










































































































































































































Author: УвароваА. Ф. Яковлева В.И. Захарова А.И.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы машиностроение металлорежущие станки обработка металлов станки
Year: 1974



ЦЕНТРАЛЬНОЕ БЮРО ПРОМЫШЛЕННЫХ НОРМАТИВОВ ПО ТРУДУ
ПРИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОМ. ИНСТИТУТЕ ТРУДА
ГОСЬ J *РСТВЕННОГО КОМИТЕТА СОВЕТА МИНИСТРОВ СССР
1О ВОПРОСАМ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ РАБОТ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ЧАСТЬ /
ТОКАРНЫЕ, КАРУСЕЛЬНЫЕ, ТОКАРНО-РЕВОЛЬВЕРНЫЕ, АЛМАЗНО-РАСТОЧНЫЕ, СВЕРЛИЛЬНЫЕ, СТРОГАЛЬНЫЕ, ДОЛБЕЖНЫЕ И ФРЕЗЕРНЫЕ СТАНКИ
«МАШИНОСТРОЕНИЕ»
ЦЕНТРАЛЬНОЕ БЮРО ПРОМЫШЛЕННЫХ НОРМАТИВОВ ПО ТРУДУ
ПРИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОМ ИНСТИТУТЕ ТРУДА
ГОСУДАРСТВЕННОГО КОМИТЕТА СОВЕТА МИНИСТРОВ СССР
ПО ВОПРОСАМ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ РАБОТ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Часть I
ТОКАРНЫЕ, КАРУСЕЛЬНЫЕ, ТОКАРНО-РЕВОЛЬВЕРНЫЕ, АЛМАЗ НО-РА СТО ЧНЫЕ, СВЕРЛИЛЬНЫЕ, СТРОГАЛЬНЫЕ, ДОЛБЕЖНЫЕ И ФРЕЗЕРНЫЕ СТАНКИ
Издание второе
«МАШИНОСТРОЕНИЕ»
Москва
1974
0-28
УДК 621.9(08375)
Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть I. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. Изд. 2-е, М., «Машиностроение», 1974, 4Ф6’с. (ЦБПНТ при НИИТруда).
Нормативы режимов резания разработаны Центральным бюро промышленных нормативов по труду при Научно-исследовательском институте труда Государственного Комитета Совета Министров СССР по вопросам труда и заработной платы при участии научно-исследовательских институтов, нормативноисследовательских организаций и предприятий машиностроения.
Сборник нормативов рассчитан на нормировщиков и технологов, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на работы, выполняемые на металлорежущих станках в механических цехах машиностроительных предприятий.
Нормативы рекомендованы ЦБПНТ для применения на предприятиях машиностроения.
Настоящее издание повторяет издание, выпущенное в 1967 г. издательством. «Машиностроение» (с некоторыми уточнениями).
Замечания и предложения по сборнику просьба направлять по адресу: Москва, 103012, пл. Куйбышева, 1, ЦБПНТ.
0 31301—634
° 038(01) —74
БЗ-71-9-73
© Издательство «Машиностроение», 1974 г.
ПРЕДИСЛОВИЕ
Общемашиностроительные нормативы режимов резания являются частью комплекса нормативных материалов, предназначенных для расчета технически обоснованных норм времени на ра* боты, выполняемые на металлорежущих станках. '
В полный комплекс нормативных материалов, кроме настоящего сборника, входят: общемашиностроительные нормативы вспомогательного времени, на обслуживание рабочего места и подготовительно-заключительного (разработаны по каждому типу производства); методика и нормативы времени для нормиро* вания многостаночных работ на металлорежущих станках. Об< щемашиностроительные ’Нормативы режимов резания имеют единые исходные данные для всех типов производства*
Общемашиностроительные нормативы режимов резания состоят из двух сборников:
первая часть включает нормативы режимов резания для нормирования работ на токарных, карусельных, токарно-револьверных, алмазно.-расточных, сверлильных, строгальных, долбежных и фрезерных станках;
вторая часть содержит нормативы режимов резания для нормирования работ на зуборезных, горизонтально-расточных, резьбонакатных и отрезных станках.
В основу настоящего сборника положены изданные в 1967 г. сборники общемашиностроительных нормативов режимов резания, которые базируются на исходных данных экспериментальноисследовательских работ.
В сборник включены данные о влиянии на режим резания жесткости системы станок — приспособление —> инструмент — деталь (СПИД) для фрезерных станков; уточнены режимы резания в соответствии с рекомендациями Всесоюзного научно-исследовательского инструментального института (ВНИИ), приведены поправочные коэффициенты на скорость резания при одноин-струментной обработке конструкционных углеродистых и легированных сталей (ВНИИ, 1966 г.).
3
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И РАЗМЕРНОСТИ
РАЗМЕРЫ ОБРАБОТКИ
D, d—диаметр обрабатываемой поверхности или диаметр режущего инструмента в мм;
I—длина обрабатываемой поверхности в мм;
/1—величина врезания и перебега инструмента в мм;
В— расчетная ширина обрабатываемой поверхности в мм;
L—расчетная длина обрабатываемой поверхности в мм;
/—число проходов инструмента;
g— число заходов нарезаемой резьбы.
ВРЕМЯ
То—основное технологическое время на операцию в мин;
/о.ч—основное время на часть операции в мин;
и— время на реверсирование, деление и т. п. в мин.
РЕЖИМЫ РЕЗАНИЯ
и—скорость резания в м!мин;
vx-x—скорость обратного (холостого) хода в м!мин;
Vp.x—скорость рабочего хода в м/мин;
п— число оборотов шпинделя в минуту;
П\ — число оборотов обратного вращения шпинделя в минуту;
s—подача за один оборот шпинделя в мм;
sz— подача на зуб в мм;
$м — подача за 1 мин (минутная) в мм;
t— глубина резания в мм;
Рг—тангенциальная сила резания в кГ;
Рх—осевая сила резания в кГ;
МКр— крутящий момент в кГм;
N—мощность резания в кет;
No— эффективная мощность на шпинделе станка в кет;
Nx— мощность электродвигателя станка в кет;
г]—коэффициент полезного действия станка (к. п. д.);
5— шаг резьбы в мм;
Т — период стойкости инструмента в мин;
К8—поправочный коэффициент на подачу;
7G—поправочный коэффициент на скорость резания;
Kn—поправочный коэффициент на мощность.
МЕХАНИЧЕСКИЕ СВОЙСТВА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА
НВ — твердость обрабатываемого материала по Бринелю;
Ов — предел прочности обрабатываемого материала при растяжении в кГмм2;
HRC —твердость обрабатываемого материала по Роквеллу.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕГО ИНСТРУМЕНТА
ф — главный угол в плане в град;
г — радиус при вершине резца в лш;
Н — высота державки резца в мм.
Примечание. Индексы у коэффициентов К указывают факторы, учитываемые данными коэффициентами. Например, коэффициент на скорость резания в зависимости от твердости материала обозначается К hbv>
4
ОБЩАЯ ЧАСТЬ
Настоящий сборник состоит из четырех разделов, в которых содержатся рекомендации по выбору режимов резания при нормировании работ, выполняемых на токарных, карусельных, токарно-револьверных, алмазно-расточных, сверлильных, фрезерных, строгальных и долбежных станках.
Необходимым условием для установления режима резания является наличие разработанного технологического процесса по операциям и переходам, а также паспортных данных станков.
Назначение рационального- режима - резания заключается главным образом в выборе наиболее выгодного сочетания скорости резания и подачи, обеспечивающих в данных условиях с учетом целесообразного использования режущих свойств инструмента и кинематических возможностей оборудования _ наибольшую производительность общественного труда и наименьшую стоимость операции.
Для уменьшения машинного времени следует применять возможно большие технологически допустимые подачи и соответствующие им скорости резания. При этом доДжны быть наиболее полно использованы режущая способность инструмента и его прочность, динамические возможности станка при соблюдении технических условий на изготовление детали.
Материал режущей части инструмента. Выбор материала режущей части инструмента является важным фактором’, определяющим уровень режима резания.
Применение инструмента, оснащенного пластинками из твердого сплава, по сравнению с инструментами из быстрорежущей стали дает возможность значительно (в 2—3 раза и более) повысить режимы резания. Инструменты с твердосплавными пластинками целесообразно применять для всех видов работ, если нет технологических или каких-либо других ограничений по их применению. К таким ограничениям относятся, например, прерывистая обработка жаропрочных сталей и сплавов, фасонная обработка, обработка отверстий малых диаметров, недостаточная скорость вращения детали или инструмента, недостаточная мощность станка, плохой теплоотвод и тому подобные факторы.
Выбор марок инструментального материала в зависимости от вида, характера и условий обработки и обрабатываемого материала производится по приложению 1.
5
Режимы резания инструментами из быстрорежущей стали распространяются на сталь марок Р18 и Р9.
Глубина резания и число проходов. Относительно небольшое влияние глубины резания на стойкость резца и скорость резания при точении, строгании и фрезеровании позволяет при черновой обработке назначать возможно большую глубину резания, соответствующую припуску на обработку.
Количество проходов свыше одного при черновой обработке следует допускать в исключительных случаях при снятии повышенных припусков и обработке на маломощных станках. При чистовой обработке количество проходов зависит от требуемой чистоты и точности поверхности, жесткости системы станок — инструмент— деталь и погрешностей предшествующей обработки.
Сверление отверстий диаметром свыше 30 мм целесообразно производить только на станках, обладающих достаточной мощностью и жесткостью. На станках недостаточной мощности и жесткости, как правило, выгоднее обрабатывать такие отверстия за два перехода: 1) сверление до диаметра ^i=y; 2) рассверливание до диаметра d.
Для уменьшения силы подачи при сверлении рекомендуется применять цверла с подточкой перемычки.
Подача. При черновой обработке величина подачи назначается с учетом размеров обрабатываемой поверхности, прочности и жесткости установки и жесткости системы станок — инструмент— деталь. Учитывая положительное влияние увеличения подачи на устранение вибраций, возникающих в процессе резания, а также меньшее ее влияние на стойкость, чем влияние скорости резания, следует для сокращения времени обработки назначать возможно большую подачу, допускаемую прочностью инструмента, механизма подачи и технологическими условиями обработки.
Выбранная для черновой обработки подача проверяется по прочности механизма станка. В отдельных случаях, например на работах с напряженными режимами резания или при обработке резцами с увеличенными вылетами державки, выбранная подача должна проверяться дополнительно по прочности державки резца, пластинке твердого сплава, прогибу детали и т. д. Если выбранная подача не удовлетворяет этим условиям, необходимо установленную по нормативам подачу снизить до величины, допускаемой прочностью механизма станка или прочностью (жесткостью) рассматриваемого звена.
Скорость и мощность резания. После выбора глубины резания и подачи по соответствующим картам назначается скорость резания.
Указанные в картах скорости резания приведены для условий, когда режущий инструмент перетачивается и доводится в заточных цехах (или участках). При этом доводка твердосплавных инструментов производится пастой, содержащей карбид бора.
6
В случае, когда заточка твердосплавных инструментов производится алмазными кругами, на скорость резания следует применять поправочный коэффициент /(„=1,08. При отсутствии централизованной заточки, т. е. когда заточку режущего инструмента выполняет сам станочник, следует применять поправочный коэффициент на скорость резания /(„=0,88 или снижать ее на одну ступень
В картах даны поправочные коэффициенты на скорость резания, на измененные (против расчетных) условия работы, в том числе коэффициенты, учитывающие состояние металла, состояние поверхности заготовки и другие факторы.
Выбранный режим резания должен соответствовать кинематическим и динамическим возможностям станка.
Режимы резания на черновых операциях, при обработке инструментами из твердых сплавов или из быстрорежущей стали, проверяются в основном по мощности, а иногда и по допустимой силе подачи или крутящему моменту станка с учетом в каждом случае его конструктивных особенностей, указанных в паспорте станка.
Режимы резания при чистовой обработке обычными проходными и расточными резцами, фрезами, а также при обработке сверлами, зенкерами и развертками ввиду незначительных сил резания по мощности не проверяются.
Скорости резания, приведенные в картах нормативов, рассчитаны на одноинструментйую обработку и одностаночное обслуживание. В случае применения многоинструментной обработки выбор режимов резания следует производить в соответствии со специальной методикой, приведенной ниже.
Карты режимов резания являются едиными для одноинстру-ментных и многоинструментных работ. Инструктивные указания и примеры расчета приводятся для каждого вида работ.
Рассчитанные по нормативам режимы резания не следует считать предельными. В крупносерийном или массовом производстве уровень режимов резания должен корректироваться в соответствии с изменением программы и освоением выпускаемой продукции. Так, в зависимости от загрузки станка по программе режимы резания могут быть повышены, если станок является узким местом на линии, или, наоборот, понижены на недогруженных по программе станках, если это диктуется целесообразностью многостаночного обслуживания, позволяющего повысить производительность труда рабочего и одновременно снизить расход режущего инструмента и величину потребляемой мощности. Однако следует иметь в виду, что увеличение' режимов резания на узких местах возможно лишь до режима так называемой наибольшей производительности станка, когда количество обработанных деталей будет наибольшим, хотя стоимость обработки повысится.
Пределы возможного повышения экономически рентабельных скоростей резания до уровня режима наибольшей производитель-
' 7
ности станка ограничены и составляют в большинстве случаев в среднем Г5—20%. Дальнейшее повышение режимов резания приведет к понижению производительности станка вследствие резкого возрастания простоев из-за технического обслуживания (смена и подналадка инструмента). Поэтому при необходимости повышения режимов резания следует изыскивать возможности применения инструмента лучших конструкций, более износостойких инструментальных материалов и другие технологические мероприятия, лишь в крайних случаях прибегая к увеличению режимов резания за счет снижения стойкости инструмента.
Невозможность учета нестабильности свойств инструментального материала по твердости и структуре, количественной оценке фактора жесткости системы станок —приспособление — инструмент— деталь, оказывающих существенное влияние на скорость резания, требует применения для многоинструментной обработки дополнительного понижающего коэффициента на скорость резания /С=0,85.
Условие, обеспечивающее экономически рентабельный режим работы при многоинструментном оснащении, состоит в определении стойкости различных инструментов в многоинструментной наладке или соответствующих им скоростей резания.
Рекомендуемое НИИТАвтопромом приближенное значение периода стойкости, по которой ведется расчет скоростей резания инструментов наладки, определяется по формуле
TM=K^TMi9
где Гм — условно-экономическая стойкость в минутах машинной работы станка (стойкость лимитирующих инструментов наладки);
Тмг — условно-экономическая стойкость каждого инструмента в предположении, что инструмент работает на станке один;
К — коэффициент, учитывающий вид обработки, количество инструментов в наладке и равномерность их загрузки. Рекомендуемые значения периодов стойкости Тм получены на основании большого опыта работы на автомобильных заводах. Для фрезерных станков стойкости рассчитываются непосредственно по данной формуле. При расчете периода стойкости Тм для многоинструментной обработки на токарных и сверлильных станках значение коэффициента К учтено табличными значениями стойкости Тм, поэтому для данных видов работ расчетная формула имеет вид
TM=%TMi.
Таким образом, в соответствии с рекомендуемым способом назначения режимов резания сразу же после выбора подач определяются значения периодов стойкости лимитирующих инструментов в минутах машинной работы станка, которые и являются
исходными данными для последующего расчета скоростей резания.
Расчет скоростей резания, чисел оборотов шпинделя и минутных подач на многоинструментных станках состоит в общем случае из двух основных этапов.
Первый этап — расчет скоростей резания, чисел оборотов и минутных подач для отдельных рассматриваемых на этом этапе изолированных шпинделей многошпиндельных полуавтоматов, многошпиндельных головок, инструменты которых связаны общими кинематическими параметрами (числом оборотов шпинделя станка, сохраняющимся неизменным для всех суппортов и инструментов, установленных на рассматриваемой позиции; общей минутной подачей для всех инструментов многошпиндельной головки или шпинделей фрезерного станка).
Второй этап — корректирование режимов резания с целью выравнивания времени работы отдельных позиций, кинематически не связанных между собой, и установление машинного времени работы станка. Второй этап исключается для станков, где работа инструментов связана общим кинематическим параметром, расчеты по первому этапу в этих случаях являются окончательными.
Для токарных одношпиндельных станков, сверлильных много-шпиндельных головок (в случае, если на станке установлена одна головка), фрезерных станков, в том числе и многошпиндельных, связанных общей минутной подачей стола, а также для токарных многошпиндельных автоматов с одинаковым для всех позиций числом оборотов шпинделя в минуту достаточно расчетов по первому этапу.
Назначение режимов резания на первом этапе расчета производится в следующей последовательности:
1. Для инструментов рассматриваемой позиции станка устанавливаются значения периодов стойкости в минутах времени резания, так как по стойкости в минутах машинной работы нельзя рассчитывать ско.рости резания:
где X — коэффициент времени резания, определяющий долю времени работы рассматриваемого инструмента по отношению к общей продолжительности машинной работы на данной позиции.
В этих расчетах величину Тм следует принимать исходя из общего числа инструментов, установленных на станке, а не только на данной позиции, так как экономическая стойкость связана с потерями времени и расходами по смене инструмента. Нет никакой необходимости определять значение Тм и вести последующие расчеты для всех инструментов; можно ограничиться расчетами для предположительно лимитирующих инструментов, так как рассмотрение наладки позволяет исключить из расчетов явно нелимитирующие инструменты.
8
9
2. В соответствии с установленными значениями стойкости в минутах времени резания по нормативам определяются скорости резания. Для инструментов, по которым даны технологические скорости резания (чистовые развертки, метчики), они принимаются вне зависимости от периодов стойкости.
3. Рассчитываются числа оборотов шпинделей и минутные подачи в соответствии с установленными значениями скоростей резания.
4. Определяются значения чисел оборотов шпинделя п (для токарных и фрезерных одношпиндельных станков) или минутных подач $м для многошпиндельных головок и многошпиндельных фрезерных станков исходя из полученных расчетом значений для отдельных инструментов. При этом не рекомендуется превышать минимальное из полученных для отдельных инструментов значений п или sM больше чем на 10—45%. В результате,расчета стойкость Тм обеспечивает скорости резания лимитирующего инстру* мента (имеющего наименьшее значение п и s^), а стойкости остальных инструментов оказываются более высокими.
5, В соответствии с рассчитанными режимами резания устанавливается машинное время.
Для многошпиндельных токарных полуавтоматов и агрегатных станков с несколькими головками после определения значения машинного времени отдельных позиций осуществляется второй этап расчета и корректируются режимы резания. В первую очередь анализируется возможность изменения наладки или конструкции инструментов для уменьшения времени обработки по позиции, определяющей производительность всего станка. Если же это невозможно или в конкретных условиях нецелесообразно, следует понижать режимы резания на нелимитирующих позициях, не превышая при этом времени обработки, установленного по лимитирующей позиции.
Корректирование времени на лимитирующих позициях следует осуществлять главным образом за счет снижения скоростей резания, а не подач, так как при этом достигается большее повышение периодов стойкости инструментов и в большей степени улучшаются экономические показатели операции. Необходимо, однако, иметь в виду, что при обработке стальных деталей твердосплавными инструментами не рекомендуется уменьшать скорости резания ниже 45—50 м]мин> так как при этом стойкость инструментов не только не будет возрастать, но может даже понизиться. На этом этапе согласования времени рабочих позиций заканчивается расчет режимов резания.
Уточнение значений чисел оборотов и подача по паспорту станка производится на различных этапах расчета в зависимости от кинематики станка. При расчете режимов резания нельзя формально подходить к выбору подач, чисел оборотов и определению машинного времени обработки.
10
Технология обработки детали и выбранная многоинструментная наладка обычно в большей мере влияет на производительность и экономичность обработки, чем расчет режимов резания. Однако в процессе расчетов режимов резания оказывается возможным в известной мере проанализировать наладку, выявить перегруженные и недогруженные инструменты.
В ряде случаев >в технологический процесс и наладку оборудования необходимо вносить изменения, если в результате расчета режимов резания окажется, что эти изменения дают возможность повысить производительность или улучшить условия обработки. Например, при определении подач суппортов многорезцовых станков может быть выявлена целесообразность уменьшения длины хода суппорта введением дополнительных инструментов, перенесением части обработки на другие суппорты, позиции и в отдельных случаях на другие операции; при расчете мощности резания может оказаться необходимым сместить время начала и окончания работы отдельных суппортов. Иногда целесообразно изменить конструкцию инструмента, инструментальные материалы и пр.
Кроме фактора многоинструментной обработки на режим резания оказывает влияние многостаночное обслуживание, когда функции наладки станков осуществляются самими рабочими-станочниками, или при работе на поточных и автоматических линиях (когда остановка одного станка или агрегата вызывает остановку всей линии или отдельного участка).
Применение многостаночного обслуживания, как и многоинструментной обработки на одном станке определяет экономическую целесообразность дополнительного повышения периода стойкости или соответствующего снижения режима резания на ведущих инструментах всех станков автоматической или поточной линии или обслуживаемой группы. Коэффициент изменения периода стойкости зависит как от числа обслуживаемых станков или агрегатов, так и от свойств обрабатываемого материала деталей.
Ниже приведены значения поправочных коэффициентов на режимы резания.
Количество станков или агрегатов п 2 3 4 5 6 7 и более
Коэффициент изменения периода стойкости Кт 1,4 1.9 2,2 2,6 2,6 3,1
Коэффициент изменения скорости резания при обработке Knv стали чугуна 0,94 0,95 0,88 0,91 0,85 0,89 0,83 0,87 0,81 0,85 0,80 0,83
11
Корректирование режимов резания при многостаночном обслуживании проводят по той же схеме, что и при многоинструментной-обработке. Таким образом, режим резания для ведущих инструментов устанавливается умножением скорости резания на два поправочных коэффициента: первый — учитывающий многоинструментную обработку, и второй — учитывающий многостаночное обслуживание.
Определение полной нормы штучного времени производится на основе «Общемашиностроительных нормативов времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ» (крупносерийное или серийное производство) и «Методики и нормативов времени для нормирования многостаночных работ на металлорежущих станках» (НИИТруда, 1964).
Отдельные примеры расчета режимов резания при одно- и многоинструментной обработке приводятся в соответствующих разделах данного сборника.
РАЗДЕЛ I
НОРМАТИВЫ' РЕЖИМОВ РЕЗАНИЯ ДЛЯ ТОКАРНЫХ, КАРУСЕЛЬНЫХ, ТОКАРНО-РЕВОЛЬВЕРНЫХ И АЛМАЗНО-РАСТОЧНЫХ СТАНКОВ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Раздел I сборника содержит нормативные материалы для выбора режимов резания на основные работы, выполняемые на токарных, токарно-револьверных, карусельных и алмазно-расточных станках по следующим видам работ: наружное продольное и поперечное точение; растачивание; прорезка и отрезка; нарезание резьбы резцами, плашками, метчиками и резьбонарезными головками; сверление, рассверливание, зенкерование и развертывание.
I. ВЫБОР РЕЖИМА РЕЗАНИЯ
Назначение рационального режима резания заключается главным образом в выборе наиболее выгодного сочетания скорости резания и подачи, обеспечивающих в данных условиях с учетом целесообразного использования режущих свойств инструмента и кинематических возможностей оборудования наибольшую производительность общественного труда и наименьшую стоимость операции.
Для уменьшения машинного времени следует работать с возможно большей технологически допустимой подачей и соответствующей этой подаче скоростью резания. При этом должны быть наиболее полно использованы режущая способность инструмента и его прочность, динамические возможности станка при соблюдении технических условий на изготовление детали.
Глубина резания и число проходов. Относительно небольшое влияние глубины резания на стойкость резца и скорость резания позволяет при черновой обработке назначать возможно большую глубину резания, соответствующую глубине срезаемого припуска за один проход. При чистовой обработке глубина резания назначается в зависимости от степени точности и чистоты поверхности.
Количество проходов свыше одного при черновой обработке следует допускать в исключительных случаях при снятии повышенных припусков и обработке на маломощных станках. При чистовой обработке количество проходов зависит от требуемой
13
чистоты и точности поверхности, жесткости системы станок — инструмент— деталь и погрешности предшествующей обработки.
Подача. При черновой обработке величина подачи назначается с учетом размеров обрабатываемой поверхности, прочности и жесткости установки и жесткости системы станок—инструмент— деталь. Учитывая положительное влияние увеличения подачи на устранение вибраций, возникающих в процессе резания, а также меньшее ее влияние на стойкость, чем влияние скорости резания, следует для сокращения времени обработки назначать возможно большую подачу, допускаемую прочностью инструмента, механизма подачи и технологическими условиями обработки.
При чистовом точении выбор подачи необходимо согласовать с классом точности и чистовой обрабатываемой поверхности, учитывая при этом допустимую величину прогиба детали, которая определяется для деталей типа валов по приложению 12.
Рекомендуемые подачи для чернового наружного точения и растачивания при обработке стали, чугуна и медных сплавов на токарно-винторезных и карусельных станках приводятся в картах 1—4. Подачи для прорезки и отрезки приведены в карте 18, подачи для обработки сверлами, зенкерами и развертками — в картах 36 и 37.
Выбранная для чернового точения с заданной глубиной резания подача проверяется по осевой силе резания (приложения 7 и 8) и по прочности механизма подачи станка (приложение 11) и должна удовлетворять условию
Р .
1 ст>
где Рх—осевая составляющая силы резания (сила подачи) в кГ;
Рст—осевая сила, допускаемая механизмом подачи станка, в кГ (определяется по паспорту станка).
В отдельных случаях, на работах с напряженными режимами резания или при обработке резцами с увеличенными вылетами державки (/а>1,5//^.), выбранная подача должна проверяться дополнительно по прочности державки резца и по прочности пластинки твердого сплава (приложения 9 и 10).
Если выбранная подача не удовлетворяет этим условиям, необходимо установленную по нормативам подачу снизить до величины, допускаемой прочностью механизма станка или прочностью державки и пластинки твердого сплава.
Скорость резания, мощность и крутящий момент- После выбо* ра глубины резания и подачи по соответствующим картам назначается скорость резания при точении, растачивании, прорезке, отрезке, нарезании резьбы, сверлении, зенкеровании и развертывании.
Скорости резания по видам работ и типам инструментов даны на обработку конструкционных углеродистых, легированных и
14
высоколегированных нержавеющих и жаропрочных сталей и сплавов, серого и ковкого чугуна и медных сплавов.
Приведенные в нормативах скорости резания для стали и чугуна рассчитаны на обработку резцами с пластинками твердых сплавов и быстрорежущей стали, а для медных сплавов — на обработку резрами из быстрорежущей стали.
При сверлении, зенкеровании, развертывании и нарезании резьбы метчиками скорости резания на токарных, карусельных, токарно-револьверных станках следует устанавливать по нормативам для нормирования работ на сверлильных станках.
Скорости резания, приведенные в картах нормативов, рассчитаны на одноинструментную обработку с заданным периодом стойкости инструмента при нормальном его затуплении. Расчет скорости резания для случая многоинструментной обработки и применения многостаночного обслуживания следует производить в соответствии с условиями, приведенными в общей части сборника, и примерами расчета.
Для чернового точения в нормативах предусмотрена обработка резцами с пластинками твердого сплава Т5КЮ, как наиболее производительная и экономичная для данного вида работ. Однако в производственных условиях на заводах в отдельных случаях, например при работах по загрязненной корке или на станках небольшой мощности, когда не представляется возможным полностью использовать режущие свойства более производительного твердого сплава Т5КЮ, обработка производится резцами из твердого сплава марки ВК8. При назначении режимов резания для работ с этими резцами скорости резания рекомендуется устанавливать, умножая табличные данные для твердого сплава Т5КД0 на коэффициент 0,6—0,7. Выбранный режим резания должен соответствовать кинематическим и динамическим возможностям станка.
Режим резания на черновых операциях при наружном продольном и поперечном точении и растачивании резцами из твердого сплава и из быстрорежущей стали проверяется по мощности или крутящему моменту станка с учетом в каждом случае его конструктивных данных.
При чистовой обработке обычными проходными и расточными резцами (^2 мм, s=C0,6 мм/об), а также при обработке сверлами, зенкерами и развертками режим резания ввиду незначительных сил резания по мощности не проверяется.
Выбранный режим резания должен удовлетворять условиям
N^N9n 2М^2Мет, где N — мощность, потребная на резание, в кет (определяется
по картам нормативов в соответствующих разделах);
N3 — эффективная мощность станка в квт (определяется по паспорту);
2М — двойной крутящий момент при резании в кГ-м;
15
Поправочные коэффициенты на скорость резания в зависимости от конструктивных форм, размеров, способов крепления ____________________________деталей на станке и других технологических условий обработки_____________________________
№ позиции Жесткость системы Элементы системы СПИД Поправочный коэффициент Kv
Станки Приспособления Режущий инструмент Обрабатываемые детали Жаропрочные стали и сплавы типа Конструкционные углеродистые и легированные стали
Форма Размеры в мм: D—максимальный диаметр; Н—высота; L—дЛина Х18Н9Т; Х17Н2; ЭИ417; ЭИ481; ДИ1; ЭИ961; ЭИ811; ЭИ787; ЭК696 2X13; ЭИ654; ЭИ69 и Др.
