ДЕ2=0. (6.33)
В том случае, если при расчетном значении толщины дна ис-
ходной заготовки SQ условие (6.23) не выполняется, возможны
два варианта решения:
1) увеличивается толщина дна исходной заготовки до значения
So по сравнению с расчетной SQ (по (6.20)), т.е. принимается
447
S'0>S0-, (6.34)
2) штамповка выполняется за две операции при сохранении
расчетного значения толщины дна исходной заготовки.
Для первого варианта рассчитывается новое, удовлетворяющее
условию (6.34) значение толщины дна исходной заготовки:
^ = 50д+Д50д (6.35)
и
^к=50д+Д50д-^, (6.36)
где ASq - приращение абсолютной толщины дна, необходимое
для обеспечения требуемой дополнительной деформации.
Величина ASg определяется приближенно:
Д50д = (0,65...0,75)5д ехр^Ц? - S0K. (6.37)
Так как S’o > So, то образуется избыточный объем металла, ко-
торый при штамповке должен вытесняться в виде «напуска» в
формируемые технологические элементы конечной заготовки
(фланец, уступ, бурт и т.п.), удаляемые в отход при последующей
токарной обработке. Такой способ применяется при изготовлении
гильз к артиллерийским выстрелам малого калибра.
В патронном производстве применяется, как правило, второй
вариант - двухоперационный процесс штамповки. В этом случае
величина деформации е(д£ в условии (6.23) определяется как
сумма степеней деформации на каждой из операций и предвари-
тельной деформации согласно (6.24):
4s =4+4+4. (6-38)
где , е?2 - степени деформации на 1 -й и 2-й штамповках.
Для определения 4 и е?2 необходимо выбрать технологиче-
скую схему штамповки на каждой из операций:
1) предварительная, первая, полузакрытая штамповка с выдав-
ливанием одноступенчатой цилиндрической полости:
а) с плоским дном, без наковальни;
б) с плоским дном, с наковальней;
в) с рельефным дном, с наковальней;
г) с рельефным дном, без наковальни;
448
2) предварительная, первая, полузакрытая штамповка с выдав-
ливанием одноступенчатой конической полости (варианты а...г
п. 1);
3) предварительная, первая, полузакрытая штамповка с выдав-
ливанием двухступенчатой (цилиндро-конической полости (вари-
анты а...г п. 1));
4) окончательная, вторая, закрытая штамповка с осадкой дна и
калибровкой цилиндрической (слабоконической) полости: с пло-
ским без наковальни (а), с плоским с наковальней (б), с фигурным
без наковальни (в), с фигурным с наковальней (г);
5) окончательная, вторая, полузакрытая штамповка с осадкой
дна, высадкой фланца и калибровкой цилиндрической (слабоко-
нической) полости по вариантам а...г (см. п. 4).
На первой штамповке по любой из схем величина деформации
рассчитывается по формуле
(6.39)
^ок
Толщины Sf,S^K определяются по (6.27)...(6.33) с учетом
принятой технологической схемы (по вариантам 1...3).
Для определения объемов РЛ6я, И7я в уравнениях (6.28), (6.31)
необходимо задать толщину перегородки S" и размерные пара-
метры выдавливаемой полости (рис. 6.27) в соответствии со сле-
дующими ориентировочными значениями:
S" = (1,2... 1,5)5? = (1,2... 1,5)5"; (6.40)
(6.41)
kd = d™~d\ (6.42)
(rfKr)i=(rfKr)2+2Z; (6.43)
2Z = 0,01 ...0,14 - для деталей с плоским дном; (6.44а)
2Z = 0,20...0,24 - для деталей с фигурным дном; (6.446)
^цл-D = <Ai =(0,8...1,0)с?1Я = (0,8...1,0)fi?u - для дета- (6.45а)
лей с плоским дном;
= 2,0с?1я = 2,0й?12 - для деталей с фигурным (6.456)
дном;
449
Рис. 6.27. Эскизы заготовки после предварительной штамповки: а - заготовка
с наковальней; б - заготовка без наковальни
(Лн(л-1) =hBi =(1,10... 1,15)/^ =(1,10...1,15)7^2 - для дета- (6.46а)
лей с плоским дном;
йн(л-1) = ^н1 = 0,3^ = 0,3^2 - для деталей с фигурным (6.466)
дном;
гк»-1) = гп = 0,5... 1,0 мм; (6.47)
г2(Я-1) = Гл = г2п + (0—0,8) мм = г22 + (0...0,8) мм; (6.48)
450
r3(«-i) = r3i = r3« + (0,10...0,25) мм = r32 + (0,10...0,25) мм; (6.49)
r4(„-i) = r4i = (0,77...1,0)r4„ = (0,77...l,0)r42 - для дета- (6.50)
лей с плоским дном;
г4(Я-1) = r4i = 2,5г4я = 2,5г42 - для деталей с фигурным (6.51)
дном;
= Лсф1 = ^сфО- (6.52)
На окончательной, второй штамповке, выполняемой по схемам
4 и 5, степень деформации рассчитывается по формуле
9
^=771П77- (6.53)
V Э ^2
6.5.5. Расчет размеров заготовки на предварительной
штамповке
Исходные данные:
• размеры исходной заготовки (</0,50, r0, J?q, ЛСф и др.);
• количество операций л;
• принятые значения степеней деформаций в расчетных сече-
ниях по операциям (е,"л_р, efn, e^-i), efn );
• принятая схема штамповки и форма рабочего инструмента;
• рекомендации по выбору радиусов сопряжения поверхностей
и других геометрических параметров.
Расчетные размеры (рис. 6.27):
• наружный диаметр дна заготовки </Н(л-1) !
• внутренний диаметр заготовки в нижнем расчетном сечении
“л-1 >
• толщина дна ;
• толщина перегородки ;
• размеры капсюльного гнезда </КГ(Л_]), Кг(п-\) ’>
• размеры наковальни ^п-\) ’>
• радиусы сопряжения поверхностей капсюльного гнезда и на-
ковальни Гця-!), Г2(п-1) ’ Г3(л-1)’ Г4(л-1)’
451
• радиусы сопряжения стенки и внутренней поверхности дна
гяЧ, Rn-i и некоторые другие размеры.
Размеры заготовки после первой штамповки определяются по
формулам (6.32), (6.37), (6.38)...(6.52).
Радиусы сопряжения конического и криволинейного участков
стенки 7?! = 7?я_1 и сопряжения стенки и внутренней поверхности
дна гя_1 = г (рис. 6.27) определяются по следующим соотношени-
ям:
гп! или г, = ; (6.54а)
п 2
7?я_, или Ri = . (6.546)
п 2
Окончательные значения радиусов гяЧ, 7?яЧ устанавливаются
после корректировки профилей пуансонов на последних вытяж-
ных и штамповочных операциях (см. рис. 6.18).
Допуски на неточность изготовления заготовок по диамет-
ральным и линейным размерам назначаются для конечной заго-
товки (после п-й операции) по допускам на готовую деталь. До-
пуски на неточность на предварительной штамповке на
диаметральные размеры назначаются по таблицам допусков по
ЕСДП СЭВ, стандарты СЭВ 144-75 и СЭВ 145-75 - по 7-8 квали-
тетам, на линейные размеры - по 14-15 квалитетам и производ-
ственным данным.
6.5.6. Расчет исполнительных размеров рабочего
инструмента
Исходные данные:
• номинальные размеры заготовок после выполнения каждой
из операций;
• допуски на неточность изготовления заготовок на каждой из
операций.
Рабочими инструментами на операции штамповка дна являют-
ся штамп (может быть выполнен цельным или составным), пуан-
сон, матрица.
452
Рис. 6.28. Исполнительные размеры рабочего инструмента на предварительной
(первой) штамповке: а - матрица для штамповки цилиндрической заготовки;
б - матрица для штамповки ступенчатой заготовки; в, г - ступенчатые
пуансоны - «штампы; д - пуансон опорный
Расчетные исполнительные размеры на каждой из операций
(рис. 6.28, 6.29):
• диаметры рабочей части матрицы (dMi, dMKi, </мф.);
• высота пояска матрицы hMi;
• диаметр пуансона в нижнем расчетном сечении (</”•);
• радиусы сопряжения поверхностей пуансона ( гп., 7?П(.);
453
• диаметры штампа (dwdci, d'ci);
• радиусы сопряжения поверхностей штампа (ri;, r2i, r3i,r4i);
• углы конусности матриц (аМ(-) и пуансонов (РП(-);
• расстояние расчетных сечений от торца пуансонов (, /г” и
ДР-)-
Перечисленные размеры определяют размеры получаемых за-
готовок и деталей.
Рис. 6.29. Исполнительные размеры рабочего инструмента на окончательной
(второй) штамповке: а - матрица; б - пуансон опорный; в, г - составной ступен-
чатый пуансон - «штамп»
Исполнительные размеры рабочего инструмента рассчитыва-
ются по номинальным размерам заготовки с учетом допустимых
отклонений на размеры заготовки и инструмента, степени и на-
правления износа инструмента, а также упругих деформаций за-
готовки и инструмента. Проектируемый инструмент должен в на-
чале эксплуатации обеспечивать изготовление заготовки (детали)
с максимальным приближением к ее номинальным размерам. В
процессе эксплуатации наблюдается износ рабочей части инстру-
мента и, как следствие этого, увеличение наружных и уменьшение
внутренних диаметральных размеров. Принимаемые в расчетах
454
припуски на износ инструмента должны назначаться в зависимо-
сти от допустимых отклонений на размеры и с учетом упругих
деформаций заготовки и инструмента. При этом предусматрива-
ется, что суммарный припуск на износ может включать в себя и
припуски на механическую обработку инструмента при его вос-
становлении (например, с целью удаления поверхностных дефек-
тов типа царапин, задиров, появляющихся при его эксплуатации).
Рекомендуется последовательно рассчитывать размеры рабоче-
го инструмента для последней и предпоследней операции. Поря-
док расчета и расчетные формулы приведены в табл. 6.5.
Таблица 6.5 Расчет исполнительных размеров рабочего инструмента
Определяемая величина Расчетная формула Примечание
1 2 3
1. Последняя операция
Диаметр матрицы, dH„ Рис. 6.29, а
Максимальный наружный диаметр заготовки, d ’ “нтах ^нтах — + ^пв при д^лв=0 ^нтах =
Верхнее отклонение наружного диаметра заготовки, - Допуски на не- точность изготов- ления конечной заготовки (после второй штампов- ки) назначаются по допускам на готовую деталь
Допуск на наружный диаметр заго- товки, - -
Суммарная упругая деформация матрицы и заготовки, §уп 8yn=(0,0076...0,0091)rfHn -
Допуск на неточность изготовления матрицы, - Назначается по ЕСДП СЭВ, стан- дарты СЭВ 144-75 и СЭВ 145-75 по 7 квалитету
Диаметр пуансона в нижнем рас- четном сечении, и" ’ **пл rfnn = (d„ min + Ппп + T„) _ Рис. 6.29, б
455
Продолжение табл. 6.5
I 2 3
Минимальный внутренний диаметр заготовки в нижнем расчетном се- чении, rf" . 7 и nun При м;=0 JH _ JH flnmin — ап
Нижнее допускаемое отклонение на внутренний диаметр заготовки в нижнем расчетном сечении, Ad* назначается по допускам на готовую деталь
Припуск на износ инструмента, п^, П^, =(0...0,25)^1 |/г81 назначается на диаметр пуансона по ЕСДП СЭВ, стан- дарты СЭВ 144-75 и СЭВ 145-75 по 8 квалитету
Допустимое отклонение на размер опорного пуансона, 7^ - Назначается на диаметр пу- ансона по ЕСДП СЭВ, стандарты СЭВ 144-75 и СЭВ 145-75 и по 7-8 квалитетам
Радиусы сопряжения стенки и внут- ренней поверхности дна пуансона, гпп > &пп к и " S § Rn, rn назнача- ются по рекомен- дапиям п. 6.5.2
Расстояние нижнего расчетного се- чения от торпа пуансона, h„„
Расстояние нижнего расчетного се- чения от внутренней поверхности диа заготовки, h” />ПНЯ=ЛЯН См. п. 6.5.2
Угол конусности пуансона, Рп Р = 3,5...7 См. п. 6.5.2
Диаметр пуансона («соска»), dQ„ dcn =(^КГЯ±Д^КГЯ+7’с)-Гс Рис. 6.28 в, г. См. п. 6.5.2. Знак (+) назнача- ется для деталей клб. 7,62 мм, знак (-) для деталей клб. > 12,7 мм
456
Продолжение табл. 6.5
I 2 3
Суммарная величина припуска на износ, упругие деформации инст- румента н заготовки, и возможный зазор, Мкп &/кгя =0,02...0,04 мм -
Допускаемое отклонение на диа- метр пуансона («соска»), Тс - Назначается на диаметр dc„ пу- ансона по ЕСДП СЭВ, стандарты СЭВ 144-75 и СЭВ 145-75 по 7- 8 квалитетам
Диаметр полости пуансона («со- ска»), d'c„ <=(</1Л-Гс')+Г' См. п. 6.5.2
Диаметр основания наковальни, </1я
Допускаемое отклонение на диа- метр полости соска, FJ Назначается на диаметр </1я по ЕСДП СЭВ, стан- дарты СЭВ 144-75 и СЭВ 145-75 по 7-8 квалитетам
Глубина полости соска, й'„ h'cn = (Au« + 5'ул - Т^Тс = У1*™ ~^п+ 8yh - гс')+Гс; См. п. 6.5.2
Номинальная высота наковальни, ^нп ^нп ~ ^кгп ^нп
Номинальная глубина капсюльного гнезда, йкгя -
Номинальный размер расстояния между торцевой плоскостью диа заготовки и вершиной наковальни,
Допускаемое отклонение, hun , T’J - Назначается на по ЕСДП СЭВ, стандарты СЭВ 144-75 и СЭВ 145-75 по 7- 8 квалитетам
457
Продолжение табл. 6.5
1 2 3
Упругая деформация инструмента в осевом направлении, 8уА 8уА = (0,5 ...1,0)ДЛ;я Cm. n. 6.5.2
Допуск на расстояние между торце- вой плоскостью дна заготовки и вершиной наковальни, ДЛ„Я
Высота цилиндрической части штампа, hc„ Леи =(лкга + 5уА-7’с)+Гс; -
Упругая деформация цилиндриче- ской части штампа в осевом на- правлении, 8уА II а- ж S |s^ -
Удельное усилие, действующее на сосок, Рся р =3 35ст? ГСП -
Интенсивность напряженного со- стояния в зоне перегородки, ст" - Cm. n. 6-5.4
Допускаемое отклонение, hc„ , Гс - Назначается иа hc„ по ЕСДП СЭВ, стандарты СЭВ 144-75 и СЭВ 145-75 по 8 квалитету
Модуль нормальной упругости ма- териала инструмента в закаленном состоянии, Е - Для инструмен- тальной стали Е = = 2,15-104 кге/мм2
Радиусы сопряжения поверхностей штампа, гс,,гс2,гс3 '•cl = г1л> rc2 = r2„< rc3 = 'Зи -
Диаметры штампа, ^ш!п> ^ш2л > ^шЗл» ^Ш1и = (dltt) + T^ > =(d2n)+T^2 Рис. 6.29, в
Номинальный диаметр выступаю- щего рельефа, dltt См. п. 6-5.2
Допускаемое отклонение на диа- метр рельефа, - Назначается на диаметры ^1ш/1>^1ш/2 ПО ЕСДП СЭВ, стан- дарты СЭВ 144-75 и СЭВ 145-75 по 8 квалитету
458
Продолжение табл. 6.5
1 2 3
Наружный диаметр штампа, </ш3я </ш3я=(</н-0,01...0,02)_Гш3 Рис. 6.29, в
Допускаемое отклонение на наруж- ный диаметр Тш3
2. Предварительная (первая) штамповка
Диаметр матрицы, 1) ^л-1 ®у(л-1)] См. п. 6.5.5, рис. 6.28, а, б
Номинальный диаметр заготовки, -
Допуски на наружный диаметр, -
Суммарная упругая деформация матрицы и заготовки, 8у(я_() 8у(я-1) =(0,0061...0,0095К_, -
Допуск на неточность изготовления матрицы, - Назначается на размер </м(яЧ) по ЕСДП СЭВ, стан- дарты СЭВ 144-75 н СЭВ 145-75 по 7-8 квалитетам
Диаметр пуансона в нижнем рас- четном сечении, <2"(я_ц dn(n-1) = Ц"-1) + ^а(п-Г) + Рис. 6.28, д
Припуск на износ пуансона в ниж- нем расчетном сечении, П^я_^ ^(„-п =(0-0,25)1^1 |Л8| назначается на диаметр <(„-!) п° ЕСДП СЭВ, стандарты СЭВ 144-75 и СЭВ 145-75
Допуск на неточность изготовления пуансона, T"„_iy - Назначается на размер <^(я_() по ЕСДП СЭВ, стан- дарты СЭВ 144-75 и СЭВ 145-75 по 7-8 квалитетам
Расстояние нижнего расчетного сечения от торца опорного пуансо- иа> hn{n-l) AnVi) = ^-i -
Диаметр пуансона («соска»), ^с( п—1) ^с(л-1) =[^кг(л-1) + ?с(и-1) Рис. 6.28, в, г
459
Окончание табл. 6.5
1 2 3
Допуск на изготовление соска, - Назначается на размер 4c(„-i) по ЕСДП СЭВ, стан- дарты СЭВ 144-75 и СЭВ 145-75 по 7-8 квалитетам
Допуск на неточность изготовле- ния ПОЛОСТИ, 7’с(я_|; - Назначается на размеры 4с(я_0, Ан(л-1) по ЕСДП СЭВ, стандарты СЭВ 144-75 и СЭВ 145-75 по 7- 8 квалитетам
Глубина полости, hnc^„_^ ^nc(n-1) = [\»-l) - Teh 1 -
Допускаемое отклонение на раз- мер, Лн(я-1),7^ -
Высота рабочей части штампа, К(п-\) =1Д<г(л-1) -^са] ~+Td
Допуск на неточность изготовления штампа, Tch
Радиусы сопряжения поверхностей соска, zcl(w-l)>zc2(/i-l)»zc3(/i-l)’ гс4(л-1) /с1(л-1) = /1(я-1)>/с2(л-1) =r2(n-l)> /сЗ(л-1) = /3(л-1)’/с4(л-1) =/4(л-1) -
Конструктивные размеры рабочего инструмента назначаются
из условия прочности и жесткости инструмента и с учетом приня-
того типа оборудования.
