/


















































Tags: прессы руководство к прессу




Text
723388
РУКОВОДСТВО
К ПРЕССУ
КА 5530
i ОБЩИЕ ТРЕБОВАНИЯ
Настоящее руководство предназначено для ознакомления обслуживающего персонала с конструкцией пресса, устройством, работой и регулировкой его узлов и механизмов, с правилами эксплуатации, а также с возможными неполадками при работе, их причинами и способами устранения. Знание конструкции пресса обеспечит лучшее его использование и сократит простои по причине неполадок и поломок, а правильный уход при эксплуатации и своевременная регулировка предохранят пресс от преждевременного износа и обеспечат получение на нем высококачественных изделий.
Опыт показывает, что повреждения и аварии прессового оборудования в большинстве случаев являются следствием небрежности и неправильного обслуживания машины. Поэтому невыполнение минимальных требований, изложенных в настоящем руководстве,
может повлечь за собой преждевременный выход пресса из строя и привести к аварии.
При соблюдении всех требований настоящего руководства завод гарантирует надеж
ную и бесперебойную работу пресса & течЯН'-4& М8СЯЦ,б9
В случае, если в течение гарантийного срока в прессе возникнет серьезный дефект, причина которого сомнительна, необходимо срочно уведомить об этом завод. По выяснения /с обязательным участием представителя завода/ причин дефекта, пресс должен быть оставлен в том состоянии, в которое он был приведен вследствие этого дефекта. При невыполнении этого требования никакие притензии не принимаются.
За дефекты, возникшие вследствие неправильного обращения с прессом из-за несоблюдения требований настоящего руководства, завод ответ
ственности не несет.
iНАЗНАЧЕНИЕ
Пресс однокривошипный закрытый двойного действия усилием 100/6Этс модели КА5530 предназначен для штамповки из листа разнообразных деталей, требующих применения операции относительно глубокой вытяжки. Одновременно с вытяжкой на прессе может производится и предварительная вырубка по контуру. —
Размеры и форма изделий, изготавливаемых на прессе, ограничиваются:
1. графиком усилий, допускаемых на ползунах пресса» прочностью деталей пресса; * /
2. наибольшей работой, затрачиваемой на деформирование изделия за один ход ползуна;
3. размерами штампового пространства и величинами ходов ползунов.
Все необходимые данные по этим параметрам приведены в паспорте пресса /раздел Ш руководства/.
s. ПАСПОРТ ПРЕССА
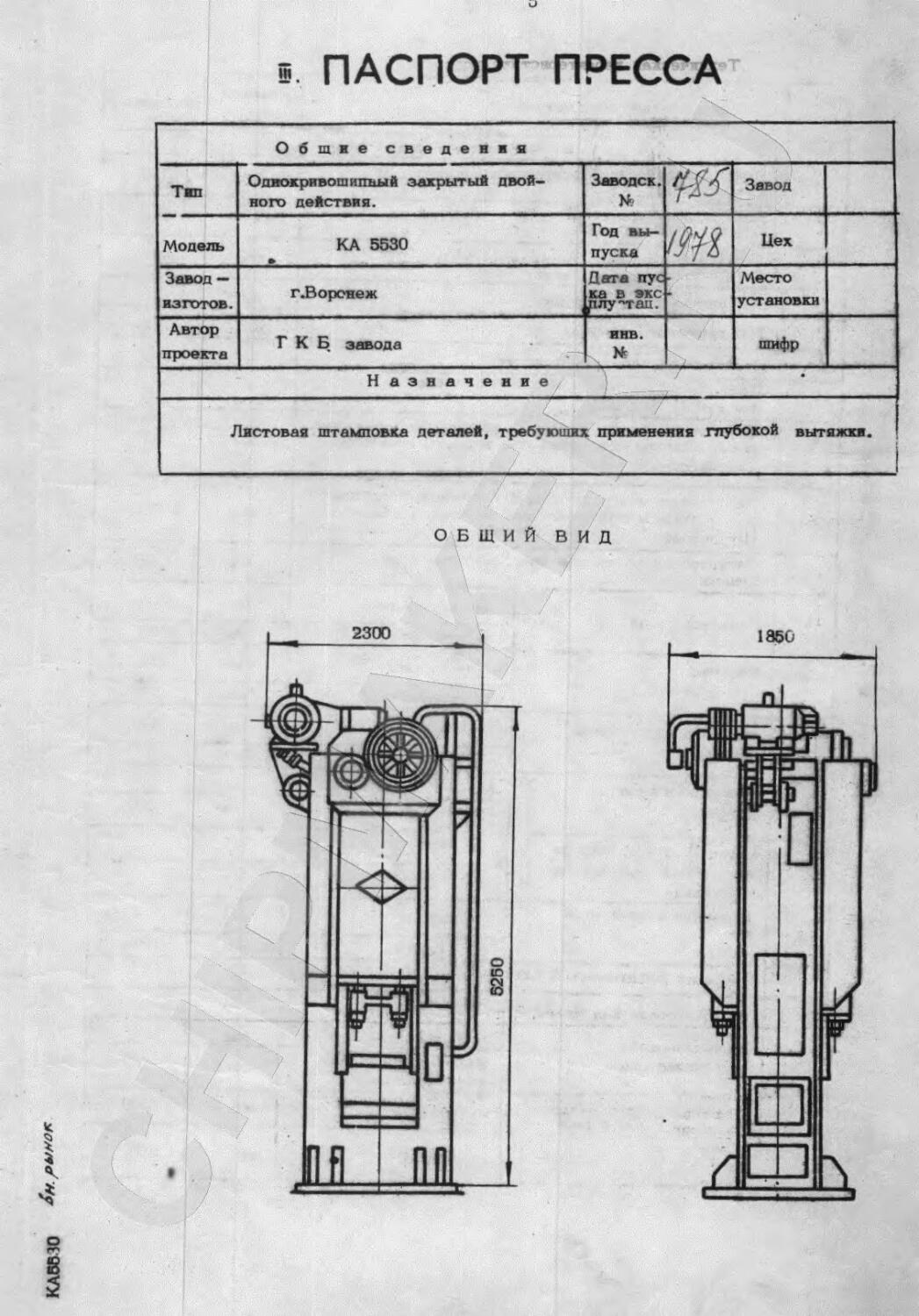
О б ш и е сведения
Тип Одиокривошипьый закрытый двойного действия. Заводск. № ж Завод
Модель КА 5530 » Год выпуска Цех
Завод — изготов. г.Ворснеж Дата пус ка в экс рлу'тац. Г/'" Место установки
Автор проекта Г К Б. завода инв. № шифр
Назначение
Листовая штамповка деталей, требующих применения глубокой вытяжки.
ОБЩИЙ ВИД
Техническая характеристика пресса
№М> i/n Наименование параметров Размерность Величина
1: 2 3 4
1 Номинальное усилие внутреннего ползуна за 13мм до НМТ тс 100
2 Номинальное усилие наружного ползуна на 5мм до НМТ тс 63
3 В Усилие внутреннего ползуна за 200мм до НМТ /начало вытяжки/ тс 40
4 Ход внутреннего ползуна мм 420
5 Ход наружного ползуна мм 260
6 Число ходов ползунов в минуту «м 16
7 Наибольшая допускаемая работа за один ход при 10 ход/мин кгм 4680
8 Расстояние между столом и внутренним .ползуном в его нижнем положении при верхнем положении регулировки мм 600
9 Расстояние между столом и наружным ползуном в его нижнем положении при верхнем положении регулировки мм 530
10 Регулировка растояния между столом я ползунами мм 125
11. Размеры стола слева-направо мм 800
спереди-назад мм 800
12 Размеры окно £ слева—направо мм 500
спереди-назад мм 500
13 Размеры внутреннего ползуна слева-направо мм 500
спереди—назад мм 500
14 Размеры наружного ползуна слева-направо мм 660
спереди-назад мм 800
15 Размеры ответствия ж внутреннем ползуне для хвостовика диаметр мм
глубина мм
16 Размеры окон в стойках ширина мм 500
высота мм 480
17 Толщина подштамповой плиты мм 150
18 Высота стола над уровнем пола мм 700
19 Механический выталкиватель рабочий ход мм 260
наибольшие усилие выталкивания тс 2
20 Н «больший вес штампов-подвешиваемых ь. ползунам внутреннему кг 300
наружнему кг 300 4 - * .
КА6530
1 2 3 4
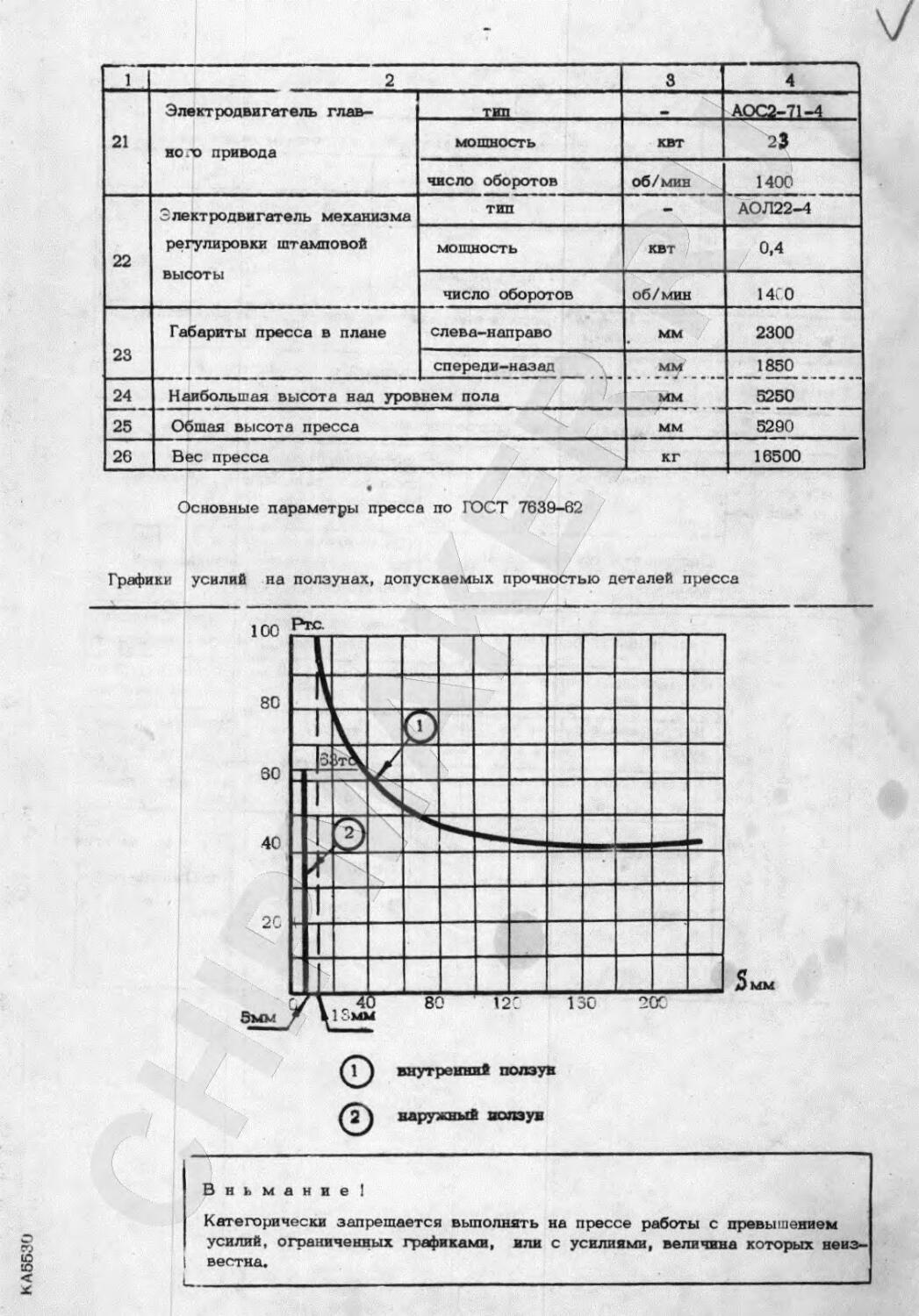
21 Электродвигатель глав- но.х» привода тип ж АОС2-71-4
мощность КВТ 23
число оборотов об/мин 1400
22 Электродвигатель механизма регулировки штамповой высоты тип - АОЛ22-4
мощность КВТ 0,4
число оборотов об/мин 14/0
23 Габариты пресса в плане слева-направо мм 2300
спереди-назад мм мм 1850
24 Наибольшая высота над уровнем пола 5250
25 Общая высота пресса мм 5290
26 Вес пресса кг 16500
Основные параметры пресса по ГОСТ 7639-62
Графики усилий на ползунах, допускаемых прочностью деталей пресса
внутренний ползун
наружный ползун
КА5530
Внимание!