1 Повышенная жесткость всех звеньев системы Токарные с высотой центров свыше 300 мм, карусельные — с диаметром стола свыше 1000 мм, лобовые Трех- и четырехкулачковый патрон, крепление планками на столе или планшайбе Резец—сечение свыше 20 X 30 мм, вылет не более 50 мм Крупногабаритные детали: фланцы, диски, опоры, шарикоподшипники, корпуса, крышки, кольца D=2004-1500; Я <0,3 О Ijil |_Ь0_|
2 Наличие пониженной жесткости одного из звеньев СПИД То же, что в поз. 1 То же, что *в поз. 1 Резец—сечение свыше 20X30 'мм с вылетом более 50 мм или с креплением в оправке Крупногабаритные детали фланцы, кожухи, диски и т. п. тонкостенные D =2004-1500; 77 = (0,341,0) 77 1,00 I1ZI |_Ь0_1
3 Жесткая система Токарные с высотой центров от 205 до 300 мм Трех- и четырехкулачковый патрон, трехкулачковый патрон и центр задней бабки Резец-сучение от 16X25 до 20X30 мм включительно, вылет до 55 мм Детали типа втулки, кольца, заглушки, диски, поршни и т. п. 0 = 1004-200; L <О при зажиме в патроне; <577 при поджатии с задним центром 1,00 IjZI
1 1 1 1 1 1 I
4 Система средней жесткости Токарные с высотой центров 200 мм Трех- и четырехкулачковый патрон и центр задней бабки, оправка, обработка в центрах Резец—сечение от 16X25 до 20X30 мм включительно, вылет до 70 мм Детали типа гайки, втулки, муфты, наконечники, заглушки, ниппели, штуцеры и т. п. 77 = 504-100; L <377 при обработке в патроне; L <1577 при обработке в центрах 0,80 0,95 IZEI
5 Система пониженной жесткости (наличие консоли) То же, что в поз. 4 Разжимные и резьбовые оправки (шпиндельные) То же, что в поз. 4 Детали типа стаканы, втулки 77 = 504-100; L=(l,542,5)77 0,60 0,85 0,95
6 То же, что в поз. 5 Токарные с высотой центров 150—180 мм Двух- и трехкулачковый патрон, концевая оправка, центр задней, бабки Резец—сечение от 12X20 до 16X25 мм, вылет до 50 мм Детали типа тройники, поршни, шайбы, клапаны, кольца и т. п. D = 354-50; L = (142)D на оправке или в патроне- I, <577 при поджатии центром задней бабки 0,6 0,80 0,90
7 Низкая жесткость системы Токарные и токарноревольверные— с высотой центров до 200 мм То же, что в поз. 6 То же, что в поз. 6 Детали типа тройники, штуцеры, конусы и т. п. 77=20435; L<2D при обработке в патроне и в цанге; L<577 при поджатии центром задней бабки 0,45 0,60 0,85
8 То же, что в поз. 7 То же, что в поз. 7 То же, что в поз. 6 и 7 Резец—сечение от 12X20 до 16X25 мм, вылет до 30 мм Детали типа винты, штуцеры, угольники, крестовины • и т. п. 77 до 20; L <2,577 при' обработке в патроне и в цанге; L<10D при поджатии центром задней бабки 0,32 0,45 0,80
2Мст—двойной крутящий момент на шпинделе станка в кГ • ж, допускаемый станком по прочности механизма или мощности электродвигателя (определяется по паспорту).
Двойной крутящий момент при резании 2М определяется по приложениям 5 и 6. Более точно двойной крутящий момент может быть подсчитан по формуле
кГ-м,
1000
где Pz — тангенциальная сила резания в кГ (определяется по картам нормативов в соответствующих разделах);
D — диаметр обрабатываемой поверхности в мм.
Если выбранный режим не отвечает указанным условиям, необходимо установленную по нормативам величину скорости резания понизить соответственно величине, допускаемой мощностью или крутящим моментом станка. При работе на современных станках проверку по допустимой силе резания, подаче или крутящему моменту приходится производить в исключительных случаях (при применении предельных сечений стружки или подач и других факторов).
При расчете карт режимов резания табличные значения отдельных параметров режимов (скорости резания, сил резания и мощности) были определены для средних значений принятых в таблицах факторов (твердость обрабатываемого материала, глубина резания, подача и др.).
Влияние жесткости технологической системы станок — приспособление— инструмент — деталь (СПИД) на режим резания. Практический опыт показывает, что жесткость системы СПИД при обработке деталей машин на металлообрабатывающих станках оказывает существенное влияние на стойкость режущего инструмента и вынуждает снижать нормативную скорость резания с уменьшением жесткости системы.
Особенно это влияние заметно при обработке жаропрочных сталей и специальных сплавов.
Исследованиями установлено, что при токарной обработке наиболее распространенных форм и размеров деталей (обрабатываемый диаметр 15—1500 мм) на соответствующих им по габариту станках жесткость системы СПИД изменяется в пределах от 200 до 7000 кГ/мм.
Выявлено, что наиболее сильное влияние на стойкость резцов оказывает жесткость технологической системы в пределах 200— 1200 кГ/мм. При повышении жесткости системы сверх 1200 кГ)мм заметного снижения стойкости не наблюдается. В связи с тем, что определять числовое значение жесткости технологической системы каждый раз при назначении режима практически не представляется возможным, рекомендуется учитывать этот фак
18
тор через посредство других более простых факторов, характеризующих данную систему.
Такими факторами являются типоразмер станка, способ установки и крепления обрабатываемой детали, размер и вылет резца, конструктивная форма и размеры обрабатываемой детали.
Ниже приводятся наиболее часто встречающиеся случаи применения элементов системы СПИД, а также поправочные коэффициенты на скорость резания при обработке резцами с пластинками твердого сплава деталей, изготовляемых из жаропрочных сталей и сплавов, а также из прочих конструкционных марок сталей.
П. ОПРЕДЕЛЕНИЕ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
Основное (технологическое) время на переход при точении, растачивании, сверлении, нарезании резьбы определяется по формуле
, L • / 4-1\ 4~ Z2
/0=---1 =----!I мин,
sM ns
где L — длина пути, проходимого инструментом в направлении подачи, в мм;
I — длина обрабатываемой поверхности в мм;
/1 — величина врезания и перебега инструмента в мм, рассчитываемая исходя из конструкции режущих элементов инструмента, вида и условий обработки (определяется по приложению 4);
12 — дополнительная длина на взятие пробной стружки в мм (5—10 мм);
п — число оборотов шпинделя в минуту;
sM — подача инструмента в мм за 1 мин;
s — подача инструмента в мм)об (при нарезании резьбы равна шагу резьбы);
i — число проходов.
При нарезании резьбы резцом с автоматическим отводом каретки в норму времени включается также вспомогательное машинное время автоматического отвода каретки, определяемое по формуле
L . Z + Z1 .
—-----1=-----L 1 мин,
5М1 n\S
где Sml — подача инструмента в мм за 1 мин при обратном вращении шпинделя;
— число оборотов шпинделя в минуту при обратном вращении шпинделя.
19
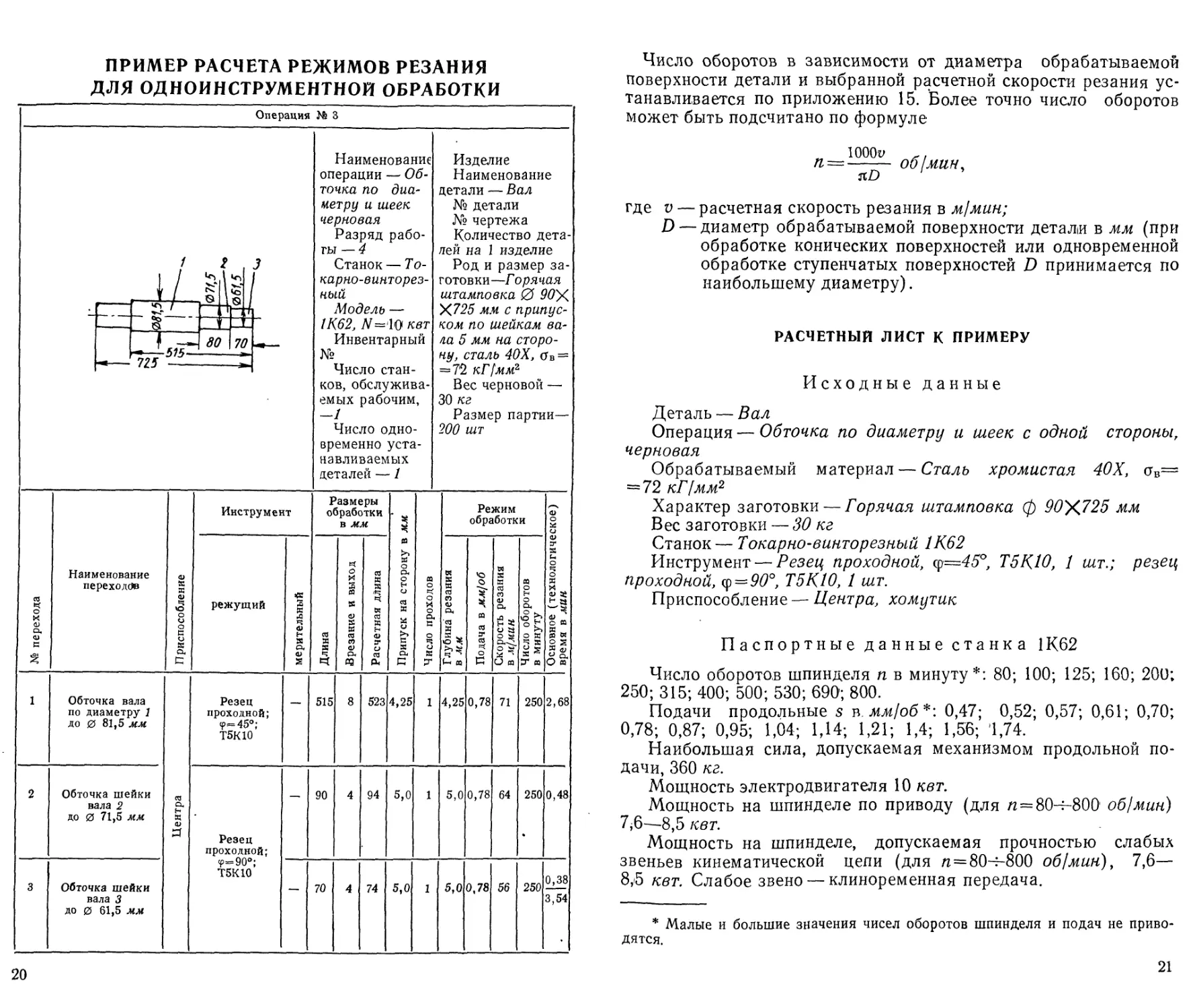
ПРИМЕР РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ДЛЯ ОДНОИНСТРУМЕНТНОИ ОБРАБОТКИ
Операция № 3
Наименование операции — Обточка по диаметру и шеек черновая
Разряд работы — 4
Станок — Токарно-винторезный
Модель — 1К62,7V=1O кет
Инвентарный №
Число станков, обслуживаемых рабочим,
Число одновременно устанавливаемых деталей — 1
Изделие
Наименование детали — Вал
№ детали
№ чертежа
Количество деталей на 1 изделие
Род и размер заготовки—Горячая штамповка 0 90% %725 мм с припуском по шейкам вала 5 мм на сторону, сталь 40Х, Ов = =72 кГ[мм2
Вес черновой — 30 кг
Размер партии— 200 шт
№ перехода Наименование переходов Приспособление Инструмент Размеры обработки в мм Припуск на сторону в мм । Число проходов Режим обработки Основное (технологическое) 1 время в мин 1
режущий мерительный Длина I Врезание и выход Расчетная длина Глубина резания I в мм Подача в мм/об Скорость резания в м/ман Число оборотов в минуту
1 Обточка вала по диаметру 1 до 0 81,5 мм Центра Резец проходной; <р=45°; Т5КЮ — 515 8 523 4,25 1 4,25 0,78 71 250 2,68
2 Обточка шейки вала 2 до 0 71,5 мм Резец проходной; <Р=90°; Т5К10 — 90 4 94 5,0 1 5,0 0,78 64 250 0,48
3 Обточка шейки вала 3 до 0 61,5 мм — 70 4 74 5,0 1 5,0 0,78 56 250 0,38 3,54
20
Число оборотов в зависимости от диаметра обрабатываемой поверхности детали и выбранной расчетной скорости резания устанавливается по приложению 15. Более точно число оборотов может быть подсчитано по формуле
где v — расчетная скорость резания в м/мин;
D — диаметр обрабатываемой поверхности детали в мм (при обработке конических поверхностей или одновременной обработке ступенчатых поверхностей D принимается по наибольшему диаметру).
РАСЧЕТНЫЙ ЛИСТ К ПРИМЕРУ
Исходные данные
Деталь — Вал
Операция — Обточка по диаметру и шеек с одной стороны, черновая
Обрабатываемый материал — Сталь хромистая 40Х, ов= = 72 кГ/мм2
Характер заготовки — Горячая штамповка ф 90X725 мм
Вес заготовки — 30 кг
Станок— Токарно-винторезный 1К62
Инструмент — Резец проходной, ^=45°, T5KJ0, 1 шт.; резец проходной, ср = 90°, Т5К10, 1 шт.
Приспособление — Центра, хомутик
Паспортные данные станка 1К62
Число оборотов шпинделя п в минуту*: 80; 100; 125; 160; 200; 250; 315; 400; 500; 530; 690; 800.
Подачи продольные s п.мм/об*: 0,47; 0,52; 0,57; 0,61; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74.
Наибольшая сила, допускаемая механизмом продольной подачи, 360 кг.
Мощность электродвигателя 10 кет.
Мощность на шпинделе по приводу (для п = 80-F800' об!мин) 7;6—8,5 кет.
Мощность на шпинделе, допускаемая прочностью слабых звеньев кинематической цепи (для л=80-ь800 об/мин), 7,6— 8,5 кет. Слабое звено — клиноременная передача.
* Малые и большие значения чисел оборотов шпинделя и подач не приводятся.
21
Определение режима резания
1. По величине общего припуска на обработку 5,0 мм (на сторону) с учетом необходимости оставления припуска на чистовую обработку 0,75 мм устанавливается глубина резания / = 4,25 мм для обработки по наружному диаметру 0 81,5 мм\ для обработки шейки 0 71,5 мм t — b мм и шейки 0 61,5 мм t=5 мм,
2. По карте 1 определяется подача, величина которой для обработки стали резцом с размером державки 25X25 мм при точении детали диаметром до 100 мм с глубиной резания /=5 мм рекомендуется в пределах 0,7—0,9 мм/об.
Принимается среднее значение подачи $ = 0,8 мм)об. Выбранная подача сопоставляется с паспортными данными станка. Ближайшее значение подачи по паспорту станка $ = 0,78 мм/об, которое и принимается для работы. Принятая для работы подача проверяется по осевой силе резания, допускаемой прочностью механизма подач.
По приложению 7 определяется сила подачи при резании. При обработке с глубиной резания /=5 мм, подачей $=0,78 мм для резца ф = 45° сила подачи Рх составляет 265—220 кГ (для работы со скоростью резания v = 65-7-100 м/мин), т. е. меньше, чем допускается механизмом станка (7\.Доп=360 кГ).
Следовательно, выбранная подача по станку не лимитирует режим резания. Необходимо отметить, что такая проверка проводится только при черновом точении для сечения стружки, близкой к допустимой для данного станка, которая учитывается в паспорте.
3. По карте 6 определяется скорость резания. Для обработки стали Ов=72 кГ/мм2 с /=до 8 мм, мм!об скорость резания для работы резцом с углом в плане ф = 45° составляет 58 м/мин и для работы с резцом ф = 90° 51 м/мин.
4. По установленной скорости резания определяется число оборотов шпинделя; оно равно:
а) для первого перехода, при D=90 мм
v-1000 58-1000
П-~ ------—----------
n.D 3,14-90
205 об!мин-,
б) для второго перехода, при 0 = 81,5 мм
v-1000 п =-------
1 5Ы000
3,14-81,5
= 200 об/мин*,
22
в) для третьего перехода, при £> = 71,5 мм
v.1000 51-1000 ,
п =------ =---------^227 об мин.
лР 3,14-71,5
5. Найденное число оборотов корректируется по паспорту станка; подбирается ближайшее значение для каждого перехода.
Принимается для всех трех переходов число оборотов п= = 200 об/мин.
Отсюда после корректировки находим фактическую скорость резания:
а) для первого перехода
лРп 3,14-90.200 ,
v=-------= ------------= Ъ7 ммин;
1000 1000
б)
для второго перехода
лРп 3,14-81,5-200 ,
v =------= —’--------------= 51 м мин;
1000 1000
в)
для третьего перехода
__ лРп _ 3,14.71,5-200
“ 1000 — 1000
45 м/мин.
Проверка выбранного режима по мощности
Согласно паспорту станок в пределах выбранного режима имеет- постоянную мощность на разных числах оборотов, а слабым звеном его является клиноременная передача; поэтому проверку режима целесообразнее производить по мощности, как более удобную и достаточно точную.
По карте 7 определяется мощность, потребная на резание. При обработке стали огв=72 кГ/мм2 с /=4,25 мм, s = 0,78 мм/об и .о—ЪТм/мин мощность на резание (по наиболее загруженному переходу) составляет 5,8 кет.
Согласно паспортным данным мощность на шпинделе по приводу станка при работе с числом оборотов шпинделя и = 200 в
23
минуту составляет 8,0 кет, т. е. больше мощности, потребной на резание. Следовательно, установленный режим резания по мощности осуществим.
2. Определение основного (технологического) времени
Основное (технологическое) время определяется по формуле
* __ I 1\ Н- /2
t0=—-—!-----— мин,
ns
где I — длина обрабатываемой поверхности в мм;
А — величина врезания и перебега резца в мм;
12— дополнительная длина на взятие пробной стружки в мм; п — число оборотов в минуту;
s— подача на один оборот шпинделя в мм/об.
Согласно приложению 4 величина врезания и перебега для резца с углом в плане <р=45° принимается равной 8 мм и для резца с углом <р=90° равной 4 мм.
Обработка детали производится с установкой резца по лимбу без пробных стружек, поэтому дополнительная длина на взятие пробной стружки не учитывается. Тогда для поверхности 1
1 515 -Ь 8 q
t0 =--------=3,35 мин;
200-0,78
для поверхности 2
, 90 -J- 4 л л
10=-----------=0,6 мин;
* 200-0,78
для поверхности 3
/Оа= 70 + 4- = 0,48 мин.
200-0,78
Основное (технологическое) время на операцию равно
71о=^х + ^оа+^З=4,43 мин.
24
ИНСТРУКТИВНЫЕ УКАЗАНИЯ ПО РАСЧЕТУ РЕЖИМОВ РЕЗАНИЯ ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА ТОКАРНЫХ СТАНКАХ
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные ! для определения режима резания
А. Обработка на одношпиндельных станках
I Определение длины ра- 1) Эскиз наладки с
бочего хода каждого суп- (значения Zj см. в указанием размеров об-
порта Lp,x в мм, исходя приложении 4, лист работки
из длин L, рассчитанных для отдельных инструментов суппорта; наи- 1) 2) /1 — величина подвода врезания и перебега инструментов
II большая из них является длиной рабочего хода суппорта (для сложных наладок L можно определить графически) Определение подач суппортов за оборот шпинделя so в мм/об: ^.л^Лпах 3) /доп—дополнительная длина хода, вызван-йая в ряде случаев особенностями наладки и конфигурацией деталей
а) определение подачи каждого суппорта; б) уменьшение подач По нормативам 1) Обрабатываемый металл и его твердость 2) Вид инструмента
суппортов, не лимитирующих по продолжительности работы; 3) Глубина (ширина) резания t(b) 4) Жесткость системы
в) уточнение подач суппортов по паспорту станка (для станков типа 1,720, 1730 и им подобных одновременно уточняются длины рабочих ходов (суппортов) Паспорт станка 5) Точность обработки 6) Чистота поверхности 7) Ограничения по отдельным видам инструмента
III Определение периодов См. таблицу на .1) А — коэффициент
стойкости для предположительно лимитирующих стр. 30 времени резания 2) Количество инстру-
инструментов Т в минутах резания ментов в наладке 3) Характеристика наладки по равномерности загрузки инструментов
IV Расчет скоростей резания v в м/мип и числа оборотов шпинделя станка /г в минуту: По нормативам <1) Вид и материал инструмента 2) Обрабатываемый металл и его твердость
а) определение рекомендуемых нормативами скоростей резания для предположительно лимитирующих инструментов 3) t — глубина резания 4) s0 — подача 5) ф — угол в плане в рабочем положении 6) Т—принятый период стойкости инструмента
25
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
П устава тельно а исходя ной рг б ЮТСЯ 1 для к по сто V п время VI б) расчет чисел оборотов шпинделя, соответствующих рекомендуемым скоростям резания в) назначение числа оборотов шпинделя станка по паспорту исходя из рассчитанных чисел оборотов для лимитирующих инструментов (не рекомендуется превышать минимальное значение рассчитанных чисел оборотов более чем на 10—15%) г) уточнение скоростей резания по принятому числу оборотов римечание к этапам вливается по лимитирующей сти: ) для инструментов наладки [ из принятой общей для все: [боты; ) в соответствии с установле скорости резания и рассчитыв юторых число оборотов полз йкости. Расчет основного машинного времени обработки tM в мин. При перекрывающемся времени работы суппортов в расчет принимается наибольшее t м одного суппорта При неперекрывающем-ся времени tM для станка является суммой непере-крывающегося времени ti римечание. При работе суммируется по участкам. Проверочные расчеты по мощности резания: а) определение мощности резания N в кет для каждого инструмента lOOOv п — _ rtD Паспорт станка я£)п V = 1000 III и IVS Число of стойкости инструмент [ определяются стой? к инструментов стойке иными стойкостями Т ается число оборотов ^чается наименьшим, Lp.x — son = 2 суппорта с различив 5оротов шпинделя станка п а в следующей последова- ли Т в минутах резания >сти Тм в минутах машин- ' по нормативам определя-шпинделя п. Инструменты, являются лимитирующими 1) LР'Х—длина рабочего хода суппорта 2) so и п—принятые подачи и числа оборотов шпинделя .ши подачами машинное 1) Глубины, подачи и скорости резания инструментов наладки 2) Обрабатываемый материал и его твердость 3) Эскиз наладки
26
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
б) расчет наибольшей за период работы стан' ка суммарной мощности резания в кет (сумма мощностей одновременно работающих инструментов); в сложных случаях рекомендуется строить график мощностей в) проверка по мощности двигателя г) проверка прочности привода (производится только при малых числах оборотов шпинделя на первых трех-четырех ступенях) Примечание^ Если прочн По нормативам Паспорт станка < 1,2ЛГев1 ___ квпг 1950 ость привода не огрг 4) Мощность двигателя N ДВ 5) Коэффициент полезного действия станка 6) Допустимый по прочности для данного числа оборотов крутящий момент шичивает выбранный режим
резания, а .^>1,2^^, следует проверить двигатель на пиковую нагрузку и по нагреву. Б. Обработка на многошпиндельных полуавтоматах последовательного действия
'-V ' Определение длины рабочих ходов суппорта Lp.x> подач So, периодов стойкости Т, скоростей резания v, числа’ оборотов шпинделя п и машинного времени tM для каждой позиции производится как для одношпиндельного многоинструментного станка I. См. I—V.этапы для многоинструментной обработки на одношпиндельных станках См. I—V этапы для многоинструментной обработки на одношпиндельных станках
п римечания: 1. При определении периодов стойкости инструментов Т не-
обходимо учитывать все инструменты станка, а не только установленные на рассматриваемой позиции.
2. Если на суппорте одновременно с резцами установлена сверлильная головка
с дополнительным вращением сверла, то после назначения подачи суппорта по рез-
цам s0 рассчитывается количество оборотов сверла за оборот детали: 1- —1, sce где sce — подача сверла (берется по нормативам). Затем i уточняется по паспорту станка; по подобранному i уточняется подача сверла: s -А св 1 + \'
по которой определяется скорость, > а по скорости — число оборотов детали: IQOQy 7 7гГ>(/‘ + 1)
27
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
VI Установление машинного времени работы станка tM исходя из рассчитанного машинного времени по позициям — Рассчитанное на V этапе машинное время по позициям
VII Корректирование (уменьшение) числа оборотов шпинделя и подач на нелимитирующих позициях с учетом установленного машинного времени работы станка; это корректирование целесообразно осуществлять в основном за счет снижения числа оборотов (при обработке стальных деталей инструментом из твердого сплава не следует понижать скорости резания меньше чем до 45 м[мин) Паспорт станка
VIII Проверочные расчеты по мощности резания производятся так же, как и для одношпиндельных многоинструментных станков; при этом в расчет принимается суммарная мощность резания всех позиций В. Обработка на м непр См. VI этап для многоинструментной обработки на одношпиндельных станках ногошпиндельных п< ерывного действия См. VI этап для многоинструментной обработки на одношпиндельных станках олуавтоматах
I—IV Определение длин рабочих ходов суппортов Lp.x, подач so, периодов стойкости Г, скоростей резания v и числа оборотов п для каждой из позиций, где осуществляется различная обработка (производится как для одношпиндельного многоинструментного станка) См. I—IV этапы для многоинструментной обработки на одношпиндельных станках См. I—IV этапы для многоинструментной обработки на одношпиндельных станках
28
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
Примечания: 1. При определении периодов стойкости Т необходимо учитывать все инструменты станка, а не только на рассматриваемой позиции. 2. В связи с особенностью кинематики станков необходимо учесть: а) значения длины рабочего хода вертикальных суппортов Lp х уточняются по копиру станка; если расчетное значение Lp х значительно меньше обеспечиваемой копиром, то следует решить вопрос об изготовлении специального копира; б) на указанных этапах расчета (I—IV) уточнение значений подач по паспорту станка не производится.
V Определение времени цикла /ц и уточнение значений подач суппортов: 1) so—расчетные значения подач; п—установленные значения чисел оборотов шпинделей
а) расчет минутной подачи всех вертикальных суппортов $м 2) £р.х—длина рабочего хода вертикальных суппортов
б) установление времени цикла /ц по меньшему из рассчитанных значений минутных подач sM и уточнение его по паспорту станка 3 ^р.х tu,~ 2 ’ з Паспорт станка
в) уточнение подач s0 вертикальных суппортов исходя из установленного времени цикла 3 Lp.x
S° 2 tun
г) уточнение подач s0 горизонтальных суппортов, находящихся в определенном соотношении с подачами вертикальных суппортов Паспорт станка
VI I Проверочные расчеты по мощности резания производятся так же, как и для одношпиндельных многоинструментных станков; при этом в расчет принимается суммарная мощность резания всех позиций См. VI этап для многоинструментной обработки на одношпиндельных станках См. VI этап для многоинструментной обработки на одношпиндельных станках
29
ПЕРИОДЫ СТОЙКОСТИ ИНСТРУМЕНТОВ т В МИНУТАХ
Период стойки Т в минутах времени резания для каждого из предположительно лимитирующего инструмента наладки, по которому ведется расчет скорости резания, равен
Т = ТмК
где Тм— период стойкости инструмента в минутах машинной работы станка;
л— коэффициент времени резания.
Примечания: 1. В случаях, когда очевидно, что ^>0,7, можно его не рассчитывать и принять Т=Т
2. Значение периода стойкости Т твердосплавных инструментов для обработки стальных деталей принимать не более 200 мин, несмотря на результаты расчета по приведенной формуле.
Периоды стойкости инструментов Т ч в минутах машинной работы
№ по пор. Группа наладок Характеристика групп Рекомендуемые стойкости Т и при числе инструментов в наладке
3 5 8 10 15 20 Св. 20
1 Наладки с равномерной загрузкой инструментов Диаметры обтачиваемых поверхностей отличаются не более чем в 1—2 раза; количество фасочных и подрезных резцов — не более 20% от общего количества инструментов наладки 150 200 300 350 400 — —
2 Средние наладки по равномерности -загрузки инструментов Все наладки, не относящиеся к 1 и 3-й группам 100 120 150 180 230 260 300
3 Наладки с большой разницей по загрузке инструментов Диаметры обтачиваемых поверхностей отличаются более чем в 2 раза; количество ' фасочных и других мало-нагруженных инстру- ментов составляет свыше 50% от общего количества инструментов наладки 70 90 110 130 150 170 180
30
Поправочный коэффициент на скорость резания в зависимости от периода стойкости
Материал Период стойкости Т в мин
30 45 60 90 130 1 200 | 300 | 450 680 1000
инструмента Коэффициент Кт 1 v
Быстрорежущая сталь 1,1 1,05 |1Л| 0,9 0,8 0,75 0,70 0,65 0,60 0,5
Твердый сплав . . 1,15 1,05 IM 0,9 0,85 0,8 — — —
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ВРЕМЕНИ РЕЗАНИЯ Z
Коэффициент времени резания К равен отношению количества оборотов шпинделя за время резания к количеству оборотов шпинделя за время рабочего хода суппортов на рабочей подаче, Количество оборотов шпинделя за время резания равно отно-^рез шению длины резания к подаче —-—.
