














































































































































































































Author: Огородников В.П. Агеев Н.П. Данилин Г.А.
Tags: оружие вооружение артиллерийско-техническое имущество бронированные машины и специальные средства транспорта стрелковое оружие личное оружие боеприпасы и боевые отравляющие вещества управляемые и неуправляемые ракеты и реактивные снаряды военная техника военное дело производство патронов
ISBN: 5-85546-248-X
Year: 2007




H. IL АГЕЕВ. Г. А ДАНИЛИН. Д Л. ОГОРОДНИКОВ
технология ПРОИЗВОДСТВА
ПАТРОНОВ
стрежовогч) оружия
Честь П1
ПРОЦЕССЫ ОБРАЮПС' РЕЗАНИЕМ,
Ч ЕРНИЧЕСКОЙ И ХИМИЧЕСКОЙ ОБРАБОТКИ,
СБОРКИ. ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Саькт-Петербург 2GG7
Министерство образования и науки Российской Федерации
Балтийский государственный технический университет «Военмех»
Н.П.АГЕЕВ, Г.А.ДАНИЛИН, В.П.ОГОРОДНИКОВ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ПАТРОНОВ
СТРЕЛКОВОГО ОРУЖИЯ
Часть з
ОБРАБОТКА РЕЗАНИЕМ, ТЕРМИЧЕСКАЯ
И ХИМИЧЕСКАЯ ОБРАБОТКА, СБОРКА.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Допущено
УМО по университетскому политехническому образованию
в качестве учебника для студентов, обучающихся
по специальности 170104
«ВысокоэнергетичеаяаеустргЯщюа автоматических систем»
Санкт-Петербург
2006
Авторы: Н.П. Агеев, канд. техн, наук, проф; ГА. Данилин, д-р
техн, наук, проф.; В.П. Огородников, канд. техн, наук
УДК 623.455.2/.6.001.63(075.8)
А18
Агеев, Н.П.
А18 Технология производства патронов стрелкового ору-
жия. Ч. 3. Обработка резанием, термическая и химиче-
ская обработка, сборка. Проектирование технологиче-
ских процессов / Н.П. Агеев, Г.А. Данилин,
В.П. Огородников; Балт. гос. техн. ун-т. - СПб., 2006. -
220 с.
ISBN 5-85546-248-Х
Рассмотрены основы сопутствующих процессам штамповки мето-
дов термической, химической обработки, механической обработки ре-
занием металлических элементов патронов, в совокупности состав-
ляющих комплексную технологию изготовления, а также технология
сборки (монтажа) узлов патронов способами пластического деформи-
рования и методические основы проектирования технологических
процессов.
Предназначен для студентов вузов, обучающихся по специально-
сти «Высокоэнергетические устройства автоматических систем».
Может быть полезен студентам и инженерам-технологам, специали-
зирующимся по обработке металлов давлением.
623.455.2/.6.001.63(075.8)
Рецензенты: заслуженный деятель науки и техники РФ д-р
техн. Йаук, проф. Н.А.Усенкд, ~ главный инженер ФГУП
«ПО«УМЗ» Б.Р.Гринберг
ISBN 5-85546-248-Х
© БГТУ, 2006
© Авторы, 2006
ПРЕДИСЛОВИЕ
В производстве патронов основным методом формообразова-
ния металлических элементов служит метод пластического де-
формирования, реализуемый способами холодной штамповки. Его
технологические возможности рассмотрены в первых двух частях
настоящего учебника. Он используется также при сборке-монтаже
патронов и их отдельных узлов. Применяемые процессы штам-
повки, классификация которых предложена в разд. 5 ч. I, характе-
ризуются в основном теми же технологическими особенностями,
что и чисто формообразующие процессы. Описаны виды и спосо-
бы реализации штампосборочных операций и необходимые мето-
ды расчета.
Формообразование нетехнологичных для штамповки конст-
руктивных элементов выполняется методами обработки резанием.
Один из важнейших вопросов технологии изготовления металли-
ческих изделий - формирование металлографической структуры,
технологических и механических свойств заготовок и готовых де-
талей. Для этого необходимо знать основы технологии термиче-
ской и химической обработки. В сочетании с обработкой металла
давлением это позволяет квалифицированно управлять техноло-
гическим процессом, формировать требуемый уровень качества
металлического изделия по совокупности его эксплуатационных
свойств, грамотно решать вопросы структурного проектирования,
т. е. формирования маршрутных технологических процессов.
3
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
И СОКРАЩЕНИЯ
R - радиус;
0 - полярный угол в плоскости меридиана;
(р - угол в плоскости параллельного круга;
г - расстояние от оси симметрии до некоторой точки средин-
ной поверхности;
S - толщина стенки детали;
Rp - радиус кривизны оболочки в меридиональном сечении;
Rq - радиус кривизны оболочки в окружном направлении;
S/d- относительная толщина стенки детали;
S/Rp - относительная толщина стенки оболочки;
Н- высота детали;
D - максимальный наружный диаметр детали;
F- площадь поверхности детали (элемента детали);
35 - относительная разнотолщинность (разностенность);
Do, So - диаметр и толщина исходной заготовки;
р - радиус сечения;
hj - ход инструмента;
А; = Л(-/<7П - относительный ход инструмента;
<7М,<7П _ диаметры рабочей части матрицы и пуансона;
z - односторонний технологический зазор между пуансоном и
матрицей;
Пк - припуск на износ инструмента;
77д = Тв -Ти - поле допуска;
7’д,Гд - верхнее и нижнее допускаемое отклонение на размер
детали;
Тм, - допускаемые отклонения на размеры инструмента;
ml,mi - коэффициенты обжима на 1-й и z-й операциях;
Е|9е2,е3 (б[ ^е2 -ез) - главные компоненты деформации;
е;- - интенсивность деформации;
е;- - интенсивность скорости деформации;
4
б(у,е,р - интенсивность деформации в момент образования
шейки и разрушения при испытании образцов на растяжение;
бр,б0,ел - компоненты деформации в меридиональном, тан-
генциальном направлениях и в направлении нормали к срединной
поверхности заготовки;
е,- - степень деформации;
е - основание натурального логарифма;
е'у’е'р ~ пРеДельные Д° потери устойчивости пластического
деформирования и разрушения степени деформации;
ve > va_ характеристики вида деформированного (индекс е) и
напряженного (индекс ст) состояния;
\|/у,\|/р - относительное сужение площади поперечного сече-
ния образца в момент образования шейки и разрушения;
Е - модуль упругости;
G - модуль упругости при сдвиге;
|1 - коэффициент Пуассона;
стт, ст0 2 - физический и условный предел текучести;
ств - временное сопротивление;
ств0 - временное сопротивление в исходном состоянии;
CTj, ст2, ст3 - главные нормальные напряжения;
стк - нормальное контактное напряжение;
ст,- - интенсивность напряжений;
ст,-=ф(е,-)-функциональная зависимость между ст,- и е,-;
ст,-у - интенсивность напряжений в момент начала образования
шейки при испытании образцов на растяжение;
ст,-р - интенсивность напряжений в момент разрушения при
испытании образцов на растяжение;
А - работа;
Луд - удельная работа формоизменения;
/С = -Зр/ст,- = 41<з1Т- показатель жесткости схемы напря-
женного состояния;
л - коэффициент деформационного упрочнения металла заго-
товки;
5
р = -о = -(ст] + <т2 + <73 )/3 - гидростатическое давление;
<тср - среднее сопротивление материала деформированию;
q - удельное усилие;
<ткр - критическое напряжение;
Ркр - критическая нагрузка;
[о], [е,],[«,] , [р]- допустимые значения напряжения, дефор-
мации, ресурса пластичности, усилия;
Р - усилие;
Ек, Ес - касательный и секущий модули;
Еа. - относительный касательный модуль;
f- коэффициент трения;
v - скорость резания;
п - число оборотов инструмента, полуфабриката;
5 - подача инструмента;
а, у - передний и задний углы резания;
nt - параметр применимости;
НДС - напряженно-деформированное состояние;
ОМД - обработка металлов давлением;
ХШ - холодная штамповка;
ОПД - очаг пластической деформации;
ТКИ - технологичность конструкции изделия;
ТП - технологический процесс;
АС1 - температура превращения перлита в аустенит;
Асз - температура окончания превращения феррита в аустенит;
СОЖ - смазочно-охлаждающая жидкость;
Т К - температура в градусах Кельвина;
АРЛ - автоматическая роторная линия.
6
1. ОБРАБОТКА МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ
ПАТРОНОВ РЕЗАНИЕМ
1.1. Классификация и характеристика процессов
Обработка элементов патронов резанием производится как на
автоматических роторных и роторно-конвейерных линиях, вы-
полняющих две и более операций, так и на раздельном оборудо-
вании - специальных автоматических станках, каждый из которых
выполняет одну операцию.
При изготовлении элементы патронов подвергаются обработке
резцами, зенкерами, зенковками, сверлами и абразивными круга-
ми. Процессы классифицируются по применяемому инструменту
и оборудованию на два класса: резцовой и абразивной обработки
(табл. 1.1). Процессы резцовой обработки делят на токарные и
сверлильные.
Таблица 1 .1
Классификация процессов обработки элементов патронов резанием
Вид про- цесса (опера- ции) Обраба- тываемый элемент патрона Элемент крепле- ния Рабочий инстру- мент Характеристика процесса
1 2 3 4 5
Токарная обработка
Подрезка дульца и снятие фаски в отверстии Гильза Втулка Танген- циальный резец, специ- альный Обработка полой торцовой по- верхности вращения с одновремен- ным снятием фасок с внутренней и наружной поверхностей при отно- сительно совмещенных движениях: вращения деталей и осевого пере- мещения детали или инструмента
Подрезка торца Гильза Втулка Дисковый резец, специ- альный Обработка полой торцовой по- верхности вращения при относи- тельно совмещенных движениях: вращения детали и радиального пе- ремещения детали или инструмента
Проточка фланца Гильза Цанга Дисковый резец, специ- альный Проточка канавки специального профиля у фланца гильзы совме- щенным движением гильзы и резца: вращения гильзы и радиального пе- ремещения резца или гильзы
7
Продолжение табл. 1.1
1 2 3 4 5
Обточка фланца («шляп- ки») Гильза (винто- вочная) Цанга Дисковый резец, специ- альный Образование цилиндрической по- верхности и притупление острой кромки на «шляпке» при совмещен- ных движениях обрабатываемой де- тали и резца: вращения гильзы, поперечного перемещения инстру- мента
Снятие заусенцев с затра- вочных отверстий (шароше- ние) Гильзы к патронам 12,7 и 14,5 мм калибра Втулка Зенковка Снятие заусенцев, полученных сверлением затравочных отверстий при совмещенных движениях обра- батываемой гильзы и зенковки: вращения гильзы и осевого переме- щения зенковки
Обточка конуса Сердеч- ник бро- небойный Цанга Резец призма- тический, специ- альный Образование конуса на стержне при совмещенных движениях обра- батываемой детали и резца: враще- ния стержня, поперечного переме- щения инструмента
Предва- рительная н оконча- тельная обточка оживала Сердеч- ник бро- небойный Цанга Резец тангенци- альный, специ- альный. Резец круглый, специ- альный Образование фасонного профиля на поверхности цилиндрического стержня при совмещенных движе- ниях обрабатываемой детали и рез- ца: вращения стержня, осевого пе- ремещения инструмента
Подрезка торца и снятие фаски Сердеч- ник бро- небойный Цанга Резец специ- альный Обработка торцовой поверхности вращения с одновременным образо- ванием фаски при совмещенных движениях обрабатываемой детали и резца: вращения стержня, попе- речного перемещения инструмента
Проточка канавки Стакан- чик Цанга Резец круглый, специ- альный Образование резанием каиавки необходимого профиля при совме- щенных движениях детали и инст- румента: вращения детали, попе- речного перемещения резца
8
Окончание табл. 1.1
1 2 з 4 5
Сверлильная обработка
Сверле- ние за- травоч- ных отверстий Гильзы к патронам 12,7 и 14,5 мм калибра Втулка Сверло Образование цилиндрических сквозных отверстий в сплошном ме- талле (одновременно 4 отверстия у 4-х гильз) при относительно совме- щенных движениях обрабатываемой детали и инструмента: вращения сверла и осевого перемещения свер- ла или детали
Зенкова- ние торца Оболочка Цанга Зенкер Обработка торцовой поверхности при относительно совмещенных движениях обрабатываемой детали и инструмента: вращения детали, осевого перемещения инструмента
Шлифование
Шлифо- вание ци- линдра Сердеч- ник бро- небойный Шлифо- вальные круги Снятие слоя металла вращаю- щимся абразивным инструментом с автоматической продольной пода- чей ведущим кругом при различных относительных и совмещенных движениях обрабатываемой поверх- ности и круга
Вихревое точение
Проточка фланца Гильзы к патронам 12,7 и 14,5 мм калибра Втулка Специ- альная головка с резцами Образование канавки специально- го профиля вращательным движе- нием гильзы и головки с резцами с относительно смещенными осями и последовательным резанием каж- дым резцом
Проточка оживаль- ной части Сердеч- ник бро- небойный Втулка Специ- альная головка с резцами Образование фасонного профиля на поверхности стержня вращатель- ным движением стержня и резцовой головки с относительно смещенны- ми осями и поперечным движением головки с последовательным реза- нием каждым резцом
Резание металлов сопровождается большими давлениями на
режущий инструмент и тепловыделением, что вызывает его износ
и выкрашивание. Основные требования, предъявляемые к мате-
риалам для изготовления режущей части инструмента, - износо-
устойчивость при высокой температуре нагрева, прочность режу-
щей кромки и сохранение этих свойств в течение длительного
времени.
9
Обработка элементов патронов резанием выполняется на стан-
ках-автоматах и на автоматических роторных линиях. Время об-
работки измеряется секундами, а перестановка инструмента - ми-
нутами. Поэтому в патронном производстве экономически
оправдано применение материала, обеспечивающего максималь-
ную стойкость инструмента, даже если он окажется более дорого-
стоящим.
Для изготовления режущего инструмента в патронном произ-
водстве применяются быстрорежущие стали, твердые сплавы, аб-
разивные материалы и конструкционные стали (табл. 1.2). К бы-
строрежущим относятся стали Р18, Р18Ф2, Р6МЗ, Р6М36,
содержащие 6,0-19% вольфрама, 3-5% хрома. Инструмент, изго-
товленный из быстрорежущей стали, выдерживает температуру
нагрева до 600-650°С, не теряя при этом своих режущих свойств.
Абразивные материалы используются для изготовления шли-
фовальных кругов.
Таблица 1.2
Материалы для изготовления режущих инструментов
Марка стали или твердого сплава Режущий инструмент Сравни- тельная ре- жущая спо- собность
Р18 Резцы всех типов, сверла 1,0
Р18 Зенкеры, зенковки 1,0
Р6М36, Р6МЗ Зенкеры, зенковки 0,8
Р18Ф2 Резцы фасонные 1,0
Т15К6 Резцы призматические, обычные (радиаль- ные) 4,6
T5KI0 Резцы для вихревого резания 3,0
ВК6М Резцы для вихревого резания 4,6
ВК6М Резцы круглые всех типов и тангенциальные с фасонным профилем 4,6
ВК8 Сверла 4,6
Конструкционные стали 45 и 40Х используются для изготов-
ления державок инструментов.
Основной характеристикой процесса резания является режим,
включающий в себя скорость резания, подачу и глубину резания.
10
Скорость резания - это скорость перемещения режущей кромки
инструмента относительно поверхности резания. Фактическая
скорость резания определяется по следующим формулам:
• для всех видов резания при вращении детали или инструмен-
та, кроме шлифования
у= ПС^П м/мин, (1.1 а)
1000
• при шлифовании ndn , v = м/сек, 60-1000 (1-16)
где d - наибольший диаметр поверхности резания, мм; п - число
оборотов полуфабриката или инструмента, об/мин.
Подача - перемещение режущей кромки вдоль обработанной
поверхности в течение определенного времени (SM мм/мин) или за
один оборот детали или инструмента (5 мм/об). Глубина резания
z - расстояние между обрабатываемой и обработанной поверхно-
стями в направлении, перпендикулярном к последней, а следова-
тельно, к направлению подачи.
Весьма важным параметром процесса резания является стой-
кость инструмента. Инструмент теряет стойкость вследствие тре-
ния задних поверхностей о заготовку и снаружи о переднюю по-
верхность, что вызывает его износ и нагревание. Вибрации и
удары разрушают режущую кромку инструмента.
Смазочно-охлаждающая жидкость (СОЖ), смазывая трущиеся
поверхности, уменьшает трение, что способствует уменьшению
тепловыделения. Кроме этого, СОЖ оказывает физико-
химическое воздействие на процесс резания. При резании впереди
режущей кромки в металле заготовки образуется опережающая
трещина. При работе всухую после снятия нагрузки микротрещи-
ны смыкаются. При деформировании в среде СОЖ смыкание
микротрещин задерживается, что снижает прочность и как бы
«разрыхляет» поверхностный слой твердого тела, облегчая его
дальнейшее разрушение.
Химико-механическое воздействие при резании особенно
проявляется при добавлении в СОЖ олеиновой, стеариновой или
полиментиновой кислот и их солей в количестве 0,1-1%.
Составы основных СОЖ, применяемых в патронном производ-
стве, приведены в табл. 1.3.
11
Таблица 1.3
Составы основных СОЖ
Компоненты состава Содержание, % Применение
1 2 3
На водяной основе
Мыло Сода кальцинированная 4,00 1,50 Чистовое точение стальных деталей
Мыло Сода кальцинированная или три- иатрийфосфат Нитрит натрия 0,50-1,00 0,50-0,75 0,25 Чистовое точение, сверление, зенкерова- ние стальных деталей
Сода кальцинированная Нитрит натрия 0,80-1,00 0,50-0,25 Сверление, зенкеро- вание стальных дета- лей, шлифование ла- тунных деталей
Сода кальцинированная 2,00-3,00 Сверление, зеикеро- вание стальных деталей
Мыло Сода кальцинированная или три- натрийфосфат 1,00-2,00 0,50 Сверление, зеикеро- вание, шлифование стальных деталей
Петролатум эмульсионный окис- ленный (ТУ 173-45) Асидол масляный (содержание нафтеновых кислот 32% с коэффи- циентом нейтрализации 189) Масло индустриальное 20 (вере- тенное 3) Едкий натр (удельный вес 1,38) 1,12 0,025 3,110 0,170 Чистовое точение стальных деталей
5%-ная эмульсия из пасты: мыло жидкое с содержанием жи- ровой части 20-30% вода мазут 1,5-2 1-1,25 2,5-1,75 Сверление, зенкеро- вание стальных деталей
5%-иая эмульсия из пасты: олифа сода каустическая вода мазут 1,20 1,80 1,22 0,78 Сверление, зенкеро- вание стальных деталей
Осерненная 7%-ная эмульсия из пасты: сульфофрезол эмульсол скипидар вода 0,098-0,35 0,294-1,05 0,098-0,35 остальное Чистовое точение ла- тунных деталей
12
Окончание табл. 1.3
1 2 3
Осерненная 25%-иая эмульсия из пасты: сульфофрезол эмульсол скипидар вода 0,35-1,25 1,05-3,75 0,35-1,25 остальное Чистовое точение ла- тунных деталей
Графитизированные 5%-иые и 15%-иые эмульсии из эмульсола: асидол масляный, содержащий 32% нафтеновых кислот графит масляный коллоидный масло индустриальное 20 (вере- тенное 3) едкий натр (удельный вес 1,345) вода 1,365-4,95 0,275-0,825 2,725-8,175 0,180-0,540 остальное Чистовое точение стальных деталей
На основе сульфофрезола
Сульфофрезол Керосин Окисленный петролатум 87 10 3 Чистовое точение, свер- ление, зенкерование ла- тунных деталей
Ориентировочный расход СОЖ составляет при чистовом точе-
нии 8-10, при сверлении 4-10, при зенкеровании 5-6, при шлифо-
вании 30-60 л/мин.
Существенное влияние на стойкость инструмента оказывают
его геометрия и степень притупления, материал и режимы реза-
ния.
Увеличение угла резания, радиуса скругления режущей кром-
ки, шероховатости поверхности приводит к увеличению износа.
Инструмент, изготовленный из твердых сплавов, обладает макси-
мальной стойкостью при нагревании выше температуры 820°С,
что требует работы при высоких скоростях резания.
При увеличении в п раз глубины резания, подачи и скорости
стойкость инструмента снижается соответственно примерно в п,
п5/2 и п5 раз. Таким образом, при необходимости улучшения режи-
мов резания в первую очередь следует снизить скорость, а затем
подачу и глубину.
1.2. Токарная обработка
1.2.1. Технологические особенности процесса
На токарных станках шероховатость обработанной поверхно-
сти можно получить 6-7-го классов чистоты и 1-2-го классов точ-
13
ности (6...8 квалитеты). Чем больше жесткость системы «станок-
приспособление-инструмент-деталь» (СПИД), тем выше классы
чистоты и точность обработки.
Способ и место (база) закрепления элемента патрона в процес-
се обработки резанием диктуется следующим принципом: база
обработки должна совпадать с базой обмера, т. е. элемент нужно
закрепить за ту поверхность, от которой требуется выдержать
размер до обработанной поверхности. Допускается за базу обра-
ботки принять другую поверхность, но при условии, что она же-
стко связана размером с поверхностью обмера.
Способ закрепления элемента определяется также его формой,
т.е. крепление должно быть максимально жестким, надежным,
быстрым. Элементы патрона крепятся в цангах. Гильзы почти на
всех операциях крепятся во втулках, которые имеют коническую
поверхность и удерживаются от проворота трением.
Операция токарной обработки поверхности назначается
только после формообразования данной поверхности на штам-
повочной операции. Подрезка дульца должна производиться
только после его обжима, так как этой операцией устраняют
неровности и получают заданные размеры гильзы. В то же вре-
мя нельзя обрабатывать поверхность до операции, которая мо-
жет изменить обработанную поверхность. Проточку фланца
следует проводить только после штамповки дна. Проведение
операций в обратном порядке (при штамповке капсюльного
гнезда после проточки) приведет к изменению формы канавки
на фланце.
Для обработки элементов патронов применяются радиаль-
ные (обычные) призматические, тангенциальные и дисковые
резцы.
Для подрезки торца и нанесения фасок на изделиях, где не тре-
буется фасонный профиль режущей части, применяются радиаль-
ные (обычные) призматические резцы, для операций, где фасон-
ный профиль требуется, - призматические тангенциальные или
дисковые резцы (рис. 1.1).
Тангенциальный резец имеет профиль, соответствующий про-
филю обработанной детали (рис. 1.1, я). Дисковые резцы (рис. 1.1,
б) выполняются с кольцевыми образующими фасонных поверхно-
стей.
Призматические резцы (особенно тангенциальные) выгодно
отличаются от дисковых надежностью крепления, более широким
14
выбором заднего угла, большой прочностью режущей кромки,
лучшим отводом тепла, а также обеспечивают большую точность
обработки детали.
Рис. 1.1. Фасонные резцы: призматический (а) и дисковый (б)
Преимущество круглых резцов - простота их изготовления как
тел вращения, поэтому в практике они получили широкое распро-
странение.
1.2.2. Проектирование резцов для токарной обработки
Проектирование резцов заключается в определении и выборе
размеров и геометрических параметров резцов, материала, шеро-
ховатости обработки и т.д.
Определение размеров призматических резцов. Сечение сре-
заемого слоя стружки определяется по формуле
F = st, (1.2)
где л - подача, мм/об; t - глубина резания, мм.
По сечению срезаемого слоя и обрабатываемому материалу
выбирается поперечное сечение резцов (табл. 1.4). Длина фасон-
ных резцов принимается равной 75-100 мм. Длина стандартных
резцов выбирается по соответствующим ГОСТам.
15
Таблица 1.4
Поперечное сечеиие призматических резцов, мм2____
Обрабаты- ваемый материал Резцы Поперечное сечение резцов при срезаемом слое
0,5 0,75 1,0 1,5 2,5 4,0 6,0 9,0 12,0
Латунь гиль- зовая. Сталь низко- углеродистая Авто- матные Полу- авто- матные 6x6 8x12 8x8 8x12 10x10 8x12 12x12 10x16 16x16 12x20 20x20 16x25 25x25 20x30 30x30 25x40 40x40
Стали высо- коуглероди- стые (У 12А и др.) Авто- матные Полу- авто- матные 8x8 8x12 10x10 8x12 12x12 10x16 16x16 12x20 20x20 16x25 25x25 20x30 30x30 25x40 - -
Определение размеров дисковых резцов. Общая ширина дис-
кового резца (рис. 1.2) определяется по формуле
L = l + 2m + hc, (1.3)
где I - длина фасонного профиля; т = 3-5 мм - удлинение резца в
обе стороны; h( = 3-4 мм - высота ступицы резца.
I
Рис. 1.2. Размеры дискового резца
16
Для предохранения резца от проворота на торце ступицы
резца делается насечка с шагом 1,00 - 1,75 мм, притупленная до
1,0 мм, или радиально расположенные зубья с шагом в 1,75 мм
по наружному диаметру ступицы, которые также притупляют-
ся.
Наружный диаметр дискового резца определяется из соотно-
шения
D = 2(d + к + с + d/2), (1.4)
где d - диаметр отверстия резца, мм; d -16,8^$/; к - глубина за-
точки передней поверхности резца, мм; к = 120s; 3 < к < 12; с -
толщина стенки резца, мм; с - 13,5>/s ; 5 < с < 8.
Полученное расчетное значение d увеличивают до ближайшего
из ряда 13, 16, 22 мм. По расчетному значению диаметра D выби-
рается ближайший диаметр из ряда: 30-35-40-45-50-55-60-65-
70-75 мм с соответствующим пропорциональным увеличением
размеров к и/.
Профилирование фасонных резцов. Для построения профилей
фасонных резцов используются два способа: графический и ана-
литический.
При аналитическом способе для расчета профиля резца прини-
мается, что передняя поверхность расположена параллельно оси
детали. В этом случае вдоль оси размеры у детали и у профиля
будут совпадать.
Размеры у резца в направлении, перпендикулярном оси детали,
будут отличаться от радиальных размеров детали. Профиль резца
рассчитывается по характерным точкам профиля детали (рис. 1.3):
1, 2, 3,..., положение которых определено радиусами гь г2, г3 и
осевыми размерами h-
Размеры профиля резца определяются по формулам
h
hu = /•] sin у; sin у3 = —; кх = cos у; к3 - r3 cos у3;
гз
h
sin у2 = —; Н2 = к3 - к2,к2 = r2 cos у2; Р2 = Н2 cos(a + у); (1.5)
г2
Н2 = к2 - к}-, Р3 = Н3 cos(a + у),
где у - передний угол резания. РГОлуЧоНнигй^с1 учетом поворота
резца; а - задний угол, полученный поворотом резца
17
Рис. 1.3. Расчетная схема тангенциального фасонного резца:
а - профиль детали; б - профиль резца в плоскости NN
Установка и схема расчета дискового резца, который имеет пе-
редний угол, показана на рис. 1.4: = у + уь где у, = а. Задний
угол а зависит от установки резца относительно детали. При этом
since = Лр//?1, где /гр - длина перпендикуляра, опущенного из центра
резца на прямую, проходящую через центр детали и рассматри-
ваемую точку главной режущей кромки резца; R\ - радиус наруж-
ной окружности резца. Размеры Н2 и рассчитываются так же,
как при профилировании тангенциального резца.
Дальнейшие расчеты ведутся по формулам
Ф! =а + у; В2 =ВХ -Н2, В3=В2- Н3;
Нх>
НР =Ri 5щф1; tgф2 = —; tgфз =
я2
Нр
Bi = Rl cos ф]; R2 =---; R2 =
ЗЙ1ф2
(1.6)
В, ’
sin ф3
18
а б
Рис. 1.4. Расчетная схема дискового фасонного резца:
а - профиль детали: б - профиль резца в радиальном сечении
Графический способ рационально применять для профилиро-
вания резцов со сложной криволинейной режущей кромкой, типа
резца для обточки оживала сердечников (рис. 1.5).
Диаметр детали D принимается по чертежу, диаметр резца £>р
рассчитывается по приведенной выше формуле. Задаются задним
углом а и рассчитывают высоту смещения резца hp. Построение
ведут в масштабе 5:1 или 10:1. Чем крупнее масштаб, тем точнее
профилирование.
Вычерченный фасонный профиль детали рассекают плоско-
стями Рь Pi, Р2, ..., Р6, перпендикулярными оси, точки пересече-
ния указанных плоскостей с профилем детали 1,2,3, 4, 5, 6 пере-
носят на ось изделия CD и получают точки а0, а}, ... , ап. Дугами из
центра детали переносят точки сь,..., аь на переднюю плос-
кость резца с получением точек 1, 2, 3, ... ,6. Далее из центра рез-
ца О проводят дуги радиусами 01, 02, 03, ..., 06 до пересечения с
осью резца ОК в точках Со, Сь С2, ... , Сь. Проектированием точек
Со, С], ... , Сь на горизонтальные секущие линии Ро, Р{,..., Р6 оп-
ределяют точки пересечения d0, сЦ, ..., db и профиль резца.
19
a
Рис. 1.5. Графический способ профилирования дискового фасонного резца:
а - профиль резца; б - профиль изделия
Выбор геометрических параметров резцов. Рекомендации по
выбору углов резцов приведены в табл. 1.5, а на рис. 1.6 и 1.7 -
примеры конструктивного оформления тангенциального и диско-
вого резцов.
20
Таблица 1.5
Углы заточки токарных резцов, град
Обраба- тывае- мый ма- териал Времен- ное сопро- тивление ай. МН/м" (кг/мм2) Нормальные (радиальные) Фасонные
Проходной Отрезной Тангенци- альный Круглый
Y а ч> Ч>1 Y а Ч>| X Y а Y а
Резцы из быстрорежущей стали
Сталь <400(<40) 35 12 45 30 30 8 2 -3+5 30 12-15 25 30
400-600 (40-60) 30 12 45 30 25 8 2 -3+5 25 12-15 20 10-15
600-800 (60-80) 25 12 45 30 18 8 2 -3+5 18 12-15 15 10-15
>800 (>80) 20 12 45 30 12 8 2 -3+5 12 12-15 10 10-15
Латунь 12 12 - 12 12 - - 12 12 10 12
Резцы с пластинками твердого сплава
Сталь <400(<40) 15 12 60 30 15 8 - 15 8 15 8
400-600 (40-60) 12 12 60 30 12 8 - - 12 8 12 8
600-800 (60-80) 10 12 60 30 10 8 - 10 8 10 8
>800 (>80) 10 12 60 30 10 8 - - 10 8 10 8
Примечание. Для отрезных резцов принимается: для черновых работ
X = 3-5‘, для чистовых X = -3-0" и учитывается необходимое направление схода
стружки.
100
Рис. 1.6. Тангенциальный резец подрезки дульца
21
Рис. 1.7. Дисковый резец проточки фланца
Для прорезных и канавочных резцов типа резцов проточки
фланца, обработка которыми ведется поперечной подачей, вспо-
могательная режущая кромка (см. рис. 1.7) изготавливается под
углом ф1 = 2-3° к направлению подачи. Это делается для умень-
шения трения кромки об обработанную поверхность.
Несмотря на введение вспомогательного угла в плане <pi у дис-
ковых резцов трение об обработанную поверхность остается
большим, так как в точке пересечения главной и вспомогательной
режущих кромок задний угол будет равен нулю и резец в этой
точке будет нагреваться и терять стойкость. Для получения задне-
го угла в точке А ось дискового резца поворачивается в плоскости,
перпендикулярной основной, параллельно оси на угол cq = 2-3° и
в плоскости, параллельной основной.
Искажение профиля канавки определяется по формуле
tgVK =tg<pcosa1, (1.7)
где <рк - угол, который необходимо выполнить у резца с учетом
поворота; ф- угол, полученный у резца после профилирования без
учета поворота; oq - угол поворота оси резца. Искажение профиля
канавки будет незначительным, поэтому им можно пренебречь.
22
В плоскости, параллельной основной, угол поворота 5 прини-
мается равным 15-20°. В этом случае искажение профиля будет
значительным. Угол <рк, который необходимо выполнить с уче-
том поворота резца, равен: фк = ф-5.
Выбор режимов резания. Глубина резания t при токарной об-
работке элементов патронов определяется: при продольном точе-
нии гильзы - толщиной обрабатываемой стенки, при поперечном
точении - длиной части режущей кромки, принимающей непо-
средственное участие в резании, измеренной в направлении, пер-
пендикулярном направлению подачи (рис. 1.8).
а бег
Рис. 1.8. Схемы к определению величины подачи: а - продольной:
б, в, г - поперечной
Подача 5 выбирается: при подрезании торцов и снятии фасок -
по табл. 1.6, при обтачивании фасонными и прорезными (кана-
вочными) резцами - по табл. 1.7.
Таблица 1.6
Подача при подрезке торцов и снятии фасок при глубине резания < 1 мм,
мм/об
Обраба- тываемый материал Диаметр детали, мм Несвободное резание Свободное резание
Твердость HV Твердость HV
< 160 > 160 < 160 > 160
< 15 0,08 0,06 0,2-0,3 0,2
Сталь > 15 0,10 0,08 0,2-0,3 0,2-0,3
< 15 0,08 0,2-0,3 __
Латунь > 15 0,10 - 0,2-0,3 -
23
Таблица 1.7
Величина подачи при обтачивании стали и латуни фасонными
________и прорезными канавочными резцами, мм/об________
Шири- на ре- зания, мм Диаметр обрабатываемой детали, мм
до 7 10 12 14 > 14
до 5 0,04 0,05 0,06 0,065 0,070
8 0,04 0.05 0,06 0,065 0,070
10 0,04 0,04 0,05 0,060 0,065
15 0,03 0,04 0,05 0,060 0,065
20 0,03 0.03 0,04 0,050 0,060
25 0,03 0,03 0,04 0,040 0,060
30 - - 0,03 0,040 0,050
Примечания. 1. Табличные значения подач умножаются на поправочный
коэффициент К$ = 0,7-1,0.
2. Верхние значения коэффициента принимаются для мягких сталей.
Скорость резания v0 выбирается по табл. 1.8-1.12, которые
корректируются приведенными в табл. 1.13 поправочными коэф-
фициентами: i) = K„- Ko-
i' а б л и ц а 1.8
Скорость резания при продольном точении стали ов= 750 МН/м2
(75 кг/мм2) тангенциальными резцами из стали Р18 с охлаждением
___________(операция типа подрезки дульца гильзы)______
Ско- рость резания, м/мин Подача, мм/об, при глубине резания, мм Ско- рость резания, м/мип Подача, мм/об, при глубине резания, мм
0,5 1,0 2,0 0,5 1,0 2,0
77 0,09 0,07 0,05 58 0,19 0,15 0,11
70 0,11 0,09 0,07 53 0,25 0,19 0,15
64 0,15 0,11 0,09 48 0,33 0,25 0,19
Таблица 1.9
Скорость резания при точении стали (в, = 700 МН/м2 (70 кг/мм2)
нормальными резцами из стали Р18 с охлаждением (операции типа
обточки конуса, снятие фасок у сердечника и подрезка дульца гильзы)
Ско- рость резания, м/мин Подача, мм/об, Ско- рость резания, м/мин Подача, мм/об, при глубине резания, мм
при глубине резания, мм
0,50 0,75 1,00 1,70 0,50 0.75 1,00 1,70
72 0,100 0,075 0,055 0,040 56 - 0,250 0,180 0,130
63 0,130 0,100 0,075 0,055 45 - 0,350 0,250 0,180
59 0,180 0,130 0,100 0,075 49 0,350 0,250
54 0,250 0,180 0,130 0,100
24
Табл ица 1.10
Скорость резания при точении латуни (HV- 60-100) нормальными рез-
цами из стали Р18 с охлаждением (операции типа подрезки дульца гильзы)
Скорость резания, м/мин Подача, мм/об, при глубине резания, мм Скорость резания, м/мин Подача, мм/об, при глубине резания, мм
0,5 1,2 3,0 0.5 1,2 3,0
139 0,09 0,06 - 92 0,45 0,30 0,20
130 0,14 0,09 0,06 84 - 0,45 0,30
115 0,20 0,14 0,09 75 0,70 0,45
104 0,30 0,20 0,14
Таблица 1.11
Скорость резания при обработке резцами из стали Р18 с охлаждением,
___ ___________ _____ м/мин _______ ___________________
Подача, мм/об Операция Подача, мм/об Операция
Отрезка, прорезка, подрезка Обточка Отрезка, прорезка, подрезка Обточка
0.015 - 62,0 0,060 33,0
0,020 - 55,0 0,062 45,5 -
0,025 71,0 50,0 0,075 42,5 29,0
0,030 65,0 43,0 0,090 38,5 -
0,036 . 60,0 — 0,095 27,0
0.040 - 40,0 0,110 35,0 -
0,043 55,0 - 0,120 24,0
0,050 - 36,5 0,130 31,5 -
0,052 50,0 - 0,160 29,0 -
Примечания. 1. Отрезка, прорезка, подрезка соответствуют операциям
проточки фланца гильзы, канавки втулки и подрезке торца сердечника.
2. Операция «обточка» соответствует обточке оживальной части сердечника
фасонными резцами.
3. Влияние механических свойств обрабатываемого материала на скорость ре-
зания учитывается поправочным коэффициентом К,,(табл. 1.13).
Таблица 1.12
Скорость резания при прорезании латуни резцами из стали Р18
_______________(при проточке фланца гильзы)______________
Подача, мм/об Скорость резания, м/мин Подача, мм/об Скорость резания, м/мин
0,030 120 0,090 71
0,043 101 0,110 66
0,052 93 0,130 59
0,062 85 0,160 55
0,075 77 0,200 50
25
Таблица 1.13
Поправочный коэффициент К„ для определения скорости резания
_________ материала при работе с охлаждением_________
Операция Поправочный коэффициент К„ при различных значениях а„, МН/м2 (кг/мм2)
450 (45) 550 (55) 650 (65) 750 (75) 850 (85) 950 (95)
Продольное то- чение 2,45 1,71 1,28 1,00 0,80 0.50
Отрезка, прорез- ка, подрезка 2,50 1,70 1,25 1,00 0,85 -
Обточка 2,50 1,70 1,25 1,00 0,85 -
Примечания. 1. При работе без охлаждения К„ = 0,80.
2. При обточке для резцов сложной конфигурации К„ = 0,85.
3. При чистовой обточке К„ = 0,80.
При работе твердосплавными резцами табличные значения
скоростей резания умножаются на коэффициент К„ = 1,5-4,6 в со-
ответствии с табл. 1.13.
Расчетное число оборотов пр определяется по формуле
Фактическое число оборотов тгср берут ближайшим, меньшим,
чем по паспорту станка.
1.3. Сверление
Элементы патронов, в которых отверстие нельзя получить
штамповкой, подвергают операциям сверления. К ним относится
сверление затравочных отверстий в гильзах патронов 12,7- и
14,5-мм калибров и сверление отверстия во втулке пули МДЗ
14,5-мм патрона. Принято считать, что затравочные отверстия
следует сверлить, если толщина перегородки гильзы более одного
диаметра отверстия.
В основном в деталях затравочные отверстия параллельны
друг другу и оси гильзы. Однако встречаются случаи, когда они
расположены под некоторым углом друг к другу. Такие отверстия
в гильзах сверлят одновременно на специальных станках.
В гильзах с параллельным расположением отверстий из-за ма-
лого межцентрового расстояния сверлить одновременно оба от-
верстия нельзя. Сверление затравочных отверстий производится
на специальных станках СО-72 Ульяновского машиностроитель-
26
ного завода, за два прохода сверлятся четыре гильзы. Так как кап-
сюльное гнездо штампуется с базой от корпуса гильзы, то за базу
при сверлении берут поверхность корпуса гильзы, что также
обеспечивает определенное положение затравочных отверстий
относительно капсюльного гнезда.
Гильза зажимается в цанге и при сверлении неподвижна. Свер-
ло имеет вращательное движение - движение резания и поступа-
тельное - движение подачи. Инструментом для сверления затра-
вочных отверстий служат обычные спиральные сверла с
цилиндрическим хвостовиком.
Следует иметь в виду, что в каждой точке режущей кромки
сверла передний угол является величиной переменной. Без учета
ширины перемычки он определяется по формуле
_ rx tgw
IgY Л* D ’ ’
R sin<p
(1.9)
где гх - радиус окружности, на котором расположена рассматри-
ваемая точка; R - радиус сверла; со - угол наклона винтовой ка-
навки; ср - половина угла при вершине сверла.
Действительный задний угол резания ар уменьшается на ве-
личину ц вследствие перемещения точки режущей кромки сверла
не по окружности, а по винтовой линии: ар=а-ц, где
tgp=-^-. По этой же причине действительный передний угол
itD
будет увеличен на величину ц, т. е. ур =у + ц (рис. 1.9). Задний
угол а в крайней наружной точке назначается в пределах 7-10°,
угол при вершине 2ср = 115-130° (нижние значения - для стали,
верхние - для латуни).
Спиральное сверло имеет ряд особенностей, отрицательно
влияющих на процесс резания:
• уменьшение переднего угла в различных точках режущих
кромок по мере приближения рассматриваемой точки к оси свер-
ла;
• неблагоприятные условия резания у поперечной кромки (так
как угол резания более 90°);
• отсутствие заднего угла у ленточки сверла, что создает боль-
шое трение об обработанную поверхность.