Категорически запрещается выполнять на прессе работы с превышением усилий, ограниченных графиками, или с усилиями, величина которых неиз— | вестна.
8
Система уп- равления прессом —— Тип !. — — ~~~ • — Электропневматический с кнопочным включ таем.
Режим работы рабочие одиночный ход
автоматич. раб эта
наладочные толчковый ход
Тип муф^ы Фрикционная однодисковая малоинерциониая с пневматическим включением.
Тип тормоза Фрикционный однодисковый пружинный с пневматическим включением
Система смазки Комбинированная централизованная
Приспособив- | ние по технике безопасности Для ограждения рабочей зоны Фотоэлектрическая зашита и двух-кнопо,чное включение с блокировкой рук оператора.
Дли зашиты от сдваивания ходов. Сдвоенная конструкция воздухораспределителей и блокировки в электрической схеме.
Ограничиваемые параметры Наименование параметра Величина ограничиваемого парам. Узлы и детали ограничивающие
Номинальное усилие навнутреи-нем ползуне 100 тонн за 13 мм до НМТ Детали внутреннего ползуна.
Допускаемые усилия на ползунах См. график усилий Зубчатые передачи и рычаги привода:
Номинальное усилие на наружном ползуне 63 тонны за 5мм до НМТ Рычаги привода наружного ползуна
Наибольшая допускаемая работа за один ход ползуна при вытяжке 4680 кГ при 10 ходах в мин. Система Электре дви гатель-махо-вик
КАВ530
1]
Ma S00
12
Штамповое пространство пресса
I.
Внимадве!
При работе пресса необходимо выдерживать перепад по высоте между г.йлзунамв не менее 70 мм при нижнем /230мм арн верхнем/ положении ползунов.
13
5 ОПИСАНИЕ КОНСТРУКЦИИ
1. СТАНИНА
Станина пресса 1 цельносварной конструкции имеет коробчатую форму.
Верхняя часть станины в местах расположения отверстий поп валы привода усилена стальными листами. К столу пресса крепится подштамповая плита 2, имеющая пазы для крепления штампов и центральное отверстие для нижнего выталкнва-
• * / * . • теля. К станине крепятся четыре Г—образные регулируемые направляющие наружного ползуна 6. С помощью направляющих, выдерживая суммарную величину зазора между ними и направляющими поверхностями наружного ползуна в пределах 0,06-0,12мм /на обе стороны4 ползун выставляется параллельно столу /или подштам повой плите/ с отклонением от параллельности не более 0,10мм на длине 1000мм в двух взаимно—перпендикулярных направлениях.
В стойках предусмотрены окна размером 500 х 480, через которые можно производить при необходимости подачу заготовок и удаление от штампованных деталей, что значительно расширяет технологические возможности пресса.
В станине имеется окно отбора мощности для средств автоматизации, прикрытое крышкой 4. Вокруг окне имеются обработанные базовые поверхности, позволяющие крепить средства механизации и автоматизации при оснащении ими пресса.
При эксплуатации пресса следить за величиной зазоров в направляющих наружного ползуна, выдерживая их в пределах заданных норм, во избежание появления задиров на направляющих и перекоса наружного ползуна.
КАВ830
14
2. П Р И В О Д
Привод пресса закрытого типе с расположением валов и осей перпендикулярно фронту пресса размешен в станине.
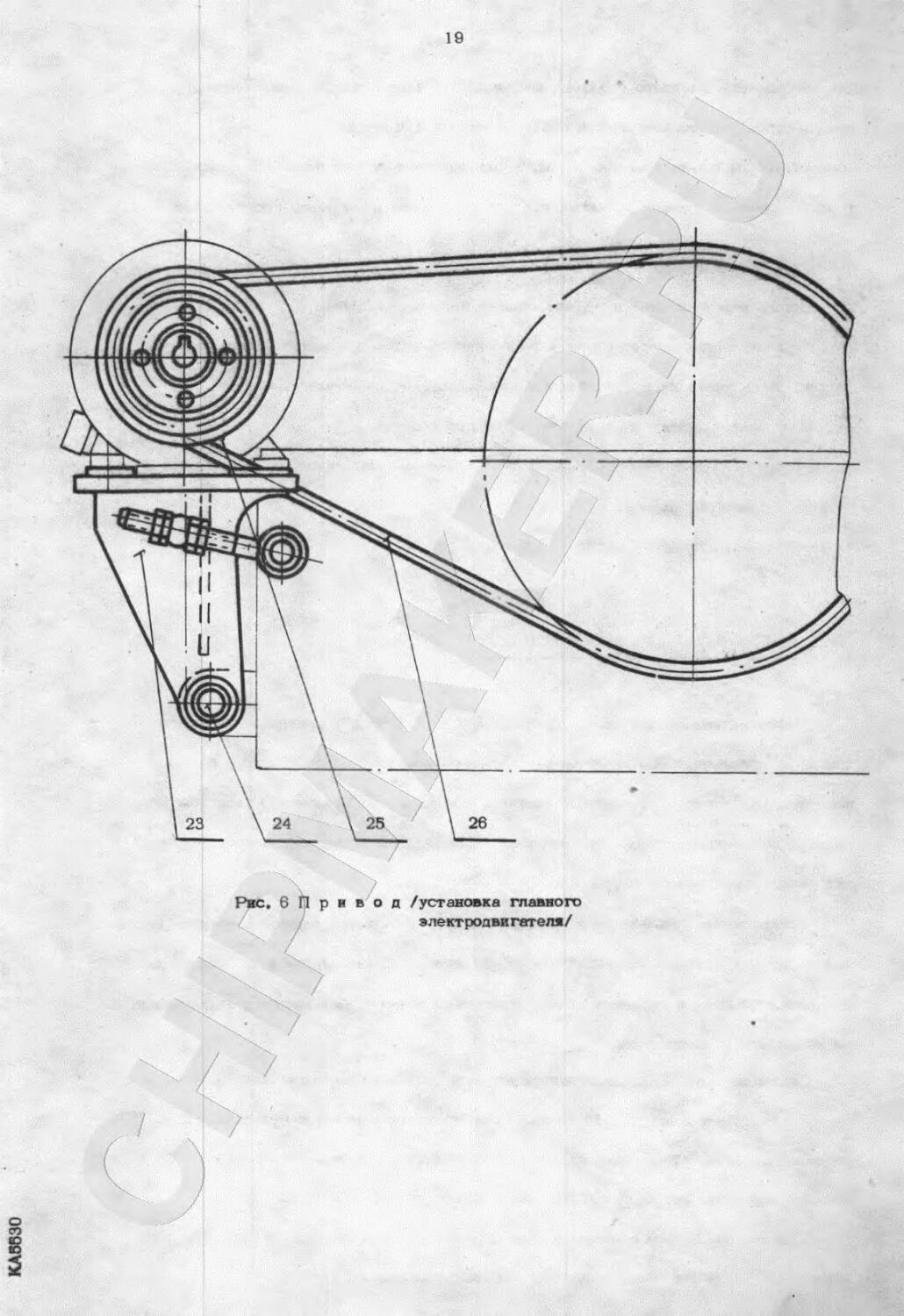
Работа привода осуществляется от электродвигателя 25 /см. рис. 6 / тип АОС 2—71—4 мощностью 23квт, установленного на подмоторной плите 23, позволяющей осуществлять поворот вокруг оси 24 для обеспечения натяжения ремней 26.
Передача от электродвигателя к эксцентриковым колесам 2 и 3 трехступенчатая/ см. рве. 2 /:
первая ступень - от электродвигателя через маховик и муфту на вал муфты -клиноременная передача;
/ / вторая ступень - от вала муфты на промежуточный вал - косозубая двух-стороняяя зубчатая передача;
третья ступень - от промежуточного вала на шок эксцентриковых колес -двухсторонняя косозубая зубчатая передача.
От блока эксцентриковых колес через шатун 4 движение передается на внутренний ползун, а через кривошипы 16 /см. рйс.4 и 5 Л насаженные на оба конца вала 6 и шатуны 15, получают движение ползушки 1 ’, перемешаюшиеся в направля-
ющих.
От ползушек через серьги 13, рычаги 12 и рычаги И движение передается на наружный ползун. Такая конструкция привода наружного ползуна обеспечивает стояние наружного ползуна в его крайнем нижнем положении в то время, когда внутренний ползун производит вытяжку изделия.
К направляющим планкам и станине привернуты бронзовые планки, в которых ползущие перемешается при работе пресса. Зазор в направляющих по размеру Н должен быть в пределах 0,С6-0,10 и достигается регулировкой направляющих планок 20 за счет прокладок 21.
Направляющие ползушек по размеру 210 Аз /X нерегулируемы. Необходимо, чтобы размеры *М* и *Н* /см рис. 4 .Привод/ были одинаковы; допустимое отклоне-
ние не более 0,15мм , что достигается подбором толщины планок.
Смазка привода - густая от централизованной сети.
19
КА5Б30
20
Для обеспечения быстрого останова маховика при выключенном электродвигателе
предусмотрен тормоз маховика с пневматическим включением.
Кинематическая схема привода, а также совмещенный график движения обоих ползунов и основные данные зубчатых передач приведены в паспорте пресса /раздел Ш/.
Внимание!
1. Разность размеров 'М' и *Ti* не должна превышать 0,15мм.
2. При эксплуатации пресса следить за величиной зазоров в направляющих ползущей, выдерживая их в пределах заданных норм, во избежание появления задиров на направляющих и перекосов наружного ползуна.
3. Категорически запрещается пользоваться тормозом маховика при включенном электродвигателе привода.
4. Недопустимо попадание масла на клиновые ремни.
3. МУФТА И ТОРМОЗ
Муфта включения и тормоз /см рис. 7 и 8 / пресса фрикционные однодисковые с пневматическим включением смонтированы консольно по краям вала-шестерни 16. Венец 1С, крышка 9, поршень 8 вращаются вместе с маховиком 12 на двух сферических роли ко—подшипниках. Уплотняющим элементом в пневматических цилиндрах являются шнуры 7 и 28.
Фрикционным элементом в дисках 18 муфты и \<_рмоза являются вставки овальной формы 13, которые размешены в десяти гнездах диска муфты и в десяти гнездах диска тормоза и перемешаются в ятях гнездах вдоль оси муфты и тормоза при их включении и выключении.