Количество оборотов шпинделя за время рабочего хода суппортов при их параллельной работе равно наибольшему отноше-
нию длины рабочего хода к подаче -у2-. Если суппорт осуществляет рабочий ход с двумя значениями подач, количество оборотов £] | ^2 определяется как сумма — “г — •
Если обработка с поперечного суппорта заканчивается «зачистными» оборотами при выключенной подаче, то их количество добавляется к рассчитанному количеству оборотов рабочего хода. При неперекрываемом времени работы суппортов подсчитывается количество оборотов шпинделя за время от начала рабочего хода первого суппорта до конца работы последнего.
При работе одним суппортом коэффициент времени резания
Lp.x
Также определяется значение К при параллельной работе суппортов станка, когда лимитирующие по стойкости инструменты установлены на суппорте, имеющем наиболее продолжительное время работы.
ПРИМЕР РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА ТОКАРНЫХ ПОЛУАВТОМАТАХ
Исходные данные
1. Станок — Токарный многорезцовый полуавтомат Т-1163РС.
2. Деталь — Кожух полуоси заднего моста.
31
3. Обрабатываемый материал — Сталь 45, НВ 176—207.
4. Операция — Окончательное растачивание в соответствии с чертежом, класс точности — 4-й, класс чистоты поверхности 5-й.
5. Заготовка — Предварительно обработанная поковка.
6. Припуск на обработку 2—3 мм.
Эскиз обработки
7. Режущий инструмент — В продольном суппорте шесть проходных резцов с пластинкой 14К8, ф = 75°; в поперечном суппорте два фасочных резца с пластинкой Т14К8, ср = 45° и 10°.
Паспортные данные токарного многорезцового полуавтомата Т-1163РС
а) Число оборотов шпинделя в минуту
Число зубьев сменных шестерен С 20 24 29 34 38 43 48 52
D 52 48 43 38 34 29 24 20
Число оборотов шпинделя п в минуту 56 72 98 130 162 215 290 395
Мощность на шпинделе по прочности слабого звена в кет 21 27 27 27 27 27 27 27
32
Продолжение
б) Подачи суппортов при нормальных кулачках и копирах
Тангенсы углов Число зубьев сменных шестерен
В 54 50 46 40 | 37 | 34 | 28 | 1 24 | 20
О) О я tfl « О _ Л о 5 s к S с кулачков 1 Г 1 20 24 1 . 28 34 | 34 | 40 1 46 50 | | 54
Подача суппортов в мм(об
0,4 Продольные подачи 1,89 1,46 1,15 0,88 0,7 0,59 0,43 |о7з4| 0,26
0,5 2,36 1,82 1,44 1,10 0,88 0,74 0,60 0,43 0,33
0,6 2,74 2,19 1,73 1,32 1,05 0,88 0,72 0,51 0,39
0,75 3,54 2,73 2,15 1,65 1,31 1,11 0,90 0,64 0,49
0,5 0,4 Поперечные подачи 0,94 0,73 0,57 0,44 0,35 0,29 0,24 0,17 0,13
0,5 1,18 0,91 0,72 0,55 0,44 0,37 0,30 0,21 0,16
046 1,37 1,04 0,8 0,66 0,52 0,44 0,36 0,26 0,19
0,75 1,77 1,36 1,07 0,82 0,65 0,56 0,45 0,32 0,25
0,25 0,4 0,47 0,36 0,29 0,22 0,17 0,15 0,12 0,09 0,07
0,5 0,59 0,45 0,35 0,27 0,22 0,18 0,15 I2ZII 0,08
0,6 0,68 0,55 0,43 0,33 0,26 0,22 0,18 0,13 0,10
0,75 0,88 0,68 0,54 0,41 0,33 0,28 0,23 0,16 '0,12
Мощность двигателя станка N в кет 14
К. п. д. станка т] 0,81
Наибольшая сила продольной подачи, допускаемая передним суппортом, в кГ 2000
2—456
33
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ
Расчет режимов резания в соответствии с методикой расчета режимов резания при многоинструментной обработке осуществляется в шесть этапов.
I этап — определение длины рабочего хода суппортов
Как следует из эскиза обработки, наибольшую длину резания из резцов продольного суппорта имеет резец 6 (/=57 мм).
Величина врезания для этого резца /1 = 2 мм (приложение 4, лист 1). Следовательно, длина рабочего хода продольного суппорта
Лр.х = 57 + 2=59 мм.
Длина рабочего хода поперечного суппорта
Lp.x=3 + 2 = 5 мм.
II этап — определение подач суппортов за оборот шпинделя
Для продольного суппорта so=0,35 мм!об (карта 1). По паспорту станка принимаем ближайшее значение подачи s0= = 0,34 мм!об. Так как время работы поперечного суппорта значительно меньше, чем продольного, а суппорты работают одновременно, подача может быть уменьшена без ущерба для производительности станка.
Из условия выравнивания продолжительности работы суппортов (равенства чисел оборотов шпинделя за ход суппорта) (59
---= 173 об.;
—00.,. 0’34
0,028 J
Однако применение такой малой подачи при работе резцами из твердого сплава нецелесообразно с точки зрения износа инструментов, и она принята so=0,l 1 мм!об.
III этап — определение периодов стойкости лимитирующих инструментов
Период стойкости в минутах времени резания для предположительно лимитирующих инструментов Т=ТД.
В рассматриваемом случае наладка из восьми резцов относится ко второй группе наладок по равномерности загрузки инструментов, для которой Т = 150 мин (см. таблицу на стр. 30).
Так как значение К для резца Л который согласно схеме наладки должен быть лимитирующим (наибольший диаметр обработки и относительно большая длина резания), более 0,7 = 0,95^, Оно может не приниматься в расчет и Т=ТЛ =
= 150 мин.
34
IV этап — расчет скоростей резания и числа оборотов шпинделя
Расчет скоростей резания, как правило, выполняется для предположительно лимитирующих инструментов наладки.
Так как в рассматриваемом примере лимитирующим по стойкости инструментом является резец 1, расчет скорости резания и числа оборотов шпинделя станка производится для этого инструмента с поправкой /(=0,85, гарантирующей получение расчетных значений стойкости режущих инструментов.
Скорость резания для резца 1 при принятой стойкости 150 мин равна
v -1 4&KtvKUv • 0,85 = 146-0,8-0,8- 0^85=80 м/мин
(карта 6, лист 2, поз. 1).
Соответствующее скорости число оборотов
lOOOt' 1000'80 kV7,
-----=---------= 274 оо мин.
тШ 3,14-93
Ближайшее по паспорту станка число оборотов 290 в минуту, а соответствующая ему скорость резания
ztDn 3,14-93-290 о-v =--------------------= 8о
1000 1000
м/мин.
V этап — расчет машинного времени обработки
7 __
М son
59
0,34-290
= 0,6 мин.
VI этап — проверочный расчет по мощности.резан и я
Суммарная мощность резания не должна превосходить мощность двигателя станка (с учетом его к. п. д.) более чем на 20%:
2^<1,22V/].
Суммарная мощность по всём резцам продольного суппорта равна 5,3 кет (карта 7), поперечного суппорта 5,1 кет, а мощность двигателя 14 кет й к. п. д. станка 0,81, следовательно, = = 10,4< 1,2 • 14 • 0,81 = 13,6 кет и мощность привода достаточна для выполнения операций на расчетных режимах резания.
2*
35
ПОДАЧИ ДЛЯ ЧЕРНОВОГО Точение
НАРУЖНОГО ТОЧЕНИЯ
Резцы с пластинками из твердого сплава и быстрорежущей стали КАРТА 1
Обрабаты- S 0,8 Глубина резания t в мм
Диаметр
ваемый материал со детали в мм до До 3 | До 5 | До 8 | До 12 | Св. 12
Оч S Л ® Подача s в мм}об
2Q. 0,3—ОД
16X25 40 0,4—0,5 0,3-0,4 — — —
60 0,5—0,7 0,4—0,6 0.3—0,5 — —
100 0,6—0,9 0,5—0,7 0,5—0,6 0,4—0,5 —
Стали кон- 400 0,8—Г,2 0,7—1,0 0,6—0,8 0,5—0,6 —
20 0,3—0,4 — — — —
струкцион-
ные углеродистые легирован- 20X32 25x25 40 60 100 0,4—0,5 0,6-0,7 0,8—1,0 0,3—0,4 0,5—0,7 0,7—0,9 0,4—0,6 0,5—0,7 0,4—0,7
ные и жаропрочные 600 1,2—1,4 1,0—1,2 0,8—1,0 0,6—0,9 0,4—0,6
60 о,б—о;о 0,5—0,8 0,4—0,7
25X40 100 0,8—1,2 0,7—1,1 0,6—0,9 0,5—0,8 —
1000 1,2—1,5 1,1—1,5 0,9—1,2 0,8—1,0 0,7—0,8
32X40 500 1,1—1,4 1,1—1,4 1,0—1,2 0,8—1,2 0,7—1,1
40X63 2500 и более 1,3—2,0 1,3—1,8 1,2—1,6 1,1—1,5 1,0—1,5
40 0,4—0,5
16X25 60 0,6—0,8 0,5—0,8 0,4—0,6 —. —
100 0,8—1,2 0,7—1,0 0,6-0,8 0,5—0,7 —
400 1,0—1,4 1,0-1,2 0,8—1,0 0,6—0,8 —
20X32 40 0,4—0,5 — —
60 0,6—0,9 0,5—0,8 0,4—0,7 — —
Чугун 25x25 100 0,9—1,3 0,8—1,2 0,7—Г,0 0,5—0,8 —
и медные 600 1,2—1,8 1,2—1,6 1,0—1,3 0,9—1,1 0,7—0,9
сплавы 60 0,6—0,8 0,5—0,8 0,4—0,7 —
25X40 100 1,0—1,4 0,9—1,2 0,8—1,0 0,6—0,9 —
1000 1,5—2,0 1,2—1,8 1,0—1,4 1,0—1,2 0,8—1,0
32X40 40x63 500 1,4—1,8 1,2—1,6 1,0—1,4 1,о—1,3 0,9—1,2
2500 и более 1,6—2,4 1,6—2,0 1,4—1,8 1,3—1,7 1,2—1,7
Примечания: L При обработке жаропрочных сталей и сплавов подачи свыше 1,0 мм!об не применять.
2. При обработке прерывистых поверхностей и на работах с ударами следует табличные значения подачи* умножать на коэффициент К8=0,754-0,85.
3. При обработке закаленных сталей к табличным данным применять коэффициент: для сталей с HRC 44—56 /<в=0,8, для сталей с HRC 57—62 К5=0,5.
4. Подачи в зависимости от жесткости см. в приложениях 9—11.
36
Растачивание КАРТА 2 1. Токарные и токарно-револьверные станки | Обрабатываемый материал Сталь и стальное литье | Чугун и медные сплавы Глубина резания t в мм до 00 1 Подача s в mmJo6 1 1 1 1 1 1 1 0,4-0,5 0,3—0,4 0,6-0,9 0,5-0,7 ООО ,-ио' 1 1 1 г* со оо
LQ 0,10-0,18 0,12—0,25 0,25-0,35 0,25—0,45 0,30—0,60 0,5—0,9 0,4-0,7 0,8—1,2 0,7-0,9 0,9-1,3 0,7-1,1 0,6—0,8
оо 0,12-0,15 0,15-0,25 0,25-0,35 0,30—0,50 0,40-0,60 0,60-0,80 0,7-1,2 0,6-0,9 1,0-1,5 0,9—1,2 СО т । । г-1 г-ч
ПОДАЧИ ДЛЯ ЧЕРНОВОГО РАСТАЧИВАНИЯ Резцы с пластинками из твердого сплава и быстрорежущей стали
OJ 00 0,12-0,16 0,12—0,20 0,20—0,30 0,30—0,40 0,40-0,60 0,50—0,80 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 0,6—0,8 0,4—0,7 о г* Й1 о о
но 0,10 0,12 0,12-0.20 -0,12—0,30 0,15—0,40 0,5-0,7 0,3—0,6 0,8-1,0 0,5-0,8 0,8-1,1 0,6-0,9 0,4-0,7
со 0,08 0,15 0,15—0,25 0,15-0.40 0,20—0,50 0,25-0,60 0,6-1,0 0,4-0,7 0,9-1,2 0,7-1,0 00 о 77 । ' о~о~
о. 0,08 0,10 0,10-0,20 0,15—0,30 0,25—0,50 0,40-0,70 1 1 1 1 1 1 1
ww а ияявёпо иги BTissd isiTHg о о о о io о о ЮСОСООСЯЮО Т-H ГЧ v-чСЧ 150 300 150 300 300 500 800
Размер резца или оправки в мм осясооюоо < СЯ СЧ 00 40X40 S X о to. 75X75
Диаметр резца круглого сечения Сечение оправки
37
ПОДАЧИ В ЗАВИСИМОСТИ ОТ ЗАДАННОЙ ЧИСТОТЫ ПОВЕРХНОСТИ Резцы с пластинками из*твердого сплава и быстрорежущей стали Точение
КАРТА 3
Класс чистоты 1 Обрабатываемый материал Диапазонскоростей резания v в м/мин Радиус при вершине резца г в мм
0,5 | 1,0 I 2,0
Подача 5 в мм/об
V4 Сталь углеродистая и легированная <50 >50 0,3-0,5 0,4-0,55 0,45-0,6 0,55-0,65 0,55-0,7 0,65-0,7
Чугун, бронза и алюминиевые сплавы Весь диапазон скоростей 0,25-0,4 0,40-0,5 0,5-0,6
V5 С'таль углеродистая и легированная <50 >50 0,18-0,25 0,25-0,3 0,25—0,3 0,3—0,35 0,3—0,4 0,35-0,5
Чугун, бронза и алюминиевые сплавы Весь диапазон скоростей 0,15-0,25 0,25-0,4 0,4-0,5
v6 Сталь углеродистая и легированная <50 50-100 >100 0,10 0,11-0,16 0,16-0,2 0,11-0,15 0,16-0,25 0,2—0,25 0,15-0,22 0,25-0,35 0,25—0,35
Чугун, бронза t и алюминиевые сплавы Весь диапазон скоростей 0,1-0,15 0,15—0,20 0,2-0,35
Поправочный коэффициент на подачу при обработке жаропрочных сталей и титановых сплавов с п>50 м/мин
Марки жаропрочных сталей и сплавов и титановых сплавов Усредненный поправочный коэффициент на чистовую подачу Ка
‘ ВТЗ- ВТЗ-1; ВТ5; ВТ6; ВТ8; ВТ14; ОТ4; ХН77ТЮ (ЭИ437А); ХН77ТЮР (ЭИ4376); ХН70ВМТЮ (ЭИ617) 1,0
1X13; 2X13; 3X13; 4X13; 4Х14Н14В2М (ЭИ69); Х23НИ8 (ЭП417); 1Х21Н5Т (ЭИ811); ХН78Т (ЭИ435) 0,9
1Х12Н2ВМФ (ЭИ961); 30ХН2МФА (ЭИ961Ф); 25Х2МФА; 4Х12Н8Г8МФБ (ЭИ481); ЭИ654; ЭИ867; ХН35ВТЮ (ЭИ787) 0,8
Х12Н20ТЗР (ЭИ696А); ЭИ696М 0,7
Х19Н9Т; Х18Н9Т 0,6
1Х17Н2 (ЭИ268); 13Х14НФРА (ЭИ736); 20ХЗМВФ (ЭИ415) 0,5
Примечание, Ориентировочно следует принимать радиус г при вершине резца: 0,5 мм для резцов сечением до 12X20 мм включительно; 1,0 мм для резцов сечением до 30 X 30 мм\ 2,0 мм для всех резцов сечением 30X45 мм и более.
39
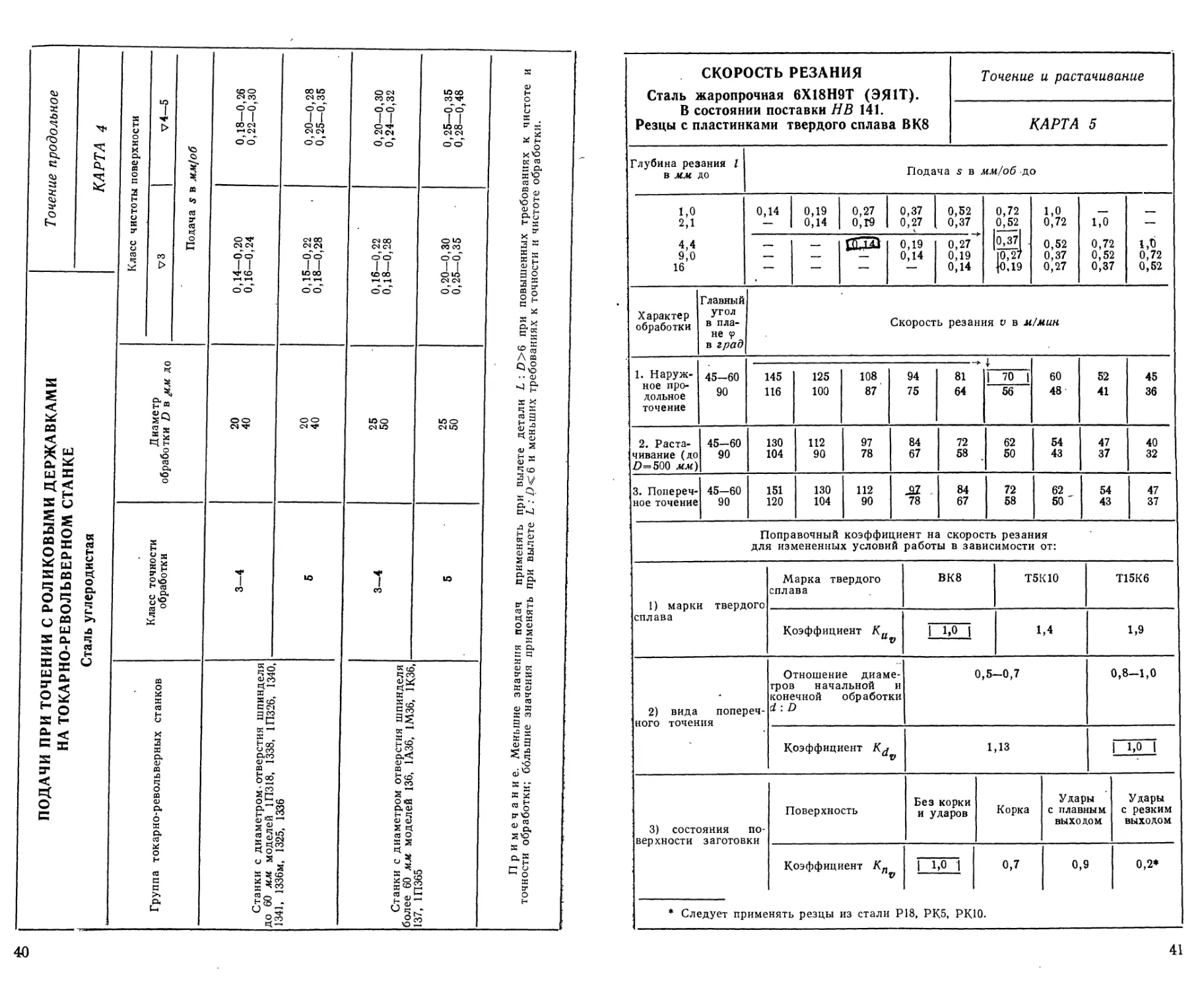
ПОДАЧИ ПРИ ТОЧЕНИИ С РОЛИКОВЫМИ ДЕРЖАВКАМИ Точение продольное
НА ТОКАРНО-РЕВОЛЬВЕРНОМ СТАНКЕ -----------------
Сталь углеродистая КАРТА 4
Примечание. Меньшие значения подач применять при вылете детали L : £)>6 при повышенных требованиях к чистоте точности обработки; большие значения применять при вылете L : Р<6 и меньших требованиях к точности и чистоте обработки.
40
СКОРОСТЬ РЕЗАНИЯ Сталь жаропрочная 6Х18Н9Т (ЭЯ1Т). В состоянии поставки НВ 141. Резцы с пластинками твердого сплава ВК8 Точение и растачивание
КАРТА 5
Глубина резания 1 в мм до Подача s в мм/об до
1,0 2,1 4,4 9,0 16 0,14 0,19 0,14 0,27 0, Г9 0,37 0,27 0,52 0,37 0,72 0,52 Ы-10,27 |0Д9 1,0 0,72 0,52 0,37 0,27 1,0 0,72 0,52 0,37 1,П 0,72 0,52
— — снд 0,19 0,14 0,27 0,19 0,14
Характер обработки Главный угол в плане (р в град Скорость резания v в м/мин
1. Наружное продольное точение 45-60 90 1 60 48 52 41 45 36
145 116 125 100 108 87 94 75 81 1 70 1
64 56
2. Растачивание (до Р=500 мм) 45-60 90 130 104 112 90 97 78 84 67 72 58 62 50 54 43 47 37 40 32
3. Поперечное точение 45-60 90 151 120 130 104 112 90 .az 78 84 67 72 58 62 50 " 54 43 47 37
Поправочный коэффициент на скорость резания для измененных условий работы в зависимости от:
1) марки твердого сплава Марка твердого сплава ВК8 Т5К10 Т15К6
Коэффициент 1 1,0 1 1,4 1,9
2) вида поперечного точения Отношение диаметров начальной и конечной обработки d : D 0,5-0,7 0,8-1,0
Коэффициент aV 1,13 1 1,0 1
3) состояния поверхности заготовки * Следует приме Поверхность Без корки и уларов Корка Удары с плавным выходом Удары с резким выходом
Коэффициент К„ нять резцы из стали Р 1 1,0 1 18, РК5, РК1 0,7 10. 0,9 0,2*
41
Продолжение карты 5
Марка стали или сплава Механические свойства Марка резца Рекомендуемый диапазон подач Усре днен-ный поправочный коэффициент К1Г
в кГ/мм7 НВ
Х18Н9Т <55 55—60 65—75 141 ВК8 0,12—1,0 |L£| 1,2 0,9
1Х12Н2ВМФ 110—120 121—145 >146 Т15К6 0,1—0,94 1,0 0,75 0,38
(ЭИ961) 110—120 121—145 >146 ВК8 0,80 0,60 0,30
2ОХ15НЗМА (ДИ1) 110—120 120—145 145 — Т15К6 0,1—0,94 1,30 1,0 0,5
25Х2МФА 75—90 — Т15К6, ВК8 0,1—0,94 0,93 0,75
30ХН2МФА 110—120 120—145 >145 Т15К6 0,1—0,94 0,50 0,38 0,20
(ЭИ961Ф) 110—120 120—145 >145 ВК8 0,40 0,20 0,15
1Х17Н2 (ЭИ268) 80—95 110—130 — ВК8 0,10—0,50 1,0 0,75
1Х12ВН (ЭИ802) 65 — Т15К6 0,4—2,1 2,0
13Х14НВФРА (ЭИ736) 70—90 95—120 — Т15К6 0,1—0,50 1,0 0,80
160—170 >260 Т5КЮ 2,1 1,6
20ХЗМВФ (ЭИ415) — 160—170 >260 Т15К6 0,1—1,4 2,9 2,2
160—170 >260 ВК8 1,5 1,1
4Х12Н8Г8МФБ (ЭИ481) — 200—220 220—260 >260 ВК8; Т5КЮ 0,13—1,4 0,95 0,80 0,72
4Х14Н14В2М (ЭИ69) Х12Н20ТЗР (ЭИ696А, ЭИ696М) 1Х21Н5Т (ЭИ811) 70 72—80 82—100 — ВК8 0,13—0,86 1,06 0,85 0,65
42
Продолжение карты 5
Марка стали или сплава Механические свойства Марка материала резца Рекомендуемый диапазон подач Усредненный поправочный коэффициент К. Му
в кГ/млс1 НВ
Х23Н18 (ЭИ417) 60—62 — ВК8 0,11—0,72 0,8
ЗХ19Н9МВБТ (ЭИ572); ЭИ405 60-62 ' 0,4
ЭИ654 73 — Т15К6, ВК8 0,04—0,43 0,65 0,50
0Х14Н28ВЗТЗЮР (ЭИ786) ЭИ812 СНЗ СН2 ХН78 (ЭИ435) ХН75МБТН (ЭИ602) ХН60В (ЭИ868) ХН77ТЮ (ЭИ437А) ХН77ТЮР (ЭИ437Б) ХН35ВТ (ЭИ612) ХН70ВМТЮ (ЭИ617) ХН70ВМЮТ (ЭИ765) 90 90 130 130 78 75 85—100 85—100 95 100—125 280-290 ВК8 0,13—0,85 0,20 0,35
ВК8, Т5КЮ 0,1—0,29 ; 1,30 0,75
ВК8 0,1—0,43 0,75 0,53 0,48
0,1—0,78 0,40 0,50
ВК6М
ВК8 0,2—1,5 0,15-0,98 0,2—1,0 0,50 0,25 0,23
ЭИ929 ЭИ893 ЭИ766 ЭИ767 ХН35ВТЮ (ЭИ787) 100—125 105 90—100 95—115 90—95 — ВК8 0,15—0,98 0,15—1,0 0,18—0,55 0,15—0,40 0,13—0,50 0,25 0,20 0,20 0,10 0,22
. жсзд 100 — ВК8 0,10—0,30 0,15
ВЛ7-45У 50—60 — Т15К6 0,10—0,48 0,55
ВТЗ-1; ВТЗ ВТ5; ОТ4 95—120 75—95 — ВК8; ВК6М 0,08—0,48 0,40 0,70
В Тб ВТ8 90—100 100—120 — ВК6М 0,07—0,50 0,42 0,42
ВТ14 90—100 115—140 — ВК6М 0,16—0,50 0,4)5 0,52
1X13; 2X13 3X13; 4X13 <60 95—110 <85 95—110 >110 — ВК8; Т15К6 0,2—0,27 1,5 1,2 1,3 1,2 0,9
43
СКОРОСТЬ РЕЗАНИЯ Сталь конструкционная углеродистая, хромистая, хромоникелевая и стальные отливки Резцы с пластинками твердого сплава Т5К10 Точение и растачивание
КАРТА 6 Лист 1
Предел прочности при растяжении в кГ/мм2 Подача s в мм(об до
ю ю 1 LO 04 со 1 со LO о 7 со со 7 СО 1 о о 7 о о> о ю о
Твердость по Бринелю НВ
1 120-140 00 ю 7 7 ст> W о СО 1 СО со о со 227-255 со 00 со J» ю со со 00 со и о
Глубина резания t ъмм до
2 4 8 20 1 2 . 4 8 20 1 2 4 е 8 20 1 . 2 4 8 20 1 1 1 - 1 1 1 1 - 1 — 0,25 0,14 0,38 0,25 0,14 0,54 0,38 0,25 0,14 0,75 0,54 0,38 0,2.5 0,1,4 0,97 0,75 0,54 0;38 t 0,25 0,1.4 1,27 0,97 0,7^5 0,54 0,38 0,25 •1,65 1,27 0,97 0,75 0,54 0,38 2,15 1,65 1,27 0,97 0,75 0,54 2,8 2,15 1,65 1,27 0,91- 0,75 2,8 2,15 1,65 1,27 0,97 2,8 2,15 1,65 1,27 2,8 2,15 1,65 1,27 0,97 0,75 2,8 2,15 1,65 1,27 0,97 2,8 2,15 1,65 1,27
8 4 8 20 2 4 8 1 2 4 — — — — — 0,14 0,25 0,14 0,38 0,25 0,14 0,54 0,38 0,25 0,75 0,54 0,38 0,97 | 0,75 0,54
20
Характер обработки Главный угол в плане <р в град Скорость резания v в м/мин
Наружное про- дольное и поперечное точение при отношении диаметров начальной и конечной обработки d : D=0,84-1,9 45-60 90 188 167 16/fc 148 / 148 132 132/ И7 117 104 104> 93 93 82 82 73 73 "65 65 58 1 L 58 | 51 51 46 46 41 41 36
Поперечное точение при отношении диаметров начальной и конечной обработки d : D=0,54-0,7 45-60 90 * 230 199 200 177 179 J57 159 140 141 124 125 ПО 111 98 99 87 88 78 78 69 70 61 62 54 55 48 49 43
Растачивание (до 0 = 500 мм) 45-60 90 167 148 148 132 132 117 к 104 93 93 82 82 73 73 65 .65 58 58 51 46 51 46 41 41 36 36 32
Поправочный коэффициент на скорость резания в зависимости от состояния поверхности заготовки Поверхность Без корки С коркой
литейной литейной загрязненной
Коэффициент I5EI 0,8—0,85 0,5-0,6
Мощность резания см. в карте 7
СКОРОСТЬ РЕЗАНИЯ Сталь конструкционная углеродистая, хромистая, хромоникелевая и стальные отливки. Резцы с пластинками из твердого сплава Т15К6 Точение и растачивание
КАРТА. 6 Л и с т 2
Предел прочности при растяжении ств в кГ{ммг Подача s в мм/об до
\ 44—49 50—55 56-62 7 со со 7 ст> со д 00 1 90-100 1 Св. 100
Твердость по Бринелю НВ
1 120-140 1 141-158 159-177 178-200 201—226 L 227-255 256—286 1 Св. 286
Глубина резания t В ММ
1,4 3< 7 15 1,4 3 7 15 1 1 г-Г CO N ’ 1Л I I 1,4 3 7 15 - I " £ । । । I 1,4 3 । । । । । । X- 1 1 t 1 1 1 1 1 । i. т । । " и 0,38 0,25 0,14 0,54 ‘ 0,38 0,25 0,14 0,75 0,54 0,38 0,25 0,14 0,97 0,75 0,'34 0,38 0,25 0,14 1,27 0,97 0,75 0,54 0г38 0,25 0,14 1,65 1,27 0,97 0,75 0,54 0,38 0,25 2,15 1,65 1,27 0,97 0,75 0,54 0,38 2,15 1,65 1,27 0,97 0,75 0,54 2,15 1,65 1,27 0,97 0,75 -° С' । । | 5 м ® ст 1 2,15 1,65 1,27 0,97 0,75 2,15 1,65 1,27 0,97 2,15 1,65 1,27
1 151 7 15 3 7 1,4 3 — — — . — — - 0,14 0,25 0,14 0,38 0,25 0,54^ 0,38 1 0,75 1
— 0,54
Характер обработки Главный угол в плане в град Скорость резания о в м/мин.
