/








Tags: машиностроение техническое описание инструкция по эксплуатации металлизация
Year: 1989
Similar



Text
КОМПЛЕКТ
ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ
КДМ-2
ПАСПОРТ
36 4552 1401 ПС
1. НАЗНАЧЕНИЕ
Комплект электродуговой металлизации КДМ-2 (в дальней-
шем именуемый комплект) предназначен для нанесения противо-
коррозионных покрытий из цинка и алюминия в монтажных и
цеховых условиях.
Комплект позволяет производить металлизацию вручную и ме-
ханизированно. Дистанционное управление обеспечивает безопас-
ность работы н удобство эксплуатации.
Комплект позволяет производить работы, связанные с восста-
новлением изношенных поверхностей, получением жаростойких,
износостойких и других покрытий, при этом допускается приме-
нять металлические материалы в виде проволоки с температурой
плавления до 3000°С. Жесткую проволоку необходимо отжечь.
Комплект выпускается в исполнениях:
КДМ-2 с ручным аппаратом,
КДМ-2-1 со стационарным металлнзатором.
Комплект изготавливается вида климатического исполнения У2
и Т2 по ГОСТ 15150—69 для работы при температуре окружаю-
щей среды от минус 5 до плюс 4()“С и относительной влажности
до 85%.
Условное обозначение комплекта при заказе для внутрисоюз-
ной поставки и экспорта:
КДМ-2 У2
КДМ-2 Т2
КДМ-2-1 У2
КДМ-2-1 Т2
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Значение
Наименование показателей
КДМ-2 | КДМ-2-1
Рабочий ток дуги (ПР-100%), А
Рабочее напряжение дуги, В*
50—400
17—40
* Только при комплектовании источником «ТИМЕЗ-500». При совместной
работе с неспециализированными (сварочными) источниками значения показа-
телей по ГОСТ 26939—86.
3
Наименование показателей Значение КДМ-2 | КДМ-2-1
Номинальная производительность по распыленно- му материалу (рабочий ток 400А), кг/ч*: по алюминию СвА5 0 2,0 мм ГОСТ 7871—75
рабочее напряжение дуги 23 В** 12,5
по цинку Ц1 0 2,5 мм ГОСТ 13073—77
рабочее напряжение дуги 20 В 40,0
Скорость подачи проволоки, м/мин 2—12 3,4-14,2
Диаметр распыляемой проволоки, мм: 1,5-2,0 1,5— 2,5
алюминия
цинка 1,5—2,5
Коэффициент использования материала, не менее*:
по алюминию (рабочее напряжение дуги 23 В) 0,75
по цинку (рабочее напряжение дуги 20 В) ' ’ 0,75
Расход газа (воздуха), м/ч*** 60—90 60—150
Рабочее давление сжатого воздуха, МПа (кгс/смг) 0,5—0,6 (5,0—6,0)
Максимальная потребляемая мощность, кВт 25
Габаритные размеры комплекта, мм, не более: 1200X710X1545
аппарата ЭМ-14М 230X220X133
электрометаллпзатора ЭМ-12М 525X295X200
источника «ТИМЕЗ-500» 800Х710ХИ05
Масса комплекта (без кабелей, шлангов и запас-
ных частей), кг, не более: 420 440
аппарата ЭМ-14М 2,3
электрометаллизатора ЭМ-12М 18,2
источника «ТИМЕЗ-500» 350
Удельная масса металла, кг/кг, не более*: 0,68 • 10-4 0,71 • 10-я
при распылении алюминия
при распылении цинка 0,21 • 10-4 0,2 • 10- >
Удельное энергопотребление по напыленному ма- териалу, МДж/кг (кВт • ч/кг), не более*: 4,28(1,18)
по алюминию
по цинку 1,16(0,32)
Количество металлической пыли, выделяемой ап-
паратом (при распылении на номинальной произво- дительности), г/ч, не более*: 3,6 • 103
по алюминию
по цинку 1,2 • 104
Параметры питающей сети:
ток, А 58
напряжение, В частота, Гц 380
50
* Только при комплектовании источником «ТИМЕЗ-500». При совместной
работе с неспециализированными (сварочными) источниками значения показате-
лей по ГОСТ 26939—86.
