/







































































Author: Вербух Р.Л.
Tags: оборудование технология ремонта главные узлы и детали разборка двигателей смд
Year: 1963



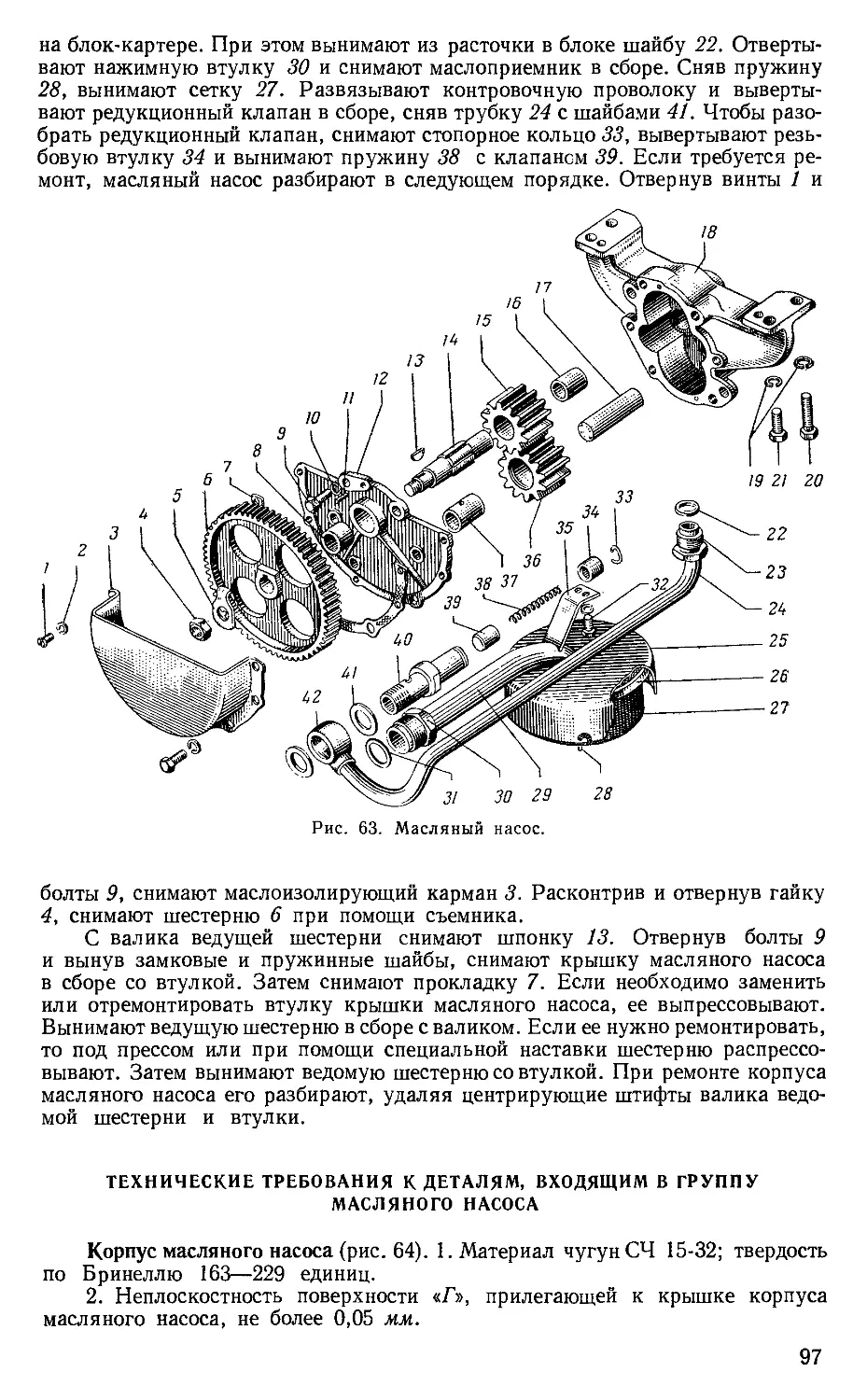
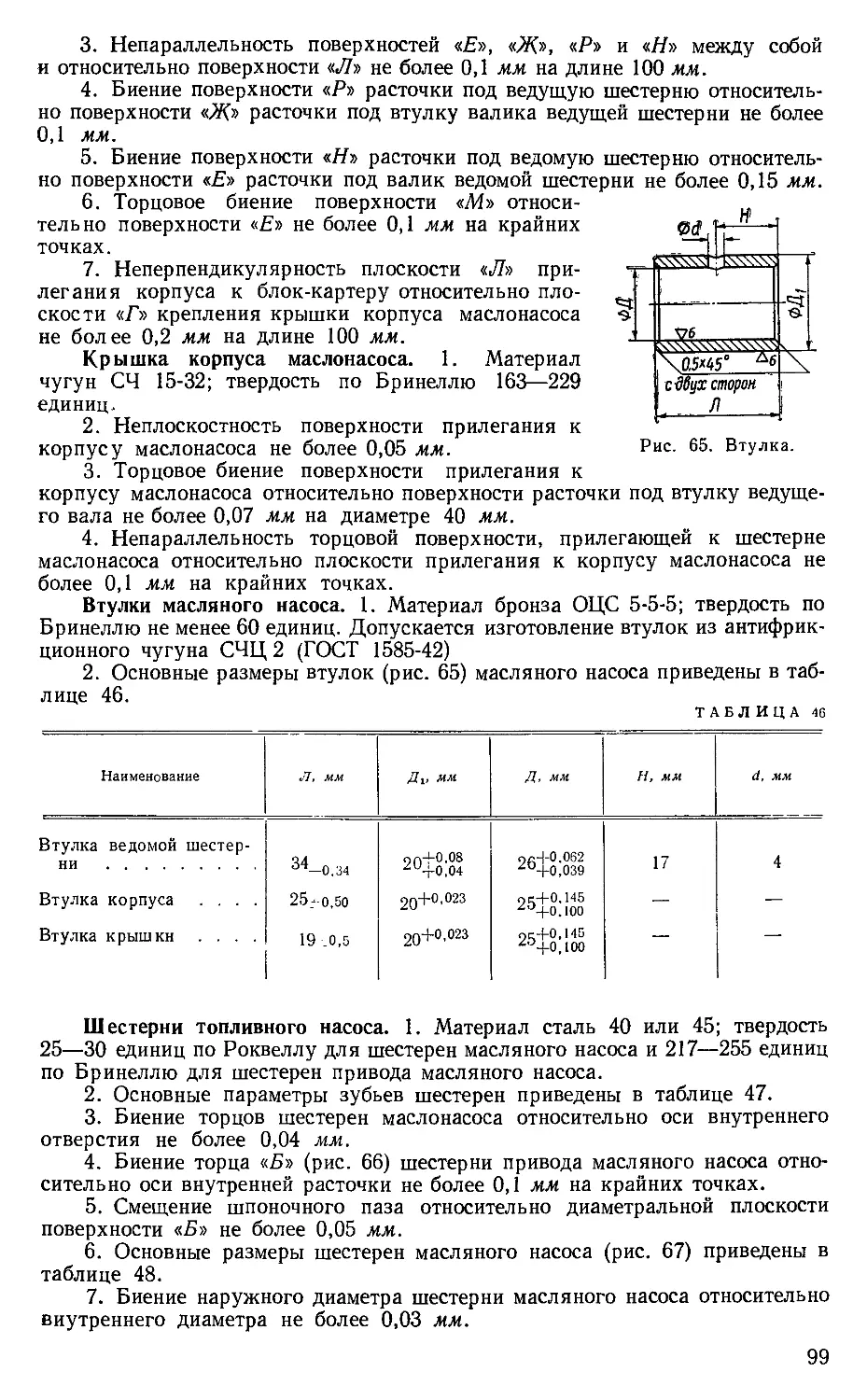
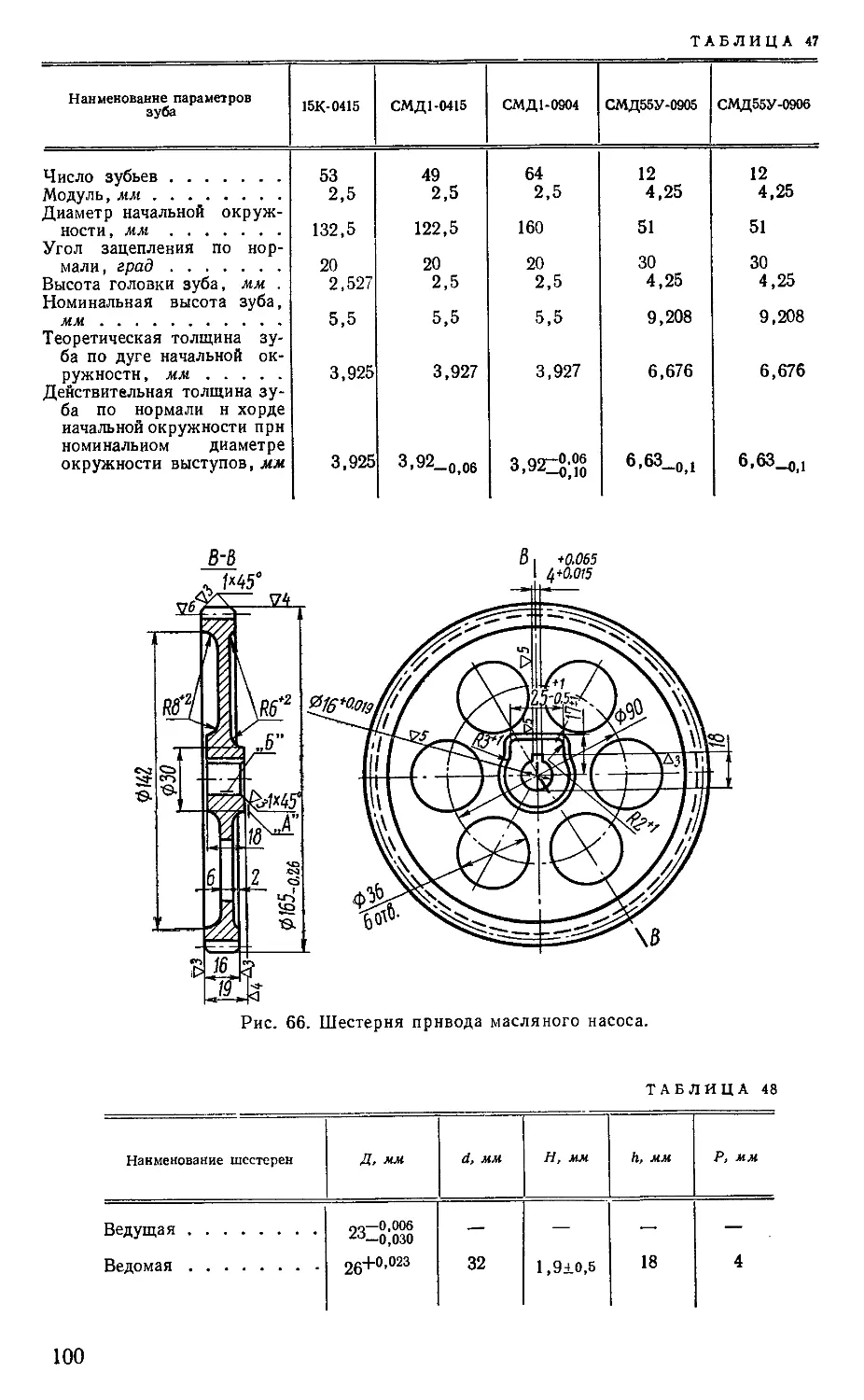
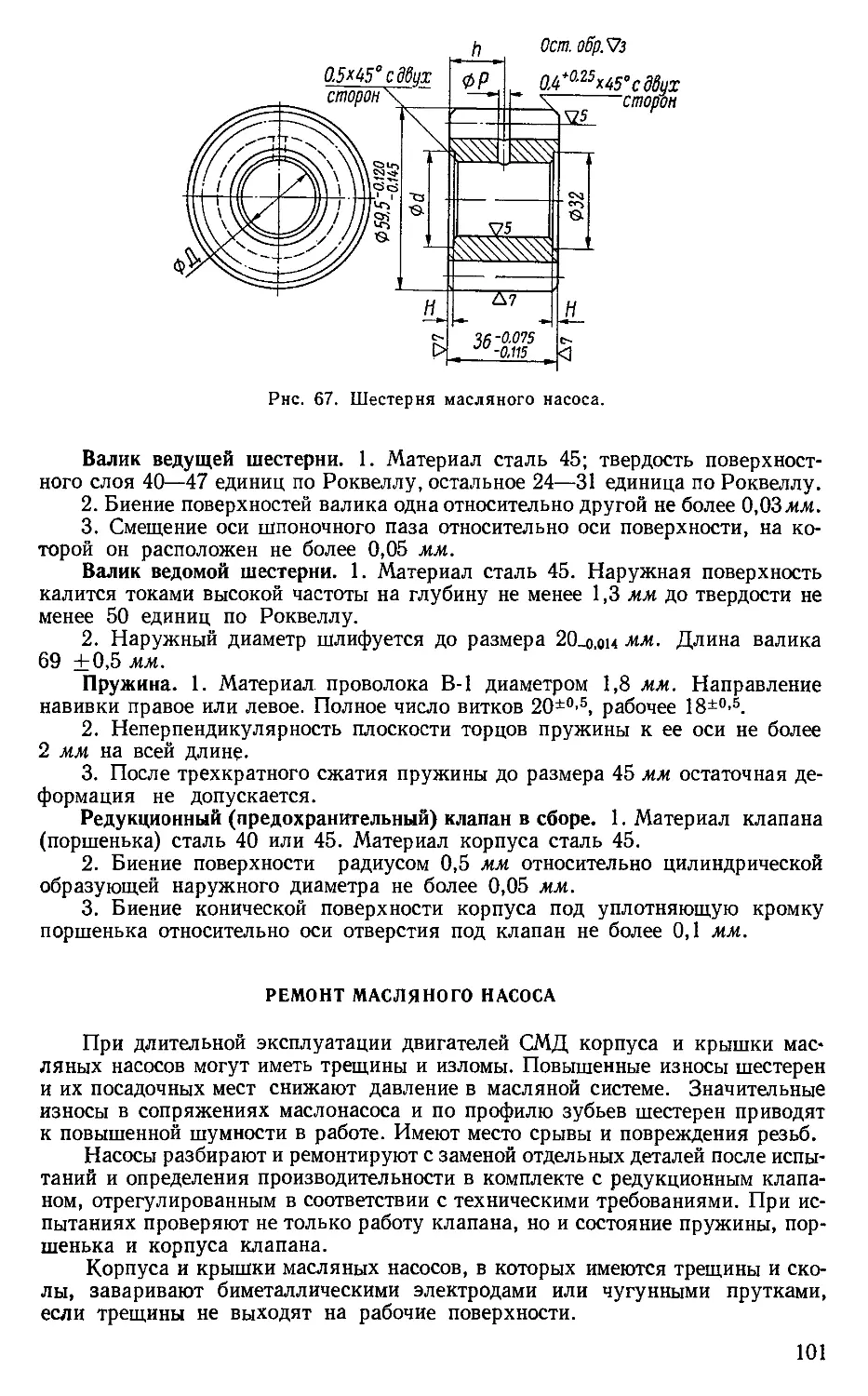
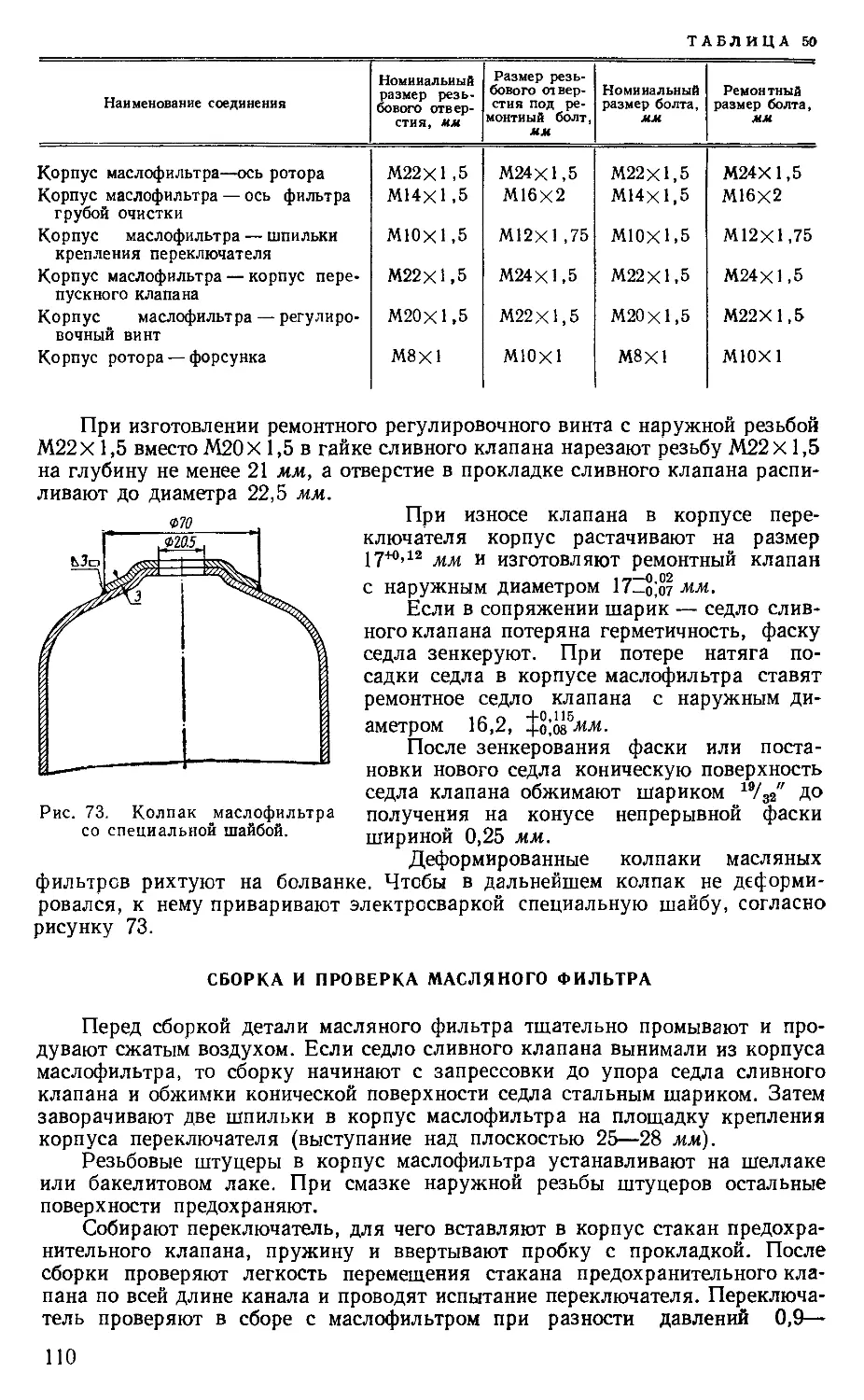
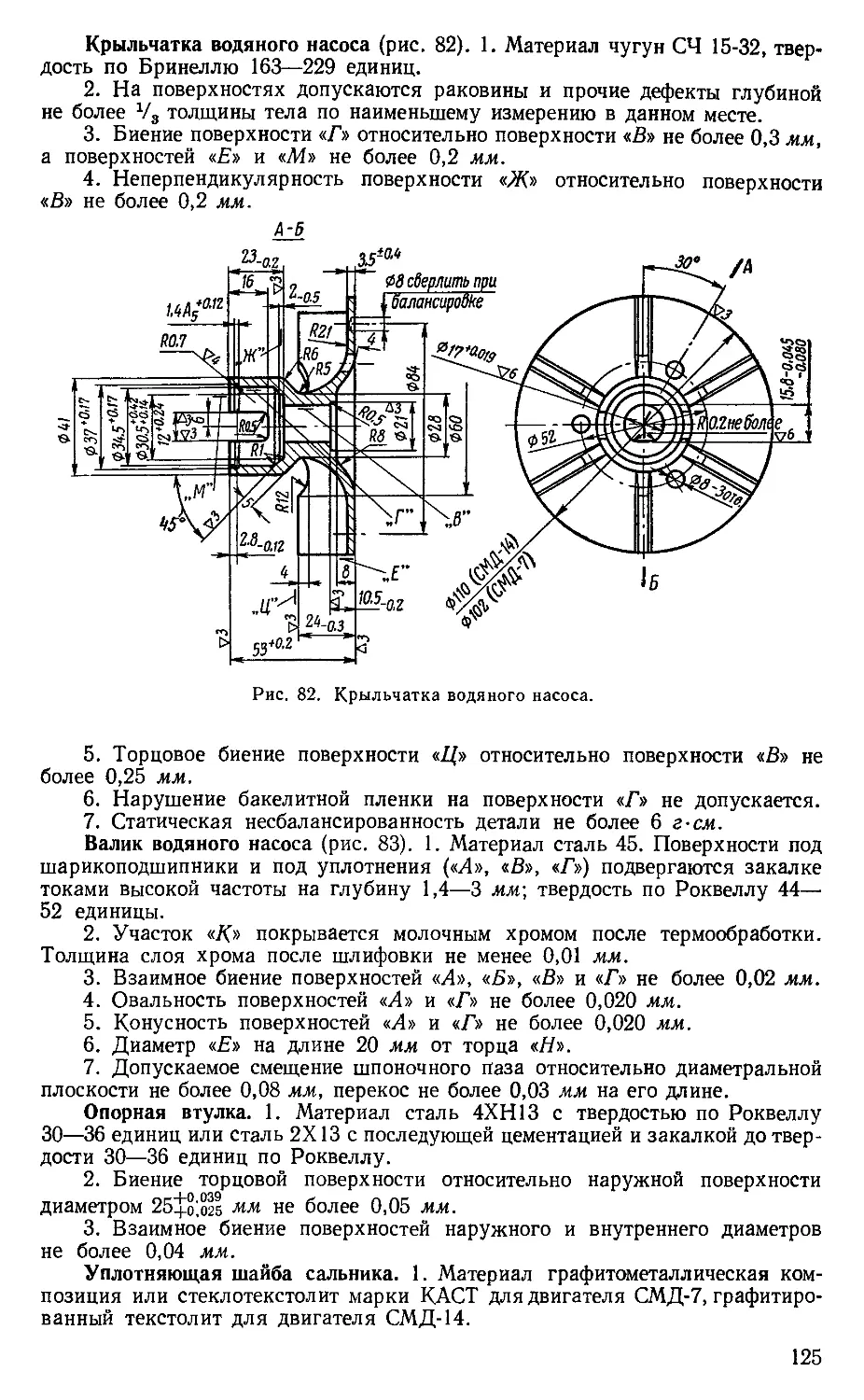
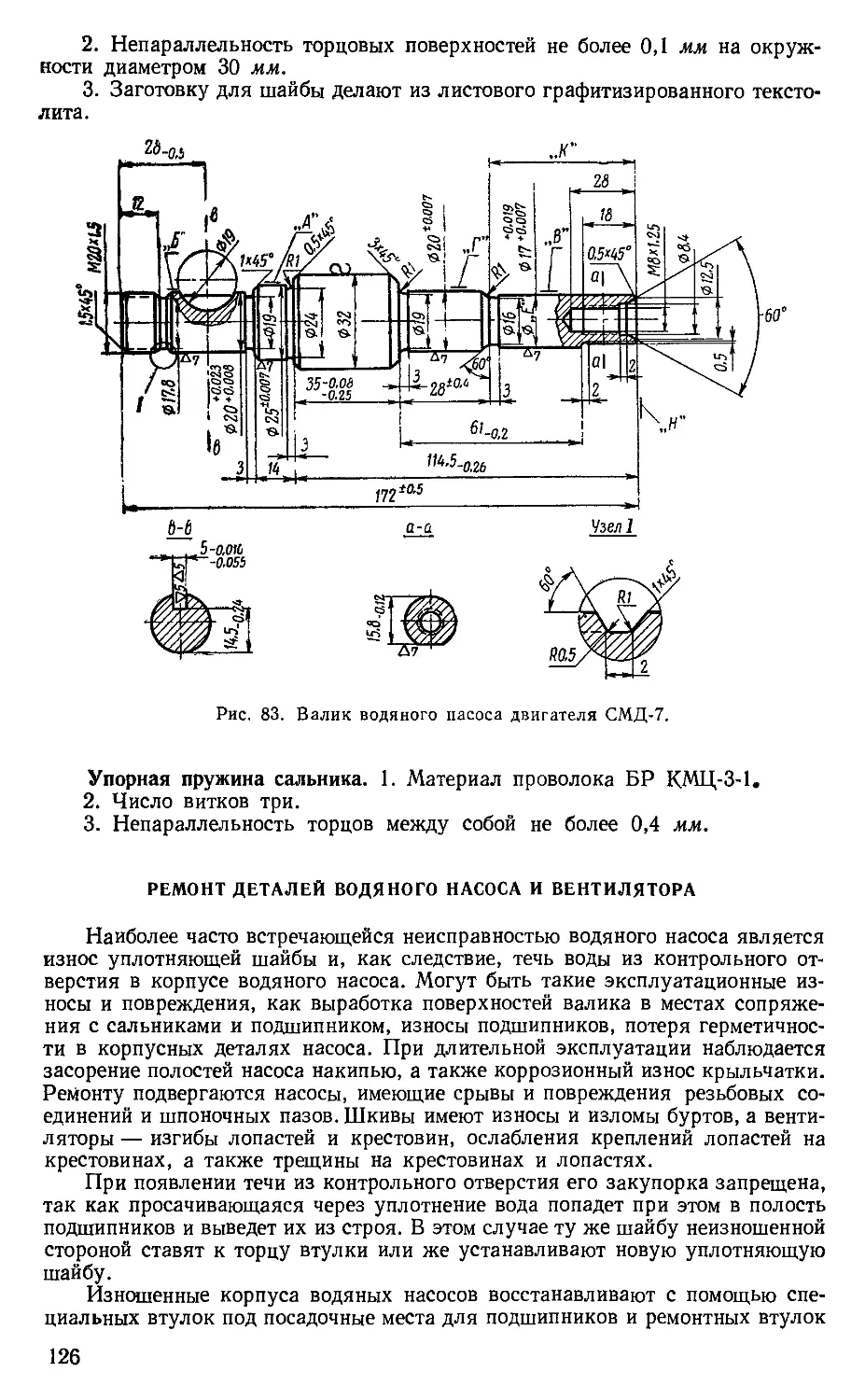
Text
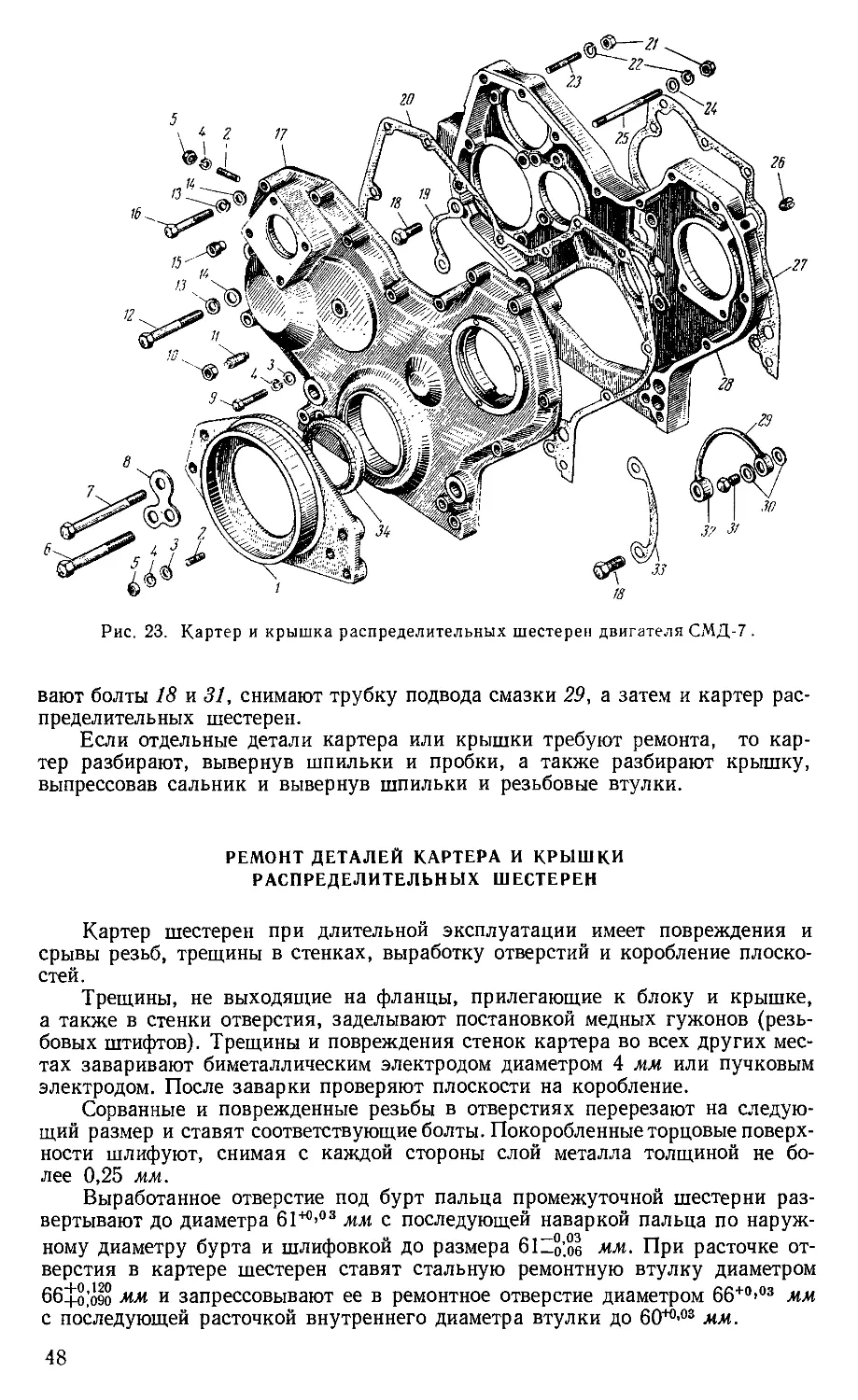
1’11БОРК1.СБОРК1 И PE/tlOHT IBHI1TL1EH
631.303
Р 17
От издательства
Харьковский моторостроительный завод «Серп и Молот» с 1958 года начал массовый выпуск двигателей СМД.
Группой специалистов этого завода написана настоящая книга, которая включает подробное описание разборки и сборки дизелей СМД всех модификаций с их конструктивными отличиями. В кни.е имеются некоторые сведения о технологии ремонта главных узлов и деталей с указанием оборудования, используемого при основных операциях. Описаны регулировка и испытание топливной аппаратуры. Даны технические требования к отремонтированным деталям и узлам и помещен краткий каталог (по главам).
Книга рассчитана на широкий круг механизаторов, занятых на ремонте машинно-тракторного парка.
Замечания о книге просим направлять по адресу: Москва, К-31, ул* Дзержинского, дом 1/19, Сельхозиздат.
ОБЩИЕ СВЕДЕНИЯ О ДВИГАТЕЛЕ СМД
Двигатель СМД представляет собой четырехтактный, четырехцилиндровый бескомпрессорный дизель водяного охлаждения с вихрекамерным смесеобразованием.
Дизель СМД является унифицированным двигателем и предназначен для установки на тракторы, комбайны, самоходные шасси, экскаваторы, дорожные катки, асфальтоукладчики, подъемные краны и другие машины, а также на передвижные и стационарные электростанции.
В связи с установкой на различные машины двигатели СМД отличаются комплектностью и расположением узлов.
Дизели СМД изготавливают как с пусковым двигателем, так и с электростартером.
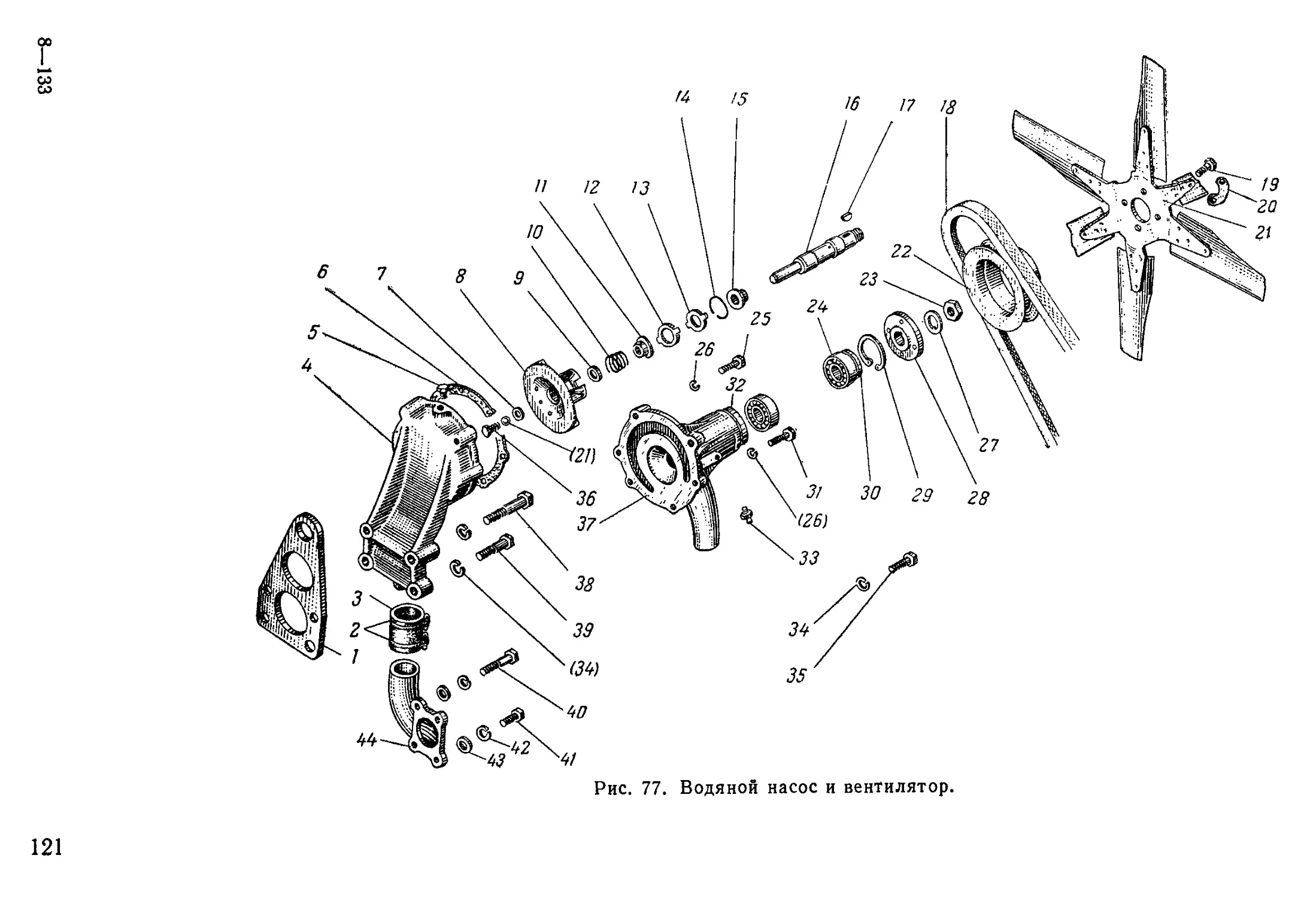
В зависимости от регулировки двигателей на определенную мощность, вида пусковых средств и комплектности им присваивают цифровые индексы. СМД-7 двигатель с диаметром цилиндра 115 мм и ходом поршня 130 мм-отрегулирован на номинальную мощность 65 л. с. при 1700 об/мин коленчатого вала. Пуск от электростартера. Водяной насос с вентилятором расположены со стороны четвертого цилиндра. Двигатель комплектуют муфтой сцепления непостоянно замкнутого типа и двумя гидронасосами. Мощность отбирается с обоих концов коленчатого вала. Двигатель СМД-7 устанавливают на самоходные комбайны СК-3.
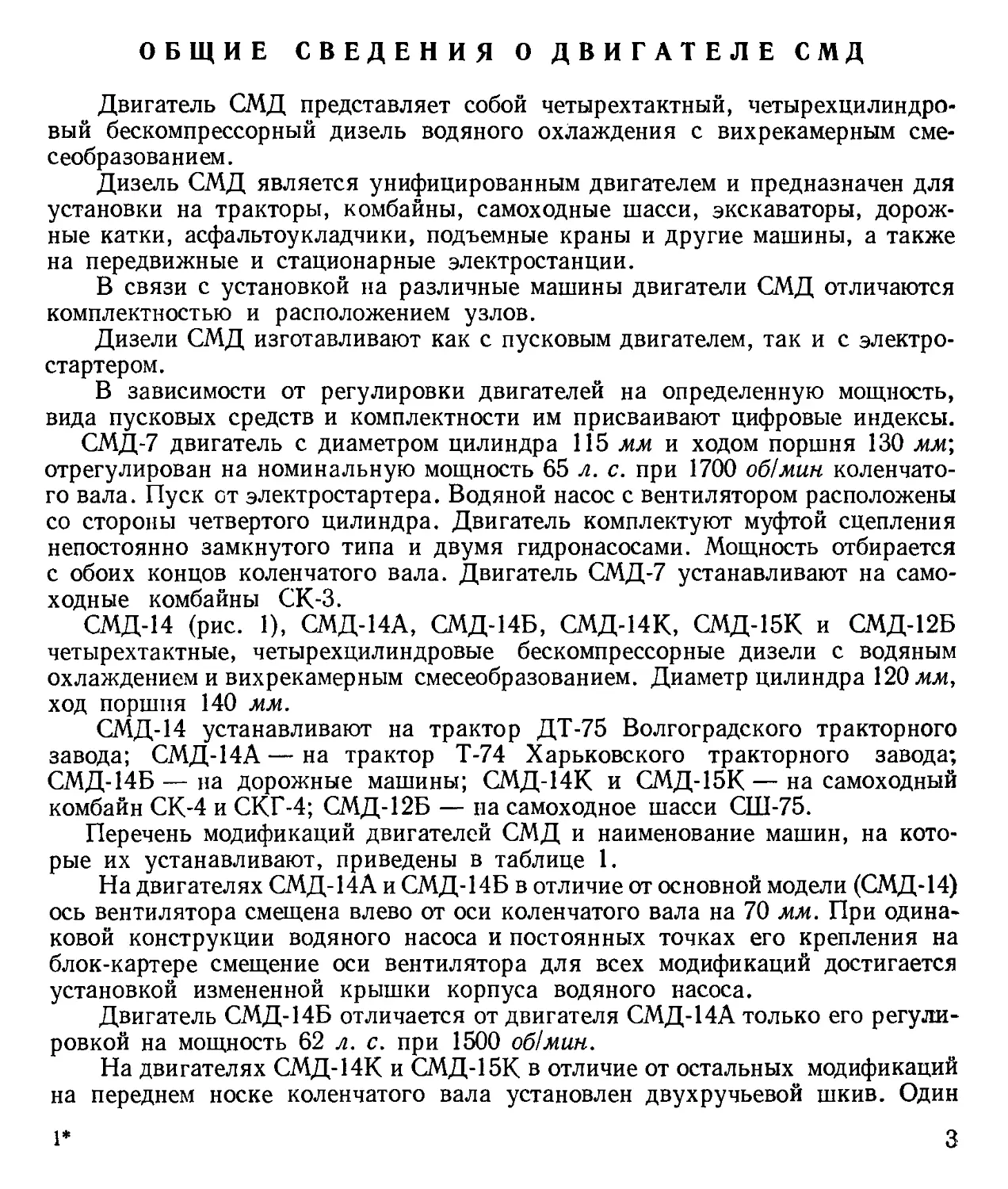
СМД-14 (рис. 1), СМД-14А, СМД-14Б, СМД-14К, СМД-15К и СМД-12Б четырехтактные, четырехцилиндровые бескомпрессорные дизели с водяным охлаждением и вихрекамерным смесеобразованием. Диаметр цилиндра 120 мм, ход поршня 140 мм.
СМД-14 устанавливают на трактор ДТ-75 Волгоградского тракторного завода; СМД-14А — на трактор Т-74 Харьковского тракторного завода; СМД-14Б — на дорожные машины; СМД-14К и СМД-15К — на самоходный комбайн СК-4 и СКГ-4; СМД-12Б — на самоходное шасси СШ-75.
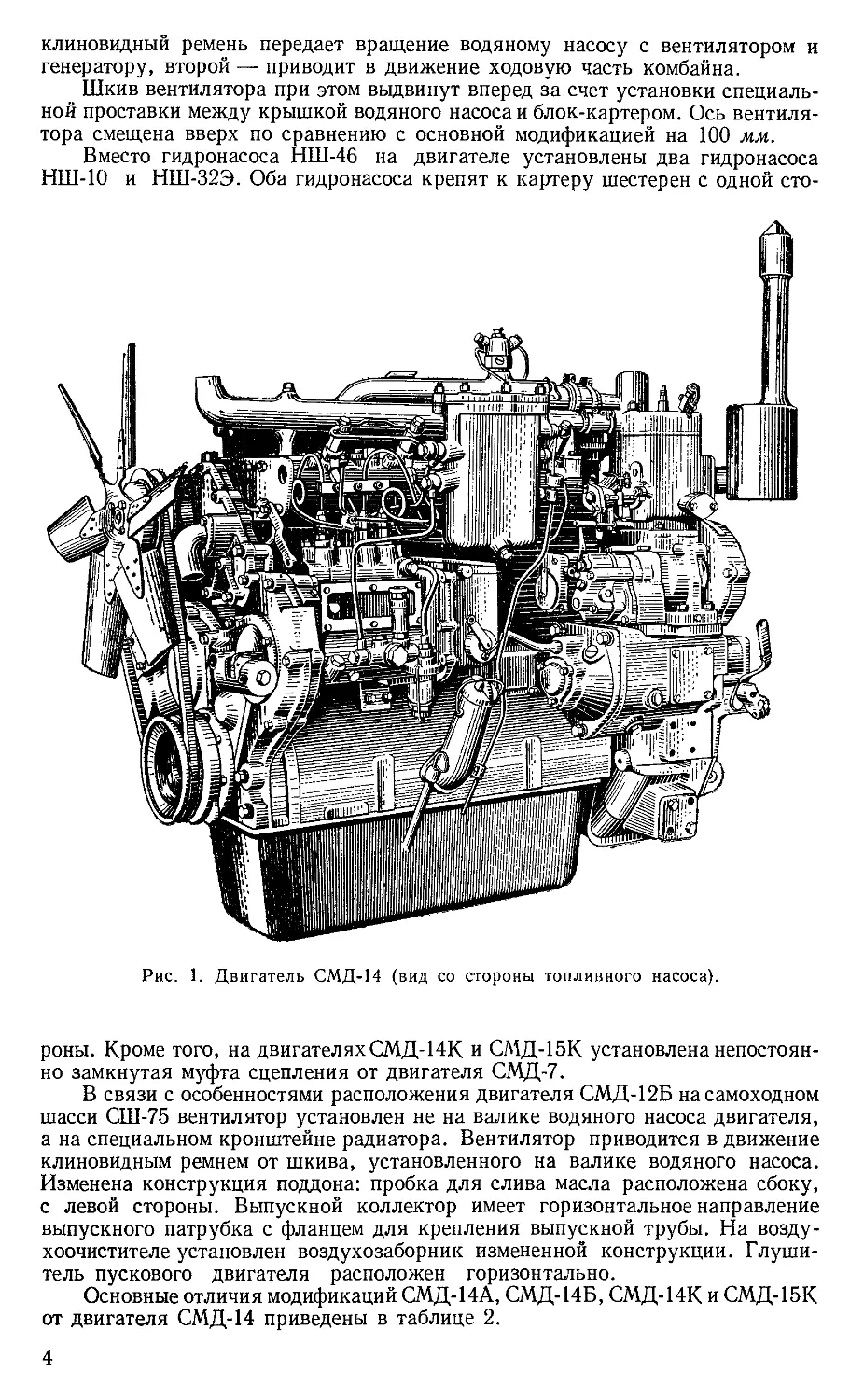
Перечень модификаций двигателей СМД и наименование машин, на которые их устанавливают, приведены в таблице 1.
На двигателях СМД-14А и СМД-14Б в отличие от основной модели (СМД-14) ось вентилятора смещена влево от оси коленчатого вала на 70 мм. При одинаковой конструкции водяного насоса и постоянных точках его крепления на блок-картере смещение оси вентилятора для всех модификаций достигается установкой измененной крышки корпуса водяного насоса.
Двигатель СМД-14Б отличается от двигателя СМД-14А только его регулировкой на мощность 62 л. с. при 1500 об/мин.
На двигателях СМД-14К и СМД-15К в отличие от остальных модификаций на переднем носке коленчатого вала установлен двухручьевой шкив. Один
клиновидный ремень передает вращение водяному насосу с вентилятором и генератору, второй — приводит в движение ходовую часть комбайна.
Шкив вентилятора при этом выдвинут вперед за счет установки специальной проставки между крышкой водяного насоса и блок-картером. Ось вентилятора смещена вверх по сравнению с основной модификацией на 100 мм.
Вместо гидронасоса НШ-46 на двигателе установлены два гидронасоса НШ-10 и НШ-32Э. Оба гидронасоса крепят к картеру шестерен с одной сто-
Рис. 1. Двигатель СМД-14 (вид со стороны топливного насоса).
роны. Кроме того, на двигателях СМД-14К и СМД-15К установлена непостоянно замкнутая муфта сцепления от двигателя СМД-7.
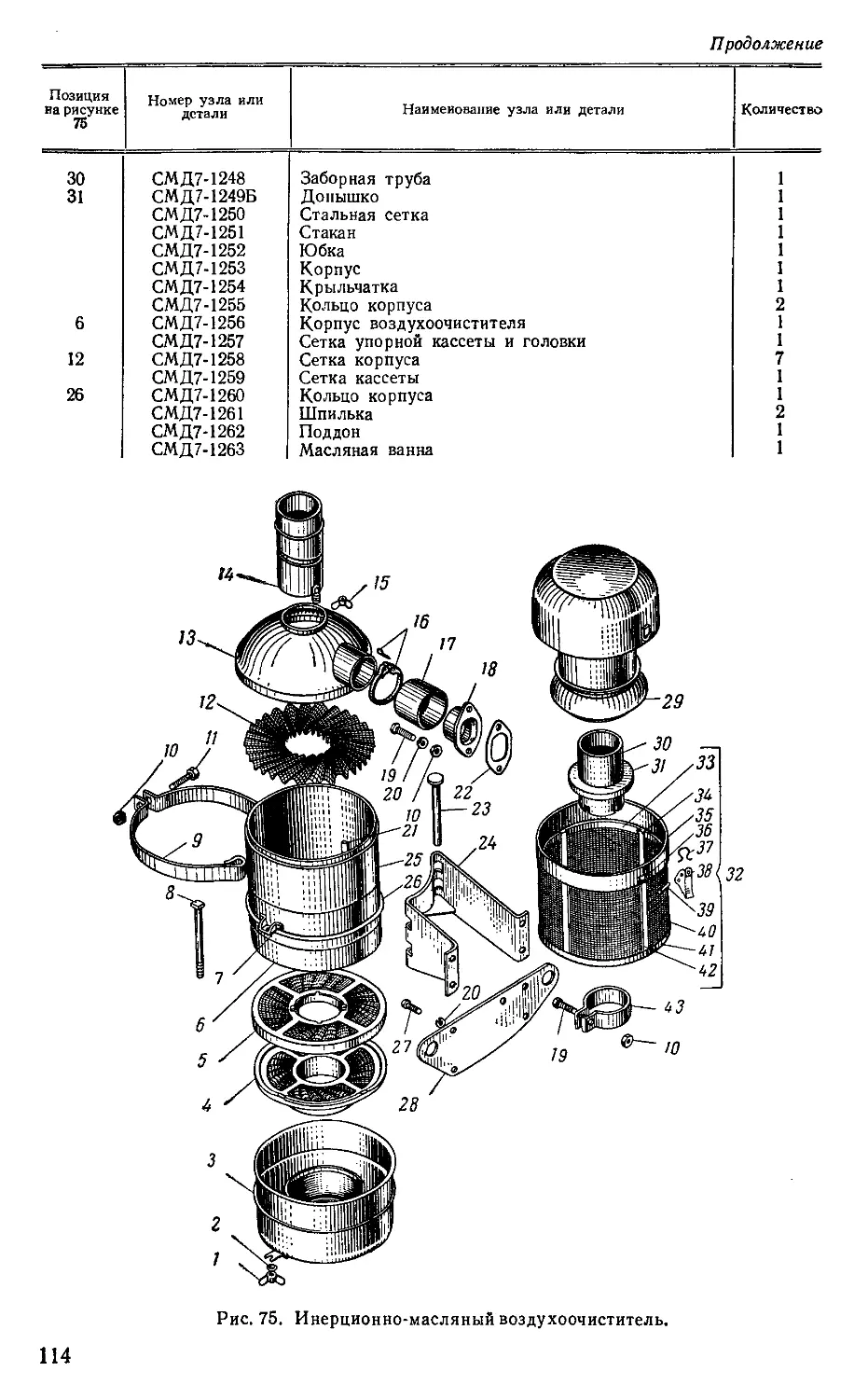
В связи с особенностями расположения двигателя СМД-12Б на самоходном шасси СШ-75 вентилятор установлен не на валике водяного насоса двигателя, а на специальном кронштейне радиатора. Вентилятор приводится в движение клиновидным ремнем от шкива, установленного на валике водяного насоса. Изменена конструкция поддона: пробка для слива масла расположена сбоку, с левой стороны. Выпускной коллектор имеет горизонтальное направление выпускного патрубка с фланцем для крепления выпускной трубы. На воздухоочистителе установлен воздухозаборник измененной конструкции. Глушитель пускового двигателя расположен горизонтально.
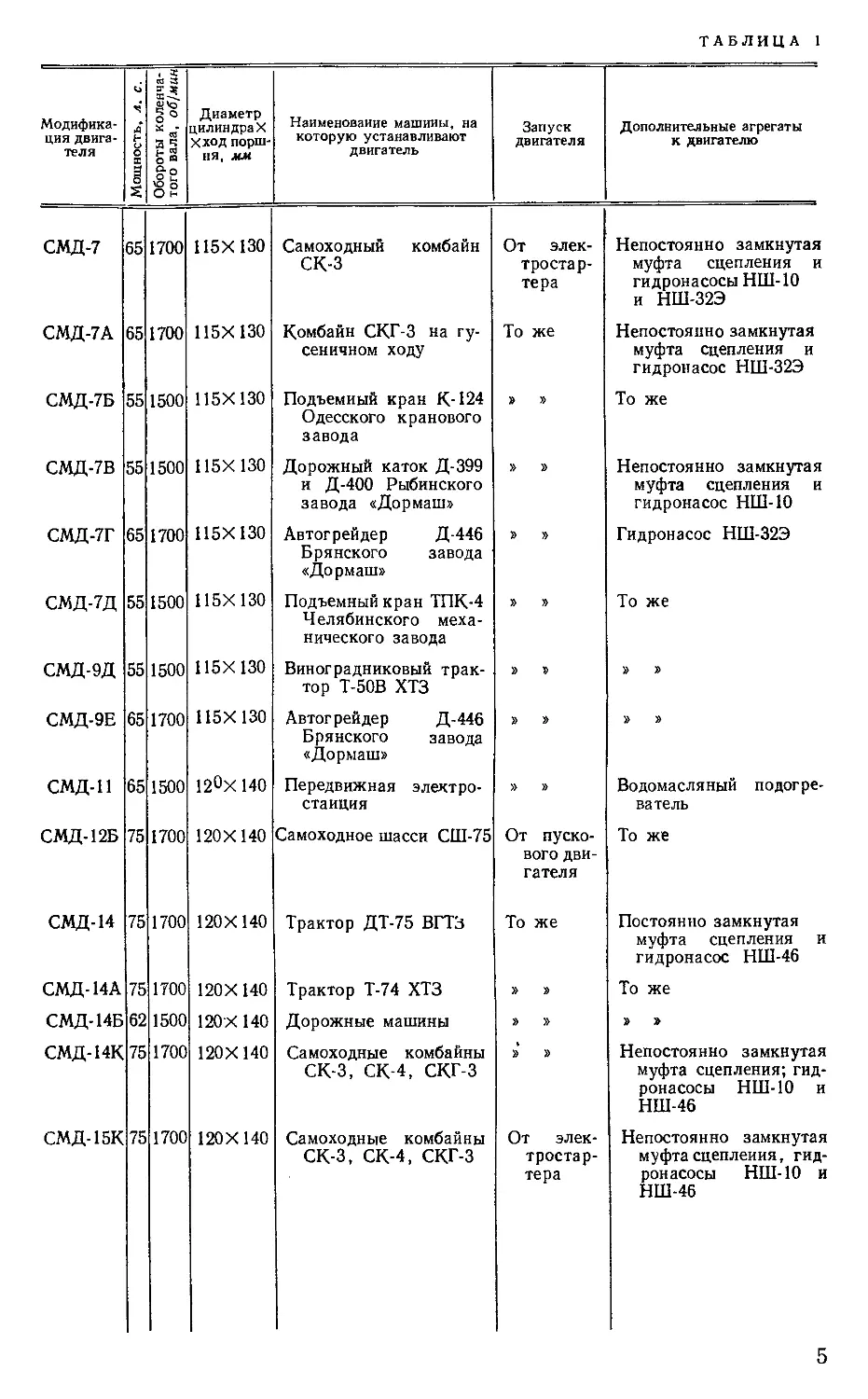
Основные отличия модификаций СМД-14А, СМД-14Б, СМД-14К и СМД-15К от двигателя СМД-14 приведены в таблице 2.
Модификация двигателя Мощность, л. с. | Обороты коленчатого вала, об/мин Диаметр цилиндрах Хход поршня, мм Наименование машины, на которую устанавливают двигатель Запуск двигателя Дополнительные агрегаты к двигателю
СМД-7 65 1700 115X130 Самоходный комбайн ск-з От электростартера Непостоянно замкнутая муфта сцепления и гидронасосы НШ-10 и НШ-32Э
СМД-7А 65 1700 115X130 Комбайн СКГ-3 на гусеничном ходу То же Непостоянно замкнутая муфта сцепления и гидронасос НШ-32Э
СМД-7Б 55 1500 115X130 Подъемный кран К-124 Одесского кранового завода » » То же
СМД-7В 55 1500 115Х 130 Дорожный каток Д-399 и Д-400 Рыбинского завода «Дормаш» » » Непостоянно замкнутая муфта сцепления и гидронасос НШ-10
СМД-7Г 65 1700 115X130 Автогрейдер Д-446 Брянского завода «Дормаш» » » Гидронасос НШ-32Э
СМД-7Д 55 1500 115X130 Подъемный кран ТПК-4 Челябинского механического завода » » То же
СМД-9Д 55 1500 115X130 Виноградниковый трактор Т-50В ХТЗ » в » »
СМД-9Е 65 1700 115X130 Автогрейдер Д-446 Брянского завода «Дормаш» » » » »
СМД-11 65 1500 120X140 Передвижная электростанция » » Водомасляный подогреватель
СМД-12Б 75 1700 120X140 Самоходное шасси СШ-75 От пускового двигателя То же
СМД-14 75 1700 120X140 Трактор ДТ-75 ВГТЗ То же Постоянно замкнутая муфта сцепления и гидронасос НШ-46
СМД-14А 75 1700 120Х 140 Трактор Т-74 ХТЗ » » То же
СМД-14Б 62 1500 120Х 140 Дорожные машины » » » »
СМД-14К 75 1700 120X140 Самоходные комбайны СК-3, СК-4, СКГ-3 Непостоянно замкнутая муфта сцепления; гидронасосы НШ-10 и НШ-46
СМД-15К 75 1700 120X140 Самоходные комбайны СК-3, СК-4, СКГ-3 От электростартера Непостоянно замкнутая муфта сцепления, гидронасосы НШ-10 и НШ-46
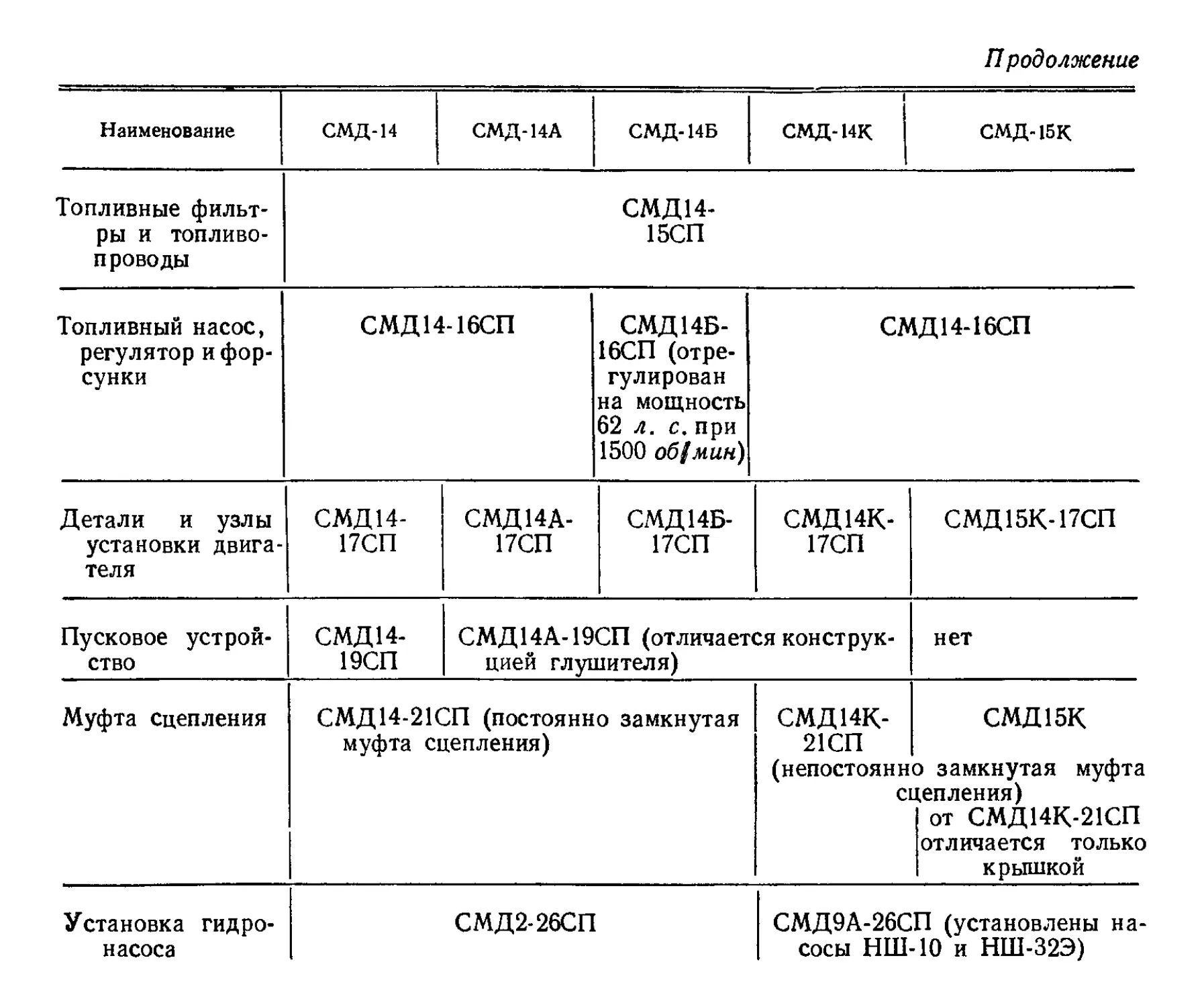
Наименование СМД-14 СМД-14А СМД-14Б СМД-14Д СМД-15К
Блок-картер СМД14-01 СП СМД15К-01СП (несколько изменен картер маховика и установлен электростартер вместо пускового двигателя)
Картер шестерен СМД14-02СП
Поршень и шатун СМД14-03СП
Коленчатый вал СМД-04СП СМД14Б-04СП (дру-ГОЙ шкив и отсутствует шлицевая втулка) СМД14К-04СП (установлен маховик для муфты сцепления непостоянно замкнутого типа)
Механизм газораспределения СМД14-05СП
Головка цилиндров СМД14-06СП СМД15-06СП (отличается конструкцией рукоятки декомпрессора)
Выпускной коллектор СМД14-07СП
Нижняя крышка картера СМД14-07СП СМД14К-08СП (иное расположение слива масла из поддона)
Масляный насос СМД14-09СП СМД15К-09СП (отличается нагнетательной трубкой)
Масляный фильтр СМД14К-10СП СМД7-10СП (другие штуцеры для подключения масло-радиатора)
Воздухоочиститель СМД14-12СП СМД14К-12СП и СМД14К-31СП (трубка и кронштейны крепления видоизменены)
Водяной насос СМД14-13СП СМД14А-13СП (отличается крышкой и корпусом водяного насоса)
Электрооборудование и приборы СМД14-14СП СМД14-14СП (изменен способ натяжения ремня привода генератора) СМД14К-14СП (несколько иные кронштейны и датчики температурь воды и масла, а также способ натяжения ремня привода генератора) СМД15К-14СП (то же, что у СМД-14К-14СП плюс установка стартера СТ-100)
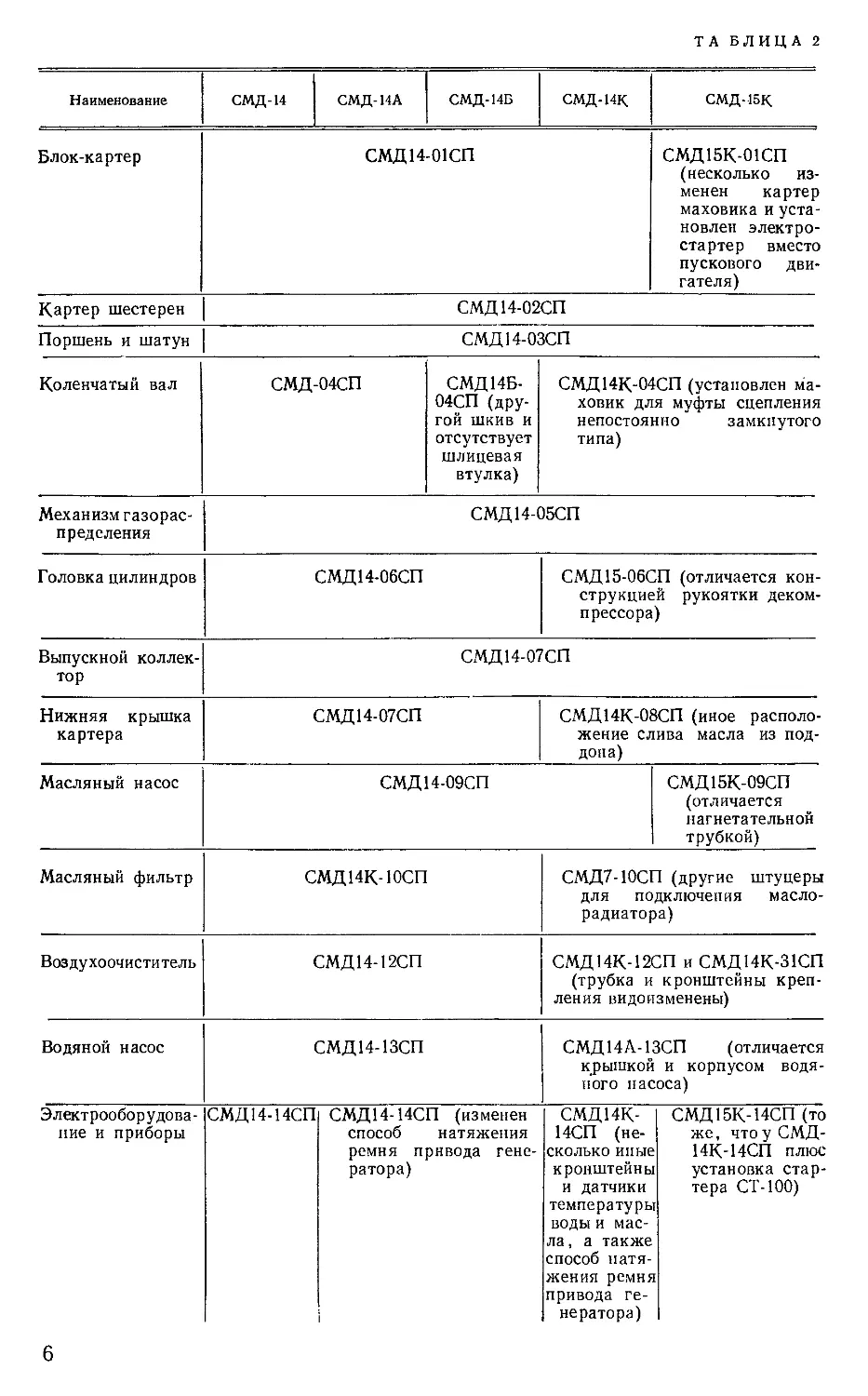
Наименование СМД-14 СМД-14А СМД-14Б СМД-14К СМД-15К
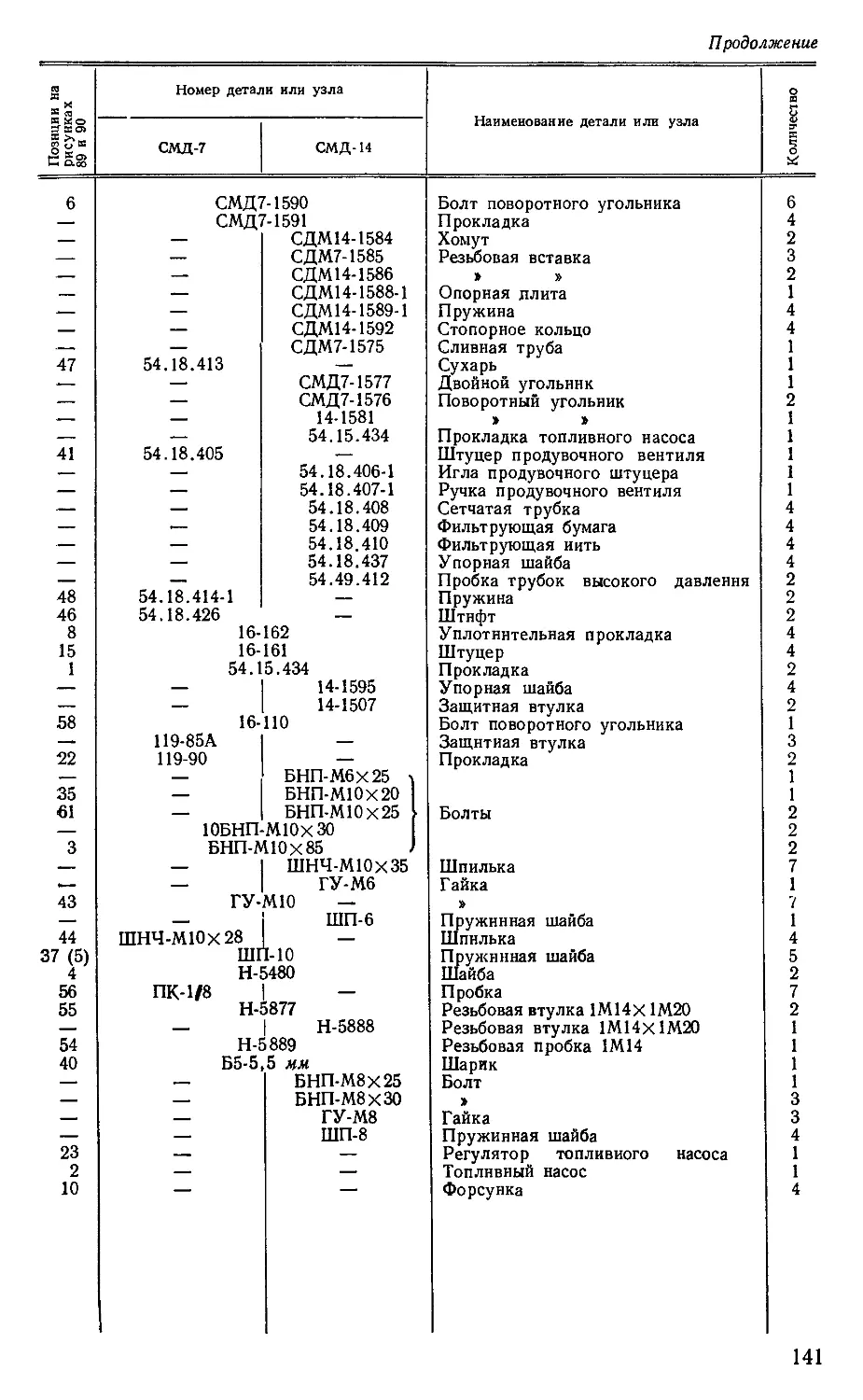
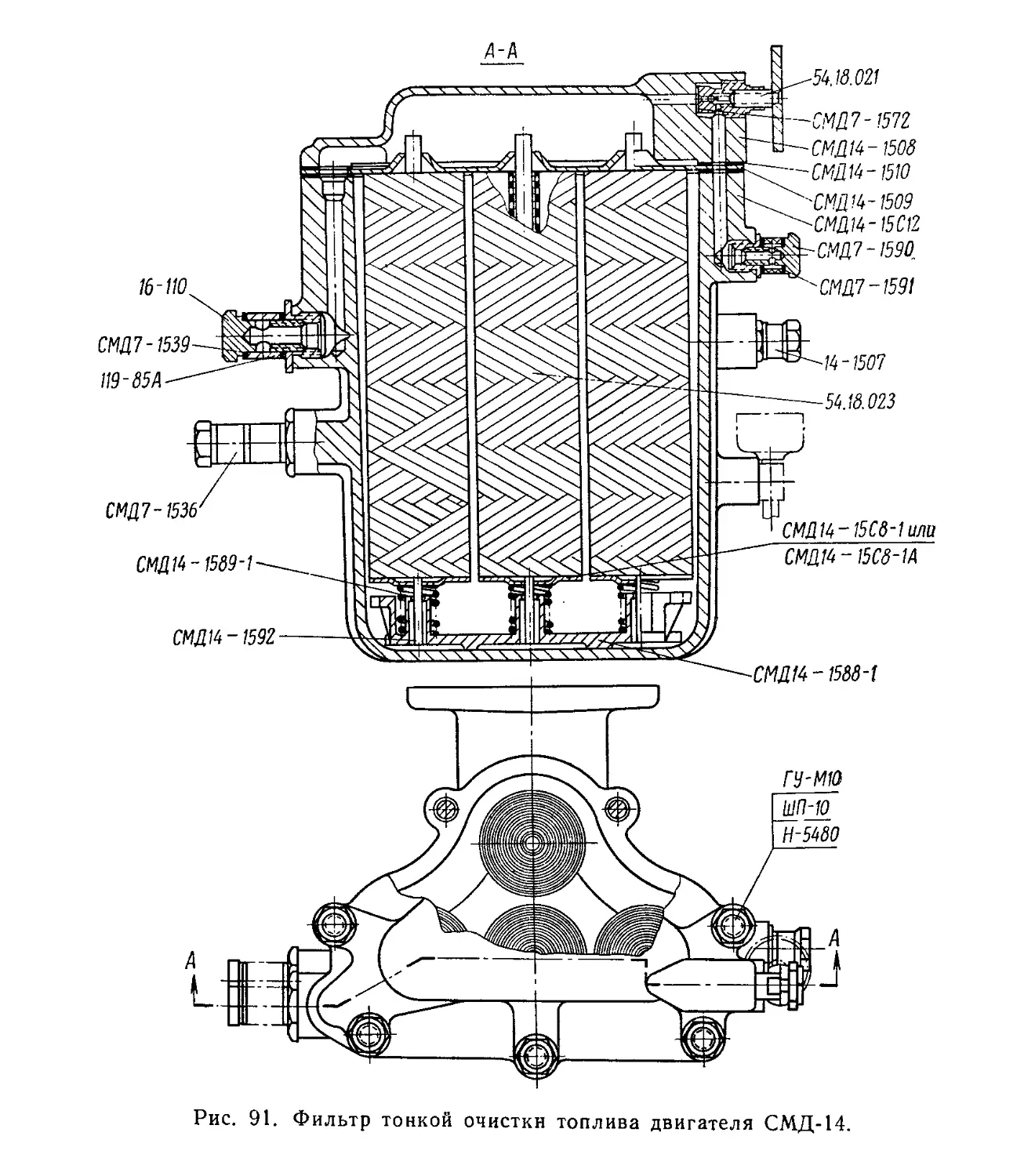
Топливные фильтры и топливопроводы СМД14-15СП
Топливный насос, регулятор и форсунки СМД14-16СП СМД14Б-16СП (отрегулирован на мощность 62 л. с. при 1500 об!мин) СМД14-16СП
Детали и узлы установки двигателя СМД 14-17СП СМД14А-17СП СМД14Б-17СП СМД14К-17СП СМД15К-17СП
Пусковое устройство СМД 14-19СП СМД14А-19СП (отличается конструкцией глушителя) нет
Муфта Сцепления СМД14-21СП (постоянно замкнутая муфта сцепления) СМД14К-21СП (непостоянн с СМД15К о замкнутая муфта цепления) от СМД14К-21СП отличается только крышкой
Установка гидронасоса СМД2-26СП СМД9А-26СП (установлены насосы НШ-10 и НШ-32Э)
СБОРКА, РАЗБОРКА И РЕМОНТ УЗЛОВ ДВИГАТЕЛЯ
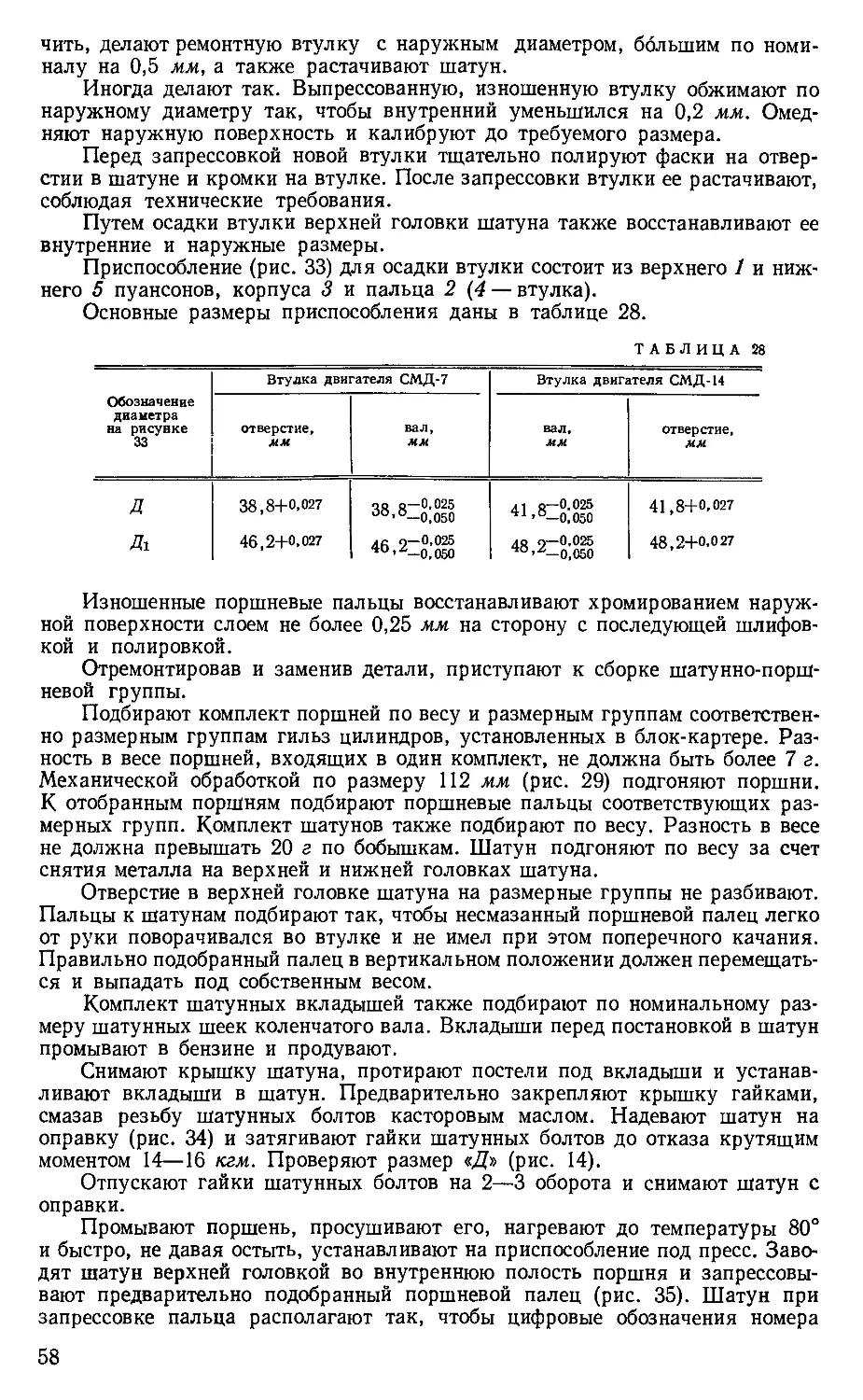
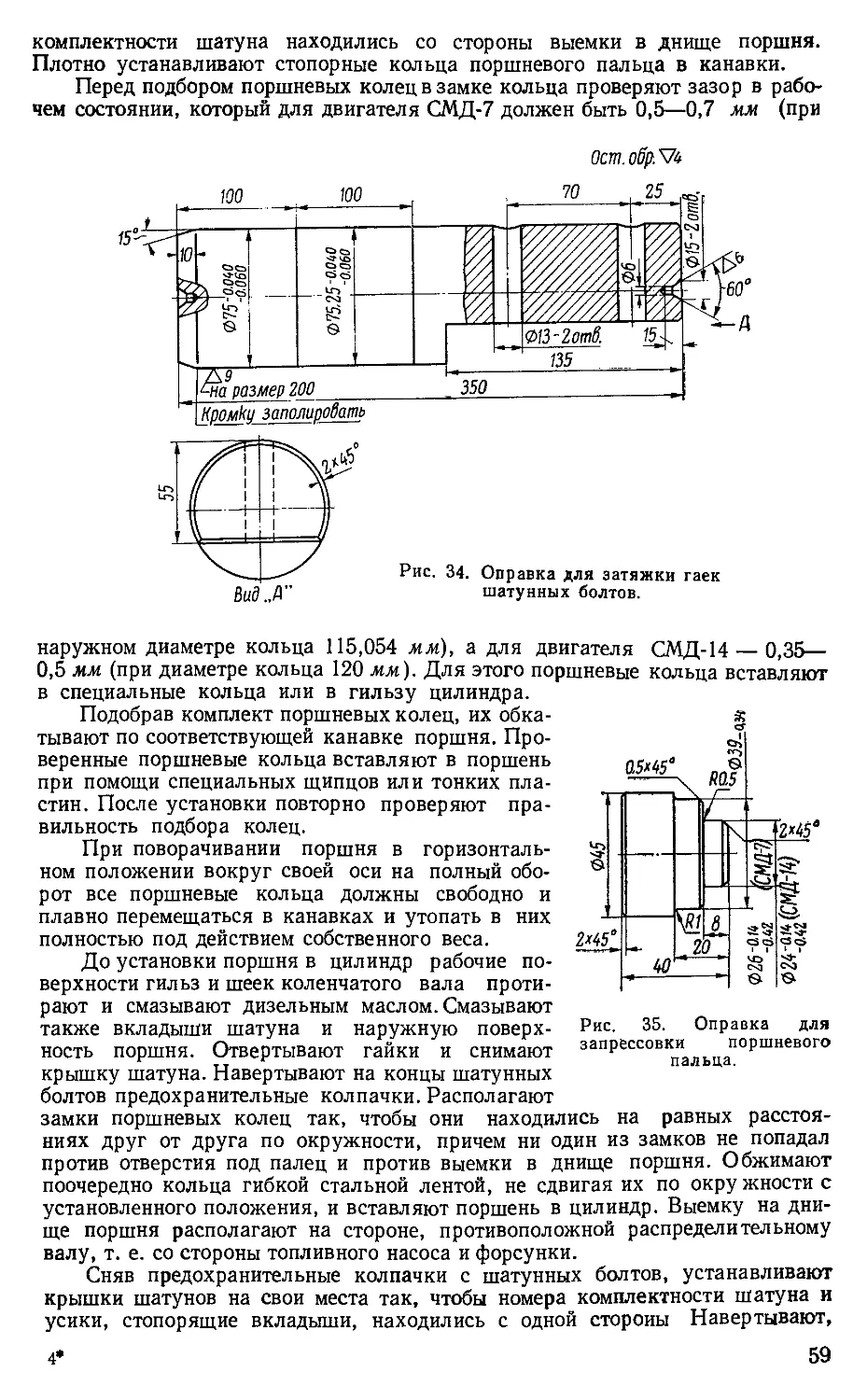
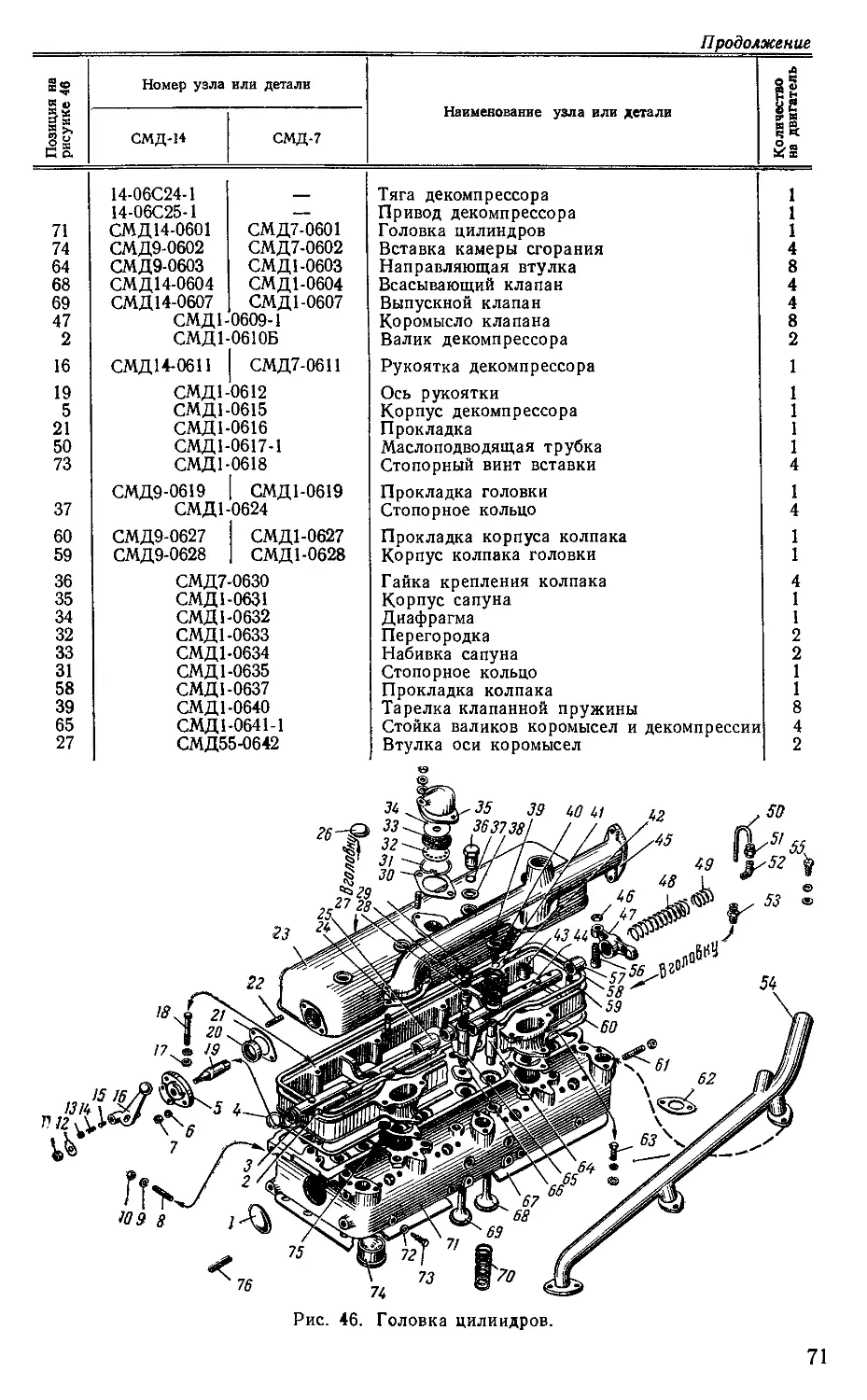
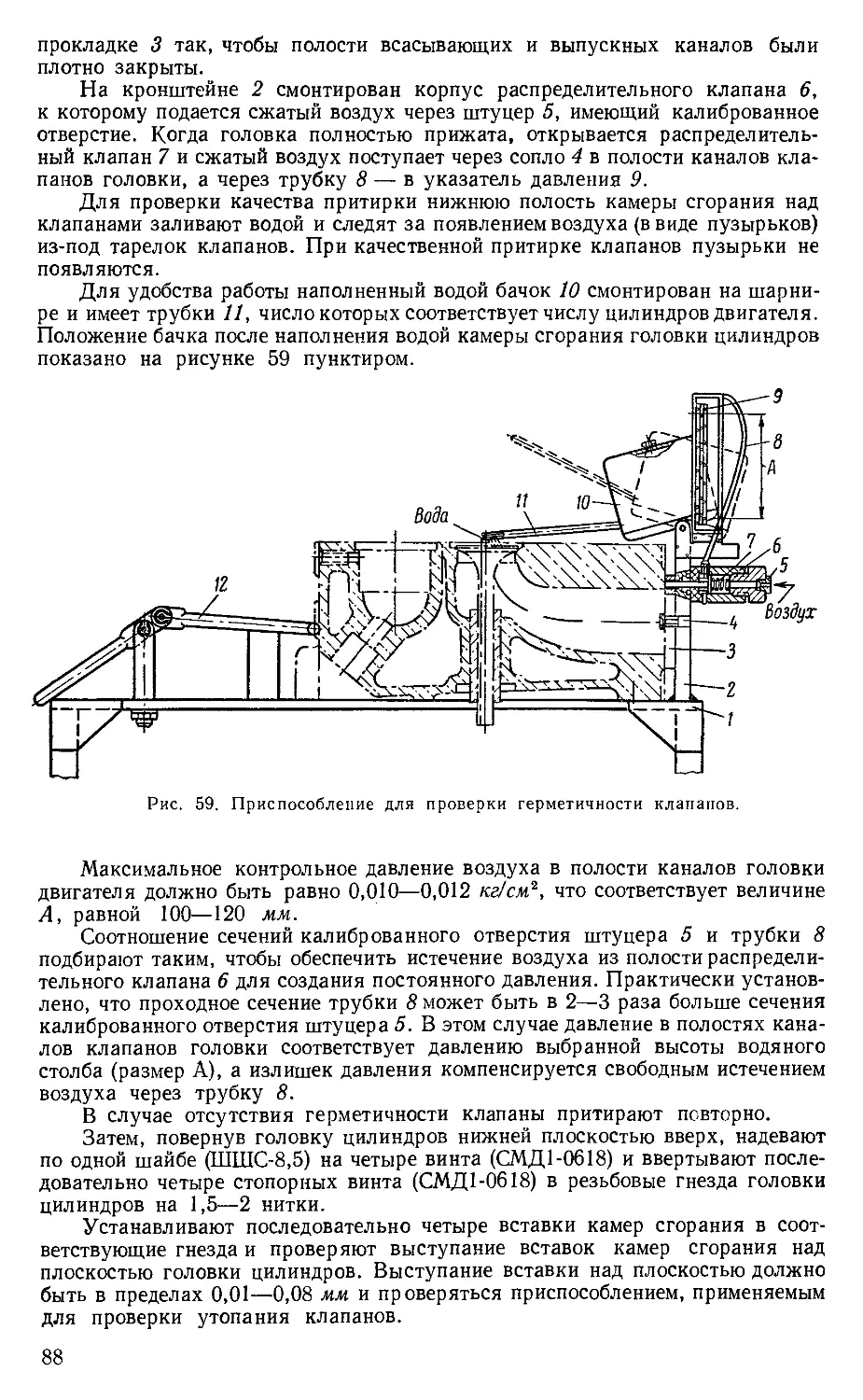
Двигатель собирают в следующем порядке: укладывают коленчатый вал в блок-картер; ставят гильзы цилиндров; устанавливают поршни в сборе с шатунами, масляный насос, картер шестерен (на блок-картер), топливный насос, толкатели и масляный фильтр; монтируют корпус уплотнения; устанавливают картер маховика, распределительный вал и шестерни газораспределения; устанавливают фильтр-отстойник (на топливный насос), крышку картера распределительных шестерен, переднюю опору и счетчик моточасов; закрепляют маховик; запрессовывают шарикоподшипник маховика; ставят нижнюю крышку картера; монтируют головку цилиндров; устанавливают корпус колпака, водоотводную трубу, выпускной коллектор, клапанно-распределительный механизм и одновременно регулируют зазоры в клапанах. Затем устанавливают колпак головки цилиндров, водяной насос и вентилятор, их привод (для СМД-7 на картере шестерен), привод гидронасоса НШ-32Э или НШ-46; устанавливают гидронасосы НШ-10 и НШ-32Э или НШ-46, электростартер (дляСМД-7), боковые крышки блок-картера и центрируют крышки муфты сцепления относительно оси коленчатого вала; монтируют редуктор и пусковой двигатель (для СМД-14); устанавливают форсунки; монтируют фильтр тонкой очистки топлива и топливопроводы, муфту сцепления; надевают ремень привода вентилятора и водяного насоса; монтируют генератор, воздухоочиститель, выпускную систему двигателя и механизм декомпрессора (для СМД-14).