27
Для уменьшения трения ленточек сверла по мере его углубле-
ния делается обратный коиус, т.е. диаметр сверла уменьшается по
мере удаления от вершины к хвостовику. Уменьшение диаметра
составляет от 0,03 до 0,12 мм на 100 мм длины сверла (большие
значения для больших диаметров).
Рис. 1.9. Углы сверла в процессе резания
Во избежание увода сверла в сторону от оси отверстия и
разбивания отверстия сверло должно иметь после заточки
симметрично расположенные режущие кромки одинаковой
длины.
При изготовлении элементов патронов применяются стандарт-
ные сверла, спиральные с цилиндрическим хвостовиком по ГОСТ
10902-64 из быстрорежущей стали Р18. Обычно диаметр сверла
берется равным номинальному размеру отверстия. При сверлении
малых отверстий (до 5-8 мм) диаметр сверла dCB берут равным:
2
dCB = d + — Д. где d - номинальный диаметр отверстия; Д - до-
пуск на диаметр отверстия.
28
Т аблица 1.14
Скорость резания при сверлении стальных и латунных элементов
_______________________патрона, м/мин______________________
Подача, мм/об, при диаметре сверла, мм Скорость реза- ния, м/мин
2,0 2,5 3,1 3,9 4,9 6,1 7,6 9,5 Сталь Латунь
0,025 0,030 0,035 0,040 0,045 0,050 0,060 0,070 33,0 73,0
0,030 0,035 0,040 0,045 0,050 0,060 0,070 0,080 30,0 66,0
0,035 0,040 0,045 0,050 0,060 0.070 0,080 0,090 27,0 59,0
0,040 0,045 0,050 0,060 0,070 0,080 0,090 0,100 24,5 55,0
0,045 0,050 0,060 0,070 0,080 0,090 0,100 0,120 22,5 49,5
Примечание. При работе без охлаждения поправочный коэффициент
Ко = 0,80.
С увеличением диаметра сверла режимы резания повышаются.
При сверлении глубина резания равна радиусу сверления, при
рассверливании - разности радиусов отверстий после сверления и
до сверления.
За величину подачи принимается величина перемещения свер-
ла вдоль оси за один его оборот (или за один оборот заготовки,
если она вращается, а сверло только перемещается вдоль оси).
Скорость резания назначается по табл. 1.14, и в соответствии с
паспортом станка уточняются фактические режимы резания.
1.4. Зенкерование и зенкование
Операция зенкерования предназначена для образования ци-
линдрического отверстия, предварительно прошедшего обработку
штамповкой, сверлением или каким-либо другим способом. Зен-
керованием получают отверстия правильной цилиндрической
формы, а их оси выправляются в соответствии с осью жестко за-
крепленного зенкера (при рассверливании ось отверстия почти не
изменяет первоначальной формы и направления).
Операция зенкования предназначена для:
• снятия излишков металла с торцовой поверхности и получе-
ния ее плоскостности и перпендикулярности к отверстию;
• снятия заусенцев и нанесения притуплений у кромок отвер-
стий;
• образования цилиндрических и конических углублений под
головки болтов и винтов.
При зенкеровании и зенковании может вращаться инструмент
или деталь либо инструмент и деталь при разности скоростей, не
равных нулю. Зенкеры и зенковки, которые при резании враща-
29
ются по часовой стрелке, называют праворежущими (или правы-
ми), а против часовой стрелки - леворежущими (или левыми).
Шероховатость поверхности после зенкерования (зенкования) со-
ответствует 5-6 классам чистоты. Операции зенкерования подвер-
гаются детали типа «втулка» к пулям патрона 14,5-мм калибра,
операции зенкования - оболочки к пулям патрона 14,5-мм калиб-
ра и гильзы к патронам 12,7- и 14,5-мм калибра (табл. 1,15).
Таблица 1.15
Зенкерование и зенкование при изготовлении элементов патронов
Операция Обрабаты- ваемая по- верхность Инструмент Схема обработки
Зенкеро- вание от- верстия втулки Отверстие штамповано в несколько переходов Специальный ци- линдрический двухзубый зенкер 2L 1
Торцовое зенкеро- вание от- верстия оболочки Оболочка штампована, отверстие просверлено Специальная торцовая зенков- ка
Зенкова- ние (сня- тие за- усенцев у гильзы) Заусенцы образованы при сверле- нии затра- вочных от- верстий Леворежущая торцовая зенков- ка
7" и
30
Во втулке пули 14,5-мм патрона отверстие 05,1+°'05 мм зенке-
руется на токарном полуавтоматическом станке при обрезке,
сверлении отверстия и снятии фаски. Деталь вращается, закреп-
ленная в цанге. Инструменты также закреплены в цангах. Инст-
рументом служит специальный двухзубый зенкер из стали Р18.
Стандартный зенкер для выполнения этой операции не подходит,
так как он имеет минимальный диаметр 11 мм, а у многозубого
при зенкеровании между зубьями забивается стружка. Торец от-
верстия и оболочки пули 14,5-мм патрона зенкуется на специаль-
ном горизонтальном станке-автомате. Как инструмент, так и де-
таль закрепляются в цангах. Инструментом служит двухзубая
специальная зенковка из стали Р18.
Снятие заусенцев, образовавшихся при сверлении затравочных
отверстий в гильзах 12,7- и 14,5-мм патронов, выполняется на го-
ризонтальном станке-автомате ОШ-73 Ульяновского машино-
строительного завода. Снятие заусенцев при проточке фланца и с
затравочных отверстий выполняется специальной двухзубой зен-
ковкой. Зенковки леворежущие, что связано с конструкцией стан-
ка. Материал зенковок - сталь Р18.
Конструкции и геометрические параметры зенкера для обра-
ботки отверстия во втулке 14,5-мм патрона показаны на рис. 1.10.
Для уменьшения трения зенкеры имеют обратный конус, равный
0,04-0,10 мм на 100 мм длины.
Как и все режущие инструменты, зенкеры имеют передний (у)
и задний (а) углы, которые рассматриваются в сечении, перпен-
дикулярном к режущей кромке. При зенкеровании и зенковании
не учитываются искажения заднего и переднего углов наличием
осевой подачи инструмента.
Для улучшения условий резания на направляющей части каж-
дого пера зенкера имеется ленточка шириной 0,5-1 мм. Задний
угол di у этих ленточек равен нулю. Передний угол у зубьев на-
правляющей части зенкера (уО также равен нулю. У режущей
части зенкера принимают а = 8-10°; у = 12-15°.
Для уменьшения поверхности чистовой обработки на режу-
щих зубьях имеется дополнительный задний угол а2 = 20-25°.
Для увеличения стойкости на режущих зубьях делается фаска/ =
= 0,03-0,05 мм. Задний угол у этих фасок равен нулю. Обычно
зенкеры имеют три зуба, реже - два. У приведенных конструк-
ций два зуба.
31
У конструкции зенковки из стали Р18 (ГОСТ 5952-51) для
торцевания отверстия у оболочки (рис. 1.11) на цилиндрической
части зубьев нет, так как вся работа выполняется торцовыми зубь-
ями. Геометрия зуба у зенковок берется такая же, как у режущих
зубьев цилиндрических зенкеров.
Рис. 1.10. Зенкер для зенкерования отверстия у втулки
32
Глубина резания при зенкеровании равна, как при рассверли-
вании, разности радиусов отверстия после зенкерования и до зен-
керования; для зенкования торцовых поверхностей - разности
наибольшего и наименьшего радиусов зенкования.
1-45° 04
Рис. 1.11. Зенковка двухзубая
Подача - величина перемещения зенкера (или зенковки) вдоль
оси за один оборот инструмента или за один оборот заготовки, ес-
ли она вращается, а зенкер (или) зенковка только перемещается
вдоль оси.
Скорость резания при зенкеровании и зенковании определяется
по общей формуле резания.
Скорость резания при зенковании инструментами из быстро-
режущей стали при подаче до 0,15 мм/об: для стали 20-22 м/мин,
для медных сплавов 45-50 м/мин. При зенковании стали без ох-
лаждения скорость резания уменьшается на 20%. Зенкование мед-
ных сплавов выполняется без охлаждения.
Заточка зенкера производится по передней поверхности. Вели-
чина подачи при зенкеровании и зенковании выбирается по табл.
1.16, величина скорости резания - по табл. 1.17.
33
Таблица 1.16
Подачи при зеикеровании глухих отверстий и зенковании, мм/об
Диа- метр инст- ру- мента, мм Зенкерование Зенкование
Сталь с а, < 800 МН/м2 (80 кг/мм2) Медные сплавы Сталь с о, < 800 МН/м2 (80 кг/мм2) Медные сплавы
До 5 0,15-0,20 0,30-0,35 0,03-0,05 0,06-0,08
5-9 0,20-0,25 0,35-0,40 0,06-0,08 0,08-0,10
9-15 0,25-0,30 0,40-0,45 0,08-0,10 0,1-0,15
Примечания. 1. При зеикеровании сквозных отверстий значения подач
увеличиваются на 30%.
2. При высоких требованиях к чистоте зенкованной поверхности рекоменду-
ется заканчивать зенкование 2-5 - зачистными оборотами при выключенной по-
даче.
Таблица 1.17
Скорость резания при зеикеровании отверстий в стали зенкерами
___________ из стали Р18 с охлаждением, м/мии______________
Глубина резания, мм Диаметр зенкера, мм Подача 5, мм/об
0,15-0,20 0,20-0,25 0,25-0,30
До 6 38,97 34,34 31,03
0,5-1,0 6-9 43,32 38,18 34,49
9-12 48,23 42,50 38,40
До 6 41,49 36,57 33,00
1,1-2,0 6-9 46,13 40,65 36,73
9-12 51,35 45,26 40.89
До 9 55,35 48,79 44,08
9-12 61,63 54,32 49,07
> 2 12-15 64,67 57,00 21,50
Примечания. 1. При работе без охлаждения скорость резания меньше при-
веденной на 20%.
2. Скорость резания для медиых сплавов равна скорости резания для стали,
умноженной на 1,3-2,0 (большие значения для меньших диаметров).
1.5. Шлифование
Шлифование - процесс резания металла при помощи абразив-
ного инструмента.
Шлифованию подвергаются, в основном, термически обрабо-
танные заготовки, имеющие твердость по Виккерсу порядка 746-
868, трудно поддающиеся обработке другими способами резания.
34
Детали, имеющие форму тел вращения, обрабатывают на круг-
лошлифовальных и бесцентрово-шлифовальных станках, плоско-
сти - на плоскошлифовальных, отверстия - на внутришлифоваль-
ных и универсально-шлифовальных.
Из элементов патронов шлифованию подвергают только сталь-
ной бронебойный сердечник для получения стабильных размеров
наружного диаметра с допуском 0,02-0,06 мм. Для его шлифова-
ния следует использовать современные бесцентрово-
шлифовальные станки ЗА184, имеющие автоматическое устрой-
ство питания заготовками. В настоящее время на заводах исполь-
зуются бесцентрово-шлифовальные станки старой конструкции
модели ТБШ с ручным питанием. Бесцентровое шлифование мо-
жет выполняться с поперечным или с продольным врезанием кру-
га - шлифование на проход.
При шлифовании на проход заготовка (рис. 1.12), опираясь на
нож, пропускается между шлифовальным и ведущим кругами, ус-
тановленными на расстоянии, которое обеспечивает получение
после шлифования за один проход требуемый диаметр детали d.
Круги вращаются по часовой стрелке, а заготовка, получающая
вращение от ведущего круга и имеющая ту же окружную ско-
рость, - против часовой стрелки. Для увеличения трения между
заготовкой и ведущим кругом последний делается обычно на вул-
канитовой, реже на бакелитовой связке, достаточно твердым
(твердостью СТЗ-Т1) и мелкозернистым (зернистостью 10-16).
Рис. 1.12. Бесцентровое шлифование на проход: I - шлифовальный круг;
2 - ведущий круг; 3 - нож
Ведущий круг устанавливается под углом наклона е, = 1-6° к
оси шлифовального круга. Скорость ведущего круга рвк расклады-
35
вается на скорость вращения заготовки о3 и на скорость, дающую
продольную подачу vs, таким образом, vs равна минутной про-
дольной подаче 5прод.
Минутная продольная подача заготовки определяется по фор-
муле
Vv=VBK к • sin £i = я DBK • лвк к sin 61 мм/мин, (1.10)
где DBK - диаметр ведущего круга, мм; лвк - число оборотов веду-
щего круга, об/мин; к - коэффициент, учитывающий проскальзы-
вание заготовки по ведущему кругу (к = 0,95-0,99); £j - угол пово-
рота ведущего круга, град.
Основными характеристиками абразивного инструмента явля-
ются марка абразивного материала, зернистость, связка, твер-
дость, структура, форма и размеры.
Абразивные материалы делятся на естественные и искусствен-
ные. К естественным относятся алмаз (А), корунд (К) и др., к ис-
кусственным - алмаз синтетический (АС), электрокорунд нор-
мальный (Э), электрокорунд белый (ЭБ), карбид кремния зеленый
(КЗ), карбид кремния черный (КЧ), карбид бора (В4С).
Абразивный материал назначается в зависимости от обрабаты-
ваемого материала. При этом устанавливаются тип связки, твер-
дость, зернистость, структура, форма и размеры круга.
Зернистость (крупность зерна) устанавливается по ГОСТ 3647-
59 и имеет следующие размеры (в 0,01 мм): 3, 4, 5, 6, 8, 10, 12, 16,
20, 25, 32, 40, 50, 63, 80, 100, 125, 160, 200. Чем выше номер зер-
нистости, тем выше производительность круга и ниже класс чис-
тоты обработанной поверхности.
В качестве связок применяются неорганические: керамические
(К), магнезиальные (М) и др., и органические: бакелитовые (Б),
вулканитовые (В) и др.
Выбор круга связан с технологическими требованиями. Так,
круги с керамической связкой хорошо держат острую кромку, но
они хрупки. Для разрезки деталей используются круги на вулка-
нитовой связке: они упруги и не ломаются даже при толщине в
0,5 мм.
Твердость круга назначается в зависимости от твердости обра-
батываемого материала.
Структура характеризует строение абразивного инструмента в
зависимости от количественного соотношения между зернами,
связкой и порами. Абразивный инструмент имеет до 12 номеров
36
структур. Чем меньше номер структуры, тем плотнее расположе-
ны абразивные зерна. Чем мягче шлифуемый материал, тем выше
должен быть номер структуры.
Форма и размеры абразивных инструментов регламентированы
ГОСТ. Выбор определенной формы круга диктуется характером
обработки и оборудованием. Для бесцентрового шлифования ре-
комендуется применять шлифовальные круги по табл. 1.18. Фор-
ма обоих кругов - прямого профиля (ПП). Размеры кругов выби-
раются по ГОСТ в соответствии с выбранным
внутришлифовальным станком. Припуск на бесцентровое шлифо-
вание (назначается по табл. 1.19) на 20-30% меньше, чем при кру-
говом шлифовании. г
Скорость резания определяется диаметром и числом оборотов
шлифовального круга. В современном бесцентрово-
шлифовальном станке ЗА 184 шлифовальный круг может быть
диаметром от 480 до 600 мм и иметь 1086-1566 об/мин, что соот-
ветствует его окружной скорости от 35 до 50 м/с. Работать следу-
ет на скорости, максимально допустимой для круга и станка. Ве-
дущий круг на станке ЗА 184 может быть от 300 до 350 мм при
числе оборотов от 10 до 300 в минуту.
Таблица 1.18
Выбор шлифовальных кругов при бесцентровом шлифовании
___________ высокоуглеродистой стали___________________
Тер- миче- ская обра- ботка Шлифова- ние Характеристика круга
Абразив- ный мате- риал Зерни- стость Твердость Связка
Без тер- миче- ской обра- ботки Предвари- тельное э 32-50 32-40 С2-СТ1 СТ1-СТ2 К
Чистовое 20-40 20-25 С2-СТ1 СТ1-СТ2
Комбини- рованное 32-40 20-25 С2-СТ1 СТ1-СТ2
За- калка Предвари- тельное э 32-40 20-40 С2-СТ1 СТ2 К
Чистовое 20-25 16-25 С2-СТ1 СТ1
Комбини- рованное 20-25 20-40 СТ1-СТ2 С2
Примечание. Для всех случаев принимается ведущий круг Э16 СТ 1 -В.
37
Таблица 1.19
Припуски на бесцентровое шлифование валов (допуск по С4)
Номиналь- ный диаметр, мм Припуск на диаметр при длине до 100 мм, мм
Заготовка ие закалена Заготовка закалена
до 6 0,20 0,25
6-10 0,25 0,30
10-18 0,30 0,35
Величина продольной подачи определяется требуемой величи-
ной шероховатости, классом точности обработанной поверхности
и диаметром заготовки. Фактическая продольная подача опреде-
ляется углом поворота оси ведущего круга (табл. 1.20).
Для нормального процесса шлифования очень важно правиль-
но установить направляющий нож для получения определенного
расстояния от оси детали до линии центров круга (табл. 1.21). Ве-
личину hq можно определить по формуле hq =<7/10 + 6 мм, где
d - диаметр детали.
Таблица 1.20
Углы поворота оси ведущего круга
Шлифование Класс точности Угол поворота, град
Чистовое и 1 1,5-2,0
получисто- 2 2,0-2,5
вое 3 2,5-3,5
Грубое - 3,0-4,0
Обдирка прутков - 3,5-6,0
Таблица 1.21
Расстояние от оси детали до линии центров круга h„, мм
Шлифование Диаметр детали, мм
1,5-4,О 4,0-8,0 8,0-11,5 15,0-25,0
Предвари- тельное Окончатель- 2,00 4,00 6,00 8,00
ное 0,75 2,00 3,00 5,00
Установлено, что чем меньше твердость круга и величина про-
дольной подачи, чем выше расположена ось детали над линией
центров, тем меньше опасность появления гранности на детали.
Гранность детали может быть следствием затупления ведущего
круга. Овальность изделия, получаемая при шлифовании, ликви-
38
дируется с уменьшением величины hq. Угол скоса на опорном
ноже обычно равен 30°.
1.6. Контроль качества деталей
Способы контроля элементов патронов, прошедших наиболее
характерные операции обработки резанием, виды и причины бра-
ка на этих операциях приведены в табл. 1.22 и 1.23.
Таблица 1.22
Контроль при обработке элементов патронов резанием
Вид опе- рации Эскиз обработки Измерительный инструмент Технические условия приемки
Наимено- вание Измеряв мый раз- мер
1 2 3 4 5
1. Подрез- ка дульца и снятие фасок у гильзы й Кольцо Пробка Скоба Эталон d, d, I Качество обрабо- танной поверхно- сти Проверяются 5- 10 шт. (15-20 мин). Не допускаются заусенцы, надрывы, косой срез, круго- вые риски на кор- пусе и фланце
Ш пД
i i i i i
2. Про- точка фланца гильзы Л Калибр «салазки» со щупом Кольцо Кольцо Скоба Шаблон Шаблон h D D6 d b, b. Проверяются 10 шт. (8 мин). Допускается рав- номерный просвет между шаблоном и профилем. Не допускаются засветления на кор- пусе, заусенцы на фланце и грубые риски на выточке
к
— -Л
/
Ъ2
3. Обточка конуса сердечни- ка Шаблон I a Проверяются 5- 6 шт. (10-12 мин). Не допускаются большие попереч- ные риски, заусен- цы у торца, надрез цилиндрической части
а
1
39
2
4. Обточка
оживал ь-
ной части
сердечни-
ка
Скоба
Шаблон
______Продолжение табл. 1.22
4 I 5
Проверяются
10 шт. (25-30 мин).
Не допускаются
крупные риски, ус-
/ тупы, дробленость
Профиль обработанной по-
верхности, косые
фигуры, тупые
вершинки
5. Подрез-
ка торца
D
6. Подрез-
ка стакан-
чика после
2-й вы-
тяжки
Скоба Весы тех- нические Эталон / Вес Обрабо- танная поверх- ность Проверяются 10-12 серд. (10-15 мин). Не допускаются грубые заусенцы и притупление вер- шники
Проверяются по 10-15 шт. (непре- рывно). Не допускаются недорезы, неровные срезы, трещины,
Скоба / заусенцы, царапи-
Пробка d иы, помятости. В
Кольцо D стаканчике не
должно быть отре-
занных колечек
Т“
d
7. Про-
точка ка-
навки и
снятие
фаски в
отверстии
стакана
Угольник
с риской
Скоба
Пробка
Кольцо
/i
I
d
D
Проверяются по
5-10 шт. (10 мин).
Не допускаются
царапины, задиры и
грубые заусенцы
40
Окончание табл. 1.22
3
8. Сверле-
ние затра-
вочных
отверстий
Пробка
Проверяются 4-
6 шт. (3-4 мин).
Не допускаются
грубые заусенцы
9. Зенке-
рование
кромки
отверстия
и оболоч-
ки
10. Под-
резка,
сверление
отверстия
и снятие
фаски
Калибр Пр
Калибр Не
Проверяются
1-2 шт. (20-40 мин)
И. Шли-
фование
бесцен-
тровое
Пробка
Скоба
Пробка
кониче-
ская с рис-
кой
Специаль-
ный ка-
либр
Скоба
Проверяются
10 шт. (8 мин).
Не допускаются
грубые отпечатки
иа цилиндрической
части.
Неравномерная
фаска
Проверяются по
10-12 шт. (10-15
Мин).
По наружному виду
обработанная по-
верхность должна
быть гладкой, без
захватов.
Эллипсность и ог-
ранка в пределах
допуска диаметра
Таблица 1.23
Виды и причины брака при обработке элементов патронов резанием
Вид Причина
1 2
Рваная обработанная поверх- ность Тупой резец. Резец стоит ниже центра детали
Заусенцы, надрывы на дульце Тупой резец. Неправильная заточка резца. Плохое крепление гильзы
Косой срез Преждевременный подход резца
Круговые риски иа гильзе Слабое крепление гильзы
41
Продолжение табл. 1.23
1 2
Короткая или длинная гильза Неправильная установка упора у заталкивателя
Неправильный профиль про- точки фланца гильзы Неправильно заточен резец
Дробленая обработанная по- верхность Вибрация резца. Износ узлов крепления резца и гильзы. Режущая кромка резца стойки выше цен- тра детали
Засветление на корпусе флан- ца Не вращается упорный ролик подающего пуансо- на. Слабое крепление гильзы
Заусенцы иа фланце Затупился резец. Провертывание гильзы в цанге. Неправильно заточен резец
Грубые риски на выточке Затупился резец
Косой конус сердечника Биение шпинделя или цанги
Большие поперечные риски, заусенцы на торце Затупился резец. Неправильная заточка резца
Подрез цилиндрической части Неправильная установка резца
Крупные риски, уступы; за- усенцы на оживальиой части сердечника Затупился резец. Неправильная заточка резца
Дробленая обработанная по- верхность Вибрации резца. Затупился резец. Слабое крепле- ние резца или сердечника. Резец установлен не по центру сердечника
Эксцентричное расположение обработанной поверхности (косая фигура) Биение шпинделя или цанги
Обточка с подрезкой цилинд- рической части Неправильно установлен резец
Грубые заусенцы на торце Затупился резец
Притупление вершинки Неправильная заточка резца. Неправильная пода- ча сердечника в цангу
Заусенцы на торце стаканчика Затупился резец. Неправильная заточка резца
Неровный срез Преждевременный подход резца
Царапины на поверхности стаканчика Неплотное крепление стаканчика в цаиге
Царапины, задиры на поверх- ности крепления Слабое крепление стакана
Дробленная обработанная по- верхность Слабое крепление стакана или резца. Затупился резец. Резец установлен не по центру стакана
Грубые заусенцы Затупился резец. Неправильно заточен резец
Грубые заусенцы в затравоч- ных отверстиях Затупились сверла
Большой диаметр затравочно- го отверстия Биение сверла, несимметрично заточены перья сверла
Одно или более двух затра- вочных отверстий Сломалось сверло или гильза попала на вторич- ное сверление
Заусенцы по кромке торца оболочки Провертывание оболочки в цанге. Тупая или не- правильная заточка зенковки
42
Окончание табл. 1.23
1 2
Дробленная обработанная по- верхность Вибрация зенковки или изделия. Слабое крепле- ние инструмента или детали. Затупилась зенковка
Грубые отпечатки на цилинд- рической части Мал размер цанги
Косая фаска Биение шпинделя или цанги
Эллипсоидность обработанной поверхности сверх допуска Велико расстояние от поверхности скоса ножа до линии центров
Огранка обработанной по- верхности сверх допуска Малое расстояние от поверхности скоса до линии центров. Высокая твердость шлифующего круга. Затупился ведущий круг
Контрольные вопросы
1. Какие виды процессов токариой обработки применяют для изготовления
металлических элементов патронов?
2. Какие виды процессов сверлильной обработки и шлифования применяют
для изготовления металлических элементов патронов?
3. Какие материалы применяют для изготовления режущего инструмента в
патронном производстве?
4. Какая последовательность выполнения токарных операций рекомендуется
в технологическом маршруте изготовления деталей?
5. Какие виды резцов применяют при токарной обработке?
6. Какие геометрические параметры характеризуют конструкцию режущего
инструмента?
7. Какими параметрами характеризуются режимы резания и в зависимости
от чего они назначаются?
8. В каких случаях применяют сверление для получения затравочных отвер-
стий?
9. В чем состоит назначение процессов зенкерования и зенкования?
10. Для изготовления каких деталей применяется процесс шлифования?
11. Какие виды контроля качества деталей применяют при обработке резани-
ем?
12. Какие виды и причины брака характерны при изготовлении деталей спо-
собами обработки резанием?
Библиографический список
Справочник технолога-приборостроителя: В 2-х т. Т.1 / Под ред. П. В. Сыро-
ватченко. М.: Машиностроение, 1980. 607 с.
43
2. СБОРКА (МОНТАЖ И СНАРЯЖЕНИЕ) ПАТРОНОВ
МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
2.1. Классификация процессов
Неразъемные соединения отдельных элементов патронов, в
том числе узлов и пуль в целом, выполняются с применением
штамповки. Поэтому штампосборочные процессы подчиняются
той же классификации, что и формоизменяющие. Во многих слу-
чаях процессы сборки штамповкой реализуют две функции: со-
единение элементов и их окончательное формообразование, на-
пример, при изготовлении пуль.
В зависимости от степени совмещения сборочные (монтажные)
процессы подразделяются на простые и комбинированные. К про-
стым процессам относятся следующие: запрессовка наконечника в
оболочку, запрессовка алюминиевого колпачка во втулку, запрес-
совка втулок в пиростаканы, капсюлирование, загибка кромок
оболочек, образование конуса, калибровка пуль, накатка, керне-
ние, расправка, запрессовка пули в дульце гильзы, обжим и неко-
торые другие. К комбинированным процессам относятся догонка
сердечника и предварительная загибка кромок оболочки, оконча-
тельная загибка кромок оболочки и штамповка хвостовой части
пули и некоторые другие.
Загибка, накатка канавок в оболочках в предварительно под-
готовленную канавку в пиростакане, калибровка по диаметру,
запрессовка капсюлей, пуль в дульце гильзы и другие подобные
процессы по схемам напряженного состояния близки к процес-
сам листовой штамповки с плоской схемой напряженного со-
стояния и характеризуются сравнительно невысокими контакт-
ными давлениями.
Накатка канавки в сплошной заготовке (пуле), калибровка
по фигуре, кернение характеризуются объемными схемами на-
пряженного состояния и сравнительно большими контактными
давлениями в зонах пластической деформации, т.е. соответст-
вуют процессам объемной штамповки. Поэтому технологиче-
ские возможности процессов сборки, относящихся к разным
классам, определяются соответствующими условиями ограни-
чения деформации, свойственными либо листовой, либо объ-
емной штамповке.
44
2.2. Обжим, загибка и образование конуса пуль
Процесс предварительного образования конуса является неста-
ционарным и осуществляется в две характерные стадии (рис. 2.1):
а - свободный обжим кромки оболочки (от момента начала де-
формирования до момента контакта с рубашкой - сердечником);
б - обжим с формовкой поверхности оболочки (от конца первой
стадии и до завершения процесса).
а Р б
Рис. 2..1. Технологическая схема процесса предварительного образования
«конуса» пули способом обжима: а - первая стадия процесса; б - вторая стадия
процесса; 1 - пуаисон-матрица; 2 - оболочка
На первой стадии деформирования напряженное состояние за-
готовки плоское - двухосное сжатие, деформированное состояние
- объемное (в зоне кромки соответствует простому сжатию): в на-
правлении образующей заготовка испытывает удлинение, в ок-
ружном направлении - укорочение и в направлении, перпендику-
лярном первым двум - удлинение (утолщение). Максимальное
меридиональное сжимающее напряжение ортах может быть оп-
ределено как напряжение при обжиме трубной заготовки без об-
разования дульца в конической матрице.
В конечной (второй) стадии деформирования величина нор-
мального компонента напряжений ст„ будет небольшой, вследст-
вие малого сопротивления свинцовой рубашки, что исключает
утонение оболочки (возможно утонение свинцовой рубашки в зо-
не контакта с сердечником, стаканом или другим более жестким
элементом).
45
Загибка края оболочки производится на трехоперационных
станках или на роторных линиях. Она не должна сопровождаться
большим наплывом металла (вследствие частичной потери устой-
чивости оболочки) на участке перехода от конусной к цилиндри-
ческой частям изделия. Загибка края оболочки относится к част-
ному случаю обжима: металл в очаге деформации подвергается
двустороннему сжатию и поперечные размеры кромки оболочки
уменьшаются (рис. 2.2).
Рис. 2.2. Технологическая схема процесса предварительной загибки торцовой
кромки оболочки: а - начало процесса; б - конец процесса; 1 - пуансон-матрица;
2 - стальной сердечник; 3 - свинцовая рубашка; 4 - оболочка; 5 - матрица
Меридиональные напряжения изменяются от нуля в зоне
кромки до CTpmax в зоне сопряжения цилиндрической части пули с
конической. Тангенциальное напряжение во всех случаях равно
пределу текучести упрочненного материала заготовки: <5q=<jsh .
Деформированное состояние заготовки при загибке края оболочки
аналогично деформированному состоянию при обжиме трубных
заготовок. Возможности формоизменения за одну операцию в хо-
лодном состоянии невелики и определяются допустимыми коэф-
фициентами обжима.
Окончательное образование конуса производится пуансон-
матрицей с конической формующей полостью. Пуансон заталки-
вает пулю в фигурную матрицу, соответствующую фигуре ожи-
вальной части пули.
46
Усилия на операциях, предварительное образование конуса и
загибка кромки оболочки рассчитываются по формулам:
Р - ти10 Sq pmax - при образовании конуса;
cos а
Р - ти7оср^остртах - ПРИ загибке кромки,
где (при загибке кромки)
( 1
——-(3-4\|/, -m)(l-/nj 1 + -/=
k VW,
qpmax
1,15
2 I 2(1-4/,)
qSmax^0 .
4Лр ’
q .S'max ~
2ов \.
(i-v,)4
р - радиус кривизны криволи-
нейного участка матрицы.
На операции образовании конуса величина <зртах определится
по формулам для обжима трубных заготовок без образования
дульца.
2.3. Калибровка пуль
Калибровка узлов пуль и готовых пуль предназначена для
обеспечения плотности монтажа и заданных чертежных размеров
пули по наружному контуру.
Различают два вида калибровки: калибровку ведущей части уз-
ла или пули и калибровку оживальной и конической частей пули.
Калибровка первого вида служит для обеспечения заданных диа-
метральных размеров и осуществляется путем проталкивания пу-
ли или узла через калибровочные матрицы, имеющие определен-
ный размер, защищенный минимальным допуском.
Количество калибровок определяется требованиями обеспече-
ния заданных размеров отдельных узлов. Так, после загибки и
подгибки кромок оболочки вследствие некоторой потери ею ус-
тойчивости вне зоны контакта с инструментом возможно «разду-
вание» пули по наружному диаметру. При калибровке ликвидиру-
ется «бочка» и выправляется цилиндричность ведущей части
пули.
После накатки пояска производится калибровка не только по
диметру ведущей части, но и по конусу и длине с целью оконча-
47
тельного оформления фигуры пули. В результате калибровки
крупнокалиберной пули наружный диаметр на каждой калибровке
уменьшается на 0,05-0,10 мм (меньшие значения характерны для
завершающих операций).
Калибровка по фигуре пули осуществляется за счет незначи-
тельных местных деформаций в закрытой матрице и близка по
схеме к объемной формовке.
Величина потребного усилия может быть определена по при-
ближенной формуле Р = q • F, где q - удельное сопротивление,
принимаемое равным среднему значению предела текучести уп-
рочненного материала оболочки, МН/м2 (кгс/мм2); F - проекция
поверхности оживальной или конической части пули на плос-
кость, перпендикулярно оси пули, мм2.
Среднее значение предела текучести определяется как средне-
арифметическое предела текучести в цилиндрической части обо-
лочки о,ц с учетом деформационного упрочнения в зоне вершинки
O'/в*
/ср 2
2.4. Обжим патронов
Обжим дульца гильзы в смонтированном патроне производит-
ся для лучшего крепления пули. Прочность крепления определя-
ется способом обжима дульца и характеризуется усилием, которое
нужно приложить к пуле, чтобы извлечь ее из гильзы.
Обжим дульца патронов 7,62-мм калибра осуществляется на
длине 1,0-1,5 мм при уменьшении диаметра на величину порядка
0,25 мм; патроны 14,5-мм калибра обжимаются на длине 2-3 мм
при уменьшении наружного диаметра дульца на несколько сотых
миллиметра (~ 0,03 мм).
Величина извлекающего усилия для каждого калибра патронов
определена чертежом и имеет пределы для патронов калибров:
7,62 мм - 350-1000 Н (35-100 кГ), 12,7 мм - 2500-5500 Н (250-
550 кГ), 14,5 мм - 1500-6500 Н (150-650 кГ) со стальной гильзой
и 1500-1000 Н (150-400 кГ) с латунной гильзой; для пистолетных
патронов - 150-800 Н (15-80 кГ).
Основные способы обжима патрона, их характеристика и об-
ласть применения приведены в табл. 2.1.
48
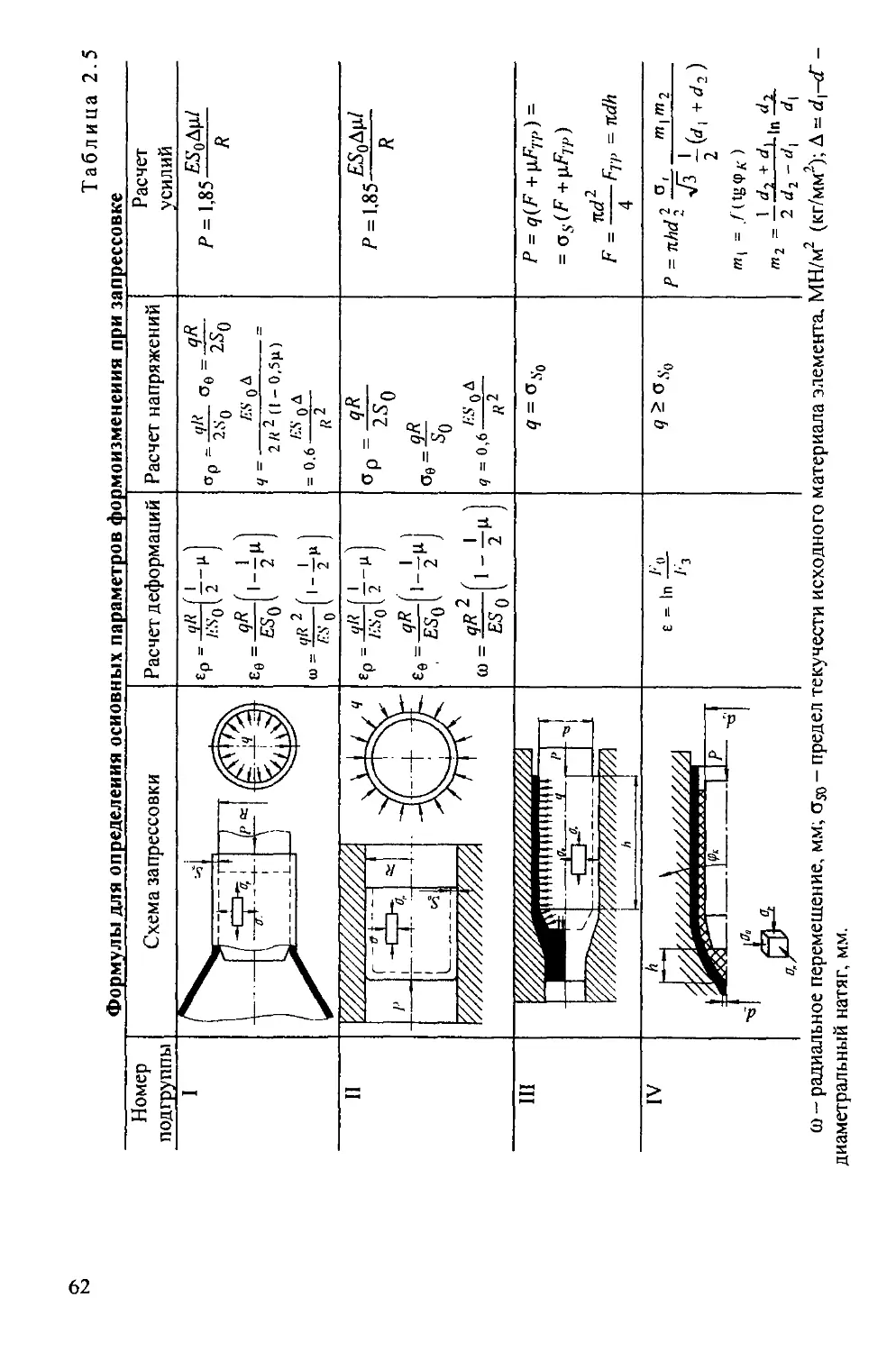
Таблица 2.1
Основные способы обжима патронов при запрессовке пуль
в дульце гильзы
Способ обжима
Обжим патрона
радиальными плаш-
ками, сдавливаю-
щими дульце гиль-
зы, с одновремен-
ной загибкой кром-
ки дульца в канавку
пули
Схема Характеристика
Обжим осу-
ществляется в
результате ра-
диального пе-
ремещения сек-
торов (плашек),
обеспечиваю-
Область
применения
Крупнокали-
берные 12,7 и
14,5 мм патро-
ны
щих прочное
Обжим патрона
радиальными плаш-
ками с одновре-
менной загибкой
кромки дульца в
первую канавку пу-
ли и вдавливанием
стенок дульца во
вторую канавку
крепление пули
Обжим осу-
ществляется в
результате ра-
диального пе-
ремещения сек-
торов (плашек),
обеспечиваю-
щих прочное
крепление пули
Обжим патрона с
кернением, в трех
точках по окружно-
сти дульца при по-
мощи устройства
накольного типа
Операция
кернения со-
вмещена с опе-
рациями догон-
ки пули и
обжима патрона
по дульцу,
обеспечивает
получение не-
больших по ве-
личине пуле-
извлекающих
усилий
Крупнокали-
берные патро-
ны, предназна-
ченные для
стрельбы из
скорострельно-
го оружия с
большим пуле-
извлекающим
усилием________
Пистолетные,
револьверные
патроны с ма-
лой величиной
пулеизвлекаю-
щего усилия
2.5. Накатка пуль
2.5.1. Способы накатки
Накатка применяется при монтаже пуль и патронов и разделя-
ется на два вида: накатывание пояска (канавки) в сплошной заго-
товке (элементе) и накатывание пояска по готовым профилям
элементов. К первому виду операции относится накатка поясков
49
на винтовочной пуле 7,62-мм калибра, на пулях к патрону БЗТ,
Б-ЗО, Б-32 к патронам 12,7- и 14,5-мм калибра. Ко второму виду
относится, например, накатывание пояска на пуле, стакане для
пиротехнического состава, который имеет готовый профиль кана-
вок.
Основные способы накатки, их схемы, характеристика и облас-
ти применения приведены в табл. 2.2.
Таблица 2.2
Основные способы накатки пуль
Способ
накатки
1
Роли-
ками
Схема процесса
Характеристика
процесса
Область
примене-
ния
___________3___________
Накатка производится
при помощи трех роли-
ков, один из которых яв-
ляется накатным с при-
нудительным вращением,
а два другие - направ-
ляющими, получающими
вращение от накатного
ролика. Наряду с высо-
ким качеством и точно-
стью иакатки данный
способ малопроизводи-
телен, связан с большими
4
Пули ка-
либром
14,5, 12,7
и 7,62 мм
Двух-
ручье-
вая по-
точная
накатка
плаш-
ками
без
разде-
ляюще-
го се-
пара-
тора
давлениями на опорные
ролики_________________
Двухручьевая поточная
накатка без разделяюще-
го сепаратора при помо-
щи непрерывно вра-
щающегося диска и двух
неподвижных накатных
плашек. Способ обеспе-
чивает высокую произ-
водительность станка и
уравновешенность сил
давления иа опорный
диск. При накатке пуля
опирается хвостовой ча-
стью на поверхность сто-
ла, а поэтому на положе-
ние пояска от вершины
пули оказывает влияние
допуск на ее длину
Крупно-
калибер-
ные пули
50
Окончание табл. 2.2
1
Двух-
ручье-
вая по-
точная
накатка
плаш-
ками с
разде-
ляю-
щим
сепара-
тором
____________3___________
Двухручьевая поточная
накатка с разделяющим
сепаратором производит-
ся при помощи непре-
рывно вращающегося
диска и двух неподвиж-
ных накатных плашек.