** При использовании других марок сварочных проволок из алюминиевых
сплавов по ГОСТ 7871—75 значение параметра может быть «ниже на 10—15%.
*** Приведенный к нормальным условиям.
4
Наименование показателей Значение
КДМ-2 | КДМ-2-1
Напряжение питания электродвигателя, В . 220/380
Уровень звука в зоне работы оператора на от- крытом воздухе с шумопоглощающими средствами, дБ по шкале «А», не более Полный установленный ресурс, ч, не менее 85 6000 8250
Масса деталей, кг, не менее: из алюминия 1,54 3,879
из бронзы 0,34' 0,472
из латуни 0,88 0,360
Норматив возврата при списании, кг, не менее: алюминия 1,38 3,12
бронзы 0,28 0,38
латуни 0,70 0,29
Примечание. Допустимое отклонение электрических параметров комп-
лекта ±1О°/о-
Сведения о содержании драгоценных материалов
Наимо о- нанце Обозна- чение Сборочные единицы, комплексы, комплекты Масса в 1 шт., г Масса в изд., г При- меча- ние
обозна- чение количе- ство количест- во в издол.
Серебро Выключа- тель КЕ021УЗ 1 1 0,4751 0,4751
Микропере- ключа- тель МПЗ-1В 1 1 0,1046 0,1046
Тумблер ТВ2-1 1 1 0,0514 0,0514
0,6311
Источник тока «ТИМЕЗ-500» и комплектующие к нему ампер-
метр, вольтметр, светодиоды и др. — чехословацкого производст-
ва. Сведений о содержании драгоценных материалов в источнике
и комплектующих к нему не имеем.'
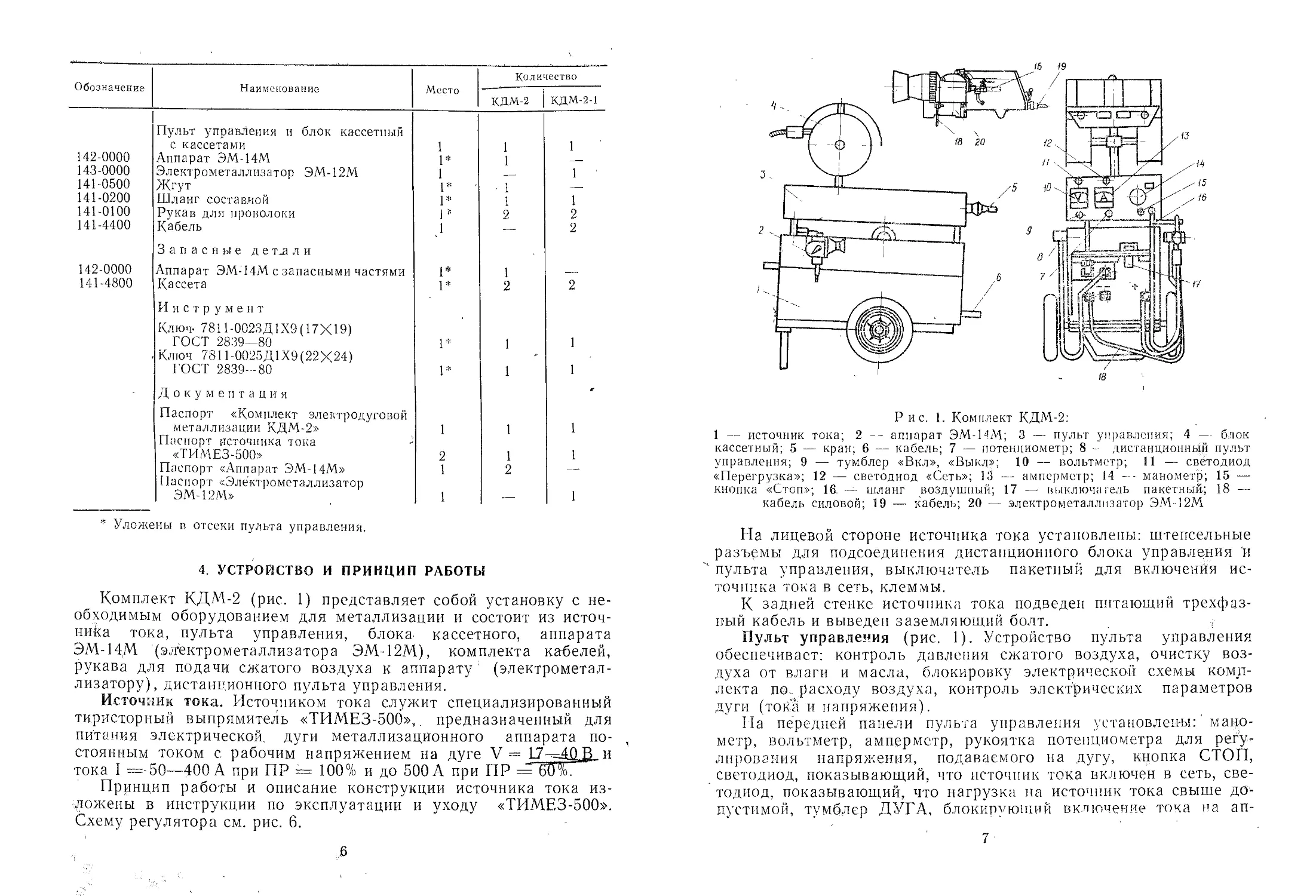
3. КОМПЛЕКТНОСТЬ
Обозначение Наименование Место Количество 'КДМ-2 / КДМ-2-1
141-0000 Комплект КДМ-2 в том числе: Источник' тока «ТИМЕЗ-500» 2 1 1
5
Обозначение Наименование Место Количество