До установки нижней крышки картера двигатель собирают при горизонтальном положении блок-картера (заливная горловина находится вверху). Дальше сборку двигателя ведут при вертикальном положении блок-картера.
Разборку двигателя выполняют в обратной последовательности.
Глава 1
БЛОК-КАРТЕР. ГИЛЬЗЫ ЦИЛИНДРОВ
В связи с изменением диаметра цилиндра со 115 мм (СМД-7) до 120 мм (СМД-14) блок-картеры обоих двигателей значительно отличаются друг от Друга.
Общими для них являются только расточки под подшипники распределительного вала, а также торцовые фланцы крепления картера маховика и картера распределительных шестерен. Блок цилиндров двигателя СМД-14 выше блока цилиндров двигателя СМД-7.
Диаметры шатунных и коренных шеек коленчатого вала двигателей СМД-14 больше на 3 мм, чем у двигателей СМД-7. Соответственно увеличены диаметры расточек под коренные подшипники в блок-картере и крышках коренных подшипников.
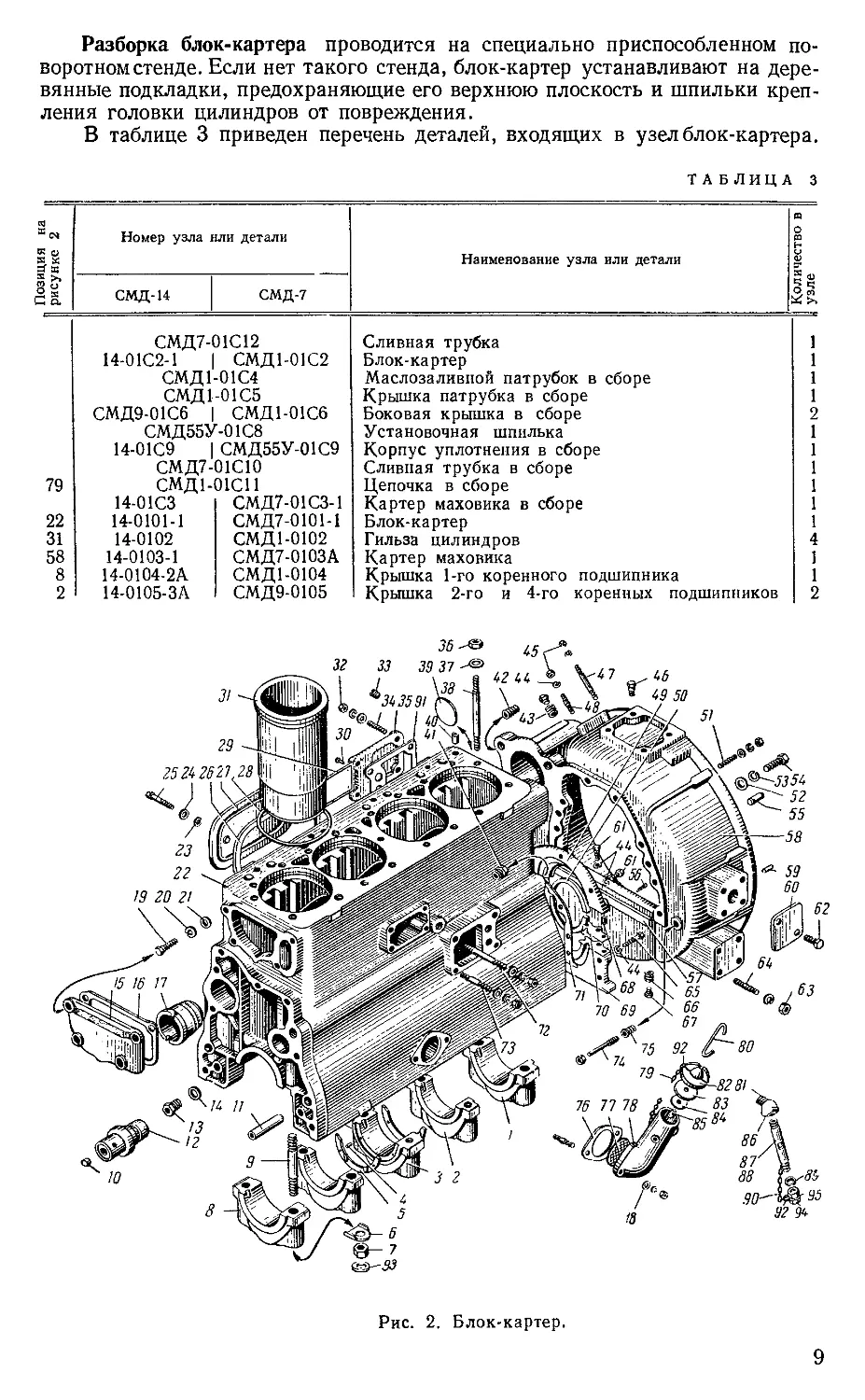
Разборка блок-картера проводится на специально приспособленном поворотном стенде. Если нет такого стенда, блок-картер устанавливают на деревянные подкладки, предохраняющие его верхнюю плоскость и шпильки крепления головки цилиндров от повреждения.
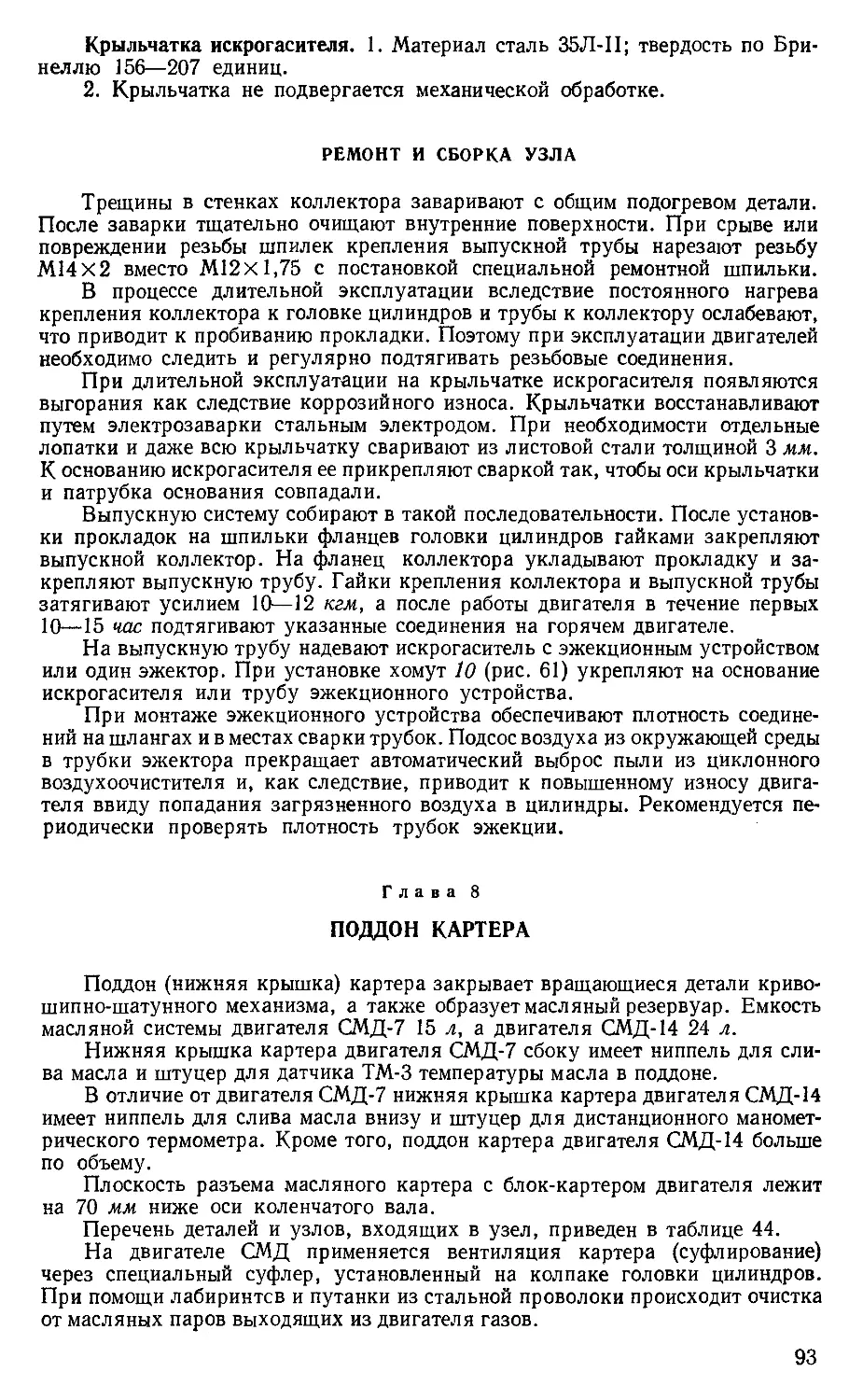
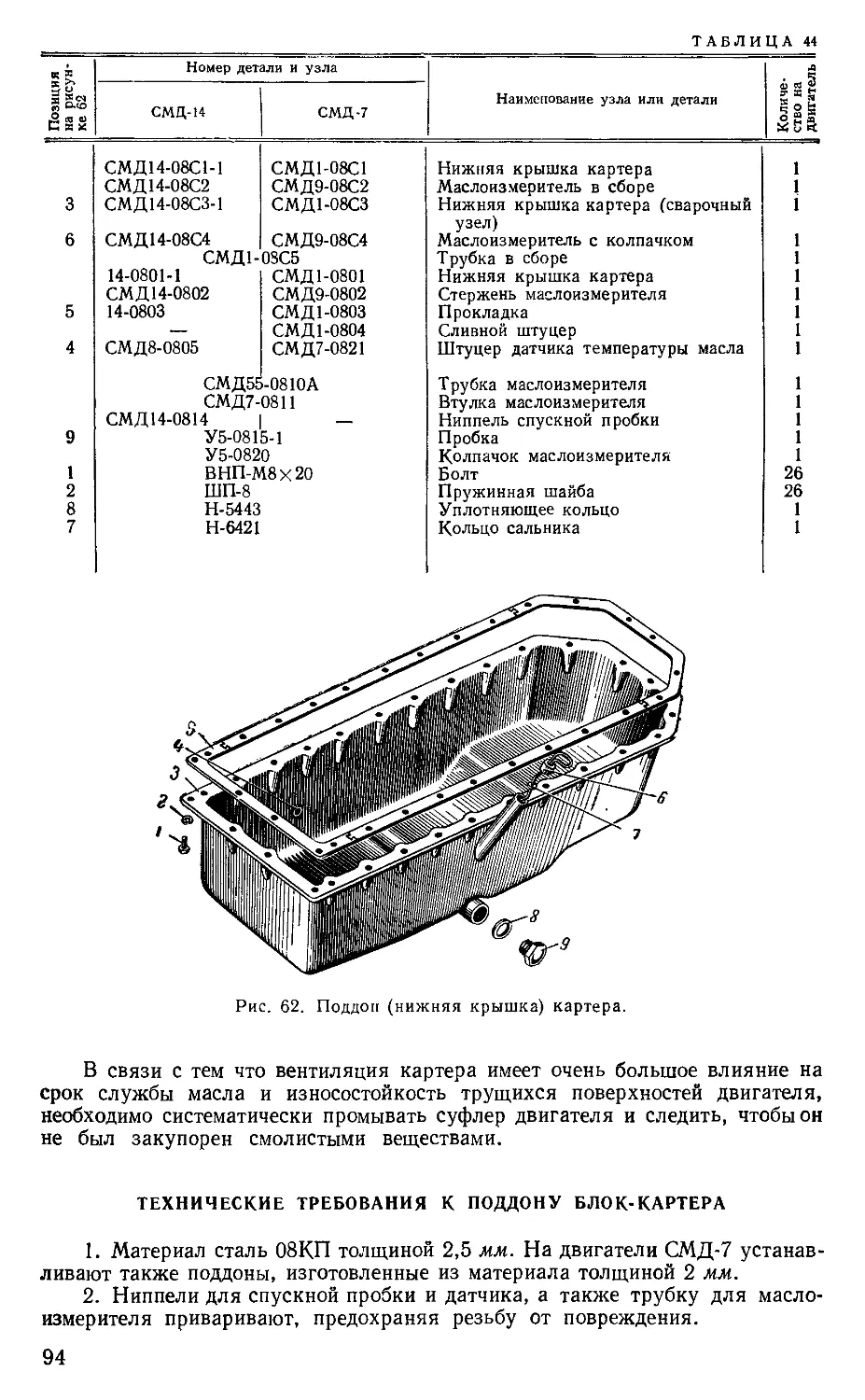
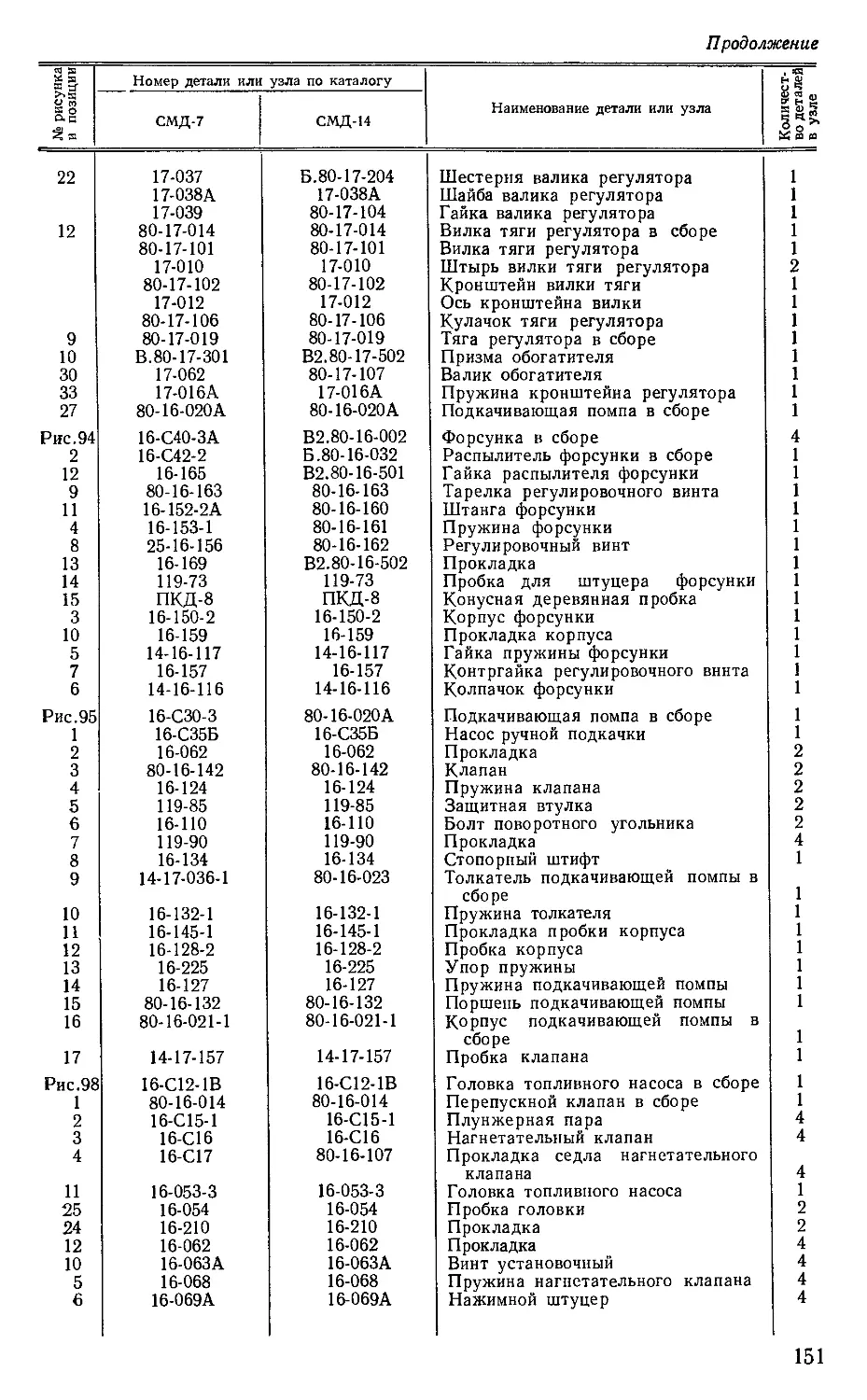
В таблице 3 приведен перечень деталей, входящих в узел блок-картера.
ТА блица з
Позиция на рисунке 2 Номер узла или детали Наименование узла или детали Количество в 1 узле ||
СМД-14 СМД-7
СМД7-01С12 Сливная трубка 1
14-01С2-1 СМД1-01С2 Блок-картер 1
СМД1-01С4 Маслозаливной патрубок в сборе 1
СМД1-01С5 Крышка патрубка в сборе 1
СМД9-01С6 СМД1-01С6 Боковая крышка в сборе 2
СМД55У-01С8 Установочная шпилька 1
14-01С9 I СМД55У-01С9 Корпус уплотнения в сборе 1
СМД7-01С10 Сливная трубка в сборе 1
79 СМД1-01С11 Цепочка в сборе 1
14-01СЗ СМД7-01СЗ-1 Картер маховика в сборе 1
22 14-0101-1 СМД7-0101-1 Блок-картер 1
31 14-0102 СМД1-0102 Гильза цилиндров 4
58 14-0103-1 СМД7-0103А Картер маховика 1
8 14-0104-2А СМД1-0104 Крышка 1-го коренного подшипника 1
2 14-0105-ЗА СМД9-0105 Крышка 2-го и 4-го коренных подшипников 2
Рис. 2. Блок-картер.
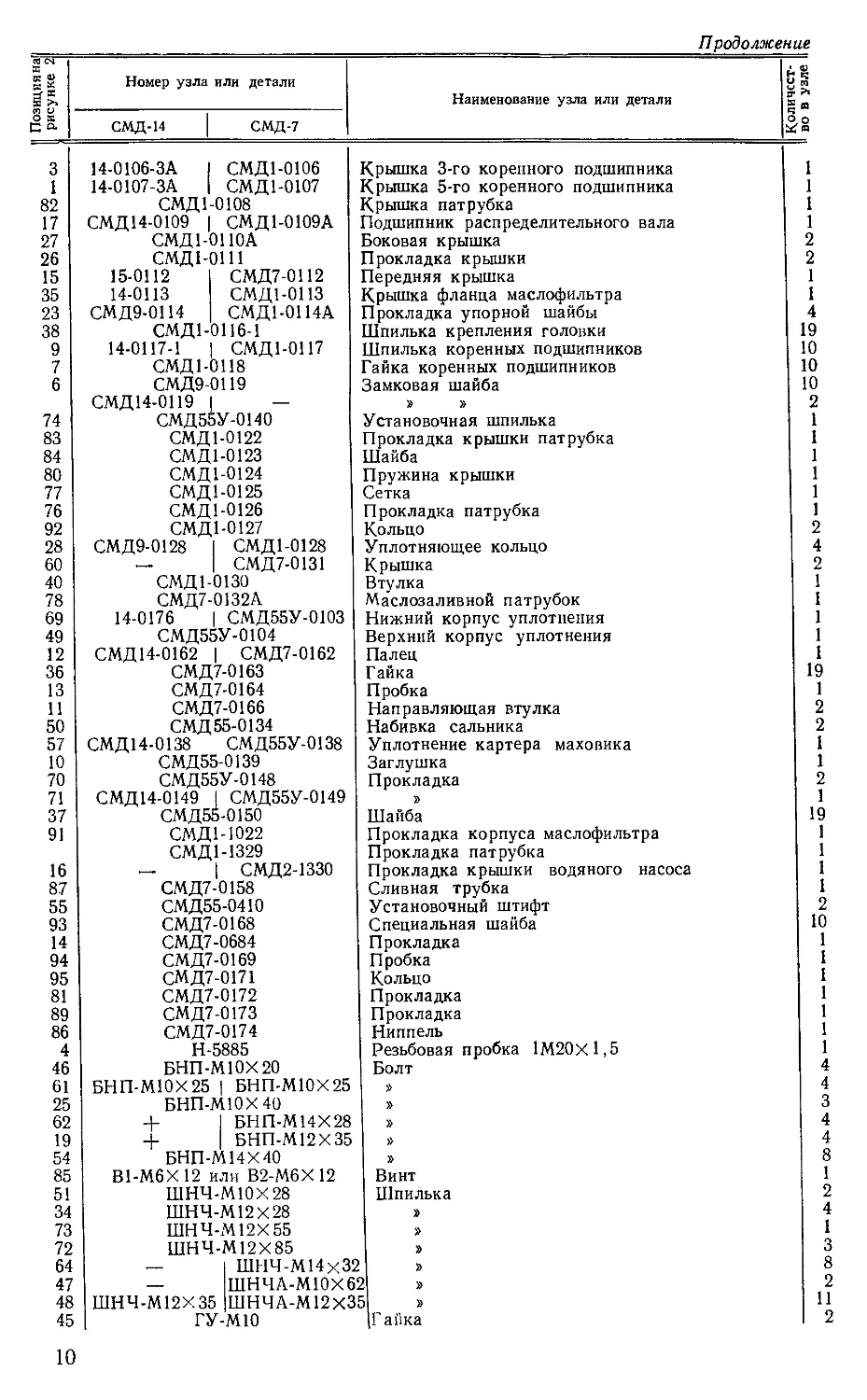
Позиция на рисунке 2 Номер узла или детали * Наименование узла или детали * с; С ix 1 во в узле II
СМД-14 СМД-7
3 14-0106-ЗА СМД1-0106 Крышка 3-го коренного подшипника 1
1 14-0107-ЗА СМД1-0107 Крышка 5-го коренного подшипника 1
82 СМД 1-0108 Крышка патрубка 1
17 СМД14-0109 СМД1-0109А Подшипник распределительного вала 1
27 СМД1-0110А Боковая крышка 2
26 СМД1-0111 Прокладка крышки 2
15 15-0112 СМД7-0112 Передняя крышка 1
35 14-0113 СМД1-0113 Крышка фланца маслофильтра 1
23 СМД9-0114 СМД1-0114А Прокладка упорной шайбы 4
38 СМД1-0116-1 Шпилька крепления головки 19
9 14-0117-1 СМД1-0117 Шпилька коренных подшипников 10
7 СМД1-0118 Гайка коренных подшипников 10
6 СМД9-0119 Замковая шайба 10
СМД 14-0119 - » » 2
74 СМД55У-0140 Установочная шпилька 1
83 СМД 1-0122 Прокладка крышки патрубка 1
84 СМД 1-0123 Шайба 1
80 СМД 1-0124 Пружина крышки 1
77 СМД1-0125 Сетка 1
76 СМД 1-0126 Прокладка патрубка 1
92 СМД1-0127 Кольцо 2
28 СМД9-0128 I СМД1-0128 Уплотняющее кольцо 4
60 —- 1 СМД7-0131 Крышка 2
40 СМД1-0130 Втулка 1
78 СМД7-0132А Маслозаливной патрубок 1
69 14-0176 | СМД55У-0103 Нижний корпус уплотнения 1
49 СМД55У-0104 Верхний корпус уплотнения 1
12 СМД14-0162 I СМД7-0162 Палец 1
36 СМД7-0163 Гайка 19
13 СМД7-0164 Пробка 1
11 СМД7-0166 Направляющая втулка 2
50 СМД 55-0134 Набивка сальника 2
57 СМД14-0138 СМД55У-0138 Уплотнение картера маховика 1
10 СМД55-0139 Заглушка 1
70 СМД55У-0148 Прокладка 2
71 СМД14-0149 | СМД55У-0149 » 1
37 СМД55-0150 Шайба 19
91 СМД1-Ю22 Прокладка корпуса маслофильтра 1
СМД1-1329 Прокладка патрубка 1
16 —» | СМД2-1330 Прокладка крышки водяного насоса 1
87 СМД7-0158 Сливная трубка 1
55 СМД55-0410 Установочный штифт 2
93 СМД7-0168 Специальная шайба 10
14 СМД7-0684 Прокладка 1
94 СМД7-0169 Пробка 1
95 СМД7-0171 Кольцо 1
81 СМД7-0172 Прокладка 1
89 СМД7-0173 Прокладка 1
86 СМД7-0174 Ниппель 1
4 Н-5885 Резьбовая пробка 1М20Х1.5 1
46 БНП-М10Х20 Болт 4
61 БНП-М10Х25 I БНП-М10Х25 » 4
25 БНП-М10Х40 » 3
62 + 1 БНП-М14Х28 » 4
19 + БНП-М12Х35 » 4
54 БНП-М14Х40 » 8
85 В1-М6Х12 или В2-М6Х 12 Винт 1
51 ШНЧ-М10Х28 Шпилька 2
34 ШНЧ-М12Х28 » 4
73 ШНЧ-М12X55 » 1
72 ШНЧ-М12Х85 » 3
64 — ШНЧ-М14х31 » 8
47 — ШНЧА-М10Х6 2 » 2
48 ШНЧ-М12Х35 ШНЧА-М12ХЗ 5 » 11
45 ГУ-М10 |Г айка 2
Позиция иа рисунке 2 Номер узла или детали Наименование узла или детали Количест-во в узле
СМД-14 СМД-7
32 ГУ-М12 Ганка 8
63 ГУ-М14 » 8
44 ШП-10 Пружинная шайба 9
20 ШП-12 » » 12
53 ШП-14 » » 8
84 UILII-11 Шайба 4
18 — Н-5480 » 2
21 ШШ-13 » 12
52 — ШШ-15 » 8
4 ШЦ-бхЮ Цилиндрический штифт 4
56 ШЗХ20 Шплинт 4
30 ЗП 3x6 Заклепка 4
59 ШЦ 13-26 Цилиндрический штифт 3
67 — ПК-1// Коническая пробка 1
33 ПРП ’// » » 1
42 — Н-5841 Резьбовая втулка М16х 1М2 3
75 — Н-5842 Резьбовая втулка М10Х1М14 1
43 — Н-5872 Резьбовая втулка К 1/‘>"Х1М27 1
66 — Н-5880 Резьбовая втулка К 2//Х1М20 1
39 ЗС 60 Заглушка 1
90 Н-6055Б Цепочка 1
92 Н-6050А Кольцо 1
79 - Н-6052А Звено цепочки 6
29 Н-6808 Фирменная пластинка 1
5 14-0423 СМД 1-423 Упорное полукольцо 4
24 ШШ-11 Шайба 6
41 Н-5885 Резьбовая пробка 2
68 ШЦ 2-8Х2 Цилиндрический штифт 2
82 14-0108 СМД7-0108 Крышка маслозаливной горловины 1
88 СМД7-0173 Прокладка 1
— У5-0815 — Пробка 1
—» БНП-Мбх 16 — Болт 4
—. ШНЧ-М10Х40 — » 4
—— ШНЧ-М12Х40 — Шпилька 4
— ШП-6 — Пружинная шайба 2
ИЩ-10Х26ТО Цилиндрический штифт 2
Перед разборкой блок-картера проверяют, выбиты ли порядковые номера на верхних торцах гаек крепления крышек коренных подшипников и на замковых шайбах, а также смотрят, совпадают ли риски, нанесенные на торцах шпилек и гаек крепления коренных подшипников.
Если таких меток нет, выбивают номера и риски на деталях.
Порядковые номера крышек коренных подшипников располагают на торцовых или верхних поверхностях крышек.
Порядковые номера опор коренных подшипников блок-картера набивают на нижней плоскости блока против каждой опоры со стороны, обратной распределительному валу.
На гайках и замковых шайбах шпилек крепления крышек коренных подшипников, расположенных со стороны распределительного вала, набивают по две цифры порядкового номера коренной опоры, а на деталях с обратной стороны — по одной цифре.
После такой проверки разбирают блок-картер, для чего необходимо проделать следующие операции.
Отвернуть восемь болтов, крепящих картер маховика к блок-картеру, снять картер маховика с направляющих штифтов вручную, легко постукивая по его корпусу.
Отвернуть четыре болта, крепящих нижнюю половину корпуса уплотнения к блок-картеру (корпус состоит из двух половин—нижней 69 и верхней 49).
Отвернуть два болта 61, соединяющих половинки корпуса уплотнения, после чего снять нижнюю половину со штифтов.
Отогнуть замковые шайбы, отвернуть гайки 7 крепления крышек коренных подшипников, снять замковые 6 и плоские 93 шайбы.
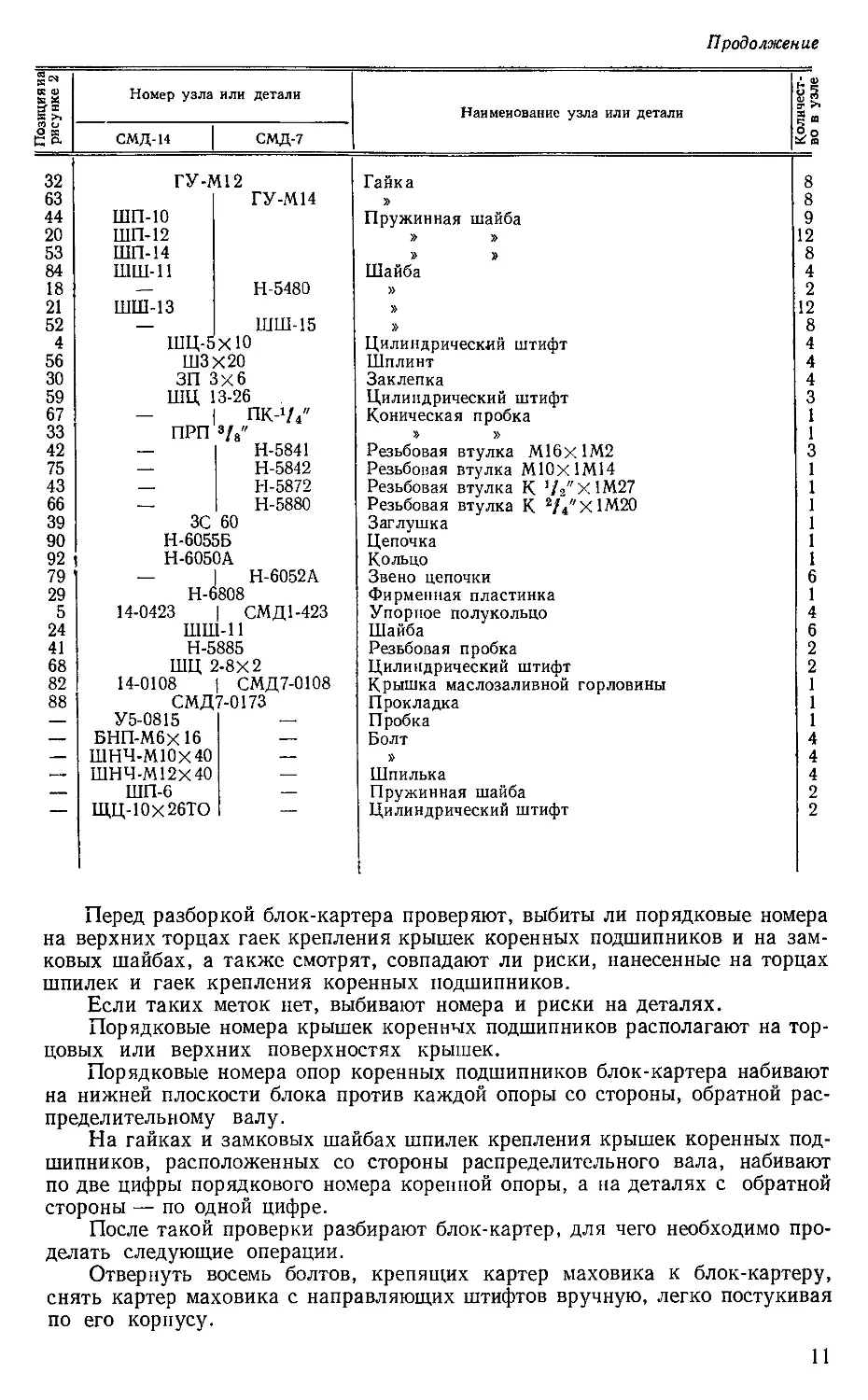
Снять крышки коренных подшипников с вкладышами при помощи специального съемника (рис. 3).
Снять коленчатый вал вместе с шестернями привода маслонасоса и распределительного вала. Снять вкладыши с постелей блок-картера, предварительно нанеся на них метки номера коренной опоры, а с крышек и коренных опор блок-картера снять упорные полукольца 5 (рис. 2), предварительно их наметив.
При нарушении центровки или замене корпуса уплотнения вывернуть болты и снять верхний корпус уплотнения коленчатого вала.
Крышки коренных подшипников, замковые и плоские шайбы поставить на свои места и закрепить крышки соответствующими гайками.
Отвернуть гайки и снять маслозаливной патрубок 78. Вывернуть сливную трубку 87 для воды. Выпрессовать при помощи специального съемника гильзы 31 цилиндров и снять резиновые уплотнительные кольца 28.
Отвернуть болты 25 и снять боковые крышки 27 люков, прикрывающие коробку толкателей. При этом не допускать повреждения пробковых прокладок 26.
Выпрессовать палец промежуточной шестерни 12 при помощи съемника.
После проведения указанных операций снять заглушки маслоканалов и крышки. Шпильки 9 и 38 крепления коренных подшипников и головки цилиндров с блока при разборке не выворачивать, так как в противном случае уменьшается натяг по среднему диаметру тугой резьбы. Это приводит к про-вороту шпильки и ее разбалтыванию в теле блок-картера при длительной эксплуатации.
Заглушку 39 заднего подшипника распределительного вала выпрессовать при помощи выколотки с внутренней стороны блока, если необходим ремонт блок-картера с расточкой подшипников распределительного вала.
До разборки картера маховика вывернуть установочную шпильку. При необходимости снять боковые крышки картера.
Выворачивать шпильки и резьбовые втулки, а также выпрессовывать штифты только при необходимости, так как шпильки завернуты в картер маховика на тугой резьбе, а штифты посажены с натягом.
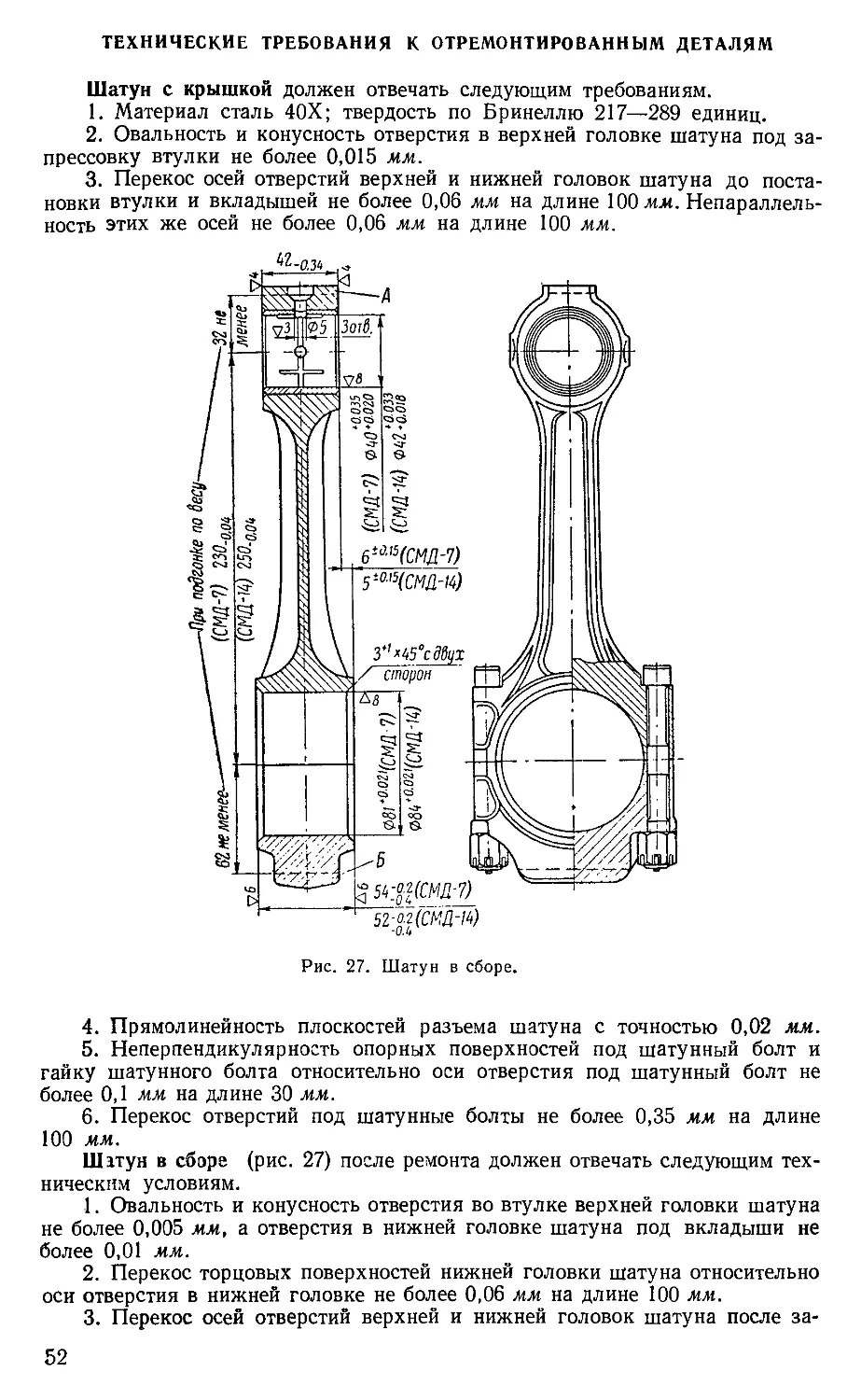
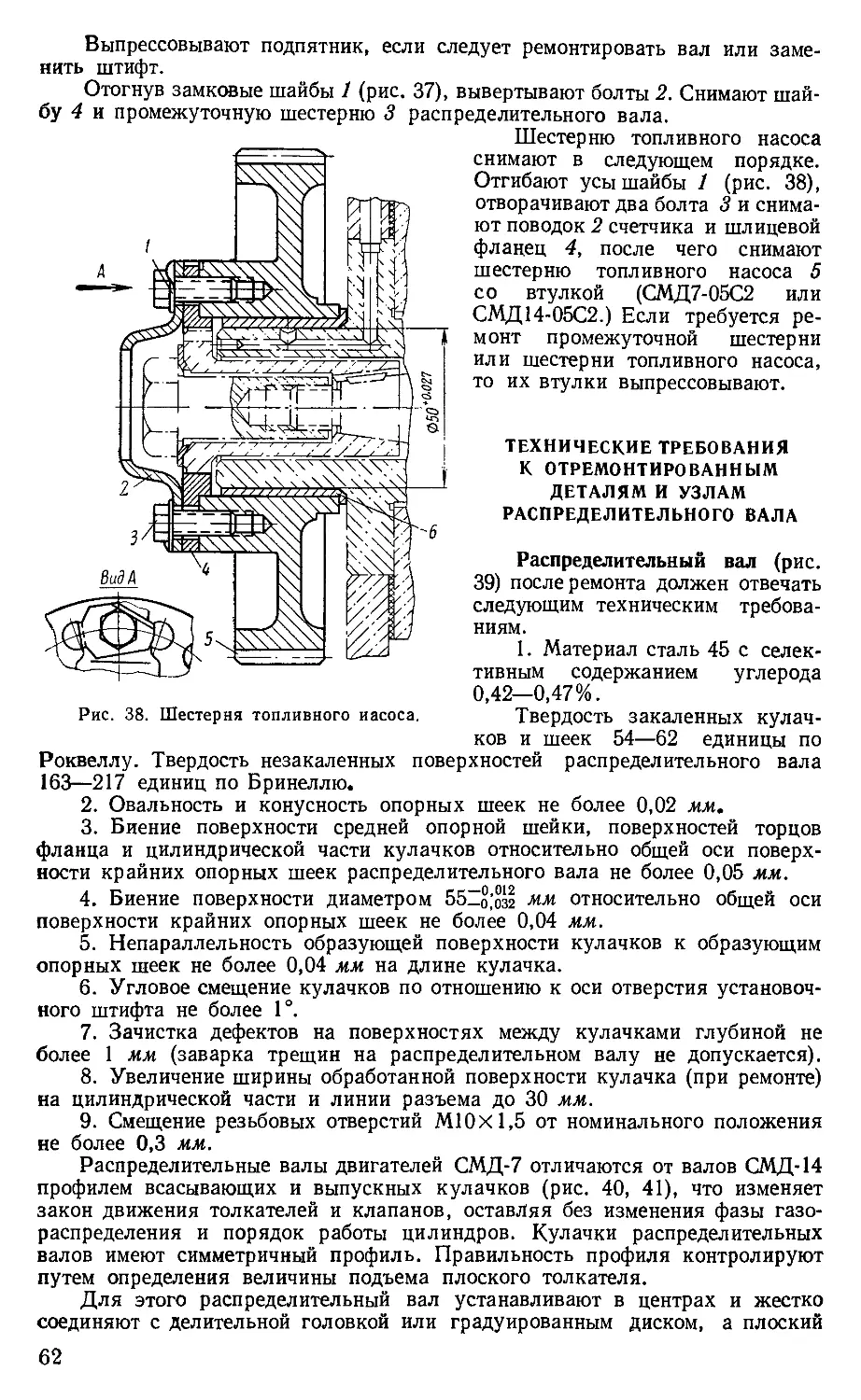
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ И УЗЛАМ БЛОК-КАРТЕРА
Блок-картер. Для сборки узел нужно укомплектовать деталями, отвечающими следующим техническим условиям.
1. Материал СЧ 21-40, твердость по Бринеллю 163—241 единиц.
2. Неплоскостность верхней и нижней поверхностей блока и плоскости фланца крепления маслофильтра не более 0,1 мм.
3. Неплоскостность торцовых поверхностей крепления картера шестерен и картера маховика не более 0,15 мм.
4. Неплоскостность поверхностей крепления крышек коренных подшипников не более 0,05 мм.
5. Непараллельность верхней и нижней плоскостей блока между собой не более 0,1 мм на всей длине.
6. Непараллельность общей оси подшипников распределительного вала относительно оси отверстий под коренные вкладыши не более 0,1 мм на всей длине.
7. Биение опорного торца под гильзу цилиндра по отношению к отверстию для верхнего буртика гильзы не более 0,05 мм.
8. Взаимное биение отверстий для верхнего и нижнего бурта гильзы не более 0,06 мм.
9. Неперпендикулярность торцовых поверхностей паза для крышек коренных подшипников к плоскости разъема не более 0,05 мм на длине 100 мм.
10. Биение торцовых поверхностей среднего коренного подшипника относительно отверстия под вкладыш не более 0,06 мм.
11. Неперпендикулярность торцовой поверхности крепления картера шестерен к общей оси отверстий под коренные вкладыши не более 0,02 мм на длине 100 мм.
12. Неперпендикулярность торцовой поверхности крепления картера маховика к общей оси отверстий под коренные вкладыши не более 0,08 мм на длине 300 мм.
13. Несоосность поверхностей под вкладыши коренных подшипников не более 0,015 мм.
14. Овальность и конусность отверстий под нижний и верхний бурты для гильзы цилиндра не более 0,06 мм.
15. Овальность и конусность поверхностей под вкладыши коренных подшипников не более 0,02 мм.
16. Боковое смещение оси отверстия для верхнего бурта гильзы цилиндра относительно общей оси отверстий под вкладыши коренных подшипников не более 0,3 мм.
17. Неперпендикулярность осей отверстий под толкатели к осям подшипников распределительного вала не более 0,1 мм на длине 100 мм.
18. Биение отверстий подшипников распределительного вала одно относительно другого не более 0,03 мм.
19. Биение торцовой поверхности втулки распределительного вала относительно оси внутреннего отверстия не более 0,1 мм на крайних точках.
20. Биение наружной поверхности бурта втулки распределительного вала относительно оси внутреннего отверстия не более 0,1 мм.
21. Выступание торцов гильз цилиндров над верхней плоскостью блок-картера после установки их в блок-картер на 0,05—0,20 мм.
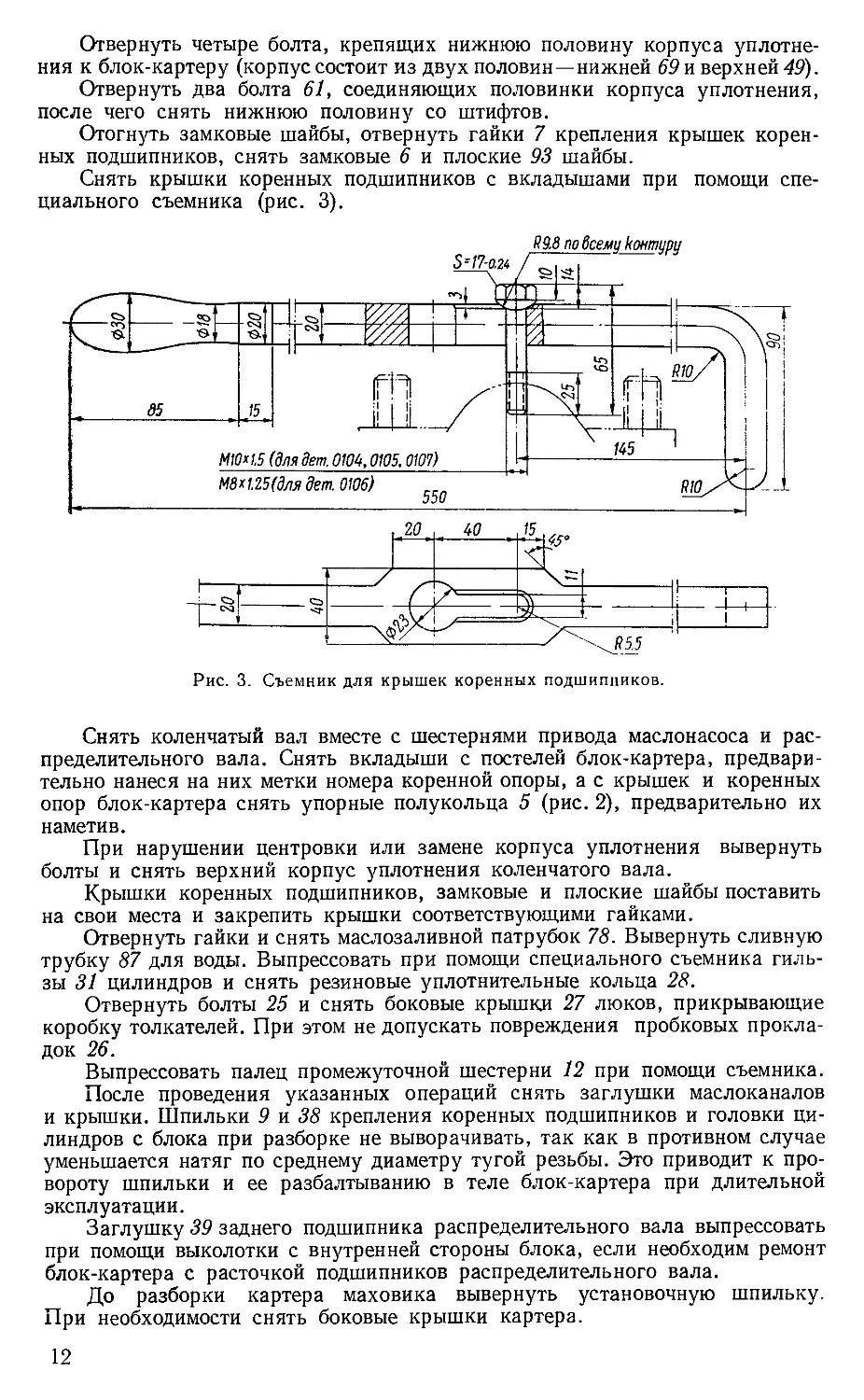
Корпус уплотнения в сборе. 1. Материал СЧ 15-32. Твердость по Бринеллю 163—229 единиц (рис. 4).
Рис. 4. Корпус уплотнения в сборе.
ФЮ сверлить на глцвинц 79tW
51iO,iT 24
ЮО'
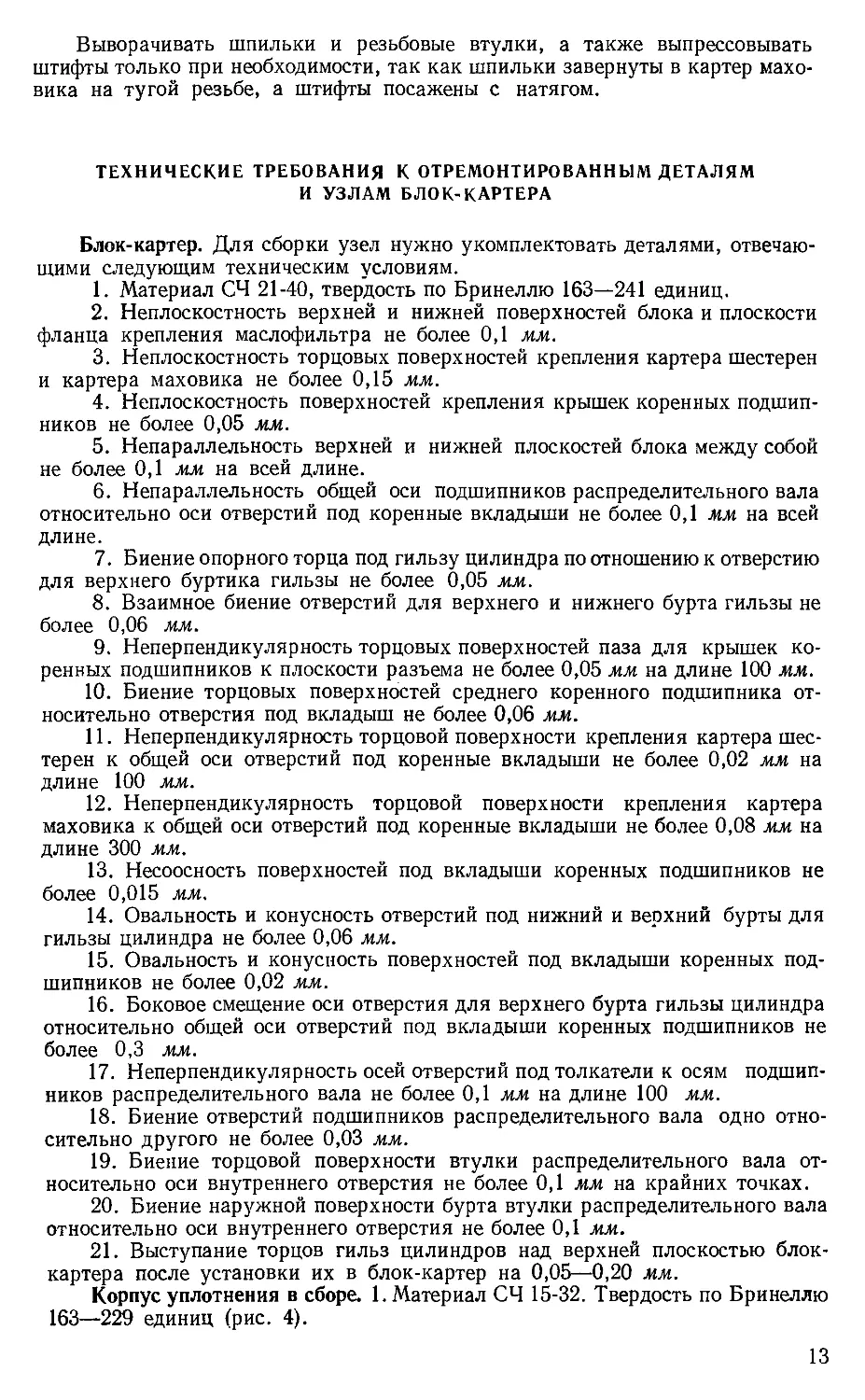
Рис. 5. Палец промежуточной шестерни.
2. Неплоскостность поверхности «В» не более 0,05 мм в прижатом состоянии.
3. Неперпендикулярность поверхности «Д» к поверхности «В» не более 0,05 мм на длине 100 мм в прижатом состоянии.
4. Биение поверхностей «В» и «Г» относительно поверхности «Л» не более 0,2 мм.
Палец промежуточной шестерни (рис. 5). 1. Материал сталь 45. Поверхность «Г» и торец «В» закалены токами высокой частоты на глубину 2—5 мм. Твердость закаленной поверхности не менее 50 единиц по Роквеллу.
2. Биение торца «В» относительно поверхности «Г» не более 0,05 мм на крайних точках.
3. Биение торца «В» относительно поверхности «Г» не более 0,03 мм на крайних точках.
4. Биение поверхностей «Г» и «Д» относительно поверхности «Е» не более 0,015 мм.
5. Овальность и конусность поверхности «Г» не более 0,01 мм.
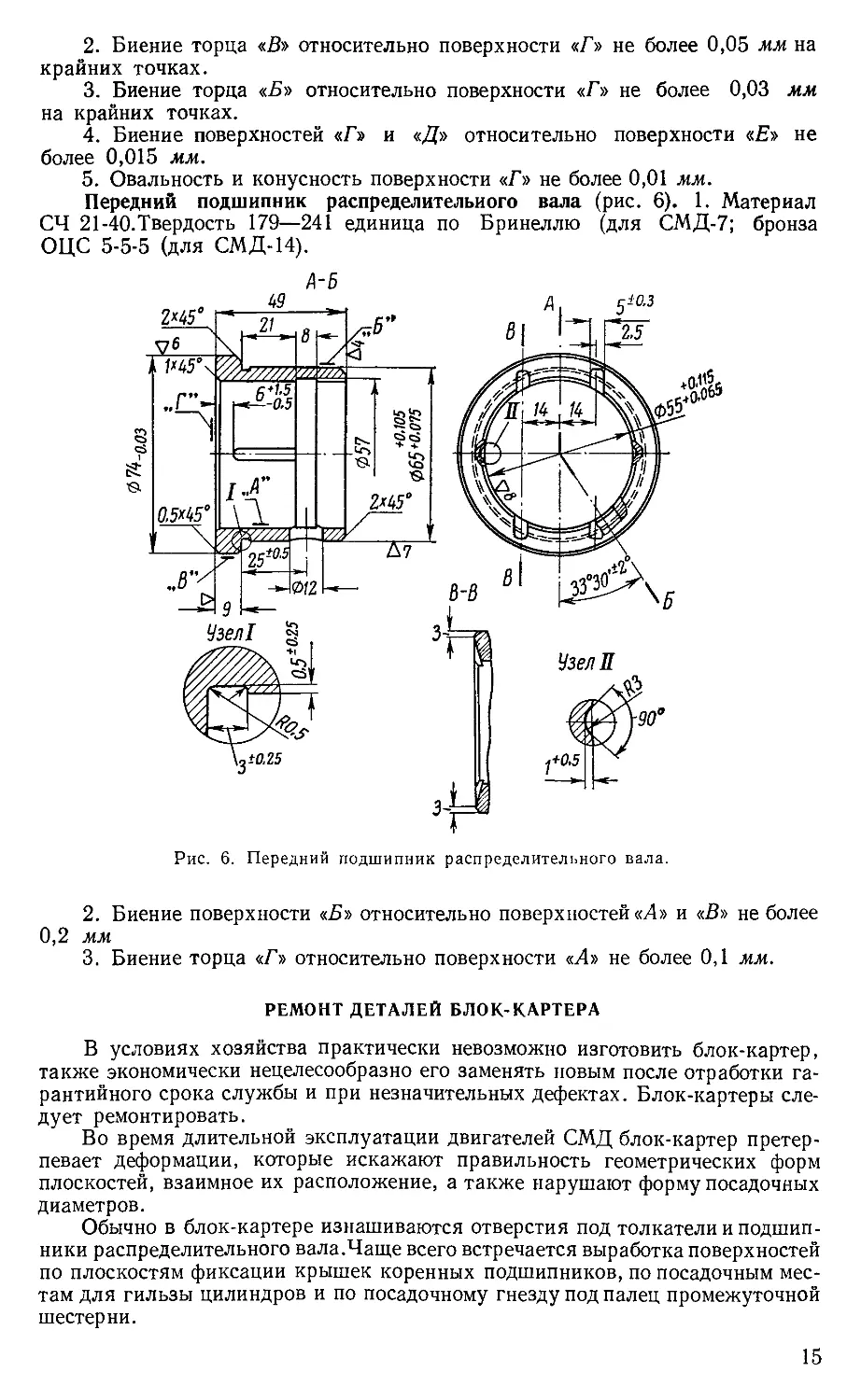
Передний подшипник распределительного вала (рис. 6). 1. Материал СЧ 21-40.Твердость 179—241 единица по Бринеллю (для СМД-7; бронза ОЦС 5-5-5 (для СМД-14).
Рис. 6. Передний подшипник распределительного вала.
2. Биение поверхности «В» относительно поверхностей «Д» и «В» не более 0,2 мм
3. Биение торца «Г» относительно поверхности «Д» не более 0,1 мм.
РЕМОНТ ДЕТАЛЕЙ БЛОК-КАРТЕРА
В условиях хозяйства практически невозможно изготовить блок-картер, также экономически нецелесообразно его заменять новым после отработки гарантийного срока службы и при незначительных дефектах. Блок-картеры следует ремонтировать.
Во время длительной эксплуатации двигателей СМД блок-картер претерпевает деформации, которые искажают правильность геометрических форм плоскостей, взаимное их расположение, а также нарушают форму посадочных диаметров.
Обычно в блок-картере изнашиваются отверстия под толкатели и подшипники распределительного вала.Чаще всего встречается выработка поверхностей по плоскостям фиксации крышек коренных подшипников, по посадочным местам для гильзы цилиндров и по посадочному гнезду под палец промежуточной шестерни.
Ремонтируют блок-картеры, имеющие срывы и износы резьб, повреждение отдельных плоскостей, а также трещины и пробоины в стенках картерной части блока и его водяной рубашки.
Блок-картеры, имеющие износы и выработку цилиндрических поверхностей под вкладыши коренных подшипников, при которых фактические размеры внутреннего диаметра расточек под вкладыши превышают 95+0-06 мм (для СМД-7 номинальный диаметр Эб*0-021 мм) и Эв*0-06 мм (для СМД-14 номинальный диаметр 98+0>021 мм), восстановлению или ремонту не подлежат.
Восстановление отверстий. Резьбовые отверстия, имеющие износ или срыв резьбы, восстанавливают с помощью резьбовых втулок. Можно применять специальные шпильки, имеющие увеличенный диаметр ввертной части.
Размеры ремонтных резьбовых втулок и шпилек приведены в таблице 4.
ТАБЛИЦА 4
Наименование резьбового отверстия Размеры резьбы, мм
нормальные ремонтные
под резьбовую втулку под специальную шпильку
Крепления нижней крышки картера М8Х1.25 1М12Х1.25
Крепления водяного насоса М12Х1.75 1М16Х1.5 —
Крепления корпуса уплотнения М10Х1.5 1М14Х1.5 —
Крепления маслозаливной горловины М10Х1.5 1М14Х1.5 М12Х1.75
Отверстия под заглушки центральной масло-
магистрали 1М20Х1.5 1М24Х2 —
Крепления головки цилиндров М14Х2 — М16Х2
Крепления масляного фильтра М12Х1.75 — М14Х2
Крепления кронштейна топливного насоса . . . М10Х1.5 — М12Х1.75
Крепления маслоподводящей трубы ...... М24Х1.5 МЗЗХ1.5 —
Крепления картера маховика (устанавливают
ремонтные болты, развернув отверстия в кар-
тере маховика до 17 мм) М14Х2 — М16Х2
Крепления картера распределительных шестерен М12Х1.75 М16х2 —
(10 шт.)
