/
Tags: прессы
Similar




Text
Руководство по эксплуатации не отражает незначительных конструктивных изменений в оборудовании, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, поступившей с ними.
ЖЕЛАНИЕ!
Сальское ПО КПО предлагает услуги по пусконаладочным работам выпускаемого оборудования, если завод ’’Потребитель” нуждается в этих работах, то просим сообщить свой почтовый адрес, телефон.
За справками обращаться по телефону: 2-26-54.
Телекс: I78I27 Сальск Пресс.
ВНИМАНИЕ'
прессе, установлено иирракрасное защитное устройство (ИКЗУ) См. приложение Q>.
ознакомления обслуживающего персонала с техническими данными, устройством, наладкой, управлением и правилами технического обслуживания пресса при эксплуатации.
Ознакомление с настоящим руководством обязательно.
Правильная эксплуатация» своевременное и качественное техническое обслуживание пресса предохранят его от преждевременного износа и обеспечат нормальную работу.
По согласованию с заказчиком к руководству могут быть приложены эксплуатационные документы на составные части пресса.
I. НАЗНАЧЕНИЕ
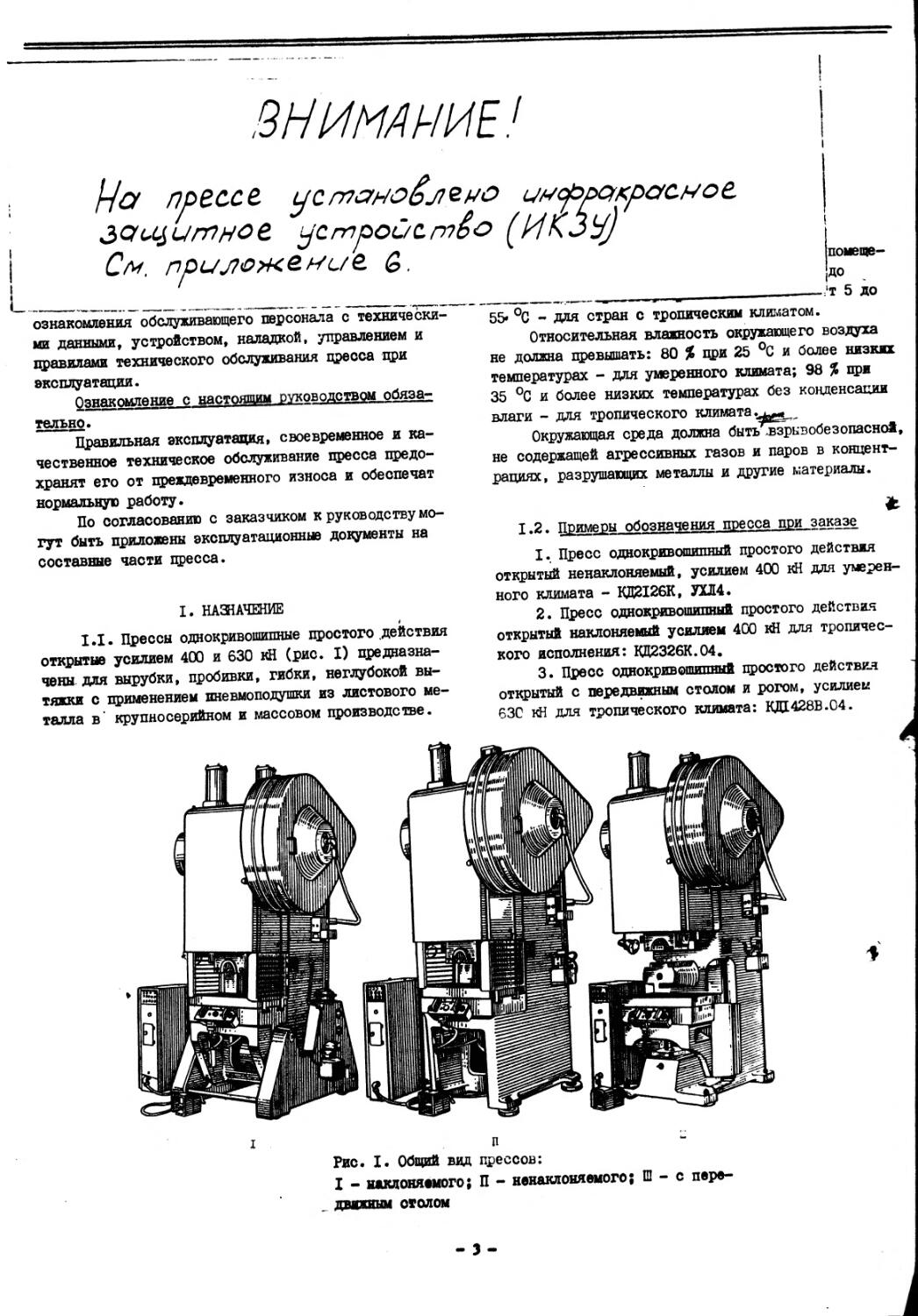
I.I. Прессы однокривошипные простого действия открытые усилием 400 и 630 кН (рис. I) предназначены для вырубки, пробивки, гибки, неглубокой вытяжки с применением пневмоподушки из листового металла в крупносерийном и массовом производстве.
помеще-до т 5 до 55* °C - для стран с тропическим климатом.
Относительная влажность окружающего воздуха не должна превышать: 80 % при 25 °C и более низких температурах - для умеренного климата; 98 % при 35 °C и более низких температурах без конденсации влаги - для тропического климата
Окружающая среда должна бытьТвзрывобезопасной не содержащей агрессивных газов и паров в концентрациях, разрушающих металлы и другие материалы.
Ь
1.2. Примеры обозначения пресса при заказе
I. Пресс однокривошипный простого действия открытый ненаклоняемый, усилием 400 кН для умеренного климата - КД2126К, УХЛ4.
2. Пресс однокривошипный простого действия открытый наклоняемый усилием 400 кН для тропического исполнения: КД2326К.04.
3. Пресс однокривошипный простого действия открытый с передвижным столом и рогом, усилием 630 кН для тропического климата: КШ428В.04.
п
Рис. I. Общий
вид прессов:
I - наклоняемого; П - ненаклоняемого; Ш - с пере
движным столом
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2,1. Общие сведения
По конструкции прессы различаются на наклоняете, ненаклоняемые, ненаклоняемые с передвижным столом и рогом.
Прессы наклоняемые позволяют использовать наклон станины для съема штампуемых изделий или удаления отходов под их собственным весом.
Прессы ненаклоняемые с передвижным столом предназначены для выполнения-операций штамповки на деталях с широким диапазоном размеров по высотеа при замене стола рогом обрабатывать изделия с замкнутым контуром.
Конструкция наклоняемых и не наклоняемых прессов с неподвижным столом предусматривает возможность установки механизмов автоматической подачи металла и пневматических подушек, а также встраивать их в автоматизированные поточные линии.
2.1.1. Прессы рассчитаны на работу в следующих режимах:
ОДИНОЧНЫЙ ХОД (двурукое синхронное управление кнопками или от педали);
АВГОРАБОТА (двурукое синхронное управление кнопками);
НАЛАДКА (двурукое синхронное управление кнопками); .
РУЧНОЙ ПРОВОРОТ (при отключенном электродвигателе главного привода и остановке маховика).
Примечание. По требованию заказчика возможна установка режима АВТОРАБОТА с управлением от педали.
2.1.2. Прессы оснащены:
- ломким предохранителем в ползуне;
- расклинивающим устройством;
- выталкивателем в ползуне;
- централизованной системой смажи.
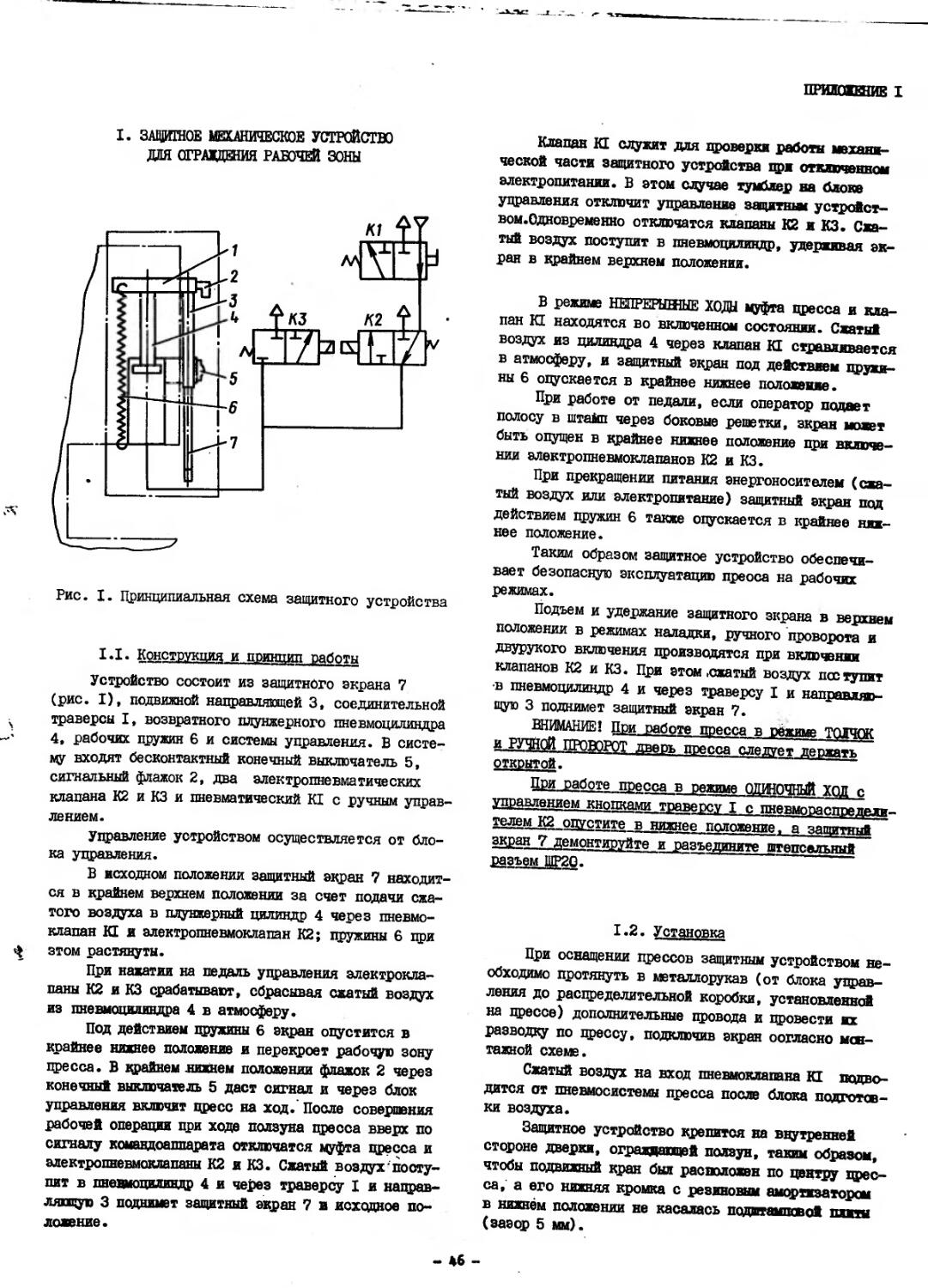
При согласовании с заказчиком на прессе макет быть установлен защитный экран с электропневмати-ческим управлением, см. приложение Л I.
2.1.3. Для привода рабочих органов пресса используется:
-очищенный сжатый воздух давлением не менее 0,5 МПа;
- переменный трехфазный ток напряжением 380 В, частотой 50 Гц (по согласованию с заказчиком напряжение и частота тока могут быть изменены).
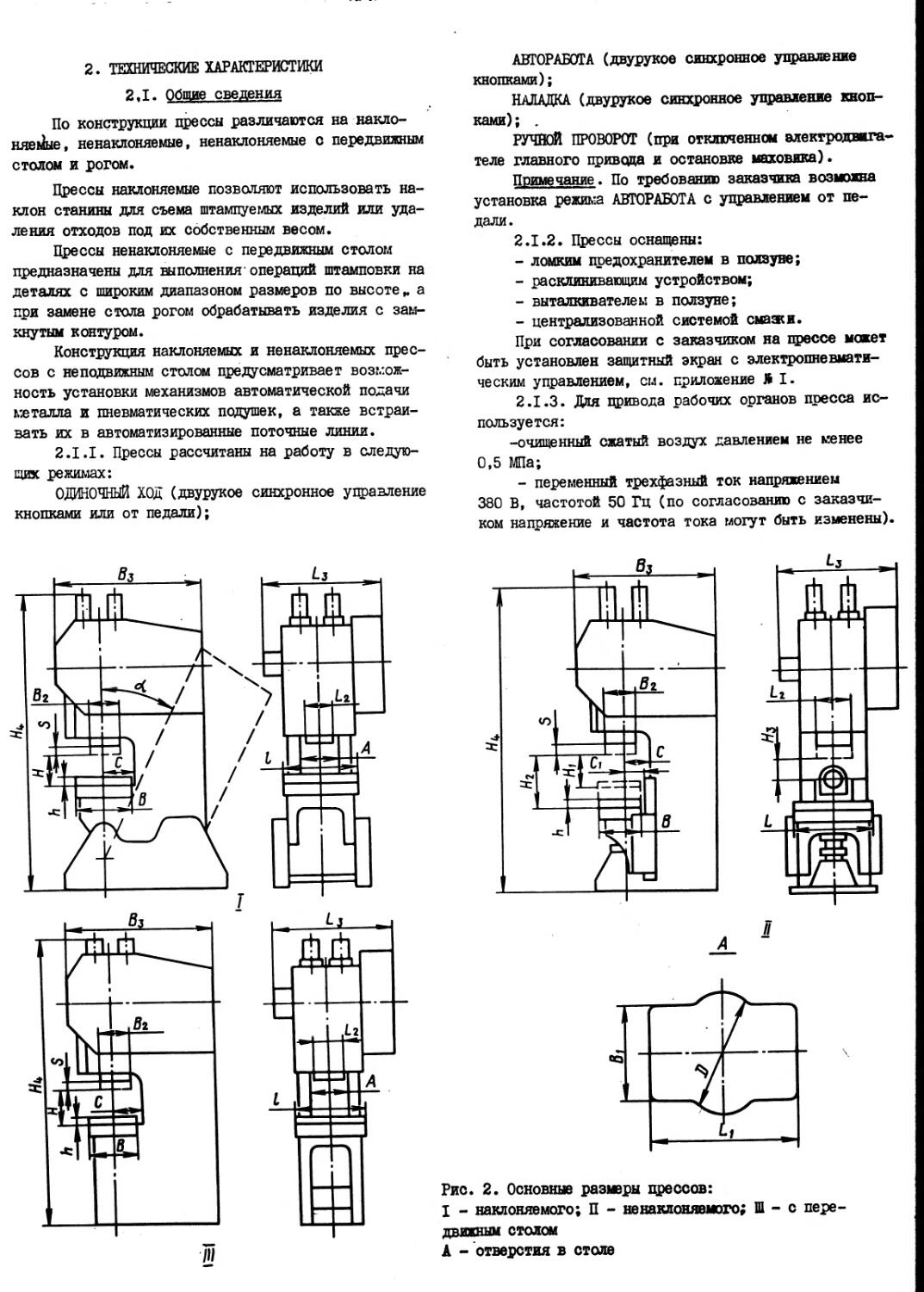
движным столом
А - отверстия в столе
Рио. 2. Основные размеры прессов:
I - наклоняемого; П - ненаклонявмого; Ш - с пере-
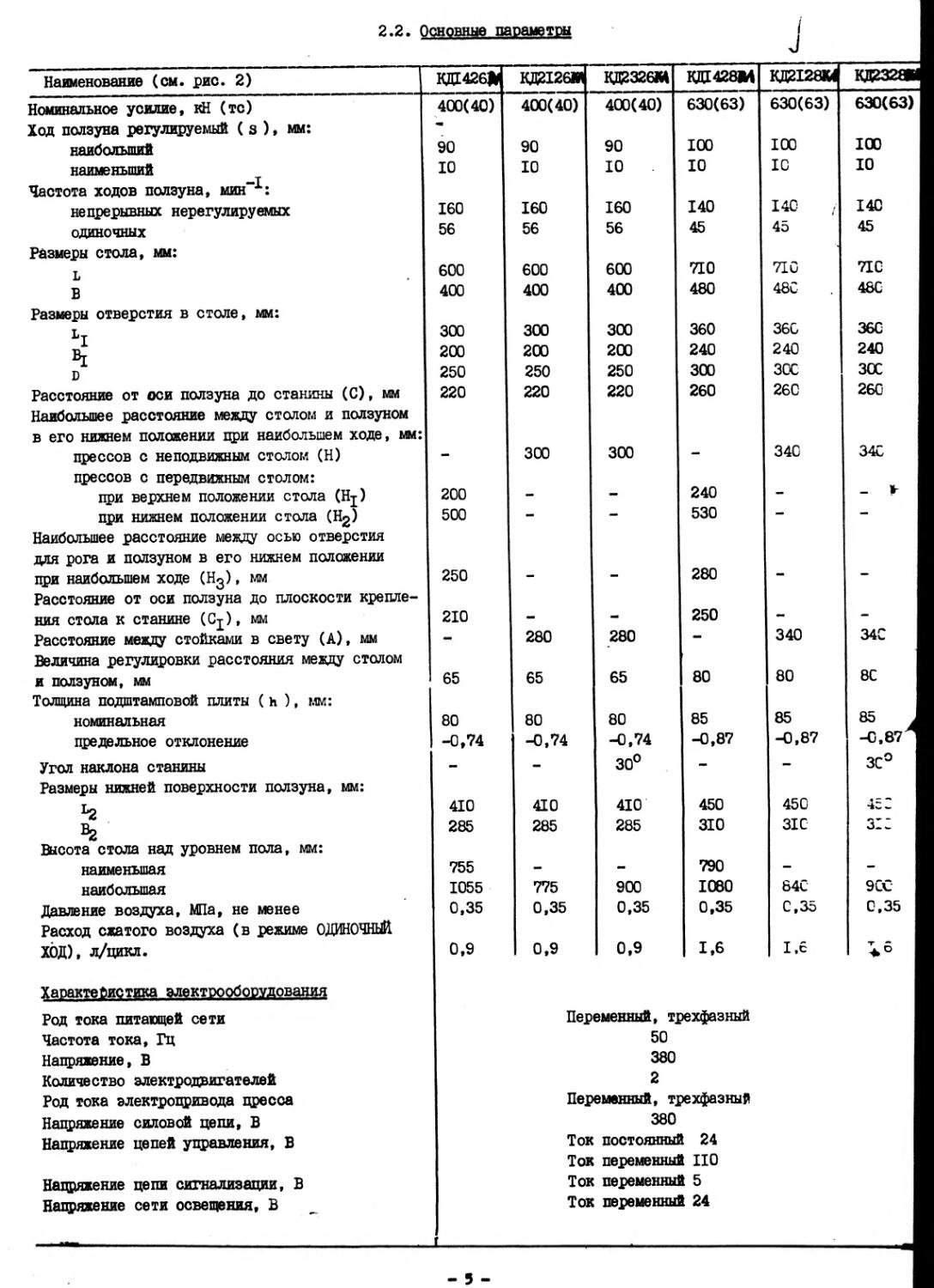
2.2. Основные параметр!
Наименование (см. рис. 2)
Номинальное усилие, кН (тс) Ход ползуна регулируемый ( з ), мм: наибольший наименьший
Частота ходов ползуна, мин"1:
непрерывных нерегулируемых одиночных
Размеры стола, мм:
L
В
Размеры отверстия в столе, мм:
LI bi D Расстояние от оси ползуна до станины (С), мм Наибольшее расстояние между столом и ползуном в его нижнем положении при наибольшем ходе, мм: прессов с неподвижным столом (Н) прессов с передвижным столом:
при верхнем положении стола (Hj) при нижнем положении стола (Hg) Наибольшее расстояние между осью отверстия для рога и ползуном в его нижнем положении при наибольшем ходе (Н3), мм Расстояние от оси ползуна до плоскости крепления стола к станине (Cj), мм Расстояние между стойками в свету (А), мм Величина регулировки расстояния между столом и ползуном, мм Толщина подштамповой плиты ( h ), мм: номинальная предельное отклонение
Угол наклона станины
Размеры нижней поверхности ползуна, мм:
%
Высота стола над уровнем пола, мм: наименьшая наибольшая
Давление воздуха, МПа, не менее
Расход сжатого воздуха (в режиме ОДИНОЧНЫЙ ХОД), л/цикл.
410
285
755
1055 0,35
0,9
вдг12б»| КД2326М КДГ428М КД2128М
400(40) 400(40) 630(63) 630(63) 630(6:
90 90 100 100 100
10 10 10 10 10
160 160 140 140 i 140
56 56 45 45
600 600 710 710 710
400 400 480 480 480
300 300 360 360 360
200 200 240 240 240
250 250 300 зос ЗОС
220 220 260 260 260'
300 300 — 340 340
•МВ мв 240 мм
ж — 530 — —
— — 280 — —
«МВ мв 250 м —
280 280 «МВ 340 340
65 65 80 80 80
80 80 85 85 85
-0,74 -0,74 -0,87 -0,87 -6,87
— 30° — — 30°
410 410 450 450
285 285 310 3IC «-*’*• —
•МВ «ЭМ 790 — мм
775 900 1080 640 ЭСС
0,35 0,35 0,35 0,35 0,35
0,9 0,9 1,6 1,6
Характеристика электрооборудования
Род тока питающей сети
Частота тока, Гц
Напряжение, В
Количество электродвигателей Род тока электропривода цресса Напряжение силовой цепи, В Напряжение цепей управления, В
Напряжение цепи сигнализации, В Напряжение сети освещения, В
Переменный, трехфазный 50 380 2
Переменный, трехфазный 380
Ток постоянный 24 Ток переменный НО Ток переменный 5
Ток переменный 24
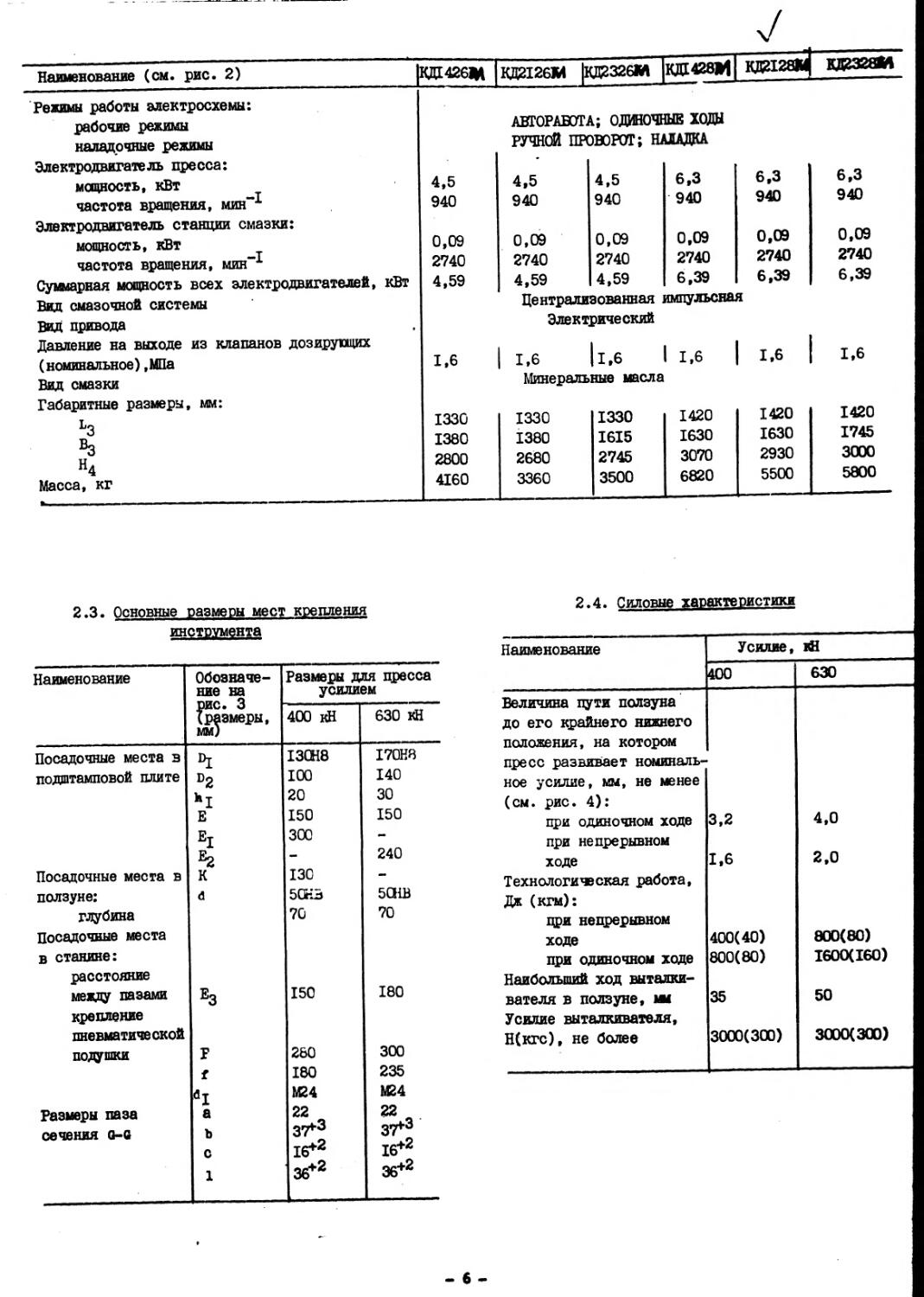
Наименование (см. рис. 2)
Режимы работы электросхемы: рабочие режимы наладочные режимы Электродвигатель пресса: мощность, кВт частота вращения, мин" Электр мощность, кВт частота вращения, мин~^
Суммарная мощность всех электродвигателей, кВт Вад смазочной системы Вид привода
?атель станции смазки
АВГОРАБОТА; ОДИНОЧНЫЕ ХОДЫ
РУЧНОЙ пн ЭВОРОТ: НАЛАДКА
4,5 ♦ 4,5 4,5 6,3 6,3 6,3
940 940 940 940 940 940
0,09 0,09 0,09 0,09 0,09 0,09
2740 2740 2740 2740 2740 2740
4,59 4,59 4,59 6,39 6,39 6,39
Централизованная импульсная Электрический
Давление на выходе из клапанов дозирующих (номинальное) ,МПа 1,6 | 1,6 11.6 1 1,6 1,6 1,6
Вид смазки Габаритные размеры, мм: L3 1330 Минералы 1330 ные масла 1330 1420 1420 1420
В3 1380 1380 1615 1630 1630 1745
Н4 2800 2680 2745 3070 2930 3000
Масса, кг 4160 3360 3500 6820 5500 5800
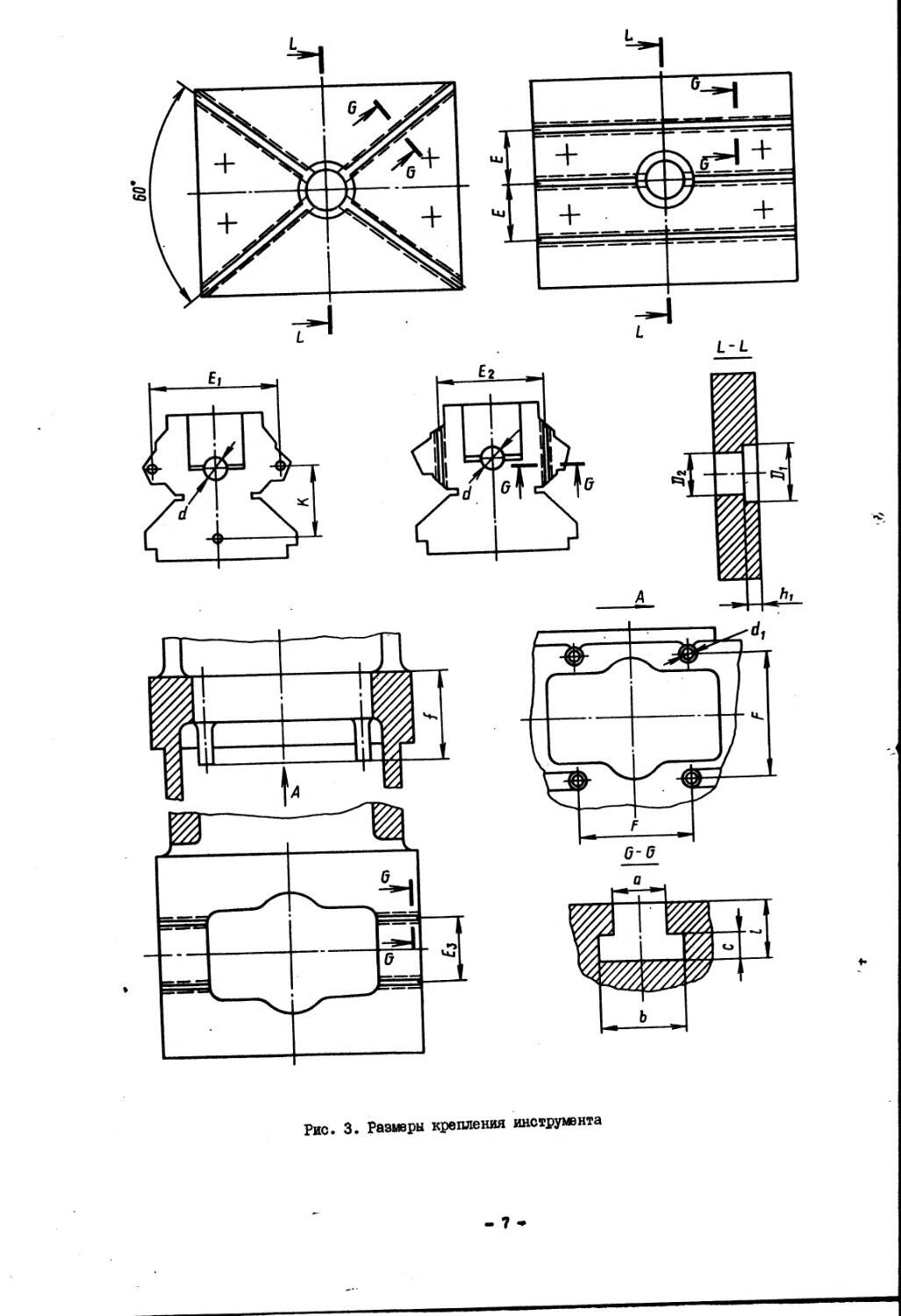
2*3. Основные размеры мест крепления инструмента
Наименование Обозначение на рис. 3 (размеры, мм) Размеры для пресса усилием
400 кН 630 кН
Посадочные места з Di I3QH8 I7QH8
подштамповой плите d2 100 140
*1 20 30
Е 150 150
Е1 300 •и»
— 240
Посадочные места в к 130
ползуне: d 5 СЕВ 50НВ
глубина Посадочные места в станине: расстояние 70 70
между пазами крепление пневматической *3 150 180
подушки F 280 300
180 235
dI М24 М24
Размеры паза а 22 22
сечения о-с ъ 37*3 37*3
с I6*2 16+2
1 36+2 36+2
2.4. Силовые характеристики
Наименование Усилие, ifl
400 630
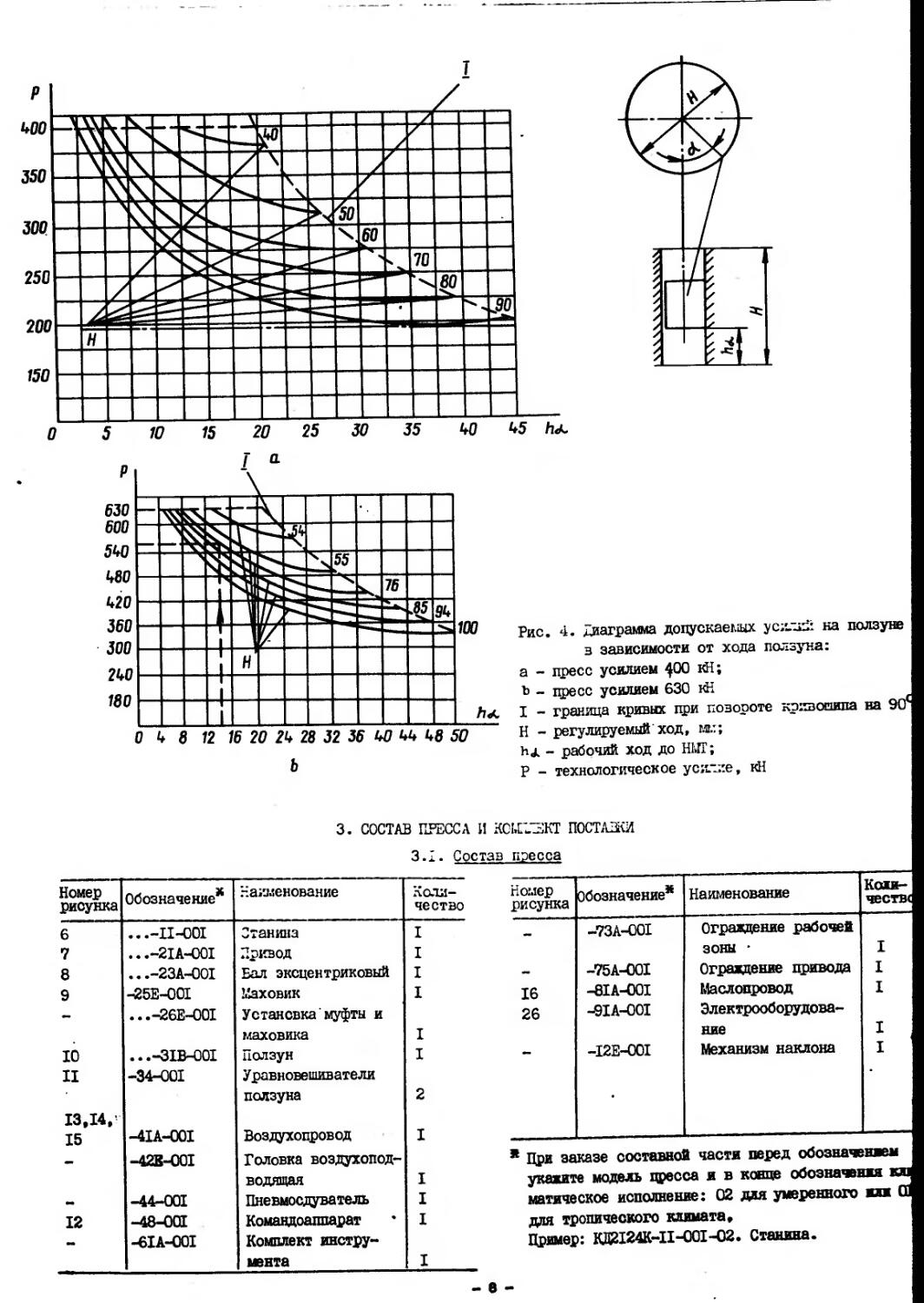
Величина пути ползуна до его крайнего нижнего положения, на котором пресс развивает номинальное усилие, мм, не менее (см. рис. 4): при одиночном ходе 3,2 4,0
при непрерывном ходе 1,6 2,0
Технологическая работа, Дж (кгм): при непрерывном ходе 400(40) 800(80)
при одиночном ходе 800(80) 1600(160)
Наибольший ход выталкивателя в ползуне, ш 35 50 I
Усилие выталкивателя, Н(кгс), не более 3000(300) 3000(300) I
Рис. 3. Размеры крепления инструмента
т
Ь5 йл.
b
Рис. 4. диаграмма допускаемых усилий на ползуне з зависимости от хода ползуна:
а - пресс усилием 400 кН,
ъ - пресс усилием 630 кН
I - граница кривых при повороте крпвоыипа на 90
Н - регулируемый ход, ми;
hj. - рабочий ход до НМГ;
Р - технологическое усилие, кН
3. СОСТАВ ПРЕССА И КОЬПЗКТ ПОСТАВКИ
3.1. Состав пресса
Номер рисунка Обозначение* Наименование Количество
6 ...-П-001 Станина I
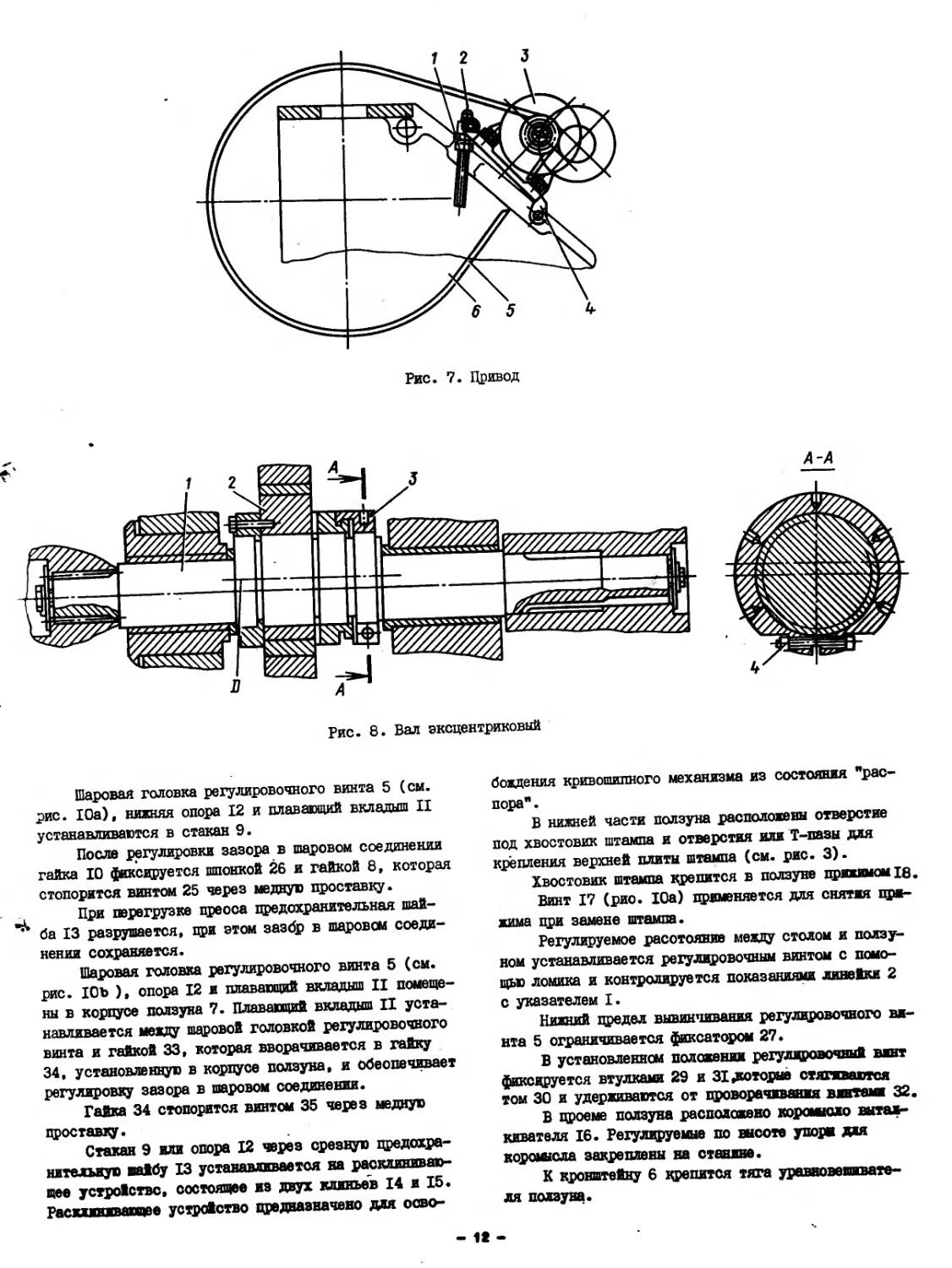
7 ...-2IA-OOI Привод I
8 ...-23A-00I Бал эксцентриковый I
9 -25E-OOI Маховик I
- ...-26E-OOI Установка муфты и
маховика I
10 ...-3IB-OOI Ползун I
II -34-001 Уравновешиватели
ползуна 2
13,14,
15 -4IA-OOI Воздухопровод I
- -42B-00I Головка воздухопод-
водящая I
- -44-001 Пневмосдуватель I
12 -48-001 Командоаппарат I
- -6IA-OOI Комплект инстру-
мента I
Номер рисунка Обозначение* Наименование Коли-1 чествЛ
— -73A-00I Ограждение рабочей
зоны • I I
- -75A-00I Ограждение привода I
16 -8IA-00I Маслопровод I
26 -9IA-OOI Электрооборудова-
ние I 1
-I2E-00I Механизм наклона I 1
я При заказе составной части перед обозначением укажите модель цресса и в конце обозначения к магическое исполнение: 02 для умеренного «и I для тропического климата. Пример: КД2124К-П-001-02. Станина.