7. Наружное продольное и поперечное точение при отношении диаметров начальной и конечной обработки d: D = = 0,84-1,0 45-60 90 302 265 268 236 238 209 212. 186 г 188 165 167 146 148 130 132 116 1*7 103 104 92 1 1 93 | 82 82 72 73 64 65 57
2. Поперечное точение при отношении диаметров начальной и конечной обработки cl : D = 0,54-0,7 45-60 90 364 320 323 284 287 253 255 224 227,' 199* 201 177 179 157 159 140 141 124 125 110 111 98 99 87 88 78 78 69
3. Растачивание (до D—500 мм) 45-60 90 276 240 245 214 218 190 193 169 172 150. 153 133 136 118 120 105 107 -94 95 83 85 74 • 75 66 67 58 60 52
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) марки твердого сплава 2) состояния поверхности заготовки
Марка твердого сплава ТТ7К12 Т5К12В Т14К8 Т15К6 Т30К4 Состояние поверхности Без корки С ко литейной ркой литейной (загрязненной)
Коэффициент К 11V Пр им сч а н и ность резания см. в 0,39 с. Резцами карге 7. 0,36 i T15KG рек 0,8 омендуется ТТо~| обрабач ыв; 1,4 1ть за готов! Коэффициент Кп \И с коркой лишь npi I небольшое 0,80-0,85 й глубине резс 0,5-0»6 1НИЯ. Мощ-
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Сталь. Резцы с пластинками из твердого сплава
Точение и растачивание
КАРТА 7
Предел прочности при растяжении в кГ1мм*
<58 | 59-97 1 >97
Твердость по Бринелю НВ <165 |166—277| >277
Sx
Подача s в мм/об до
Глубина резания t в мм до
2.0
2,-4
2,8
3,4
4,0
4,8
57
6,8 8,0
9,7
11,5 14,0 16,5 20
2,0.
2,4'
2,8
3,4 4,0' 4,‘8 5,7.
6,8, 8,0 9,7
11,5
14,0
16,5
20
0,25
2,0
2,4
2,8
3,4 4,0
4,8
' 5,7
6,8 8,0
9,7
11,5 14,0
16,5
20
2,0
2,4
2,8
3,4 4,0
4,8
5,7
6,8
8,о
9,7
Н,5 14,0 16,5 20
0,3
0,25
0,37 0,3
0Д5
0,47 0,37 0,3 0,25
0,6
0/47
0,37
0,3
0,25
0,751 0,96 0,75 0,6 0,-47 0,37 0,Г 0,25
0^1 0,47 Q>37 0,3 0,25
X
1,2 0,96 0,7'5 0,6 0,47
0,3
0,25
1,5
1,2 0,96 0,75 0,6 0,47 0,37 0,3 0,25
1,9 1,5 1,2 0,96 0,75 ОГГ* 0,47 0,37 0,3 0,25
1,9 1,5
1,2 0,96 0,75 0-,6 0,47 0,37 0,3 0,25
1,9 1,5
1,2 0,96 0,75 0,6 0,47 0,37 0,3 0,25
1,9 1,5
1,2 0,96 0,75 0,6 0,47 0,37 0,3 0,25
1,9 1,5
1,2 0,96 0,75 0,6 0,47 0,37 0,3 0,25
1,9 1,5
1,2 0,96 0,75 0,6 0,47 0,37 0,3 0,25
Скорость резания v в Л£/л<ин |
30 37
46 57
70 '
86 106
131 16*
200 .
245 300 370
1,0
1,2 j
1,4
1,7
2,0
2,4
2,9
3,4
1,0
1,2
1,4
2,0 2; 4 2’9
3,4 4,1
1,0
1,2
1,4
1,7
2,0
2,4
2,9
з,Т
4,1
4,9
НО 1,2 13 1,7 2,0 2,4
1,0
1,2
1,4
1,7 2„0
2,4' 2,'9
2,9.х-^4
4,9
5,8
4,9
5,8
7,0
1,0 17
1,4 1,7 2,<0
2.4 2,9 3,4 4,1
7,0
8,3
1,2^
1,4
1,7
2,0
2,4
2,9
3,4
4,1
4,9 5у8
8,3
10
1,4
1,7
2,0
2Д 2^?
3,4
4,1
8,3
10
12
X- Мощность резания М в кет
1,7 2,0
2,4 2,9 3,4
4,1 4,9
5,8 7,0 8,3
10 12
14
2,0
2,4
2,9
3,4
4,1
4,9
5,8
7;о
8,3
10
12
14
17
2,4
2,9
3,4
4,1
4,9
5,8
7f0
8,3
10
12*
14
17
Де-
2,9 3,4
4,1 4,9
5,8. 7,0 8,3
ЛУ 12
14 17
20 24
3,4
4,1
4,9
5,8
7,0
8,3
10
12
14
17
20
24
4,1
4,9
5,8
7,0
8,3
10
12
14
17
20
24
4,9
5,8
7,0
12
14
17
20
24
Поправочные коэффициенты на мощность в зависимости от переднего угла и главного угла в плане
Угол резца в град
Поправочный коэффициенГ К
1,9 1,5
1,2 0,96 0,75 0,6 0,47 0,37 0,3 0^
”5/Г
7,0 8,0
1,9 1,5
4,2 0,96 0,75 0,6 0,47 0,37 0,3
1,9 1,5
1,2 0,96 0,75 0,6 0,47 0,37
1,9
1,5
1,2
0,96
0,75
0,6 ....
0,47 0,6
1,9
1,5
1,2 0,96 0,75
1,9
1,5
1,2 0,96 0,75
1,9
1,5
1,2 0,96
1,9
1,5
1,2
1,9
1,5
14
17
20
24
7,0
8,3
10
12
14
17
20
24
8,3
10
12
14
17
20
24
10
12
14
17
20
24
12
14
17
20
24
14
17
20
24
17
20
24
20
24
24
Передний угол у | 1 4-Ю 1 1 -ю
Угол в плане <? | 45-90 | 45-90
I 1,0 I
1,2
Примечание. При одновременной работе несколькими резцами мощность, потребную на резание, суммировать.
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Чугун серый и ковкий. Резцы с пластинками из твердого сплава Точение и растачивание
КАРТА . 8
Чугун серый Чугун ковкий
Глубина Подача s в мм!об до Глубина
резания t в мм до резания t
в мм до
2,8 0,25 0.3 0,37 0,47 0,6 0,75 0,96 1,2. 1,5 1,9 2,5 3,2 3 8
3,4 •— 0,25 0,3 0,37 0,47 0,6 0,75 0,9б 1,2 1,5 1,9 2,5
4,0 — 0,25 0,3 0,37 0,47 0,6 0,75 0,96 1,2 1,5 1,9 2,5 4’6 '
4,8 — — — 0,25 0,3 0,37 0,47 0,6 0,75 0,96 1.2 1,5 1,9 2,5 5,’4 6,5 7,8
5,7 — — — — 0,25 0,3 0,37 0,47 0,6 0,75 0,96 1,2 1,5 1,9 2,5
6,8 — — — — 0,25 0,3 0,37 0,47 0,6 0,75 0,96 1,2 1,5 1,9 2,5 — — — — —
8,0 — — — — — — 0,25 0,3 0,37 0,47 0,6 0,75 0,96 1,2 < 1,5 1,9 2.5 9,3
9,7 0,25 0,3 0,37 0,47 0,6 0,75 0,6 0,96 1,2 1,5 1,9 2.5 11
11,5 0,25 0,3 0,25 0,37 0,47 0,75 0,96 1,2 1,5 1,9. 2,5 — 13
14 0.3 0,37 0,47 0,6 0,75 0,96 1,2 1,5 1,9 2,5 16
16,5 20 0,25 0,3 0,37 0,47 0,6 0,75 0,6 0,96 1,2 1,5 1,9 2,5
0,25 0,3 0,37 0,47 0,75 0,96 1,2 1,5 1,9 2,5
Скорость резания v в м/мин Мощность резания N в кет Скорость резания V
до в м/мин до
24 — — — —- — — — 1,0 1,2 1,4 1,7 2,0 2,4 1 2,9 3,4 4,1 4,9 5,: 8 I 7,0 1 8,3 10 12 24
29 — — — — — — 1,0 1,2 1,4 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,1 0 8,3 10 12 14 29
35 — — — — — 1,0 1,2 1,4 1,7 2,0 2,4 2,9 3.4 1 4,1 4,9 5,8 7,0 8,3 10 12 14 17 35
41 — — — — 1,0 1,2 1,4 1,7 2,0 2,4 2,9 3,4 4,1 4-4,9 5,8 7,0 8,3 10 12 14 17 20 41
49 — — — 1,0 1,2 1,4 1,7 2,0 2,4 2,9 1 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 ы
59 — — 1»’° 1,2 1,4 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 14 20 24 29 59
70 — 1,0 1*,2 1,4 1,7 2,0 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 70
84 1,0 1,2 1,4 1,7 2,4 2,9 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 84
100 1,2 1,4 1,7 2,0 2,4 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 100
120 1,4 1,7 2.0 ' 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 120
142 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 142
170 2,0 2,4 2,9 3,4 4,1 4,9 4,9 5,8 7,0 8,3 10 12 14 , 17 20 24 29 34 170
200 2,4 2,9 3,4 4,1 5,8 7,0 8,3 10 12 14 17 20 24 29 34 — 200
240 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 ___. 240
290 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 — 290
1 П р и м е ч а н и е. При одновременной работе несколькими резцами мощность, потребную на резание, суммировать.
о СКОРОСТЬ РЕЗАНИЯ Чугун серый. Резцы с пластинками из твердого сплава В К® Точение и растачивание КАРТА 9, лист 1
Группа тв 143-229 Глубш зрдости НО БрЕ 170-225 а резания t в шелю НВ* 197-269 1М до J Подача 5 в мм/об но
0,8 — — 0,14 0,23 0,42 0,56 0,75 1,0 !Г3 1,8 2,5 3,3 — — — — —
1,8 0,8 — — 0,14 0,23 0,42 0,56 0,75 1,о 1,3 1,8 2,5 3,3 — — — —
4 1,8 0,8 — — 0, 14 0,23 0,42 0,56 0,75 1,0 1,3 1,8 2,5 3,3 — — —
9 4 1,8 — — — 0,14 0,23 0,42 0,56 0,75 1,0 1,3 1,8 2,5 3,3 — —
20 9 4 — — — — 0,14 0,23 0,42 0,56 0,75 1,0 1,3 1,8 2,5 3,3 —
— 20 9 — — — — — 0,14 0,23 0,42 0,56 0,75 1,0 1,3 1,8 2,5 3,3
' Здесь и j 20 да юс классификацию групп твердости ч\ ’ \;иа — по г чаркам — 0,14 ПрИЛО/: 0,23 кснип 1 0,42| 17. лист 0,56 ' 1 0,75 1,0 1,3 1,8 2,5
Характер обработки Главный угол в плане в град Скорость резания v в м]мин
Наружное продольное и поперечное точение при отношении диаметров начальной и конечной обработки d —=0,8ч-1,0 D 45—60 174 154 137 122 108 96 86 76 68 60 53 47 42 37 33
90 144 128 114 101 90 80 71 ч 63 56 50 44 39 35 31 28
Поперечное точение при отношении диаметров начальной и конечной обработки d —=0,5-0,7 D 45—60 209 186 165 147 130 116 103 92 82 72 64 57 51 45 40
90 174 154 137 122 108 96 86 76 64 57 53 ^47 40 35 31
Растачивание (до D —500 мм) 45—60 157 140 | 124 | 110 98 87 77 | | 69 611 I 55 | | 48 43 38 34 30
90 130 I 116 1 103 | 92 | 81 1 72 | 64 | 57 | 51 1 , 45 | 40’ 36 32 28 ’ i 25
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от
1) марки твердого сплава 2) состояния поверхности
Марка ВК6 ВК8 вкз ВК2 Состояние поверхности Без корки С коркой
литейной литейной за грязненной
Коэффициент Kuv |Т(Г| 0,83 | 1,15 | 1,2—1,25) Коэффициент Кп^ Ll-11 0,8—0,85 0,5—0,6
П римечание. ЛАощность резания см. в карте 10.
СКОРОСТЬ РЕЗАНИЯ Чугун ковкий. Резцы с пластинками твердого сплава ВК8 Точение и растачивание
КАРТА 10
Группа твердости чугуна по Бринелю НВ Подача s в мм]об до
149-163 До 201 163—229
Глубина резания t в мм д,о
1,5 — — 0,16 0,21 0,27 0,35 0,46 0,60 0,77 1,0 1,3 1,7 2,2 — — — — —
3 — — — 0,16 0,21 0,27 0,35 0,46 0,60 0,77 1,0 1,3 1,7 2,2 — — — —
7 1,5 — — — 0,16 0,21 0,27 0,35 0,46 0,60 0,77 1,0 1 ;з 1,7 2,2 — — —
15 3 1,5 — — —. 0,16 0,21 0,27 0,35 0,46 0,60 0,77 1.0 1,3 1,7 2,2 — —
— 7 3 — — — — 0,16 0,21 0,27 0,35 0,46 0,60 0,77 1,0 1,3 1,7 2,2 —
— 15 7 — — — — — 0,16 0,21 0,27 0,35 0,46 0,60 0,77 1,0 1,3 1,7 2,2
— — 15 — — — — — — 0,16 0,21 0,27 0,35 0,46 0,60 0,77 1,0 1,3 1,7
Характер обработки Главный угол в плане <р в град Скорость резания v в м(мин
1. Наружное процельное и поперечное точение при отношении диаметров начальной и конечной обработки 4 : D=0,8-4-1,0 45—60 , 209 186 165 147 130 116 103 92 81 72 64 57 51 45 40 36
90 184 164 145 129 115 102 91 81 72 64 57 50 45 40 35 31
2. Поперечное точение при отношении диаметров начальной и конечной обработки d : £>=0,54-0,7 45—60 252 224 199 177 157 139 124 по 98 87 77 69 61 ’ 54 48 43
90 222 197 175 156 138 123 109 97 86 76 68 61 54 48 42 38
3. Растачивание (до 0 = 500 мм) 45—60 188 167 148 132 117 104 93 82 73 65 58 51 45 40 36 32
90 167 148 132 117 104 93 82 73 65 58 51 45 40 36 32 28
Поправочный коэффициент на скорость резания в зависимости от состояния поверхности заготовки Поверхность Без корки С коркой
литейной литейной загрязненной
Коэффициент КПу Е°1 0,8—0,85 0,5—0,6
Примечание. Мощность, потребную на резание, см. в карте 10.
СКОРОСТЬ РЕЗАНИЯ Сталь конструкционная углеродистая. Резцы из стали Р18. Работа с охлаждением Точеные и растачивание КАРТА 11
Глубина резания t в мм до 1,4 Подача s в мм/об до
0,26 0,34 0,44 0,58 0,76 1,0
3,0 0,16 0,26 0,34 0,41 0,58 0,76
6,0 — 0,16 0,26 0,34 0,44 0,58
12,0 — — 0,16 0,26 0,34 0,44
Характер обработки Главный угол в плане <р в град Скорость резания v в м/мин
Наружное продольное точение 45-60 53 44 37 31 26 22
90 41 34 29 24 20 17
Растачивание 45-60 <47 39 33 28 23 19,5
90 37 31 26 22 18,2 15,3
Поперечное точение 45-60 64 54 45 38 32 27 .
90 51 43 36 30 25 21
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) группы и мехаипчсс кой характеристики cia-ли Группа стали Углеродистые (С<0,6%) Хромоникелевые Углеродистые труднообрабатываемые (С>0,6%), хромистые, хромоникелевольфрамовые, инс тру м е нта льны е Хромомарганцовистые, хромокремнистые, хромо-кремние-марганцовис-тые и близкие к ним Автоматные
Типовые марки сталей 10 15 20 25 30, 35, 40 45, 50 12Х2НЗА 1 12Х2Н4А I 20ХНМ | 40ХНМА | ЗОХ, 35Х, 38ХА, 40Х 15Х, 20Х I 45Г2, 50Г 35ХГС 18ХГТ ЗОХ ГТ А12, А20 АЗО А40Г |
Предел прочности ав в кПмм* to ю 51—75 1 61-83 | 75-98 1 56-75 | 61-83 75-98 | 97-110 | 102-116 | 53-74 1 61-86 | 53-70 1 67-91 1 54-72 60-76 1 о ОО 1 сч о 7 о ОО 100-117 | 48-63 | о .00 1 § 80-94 I 94-100 I 56-82 I 94-113 | 113-134 1 49-62 | 56—65 I - - -
НВ со ю V 143-207 1 170—229 | 207-269 | 156-207 1 170-229 207-269 | 269-302 | 285-321 1 156-217 1 179-255 I 156-207 1 197-269 1 156-207 170-217 | 207-255 | 255-285 | 285-331 | 137-179 1 170-229 | 229-269 1 269-285 1 170-241 . 1 269-321 | 321-375 1 149-187 1 170-197 1 — — —
Коэффициент /Г 1,55 а 0,85 0,65 00 о 0,55 ю 0,75 со o' се 0,55 Ю ОО ОО 0,65 ю о о 0,55 I ю со SS‘O 0,25 I ст> со СЧ 1,54 °4,
2) состояния поверхности Поверхность Без корки | С коркой
Прокат или поковка | Прокат | Поковка
Коэффициент К пЧ) |Т0| | °-9 | °.8
3) наличия охлаждеши Условия работы С охлаждением 1 | Без охлаждения
Коэффициент К 1 1 1 -°!8
4) марки пнстр) ментальной стали у Марка I Р9,- Р18, Р9Ф5 | Р18Ф2 | Р9К5 | Р10К5Ф5, Р18К5Ф2 | 1 Р9К10
Коэффициент | |17о~| , | 1,02 | 1,03 | 1,05 | 1,07
56
СКОРОСТЬ РЕЗАНИЯ Сталь жаропрочная Х18Н9Т (ЭЯ1Т) в состоянии поставки НВ 141. Прерывистое резание. Резцы из стали Р18. Работа с охлаждением Точение и растачивание
КАРТА 13
Глубина резания t в мм ДО Подача s в мм!об до
1,о 2,1 0,26 0,2 0,35 0,26 0,45 0,35 0,59 0,45 0,77 о,$э 1,0 0,77 0,59 0,45 0,35 1,0 0,77 0,59 0,45 1,0 0,77 0,59
4,4 9,0 16 0,15 0,2 0,15 0,26 0,2 0,15 0,35 0,26 0,2 0,45 0,35 0,26
Характер обработки Главный угол в плане ьград чСкорость резания v в м!мин
1. Наружное продольное точение 45-60 34 1 ! 30 I 25 | 22 | 19_^ 16 14 10,6 12 9
90 26 22 19 16,5 14 12,3
2. Растачивание 45-60 90 30 23 26 20 23 17 20 14,7 17 12,7 14,5 10,9 12,5 9,5 10,8 8,1
3. Поперечное точение 45-60 90 • 36 27 31 23 27 20 23 17 20 14,7 17 12,7 14,7 11 12,6 9,5
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) вида поперечного точения Отношение диаметров d\D 0-0,4 0,5-0,7 | 0,8-1,0
Коэффициент /С . av 1,18 1,13 | |Т0|
2) наличия охлаждения Условия работы С охлаждением Без охлаждения
Коэффициент |±р| 0,9
3) марки стали или сплава и механических свойств
Марка стали или сплава Механические свойства Марка резца Рекомен-.дуемый диапазон подач Усредненный поправочный коэффициент
‘ ств в кГ/мм2- НВ
Х18Н9Т 55 55-60 65-75 141 Р18 0,15-1,0 1,0 1,2 0,9
ВЛ 7—45У 50—70 — Р9К5 — 0,55
ЭИ929 100-125 — Р9К5, Р18 — 0,17 0,15
ЭИ867 Р18 0,18
Р9К5, РК10 0,20
ХН70МВТЮ (ЭИ617) 100—120 — Р18 — 0,20
57
РЕЖИМЫ РЕЗАНИЯ при тонком точении (по данным НИИТавтопрома) Алмазно-расточные станки
КАРТА 14
Тонкое точение применяется при обработке сталей, чугунов и цветных металлов. Обточка и расточка выполняются на быстроходных токарных станках повышенной точности. Расточка ряда типовых деталей (блок цилиндров, шатун и т. д.) выполняется на специальных алмазно-расточных станках. Тонкая расточка и обточка выполняются с небольшими сечениями среза и обеспечивают высокую точность (0,015—0,025 мм) и чистоту обработанной поверхности (по 7-му классу при обработке сталей, по 7—8-му классу для цветных металлов и по 6-му классу при обработке чугунных деталей). Для получения правильной формы поверхности с минимальной эллиптичностью рекомендуется применять обработку в два прохода при одной установке детали или производить соответствующую подготовку на предварительной операции. Рекомендуемые режимы резания
Обрабатываемый материал Подача 5 в мм! об Скорость резания v в м(мин. Инструментальный материал
Сталь с в кГ)ммА <65 66—80 >80 0,06—0,12 250—300. 150—200 120—170 Т30К4
Чугун НВ 14-9—163 156—229 170—241 197—269 0,06—0,12 150—200 120—150 100—120 ВК2, ВКЗ
Алюминиевые сплавы - 0,04—0,08 300—600 ВК2, ВКЗ
Бронза 0,04—0,08 180—300 ВК2, ВКЗ
Латунь 0,04—0,08 200—500 ВК2, ВКЗ
Баббит Примечания: 1. Рекс в один проход 0,1—0,15 мм- г 0,4 мм. 2. Если допускают техно дающе-смазывающие жидкости 3. Значения подач в пред требований чистоты обработан При весьма нежестких боршта 4. Скорость резания доли шпинделя числа оборотов. 0,05—0,10 )мендуемая глубин гри точении в два логические услови ,елах указанного д [ной поверхности [нгах допускается сна назначаться с 300—600 а при тонком точ< прохода глубина я, целесообразно иапазона выбирать и жесткости раст уменьшение значен учетом ДОПУСТИМО! ВК2, ВКЗ гнии: при точении первого прохода применять охлаж- в зависимости от очной борштанги. :ий подач. го по конструкции
58
СКОРОСТЬ РЕЗАНИЯ Стали закаленные. Резцы с пластинками твердого сплава Точение, растачивание, прорезка пазов
КАРТЛ 15
Вид обрабоIки Угол в плане ср в град Глубина резания t в мм Подача 5 в мм[об Твердость обрабатываемого материала по Роквеллу до
35 | 39 | 43 | 46 | 49 1 51 | 53 | 56 | 59 62
Скорость резания v в м/мин
1. Наружное продольное точение 45 1—2 0,2 0,3 0,4 0,5 0,6 0,7 157 140 125 116 108 102 135 118 104 95 88 83 116 100 88 79 73 67 107 92 78 71 64 59 83 70 60 53 48 45 — — — - —
30 1-2 0,15 0,2 0,3 0,4 — — — — — 108 90 76 64 94 78 64 54 69 57 46 39 48 38 39 40 31 24
2. Поперечное точение 45 1-2 0,15 0,2 0,3 0,4 0,5 0,6 136 124 ПО 99 92 85 121 106 93 82 75 69 103 92 79 69 62 57 99 84 72 61 56 50 76 65 55 47 42 38 72 60 50 42 37 . 34 1 62 52 43 36 - 46 37 31 25 1 1 1 1 1 1 -
3. Прорезка пазов Ширина лезвия резца в мм до 3 4 6 8 12 0,05 0,08 0,12 0,16 0,20 131 89 65 51 43 ПО 75 55 43 36 95 65 47 37 31 83 56 41 32 27 70 47 35 27 23 61 41 30 23 20 54 37 27 46 31 23 38 25 18 29 19 14
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) вида точения Вид точения Наружное продольное точение Растачивание Поперечное точение
Отношение диаметра d : D
<0,5 | 0,5—0,7 | >0,7
Коэффициент Кв^ | 0,83 0,87 | 1 1,°| 1 1,17
2) главного угла в плане Угол в плане ср в град | 20 30 | ! 45 | 60 | 90
Коэффициент при HRC 35-39 | . 1,3 1 1 1.13 1 I 1 0,92 1 0,81
40-49 | 1Л 1 1 1.19 1 11 1 0,84 | 0,72
'0—62 | 1,18 1 ITZ°11 0,84 | 0,70 | 0,60
3) глубины резания Глубина резания t м. \i | 0,4-0,9 | 1-2 | 2-3
Коэффициент | 1,!5 | | -Ь_°1 1 °'91
4) чистоты обрабатываемой поверхности Класс чистоты | 5 1 1 6 | 7
Износ резца | 0,6-0,7 1 | 0,4-0,5 | 0,2—0,3
Коэффициент К„ 11 у И | 0,9 | 0,7
5) марки твердого сплава Для HRC 35—*49 | Для HRC 50-62
Марка твердого сплава и HRC Т15К6 Т30К4 ВК6 1 ' ВК8 ВК4 ВК6 ВК8
Коэффициент /<„ «27 |Х°| 1,25 0,85 0,83 0,92 0,74
6) наличия охлаждения Условия работы \ С охлаждением I Без охлаждения
Коэффициент | 1 0,9
59
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Медные и алюминиевые сплавы. Резцы из стали Р18 Точение и растачивание
КАРТА 16
Глубина резания t в мм до Подача s в мм/об до
2,0 0,23 0,3 0,4 0,52 0,68 0,9 1,2 1,5 2,0 — — -— — — — —
2,4 0,18 0,23 0,3 0,4 0,52 0,68 1 0,9 1,2 1,5 2,0 — — — — — —
2,9 0,13 ' 0,18 0,23 0,3 0,4 0,52 ; о,б8 0,9 1,2 1,5 2,0 — — — — —
3,5 0,1 0,13 0,18 0,23 0,3 0,4 0,52 0,68 0,9 1,2 1,5 2,0 — — — —
4,1 — 0,1 0,13 0,18 0,23 0,3 : 0,4 0,52 0,68 0,9 1,2 1,5 2,0 — — —
4,9 — — 0,1 0,13 0,18 0,23 0,3 0,4 0,52 0,68 0,9 1,2 1,5 2,0 — —
5,9 — — — 0,1 0,13 0,18 ' 0,23 0,3 0,4 0,52 0,68 0,9 1,2 1,5 2,0 —
7,6 0,1 0,13 0,18 0,23 0,3 0,4 0,52 0,68 0,9 1,2 1,5 2,0
8,4 ’ — — — — — 0,1 0,13 0,18 0,23 0,3 0,4 0,52 0,68 0,9 1,2 1,5
10 — — — — — — i 0,1 0,13 0,18 0,23 0,3 0,4 0,52 0,68 0,9 1,2
12 — — — — — — । — 0,1 0,13 0,18 0,23 0,3 0,4 0,52 0,68 0,9
Скорость резания V в м[миь Мощность резания W в кет
29 — — 1,1 1,3 1,6 1,9 2,2
34 — — — — — — — — — 1,1 1,3 1,6 1,9 2,2 2,7
41 •— — — —. — - — .— 1,1 1,3 1,6 1,9 2,2 2,7 3,2
49 •— — — — — — — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8
58 — — — — — — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5
70 — — — — — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4
83 -— — — — — 1,1 1,3 1,6 1,9 2,2 2,7 ' 3,2 3,8 4,5 5,4 6,5
99 •— — — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,5 7,7
118 -— — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,5 7,7 9,3
141 -— — 1,1 1,3 1,6 1,9 2,2’ 2,7 3,2 3,8 4,5 5,4 6,5 7,7 9,3 11
169 — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,5 7,7 9,3 11 13,?