М14х2 М20Х1.5 —
(2 шт.)
Крепления боковых крышек блока М10Х1.5 — М12Х1.75
Крепления маслонасоса М10Х1.5 М16Х2 —
Крепления коренных подшипников М18Х2.5 — М20х2,5
Под заглушки маслоканалов (изготавливают спе-
циальную заглушку) »....• К 74" — К 3/8'
К Чв" — К Чв"
Ремонтные резьбовые втулки ставят до упора с последующей зачисткой выступающей части втулки заподлицо с основной плоскостью, а также фиксацией втулки от перемещения кернением. Длину втулки выбирают равной длине нормальной резьбы в ремонтируемом отверстии.
Втулку изготовляют из стали и устанавливают в отверстие на белилах, иди-тольном клее типа «Герметик» или сурике. Стенка блока при этом должна быть не менее 4 мм. Чтобы обеспечить натяг, на втулке нарезают тугую резьбу.
Ремонтные шпильки изготавливают ступенчатыми с плавным переходом между диаметрами. При незначительном ослаблении резьб можно поставить шпильки, имеющие нормальный размер резьбы, но увеличенный до 0,2 мм средний диаметр для того, чтобы в соединении был требуемый натяг.
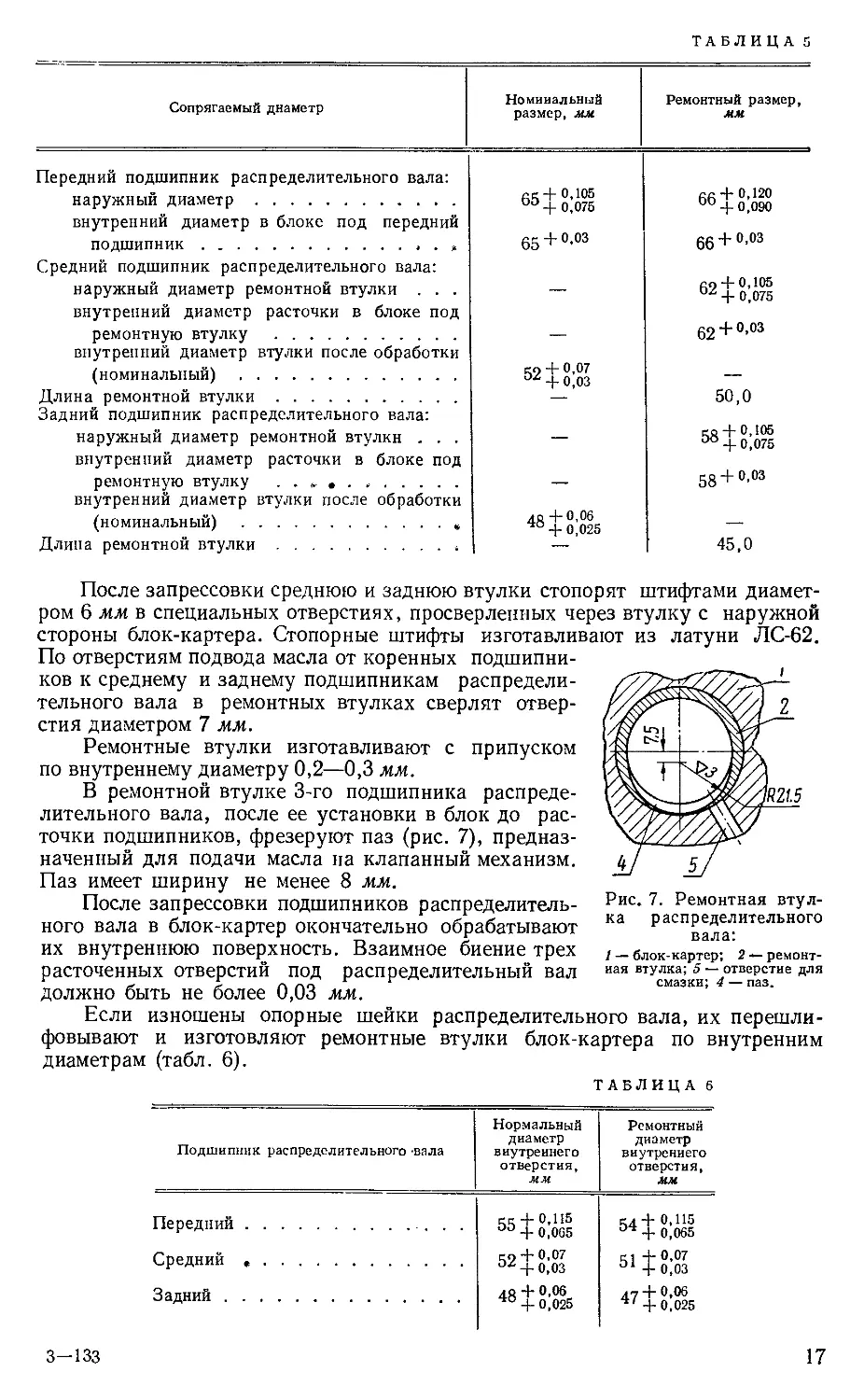
В блок-картере с изношенными подшипниками распределительного вала передний подшипник заменяют и ставят ремонтные втулки во 2-ю и 3-ю опоры распределительного вала. Ремонтные втулки изготавливают из чугуна СЧ 21-40, твердость 170—255 единиц по Бринеллю. Номинальные и ремонтные размеры отверстий в блок-картере и размеры ремонтных втулок приведены в таблице 5.
Сопрягаемый диаметр
Номинальный размер, мм
Ремонтный размер, мм
Передний подшипник распределительного вала: наружный диаметр.............................
внутренний диаметр в блоке под передний подшипник........................... . ,
Средний подшипник распределительного вала: наружный диаметр ремонтной втулки . . . внутренний диаметр расточки в блоке под ремонтную втулку ............................
внутренний диаметр втулки после обработки (номинальный) ...........................
Длина ремонтной втулки.......................
Задний подшипник распределительного вала: наружный диаметр ремонтной втулки . . . внутренний диаметр расточки в блоке под ремонтную втулку ........
внутренний диаметр втулки после обработки (номинальный) ..........................,
Длина ремонтной втулки......................
+ 0,105 оо + 0,075
65 + 0.03
tn + 0,07 oz 4- о.оз
66 + °’120 °°_j_ 0,090
66+0’03
60+ 0,105
oz + 0,075
62 + 0,03
50,0
58 + 0,105 oo +0,075
58 + 0,03
штифтами диамет-
После запрессовки среднюю и заднюю втулки стопорят ром 6 мм в специальных отверстиях, просверленных через втулку с наружной стороны блок-картера. Стопорные штифты изготавливают из латуни ЛС-62. По отверстиям подвода масла от коренных подшипников к среднему и заднему подшипникам распределительного вала в ремонтных втулках сверлят отверстия диаметром 7 мм.
Ремонтные втулки изготавливают с припуском по внутреннему диаметру 0,2—0,3 мм.
В ремонтной втулке 3-го подшипника распределительного вала, после ее установки в блок до расточки подшипников, фрезеруют паз (рис. 7), предназначенный для подачи масла на клапанный механизм. Паз имеет ширину не менее 8 мм.
После запрессовки подшипников распределительного вала в блок-картер окончательно обрабатывают их внутреннюю поверхность. Взаимное биение трех расточенных отверстий под распределительный вал должно быть не более 0,03 мм.
5
Рис. 7. Ремонтная втулка распределительного вала:
1 — блок-картер; 2 — ремонтная втулка; 5 — отверстие для смазки; 4 — паз.
R2/.5
Если изношены опорные шейки распределительного вала, их перешлифовывают и изготовляют ремонтные втулки блок-картера по внутренним диаметрам (табл. 6).
ТАБЛИЦА 6
Подшипник распределительного -вала
Нормальный диаметр внутреннего отверстия, мм
Ремонтный диаметр внутреннего отверстия, мм
Передний 56 4-0,115 оо 4-0,065 54+0,115 04 + 0,065
Средний со 4~ 0,07 Oz4-o,03 51+0,07 01 + 0,03
Задний 48 + °>°6. 40 + 0,025 47 4" 0,06 4-0,025
Изношенные отверстия под толкатели в блок-картере восстанавливают также с помощью ремонтных втулок.
Втулки изготавливают из чугуна СЧ21-40, твердость 179—255 единиц по Бринеллю. Размеры ремонтных втулок и их отверстий в блок-картере даны в таблице 7.
ТАБЛИЦА 7
размеры Диаметр отверстия в блок-картере. мм Наружный диаметр втулки, мм Внутренний диаметр втулки, мм Длина ремонтной втулки, мм
Нормальный од+ 0,04 + 0,01 — — —
Ремонтный 42 + 0,027 Л9 0,087 4Z4-0,06 34 + 0,04 °^ + 0,01 45_1
Ремонтные втулки после запрессовки в блок-картер стопорят от осевого перемещения резьбовыми штифтами. Внутреннее отверстие во втулке окончательно обрабатывают после ее запрессовки в блок-картер, соблюдая межцентровое расстояние относительно оси цилиндров, а также перпендикулярность оси отверстия под толкатели к оси подшипников распределительного вала.
Если при длительной эксплуатации посадка пальца промежуточной шестерни в блок-картере ослабла за счет выработки отверстия и поверхности пальца, то работоспособность соединения восстанавливают также с помощью ремонтной втулки. Втулку с размерами, приведенными в таблице 8, можно изготовить из стали 2 или 3.
ТАБЛИЦА 8
Размеры Наружный диаметр пальца промежуточной шестерни, мм Диаметр отверстия в блоке, мм Наружный диаметр втулки, мм Внутренний диаметр втулки, мм Длина втулки, мм
Номинальный Ремонтный ...... 40 + 0,052 w +0,035 оо + 0.052 °° + 0,035 40 + 0,027 48 + 0.027 48 + 0.087 40 + 0,060 38 + 0.027 50_i
Ремонтную втулку растачивают по внутреннему диаметру после ее запрессовки в блок-картер. До расточки во втулке сверлят маслоподводящее отверстие по имеющемуся маслоканалу, идущему от первой коренной опоры к отверстию под палец промежуточной шестерни.
Восстановить соединение пальца промежуточной шестерни с блок-карте-ром можно путем наварки наружного диаметра пальца с последующей его шлифовкой и расточкой гнезда в блоке для получения требуемого натяга в соединении.
При изломе перемычки под резиновое уплотнительное кольцо нижней части гильзы цилиндров сваркой крепят вставку в виде сегмента. Сегмент изготовляют из красной меди и по контуру приваривают биметаллическим электродом диаметром 3—4 мм.
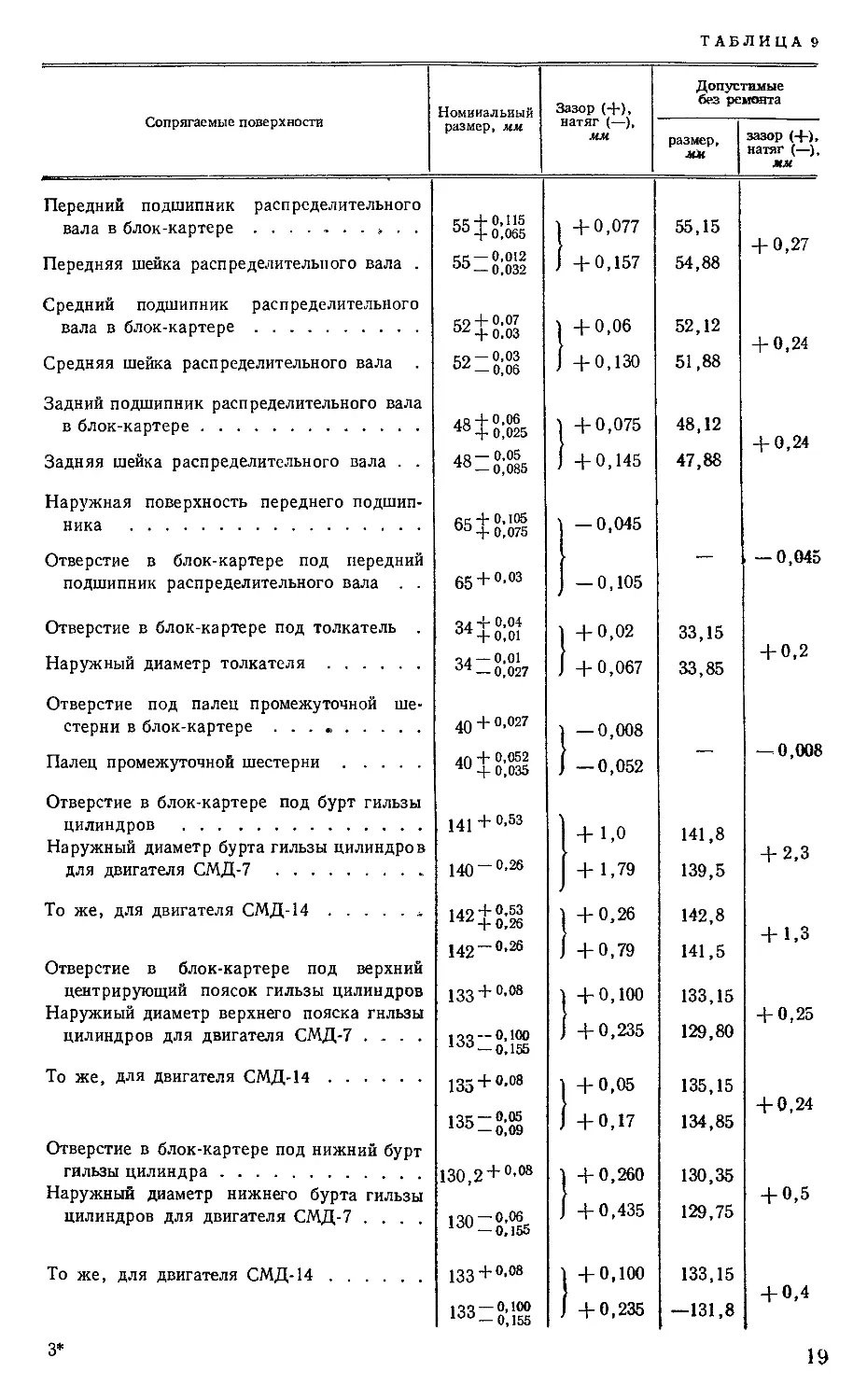
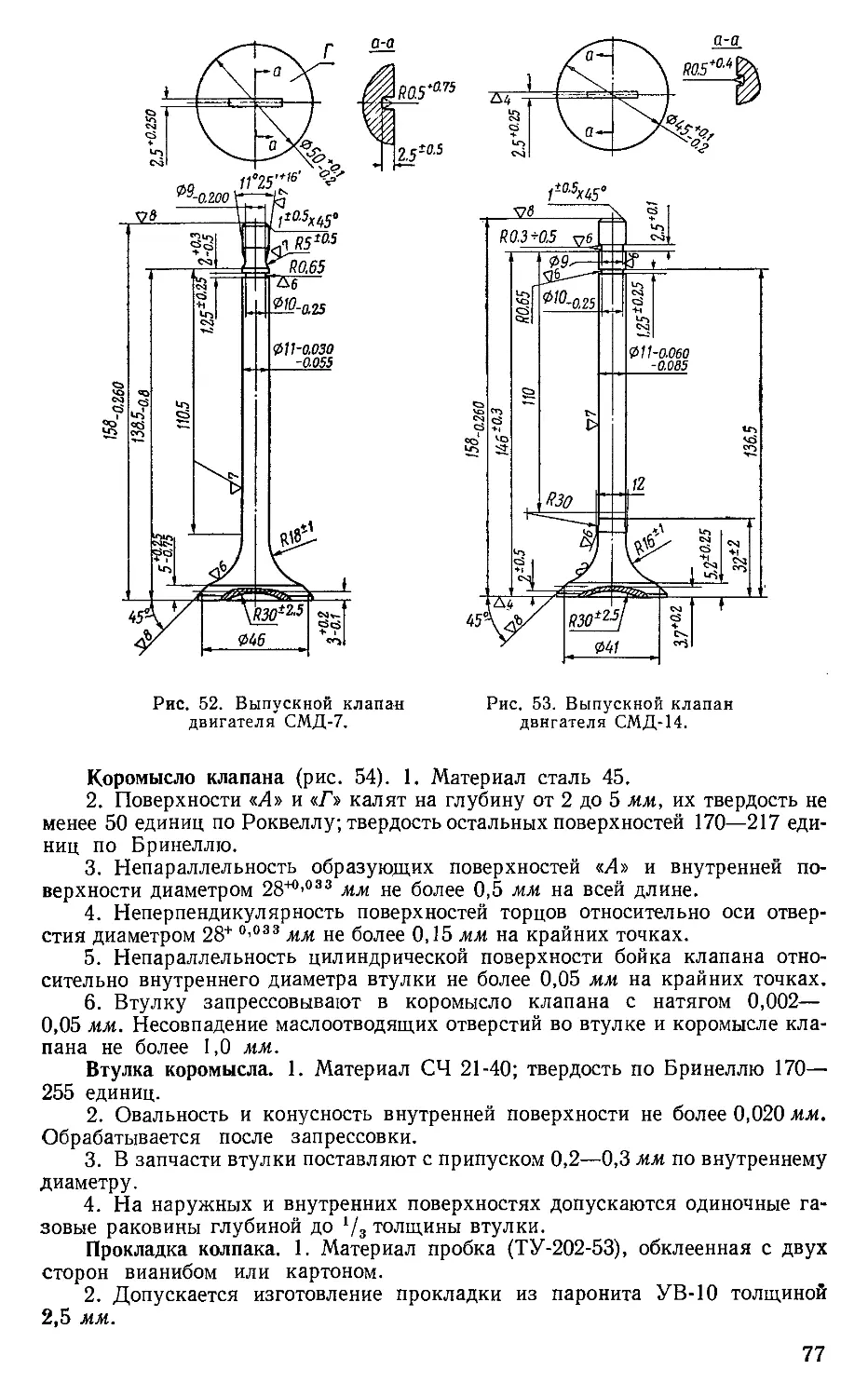
Допускаемые размеры, зазоры и натяги в основных сопрягаемых поверхностях блок-картера и его деталях для работы двигателя без ремонта приведены в таблице 9.
Восстановление опор коренных подшипников. Поверхности под вкладыши коренных подшипников обычно не вырабатываются. Однако, если своевременно не подтягивать крышки коренных подшипников и не заменять изношенные вкладыши, может образоваться выработка поверхностей — «постелей». Блок, имеющий такой дефект, восстанавливают шлифовкой поверхностей крышек коренных опор на глубину 0,3—0,5 мм по торцам, сопрягающимся с блок-кар-
Сопрягаемые поверхности Номинальный размер, мм Зазор (+), натяг (—), мм Допустимые без ремонта
размер, мм зазор (+), натяг (—), JKJK
Передний подшипник распределительного вала в блок-картере . . . Передняя шейка распределительного вала . 55 + °,И5 00 + 0,065 кк —0,012 — 0,032 + 0,077 + 0,157 55,15 54,88 + 0,27
Средний подшипник распределительного вала в блок-картере Средняя шейка распределительного вала ел 4- 0,07 OZ4-0.03 со — 0,03 + 0,06 + 0,130 52,12 51,88 + 0,24
Задний подшипник распределительного вала в блок-картере Задняя шейка распределительного вала . . ля 4- 0,06 40 4-0,025 ио — 0,05 4o_0j085 + 0,075 + 0,145 48,12 47,88 + 0,24
Наружная поверхность переднего подшипника Ac 4~ 0,105 00 4-0,075 — 0,045
Отверстие в блок-картере под передний подшипник распределительного вала . . 65 + °’03 — 0,105 — — 0,045
Отверстие в блок-картере под толкатель . Наружный диаметр толкателя o4+0,04 M + 0,01 34 — 0.01 ° — 0,027 + 0,02 + 0,067 33,15 33,85 + 0,2
Отверстие под палец промежуточной шестерни в блок-картере ...» Палец промежуточной шестерни 40 + °-027 40 + 0,052 + 0,035 — 0,008 — 0,052 — — 0,008
Отверстие в блок-картере под бурт гильзы цилиндров Наружный диаметр бурта гильзы цилиндров для двигателя СМД-7 141 + 0,53 140-0,26 + 1,0 + 1,79 141,8 139,5 + 2,3
То же, для двигателя СМД-14 Отверстие в блок-картере под верхний центрирующий поясок гильзы цилиндров Наружный диаметр верхнего пояска гнльзы цилиндров для двигателя СМД-7 .... 142 + 8,53 14z + 0,26 142-0,26 133 + °-08 1 qq — о» loo 10й —0,155 + 0,26 + 0,79 + 0,100 + 0,235 142,8 141,5 133,15 129,80 + 1,3 + 0,25
То же, для двигателя СМД-14 Отверстие в блок-картере под нижний бурт гильзы цилиндра Наружный диаметр нижнего бурта гильзы цилиндров для двигателя СМД-7 .... 135 + 0,08 i qc — 0,05 100 — 0,09 130,2 + 0’08 1 Qf) — 0,06 ld — 0,155 + 0,05 + 0,17 + 0,260 + 0,435 135,15 134,85 130,35 129,75 + 0,24 + 0,5
То же, для двигателя СМД-14 133 +0108 1 so — 0,100 1йй—0,155 i +0,100 1 +0,235 133,15 —131,8 + 0,4
тером, и последующей расточкой гнезд коренных подшипников на номинальный размер.
Опоры растачивают с крышками, затянутыми усилием 20—22 кгм, и ставят новые вкладыши (вкладыши с ремонтным размером по наружному диаметру для двигателей СМД не выпускают). После расточки проверяют соосность коренных опор при помощи гладкой цилиндрической оправки (скалки) и щупа. Блок устанавливают на верхнюю плоскость так, чтобы ось отверстий коренных подшипников была горизонтальна. На поверхность коренных опор (без вкладышей) кладут скалку и проверяют зазор между ней и поверхностью опор. Если на крайних коренных опорах нет зазора, а между скалкой и поверхностью остальных коренных опор не проходит щуп до 0,03 мм, следует считать, что оси всех коренных подшипников соосны.
Местный износ отверстий под вкладыши коренных подшипников исправляют путем пайки или наплавки. При износе 0,2 мм наплавляют латунь. Местную выработку исправляют пайкой. Внутренние поверхности отверстий под вкладыши перед пайкой зачищают шабером или напильником. Отверстия для подвода масла закрывают асбестовыми заглушками. По краям отверстия на торцах постелей под вкладыши ставят ограничители, закрепляемые к опоре блок-картера. Их изготовляют из листовой стали толщиной до 2 мм, по форме соответствующей контуру расточки опоры под вкладыш.
После напайки или наплавки зачищают наплывы и растачивают отверстия под вкладыши коренных подшипников до номинального размера. Несоосность расточек должна быть не более 0,02 мм.
Чтобы обеспечить прилегание наружной поверхности вкладышей к поверхности расточки, шабрят сопрягаемые поверхности, а затем проверяют прилегание вкладыша по краске, которое должно быть не менее 80%.
Восстановление посадочных мест под бурты гильз. При несвоевременной подтяжке головки цилиндров крепление гильз ослабевает и они проседают относительно верхней плоскости блока за счет выработки опорных поверхностей блока и гильзы. Работоспособность соединения восстанавливают путем создания гарантированного выступания гильзы в пределах 0,07—0,20 мм над верхней плоскостью блока. Это может быть достигнуто двумя способами. На верхнюю плоскость бурта просевшей гильзы укладывают не более двух прокладок из красной меди или мягкой латуни с наружным диаметром 142_0,злгж, внутренним диаметром 131+0'2 мм, толщиной 0,15 мм. Лучшие результаты дает установка медного кольца под опорный бурт гильзы. Наружный диаметр кольца 142_о,з мм, внутренний — 135,2+0<3 мм. После запрессовки ремонтного кольца выточку в блок-картере обрабатывают па размер, обеспечивающий требуемое выступание гильзы, которое измеряют без уплотнительных резинок, или в прижатом состоянии к блоку, так как резинки несколько приподнимают гильзу.
Ремонт блок-картеров, имеющих трещины стенок, пробоины, пористость и т. п. Трещины в стенках водяной рубашки, в картерной части блока, в перемычках между цилиндрами и в других местах заваривают (с предварительным подогревом деталей или без него).
Для ремонта чугунных деталей блоков широко используют сварку без предварительного подогрева с помощью чугунных литых стержней диаметром 6—8 мм.
При электродуговой сварке чугунных деталей применяют электроды марки ЭП4-1. Чугун можно сваривать при помощи выбракованных поршневых колец, стальной электродной проволоки марки I и II по ГОСТ 2246—43, а также проволоки из монель-металла или медной проволоки. Диаметр проволоки выбирают от 3 до 4 мм. Для горячей сварки на электроды наносят тонкую меловую обмазку.
При холодной сварке применяют обычные электроды из малоуглеродистой стали, которые покрывают обмазкой из графита (40%), ферросилиция (33,3%), термита (13,3%), мела (13,4%) и жидкого стекла (по весу, равному 25% от веса всех составляющих).
Иногда пользуются обмазкой из 74% мела, 6% канифоли и 20% жидкого стекла (или 80% мела и 20% жидкого стекла). Перед обмазкой проволоку очищают от масла, грязи и ржавчины (обмазка электрода должна быть тонкой, без посторонних включений).
Завариваемые поверхности деталей перед сваркой также тщательно очищают, замасленные поверхности предварительно промывают в 1%-ном растворе каустической соды при температуре 80—99° с последующей промывкой в горячей воде. Места сварки зачищают до металлического блеска стальной щеткой, шабером или шлифовальным кругом.
Для ремонта блоков применяют электроды диаметром 5 мм и силу тока 160—140 а.
Сваривая чугун, дугу возбуждают только на металле, подлежащем расплавлению. При заварке трещин Дугу возбуждают на целом материале и края наплавляют двойными сварными швами.
Широкие трещины и пробоины заваривают многослойным швом.
Чтобы устранить наплывы, снизу трещины или пробоины подкладывают пластину из красной меди толщиной 10—20 мм. Размеры сварочных валиков выбирают длиной 15—20 мм с шагом 5—6 мм и высотой 3—4 мм.
Первый валик наплавляют на основной металл, начиная с нижней части одной из кромок по всей длине свариваемого участка. Затем сразу же наплавляют второй валик так, чтобы он сплавился с основным металлом и с наплавленным.
На каждую кромку трещины наплавляют не менее двух слоев.
Чтобы проверить плотность заваренной части блока, шов смачивают керосином и выдерживают не менее 5 мин. Просачивание керосина на другую сторону стенки не допускается.
При заварке блока часто имеет место «потение» в месте заварки вследствие пористости наплавленного слоя. Такие течи или «потения» устраняют опайкой мягким припоем с предварительной зачисткой места пайки от окислов металла. Применяют и опрессовку детали веществами, закрывающими мелкие поры за счет усиленной коррозии основного металла, или опрессовку специальными лаками.
Наиболее распространенными способами устранения пористости в водяной рубашке блок-картера и других деталях двигателя являются следующие.
Пропитка магнитной окисью железа. Для этого берут раствор, состоящий из 5,5% хлорного железа, 3,5% натронной селитры, 8% взмученного железного сурика и 83% воды (удельный вес раствора 1,04), и нагнетают его в полость, подвергаемую ремонту, под давлением 5—10 ат.
Через 10—15 сек после этого раствор сливают и деталь сушат на воздухе.
Пропитка жидким стеклом. После предварительного подогрева ремонтируемой детали до температуры 85—95° проводят опрессовку 10%-ным раствором силиката натрия или калия при давлении 2—Зат. Пропитывают также 4,5%-ным раствором нашатыря.
После опрессовки жидкое стекло отмывают с поверхности блока и вторично его нагревают с выдержкой 10—15 мин при температуре 100—110°.
Пропитка водной окисью. Водная окись получается за счет искусственной коррозии при заполнении дефектного места водой. При незначительном потении достаточно сделать такую, пропитку. Вода, которой наполняют ремонтируемую деталь, должна оставаться в ней несколько часов. Кипячением воды можно процесс ускорить. Водным раствором пропитывают без давления.
Дефекты в блоках после заварки исправляют также путем заделки специальными мастиками. Применяется мастика, состоящая из чугунных молотых стружек (22%), порошкообразной огнеупорной глины (44%), буры (6%), графита (11 %), молотых железных стружек (22%), перекиси марганца (11%) и хлористого натрия (6%).
Дефектное место заполняют этой массой и плотно вдавливают ее. С поверхности мастику заглаживают специальной лопаткой. В течение дня мастика засыхает, после этого ее затирают куском кокса или пемзы. Заделка станови ся незаметной для глаза.
Пробоины в картерной части блока ремонтируют с помощью накладок, изготовленных из листовой стали толщиной 3—4 мм. Величину накладки выбирают на 30—40 мм больше расчищенной пробоины. Накладку прикрепляют к блок-картеру и обваривают по краям биметаллическим электродом Э-34 диаметром 4 мм. Если пробоина имеет трещины, то их вырубают или засверли-вают концы так, чтобы накладка их полностью перекрывала.
Накладку устанавливают и на заклепках. При этом между накладкой и стенкой блока на белилах или сурике ставят картонную прокладку.
Поврежденную или покоробленную верхнюю плоскость блок-картера шлифуют или шабрят, снимая металл на глубину 0,5 мм. Одновременно заглубляют выточку под бурт гильзы цилиндров на величину, соответствующую слою металла, снятому с верхней плоскости. Размер, определяющий глубину выточки под бурт гильзы, должен быть в пределах Юфо.оз мм.
После такого ремонта при сборке двигателя проверяют выступание поршней над верхней плоскостью блок-картера, которое должно быть 0,135— 0,65 мм. При увеличенном выступании по торцу подрезают днища поршня. Так же проверяют выступание гильз.
Картер маховика. Основными дефектами картера маховика являются срывы резьб. Изношенную резьбу в отверстиях картера перерезают на резьбу ремонтного размера, согласно таблице 10.
ТАБЛИЦА 10
Наименование резьбового отверстия Модификация двигателя Нормальный размер резьбы, мм Ремонтный размер резьбы, мм Примечание
Под болты крепления крышки муфты сцепления СМД-7, М12Х1.75 М14х2 Отверстие в крыш-
Под болты крепления привода вентилятора СМД-14 СМД-7 М10Х1.5 М12Х1.75 ке муфты сцепления рассверливают до 15 мм
Под шпильки крепления двигателя на раме СМД-7, М14х2 М16Х2
Под болты крепления радиатора пускового двигателя СМД-14 СМД-14 М12Х1.75 М14Х2
При срыве или повреждении резьб, расположенных в специальных футор-ках алюминиевого картера двигателя СМД-7, целиком заменяют футорки.
При ослаблении посадки или повреждениях отверстий под штифты отверстия развертывают и ставят новые штифты увеличенного диаметра.
СБОРКА БЛОК-КАРТЕРА
Перед сборкой тщательно промывают и протирают внутреннюю полость блок-картера, промывают и продувают каналы, подводящие смазку к коренным подшипникам, подшипникам распределительного вала, маслофильтру, головке цилиндров и другим деталям.
Сначала запрессовывают подшипник 17 (рис. 2) распределительного вала так, чтобы совпадали отверстия в подшипнике и маслоканале блок-картера. Натяг по наружному диаметру подшипника в блоке выдерживают 0,045— 0,105 мм.
После этого проверяют соосность подшипников.
Затем запрессовывают палец 12 промежуточной шестерни. Метку, нанесен ную на наружной поверхности бурта, располагают в сторону разъема коренных подшипников перпендикулярно плоскости разъема (натяг по диаметру 0,008—0,052 мм).
Завертывают пробки 13 и 41, предварительно надев на них шайбы 14 и смазав резьбу белилами. Шайбу центрируют на пояске пробки. Затем запрессовывают направляющую втулку 11. Торцовый фланец блок-картера закрывают заглушкой, предварительно установив прокладку 16, и закрепляют ее болтами 19 с шайбами 20 и 21. При помощи специальной оправки устанавливают заглушку 39 подшипника распределительного вала. Сферическая заглушка после развальцовки приобретает плоскую форму, чем и обеспечивается ее натяг по наружному диаметру (заглушка должна плотно сидеть в гнезде, вмятины на ее поверхности не допускаются). С наружной стороны заглушку обмазывают пастой УН-25.
Смазывают белилами и устанавливают коническую пробку 33 (на двигателях СМД ранних выпусков эту пробку и фланец 35 не ставили).
После подготовительных операций блок-картер устанавливают на верхнюю плоскость и укладывают коленчатый вал.
После этого поворачивают блок плоскостью крепления головки цилиндров вверх, нижнюю плоскость устанавливают на бруски, предохраняя от повреждения и загрязнения блок и шейки коленчатого вала, и ставят гильзы цилиндров.
В комплект на один двигатель подбирают гильзы только одной размерной группы (табл. 11).
ТАБЛИЦА 11
Обозначение размерной группы Внутренний диаметр гнльзы, мм
СМД-7 СМД-14
М (малая) 11О4>0,02 120+°.°2
С (средняя) 11 s+0.06 11о+0,04 ipo+O’O'1 lzu+0,02
Б (большая) цс+0,08 11о+0,06 1zu4-0,04
Причем каждая размерная группа гильз соответствует размерной группе поршней.
Гильзы протирают и вставляют в блок-картер. Без уплотнительных колец 28 они должны свободно проворачиваться от руки вокруг своей оси. При установке новых гильз или замене блок-картера проверяют выступание торца бурта гильзы над плоскостью блок-картера, которое должно быть 0,07—0,20 мм. После проверки гильзы вынимают и устанавливают против соответствующих гнезд в блоке. Затем смазывают уплотняющие резиновые кольца 28 белилами и вставляют в специальные канавки блок-картера.
Запрессовывают гильзы в блок-картер при помощи специальной оправки с резиновой накладкой или деревянного бруска.
Допустимая овальность и конусность новых гильз с новыми блоками 0,04 мм; для узлов, долго работавших в условиях эксплуатации,— 0,06 мм.
Овальность и конусность замеряют на расстоянии не ближе 15 мм от верхнего и нижнего торцов.
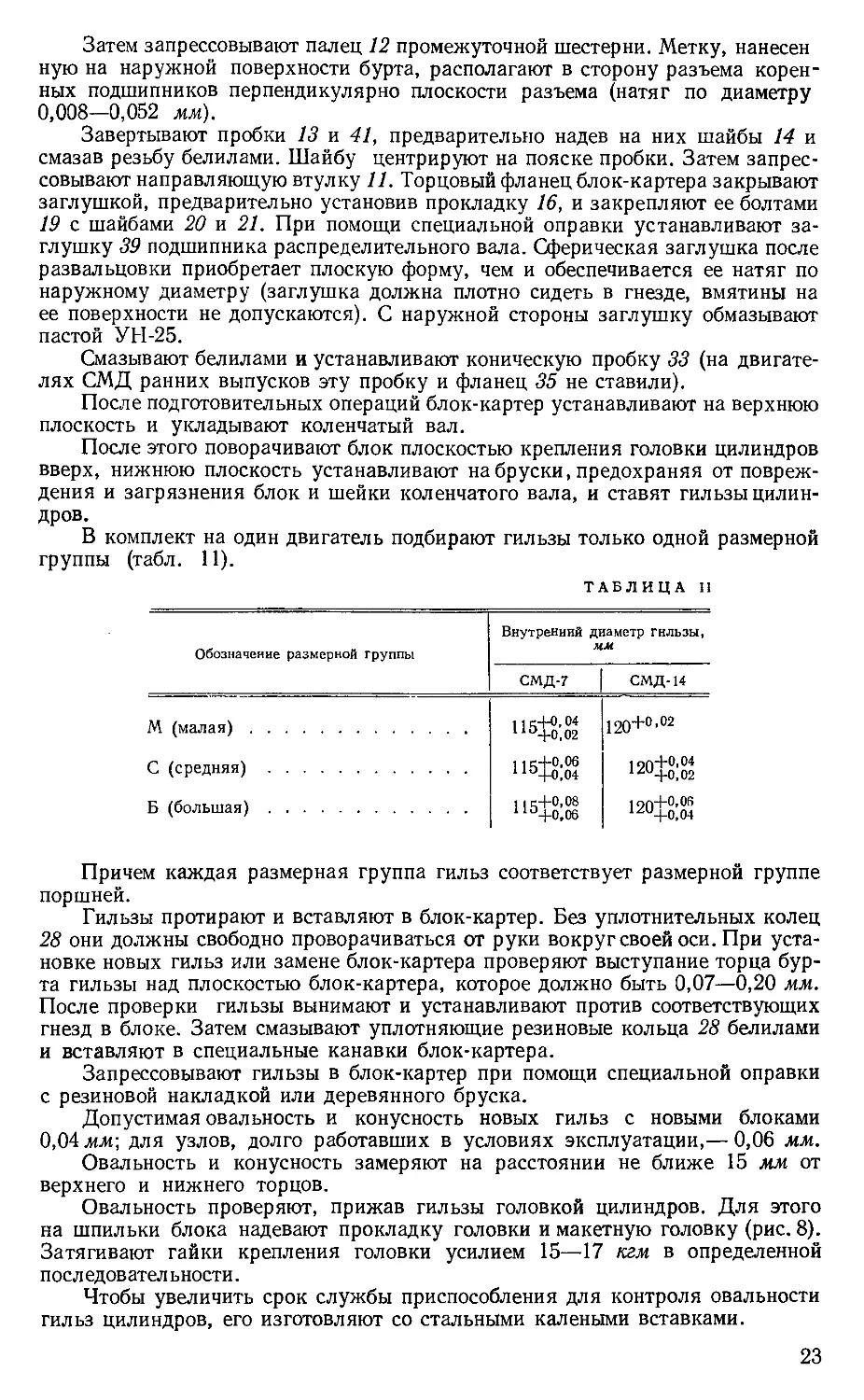
Овальность проверяют, прижав гильзы головкой цилиндров. Для этого на шпильки блока надевают прокладку головки и макетную головку (рис. 8). Затягивают гайки крепления головки усилием 15—17 кгм в определенной поел едовател ьности.
Чтобы увеличить срок службы приспособления для контроля овальности гильз цилиндров, его изготовляют со стальными калеными вставками.
Рис. 8. Приспособление для контроля овальности гильз цилиндров двигателя СМД-7.
93iai
Если нет макетной головки, берут выбракованную головку цилиндров с расточенными отверстиями.
При недопустимой овальности и конусности гильз в прижатом состоянии подбирают наилучшее положение гильзы в блоке путем ее поворота или же заменяют гильзу.
Перед установкой боковой крышки 27 (рис. 2) к ней приклеивают (Бф-4) прокладку 26. На шпильки 51 надевают прокладку 76 с сеткой 77 и устанавливают на блок-картер патрубок 78 маслозаливной горловины. Закрепляют патрубок и надевают крышку (детали 82, 83, 84, 85). Собирают корпус уплотнения (рис. 4). Войлочный сальник 50 (рис. 2) в запчасти поставляют в виде колец, поэтому при сборке его разрезают.
Если необходимо заменить сальниковое уплотнение, половины корпуса уплотнения собирают отдельно. Затем последовательно отпускают на 3—4 нитки болты, скрепляющие половины корпуса уплотнения, и устанавливают в кольцевую выточку войлочный сальник, предварительно пропитанный резиновым клеем. Не затягивая болтов, разрезают сальник по разъему корпуса уплотнения.
Сшивать сальник из кусков войлока нельзя.
Чтобы установить корпус уплотнения на блок-картер, его половины раскрепляют; на блок ставят прокладку 71; верхнюю половину корпуса 49 совмещают с прокладкой и прикрепляют четырьмя болтами 61; нижнюю половину корпуса уплотнения надевают на штифты 68 и соединяют обе половины корпуса двумя болтами 61, сжав прокладку 70 между ними; совмещают нижнюю плоскость блок-картера и корпуса уплотнения и прикрепляют корпус уплотнения к блоку, затянув до отказа болты 65 и 61. Выступающие концы прокладки 71 подрезают. Проверяют зазор между корпусом уплотнения и фланцем коленчатого вала, провернув его на 360°. Задевание не допускается.
При сборке картера маховика устанавливают четыре шплинта 56 в соответствующие отверстия картера маховика и надевают на них уплотнение 57.
Затем концы этих шплинтов разводят так, чтобы выступание головки шплинта над поверхностью картера маховика было не более 2 мм. При необходимости шплинты расплющивают.
Ввертывают и затягивают последовательно два болта 62 и конические пробки 41 и 67.
После этого устанавливают картер маховика на блок, для чего берут два направляющих штифта 55 и вставляют в гнезда блока, а картер в сборе устанавливают отверстиями на направляющие штифты.
Ввертывают и затягивают последовательно восемь болтов 54 до отказа. Под болтами устанавливают плоские 52 и пружинные 53 шайбы.
Ввертывают шпильку 74 в картер маховика.
Картер маховика двигателя СМД-7 имеет фланец для установки электростартера, а картер маховика двигателя СМД-14 — специальную площадку для пускового двигателя.
Глава 2
КОЛЕНЧАТЫЙ ВАЛ И МАХОВИК
На двигатели СМД монтируют стальной штампованный коленчатый вал, имеющий пять коренных и четыре шатунных шейки, фланец для крепления маховика и носок для шкива. На двигатели комбайновых модификаций устанавливают шкив отбора мощности для привода ходовой части комбайна. У двигателей тракторных модификаций на носке коленчатого вала закрепляют шкив привода генератора, вентилятора и водяного насоса. Коленчатый вал двигателя СМД-14 имеет конусный хвостовик.
В шатунных шейках предусмотрены специальные полости. Поступающее в них масло дополнительно центрифугируется и очищенное поступает
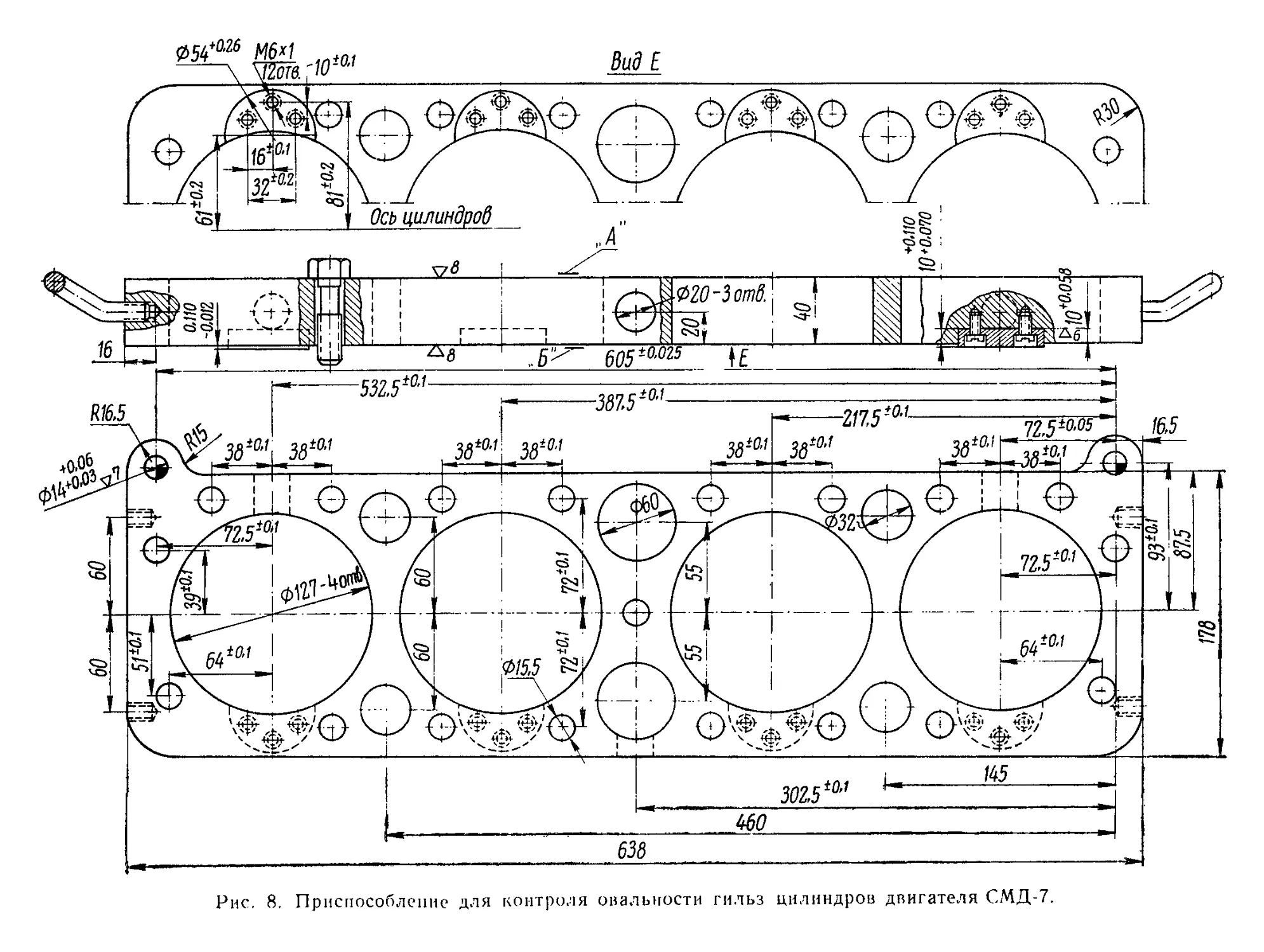
Рис. 9. Монтажная схема кривошипно-шатунного механизма:
/ — поршень; 2 — верхнее компрессионное кольцо; 3 — компрессионное кольцо; 4— маслосъемное кольцо; 5 — поршневой палец; 6— стопорное кольцо; 7 — шатун в сборе; 8 — вкладыш; 9 — маслоотражатель; 10 — храповик коленчатого вала; 11 — стопорная шайба; 12 — шестерня коленчатого вала; 13 — шпонка; 14 — ведущая шестерня привода масляного насоса; 15—вкладыш; 16 — вкладыш 2-го и 4-го коренных подшипников; 17 — упорное полукольцо; 18 — коленчатый вал; 19 — штифт; 20 — шлицевая втулка; 21 — штифт; 22 — болт; 23 — замковая шайба; 24 — вкладыш 5-го коренного подшипника; 25— заглушка; 26— шплинт; 27—место клейма на днище поршня.
к шатунным подшипникам. Такая очистка уменьшает износ шатунных шеек коленчатого вала и вкладышей подшипников.
В таблице 12 приведен перечень деталей, входящих в узел коленчатого вала.
ТАБЛИЦА 12
Позиция на рисун- ке 9 Номер узла или детали Наименование узла нлн детали Коли мест-1 во в узле N
СМД-14 СМД-7
СМД14-04С-1 СМД1-04С1-1 Коленчатый вал в сборе 1
15 14-04СЗ-1 СМД1-04СЗ-1 Вкладыш 1-го и 3-го (для СМД-7) коренных подшипников 2
16 14-04СА-1 СМД1-04С4-1 Вкладыш 2-го и 4-го коренных подшипников 2
24 14-04С5-1 СМД1-04С5-1 Вкладыш 5-го коренного подшипника 1
14-04С11-1 СМД7-04С8-1 Вкладыш 3-го коренного подшипника Коленчатый вал с вкладышами (комплект запчастей) 1
СМД14-04С9 СМД7-04С9-1 Коленчатый вал в сборе 1
18 СМД14-0401 СМД 1-0401-1 Коленчатый вал 1
12 15К-0404 СМД 1-0404 Шестерня коленчатого вала 1
9 СМД14-0405 СМД7-0405 Маслоотражатель 1
— СМД 1-0429-1 Распорная втулка 1
10 СМД7-0407-1 Храповик коленчатого вала 1
11 СМД7-0409-1 Стопорная шайба 1
19 СМД-55-0410 Установочный штифт 2
25 СМД-55-0411 Заглушка 4
14 15К-0415 СМД1-0415 Ведущая шестерня привода масло-насоса 1
14-0416-1 СМД 1-0416-1 Верхний вкладыш 1-го и 3-го коренных подшипников 2
14-0417-1 СМД1-0417-1 Нижний вкладыш 1-го и 3-го (для СМД-7) коренных подшипников 2
14-0418-1 СМД1-0418-1 Верхний вкладыш 2-го и 4-го коренных подшипников 2
14-0419-1 СМД1-0419-1 Нижний вкладыш 2-го и 4-го коренных подшипников 2
14-0420-1 СМД1-0420-1 Верхний вкладыш 5-го коренного подшипника 1
14-0421-1 СМД1-0421-1 Нижний вкладыш 5-го коренного подшипника 1
14-0423-1 СМД 1-0423 Упорное полукольцо 4
СМД9-0424 Шлицевая втулка 1
14-0436-1 — Верхний вкладыш 3-го коренного подшипника 1
14-0437-1 — Нижний вкладыш 3-го коренного подшипника 1
14Б-0406 — Шкив коленчатого вала 1
15К-0445 — Гайка 1
14-0413 — Шпонка 1
15К-0444 — Замковая шайба 1
— СМД7 -04С10 Комплект коренных вкладышей (для запчастей) —
— Ш-4Х20 Шплинт 4
ШВ-ЮХ32 Сегментная шпонка 1
ШЦ2-8Х26 Цилиндрический штифт 2
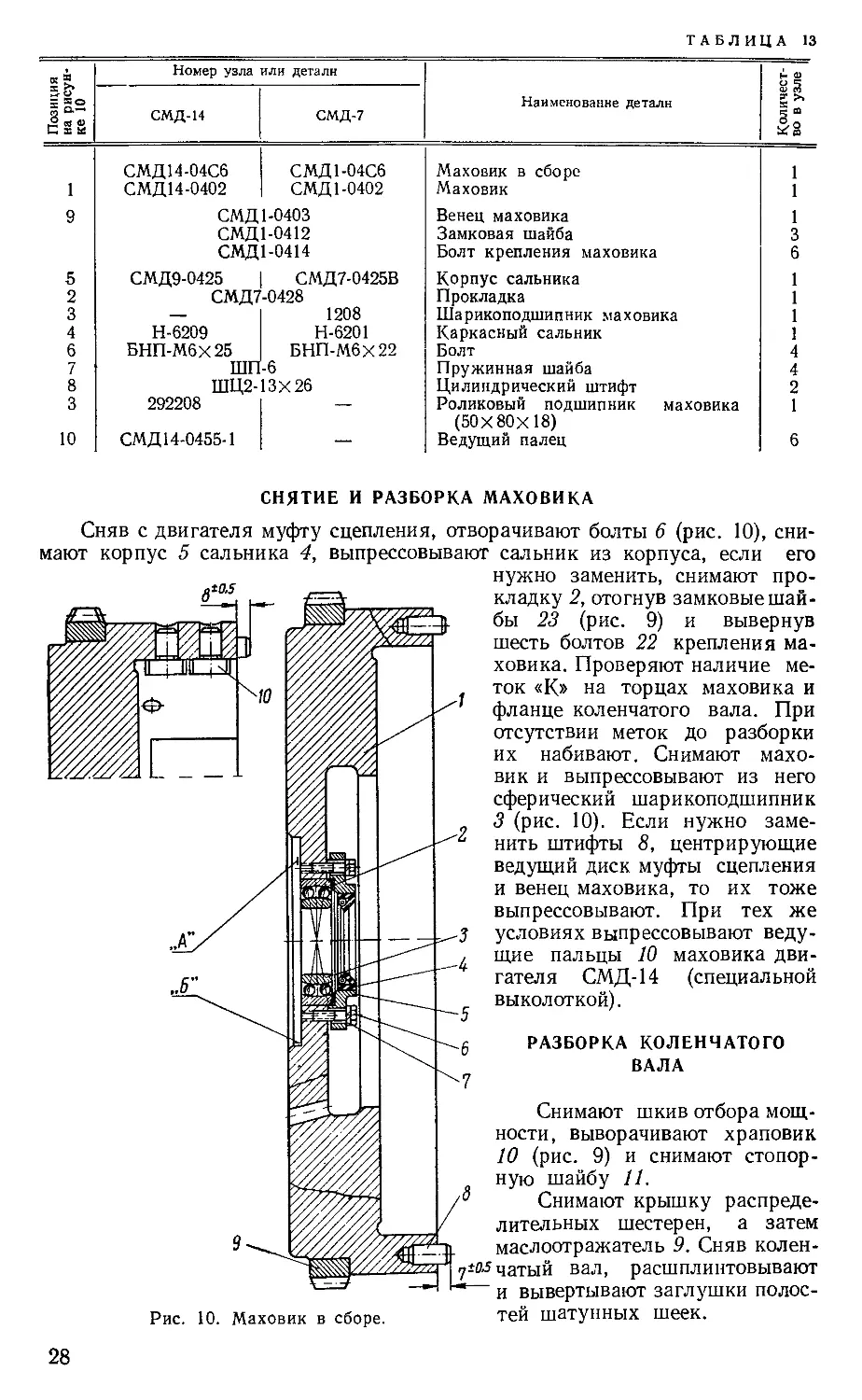
Маховик представляет собой чугунную отливку; имеет зубчатый венец, привалочные плоскости для соединения с коленчатым валом и муфтой сцепления, а также рабочую поверхность для сопряжения с ведомым диском муфты сцепления. В таблице 13 указан перечень деталей, входящих в узел маховика.
к 5 Номер узла или детали ичест-1 узле
= Наименование детали
s««> СМД-14 СМД-7
СМД14-04С6 СМД1-04С6 Маховик в сборе 1
1 СМД14-0402 СМД 1-0402 Маховик 1
9 СМД 1-0403 Венец маховика 1
СМД1-0412 Замковая шайба 3
СМД1-0414 Болт крепления маховика 6
5 СМД9-0425 СМД7-0425В Корпус сальника 1
2 СМД7-0428 Прокладка 1
3 — 1208 Шарикоподшипник маховика 1
4 Н-6209 Н-6201 Каркасный сальник 1
6 БНП-М6Х25 БНП-М6Х22 Болт 4
7 ШП -6 Пружинная шайба 4
8 ШЦ2-13X26 Цилиндрический штифт 2
3 292208 —-• Роликовый подшипник маховика 1
(50X80X18)
10 СМД 14-0455-1 — Ведущий палец 6
СНЯТИЕ И РАЗБОРКА МАХОВИКА
Сняв с двигателя муфту сцепления, отворачивают болты 6 (рис. 10), снимают корпус 5 сальника 4, выпрессовывают сальник из корпуса, если его
Рис. 10. Маховик в сборе.
нужно заменить, снимают прокладку 2, отогнув замковые шайбы 23 (рис. 9) и вывернув шесть болтов 22 крепления маховика. Проверяют наличие меток «К» на торцах маховика и фланце коленчатого вала. При отсутствии меток до разборки их набивают. Снимают маховик и выпрессовывают из него сферический шарикоподшипник <3 (рис. 10). Если нужно заменить штифты 8, центрирующие ведущий диск муфты сцепления и венец маховика, то их тоже выпрессовывают. При тех же условиях выпрессовывают ведущие пальцы 10 маховика двигателя СМД-14 (специальной выколоткой).
РАЗБОРКА КОЛЕНЧАТОГО ВАЛА
Снимают шкив отбора мощности, выворачивают храповик 10 (рис. 9) и снимают стопорную шайбу 11.
Снимают крышку распределительных шестерен, а затем маслоотражатель 9. Сняв коленчатый вал, расшплинтовывают и вывертывают заглушки полос-
тей шатунных шеек.
Рис. 11. Приспособление для снятия шестерни коленчатого вала.
Очищают полость шатунных шеек от грязи.
При помощи приспособления (рис. 11) снимают шестерню коленчатого вала и ведущую шестерню привода масляного насоса. Вынимают сегментную шпонку. Снимают шестерни и выпрессовывают штифты фиксации маховика, если их надо заменить.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ
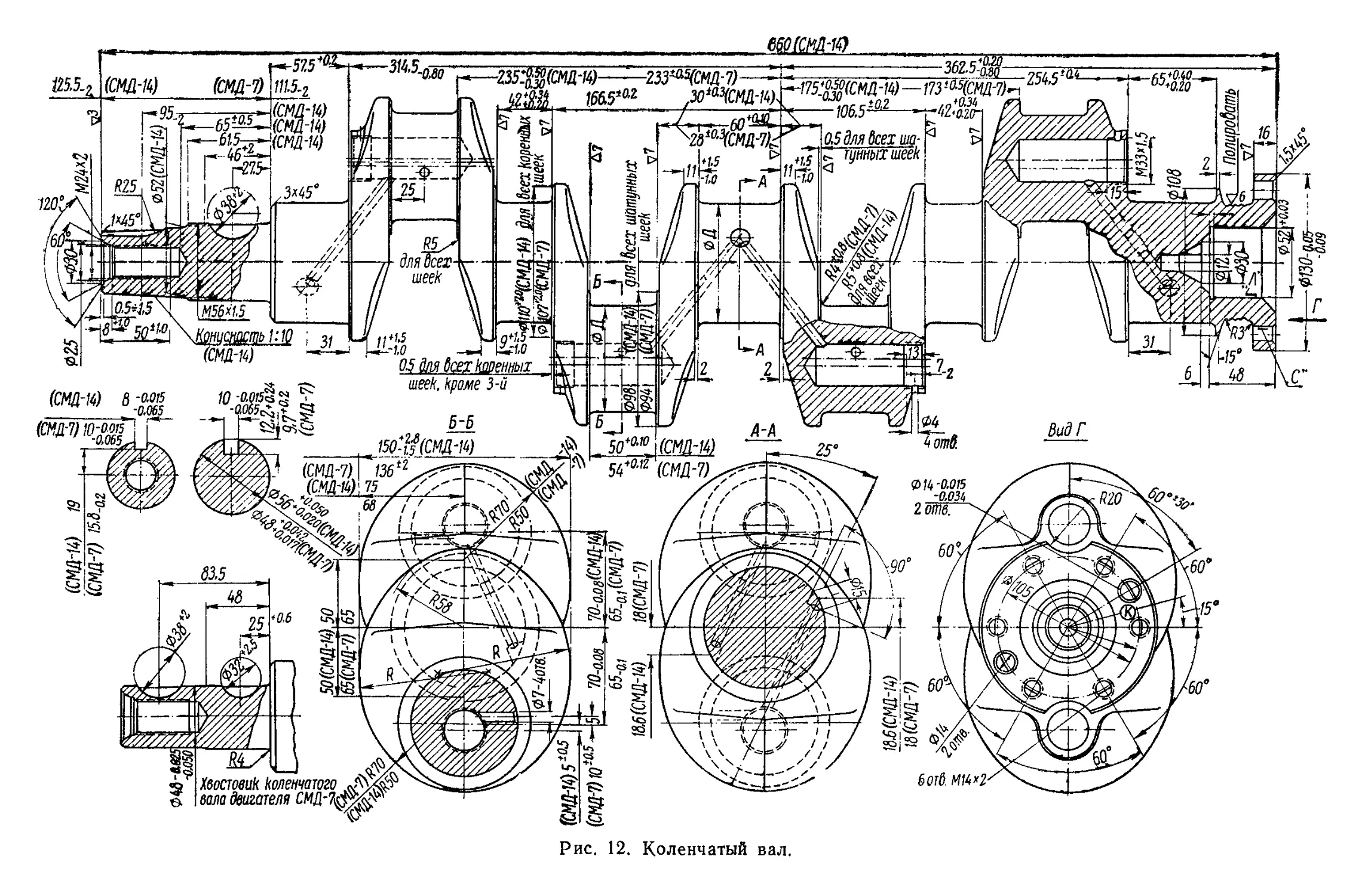
Коленчатый вал (рис. 12) укомплектовывают деталями, отвечающими следующим техническим требованиям.
1. Материал сталь 45. Твердость по Бринеллю 207—255 единиц (замеряют твердость на щеках).
2. Шатунные и коренные шейки закалены токами высокой частоты (ТВЧ) на глубину 3,5—6,0 мм до твердости 52 единицы по Роквеллу.
3. Овальность и конусность шатунных и коренных шеек не более 0,015 мм.
4. Биение второй, третьей и четвертой коренных шеек относительно общей оси первой и пятой коренных шеек не более 0,03 мм.
5. Биение наружной поверхности фланца крепления маховика диаметром 13ОСо'м мм относительно общей оси первой и пятой коренных шеек не более 0,03 мм.
6. Биение наружного диаметра 48фо^о17 мм для двигателя СМД-7 и диаметра 56+о,’о2 мм для двигателя СМД-14 под напрессовку шестерен относительно общей оси первой и пятой коренных шеек не более 0,05 мм.
7. Биение наружной поверхности диаметром 48Zq;o!o мм для двигателя СМД-7 под конусную втулку крепления шкива привода комбайна относительно общей оси первой и пятой коренных шеек не более 0,1 мм.
8. Биение конической поверхности хвостовика коленчатого вала двигателя СМД-14 относительно общей оси первой и пятой коренных еек не более 0,05 мм.
9. Биение наружного диаметра под сальник заднего уплотнения относительно общей оси первой и пятой коренных шеек не более 0,05 мм.
10. Биение торца фланца крепления маховика относительно общей оси первой и пятой коренных шеек не более 0,06 мм на крайних точках.
11. Непараллелыюсть шатунных шеек относительно оси первой и пятой коренных шеек не более 0,02 мм на длине шатунной шейки.
12. Биение опорных торцовых поверхностей третьей коренной шейки относительно общей оси первой и пятой коренной шеек не более 0,05 мм.
Рис. 12. Коленчатый вал.
13. Гранен ость и волнистость поверхностей коренных и шатунных шеек не более 0,005 мм.
14. Вогнутость торца фланца коленчатого вала, прилегающего к маховику, не более 0,1 мм.
15. Смещение двух отверстий диаметром 142?;?з4 мм для штифтов фиксации маховика от их номинального положения не более 0,025 мм. Смещение шести резьбовых отверстий во фланце крепления маховика относительно средней оси двух отверстий под штифты не более 0,15 мм.
16. Смещение осей шатунных шеек относительно диаметральной плоскости первой коренной и первой шатунной шеек не более 0,3 мм.
17. Смещение шпоночных пазов относительно диаметральной плоскости не более 0,08 мм. Перекос шпоночных пазов не более 0,03 мм.
18. Отклонение шпоночного паза для шпонки фиксации шестерни коленчатого вала относительно диаметральной плоскости первой коренной и первой шатунной шеек не более 0,1 мм.
19. Смещение масляных каналов от их номинального положения не более 1,5 мм.
На двигатели СМД устанавливают коленчатые валы различных вариантов (табл. 14).
ТАБЛИЦА 14
Двигатель Обозначение коленчатого вала Диаметр коренных шеек, мм Диаметр шатунных шеек, мм Клеймо
СМД1-0401-1-1Н 85,251»-;“ 75,252?;??? 1НКШ
СМД-7 СМД1-0401-1-2Н 85,002?;}?? 75 лл~0,095 Не клеймится
СМД1-0401-1-1НШ 85,002°;}°° 75 9С—0.095 1НШ
СМД1-0401-1-1НК 85,252?;}?? ,7ti лл—0,095 75,00_0(П0 1НК
14-0401-1-1Н 88,252°;}°° 78,252?;??? 1НКШ
СМД-14 14-0401-1-2Н 88,002?;}?? 78,002?;??? Не клеймится
14-0401-1-1НШ 88,002?;}?? 78,252?;??? 1НШ
14-0401-1-1НК 88,252?;}?? 78,002?;??? 1НК
Для клейма размерных групп коленчатых валов приняты обозначения: Н — номинал;
К — коренные шейки;
Ш—шатунные шейки.
Следовательно, маркировка 1НШ обозначает, что коленчатый вал имеет первый номинал шатунных шеек и второй номинал коренных шеек. Второй номинал шатунных и коренных шеек не обозначается.
При перешлифовке коренных и шатунных шеек коленчатого вала выдерживают размеры, указанные в таблице 15. По ремонтным размерам шеек в запасные части поставляют ремонтные вкладыши коренных и шатунных подшипников.
Коленчатые валы и вкладыши коренных и шатунных подшипников в запчасти поставляют отдельно или комплектно.
В таблице 16 приведена номенклатура комплекта запасных частей.
Маховик должен отвечать следующим техническим условиям.
1. Материал СЧ-15-32. Твердость по Бринеллю 163—229 единиц.
2. Непрямолинейность и неплоскостность трущейся поверхности с ведомым диском муфты сцепления не более 0,15 мм.
Номер ремонтного размера СМД-7 СМД-14
диаметр коренных шеек, мм диаметр шатунных шеек, мм диаметр коренных шеек, мм диаметр шатунных шеек, мм
Р1 84,50=°:{?° 74,252?;??^ 87,502g;}?° 77 —0.095 0,110
Р2 84,ОО=о;‘°° 73,502°;??}} 87,002°;}?° 77 ПП—0.095 ''.ии-0.110
РЗ 83,502°;}°° 79 7Ч~0.095 '°-0,110 86,5O2g;}?50 76 60—0,095 /О’Ои-0,110
Р4 83,00=°;}°° 79 ЛЛ—0,095 /z*uu—0,110 86,002°;}?5° 76 ОО-°-095 /0>ии- о.по
ТАБЛИЦА 16
Номер узла Наименование узла Номер узла или детали Количество
СМД7-04С81 Коленчатый вал с вкладышами (комплект СМД7-04С9-1 1
запчастей) СМД7-03С10 1
СМД7-04С5 1
СМД7-04С10 Комплект коренных вкладышей СМД1-04СЗ-1 2
СМД1-04С4-1 2
СМД1-04С5-1 1
СМД 1-0423 4
14-04С8 Коленчатый вал с вкладышами (комплект 14-04С9-1 1
запчастей) 14-04СЗ-1 1
14-04С4-1 2
14-04С5-1 1
14-04С11-1 1
14-03С5 1
14-04С10-1 Комплект коренных вкладышей 14-04СЗ-1 1
14-04С4-1 2
14-04С5-1 1
14-04С11-1 1
3. Непрямолинейность и неплоскостность торцовой поверхности прилегания к фланцу коленчатого вала не более 0,05 мм. Выпуклость торцовой поверхности не допускается.
4. Непараллельность трущейся поверхности относительно торцовой поверхности прилегания к фланцу коленчатого вала не более 0,2 мм на крайних точках.
5. Биение диаметра 130+0-08 мм (центрирования на фланец маховика) относительно поверхности диаметром 8О1ода мм (под задний подшипник вала муфты сцепления) не более 0,05 мм.
6. Биение торцовой поверхности крепления ведущего диска муфты сцепления относительно поверхности посадки маховика на фланец коленчатого вала не более 0,25 мм.
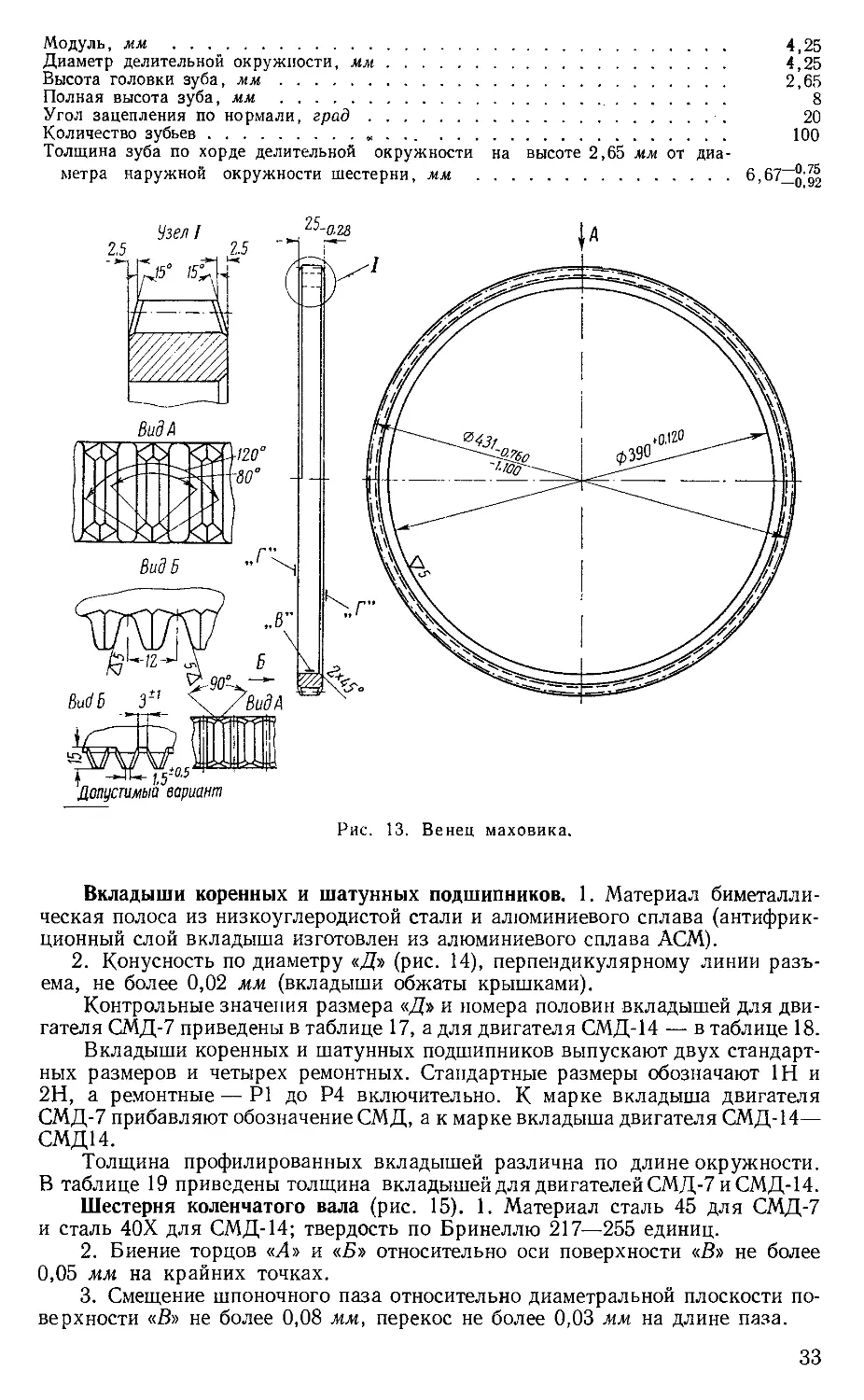
Венец маховика (рис. 13) после ремонта должен отвечать следующим техническим условиям.
1. Материал сталь 45, твердость по Роквеллу 29—36 единиц.
2. Биение торцов «Г» относительно поверхности «В» не более 0,25 мм.
3. На поверхностях «Г» допускается чернота глубиной не более 0,5 мм на участке в 30% от всей поверхности.
4. Венец изготовлен из полосы и сварен встык.
5. Температура нагрева венца маховика при напрессовке 200—250°.
6. Параметры зубьев венца:
Модуль, мм ...............................................................
Диаметр делительной окружности, мм........................................
Высота головки зуба, мм...................................................
Полная высота зуба, мм ...................................................
Угол зацепления по нормали, град...........................................
Количество зубьев.........................................................
Толщина зуба по хорде делительной окружности на высоте 2,65 мм от диаметра наружной окружности шестерни, мм ...................................
4,25
4,25
2,65
8
20
100
6 67“0,75 °’°'—0.92
Рис. 13. Венец маховика.
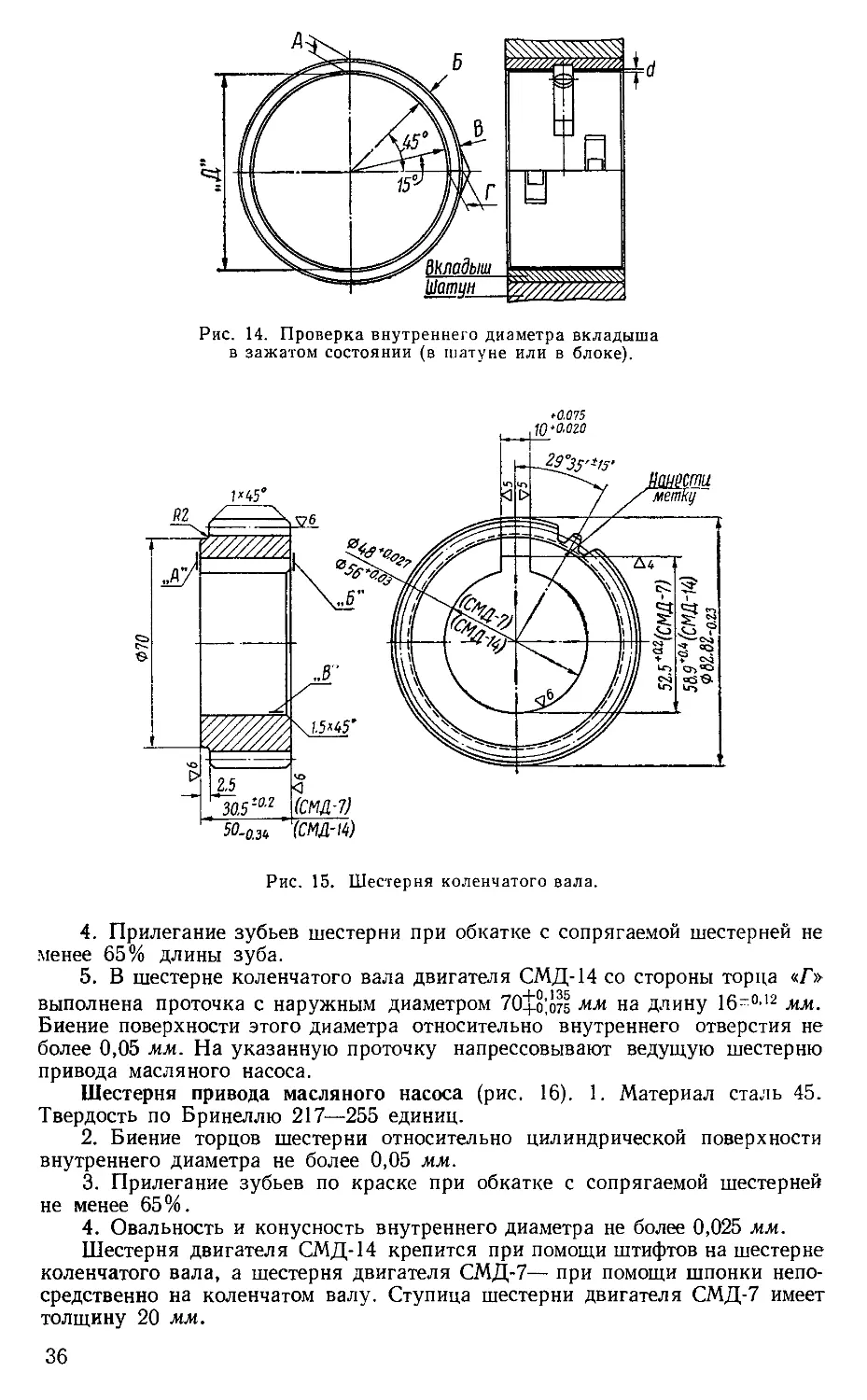
Вкладыши коренных и шатунных подшипников. 1. Материал биметаллическая полоса из низкоуглеродистой стали и алюминиевого сплава (антифрикционный слой вкладыша изготовлен из алюминиевого сплава АСМ).