Во время накатки пули
разделяются или свобод-
но вращающимся сепара-
тором или выступом
диска. При этом способе
получается более высо-
кое качество накатки,
4
Крупно-
калибер-
ные пули
строгое положение поя-
ска от вершины пули не-
зависимо от допуска иа
ее длину, так как во вре-
мя накатки пуля может
опираться вершиной
2.5.2. Технологические особенности процессов накатки
Накатывание пояска по готовому профилю относится к да-
вильным операциям. Ввиду малых относительных толщин дефор-
мируемых оболочек в зоне очага деформации возникает плоская
схема напряженного состояния: в меридиональном направлении
(вдоль образующей) - растягивающие напряжения ор, в тангенци-
альном (окружном) - сжимающие о9, в направлении нормали -
незначительные по величине, по сравнению с пределом текучести
материала, сжимающие нормальные напряжения о„ и контактные
давления q.
Деформированное состояние заготовки в зоне очага деформации
соответствует растяжению, вызванному двухосным укорочением.
Накатывание поясков в сплошной заготовке заключается во
вдавливании вращающихся роликов в тело вращающейся заготов-
ки (пули, дульца гильзы) в радиальном направлении.
Накатка пояска на роторной линии (рис. 2.3) выполняется сле-
дующим образом: в роторе накатки пуля при помощи стержня 3
доводится до упора 1 и становится между трех роликов: двух
гладких 4, которые придают пуле вращательное движение, и од-
ного фигурного 2, который производит накатку пояска пули.
51
В отличие от рассмотренного выше процесса накатки по готовым
профилям (канавкам) в этом случае напряженное состояние заго-
товки близко к объемному.
Рис. 2.3. Технологическая схема процесса накатки пояска в пуле
Учитывая весьма небольшие степени деформации при накатке
пули и ограниченность зоны контакта ролика и пули, давление на
поверхности приближенно можно принять равным пределу теку-
чести материала оболочки с учетом деформационного упроч-
нения как в результате предшествующих деформаций, так и в ре-
зультате деформации при накатке:
<7 <5sh-
Составляющие усилия (рис. 2.4) могут быть рассчитаны по
формулам
=qi^-гпр; F = =fifiYnp; ?=qi^~упр 71+/2 cos v;
Q = у-YnpV1 + v2 sin V,
где \|/ - угол трения; N - нормальное усилие; f - сила трения, на-
правленная по касательной к окружности ролика; P,Q- горизон-
тальные составляющие равнодействующей силы Т.
Из приведенных уравнений следует, что абсолютные величины
усилий Р и Q находятся в прямой зависимости от удельного дав-
ления q, размеров накатываемого профиля (/, Ь), диаметра ролика
Dp, углов охвата упр и трения \|/ и коэффициента трения.
В начальный момент накатывания ролик незначительно вне-
дряется в металл заготовки (пули) и у « у. При этом на всей дли-
52
не дуги контакта АВ преобладают силы, которые стремятся захва-
тить и повернуть заготовку (пулю) относительно вращающихся
роликов. По мере дальнейшего внедрения ролика в заготовку ус-
ловия захвата изменяются: на заготовку воздействуют как захва-
тывающие (0, так и выталкивающие (Р) силы, угол охвата упр
стремится к углу трения хр. Условие нормального протекания про-
цесса следующее: ynp < V-
Рис. 2.4. Схема действия сил при накатке: 1,2- начальное и конечное
положение роликов соответственно
Основными параметрами, характеризующими размеры очага
деформации, являются длина I и ширина Ь. При этом длина назна-
чается равной ширине канавки изделия по чертежу, а ширина оча-
га деформации равна: Ь = ^-у где у = 272бН^——ТС'
2 уЕ Dp(Dp+d)
Отсюда следует, что относительная ширина очага деформации
b /т [q
равна: — = у2 -----—.
d p(Dp+d)
Зависимость значения упр = f(Dp/d) для различных материа-
лов показана на рис. 2.5.
Как показали экспериментальные исследования различных ма-
териалов, на предельную величину относительной ширины очага
деформации значительное влияние оказывают условия трения
(рис. 2.6, 2.7):
53
b_l Dp
d Dn+d
\ p /
Рис. 2.5. Зависимость приведенного угла охвата упр от величины D^Jd-.
Рис. 2.6. Зависимость предельной ширины поверхности контакта b/d
от отношения dlDpn.w различных материалов: / - алюминий; 2 - латунь;
3 - низкоуглеродистая сталь
54
Рис. 2.7. Зависимость предельной ширины поверхности контакта b/d
для стали при различных значениях коэффициента трения/
от величины отношения d!Dv
Так как процесс накатки осуществляется в результате сближе-
ния формирующих роликов, то важным параметром является ра-
диальная подача ролика А/г. Она зависит от значений упр, Dp/d и
упругих свойств материала заготовки:
АЛ = /2
8 р
Dp +d
Для нормального протекания процесса накатки необходимо
соблюдать следующие условия:
• центр накатываемой заготовки должен быть ниже центра ро-
ликов на небольшую величину: Dp/d = 4-8;
• окружная скорость при минимальной радиальной подаче
А/г = 0,03-0,04 мм/об должна быть больше 3 м/с;
• коэффициент трения f= 0,08-0,12 (при применении в качест-
ве смазки машинного масла, эмульсии);
• при применении смазывающих веществ радиальную подачу
следует уменьшить на 20-40%;
55
• не применять интенсивную смазку (излишнее количество
смазки вызывает повышенное скольжение заготовки между роли-
ками);
• не производить накатку без смазки (в этом случае происходит
интенсивное налипание металла заготовки на рабочую часть ро-
лика, вследствие чего при обработке уменьшается стойкость ин-
струмента).
Следует иметь в виду, что уменьшение отношения D^d < 4,0
приводит к резкому увеличению усилия, а увеличение DJd > 8,0
несколько усложняет конструкцию устройства.
2.5.3. Определение степени деформации при накатке
пению удлинения заго-
товки в осевом направле-
нии
При накатке поясков по готовым про-
филям степень деформации можно оцени-
вать компонентом деформации в осевом
направлении по формулам
(l
Et «(1,10-1,15)£р =(1,10-1,15) -J--1
VO J
£,. «(1,10 - 1,15)ер = (1,10 -1,15) 1п—,
, ТС , _ —
где Ц =----(г2<р2 +2^0)!) +2с - длина об-
180
разующей канавки после деформации;
I Ф? I
70 = 21 2r2 sin-y- + r] sintp!+ccos(p! I - до
деформации (рис. 2.8).
При форме канавки, отличающейся от показанной на рис. 2.8,
для определения lt необходимо воспользоваться соответствую-
щими геометрическими соотношениями, приводимыми в спра-
вочниках. Величина 70 принимается равной ширине канавки с уче-
том радиусных закруглений.
При накатке поясков в сплошных заготовках (при отсутствии
предварительно подготовленных канавок в одном из соединяемых
элементов) степень деформации может быть определена по сле-
дующим формулам:
56
£• ®е0 = ———;Sj ~s0 =ln— = 21n—,
Л) FK *1
где Fo - площадь поперечного сечения ведущей части пули, опре-
деляемая по наружному диаметру пули do, FK - площадь попереч-
ного сечения пули, определяемая по диаметру пули dK.
При закатке материала оболочки или дульца гильзы в предва-
рительно подготовленную канавку величину допустимой дефор-
мации приближенно можно оценить по предельной деформации
Ер, фр, определяемой при испытании плоских образцов на растя-
жение.
При накатке канавок в сплошных заготовках предельная де-
формация должна определяться из условия допустимых деформа-
ций при объемной схеме напряженного состояния. В этом случае
предельные деформации могут достигать больших величин. Сте-
пени деформации, имеющие место в практике монтажа способом
накатки, весьма незначительны и не превышают 3-5%.
2.5.4. Расчет усилий при накатке
При расчете усилий предел текучести материала оболочки или
дульца гильзы принимается с учетом степени деформации на
предшествующих стадиях обработки, например при вытяжках, ес-
ли при этом не применялся предварительный отжиг. Расчетные
формулы для определения усилий по различным схемам накатки
приведены в табл. 2.3. Во всех случаях накатки схема действия
сил одинакова.
Таблица 2.3
Формулы для определения усилия накатки
Операция Способ накатки Расчетная формула
1 2 3
Накатка (закатка) оболочки в ка- навку на соеди- няемом элементе Накатка канавки вращающимися роликами Р = nKql0,5Dp^} + /2упр cosy; Q = «<7/O,5Dp71 + /2ynpsiii4/; l,15a,S0
*7 -ч -, / i (1 . 1 к L 2Л> I >2 Л| JJ
57
Окончание табл. 2.3
1 2 3
Накатка (закатка) оболочки в ка- навку на соеди- няемом элементе Закатка оболочки в канавки спосо- бом обжима по всему периметру каиавки р = qF„-,F = miKb; 1,15а,-50
я ’ (Rl+h)2-R2 ( 1 1Y 1-Л LJ + 27?| T?2 }
Накатка канавки в сплошной заго- товке (пуле) Накатка вра- щающимися роликами Р - пка ,10,5Ор^1 + /2 Ynp cos VI Q = лка, О,5£>р-71 + /2Гпр sin у
Двухручьевая накатка Р = 2nK<3j!0,5Dp + /2 упр cos у
п - число канавок; Dp - диаметр ролика; к - число роликов; у„р - приведенный
угол охвата; у, f- угол и коэффициент трения; dK - диаметр канавки пули; Ь -
ширина контактной поверхности соприкосновения роликов и заготовки; 50 -
толщина стенки оболочки; К - число одновременно деформируемых пуль; а, -
предел текучести материала с учетом деформационного упрочнения.
2.6. Запрессовка
Запрессовка применяется для соединения некоторых элементов
пуль обыкновенного и специального действия, а также при мон-
таже патронов.
Примерами применения запрессовки могут служить следую-
щие операции:
• капсюлирование;
• вставка с натягом пули в гильзу;
• запрессовка наконечника в оболочку пули специального на-
значения;
• запрессовка алюминиевого колпачка во втулку пули специ-
ального назначения;
• запрессовка втулки в стакан с пиротехническим составом пу-
ли специального назначения.
Характерным при этом является сопряжение двух элементов
(одного массивного, второго - типа тонкостенной цилиндриче-
ской оболочки) за счет натяга, создаваемого при упруго-
пластической деформации одного из сопрягаемых элементов.
58
2.6.1. Капсюлирование гильз
Вставка и запрессовка капсюля в гильзу осуществляется путем
подачи капсюля на линию действия рабочего инструмента и его
догонки пуансоном в капсюльное гнездо гильзы. Глубина посадки
капсюля регулируется положением пуансона.
При капсюлировании гильз натяг капсюлей составляет величи-
ну порядка 0,10—0,15 мм на диаметр.
Основные характеристики способов капсюлирования приведе-
ны в табл. 2.4.
Таблица 2.4
Основные характеристики способов капсюлирования_____
Способ фиксации гильзы База посадки капсюля Область применения
Гильза центрируется в мат- рице закраиной и фиксирует- ся жестким упором, упираю- щимся в дно гильзы Внутренняя поверхность дна гильзы. Глубина посадки зависит от допуска на толщи- ну дна гильзы Патроны всех калибров
Гильза центрируется в мат- рице закраиной и удержива- ется жестким упором в срез дульца Срез дульца. Глубина по- садки зависит от допуска на длину гильзы, что является недостатком этого метода Крупнокалибер- ные патроны
Гильза центрируется или кольцевой проточкой или корпусом и удерживается упором в закраину Опорная поверхность за- краины. Глубина посадки в этом случае зависит от допус- ка на толщину закраины и ре- гулируется как положением пуансона в призме станка, так и положением его в трубке Винтовочные, патроны образца 1943 г. и крупнока- либерные патроны
Гильза центрируется кор- пусом и от смещения в осевом направлении удерживается упором в закраину Наружная поверхность дна гильзы вокруг капсюльного гнезда Пистолетные и револьверные па- троны
2.6.2. Вставка (запрессовка) пуль в гильзу
Запрессовка пули может производиться на раздельном станоч-
ном оборудовании или на роторных линиях.
Основное требование к этой операции - обеспечение точного
центрирования пули относительно гильзы для исключения воз-
можных перекосов.
При вставке и догонке пули в дульце натяг не задается, так как
велики допуски на внутренний диаметр дульца и наружный диа-
метр пули. В заводской практике наблюдаются случаи провалива-
59
ния пули в гильзу, поэтому целесообразно обеспечивать неболь-
шой натяг, что улучшает условия монтажа патрона.
2.6.3. Запрессовка колпачка и втулки
Запрессовка колпачка во втулку для пули специального назна-
чения осуществляется на ручном вертикальном прессе. В резуль-
тате осмотра выделяются втулки с рваными колпачками, с надры-
вами стенок и прорывами дна, с грубыми вмятинами на дне, с
неправильной запрессовкой.
Запрессовка втулок в стаканы с пиросоставами производится
на прессах с револьверной подачей.
Аналогично соединяются запрессовкой и другие металличе-
ские элементы.
2.6.4. Вставка и догонка стального сердечника и других
элементов в свинцовую рубашку, предварительная
и окончательная догонка узла в оболочку
Технологические требования на сборку и догонку узла в обо-
лочку определяются необходимостью обеспечения чертежных
размеров узла и пули.
Сборка узла «стальной сердечник - свинцовая рубашка» про-
изводится следующим образом. Стальной сердечник и свинцовая
рубашка засыпаются в бункеры автоматов, откуда по питатель-
ным трубкам поступают в ротор сборки узла. Рубашка фиксирует-
ся в матрице. Сердечник с помощью пуансона заталкивается в ру-
башку и досылается до упора в ее дно (рис. 2.9). Соединение
элементов в этом случае осуществляется за счет небольших по ве-
личине упруго-пластических деформаций элементов.
Рис. 2.9. Технологическая схема вставки и запрессовки стального
сердечника в свинцовую рубашку: 1 - пуансон; 2 - сердечник;
3 - свинцовая рубашка; 4 - блок ротора; 5,6- матрицы
60
Догонка узла в оболочку производится в два приема: предва-
рительная и окончательная догонки. Предварительная догонка
выполняется по схеме, близкой к сборке узла. В этом случае со-
единение узла и оболочки осуществляется за счет упругих дефор-
маций оболочки. Окончательная догонка близка по схеме к опе-
рации «объемная штамповка в закрытом штампе». Стенки
оболочки и сердечника выполняют функции штамповочного ин-
струмента. Расчет усилий формоизменения приведен в табл. 2.5.
В соответствии с особенностями схемы НДС все рассмотрен-
ные операции разбиты на четыре подгруппы (см. табл. 2.5).
К первой подгруппе относятся запрессовка пули в гильзу, за-
прессовка втулки в стакан, предварительная догонка узла в обо-
лочку, характеризующиеся деформацией одного из сопрягаемых
элементов (дульце гильзы, пульная оболочка), который можно
представить как тонкостенную оболочку под воздействием внут-
реннего равномерного (контактного) давления.
Ко второй подгруппе относятся капсюлирование, запрессовка
колпачка во втулку и другие, которые испытывают упругую де-
формацию элемента типа тонкостенной оболочки под воздействи-
ем внешнего равномерного (контактного) давления.
К третьей подгруппе относится догонка сердечника в свинцо-
вую рубашку. Эта подгруппа по схемам нагружения близка к пер-
вой, однако в этом случае свинцовая рубашка может испытывать
небольшие по величине пластические деформации.
К четвертой подгруппе относится окончательная догонка узла
в оболочку. Эта подгруппа резко отличается от предыдущих
большими пластическими деформациями вершинки свинцовой
рубашки и объемной схемой напряженного состояния заготовки в
этой зоне.
2.7. Кернение
Патроны крупного калибра и патроны, предназначенные для
стрельбы из скорострельного оружия, подвергаются кернению
капсюля для лучшего его закрепления в гильзе.
Кернение может быть точечным или кольцевым - по окружно-
сти капсюльного гнезда. Наиболее распространенным является
кольцевое кернение. Важное значение при этом имеет точное на-
правление рабочего инструмента, исключающее эксцентричное
кернение.
61
Таблица 2.5
II
III
IV
Формулы для определения основных параметров формоизменения при запрессовке
Номер
подгруппы
I
со - радиальное перемещение, мм; - предел текучести исходного материала элемента, МН/м2 (кг/мм2); Д = d}-<r -
диаметральный натяг, мм.
Кернение можно рассматривать как вдавливание абсолютно
твердого тела в другое тело, обладающее пластическим свойства-
ми. Качественный анализ деформации вдавливания устанавливает
интенсивное утонение слоев, расположенных под отпечатками и
заметное утолщение под наружным контуром отпечатка.
Потребное усилие при точечном кернении ориентировочно
можно рассчитывать по эмпирической формуле Р-500(50)с?,где
d - диаметр отпечатка керна, мм. Более точно усилие кернения
при точечном отпечатке может быть рассчитано по формуле
Р = (2,3-3,3)FnCvHV, где Fn - площадь проекции выдавленного
углубления на плоскость, перпендикулярную направлению пере-
мещения давящего инструмента; Cv - коэффициент перевода чис-
ла твердости в истинное сопротивление деформированию; HV -
твердость материала заготовки по Виккерсу.
При круговом кернении коническим или сферическим инстру-
ментом для приближенной оценки величины усилия также можно
воспользоваться приведенной формулой.
2.8. Расчет числа операций и исполнительных размеров
рабочего инструмента
2.8.1. Исходные данные
Исходные данные для расчета:
• чертежи пули и патрона;
• чертежи или эскизы деталей и узлов с основными номиналь-
ными размерами и допусками на их изготовление;
• механические свойства материала металлических элементов.
Порядок расчета.
1. Выбор или расчет числа операций.
2. Расчет размеров полуфабрикатов (узлов) и готовых изделий
(пуль, патронов).
3. Расчёт исполнительных размеров рабочего инструмента.
4. Выбор конструкции инструмента и его конструктивных раз-
меров.
2.8.2. Выбор числа операций
Большинство монтажных операций производятся за одну опе-
рацию и расчёт числа операций на практике не требуется.
63
Расчёт количества операций может производиться на операци-
ях образования конуса и загибки краёв оболочки аналогично рас-
чёту числа операций при обжиме гильз:
„Jem,
^тср
где п - число операций; «£ - итоговый коэффициент обжима;
лгср= дидоп - средний коэффициент обжима, допустимый за одну
операцию для определенной марки материала; , где
min
г/А7пах, 4™ - максимальный и минимальный наружные диаметры
конической части пули.
Таблица 2.6
Итоговые и допустимые мд(|п коэффициенты обжима при образовании
_______________конуса и загибке края оболочки___________
Тип пули /их ^доп
Обыкновенная, 7,62 мм к патрону образца 1943 г. 0,80 0,87 0,68-0,71
Пистолетная, 7,62 мм 1,00 0,70 0,68-0,71
Б-ЗО, 12,7 мм 0,76 0,76 0,62-0,64
Б-32, 12,7 мм 0,76 0,76 0,62 - 0,64
БЗТ, 12,7 мм 0,76 1,00 0,62 - 0,64
МДЗ, 14,5 мм 0,77 1,00 0,62 - 0,64
БЗТ, 14,5 мм 1,00 0,40 0,62 - 0,64
БЗ-42, 14,5 мм 0,77 1,00 0,62 - 0,64
Примечание. В числителе даны коэффициенты для образования конуса, в
знаменателе - для загибки кромки оболочек.
Как правило, общий или итоговый коэффициент обжима равен:
> /иср = тдоп. Поэтому образование конуса и загибка торцовой
кромки могут осуществляться за одну операцию. В то же время
для получения необходимой точности размеров весь процесс ино-
гда разбивают на две или три операции. Так, образование конуса
64
на пулях типа БЗТ, Б-42 14,5-мм калибра; Б-30, Б-32, БЗТ 12,7-мм
калибра и к промежуточному патрону образца 1943 г. осуществ-
ляется за две операции. При изготовлении некоторых образцов
пуль применяют три операции. Загибка кромок оболочек пуль ти-
па БЗТ, Б-ЗО, Б-32 к патрону 12,7-мм калибра и к пистолетным
пулям осуществляется за две операции.
Число операций калибровки определяется числом штамповоч-
ных монтажных операций, так как калибровка пуль предназначена
для исправления изменений диаметральных размеров и формы
оживальной и конической частей пули.
2.8.3. Определение исполнительных размеров рабочего
инструмента
Рабочий инструмент на штамповочно-сборочных операциях
следует делить на две группы: изменяющий размеры и форму по-
луфабриката, изделия, не изменяющий размеров и формы подан-
ного на операцию узла изделия и предназначенный для фиксации
узла и передачи усилия.
К первой группе относится основной инструмент для предва-
рительных и окончательных операций: образование конуса, за-
гибка кромки оболочки, калибровка, накатка пуль и патронов, об-
жим патронов. К первой группе можно отнести и неосновной
инструмент, применяемый на операциях «образование конуса и
загибка кромки оболочки». Под основным понимается инстру-
мент, размеры которого определяют размеры узла (детали).
Ко второй группе относится инструмент для проведения за-
прессовки пиросостава в стакан, отдельных деталей в узлы (за-
прессовка втулки в стакан, догонка стакана с рубашкой или сер-
дечника с рубашкой в оболочку и другие операции).
При определении размеров инструмента первой группы необ-
ходимо учитывать не только номинальные размеры узла или его
элементов, но и допуск на их изготовление. Для того чтобы вся
партия деталей укладывалась в заданные допуски, необходимо за-
давать исполнительные размеры инструмента с учетом направле-
ния его износа во время эксплуатации. В большинстве случаев из-
нос инструмента при монтаже приводит к увеличению
соответствующих размеров пуль и патронов.
В некоторых случаях необходимо корректировать исполни-
тельный размер инструмента на величину возможного пружине-
ния узла, пули, патрона, устанавливаемого опытным путем.
65
При назначении допуска на наружный размер детали основным
инструментом является матрица, ее исполнительный размер опре-
деляется по формуле
= (^тах — ^изн ~&у) “>
где </тах- максимальный размер узла, пули; Пизн- припуск на
износ; 8у- величина пружинения; 8М- допуск на изготовление
матрицы; = dH + Aj, где dH - номинальный размер узла (де-
тали); А, - верхнее отклонение размера узла (детали), в большин-
стве случаев А! = 0.
При изготовлении деталей по 5-9 классам точности принимается
77изн =0,6077д,
где 77д - А1 - А 2 - поле допуска на размер, в большинстве случаев
77д = А2, А2 - нижнее отклонение на размер узла (детали).
Тогда
-(0,6-0,8)Д2
Величину пружинения рекомендуется учитывать лишь при вы-
полнении условия 8^ > А2 /2.
При определении размеров на промежуточных операциях при-
пуск на износ можно не учитывать.
При определении размеров инструментов второй группы ис-
полнительные размеры назначаются по соответствующим номи-
нальным с учетом зазора на свободное вхождение узла в матрицу
и пуансона в отверстие детали (узла). В общем случае
=(jH+2z)+s“; Jn =(J„-2z')-8n,
где dH и dH - номинальные наружный и внутренний диаметры,
мм; z - односторонний зазор между матрицей и деталью, мм; z'-
односторонний зазор между пуансоном и деталью, мм (по заво-
дским данным z = 0,025 - 0,030 мм; z' = 0,050 - 0,080 мм). На ка-
либрующих операциях принимаются меньшие значения зазора.
Допуски на изготовление матриц и пуансонов выбирают по 3-4
классам точности (А3, С3), на калибровочных операциях - по 2
классу.
Типовые формы рабочего инструмента на штамповочно-
сборочные операции и расчетные формулы для определения ис-
полнительных размеров приведены в табл. 2.7.
66
Таблица 2.7
о
Определение исполнительных размеров рабочего инструмента
Операция Рабочий инструмент Схема узла (детали) Формулы для расчета рабочего инструмента
Основной Неосновной Основного Неосновного
1 • 2 3 4 5 6
1. Группа инструмента
Предвари-
тельное
образова-
ние конуса
Оконча-
тельное
образова-
ние конуса
- dM3 = (drf&M dM2=(D)+&" dn2=W+&n dn\ = (d)+&n Rn=R
dM3=(di-0,(A- dM2 = (D)+&M /72 = — 0,6Д — -Sv)+5/7 (Z/71 — (б/— 0,6A — -Sp+5"
.Л
\
D 4— *
D, У ,L
—Л d
-s:
00
Предвари-
тельная
калибровка
Продолжение табл. 2.7
4 5 6
- а л =а dM]=(D + 2z)+sn dM1^D)^n dMA=(d)+sn rm - R
- «/? =а -
d ф dM ^(d)+sM -
2
3
1
Оконча-
тельная
калибровка
Накатка
пояска
пуль
обыкно-
венного
действия
Накатка
пояска
пули
специаль-
ного
назначения
Обжим
патронов
о
1
Запрессов-
ка смеси
в стакан
Вставка и
запрессов-
ка алюми-
ниевого
колпачка
1 2
3
Вставка и
догонка
стакана
(сердеч-
ника) в
свинцовую
рубашку
Запрес-
совка
(догонка)
сердечника
(стакана) с
рубашками
в оболочку
Окончание табл. 2.7
4 5 6
d : d Рубашка Сердечник dMi = (d + 2z)+?>M Rm = R dni =dK
d 7TV dMt = (d)+&M Rm = R -
Таблица 2.8
Относительные конструктивные размеры рабочего инструмента
Операция Основной инструмент Неосновной инструмент
dw/D duJD dM3/D dm/D hi/D hJD Лз/О h(>6u0 MM rt, MM Г2, MM dm/D dnJD dll3/D Rn'D h/D n, MM Г2, MM
Предварительное образование конуса 1,001 0,996 0,78- 0,97 0,760 0,330 1,54- 0,80 2,4- 1,2 1,80- 2,40 5,0 1,0 0,195 0,93 - 7,3 1,9 - -
Окончательное образование конуса 1,000 0,998 0,98 0,780 0,160- 0,180 0,70- 0,75 1,2- 1,4 1,80- 2,40 2,5 1,0 0,195 0,93 - 7,3 1,9 - -
Предварительная загибка 1,000 0,995 0,99 0,834 0,167 0,73 1,2- 1,4 2,93 1,5 1,0 0,920 - - - 0,4 1,0 6,3
Окончательная загибка 1,000 0,995 0,99 0,834 0,167 0,73 1,2- 1,4 2,15 1,5 1,0 1,000 0,22 - - 0,8 0,5 -
Предварительная калибровка 0,940 - - - 0,180 - - 1,17 - - 0,780 - - - - - -
Окончательная калибровка 0,950 - - - 0,180 - - 1,17 - - 0,780 - - - - - -
Запрессовка смеси в стакан 1,002 1,520 2,35 - 0,440 - - 2,42 - - 0,780 - - - - - -
Запрессовка шайб во втулки 1,002 2,540 3,20 - 0,570 - - 2,88 - - 0,980 - - - - 0,6 -
Вставка и запрессовка алюминиевого колпачка 1,002 2.540 3,20 - 0,570 - - 2,88 - - 1,002 1,45 - - 4,0 0,2 -
Кернение втулок 1,020 0,805 2,07 - 0,575 0,92 - 3,56 - - 1,450 0,88 - - 4,0 0,2 -
Запрессовка втулок в стакан 0,965 0.596 0,85 1,002 0,400 2,62 3.8 7,20 - - 0,69 0,760 - - 2,2 - -
Вставка и догонка стакана в свинцовую рубашку 1,020 1,002 0,67 - 1,84 3,60 - - - - 0,850 1,39 0,85 - 0,8 - -
Запрессовка стаканов с рубашками в оболочку 1,000 0,965 0,60 - 1,340 2,10 - 3,40 - - 0,920 0,980 0,86 - - 0,5
Примечания. 1. D- наружный диаметр узла.
2. Остальные обозначения размеров соответствуют схемам табл. 2.7.
Основные конструктивные размеры рабочего инструмента в
абсолютных и относительных величинах приведены в табл. 2.8,
составленной по заводским данным.
При проведении операций «образование конуса» и «загибка
кромки оболочки» за несколько операций расчет размеров обо-
лочки (утолщения) и инструмента можно вести по схеме расчета
для обжима гильз.
2.9. Контроль точности и качества узлов, пуль и патронов
Монтаж пуль и патронов представляет собой совокупность
технологических операций соединения отдельных элементов, по-
лучения окончательной формы и размеров изделия и является за-
ключительной частью технологического процесса. От условия
проведения монтажных операций зависят в значительной степени
качество пуль и патронов. Поэтому после каждой штамповочной
монтажной операции осуществляется, как правило, выборочный
контроль с выемкой 10-15 изделий через 10-15 мин работы стан-
ка.
Контроль осуществляется визуальным осмотром и замером
контролируемых размеров специальными измерительными инст-
рументами.
Контроль визуальным осмотром включает:
• осмотр узлов (сердечник - рубашка, стакан с пиротехниче-
ским составом - рубашка, оболочка - наконечник и др.);
• осмотр пуль после штамповочных сборочных операций;
• осмотр патронов после сборочных операций.
Контроль по линейным размерам включает:
• контроль узлов по диаметрам;
• контроль узлов по высоте выступающей из рубашки вершин-
ки сердечника втулки;
• контроль по фигуре хвостовой и головной части пули;
• контроль пули по диаметру и длине;
• контроль пули по диаметру накатки и др.
Контроль качества обжима патронов осуществляется также по
величине извлекающего усилия на специальном приборе типа
«Цейсс».
В комплект контрольно-измерительного инструмента на штам-
повочных монтажных операциях входят калибры на диаметры от-
верстий, кольца на диаметральные размеры, приборы для контро-
74
ля длин и диаметров, скобы на длину элементов, лекала и шабло-
ны на фигуры элементов узлов, пуль.
Основные виды брака и их причины приведены в табл. 2.9.
Таблица 2.9
Виды и причины брака
Операция Вид Причина
1 2 3
Вставка и за- прессовка нако- нечника в обо- лочку Перекос наконечника. Вмятины. Царапины, от- печатки, забоины. Пере- ломы, наплывы Износ инструмента. Неправильно установлен инструмент. Выкрошил- ся уступ пуансона. Налипание ме- талла на матрицу
Вставка ру- бящих трубок в оболочку Перекос рубящих тру- бок. Перевернутая трубка. Мала или велика догонка трубки. Отсутствие труб- ки Неточное ориентирование трубки. Не отрегулирован ход пресса
Вставка и до- гонка шайб во втулку Втулки с малым отвер- стием в шайбе. Втулки без шайбы. Втулки с переко- шенной шайбой Отклонение размеров шайбы от чертежных. Отсутствие подачи. Не- точное ориентирование шайбы
Вставка и за- прессовка алю- миниевого кол- пачка Втулки с рваным кол- пачком. Втулки с непра- вильно запрессованным колпачком. Втулки с над- рывами стенок и проры- вами дна колпачка. Втул- ки с грубыми вмятинами на дие колпачка Некачественные колпачки. Непра- вильная подача колпачка
Кернение вту- лок Втулки с мелким керне- нием. Втулки с большим или малым диаметром от- верстия Не отрегулирован рабочий инст- румент
Запрессовка втулки в стакан Перекос втулки. Грубые царапины на втулке и ста- кане Не сцентрирован рабочий инст- румент. Загрязнение инструмента, изделий
Вставка и до- гонка стального сердечника в свинцовую ру- башку, обжим и калибровка узла • Узлы с раковинами, свищами, рваной рубаш- кой Брак с предыдущих операций из- готовления свинцовой рубашки, брак проволоки
Царапины и засветления Попадание грязи или неправиль- ное центрирование инструмента
• Задиры торцовых кро- мок рубашек Помятость свинцовой рубашки
Поперечные надрывы рубашки Врезание сердечника в свинцовую рубашку при большой запрессовке и малой длине оживальной части
75
Продолжение табл. 2.9
1 2 3
Выпадание сердечника из рубашки Выработка матрицы
Помятости узла Неправильная работа питателя
Больший или меньший диаметр узла Строгая или изношенная матрица
Неточная длина узла Большой или малый ход пуансона
Предвари- тельная и окон- чательная до- гонка (запрессовка) узла в оболочку и вставка коле- чек в трасси- рующие пули Забоины, царапины, от- печатки на оболочке Загрязнение инструмента и нали- пание металла иа поверхность инст- румента
Смятие и частичный от- рыв кромок рубашки Догоночный пуансон имеет завы- шенные размеры
Попадание масла внутрь оболочки Обильная смазка на поверхности оболочки
Малая или большая глу- бина догоики узла в обо- лочку Большой или малый ход пуансона
Тяжелый или легкий вес узла Неправильный вес рубашки
Без колечка, с перевер- нутым колечком, с двумя колечками, сбитое колеч- ко Нечеткая работа автомата питания колечками
Предвари- тельная и окон- чательная за- гибка краев оболочки Царапины, отпечатки Налипание металла или грязная рабочая часть матрицы, разлажен- ность рабочих клещей
Венчик иа вершине или помятость наконечника Высокая посадка выталкивателя
Засвинцовка Длинная рубашка
Наплывы на оживаль- ной части Неправильная фигура матрицы
Неплотный монтаж Неправильное изготовление рабо- чего инструмента
Короткие или длинные пули Острая или тупая вершника обо- лочки. Большая или малая загибка
Большой или малый диаметр ведущей части Строгая или выработанная матри- ца
Увеличенная несоос- иость оживальиой части Неточно изготовлен или сцентри- рован рабочий инструмент
Надрывы на загнутой кромке оболочки Некачественная оболочка, боль- шая степень деформации
76
Продолжение табл. 2.9
1 2 3
Предвари- тельное и окон- чательное обра- зование конуса Царапины, отпечатки на конусе Налипание металла в матрице, от- слоение хромового покрытия инст- румента, загрязнение матрицы
Перелом иа конусе Износ матрицы или неправильная ее конфигурация
Раздутие оживальиой части Большой ход пуансона
Перелом на оживальной части Большой ход пуансона
Длинные или короткие пули Не отрегулирован станок
Калибровка пули по диамет- РУ Большой или малый диаметр ведущей части пули Неточно изготовлены калибрую- щие матрицы
Пули с царапинами, от- печатками, забоинами, помятостями Налипание металла на поверх- ность матриц, загрязнение матриц, отслаивание хромового покрытия с поверхности матриц, неудовлетво- рительная работа питателей
Пули со стянутым кону- сом или накаткой Строгая матрица. Несцентрирова- иы матрицы
Накатка поя- ска на пуле Царапины и отпечатки Налипание металла или забоины на роликах или плашках
Задиры и заусенцы иа накатке Выработался накатной поясок круга
Завальцоваиная накатка Выработались кромки накатного пояска круга
Винтовая или двойная накатка Не сцентрирован рабочий инст- румент
Мелкая или глубокая накатка Неправильно установлены колод- ки, выработался круг
Высокая или низкая на- катка Неправильно установлен круг
Эллипсная накатка Выработались колодки, непра- вильно установлены колодки
Неравномерная накатка Неправильно установлен инстру- мент
Помятость верщиики, наконечника пули Не отлажен процесс
Капсюлиро- вание. гильз (вставка и за- прессовка кап- сюля) Отпечатки, ^царапины и вмятины на капсюле Рабочая часть догоночиого пуан- сона имеет неравную или загрязнен- ную поверхность, или налипание металла
Наплыв капсюля Износ матрицы
77
Продолжение табл. 2.9
1 2 3
Косо вставленный кап- сюль Износ, выкрашивание упорной площадки или налипание на нее по- сторонних предметов
Засечки под шляпкой гильзы Малая фаска около капсюльного гнезда
Задранный бортик кап- сюля Неправильное положение некото- рых капсюлей в кассете
Гильза с перевернутым капсюлем Не отрегулирована подача капсю- лей
Гильза с двойным кап- сюлем Неудовлетворительная работа пи- тателя
Гильза без капсюля Не отрегулирован ход догоночно- го пуансона
Вспыхнувший капсюль Неправильно установлен рабочий инструмент, эксцентрическое кап- сюльное гнездо и слабое крепление плашек гнезда
Высечки на капсюле Не отрегулирована длина дого- ночного пуансона
Высоко или низко по- ставленный капсюль Не отрегулирована длина дого- ночного пуансона
Кернение кап- сюлированных гильз Косое кернение Сработался пуансон кернения
Эксцентричное керне- ние Сработались прорези барабана. Брак пуансона кернения
Глубокое или мелкое кернение Не отрегулирована длина пуансо- на кернения
Глубокая или мелкая посадка капсюля Не отрегулирована длина дого- иочного пуансона
Расправка дульца Царапины, трещины, вмятины на поверхности дульца Загрязнение инструмента, неудов- летворительная работа питателя, недостаточный отжиг перед обжи- мом гильзы
Эллипсность дульца Эллипсность инструмента, нерав- номерность отжига дульца гильзы
Вставка и до- гонка (запрес- совка) пули в дульце гильзы Продольные царапины на корпусе и скате гильзы Износ матрицы, загрязнение мат- рицы
Срыв вершины, засечки, царапины на пуле Выкрошилась или износилась ра- бочая часть пуансона
Осажен скат, завернулся край дульца Износ расправочного пуансона
Мятые гильзы Не отрегулирована длина рабоче- го инструмента
Одностороннее выпучи- вание дульца Износ матрицы
78
Окончание табл. 2.9
1 2 3
Кривые патроны Не сцентрирован рабочий инст- румент, несоосность дульца и пули
Перекрытая или иедо- крытая накатка пуль Не отрегулирован ход рабочего инструмента (догоиочного пуансо- на)
Длинные или короткие патроны Высоко установлен догоночиый пуансои, низко установлен догоиоч- ный пуансои
Малый или большой вес заряда Не отлажены весы. Не отрегули- рован объем мерок, износилась мер- ка, неправильное положение поро- ховых трубок
Обжим па- трона Царапины, забоины, помятости на гильзе и пу- ле Выкрошилась рабочая часть втул- ки, загрязнение и засорение инстру- мента
Отворот краев дульца Не отрегулирован ход рабочего инструмента (рабочих плашек)
Дробление и неравно- мерная завальцовка, не- равномерный обжим Некачественный профиль рабочих плашек. Не отрегулирован ход пла- шек
Патрон без кернения Не отрегулирован ход пуансона кернения, неисправность накольного прибора
Патрон с неравномер- ными кернами по глубине Не отрегулирован ход пуансона кернения. Большая или меньшая длина пуансона кернения. Несцен- трированность инструментов в призме и наклонного круга
Малый или большой диаметр обжатого дульца Неправильно изготовлены плаш- ки. Отступление размеров дульца гильзы или пули от чертежных раз- меров
Малый диаметр накатки Неправильно изготовлены плашки (рабочий профиль)
Короткие или длинные патроны Неправильная наладка догоиочио- го пуансона, выработка нижнего круга
Патроны неудовлетво- ряющие каморе и коро- бочке Неправильная наладка обжимных матриц и их выработка
Патроны с малыми или большими извлекающими усилиями Сработался пуаисои расправки или неправильная регулировка цан- ги
79
Контрольные вопросы
1. По каким признакам классифицируются процессы сборки методом пла-
стического деформирования?
2. Какие процессы сборки относятся к классу процессов листовой штампов-
ки?
3. Какие процессы сборки относятся к классу процессов объемной штампов-
ки?
4. Какие процессы сборки выполняются способами обжима и в чем состоят
их технологические особенности?
5. Какие способы накатки применяют при сборке пуль?
6. В чем состоят технологические особенности процесса накатки в сплош-
ной заготовке?
7. Какие виды процессов сборки выполняются способами запрессовки?
8. В каких случаях для соединения элементов патрона применяют кернение?
9. На основании каких условий выбирают количество штамповочных сбо-
рочных операций?
10. Какие технологические факторы учитывают при определении исполни-
тельных размеров рабочего инструмента?
80
3. ТЕРМИЧЕСКАЯ ОБРАБОТКА
3.1. Классификация процессов термической обработки
Термической обработкой называют процесс обработки метал-
лических деталей путем регулируемого теплового воздействия и
охлаждения с целью формирования определенной структуры и
свойств металла в заданном направлении и в выделенных контро-
лируемых зонах. Это воздействие может сочетаться также с де-
формационным, химическим и другими.
Термическая обработка - один из важнейших методов, реали-
зуемых совместно с обработкой металлов давлением, в частности
холодной штамповкой, в комплексной технологии изготовления
металлических элементов патронов.
Основное назначение термической обработки при изготовле-
нии гильз, оболочек, сердечников и других элементов патронов:
• восстановление пластических свойств (штампуемости) ме-
талла после холодной обработки давлением;
• придание готовым деталям совместно с операциями холод-
ной штамповки заданных механических свойств;
• устранение остаточных вредных напряжений, приводящих к
самопроизвольному растрескиванию латунных гильз и закален-
ных стальных сердечников.
От успешного проведения термической обработки зависят ка-
чество выпускаемых элементов патронов и патронов в целом, оп-
ределяемое надежностью их функционирования; продолжитель-
ность технологического цикла и стойкость рабочего инструмента.
Вид термообработки определяется типом фазовых и структур-
ных изменений в металле при нагреве и охлаждении. Термическая
обработка в целом подразделяется на собственно термическую,
термомеханическую и химико-термическую. Собственно терми-
ческая обработка заключается только в термическом воздействии
на металл или сплав, термомеханическая - в сочетании термиче-
ского воздействия и пластической деформации, химикотермиче-
ская - в сочетании термического и химического воздействий.
Термическая обработка включает отжиг, закалку, отпуск и ста-
рение. Эти виды относятся и к сталям, и к цветным металлам, и к
сплавам. Каждый из видов термообработки подразделяется на
подвиды, разновидности и способы выполнения.