Включение муфты осуществляется подачей сжатого воздуха в полость цилиндра муфты, при этом вставки 13 зажимаются между поршнем 8 и маховиком 12 с усилием нажатия, обеспечивающим передачу муфтой номинального крутящего момента /35С кгм при давлении воздуха в цилиндре муфты 2,5кг/см^/.
Выключение муфты обеспечивается сбросом воздуха из ее цилиндра, при этом
пружинами 6 поршень возвращается в исходное положение.
КАББЗО
21
При эксплуатации муфты крайне важно следить за тем, чтобы:
1. зазор между деталями 18 и 12 был установлен равным 2мм /достигается за
счет толщины компенсационного кольца 18/*,
2. ход поршня 8 был установлен в пределах 3—5мм /достигается удалением прокладок 20/'
З. При износе вставок 13 на величану 2 мм была удалена одва прокладка 20, при износе еще на 2 мм удалить с/шуххпую прокладку и тл. Наибольший пюпуглимый износ вставок по высоте до 12 мм при этом вставки должны быть заменены новыми.
Растормаживание тормоза осуществляется также подачей воздуха в его цилиндр. При этом поршень 27 через болты 30 отводит тормозной диск 24, освобождая вставки 13. Торможение производится пружинами 26, зажимающими вставки 13 между дискам 24 и корпусом тормоза 32, жестко прикрепленном к станине пресса.
Регулировка затяжки пружины тормоза /а следовательно и величины тормозного момента/ осуществляется поджатием кольца 25.
Величина затяжки контролируется размером *Т'
Л ля обеспечения номинального тормозного момента 75кГм величина Т равна 6-8+1,0, при этом необходимое для растормаживания давление воздуха составит 1кГ/см^ /минимальное/.
При эксплуатации тормоза необходимо следить за тем, чтобы:
1. зазор между диском 18 и корпусом 32 был выдержан равным
2мм /достигается за счет длины распорной втулки 17/.
2. Ход поршня 27 был установлен в пределах 3-5 мм /достигает-
ся удалением прокладок 20/.
3. Размер 'Т* не должен превышать 68-1,0.
4 .При износе вставок 13 на величину 2 мм ьыла удалена одна прокляпкя 20, при износе еше на 2 мм удалить следующую прокладку и тд. Наибольший допустимый износ вставок по высоте до 12 мм при этом вставки должны быть ляме пены
- новыми.
22
Включение муфты и тормоза осуществляется от одного воздухораспределителя с пневматической блокировкой их паботы. Воздух подается быстро в тормоз и замедленно в муфту, чем достигается отст авание включения муфты от иол -ного растормаживания тормоза.
Для регулировки хода поршня и замены фрикпноиных вставок в муфте /тормозе/ необходимо:
1. отвинтить гайки 21 и22 '
2. используя резьбовые отверстия М2О в детали 10 /31/ длинными винтами упором в маховик 12 /корпус тормоза 32/ сдвинуть влево /вправо/ по направляющим штыряк' 12 /23/ крышку 0 /29/, поршень 8 /2И, зубчатый венеп 10 /31/ насколько позволяют штыря*
3. произвести регулировку муфты /тормоза/ или заменить фрикционные вставки.
Установившаяся температура нагрева дисков муфты и тормоза не должна превышать на 70-80°С температуру окружающей среды, ^олее высокий нагрев трушихся поверхностей свидетельствует либо о неправильной регулировке муфты или тормоза, либо о нарушении блокировки их работы, и является недопустимым при эксплуатации пресса.
ВНИМАНИЕ!
1. Не допускается попадание масла на трущиеся поверхности муфты и тормоза.
2. запрещается работа на прессе при нагреве подшип-
никог маховика или вала муфты свыше 40°С над температурой окружающей среды, а также при повышенном нагреве трущихся поверхностей.
25-
4. ПОЛЗУНЫ
Характер ной особенностью пресса двойного действия является наличие двух ползунов /см.рис 0 и 10/: наружного 13, перемещающегося в направляющих станины, осуществляющего прижим заготовки, и внутреннего 11, перемещающегося в направляющих 17, установленных в наружном ползуне, и осуществляющего непосредственно вытяжку изделия.
Наружный ползун - литой, коробчатого типа.
С передней и задней стороны расположены винты 14 и гайки 2, с помощю которых вручную осуществляется регулировка штамповой высоты в пределах от 405 до 530мм /при нижнем положении ползуна/. Головки винтов 14 скрепляются с поперечинами 12, от которых ползун получает движение.
Внутри наружного ползуна размещены регулируемые направляющие внутреннего ползуна.
Регулировка осуществляется с помощью отжимных дет. 20, 21 и прижимных винтов 19. Величина зазора в направляющих внутреннего ползуна должна быть установлена в пределах 0,06 - 0,12 мм /суммарный зазор на обе стороны/, при этом должна быть выдержана строгая параллельность его нижней плоскости по отношению к плоскости стола или подштамповой плиты /допустимое отклонение не более 0,10мм на длине 1000мм/.
Внутренний ползун через регулировочную гайку 5, винт 3 и соединенную с ним опору 7 посредством пальца 8 сцеплен с шатуном /см. привод/, который сообщает движение внутреннему ползуну. В вертикальном направлении положение регулировочной гайки фиксируется стаканом 9. При этом должна быть выдержана в пределах 0,10-0,15мм величина зазора между торцами гайки и стакана за счет толщины шайбы 10.
Во внутреннем ползуне размещен механизм регулировки штамповой высоты внутреннего ползуна, смонтированный в приставном редукторе 1 и представляющий собой двойную червячную передачу с приводом от индивидуального электродвигателя типа АОЛ22—4 мощностью 0,4квт.
1<АББ30
26
Кинематическая схема механизма и основные данные червячных передач приведены в паспорте пресса /раздел Ш/. Этот механизм позволяет осуществлять регулировку штамповой высоты в пределах от 475 до 600мм /при нижнем положении ползуна/,а крайние положения регулировки блокируются двумя бесконтактными выключателями, расположенными на задней стороне внутреннего ползуна.
•Аля крепления штампов к ползунам предусмотрены сквозные отверстия в
наружном ползуне, Т-образные пазы во внутреннем
ползуне.
Для устранения влияния веса ползунов и подвешенных к ним штампов на работу привода пресса предусмотрены пневматические уравновешиватели ползунов /рис.11 /
Наибольший вес штампов, подвешиваемых к ползунам /при давлении воздуха в у равновешивате лях $кГ/с м^ /:
к внутреннему ползуну - ЗООкГ I
к наружному ползуну — ЗООкГ .
Внимание !
При эксплуатации пресса следить за величиной зазоров в направляющих внутреннего ползуна» выдерживая их в пределах 0,06-0,12мм; за давлением воздуха в уравновешивателях ползуна.
-« - ; . - —J
4 /
КА5530
29
№№ по рисунку
манжета 180 ГОСТ 6678-53
№№ чертежей
ползун*
30
5. ВЫТАЛКИВАТЕЛЬ
Наружный ползун посредством двух кронштейнов 1 и 2, четырех стяжек L и 5 жестко связан с траверсой 8, которая перемешается в столе пресса. В середине траверсы предусмотрено отверстие для цилиндрического толкателя, являющегося принадлежностью штампа.
э При ходе выталкивателя вверх толкатель выталкивает штампованное изделие из половины штампа.
Регулировка первоначальной положения траверсы происходит за счет поворота стяжки 4.
. J. КОМАНДОАППАРАТ / '
Командоаппарат является основным узлом, дающим команду на работу всех механизмов и узлов пресса после нажатия на пусковые кнопки 'Ход' на пульте управления.
Он состоит из привода комендоаппарата и собственно командоаппарата типа КА-414 А-3 ня 4 независимых друг от друга цепей управления, каждую из которых составляют /см. рис. 13/; изоляционная шайба 1, жестко посаженная на барабан 2, к которой прикреплены с помощью винтов 4 два кулачка 3; к изоляционной плите 12 с помощью винта 11 прикреплен кронштейн с вращающимся на его оси контактным пальцем 6, на одном конпе которого размещен ролик 5, а на другом-контактный! мостик 7, прижимаемый в исходном положении пружиной 8 к неподвижным контактам 9.
Рис. 13 Схема устройства контактной \ системы командоаппарата типа .
\ КА-414-3
КАБ530
33
При работе кулачек, набегая на ролик, отжимает контактный пален, разрывая цепь.
Необходимая длина выступающего профиля кулачка обеспечивается разворотом каждой пары кулачков относительно друг друга, благодаря наличию в них длинных пазов.
Аналогично, благодаря большому количеству крепежных отверстий, в изоляционной шайбе происходит и выставка кулачка относительно ролика контактного паль-па.
Для управления всеми узлами пресса используются 2 цепи комаидоаипарата, остальные цепи могут быть использованы при оснащении пресса средствами механизации загрузки заготовки и выгрузки отштампованных изделий. Назначение нолей управления 'обозначения аналогичны принятым в принципиальной электрической схеме/:
1. 1КА - блокировка от сдваивания ходов.
2. 1КА и 2КА - управление воздухораспределителем додающим воздух в тормоз и муфту.
3. 2КА - управление фотозащитой.
Спереди к командоаппарату крепится указатель положения кривошипного вала.
7. ПНЕВМАТИЧЕСКАЯ СИСТЕМА
Пневматическая система пресса обеспечивает работу муфты включения, тормоза, уравновешивателей ползуна и тормоза маховика. Исходя из этого воздухопровод пресса насчитывает три основных ветви: муфта с тормозом, уравновешиватели, •’одноз маховика. В каждой из этих ветвей, кроме ветви тормоза маховика, обязательно предусмотрены предохранительный клапан, редукционный клапан и манометр. Максимальное рабочее давление - 5кГ/си\ Настройка уравновешивателей на суммарный вес штампов, подвешиваемых к ползунам, производится по графику, приведен
ному ниже
ЗУ
Давление воздуха в цепи муфты устанавливается равным 2,5кГ /см; реле давления 6С57-51, смонтированное на ресивере муфты, настраивается на срабатывание при давлении 2, Ок Г см 2, что предупреждает включение муфты при заниженном давлении воздуха.
Настройка предохранительных клапанов: -
1. В цепи муфты - ЗкГ /см2
*9 - п
2. В цепи уравновешивателей - 5кГ /см2
Подача воздуха в цилиндры муфты и тормоза, а также сброс его из этих узлов осуществляется распределителем У7124а с пневматической блокировкой их работы: воздух подается быстро в тормоз и замедленно в муфту, чем достигается отставание включения муфты от полного растормаживания тормоза. Выпуск воздуха из цилиндра, муфты быстрый, а из цилиндра тормоза медленный. Пневматическая блокировка достигается двумя клапанами муфтовыми установленными и доработанными как показано на рис. 14.
В поодессе эксплуатации пресса необходимо переодически сливать конденсат из
ресиверов, для чего, последние снабжены вентилями.
ГРАФИК НАСТРОЙКИ УРАВНОВЕШИЗАТЕЛЕЙ ПОЛЗУНОВ
ПРИМЕЧАНИЕ: Вес штампов, подвешиваемых к каждому
КАБ530
37
8. СИСТЕМА СМА ЗКИ
Система смазки пресса — комбинированная:
1. Густая смазка централизованная принудительная периодическая от автоматической станции густой смазки#/^,//•/«/ через дозирующие питатели
2. Густая смазка ручная периодическая шприцем ШРГ и путем закладки.
3. Жидкая смазка ручная путем заливки масла.
Контроль за подачей смазки в централизованных системах, обеспечивающих работу наиболее ответственных механизмов пресса, ведется визуально по перемещению контрольных штоков дозирующих питателей ПД в системе густой смазки. Максимальное давление масла в централизованной системе не должно превышать 70кГ /см2.
Величина давления контролируется по манометрам.