2. Конусность по диаметру «Д» (рис. 14), перпендикулярному линии разъема, не более 0,02 мм (вкладыши обжаты крышками).
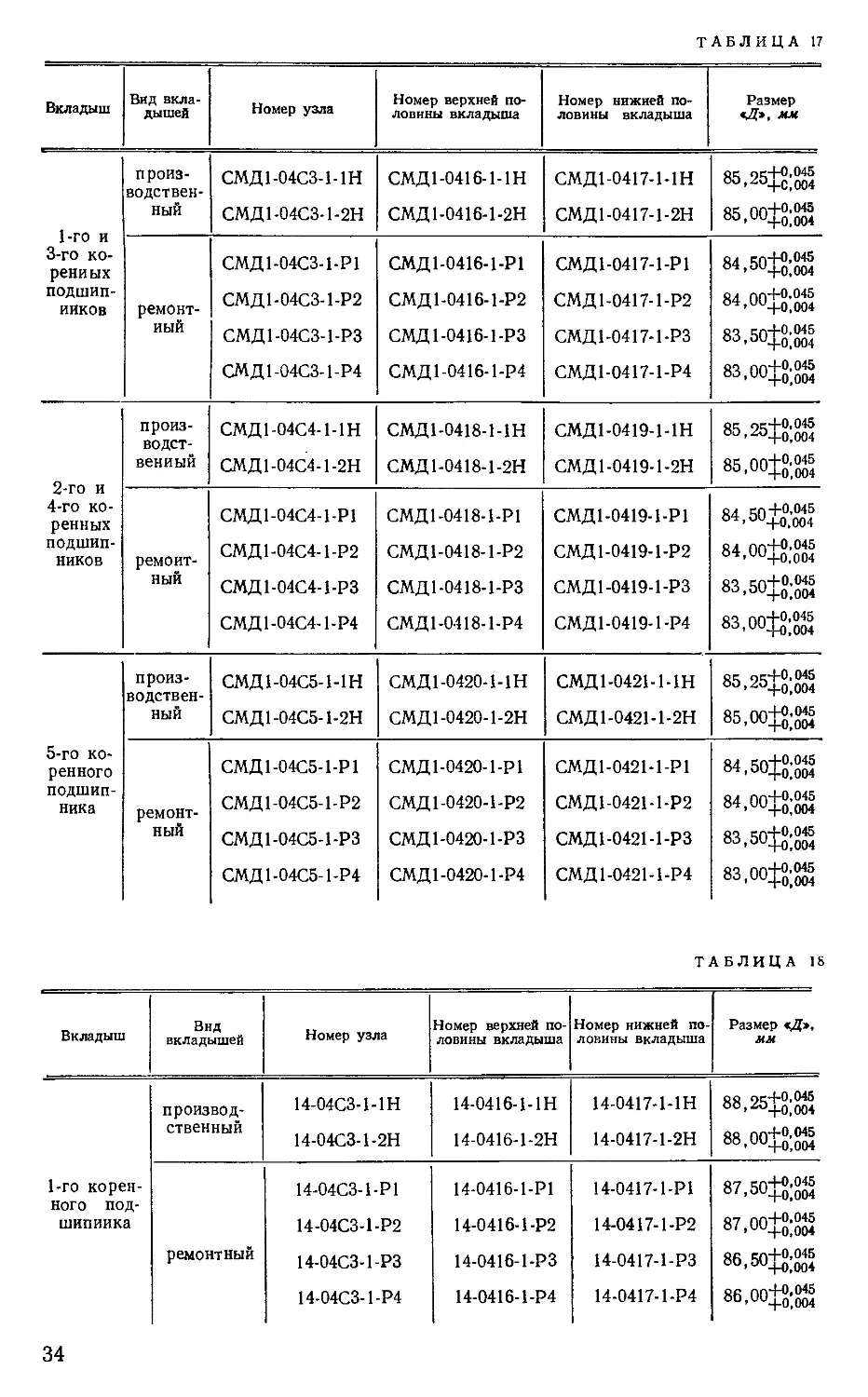
Контрольные значения размера «Д» и номера половин вкладышей для двигателя СМД-7 приведены в таблице 17, а для двигателя СМД-14 — в таблице 18.
Вкладыши коренных и шатунных подшипников выпускают двух стандартных размеров и четырех ремонтных. Стандартные размеры обозначают 1Н и 2Н, а ремонтные — Р1 до Р4 включительно. К марке вкладыша двигателя СМД-7 прибавляют обозначение СМД, а к марке вкладыша двигателя СМД-14— СМД14.
Толщина профилированных вкладышей различна по длине окружности. В таблице 19 приведены толщина вкладышей для двигателей СМД-7 и СМД-14.
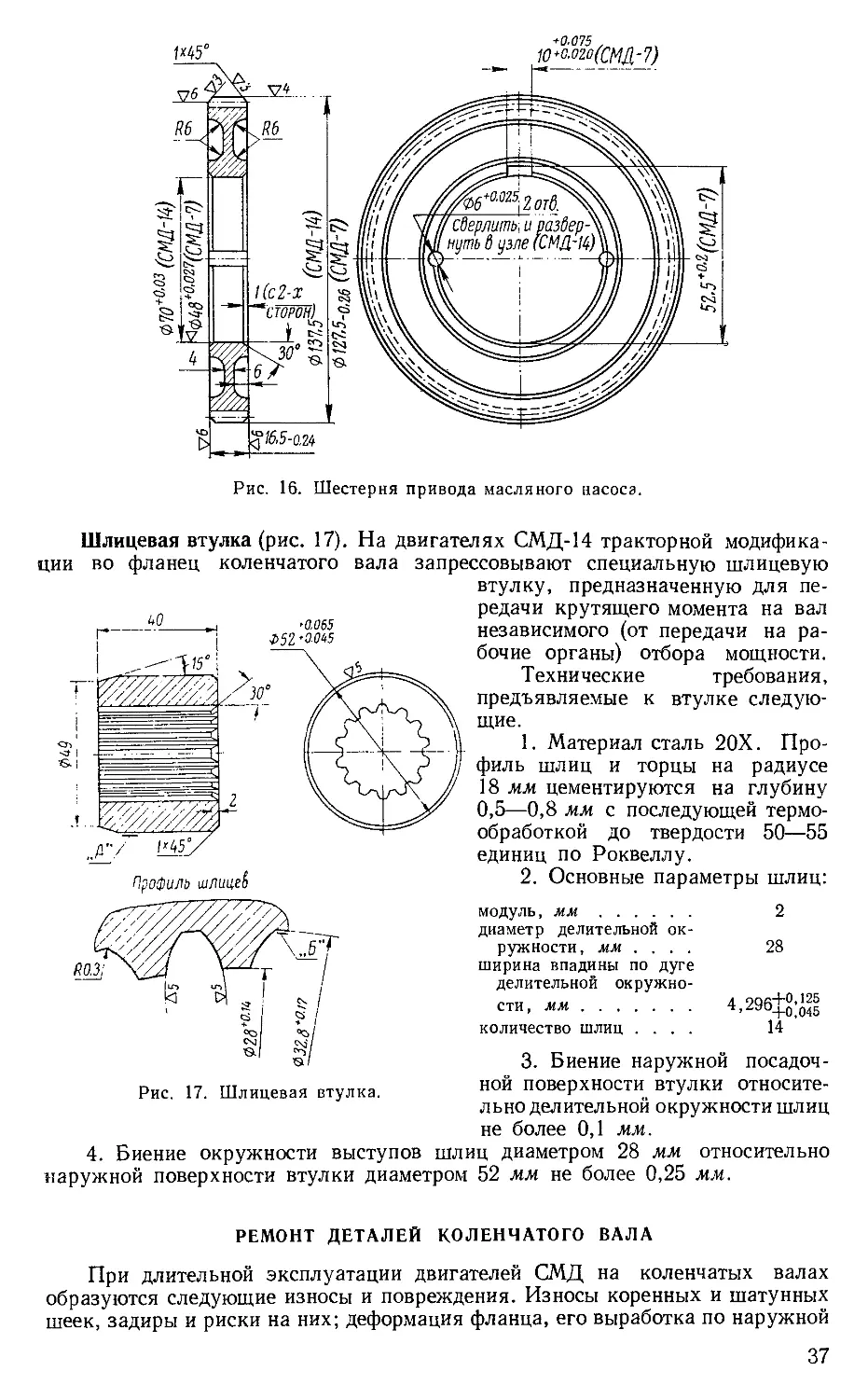
Шестерня коленчатого вала (рис. 15). 1. Материал сталь 45 для СМД-7 и сталь 40Х для СМД-14; твердость по Бринеллю 217—255 единиц.
2. Биение торцов «А» и «Б» относительно оси поверхности «В» не более 0,05 мм на крайних точках.
3. Смещение шпоночного паза относительно диаметральной плоскости поверхности «В» не более 0,08 мм, перекос не более 0,03 мм на длине паза.
Вкладыш Вид вкладышей Номер узла Номер верхней половины вкладыша Номер нижией половины вкладыша Размер «Д», мм
1-ГО И 3-го коренных подшипников производственный СМД1-04СЗ-1-1Н СМД1-04СЗ-1-2Н СМД1-0416-1-1Н СМД1-0416-1-2Н СМД1-0417-1-1Н СМД1-0417-1-2Н 85,25#;°* 85,00#;°*
ремонтный СМД1-04СЗ-1-Р1 СМД1-04СЗ-1-Р2 СМД1-04СЗ-1-РЗ СМД1-04СЗ-1-Р4 СМД1-0416-1-Р1 СМД1-0416-1-Р2 СМД 1-0416-1-РЗ СМД1-0416-1-Р4 СМД1-0417-1-Р1 СМД1-0417-1-Р2 СМД1-0417-1-РЗ СМД1-0417-1-Р4 84,50#;°* 84 ОО^-0,045 °^>ии-|-0,004 83,50#;°* 83,00#;°*
2-го и 4-го коренных подшипников производственный СМД1-04С4-1-1Н СМД1-04С4-1-2Н СМД1-0418-1-1Н СМД1-0418-1-2Н СМД1-0419-1-1Н СМД1-0419-1-2Н 85,25#;°* 85,00#;°*
ремонтный СМД1-04С4-1-Р1 СМД1-04С4-1-Р2 СМД1-04С4-1-РЗ СМД1-04С4-1-Р4 СМД1-0418-1-Р1 СМД1-0418-1-Р2 СМД1-0418-1-РЗ СМД1-0418-1-Р4 СМД1-0419-1-Р1 СМД1-0419-1-Р2 СМД1-0419-1-РЗ СМД1-0419-1-Р4 84 50 0^,0^0.004 84,00#;°* 83,50#;°* 83,00#;°*
производственный СМД1-04С5-1-1Н СМД1-04С5-1-2Н СМД 1-0420-1-1Н СМД1-0420-1-2Н СМД1-0421-1-1Н СМД1-0421-1-2Н оо»2°4-0,004 85,00#;°*
5-го коренного подшипника ремонтный СМД1-04С5-1-Р1 СМД1-04С5-1-Р2 СМД1-04С5-1-РЗ СМД1-04С5-1-Р4 СМД 1-0420-1-Р1 СМД 1-0420-1-Р2 СМД 1-0420-1-РЗ СМД1-0420-1-Р4 СМД1-0421-1-Р1 СМД1-0421-1-Р2 СМД1-0421-1-РЗ СМД1-0421-1-Р4 84,50#;°* 84,00#;°* 83,50#;°* 83,00#;°*
ТАБЛИЦА 18
Вкладыш Вид вкладышей Номер узла Номер верхней половины вкладыша Номер нижней половины вкладыша Размер «Д». мм
производственный 14-04СЗ-1-1Н 14-04СЗ-1-2Н 14-0416-1-1Н 14-0416-1-2Н 14-0417-1-1Н 14-0417-1-2Н о о ое-4-0,045 оо,^О_|_0(004 88.00#;°*
1-го коренного подшипника ремонтный 14-04СЗ-1-Р1 14-04СЗ-1-Р2 14-04СЗ-1-РЗ 14-04СЗ-1-Р4 14-0416-1-Р1 14-0416-1-Р2 14-0416-1-РЗ 14-0416-1-Р4 14-0417-1-Р1 14-0417-1-Р2 14-0417-1-РЗ 14-0417-1-Р4 87,50#;°* 87,00#;°* 86,50#;°* 86,00#;°*
Вкладыш Вид Номер узла Номер верхней по- Номер нижней по- Размер «Д'»,
вкладышей ловины вкладыша ловины вкладыша ММ
произвол- 14-04С1-1-1Н 14-0418-1-1Н 14-0419-1-1Н 88,25+0;^
ственные 14-04С1-1-2Н 14-0418-1-2Н 14-0419-1-2Н 88,00+»;^
2-го и 4-го коренных 14-04С1-1-Р1 14-0418-1-Р1 14-0419-1-Р1 87 ^о+0,045 о / »ои_р>004
подшипников 14-04С1-1-Р2 14-0418-1-Р2 14-0419-1-Р2 87 ОО“Ь0,045 о / ,UU_|.o,oO4
ремонтные 14-04С1-1-РЗ 14-0418-1-РЗ 14-0419-1-РЗ 86,50+0;0*5
14-04С1-1-Р4 14-0418-1-Р4 14-0419-1-Р4 вб.Оо+О;^
произвол- 14-04С5-1-1Н 14-0420-1-1Н 14-0421-1-1Н ос п е+0,045
ственные 14-04С5-1-2Н 14-0420-2-2Н 14-0421-1-2Н 88,00$$*
5-го коренного под- 14-04С5-1-Р1 14-0420-1-Р1 14-0421-1-Р1 87.50+»;«5
шинника ремонтные 14-04С5-1-Р2 14-0420-1-Р2 14-0421-1-Р2 87,00+®;0«
14-04С5-1-РЗ 14-0420-1-РЗ 14-0421-1-РЗ 86,50+Х
14-04С5-1-Р4 14-0420-1-Р4 14-0421-1-Р4 86,00±Х
произвол- 14-04С11-1-1Н 14-0436-1-1Н 14-0437-1-1Н 88 осН-0,045 °о»^оЦ.0,004
ственные 14-04С11-1-2Н 14-0436-1-2Н 14-0437-1-2Н 88,00+°$5
3-го коренного под- 14-04С11-1-Р1 14-0436-1-Р1 14-0437-1-Р1 87,50+»:»«
шипника ремонтные 14-04С11-1-Р2 14-0436-1-Р2 14-0437-1-Р2 87,00+°:°«
14-04С11-1-РЗ 14-0436-1-РЗ 14-0437-1-РЗ 86,50+0;g«
14-04С11-1-Р4 14-0436-1-Р4 14-0437-1-Р4 86,00+»$5
ТАБЛИЦА 19
Маркировка Толщина вкладыша, мм (рис. 14) Толщина алюминиевого слоя (d), мм
А Б в г
1НСМД и 1НСМД14 4,875=»:°0»2 4 87Б~0.0И 4.8752»;™ 4 Я7^~°»032 0,072 0,500+°’2
2НСМД и 2НСМД14 5.000ZX 5,000_q’q22 5,0002^ Б ООО-"0,032 0,иШ_ 0,072 0,625+°’2
Р1СМД и Р1СМД14 к 2^0“°,002 o,zou_0foi2 5,250_q’q22 Б 9^0“0,024 o,zou_0 038 5 9БО“0»032 O,ZOU—0 072 0,500+°’2
Р2СМД и Р2СМД14 к 500—0*002 о,оии_0 012 Б БОО“0,ОИ о,оии_0 022 5 Б00—0,024 0,01^—0,033 е елп—0,032 о,500_о 072 O.75O+012
РЗСМД и РЗСМД14 5.7502^ к 7^0—0,011 O,/DU_0 022 5,7502?;^8 Б 7Е)0~О,О32 о, /OU—о,о72 0,500+»-2
Р4СМД и Р4СМД14 6,0002»;»“ 6,ООО2о°:о°й 6,00020°;^ 6 ООО“0,024 O,vUU—о,оз8 0,750+»-2
Рис. 14. Проверка внутреннего диаметра вкладыша в зажатом состоянии (в шатуне или в блоке).
<0.075
<0*0.020
50-о.зк (СМД-14)
Рис. 15. Шестерня коленчатого вала.
4. Прилегание зубьев шестерни при обкатке с сопрягаемой шестерней не менее 65% длины зуба.
5. В шестерне коленчатого вала двигателя СМД-14 со стороны торца «Г» выполнена проточка с наружным диаметром 7СЕЦцо75 мм на длину 16“0J2 мм. Биение поверхности этого диаметра относительно внутреннего отверстия не более 0,05 мм. На указанную проточку напрессовывают ведущую шестерню привода масляного насоса.
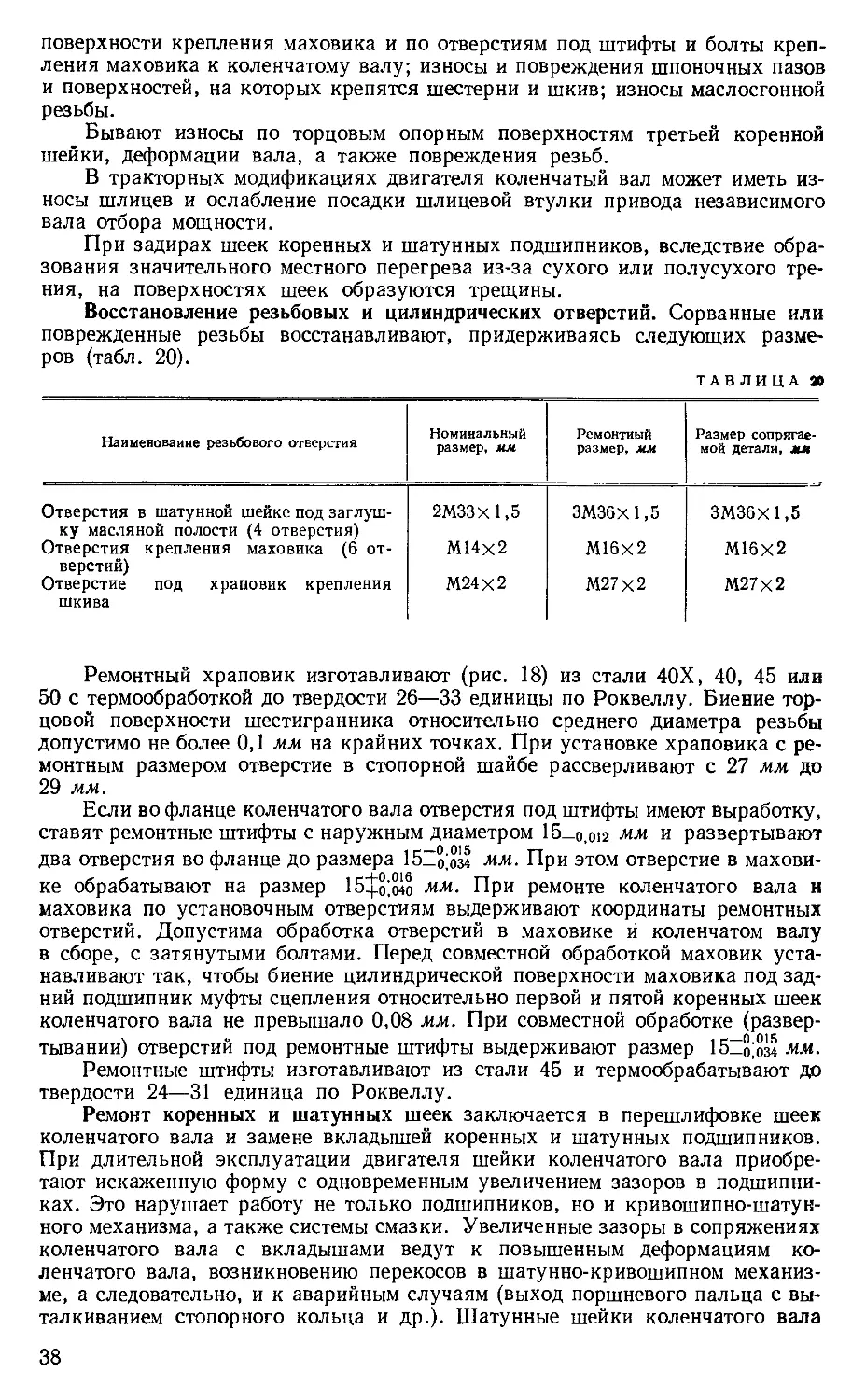
Шестерня привода масляного насоса (рис. 16). 1. Материал сталь 45. Твердость по Бринеллю 217—255 единиц.
2. Биение торцов шестерни относительно цилиндрической поверхности внутреннего диаметра не более 0,05 мм.
3. Прилегание зубьев по краске при обкатке с сопрягаемой шестерней не менее 65%.
4. Овальность и конусность внутреннего диаметра не более 0,025 мм.
Шестерня двигателя СМД-14 крепится при помощи штифтов на шестерне коленчатого вала, а шестерня двигателя СМД-7— при помощи шпонки непосредственно на коленчатом валу. Ступица шестерни двигателя СМД-7 имеет толщину 20 мм.
Рис. 16. Шестерня привода масляного насоса.
Шлицевая втулка (рис. 17). На двигателях СМД-14 тракторной модификации во фланец коленчатого вала запрессовывают специальную шлицевую
Рис. 17. Шлицевая втулка.
втулку, предназначенную для передачи крутящего момента на вал независимого (от передачи на рабочие органы) отбора мощности.
Технические требования, предъявляемые к втулке следую-\ щие.
ft 1. Материал сталь 20Х. Про-// филь шлиц и торцы на радиусе ' 18 мм цементируются на глубину 0,5—0,8 мм с последующей термообработкой до твердости 50—55 единиц по Роквеллу.
2. Основные параметры шлиц:
модуль, мм..................... 2
диаметр делительной ок-
ружности, мм .... 28
ширина впадины по дуге
делительной окружно-
сти, мм............... 4,296^q’q2|
количество шлиц .... 14
3. Биение наружной посадочной поверхности втулки относительноделительной окружности шлиц не более 0,1 мм.
4. Биение окружности выступов шлиц диаметром 28 мм относительно наружной поверхности втулки диаметром 52 мм не более 0,25 мм.
РЕМОНТ ДЕТАЛЕЙ КОЛЕНЧАТОГО ВАЛА
При длительной эксплуатации двигателей СМД на коленчатых валах образуются следующие износы и повреждения. Износы коренных и шатунных шеек, задиры и риски на них; деформация фланца, его выработка по наружной
поверхности крепления маховика и по отверстиям под штифты и болты крепления маховика к коленчатому валу; износы и повреждения шпоночных пазов и поверхностей, на которых крепятся шестерни и шкив; износы маслосгонной резьбы.
Бывают износы по торцовым опорным поверхностям третьей коренной шейки, деформации вала, а также повреждения резьб.
В тракторных модификациях двигателя коленчатый вал может иметь износы шлицев и ослабление посадки шлицевой втулки привода независимого вала отбора мощности.
При задирах шеек коренных и шатунных подшипников, вследствие образования значительного местного перегрева из-за сухого или полусухого трения, на поверхностях шеек образуются трещины.
Восстановление резьбовых и цилиндрических отверстий. Сорванные или поврежденные резьбы восстанавливают, придерживаясь следующих размеров (табл. 20).
тавлица эо
Наименование резьбового отверстия Номинальный размер, мм Ремонтный размер, мм Размер сопрягаемой детали, мм
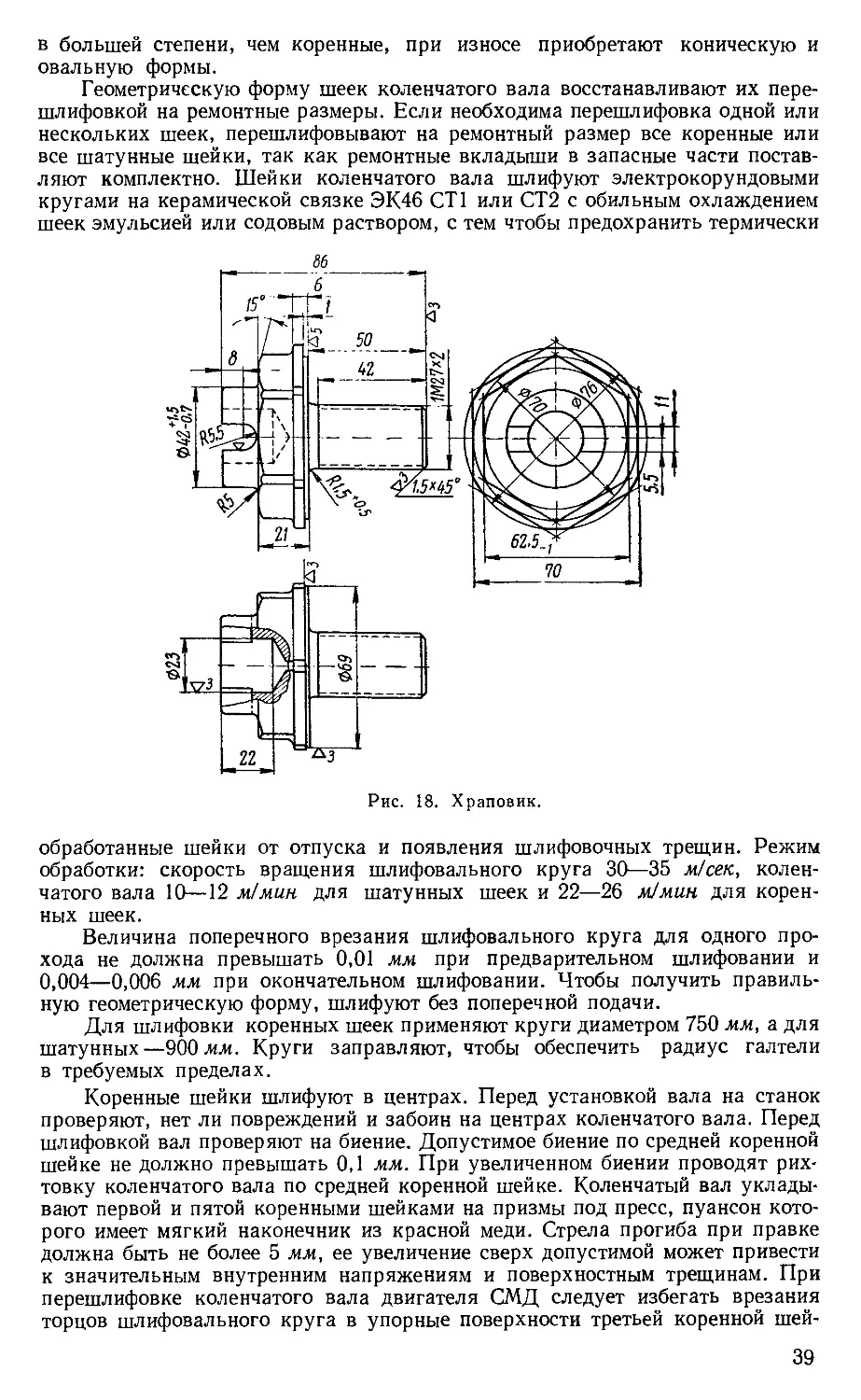
Отверстия в шатунной шейке под заглушку масляной полости (4 отверстия) Отверстия крепления маховика (6 отверстий) Отверстие под храповик крепления шкива 2МЗЗХ1.5 М14х2 М24Х2 ЗМЗбХ1,5 М16Х2 М27х2 3M36X1.5 М16Х2 М27Х2
Ремонтный храповик изготавливают (рис. 18) из стали 40Х, 40, 45 или 50 с термообработкой до твердости 26—33 единицы по Роквеллу. Биение торцовой поверхности шестигранника относительно среднего диаметра резьбы допустимо не более 0,1 мм на крайних точках. При установке храповика с ремонтным размером отверстие в стопорной шайбе рассверливают с 27 мм до 29 мм.
Если во фланце коленчатого вала отверстия под штифты имеют выработку, ставят ремонтные штифты с наружным диаметром 15_o,oi2 мм и развертывают два отверстия во фланце до размера 15е2;оз4 мм. При этом отверстие в маховике обрабатывают на размер ISZ^oIo мм. При ремонте коленчатого вала и маховика по установочным отверстиям выдерживают координаты ремонтных отверстий. Допустима обработка отверстий в маховике и коленчатом валу в сборе, с затянутыми болтами. Перед совместной обработкой маховик устанавливают так, чтобы биение цилиндрической поверхности маховика под задний подшипник муфты сцепления относительно первой и пятой коренных шеек коленчатого вала не превышало 0,08 мм. При совместной обработке (развертывании) отверстий под ремонтные штифты выдерживают размер 151^ ом мм.
Ремонтные штифты изготавливают из стали 45 и термообрабатывают до твердости 24—31 единица по Роквеллу.
Ремонт коренных и шатунных шеек заключается в перешлифовке шеек коленчатого вала и замене вкладышей коренных и шатунных подшипников. При длительной эксплуатации двигателя шейки коленчатого вала приобретают искаженную форму с одновременным увеличением зазоров в подшипниках. Это нарушает работу не только подшипников, но и кривошипно-шатунного механизма, а также системы смазки. Увеличенные зазоры в сопряжениях коленчатого вала с вкладышами ведут к повышенным деформациям коленчатого вала, возникновению перекосов в шатунно-кривошипном механизме, а следовательно, и к аварийным случаям (выход поршневого пальца с выталкиванием стопорного кольца и др.). Шатунные шейки коленчатого вала
в большей степени, чем коренные, при износе приобретают коническую и овальную формы.
Геометрическую форму шеек коленчатого вала восстанавливают их пере-шлифовкой на ремонтные размеры. Если необходима перешлифовка одной или нескольких шеек, перешлифовывают на ремонтный размер все коренные или все шатунные шейки, так как ремонтные вкладыши в запасные части поставляют комплектно. Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке ЭК46 СТ1 или СТ2 с обильным охлаждением шеек эмульсией или содовым раствором, с тем чтобы предохранить термически
Рис. 18. Храповик.
обработанные шейки от отпуска и появления шлифовочных трещин. Режим обработки: скорость вращения шлифовального круга 30—35 м/сек, коленчатого вала 10—12 м/мин для шатунных шеек и 22—26 м/мин для коренных шеек.
Величина поперечного врезания шлифовального круга для одного прохода не должна превышать 0,01 мм при предварительном шлифовании и 0,004—0,006 мм при окончательном шлифовании. Чтобы получить правильную геометрическую форму, шлифуют без поперечной подачи.
Для шлифовки коренных шеек применяют круги диаметром 750 мм, а для шатунных—900 мм. Круги заправляют, чтобы обеспечить радиус галтели в требуемых пределах.
Коренные шейки шлифуют в центрах. Перед установкой вала на станок проверяют, нет ли повреждений и забоин на центрах коленчатого вала. Перед шлифовкой вал проверяют на биение. Допустимое биение по средней коренной шейке не должно превышать 0,1 мм. При увеличенном биении проводят рихтовку коленчатого вала по средней коренной шейке. Коленчатый вал укладывают первой и пятой коренными шейками на призмы под пресс, пуансон которого имеет мягкий наконечник из красной меди. Стрела прогиба при правке должна быть не более 5 мм, ее увеличение сверх допустимой может привести к значительным внутренним напряжениям и поверхностным трещинам. При перешлифовке коленчатого вала двигателя СМД следует избегать врезания торцов шлифовального круга в упорные поверхности третьей коренной шей
ки, фиксирующие вал от перемещения в осевом направлении. Если они изношены или повреждены по размеру 60+0’1 мм, то необходимо перешлифовать эти поверхности до получения размера между ними 61+0’1 мм с равномерным снятием металла с обеих сторон.
Остальные торцовые поверхности коленчатого вала шлифуют на глубину до 0,5 мм.
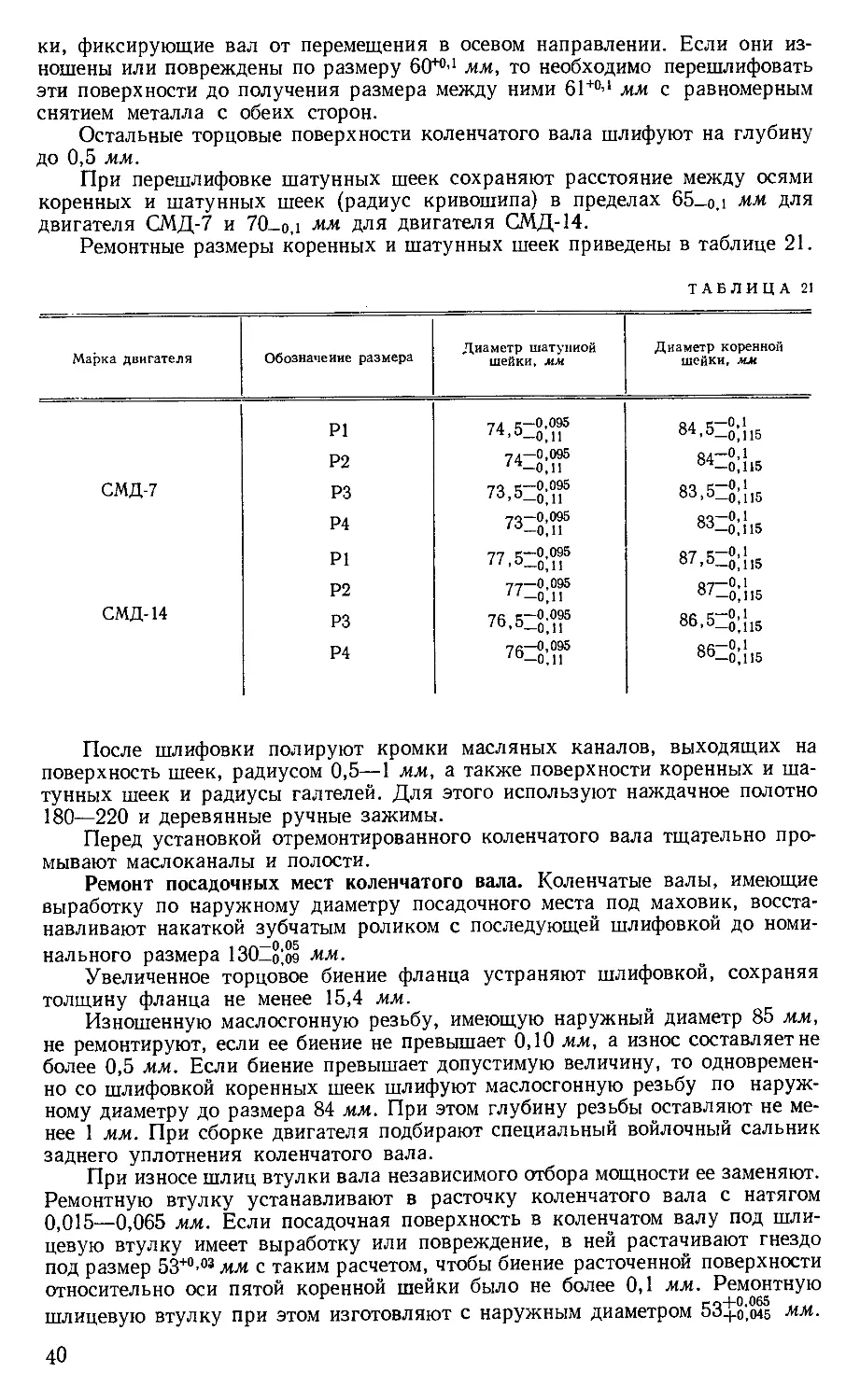
При перешлифовке шатунных шеек сохраняют расстояние между осями коренных и шатунных шеек (радиус кривошипа) в пределах 65_o.i мм для двигателя СМД-7 и 70_o.i мм для двигателя СМД-14.
Ремонтные размеры коренных и шатунных шеек приведены в таблице 21.
ТАБЛИЦА 21
Марка двигателя Обозначение размера Диаметр шатунной шейки, мм Диаметр коренной шейки, мм
Р1 74, бЕ»;»?5 84.5_о’гп5
Р2 7а-0,095 '*—0,11 84—°,1 °4-0,115
СМД-7 РЗ 7Q £—0,095 /0,0—0J1 83,5_q’ j15
Р4 7Q—0,095 /0-о,п QO—0» 1 0,115
Р1 77 е—0,095 87, бЕ^
Р2 77-0,095 1 '—0,11 87Z?:!15
СМД-14 РЗ 76,5Z»;»®5 86,6-0 J15
Р4 7А—0,095 /0-о.п 88—о ц1 is
После шлифовки полируют кромки масляных каналов, выходящих на поверхность шеек, радиусом 0,5—1 мм, а также поверхности коренных и шатунных шеек и радиусы галтелей. Для этого используют наждачное полотно 180—220 и деревянные ручные зажимы.
Перед установкой отремонтированного коленчатого вала тщательно промывают маслоканалы и полости.
Ремонт посадочных мест коленчатого вала. Коленчатые валы, имеющие выработку по наружному диаметру посадочного места под маховик, восстанавливают накаткой зубчатым роликом с последующей шлифовкой до номинального размера 13ОЕо’,оэ мм.
Увеличенное торцовое биение фланца устраняют шлифовкой, сохраняя толщину фланца не менее 15,4 мм.
Изношенную маслосгонную резьбу, имеющую наружный диаметр 85 мм, не ремонтируют, если ее биение не превышает 0,10 мм, а износ составляет не более 0,5 мм. Если биение превышает допустимую величину, то одновременно со шлифовкой коренных шеек шлифуют маслосгонную резьбу по наружному диаметру до размера 84 мм. При этом глубину резьбы оставляют не менее 1 мм. При сборке двигателя подбирают специальный войлочный сальник заднего уплотнения коленчатого вала.
При износе шлиц втулки вала независимого отбора мощности ее заменяют. Ремонтную втулку устанавливают в расточку коленчатого вала с натягом 0,015—0,065 мм. Если посадочная поверхность в коленчатом валу под шлицевую втулку имеет выработку или повреждение, в ней растачивают гнездо под размер 53+0’03 мм с таким расчетом, чтобы биение расточенной поверхности относительно оси пятой коренной шейки было не более 0,1 мм. Ремонтную шлицевую втулку при этом изготовляют с наружным диаметром 53фо’,о45 мм.
При длительной эксплуатации комбайнового двигателя СМД (СМД-7) вырабатываются шпоночные канавки на коленчатом валу и шкиве и повреждаются шейки носка вала с одновременным смятием шпонки и образованием выработки в конической втулке.
Обычно эти дефекты образуются при нерегулярной подтяжке шкива привода ходовой части комбайна.
Ремонт этого сопряжения заключается в восстановлении шпонки, поврежденных поверхностей коленчатого вала, конусной втулки и шкива. Если разбита шпоночная канавка, то фрезеруют новую с противоположной стороны по
диаметру носка вала.
Поврежденную поверхность носка коленчатого вала перешлифовывают по посадочному месту под коническую втулку шкива до размера 47Сод2° мм. Шлифуют на длине 78 мм от торца носка коленчатого вала. При восстановлении посадочного диаметра коленчатого вала шлифовкой изготавливают специальную ремонтную коническую втулку шкива. Если вал перешлифовывают, втулку изготавливают с внутренним диаметром 47+0’027 льи. Материал сталь 45, твердость по Роквеллу 26—32 единицы.
Коническую поверхность к шкиву подгоняют так, чтобы было обеспечено прилегание по
краске не менее 80—85%. Упор- Рис. 19. Коническая втулка шкива, ный торец «Л» (рис. 19) может иметь биение относительно диаметра «Б» не более 0,1 мм на крайних точках. Биение конической поверхности относительно диаметра «Б» должно быть не более 0,1 мм. На сопрягаемых поверхностях конической втулки не должно быть заусенцев, забоин и острых кромок.
Шпонку шкива изготавливают из стали 45. При выработке шпоночного паза на шкиве фрезеруют новый паз нормального размера на другом месте.
При износе шпоночной канавки фиксации шестерен коленчатого вала и привода масляного насоса по ширине более чем до 10,2 мм изготавливают специальную шпонку и подгоняют ее по месту. Шпоночные пазы в шестернях и коленчатом валу зачищают, чтобы обеспечить сопряжение.
Ремонт маховика. В процессе длительной эксплуатации маховики двигателей СМД изнашиваются по рабочей торцовой поверхности, прилегающей к ведомому диску муфты сцепления. Имеют место износы и срывы резьб, выработка отверстий под штифты, а также поверхности посадочного пояска. Наблюдается выработка зубьев венца маховика и ослабление его посадки на маховике. Посадочная поверхность под шарикоподшипник в маховике часто имеет износ в форме выработки. Ведущие пальцы муфты сцепления двигателя СМД-14 изнашиваются по торцовым поверхностям головки и посадочному диаметру. Одновременно разбивается отверстие в маховике.
Восстановление маховиков, имеющих выработку или повреждения торцовой рабочей поверхности, сопрягающейся с ведомым диском муфты сцепления, заключается в перешлифовке маховиков по указанной поверхности. При шлифовке маховика размер от торцовой поверхности под фланец коленчатого вала до рабочей поверхности под ведомый диск выдерживают не менее 46 мм. Непараллельность этих поверхностей не более 0,2 мм на крайних точках.
Сорванные или поврежденные резьбы маховиков перерезают на резьбы ремонтного размера с последующей постановкой при сборке ремонтных болтов. Отверстия М12х1,75 мм крепления ведущего диска муфты сцепления к маховику перерезают на размер М14Х2 мм с развертыванием отверстий в
диске до размера 14,8—15 мм. Резьбовые отверстия Мбх 1 мм под болты крепления крышки уплотнения шарикоподшипника в маховике при ремонте перерезают на размер М8Х 1,25 мм с развертыванием отверстий в крышке до 9 мм.
Поврежденные установочные штифты в маховике, центрирующие ведущий диск муфты сцепления, удаляют или срезают заподлицо с основной поверхностью. Ремонтные штифты в маховике устанавливают в новом месте между резьбовыми отверстиями. Отверстия под штифты засверливают на глубину 18 мм диаметром 13+°.°35 мм на расстоянии 194±0’05 мм от центра маховика. Ремонтные штифты изготавливают из стали 45 диаметром 13 мм.
При износе и ослаблении посадки ведущих пальцев муфты сцепления двигателя СМД-14 заменяют пальцы ремонтными. Ведущие пальцы изготавливают
Рис. 20. Шкив коленчатого вала двигателя СМД-14.
с диаметром хвостовичка 14+о’,(мо мм вместо номинального размера 13 мм. Отверстие в маховике под ремонтный палец развертывают до 14+0.035 мм
При повреждении или выработке посадочного диаметра 130+0-08 мм под фланец коленчатого вала ставят ремонтное кольцо. Его изготавливают из стали 45 с наружным диаметром МСф^ово мм. Отверстие под ремонтное кольцо растачивают до 140+0’04 мм. После запрессовки ремонтное кольцо обрабатывают по посадочной поверхности на нормальный размер ISO4-0*08 мм, соблюдая технические требования. Кольцо до обработки в узле прикрепляют к маховику и стопорят резьбовыми штифтами, устанавливаемыми в трех местах по стыку кольца и маховика заподлицо с основной поверхностью.
При длительной эксплуатации имеет место износ зубьев венца маховика, в том числе и торцовый износ зубьев. Венцы маховика с износом зубьев по толщине не восстанавливают. Минимально допустимая толщина зуба 5,6 мм.
Зубья венца, изношенные по торцу, зачищают и закругляют для облегчения входа шестерни электростартера или редуктора пускового двигателя.
Ремонт шестерен коленчатого вала. Шестерня привода маслонасоса, шестерня коленчатого вала двигателя СМД-7 и блок шестерен в сборе при длительной эксплуатации имеют износы и выкрашивания зубьев, а также ослаб-42
ление посадки. Шестерня привода масляного насоса двигателя СМД-14 теряет посадку на штифтах.
Шестерни, устанавливаемые на коленчатом валу, при износе зубьев обычно не ремонтируют. Приработавшиеся в паре шестерни, необезличенные при переборке двигателя, опять устанавливают на него при ремонте, если зазор в зацеплении не превышает 3 мм (нормальный 0,6 мм), а зуб изношен по толщине до 3,3 мм, не менее (нормальный 3,92Z{J’°6 мм).
Если ослабла посадка блока шестерен двигателя СМД-14, шестерни закрепляют дополнительными штифтами диаметром 6 мм. Отверстия под штифты сверлят в узле.
Ремонт шкива. Шкив привода вентилятора двигателя СМД-14, устанавливаемый на носке коленчатого вала, обычно ремонтируют при изломе бурта или выработке шпоночной канавки.
При изломе бурта из чугуна изготавливают ремонтное кольцо и устанавливают его в проточку на шкиве, приварив с наружной стороны по контуру. Кольцо изготавливают по внутреннему посадочному диаметру Д (рис. 20) размером 145+0>08 мм, а шкив обрабатывают на размер 145^о’,ы5 мм.
Биение поверхности ручья (измеренное перпендикулярно образующей) относительно оси конической посадочной поверхности должно быть не более 0,2 мм.
При износе шпоночной канавки прорезают новый шпоночный паз в другом месте.
СБОРКА И УСТАНОВКА КОЛЕНЧАТОГО ВАЛА
Перед сборкой коленчатого вала тщательно промывают и прочищают масляные каналы и полости в шатунных шейках. Осматривают коренные и шатунные шейки, хвостовик и фланцы (повреждения шлифованных поверхностей вала в виде рисок, забоин и других дефектов не допускаются). Повреждения на необработанных поверхностях коленчатого вала зачищают на глубину 1,5—2 мм. Для сборки коленчатый вал устанавливают коренными шейками на специальные подставки.
Заворачивают заглушки 25 (рис. 9) масляных полостей до упора, совмещая прорези в заглушках с отверстиями в коленчатом валу, и зашплинтовы-вают их шплинтом 26 (качание шплинта и заглушки не допускается).
Запрессовывают штифты 19 в гнезда фланца коленчатого вала, выдержав выступание штифта над плоскостью фланца 13,5—14,0 мм. После этого укладывают коленчатый вал в блок-картер.
При длительной эксплуатации часто заменяют вкладыши коренных и шатунных подшипников.
Вкладыши коренных и шатунных подшипников полностью взаимозаменяемы, их установка на двигатель не требует никакой подгонки сопрягаемых деталей.
Вкладыши заменяют в такой последовательности.
Блок устанавливают крышками коренных подшипников вверх на специальную подставку или на деревянные бруски, предохраняющие шпильки крепления головки цилиндров и верхнюю плоскость блок-картера от повреждения.
Отворачивают последовательно 10 гаек на шпильках крепления коренных подшипников и снимают замковые и плоские шайбы.
Снимают крышки коренных подшипников. Прочищают маслоканалы блок-картера при помощи ерша, смоченного в керосине, после чего устанавливают заглушки и прокладку главной масляной магистрали.
Очищают и продувают сжатым воздухом масляные полости блок-картера. Проверяют соответствие вкладышей коренных подшипников шейкам коленчатого вала по маркировке размерных групп (номиналов). Крышки коренных подшипников в сборе с вкладышами и гайки с шайбами устанавливают на свои места в соответствии с нанесенными при разборке метками, не изменяя
первоначального положения крышек, при котором растачивали постели коренных опор на заводе-изготовителе.
Установив вкладыши в гнезда, ставят упорные полукольца в выточки крышки и блок-картера у третьей коренной опоры. Расстояние по торцам полуколец выдерживают равным 602^213-мм (выступание штифтов над рабочей плоскостью полуколец не допускается).
При установке вкладышей следят, чтобы отверстия в блок-картере и во вкладыше совпадали и вкладыши были правильно установлены. Перепутывание половинок вкладышей прекращает подачу масла к рабочим поверхностям и приводит к задирам вкладышей. Вместе с вкладышами может выйти из строя также и коленчатый вал.
После этого на шпильки первой и пятой коренных опор последовательно надевают четыре специальных колпачка, предохраняющих шейки коленчатого вала и шпильки от повреждений.
Протирают вкладыши коренных подшипников и обильно смазывают их дизельным маслом. Устанавливают коленчатый вал на подшипники. Снимают четыре предохранительных колпачка.
Устанавливают последовательно пять крышек коренных подшипников на свои шпильки.
Надевают на каждую шпильку по одной замковой и плоской шайбе в соответствии с их маркировкой.
Навертывают и предварительно затягивают 10 гаек крепления коренных подшипников крутящим моментом 20—22 кгм (усилие 40—44 кг на плече 500 мм), при затяжке гаек коренных подшипников до совпадения рисок допускается перетяжка на 30° (на полграни) за метку на шпильке.
Гайки коренных подшипников затягивают равномерно в такой последовательности по опорам: третья, пятая, первая, четвертая, вторая.
Подшипники считают затянутыми правильно, если коленчатый вал можно провернуть вручную, взявшись за штифты установки маховика.
При помощи щупа или индикатора проверяют продольный люфт коленчатого вала в установочных полукольцах (третья опора), который должен быть 0,195—0,385 мм.
После замены вкладышей, а также после перешлифовки шеек коленчатого вала обязательно замеряют диаметральный зазор в подшипниках, который должен быть 0,104—0,160 мм.
Зазор подсчитывают, замерив постели в блок-картере, толщину вкладышей и наружный диаметр шеек, или замеряют при помощи щупов, изготовленных из плотной бумаги или медной фольги.
Бумажные щупы изготовляют шириной 10—15 мм, а медные — 6—8 мм. Длину щупа выбирают несколько меньше его ширины.
Для проверки зазора в подшипнике изготавливают набор таких щупов разной толщины. Закладывая щупы под зажатую гайками крышку коренного подшипника, проворачивают коленчатый вал. При свободном проворачивании вала закладывают щуп увеличенной толщины. Толщина щупа, при которой коленчатый вал не будет проворачиваться, характеризует величину зазора в подшипнике. Крепления всех крышек коренных подшипников, кроме проверяемого, при такой проверке ослабляют.
Используя медные щупы, вал вращают на угол не более 90°. Круговое вращение может привести к повреждению вкладыша.
Необходимая величина диаметрального зазора в коренных и шатунных подшипниках обеспечивается правильностью изготовления сопрягаемых деталей. Какая-либо подгонка путем шабровки стыков вкладышей, а также постелей недопустима ввиду нарушения натяга по наружному диаметру вкладыша, что может привести к их провороту.
После проверки стопорят последовательно 10 гаек коренных подшипников, отогнув края замковых шайб на грани гаек (это можно делать и после стендовых испытаний отремонтированного двигателя при осмотре его внутреннего состояния).
Рис. 21. Установка шкива привода ходовой части комбайна иа носке коленчатого вала двигателя СМД-7.
Рис.22. Установка шкива привода ходовой части комбайна на носке коленчатого вала двигателей СМД-14К. и СМД-15К.
Далее вставляют шпонку в паз коленчатого вала; устанавливают ведущую шестерню привода маслонасоса на посадочный диаметр коленчатого вала и запрессовывают ее до упора при помощи стальной оправки (для облегчения напрессовки и сохранения натяга шестерню перед напрессовкой нагревают в масле или в специальной печи до температуры ПО—130°).
При крайнем положении коленчатого вала должен быть зазор между шестерней привода маслонасоса и торцовой поверхностью первой опоры блок-картера.
После укладки коленчатого вала устанавливают гильзы в блок-картер.
Затем надевают картер маховика на два штифта, запрессованные в блок-картер, и закрепляют восемью болтами. Под головки болтов подкладывают соответствующие плоские и пружинные шайбы.
Устанавливают маховик в сборе на фланец коленчатого вала по посадочному пояску диаметром 130 мм и двум призонным штифтам, совместив метки «К», нанесенные на фланце коленчатого вала и соответствующей плоскости маховика. Ввертывают последовательно шесть болтов 22 (рис. 9) в сборе с замковыми шайбами 23, равномерно их затягивают через один и контрят отгибом замковых шайб.
Проверяют индикатором торцовое биение плоскости сопряжения с ведомым диском муфты сцепления, которое должно быть не более 0,3 мм. Биение поверхности под шариковый подшипник в маховике допускается не более 0,1 мм.
После постановки маховика на коленчатый вал запрессовывают шариковый подшипник № 218 до упора в фланец коленчатого вала; устанавливают корпус сальника с сальником и прокладкой, закрепив их четырьмя болтами с пружинными шайбами.
При запрессовке сальника в крышку смазывают дизельным маслом наружную цилиндрическую поверхность сальника и приклеивают пружину сальника к канавке клеем БФ-4. Полость шарикоподшипника набивают солидолом УС-2.
Установка шкива на носок коленчатого вала. У комбайновых двигателей СМД на носок коленчатого вала устанавливают приводной шкив 1 (рис. 21) отбора мощности для привода ходовой части. У двигателя СМД-7 шкив устанавливают с цанговой конической втулкой 3. Шкив и втулка удерживаются от проворачивания шпонкой 5 и закрепляются храповиком 4. Храповик контрится специальной замковой шайбой 2.
В отличие от комбайнового двигателя СМД-7 на комбайновых модификациях унифицированного дизеля СМД-14К и СМД-15К шкив привода ходовой части устанавливают на шпонке 1 (рис. 22) непосредственно на конус, выполненный на коленчатом валу. Шкив 4 привода вентилятора крепят к шкиву 3 привода ходовой части при помощи болтов 6 с замковыми шайбами 5. Как и в двигателе СМД-7 шкив 7 закрепляют храповиком с усилием 30—33 кгм. На двигателях СМД-15К храповик стопорится специальной шайбой 2.
Глава 3
КАРТЕР И КРЫШКА РАСПРЕДЕЛИТЕЛЬНЫХ ШЕСТЕРЕН
Картер распределительных шестерен и его крышка образуют полость, в которой работают шестерни газораспределения и привода агрегатов. Кроме того, указанные детали несут на себе переднюю опору двигателя, гидронасосы и топливный насос. В таблице 22 приведен перечень деталей, входящих в узел картера и крышки распределительных шестерен.
На рисунке 23 показаны картер шестерен и крышка картера двигателя СМД-7. Этот же узел двигателя СМД-14 почти ничем не отличается от первого, только вместо алюминиевой крышки картера поставлена чугунная и несколько изменена конструкция.
Позиция на рисунке 23 Номер узла или детали Наименование узла или детали Количество в узле
СМД-14 СМД-7
СМД14-02С1 СМД7-02С1-1 Картер шестерен и крышка в сборе 1
СМД14-02С2 СМД2-02С2-1 Картер шестерен в сборе 1
СМД14-02СЗ СМД1-02СЗ-1 Крышка в сборе 1
29 СМД1-02С4-1 Трубка подвода смазки в сборе 1
14-02С5-1 — Передняя опора в сборе 1
28 СМД14-0201 СМД1-0201-1 Картер шестерен 1
17 СМД14-0202 СМД1-0202-1 Крышка картера шестерен 1
1 14-0203-1 СМД7-0203 Передняя опора 1
27 СМД 1-0204 Прокладка картера шестерен 1
20 СМД 1-0205-1 Прокладка крышки 1
СМД1-0206А Трубка подвода смазки 1
33 СМД1-О2О7 Замковая шайба 1
8 — СМД 1-0208 Замковая шайба 2
11 СМД7-0209 Упорный винт 1
32 СМД7-0214-1 Поворотный угольник 2
31 СМД7-0215-1 Зажимной болт 2
30 СМД7-0216-1 Прокладка поворотного угольника 4
СМД 14-0218 — Болт М12х 1,75 2
СМД 14-0219 — Болт М14х2 2
СМД 14-0220 — Шайба 2
14-0221-1 —. Маслоотражательное кольцо 1
СМД14-0222 — Прокладка 1
14-0223-1 — Шпилька крепления передней опоры 7
9 БНП-М8Х40 3
18 БНП-М 12x30 4
16 БНП-М12Х60 Болты крепления картера и крышки 1
12 БНП-М12х90 2
7 — БНП-М12Х120 Болт крепления передней опоры 2
6 — БНП-М14Х110 То же 4
ПЖ-1.2Х115 Контровочная проволока 2
23 ШНЧ-М10Х28 Шпильки крепления корпуса привода 2
вентилятора
25 ШНЧ-М10Х95 2
2 — ШНЧ-М8Х20 Шпилька 5
ШНЧ-М10X20 » 2
5 —— ГУ-М8 Гайка 5
10 ГУ-1М10 » 1
21 ГУ-М10 » 4
4 ШП-8 Пружинная шайба 5
22 ШП-10 » » 4
13 ШП-12 » » 3
3 — I Н-5479 Шайба 3
24 Н-5480 2
14 ШШ-13 » 3
19 ШЗ-13X98 Замковая шайба 1
26 ПРП1/8" Коническая пробка 1
15 — Н-5873 Резьбовая втулка 8
ШП-14 Пружинная шайба 2
34 Н-6299 Каркасный сальник 1
СНЯТИЕ И РАЗБОРКА УЗЛА
Отогнув замковые шайбы 8 (рис. 23) и вывернув болты 6 и 7, снимают переднюю опору. Если нужно снять упорный винт распределительного вала, отворачивают гайку 10 и снимают винт.
Отвернув болты 12 и 16, снимают крышку 17 с направляющих втулок, запрессованных в блок-картер, снимают прокладку крышки.
Картер распределительных шестерен снимают после распределительного вала и всех других шестерней. Отгибают замковые шайбы 19 и 33, отвертыва-
Рис. 23. Картер и крышка распределительных шестерен двигателя СМД-7 .
вают болты 18 и 31, снимают трубку подвода смазки 29, а затем и картер распределительных шестерен.
Если отдельные детали картера или крышки требуют ремонта, то картер разбирают, вывернув шпильки и пробки, а также разбирают крышку, выпрессовав сальник и вывернув шпильки и резьбовые втулки.
РЕМОНТ ДЕТАЛЕЙ КАРТЕРА И КРЫШКИ РАСПРЕДЕЛИТЕЛЬНЫХ ШЕСТЕРЕН
Картер шестерен при длительной эксплуатации имеет повреждения и срывы резьб, трещины в стенках, выработку отверстий и коробление плоскостей.
Трещины, не выходящие на фланцы, прилегающие к блоку и крышке, а также в стенки отверстия, заделывают постановкой медных гужонов (резьбовых штифтов). Трещины и повреждения стенок картера во всех других местах заваривают биметаллическим электродом диаметром 4 мм или пучковым электродом. После заварки проверяют плоскости на коробление.
Сорванные и поврежденные резьбы в отверстиях перерезают на следующий размер и ставят соответствующие болты. Покоробленные торцовые поверхности шлифуют, снимая с каждой стороны слой металла толщиной не более 0,25 мм.
Выработанное отверстие под бурт пальца промежуточной шестерни развертывают до диаметра 61'Н)’03 мм с последующей наваркой пальца по наружному диаметру бурта и шлифовкой до размера 61Zo’.oe мм. При расточке отверстия в картере шестерен ставят стальную ремонтную втулку диаметром ббф^оэо мм и запрессовывают ее в ремонтное отверстие диаметром 66+0>03 мм с последующей расточкой внутреннего диаметра втулки до бО™’03 мм.
Переднюю опору, изношенную по наружной цилиндрической поверхности, наваривают электродом ЭНГ50 диаметром 4 мм по предварительно обработанной поверхности опоры. После наварки шлифуют поверхность до нормального размера.
СБОРКА КАРТЕРА И КРЫШКИ РАСПРЕДЕЛИТЕЛЬНЫХ ШЕСТЕРЕН И ИХ УСТАНОВКА НА ДВИГАТЕЛЬ
Картер шестерен. Ввертывают в картер до упора шпильки 23,2,25 (рис.23), концы которых смазывают дизельным маслом.
Ввертывают заглушку 26, предварительно смазав ее белилами.
Надевают на две втулки прокладку 27, смазанную пастой УН-25, и устанавливают картер шестерен. Закрепляют его болтами с замковыми шайбами, отогнув шайбы на грани болтов. Надевают на два зажимных болта 31 по одной прокладке 30 и вставляют поворотные угольники 32 трубки подвода смазки. Закрепляют трубку болтами, а болты контрят проволокой.
Подрезают выступающие концы прокладки 27 заподлицо с иижней плоскостью блок-картера и картера шестерен.
Крышка картера шестерен двигателя СМД-7. Ввертывают в крышку резьбовые втулки 15, шпильки (ШНЧ М8Х 18) и упорный винт 11 распределительного вала с гайкой 10 (на 2—3 нитки). Смазывают наружную поверхность каркасного сальника 34 дизельным маслом и запрессовывают его в крышку шестерен.
Устанавливают на коленчатый вал маслоотражатель отогнутым краем наружу. Надевают на втулки прокладку 20, смазанную пастой УН-25. Устанавливают крышку картера шестерен и закрепляют ее болтами с шайбами.
Ввертывают упорный винт в подпятник распределительного вала до упора и, повернув обратно на полоборота, контрят гайкой 21.
Устанавливают переднюю опору и закрепляют ее болтами с замковыми шайбами.
Крышка картера шестерен двигателя СМД-14. В переднюю опору вставляют маслоотражательное кольцо и запрессовывают каркасный резиновый сальник. Переднюю опору в крышку картера шестерен запрессовывают лыской книзу, причем нижняя плоскость крышки должна совпадать с плоскостью лыски. После запрессовки переднюю опору прикрепляют к крышке семью гайками, под которые устанавливают пружинные шайбы 13. Остальные операции по сборке и монтажу картера шестерен и крышки у двигателя СМД-14 аналогичны СМД-7.
Глава 4
ПОРШЕНЬ И ШАТУН В СБОРЕ
Поршень отлит из алюминиевого сплава и имеет в верхней части три канавки для компрессионных колец и одну канавку для маслосъемного кольца. Вторая канавка для маслосъемного кольца расположена ниже оси поршневого пальца.
На двигателях СМД-7, выпущенных до декабря 1960 г., устанавливали поршни СМД 1-0305, имеющие внутри ребра жесткости. В дальнейшем выпускают поршни безреберной конструкции.
Стержень шатуна имеет двутавровое сечение. В верхнюю головку шатуна запрессована бронзовая втулка для поршневого пальца. На внутренней поверхности втулки имеется кольцевая канавка, которая совпадает с отверстием для подвода смазки к пальцу, просверленным в бобышке верхней головки шатуна.
Нижняя головка шатуна разъемная и соединена двумя шатунными болтами.
Номер узла или детали Наименование узла или детали Количество на машину
СМД-14 СМД-7
14-03С1-1 СМД1-03С1 Поршень с шатуном в сборе 4
14-03С2 СМД1-03С2 Шатун в сборе 4
СМД9-ОЗСЗ СМД1-ОЗСЗ-1 Шатунный болт с гайкой 8
СМД14-03С4-1 СМД1-03С4 Вкладыш шатуна 4
СМД7-03С5 Комплект шатунных вкладышей (для
запчастей) —
СМД7-03С6 Комплект поршневых колец (для
запчастей) —
14-0301 СМД 1-0301 Шатун 4
14-0302 СМД 1-0302 Крышка шатуна 4
СМД9-0303 СМД 1-0303-1 Шатунный болт 8
СМД9-0304 СМД 1-0304 Втулка шатуна 4
14-0305 СМД1-0305 Поршень 4
СМД9-0306 СМД 1-0306 Поршневой палец 4
СМД9-0307 СМД 1-0307 Стопорное кольцо 8
СМД14-0308 СМД 1-0308 Вкладыш шатуна 8
СМД9-0309 СМД55У-0309 Поршневое компрессионное кольцо 8
СМД9-0311 СМД55У-0311 Поршневое маслосъемное кольцо 8
СМД9-0312 СМД55-0312 Гайка шатунного болта 8
СМД9-0316 СМД55У-0316 Верхнее компрессионное кольцо 4
Ш-ЗХ25 Ш-3 х 25 Шплинт 8
В расточке нижней головки установлены половинки вкладышей. От осевого перемещения и проворота вкладыш фиксируется специальными выступами, входящими в пазы на внутренней поверхности нижней головки шатуна.
Перечень деталей и узлов, входящих в эту группу, для двигателей СМД-7 и СМД-14 приведен в таблице 23.
СНЯТИЕ И РАЗБОРКА ПОРШНЯ С ШАТУНОМ
Поршневую группу снимают после демонтажа головки цилиндров, поддона и маслонасоса. Блок двигателя устанавливают в горизонтальное положение, а коленчатый вал поворачивают так, чтобы кривошип демонтируемого
Рис. 24. Предохраняющий колпачок.
поршня находился внизу. Расшплинтовывают и отворачивают гайки шатунных болтов; снимают крышки шатунов с вкладышами; надевают на шатунный болт, находящийся вверху, предохранительный колпачок (рис. 24) и вынимают поршень с шатуном. Надевают крышку с вкладышем на шатун и завертывают гайки, чтобы при сварке не перепутать их местами. Снимают поршневые коль-
ца при помощи специальных щипцов (рис. 25), щупов или специальных полосок.
Щипцы для снятия поршневых колец изготовлены с размером «Д», равным диаметру цилиндра двигателя, для которого они применяются, при разжатых до отказа щипцах. Обойма 1 изготовлена из стали 45; пружина 5 — из проволоки. После навивки пружину отпускают при температуре 250—300°.
В-Г
Рис. 25. Шипцы для снятия поршневых колец.
Рычаги 2 сделаны из стали 40 с закалкой до твердости 30—35 единиц по Роквеллу. Наружные поверхности хромируются на толщину не менее 0,05 мм.
Поводок 6 выполнен из стали 45 с закалкой до твердости 40—45 единиц по Роквеллу.
Между собой поводки соединены штифтом 7, имеющим диаметр 2 мм и длину 12 мм.
Рис. 26. Оправка для выпрессовки пальца из поршня.
Рычаги 2 в обойме закреплены штифтами 3, имеющими диаметр 6 мм и. длину 5 мм. Штифт 4 имеет диаметр 2 мм и длину 8 мм.
После сборки щипцов проверяют плавность движения всех деталей на осях.
После поршневых колец снимают стопорные кольца поршневых пальцев при помощи плоскогубцев и выпрессовывают пальцы при помощи оправки (рис. 26) на ручном или механизированном прессе.
Для уменьшения деформации при выпрессовке пальца поршень укладывают на вогнутую цилиндрическую подставку, имеющую отверстие для выхода пальца.
Перед выпрессовкой пальца поршень нагревают в масле до температуры 75—80°.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ
Шатун с крышкой должен отвечать следующим требованиям.
1. Материал сталь 40Х; твердость по Бринеллю 217—289 единиц.
2. Овальность и конусность отверстия в верхней головке шатуна под запрессовку втулки не более 0,015 мм.
3. Перекос осей отверстий верхней и нижней головок шатуна до постановки втулки и вкладышей не более 0,06 мм на длине 100 мм. Непараллель-ность этих же осей не более 0,06 мм на длине 100 мм.
42-0,34
Зотд
£
6!а'4 5 6(СМД-7) 5№(СМД.-14)
3"*45°cdftyi / сторон
5 54:ff№7)_ 52-м (СМД-14)
-U.lt
Рис. 27. Шатун в сборе.
4. Прямолинейность плоскостей разъема шатуна с точностью 0,02 мм.
5. Неперпендикулярность опорных поверхностей под шатунный болт и гайку шатунного болта относительно оси отверстия под шатунный болт не более 0,1 мм на длине 30 мм.
6. Перекос отверстий под шатунные болты не более 0,35 мм на длине 100 мм.
Шатун в сборе (рис. 27) после ремонта должен отвечать следующим техническим условиям.
1. Овальность и конусность отверстия во втулке верхней головки шатуна не более 0,005 мм, а отверстия в нижней головке шатуна под вкладыши не более 0,01 мм.
2. Перекос торцовых поверхностей нижней головки шатуна относительно оси отверстия в нижней головке не более 0,06 мм на длине 100 мм.
3. Перекос осей отверстий верхней и нижней головок шатуна после за-
прессовки и обработки втулки верхней головки не более 0,06 мм на длине 100 мм и непараллельность 0,04 мм на длине 100 мм.
4. Разница в весе шатунов одного комплекта не более 20 г. Обозначение веса, выраженного в граммах, набивают на шатуне тремя цифрами, обозначающими сотни, десятки и единицы. Допускается подгонка шатунов по весу за счет механической обработки бобышек на верхней и нижней головках шатуна в местах А и Б (рис. 27).
5. Наименьшая толщина стенки, замеренная по торцу в направлении оси шатуна, для верхней головки 6 мм, для нижней головки 6,5 мм, а в поперечном направлении для верхней головки 4,5 мм, для нижней головки 6 мм.
6. Натяг при запрессовке втулки верхней головки в шатун 0,047— 0,125 мм, причем верхнюю головку нагревают в масле до температуры 1104-140°.
7. Зазор шатунного болта в отверстии шатуна до 0,039 мм (гайки болтов затягивают равномерно моментом 14—16 кгм).
Втулка шатуна (рис.
28). Внутреннее отвер-
стие во втулке шатуна
окончательно обрабатывают после запрессовки в шатун. В запасные части поставляют втулки, имеющие припуск по внутреннему диаметру до 0,25—0,4 мм на сторону. Втулка верхней головки шатуна должна отвечать следующим требованиям.
1. Материал бронза ОЦС 5-5-5. Твердость по Бринеллю не менее 60 единиц.
2. Биение наружной поверхности втулки относительно внутренней не более 0,1 мм до запрессовки.
Поршень (рис. 29) должен отвечать следующим техническим условиям.
1. Материал АЛ-10В.
2. Конусность наружной поверхности поршня 0,09-4-0,11 мм (причем больший диаметр конуса должен быть внизу).
По внутреннему диаметру отверстия под поршневой палец поршни сортируют на три размерные группы по наименьшему измерению. Маркировку групп наносят белой, синей или желтой краской на бобышке. Отклонение от номинала для первой группы от 0,005 до 0,009 мм, для второй от 0,009 до 0,013 мм и для третьей от 0,013 до 0,017 мм.
По наружному диаметру юбки поршни сортируют также на три размерные группы (табл. 24).
ТАБЛИЦА 24
Обозначение размерной группы Наружный диаметр поршня, мм
СМД 1-0305 СМД1-0305А СМД9-0305
Б (большая) И 5-°,18 11 —0,20 11^-0 Л 2 11 —0,14 120—0,14 12U—0,16
С (средняя) 115^-0,20 110—0,22 115~°Л4 И0— 0,16 12О“"0,16 1^—0,18
М (малая) це—°,22 0,24 1И-°Л6 И0—0,18 12О“0,18 1ZU—0,20
Рис. 29. Поршень двигателя СМД-14.
та же
Буквенное обозначение размерной группы наносят на днище поршня.
Поршневой палец (рис. 30) должен отвечать следующим техническим условиям.
1. Материал сталь 20Х, наружный диаметр 40 мм, глубина цементированного слоя 1,1—1,7 мм, твердость по Роквеллу 56—62 единицы (для двигателя СМД-7).
Материал сталь 12ХНЗА, наружный диаметр 42 мм, термообработка (для двигателя СМД-14).
2. Конусность, овальность и ность наружной поверхности «Б» лее 0,002 мм.
3. Раз ноете нность поршневого не более 0,5 мм.
4. Риски, трещины, забоины и сколы на наружной полированной поверхности пальца не допускаются.
5. Палец, установленный на призму с углом 90°, при нажатии плоским бойком должен выдержать без появления трещин усилие 19 000 кг.
Пальцы, как и поршни, имеют три размерные группы (табл. 25).
ТАБЛИЦА 25
Рис. 30. Поршневой палец.
гранение бо-
пальца
Окраска группы Наружный диаметр поршневого пальца, мм
СМД-7 СМД-14
Белая 40—°’000 0,003 до--0,000 ^z-0,003
Синяя 40— w-0,006 до—0,003 0,006
Желтая ДА—0,006 0,009 до—0,006 ^—0,009
должно отвечать
следующим техническим
Стопорное кольцо (рис. 31) условиям.
1. Материал проволока 2 класса.
2. Неплоскостность кольца не более 0,15 мм.
Размеры кольца в свободном состоянии показаны на рисунке 31. Размеры контролируют в калибре, диаметр которого на 0,5 мм меньше самого малого диаметра кольца в свободном состоянии. При этом просвет между кольцом и калибром должен быть не более 0,2 мм. После трехкратного сжатия до соприкосновения концов кольца не должны иметь остаточной деформации.
Вкладыши шатуна (рис. 32) должны отвечать тем же техническим требованиям, что и вкладыши коренных подшипников.
1. Материал сталеалюминиевая лента.
2. Размеры вкладышей приведены в таблице 26.
Размер Ж (рис. 32) контролируют в специальном приспособлении так же, как и у вкладышей коренных подшипников.
Раскомплектовка пар вкладышей не допускается. Размер «Д» (внутренний диаметр перпенди-
кулярный плоскости разъема) проверяют, затянув крышку вкладыша моментом 14—16 кгм.
Для контроля размера «Д» приведена таблица 27.
Р5 W
Ф43*2(СМД~7) Ф45*2 (СМД-14)
I
1 ' 1
Рис. 31. Стопорное кольцо.
Номера половинок вкладышей Маркировка Толщина вкладыша.
СМД-14 СМД-7 А Б
Производственные 14-0308-1-1Н 14-0308-1-2Н СМД7-03081Н СМД1-03082Н 1НСМД 2НСМД 2,875+ 0,005 3,0+0,005 to со QO О СП 1111 ° ® -°.° о о о о Н- о — о СП 4» СП
Ремонтные 14-0308-1-Р1 СМД1-0308Р1 Р1СМД 3,375±о,0О5 Q Q75—0,004 °»0/0—0,015
14-0308-1-Р2 СМД1-0308Р2 Р2СМД 3,750+0,005 Q 7Е А—0,004 0, 'ои—0,015
14-0308-1-РЗ СМД1-ОЗО8РЗ РЗСМД 4,125±о,оо5 4 125~0,004 + . 1/о-0,015
14-0308-1-Р4 СМД1-0308Р4 Р4СМД 4,5+0,005 л с-0,004 4'°-0,015
81*м (СМД-7) В свободном
Рис. 32. Вкладыш шатуна.