Матрицы изготавливаются из инструментальных углеродистых
сталей типа У10А, У12А или с применением твердосплавных вкла-
дышей из сплавов ВК-8, ВК-10. Стальные матрицы подвергаются
термообработке и хромируются по рабочей поверхности на глуби-
ну слоя 0,01 мм. Твердость стальных матриц назначается в преде-
лах Н7?С=60-64, твердость вкладышей из твердого сплава HRA>%6.
Пуансоны опорные изготавливают из сталей У10А, У12А,
ШХ12, ШХ15, ХВГ и др., подвергают термообработке и хроми-
руют на толщину слоя 0,01-0,02 мм. Твердость рабочей части пу-
ансонов назначают в пределах HRC = 58-64. Пуансоны-штампы
изготавливают из сталей марок У10А, У12А, ШХ12, ШХ15, под-
вергают термообработке (HRC = 54-63).
460
6.5.7. Расчет технологических усилий
Исходные данные:
• размеры заготовок: исходной после предварительной и окон-
чательной штамповок;
• механические свойства материала в отожженном состоянии и
кривые упрочнения ст, - £,;
• технологические схемы штамповки.
Расчет усилий штамповки выполняется по формулам, приве-
денным в табл. 6.6.
Усилие выталкивания заготовки из матрицы рассчитывается из
следующего приближенного соотношения: Рвт = (0,07-0,12)Ртах -
для предварительной штамповки; Рвт - (0,04- 0,05)Ртах- для
окончательной штамповки.
Расчет штампов на прочность по допускаемым нагрузкам на
сжатие выполняется по формулам
Pi ,
Pi _ стсж,' _ Г — 1стсж1>
''min
где pt - удельное усилие, действующее на рабочий инструмент на
i-й стадии процесса (табл. 6.7); [стсж]- допускаемое напряжение
на сжатие материала инструмента с учетом его термической обра-
ботки.
При применении штампа составной конструкции производится
проверка на прочность каждого из инструментов с учетом усилий,
действующих на него, и формы поперечного сечения:
т- л ,2
Лпт = — «с/ “ Для стержневого инструмента;
4
Fmin _^ш )_Для втулочного инструмента.
Расчет пуансонов на прочность по допускаемым нагрузкам на
продольный изгиб выполняется по формулам
Р <——Р
1 max — р. кр >
„ EJ
где Ркр = ц-р-- критическая нагрузка; Ку -
коэффициент запаса
устойчивости (для закаленной стали принимается Ку = 2-3).
461
Табл и ца 6.6
462
Расчет максимальных усилий деформирования
Способ штамповки Технологическая схема Расчетные формулы
1 2 3
Предварительная штамповка
Выдавливание
цилиндрическим
пуансоном в
полузакрытом
штампе
Лпах 2,63о(-(</с(и_1) ^с(л-1))’
где = У(Е/) — интенсивность напряженного
состояния; е; =]п—i— интенсивность
«-.и
дл-|
деформированного состояния
Выдавливание
ступенчатым
пуансоном в
полузакрытом
штампе
Лпах - 2>63|Jil(^c(n-l) + 2Лс(л-1)18Рс(л-1))2]+
+ °?[°с(л-|) ~(^с(л-1) + 2Лс(л-1)Г8₽с(л-1))2]1
где в] = /(£,)- интенсивность напряженного
S’"
состояния в зоне перегородки; е; = In—Е—
Sn-i
интенсивность деформированного состояния в
зоне перегородки; а’ = интенсивность
напряженного состояния в зоне фаски;
So
е, = In------------интенсивность
S^+^-n
деформированного состояния в зоне фаски;
Рс(л-1) =4-6° -угол конусности соска
1
Комбинированное
выдавливание в
полузакрытом
штампе
р = р + р + р
'max * тр “ ' ос ~ ' выд
Ртр ~ ^кг(и-1)1) ^с(п-1))^<Пр + ^н(п-1)&1угл
Рх = РкгСТ i„ f 2 + In m+- ------I;
O' 6 Sn J
Г/+0.5 2 'I
'выд “ '*H(rj-i)^mp6inp ~ _ ** , , _ ’
’ r K^2cosa 1 + sjnaJ
где Рф, Poc, Рвыд - усилия трения, осадки и
выдавливания; гкг ------------------площадь
4
капсюльного гнезда; н(л - I) ~
площадь нижней части корпуса;
^Н(л-1)
т = ~2-----—\; а/пр>о<уГЛ>’1Л-интенсив-
“н(л-1) “ “с(л-1)
ность напряженного состояния в зоне проточки,
угла и нижней части корпуса; О/ = /(ez);
f -0,05-0,1-коэффициент трения; а-угол
конусности зоны проточки
Окончание табл. 6.6
464
2
Окончательная штамповка
Осадка и
выдавливание
ступенчатым
пуансоном в
закрытом штампе
Р
rmax
= 2,63 a'rfc2„ + 0,89 а' 0,82 + 0,07-^+ Ig^H. х
I S„ 4a J
где в} = /(ej)- интенсивность напряженного
состояния;
, So
е(- = In——— интенсивность деформированного
состояния в зоне перегородки;
а* = /(е')~ интенсивность напряженного
состояния в зоне дна;
е,- =1п +1,15 In - интенсивность
50д S"
деформированного состояния в зоне дна
Таблица 6.7
Расчет удельных усилий
Способ штамповки Расчетные формулы
Выдавливание цилиндриче- ским пуансоном в полузакрытом штампе Р = 3,35ст,- ( d'2 1 i 2
Выдавливание ступенчатым пуансоном в полузакрытом штампе Р = 3,35с, j/2 Дс(»~1) (rfc(n-1) +2Лс(п-1)1ёРс(п-1))2
Комбинированное выдавлива- ние в полузакрытом штампе Р = 3,35о ( d'2 d2 I rtc(„-l);
Окончательная штамповка Осадка ступенчатым пуансо- ном в закрытом штампе Р{ = 3,35ctJ - для с Р2 =2,336(^0,82 штампа, где ст' ист-- инте состояния в зоне п / 1 *$д0 6; = 1п— инте! 1 ОН ванного состояния е; = 1п[|+^ интенсивность дес ния в зоне дна; Д7 оска; // S’4' + 0,07—— + 1g—— - для San 4a J нсивность напряженного ерегородки и дна; ссивность деформиро- персгородки; 5л0 + Д//я_| + 1,151п-^ $ап армированного состоя- - высота наплыва
Примечание. Расшифровка обозначений величин и рекомендации по их
определению приведены в табл. 6.6.
Г 7 М-
J = \ nt / _ о,О5(<7Г - осевой момент инерции; I - длина неза-
64 ' '
крепленной части пуансона; Е - модуль нормальной упругости
(для инструментальной стали принимается Е = 2,1-104 - 2,2-104
кгс/мм2); Г| = 4 л2 — коэффициент закрепления.
Допускаемая из условия прочности на продольный изгиб длина
незакрепленной части пуансона
/< 14^EJ
~ V К Р
I Лугтах
465
Контрольные вопросы
1. К какой классификационной группе относится процесс «штамповка дна»
и в чем состоит его назначение?
2. По каким признакам классифицируют способы штамповки дна?
3. Какие технологические особенности характерны для процесса предвари-
тельной (первой) штамповки?
4. Какие технологические особенности присущи процессу заключительной
(второй) штамповки?
5. Что понимается под технологическими возможностями процессов штам-
повки?
6. Какие параметры характеризуют технологические возможности процес-
сов штамповки?
7. Какие технологические факторы оказывают основное влияние на пара-
метры процессов штамповки?
8. Как определяется интенсивность и степень деформации в процессах
штамповки?
9. В каких случаях в процессах штамповки соблюдаются условия монотон-
ной деформации?
10. Определение каких параметров входит в содержание технологических
расчетов?
11. Какие основные положения необходимо учитывать прн формировании
технологического маршрута?
12. По каким конструктивно-технологическим параметрам штампуемой де-
тали выполняется оценка технологичности ее конструкции?
13. Какие детали, изготавливаемые с применением способов штамповки дна,
будут нетехнологичными?
14. Какие размеры дна исходной заготовки определяются и из каких усло-
вий?
15. С использованием каких условий ограничения деформации выполняется
расчет количества штамповочных операций?
16. Влияние каких технологических факторов и в каких случаях необходимо
учитывать при расчете исполнительных размеров рабочего инструмента?
17. Какие технологические факторы и каким образом влияют на удельные и
полные усилия штамповки?
Библиографический список к разд. 6
Лясников А.В.. Агеев Н.П., Кузнецов Д.П., Данилин Г.А. и др. Сопротивление
материалов пластическому деформированию в приложениях к процессам обра-
ботки металлов давлением I Под ред. А.В. Лясннкова. СПб.: Внешторгиздат-
Петербург, 1995. 527 с.
Агеев Н.П., Афанасьев А.С., Богатырев А.В., Майер А.В. Автоматизирован-
ное проектирование технологических процессов штамповки дна полых загото-
вок: Учебное пособие. СПб.: Балт. гос. тех. ун-т, 1995. 72 с.
Агеев Н.П., Данилин ГА., Огородников В.П. Технология производства патро-
нов стрелкового оружия. Ч. 1. Технологические основы проектирования патро-
нов. Учебник. Балт. гос. техн. ун-т. СПб., 2005. 352 с.
466
7. ШТАМПОВКА СЕРДЕЧНИКОВ И РУБАШЕК
7.1. Технологические особенности и возможности процессов
штамповки стальных сердечников
7.1.1. Способы штамповки
Наиболее распространена и известна технология изготовления
стальных сердечников с небольшой относительной высотой
H/D = 3...4, малыми и средними относительными радиусами кри-
визны оживальной части (2R/D = 1...3; 10...20), малым перепадом
диаметров d/D (0,40...0,80) (рис. 7.1) к пулям общего назначения
и к пулям бронебойным.
4
а б 6 г
Рис. 7.1. Типы штампуемых сердечников: а - с двойной конусностью;
б-с двусторонней конусностью; в, г - с радиусной головной частью
и коническим хвостовиком
Основные материалы для изготовления сердечников - конст-
рукционные качественные стали с различным содержанием угле-
рода (от 0,1% до 0,7%) инструментальные углеродистые стали по-
вышенного качества (У10А, У12А, У12ХА). Сортамент и
механические свойства материалов даны в разд. 6 первой части
учебника.
В соответствии с классификацией процессов холодной штам-
повки рассматриваемая штамповка сердечников относится к клас-
467
су процессов, выполняемых по технологическим схемам осадки,
высадки, редуцирования и продольного выдавливания в полуза-
крытых штампах (рис. 7.2).
Рис. 7.2. Технологические схемы штамповки сердечников: а - закрытая осадка
цилиндрической заготовки; б - продольное (прямое) выдавливание оживальной
части сердечника в закрытом штампе; в, г - продольное выдавливание (редуци-
рование) в полузакрытом штампе; / - пуансон; 2 - заготовка; 3 - матрица; 4 -
выталкиватель; 5 - матрица
Для всех способов исходными служат сплошные цилиндриче-
ские заготовки, получаемые отрезкой из калиброванной волоче-
нием проволоки или из прутка (для крупных калибров пуль).