Расположение смазываемых точек, доза и периодичность их смазки, а также рекомендуемые смазочные материалы приведены в карге смазки и спецификации к ней. Устройство дозирующего питателя для густой смазки ясно из рис.18. Нагнетание смазки производится автоматической станцией густой смазки до максимального
давления 7ОкГ /см^ /контролируется по манометру/ . После «того клапан КДГ переключает стлицин на вторую магистраль.
КА5530
1. корпус
2. поршень
3. шток
4. распределительный золотник
5. ограничитель
6. уплотнение
7. регулировочный винт
Рис. 16
as
Работа питателя показана на схемах 1-1У /рис. 17/, 1-П соответствуют наличию давления в магистрали 'А', а наличию давления в магистрали 'Б'.
/ I '—7 причем схемы
схемы Ш и 1У -
/V
КА5530
41
Сопоставимые ml ,лки смазочных материалов
Страна, фирма Для умеренного климата Для тропиков '
СССР стандартные марки смазочных материалов Солидол УС-2 ГОСТ 1033-51 Солидол УС-3 ПОСТ 1033-51 Масло индустр. 45 ГОСТ 1707-51 ЦИАТИМ 20? гос;- / 8773-58 Масло индустр. ИС-45 !
-
*
у/
’. 1
Приведенные сорта служат только в качестве ориентировочных данных для определения качества смазочных средств. При употреблении смазки другие сортов необходимо следить за тем, чтобы масла имели одинаковое качество с приведенными здесь марками. За выбор иных смазочных средств ответственность несет потребитель.
9.ЭЛЕКТРООБОРУДОВАНИЕ
Пресс оснащен следующим основным электро-
ОБЩИЕ СВЕДЕНИЯ
оборудованием: электродвигателями, пускорегу-
лирующей аппаратурой, включая электромагниты,
пультами управления, кома.чдоаппаратом и осветительными устройствами.
Главный привод выполнен от асинхронного электродвигателя с к»з. ротором типа
АОС2-71-4.
Приводы регулировки штамповой высоты и системы густой смазки выполнены также от асинхронных к,з. электродвигателей АОЛ22-4 /мощность 0,4квт, 220/380в, 50гц/ и АОЛ22-4 /мощность 0,4квт, 220/380в, 50гц/.
Питание электродвигателей осуществляется от цеховой сети переменного тока 380в, 50гц. Питание цепей управления - через понижающие трансформаторы ТБСЗ-0,63 380/110в с отводами на 36в и 5,5в и ТТ-0,16 380/220-19в.
Принятая схема обеспечивает следующие режимы работы:
1 .Одиночный ход.
2 . Авто магическая работа.
З .Толчковый ход /наладка/.
4 .Регулировка ползуна.
Управление в режиме 'Одиночный ход' гложет быть обеспечено как с главного пульта одним операторов так и с обоих пультов одновременно двумя операторами. Управление в остальных режимах возможно только с главного пульта управления.
ПУСК ГЛАВНОГО
Включением автоматического выключателя 1А лода-
ДВИГАТЕЛЯ
ется питание на силовые цепи, а через автоматические
выключатели 4А, 10А ча трансформаторы 1Т и 2Т, на цепи управления, сигнальную лампу 1ЛС /'Сеть'/, указывающую на подачу напряжения на силовые цепи и цепи управления. Нажатием кнопки 4КУ /'Главный двигатель - пуск'/ подается напряжение на катушку пускателя 1КД, который включается и замыкает нррмально открытые контакты 1КД в цепи главного двигателя 1Д. Кроме того, замыканием контактов 1КД в цепи 16 запитывается реле 1РП, включающее цепь управления
36в и блокируется кнопка 4КУ, которая может быть отпущена.
43
Одновременно включением контакта 1РП (цепь 11) загорается сигнальная лампа 4ЛС /'Главный двигатель'/, сигнализирующая о включении главного двигателя.
ОДИНОЧНЫЙ ХОД Для обеспечения работы пресса в этом режиме необходим.)
предварительно переключатель 2К /в электрошкафу/ поставить в нужное положение для работы с одного ил и с обеих пультов управления. Наконец, рукоятка пакетного переключателя 1К /в электрошкафу / устанавливается в положение "Одиночный ход". В этом положении рукоятки 1К /см. диаграмму его переключен; л на схеме КА553О-9О-О03Г/ замыкаются контакты 1К2 (цепь 12), 1КЗ (цепь 30). При этом загорается сигнальная лампа 5ЛС /'Одиночный ход'/, сигнализирующая о готовности электрооборудования пресса для работы в этом режиме. При нажатии на кнопки 8КУ и ЭКУ /при работе с одного главного пульта/ подается нап[ тжение па катушки реле 6РП и 7РП, которые, замыкая контакты 6РП и 7РП (цепь 3), включают электромагниты тормоза и муфты Э1, Э2. При этом срабатывает воздухораспределитель и ползуны начинают свое движение вниз.
После достижения наружным ползуном нижней мертвой точки /НМТ/, чем> с некоторым запасом, соответствует угол поворота эксцентриковых колес 100°. Замыкаются контакты командоаппарата КА2; КАЗ. Ходовые кнопки ЭКУ, 8КУ при этом могут быть уже отпущены, т.к. питание реле 6РП и 7РП идет уже по цепи 36 через замкнутые контакты КА2 - КАЗ. При дальнейшем повороте эксцентриковых колес на угол 345° размыкаются контакты КА2 - КАЗ обесточиваются реле ЗРП, 7РП, отключаются электромагниты Э1 и Э2, сбрасывается воздух из муфты и тормоза. Тормоз затормаживает все движущие массы, ползуны останавливаются в исходном положении.
АВТОМАТИЧЕСКАЯ Рукоятка пакетного переключателя ставится в положенно
РАБОТА 'Автоматическая работа', при этом замыкаются контакты
1КЗ (цепь 30), 1К4 (цепь 31 j, 1К6 (цепь 13), 1К7 (цепь 35). Переключатель 2К2 (цепь 33) ставится в положение 'работа с пульта 1^1 +11. Нажатием кнопки 'ход' 8КУ и ЭКУ подается напряжение на катушку реле 6РП и 7РП. которые, включаясь,
замыкают свои контакты 6РП, 7РП (цепь 3). Включаются электромагниты тормоза и
муфты Э1 и Э2, которые начинают движение, причем пресс работает непрерывно без остановок, поскольку реле 6РП и 7РП все время получают питание по цепи 33, 35. Для остановки ползунов в исходном положении / .ллыше/ необходимо нажать на кнопку 12КУ или 13КУ /'Стоп автомат работа', а также для немедленного останова ползунов - на кнопку 'общий стоп' 1КУ или 2КУ.
НАЛАДКА Рукоятки пакетных переключателей IK, 2К, ЗК ставятся в
положение 'наладка', 'толчок', замыкаются контакты
1К1 (цепь 14), 1К5 (цепь 37), 2КЗ (цепь 37), 2К4 (цепь 28), ЗК2 (цепь 37).
При нажатии на кнопку 14КУ (цепь 37) подается напряжение на реле 6РП и 7РП, а затем на электромагниты муфты и тормоза Э1 и Э2, и ползуны будут совершать движение в течение всего времени, пока нажата кнопка 14КУ /'наладка"/ на главном пульте. На этом режиме питание идет по цепи 37.
\
РЕГУЛИРОВКА Для регулировки штамповой высоты рукоятка пакетного
ПОЛЗУНА переключателя ставится в положение "наладка", чем
замыкаются контакты 1 К5 (цепь 37) и замыкаются также контакты 1К1 (цепь 13). При этом ключ ЗК должен стоять в положении "регулировка ползуна' (цепь 17).
При нажатии на кнопку 5КУ /"регулировка ползуна вверх"/ посредством контактора КДВ двигатель 2Д включается и ползун перемещается вверх. Для ограничения верхнего предела регулировки предусмотрен конечный выключатель БВК24 (цепь 4), разрывающий цепь пускателя КДВ управления двигателем 2Д, При нажатии на кнопку 6КУ /'Регулировка ползуна внмз"/ двигатель запускается другим контактом КДН, обеспечивающим его вращение в другую сторону.
При этом ползун будет перемещаться вниз. Нижний тредел регулировки ограничен также бесконтактным выключателем БВК24 (цепь 4), разрывающим цепь пускате-
ля КДН управления двигателем 2Д при регулировке ползуна вниз
45
ФОТОЭЛЕКТРИЧ ЕСКАЯ
ЗАШИТА
Фотоэлектрическая защита предусмотрена для
защиты рук от попадания под ползуны при ходе
последних вниз. При попадании рук в защищен-
ную зону пересекается луч света фотореле 1ФР или 2ФР, при этом размыкаются контакты 1ФР или 2ФР в цепи питания катушки реле 6РП и 7РП, которые отключаются и обесточивают катушки электромагнитов Э1 и Э2, что приводит к отключению муфты и тормоза.
После опускания наружного ползуна в НМТ /угол ’ 00°/ контакты фотореле блокируются контактами командоалпарата КА2, КАЗ (цепь 36) и на дальнейшем участке хода ползунов фотозашита не производит их останова, поскольку питание катушек 6РП и 7РП идет по цепи 36.
БЛОКИРОВКА Блокировка рук оператора обеспечивается двухкиопоч-
иым /ИКУ и ЮКУ, ЭКУ и 8КУ/ включенмем муфты
пресса в его рабочем режиме.
Блокировка от сдваивания ходов обеспечивается контактам командоаппа-рата КА1 (цепь 30) и КА2 (цепь 36), которые в конце хода ползунов вверх раз-рывают цепь управления муфтой и тормозом вне зависимости от того, остаются ля нажатыми кнопки 'ход" /8КУ-11КУ7 или нет.
Блокировка от включения муфты и тормоза при работающем электродвигателе регулировки /2Д/, осуществляется пакетным переключателем ЗК.
Блокировка -от работы кресса при недостаточном давлении воздуха. Эта блокировка осуществляется реле давления воздуха, контакт которого РДВ1 расположен в цепи 19 питания реле 2РП включает сигнальную лампу ЗЛС /нет воздуха/, а контактом 2РП (цепь 27) рвет цепь питания реле муфты и тормоза.
Отключение гл .двигателя при выходе на площадку траверсы ВК4 (цепь 15)
46
ГУСТАЯ СМАЗКА Схемой предусмотрено автоматическое управление
смазкой. Нажатием на кнопку 7КУ включается магнитный пускатель КДС, который подключает электродвигатель густой смазки к сети, а также включается реле ЗРП, которое своими контактами ЗРП (цепь 21) шунтирует кнопку 7КУ, включает электромагниты ЭЗ и создает цепь катушки ЗРП.
Начинается прокачка первой магистрали. Как только давление в первой магистрали достигнет нормального, замкнется н.о. контакт КД Г (цепь 23) и разомк-нется ч.э. контакт КДГ (цепь 21). Реле 4РП включится^Контактами 4РП (цепь 23) шунтирует кнопку 7КУ и включит электромагнит Э4. Начнется прокачка второй магистрали. После того, как давление во второй магистрали достигнет нормального, происходит переключение КДГ в первонач.шьное положение. Реле 4РП отключится, прокачка смазки прекратится. Через определенный промежуток времени включается катушка РВ и своими контактами РВ (цепь 22) зашунтирует кнопку 7КУ и вновь повторяет весь цикл прокачки смазки. Схема предусматривает работу пресса только при наличии смазки (конечный выключатель ВК (цепь 14).
ЗАЩИТА Защита электродвигателя главного привода от короткого
замыкания осуществляется расцепителем максимального тока, вмонтированным в автоматический выключатель 1А, а от перегрузок -тепловым реле.
Защита двигателей регулировки /2Д/ и смазки /ЗД/, а также цепей управления осуществляемся автоматическими выключателями 2А, ЗА, 4А, каждым в
своей цепи.