КДМ-2 | КДМ-2-1
Пульт управления и блок кассетный с кассетами 1 1 1
142-0000 Аппарат ЭМ-14М 1* 1 —
143-0000 Электрометаллнзатор ЭМ-12М 1 — 1
141-0500 Жгут 1* - 1 —
141-0200 Шланг составной 1* 1 1
141-0100 Рукав для проволоки 1i; 2 2
141-4400 Кабель 1 — 2
142-0000 Запасные де т_а л и Аппарат ЭМ-14М с запасными частями 1* 1
141-4800 Кассета 1* 2 2
Инструмент Ключ- 7811-0023Д1Х9(17Х19) ГОСТ 2839—80 1* 1 1
Ключ 7811-0025Д1Х9 (22X24) ГОСТ 2839-80 1* 1 1
Д о к у м е п т а и и я Паспорт «Комплект электродуговой металлизации КДМ-2» 1 1 1
Паспорт источника тока «ТИМЕЗ-500» 2 1 1
Паспорт «Аппарат ЭМ-14М» 1 2 —
1 [аспорт «Электрометаллнзатор ЭМ-12М» 1 — 1
Уложены в отсеки пульта управления.
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Комплект КДМ-2 (рис. 1) представляет собой установку с не-
обходимым оборудованием для металлизации и состоит из источ-
ника тока, пульта управления, блока кассетного, аппарата
ЭМ-14М (эдектрометаллизатора ЭМ-12М), комплекта кабелей,
рукава для подачи сжатого воздуха к аппарату (электрометал-
лизатору), дистанционного пульта управления.
Источник тока. Источником тока служит специализированный
тиристорный выпрямитель «ТИМЕЗ-500»,. предназначенный для
питания электрической, дуги металлизацйонного аппарата по-
стоянным током с рабочим напряжением на дуге V = В. и
тока I =-50—400 А при ПР = 100% и до 500 А при ПР = 6O"s/o.
Принцип работы и описание конструкции источника тока из-
ложены в инструкции по эксплуатации и уходу «ТИМЕЗ-500».
Схему регулятора см. рис. 6.