Формообразование стальных сердечников осуществляется за
одну или несколько (2...4) операций, как правило, без введения
промежуточных отжигов. Три-четыре операции назначаются в
случае изготовления сердечников с оживальной и конической
хвостовой частью. Перед штамповкой исходная заготовка в виде
проволоки калибруется волочением на специальных станках за
один или два перехода для обеспечения заданных диаметральных
размеров. Штучные заготовки подвергаются фосфатированию с
омыливанием и калибровке по схеме закрытой осадки.
Отрезка заготовок может выполняться либо на холодно-
высадочных автоматах, либо в станках ротационного типа. В по-
следних для деформации и разрушения заготовок используют ки-
нетическую энергию вращающегося махового колеса большой
массы. Механизм нагружения станка выполнен в виде вращающе-
гося маховика с жестко закрепленными на нем ножами незамкну-
того контура (схема полузакрытой отрезки - рис. 7.3). Производи-
тельность этого станка зависит от количества ножей,
468
установленных на маховике, при соблюдении условия достаточ-
ности энергии. Высокая скорость деформации способствует полу-
чению заготовок с хорошим качеством поверхности среза при от-
носительной высоте заготовки HtJDQ>0,8 (HQ, Do - высота и
диаметр отрезаемой заготовки). Этот способ успешно реализован
на автоматической линии модели ЛРВ, имеющей механизм рих-
товки проволоки, подачи ее в рабочую зону и нагружения инст-
рументальным блоком. Производительность таких линий - от
1 000 до 2000 шт/мин.
л
Л-4
Рис. 7.3. Технологическая схема отрезки цилиндрических заготовок на станке
ротационного типа: / - механизм подачи прутка; 2 - направляющая втулка; 3 -
неподвижный нож; 4 - маховик; 5 - упор; 6 - подвижный нож; 7 - пруток
Штамповка по схемам высадки применяется для изготовления
сердечников с полусферической вершиной, штамповка по схемам
осадки (рис. 7.2, а), редуцирования (рис. 7.2, в, г) и продольного
прямого выдавливания (рис. 7.2, б) - для изготовления сердечни-
ков с конической и (или) оживальной формой хвостовой и голов-
ной их частей.
469
Заготовки, поступающие на штамповку, подвергаются предва-
рительной обработке, которая может включать в себя следующие
операции:
• рекристаллизационный отжиг;
• химическую обработку (травление, фосфатирование, омы-
ление, сушку);
• сортировку по размерам (массе);
• протирку.
Химическая обработка заготовок выполняется в специальных
агрегатах, а протирка - во вращающихся металлических бараба-
нах, заполняемых березовыми опилками. Штамповка выполняется
на АРЛ в штамповых инструментальных блоках, а также на гори-
зонтальных прессах типа холодновысадочных автоматов.
Известен процесс штамповки фаски стального (ст. У12А) бро-
небойного сердечника к пуле Б-32 винтовочного патрона с
H/Z>=4,64, диаметром Z>=6,14 мм. Формообразование фаски сер-
дечника в этом процессе выполняется за три операции: 1 - под-
штамповка торца и образование технологического конуса; 2 -
штамповка фаски; 3 - калибровка по диаметру цилиндрической
части (исправление кривизны).
Собственно процесс штамповки фаски осуществляли в полуза-
крытом штампе, а изменение кривизны образующей корректиро-
вали калибровкой. Процесс реализован на горизонтальном трех-
позиционном прессе (модель 28ВМ). Отработка процесса
штамповки фаски позволила исключить из технологического про-
цесса операции “подрезка торца” и “обточка фаски”.
Известно применение многооперационного процесса холодной
штамповки с введением промежуточных рекристаллизационных
отжигов для изготовления бронебойного стального (У12А) ожи-
вального сердечника без цилиндрической части и конуса с отно-
сительной высотой HID = 1,8, D = 6,4 мм из проволоки диаметром
4 мм.
Многооперационные процессы штамповки на холодновыса-
дочных одно- и многопозиционных автоматах широко применя-
ются для изготовления ступенчатых деталей стержневого типа в
метизном производстве (аналогов сердечников).
Однако во всех известных способах закрытой и полузакрытой
штамповки получение радиусной остроконечной формы деталей
способами пластического формообразования связано со значи-
тельными трудностями.
470
При необходимости остроконечную форму деталям придают
либо путем операции “отрезка-заострение”, применяемой в гвоз-
дильном производстве, либо способами механической обработки
резанием.
Интересным примером изготовления стальной детали (сталь
20-25) с радиусной остроконечной вершиной (аналога сердечни-
ка) служит многооперационный процесс холодной штамповки
носков челноков.
Технологический процесс включает следующие операции: 1 -
отрезку штучной цилиндрической заготовки; 2 - двухстороннее
редуцирование в пуансоне и матрице; 3 - повторное редуцирова-
ние в пуансоне и матрице; 4 - свободную осадку части заготовки с
выдавливанием цилиндрического отростка; 5 - выдавливание
стержня - объемную формовку сферы.
Чтобы создать определенную направленность процессов на
первой и второй штамповочных операциях, степень деформации и
углы под редуцирование в пуансонах приняты меньшими, чем в
соответствующих матрицах (рис. 7.4, 7.5).
а 5 6 г 0
Рис. 7.4. Эскизы исходной (а), промежуточных (б, в, г) и конечной (Э)
заготовок после штамповки
После второй операции диаметр нередуцированной части заго-
товки в средней ее части увеличивался на 0,5-0,8 мм. Для повы-
шения устойчивости от продольного изгиба при свободной осадке
на третьей штамповочной операции углы конусонсти инструмента
принимаются такими, чтобы образующая бочки служила продол-
жением ранее оформленных конических поясков. Тогда заключи-
тельная операция также осуществляется путем дальнейшей осад-
ки с выдавливанием утолщенной части заготовки в полузакрытом
штампе с вытеснением избыточного металла в зазор между частя-
471
ми штампа (рис. 7.5). Заострение вершины осуществляется спосо-
бами резания.
Рис. 7.5, Технологические схемы штамповки: а, б-редуцирования;
в - осадки; г - объемной формовки
В развитие указанного способа предлагается создать дополни-
тельную установочную технологическую базу путем предвари-
тельного заострения механическим способом высаживаемого
конца заготовки под углом, равным соответствующему углу за-
острения готовой детали (рис. 7.6). Это повысит устойчивость за-
готовки при высадке в глухой матрице и точность радиусной час-
ти детали. Заострение может выполняться обрезкой
полукруглыми ножами в штампах, протяжкой на ковочных валь-
цах, поперечно-винтовой прокаткой или резанием (например,
фрезерованием).
Отметим принципиальную возможность изготовления сердеч-
ников известными способами поперечно-клиновой прокатки. Ог-
раничениями в применении этого метода являются сложность
проектирования и изготовления клинового инструмента и необхо-
димость специального оборудования.
472
Рис. 7.6. Технологические переходы холодной высадки остроконечной
детали: / - отрезка; 2 - штамповка заходной фаски; 3 - редуцирование
стебля; 4 - предварительная высадка; б - накатка стержня; 7 - заточка;
8 - объемная формовка; 9 - обрезка облоя
7.1.2. Штамповка выдавливанием
Штамповка выполняется по схеме продольного выдавливания,
при котором происходит истечение металла заготовки, заключен-
ной в закрытой полости штампа (контейнере матрицы), через от-
верстие в ней (от периферии к центру), форма которого и опреде-
ляет форму продольного сечения штампуемого сердечника детали
стержневого типа (см. рис. 7.2, б). Характерной особенностью
этого процесса является создание в зоне ОПД схемы напряженно-
го состояния, соответствующей всестороннему неравномерному
сжатию, обеспечивающей деформируемому металлу высокую
пластичность.
473
При изготовлении стальных сердечников следует соблюдать
следующие условия:
1) диаметральные размеры прутка выполнять по 3-му классу
точности;
2) диаметральный зазор между заготовкой и цилиндрической
частью матрицы должен быть не более 0,04 мм;
3) оси пуансона и матрицы должны совпадать.
Невыполнение первых двух условий приводит к искривлению
сердечника, а третьего - к получению косого торца. Сердечники
штампуются на холодновысадочных прессах типа ДВМ и автома-
тических роторных линиях с цельной матрицей с предваритель-
ным фосфатированием и омыливанием заготовки.
Рис. 7.7. Технологическая
схема процесса продольного
выдавливания конического
сердечника
В наиболее общем случае для штам-
повки сердечников применяется матри-
ца, состоящая из трех участков (рис.
7.7): выходного цилиндрического 1, ка-
либрующего стержневую часть заготов-
ки малого диаметра d, заходного кони-
ческого или оживального участка 2,
обеспечивающего основное формообра-
зование, и цилиндрического участка 3,
являющегося приемником (“контейне-
ром”) исходной цилиндрической заго-
товки с размерами Do, Но. В соответст-
вии с этой схемой будут различаться и
условия деформации материала заго-
товки.
На выходе из ОПД, на участке 3 матрицы, цилиндрическая
часть заготовки малого диаметра d не претерпевает пластической
деформации и находится в упругом напряженном состоянии. Пла-
стическая деформация этой части заготовки завершается в конце
предыдущей стадии процесса на коническом участке матрицы.
Поэтому нормальное контактное радиальное напряжение не мо-
жет превысить величину интенсивности напряженного состояния
на этом участке, т.е. |стг1| < ст,-. Сопротивление движению металла
будут оказывать силы трения
P3=flai3ndl. (7.1)
Тогда удельное усилие на выходном сечении цилиндрической
части матрицы будет равно:
474
(72)
Fx nd2/ d
В коническом участке матрицы 2 осуществляется основное
формообразование заготовки за счет пластической деформации и
уменьшения диаметра заготовки от первоначального значения Do
до наименьшего d. Напряженное состояние заготовки на этом
участке соответствует всестороннему неравномерному сжатию, на
контактных поверхностях действуют значительные силы трения,
препятствующие течению металла от периферии к отверстию
матрицы. Кроме того, дополнительное сопротивление оказывают
также и силы трения, возникающие на участке 3 матрицы. Следо-
вательно, работа активной силы на этой стадии процесса будет
равна сумме работ формоизменения Лф2, сил контактного трения
на коническом участке матрицы Ат2 и сил сопротивления А3 со
стороны цилиндрического участка 1 матрицы: А2 - Аф2 + Лт2 + Ах.
При штамповке выдавливанием оптимальное значение одно-
стороннего угла конусности матрицы а не должно превышать 55°,
что исключает образование угловых зон торможения металла. Для
малых углов а (а<30°) М.В. Сторожев и Е.А. Попов предложили
приближенное соотношение для оценки удельного усилия на ко-
ническом участке матрицы в следующем виде:
Р2 = ст('2
sin у
ei2 +РЗ’
(7-3)
где ст;2 = f(ei2) - максимальное значение интенсивности напря-
женного состояния; ei2 - максимальное значение степени дефор-
мации; р3 определяется по (7.2).
Максимальная степень деформации в зоне ОПД соответствует
минимальному сечению заготовки и будет равна:
^=21n-bi. (7.4)
di
По высоте ОПД степень деформации может изменяться от ми-
нимальной (иногда е/т1П = 0) до максимальной величины. В этих
случаях при расчете напряжений и усилий может приниматься ее
среднее арифметическое значение:
475
j _ cimin ^cimax
ei2cp 2
Условия течения металла в приемной части (контейнере) мат-
рицы существенно зависят от условий контактного трения на
стенках этой части. При небольших значениях коэффициента тре-
ния /1 и однородных по сечению свойствах металла заготовки он
достаточно свободно проталкивается пуансоном по контейнеру и
в нем практически будет отсутствовать пластическая деформация,
т. е. ОПД не формируется.
Однако при высоких значениях коэффициента трения f2 и зна-
чительной неоднородности структуры и механических свойств
металла заготовки ОПД охватывает не только ее деформируемую
коническую часть, но и цилиндрическую часть исходного диамет-
ра Do до DK за счет осадки, где
Пк=П0+2гк, (7.5)
zK - односторонний зазор на свободное вхождение заготовки в
матрицу.
При этом, согласно М.В. Сторожеву и Е.А. Попову, макси-
мальное удельное усилие будет равно:
Р\ =Р2 + СТ<127Г’ (7.6)
где LK, DK - глубина и диаметр приемной части матрицы;
~ Ле1з)’ еп ~ степень деформации в очаге деформации при-
емной части матрицы (определяется опытным путем).
В соответствии с приведенными формулами (7.2)-(7.6) при
штамповке конических сердечников максимальное удельное уси-
лие будет равно:
/ г l i
Дпах = ® 12 1 --~— &i2 + 2^il I" ° 13 4/1 — •
Шал 1л, • 1л. <1 ij J 1 j
I smyj DK d
(7.7а)
При отсутствии в детали цилиндрического участка малого
диаметра d в формуле (7.7) следует принять Z=0.
При штамповке сердечников с оживальным профилем обра-
зующей для расчета удельных усилий можно применять формулы
для конических сердечников, но с определением так называемого
“эквивалентного” угла конусности:
4 D-d
аэк =arctg—-
2^ож
(7-76)
476
где D,d- наибольший и наименьший диаметры оживальной части
сердечника; /гож - ее высота.
Основным условием ограничения деформации при продольном
прямом выдавливании сердечников следует считать прочность
пуансонов на сжатие:
Рт P S)
^З.П.
где [стсж] - допускаемое напряжение материала пуансона; ствсж -
временное сопротивление (предел прочности) на сжатие материа-
ла инструмента после закалки и отпуска; К3 п - коэффициент за-
паса прочности (/Сзп = 2...3).
Технологические возможности этого процесса будут опреде-
ляться величиной достижимой, без разрушения инструмента, де-
формации е(доп при обеспечении требуемого качества сердечни-
ков.
Какие технологические факторы и каким образом влияют на
е(доп, можно установить из анализа уравнений (7.7) и (7.8), если
приравнять значения и [сгсж]. Для случая штамповки кониче-
ского сердечника при I = 0 получим
Для оценки сг(-2 и ст(1 воспользуемся аналитической аппрокси-
мацией в виде степенной функции
СТ(-2 — ^(е('2доп ) ’
= 4е,з)">
(7-10)
где А = ст,у/(е,у)” - значение постоянной для заданной марки мате-
риала; ей = 0,002 при отсутствии заметной пластической деформа-
ции в контейнере матрицы; п - коэффициент, учитывающий спо-
собность материала к деформационному упрочнению.
После подстановки значений ст(-2 и ст(1 из (7.10) в (7.9)
477
1
^’2 доп
---2(0,002)”^-
Л’*3.п.