Производственные названия отдельных процессов термообра-
ботки складывались исторически и основывались не на характере
81
внутренних превращений в металле или сплаве, а на чисто внеш-
них признаках. В связи с этим при употреблении некоторых про-
изводственных названий термической обработки, например «нор-
мализация», иногда трудно понять, какова физическая природа
процессов, о которых идет речь. В таких случаях следует приме-
нять, или вместо производственного термина, или параллельно с
ним, термин по принятой, научно обоснованной классификации
(рис. 3.1).
Подвидами отжига являются отжиги 1-го и 2-го рода. Отжиг
1-го рода частично или полностью устраняет отклонения от рав-
новесного состояния, возникшие при предыдущей обработке,
например штамповке, причем его проведение не обусловлено фа-
зовыми превращениями. Его основные разновидности, применяе-
мые в производстве: отжиг промежуточный, рекристаллизацион-
ный, дорекристаллизационный.
Отжиг промежуточный - различные частные варианты отжига
при субкритических температурах (например, ниже критической
точки ACt для сталей), выполняемые с целью устранения наклепа
металла, полученного на предшествующей штамповочной опера-
ции и затрудняющего деформацию на последующей штамповоч-
ной операции.
Рекристаллизационный отжиг - термическая обработка дефор-
мированного металла или сплава, при которой главным процессом
является рекристаллизация. Рекристаллизационный отжиг может
быть полным (в районе верхней температурной границы рекри-
сталлизации) и неполным (при температурах начала рекристалли-
зации).
Дорекристаллизационный отжиг - термическая обработка де-
формированного металла или сплава при температуре ниже тем-
пературы начала рекристаллизации, при которой главным процес-
сом, протекающим в металле, будет возврат. Возврат есть
совокупность любых самопроизвольных процессов изменения
плотности и распределения дефектов в деформированных кри-
сталлах до начала рекристаллизации. Если возврат протекает без
образования и миграции субграниц внутри деформированных зе-
рен, то его называют отдыхом. Если же при возврате внутри де-
формированных кристаллитов формируются и мигрируют мало-
угловые границы, то его называют полигонизацией. Различают
дорекристаллизационный отжиг упрочняющий, смягчающий и
для снятия остаточных напряжений в детали.
82
Отжиг дорскристаллизационный упрочняющий - отжиг накле-
панного металла или однофазного сплава при температуре ниже
температуры начала рекристаллизации с целью повышения пре-
дела упругости и прочностных свойств.
Отжиг дорскристаллизационный смягчающий проводится при
тех же температурах, но для других металлов и сплавов, с целью
частичного устранения наклепа.
Отжиг дорекристаллизационный для уменьшения остаточных
напряжений в отштампованных деталях, изготавливаемых, на-
пример, из латуней, содержащих более 20% цинка, позволяет пре-
дотвратить коррозионное растрескивание, но при этом сохранить
высокие прочностные свойства.
Отжиг 2-го рода основан на использовании диффузионных фа-
зовых превращений при охлаждении металлов и сплавов. Его
можно проводить с полным или неполным изменением фазового
состава, когда фазы, стабильные при повышенной температуре,
исчезают при охлаждении, например, распад аустенита с образо-
ванием перлитной структуры после полной или неполной пере-
кристаллизации (отжиг гетерогенизрующий). Отжиг полный го-
могенизующий - отжиг, например, с целью измельчения зерна,
устранения текстуры, получения равномерного распределения
структурных составляющих.
Закалка, как и отжиг 2-го рода, может применяться только к
тем металлам и сплавам, в которых протекают фазовые превра-
щения в твердом состоянии. Температура нагрева и время вы-
держки при закалке должны быть такими, чтобы произошли не-
обходимые структурные изменения, например образование
высокотемпературной фазы в результате полиморфного превра-
щения, растворение избыточной фазы в матричной и др. Скорость
охлаждения при закалке должна быть достаточно велика, чтобы
при понижении температуры не успели произойти обратные фа-
зовые превращения, связанные с диффузией или самодиффузией.
Существуют два вида закалки: без полиморфного превращения и
с полиморфным превращением.
Закалка без полиморфного превращения - термическая обра-
ботка, фиксирующая при более низкой температуре состояние
сплава, свойственное ему при более высокой температуре. Этот
вид закалки применим к любым сплавам, в которых одна фаза
полностью или частично растворяется в другой. Но в зависимости
от вида сплавов она может по-разному влиять на его свойства:
83
мпературные зоны отжига:
Термическая
-..I ... :
Отжиг
84
процессов термической обработки
85
либо повышать прочность и снижать пластичность, либо снижать
прочность и повышать пластичность, либо повышать и прочность,
и пластичность.
Закалка с полиморфным превращением (закалка на мартен-
сит) - термическая обработка метала или сплава, при которой
главным процессом является мартенситное превращение высоко-
температурной фазы. Эта закалка в принципе применима к любым
металлам и сплавам, в которых при охлаждении перестраивается
кристаллическая решетка.
Отпуску подвергают сплавы, закаленные на мартенсит. Структу-
ра закаленной стали метастабильна. При нагреве после закалки
вследствие увеличивающейся подвижности атомов создаются усло-
вия для процессов, изменяющих структуру стали в направлении к
более равновесному состоянию. Главный процесс при отпуске стали
- распад мартенсита с выделением карбидов. В отличие от отпуска,
старение - это термическая обработка, при которой в сплаве, под-
вергнутом закалке без полиморфного превращения, главным про-
цессом является распад пересыщенного твердого раствора.
Применение основных процессов термообработки в патронном
производстве показано в табл. 3.1.
Таблица 3.1
Процессы термообработки, применяемые в производстве патронов
Вид Назначение Элементы па- тронов, подвер- гаемые терми- ческой обработке Технологическая операция, после которой произво- дится термообра- ботка
1 2 3 4
Рекристалли- зационный отжиг Для снятия наклепа и повышения пластич- ности, устранения или уменьшения структурной неодно- родности Полуфабрика- ты гильз, обо- лочек, стака- нов, втулок и т.п. Вырубка и свертка колпака, выдавли- вание чашки; про- межуточные вы- тяжки. Отрезка заготовки из прутка (проволоки)
Местный рекристалли- зационный отжиг Для снятия наклепа и повышения пластиче- ских свойств полу- фабриката гильзы пе- ред обжимом и для обеспечения опреде- ленных механических свойств верхней час- ти готовой гильзы Г ильза Вторая штамповка. Пробивка затра- вочных отверстий
86
Окончание табл. 3. J
1 2 3 4
Закалка Для получения высо- кой твердости и по- вышенной прочности Сердечник Предварительная и окончательная об- точка оживальной части
Цианирова- ние-закалка Для повышения твер- дости поверхностного слоя детали Рубящая трубка Штамповка и про- бивка трубки
Отпуск Для полного или час- тичного устранения внутренних напряже- ний, снижения твер- дости и повышения вязкости Рубящая труб- ка, сердечник Штамповка и про- бивка трубок. Окончательная об- точка оживальной части сердечника
Сушка* Для удаления влаги после промывки в во- де, мыльном раство- ре, растворе лака Гильза, обо- лочка, стакан и т.п. Промывка. Лакиро- вание
* Сушка есть процесс тепловой, но не термической обработки, так как она не
изменяет структуру металла.
3.2. Рекристаллизационный отжиг
Рекристаллизационный отжиг заключается в нагреве упроч-
ненного (наклепанного) в результате пластической деформации
металла до температур рекристаллизации, выдержки при заданной
температуре и охлаждении на воздухе.
Различают две основные стадии процесса устранения следов
наклепа при нагреве: возврат и рекристаллизацию.
Стадия возврата включает все процессы до начала рекристал-
лизации, а именно: уменьшение концентрации точечных дефектов
и перераспределение дислокаций без образования границ (отдых)
или с образованием и миграцией малоугловых границ зерен и за-
метным изменением структуры (полигонизация). После больших
степеней холодной деформации полигонизация, как правило, не
наблюдается.
Рекристаллизация - самый распространенный из процессов,
формирующих структуру металлов и сплавов, а следовательно, из-
меняющих механические и физические свойства и их анизотропию.
Различают первичную, собирательную и вторичную стадии
рекристаллизации.
Первичная рекристаллизация представляет собой процесс
формирования и роста в деформированном объеме (матрице) но-
87
вых зерен, свободных от искажений или значительно более со-
вершенных, чем деформированный объем (матрица), и отделен-
ных от него границами с большими углами разориентировки.
Первичная рекристаллизация протекает при нагреве материала,
подвергнутого деформации определенной степени, величина ко-
торой зависит от условий деформации и нагрева.
Основными параметрами рекристаллизации являются скорость
зарождения центров N (число зародышей, образующихся в едини-
цу времени AN / Ат) и скорость роста G (увеличение линейного
размера зародыша в единицу времени - AD / Ат). Скорость рекри-
сталлизации и характер структуры к концу первичной рекристал-
лизации определяются соотношением N и G. Конечный размер
зерна тем меньше, чем больше N и меньше G.
На протекание процесса и на его параметры (скорость, темпе-
ратуры начала и конца рекристаллизации Г" и Гр , длительность
процесса т) влияют следующие основные факторы: степень де-
формации, температура нагрева, длительность отжига, скорость
нагрева, скорость деформации, величина исходного зерна, нерас-
творенные включения и негетерогенность сплава.
С повышением степени деформации выше начальной (е0) по-
вышаются значения N и G и в целом скорость рекристаллизации.
Как правило, с увеличением значения £ выше 15-20% рост G пре-
кращается. Если степень деформации ниже начальной, то при на-
греве идет только полигонизация, которая уменьшает перепад ис-
кажений между соседними кристаллитами и затрудняет
рекристаллизацию.
Повышение температуры нагрева, а также все факторы, усили-
вающие неоднородность деформации, смещают начальную де-
формацию в меньшую сторону. При медленном нагреве с повы-
шением температуры увеличивается продолжительность
пребывания металла при высокой температуре и частичное проте-
кание собирательной рекристаллизации, что в свою очередь уве-
личивает зерно. Длительность отжига также увеличивает зерно.
Повышение скорости нагрева уменьшает или исключает воз-
можность протекания отдыха металла, что облегчает зарождение
и рост новых зерен; способствует увеличению параметров N и G
при преимущественном росте величины N, что приводит к из-
мельчению структуры, увеличивает температуру начала Г“ и
конца Гр рекристаллизации.
88
Влияние скорости нагрева может быть эффективно использо-
вано для измельчения структуры; для этого комбинируют кратко-
временный высокотемпературный скоростной нагрев, при кото-
ром возникает большое число зародышей, и последующую
изотермическую выдержку при более низкой температуре.
Увеличение скорости деформации смещает величину е0 в сто-
рону меньших деформаций. Уменьшение величины исходного
зерна ускоряет процесс первичной рекристаллизации.
Растворимые примеси и легирование существенно влияют на
скорость первичной рекристаллизации.
Наличие дисперсных частиц в сплаве тормозит процесс рекри-
сталлизации. Наиболее высоким температурным уровнем рекри-
сталлизации обладают стареющие сплавы, в которых частицы
дисперсных фаз, выделяющихся из раствора при нагреве, резко
уменьшают параметр G. С другой стороны, относительно малое
число частиц карбида типа Fe3C в малоуглеродистой стали снижа-
ет температуру начала рекристаллизации на 50° по сравнению с
Армко-железом, при этом неравномерное распределение дисперс-
ных частиц, растворяющихся при рекристаллизационном отжиге,
может резко ускорить рост отдельных зерен и вызвать разнозер-
нистость к концу первичной рекристаллизации и огрубление
структуры при последующей вторичной рекристаллизации.
Наличие нерастворенных примесей уменьшает величину зерна
при рекристаллизации после критической степени деформации и
уменьшает влияние скорости деформации на величину е0.
При собирательной рекристаллизации наблюдается сравни-
тельно равномерный рост одних новых зерен за счет других после
окончания первичной рекристаллизации. Эта стадия наступает
после того, как выросшие центры рекристаллизации приходят во
взаимное соприкосновение. Основной термодинамической дви-
жущей силой является стремление к уменьшению зернограничной
энергии, реализуемое в сокращении границ при их миграции.
На собирательную рекристаллизацию влияют температура и
длительность отжига; растворимые примеси, дисперсные включе-
ния; толщина заготовки. С повышением температуры и увеличе-
нием длительности отжига средний размер зерен увеличивается.
Введение в твердый раствор чужеродных атомов резко снижает
скорость миграции границ и тормозит процесс собирательной
рекристаллизации. Дисперсные частицы избыточных фаз могут
резко тормозить рост зерен вплоть до полного его прекращения.
89
Чем больше объемная доля включений, чем они меньше и чем
хуже сопряженность решеток фазы и матрицы, тем сильнее тор-
мозящее влияние частиц. В изделиях (полуфабрикатах), имеющих
малые размеры (толщину), рост зерен затормаживается или даже
прекращается и при отсутствии дисперсных включений. При вто-
ричной рекристаллизации наблюдается рост зерен после оконча-
ния первичной рекристаллизации при последующем нагреве до
более высоких температур, в результате которого возникает
структура с неоднородными размерами зерен. Разнозернистость
может исчезнуть только после завершения процесса рекристалли-
зации.
3.3. Влияние рекристаллизационного отжига на структуру
н механические свойства металлов и сплавов
Влияние различных факторов на рекристаллизацию, в частно-
сти на величину зерна после рекристаллизации, определяют по
трехмерным диаграммам, на которых показана зависимость сред-
ней величины зерна Dcp от средней степени деформации е( и тем-
пературы отжига Т К (диаграммы первого рода) или температуры
горячей деформации (диаграмма второго рода).
Диаграммы рекристаллизации широко используются при вы-
боре режимов отжигов для промежуточных и окончательных опе-
раций и технологических режимов обработки давлением.
Анализ диаграмм показал следующее:
• повышение температуры отжига или нагрева при горячей об-
работке давлением приводит к росту зерна;
• с увеличением степени деформации температура начала рек-
ристаллизации понижается и уменьшается интенсивность роста
зерен с повышением температуры отжига;
• с уменьшением степени деформации температура начала
рекристаллизации повышается, а рост зерен становится более ин-
тенсивным;
• для латуней критическая степень деформации равна
Екр=3-8%;
• увеличение длительности отжига понижает температуру на-
чала рекристаллизации и почти исключает влияние степени де-
формации на величину зерна при высоких температурах.
90
На рис. 3.2 показаны диаграммы рекристаллизации латуни Л70
состава, %: 70,12 Си; 29,85 Zn; 0,01 Pb; 0,01 Fe. Слитки подверга-
лись горячей, первичной холодной прокатке, отжигу при 923 К
(650°С). Величина исходного зерна 500 мкм, окончательная обра-
ботка - холодная прокатка.
в
Рис. 3.2. Диаграммы рекристаллизации латуни Л70 при длительности отжига,
мин: а - 0,5; б- 2,0; в - 32; г - 60
91
г
Рис. 3.2. (окончание)
Исследованием механических свойств гильзовой латуни
Л67/33, подвергнутой предварительной деформации при различ-
ных температурах отжига, было установлено пять характерных
температурных зон (рис. 3.3): 1 - 473-548 К (200-275’С); 2 - 548-
623 К (275-350°С); 3 - 623-1023 К (350-740°С); 4 - 1023-1103 К
(750-830°С); 5 - 1103 К (830°С) до температуры плавления.
В первой зоне при всех степенях деформации латунь практиче-
ски не изменяет механических свойств с повышением температу-
ры нагрева.
Рис. 3.3. Влияние температуры рекристаллизационного отжига на механические
свойства гильзовой латуни при различных степенях предварительной
деформации к|/. %: 1 - 40; 2 - 125; 3 - 300
92
При нагреве в интервале температур второй зоны наблюдается
интенсивное уменьшение временного сопротивления ав, пределов
упругости ае и текучести о0,2 и повышение показателей пластич-
ности (5, V и др.)- В этом интервале температуры механические
свойства латуни нестабильны. Вторая зона соответствует нижней
границе рекристаллизации и определяет температуру ее начала.
При нагреве в интервале температуры третьей зоны происхо-
дит более равномерное изменение механических свойств, являю-
щееся следствием интенсивного протекания процесса рекристал-
лизации, сопровождающегося ростом зерен. Верхняя граница
температур третьей зоны определяет верхнюю границу рекри-
сталлизации, температуру Т£, на практике за верхний предел
температуры рекристаллизации для гильзовой латуни принимают
температуру 873-1023 К (600-750°С).
Изменение твердости HV наклепанной латуни Л68 в зависимо-
сти от температуры отжига, характеризующее температуры начала
Тр и конца рекристаллизации Т£, показано на рис. 3.4; изменение
Рис. 3.4. Изменение твердости латуни Л68 в зависимости от температуры отжига
при различных степенях предварительной деформации у, %: / - 60; 2 - 50; 3 -
35; 4 - 60; 5, 6 - 25 (длительность отжига для кривых 1, 2, 3, 5 - 20 мин, для кри-
вых 4,6-60 мин)
93
временного сопротивления ав и относительного удлинения 3
гильзовой латуни (Л68) в зависимости от температуры и продол-
жительности отжига при толщине заготовок 0,3 мм и степени
предварительной деформации = 65% - на рис. 3.5. Диаграммы
рекристаллизации низкоуглеродистых сталей, близких по составу
к применяемым в патронном производстве, показаны на рис. 3.6.
Исходными заготовками служили катанные прутки диаметром
20 мм, нормализованные при 1273 К (1000°С) с применением
окончательной обработки холодным осаживанием.
g Продолжительность отжига, сек
Рис. 3.5. Зависимость механических свойств латуни (Си - 67%) от продолжи-
тельности отжига при температурах 673 К (400“С) - п; 823 К (550° С) - б; 673 К
(400 °C) - в и от температуры отжига при его продолжительности 5 мин - г
94
Температура отпуска, К (°C)
Рис. 3.5 (окончание)
Отмеченные закономерности влияния степени предвари-
тельной деформации и температуры отжига на величину зерна
справедливы и для сталей. Величина критической степени де-
формации для малоуглеродистых сталей находится в пределах
8 - 10%.
95
б
Рис. 3.6. Диаграммы рекристаллизации малоуглеродистых сталей: а - 0,09% С;
0,16% Si; 0,33% Мп, 0,009% Р; 0,005% S с величиной исходного зерна
550... 1800 мкм; б - 0,18% С; 0,18% Si; 0,52% Мп, 0,46% Р; 0,123% S с величиной
исходного зерна 1450... 1550 мкм
Зависимости твердости HV малоуглеродистых сталей 11 кп и
18ЮА от температуры отжига при различных степенях деформа-
ции у = (1 - F/Fo)100% показаны на рис. 3.7, откуда следует, что
с повышением температуры нагрева в интервале от 273 К (0°С) до
423-473 К (150-200°С) твердость сталей не изменяется; в интерва-
ле от 423-473 К (15О-2ОО°С) до 573-623 К (300-350°С) с повыше-
нием температуры наблюдается некоторое увеличение твердости;
в интервале от 573-623 К (300-350°С) до 923 К (650°С) с повыше-
нием температуры твердость малоуглеродистых сталей резко
уменьшается; интервал 773-873 К (500-600°С) является для них
нижней границей температуры рекристаллизации Т“ .
96
Рис. 3.7. Изменение твердости стали в зависимости от температуры отжига при различных степенях
предварительной деформации у, %: а - сталь 11кп, /, 2 - 50; 3 - 35; 4, 5 - 25 (длительность отжига для кривых /, 3,
5-20 мин, для кривых 2, 4 - 60 мин); б - сталь 18ЮА /, 2 - 60; 3 - 40; 4 - 30; 5, б - 20 (длительность отжига для
кривых 1,3,4,5-20 мин, для кривых 2,6-60 мин)
На структуру и механические свойства малоуглеродистых ста-
лей существенно влияют скорость электронагрева и скорость ох-
лаждения (рис. 3.8 и 3.9).
При нагреве выше температур окончания рекристаллизации
973 - 1073 К (700 - 800°С) и при охлаждении заготовок на воз-
духе независимо от скорости нагрева достигается почти полное
разупрочнение. Полученные при этом значения твердости всего
на несколько единиц выше минимальных значений, которые
могут быть достигнуты при отжиге в печи в течение одного ча-
са.
Твердость образцов из малоуглеродистой стали при охлажде-
нии их в циркулирующей воде получается значительно выше, чем
при охлаждении на воздухе (см. рис. 3.8). Твердость при охлажде-
нии в воде повышается с увеличением температуры отжига и с
понижением скорости нагрева (см. рис. 3.9). Изменение твердости
при увеличении скорости охлаждения обусловлено закалкой ло-
кальных объемов аустенита, образовавшихся при нагреве выше
точки Л Ср
Рис. 3.8. Изменение твердости при отжиге малоуглеродистой стали с различны-
ми скоростями нагрева и охлаждения: 1) е = 60%; а = 300 град/с; охлаждение в
воде; 2) е = 60%; а = 300 град/с; охлаждение иа воздухе; 3) £ = 9,8%; а =
=300 град/с; охлаждение на воздухе; 4) е = 60%; а = 1000 град/с; охлаждение в
воде; 5) £ = 60%; а = 1000 град/с; охлаждение на воздухе; 6) е = 60%; а =
= 10 град/с; охлаждение на воздухе; А - твердость перед деформацией; | - начало
рекристаллизации; f - конец рекристаллизации
98
Рис. 3.9. Зависимость твердости малоуглеродистой стали от температуры при
различных скоростях нагрева (охлаждение в воде), град/с: 1 - 30; 2 - 300; 3 -
1000, 4-4000; 5-5000
При больших увеличениях видно, что структура этих участков
состоит из тросто-мартенсита или тросто-сорбита с микротвердо-
стью соответственно 5880 и 3920 МН/м2 (600-400 кг/мм2).
При замедленном охлаждении полуфабрикатов на воздухе об-
разовавшиеся объемы аустенита полностью распадаются с обра-
зованием сравнительно крупных зерен феррита и с выделением
цементита по границам зерен.
При многократных промежуточных отжигах в интервале АС\-
АС3 и охлаждении полуфабрикатов из малоуглеродистой стали в
воде дисперсность цементита постепенно увеличивается, а твер-
дость отожженного металла возрастает. Эти данные свидетельст-
вуют о том, что для малоуглеродистой стали при ускоренном ее
охлаждении в' воде трудно подобрать технологически стабильный
режим отжига, который обеспечивал бы достаточно низкую твер-
дость. Особенно это трудно осуществить при многократных про-
межуточных отжигах, чередующихся с пластической деформаци-
ей.
Изменение механических свойств малоуглеродистой стали (С -
0,09; Si - 0,20; Мп - 0,23; Р - 0,011; S - 0,012; Сг - 0,09; Ni -
0,15%) при нагреве со скоростями 50 и 1000 град/с показано на
рис. 3.10.
99
Рис. 3.10. Изменение механических свойств малоуглеродистой стали в зависимо-
сти от температуры отжига при различных скоростях нагрева (охлаждение на
воздухе): а - 50 град/с; б - 1000 град/с
100
При нагреве выше 1023 К (750°С) на образцах с деформация-
ми, равными 10 и 54%, достигается полное восстановление пла-
стических свойств. При дальнейшем повышении температур от-
жига до 1273 К (1000°С) механические свойства
низкоуглеродистой стали существенно не изменяются. Сравнение
средних значений временного сопротивления ав и предела те-
кучести а02, получаемых при продолжительном (1 час) отжиге
в печи и при кратковременном контактном электронагреве, пока-
зывает, что в первом случае получаемые значения ав и а0>2 все-
го на 9,8-19,6 МН/мм2 (1-2 кг/мм2) меньше, чем в последнем, а
относительное удлинение при электронагреве при температурах
1023-1223 К (750-950’С) оказалось на 1-2% выше, чем при отжи-
ге в печи.
При отжиге низкоуглеродистых сталей в интервале критиче-
ских температур Л1-Л3 наблюдается понижение ударной вязкости
при пониженных температурах от -40 до -60°С.
Микроструктура и механические свойства гильзовой стали
18ЮА (Н18) после различной термообработки приведены в табл.
3.2-3.5 (по данным института металлов).
Таблица 3.2
Микроструктура и твердость холоднокатаной стали 18ЮА (Н18)
_______________после термической обработки____________
Вид термической обработки Микроструктура Твердость НВ
Исходное состояние Равномерно распределенный мелкозернистый цементит в ферритной массе. Мелкое фер- ритное зерно 140-150
Закалка при Т= 953- 993 К (680-720"С) Феррито-перлитная структу- ра. Перлит сорбитовидный 145
Закалка при Т= 1013- 1133 К (740-860‘С) Феррито-перлитная структура в микроструктуре нз сорбито- видного перлита. В ферритной массе появляются участки тро- стита 220-250 (при температуре за- калки 1013 К) 280-340 (при температуре за- калки 1133 К)
Закалка при Т = 1233 К (9бО°С) В ферритной массе появляет- ся мартенсит и тросто-сорбит 300-370
Закалка при Г= 1193 К (920'С) с последующим отпуском при Т- 373- 573 К (100-300'С) В ферритной массе мартенсит и тросто-сорбит 360
101
Окончание табл. 3.2
Вид термической обработки Микроструктура Твердость НВ
Закалка при Т= 1193 К (920°С) с последующим отпуском при Т= 673- 873 К (400-600’С) Образуется сорбит, ориентиро- ванный по мартенситу 290-300 (при температуре от- пуска 673 К) 170-180 (при температуре от- пуска 873 К)
Закалка при Т= 1193 К (920°С) с последующим отпуском при Т = 923- 973 К (650-700’С) Сорбит 150
Таблица 3.3
Механические свойства отожженных полос из стали 18ЮА с различной
степенью обжатия в зависимости от положения образца по высоте слитка
Степень обжатия при холодной прокатке, % Место отбора пробы по высоте слитка ав, МН/м2 (кг/мм2) 5, % ак, Дж/м2 10'5 (кГсм/см2)
Верх 406 (41,5) 21,0 170(17,3)
10 Середина 430 (43,8) 20,5 195(19,9)
Низ 428 (43,7) 20,3 210(21,4)
Верх 391 (39,9) 27,5 242 (24,7)
30 Середина 380 (38,9) 27,1 199 (20,3)
Низ 405(41,2) 23,5 235 (24,0)
Верх 407(41,6) 28,4 216(22,1)
56 Середина 395 (40,8) 30,0 187(19,1)
Низ 384 (39,2) 30,3 196(20,0)
Таблица 3.4
Механические свойства холоднокатаной стали 18ЮА (Н18) после различной
термической обработки «X, Дж/м2 ^кгм/см2)
Вид термической обработки МН/м2 (кг/мм2) °0,2, МН/м2 (кг/мм2) а„, МН/м2 (кг/мм2) 5, % у, %
1 2 3 4 5 6 7
Отпуск 247 262 372 35,8 86,2 292
Г=923 К (650°С) (25,2) (26,7) (37,9) (29,8)
Закалка 296 314 440 35,6 85,6 266
Г=978 К (570°С) (30,3) (32,0) (44,8) (27,1)
Закалка-отпуск Г=1193 К (920’С) ГОТЯ=923 К (650°С) 294 (30,0) 349 (35,6) 460 (46,8) 35,2 84,0 245 (25,0)
После предварительного растяжения на 10%
Отпуск 923 К (650’С) 352 (35,9) 425 (43,3) 457 (46,7) 25,2 84,0 212 (21,6)
102
Окончание табл. 3.4
1 2 3 4 5 6 7
Закалка 7=978 К (570‘С) 438 (44,6) 482 (49,2) 506 (51,6) 22,5 84,1 174 (17,8)
Закалка-отпуск 7=1193К(920’С) 7ОТЛ=923 К (650'С) 456 (46,4) 505 (51,5) 520 (53,0) 19,1 84,1 169 (17,2)
После предварительного растяжения на 10% и отпуска при Т=523 К (250°С)
Отпуск 923 К (650'Q 400 (40,9) 434 (44,2) 466 (47,5) 20,8 84,1 188 (19,2)
Закалка 7=978 К (705'0 460 (46,8) 475 (48,5) 507 (51,7) 21,2 84,1 184 (18,8)
Закалка-отпуск 7=1193 К (920'0 7ОТЛ=923 К (650'0 484 (49,3) 490 (49,8) 520 (53,1) 19,6 84,1 172 (17,5)
Таблица 3.5
Механические свойства горячекатаной стали 18ЮА______
Степень де- формации К, % Без термической обработки После улучшения
а„, МН/м2 (кг/мм2) 5, % «к, Дж/м2!^5 (кгм/см2) а8, МН/м2 (кг/мм2) 5, % Як, Дж/м210'5 (кгм/см2)
Наклепанное состояние
10 518(52,8) 20,3 146(14,9) 550 (56,1) 19,5 135(13,8)
30 611 (62,3) 15,0 135(13,8) 663 (67,7) 13,5 100(10,2)
60 783 (79,9) 12,6 94 (9,6) 820 (82,5) 10,8 94 (9,6)
Отожженное состояние
10 460 (47,0) 32,9 240 (24,4) 478 (48,7) 32,4 185(18,9)
30 392 (40,0) 35,1 318(32,5) 415(42,2) 42,2 274 (28,0)
60 402 (41,0) 40,0 302 (30,8) 410(41,7) 41,2 246 (25,1)
3.4. Закалка и отпуск
Закалкой называется нагрев стали выше критической точки
АСз или ACi с последующим быстрым охлаждением.
Назначение закалки - получение высокой твердости. Нагрев
под закалку производится при температурах на 30-50° выше ли-
нии GSK диаграммы «железо-цементит». На процесс закалки
влияют скорость нагрева, температура нагрева, продолжитель-
ность выдержки и скорость охлаждения. Основным из них и ре-
шающим фактором, определяющим получение различной твердо-
103
сти и различных физико-механических свойств стали, является
скорость охлаждения.
Минимальная скорость охлаждения, при которой образуется
структура мартенсита, называется критической скоростью закалки
(«кр). Мартенсит имеет характерное игольчатое строение и является
основной структурой закаленной стали, поэтому знание скорости
охлаждения, при которой в стали образуется структура мартенсита,
имеет очень большое значение. Если охлаждение происходит со
скоростью меньшей v^, то мартенситное превращение осуществля-
ется не полностью. Быстрое охлаждение при закалке на мартенсит
необходимо только для того, чтобы с достаточной скоростью прой-
ти участок с наименьшей устойчивостью аустенита, во избежание
распада его на более мягкую феррито-цементитную смесь. В па-
тронно-гильзовом производстве сердечники обычно изготавлива-
ются из углеродистых инструментальных сталей, имеющих доста-
точно высокую критическую скорость охлаждения; закалочной
средой для таких сталей обычно служит вода.
Отпуском называется нагрев закаленной стали до температуры
ниже критической точки АС\ 996 К (723°С) с последующим охла-
ждением.
Цель отпуска - частичное или полное устранение внутренних
напряжений, снижение твердости и повышение вязкости. Отпуску
обычно подвергается закаленная сталь со структурой тетраго-
нального мартенсита и остаточного аустенита. Находясь в напря-
женном состоянии, закаленная сталь стремится к своему устойчи-
вому стабильному состоянию, т. е. к превращению мартенсита и
остаточного аустенита в феррито-цементитную смесь.
Изменение структуры при отпуске вызывает изменение меха-
нических свойств в закаленной стали. Сталь с содержанием угле-
рода более 0,5% обладает высокой твердостью (60-64 HRC), но
небольшой пластичностью и находится в сильно напряженном со-
стоянии. Высокая твердость закаленной стали объясняется иска-
женностью кристаллической решетки мартенсита.
Если в процессе эксплуатации деталь должна обладать высо-
кой твердостью, то производится низкотемпературный отпуск
423-453 К (150-180°С), в результате которого уменьшаются внут-
ренние напряжения; твердость почти не изменяется, а пластич-
ность несколько повышается. Если высокая твердость не нужна, а
необходимо иметь определенное сочетание прочности и пластич-
ности, то производится высокотемпературный отпуск.
104
Влияние температуры отпуска на механические свойства уг-
леродистой стали показано на рис. 3.11. По сравнению со свойст-
вами, получаемыми после закалки с повышением температуры
отпуска, происходит понижение твердости и прочности и повы-
шение вязкости.
Рис. 3.11. Изменение твердости углеродистой стали в зависимости
от температуры отпуска
3.5. Режимы термической обработки
Основными параметрами, определяющими режим термообра-
ботки, являются температура нагрева, длительность изотермиче-
ской выдержки, скорость нагрева и скорость охлаждения.
На выбор режима термической обработки влияют следующие
факторы:
• химический состав материала и его состояние;
• вид предшествующей обработки;
• степень деформации при проведении предварительной пла-
стической деформации;
• размеры и конфигурация полуфабрикатов (деталей), подвер-
гаемых термической обработке;
105
• тип оборудования, применяемого для термической обработ-
ки;
• механические свойства и структура готовой детали, устанав-
ливаемые по чертежу.
Как правило, получение необходимых свойств элементов па-
трона возможно при сочетании холодной обработки давлением и
термической обработки. Высокое качество элементов патрона
может быть достигнуто только при условии однородности струк-
туры и свойств исходного материала в виде полос, лент, прутков и
штучных заготовок, поступающих на обработку.
3.5.1. Выбор режима рекристаллизационного отжига
Выбор режима рекристаллизационного отжига представляет
одну из наиболее сложных технологических задач, что связано с
необходимостью учитывать влияние различных факторов. Непра-
вильно выбранный режим отжига приводит к росту брака, сниже-
нию стойкости рабочего инструмента, а иногда к совершенной
непригодности готовых патронов к стрельбе.
Следует различать два вида рекристаллизационного отжига:
полный, предназначенный для полного снятия наклепа и восста-
новления пластических свойств полуфабрикатов, и неполный,
предназначенный для частичного восстановления пластических
свойств и формирования необходимых механических свойств со-
вместно с завершающей пластической обработкой.
Полный рекристаллизационный отжиг применяется после про-
межуточных штамповочных формоизменяющих операций при из-
готовлении всех металлических элементов патронов.
Неполный рекристаллизационный отжиг применяется иногда
перед последней вытяжкой полуфабриката гильзы. В этом случае
механические свойства формируются в результате совместной
термической и пластической обработки на последней вытяжке.
Этот вид отжига часто применяется в производстве артиллерий-
ских гильз. Непосредственно на функционирование гильз сущест-
венно влияет последний рекристаллизационный отжиг.
Режим полного отжига назначается по диаграммам изменения
механических свойств в зависимости от температуры отжига и
диаграммам рекристаллизации с учетом требований по величине
допустимого зерна и равномерности структуры.
106
Для полуфабрикатов из гильзовой латуни температура отжига
принимается равной средней температуре рекристаллизации, на-
ходящейся в интервале Г” - Г* (753-773 - 923-993 К), в зависимо-
сти от толщины полуфабриката и порядкового номера операции.
Температура отжига должна обеспечить полное протекание рек-
ристаллизации и по возможности исключить рост крупного зерна
в зонах полуфабриката с критической деформацией.
Меньшие значения температур рекомендуются для последних
вытяжек и более тонкостенных полуфабрикатов. Значительное
повышение температур отжига приводит к перегреву и резкому
снижению пластических свойств. Увеличение скорости нагрева
смещает Г” и Г* в сторону более высоких температур. Длитель-
ность выдержки при заданной температуре определяется темпера-
турой отжига и размерами полуфабриката. При повышении тем-
пературы отжига и уменьшении толщины полуфабриката
продолжительность отжига сокращается.
Температура полного рекристаллизационного отжига для ста-
лей и биметаллов находится также в интервале Г” - Г* (773-873 -
973-1023 К). Из анализа данных по изменению механических
свойств (см. рис. 3.7-3.10) видно, что при нагреве выше темпера-
тур окончания рекристаллизации (973-1023 К) и при охлаждении
полуфабрикатов на воздухе независимо от скорости нагрева дос-
тигается почти полное разупрочнение.
Существенное значение при штамповке стальных и биметал-
лических полуфабрикатов имеет получение структуры феррит -
мелкозернистый перлит, что обеспечивает хорошую штампуе-
мость, достаточно высокую стойкость штампового инструмента, а
в готовом изделии - необходимую прочность и упругость.
Наиболее простым способом получения зернистого перлита
является кратковременный отжиг при температуре выше критиче-
ской точки.
При условии жесткого контроля интервал температур полного
рекристаллизационного отжига для сталей лежит в пределах 993-
1023 К (660-750°С). При изготовлении биметаллических гильз на
первых термических операциях верхний предел доходит до 1103-
1123 К (830-850°С). При трудности обеспечения строгого контро-
ля за температурой рекомендуется снижать температуру отжига
до 873-973 К. Высокие температуры приводят к росту крупного
107
зерна в зонах полуфабриката (зонах «угла»), получивших крити-
ческую степень деформации (Екр = 10-15%). Металл, получивший
критическую степень деформации, после рекристаллизации имеет
крупные и неравномерные по величине ферритные зерна.
Следующим фактором, ограничивающим применение более вы-
соких температур нагрева, является повышение твердости полу-
фабриката при охлаждении в воде. Повышение твердости нарастает
с увеличением температуры и уменьшением скорости нагрева.
При больших скоростях нагрева 2000 град/с можно подобрать
температуры отжига, при которых не происходит увеличение
твердости при охлаждении в воде.
Значительное повышение температур нагрева до 1173 К и вы-
ше приводит к сильному окислению полуфабрикатов и большому
расходу электроэнергии.
С увеличением скорости нагрева происходит повышение тем-
ператур Г” и Гр, а следовательно, и температур рекристаллиза-
ционного отжига. Длительность отжига определяется необходи-
мостью полного разупрочнения и предотвращения значительного
роста ферритного зерна. Разновидностью рекристаллизационного
отжига является местный отжиг гильз (отжиг дульца).
Как правило, применяется один местный отжиг полуфабриката
штамповки дна перед обжимом дульца.
При обжиме латунных гильз с коэффициентом бутылочности
больше 1,2 отжиг применяется для снятия наклепа и облегчения
проведения обжима. Местный отжиг после обжима снимает оста-
точные напряжения, которые могут привести к самопроизвольно-
му растрескиванию гильз при хранении, и создает условия для
прочного соединения пули и гильзы.
Температура первого местного отжига дульца определяется
температурой рекристаллизации и для сталей находится в ин-
тервале 903 - 973 К (630 - 700°С). Длительность выдержки ми-
нимальна вследствие малой толщины дульцевой части полу-
фабрикатов гильз.
Температурный режим второго местного отжига зависит от
прочности соединения пули и гильзы (чем прочнее соединение,
тем выше температура отжига), способа крепления пули в дульце
(при запрессовке температура должна быть ниже, чем при за-
вальцовке, при кернении - выше) и от формы накатки на пуле
(чем острее переходы, тем выше температура отжига).
108
Длина зоны местного отжига зависит от условий работы гиль-
зы при выстреле, от коэффициента бутылочности гильзы (чем
больше коэффициент бутылочности, тем длиннее зона отжига,
считая от торцовой кромки дульца), от размера дульца, ската и
толщины дульца.
Переход от зоны наклепанного металла к зоне отжига дол-
жен быть плавным, в противном случае увеличивается брак при
эксплуатации. Для устранения остаточных напряжений в гото-
вых гильзах в некоторых случаях применяется низкотемпера-
турный отжиг (НТО), что наиболее характерно для производст-
ва артиллерийских гильз. Температура НТО не должна
приводить к значительному изменению свойств и превышать
температуру начала рекристаллизации Г”. Для латуней Л68,
Л70 температура НТО назначается не выше 473-498 К, для ста-
ли - 498-543 К.
3.5.2. Охлаждение полуфабрикатов и готовых деталей
после рекристаллизационного отжига
Условия охлаждения полуфабрикатов после отжига могут вли-
ять на их свойства.
Латунь можно быстро охлаждать после отжига, не опасаясь
фазовых превращений при применяемых температурах. Быстрое
охлаждение латуни до некоторой степени выгодно, так как ис-
ключает значительный рост зерна вследствие собирательной рек-
ристаллизации и ускоряет процесс производства.
Быстрое охлаждение стальных полуфабрикатов при темпера-
турах выше критической точки АС\ нежелательно, так как при
этом осуществляется закалка. Закалка приводит к повышению
твердости полуфабрикатов, снижению стойкости инструмента и
возможности обрывов полуфабрикатов на последующих вытяж-
ках.
3.5.3. Выбор режима закалки и отпуска стальных
элементов патрона
Нормальной температурой закалки заэвтектоидных сталей
(У10-У12 и т. д.) является температура критической точки
109
ACi + (30-50%). При этом нагреве возникает структура аусте-
нит и цементит, после охлаждения - мартенсит и цементит.
В связи с тем, что быстрое охлаждение необходимо только в
интервале наименьшей устойчивости аустенита 923-823 К, а
при дальнейшем понижении температуры, особенно в мартен-
ситном интервале, быстрое охлаждение не только не нужно, но
и нежелательно, наилучший закалочной средой будет та, кото-
рая быстро охлаждает в интервале температур 923-823 К и
медленно охлаждает ниже 573-473 К - область мартенситного
превращения.
Закалка сердечников, изготавливаемых из материала У12А,
производится следующим образом: подогрев до 473-673 К (200-
-400°С); нагрев под закалку в среде (78% ВаС1 + 22% NaCl) до
1063-1083 К (790-810°С); охлаждение в подогретой (Г=292 К) во-
де; промывка в 3%-ном растворе Na2CO3 в воде; отпуск в кипя-
щем 1%-ном растворе соды в воде.
Цианированием называется процесс одновременного насы-
щения поверхности стали углеродом и азотом; применяется для
повышения твердости поверхностного слоя, глубинна которого
при жидком цианировании не превышает 0,25 - 0,05 мм. Тем-
пература цианирования 1113 - 1133 К, время 50 - 60 мин. Для
придания цианированному слою высокой твердости детали
подвергаются закалке в масле или воде (в зависимости от марки
стали). После закалки производят отпуск при 443 - 473 К или
553 -573 К.