6
Рис. 1. Комплект КДМ-2:
1 — источник тока; 2 -- аппарат ЭМ-14М; 3 — пульт управления; 4 — блок
кассетный; 5 — кран; 6 — кабель; 7 — потенциометр; 8 - дистанционный пульт
управления; 9 — тумблер «Вкл», «Выкл»; 10 — вольтметр; 11 — светодиод
«Перегрузка»; 12 — светодиод «Сеть»; 13 — амперметр; 14 — манометр; 15 —
кнопка «Стоп»; 16. — шланг воздушный; 17 — выключи гель пакетный; 18 —
кабель силовой; 19 — кабель; 20 — электрометаллнзатор ЭМ-12М
На лицевой стороне источника тока установлены: штепсельные
разъемы для подсоединения дистанционного блока управления и
пульта управления, выключатель пакетный для включения ис-
точника тока в сеть, клеммы.
К задней стенке источника тока подведен питающий трехфаз-
ный кабель и выведен заземляющий болт.
Пульт управления (рис. 1). Устройство пульта управления
обеспечивает: контроль давления сжатого воздуха, очистку воз-
духа от влаги и масла, блокировку электрической схемы комп-
лекта по расходу воздуха, контроль электрических параметров
дуги (тока и напряжения).
Па передней панели пульта управления установлены: мано-
метр, вольтметр, амперметр, рукоятка потенциометра для регу-
лирования напряжения, подаваемого на дугу, кнопка СТОП,
светодиод, показывающий, что источник тока включен в сеть, све-
тодиод, показывающий, что нагрузка на источник тока свыше до-
пустимой, тумблер ДУГА, блокирующий включение тока на ап-
7
парате (электромёталлизаторе) при наладке. Влагоо’тделитель,
датчики давления и датчик потока установлены внутри пульта. <
На каркасе источника тока закреплен рым-болт, доступ к ко-
торому осуществляется через крышку, расположенную в верхней
части, пульта. Блок кассетный устанавливается па стойку, закреп-
ленную на пульте. На задней стенке пульта закреплен к{5ан, к
которому подсоединяют шланг от -воздушной сети. С задней сто-
роны внутрь пульта укладываются два аппарата ЭМ-14М. с ка-
белями и шлангами*. ' - ,
Пульт управления устанавливается на верхнюю крышку
«ТИМЕЗ-500» и закрепляется болтами.
В нижней части передней панели пульта - выведен штуцер и
кабель для соединения электрической части пульта управления
с источником тока «ТИМЕЗ-500». ----
------- л хп
Рис.2. Aarfwu* полюса с .
л о плах a j ^yjxana
£ - Я&аакала /-
3 - sa d ч a; * S~ Jл 7- ш rtf
' V — ........... i,,
---тге-нтепее оо'М"/чг
Р и с. 3. Блок кассетный:
рукав для проволоки; 2 — втулка; 3 — подставка; 4 — кассета; 5 — пружина;
6 — ось; 7 — ремень; 8 — кожух
* При длительном перерыве в работе и при транспортировке для проведения
раб.от в другом месте.
8
9
датчик потока; 8, 9 — тумблеры; Х57, Х75 — светодиоды; R13, R14 —-потенциометры; А — амперметр; V —
вольтметр; Кн1 — кнопка управления «Стоп»
Рис. 5. Схема электрическая соединений пульта управления КДМ-2:
Дп — датчик потока; ДД1 — датчик высокого давления; ДД2 — датчик низкого давления; В — тумблер;
Х57, Х75 — светодиоды; R13 — потенциометр; А — амперметр; V — вольтметр; Кн1 — кнопка управле-
ния «Стоп»; X — разъем штепсельный
При работе комплекта П0ЖЦ^Л4Т,ха> через сопло,
тклоняет заслонку, которая, што^Ш^а^ (размы-
ает) микропереключатель, при снижении расхода воздуха шток
исходное положение, от-
под, действием пружины возвращается в
ключая комплект.
Блок кассетный (рис. 3) служит для укладки кассет с намо-
танной на них проволокой. Блок может устанавливаться на пол,
для этого .служит специальная подставка, которая устанавлива-
ется 'таким образом, чтобы длинный ножки были направлены в
сторону проведения работ.