1
1+л
. (7.1
Из этого выражения следует, что допустимая степень дефор-
мации е(-2доп есть функция четырех безразмерных параметров: от-
ношения характеристик прочности материалов инструмента и де-
формируемой заготовки ствсж/Л, условий контактного трения
f / sin а, относительной глубины приемной части матрицы
LKIDK и способности материала заготовки к деформационному
упрочнению п. Допустимая степень деформации е,- снижается
с уменьшением ствсж / А, LK IDK , //sin а и п. Это существенно
затрудняет штамповку сердечников с большим перепадом диа-
метров Did и, в частности, с оживальным профилем образующей
при большой его относительной высоте h2/ Do.
Авторами исследована возможность формообразования ожи-
вальной части сердечников из стали ст. 20 (диаметр исходной за-
готовки Z>o=4,4 мм) в штампе (рис. 7.8) на кривошипном прессе
простого действия усилием 0,1 МН. Верхняя часть штампа состо-
ит из верхней плиты 8, пуансонодержателя 3, разрезной втулки 4,
прокладки 7, пуансона 2 и крепежных деталей 21, нижняя часть -
из бандажированной матрицы 1, гайки-матрицедержателя 10 и ко-
лодки 12. Колодка 12 установлена на прижиме 13, который при
помощи болтов 22 и штифтов 24 крепится к нижней плите пресса
7. Для обеспечения соосности верхней и нижней частей штампа и
привода выталкивателя служат тяги 5. Бандажированная матрица
1 состоит из наружного и внутреннего бандажа и вкладыша. Заго-
товка устанавливается в контейнер матрицы. При ходе ползуна
вниз пуансоном 2 осуществляется заталкивание и выдавливание
концевой части заготовки за две или три операции с промежуточ-
ными отжигами (/ - 72О...74О°С, т = 20 мин). Для удаления от-
штампованных деталей служит выталкивающее устройство. Оно
состоит из выталкивателя 6, установленного в направляющей
втулке 17, направляющих ножей 15, собачки-выталкивателя 18,
закрепленных в поперечине 16.
Результаты исследования показали, что получить заданную
форму и размеры оживальной части опытного сердечника с диа-
478
метром вершины 1,45 мм, радиусом кривизны R55 мм и относи-
тельной высотой оживала h0JD = 2,9 за две и три операции не
представляется возможным. Полного заполнения полости матри-
цы не происходит. Диаметры вершины полуфабрикатов при
штамповке за две операции - 2,92 ... 3,31 мм, а за три -
2,84...3,09 мм (рис. 7.9).
Рис. 7.8. Штамп для формообразования оживальной части сердечника
479
Рис. 7.9. Эскизы заготовок и деталей, отштампованных за две (а) и три (б) опера-
ции: /, 2, 3 - заготовки после промежуточных операций; 4 - заготовки после
последней операции
Соответственно, рассчитанные значения коэффициентов де-
формации Kd =^- и степени накопленной деформации
1 d
е{ - 2 In —, будут равны:
1 d
• при штамповке за две операции
= 1,33... 1,50, =0,57...0,70;
• при штамповке за три операции
=1,42...1,54, =0,70...0,86 .
Усилие штамповки ограничивалось условием прочности инст-
румента и не превышало 30 кН (3000 кгс), а удельное усилие, пе-
редаваемое через пуансоны, составляло 1900...2000 МПа
(190...200 кгс/мм2), что меньше допускаемого напряжения на
сжатие материала (ст. У10) закаленного инструмента (HRC
58...62).
С целью обеспечить заполняемость металлом полости матрицы
с оживальным профилем образующей и снизить удельные усилия,
480
действующие на рабочий инструмент, авторами предложен новый
способ штамповки сердечников (а. с. СССР 149661), основанный
на использовании принципа последовательной локальной дефор-
мации высадкой исходной ступенчатой заготовки (рис. 7.10).
6 г
Рис. 7.10. Технологическая схема процесса последовательной локальной высадки
(осадки) ступенчатой заготовки: а - исходное положение; б, в, г - 1-я, 2-я,
3-я стадии процесса; / - матрица; 2 - пуансон; 3 - заготовка
В ступенчатой заготовке отношение площадей расчетных се-
чений соседних цилиндрических ступеней при перемещении к
наименьшему диаметру (к вершине) всегда должно быть больше
единицы, т.е.
(7.12)
где 0...,у,у+1,..., К' - номера расчетных сечений. Значение коэф-
фициента KJF'J+' должно удовлетворять двум условиям:
481
а) условию локального пластического деформирования
(7.13 а)
‘кр
б) условию продольной устойчивости пластического деформи-
рования
(7.136)
где Р/ 1 - критическое значение усилия, вызывающего пластиче-
•кр
скую деформацию в предшествующей у-й ступени заготовки на z-й
a/:1
операции; -----------относительная высотау-й деформируемой
ступени.
Критическое значение усилия определяется как начальное зна-
чение усилия высадки предшествующей,у-1-й ступени по форму-
ле
(7.14а)
Максимальное усилие деформирования определяется
также как усилие высадкиу'-й ступени:
^max =
(7.146)
где К - коэффициент, учитывающий влияние сложности формы
высаживаемой части заготовки, степени деформации и схемы на-
пряженного состояния (К = 1,05... 1,15).
Интенсивность напряжений исходной z-1-й заготовки, посту-
пающей на z-ю операцию, зависит от степени предварительной
деформации на г—1-й операции и режима возможной терми-
ческой обработки (/, т).
Интенсивность напряжений ст/ на z-й операции есть функция
от максимальной степени деформации у-й ступени заготовки, т.е.
= f(ei )•
При соблюдении условий (7.13а, 6) происходит последова-
тельное пластическое деформирование по схемам осадки и высад-
ки по направлению от каждой ступени заготовки меньшего диа-
482
метра к соседней ее ступени большего диаметра с образованием
жестких заторможенных зон (заштрихованные участки) в проде-
формированных ступенях. Этот принцип может быть реализован
и на конических заготовках. Применение этого способа предпола-
гает изготовление ступенчатых заготовок либо на многопозици-
онных холодновысадочных прессах автоматах (рис. 7.11), либо в
инструментальных блоках на АР Л.
Рис. 7.11. Схема формообразования ступенчатой заготовки путем отрезки, вы-
давливания и редуцирования на многопозиционном холодновысадочном автома-
те: а - схема роликовой подачи заготовки; б - технологические схемы отрезки
(0), калибровки (I), прямого выдавливания (II) и редуцирования (III); / - исход-
ная заготовка; 2 - ролики; 3, 4 - инструмент отрезки; 5 - упор; б, 10, 12 - матри-
цы калибровки, выдавливания и редуцирования; 8, 11, 13 - пуансоны; 9 - вытал-
киватель; 14- пуансонодержатель; 7-штампуемая заготовка
483
На рис. 7.12 показаны технологические схемы однооперацион-
ной штамповки сердечников с оживальным профилем образую-
щей из ступенчатых заготовок различной формы, а на рис. 7.13 -
форма и размеры ступенчатых заготовок и отштампованных дета-
лей.
Рис. 7.12. Технологические схемы однооперационной штамповки сердечников
из ступенчатых заготовок: / - пуансон; 2 - заготовка; 5 - матрица; 4 - выталки-
ватель
Рис. 7.13. Форма и размеры ступенчатых заготовок и отштампованных из них
деталей
Результаты исследования показали, что по вариантам “а” и “в”
в процессе деформирования заготовка теряет продольную устой-
чивость, не происходит полного заполнения металлом оживаль-
484
ной части матрицы. По варианту “б” средняя часть конуса заго-
товки практически не деформируется, что не обеспечивает запол-
нение полости матрицы заготовки.
По варианту “г” потеря продольной устойчивости заготовки не
наблюдается, но верхняя часть матрицы полностью не заполняет-
ся металлом. После корректировки размеров заготовки по этому
варианту (рис. 7.13, а) была получена деталь с требуемой точно-
стью формы и размеров.
Разновидностью технологических схем 7.12, а, б будут схемы с
редуцированием цилиндрической ступени заготовки малого диа-
метра в сквозной полости матрицы с истечением металла как в от-
верстие, так и в обратном направлении, что способствует формо-
образованию оживальной части.
7.1.3. Штамповка редуцированием
В отличие от выдавливания при штамповке редуцированием
часть исходной заготовки по высоте находится вне матрицы и не
контактирует с ее поверхностью. Применяют схемы односторон-
него (рис. 7.2, в) и двустороннего (рис. 7.2, г) редуцирования с
формированием конического (оживального) и цилиндрического
(малого диаметра) участков сердечника (рис. 7.14).
Рис. 7.14. Схема двустороннего редуцирования стального конического
сердечника
485
Редуцирование может быть одно- и многооперационным (мно-
гопереходным). Многопереходное редуцирование может осуще-
ствляться с двух концов заготовки за один ход ползуна пресса.
При этом целесообразно при равных степенях деформации в
верхней и нижней матрицах угол конусности верхней матрицы 2ав
выполнять на 5° меньше чем нижней 2ан или при равных углах
конусности матриц Ов=ан, в верхней матрице назначается меньшая
степень деформации, т.е. eiB =е1И -0,05 . В этом случае усилие ре-
дуцирования верхнего участка заготовки будет меньше, чем ниж-
него, и сначала деформируется этот участок до упора, а затем
нижний до остановки ползуна пресса.
Схема НДС заготовки в ОПД соответствует процессу выдавли-
вания, однако основным условием ограничения деформации будет
не прочность инструмента, а устойчивость пластического дефор-
мирования части заготовки, передающей усилие, но не контакти-
рующей с матрицей (матрицами).
Предполагается, что при деформировании, например, обоих
торцевых участков цилиндрической заготовки в конических мат-
рицах ее средняя по высоте часть, находящаяся между матрицами,
во-первых, не должна терять продольной устойчивости (не долж-
на искривляться), а во-вторых, не должна испытывать деформа-
цию с увеличением ее диаметра (выпучиваться). Это ограничивает
величину степени деформации е;. за одну операцию (переход) (на
первых операциях е{ =0,25...0,30, на последующих - 0,30...0,33).
В процессе деформации только небольшая часть объема заготовки
находится в пластическом состоянии, что уменьшает величину тре-
буемого усилия деформирования. Основным рабочим инструмен-
том при редуцировании является матрица, обычно выполняемая из
рабочей вставки и бандажа, обеспечивающего ее прочность. Встав-
ка должна иметь приемную часть для центрирования заготовки,
деформирующую коническую часть с углом 2а (или оживальную)
и калибрующую часть. Глубина приемной части назначается рав-
ной: A|~(0,3...0,5X,-.|, угол конусности а=12...15°. Применение
меньших углов конусности ведет к уменьшению удельных усилий
q, но одновременно увеличивает высоту матриц, что нерациональ-
но. Увеличение угла конусности до значений 20...25° приводит к
увеличению удельных усилий и, как следствие, к потере устойчи-
вости недеформируемой части заготовки.
Условие продольной устойчивости:
486
—I—
\Ad
(7.15)
#0 <
Do L^_
где Hq/Dq - относительная высота исходной заготовки; [н/D],
(H/D)Kp - допустимое и критическое значение относительной
высоты; Кзу - коэффициент запаса устойчивости (К3.у> 1,0).
Согласно работам А.Г. Овчинникова и А.Х. Грайфера,
нА л г 1
_ ~ у! ц---- .
D Лр 4v O-vWO-vk ’
(7-16)
где п - показатель степенной функции ст(- - Ае” (для различных
металлов и сплавов л=0,15...0,40); v - коэффициент приведения
длины, зависящий от условий закрепления краев штампуемой за-
готовки (при шарнирном закреплении обоих концов v=l, при же-
F-F
стком v=0,5); \|/ =----- - относительное увеличение площади
F
поперечного сечения заготовки на свободном участке.
Условие устойчивости второго вида может быть выражено в
напряжениях:
Фсж]^0,2. (7-17)
где стг = Prnax / Fq - осевое напряжение пластически недеформи-
руемой части заготовки; ст0 2 или стт - предел текучести мате-
риала исходной заготовки; [сгсж] - допускаемое напряжение на
сжатие материала заготовки.
На рис. 7.15 показан вариант последовательной локальной вы-
садки ступенчатой заготовки в полузакрытом штампе с после-
дующей калибровкой цилиндрической части сердечника в коль-
цевой матрице.
На основании условия устойчивости второго вида (7.17) мак-
симальное усилие деформирования //„..ах не должно превышать
критическое значение 7?кр, отвечающее моменту начала потери
устойчивости:
^тах^-кр^-Г^г, (7.18)
где F/ = / 4 - площадь поперечного сечения исходной заго-
товки, поступающей на z-ю операцию.
487
Рис. 7.15. Технологические схемы полузакрытой штамповки (а)
и редуцирования (б) сердечников: 1 - пуансон; 2 - заготовка; 3 - матрица
Максимальное усилие деформирования будет равно (Н.Т. Де-
ордиев, Ю.Ф. Филимонов):
^пзах Л-1 J Р-19)
^=2ст,-(
e<(o,5 + O,ltga,. +-%n2 a) + 0,33tga,. + 2/%
(7.20)
Где ст,ср “ Де1ср) - среднее сопротивление деформированию;
е,ср — средняя в зоне очага деформации степень дефор-
мации; a - односторонний угол конусности матрицы; ЛП( - высота
калибрующего цилиндрического пояска матрицы; f - коэффици-
ент трения.
7.2. Технологические особенности процессов штамповки
свинцовых сердечников и рубашек
Для изготовления сердечников и рубашек применяют свинцо-
вую проволоку, получаемую способами горячего и холодного
прессования (выдавливания). В зависимости от направления дви-
жения рабочего инструмента и от направления течения металла
прессование подразделяется на прямое и обратное (рис. 7.16). Оба
способа широко применяются в патронно-гильзовом производст-
488
ве. Однако при получении свинцовой проволоки обратный способ
имеет некоторые преимущества по сравнению с прямым. Расход
энергии меньше, чем при прямом, примерно на 25-30%, так как
отсутствует сопротивление трению, возникающее на поверхности
контакта слитка и контейнера матрицы. При обратном прессова-
нии можно избежать попадания окислов и загрязнений, достиг-
нуть большей однородности строения прессуемого изделия, а
также постоянной скорости истечения металла. При изготовлении
свинцовой проволоки для сердечников и рубашек патронов ка-
либра 7,62-14,5 мм на отечественных патронных заводах пред-
почтение отдают обратному прессованию.
Рис. 7.16. Технологические схемы прямого (а) и обратного (б) прессования
Особенности процесса прессования:
• неравномерность деформации по объему заготовки и в очаге
деформации;
• образование зон “застоя” металла в углах цилиндрической
части матрицы;
• увеличение скорости течения металла Кпр на выходе из очага
деформации по сравнению со скоростью движения инструмента:
D
<лпР;
(7-21)
489
где Ro, Rnp - радиусы заготовки до и после прессования (см. рис.
7.16).