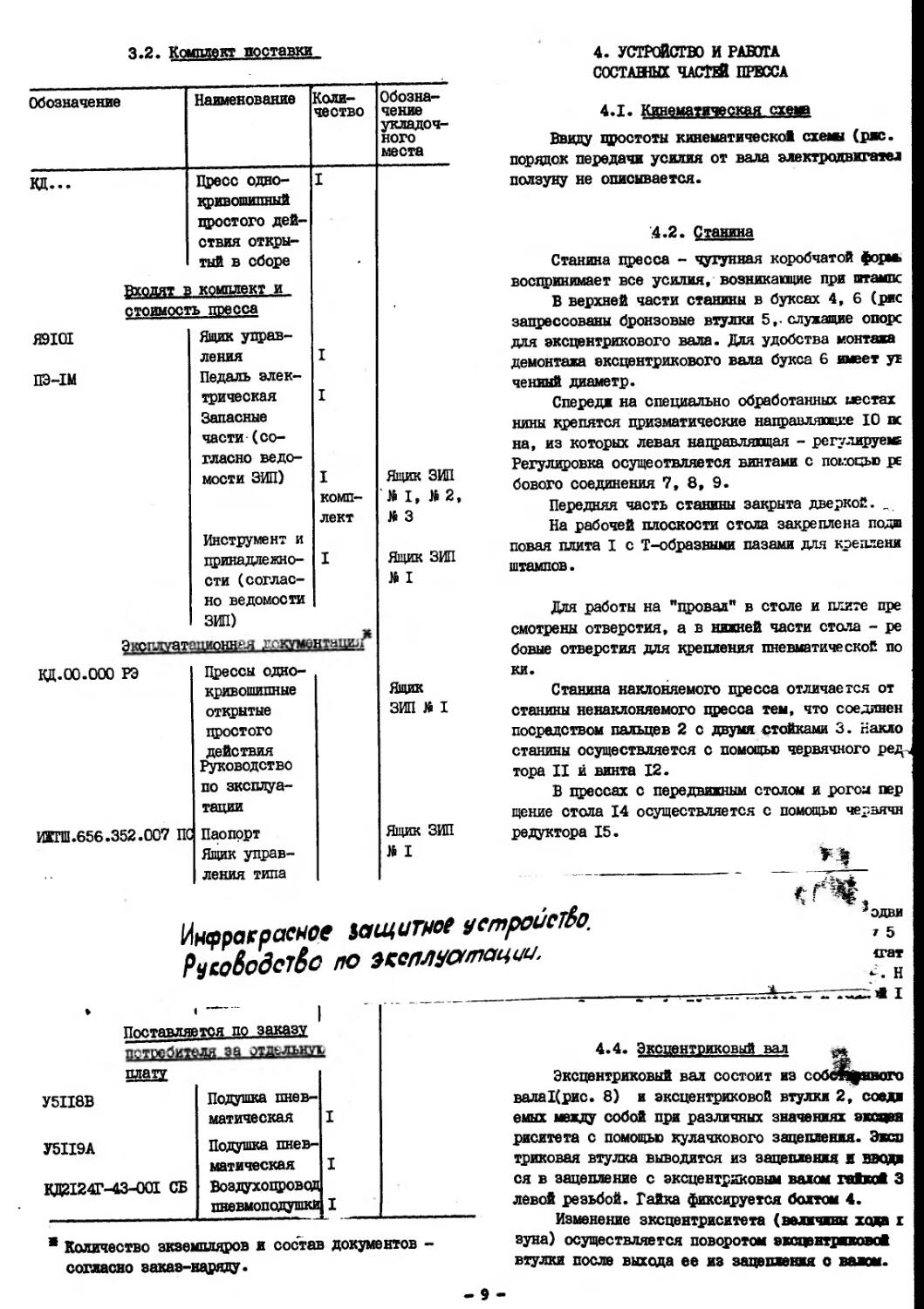
3.2. Комплект доставки
Обозначение Наименование Коли- Обозна-чество чение укладочного места
вд... Входят : СТОИМОС1 Я9101 ПЭ-1М Цресс однокривошипный простого действия открытый в сборе комплект и ъ пресса Ящик управления Педаль электрическая Запасные части (согласно ведомости ЗИП) Инструмент и принадлежности (согласно ведомости ЗИП) I I I I Ящик ЗИП комп- № I, №2 лект № 3 I Ящик ЗИП № I
Эксглуатзционнгя документаца»
КД.00.000 РЭ ИГГШ.656.352.007 ПС Прессы однокривошипные открытые простого действия Руководство по эксплуатации Паопррт Ящик управления типа Ящик ЗИП й I Ящик ЗИП Л I
4. УСТРОЙСТВО И РАБОТА СОСТАВНЫХ ЧАСТЙ ПРЕССА
4.1. Кинематическая схе№
Ввиду простоты кинематической схеш (рис. порядок передачи усилия от вала электродвигател ползуну не описывается.
4.2. Станина
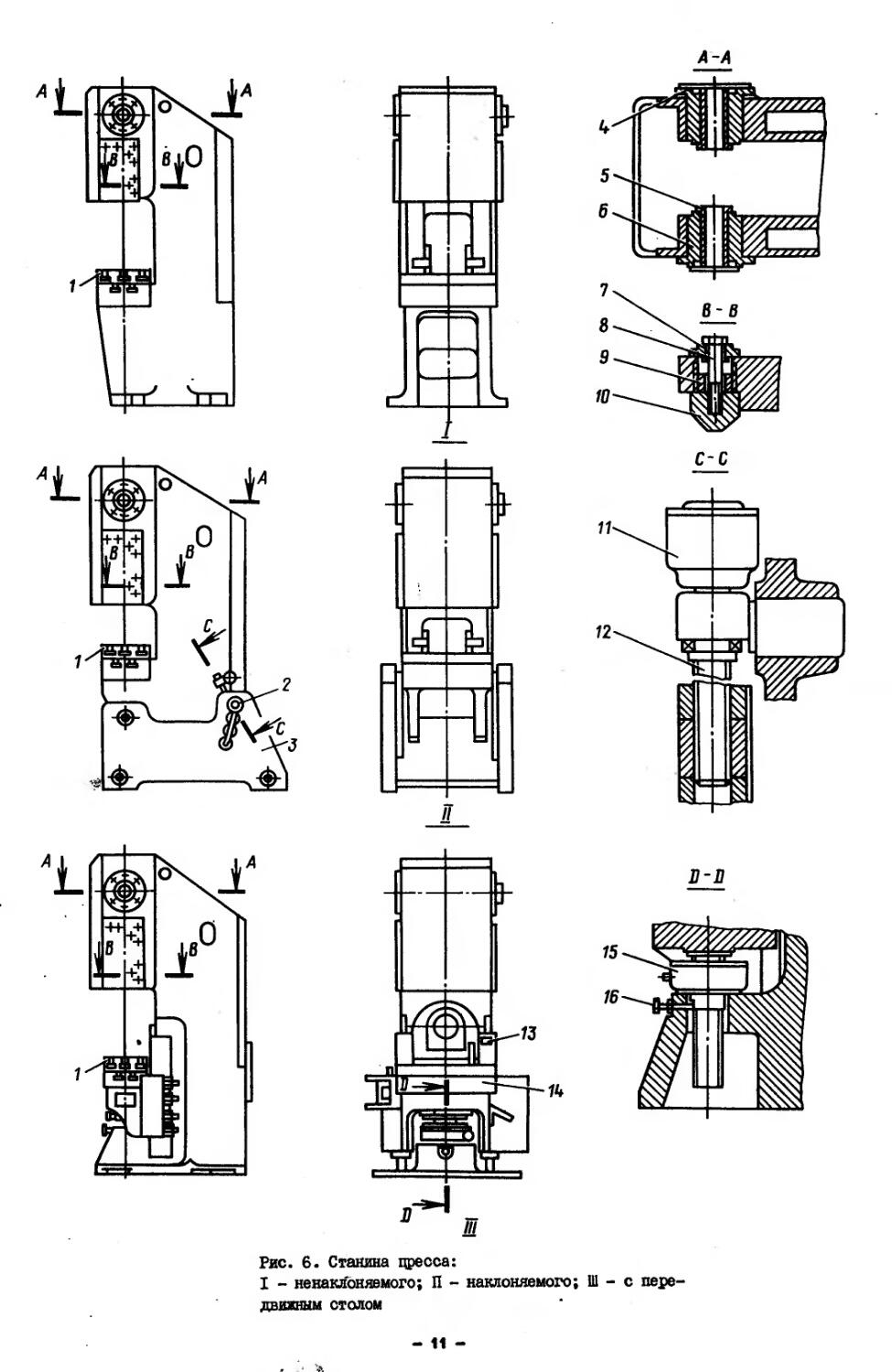
Станина пресса - чугунная коробчатой форм, воспринимает все усилия, возникающие при штампе
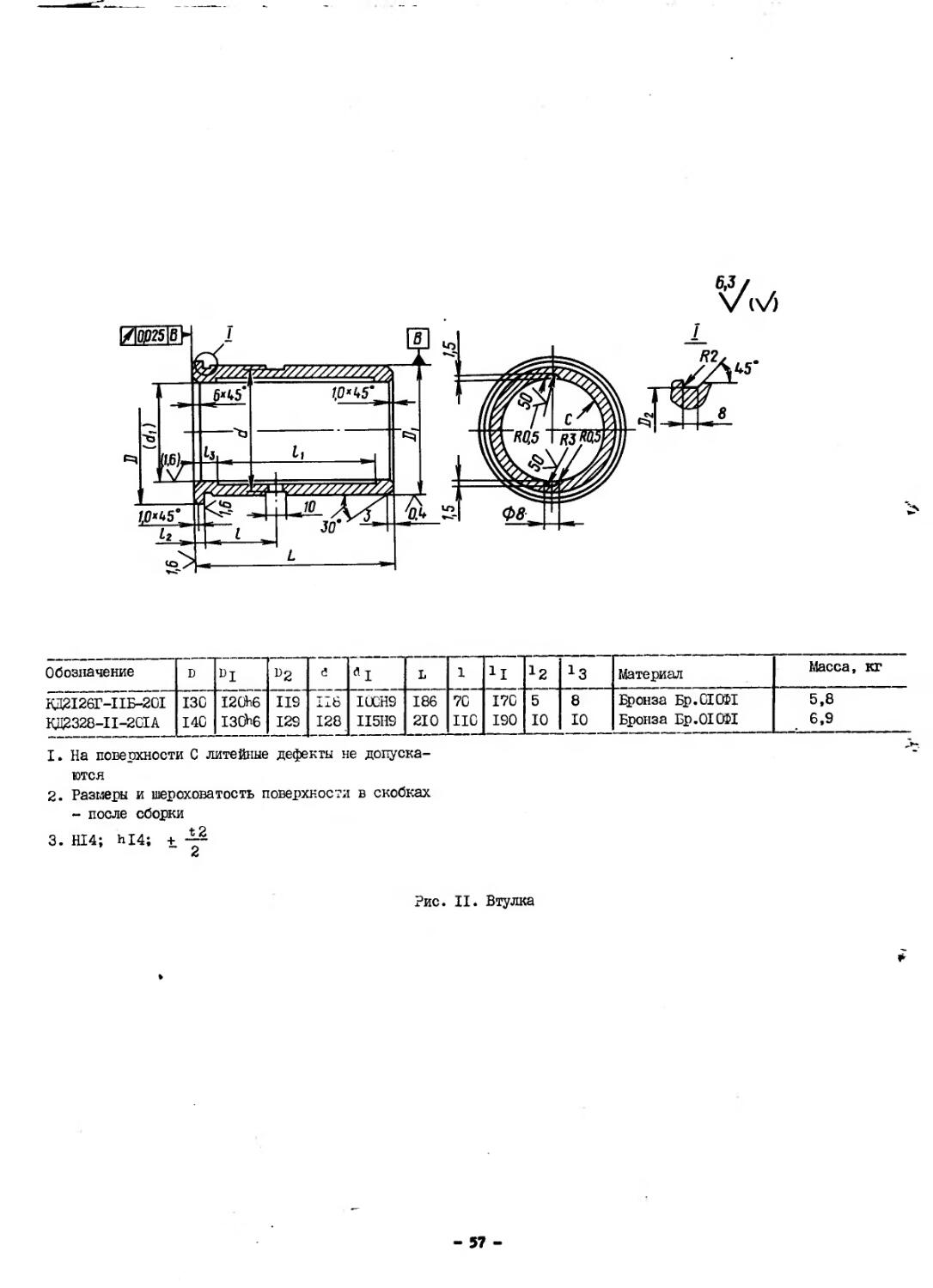
В верхней части станины в буксах 4, 6 (рис запрессованы бронзовые втулки 5, служащие опоре для эксцентрикового вала. Для удобства монтажа демонтажа ексцентрикового вала букса 6 имеет ут чениый диаметр.
Спереди на специально обработанных местах нины крепятся призматические направляющие 10 пс на, из которых левая направляющая - регулируем Регулировка осуществляется винтами с помощью ре бового соединения 7, 8, 9.
Передняя часть станины закрыта дверкой. _
На рабочей плоскости стола закреплена поди повая плита I с Т-образными пазами для креплени штампов.
Для работы на "провал" в столе и плите пре смотрены отверстия, а в нижней части стола - ре бовые отверстия для крепления пневматической по ки.
Станина наклоняемого пресса отличается от станины ненаклоняемого пресса тем, что соединен посредством пальцев 2 с двумя стойками 3. Накло станины осуществляется с помощью червячного ред^ тора II й винта 12.
В прессах с передвижным столом и рогом пер щение стола 14 осуществляется с помощью чераячн редуктора 15.
защитное устройство.
Инараграсюе
Русободстбо по рксплцалюцм.
эдви / 5
<гат Н
Поставляется по заказу потребителя за ртдьлшук
плату У5118В У5П9А КД2124Г-43-001 СБ Подушка пневматическая Подушка пневматическая Воздухопровод пневмоподушки I I I
я Количество экземпляров и состав документов -согласно заказ-надяду.
4.4. Эксцентриковый вал
Эксцентриковый вал состоит из с валаКрис. 8) и эксцентриковой втулки 2, соеда емых между собой при различных значениях эжецвя риситета с помощью кулачкового зацепления. Эжсо триковая втулка выводится из зацепления и вводи ся в зацепление с эксцентриковым валом гайкой 3 левой резьбой. Гайка фиксируется болтом 4.
Изменение эксцентриситета (величины хода х зуна) осуществляется поворотом эксцентриковое втулки после выхода ее из зацепиения о валом.
9
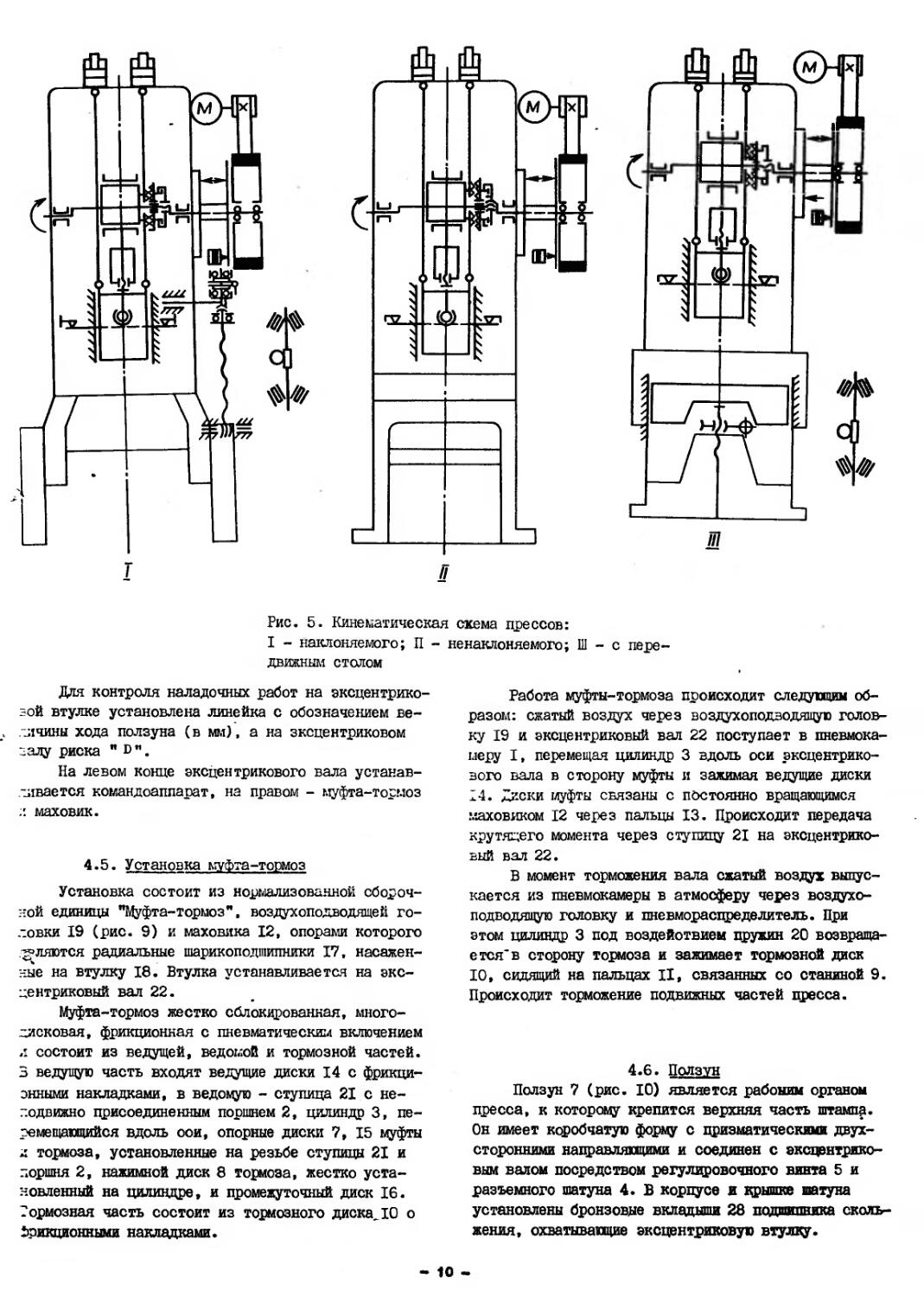
Рис. 5. Кинематическая схема прессов:
I - наклоняемого; П - ненаклоняемого; Ш - с передвижным столом
Для контроля наладочных работ на эксцентрико-зой втулке установлена линейка с обозначением величины хода ползуна (в мм). а на эксцентриковом залу риска " D ".
На левом конце эксцентрикового вала устанавливается командоаппарат, на правом - муфта-тормоз маховик.
4.5. Установка муфта-тормоз
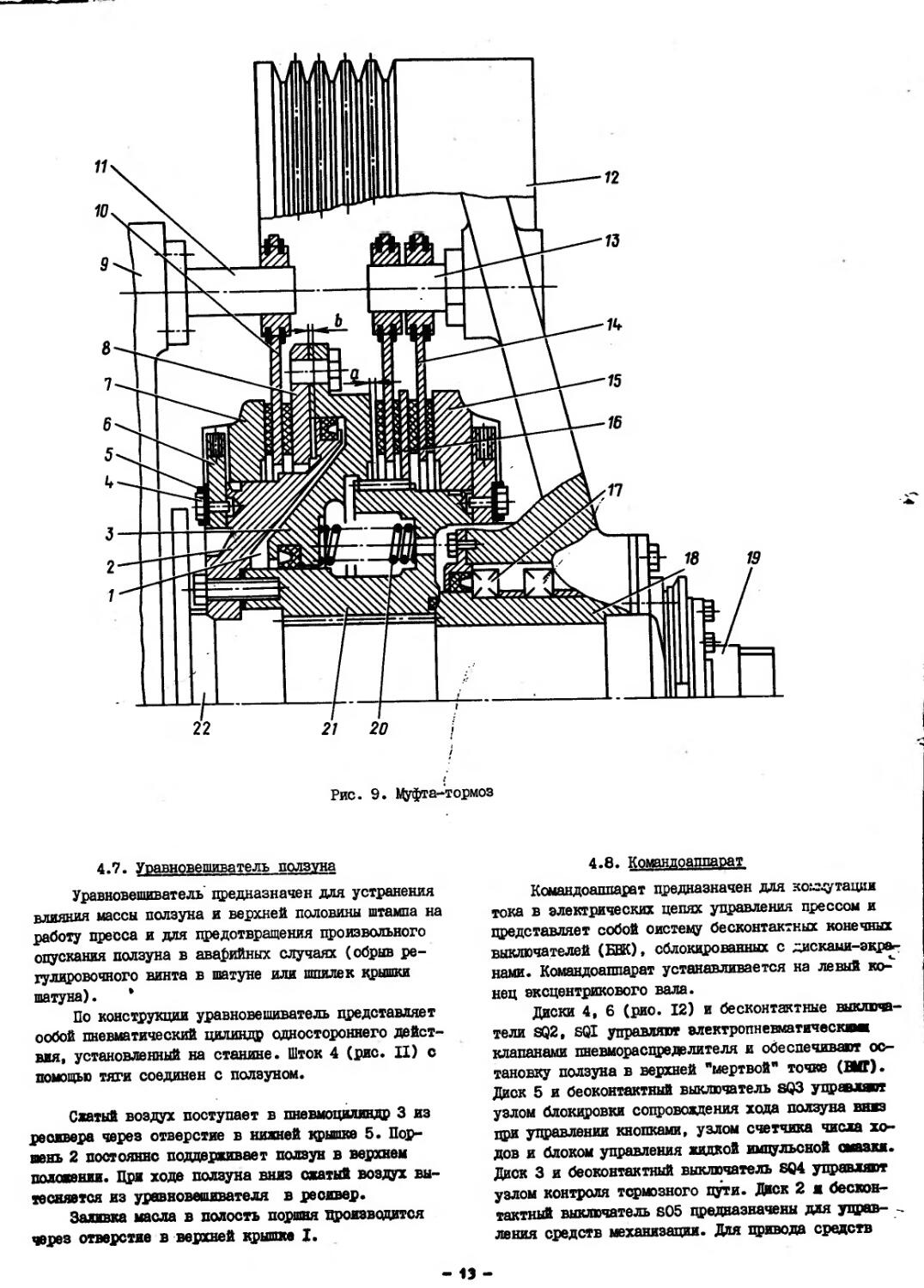
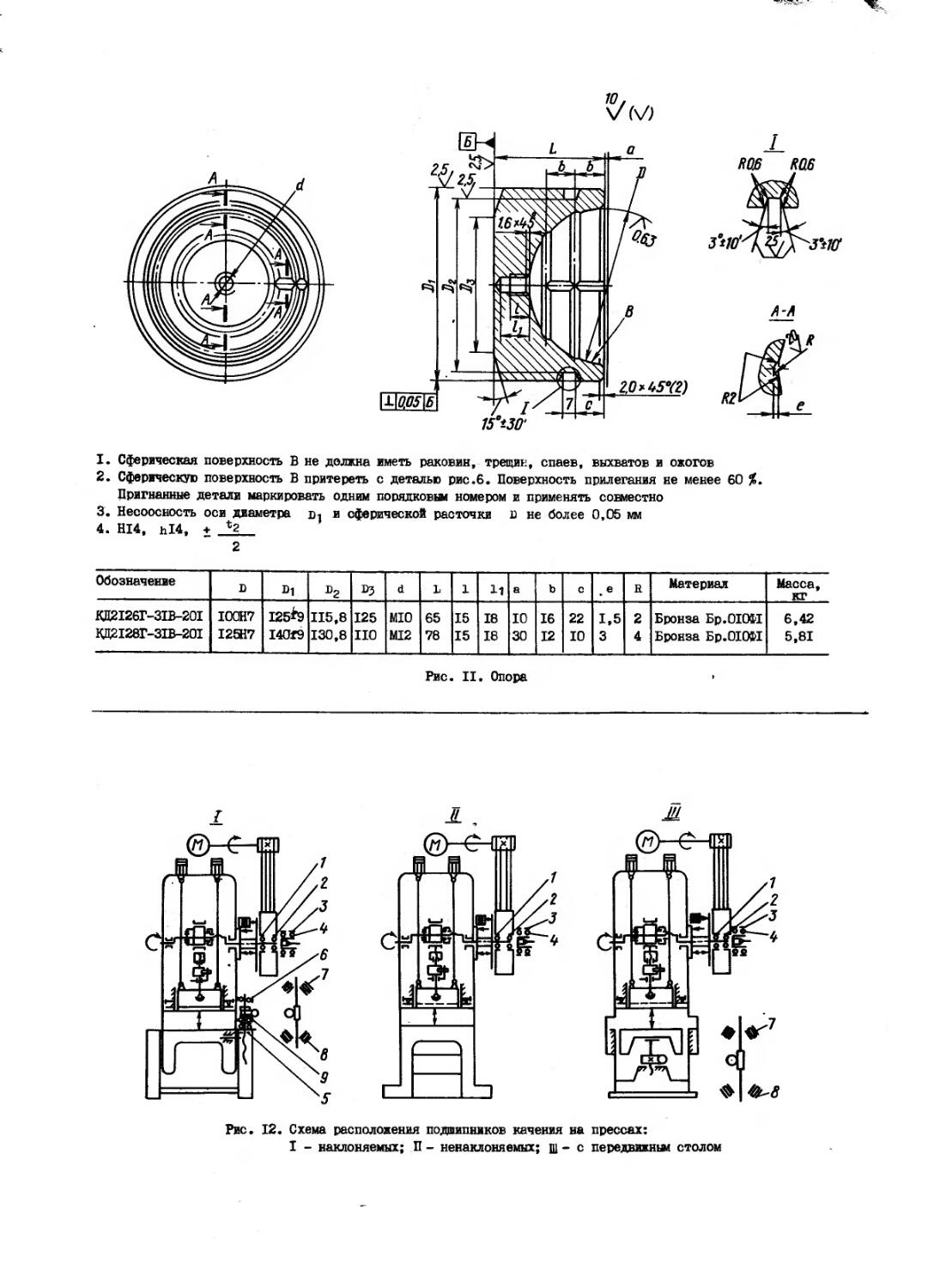
Установка состоит из нормализованной сборочной единицы "Муфта-тормоз", воздухоподводящей головки 19 (рис. 9) и маховика 12, опорами которого гяляются радиальные шарикоподшипники 17, насаженные на втулку 18. Втулка устанавливается на эксцентриковый вал 22.
Муфта-тормоз жестко сблокированная, многодисковая, фрикционная с пневматическим включением а состоит из ведущей, ведомой и тормозной частей. 3 ведущую часть входят ведущие диски 14 с фрикционными накладками, в ведомую - ступица 21 с неподвижно присоединенным поршнем 2, цилиндр 3, перемещающийся вдоль оои, опорные диски 7, 15 муфты а тормоза, установленные на резьбе ступицы 21 и поршня 2, нажимной диск 8 тормоза, жестко установленный на цилиндре, и промежуточный диск 16. Тормозная часть состоит из тормозного диска. 10 о Фрикционными накладками.
Работа муфты-тормоза происходит следующим образом: сжатый воздух через воздухоподводящую головку 19 и эксцентриковый вал 22 поступает в пневмокамеру I, перемещая цилиндр 3 вдоль оси эксцентрикового вала в сторону муфты и зажимая ведущие диски 24. Диски муфты связаны с постоянно вращающимся маховиком 12 через пальцы 13. Происходит передача крутящего момента через ступицу 21 на эксцентриковый вал 22.
В момент торможения вала сжатый воздух выпускается из пневмокамеры в атмосферу через воздухоподводящую головку и пневмораспределитель. При этом цилиндр 3 под воздейотвием пружин 20 возвращается* в сторону тормоза и зажимает тормозной диск 10, сидящий на пальцах II, связанных со станиной 9. Происходит торможение подвижных частей пресса.
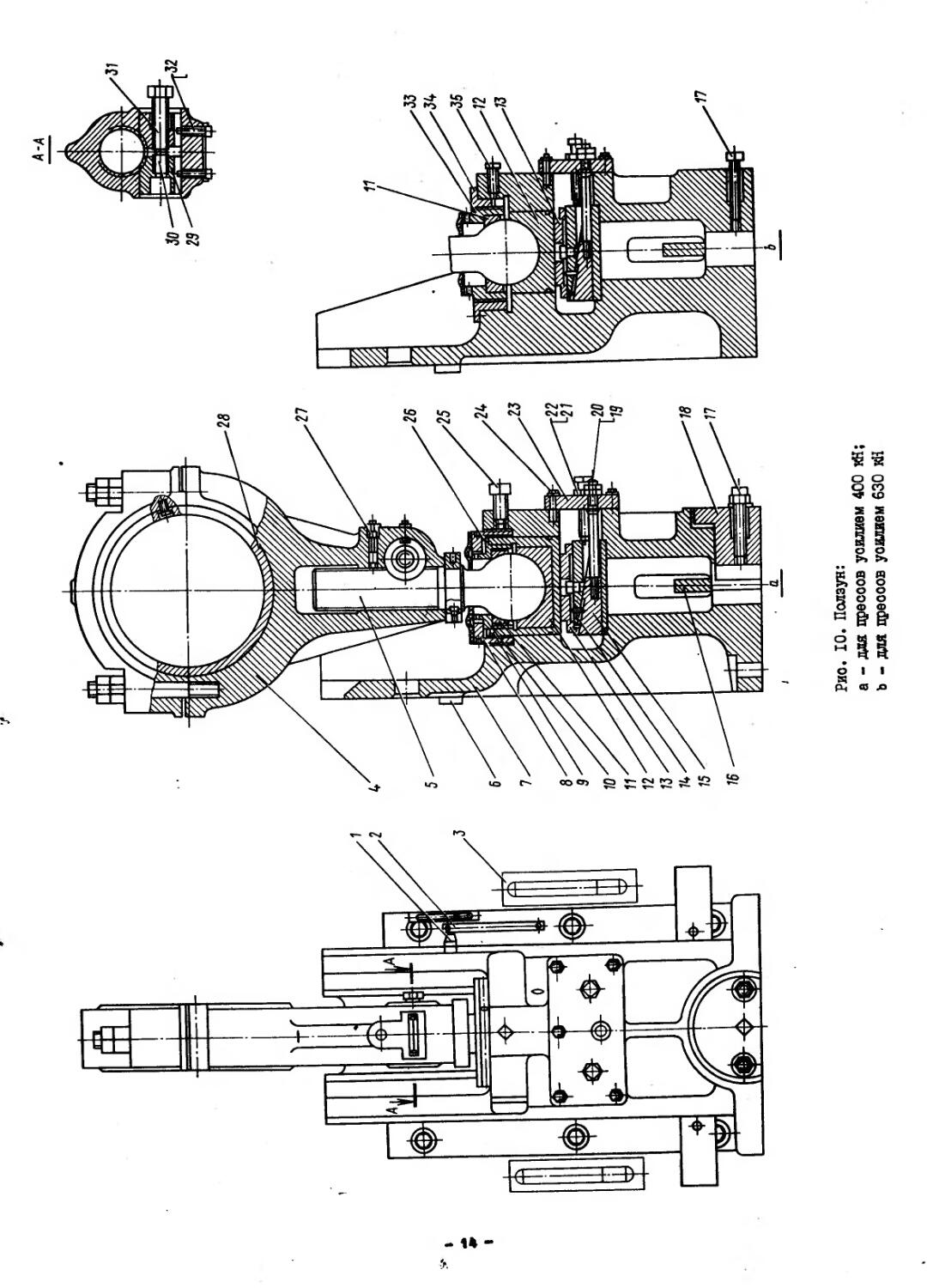
4.6. Ползун
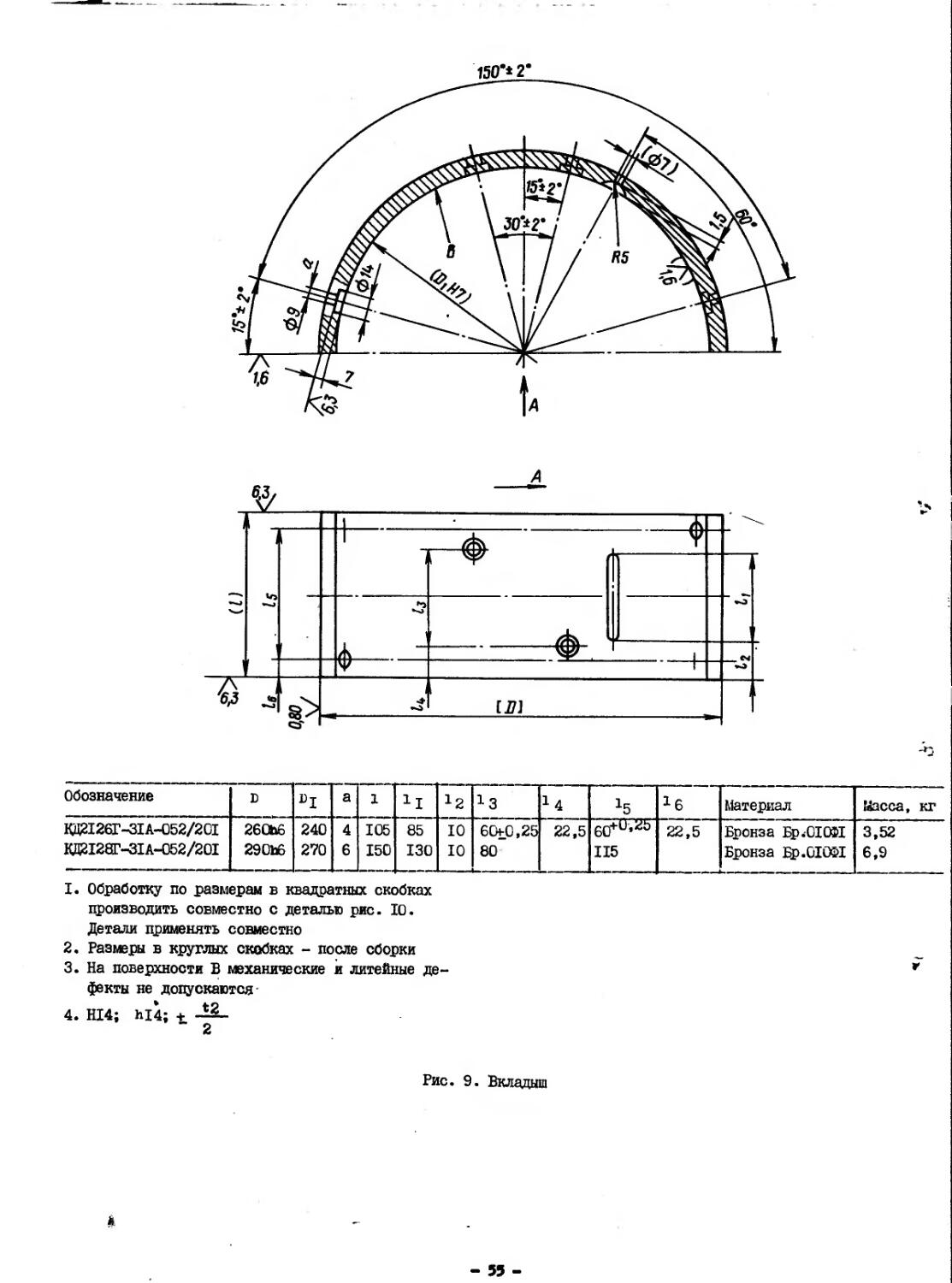
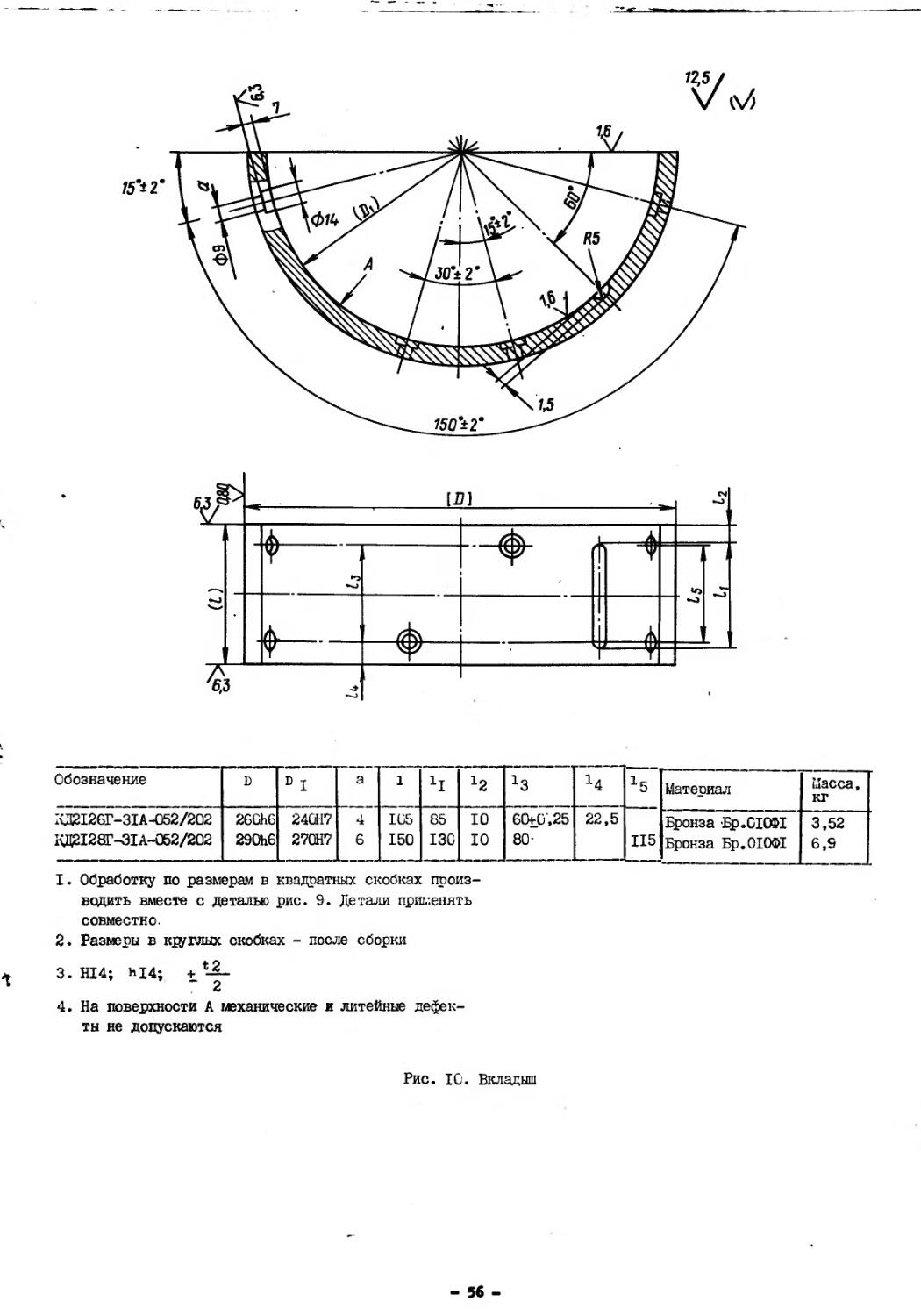
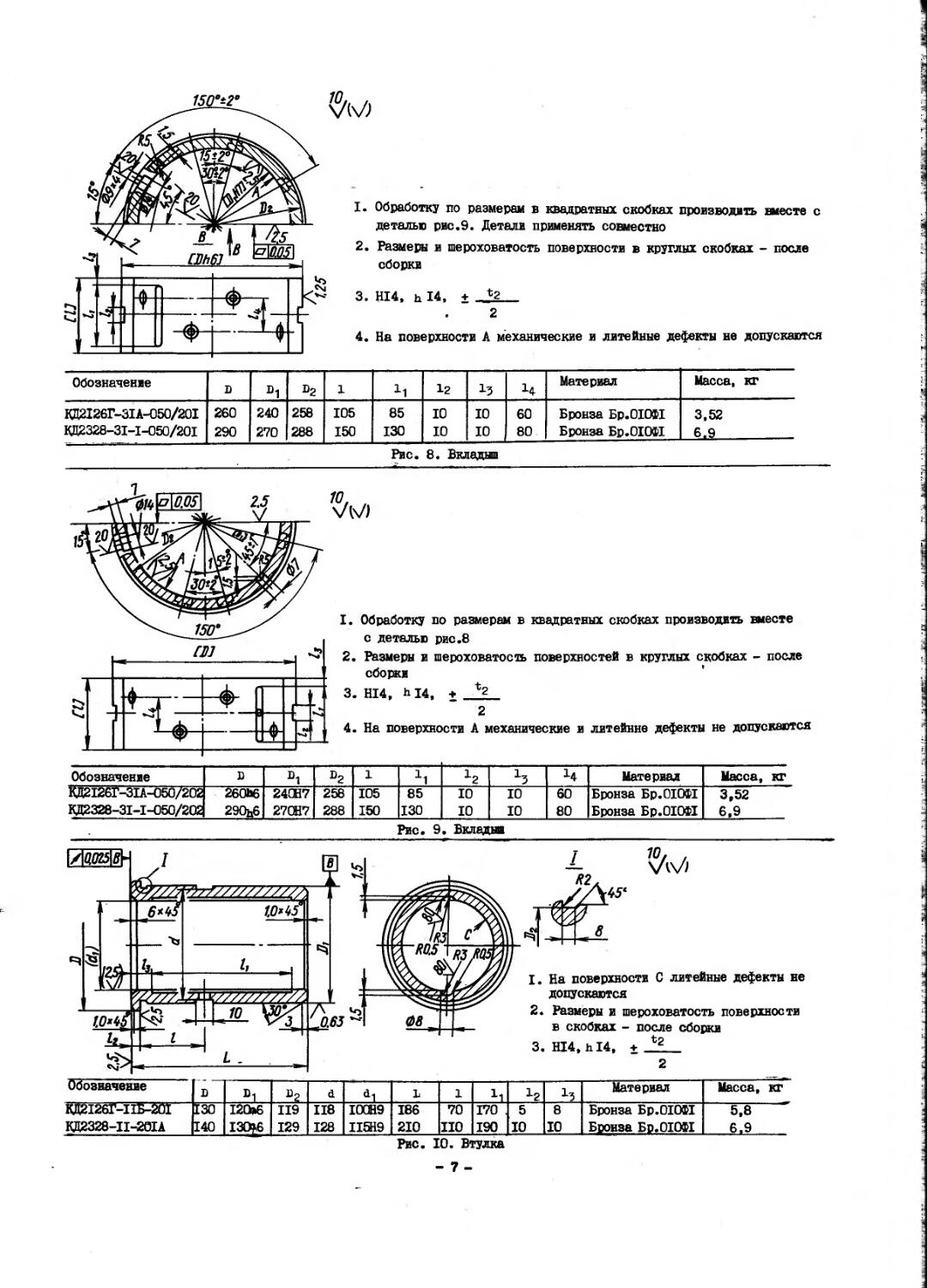
Ползун 7 (рис. 10) является рабочим органом пресса, к которому крепится верхняя часть штампа. Он имеет коробчатую форму с призматическими двухсторонними направляющими и соединен с эксцентриковым валом посредством регулировочного винта 5 и разъемного шатуна 4. В корпусе и дрышке шатуна установлены бронзовые вкладыши 28 подшипника скольжения, охватывающие эксцентриковую втулду.