Блок имеет тормозное устройство для постоянного подтормажи-
вания кассет при внезапной остановке аппарата.
Тормозной эффект достигается пружинами.
Принцип работы комплекта заключается в расплавлении двух
проволочных электродов образующейся между ними электриче-
ской дугой п распылении расплавленного металла струей сжа-
того воздуха.
Комплект оборудован дистанционным управлением процесса,
при котором в момент пуска сжатого воздуха в аппарат краном,
расположенным на нем, и достижении его расхода до 60 м3/ч,
при давлении воздуха от 4,5 до 6,5 кгс/см2, происходит срабаты-
вание электрических контактов датчиков давления и датчика по-
тока, включающих подачу тока на дугу, и при закрытии крана
или падении давления в сети процесс прекращается.
-Электрическую схему комплекта см. рис. 4, 5.
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
При эксплуатации комплекта необходимо соблюдать Правила
техники безопасности и производственной санитарии при электро-
сварочных работах, утвержденные президиумом ЦК профсоюза
рабочих машиностроения 2 апреля 1963 года с изменениями п
дополнениями от 11 мая 1966 года, и ГОСТ 12.2.008—75. Комп-
лект по способу защиты человека от поражения электрическим
током относится к 1 классу ио ГОСТ 12.2.007.0—75.
К работе па комплекте допускаются лица не моложе 18 лет,
имеющие квалификацию «металлнзатор» не ниже 4 разряда со-
гласно- Единому тарифно-квалификационному справочнику работ
и профессий рабочих (М., Машиностроение, 1972, вып. 2).
Все электрооборудование метдллизационного поста и -комп-
лект должны быть заземлены по Правилам устройства электро-
установок.
Запрещается производить настройку комплекта, находящеюся
под напряжением.
С целью защиты от действия электрической дуги, шума, за-
12-
13
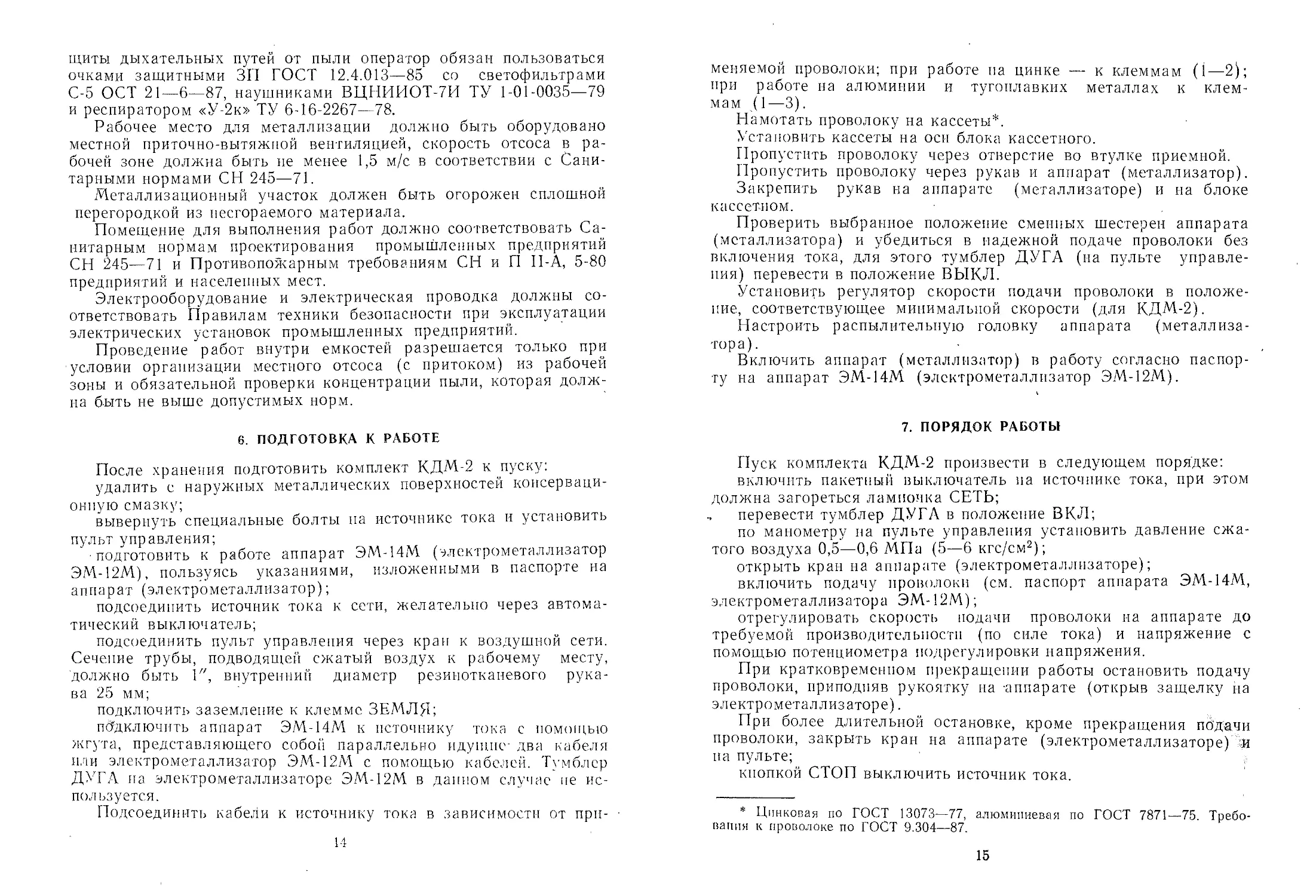
щиты дыхательных путей от пыли оператор обязан пользоваться
очками защитными ЗП ГОСТ 12.4.013—85 со светофильтрами
С-5 ОСТ 21—6—87, наушниками ВЦНИИОТ-7И ТУ 1-01-0035—79
и респиратором «У-2к» ТУ 6-16-2267—78.