47
СИГНАЛИЗАЦИЯ
С целью облегчения контроля за работой пресса и его электрооборудования
на главном пульте управления смонтиро-
ван ряд сигнальных ламп:
1 .'Сеть'-загорается при подаче напряжения на силовые цепи - цвет зеленый.
2 .'Главный двигатель*-загорается при запуске электродвигателя главного привода - цвет зеленый. *
З .'Нет смазки'-загорается при отсутствии масла в системе смазки-цвет красный.
4,'Нет воздуха'-загорается при падении давления воздуха ниже установлен-
ного предела - цвет красный.
б.'Одиночный ход'-загорается при переключении схемы на режим' одиночный ход' - цвет зеленый.
С.'Автоматическая работа'-загорается при переключении схемы на режим -'автоматическая работа' - цвет желтый.
7.'Наладка'- загарается при переключении схемы на режим 'наладка'-/толчковый ход/ или режим 'регулировка ползуна' - цвет зеленый.
ВНИМАНИЕ!
ЗАПРЕЩАЕТСЯ:
1. Работать при незаэемленном электрооборудовании пресса;
2. Работать с открытыми дверцами электрошкафа или со снятыми крышками переходных коробок.
3. Работать с незаземлениым прессом.
4. Работать с неисправной фотозащитой.
48
? УСТАНОВКА
1. УПАКОВКА И ТРАНСПОРТ
Пресс отгружается заказчику в собранном виде /снимаются только о прежде ние и кожух/.
При получении пресс и все его принадлежности /см.комплектовочную ведомость/ должны быть проверены на сохранность и комплектность.
В случае, если пресс по каким-либо причинам не будет устанавливаться сразу, необходимо принять меры по его надлежащему хранению. По истечении 6 месяцев со дня отгрузки пресса проводится его переконсервация, которая должна быть повторена через каждые 6 месяцев хранения пресса. Если же упаковка отдельных мест будет нарушена в процессе транспортирования или разгрузки, то переконсервация должна быть проведена немедленно по получению пресса.
Все неокряшеные поверхности деталей пресса покрыты антикоррозийным
составом, который при установке и монтаже пресса должен быть удален.
Вес комплектной машины 16500кГ.
- 49 -
2.Ф У Н Д A М Е Н Т
Для обеспечения нормальной работы пресс должен быть установлен на достаточно прочном фундаменте, которым в зависимости от условий завода-заказчика может быть как индивидуальный фундамент, так и траншейный ,
При подготовке фундамента следует иметь в виду, что:
1 .глубина заложения фундамента^ а также толщина его стен и необходимость их армирования, определяются расчетом в зависимости от грунта.
2 .Место подключения пресса к пневматической сети /давление сети не менее 5,0 кГ/см2 / указано на чертеже воздухопровода.
З .Место подключенмя пресса к электрической сети /38Ов, 5Огц/ зависит от усоовий завода—заказчика, поскольку электрошкаф может быть установлен в любом удобном месте для заказчика.
Чертеж строительного задания на на индивидуальный фундамент прилагается.
50
Необходимо для демонтажа эксцентриковых колес с шатуном
КА5530-21-ЗО4А; 21Б-308; 213-ЗОБ
Рис. 22
\ Ч">Л»
3. М О Н Т А Ж
После установки пресса на фундаменте производится монтаж кожуха я ограждения с лестнидей. При установке пресса необходимо, чтобы расстояние от пресса до стены цеха или другого ряда стоящего оборудования должно удовлетворять размерам схемы /рис.22/
КАИЗО
я ЭКСПЛУАТАЦИЯ
1. ТЕХНИКА БЕЗОПАСНОСТИ
Конструкция пресса и отдельных его механизмов обеспечивает безопасность работы обслуживающего персонала при соблюдении последним требований настоящего руководства и элементарных правил техники безопасности. Для этого в прессе предусмотрены:
1. Фотоэлектрическая зашита опасной зоны /штампового пространства/ во время хода ползунов вниз . При попадании рук оператора в эту эону муфта и тормоз пресса отключаются и ползуны останавливаются.
2. Двухкнопочное /двумя руками/ включение муфты и тормоза, которое может
52
осуществлятся с одного или двух пультов управления одновременно в зависимости от числа операторов, обслуживающих пресс. При этом для включения муфты необходимо, чтобы одновременно были нажаты обе кнопки на каждом из используемых пультов. Кроме того, кнопки должны быть удержаны в нажатом положении до полного опускания наружного ползуна вниз, т.е. до тех пор, пока попадание рук в кгтвмповую эону опасно.
3. Система электрических блокировок /см.раздел 1У 810 Электрооборудование основных рабочих механизмов, защищающая как сам пресс, так и обслуживающий персонал.
4. Площадка с ограждением и лестницей, позволяющая обслуживать узлы и механизмы, расположенные на больдюй высоте.
5Сдвоенная конструкция воздухораспределителя муфты и тормоза, исключающая возможность сдваивания ходов даже в случае неисправности воздухораспределителя.
Категорически запрещается:
1. ыиЙ^ка, регулировка и ремонт пресса или его отдельных механизмов при включением главном двигателе или вращающемся маховике.
2. Ннхолиться на прессе при незаторможенном маховике.
3. Смазка индавидуальных -о чек iron включенной схеме управления /Автоматический выключатель i А /
- ,Т- - I
53
2. ПЕРВОНАЧАЛЬНЫЙ ПУСК
Для осуществления первоначального пуска пресса после его полного монтажа необходимо:
1. залить масло во все ванны и точки, перечисленные в спецификации к карте смазки,*
2. подключить пресс к электрической сети я проверить правильность работы электрооборудования;
3. заполнить и прокачать все точки централизованной системы густой смазки*
4. заполнить смазкой все точки индивидуальной / ручной/с мазки ;
5. подключить пресс к пневматической сети и проверить работу всех элементов пневматической системы пресса, отрегулировав при этом величину давления воздуха во всех ее ветвях согласно руководства;
6. проверить регулиювку зазоров в направляющих ползунов, регулировку и работу муЛты и тормоза, регулировку кулачков командоаппарата;
7. установить переключатель режимов /ПУ по схеме/ в положение 'наладка',*
8. включить главный двигатель и слегка разогнать маховик /убедившись предварительно в правильности направления его вращения/, после чего отключить главный двигатель;
8. кратковременным нажатием на кнопку 'наладка' совершить толчками первый ход ползунов, затем вновь включить главный двигатель и произвести несколько полных ходов ползунов;
1 0 .переключив УП на режим 'одиночный ход', произвести обкатку пресса в течение 7-8 часов при 10 включениях в минуту,* при этом через каждый час работы контролировать нагрев муфты и тормоза, электродвигателя, подшипник®, направляющих, а также контролировать другие элементы, отмеченные в описании конструкции пресса /см.раздел 1У/; желательно первые 48 часов эксплуатации пресса проводить под наблюдением опытного механика, обрсдая особое внимание на смазку, которую в течение обкатки пресса необходимо
54
пресса гарантируют его длительную и бесперебойную работу. Для этого необходимо соблюдение всех рекомендаций, изложенных в разделе 1У 'Описание конструкции', а также следующих требований:
1. Содержать в чистоте пресс.
2. Периодически очищать водоотделитель и сливать конденсат из ресиверов, установив периодичность очистки и слива в зависимости от состояния воздуха, подводимого к прессу.
4. Выдерживать давление воздуха в соответствующих магистралях.
5. Следить за износом вставок муфты и тормоза и своевременно производить регулировку этих узлов.
6. Не допускать работу пресса, а также регулировку штамповой высоты, при неуравновешенных, ползунах / с верхними штампами/.
7. Следить за работой командоаппарата, проверяя, как правильность установки его кулачков, так и состояние контактов.
Останов ползунов в верхнем положении должен происходить прв ~оавкльно отрегулированном командоаппарете и тормозе за 5-10°,угла поворота якепент готовых Шестерен Ае доходя до верхней мертвой точки ВМТ/.
Кроме того необходимо особое внимание уделять электрооборудованию пресса, особенно в странах с тропическим климатом. Осмотр электрооборудова
ния должен производится периодически в строго определенные промежутки времени, так как только систематическое наблюдение за работой электрооборудовании может обеспечить надежную его работу.
Так технический осмотр электродвигателей должен производиться не реже одного раза в два месила. Во время этого осмотра должна быть произведена чистка двигателя, а также проверка надежности его заземления и состояние его изоляция /при сопротивлении изоляции обмоток ниже 03 мегома обмотки двигателя должны быть подвергнуты сушке/.
Уход за пускорегуляруюшей аппаратурой в основном сводится к наблюдению и уходу за постоянными контактами, электромагнитами, а также за механизмами этих аппаратов /пружины, оси, механические блокировки в.т»«./
Неисправные /подгоревшие, окислившиеся иля плохо отрегулированные контакты/ могут быть выявлены как по внешнему виду, так к по чрезмерирму нагреву, который может быть обнаружен наощупь сразу после отключения аппарата, находящегося перед этим в работе.
Загрязнение электроаппаратуры недопустимо, так как пыль грязь увеличивают взнос движущихся частей и могут вызвать перекрытие и пробой изоляции, особенно в тех случаях, когда пыль является электропроводимой.
Прв включения контакторов, магнитных пускателей или реле якорь должен плотно прилегать к сердечнику. Сильное гудение в этих аппаратах указывает на плохой контакт в магнитопроводе вследствие загрязнения места контакта якоря и сердечника, либо вследствие ослабления винтов, нх крепящих. Гудение в
контакторах возможно также при повреждении короткозамкнутого витка, уложенного в прорези сердечника.
Внимание !
При уходе за электроаппаратурой следить за чистотой контактов и нх плотным пр"леганием друг к другу.
Не допускается:
а/ замена серебряных контактов медными или какими-либо другими; б/ смазка контактов;
в/ работа с изношенными контактами.
4. УСТАНОВКА ШТАМПОВ
В случае, если заказчик же распологает специальными машинами или приспособлениями установки ж с'ема штампов, рекомендуется производить установку с'ем штампов с помощью мостового крана, стола ж откидных блоков, как это схематически показано на рже. 23. При этом исключается возможность повреждения выступающих деталей пресса тросами или цепями.