Для определения усилия деформирования при прессовании
может быть применена расчетная схема, предложенная Д.П. Куз-
нецовым и Ю.И. Гуменюком (рис. 7.17), предполагающая сле-
дующие допущения:
• деформируемый материал жесткопластичный, упрочняемый;
• деформация во всем объеме очага деформации монотонная;
граница ОПД, отделяющая его от недеформируемой части заго-
товки, представляет собой параболоид вращения с вершиной на
оси симметрии;
• контактные касательные напряжения на всей площади кон-
такта каждого участка постоянны, а величина касательного на-
пряжения тк пропорциональна максимально возможному нор-
мальному напряжению на соответствующем участке.
Рис. 7.17. Расчетная схема к определению усилия деформирования
Усилие деформирования определяется по формуле
R ~ max-^0
(7.22)
где hK = тг/?пр
1 ^пр
р2
; Л) = •
R% ,
490
Интенсивность напряжений при прессовании свинца есть
функция от температуры процесса t, степени е,- и скорости е,- де-
формации. В табл. 7.1 приведены, по данным Л.Д. Соколова, зна-
чения сопротивления деформированию свинца при различных
температурах и степенях деформации.
Таблица 7.1
Сопротивление деформированию а,-о свинца при Ё(0 = 5,0 • 10-с-1
_____________и различных степенях деформации__________
Температура, °C Степень деформации е, %
10 20 30 40 50
20 1,25 1,26 1,28 1,25 1,25
100 0,66 0,66 0,58 0,55 0,55
200 0,21 0,24 0,21 0,18 0,20
250 0,20 0,19 0,19 0,18 0,18
При расчете усилий прессования и штамповки свинцовых эле-
ментов следует учитывать скорость относительной деформации
заготовки в зоне ОПД, так как сопротивление деформированию
свинца значительно зависит от скорости деформации, подчиняясь
зависимости
с, = °,о
чу
< Ё/о >
(7-23)
где ст,- - сопротивление деформированию при скорости деформа-
ции Ё(; ст(0 - сопротивление деформированию при меньшей ско-
рости деформации Ё;о (табл. 7.1); п - показатель скоростной зави-
симости.
При значениях скорости деформации ё;<ё(1 принимается
п = «1, при Ё; > Ё(1 п = п2. При этом
«1
(7.24а)
где Т, Тт - температуры испытания и плавления, К; га,, га2, -
температурные коэффициенты (табл. 7.2);
1g =01+6,^-, (7.246)
*ПЛ
где а,, Ьх - коэффициенты, зависящие от степени деформации.
491
Таблица 7.2
Коэффициенты mt, тг, Ку а„ bt для свинца при различных степенях
__________________ деформации ________________________
Степень де- формации е, % W, ТИ2 а1 А,
10 0,228 0,815 0,031 -5,34 10,1
20 0,228 0,061 0,039 -5,20 9,6
30 0,302 0,046 0,042 -4,69 9,3
40 — — — -4,30 9,2
50 — — — -4,10 9,1
Скорость деформации
для случая прессования определится
выражением
)тах
( п \
Rq sina
^пр
д/1,0-0,92 sin2 a
(7.25)
= У0
В табл. 7.3 приведены основные характеристики механических
свойств свинца С2 и сплава свинца С2 с сурьмой (1%) при раз-
личных скоростях деформации, на рис. 7.18 - диаграммы ст,- - е,-
для этих же металлов.
Рис. 7.18. Диаграммы ст,- -е,- свинца С2
Штамповка свинцового сердечника, стакана и рубашки отно-
сится к числу операций, осуществляемых по схеме объемной
штамповки в закрытой полости.
492
Таблица 7.3
Характеристики механических свойств свинца при различных
скоростях деформации
Материал Скорость деформи- рования, мм/с Скорость деформа- ции, с ’* Характеристики прочности, кгс/мм2 Характеристики пластичности
СТо.2<СТт) ау еу еР 8, % у, %
5-10'2 7,3-1 О'4 0,65 1,30 1,50 0,14 — 73,3 94,2
Свинец С2 4,0 8,1-10'2 0,70 1,53 2,10 0,27 — 48,1 100
2,45-10* 4,1-10'* 1,34 2,17 2,90 0,28 - 44,25 91,6
1,06-102 1,9 1,30 2,80 3,00 0,20 - 38,40 98,1
Свинец С2 5-10'2 6,4-1 О'4 1,40 2,30 2,85 0,28 — 73,0 70,2
5,2 9-10'2 1,45 2,30 2,90 0,23 45,5 94,0
- 1 % сурь- 2,6-10* 4,5-10'* 1,70 2,90 3,50 0,24 - 42,0 89,5
8,7-10* 1,6 1,85 2,85 3,50 0,23 - 38,8 88,1
Деформирование заготовки при штамповке сердечника осуще-
ствляется в результате ее осаживания и прямого выдавливания
(рис. 7.19). Штамповка стаканчиков по схеме НДС близка к ком-
бинированному выдавливанию, а штамповка рубашки - в боль-
шей степени к продольному обратному выдавливанию (рис. 7.20,
7.21).
Рис. 7.20. Технологическая схема
штамповки полой заготовки свинцовой
рубашки
Рис. 7.19. Технологическая схема
штамповки свинцового сердечника
493
Рис. 7.21. Технологиче-
ская схема окончательной
штамповки свинцовой ру-
башки
При штамповке свинцовой рубашки
металл заготовки, заключенный между
рабочими поверхностями инструмента,
выдавливается в верхнюю часть матрицы.
Характерные особенности, значительно
усложняющие процесс по сравнению с
холодным выдавливанием цилиндриче-
ских деталей:
• значительные поверхности контак-
та заготовки и инструмента, увеличиваю-
щие силы трения;
• переменная толщина стенки полу-
чаемой детали (рубашки) вдоль образую-
щей.
Так как деформация заготовок осуще-
ствляется во всех операциях почти в за-
крытой полости штампа, важное значение
имеет точная дозировка массы и объема
заготовки.
Так, при изготовлении рубашки без отрезки весовой допуск не
превышает 2-3% от веса рубашки. При изготовлении сердечников
в матрице предусматривают отверстия для выхода избытка метал-
ла. Форма и размеры отштампованных элементов должны обеспе-
чивать легкое вхождение в оболочку при монтаже элементов.
Форма и размеры рабочего инструмента должны исключать обра-
зование заусенцев.
Усилие деформирования может быть определено по формуле
Р = + М4 if • + 0,96 — /
I'm-i Л гп J
(7-26)
где сУ/тях = /(£,тЯх,Ё.) - максимальные значения интенсивности
напряженного состояния в зоне ОПД; £(тах - максимальное зна-
чение интенсивности деформации в зоне ОПД; ё( - интенсив-
ность скорости деформации; F„ - площадь торца пуансона;
гм=— - относительный радиус матрицы; h„ - высота рабочего
гп
участка пуансона, контактирующего с заготовкой (рис. 7.22).
494
Рис. 7.22. Расчетная схема к определению напряжений и усилий
деформирования при продольном выдавливании
Интенсивность напряжений сг(тах определяется в зависимости
от степени (е/=£,) и скорости (Ё() деформации для свинца по дан-
ным табл. 7.1, 7.2, формулам (7.23) - (7.25) (см. рис. 7.18).
Величина интенсивности деформации
е/«е/=1п^, (7.27)
Fi
где FtJ_x, FtJ — площадь поперечного сечения заготовки в расчет-
ном сечении J до и после штамповки.
Накопленная за несколько операций степень деформации
определяется суммированием значений е/. на каждой из опера-
ций, т.е.
4=^е,,., (7.28)
i=i
где п - число операций (переходов). В некоторых случаях для
оценки степени деформации принимают коэффициенты
495
V = l- —; mjSi =Д~,
где S-_}, S- - толщины стенок полой штампуемой заготовки в
расчетном сечении j до и после штамповки.
При расчете степени деформации заготовки переменного се-
чения для определения удельных усилий следует принимать во
внимание среднюю арифметическую величину в зоне очага ин-
тенсивной деформации, а при выборе числа операций - макси-
мальную величину деформации по объему заготовки.
При выборе числа операций и проектировании инструмента
важное значение имеет знание допустимых деформаций. Рассмот-
ренные способы штамповки сердечников и стаканчиков относятся
к группе процессов обработки давлением с мягкой схемой напря-
женного состояния, допускающих большие деформации. Штам-
повка сердечников и рубашек и прессование свинцовой проволо-
ки близки по схеме к выдавливанию. Как показывает практика,
при холодном выдавливании деталей (полуфабрикатов) из алю-
миния А-00 и менее прочных сплавов допустимая деформация за
одну операцию составляет £доп = 0,96...0,98, при выдавливании из
сталей 10 и 20-45 £доп =0,6-^0,7. Пластические свойства свинца
С1-С4 выше, чем у перечисленных материалов, поэтому для него
£доп> 0,96...0,98.
Практически из свинца можно штамповать детали с большим
перепадом площадей поперечного сечения. Штамповка свинцовой
рубашки непосредственно из прутковой заготовки без предвари-
тельного получения исходной полой заготовки из-за отсутствия
строгой ориентации заготовки в полости матрицы приводит к по-
лучению недоштампованных деталей с большой разностенностью
и косиной. Следующим обстоятельством, ограничивающим до-
пустимые деформации за один переход, являются допустимые
удельные и полные усилия, которые может выдержать инстру-
мент.
Степени деформации по переходам, применяемые в заводской
практике, приведены в табл. 7.4.
Итоговые (за две операции) деформации при штамповке свин-
цовых рубашек достигают величин, близких к предельным:
£2 ~140%. Применение таких степеней деформации может заметно
повысить удельные усилия на инструмент.
496
Таблица 7.4
Максимальные степени деформации eh применяемые
________при штамповке элементов пули, %___
Вид операции Калибр пули, мм
7,62 12,7 14,5
Прессование свинцовой проволоки 40,5-44,5 33,3 33,8
Штамповка свинцового стаканчика (рубашка) 64,0 (к патро- ну образца 1943 г.) 60,4 60,4
Штамповка (вытяжка) свинцовой 47,5 47,5
рубашки
1-е волочение стальной проволоки 14,3 — —
2-е волочение стальной проволоки Н,9 — —
3-е волочение стальной проволоки 22,6 — —
Штамповка стального сердечника 56,8 — —
Следует иметь в виду возможное размягчение свинца в процессе
кратковременной деформации ввиду влияния теплового эффекта.
При штамповке стальных сердечников инструмент может под-
вергаться значительным нагрузкам. В этих случаях при выборе
допустимых степеней деформации и числа операций следует ру-
ководствоваться справочными данными по холодному выдавли-
ванию.
7.3. Контроль качества штампованных деталей
При штамповке сердечников и рубашек применяется осмотр по
наружному виду и контроль правильности линейных размеров. В
процессе изготовления полуфабрикат подвергают выборочному
контролю наружной поверхности и линейных размеров. Перечень
контролируемых размеров и тип применяемого контрольно-
измерительного инструмента приведены в табл. 7.5.
Таблица 7.5
Контроль размеров при штамповке сердечников и рубашек
Вид операции Контролируемый размер Контрольно- измерительный инструмент
Прессование свинцо- вой проволоки Наружный диаметр про- волоки Скоба на диаметр проволоки
Штамповка сердеч- ника Наружный диаметр сер- дечника. Масса сердечника Кольца на диаметр сердечника. Весы. Шаблон на высоту сер- дечника
497
Окончание табл. 7.5
Вид операции Контролируемый размер Контрольно- измерительный инструмент
Штамповка стакан- чика Наружный диаметр свинцового стаканчика. Масса стаканчика Кольца иа диаметр стаканчика. Весы
Штамповка (вытяж- ка) и обрезка свинцовой рубашки Наружный диаметр свинцовой рубашки. Длина носика, высота носика, вес свинцовой рубашки. Длина обрезки рубашки. Размер выхода носика сердечника низ рубашки Кольца на диаметр рубашки. Прибор на длину но- сика. Скоба на высоту иосика. Аптекарские весы. Скоба на длину об- резки рубашки. Калиброметр
Волочение, рубка и штамповка сердечника Диаметр проволоки. Длина заготовки. Длина сердечника. Конус сердечника. Длина конусной части. Масса сердечника Кольца на диаметр. Скоба на длину заго- товки и сердечника. Шаблон для конуса сердечника. Скоба на длину ко- нусной части. Весы технические 2-го класса
Виды брака и их причины приведены в табл. 7.6.
Таблица 7.6
Виды и причины брака при штамповке сердечников и рубашек
Операция Вид Причина
Прессование свин- цовой проволоки Рваная проволока. Грубые царапины, задиры, загрязнения. Пузырчатость. Проволока большего диаметрального разме- ра Недостаточно остывший свинец. Загрязнения и налипания в матрице. Попадание воды в контей- нер. Выработана матрица
Штамповка свин- цового сердечника Разновес сердечника. Заусенцы, задиры, царапины. Сердечник без носи- ка. Забитый сердечник. Грязный сердечник Неправильная подача про- волоки, неправильно установ- лен инструмент. Износ инструмента, налипа- ние металла в матрице. Неправильная настройка штампа.
498
Окончание табл. 7.6
Операция Вид Причина
Штамповка свин- цового сердечника Большое время галтовки. Грязные опилки
Штамповка свин- цового стаканчика Разновес стаканчика. Царапины, забоины, заусенцы Неправильная подача про- волоки, неправильно установ- лен инструмент. Выработаны матрицы, пу- аисои, налипание металла в матрице, недостаточное коли- чество смазки или загрязнена смазка
Штамповка (вы- тяжка) и обрезка свинцовой рубашки Забоины носика, мя- тая рубашка. Смятие кромки ру- башки. Винтовые и попе- речные царапины и заусенцы. Царапины, задиры на поверхности ру- башки. Мятая рубашка, ра- ковины. Свищи. Рваная рубашка Неправильно установлен рабочий инструмент и пита- тель. Неудовлетворительная ра- бота съемки. Разработалась съемка, пло- хая заточка резцов и их уста- новка. Забоины на матрице, нали- пание металла на матрице. Брак проволоки. Попадание эмульсии в ру- башку
7.4. Технологические расчеты процессов штамповки
свинцовых сердечников и рубашек
7.4.1. Исходные данные и последовательность расчетов
Исходные данные для расчета параметров технологического
процесса изготовления свинцовой рубашки:
• чертеж детали;
• маршрутный технологический процесс изготовления дета-
ли;
• технологические схемы выполнения штамповочных опера-
ций;
• установленные опытом или расчетом значения допустимых
степеней деформации;
499
Рекомендуемая последовательность расчета:
• определение размеров конечной заготовки;
• оценка и, при необходимости, обеспечение ТКИ конечной
штампованной заготовки и готовой детали;
• расчет размеров исходной заготовки;
• расчет количества операций выдавливания;
• расчет размеров заготовок по операциям;
• расчет исполнительных размеров рабочего инструмента;
• расчет технологических усилий.