Микроструктура закаленного цианированного слоя - азоти-
стый мартенсит (поверхностный слой), мартенсит - тростит
(переходная зона); твердость 63-65 или 44-50 HRC в зависимо-
сти от температуры отпуска. Цианирование-закалка рубящих
трубок производится в среде 50%-ного хлористого бария, 50%-
ного хлорцсаюго натрия с добавлением K4Fe (CN)e, температура
ванны 1113-1133 К (840-860 °C); закалку ведут в 10-12%-ном
растворе поваренной соли в воде. Отпуск после цианирования-
закалки проводят в селитровой ванне при 583-573 К (310—
300°С), промывка при 363-373 К (90-100°С) в растворе кальци-
нированной соды. Режимы термической обработки основных
элементов патрона, составленные по заводским данным, приве-
дены в табл. 3.6.
110
Таблица 3.6
Режимы термической обработки
Технологи- ческая операция, предшест- вующая термичес- кой обработке Сталь 18ЮА Сталь 11 кп Биметалл 1 Биметалл 3 Л68 Л70
Нагрев, ГК (°C) Охлаж- дение Нагрев, ГК (“О Охлаж- дение Нагрев, ГК СО Охлаж- дение Нагрев, ГК (’С) Охлаж- дение Нагрев, ГК ("О Охлаж- дение Нагрев, Г К СО Охлаж- дение
1 2 3 4 5 6 7 8 9 10 11 12 13
Рекристаллизационный отжиг
Вырубка кружка 1003 ±10 (730) На воздухе - - - - - - - - 903-923 (630-650) На воздухе
Свертка- выдавлива- ние чашки 1003 ±10 (730) Тоже - - - - - - - - - -
Вырубка- свертка колпака 1053- 1073 (780-800) » 1033 ±10 (760) На воздухе 1103- 1123 (830-850) На воздухе 1013 ±20 (746) На воздухе 993 ±20 (720) На воздухе 903-923 (630-650) На воздухе
Первая вытяжка 1033- 1053 (760-780) » 1033 ±10 (760) Тоже 1083- ПОЗ (810-830) То же 1013 ±20 (740) Тоже 853 ±28 (580) Тоже 793-813 (520-540) Тоже
Вторая вытяжка 953 ±10 (680) » 1033 ±10 (760) » 903-923 (630-650) На воздухе - - 753 ±10 (480) » 773-793 (500-520) »
Третья вытяжка - - - - - - - - - - 723-743 (450-470) »
Четвертая вытяжка - - 993 ±10 (720) На воздухе - - - - - - - -
Окончание табл. 3.6
Электроотжиг
1 2 3 4 5 6 7 8 9 10 И 12 13
Вторая штамповка дна 893-913 (630-640) На воздухе - - - - - - - - - -
Пробивка затравоч- ных отверстий дульца 903-973 (630-700) То же - - - - - - - - - -
Проточка дульца - - - - - - - - 903-923 (630-650) На воздухе - -
Примечание. При электроотжиге дулец крупнокалиберных гильз степень отжига определяется по цвету побежалости, которые
должны распространяться от среза дульца на 1 отжиге на 60-65 мм, на II - 40-45 мм.
3.6. Контроль процессов термической обработки
Во избежание появления брака в результате термической обра-
ботки контролируются температура рабочего пространства печи и
время отжига полуфабрикатов; твердость полуфабрикатов и гото-
вых деталей; микроструктура отожженных полуфабрикатов и го-
товых деталей.
Для замера температуры печи при термообработке элементов
патрона (гильз, оболочек, трубок и др.) применяются потенцио-
метры класса точности 0,5; 0,2 с погрешностью измерения ±2,5°.
Потенциометрами контролируют температуру печи перед нача-
лом работы и периодически в процессе работы. Правильность по-
казаний потенциометра проверяют один раз в смену пирометром с
контрольной термопарой. Показания потенциометра не должны
отклоняться от показания пирометра с контрольной термопарой
более чем на ±15%. Время отжига полуфабриката контролируется
секундомером.
При термообработке сердечников для контроля температуры
охлаждающей среды применяется термометр (от 273 до 398 К);
температура нагревательной ванны контролируется контактным
гальванометром. Через каждый час контролер проверяет темпера-
туру нагрева охлаждающей среды и промывочной ванны.
Контроль твердости позволяет быстро и своевременно устано-
вить возможные отклонения в режиме термической обработки. Под
термомеханической обработкой подразумевается как термическая,
так и предшествующая ей пластическая обработка металла.
В заводской практике принят периодический цеховый кон-
троль твердости полуфабрикатов после термообработки (один-два
раза в смену) и приемочный контроль твердости в ЦЗЛ готовых
металлических элементов.
Твердость в основном измеряется по методам Виккерса и Рок-
велла. После рекристаллизационного отжига твердость полуфаб-
рикатов должна находиться в пределах 120-140 HV. Нормы твер-
дости готовых гильз различных калибров по длине определены
техническими условиями на изготовление.
Установлены нормы твердости и для некоторых других эле-
ментов патронов, например: для оболочки пули - 95-120 HV при
Р = 3 кГ на расстоянии 13 мм от линии обреза оболочки; для на-
конечника - 125-150 HV при Р = 1 кГ; для рубящей трубки - 45-
52 HRC; для бронебойных сердечников - 58-62 HRC.
113
Контроль микроструктуры осуществляется методом металло-
графического анализа, при котором устанавливаются величина и
форма зерен, наличие посторонних включений в характерных зо-
нах термически обработанных полуфабрикатов и готовых дета-
лей. Контроль микроструктуры осуществляется также по заво-
дским эталонам.
При электроотжиге дулец через каждый час контролируется
температура отжига. Один раз в смену с каждого круга берут два
полуфабриката для проверки микроструктуры.
Контроль длины зоны отжига осуществляется по длине зоны
цвета побежалости шаблоном. Для стальных 7,62-мм гильз длина
зоны отжига 2-10 мм, для стальных 14,5-мм гильз - 10-30 мм (от
среза дульца). После промежуточных отжигов стальных полуфаб-
рикатов должна быть следующая микроструктура:
• для исходной плоской заготовки в виде кружка, квадрата -
феррит - мелкозернистый перлит (величина зерна феррита Б №7);
• для полуфабриката после свертки с выдавливанием - феррит
- мелкозернистый перлит - участки сорбитовидного перлита (ве-
личина зерна феррита Б №7);
• для полуфабрикатов 1, 2-й вытяжек - феррит - мелкозерни-
стый перлит (зерно феррита Б №7).
Элементы патронов должны иметь следующую структуру:
• оболочки к пулям - феррит - мелкозернистый перлит (зерно
феррита Б № 6 и 7);
• готовые сердечники к бронебойным пулям (типа Б-32) - тон-
коигольчатый мартенсит - мелкозернистый равномерно распреде-
ленный цементит;
• рубящие трубки к пулям типа МДЗ - азотистый мартенсит;
• латунные полуфабрикаты - структура а-фазы.
Контрольные вопросы
1. В чем состоит сущность термической обработки металлов и сплавов?
2. Какие виды термической обработки применяют при изготовлении метал-
лических элементов патронов?
3. Какие разновидности отжига 1-го рода известны и в чем состоит их на-
значение?
4. В чем состоит отличие отжига 2-го рода от отжига 1 -го рода?
5. Какое физическое явление, протекающее в металлах и сплавах при нагре-
ве, служит основой рекристаллизационного отжига?
6. В чем состоят физические особенности процесса рекристаллизации, про-
текающие в металлах и сплавах при нагреве?
114
7. В чем состоят физические особенности процесса возврата, протекающего
в металлах и сплавах при нагреве?
8. Чем отличается закалка от отжига 2-го рода?
9. В чем состоит назначение отпуска и какие виды отпуска применяют?
10. Назовите основные виды структур, формируемые при охлаждении сталей
с различным содержанием углерода.
11. В чем состоят отличия первичной, собирательной и вторичной рекри-
сталлизации металлов и сплавов и какое влияние эти виды оказывают на их
свойства?
12. Какие свойства металлов и сплавов характеризуют диаграммы рекри-
сталлизации?
13. Какие технологические факторы влияют на формирование структуры и
механических свойств металлов и сплавов?
14. Какие конструктивные и технологические факторы влияют на выбор ре-
жимов термообработки?
15. Какие виды и средства контроля применяют для контроля технологиче-
ских процессов термообработки?
Библиографический список
Новиков И.И. Теория термической обработки: Учебник. М.: Металлургия,
1978. 392 с.
Термическая обработка в машиностроении: Справочник / Под ред. Ю. М.
Лахтина, А. Г. Рахштадта. М.: Машиностроение, 1980. 783 с.
Калачев Б.А., Габидуллин Р.М., Пигузов Ю.В. Технология термической об-
работки цветных металлов и сплавов: Учебное пособие для вузов. М.: Метал-
лургия, 1980. 280 с.
Мальцев М. В. Металлография промышленных цветных металлов и сплавов,
(с приложением атласа макро- и микроструктуры). М.: Металлургия, 1970. 364 с.
115
4. ХИМИЧЕСКАЯ ОБРАБОТКА
4.1. Классификация процессов химической обработки
Химическая обработка элементов патронов ведется с целью
получения покрытий, предохраняющих готовые изделия от корро-
зии, а также покрытий, являющихся технологической смазкой при
выполнении штамповочных операций.
Химическая обработка складывается из основных и вспомога-
тельных процессов.
К основным относятся процессы получения различного рода
покрытий. Покрытия классифицируют по основному назначению,
по способу нанесения и по виду.
По основному назначению покрытия бывают защитные (фос-
фатирование, лакирование, латунирование, пассивирование) и
технологические (фосфатирование, омыление, латунирование
и т.д.). Защитные покрытия применяются для защиты изделий от
коррозии в различных условиях, технологические предназначены
для защиты от коррозии при межоперационном хранении и явля-
ются технологической смазкой на штамповочных операциях.
По способу нанесения покрытия делятся на химические (фос-
фатирование, пассивирование), покрытия прямого нанесения и
гальванические. Химические покрытия получаются путем хими-
ческой обработки поверхности в соответствующих растворах,
гальванические - путем катодного восстановления постоянным
током катионов металла из соответствующих электролитов. По-
крытия прямого нанесения - лакировочные, покрытия пастами
и т.д.
По виду покрытия делятся на металлические (латунирование) и
неметаллические (фосфатирование, лакирование).
Вспомогательные операции служат для очистки поверхности
изделий перед нанесением покрытий, а также для улучшения их
качества. К вспомогательным относятся следующие процессы хи-
мической обработки: обезжиривание, травление, декапирование,
промывка, омыление.
4.2. Обезжиривание
Обезжиривание осуществляют в органических растворителях и
в растворах щелочей или щелочных солей с добавлением и без
добавления эмульгаторов.
116
Обезжиривание в органических растворителях сводится к про-
цессу растворения жиров, как омыляемых, так и неомыляемых.
Для этой цели применяют керосин, бензин, толуол, трихлорэти-
лен, четыреххлористый углерод и другие.
Наиболее эффективно действующими жирорастворителями
служат трихлорэтилен С2НС13, тетрахлорэтилен (перхлорэтилен)
С2С14, четыреххлористый углерод СС14, дихлорэтилен С2Н2С12 и
др. В отличие от бензина, бензола, керосина и толуола эти веще-
ства не воспламеняются и позволяют производить обезжиривание
при повышенной температуре. Они хорошо растворяют жиры и
масла и не оказывают разъедающего действия на металлы.
Металлами, с которыми реагируют некоторые растворители,
особенно трихлорэтилен, являются магний, алюминий и их спла-
вы. Для обезжиривания последних лучше применять тетрахлорэ-
тилен.
Существенными недостатками, ограничивающими применение
органических растворителей, особенно хлорированных, являются
токсичность и относительно высокая стоимость.
Обезжиривание в легковоспламеняющихся органических рас-
творителях производится погружением деталей в жидкость, по-
следовательно в нескольких ваннах. Последняя ванна должна со-
держать совершенно чистый растворитель, непрерывно
сменяемый свежими порциями. Для улучшения качества обезжи-
ривания может быть применена протирка волосяными щетками.
Обезжиривание деталей негорючими органическими раствори-
телями производится различными способами: погружением в рас-
творитель, обработкой парами и распылением растворителями.
Способ химического обезжиривания в щелочных растворах
основан на том, что животные и растительные жиры разрушаются
при действии на них горячих щелочных растворов. Образующие-
ся при этом мыла легко растворяются в воде, особенно при повы-
шенной температуре 333 - 353 К (60 - 80°С).
Минеральные масла или неомыляемые жиры химически не
разлагаются щелочами, но могут при известных условиях образо-
вывать с ними эмульсии и благодаря этому сравнительно легко
отделяться от поверхности металла. Для уменьшения силы сцеп-
ления масляной пленки в раствор щелочи вводят поверхностно-
активные вещества - эмульгаторы (жидкое стекло, жирные кисло-
ты, декстрин, желатин, клей, различные белковые вещества и т.д.).
Эффективными эмульгаторами являются ОП-7 и ОП-Ю, в присут-
117
ствии которых растворы обладают лучшей моющей способно-
стью. Количество добавляемого эмульгатора 0,5-10 г/л.
Одним из очень важных условий, гарантирующих полное уда-
ление с поверхности изделий омыляемых и неомыляемых жиров,
является повышенная температура. Повышение температуры спо-
собствует увеличению скорости химической реакции омыления
жиров и гидролизу щелочных солей. Рекомендуется вести обез-
жиривание при температуре не ниже 333 К (60°С).
Ускорению процессов удаления масла с поверхности изделий
способствует перемешивание раствора. При этом происходит об-
новление слоев эмульгирующей жидкости вокруг металла и как
бы механическое сбивание отдельных капелек масла с его по-
верхности. Особый эффект дает струйное обезжиривание. Время
обезжиривания снижается до 0,5-1 мин.
Состав обезжиривающих растворов выбирается в зависимости
от природы обрабатываемого металла и степени зажиренности
поверхности. Изделия из цинка, алюминия, олова, свинца и их
сплавов обезжириваются в слабощелочных растворах. Для обез-
жиривания стальных изделий необходимо применять более кон-
центрированные растворы.
Кроме химического существует электрохимическое обезжири-
вание. В щелочных растворах оно протекает быстрее, чем хими-
ческое, при этом достигается высокое качество очистки. Наиболее
распространено катодное обезжиривание, но в отдельных случаях
прибегают к анодному.
Электрохимическое обезжиривание сводится в основном к
эмульгированию жиров выделяющимися пузырьками водорода
на катоде или кислорода на аноде. Температура поддерживает-
ся высокая - 333 - 353 К (60 - 80 °C), плотность тока 3 -
- 10 А/дм2.
В настоящее время для интенсификации обезжиривания и
улучшения качества очистки применяется ультразвук. Он обеспе-
чивает высокую степень очистки поверхности, дает высококачест-
венное обезжиривание сложнопрофилированных деталей, имею-
щих глубокие и глухие отверстия малого диаметра, а также ускоряет
процесс обезжиривания. Обезжиривание при помощи ультразвука
можно производить в органических растворителях и щелочных рас-
творах с добавлением и без добавления эмульгаторов.
При изготовлении элементов патронов в основном применяет-
ся химическое обезжиривание благодаря его экономичности и
118
возможности использования сравнительно простого и надежного
в эксплуатации оборудования.
Контроль и корректировка ванн обезжиривания осуществляет-
ся на основании химического анализа.
Типовые растворы, применяемые для обезжиривания при изго-
товлении элементов патронов, приведены в табл. 4.1.
Таблица 4.1
Типовые растворы, применяемые для обезжиривания_____
Обрабатываемая деталь (полу- фабрикат) Раствор (концен- трация, г/л) Темпера- тура раство- ров, К (°C) Время обра- ботки Метод обработ- ки Применяемое оборудование
1 2 3 4 5 6
Стальная 7,62-мм гильза
Полуфабрика- ты 4-й вытяжки Полуфабрика- ты после обжи- ма Na3PO4 (10-50) Na2CO3 (10-50) 333 - 363 (60 - 90) 2-5 мин Окунание Шнековый агрегат ДВМ, У-1 иУ-2
Полуфабрика- ты после обжи- ма NaOH (10-50) Na2CO3 (10-50) 323 - 343 (50 - 70) 2-5 мин То же Шнековый агрегат ДВМ, У-1 иУ-2
Полуфабрика- ты 4-й вытяжки Na3PO4 (100-150) 293 -313 (20 - 40) 3-4 мин Агрегаты 1АОС-1, АОС-7/200, М-АОС, М-АОС-1
Полуфабрика- ты после обжи- ма Na3PO4 (50-100) 343 - 363 (70 - 90) 30 c Ороше- ние 1ЛГ-407
Готовая гильза Na3PO4 (30 -50) Na2CO3 (30 - 50) 333 - 363 (60 - 90) 2-3 мин Окунание Шнековый агрегат У-2
Готовая гильза Na3PO4 (100-150) 343 - 363 (60 - 90) 3,5 мин То же Агрегаты АФ-1, АФ-7/200, М-АФ-1, М-АФ
119
Продолжение табл. 4.1
1 2 3 4 5 _ 6
Стальная 14,5-мм гильза
Полуфабрика- ты 4-й и 5-й вы- тяжек, полуфаб- рикаты после выполнения ме- ханических опе- раций NaOH (40 - 80) Na2CO3 (30 - 80) Na3PO4 (90-100) 333 - 353 (60 - 80) 3 мин и Шнековый агрегат
Готовая 14,5- мм гильза Na2CO3 (50-75) Na3PO4 (50-75) 333 -353 (60 - 80) 1,5 - 2,5 час Вращающий- ся колокол
Готовая 14,5- мм гильза Na3PO4 (50 -75) или Na3PO4 (100-150) 333 -353 (60 - 80) 4 мин к АФГ-14
Биметаллическая 7,62-мм гильза
Полуфабрика- ты 3-й и 4-й вы- тяжек, полуфаб- рикаты обжима NaOH (2-Ю) Na2CO3 (2-Ю) 323 - 353 (50 - 80) 1,5- 3,5 час Шнековый агрегат ДВМ
Полуфабрика- ты после обжи- ма Na3PO4 (15-30) Na2CO3 (15-30) или Na3PO4 (50-100) 333 -353 (60 - 80) 20- 40 с Ороше- ние 1ЛГ-407
Na3PO4 (50- 100) Na2CO3 (100-150) 333 -353 (60 - 80) 2 мин Окунание Шнековый агрегат 8- секционный
Готовая гильза Na3PO4 (50-100) 333 -353 (60 - 80) 1 мин 30 с То же АФ-7Б/200
Биметаллическая 9-мм гильза
Полуфабрика- ты 3-й вытяж- ки, полуфабри- каты после обжима Na2CO3 (10-20) 353 -373 (80 - 100) 1,5-3 мин Шнековый агрегат ДВМ
Готовая гильза Na3PO4 (100-200) 333 -353 (60 - 80) 2,5 мин Шнековый агрегат ДВМ
120
Окончание табл. 4.1
1 2 3 I 4 5 1 6
Латунная 12,7-мм гильза
Полуфабрика- ты 4-й вытяжки; полуфабрикаты 2-й штамповки дна; полуфабри- каты после сверления затра- воч-ных отвер- стий; полу- фабрикаты по- сле обточки фланца и обжи- ма Na2CO3 (15-30) 333 -353 (60 - 80) 3 мин Промывоч- но- сушильный агрегат
4.3. Травление
4.3.1. Травление черных металлов
Травление - удаление с поверхности металлов окислов (окали-
ны и ржавчины).
Раствор для травления выбирается в зависимости от обрабаты-
ваемого металла и имеющейся на его поверхности пленки оки-
слов, ее толщины и строения. Травление сталей обычно произво-
дится растворами серной и соляной кислот или их смесью.
Кислоты действуют на окислы, покрывающие металл, растворяют
их с образованием солей железа.
Благодаря тому, что при травлении в серной кислоте выделяет-
ся больше водорода, способствующего удалению окислов, ее
применение более экономично. К тому же соляная кислота глубже
проникает в поры металла, ухудшая условиями промывки.
С повышением температуры в пределах 323-353 К (50-80°С)
скорость травления в серной кислоте значительно возрастает, по-
этому при травлении в ней широко применяют подогрев. Лету-
честь соляной кислоты не позволяет применять подогрев травиль-
ных ванн выше 303-313 К (30-40°С).
Растворы серной 25%-ной кислоты обладают наибольшей ско-
ростью травления. Однако, во избежание сильного разъедания ме-
талла, обычно применяют 10-20%-ную концентрацию кислоты.
При концентрации более 25% скорость травления замедляется.
Более выгодна 10-15%-ная концентрация соляной кислоты.
121
Часто для удаления окалины применяют комбинированные
растворы кислот следующего состава: 5-10% серной и 15-10%
соляной (например, для углеродистой стали, покрытой толстой
окалиной). При изготовлении элементов патронов в основном
применяется серная кислота.
Необходимо считаться с замедляющим действием накапливаю-
щихся в травильном растворе солей, особенно в серной кислоте.
В процессе травления, вследствие насыщения раствора желез-
ным купоросом, интенсивность травления постепенно снижается
и раствор “стареет". При накоплении в растворе железного купо-
роса свыше 30% травление прекращается даже при добавлении
свежей порции кислоты.
Во избежание образования сульфата железа и улучшения рас-
творения окислов Fe3O4 и Fe2O3 травление можно производить в
серной кислоте с добавлением в нее азотносолянокислых солей,
например NaNO3 и NaCl.
В процессе травления возникает ряд нежелательных явлений,
вредно отражающихся на свойствах металла, например перетрав-
ливание и разрушение самого металла и наводораживание его.
Для борьбы с этими явлениями в травильный раствор добавляют
различные вещества, чаще органического происхождения. Вве-
денные в незначительных количествах (2-5 г/л), они существенно
замедляют скорость растворения металла, вплоть до полного его
прекращения, не оказывая заметного влияния на скорость раство-
рения окислов. Эти вещества получили название ингибиторов или
присадок. К таким замедлителям травления относятся жиры, смо-
лы, ржаная мука, пивные дрожжи. Широкое распространение по-
лучили также присадки КС, ЧМ, “Уникод", НБ. Применение при-
садок значительно снижает брак от перетравливания и дает
экономию расхода кислоты.
При травлении в серной и соляной кислотах на поверхности
стальных изделий остается темный порошкообразный налет -
шлам, который приходится удалять механически (щетками). Для
получения бесшламного травления в раствор серной кислоты сле-
дует добавить поваренную соль (100-250 г/л).
Наилучшее качество очистки от шлама достигается при трав-
лении с наложением ультразвука. Этот метод может применяться
для удаления окалины, продуктов коррозии, травильного шлама
(после обычного химического травления), где это экономически
оправданно.
122
4.3.2. Травление меди и медных сплавов
Различают два метода травления изделий из меди и медных
сплавов. Основной задачей первого метода является удаление
окислов промежуточного и окончательного отжига, вторым мето-
дом готовым деталям придают товарный внешний вид.
Широко распространен метод удаления окислов, заключаю-
щийся в травлении деталей в 5-10%-ном растворе серной кислоты.
Этот метод имеет ряд преимуществ:
• окислы быстро растворяются или настолько разрыхляются,
что легко удаляются механически при последующей промывке;
• травление не сопровождается выделением вредных газов или
паров;
• серная кислота практически не воздействует на основной ме-
талл, растворяя только окислы.
Наилучшее травление готовых изделий из меди и медных
сплавов достигается в смеси концентрированных серной и азот-
ной кислот при добавлении небольшого количества соляной ки-
слоты.
4.3.3. Электролитическое травление
Электролитическое травление проводят различными способа-
ми. Можно включать изделия в сеть постоянного тока в качестве
анода или катода, или же через определенные промежутки време-
ни попеременно присоединять к ним положительный и отрица-
тельный полюсы источника постоянного тока. Применяют также
переменный ток или же постоянный с наложением переменного
при плотности тока 5-10 А/дм2. В качестве электролитов приме-
няются растворы кислот или щелочей, а также смеси этих соеди-
нений с солями соответствующих металлов.
При электролитическом травлении достигается наилучшая
чистота поверхности, но из-за сложности процесса при изготовле-
нии элементов патронов применяется химическое травление ме-
таллов.
4.3.4. Струйное травление
В производстве патронов нашло применение химическое трав-
ление струйным способом. Струйное травление ускоряет процесс,
123
повышает его производительность примерно в 5-10 раз по сравне-
нию с травлением методом окунания, снижает наводораживание
металла и количество шлама на поверхности обрабатываемых из-
делий.
Контроль и корректировка растворов травления ведется на ос-
новании химических анализов.
Типовые растворы, применяемые для травления при изготов-
лении элементов патронов, приведены в табл. 4.2.
Таблица 4.2 Типовые растворы, применяемые для травления
Обрабатывае- мая деталь (полу- фабрикат) Раствор (кон- центра- ция, %) Темпера- тура раство- ров, К (°C) Время обра- ботки Метод обра- ботки Применяемое оборудование
1 2 3 4 5 6
Стальная 7,62-мм гильза
Полуфабрика- ты свертки, 2-й вытяжки, после отжига дулец H2SO4 (8-18) 323 - 343 (50 - 70) 2-5 мин Окуна- ние Шнековые агрегаты У-1 и У-2
Полуфабрика- ты после от- жига дулец H2SO4 (10-20) 348 - 363 (75 - 90) 20 с Ороше- ние Автоматическая роторная линия 1ЛГ-407
Полуфабрика- ты свертки, 2-й вытяжки, после отжига дулец H2SO4 (10-18) 323 - 343 (50 - 60) 8-12 мин Окуна- ние Агрегаты 1АТ-1, АТ-7/200, АТ-1.М-АТ М-АТ1К
Готовая гильза H2SO4 (15-18) присад- ка КС- 1 -2,5 г/л H2SO4 (10-15) H2SO4 (8-15) 323 - 343 (50 -70) 313-353 (40 - 80) 323 -333 (50 - 60) 4 мин 2-5 мин 3-4 мин То же Шнековый агрегат У-2 Шнековые агре- гаты У-1 и У-2 Агрегаты АФ-7/200, М-АФ, АФ-1, М-АФ-1
124
Продолжение табл. 4.2
1 2 з 4 5 6
Стальная 14,5-мм гильза
Кружок, чаш- ка, полуфаб- рикаты 1-4-й вытя- жек, полу- фабрикаты после отжига и обжима дулец H2SO4 (8 - 20) 313-333 (40 - 60) 3-5 мин <1 Шнековый агрегат У-2
Кружок, чаш- ка, полуфаб- рикаты 1 -й и 2-й вытяжек, полуфабрика- ты после от- жига дулец H2SO4 (10-16) 323 - 333 (50 - 60) 5 мин Агрегат 2АТФ-14
Готовая гильза H2SO4 (10-20) 323 - 333 (50 - 60) 6-8 мин и АФГ-14
Оболочка к пуле МДЗ
Полуфабрика- ты свертки,1, 2, 3-й вытяжек H2SO4 (10-15) 333 - 353 (60 - 80) 1,5-3 мин и 9-секционный агрегат с су- шильной печью
Полуфабрика- ты свертки, 4-й вытяжки H2SO4 (10-18) присад- ка КС- 1 кГ на ЮкГ кисло- ты 333 - 353 (60 - 80) 1,5-3 мин и Травильно- промывочный агрегат
Биметаллическая 7,62-мм гильза
Полуфабрика- ты свертки, 2-й вытяжки, отжига дулец H2SO4 (3 - Ю) 323 - 333 (50 - 60) 6-8 мин Шнековый агре- гат, агрегаты АТ-2, М-АТ-2
Полуфабрикат после отжига дулец H2SO4 (8-15) 328-353 (55 - 80) 30 с Ороше- ние 1ЛГ-407
Биметаллическая 9-мм гильза
Полуфабрикат свертки, 2-й вытяжки H2SO4 (5-8) 333 - 343 (60 - 70) 2-5 мин Окуна- ние Шнековый травильно- промывочный агрегат
125
Окончание табл. 4.2
1 2 з 4 _ 5 6
Биметаллическая гильза к винтовочному патрону
Полуфабрика- ты свертки, 2-й вытяжки H2SO4 (2-7) 333 - 353 (60 - 80) 2,5 мин То же Агрегат травиль- но-промывочный “Салем"
Латунная 12,7-мм гильза
Исходная за-
готовка: полу- фабрикаты 1 - 3-й вытя- H2SO4 (5-Ю) 333 - 353 (60 - 80) 2-2,5 мин Шнековый агрегат
жек
4.4. Декапирование
Тонкие окисные пленки всегда образуются на металле при
обезжиривании и промывках, являясь как бы изолирующим сло-
ем, ухудшающим прочность сцепления покрытия с основным ме-
таллом. Для повышения прочности применяется декапирование,
которое заключается в легком протравливании в слабых растворах
кислот с целью снятия небольших окислов с очищенной и обез-
жиренной поверхности.
Типовые растворы, применяемые для декапирования при изго-
товлении элементов патронов, приведены в табл. 4.3.
Таблица 4.3
Типовые растворы, применяемые для декапирования___
Обрабатываемая деталь Раствор (концен- трация, г/л) Температу- ра, К(°С) Время обра- ботки Метод обработ- ки Применяемое оборудование
Готовая сталь- ная 14,5-мм гиль- за Н3РО4 (30 - 50) 288-298 (15-25) 1 -3 мин Окуна- ние Ванна для де- капирования*
Готовая биме- таллическая 7,62- мм гильза Н3РО4 (5-7) 288 - 298 (15-20) 1 мин 30 сек То же Агрегат АФ-7Б/200
Оболочка пуль к 14,5-мм патро- нам перед лату- нированием NaCN (30 - 40) 283 - 298 (10-25) 5 - 10 мин Вращающийся барабан и ван- на
* После декапирования промывка не производится
126
Кроме химического существует электрохимическое декапиро-
вание, которое заключается в том, что детали перед нанесением
покрытия обрабатывают постоянным током на аноде в чистых
растворах кислот (серной, фосфорной, хромовой), а также в рас-
творах сернокислых солей при комнатной температуре.
4.5. Фосфатирование
Фосфатирование металлов ведется с целью получения анти-
коррозионных покрытий и покрытий, облегчающих течение ме-
талла, снижающих усилия на штамповочных операциях (после
пропитки мыльной эмульсией).
Фосфатные покрытия представляют собой пленку из нераство-
римых солей марганца, цинка и железа.
В настоящее время в отечественной и зарубежной промыш-
ленности применяется горячее и холодное фосфатирование. Вы-
бор того или иного метода определяется требованиями, предъяв-
ляемыми к покрытию. Для фосфатирования деталей с
последующей пропиткой маслом применяется горячий метод.
При горячем фосфатировании образуется толстый слой фосфа-
тов. Этот способ имеет следующие недостатки:
• для получения мелкокристаллического фосфатного покрытия
необходимо в узком интервале поддерживать высокую темпера-
туру 370-371 К (97-98°С);
• при снижении температуры образуется крупнокристалличе-
ский слой фосфата с пониженной коррозионной стойкостью;
• повышение температуры до 373 К (100°С) приводит к взму-
чиванию осадка со дна ванны и образованию белого налета на по-
верхности деталей;
• ведение процесса фосфатирования в узком интервале темпе-
ратур осложняет работу.
Введение в фосфатный раствор различных добавок (окиси ме-
ди, окиси кальция, хлоратов, нитратов, нитритов, фтористых со-
единений), а также органических ускорителей (аналина, мочеви-
ны, ализарина) позволяет вести процесс при низких температурах.
Соблюдая требования, предъявляемые к концентрации основного
препарата, значению pH, соотношению между свободной и общей
кислотностью, к концентрации ускорителя, можно получить при
низких температурах (20-50°С) прочные, весьма мелкокристалли-
ческие покрытия. Такие покрытия характеризуются высокой адге-
127
зией по отношению к лакам и краскам, обладают удовлетвори-
тельными защитными свойствами, высокой прочностью сцепле-
ния с основным металлом.
Холодное фосфатирование обеспечивает стабильность состава
рабочего раствора, устраняет недостатки, имеющиеся при горячем
фосфатировании. Наилучшими ускорителями при холодном фос-
фатировании служат нитриты и нитраты.
Основными применяемыми компонентами являются окись
цинка, фосфорная кислота, азотная кислота, азотнокислый цинк.
Разработанный для фосфатирования стальных элементов па-
тронов концентрат КЦФ-1 имеет следующий состав, %: 14,6 оки-
си цинка; 15 азотной кислоты в пересчете на 100%; 17,9 ортофос-
форной кислоты в пересчете на 100%; умягченной воды 52,5%.
Температура рабочего раствора при фосфатировании 293-323 К
(20-50°С), время фосфатирования 6-15 мин.
Применяемый состав концентрата для фосфатирования нахо-
дится на уровне отечественных и зарубежных достижений. Для
фосфатирования проточки биметаллических гильз используется
оксифосфат следующего состава, г/л: 7-30 ортофосфорной кисло-
ты; 20-40 азотнокислого марганца; 0,5-2 окиси кальция; 10-20 пе-
рекиси марганца. Температура раствора 313-323 К (40-50°С).
Типовые растворы, применяемые для фосфатирования при из-
готовлении элементов патронов, приведены в табл. 4.4.
Таблица 4.4
Типовые растворы для фосфатирования
Обрабаты- ваемая деталь (по- луфабрикат) Состав и концентрация рабочих растворов Темпера- тура раство- ров, К (°C) Время обра- ботки Метод обра- ботки Применяе- мое обору- дование
1 2 3 4 5 6
Стальная 7,62-мм гильза
Полуфаб- рикат сверт- ки, 2-й вы- тяжки, после отжи- га дульца 1 ч. концентрата на 20 - 25 ч. воды 293 - 303 (20 - 30) 4 мин Окуна- ние Шнековые агрегаты У-1 иУ-2
Кислотность: свободная - 4 - 8 общая - 40-50 313-318 (40 - 45) 8- 12 мин То же Агрегат АТ-1, М-АТ-1
Нитрит натрия - 2 г/л 313-318 (40 - 45) 8 мни АТ-7/200, М-АТ
128
Продолжение табл. 4.4
1 2 3 4 5 6
Полуфаб- рикат после отжига дульца 1 ч. концентрата на 15 - 20 ч. воды Кислотность: свободная -1,5-2,6 общая - 48-52 293 - 303 (20 -30) 20 с Оро- шение Автомати- ческая ро- торная ли- ния 1ЛГ-407
Готовая гильза 1 ч. концентрата на 15 - 20 ч. воды Кислотность: свободная -1,5-4 общая - 48-52 Нитрит натрия - 1 -2 г/л 303 - 323 (30 - 50) 4,5 мин Окуна- ние Шнековый агрегат
Готовая гильза 1 ч. концентрата на 15 - 20 ч. воды Кислотность: свободная - 4 - 9 общая - 40-90 Нитрит натрия - 0,3 - 1 г/л 313-323 (40 - 50) 8-12 мин То же АФ-7/20, М-АФ, АФ-1, М-АФ-1
Готовая биметалли- ческая гиль- за к 7,62-мм патрону Н3РО4 20-30 г/л Mn(NO3)2 20-40 г/л МпО2 10-20 г/л СаО 1-2 г/л 333 - 343 (60 -70) 313-323 (40 - 50) 2 мин 1 мин 30 с Шнековый агрегат Агрегат АФ-7Б/200
Стальная 14,5-мм гильза
Полуфаб- рикаты раз- личных пе- реходов 1 ч. концентрата на 20 - 30 ч. воды Кислотность: свободная - 0,6-2 общая - 18-30 Нитрит натрия - 0,5 - 2 г/л 303 - 323 (30 - 50) - к Шнековый агрегат
Полуфаб- рикаты раз- личных пе- реходов 1 ч. концентрата на 25 - 30 ч. воды Кислотность: свободная - 0,6-2 общая - 18 -30 Нитрит натрия - 0,5 - 2 г/л 303-313 (30 - 40) 5 мин «с Агрегат 2АТФ-14
Готовая гильза Примеч 1 ч. концентрата на 15 - 20 ч. воды Кислотность: свободная - 4 - 8 общая - 40-100 Нитрит натрия - 1 -3 г/л а н и е. Кислотность свобо 313-323 (40 - 50) дная н оба 18 мин [ая выраи и сается в г АФГ-14 гунктах или
точках.
129
Наряду с обычным методом - окунанием применяется метод
орошения - струйное фосфатирование. Оно ускоряет образование
фосфатной пленки, но значительно усложняет конструкцию обо-
рудования.
Ускорить процесс образования фосфатной пленки можно на-
ложением переменного тока, а также при помощи ультразвука.
Контроль растворов для фосфатирования осуществляется с по-
мощью химических анализов. Анализ ванны фосфатирования
стальных гильз сводится к определению свободной и общей ки-
слотности методом объемного анализа и определению ионов
РО41П, NO3’ и Zn11, анализ ванны фосфатирования проточки биме-
таллических гильз - к определению процентного содержания ор-
тофосфорной кислоты, азотнокислого марганца и окиси кальция.
4.6. Пассивирование
При обработке деталей в фосфатном растворе на поверхности
металла образуется равномерный, но весьма пористый слой фос-
фатов. Наличие микропор несколько снижает коррозионную
стойкость фосфатного покрытия.
Для повышения коррозионной стойкости деталей после фосфа-
тирования проводят операцию пассивирования, т.е. обрабатывают
их в водном растворе бихромата калия. Бихромат пассивирует
нефосфатированные участки и заполняет поры, тем самым повы-
шая коррозионную стойкость фосфатного слоя. Концентрация би-
хромата может быть различной (от 0,5 до 50 г/л). Температура
раствора от 303-353 К (30-80°С). Время пассивирования 1-5 мин.
Иногда в качестве пассиватора используют хромовый ангид-
рид.
Для защиты от коррозии нефосфатированного полуфабриката
при межоперационном хранении в качестве пассиватора применя-
ется нитрит натрия. После обработки в его растворе на поверхно-
сти полуфабриката образуется окисная пленка, защищающая ме-
талл от коррозии. Концентрация нитрита натрия колеблется от 2
до 50 г/л в зависимости от назначения обработки и срока хранения
после обработки.
Следует иметь в виду, что пассивация в растворе нитрита на-
трия должна осуществляться не позже, чем через 2-3 мин после
окончания той или иной операции во избежание коррозии на по-
верхности полуфабриката. Пленка нитрита натрия только ограни-
130
чивает коррозию на участках, где она началась, но не прекращает
ее.
Типовые растворы, применяемые для пассивирования в произ-
водстве элементов патронов, приведены в табл. 4.5.
Таблица 4.5
Типовые растворы для пассивирования
Обрабатывае- мая деталь (полуфабрикат) Раствор (концен- трация, г/л) Темпера- тура, К(°С) Время обра- ботки Метод обра- ботки Применяе- мое обору- дование
Полуфабри- каты различных переходов стальной 7,62-мм гильзы NaNO2 (2 - 50) 288 - 298 (15-25) 1,5-3 мин Окуна- ние Шнековые агрегаты Бак для пас- сивирова- ния
Готовая 7,62-мм гильза К2Сг2О7 (0,3-10) 333 - 353 (60 - 80) 1,5-3 мин То же Шнековые агрегаты Агрегаты АФ-1, АФ-7/200, М-АФ-1, М-АФ
Пассивирова- ние проточки биметалличе- ской гильзы К2Сг2О7 (30 - 50) 288 - 298 (15-25) 2 мин Шнековый агрегат
К2Сг2О7 (7-12) 303 - 323 (30 - 50) 1 мин 30 с Агрегат АФ-7Б/200
Оболочка пуль патронов крупного ка- либра после латунирования СгОз (П-15) и H2SO4 (1,00-1,75) 288 - 298 (15-25) - (С Вращаю- щийся бара- бан и ванна
4.7. Промывка
К процессам подготовки поверхности деталей перед нанесени-
ем покрытий относится промывка в воде. Качество подготовки
поверхности зависит не только от надлежащей очистки изделий
131
от жиров и окислов, но также от того, насколько тщательно про-
изведена промывка их от остатков различных загрязнений и той
среды, в которой производилась их очистка (щелочь или кислота).
Промывка осуществляется в горячей или холодной проточной
воде, после обезжиривания - обязательно в горячей проточной
воде. Горячая вода необходима для того, чтобы удалить остав-
шиеся на поверхности деталей мыла или пленки эмульсий жиров
(неомыляемых), и способствует более быстрому и легкому удале-
нию с поверхности деталей самого обезжиривающего раствора.
Недостаточная промывка после обезжиривания ведет к увеличе-
нию шлама, выпадающего в ванне фосфатирования.
После травления детали необходимо тщательно промывать в
холодной проточной воде. Перед погружением деталей в ванну
для покрытия не следует промывать их в горячей воде. Промытые
в горячей воде детали быстро высыхают и могут покрыться на по-
верхности окисной пленкой, ухудшающей прочность сцепления
покрытия с основным металлом.
Промывка деталей после фосфатирования осуществляется в
горячей или холодной проточной воде. Недостаточная промывка
ведет к снижению коррозионной стойкости фосфатной пленки.
Опыт некоторых заводов показал, что концентрация фосфатного
раствора в промывных водах не должна превышать 0,2 точки.
Промывка деталей после пассивирования должна осуществ-
ляться в горячей проточной воде.
Перед сушкой рекомендуется горячая промывка при темпера-
туре 323-343 К (50-70°С), так как это способствует лучшему вы-
сыханию деталей, улучшает условия сушки, создает значитель-
ную экономию электроэнергии.
Во всех случаях промывка должна осуществляться в проточ-
ной воде с двух-трехкратным обменом за цикл обработки.
С целью экономии водных ресурсов в производстве патронов
проводится внедрение промывок методом противотока (так назы-
ваемая каскадная промывка). Сущность метода заключается в по-
следовательной промывке в двух ваннах с подачей чистой воды
по встречному маршруту, т.е. начиная с последней ванны. Этот
метод позволяет уменьшить расход воды при промывках в 5-10
раз и более в зависимости от сложности конфигурации промы-
ваемых изделий.