ТАБЛИЦА 27
Номер вкладыша СМД-7 СМД-14
СМД-14 СМД-7 размер «Д>, мм диаметр шейки вала, мм размер «Д>, мм диаметр шейки вала, мм
s « £ oh3 14-03С4-1-1Н СМД1-03С41Н 9Ц—0,095 /О’/О-0,110 78,25+°;05‘ 78.25Z0,0?5
о. У » С о m 14-03С4-1-2Н СМД1-03С42Н 75 ОО+0’031 75 00~0,090 /0,ии—о.ио 78,00±9;95‘ 78,002^
14-03С4-1-Р1 СМД1-03С4Р1 74 95+0-031 /^,^—0.010 74 РБ-0,005 '4>/о-0,110 77 25+0’031 0,010 77 пк—0,095 /Z’Z0—0,110
3 я 14-03С4-1-Р2 СМД1-03С4Р2 74 5П"Ь°’03^ 74 г:п~0,095 76 5О+0’031 0,010 76,503°:°*;
я о Й 14-03C4-1-P3 СМД1-ОЗС4РЗ 79 75“1_0’031 /z, 'J«_o,010 79 75—0,095 /Z’ '°—0,110 75 7^+0,031 '°’ /£>—0,010 7К 7К—0,095 0,110
<и а 14-03C3-1-P4 СМД1-03С4Р4 72,ОО±0°;“‘ 72 00~0,095 м,ии—0,110 75 ПО-*-0’031 /0»ии—0,010 75,00Z°;°?5
мм (рис. 31) Толщина алюминиевого слоя d (рис. 31), мм Размер Е (рис. 31), мм Вес (Р). кг
В Г
9 07Ц—0,020 0,034 о 87S—0,025 АО'М.065 0,5+°’2 4.37_о,з5 900
q л—0.020 °» —0,034 о п—0,025 °’и—0,065 о,62+0’2 4.5—0,35 900
Q Q7R—0,020 <Ь<>'О_0,0з4 q Q7E—0,025 0.065 0,5+°'2 4.87-о,35 1000
Q ?еп—0,020 'ои_0,034 Q 750—0,025 0,065 0,87+°’2 5,25_0’35 1000
4 125—°'020 ^>1/о-0,034 4 125—°’025 0,5+°’2 5.62—0,36 1350
4 5-0,020 0,034 4 50—°’025 ^.ои—0,065 0,87+°’2 6’°- 0,36 1350
РЕМОНТ И СБОРКА ШАТУННО-ПОРШНЕВОЙ ГРУППЫ
При длительной эксплуатации двигателей СМД в деталях поршневой группы образуются характерные износы и дефекты.
Поршни изнашиваются по наружному диаметру, отверстию под поршневой палец и по торцовым поверхностям канавок под маслосъемные и компрессионные кольца. Имеет место поломка перемычек между кольцами, выгорание днища, образование трещин.
Шатуны изгибаются и скручиваются при этом, нарушаются технические требования на параллельность осей верхней и нижней головок. Изнашивается втулка верхней головки шатуна по внутреннему диаметру. Уменьшается натяг
в посадке втулка — верхняя головка шатуна. Деформируются шатунные болты и вырабатываются опорные поверхности шатуна под гайку и головку шатунного болта.
Поршневые пальцы при длительной эксплуатации имеют износы по наружному диаметру, особенно в месте сопряжения с втулкой верхней головки шатуна, а также сколы и трещины.
Из деталей шатунно-поршневой группы ремонтируют шатун по верхней головке. Остальные детали при износах выше допустимых заменяют.
Ремонт шатуна заключается в выправке стержня на специальном приспособлении.
Шатун выправляют С последующим Рис. 33. Приспособление для осадки нагревом до температуры 400° и выдержке втулки верхней головки шатуна, при этой температуре до 1 часа. Нагретые шатуны охлаждают постепенно в печи. Перед правкой из шатуна выпрессо-вывают втулку головки шатуна, снимают крышку и шатунные болты. После
правки и нагрева тщательно очищают шатун и смотрят, нет ли поверхностных дефектов.
Поврежденные опорные поверхности под гайку и головку шатунного болта шлифуют или фрезеруют с обеспечением технических требований. Допустимая глубина обработки не более 0,5 мм.
При износе внутренней поверхности втулки шатуна ее заменяют, выдерживая натяг между наружным диаметром втулки и отверстием в шатуне 0,048-М), 125 мм. Если вследствие большого износа натяг невозможно обеспе-
чить, делают ремонтную втулку с наружным диаметром, большим по номиналу на 0,5 мм, а также растачивают шатун.
Иногда делают так. Выпрессованную, изношенную втулку обжимают по наружному диаметру так, чтобы внутренний уменьшился на 0,2 мм. Омедняют наружную поверхность и калибруют до требуемого размера.
Перед запрессовкой новой втулки тщательно полируют фаски на отверстии в шатуне и кромки на втулке. После запрессовки втулки ее растачивают, соблюдая технические требования.
Путем осадки втулки верхней головки шатуна также восстанавливают ее внутренние и наружные размеры.
Приспособление (рис. 33) для осадки втулки состоит из верхнего 1 и нижнего 5 пуансонов, корпуса 3 и пальца 2 (4 — втулка).
Основные размеры приспособления даны в таблице 28.
ТАБЛИЦА 28
Обозначение диаметра на рисунке 33 Втулка двигателя СМД-7 Втулка двигателя СМД-14
отверстие, мм вал, мм вал, мм отверстие, мм
д 38,8+0,027 по о—0,025 Оо,О_0050 41 Я-0.025 ’°—0,050 41,8+0,027
Д1 46,2+0.027 46 9~0,025 w»*—0,050 48 2—0,025 40’+-0,050 48,2+0.027
Изношенные поршневые пальцы восстанавливают хромированием наружной поверхности слоем не более 0,25 мм на сторону с последующей шлифовкой и полировкой.
Отремонтировав и заменив детали, приступают к сборке шатунно-поршневой группы.
Подбирают комплект поршней по весу и размерным группам соответственно размерным группам гильз цилиндров, установленных в блок-картере. Разность в весе поршней, входящих в один комплект, не должна быть более 7 г. Механической обработкой по размеру 112 мм (рис. 29) подгоняют поршни. К отобранным поршням подбирают поршневые пальцы соответствующих размерных групп. Комплект шатунов также подбирают по весу. Разность в весе не должна превышать 20 г по бобышкам. Шатун подгоняют по весу за счет снятия металла на верхней и нижней головках шатуна.
Отверстие в верхней головке шатуна на размерные группы не разбивают. Пальцы к шатунам подбирают так, чтобы несмазанный поршневой палец легко от руки поворачивался во втулке и не имел при этом поперечного качания. Правильно подобранный палец в вертикальном положении должен перемещаться и выпадать под собственным весом.
Комплект шатунных вкладышей также подбирают по номинальному размеру шатунных шеек коленчатого вала. Вкладыши перед постановкой в шатун промывают в бензине и продувают.
Снимают крыщку шатуна, протирают постели под вкладыши и устанавливают вкладыши в шатун. Предварительно закрепляют крышку гайками, смазав резьбу шатунных болтов касторовым маслом. Надевают шатун на оправку (рис. 34) и затягивают гайки шатунных болтов до отказа крутящим моментом 14—16 кгм. Проверяют размер «Д» (рис. 14).
Отпускают гайки шатунных болтов на 2—3 оборота и снимают шатун с оправки.
Промывают поршень, просушивают его, нагревают до температуры 80° и быстро, не давая остыть, устанавливают на приспособление под пресс. Заводят шатун верхней головкой во внутреннюю полость поршня и запрессовывают предварительно подобранный поршневой палец (рис. 35). Шатун при запрессовке пальца располагают так, чтобы цифровые обозначения номера
комплектности шатуна находились со стороны выемки в днище поршня. Плотно устанавливают стопорные кольца поршневого пальца в канавки.
Перед подбором поршневых колец в замке кольца проверяют зазор в рабочем состоянии, который для двигателя СМД-7 должен быть 0,5—0,7 мм (при
Остп.обрУЛ
Вид
Рис, 34. Оправка для затяжки гаек шатунных болтов.
наружном диаметре кольца 115,054 мм), а для двигателя СМД-14____0,35—
0,5 мм (при диаметре кольца 120 мм). Для этого поршневые кольца вставляют
в специальные кольца или в гильзу цилиндра.
Подобрав комплект поршневых колец, их обкатывают по соответствующей канавке поршня. Проверенные поршневые кольца вставляют в поршень при помощи специальных щипцов или тонких пластин. После установки повторно проверяют правильность подбора колец.
При поворачивании поршня в горизонтальном положении вокруг своей оси на полный оборот все поршневые кольца должны свободно и плавно перемещаться в канавках и утопать в них полностью под действием собственного веса.
До установки поршня в цилиндр рабочие поверхности гильз и шеек коленчатого вала протирают и смазывают дизельным маслом. Смазывают также вкладыши шатуна и наружную поверхность поршня. Отвертывают гайки и снимают крышку шатуна. Навертывают на концы шатунных болтов предохранительные колпачки. Располагают
Рис. 35. Оправка для запрессовки поршневого пальца.
замки поршневых колец так, чтобы они находились на равных расстоя-
ниях друг от друга по окружности, причем ни один из замков не попадал против отверстия под палец и против выемки в днище поршня. Обжимают поочередно кольца гибкой стальной лентой, не сдвигая их по окру жности с установленного положения, и вставляют поршень в цилиндр. Выемку на днище поршня располагают на стороне, противоположной распределительному валу, т. е. со стороны топливного насоса и форсунки.
Сняв предохранительные колпачки с шатунных болтов, устанавливают крышки шатунов на свои места так, чтобы номера комплектности шатуна и усики, стопорящие вкладыши, находились с одной стороны Навертывают,
затягивают усилием 14—16 кгм и зашилинтовывают гайки шатунных болтов. Качание шплинтов не допускается.
Правильность сборки кривошипно-шатунного механизма проверяют проворачиванием коленчатого вала равномерно от руки без заеданий от усилия не более 5 кгм. Продольный люфт коленчатого вала при этом должен быть 0,195—0,385 мм.
Рис. 36. Приспособление для проверки выступания поршней над плоскостью блок-картера:
1 — индикатор; 2 — втулка; 3 — корпус приспособления; 4 — зажимной винт.
Проверяют продольное перемещение шатуна на шейке коленчатого вала. Продольный зазор по нижней головке должен быть 0,2—0,52 мм. В крайних положениях шатуна при его продольном перемещении торец верхней головки шатуна не должен касаться торцов бобышек поршня, а зазор должен быть не менее 0,5 мм. Проверяют выступание поршня над верхней плоскостью блок-картера, которое допускается в пределах 0,135—0,65 мм.
Выступание поршней проверяют на специальном приспособлении (рис. 36).
Глава 5
РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ
Распределительный вал изготовлен штамповкой из стали, имеет три опорные шейки. Кулачки отштампованы заодно с валом и имеют профиль для плоского толкателя.
Pan редел ительный вал вращается в блок-картере на трех скользящих подшипниках, смазка к которым подводится наклонными отверстиями от коренных опор блок-картера.
Перечень деталей и узлов, входящих в группу, приведен в таблице 29.
СНЯТИЕ И РАЗБОРКА УЗЛА
Детали распределительного механизма снимают после головки цилиндров, крышки распределительных шестерен и боковых крышек блока-картера в такой последовательности.
Вынимают штанги толкателей. Поворачивают двигатель так, чтобы цилиндры заняли горизонтальное положение. Провертывают распределительный
Номер узла нли детали Наименование узла нли детали Количество на двигатель
СМД-14 СМД-7
14-05С1 СМД1-05С1 Распределительный вал в сборе 1
СМД14-05С2 СМД7-05С2 Шестерня топливного насоса в сборе 1
СМД1-05С4 Промежуточная шестерня в сборе 1
14-0501 СМД55У-0501 Распределительный вал 1
СМД 1-0502 Шестерня распределительного вала 1
СМД1-0503А Промежуточная шестерня 1
СМД 14-0504 СМД7-0504 Шестерня топливного насоса 1
СМД55-0505 Втулка шестерни 1
СМД55-0506 Шайба 1
СМД55-0509 Втулка промежуточной шестерни 1
СМД55-0510 Шлицевой фланец 1
СМД55-0511 Подпятник 1
СМД1 -0512 Толкатель 8
СМД9-0513 СМД7-0513 Штанга толкателя 8
СМД7-0516 Поводок 1
СМД7-0517 Штифт 1
БНП-М8Х 16 Болт 2
БНП-М8Х 20 2
БНП-М10Х25 4
1113-10,5x58 Замковая шайба 2
ШЗ-9Х24 1
ШСН-8.5Х20 Стопорная шайба 2
вал на один оборот, чтобы толкатели отодвинулись и вал легко было вынуть. Вынимают распределительный вал с шестерней и толкатели.
Отогнув замковые шайбы, снимают шестерню.
Рис. 37. Промежуточная шестерня распределительного вала.
Выпрессовывают подпятник, если следует ремонтировать вал или заменить штифт.
Отогнув замковые шайбы 1 (рис. 37), вывертывают болты 2. Снимают шайбу 4 и промежуточную шестерню 3 распределительного вала.
Шестерню топливного насоса снимают в следующем порядке. Отгибают усы шайбы 1 (рис. 38), отворачивают два болта 3 и снимают поводок 2 счетчика и шлицевой фланец 4, после чего снимают шестерню топливного насоса 5 со втулкой (СМД7-05С2 или СМД14-05С2.) Если требуется ремонт промежуточной шестерни или шестерни топливного насоса, то их втулки выпрессовывают.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ И УЗЛАМ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Распределительный вал (рис. 39) после ремонта должен отвечать следующим техническим требованиям.
1. Материал сталь 45 с селективным содержанием углерода 0,42—0,47%.
Твердость закаленных кулачков и шеек 54—62 единицы по
Рис. 38. Шестерня топливного иасоса.
Роквеллу. Твердость незакаленных поверхностей распределительного вала 163—217 единиц по Бринеллю.
2. Овальность и конусность опорных шеек не более 0,02 мм.
3. Биение поверхности средней опорной шейки, поверхностей торцов фланца и цилиндрической части кулачков относительно общей оси поверхности крайних опорных шеек распределительного вала не более 0,05 мм.
4. Биение поверхности диаметром 55Е$;оз2 мм относительно общей оси поверхности крайних опорных шеек не более 0,04 мм.
5. Непараллельность образующей поверхности кулачков к образующим опорных шеек не более 0,04 мм на длине кулачка.
6. Угловое смещение кулачков по отношению к оси отверстия установочного штифта не более 1°.
7. Зачистка дефектов на поверхностях между кулачками глубиной не более 1 мм (заварка трещин на распределительном валу не допускается).
8. Увеличение ширины обработанной поверхности кулачка (при ремонте) на цилиндрической части и линии разъема до 30 мм.
9. Смещение резьбовых отверстий М10Х1.5 от номинального положения не более 0,3 мм.
Распределительные валы двигателей СМД-7 отличаются от валов СМД-14 профилем всасывающих и выпускных кулачков (рис. 40, 41), что изменяет закон движения толкателей и клапанов, оставляя без изменения фазы газораспределения и порядок работы цилиндров. Кулачки распределительных валов имеют симметричный профиль. Правильность профиля контролируют
путем определения величины подъема плоского толкателя.
Для этого распределительный вал устанавливают в центрах и жестко соединяют с делительной головкой или градуированным диском, а плоский
Рис. 39. Распределительный вал.
толкатель — с индикатором и отсчитывают величину подъема и опускания толкателя в зависимости от угла поворота распределительного вала от начального положения.
Полученные данные перемещения толкателя сравнивают с данными расчетных таблиц. При этом подъем профиля кулачка на участке а — б должен быть выдержан с точностью +0,025 мм при нарастании отклонений 0,03 лии на каждые 5°.
Рис. 40. Профиль кулачков распределительного вала двигателя СМД-7:
— профиль всасывающего кулачка; 2— профиль выпускного кулачка.
Рис. 41. Профиль кулачков распределительного вала двигателя СМД-14:
1 — профиль всасывающего кулачка; 2— профиль выпускного кулачка.
Подъем на рабочей части кулачка распределительного вала двигателей СМД-14 и СМД-7 должен быть выдержан с точностью +0,075 мм при нарастании отклонений не более 0,07 мм на каждые 10°, а на участках а и б нарастание подъема должно быть 0,0075 мм на 1°.
Шестерни и втулки механизма распределения должны отвечать следующим техническим условиям.
1. Материал шестерен сталь 45, твердость по Бринеллю 217—255 единиц. Материал втулок бронза ОЦС 5-5-5, твердость 60 единиц по Бринеллю.
2. Прилегание зубьев при обкатке с сопрягаемой шестерней не менее 65% по длине зуба.
3. Биение торцовой поверхности бурта втулки шестерни топливного насоса относительно отверстия диаметром 50+0’027 мм (рис. 38) не более 0,05 мм на крайних точках.
4. Натяг при запрессовке втулки 6 (рис. 38) от 0,06 до 0,15 мм.
5. Биение внутренней поверхности втулки относительно наружной до запрессовки в шестерню и обработки в узле не более 0,06 мм.
6. На наружной поверхности втулки допускаются одиночные раковины наибольшим измерением не больше 1,5 мм и глубиной не более 1,0 мм.
7. Параметры зубьев шестерен механизма распределения приведены в таблице 30.
ТАБЛИЦА 30
Параметры зубьев шестерни СМД 1-0404 15K-0404 СМД 1-0502 СМД1-05иЗА СМД14-0504
Модуль, мм ... . 2,5 2,5 2,5 2,5
Диаметр начальной окружности, мм Угол зацепления по нормали, град 77,82 155,65 155,65 155,65
20 20 20 20
Высота головки зуба, мм 2,5 2,5 2,5 2,5
Полная высота зуба, мм 5,5 .5,4 5,4 5,4
Направление винтовой линии зуба . Левое Левое Правое Левое
Число зубьев 27 54 54 54
Действительная толщина зуба по нормали и хорде начальной окружности при замере на высоте 2,52 мм от наружного диаметра шестерни СМД1-0404 (для 15К-0404 — на высоте 2,56 жж), мм Ч Q9~°,06 °0,10 Ч Q9—0’06 °»У2—о.ю Ч Q9—0,06 °’У2-0,10 Ч Q9—0,06 °’У2-0,10
Толкатель (рис. 42). 1. Материал сталь 20; твердость цементированной поверхности 55—62 единицы по Роквеллу; глубина цементированного слоя: для наружных поверхностей 0,5—0,9 мм, для внутренних 0,6—1,1 мм.
2. Неперпендикулярность рабочего торца
относительно наружной поверхности толкателя не более 0,03 мм на крайних точках.
3. Смещение оси рабочей поверхности сферы относительно оси наружной поверхности не более 0,5 мм.
4. Овальность, конусность и граненность наружной поверхности не более 0,009 мм каждая.
5. Разностенность толкателя не более 0,4 мм.
Шлицевой фланец (рис. 43). 1. Материал сталь 40Х; твердость по Роквеллу 30—35 единиц.
2. Биение наружного диаметра шлицев относительно диаметра 56 мм не более 0,08 мм, а торца, прилегающего к шестерне топливного насоса, не более 0,1 мм на крайних точках.
3. Смещение отверстий диаметром 8,5 мм от их номинального положения не более 0,1 мм.
4. Смещение метки «Т» от номинального положения, определяемого относительно впадины шлица, не более +10'.
Штанга толкателя. 1. Материал сталь 45. Концы штанг закалены токами высокой частоты на глубину 2—3 мм до твердости 45—50 единиц по Роквеллу.
2. Непрямолинейность штанги не более 0,25 мм на всей длине.
3. Биение штанги относительно центров сферических поверхностей не более 0,5 мм.
РЕМОНТ ДЕТАЛЕЙ МЕХАНИЗМА РАСПРЕДЕЛЕНИЯ
В процессе длительной эксплуатации изнашиваются кулачки и опорные шейки распределительного вала, изнашиваются или повреждаются резьбы в отверстиях под болт крепления шестерни, изгибается ось вала, вырабатывают-
Рис. 43. Шлицевой фланец.
ся отверстия под установочный штифт. Изношенные опорные шейки перешлифовывают до выведения овальности, конусности и следов износа с последующим восстановлением поверхности. После покрытия их обрабатывают до получения номинальных размеров.
Перешлифовкой уменьшают номинальный размер опорных шеек вала не более чем на 1 мм. Одновременно в блок-картер ставят ремонтные втулки.
I шейка
Номинальный размер, мм 55^о’озг Ремонтный размер, мм 54^’оз|
II шейка
ко—0.030 °2—0,060 к 1-0,030 °‘—0,060
III шейка
48-О,050 ^—0,085
47-0,050
4 —0,085
После шлифовки снимают фаски на кромках цилиндрических поверхностей и отверстий подвода смазки в третью шейку вала.
Всасывающие и выпускные кулачки перешлифовывают, снимая равномерный слой металла по контуру профиля и сохраняя закон подъема плоского толкателя (табл. 31).
ТАБЛИЦА 31
Наименование кулачка СМД-7 СМД-14
номинальные размеры, мм ремонтные размеры, мм номинальные размеры, мм ремонтные размеры, мм
Всасывающий . 33,64—0,17 32,64—0,17 35,4—0.17 34,4—0,17
41,32—0,17 40,32—0,17 43,2—0,17 42,2-0,17
Выпускной . . 33,64—0,17 32,64—0,17 35,4—0,17 34,4—0,17
41,32—0,17 40,32—0,17 43,2—0,17 42,2—о, 17
При больших износах кулачки наваривают по профилю чугунными прутками Б-6 на толщину до 2 мм. После наварки зачищают и шлифуют профиль кулачка, сохраняя номинальные размеры.
Острые кромки притупляют по контуру кулачка с обеих сторон.
При повреждении или износе резьбы во фланце распределительного вала М10Х 1,5 рассверливают отверстия и нарезают резьбу М12Х 1,75 мм. Одновременно четыре отверстия в шестерне распределительного вала рассверливают до диаметра 13 мм.
При ослаблении натяга в посадке штифта фиксации шестерни на фланце распределительного вала развертывают отверстие с диаметра 10 мм до диаметра 11ZS;°28 мм одновременно в шестерне и фланце вала. Ремонтный штифт изготавливают с наружным диаметром H_o,oi5 мм-
Толкатели изнашиваются по наружному диаметру торцовой рабочей поверхности и по сферической внутренней поверхности. Последний вид износа не ремонтируют.
При износе наружной поверхности толкатель хромируют с последующей шлифовкой до нормального размера. Толщина слоя после шлифовки должна быть 0,05—0,2 мм.
При износе донышка толкателя его наваривают электродом ЭНР-62 диаметром 4 мм, а затем шлифуют. Цилиндрическую часть толкателя при наварке погружают в воду.
Концы штанг толкателей перешлифовывают, уменьшая длину штанги на 1,5 мм. Одновременно проверяют кривизну и рихтуют штанги.
Износ зубьев шестерен распределения, при котором зазор между зубьями превышает 1,2 мм, не восстанавливают. Минимально допустимая толщина зуба шестерен 3,4 мм.
Изношенные по внутреннему диаметру втулки промежуточной шестерни и шестерни топливного насоса выпрессовывают и осаживают на специальном приспособлении. Уменьшение длины втулок при этом допускается не более 4 мм с одновременным увеличением наружного диаметра и уменьшением внутреннего.
При осадке оставляют припуски по наружному и внутреннему диаметрам не менее 0,2 мм. По внутреннему диаметру втулку обрабатывают только после ее запрессовки в шестерню.
Если ослабла посадка втулки, ее омедняют по наружной поверхности до получения требуемого размера.
При повреждении или износе поверхности отверстия под втулку его растачивают до диаметра б?"41’03 мм для шестерни топливного насоса и до диаметра 47+ю,о27 мм для промежуточной шестерни. Расточку поверхности ведут относительно профиля зубьев шестерни и торцов рабочей поверхности. Относительно начальной окружности зубьев отверстие растачивают с точностью 0,1 мм.
Рис. 44. Приспособление для осадки втулок, имеющих бурт.
Ремонтные втулки по наружному диаметру бывают следующих размеров (табл. 32).
ТАБЛИЦА 32
Наименование втулки Номинальный диаметр, мм Ремонтный диаметр, мм
Втулка промежуточной шестерни 4«4*0,И0 ^°4-0,060 474*0,110 ч/4>0,060
Втулка шестерни топливного насоса Кй+о. 150 oo-j-0,090 е?4-0, 150 э'-|-0,090
Приспособление для осадки втулок (рис. 44) состоит из пальца 1, подставки 2, корпуса 3 и пуансона 5.
Ремонтируемую втулку 4 вставляют в корпус и под прессом осаживают для получения необходимых размеров для ремонта.
Все рабочие поверхности приспособления должны быть шлифованными.
ТАБЛИЦА 3
Обозначение на рисунке 44 Размеры приспособления для втулки шестерни топливного насоса, мм Размеры приспособления для втулки промежуточной шестерни , мм
отверстие вал отверстие вал
д 48,8+0,027 48,8=Ж 38,8+0’027 о о о—0,025 .0—0,050
Д1 64—0,04 — 58—0,04 —
д2 52,2+°'03 52,2=£°03 46,2+0.027 46.2Zo0:^
Дз 64+0.4 — 58+°'4 —
Основные размеры приспособления для осадки втулок приведены в таблице 33.
Изношенную торцовую поверхность штифта (СМД55-0511) шлифуют на глубину до 1 мм и притупляют острые кромки.
СБОРКА УЗЛА И УСТАНОВКА НА ДВИГАТЕЛЬ
В первую очередь запрессовывают цилиндрический штифт в распределительный вал так, чтобы он выступал над плоскостью фланца на 10 мм. Затем запрессовывают подпятник до упора в отверстие вала и, надев шестерню распределительного вала, закрепляют ее болтами с замковыми шайбами. Установив блок-картер в горизонтальное положение, смазывают дизельным маслом и последовательно вставляют восемь толкателей в направляющие отверстия блок-картера.
Смазывают шейки распределительного вала дизельным маслом, ставят вал с шестерней в подшипники блок-картера до упора в бурт втулки первого подшипника распределительного вала и проворачивают распределительный вал, проверяя легкость его вращения и отсутствие заеданий.
Смазывают дизельным маслом палец промежуточной шестерни, запрессованный ранее в блок-картер, и устанавливают на него шестерню так, чтобы метки «К» на промежуточной шестерне и шестерне коленчатого вала и метки «Р» на промежуточной шестерне и шестерне распределительного вала были совмещены (рис. 45). Двумя болтами к пальцу крепят шайбу (СМД55-0506). Проверяют легкость вращения промежуточной шестерни на пальце и контрят болты замковой шайбой. Проверяют торцовый зазор между промежуточной
шестерней и шайбой (СМД55-0506), который должен быть в пределах 0,08— 0,42 мм.
После установки топливного насоса на картер распределительных шестерен на фланец насоса монтируют шестерню так, чтобы метки на промежуточной шестерне и шестерне топливного насоса совпадали. Закрепляют болтами с шайбами шлицевой фланец и поводок.
Шлицевой фланец устанавливают на шестерню топливного насоса так, чтобы метки на фланце шестерни и метки на шлицевом фланце совпадали. Шайбы (ШСН 8,5 Х20) отгибают на грани болтов только после окончательной
Рис. 45. Установка распределительных шестерен.
сборки двигателя, проверки и регулировки угла опережения впрыска по мениску.
Проверяют торцовый зазор между зубьями шестерен, который на собранном двигателе должен быть в пределах 0,05 — 0,3 мм (для неизношенных шестерен).
При необходимости минимальный зазор обеспечивают подбором сопрягаемых шестерен. Максимально допустимый зазор между зубьями не должен превышать 1,2 мм для двигателя, длительно работавшего в условиях эксплуатации и имеющего равномерный износ по толщине всех зубьев.
Глава 6
ГОЛОВКА ЦИЛИНДРОВ
Головку цилиндров двигателей СМД отливают из чугуна. На внутренних стенках отливки имеются всасывающие и выпускные каналы, бонки, через которые проходят шпильки крепления головки к блоку, и штанги толкателей. Внутренние полости головки цилиндров образуют водяную рубашку головки. Камеры сгорания в головке цилиндров СМД шаровой формы. Они образованы двумя полусферами: верхняя отлита заодно с головкой, а нижняя расположена в специальной вставке, имеющей наклонный канал, которым шаровая камера соединяется с цилиндром двигателя. На верхней плоскости головки цилиндров расположен клапанный механизм и механизм декомпрессора.
Коромысла клапанов установлены на двух осях, закрепленных на стойках. Стойки прикреплены к верхней плоскости головки на шпильках. Две оси
коромысел между собой соединены втулкой. К одной из осей трубкой подведена смазка из маслоканала в головке цилиндров, соединенного с вертикальным маслоканалом в блок-картере. На оси коромысел расположены отверстия для смазки внутренних поверхностей втулок коромысла.
Коромысла с одной стороны упираются бойком в торец клапана, а с другой через сферическую поверхность регулировочного болта — в штангу толкателя.
Каждый клапан имеет две клапанные пружины: внутреннюю и наружную с разной по направлению навивкой.
Механизм декомпрессии имеет ручной привод через специальную рукоятку, расположенную снаружи двигателя. Клапанный механизм и механизм декомпрессии закрыты сверху проставкой и колпаком клапанного механизма, которые крепят к верхней плоскости головки цилиндров.
С левой стороны головки смонтированы форсунки и фильтр тонкой очистки топлива. С правой стороны — выпускной коллектор. Двигатели СМД-7 имеют систему выпуска, объединяющую выпускные каналы второго и третьего цилиндров как в головке, так и в коллекторе. На двигателях СМД-14 установлена головка с индивидуальными каналами для каждого цилиндра, поэтому выпускной коллектор имеет четыре патрубка, сходящиеся, как и в двигателе СМД-7, в одно выпускное отверстие. К верхней плоскости головки крепят штампованные из листового проката водоотводную трубу и всасывающий коллектор. Двигатели СМД-7 первых выпусков оборудованы алюминиевыми водоотводными трубками и всасывающими коллекторами. Размещение всасывающего и выпускного коллекторов с разных сторон головки цилиндров позволяет уменьшить подогрев всасываемого воздуха, что улучшает наполнение цилиндров двигателя.
Всасывающие и выпускные клапаны перемещаются в специальных чугунных вставных направляющих втулках. Уплотняющие фаски под конические поверхности всасывающих и выпускных клапанов выполнены непосредственно в головке цилиндров. Диаметр тарелки всасывающего клапана СМД-14 на 2 мм больше того же клапана двигателя СМД-7.
Впереди на головке цилиндров двигателей СМД-14 укреплен грузовой кронштейн и воздухоочиститель, сзади — водяной насос. На двигателях СМД-7 впереди установлен воздухоочиститель, а водяной насос — со стороны муфты сцепления. Сверху на колпаке головки цилиндров закреплен сапун.
Перечень деталей и узлов, входящих в группу головки цилиндров, приведен в таблице 34.
ТАБЛИЦА 34
Позиция на рисунке 46 Номер узла или детали Наименование узла или детали Количество иа двигатель
СМД-14 СМД-7
СМД14-06С1 СМД7-06С1 Головка цилиндров в сборе 1
СМД14-06С2 СМД7-06С2-1 Головка цилиндров 1
СМД1-06СЗ-1 Коромысло клапана со втулкой 8
СМД1-06С5-1 Маслоподводящая трубка в сборе 1
СМД14-06С6 СМД 1-06 С 6 Рукоятка декомпрессора в сборе 1
СМД14-06С7 СМД1-06С7А Колпак головки цилиндров в сбо ре 1
67 СМД9-06С8 СМД1-06С8А Прокладка головки в сборе 1
СМД14-06С9 СМД7-06С9А Головка с клапанами 1
СМД1-06С11 Сапун в сборе 1
СМД7-06С14 Передаточный механизм газораспре деле-
НИЯ 1
54 СМД9-06С16 СМД1-06С16 Водяная труба 1
45 СМД14-06С17 СМД7-06С17 Всасывающий коллектор в сборе 1
СМД7-06С18 Ось коромысел в сборе 1
СМД7-06С19 Ось коромысел в сборе 1
Позиция на рисунке 46 Номер узла или детали Наименование узла или детали Количество на двигатель
СМД-14 СМД-7
14-06С24-1 Тяга декомпрессора 1
14-06С25-1 — Привод декомпрессора 1
71 СМД14-0601 СМД7-0601 Головка цилиндров 1
74 СМД9-0602 СМД7-0602 Вставка камеры сгорания 4
64 СМД9-0603 СМД1-0603 Направляющая втулка 8
68 СМД14-0604 СМД1-0604 Всасывающий клапан 4
69 СМД14-0607 СМД1-0607 Выпускной клапан 4
47 СМД1-0609-1 Коромысло клапана 8
2 СМД1-0610Б Валик декомпрессора 2
16 СМД14-0611 СМД7-0611 Рукоятка декомпрессора 1
19 СМД1-0612 Ось рукоятки 1
5 СМД1-0615 Корпус декомпрессора 1
21 СМД1-0616 Прокладка 1
50 СМД 1-0617-1 Маслоподводящая трубка 1
73 СМД 1-0618 Стопорный винт вставки 4
СМД9-0619 | СМД1-0619 Прокладка головки 1
37 СМД1-0624 Стопорное кольцо 4
60 СМД9-0627 СМД1-0627 Прокладка корпуса колпака 1
59 СМД9-0628 1 СМД1-0628 Корпус колпака головки 1
36 СМД7-0630 Гайка крепления колпака 4
35 СМД1-0631 Корпус сапуна 1
34 СМД1-0632 Диафрагма 1
32 СМД1-0633 Перегородка 2
33 СМД1-0634 Набивка сапуна 2
31 СМД1-0635 Стопорное кольцо 1
58 СМД1-0637 Прокладка колпака 1
39 СМД1-0640 Тарелка клапанной пружины 8
65 СМД1-0641-1 Стойка валиков коромысел и декомпрессии 4
27 СМД55-0642 Втулка оси коромысел 2
в
Рис. 46. Головка цилиндров.
Позиция на рисунке 46 Номер узла или детали Наименование узла или детали Количество на двигатель
СМД-14 СМД-7
43 СМД55-0643 Установочный сухарь оси коромысел 2
44 СМД7-0644 Ось коромысел 2
15 СМД55-0651 Плунжер рукоятки 1
14 СМД55-0652 Пружина рукоятки 1
13 СМД55-0653 Заглушка стакана 1
СМД9-0655 СМД55-0655 Кольцо прокладки 4
62 СМД55-0658 Прокладка 3
24 СМД 1-0662 Прокладка всасывающего коллектора 2
42 СМД7-0663 Пружина клапана 8
23 СМД7-0664 Колпак головки цилиндров 1
30 СМД7-0667 Прокладка сапуна 1
57 СМД 1-0668 Втулка коромысла клапана 8
40 СМД14-0671 СМД1-0671 Сухарь клапана 16
3 СМД1-0672А Стопорное кольцо 4
СМД 14-0679 СМД7-0679 Правая половина всасывающего коллектора 1
СМД 14-0680 СМД7-0680 Левая половина всасывающего коллектора 1
— СМД7-0681 Боковой фланец 1
СМД7-0682 Нижний фланец 2
СМД7-0683 Втулка 1
38 СМД7-0684 Прокладка 4
СМД7-0687 Заглушка 1
4 СМД7-0688 Стопорное кольцо 2
СМД7-0690 Заглушка 1
70 СМД7-0694 Внутренняя пружина клапана 8
41 У5-0605 Предохранительное кольцо 8
49 У5-0621 Крайняя распорная пружина 2
48 У5-0622 Средняя распорная пружина 2
25 У5-0627 Втулка оси коромысел 1
56 У5-0672 Регулировочный винт 8
СМД14-0686 — Заглушка 1
СМД9-0674 СМД7-0674 Правая половина водяной трубы 1
СМД9-0675 СМД 1-0675 Левая половина водяной трубы 1
СМД9-0678 СМД 1-0678 Фланец трубы 3
СМД9-0685 — Заглушка 1
СМД 1-0677 Бонка термометра 1
СМД14-0606 — Рукоятка декомпрессора 1
63 БНП-М8Х25 2
18 БНП-М8Х60 Болты 8
БНП-МЮхЗО 4
55 БНП-М8Х20 6
22 ШНЧ-М8Х20 4
8 61 ШНЧ-М 10x28 ШНЧ-М10Х40 Шпильки 6 8
76 ШНЧ-М10Х23 1
66 ШНЧ1М12Х95 4
7 ГУ-М8 . 4
11 ГУ-М10 9
10 ГУЛ-М10 Гайки 6
46 ГУ-1М10 8
29 ГУ-1М12 4
6 ШП-8 1 14
17 ШП-10 1 Пружинные шайбы 4
28 ШП-12 J 4
12 ШСН-11Х20 Стопорная шайба 1
Позиция иа рисунке 46 Номер узла или детали Наименование узла или детали Количество иа двигатель
СМД-14 СМД-7
72 ШШС-8,5х16х2 Специальная шайба 4
51 Н-5361 Соединительная гайка 2
75 Н-5479 Шайба 12
9 Н-5480 Шайба 6
52 Н-6021 Конечный угольник 1
20 Н-6295 Каркасный сальник 1
26 3C-35 Заглушка 2
1 ЗС-60 » 2
Ш- 3x15 — Разводной шплинт 1
СНЯТИЕ И РАЗБОРКА ГОЛОВКИ ЦИЛИНДРОВ
Отвертывают четыре гайки 36 (рис. 46) крепления колпака головки цилиндров и снимают колпак 23 в сборе с рукояткой механизма декомпрессора и суфлером. Рукоятку декомпрессора ставят в выключенное положение. При этом валик 2 декомпрессора и ось 19 рукоятки своими прорезями становятся вертикально.
Отвертывают гайку 51 и снимают маслоподводящую трубку 50. Чтобы снять клапанный механизм в сборе, отвертывают четыре гайки 29, снимают шайбы 28 и втулку 27. Вывертывают болты 55 и снимают водяную трубку 54. Чтобы снять корпус 59 колпака головки цилиндров, вывертывают восемь болтов 18 и болты 63. Головку цилиндров с блока двигателя снимают после демонтажа форсунок с трубопроводами высокого давления, топливного фильтра, выпускного коллектора и водяного насоса.
Для этого отвертывают 19 гаек (СМД7-0163) крепления головки цилиндров, снимают шайбы (СМД55-0150) и головку цилиндров с прокладкой. Головку цилиндров разбирают в такой последовательности. Вывертывают четыре болта 73, стопорящих вставки камер сгорания 74 и вынимают вставки. Устанавливают головку цилиндров нижней плоскостью на стол и, сжав поочередно при помощи приспособления пружины клапанов, снимают сухарики 40, тарелки 39 и предохранительные кольца 41. Снимают пружины клапанов и вынимают всасывающие и выпускные клапаны, предварительно пометив на них номер цилиндра. Вывертывают шпильки крепления агрегатов, снимают заглушки 26 и 1, если необходимо, вывертывают штуцер 53.
При разборке передаточного механизма распределения (СМД7-06С14) разъединяют оси коромысел и снимают втулку 25.
Снимают стопорные кольца <3 с валиков 2 декомпрессора и вынимают валики из отверстий в стойках. Снимают стопорные кольца 4, коромысла 47, пружины 48, 49 и стойки 65 с осей 44 клапанных коромысел. При необходимости выворачивают угольники 52.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ И УЗЛАМ
Головка цилиндров должна отвечать следующим техническим требованиям.
1. Материал СЧ 21-40; твердость по Бринеллю 187—255 единиц.
2. Неплоскостность нижней поверхности, прилегающей к блоку, не более 0,1 мм; неплоскостность верхней — не более 0,1 мм.
3. Непараллельность нижней и верхней плоскостей не более 0,15 мм на всей длине.
4. Неплоскостность поверхностей фланцев крепления выпускного коллектора не более 0,1 мм.
5. Неперпендикулярность цилиндрических поверхностей диаметром 2О‘Н,,О23Л1Л1 (отверстий под направляющие втулки клапанов) к нижней плоскости не более 0,1 мм на длине 100 мм. (Проверяют перед запрессовкой втулок.)
6. Биение поверхности выточки под бурт вставки и сферической поверхности камеры сгорания относительно поверхности диаметра расточек под вставку камеры сгорания не более 0,1 мм.
7. Биение поверхности расточки под распылитель форсунки диаметром Н.б43’24 мм относительно поверхности под корпус форсунки диаметром 25+о,о84 мм не более 0,1 мм.
8. Неперпендикулярность торцовой поверхности для упора корпуса форсунки к поверхности диаметром 25'Н|’084 мм не более 0,1 мм на диаметре 23 мм.
9. Головки, восстановленные при ремонте сваркой, не должны иметь трещин, свищей, местной рыхлости, посторонних включений, раковин и других дефектов.
10. После постановки заглушек, заварки или ремонта головку цилиндров проверяют на герметичность водой под давлением 4 кг/см? в течение 3 мин.
На всех поверхностях течь и
Рис. 47. Прибор для проверки биения фаски седла клапана головки цилиндров относительно оси направляющей втулки.
не допускаются.
11. Все резьбовые отверстия после повторной нарезки резьб зенкуют под углом 120° до наружного диаметра резьбы.
Перекос резьбовых отверстий в головке цилиндров допускают не более 0,4 мм на длине 100 мм и проверяют при помощи контрольной шпильки и угольника.
12. Уменьшение высоты головки при ремонте допускается до размера 104,5 мм.
13. Биение фаски клапанных гнезд относительно внутренней поверхности отверстий в направляющих втулках (после запрессовки направляющих втулок клапанов и обработки отверстий под штоки) не более 0,05 мм.
Биение проверяют на приспособлении (рис. 47), состоящем из оправки 4, входящей во втулку 5 и отверстие в направляющей клапана. Втулка 5 опирается пластинкой 6 на фаску клапана. При измерении приспособление удерживают за ручку 1, а втулка 5 проворачивается. Отклонение индикатора 8 показывает фактическую величину биения седла клапана относительно оси направляющей втулки клапана. Индикатор, имеющий цену деления 0,01 мм, закреплен на оправке державкой 2 и винтами 3 и 7.
Вставка камеры сгорания (рис. 48). 1. Материал жаростойкая сталь Х9С2; твердость по Роквеллу 25—32 единицы.
2. Биение сферы относительно наружной поверхности диаметром «Л» не более 0,5 мм.
3. Биение наружной поверхности «Л» относительно поверхности большего диаметра бурта не более 0,2 мм.
4. Неплоскостность верхней поверхности «5» не более 0,2 мм.
5. Неперпендикулярность поверхности диаметром «Л» к нижнему торцу вставки не более 0,15 мм на длине 100 мм.
Рис. 48. Вставка камеры сгорания двигателя СМД-14.
6. Смещение канала с диаметральной плоскости не более 0,2 мм.
7. Неплоскостность поверхности нижнего торца вставки не более 0,05 мм. На поверхности радиусом 5 мм от центра допускается впадина до 0,1 мм.
8. Поврежденные поверхности вставки, кроме поверхностей нижнего торца и торца бурта, восстанавливают без нарушения геометрической формы детали с последующей тщательной зачисткой.
9. После ремонта вставки не должны иметь глубоких следов зачистки, раковин, трещин и других повреждений, нарушающих правильность поверхности.
Чистота обработки сферической поверхности не ниже пятого класса.
Втулка клапана (рис. 49).
1. Материал АСЧ-1 или СЧ 21-40; твердость по Бринеллю 180—255 единиц.
Ocm.o6p.V3
Рис. 49. Втулка клапана.
2. На всех поверхностях
допускаются одиночные газовые
Рис. 50. Всасывающий клапан двигателя СМД-7.
Рис. 51. Всасывающий клапан двигателя СМД-14.
раковины глубиной и наибольшим измерением до 2 мм и не ближе 10 мм друг от друга. Общее количество раковин не более шести.
Всасывающий клапан (рис. 50 и 51).
1. Материал сталь 40ХН; твердость по Бринеллю 269—311 единиц. Твердость торца штока не менее 40 единиц по Роквеллу на глубину не более 4 мм с постепенным снижением твердости закаленного слоя до твердости остальной части стержня.
2. Биение конической поверхности фаски относительно цилиндрической поверхности штока не более 0,05 мм.
3. Отклонение поверхности штока клапана от прямолинейности не более 0,015 мм на длине 100 мм.
4. Биение торца штока относительно цилиндрической поверхности штока не более 0,05 мм на крайних точках.
5. Трещины на поверхностях клапана не допускаются. Состояние клапанов проверяют на магнитном дефектоскопе, после чего клапан размагничивают.
6. При притирке клапана на конической поверхности фаски не должно быть уступа.
Выпускной клапан (рис. 52 и 53).
1. Материал жаростойкая сталь Х9С2; твердость термически обработанного клапана 269—311 единиц по Бринеллю (27—32 единицы по Роквеллу).
2. Клапан изготавливают сварным — стержень из стали 40ХН, тарелку из стали Х9С2. При выборочной проверке качества сварки усилие, разрывающее клапан, должно быть не менее 8300 кг. Остальные технические требования те же, что и для всасывающих клапанов.
Рис. 52. Выпускной клапан двигателя СМД-7.
Рис. 53. Выпускной клапан двигателя СМД-14.
Коромысло клапана (рис. 54). 1. Материал сталь 45.
2. Поверхности «Д» и «Г» калят на глубину от 2 до 5 мм, их твердость не менее 50 единиц по Роквеллу; твердость остальных поверхностей 170—217 единиц по Бринеллю.
3. Непараллельность образующих поверхностей «Д» и внутренней поверхности диаметром 28’н>,°33 мм не более 0,5 мм на всей длине.
4. Неперпендикулярность поверхностей торцов относительно оси отверстия диаметром 28+ °’033 мм не более 0,15 мм на крайних точках.
5. Непараллельность цилиндрической поверхности бойка клапана относительно внутреннего диаметра втулки не более 0,05 мм на крайних точках.
6. Втулку запрессовывают в коромысло клапана с натягом 0,002— 0,05 мм. Несовпадение маслоотводящих отверстий во втулке и коромысле клапана не более 1,0 мм.
Втулка коромысла. 1. Материал СЧ 21-40; твердость по Бринеллю 170— 255 единиц.
2. Овальность и конусность внутренней поверхности не более 0,020 мм. Обрабатывается после запрессовки.
3. В запчасти втулки поставляют с припуском 0,2—0,3 мм по внутреннему диаметру.
4. На наружных и внутренних поверхностях допускаются одиночные газовые раковины глубиной до 1/3 толщины втулки.
Прокладка колпака. 1. Материал пробка (ТУ-202-53), обклеенная с двух сторон вианибом или картоном.
2. Допускается изготовление прокладки из паронита УВ-10 толщиной 2,5 мм.
Тарелка клапанной пружины (рис. 55). 1. Материал сталь 40.
2. Биение поверхности диаметром «5» относительно конусной поверхности не более 0,25 мм.
3. Угол конического отверстия проверяют спаренным мерителем для су-
хариков. Допускается подбор сухариков или подгонка по сухарикам с проверкой на краску. При этом должно окрашиваться не менее 70% поверхности.
Рис. 54. Коромысло клапана.
Ось коромысла. 1. Материал сталь 20.
2. Наружная поверхность цементирована на глубину 0,4— 0,8 мм и закалена токами высокой частоты.
Рис. 55. Тарелка клапанной пружины.
В местах расположения отверстий на длине 20 мм на сторону от оси отверстия диаметром З^’В * * * 12 мм твердость должна быть не менее 54 единиц по Роквеллу.
3. Непрямолинейность наружной поверхности не более 0,1 мм на всей длине.
4. Разностенность валика не более 1 мм.
5. Допускается уменьшение внутреннего диаметра валика до 15 мм.
Регулировочный винт (У5-0672). 1. Материал сталь 20.
2. Сферическая поверхность цементирована на глубину 0,5—0,9 мм и закалена до твердости 54 единицы по Роквеллу.
3. Биение сферической поверхности относительно среднего диаметра резьбы не более 0,4 мм.
РЕМОНТ ГОЛОВКИ ЦИЛИНДРОВ И ЕЕ ДЕТАЛЕЙ
При длительной эксплуатации двигателей головки цилиндров изнашиваются по направляющим втулкам клапанов, а поверхности фасок клапанных гнезд вырабатываются. Могут иметь место износы и срывы резьб, сколы и выбоины на поверхностях головки, а также потеря герметичности заглушек.
При замене направляющих втулок клапанов можно нарушить натяг в соединении втулки с головкой.
Основными повреждениями, нарушающими работоспособность головки, являются трещины в стенках водяной рубашки. Трещины, как правило, появляются при нарушении правил эксплуатации и ухода за двигателем, а также
при местных перегревах стенок. Длительная работа двигателя под нагрузкой с разрегулированной топливной аппаратурой или перегрузка двигателя в течение длительного времени приводят к перегреву стенок со стороны камер сгорания, и в них образуются трещины.
Несвоевременная очистка зарубашечного пространства системы охлаждения от осадков и накипи и работа с засоренной решеткой радиатора также ведут к перегреву двигателя. Трещины образуются в перемычках между клапанами, а также в других местах. Образованию трещин способствует неравномерная затяжка головки цилиндров при ее установке на блок-картер или повышенное коробление нижней плоскости головки. Трещины в головке появляются при запуске двигателя без воды и заполнении водяной системы после запуска, а также при добавлении холодной воды в разогретый двигатель.
Восстановление головок цилиндров заваркой. Выбоины, сколы и трещины в ответственных местах заваривают газовой сваркой с общим подогревом головки до температуры 600+ 50°; необработанные, малоответственные места восстанавливают электрозаваркой без подогрева.
Перед заваркой головку цилиндров тщательно очищают и просушивают, а место, предназначенное для заварки, подготавливают. Концы трещины на-кернивают и засверливают сверлом диаметром 3 мм и по всей длине трещины с обеих сторон снимают фаски размером 4 мм под углом 45°. Выбоины и сколы перед заваркой вырубают зубилом до чистого металла или зачищают наждачным кругом диаметром 20 мм, установленным на шлифовальную машину.
Перед газовой заваркой головку подогревают в печи (или в специальном термосе) в течение 15 мин до температуры 600—650° (предварительная температура в печи 400—450°).
Подогретую головку заваривают. Рекомендуется для заварки применять горелку с наконечником № 4 и нейтральное кислородно-ацетиленовое пламя.
Присадочным материалом служат чугунные стержни диаметром 6 мм, имеющие химический состав: углерод 3—3,6%; кремний 3,0—3,5%; марганец 0,5—0,8%; фосфор 0,2—0,5%; сера до 0,08%; хром до 0,65%; никель до 0,3%.
Качество присадочных материалов должно удовлетворять следующим требованиям: поверхность присадочных стержней должна быть чистой, без пригара, песка и заусениц; стержни не должны иметь окисленной (ржавой) поверхности, а также сорных и шлаковых включений; цвет излома прутков должен быть серым. Отбеленный слой на поверхности прутков может быть не более 1 мм.
В качестве флюса при газовой заварке применяют: 70% буры, прокаленной при температуре 800—900° в течение 3 час-, 10% борной кислоты, 20% поваренной соли. Иногда применяют одну прокаленную буру.
Вначале заваривают небольшие по размерам трещины и выбоины, расположенные на тонкой стенке головки.
К концу заварки деталь не должна иметь температуру ниже 400°. В процессе ремонта головку можно дважды подогревать до температуры 600—650°. После заварки восстановленное место прогревают горелкой до красного цвета и головку сразу же помещают в печь, имеющую температуру 600—650°. В течение 15—20 мин плавно охлаждают головку вместе с печью (до температуры 400°), а затем на воздухе.
При помощи газовой заварки с общим нагревом восстанавливают все места головки цилиндров.
Электрозаварку без подогрева применяют для ремонта наружных стенок головки. Сила переменного или постоянного тока 110 а. Ремонтируемую головку нагревают минимально, а заварку ведут с перерывами, во время которых восстанавливаемое место остывает до температуры 50—60°. Каждый очередной шов накладывают после остывания предыдущего.
Электрозаварку ведут электродом Э-34 диаметром 4 лии.
После ремонта и охлаждения головки на ее обработанных частях шов зачищают заподлицо с основной поверхностью.
На необработанных поверхностях удаляют излишние наплывы металла. Сварной шов накладывают ровно, плотно, без раковин и шлаковых включений.
Восстановленные головки цилиндров очищают и подвергают гидроиспытанию водой под давлением не менее 4 кг/см? в течение 3 мин. Течи и «потение» не допускаются. Потение устраняют пропиткой дефектного места водной окисью металла. Нижнюю плоскость и поверхности камер сгорания такой операции не подвергают.
При незначительном потении внутренние стенки рубашки охлаждения пропитывают бакелитовым лаком.
После заделки трещин и гидроиспытания головки проверяют неплоскостность верхней и нижней поверхностей, посадочные места под форсунки, вставки камеры сгорания, а также другие сопрягаемые поверхности.
Восстановление отверстий. Изношенную или сорванную резьбу восстанавливают при помощи резьбовых втулок или специальных шпилек, имеющих увеличенный диаметр ввертной части. Размеры ремонтных резьбовых втулок и шпилек приведены в таблице 35.
ТАБЛИЦА 35
Наименование резьбового отверстия
Отверстие крепления стоек осей коромысла ...........................
Отверстие крепления форсунок . . . Отверстие крепления выпускного коллектора ...........................
Отверстие крепления водоотводной трубы..............................
Отверстие крепления корпуса колпака головки ........................
Отверстие крепления топливного фильтра ...........................
Отверстия крепления грузовых кронштейнов ...........................
Ремонтные размеры резьбы, мм
Нормальные размеры резьбы, мм под втулки под специальные шпильки
М12Х1.75 М16Х1.5 M14X1.5
М10Х1.5 — М12х1,75
М10Х1.5 — М12Х1.75
М8Х1.25 М12Х1.75 —
М8Х1.25 М12Х1.75 —
М10Х1.5 —• М12Х1.75
М10Х1.5 М14х1,5 —
Ремонтные резьбовые втулки изготавливают с наружным диаметром резьбы, равным резьбе в головке. Наружная резьба тугая. Внутреннюю резьбу во втулке выполняют по размерам нормальной резьбы для головки. Длину втулки выбирают равной длине резьбы в отверстии головки цилиндров.
Ремонтные резьбовые шпильки изготовляют ступенчатыми. Резьба в верхней части тугая и равна резьбе отверстия в головке, выполненного под установку шпилек.
Резьбовые втулки и шпильки делают из стали 35 или 45.
При неоднократной выпрессовке направляющей втулки клапана диаметр 2о+«,023 мм в головке цилиндров увеличивается, что приводит к потере натяга по наружному диаметру втулки.
Такую неисправность устраняют путем установки резьбовой втулки с наружной резьбой М27 х 1,5 мм. Резьба тугая. Резьбовую втулку устанавливают на белилах. После заворачивания втулку с обеих сторон подрезают заподлицо с основной поверхностью головки цилиндров. По среднему диаметру резьбы с верхней торцовой поверхности втулки наносят 3—4 керновки.
После этого отверстие под запрессовку направляющей втулки обрабатывают в головке. Головку цилиндров, имеющую прослабленный размер отверстия под направляющую втулку, также ремонтируют путем запрессовки направляющей втулки с ремонтным размером по наружному диаметру (табл. 36).
Восемь отверстий диаметром 17 мм под штанги толкателя и 17 отверстий диаметром 15,5 мм для шпилек крепления головки цилиндров к блок-картеру при подтекании через них воды ремонтируют запрессовкой втулок.
Основные размеры втулок приведены в таблице 37.
ТАБЛИЦА 36
Отверстие в головке цилиндров, мм Наружный диаметр направляющей втулки, мм
нормальное ремонтное нормальный ремонтный
20+0.023 2 J+0.023 2о+0.062 +0,039 +0.062 21 +0,039 ТАБЛИЦА 37
Нормальный размер отверстия в головке, мм Диаметр отверстия для втулки в головке, мм Наружный диаметр втулки, мм Внутренний диаметр втулки, мм
15,5 2g+0,023 99+0.042 zz+0,028 15,5
17,0 24+0.023 24+0,042 Z4+0,028 17,0
Восстановление изношенных клапанных гнезд. При незначительном износе клапанных гнезд их восстанавливают торцеванием при помощи специального зенкера. Предельная глубина торцевания гнезд при ремонте должна обеспечивать утопание торца тарелки клапана не более чем на 2 мм относительно нижней плоскости головки. Для новых двигателей утопание торцов клапанов составляет 1—1,6 мм. Утопание проверяют новым клапаном, не имеющим выработки по уплотняющей фаске.
Рис. 56. Восстановление головкн цилиндров с помощью седла клапана.
При больших износах клапанных гнезд, когда торцеванием увеличивают утопание тарелки клапана относительно нижней плоскости до 2,5 мм, нижнюю плоскость прощлифовывают, выдержав размер по высоте головки в пределах 104,5_о,23 мм и уменьшив утопание клапана до требуемой величины, а также углубляют расточку под бурт вставки камеры сгорания.
В головки цилиндров, имеющие увеличенное утопание торцов тарелок клапанов, после торцевания запрессовывают седла клапанов (рис. 56). Гнезда клапанов в головке цилиндров растачивают согласно размерам, указанным в таблице 38 (обозначения «Л», «5», «Я» приведены на рисунке 56).
ТАБЛИЦА 38
Марка двигателя Диаметр <Б>, мм Диаметр «А>, мм Высота «//>, лек
СМД-7 49+0.03 54+0.03 9,0
СМД-14 49+о.оэ 56+0.03 10,7
углерод (2,7—3,3%), марганец (1,8—2,3%), хром (1,3—1,6%),
Седла клапанов изготавливают из специального чугуна, содержащего (0,5—0,9%), серу (не более 0,12%), кремний никель (3,0—4,5%) и фосфор (до 0,15%).
Допускается изготовление седел из СЧ 21-40. Размеры седла клапана приведены в таблице 39.
Седло клапана из специального чугуна подвергают термообработке до твердости 25—32 единицы по Роквеллу.
Неперпендикулярность наружного диаметра «В» (рис. 57) относительно упорного торца должна быть не более 0,03 мм на крайних точках.
Биение наружной поверхности диаметром «В» относительно внутреннего диаметра «Г» не более 0,03 мм.
ТАБЛИЦА 39
Марка двигателя Диаметр седла выпускного клапана, мм Диаметр седла всасывающего клапана, мм
«в* <г> «д* (калибр) <в» <г> «Я» (калибр)
СМД-7 40+0.095 ^У+О,075 40+°.17 41 г4+0,095 °%-0,075 45+о.17 46
СМД-14 40+0.095 +0,075 4О+0-17 41 г: с+0,095 °°+0,075 47+0Л7 48
Седло клапана запрессовывают в гнездо, нагрев головку цилиндров в масле до температуры 95—100°. При легком постукивании молотком по седлу и головке в месте запрессовки должен слышаться одинаковый звук. Для дополнительного крепления седла в головке его обваривают латунью.
После запрессовки седла торцуют его фаску с обеспечением чистоты поверхности и соосности относительно оси отверстия в направляющей втулке под клапаны.
По окончании этих работ делают притирку клапанов.
Восстановление плоскостей сопряжения вставки камеры сгорания с головкой цилиндров. При небольшом износе поверхностей вставки камеры сгорания или поверхностей головки цилиндров при сборке под бурт вставки подкладывают фольгу. После обжатия головки на блоке ее снимают и проверяют выступание вставки над нижней плоскостью головки.
Если поверхность в головке под вставку имеет выгорания, необходимо углубить гнездо под вставку в головке цилиндров и установить компенсирующее кольцо. В таблице 40 даны ремонтные размеры сопряжения, подсчитанные при условии, что бурты вставок имеют номинальный размер 0+0,05 мм*
ТАБЛИЦА 40
Углубление в головке под бурт вставки, мм Высота проставочного (ремонтного) кольца, jkm Диаметр расточки под бурт вставки, мм
СМД-14 СМД-7
Номинальный размер Ремонтный размер 5+0.04 12+0.04 7+0,02 58+0Л2 То же 55+°-12 То же
СМД-14 СМД-7 Марка двигателя и вид клапана
Выпускной Всасывающий СО SC 'И 5 я о s« Всасывающий
сл 00 1 © to сл 00 1 о ь? сл 00 1 р to СЛ 00 1 р to О> Номинальная длина кла* пана, мм
сл г* о tO сл г р tO сл г* to сл I*4 © ’to о Предельная длина клапана после шлифовки. мм
, 1—0,060 1 —0.085 п оо ©о сл со СЛ О м о о 88 СП О U оо оо сл со сл о Номинальный диаметр стержня клапана, мм
in й—0,060 Ш’Ь-0.085 О 00 1 1 о © о о СЛ СО СЛ О О 00 1 1 О © S3 сл о о 00 1 1 рр о© сл со Сл о Предельный диаметр стержня клапана после шлифовки, мм
о 00 + о © со сл О 00 + р О СЛ О 00 + р о со сл О 00 + о © со сл Внутренний диаметр направляющей втулки под ремонтный клапан, мм
in о—0,033 1и>°—0,060 о 00 1 1 ор О О сл со о со 1 1 Внутренний диаметр сухарика для ремонтных клапанов, мм
СО + © СО + о to со о 1 + оо to СО о 1 + р о — to Номинальный размер, определяющий положение фаски, мм
3.2+0.2 СО ЬЭ + О to ЬЭ сл 1 + ©р — to ЬЭ г+ ор ’— to Предельный размер, определяющий положение фаски после ремонта, мм
ТАБЛИЦА 41
После углубления головки по диаметру расточки под вставку устанавливают проставочное кольцо. В кольце предварительно делают отверстие для прохода конца болта, стопорящего вставку. После этого кольцо подторцовыва-ют, чтобы обеспечить углубление в головке под бурт вставки в пределах 5+0’04 мм.
Восстановление направляющих втулок клапанов. Работа сопряжения клапан — направляющая втулка допустима до зазора между ними не более 0,25 мм (номинальный зазор 0,03—0,09 мм для всасывающих клапанов и 0,06— 0,11 мм для выпускных). Причем максимальный износ втулки должен быть не более 0,15 мм. При больших износах направляющие втулки клапанов не восстанавливают.
Выступание относительно верхней плоскости головки при замене втулок находится в пределах 16 + 0,25 мм. В запасные части втулки поставляют с припуском под развертку. При развертывании втулок обеспечивают технические требования на неперпендикулярность оси развернутого отверстия относительно нижней плоскости и биение конической поверхности фаски под клапан относительно этой же оси.
Восстановление клапанов. При длительной эксплуатации характерными дефектами, образующимися на клапанах, являются: ступенчатый износ и выгорание на фаске клапана, износы стержня, как по наружной цилиндрической поверхности, так и по торцу деформации тарелки и стержня клапана, а также трещины.
Изношенные клапаны восстанавливают механической обработкой по фаске, стержню клапана и торцу. В таблице 41 даны размеры ремонтных клапанов и втулок для них.
При износе торца стержня клапана его шлифуют до выведения следов износа. После ремонта шлифовка рисок на торце не допускается. Шлифовку ведут с обильным охлаждением, чтобы не допустить отпуска закаленной части стержня клапана. При ремонте соблюдают технические условия.
Одновременно со шлифовкой клапана заменяют направляющие втулки на ремонтные.
К клапанам двигателя СМД-14 дополнительно изготавливают сухарики. Стержень клапана восстанавливают до номинального размера хромированием с последующей шлифовкой.
После установки на двигатель отремонтированных клапанов при сборке головки проверяют, опускаются ли клапаны при включении механизма декомпрессора.
Восстановление деталей клапанного механизма. Основными характерными видами износов и дефектов клапанного механизма являются: износ осей коромысел клапанов и втулок коромысел, износ коромысла по цилиндрической поверхности, сопрягающейся с клапаном и плоскостью сопряжения, с валиком декомпрессора, разбивание резьбового отверстия в коромысле под регулировочный винт и износ или повреждение резьбы регулировочного винта и его сферической поверхности.
Нормальная работа соединения оси коромысел со втулками допустима при максимальном зазоре 0,22 мм (номинальный зазор 0,04—0,101 мм), при износах втулки коромысла не более 0,08 мм и оси не более 0,06 мм.
При увеличенных износах это соединение ремонтируют шлифовкой оси коромысел клапанов, изготовлением ремонтной втулки коромысла и постановкой в стойку осей коромысел и валика декомпрессора специальных ремонтных втулок.
При потере натяга в соединении втулка — коромысло коромысло рассверливают и ставят ремонтную втулку, имеющую увеличенный наружный диаметр. Размеры сопрягаемых ремонтных деталей втулок, коромысел, осей коромысел и их стоек, а также валика декомпрессора приведены в таблице 42.
Ремонтную втулку, устанавливаемую в стойку оси коромысла, изготавливают из стали или серого чугуна.
Внутреннее отверстие в ремонтной втулке окончательно обрабатывают после
ТАБЛИЦА 42
Размеры Внутренний диаметр под втулку в коромысле Наружный диаметр втулки коромысла Наружный диаметр оси коромысел Внутренний диаметр втулки коромысла Диаметр в стойке под ось Наружный диаметр ремонтной втулки для стойки Внутренний диаметр той же втулки
Номинальный, мм Ремонтный, мм 28,о+0,033 28,5+0-°33 9о+0,035 z°+0,050 90 к+0,035 ZO’°4-0,050 24>°—0,021 23.5_o.o2i 24 гН’0,08 90 к+0,08 ^»%0,04 94+0,085 -’+0,025 28+0,023 28+0.042 -°+0,028 со к+0,085 Z0’0—0,085
запрессовки втулки в стойку с обеспечением технических требований по непараллельное™ осей отверстий и нижней плоскости детали.
При износах и повреждениях цилиндрической поверхности коромысла, сопрягающейся с торцом клапана, ее обрабатывают до выведения поверхностных дефектов на глубину не более 1 мм с обеспечением общей высоты бойка коромысла в пределах 13_o.is мм (номинальный размер 14,5_0.i2 мм).
Значительные повреждения или износы бойка коромысла ремонтируют наваркой электродом ЭНР62 диаметром 3 мм с последующей обработкой наваренной поверхности до номинального размера. Боек и поверхность, сопрягающуюся с валиком декомпрессора, обрабатывают с обеспечением технических требований на непараллельность указанных поверхностей относительно оси внутреннего отверстия во втулке коромысла.
В результате ремонта клапана (путем изменения его длины), ремонта головки (с изменением положения фаски — с подторцовкой фаски клапанных гнезд или постановкой седел клапанов) и коромысла (с уменьшением высоты бойка) может нарушиться нормальная работа механизма декомпрессора вследствие увеличения зазора между верхней плоскостью бойка коромысла и лыской в валике декомпрессора.
Номинальный зазор в этом соединении должен быть 3,07—4,1 jmai.
Если зазор вышел за пределы допустимого, то для его восстановления подпиливают валик или наваривают его с последующей обработкой.
Изношенные или поврежденные резьбы 1М10Х1 в коромысле восстанавливают путем осадки хвостовика коромысла в горячем состоянии с последующим рассверливанием отверстия под резьбу и нарезкой новой резьбы.
Соединение коромысла с регулировочным винтом восстанавливают нарезкой резьбы 1М11Х1>0 с постановкой ремонтного регулировочного винта и специальной контровочной гайки.
СБОРКА И УСТАНОВКА ГОЛОВКИ ЦИЛИНДРОВ
После постановки заглушек и запрессовки направляющих втулок клапанов головку цилиндров собирают в следующем порядке (рис. 58).
Устанавливают головку нижней плоскостью вверх и вставляют последовательно четыре всасывающих и четыре выпускных клапана, которые должны легко проворачиваться в направляющих втулках и перемещаться в продольном направлении без заеданий. Проверяют утопание тарелок клапанов относительно нижней плоскости головки, которое допускается в пределах 1,0—1,6 мм.
Вынимают клапаны и смазывают притирочной пастой фаски тарелок клапанов и головки цилиндров, после чего вновь вставляют клапаны.
Устанавливают головку с клапанами на притирочный станок или на подставку для ручной притирки. Клапаны притирают до тех пор, пока на конической поверхности фаски клапана получится ровная, сплсшная матовая кольцевая полоска шириной от 1,5 до 3 мм. Дополнительно качество притирки проверяют с помощью карандашных меток, нанесенных на фаску через каждые 30—40° по окружности. При двух, трех поворотах клапана, сопряженного с фаской в головке, эти метки должны стереться.
Рис. 58. Головка цилиндров в сборе.
В одном гнезде разница по ширине притертой фаски не должна превышать 0,5—0,6 мм, а утопание торцовой поверхности тарелки клапана относительно плоскости головки цилиндров в процессе притирки не должно быть более 0,1мм. Общая величина утопания клапанов может доходить до 2,5 мм с обеспечением зазора между коромыслом клапана и лыской на валике механизма декомпрессора при закрытом клапане не менее 0,7 мм. При необходимости лыску подпиливают.
После притирки клапаны и полости в головке тщательно промывают в подогретом до температуры 80—90° водном растворе кальцинированной соды (1,5%) и нитрата натрия (0,3%) и очищают от притирочной пасты. Затем детали продувают сжатым воздухом и насухо протирают, смазывают штоки клапанов дизельным маслом и вставляют клапаны (каждый на свое место) в отверстия направляющих втулок. Зазор между штоком клапана и отверстием во втулке должен быть для всасывающих клапанов 0,03—0,09 льи, для выпускных 0,06—0,12 мм. Клапаны в направляющих втулках должны легко вращаться и перемещаться в продольном направлении без заеданий.
Надевают стопорные кольца (У5-0605) на каждый клапан.
Устанавливают последовательно внутренние (СМД7-0694), а затем наружные (СМД1-0663) пружины, проверив предварительно, нет ли на них каких-либо поверхностных повреждений. На каждую пружину устанавливают тарелку клапана (СМД1-0640).
Поджимают тарелку клапана при помощи приспособления и вставляют два разрезных сухаря. Отпуская тарелки, заклинивают сухари и тарелки; подравнивают торцы сухариков, разность их утопания должна быть не более 0,3 мм. Качание тарелки клапана относительно клапана не допускается.
Рекомендуется для улучшения работы клапанного механизма сохранять при разборке и сборке комплектность клапанов, сухариков и тарелок, а также места установки клапана в головку цилиндров. Сухарики клапанов должны плотно прилегать к конусным поверхностям стержня клапана и тарелки клапанной пружины. Перепутывание этих деталей не допускается.
Чтобы устранить покачивание тарелки клапана, после сборки сухарики обжимают специальной втулкой. Если обжатием не удается устранить покачивание, то сухарики заменяют новыми.
Внутренний диаметр втулки 12 мм, наружный не более 15,5 мм, длина до 100 мм.
При обжатии надевают втулку на хвостовик стержня клапана до упора в торец сухарика и, ударяя 1—2 раза молотком по втулке, осаживают сухарики вниз. Головку цилиндров нижней плоскостью кладут на ровную доску или деревянный стол.
Обжимать сухарики можно ударами медного молотка по торцам стержней клапанов.
После этих операций проверяют качество притирки клапанов на специальном стенде (рис. 59).
Герметичность посадки клапана, как правило, проверяют керосином, который заливают в выпускные и всасывающие каналы собранной головки цилиндров.
Керосин проникает в щели между тарелкой клапана и гнездом (седлом) головки цилиндров. По просачиванию керосина из-под тарелки клапана за определенное время судят о качестве притирки.
Применение керосина ухудшает условия труда рабочих, загрязняет рабочее место и является опасным в пожарном отношении.
Рекомендуется приспособление для контроля качества притирки клапанов в гнездах, в котором керосин заменен воздухом.
Приспособление размещают на верстаке, где собирают головку после притирки и мойки.
Окончательно собранную головку устанавливают на стол 1 камерами сгорания вверх и прижимают системой рычагов 12 к уплотняющей резиновой
прокладке 3 так, чтобы полости всасывающих и выпускных каналов были плотно закрыты.
На кронштейне 2 смонтирован корпус распределительного клапана 6, к которому подается сжатый воздух через штуцер 5, имеющий калиброванное отверстие. Когда головка полностью прижата, открывается распределительный клапан 7 и сжатый воздух поступает через сопло 4 в полости каналов клапанов головки, а через трубку 8 — в указатель давления 9.
Для проверки качества притирки нижнюю полость камеры сгорания над клапанами заливают водой и следят за появлением воздуха (в виде пузырьков) из-под тарелок клапанов. При качественной притирке клапанов пузырьки не появляются.
Для удобства работы наполненный водой бачок 10 смонтирован на шарнире и имеет трубки 11, число которых соответствует числу цилиндров двигателя. Положение бачка после наполнения водой камеры сгорания головки цилиндров показано на рисунке 59 пунктиром.
Рис. 59. Приспособление для проверки герметичности клапанов.
Максимальное контрольное давление воздуха в полости каналов головки двигателя должно быть равно 0,010—0,012 кг!см\ что соответствует величине А, равной 100—120 мм.
Соотношение сечений калиброванного отверстия штуцера 5 и трубки 8 подбирают таким, чтобы обеспечить истечение воздуха из полости распределительного клапана 6 для создания постоянного давления. Практически установлено, что проходное сечение трубки 8 может быть в 2—3 раза больше сечения калиброванного отверстия штуцера 5. В этом случае давление в полостях каналов клапанов головки соответствует давлению выбранной высоты водяного столба (размер А), а излишек давления компенсируется свободным истечением воздуха через трубку 8.
В случае отсутствия герметичности клапаны притирают повторно.
Затем, повернув головку цилиндров нижней плоскостью вверх, надевают по одной шайбе (ШШС-8,5) на четыре винта (СМД1-0618) и ввертывают последовательно четыре стопорных винта (СМД1-0618) в резьбовые гнезда головки цилиндров на 1,5—2 нитки.
Устанавливают последовательно четыре вставки камер сгорания в соответствующие гнезда и проверяют выступание вставок камер сгорания над плоскостью головки цилиндров. Выступание вставки над плоскостью должно быть в пределах 0,01—0,08 мм и проверяться приспособлением, применяемым для проверки утопания клапанов.
Далее ввертывают последовательно четыре стопорных винта (СМД1-0618) во вставки камер сгорания.
Перед установкой головки на блок проверяют, чтобы в гнездо блок-картера на верхней плоскости была запрессована втулка (СМД1-0130).
Ставят прокладку головки цилиндров, надевая ее на шпильки широкой стороной окантовки гильзовых отверстий к блок-картеру и обеспечивая совпадение соответствующих водоподводящих каналов.
Перед постановкой на двигатель прокладку покрывают равномерным слоем (0,03—0,08 ми) смазки, состоящей из 52 весовых частей авиационного или дизельного масла и 48 весовых частей серебристого графита.
Затем проверяют, нет ли в цилиндрах блока посторонних предметов, и заливают в каждый из них по 30 г дизельного масла.
Наконец, устанавливают головку цилиндров на блок-картер, без перекоса на шпильках.
Навертывают и затягивают в определенной последовательности (рис. 60) гайки крепления головки цилиндров с усилием 15—17 кгм. (усилие 30—34 кг на плече 500 мм) для двигателей, имеющих диаметр шпильки крепления головки 14 мм, и 20—22 кгм для двигателей со шпильками 16 мм.
Рис. 60. Схема затяжки гаек крепления головки.