10
A-A
Рис. 6. Станина пресса:
I - ненаклоняемого; П - наклоняемого; Ш - с передвижным столом
11
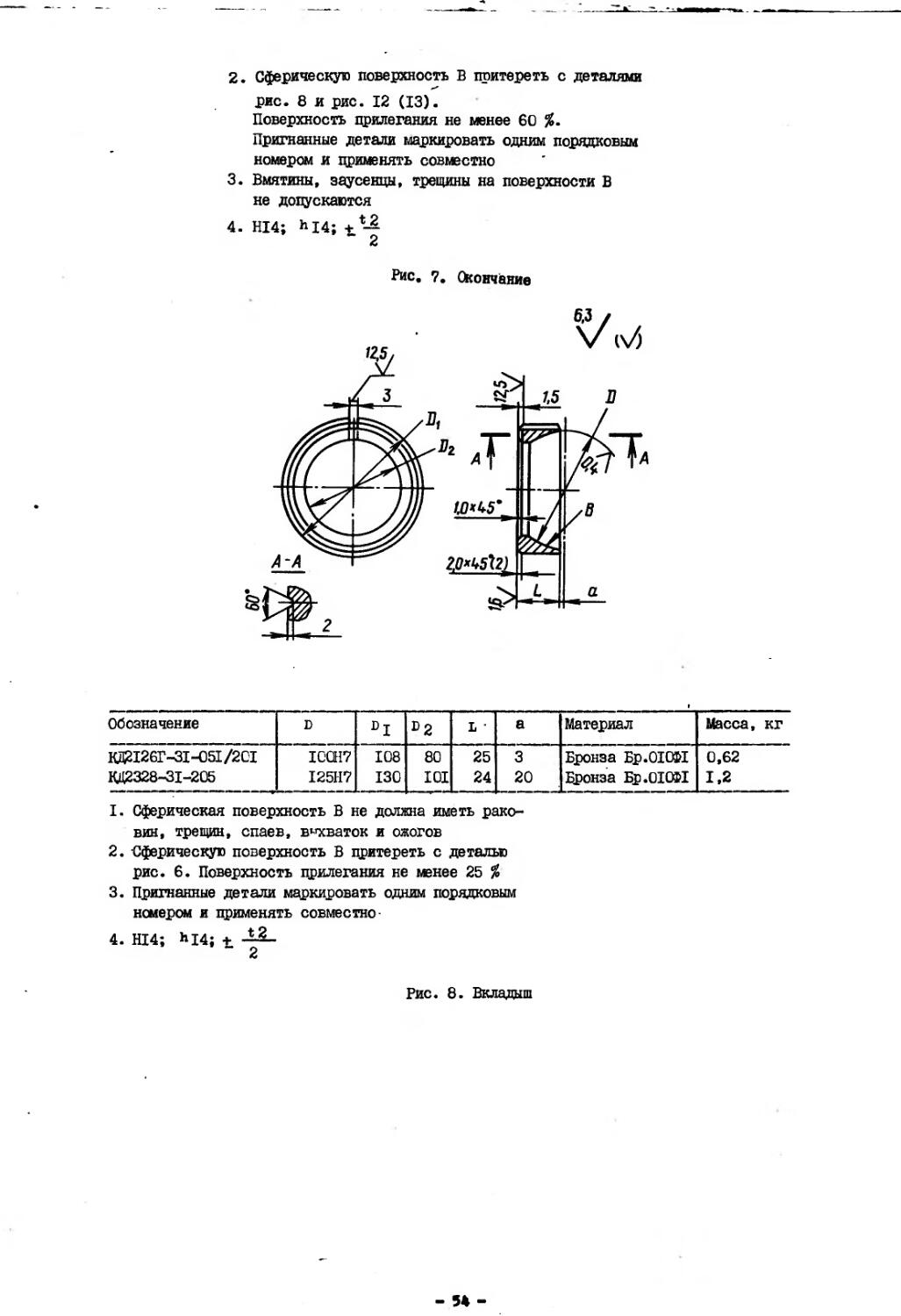
Рис. 8. Вал эксцентриковый
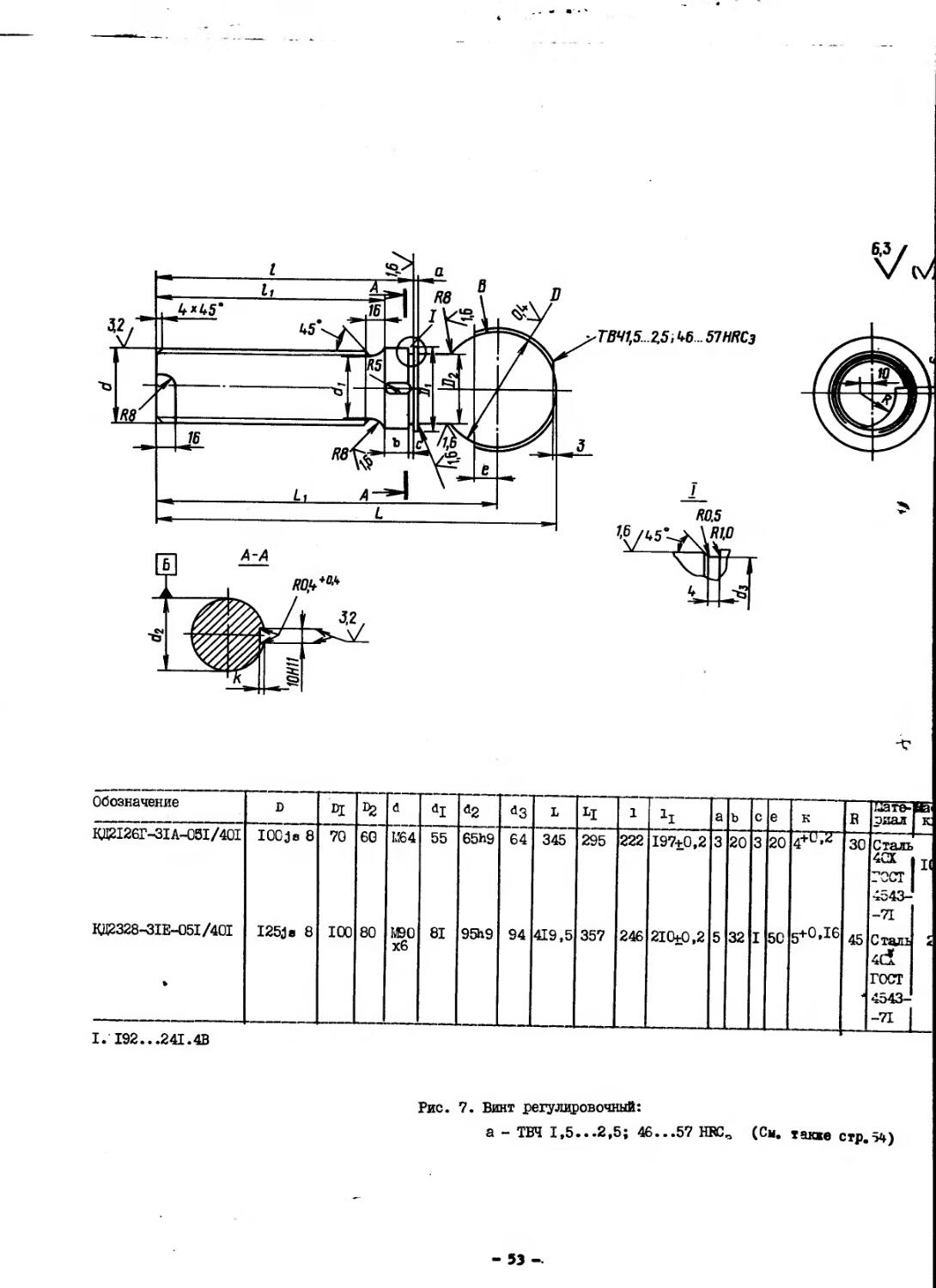
Шаровая головка регулировочного винта 5 (см. рис. 10а), нижняя опора 12 и плавающий вкладыш II устанавливаются в стакан 9.
После регулировки зазора в шаровом соединении гайка 10 фиксируется шпонкой 26 и гайкой 8, которая стопорится винтом 25 через медную проставку.
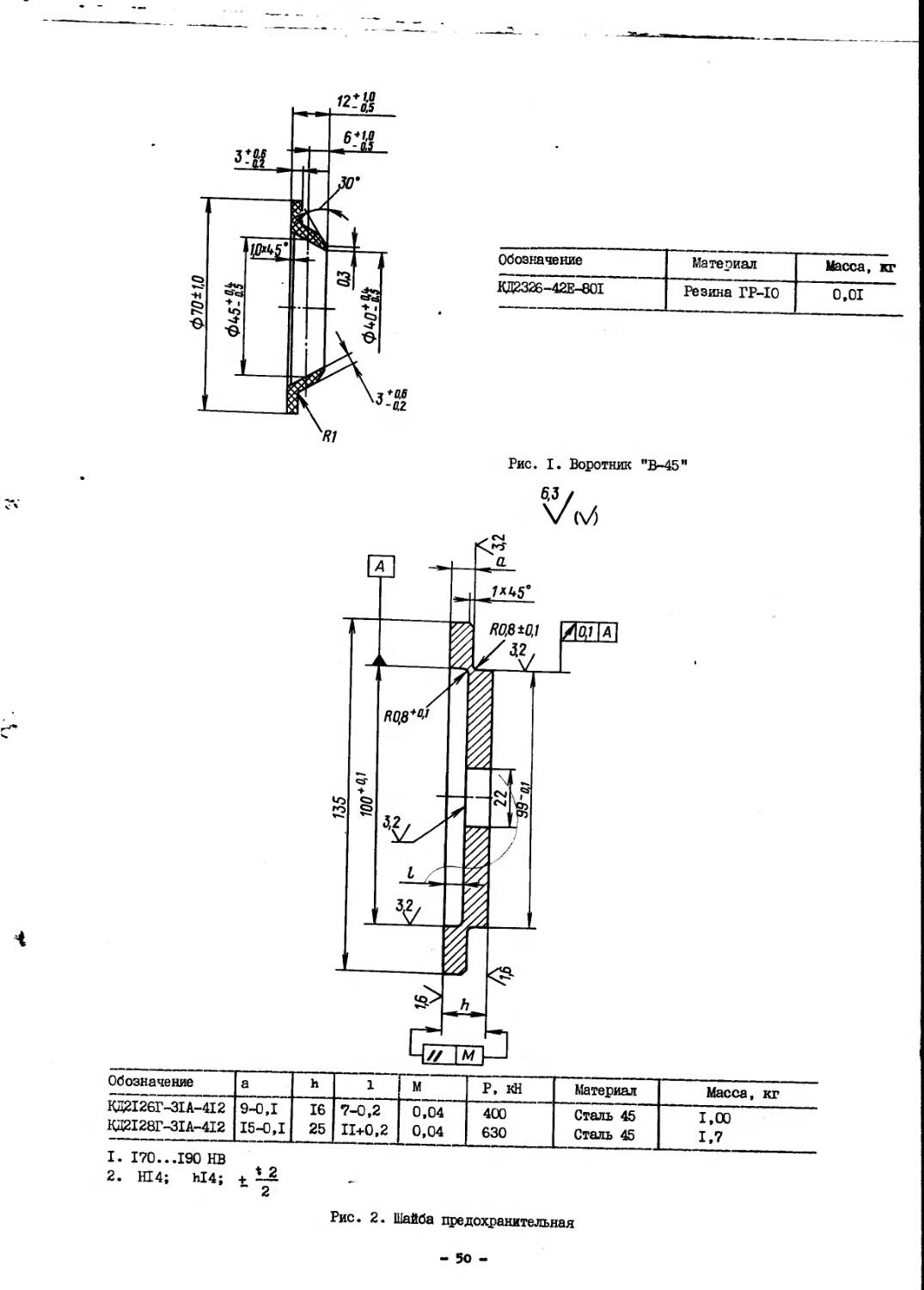
При перегрузке пресса предохранительная шайба 13 разрушается, при этом зазбр в шаровом соединении сохраняется.
Шаровая головка регулировочного винта 5 (см. рис. 10b ), опора 12 и плавающий вкладыш II помещены в корпусе ползуна 7. Плавающий вкладыш II устанавливается между шдровой головкой регулировочного винта и гайкой 33, которая вворачивается в гайку 34, установленную в корпусе ползуна, и обеспечивает регулировку зазора в шаровом соединении.
Гайка 34 стопорится винтом 35 через медную проставду.
Стакан 9 или опора 12 через срезную предохранительную шайбу 13 устанавливается на расклинивающее устройстве, состоящее из двух клиньев 14 и 15. Расклинивающее устройство предназначено для осво
бождения кривошипного механизма из состояния "распора".
В нижней части ползуна расположены отверстие под хвостовик штампа и отверстия или Т-пазы для крепления верхней плиты штампа (см. рис. 3).
Хвостовик штампа крепится в ползуне прижимом 18.
Винт I? (рио. 10а) применяется для снятия прижима при замене штампа.
Регулируемое расстояние между столом и ползуном устанавливается регулировочным винтом с помощью ломика и контролируется показаниями линейки 2 с указателем I.
Нижний предел вывинчивания регулировочного винта 5 ограничивается фиксатором 27.
В установленном положении регулировочный винт фиксируется втулками 29 и ЗТдюторые стягиваются том 30 и удерживаются от проворачивания винтами 32.
В цроеме ползуна расположено хорошело выталкивателя 16. Регулируемые по высоте упоры для коромысла закреплены на станине.
К кронштейну 6 крепится тяга уравновешивате-ля ползуна.
Рис. 9. К(уфта-'тормоз
4.7. Уравновешиватель ползуна
Уравновешиватель предназначен для устранения влияния массы ползуна и верхней половины штампа на работу пресса и для предотвращения произвольного опускания ползуна в аварийных случаях (обрыв регулировочного винта в шатуне или шпилек крышки шатуна). *
По конструкции уравновешиватель представляет ообой пневматический цилиндр одностороннего действия, установленный на станине. Шток 4 (рис. II) с помощью тяги соединен с ползуном.
Сжатый воздух поступает в пневмоцилиндр 3 из ресивера через отверстие в нижней крышке 5. Поршень 2 постоянно поддерживает ползун в верхнем положении. Цри ходе ползуна вниз сжатый воздух вытесняется из уравновешивателя в ресивер.
Заливка масла в полость поршня производится через отверстие в верхней крышке I.
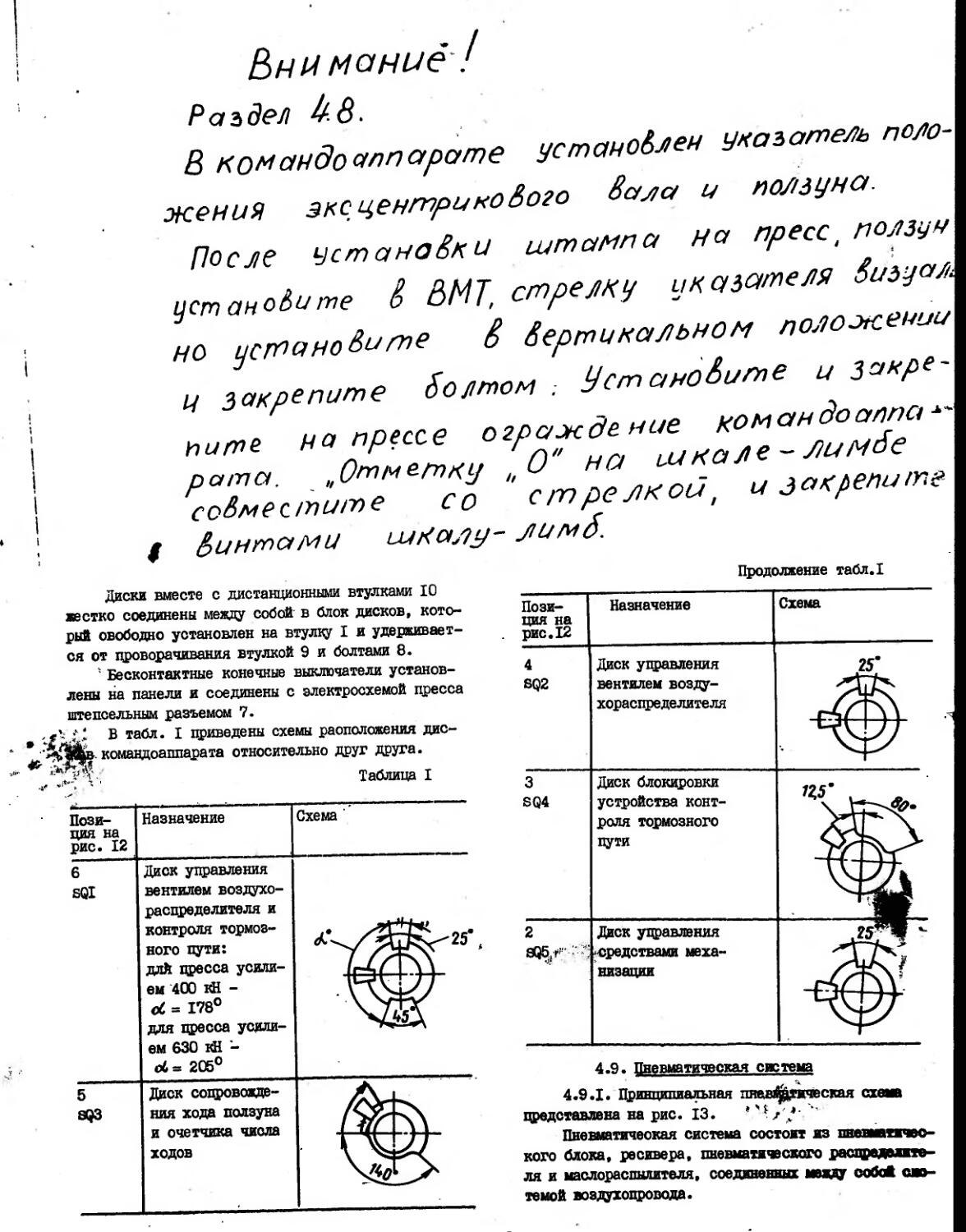
4.8. Командоаппарат
Командоаппарат предназначен для коммутации тока в электрических цепях управления прессом и Представляет собой систему бесконтактных конечных выключателей (ЕВК), сблокированных с дисками-экранами. Командоаппарат устанавливается на левый нец эксцентрикового вала.
Диски 4, 6 (рио. 12) и бесконтактные выключатели SQ2, SQI управляют электропневматическпа клапанами пневмораспределителя и обеспечивай остановку ползуна в верхней "мертвой" точке (Hff). Диск 5 и бесконтактный выключатель SQ3 управляют узлом блокировки сопровождения хода ползуна вниз цри управлении кнопками, узлом счетчика числа ходов и блоком управления жидкой импульсной смазки. Диск 3 и бесконтактный выключатель SQ4 управляют узлом контроля тормозного цуги. Диск 2 и бесконтактный выключатель 805 предназначены для управ- -ления средств механизации. Для привода средств
13 -
д-д
b
Рио. 10. Ползун:
а - для цресоов усилием 400 кН;
ь - для цреооов усилием 630 КН
мание !
Раз дел 4 8.
В командоаппарате установлен указатель п ло
экс центра ко Вого Вала и ползуна. I штампа на пресс, ползун\ ЬШ, стрелку указателя Визу а А В Вертикальном полоок.еиии\
жония
После чет анаВк и
уст ано&и те
но устано Ви
И Закрепите болтом ;
пите
рата.
соВместите f Винтами
прессе ограждение комам доалпа * Отметку „О" на иик аЛ?- '
J — и за крепи те
Диски вместе с дистанционными втулками 10 жестко соединены между собой в блок дисков, который свободно установлен на втулку I и удерживается от проворачивания втулкой 9 и болтами 8.
Бесконтактные конечные выключатели установлены на панели и соединены с электросхемой пресса штепсельным разъемом 7.
В табл. I приведены схемы расположения дис-. командоаппарата относительно друг друга.
Таблица I
Позиция на рис. 12 Назначение Схема
6 SQI Диск управления вентилем воздухораспределителя и контроля тормозного пути: длй цресса усилием 400 кН -об = 178° для цресса усилием 630 кН -о4= 205°
5 SQ3 Диск сопровождения хода ползуна и счетчика числа ходов
Продолжение табл.I
Позиция на рис.12 Назначение Схема
4 SQ2 Диск управления вентилем воздухораспределителя 25'
3 SQ4 Диск блокировки устройства контроля тормозного пути \ *
2 Диск управления средствами механизации та '•'•'к
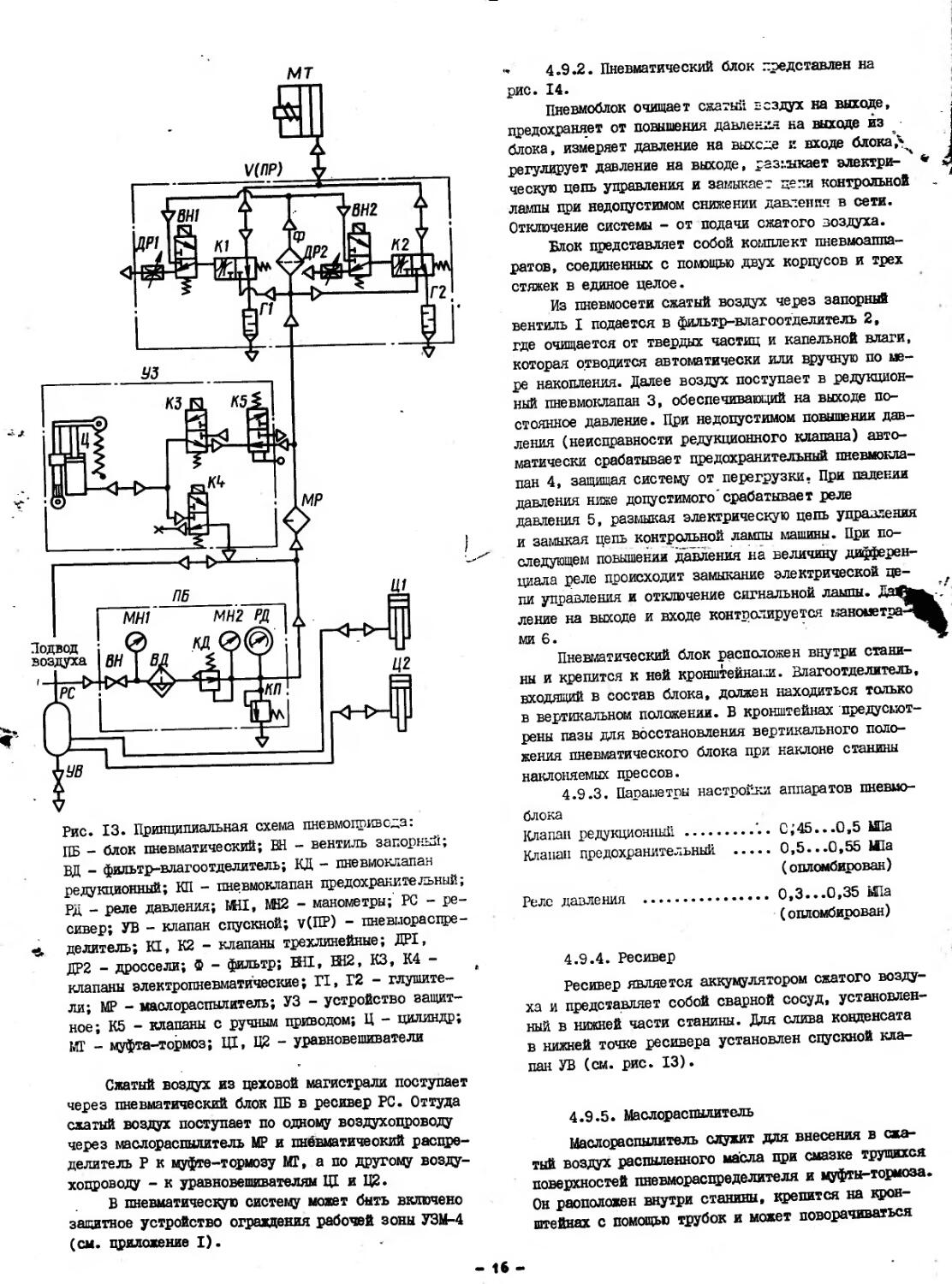
4.9. Пневматическая система
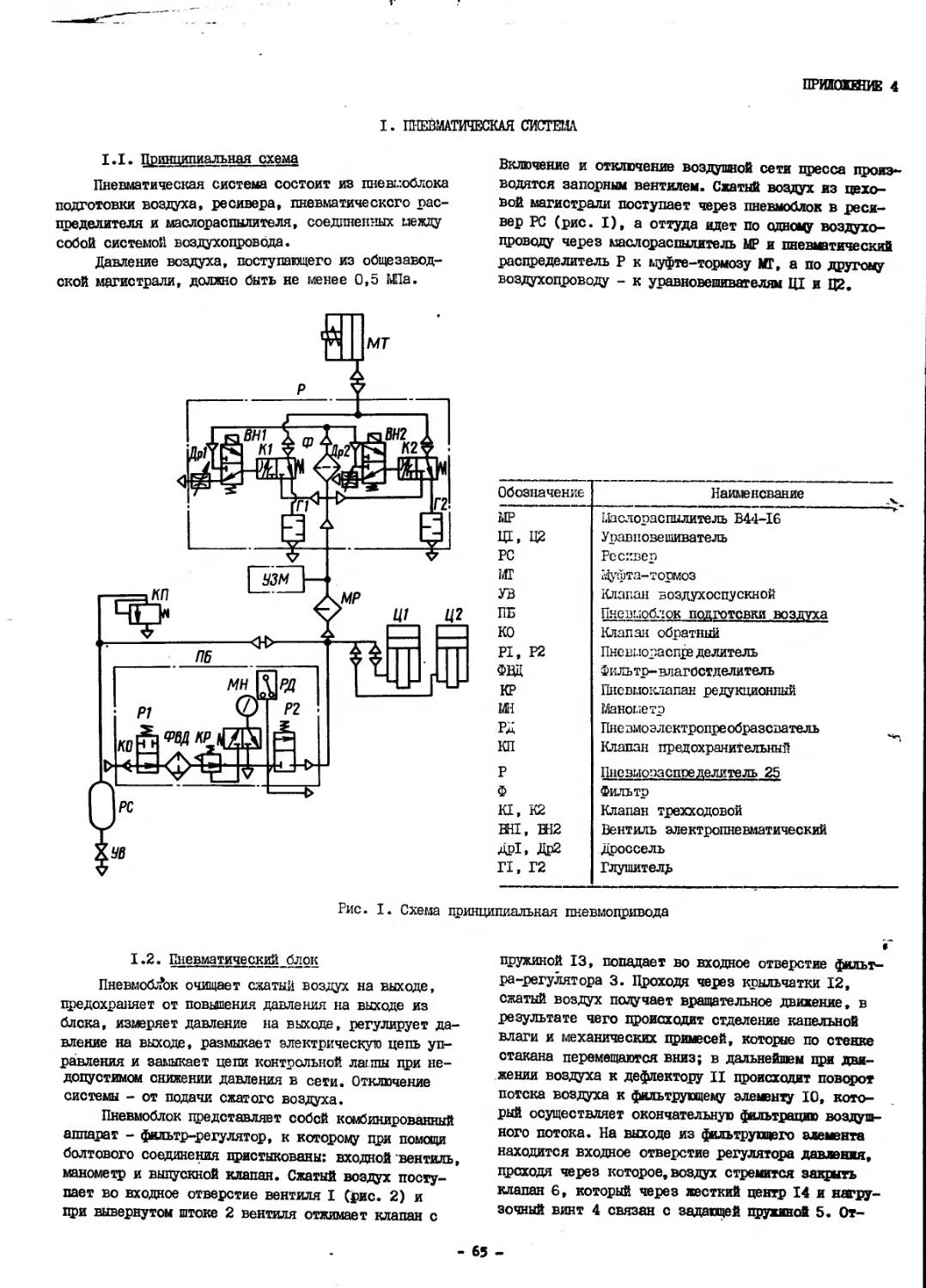
4.9.1. Принципиальная пнаыйрлгаеская схема представлена на рис. 13. *л/' ’
Пневматическая система состоит из пнеямиячес-
ля и маслораспылителя, соединенных между собой сж>-темой воздухопровода.
Рис. 13. Принципиальная схема пневмопривода:
ПБ - блок пневматический; БН - вентиль запорный;
БД - фильтр-влагоотделитель; КД - пневмоклапан редукционный; КП - пневмоклапан предохранительный; РД - реле давления; MHI, МН2 - манометры; PC - ресивер; УБ - клапан спускной; у(ПР) - пневмораспре-делитель; KI, К2 - клапаны трехлинейные; ДР1, ДР2 - дроссели; Ф - фильтр; BHI, ЕН2, КЗ, К4 -клапаны электропневматйческие; П, Г2 - глушители; МР - маслораспылитель; УЗ - устройство защитное; К5 - клапаны с ручным приводом; Ц - цилиндр; МГ - муфта-тормоз; Щ, Ц2 - уравновешиватели
Сжатый воздух из цеховой магистрали поступает через пневматический блок ПБ в ресивер PC. Оттуда сжатый воздух поступает по одному воздухопроводу через маслораспылитель МР и пнёвматичеокий распределитель Р к муфте-тормозу МТ, а по другому воздухопроводу - к уравновешивателям Щ и Ц2.
В пневматическую систему может быть включено защитное устройство ограждения рабочей зоны УЗМ-4 (см. приложение I).
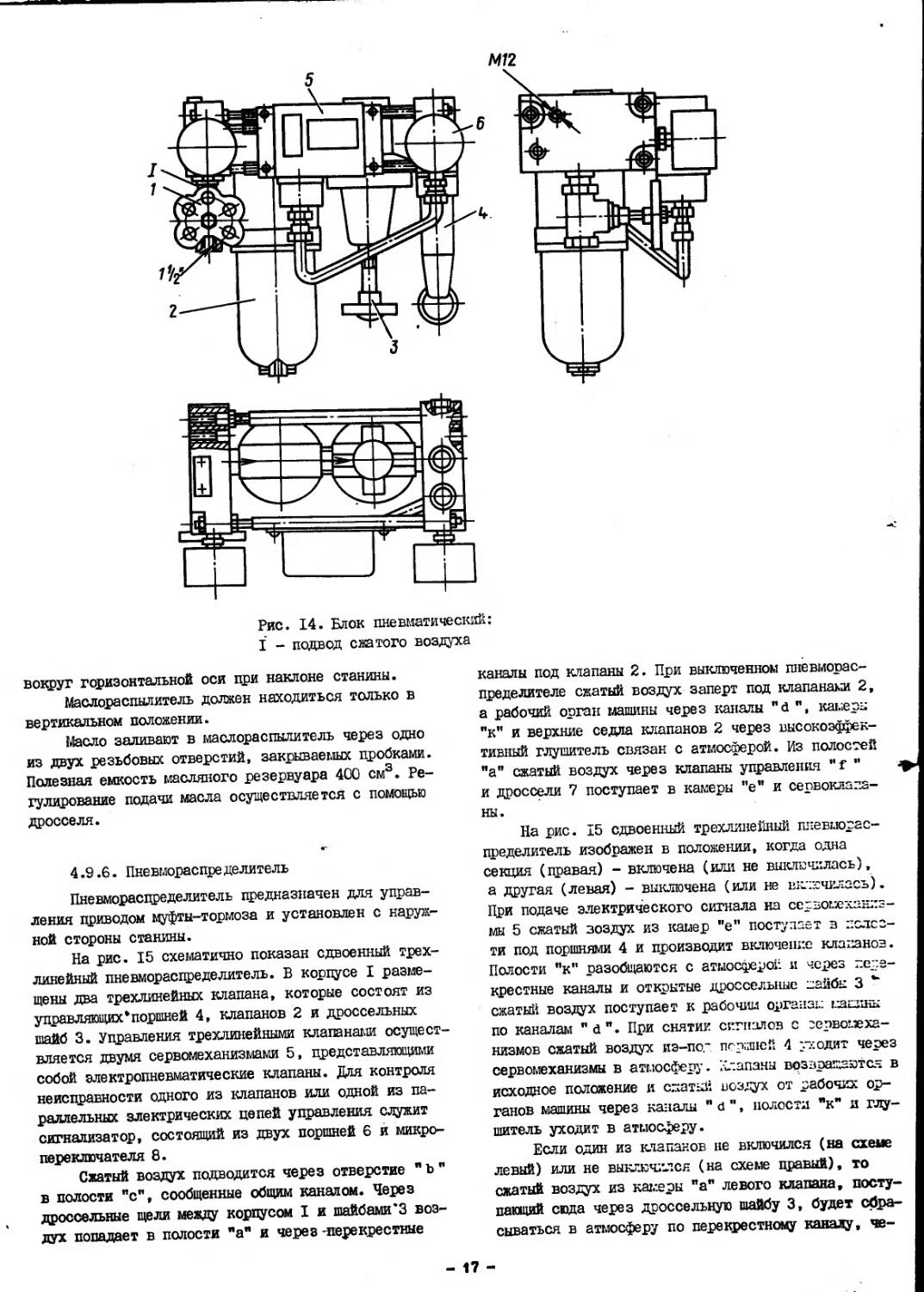
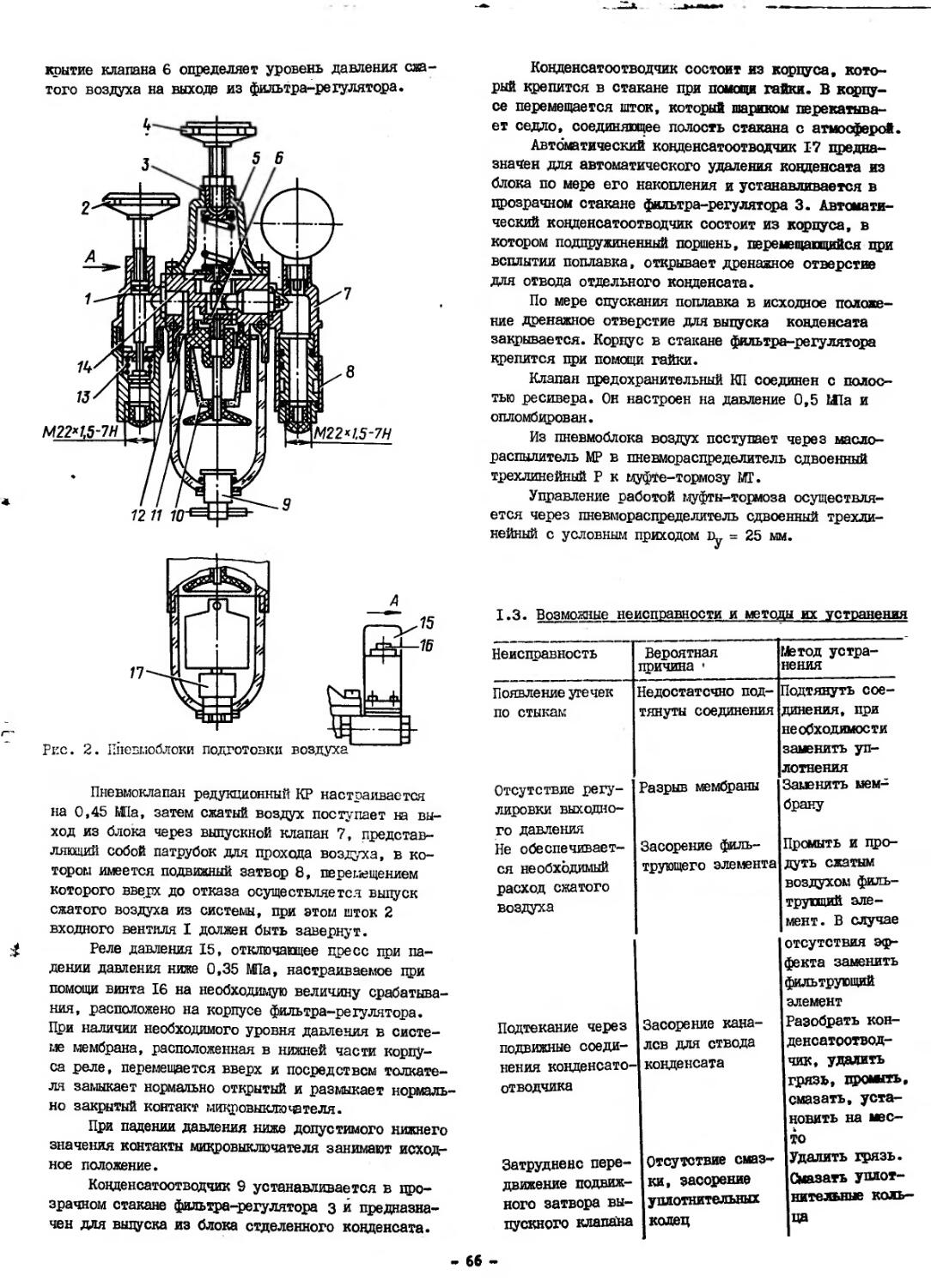
* 4.9.2. Пневматический блок представлен на
рис. 14.