202 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,5 7,7 9,3 11 13,2 15,7
240 1,3 1,0 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,5 7,7 9,3 11 13,2 15,7 —
287 1,6 1,9 2,2 2,7 3,2 3,3 4,5 5,4 6,5 7,7 9,3 И 13,2 15,7 — —
343 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,5 7,7 9,3 11 13,2 15,7 — — —
409 2,2 2,7 3,2 3,8 4,5 5,4- 6,5 7,7 9,3 11 13,2 15,7 — .— — —
490 2,7 3,2 3,8 4,5 5,4 6,5 7,7 9,3 11 13,2 15,7 — — — — —
Поправочные коэффициенты на мощность в зависимости от группы сплава
Медные сплавы
Группа сплава1 Гетерогенные Свинцовистые при основной гетерогенной структуре Гомогенные С содержанием свинца <10% прй основной гомогенной структуре Медь С содержанием свинца >15% Алюминиевые сплавы
Твердые Средней твердости
Все сплавы
Коэффициент KmN | 0,75 |±0| 0,62 | 1,8—2,2 0,65—0,70 | 1,7—2,1 0,25—0,45 1,25
1 Марки медных сплавов по группам см. приложение 17.
СКОРОСТЬ РЕЗАНИЯ Медные и алюминиевые сплавы Резцы из стали Р18 Точение и растачивание
КАРТА 17
Гл}бина резания 1 в мм Подача s в мм/об до
0,7—1,7 0,24 | 0,31 | 0,39 0,49 | 0,62] 0,79| 1,0 1,3 I 1,6 1 2,0 | —
1,8—4,5 0,19 | 0,24 | 0,31 | 0,39 ] 0,,49| 0,62| 0,79 1,0 | 1,3 | 1,6 | 2,0
4,6—12 0,12 | 0,19 Г0,24 0,31 | 0,39| 0,49| 0,62 0,79| 1,0 | 1,3 | 1,6
Характер обработки У гол 1 в Т1лане в град Скорость резания v в м[мин
Наружное продольное точение 60 90 134 111 •1,19 99 106 88 94 78 84 70 75 62 66 55 59 49 52 43 49 39 41 34
Растачивание (до D—500 мм) 60 I 90 1 1201 107 10Ц 90 96 80 85 71 75 63 67 56 60 ' 50 53 44 47 39 42 35 37 31
Поперечное точение Отношение диаметров d: D 0—0,4 60 90 165 138 146 123 130 109 116 97 103 86 92 76 82 68 72 60 64 53 57 47 51 42
0,5-0,7 60 9.° 156 128 138 113 123 101 109 90 97 80 86 71 77 63 68 56 61 50 54 44 48 39
0,8—1,0 60 90 140 116 124 ЮЗ 110 92 ь98 82 87 72 78 64 69 57 61 51 54 45 48 40 43 36
Поправочные коэффициенты на ‘скорость резания для измененных условий работы в зависимости от:
1) группы медного сплава Группы медного сплава1 Сплавы гетерогенные^ S д £ аз о W « ’S ►я £ ° S г* Л 5- я; X f 5 и 03 К g S О 4) 5 аз i; t- а, п 2 о ° О Й о Гомогенные сплавы Сплавы с содержанием свинца <10% при основной гомогенной структуре £ О Сплавы с содержанием свинца : >15%
1 . высокой твердости средней твердости 1
Коэффициент Л' 3 V 0,7 1,7 2,0 4,0 8,0 12,0
2) группы алюминиевого сплава Группы алюминиевого сплава Силумин и литейные сплавы ав=20-7-30 к Г [мм2, НВ'ЪЪ (закаленный). Ду-ралюмин ав=40-т- -4-50 к. Г [мм'2, 2/В>100 (закаленный) Силумин и литейные сплавы <?в = = 10-7-20 кГ[мм\ НВ<65. Дуралю-мин аб = 30-н -7-40 кГ[мм‘2 нв<т Дуралю.мин crfl=20~30 к Г/мм2
3) марки материала инструмента Коэффициент 1,5 | 1 1,8 2,2
Марка Р9; Р18 | | ВК4; ВК6
Коэффициент 1,0 2,5
4) состояния поверхности заготовки Поверхность Без корки С литейной коркой
Коэффициент Knv 0,9
Примечание. Мощность, потребную на резание, см, в карте 17. 1 Марки медных сплавов по группам см. приложение 17.
62
подлчи для прорезки И ОТРЕЗКИ
Тич станке» Диаметр обработки в мм до Ширина резца в мм
Закаленн Я ЯС <50
Токарновинторезные и то-карно-револь-верные 20 3 0,05—0,07
40 3—4 0,07—0,09 % •
60 4—5 0,09—0,11
100 .5-6 0,11—0,13
7—8 0,22-
150 6-8 0,13—0,15
8—10 0,25-
200 и выше 10-12 0,17—0,20
12-15 —
Карусельные До 2500 10-12 —
12-15 —
16-20 —
Примечания: 1. При отрезке сил ных и токарно-револьверных станках) по м радиуса) табличные подачи следует умены чины. Сплошная отрезка предусматривается 2. При работе резцами, установленным эффициент 0,8.
Прорезка и отрезка
КАРТА 18
Обрабатываемый материал
ная сталь НРОМ С1 аль и сдальние литье Чугун
По .ача 5 в мм/об
0,03—0,05 0,06—0,08 0,11—0,14
0,05—0,07 0,10—0,12 0,16-0,19
0,07—0,09 0,13—0,16 0,20—0,24
0,09—0,11 0,16-0,18 0,24—0,27
-0,25 0,2—0,23 0,28-0,32
0,11—0,15 0,18—0,22 0,30—0,35
-0,30 0,22—0,26 0,35—0,4
— 0,28—0,32 0,4—0,45
— 0,32—0,36 0,45—0,55
— 0,35-0,4 0,55—0,65
— 0,4—0,45 0,55—0,6
— 0,45—0,6 0 6—0,7
лошного материала (на токарно-винторез-мере приближения резца к центру (до 0.5 »шать на 40—50% от первоначальной вели-I для деталей диаметром не свыше 60 мм. ми в револьверной головке', применять ко-
63
СКОРОСТЬ РЕЗАНИЯ Сталь, чугун серый и ковкий. Резцы с пластинками твердого сплава Прорезка и отрезка
КАРТА 19
Обрабатываемый материал Подача s в мм/об до
Г рутша Механическая характеристика 0,08 0,09 0,10 0,12 0,14 0,16 0,19 0,22 0,25 0,29 0,39 0,52 и более
ав в к Г/мм' НВ Скорость резания v в м/мин
Сталь конструкционная углеродистая и легированная 44-49 126- 140|245|218|19з|172 15з|136 120]107| 95 75 | 59 —
50—55 141—158|218|193|172|153 13б|120 107| 95| 85 67| 53 —
56—62 159—177|193 172 153>136 120|107 95| 85| 75 59| 47 —
63—70 178—200,172 153 13б!120 107 95 851 75 | 67 53| 42 —
71—79 201—226 153 136 120|107 95 85 7б| 67| 59 47 37 —
80—89 227—255 136 120 107| 95 85 75 67| 59 53 42 33 —
90—100| 256—286 120 107 951 85 75 67 59| 53 47 37 29 —
Чугун ковкий 149—163 — 100 95 89 84 79 75 70 66 62 55 49
До 201 — 84 79 75 70 66 62 59 55 52 46 41
163-229 — 75 70 66 62 59 55 52 49 46 41 36
Чугун серый 143—299 — 75 70 66 62 59 55 52 49 46 41 36
170—255 — 66 62 59 55 52 49 46 44 41 36 32
197—269 — 59 55 52 49 46 44 41 39 36 32 29
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) отношения диаметров Отношение диаметров d : D 0—0,4 0,5—0,7 ' 0,8—1,0
Коэффициент Kdv EPI 0,96 0,84
2) наличия охлаждения (для стали) Характер обработки Без охлаждения С охлаждением
Коэффициент Kov 1,4
3) марки твердого сплава Твердый сплав Сталь Чугун
Т5К10 ' Г15К6 ВК6 ВК8
Коэффициент Ки<и И 1,54 1131 0,83
64
СКОРОСТЬ РЕЗАНИЯ Сталь, чугун серый и ковкий. Резцы из стали Р18 Прорезка и отрезка
КАРТА 20
1. Сталь конструкционная углеродистая 75 кГ[мм2
Подача s в мм [об до 0,08 0,1( ) 0,1с 10,1( >0,2 0,25 у 0,31 .0,3$ )0,4< ) 0,6
Скорость резания v в м/мин. 42 36 31 27 23 20 17 15 13 Н,2
2. Чугун серый и ковкий
Обрабатываемый материал Подача s в лии/об до
0,0б| о.оя| ОДО | 0,14, O.ie) 0,2б| 0,Зз| 0,44 1 0,6 | 0,8
Скорость резания v в м/мин
Чугун серый Группа твердости по Бринелю 143-229 36 32 28 25 22 20 17,7 15,7 14 12,4
170—225 32 28 25 22 20 17,7 15,7 14 12,4 11,0
1 197—269 28 25 22 20 17,7 15,7 14 12,4 11 9,8
Чугун ковкий 149—163 79 68 59 51 44 38 33 28 24 21
До 201 59 51 44 38 33 28 24 21 18 15,5
163—229 44 38 33 28 24 21 18 15,5 13,5 11,6
Примечание. Поправочные коэффициенты на скорость резания для измененных условий работы см. в карте 11.
3 456
65
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая, (Ув = 75 кГ/мм2. Резцы из стали Р18. Работа с охлаждением Точение фасонное
КАРТА 21
I. Подачи
Ширина резца в мм до Диаметр обработки в мм
20 1 25 1 30 1 40 | 50 |б0 и более
Подача 5 в мм{об
8 10 15 20 30 40 50 и более 0,03-0,08 0,03-0,07 0,02-0,055 0,04—0,09 0.04—0,08f 0,035—0,075 0,03-0,06 0,04—0,09 > 0.04-0,085 i 0,04-0,08 0,035-0,07 — I 0,04-0.09 0,04—0,085 0,04-0,08 0,04—0,08 0,035-0,07 0,03-0.06 0,04—0,09 0,04-0,085 0,04-0,08 0,04-0,08 0,035—0,07 0,03—0,06 0,04-0,09 0,04-0,085 0,04-0,08 0,04-0,08 0.035-0,07 0,03—0,06 0,025-0.055
II. Режимы резания
Подача в мм[об 0,03 0,04 0,05 i 0,06 0,07 0,08 0,09 0,10
Скорость резания v в м/мин Черновая Чистовая 42 25 40 22 37 19 33 18 30 16 28 15 26 14,5 25 13,5
Мощность резания Nр в кет (для ширины резца 5=1,0 мм) Чистовая Черновая 0,06 0,1 0,06 0,1 0,07 0,11 ’ 0,07 0,11 0,08 0,12 0,08 0,13 0,08 0,13 0,09 0,14
Поправочный коэффициент па скорость резания в зависимости от профиля обрабатываемой поверхности Профиль Простой Глубокий и сложный
Коэффициент ILPI 0,85
Примечания: 1. Меньшие значения подач брать для сложных профилей и твердых металлов, большие — для простых профилей и мягких металлов. 2. Скорости резания остаются постоянными независимо от ширины резца. 3. Для определения мощности, потребной на резание, табличные значения мощности следует умножить на ширину резца В в мм. 4. Поправочные коэффициенты на скорость резания для измененных условий работы см. в карте 11.
66
РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная. Сталь конструкционная углеродистая. Резцы резьбовые с пластинками Т15К6. Работа без охлаждения Нарезание резьбы' на проход черновым и чистовым резцами на токарно-винторезных станках
КАРТА 22
Si Число проходов i Высота профиля резьбы h в мм ИЯ При о резца а Сталь — в в кГ/мм2 НВ
ю S К ’лен □вог 55 —62 63 -70 71 -9 8С )—89
к 2 pyi г рн 153 -174 175 -194 195-219 220—248
Нарезаема о и О) а черновых чистовых черновых чистовых а « <и ° 5 s g s Рч И СС V в м/мин N в кет V В MlMUH N в кет V в м[мин N в кет а? 2 и <» и
| Наружная ? ICC точности 1,5 2 3 4 5 6 3 4 5 6 7 8 2 2 2 2 2 2 0,62 0,92 1,47 2,05 2,63 3,24 0,30 0,31 0,37 0,41 0,44 0,44 0,35 0,45 0,65 0,80 0,90 1,00 158 153 145 138 133 129 1,56 2,5 4,8 7,3 9,6 12,3 139 136 129 122 117 114 1,5 2,45 4,65 7,0 9,2 11,8 124 120 114 109 104 102 1,47 2,4 4,5 6,9 9,1 11,6 106 102 97 93 88 86 1,4 2,3 4,4 6,8 9,0 11,5
| Внутренняя 3-й кл< 1,5 2 3 4 5 6 4 5 6 7 8 9 2 2 2 2 2 2 0,62 0,92 1,47 2,05 2,63 3,24 0,31 0,31 0,37 0,41 । 0,431 0,44i 0,17 0,22 0,32 0,40 0,45 0,50 124 119 112 105 98 95 0,8 1,37 2,6 4,05 5,3 6,8 НО 105 99 93 87 84 0,77 1,31 2,5 3,9 5,1 6,5 98 94 88 83 78 75 0,76 1,28 2,45 3,85 5,0 6,4 83 81 75 71 67 64 0,75 1,25 2,4 3,8 4,9 6,3
Поправочные коэффициенты на скорость резания и от мощность в зависимости
Марка твердого сплава Т14К8 Т15К6 Т30К4
1) марки твердого сплава Коэффициент 0,76 1Й1 1,3
п Радиальное врезание Врезание под углом параллельно одной стороне профиля
2 ) вида подачи резца Коэффициент КОу- =К
“1 1,15
з; ) способа нарезания треугольной резьбы Нарезание резьбы Черновым чистовым резцами и Одним резцом
Коэффициент ^cv=KCN Ь2| 0,75
Примечания: 1. При нарезании точных крепежных резьб к установленному числу проходов следует добавлять: для резьбы 2-го класса точности один-два чистовых прохода, для резьбы 1-го класса точности два-три чистовых прохода. 2. При нарезании резьбы на станках с недостаточной мощностью скорость резания устанавливается с учетом эффективной мощности данного станка по формуле АН V=V g, э табл
67
РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная. Сталь конструкционная углеродистая. Резцы резьбовые с пластинками T15KJ6. Работа без охлаждения Нарезание резьбы черновым и чистовым резцами на резьботокарных полуавтоматах для коротких резьб
КАРТА 23
Нарезаемая резьба Шаг резьбы S в мм Чи пре ДО1 х и X о ело хо- i i х и к Высота 1 резьбы X 3 и X о рофиля h в мм X х и S Р'адпус закругления при вершине чернового резца г в мм - 55-62 153-174 СI аль & 63-70 153-174 в кГ/мм2 НВ 71—74 195-219 80—89 220—248
£ со со 02 ОС £ со х X £ 5 со X з X £ со X
Наружная 2—3-й класс точности 1,5 2 3 4 5 б 2 3 3 4 4 4 2 2 2 2 2 2 0,62 0,92 1,47 2,05 2,63 3,24 0,30 0,31 0,37 0,41 0 44 0,44 0,35 0,45 0,65 0,80 0,90 1,0 160 167 141 141 124 112 2,1 3,3 6,6 9,9 13,4 17,3 142 148 125 125 НО 99 2,0 3,2 6,4 9,5 12,9 16,6 126 132 111 111 98 88 1,95 3,15 6,2 9,3 12,6 16,2 107 113 94 94 83 74 1,9 3,1 6,0 9,0 12 J6
Внутренняя 1,5 2 3 4 5 6 3 4 4 5 5 5 2 2 2 2 2 2 0,62 0,92 1,47 2,05 2,63 3,24 0,30 0,31 0,37 0,41 0,44 0,44 0,17 0,22 0,32 0,40 0,45 0,50 137 136 113 112 97 87 1,И 1,75 3,58 5,5 7,3 9,4 121 120 100 99 86 77 1,07 1,7 3,45 5,3 7,0 9,0 108 107 89 88 77 68 1,05 1,65 3,4 5,2 6,8 8,8 92 95 76 75 65 58 1,0 1,6 3,3 5,0 6,7 8,3
Поправочные коэффициенты на скорость резания и мощность в зависимости от:
1) марки твердого сплава Марка твердого сплава Т14К8 Т15К6 Т30К4
Коэффициент 0,76 IEPI 1,3
2) вида подачи резца Радиальное врезание Врезание под углом параллельно одной стороне профиля
Коэффициент Kbv=KbN
м 1,15
Примечание. При нарезании резьбы на станках с недостаточной мощностью скорости резания устанавливаются с учетом эффективной мощности данного станка по формуле *-‘гтабл
68
РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная. Сталь конструкционная углеродистая. Нарезание резьбы на проход чистовым резцом на станках с полуавтоматическим циклом
Резцы резьбовые с пластинками Т15К6. Работа без охлаждения КАРТА 24
я резьба О а £ г и 3 сс о филя резьбы h »адиуса закруг- _ а_ в кГ(мм2 Сталь в НВ
55-62 63-70 72-79 80-89
153-174 175-194 195-219 220—248
л GJ ю д m <и S — *« 2 & S л © « а , а? £ % § 40 а * g /мин £ со
СО (D А S § о « К V * *
Шаг gM s О У а. Е Q 5Г Я 3*5 я с» ч ав £ so ю & м а & _ м и & и
в? cd Е S 1,5 2 СО 00 0,92 1,23 178 192 1,76 2,7 157 170 1,69 2,6 140 151 1,66 2,55 ’ 120 128 1,6 2,5
3 10 1,84 197 5,1 174 4,9 155 4,8 132 4,7
о к 4 12 2,46 202 . 8,0 178 7,7 158 7,55 134 7,4
X о 5 14 3,07 207 П,2 183 10,8 163 10,6 139 10,3
н 6 16 3,68 212 14,7 188 14,1 168 13,8 143 13
<5? 5 «3 ч и 1,5 8 0,92 141 0,94 125 0,9 112 0,88 96 0,85
X 3S 2 10 1,23 148 1,51 131 1,45 117 1,42 100 1,4
о о- оО 3 12 1,84 147 2,7 130 2,6 116 2,54 99 2,5
4 15 2,46 155 4,25 137 4,1 122 4,0 104 3,8
сп 5 6 18 20 3,07 3,68 162 161 5,9 7,8 143 142 5,7 7,5 127 126 5,6 7,4 108 107 5,3 7,2
Поправочные коэффициенты на скорость резания и мощность в зависимости от:
1) марки твердого сплава Марка твердого сплава Т14К8 Т15К6 Т30К4
Коэффициент 0,76 |Пр| 1,3
2) вида подачи резца Радиальное врезание Врезание под углом параллельно одной стороне профиля
Коэффициент Kbv=KbN
lL£l 1,15
Примечание. При нарезании резьбы на станках с недостаточной мощностью скорости резания устанавливаются с учетом эффективной мощности данного станка по формуле
г/вГтабл
69
РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная. Чугун серый. Резцы резьбовые с пластинками ВК6. Работа без охлаждения Нарезание резьбы резцами на проход
КАРТА 25
Нарезаемая резьба Шаг резьбы 5 в мм Число проходов i Группа твердости по Бринелю НВ
черновых е о S 156-229 170—265 197-269
V в м[мин N в кет V в м[мцн । 2V в кет а в N в кет
Наружная 3-й класс точности 2 2 2 47 1,0 42 0,9 37 0,8
3 3 2 54 1,8 47 1,7 42 1,6
4 4 2 57 2,8 51 2,7 45 2,6
5 5 2 57 4,2 51 4,0 45 3,8
6 6 2 63 5,7 55 5,3 49 5,0
Внутренняя 2 3 2 36 0,9 32 0,85 29 0,8
3 4 2 41 1,16 37 1,1 33 1,0
4 5 2 45 2,6 40 2,45 36 2,3
5 5 2 45 3,9 40 3,7 36 3,5
б б 2 49 5,0 44 4,7 39 4,5
Поправочные коэффициенты на скорость резания и мощность в зависимости от марки твердого сплава
Марка твердого сплава ВК8 ВКб ВКЗ ВК2 ВК4
Коэффициент Kuv=KUN 0,83 IEPI 1,14 1,3 1,1
Примечание. При нарезании точных крепежных резьб к установленному числу проходов следует добавлять для резьбы 2-го класса точности один-два чистовых прохода, для резьбы 1-го класса точности два-три чистовых прохода.
70
РЕЖИМЫ РЕЗАНИЯ Резьба трапецеидальная. Сталь и чугун серый. Резцы резьбовые с пластинками Т15К6, В Кб. Работа без охлаждения Нарезание резьбы резцами на проход
КАРТА 26
Резьба трапецеидальная наружная. Сталь конструкционная углеродистая, хромистая и хромоникелевая. Резцы Т15К6
Нарезаемая резьба Шаг резьбы 5 В ММ i » Число проходов 1 СТ в КПмм1 Сталь
черновых чистовых 55-62 63-70 71—79 195-219 80-89 220—€48
153-174 175-194
Скорость резания v в jw/мин
Трапецеидальная наружная 3 5 3 127 112 100 90
4 6 3 120 107 95 85
5 7 4 116 103 92 82
6 8 4 115 102 91 81
Резьба трапецеидальная внутренняя. Чугун серый. Резцы В Кб
Нарезаемая ; резьба Шаг резьбы £ В ММ Число проходов / Группа твердости по Бринелю НВ
черновых чистовых 156-229 170-265 197-269
Скорость резания v в м!мин
Трапецеидальная внутренняя 3 4 3 37 33 29
4 5 3 39 35 31
5 б 3 41 36 32 .
6 7 4 44 39 35
8 9 4 48 42 37
Примечание. При нарезании трапецеидальной резьбы по стали с люнетом скорости резания принимать не выше 70 м/мин.
71
РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная и трапецеидальная. Черные и цветные металлы Нарезание резьбы резцами в упор
КАРТА 27
Нарезаемая резьба Диаметр резьбы d в мм Шаг резьбы $ в мм Ширина канавки / в мм Расчетное число оборотов в минуту Скорость резания | V в м/мин 1
Метрическая треугольная 10—12 | 1,5—1,751 3 134 | 4,2—5,1
14—16 | 2,0 1 4 133 1 5,8—6,7
18—22 | 2,5 5 | 133 I 7,6—9,2
24—27 3,о 8 I 100 1 7,5-8,5
30—33 3,5 1 8 | 114 | 10,8—11,8
36—39 4,0 8 | 100 | 11,4—13,0
42—45 4,5 ю | 111 | 14,7—16,0
48—52 5,0 10 | 100 | 15,0—16,5
56—60 5,5 10 90 15,7—17,0
64—68 6,0 10 84 17,0—18,0
Трапецеидальная 22—28 5,0 6 10 60 100 4,2—5,3 7,0—8,8
30—42 6,0 8 12 67 100 6,3-8,8 9,4—13,0
44—60 8,0 10 16 63 100 8,7—12,0 14,0—19,0
62—82 10,0 12 16 60 80 11,7—15,4 15,5—20,5
85—100 12,0 14 18 58 75 15,5-18,3 20,0—23,5
Поправочные коэффициенты на скорость резания и число оборотов в зависимости от
1) вида обработки Вид обработки Нарезание наружной резьбы Нарезание внутренней- резьбы
Коэффициент Kv = Kn р| 0,8
2) отноше ния ширины канавки Прим для случаев с автоматич резьбы на п] Отношение ширины канавки f факп f нор/ 1 -0,8 к 0,9 1,0 1,1 1,2 1 1,3 1,5 2,0
Коэффициент Kv = Kn еч а н и е. Режимы резания отвода резца вручную. Ког еским отводом резца, рекоме роход. 0,8 при да н< шДуег 0,9 нарез 1резан гея ПС |ьо| ании I ие резЫ >льзоват1 1,1 )езьб бы в ься ь 1,2 ] ы в yi упор сартой [,3 юр осуц ДЛЯ 1,5 |2,0 приводятся 1ествляется нарезания
72
РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная. Сталь конструкционная, углеродистая, Ов = 75 кГ/мм2. Резцы и гребенки из стали Р18. Работа с охлаждением Нарезание резьбы резцами и гребенками на проход
КАРТА 28
Нарезание резьбы резцами
Тип резьбы Шаг резьбы S’ в мм Наружная резьба Внутренняя резьба
Число проходов i Скорость резания v в м[мин Число проходов 1 Скорость резания V в м/мин
черновых чистовых зачистных Черновые и чистовые проходы к Зачистные проходы черновых чистовых зачистных Черновые и чистовые проходы Зачистные проходы
АА ГХ'ТУ Г\ТТ До 2Д 5 3 1 30 6 4 2 26
iVw 1 ри- 3,0 5 3 1 26 6 4 2 22
ческая 3,5 6 3 1 25 7 4 2 22
т реуголь- 4,0 6 3 2 22 4 8 4 3 21 4
ная, о-и 4,5 6 3 2 20 8 4 3 19
к л асе 5,0 6 3 2 18 8 4 3 18
точности 5,5 7 4 3 18 10 5 4 18
6,0 7 4 3 17 10 5 4 17
Нарезание резьбы гребенками с накидным приспособлением
Тип резьбы Шаг резьбы S в мм Наружная резьба Внутренняя резьба
Скорость резания v в м/мин Число проходов Скорость резания v в м/мин Число проходов i
1,25 11 13 — —
Метрическая 1,5 10 14 — —
треугольная 1,75 9 15 7 20
2,0 8 16 6 22
Поправочные коэффициенты на скорость резания в зависимости от механической характеристики и группы стали
Механическая характе-ристика стали
Стали
Углеродистые (С^0,6%) и никелевые
Хромоникелевые__________
Углеродистые труднообрабатываемые (С>0,6%), хромистые, хромоникелевольфрамовые
Хромомарганцрвистые, хромокремнистые, хромокремне-марганцовистые и близкие к ним
Примечания: 1. При нарезании резьбы резцами по 2-му классу точности к установленному числу проходов следует применять дополнительно два-три зачистных прохода при скорости резания 4 м!мин.
2. Черновое нарезание резьбы с шагом S > 2 мм следует производить с боковым врезанием резца. ' /
3. При нарезании резьбы можно делать калибровку плашкой со скоростью, ука- । занной на зачистные проходы. >
<зв в кГ/мм2
НВ
60—70 | 71—80 | 81—93 I 94—107| 108—125 170—200 |201—228 |229—266 | 267—306] 307—359
Коэффициент Kmv
1,28
1,11
1,02
0,86
0,77
0,59
0,46
0,9
0,8
0,7
0,72
0,62
0,56
0,57
0,47
0,44
0,46
0,37
0,36
73
РЕЖИМЫ РЕЗАНИЯ Резьба трапецеидальная и модульная. Сталь конструкционная углеродистая, aB==7i5 кГ1мм2. Резцы из стали Р18. Работа с охлаждением Нарезание резьбы резцами на проход
КАРТА 29
Тип резьбы Шаг резьбы S в мм или модуль т в мм 1 Наружная резьба,->10 внутр Внутренняя резьба rf>36
Число проходов 1 Скорость резания V в м[мин Число проходов i Скорость резания v в м/мин
х « о Я 0J 3* V о и о S к •§•« сх 2 К к X 3 а S У Я т Черновые и профилировочные проходы Зачистные проходы X в о я 0J У У о № О Я ч Я 0,3 s а X 3 g X У СО СО Черновые профилировочные проходы Зачистные проходы
Трапецеидальная 6 10 12 16 20 24 12 31 33 36 39 39 9 8 8 9 9 10 3 5 7 8 9 10 22 22 19 17 16 14 4 14 39 41 45 49 49 10 10 10 11 11 12 4 6 8 9 10 12 20 20 18 15 14 13 4
Модульная 2 3 4 5 6 8 30 36 44 44 47 52 10 12 15 15 16 18 4 6 8 9, 10 12 20 21 19 17 16 14 4 — — — — —
Поправочные коэффициенты на скорость резания в зависимости от механической характеристики и группы стали
Механическая характеристика стали ав в кГ(мм^ 60—70 71—80 81—93 94—107 108—125 307—359
НВ 170—200 201—228 229—266 ! 267—306
Стали Коэффициент Км
Углеродистые (СС6%) и никелевые 1,28 ы 0,77 0,59 0,46
Хромоникелевые 1,11 0,9 0,72 0,57 0,46
Углеродистые труднообрабатываемые (С> >6%), хромистые, хромоникелевольфрамовые 1,02 0,8 0,62 0,47 0,37
Хромомарганцовистые, кромокремнемарганцо-вистые и близкие к ним Примечания: 1. При и число проходов следует увеличи 2. При нарезании внутрень следует увеличивать на 10—15%, 3. При нарезании точной т ходов следует применять допо. резания 4 м/мин. 0,86 [арезании д вать на 20— [ей резьбь , а для диа рапецеидал] лнительно , 0,7 линных ва/ -25%. >i с диамет 1метров меь ьной резьбь два-три за' 0,56 юв с диамет ром 25—35 . [ьше 25 мм - >i к установи 1ИСтных про. 0,44 1 р°м а , внЬ им число -на 20—25е [енному чи< хода при 0,36 >10 'тр проходов /о • злу проскорости
74
РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная. Жаропрочные стали Х18Н9Т и ЭИ654. Резцы резьбовые с пластинками ВК6М. Работа с охлаждением Нарезание резьбы резцами на проход
КАРТА 30
Нарезаемая резьба Шаг резьбы S в мм Число проходов 1 Радиальная подача $ в мм/про ход Марка стали
Х18Н9Т | ЭИ654
Механическая характеристика —~ НВ
50-65 140-160 73-80 240-250
V в MfMUH N в квт V в лЦмИн дг в квт
Наружная 2-й класс точности 1,0 3 0,204 96 1,25 51 0,74
1,5 5 0,184 92 1,62 49 0,95
2,0 5 0,245 68 1,89 37 1,16
3,0 7 0,263 57 2,30 33 1,57
4,0 9 0,273 51 2,95 29 1,82
5,0 11 0,278 49 3,10 28 2,15
6,0 13 0,283 46 3,55 27 2,50
Внутренняя 1,0 4 0,153 86 0,95 46 0,51
1,5 6 0,153 77 1,20 42 0,69
2,0 6 0,206 56 1,36 31 0,84
3,0 9 0,204 50 1,67 28 1,05
4,0' 11 0,213 45 2,10 26 1,36
5,0 14 0,220 42 2,35 | 24 1,52
6,0 1 16 0,230 39 2,65 | 23 1 1,77
Поправочные коэффициенты на скорость резания и мощность в зависимости от марки твердого сплава
Марка твердого сплава вкзм ВК6М ВК6 ВК8
Коэффициент 0,86 1Э1 0,71 0,62*
75
РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная наружная. Сталь конструкционная легированная закаленная. Резцы резьбовые с пластинками из сплавов Т15К6 и ВК6. Работа с охлаждением Нарезание резьбы резцами на проход
КАРТА 31
Шаг резьбы 5 в мм Твердость по Роквеллу HRC
35 45 57 62
Число проходов i Скорость резания V в м/мин Число 1 проходов / ' Скорость резания V в м[мин Числб проходов 1 Скорость резания V в м(мин Число проходов 1 Скорость резания V в MjMUH.