СБОРКА И УСТАНОВКА МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯ И ДРУГИХ УЗЛОВ ГРУППЫ
Ввертывают регулировочный винт (У5-0672) в коромысло клапана (СМД1-06СЗ-1) и навертывают гайку (ГУМ-1М10).
Надевают при помощи конуса на ось коромысел стопорное кольцо (СМД7-0688). Ввертывают в торец оси коромысел угольник (Н-6021А) и затягивают его до отказа. Свободный конец угольника должен быть направлен вверх относительно лыски.
Устанавливают два пружинных кольца (СМД1-0672А) в выточки валика декомпрессора.
Надевают на оси коромысла стойки валиков (СМД1-0641-1) и распорные пружины.
Проверяют легкость вращения коромысел на оси (заедание коромысла не допускается).
Устанавливают в стойки валик декомпрессора так, чтобы его короткий конец находился со стороны пробки оси коромысла, и надевают вторую стойку.
Аналогично собирают вторую половину узла клапанного механизма, надевают среднюю пружину (У5-0622) и втулку (У5-0627) на ось коромысел и соединяют обе половины между собой.
После сборки механизма газораспределения продолжают сборку двигателя. Смазывают прокладку корпуса колпака пастой УН-25 с обеих сторон и ставят ее на головку цилиндров, совмещая крепежные отверстия.
Устанавливают корпус колпака головки цилиндров на головку и закрепляют болтами.
Для удобства сборки к корпусу колпака головки цилиндров вначале прикрепляют всасывающий коллектор.
Закрепляют болтами (БНП-М8Х20) с шайбами (ШП-8) водяную трубу. Под фланцы водяной трубы устанавливают прокладку (СМД55-0658).
Вставляют последовательно восемь штанг толкателей в направляющие головки цилиндров и толкателей.
Устанавливают механизм газораспределения на головку цилиндров, надевая стойки на шпильки головки.
На крайние шпильки надевают установочный сухарь оси коромысел, обеспечивая его совпадение с пазом в оси коромысел. На средние шпильки также надевают сухарь оси коромысел (СМД55-0642).
Затягивают гайки (ГУ-1М12) до отказа, подложив под них пружинные шайбы (ШП-12). Проверяют, нет ли заеданий валиков декомпрессора в отверстиях стоек осей коромысел.
Регулировка зазоров в клапанах. Вставляют установочную шпильку (СМД55-01С8) гладким концом в отверстие картера маховика и, проворачивая коленчатый вал, устанавливают поршень 1-го цилиндра в верхнюю мертвую точку (в. м. т.) такта сжатия до совмещения отверстия в маховике с отверстием в картере так, чтобы было можно вставить шпильку в отверстие маховика. При этом всасывающий и выпускной клапаны 1-го цилиндра должны быть закрыты.
Отрегулировав зазор между торцами стержней клапанов и цилиндрическими поверхностями коромысел 1-го цилиндра (для всасывающего клапана 0,3 мм, для выпускного — 0,35 мм у СМД-7 и 0,4 мм у СМД-14), вынимают установочную шпильку и ввертывают ее в резьбовое гнездо картера маховика.
Затем, повернув коленчатый вал на г12 оборота (180°), регулируют зазоры в клапанах 3-го цилиндра. Последовательно поворачивая коленчатый вал на 180°, регулируют зазоры в клапанах 4-го, а затем 2-го цилиндров.
При регулировке зазора в клапанах контргайку регулировочного винта удерживают ключом, а регулировочный винт поворачивают для выбора положения, при котором щуп, имеющий размер, равный требуемому зазору, вынимался бы из-под бойка коромысла с небольшим усилием. Установив зазор, контрят гайку регулировочного винта, проверяют зазор.
Соединяют конец маслоподводящей трубки (СМД1-06С5-1), навернув соединительную гайку на конечный угольник головки цилиндров.
Соединяют второй конец трубки, навернув соединительную гайку на ниппель (Н-6011), и затягивают до отказа.
Смазывают плоскость разъема корпуса колпака пастой УН-25 и ставят прокладку (СМД1-0637) на корпус колпака, выравнивая по месту.
Устанавливают колпак на его корпус, при этом вставляют ось рукоятки в паз валика декомпрессора и навертывают четыре гайки крепления колпака на шпильки до отказа.
Глава 7
ВЫПУСКНАЯ СИСТЕМА
В выпускную систему двигателей СМД входят следующие детали и узлы: выпускной коллектор, выпускная труба, искрогаситель, а также эжекционное устройство, применяемое для двигателей СМД-14.
Эжекционное устройство обеспечивает автоматический выброс пыли из циклонного воздухоочистителя.
Выпускной коллектор закреплен на боковой поверхности головки цилиндров. На двигателе СМД-14 установлен коллектор с четырьмя фланцами отдельно для каждого цилиндра, а на двигателе СМД-7 — с тремя каналами, средний канал объединяет выпускные патрубки 2-го и 3-го цилиндров.
Верхний фланец коллектора предназначен для крепления выпускной трубы с искрогасителем. Соединения фланцев коллектора и трубы уплотнены асбожелезными прокладками, окантованными стальной лентой для увеличения их долговечности и стойкости от прогорания.
На выпускной трубе двигателя СМД установлен конусно-вихревой искрогаситель. Конструкция искрогасителя позволяет применить на двигателе СМД-14 автоматическое удаление пыли из циклонного воздухоочистителя путем создания в отсосной трубе разрежения.
Устанавливаемые на других тракторных и сельскохозяйственных двигателях внутреннего сгорания вихревые искрогасители, снабженные сетками, лабиринтами, успокоительными камерами и прочим, при применении эжек-ционного удаления пыли создают добавочное искрообразование. Пыль, сгоревшая в выпускной трубе, способствует более интенсивному сажеотложению в лабиринтах и камерах искрогасителя.
Конусно-вихревой искрогаситель не имеет лабиринтов и камер, где могла бы скопляться сажа.
За время прохождения искр в конусе они «растираются» по его внутренней поверхности, измельчаются, отдавая тепло, и гаснут.
Конусно-вихревой искрогаситель выполнен неразъемным, сварной конструкции.
При работе двигателя продукты искрогашения выбрасываются в атмосферу, не осаждаясь на внутренних поверхностях.
Рекомендуется после каждого сезона работы двигателя искрогаситель промывать керосином.
Перечень узлов и деталей, входящих в выпускную систему двигателя, приведен в таблице 43. ___________________________________________________________ТАБЛИЦА 43
Номер узла или детали
Наименование узла или детали V S
R СМД-14 СМД-7 о £
Е s S
СМД14-07С1 СМД7-07С1-1 Выпускная труба с искрогасителем 1
СМД14-07С2 СМД1-07С2 Выпускной коллектор в сборе 1
14-0/СЗ СМД1-07СЗ-1 Искрогаситель в сборе 1
СМД9-07С5 — Эжектор в сборе —
СМД9-07С7 — Эжектор —
14 СМД9-07С4А СМД7-07С4-1 Выпускная труба в сборе 1
4 СМД1-07С5 Прокладка выпускной трубы 1
3 СМД14-07С7 СМД55-07С7 Прокладка выпускного коллектора 1
1 СМД55-07С10 Левая прокладка выпускного коллек- 1
15 СМД1-07С10 Правая прокладка выпускного кол- 1
лектора
СМД14-07С11 — Эжектор с искрогасителем в сборе
СМД14-07С12 — Эжектор 1
2 СМД14-О7О1 СМД1-0701 Выпускной коллектор 1
17 СМД9-0702 СМД55У-0702 Крыльчатка 1
16 СМД9-О7ОЗ СМД7-07 03 Переходной патрубок 1
СМД7 -0705 Выпускная труба 1
СМД55-07 06 Полотно прокладки 1
СМД55-0707 Окантовка прокладки 1
СМД 14-0708 СМД55-0708 Полотно прокладки 1
— СМД55-0709 Окантовка прокладки 1
13 — СМД55У-0714 Основание искрогасителя 1
12 СМД9-0729 Конус искрогасителя 1
СМД 1-07 36 Полотно прокладки 1
СМД1-0737 Окантовка прокладки 1
11 БНП-М 10x30 Болт 1
5 ШНЧ-М12Х35 Шпилька 3
8 ГУ-М10 Гайка 1
7 ГУЛ-М12 » 3
6 ШШ-13 Шайба 3
9 ШП-10 Пружинная шайба 1
СМД7-0741 — Левая половина эжектора 1
СМД9-0741 — » » » 1
СМД7-0742 — Правая половина эжектора 1
СМД9-0742 — » » » 1
СМД14-0743 — Труба эжектора 1
СМД9-0743 — » » 1
СМД7-0744 — Скоба 1
14-0745 — Труба 1
10 У5-07 26А Хомут 1
6* 91
Рис. 61. Выпускная система двигателя СМД-7.
На двигатели СМД-7, предназначенные для установки на самоходные комбайны СК-3, монтируют детали, показанные на рисунке 61. В связи с установкой на эти двигатели инерционно-масляного воздухоочистителя с верхним сухоочистителем, имеющим выброс пыли непосредственно в атмосферу, конусно-вихревой искрогаситель устанавливают на выпускную трубу. Аналогичная выпускная система применяется для всех модификаций двигателей, имеющих размерность 115x130 мм.
На двигателях СМД с размерностью 120X140 мм в связи с установкой циклонного воздухоочистителя применяется эжекционное устройство.
Двигатели СМД-14 и их модификации выпускаются с конусно-вихревыми искрогасителями и без них.
К двигателям СМД-14, предназначенным для установки на тракторы, кроме эжектора с искрогасителем придается эжектор без искрогасителя. На эжекторе без искрогасителя отсосная трубка крепится к эжекционной трубе и имеет такое же крепление к выпускной трубе, как на эжекторе с конусным искрогасителем.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ И УЗЛАМ
Выпускной коллектор. 1. Материал СЧ 15-32; твердость по Бринеллю 163— 229 единиц.
2. Неплоскостность поверхностей фланцев патрубков, прилегающих к головке цилиндров, а также поверхности фланца крепления выпускной трубы не более 0,15 мм. Допускаемая неперпендикулярность этих плоскостей между собой не более 0,2 ми на длине 100 мм.
3. При механической обработке поверхностей коллектора, сопрягающихся с головкой и выпускной трубой, можно снимать металл на глубину до 1,5 мм с обеспечением требований по неплоскостности и неперпендикулярности поверхностей.
4. Прокладки коллектора и выпускной трубы изготавливают из асбосталь-ного полотна толщиной 1,75±од мм. Внутренние отверстия прокладок окантовывают сталью 08КП толщиной 0,2 мм. Перед постановкой прокладки покрываются графитом с обеих сторон.
Крыльчатка искрогасителя. 1. Материал сталь 35Л-П; твердость по Бринеллю 156—207 единиц.
2. Крыльчатка не подвергается механической обработке.
РЕМОНТ И СБОРКА УЗЛА
Трещины в стенках коллектора заваривают с общим подогревом детали. После заварки тщательно очищают внутренние поверхности. При срыве или повреждении резьбы шпилек крепления выпускной трубы нарезают резьбу М14Х2 вместо М12х1,75 с постановкой специальной ремонтной шпильки.
В процессе длительной эксплуатации вследствие постоянного нагрева крепления коллектора к головке цилиндров и трубы к коллектору ослабевают, что приводит к пробиванию прокладки. Поэтому при эксплуатации двигателей необходимо следить и регулярно подтягивать резьбовые соединения.
При длительной эксплуатации на крыльчатке искрогасителя появляются выгорания как следствие коррозийного износа. Крыльчатки восстанавливают путем электрозаварки стальным электродом. При необходимости отдельные лопатки и даже всю крыльчатку сваривают из листовой стали толщиной 3 мм. К основанию искрогасителя ее прикрепляют сваркой так, чтобы оси крыльчатки и патрубка основания совпадали.
Выпускную систему собирают в такой последовательности. После установки прокладок на шпильки фланцев головки цилиндров гайками закрепляют выпускной коллектор. На фланец коллектора укладывают прокладку и закрепляют выпускную трубу. Гайки крепления коллектора и выпускной трубы затягивают усилием 10—12 кгм, а после работы двигателя в течение первых 10—15 час подтягивают указанные соединения на горячем двигателе.
На выпускную трубу надевают искрогаситель с эжекционным устройством или один эжектор. При установке хомут 10 (рис. 61) укрепляют на основание искрогасителя или трубу эжекционного устройства.
При монтаже эжекционного устройства обеспечивают плотность соединений на шлангах и в местах сварки трубок. Подсос воздуха из окружающей среды в трубки эжектора прекращает автоматический выброс пыли из циклонного воздухоочистителя и, как следствие, приводит к повышенному износу двигателя ввиду попадания загрязненного воздуха в цилиндры. Рекомендуется периодически проверять плотность трубок эжекции.
Глава 8
ПОДДОН КАРТЕРА
Поддон (нижняя крышка) картера закрывает вращающиеся детали кривошипно-шатунного механизма, а также образует масляный резервуар. Емкость масляной системы двигателя СМД-7 15 л, а двигателя СМД-14 24 л.
Нижняя крышка картера двигателя СМД-7 сбоку имеет ниппель для слива масла и штуцер для датчика ТМ-3 температуры масла в поддоне.
В отличие от двигателя СМД-7 нижняя крышка картера двигателя СМД-14 имеет ниппель для слива масла внизу и штуцер для дистанционного манометрического термометра. Кроме того, поддон картера двигателя СМД-14 больше по объему.
Плоскость разъема масляного картера с блок-картером двигателя лежит на 70 мм ниже оси коленчатого вала.
Перечень деталей и узлов, входящих в узел, приведен в таблице 44.
На двигателе СМД применяется вентиляция картера (суфлирование) через специальный суфлер, установленный на колпаке головки цилиндров. При помощи лабиринтсв и путанки из стальной проволоки происходит очистка от масляных паров выходящих из двигателя газов.
Позиция на рисунке 62 Номер детали и узла Наименование узла или детали Количество на двигатель
СМД-14 СМД-7
СМД14-08С1-1 СМД1-08С1 Нижняя крышка картера 1
СМД14-08С2 СМД9-08С2 Маслоизмеритель в сборе 1
3 СМД14-08СЗ-1 СМД1-08СЗ Нижняя крышка картера (сварочный узел) Маслоизмеритель с колпачком 1
6 СМД14-08С4 СМД9-08С4 1
СМД1-08С5 Трубка в сборе 1
14-0801-1 СМД 1-0801 Нижняя крышка картера 1
СМД14-0802 СМД9-0802 Стержень маслоизмерителя 1
5 14-0803 СМД 1-0803 Прокладка 1
— СМД 1-0804 Сливной штуцер 1
4 СМД8-0805 СМД7-0821 Штуцер датчика температуры масла 1
СМД5Е -0810А Трубка маслоизмерителя 1
СМД7-0811 Втулка маслоизмерителя 1
СМД 14-0814 - Ниппель спускной пробки 1
9 У5-0815-1 Пробка 1
У5-0820 Колпачок маслоизмерителя 1
1 ВНП-М8Х20 Болт 26
2 ШП-8 Пружинная шайба 26
8 Н-5443 Уплотняющее кольцо 1
7 Н-6421 Кольцо сальника 1
Рис. 62. Поддон (нижняя крышка) картера.
В связи с тем что вентиляция картера имеет очень большое влияние на срок службы масла и износостойкость трущихся поверхностей двигателя, необходимо систематически промывать суфлер двигателя и следить, чтобы он не был закупорен смолистыми веществами.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПОДДОНУ БЛОК-КАРТЕРА
1. Материал сталь 08КП толщиной 2,5 мм. На двигатели СМД-7 устанавливают также поддоны, изготовленные из материала толщиной 2 мм.
2. Ниппели для спускной пробки и датчика, а также трубку для масло-измерителя приваривают, предохраняя резьбу от повреждения.
3. Неплоскостность верхней плоскости нижней крышки картера не более 0,3 мм на всей длине и не более 0,1 жж в прижатом состоянии.
4. Нижнюю метку маслоизмерителя наносят на расстоянии 8 жж для двигателя СМД-14 и 28 жж для СМД-7, верхнюю соответственно 48 жж и 68 жж.
РЕМОНТ, СБОРКА И УСТАНОВКА ПОДДОНА
При длительной эксплуатации двигателя на нижней крышке картера появляются пробоины и вмятины. Повреждение в виде вмятин и увеличенную неплоскостность верхней плоскости исправляют рихтовкой. Можно шлифовать верхнюю плоскость, оставляя толщину материала не менее 1,5 жж.
Пробоины, трещины и другие дефекты исправляют заваркой. После заварки поддон картера проверяют на герметичность водой или керосином. Течи и потения не должно быть.
Маслоизмеритель с колпачком (рис. 89) изготавливают из шплинтовой проволоки диаметром 5,6 жж. Колпачок, предназначенный для установки войлочного уплотнения, а также для ограничения длины маслоизмерителя, приваривают к стержню. После сварки и нанесения меток маслоизмеритель оцинковывают. Толщина слоя цинка 0,004—0,008 жж.
Маслоизмеритель уплотняют кольцом сальника (Н-6421) из войлока, которое вставляют в колпачок.
Прокладки (СМД1-0803/14-0803) изготавливают из листовой пробки, обклеенной с обеих сторон картоном-вианибом.
При отсутствии листовой пробки прокладку нижней крышки картера делают из паронита УВ-10 толщиной 2,5—3 жж.
При сборке на нижнюю плоскость блок-картера кладут пробковую прокладку. Для лучшего уплотнения прокладку перед установкой смазывают с обеих сторон пастой УН-25.
Поддон картера закрепляют 26 болтами (БНП М8-20), под которые ставят пружинные шайбы (ШП-8).
Для облегчения монтажа нижней крышки картера в четыре угловых отверстия устанавливают штифты, фиксирующие прокладку и поддон от перемещения при их креплении.
Глава 9
МАСЛЯНЫЙ НАСОС
На двигателях СМД установлен шестеренчатый масляный насос, который получает вращение от шестерни, напрессованной на носке коленчатого вала. Масляный насос укреплен в передней части блок-картера на специальных лапах при помощи четырех болтов; от перемещения он фиксируется двумя цилиндрическими штифтами. Масляные насосы двигателей СМД-7 отличаются производительностью от насосов СМД-14 (соответственно 42 л!мин и 50 л/мин), а следовательно, числом оборотов вала ведущей шестерни.
У корпуса маслонасоса двигателя СМД-14 увеличен размер от оси ведущей шестерни до плоскости крепления к блок-картеру, так как на коленчатом валу двигателя МСД-14 установлена шестерня привода масляного насоса с большим количеством зубьев.
Перечень деталей, входящих в группу масляного насоса, приведен в таблице 45.
СНЯТИЕ И РАЗБОРКА МАСЛЯНОГО НАСОСА
Эту операцию проводят в такой последовательности. Отвернув штуцер 23 (рис. 63), два болта 32 с шайбами и болты 20 и 21 с шайбами 19, легким покачиванием снимают масляный насос с трубами со штифтов, центрирующих его
Позиция иа рисунке 63 Номер детали или узла Наименование узла или детали Количество в груп- пе
СМД-14 СМД-7
СМД14-09С2-1 СМД1-09С2 Масляный насос в сборе 1
СМД14-09С4-1 СМД1-09С4 Корпус в сборе 1
СМД1-09С5 Крышка в сборе 1
СМД55У-09С6 Ведущая шестерня в сборе 1
СМД55У-09С7 Ведомая шестерня в сборе 1
СМД55У-09С8 Предохранительный клапан в сборе 1
14-09С9-1 I СМД7-09С9 Колпак маслопрнемника в сборе 1
СМД55У-09С10 Сетка маслоприемника в сборе 1
14-09С11 СМД 1-ОЭС 11 Трубка к маслофильтру в сборе 1
14-09С12 СМД7-09С12 Корпус масляного насоса с крышкой 1
в сборе
18 14-0901-1 СМД7-0901А Корпус масляного насоса 1
12 СМД1-0902А Крышка корпуса 1
37 СМД55У-0903 Втулка ведомой шестерни 1
6 СМД 1-0904 Шестерня привода маслонасоса 1
15 СМД55У-0905 Ведущая шестерня 1
36 СМД55У-09Э6 Ведомая шестерня масляного насоса 1
14 СМД55У-0907 Валик ведущей шестерни 1
17 14-0908 I СМД55У-0908 Валик ведомой шестерни 1
3 СМД1-0909 Маслонзолнрующнй карман 1
16 СМД55У-0910 Втулка корпуса 1
8 СМД55У-0911 Втулка крышки 1
40 СМД55У-0912А Корпус клапана 1
38 СМД55У-0913 Пружина 1
34 СМД55У-0914 Резьбовая втулка 1
33 СМД7-0916 Стопорное кольцо 1
25 СМД14-0917 СМД7-0917 Колпак маслоприемника 1
29 СМД14-0918-1 СМД7-0918 Трубка 1
35 14-0919-1 СМД1-0919-1 Кронштейн трубки 1
30 СМД 14-0920 СМД7-0920 Нажимная втулка 1
24 14-0921 СМД1-0921А Труба к маслофильтру 1
23 СМД5Е >У-0922 Штуцер 1
27 СМД55У-0923 Сетка маслоприемника 1
26 СМД55У-0924 Ободок сетки 1
28 СМД55У-0925 Пружина 1
31 СМД55У-0926 Прокладка 1
22 СМД55У-0927 > 1
7 СМД 1-0928 » 1
41 СМД7-0929 2
42 СМД7-0930 Поворотный угольник 1
39 У5-6915А Клапан 1
СМД7-0931 Замковая шайба 1
32 — БНП-М8Х16 Болт 2
9 БНП-М8Х20 8
21 БНП-М10Х25 3
20 БНП-М 10x40 1
1 ВЦ-М6Х 10 или В2М6ХЮ Винт 5
ГУН-1М14 Гайка 1
2 ШП-6 — Пружинная шайба 5
10 ШП-8 —_ 4
ШШС-9Х20Х2 — Специальная шайба 2
ШЗ-8.5ХЗО Замковая шайба 1
19 ШП-10 — Пружинная шайба 4
11 ШЦ-5 Х15 Цилиндрический штифт 2
5 ШСН-15Х28 Стопорная шайба 1
13 ШС-4Х 16 Шпонка сегментная 1
ПЖ 1,2X200 Проволока контровочная 1
на блок-картере. При этом вынимают из расточки в блоке шайбу 22. Отвертывают нажимную втулку 30 и снимают маслоприемник в сборе. Сняв пружину 28, вынимают сетку 27. Развязывают контровочную проволоку и вывертывают редукционный клапан в сборе, сняв трубку 24 с шайбами 41. Чтобы разобрать редукционный клапан, снимают стопорное кольцо 33, вывертывают резьбовую втулку 34 и вынимают пружину 38 с клапаном 39. Если требуется ремонт, масляный насос разбирают в следующем порядке. Отвернув винты 1 и
Рис. 63. Масляный насос.
болты 9, снимают маслоизолирующий карман 3. Расконтрив и отвернув гайку 4, снимают шестерню 6 при помощи съемника.
С валика ведущей шестерни снимают шпонку 13. Отвернув болты 9 и вынув замковые и пружинные шайбы, снимают крышку масляного насоса в сборе со втулкой. Затем снимают прокладку 7. Если необходимо заменить или отремонтировать втулку крышки масляного насоса, ее выпрессовывают. Вынимают ведущую шестерню в сборе с валиком. Если ее нужно ремонтировать, то под прессом или при помощи специальной наставки шестерню распрессо-вывают. Затем вынимают ведомую шестерню со втулкой. При ремонте корпуса масляного насоса его разбирают, удаляя центрирующие штифты валика ведомой шестерни и втулки.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ДЕТАЛЯМ, ВХОДЯЩИМ В ГРУППУ МАСЛЯНОГО НАСОСА
Корпус масляного насоса (рис. 64). 1. Материал чугун СЧ 15-32; твердость по Бринеллю 163—229 единиц.
2. Неплоскостность поверхности «Г», прилегающей к крышке корпуса масляного насоса, не более 0,05 мм.
Рис. 64. Корпус масляного насоса.
, , +fl/5
(СМД-/4) ,64,1*0-05 (СМД-7) ^59^
3. Непараллельность поверхностей «£», «Ж», «Р» и «Я» между собой и относительно поверхности «Л» не более 0,1 мм на длине 100 мм.
4. Биение поверхности «Р» расточки под ведущую шестерню относительно поверхности «М» расточки под втулку валика ведущей шестерни не более 0,1 мм.
5. Биение поверхности «Я» расточки под ведомую шестерню относитель-
но поверхности «£» расточки под валик ведомой шестерни не более 0,15 мм.
6. Торцовое биение поверхности «Л4» относительно поверхности «£» не более 0,1 мм на крайних точках.
7. Неперпендикулярность плоскости «Л» прилегания корпуса к блок-картеру относительно плоскости «Г» крепления крышки корпуса маслонасоса не более 0,2 мм на длине 100 мм.
Крышка корпуса маслонасоса. 1. Материал чугун СЧ 15-32; твердость по Бринеллю 163—229 единиц.
2. Неплоскостность поверхности прилегания к корпусу маслонасоса не более 0,05 мм.
3. Торцовое биение поверхности прилегания к
<76
\о.5*45° Аб с-двух сторон Л
Рис. 65. Втулка.
корпусу маслонасоса относительно поверхности расточки под втулку ведущего вала не более 0,07 мм на диаметре 40 мм.
4. Непараллельность торцовой поверхности, прилегающей к шестерне маслонасоса относительно плоскости прилегания к корпусу маслонасоса не более 0,1 мм на крайних точках.
Втулки масляного насоса. 1. Материал бронза ОЦС 5-5-5; твердость по Бринеллю не менее 60 единиц. Допускается изготовление втулок из антифрикционного чугуна СЧЦ2 (ГОСТ 1585-42)
2. Основные размеры втулок (рис. 65) масляного насоса приведены в таблице 46.
ТАБЛИЦА 46
Наименование Л, мм Др мм Д, мм Н, мм d, мм
Втулка ведомой шестерни 0,34 олЧ-0,08 /U4-0,04 ofi+0.062 ZO+0,039 17 4
Втулка корпуса .... 25-0,50 2q4-0,023 9^+0,145 zo-f-0.100 — —
Втулка крышки .... 19 .0,5 2q4-0,023 ок+0,145 zo+0,100 — —
Шестерни топливного насоса. 1. Материал сталь 40 или 45; твердость 25—30 единиц по Роквеллу для шестерен масляного насоса и 217—255 единиц по Бринеллю для шестерен привода масляного насоса.
2. Основные параметры зубьев шестерен приведены в таблице 47.
3. Биение торцов шестерен маслонасоса относительно оси внутреннего отверстия не более 0,04 мм.
4. Биение торца «5» (рис. 66) шестерни привода масляного насоса относительно оси внутренней расточки не более 0,1 мм на крайних точках.
5. Смещение шпоночного паза относительно диаметральной плоскости поверхности «5» не более 0,05 мм.
6. Основные размеры шестерен масляного насоса (рис. 67) приведены в таблице 48.
7. Биение наружного диаметра шестерни масляного насоса относительно внутреннего диаметра не более 0,03 мм.
Наименование параметров зуба 15К-0415 СМД 1-0415 СМД1-0904 СМД55У-0905 СМД 55У-0906
Число зубьев 53 49 64 12 12
Модуль, мм Диаметр начальной окруж- 2,5 2,5 2,5 4,25 4,25
ности, мм ....... 132,5 122,5 160 51 51
Угол зацепления по нор-
мали, град 20 20 20 30 30
Высота головки зуба, мм . Номинальная высота зуба, 2,527 2,5 2,5 4,25 4,25
ММ 5,5 5,5 5,5 9,208 9,208
Теоретическая толщина зу-
ба по дуге начальной ок-
ружностн, мм Действительная толщина зу- 3,925 3,927 3,927 6,676 6,676
ба по нормали н хорде начальной окружности прн номинальном диаметре окружности выступов, мм 3,925 3,92_006 3>92^’,10 6-63-о,1 б.бЗ-фд
Рис. 66. Шестерня привода масляного насоса.
ТАБЛИЦА 48
Наименование шестерен Д, мм d, мм И, мм h, мм Р, мм
Ведущая 0,006 0,030 — — — —
Ведомая 2g+0,023 32 1,9±0,5 18 4
Валик ведущей шестерни. 1. Материал сталь 45; твердость поверхностного слоя 40—47 единиц по Роквеллу, остальное 24—31 единица по Роквеллу.
2. Биение поверхностей валика одна относительно другой не более 0,03мм.
3. Смещение оси шпоночного паза относительно оси поверхности, на которой он расположен не более 0,05 мм.
Валик ведомой шестерни. 1. Материал сталь 45. Наружная поверхность калится токами высокой частоты на глубину не менее 1,3 мм до твердости не менее 50 единиц по Роквеллу.
2. Наружный диаметр шлифуется до размера 20_о,ои мм. Длина валика 69 +0,5 мм.
Пружина. 1. Материал проволока В-1 диаметром 1,8 мм. Направление навивки правое или левое. Полное число витков 20±0’5, рабочее 18±0-5.
2. Неперпендикулярность плоскости торцов пружины к ее оси не более 2 мм на всей длине.
3. После трехкратного сжатия пружины до размера 45 мм остаточная деформация не допускается.
Редукционный (предохранительный) клапан в сборе. 1. Материал клапана (поршенька) сталь 40 или 45. Материал корпуса сталь 45.
2. Биение поверхности радиусом 0,5 мм относительно цилиндрической образующей наружного диаметра не более 0,05 мм.
3. Биение конической поверхности корпуса под уплотняющую кромку поршенька относительно оси отверстия под клапан не более 0,1 мм.
РЕМОНТ МАСЛЯНОГО НАСОСА
При длительной эксплуатации двигателей СМД корпуса и крышки масляных насосов могут иметь трещины и изломы. Повышенные износы шестерен и их посадочных мест снижают давление в масляной системе. Значительные износы в сопряжениях маслонасоса и по профилю зубьев шестерен приводят к повышенной шумности в работе. Имеют место срывы и повреждения резьб.
Насосы разбирают и ремонтируют с заменой отдельных деталей после испытаний и определения производительности в комплекте с редукционным клапаном, отрегулированным в соответствии с техническими требованиями. При испытаниях проверяют не только работу клапана, но и состояние пружины, поршенька и корпуса клапана.
Корпуса и крышки масляных насосов, в которых имеются трещины и сколы, заваривают биметаллическими электродами или чугунными прутками, если трещины не выходят на рабочие поверхности.
Корпуса, имеющие механические износи, восстанавливаются шлифовкой, если торцовый зазор в связи с выработкой корпуса по месту сопряжения с шестернями более 0,24 мм (нормальный зазор 0,075—0,215 мм).
Корпуса, изношенные по внутренним поверхностям, под шестерни не восстанавливают.
При износе валика ведомой шестерни и ослаблении его посадки в корпусе насоса изготавливают ремонтный валик из стали 45. Сопряжение ведомой шестерни с валиком не ремонтируется, если зазор между ними не превышает 0,12 мм (нормальный зазор 0,04—0,094 мм).
Нормальный наружный диаметр валика ведомой шестерни равен 2O_o,oi4 мм.
При постановке ремонтного валика с наружным диаметром 2O,5_o.oi4 мм внутренний диаметр втулки той же шестерни должен быть 2О,5+о;о4 мм (при нормальном размере 20$),м мм), а диаметр расточки в корпусе под валик — 2O,5Zq;o42 мм (при нормальном диаметре 2OZq;o42 мм.)
Масляные насосы, имеющие износы по трущимся поверхностям валика ведущей шестерни и сопряженным с ними поверхностям втулок в корпусе и крышке насоса, восстанавливают перешлифовкой валика в сборе с ведущей шестерней и постановкой ремонтных втулок. Если втулки при ремонте осаживают, то допустимо уменьшение их длины до 3 мм от первоначальной.
Нормальный наружный диаметр валика ведущей шестерни равен 2OZo,’o4 мм, ремонтный — 2О,51о;о4- Внутренний диаметр втулок (20+0j023 мм) при ремонте не изменяют, а наружный увеличивают на 1 мм по сравнению с нормальным (25^°joo мм), т. е. ставят ремонтную втулку с диаметром 2бфо,’1оо мм. Диаметр расточек в корпусе и крышке под втулку также увеличивают по сравнению с нормальным (25+0’°23 мм) на 1 мм, т. е. растачивают до размера 26+0,°23 мм.
Внутренний диаметр втулок, запрессованных в корпус и крышку, растачивают при сборке этих деталей на контрольных штифтах, сохраняя соосность осей расточенных отверстий в пределах 0,01 мм.
Чтобы обеспечить техническое требование по биению (не более 0,02 мм) поверхности диаметра расточки под ведущую шестерню относительно общей оси расточек втулок валика, отверстие предварительно обрабатывают во втулке, запрессованной в корпусе, на размер 19,5+0’023 мм. После этого корпус собирают с крышкой на штифтах и растачивают отверстия в крышке и корпусе в линию, через предварительно расточенное отверстие.
Для точной установки корпуса при расточке поверхностей под втулки, а также поверхностей самих втулок используют два технологических отверстия диаметрами 12 и 11 мм, расположенные на фланце корпуса масляного насоса.
Крышки корпуса насоса, изношенные в местах соприкосновения с торцами шестерен, восстанавливают шлифовкой, выдерживая толщину на краях по бобышкам крепления не менее 7 мм вместо 8 мм. Неплоскостность этой поверхности после шлифовки должна быть не более 0,07 мм.
Шестерни насоса, имеющие износы по торцам, восстанавливают методом гальванопокрытий торцов с предохранением остальных поверхностей. Для этого используют хромирование или железнение с последующей шлифовкой на номинальный размер. При шлифовке сохраняют технические требования по торцовому биению шестерни относительно оси посадочного отверстия.
При износах шпонки крепления шестерни привода насоса и посадочных мест под нее в шестерне и валике прорезают шпоночные пазы в других местах.
Изношенные трущиеся поверхности валиков хромируют с последующей шлифовкой.
Редукционные (предохранительные) клапаны, имеющие неплотность посадки поршенька и, как следствие, утечку масла, восстанавливают зенкеро-ванием по уплотняющей фаске с последующей подгонкой и притиркой поршенька.
СБОРКА МАСЛЯНОГО НАСОСА
После ремонта детали масляного насоса тщательно промывают, обдувают и высушивают, затем смазывают дизельным маслом и собирают в узел (рис. 68).
Если в процессе ремонта ведущую шестерню снимали с валика, то впоследствии ее сопрягают с валиком нагорячо, подогревая шестерню в масле до температуры 80—85°.
Корпус и крышку масляного насоса собирают в узел после запрессовки в них втулок (если при ремонте втулки снимали) и расточки внутренних отверстий.
Запрессовывают валик ведомой шестерни в корпус масляного насоса, выдержав утопание торца валика относительно плоскости разъема 0,5—1,5 мм.
Устанавливают ведомую и ведущую шестерни. После чего щупом проверяют зазоры по наружному диаметру шестерни и между зубьями.В отремонтированном насосе зазор между зубьями должен быть 0,12—0,34 мм. Одновременно при помощи лекальной линейки и щупа проверяют утопание торцов шестерен относительно плоскости разъема насоса.
Надевают крышку на контрольные штифты, предварительно запрессованные в корпус, и затягивают ее пятью болтами с пружинными шайбами. Устанавливают замковую шайбу и затягивают два болта крепления крышки масляного насоса. Контрят болты шайбой. Чтобы проверить легкость кругового вращения шестерен, их проворачивают от руки. Заедание не допускается.
Запрессовывают шпонку В паз Рис. 68. Масляный насос,
на валике ведущей шестерни и устанавливают шестерню привода масляного насоса на валик. Надевают на конец валика стопорную шайбу и затягивают шестерню гайкой до отказа. Гайку контрят стопорной шайбой.
Ставят прокладку на крышку масляного насоса, совмещая ее по отверстиям и устанавливают маслоизолирующий карман. Надевают последовательно на пять винтов и на один болт по одной пружинной шайбе и завертывают их до отказа. В корпус редукционного клапана устанавливают клапан (поршенек) и проверяют плавность его осевого перемещения в корпусе. Затем вставляют в корпус пружину и фиксируют ее резьбовой втулкой. После регулировки Клапана на давление устанавливают стопорный палец. Редукционный клапан и масляный насос испытывают на дизельном масле, имеющем вязкость 2 — 3° по Энглеру.
Редукционным клапаном закрепляют маслоподводящую трубу в корпусе маслонасоса. По торцовым поверхностям поворотного угольника трубы устанавливают уплотнительные прокладки. После испытания насоса редукционный клапан контрят проволокой.
На корпусе насоса монтируют колпак маслоприемника в сборе, установив в расточку гнезда прокладки. Вставляют сетку маслоприемника в колпак и закрепляют ее специальной пружиной.
После полной сборки масляный насос испытывают на специальном стенде (типа УСИН). На стенде его обкатывают и проверяют на производительность
и отсутствие течей в соединениях. Производительность насосов должна быть: для двигателя СМД-14 не менее 45 л/мин при 1410±2° об/мин валика ведущей шестерни, для двигателя СМД-7 42 л/мин при 1 100 = 20 об/мин валика ведущей шестерни. Испытание проводят при противодавлении в нагнетающей полости 6—6,5 кг/см* для насоса двигателя СМД-14 и 4—5 кг/'см? для насоса двигателя СМД-7. Насосы, имеющие течь из под втулок и капельную течь по линии разъема, устанавливают на двигатель в том случае, если при этом не снижаются заданная производительность и давление, создаваемые насосом.
В процессе обкатки и испытания следят за нагревом деталей насоса. Перегрев свидетельствует о недоброкачественной сборке. После испытаний насос устанавливают на двигатель в такой последовательности.
Заведя шестерню привода насоса в зацепление с шестерней на коленчатом валу, ставят насос на контрольные штифты в блок-картере, закрепив его болтами к блоку. Маслоподводящую трубу с маслофильтром соединяют накидной гайкой в расточке блок-картера, подложив под торец гайки уплотняющую шайбу. Прикрепляют кронштейн маслоприемника к крышке среднего коренного подшипника.
После установки насоса проверяют зазор между зубьями шестерен, который должен быть в пределах 0,05—0,3 мм. Зазор подгоняют за счет припиловки опорных поверхностей лап насоса или же постановки под них прокладок.
Глава 10
МАСЛЯНЫЙ ФИЛЬТР
Система смазки двигателя СМД комбинированная. Под давлением смазываются коренные и шатунные подшипники, подшипники распределительного вала, подшипники шестерен, клапанный механизм. Остальные трущиеся поверхности смазываются разбрызгиванием. Масляный фильтр, определяющий качественную работу системы смазки, включен в маслосистему после масляного насоса. На двигатели СМД устанавливают масляный фильтр двойной очистки, состоящий из отделения грубой очистки масла и отделения тонкой очистки. Грубая очистка осуществляется щелевым фильтром, а тонкая — реактивной центрифугой. (На двигатель СМД-14 вместо фильтра, имеющего двойную очистку, также устанавливают полнопоточную центрифугу без отделения грубой очистки.)
Поданное насосо.м масло, поступив в фильтр, делится на два потока, один из них идет на тонкую очистку в центрифугу, другой в фильтр грубой очистки.
Основной частью центрифуги является ротор, вращающийся на вертикальной оси. Сверху он закрыт колпаком. Масло, попадающее во внутрь ротора, вытекает через форсунки, направленные в противоположные стороны и сообщает вращательное движение ротору. Тяжелые частицы — продукты износа и смолы — отжимаются центробежной силой на стенки ротора и осаждаются на них. Масло, вытекающее из форсунок ротора, собирается в корпусе фильтра и сливается в картер двигателя. Через переключатель масло поступает в фильтр грубой очистки. Переключатель имеет клапан, который автоматически отключает масляный радиатор при холодном масле в период запуска двигателя. В фильтр грубой очистки масло попадает через калиброванное отверстие. Фильтр грубой очистки состоит из наружной и внутренней секций.
Профильтрованное проволочно-щелевыми секциями масло собирается в полости внутренней секции и далее через горловину внутренней секции, уплотненной войлочным кольцом, поступает в главную масляную магистраль двигателя. Параллельно с фильтром грубой очистки в корпусе фильтра установлен перепускной шариковый клапан, который при засорении щелевого фильтра пропускает нефильтрованное масло в главную магистраль. Параллельно потоку масла на выходе в главную масляную магистраль установлен сливной клапан, поддерживающий рабочее давление в масляной магистрали.
Перечень деталей и узлов, входящих в двухступенчатый масляный фильтр, приведен в таблице 49.
ТАБЛИЦА 49
Позиция на рисунке 69 Номер детали или узла по каталогу Наименование детали влв узла Коли чество в узле
СМД7-10С4 Корпус маслофильтра в сборе 1
СМД1-10С5А Переключатель в сборе 1
54•06-035Д Ротор в сборе 1
54-06-036-3 Корпус ротора в сборе 1
СМД7-10С10 Наружная секция фильтра 1
СМД7-10С11 Внутренняя секция фильтра 1
СМД7-10С12 Гофрированный стакан в сборе 1
30 Фильтрующий элемент в сборе 1
8 СМД1-1001-3 Корпус масляного фильтра 1
9 СМД1-1012-3 Ось ротора 1
25 СМД1-1014 Колпак масляного фильтра 1
27 СМД1-1021 Ось фильтра грубой очистки 1
7 СМД1-1022 Прокладка корпуса масляного фильтра 1
6 СМД7-1023 Седло сливного клапана 1
38 СМД1-1024А Корпус переключателя 1
39 СМД1-1025 Прокладка 1
41 СМД 1-1027-1 Пружина клапана масло радиатора 1
40 СМД1-1028 Пробка 1
33 СМД!-1030 Опорная шайба 1
36 СМД7-1031 Корпус перепускного клапана 1
46 СМД7-1032-1 Прокладка сливного клапана 1
СМД7-1033А Таблица техухода за маслофильтром 1
10 54-06-460А Нижняя втулка 1
17 СМД7-1036 Упорная втулка 1
34 СМД7-1037 Пружина перепускного клапана 1
4 СМД7-1038 Пружина сливного клапана 1
37 СМД7-1039 Клапан маслорадиатора 1
35 СМД7-0929 Прокладка 2
23 54-06-452-2 Крышка ротора 1
14 54-06-453-2 Прокладка корпуса ротора 1
31 СМД7-1047 Форсунка 2
12 54-06-472-2 Сетка 2
11 54-06-451-3 Корпус ротора 1
13 СМД7-1050-1 Направляющий стакан 1
СМД7-1052 Фильтрующая лента 1
СМД7-1053 Крышка наружного фильтра 1
СМД7-1054 Нижняя крышка внутреннего фильтра 1
СМД7-1055 Внутренний гофрированный стакан 1
СМД7-1056 Крышка внутреннего фильтра 1
СМД7-1057 Наружный гофрированный стакан 1
СМД7-1058 Ободок наружной секции 1
СМД7-1059 Крышка наружного фильтра 1
24 СМД7-1060 Нажимная пробка 1
16 СМД7-1061 Малый колпак масляного фильтра 1
20 СМД7-1062 Малая нажимная пробка 1
45 СМД7-1063 Регулировочный винт 1
26 СМД7-1064 Уплотняющее кольцо 2
15 СМД7-1065 Прокладка колпака масляного фильтра 2
29 СМД7-1066 Уплотняющее кольцо 1
1 СМД7-1067 Гайка сливного клапана 1
21 СМД7-1070 Гайка крышки ротора 1
22 СМД7-1071 Прокладка 1
32 СМД7-1068 Штуцер 2
19 СМД7-0684 Прокладка 2
2 Н-6501 Пломба 1
5 БШ-19/32"Р Шарик 1
44 П1НЧ-МЮХ28 Шпилька 2
42 ГУ-М10 Гайка 2
18 ГУН-1М12 » 1
43 ШП-10 Пружинная шайба 2
28 ШШ-15 Шайба 1
3 ПЖ-1,0X200 Контровочная проволока 1
Рис. 69. Масляный фильтр.
СНЯТИЕ, РАЗБОРКА И ПРОМЫВКА ФИЛЬТРА
Сняв масляный фильтр с двигателя, закрывают фланец крепления маслофильтра на блоке дощечкой или затыкают отверстия масляных полостей.
Очищают фильтр снаружи от грязи и пыли. Отвертывают нажимную пробку 24 (рис. 69).
Снимают колпак 25 фильтра грубой очистки, осторожно вынимают наружную и внутреннюю фильтрующие секции 30 и тщательно промывают внутреннюю полость корпуса дизельным топливом.
Снимают уплотняющее кольцо 26 и промывают обе секции в керосине или дизельном топливе. Смолистые отложения на наружных поверхностях секций снимают резиновой лопаткой или мягкой волосяной щеткой. Применение металлических щеток или скребков не допускается.
Промытые секции споласкивают в чистом топливе и дают ему стечь, для чего обе секции перевертывают горловиной вниз.
Затем отворачивают нажимную пробку 20, снимают прокладку 19 и колпак 16, стараясь не повредить прокладку 15. Гайку 18, фиксирующую ротор центрифуги, отворачивают торцовым ключом. Снимают упорное кольцо 17 и ротор в сборе.
Отвинтив гайку 21, снимают крышку 23 ротора. Очищают деревянным скребком внутреннюю полость ротора от грязи, снимают с маслозаборных трубок сетчатые колпачки 12, промывают их и корпус ротора в дизельном топливе; осматривают и промывают каналы у маслозаборных трубок и форсунок 31. При необходимости прочищают форсунки медной проволокой, не вывертывая их. Стальной проволокой форсунки прочищать запрещается.
Снимают контровочную проволоку и гайку сливного клапана, вынимают прокладку 46, вывертывают регулировочный винт 45 и вынимают пружину 4 и шарик 5. Отвернув две гайки 42, с легким постукиванием по корпусу 38 снимают переключатель; отвернув пробку 40, вынимают пружину 41 и клапан 37. Аналогично разбирают и снимают перепускной клапан. Если нужен ремонт, выворачивают штуцеры 32, оси ротора 6 и фильтра грубой очистки 27, а также выпрессовывают втулки 3.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ И УЗЛАМ
Корпус масляного фильтра. 1. Материал алюминиевый сплав АЛ-10В или АЛ-9В; твердость не менее 80 единиц по Бринеллю.
2. Неплоскостность всех обрабатываемых поверхностей корпуса масляного фильтра не более 0,1 мм на всей длине.
3. Неперпендикулярность осей резьбовых отверстий относительно соответствующих поверхностей не более 0,1 мм на длине 30 мм.
4. Неперпендикулярность оси резьбового отверстия под ось ротора относительно кольцевой поверхности, сопрягающейся с колпаком не более 0,5 мм на длине 150 мм.
Биение цилиндрических поверхностей выточек на колпаке относительно соответствующих резьбовых отверстий под оси не более 0,5 мм.
Ро тор реактивной центрифуги. 1. Материал крышки и корпуса ротора алюминиевый сплав АЛ-ЗВ; твердость не менее 80 единиц по Бринеллю.
2. Биение поверхности расточки корпуса ротора, центрирующей крышку в корпусе (диаметр НО*0’46 мм), относительно оси отверстия под втулку (диаметр 22+0’043 мм) не более 0,2 мм.
3. Биение торцовой поверхности корпуса ротора, сопрягающейся с крышкой, относительно оси отверстия под втулку не более 0,2 мм.
4. Соосность внутреннего диаметра нижней втулки (после запрессовки и расточки) относительно расточки верхнего диаметра в корпусе выдерживают,
обеспечивая свободное прохождение калибра с размерами контрольных шеек 1 0,01 1 *7 л—0,01
16—0,015 ММ И 17,2—0,015 мм.
Ось ротора (рис. 70). 1. Материал сталь 45; твердость по Роквеллу 32— 40 единиц.
2. Взаимное биение поверхности диаметром 17,2 мм и диаметром 16 мм не более 0,02 мм. Биение среднего диаметра резьбы, сопрягающейся с корпусом относительно поверхности диаметром 17,2 мм, не более 0,25 мм.
Рис. 70. Ось ротора.
Рис. 71. Нижняя втулка корпуса ротора.
Секции фильтра грубой очистки. 1. Материал латунная проволока ПТ диаметром 0,5 мм (300 м навито на гофрированный стакан).
2. Зазор между витками латунной ленты 0,04—0,09 мм. Первые витки припаивают.
3. Пайка обрывов ленты допускается не более чем в четырех местах, а пайка выступающей части ленты— на длине не более Vi окружности. Общая площадь пайки на одну секцию не более 5 см2 (0,5% рабочей поверхности одной секции). Зазор в месте пайки не должен превышать 0,1 мм.
4. При пайке не допускаются разливы олова, наплывы, разрывы шва, излишнее скопление припоя, прожоги, трещины и другие дефекты.
5. Узел после пайки тщательно промывают и высушивают. Следы кислоты и зеленый налет не допускаются.
6. Толщина слоя покрытия при гальваническом лужении всех поверхностей допускается не менее 0,006 мм, на проволочной навивке — не более 0,01 мм. Зазор между витками проволоки в пределах 0,04—0,09 мм.
7. На фильтрующей поверхности не допускается радиальное и осевое перемещение витков.
Втулка корпуса ротора (рис. 71). 1. Материал СЧ 15-32; твердость по Бринеллю 170—229 единиц.
2. Разностенность втулки не более 0,03 мм.
3. Биение торца бурта втулки относительно поверхности внутреннего диаметра не более 0,1 мм на крайних точках.
4. Внутреннее отверстие обрабытывают до диаметра 17,2+0’027 мм после запрессовки в корпус ротора.
Корпус перепускного клапана (рис. 72). 1. Материал сталь 45 или 35.
2. Биение поверхности «В» относительно «Г» не более.0,1 мм.
3. Биение поверхности «Л» относительно среднего диаметра резьбы не более 0,4 мм.
Форсунка ротора изготовлена из стали 40; твердость по Роквеллу 30— 40 единиц.
Прокладка корпуса масляного фильтра выполнена из паронита толщиной 1±0,1 мм.
РЕМОНТ МАСЛЯНОГО ФИЛЬТРА
Двухсекционный масляный фильтр при длительной эксплуатации на двигателе сильно загрязняется продуктами отложений и осадков масла. Повреждается навивка, сползают витки и образуются широкие щели в фильтрующих секциях грубой очистки.
Сопрягающиеся поверхности реактивной центрифуги изнашиваются, при этом образуется диаметральный и торцовый износы по втулкам и корпусу ротора, а также износы оси ротора центрифуги. При длительной работе и большом количестве прочисток увеличивается отверстие в форсунке ротора, что уменьшает число оборотов ротора, а следовательно, ухудшает очистку масла. Наблюдаются износы сливных и перепускных клапанов по опорным седлам, а также перетирание пружин.
Перед ремонтом масляный фильтр очищают и промывают. Неисправности навивки устраняют подпайкой припоем ПОС-ЗО. Общая площадь исправленных пайкой мест на каждой секции не должна превышать 5 см2.
Фильтрующие элементы грубой очистки сильно засоряются смолами и коксом. Поэтому при ремонте двигателя проверяют степень их засорения по времени заполнения секции дизельным топливом.
Снятую с фильтра, очищенную от наружных смолистых отложений и промытую секцию погружают в дизельное топливо, закрыв горловину секции резиновой пробкой. Время заполнения секции топливом должно быть не более 100 сек.
При длительной работе двигателя вследствие износа увеличивается зазор в подшипниках ротора. Наибольший допустимый зазор без ремонта может быть допущен не более 0,15 мм. Для нового ротора зазор равен 0,015—0,033 мм.
Изношенные трущиеся поверхности оси ротора восстанавливают хромированием с последующей шлифовкой этих поверхностей до номинальных размеров. Нижний подшипник ротора восстанавливают с помощью постановки ремонтной втулки.
Замена нижней втулки ротора может привести к уменьшению натяга по наружному диаметру втулки.
Роторы маслофильтра, имеющие увеличенный размер по диаметру 22+о,043 мм> растачивают до диаметра 22,5+°’043 мм, а втулку изготавливают г+0.145 с наружным диаметром 22,51ojoo мм.
Сорванные или поврежденные резьбы на деталях масляного фильтра восстанавливают, выдерживая размеры, приведенные в таблице 50.
Наименование соединения Номинальный размер резьбового отверстия, мм Размер резьбового отверстия под ремонтный болт, мм Номинальный размер болта, мм Ремонтный размер болта, мм
Корпус маслофильтра—ось ротора М22Х1 ,5 М 24x1,5 М22Х1.5 М24Х 1,5
Корпус маслофильтра — ось фильтра грубой очистки М14Х1.5 М16Х2 М14Х1.5 М16Х2
Корпус маслофильтра — шпильки крепления переключателя М10Х1,5 М12Х1 ,75 М10Х1.5 М12Х1.75
Корпус маслофильтра — корпус перепускного клапана М22Х1.5 М24Х1.5 М 22X1,5 М24Х1.5
Корпус маслофильтра — регулировочный винт М 20x1,5 М22Х1.5 М 20x1,5 М22Х1.5
Корпус ротора — форсунка М8Х1 М10Х1 М8Х1 М10Х1
При изготовлении ремонтного регулировочного винта с наружной резьбой М22х 1,5 вместо М20х 1,5 в гайке сливного клапана нарезают резьбу М22х 1,5 на глубину не менее 21 мм, а отверстие в прокладке сливного клапана распиливают до диаметра 22,5 мм. _
Ф70 Ф20.5
Рис. 73. Колпак маслофильтра со специальной шайбой.
При износе клапана в корпусе переключателя корпус растачивают на размер 17+0’12 мм и изготовляют ремонтный клапан с наружным диаметром 17_о;о? мм.
Если в сопряжении шарик — седло сливного клапана потеряна герметичность, фаску седла зенкеруют. При потере натяга посадки седла в корпусе маслофильтра ставят ремонтное седло клапана с наружным ди-аметром 16,2, -fo^os мм-
После зенкерования фаски или постановки нового седла коническую поверхность седла клапана обжимают шариком 19/з2" до получения на конусе непрерывной фаски шириной 0,25 лш.
Деформированные колпаки масляных фильтров рихтуют на болванке. Чтобы в дальнейшем колпак не деформировался, к нему приваривают электросваркой специальную шайбу, согласно рисунку 73.
СБОРКА И ПРОВЕРКА МАСЛЯНОГО ФИЛЬТРА
Перед сборкой детали масляного фильтра тщательно промывают и продувают сжатым воздухом. Если седло сливного клапана вынимали из корпуса маслофильтра, то сборку начинают с запрессовки до упора седла сливного клапана и обжимки конической поверхности седла стальным шариком. Затем заворачивают две шпильки в корпус маслофильтра на площадку крепления корпуса переключателя (выступание над плоскостью 25—28 мм).
Резьбовые штуцеры в корпус маслофильтра устанавливают на шеллаке или бакелитовом лаке. При смазке наружной резьбы штуцеров остальные поверхности предохраняют.
Собирают переключатель, для чего вставляют в корпус стакан предохранительного клапана, пружину и ввертывают пробку с прокладкой. После сборки проверяют легкость перемещения стакана предохранительного клапана по всей длине канала и проводят испытание переключателя. Переключатель проверяют в сборе с маслофильтром при разности давлений 0,9— 110
1,7 ка/сл2. В этом случае клапан должен открываться. (Разность давлений определяется как показание давления масла в магистрали, идущей к радиатору, минус показание давления масла под колпаком фильтра грубой очистки.) Перепускной клапан с корпусом маслофильтра собирают в такой последовательности. Устанавливают в гнездо перепускного клапана опорную шайбу, пружину, шарик и завертывают в корпус маслофильтра корпус перепускного клапана, подложив под него уплотняющее кольцо.
Затем собирают сливной клапан. Вставляют шарик в отверстие и ввертывают регулировочный винт.
Вставляют в корпус фильтра переключатель в сборе, подложив прокладку. Закрепляют переключатель двумя гайками с шайбами. Ввертывают в корпус маслофильтра ось фильтра грубой очистки, выдержав высоту от торца оси до опорной поверхности колпака 158+1 мм, и ось ротора до упора буртом оси в площадку на колпаке. Предварительно каналы в оси и корпусе прочищают. Устанавливают собранный ротор на ось в корпус фильтра, проверив от руки легкость его вращения на оси, и закрепляют ротор гайкой и упорной втулкой.
После установки ротор испытывают путем затормаживания и проверки на герметичность маслом, подающимся под давлением 6 кг/см?. Вязкость масла должна быть в пределах 3—4° по Энглеру. Течь масла из-под крышки ротора не допускается. Узлы, имеющие легкое просачивание масла по зазорам между осью и втулкой ротора, а также между осью и корпусом ротора, устанавливают на двигатели.
Одновременно проверяют (при давлении масла перед фильтром 5—5,5 ка/сл2) число оборотов ротора центрифуги, которое должно быть не менее 5500 об/мин.
Испытания ротора проводят на специальном стенде типа УСИН.
После испытаний ротора устанавливают фильтр грубой очистки в такой последовательности. На внутреннюю горловину наружной секции надевают уплотняющее кольцо и вставляют внутреннюю секцию. Затем на горловину внутренней секции также надевают уплотняющее кольцо и устанавливают фильтрующий элемент на ось в корпус фильтра. Надевают на ось сальник с шайбой, накрывают фильтрующий элемент колпаком и закрепляют его гайкой с прокладкой.
После испытаний и регулировки контрят шайбу и навертывают на регулировочный винт гайку сливного клапана, законтрив ее проволокой.
Глава 11
МАСЛЯНЫЙ РАДИАТОР
Для двигателя СМД-7 на комбайн СК-3 устанавливают трубчато-пластинчатый масляный радиатор, который крепится впереди водяного радиатора на его боковинах. На двигатели СМД-7 первых выпусков ставили масляный радиатор с охлаждающей поверхностью 1,09 м2. В дальнейшем для устранения перегрева стали устанавливать радиатор, имеющий поверхность охлаждения 1,58 м2.
Первая модель масляного радиатора была однорядной с сердцевиной, изготовленной из латуни. Шаг между охлаждающими пластинами 5,8 мм, а между трубками 45 мм. Охлаждающие трубки имели круглую форму. Глубина сердцевины 25 мм, высота 262 мм.
Новый радиатор (СМД7-11С2-3) изготовлен стальным, однорядным с овальными трубками 17x6,6x1,0 мм. Шаг между охлаждающими пластинами составляет 7,0 мм, а шаг между трубками — 24 мм. Глубина сердцевины 30 мм, высота сердцевины увеличена до 315 мм. Для двигателей СМД-14К и СМД-15К на самоходный комбайн СК-4 ставят однорядный масляный радиатор СМД15К-ПС2, изготовленный из стали. Шаг между охлаждающими пласти
нами 6 мм, высота сердцевины 535 мм, охлаждающая поверхность радиатора 3 м*. По остальным параметрам радиатор для двигателей СМД-14К и СМД-15К соответствует радиатору СМД7-11С2-2.
Общий вид нового радиатора показан на рисунке 74.
Рис. 74. Масляный радиатор двигателя СМД-7.
Требования, предъявляемые к радиатору в сборе. Радиатор испытывают на герметичность воздухом в водяной ванне под давлением 6 +1 кг/см* в течение 1 мин. Появление пузырьков воздуха не допускается.
Собранный и испытанный на герметичность радиатор очищают от попавших внутрь частиц и промывают смесью дизельного масла марки ДП-11 с дизельным топливом.
(Вязкость 3—4* по Энглеру при окружающей температуре 20° в течение 2 мин.)
При промывке смесь подают от масляного насоса производительностью не менее 48 л/мин при давлении не менее 5 кг/см2.
Поврежденные трубки радиатора наплавляют латунью (не более четырех штук, расположенных одна от другой через две трубки не менее). После восстановления трубки обожженные места покрывают припоем или окрашивают.
Если при длительной эксплуатации в баках радиатора появляются пробоины и трещины, их запаивают латунью, а верхнюю часть верхнего бака и нижнюю часть нижнего бака заваривают газовой сваркой. Так как охлаждающие трубки к бачкам припаивают латунью, то, чтобы она не выплавилась при газовой заварке, радиатор охлаждают, погрузив в воду.
На двигателях, выпущенных до апреля 1961 года, ставили радиаторы с латунными трубками. На двигателях позднего выпуска ставят радиаторы с трубками из стали 10. Охлаждающие пластины сердцевины радиатора припаивают к трубкам способом горячего цинкования. Такие трубки восстанавливают пайкой места течи или заглушением всей трубки. Общее количество заглушенных трубок может быть не более 2 штук в каждой шестерке, считая с любого конца, так как поток масла подводится снизу и, пройдя 6 трубок, поворачивает на 180°. В нижнем бачке после 6-й и 18-й трубок, а в верхнем бачке после 12-й трубки установлены перегородки, обеспечивающие изменение потока масла.
Глава 12
ВОЗДУХООЧИСТИТЕЛИ
Для очистки всасываемого в двигатели воздуха служат воздухоочистители инерционно-масляного типа и мультициклонные воздухоочистители, входящие в систему питания двигателя.
На двигатели с размерностью 115x130 мм устанавливают инерционно-масляные воздухоочистители, в которых воздух подвергается тройной очистке: в сухоочистителе, в масляной ванне и в кассетах.
В таблице 51 приведен перечень деталей, входящих в инерционно-масля-ный воздухоочиститель.
ТАБЛИЦА 51
Позиция на рисунке 75 Номер узла или детали Наименоваине узла или детали Количество
СМД1-12С1 Воздухоочиститель 1
СМД60-12С2 Воздухоочиститель в сборе 1
СМД7-12СЗ Корпус воздухоочистителя в сборе 1
13 СМД60-12С4 Головка воздухоочистителя 1
СМД1-12С6-1 Сухоочиститель с защитной сеткой в сборе 1
СМД1-12С7-1 Рычаг с пружиной в сборе 2
32 СМД1-12С8-1 Защитная сетка в сборе 1
24 СМД1-12С11 Кронштейн воздухоочистителя в сборе 1
29 СМД7-12С12 Сухоочиститель в сборе 1
4 СМД7-12С15 Упорная кассета 1
14 СМД7-12С17 Труба воздухоочистителя в сборе 1
СМД7-12С18 Крыльчатка в сборе 1
СМД7-12С19 Корпус в сборе 1
5 СМД7-12С20 Кассета в сборе 5
3 СМД7-12С21 Масляная ванна в сборе 1
5 СМД7-12С22 Верхняя кассета в сборе 1
СМД7-1201 Головка воздухоочистителя 1
СМД60-1202 Дно головки 1
СМД7-1203 Патрубок головки 1
СМД1-1204 Кронштейн воздухоочистителя 1
18 СМД7-1205 Переходной патрубок 1
22 СМД1-1206 Прокладка патрубка 1
28 СМД7-1207 Грузовой кронштейн 1
17 СМД55У-1219 Соединительный шланг 1
СМД 1-1220-1 Крючок 2
35 СМД1-1221 Стакан 1
41 СМД1-1222 Поддон сетки 1
33 СМД1-1223 Планка 8
34 СМД1-1224 Накладка 4
42 СМД 1-1225 4
40 СМД1-1226 Сетка 1
36 СМД1-1227-1 Скоба 2
38 СМД1-1228А Рычаг 2
37 СМД 1-1229-1 Пружина 2
39 СМД1-1231 Ось 2
СМД 1-1233 Косынка кронштейна воздухоочистителя 1
СМД7-1235 Колпак 1
8 СМД7-1265 Стяжной болт дна корпуса 2
СМД7-1237 Трубка воздухоочистителя 1
СМ Д7-1238 Дистанционное кольцо 1
СМД7-1239 Дефлектор 1
9 СМД7-1240 Половника хомута кронштейна воздухоочистителя 4
25 СМД7-1241 Прокладка кронштейна воздухоочистителя 1
23 СМД7-1242 Палец хомута 2
21 СМД7-1243 Планка 3
43 СМД7-1245 Хомут 1
СМД7-1246 Внутренний обод кассеты 1
СМД7-1247 Наружный обод кассеты 5
Позиция на рисунке 75 Номер узла или детали Наименование узла или детали Количество
30 СМД7-1248 Заборная труба 1
31 СМД7-1249Б Донышко 1
СМД7-1250 Стальная сетка 1
СМД7-1251 Стакан 1
СМД7-1252 Юбка 1
СМД7-1253 Корпус 1
СМД7-1254 Крыльчатка 1
СМД7-1255 Кольцо корпуса 2
6 СМД7-1256 Корпус воздухоочистителя 1
СМД7-1257 Сетка упорной кассеты и головки 1
12 СМД7-1258 Сетка корпуса 7
СМД7-1259 Сетка кассеты 1
26 СМД7-1260 Кольцо корпуса 1
СМД7-1261 Шпилька 2
СМД7-1262 Поддон 1
СМД7-1263 Масляная ванна 1
Рис. 75. Инерционно-масляный воздухоочиститель.
Позиция на рисунке 75 Номер узла или детали Наименование узла или детали Количество
7 СМД7-1264 Ушко стяжного болта 2
СМД7-1267 Стяжная планка поддона 1
СМД7-1268 Обойма крепления секции 1
СМД7-1269 Отражатель 1
СМД7-1270 Наружный обод верхней кассеты 1
27 СМД7-1275 Болт 4
19 БНП-МЮхЗО » 3
11 БНП-МЮХ40 » 2
15 ГБ-М6 Гайка 2
1 ГБ-М8 2
10 ГУ-М10 » 6
2 Н-5479 Шайба 2
20 ШП-10 Пружинная шайба 10
16 ХС-70 Стяжной хомут 2
Сетки и кассеты перед укладкой в корпус промывают и обдувают сжатым воздухом; укладывают плотно одну на другую так, чтобы гофры двух смежных сеток располагались в противоположных направлениях, а сами сетки прилегали к корпусу и трубе воздухоочистителя. Качание сеток не допускается.
Уложенные сетки до постановки первой кассеты могут иметь конусность высотой не более 15 мм.
После установки кассеты концы пластинок загибают и таким образом закрепляют кассеты. При этом размер от нижнего торца корпуса воздухоочистителя до торца кассеты должен быть 116—122 мм.
При ремонте корпуса воздухоочистителя заваркой пробоин обеспечивают герметичность сварных швов. Герметичность проверяют воздухом под давлением 0,2 кг! см? или водой.
Через каждые 50—60 час работы кассеты снимают, проверяют, загрязнены ли они, и при необходимости промывают в дизельном топливе или керосине. После стекания жидкости сетку слегка смачивают дизельным маслом и кассеты устанавливают на место. При установке следят, чтобы крестообразные планки кассет располагались одна над другой. Чтобы избежать вибрации, барашки кассет плотно затягивают.
Сжатым воздухом продувают сетку сухоочистителя до полной очистки и прочищают отверстия для выброса пыли в корпусе сухоочистителя.
Через каждые 300—360 час работы снимают с двигателя воздухоочиститель и разбирают его, сняв сухоочиститель, поддон и съемные кассеты. Перевернув корпус трубой вниз, промывают закрепленные сетки в дизельном топливе или керосине, после чего дают керосину стечь. Смочив сетки небольшим количеством (100—150 г) свежего или отработанного (но профильтрованного) дизельного масла, тщательно промывают съемные кассеты и поддон. Собирают воздухоочиститель, налив в поддон чистое масло, и устанавливают его на двигатель. При этом проверяют плотность фланцевых и шланговых соединений.
Работа двигателя без воздухоочистителя, а также при подсосе воздуха через неплотные соединения приводит к полному износу двигателя.
Во время работы двигателя следят, чтобы сетка сухоочистителя и отверстия для выброса пыли не забивались.
На двигатели СМД с размерностью 120X140 мм устанавливают мульти-циклонный воздухоочиститель. Он малогабаритный, имеет две ступени очистки: центробежную с эжекторным удалением пыли выпускными газами и смоченную маслом набивку (проволочную путанку).
Основным элементом воздухоочистителя является циклон.
Принцип работы воздухоочистителя состоит в том, что засасываемый в воздухоочиститель воздух попадает в циклон через входной патрубок, установ-9* 115
ленный тангенциально к корпусу циклона, в результате чего воздух получает вращательное движение.
Благодаря центробежной силе частицы пыли отбрасываются к стенке циклона и по ней спускаются в бункер.
В результате разрежения, создаваемого выпускными газами в отсосной трубе с помощью эжекторного устройства, собравшаяся в бункере пыль отсасывается и уносится с газами в атмосферу.
Выходящий из циклона очищенный воздух по направляющей трубке поступает в кассету из гофрированной проволочной путанки, смоченной маслом.
Пройдя кассету и дополнительно очистившись, воздух направляется во всасывающий коллектор двигателя.
Перечень деталей и узлов, входящих в мультициклонный воздухоочиститель, приведен в таблице 52.
ТАБЛИЦА 52
Номер детали или узла Наименование детали или узла Количество
14-12С1-1 Установка воздухоочистителя 1
14-12С2 Воздухоочиститель в сборе 1
14-12СЗ Первая ступень воздухоочистителя 1
14-12С4-1 Кожух в сборе (сварной узел) 1
14-12С5 Кассета в сборе 1
14-12С6-1 Бункер в сборе 1
СМД9-12С7 Циклон в сборе (сварной узел) 9
14-12С8-1 Головка воздухоочистителя в сборе 1
СМД9-12С10 Воздухозабо рник 1
СМД9-12С11 Труба в сборе (сварной узел) 1
14-12С12 Кассета в сборе 1
14-12С13-1 Отсосная труба в сборе 1
14-12С14 Трубка со шлангом и гайкой в сборе 1
14-12С16 Кронштейн в сборе 1
14-1210 Верхнее уплотнительное кольцо 1
14-1212 Специальный болт 1
14-1214 Шайба 1
14-1220 Уплотнительное кольцо 1
14-1221-1 Стяжной болт 3
СМД9-1222 Корпус циклона 9
СМД9-1223 Направляющая трубка 9
СМД9-1224 Крышка циклона 9
СМД9-1225 Входной патрубок 9
СМД9-1226 Соединительный шланг 1
14-1228 Половина хомута 2
14-1229 Левый кронштейн 1
14-1232-1 Отсосная трубка 1
14-1233 Накидная гайка 1
СМД9-1237 Крышка 1
СМД9-1240 Сетка 1
СМД9-1243 Скоба 1
14-1244 Гайка-барашек 1
СМД7-1245 Хомут 1
14-1246 Внутреннее уплотнительное кольцо 1
14-1248 Прокладка кронштейна воздухоочистителя 1
СМД9-1249 Соединительный шланг 1
14-1253-1 Правый кронштейн 1
14-1254 Соединительный шланг 1
14-1255 Прокладка 1
14-1256 Шайба 1
14-1263 Кронштейн отсосной трубки 1
На мультициклонном воздухоочистителе установлен воздухозаборник.
Уплотнительные кольца (14-1210 и 14-1220) (рис. 76) мультициклонного воздухоочистителя изготавливают из маслобензостойкой резины.
Уплотнительное кольцо 14-1210 имеет диаметр Д (рис. 76), равный 190 ±0,5 мм и профиль «5», кольцо 14-1220 имеет диаметр 189 ±0,5 мм и профиль «Л».
В процессе эксплуатации следят, чтобы затяжка трех барашковых гаек не ослабла.
Периодически, по мере загрязнения, очищают сетку воздухозаборника и проверяют герметичность соединений эжекционной трубки с воздухоочистителем и выпускной трубой.
Через каждые 100—120 час работы тракторного двигателя (а в случае сильной запыленности воздуха через 50—60 час) ослабляют хомутик и снимают
трубу воздухозаборника, отворачивают три барашковые гайки, отсоединяют отсосную трубку и снимают воздухоочиститель.
Верхний поддон и циклоны протирают насухо. Вынимают кассету, промывают ее в дизельном топливе, просушивают и, смочив в дизельном масле и встряхнув, укладывают в воздухоочиститель. После этого воздухоочиститель собирают.
При сборке, а также во время эксплуатации особое внимание обращают на плотность (герметичность) соединений в отсосной трубке, накидной гайке, соединительных шлангах, а также между верхним поддоном и головкой по разъему воздух ооч истител я.
Работа с отсоединенной отсосной трубкой приводит к аварийному износу двигателя. Подсосы по разъему, уплотняемому резиновым кольцом, между верхним поддоном и головкой способствуют попада-
Рис. 76. Уплотнительное кольцо мультициклонного воздухоочистителя.
нию неочищенного воздуха в двигатель, что вызывает его преждевременный износ.
Через каждые 300—350 час работы воздухоочиститель полностью разбирают, кассету промывают и смачивают маслом. Воздухоочиститель тщательно протирают, особенно внутреннюю часть циклонов.
Если внутренняя поверхность циклонов и входы в них покрыты налетом масла с пылью, циклоны промывают в бензине или подогретом до температуры 60° дизельном топливе. После этого воздухоочиститель просушивают на прогретом двигателе при его работе в незапыленных условиях в течение 20— 30 мин.
Система эжекционного отсоса пыли из воздухоочистителя не допускает введения дополнительных сопротивлений на выходе эжектора в виде различных выпускных систем. Поэтому в закрытом помещении двигатель должен работать со свободным выпуском в атмосферу.
Если температура окружающей среды превышает 45°, кассету воздухоочистителя смачивают в дизельном масле, загущенном солидолом УС-2 (10—15% по объему).
Глава 13
ВОДЯНОЙ НАСОС И ВЕНТИЛЯТОР
Дизели СМД имеют закрытую принудительную водяную систему охлаждения, циркуляция воды в которой осуществляется центробежным водяным насосом.
Основными узлами системы охлаждения являются: водяной насос с вентилятором и радиатор.
Во время работы двигателя вода, залитая в систему охлаждения, нагревается. Горячая вода поднимается в водяную рубашку головки цилиндров, откуда по водоотводной трубе поступает в радиатор. Проходя по трубкам сердцевины радиатора, вода охлаждается потоком воздуха, создаваемым вентилятором. Из радиатора охлажденная вода нагнетается центробежным насосом в водяную рубашку блок-картера.
Охлаждающая вода подводится в двигатель равномерно, в первую очередь к наиболее нагретым местам цилиндров. Это обеспечивается специальным распределительным устройством в виде трубы с отверстиями, отлитой заодно с блок-картером.
На двигателях СМД предусмотрено расположение водяного насоса как на передней, так и на задней стенке блок-картера, для чего в блоке имеются соответствующие фланцы для крепления водяного насоса, а также отверстия для подвода воды. Схема циркуляции воды в двигателе в обоих случаях аналогична. При расположении водяного насоса на. передней стенке блока водяной насос и вентилятор приводятся в движение ремнем от шкива, установленного на носке коленчатого вала. При расположении этих узлов на задней стенке блока они приводятся в работу специальным механизмом. Различное расположение оси вентилятора относительно оси коленчатого вала для модификаций двигателя достигается применением разных по размерам крепления крышек водяного насоса.
У двигателя СМД-7 радиатор крепится на картере маховика, поэтому водяной насос с вентилятором расположены на задней стенке блок-картера и приводятся во вращение ремнем от специального приводного механизма.