Пневмоблок очищает сжатый воздух на выходе, предохраняет от повышения давления на выходе из блока, измеряет давление на выходе и входе блока,1» регулирует давление на выходе, размокает электри- * ческую цепь управления и замыкает цепи контрольной лампы при недопустимом снижении давления в сети. Отключение системы - от подачи сжатого воздуха.
Блок представляет собой комплект пневмоаппаратов, соединенных с помощью двух корпусов и трех стяжек в единое целое.
Из пневмосети сжатый воздух через запорный вентиль I подается в фильтр-влагоотделитель 2, где очищается от твердых частиц и капельной влаги, которая отводится автоматически или вручную по мере накопления. Далее воздух поступает в редукционный пневмоклапан 3, обеспечивающий на выходе постоянное давление. Цри недопустимом повышении давления (неисправности редукционного клапана) автоматически срабатывает предохранительный пневмоклапан 4, защищая систему от перегрузки. При падении давления ниже допустимого срабатывает реле давления 5, размыкая электрическую цепь управления и замыкая цепь контрольной лампы машины. При последующем повышении давления на величину дифференциала реле происходит замыкание электрической цепи управления и отключение сигнальной лампы. ДаЛм^.. ление на выходе и входе контролируется манометра-^^ ми 6. Л
Пневматический блок расположен внутри станины и крепится к ней кронштейнами. Злагоотделитель, входящий в состав блока, должен находиться только в вертикальном положении. В кронштейнах предусмотрены пазы для восстановления вертикального положения пневматического блока при наклоне станины наклоняемых прессов.
4.9.3. Параметры настройки аппаратов пневмоблока Клапан редукционный..........'.. С,’45...0,5 МПа
Клапан предохранительный ...... О,5...О,55 МПа
(опломбирован)
Реле давления
................. 0,3...0,35 МПа
(опломбирован)
4.9.4. Ресивер
Ресивер является аккумулятором сжатого воздуха и представляет собой сварной сосуд, установленный в нижней части станины. Для слива конденсата в нижней точке ресивера установлен спускной клапан УБ (см. рис. 13).
4.9.5. Маслораспылитель
Маслораспылитель служит для внесения в сжатый воздух распыленного масла при смазке трущихся поверхностей пневмораецределителя и муфты-тормоза. Он расположен внутри станины, крепится на кронштейнах с помощью трубок и может поворачиваться
М12
Рис. 14. Блок пневматический: I - подвод сжатого воздуха
вокруг горизонтальной оси при наклоне станины.
Маслораспылитель должен находиться только в вертикальном положении.
Масло заливают в маслораспылитель через одно из двух резьбовых отверстий, закрываемых пробками. Полезная емкость масляного резервуара 400 см3. Регулирование подачи масла осуществляется с помощью дросселя.
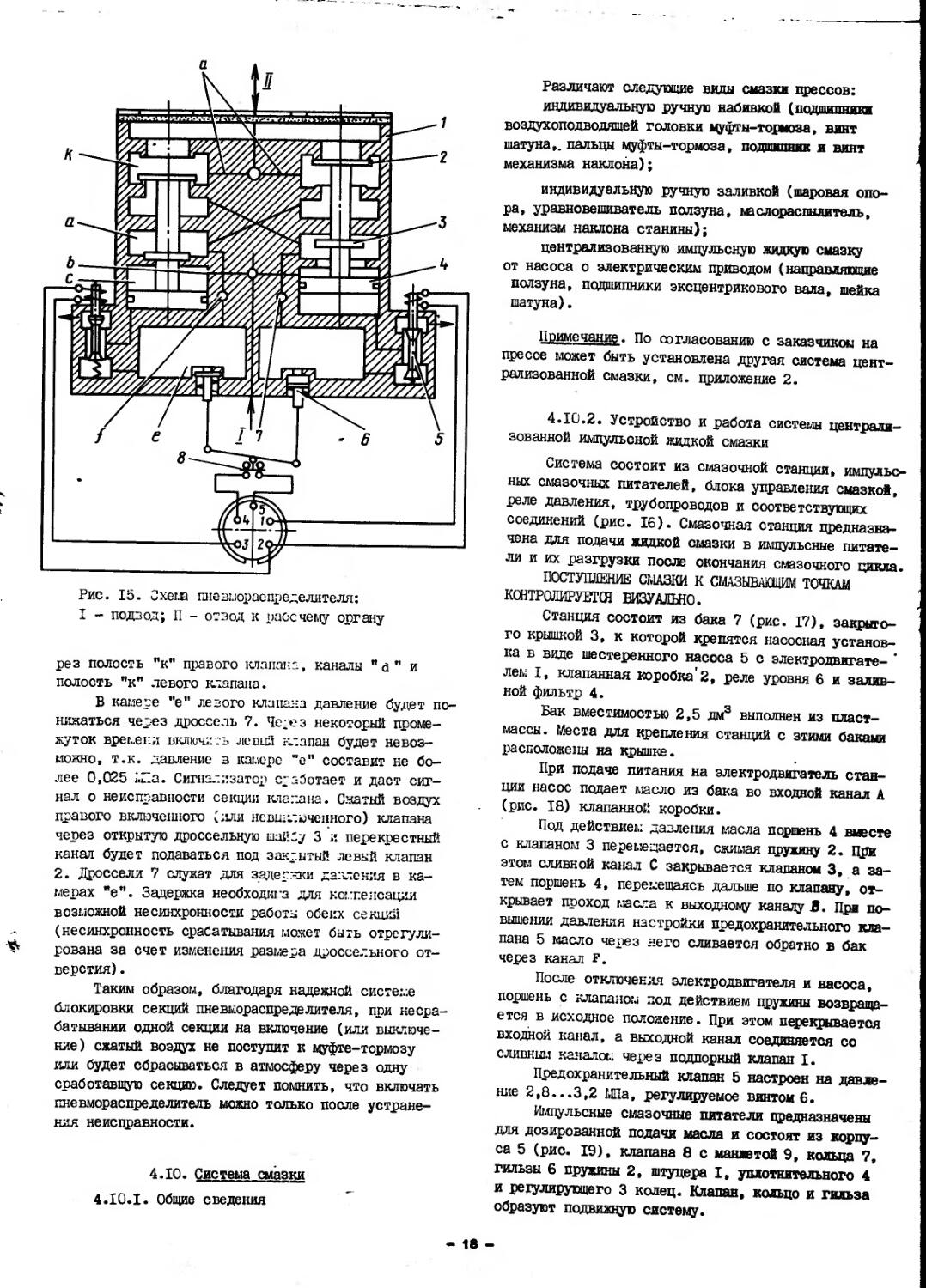
4.9.6. Пневмораспре делитель
Пневмораспределитель предназначен для управления приводом щуфты-тормоза и установлен с наружной стороны станины.
На рис. 15 схематично показан сдвоенный трехлинейный пневмораспределитель. В корпусе I размещены два трехлинейных клапана, которые состоят из управляющих‘поршней 4, клапанов 2 и дроссельных шайб 3. Управления трехлинейными клапанами осуществляется двумя сервомеханизмами 5, представляющими собой злектропневматические клапаны. Для контроля неисправности одного из клапанов или одной из параллельных электрических цепей управления служит сигнализатор, состоящий из двух поршней 6 и микропереключателя 8.
Сжатый воздух подводится через отверстие "ъ" в полости "с", сообщенные общим каналом. Через дроссельные щели между корпусом I и шайбами'3 воздух попадает в полости "а" и через -перекрестные
каналы под клапаны 2. При выключенном пневмораспределителе сжатый воздух заперт под клапанами 2, а рабочий орган машины через каналы "а ", камеры "к" и верхние седла клапанов 2 через высокоэффективный глушитель связан с атмосферой. Из полостей "а" сжатый воздух через клапаны управления "f " и дроссели 7 поступает в камеры "е" и сервоклапаны.
На рис. 15 сдвоенный трехлинейный пневморас-пределитель изображен в положении, когда одна секция (правая) - включена (или не выключилась), а другая (левая) - выключена (или не включилась). При подаче электрического сигнала на сервомеханизмы 5 сжатый воздух из камер "е" поступает в полсз-ти под поршнями 4 и производит включение клапанов. Полости "к" разобщаются с атмосферой и через перекрестные каналы и открытые дроссельные шайбы 3 сжатый воздух поступает к рабочим органам машины по каналам " а ". При снятии сигналов с сервогзеха-низмов сжатый воздух иэ-поу поршней 4 уходит через сервомеханизмы в атмосферу. Клапаны возвращаются в исходное положение и сжатый воздух от рабочих органов машины через каналы " d ", полости "к" и глушитель уходит в атмосферу.
Если один из клапанов не включился (на схеме левый) или не выключился (на схеме правый), то сжатый воздух из камеры "а" левого клапана, поступающий сюда через дроссельную шайбу 3, будет сбрасываться в атмосферу по перекрестному каналу, че-
- 17 -
Рис. 15. Схеги пневиораепределителя:
I - подвод; II - отвод к рабочему органу
рез полость "к" правого клапана, каналы "а" и полость "к" левого клапана.
В камере "е" левого клапана давление будет понижаться через дроссель 7. Через некоторый промежуток времени включить левый ?_'.апан будет невозможно, т.к. давление з камере "е" составит не более 0,025 I.Za. Сигнализатор сработает и даст сигнал о неисправности секции кла.-цгна. Сжатый воздух правого включенного (или невылтючепного) клапана через открытую дроссельную шайбу 3 и перекрестный канал будет подаваться под закрытый левый клапан 2. Дроссели 7 служат для задержки давления в камерах "е". Задержка необходига для компенсации возможной несинхронности работы обеих секций (несинхронность срабатывания может быть отрегулирована за счет изменения размера дроссельного отверстия) .
Таким образом, благодаря надежной системе блокировки секций пневмораспределителя, при несрабатывании одной секции на включение (или выключение) сжатый воздух не поступит к муфте-тормозу или будет сбрасываться в атмосферу через одну сработавшую секцию. Следует помнить, что включать пневмораспределитель можно только после устранения неисправности.
4.10. Система смазки
4.I0.I. Общие сведения
Различают следующие виды смазки прессов: индивидуальную ручную набивкой (подшипники воздухоподводящей головки цуфты-тормоза, винт шатунапальцы муфты-тормоза, подшипник и винт механизма наклона);
индивидуальную ручную заливкой (шаровая опора, уравновешиватель ползуна, маслораспылитель, механизм наклона станины);
централизованную импульсную жидкую смазку от насоса о электрическим приводом (направляющие ползуна, подшипники эксцентрикового вала, шейка шатуна).
Примечание. По согласованию с заказчиком на прессе может быть установлена другая система централизованной смазки, см. приложение 2.
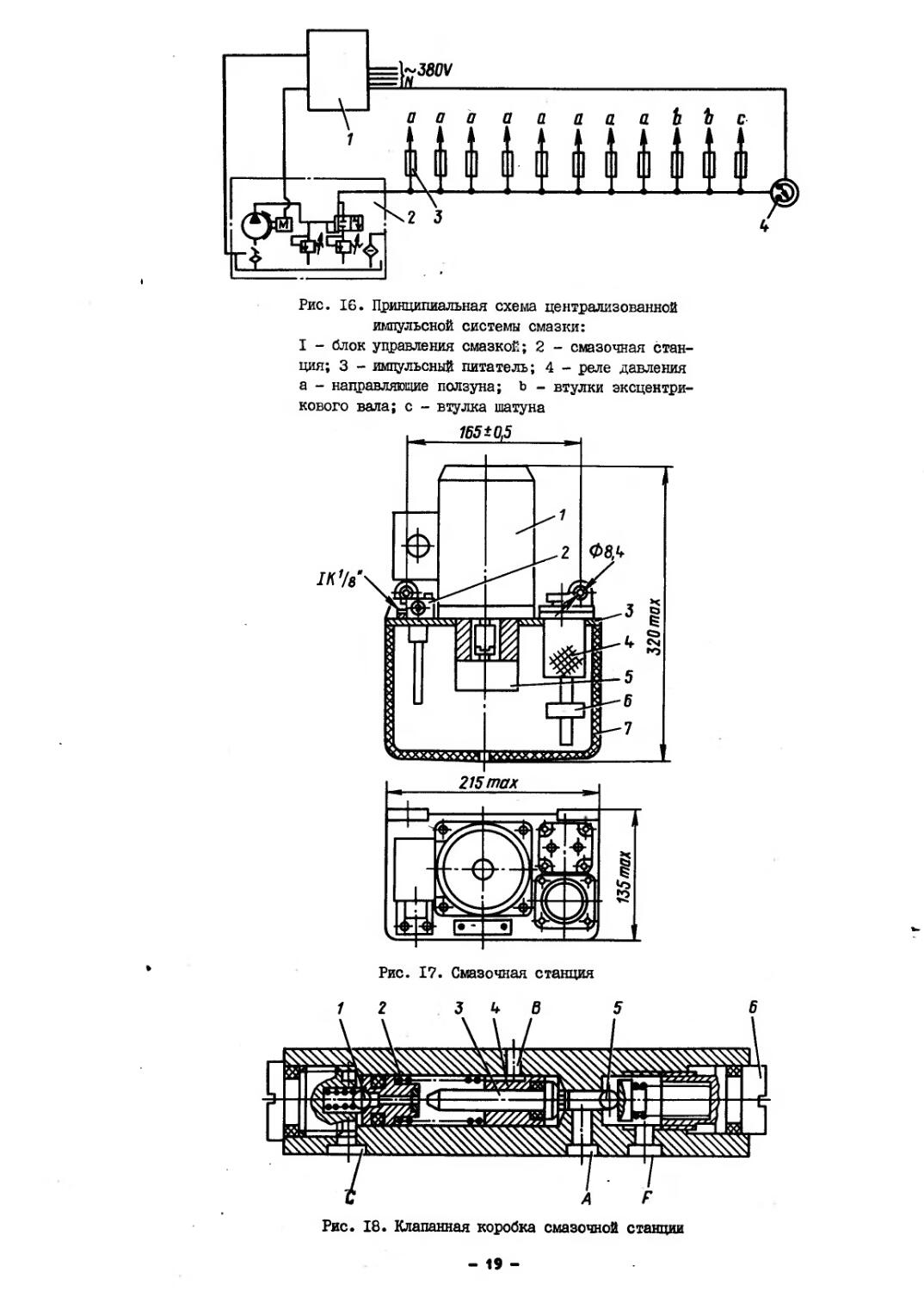
4.10.2. Устройство и работа системы централизованной импульсной жидкой смазки
Система состоит из сглаз очной станции, импульсных смазочных питателей, блока управления смазкой, реле давления, трубопроводов и соответствующих соединений (рис. 16). Смазочная станция предназначена для подачи жидкой смазки в импульсные питатели и их разгрузки после окончания смазочного цикла.
ПОСТУПЛЕНИЕ СМАЗКИ К СМАЗЫВАЮЩИМ ТОЧКАМ КЖГРОДИРУЕТСН ВИЗУАЛЬНО.
Станция состоит из бака 7 (рис. 17), закрытого крышкой 3, к которой крепятся насосная установка в виде шестеренного насоса 5 с электродаигате- * лег.. I, клапанная коробка'2, реле уровня 6 и заливной фильтр 4.
Бак вместимостью 2,5 дм3 выполнен из пластмассы. Места для крепления станций с этими бяками расположены на крышке.
При подаче питания на электродвигатель станции насос подает масло из бака во входной канал А (рис. 18) клапанной коробки.
Под действием давления масла поршень 4 вместе с клапаном 3 перемещается, сжимая пружину 2. При этом сливной канал С закрывается клапаном 3, а затем поршень 4, перемещаясь дальше по клапану, открывает проход масла к выходному каналу В. При повышении давления настройки предохранительного клапана 5 масло через него сливается обратно в бак через канал г.
После отключения электродвигателя и насоса, поршень с клапаном под действием пружины возвращается в исходное положение. При этом перекрывается входной канал, а выходной канал соединяется со сливным каналом через подпорный клапан I.
Предохранительный клапан 5 настроен на давление 2,8...3,2 МПа, регулируемое винтом 6.
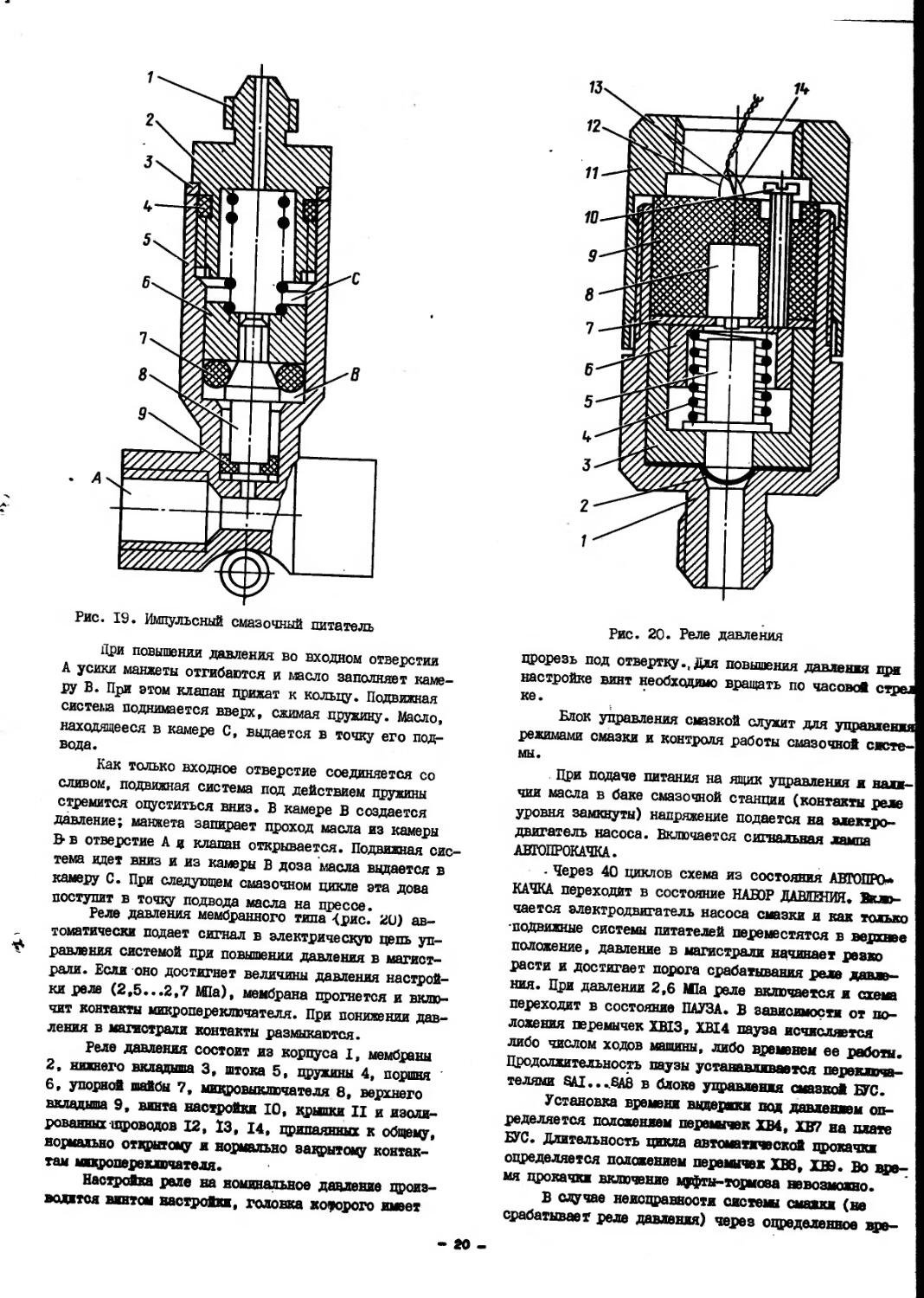
Импульсные смазочные питатели предназначены для дозированной подачи масла и состоят из корпуса 5 (рис. 19), клапана 8 с манжетой 9, кольца 7, гильзы 6 пружины 2, штуцера I, уплотнительного 4 и регулирующего 3 колец. Клапан, кольцо и гильза образуют подвижную систему.
18 -
Рис. 16. Принципиальная схема централизованной импульсной системы смазки:
I - блок управления смазкой; 2 - смазочная станция; 3 - импульсный питатель; 4 - реле давления а - направляющие ползуна; ъ - втулки эксцентрикового вала; с - втулка шатуна
Рис. 17. Смазочная станция
- 19 -
Рис. 19. Импульсный смазочный питатель
Ари повышении давления во входном отверстии А усики манжеты отгибаются и масло заполняет камеру В. При этом клапан прижат к кольцу. Подвижная система поднимается вверх, сжимая пружину. Масло, находящееся в камере С, выдается в точку его подвода.
Как только входное отверстие соединяется со сливом, подвижная система под действием пружины стремится оцуститься вниз. В камере В создается давление; манжета запирает проход масла из камеры В- в отверстие А и клапан открывается. Подвижная система идет вниз и из камеры В доза масла выдается в камеру С. При следующем смазочном цикле эта доза поступит в точку подвода масла на прессе.
Реле давления мембранного типа <рис. 20) автоматически подает сигнал в электрическую цепь управления системой при повышении давления в магистрали. Если оно достигнет величины давления настройки реле (2,5...2,7 МПа), мембрана прогнется и включит контакты микропереключателя. При понижении давления в магистрали контакты размыкаются.
Реле давления состоит из корпуса I, мембраны 2, нижнего вкладыша 3, штока 5, пружины 4, поршня 6, упорной шайбы 7, мидровыключателя 8, верхнего вкладыша 9, винта настройки 10, крынки II и изолированных щроводов 12, 13, 14, црипаянных к общему, нормально открытому и нормально закрытому контактам микропереключателя.
Настройка реле на номинальное давление производится винтом настройки, головка которого имеет
Рис. 20. Реле давления I
прорезь под отвертку., Для повышения давления при I настройке винт необходимо вращать по часовой стреЛ ке. I
Блок управления смазкой служит для управление режимами смазки и контроля работы смазочной свете—I мы.
При подаче питания на ящик управления и налж-1 чии масла в баке смазочной станции (контакты реле I уровня замкнуты) напряжение подается на алектро- I двигатель насоса. Включается сигнальная лампа АВТОПРОКАЧКА.
. Через 40 циклов схема из состояния АВТОПРО- I КАЧКА переходит в состояние НАБОР ДАВЛЕНИЯ. Bkjm>- I чается электродвигатель насоса смазки и как только I -подвижные системы питателей переместятся в верхнее положение, давление в магистрали начинает резко расти и достигает порога срабатывания реле давления. При давлении 2,6 М1а реле включается и схема переходит в состояние ПАУЗА. В зависимости от положения перемычек XBI3, XBI4 пауза исчисляется либо числом ходов машины, либо временем ее работы. Продолжительность паузы устанавливается переключателями SAI...SA8 в блоке управления смазкой БУС.
Установка времени выдержки под давлением определяется положением перемычек ХВ4, ХВ7 на плате БУС. Длительность цикла автоматической црокачки определяется положением перемычек ХВ8, ХВЭ. Во вре-мя црокачки включение цуфты-тормоза невозможно.
В случае неисправности системы смажки (не срабатывает реле давления) через определенное вре-
мн схема переходит в состояние АВАРИЯ, загорается сигнальная лампа ВНИМАНИЕ!
Прессы рассчитаны на работу в режиме сюзки через 500 ходов ползуна (положение переключателей определяется в соответствии с таблицей установки режимов в'ящике управления).
Выключение режима автоматической прокачки осуществляется кнопкой/ В, расположенной на боковой стенке ящика.
4.II.2. Краткое описание схемы электрической*1
4.II. Электрооборудование принципиальной
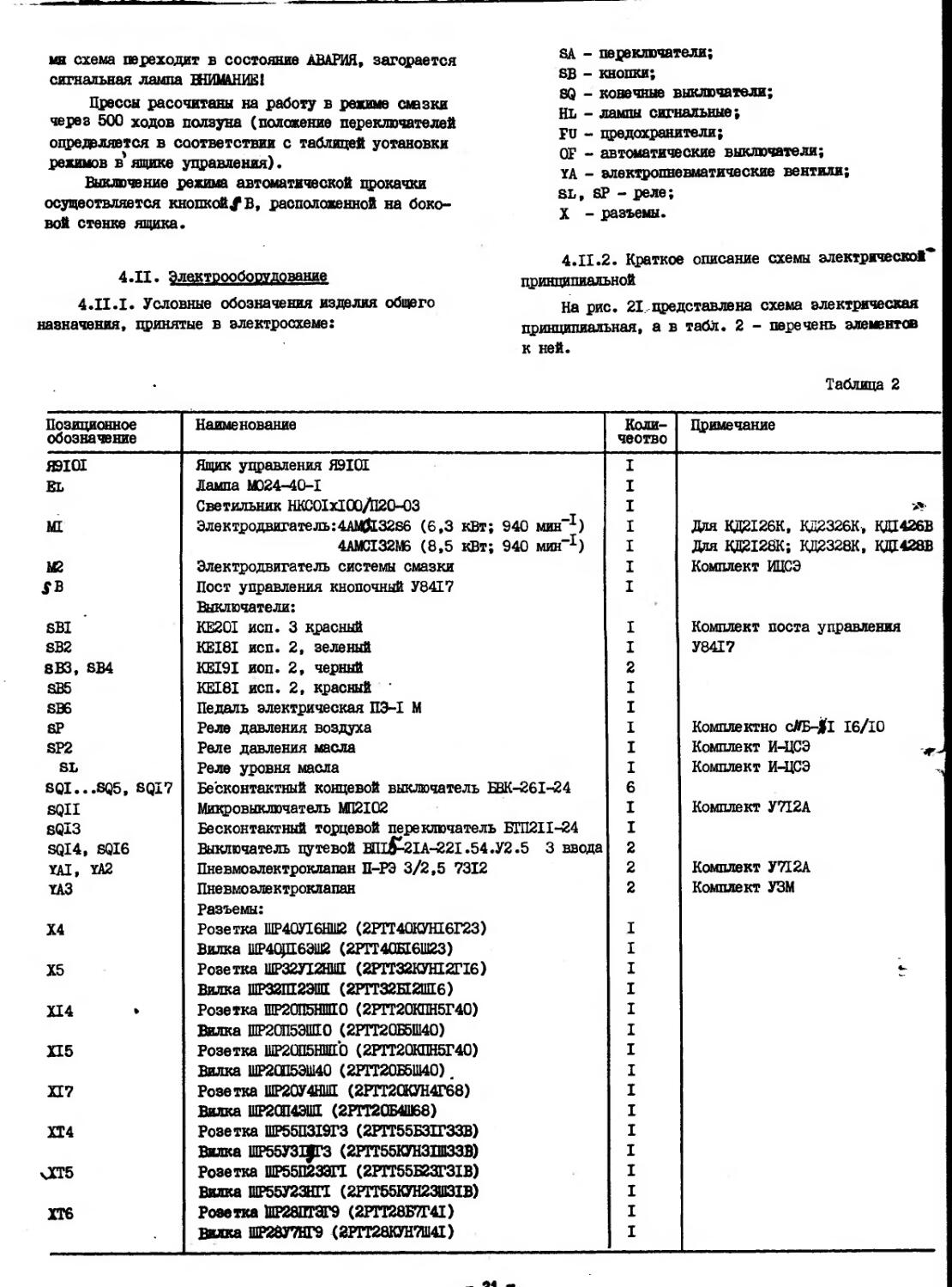
4.II.I. Условные обозначения изделия общего На рИ0# 21цредставлена схема электрическая
назначения, принятые в электросхеме: принципиальная, а в табл. 2 - перечень элементов
к ней.
SA - переключатели;
SB - кнопки;
8Q - конечные выключатели;
HL - лампы сигнальные;
FU - предохранители;
OF - автоматические выключатели;
YA - электропневматические вентили;
SL, SP - реле; X - разъемы.
Таблица 2
Позиционное обозначение Наименование Количество Примечание
Я9101 Ящик управления ЯЭ101 I
El Лампа M024-40-I I
Светильник НКС01х100Л120-03 I
ш Электродвигатель:4АМ01328б (6,3 кВт; 940 мин-1) I Для КД2126К, КД2326К, КД1426В
4AMCI32M6 (8,5 кВт; 940 мин-1) I Для ЦД2128К; КД2328К, КД1428В
М2 Электродвигатель системы смазки I Комплект ИЦСЭ
JB Пост управления кнопочный У8417 I
Выключатели:
SBI KE20I исп. 3 красный I Комплект поста управления
SB2 KEI8I исп. 2, зеленый I У8417
8ВЗ, SB4 KEI9I иоп. 2, черный 2
SB5 KEI8I исп. 2, красный ' I
SB6 Педаль электрическая ПЭ-1 М I
SP Реле давления воздуха I Комплектно dfS-jfc 16/10
SP2 Реле давления масла I Комплект И-ЦСЭ
Sb Реле уровня масла I Комплект И-ЦСЭ
SQI...SQ5, SQI7 Бесконтактный концевой выключатель БВК-261-24 6
SQII Микровыключатель МП2102 I Комплект У712А
SQI3 Бесконтактный торцевой переключатель БГП2Н-24 I
SQI4, SQI6 Выключатель путевой ВП1&21А-221.54.У2.5 3 ввода 2
YAI, YA2 Пневмоэлектроклапан П-РЭ 3/2,5 7312 2 Комплект У712А
YA3 Пневмоэлектроклапан 2 Комплект УЗМ
Разъемы:
Х4 Розетка ШР40У16НШ2 (2РТТ40КУН16Г23) I
Вилка ШР40Ц16ЭШ2 (2РТТ40Б16Ш23) I
Х5 Розетка ШР32У12НКП (2РТТ32КУН12Г16) I
Вилка ШР32П2ЭШ1 (2РТТ32Ы2Ш16) I
XI4 Розетка ШР20П5НШ10 (2РТТ20КПН5Г40) I
Вилка ШР20П5ЭИП0 (2РТТ20Б5Ш40) I
XI5 Розетка ШР20П5НШ10 (2РТТ20КПН5Г40) I
Вилка ШР2СП5ЭШ40 (2РТТ20Б5Ш40). I
П7 Розетка ШР20У4НШ (2РТТ20КУН4Г68) I
Вилка ШР20П4Ж (2РТТ20Б4Ш68) I
ХТ4 Розетка ШР55П319ГЗ (2РТТ55Б31ГЗЗВ) I
Вилка ШР55У31угЗ (2РТТ55КУНЗППЗЗВ) I
чХТ5 Розетка ШР55П23ЭП (2РТТ55Б23Г31В) I
Вилка ШР55У23НП (2РТТ55КУН23Ш31В) I
ХТ6 Розетка ИР28ПТЭГ9 (2РТТ28Б7Г41) I
Вика ШР28У7НГ9 (2РТТ28КУН7Ш41) I
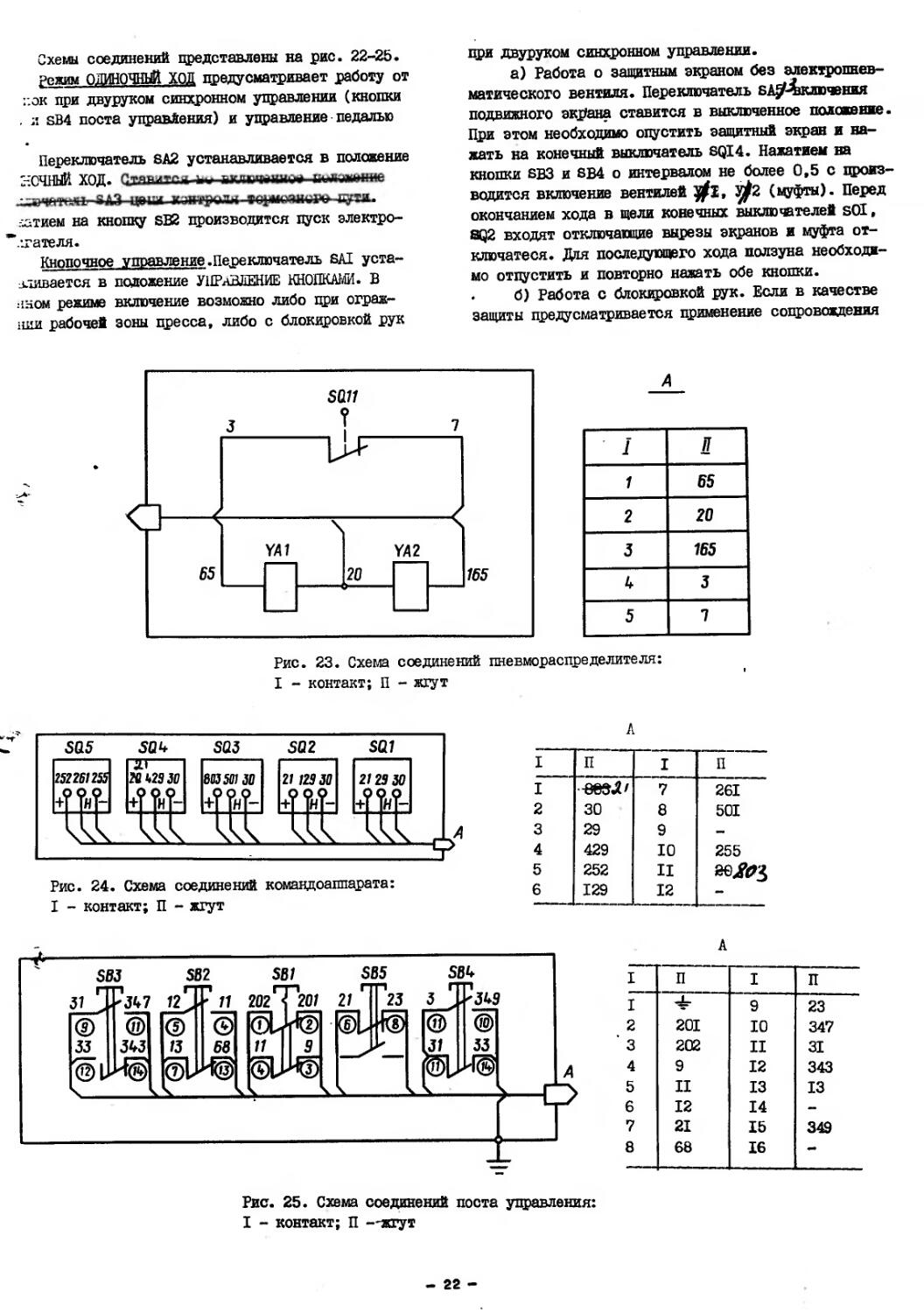
Схемы соединений цредставлены на рис. 22-25.
режим ОДИНОЧНЫЙ ХОД предусматривает работу от :.ок при двуруком синхронном управлении (кнопки . и SB4 поста управления) и управление педалью
Переключатель SA2 устанавливается в положение
ТОЧНЫЙ ХОД. Стяватг* 1— г. ч ^нние
ВАЗ цвш квиуршы тормоаымве пути..
латием на кнопку SB2 производится пуск электро-’-•.гателя.
Кнопочное управление.Переключатель SAI уста-зливается в положение УПРАВЛЕНИЕ КНОПКАМИ. В ином режиме включение возможно либо при ограж-нии рабочей зоны пресса, либо с блокировкой рук
при двуруком синхронном управлении.
а) Работа о защитным экраном без электропнев-матического вентиля. Переключатель БА^-^ключения подвижного экрана ставится в выключенное положение. При этом необходимо опустить защитный экран и нажать на конечный выключатель SQI4. Нажатием на кнопки SB3 и SB4 о интервалом не более 0,5 с производится включение вентилей yfl, Jjj^2 (муфты). Перед окончанием хода в щели конечных выклюфтелей SOI, SQ2 входят отключающие вырезы экранов и муфта от-ключатеся. Для последующего хода ползуна необходимо отпустить и повторно нажать обе кнопки.