Типовые виды промывок и их режим приведены в табл. 4.6.
132
Таблица 4.6
Типовые виды промывок и их режимы
Обрабатываемый полуфабрикат Вид про- мывки Темпе- ратура, К(°С) Время обра- ботки, мин Ме- тод обра- ботки Применяемое оборудование
1 2 3 4 5 6
Стальная 7,62-мм гильза
Полуфабрикаты различных перехо- дов: после обезжири- вания Холодная проточ- ная вода Темпе- ратура сети 4-8 Оку- нание Агрегаты АОС-1, АОС-7/200, М-АОС-1, М-АОС
То же То же 0,3 Оро- шение Автоматиче- ская роторная линия 1ЛГ-407
после травления 4-8 Оку- нание Агрегат ба- рабанно- лоткового типа АТ-1, М-АТ-1
после фосфатиро- вания и 0,3 Оро- шение Автоматиче- ская роторная линия 1ЛГ-407
Готовая гильза: после обезжири- вания 3-6 Оку- нание Агрегаты АФ-1, АФ-7/200, М-АФ-1, М-АФ
после травления 3-6 То же Агрегаты АФ-1, АФ-7/200, М-АФ-1, М-АФ
после фосфатиро- вания 3-6 к Агрегаты АФ-1, АФ-7/200, М-АФ-1, М-АФ
133
Продолжение табл. 4.6
1 2 L 3 4 5 6
Стальная 14,5-мм гильза
Полуфабрикаты различных перехо- Горячая проточ- ная вода 323 - 353 (50 - 80) 3-4,5 Оку- Шнековые
дов: после обезжири- вания Холодная проточ- ная вода Темпе- ратура сети 4 нание агрегаты
после травления Холодная проточ- ная вода Темпе- ратура сети 4 2,5 То же То же Агрегат 2АТФ-14
после фосфатиро- вания То же сс 2 Шнековые агрегаты
и <с 2,5 _ « _ Агрегат 2АТФ-14
Готовые гильзы: после обезжири- вания а ч - Ванна для промывки
и ы 4 АФГ-14
после травления Темпе- ратура сети 4 Оку- нание Агрегат АФГ-14
после фосфатиро- вания Горячая проточ- ная вода 343 - 353 (70 - 80) 1 - Железный барабан с ванной
Холодная проточ- ная вода 323 - 333 (50 - 60) 4 Оку- нание Агрегат АФГ
Биметаллическая 7,62-мм гильза
Полуфабрикаты различных перехо- дов: после обезжири- вания Горячая проточ- ная вода 313- 353 (40 - 80) 2 Оку- нание Шнековые агрегаты
То же 313- 353 (40 - 80) 0,33- 0,50 Оро- шение Автоматиче- ская роторная линия 1ЛГ-407
после травления Холодная проточ- ная вода Темпе- ратура сети 0,33- 0,50 Автоматиче- ские ротор- ные линии 1ЛГ-407, 2Л-1,ЗЛ-1
134
Окончание табл. 4.6
1 2 3 4 5 6
Готовая гильза: после обезжири- вания Горячая проточ- ная вода 313- 333 (40 - 60) - Оку- нание Шнековые агрегаты
после фосфатиро- вания Холодная проточ- ная вода Темпе- ратура сети 2 Оро- шение Шнековый агрегат
после пассивиро- вания То же То же 2 То же То же
Оболочка к пуле 1уЦ. 3 14,5-мм патрона и к пуле Б32
Полуфабрикаты различных перехо- дов: после обезжири- вания после травления после фосфатиро- вания Холодная проточ- ная вода Темпе- ратура сети 1 -2 Оку- нание к
ч То же То же (С
ч ч ч
Готовая оболочка: после обезжири- вания после латунирова- ния после пассивиро- вания Горячая проточ- ная вода 333 - 353 (60 - 80) 8-10 Вращающий- ся барабан и ванна
Холодная проточ- ная вода Темпе- ратура сети То же То же
Непро- точная холодная вода Ком- натная ч и «с
Холодная проточ- ная вода Темпе- ратура сети к ч
То же То же - ч It
Горячая проточ- ная вода 333 - 353 (60 - 80) - U ч
Примечание. В агрегатах с индексом М промывка двойная противопо-
точная.
4.8. Омыление
Омыление полуфабриката применяется как смазка при выпол-
нении штамповочных операций.
Омыление может производиться двумя способами: 1) подачей
мыльной эмульсии на полуфабрикат и рабочий инструмент непо-
средственно при выполнении операции; 2) образованием тонкой
135
высушенной пленки мыла на поверхности полуфабриката перед
его обработкой. В первом случае омыление выполняет еще до-
полнительную функцию - охлаждение рабочего инструмента.
Для омыления применяется раствор мыла в воде, содержащий
10-30 г/л 72- или 60%-ного хозяйственного мыла. Оптимальная
температура мыльной эмульсии при омылении 313-333 К (40-
60°С). Применение более высокой температуры ведет к быстрому
испарению раствора.
Типовые растворы, применяемые для омыления при изготов-
лении элементов патронов, приведены в табл. 4.7.
Таблица 4.7
Типовые растворы, применяемые для омыления____
Обрабаты- ваемый полуфаб- рикат Раствор (состав и кон- центра- ция, г/л) Темпера- тура, К(°С) Время обра- ботки, мин Метод обра- ботки Применяемое оборудование
Полу- фабрикаты различных переходов 7,62 и 9 - мм патро- нов Мыло хозяй- ствен- ное (10-30) 313-333 (40 - 60) 0,5-4 Окуна- ние Шнековые агрегаты. Агрегаты барабанно- лоткового типа АТ- 1,М-АТ, АТ-7/200, АОС-1, М-АОС-1, М-АТ-2 и др.
Ороше- ние Роторные автомати- ческие линии
Полу- фабрикаты различных переходов 12,7 и 14,5- мм патро- нов Мыло хозяй- ствен- ное (10-30) 313-333 (40 - 60) 2-3 Окуна- ние Шнековые агрегаты. Агрегаты барабанно- лоткового типа 2АТФ-14
4.9. Сушка
Сушка деталей после химической обработки производится с
целью удаления с их поверхности влаги и предупреждения обра-
зования коррозии; сушка лакированных деталей - с целью удале-
ния летучих растворителей и последующей полной полимериза-
136
ции лаковой пленки. Типовые режимы сушки, применяемые при
изготовлении элементов патронов, приведены в табл. 4.8.
Сушка производится в проходных сушильных печах с обдувом
горячим воздухом. Для более быстрого высыхания деталей необ-
ходим обмен воздуха до 20-30% от всего циркулирующего пото-
ка.
Таблица 4.8
Режимы сушки полуфабрикатов и изделий
Обрабатывае- мый полуфабрикат Применяемое оборудование Температу- ра, К(°С) Время сушки, мин
1 2 3 4
Стальная 7,62-мм гильза
Полуфабрика- ты различных переходов Сушильная печь ДВМ 473 - 573 (200 - 300) -
Сушильная печь “Салем" 393 - 453 (120- 180) -
Ротор сушки автоматической ротор- ной линии ЛГ-207 423 - 453 (150- 180) 453 - 473 (180-200) 1,66
Ротор сушки автоматической ротор- ной линии 1ЛГ-407 473±30 (200±30) То же
Сушильная печь агрегатов: АТ-1, АТ-7/200, АОС-1, АОС-7/200, М-АТ, М-АТ-1 К, М-АОС, М-АОС-1, М-АТ-1Р 393 -453 (120-180) 453 - 473 (180-200) 8,2
Шнековая печь агрегатов У-1 и У-2 553 - 573 (280 - 300) 8
Готовая гиль- за: после фос- фатирования и пассивиро- вания после лаки- рования Сушильная печь “Салем" 393 - 453 (120-180) -
Сушильная печь ДВМ 473 - 553 (200 - 280) -
Шнековая печь агрегатов У-1 н У-2 453 - 573 (180-300) -
Сушильная печь агрегатов АФ-1 и АФ-7/200, М-АФ-1, м-аф 383 -393 (110-120) 8-12
Сушильная печь агрегата Sprimag 448-458 (175 - 185) 30-35
Ротор сушки автоматических ротор- ных линий ЛЛГ-107 и ЛЛГ-107М - 1,75 (в индук- торе)
Печь досушки камерного типа КС 453±5 (18О±5) -
137
Продолжение табл. 4.8
1 2 з 4
Стальная 14,5-мм гильза
Сушильная печь ДВМ 523 - 573 (250 - 300) -
Полуфабрика- ты различных переходов Сушильная печь 4-секционного агрегата 423 - 473 (150-200) 3,5
Сушильная печь агрегата 2АТФ-14 413-443 (140- 170) 6-7
Готовая гиль- за: после фос- фатирования и пассивиро- вания Сушильный шкаф 423 - 453 (150- 180) 15
после лаки- рования Сушильная печь агрегата лакирования АЛ-1 433 - 453 (160- 180) 30-35
Биметаллическая 7,62-мм гильза
Сушильная печь ДВМ 413-523 (140-250) -
Полуфабрика- ты различных переходов Сушильная печь “Салем" 413-453 (140- 180) -
Ротор сушки автоматической ротор- ной линии 1ЛГ-407 473±30 (200±30) 1,66
Готовая гиль- за: Сушильная печь ДВМ 413-423 (140-150) -
после фос- фатирования проточки Сушильная печь ДВМ (число оборотов шнека - 0,5 об/мин) 413-423 (140- 150) -
после лаки- рования про- точки Роторы сушки автоматической роторной линии 1Л-4Б Сушка ТВЧ 552±20 (280±20) 573±7 (300±7) 383 -443 (115-170) 3,33
138
Окончание табл. 4.8
1 1 1 3 4
Оболочка пули Б32 14,5-мм патрона
Полуфабрика- ты различных переходов Сушильная печь типа ДВМ 523 (250) -
Электропечь шнековая Температу- ра, необхо- димая для подсушива- ния -
Сушильная печь “Малер “ 473 - 573 (200 - 300) -
Сушильная печь “Салем “ 423 - 573 (150-300) -
Готовая обо- лочка после латунирования Сушильная печь (число оборотов печи - 5-6 об/мин) 433 - 473 (160-200) -
Оболочка пули 7,62-мм патрона
Полуфабрика- ты различных переходов Сушильная печь 5-секционного шнекового агрегата 393 - 423 (120- 150) -
Шнековый агрегат с сушильной печью ДВМ 473 - 553 (200 - 280) -
Агрегат АФ-1, М-АФ-1 Агрегат АФ-7/200, М-АФ 7,5- 13,5
Стальные гильзы к 7,62- и 14,5-мм пат ионам
Готовая гильза после лакиро- вания Автоматические роторные линии ЛЛГ-107, ЛЛГ-107М с печью досушки камер- ного типа ПС-2 453±5 (180±5) 1,75 (сушка в ин- дукто- ре) 30 (сушка в печи)
4.10. Лакирование
После фосфатирования в целях повышения коррозионной
стойкости детали покрывают лаковой пленкой. Она должна быть
сплошной, газоводонепроницаемой, химически стойкой, обладать
высокой адгезией, а также механической прочностью и твердо-
стью.
Для лакирования стальных элементов патронов применяется
лак ВЛ-51, который представляет собой раствор крезолальдегид-
139
ной смолы К-212-01, поливинилбутираля и моноглицерида льня-
ного масла в смеси этилового спирта и циклогексанона.
Лак должен наноситься на детали одним или двумя слоями ме-
тодом окунания. Рабочая вязкость лака колеблется в пределах
12,5-14 с по вискозиметру ВЗ-4 и подбирается технологически.
Разбавление лака до рабочей вязкости производится растворите-
лем Р-7 (50% этилового спирта +50% циклогексанона). Толщина
лаковой пленки должна быть не менее 4 мкм.
Для полимеризации лака ВЛ-51 температура сушки должна на-
ходится в пределах 453 К (180°С) ±5°С, а время сушки не менее 30
мин. Типовые режимы лакирования, применяемые на заводах от-
расли, приведены в табл. 4.9.
Таблица 4.9
Типовые режимы лакирования стальных гильз ___
Приме- няемое оборудо- вание Лак Время лакиро- вания, с Темпера- тура ла- ка, К(°С) Вяз- кость, с Темпера- тура сушки, К(°С) Время сушки
Установка АЛ-1 ВЛ-51 20-25 291 -293 (18-20) 12,5- 14,0 448 - 458 (175- 185) 30-35 мин
Автомати- ческая ро- торная ли- ния ЛЛГ- 107 и ЛЛГ- 107Мс печью до- сушки ка- мерного типа ПС-2 ВЛ-51 15 291 -293 (18-20) 12,5- 14,0 453 ±5 (180±5) Сушка в индукто- ре 1 мин 45 с Сушка в печи 30 мин
Лакирование проточки биметаллических гильз производится
фенолополивинилбутиральным клеем БФ-2. Рабочая вязкость
клея 80-110 с по вискозиметру ВЗ-4. Клей БФ-2 разбавляют эти-
ловым спиртом и наносят на проточку кисточкой. Режимы сушки
приведены в табл. 4.8. Лакирование проточки также осуществля-
ется лаком ЭП-524. Вязкость лака по вискозиметру ВЗ-4 35-
40 сек.
Время сушки 10 мин при температуре помещения. Лак наносят
на проточку кисточкой на линии 1Л-4Б.
140
4.11. Латунирование
Латунирование применяется как пластичная металлическая
смазка в производстве пульных оболочек к патронам 14,5-мм ка-
либра, а также как антикоррозионное покрытие, повышающее жи-
вучесть стволов стрелкового оружия. Это покрытие представляет
собой сплав, полученный электролитическим путем. Условия
электролиза подобраны так, что допускают совместное осаждение
двух металлов. Изменяя условия электролиза (плотность тока,
температуру), можно регулировать одновременное осаждение ме-
ди и цинка и получить сплав с большим или меньшим относи-
тельным содержанием этих металлов. В качестве анода и катода
лучше всего применять латунные пластинки с содержанием желе-
за не более 0,1%. Поверхность анодов обязательно должна пре-
вышать в два - три раза поверхность катодов - это одно из основ-
ных условий при латунировании.
Цвет отложения зависит от напряжения и плотности тока и
может переходить от светло-желтого, золотистого цвета до медно-
красного.
Электролиты для латунирования могут работать при разных
температурах в режиме постоянного тока, плотность тока 0,3-
0,59 А/дм2, температура электролита 298-323 К (25-50°С).
Вновь составленная ванна латунирования до начала работы
требует обязательной проработки и регулировки.
Латунирование второй вытяжки и оболочки осуществляется в
электролите следующего состава, г/л: CuSO4 - 78; NaCO3 - 40;
NaCN - 60 или KCN - 78.
Электрический режим: напряжение 7-10 В; плотность тока 0,3-
0,5 А/дм2. Температура рабочего раствора 303-313 К (30-40°С).
Время латунирования 8-11 час.
*4.12. Контроль качества полуфабрикатов
и готовых деталей
Контроль качества полуфабрикатов и деталей после обез-
жиривания. Качество очистки деталей от жировых и масляных
загрязнений определяется по степени смачивания их поверхности
водой.
Контроль заключается в следующем: тщательно промытую по-
сле обезжиривания деталь погружают в холодную воду, затем ос-
141
торожно вынимают и ставят в вертикальном положении или под
углом 45°. Прерывность водной пленки (т.е. места, не смоченные
водой) означает, что полная очистка детали от жира не достигну-
та.
Контроль качества полуфабрикатов и деталей после трав-
ления. Качество очистки полуфабрикатов и деталей от окислов
после отжига определяется по внешнему виду. Полуфабрикаты и
детали, тщательно промытые после травления, подвергаются ос-
мотру. Если на поверхности не окажется остатков окалины, зна-
чит деталь протравлена хорошо.
Контроль качества фосфатного покрытия. Условия прием-
ки фосфатных пленок определяются их назначением (покрытие в
целях защиты от коррозии, грунт под лак, нанесение электроизо-
ляционной пленки или фосфатирование листового, трубчатого
или профильного железа для улучшения условий протяжки).
Фосфатная пленка должна отвечать следующим требованиям:
• иметь мелкокристаллическую структуру (наличие крупных,
рыхлых и легко осыпающихся кристаллов не допускается);
• цвет и оттенок пленки может варьировать от светло-серого
до темно-серого (различие оттенков на отдельных участках не
является признаком брака);
• полностью равномерно покрывать все участки, подлежащие
покрытию, за исключением точек контакта с приспособлением и
трудно доступных участков (узкие зазоры, глубокие несквозные
отверстия и т.д.);
• не допускаются ржавые пятна и налет взмученного осадка со
дна фосфатной ванны, а также черный, мажущийся налет, остав-
ляющий следы на руках или хлопчатобумажной салфетке;
• при внешнем осмотре толщина фосфатной пленки должна
быть достаточной, не допускающей просвечивания металла;
• на фосфатированной поверхности допускается белесый налет
фосфатов и желтый налет после пропитки хромпиком.
Наличие фосфатной пленки во всех сомнительных случаях при
внешнем осмотре проверяют путем проведения двух перекрещи-
вающихся штрихов по фосфатированной поверхности ногтем или
палочкой, изготовленной из дерева или пластмассы. При этом на
поверхности должны оставаться светлые, отчетливо заметные
следы.
Упрощенный метод проверки пористости и сплошности фос-
142
фатной пленки заключается в погружении фосфатированных де-
талей в холодную проточную воду с последующей сушкой на воз-
духе. После высыхания на покрытой поверхности не должно быть
ржавых точек и пятен.
Пористость покрытия определяют погружением в раствор 3%-
ного медного купороса, нейтрализованного окисью меди, или на-
несением капли этого раствора на поверхность изделий. Время до
появления пятна выделившейся меди должно быть не менее 15 с.
Сплошность фосфатной пленки определяют с помощью реак-
тива “Уокер“ следующего состава: K3[Fe(CN)6] - 40 г/л и Na2SO4
- 15 г/л. Детали заворачивают в фильтрованную бумагу, смочен-
ную этим реактивом, и выдерживают в течение 60 с. Допускается
не более шести точек на 1 см2.
Лабораторная проверка коррозионной стойкости фосфатной
пленки заключается в погружении деталей на шелковых или ка-
проновых нитях в 3%-ный раствор NaCl при Т = 293 К (20°С) с
выдержкой до пожелтения раствора и появления признаков кор-
розии на поверхности полуфабрикатов и элементов. При этом
фосфатная пленка, пассивированная в бихромате калия, не долж-
на иметь пятен или точек ржавчины после выдержки в указанном
растворе в течение двух часов.
Контроль качества лаковой пленки. Качество лаковой плен-
ки гильз после лакирования контролируется по внешнему виду на
соответствие эталонам.
Сплошность фосфатно-лакового покрытия определяется в со-
ответствии с ТУ реактивом следующего состава: NaCl - 20 г/л,
K3Fe(CN)6 - 7,6 г/л.
Гильзы заворачивают в бумагу, смоченную в реактиве, и вы-
держивают в течение 5 мин. На бумаге не должно быть синих пя-
тен.
Контроль сплошности лаковой пленки на фосфатированной
проточке осуществляется следующим образом: гильзу проточкой
погружают в 1%-ный раствор серной кислоты и выдерживают в
течение 60 с, затем промывают водой и погружают на 60 с в 3%-
ный раствор медного купороса. После этого проточку протирают
фильтрованной бумагой и осматривают. Наличие оголений на
проточке (цвет чистой стали) указывает на несплошность лаковой
пленки.
Контроль качества латунного покрытия. Контроль качества
заключается в следующем: на сухой участок латунного покрытия
143
наносят каплю раствора азотнокислого серебра концентрации
22 г/л и выдерживают в течение 15 с. Затем каплю промокают
фильтрованной бумагой.
Эту операцию повторяют до обнажения сплошного участка ос-
новного металла. Местную толщину слоя латунного покрытия в
микронах рассчитывают по формуле h = 0,3n , где 0,3 - толщина
латунного покрытия в микронах, снимаемая одной каплей за 15 с
при температуре 283-298 К (10-25°С); п - число капель раствора,
израсходованного на растворение латуни.
Контрольные вопросы
1. С какой целью применяют химическую обработку в патронном производ-
стве?
2. По каким признакам классифицируются процессы химической обработки?
3. Какие способы обезжиривания применяют в патронном производстве?
4. С какой целью применяют в производстве изделий травление, и какие спо-
собы?
5. С какой целью в технологии производства применяют декапирование?
6. В чем состоит назначение фосфатирования и пассивирования?
7. В чем состоит назначение процессов промывки, омыления и какие приме-
няют режимы обработки?
8. С какой целью применяют латунирование и лакирование деталей патро-
нов?
9. Какие виды контроля применяют в патронном производстве для оценки
качества продукции?
Библиографический список
Гриллихес С.Я. Обезжиривание, травление и полирование металлов. Л.: Ма-
шиностроение, 1977. 112с.
Гриллихес С.Я. Оксидирование и фосфатирование металлов. Л.: Машино-
строение, 1971. 120 с.
Билибин И.К., Голиков В.И. и др. Справочник технолога-приборостроителя.
В 2-х томах. Т. 2 / Под ред. Е.А. Скороходова. М.: Машиностроение, 1980. 463 с.
144
5. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
5.1. Постановка задачи
В качестве приоритетного направления развития технологии
производства патронов предусматривается создание как новых,
так и совершенствование ранее разработанных и применяемых ТП
на базе компьютерных систем поддержки технологических реше-
ний, которые должны обеспечивать:
• высокое качество и надежность металлических элементов и
узлов изделий, соответствующих мировым стандартам;
• резкое снижение ресурсоемкое™ производства, удельных со-
вокупных затрат (живого труда, материалов, капиталовложений и
т.п.) при изготовлении;
• возможность эффективной реализации на автоматическом
(полуавтоматическом) программно-управляемом оборудовании;
• экологическую чистоту и безопасность производства.
Реализация систем автоматизированного проектирования ТП
может быть эффектавной при использовании двух основных под-
ходов: на основе математической модели обрабатываемой среды и
прикладываемых нагрузок и математической модели технологи-
ческого процесса.
Первый подход является перспективным, но на данном этапе
адекватную модель среды, работающую, например, в пластиче-
ской облаете при формообразовании, создать очень сложно. Ос-
новная проблема заключается в учете многократного изменения
свойств среды в процессе деформирования и обработки другого
вида. Одним из таких методов является метод конечных элемен-
тов, трудоемкий и неудобный для диалогового проектирования.
Второй подход основан на особенностях, связанных с тем, что
путем физического моделирования с последующим на его основе
математическим моделированием проектируемого ТП по основ-
ным показателям качества с применением оптимизационного ма-
тематического аппарата создается оптимально возможный ТП.
В результате анализа методов проектирования можно сделать
вывод о целесообразности создания расчетных автоматизируемых
модулей, на основе математических моделей ТП по выделенным
признакам качества, а также с учетом известных методов решения
отдельных задач технологического проектирования.
145
5.2. Алгоритм проектирования технологического процесса
Существенной особенностью предлагаемого алгоритма проек-
тирования ТП является его логическая связь с обобщенным алго-
ритмом обеспечения качества и надежности патронов (см. разд. 2).
Применяемые на практике методы технологического проекти-
рования классифицируются по следующим признакам:
• последовательность выполнения проектных процедур и
операций;
• степень детализации разработки;
• степень использования известных проектных решений;
• методы решения проектных задач;
• уровень автоматизации выполнения проектных процедур и
операций.
В зависимости от последовательности выполнения проектных
процедур различают методы нисходящего, восходящего, линейно-
го, циклического, линейно-циклического, разветвленного, адап-
тивного проектирования, метод случайного поиска и некоторые
другие.
Разработанный алгоритм (рис. 5.1) основан на реализации ме-
тода нисходящего линейно-циклического проектирования. Нис-
ходящее проектирование (проектирование «сверху вниз») харак-
теризуется тем, что решение задач более высоких иерархических
уровней (формирование технологического маршрута, оценка и
обеспечение ТКИ, выбор способов формообразования) предшест-
вует решению задач нижних уровней (технологические расчеты).
Линейно-циклическая схема проектирования позволяет по резуль-
татам технологических расчетов (например, расчету количества
операций и переходов) корректировать предварительно сформи-
рованный технологический маршрут.
По степени детализации разработки предлагаемый алгоритм
относится к структурно-параметрическому проектированию.
Все множество представлений для решения задач структурного
проектирования может быть отнесено к трем основным типам:
выбору из перечислений, определению в пространстве состояний,
сведению задачи к подзадаче.
«Метод представлений на основе определения в пространстве
состояний» предполагает построение структурно-функциональ-
ной модели объектов того класса, к которому может быть отнесен
конкретный ТП, а также существование готовых систематизиро-
146
Рис. 5.1. Принципиальная схема алгоритма проектирования
технологического процесса
147
V
4. Формирование технологического маршрута
1 НН V 4.1. Определение вида основных и подготовительных операций (ТОП) V 4.2. Определение последовательности н возможности совмещения ТОП
-X- 2 V 4.3. Расчет размеров и требуемых механических свойств конечной штампованной
заготовки
3 4.4. Оценка и обеспечения ТКИ
—L-. 4 V ——'— 4.5. Уровень ТКИ удовлетворяет требованиям ’— 5. Расчет размеров исходной заготовки V 6. Проектирование технологических операций (ТОП) V 6.1. Определение состава варьируемых по уровню свойств ТОП V -——бЗТИмеются математические модели" _ нормируемых признаков качества ТОП 6-6- Плет 6.3. Разработка программы экспериментальных исследований ТОП с применением технологических испытаний на модельных или (и) натурных заготовках V 6.4. Экспериментальные исследования ТОП V 6.5. Построение математических моделей ТОП по основным признакам качества
Рис. 5.1 (продолжение)
148
Из условия прочности опасного сечения
1 1 6.7. Расчетов размеров заготовок по переходам
V
6.8. Расчет размеров рабочего инструмента
V
6.9. Расчет силовых параметров
V
6.10. Выбор технологического оснащения
V
4 6.11. Оценка формируемых при реализации ТП нормируемых признаков качества
1 объекта технологии
нет___________________ 67127 Уровень свойств О. удовлетворяет
техническим условиям
6.13. Разработка комплекта технологической документации
----------------------- -----------------------------
К
Рис. 5.1 (окончание)
149
ванных компонентов, из которых данный ТП может быть систе-
матизирован. Проектирование по этому методу реализуется по
следующей схеме:
• заимствование или построение множества структурно-
функциональных моделей ТП, потенциально пригодных для фор-
мирования индивидуальных структурно-функциональных моде-
лей ТП, составляющего предмет данной задачи проектирования
(рис. 5.1, блоки 2.1, 2.2, 2.3);
• выбор (синтез) структурно-функциональной модели, наи-
лучшей в смысле конкретного ТП, условий его реализации, каче-
ства объекта технологии и ограничений данной задачи проектиро-
вания (рис. 5.1, блок 1; рис. 1.6., р. 1);
• построение структурно-функциональной модели ТП на уров-
не технологических операций, наилучшей в смысле обеспечения
качества элементов, т.е. параметризация.
В процессе структурного проектирования (рис. 5.1, блоки 2-4)
реализуются две тенденции: генерация потенциальных альтерна-
тив, возможных вариантов (блоки 2.1, 2.2-2.6); усечение выявлен-
ного множества ТП путем сопоставления по принятым критериям
(рис. 5.1, блок 3), включая возможное исследование и испытание
вариантов ТП на моделях.
При оценке альтернативных вариантов рассматриваемый тех-
нологический процесс характеризуется набором 7V признаков-
областей решений (i = 1,..., N), причем каждая область решения
реализует один из возможных вариантов частных решений у,-
(/ = 1,..., Л/,). Если на г-й ступени выбран варианту), то процесс
находится в состоянии Etj-.
Допустим, вариант ТП представлен 7V комплектов положитель-
ных целых чиселуь ji,..., Jn при 1 < jt < М, и 1 < i < N, следова-
тельно, процесс проходит состояния E\,jx,E2,j2,E-i,ji,...,En,jn.
При этом не исключаются несовместимые сочетания частных ре-
шений (признаков).
Если имеет место случай, когда переход от состояния Et j на
все состояния EMj-. запрещен (несовместимые сочетания при-
знаков), тогда ищут разрешенный вариант сочетания частных ре-
шений и ТП.
Число допустимых путей (вариантов) Zk ТП определяют с по-
мощью матрицы перехода Z, между соседними i и /+1 областями
150
решений. Запишем
7 (0 у (О 7G) 7(0
лн л12 — л1,;+1 -
7(0 7(0 7(0
Л21 л22 — - Л2,Л/,ч
(5-1)
О) 7G) 7(0
Мп ^Mi2....................^Мьмм
для i = 1,2,..., (N-\).
При этом необходимо учитывать:
Z
О
1
(О
д,7'+1
в случае перехода Еу > EMj
запрещен
разрешен
(5-2)
ji= ji+i = 1,... Mi+i, причем i = 1,..., (7V-1).
Для любого варианта ТП
z(1) Z(2) Z(1) Z(1) =1° ДЛя/*/Д°п’
Л’ Jih"" JjJj+C” Jn-iJn h для/ = /Д0П,
где l, /доп - переход и его допустимый вариант. Если составить сум-
му этого произведения (N-V) сомножителей для всех возможных
вариантов ji, то получится число возможных ТП. Это означает, что
МI Mj М; М К]
zk = L Z(V). Z(2). . (5.3)
k .... ., M 22 >23 JN-l’JN V '
21=122=1 2i=l 2^=l
Выражение, стоящее справа, вычисленное с помощью матриц
(5.1), будет равно:
Zk =Z^Zm...Z(i\..Z^-l'>. (5.4)
Оценка условий несовместимости (5.2), как правило, выполня-
ется методом экспертных оценок.
Применение этого метода с использованием научно обосно-
ванного классификатора частных технологических решений по-
зволяет сформировать справочный массив возможных вариантов
технологии изготовления тонкостенных осесимметричных эле-
ментов патронов пространственной формы.
151
Алгоритм сравнительного анализа вариантов ТП и выбора для
заданных условий оптимального варианта (рис. 5.1, блок 3) осно-
ван на использовании критериев и условий применимости.
Формирование полного технологического маршрута (рис. 5.1,
блок 4) осуществляется на основе анализа типовых технологий с
учетом достижений отраслевой практики.
При заданных требованиях по механическим свойствам гото-
вых деталей выполняется расчет характеристик механических
свойств конечной штампованной заготовки с использованием раз-
работанных авторами моделей прогнозирования (разд. 3).
Заключительной стадией этапа структурного проектирования
следует считать оценку и обеспечение ТКИ (рис. 5.1, блок 4.4).
В развитие общего понятия о технологичности конструкции изде-
лия применительно к исследуемым процессам формообразования
понимается пригодность к изготовлению за наименьшее количе-
ство операций и переходов при обеспечении устойчивости и
прочности заготовки и заданного уровня качества детали.
Исходя, из этого, основными техническими показателями тех-
нологичности являются штампуемость материала исходной заго-
товки, степень геометрической сложности, степень сложности фи-
зико-механических свойств. Состав этих показателей
определяется условиями геометрического и физического подобия
процессов, а контрольные уровни технологичности определены из
анализа условий устойчивости и прочности.
Наиболее сложными при проектировании технологических
операций (рис. 5.1, блок 6) являются расчет количества операций
(переходов) (блок 6.6) и оценка формируемых при реализации
комплексного ТП нормируемых признаков качества объектов
технологии (механических свойств, поврежденности металла). Ба-
зой для выполнения указанных расчетов служат разработанные
применительно к исследуемым объектам технологии модели ус-
тойчивости, прочности деформируемых заготовок, модели фор-
мирования механических свойств и поврежденности металла.
5.3. Формирование технологического маршрута
Проектирование ТП изготовления изделия любого назначения
включает следующие уровни: разработку принципиальной схемы
и проектирование технологического маршрута (структурное про-
ектирование), проектирование технологических операций (пара-
метрическое проектирование).
152
Разработка принципиальной схемы и проектирование техноло-
гического маршрута относятся к классу трудно формализуемых
задач структурного синтеза.
Технологический маршрут (ТМ) в значительной степени опре-
деляется основной функцией ТП - изготовления детали с задан-
ным комплексом свойств, в который входят геометрические
(форма, размеры) и физико-механические (прочностные, пласти-
ческие, металлографические, массовые и др.) свойства. Для обес-
печения этих свойств, как правило, требуется создание комплекс-
ных ТП, основанных на сочетании различных по физической
природе методов обработки (холодной штамповки, обработки ре-
занием, термической, химической обработки и др.), выполняемых
в различной последовательности, и технологических операций с
использованием разнотипного технологического оснащения. Это
затрудняет синтез маршрута ТП.
Формирование технологических маршрутов может выполнять-
ся на базе типовых технологических процессов, технологических
процессов изготовления изделий аналогов и оригинальных инди-
видуальных решений.
Применение метода типовых решений предполагает разработ-
ку и использование массива типовых технологических процессов.
При этом каждый типовой технологический процесс должен соот-
ветствовать определенной классификационной группе деталей.
Поэтому метод проектирования по типовым ТП ориентирован на
использование технологического классификатора деталей (см.
разд. 4). Его разработка основана на принципах технологического
подобия объектов производства, обеспечивающих идентичность
условий обработки группируемых деталей независимо от приня-
тых методов обработки, рассмотренных выше. Идентичность ус-
ловий определяется одинаковой технологичностью группируемых
деталей.
Типовые ТП разрабатывают на основе анализа, систематизации
и обобщения известных технологических решений, учитывают
научные достижения и передовой производственный опыт, преду-
сматривают применение высокопроизводительного оборудования,
средств механизации и автоматизации, использование прогрес-
сивных методов получения и обработки исходных заготовок. Ти-
повой процесс должен быть рациональным в конкретных произ-
водственных условиях, характеризоваться единством содержания
и последовательности большинства технологических операций
153
для каждой выделенной классификационной группы изделий.
Общие правила разработки типовых ТП регламентированы стан-
дартами ЕСТПП. Типизация технологии позволяет перейти к
формализованному представлению технологического маршрута,
разработке алгоритмов и программ для ЭВМ.
При отсутствии типовых ТП используют процессы-аналоги.
Этот метод отличается от предыдущего накоплением и использо-
ванием массива технологических процессов-аналогов.
При отсутствии типовых ТП и аналогов применяется метод
индивидуального проектирования на основе использования про-
грессивных решений на уровнях этапов обработки, технологиче-
ских операций, способов их выполнения, технологической осна-
стки и оборудования (рис. 5.1, блок 2). Выбор вида
технологических операций осуществляется в зависимости от кон-
структивно-технологических параметров изделий и его элементов
и производственных требований.
Синтез технологических маршрутов может строиться путем
перебора или последовательно. Переборный алгоритм включает в
себя следующие этапы (рис. 5.1, блоки 2, 3):
• создание и выбор очередного варианта ТМ;
• оценка варианта;
• принятие решения о замене ранее выбранного варианта но-
вым, о продолжении или прекращении поиска новых вариантов
ТМ.
Варианты готовых структур могут либо создаваться заранее в
виде описаний технологического маршрута для определенного
класса (группы, подгруппы) деталей (типовые процессы), либо ге-
нерироваться из заданного набора типовых элементов (операций,
циклов операций, этапов) маршрута (метод индивидуального про-
ектирования). Перебор вариантов структуры ТП может быть пол-
ным, если множество описаний готовых структур обладает малой
мощностью и задача выбора в конечном множестве сводится к
комбинаторной.
При выборе в конечном множестве с большим количеством ва-
риантов технологических маршрутов прибегают к классическому,
направленному перебору, основанному на последовательных и
традиционных алгоритмах, случайной выборке. Процедура выбо-
ра во множестве с заранее неизвестным количеством вариантов
маршрута, как правило, строится на основе активного участия
технолога-проектировщика в режиме диалога. Для двух послед-
154
них задач построение и хранение в базе данных множества струк-
тур ТП становится практически невозможным, и вместо готовых
структур хранению подлежат описания операций ТП, количество
которых существенно меньше количества возможных генерируе-
мых маршрутов.
Оценка варианта технологических маршрутов должна произ-
водиться с помощью косвенных критериев предпочтения (рис. 5.1,
блок 3).
Принятые решения при переборе основываются на сравнении
результатов оценки критерия очередного варианта маршрута с
лучшей из ранее просмотренных структур. Последовательный
синтез ТМ характеризуется поэтапным решением задачи с оцен-
кой получаемых промежуточных структур.
При этом различают два способа получения структуры: нара-
щивание и выделение. При наращивании происходит поочередное
добавление элементов (операций) к некоторой исходной структу-
ре. В частном случае за исходную структуру принимают какую-
либо технологическую операцию. При выделении из некоторой
избыточной, обобщенной структуры удаляют «лишние» элемен-
ты.
Примером такой обобщенной структуры может служить обоб-
щенный ТМ изготовления деталей некоторой классификационной
группы. В обобщенный маршрут включают технологические опе-
рации, которые могут использоваться при изготовлении деталей
данной классификационной группы при различных возможных
сочетаниях их конструктивных и технологических особенностей.
На уровнях предприятия и отрасли обобщенные технологические
маршруты аккумулируют накопленный опыт и традиции проекти-
рования ТП изготовления деталей различного назначения, учиты-
вают научно-технические достижения и технологические пер-
спективы, возможные ограничения.
Обобщенный ТМ имеет типовые последовательность и со-
держание и представляет собой упорядоченное множество опе-
раций существующих индивидуальных маршрутов.
Пусть Mi, М2,... М;,..., M„(i = 1, 2,..., п) - множество индиви-
дуальных маршрутов изготовления деталей определенного класса.
Объединенный маршрут Л/об, т.е.
M = (jMi 0 = 1,2,...,л), (5.5)
/=1
155
где п - количество объединяемых маршрутов; IJ - знак объедине-
ния.
В свою очередь, индивидуальный маршрут представляет собой
упорядоченное множество технологических операций со своими
кодами СКм.; К = 1, 2, ..., т. Следовательно, обобщенный мар-
шрут М, - это множество индивидуальных маршрутов, выражен-
ных в виде кодов операций:
= * = 1>2,-.-,™Об, (5.6)
к=\
где тоб - упорядоченное множество операций обобщенного мар-
шрута.
Важными характеристиками обобщенного маршрута являются
мощность пересечения множеств операций объединяемых мар-
шрутов |Л/пер| и его мощность |Л/об|. В пересечение двух или не-
скольких маршрутов входят так называемые эквивалентные опе-
рации маршрутов, одинаковые по функциональному назначению
и физико-механической природе, а следовательно, описываемые
одинаковым кодом.
Условие эквивалентности операции может быть выражено то-
ждеством
K}-|CZM.J, (5.7)
где К )’ | - коды эквивалентных операций в базовом и при-
соединяемом маршруте соответственно.
Мощностью пересечения множеств операций индивидуальных
маршрутов |Л/пер| является количество операций с одинаковыми
кодами, входящих в это пересечение без учета отношения порядка
операций:
р/пер| = ПЧ-> ' = 1.2.п.. (5.8)
/=1
Мощностью обобщенного маршрута |Л/об| является сумма мно-
жеств операций индивидуальных маршрутов:
и
Кб1 = 1М’ ' = 1.2,(5.9)
z=l
Мощность пересечения множеств операций обобщенного мар-
шрута служит характеристикой уровня типизации маршрутов, ме-
156
5.10)
рой возможности их объединения. Поэтому необходимо стре-
миться соблюдать условия:
Л^пер| тах,
|Л/об|-»тт.
Необходимым условием включения индивидуального маршру-
та Mi в обобщенный является наличие области пересечения М, и
Мдб как непустого множества:
MiC\Mo6*Q, (5.11)
т.е. наличие в обоих маршрутах как минимум одной эквивалент-
ной операции.
Из двух эквивалентных операций в обобщенный маршрут
включается одна, т. е.
VCKm.VCKmj е (СКм. = CKmj) -> СКм.. (5-12)
В формируемом обобщенном маршруте сохраняется строгая
последовательность (упорядоченность) операций индивидуаль-
ных маршрутов. Его формирование начинают с любого маршру-
та изготовления технологически подобного изделия любого на-
значения, принимаемого за базовый и относящегося к
рассматриваемой классификационной группировке изделий по
технологическому классификатору (см. разд. 4). В него последо-
вательно вставляют неэквивалентные операции всех присоеди-
няемых Mj маршрутов других технологически подобных изде-
лий, которые могут быть отнесены к этой же
классификационной группе. Для каждой операции присоединяе-
мого маршрута в базовом производится поиск эквивалентной
операции. Полученный обобщенный маршрут принимаем за
очередной базовый и т.д. На рис. 5.2 показана схема построения
обобщенного ’ маршрута. Заштрихованные области обозначают
эквивалентные операции, определяющие мощность пересечения
двух маршрутов. При эквивалентности двух операций в обоб-
щенный маршрут включают одну из них.
Несмотря на достаточную простоту изложенных правил, по-
пытки автоматизировать процедуру построения обобщенных
маршрутов наталкиваются на определенные трудности, связан-
ные, прежде всего, с назначением порядка следования опера-
ций.
157
Рис. 5.2. Схема построения обобщенного маршрута: Л/,-базовый маршрут; Mj - присоединяемый маршрут;
Mqq - обобщенный маршрут; С км . - код операции маршрута
5.4. Условия применения операций обобщенного
технологического маршрута
Синтез технологического маршрута состоит в выборе операций
обобщенного маршрута, необходимых для формирования задан-
ного комплекса свойств изделия, и в определении места выбран-
ных операций в маршруте. Решение этой задачи основывается на
том, что для каждой технологической операции обобщенного
маршрута выявляются условия, определяющие необходимость ее
включения в индивидуальный синтезируемый маршрут. Эти ус-
ловия вытекают из модели ТП, устанавливающей связь вектора
требуемых конструктивно-технологических свойств объекта тех-
нологии } со структурой («У*} и основными свойствами тех-
нологического процесса (технологическими, физическими, функ-
циональными, технико-экономическими, организационно-
социальными и экологическими) Z*,Z* ,...,Z*!, характеризую-
щими его технологические возможности. При системном подходе
укрупненная модель ТП изготовления детали может быть пред-
ставлена в виде следующего соотношения:
ТП* = [{с* } Н М И fe }J, (5-13)
где к = 1, 2, ..., I - индекс, характеризующий количество приня-
тых уровней членения технологического процесса.