1,5 6 99 9 85 9 24 — • —
2,0 8 94 13 79 13 23 — —
3,0 12 87 19 73 19 22 25 17
4,0 17 83 25 69 36 22 36 17
5,0 21 79 31 66 — — — —
6,0 25 77 38 64 — — — —
Поправочные коэффициенты на скорость резания в зависимости от:
1) марки твердого сплава Марка твердого сплава Я/?С<50 НРС >50
Т15К6 Т30К4 ВК6 ВК8
Коэффициент Ku.v 1Г°1 i 1,5 И 0,9
2) вида подачи резца Врезание под углом параллельно одной стороне профиля Радиальное врезание
Коэффициент
Ы 0,93
П римечание. Твердый сплав Т30К4 рекомендуется применять при до статочной жесткости и виброустойчивости системы станок — приспособление — инструмент — деталь.
76
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая и легированная. Режущий инструмент из стали 9ХС. Работа с охлаждением Нарезание резьбы круглыми плашками
КАРТА 32
Лиаме 1 р резьбы d в мм \ Шаг резьбы S в мм Режимы резания Диаметр резьбы d в мм Шаг резьбы S в мм Режимы резания
в м(мин п об/мин V в м/мин п об/мин
4 0,5 3,45 275 16 До 1,5 4,9 97
0,7 2,3 183 2,0 3,45 69
6 До 0,75 3,45 183 20 До 1,5 6,4 102
1,0 2,45 130 2,5 3,45 55
8 До 0,75 4,9 195 24 До 1,5 7,9 105
1,0 3,45 137 2,0 5,6 74
1,25 2,65 105 3,0 3,45 46
10 До 1,0 4,25 143' 30 До 2,0 7,3 77
1,25 3,45 110 3,0 4,5 48
1,о 2,75 87 3,5 3,45 40
12 До 1,0 5,65 150 36 До 2,0 9,2 81
1,25 4,3 114 3,0 5,6 50
1,75 2,85 76 4,0 4,0 35
Поправочные коэффициенты на скорость резания и число оборотов в зависимости от обрабатываемого материала
Обрабатываемый материал
Сталь конструкционная
Углеродистая Хромистая и хромоникелевая Хромокремнемаргапцо-вистая
Предел прочности ав в кПмм2
45 65 75 65 75 75
Коэффициент К
0,5 0,7 | IM 1 °’9 1 0,8 j 0,5
77
РЕЖИМЫ РЕЗАНИЯ Алюминиевые сплавы и латунь. Режущий инструмент из стали 9ХС Нарезание резьбы круглыми плашками
КАРТА 33
Алюминиевые сплавы 1 1 Латунь
Диаметр резьбы d в мм Шаг резьбы 5 в мм Режимы резания Диаметр резьбы d в мм Шаг резьбы S в мм Режимы резания
V в м/мин п об/мин V в м/мин п об/мин
4 0,5 15,3 1220 4 0,5 11,5 915
0,7 10,2 814 0,7 7,6 603
6 До 0,75 15,3 810 6 До 0,75 11,5 610
1,0 10,8 573 1,0 8Д 430
8 До 0,75 21,5 855 8 До 0,75| I 16,3 650
1,0 15,3 610 1,0 11,5 458
1,-25 11,7 465 1,25 8,8 350
10 До 1,0 20 637 10 До 1,0 15 478
1,25 15,3 487 1,25 11,5 366
1,5 12,3 392 1,5 9,2 293
12 До 1,0 25 663 12 До 1,0 18,7 495
1,25 19 505 1,25 14,3 379
1,75 12,8 340 1,75 9,6 254
16 До 1,5 21,5 428 16 До 1,5 16,2 322
2,0 15,3 [ 304 2,0 11,5 . 229
20 До 1,5 28 445 20 До 1,5 21 334
2,0 20 318 2,0 15 238
24 До 1,5 35 465 24 До 1,5 26 345
2,0 25 332 2,0 | 18,7 248
3,0 15,3 203 3,0 | 11,5 153
30 До 2,0 32,5 345 30 До 2,0 | 24,5 | 260
3,0 20 212 3,0 | 15 | 159
3,5 16,6 176 3,5 | 12,5 | 133
36 До 2,0 40,5 358 36 До 2,0 | 30,5 | 270
з,о 25 221 3,0 I 18,7 | 165
4,0 17,6 156 4,0 | 13,2 | 117
78
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая и легированная. Режущий инструмент из стали Р18. Работа с охлаждением Нарезание резьбы винторезными самооткрывающимися головками
КАРТА 34
I Диаме гр резьбы d в мм Шаг резьбы S в мм Режимы резания Диаметр резьбы d в мм Шаг резьбы S В 'ММ Режимы резания
V в м/мин п Об! мин в м[мин п об {мин
4 0,5 9,5 755 12 До 1,0 15,4 410
1,25 11,7 310
0,7 6,3 500
1,75 7,9 210
6 До 0,75 9,5 505 16 До 1,0 21,8 430
1 Л 13,4 265
1,0 6,7 355
2,0 9,5 189
8 До 1,0 9,5 370 20 До 1,0 28,5 450
1,5 17,4 275
1,25 7,2 285
2,5 9,5 151
10 До 1,0 12,3 390 24 До 1,0 35,5 470
1,25 9,4 300 1,5 22 290
2,0 15,4 205
1,5 | 7,6 240 3,о 9,5 126
Поправочные коэффициенты на скорость резания и число оборотов в зависимости от обрабатываемого материала
Обрабатываемый материал
Сталь конструкционная углеродистая Сталь хромистая, хромоникелевая, хромомолибденовая, хромокремне-марганцовистая
Предел прочности сгв в кГ/мм2
45 55 60—80 65 75
Коэффициент Kv=Kn
0,6 0,7 Ml 0,9 0,8
79
РЕЖИМЫ РЕЗАНИЯ Алюминиевые и медные сплавы. Режущий инструмент из стали Р18 Нарезание резьбы винторезными и самооткрывающимися головками
КАРТА 35
Алюминиевые сплавы Медные сплавы
Диаметр резьбы d в мм Шаг резьбы S в мм Режимы резания Диаметр резьбы d в мм Шаг резьбы S в мм Режимы резания
в м[мин п об(мин в м/мин п. об{мин
4 0,5 19 1520 4 0,5 | 12,3 990
0,7 12,8 1020 0,7 8,2 650
6 До 0,75 19 1000 6 До 0,75 12,3 650
1,0 13,4 710 1,0 8,7 460
8 До 1,0 19 760 8 До 1,0 12,3 490
1,25 15,4 580 1,25 9,4 375
10 До 1,0 25 785 10 До 1,0 16 510
1,25 18,8 600 1,25 12,2 390
1,5 15,2 485 1,5 9,8 310
1 12 До 1,0 31 820 12 До 1,0 19,9 530
1,25 23,5 625 1,25 15,2 400
1,75 15,8 420 1,75 10,2 270
16 До 1,0 43 860 16 До 1,0 28 560
1,5 26,5 530 1,5 17,3 345
2,0 18,8 375 2,0 12,3 245
20 До 1,0 57 905 20 До 1,0 37 585
1,5 35 | 555 1,5 | 22,5 | 360
2,5 18,9 | 300 2,5 | 12,3 | 195
24 До 1,0 | 71 | 940 24 До 1,0 I . 46 । 610
1,5 | 43 | 575 1,5 | 28 | 370
2,0 | 31 | 410 2,0 | 19,9 | 265
3,о 1 18,8 | 250 3,0 | 12,2 | 162
80
ПОДАЧИ ДЛЯ СВЕРЛЕНИЯ, РАССВЕРЛИВАНИЯ, ЗЕНКЕРОВАНИЯ И РАЗВЕРТЫВАНИЯ НА ТОКАРНЫХ И РЕВОЛЬВЕРНЫХ СТАНКАХ С МЕХАНИЧЕСКОЙ ПОДАЧЕЙ Сверление, рассверливание, зенкерование и развертывание
КАРТА 36
I. Сверление
Обрабатываемый материал Диаметр сверла в мм
До 13 До 16 | До 20 1 До 25 До 30 Св. 30
Подача s в мм/об до
Сталь ав в кг/мм2 <80 >80 0,25-0,31 0,19—0,23 0,31—0,37 0,22-0,28 0,35-0,43 0,26-0,32 0,39—0,47 0,29-0,35 0,45-0,55 0,32-0,40 0г6—0,7-0,40—0,5
Чугун НВ <20С >20С 0,5-0,6 0,3-0,4 0,60-0,75 0,37—0,45 0,7-0,85 0,43—0,53 0,78-0,95 0,47—0,57 0,9-1,1 0,54-0,66 1,0-1,2 0,7-0,8
II. Рассверливание
Обрабатываемый материал Диаметр сверла в мм до
30 | 40 | 50 | 60
Диаметр предварительно просверленного отверстия в мм до
20 | 20 | 30 | 30 | 40 | 30 | 40
Подача s в мм/об до
Сталь 1,0 | 0,9 | 1,0 | 1,0 | 1,1 | 1,0 | 1,2
Чугун 1.2 | 1,1 | 1,2 | 1,2 | 1,3 | 2,2 | 1,3
III. Зенкерование
Обрабатываемый материал Диаметр зенкера в мм до
30 ’ 1 40 | 50 | 60 | 80 и выше
Подача s в мм/об до
Сталь 0,8-1,0 0,9-1,2 1,0-1,3 1,1-1,3 1,2-1,5
Чугун НВ <200 >200 1,1-1,3 0,8-1,0 1,4-1,7 1,0-1,2 1,6-2,0 1,2-1,4 1,8-2,2 1,3-1,5 2,0-2,4 1,4-1,7
IV. Развертывание
Обрабатываемый материал Диаметр развертки в мм до
30 | 40 | 50 ! 1 60 1 [80 и выше
Подача s в мм/об
Сталь 1,2 1,4 1,5 1 1,7 2,0
Чугун НВ <200 >200 3,0 2,4 3,4 2,7 3,8 3,1 4,3 3,4 5,0 3,8
Поправочные коэффициенты на подачу в зависимости от глубины сверления
Глубина сверления в диаметрах сверла | 3D \ 5D \ 7D
Коэффициент | |По~| | 0,9 |
81
ПОДАЧИ ДЛЯ СВЕРЛЕНИЯ, РАССВЕРЛИВАНИЯ, ЗЕНКЕРОВАНИЯ И РАЗВЕРТЫВАНИЯ НА ТОКАРНЫХ СТАНКАХ Сверление, рассверливание, зенкерование и развертывание
КАРТА 37
С РУЧНОЙ ПОДАЧЕЙ
I. Сверление
Диаметр сверла в мм до
Обрабатываемый „ 1 о 1 1 I 1 1
материал 6 । » 1 Ю 1 12 1 14 1 16 1 18 J 20 1 24 1 28 1 32
Подача s в мм/об
Сталь <90. | 0,15 | 0,18 |0,22|0,2б|0,22|0,19|0,15|0,14|0,11|0,09|0,08
в кГ/мм2 __ >90Д 0,11 | 0,14 |0,1б|0,18|0,16]0,14|0,1110,10|б,0810,0710,06
4vrvn НВ <200l °.27 1 °>35 |0,40|0,40|0,40|0,35|0,30|0.25|0,21|0,17|о,1б
>200| 0,22 | 0,22 |0,30|0,30|0,24|0,21|0,18|0,15|0,12|0,10|0,10
II. Рассверливание
Диаметр сверла в мм до
25 | 30 | 40 | 50 | 60
Обрабатываемый л материл Диаметр предварительного просверленного отверстия в мм
10 ! 15 1 10 । 15 । 20 1 15 1 20 | 30 | 20 | 30 | 40 | 30 | 40
Подача s в мм/об
Сталь ав <90 |0,4 |0,4 |0,45|0,45|0,45|0,3 |о,4 |о,5 |о,2 |о,4 |о,65|о,2 |о,45
в кГ/мм2 >90 |о,3 |о,3 |0,3 |о,4 |о,4 |о,2 |о,3 |о,45]о, 1б|о,2 |о,5 |о,15|о,3
Чугун <2Oo|o,7 |о,7 |о,9 |о,9 |о,9 |1,0 | 1,0 |1,0 |о,65|1,0 1 1,2 |о,65|1,2
НВ >200|0,6 [о,6 |о,6 |о,6 |о,7 [о,8 |о,8 |о,8 |о,4 |о,6 | 0,8 |о,4 |о,8
III. Зенкерование
Диаметр зенкера в мм до
ОбР±ЛТЛМЫЙ 15 | 20 | 25 1 зо 1 35 | 40 | 50 | 60 | 80
матеоиал х J ’
Подача s в мм/об
Сталь °-5 1 0.5 1 °.6 1 °’7 1 °’8 1 °'9 1 1’° 1 1.1 1 1,2
Чугун <200 0,8 I 1,0 | 1,1 | 1,2 | 1,3 | 1,5 | 1,8 1 2,0 | 2,2
НВ >200 | 0,6 | 0,7 | 0,8 | 0,9 1 1,0 | 1,2 | 1,3 1 1,4 | 1,6
IV. Развертывание
Диаметр развертки в мм до
Ов₽±еТЛ7ЫЙ ю 1 15 | 20 1 25 I 30 I 35 I 40 I 50 1 1 60 | 70 1 80
Подача s в мм/об
Сталь 0,7 0,8 0,8 0,9 1,0 1,1 1,2 1,4 1,0 1,6 1,7
Чугун <200 1,7 [ 1,9 2,0 2,2| 2,4| 2,6 2,7 2,9| 3,з| 3,?| 4,0
НВ >200 | 1,4 | 1.5 | 1,7 1,8] 1,9| 2,0 2,0| 2,9 1 2,з| 2,.э| 2,7
82
РЕЖИМЫ РЕЗАНИЯ Сталь и серый чугун. Развертки конические из стали Р18 Развертывание конических отверстий
КАРТА 38
I. Подачи
Обрабатываемый материал Характер обработки Диаметр отверстия d в мм до
10 | 15 | 20 1 25 | 30 | 40 | 50 | 60 | 70 | 80 | 100
Подача s в мм/об
Сталь Предварительный проход 0,10 0,15 0,20 0,30 0,40 0,55' 0,75 .0,80 0,85 0,90 1,00
Чистовой проход 0,08 0,11 0,13 0,15 0,18 0,22 0,25 .0,30 0,32 0,35 0,40
Чугун серый Предварительный проход 0,15 0,20 0,25 0,30 0,35 0,40' 0,50 Ю,60 0,65 0,75 0,90
Чистовой проход 0,10 0,15 0,18 0,22 0,25 0,30 ( ),40 0,45 0,50 0,55 0,65
II. Скорости резания
Обрабатываемый материал Характер обработки Диаметр отверстия Юн-100 мм
Скорость резания v в м[мин
Сталь углеродистая конструкционная ов = 75 кГ/мм2 (работа с охлаждением) Предварительный проход 6,0
Чистовой проход 4,0
Чугун серый НВ 190. Предварительный проход 8,0
Чистовой проход 5,0
Поправочные коэффициенты на скорость резания для предварительных проходов в зависимости от твердости материала
Чугун серый П] варител СТИК Дс Твердость по Бринелю НВ 140—152 153—166 167—181 182—199 200—217 218—240
Коэффициент *4 р и м е ч а н 7Ы1ЫХ npoxi ты в карте 1,42 и е. Поправ одов в завис 1 11. 1,27 ючные коэ 1ИМОСТИ от 1,12 ффпциенты марок стал м на скорост [ей и их ме> 0,89 ь резания :анических 0,79 для пред-характери-
83
РЕЖИМЫ НАКАТЫВАНИЯ Ролики накатные Накатывание рифлений по цилиндрической поверхности
КАРТА 39
Режим накатывания
Шаг нарезки накатного ролика в мм ДО 1,0 1,2 1,6 2,0
Число проходов при многопроходной накатке 6 7 8 10
Продольная подача на один оборот s в мм при многопроходной накатке 1,7 2,0 2,5 3,0
при однопроходной накатке 0,2 0,17 0,12 о,1
Окружная скорость накатывания v в м!мин 15—18
Поправочные коэффициенты на подачу в зависимости от материала накатываемой поверхности
Марка материала Поправочный коэффициент К
Сталь ов^80 кГ/мм2 1,0
Сталь о в >80 кГ!мм2 0,7
Медные сплавы 1,2
Алюминиевые сплавы 1,3
Примечание. Меньшее значение скорости применять для твердой стали св>80 кГ/мм2.
84
РЕЖИМЫ РЕЗАНИЯ Проточка фасок и галтелей Токарные и токарноревольверные станки
КАРТА 40
Режущий инструмент Обрабатываемый материал Диаметр обрабатываемой поверхности в мм до Обрабатываемая поверхность
Фаски наружные Фаски по отверстию и галтели
Минутная подача в мм/мин
Резцы твердосплавные Сталь конструкционная Ов<60 кГ1мм2\ чугун серый 50 | 25 18,5
80 | 21 15,5
120 1 17 I 13,5
200 1 14,5 I И,5
300 12,5 9,5
500 | Ю,5 8,0
800 8,5 1 6,5
1000 1 8-,0 6,0
Сталь конструкционная ов = бО-т-80 кГ1мм2 50 19,5 13,5
- 80 I 16,5 1 11,5
120 | 14 ю
200 I И,5 1 8,5
300 1 ю 7,5
500 1 1 8,5 1 6,0
800 1 7,0 I 1 5,5
1000 1 6,5 | 5,0
Сталь конструкционная Ов>80 кГ1мм2\ сталь жаропрочная 50 | 15,5 | | 11,5
80 | 13 | 9,5
120 | 11,5 | I 8,0
200 | -9,5 | 7,0
300 | 8,0 | | 6,0
500 | 7,0 | 5,0
800 | 6,0 | 4,5
1000 I 5,5 | 4,0
Резцы быстрорежущие Сталь конструкционная Ов<60 кГ!мм2\ медные сплавы 50 | 17 | 12,5
80 | 14,5 | 10,5
120 | И | 9,5
200 | 9,0 | 8,0
Сталь конструкционная Ов>60 кГ[мм2 50 | 13,5 | 10,5
80 | 11 | 8,5
120 | 9,0 | 7,5
200 | 7,0 | 6,5
85
РАЗДЕЛ II
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Раздел II сборника содержит нормативные материалы для выбора режимов резания на основные работы, выполняемые на сверлильных (вертикальных и радиальных), центровальных и резьбонарезных (типа сверлильных) станках по следующим видам работ: сверление, рассверливание, зенкерование, зенкование, нарезание резьбы метчиками, развертывание и центрование.
I ВЫБОР СКОРОСТИ РЕЗАНИЯ
Назначение рационального режима резания при работе на станках сверлильной группы заключается в выборе наиболее выгодного сочетания скорости резания и подачи, обеспечиваемых в данных условиях с учетом целесообразного использования режущих свойств инструмента и кинематических возможностей оборудования.
Для уменьшения машинного времени следует работать с возможно большей технологически допустимой подачей и соответствующей этой подаче скоростью резания.
При этом должны быть наиболее полно использованы режущая способность инструмента и его прочность, динамические возможности станка при соблюдении технических условий на изготовление детали.
Диаметр инструмента выбирается в зависимости от размера обрабатываемого отверстия и характера обработки. При сверлении для сокращения времени рекомендуется обработку вести в один проход.
Сверление отверстий диаметром свыше 30 мм целесообразно производить только на станках, обладающих достаточной мощностью и жесткостью. На станках недостаточной мощности и жесткости, как правило, выгоднее обрабатывать такие отверстия за два перехода: 1) сверление до диаметра ; 2) рассверливание до диаметра d.
86
Для уменьшения силы подачи при сверлении рекомендуется применять сверла с подточкой перемычки и со срезанной перемычкой.
Подача. При сверлении и рассверливании выбор подачи зависит от заданной чистоты и точности обработки, обрабатываемого материала, прочности сверл и жесткости системы станок — инструмент— деталь.
На стойкость сверл, крутящий момент, а следовательно, и на мощность, потребную на резание, подача влияет меньше, чем скорость резания. Поэтому для сокращения времени обработки целесообразно при сверлении и рассверливании назначать возможно большую подачу, допускаемую прочностью инструмента и кинематическими возможностями станка.
При зенкеровании и развертывании подачи назначаются с учетом технологических условий обработки.
В картах 41, 46 и 68 рекомендуются технологические подачи для сверления стали, чугуна и медных сплавов сверлами из стали Р18 и с пластинками из твердого сплава ВК8. В картах 52, 58 и 73 приводятся подачи для рассверливания и зенкерования, а в картах 62 и 81 —для развертывания.
Подачи для каждого вида обработки установлены в зависимости от обрабатываемого материала, размера режущего инструмента и технических условий на обработку.
При работе сверлами предельного диаметра для данного станка выбранная подача должна быть проверена по осевой силе и силе, допускаемой прочностью механизма подачи станка (по паспорту станка).
В прилож. 13 и 14 и в карте 45 приведены расчетные величины подач, допускаемых прочностью механизма подачи станка.
Выбранная подача должна удовлетворять следующим условиям:
Рх^Р ст,
где Рх — осевая составляющая силы резания (сила подачи) в кГ;
Рст — осевая сила, допускаемая механизмом подачи станка, в кГ (определяется по паспорту станка).
Если выбранная подача не удовлетворяет этим условиям, необходимо установленную по нормативам подачу понизить до величины, допускаемой прочностью механизма подачи станка.
Скорость резания, крутящий момент и мощность. После выбора диаметра режущего инструмента и подачи назначается скорость резания.
Скорость резания на каждый тип инструмента дана для обработки деталей из конструкционных и углеродистых, легированных и высоколегированных нержавеющих и жаропрочных сталей, серого и ковкого чугуна и для сверления деталей из медных сплавов.
87
Скорости резания, приведенные в картах нормативов, рассчитаны на одноинструментную обработку, работу с заданным периодом стойкости инструмента при нормальном его затуплении.
Расчет скорости резания для случая многоинструментной обработки и применения многостаночного обслуживания следует производить в соответствии с условиями, приведенными в общей части сборника и примере расчета. В этих же картах даются поправочные коэффициенты на скорость резания в зависимости от длины сверления, состояния металла и состояния поверхности заготовки при работе по корке для зенкеров.
Выбранный режим резания для сверления, рассверливания и зенкерования проверяется по мощности и должен отвечать следующему условию:
где N — мощность, потребная на резание, в кет (определяется по картам нормативов в соответствующих разделах);
Лд — мощность электродвигателя станка в кет (определяется по паспорту станка);
г] — к. п. д. станка.
Если выбранный режим не отвечает этим условиям, необходимо величину скорости резания, установленную по нормативам, понизить соответственно величине, допускаемой по мощности.
При расчете карт режимов резания значения отдельных параметров режимов — скорости резания, сил резания и мощности были определены для средних значений, принятых в картах факторов (диаметр, подача, глубина резания, твердость обрабатываемого материала и др.).
II. ОПРЕДЕЛЕНИЕ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
Основное (технологическое) время на переход при работе на сверлильных станках рассчитывается по формуле
, L . Z + Zi .
t0 — I—--------I мин,
sM ns
где L—длина пути, проходимого инструментом в направлении подачи, в мм;
I — длина обрабатываемой поверхности в мм\ jijin. сверления, зенкерования, развертывания это длина отверстия, обрабатываемого на данном переходе; для нарезания резьбы метчиком это длина резьбы; для цекования и подрезки торца это величина припуска, снимаемого на данном переходе;
1\ — величина врезания и перебега инструмента в мм, рассчитываемая исходя из конструкции режущих элемен-
88
трв инструмента, вида и условий обработки; эта величина определяется по приложению 4;
sM — минутная подача инструмента в мм\ п — число оборотов инструмента в минуту; $ — подача инструмента на один оборот в мм; I — число проходов.
Ниже приводятся формулы для расчета основного (технологического) времени на различные виды работ, выполняемых на сверлильных станках:
а) сверление, рассверливание, зенкерование, развертывание и зенкование отверстий, подрезка торца ценовой или подрезной пластиной
to — — i = i мин;
sM sn
б) нарезание резьбы машинными метчиками
, L . /Z + /1 . Z + Zi \ .
/ = I = - — 1 5—-) I мин, SM \ sn sn\ J
где П[ — число оборотов метчика при вывертывании его из отверстия;
в) нарезание резьбы гаечными метчиками
, Л I 1ц t0= —=-------- мин,
SM sn
где /и — длина рабочей части метчика в мм, включаемая в длину пути L, проходимого инструментом.
Для нарезания резьбы машинными метчиками формула основного времени состоит из двух слагаемых; по первому слагаемому определяется время на нарезание резьбы, а по второму — время на вывертывание метчика из отверстия.
Число оборотов инструмента в зависимости от диаметра обрабатываемого отверстия или обрабатываемой поверхности детали и выбранной расчетной скорости резания устанавливается по приложению 15. Более точно число оборотов может быть подсчитано по формуле
lOOOv п =----- об мин,
л£)
где v — расчетная скорость в м!мин;
D — диаметр обрабатываемого отверстия или поверхности детали в мм (при обработке конических отверстий или одновременной обработке ступенчатых отверстий, а также при цековании и подрезании плоскостей величина D t принимается по наибольшему диаметру).
89
ПРИМЕР РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
—^023 Н~-
Наименование операции----
Сверление отверстия диаметром 28 мм под зенкерование
Станок — вертикально-сверлильный
Модель и фирма—2А150 Приспособление—
На столе без крепления Число станков, обслуживаемых рабочим, 1
Число одновременно обрабатываемых деталей — 1
Изделие_____________
Наименование детали _ Вилка
№ детали ___________
№ чертежа____________
Количество деталей на 1 изделие_____________
Вид и размер заготовки — Штамповка
Марка и механические свойства материала — Сталь 45, ов = 68 кг/мм2 Вес — Черный 2 кг;
Чистый 1,6 кг
Размер партии — 40 шт
Наименование переходов
1 Установить и снять деталь
Режущий инструмент
Расчетные размеры обработки в мм
Режим обработки
Сверлить отверстие диаметром 28 мм под зенкерование
Спиральное сверло Р18, 7)=28 мм
60 - 15 75
0,4 30,8 350
РАСЧЕТНЫЙ ЛИСТ К ПРИМЕРУ
Исходные данные
Деталь — Вилка
Операция — Сверление отверстия диаметром 28 мм под зенкерование
Станок — Вертикально-сверлильный, модель 2А150
Инструмент — Сверло спиральное D — 28 мм из стали Р18 с заточкой ДП
Обрабатываемый материал — Сталь 45, gr=68 кг/мм2
Характер заготовки — Штамповка
Вес детали — 2 кг
Способ установки детали — На столе без крепления
ПАСПОРТНЫЕ ДАННЫЕ СТАНКА 2А150
Максимальный диаметр просверливаемого отверстия — 50 мм
Число оборотов шпинделя в минуту 1 — 63, 89, 125, 185, 250, 350, 500
Мощность на шпинделе станка — По приводу 5,6 кет, по наиболее слабому звену — слабое звено не лимитируется
. Подачи шпинделя в мм на один оборот — 0,12; 0,19; 0,28; 0,4; 0,62; 0,9;
1,17; 1,8; 2,65
Наибольшее усилие, допускаемое механизмом подачи станка, — 2500 кгс
1 Ряд малых и крупных значений чисел оборотов не приводится.
90
1. ОПРЕДЕЛЕНИЕ РЕЖИМА РЕЗАНИЯ
Выбор подачи. По карте 41 определяется величина подачи при обработке стали с пределом прочности ов = 68 кГ/мм2 сверлом D = 28 мм. Для жесткой детали при сверлении с припуском под последующую обработку отверстия устанавливается подача по группе 1, равная 0,45—0,55 мм/об.