. б) Работа с блокировкой рук. Если в качестве защиты предусматривается применение сопровождения
Рис. 23. Схема соединений пневмораспределителя: I - контакт; П - жгут
I П
1 65
2 20
3 165
Ь 3
5 7
SQ5 252261255 1 5Q4 тп 201,2330 Ж SQ3 80350130 Ж SQ2 21 12330 Ж SQ7 2123 30 Ж =5>
Рис. 24. Схема соединений командоаппарата: I - контакт; П - жгут
I П I П
I -еезД/ 7 261
2 30 8 501
3 29 9 —
4 429 10 255
5 252 II
6 129 12 -
Рис. 25. Схема соединений поста управления: I - контакт; п --жгут
А
I П I П
I 4- 9 23
2 201 10 347
3 202 II 31
4 9 12 343
5 II 13 13
6 12 14 —
7 21 15 349
8 68 16 -
- 22 -
рук, то в блоке питания HI устанавливаются перемычки ХВЗ, ХВ5. Переключатель едДЧзтавится в выключенное положение. Нажатием кнопки SB3 и SB4 с интервалом не более 0,5 о производится включение муфты.
При ходе ползуна вниз оператор обязан держать кнопки SB3 и SB4 нажатыми - цри отпусканий хотя бы одной из них муфта отключается и ползун останавливается. При подходе ползуна к нижней точке в щель конечного выключателя SQ3 входит экран. Начиная о этого момента и до конца хода, кнопки SB3 и SB4 могут быть отпущены.
Управление педалью. Переключатель SAI устанавливается в положение УПРАВЛЕНИЕ ПЕДАЛЬЮ. Переключа- . тель зДЙ^Ьтавится в выключенное положение. При этом необходимо опустить защитный экран и нажать на конечный выключатель SOI4. Муфта выключается нажатием на педаль SB6.
Если экран имеет электропневматический вентиль, то переключатель SA3 ставится во включенное положение. Защитный экран отпускается автоматически при нажатии на педаль SB6. После полного закрытия опасной зоны срабатывает конечный выключатель SQI7, давая тем самым разрешение на срабатывание муфты. Дальнейшая работа схемы происходит так же, как и цри кнопочном управлении.
Режим АВТОРАБОТА. Данный режим предусматривает кнопочное управление. Переключатель SA2 устанавливается в положение АВТОРАБОТА, переключатель SAI в положение УПРАВЛЕНИЕ КНОПКАМИ, а переключатель SA3 в выключенное положение. Защитный экран необходимо опустить. При этом нажимается конечный выключатель S0I4. При нажатии на кнопки SB3 и SB4 с интервалом не более 0,5 с производится включение муфты. Ползун пресса совершает ход непрерывно. Срабатывание бесконтактных выключателей SQI и SQ2 в конце каждого хода ползуна не будет оказывать влияния на работу преоса.
Отключение муфты производится нажатием на кнопку SB5. Происходит срабатывание бесконтактных конечных выключателей SQI, SQ2 в конце хода ползуна. Нажимать на кнопку SB5 необходимо до тех пор, пока выключатели SQI и SQ2 не сработают и ползун не остановится.
Если защитный экран имеет электропневматический вентиль, то переключатель баз ставится во включенное положение. Защитный экран опускается автоматически при нажатии на кнопки SB3 и SB4. После полного закрытий опасной зоны срабатывает конечный выключатель SQI7, давая тем самым разрешение на срабатывание муфты.
Примечание. По требованию заказчика возможно введение режима АВГОРАБОТА от педали.
Режим НАЛАДКА. Данный режим предусматривает кнопочное двурукое управление муфтой-тормозом.
Переключатель SA2 ставится в положение НАЛАДКА, переключатель SAI - в положение УПРАВЛЕНИЕ КНОПКАМИ, а переключатель ВАЗ - в выключенное положение.
Данный режим работы служит для наладки машин и предусматривает возможность включения муфты при открытой рабочей эоне. Включение муфты возможно как цри включенном, так и при отключенном электродвигателе .
Включение муфты производится нажатием на кнопки SB3 и SB4. При отпускании.любой из них происходит отключение муфты. По технике безопасности ход преоса в режиме НАЛАДКА должен прерываться не менее 3 раз за цикл.
Продолжительность включенного состояния муфты определяется длительностью заряда конденсатора С2 в блоке питания.
По истечении этого времени муфта отключается. Для нового включения муфты Необходимо отпустить и вновь нажать кнопки SB3 и SB4, таким образом происходит прерывание хода пресса.
Режим РУЧНОЙ ПРОВОРОТ предусматривает включение муфты при полностью остановившемся маховике и открытой рабочей зоне.
Переключатель SAI ставится в положение РУЧНОЙ ПРОВОРОТ. При этом прерывается цепь включения двигателя. В этом режиме муфта не должна включаться до полной остановки маховика преоса. Контроль остановки маховика осуществляется с помощью датчика SQI3. При остановке маховика реле КЗ отключается и через н.з. контакты подает питание на органы управления.
В зависимости от положения переклю'ателя SA2 в данном режиме муфта может быть включена толчком (SA2 - в положении НАЛАДКА) На один оборот ( SA2 -в положении ОДИНОЧНЫЙ ХОД) или длительно ( SA2 - в положении АВГОРАБОТА). Отключение муфты происходит при повороте переключателя SA2 в положении НАЛАДКА (при включении муфты на один оборот или длительно).
4.II.3. Защита
Защита электрооборудования от токов короткого замыкания осуществляется автоматическим выключателем QPI и плавкими предохранителями FUI.. .Ги8.
Электродвигатель М привода защищен от перегрузки тепловым реле KKI.
Минимальная защита электросхемы осуществляется магнитным пускателем КМ.
Для защиты персонала от поражения электрическим током все металлические части КПО (электродви- u гатели, пост управления, ниша и т.д.), которые мо- w гут оказаться под напряжением выше 42 В, оснащены устройствами заземления.
4.II.4. Блокировки
В электросхеме пресса предусмотрены следующие блокировки.
Блокировка воздухораспределителя. Электродвигатель привада и муфты пресса отключаются цри срабатывании блокировки пневморасцределителя. Это происходит при нарушении согласованной работы вентилей из-за неисправности одного из каналов или црж залипании одного из пневмоклапанов.
- 23 -
Срабатывает микропереключатель SQII.
Блокировка муфты пресса с защитной решеткой -абочей зоны. При работе педалью в режиме ОДИНОЧ-iil ХОД включение муфты пресса возможно только при >акрытой рабочей зоне (нажат конечный выключатель '^14 или включен бесконтактный конечный выключатель SQI7).
При работе кнопками sB3, SB4 в режиме АВГОРАБОТА включение муфты пресса возможно только при закрытой рабочей зоне (нажат конечный выключатель SQI4 или включен бесконтактный конечный выключатель 3QI7).
Нулевая блокировка. Подача напряжения в схему пресса не вызывает самопроизвольного включения электроаппаратов.
Блокировка муфты пресса с дверкой станины. Этот вид блокировки не допускает включения электродвигателя и муфты пресса при открытой дверке станины. Срабатывает контакт 7...9а конечного выключателя SQI5.*
Блокировка реле давления воздуха (sP) со схемой управления. При падении воздуха в системе срабатывает реле SP и своим нормально открытым контактом отключает электродвигатель привода й муфту пресса. При этом загорается сигнальная лампа красного цвета НЕТ ВОЗДУХА.
Блокировка двурукого включения. Кнопки SB3, SB4 включения муфты необходимо нажимать до тех пор, пока ползун не пройдет опасную зону.*Отпускание кнопок раньше времени вызовет мгновенное отключение муфты и останов ползуна. Эта блокировка обеспечивается бесконтактным выключателем SQ3 (сопровождение).
Блокировка, не допускающая непредусмотренное включение муфты при замыкании замкнутых и разомкнутых контактов кнопки или педали, обеспечивается с помощью цепи блокировки блока БС. Аналогично обеспечивается блокировка, не допускающая включения муфты пресса в режиме работы с подвижным защитным экраном при выходе из строя конечного выключателя SQI7.
Блокировка, не допускающая включения муфты цри низком уровне масла и при неисправностях в системе смазки, обеспечивается с помощью цепей блокировки в блоке управления смазки.
Примечание. Цри введенном режиме АВГОРАБОТА от педали (по требованию заказчика) действует блокировка, не допускающая включения муфты в момент пуска двигателя при нажатой педали в режиме цкпркрнжык КОЖ. Данная блокировка осуществляется н.о. контактом 15...25 реле KI в цепи педали.
Подробное описание действия ящика управления приводится в руководстве по эксплуатации на ящик Я9101.
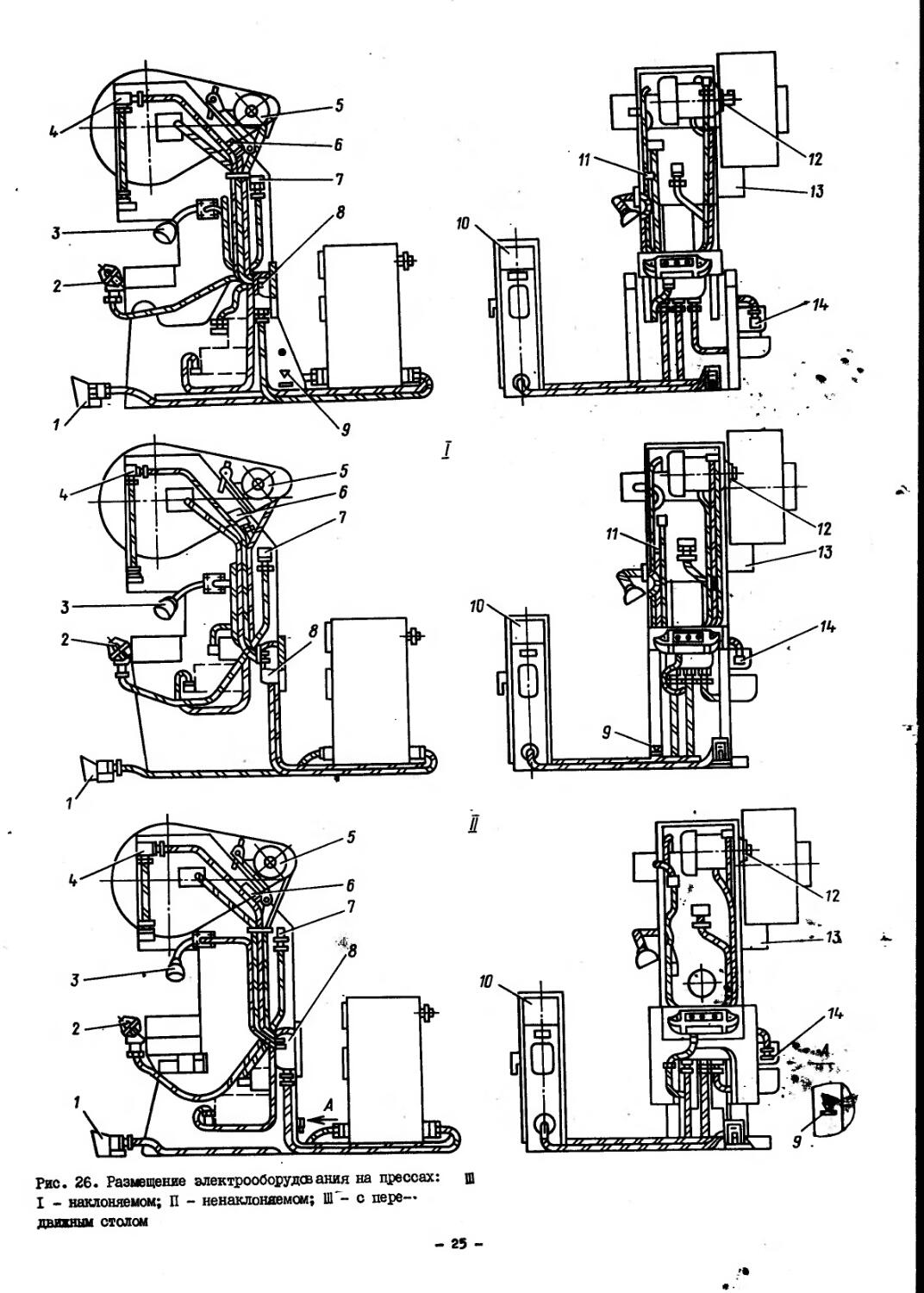
4.II.5. Размещение электрооборудования на
прессе (рис. 26)
Номер позиции на рис. 26 Наименование Условное обозначение на схеме
I Электрическая педаль SB6
2 Кнопочный пост управления SB
3 Лампа местного освещения EL
4 Кнопочный выключатель дверки
станины SQI5
5 Электродвигатель главного
привода Ш
6 Реле давления масла SP2
7 Реле давления воздуха SPI
8 Ниша пресса • —
9 Заземление пресса — i
10 Ящик управления Я9101
II Конечный выключатель защитного
экрана (УЗМ-4) SGI7
12 Датчик контроля вращения
маховика SQI3
13 Пневморасцределитель V
14 Станция смазки M2.SL i
4.II.6. Спецификация проводов к электрической |
схеме соединений - - . - 1
Индексы проводов Цвет изо-
ляции
АЗ, ВЗ, СЗ, А5, В5, 05 Черный
I, 3, 7.9, 9а, II, 12, 13, 68, 70 Красный
104, 105 201, 202 Красный
20,21,23,24, 25,26,29,30,31,65 , 73 Синий
129,165,252,255,261,343,347,349 Синий
365,429,450,485,501,551,801,803 Синий
Lr Зелено-
желтый
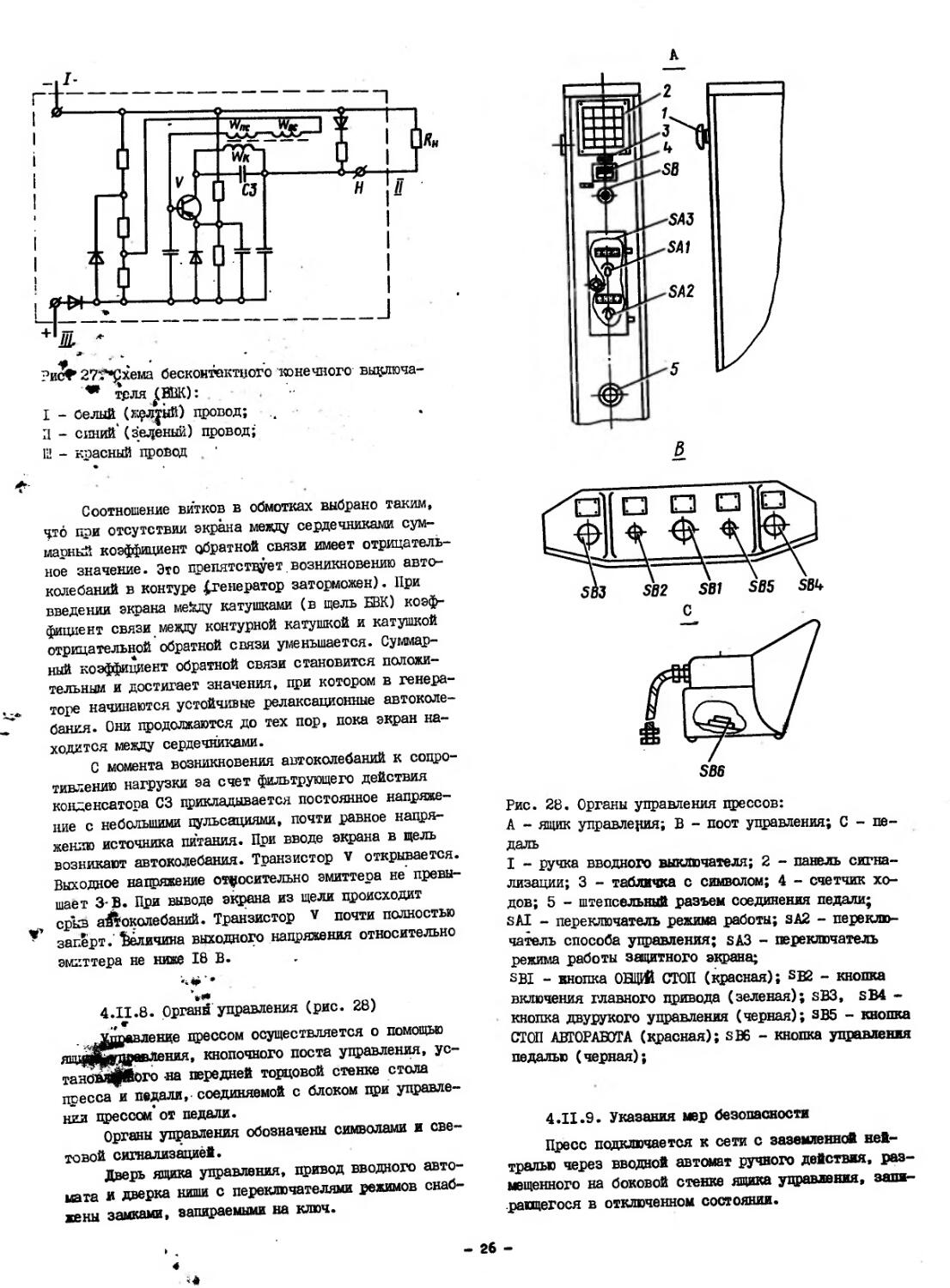
4.II.7. Принцип действия бесконтактного конечного выключателя (ЕВК)
В основу схемы ЕВК (рис. 27) положен релаксационный генератор с трансформаторной обратной связью на одном мощном триоде V , находящийся в заторможенном состоянии. Чувствительным элементом является трансформатор-датчик. Он состоит из трех обмоток:
» - контурная (первичная обмотка, включенная в цепь коллектора);
тпс~ 0<5мотка положительной обратной связи; woc- обмотка отрицательной обратной связи. Обмотки wR и wnc расположены на одном сердечнике. Оба сердечника расположены друг против друга по обе стороны щели ЕВК.
- 24 -
Рис. 26. Размещение электрооборудования на прессах: Щ I — наклоняемом; П - ненаклоняемом; Ш - с пере-
движным столом
- 25 -
?ис^ ЗУ^хема бесконтактного конечного выключа-* трлн ВИК):
I - белый (жрл|ый) провод;
П - синий' (зеленый) провод;
11! - красный провод . 1
Соотношение витков в обмотках выбрано таким, что при отсутствии экрана между сердечниками суммарный коэффициент обратной связи имеет отрицательное значение. Это препятствует возникновению автоколебаний в контуре ^генератор заторможен). При введении экрана ме!кду катушками (в щель БВК) коэффициент связи мевду контурной катушкой и катушкой отрицательной обратной связи уменьшается. Суммарный коэффициент обратной связи становится положительным и достигает значения, при котором в генераторе начинаются устойчивые релаксационные автоколебания. Они продолжаются до тех пор, пока экран находится между сердечниками.
С момента возникновения автоколебаний к сопротивлению нагрузки за счет фильтрующего действия конденсатора СЗ прикладывается постоянное напряжение с небольшими пульсациями, почти равное напряжению источника питания. При вводе экрана в щель возникают автоколебания. Транзистор V открывается.
С
S85
Рис. 28. Органы управления црессов:
А - ящик управления; В - поот управления; С - педаль
I - ручка вводного выключателя; 2 - панель сигнализации; 3 - табличка с символом; 4 - счетчик ходов; 5 - штепсельный разъем соединения педали; SAI - переключатель режима работы; зА2 - переключатель способа управления; БАЗ - переключатель режима работы защитного экрана;
SBI - кнопка ОНЩЙ СТОП (красная); SB2 - кнопка включения главного привода (зеленая); sB3, SB4 -кнопка двурукого управления (черная); SB5 - кнопка СТОП АВГОРАБОТА (красная); SB6 - кнопка управления педалью (черная);
Выходное напряжение относительно эмиттера не превышает 3-В. При выводе экрана из щели происходит срыв автоколебаний. Транзистор V почти полностью заперт. величина выходного напряжения относительно эмиттера не ниже 18 В.
4.II.8. Органы управления (рис. 28)
ние прессом осуществляется о помощью ния, кнопочного поста управления, ус-тановлфбого на передней торцовой стенке стола
пресса и педали, - соединяемой с блоком при управлении прессом’от педали.
Органы управления обозначены символами и световой сигнализацией.
Дверь ящика управления, привод вводного автомата и дверка ниши с переключателями режимов снаб
жены замками, запираемыми на ключ.
4.II.9. Указания мер безопасности
Пресс подключается к сети с заземленной нейтралью через вводной автомат ручного действия, размещенного на боковой стенке ящика управления, запирающегося в отключенном состоянии.
- 26 -
В месте присоединения питающих НПО проводов смонтирован клеммник с четырьмя зажимами для подключения защитного и других проводов.
Автомат помещен в специальную оболочку, а клеммник защищен специальной крышкой из изоляционного материала и недоступен для прикосновения при открытой двери ящика управления прессом.
Для цепей управления пресса, освещения и сигнализации используются напряжения 24 В постоянного тока и НО, 24, 22 В переменного частотой 50...60 Гц.
Дверь ящика управления, ниша с переключателем режимов работы снабжены замками, запираемыми па ключ.
Пресс подсоединяется к ящику управления с помощью разъемов, исключающих ошибочные подключения.
Для защиты от механических повреадений провода размещены в металлорукаве.
Степень защиты электрооборудования пресса не менее IP43 по ГОСТ 14254-80-
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5.1. Указания при подготовке пресса к работе
5.I.I. Подъем пресса с салазок в вертикальное положение и транспортирование выполните соответственно указаниям раздела 6 "Подготовка пресса к работе".
5.1.2. Пресс и ящик управления должны быть надежно заземлены путем присоединения их к цеховому контуру заземления.
5.2. Указания при работе на прессе
5.2.1. Используйте пресс только в соответствии с его технологическим назначением.
5.2.2. Расчетное усилие технологической операции должно быть меньше номинального усилия пресса на 15...20 %.
Запрещается выполнять на прессе технологические операции, усилие и работа которых превышают силовые и технологические возможности пресса.
5.2.3. Установку и наладку штампа выполняйте только на режиме РУЧНОЙ ПРОВОРОТ.
5.2.4. Включайте рабочий ход ползуна только, после разгона маховика.
5.2.5. При разрушении предохранительной шайбы немедленно остановите пресс кнопкой ОНЦИЙ СТОП и вызовите специалиста-наладчика.
Нельзя работать на прессе после разрушения предохранительной шайбы.
5.2.6. Не допускайте эксплуатацию пресса без защитного устройства ограждения рабочей (опасной) зоны.
Эксплуатация цресса без защитного устройства возможна только цри выполнении технологических операций с применением оредств автоматизации, исключающих необходимость ввода рук оператора в рабочую зону, или когда оператор удерживает заготовки обеими руками вне опасной зоны.
5.2.7. Персонал, обслуживающий пресс, должен иметь высокую квалификацию по технике безопасности.
5.2.8. Для включения вводного автомата ящика отоприте ключом замок на рукоятке привода автомата, после чего поворотом рукоятки в вертикальное положение включите вводной автомат. При работе пресса ключ привода вводного автомата должен находиться в замке.
5.2.9. Установку режимов переключателем SA2 и выЗор способа управления переключателем SAI производит наладчик. После каждого переключения ниша переключателей запирается.
5.2.10. Положение переключателя режимов SA2 и переключателя управления SAI после каждого переключения необходимо сверять по соответствующим световым сигналам на панели сигнализации ящика.
5.2.II. Доступ внутрь ящика разрешается только электротехническому персоналу, закрепленному за данным прессом. После окончания осмотров и ремонтов запор предварительно закрытой двери ящика затягивается рукояткой и запирается на ключ.
5.2.12. Перед работой на прессе (в начале cue-* ны) включением пресса в режиме ОДИНОЧНЫЙ ХОД длительным непрерывным нажатием на кнопки двурукого включения несколько раз включите муфту и убедитесь в исправном действии блокировки одиночного хода.
Поочередным разновременным нажатием на кнопки двурукого включения убедитесь в исправном действии синхронного двурукого включения.
5.2.13. При отсутствии в конце одиночного хода кратковременного светового сигнала об исправном действии системы управления следует остановить пресс, выключить ящик и вызвать специалиста-электрика .
5.2.14. При возникновении неисправности в схеме происходит отключение электродвигателя и муфты микропереключателями (цри срабатывании пневмоблокировки) .
Запрещается работа на прессе при возникновении неисправности в схеме ящика или неисправных блокировках внешних цепей. Следует выключить ящик и вызвать электрика.
5.2.15. Цри превышении допустимого тормозного _ пути (угла выбега) в конце хода на панели сигналя—*" зации блока загорается красный контрольный сигнал. В этом случае остановите пресс, выключите ящик и произведите регулировку или ремонт тормоза.
5.2.16. Раз в смену необходимо "подрывать" предохранительный клапан во избежание залипания седла.
5.3. Указания при техническом обслуживании и ремонте
5.3.1. Перед заливкой масла в маслораспши-тель снимите давление воздуха в пневмосистеме.
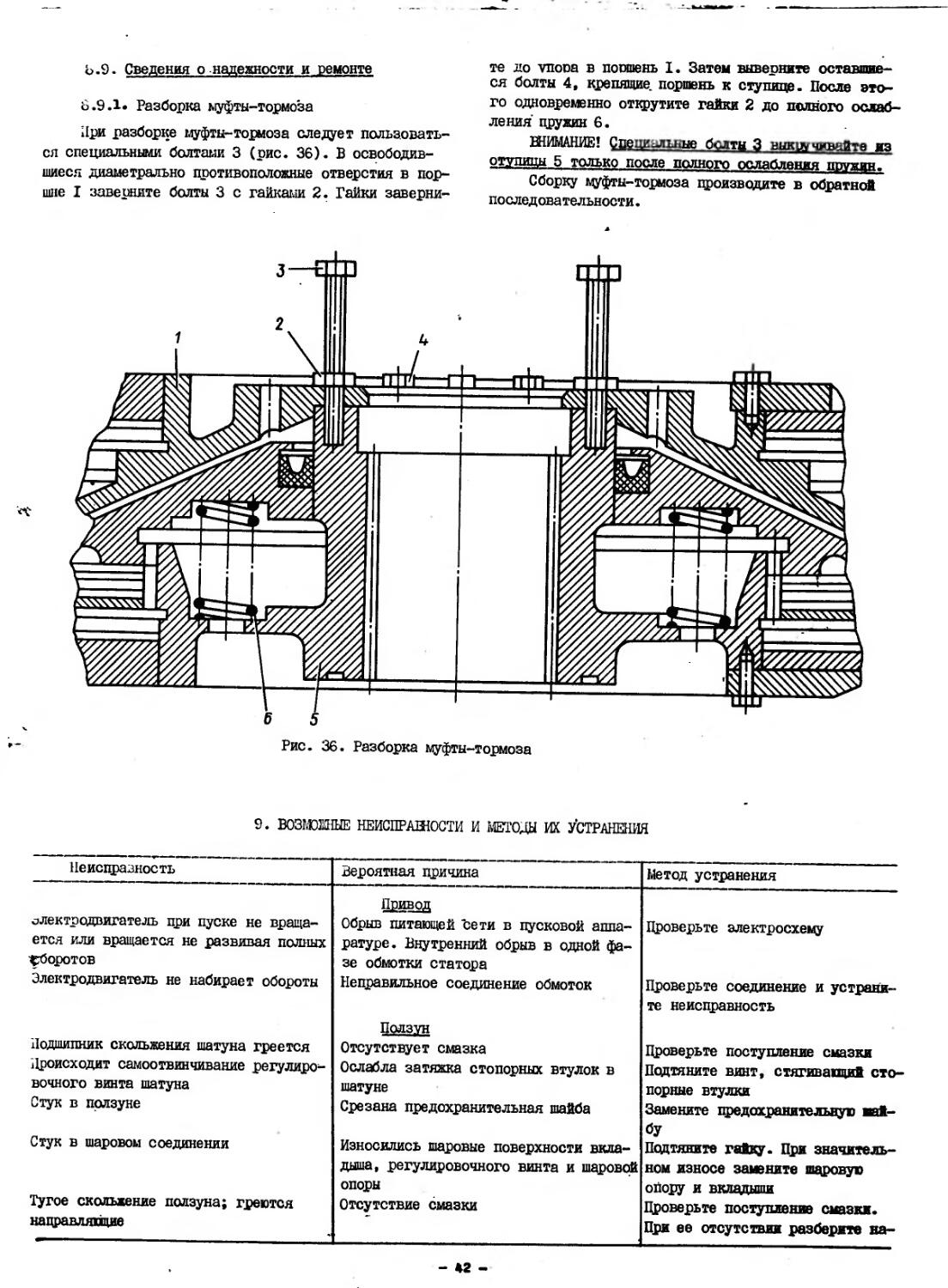
5.3.2. Цри разборке муфты-тормоза предварительно ослабьте давление пружин.
- 27 -
г.3.3. При осмотре и ремонте электроаппцра-вводасйвыключатель должен быть отключен.
6. ПОДГОТОВКА ПРЕССА К РАБОТЕ
6.1. Хранение, распаковка и транспортирование
6.1.1. Хранение прессов в распакованном виде -го производиться в закрытых или других помеще-х о естественной вентиляцией без искусственно улируемых климатических условий, где колебания .сратуры и влажности воздуха существенно меньше, на открытом воздухе в любых макроклиматических гнах, в том числе в районах с тропическим клим-..... Условия хранения 3 (S3) ГОСТ 15150-65.
допускается хранение прессов в упакованном . на открытых площадках в макроклиматических снах с умеренным и холодным климатом [(Условия .нения 8 (023)] при верхнем значении окружающего духа 60 °C, при нижнем значении - 50 °C.
Данные ’об условиях хранения, внутренней упа-, временной защите указаны в свидетельстве о гервации.
Транспортирование прессов потребителю произ-дгся согласно техническим условиям.
Не допускается складирование в штабели, удары, 'ганке и кантование ящиков, в которые упаковано орудование.
6.1.2. При распаковке сначала снимается верх-щит упаковочного ящика, а затем боковые. Необ-.ыгло следить за тем, чтобы не повредить пресс .гпаковочным инструментом.
После распаковки следует осмотреть пресс и ['сверить комплектность поставки согласно упаковоч-ведомости, вложенной в специальный карман с дужной стороны бокового щита.
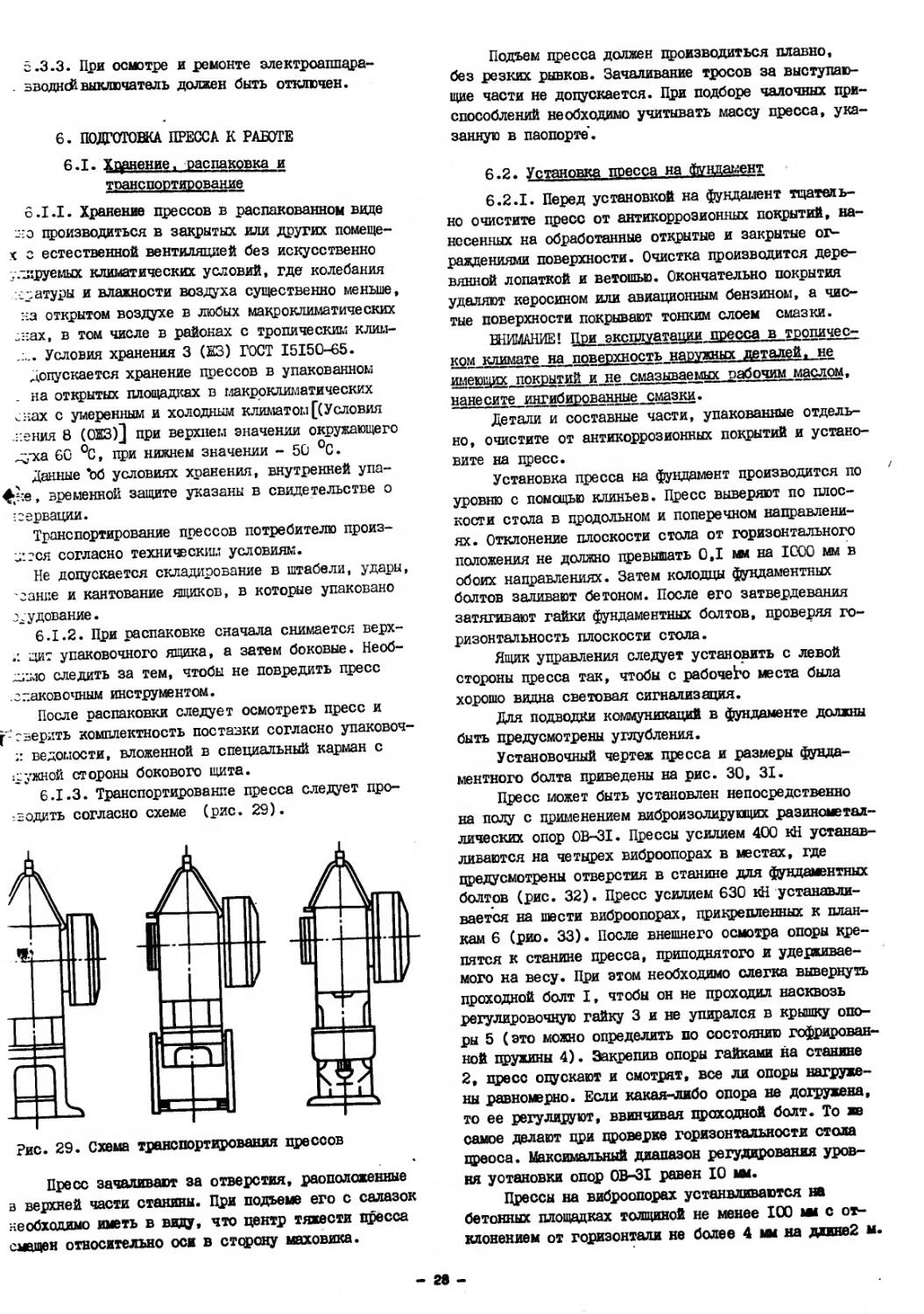
6.1.3. Транспортирование пресса следует проводить согласно схеме (рис. 29).
Рис. 29. Схема транспортирования прессов
Пресс зачаливают за отверстия, расположенные в верхней части станины. При подъеме его с салазок необходимо иметь в виду, что центр тяжести пресса сманен относительно оси в сторону маховика.
Подъем пресса должен производиться плавно, без резких рывков. Зачаливание тросов за выступающие части не допускается. При подборе чалочных приспособлений необходимо учитывать массу пресса, указанную в паспорте’.
6.2. Установка пресса на фундамент
6.2.1. Перед установкой на фундамент тщательно очистите пресс от антикоррозионных покрытий, нанесенных на обработанные открытые и закрытые ограждениями поверхности. Очистка производится деревянной лопаткой и ветошью. Окончательно покрытия удаляют керосином или авиационным бензином, а чистые поверхности покрывают тонким слоем смазки.
ВНИМАНИЕ! При эксплуатации пресса в тропическом климате на поверхность наружных деталей, не имеющих покрытий и не смазываемых рабочим маслом, нанесите ингибированные смазки.
Детали и составные части, упакованные отдельно, очистите от антикоррозионных покрытий и установите на пресс.
Установка пресса на фундамент производится по уровню с помощью клиньев. Пресс выверяют по плоскости стола в продольном и поперечном направлениях. Отклонение плоскости стола от горизонтального положения не должно превышать 0,1 мм на 1000 мм в обоих направлениях. Затем колодцы фундаментных болтов заливают бетоном. После его затвердевания затягивают гайки фундаментных болтов, проверяя горизонтальность плоскости стола.
Ящик управления следует установить с левой стороны пресса так, чтобы с рабочего места была хорошо видна световая сигнализация.
Для подводки коммуникаций в фундаменте должны быть предусмотрены углубления.
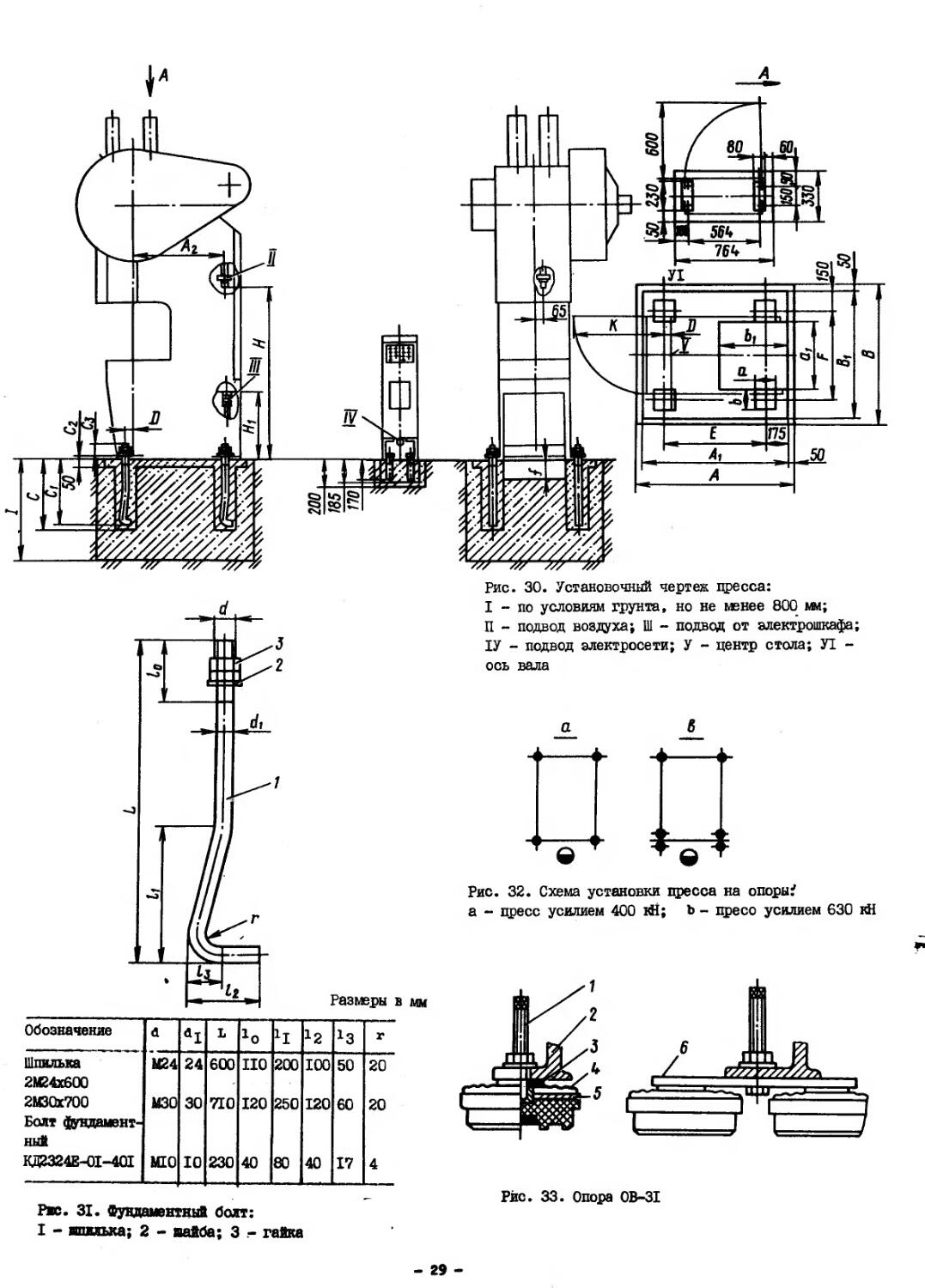
Установочный чертеж пресса и размеры фундаментного болта приведены на рис. 30, 31.