7.4.2. Формирование и корректировка технологического
маршрута штамповки дна
Формирование технологического маршрута заключается в
уточнении состава основных и подготовительных операций по за-
данному в исходных данных полному технологическому маршру-
ту изготовления рубашки.
Технологический процесс изготовления рубашки включает ос-
новные формоизменяющие операции:
• прессование свинцовой проволоки;
• отрезка цилиндрической заготовки;
• выдавливание стаканчика;
• выдавливание рубашки.
Характеристика полного технологического маршрута изготов-
ления детали дана в табл. 7.7.
7.4.3. Расчет размеров конечной штампованной заготовки
Исходные данные:
• чертеж готовой детали;
• заданные ТУ механические свойства детали;
• принятый маршрутный технологический процесс изготов-
ления детали и технологические схемы выполнения основных
формоизменяющих операций;
• рекомендуемые припуски на обрезку.
Расчет размеров проводится в соответствии с эскизом конеч-
ной заготовки (рис. 7.23).
500
Таблица 7.7
Технологический маршрут изготовления свинцовой рубашки
№ п/п Метод обработки Вид операции Способ выполнения операции Эскиз исходной заготовки Эскиз штампованной заготовки Технологическая схема Тип технологическ ой оснастки Тип оборудования
1 2 3 4 5 6 7 8 9
1 Тепловая обработка Плавление свинцовых чушек В чугунных ваннах, электронагрев Г=400-500°С Шихта — — Чугунная ванна Электропечь П246
2 Давлением Прессование (выдавливание) свинцовой проволоки По схеме продольного обратного выдавливания Кристалл изу ю-щийся металл Проволока диаметром D„p i ¥ 1 Контейнер- матрица* пуансон Пресс гидравлический
3 Молекуляр -иая обработка Омыливание свинцовой проволоки 0,2-0,3% жирных кислот, температура 85-95°С, время 1,5...2ч. Проволока — — Ванна
4 Давлением Отрезка свинцовой проволоки В штампе полукруглым ИОЖОМ Проволока диаметром D„p 1 Штамп Механический пресс
1 i i i tws |Ц1
о
502
1 2 3 4 5
5 Давлением Штамповка стаканчика По схеме продольного обратного выдавливанн я П. 4.6
& Тепловая обработка Сушка рубашкн 125-140°С П.5.6
7 Давлением Вытяжка (выдавлива- ние) По схеме продольного выдавлива- ния П.5.6
8 Контроль
Рис. 7.23. Эскиз конечной заготовки свинцовой рубашки
Расчетные размеры конечной заготовки приведены в табл. 7.8.
Таблица 7.8
Размеры конечной заготовки
Наименование размера Обозначение
Наименьший наружный диаметр d
Наибольший наружный диаметр (у торца) D
Наибольший внутренний диаметр (у торца) D'
Наибольший диаметр внутренней конической полости d*
Угол конусности внутренней конической поверхности а
Высота внутренней конической полости h кон
Высота внутренней полости h2
Радиус оживальной части R
Расстояние от переднего торца, задающее радиус ожи- h*
вальной части
Высота детали н2
7.4.4. Расчет размеров исходной заготовки
Dn
Исходные данные:
• чертеж конечной заготовки;
• заданный контрольный размер
исходной заготовки.
Расчетные размеры (рис. 7.24):
• диаметр исходной заготовки d0;
• высота исходной заготовки /0.
Рис. 7.24. Эскиз исходной
заготовки
503
Расчет размеров исходной заготовки выполняется из условия
равенства объемов до (Vo) и после штамповочных операций (Vn):
V0=Vn, (7.29)
D2
где Ио = л • • 10 - объем цилиндра; (7.30)
<7.31)
' j
где Vni - объемы элементарных сплошных тел конечной заготов-
ки; V„j - объемы элементарных полостей конечной заготовки; i, j -
номера выделенных элементарных фигур.
Конечная заготовка разбивается на элементарные фигуры (см.
рис. 7.23), объемы которых вычисляются по формулам, приведен-
ным в справочных данных.
За базовый размер исходной заготовки принят ее наружный
диаметр Do, рассчитываемый по формуле
D0=Km-D, (7.32)
где Кш - итоговый коэффициент изменения диаметра, выбирает-
ся в соответствии с табл. 7.9; D - диаметр рубашки по ведущей
части, назначается по чертежу готовой детали.
Таблица 7.9
Коэффициенты К,„ и х
Тип рубашки кш х,%
Глухая, изготавливаемая без обрезки 0,90-0,92 2-3
Открытая, изготавливаемая без обрезки 0,92-0,94 2-3
Глухая, обрезаемая после штамповки 0,86-0,92 8-10
Открытая, обрезаемая с двух концов после штамповки 0,73-0,92 55-60
Высота заготовки /0 вычисляется по формуле
° TI-D2 \ +100/
(7.33)
где V - объем рубашки; х - величина потерь металла на обрезке,
выбирается по табл. 7.9.
7.4.5. Расчет количества операций
Исходные данные:
• размеры исходной заготовки;
504
• размеры конечной заготовки.
Количество операций (переходов) при штамповке свинцовых
рубашек принимается, как правило, равным двум (и=2): штампов-
ка стаканчика и штамповка (выдавливание) рубашки.
Суммарная степень деформации определяется как
(7.34)
(7.35)
(7.36)
Fo ~Fn
где = —---— - суммарное относительное сужение;
Л)
р
=1----— - относительное сужение по операциям. и
Fi-\
связаны следующим соотношением:
i=i
(7.37)
Площадь поперечного сечения заготовки Fo =----—, где Do -
4
диаметр исходной заготовки.
Площадь поперечного сечения в зоне кромки по операциям
F =-•(£)/-£)'2),
где - наружный диаметр в зоне кромки; /)• - внутренний
диаметр в зоне кромки.
Исходные данные для расчета: Do, D , D', v|/j, значения ин-
тенсивности деформации для штамповки стаканчика выбирается
по рекомендациям табл. 7.4.
Последовательно находим Fo, Fn, \|/z.
Для п~2
(1-Ve) = (1-V1)-(1-V2)- (7.38)
Находим \|/2; ; е(1 ; е!2 •
505
Как показывает практика, при холодном выдавливании деталей
(полуфабрикатов) допускаемая деформация за одну операцию
свинца составляет:
едоп> 0,96-0,98. (7.39)
Принимаем е;- » £;, считая процесс деформации приближенно
монотонным.
Проверяем условие обеспечения заданной деформации по опе-
рациям:
(7-40)
7.4.6. Расчет размеров заготовки на предварительной
операции
Исходные данные:
• размеры детали;
• размеры исходной заготовки.
Эскиз стаканчика приведен на рис.
7.25.
Высоту стаканчика h находим из ус-
ловия равенства объемов исходной за-
готовки Ко и отштампованного стакан-
чика Ист:
К, = Ист, (7.41)
Ист = Ист1 + Ист2 — Кст3 , (7.42)
где Ист1, Ист2, Ист3 - объемы соответст-
вующих элементов стаканчика, пока-
занных на рис. 7.25:
Рис. 7.25. Эскиз полуфабри- ^ст1 = ' Л1кон ‘ (о? + D\' d\ + d\ )’ (7-43)
ката
Ист2 - (1.Ы)
Vni=~D{2-h{. (7.45)
Принимаем соотношение
hi=h{K0H=h{=H, (7.46)
тогда из уравнения найдем высоту Н:
506
~H (D? +L\ d. + d2} + ~D2 HD'2-H = V0,
4 Vr\
H ~ n(y3\D2+D}-d}+d2)+D2-D{2) ‘ (7‘47)
Полная высота стаканчика будет равна:
Я, = 2Я. (7.48)
Формулы для расчета размеров полуфабриката приведены в
табл. 7.10.
Таблица 7.10
Расчет размеров полуфабриката
Определяемая величина Расчетная формула
Наружный диаметр торцовой кромки О,
Итоговый коэффициент изменения диа- метра Л'шЕ КщЕ = ^ш1 ‘ ^ш2 Кш% - по табл. 7.9
Внутренний диаметр торцовой кромки О] У я
Площадь поперечного сечения на первой операции F] V1 =1--^-,т.е. Fi=Fo (1-Vi) Л)
Наружный диаметр нижнего расчетного сечения d\ <7] =</2 , см. п. 7.4.3.
Высота конической части й1ко|1 Задаем: ~ ^1кон Н Н находим из условия равенства объемов исходной заготовки и ста- канчика
Высота цилиндрической части й.
Высота цилиндрической части полости h{
Общая высота детали Нх Нх =2Н
Радиус сопряжения стенки и дна г Задаем
7.4.7. Расчет исполнительных размеров рабочего
инструмента
Исходные данные:
• номинальные размеры заготовок после выполнения каждой
из операций;
507
• допуски на неточность изготовления заготовок на каждой
операции.
Рабочими инструментами на операциях являются матрица и
пуансон. Эскизы рабочего инструмента показаны на рис. 7.26-
7.28 соответственно для прессования, предварительной и оконча-
тельной штамповки.
Рис. 7.26. Эскиз матрицы для прессования проволоки
П
Рис. 7.27. Эскиз матрицы (а) и пуансона (б) для штамповки стакана
508
Рис. 7.28. Эскиз матрицы (а) и пуансона (б) на окончательной штамповке
Необходимые для расчета размеров инструмента рекоменда-
ции даны в табл. 7.11.
Таблица 7.1 1
Расчет исполнительных размеров инструмента
___________при штамповке рубашки по операциям_____________
Определяемая величина | Расчетная формула ~
Прессование проволоки (см. рис. 7.26)
Диаметр матрицы DM Диаметр и шаг резьбы Диаметр канавки D Высота канавки Н\ Высота проточки И2 Высота участка Н} Высота матрицы Ни Внутренний нижний диаметр матрицы d' Внутренний верхний диаметр матрицы А Du= (2,2.. .4,5)</, где d- наружный диаметр цилиндрической части штампуемого элемента По справочным данным 1М30*2 Z)=(2...3,5)rf По справочным данным И}=5 мм По справочным данным Н2=2,5 мм По справочным данным //3=8 мм //M=(2,5...3)rf rf'=№P)+SM W)*
509
___________________________________________Окончание табл. 7.11
Определяемая величина Расчетная формула
Штамповка стаканчика (см. рис. 7.27)
Верхний наружный диаметр матрицы £>м DM=(2,5...3)rf
Нижний внутренний диаметр матрицы <Г Верхний внутренний диаметр матрицы d\ По размеру детали То же
Нижний наружный диаметр матрицы D Диаметр отверстия Ь\ Диаметр отверстия b Длина отверстия h Высота проточки Н\ Высота матрицы Нм Z>(2...3)rf Z>!=1,5...2 мм b =0,8...0,75 мм По справочным данным Л=7 мм По справочным данным Н{=5 мм Ям= (4,0...4,5)</
Высота конической части матрицы Угол конусности матрицы а Высота отверстия йм1 Диаметр пуансона меньший Оп1 Диаметр пуансона больший D„2 Радиус скругления пуаисоиа R Длина нижней части пуансона /П1 Длина пуансона L„ По размеру детали То же йМ1=1,5 d По размеру детали То же £n=(8...8,5)rf
Окончательная штамповка (см. рис. 7.29)
Диаметр матрицы наружный DM Внутренний меньший диаметр матрицы d' Внутренний больший диаметр матрицы di Высота матрицы Нм £>м= (3...3,5)</ По размеру детали То же Ям= (4,0...4,5)</
Радиус кривизны детали R по длине й'м Диаметр пуансона £>п1 Диаметр пуаисоиа Dn2 Диаметр пуансона D„} Диаметр пуансона D„A Длина конической части пуансона lni Длина цилиндрической части пуансона 1п2 По размеру детали То же
Длина пуансона £п L„=(4,5...5)d
Угол конусности пуансона а„ По размеру детали
На рис. 7.29 и в табл. 7.12 даны дополнительные рекомендации
по выбору размеров инструмента различного конструктивного
исполнения.
510
Таблица 7.12
Размеры типового инструмента для изготовления свинцовых рубашек и сердечников____
Тип инстру- мента Матрица Пуансон
А •^1 н В, мм Вь ММ //,/rf H2/d H3/d h, мм В Bt С Lt/d L2/d L3!d
а 2,2- 4,5 2,0-3,5 2,5- 3,0 - - 5,0 2,5 80, 7,0 - - - - - -
б 2,5- 3,0 2,0-3,0 4,0- 4,5 0,8- 0,75 1,5- 2,5 5,0 - - - 1,2-1,3 1,05- 1,1 8,0- 8,5 1,2-1,5 3,0- 3,2 0,5
в 3,0- 3,5 - 4,0- 4,5 - - - - - - 1,0- 1,02 0,75- 0,80 1,2- 1,5 0,8-1,0 0,5 -
г 3,5- 4,0 - 4,5- 5,0 0,8 1,5 - - - 7,0 1,15- 1,1 1,6-1,5 4,5- 5,0 2,5-3,0 0,8- 1,0 0,5
А - . л _D . Н-Ны • R-dx R -d2 r-L
si — , ; А] = — ; п =-, d = — , Di = — , с = — .
d ’ ' d d d'd d
d- наружный диаметр цилиндрической части штампуемого элемента, мм.
Рис. 7.29. Эскизы рабочего инструмента различного конструктивного
исполнения для штамповки свинцовых сердечников и рубашек
При необходимости исполнительные размеры рабочего ин-
струмента могут быть определены с учетом поправок на износ
инструмента на последних операциях по известным рекоменда-
циям:
^=(оУ-/^мУ8М,
где Л>м =0,3...1,077/ ; /7' = Гдв -Гдн; , Гдн - поле допус-
ка, верхнее и нижнее отклонения на размер штампуемой дета-
ли.
7.4.8. Расчет технологических усилий
Исходные данные:
• размеры заготовок: исходной, после предварительной и
окончательной штамповок;
512
• механические свойства в отожженном состоянии и кривые
упрочнения о, - е,;
• технологические схемы штамповки.
Расчет технологических усилий выполняется по рекомендуе-
мым в п. 7.2 формулам (7,22)-(7.28).
7.5. Технологические расчеты процессов штамповки
стальных сердечников
7.5.1. Исходные данные и последовательность расчетов
Исходные данные:
• чертеж детали;
• маршрутный технологический процесс изготовления дета-
ли;
• технологические схемы выполнения штамповочных опера-
ций;
• установленные опытом или расчетом значения допустимых
степеней деформации;
Рекомендуемая последовательность расчета:
• определение размеров конечной заготовки;
• расчет размеров исходной заготовки;
• расчет количества операций штамповки сердечника;
• расчет размеров заготовок по операциям;
• расчет исполнительных размеров рабочего инструмента;
• расчет технологических усилий.