Водяной насос двигателя СМД-7 получает вращение от шестерни распределительного вала, в зацеплении с которой находится шестерня привода. Последняя насажена на шлицевой конец вала, который вращается на двух шарикоподшипниках, установленных в корпусе привода. На другом конце вала на шпонке закреплена эластичная полумуфта. Через нее движение передается промежуточному валу, второй конец которого через вторую эластичную полумуфту соединен с валом привода вентилятора. На противоположном конце вала привода вентилятора посажен шкив под клиновой ремень для передачи вращения водяному насосу и вентилятору.
Перечень деталей, входящих в группу водяного насоса и его привода, приведен в таблице 53. Детали показаны на рисунках 77 и 78.
На двигателях СМД-14, СМД-15 и их модификациях привод водяного насоса и вентилятора не устанавливают. У комбайновых двигателей СМД-14К и СМД-15К на фланец картера распределительных шестерен устанавливают привод гидронасоса НШ-10.
На двигатели СМД-7 первых выпусков устанавливали четырехлопастной вентилятор, в последних моделях — вентилятор шестилопастной.
СНЯТИЕ И РАЗБОРКА УЗЛОВ
Чтобы снять с двигателя водяной насос, снимают ремень вентилятора, для чего открепляют кронштейн генератора и, провернув генератор, ослабляют натяжение ремня. Сливают воду из системы охлаждения, отсоединяют шланги подвода и отвода воды к водяному насосу, снимают вентилятор, вывертывают болты крепления и снимают водяной насос.
На двигателе СМД-7 дополнительно демонтируют узлы привода водяного насоса и вентилятора. Вывинчивают четыре болта крепления привода вентилятора в сборе (СМД7-13С7), снимают диски в сборе (СМД7-13С12) и промежуточный вал (СМД7-13С13). Отвернув болты, снимают привод в сборе (СМД7-13С6А).
Водяной насос двигателя СМД-14 разбирают в такой последовательности.
Позиция иа рисунках 77 и 78 Номер детали или узла Наименование детали или узла Количество
СМД-14 СМД-7
СМД14-13С1 СМД1-13С1Б Водяной насос и вентилятор 1
СМД14-13С2 СМД7-13С2 Водяной насос в сборе 1
14-13C3 СМДЫЗСЗ Крыльчатка водяного насоса в сборе 1
— СМД7-13С6А Привод в сборе 1
— СМД7-13С7 Привод вентилятора в сборе 1
21 17-13С10-1 СМД7-13С10-1А Вентилятор в сборе 1
— СМД7-13С10-1 » » » 1
— СМД7-13С12 Диск в сборе 2
58 — СМД7-13С13 Промежуточный вал в сборе 1
— СМД7-13С16 Привод (монтажный узел) 1
14-13С22 — Кронштейн грузовой 1
37 СМД 14-1301 СМД7-1301 Корпус водяного насоса 1
22 14-1302-2 СМД7-1302 Шкив вентилятора 1
4 СМ9-1003 СМД1-1303 Крышка корпуса водяного насоса 1
8 СМД9-1304 СМД1-1304 Крыльчатка водяного насоса 1
16 СМД14-1305 СМД7-1305 Валик водяного насоса 1
15 СМД 1-1306 Опорная втулка 1
14-1307 — Проставка вентилятора 1
28 СМД14-1310-1 СМД7-1310 Ступица шкива вентилятора 1
44 — СМД7-1311 Патрубок 1
13 14-1312 СМД1-1312 Уплотняющая шайба сальника 1
10 14-1313 СМД1-1313 Упорная пружина сальника 1
12 СМД1-1314 Обойма сальника 1
9 СМД1-1315 Кольцо манжеты сальника 1
11 СМД1-1316 Манжета сальника крыльчатки 1
14 СМД1-1317 Стопорное кольцо сальника 1
6 СМД8-1318 СМД1-1318 Прокладка корпуса водяного насоса 1
68 — СМД1-1319-1 Шестерня привода вентилятора 1
63 — СМД7-1320 Корпус привода 1
50 — СМД 1-1321 Корпус привода вентилятора 1
46 — СМД7-1322 Шкив привода вентилятора 1
69 — СМД7-1323-1 Вал привода 1
51 — СМД7-1324 Вал привода вентилятора 1
61 — СМД55-1325 Распорная втулка 2
— СМД7-1326 Вал промежуточный 1
64 — СМД 1-1327 Прокладка привода 1
18 14-1328-1 СМД1-1328 Ремень вентилятора 1
3 — СМД7-1334 Промежуточный шланг 1
67 — СМД7-1336 Упорная шайба 1
66 — СМ Д7-1337 Стопорная шайба 1
48 —— СМД55-1338 Стопорное кольцо подшипника 1
47 — СМД 1-1339 Распорная втулка 2
1 СМД1-1340-1 Грузовой кронштейн 1
17-1345 СМД7-1345-1 Крестовина вентилятора 1
17-1346-1 СМД7-1346-1 Лопасть вентилятора 4
55 — СМД7-1350 или Полумуфта 1
СМД7-13С15
(55) — СМД7-1351 или Полумуфта 2
СМД7-13С14
— СМД7-1352 Внутренняя обойма 2
СМД7-1353 Наружная обойма 2
— СМД7-1354 Палец 4
57 — СМД7-1355 Полумуфта 2
(57) СМД7-1356 » 2
26 СМД14-1357 СМД7-1357 Пружинная шайба 2
— СМД 7-1358 Регулировочная шайба 1
29 СМД14-1359 СМД7-1359 Стопорное кольцо 1
СМД 14-1360 —— Гайка 1
СМД14-1361 — Стопорная шайба 1
СМД9-1329 — Прокладка патрубка 1
СМ Д2-1330 — Прокладка крышки водяного насоса 1
14-1371 — Грузовой кронштейн 1
14-1372 Ось рукоятки 1
Позиция на рисунках 77 н 78 Номер детали нли узла Наименование детали нли узла Количество
СМД-14 СМД-7
БНП-М10Х30 4
БНП-М12Х100 — 1
36 БНП-М8х20 1
19 — БНП-М8Х16 4
31 БНП-М8Х30 3
25 — БНП-М 8x35 Болты 2
40,41 — БНП-М10Х25 4
65 — БНП-М12Х25 1
35 БНП-М 12x35 1
39 — БНП-М12Х50 2
38 БНП-М 12x70 2
62 — БНП-М12х90 1
СМД7-1275 — 4
ШНЧ-М12Х60 — Шпилька 1
ГУ-М10 1
ГУ-М12 Ганки 1
56 — ГУ-М14 1
59 — ГУ-М14 левая 1
54 —. ГУН-М16 Г айки 1
23 — ГУН-1М 2 1
20 — ШП-8 Пружинная шайба 6
42 — ШП-10 » » 4
34 — ШП-12 » » 1
43 — Н-5480 Шайба 4
45 — ШСУ-16Х32 Стопорная шайба 1
27 — ШСУ-20Х36 » » 1
7 ШШС-9Х20Х2 Шайба 1
17 — ШС-5Х19 Сегментная шпонка 1
52 — ШВ-4Х22 > > 1
ШШ-13 — Шайба 4
шс — Сегментная шпонка 1
33 МП-1-45 М1-А1 Масленка 1
5 ПК-1/8 Коническая пробка 1
ЗП-4Х12 Заклепка ГОСТ 1187-41 16
2 —. ХС-48 Стяжной хомутик 1
30 — Н-6210 2
60 — Н-6296 1
53 — Н-6297 Каркасный сальник 2
32 Н-6295 1
Н-6227 1 — 1
49 № 204 Шарикоподшипник 20x47x14 2
24 № 205 Шарикоподшипник 25x52x15 1
шайбу (СМД14-1361), отвертывают
гайку
Расконтрив стопорную
(СМД14-1360) и снимают шкив (14-1302-1), вынув шпонку (ШС-5Х22). Шкив снимают с помощью планки с тремя резьбовыми отверстиями, в два из которых вворачивают болты, входящие в резьбовые отверстия шкива, и в одно — болт, отжимающий шкив через торец вала. Отвернув болты М8Х30, снимают крышку корпуса водяного насоса (СМД9-1303) и прокладку (СМД8-1318). Выпрессовывают сальник (Н-6227) и вынимают стопорное кольцо (СМД14-1359). Вывернув болт М8Х20, крепящий крыльчатку, снимают шайбы, и, ударяя медной выколоткой в торец валика водяного насоса со стороны крыльчатки, выпрессовывают вал с шариковыми подшипниками. Сальник (Н-6295) и втулку (СМД1-1306) разбирают только в случае их замены. После выпрес-совки вала снимают крыльчатку с деталями уплотнения.
Для разборки узла крыльчатки водяного насоса снимают стопорное кольцо (СМД1-1317) и вынимают уплотняющую шайбу сальника (14-1312), манжету 120
00
Рис. 77. Водяной насос и вентилятор.
121
Рис. 78. Привод вентилятора двигателя СМД-7.
сальника (СМД1-1316) с обоймой (СМД1-1314), упорную пружину (14-1313) и кольцо манжеты. Насос двигателя СМД-7 разбирают аналогично.
Привод водяного насоса двигателя СМД-7 разбирают в следующем порядке (рис. 79). Отворачивают гайку (ГУ-М14 с левой резьбой) со стороны крепления полумуфты, спрессовывают полумуфту (СМД7-1350), вынимают шпонку (ШВ-4 Х22) и снимают распорную втулку (СМД55-1325). Расконтрив стопорную шайбу (СМД7-1337) и вывернув болт М12Х25, снимают шестерню (СМД1-1319-1) и вынимают распорную втулку. Снимают стопорное кольцо (СМД7-1359) и выпрессовывают вал привода с шарикоподшипником № 205, ударяя по валу через медную выколотку со стороны крепления полумуфты. Второй подшипник и сальник (Н-6296) выпрессовывают специальной наставкой через отверстие в корпусе со стороны крепления шестерни.
Для разборки привода вентилятора (рис. 80) отвертывают гайку (ГУ-М14), и, спрессовав полумуфту (СМД7-1150), вынимают шпонку (ШВ-4-22) и распорную втулку (СМД1-1339).
Расконтрив стопорную шайбу (ШСУ-16x32), отворачивают гайку (ГУН-М16) и снимают шкив (СМД7-1322), затем вынимают шпонку и распорную втулку. Выпрессовав сальник и сняв стопорный палец (СМД55-1338), выпрессовывают вал с одним из подшипников.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ И УЗЛАМ
Корпус водяного насоса (рис. 81). 1. Материал чугун СЧ 15-32; твердость по Бринеллю 163—229 единиц.
2. Взаимное биение поверхностей «Я» и «Л4» расточек под подшипники не более 0,05 мм.
Рис. 79. Привод водяного насоса в сборе.
Рис. 80. Привод вентилятора в сборе.
3. Биение торца «/С» под втулку относительно общей оси поверхностей «Я» и «ЛЬ не более 0,1 мм на крайних точках.
4. Биение поверхности «£», прилегающей к крышке насоса, относительно общей оси поверхностей «Я» и «Л4», не более 0,1 мм на крайних точках.
5. Биение поверхности «Г» расточки под втулку относительно оси поверхностей «Я» и «ЛЬ не более 0,1 мм. Биение поверхности «Р» расточки под сальник относительно той же поверхности не более 0,1 мм.
6. Овальность и конусность поверхностей («Я» и «ЛЬ) расточек под шарикоподшипники не более 0,015 мм.
7. Неплоскостность поверхности «Л» не более 0,05 мм.
После исправления дефектов корпус водяного насоса при испытании водой под давлением 3 кг/см? не должен иметь течей.
Крышка корпуса водяного насоса. 1. Материал чугун СЧ 15-32; твердость по Бринеллю 163—229 единиц.
2. Неплоскостность торцовых поверхностей не более 0,05 мм, а их непараллельность между собой не более 0,15 мм.
3. Гидроиспытание такое же, как и для корпуса насоса.
Рис, 81, Корпус водяного насоса двигателя СМД-14.
Крыльчатка водяного насоса (рис. 82). 1. Материал чугун СЧ 15-32, твердость по Бринеллю 163—229 единиц.
2. На поверхностях допускаются раковины и прочие дефекты глубиной не более V3 толщины тела по наименьшему измерению в данном месте.
3. Биение поверхности «Л относительно поверхности «В» не более 0,3 мм, а поверхностей «В» и «Л4» не более 0,2 мм.
4. Неперпендикулярность поверхности «Ж» относительно поверхности «В» не более 0,2 мм.
Рис. 82. Крыльчатка водяного насоса.
5. Торцовое биение поверхности «Ц» относительно поверхности «В» не более 0,25 мм.
6. Нарушение бакелитной пленки на поверхности «Г» не допускается.
7. Статическая несбалансированность детали не более 6 г-см.
Валик водяного насоса (рис. 83). 1. Материал сталь 45. Поверхности под шарикоподшипники и под уплотнения («Л», «В», «Г») подвергаются закалке токами высокой частоты на глубину 1,4—3 мм\ твердость по Роквеллу 44— 52 единицы.
2. Участок «К» покрывается молочным хромом после термообработки. Толщина слоя хрома после шлифовки не менее 0,01 мм.
3. Взаимное биение поверхностей «Л», «В», «В» и «Г» не более 0,02 мм.
4. Овальность поверхностей «Л» и «Г» не более 0,020 мм.
5. Конусность поверхностей «Л» и «Г» не более 0,020 мм.
6. Диаметр «В» на длине 20 мм от торца «Я».
7. Допускаемое смещение шпоночного паза относительно диаметральной плоскости не более 0,08 мм, перекос не более 0,03 мм на его длине.
Опорная втулка. 1. Материал сталь 4ХН13 с твердостью по Роквеллу 30—36 единиц или сталь 2Х13 с последующей цементацией и закалкой до твердости 30—36 единиц по Роквеллу.
2. Биение торцовой поверхности относительно наружной поверхности диаметром 25+^025 мм не более 0,05 мм.
3. Взаимное биение поверхностей наружного и внутреннего диаметров не более 0,04 мм.
Уплотняющая шайба сальника. 1. Материал графитометаллическая композиция или стеклотекстолит марки КАСТ для двигателя СМД-7, графитированный текстолит для двигателя СМД-14.
2. Непараллельность торцовых поверхностей не более 0,1 мм на окружности диаметром 30 мм.
3. Заготовку для шайбы делают из листового графитизированного текстолита.
Рис. 83. Валик водяного насоса двигателя СМД-7.
Упорная пружина сальника. 1. Материал проволока БР КМЦ-3-1.
2. Число витков три.
3. Непараллельность торцов между собой не более 0,4 мм.
РЕМОНТ ДЕТАЛЕЙ ВОДЯНОГО НАСОСА И ВЕНТИЛЯТОРА
Наиболее часто встречающейся неисправностью водяного насоса является износ уплотняющей шайбы и, как следствие, течь воды из контрольного отверстия в корпусе водяного насоса. Могут быть такие эксплуатационные износы и повреждения, как выработка поверхностей валика в местах сопряжения с сальниками и подшипником, износы подшипников, потеря герметичности в корпусных деталях насоса. При длительной эксплуатации наблюдается засорение полостей насоса накипью, а также коррозионный износ крыльчатки. Ремонту подвергаются насосы, имеющие срывы и повреждения резьбовых соединений и шпоночных пазов. Шкивы имеют износы и изломы буртов, а вентиляторы — изгибы лопастей и крестовин, ослабления креплений лопастей на крестовинах, а также трещины на крестовинах и лопастях.
При появлении течи из контрольного отверстия его закупорка запрещена, так как просачивающаяся через уплотнение вода попадет при этом в полость подшипников и выведет их из строя. В этом случае ту же шайбу неизношенной стороной ставят к торцу втулки или же устанавливают новую уплотняющую шайбу.
Изношенные корпуса водяных насосов восстанавливают с помощью специальных втулок под посадочные места для подшипников и ремонтных втулок
уплотнения при износе посадочного места под нее. Ремонтные размеры корпусов и втулок приведены в таблице 54.
ТАБЛИЦА 54
Наименование сопряжения СМД-7 СМД-14
номинальный размер, мм ремонтный размер, мм номинальный размер, мм ремонтный размер, мм
Корпус насоса — задний подшипник Диаметр отверстия в корпусе 47+0,027 ci к+0,03 01 »О_0ДЦ ео+0,03 oz—0,01 58+°.°3
Наружный диаметр ремонтной втулки — С1 е+0,065 01 ’°+0,045 — кя+0,005 оо+0,045
Корпус насоса—передний подшипник Диаметр отверстия в корпусе 52+°.°3 5б+°.°3 £9+0,03 OZ-0,01 gy+0,03
Наружный диаметр ремонтной втулки — кк+0.045 oq+0,065 — £7+0,045 °'+0,065
Корпус—втулка Диаметр отверстия в корпусе 25+о,023 gg+0,023 2^+0,023 26+0.02Э
Наружный диаметр втулки ок+0,039 zo+0,025 9£+0,039 zq+0,025 9к+0,039 ZO+0,025 9£+0,039 zq+0,025
Отверстие в корпусе под ремонтную втулку растачивают на длину, соответствующую нормальному положению подшипников и длине ремонтных втулок.
Корпуса, имеющие повреждение или повышенное коробление плоскости, прилегающей к крышке, восстанавливают подрезкой на глубину не более 0,5 мм с соответствующим утолщением прокладки. Аналогично восстанавливают коробление крышки насоса.
Изношенные крыльчатки реставрируют следующим образом. Лопасти, имеющие износы и сколы, наваривают чугунными прутками А-6 с зачисткой заподлицо с основной поверхностью. При износе отверстия под валик ставят ремонтную втулку с наружным диаметром 21 +о,’о28 мм. При этом отверстие в крыльчатке растачивают на диаметр 21 +0>023 мм, а внутреннюю поверхность ремонтной втулки изготавливают в соответствии с размерами отверстия в крыльчатке. После ремонта крыльчатку покрывают бакелитовой пленкой и балансируют.
Изношенные валики водяного насоса и приводов (СМД-7) восстанавливают наваркой электродом диаметром 4 мм марки ЭНХ-30, хромированием или металлизацией с последующей обработкой под номинальные размеры и рихтовкой.
При износе шпоночных пазов в валиках нарезают новые с противоположной стороны. Изношенную или поврежденную резьбу на валике обтачивают и нарезают резьбу уменьшенного ремонтного размера с изготовлением соответствующей гайки под эти резьбы.
Шестерню привода водяного насоса и вентилятора двигателя СМД-7 при износе зубьев не восстанавливают. Допустимый зазор в зубьях шестерен до 2,5 мм.
При ослаблении крепления лопастей вентилятора подтягивают заклепки. Выработанные отверстия под заклепки рассверливают в лопастях и заклепках до диаметра не более 5,5 мм и устанавливают новые заклепки диаметром
5 мм. Трещины в крестовинах заваривают с двух сторон стальной проволокой 3-СВ диаметром 4 мм.
Погнутые крестовины и лопасти правят. Концы лопастей должны лежать в одной плоскости. Допускается отклонение от общей плоскости не более 1 мм в любую сторону.
После ремонта и рихтовки вентилятор балансируют. Статический дисбаланс может быть не более 50 гем. При балансировке приваривают стальные пластинки с нерабочей поверхностью лопасти.
СБОРКА ВОДЯНОГО НАСОСА
Перед сборкой все детали узла промывают и обдувают сжатым воздухом. Затем на валик напрессовывают шарикоподшипники № 204 и 205 до упора.
Наполняют солидолом УС-2 полости между подшипниками на V2 объема.
Устанавливают корпус на подставку. Смазывают посадочные места сальника автотракторным маслом (автолом), надевают сальник на оправку и запрессовывают в корпус.
Устанавливают корпус (СМД7-1301) под пресс. Запрессовывают валик с подшипниками в корпус до упора.
В стопорную канавку ставят внутреннее стопорное кольцо (СМД7-1359).
Вставляют в корпус сальник (Н-6210), предварительно смазав автолом по посадочному диаметру, и запрессовывают его до упора в стопорное кольцо.
В шпоночный паз валика (СМД7-1305) вставляют сегментную шпонку (ШС-5Х19).
Напрессовывают при помощи оправки ступицу шкива на вал до ее упора в подшипник.
На резьбовую часть валика (1М20Х1.5) надевают стопорную шайбу (ШСУ-20Х36) и завертывают на 1—2 нитки гайку (ГУН-1М20).
Затем навертывают гайку на вал до упора, затягивают ее наглухо и контрят шайбой. Опорную втулку (СМД1-1306) притирают порошком карбида бора.
После притирки плоскость втулки проверяют на плите, смазанной тонким слоем краски. Краска на втулку должна лечь сплошным кольцом.
Втулку запрессовывают в корпус до упора в торец, который покрывают графитовой смазкой. При запрессовке на втулку кладут текстолитовую шайбу.
Надевают крыльчатку в сборе на вал (СМД7-1305), выдержав зазор между крыльчаткой и корпусом 0,7 мм. (Допускается колебание зазора между крыльчаткой и корпусом от 0,5 до 1,2 мм.)
Гнезда под шайбу (ШШС-9 X 20 X 2) в крыльчатке смазывают солидолом, а затем вставляют шайбу.
Вставляют болт (БНП-М8Х20) с шайбой (ШП-8) в резьбовое отверстие валика и заворачивают до отказа.
Проверяют качество сборки опробованием от руки. Валик должен плавно и свободно проворачиваться в подшипниках. Зазор между корпусом и крыльчаткой должен быть 0,5—1,2 мм.
В боковое отверстие крышки (СМД1-1303) корпуса ввертывают коническую пробку (ПК V8") и затягивают ее.
Смазывают равномерным слоем солидола посадочные места корпуса и крышки. На крышку кладут прокладку (СМД1-1318) и корпус в сборе, совмещая отверстия. В отверстия вставляют болты с шайбами и затягивают их до отказа.
Ввертывают масленку (М1-А1) в корпус насоса и затягивают до отказа. Проверяют работу масленки.
Устанавливают кронштейн натяжителя на водяной насос, совместив отверстие насоса с отверстиями кронштейна, и ввертывают два болта (БНП-М8Х35) с шайбами (ШП-8).
На ступицу надевают шкив вентилятора (СМД1-1302), совместив отверстия, в которые вставляют 4 болта (БНП-М8Х16) с шайбами.
Надевают последовательно на два болта М12Х50 и два болта М12х70 по одной пружинной шайбе, вставляют эти болты в отверстия корпуса и надевают на них грузовой кронштейн (СМД1-1340-1).
Устанавливают насос в сборе с кронштейном на головку и ввертывают и затягивают до отказа четыре болта.
Затем проверяют их затяжку.
Устанавливают шланг в сборе (СМД7-1334) на патрубок (СМД7-1311) и затягивают хомуты (ХС-48) поворотом шплинта.
Надевают по одной пружинной шайбе (ШП-10) и одной черной шайбе (Н-5480) на четыре болта М10Х25 и вставляют четыре болта в отверстие фланца патрубка (СМД7-1311).
Надевают на болты прокладку (СМД1-1329) и устанавливают патрубок на блок, надевая конец шланга на патрубок корпуса насоса. Ввертывают и затягивают последовательно четыре болта до отказа.
Затягивают хомут (ХС-4В) поворотом шплинта.
Сборка привода водяного насоса (рис. 79). Прежде всего корпус привода (СМД1-1320) промывают и обдувают детали сухим сжатым воздухом.
Проверяют состояние деталей. Забоины и трещины не допускаются.
Устанавливают подшипники в гнездо подставки и в один из них запрессовывают валик.
Устанавливают корпус на подставку и подшипник в гнездо. Запрессовывают подшипник.
Устанавливают корпус на подставку торцом до упора в подшипник, а шлицевой конец валика (СМД7-1323-1) вставляют в подшипник корпуса. Запрессовывают валик с подшипником до упора.
Устанавливают подузел торцом на подставку, смазывают посадочное место сальника автолом, вставляют сальник в гнездо и запрессовывают его до упора. Вставляют стопорное кольцо (СМД7-1359), устанавливают втулку (СМД55-1325) в приспособлении, предварительно смазав ее посадочное место автолом.
На подузел по диаметру валика (16 мм) ставят направляющую втулку, а на нее—втулку СМД55-1325, смазав посадочное место автолом.
Напрессовывают втулку до упора в подшипники.
Надевают на шлицевую часть валика последовательно шестерню привода (СМД1-1329-1), упорную (СМД7-1336) и стопорную (СМД7-1337) шайбы.
Ввернув болт (БНП-12Х25) в резьбовое отверстие валика, затягивают его до отказа и контрят шайбой (СМД7-1337) с двух сторон.
Устанавливают сегментную шпонку (ШС-4Х22) в шпоночный паз валика. Насаживают полумуфту по шпонке и напрессовывают до упора во втулку (СМД55-1325). На резьбовую часть вала навертывают гайку (ГУ-М14) и затягивают до отказа. Набивают полость корпуса на пол-объема солидолом УС-2 через отверстие для масленки. Ввертывают масленку (М1-А1) в отверстие, затягивают до отказа и проверяют шприцеванием.
Проверяют качество сборки проворачиванием узла от руки. Вал должен свободно вращаться в подшипниках.
Сборка привода вентилятора (рис. 80). Перед сборкой детали промывают и обдувают сжатым воздухом.
Проверяют чистоту деталей, входящих в узел.
Затем устанавливают корпус торцом в подставку под пресс.
Смазывают посадочные места подшипника № 204 автолом и укладывают его в гнездо корпуса. Запрессовывают подшипник до упора в бурт корпуса. Устанавливают второй подшипник № 204 на валик и валик (СМД7-1324) вставляют со стороны резьбы М16 через корпус в первый подшипник.
Запрессовывают валик до упора в нижний подшипник и верхний подшипник до упора в бурт валика. Вставляют стопорное кольцо (СМД55-1338).
Устанавливают втулку (СМД1-1339) в приспособление. Затем подузел ставят торцом на подставку пресса и через втулку (СМД1-1339) со стороны резьбы М14 вставляют вторую втулку.
Напрессовывают втулку (СМД1-1339) на валик до упора в подшипники. Устанавливают сальник на втулку и запрессовывают в гнездо до упора наставки в корпус.
Устанавливают второй сальник на втулку и запрессовывают его до упора в стопорное кольцо.
Набивают солидолом полость корпуса на У2 объема через отверстие для масленки. Ввертывают и затягивают масленку (М1-А1) до отказа.
Устанавливают шпонку (ШВ-4х44) в паз.
Насаживают полумуфту по шпонке и напрессовывают ее до упора во втулку.
Навертывают и затягивают гайку (ГУ-М14) до отказа. Устанавливают шпонку (ШВ-4Х22) и напрессовывают шкив до упора в торец втулки.
Устанавливают шайбу (ШСУ-16Х32), совместив усик со шпоночным пазом. Навертывают и затягивают до отказа гайку (ГУН-М16).
Проверяют качество сборки, провернув валик вручную и проверив затяжку и контровку гаек.
Установка привода вентилятора и водяного насоса на двигатель СМД-7. Надевают прокладку (СМД1-1327) на шпильки картера; устанавливают привод (СМД7-13С6А) на шпильки и на прокладку, введя в зацепление шестерню с шестерней распределительного вала.
Надевают на две шпильки по одной пружинной шайбе (ШП-10) и навертывают по гайке (ГУ М10).
Надевают последовательно пружинную шайбу (ШП-12) и шайбу (ШШ-13) на болт Ml2x90 и ввертывают его в совмещенные отверстия крышки, картера и фланца привода.
Гайки и болт затягивают до отказа.
После сборки проверяют затяжку гаек и болта. Проверяют зазор между шестернями, покачивая привод.
Привод вентилятора устанавливают на двигатель после муфты сцепления. Для этого диск в сборе (СМД7-13С12) надевают на два пальца полумуфты привода (СМД7-13С6А).
Промежуточный вал в сборе (СМД7-13С13) пальцами полумуфты вставляют в два свободных отверстия диска.
Надевают второй диск на два пальца второй полумуфты промежуточного вала.
Затем берут привод вентилятора и вставляют пальцы полумуфты, установленной на валу, в два свободных отверстия диска и ставят привод вентилятора на четыре шпильки картера маховика.
Сдвинув промежуточный вал с дисками в сторону привода, проверяют зазор между полумуфтой и диском, который должен быть 0,54-2,5 мм при выбранных зазорах по длине.
В случае несоответствия размера привод снимают со шпилек и устанавливают регулировочные шайбы (СМД7-1358).
Также проверяют зазор между полумуфтой привода водяного насоса и диском, который должен быть 0,5—2,5 мм.
После установки генератора надевают ремень и регулируют его натяжение. Затем ввертывают и затягивают болт, который крепит натяжитель к генератору. Надевают ремень вентилятора на шкивы промежуточного вала вентилятора, генератора и водяного насоса.
Отрегулировав натяжение ремня поворотом генератора, затягивают болт, крепящий натяжитель к кронштейну, а также четыре гайки крепления генератора к кронштейну.
Проверяют затяжку болтов крепления генератора.
Проверяют натяжение ремня, для чего на наружную поверхность ремня, между шкивами генератора и вентилятора, устанавливают линейку и рукой нажимают ремень посредине, провисание ремня относительно линейки должно быть 15—20 мм.
Глава 14
ЭЛЕКТРООБОРУДОВАНИЕ И ПРИБОРЫ ДВИГАТЕЛЯ
В группу электрооборудования входят: стартер, генератор, пусковой подогреватель, счетчик моточасов, указатели температур воды и масла, указатель давления масла.
На двигателях с электростартерным запуском установлены: электростартер СТ-100, генератор Г-12В или Г-214 и электрофакельный подогреватель.
На двигателе СМД-7, кроме того, установлены датчик давления масла ММ-9 и датчики температуры воды и масла ТМ-3.
На дизелях, оборудованных пусковыми двигателями, установлены: генератор Г-12В или Г-214, электрофакельный подогреватель и электростартер СТ-350 для пускового двигателя.
Все остальные агрегаты и приборы, входящие в схему электрооборудования двигателя, монтируют при установке двигателя на комбайн, трактор или другую машину заводом-изготовителем. До 1 января 1960 года на комбайнах, тракторах и самоходных шасси применялась схема электрооборудования, по которой на «массу» подключали положительные полюсы источников тока (аккумуляторов и генераторов).
С 1 января 1960 года в соответствии с ГОСТ 3940-57 агрегаты электрооборудования на комбайнах, тракторах и других машинах подключают по схеме «минус на массу».
В связи с этим на двигателях СМД, выпущенных после 1 января 1960 года, установлены генераторы с подсоединением отрицательного полюса на «массу».
Новый генератор перемагничивают для установки на двигатель со старой схемой электрооборудования («плюс на массу»). Для этого кратковременно в течение 2 — 3 сек подключают выводной болт «Ш» к отрицательному полюсу, а корпус генератора — к положительному полюсу аккумулятора.
Электрофакельный подогреватель установлен на всасывающем коллекторе и служит для облегчения запуска двигателя при пониженных температурах окружающего воздуха.
На двигателях СМД-7 и его модификациях устанавливаютэлектрофакельный подогреватель с дистанционным управлением открытия клапана подачи топлива на спираль. Он состоит из корпуса, топливного бачка, электромагнита и воспламеняющего устройства (рис. 84).
На двигателях с электростартерным запуском подогреватель включен в электрическую цепь так, что при неработающем стартере на него подается ток напряжением 12 в, а при работающем —24 в. Практически при пуске двигателя на подогреватель подается ток напряжением 17—18 в, так как при работе стартера номинальное напряжение в цепи аккумуляторных батарей снижается.
На дизелях с пусковым двигателем установлен подогреватель с укороченной спиралью и включен в сеть с напряжением 12 в.
На двигателях СМД-14 установлены электрофакельные подогреватели несколько иной конструкции (рис. 85).
При пуске двигателя СМД-14 с применением подогревателя предварительно прокачивают топливную систему ручным подкачивающим насосом. При этом топливо из фильтра тонкой очистки по трубке поступает в подогреватель, заполняя полость, расположенную в крышке (СМД 14-1448-1).
Излишек топлива сливается через отводную трубку.
В корпусе подогревателя (СМД14-1494) на изоляционных шайбах закреплен спираледержатель (СМД14-1456), соединенный с контактом (СМД14-1425), предназначенным для присоединения подогревателя к общей электрической цепи двигателя.
Чтобы включить подогреватель в работу, перед включением муфты редуктора пускового двигателя нажимают (5—10 сек) на кнопку (СМД14-1410), которая, сжимая пружину (СМД14-1455), перемещает клапан вниз, и топливо
Рис. 84. Электрофакельный подогреватель двигателя СМД-7.
СМД14-1455
СМД55-1418;
СМД14-1414
СМД14-1493
14-1498 14-1496
14-1495 14-1497
СЛЗД/4- /4/Z-
В-МЗхВ
СМД14-1459,
смд14 -мч
ШШ-З
СМД7-Ш
Рис. 85. Электрофакельный подогреватель двигателя СМД-14.
СМД14-1410
СМД14-14С23-1
СМД7-1591
СМД14~1448-1/
СМД14-1494
СМД14-1442
СМД14-1413
СМД14-1425
ГУ-М5
СМД14-14/6
ШП-5
СМД14-145В
СМД1-1458
CMfit-t457 цлиСМД8-1457\
из полости через сверления и канал поступает в колпачок (СМД14-1459). После этого включают подогреватель в электрическую цепь и по контрольной спирали следят за накалом спирали подогревателя. Когда спираль накалится, включают муфту редуктора пускового двигателя. Топливо на дне колпачка воспламеняется, и пламя нагревает засасываемый в цилиндры воздух, а также стенки всасывающих каналов головки цилиндров, облегчая запуск.
Одной заправки подогревателя хватает на три последовательных попытки запуска двигателя.
На двигатели СМД-7 устанавливали генераторы Г-15 и Г-12В. На двигателях СМД-7 последних выпусков и на двигателях СМД-14 установлены генераторы Г-214.
Генератор Г-214 работает параллельно с аккумуляторной батареей в комплекте с трехэлементным реле-регулятором и служит для питания потребителей электрической энергией и подзарядки аккумуляторных батарей.
Рис. 86. Генератор Г-214.
Генератор представляет собой двухполюсную шунтовую электрическую машину постоянного тока. Его устанавливают в потоке воздуха, охлаждающего двигатель. Генератор состоит (рис. 86) из якоря 1, корпуса 2, крышки 3 со стороны коллектора, крышки 4 со стороны привода, шкива 5 и крепежных деталей.
На двигателях СМД-7 и СМД-15К установлены электростартеры СТ-100.
На пусковом двигателе дизеля СМД-14 установлен стартер СТ-350 (рис. 87).
Стартер включают рычагом 3 с рукояткой. Вилкой рычаг нажимает на пружину и перемещает по шлицам вала в сторону маховика пускового двигателя шестерню /, одновременно нажимая на шток 2 включателя 4.
Если при включении зубья шестерни стартера не войдут во впадины венца маховика, а упрутся в его торец, то пружина сожмется и позволит рычагу замкнуть контакты включателя. После этого вал стартера повернется вместе с шестерней, ее зубья под действием пружины войдут во впадины венца и маховик двигателя начнет вращаться.
Чтобы облегчить включение, зубья шестерни стартера и венца маховика выполнены со скосами.
На задней крышке стартера установлены щетки, прижимаемые к коллектору ленточными пружинами. Одна пара щеток соединена с корпусом стартера
Рис. 87. Электростартер СТ-350.
через массу, другая изолирована от корпуса и соединена через обмотки возбуждения с выводным зажимом, расположенным внутри включателя стартера. Наружный зажим включателя соединен с аккумуляторной батареей.
На крышке картера распределительных шестерен справа (если смотреть на двигатель спереди) укреплен счетчик моточасов (рис. 88).
Рис. 88. Установка малогабаритного счетчика СЧ-100Б Владимирского завода на двигателе СМД-14.
На двигателях СМД-7 установлены мотосчетчики, счетные механизмы которых приводятся в движение через червяк и червячное колесо, а на двигателях СМД-14 — герметичные счетчики, приводимые в работу непосредстен-но от поводка шестерни топливного насоса.
В таблице 55 приведен перечень деталей, узлов и агрегатов, входящих в группу электрооборудования двигателя.
Продолжительность непрерывной работы стартера при пуске двигателя не должна превышать 25 сек. Повторно стартер можно включать лишь после 1—2 мин перерыва.
Допустимое количество последовательных включений не более четырех.
Работа стартера сверх указанного предела вызывает недопустимый перегрев его токопроводящих частей, что приводит к порче изоляции, распайке контактных соединений и выходу стартера из строя.
УХОД ЗА СТАРТЕРОМ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ДЕТАЛЯМ
Через каждые 100 час работы дизеля стартер снимают. Вынимают защитный щиток и смазывают стартер, залив через масленки по 15 капель дизельного масла.
Номер детали или узла Наименование детали или узла Количество
СМД-14 СМД-7
СМД14-14С5 СМД7-14С5 Счетчик моточасов в сборе 1
СМД- 14С7 Барабан счетчика моточасов в сборе 1
- 1 СМД7-14С12-1 Стержень клапана в сборе 1
СМД-14С13 Крышка циферблата в сборе 1
— СМД7-14С14 Катушка электромагнита в сборе 1
— СМД7-14С11-1 Бачок в сборе 1
— СМД7-14С16-1 Верхняя половина бачка 1
— СМД1-14С17 Нижняя половина бачка 1
СМД7-14С9 Пробка корпуса в сборе 1
—. СМД7-14С22 Сетка генератора 1
СМД14-14С18 — Электрофакельный подогреватель
СМД14-14С23 — Клапан в сборе
СМД14-14С24 — Стартер СТ-350
СМД 14-1404 — Шайба
14-1402-1 — Корпус клапана
СМД9-1401 СМД1-1401 Кронштейн генератора 1
14А-1403-1 СМД7-1403 Натяжитель 1
СМД1-1405 Корпус счетчика моточасов 1
СМД 7-1406 Червячное колесо счетчика моточа- 1
СОВ
СМД1-1407 Втулка 2
СМД7-1408 Червяк привода счетчика моточасов 1
СМД55-1418 Упор 1
СМД 1-1422 Прокладка 1
СМД55-1427 Стопорное кольцо 1
СМД14-1410 — Колпачок 1
СМД14-1413 — Пластина 1
СМД14-1414 — Шайба 4
СМД14-1417 — Уплотнительное кольцо 1
СМД 14-1423 — Труба отвода топлива 1
СМД14-1423 — Труба подвода топлива 1
СМД14-1425 — Контактный болт 1
Г-214 — Генератор 1
М 24А — Магнето 1
— СТ-100 Стартер СТ-100 1
— СМ Д7-1441 Кронштейн натяжителя 1
СМД 14-1442 СМД1-1442А Корпус подогревателя 1
— СМД7-1443-1 Сердечник 1
СМД14-1448 СМД7-1448 Крышка электромагнита 1
— СМД1-1449 Диск электромагнита 1
СМД1-1450 Шайба 1
— СМД7-1451 Переходная втулка 1
— СМД7-1452 Переходник 1
— СМД 7-1453-1 Втулка контакта 1
СМД14-1454 СМД1-1454 Контакт переходника 1
СМД 14-1455 СМД7-1455 Пружина 1
СМД14-1456 СМД1-1456А Спираледержатель 1
СМД1-1457 Спираль накаливания 1
СМД 1-1458 Изоляционная втулка 3
СМД 14-1459 СМД1-1459 Чашечка 1
СМД7-1460 Шайба 1
— СМД7-1461 » 1
СМД14-1462-1 СМД 7-1462-1 Стержень клапана 1
СМД14-1463 СМД1-1463 Шайба клапана 1
СМД7-1471 Прокладка стекла 1
СМД1-1470 Стекло циферблата 1
СМД7-1475 Пружина 1
СМД7-1477 Пробка корпуса 1
СМД7-1476 Пружина пробки барабана 1
СМД 7-1478 Прокладка пробки 1
— [ СМД7-1479 Провод 1
__ СМД7-1480 Изоляционная трубка 2
У5-1460 Колпачок 2
Но.мер детали или узла Наименование детали или узла Количество
СМД-14 СМД-7
— ММ-9 Датчик указателя давления масла (ММ-9) 1
— ТМ-3 Датчик указателя температуры воды (ТМ-3) 2
СМД7-1482 Шайба 2
— СМД7-1483 Болт 1
В2-М5Х8 - Винт 2
В-МЗхб » 2
ГУ-М5 Ганка 3
ШШ-5 Шайба 2
ШЦ-Зх8 Цилиндрический штифт 1
Ш-ЗХ35 Шплинт 1
ПЖ-1X200 Контровочная проволока 1
Н-5884 Пробка 1
Н-6501 Пломба 1
Стартер СТ-100 установлен
на двигателях СМД-7 и СМД-15К-
Снимают защитную ленту и проверяют состояние щеток и коллектора. Рабочая поверхность коллектора должна быть гладкой и не иметь подгаров, а щетки должны свободно передвигаться в щеткодержателях и не иметь чрезмерного износа (высота не менее 12,5 мм).
В случае сильного износа щетки заменяют. Новые щетки притирают к коллектору с помощью стеклянной шкурки № 00. Давление щеток на коллектор должно находиться в пределах 1040—1800 г.
Если коллектор загрязнен или имеет подгары, его протирают чистой тряпкой, смоченной в бензине, и зачищают стеклянной шкуркой № 00.
Щеточную пыль удаляют продувкой.
Если смазка попала внутрь стартера и образовала грязь, смешанную со щеточной пылью, ее удаляют, сняв крышку стартера со стороны коллектора.
При сборке смазывают (или проверяют наличие смазки) подшипники и цапфы вала, а фитили, подводящие смазку от масленок, пропитывают маслом.
Шестерня привода должна свободно перемещаться по ленточной резьбе вала стартера и защелкиваться в выключенном положении.
Зубья приводной шестерни не должны иметь выкрашиваний или забоин.
Подвижный контактный диск должен свободно сидеть на штоке якоря реле. При значительном подгаре контактных поверхностей их зачищают, снимая только неровности, вызванные подгаром, но не нарушая правильности плоскостей контактов. При значительном износе контактных поверхностей диск и болты повертывают другой стороной.
Стартер проверяют следующим образом. Соединительный (толстый) провод, идущий от стартера к реле, убирают. К медным болтам реле подсоединяют лампочку для контроля замыкания контактов. Между приводной шестерней и упорным кольцом ставят прокладку и реле включают на полное напряжение —24 в.
При прокладке толщиной 16 мм контакты реле стартера не должны замыкаться, а лампочка гореть. При прокладке толщиной 11,7 мм контакты должны замкнуться и лампочка загореться.
Контакты можно подрегулировать винтом, ввернутым в якорь реле и соединенным двумя пластинами с тягой рычага, перемещающего барабан и шестерню вдоль вала.
СБОРКА ПОДОГРЕВАТЕЛЯ ДВИГАТЕЛЯ СМД-7
При установке катушки электромагнита в корпус сердечника подогревателя двигателя СМД-7 ее обмазывают бакелитовым лаком марки «А».
Бакелитовый лак после удаления растворителя и последующей термической обработки затвердевает, образуя пленку, обладающую большой механической прочностью и стойкостью к действию воды, кислот, бензина, масел и дизельного топлива.
Перед покрытием лак тщательно перемешивают и измеряют его удельный вес, который должен быть 1,0—1,1 г/см3. При повышенном удельном весе бакелитовый лак разбавляют спиртом.
Катушки электромагнита погружаются в ванну с лаком на 1 мин, после чего ее подвешивают над ванной и держат несколько минут в таком положении.
После покрытия лаком детали выдерживают на воздухе не менее 4 час.
Подсушенные на воздухе детали загружают в сушильный шкаф, где выдерживают при температуре 65—70° в течение 6—7 час до получения плотной бакелитовой пленки.
Бакелитовая пленка на высушенных деталях должна быть равной по всей поверхности.
Цвет бакелитовой пленки должен быть светло-желтый.
Не допускаются подтеки, пятна, пузыри и вздутия, а также отслаивание бакелитовой пленки.
Обработанную таким образом катушку устанавливают в корпус подогревателя.
Собирают подузел (СМД7-14С11) с переходником (СМД7-1452), шайбами (СМД7-1453), с контактом переходника (СМД1-1454) и катушкой (СМД1-14С14), предварительно смазав посадочные места и шайбы бакелитовым лаком или клеем БФ-4. Выступание катушки электромагнита над плоскостью сердечника не допускается.
Надевают на болт (СМД7-1483) по шайбе (СМД7-1482 и СМД7-1461) и вставляют его в отверстие стойки. Затем надевают на него с другой стороны три шайбы (СМД7-1460, СМД7-1482, ШП-5) под гайку. Навертывают на болт гайку (ГУ-М5) и затягивают ее.
Надевают на болт наконечник провода, затем шайбу, навертывают и затягивают другую гайку (ГУ-М5).
Укладывают провод в держатель (СМД7-1484).
Загибают лапки держателя и обжимают провод.
Надевают на винт (В2-М5Х2) шайбу (ШП-5) и другой наконечник провода.
Ввертывают винт в переходник до отказа.
Зачищают места под пайку на сердечнике (СМД7-1443) и болте (СМД7-1483).
Впаивают конец обмотки в паз болта, а начало — в паз катушки. Затем зачищают места пайки от излишнего припоя.
На стержень клапана в сборе надевают шайбу и вставляют его в отверстие корпуса подогревателя. Устанавливают пружину (СМД1-1455) и ввертывают спираледержатель (СМД1-1456А) до упора.
На стержень клапана (СМД7-1462) навертывают диск электромагнита. Затем надевают шайбу (ШП-5), навертывают гайку.
Проверяют величину зазора между диском электромагнита и сердечником, который должен быть 1,5—2 мм. После этого клапан испытывают на герметичность, для чего в корпус подогревателя наливают керосин и проверяют, нет ли течи керосина из-под клапана.
Проверяют работу клапана, нажав на диск электромагнита.
Керосин должен свободно вытекать из корпуса подогревателя через отверстие в спирал еде ржателе.
Течь или просачивание керосина из-под клапана не допускается.
Чтобы проверить расход топлива, подогреватель устанавливают в приспо
собление. При температуре окружающего воздуха 15—20° расход должен составлять 12—16 см3/мин.
После проверки продолжают сборку подогревателя. На спираледержатель надевают три изоляционные втулки. Устанавливают спираль накаливания, вставив ее концы в пазы деталей контакта переходника и спираледержателя.
Устанавливают чашечку и закрепляют ее двумя винтами (В-МЗХб). Закрепляют крышку электромагнита (СМД7-1448) винтами (В2-М5Х8).
После сборки испытывают подогреватель на двигателе или на отдельно установленном всасывающем коллекторе. Для этого наливают в корпус топливо (дизельное зимнее) или керосин и ввертывают до отказа пробку (Н-5884). При включении спирали накаливания в сеть напряжением 12 в последовательно с контрольной спиралью потребляемая сила тока должна составлять 11— 13 а. Время накаливания спирали до ярко-красного цвета должно составлять не более 15 сек. Открытие клапана при включении катушки электромагнита должно сопровождаться металлическим щелчком, после чего из отверстия в спираледержателе должно поступать топливо.
Для проверки подогреватель включают в цепь с напряжением в 19 в на 15—20 сек. При этом потребляемая сила тока составляет 23—24 а.
Глава 15
ТОПЛИВНЫЕ ФИЛЬТРЫ И ТРУБОПРОВОДЫ
Система подачи и фильтрации топлива включает в себя фильтр тонкой очистки топлива, фильтр-отстойник, трубки высокого давления для подачи топлива к форсункам от топливного насоса, трубки низкого давления и трубопроводы слива топлива от форсунок — левый и правый. В систему подачи топлива также входят форсунка и топливный насос с регулятором, подкачивающей помпой и насосом ручной подкачки.
В таблице 56 приведен перечень деталей, входящих в группу топливного фильтра и трубопроводов, а на рисунках 89, 90 и 91 показаны детали.
ТАБЛИЦА 55
Позиции на[» рисунках 89 и 90 Номер детали или узла Наименование детали или узла Количество
СМД-7 СМД-14
— СМД1-15С2 СМД14-15С2-1 Фильтр тонкой очистки топлива в сборе 1
14 СМД7-15СЗБ 14-15СЗ-1А Топливопровод к 1 цилиндру 1
13 СМД7-15С4Б 14-15С4-1А Топливопровод ко 2 цилиндру 1
17 СМД7-15С5Б 14-15С5-1А Топливопровод к 3 цилиндру 1
20 СМД1-15С6Б 14-15G6-1A Топливопровод к 4 цилиндру 1
51 СМД1-15С8 14-15С8-1А нлн СМД14-15С8-1 Стержень секции фильтра в сборе 1
9 СМД1-15С9 14-15С9-1 Левый топливопровод слива 1
24 14-1507 Предохранительная заглушка 2
16 СМД1-15С10 14-15С10-1 Правый топливопровод слнва 1
60 СМД1-15С11 СМД14-15С11-1 Чашка с трубкой слива в сборе 1
— СМД1-15С12 СМД14-15С12 Корпус фильтра тонкой очистки в сборе Трубка от помпы к фильтру в сборе 1
21 СМД1-15С13 СМД14-15С13 1
12 СМД1-15С14-1А СМД14-15С14 Трубка от фильтра к насосу в сборе 1
25 СМД1-15С15-1 Топливопровод перепуска топлива 1
— СМД7-15С16 Фильтр-отстойник в сборе 1
32 СМД7-15С17 Фильтр в сборе 1
33 СМД7-15С18 Дужка в сборе 1
— 54-18.021 Продувочный вентиль в сборе 1
39 54-18.022-1 Игла продувочного вентиля в сборе 1
—— 54-18.021 Продувочный вентиль в сборе 1
50 СМД1-15С7 54.18.023 Фильтрующий элемент в сборе 4
15
Рис. 89. Топливная система двигателя (без фильтра).
П родолжение
Позиции на рисунках 89 и 90 Номер детали или узла Наименование детали или узла i Is
СМД-7 СМД-14
36 СМД 1-1506 Пластина крепления сливных трубок 1
59 СМД1-1501 СМД 14-1501 Корпус фильтра тонкой очистки 1
45 СМД1-1508 СМД14-1508 Крышка фильтра тонкой очистки 1
49 СМД1-1509А СМД14-1509 Пластина фильтра тонкой очистки 1
52 СМД1-1510 СМД14-1510 Прокладка пластины фильтра 2
— СМД1-1512 СМД14-1512-1 Стержень 4
— СМД1-1513 СМД14-1513-1 Топливоотводная трубка 1
— СМД1-1514 Чашка топливоотводной трубки 1
38 СМДЫ511 1 Трубка отвода воздуха 1
27 СМД7-1526 Крышка фильтра-отстойника 1
31 СМД7-1527 Фланец фильтра 1
34 СМД7-1528 Стакан отстойника 1
29 СМД7-1530 Гайка 1
— СМД7-1531 Винт дужки 1
28 СМД7-1532 Прокладка 2
26 СМД7-1536 Болт крепления 1
19 СМД7-1537Б Накидная гайка 2
18 СМД7-1538 Нажимное кольцо 2
7 (57) СМД 7-1539 Прокладка 12
СМД7-1540А Планка зажима 2
—— 1 15-1540 » » 1
—. СМД7-1567А Прокладка 2
11 СМД7-1568 Поворотный угольник 2
42 СМД7-1572 Прокладка продувочного вентиля 1
— — СМД 14-1574 Кронштейн топливного насоса 1
— — СМД14-1578-1 Направляющий стержень 4
53 30 Н-5879 СМД 14-1579 Резьбовая втулка Прокладка отстойника 2
Позиции на рисунках 89 и 90 Номер детали или узла Наименование детали или узла Количество
СМД-7 СМД-14
6 СМД7-1590 Болт поворотного угольника 6
— СМД7-1591 Прокладка 4
—— — СДМ14-1584 Хомут 2
—— — СДМ7-1585 Резьбовая вставка 3
— — СДМ14-1586 » » 2
— — СДМ14-1588-1 Опорная плита 1
— — СДМ14-1589-1 Пружина 4
— — СДМ14-1592 Стопорное кольцо 4
— СДМ7-1575 Сливная труба 1
47 54.18.413 — Сухарь 1
— —. СМД7-1577 Двойной угольник 1
— — СМД7-1576 Поворотный угольник 2
— — 14-1581 » » 1
— — 54.15.434 Прокладка топливного насоса 1
41 54.18.405 — Штуцер продувочного вентиля 1
— — 54.18.406-1 Игла продувочного штуцера 1
— — 54.18.407-1 Ручка продувочного вентиля 1
м — 54.18.408 Сетчатая трубка 4
— 54.18.409 Фильтрующая бумага 4
— 54.18.410 Фильтрующая нить 4
— — 54.18.437 Упорная шайба 4
— —- 54.49.412 Пробка трубок высокого давления 2
48 54.18.414-1 — Пружина 2
46 54.18.426 — Штифт 2
8 16-162 Уплотнительная прокладка 4
15 16-161 Штуцер 4
1 54.15.434 Прокладка 2
—— 14-1595 Упорная шайба 4
— 14-1507 Защитная втулка 2
58 16- ПО Болт поворотного угольника 1
— 119-85А — Защитная втулка 3
22 119-90 — Прокладка 2
— — БНП-М6Х25 1
35 — БНП-М10Х20 1
61 БНП-М 10x25 Болты 2
— ЮБНП-МЮхЗО 2
3 БНП-М10Х85 2
__ ШНЧ-М10Х35 Шпилька 7
>» — ГУ-М6 Гайка 1
43 ГУ-М10 — 7
—. — ШП-6 Пружинная шайба 1
44 1ПНЧ-М10Х28 - Шпилька 4
37 (5) ШГ 1-10 Пружинная шайба 5
4 Н-5480 Шайба 2
56 ПК-1/8 - Пробка 7
55 Н-5877 Резьбовая втулка 1М14Х1М20 2
— — Н-5888 Резьбовая втулка 1М14Х1М20 1
54 Н-5889 Резьбовая пробка 1М14 1
40 Б5-5.5 мм Шарик 1
— — БНП-М8Х25 Болт 1
— БНП-М8Х30 » 3
— ГУ-М8 Гайка 3
— —. ШП-8 Пружинная шайба 4
23 — — Регулятор топливного насоса 1
2 — — Топливный насос 1
10 Форсунка 4
Рнс, 90. Фильтр тонкой очистки топлива двигателя СМД-7.
Zl-Д
СМД7-1539 119 ~85 А
СМД7-1536
16'110
54. И. 021
14-1507
5ч.18.023
СМД14-1589-1
СМД14-1592
СМД14-1588-1
СМД7-1572 СМД14-1508
—СМД14-15Ю
-СМД14-1509 СМД14-15С12 СМД7-1590
"СМД7-1591
СМД14-15С8-1 или СМД1А - 15С8-1А
РАЗБОРКА, СБОРКА И РЕМОНТ ТОПЛИВНЫХ ФИЛЬТРОВ И ТРУБОПРОВОДОВ
Фильтр-отстойник и фильтр тонкой очистки периодически проверяют и чистят.
Срок службы фильтра тонкой очистки топлива зависит от чистоты применяемого топлива и от своевременного технического ухода за фильтром. Примерный срок службы элементов фильтра 400—500 час.
Для замены фильтрующих элементов снимают крышку фильтра и пластину, вынимают элементы и снимают шпули со стержней. Заменяют все шпули одновременно. Тщательно промывают пластину, стержни, опорную плиту и пружины. Собирают фильтр в обратном порядке. Устанавливают опорную плиту и пружины в корпус фильтра, вставляют шпули, надетые на стержни, накрывают корпус пластиной с прокладками, ставят крышку фильтра.
После сборки фильтра заполняют топливную систему топливом, удалив из нее воздух через продувочный вентиль и пробку в головке топливного насоса.
Трубопроводы низкого давления ремонтируют при нарушении герметичности в местах пайки поворотных угольников. Трубки высокого давления ремонтируют, если смяты конические уплотнительные поверхности или имеется выработка в месте посадки шарика спускного вентиля и по резьбовым соединениям.
При обрыве или смятии конуса трубки высокого давления отрезают или зачищают конец, заполировав трубку по торцу. После этого конец трубки высаживают на прессе при помощи пуансона и разрезной цанги для получения конфигурации, показанной на рисунке 92. Длина трубки высокого давления для всех цилиндров одинакова и составляет 600 мм для двигателя СМД-7 и 630 мм для двигателя СМД-14.
Перед высадкой конуса концы трубок отжигают нагревом до вишнево-красного цвета. Конец трубки и пуансон смазывают маслом. После высадки внутренний канал трубки очищают и промывают.
После высадки конусов концы трубки проверяют по отверстию сверлом диаметром 2,2 мм на
длине 20 мм с обоих концов. Трубки низкого давления должны отвечать следующим техническим требованиям.
1. Несоосность поверхностей «5» и «В» (рис. 92) не более 0,25 мм.
2. При опрессовке трубки газойлем под давлением 300 к.г!смг течи в соединениях не допускаются.
3. На поверхности «В» риски, вмятины и окалина не допускаются.
4. При хранении трубок отверстия в них закрывают пробками.
5. Разность замеров высоты головки трубки в диаметрально противоположных точках не должна превышать 0,3 мм.
Трубки низкого давления при потере герметичности подпаивают латунью Л62 с последующей проверкой на герметичность.
Трубку испытывают на герметичность воздухом под давлением 3 кг!см2 в водяной ванне в течение 1 мин. При этом пузырьки воздуха не должны появляться.
Перед постановкой трубки низкого давления на двигатель ее тщательно продувают сжатым воздухом.
Наконечники трубки цинкуют. Толщина слоя цинка 0,004—0,008 мм.
Рис. 92. Уплотнительный конус трубки высокого давления.
Глава 16
ТОПЛИВНЫЙ НАСОС И ФОРСУНКИ
Для впрыска в вихревые камеры точно отмеренных порций топлива, соответствующих развиваемой мощности, на двигателях СМД с левой стороны устанавливают четырехплунжерный топливный насос с регулятором и подкачивающей помпой, подающий топливо под высоким давлением к четырем форсункам, смонтированным в головке двигателя.
Марки топливных насосов и форсунок и модификации двигателей СМД, на которые их устанавливают, приведены в таблице 57.
ТАБЛИЦА 57
Двигатель Марка топливного насоса № группы насоса Марка форсунки № группы форсунки
СМД-7 Л4ТН8.5Х10Т Л16-С25-2 ФШ1,5Х25° 16-С40-ЗА
ЛСТН48510 В80-16-001 ФШ61525 80-16-002
СМД-9 Л4ТН8.510Т Л16-С25-2 ФШ61,5Х25° 16-С40-ЗА
ЛСТН48510 В4.80-16-001 ФШ61525 80-16-002
СМД-14 ЛСТН48510 В2.80-16-001 ФШ62025 В2.80-16-002
СМД-14Б ЛСТН48510 ВЗ.80-16-001 ФШ62025 В2.80-16-002
В отличие от топливных насосов типа Л4ТН8,5Х1ОТ и форсунок ФШ1,5х25° (устанавливаемых на двигатели СМД с размерностью 115X130 мм), насосы ЛСТН485Х10 и форсунки ФШ62025 имеют целый ряд конструктивных усовершенствований, обеспечивших их высокую работоспособность.
Топливный насос ЛСТН485Х10 с регулятором и подкачивающим насосом показан на рисунке 93, а форсунка ФШ62025 на рисунке 94.
Топливный насос работает следующим образом.
От фильтра тонкой очистки топливо поступает к головке 5 (рис. 93) насоса под давлением 0,7—1,0 кг/см2. По каналам головки оно попадает к плунжерным парам 6, состоящим из плунжера и втулки.
При вращении кулачкового валика 24, действующего на толкатель 23 и пружину 3, плунжер во втулке совершает возвратно-поступательное движение. В гильзе он поворачивается с помощью поводка 29, входящего в хомутик 28, закрепленный на рейке 8.
Тягой 9 рейка связана с вилкой 12 тяги регулятора, причем направление спиральной кромки на головке плунжера и боковое расположение рейки выполнены так, что перемещение рейки 8 или хомутика 28 по направлению к регулятору уменьшает подачу топлива.
Момент перекрытия всасывающего отверстия гильзы верхней кромкой плунжера, соответствующий моменту начала подачи топлива, изменяют поворотом болта 31 толкателя и фиксируют контргайкой 32.
Кулачковый валик в корпусе нососа уплотнен двумя сальниками 25.
Для автоматического поддержания требуемого числа оборотов и подачи топлива насос снабжен центробежным всережимным регулятором, имеющим пусковое и корректирующее устройства.
Регулятор укреплен на торце насоса и составляет с ним один узел.
Перед пуском двигателя наружный рычаг 34 управления топливопода-чей, изготовленный заодно с валиком, поворачивают вправо до соприкосновения сектора на рычаге с головкой ограничительного болта 35.
Расположенный в верхней части корпуса регулятора валик 30 обогатителя вместе с призмой 10 предназначены для увеличения количества подаваемого топлива при пуске двигателя.
При вытягивании валика с призмой на себя регулировочный винт И соскакивает с призмы, вследствие чего рейка дополнительно перемещается
Рис. 93. Топливный насос.
Рис. 93- Топливный насос (продолжение), влево и подача топлива увеличивается. Если двигатель начал работать, пусковой обогатитель автоматически выключается.
Для подачи топлива от топливного бака через систему фильтров к топливному насосу на боковой стенке корпуса насоса установлена подкачивающая помпа 27, приводимая в движение специальным эксцентриком от кулачкового валика.
Устройство подкачивающей помпы показано на рисунке 95.
Подкачивающая помпа имеет насос ручной подкачки 1, который служит для заполнения топливом системы питания двигателя перед пуском и для удаления из нее воздуха.
Форсунка закрытого типа (рис. 94) со штифтовым распылителем работает следующим образом.
Нагнетаемое насосом топливо поступает по трубопроводу высокого давления в канал корпуса 3 форсунки и далее в полость под иглой 1 распылителя. Когда давление топлива достигает 125am, игла приподнимается, сжимая пружину 4, и через распыливающую щель топливо впрыскивается в вихревую камеру.
Рис. 94. Форсунка.
После впрыска под действием пружины игла возвращается в прежнее положение, закрывая доступ топлива в распиливающую щель. Топливо, просочившееся в уплотняющий зазор между иглой и корпусом 2 распылителя, через сверления в гайке 5 и колпачке 6 отводится из форсунки.
Рис. 95. Подкачивающая помпа.
Распылитель крепится к корпусу форсунки гайкой 12.
Давление впрыска регулируют винтом 8 с контргайкой 7. Усилие от пружины передается на иглу через штангу 11.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ТОПЛИВНЫХ НАСОСОВ И ФОРСУНОК ДВИГАТЕЛЕЙ СМД
На двигатели СМД-7 устанавливают топливные насосы Л4ТН8,5Х10Т, отличающиеся от топливных насосов 4ТН8.5Х10Т, устанавливаемых на двигатели Д-54, только левым расположением на двигателе и рядом деталей регулятора (пружина и груз).
Перечень невзаимозаменяемых деталей и узлов топливных насосов двигателей СМД размерностью 115х 130 мм (насосы Л4ТН8,5Х10Т) и двигателей Д-54 (насосы 4ТН8,5Х10Т) приведен в таблице 58.
ТАБЛИЦА 58
Номер детали или узла по каталогу Наименование детали или узла Количество деталей, входящих в группу
СМД-7 Д-54
Л16-С1-3 16-С1-3 Топливный насос в сборе 1
Л16-С2 16-С2-1 Корпус насоса в сборе 1
Л16-С4 16-С4-2 Фланец крепления регулятора в
сборе 1
Л16-С49 — Фланец крепления регулятора со
втулкой в сборе 1
Л16-001-1 16-001-1А Корпус насоса 1
Л16-014-1 16-014-2 Фланец 1
Л16-081 16-081-6 Крышка люка 1
Л16-100 16-100 Шпилька 2
Л16-221 — Втулка подшипника 1
Остальные детали этих насосов, а также форсунок полностью взаимозаменяемы.
На двигатели СМД размерностью 120X140 мм всех модификаций устанавливают топливные насосы ЛСТН48510 (рис. 93) и форсунки ФШ62025 (рис. 94), отличающиеся от применяемых на двигателях СМД размерностью 115X130 мм целым рядом конструктивных усовершенствований.
Основные из них следующие.
1. Профиль кулачка топливного насоса выполнен радиусным (рис. 96).
Рис. 96. Кулачковый вал.
2. Подкачивающая помпа приводится в действие от специального экс
центрика.
3. Толкатель плунжера имеет повышенную твердость отверстий под оси.
4. Прокладка штуцеров высокого давления изготовлена из капрона.
5. Рейка топливного насоса изготовлена из трубы.
6. Перепускной клапан в головке топливного насоса шариковый.
7. Вилка и кронштейн тяги регулятора имеют увеличенные поверхности сочленений.
8. Гайка и валик регулятора удлинены на 4 мм.
9. Подшипник валика регулятора усилен.
10. Число зубьев шестерни привода регулятора уменьшено с 51 до 49, а у шестерни валика регулятора увеличено с 14 до 16.
11. Угол скоса призм обогатителя умень-
Рис. 97. Тяга регулятора в сборе.
шен, а фиксация призмы на валике улучшена.
12. Кулачок запрессован в тягу регулятора (рис. 97).
13. Распылитель имеет иглу диаметром 6 мм и распыливающий штифт у иглы диаметром 2 .юи.
14. Пружина форсунки азотированная.
15. Регулировочный винт форсунки разъемный.
16. Гайка распылителя экранированная.
17. Штанга форсунки намагниченная с чеканенной сферической поверх-
ностью.
18. Подкачивающая помпа имеет ввертную втулку стержня.
Перечень основных и вновь введенных деталей топливных насосов и форсунок СМД-14, а также насосов и форсунок СМД-7 приведен в таблице 59.
ТАБЛИЦА 59
। № рисунка 1 и позиции Номер детали или узла по каталогу Наименование детали или узла Количество деталей в узле
СМД-7 СМД-14
Рис.93 Л16-С25-2 В2.80-16-001 Топливный насос с регулятором и
подкачивающей помпой —
2 Л16-С2 В.80-16-041 Корпус насоса в сборе 1
7 Л16-С4 80-16-042 Фланец крепления регулятора в
сборе 1
1 16-С8 16-С8 Установочный фланец в сборе 1
23 16-С9Б 80-16-013 Толкатель плунжера в сборе 4
5 16-С12-1В 16-С12Д Головка топливного насоса в сборе 1
4 16-С13-1Б 80-16-014 Перепускной клапан в сборе 1
8 16-С23 80-16-012 Рейка в сборе 1
Б.80-16-031 Б.80-16-031 Фрикцион в сборе 1
24 80-16-103 80-16-103 Кулачковый вал 1
13 Л17-С9-А В2.80-17-061 Валик регулятора в сборе 1
16 17-052-2 17-052-2 Седло пружины регулятора 1
14 ГИ-М8-П15 ГИ-М8-П15 Гайка 1
17-054 17-054 Замковая шайба 1
15 ГПЗ-200 ГПЗ-200 Шарикоподшипник 1
17-050 17-050 Регулировочная прокладка 3
18 17-049 75-17-103 Наружная пружина регулятора 1
17 17-048-6 75-17-102 Внутренняя пружина регулятора 1
17-047 17-047 Регулировочная прокладка 3
19 17-С8-2 17-С8-2 Муфта регулятора в сборе 1
20 Л17-С11-А Л17-С11-А Груз регулятора 2
21 ГПЗ-8202 ГПЗ-8202 Упорный подшипник 1
17-044А 17-044А Шайба оси груза 8
14-17-153 14-17-153 Стопорное кольцо 4
14-17-152 14-17-152 Ось груза регулятора 2
17-СЗ-2А 80-17-012 Валик с крестовиной в сборе 1
80-17-021 80-17-021 Гнездо подшипника в сборе 1
Номер детали или узла по каталогу
СМД-7 СМД-14
Наименование детали или узла
узле
22 17-037 17-038А 17-039
12 80-17-014
80-17-101
17-010
80-17-102
17-012
80-17-106
9 80-17-019
10 В.80-17-301
30 17-062
33 17-016А
27 80-16-020А
Рис. 94 16-С40-ЗА
2 16-С42-2
12 16-165
9 80-16-163
11 16-152-2А
4 16-153-1
8 25-16-156
13 16-169
14 119-73
15 ПКД-8
3 16-150-2
10 16-159
5 14-16-117
7 16-157
6 14-16-116
Рис. 95 16-СЗО-З
1 16-С35Б
2 16-062
3 80-16-142
4 16-124
5 119-85
6 16-110
7 119-90
8 16-134
9 14-17-036-1
10 16-132-1
11 16-145-1
12 16-128-2
13 16-225
14 16-127
15 80-16-132
16 80-16-021-1
17 14-17-157
ис.98 16-С12-1В
1 80-16-014
2 16-С15-1
3 16-С16
4 16-С17
11 16-053-3
25 16-054
24 16-210
12 16-062
10 16-063А
5 16-068
6 16-069А
Б.80-17-204 17-038А 80-17-104 80-17-014 80-17-101 17-010 80-17-102 17-012 80-17-106 80-17-019
В2.80-17-502 80-17-107 17-016А 80-16-020А
В2.80-16-002 Б.80-16-032
В2.80-16-501 80-16-163 80-16-160 80-16-161 80-16-162
В2.80-16-502 119-73 ПКД-8 16-150-2
16-159 14-16-117
16-157 14-16-116
80-16-020А 16-С35Б 16-062 80-16-142
16-124 119-85 16-110 119-90 16-134 80-16-023
16-132-1 16-145-1 16-128-2
16-225 16-127
80-16-132 80-16-021-1
14-17-157
16-С12-1В 80-16-014
16-С15-1 16-С16 80-16-107
16-053-3 16-054 16-210 16-062 16-063А 16-068 16-069А
Шестерня валика регулятора Шайба валика регулятора Гайка валика регулятора Вилка тяги регулятора в сборе Вилка тяги регулятора Штырь вилки тяги регулятора Кронштейн вилки тяги Ось кронштейна вилки Кулачок тяги регулятора Тяга регулятора в сборе Призма обогатителя Валик обогатителя
Пружина кронштейна регулятора Подкачивающая помпа в сборе
Форсунка в сборе
Распылитель форсунки в сборе Гайка распылителя форсунки Тарелка регулировочного винта Штанга форсунки Пружина форсунки Регулировочный винт Прокладка
Пробка для штуцера форсунки Конусная деревянная пробка Корпус форсунки Прокладка корпуса
Гайка пружины форсунки Контргайка регулировочного вннта Колпачок форсунки
Подкачивающая помпа в сборе Насос ручной подкачки Прокладка
Клапан
Пружина клапана
Защитная втулка
Болт поворотного угольника Прокладка
Стопорный штифт
Толкатель подкачивающей помпы в сборе
Пружина толкателя
Прокладка пробки корпуса
Пробка корпуса
Упор пружины
Пружина подкачивающей помпы Поршень подкачивающей помпы Корпус подкачивающей помпы в сборе
Пробка клапана
Головка топливного насоса в сборе Перепускной клапан в сборе Плунжерная пара Нагнетательный клапан
Прокладка седла нагнетательного клапана
Головка топливного насоса
Пробка головки
Прокладка
Прокладка
Винт установочный
Пружина нагнетательного клапана Нажимной штуцер
1
1
1
1
1
2
1
1
1
1
1
1
1
1
4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
2
2
2
4
1
1 1
1
1
1
1
1
1
1
1
1
4
4
4
1
2
2
4
4
4
№ рисунка и позиции Номер детали или узла по каталогу Наименование детали или узла Количество деталей в узле
СМД-7 СМД-14
20 16-072-3 16-072-3 Задний зажим 4
21 16-073-3 16-073-3 Зажим передний 4
13 16-074-2 16-074-2 Шпилька 2
14 16-075Б 16-075Б Пружины плунжера 4
15 16-076А 16-076А Тарелка пружины плунжера 4
19 16-077А 16-077А Замковое кольцо плунжера 4
16 16-078А 16-078А Планка упора 1
23 16-110 16-110 Болт поворотного угольника 1
8 БНПС-М8Х30 БНПС-М8Х30 Сверленый болт М8Х30 2
9 16-211 16-211 Коническая пробка 1
18 ГУН-МБ-П15 ГУН-МБ-П15 Гайка 2
17 ШГ-6,5 ШГ-6,5 Пружинная шайба 2
7 ШГ-8,5 ШГ-8,5 » » 2
26 119-85 119-85 Защитная втулка 2
22 ПЖ- 1X220 ПЖ-1-220 Контровочная проволока 2
Рис. 98. Головка топливного насоса в сборе.
ПРОВЕРКА ТОПЛИВОЙ АППАРАТУРЫ НА ДВИГАТЕЛЕ
В первую очередь проверяют состояние топливных фильтров и в случае необходимости промывают фильтр-отстойник или заменяют элементы фильтра тонкой очистки.
Пропуски вспышек в отдельных цилиндрах и трудный пуск двигателя наблюдаются в случае подсоса воздуха в топливную систему.
Для удаления воздуха из системы открывают продувочный вентиль в фильтре тонкой очистки и прокачивают топливо ручным насосом до появления струи топлива без пузырьков воздуха из сливной трубки, после чего вентиль закрывают.
При длительной стоянке двигателя в головке топливного насоса образуются воздушные «мешки». Чтобы их удалить, продувочную пробку на головке топливного насоса отворачивают на три оборота и прокачивают топливо ручным насосом до появления струи топлива без пузырьков воздуха. После этого пробку закручивают.
Чтобы устранить подсос воздуха в топливную систему, рукоятку ручного насоса заворачивают до упора поршня в резиновую прокладку.
Если двигатель работает неравномерно и с дымным выпуском, проверяют работу форсунок и топливного насоса.
Для этого рычаг подачи топлива устанавливают в положение, при котором наиболее отчетливо заметна неравномерность работы двигателя, и поочередно ослабляют гайки крепления трубок высокого давления к секциям топливного насоса, этим поочередно выключают из работы соответствующие цилиндры.
Если двигатель работает с черным дымным выхлопом, то при отключении цилиндра с плохо работающей форсункой дымление заметно уменьшается или полностью прекращается.
Форсунку снимают, очищают от грязи и промывают в дизельном топливе.
Проверяют качество распыла, а также отсутствие подтекания. Для этого соединяют форсунку трубкой с насосом, ставят рычаг подачи топлива в положение максимальной подачи и, вращая от руки коленчатый вал двигателя, следят за струей топлива, выходящего из форсунки.
Мелкий распыл с правильным конусом в пределах 20—30°, расположенным по оси форсунки, свидетельствует о ее исправности и пригодности для дальнейшей эксплуатации без регулировки на давление впрыска. Если топливо выходит из сопла сплошной струей, конус распыла топлива смещен, нет резкой отсечки подачи топлива или оно подтекает из сопла, такую форсунку заменяют.