Рабочее место для металлизации должно быть оборудовано
местной приточно-вытяжной вентиляцией, скорость отсоса в ра-
бочей зоне должна быть не менее 1,5 м/с в соответствии с Сани-
тарными нормами СН 245—71.
Металлизационный участок должен быть огорожен сплошной
перегородкой из несгораемого материала.
Помещение для выполнения работ должно соответствовать Са-
нитарным нормам проектирования промышленных предприятий
СН 245—71 и Противопожарным требованиям СН и П П-А, 5-80
предприятий и населенных мест.
Электрооборудование и электрическая проводка должны со-
ответствовать Правилам техники безопасности при эксплуатации
электрических установок промышленных предприятий.
Проведение работ внутри емкостей разрешается только при
условии организации местного отсоса (с притоком) из рабочей
зоны и обязательной проверки концентрации пыли, которая долж-
на быть не выше допустимых норм.
6. ПОДГОТОВКА К РАБОТЕ
После хранения подготовить комплект КДМ-2 к пуску:
удалить с наружных металлических поверхностей консерваци-
онпую смазку;
вывернуть специальные болты на источнике тока и установить
пульт управления;
подготовить к работе аппарат ЭМ-14М (электрометаллизатор
ЭМ-12М), пользуясь указаниями, изложенными в паспорте на
аппарат (электрометаллизатор);
подсоединить источник тока к сети, желательно через автома-
тический выключатель;
подсоединить пульт управления через кран к воздушной сети.
Сечение трубы, подводящей сжатый воздух к рабочему месту,
должно быть 1", внутренний диаметр резинотканевого рука-
ва 25 мм;
подключить заземление к клемме ЗЕЛ4ЛЯ;
подключить аппарат ЭМ-14М к источнику тока с помощью
жгута, представляющего собой параллельно идущие- два кабеля
или электрометаллизатор ЭМ-12М с помощью кабелей. Тумблер
ДУГА на электрометаллизаторе ЭМ-12М в данном случае'не ис-
пользуется.
Подсоединить кабели к источнику тока в зависимости от прп-
14
меняемой проволоки; при работе па цинке — к клеммам (1—2);
при работе на алюминии и тугоплавких металлах к клем-
мам (1—3).