Принимается ближайшее имеющееся значение подачи на станке, равное 0,4 мм/об (выбранная подача проверяется по силе, допускаемой прочностью механизма подачи станка, по приложению 13). Эту проверку целесообразно проводить только для I группы подач при сверлении сплошных отверстий с диаметром более 35—40 мм.
Определение скорости резания. 1. По карте 42 определяется скорость резания для углеродистой стали 45 с пределом прочности ов = 68 кГ/мм2, с коэффициентом обрабатываемости 1,0.
2. При сверлении отверстия D = 28 мм, длиной 60 мм сверлом из стали Р18 с подачей $ = 0,4 мм/об величина скорости резания v = 24,0 м/мин.
3. Число оборотов шпинделя в минуту определяется по фор-
муле
v-1000 24,0-1003 ото
п =-------- —------= 2/3 об мин.
tiD 3,14-28
Принимается ближайшее имеющееся на станке число оборотов, равное 250 об/мин. При этом условии фактическая скорость резания составит
лОп 3,14.28*250 оо п ,
v—-------~ _!----------= 22,0 м мин.
1000 1000 1
Проверка выбранного режима по мощности станка. По карте 43 определяется мощность, потребная на резание. При обработке стали ^ = 68 кГ/мм2 сверлом D = 28 мм с подачей s=0,4 мм/об и скоростью резания у=22,0 м/мин мощность, потребная на резание, равна N—2,0 квт. Согласно паспортным данным мощность на шпинделе по приводу станка составляет 5,6 квт. По слабому звену станка в данном случае мощность не лимитирует режим резания. Следовательно, установленный на станке режим резания осуществим.
2. ОПРЕДЕЛЕНИЕ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
Основное (технологическое) время определяется по формуле
zp __ L .__I 4~ Z1
То=—1 =--------I мин.
SM ns
где I —длина обрабатываемого отверстия в мм*,
Zi — длина врезания и перебега сверла в мм (величина 1\ устанавливается по приложению 4\ для сверла D = 28 мм она равна 15 мм). Тогда
хр _ 60 + 15 _р.
Тп=--------= 0,75 мин.
0 250-0,4 ’
9!
ИНСТРУКТИВНЫЕ УКАЗАНИЯ" ПО РАСЧЕТУ РЕЖИМОВ РЕЗАНИЯ ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА СВЕРЛИЛЬНЫХ СТАНКАХ
Последовательность расчета режимов резания для всех мно-гоинструментных сверлильных станков является общей. Различия в кинематике станков оказывают влияние лишь на технику расчета.
Инструктивные указания приводятся для многоинструментной обработки на одношпиндельных станках с одной многошпиндельной головкой (на многошпиндельных станках с общей минутной подачей шпинделей) и для многоинструментной обработки на станках с несколькими многошпиндельными головками.
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
I II А. Обработка на сташ Определение длины рабочего хода головки Лр.х в мм исходя из длин L, рассчитанных для отдельных инструментов головки. Наибольшая из них является длиной рабочего хода головки Назначение подач s0 в мм!об: а) определение рекомендуемой подачи для инструментов головки; б) определение подачи головки за оборот шпинделя станка (ведущего вала) s'o-ш по рекомендуемым для каждого инструмента подачам; 9о.ш принимается по паспорту станка исходя из наименьших полученных расчетом значений s0.ra tax с одной многошпинде^ L=/+ Zi+1доп (значение Zi см. в приложении 4, лист 2) Lp. jr — ^max По нормативам SO. U~SO. 1 Паспорт станка тьной головкой 1) Эскиз наладки с указанием размеров обработки 2) /—длина резания 3) /1—величина подвода, врезания и перебега инструментов 4) /доп—дополнительная длина хода, вызванная в ряде случаев особенностями наладки и конфигурации детали 1) Условия обработки отверстия 2) Требования к точности 3) Обрабатываемый металл 4) Вид обработки 5) D—диаметр обработки 6) i—передаточное отношение, равное количеству оборотов инструментального шпинделя за оборот ведущего вала
92
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
П I МЫМ О III . IV в) уточнение подач на оборот для каждого инструмента по принятой подаче головки на оборот шпинделя станка s0-m и м е ч а н и е. Для гол г вращения, уточнение при Определение периодов стойкости для предположительно лимитирующих инструментов Т в минутах резания Расчет скоростей резания и в м/мин, чисел оборотов инструментов п в минуту и минутной подачи головки 5М в мм/мин: а) определение скоростей резания для предположительно лимитирующих инструментов б) расчет чисел оборотов инструментов, соответствующих рекомендуемым скоростям резания в) определение минутных подач для отдельных инструментов исходя из установленной подачи so и рассчитанного числа оборотов п г) установление общей минутной подачи головки по наименьшим из рассчитанных минутных подач отдельных инструменте! эвок с приводом подачи, К1 пятого значения по паспорту Табл. 1 По нормативам lOOOv п— ' rcD X 1 знематически независи-станка не производится, 1) D — диаметр обработки 2) Л — коэффициент времени резания 3) Количество инструментов в наладке 1) Обрабатываемый металл 2) Вид обработки 3) D — диаметр обработки . 4) so — подача на оборот 5) Инструментальный материал 6) Т — принятый пе риод стойкости инструмента, рассчитанный на этапе III 7) Точность обработки и чистота поверхности при развертывании
93
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
д) определение числа оборотов шпинделя (ведущего вала) и уточнение его по паспорту станка е) определение числа оборотов инструментов, соответствующих принятому числу оборотов шпинделя станка ж) уточнение скоростей резания по принятым числам оборотов з) уточнение минутной подачи головки по принятому числу оборотов шпинделя стан- i ка (ведущего вала) и . подаче на оборот ПШ— $0. ш Паспорт станка nDn v~ 1000 По любому из инструментов или по шпинделю станка SM~nUlSO. ш
Примечание. Установление минутной подачи головки производится по лимитирующим по стойкости инструментам. Выявление лимитирующих инструментов рекомендуется производить в следующей последовательности: а) для инструментов наладки определяются стойкости Т в минутах резания ис-ходя из принятой общей для всех инструментов стойкости Тмин в минутах машинной работы; б) в соответствии с установленными стойкостями Т по нормативам определяются скорости резания v, рассчитываются числа оборотов п и минутные подачи Для выявления лимитирующих инструментов, как правило, нет необходимости производить расчеты Т, v, п и s^£ для всех инструментов, а можно ограничиться расчетами для предположительно лимитирующих, так как рассмотрение наладки позволяет исключить из расчетов явно нелимитирующие инструменты. Для головок с приводом подачи, кинематически независимым от вращения шпинделя, при отсутствии механизма бесступенчатого ее регулирования рассчитанная на IV этапе минутная подача головки sм уточняется по паспорту станка. Если ближайшая минутная подача значительно меньше рассчитанной, целесообразно уменьшить число оборотов шпинделя, учитывая при этом рекомендованные величины подач на оборот инструментов.
94
Продолжение
№ этака Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания j
V VI Расчет машинного времени обработки tM в мин Проверочные расчеты: а) определение по нормативам осевой силы резания для каждого инструмента Ро в кг б) расчет суммарной осевой силы резания для всех одновременно работающих ин-струментов^Рр в кг в) проверка суммарной осевой силы по допустимому усилию подачи станка г) определение по нормативам потребной для каждого инструмента мощности резания N в кет д) расчет наибольшей за период работы станка суммарной мощности резания всех одновременно работающих инструментов 2^ в квпг е) проверка по мощности двигателя в кет ж) проверка прочности привода (производится только при малых числах оборотов шпинделя обычно на первых трех-четырех ступенях) Л = Lpx-SM По нормативам Паспорт станка По нормативам Паспорт станка; 2ЛГ<1,2Л^ Паспорт станка; Мэ~— 1950 1) £р.х—длина рабочего хода головки 2) —принятая ми- нутная подача головке 1) Обрабатываемый металл 2) Инструментальный материал 3) D—диаметр обработки 4) t—глубина резания, s0 — подача на оборот для инструментов наладки 5) —мощность двигателей 6) —к. п. д. станка 7) Л4Кр в кГ • м—допустимый по прочности для данного числа оборотов крутящий момент
Примечание. Если прочность привода не ограничивает выбранного режима резания, a SV>1,2V^Т), следует проверить двигатель на пиковую нагрузку и по нагреву.
95
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
I-V Б. Обраб мной Определение длины рабочего хода Лр.х, подач s®, периодов стойкости Т, скоростей резания v, чисел оборотов инструментов п, минутной подачи sM и машинного времени для каждой головки производится как для станка с одной многошпиндельной головкой отка на станках с несколы эшпиндельными головкамг См. I—IV этапы для обработки на станках с одной много шпиндельной головкой КИМИ [ [1 См. I— V этапы для :обработки на станках [ с одной многошпиндельной головкой
Примечание. При определении периодов стойкости инструментов Т необходимо учитывать все инструменты станка, а не только установленные на рассматриваемой головке.
VI VII Установление машинного времени работы станка /м в мин исходя из рассчитанного машинного времени для каждой головки Корректирование (уменьшение) минутных подач sM "в mmJmuh и чисел оборотов п в минуту нелимитирующих головок с учетом установленного машинного времени работы станка: а) корректирование минутных подач исходя из установленного машинного времени работы станка б) расчет чисел оборотов шпинделей (ведущих валов) иш с учетом скорректированной минутной подачи и уточнение их по паспорту станка в) расчет чисел о*бо-ротов инструментов п в минуту s - LPX SM~ tM SM пш— So. ш Паспорт станка П = ПШ1 Рассчитанное на V этапе машинное время по мпогошпин дельным головкам 1) Ар.х—длины рабочих ходов головок 2) tM—машинное время работы станка 3) So-ш—подачи на оборот шпинделя каждой головки 4) i—передаточное отношение, равное количеству оборотов инструментального шпинделя за оборот ведущего вала соответствующей головки
96
Продолжение
м этапа После довательнос ть определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
УШ г) уточнение скоростей резания по скорректированным числам оборотов инструментов Проверочные расчеты по осевым сидам резания и мощностям производятся для каждой головки отдельно nDn v= 1000 См. VI этап для обработки на станках с одной многошпиндельной головкой См. VI этап для обработки на станках с одной многошпиндельной головкой
ПЕРИОДЫ СТОЙКОСТИ ИНСТРУМЕНТОВ Т в мин
Период стойкости каждого инструмента наладки Т в минутах резания, по которому ведется расчет скорости резания, определяется но формуле
Т=тмх,
где Гм — период стойкости в минутах машинной работы станка (см. ниже, табл. 1); для многоинструментных работ относится к лимитирующим по стойкости инструментам
наладки;
X — коэффициент времени резания каждого инструмента, равный отношению длины резания I этого инструмента к длине рабочего хода Lp.x > в случае, когда
X Ър.х I
значение Х>0,7, его можно не учитывать и принимать Т^ТМ.
Таблица 1
Период стойкости Т м в минутах машинной работы станка
Наибольший диаметр обработки^ D в мм Количество инструментов в наладке
3 5 8 10 15 и более
10 50 80 100 120 140
15 80 НО 140 150 170
20 100 130 170 180 200
30 120 160 200 220 250
50 150 200 240 260 300
Примечание. В случае применения зенкеров и резцовых головок диаметром более 60 яя стойкость Тм принимать 150—300 мин (в зависимости от сложности наладки).
4 456
97
Таблица 2
Нормативные периоды стойкости для одноинструментной обработки
Режущий инструмент Вид обработки Обрабатываемый материал Диаметр сверла D в мм до
5 | 10 1 20 1 30 | | 40 I 50 1 60 80
Период стойкости Т в мин
Сверла из стали Р18 Сталь конструкционная и легированная 15 25 45 50 70 90 110 —
Сверление и рассвер- Сталь нержавеющая 6 8 15 25 — — — —
ливание Чугун серый и ковкий, медные сплавы 20 35 60 75 но 140 170 —
Сверла с пластинками твердого сплава Чугун серый и ковкий — 40 60 75 — — — —
Зенкеры из стали Р18 и с пластинками твердого сплава Зенкерование Сталь конструкционная и легированная, чугун серый и ковкий — — 30 40 50 60 80 100
Развертки из стали Р18 Развертывание Сталь конструкционная и легированная Чугун серый и ковкий — — 40 60 80 120 — 120 180
Таблица 3
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от отношения
фактического периода стойкости к нормативному —
Режущий инструмент Вид обработки Обрабатываемый материал л Отношение —*_ Т Л н
0,25 1 1 0-5 | 1-0 I 2,0 3,0 | 1 4,0
Коэффициент
Сверла из стали Р18:' Сверла с пл а 4 стинками твердого сплава Сверление и рассверливание Сталь конструкционная, углеродистая и легированная Нержавеющая сталь, чугун серый и ковкий, медные сплавы Чугун серый и ковкий 1,32 1,19 1,32 1,15 1,09 1,15 11,01 |1,0| |1,0| 0,87 0,91 0,87 0,76 0,84 0,80 0,66 0,89 0,76
98
Продолжение
Режущий инструмент Вид обработки Обрабатываемый материал 7^ Отношение У-
0,25 | 0,5 | 1,0 | ! 2,0 «,о I 1 4,0
Коэффициент Кр •* V
Зенкеры из стали PI8 Сталь конструкционная, углеродистая и легированная — 1,23 |1,0| 0,81 0,72 0,65
Зенкерование Чугун серый и ковкий 1,19 1,09 |1,0| 0,91 0,87 0,84
Зенкеры с пластинками твердого сплава Сталь конструкционная, углеродистая и легированная 1,41 1,19 |1,0| 0,84 0,76 0,71
Чугун серый и ковкий 1,74 1,32 |1,0| 0,76 0,64 0,57
Развертки из стали Р18 Разверты- вание Сталь конструкционная, углеродистая и легированная 1,74 1,32 |1,0| 0,76 0,64 —
Чугун серый и ковкий 1,51 1,23 |1.0| 0,81 0,72 —
ПРИМЕР РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА СВЕРЛИЛЬНЫХ СТАНКАХ
Исходные данные
1. Станок — Вертикально-сверлильный завода им. Ленина, модель 2А135, с фланцем для многошпиндельной головки. Передаточное отношение (i) для шпинделей, несущих сверла и зенкера, 1,25, несущих развертки, 0,75
2. Деталь — Колодка ручного тормоза
3. Обрабатываемый материал—Чугун ковкий, НВ<163
4. Операция — Обработать два отверстия в линию:
а) сверлить до D = 18,5 мм;
б) зенкеровать до О=19,7+°’15 мм;
в) развертывать до D=20+°'033 мм с чистотой поверхности V6 по 3-му классу точности
5. Заготовка — Отливка
4*
99
Число оборотов шпинделя в минуту 68; 100; 140; 195; 275; 400; 530; 750; 1100
Подача s0Mt в мм [об . . 0,115; 0,15; 0,20; 0,25; 0,32; 0,43; 0,57; 0,72; 0,96; 1,22; 1,6
Наибольшая сила подачи, допускаемая прочностью мех а-низма станка, Р в кг 1600
Мощность электродвигателя Nd в кет 4,5
К. п. д. т; 0,81
6. Паспортные данные станка.
7. Приспособление—Четырехпозиционный поворотный стол на две детали в каждой позиции.
8. Инструмент — Сверло Р18 с нормальной заточкой, D= — 18,5 мм, 2 шт; зенкер Р18, D = 19,7 мм, 2 шт; развертка P18f D—20 мм, 2 шт.
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ
Расчет режимов резания в соответствии с инструктивными указаниями расчета режимов резания при многоинструментной обработке осуществляется в шесть этапов.
1 этап — определение длины рабочего хода головки
Величина рабочего хода головки назначается исходя из длин L, рассчитанных для отдельных инструментов:
Рр.Х = / + /1 + /доп-
Длина резания, как видно из эскиза, является общей для всех инструментов:
1= 17 + 20 = 37 мм.
Общей для всех инструментов является также и дополнительная длина /доп=55 мм холостого хода инструментов, вызванного особенностью конфигурации детали.
Величина врезания перебега для сверл, зенкеров и разверток различна и в соответствии с рекомендациями (приложение 4,
100
лист 2) равна: для сверл 8 мм, для зенкеров 3 мм, для разверток 18 мм. Таким образом, для сверл LP.x = 37 + 55+8= 100 мм-, для зенкеров Lp.x=37+'55+3=95 мм; для разверток Ар.ж=37+55 + + 18=110 мм. Следовательно, длину рабочего хода принимаем равной 110 мм.
II этап — назначение подачи
а) Определяем нормативные значения подачи: для сверл s0 = = 0,52 мм/об (карта 46); для зенкеров s0—0,6 мм)об (карта 58); для разверток s0 = 2,0 мм]об (карта 62).
б) Определяем расчетные значения подачи головки за оборот шпинделя станка (so.m=sol): для сверл «О.ш = 0,52 • 1,25 = =0,65 мм)об; jajiM зенкеров so.nr=0,6-1,25=0,75 мм/об; для разверток $о.ш=2,0 • 0,75= 1,5 мм/об.
Уточняем по паспорту станка подачу, выбирая такую, которая не превышает все три подачи, т. е. $о.ш=0,57 мм[об.
В соответствии с принятым значением $о.ш = 0,57 мм[об рассчитываем подачи на оборот ^sc= для сверл и зенкеров so = ^^=O,45 мм/об; для разверток $0=^1 =0,76 мм/об.
1,25 0,75
III этап — определение периодов стойкости для последующего расчета скоростей резания
Периоды стойкости Т в минутах времени резания для отдель* ных инструментов (согласно методике) равны
т=тмк
где Гм — стойкость инструментов наладки в минутах машинной работы станка, равная для нашего примера 145 мин (см. табл. 1);
X — коэффициент времени резания, равный отношению длины резания I к длине рабочего хода головки Lp.x.
Для данного примера л —^=0,33, следовательно, Т= = 145-0,33 = 47,8 мин; по этой стойкости и рассчитываются скорости резания при сверлении, зенкеровании и развертывании (см. табл. 2 и 3).
IV этап — расчет скоростей резания, чисел оборотов инструментов иминутной подачи головки
Расчет скоростей резания производится с учетом поправочного коэффициента К = 0,85, гарантирующего получение расчетных значений стойкости режущих инструментов.
Рекомендуемые нормативами значения скоростей резания следующие:
для сверл (карта 48)
v=33Ktv -0,85 = 33-1,06-0,85 = 28,7 м)мин;
для зенкеров (карта 61)
у=46Кт\, • 0,85 = 46 • 0,95 • 0,85 = 37 м)мин;
101
для разверток (карта 65)
t/= 17,4/Сгг, • 0,85= 17,4 • 1,09 • 0,85= 16,2 м/мин.
Ktv определяем по табл. 3 с применением интерполяции.
Соответствующие этим значениям скоростей резания числа оборотов инструментальных шпинделей головки равны для сверл 495 об/мин, для зенкеров 595 об/мин, для разверток 244 об/мин.
Минутная подача головки sM=son, соответствующая рассчитанным числам оборотов, равна по сверлам sM=0,45-495 = = 222 мм/мин, по зенкерам sM=0,45 • 595 = 268 мм/мин, по разверткам 5м = 0,76 • 244=185 мм/мин.
Наименьшему значению минутной подачи sM= 185 мм/мин соответствует число оборотов шпинделя станка
/iw = -^-=-^- = 322 об/мин.
s0M 0,57
Принимаем ближайшее по паспорту станка число оборотов шпинделя станка пш=275 об/мин. Таким образом, установлено число оборотов шпинделя станка мш = 275 об/мин и определена подача головки за оборот шпинделя станка $о.ш=0,57 мм/об. На основании этих результатов расчета уточняем значения чисел оборотов инструментальных шпинделей, скорости резания и минутные подачи.
Число оборотов инструментальных шпинделей /7 = /7ш/: для сверл /г=275-1,25 = 344 об/мин-, для зенкеров /7 = 275-1,25 = •=344 об/мин-, для разверток /7 = 275-0,75 = 206 об/мин.
Соответственно этим числам оборотов скорости резания равны для сверл 20 м/мин, для зенкеров 21,3 м/мин, для разверток 13 м/мин.
Значение минутной подачи 5м = 5о.ш^ш=0,57 -275=157 мм/мин.
V этап — определениемашинного времени
. Lp.x HO п ~ ------=—=0,7 мин. 157
Поскольку за 0,7 мин обрабатывается на каждой позиции по
0,70 п
две детали, машинное время на одну деталь равно=0,35 мин.
VI этап — проверочные расчеты поосевой силен мощности станка
Осевая сила резания для одного сверла Р = 600 кг (см. приложение 13). Значение осевой силы при двух работающих одновременно сверлах равно 1200 кг; это меньше силы резания, допустимой по паспорту станка (1600 кг).
Мощность резания для одного сверла V=il,3 квт (карта 49), для одновременно работающих двух сверл N= 1,3 -2 = 2,6 квт. Зенкеры и развертки ввиду незначительного расхода мощности не учитываются.
Следовательно, мощность станка V3 = 4,5-0,81 =3,65 квт достаточна для выполнения рассматриваемой-операции.
102
ПОДАЧИ Сталь. Сверла спиральные из стали Р18 Сверление
КАРТА 41
Диаметр сверла D в мм до Предел прочности при растяжении О'в в кГ/мм2
До 80 Св. 80
I И III I 1 ; и I 1 III
Подача s в мм!об
2 4 б 8 10 13 16 20 25 20 Св. 30 до 60 0,05—0,06 0,08—0,10 0,14—0,18 0,18—0,22 0,22—0,28 0,25—0,31 0,31—0,37 0,35—0,43 0,39—0,47 0,45—0,55 0,6—0,7 0,04—0,05 0,06—0,08 0,11—0,13 0,13—0,17 0,16—0,20 0,19—0,23 0,22—0,27 0,26—0,32 0,29—0,35 0,33—0,41 0,45—0,55 0,03—0,04 0,04—0,05 0,07—0,09 0,09—0,11 0,11—0,13 0,13—0,15 0,15—0,19 0,18—0,22 0,20—0,24 0,22—0,28 О', 30—0,35 0,04-0,05 0,06—0,08 0,10—0,12 0,13—0,15 0,17—0,21 0,19—0,23 0,22—0,28 0,26—0,32 0,29—0,35 0,32—0,40 0,40—0,50 0,03—0,04 0,04—0,06 0,07-0,09 0,09—0,11 0,13-0,15 0,14—0,18 0,17—0,21 0,20—0,24 0,22—0,26 0,24—0,30 0,30—0,35 0,02—0,03 0,03—0,04 0,05—0,06 0,06—0,08 0,08—0,11 0,Ю—0,12 0,12—0,14 0,13—0,17 0,14—0,18 0,16—0,20 0,20—0,25
Поправочные коэффициенты на подачу в зависимости от глубины сверления (для I группы подач)
Глубина сверления в диаметрах сверла 3D 5D 7D 10D
Коэффициент Kis и 0,9 0,8 0,75
Технологические факторы выбора подач Д^группа подач. Сверление отверстий в жестких деталях без допуска или с допуском до 5-го класса точности под последующую обработку сверлом, зенкером или резцом. Ручная подача для сверл В ^12 II группа подач. Сверление отверстий в деталях средней жесткости (тонкостенные детали коробчатой формы, тонкие выступающие части детали и т. п.) без допуска или с допуском до 5-го класса точности под последующую обработку сверлом, зенкером или резцом. III группа подач. Сверление точных отверстий при последующей обработке развертками. Сверление в деталях малой жесткости и с неустойчивыми опорами поверхности; сверление отверстий, ось которых не перпендикулярна плоскости; сверление для последующего нарезания резьбы метчиком. Сверление центровочными сверлами. Подачи для сверления жаропрочных и нержавеющих сталей и сплавов указаны в карте 44.
Примечание. Для предупреждения поломки и повышения стойкости сверл в случае работы с автоматической подачей при сверлении сквозных отверстий рекомендуется при выходе их из отверстия включать подачу и досверливание производить с ручной подачей. В случае сверления сквозных отверстий на автоматических или полуавтоматических станках (с одноинструментной обработкой), находящихся на многостаночном обслуживании, табличные подачи следует уменьшать на 20—25%.