Пресс может быть установлен непосредственно на полу с применением виброизолирующих разинометал-лических опор 0B-3I. Прессы усилием 400 кН устанавливаются на четырех виброопорах в местах, где предусмотрены отверстия в станине для фундаментных болтов (рис. 32). Пресс усилием 630 кН устанавливается на шести виброопорах, прикрепленных к планкам 6 (рио. 33). После внешнего осмотра опоры крепятся к станине пресса, приподнятого и удерживаемого на весу. При этом необходимо слегка вывернуть проходной болт I, чтобы он не проходил насквозь регулировочную гайку 3 и не упирался в крышку опоры 5 (это можно определить по состоянию гофрированной пружины 4). Закрепив опоры гайками на станине 2, пресс опускают и смотрят, все ли опоры нагружены равномерно. Если какая-либо опора не догружена, то ее регулируют, ввинчивая проходной болт. То же самое делают при проверке горизонтальности стола цреоса. Максимальный диапазон регулирования уровня установки опор 0B-3I равен 10 ш.
Прессы на виброопорах устанвливаются на бетонных площадках толщиной не менее 100 ш с отклонением от горизонтали не более 4 мм на даине2 м.
- 28 -
Рис. 30. Установочный чертеж пресса:
I - по условиям грунта, но не менее 800 иы;
П - подвод воздуха; Ш - подвод от электрошкафа; 1У - подвод электросети; У - центр стола; У1 -ось вала
Рис. 32. Схема установки цресса на опоры?
а - пресс усилием 400 й<; b - пресо усилием 630 кН
Обозначение
Шпилька 2М?4х600 2МЗСХ700
Болт фундаментный
ВД2324Е-01-401
Размеры в мм
Рис. 33. Опора 0B-3I
Рис. 31. Фундаментный болт:
I - шпилька; 2 - шайба; 3 - гайка
- 29 -
Подсоедините пресс и блок управления к цехо- ВНИМАНИЕ! Нельзя включать главный выклю«втель .•у контуру заземления, подключите провода зазем- распределительного шкафа до полного подсоединения ения и электросети к клеммнику блока управления. всех проводов.
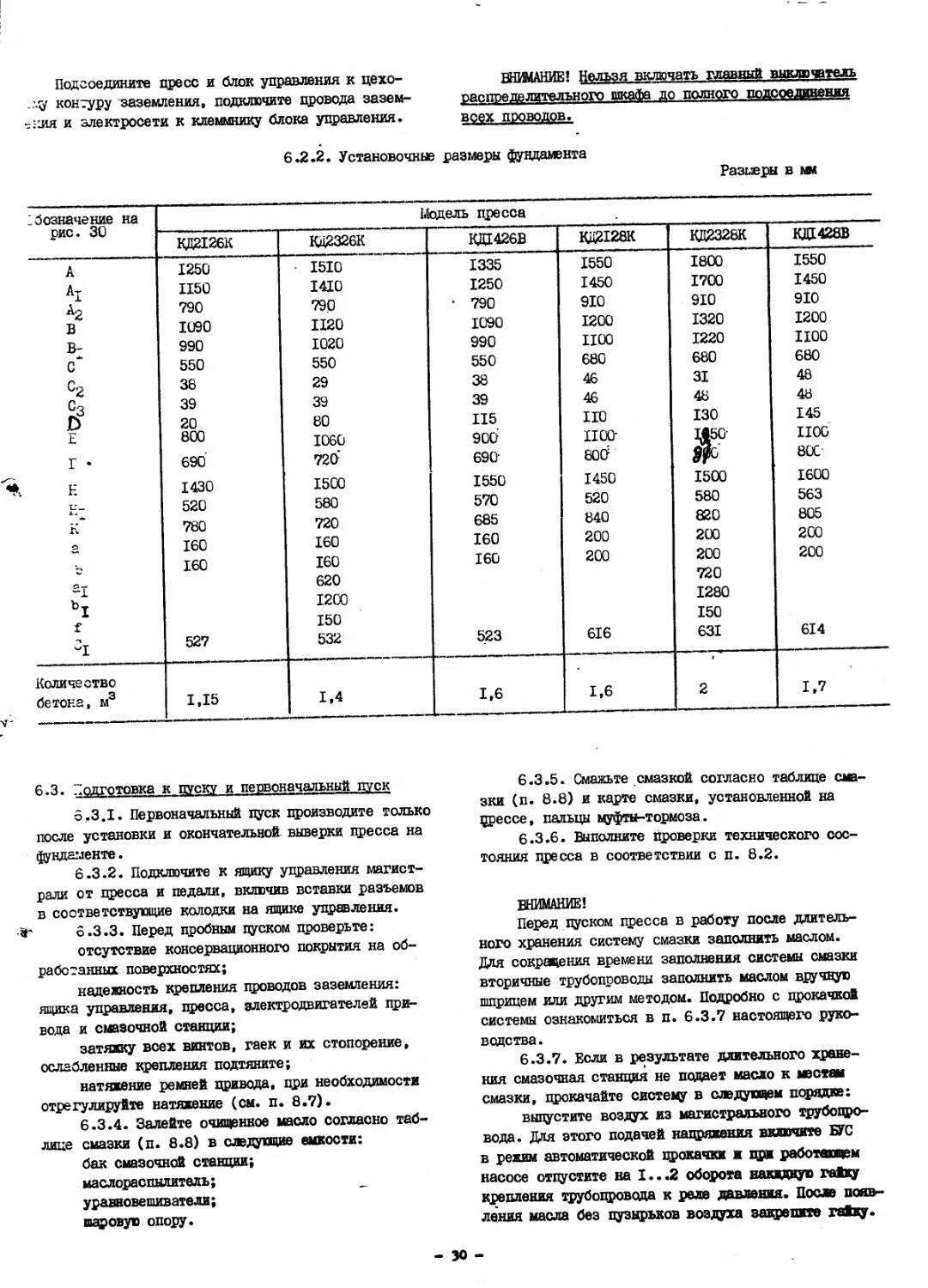
6.2.2. Установочные размеры фундамента
Размеры в мм
Обозначение на рис. 30 Модель пресса
КД2126К КД2326К ЮТ 426В ВД2128К КД2328К КД1428В
А 1250 1510 1335 1550 1800 1550
А1 1150 1410 1250 1450 1700 1450
А2 790 790 • 790 910 910 910
В 1090 1120 1090 1200 1320 1200
В- 990 1020 990 1100 1220 1100
с 550 550 550 680 680 680
С2 38 29 38 46 31 48
С3 39 39 39 46 48 48
D 20 80 115 110 130 145
д 800 1060 900 1100- М5О 1100
г • 690 720 690- 800 ДО 800
Е 1430 1500 1550 1450 1500 1600
520 580 570 520 580 563
к 780 720 685 840 820 805
160 160 160 200 200 200
160 160 160 200 200 200
о Н) o' . ы нн 527 620 1200 150 532 523 616 720 1280 150 631 614
Количество бетона, м3 1,15 1.4 1.6 1,6 1 2 1,7
6.3. ..рдготовка к пуску и первоначальный пуск
6.3.1. Первоначальный пуск производите только после установки и окончательной выверки пресса на фундаменте.
6.3.2. Подключите к ящику управления магистрали от пресса и педали, включив вставки разъемов в соответствующие колодки на ящике управления.
Sr 6.3.3. Перед пробным пуском проверьте: отсутствие консервационного покрытия на обработанных поверхностях;
надежность крепления проводов заземления: ящика управления, пресса, электродвигателей привода и смазочной станции;
затяжку всех винтов, гаек и их стопорение, ослабленные крепления подтяните;
натяжение ремней привода, при необходимости отрегулируйте натяжение (см. п. 8.7).
6.3.4. Залейте очищенное масло согласно таблице смазки (п. 8.8) в следующие емкости:
бак смазочной станции;
маслораспылитель;
уравновешиваюли; шаровую опору.
6.3.5. Смажьте смазкой согласно таблице смазки (п. 8.8) и карте смазки, установленной на црессе, пальцы муфты-тормоза.
6.3.6. Выполните проверки технического состояния пресса в соответствии с п. 8.2.
ВНИМАНИЕ!
Перед пуском пресса в работу после длительного хранения систему смазки заполнить маслом. Для сокращения времени заполнения системы смазки вторичные трубопроводы заполнить маслом вручную шприцем или другим методом. Подробно с прокачкой системы ознакомиться в п. 6.3.7 настоящего руководства.
6.3.7. Если в результате длительного хранения смазочная станция не подает масло к местам смазки, прокачайте систему в следующем порядке:
выпустите воздух из магистрального трубопровода. Для этого подачей напряжения включите БУС в режим автоматической прокачки и цри работающем насосе отпустите на I...2 оборота накидную гайцу крепления трубопровода к реле давления. После появления масла без пузырьков воздуха закрепите гайцу.
- зо -
ШИМАНИЕ! Не следует вывинчивать пррбку и снимать накидную гайку полностью, так как в. магистрали не будет достаточного давления для срабатывания реле и автоматического выключения смазочного насоса;
прокачайте питатели и вторичные трубопроводы. Для этого отсоедините вторичные трубопроводы от точек смазки на прессе и заполните их маслом вручную или от насоса в режиме автоматической прокачки и убедитесь в стабильном поступлении масла (капле-падении) из всех вторичных трубопроводов. Нели после длительной прокачки некоторые из питателей не подают масло, отсоедините трубопровод от питателя и прокачайте питатель при работе насоса, нажав через выходной штуцер на клапан. После прокачки подсоедините все трубопроводы к точкам смазки;
проверьте работу системы.
Запустите систему в работу кнопкой SB.
Для получения информации о работе системы наблюдайте за состоянием сигнальных ламп блока управления. Периодическое загорание сигнальных ламп ФОРСАЖ СМАЗКИ И СМАЗКА указывает, что масло подается к импульсным питателям.
Если, загорается лампа ВНИМАНИЕ, то это свидетельствует о неисправности в системе смазки.
6.3.8. Обкатайте пресс под нагрузкой, не превышающей 70 % номинального усилия в течение 10...12 смен. В первые восемь часов работы пресса пары трения необходимо обкатать при обильной смазке. Переключатели на БУС SA2 и SA3 установите в положении ВКЛЮЧЕНО, SAI, SA3, SA4 - ВЫКЛЮЧЕНО.
Во время обкатки проверьте зазор в шаровом соединении и при необходимости отрегулируйте согласно п. 8.7.4.
В процессе обкатки ежемесячно проводите техническое обслуживание в объеме T0I, а после обкатки выполните техническое обслуживание Т02 (см. пп.
8.4, 8.5).
7. ПОИМОК РАБОТЫ
7.1. Состав обслуживающего персонала
Пресс обслуживают оператор, наладчик и электрик соответствующих квалификаций.
По одноцу экземпляру ключа от замков органов управления должно находиться:
у оператора - от входного выключателя;
у наладчика - от ниши переключателей режимов работы;
у электрика - от двери ящика управления.
7.2. Выбор режима работы
Режим АВГОРАБОТА применяется при наличии средств автоматизации подач заготовок в штамп для удаления деталей за цределы рабочей зоны, а также при штамповке из полосы с ручной подачей в закрытом штампе, исключающей доступ рук в рабочую зону.
Режим ОДИНОЧНЫЙ ХОД применяется при штамповке изделий из штучных заготовок с подачей заготовок в рабочую зону вручную и управлением кнопками. Управление от педали применяется только при надежном ограждении рабочей (опасной) зоны или при выполнении технологических операций с применением средств механизации, исключающих необходимость ввода рук оператора в рабочую (опасную) зону, или когда удержание заготовок осуществляется обеимл рукагли оператора вне рабочей зоны.
Режим НАЛАДКА разрешается применять только при наладке штампов.
Режим РУЧНОЙ ПРОВОРОТ применяется при наладке пресса.
Для определения усилия технологической операции рекомендуется использовать данные силовой характеристики пресса (см. п. 2.4) и диаграмму допускаемых усилий на ползуне (см. рис. 4).
Во избежание преждевременного выхода пресса из строя соблюдайте следующие правила:
используйте пресс только в соответствии с его технологическим назначением;
учитывая затупление инструмента, выбирайте технологическую операцию с расчетным усилием на 15.-.20 % меньше номинального усилия пресса. Ее допускайте нагружения пресса усилием, превышающим номинальное;
не нагружайте пресс усилием, близким к номинальному, при недопустимом угле поворота кривошипного вала;
выбирайте такие технологические операции, у которых полная работа деформации не превышает допускаемой технологической работы пресса за один рабочий ход;
предусмотрите перерывы в работе для проведения планового технического обслуживания.
7.3. Порядок управления
7.3.1. Подайте напряжение на силовые цепи и схему управления включением вводного автоматического выключателя. При этом на панели сигнализации блока должен загораться сигнал НАПРЯЖЕНИЕ ПО^Д-IC (см. таблицу применяемых символов в руководстве -паспорте ИКЛИ.656.352.007 ПС - Ящик управления Я9101).
7.3.2. Установите переключатель SA2 на тре- * буемьй режим работы. Переключателем SAP выберите способ управления муфтой-тормозом (двурукое - кног ками SB3, SB4 или педалью SB6).
7.3.3. Оградите рабочую зону пресса перед включением пресса в работу в режимах ОДИНОЧНЫЙ ХОд (от педали либо кнопками без сопровождения рук) и АВГОРАБОТА. Указанное требование не относится к работе с подвижным защитным экраном, с электроприводом.
7.3.4. Установите ползун в исходное положение перед включением пресса в работу в режиме ОДИЮЧНЫЙ ХОД, а также в режиме АВГОРАБОТА от педали.
7.3.5. Включите кнопкой ПРИВОД SB2 электродвигатель привода.
- 31 -
7.3.6. Включите пресс в работу в заданном режиме кнопками SB3, SB4 или педалью SB6.
7.3.7. Периодически контролируйте исправность системы управления по кратковременному включению в конце одиночного хода красного контрольного светового сигнала на панели сигнализации блока.
7.3.8. Отключение муфты в режиме АВГОРАБОТА (при управлении от кнопок) выполните нажатием кнопки СТОП АВТОРАБОТА ( SB5).
7.3.9. Пользуйтесь кнопкой ОБЩИЙ СТОП ( SBI) дан одновременного отключения привода и муфты только в экстренных случаях.
7.3.10. Остановите пресс, отключите блок и произведите регулировку или ремонт тормоза при срабатывании в конце хода ползуна системы контроля тормозного пути.
7.3.II. Установите переключатели SAI и SA2 соответственно в положения РУЧНОЙ ПРОВОРОТ и АВТОРА-БОТА для включения муфты при наладке машины в режиме РУЧНОЙ ПРОВОРОТ. Включите муфту нажатием кнопок SB3, SB4 после полной остановки маховика.
Произведите выключение муфты поворотом переключателя SA2 в положение НАЛАДКА.
7.3.12. установите переключатель SA2 и SAI соответственно в положения НАЛАДКА и УПРАВЛЕНИЕ КНОПКАМИ для включения муфты в режиме НАЛАДКА при наладке. Произведите включение и отключение муфты нажатием и отпусканием кнопок SB3, SB4 (при включенном или отключенном электродвигателе привода).
7.3.13. При оснащении пресса защитным экраном с электропневматическим приводом установите переключатель SA3 во включенное положение для работы в режимах: ОДИНОЧНЫЙ ХОД (управление педалью), АВТО-РАБОТА (управление кнопками) или выключенное положение в режимах НАЛАДКА, РУЧНОЙ ПРОВОРОТ, ОДИНОЧНЫЙ ХОД (управление кнопками).
ВНИМАНИЕ!
При работе пресса в режиме АВТОРАБОТА переключатель SA3 ящика управления Я91С1 поставить в выключенное положение, а траверсу I с защитным экраном 7 пневмораспределителем KI (см. рис. I приложение I) опустить в нижнее положение. Включение муфты произвести нажатием на кнопки SB3, SB4 двурукого включения.
а
7.4. Наладка
ВНИМАНИЕ! Настройку й наладку пресса производите только при выключенном электродвигателе и остановленном маховике.
После установки режима РУЧНОЙ ПРОВОРОТ не забывайте включить муфту-тормоз кнопками SB3, SB4.
7.4.1. Установка положения ползуна в верхней мертвой точке (ВМГ)
Регулировка осуществляется следующим образом:
выведите ползун в ВМГ пропоротом эксцентрикового вала вручную за маховик в режиме РУЧНОЙ ПРОВОРОТ;
снимите ограждение коьандоаппарата;
блок дисков командоаппарата выставьте с некоторым опережением вырезов в дисках по отношению к БВК и зафиксируйте положение ползуна с помощью указателя 2 (см. рис. 10);
пресс включите в режиме ОДИНОЧНА. ХОД, проверяя останов ползуна в ВИГ по положению указателя. Если ползун не останавливается в ВМГ, сместите блок дисков командоаппарата на угол смещения ВИГ;
после установки ползуна в ВМГ проверьте угол "разброса" останова. Для этого надо сделать 5...6 одиночных ходов, допускаемое отклонение от ВМГ должно быть не более +5° (по углу проворота дисков командоаппарата).
7.4.2. Установка штампа
Наладку пресса при установке штампа производите в определенной последовательности:
снизьте давление воздуха в сети до 0,3...О,35 МПа;
опустите ползун в крайнее нижнее положение;
убедитесь, что штамповое пространство пресса может вместить штамп с учетом толщины заготовки штампуемого изделия;
снимите прижим 18 (ал. рис. 10);
закрепите верхнюю половину штампа и проверьте ее прилегание к ползуну. Между сопряженными поверхностями не должен входить щуп толщиной о,03 ьк; при необходимости закрепите верхнюю плиту штампа болтами; „
вращая винт 3 шатуна 4, отрегулируйте глубину опускания пуансона в матрицу. При этом обеспечьте проталкивание изделия через матрицу в вырубных штампах или нормальную величину вертикального зазора в других типах штампов;
отрегулируйте положение упоров 3 коромысла выталкивателя 16 при верхнем положении ползуна (в случае штамповки в штампе с верхним выталкивателем) . При этом следите, чтобы упоры не мешали ползуну занять крайнее положение, для настройки выталкивателя поворотом маховика вручную установите ползун в крайнее верхнее положение, затем опустите винты крепления упоров, подведите последние к коромыслу выталкивателя в размер, обеспечив необходимый зазор, и закрепите упоры винтами;
отпустите болт 4 (см. рис. 8) на 3...4 оборота и, вращая ломиком гайку 3, рассоедините эксцентриковую втулку 2 с валом I. Проворачивая ломиком эксцентриковую втулку, установите необходимую величину хода ползуна, совмещая деление на линейке эксцентриковой втулки с риской "D" на эксцентриковом валу.
Установив необходимую величину хода ползуна, вращением гайки 3 соедините вал с втулкой и затяните болт 4;
снимите ограждение, отпустите на 2...3 оборота болты 8 (см. рис. 12) и поверните блок дисков командоаппарата на угол, соответствующий углу перемещения эксцентриковой втулки. При этом смещение дисков относительно друг друга не допускается;
32 -
проверните маховик вручную для проверки правильности наладки пресса, затем включите привод и сделайте несколько холостых ходов в режиме ОДИНОЧНЫЙ ХОД;
в прессах с передвижным столом и рогом после установления необходимого межштампового расстояния выставьте стол параллельно нижней плоскости ползуна;
при необходимости наклоните станину с помощью механизма наклона (в наклоняемых прессах).
7.4.3. Замена предохранительной шайбы
Для замены предохранительной шайбы сделайте следующее:
отключите вводной выключатель, закройте запорный вентиль, откройте предохранительный пневмоклапан и выпустите воздух из пневмосистемы пресса. При этом ползун под собственным весом должен опуститься. Если этого не произошло, несколькими ударами молотка сверху по ползуну (через медную проставку) опустите его;
отверните гайки 20 (рис. 10) и гайки 24, снимите крышку 23. ВНИМАНИЕ! Болты 22 и гайки 21 не отворачивать;
с помощью шпильки 19 извлеките из ниши ползуна клинья 14 и 15 расклинивающего устройства вместе с обломками предохранительной шайбы 13;
сместите клинья относительно друг друга на
10... 15 мм и вместе с замененной предохранительной шайбой установите на место;
перемещением клиньев прижмите предохранительную шайбу к стакану 9 или опоре £2, совместив их оси. Правильность положения шайбы контролируйте визуально;
установите крышку 23 и закрепите гайками 24 (болты 22 фиксируют клин 14 в исходном положении), завинчивая гайки 20, выберите зазор в шаровом соединении.
После установки расклинивающего устройства с новой предохранительной шайбой подайте в пневмосис-тецу воздух, проверьте зазор в шаровом соединении и дри необходимости отрегулируйте его.
7.4.4. Вывод пресса из распора
При выводе пресса из распора сделайте следующее:
снимите давление в пневмосистеме;
отпустите гайки 20 (см. рис. 10) и переместите клин 15 в сторону ползуна давлением (ударом) на шпильку 19;
после вывода пресса из распора установите клин 15 и гайки 20 в прежнее положение и подайте давление в пневмосистему.
7.4.5. Замена стола на рог в прессах с передвижным столом
Для замены стола на рог сделайте следующее:
снимите шпонку 13 (см. рис. 6);
поднимите стол 14 до совмещения отверстий в станине пресса и кронштейне стола;
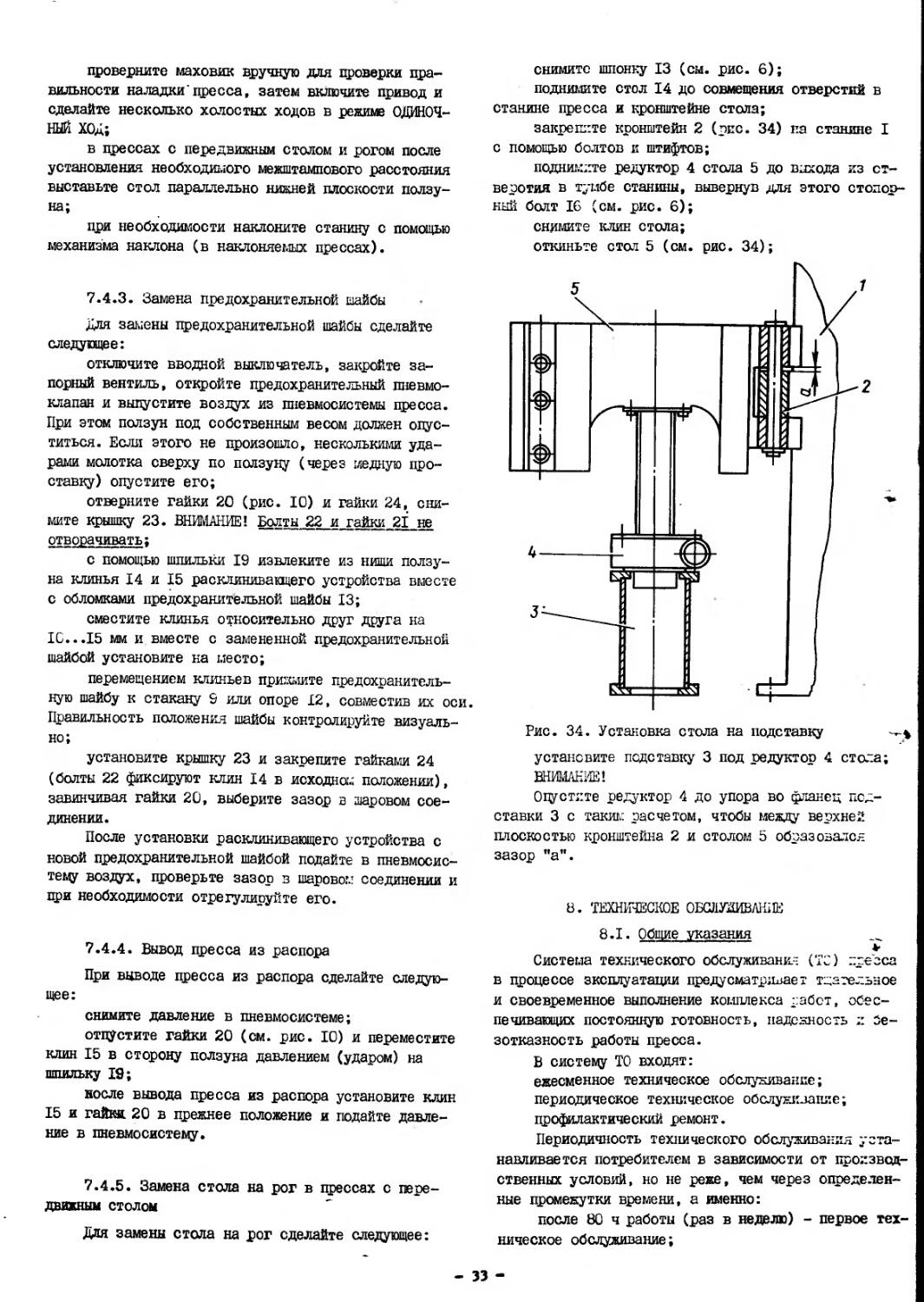
закрепите кронштейн 2 (рис. 34) па станине I с помощью болтов и штифтов;
поднимите редуктор 4 стела 5 до выхода из отверстия в тумбе станины, вывернув для этого стопорный болт 16 (см. рис. 6);
снимите клин стола;
откиньте стат 5 (см. рис. 34);
Рис. 34. Установка стола на подставку
установите подставку 3 под редуктор 4 стола; ВНИМАНИЕ!
Сгустите редуктор 4 до упора во фланец подставки 3 с таким расчетом, чтобы между верхней плоскостью кронштейна 2 и столом 5 образовался зазор "а".
8. ТЕХНИЧЕСКОЕ ОБОИУдИВЛНИЕ
8.1. Общие указания
Система технического обслуживания (ТС) пресса в процессе эксплуатации предусматривает тщательное и своевременное выполнение комплекса работ, обеспечивающих постоянцую готовность, надежность и безотказность работы пресса.
В систему ТО входят:
ежесменное техническое обслуживание; периодическое техническое обслуживание; профилактический ремонт.
Периодичность технического обслуживания устанавливается потребителем в зависимости от производственных условий, но не реже, чем через определенные промежутки времени, а именно:
после 80 ч работы (раз в неделю) - первое техническое обслуживание;
- 33 -
пэсле 320 ч работы (раз в месяц) - второе тех-хчссг.ое обслуживание;
после 12и0 ч работы - третье техническое об-.лужкваяие.
Периодичность проведения профилактических ре-энтоз устанавливается потребителем в зависимости -Т условий эксплуатации и технического состояния пресса, но не реке одного раза в три года при двух-ленном режиме работы.
Пресс укомплектован набором инструмента, позволяющим выполнять основные крепежные и регулировочные работы. Контрольные проверки, сложные регулировки и профилактический ремонт рекомендуется выполнять бригадой специалистов.
При необходимости консервации пресса порядок технического обслуживания устанавливается потребителем.
При выполнении смазочных работ следует руководствоваться картой смазки, имеющемся на станине пресса.
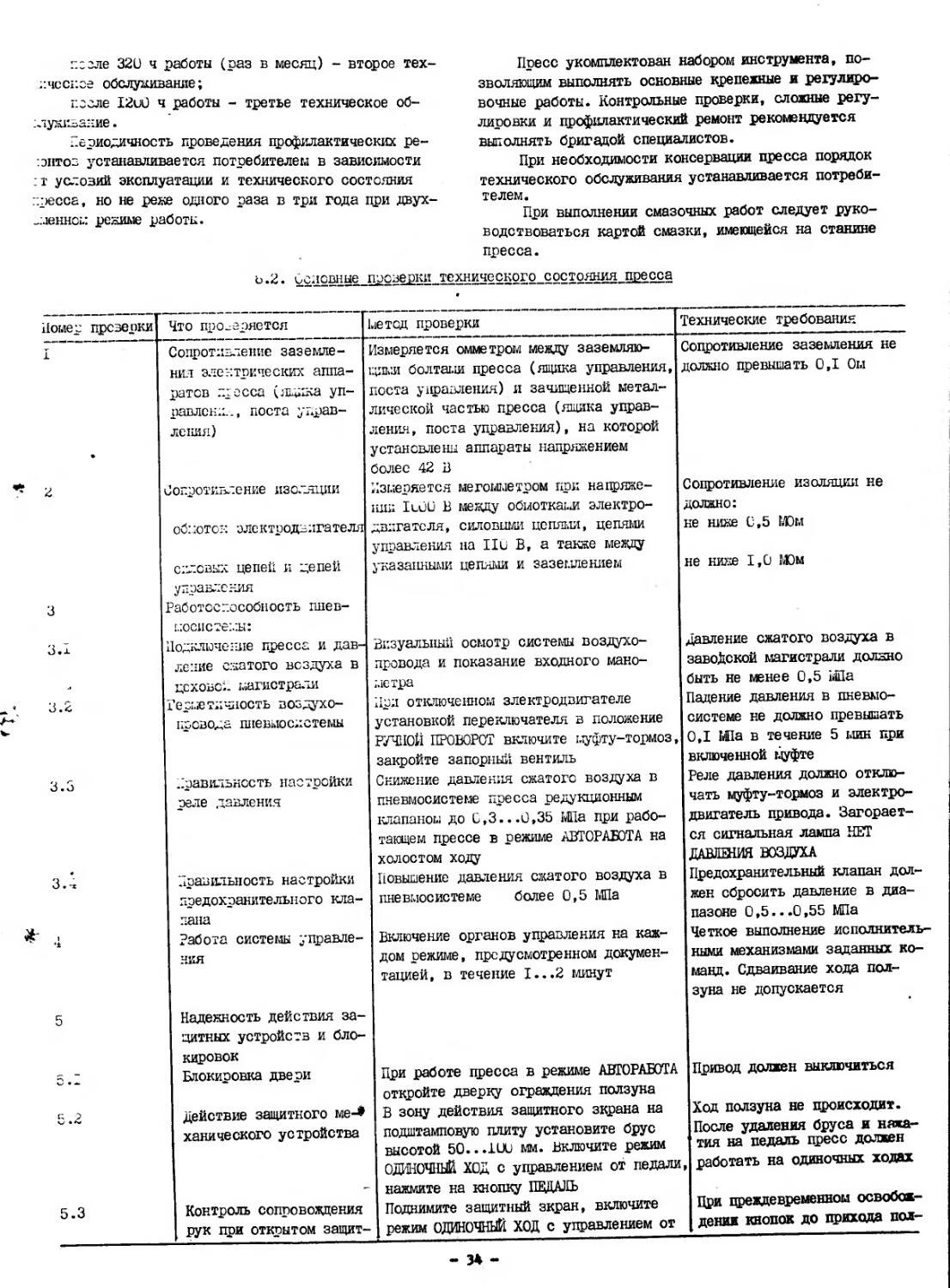
ъ.2. Основные проверки.технического состояния пресса
Помер прсзепки Что проверяется Lie тсд проверки Технические требования
I Сопрот:1вление заземления электрических аппа-jJ3TCB -у ОССЗ ( уДцагдоЭ уп-равлск;1_, поста управ-лекия) Измеряется омметром между заземляющими болтами пресса (ящика управления, поста управления) и зачищенной металлической частью пресса (ящика управления, поста управления), на которой установлены аппараты напряжением более 42 В Сопротивление заземления не должно превышать 0,1 Ом
2 3 Сопротивление изоляции об.моток электродвигателя силовых цепей и цепей управления Работоспособность ппев- 1.:осисте;.;ы: Измеряется мегомметром при напряжении IujO В между обмотками электродвигателя, силовыми цепями, цепями управления на Пи В, а также между указанными цепями и заземлением Сопротивление изоляции не должно: не ниже 0,5 Юл не них® 1,0 Жм
3.x Подключение пресса и давление сжатого воздуха в Визуальный осмотр системы воздухопровода и показание входного мано- давление сжатого воздуха в заводской магистрали должно
• ЦСХОБС-- МйГИСТрсд»*И метра быть не менее 0,5 мПа
Герметичность воздухопровода пневмослстемы При отключенном электродвигателе установкой переключателя в положение РУЧНОЙ ПРОВОРОТ включите муфту-тормоз, закройте запорный вентиль Падение давления в пневмосистеме не должно превышать 0,1 МПа в течение 5 мин при включенной муфте
3.3 Правильноеть наотройки реле давления Снижение давления сжатого воздуха в пневмосистеме пресса редукционным клапаном до С,3...0,35 МПа при работающем прессе в режиме АВГОРАБОТА на холостом ходу Реле давления должно отключать муфту-тормоз и электродвигатель привода. Загорается сигнальная лампа НЕТ ДАВЛЕНИЯ ВОЗДУХА
4- зД Правильность настройки предохранительного клапана Повышение давления сжатого воздуха в пневмосистеме более 0,5 МПа Предохранительный клапан должен сбросить давление в диапазоне 0,5...0,55 МПа
‘± 5 Работа системы управления Надежность действия защитных устройств и блокировок Включение органов управления на каждом режиме, предусмотренном документацией, в течение I...2 минут Четкое выполнение исполнительными механизмами заданных команд. Сдваивание хода ползуна не допускается
Блокировка двери При работе пресса в режиме АВГОРАБОТА откройте дверку ограждения ползуна Привод должен выключиться
<3 •»« действие защитного ме-> ханичеокого устройства В зону действия защитного экрана на подштамповую плиту установите брус высотой 50...БОО мм. Включите режим ОДИНОЧНЫЙ ХОД с управлением от педали, нажмите на кнопку ПЕДАЛЬ Ход ползуна не происходит. После удаления бруса и нажатия на педаль пресс должен работать на одиночных ходах
5.3 Контроль сопровождения рук при открытом защит- Поднимите защитный экран, включите режим ОДИНОЧНЫЙ ХОД с управлением от Цри преждевременном освобождения кнопок до прихода пол-
- 34 -
Номер проверки Что проверяется Метод проверки Технические требования
иогл экране во время ра- кнопок. Нажмите 4...5 раз на кнопки зуна в нижнее положение при-
бочего хода управления вод должен отключиться
5.4 контроль тормозного пути 1 а) В режиме ОДИНОЧНЫЙ ХОД кнопкой SB2 включите электродвигатель. Кнопками или педалью включите рабочий ход 5.. .6 раз. б) Заведите диск командоаппарата, управляющий контролем тормозного цути, вырезом в щель бесконтактного выключателя. В этом же режиме включите рабочий ход а) 3 конце каждого одиночного хода происходит кратког временное включение (мигание) сигнальной лампы КОНТРОЛЬ ТОРМОЗНОГО ЕУТИ, что указывает на исправность цепи контроля. При превышении допустимого тормозного пути электродвигатель привода отключается. Сигнальная лампа КОНТРОЛЬ ТОР1.ЮЗНОГС ПУТИ горит постоянно б) Рабочий ход не включается. Сигнальная лампа КОНТРОЛЬ ТОРМОЗНОГО ПУТИ горит постоянно. Это указывает на исправность цепи контроля
5.5 6 действие фиксатора регулировочного винта в крайнем нижнем положении Работа системы централизованной смазки: Перемещайте ползун регулировочным винтом в крайнее нижнее положение с помощью ломика Регулировочный винт должен четко фиксироваться в крайнем нижнем положении фиксатором
6.1 Работа приборов импульсной жидкой смазки а) Установите требуемую длительность цикла автоматической прокачки при помощи перемычек ХВ8, ХВ9. При заполненном маслом баке, визуально проконтролируйте действие приборов сигнализации и работу насоса. При необходимости прокачайте систему, повторив несколько циклов прокачки. б) Слейте масло из бака до уровня маслоуказателя (полностью) а) При включении насоса загорается сигнальная лампа ФОРСАК СМАЗКИ. При срабатывании реле давления масла зач горается сигнальная лампа СМАЗКА, в зависимости от положения перемычек ХВ4...ХВ7 насос автоматически выключе-1 ется и обе сигнальные лаши I гаснут. Наступает пауза. При! повторении нескольких циклов | смазка должна поступать во все точки смазки. Утечка мас-1 ла из соединений трубопрово-1 да не допускается б) Загорается сигнальная лампа ИМЕНИЙ УРОВЕНЬ МАСЛА
6.2 Работа маслораспыли-теля Визуально Одна капля масла на 15...20 1 включений муфты-тормоза*-
7 Работа составных час- Визуально при непрерывной работе на Безотказная работа всех ме- 1
» тей и пресса в целом холостом ходу в режима:': ОДИНОЧНЫЙ ХОД и АВТОРАБОТА в течение 10...15 минут ханиз::ов. Посторонние думы и стуки не допускаются. В режиме СДЖЧНЬЙ ХОД останов! ка ползуна должна происходить в В’.П?. Температура на- 1 грева не должна превышать: 1 а) подшипников качения я скольжения 60...70 °C; б) муфты-тормоза 100 °C
- 35 -
Номер проверки Что проверяется Метод проверки Технические требования
8 Работа механизма пере- Переместите стол в нижнее и возврати- Перемещение должно быть
мещения стола (для прес- те в верхнее крайнее положение, пред- плавным без рывков, а вели-
сов с передвижным столом вцрительно отпустив гайки, крепящие клин чина перемещения - соответствовать данным подраздела 2.2
9 Работа механизма наклона станины (для наклоняемых прессов) . С помощью механизма наклона установите станину в наклонном положении, а затем возвратите ее в вертикальное положение Пальцы и болты, крепящие стойки станины сзади, должны быть выведены из отверстий Перемещение станины должно быть плавный. Наибольший угол наклона 30°
Номер проверки • Что проверяется Метод проверки допуск, ш
ГОСТ 15474-79* предельное®*
10 Проверка норм точности Проверяется при включенном уравнове-шивателе и минимальных зазорах в направляющих. После проведения проверок норм точности зазоры в направляющих довести до нормы
10.1 Допуск плоскостности Инструмент:
поверхности стола линейка поверочная щуп 0,06
поверхности ползуна к поверхности стола (ползуна) по различным направлениям прикладывают поверочную линейку. Щупом проверяют просвет между поверочной линейкой и поверхностью стола (ползуна). Отклонения от плоскостности определяют как разность наибольшего и наименьшего значений толщины щупа, проходящего мевду поверхностью стола (ползуна) и рабочей поверхностью линейки 0,00
10.2 Параллельность нижней Инструмент:
поверхности ползуна по- линейка поверочная
верхности стола индикатор На опорную поверхность стола кладут поверочную линейку, на которую уста-
направление А-Ат навливают на специальной стойке ин- 0,06
на I А- правление в В, В- I -А t дикатор так, чтобы его измерительный наконечник касался нижней поверхности ползуна Отклонение от параллельности проверяют при наибольшем и наименьшем расстояниях между столом и ползуном в его нижнем положении в направлениях A-Aj и B-Bj в четырех крайних точках (по две в каждом направлении). Отклонение определяют разностью показаний индикатора Примечание. В направлении B-Bj отклонение от параллельности в передней части ползуна допускается только вниз 0,10
Номер цроверк и Что проверя ется Метод проверки Допуск,
ГОСТ 15474-79* предельное**
10.3 10.4 • Пер] пол: CTOJ В! н: тендикуз зуна к I та щравле! аправле! Еярностъ хода юверхности те A-Aj те B-Bj- Инструмент: линейка поверочная угольник поверочный 90° с широким основанием индикатор На опорную поверхность стола кладут поверочную линейку, на которую устанавливают угольник. Индикатор крепят к ползуну в любом месте так, чтобы его измерительный наконечник касался измерительной поверхности угольника. Отклонение от перпендикулярности проверяют при крайних положениях ползуна и среднем положении регулировки в направлениях A-Aj и B-Bj. Отклонение оп- 0,02 0,02
1 й
л. в т
А nepi ОТВ6 хвое верз нащ нащ [ At [Яркость оси ползуне под пампа к по- юга: A-Aj В-1^ ределяют как наибольшей разностью пока-
Bi тендику/ :рстия е зтовик и ШОСТИ J завление давление заний индикатора на длине хода ползуна Инструмент: линейка поверочная щуп угольник поверочный 90° оправка цилиндрическая На опорную поверхность рога кладут поверочную линейку, на которую устанавливают угольник так, чтобы он касался образцовой оправки, плотно вставленной в отверстие ползуна. Отклонение от перпендикулярности проверяют в направлениях A-Aj и B-Bj при крайних положениях ползуна в верхнем положении регулировки. Отклонение определяют наибольшей разностью значений толщины щупа. В направлении B-Bj отклонения от перпендикулярности допускаются только вверх 0,04 0,04
S
в
А- — -At
в -
- 37 -
•teep проверки
Что проверяется
Метод проверки
Допуск, мм
ГОСТ 15474-79* предельное3®
10.5
Радиальное и торцовое биение маховика:
для прессов усилием
400 кН:
радиальное торцовое
для прессов усилием
630 кН:
радиальное торцовое
Инструмент - индикатор
Индикатор устанавливают так, чтобы его измерительный наконечник касался поверхности обода маховика или его торцовой поверхности на расстоянии 10 ш от образующей поверхности обода Биение определяют наибольшей разностью показаний индикатора за один оборот маховика при выключенной муфте
0,10
11,20
с ,16
L.3C
Перпендикулярность оси отверстия в ползуне под хвостовик штампа к нижней поверхности ползуна
0,02 на длине 1иС ;ж
Примечания: I. Проверку 10.2 производить при выбранных зазорах в направляющих.