Очевидно, что при одинаковых конструктивно-технологи-
ческих свойствах изготавливаемых деталей одинакового или раз-
личного назначения, характеризуемых векторами, определяющими
пространство свойств указанных объектов, выполняется условие
(5.14)
и, как следствие,
К* }- {s* } {z* }= {z* } {z* }= {z*y }...; {z*y }= {z<}, (5.15)
где i, j соответственно обозначают две детали различного назна-
чения и ТП их изготовления.
Следовательно, технологические возможности любого процес-
са определяются областью его рационального применения по ос-
новным конструктивно-технологическим параметрам изготавли-
ваемых деталей (заготовок, полуфабрикатов), отвечающим
оптимальным физическим, функциональным, технико-
экономическим и другим свойствам (показателям).
159
Функция любого ТП заключается в получении изделия с за-
данным комплексом свойств \ск} из исходной заготовки с векто-
ром свойств {Cq | и описывается отображением Сд —> С* .
При переводе объекта технологии из состояния Cq в состояние
Ск должна удовлетворяться система ограничений по физико-
механическим характеристикам процессов штамповки, вытекаю-
щая из их технологических особенностей и исключающая различ-
ные технологические отказы (например, потеря устойчивости и
разрушение заготовки, разностенность и т.п.), а также по норми-
руемым технико-экономическим показателям процесса (количест-
во штамповочных операций, стойкость рабочего инструмента,
трудоемкость и др.):
Z* = Z? (Ск ,Xk>)*bk,ie (1,m), (5.16)
где Xk =(xf,Х2,...,х^)-вектор оптимизируемых параметров; *-
один из знаков: =,=£,>,<,>,<; - критическое или заданное нор-
мативное значение функции.
Технологический процесс в целом будет оптимальным, если
обеспечит выполнение ограничений, отражающих физико-
механические особенности и возможности процесса, а также нор-
мативные требования, предъявляемые к нему, и обеспечит экс-
тремум критерия оптимальности:
Zk = (Ck,Xk)—>extr. (5.17)
В качестве критерия оптимальности может быть принят любой
из частных показателей Zk или интегральный показатель, учиты-
вающий весь комплекс затрат на реализацию технологического
процесса, имеющего заданную структуру Sk.
Система ограничений (5.16) должна гарантировать бездефект-
ное изготовление изделий с заданными эксплуатационными и
конструктивно-технологическим характеристиками Ск. В про-
цессах холодной штамповки действуют условия ограничения де-
формации, исключающие:
1) потерю устойчивости деформируемой заготовки при малых
упругопластических деформациях;
2) потерю устойчивости деформируемой заготовки при боль-
ших пластических деформациях;
160
3) разрушение заготовки в результате достижения предельной
пластической деформации;
4) потерю устойчивости штампового рабочего инструмента в
области малых упругопластических деформаций;
5) разрушение штампового рабочего инструмента.
Вид реализуемого условия ограничения деформации зависит от
вида процесса штамповки, стадии его протекания и положения
ОПД. Нарушение главных условий сопровождается появлением
явных отказов технологической системы по признакам качества
изготавливаемых изделий и самого процесса. Кроме перечислен-
ных пяти условий могут быть установлены и другие ограничения,
например, по уровню заданных характеристик механических
свойств, размерной точности и шероховатости изготавливаемых
изделий, по технологическим усилиям, работе формоизменения и
др. Условия ограничения деформации могут быть выражены в
деформациях, напряжениях и безразмерных геометрических па-
раметрах.
Следовательно, применение штамповочных операций должно
прежде всего определяться из условий ограничения деформации,
чаще всего условий устойчивости и прочности заготовок, пред-
ставленных в виде математических моделей, устанавливающих
связь основных КТП изготавливаемого изделия и оптимизируе-
мых параметров процесса.
Состав КТП выявлен на основе положений теории подобия.
Важнейшими характеристиками деталей, относящихся к классу
«тел вращения», влияющих на выбор способа штамповки и коли-
чество операций, являются безразмерные геометрические пара-
метры:
а) верхнего уровня - полная относительная высота , мини-
мальная относительная толщина стенки Sd, относительная тол-
щина дна (.$%);
б) среднего уровня - угол конусности а(Р), относительный ра-
диус кривизны R/d;
в) нижнего уровня - относительные размеры конструктивных
элементов типа канавки, полости, фланца и др. (относительная
глубина полости hi/d,, перепад диаметров dj/dj.t, относительный
диаметр фланца d^/d и т.п.).
Условия, определяемые допустимыми отклонениями по высоте
8///J, толщине 8s/J, диаметрам 8rf/J и другим размерам (8//, 8Л 8Л
161
предельные отклонения на размер Н, s, d), допускаемой погреш-
ностью формы, а также требованием к качеству поверхностного
слоя, диктует выбор соответствующих методов и режимов обра-
ботки (в частности резанием). Условия, связанные с необходимо-
стью обеспечения заданных механических свойств, выражаются
через степень упрочнения ств /стВо (HV/HVq), определяющую фи-
зико-механическое подобие процессов.
Перечисленные условия, записываемые, как правило, в виде
неравенств, становятся условиями применимости операций обоб-
щенного маршрута:
77( < Х*+1 или Хк < ГЦ, (5.18)
где 77, - параметр применяемости (числовое значение конструк-
тивно-технологического параметра детали (заготовки));
, Х‘м - граничные значения параметра применяемости.
Качественный параметр применяемости может принимать лю-
бое из допустимых дискретных значений:
1Це{ПьП2,...,Пк} (5.19)
Покажем на примере анализа процесса последующей вытяжки
с утонением возможность использования научно обоснованной
оценки технологичности конструкции детали по параметру Hd
условия применимости для формирования количества операций.
Для этого представим модель детали (заготовки) в виде полого
цилиндра с дном (см. рис. 5.2). В соответствии с особенностями
протекания процесса вытяжки с утонением, дно 7 и придонный
участок 2 формируются на первых двух нестационарных стадиях
процесса, а стенка 3 - на третьей стационарной стадии. При этом
основным условием ограничения деформации на третьей стадии
является необходимость обеспечения продольной прочности и ис-
ключение поперечных трещин. Условие продольной прочности
имеет следующий вид:
(5.20)
где со?, [о)( ] - коэффициенты использования запаса (ресурса)
пластичности на 7-й вытяжной операции и его допустимое значе-
ние соответственно; а - коэффициент, учитывающий отклонение
от монотонности процесса.
Для построения условия применимости типа (5.18) необходимо
условие (5.20.) выразить через параметры hjdi и [hjd^, где [Л,/Д] -
162
относительная высота стенки детали, формируемой на стационар-
ной стадией процесса вытяжки (рис. 5.3), a - ее граничное
значение. Принимая во внимание, что со, = (etl / , перепишем
условие прочности (5.20) в следующем виде:
eit=[(O,te,p, (5.21)
2 , Л-1 ж
где вц =-j=\n—^L; вц - степень деформации на i-и вытяжке;
ejp - предельная до разрушения степень деформации; F(_,, _
площади средних по высоте стенки поперечных сечений заготов-
ки до и после вытяжки.
Из условия равенства объемов заготовки до и после вытяжки
следует, что
A, hi
F, hf_x h,-\
(5.22)
где hi =ht/d^hi-x -h^l=dlldl^.
Принимаем md = 1, что не вносит существенной погрешности
в случае вытяжки тонкостенных деталей, и после подстановки
(5.22) в (5.21) получим
1й~|=/7,-1ехр^у[(О,];еф. (5.23)
163
В случае вытяжки через несколько матриц (многопереходный
процесс) эта зависимость несколько изменится:
И = hi-i exp
Уз n®j
2 [пм
-Дй>Д\р,
(5.24)
где п - количество матриц; коэффициент Дсо;- определяется с
учетом режимов обработки.
Из этого равенства следует, что граничное значение относи-
тельной высоты стенки детали, получаемое за одну вытяжку, за-
висит от относительной высоты стенки исходной заготовки hi-i,
предельной до разрушения деформации на вытяжной операции, и
допустимого коэффициента использования запаса пластичности.
Предельная деформация е|р может быть определена по математи-
ческим моделям eZp = eip(xl,x2,...,xk), где х1,х2,...,хк - техноло-
гические факторы. [ДЧ ] устанавливается из условий функциони-
рования штампуемой детали, Дсо; <0,9. Тогда (5.18) для этого
конкретного случая преобразуется к виду
*/<[*,] (5.25)
Заметим, что граничные значения Хк,Хк+1 и, в частности, [й,]
для деталей одной классификационной группы могут различаться
в зависимости от традиций и опыта проектирования ТП и произ-
водства изделий на отдельных предприятиях и отраслях.
Приведем список параметров применимости для деталей высо-
ких полых, с дном, относящихся к классу тел вращения:
а) качественные:
• тип производства;
• наличие исходной штучной заготовки;
• форма заготовки;
• материал заготовки;
• наличие полости в детали;
• наличие канавок, отверстий, резьб и т.п.;
б) количественные:
• безразмерные, геометрические параметры (Hd,Sd,Sd,
dj/dj.j, hj/dj и др.);
164
• безразмерные характеристики механических свойств
(ов/СТво(ЯК/ЯК0));
• габаритные размеры деталей и некоторые другие парамет-
ры.
Таким образом, параметры применимости могут быть взаимо-
зависимыми, а условия применимости операций описываться раз-
личными соотношениями:
(5.26)
•••>
где Пг - качественный параметр применимости; [пг}- множе-
ство возможных значений параметра Пг ; IJr+q - количественный
параметр применимости; Х^ - граничное характеристическое
значение параметра FIr+q.
При выработке условий применения операций необходимо
учитывать логическую последовательность их выполнения, свя-
занную с обеспечением наикратчайшего цикла обработки, форми-
рованием установочных технологических баз, совмещением обра-
ботки на одной операции нескольких конструктивных элементов
деталей, а также с возможным формированием на одной операции
нескольких разнородных признаков качества детали.
f IT
Для набора исходных данных детали Па = \..,n^,...,n^+q,...j
в соответствии с комплексом условий применимости (5.26) осу-
ществляется выбор необходимых операций обобщенного маршру-
та.
Алгоритмическое решение задачи синтеза маршрута на основе
обобщенного ТМ должно удовлетворять следующим требовани-
ям:
• алгоритмы не должны содержать характеристик технологи-
ческих решений (в этом случае алгоритм обеспечивает выполне-
ние процедуры выбора вне зависимости от технологического со-
держания);
• форма представления технологической информации должна
165
быть универсальной (выполнение этого требования обеспечивает
возможность оперативно корректировать информационное обес-
печение при изменении производственной обстановки).
Сформулированным требованиям удовлетворяет табличная
форма представления технологического обеспечения (табличные
алгоритмы), в частности таблицы соответствий и логические таб-
лицы соответствий. Логические таблицы соответствий или так на-
зываемые решающие таблицы являются наиболее распространен-
ной формой таблиц выбора решений (рис. 5.4).
пг
Щ
Пг+д х;+9
Х'+9
хГ
.. .
. . .
...
а. а; z 1т
А; "т
. . .
АГ А? V+q Am
АГ А7 С9
Atl y+q Акт
. . . ...
... . . .
р.
р,-
ря
Ai
... . . .
... L
. . . . . . ......
hn
Рис. 5.4. Структура логической таблицы соответствий на любом этапе
проектирования технологического маршрута
166
В левой верхней части таблицы перечисляются параметры
применимости {Пг}, {/7г+9}, их возможные значения {/7^} и ха-
рактеристические значения параметров применимости [х^+91
В правой верхней секции матрицы расположена логическая мат-
рица условий: } (К = \,...,q;j в которой перечисля-
ются их различные комбинации. Здесь т - количество возможных
(технологически) комбинаций условий применимости операций
обобщенного технологического маршрута.
В левой нижней части перечисляются возможные решения
{/}}, г = 1,..., п, где п - количество возможных решений. Для рас-
сматриваемой задачи возможные решения - это этапы, операции
(коды, наименования) обобщенного маршрута.
Правая нижняя часть - матрица соответствий }, служащая
указателем наборов решений, которые должны быть приняты для
данной комбинации параметров применимости. Элементами мат-
риц kJ. Ы являются булевы переменные, принимающие зна-
чения 1 (да) или 0 (нет).
По матрице условий определяют столбец, для которого в мат-
рице решений выбирают все допустимые решения. Таким обра-
зом, логические таблицы соответствий позволяют учитывать
взаимосвязанность условий применимости.
В процессе составления логических таблиц соответствий
проверяется каждая комбинация условий применимости, чтобы
быть уверенным, что ни одна из них не пропущена. Если дан-
ное условие несущественно или универсально, то это обознача-
ется символом «-» (тире) в соответствующей клетке матрицы
условий.
Выбор решений по логической таблице соответствий включает
следующие процедуры:
• формирование «ключа», состоящего из последовательности
«О» и «1», путем сопоставления набора исходных данных детали
Пл комплексу условий применимости;
• сравнение этого ключа с каждым столбцом матрицы условий
с целью обнаружения совпадающего;
• определение решений, соответствующих столбцу матриц ус-
ловий и решений.
167
На основе анализа технологических процессов изготовления
металлических элементов патронов разработан обобщенный мар-
шрут, ориентированный на изготовление деталей способами
штамповки на прессах и АРЛ с применением необходимой терми-
ческой и химической обработки (см. Приложение).
5.5. Подсистема автоматизированного формирования
технологического маршрута изготовления детали
Алгоритм работы подсистемы формирования маршрута ТП
представлен на рис. 5.5.
Исходные данные содержат конструктивно-технологические па-
раметры детали (размеры с допустимыми отклонениями, требования
к качеству поверхностей, механическим свойствам детали) и харак-
теристики производства данного предприятия (цеха). На основе КТП
детали производится классификация и назначение ее классификаци-
онного кода в соответствии с технологическим классификатором. По
коду детали в базе данных логических таблиц соответствий осу-
ществляется поиск таблицы соответствий. Информация по табли-
це соответствий хранится в БД в виде отдельных баз:
• параметры применимости;
• характеристические значения параметров применимости;
• матрицы логических условий и матрицы решений;
• решения (операции и этапы обобщенных ТП).
Производится считывание вектора параметров применимости
соответствующей матрицы и формируются конкретные значения
этих параметров на основе введенных данных.
Значения параметров применимости поступают в универсаль-
ный блок «Маска». В соответствии с алгоритмом работы метода
вначале формируется ключ поиска «Маска». Причем характери-
стические значения параметров применимости поступают из БД.
Затем осуществляется поиск совпадающего столбца логической
матрицы условий на основе временных двоичных матриц усло-
вий, сформированных по матрице условий, хранящейся в БД.
По найденному номеру столбца на основе временной матрицы
решений формируется вектор адресов решений. Временная мат-
рица решений также формируется на основе матрицы решений,
хранящейся в БД. По адресам решений из БД обобщенных ТП
осуществляется выборка операций и этапов, формирующих мар-
шрут проектируемого ТП.
168
Формирование
значений параметров
применимости
БД параметров
применимости
адресов решений {1}
БД характеристических
значений параметров
применимости
Формирование
операций обобщенного
маршрута ТП
БД матриц условий и
решений
БД логических таблиц соответствий
Рис. 5.5. Блок схема алгоритма работы подсистемы формообразования технологического маршрута
Таким образом, работа блока «Маска» не зависит от конкрет-
ного содержания матриц логических таблиц соответствий, что
обеспечивает выполнение требований независимости и универ-
сальности.
Контрольные вопросы
1. Назовите основные уровни проектирования технологического
процесса и раскройте их содержание.
2. В чем состоит методический подход к построению процедуры синтеза тех-
нологического маршрута путем перебора?
3. На каких положениях основан методический подход к построению техно-
логического маршрута путем последовательного синтеза?
4. Дайте определение понятия «обобщенный технологический маршрут».
5. Опишите методику формирования обобщенного технологического
маршрута.
6. Что понимается под мощностью пересечения операции и мощностью
обобщенного маршрута?
7. Покажите связь условий применимости и ограничения операции для
штамповочных операций.
8. Назовите основные условия ограничения деформации в процессах
штамповки.
9. Назовите основные конструктивно-технологические параметры деталей,
влияющих на технологичность конструкции детали, и условия применимости
операций.
10. Запишите условия применимости технологических операций.
11. Приведите пример построения и обоснования условия применимости
операций по вытяжке с утонением.
12. Опишите логические таблицы соответствий (решающие таблицы), при-
менимые при синтезе технологических маршрутов.
13. Опишите алгоритм работы подсистемы автоматизированного формиро-
вания технологического маршрута.
Библиографический список
Агеев Н.П., Богатырев А.В., Афанасьев А.С. Технологические основы кон-
версии военного производства: Учебное пособие / Под ред. Н.П. Агеева. СПб.:
БГТУ, 1996. 248 с.
САПР: Учебное пособие для втузов: В 9 книгах / И.П. Новиков. Кн. 1. Прин-
ципы построения и структура. М.: Высшая школа, 1986. 127 с.
Агеев Н.П., Данилин Г.А., Огородников В.П. Вытяжка в штампах полых тон-
костенных деталей машино- и приборостроения. В 2-х ч. Ч. 2. Проектирование
технологических процессов. Тверь: Герс, 1998. 257 с.
Агеев Н.П., Афанасьев А.С. и др. Автоматизированное проектирование тех-
нологических процессов обжима полых заготовок: Учебное пособие. СПб.:
БГТУ, 1993. 74 с.
Агеев Н.П., Афанасьев А.С. и др. Автоматизированное проектирование тех-
нологических процессов штамповки дна полых деталей. СПб.: БГТУ, 1995. 72 с.
170
6. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ТЕХНОЛОГИЧЕСКИМ ОСНАЩЕНИЕМ
6Л. Постановка задачи
Средства технологического оснащения определены как сово-
купность орудий производства, необходимых для осуществления
технологического процесса.
Под технологическим оборудованием понимают средства тех-
нологического оснащения, в которых для выполнения определен-
ной части технологического процесса размещаются материалы
или заготовки, средства воздействия на них, а также технологиче-
ская оснастка.
Технологическая оснастка относится к средствам технологиче-
ского оснащения, дополняющим технологическое оборудование
для выполнения определенной части технологического процесса.
Построение технологии на основе обобщенных технологиче-
ских маршрутов требует построения системы классификаций и
выбора технологического оснащения.
Разрабатываемые системы классификации оснастки и оборудо-
вания должны удовлетворять следующим общим требованиям:
• характеристика свойств объекта классификации, принимае-
мая в качестве критерия определения сходства или различия объ-
ектов, является соответственно обобщающим или разделяющим
признаком;
• множество объектов можно делить по какому-либо признаку
только в том случае, если все члены множества обладают свойст-
вами позволяющими производить разделение по этому признаку;
• деление множества на классификационные группировки
должно производиться на каждой ступени по одному основанию
(признаку или сочетанию признаков);
• делимое множество должно быть равно сумме подмножеств -
членов деления;
• получаемые в результате деления подмножества должны
быть независимы друг от друга;
• система должна охватывать все объекты классификационного
множества;
• в системе должны быть отражены основные признаки объек-
тов, необходимые для решения задач автоматизированного проек-
тирования;
171
• в системе должны быть предусмотрены возможности для
расширения множества классификационных объектов и внесения
изменений без нарушения структуры классификатора;
• система должна обеспечивать возможность длительного на-
копления информации;
• система должна быть алгоритмически и информационно со-
гласована с системой автоматизированного проектирования тех-
нологических процессов (АП ТП).
Разработка классификаторов технологической оснастки и обо-
рудования включает следующие этапы:
• выбор классификационных признаков;
• определение классификационного кода и разработка класси-
фикационных и кодированных таблиц.
6.2. Классификация технологической оснастки
При выборе классификационных признаков будем руково-
дствоваться системным подходом, согласно которому любой
предмет не может рассматриваться вне связи с формой собствен-
ного движения и процессом взаимодействия с внешней по отно-
шению к нему средой и объектами. Следовательно, и понятие о
предмете (технологической оснастке) должно рассматриваться
во взаимосвязи с понятиями других классов. При этом для поня-
тий объектов, образующих одну систему, характерны прямые
отношения. Понятия об объектах анализа, входящих в разные
системы, должны характеризоваться косвенными отношениями.
Предметом нашего исследования служит система, образованная
понятиями трех классов (объект технологии, технологическая
оснастка, технологическое оборудование), находящихся в пря-
мых отношениях (рис. 6.1 а). При этом свойства каждого из пе-
речисленных объектов находятся в прямых отношениях с сами-
ми объектами, так как характеризуют их качественно-
количественную определенность, а следовательно, находятся в
прямых отношениях и между собой (рис. 6.1 б). В приведенных
схемах линии связей предметов, входящих в выделенную систе-
му, характеризуют способ взаимодействия предметов между со-
бой, также определяющий признаки технологической оснастки.
Исходя из этого выделим следующие классификационные при-
знаки технологической оснастки:
172
Объект техно-
логии
Рис. 6.1. Схема отношений взаимодействующих объектов технологической
оснастки и оборудования (а) и их свойств (б)
а) общие:
• класс технологического оборудования, на которое ориенти-
руется оснастка;
• тип технологической оснастки;
б) технологические:
• вид исходной заготовки, изготавливаемой детали и схема
технологического воздействия (форма технологического движе-
ния);
• способ действия во времени;
• характер выполняемых работ;
• вид выполняемой технологической операции (и способ вы-
полнения);
173
в) конструктивные:
• назначение;
• тип направляющих устройств;
• вид технологической среды, воздействующей на заготовку;
• тип подачи в рабочую зону и способ фиксации заготовки;
• способ удаления из рабочей зоны детали и отходов;
• способ крепления рабочего инструмента и (или) формирова-
ния технологической среды, воздействующей на заготовку;
• вид движения рабочего инструмента (технологической сре-
ды) и заготовки.
Класс оборудования целесообразно устанавливать по класси-
фикации академика Л.Н. Кошкина и соответственно выделять
технологическую оснастку для разделительного (прессового и
станочного) оборудования (1-й класс), для станков ротационного
типа (2-й класс), для автоматических роторных (АРЛ) и роторно-
конвейерных (РКЛ) линий (3-й класс), для агрегатов (4-й класс).
Технологическая оснастка для раздельного оборудования делится
на штампы и приспособления, для АРЛ и РКЛ - на инструмен-
тальные блоки штамповки и механической обработки резанием.
Штампы классифицируются:
а) по виду исходной заготовки и схеме напряженного состоя-
ния в процессах штамповки:
• для листовой штамповки;
• для объемной штамповки;
• для объемно-листовой штамповки;
б) по способу действия:
• простого действия (одно- и многопозиционные);
• комбинированного действия (последовательные, совмещен-
ные, совмещенно-последовательные);
в) по характеру выполняемых работ;
• разделительные;
• формоизменяющие;
• разделительно-формоизменяющие;
г) по виду выполняемой штамповочной операции:
• отрезные;
• обрезные;
• вырубные;
• пробивные;
• зачистные;
174
• вытяжные;
• обжимные;
• гибочные;
• калибровочные;
• отбортовочные;
• для раздачи;
• для выдавливания;
• чеканочные;
• для комбинированной штамповки (вырубки-пробивки, вы-
рубки-свертки, свертки-выдавливания и т.п.);
д) по назначению:
• специальные;
• универсальные;
ё) по виду направляющих узлов:
• без направляющих;
• с направляющими скольжения (колонками и втулками);
• с направляющими качения (шариковые направляющие узлы);
ж) по способу подачи:
• ручная;
• валковая;
• клещевая;
• крючковая;
• магазинная;
• револьверная;
• лотковая;
• автоматом питания;
• направляющими линейками и втулками;
• упорами и ловителями;
• шаговыми ножами;
• трафаретами;
• прижимами;
з) по способу удаления:
• ручное;
• съемником;
• выталкивателем;
• на провал;
и) по виду технологической среды:
• с жесткой средой (металлические, неметаллические, компо-
зиционные конструкционные материалы);
175
• с нежесткой средой (эластомеры, жидкость, газ, импульсное
электромагнитное поле);
• с комбинированной средой;
к) по способу крепления рабочего инструмента:
• гаечное;
• шпоночное;
• болтовое;
• винтами;
• штифтами;
л) по виду движения:
• простого продольного поступательного одностороннего;
• простого продольного поступательного двустороннего
(встречного);
• простого поперечного поступательного;
• сложного поступательного (плоского).
На рис. 6.2 - 6.4 в качестве примера представлена укрупненная
классификация штампов к прессам, инструментальным блокам к
АРЛ и РКЛ, применяемым в производстве металлических элемен-
тов патронов и конверсируемых изделий гражданского назначе-
ния (в качестве технологической среды, воздействующей на
заготовку, используются инструментальные металлические кон-
струкционные материалы).
Приспособления в основном классифицируются по следующим
признакам:
а) по типу станков (токарные, сверлильные, фрезерные и др.);
б) по виду исходных заготовок и изготовляемых деталей и харак-
теру выполняемых работ: приспособления для токарных и круглош-
лифовальных работ (патроны кулачковые, поводковые приспособле-
ния для обработки валов и труб; оправки и патроны для обработки
втулок, фланцев, колец, дисков; патроны для шлифования отверстий;
приспособления для обработки многоосных деталей, копировальные
приспособления и др.); приспособления для сверлильных работ
(кондукторы, поворотные столы и станки, плавающие столы много-
шпиндельные и револьверные сверлильные головки и другие при-
способления для фрезерных работ (машинные тиски, универсальные
и групповые приспособления, делительные устройства, устройства
для непрерывного фрезерования, специальные приспособления для
обработки типовых деталей, приспособления для копировального
фрезерования и др.);
176
По характеру выполняемых работ
По способу подачи
По способ^удаления
Ручное
Съемником
Выталкивателем
На провал
По способу крепления штампа
Рис. 6,2. Классификация штампов
177
По характеру выполняемых работ
По способу подачи
Автоматом питания
Транспортным ротором
По виду направляющих устройств
„ '' I ................
По способу крепления инструмента
S
Вкладышами [[ Цанговое - Шпоночное - Гаечное
По виду движения
I
X
ffi
Продольным односторонним
Продольным двусторонним
Пр одол ьн о поперечным
Рис. 6.3. Классификация инструментальных блоков штамповки
178
Инструментальные блоки механической обработки резанием
--------------------------(--------------------------
По видузаготовки
Для объемной заготовки
По способу действия
Простого
Комбинированного
По характеру выполняемых работ
По виду направляющих устройств
С направляющими втулками
С направляющими плунжерами
По способу подачи
Рис. 6.4. Классификация инструментальных блоков механической обработки
резанием
в) по назначению (степени специализации): специальные,
179
предназначенные для выполнения одной, вполне определенной
деталь-операции; переналаживаемые (групповые), предназначен-
ные для обработки деталей разного наименования, близких по
конструктивно-технологическим параметрам; универсальные,
предназначенные для обработки большой номенклатуры деталей
преимущественно в индивидуальном и мелкосерийном производ-
стве; универсально-сборные, применяемые в опытном и мелкосе-
рийном производстве;
г) по степени механизации и автоматизации (ручные, механи-
зированные, полуавтоматические и автоматические);
д) по типу привода: механические, пневматические, пневмо-
гидравлические, электромеханические, магнитные, вакуумные,
центробежно-инерционные.
Более детальная классификация приспособлений излагается в
специальной учебной и справочной литературе.
6.3. Классификация технологического оборудования
Целевое назначение классификатора технологического обору-
дования состоит в формировании базы данных для разрабатывае-
мой технологии. С учетом этого узкого целевого назначения
целесообразно построить укрупненный классификатор, обеспечи-
вающий выбор необходимой модели оборудования из имеющего-
ся на предприятии парка. В качестве определяющих классифика-
ционных признаков целесообразно принять:
1) вид взаимодействия реализуемых в оборудовании техноло-
гического и транспортного движений;
2) реализуемый метод обработки;
3) вид технологической операции;
4) габаритные размеры изготавливаемых деталей;
5) модель оборудования.
По первому признаку в соответствии с классификацией акаде-
мика Л.Н.Кошкина все технологическое оборудование делится на
четыре класса:
1) раздельное (прессы и металлорежущие станки);
2) станки ротационного типа;
3) автоматические роторные (АРЛ) и роторно-конвейерные
(РКЛ) линии;
4) агрегаты.
По второму признаку оборудование делится на подклассы, на-
180
пример: прессы для листовой, объемной, объемно-листовой
штамповки; станки для механической обработки резанием, в том
числе токарные, сверлильные и расточные, шлифовальные, раз-
резные: АРЛ и РКЛ для листовой, объемной, объемно-листовой
штамповки, механической обработки резанием, термической об-
работки, химической и комбинированной обработки.
По третьему признаку, например, выделяются группы раз-
дельного листоштамповочного прессового оборудования для
отрезки, вырубки и пробивки, вытяжки, обжима, для выпол-
нения комбинированных штамповочных операций (вырубки-
вытяжки, вытяжки-обжима, вытяжки-выдавливания и т. п.);
группы раздельного прессового оборудования для объемной
штамповки (чеканочные прессы, прессы для холодного выдав-
ливания и др.); группы металлорежущего оборудования -
станки (револьверные, сверлильно-отрезные, карусельные,
разные токарные, радиально-сверлильные, горизонтально-
расточные, обдирочно-шлифовальные, плоскошлифовальные и
др.); агрегаты для термической обработки (отжига, закалки,
отпуска); агрегаты для химической обработки (пассивирова-
ния, фосфатирования, цинкования, латунирования, лакирова-
ния и др.).
По четвертому признаку (размерам изготавливаемых деталей)
оборудование разделяется на подгруппы: для мелких, средних и
крупных деталей. На последнем, нижнем уровне классификации
выделяются модели оборудования.
При необходимости более точного описания моделей оборудо-
вания могут быть учтены такие признаки как тип привода (вид ис-
точника энергии), степень универсальности оборудования, сте-
пень механизации, автоматизации загрузки и выгрузки
оборудования, конструктивные особенности оборудования и не-
которые другие. Например, различают прессы для штамповки с
механическим, гидравлическим и иными приводами (пневматиче-
ским, пневмомеханическим, использованием энергии электриче-
ского разряда в жидкости, энергии импульсного электромагнит-
ного поля и др.); универсального и специального типов; простого,
двойного, тройного действия, кривошипно-шатунные; кривошип-
но-коленные.
Однако, учитывая ограниченность вышеуказанной цели при-
менения классификатора технологического оборудования, в
181
большинстве случаев отсутствует необходимость его подробного
описания.
Для организации процедур выбора оборудования и оснастки
необходимо сформировать информационные массивы. Основой
систематизации данных информационных массивов оборудования
и оснастки может служить следующее функциональное разбие-
ние:
• объект технологии;
• технологическая оснастка;
• технологическое оборудование.
Такая систематизация приближена к структуре решаемых тех-
нологических задач, а в основу ее закладываются связи между па-
раметрами и сведениями об оборудовании, оснастке, детали (заго-
товке).
Чтобы обеспечить множество способов выбора требуемых ха-
рактеристик оборудования и оснастки и минимизировать затраты
на сбор, обработку и модификацию данных в массивах, необхо-
димо определить структуру информационного массива, его фор-
мат.
Такой формат будет содержать основные и дополнительные
характеристики объектов (оборудования, оснастки, деталей).
К основным характеристикам обычно относят описания свойств
оборудования, оснастки, заготовок, к дополнительным - описания
взаимосвязи объектов.
В числе основных характеристик могут быть системный код,
содержащий классификационные признаки оборудования, ос-
настки, идентификатор, технологические, геометрические
свойства.
На основе выбранных классификационных признаков обору-
дования и оснастки разрабатываются классификационные, сис-
темные коды. Код формируется при перемещении по уровням
классификационных схем сверху вниз. На каждом уровне класси-
фикация осуществляется по единственному признаку, причем за
каждым признаком закрепляются определенные разряды (пози-
ции) кода или формата.
Кодирование технологической оснастки и оборудования обес-
печивается при помощи кодировочных таблиц.
182
6.4. Принципиальная схема выбора технологического
оборудования и оснастки при проектировании
технологического процесса
Задачи выбора оборудования, оснастки, инструмента относятся
к типу так называемых «нерасчетных» задач. Решение их, как
правило, сводится к выбору из конечного набора типовых реше-
ний одного, обоснованного с учетом комплекса условий приме-
нимости. Такой подход указывает путь для формализации проце-
дуры принятия решения.
Необходимо описать набор типовых решений (моделей обору-
дования), а также условия, при которых может быть применено
каждое из них.
Процедура выбора сведется к проверке соответствия исходных
данных условиям применения основных решений. При выполне-
нии всех условий принимают соответствующее решение.
Пусть множество типовых решений модели оборудования или
оснастки М = {т,}.
Комплекс условий применимости моделей может быть записан
в виде
Лге{лг1
(6-1)
где Пг - параметр применимости качественного характера (мате-
риал, форма исходной заготовки, способ выполнения операции,
наличие оборудования); {/7Г}- множество возможных значений
параметра Пг; Пг+д - количественный параметр применимости;
Хг^ - граничное верхнее значение параметра применимости.
В соответствии с условиями (6.1) для заданного набора исход-
ных данных
U3 = {..,Л3,...,Л3+9,...}
выбирается модель оборудования (оснастки) из множества {т,}.
Формирование комплекса условий (6.1) - важнейший этап разра-
ботки процедуры выбора решения.
За основу принимаются результаты исследований при созда-
183
нии классификационных схем и классификационных таблиц.
Так, анализируя классификационную схему оборудования для
листовой заготовки, можно предложить для процедуры выбора
оборудования следующие признаки классификации:
• тип привода;
• способ действия;
• вид операции;
• вид исходного материала;
• наличие средств механизации;
• габаритные размеры штампуемых деталей;
• характеристики модели оборудования (максимальное техно-
логическое усилие, число двойных ходов п).
При анализе схемы классификации штампов можно выделить
следующие признаки:
• вид исходной заготовки;
• способ действия;
• вид операции;
• вид направляющих узлов;
• способ подачи;
• способ удаления;
• способ крепления штампа;
• вид движения;
• габаритные размеры и модель штампа.
Таким образом, формированию условий применимости должен
предшествовать этап формирования информационных массивов
на основе классификационных кодов и схем.
При этом необходимо учитывать, что при кодировании, про-
цессе отнюдь не универсальном, возможна частичная потеря ин-
формации, так как классификационные коды приписываются со-
ответствующим интервалам значений характеристик. А это, в
свою очередь, может привести к завышению требования, напри-
мер, по габаритным размерам детали.
В качестве примера рассмотрим параметры применимости для
задачи выбора раздельного прессового оборудования:
• максимальное усилие на операции Ртах;
• величину рабочего хода /раб;
• число двойных ходов и;
• вид применяемой штамповочной операции ОП.
184
В табл. 6.1 приведен пример формирования состава параметров
и условий применимости моделей раздельного прессового обору-
дования. Модели расположены в таблице в порядке возрастания
граничной величины рабочего хода ползуна /раб .
Таким образом, комплекс условий применимости запишется в
следующем виде:
ОП G {разрезка, гибка, вытяжка, вырубка, свертка, пробивка,
обжим, обрезка, отбортовка, проколка, штамповка дна};
^раб - ^pa6t+15
Р <Р
* max — х max£+i ’
n<nA+1.
Величина рабочего хода /раб зависит от габаритных размеров
заготовки (детали). Так, для операции вытяжки
/раб > (2,0...2,5)Я, если Я^ 2,5;
/раб > 1,5Я, если Яр < 2,5,
где Я и D - высота и диаметр детали (заготовки), и для операции
вырубки
/раб = (1,5...2,О)5о,
где So - толщина исходной заготовки.
Таблица 6.1
Условия п эименимости моделей раздельного прессового оборудования
Условия применимости, параметры применимости
Модель Вид применяемой Ход пол- Макси- мальное Число двойных
операции /раб, ММ усилие, ^тах» кН ходов, л, х/мин
1 2 3 4 5
КД2118А Разрезка, гибка, вы- тяжка 5-50 <63 63-200
ВР-51 Вырубка, свертка <64 < 130 63-160
КД2122Г Пробивка, гибка, вытяжка <71 <130 56-180
ОД-41 Обжим <76 <50 63-160
КД2124К Обрезка, гибка, вы- тяжка <80 <250 56-180
КД2126К Пробивка, отбор- товка, вытяжка <90 <400 56-160
В-50 Вытяжка < 129 <50 56-160
185
Окончание табл. 6.1
1 2 3 4 5
КВ2132А Разрезка, пробивка, вытяжка 25-160 <1600 28-41
КИ2134 Пробивка, прокол- ка, гибка 25-200 <2800 25-60
КИ2134.Ф1 Проколка, гибка, вытяжка 25-230 <2800 60-160
КВ 2536 Обрезка, гибка, вы- тяжка <250 <4000 19-25
КШ264 Вытяжка <264 <250 25-60
КГ 2538.01 Обрезка, гибка, вы- тяжка <320 <6300 19-25
Ш-71 Штамповка дна <325 <750 19-25
КГ 2539.01 Обрезка, гибка, вы- тяжка <350 <8000 19-25
СВ-71-1 Свертка <450 <400 25-60
Кроме того, габаритные размеры влияют на величину числа
двойных ходов п:
п < 10, если Н> 1000 мм, D > 100 мм;
п < 30, если Н > 200 мм, D > 30 мм;
п > 30, если Н < 200 мм, D < 30 мм.
При выборе технологической оснастки в массиве параметров
применимости могут использоваться вид исходной заготовки IZ;
способ действия S; вид выполняемой операции ОП и т.д. Даль-
нейшие построения аналогичны приведенным.
Таким образом, как и в случае с синтезом технологических
маршрутов, параметры применимости носят различный характер
(количественный и качественный) и связаны между собой. В то
же время задача допускает существование сразу нескольких ре-
шений (моделей оборудования), удовлетворяющих исходным
данным, и необходимо организовать поиск всех допустимых ре-
шений.
Поэтому для разработки процедуры выбора оборудования (ос-
настки) используем аппарат решающих таблиц, в частности, таб-
лицы соответствий (рис. 6.5).
В левой части таблицы соответствий расположена область
прибытия рассматриваемого соответствия, т.е. множество реше-
ний {Р;}, i = 1, п. В верхней части таблицы расположена область
отправления, содержащая комплекс параметров применимости
{Ilj} и их граничные, характеристические значения Xrk+q.
186
Пг+9
ХГ + 9 хг х'Г
jr+g l\k ... jr+q llS
... ... ...
К4 zr+? lik ... r+q liS ...
...
ir+q ln\ ... ir+q lnk ... Ins" ...
Рис. 6.5. Структура таблицы соответствий: Пг+д - количественный
параметр применимости; - характеристические значения параметров
применимости; | - матрица соответствий; {/)•} - множество решений
Центральную часть таблицы соответствий составляет массив
логических переменных } (матрица соответствий), в которой
фиксируются связи между решениями и значениями параметров,
определяющими их применимость.
Элементами матрицы являются булевы переменные (1 или 0).
По таблице соответствий выбираются те решения, для которых
логические переменные имеют связи для соответствующих значе-
ний параметров применимости.
Реализация процедуры выбора решений по таблице соответст-
вий оказывается несколько проще, чем при синтезе маршрутов.
Она заключается:
• в формировании ключа, состоящего из последовательности
«0» и «1»;
• в сравнении ключа с каждой строкой матрицы соответствий с
целью обнаружения совпадающих;
• в определении всех решений, соответствующих найденным
строкам.
Таким образом, на терминал могут быть выведены несколько
моделей оборудования, отвечающих заданным требованиям, и
187
технолог сам может принять решение. Это, а также максимально
возможный учет всех факторов, влияющих на выбор в условиях
применимости, позволяет избежать потерь информации и принять
оптимальные решения.
Контрольные вопросы
1. Что понимают под средствами технологического оснащения?
2. Каким требованиям должны удовлетворять системы технологической ос-
настки и технологического оборудования?
3. Назовите классификационные признаки технологической оснастки.
4. Приведите классификацию штампов.
5. Приведите классификацию инструментальных блоков штамповки автома-
тических роторных линий.
6. Приведите классификацию инструментальных блоков механической обра-
ботки резанием к автоматическим роторным линиям.
7. Рассмотрите классификацию технологического оборудования.
8. Запишите условия применимости технологической оснастки (технологиче-
ского оборудования).
9. Составьте таблицу соответствий для выбора технологической оснастки
(технологического оборудования).
Библиографический список
Агеев Н.П., Богатырев А.В., Афанасьев А.С. Технологические основы кон-
версии военного производства: Учебное пособие / Под ред. Н.П.Агеева. СПб.:
БГТУ, 1996. 247 с.
Головин В.Д. Технология и оборудование холодной штамповки. М.: Машино-
строение, 1987. 352 с.
Клусов И.А., Волков Н.В., Золотухин В.И. и др. Автоматические роторные
линии. М.: Машиностроение, 1987. 288 с.
Долотов Г.П. Оборудование для химико-термической обработки. М.: Выс-
шая школа, 1981. 72 с.