Рис.23 Схема установки я с'ема штампов с помощью мостового кража
5. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
И СПОСОБЫ ИХ УСТРАНЕНИЯ
1 2 3 4
Наименование механизмов и узлов пресс са Неисправности Причины Способы устранения
МУФта При включении распределител я юдачи воздуха в муфту муфта не работает недостаточно давление воздуха в цилиндре муф- ты Отрегулировать
пробуксовка дисков вследствие чрезмерного износа вставок Сменить вставки
пробуксовка вследствие попадания масла снять, промыть и просушить диск и вставки
пробуксовка вследствие 1 перегрузки выяснить и устранить причину перегрузки
утечка воздуха вследствие износа шнура Сменить шнур, отрегулировать ход поршня
Тормоз Тормоз не обес-печивает заданный угол торможения ослабли иля сломались пружины Сменить пружины
npooykcoteta БСЛёДСТВИб износа вставок отрегулировать зазор между дисками или сменить вставки при их сильном нзн
пробуксовка вследствие попадания масла 1 снять промыть и просушить диски и вставки
При включении распределите/ я подачи воздуха тормоз не растормаживается недостаточно давление воздуха в пневматическом цилиндре тормоза Отрегулировать
Увечий ЬоздУхй ЬсЛе/i-сгвие износа шнура Сменить шнур
Ползуны Тугой ход малы зазоры в направляющих ползунов Отрегулировать
задиры на направляющих (снять и пришабрить направляющие
отсутствие или недостаток смазки на направляющих ползунов (прочистить маслоподводя-|шие отверстия и трубки. Проверить работу питателе/
1 2 3 4
I 1 1 1 1 c s 1 9 5 1 8. 3 6 L Распределитель не работает См. паспорт У712А-000ПС
Электродвигатели Электродвигатель при пуске не вращается, гудит Отсутствие напряжения в одной из фаз Найти и устранить в цепи разрыв
Электродвигатель при вращении гудит и перегревается Междувитковое замыкание или короткое замыкание между двумя фазами Отремонтировать обмотку
Перегрев обмотки Перегрузка двигателя Найти и устранить причину перегрузки
Пониженное сопротивление изоляции Загрязнение или отсырение обмотки Разобрать двигатель, очистить и просуш1ггь обм.
s. >> 4 & fe T) Перегрев контактов Слабый нажим контактов Отрегулировать
Окисление контактов Зачистить контакты до блеска
Загрязнение контактов Износ контактов Промыть бензином и просушить Заменить
Гудение контакторов, магнитных пускателей или промежуточных реле Загрязнение мест соприкосновения якоря и сердечника Промыть и бензином и просушить
Ослабление винтов, крепящих якорь и сердечник Подтянуть винты
<стема управления «pec сом При нажатии на кнопки 'ход' муфта не включается Недостаточно давление воздуха в ресивере муфты Отрегулировать вели- • чину давления воздуха
59
8. Р Е М О Н Т
При соблюдении всех требований настоящего руководства ремонт пресса пос
ле длительной эксплуатации будет сводитоси к проверке состояния деталей, подверженных сильному износу /быстроизнашиваюшихся деталей/ и к их замене.
Наиболее ।быстроилняшивАютиеся детали поставляются вместе с прессом в виде комплекта запасных частей. Для облегчения ремонтных работ помимо комплекта запасных деталей с прессом поставляются также рабочие чертежи быстро-изнашивающихся деталей.
Благодаря этому износившиеся детали могут быть заранее изготовлены, что позволит намного сократить сроки ремонта.
Перечень запасных частей и чертежей быстроизнашиваемых деталей, а также данные о установленных на прессе покупных изделиях с ограниченным сроком служ-* * \
бы /подшипники качения, электроаппаратура/ приведены ниже в соответствующих * спецификациях.
Место установки всех этих деталей и их номера /соответствующие номерам рабочих чертежей/ даны не эскизах, поясняющих конструкцию пресса/см. раздел 1У, 'Описание конструкции'/.
А/ Спецификация подшипников качения, установленных на прессе.
КА5530
№ пп ГОСТ Наименование и номер подшипника г Габариты в мм Класс точности Колич. на машину Место установки
1 ГОСТ 8338-57 Шарикоподшипник радиальный однорядной № 207 35 72 17 Н 2 Муфта
- <: 2 fOCT 8338-57 о Шарикоподшипник радиальный однорядный № 307 35 80 21 Н 2 Внутренний ползун
t
60
подшипников качения, установленных в покупных комплектующих узлах.
61
Б/ СПЕЦИФИКАЦИЯ ЭЛЕКТРООБОРУДОВАНИЯ, УСТАНОВЛЕННОГО
НА ПРЕССЕ
№ № п/п Обознач. по схеме • 11 1 Наименование краткая характеристика Тип К-во на маш.
1 2 3 4 5
1. 1Д Электродвигатель асинхронный с к.3, ротором 23 квт 1400 об/мин. АОС2-71-4 1
2. 2Д Электродвигатель асинхронный с к.з. ротором 0,4 квт 1400 об/мин. исполнение М302 АОЛ22-4 1
3. БВК-24 БВК-24 Бесконтактный конечный выключатель БВК-24М 2 I
4. АМО Аппарат местного освещения 380/24в АМО-4 1
8 5. 1А Автоматический выключатель 3-х полюсный с комбинированным расцепителем на ном.ток 60а А3124 1
6. 2А, ЗА Автоматический выключатель 3-х полюсный переменного тока с электромагнитным расцепителем на ток 1,25а отсечка 12 М н АК63-ЗМГ 1
7. 10А Автоматический выключатель 3-х полюсный переменного тока с электромагнитным расцепителем на ток 1,0а отсечка 12 J н АК63-ЗМГ 1
8. 4А Автоматический выключатель 2-х полюсный переменного тока с электромагнитным расцепителем на ток 3,2а отсечка 12 J н АК63-2М 1
9. - 1КД Магнитный пускатель переменного тока с катушкой на ИОэ, 3-х полюсный нулевая установка тока реле 50а ПАЕ-412 1
10. КДН КДН Магнитный пускатель реверсивный с катушкой на 11Ов ПМЕ-113 1
11. 1РП -кдс 4РП S Магнитный пускатель с катушкой на 11Ов ПМЕ-111 5
1 2 3 4 5
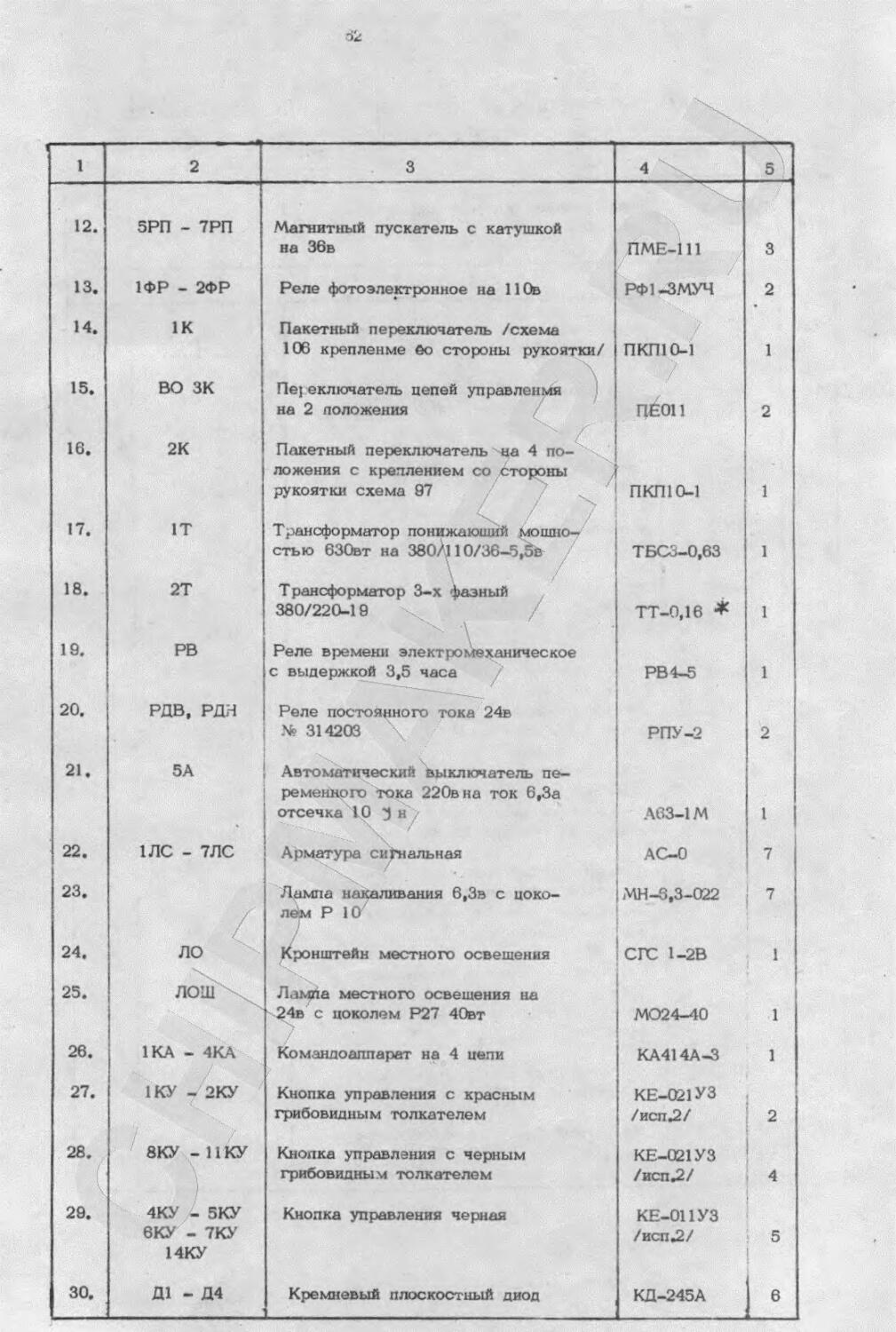
12. 5РП - 7РП Магнитный пускатель с катушкой на 36в ПМЕ-111 3
13. 1ФР - 2ФР Реле фотоэлектронное на 11Ов РФ1-ЗМУЧ 2
14. IK Пакетный переключатель /схема 106 крепленые во стороны рукоятки/ ПКП10-1 1
15. BO 3K Пе) включатель цепей управления на 2 положения пеон 2
16. 2K Пакетный переключатель на 4 положения с креплением со Стороны рукоятки схема 97 П КП 10-1 1
17. IT Трансформатор понижающий мощностью ОЗОвт на 380/110/36—5,5й ТБСЗ-0,63 1
18. 2T Трансформатор 3-х фазный 380/220-19 А ТТ-0,16 * 1
19. PB Реле времени электромеханическое с выдержкой 3,5 часа РВ4—5 1
20. РДВ, РДН Реле постоянного тока 24в № 314203 \ РПУ-2 2
21. 5A Автоматический выключатель переменного тока 220вна ток 6,3а отсечка 10 5 н/ А63-1М 1
22. 1ЛС - 7ЛС Арматура сигнальная АС-0 7
23. Лампа накаливания 6,Зв с цоко-ле-м Р 10 МН -3,3-022 7
24. ЛО Кронштейн местного освещения СГС 1-2В 1
25. ЛОШ Лампа местного освещения на 24в с цоколем Р27 40вт МО24-40 1
26. 1KA - 4 KA Командоаппарат на 4 цепи КА414А-3 1
27. 1КУ 2КУ Кнопка управления с красным грибовидным толкателем КЕ-021УЗ /исп.2/ 2
28. 8КУ - 11КУ Кнопка управления с черным грибовидным толкателем КЕ-О21УЗ /исп.2/ 4
29. 4КУ - 5КУ 6КУ - 7КУ 14КУ Кнопка управления черная КЕ-011УЗ /исп.2/ 5
30. Д1 - Д4 Кремневый плоскостный диод КД-245А 6
1 2 3 4 5\
31. ЗКУ, 12КУ 13КУ Кнопка управления с красным толкателем исп.2 КЕ-ОПУЗ 3
32. 9А Автоматический выключатель постоянного тока ПОв на ток 8,0а отсечка 5 "Ун А63-1М 1
33. 6А - 8А Автоматический выключатель переменного тока ПОв на ток 1,6а отсечка 10 Ун А63-1М 3
34. ВК4 Выключатель конечный ВПК-2112 м испЛстб 1
\ / .
* Допускается установка тр-ра ТТ-0,16 380/19в или селенового выпрямителя СВ24 380/24в.