2. Проверки IG.3 и 10.4 производить при минимально возможных зазорах, обеспечивающих движе
ние ползуна вручную.
3. Проверку Ю.5 проводить при выключенной муфте.
* Фактическое отклонение норм точности при изготовлении пресса указано в Свидетельстве о приемке. зееПредельное отклонение устанавливается потребителем в зависимости от условий эксплуатации.
о.З. Ежесменное техническое обслуживание (ТО ЕСМ)
А. В НАЧАЛЕ СМЕНЫ
6.3.1. Перед пуском пресса визуально проверьте:
комплектность пресса и надежность крепления его составных частей;
надежность крепления проводов заземления: блока управления, пресса, электродвигателей привода и смазочной станции;
наличие и плавность хода защитного экрана (ручной цривод);
наличие мазла в баке смазочной станции в мас-лораспылителе.
8.3.2. Проверьте по показаниям входного манометра рабочее давление сжатого воздуха в пневмо
системе. Продуйте седло предохранительного клапана двух-трехкратным принудительным сбрасыванием воздуха из пневмосистемы (кольцо клапана потяните вниз).
8.3.3. Проверьте работу пресса и средств'сигнализации в порядке, изложенном в п. 5.3 и 5.4 подраздела 8.2.
8.3.4. Смажьте подвижные части эксцентрикового вала и ползуна от станции смазки двух-трехкратным нажатием кнопки СМАЗОЧНЫЙ НАСОС на блоке управления.
Б. В КОНЦЕ СМЕНЫ
8.3.5. Слейте конденсат из влагоотделителя и ресивера.
8.3.6. Очистите рабочие поверхности пресса от пыли и загрязнений.
- 38
8.4. Первое техническое обслуживание (TOI)
8.4.1. Выполните операции ежесменного технического обслуживания.
8.4.2. Смажьте согласно таблице смазки: шаровую опору;
направляющую защитного устройства.
ВНИМАНИЕ! При выполнении 'Г01 необходимо проверить и при необходимости отрегулировать величину зазора в шаровом соединении.
8.5. Втооое техническое обслуживание (Т02)
8.5.1. Выполните операция T0I.
8.5.2. долейте масло согласно таблице смазки в бак смазочной станции и маслораспылитель.
8.5.3. Проверьте работу системы централизованной смазки в порядке, изложенном в проверке 6 подраздела 8.2.
8.6. Техническое обслуживание (ТОЗ)
8.6.1. Очистите наружную поверхность цресса и составных частей от пыли и загрязнений. Слейте конденсат из влагоотделителя и ресивера.
8.6.2. Снимите и промойте в бензине-растворителе:
заливной фильтр, смазочной станции;
металлокерамический фильтр влагоотделителя;
фильтры уравновешивателей.
8.6.3. Слейте масло и промойте бензином-растворителем бак смазочной станции и стакан маслорас-пылителя.
8.6.4. Залейте свежеочищенное масло согласно таблице смазки в бак смазочной станции, маслораспылитель и уравновешиватель.
8.6.5. Смажьте согласно таблице смазки: шаровую опору;
винт шатуна;
пальцы муфты-тормоза;
направляющую защитного устройства.
Дополнительно смажьте винт механизма наклона станины (прессы наклоняемые) и винт подъема стола (прессы с передвижным столом).
8.6.6. Проверните и при необходимости отрегулируйте:
натяжение ремней привода;
величину зазора в направляющих ползуна и станины;
величину зазора в шаровом соединении; величину хода цилиндра муфты-тормоза.
8.6.7. Проверьте надежность крепления всех частей пресса, в том числе проводов заземления. Ослабленные крепления подтяните.
8.6.8. Проверьте техническое состояние пресса согласно подразделу 8.2.
8.7. Регулировки
8.7.1. Регулирование натяжения ремней
Натяжение ремней необходимо периодически контролировать и регулировать. Особенно тщательно надо следить за натяжением ремней в первые 48 ч работы пресса.
Для устранения растяжения ремней отпустите гайку I, стопорящую винт 2 (см. рис. 7), вращением винта подтяните ремни и снова застопорите винт.
Во избежание повышенного скольжения или чрезмерного натяжения, снижающего долговечность ремней, натяжение ветви ремня надо контролировать пруж:гн-ным динамометром I (рис. 35) или грузом 2. Величину прогиба ветви ремня в зависимости от усилия натяжения см. в подразделе 8.7.2.
При выходе из строя одного из ремней необходимо снять весь комплект. Ремни, бывшие в употреблении, подберите в отдельные комплекты, но ни в коем случае не комплектуйте их с новыми ремнями.
Рис. 35. Схема проверки натяжения ремней
8.7.2. Величина прогиба ветви ре;.ы-а
Показатели Номинальное ус;ыше пресса, кН
250 400 63>_ -♦
Усилие натяжения ремня, Н Величина прогиба,f , мм | О с 12 - 15 L_
8.7.3. Регулирование зазора ь направляющих ползуна и станины
Отпустите винты 8 (см. рис. 6) левей направляющей 10 (см. рис. 6) и отрегулируйте зазор вращением втулки 7 и гайки 9. Суммарный зазор должен быть в пределах C,U6...C,I2 мм.
После регулировки зазора затяните винты 6, сделайте несколько холостых и рабочих ходов и вновь проверьте зазоры.
8.7.4. Регулирование зазоров в шаровом соединении ползуна
Перед регулировкой зазоров необходимо полностью снять давление в пневмосистеме пресса.
Для этого необходимо перекрыть вводный запорный вентиль пневмоблока. Через предохранительный клапан пневмоблока снимите остаточное давление в пневмосистеме, для чего кольцо предохранительного клапана поставьте перпендикулярно прорези в чехле предохранительного клапана.
Для прессов усилием 400 кН (см. рис. 10а)
Опустите ползун на подставку необходимой высоты, позволяющую вывернуть регулировочный винт из шатуна. Для этого необходимо развести стопорное втулки 23 и 31, вращая винт 30. Затем отпустите винт 25 на 1-2 оборота, выверните гайку ь и поднимите ее. После этого снимите шпонку 26, заверните гайку 10 по часовой стрелке до упора, этим,полностью выбирается зазор в шаровом соединении. Для обеспечения рабочего зазора в пределах О,04...0,1 мм необходимо отвернуть гайку 10 на 7-18° в обратном направлении до совпадения шпоночных пазов стакана 9 и гайки Ю. При этом следует учитывать, что угол между ближайшими пазами при совпадении одной пары пазов стакана 9 и гайки 10 соответствует 4° и это соответствует зазору 0,02 мм. Следует иметь в виду, что при эксплуатации нельзя допускать увеличение зазора более 0,15 мм.
Для пресса усилием 630 кН (рис. ЮЬ)
Отпустите винт 35 на I...2 оборота и заверните гайку 33 до упора плавающего вкладыша II в шаровую поверхность регулировочного винта 5. Этим полностью выбирается зазор в шаровом соединении. Отверните гайку 33 на 6...12°, что обеспечит зазор 0,07...О,14 мм. Заверните винт 35 до упора. Зазор в шаровом соединении должен быть в пределах 0,04..-0,15 игл.
Сборку производите в обратном порядке.
8.7.5. Регулирование муфты-тормоза
В процессе эксплуатации муфты-тормоза фрикционные накладки изнашиваются, что увеличивает ход "а" цилиндра 3 (см. рис. 9) и, соответственно, износ манжет поршня и расход сжатого воздуха. Поэтому по достижении хода цилиндра 3,5 мм необходимо отрегулировать муфту-тормоз.
В нормально отрегулированной муфте-тормозе зазоры "а" и ”ь" имеют величины, указанные в п. 8.7.6.
Регулировка муфты-тормоза производится в следующем порядке:
зашерьте зазор " Ъ " между нажимным диском 8 тормоза и поршнем 2 через боковые отверстия цилиндра 3. Если зазор "ь " не окажется равным величине, указанной в п. 8.7.6, сделайте следующее:
отогните концы стопорной планки 5 на опорном диске 7 тормоза, отпустите болты 4 на 5...6 ш и снимите планку 6;
включите муфту-тормоз (подайте в нее сжатый воздух);
вращая опорный диск тормоза, переместите его до получения зазора "ъ ", равного величине, указанной в таблике, с учетом перемещения цилиндра на величину "а";
совместите паз на опорном диске с пазом на поршне 2;
вставьте в совмещенные пазы стопорную планку 6 и закрепите ее;
отключите муфту-тормоз,
замерьте зазор "а" между цилиндром 3 и поверхностью накладки диска 14. Если зазор не окажется равным величине, указанной в п. 8.7.6, сделайте следующее:
отогните концы стопорной планки, отпустите болты на 5...6 мм и снимите стопорную планку на опорном диске муфты 15 аналогично операциям на о опорном диске тормоза;
вращая опорный диск муфты, переместите его до получения зазора "а", равного величине, указанной в п. 8.7.6;
совместите паз на опорном диске муфты с пазом на ступице 21;
вставьте в совмещенные пазы стопорную планку и закрепите ее.
8.7.6. Размер резьбы опорных дисков при регулировке зазоров "а" и "ь "
Размеры в мл
Усилие пресса, кВ1 Зазор Шаги резь-бы опорных дисков муфты и тормоза
Г. Ъ
400 1,5...2,3 3,2...4,0 3
630 1,5...2,3 3,2...4,U 4
8.8. Таблица смазки
Наименование механизма Смазочный маэ ’ериал Количество точек смазки Способ смазки Периодичность смазки Количество смазки
при работе при хранении
Станция смазки масло индустриальное ::-4са гост 20799-75 Состав: ыасло индустриальное 11-2L.1 (85 %) Присадка AiiOP-I (15 >) I о аливка Но мере расхода Объем бака 2,5 л
Направляющие ползуна Тэ яс То яе 8 Це птрализовашсая от станции смазки Через 5JP ходов ползуна 2...3 капли падения из пар тре ния за два часа работы пресса
Шейка шатуна Подшипники эксцентрикового вала 2
I
Айслорасшллтель .йасло индустриальное Н-2СА ГОСТ 2v79v-75 и Ос т аз z 1» is сл о индустриальное II-2LA (85 %) присадка нК0Р-1 \15 %) 1 Заливка По мере расхода Объем стакана 40С см3
Уравп ове шива тель ползуна 2 То же 1 раз в jib дней 40С...5СС аГ'в каждый ’
Пальцы муфты-тормоза Смазка д. L3 /СОТ 87г.3-73 Состав: Масло индустриальное Л-20 А (85 £) Присадка АКОР-1 4 Кистью, тонким слоем I раз в 2 месяца -
Подшипник маховика I Набивка, нагнетание I раз в 2 года 1,2...1,6 кг
Подашшик воздухопод-водяаей головки Набивка I раз в год 10 см3
Винт шатуна Кистью, тонким слоем I раз в 8 месяцев -
Шаровая опора Масле ииду-с триальное л.—40а ГОСТ 2С799-75 Заливка I раз в 5 дней 20 см3 4а
Эксцентриковая втулка Смазка ЦНАТ1В.;-2СЗ ГОСТ 8773-73 К-17 ГОСТ 10877-76 • I Нагнетание до появления в зазо-оах I паз в 5 дней -
Винт подъема стола (наклона станины) Прессы наг Смазка ЦПАТИ1.1-2СЗ ГОСТ 8773-73 з) слоняемые и с пере К-17 ГОСТ 10877-76 ЦВИЖПЫ1 I 2 л столсм Кистью, топким слоем (Набивка) I раз в 8 месяцев .. ( 20 см3)
Редуктор механизма подъема станины (стол< I Набивка I раз в 8 месяцев ЗОС см3
0.9. Сведения о надежности и ремонте
8.9.1» Разборка муфты-тормоза
При разборке муфты-тормоза следует пользоваться специальными болтами 3 (рис. 36). В освободившиеся диаметрально противоположные отверстия в поршне I заверните болты 3 с гайками 2. Гайки заверни
те до vnooa в поошень I. Затем выверните оставшиеся болты 4, крепящие, поршень к ступице. После этого одновременно открутите гайки 2 до полного ослабления пружин 6.
ВНИМАНИЕ! Специальные бслтц 3 вшсуу читайте из отупицы 5 только после полного ослабления пружин.
Сборку муфты-тормоза производите в обратной последовательности.
Рис. 36. Разборка муфты-тормоза
9. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Неисправность Вероятная причина Метод устранения
электродвигатель при пуске не вращается или вращается не развивая полных оборотов Электродвигатель не набирает обороты Подшипник скольжения шатуна греется 11роисходит самоотвинчивание регулировочного винта шатуна Стук в ползуне Стук в шаровом соединении Тугое скольжение ползуна; греются направляющие Привод Обрыв питающей 'сети в пусковой аппаратуре. Внутренний обрыв в одной фазе обмотки статора Неправильное соединение обмоток Ползун Отсутствует смазка Ослабла затяжка стопорных втулок в шатуне Срезана предохранительная шайба Износились шаровые поверхности вкладыша, регулировочного винта и шаровой опоры Отсутствие смазки Проверьте электросхему Проверьте соединение и устраните неисправность Проверьте поступление смазки Подтяните винт, стягивающий стопорные втулки Замените предохранительную шайбу Подтяните гайку. При значительном износе замените шаровую опору и вкладыши Проверьте поступление смазки. При ее отсутствии разберите на-
- *2
Неисправность Вероятная причина Метод устранения
Прогнулось коромысло выталкивателя Неправильная установка упоров по правляющие, пришабрите щшзш, смажьте и вновь соберите Выправьте коромысло, отрехули-
При нажатии на кнопки или педаль высоте Цуфта-тормоз Низкое давление сжатого воздуха в руйте положение упоров и проверьте правильность их установки проворотом вручную Повысьте давление сжатого воз-
Муфта-тормоз не включается пневмосистеме духа до рабочего
Пресс не развивает номинального Неисправность пневмораспределителя Утечка воздуха из воздушной камеры через манжеты Зазор между нижней кромкой комаццо-аппарата и основанием бесконтактного выключателя более 6 мм Попадание смазки на поверхности тре- См. п. 4.8.6 Замените манжеты Установите зазор менее 6 ш Удалите смазку с трущихся по-
усилия НИЯ верхностей
•> Износ фрикционных накладок; нажимной Отрегулируйте цуфту-тормоз
Цуфта-тормоз нагревается выше допус- диск тормоза упирается в поршень Малый ход цилиндра Установите нормальный ход
тимого Ползун не останавливается в ВМТ. Попадание смазки в полость тормоза цилиндра Удалите смазху с трущихся по-
Горит сигнальная лампа КОНТРОЛЬ ТОРМОЗНОГО ПУТИ Не отрегулирован комаццоаппарат верхностей Сместите блок дисков команде-
Давление в пневмосистеме выше 0,55 Ша Увеличенный зазор между тормозным диском и фрикционными накладками Разрегулирован тормоз Поломка пружин Уравновешивателъ аппарата на угол смещения ВИГ Отрегулируйте давление воздуха редукционным пневмоклапаном Отрегулируйте зазор Отрегулируйте тормоз Смените пружины
Произвольное опускание ползуна Износ манжет уравновешивателя Замените манжеты
При цуске электродвигателя горит Комаццоаппарат Ползун находится на в ВИГ. Вырезы Выведите ползун из указанного
сигнальная лампа КОНТРОЛЬ ТОРМОЗНОГО диска командоаппарата случайно ока- положения в режиме ТОЛЧОК
ПУТИ Падение давления в пневмосистёме без зались в щели SQI, SQ2 Пневмрсистема Негерметичность разъемных соединений Проверьте и в случае необхода-
расхода сжатого воздуха » Клапан не открывается при повышении Пневмрклапан предохранительный Пневмоклапан настроен на большее мости подтяните винты на пневмоаппаратах, уплотните резьбовые соединения *' Произведите настройку на требу-
давления выше допустимого в контре- давление емое давление
лируемой системе Залипание седла клапана Принудительно откройте клапан
Клапан открывается при достижении Пневмоклапан настроен на меньшее Произведите настройку клапана
давления меньше допустимого давление на требуемое давление
Клапан неплотно закрыт после его Засорилось седло клапана Многотфатно принудительно от-
открытия или в результате утечки воздуха в процессе нормальной работы Появились утечки по стыку корпуса и Ф^тр-ыщгоотдвдитадь Вышло из строя уплотнение или ослаб- кройте клапан, чтобы сдуть частицы грязи Замените уплотнение или подтя-
гильзы ло крепление ните крепление
43 -
——
Неисправность Вероятная причина Метод устранения
Увеличились потери давления при но- Засорился фильтрующий элемент Разберите фильтр-влагоотдалитель
минальном расходе относительно первоначально установленного и промойте фильтрующий элемент в изобутиловом спирте
Появились утечки воздуха из дренаж- Разрыв мембраны Замените мембрану
кого отверстия Не сработал конденсатоотводчик Засорилось отверстие в запорном Прочистите отверстие через от-
Пневмоклапан не осуществляет регули- клапане Редукционный пневмоклапан Заклинило главный клапан верстие для отвода конденсата Разберите, прочистите и тща-
рования во всем диапазоне давления Повысилось давление на выходе пневмо- • Разрыв мембраны Падает давление в сети Пружина главного клапана ограничивает его перемещение Засорился клапан сброса воздуха в тельно промойте пневмоклапан изобутиловым спиртом. Главный клапан при необходимости замените Замените мембрану Выясните и устраните причину падения давления Удалите с пружины грязь или за- 1 мените ее Промойте клапан сброса воздуха.
клапана при отсутствии расхода воз- атмосферу При необходимости прочистите
духа Стрелка манометра стоит неподвижно Манометр Засорился демпфер отверстие сброса воздуха в корпусе Выверните демпфер и прочистите
как при опаде давления, так и при его повышении Засорился канал штуцера его Снимите давление, отсоедините
Пневмораспределитель манометр и прочистите канал
Обе секции пневмораспределителя не Отсутствует напряжение на катушках Проверьте электрическую сеть и
включаются Нет воздуха в подводящей сети подводящую пневмосистещу
х Одна секция пневмораспределителя Обрыв внутренней электропроводки Замените катушку, разберите и
не включается катушки или катушка сгорела промойте пневмораспределитель
Одна секция пневмораспределителя Засорилось дроссельное отверстие подвода сжатого воздуха к сервоклапану Заклинило один из сдвоенных клапанов Прочистите отверстие Разберите клапан и устраните
не включается Не включился один из сервоклапанов причину заедания Разберите сервоклапан, выясните
Утечки воздуха по стыкам между кор- Нарушение плотности стыка причину и устраните неисправность Подтяните крепеж. При нарушении
пусом, основанием и крышками Утечки воздуха через глушитель при Попадание твердых частиц на седла целостности прокладки замените ее Разберите и промойте пневморас-
включенном или выключенном пневмо- клапанов пределитель
распределителе Выпадение резинового вкладыша из Разберите клапан, вкладыш и
Реле не реагирует на изменение дав- гнезда клапана Реле давления Засорился трубопровод, подводящий гнезда тщательно промайте. Вкладыш приклейте к гнезду клеем. Проверьте трубопровод или про-
ления контролируемую среду, или ниппель чистите отверстие в ниппеле
Реле срабатывает при более высоком Нарушена целостность электрических соединений Надушена герметичность соединений Устраните неисправность Проверьте герметичность соеди-
дамении, чем заданное уставкой трубопровода, подводящего контроля- нений
- U -
Неисправность Вероятная причина Метод устранения
Реле срабатывает при более низком руемую ореду, или соединения ниппеля о датчиком Изменилось сопротивление механизма Измените, если возможно, наст-
давлении, чем заданное уставкой Максимальная зона нечувствительности Изменилось сопротивление механизма ройку по шкалам Измените, если возможно, наст-
не обеспечивается Горит красная лампа НИЖНИЙ УРОВЕНЬ Система смазки Нет масла в баке ройку по шкале зоны нечувствительности Долейте масло в бак
жидкости
Сигнализация свидетельствует о нор- Обрыв манжеты Замените манжету или питатель
мальной работе, но в точку подвода Поломана пружина питателя Замените пружину или питатель
масло не попадает
В точку подвода поступает большое Обрыв уплотнения в питателе Замените уплотнительное кольцо
количество масла Течи в трубопроводе нет, давление в Под разгрузочный клапан попала грязь в питателе Промойте клапанную коробку
системе не поднимается Повреждено резиновое кольцо, служа- Замените кольцо
щее седлом разгрузочному клапану Под шарик предохранительного клапана попала грязь Промойте клапанную коробку
Реле давления не выдает электрический Нарушена настройка реле или вышел из Настройте реле или замените
сигнал при достижении номинального строя микропереключатель микропере ключатель
давления в магистрали
Наружная течь масла Негерметичность в месте расположения Следует выжать мембрану завив-
мембраны или разрыв мембраны чиванием крышки или заменить ее
Маслораспылитель не подает распылен- Засорился дроссель или маслопроводные Снимите маслораспылитель и про-
ное масло трубки чистите дроссель и маслопровод-
Нет режимов. Горит лампа H1I5 ФОРСАЖ Система смазки находится в режиме ные трубки Падать кнопку РУЧНАЯ ПРОКАЧКА,
СМАЗКИ. Периодически загорается и АВТОМАТИЧЕСКАЯ ПРОКАЧКА. На время происходит отмена режима АНГОМА-
гаснет лампа НПО СМАЗКА режима АВТОМАТИЧЕСКАЯ ПРОКАЧКА (40 МАГИЧЕСКАЯ ПРОКАЧКА, схема пере-
Нет режимов, горит лампа H1I4 АВАРИЯ циклов) каналы управления муфтой-тормозом заблокированы Двигатель маслостанции вращается в ходит в режим НАБОР ДАВЛЕНИЯ и восстанавливаются режимы рабо® Изменив подключение фаз к двига-
Нет режимов ОДИНОЧНЫЙ ХОД, АВГОРАБОТА. обратную сторону и не развивает давления. Вращение двигателя маслостанции правильное, но реле давления масла не срабатывает - в систему смазки попал воздух Цри транспортировке нарушилась регу- телю маслостанции, добиться правильного направления вращения Удалить воздух из системы смазки Отрегулировать положение датчи-
Есть режимы ТОЛЧОК и РУЧНОЙ ПРОВОРОТ лцровка положения датчика SQI3 КОНТ- ка SQI3, чтобы при вращении ма-
Нет режимов горят лампы HLI4 АВАРИЯ, РОЛЬ ВРАЩЕНИЯ МАХОВИКА Отсутствует масло или малый уровень ховика на выходе датчика быд импульсный сигнал 4 Залить масло в бак маслостанции
НШ НИЖНИЙ УРОВЕНЬ МАСЛА Нет режимов. Горит лампа Н L9 РАБОТА масла в баке маслоотанции Защитный экран УЗМ пневмотумблером В режимах АВТОРАБОТА и ОДЖСЧНЛ
С ЗАЩИТНЫМ ЭКРАНОМ опущен вниз, включен тумблер SA3 ХОД управление от педали - под-
Нет режима РУЧНОЙ ПРОВОРОТ РАБОТА С ЗАЩИТНЫМ ЭКРАНОМ Особенностью схем Я9101 является то. нять защитный экран пневмотумблером. В режимах ОДИНОЧНЬЙ ХОД управление кнопками и ТОЛЧОК поднять защитный экран вверх пневмотумблером, выключить тумблер SA3 Включение муфты в режве РУЧНОЙ
- что в режиме РУЧНОЙ ПРОВОРОТ цуфта включится через 40 с после остановки ПРОВОРОТ производить через 40-60 с после остановки маховл-
маховика ка
- w -
приложите i
I. ЗАЩИТНОЕ МЕХАНИЧЕСКОЕ УСТРОЙСТВО ДНЯ ОГРАЖДЕНИЯ РАБОЧЕЙ ЗОНЫ
Рис. I. Принципиальная схема защитного устройства
I.I. Конструкции и принцип работы
Устройство состоит из защитного экрана 7 (рис. I), подвижной направляющей 3, соединительной траверсы I, возвратного плунжерного пневмоцилиндра 4, рабочих пружин 6 и системы управления. В систему входят бесконтактный конечный выключатель 5, сигнальный флажок 2, два электропневматических клапана К2 и КЗ и пневматический KI с ручным управлением.
управление устройством осуществляется от блока управления.
В исходном положении защитный экран 7 находится в крайнем верхнем положении за счет подачи сжатого воздуха в плунжерный цилиндр 4 через пневмоклапан KI и электропневмоклапан К2; пружины 6 при $ этом растянуты.
При нажатии на педаль управления электроклапаны К2 и КЗ срабатывают, сбрасывая сжатый воздух из пневмоцилиндра 4 в атмосферу.
Под действием пружины 6 экран опустится в крайнее нижнее положение и перекроет рабочую зону пресса. В крайнем нижнем положении флажок 2 через конечный выключатель 5 даст сигнал и через блок управления включит цресс на ход. После совершения рабочей операции при ходе ползуна пресса вверх по сигналу командоаппарата отключатся муфта цресса и электропневмоклапаны К2 и КЗ. Сжатый воздух поступит в пневмоцилиндр 4 и через траверсу I и направляющую 3 поднимет защитный экран 7 в исходное положение.
Клапан KI служит для проверки работы механической части защитного устройства при отключенном электропитании. В этом случае тумблер на блоке управления отключит управление защитным устройством.Одновременно отключатся клапаны К2 и КЗ. Сжатый воздух поступит в пневмоцилиндр, удерживая экран в крайнем верхнем положении.
В режиме НЕПРЕРЫВНЫЕ ХОДЫ муфта цресса и клапан KI находятся во включенном состоянии. Сжатий воздух из цилиндра 4 через клапан КГ стравливается в атмосферу, и защитный экран под действием пружины 6 опускается в крайнее нижнее положение.
При работе от педали, если оператор подает полосу в штайп через боковые решетки, экран может быть опущен в крайнее нижнее положение при включении электропневмоклапанов К2 и КЗ.
При прекращении питания энергоносителем (сжатый воздух или электропитание) защитный экран под действием пружин 6 также опускается в крайнее нижнее положение.
Таким образом защитное устройство обеспечивает безопасную эксплуатацию преоса на рабочих режимах.
Подъем и удержание защитного экрана в верхнем положении в режимах наладки, ручного проворота и двурукого включения производятся при включении клапанов К2 и КЗ. При этом .сжатый воздух поступит в пневмоцилиндр 4 и через траверсу I и направляющую 3 поднимет защитный экран 7.
ВНИМАНИЕ! При работе пресса в режиме ТОЛЧОК и.РУЧНОЙ ПРОВОРОТ дверь пресса следует держать открытой.
Цри работе пресса в режиме ОДИНОЧНЫЙ ХОД с управлением кнопками траверсу I с пневмораспределителем К2 опустите в нижнее положение, а защитный экран 7 демонтируйте и разъедините штепсельный разъем ШР20.
1.2. Установка
При оснащении прессов защитным устройством необходимо протянуть в металлорукав (от блока управления до распределительной коробки, установленной на прессе) дополнительные провода и провести их разводку по прессу, подключив экран оогласно монтажной схеме.
Сжатый воздух на вход пневмоклапана KI подводится от пневмосистемы пресса после блока подготовки воздуха.
Защитное устройство крепится на внутренней стороне дверки, ограждающей ползун, таким образом, чтобы подвижный кран был расположен по центру цресса, а его нижняя кромка с резиновым амортизатором в нижнем положении не касалась подштамповой плиты (заэор 5 мм).
- 46 -
Включение и выключение защитного устройства в работу должно осуществляться только наладчиком пресса.
1.3. Техническое обслуживание
Перед началом работы и во время работы периодически проверяйте надежность крепления деталей
защитного устройства и наличие смазки.
Смазка пневмоцилиндра осуществляется масляным туманом от пневмосистемы пресса. Смазка направляющей - шприцевая через масленку. Периодичность смазки через 80 ч, марка смазки - ЦИАТИМ-2СЗ, количество - 15 г.
1.4. Возможные неисправности защитного устройства и методы их устранения
Неисправность Вероятная причина Метод устранения
При нажатии на педаль управления в режиме одиночных ходов решетка не включается на ход вниз Цри включении устройства на панели блока управления защитный экран не поднимается в крайнее верхнее положение Утечка сжатого воздуха Не проходит электросигнал на электропневмоклапаны К2 и КЗ Сгорел электромагнит клапана К2 или КЗ Не проходит сигнал на клапан К2 или КЗ Сгорел электромагнит клапана К2 или КЗ Неисправность манжеты штока цилиндра Нарушение соединений в пневмосети Прозвоните цепь от педали до блока управления и цепь злектропнев-ыоклапанов К2, КЗ Замените клапан Прозвоните цепь от блока управ> ления до клапана К2, КЗ Замените клапан Замените манжету Проверьте соединения и устраните неисправность
ПРИЛОЖЕНИЕ 2
ВЕДОМОСТЬ ЗИП
I. ЗАПАСНЫЕ ДЕТАЛИ, ИНСТРУМЕНТ И ПРИНАДЛЕЖНОСТИ
I.I. Комплект для пресса усилием 400
Обозначение, Государственный стандарт Наименование Номер рисунка Где применяется Коли-чест-во на пресс Укладка Примечание
шифр количество
Запасные детали
КД2326-42Е-801 Воротник "В-45" I Воздухопроводящая I № I I
головка
080-086-36-2-1 ГОСТ 9833-73 Кольцо То же I № I I
085-091-36-2-1 ГОСТ 9833-73 Кольцо Установка муфты I J6 I I
II5-I25-58-2-I ГОСТ 9833-73 Кольцо Шаровое соединение I № I I
1.2-100x125-1 ГОСТ 8752-79 Манжета Букса 2 № I 2
1.2-125x155-1 ГОСТ 8752-79 Манжета Маховик 2 » I 2
КДО126Г-31А-412 Шайба предохранитель-
ная 2 Ползун I й I 2
I02-508-36-2-1 ГОСТ 9833-73 . Кольцо Муфта-тормоз I № 2 I
150x180 ГОСТ 6969-54 Манжета If I № 2 I
УВ3141-00-802 Манжета 3 п I № 2 I
УВ3141-00-009/801 Наювдка 4 п 6 № 2 6
УВ3138-00-405А Пружина 6 п 12 № 2 12
2-25-ИРП-3012 Грязесъемник Уравновешиватель 2 № I 2
2-025-3 ГОСТ 6678-72 Манжета * 2 № I 2
I-I00-3 ГОСТ 6678-72 Манжета Вкяадыи и 4 № I 4
-4- *-т- t-
Т—ORH Я ГОСТ 72 Манжета То де |& т л
018-022-25-2-1 ГОСТ 9833-73 Механизм наклона JL Jft I **
Кольцо I I
Механизм подъема КЛ426М
048-056-46-2-1 ГОСТ 9833-73 Кольцо Механизм наклона I № I I КД2326Я1|
Инструмент и принадлежности
Шприц 2 ГОСТ 3643-75 № I I
КД2124Г-61А-052 ломик й I I
КДЕ426-61Е-009 Подставка й I I Только для прессов с передвижшл столом КДЕ426В
ВД2328-6ГЕ-0Ю Рукоятка Й I I Только для
наклоняемых
прессов КД2326К
КДЕ428-61Е-0Ю Рукоятка Й I I Только для
КД1424А-92А-070 Стойка й I I прессов, с передвккнш столом КМ426В '
Подпись лица, ответственного за комплектацию _____________
4В
1.2. Комплект для пресса усилием 630 й!
Обозначение, Государственный стандарт Наименование Номер рисунка Где применяется Коли-честно на пресс Укладка • Примечание
Ш )f количество
Запасные части
КД2326-42Е-801 Воротник "В-45" I Воздухопроводящая
головка I № I I
090-100-58-2-1 ГОСТ 9833-73 Кольцо То же I № I I
II0-II6-36-2-I ГОСТ 9833-73 Кольцо Установка муфты I И 1 I
I30-I40-58-2-I ГОСТ 9833-73 Кольцо Шаровое соединение I » 1 I
I.2-115-145-1 ГОСТ 8752-79 Манжета Букса 2 * I 2
I.2-150-180-1 ГОСТ 8752-79 Манжета Маховик 2 № I 2
КД2128Г-31А-412 Шайба предохрани-
тельная 2 Ползун I Л I 2
I35-I40-36-2-I ГОСТ 9833-73 Кольцо Муфта-тормоз I № 2 I
170X200 ГОСТ 6969-54 Манжета 1* I Ji 2 I
УВ3144-00-802 Манжета 3 м I № 2 I
У33144-00-009/80ГБ Накладка 5 п 36 № 2 6
УВ3138-ОО-405А Пружина 6 fl 16 Ji 2 16 —
2-032-3 ГОСТ 6678-72 Пружина Уравн ове шиват ель 4 Ji I 4
2-32ИРП-3012 Грязесъемник и 2 Ji I 2
I-125-3 ГОСТ 6678-72 УИ24А-0С-805 Манжета Вкладыш м 8 Ji I 2
•4—
1я050-3 ГОСТ 66781-72- Ману^^а Т~о здо %— Ji-f- -2" КД2328^/
CI8-022-25-2-I ГОСТ 9833-73 Кольцо Механизм наклона I Ji I I
Механизм подъема I Ji I I КШ428^/
060-068-46-2-1 ГОСТ 9833-73 Кольцо Механизм наклона t I , Ji I I
Инструмент и поинадле ЖНОСТ1
Шприц 2 ГОСТ 3643-75 Ji I I
КД2124Г-61А-052 Ломик Ji I I —~-t
КД1426-61Е-009 Подставка Ji I I Только для
прессов с передня» иым столом
ЭД2328-61Е-01С Рукоятка Ji I I Только для
наклоняемых
прессов КД2328К
КД1428-61Е-0Ю Рукоятка Ji I I Только для
КП424А-92Е-070 Стойка Ji I 1 прессов с передвижкой столом
КД1428В
Подпись лица, ответственного еа комплектацию
- 49 -
Обозначение Материал Масса, кг
КД2326-42Е-801 Резина ГР-10 0,01
Рис. I. Воротник "В-45"
6,3 /
VM
Обозначение а h 1 М Р, кН Материал Масса, кг
1Ш126Г-31А-412 9-0,1 16 7-0,2 0,04 400 Сталь 45 1,00
ВД2128Г-31А-412 15-0,1 25 11+0,2 0,04 630 Сталь 45 1,7
I. 170...190 НВ
2. HI4; Ы4; + — " 2
Рис. 2. Шайба предохранительная
50
-
Обозначение D DI d dI Материал Масса, кг
УВ3141-00-802 УВ3144-00-802 394+0,8 495+1 436+0,8 534+1 402+0,8 501,5+1 428+0,8 528,5+1 Резина Гр-10 0,048 0,056
Рис. 3. Манжета
Г
Обозначение D DI d2 »3 а Ъ Материал Масса, кг
УВ3141-00-009/801 450_j 390+Х 410 430 — 16 4*0,5 фрикционный 0,19
УВ3144-00-009/801 540_т 480+I 500 520 15 24 4’6Ч),5 0,33
I. Поверхности А и В должны быть шлифованными
2. При сверлении и раззенковке накладка не должна расслаиваться, трескаться и разлохмачиваться
Рис. 4. Накладка
A
Обозначение D DI Материал Масса, кг
УБ3141-00-009/801Б 420 390 Фрикционный 0,037 18
УВ3144-00-009/801Б 510 480 Фрикционный 0,045 20
I. HI4; hl4; + " 2
Рис. 5. Накладка-сектор:
2. He допускаются трещины, расслоения а - 4 радиуса S5
475
51
7±S
Обозначение Материал Масса, кг
УВ3138-00-405А Проволока П-5 0,15
1,25 min
12,68
Рис. 6. Дружина
I. нвсз 47...53
2. Длина развернутой пружины - 1120 мм
3. Число рабочих витков - 8,5
4. Число витков полное - 10
5. Направление навивки - правое
Б. Покрытие: Хим.Окс.прм. В тропическом исполнении - КдЭхр с обезводороживанием
“Размеры для справок
- 52
Обозначение D PI d dI d2 d3 L LI 1 h a b c e к В Ште-риал
КД2126Г-31А-031/401 lOCje 8 70 60 1564 55 65И9 64 345 295 222 197+0,2 3 20 3 20 4+UTZ- 30 Сталь 4СХ ГОСТ -хо43--71 — II
ВД2328-31Е-051/401 » I25je 8 100 80 №0 хб 81 95h9 94 419,5 357 246 210+0,2 5 32 I 50 5+0,I6 45 Сталь 4(5 ГОСТ 4543--7IJ L
I. 192...241.4В
Рис. 7. Винт регулировочный:
а - ТВЧ 1,5...2,5; 46...57 НВСО (См. также стр.54)
53 -
2. Сферическую поверхность В притереть с деталями рис. 8 и рис. 12 (13).