188
ПРИЛОЖЕНИЕ 1
Таблица П1.1
Обобщенный технологический маршрут изготовления
___________высоких полых деталей с дном__________
Номер этапа Номер операции Наименование операций
1 2 3
I 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Протирка Правка прутка Зачистка концов прутка Разрезка прутка Обтачивание (обдирка) прутка Нагрев и термостатирование Прокатка и охлаждение заготовок Фрезерование торцов заготовки Отрезка заготовки от прутка Галтовка заготовок Отжиг заготовок Обезжиривание, промывка, фосфатирование, промывка, омыление, сушка заготовки Калибровка заготовки Вырубка заготовки (кружка) Исправление наплывов на заготовке Травление, обезжиривание, осаливание заготовок Подштамповка заготовки (кружка) Обезжиривание, промывка заготовок Отжиг заготовок Закалка заготовок Отпуск заготовок Травление, промывка, фосфатирование, промывка, омыление, сушка заготовок Травление, промывка, омыление, сушка заготовок
II 1 2 3 4 5 6 7 8 9 Выдавливание полой заготовки Свертка заготовки Травление, промывка, фосфатирование, промывка, омыление, сушка заготовок Коническая осадка дна заготовки Вырубка-свертка заготовки Свертка-выдавливание заготовки Отжиг заготовок Травление, промывка заготовок Травление, промывка, фосфатирование, промывка, омыление, сушка заготовок
III 1 2 3 4 Вытяжка 1 -я заготовки Бесцентровое шлифование заготовки Обрезка заготовки Коническая осадка дна заготовки
189
Продолжение табл. П1.1
1 2 3
5 Закалка заготовок
111 6 Отпуск заготовок
7 Отжиг заготовок
8 Травление, промывка, фосфатирование, промывка, омыление, сушка заготовок
9 Травление, промывка заготовок
10 Вытяжка 2-я заготовки
11 Обрезка заготовки
12 Обезжиривание заготовки
13 Отжиг заготовок
14 Обезжиривание, промывка, фосфатирование, промывка, омыление, сушка заготовок
15 Травление, промывка, фосфатирование, промывка, омыление, сушка заготовок
16 Травление, промывка заготовок
17 Вытяжка 3-я заготовка
18 Обрезка заготовки
19 Обезжиривание, промывка, фосфатирование, промывка, омыление, сушка заготовок
20 Отжиг, травление, промывка, фосфатирование заготовок
21 Вытяжка 4-я заготовки
22 Обрезка заготовки
23 Обезжиривание, промывка, фосфатирование, промывка, омыление, сушка заготовок
24 Вытяжка 5-я заготовки
25 Обрезка заготовок
26 Обезжиривание, промывка, сушка заготовок
27 Обезжиривание, промывка, омыление, сушка заготовок
28 Обезжиривание, промывка, фосфатирование, промывка, омыление, сушка заготовок
29 Продувка заготовок
1 Штамповка дна заготовки 1 -я
IV 2 Штамповка дна заготовки 2-я
3 Обезжиривание, промывка, сушка заготовок
4 Низкотемпературный отжиг (НТО) заготовок
1 Пробивка отверстий в дне заготовки
2 Шарошение внутренней поверхности дна заготовки
3 Отжиг верхней части заготовки
4 Травление, промывка, фосфатирование, промывка, омыление, сушка заготовки
5 Травление, промывка заготовки
6 Обжим дульца заготовки 1-й
7 Обезжиривание, промывка, фосфатирование, промывка, омыление, сушка заготовок
190
Окончание табл. П1.1
1 2 3
V 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 Обезжиривание, промывка, омыление, сушка заготовок Обжим дульца заготовки 2-й Обжим дульца заготовки 3-й Обжим дульца 4-й Обжим дульца 5-й Предварительное сверление полости в дне заготовки Снятие облоя фланца заготовки Предварительная обточка фланца заготовки Сверление отверстий в дне заготовки Проточка дна заготовки Обезжиривание, промывка, сушка заготовки Проточка фланца заготовки Окончательное сверление полости в дне заготовки Проточка канавки фланца дна заготовки Развертка диаметра полости и сверление отверстия в дне заготовки Подрезка дульца заготовки Шарошение внутренней поверхности дна заготовки Снятие фаски дульца заготовки Расточка дульца Калибровка дульца Нарезка резьбы в полости дна заготовки Химическая обработка заготовок Калибровка фланца дна Отжиг дульца заготовки Снятие фаски дульца
VI 1 2 3 4 Обезжиривание, промывка, травление, промывка, фосфатирование, промывка, пассивирование, промывка, сушка на проточку Обезжиривание, промывка, травление, промывка, фосфатирование, промывка, пассивирование, промывка, сушка деталей Лакирование канавки, сушка Лакирование, сушка деталей
Принятые обозначения: 1 - этап изготовления исходной сплошной заготовки;
II - этап формообразования полой заготовки; III - этап предварительного
формообразования конструктивных элементов стенки детали; IV - этап
предварительного формообразования конструктивных элементов дна детали; V -
этап окончательного формообразования конструктивных элементов дна и стенки
детали; VI - этап нанесения антикоррозионного покрытия на поверхность
детали.
191
Приложен ие 2
Таблица П2.1
Логическая таблица соответствий выбора этапов обработки маршрутного технологического процесса (МТП)
__________________________изготовления высоких полых деталей с дном____________________________
Условия применимости этапов маршрута Номер столбца 10 20 30
1 .Наличие исходной штучной заготовки 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.Наличие полости или требований к форме диа детали 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
3.Канавки, отверстия, резьбы, фаски, переходы диаметра по высоте детали 1 1 1 1 1 1 1 1 1 1 1 1
4.Наличие антикоррозионны х покрытий 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Sa/D^SO# 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. £Л,/</,„> 1,05 1 1 1 1 1 1 1 1 1 1 1 1
7. rfi””/</,"“< 1,0 1 1 1 1 1 1 1 1 1
Этапы шшпута I
11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 1 1 1 1 1 1 1 1 1 1
IV 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2 V 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
VI 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Условия применимости этапов маршрута Номер столбца 40 50 60
1 .Наличие исходной штучной заготовки 1 1 1 1 1 I 1 1 1 1 1 1
2.Наличие полости или требований к форме дна детали 1 1 1 1 1 1 1 1 1 1 I 1 I 1 1 1 1 1
3.Канавки, отверстия, резьбы, фаски, переходы диаметра по высоте детали 1 1 1 1 1 1
4.Наличие антикоррозионных покрытий 1 1 1 1 1 1 1 1 1 1 1 I 1
5. Хд/£>„*< 0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1
6. Т1ц1<1^> 1,05 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. 1,0 1 1 1 1 1 1 1 1 1 I I I
3 > с с I 1 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1
11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
III 1 1 1 1 1 1 1 1
Р s IV 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
S V 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1
VI 1 1 1 1 1 1 1 1 1 1 I 1 1
Окончание табл. П2.1
£ Номер столбца 70 80 84
в. а й- 1 .Наличие исходной штучной заготовки
S CQ 1 2. Наличие полости или требований к форме дна детали 1 1
е § S 3.Канавки,отверстия, резьбы, фаски, переходы диаметра по высоте детали 1 1 1 1 1 1
X 4) S X & Д.Наличие антикоррозионных покрытий 1 1 1 1 1 1 1 1 1 1 1
1 5. Sa/D«b<0,8 1 1 1 1 1 1 1 1 1 1 1 1
о 6. £А,/</,„> 1,05 1 1 1 1 1 1 1 1 1 1
7. 1,0 1 1 1 1 1 1 1 1 1
I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
з S S £ 11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
III 1 1 1 1 1 1
& £ rv 1 1
S V 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
VI 1 1 1 1 1 1 1 1 1 1 1
Таблица П2.2
Логическая таблица соответствий выбора операций
на этапе изготовления исходной заготовки (этап I)
Исходный материал - сортовой прокат (кр^ КГЛЫЙ)
Условия применимости операций Номер столбца 1 2 3 4 5
1.Вид исходного материала Сортовой прокат (круглый) 1 1 1 1 1
2.Материал заготовки 2.1 сталь 1 1 1 1 1
2.2. биметалл
2.3 латунь
3. d\, мм 3.1 di> 12,7 1 1 1 1
3.2 di > 30 1 1
^Характеристика оборудования Наличие стана поперечно- винтовой прокатки 1 1
Операции технологического маршрута 1 .Правка прутка 1
2.3ачистка концов прутка 1
З.Разрезка прутка 1
4.Обтачивание (обдирка) прутка 1
5.Нагрев и термостатирование прутка 1 1
б.Прокатка и охлаждение 1 1
7.Фрезерование торцов 1 1
8.Отрезка заготовки 1 1 1
9.Галтовка заготовки 1
10.Обезжиривание, промывка, фосфатирование, промывка, омыление, сушка 1 1 1 1
11 .Калибровка заготовки 1 1 1
12.0тжиг заготовок 1 1
13.Закалка заготовок 1
14.0тпуск заготовок 1
15.Травление, промывка, фосфатирование, промывка, омыление, сушка 1 1 1 1
195
Таблица П2.3
Логическая таблица соответствий выбора операций
на этапе изготовления исходной заготовки (этап I)
______Исходный материал - листовой прокат
1ИМОСТИ L Номер столбца 1 2 3 4 5 6 7 8 9 10 11 12 13
1.Вид исходного материала Листовой прокат 1 1 1 1 1 1 1 1 1 1 1 1 1
1 Условия примеь опепапи! 2.Материал заготовки 2.1 сталь 1 1 1 1 1
2.2. латунь 1 1 1 1
2.3 биметалл 1 1 1 1
3. db мм 3.1 di > 12,7 1 1 1 1 1 1 1
3.2 > 30 1
4.s0, мм s0<4 1 1 1 1 1 1
Операции технологического маршрута 1 .Протирка 1 1 1 1 1 1 1 1 1 1 1
2.Вырубка кружка 1 1 1 1 1 1 1 1 1 1 1 1 1
3.Исправление наплывов 1
4.Травление, обезжиривание, осаливание 1
5.Подштамповка кружка 1 1 1
6.Обезжиривание, промывка 1 1 1 1 1 1
7.0тжиг заготовок 1 1 1 1 1 1 1
8. Травление, промывка, фосфатирование, промывка, омыление, сушка 1 1 1 1 1
9.Травление, промывка, омыление, сушка 1 1
196
Таблица П2.4
Логическая таблица соответствий выбора операций иа этане формирования полой заготовки (этап II)_
Условия применимости этапов маршрута Номер столбца Ю| 201 30
1.Вид исходного материала Листовой прокат 1 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.Характе- ристика I этапа МТП Наличие операции "вырубка" 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
ZV<4,> 1,05 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4.Мате- риал заготовки 4.1 сталь 1 1 1 1 1 1 1 1 1 1 1 1
4.2 биметалл 1 1 1 1 1 1 1 1 1 1 1 1
4.3 латунь J 1 1 1 1 1
5. </|, мм 5.1 di> 12,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5.2 di > 30 1 1 1 1 1 1 1 1 1 1 1 1
б.Харак- теристика обэрудо- вания 6.1 Наличие штампа "свертки-выдав- ливания" 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6.2 Наличие штампа "выру- бки-свепп™"
Операции технологичес- кого маршрута 1 .Выдавливание
2.Свертка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
З.А
4.Коническая осадка дна 1 1 1
5,Вырубка- свертка
б.Свертка- выдавливание 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1
7.Опкиг 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8.Травление, промывка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
9.А 1 1 1 1 1 1 1 1 1 1 1
861 1 Условия применимости этапов маршрута Номе р столбца 40
1.Вид исходного материала Листовой прокат 1 1 1 1 1 1 1
2.Харак- теристика I этапа МТП Наличие операции "вырубка" 1 1 1 1 1 1
з. £Л,М;ср> 1,05 1
4.Мате- риал заготовки 4.1 сталь 1
4.2 биметалл
4.3 латунь 1 1 1 1 1 1
5. <71, мм 5.1 </,>12,7 1 1 1 1 1
5.2 di >30 1
б.Харак- теристика оборудова иия 6.1 Наличие штампа "свертки-вы- давливания” 1 1
6.2 Наличие штампа "вырубки- спегггки" 1
Операции технологическ ого маршрута 1.Выдавлива- ние
2.Свертка 1 1 1
З.А
4.Коиическая осадка дна
5.Вырубка- свертка 1
б.Свертка- выдавливан ие 1 1 1
7.ОГЖИГ 1
8.Травление промывка 1 1 1 1 1 1
9.А 1
Продолжение табл. П2.4
50| 51
1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1
1 1 1 1 1 1
1 1 1
1 1 1 1 1 1 1 1 1 1
1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1 1 1 1 1
| Условия применимости этапов маршрута | Номе р столбца
1.Вид исходного материала Листовой прокат 1 1 1
2.Характе- ристика I этапа МТП Наличие операции "вырубка"
3. £*,/</„ /dlcf> 1,05 1 1 1
4.Материал заготовки 4.1 сталь 1 1 1
4.2 биметалл
4.3 латунь 1 1 1
5. d\, мм 5.1 </,>12,7 1 1 1 1
5.2 <7, > 30 1 1
б.Характе- ристика оборудования 6.1 Наличие штампа свертки- выдавливания"
6.2 Наличие штампа "вырубки- свертки” 1 1 1
Операции технологи ческого маршрута 1.Выдавливание 1 1 1
2.Свертка
З.А
4.Коническая осадка дна
5.Вырубка-свертка 1 1 1
б.Свертка- выдавливание
7-Отжиг 1 1 1
8.Травлеиие, промывка 1 1 1
9.А 1 1 1
Окончание табл. П2.4 601 701 71
1 1 1 1 1 1
1 1 1
1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1
1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 .1 1 1 1 1 1 I
I 1 1
200
Таблица П2.5
Логическая таблица соответствий выбора операций на этапе предварительного формообразования конструктивных
________________________ элементов стенкн детали (этап ПГ) Материал - сталь________________________
1 Условия применимости операций I Номер столбца 10 20| 25
1 .Материал заготовки 1.1 сталь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.2 латунь
1.3 биметалл
2. Исходная заготовка Плоская листовая 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
3. dt, мм 3.1 rfi > 12,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
3.2 d, > 23 1 1 1 1 1 1 1 1 1
4.EVd/q> 4.1 XA(/d,c»> 1,05 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4.2 -"->1,6 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4.3 -"->2,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4.4 - " - > 3,0 1 1 1 1 1 1 1 1 1 1 1 1 1
4.5 -"->5,0 1 1 1 1 1 1 1
5.а,/ав0 а, /сл - 2,0 1 1 1 1 1 1 1 1 1 1 1 1 1
Операции технологичес- кого маршрута 1 .Вытяжка I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.Бесцентровое шлифование 1
3. Обрезка 1
4.Коннческая осадка дна 1
5.Закалка 1 1 1 1 1
б.Огпуск 1 1 1 1 1
7.Опкиг 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. А 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
9/Гравление, промывка
Операции технологичес- кого маршрута Ю.Вытяжка II 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
11.Обрезка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
12.Обезжиривание 1 1 1 1 1
13.Отжиг 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
14.В 1 1 1 1 1 1 1 1 1 1
15. А 1 1 1 1 1 1 1 1
16.Травление, промывка
17.Вытяжка 111 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
18.Обрезка 1 1 1 1 1 1 1 1 .1 1 1 1 1 1 1 1 1 1
19.В 1 1 1 1 1 1 1 1 1 1 1
20-Отжиг, травление, промывка 1 1
21 .Вытяжка IV 1 1 1 1 1 1 1 1 1 1 1 1
22.Обрезка 1 1 1 1 1 1 1 1 1 1 1
23.В 1 1 1
24.Вытяжка V 1 1 1 1 1
25.0брезка 1 1 1 1 1 1 1
26.Обезжиривание, промывка, сушка 1 1 1 1 1 1 1 1
27. Обезжиривание, промывка, омыление, сушка
28. В 1 1 1 1 1 1 1 1
29.Продувка
202
| Условия применимости операций | Номер столбца
1 .Материал заготовки 1.1 сталь 1 1 1
1.2 латунь
1.3 биметалл
2.Исходная заготовка Плоская листовая
3. di, мм 3.1 d, > 12,7 1 1 1
3.2 di >23 1 1 1
4. Lhi/diq, 4.1 Du /dicp> 1,05 1 1 1
4.2 -"->1,6 1 1 1
4.3 -"->2,0 1 1 1
4.4 - "->3,0 1 1 1
4.5 -"->5,0 1
5.а, /вл о, /а.о 2,0 1
Операции технологического маршрута 1.Вытяжка I 1 1 1
2.Бесиентоовое шлидюваиие 1
3.Обрезка
4.Коническая осадка дна
5. Закалка 1
б.Отпуск 1
7.Опкиг 1 I
8. А 1 1 1
9.Травлеиие, промывка
Ю.Вытяжка II 1 1 1
11.Обрезка 1 1 1
12. Обезжиривание
13-Опкиг 1 1 1
________________________________ Продолжение табл. П2.5
30| 40| 48
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
1 1 1 1
1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1
1
1 1
1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1
14.В 1 1 1 1
15.А 1 1 1 1
б.Травлеиие, промывка
17.Вытяжка III 1 1 1 1 1 1 1 1 1 1 1
18.0брезка 1 1 1 1 1 1 1 1 1 1
19.В 1 1 1
20.Опкиг, травление, промывка 1
21.Вытяжка FV 1 1 1 1 1
22.0брезка 1 1
23.В
24.Вытяжка V
25.Обрезка 1 1 1
26. Обезжиривание, промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
27.0безжиривание, промывка, омыление, сушка
28.В
29. Продувка 1
Примечание. Операции "А": травление, промывка, фосфатирование, промывка, омыление, сушка заготовок. Операции "В":
обезжиривание, промывка, фосфатирование, промывка, омыление, сушка заготовок.
204
Таблица П 2.6
Логическая таблица соответствий выбора операций на этапе предварительного формообразования конструктивных
элементов стенки детали (этап III). Материал - латунь
| Условия применимости операций Номер столбца 10 20| 24
1.Материал заготовки 1.1 сталь
1.2 латунь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.3 биметалл
2. Исходная заготовка Листовая 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
3. di, мм 3.1 d,>12,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
3.2 </, > 23 1 1 1 1 1 1 1 1
4-£A(/rf,cp 4.1 TJti/d^> 1,05 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4.2 -"->1,6 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4.3 -"->2,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4.4 -"->3,0 1 1 1 1 1 1 1 1 1 1 1 1
4.5 -"->5,0 1 1 1 1 1 1
5.0,/а.о о, /а,о > 2,0 1 1 1 1 1 1 1 1 1 1 1 1
Операции технологического маршрута 1.Вытяжка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2. Бесцентровое шлифование
3.Обрезка 1 1 1 1 1 1
4.Коническая осадка дна 1 1 1 1 1 1 1 1
5.Закалка
б.Огпуск
7.Опкиг 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. А
9.Травление, промывка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
205
Операции
технологичес-
кого маршрута
10. Вытяжка II 1 1 1 1 1
11.Обрезка 1 1 1 I 1
12-Обезжиривание
13.О1ЖИГ 1 1 1 1
14.В
15.А
16.Травление, промывка 1 1 1 1
17.Вытяжка III 1 1 1 1
18. Обрезка 1 1 1 1
19.В
20.Опкнг, травление, промывка
21 .Вытяжка IV 1 1
22.Обрезка 1 1
23.В
24.Вытяжка V
25.0брезка
26. Обезжиривание, промывка, сушка 1 1 1 1 1
27.0безжиривание, промывка, омыление, сушка
28.В
29.Продувка 1
Таблица П2.7
Логическая таблица соответствий выбора операций на этапе
предварительного формообразования конструктивных элементов стенки
_______________детали (этап III). Материал - биметалл____________
Условия применимости операций Номер столбца 8
1 .Материал заготовки 1.1 сталь
1.2 латунь
1.3 биметалл 1 1 1 1 1 1 1 1
2.Исходная заготовка Листовая 1 1 1 1 1 1 1 1
3. d\, мм 3.1 rf, > 12,7
3.2 d' > 23
4. 4.1 Y/iildias> 1,05 1 1 1 1 1 1 1 1
4.2 -''->1,6 1 1 1 1 1 1 1 1
4.3 -"->2,0 1 1 1 1 1 1
4.4 - " - > 3,0 1 1 1 1
4.5 -"->5,0 1 1
5.о, /оа0 о, /о,о >2,0 1 1 1 1
Операции технологического маршрута 1 .Вытяжка I 1 1 1 1 1 1 1 1
2.Бесцентровое шлифование
З.Обоезка
4.Коническая осадка дна
5.Закалка
6.Отпуск
7.Отжиг 1 1 1 1 | 1 1 1
8. А
9.Травление, промывка 1 1 1 1 1 1 1 1
Ю.Вытяжка 11 1 1 1 1 1 1 1 1
11 .Обрезка 1 1 1 1 1 1 1 1
12.Обезжиривание
13.Отжиг 1 1 1 1
14.В
15. А
16.Травление, промывка
17.Вытяжка III 1 1 1 1 1 1
18.Обрезка 1 1 1 1 1 1
19.В
20.Отжиг, травление, промывка 1 1 1
21.Вытяжка IV 1 1 1 1
22.Обрезка 1 1 1 1
23.В
24.Вытяжка V 1 1
25. Обрезка 1 1
26.0безжиривание, промывка, сушка 1 1 1 1 1 1 1 1
27.Обезжиривание, промывка, омыление, сушка
28.В
29.Продувка
Примечание. Операции "А": травление, промывка, фосфатирование, промывка,
омыление, сушка заготовок. Операции "В": обезжиривание, промывка, фосфатирование,
промывка, омыление, сушка заготовок.
206
Таблица П2.8
Логическая таблица соответствий выбора операций
иа этапе предварительного формообразования
конструктивных элементов дна детали (этап IV)
Условия применимости операций Номер столбца 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1 .Материал заготовки 1.1 сталь 1 1 1 1 1
1.2. биметалл 1 1 1 1 1
1.3 латунь 1 1 1 1 1
2. h„/dn 2.1 h„/d„>0 1 1 1 1 1 1 1 1 1 1 1 1
2.2 h„/d„> 0,5 1 1 1 1 1 1 1 1 1
2.3 h„/d„> >0,75 1 1 1 1 1 1
2.4 *„/</„> 1,0 1 1 1
:рации технологического маршрута 1 .Штамповка дна 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.Штамповка дна 2 1 1 1 1 1 1
3.Штамповка дна 3 1 1 1
4.Обезжиривание, промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5.Отжиг (НТО) для деталей из латуни и стали
207
Таблица П2.9
Логическая таблица соответствий выбора операций на этапе
окончательного формообразования конструктивных элементов дна
______и стенки детали (этап V) Материал - сталь, биметалл_
раций I Номер столбца 10 15
1. Материал заготовки 1.1 Сталь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.2 Латунь
1.3 Биметалл 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 Условия применимости one 2. d™"/d-™ 2.1 d”"n/dimM <1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2 0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.3 - " - < 0,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.4 - " - < 0,65 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.5 - " - < 0,5 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
3. sn/d0 sn/d0< 1,0 1 1 1 1 1 1 1 1
4. Характе- ристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыступаюш. фланца 1 1 1 1 1 1 1 1
5. djd* 1,0 1 1 1 1 1 1 1 1
Операции технологичес- кого маршрута 1. Пробивка отверстий 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. А 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. В 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. Обжим 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. Обжим 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
9. Обжим 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
10.Обжим 5 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
11. Сверление отверстий 1 1 1 1 1 1 1
12.Обезжиривание, промывка, сушка 1 1 1 1 1 1 1
13.Проточка фланца 1 1 1 1 1 1 1 1
14. Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15.Калибровка фланца 1 1 1 1
16.Отжиг дульца 1
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
208
Продолжение табл. П2.9
Условия применимости операций | Номер столбца 20 30
1.Материал заготовки 1.1 Сталь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.2 Латунь
1.3 Биметалл 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2. o'lmi7 d™' 2.1 d”"nld^< 1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2 - " - < 0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.3-''-<0,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.4 - " - < 0,65 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.5 - " - < 0,5 1
3. /dQ sjda< 1,0 1 1 1 1 1 1 1 1
4.Харак- теристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невысту- паюшего фланца 1 1 1 1 1 1 1 1
5. dK/d^ djd*< 1,0 1 1 ’ 1 1 1 1 1
Операции технологи- ческого маршрута 1. Пробивка отвепстий 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. А 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
б. В 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. Обжим 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. Обжим 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
9. Обжим 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
10.Обжим 5 1
11. Сверление отверстий 1 1 1 1 1 1 1
12. Обезжиривание, промывка, сушка 1 1 1 1 1 1 1
1З'.Проточка фланца 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15.Калибровка фланца 1 1 1
16.0тжиг дульца 1 1
17. Снятие фаски фланца 1 1 1 1 1 1 1 1
209
Продолжение табл. Ш.9
Условия применимости операций 1 Номер столбца 401 46
1 .Материа л заготовки 1.1 Сталь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.2 Латунь
1.3 Биметалл 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2. min/ ^max 2.1 J,"™ <1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2 -"-<0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.3-"-<0,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.4-"-<0,65 1 1
2.5 - " - < 0,5
3.5n/rf0 s„/d0< 1,0 1 1 1 1 1 1 1 1
4.Характе -ристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыс- тупающего фланца 1 1 1 1 1 1 1 1
5. <Ц<1ь< 1,0 1 1 1 1 1 1 1 1
Операции технологи- ческого маршрута 1. Пробивка отверстий 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. А 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. В 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. Обжим 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. Обжим 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
9. Обжим 4 1 1
Ю.Обжим 5
11 .Сверление отверстий 1 1 1 1 1 1 1 1
12.0безжиривание, промывка, сушка 1 1 1 1 1 1 1 1
13. Проточка фланца 1 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15.Калибровка фланца 1 1 1
16.Отжиг дульца 1 1
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
210
Продолжение табл. П2.9
Номер столбца 50 55 60
1. Мате- риал заготовки 1.1 Сталь 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.2 Латунь
1.3 Биметалл 1 1 1 1 1 1 1 1 1 1 1 1 1 1
“‘в ’ а' Ji i 2.1 rfim“,/rfimM< 1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2 -"-<0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.3-"-<0,7 1 1
2.4- "-<0,65
2.5 - " - < 0,5
3.5n/rf0 sn/d0< 1,0 1 1 1 1 1 1 1 1
^Характе- ристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыс- тупающего фланца 1 1 1 1 1 1
5. djdb djd*< 1,0 1 1 1 1 1 1 1
Операции технологи- ческого маршрута 1. Пробивка 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. А 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. В 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. Обжим 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. Обжим 3 1 1 1 1 1 1 1 1 1
9. Обжим 4
Ю.Обжим 5
11. Сверление отверстий 1 1 1 1 1 1
12 .Обезжиривание, промывка, сушка 1 1 1 1 1 1
13.Проточка фланца 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15. Калибровка фланца 1 1 1
16.Отжиг дульца 1 1
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
211
Продолжение табл. П2.9
Условия применимости операций
Номер
столбца
1 .Мате- риал заготовки 1.1 Сталь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.2 Латунь
1.3 Биметалл 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.</(т'п/^т“ 2.1 < 1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2 - " - < 0,8 1 1 1 1
2.3 0,7
2.4 - " - < 0,65
2.5 - " - < 0,5
3. s„/<Z0 1.0 1 1 1 1 1 1 1 1
Л.Характе ристика элементов детали 4.1 Наличие фаски 1 1 1 1 1 1 1 1
4.2 Наличие чевыступ. фланца 1 1 1 1 1 1 1 1 1 1
5. ^*<1,0 1 1 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. А 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
б. В 1 1 1 1
7. Обжим 2 1 1 1 1
8. Обжим 3
9. Обжим 4
10.Обжим 5
11.Сверление отверстий 1 1 1 1 1 1 1 1 1 1 1 1
12.0безжиривание промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1
13. Проточка фланца 1 1 1 1 1 1 1 1 1
14.Подрезка дульцг 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15. Калибровка фланца 1 1 1 1
1б.Отжиг дульца 1
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
212
Окончание табл. П2.9
| Условия применимости операции | Номер столбца 90| 96
1 .Мате- риал заготовки 1.1 Сталь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.2 Латунь
1.3 Биметалл 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.rfim,7rfjm“ 2.1 rfim,n/rfjm“<l,0
2.2 -" - < 0,8
2.3-"-<0,7
2.4- "-<0,65
2.5 -"-<0,5
3. sn /d-Q snld0< 1,0 1 1 1 1 1 1 1 1
^Харак- теристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыс- тупающ. фланца 1 1 1 1 1 1 1 1
5. djd* djd^< 1,0 1 1 1 1 1 1 1 1
Операции технологи- ческого маршрута 1. Пробивка отверстий 1 1 1 1 1 1 1 1
2. Шарошение диа 1 1 1 1 1 1 1 1
3. Отжиг верхней части
4. А
5. Обжим 1
6. В
7. Обжим 2
8. Обжим 3
9. Обжим 4
Ю.Обжим 5
11 .Сверление отверстий 1 1 1 1 1 1 1 1
12.0безжиривание, промывка, сушка 1 1 1 1 1 1 1 1
13.Проточка фланца 1 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15. Калибровка фланца 1 1 1 1
16.Отжиг дульца
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
213
Таблица П2.1 О
Логическая таблица соответствий выбора операций на этапе
окончательного формообразования конструктивных элементов дна
и стенки детали (этап V 1. Исходный материал - латунь
Условия применимости операций | Номер столбца 10 15
1. Материал заготовки 1.1 Сталь
1.2 Латунь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.3 Биметалл
2,d™a/ d™* 2.1 rfim,n/rfjraax < 1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2 - "-<0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.3-"-<0,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.4 -" - < 0,65 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.5 - " - < 0,5 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
'i.sjda 1,0 1 1 1 1 1 1 1 1
4.Характе- ристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыс- тупающего фланца 1 1 1 1 1 1 1 1
5. djdb ^4<1,0 1 1 1 1 1 1 1 1
Операции технологическ ого маршрута 1. Пробивка отверстий 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. Травление, ппомывка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. Обезжиривание, травление, промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. Обжим 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. Обжим 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
9. Обжим 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
10.Обжим 5 1 1 А 1 1 1 1 1 1 1 1 1 1 1 1
11 .Сверление отверстий 1 1 1 1 1 1 1
12.Обезжиривание, промывка, сушка 1 1 1 1 1 1 1
13.Проточка фланца 1 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15.Калибровка фланца
16.Отжиг дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
214
Продолжение табл. П2.10
Условия применимости операций | Номер столбца 20 30
1 .Материал заготовки 1.1 Сталь
1.2 Латунь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.3 Биметалл
2.</Гп/ df* 2.1 d”mld?™< 1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2 - " - < 0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.3-"-<0,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.4- "-<0,65 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.5 -"-<0,5 1
3. s^/do sa/d0< 1,0 1 1 1 1 1 1 1 1
^Характе- ристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыс- тупающего фланца 1 1 1 1 1 1 1 1
5. djdj, djdb <1,0 1 1 1 1 1 1 1
Операции технологичес- кого маршрута 1. Пробивка 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. Травление, ппомывка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5’. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. Обезжиривание, травление, промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. Обжим 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. Обжим 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
9. Обжим 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Ю.Обжим 5 1
11 .Сверление отверстий 1 1 1 1 1 1 1
12 .Обезжиривание, промывка, сушка 1 1 1 1 1 1 1
13.Проточка фланца 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15.Калибровка фланца
16.Отжиг дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
215
Продолжение табл. П2.10
| Условия применимости операций | Номер столбца 40 45
1 .Материал заготовки 1.1 Сталь
1.2 Латунь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.3 Биметалл
2.J,nun/JJmax 2.1 rfjm,7rfima,l< 1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2- "-<0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.3 - " - < 0,7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.4- "-<0,65 1 1
2.5 -" - < 0,5
3. 5n/rf0 sn/d0< 1,0 1 1 1 1 1 1 1 1
^Характе- ристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыс- тупающего фланца 1 1 1 1 1 1 1
5. djd* djdii< 1,0 1 1 1 1 1 1 1 1
Операции технологичес- кого маршрута 1. Пробивка отверстии 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. Травление, ппомывка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. Обезжиривание, травление, промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. Обжим 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. Обжим 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
9. Обжим 4 1 1
10. Обжим 5
11. Сверление отверстий 1 1 1 1 1 1 1
12.0безжиривание, промывка, сушка 1 1 1 1 1 1 1
13. Проточка флаииа 1 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15. Калибровка фланца
16.Отжиг дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
17. Снятие фаски фланца 1 1 1 1 1 1 1 1
216
Продолжение табл. П2.10
| Условия применимости операций | Номер столбца 50 55 60
1 .Материал заготовки 1.1 Сталь
1.2 Латунь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.3 Биметалл
2. Jim,n/ d™* 2.1 rfim,7rfim“< 1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2- "-<0,8 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.3 - " - < 0,7 1 1 1
2.4 -"-<0,65
2.5-"-<0,5
3. sB!d0 sn/d0< 1,0 1 1 1 1 1 1 1 1
4.Характе- ристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыс- тупающего фланца 1 1 1 1 1 1 1
5. djd* djd* <1,0 1 1 1 1 1 1 1
Операции технологичес- кого маршрута 1. Пробивка отверст. 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. Травление, ппомывка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. Обезжиривание, травление, промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
7. Обжим 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
8. Обжим 3 1 1 1
9. Обжим 4
Ю.Обжим 5
11. Сверление отверстий 1 1 1 1 1 1 1
12.Обезжиривание, промывка, сушка 1 1 1 1 1 1 1
13.Проточка фланца 1 1 1 1 1 1 1
14. Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15.Калибровка фланца
16.Отжиг дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
217
Продолжение табл. П2.10
| Условия применимости операций | Номер столбца 701 80
1 .Матер и ал заготов ки 1.1 Сталь 1
1.2 Латунь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.3 Биметалл
2. </,"*/ 2.1 d!ia/di^‘< 1,0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2.2-"-<0,8 1 1 1 1
2.3 -"-<0,7
2.4-"-<0,65
2.5 -"-<0,5
3. 5„/</о 5„/</о< 1,0 1 1 1 1 1 1 1 1
4,Харак тернс- тика элемен- тов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыступающ. фланца 1 1 1 1 1 1 1 1 1 1
5.djd* djd*< 1,0 1 1 1 1 1 1 1 1 1 1
Операции технологи- ческого маршрута 1. Пробивка отверстий 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
4. Травление, промывка 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
5. Обжим 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
6. Обезжири- вание, травле- ние, промывка, сушка 1 1 1 1
7. Обжим 2 1 1 1 1
8. Обжим 3
9. Обжим 4
10.Обжим 5
11.Сверление отверстий 1 1 1 1 1 1 1 1 1 1 1 1
12.0безжирива ние, промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1
13.Проточка фланца 1 1 1 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15.Калибровка фланца
16.Отжиг дульца 1 1 1 1 1 1 1 1 1 ’ 1 1 1 1 1 1 1 1 1 1 1
17.Снятие фаски фланна 1 1 1 1 1 1 1 1
218
Окончание табл. П2.10
| Условия применимости операций Номерстолбца 85 90 96
1.Мате- риал заготовки 1.1 Сталь
1.2 Латунь 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1.3 Биметалл
l-d^/d™* 2.1 dimm/dimx< i.o
2.2 -"-<0,8
2.3-"-<0,7
2.4 -" - < 0,65
2.5 -"-<0,5
3. .гл JdQ sn/dQ< 1,0 1 1 1 1 1 1 1 1
4. Харак- теристика элементов детали 4.1 Наличие фаски фланца 1 1 1 1 1 1 1 1
4.2 Наличие невыс- тупающего фланца 1 1 1 1 1 1 1 1
5. djd* djd$< 1,0 1 1 1 1 1 1 1 1
Операции технологи- чес кого маршрута 1. Пробивка отверстий 1 1 1 1 1 1 1 1
2. Шарошение дна 1 1 1 1 1 1 1 1
3. Отжиг верхней части
4. Травление, промывка
5. Обжим 1
6. Обезжиривание, травление, промывка, сушка
7. Обжим 2
8. Обжим 3
9. Обжим 4
Ю.Обжим 5
11 .Сверление отверстий 1 1 1 1 1 1 1 1 1 1 1 1 1
12.Обезжиривание, промывка, сушка 1 1 1 1 1 1 1 1 1 1 1 1 1
13.Проточка фланца 1 1 1 1 1 1 1
14.Подрезка дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
15.Калибровка фланца
16.Отжиг дульца 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
17.Снятие фаски фланца 1 1 1 1 1 1 1 1
219
Таблица П2.1 1
Логическая таблица соответствий выбора операций для этапа ианесеиия
____________антикоррозионных покрытий (этап VI)
Условия применимости операций Номер столбца 1 2 3 4 5 6
1. Материал заготовки 1.1 Сталь 1 1
1.2. Биметалл .1 1
1.3 Латунь 1 1
2. Наличие констр. элемента Наличие канавки под фланцем 1 1 1
Операции технологического маршрута 1." Д" на канавку 1
2. "Д" 1 1
3. Лакирование канавки 1
4. Лакирование 1 1 1 1
Примечание. Операции"Д": обезжиривание, промывка,
травление, промывка, фосфатирование,
промывка, пассивирование, промывка.
220
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ.................................................. 3
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ............................ 4
1. ОБРАБОТКА МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ПАТРОНОВ
РЕЗАНИЕМ......................................................7
1.1. Классификация и характеристика процессов.................7
1.2. Токарная обработка......................................13
1.2.1. Технологические особенности процесса...............13
1.2.2. Проектирование резцов для токарной обработки.......15
1.3. Сверление...............................................26
1.4. Зенкерование и зенкование...............................29
1.5. Шлифование..............................................34
1.6. Контроль качества деталей...............................39
Контрольные вопросы..........................................43
Библиографический список.....................................43
2. СБОРКА (МОНТАЖ И СНАРЯЖЕНИЕ) ПАТРОНОВ МЕТОДАМИ
ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ.................................44
2.1. Классификация процессов.................................44
2.2. Обжим, загибка и образование конуса.....................45
2.3. Калибровка пуль.........................................47
2.4. Обжим патронов..........................................48
2.5. Накатка пуль............................................49
2.5.1. Способы накатки....................................49
2.5.2. Технологические особенности процессов накатки......51
2.5.3. Определение степени деформации при накатке.........56
2.5.4. Расчет усилий при накатке..........................57
2.6. Запрессовка.............................................58
2.6.1. Капсюлирование гильз.............................. 59
2.6.2. Вставка (запрессовка) пуль в гильзу................59
2.6.3. Запрессовка колпачка и втулки......................60
2.6.4. Вставка и догонка стального сердечника и других элементов
в свинцовую рубашку, предварительная и окончательная догонка
узла в оболочку............................................60
2.7. Кернение.................................................61
2.8. Расчет числа операций и исполнительных
размеров рабочего инструмента................................63
2.8.1. Исходные данные....................................63
2.8.2. Выбор количества операций..........................63
2.8.3. Определение исполнительных
размеров рабочего инструмента.............................65
2.9. Контроль точности и качества узлов, пуль и патронов.....74
Контрольные вопросы..........................................80
3. ТЕРМИЧЕСКАЯ ОБРАБОТКА.................................... 81
3.1. Классификация процессов термической обработки...........81
3.2. Рекристаллизационный отжиг..............................87
3.3. Влияние рекристаллизационного отжига на структуру
и механические свойства металлов и сплавов...................90
3.4. Закалка и отпуск.......................................103
221
3.5. Режимы термической обработки............................105
3.5.1. Выбор режима рекристаллизационного отжига..........106
3.5.2. Охлаждение полуфабрикатов и готовых деталей
после рекристаллизационного отжига........................109
3.5.3. Выбор режима закалки и отпуска стальных
элементов пуль............................................109
3.6. Контроль процессов термической обработки................113
Контрольные вопросы..........................................114
Библиографический список.....................................115
4. ХИМИЧЕСКАЯ ОБРАБОТКА......................................116
4.1. Классификация процессов химической обработки............116
4.2. Обезжиривание...........................................116
4.3. Травление...............................................121
4.3.1. Травление черных металлов..........................121
4.3.2. Травление меди и медных сплавов....................123
4.3.3. Электролитическое травление........................123
4.3.4. Струйное травление.................................123
4.4. Декапирование.......................................... 126
4.5. Фосфатирование..........................................127
4.6. Пассивирование..........................................130
4.7. Промывка............................................... 131
4.8. Омыление................................................135
4.9. Сушка...................................................136
4.10. Лакирование............................................139
4.11. Латунирование..........................................141
4.12. Контроль качества полуфабрикатов и готовых деталей.....141
Контрольные вопросы..........................................144
Библиографический список.....................................144
5. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ..................145
5.1. Постановка задачи.......................................145
5.2. Алгоритм проектирования технологического процесса...... 146
5.3. Формирование технологического маршрута..................152
5.4. Условия применения операций обобщенного
технологического маршрута....................................159
5.5. Подсистема автоматизированного формирования технологического
маршрута изготовления детали.................................168
Контрольные вопросы..........................................170
Библиографический список.................................... 170
6. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ТЕХНОЛОГИЧЕСКИМ ОСНАЩЕНИЕМ...................................171
6.1. Постановка задачи.......................................171
6.2. Классификация технологической оснастки..................172
6.3. Классификация технологического оборудования.............180
6.4. Принципиальная схема выбора технологического оборудования
и оснастки при проектировании технологического процесса......183
Контрольные вопросы..........................................188
Библиографический список.....................................188
Приложения...................................................189
222
Агеев Николай Павлович, Данилин Геннадий Александрович,
Огородников Владимир Петрович
Технология производства патронов стрелкового оружия
Часть 3
Обработка резанием, термическая и химическая обработка,
сборка. Проектирование технологических процессов
Редактор Г.М. Звягина
Подписано в печать 29.12.2006. Формат 60x84/16. Бумага офсетная.
Печать офсетная. Усл. печ. л. 13,75. Тираж 300 экз. Заказ № /2Z
Балтийский государственный технический университет
190005, С.-Петербург, 1-я Красноармейская ул., д. 1