со&ой> лг/гдЛо
В/ Спецификация запасных деталей, поставляемых с прессом
№ № п/п Обозначение Наименование Количество в запас Примечание
1. ГОСТ6678-53 Воротник 20 1
2. ГОСТ6678-53 Манжета 140 4
3. ГОСТ6678-53 Манжета 180 Л ,в)
4. ГОСТ9041—58 Манжета 40x80 4
5. ГОСТ9041-59 Кольцо нажимное 40x60
6. ГОСТ9041-59 Кольцо опорное 40x60 4/
7. УД-1486 Шнур
8. УД-2638 Вставка 63
9. УД-2О72 Пружина 4
Ю. УД-1470 Шнур 4
11. Д-81-1 Пружина 4x22x55 4
12. Д-81-1 Пружина 8x45x80 8
•
- 85 -
Г/ Спецификация чертежей быстроязнашиваюшихся деталей
№ № п/г Обозначение • Наименование Кол* на маш. Материал
1 2 3 4 5
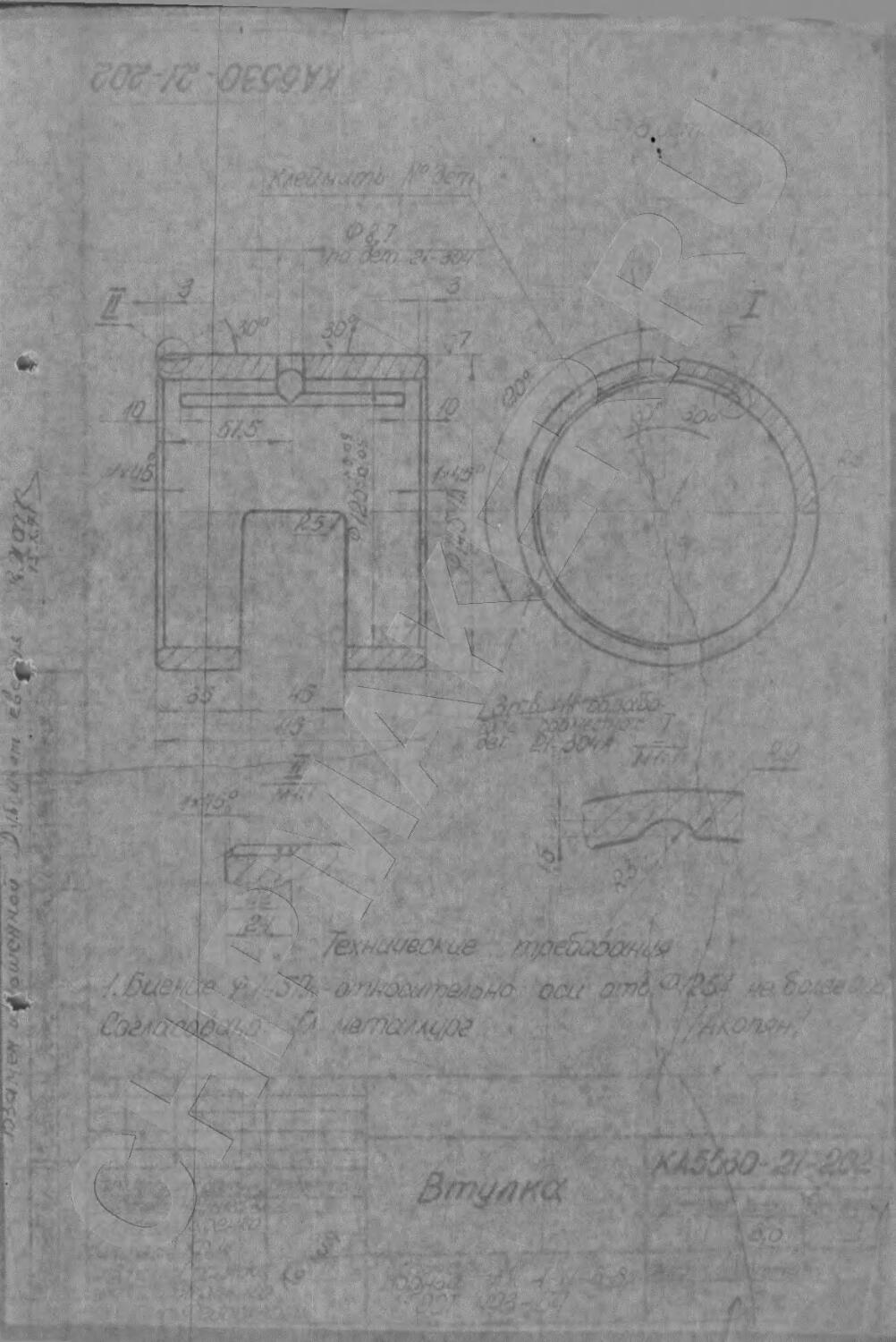
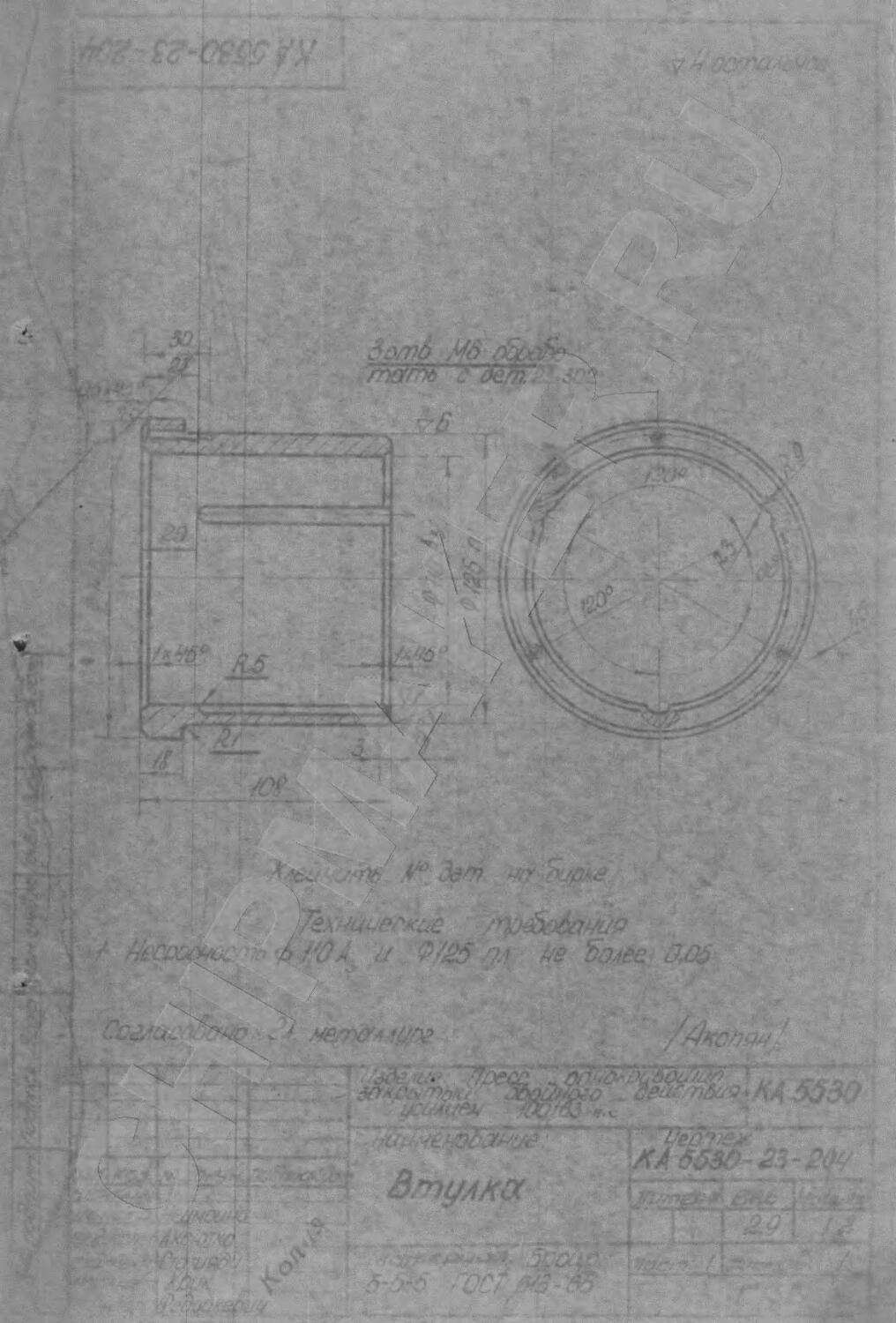
1. КА553О-21 -202 Втулка 1 БрАЖН11-6-8
2. КА553О-21Б-2ОЗ Втулка 2 Бр.ОЦС5-5-5
3. КА553О-21-204 Вкладыш верхний 1 Бр.ОЦС5-5-5
4. КА5530-21-205 Вкладыш нижний 1 Бр.О11С5-5-5
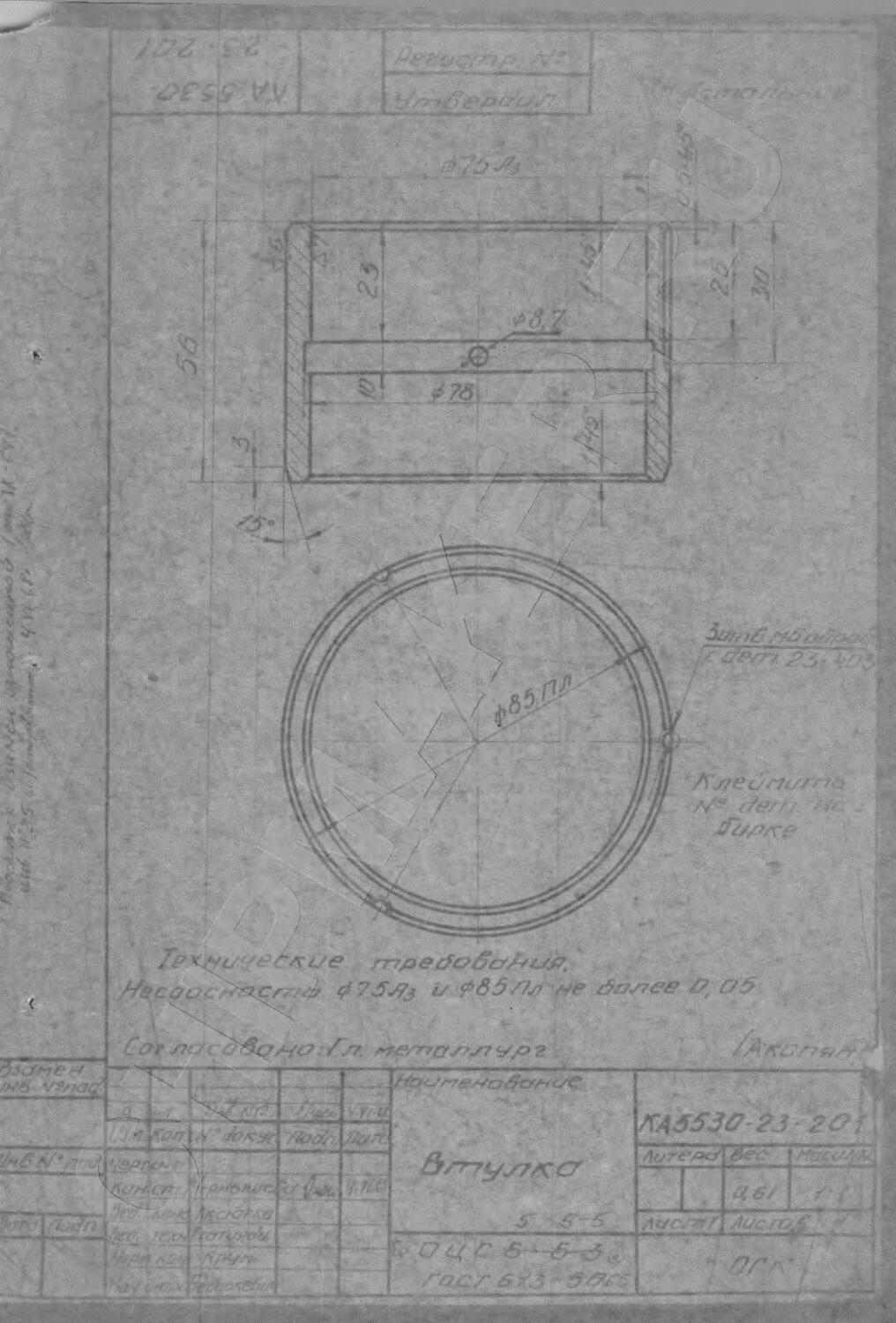
5. КА5530-23-201 Втулка 2 Бр;01ГС5-5-5
в. КА5530-23-202 Втулка 4 Бр.ОЦС5-5-5
7. КА 55.30-23-203 Втулка 18 Бр.АЖВ-4
8. КА553О-23-2О4 Втулка 4 Бр.ОЦС5-5-5
е. КА553О-31-204 Венец 1 Бр.ОЦС5-3-5
ю. КА553О-31- 2О5А Копыто 1 Бр.ОЦС5-5-5
п. Н 2О-11А Планка 700x40x10 4 Бр.ОЦС5-5-5
12. уд-1 азо Колесо червячное 1 Бр.ОЦС5-Б-5
13. УД-1466 Шнур уплотнит. I Маслост .резина
14. УД-1470 Шнур уплотнит. 1 Маслост.резина
15. УД-2638 Вставка 21 Состав 8-45-62
16. КА5530-23-206 Планка направл. 4 Бр£>ЦС5-5-5
17. Н 20-11А Планка 700x40x15 4 Бр.ОЦС5-5-5
- 68
КОМПЛЕКТОВОЧНАЯ ВЕДОМОСТЬ
1. ИЗДЕЛИЕ
Марка изделия Наименование Кол. дет. Вес кг Примечание
КА 5530 Пресс однокрнвошипный закрытый двойного действие усилием 10 0/63 тс по спец. НЙОО
2. ПРИНАДЛЕЖНОСТИ .ВХОДЯЩИЕ В КОМПЛЕКТ И ЦЕНУ ИЗДЕЛИЯ
жы п/п Обозначен— Наименование Кол. дет. Вес кг Примечание
1. ШРГ-2Э0 Шпрнп дли смазки 1 1.6 Согласно спецификации запас-яых деталей
2. КА55ЭО-81-ОО1 Спен.клкж 1 22
3. Запасные части
3. ПРИНАДЛЕЖНОСТИ,ПОСТАВЛЯЕМЫЕ ПО ОСОБОМУ ЗАКАЗУ
и/п Обозначен— Наименован— Кол. дет. Вес кг Примечание
1. КА553О-О1Б-ОО1 Детали фундамента Поставляете« за отдепья. плату
4. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ, ПОСТАВЛЯЕМАЯ С ИЗДЕЛИЕМ
п/п Обозначение Наименование Кол. Примечание
1 2 3 4 5
1. * Чертежи быстроизнашявакшпгкся деталей Согласно специфик.