Поверхность прилегания не менее 60 %. Пригнанные детали маркировать одним порядковым номером и применять совместно
3. Вмятины, заусенцы, трещины на поверхности В не допускаются
4. HI4; и 14; + ~ 2
Рис, 7. Скончание
Обозначение D DI »2 L ’ а Материал Масса, кг
КД2126Г-31-051/201 I0QH7 108 80 25 3 Бронза Бр.ОЮМ 0,62
КД2328-31-205 I25H7 130 101 24 20 Бронза Бр.ОЮМ 1,2
I. Сферическая поверхность В не должна иметь раковин, трещин, спаев, в’-тааток и ожогов
2. Сферическую поверхность В притереть с деталью рис. 6. Поверхность прилегания не менее 25 %
3. Пригнанные детали маркировать одним порядковым номером и применять совместно
4. HI4; hI4; + ~ 2
Рис. 8. Вкладыш
5*
Обозначение D В1 а 1 11 т2 г3 14 г5 х6 Материал Масса, кг
КД2126Г-31А-052/201 КД2128Г-31А-052/201 26СЬ6 290b6 240 270 4 6 105 150 85 130 10 10 601-0,25 80 22,5 60+U,25 115 22,5 Бронза Бр.ОХОИ Бронза Бр.ОТОФ! 3,52 6,9
I. Обработку по размерам в квадратных скобках производить совместно с деталью рис. 10. Детали применять совместно
2. Размеры в круглых скобках - после сборки
3. На поверхности Б механические и литейные дефекты не допускаются
4. HI4; hI4; +
2
Рис. 9. Вкладыш
55
Обозначение D D I а 1 Ч Т2 г3 Ч 15 Материал Масса, кг
лД2126Г-31А-052/202 КД2128Г-31А-052/202 26СИ6 290Ь6 24QH7 270Н7 4 6 105 150 85 130 10 10 60t-0,25 80- 22,5 115 Бронза Бр.ИОИ Бронза Бр.ОТОФ! 3,52 6,9
I. Обработку по размерам в квадратных скобках производить вместе с деталью рис. 9. Детали применять совместно.
2. Размеры в круглых скобках - после сборки
3. HI4; hJ4; + *-&-~ 2
4. На поверхности А механические и литейные дефекты не допускаются
Рис. 10. Вкладыш
- 56 -
Обозначение D »1 »2 d б1 L 1 Ч г2 г3 Материал Масса, кг
КД2126Г-ПБ-201 I3C 1204 119 118 IUCH9 186 70 170 5 8 Бронза Бр.01051 5,8
KH2328-II-2CIA 140 1304 129 128 II5H9 210 НО 190 10 10 Бронза Бр.ОЮИ 6,9
I. На поверхности С литейные дефекты не допускаются
2. Размеры и шероховатость поверхности в скобках - после сборки
3. HI4; Ь14; + ~ " 2
Рис. II. Втулка
- 57 -
I. Сферическая поверхность В не должна иметь раковин, трещин, спаев, выхватов и ожогов
2. Сферическую поверхность В притереть с деталью рис. 7. Поверхность прилегания не менее 60 %. Прилегание детали маркировать одним порядковым
номером и применять совместно
3. HI4;hl4; + $£— ~ 2
Рис. 12. Опора
Обозначение D "I D2 »3 D4 d «I L а ъ с Е Материал Масса, кг
ВД2126Г-31В-201' I00H7 125/9 124,5 115,8 105 ШО 10,5 64 10 16 22 2 Бронза Бр.ОЮМ 5,4
ВД2128Г-31В-201 I25H7 14Су9 139,5 130,8 НО Ш2 12,6 78 30 12 10 4 Бронза Бр.ОЮМ 8,3
I. Сферическая поверхность В не должна иметь раковин, трещин, спаев, выхватов и ожогов
2. Сферическую поверхность В притереть с деталью рис. 7. Поверхность прилегания не менее 60 %. Пригнанные детали маркировать одним порядковым номером и‘применять совместно
3. HI4; и 14; + -12-
“ 2 Рис. 13. Опора:
D - сфера
59
Рис. 14. Схема расположения подшипников качения на прессах:
I - наклоняемых; П - ненаклоняемых; III — с передвижным столом
2. СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ (в комплект поставки не входят)
2.1. Быстроизнашивающие'ся детали
Наименование Номер рисунка Количест-во в прессе Обозначение для пресса усилием, й!
400 630
Винт регулировочный 7 I КД2126Г-31А-051/401 КД2328-31Е-051/401
Вкладыш 8 I КД2126Г-31-051/201 КД2328-31-205
Вкладыш 9 I WI26r-3IA-052/20I KJ2I28T-3IA-052/20I
Вкладыш 10 I КД2126Г-31А-052/202 КД2128Г-31А-052/202
Втулка II 2 КД2126Г-ПБ-201 КД2328-П-201А
2 пора 12, 13 I КД2126Г-31-051/202 КД2128Г-31Б-201
2.2. Спецификация подшипников качения
•* Номер позиции на рис. 14 Номер подшипника. Государственный стандарт Размеры, мм Класс точности Куда входит Количество для пресса усилием, нН
400 630
1,2 222 ГОСТ 8338-75 110x200x38 6 Маховик 2
1,2 226 ГОСТ 8338-75 130x230x40 5' Маховик 2
3,4 207 ГОСТ 8338-75 35x72x17 0 Воздухопроводящая головка 2 2
5 8108 ГОСТ 6874-75 40x40, 2x60 0 Механизм наклона I I
5, 9 108 ГОСТ 8338-75 40x68x15 0 Редуктор механизма наклона 2 2
7, 8 7204 ГОСТ 333-71 20x47x14 0 Редуктор механизма наклона 2 2
7, 8 7204 ГОСТ 333-71 20x47x14 0 Редуктор механизма подъема
стола 2 2
60
2.3. Нормализованные сборочные единицы, установленные в прессе
Наименование Количество в прессе Обозначение для пресса усилием, кН
400 630
Муфта-тормоз I УВ3141 УВ3144
Уравновешиватель 2 31-100x0180 31-125x0220
Командоаппарат I КД2324-48-001 КД2324-48-001
Блок пневматический I П-61 16/10 П-61 16/10
Маслораспылитель I 121-25 121-25
Ресивер I КП92-2-14 КП92-2-15
Пневмораспределитель I У7124А У7124А
Реле давления воздуха I даю даю
Станция смазки I И-СЭ-2,5/0,5 И-СЭ-2,5/0,5
Реле давления масла I МРД-25 МРД-25
Ящик управления I H9I0I H9I0I
Пост управления I У8417 У8417
Педаль электрическая I ПЭ-1 ПЭ-1
Конечный выключатель I БВК261-24 БВК261-24
61 -
ПРИЛОЖЕНИЕ 3
' I. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Пресс однокривошипный открытый простого действия модели , заводской номер , соответствует техническим условиям и признан годным к эксплуатации и для поставки на экспорт.
I.I. Результаты испытаний
I.I.I. Нормы точности
Проверка соответствует ГОСТ-15474-79 и методике, изложенной в настоящем руководстве.
Что проверяется Схема проверки Фактический допуск, мм
Плоскостность: поверхности стола поверхности ползуна
Параллельность:
нижней поверхности ползуна поверхности стола (верхней поверхности подштамповой плиты): направление A-Aj направление B-Bj И г А А/ —Г
Перпендикулярность хода ползуна к поверхности стола (верхней поверхности подштамповой плиты):
направление A-Aj направление B-Bj
Перпендикулярность оси отверстия в ползуне под хвостовик штампа к поверхности рога:
направление A-Aj
направление B-Bj
62 -
Что проверяется
Биение маховика: радиальное торцовое
Схема проверки
Фактический допуск, мм
Перпендикулярность оси отверстия в ползуне под хвостовик штампа к нижней поверхности ползуна (проверено до установки ползуна на пресс)
I.I.2. Нормы шума
Что проверяется Метод проверки и измерения Корректированный уровень звуковой мощности, дБ
допускаемый фактический
Работа пресса: на холостом ходу под нагрузкой ГОСТ 12.1^028-80 •
I.I.3. Шумовые характеристики прессов, полученные на опытных образцах
Шумовая харак- Средне- Тип пресса
ческие 400 кН 10 ед а = 17** 630 кН 10 ед А = 18**
октавных wi26gV] кдезге^ кд42б$/ кдзггв# кдгзг^ кд 428^
12 12 12 12 12 I 2
Уровень звуковой 63 98 104 95 104 95 104 96 104 97 101 97 103
мощности, дБ* 125 97 103 93 103 96 103 . 95 105 97 102 96 IO4
250 89 1 03 88 101 93 102 89 105 91 103 90 IO4
500 .89 104 86 102 93 102 87 102 86 102 88 103
1000 88 103 82 102 91 102 85 102 83 102 86 102 4'
2000 84 102 80 101 89 100 85 102 82 101 33 101
4000 84 100 78 100 88 100 80 102 81 1Ш 80 102
8000 75 101 75 101 85 100 76 101 78 102 79 102
Корректированный
уровень звуковой
мощности, дБА — 95 112 100 ИЗ 98 112 100 ИЗ 100 112 100 ИЗ
Примечания: I - на холостом ходу;
2 - при имитации типовой технологической операции.
*Метод измерения - OCT H89-7-8I.
^Поправка на геометрические размеры пресса при определении уровня звуковой мощности.
- 63 -
1.1.4. Пресс испытан на холостом ходу и под нагрузкой и соответствует требованиям ГОСТ
техническим условиям.
I.I.5. Пресс укомплектован согласно техническим условиям> заказа-наряда ;
I.I.6. Дополнительные замечания________________________________________________________________________
Дата приемки ____________________________
Подпись лица, ответственного за приемку______________________________________
1.2. Свидетельство с консервации
Пресс однокривошипный открытый простого действия, модель ___________________• заводской номер
, подвергнут консервации согласно установленным требованиям.
Дата консервации 19____________________г.
Срок защиты без переконсервации
Вариант временной защиты
Вариант внутренней упаковки
Категория условий хранения
Ответственный за консервацию
1.3. Свидетельство об упаковке
Пресс однокривошипный открытый простого действия, модель, заводской номер упакован согласно установленным требованиям.
Дата упаковки " "19 г.
Подпись ответственного лица за упаковку ______________________________
- 64 -
ПРИЛПКШИЕ 4
I. ПНЕВМАТИЧЕСКАЯ СИСТЕМА
I.I. Принципиальная схема
Пневматическая система состоит из пневмоблока подготовки воздуха, ресивера, пневматического распределителя и маслораспылителя, соединенных между собой системой воздухопровода.
Давление воздуха, поступающего из общезаводской магистрали, должно быть не менее 0,5 Ша.
Включение и отключение воздушной сети пресса производятся запорным вентилем. Сжатый воздух из цеховой магистрали поступает через пневмоблок в ресивер PC (рис. I), а оттуда идет по одному воздухопроводу через маслораспылитель МР и пневматический распределитель Р к муфте-тормозу МТ, а по другому воздухопроводу - к уравновешивателям ЦТ и Ц2.
Обозначение Наименование v
МР Маслораспылитель B44-I6
Щ, П2 Уравповешиватель
PC Ресивер
мг й(уфта-тормоз
УВ Клапан воздухоспускной
ПБ Пневглоблок подготовки воздуха
КО Клапан обратный
PI, Р2 Пневиораспре делитель
ФВД Фильтр-вл агбет делитель
КР Пневмоклапан редукционный
мн Манометр
РД Пневмоэлектропреобразсватель
КП Клапан предохранительный
р Писвмопаспоеделитель 25
ф Фильтр
KI, К2 Клапан трехходовой
BHI, HI2 Вентиль электропневматический
Др1, Др2 дроссель
П, Г2 Глушителд
Рис. I. Схема принципиальная пневмопривода
1.2. Пневматический блок
ПневмобЛж очищает сжатый воздух на выходе, предохраняет от повышения давления на выходе из блока, измеряет давление на выходе, регулирует давление на выходе, размыкает электрическую цепь управления и замыкает цепи контрольной лампы при недопустимом снижении давления в сети. Отключение системы - от подачи сжатого воздуха.
Пневмоблок представляет собой комбинированный аппарат - фильтр-регулятор, к которому при помощи болтового соединения пристыкованы: входной вентиль, манометр и выпускной клапан. Сжатый воздух поступает во входное отверстие вентиля I (рис. 2) и при вывернутом штоке 2 вентиля отжимает клапан с
пружиной 13, попадает во входное отверстие фильтра-регулятора 3. Проходя через крыльчатки 12, сжатый воздух подучает вращательное движение, в результате чего происходит отделение капельной влаги и механических примесей, которые по стенке стакана перемещаются вниз; в дальнейшем при движении воздуха к дефлектору II происходит поворот потека воздуха к фильтрующему элементу 10, который осуществляет окончательную фильтрацию воздушного потока. На выходе из фильтрующего элемента находится входное отверстие регулятора давления, преходя через которое, воздух стремится закрыть клапан 6, который через жесткий центр 14 и нагрузочный винт 4 связан с задающей пружиной 5. От-
- 65 -
крытие клапана 6 определяет уровень давления ежа того воздуха на выходе из фильтра-регулятора.
Конденсатоотводчик состоит из корпуса, который крепится в стакане при помощи гайки. В корпусе перемещается шток, который шариком перекатывает седло, соединяющее полость стакана с атмосферой.
Автоматический конденсатоотводчик 17 предназначен для автоматического удаления конденсата из блока по мере его накопления и устанавливается в прозрачном стакане фильтра-регулятора 3. Автоматический ковденсатоотводчик состоит из корпуса, в котором подпружиненный поршень, перемещающийся при всплытии поплавка, открывает дренажное отверстие для отвода отдельного конденсата.
По мере спускания поплавка в исходное положение дренажное отверстие для выпуска конденсата закрывается. Корпус в стакане фильтра-регулятора крепится при помаци гайки.
Клапан предохранительный КП соединен с полостью ресивера. Он настроен на давление 0,5 ИТа и опломбирован.
Из пневмоблока воздух поступает через масло-распылитель МР в пневмораспределитель сдвоенный трехлинейный Р к муфте-тормозу №.
Управление работой муфты-тормоза осуществляется через пневыораспределитель сдвоенный трехлинейный с условным приходом lx. = 25 мм.
Рис. 2. Ппевмоблоки подготовки воздуха
Пневмоклапан редукционный КР настраивается на 0,45 МПа, затем сжатый воздух поступает на выход из блока через выпускной клапан 7, представляющий собой патрубок для прохода воздуха, в котором имеется подвижный затвор 8, перемещением которого вверх до отказа осуществляется выпуск сжатого воздуха из системы, при этом шток 2 входного вентиля I должен быть завернут.
Реле давления 15, отключающее пресс при падении давления ниже 0,35 МПа, настраиваемое при помощи винта 16 на необходимую величину срабатывания, расположено на корпусе фильтра-ре хулятора. При наличии необходимого уровня давления в системе мембрана, расположенная в нижней части корпуса реле, перемещается вверх и посредством толкателя замыкает нормально открытый и размыкает нормально закрытый контакт микровыключателя.
При падении давления ниже допустимого нижнего значения контакты микровыключателя занимают исходное положение.
Ковденсатоотводчик 9 устанавливается в прозрачном стакане фильтра-регулятора з к предназначен для выпуска из блока отделенного конденсата.
1.3. Возможные неисправности и методы их устранения
Неисправность Вероятная причина • Метод устранения
Появление утечек по стыкам Отсутствие регулировки выходного давления Не обеспечивается необходимый расход сжатого воздуха Подтекание через подвижные соединения конденсато-отводчика Затруднено передвижение подвижного затвора выпускного клапана Недостаточно подтянуты соединения Разрыв мембраны Засорение фильтрующего элемента Засорение каналов для отвода конденсата Отсутствие смазки, засорение уплотнительных колец 1одтянутъ соединения, при необходимости заменить уплотнения Заменить мембрану Промыть и продуть сжатым воздухом фильтрующий элемент. В случае отсутствия Эффекта заменить фильтрующий элемент Разобрать конденсатоотводчик, удалить грязь, цроииь, смазать, установить на место Удалить грязь. Смазать уплотнительные кольца
- 66 -
ПРИЛОЖЕНИЕ 5
СДУВАТЕЛЪ ПНЕВМАТИЧЕСКИЙ
Сдуватель пневматический одномагистральный с механическим управлением предназначен для сбрасывания деталей или отходов в тару при штамповке на прессах.
Он состоит ,из следующих составных частей и деталей: клапан пневматический 6 устанавливается с левой стороны пресса и крепится болтами к станине; кулачок крепится на втулке командоаппарата, имеет возможность регулировки в пределах 150°; пневмоблск 4 крепится на платине с левой стороны пресса при помощи болтов; дроссель 2, соединенный с трубопроводом, и сопло крепятся на стойке I, которая устанавливается на подштамповой плите; рукава крепятся скобами к левой стороне станины. Рукав 5 соединяется с пневмоблоком и клапаном пневматическим. Рукав 3 соединяется с клапаном пневматическим и трубопроводом.
Работа сдувателя пневматического происходит следующим образом: сжатый воздух из пневмосети подается через вентиль пневмоблока и рукав в клапан пневматический. Клапан, предназначенный для автоматического перекрытия потока, открывается кулачком. Сжатый воздух из клапана поступает к дросселю, предназначенному для регулирования потока. Из дросселя поток сжатого воздуха поступает в сопле, которое направляет его на сдуваецую деталь или отходы.
Момент подачи сжатого воздуха регулируется следующим образом: пресс включается в режим "Толчок"; ползун опускается так, чтобы он не дошел до НМГ 7-8 мм; в этс время ролик клапана пневматического должен касаться выступа кулачка. Если это не произошло, необходимо отпустить болты и провернуть кулачок до касания с роликом. Затем закрепить кулачок болтами.
1
Установка пневмосдувателя на прессах
- 67 -
СОДЕРЖАНИЕ
I. Назначение ..........................
2. Технические характеристики .........4
3. Состав пресса и комплект поставки ...8
4. Устройство и работа составных частей пресса .........................9
5. Указания мер безопасности .........27
6. Подготовка пресса к работе ........2Ь
7. Порядок работы ....................31
8. Техническое обслуживание ..........33
9. Возможные неисправности и методы их устранения .........................42
Приложение I. Защитное механическое
устройство для ограждения рабочей зоны ......46
Приложение 2. Ведомость ЗИП ...........48
Приложение 3. Свидетельство о приемке ..62
Приложение 4. Пневматическая система ...65
Приложение 5. Сдуватель пневматический ...............................67
С'. tfkcauefc*- ЗУ
Установка У К ЗУ
На прессе установлено инфракрасное За щитное устройство (И К ЗУ, обеспечивающее ограждение рабочей зоны с фронтальной wmu пресса инфракрасной завесой и подачу команды на Выключение рабочего *ot । пресса при попадании в зону завесы рук Оператора. J
I. Монтаж и nodiomo Вка ЧКЗУ к работе. л
1.L Закрепить блок управления И КУЗ на доковой стенке пре , <
/£ Закрепить пост управления пресса и кронштейн Креплен аЯ ।
Контроля к станине пресса (см. Рис./). I
/.5. Уединить кабелями блокПР^В^ниЯ Ик^ со дойками конттг
и прессом б соответствии со схемой электрической сое ан
(см. Приложение 5 Руководства по эксглуата ции на ИХ ЗУ). \
i .!t. ВКЛЮЧиШь 2/а Вный привод пРеСсС1- ~ КпитО
7Ь. Выставить при помощи элеменфсо ре? улировку сто
таким сбразомt чтобы при свободной Защитноа Зоне сротоза устройства горел Зеленый индикатор „ Работа.
2 . Проверка работоспособности и подготовка К работе.
2.1. Установить перемычку х&5 ча клеммном наборе \T7.7 Ящика
между контактами 75j76. ппипи В
2.2. Установить персклюаатель ЗРЗ ящика упраЗления усениеh Защитный экран , „
2.3. Включить глабис/й привод пресса. При» эспом должны За р < индикат о р ы tJ Сет ь ", „Рабо та ", „ Залре т . г д’ч с л
9 7г Включить рабочий код пресса нажатием на кнопки ,
'зрежима хоЗ" j„fi^opaSoma''или педаль 536. 6
режиме „ОдичоииьЧ хоЗ' Му<?п>а пресса &КЛи>иатЬсЯ не^ОЛ»
2.5. Места КонтроЛьний стержень ё зочу работы фстозаёесЬ'^ P'J утоп индикатор зеленого и^бет* „Работа должен поъаснуть
2.С. Не вынимая контрольное стержня из зоны работы ролъзаве включить рабочий \од пресса нажатием на кнопки
в режимах ^Одиночный ход" ч „ Лдторибота или педаль б&6
б ре жиме и Одиночный код" Мурта пресса Включаться не дехпжне 227. Вынуть контрольный^ стержень из зоны работы ротозаВесы.
этом должен загореться индикатор зеленою цвета „Работ-индикатор Красного цвета „ Затрет"должен погаснуть.
7, вынута контрольный стержень из зоны работы ротсяобсс^ При этом должен загореться индикатор зменого цвета,, Работа, индикатор красною цвета „Запрет"должен погаснуть.
2. 8. включить рабочий ход пресса нажатием на ммопяи 323 S64 В режима к „ддиноунь/й ход" и„ автора дота* ^ли педаль в режиме, Одиночный ход [ др и этом произойдет включение муфты но один у об 6 режиме „ Одиночный ход" или длительно В режиме, д Второе ста додробное описание. работа МкЗУ см. Руководство по эксплуатации но ИУЗУ.
3. Томическое обслужиВоние.
ЗУ. Техническое обслуживание должно производиться по гр ори , составленному и утвержденному предприятием- попреоителем' на основании- рекомендаций домною раздело.
3.2. Л ля И УЗУ устанавливаются следующие Виды технического обслуживания: ежедневное, еженедельное и полугодовое.
УЬ. Ежедневное техническое обслуживание Включает В себя, внешний осмотр РУЗУ с целью обнаружения повреждении локр стоек контроля, заземления, кабелей;
пре В ер к у крепления стае с контроля и блока упоаолемия и подтяжку болтов крепления при необходимости;
* протирку фланелевой тканью поверхностей сде'-орильтроь стоек контроля и защитного стекла блока упра ления, прсВерку работоспособности У г ЗУ пс^разделу2. ербд-
3,4. Еженедельное техническое обслуживание оклюноет Внешний осмотр устройстВа с ц елью обносужения лс ре дений блока, стоек контроля, зо/землемия кабелем, Лл.//О
проВерку крепления стоек контроля и блога У про л
- и подтяжку ВолтоВ крепления при необходимости, протиркунрланелебои тканью поверхностей сВеторильтроб стоек контроля и защитного стекла блока управления; подтяжку гаек разъемов кабелей; $
проверку роботоспо саб пости ИМбУ по разделу 2.
Ъ.5. Ролу годовое техническое обслуживание включает б себя, очистку ИРЗУбблока управления, стоек контроля и кабелей) от
пыли и грязи; . .
осмотр кабелей но отсутствие Внешних повреждений и ремонт их по необходимости;
все операции ежедневной и еженедельной проверяй;
пппЯогугп поопт^п^гЛип^т// м/1 лгулде.еи Я-
ПРЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ
Л ПРОСТОГО ДЕЙСТВИЯ
усилием 400 и 630 кН
КД1426В КД2126К КД2326К
КД1428В [КД2128Ю КД2328К
' - . " • ’
" * Д г
Приэтоженме В, * -
7 -Л ЛГ. 7 ' ' *' *J . ?.
-~ « ' х.--ГХ'4' 7---<: с •; - Л' : J,, s5-
Ведомость-ЗИП '
КД.(Ю.<Ю4'ЗЙ " ’
I. ЗАПАСНЫЕ ДЕТАЛИ, ИНСТРУМЕНТ И ПРИНАДЛЕЕНОСТИ
I.I. Комплект для пресса усилием 400 iH
Обозначение, Государственный стандарт Наименование Номер рисунка Где применяется Коли-чест-во на пресс Укладка Примечание
шифр количество
Запасные детали
КД2326-42Е-801 Воротник I Воздухопроводящая I Ж I I
головка
080-086-36-2-1, ГОСТ 9833-73 Кольцо То же I Ж I I
085-09I-36-2-I, ГОСТ 9833-73 Кольцо Установка муфты I К I I
II5-I25-58-2-I, ГОСТ 9833-73 Кольцо Шаровое соединение I Ж I I
1.2-100x125-1, ГОСТ 8752-79 Манжета Букса 2 Ж I 2
1.2-125x155-1, ГОСТ 8752-79 Манжета Маховик 2 Ж I 2
КД2126К-31-412 Шайба предохра-
нительная 2 Ползун I Ж I 2
I02-I08-36-2-I, ГОСТ 9833-73 Кольцо Муфта-тормоз I Ж 2 I
150x180, ГОСТ 6969-54 Манжета То же I Ж 2 I
УВ3141-00-802 Манжета 3 И I Ж 2 I
УB3I41-00-009/801 Накладка 4 и 6 Ж 2 6
УВ3138-00-405А Пружина 5 W 12 Ж 2 12
2-25-ИИ1-3012 Грязесъемник У равновешиватель 2 Ж I 2
2-025-2,ГОСТ 6678-72 Манжета То же 2 Ж I 2
I-I00-2, ГОСТ 6678-72 Манжета W 4 Ж I 4
У71Й4 00 806 Ванадии Пневмеравщмдалихаль. _4— - 4
_-i-«SU-3, i’ULT 018-022-25-2-1, ГОСТ 9833-73 Кольцо Jo ж» Механизм наклона С« h-t -ж-t- Ж I —2__ X ~КД2326К,
КД1426В
048-056-46-2-1, ГОСТ 9833-73 Кольцо Механизм наклона 1 Ж I I КД2326К
Инструмент и принадлежности
7811-0047, ГОСТ 2839-80 Ключ Ж I I S =50x55
(только для
наклоняемых прессов)
7811-0004, ГОСТ 2839-80 Ключ Ж I I 3=10x12
7811-0007, ГОСТ 2839-80 Ключ Ж I I 3=12x13
7811-0022, ГОСТ 2839-80 Ключ Ж I I 3=14x17
7811-0025, ГОСТ 2839-80 Ключ Ж I I S=22x24
78II-004I, ГОСТ 2839-80 Ключ Ж I I S=27x30
78II-032I, ГОСТ 16984-71 Ключ Ж I I Только для прессов с рогом
iiTrrTJSI 7812-0377, ГОСТ 11737-74 Ключ Ж 4" Ж I I I
КД2124Г-61Е-050 Ломик Ж I I
КД1426-61Е-009 Подставка Ж I I Только для прессов с передвиж-
• HIM столом
КД2328-61Е-010 Рукоятка Ж I I Только для наклоняемых прессов
КД1428-61Е-0Ю Рукоятка Ж I I Только ют прессов с передай-
ным столом
Ответственный за комплектацию
1.2. Комплект для пресса усилием 630 Д
Обозначение, Государственный стандарт Наименование Номер рисунка Где применяется Коли-чест-во Укладка Примечание
шифр количество
Запасные части
КД2326-42Е-801 Воротник I Всздухопроводя- I * I I
щая головка !
090-I00-58-2-I, ГОСТ 9833-73 Кольцо То же I * I I
ПО-116-36-2-1, ГОСТ 9833-73 Кольцо Установка муфты I * I I
I30-I40-58-2-1, ГОСТ 9833-73 Кольцо Шаровое соединение I Я I I
I.2-II5-I45-I, ГОСТ 8752-79 Манжета Букса 2 * I 2
1.2-150-180-1, ГОСТ 8752-79 Манжета Маховик 2 * I 2
КД2128К-31-412 Шайба предохра-
нительная 2 Ползун I № I 2
I35-I40-36-2-I, ГОСТ 9833-73 Кольцо Муфта-тормоз I * 2 I
170x200, ГОСТ 6969-54 Манжета То же I a 2 I
УВ3144-00-802 Манжета 3 И ♦ I * 2 I
УВ3144-00-011/801 Накладка 4 И 6 > 2 6
УВ3138-00-405А Пружина 5 и 16 2 16
2-032-3, ГОСТ 6678-72 Манжета У равновешиватель 4. я I 4
I-I25-3, ГОСТ 6678-72 Манжета То же f л I 2
4— _ 4
Т-Л^гич ГОТТ F1C.7Q —2
018-022-25-2-1, ГОСТ 9833-73 Кольцо Механизм наклона I * I I КД2328К,
КД1428В
060-068-46-2-1, ГОСТ 9833-73 Кольцо Механизм наклона I Я I I KH2328K
Инструмент и принадлежности
7811-0047 .ГОСТ 2839-80 Ключ Я I I S =50x55
Только для
наклоняе-
мых прес-
сов)
7811-0007, ГОСТ 2839-80 Ключ Я I I S =12x13
7811-0022, ГОСТ 2839-80 Ключ к i I S =14x17
7811-0025, ГОСТ 2839-80 Ключ «i I S =22x24
78П-0041, ГОСТ 2839-80 Ключ Я I I S =27x30
78II-032I, ГОСТ 16984-71 Ключ Я I I Только для
7811-0150, ГОСТ 2841-80 Ключ прессов с
рогом
^даэео-ои 85Т Ключ —
7812-0377, ГОСТ 11737-74 Ключ л I I
КД2124Г-61Е-050 Ломик Jf I I
КД1426-61Е-009 Подставка H I I Только для
прессов с
передвиж-
нш столом
КД2328-61Е-0Ю Рукоятка Я I I Только для
наклоняе-
мых прес-
сов
КД1428-61Е-010 Рукоятка № I I Только для
прессов с
передвиж-
ним столом
Ответственный за комплектацию
- 2 -
2. СВЕДЕНИЯ ПО ЗАПАСНЫМ ДЕТАЛЯМ (в комплект поставки не входят)
2.1. Быстроизнащивающиеся детали
Наименование Номер рисунка Количе-ство в прессе Обозначение для пресса усилием, кН
400 630
Винт регулировочный 6 I КД2126Г-31А-051/401 КД2328-31Е-051/401
Вкладыш 7 I КД2126Г-31-051/201 КД2328-31-205
Вкладып 8 I КД2126Г-31А-050-201 КД2328-31-1-050/201
Вкладыш 9 I КД2126Г-31А-050/202 KH2328-3I-I-050/202
Втулка 10 2 КД2126Г-ПБ-201 КД2328-П-201А
Опора II I КД2126Е-31В-201 КД2128Г-31В-201
2.2. Спецификация подшипников качения
Номер позиции на рис.12 Номер подшипника. Государственный стандарт . Размеры, мм Класс точности Куда входит Количество для пресса усилием, кН
400 630
I. 2 222, ГОСТ 8338-75 110x200x38 6 Маховик 2
I, 2 226, ГОСТ 8338-75 130x230x40 5 Маховик 2
3. 4 207, ГОСТ 8338-75 35x72x17 0 Воздухопроводящая
головка 2 2
5 8108, ГОСТ 6874-75 40x40, 2x60 0 Механизм наклона I I
6, 9 108, ГОСТ 8338-75 40x68x15 0 Редуктор механизма
наклона 2 2
7, 8 7204, ГОСТ 333-71 20x47x14 . 0 Редуктор механизма
наклона 2 2
7, 8 7204, ГОСТ 333-71 20x47x14 0 Редуктор механизма
подъема стола 2 2
2.3. Нормализованные сборочные единицы, установленные в прессе
Наименование Количество в прессе Обозначение для пресса усилием, кН"
400 630
Муфта-тормоз I УВ3141 CJ.CC УВ3144
У равновешиватель 2 31-100x0588 31-125x0220
Комавдоаппарат I КЦ2324-48-001 КЦ2324-48-001
Блок пневматический I П-61 16/10 П-£1 16/10
Маслораспылитель I B44-I6 B44-I6
Ресивер I КП92-2-14 КП92-2-15
Пневмораспределитель I У7124А У7124А
Реле давления воздуха I даю даю
Станция смазки I И-ЦСЭ-2,5 И-ЦСЭ-2,5
Реле давления масла I МРД-25 МРД-25
Ящик управления I Я9101 Я9Ю1
Пост управления I У8417 У8417
Педаль электрическая I ПЭ-1 ПЭ-1
Конечный выключатель I БВК2&-24 БВК261-24
- 3 -
I. Поверхность воротника должна быть гладкой, без заусенцев, не иметь трещин, пузырей и других дефектов
2. На нерабочих поверхностях изделий допускается углубления и возвышения, не превышающие по высоте 0,5 мм, и следы недопрессовки площадью не более 0,25 см2
3. Допускаются незначительные следы от обрезки выпрессовок в пределах установленных допусков на размеры
Обозначение D Di Материал Масса, кг
КД2324-42Е-801 65+1 <0,’5 3^0,’5 Резина Гр-10 0,035
КД2326-42Е-8О1 70+1 4®-О*5 Резина Гр-10 0,01
Рис. I. Воротник
KU2I26K-3I-4I2 KH2I28K-3I-4I2
НВ 1, мм НВ 1, мм
167...170 167, .169 g.yl-O,1
170... 174 8,8+0,1 169. .173 9,8+0,1
174...181 8,9+0,1 173. .177 9,9+0,1
I8I...I87 9,О*0’1 177. .180 10,0^
187...194 180. .183 10,I*0’1
194...201 9,2+u,i 183. .186 I0,2+a?I
201...208 9,3+0,1 186. .191 10,3+0’Т
208...215 9,4+0’Г' 191. ..195 10,4*0*1
215...222 9.5*0’1 195. ..200 10,5й5’1
200. ..204 10,6*0’1
204. ..209 10,7й3’1
209. ..215 10,8+u’i
215.. .222 10,9+0,1
I. НВ 167...222
2. HI4, h 14, +— " 2
Обозначение в а. d2 а h М Р, вН Материал Масса,кг
КД2126К-31-412 135 I0I*0’1 I00-0’1 95 22 9+0,1 16 0,025 400- Сталь 45 1Д5
КД2128К-31-412 135 I00H9 99~0,2 95 22 15+0,1 25 0,016 630 Сталь 45 1.9
Рис. 2. Шайба предохранительная
A
Обозначение D В1 а d1 Материал Масса, кг
УВ3141-00-802 394+0,8 436+0,8 402+0,8 428+0,8 Резина 0,048
1B3I44-00-802 495 +1 534+1 501,5+1 528,5+1 Гр-10 0,056
Рис. 3. Манжета
06,5 $0,25 @|
I. Поверхности А и В должны быть шлифованный
2. При сверлении и раззенковке накладка не должна расслаиваться, трескаться и разлохмачиваться
Обозначение D D1 D2 Б3 «° а ь Материал Масса, кг
133141-00-009/801 ' 450_Т 390+± 410 430 — 16 4+0,5 0,19
133144-00-009/801 540_т 480+I 500 520 15 24 д с+1• 4’6-0,5 Фрикционный 0,23
Рис. 4. Накладка
Обозначение Материал Масса, кг
133I38-00-405A Проволока П-5 0,15
I. НЮ8 47...53
2. Длина развернутой пружины - 1120 мм
3. Число рабочих витков - 8.5
4. Число витков полное - 10
5. Направление навивки - правое
6. Покрытие: Хим.Окс.прм. В тропическом исполнении -КдЭхр с обезводороживанием
* Размеры для справок
Рис. 5. Пружина
- 5 -
I. НВ 192...241
2. Сферическую поверхность В притереть с деталями рис.7 и рис.II. Поверхность прилегания не менее 60 %.
Пригнанные детали маркировать одним порядковым номером и пршенять совместно
3. Вмятины, заусенцы, трещины на поверхности В не допускаются
4. HI4, И 14, + *2
2
Обозначение L Б1 D2 а d. d2 d4 L 1 a b c e k fi Материал Масса, кг
КД2126Г-31А-051/401 I0QH6 70 60 М64 56 66h6 64 345 310 295 200+0,2 3 20 3 20 4+0,2 30 Сталь 40X, ГОСТ 4543-71 10,5
КД2328-31Е-051/401 I25h6 100 80 М90хб 81 95h6 94 410,5 357 246 210+0,2 5 32 I 32 5+0,16 45 Сталь 40Х, ГОСТ 4543-71 21
Рис. 6. Винт регулировочный
I. Сферическая поверхность В не должна иметь раковин, трещин, спаев, выхватов и ожогов
2. Сферическую поверхность В притереть с деталью; рис.6'. Поверхность прилегания не менее 40 %. Пригнанные детали маркировать одним порядковым номером и применять совместно
3. HI4, * 14, + А?
2
Обозначение D D1 D2 1 а Материал Масса, кг
КЦ2126Г-31-051/201 I00H7 108 80 25 3 Бронза Бр.010Ы 0,62
КД2328-31-205 I25H7 130 101 24 20 Бронза Бр.010И 1,2
Рис. 7. Вкладыш
- $ -
\/М
150а±2а
I. Обработку по размерам в квадратных скобках производить вместе с деталью рис.9. Детали применять совместно
2. Размеры и шероховатость поверхности в круглых скобках - после сборки
3. HI4, ь 14. + .*2
2
4. На поверхности А механические и литейные дефекты не допускаются
Обозначение в D1 D2 1 !l 12 13 14 Материал Масса, кг
ВД2126Г-31А-050/201 260 240 258 105 85 10 10 60 Бронза Бр.ОЮИ 3,52
КД2328-31-1-050/201 290 270 288 150 130 10 10 80 Бронза Бр.ОЮФ! 6.9
Рис. 8. Вклады»
2. Размеры и шероховатость поверхностей в круглых скобках - после сборки
3. HI4, h 14. + jL
2
4. На поверхности А механические и литейнне дефекты не допускаются
Обозначение | D D1 D2 1 12 13 Ч Материал Масса, кг
КЦ2126Г-31А-050/20а 260Ь6 24СН7 258 105 85 10 10 60 Бронза Бр.ОЮИ 3,52
КЛ2328-31-1-050/202| 290ь6 270Н7 288 150 130 10 10 80 Бронза Бр.ОЮИ 6.9
Рис. 9. Вклады»
Рис. 10. Втулка
Обозначение
КД2126Г-ИБ-201
КД2328-П-201А
в
130 140
D1 а d1 1 1 Х1 12 13 Материал Масса, кг
1206 119 118 I00H9 186 70 170 . 5 8 Бронза Бр.ОЮФ! 5.8
130^6 129 128 II5H9 210 ИО 190 10 10 Бронза Бр.ОЮФ! 6,9
- 7 -
I. Сферическая поверхность В не должна иметь раковин, трещин, спаев, выхватов и ожогов
2. Сферическую поверхность В притереть с деталью рис.6. Поверхность прилегания не менее 60 %.
Пригнанные детали маркировать одним порядковым номером и применять совместно
3. Несоосность оси диаметра Dj и сферической расточки D не более 0,05 мм
4. HI4, hI4, + г2
2
Обозначение D D1 в2 из d 1 1 И а ь С . е R Материал Масса, кг
КД2126Г-31В-201 100Н7 125^9 115,8 125 MIO 65 15 18 10 16 22 1,5 2 Бронза Бр.01041 6,42
КД2128Г-31В-201 I25H7 14ОГ9 130,8 НО MI2 78 15 18 30 12 10 3 4 Бронза Бр.ОЮФ! 5,81
Рис. II. Опора
Рис. 12. Схема расположения подшипников качения на прессах:
I - наклоняемых; П - ненаклоняемых; щ - с передвижным столом