Давление впрыска форсунки проверяют по максиметру или на специальной установке с манометром. Давление впрыска должно быть ПО—130 кг!см2.
Падение мощности двигателя может быть также вызвано снижением подачи топлива насосом, либо смещением момента начала подачи.
Если проверка и восстановление момента начала подачи топлива не вносят улучшений и топливный насос не обеспечивает нормальной работы двигателя, насос снимают и отправляют для проверки и регулировки в специально оборудованную мастерскую.
СНЯТИЕ ТОПЛИВНОГО НАСОСА С ДВИГАТЕЛЯ
Чтобы снять топливный насос с двигателя, необходимо отсоединить трубопроводы низкого давления и тягу управления насосом; снять трубки высокого давления, идущие к форсункам; закрыть штуцеры насоса и форсунок и топливоподводящее отверстие колпачками, а в накидные гайки трубок ввинтить пробки; отвинтить болты, крепящие фланец насоса к картеру шестерен; вынуть насос, отодвинув его в сторону муфты сцепления двигателя до выхода шлицевой втулки из картера шестерен.
Не следует без необходимости отсоединять шлицевой фланец от шестерни топливного насоса, так как при этом нарушается ранее установленный угол начала подачи топлива.
РЕМОНТ ТОПЛИВНЫХ НАСОСОВ И ФОРСУНОК
Все работы по проверке, разборке, сборке и регулировке топливных насосов и форсунок проводят в специально отведенном для этой цели помещении при полном отсутствии пыли, при хорошей освещенности, абсолютной чистоте рабочего места и температуре окружающего воздуха 18—20°.
Предназначенные для ремонта топливный насос и форсунки помещают в ванну с дизельным топливом и с помощью кисти тщательно очищают от грязи. Все отверстия насоса и форсунок при этом закрывают предохранительными пробками или колпачками.
Чтобы установить характер ремонта насоса, отработавшего менее 2500 час, его предварительно проверяют в мастерской.
Проворачивают валик топливного насоса от руки (если он не провернется, насос полностью разбирают).
Устанавливают топливный насос на регулировочный стенд (КО-1608 или какой-либо другой), присоединяют топливопроводы и при необходимости заливают масло.
Снимают верхнюю крышку регулятора и люк топливного насоса со стороны, противоположной подкачивающей помпе, и проверяют перемещение рейки.
Проверяют момент начала подачи топлива по секциям, величину подачи топлива каждой секцией и начало действия регулятора.
Проверяют состояние нагнетательных клапанов, для чего рычаг управления подачей топлива устанавливают в положение выключенной подачи и, отсоединив трубки высокого давления от штуцеров, сообщают топливному насосу 100—200 об/мин.
При хорошем состоянии нагнетательных клапанов через штуцеры высокого давления во время проверки (1—2 мин) не должно вытекать топливо струей.
Проверяют состояние плунжерных пар, для чего, не снимая насос со стенда, на первую секцию насоса устанавливают максиметр, отрегулированный на 50 ат; рычаг управления подачей т плива ставят в псложение полной подачи и вращают валик насоса через маховик стенда от руки до получения 3—5 впрысков распылителя максиметра. Затем устанавливают максиметр на 300 ат и снова вращают маховик стенда от руки. Если через максиметр происходит впрыск, то насосный элемент следует считать годным. При отсутствии впрыска плунжерную пару заменяют.
Остальные секции нассса прсверяют в тсй же последовательности.
Перед ремонтом проверяют затяжку фрикциона привода регулятора, для чего снимают топливный насос с регулировочного стенда и устанавливают на стенд для разборки; стопорят валик регулятора от проворачивания, введя через верхнюю крышку регулятора чистую металлическую оправку и установив ее между стенкой корпуса и крестовиной валика; устанавливают на шлицевую втулку валика топливного насоса рычаг с грузом (КП-167) и определяют момент буксования фрикциона.
Если момент менее 60 кг-см, насос разбирают и регулируют фрикцион.
Топливные насосы, отработавшие менее 2500 час и показавшие при предварительной проверке неисправности отдельных секций, фрикциона или подкачивающей помпы, полностью не разбирают, а заменяют неисправные детали. После этого насос регулируют по техническим требованиям и устанавливают на двигатель.
Топливные насосы, отработавшие более 2500 час, полностью разбирают для дефектации и замены деталей.
Разборка топливного насоса. Устанавливают и закрепляют насос на монтажной плите, ввертывают болты в резьбовые отверстия корпуса, сливают масло из насоса и регулятора.
Снимают перепускную трубку с клапаном, подкачивающий насос, люк со стороны, противоположной подкачивающей помпе, и верхнюю крышку регулятора.
Отвинчивают две гайки крепления и снимают головку. Чтобы не повредить прокладку головки, удерживают ее на корпусе насоса, отрывая острым концом ножа в случае прилипания к головке.
Вынимают толкатели из гнезд, предварительно нанеся установочные метки.
Отвинчивают восемь болтов, крепящих корпус регулятора к переходному фланцу, выводят кулачок тяги регулятора из зацепления с поводком рейки и снимают регулятор с топливного насоса.
Отогнув отверткой замковые пластины с граней болта, отвинчивают его и снимают с конуса шлицевую втулку привода топливного насоса, вынув фиксирующую шпонку (втулку снимают с помощью приспособления).
Специальным ключом отвинчивают гайку фрикциона на валике насоса. Снимают с помощью съемника (МП-1660) фрикцион и фиксирующую шпонку.
Отвинтив болты крепления хомутиков рейки, вынимают рейку топливного насоса. Затем, вывернув болты крепления фланца регулятора, с помощью легких ударов молотком с медной выколоткой по противоположному концу кулачкового валика снимают переходной фланец и вынимают кулачковый валик вместе с внутренней частью подшипников, соблюдая осторожность, чтобы не повредить уплотняющие кромки сальников. И, наконец, отогнув пластинчатые замки, отвинчивают четыре болта крепления установочного фланца (со стороны привода) и с помощью легких ударов медной выколоткой по внутреннему бурту фланца снимают фланец с корпуса насоса, а затем, отвернув болты, снимают плиту с прокладкой.
Разборка головки топливного насоса. При разборке головки соблюдают особую чистоту. Устанавливают головку в приспособление и закрепляют ее в нем. Затем, отвинтив два болта, снимают планки, фиксирующие штуцеры высокого давления, и отвинчивают штуцеры.
Специальным съемником (МЛ-1647) снимают нагнетательные клапаны в сборе (комплектовку пары: клапан — седло не нарушать!).
Перевертывают головку на приспособлении вверх пружинами и, сняв пружинные кольца, вынимают плунжеры. Осторожно укладывают плунжеры на верстак в порядке, исключающем раскомплектовку со втулками.
Отвинчивают две гайки стоек, снимают планки, фиксирующие тарелки пружин, а затем сами тарелки с пружинами.
Снимают стопорную проволску и вывинчивают четыре винта, фиксирующих втулки плунжеров. Затем легкими ударами деревянного молотка выбивают втулки из головки.
Погрузив поочередно каждую втулку в ванночку (РП-1621) с чистым дизельным топливом, комплектуют их с соответствующими плунжерами и укладывают в специальную тару (РП-1663).
После этого вывинчивают две торцовые заглушки топливных каналов головки, коническую заглушку и перепускной клапан.
Промывают детали топливного насоса в чистом дизельном топливе и аккуратно раскладывают на верстаке для осмотра и дефектации.
При промывке плунжерных и клапанных пар соблюдают особую чистоту.
Разборка регулятора. Отвинтив гайку, снимают крышку упора и освобождают шайбу упора рычага регулятора.
Повернув рычаг против часовой стрелки, опускают вилку тяги в нижнее положение так, чтобы штыри вышли из пазов муфты 19 (рис. 93) валика регулятора. Затем, отогнув пластинчатые замки, отвинчивают болты и вынимают валик 13 регулятора в сборе с гнездом шарикоподшипника, грузами и пружинами.
Отвинчивают болт крепления втулки спиральной пружины на валике рычага регулятора и вынимают валик, вилку 12 тяги регулятора и тягу 9.
Отвинчивают болт и снимают валик обогатителя 30 с призмой 10 и пружиной.
Разбирают валик регулятора, для чего: устанавливают его вертикально в тиски с медными губками, зажав за шестерню; отогнув замковую шайбу, отвинчивают гайку 14, снимают седло, пружины 17 и 18, муфту 19 и шарикопод
шипник 21. Регулировочные прокладки под пружины привязывают к пружинам.
В специальном приспособлении выпрессовывают шарикоподшипник из гнезда оправкой, упирающейся в наружное кольцо подшипника.
Зажав валик регулятора в тиски с медными губками и отогнув шайбу валика, отвинчивают гайку, снимают шестерню 22 и специальным съемником снимают шарикоподшипник.
Устанавливают валик в специальную подставку, снимают кольца с осей грузов 20 и ударами молотка с помощью оправки выпрессовывают оси грузов (только в том случае, если зазор между втулкой груза и осью превышает указанный в таблице 60).
Разборка подкачивающей помпы. Подкачивающую помпу разбирают в следующем порядке.
Зажав помпу за пробку 12 (рис. 95) в тиски с медными губками, выбивают шплинт 8, вынимают толкатель 9, пружину 10 и стержень.
Затем устанавливают подкачивающую помпу в приспособление и закрепляют. Отвинтив пробку 12, вынимают упор 13, пружину 14 и поршень 15. Отвинтив пробку 17 нагнетательного клапана и насос ручной подкачки 1, вынимают из гнезд клапаны 3 и пружины 4.
Разборка форсунки (рис. 94) выполняется в следующем порядке.
Форсунку устанавливают в приспособление КП-1609 вверх распылителем, отвинчивают гайку распылителя и снимают распылитель. Затем, перевернув форсунку в приспособлении, отвинчивают колпак 6, контргайку 7 регулировочного винта 8, гайку 5 пружины и вынимают пружину 4 и штангу 11.
Промывают детали форсунки в чистом дизельном, топливе и укладывают на верстак для осмотра и дефектации.
При промывке распылителя и топливных каналов форсунки соблюдать особую чистоту.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННЫМ ДЕТАЛЯМ И УЗЛАМ
Ремонт топливной аппаратуры восстанавливает ее работоспособность только в случае обеспечения необходимых зазоров и натягов в основных сопряжениях деталей.
Все детали топливной аппаратуры, поступившие на ремонт, подвергают микрометражу по основным сопряжениям и подбирают так, чтобы величины основных сопряжений соответствовали приведенным в таблице 60.
ТАБЛИЦА 60
Наименование сопрягаемых деталей Нормальный размер отверстия, мм Нормальный зазор (4-) или натяг (—), мм Допускаемый зазор (+) или натяг (—), мм
Корпус топливного насоса — толкатель плунжера 28+0,023 +0,063 +0,020 +0,100
Корпус топливного насоса — рейка . . J 5+0.035 +0,115 +0,040 +0,150
Головка топливного насоса — втулка плунжера iH-0.040 1 °-ьо,о1б +0,073 +0,032 +0,100
Нагнетательный клапан — седло . . . 6+0,300 +0,016 +0,002 +0,016
Плунжер — тарелка плунжера (по вертикали) 12,5+0,120 +0,400 +0,060 4-0,500
Корпус толкателя — ось роликов . . . q—0,012 у—0,028 —0,002 —0,028 —0,002
Ось роликов — втулка ролика q+0,044 у+о,оп +0,054 +0,011 +0,080
Наименование сопрягаемых деталей Нормальный размер отверстия, мм Нормальный зазор (+-) и натяг (—), мм Допускаемый зазор (+) или нзтяг (—), мм
Ролик толкателя — втулка ролика . . . 14+0.035 +0,068 +0,016 +0,150
Поводок плунжера — хомутик fi+0,150 °+0,100 +0,194 +0,111 +0,250
Поводок рейки — кулачок тяги регулятора у+0,022 +0,067 +0,023 +0,150
Тяга регулятора — кулачок тяги регуля- тора g-l-0,030 —0,010 —0,040 —0,005
Фланец крепления регулятора — втулка подшипника 52+о,озо —0,015 —0,065 —0,010
Втулка подшипника — подшипник . . . 47+0,018 ^'—0,008 +0,029 —0,008 +0,030
Валик регулятора — шестерня валика . 1о+О,ОЗ +0,085 +0,015 +0,100
Гнездо шарикоподшипника — шарикоподшипник 40-0,007 —0,035 +0,004 —0,035 +0,010
Ось груза — втулка груза э+о.оз +0,057 +0,013 +0,080
Валик регулятора — втулка муфты . . . J 2+0.43 +0,505 +0,045 +0,600
Шарикоподшипник — задняя крышка регулятора ол+0,045 OU+0,09 +0,054 +0,009 +0,070
Вилка тяги регулятора— ось кронштейна с+0,011 °+0,044 +0,069 +0,011 +0,080
Кронштейн вилки тяги регулятора— ось кронштейна 5+0,048 +0,000 +0,073 +0,100
Вилка тягн регулятора — штырь вилки 5+0,025 —0,055 —0,005 —0,005
Штырь вилки — муфта регулятора . . . б+о,з +0,000 +0,325 +0,400
Корпус подкачивающего насоса — поршень 22+0,013 +0,038 +0,015 +0,045
Корпус подкачивающего насоса — толкатель 18+0,035 +0,105 +0,020 +0,120
Корпус подкачивающего насоса — седло клапана ц+0,035 —0,005 —0,040 —0,005
5+0,013 не более ие более
Направляющая втулка — стержень . . +0,003 +0,003
Цилиндр насоса ручной подкачки — пор- не более не более
шеиь +0,020 +0,040
Ось ролика — ролик толкателя подкачи- 7+0,044 +0,054 +0,070
вающего насоса '+0,011 +0,011
Детали топливной аппаратуры восстанавливают хромированием поверхностей, постановкой ступенчатых шпилек, обработкой сопрягаемых деталей на заданный размер и т. п.
Конструктивные изменения в топливных насосах двигателей СМД-14 в отдельных случаях нарушили взаимозаменяемость деталей. Поэтому, укомплектовывая детали, следует руководствоваться данными таблиц 58 и 59.
Необходимо также обеспечить соответствие основных ремонтируемых деталей следующим техническим требованиям.
Корпус топливного насоса двигателя СМД-14 (деталь 80-16-101) отличается от корпуса СМД-7 (деталь Л16-С2) расположением места установки подкачивающей помпы. Поэтому корпус 80-16-101 можно устанавливать на топливные насосы СМД-7 только комплектно с кулачковым валиком 80-16-103 и подкачивающей помпой 80-16-020.
1. Материал корпуса алюминиевый сплав АЛ-11: твердость по Бринеллю 80 единиц.
2. Плоскости разъема корпуса с сопрягаемыми деталями не должны иметь забоин и прилипших прокладок. Отверстия под толкатели и пазы в отверстиях не должны иметь забоин и задиров. Выработка паза более 1 мм не допускается.
3. В сорванные резьбы Мб должны быть установлены ступенчатые шпильки М6ХМ8.
4. Пробки должны плотно сидеть в отверстиях днища корпуса (проверять простукиванием).
Головка топливного насоса (деталь 16-С12-1В) полностью взаимозаменяема с головками топливных насосов СМД-7, Д-75 и Д-54.
1. Материал чугун СЧ 21-40; твердость по Бринеллю 170—241 единица.
2. Резьба под нажимные штуцеры не должна иметь забоин. Сорванные витки (более одного) не допускаются.
3. Отверстие диаметром 21 мм под прокладку штуцера на длине 5 мм от канавки не должно иметь забоин и грубых рисок. Зачистка этого отверстия допускается только разверткой.
4. Заплечик размером 21X 16 мм, на который опирается бурт гильзы, должен быть плоским. Его непараллельность к плоскости головки не должна превышать 0,05 мм. Размер от заплечика до нижней плоскости головки должен быть не менее 11,5 мм.
Плунжерная пара (деталь 16-С15-1) полностью взаимозаменяема с плунжерными парами топливных насосов СМД-7, Д-74 и Д-54.
1. Материал сталь ХВГ; твердость по Роквеллу 60—63 единицы.
2. Минимальный уплотняющий зазор между плунжером и втулкой расположен над отверстиями во втулке и составляет 0,0015——0,0020 мм.
3. Величину уплотняющего зазора контролируют на специальном гидравлическом приспособлении (КП-1640) путем замера «плотности» пары.
Для новых плунжерных пар заводами установлена плотность от 10 до 30 сек: для первой группы плотность равна 15—20 сек, для второй от 21 до 25 сек и для третьей группы от 26 до 30 сек.
Плунжерные пары, бывшие в работе, можно устанавливать на топливные насосы при плотности не менее 5 сек (вязкость топлива равна 1,85 — 1,90° по Энглеру при 20°С).
При более низкой плотности плунжерные пары раскомплектовывают. Внутреннюю поверхность втулки притирают разрезным чугунным притиром с пастой ГОИ. Конусность отверстия диаметром 8,5+010 после притирки должна быть в пределах 0,001—0,003 мм (основание конуса внизу).
Плунжер притирают разрезным кольцевым притиром так, чтобы его конусность не превышала 0,002 мм и основание конуса было вверху. Правильно ппитертый плунжер должен заходить от руки во втулку на 2/3 своей длины.
Затем плунжер притирают по втулке, применяя окись алюминия с маслом. Для притирки плунжер зажимают за хвостовик в тиски с медными губками, вставляют его во втулку и совершают втулкой возвратно-вращательное Движение.
Потом проверяют плотность пары в приспособлении (КП-1640).
Плунжер, промытый чистым дизельным топливом, должен под действием собственного веса перемещаться во втулке.
В случае заедания допускается, зажав хвостовик плунжера в тиски с медными губками, смазать плунжер самой легкой «посадочной» пастой (окись алюминия с маслом) и, совершая возвратно-вращательные движения втулкой, добиться свободного перемещения плунжера во втулке.
Таких движений рекомендуется делать не более 15—20, чтобы чрезмерно не увеличить зазор.
4. Забоины и риски на рабочих поверхностях втулки и плунжера не допускаются. Торец втулки должен быть чистым без следов коррозии. Допускается его притирка на чугунной плите пастой ГОИ до полного устранения забоин и коррозии.
5. Края отверстий диаметром 3 мм на рабочей поверхности втулки и кромки торцовой и винтовой поверхностей плунжера должны быть острыми, без забоин и рисок.
6. Непараллельность верхней торцовой поверхности втулки и ее заплечика не должна быть более 0,04 мм.
Прокладка штуцера высокого давления (деталь 80-16-107) взаимозаменяема с прокладками (16-С17) насосов двигателей СМД-7, Д-75 и Д-54.
1. Материал поликапролактам (капрон).
2. Прокладка не должна иметь трещин, вырывов. Цилиндрическая поверхность диаметром 21“°'1 мм должна быть чистой, однако образование на ней заусенца не является браком.
Нагнетательный клапан (деталь 16-С16) полностью взаимозаменяем с клапанами топливных насосов двигателей СМД-7, Д-75 и Д-54.
1. Материал клапана и седла сталь ШХ-15; твердость по Роквеллу 60— 63 единицы.
2. Зазор между седлом и клапаном (по его разгрузочному пояску) равен 0,004—0,016 мм.
3. По величине зазора клапанные пары разделены на три группы плотности: I группа имеет зазор от 0,002 мм до 0,006 мм, II группа — от 0,007 мм до 0,011 мм и III группа — от 0,012 мм до 0,016 мм.
Зазор по разгрузочному пояску проверяют гидравлическим способом на приспособлении (КП-1609) для испытания форсунок.
Подведя топливо под клапан, поднятый на 0,3 мм от седла, замеряют время падения давления от 150 до 20 кг/см2, которое должно быть не менее 4—5 сек.
4. Герметичность клапана по уплотняющему конусу проверяется воздухом. При давлении 5—6 кг!см2 в трех положениях клапана, прижатого к седлу, пузырение не допускается.
5. Клапан, промытый в чистом дизельном топливе, должен перемещаться в седле под действием собственного веса.
Если клапан не герметичен, его притирают к седлу пастой ГОИ, причем пасту следует наносить только на конус клапана, зажав клапан за цилиндрическую часть головки с лыской.
6. Нижняя плоскость седла клапана должна иметь чистую притертую поверхность (10-й класс чистоты), забоины и царапины не допускаются.
Поверхностные дефекты удаляют притиркой на чугунной плите пастой ГОИ.
Корпус толкателя (деталь 80-16-104) устанавливают на топливные насосы двигателей СМД-7, Д-54, Д-75, Д-35 и др.
1. Материал сталь 20Л, твердость по Роквеллу 50—60 единиц.
2. Трещины на поверхности толкателя, а также задиры в отверстии под ось и по резьбе не допускаются.
3. Отдельные забоины и задиры на рабочей поверхности толкателя зачищают путем местного понижения до 0,1 мм.
Болт толкателя (деталь 16-049).
1. Материал сталь 20 с цементацией кругом на глубину 0,35—0,65 мм и закалкой до твердости 56—62 единицы по Роквеллу.
2. В случае износа торцовой поверхности под плунжером и тарелкой пружины торец болта шлифуют на глубину до 0,20 мм. Биение торца болта относительно оси резьбы не более 0,20 мм на диаметре 20 мм.
При сорванных нитках верхней части резьбы болт бракуется.
Кулачковый вал (деталь 80-16-103) устанавливают в топливные насосы двигателей СМД-7, Д-54, Д-75, Д-35 и др.
1. Материал сталь 45 с закалкой ТВЧ поверхностей кулачков, эксцентрика и опорных шеек до твердости 52—63 единицы по Роквеллу.
2. Профиль кулачков может отличаться от теоретического на +0,05 мм. При односторонних отклонениях это отличие допускается до ±0,10 мм.
3. При выработке на профиле кулака допускается его перешлифовка с равномерным понижением профиля не более чем на 0,5 мм.
4. Понижение профиля эксцентрика допускается до диаметра 41,5_012 мм.
5. Шпонка со стороны первого кулачка должна лежать в плоскости симметрии третьего кулачка с точностью ±0,15 мм.
6. Биение затылков кулачков относительно опорных шеек не более 0,06 мм, а непараллельность образующих к их общей оси не более 0,02 мм.
Корпус подкачивающей помпы (деталь 80-16-021-1). Материал чугун СЧ 18-35. В корпус запрессованы две втулки (16-220), являющиеся седлами клапанов, и поставлена на резьбе еще одна втулка (80-16-143), представляющая пару со стержнем (80-16-133).
Втулка приклеена к корпусу клеем БФ-2.
1. Зазор между втулкой и стержнем не более 0,003 мм. При увеличении зазора втулку со стержнем вывинчивают, предварительно нагрев корпус до 150°, а на их место вставляют новые детали, смазав втулку клеем БФ-2. После этого корпус нагревают до 80—100° для просушки клея.
2. Втулки (16-220) должны плотно сидеть в своих гнездах.
Если верхняя торцовая поверхность втулки повреждена или ослаблена, втулку заменяют.
3. При запрессовке втулки неперпендикулярность ее торца относительно оси резьбы не должна превышать 0,1 мм.
Распылитель форсунки (деталь Б.80-16-032). В отличие от распылителя, имеющего иглу диаметром 5 мм со штифтом диаметром 1,5 мм, установленного на двигателях СМД размерностью 115X130 мм, распылитель Б.80-16-032 имеет иглу диаметром 6 мм со штифтом диаметром 2 мм и применяется на двигателях СМД размерностью 120X140 мм.
1. Материал корпуса распылителя сталь 18Х2Н4ВА с цементацией и закалкой до твердости 56 единиц по Роквеллу. Игла изготовлена из стали Р-18 и имеет твердость 60—65 единиц по Роквеллу.
2. Зазор между иглой и корпусом распылителя по цилиндрической поверхности составляет 0,0010—0,0015 мм.
Величину этого зазора проверяют опрессовкой распылителя при проверке его герметичности на приспособлении КП-1609.
Распылитель опрессовывают смесью топлива с маслом, имеющей вязкость 1,85—1,90° по Энглеру при 20°С.
3. При затяжке пружины форсунки на давление 230 кг!см* время его падения с 200 кг!см* до 180 кг!см2 должно составлять 6—20 сек для новых распылителей и не менее 3 сек для работавших. При этом по рабочему конусу распылителя должна обеспечиваться полная герметичность.
4. После промывки в тщательно профильтрованном дизельном топливе игла должна перемещаться в корпусе распылителя под действием собственного веса.
Тугое перемещение иглы устраняют тщательной промывкой и удалением лаковых отложений с ее цилиндрической поверхности. При необходимости можно улучшить перемещение иглы, слегка притерев ее к корпусу на окиси алюминия с маслом.
5. Торец корпуса распылителя не должен иметь забоин и следов коррозии, эти дефекты легко устраняют притиркой корпуса на плите с применением пасты ГОИ. При этом ход иглы может быть снижен до 0,3 мм.
6. В случае негерметичности рабочего конуса его очищают деревянной оправкой от кокса и притирают иглу по конусу на окиси алюминия с маслом. После притирки канавку и все отверстия тщательно промывают бензином.
Восстановление герметичности уплотняющего конуса распылителя в большинстве случаев требует раздельной шлифовки конуса и иглы с обеспече. 160
нием угла конуса 60°± 10' при высокой чистоте поверхности (9-й класс) на глубину не более 0,05 мм и биении конуса относительно направляющей не более 0,004 мм.
7. Уплотняющий конус в корпусе распылителя восстанавливают притиркой чугунным конусным притиром с плотным направлением по диаметру 6 мм. Заточка притира должна обеспечивать угол конуса в корпусе распылителя 58°^зо' при глубине обработки не более 0,05 мм, высокой чистоте поверхности (9-й класс) и биении относительно направляющей не более 0,004 мм.
8. При струйчатости распыла очищают штифт иглы и торец корпуса распылителя от следов нагара и притирают торец диаметром 13,8 мм на плите.
Пружины топливного насоса после промывки тщательно просматривают и в случае повреждения витков заменяют.
СБОРКА ТОПЛИВНОГО НАСОСА И РЕГУЛЯТОРА
Сборка топливного насоса состоит из сборки узлов и общей сборки насоса.
Перед каждой из этих операций все детали и узлы промывают чистым дизельным топливом.
Новые плунжерные и клапанные пары погружают на 20—30 мин в дизельное топливо, нагретое до 80°, после чего их промывают в чистом дизельном топливе комнатной температуры, убедившись в полном отсутствии консервирующей смазки на деталях.
Сборка головки топливного насоса. Продувают каналы головки сжатым воздухом и устанавливают в приспособление для сборки, после чего ввертывают в головку перепускной клапан, пробки и болт поворотного угольника, установив прокладки и защитные втулки.
Подбирают четыре плунжерные пары одной группы плотности; промывают в чистом бензине и в чистом дизельном топливе; вынимают плунжеры, не рас-комплектовывая со втулками, надевают на втулки прокладки и устанавливают в гнезда головки, так чтобы установочные винты попали в пазы на втулках. После зажима винтов втулка должна перемещаться в головке по вертикали на длину паза.
Подбирают четыре клапанные пары одной группы плотности; промывают в чистом бензине и в чистом дизельном топливе; надевают на седла клапанов прокладки конической поверхностью кверху и устанавливают клапанные пары с прокладками в гнезда головки насоса на торцы втулок плунжеров.
Промывают в дизельном топливе пружины и штуцеры, устанавливают пружины на клапаны и ввертывают штуцеры до отказа, установив на них планки упора и предохранительные колпачки.
Окунув плунжеры в дизельное топливо, вставляют их во втулки, убедившись в плавном их перемещении по всей длине втулки.
Вынимают плунжеры и укладывают в соответствующие ячейки. Ввертывают в головку две шпильки, устанавливают на втулки пружины с тарелками, снова вставив плунжеры в свои втулки. Надевают замковые кольца плунжеров и устанавливают планку упора. Поводки плунжеров при этом должны быть расположены со стороны установочных винтов.
Сборка подкачивающей помпы. Промывают все детали дизельным топливом и продувают сжатым воздухом.
Собирают насос ручной подкачки, для чего подбирают к цилиндру поршень так, чтобы после промывки в дизельном топливе и плавном перемещении в цилиндре он имел зазор не более 0,02 мм. Надевают на рукоятку крышку и поршень, зафиксировав его штифтом. Кладут в цилиндр резиновую прокладку, вставляют поршень, завинчивают крышку и проверяют перемещение поршня в цилиндре. Завертывают рукоятку на резьбе крышки до упора поршня в резиновую прокладку.
Промывают резьбу в корпусе помпы бензином и смазывают ее клеем БФ-2. Завертывают в корпус насоса направляющую втулку, поставив прокладку,
также смазанную клеем БФ-2. Стержень со втулкой не раскомплектовывают, так как он подобран ко втулке с зазором до 0,003 мм (попадание клея на стержень не допускать). Корпус сушат со втулкой.
Устанавливают корпус подкачивающей помпы в приспособление, вставляют поршень в отверстие, убедившись в его плавном перемещении.
Вставляют пружину поршня, упор пружины и туго завертывают пробку корпуса, установив прокладку.
Вставляют стержень в направляющую втулку, убедившись в его плавном перемещении, затем устанавливают пружину, толкатель с осью и роликом и фиксируют толкатель от выпадения штифтом.
Устанавливают в гнезда клапаны и завертывают пробку с прокладкой в гнездо нагнетательного клапана, а насос ручной подкачки с прокладкой — в гнездо всасывающего клапана.
Закрывают топливоподводящие отверстия подкачивающей помпы предохранительными пробками.
Сборка регулятора. Промывают все детали регулятора в чистом дизельном топливе и продувают сжатым воздухом.
Собирают валик регулятора и устанавливают грузы с пружинами. В зависимости от типа топливного насоса ставят различные пружины и грузы (табл. 61).
ТАБЛИЦА 61
Двигатель Группа топливного насоса Хз пружины № груза
СМД-7 Л16-С25-2 17-048-6 17-049 Л17-042 Л17-С11-А
В. 80-16-001 17-048-6 17-049 Л17-042 Л17-С11-А
СМД-9 Л16-С25-2 17-048-6 17-049 Л17-042 Л17-С11 А
В4.80-16-001 17-048-6 17-049 Л17-042 Л17-С11-А
СМД-14 В2.80-16-001 75.17.102 75.17.103 Л17-042 Л17-С11-А
СМД-14Б ВЗ.80-16-001 75.17.102 17-049 17-042-2 17-С11-2
Грузы должны легко покачиваться на осях, а муфта (17-С8-2) свободно перемещаться по валику.
Шарикоподшипники, втулки грузов и муфту смазывают при сборке чистым дизельным маслом.
После этого запрессовывают штыри и собирают вилку тяги регулятора с кронштейном, установив ось со шплинтом и болт с гайкой. При этом вилки и кронштейны должны свободно скользить по оси. Собирают тягу регулятора, запрессовав в нее кулачок, развальцовывают цилиндрический хвостовик кулачка специальной оправкой, после чего соединяют тягу регулятора с осью вилки. Надев шайбы, ось зашплинтовывают.
Ввертывают в корпус упорный болт и запрессовывают сальник.
Устанавливают на кронштейн вилки втулку со спиральной пружиной в сборе.
Вилку в сборе с тягой и кронштейном монтируют в корпусе регулятора и, введя валик через шайбу в отверстия корпуса, закрепляют шайбу винтом и гайкой на корпусе, а втулку на валике фиксируют болтом.
Вводят валик регулятора в корпус, совместив штыри вилки с пазами муфты, и, надев гнездо подшипника на установочные штифты, закрепляют его четырьмя болтами.
Надевают заднюю крышку на наружное кольцо шарикоподшипника, предварительно заполнив ее солидолом, и закрепляют четырьмя гайками.
Устанавливают в корпус регулятора валик обогатителя с призмой, болтом, пружиной и шайбой. Наклонный срез призмы должен быть обращен в сторону вилки тяги регулятора.
После сборки проверяют, нет ли заеданий и прихватов в механизме регулятора. Валик регулятора должен легко проворачиваться в подшипниках. Даже его незначительный зажим в шарикоподшипниках может вывести их из строя, а заедание муфты на валике может вызвать «разнос» двигателя.
Собрав регулятор, приступают к общей сборке топливного насоса, для чего на заднюю плоскость корпуса топливного насоса монтируют фланец крепления регулятора с наружной обоймой шарикоподшипника и сальником, предварительно положив прокладку. Закрепляют фланец болтами М10Х25 с пружинными шайбами.
Устанавливают на переднюю стенку корпуса насоса плиту, предварительно положив прокладку. Отцентрировав плиту оправкой диаметром 60 мм, закрепляют ее двумя болтами М10х25 с замковой пластиной.
Надевают на кулачковый вал со стороны опознавательной риски маслоотражательную шайбу, повернув ее углублением в сторону кулачков. Напрессовывают на кулачковый валик внутреннюю обойму шарикоподшипника, вынутую из установочного фланца в сборе (16-С8), до упора в шайбу.
Повторяют операцию для другого конца валика, напрессовав внутреннюю обойму, вынутую из фланца (80-16-042).
Вставляют в паз кулачкового вала со стороны опознавательной риски шпонку ШВ-4Х16.
С помощью конусной оправки, предохраняющей сальник, надевают на валик установочный фланец в сборе, шлицевую втулку и, зажав валик в тиски с медными губками, сильно затягивают ее гайкой, а затем фиксируют стопорной шайбой.
Вводят кулачковый валик в сборе с установочным фланцем в корпус насоса так, чтобы внутренняя обойма заднего шарикоподшипника вошла в свою наружную обойму, установленную во фланце регулятора. Закрепляют установочный фланец болтами М16Х40 с пружинными шайбами.
Проверяют вращение кулачкового валика от руки и его осевое перемещение, которое должно быть в пределах 0,1—0,3 мм.
Величину осевого перемещения регулируют установкой прокладок (до 10 штук) между маслоотражательной шайбой и внутренней обоймой заднего шарикоподшипника.
На задний конец кулачкового валика устанавливают фрикцион (Б.80-16-031) на шпонке, сильно затянув его гайкой с пружинной шайбой.
Затем вставляют в корпус насоса рейку, надев на нее четыре хомутика, предварительно закрепив их болтами. Рейка должна перемещаться в направляющих под действием собственного веса, если корпус наклонен.
После этого в корпус насоса устанавливают толкатели, которые должны легко перемещаться в гнездах. Толкатели смазывают чистым дизельным маслом.
Болт толкателя предварительно устанавливают и контрят так, чтобы размер от торца болта до образующей ролика был не более 38,65 мм, иначе при установке головки насоса можно повредить плунжеры. Затем кладут на корпус насоса прокладку и устанавливают головку. Закрепляют ее двумя гайками М10 с пружинными шайбами. При этом поводки плунжеров должны войти в пазы хомутиков. В любом положении при прокручивании кулачкового валика рейка должна свободно перемещаться, а плунжеры не должны быть зажаты. После этого на корпус регулятора также кладут прокладку, соединяют тягу регулятора с поводком рейки и, посадив корпус регулятора на штифты, закрепляют его на фланце болтами М8 Х25 с пружинными шайбами. Проверяют перемещение рейки при вращении рычага подачи топлива (должно быть свободным).
Устанавливают на корпус топливного насоса подкачивающую помпу с прокладкой и закрепляют ее гайками Мб с пружинными шайбами; ставят на свои места все крышки и люки, завинчивают пробки и направляют топливный насос на регулировку.
СБОРКА И РЕГУЛИРОВКА ФОРСУНОК
Тщательно промывают все детали профильтрованным дизельным топливом. При установке нового распылителя проводят его расконсервацию.
Устанавливают корпус форсунки в приспособление (КП-1609) и фиксируют по отверстиям диаметром 11 мм. Вставляют в корпус штангу с пружиной и тарелкой.
Ввинчивают в корпус форсунки гайку пружины и регулировочный винт с контргайкой так, чтобы он выступал над плоскостью гайки не менее чем на 10 лш. Предварительно надевают колпак с прокладкой.
Перевертывают корпус форсунки в приспособлении резьбой вверх, устанавливают на торец корпуса распылитель, завинчивают гайку распылителя усилием 30—35 кг.
Регулируют форсунку на давление впрыска, обкатывают и проверяют на герметичность, качество распыла и пропускную способность в следующем порядке. Заливают в приспособление КП-1609 и стенд КО-1608 хорошо профильтрованную смесь дизельного топлива с веретенным или авиационным маслом, имеющую вязкость 1,85—1,90° по Энглеру при 20°С (температура смеси должна быть 15—20°С).
После этого регулируют форсунку в приспособлении КП-1609 на давление 150 (±5) кг/см2 и, установив ее на стенд КО-1608, обкатывают с подачей смеси от топливного насоса в течение 10 мин при 750 + 20 об/мин кулачкового вала и подаче топлива 136—140 см3 за 1,5 мин. При этом течь топлива по гайке распылителя не допускается.
Проверяют герметичность форсунки в приспособлении КП-1609, установив с помощью регулировочного винта давление начала впрыска 230 кг/см2. Определяют время, при котором давление падает с 200 кг/см2 до 180 кг/см2. Если это время равно 3—20 сек, форсунка считается годной.
Во время проверки герметичности подтекание топлива по уплотняющему конусу распылителя не допускается (перед началом работы само приспособление КП-1609 должно быть проверено на полную герметичность всех соединений и обратного клапана).
Регулируют форсунку на давление начала впрыска которое должно быть 130 (±2,5) кг/см2. В это время регулировочный винт следует законтрить, а колпак с прокладкой затянуть.
Проверяют качество распыла при 80—100 качаниях рычага в 1 мин по следующим признакам. Распыленное топливо должно иметь туманообразное состояние; не должно быть заметно отдельно вылетающих капель, сплошных струй и ясно выделяющихся местных сгущений. Конус распыла должен быть 23—30° и его ось не должна отклоняться от оси форсунки больше чем на 8°. Начало и конец впрыска должны быть четкими и сопровождаться резким звуком. При медленном нажатии на рычаг приспособления должен наблюдаться дробящий (прерывистый) впрыск. До и после впрыска (в период проверки) выступание топлива в виде капли на торце распылителя не допускается.
После этого проверяют производительность форсунок на стенде КО-1608, отрегулировав одну секцию насоса с зажатой рейкой по эталонной форсунке с трубкой на 130 (±1) см3 при 850 об/мин вала насоса за 1,5 мин. Затем все форсунки проверяют по этой секции, записывая на каждой из них производительность.
Форсунку считают годной, если ее производительность равна 130±5 см3 за 1,5 мин при 750 об/мин вала насоса. Форсунки, имеющие производительность от 125 до 130 см3, клеймят цифрой «1», а с производительностью свыше 164
130 и до 135 см3— цифрой «2». Номер группы клеймят на корпусе форсунки. На двигатель устанавливают форсунки одной группы. После проверки на выступающую часть распылителя ставят коническую медную прокладку (меньшим диаметром к гайке) и специальной оправкой расчеканивают ее.
Закрывают отверстия форсунки заглушками, надевают чехол, предохраняющий распылитель, и сдают форсунку для установки на двигатель.
Эталонные форсунки с трубками необходимо иметь в каждой мастерской.
Их подбирают в следующем порядке.
Отбирают 10 штук трубок высокого давления длиной 700 мм, нумеруют их. Затем секцию насоса с зажатой рейкой регулируют по форсунке с трубкой № 1 на производительность 130 (+1) см3 за 1,5 мин при 850 об!мин вала насоса. Проверяют и записывают производительность одной и той же форсунки на отрегулированной секции насоса с каждой из 10 трубок. Две трубки, дающие среднюю и наиболее близкую друг к другу производительность, принимают за эталоны.
Собирают 10 форсунок с новыми проверенными на качество распыла, герметичность и отсутствие подтекания распылителями и нумеруют их.
Проверяют их производительность через эталонную трубку на одной секции насоса, отрегулированной по форсунке № 1 на производительность 130 + 1 см3.
Две форсунки, дающие наиболее близкую друг к другу среднюю производительность (разница не более 3 см3), принимают за эталонные, комплектуют с эталонными трубками и маркируют.
По одной из эталонных форсунок регулируют топливный насос на производительность 130+1 см3 за 1,5 мин при 850 об/мин вала насоса. Рейку отсоединяют от регулятора и зажимают ее спецболтом. Насос должен иметь новые плунжерные и клапанные пары одной группы.
Этот насос считают эталонным. Периодически его проверяют и регулируют эталонной форсункой.
По одной из секций эталонного насоса подбирают стендовые форсунки с трубками 700 мм так, чтобы их производительность была 130+1,5 см3. Форсунки с трубками маркируют и считают стендовыми, периодически проверяя их на эталонном насосе.
При подборе эталонов для регулировки топливных насосов двигателей СМД-7 и СМД-9 вместо распылителей Б.80-16-032, следует применять распылители 16-С42-2, регулируя насос на производительность 120+1 см3 за 1,5 мин при 750 об/мин вала топливного насоса.
КОНТРОЛЬНО-РЕГУЛИРОВОЧНЫЕ ИСПЫТАНИЯ ТОПЛИВНОГО НАСОСА
Устанавливают топливный насос на стенд КО-1608 и подсоединяют трубопроводы (без форсунок). Заливают в топливный насос и регулятор зимнее дизельное масло. Заливают в бачок стенда хорошо профильтрованное дизельное топливо.
Снимают верхнюю крышку регулятора и крышку люка со стороны рейки. Устанавливают и контрят болт 17-013 так, чтобы он выступал за плоскость вилки на 13 мм. Ставят рычаг регулятора в положение полной подачи топлива и закрепляют его.
Устанавливают хомутик первой насосной секции на расстоянии 50 мм от наружной привалочной плоскости плиты и закрепляют на рейке. Закрепляют остальные хомутики так, чтобы расстояние между осями симметрии всех хомутиков было 40 мм.
Выключают рычагом регулятора подачу топлива. Проворачивают насос от руки на 2—3 оборота и, убедившись в нормальном его вращении, включают привод стенда на 2—3 мин при 400—500 об/мин кулачкового валика.
Устраняют течи и другие неисправности. Негерметичные нагнетательные клапаны заменяют.
Проверяют работу ручной и механической подкачки топлива. Ручная подкачка при открытом вентиле спуска воздуха должна за 20—30 качков засасывать топливо из бачка, расположенного ниже насоса на 700 мм.
Механический подкачивающий насос должен обеспечивать давление в топливной системе стенда в пределах 0,6—1,1 кг/см2.
Устанавливают полную подачу топлива, включают привод стенда, удаляют воздух из топливной системы через продувочный вентиль и обкатывают топливный насос в течение 15 мин при 500 (±25) об/мин без форсунок. Местные нагревы выше 70° при обкатке не допускаются.
Подсоединяют форсунки, отрегулированные на давление 130 мин (±2,5) кг/см2, и обкатывают насос в течение 30 мин при 600—700 об/мин и полной подаче топлива.
Затем снимают насос со стенда, устраняют течи, проверяют осевое перемещение кулачкового вала, которое должно быть 0,1—0,3 мм. При необходимости регулируют.
С помощью градуированного диска и стеклянной трубки регулируют момент начала подачи топлива каждой секцией насоса, полностью удалив воздух из головки.
Начало подачи топлива по мениску в первой секции должно быть 54<+1>° до оси симметрии первого кулачка, при этом третья секция должна подавать топливо через 90 (±0,5}°, четвертая через 180 (±0,5)° и вторая через 270 (±0,5)° от начала подачи топлива первой секцией.
После регулировки надежно затягивают контргайки болтов толкателя, проверив осевое перемещение каждого плунжера в верхней мертвой точке, которое должно быть не менее 0,3 мм.
Устанавливают топливный насос на стенд КО-1608 и регулируют число оборотов начала действия регулятора согласно таблице 62.
Регулируют по моменту начала отхода болта вилки регулятора от плоскости призмы.
С точностью до 25—30 об/мин регулируют с помощью регулировочных прокладок (17-047 и 17-050), а с точностью до 5—10 об/мин — с помощью болта вилки регулятора, обеспечивая его выступание в сторону призмы на 10—15 мм.
После этого регулируют количество топлива, подаваемое каждой секцией через стендовые форсунки на регулировочном режиме, по данным таблицы 62. Величину подачи изменяют перемещением хомутиков на рейке. Для увеличения подачи хомутик передвигают вправо, для уменьшения — влево. При этом следует иметь в виду, что перемещение хомутика относительно рейки на 0,5 мм изменяет подачу при режиме 850 об/мин на 9—10 см3 за 1,5 мин и при режиме 750 об/мин соответственно на 8—9 см3.
Если необходимо изменить подачу всех секций одновременно, пользуются болтом вилки регулятора, вывертывание которого увеличивает, а завертывание уменьшает подачу.
В этом случае повторно проверяют начало действия регулятора.
Неравнсмерность подачи между секциями насоса на регулировочном режиме не должна превышать 4%. Неравномерность подсчитывают по формуле.
а = (Vvax~b\/min)2- 100% -
Утах "г Упнп
где а — неравномерность подачи, %;
Ушах — наибольшая подача секции, см3-,
Vnrn — наименьшая подача секции, см3.
Проверяют подачу топлива на контрольном режиме по данным таблицы 62. Неравномерность подачи на контрольном режиме не должна превышать 40%.
Устранение неравномерности подачи на этом режиме достигается заменой плунжерной пары. Сообщив валику топливного насоса число оборотов, согласно таблице 62, при рычаге регулятора, установленном в положение полной подачи топлива, проверяют выключение подачи (полное или нет). В случае не-166
соответствия полное выключение регулируют упорным болтом в корпусе регулятора. Болт следует вращать до упора в кронштейн вилки регулятора, после чего отвернуть на один оборот и законтрить.
После контрольных испытаний устанавливают крышки люков и пломбируют боковую, верхнюю и заднюю крышки. Заменяют в насосе масло, закрывают все отверстия предохранительными пробками и колпачками, устанавливают насос на двигатель.
Т А Б Л И Ц А 62
Двигатель Группа топливного насоса Регулировочный режим Контрольный режим Работа регулятора
число оборотов, об/мин подача насоса, кг/час подача секции, смъ за 1,5 мин число оборотов, об/мин подача насоса, кг/час подача секции, см* за 2 мин начало действия, об/мин полное выключение, об/мин
СМД-7 Л16-С25-2 850+5 16,3—16,8 123—127 900+15 с8 <80 860—870 <950
В.80-16-001
СМД-9 Л16-С25-2 750±5 13,9—14,4 105—109 800+!5 <7 <70 760—770 <850
В4.80-16-001
СМД-14 В2.80-16-001 850±5 16,5—17,0 125—128 900+15 <7 <70 860—870 <950
СМД-14Б В30-80-16-001 750+5 13,8—14,3 104—108 800+15 <7 <70 760—770 <850
Примечание. Подача секциями в см3 рассчитана по удельному везу топлива 0,83, встречающемуся наиболее часто.
Глава 17
МУФТА СЦЕПЛЕНИЯ
На двигатели СМД устанавливают сухие муфты сцепления. На комбайновые двигатели (СМД-7, СМД-15К, СМД-14К) монтируют однодисковые, непостоянно замкнутые муфты сцепления.
Двигатели СМД-7, выпущенные до августа 1960 года, имели муфту сцепления, в которой муфта включения имела бронзовую втулку, сопрягающуюся непосредственно с валом муфты сцепления. В новых образцах упорный подшипник муфты включения заменен с № 115 на №. 215, одновременно для уплотнения полости шарикоподшипника введены резиновые сальники.
Перечень деталей, входящих в узел муфты сцепления для комбайнового двигателя, приведен в таблице 63.
Муфта сцепления двигателя СМД-14К отличается от муфты двигателя СМД-7 конструкцией крышки из-за установки на картере маховика пускового двигателя. Крышки муфт сцепления двигателей СМД-14К и СМД-15К не имеют приливов для крепления кронштейнов радиаторов.
На двигатели СМД-14 устанавливают двухдисковую, постоянно замкнутую муфту сцепления. В таблице 64 приведен перечень деталей, входящих в муфту сцепления двигателя СМД-14.
ТАБЛИЦА 63
Номер детали или узла Наименование детали или узла Количество
СМД7-21С1-1А Муфта сцепления 1
СМД7-21С2 Муфта включения в сборе 1
СМД7-21СЗ Упорный диск в сборе 1
СМД1-21С4 Ведомый диск в сборе 1
СМД7-21С5 Крышка муфты сцепления 1
СМД1-21С6 Ведомый диск с накладками 1
СМД7-21С9 Упорный диск (механический узел) 1
СМД7-21С15А Нажимной диск в сборе 1
Номер детали или узла Наименование детали или узла Количество
СМД7-2101-2 или Крышка муфты сцепления 1
СМД15К-2101
СМД7-2102 Крышка сальника 1
СМД7-2103-4 Вал сцепления 1
СМД7-2104 Корпус подшипника муфты включения 1
СМД7-2106 Муфта включения 1
СМД7-2107 Упорный диск 1
СМД1-2108 Кронштейн 3
СМД7-2109-1 Нажимной диск 1
СМД1-2110 Ведомый диск 1
СМД1-2111 Накладка ведомого диска 2
СМД1-2112 Ступица ведомого диска 1
СМД1-2113 Мас лоот ражатель 1
СМД7-2116 Крышка люка 1
СМД 7-2117 Прокладка 1
СМД1-2115 Втулка сальника 1
СМД1-2118 Рычажок 3
СМД1-2119 Уравнитель 3
СМД7-2120 Рычаг 1
СМД7-2121 Прокладка 1
СМД7-2122 Специальный болт 3
СМД7-2123 Регулировочный болт 3
СМД 7-2124 Вилка включения 1
СМД 7-2125 Валик вилки 1
СМД1-2126 Ось нажимных рычажков 3
СМД 1-2127 Нажнмиой рычажок 3
СМД1-2128 Ось рычажков 3
СМД1-2129 Фланец 3
СМД1-2131 Шайба 3
СМД 7-2132 Корпус подшипника 1
СМД 7-2133 Шайба 3
СМД 1-2135 Внутренняя пружина 3
СМД 1-2136 Втулка 3
СМД 1-2137 Нажимной колпачок 3
СМД 7-2138 Пружина 3
СМД7-2140А Палец нажимного диска 3
СМД 1-2142 Ролик 3
СМД7-2143 Ось ролика 3
СМД1-2130 Упорное полукольцо 2
СМД1-2144 Внешняя пружина 3
СМД7-2145 Прокладка 1
СМД1-2147 Серьга 3
СМД1-2149 Ось 3
СМД1-2155 Прокладка 1
СМД1-2156 Гайка 2
СМД7-2157 Стопорная шайба 1
СМД 1-2166 Крышка люка 1
СМД 1-2167 Прокладка 1
СМД1-2172 Втулка валика вилки включения 2
СМД7-2174 Кронштейн 1
СМД7-2176-1 Ось 1
СМД7-2180 Регулировочный болт 1
СМД7-2183 Корпус сальника 1
СМД7-2184 Стопорное кольцо 1
СМД7-2185А Фланец 3
СМД7-2187 Ступица 1
Н-6218 Самоподжимной каркасный сальник 1
Н-6219 1
Н-6298 1
№ 215 Шарикоподшипник 75x130x25 1
№ 1312 Шарикоподшипник 60x130 x 31 1
Номер детали или узла Наименование детали или узла Количество
СМД14-21С1 Муфта сцепления 1
СМД14-21С2 Муфта выключения 1
СМД14-21СЗ Упорный диск в сборе 1
СМД14-21С4 Ведомый диск в сборе 2
СМД14-21С5 Крышка муфты сцепления 1
СМД14-21С6 Ведомый диск с накладками 2
СМД14-21С9 Упорный диск в сборе 1
СМД14-21С11 Промежуточный диск в сборе 1
СМД14-21С12 Упорный диск в сборе с рычагами 1
СМД7-2102 Крышка сальника 1
СМД14-2103 Вал сцепления 1
СМД14-2104-1 Корпус муфты выключения 1
СМД14-2105 Промежуточный диск 1
СМД14-2106-1 Втулка муфты выключения 1
СМД14-2107 Упорный диск 1
СМД14-2108 Кронштейн отжимного рычага 3
СМД14-2109 Нажимной диск 1
СМД 1-2111 Накладка ведомого диска 4
СМД14-2112 Ступица ведомого диска 2
СМД14-2113 Мас лоот ра жатель 2
СМД14-2119 Пружина отжимного рычага 3
14-2122 Упорный винт 3
СМД14-2123 Болт отжимного рычага 3
СМД 14-2124 Вилка выключения 1
СМД14-2125 Валик вилки 1
СМД14-2126 Ось отжимного рычага 3
14-2127 Отжимной рычаг 3
СМД 14-2128 Сухарик отжимного рычага 3
14-2130 Оттяжная пружина 3
14-2131 Тяга 3
СМД14-2132-1 Корпус подшипника 1
СМД14-2133 Упорное кольцо 1
СМД14-2134-1 Крышка 1
СМД 14-2135 Шайба упорного винта 3
СМД14-2141 Прокладка подпятника пружины 24
СМД14-2143 Стакан пружины 12
14-2144-1 Пружина муфты сцепления 12
СМД2-2153 Рычаг 1
СМД2-2154 Ось рычага 1
СМД1-2156 Гайка 1
СМД14-2160 Упор пружины грузов 1
РЕМОНТ ДЕТАЛЕЙ МУФТЫ СЦЕПЛЕНИЯ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НИМ
Основными дефектами муфты сцепления являются износ и задиры рабочих поверхностей ведомого и ведущих дисков, износ и выработка поверхностей шлицевых соединений вала муфты с дисками и шкивом. Детали рычажных механизмов претерпевают износы по отверстиям и по рабочим поверхностям, также вырабатываются цапфы корпусов муфт включения и выключения и пазы вилок. Заклепанные соединения в муфте ослабевают, что может привести к разбалтыванию деталей на заклепках. Вал муфты сцепления и корпус могут иметь износы посадочных мест под подшипники, а также срывы и повреждения резьб.
Крышка муфты сцепления. 1. Материал алюминиевый сплав АЛ-5; твердость не менее 55 единиц по Бринеллю.
2. Сколы, пробоины стенок и другие дефекты устраняют электрозаваркой.
3. При выработке отверстия под ось натяжного ролика в крышке муфты комбайнового двигателя рассверливают отверстие до диаметра 20+0’033 мм и устанавливают специальную ось, изготовленную из стали 45 (рис. 99). Ремонтная ось (СМД7-2176-1) должна иметь твердость 235 — 286 единиц по
Бринеллю. Биение наружного диаметра под рычаг ролика относительно поверхности, запрессовываемой в крышку, не более 0,15 мм.
При установке ремонтной оси в крышку необходимо затянуть гайку крепления оси до отказа и закернить ее.
4. Отверстия в крышке муфты сцепления под валик вилки должны быть соосны так, чтобы валик диаметром 25 мм свободно в них проворачивался. При выработке втулок выше 0,3 мм по диаметру их заменяют. Ремонтную втулку изготовляют из чугуна СЧ 15-32 твердостью 163—229 единиц по Бринеллю (рис. 100). Втулку запрессовывают в крышку с натягом 0,015—0,115 мм заподлицо с торцом бобышки в крышке.
Рис. 99. Ось.
Га25
20*°-52
45 45
~к~5 '
Рис. 100. Втулка валика вилки выключения.
Вал муфты сцепления. 1. Материал сталь 45. Поверхность под посадку переднего подшипника закаливают токами высокой частоты на глубину 2— 5 мм до твердости 40—50 единиц по Роквеллу.
2. Биение посадочных поверхностей под подшипники и поверхности наружного диаметра шлиц между собой не более 0,07 мм.
3. Вал двигателя СМД-14 и его модификаций, устанавливаемых на тракторы, имеет сквозное отверстие диаметром 36 мм для прохода вала независимого отбора мощности. Шлицы вала муфты сцепления двигателя СМД-14 подвергают закалке токами высокой частоты на глубину 1—3 мм до твердости не менее 52 единиц по Роквеллу.
4. Валы, имеющие износ шеек под подшипники, восстанавливают наваркой или хромированием с последующей шлифовкой до номинального размера. Наваривают электродом Э-55.
Корпус подшипника муфты включения и выключения. 1. Материал сталь 45, твердость по Бринеллю 170—240 единиц. Цилиндрические поверхности цапф калят токами высокой частоты на глубину 1 —3,5 мм на длине не менее 15 мм от торца до твердости 40—55 единиц по Роквеллу.
2. Смещение осей цилиндрических поверхностей цапф (диаметром 14Со’,озо мм для двигателя СМД-7 и диаметром 14,5Zo°8 мм для двигателя СМД-14) относительно расточки под подшипник в корпусе должно быть не более 0,3 мм, а несоосность поверхностей цапф между собой — не более 0,1 мм. При износе поверхностей цапф их наваривают электродом ЭНГ-50 диаметром 4 мм с последующей механической обработкой.
Ведомый диск с накладками (рис. 101). При ослаблении заклепок диска дефектные из них срубают, рассверливают отверстия в склепываемых деталях на диаметр 11 мм (СМД-14) и 9 мм (СМД-7) и устанавливают новые заклепки. Заменяя накладки ведомых дисков, заклепки, крепящие их, устанавливают через одну — с разных сторон. Утопание заклепки от плоскости должно быть
не менее 1 мм, местная неплотность прилегания не более 0,2 мм. Биение рабочих поверхностей относительно оси шлицев и их коробление не более 0,8 мм.
Специальный болт (рис. 102). 1. Материал сталь 40Х, твердостью 241 —285 единиц по Бринеллю.
2. Биение относительно цилиндрической поверхности диаметром 17 мм должно быть: торца «Л» не более 0,05 мм, торца «Б» не более 0,15 мм.
3. При износе трущихся поверхностей рычагов муфты сцепления их восстанавливают наваркой с последующей обработкой по контуру. Наварку ведут электродом ЭНГ-50 диаметром 4 мм.
СБОРКА И УСТАНОВКА МУФТЫ СЦЕПЛЕНИЯ НА КОМБАЙНОВЫЙ ДВИГАТЕЛЬ СМД
Перед общей сборкой муфты сцепления собирают подузлы.
Сборка сальников с пружинами. Протирают каркасный сальник чистой ветошью. Промывают пружины (АСК-2 X 75 и АСК-2 X х85) и продувают их сжатым воздухом.
Смазывают пружины клеем БФ-4 и надевают их на сальники. Собранный сальник с пружинами сушат.
Устанавливают под пресс корпус подшипника, смазывают сальник и гнездо в корпусе дизельным топливом и запрессовывают сальник в гнездо до упора.
(СМД-14) g
(СМЦ-7) 1
3 10-0.25
Рис. 101. Ведомый диск с
Рис. 102. Специальный болт.
накладками.
Устанавливают на подшипник № 1312 его корпус и тоже запрессовывают до упора. Затем так же запрессовывают сальник в гнездо крышки до упора. Ввертывают в крышку масленку М1-А1 и опробывают ее шприцем.
Кладут крышку муфты сцепления на сборочный стол и на четыре шпильки крышки надевают и завертывают гайки с шайбами.
Вставляют в отверстие крышки ось (СМД7-2176-1) и надевают на нее гайку с двумя шайбами (ШШ-15 и ШП-14).
Торец оси со стороны гайки накернивают в трех точках.
Сборка валика вилки. Вставляют валик вилки в отверстие крышки муфты сцепления, расположенное со стороны бокового люка.
Вставляют валик в вилку и во второе отверстие крышки муфты сцепления.
Устанавливают в шпоночный паз валика шпонку (ШВ-6Х32) и насаживают на нее вилку.
Ввертывают в вилку болт М12Х40 с пружинной шайбой и затягивают era до отказа. Надевают на четыре шпильки (ШПЧ-М14Х24) последовательно четыре черные и четыре пружинные шайбы, а затем навертывают четыре гайки ГУ-М14.
Проверяют плавность осевого и вращательного движения валика вилки в крышке муфты сцепления. Тугое перемещение или заедание не допускается.
Сборка вала муфты. Надевают на вал муфты втулку сальника (СМД1-2115) и полукольца (СМД1-2130); ввертывают масленку Ml-А 1, набивают солидол в канал вала.
Сборка ведомого диска. Если при ремонте муфты сцепления разбирали ведомый диск для замены или исправления ступицы, то сборку узла ведут в такой последовательности.
Устанавливают ступицу (СМД1-2112) плоскостью короткой стороны на подставку под пресс. Надевают на ступицу маслоотражатель (СМД1-2113), совместив его отверстия с отверстиями ступицы. Надевают на ступицу с маслоотражателем диск (СМД1-2110), совместив отверстие в диске с отверстиями маслоотражателя.
Вставляют в отверстия 10 заклепок и расклепывают их.
Сняв диск с пресса, рихтуют узел и проверяют качество клепки и рихтовки .
Биение диска до постановки накладок должно быть не более 0,5 мм.
Ведомый диск с накладками собирают также под прессом.
Устанавливают на приспособление накладку зенкованными отверстиями вниз, а на нее ведомый диск в сборе (СМД1-21С4), совместив отверстия накладки с отверстиями диска. Затем ставят вторую накладку на диск со ступицей зенкованными отверстиями вверх, совместив отверстие диска с отверстиями накладки.
Вставляют 18 заклепок в отверстия совмещенных деталей и расклепывают их.
Проверяют утопание заклепок относительно плоскости, которое должно быть не менее 1,5 мм, и местные неплотности прилегания деталей — не более 0,4 мм.
Рихтуют диск до биения плоскостей относительно оси шлицев не более 1,2 мм на крайних точках.
Сборка упорного диска. При ремонте иногда заменяют кронштейны упорного диска и ступицу. При сборке кронштейны приклепывают к диску. Предварительно необходимо взвесить кронштейны и рассортировать их по весу. Разность в весе должна быть не более 20 г.
К упорному диску кронштейны крепят электросваркой так, чтобы обеспечить равные расстояния между центром наружного диаметра ступицы и отверстиями под штифты в трех кронштейнах. При этом пазы в кронштейнах, сопрягающиеся с нажимным рычажком, должны быть расположены под углом 120°.
Если отверстия в кронштейне и диске не совпадают, их рассверливают. Затем вставляют заклепки и расклепывают их под прессом так, чтобы между кронштейном и диском был зазор не более 0,4 мм в отдельных местах.
Ступицу (СМД7-2187) запрессовывают в диск и развальцовывают, а затем со стороны, противоположной развальцовке, обваривают по контуру электросваркой (электрод Э-50 с обмазкой УОНИИ 13/35).
После этого проверяют качество ремонта. Биение наружного диаметра ступицы (66Z°jo5 мм) относительно оси упорного диска при его установке на плоскость прилегания к маховику и на два отверстия под штифты не должно 172
превышать 0,3 мм. При увеличенном биении необходимо диск и ступицу отрих-товать. Неплоскостность поверхности прилегания упорного диска к маховику должна быть не более 0,3 мм.
Далее диск собирают в таком порядке. Устанавливают в рычажок (СМД1-2118) ролик (СМД1-2142), совместив отверстие в ролике с отверстиями рычажка, и запрессовывают ось (СМД1-2143).
Устанавливают в паз кронштейна рычажок с роликом, совместив отверстия рычажка с отверстиями кронштейна. Вставляют ось (СМД1-2128) и за-шплинтовывают двумя шплинтами.
Устанавливают упорный диск на подставку.
Запрессовывают последовательно три заглушки (ЗС-2С) и раскернивают их в двух местах. Утопание заглушки относительно плоскости диска должно быть не менее 1 мм.
Затем смазывают упорные пальцы (СМД7-2140А) дизельным топливом и устанавливают их в нажимной диск (СМД7-2109-1) и запрессовывают.
Неперпендикулярность наружной шлифованной поверхности пальца относительно рабочей торцовой поверхности диска должна быть не более 0,08 мм на крайних точках.
Сборка нажимного диска. Завертывают регулировочный болт (СМД-7-2123) во фланец (СМД1-2129) и устанавливают нажимной диск в сборе на сборочный стол. Вставляют в три гнезда диска шайбы (СМД1-2131 и ШП-14). Надевают шайбу на хвостовик регулировочного болта, собранного с фланцем.
Вставляют болт в гнездо диска.
Совместив отверстия трех фланцев с отверстиями нажимного диска, ввертывают и затягивают шесть болтов до отказа.
Продевают в отверстия головок болтов проволоку и контрят болты попарно. Насаживают на специальный болт (СМД1-2122) втулку (СМД1-2136) и надевают пружинную шайбу.
Устанавливают на втулку внутреннюю и внешнюю пружины.
Вставляют в три отверстия нажимного диска три собранных комплекта специальных болтов с пружинами и затягивают болт до отказа.
Устанавливают упорный диск на стол; вставляют в кронштейн (СМД1-2108) уравнитель (СМД1-2119), а в отверстие уравнителя — нажимной рычажок, совместив отверстия рычажка с отверстиями кронштейна упорного диска. Вставляют ось и зашплинтовывают ее двумя шплинтами. Ролики должны вращаться в пазах рычажков без заеданий. Перемещение уравнителей и поворот рычажков также должны быть свободными.
Упорный диск с нажимным собирают в следующем порядке.
Устанавливают нажимной диск на стол, надевают три колпачка (СМД1-2137) на пальцы (СМД1-2122).
Накладывают упорный диск на нажимной, совместив отверстия упорного диска с пальцами нажимного диска, и устанавливают на пальцы (СМД7-2140А) три пружины (СМД7-2138).
Сжав пружины при помощи рычага, последовательно надевают три шайбы и зашплинтовывают их.
Перемещение упорного диска на пальцах нажимного должно быть свободным без заеданий. Так как нажимной и упорный диски в сборе при изготовлении проходят статическую балансировку при помощи специального приспособления, необходимо при разборке и сборке обеспечить постановку узлов и деталей на свои места.
Сборка крышки муфты сцепления. Чтобы обеспечить соосность осей коленчатого вала и вала муфты сцепления при установке муфты на двигатель, Индивидуально подгоняют крышку муфты, поставив на одну линию с осью коленчатого вала расточку в крышке и заштифтовав крышку относительно картера маховика в совмещенном положении. Новую крышку ставят так.
Надевают прокладку (СМД1-2121) на шпильки картера маховика. Устанавливают на маховик и закрепляют двумя болтами приспособление для индикатора.
Ставят крышку муфты сцепления на шпильки картера маховика. Надевают по одной шайбе (ШШ-13) на четыре шпильки, равно расположенные по окружности, и навертывают по одной гайке.
Укрепляют оправку так, чтобы ножка индикатора касалась поверхности диаметром 148 мм под установку корпуса подшипника в крышке муфты сцепления и, вращая коленчатый вал, добиваются биения поверхности диаметром 148 мм не более 0,4 мм.
Затягивают четыре гайки до отказа.
Просверливают два отверстия под штифты в крышке муфты сцепления и в картере маховика диаметром 12,7 мм на глубину 45 мм и развертывают отверстия до диаметра 13 мм.
При установке новой крышки установочные отверстия сверлят между двумя шпильками в диаметрально противоположных местах. Запрессовывают два штифта в эти отверстия и отворачивают четыре гайки.
После центровки крышку снимают и устанавливают муфту сцепления на двигатель.
Установка муфты сцепления на двигатель. Надев упорный диск на два штифта маховика, совмещают его по отверстиям с маховиком. В совмещенные отверстия ввертывают последовательно шесть болтов М12Х30 с шайбами и равномерно их затягивают.
Надевают на вал муфты сцепления корпус подшипника (СМД7-2132) в сборе с шарикоподшипником и сальником.
Совместив отверстия корпуса подшипника со шпильками крышки муфты, напрессовывают корпус подшипника на посадочное место вала. Полость подшипника набивают солидолом УС-2.
Надевают на вал муфты сцепления крышку (СМД7-2102) с сальником в сборе и затягивают до отказа гайками.
Ввертывают в отверстие корпуса подшипника или в крышку сальника масленку.
Надевают рычаг (СМД7-2120) в сборе с болтом (СМД7-2180), гайкой и болтом М12Х40 на шлицы валика, вилки муфты сцепления заподлицо с торцом, установив его вниз хвостовиком, параллельно линии разъема картера маховика и крышки муфты сцепления.
Ввертывают и затягивают болт М12Х40 до отказа.
После этого регулируют зазоры между нажимным уравнителем и специальным болтом (СМД7-2123) с помощью регулировочного болта. Зазор должен быть 0,5 мм при включенном положении муфты сцепления.
При выключенном сцеплении вал муфты должен легко от руки проворачиваться в подшипниках.
При выключенном сцеплении нажимной диск должен под действием оттяжных пружин свободно отходить от маховика, ход диска должен быть не менее 2 мм.
Биение внутреннего диаметра переднего шарикоподшипника в маховике относительно оси коленчатого вала должен быть не более 0,2 мм.
Ступица ведомого диска должна свободно без заеданий перемещаться по шлицам вала сцепления.
Для фиксации муфты включения в выключенном положении необходимо при выключенной муфте сцепления подвести регулировочный болт до упора головкой во фланец крышки, после чего вывернуть его из рычага на один оборот и затянуть контргайкой.
УСТАНОВКА МУФТЫ СЦЕПЛЕНИЯ НА ТРАКТОРНЫЙ ДВИГАТЕЛЬ СМД
Сначала на вал муфты сцепления надевают ведомый и упорный диски; устанавливают вал муфты сцепления с дисками в подшипник маховика до упора во фланец коленчатого вала. При этом пазы в нажимных дисках необходимо совмещать с ведущими пальцами маховика. Упорный диск собирают в таком порядке.
Устанавливают болты отжимного рычага в отверстия диска (СМД14-2109).
Вставляют в отверстие диска подпятники с пружинами (14-2144-1). Надевают на пружины стаканы (СМД14-2143), а на них и отжимной болт (СМД14-1233)— упорный диск. Затем сжимают пружины.
Навертывают на три болта отжимного рычага три гайки, предварительно надев три сухарика (СМД14-2128), и заворачивают гайки до упора.
При установке отжимных рычагов необходимо иметь в виду, что новые муфты комплектуются рычагами, имеющими разновес не более 10 г. Поэтому при ремонте необходимо рычаги устанавливать на свои места, а при замене отдельных рычагов подгонять их по весу за счет снятия металла по контуру.
Ведомый диск собирают в такой последовательности. На сборочный стол устанавливают узел (СМД14-21С11), кладут на него ведомый диск (СМД14-21С6). На собранные промежуточный и ведомый диски надевают упорный диск, совместив отверстия в диске с отжимными тягами.
Ввертывают в диск три упорных винта, надевают на них гайки и затягивают до отказа.
Отжимные рычаги должны качаться на пальцах свободной от действия руки.
Торцы пружины должны прилегать к днищу колпачка и шайбы подпятника без качки.
Шестью болтами М12х30 крепят упорный диск к маховику, предварительно установив под болты шайбы. Надевают на оттяжные тяги оттяжную пружину со специальной шайбой; сжимая пружину, устанавливают шплинт в отверстие тяги. Разводят концы шплинта на всех тягах.
Устанавливают муфту выключения (СМД14-21С2) на корпус подшипника (СМД14-2132), запрессованный в крышку муфты сцепления (СМД14-21С5). При установке муфты выключения ее пальцы необходимо заводить в ушки вилки (СМД14-2124). Пальцы должны свободно заходить в ушки.
Устанавливают крышку муфты сцепления в сборе на вал, совмещая ее с картером маховика по установочным штифтам, запрессованным при центровке муфты.
Прикрепляют крышку муфты сцепления к картеру маховика болтами с плоскими и пружинными шайбами; надевают на вал муфты сцепления упорное кольцо (СМД14-2133); наполняют полость корпуса заднего подшипника солидолом; надевают шарикоподшипник № 312 на вал муфты сцепления и при помощи полой оправки запрессовывают его до упора в торец корпуса подшипника.
Надевают крышку сальника на шпильки и закрепляют ее гайками.
При включенной муфте сцепления регулируют зазор между втулкой муфты включения и цилиндрической поверхностью отжимного рычага. Зазор должен быть 2,55—3,5 мм. После регулировки в совмещенные отверстия болтов отжимных рычагов и пазы в гайках вставляют шплинты и разводят их концы.
Регулируют упорный винт, для чего ввертывают винт (14-2122) до соприкосновения с торцом упора (14-2182), а затем откручивают его на полтора оборота и контрят в этом положении гайкой.
На окончательно собранной муфте при выключенном сцеплении вал должен легко проворачиваться в подшипниках от действия руки, а при включенном — вращаться вместе с коленчатым валом.
СОДЕРЖАНИЕ
Общие сведения о двигателе СМД............................................. 3
Сборка, разборка и ремонт узлов двигателя.................................. 8
Глава 1. Блок-картер. Гильзы цилиндров.................................... 8
Глава 2. Коленчатый вал и маховик........................................ 25
Глава 3. Картер и крышка распределительных шестерен...................... 46
Глава 4. Поршень и шатун в сборе..............о........................... 49
Глава 5. Распределительный вал .......................................... 60
Глава- 6. Головка цилиндров............................................... 69
Глава 7. Выпускная система............................................... 90
Глава 8. Поддон картера ................................................. 93
Глава 9. Масляный насос.................................................. 95
Глава 10. Масляный фильтр................................................ 104
Глава 11. Масляный радиатор...............................................111
Глава 12. Воздухоочистители ..............................................113
Глава 13. Водяной насос и вентилятор......................................117
Глава 14. Электрооборудование и приборы двигателя.........................131
Глава 15. Топливные фильтры и трубопроводы................................139
Глава 16. Топливный насос и форсунки......................................145
Глава 17. Муфта сцепления.................................................167
РАЗБОРКА, СБОРКА И РЕМОНТ ДВИГАТЕЛЕЙ СМД. М., Сельхозиздат, 1963. 176 с.
Перед загл. авт.: Р. М. Вербук, Н. П. Гайдученко, В. Ф. Кривокобыльский, М. Л. Поляков.
631. з
Редактор Л. И. Чичева. Художник Е. В. Шворак. Художественный редактор А. С. Золотце ва. Технические редакторы О. И. Трухина и 3. П. Околелова. Корректор М. Н. Перкус.
• • »
Сдано в набор 12/11-1963 г. Подписано к печати 29/V-1953 г. Т 05185. Формат 70Х108‘/1в. Печ. л. 11 (15,07), Уч.-изд. л.15,63. Изд. № 2136. Тираж 40 000 экз. Заказ № 133. Цена 70 коп. * * •
Сельхозиздат, Москва, К-31, ул. Дзержинского, д. 1/19.
Полиграфический комбинат Верхне-Волжского совнархоза, г. Ярославль, ул. Свободы, 97.
Р.Л1.ВЕРБУК, Н.П.ГАЙАУЧЕНКО,
В.Ф. К Р И BOKO Б ЫЛЬСКИ Й, Л1.Л.ПОЛЯ КОВ
РАЗБОРКА, СБОРКА
И РЕМОНТ ДВИГАТЕЛЕЙ
СМД
ИЗДАТЕЛЬСТВО СЕЛЬСКОХОЗЯЙСТВЕННОЙ ЛИТЕРАТУРЫ, ЖУРНАЛОВ И ПЛАКАТОВ
Москва — 1963