7.5.2. Формирование и корректировка технологического
маршрута изготовления сердечника
Формирование технологического маршрута изготовления на
этом этапе заключается в уточнении состава основных и подгото-
вительных операций по заданному в исходных данных полному
технологическому маршруту изготовления сердечника.
Типовой технологический маршрут изготовления сердечника с
оживальным профилем образующей дан в табл. 7.13.
513
Таблица 7.13
514
Технологический маршрут изготовления сердечника
№ п/п Метод обработки Вид операции Способ выполнения операции Эскиз исходной заготовки Эскиз штампованной заготовки Технологическая схема Тнп техноло- гической оснастки Тнп оборудова- ния, режим обработки
1 2 3 4 5 6 7 8 9
1 — Транспор- тирование Транспортирование проволоки в ванну химического обезжиривания — — — — Кран-балка
2 Химическая обработка Обезжири- вание Химическая — — — — Вайна
3 — Транспор- тирование Транспортирование проволоки в ванну химического травления — — — — Край-балка
4 Химическая обработка Травление В растворе кислот — — — — Ванна
5 — Транспор- тирование Транспортирование проволоки в ванну промывки — — — — Кран-балка
6 Химическая обработка Промывка Промывка холодной водой в ванне — — — — Ванна
7 — Контроль Ручной — — — — СтолОР-14А
8 — Транспор- тирование Транспортирование проволоки к волочильному стану — — — — Кран-балка
9 Обработка металлов давлением Волочение Протягивание проволоки через фильеру (матрицу) *9 — Волочильный станок ВСМ 1/550
— Ill 1---^
10 — Контроль Ручной — — — Скоба —
515
1 2 3 4 5
11 — Транспортирован ие Транспортирование проволоки к лннни отрезки —
12 Обработка металлов давлением Отрезка Отрезка См. п. 9.7
13 — Контроль Ручной —
14 — Транспортирова- ние Транспортирование от лннии М-АРЛ-56 к линии ЛТС-Ш —
15 Химическая обработка Химическое обезжиривание Прхожденне полу- фабриката по бунке- ру с помощью шнека, обработка щелочью —
16 Химическая обработка Промывка Промывка в теплой воде —
17 То же Химическое травление Обработка раствором H2SO4 (10-15%) —
18 » Промывка Промывка в холодной воде —
19 » Фосфатирование —
20 » Промывка Промывка в холодной воде —
6 7 8 9
— — — Кран-балка
* 1 <k Штамп отрезки простого действия Автоматическая линия М-АРЛ-56
— — Контрольные образцы Стол
— — — Система транспортирова- ния АТЩ-07015
— — Ванна Автоматическая лнння ЛТС-Ш
— — Ванна Автоматическая лнния ЛТС-Ш
— — Ванна Автоматическая линия ЛТС-Ш
— — Ванна Автоматическая линия ЛТС-Ш
— — Ванна Автоматическая лнния ЛТС-Ш
— — Ванна Автоматическая лнння ЛТС-Ш
1 2 3 4 5
21 Тоже Омыливаиие Обработка мыльной эмульсией —
22 — Сепарирование — —
23 Тепловая Сушка Обработка горячим воздухом z=l 20- 160°С —
24 Тепловая Охлаждение Обработка холодным воздухом —
25 — Контроль — —
26 — Транспортиров ание Транспортирована е заготовки на линию ЛС-5 —
27 Обработка давлением Штамповка первая Выдавливанием в полузакрытом штампе (редуцирование) —
Продолжение табл. 7.13
6 7 8 9
— — Ванна Автоматическая линия ЛТС-Ш
— — Бункер Автоматическая линия ЛТС-Ш
— — Бункер Автоматическая линия ЛТС-Ш
— — Бункер Автоматическая линия ЛТС-Ш
— — — Стол
— — — Система транспорти- рования ТС-251
, |Л| 41^ л? 1 Инструмен- тальный блок штамповки Автоматичес- кая линия ЛС-56
1 i i i i i £. < 1
1 2 3 4 5
28 Обработка давлением Штамповка вторая Редуцирование См. п. 27.7
29 — Контроль — —
30 Транспортиро- вание Транспортирова- ние штампован- ных заготовок от линии ЛС-56 к электропечи ОКБ-355 —
31 Термичес- кая Отжиг Полный рекристализа- ционный отжиг —
32 — Контроль Измерение твердости по Роквеллу —
33 — Транспортирова ние Транспортирова- ние отожженных заготовок на линию ЛС-56 —
6 7 8 9
г "Г i i i i i i ¥ ] Я 4 d- i i i i «J Блок штамповки Автоматическая линия ЛС-56
— — — Стол
— — — Система транспортиро- вания ТС-251
— — — Электропечь ОКБ-35
— — — Твердомер
— — — Система транспортиро- вания ТС-251
00 1 2 3 4 5
34 Обработка давлением Штамповка третья Редуцирование См. п. 28.7 j
35 Обработка давлением Штамповка четвертая Выдавливанием в полузакрытом штампе (редуцирование) См. п.3.7
Окончание табл. 7.13
519
1 2 3 4 5 6
36 — Контроль Контроль длнны и диаметра — —
37 — Контроль — — —
38 — Транспортирование Транспортирование бункера с деталями к линии термообработки — —
39 Термическая Закалка Закалка на мартенсит — —
40 Тепловая Охлаждение Охлаждение в масле — —
41 Молекулярная Промывка Промывка в теплой воде — —
42 Термическая Отпуск Высокий отпуск — —
43 — Контроль — — —
44 — Транспортирование Транспортирование сердечника к линии — —
45 Механический Протирка — — —
46 — Контроль — — —
47 — Транспортирование Транспортирование сердечника от линии протирки к линии М-АМС-56 — —
7 8 9
— — Автоматическая линия ЛС-56
— Шаблон, скоба, образцы Стол
— Бункер Кран-балка
— — Линия термообработки сердечников пуль
— — Линия термообработки сердечников пуль
— — Линия термообработки сердечников пуль
— — Линия термообработки сердечников пуль
— Твердомер Стол
— — Система транспортирования ТС-334
— — Линия протирки М-АГПС
— Кольцо Стол
— — Система транспортирования ТС-334
7.5.3. Расчет размеров штампованной заготовки
Исходные данные:
• чертеж готовой детали;
• принятый маршрутный технологический процесс изготов-
ления детали и технологические схемы выполнения основных
формоизменяющих операций;
• рекомендуемые припуски на токарную обработку и обрез-
ку.
Расчет размеров проводится в соответствии с эскизом конеч-
ной заготовки, приведенным в качестве примера на рис. 7.30 и
табл. 7.14.
Таблица 7.14
Расчетные размеры конечной заготовки
Наименование размера
Обозначение
Наименьший диаметр оживальной части
Наибольший диаметр оживальной части
Длина оживальной части
Радиус оживальной части
Угол конусности хвостовой части
Наибольший диаметр хвостовой части
Длина хвостовой конической части
Высота детали
d„4
dni
а
Н„
Рис. 7.30. Эскиз конечной заготовки
520
7.5.4. Расчет размеров исходной заготовки
Исходные данные:
• чертеж конечной заготовки;
• заданный контрольный размер исходной заготовки.
В соответствии с принятым маршрутом исходная заготовка для
штамповки сердечника имеет цилиндрическую форму.
Расчетные размеры - диаметр исходной заготовки d0, высота
исходной заготовки 10.
Расчет размера d0 выполняется исходя из обеспечения заданно-
го значения суммарной деформации:
е,т=1п^-, (7.49)
Л)
где Fo, Fn - начальное и конечное значение площади поперечного
сечения полуфабриката:
F0=^,F,=^. (7.50)
4 4
При многопереходном редуцировании предельное суммарное
обжатие:
[eiT]= 0,96-1,36.
Исходные данные для расчета d - е|Е ; диаметр конечной заго-
товки dn. Получаем следующее равенство:
F
-± = е*а (7.51а)
Fn
ИЛИ
(7.516)
Расчет размера /о исходной заготовки выполняется из условия
равенства объемов до Код и после штамповочных операций Р„д с
учетом отхода металла на штамповочных операциях:
Р«д= vna+ Ротх. (7.52)
Объем V„a определяется как сумма объемов элементарных фи-
гур И/.
С-53)
521
Схема разбиения конечной заготовки на элементарные фигуры
показана на рис. 7.30.
С учетом потерь металла на окалину (~1%) определяется объем
отхода:
Гота=0,01-Г„д. (7.54)
Тогда объем исходной заготовки
Год = Г„д+0,01-Г„д, (7.55)
Выражаем оС*>ем исходной заготовки через объем цилиндра:
ГД=71._Х.Яо, (7.56)
4
откуда
7.5.5. Расчет количества операций штамповки сердечника
Исходные данные:
• размеры исходной заготовки;
• размеры конечной заготовки;
• способы и технологические схемы штамповки;
• технологический маршрут изготовления детали;
• механические свойства материала исходной заготовки (ЯТо,
Фв(Ъ П, \|/),
• режимы промежуточной термообработки при необходимости.
Расчет количества операций производится в зависимости от
принятых способов штамповки либо из условия прочности де-
формирующего инструмента (пуансонов) (7.8) (при выдавлива-
нии), либо из условия локального пластического деформирования
и продольной устойчивости пластического деформирования
(7.13Н7.18).
Может быть реализован следующий алгоритм оценки количе-
ства операций.
1. Определение исходных данных.
2. Выбор способов штамповки хвостовой конической части
сердечника и (или) его вершины (конической или оживальной) и
соответствующих условий ограничения деформации.
3. Предварительный выбор по технологическому маршруту ко-
личества штамповочных операций.
522
4. Расчет требуемой для формообразования сердечника степе-
ни деформации в каждом j-м расчетном сечении (/=0, 1, 2, 3, см.
рис. 7.31) по формулам (7.49), (7.50).
5. Оценка технологических возможностей штамповки сердеч-
ника по предварительно принятому технологическому маршруту
за п операций:
5.1) проверка условия прочности инструмента (7.8);
5.2) проверка условия локального пластического деформиро-
вания (7.13а) и продольной устойчивости при локальном дефор-
мировании (7.136);
5.3) проверка условий устойчивости заготовок (7.15)-(7.20).
6. При выполнении условий ограничения деформации, пере-
численных в п. 5 принимается п = птм - по технологическому
маршруту (тм).
7. При невыполнении условий ограничения деформации для
принятых способов штамповки рассматриваются следующие воз-
можности:
7.1) изменение на отдельных или на всех операциях способов
штамповки в соответствии с п. 7.1. при сохранении количества
штамповочных операций по технологическому маршруту;
7.2) увеличение количества операций при сохранении приня-
тых способов штамповки до п = и™+1.
8. Проверка условий прочности инструмента и устойчивости
заготовок, поименованных в п. 5 как при оценке технологических
возможностей по п. 7.1, так и по п. 7.2 и, при необходимости, воз-
врат к п. 7.
9. Принятие окончательного решения по выбору способов
штамповки сердечника и количеству штамповочных операций.
10. Распределение степеней деформации в каждом расчетном
сечении “j” согласно условиям:
п
е7 >е/2 >...>е7 и
i=i
7.5.6. Расчет размеров заготовок на штамповочных
операциях
Исходные данные:
• размеры конечной заготовки;
• размеры исходной заготовки;
523
• количество операций - п;
• степени деформации по операциям.
Эскиз заготовки с обозначением размеров после промежуточ-
ной штамповочной операции дан на рис. 7.31.
Рис. 7.31. Эскиз заготовки после промежуточной штамповочной операции
Расчетными размерами заготовок являются диаметры в расчет-
ных сечениях и расстояния расчетных сечений от установочной
технологической базы, за которую следует принять торец сердеч-
ника наименьшего диаметра df, фиксируемый положением вы-
талкивателя в матрице.
При этом диаметры соседних расчетных цилиндрических уча-
стков (1, 2) заготовки принимаются одинаковыми, т.е.
d? = d} = df = dul и d? = <4 = d] = du2.
Диаметр отштампованной заготовки определяется в зависимо-
сти от диаметра исходной заготовки d/_1 в расчетном сечении j,
степени деформации в этом сечении на данной операции е/ и
двустороннего зазора на свободное вхождение исходной заготов-
ки в матрицу (7.5), а также с учетом возможной упругой раз-
грузки 5у:
di = d/_{ expf- е/ 'j + 2z<. (7.58)
524
Зазор на свободное вхождение заготовки в матрицу можно
принять равным:
z{j =0,05... 0,1 мм. (7.59)
Линейные размеры заготовки (расстояния между расчетными
сечениями и полная высота) определяются из условия равенства
перемещаемых объемов заготовки, заключенных между одинако-
выми расчетными сечениями, до и после штамповки:
а) полная высота
Hj = Ho±d, (7,60)
СФ/
где Hj — полная высота отштампованной на i-й операции заготов-
ки; Но - высота исходной цилиндрической заготовки (7.57);
Kdi =^o/^imax - коэффициент уменьшения диаметра заготовки на
i-й операции по сравнению с диаметром Do исходной заготовки;
Сф. - коэффициент формы (вычисляется по формулам (7.61-7.63).
Сф. =[1-(И] +п2) + 1/Зи1(1 + /п1 + /п2) + 1/Зп2(1 + /п2 + /и2)] (7.61)
• для трехступенчатого конического сердечника с различным
соотношением размеров ступеней;
Сф. = [l-2/3n(2-/n-n2) + l/3n2(l + /n2 +/п2)] (7.62)
• для трехступенчатого конического сердечника с одинаковы-
ми размерами конических частей;
Сф. = 1/3(1 - и)(1 + тх + т\) + п(тх + т\ + /и2)] (7.63)
• для двухступенчатого конического сердечника с различным
соотношением размеров, где =(Z1/D;?n2 =(Z2/D;;n = (Z/D;
n = hlH\n} =hy/H,n2-h2lH’, D - размер базового конструктив-
ного элемента сердечника; Н - высота сердечника;
d,dx,d2 - диаметральные размеры отдельных конструктивных
элементов; h,hx,h2 — линейные размеры конструктивных элемен-
тов;
б) расстояния между расчетными сечениями
(*/ - л/*1 )=(лд, -*£ Jc"*', (7.64)
где CJh[J+x - коэффициент изменения высоты между расчетными
525
сечениями j и j+\ на г-й операции (определяется из условия равен-
ства соответствующих объемов металла на г-й и г-1-й операциях).
Углы конусности конических участков заготовки должны на-
значаться с учетом применения на промежуточных операциях оп-
тимальных углов конусности матриц при выдавливании и редуци-
ровании.
Целесообразно придерживаться правила увеличения углов ко-
нусности а( и уменьшения радиусов кривизны 2?(. матриц от пер-
вой к последней операции, т.е.
cq < а2 <... < а„; Rx <R2<... < Rn- (7.65)
7.5.7. Расчет исполнительных размеров рабочего
инструмента
Исходные данные:
• номинальные размеры заготовок после выполнения каждой
из операций;
• допуски на неточность изготовления заготовок на каждой
из операций;
• припуски на износ инструмента;
• допуски на неточность изготовления инструмента.