Намотать проволоку на кассеты*.
Установить кассеты на оси блока кассетного.
Пропустить проволоку через отверстие во втулке приемной.
Пропустить проволоку через рукав и аппарат (металлизатор).
Закрепить рукав на аппарате (металлизаторе) и на блоке
кассетном.
Проверить выбранное положение сменных шестерен аппарата
(мсталлизатора) и убедиться в надежной подаче проволоки без
включения тока, для этого тумблер ДУГА (на пульте управле-
ния) перевести в положение ВЫКЛ.
Установить регулятор скорости подачи проволоки в положе-
ние, соответствующее минимальной скорости (для КДМ-2).
Настроить распылительную головку аппарата (металлиза-
тора).
Включить аппарат (металлизатор) в работу согласно паспор-
ту на аппарат ЭМ-14М (электрометаллизатор ЭМ-12М).
7. ПОРЯДОК РАБОТЫ
Пуск комплекта КДМ-2 произвести в следующем порядке:
включить пакетный выключатель на источнике тока, при этом
должна загореться лампочка СЕТЬ;
перевести тумблер ДУГА в положение ВКЛ;
по манометру на пульте управления установить давление сжа-
того воздуха 0,5—0,6 МПа (5—6 кгс/см2);
открыть кран на аппарате (электрометаллизаторе);
включить подачу проволоки (см. паспорт аппарата ЭМ-14М,
электрометаллизатора ЭМ- 12М);
отрегулировать скорость подачи проволоки на аппарате до
требуемой производительности (по силе тока) и напряжение с
помощью потенциометра подрегулировки напряжения.
При кратковременном прекращении работы остановить подачу
проволоки, приподняв рукоятку на -аппарате (открыв защелку на
электрометаллизаторе).
При более длительной остановке, кроме прекращения подачи
проволоки, закрыть кран на аппарате (электрометаллизаторе) и
па пульте;
кнопкой СТОП выключить источник тока.
* Цинковая по ГОСТ 13073—77, алюминиевая по ГОСТ 7871—75. Требо-
вания к проволоке по ГОСТ 9.304—87.
15
8. РАБОТА ВРУЧНУЮ В НОРМАЛЬНЫХ
МОНТАЖНЫХ УСЛОВИЯХ
При работе в нормальных монтажных условиях максималь-
ное удаление источника тока от места проведения работ состав-
ляет не более 8^ В этих условиях комплект КДМ-2 использует-
ся без каких-либо изменений в подсоединении аппарата ЭМ-14М.
Блок кассетный с проволокой может быть установлен как на ис-
точнике тока, так и па специальной подставке, при этом расстоя-
ние от блока до напыляемой поверхности должно быть не свы-
ше 2 м.
LT---д——
9. РАБОТА ВРУЧНУЮ В СТЕСНЕННЫХ
МОНТАЖНЫХ УСЛОВИЯХ
При проведении металлизационных работ в стесненных мон-
тажных условиях источник тока может находиться далеко.от
места проведения работ (более 8 м), это вызывает необходимость
удлинения кабелей и шланга подвода .воздуха к аппарату.' Удли-
нение кабелей производить кабелем, имеющим сечение не менее
50 мм2, соединение производить кабельными наконечниками.
Для удлинения шланга необходим рукав резиновый напорный
с нитяной оплеткой по ГОСТ 10362—76.
10. РАБОТА В СТАЦИОНАРНЫХ УСЛОВИЯХ
И МЕХАНИЗАЦИИ ПРОЦЕССА
Блок кассетный устанавливается на источник тока, аппарат
(металлизатор) закрепляется на суппорте станка или па стойке
перед устройством, перемещающим изделие.
11. ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ
Технология нанесения покрытий и режимы работы аппарата
(электромс-таллизатора) даны в паспорте на аппарат (электро-
металлизатор).
Надо помнить, что источник тока «ТИМЕЗ-500» при работе
па токах, близких к 500 А, имеет ПР = 60%, исходя из этого, .стро-
ить технологический процесс.
12. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Ежедневно производить технический осмотр комплекта элект-
родуговой металлизации. Выявляемые при этом мелкие неполад-
ки должны устраняться немедленно.
16
Ежедневно по окончании работы комплект очищать от грязй
и металлической пыли.
Техническое обслуживание аппарата ЭМ-14М (электрометал-
лизатора ЭМ-12М) производить по паспорту на аппарат (электро-
металлизатор).
Перед началом работы необходимо производить проверку сра-
батывания системы датчиков.
Датчик низкого давления В (рис. 2) должен отключать источ-
ник тока при снижении давления воздуха до 4,5 кгс/см2 и ниже.
Датчик высокого давления Б (рис. 2) должен отключать ис-
точник тока при увеличении давления воздуха до 6,5 кгс/см2 и
выше.
Датчик потока должен включать источник тока при достиже-
нии расхода воздуха (бО4'5) м3/ч и отключать источник тока при
достижении расхода воздуха (60-s) м3/ч при давлении воздуха
(5—6) кгс/см2. t
Регулировка датчиков давления производится втулкой М,
контрится гайкой а; регулировка датчика потока производится
контрится гайкой J (рис. 2).
13. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Неисправность Причина Метод устранения
Выключение источника. Отключается вторичная цепь источника, индикатор сетевого напряжения све- тится. Индикатор перетру- Расход сжатого возду- ха ниже 60 м3/ч Увеличить давление
зок не светится Нарушена регулировка датчика потока, датчи- ков давления Отрегулировать датчи- ки
Светится индикатор пере- Длительная работа на Дать время для ох-
грузок токах выше 400 А. Вы- сокая температура ок- ружающей среды лаждения источника то- ка до тех пор, пока по- гаснет индикатор пере- грузок
Источник отключается Длительное короткое Устранить замыкание.
полностью — индикатор се- тевого напряжения не све- тится замыкание Включить комплект*.ра- бочей последовательгйк- ТИ ЧЬ
Индикатор сетевого на- Обрыв фазы питающей Устранить обрыв фазы;
пряжения не светится при включении автомата сети
17
14. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
металлизации КДМ-2 заводской
С. соответствует техническим условиям
рым для эксплуатации.
Комплект электрбдутов^й
номер .............
ТУ 26-05-519—81 и приз]
К я
★
Госпд ё
Б А
Дата выпуска ........
Отметка ОТ К о приемке
' ~ (5 ч
15. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Предприятие-изготовитель гарантирует соответствий жмпл|®- /
та требованиям технических условий при соблюдении .гЩтрЦ^Ьрте-
лем условий эксплуатации, хранения и транспортирования.
Гарантийный срок эксплуатации устанавливается один год со
дня ввода комплекта в эксплуатацию, но не более полутора лет
со дня отгрузки его с предприятия-изготовителя.
16. СВЕДЕНИЯ О КОНСЕРВАЦИИ
Консервация комплекта электродуговой металлизации КДМ-2
произведена в соответствии с ГОСТ 9.014—78 (группа изделий
П-1 на срок защиты„3 года без переконсервации). Категория хра-
нения и транспортирования 2(C) для умеренного климата и
З(ЖЗ) для тропического климата ГОСТ 15150—69. Условия тран-
спортирования в части воздействия механических факторов «С»
по ГОСТ 23170—78.
Использованы авторские свидетельства № 551135 1977 г., № 446150 и
№ 413266 1974 г., № 481324 1975 г.
Комплект электродуговой металлизации КДМ-2
Паспорт '
Сдано в набор 16. 12 88. Подписано а печать 17. 03. 89.
Формат 60x84 1/16. Бумага оберточная. Гарнитура литера-
турная. Печать высокая. Усл. печ. л. 1,16. Уч.-изд. л. 1,1.
Изд. № 6. Тираж 700 экз. Заказ № 548.
РИО упрполиграфнздата — 656043, Барнаул, Л. Тол-
стого, 29.
П. о. «Полиграфист» —656023, Барнаул, Г. Титова, 3,
Р и с, 6. Схема регулятора «ТИМЕЗ-500»