2. • Гуид—остйп 1
3. КА5530-00-001Б Оби* —а пресса КА55ЭО-41В-ОО! Воздухопровод КА55ЭО-51 в-ОО! Маслопровод КА5БЗО-вО-ОО1 Б Размещение электрооборудовании | на прессе КА553О-8и-ОО2Г Монтажная электросхем* КА55ЭО-6О-ООЗГ Принципиальная в—втрое—ма КА 5530-015-001 Фундамент 1 2 1 1 1 1 1
4. Паспорта и шнуровые книги ресиверов: УД-2О77; УД-2074. 'Инструкции по монтажу и безопаской эксплуатации ресиверов* Выдает О Т К
5. Паспорта комплектующих изделий Выдает О Т К
в/ Станции автоматической густой смазки ОО75-П-1-1 г/ Паспорт У712А—ОООПС
67
АКТ
ТЕХНИЧЕСКОГО ИСПЫТАНИЯ
1 ПРОВЕРКА ПАСПОРТНЫХ ДАННЫХ
Наименование параметра Размерность Величина
ни паспорту фактич.
Номинальное усилие внутреннего ползуна тс. 100
Номинальное усилие наружного ползуна тс 63
Ход внутреннего ползуна мм 420 0
Хэд наружного ползуна мм 260
Число ходов ползуна в минуту — 16 ч
Расстояние между столом и внутренним ползуном в его нижнем положении при верхнем положении регулировки мм G00
Растояние между столом и наружным ползуном в его нижнем положении при верхнем положении регулировки мм 530 4i0 '
Регулировка расстояний между столом и ползунами мм 125 *
Размеры стола слева—направо мм 800
спереди-назад мм 800
Размеры внутреннего ползуна слева-направо мм 500
спереди-назад мм 500
Размеры наружного ползуна слева—направо мм 660 ^^0
спереди-назад мм 800
Толщина подштамповой плиты мм 120
- 88 -
2. ПРОВЕРКА НОРМ ТОЧНОСТИ ПРЕССА
Проверка № ж что проверяется Метод проверки Отклонения, мм
по ГОСТ 17288-71 Ф агатин.
Проверка 1 I
Плоскостность поверхности стола К поверхности стола по различным направлениям поверочной гранью прикладывается линейка. Шупом измеряется зазор между нижней гранью линейки и поверхностью стола 0,06 на длине 1ООО (выпуклость не допускаг-ется)
Проверка 2
Плоскостность нижней поверхности наружного ползуна К нижней поверхности наружного ползуна по различным направлениям поверочной гранью прикладывается линейка. Шупом измеряется просвет между верхней гранью линейки и поверхностью наружного ползуна. • 0,06 на длине 1ООО (выпуклость не допускается)
Проверка 3 Плоскостность нижней поверхности внутреннего ползуна К нижней поверхности внутреннего ползуна по различным направлениям пове поверочной гранью прикладывается линейка. Щупом измеряется просвет между верхней гранью линейки и поверхностью внутренней го ползуна 0,06 надлине 1ООО (выпуклость не допускается) 1
Проверка 4 Пафллельность нижней поверхности наружного ползуна к по верхности стола На стол пресса кладут поверочную линейку, на которую устанавливают индика- тор так, чтобы его измерительный наконечник касался нижней поверхности наружного ползуна. Параллельность проверяют при наибольшем расстоянии между столом и ползуном в его нижнем положении в двух взаимно перпендикулярных плоскостях. Отклонение от параллельности определяется наибольшей разностью показаний в крайних точках проверки. 0,12 на длине 1ООО а
Проверка 5 i
Параллельность нижней поверхности внутреннего ползуна к поверхности стола На стол пресса кладут поверочную линейку на которую устанавливают индикатор так, • чтобы его измерительный наконечник касался поверхности внутреннего ползуна. Параллельность проверяют при наибольшем и наименьшем расстояниях между столом и ползуном в его нижнем положении в двух взаимно перпендикулярных плоскостях 0,12 на длине 1ООО
- ее -
j Проверка № и ihto проверяете! Метод п поверки 1 а Отклонения, мм
по ГОСТ 17288-71 Фактич.
Проверка 6 Перпендикуляр, ность хода наружного ползу-, на к поверхности стола Проверка 7 П ерпендикуляр-ность хода внутреннего ползунах поверхности стола 1 Проверка 8 Радиальное и тораовое биение маховика Отклонение от параллельности опоеделя этся наибольшей разностью показаний в кпайних точках щ э верки. На поверхность стола пресса кладут поверочную линейку на которую устанавливаю угольник. Индикатор крепить к ползуну так, чтобы его измерительный наконечник касался измерительной поверхности угольника. Перпендикулярность хода ползуна проверяют в двух положениях ползуна /верхнем и нижнем/ при неизменном положении ретулировк.' в двух взаимно перпендикулярных плоскостях. Отклонение от перпендикулярности определяется разностью п показании индикатора в верхнем и нижнем положениях ползуна. На поверхность стола пресса кладут поверочную линейку на которую останавливают угольник. Индикатор крепить к ползуну так, чтобы его измерительный наконечник касался измерительной поверхности угольника. Перпендикулярьэсть хода ползуна проверяют в двух положеньях внутреннего ползуна /верхнем и нижнем/ пои неизменном положении ре- , гулировки в двух взаимно перпендикулярных плоскостях. Отклонение от перпендикулярности определяется разностью показаний индикатора в верхнем и нижнем положениях ползуна. Индикатор устанавливается так, чтобы его измерительный након чник касался поверхност; обода маховика или его торцовой поверхности на расстоянии 1О мм от образующей поверхности обода. Биение определяется наибольшей разницей пока ний индикатора за один оборот маховика. ♦ Q И -J Т -« Jo в радиальном направ- Q ю Р О и г_ пении -0,10 * § (9 1 в осевом направлении 0,20 Ф — / в радиальном направлении в осевом направлении
70 -
3.КОМПЛЕКТ AIT'Я
Пресс укомплектован прин длежностямн. запасными частями и технической документацией. согласно комплектовочной ведомости.
ИСПЫТАНИЕ ПРЕССА НА СООТВЕТСТВИЕ ОСТАЛЬНЫМ ТЕХНИЧЕСКИМ УСЛОВИЯМ И ОСОБЫМ УСЛОВИЯМ ПОСТАВКИ.
На основании осмотра и проведенных испытаний пресс признан годным для эксплуатации.
71
СОДЕРЖАНИЕ
КА5630
1. ОБЩИЕ ТРЕБОВАНИЯ.................................. 3
П. НАЗНАЧЕНИЕ .................................... 4
Ш. ПАСПОРТ ПРЕССА................................... 5
1У. ОПИСАНИЕ КОНСТРУКЦИИ®............................... 13
1. Станика.................................. 13
2» Привод.................................... 14
3. Муфта и тормоз ....................... 20
4. Ползуны..............................-... 25
5. Выталкиватель............................ 30
6. Командоаппарат ..................... 30
7. Пневматическая система................... 33
8. Система смазки ......................... . 37
9. Электрооборудование.................. 42
У. УСТАНОВКА.................................. 48
1. Упаковка и транспорт.................... 48
2. Фундамент................................
3. Монтаж ............................... . 51
У1 ЭКСПЛУАТАЦИЯ.............................................. 51
1. Техника безопасности.................... 51
2. Первоначальный пуск...................... 53
3. Уход и обслуживание..................... 54
4. Установка штампов ....................... 55
5. Возможные неисправности и способы их устранения.................................. 57
8. Ремонт.................................. 59
а/ спецификация подшипников качения, установленных на прессе.............. 59
б/ спецификация электрооборудования, установленных на прессе.............. 61
в/ спецификация запасных деталей, поставляемых с прессом................. 6У
г/ спецификация чертежей быстроизна-шиваюшихся деталей..................... 65
УП. КОМПЛЕКТОВОЧНАЯ ВЕДОМОСТЬ.............................. ос
оо
УШ. АКТ ТЕХНИЧЕСКОГО ИСПЫТАНИЯ ...................... 67
я
$ a
A
Arim^^^a^ue
#<36
I JI 111»
***
3°.
rc/rsr?#/
/H#7?r
:
» 3&Л/7 ^e
^<£7/7^ау/
Zj>
.«МЧ
'Л J
l> &
1
aaBMsSw^sswp
S6
A'/zecJ'^rc',?^ /V
?^^e
/77- & 3^X7^
J------------
^A 555^ ^3-^3
<b/',7'7fi0'y i3ec
IH
0
•• * ?>M0:«f< «<««>**
A'^ f
'C OCTOv.<OJf
&^l/p
) riOpT4^65 i
(i4 t-
«о
<ij г
гто&е/э/^ггго rig •/
* /6- /,o
/^схЗ ^Q/orii лгсу;
x/pq 1ZOO
2^ J г-п/Ьоп^чес^ого чзг<^
rA3f^b 4^ r-fOC^OC O-jOi^jtQC?