Рабочими инструментами на операциях являются матрица, пу-
ансон, выталкиватель. Так как допуски на неточность изготовле-
ния сердечников заданы на наружные диаметры, то основным ин-
струментом служит матрица.
Исполнительные размеры матриц на финишных операциях на-
значают по номинальным размерам d- штампуемой детали (заго-
товки) с учетом допусков на неточность ее изготовления Т.1, сте-
пени и направления износа матрицы /7ИМ, а также возможной
упругой деформации матрицы 5ум и упругой разгрузки заготовки
£уд •
Проектируемый инструмент должен в начале эксплуатации
обеспечивать изготовление детали с максимальным приближени-
ем к ее номинальным размерам, т.е. с наименьшими из допусти-
мых значений диаметрами в заданных расчетных сечениях.
В процессе эксплуатации происходит износ рабочих поверхностей
матрицы и, как следствие, некоторое увеличение диаметров мат-
526
рицы и штампуемых деталей. Упругая деформация матрицы под
действием внутреннего давления и упругая разгрузка заготовки
(детали) после завершения процесса штамповки также способст-
вуют увеличению поперечных размеров детали.
Расчетная формула имеет следующий вид:
dj = (dJ -IIJ -&УТ“
“мл \“лтах “им иу/ ’
где d]nrr.^ = dJ„ + T„J„ -максимальный диаметр конечной заготовки
в расчетном сечении j; d]n -номинальный диаметр конечной заго-
товки в расчетном сечении у; /77зд =(0,3...1,0)/77;
Я7 =^дв ~^дн ~поле допуска на размер детали; ГД7В ,Г7Н - верхнее
и нижнее допускаемые отклонения на размер детали;
5у = 37м +37д = 0,001...0,003</л; 87м,37д - упругая деформация
матрицы и упругая разгрузка детали; TJ - допускаемое отклоне-
ние на неточность изготовления матрицы.
Для промежуточных операций диаметры матрицы могут на-
значаться по номинальным диаметрам заготовки на соответст-
вующей, г-й, операции с учетом допускаемых отклонений на не-
точность изготовления инструмента
Линейные размеры, углы конусности и радиусы кривизны мат-
риц назначаются равными линейным размерам, углам конусности
и радиусам кривизны заготовок на каждой из операций.
Конструктивные размеры матриц определяются с учетом ре-
комендаций табл. 7.12.
7.5.8. Расчет технологических усилий
Исходные данные:
• размеры штампованных заготовок по операциям;
• степени деформации е ' в расчетных сечениях заготовок;
• аналитическая или графическая зависимость = /(е()для
материала штампуемой детали;
• способ и технологическая схема штамповки;
• условия контактного трения (/).
527
Применяется следующий алгоритм расчета.
1. Определение исходных данных для каждой г-й, штамповоч-
ной операции (г = 1, 2,..., и).
2. Выбор расчетных формул для определения усилий из набора
(7.7), (7.14 б), (7.18)...(7.20).
3. Расчет полных технологических усилий.
4. Определение схем нагружения инструмента.
5. Расчет удельных усилий, действующих на рабочий инстру-
мент.
6. Проверка инструмента на прочность по условию (7.8).
7. При невыполнении условия прочности инструмента (7.8)
корректировка параметров процесса штамповки и технологиче-
ского процесса изготовления детали.
Контрольные вопросы
1. Какие способы штамповки применяют для изготовления стальных сердеч-
ников?
2. Какие способы штамповки применяют для изготовления свинцовых сер-
дечников и рубашек?
3. Какие технологические операции входят в состав технологического мар-
шрута изготовления стального сердечника?
4. Из каких технологических операций состоит технологический процесс из-
готовления свинцовой рубашки?
5. В чем заключается условие ограничения деформации при штамповке сер-
дечников выдавливанием?
6. Какие технологические факторы влияют на усилие продольного выдавли-
вания сердечников?
7. В чем заключается способ штамповки по схеме последовательного локаль-
ного деформирования?
8. Какие условия ограничения деформации действуют при штамповке сер-
дечников по способу последовательного локального деформирования?
9. Какие условия ограничения деформации должны учитываться при штам-
повке сердечников способами редуцирования?
10. Какими способами получают свинцовую проволоку?
11. Какие технологические факторы и каким образом влияют на усилие вы-
давливания свинцовой рубашки?
12. Как определяется степень деформации в процессах выдавливания и реду-
цирования?
13. Какие виды брака характерны для процессов штамповки рубашек и сер-
дечников?
14. В чем состоит методика определения размеров заготовок при штамповке
сердечников и рубашек?
15. Какие задачи решаются при проектировании технологических процессов
штамповки сердечников и рубашек?
528
16. На основе каких положений выполняется расчет количества операций
штамповки стальных сердечников?
17. Какие технологические факторы учитывают при расчете исполнительных
размеров рабочего инструмента?
Библиографический список к разд. 7
Сопротивление материалов пластическому деформированию в приложениях
к процессам обработки металлов давлением / Под ред. А.В. Лясникова. СПб.:
Внешторгиздат-Петербург, 1995. 527 с.
Сторожев М.В., Попов Е.А. Теория обработки металлов давлением. М.: Ма-
шиностроение, 1977. 423 с.
Ковка и штамповка: Справочник в 4-х томах. Т. 3. Объемная штамповка /
Под ред. Г.А. Навроцкого. М.: Машиностроение, 1986. 430 с.
529
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ......................................................3
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ.......................4
1. ВЫТЯЖКА.......................................................7
1.1. Способы вытяжки.........................................7
1.2. Вытяжка цилиндрических деталей..........................9
1.2.1. Вытяжка без прижима из плоской осесимметричной
заготовки..............................................9
1.2.2. Вытяжка без прижима из плоской неосесимметричной
заготовки.............................................26
1.2.3. Вытяжка с прижимом из плоской заготовки........28
1.2.4. Последующая вытяжка............................34
1.3. Вытяжка деталей коробчатой формы.......................38
1.4. Технологические требования, предъявляемые процессом
вытяжки к конструкции штампуемых деталей....................42
1.5. Контроль и обеспечение качества штампуемых деталей.....45
1.6. Технологические расчеты................................47
1.6.1. Исходные данные и последовательность расчетов..47
1.6.2. Расчет размеров заготовок......................48
1.6.2.1. Расчет размеров конечной заготовки...........48
1.6.2.2. Расчет размеров исходной заготовки...........49
1.6.3. Расчет количества вытяжных операций............52
1.6.4. Расчет исполнительных размеров рабочего инструмента.55
1.6.5. Расчет технологических усилий..................57
Контрольные вопросы.............................................57
Библиографический список........................................58
2. ВЫТЯЖКА С УТОНЕНИЕМ..........................................59
2.1. Способы вытяжки........................................59
2.2. Свертка................................................60
2.3. Технологические особенности процесса вытяжки через одну
матрицу.....................................................63
2.3.1. Стадии процесса................................63
2.3.2. Напряженно-деформированное состояние заготовки
на начальных нестационарных стадиях процесса..........65
2.3.3. Напряженно-деформированное состояние заготовки
на стационарной стадии процесса.......................24
2.3.4. Силовые параметры процесса.....................81
2.4. Вытяжка через две матрицы..............................84
2.4.1. Стадии процесса................................84
2.4.2. Напряжения и усилия............................88
2.5. Оценка технологических возможностей процесса вытяжки..101
2.5.1. Постановка задачи.............................101
2.5.2. Технологические отказы и условия ограничения
деформации...........................................104
2.5.3. Предельные и допустимые степени деформации....120
2.5.4. Качество штампуемых деталей...................131
2.6. Технологические требования, предъявляемые к конструкции
штампуемых деталей.........................................141
530
2.7. Контроль качества деталей...............................146
2.8. Технологические расчеты.................................152
2.8. /. Исходные данные и последовательность расчетов..152
2.8.2. Расчет размеров и механических свойств конечной
заготовки..............................................153
2.8.3. Расчет размеров исходной заготовки..............163
2.8.4. Расчет количества вытяжных операций.............176
2.8.5. Расчет размеров заготовок после упрочняющих операций.... 186
2.8.6. Расчет размеров заготовок на промежуточных операциях.. 193
2.8.7. Расчет исполнительных размеров рабочего инструмента.... 197
2.8.8. Расчет технологических усилий...................205
Контрольные вопросы..............................................208
Библиографический список.........................................209
3. ОБЖИМ........................................................ 210
3.1. Способы обжима..........................................210
3.2. Напряженно-деформированное состояние заготовок в процессах
продольного обжима в штампах.................................214
3.3. Оценка напряжений и усилий обжима в конических ступенчатых
матрицах.....................................................223
3.4. Устойчивость заготовок при обжиме.......................232
3.5. Технологические возможности процесса обжима.............252
3.6. Контроль качества деталей при обжиме....................260
3.7. Технологические расчеты.................................263
3.7. /. Исходные данные и последовательность расчетов..263
3.7.2. Расчет размеров и механических свойств конечной
штампованной заготовки.................................264
3.7.3. Оценка и обеспечение технологичности конструкции
конечной штампованной заготовки........................275
3.7.4. Расчет размеров исходной заготовки..............278
3.7.5. Расчет количества операций......................281
3.7.6. Расчет размеров заготовок после промежуточных
операций...............................................290
3.7.7. Расчет исполнительных размеров рабочего инструмента.. .294
3.7.8. Расчет технологических усилий...................299
Контрольные вопросы..............................................306
Библиографический список.........................................307
4. ФОРМООБРАЗОВАНИЕ ПУЛЬНЫХ ОБОЛОЧЕК.............................308
4.1. Способы формообразования................................308
4.2. Технологические особенности и возможности процесса
бесступенчатого формообразования.............................312
4.2.1. Стадии процесса.................................312
4.2.2. Напряженно-деформированное состояние заготовки..314
4.2.3. Технологические возможности процесса............317
4.3. Технологические особенности процесса ступенчатого
формообразования.............................................321
4.4. Контроль качества.......................................325
4.5. Технологические расчеты.................................328
4.5. /. Исходные данные и последовательность расчетов..328
4.5.2. Расчет размеров конечной штампованной заготовки.329
531
4.5.3. Оценка технологичности конструкции конечной
штампованной заготовки..................................330
4.5.4. Расчет размеров исходной полой, с дном заготовки.333
4.5.5. Расчет количества операций.......................334
4.5.6. Расчет размеров заготовок на промежуточных операциях..341
4.5.7. Расчет исполнительных размеров рабочего инструмента.. ..344
4.5.8. Расчет технологических усилий...................350
Контрольные вопросы..............................................351
Библиографический список.........................................351
5. ВЫТЯЖКА-ВЫДАВЛИВАНИЕ..........................................352
5.1. Характеристика основных схем............................352
5.2. Технологические параметры процесса
вытяжки-выдавливания..........................................367
5.3. Определение расчетных размеров детали и оценка возможности
ее изготовления вытяжкой-выдавливанием........................370
5.4. Определение формы и размеров заготовки перед
вытяжкой-выдавливанием.......................................373
5.5. Определение формы и размеров полуфабриката после вытяжки
(свертки)-выдавливания.......................................379
5.6. Расчет исполнительных размеров рабочего инструмента.....381
5.7. Расчет силовых параметров процесса......................385
5.8. Пример расчета параметров процесса вытяжки-выдавливания.387
Контрольные вопросы..............................................392
Библиографический список.........................................392
6. ШТАМПОВКА ДНА ПОЛЫХ ДЕТАЛЕЙ...................................393
6.1. Способы штамповки.......................................393
6.2. Технологические особенности процессов предварительной
(первой) штамповки............................................397
6.3. Технологические особенности процессов окончательной (второй)
штамповки.....................................................409
6.4. Технологические возможности процессов...................413
6.4.1. Параметры процессов штамповки...................413
6.4.2. Контроль качества деталей.......................426
6.5. Технологические расчеты.................................432
6.5. /. Исходные данные и последовательность расчетов..432
6.5.2. Расчет размеров и механических свойств конечной
штампованной заготовки.................................435
6.5.3. Расчет размеров исходной заготовки..............443
6.5.4. Расчет количества операций......................444
6.5.5. Расчет размеров заготовки на предварительной
штамповке..............................................451
6.5.6. Расчет исполнительных размеров рабочего инструмента... 452
6.5.7. Расчет технологических усилий...................461
Контрольные вопросы..............................................466
Библиографический список.........................................466
7. ШТАМПОВКА СЕРДЕЧНИКОВ И РУБАШЕК...............................467
7.1. Технологические особенности и возможности процессов
штамповки стальных сердечников...............................467
7.1.1. Способы штамповки...............................467
532
7.1.2. Штамповка выдавливанием..........................АЛЗ
7.1.3. Штамповка редуцированием.........................485
7.2. Технологические особенности процессов штамповки свинцовых
сердечников и рубашек.........................................488
7.3. Контроль качества штампованных деталей...................497
7.4. Технологические расчеты процессов штамповки свинцовых
сердечников и рубашек.........................................499
7.4.1. Исходные данные и последовательность расчетов....499
7.4.2. Формирование и корректировка технологического
маршрута штамповки дна..................................500
7.4.3. Расчет размеров конечной штампованной заготовки..500
7.4.4. Расчет размеров исходной заготовки...............503
7.4.5. Расчет количества операций.......................504
7.4.6. Расчет размеров заготовки на предварительной операции...506
7.4.7. Расчет исполнительных размеров рабочего инструмента.... 507
7.4.8. Расчет технологических усилий.......................512
7.5. Технологические расчеты процессов штамповки стальных
сердечников...................................................513
7.5.!. Исходные данные и последовательность расчетов....513
7.5.2. Формирование и корректировка технологического
маршрута изготовления сердечника........................513
7.5.3. Расчет размеров штампованной заготовки...........520
7.5.4. Расчет размеров исходной заготовки...............521
7.5.5. Расчет количества операций штамповки сердечника..522
7.5.6. Расчет размеров заготовок на штамповочных операциях.523
7.5.7. Расчет исполнительных размеров рабочего инструмента....526
7.5.8. Расчет технологических усилий....................527
Контрольные вопросы...............................................528
Библиографический список..........................................529
Агеев Николай Павлович, Данилин Геннадий Александрович,
Огородников Владимир Петрович
Технология производства патронов стрелкового оружия
Часть 2
Процессы штамповки
Редактор Г.М. Звягина
Подписано в печать 29.12.2006. Формат 60x84/16. Бумага офсетная.
Печать офсетная. Усл. печ. л. 33,375. Тираж 300 экз. Заказ № ^с-
Балтийский государственный технический университет
190005, С.-Петербург, 1-я Красноармейская ул., д. 1