103
СКОРОСТЬ
Сталь углеродистая, легированная. Сверла из
Подача
0,11 1 0,13 1 0,16 1
Форма заточки Диаметр сверла D в мм до Скорость
Двойная ДП
20 — — 37
30 — — —
60 — — —
Нормальная Н и НП 4,6 32 27,5 24
9,6 — 32 27,5
20 30 60 — — 32
Комбинированное центровочное сверло Диаметр сверла в мм
Скорость резания и в м/мин
Поправочные коэффициенты на скорость резания для
I 1) группы и механической характеристики стали _ Группа стали Углеродистые (С<0,6%) Хромоникелевые
Типовые марки сталей 10, 15, 20/ [25 30, 35, 40 45, 50 12Х2НЗА 12Х2Н4А 20ХНМ
Предел прочности в к Г/мм2 56 51-75 61- 83 75— 98 56— 75 61- 83 75— 98 97- 110 102-116 53-74 else 53— 70
Твердость НВ <156 143-$07 170— 229 207- 269 156- 207 170— 229 207— 269 269— 302 285— 321 156— Я7 179— 255 156- 207
Коэффициент 0,7 1,0 0,9 0,8 0,8 0,7 0,7 0,65 0,9 0,7 1Д
2) длины отверстий Длина отверстия в диаметрах сверла
Коэффициент Ki lv
3) марки инструмента Марка инструмента
Коэффициент
Примечание. Табличные скорости резания действительны для подач, не
104
РЕЗАНИЯ Сверление
стали Р18. Работа с охлаждением КАРТА 42
5 в мм [об до
0,20 | 0,27 | 0,36 | 0,49 | 0,66 [ 0,88
резания v в м[мин
32 27,5 24 20,5 | 17,7 15
37 32 27,5 24 | <*20,5 17,7
— 37 32 27,5 ' | 24 20,5
20,5 17,7 15 13 i И 9,5
24 20,5 17,7 15 13 И
27,5 32 24 27,5 32 20,5 24 27,5 17,7 20,5 24 15 17,7 20,5 13 15 17,7
2,5 3-5
15 18
измененных условий работы в зависимости от:
Углеродистые труднообрабатываемые (00,6%), хромистые, хромоникелевольфрамовые, инструментальные Хромомарганцовистые, хромокремнистые, хромокремниемарганцовистые и близкие к ним Автоматные
40ХНМА ЗОХ, 35Х, 38ХА, 40X 15Х, 20Х 45Г, 50Г 35ХГС 18ХГТ ЗОХ ГТ А12, А20 АЗО о
д 54—72 60-76 72-89 89-100 100—117 48-63 о со 1 80-94 94—100 1 56-82 94—113 113-134 49-62 56-65 — — —
197—269 1 156-207 170—217 207-255 255-285 285—331 137—179 170-229 ' 229-269 1 269—285 170—241 269-321 321—375 149—187 170-197 — — —
0,7 0,8 0,8 °’7 0,65 0,55 0,93 0,65 0,55 0,5 0,6 0,5 0,4 1,1 0,7 1,56 1,34 1,-16
3D 5D 7D ЮР
Що| 0,9 0,8 0,75
Р13 9ХС
iboi 0,6
превышающих пределов, установленных в карте 4L
105
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ. СТАЛЬ Сверление
Сверла из стали Р18 КАРТА 43
„ % в кГ/мм2
Сталь в *_____
НВ
। । । । । । । । । । । । । । । । X- 1111,11
—— 1 1 1 1 1 1 1 | 1 1 1 1 1 1 1о-о- SSoV'oTo 1 1 1 1 1
। н 111 । 111111 |^5о- ^1П LOCO Г~-"сО О IIII
111111111111 3,8 5$ 5,8 6,6 7,6 8,7 10
1(1111 । ini 1 । 1 1 1 1 ооооо 3,3 М s’o 5,8 6,6 7,6 8,7 10
1 I 1 1 I 1 1 III оооооо 2,9 3,3 3,-8 4,4 5,0 5,8 6,6 7,6 8,7 10
। 1 । । । । । || । 1 1 1 1 1 1 оооооо о Ю О СО 00 ^о_оо о со сГоГрГсО’ФЮ1О со ООО
...... | | | III II 1 оооооооо OJ Ю О> СО 00 о 00 СО СО со" сч~ со" 00 тг LQ to со Г-00
...... . .йзйзйааа । 1 1 1 1 1 1 1 оооооооо 1,9 2,2 2,5 2,9 3,3 3,8 4,4 5,0 5.8 6,6 7,6
। । । । । । । । । оооооооо 1,7 1,9 2,2 2,5 2,9 3,3 3,8 4,4 5,0 5,8 6,6
1 1 1 1 1 1 ! ! о ооооооо 1,5 1,7 1,9 2,2 2,5 2,9 3,3 3,8 s’o 5,8
iiiii^^ ini о О ОООООО СО LO Г- о <n tn о> со оо ^о~ ,4 ,4,4 eicici со со" 'ФЮ
1,115В В ВВВВВ11,11 1,1 1,3 1,5 1,7 1.9 2,2 2,5 2,9 h’3 1 4’4
1 | О С'О । । । । । । ° - °Pi° Мощность на резание N в кет | 1,0 1,1 1,3 1,5 1,7 1,9 2,2 ’2,5 О< оГоГ СП СЧ1Л оГсЧ
о о о о ” 1 1 1 1 1 1 1 О ос^о " СГ> 0 ,4 СО U0 г-О
0,75 0,63 0,53 0,45 0,38 оооонмю^ ос'мгннгчгнн
0,75 0,63 0,53 0,45 0,3^ 0,32 &Hi in । । । । । । О О • ООСПОР Win ьГ 1 О О
ОООООО Я । । |1 । । । । । । । о ooq о н сою 1 10 6 н н н гч о* СП О1
сГо оооо 1 1 1 ||| 1 1 1 1 1 1 — 0,8 0,8 0,9 0,9 1,0 1,0 1,1 i;i 1,3 1,3 1,5 1,5 1,7 1,7 1,9
7,5 6,6 0,38 0,45 8,7 7,5 0,32 0,38 10,0 8,7 0.27 0,39 11,4 10,0 0,22 9,27 13,2 11,Т 0,19 0,92 15,0 13,2 - 0,19 1 1 1 ill 1 1 1 1 1 1
1 1 1 lj 1 1 1 1 1 1 1 00 <00 I I 1 1 1 оот4 0OLQ т-Н 1-4 1-4
sassteWssss J ю a 8S88ISSSS8 1 ю О1 т » as2Sb888
8,7 I Ю,0 1 ПЛ 1 13z2 I 15,0 1 JLd± ^IsSSS^’SS 1 1 1 Скорость резания v в м{мин до
О’ФС'Ю'Ф 1Л IQ, sssss's я । । ।
s sss^as iiii
StSSSSS 8 S83S8 1 1 1 1 1
ItSP.gSS S'$SS 1 1 1 1 1 1
106
СКОРОСТЬ РЕЗАНИЯ. Стали нержавеющие, жаропрочные и титановые сплавы. Сверла из стали Р18. Работа с охлаждением Сверление
КАРТ; 4 44 лист 1
Марка стали или сплава и механические свойства
ГЙ
* 1 см оо
СМ и ю .1. 1 о о со ю со и
а t> Г о Л СМ
» мм до о •1-ю 1 ье (ЭИ69) (89 (ЭИ736 Г/мм2 17) И415) Н Б (ЭИ48 Г/мм2 1 ье ЭИ802) § 5
CQ а. о V о V 1 ьв ье ю сю V ю см V 4В2М (ЭИ2 ВФРА -120 к X ГО ЗФ (Э to ОС О оо 7 о® 1МФ ( ВМФ кГ/м. см
а о о ю & Е СМ X 00 Ё § LO W >Н2 120 I со
се се оо X X X X х II со СМ X о , со X X см X 00 X й
3 я £ ч X см см X СМ о ГО < о О О га
S о
С Скорость резания v в м/мин
I 0,05 22 15,5 12 14 19 19,6 18,5 15 23 9,5 20 26,5 18 13,3 3,3
3,0 II 0,04 26 17,5 14 16 21 22 20,5 16,8 25 12,2 22 2£ * 23 16,6 4,1
III 0,03 37 19,5 15,5 18 24 25 23 18,8 27 13,6 27 3( ) 29 20,7 5,2
I 0,12 14 14 И,2 13 13 11 9,0 13,3 12,5 9,5 20 21 14,8 10,6 2,7
5,0 II 0,09 19 15,5 12 14 17 12,5 12,3 15,0 16 12,2 22 2^ ) 18 13,3 3,3
III 0,06 26 17,5 14 16 21 15,6 16,5 18,8 20 13,6 27 23,5 25 • 18,5 4,6
I 0,15 12 14 И,2 13 9 11 10,5 12,0 10 7,8 20 21 L 13 9,5 2,4
8,0 II 0,11 14 15,5 12 14 12 12,5 12,3 13,4 12,5 9,2 22 23,5 16,5 11,9 з,о
III 0,08 19 17,5 14 16 15 15,6 16,5 15,0 16 10,8 27 26,5 23 16,6 4,1
I 0,23 10 14,5 11,5 13 8 10 9,0 12,0 6,2 7,2 16 18,5 12 8,5 2,1
12 II 0,18 12 15,5 12,4 14 9 11 11,2 13,4 8 7,8 18 2] L 13 9,5 2,4
III 0,12 16 17,5 14 18 13 14 13,5 16,8 11 8,7 22 23,5 18 13,3 3,3
I 0,32 8,6 12,5 ю 12 6 7,5 8,2 10,8 4,9 5,6 16 16,5 12 8,5 2,1
18 II 0,24 10,0 14 11,2 13 6,7 8 10,5 12,0 6,2 6,3 20 18,5 13 9,5 2,4
ш 0,17 12,0 15,5 12,4 16 8 9 12,3 13,4 9 7,2 22 21 16,5 11,9 3,0
I 0,35 7 4 14 11,2 13 6 7 6,5 10,8 4,5 5,0 18 16,5 12 8,5 2,1
25 II 0,26 8,6 15,5 12,4 14 7,5 7,5 8,2 12,0 6,0 5,8 20 18,5 13 9,5 2,4
III 0,18 12,0 17,5 14 16 9 8 И,2 13,4 8,5 6,3 24 2: 1 16,5 11,9 3,0
бо- I 0,50 6,3 12,5 10 13 5,8 7 6,5 10,8 4,5 5,0 18 16,5 12 8,5 2,1
лее II 0,35 7,4 14 11,2 14 6 7,5 8,2 12 6,0 5,8 20 18,5 13 9,5 2,4
25 III 0,25 10 15,5 12,2 16 7,5 8 11,2 13,4 8,5 6,3 24 21 16,5 11,9 3,0
107
СКОРОСТИ РЕЗАНИЯ Стали нержавеющие, жаропрочные и титановые сплавы. Сверла из стали Р18. Работа с охлаждением Сверление
КАРТА 44 лист 2
Диаметр сверла в мм до Группа подач 1 Подача в мм/об до Марка стали или сплава и механические свойства
ХН78Т (ЭИ435) ae-704-78 кГ/мм* ХН77ТЮ (ЭИ437А); ХН77ТЮР (ЭИ437Б) ®в—85-нЮО кГ/мм1 ХН70 ВМТЮ (ЭИ617) 9дшш ЮО кГ/мм1 ЭИ867 ав-100-М25 кГ/мм1 ЭИ765 НВ 280-290 ЭИ893 НВ 250-260 ВЖ36—Л2 %-90 кГ/мм1 1 о со 1 50 ю д вт&ц ав=94-м20 кГ/мм1', I ВТ5 704-95 кГ/мм1; ВТ8 ag-1004-120 кГ/мм2 ВТЗ аб=954-115 кГ/мм* ВТ6 а0=9О4-1ОО кГ/мм1 ВТ4 ав-80ч-85 кГ/мм* ВТ14 904-100 кГ/мм*
Скорость резания v в м/миМ
3 5 8 12 18 25 Более 25 I II III I II III I II III I II III I II III I II III I II III 0,05 0,04 0,03 0,08 0,06 0,04 0,13 0,10 0,07 0,18 0,12 0,09 0,26 0,18 0,12 0,30 0,23 0,15 0,35 0,30 0,18 15,5 17 20 12,5 15,5 17 9,5 11,5 17 7,8 11,5 14 7,1 8,6 12,5 8,6 9,7 12 6,9 8,6 12 4,9 6,2 8,6 3,9 5,5 6,9 3,2 3,9 5,5 3,2 3,5 4,9 5,5 6,2 8 4,9 5,5 8,0 3,8 4,3 5,5 3,4 4,3 5,5 2,8 3,4 4,3 2,8 3,1 4,3 4,1 5,1 6,4 4,1 5,1 6,4 3,2 4,1 5,1 2,9 3,6 4,5 2,5 3,2 4,5 2,5 3,2 4,5 6,2 6,8 7,5 5,1 6,2 6,8 4,6 5,6 6,2 4,6 5,6 6,8 5,1 5,6 6,8 5,0 5,5 6,0 4,1 5,0 5,5 3,7 4,5 5,0 3,7 4,5 5,5 4,1 4,5 5,5 1,8 2,0 2,4 2,4 3,0 3,7 2,7 3,0 3,7 2,4 3,0 3,7 2,0 2,7 3,3 3,0 3,3 4,6 3,0 3,3 4,6 9,9 17,8 20 6,3 9,9 17,8 4,8 8,5 13,3 3,2 5,5 9,9 3,6 4,8 9,9 3,6 4,8 9,9 6,5 8,0 11 7 8 11 8 11 13,5 9,5 13,5 18 11 13,5 18 6,7 9,2 13 8 9,2 13 9,2 13 15 11 15 21 13 15 21 8,4 11,5 16 10 11,5 16 11,5 16 19 13,5 19 25,6 16 19 25,6
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) длины отверстия Длина отверстия в диаметрах сверла 3D 50 1D 10D
^Коэффициент Mi 0,80 0,65 0,5
2) марки инструмента Марка инструмента Р18 Р9К5; Р10К5Ф5
Коэффициент ПЛ 1,15
108
МОЩНОСТЬ И ОСЕВАЯ СИЛА Стали нержавеющие и жаропрочные. Сверла из стали Р18
Сверление
КАРТА 45
Марка стали
£ OJ 0Q
£
Подача $ в мм/об до
Диаметр сверла D в мм до
10,7 12,6
14,8 17,4 20,5 24
28
33
9,8 11,5 13,5 15,8 18,5 22 26 30
9,8 11,5 13,5 15,8 18,5 22
26
30
0,25 0,2 0,16
0,32 0,25 0,2
0,16
0,4 0,32 0,25 0,2 0,16
0,4 0,32
0,25 0,2
0,16
0,4 0,32 0,25 0,2 0,16
0,4 0,32 0,25 0,2 0,16
°,5 03 0,32 0,25 0,2 0,16
0,5 0,4 0,32 0,25 0,2
0,5 0,4 0,32
0,25
0,5 0,4 0,32
0 63 0,5 0,4
0,63 0,5
0,63
Скорость резания v в м/мин
Мощность резания W в квт
Д
S х
х
X
7,2 0,8 0,9 1,0 1,2 1,4 1,0 1,9
8,5 — — — — — 0,8 0,9 1,0 1,2 1,4 1,6 1,9 2,3
10,0 — — — — 0,8 0,9 1,0 1,2 1,4 1,0 1,9 2,3 2,7
11,7 — — — 0,8 0,9 1,0 1,2 1,4 1,0 1,9 2,3 2,7 3,1
13,8 —_ — 0,8 0,9 1,0 1,2 1,4 1,0 1,9 2,3 2,7 3,1 3,7
16,2 — 0,8 0,9 1,0 1,2 1,4 1,6 1,9 2,3 2,7 3,1 3,7 4,3
19,0 0,8 0,9 1,0 1,2 1,4 1,0 1,9 2,3 2,7 3,1 3,7 4,3 5,1
22,5 0,9 1,0 1,2 1,4 1,0 1,9 2,3 2,7 3,1 3,7 4,3 5,1 6,0
26,5 1,0 1,2 1,4 1,6 1,9 2,3 2,7 3,1 3,7 4,3 5,1 6,0 7,0
31 1,2 1,4 1,6 1,9 2,3 2,7 3,1 3,7 4,3 5,1 0,0 7,0 8,2
Осевая сила Р в кГ
430
530
620
730
860
1000
1180
1390
1630
1920
2250
2650
3100
109
ПОДАЧИ Чугун, медные и алюминиевые сплавы. Сверла спиральные из стали Р18 Сверление
КАРТА 46
Диаметр сверла D в мм до Чугун ковкий й серый, медные и алюминиевые сплавы Чугун серый
/7В<229 ЯВ>229
Группа подач
I п III 1 I 1 II 1 ш
Подача s в mmJo6
2 4 6 8 10 13 16 20 25 30 Св. 30 до 60 0,09—0,11 0,18—0,22 0,27—0,33 0,36—0,44 0,47—0,57 0,52—0,64 0,61—0,75 0,70—0,86 0,78—0,96 0,9—1,1 1,0—1,2 0,06-0,08 0,13—0,17 0,20—0,24 0,27—0,33 0,35—0,43 0,39—0,47 0,46—0,56 0,52—0,64 0,58—0,72 0,67—0,83 0,80—0,90 0,05—0,06 0,09—0,11 0,13—0,17 0,18—0,22 0,23—0,29 0,26—0,32 0,31—0,37 0,35—0,43 0,39—0,47 0,45—0,55 0,50—0,60 0,05—0,07 0,11—0,13 0,18—0,22 0,22—0,26 0,28—0,34 0,31—0,39 0,37—0,45 0,43—0,53 0,47—0,57 0,54—0,66 0,70—0,80 0,04—0,051 0,08—0,10 0,13—0,17 0,16—0,20 0,21—0,25 0,23—0,29 0,27—0,33 0,32—0,40 0,35—0,43 0,40—0,50 >0,50—0,60 0,03—0,04 0,05—0,07 0,09—0,11 0,11—0,13 0,13—0,17 0,15—0,19 0,18—0,22 0,22—0,26 0,23—0,29 0,27—0,33 0,35—0,40
Поправочные коэффициенты на подачу в зависимости от глубины сверления (для I группы подач])
Глубина сверления в диаметрах сверла 3D 5D 1D 107)
Коэффициент Kis И 0,9 0,8 0,75
Технологические факторы выбора подач I группа подач. Сверление отверстий в жестких деталях без допуска или с допуском до 5-го класса точности под последующую обработку сверлом, зенкером или резцом. II группа подач. Сверление отверстий в деталях средней жесткости (тонкостенные детали коробчатой формы, тонкие выступающие части де-: тали и т. п.) без допуска или с допуском до 5-го класса точности под последующую обработку сверлом, зенкером или резцом. III группа подач. Сверление точных отверстий при последующей обработке развертками. Сверление в деталях малой жесткости и с неустойчивы ми опорными поверхностями, сверление отверстий, ось которых не перпендикулярна плоскости, сверление для последующего нарезания резьбы метчиками. Ручные подачи.
Примечание. См. примечание к карте 41.
110
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Сверла из стали Р18 , Сверление
КАРТА 47
Группа твердости по Бринелю НВ* Подача s в мм!@б до
143—229 170—255 197—269 0,16 0,20 0,16 0,13 0,24 0,20 0,16 0,30 0,24 0,20 0,40 0,30 0,24 0,53 0,40 0,30 0,70 0,53 0,40 0,95 0,70 0,53 1,3 0,95 0,70 1,7 1,3 0,95 1,7 1,3
Форма заточки Диаметр сверла D в мм Скорость резания о в м!мин
Двойная дп До 20 Св. 20 — — — 34 30 35 27 31 2^ 27,5 21 24,5 19 22 17 19,5 15 17
Нормальная И и НП До 3,2 „ 8 До 20 Св. 20 31 28 31 25 28 31 22 25 28 33 20 22 25 29,5 17,5 20 22 26 15,5 17,5 20 23 14 15,5 17,5 21 12,5 14 15,5 18 11 12,5 14 16 9,5 11 12,5 14,5
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) длины отверстия Длина отверстия в диаметрах сверла 3D 5D 7D 10D
Коэффициент Kiv о 0,9 0,8 0,75
2) марки инструмента Марка инструмента Р18 9ХС
Коэффициент Kuv £о| 0,6
Примечание. Табличные скорости резания действительны для подач, не превышающих пределы, установленные в карте 46. * Здесь и далее классификацию групп твердости чугуна по маркам см, в приложении I7j, лист I.
Ill
СКОРОСТЬ РЕЗАНИЯ Чугун ковкий. Сверла из стали Р18. Работа с охлаждением Сверление
КАРТА 48
Группа твердости по Бринелю НВ Подача s в мм]об до
149—163 До 201 I S3—229 0,30 0,20 0,13 0,40 0,24 0,16 0,53 0,30 0,20 0,7 0,40 0,24 0,95 0,53 0,30 1,3 0,7 0,40 1,7 0,95 0,53 1,3 0,7
Форма заточки Диаметр сверла D в мм Скорость резания о в м/ман
Двойная ДП До 20 Св. 20 — — 39,5 35 31 36,5 27,5 32,5 24,5 29 22 25,5
Нормальная Н и НП До 3,2 „ 8 , 20 Св. 20 33 29,5 33 26 29,5 33 23 26 29,5 34 20,5 23 26 30,5 18,5 20,5 23 27 16,5 18,5 20,5 24 14,5 16,5 18,5 21
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) длины отверстия Длина отверстия в диаметрах сверла 3D 5D 7D 10Z)
Коэффициент Ki О 0,9 0,8 0,75
2) марки инструмента Марка инструмента Р18 9ХС
Коэффициент о 0,6
Примечание. Табличные скорости резания действительны для подач, не превышающих пределов, установленных в карте 46.
112
113
СКОРОСТЬ РЕЗАНИЯ Медные и алюминиевые сплавы. Сверла из стали Р18 Работа без охлаждения Сверление
КАРТА 50
Медные сплавы гетерогенные средней твердости Твердость по Бринелю НВ Подача s в мм/об до
100-140 0,13 0,16 0,20 0,24 0,3 0,4 0,53 0,7 0,95
Форма заточки Диаметр сверла D в мм Скорость резания v в м/мин
Двойная ДП 20 Св. 20 55 55 55 55 55 55 55 55 55 55 55 55 51 55 45,5 52,5 40 46,5
Нормальная Н и НП 3,2 8 20 Св. 20 55 55 55 55 55 55 55 55 55 55 55 55 48 55 55 55 43 48 55 55 38 43 48 55 34 38 43 49,5 30 34 38 44 27 30 34 40
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) группы сплавов Медные сплавы Алюминиевые сплавы
Группа Сплавы гетерогенные Сплавы свинцовистые при основной гетерогенной струк- туре Гомогенные сплавы Сплавы с содержанием свинца 10% при основной гомогенной структуре Медь Сплавы с содержанием свинца 1 15% Силумин и литейные сплавы стб=204-30 кГ[мм\ НВ>65 (закаленный). Дуралюмин стб=404-50 кГ/мм*. ЯД >100 (закаленный) Силумин и литейные сплавы 104-20 кГ/мм*, И В <65. Дуралюмин afl=304-40 кГ/мм2, нв<т 1 о со i 1 К s s 2 •ч я $
высокой твердости средней твердости
Коэффициент UZ> 0,7 1,0 1,7 2,0 4,0 8,0 12,0 1,0 1,25 1,5
2) длины от-верстия Длина отверстия в диаметрах сверла зг> 5D 7D 10Z?
Коэффициент Kiv 1ДЙ 0,9 0,8 0,75
3) марки ин-струмента Марка инструмен-га Р18 9ХС
Коэффициент KUy 1ДЗ 0,6
114
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ .Сверление
Медные и алюминиевые сплавы. Сверла из стали Р18 . КАРТА 51
115
ПОДАЧИ Сталь, стальные отливки и чугун Сверла спиральные из стали Р18 Рассверливание
КАРТА 52
Диаметр сверла D в мм до Диаметр предварительно просверленного отверстия d в мм Сталь и стальные отливки Чугун
Группа подач
I п ш I II ш
Подача s в мм]об
25 10 15 0,7—1,1 0,8—1,2 0,5—0,7 0,6—0,8 0,3—0,4 0,4—0,5 1,1—1.5 1,2—1,6 0,7—1,1 0,8—1,1 0,4—0,5 0,45—0,6
30 10 15 20 0,7—1,1 0,7—1,1 0,8—1,2 0,5—0,7 0,5—0,7 0,6—0,8 0,3—0,4 0,3—0,4 0,4—0,5 1,0—1,4 1,1—1,5 1,2—1,6 0,7—1,1 0,8—1,2 0,8—1,2 0,4—0,5 0,45—0,55 0,5—0,6
40 15 20 30 0,8—1,2 0,9—1,2 0,9—1,3 0,5—0,7 0,6—0,8 0,6-0,8 0,3—0,4 0,4—0,5 0,4-0,5 1,0—1,6 1,1—1,7 1,2—1,8 см СО 777 ь- оо оо o' o' o' 0,4—0,5 0,5—0,6 0,6—0,7
50 20 30 40 0,9—1,2 1,0—1,3 1,0—1,4 0,6—0,8 0,7—0,9 0,8—0,9 0,4—0,5 0,4—0,5 0,5—0,6 1,2—1,8 1,3—2,0 1,3—2,0 0,9—1,3 1,0—1,4 1,0—1,4 0,5—0,6 0,6—0,7 0,7—0,8
60 30 40 50 0,9—1,2 1,0—1,3 1,0—1,4 0,7—0,8 0,8—0,9 0,8—0,9 0,4—0,5 0,4—0,5 0,5—0,6 1,2—1,8 1,3—2,0 1,3—2,0 0,9—1,2 0,9—1,3 1,0—1,4 0,55—0,6 0,6—0,7 0,7—0,8
Технологические факторы выбора подач
I группа подач. Рассверливание отверстий в жестких деталях без допуска или с допуском до 5-го класса под последующую обработку зенкером, резцом.
П группа подач. Рассверливание отверстий в деталях средней жесткости (тонкостенные детали коробчатой формы, тонкие выступающие части детали и т. д.) без допуска, с допуском до 5-го класса точности под последующую обработку сверлом, резцом.
III группа подач. Рассверливание точных отверстий при последующей обработке развертками, рассверливание для последующего нарезания резьбы метчиком.
116
СКОРОСТЬ РЕЗАНИЯ Сталь углеродистая и легированная. Сверла из стали Р18. Работа с охлаждением Рассверливание
КАРТА 53
Форма заточки сверла
дп
Н и НП
Подача s в мм[об д©
Разность диаметров (D— d)* в мм до
11,5 5,5 0,23. 0,31 0,41 0,55 0,75 1,0 1,3 1,8 — — —
24 11,5 0,17 0,23 0,31 0,41 0,55 0,75 1,0 1,3 1,8 — —
50 24 0,17 0,23 0,31 0,41 0,55 0,75 1,0 1,3 1,8 —
— 50 — — 0,17 0,23 0,31 0,41 0,55 0,75 1,0 1,3 1,8
Скорость резания v в м/мин
38
33
28
24,5
21
18,2
15,7
13,6
11,7
10,1
8,7
Марка инструмента
Р18
9ХС
Поправочный коэффициент на скорость резания для измененных условий работы в зависимости от марки инструмента
Коэффициент К Uy
|1,0|
0,6
Примечание. Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от группы и механической характеристики стали см. в карте 42.
♦ D— диаметр сверла; с?—диаметр предварительно просверленного отверстия.
117
МОЩНОСТЬ, ПОТРЕБ
Сталь. Сверла
„ а в кПмм2 Сталь в[
НВ
Разность диаметров (D—d) * в мм до
14,6 12,6 10,8 0,42 0,50 0,60 0,70 0,84 1,о 1,2 1,4
17 14,6 12,6 10,8 — — — 0,36. 0,42 0,50 0,60 0,70 0,84 1,0 1,2
20 17 14,6 12,6 10,8 — __ 0,30 0,36 0,42 0,50 0,60 0,70 0,84 1,0
23 20 17 14,6 12,6 10,8 — — 0,30 0,36 0,42 0,50 0,60 0,70 0,84
27 23 20 17 14,6 12,6 10,8 — — 0,30 0,36 0,42 0,50 0,60 0,70
32 27 23 20 17 14,6 12,6 — — — 0,30 0,36 0,42 0,50 0,60
37 32 27 23 20 17 14,6 — — — 0,30 0,36 0,42 0,50
43 37 32 27 23 20 17 — — — — — 0,30 0,36 0,42
50 43 37 32 27 23 20 — — — — — —• 0,30 0,36
— 50- 43 37 32 27 23 — — — — — — — 0,30
— — 50 43 37 32 27 —
— — — 50 43 37 32 —
— — — — 50 43 37 —
— — — — 50 43 —
— — — — — — 50 — — — — — — — —
Скорость резания v в л«/мин до Мощность
10 — 0,8 0,9 1,1
11,5 — — — — 0,8 0,9 1,1 1,2
13,7 — — — 0,8 0,9 1,1 1,2 1,4
15,1 — — 0,8 0,9 1,1 1,2 1,4 1,6
17,4 — 0,8 0,9 1,1 1,2 1,4 1,6 1,9
20 0,8 0,9 1,1 1,2 1,4 1,6 1,9 2,2
23 0,9 1,1 1,2 1,4 1,6 1,9 2,2 2,5
26,4 1,1 1,2 1,4 1,6 1,9 2,2 2,5 2,9
30 1,2 1.4 1,6 1,9 2,2 2,5 2,9 3,3
35 1,4 1,6 1,9 2,2 2,5 2,9 3,3 3,8
* D — диаметр сверла: d — диаметр предварительно просверленного отверстия.
118
НАЯ НА РЕЗАНИЕ из стали Р18
Рассверливание
КАРТА 54
Подача s в мм!об до
1,7 2,0
1,4 1,7 2,0
1,2 1,4 1,7 2,0 —
1,0 1,2 1,4 1,7 2,0 — __ — __ — __ — — —
0,84 1,0 1,2 1,4 1,7 2,0 — — — — — — — —
0,70 0,84 1,0 1,2 1,4 1,7 2,0 — — — — — —
0,60 0,70 0,84 1,0 1,2 1,4 1,7 2,0 — — — — — —
0,50 0,60 0,70 0,84 1,0 1,2 1,4 1,7 2,0 — — — — —
0,42 0,50 0,60 0,70 0,84 1,0 1,2 1,4 1,7 2,0 — — — —
0,36 0,42 0,50 0,60 ' 1 0,70 0,84 1,0 1,2 1,4 1,7 2,0 — — —
0,30 0,36 0,42 0,50 0,60 0,70 0,84 1,0 1,2 1,4 1,7 2,0 — —
— 0,30 0,36 0,42 0,50 0,60 0,70 0,84 1,0 1,2 1,4 1,7 2,0 —
— — 0,30 0,36 0,42 0,50 0,60 0,70 0,84 1,0 1,2 1,4 1,7 2,0
— — — 0,30 0,36 0,42 0,50 0,60 0,70 0,84 1,0 1,2 1,4 1,7
— — — — 0,30 0,36 0,42 0,50 0,60 0,70 0,84 1,0 1,2 1,4
резания N в квт
1,2 1,4 1,6 1,9 2,2 2,5 2,9 |3,3 3,8 4,3 5,0 5,7 6,5 7,5
1,4 1,6 1,9 2,2 2,5 2,9 3,3 3,8 4,3 5,0 5,7 6,5 7,5 8,6
1,6 1,9 2,2 2,5 2,9 , 3,3 3,8 4,3 5,0 5,7 6,5. 7,5 8,6 9,9
1,9 2,2 2,5 2,9 3,3 3,8 4,3 5,0 5,7 6,5 7,5 8,6 9,9 11,4
2,2 2,5 2^9 3,3 3,8 4,3 5,0 5,7 6,5 7,5 8,6 9,9 П,4 —
2,5 2,9 3,3 3,8 4,3 5,0 5,7 6,5 7,5 8,6 9,9 П,4 — —
2,9 3,3 3,8 4,3 5,0 5,7 6,5 7,5 8,6 9,9 11,4 — —
3,3 3,8 4,3 5,0 5,7 6,5 7,5 8,6 0,9 11,4 — — — —
3,8 4,3 5,0 5,7 6,5 7,5 8,6 9,9 11,4 — — — — —
4,3 5,0 5,7 6,5 7,5 8,6 9,-9 11,4 — — — — — —
119
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Сверла из стали Р18 Рассверливание
КАРТА 55
Группа твердости чугуна по Бринелю НВ Подача $ в мм]об до
143—229 170-255 197—269
Разность диаметров (D—d)* в мм до
16 50 16 50 16 50 0,32 0,42 0,32 0,56 0,42 0,32 0,75 0,56 0,42 0,32 1,0 0,75 0,56 0,42 1,3 1,0 0,75 0,56 1,8 1,3 1,0 0,75 2,4 1,8 1,3 1,0 2,4 1,8 1,3
Форма заточки Скорость резания v в м/мин
Двойная ДП Нормальная Н и НП . 35 37,5 31,5 33 28 29,5 25 26 22 23,5 19,6 21 17,5 18,4 15,6 16,4 13,8
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от марки инструмента Марка инструмента Р18 9ХС
Коэффициент KUv TTol 0,6
* D — диаметр сверла; d — диаметр предварительно просверленного отверстия.
СКОРОСТЬ РЕЗАНИЯ Чугун ковкий. Сверла из стали Р18. Работа с охлаждением Рассверливание
КАРТА 56
Группа твердости по Бринелю НВ Подача s в мм)об до
149-163 | До 201 | 163-229
Разность диаметров (D—d)* в мм до
16 50 16 50 16 50 1,0 0,75 0,56 0,42 0,32 1,3 1,0 0,75 0,56 0,42 0,32 1,8 1,3 1,0 0,75 0,56 0,42 2,4 1,8 1,3 1,0 0,75 0,56 2,4 1,8 1,3 1,0 0,75 2,4 1,8 1,3 1,о 2,4 1,8 1,3 2,4 1,8
Форма заточки Скорость резания v в м!мин
Двойная ДП . : Нормальная Н и НП .... 37 39 33 34,5 29 31 26 27,5 23 24 20 21,5 18,2 19,1 16,2
Прправочные коэффициенты на скорость резания для измененных условий работы в зависимости от марки инструмента Марка инструмента Р18 9ХС
Коэффициент Kuv ГЛ 0,6
♦ D — диаметр сверла; d — диаметр предварительно просверленного отверстия.
120
121
л _ . „., Зенкерование
'ПОДАЧИ И
Сталь и чугун. Зенкеры из стали Р18
КАРТА 58
Сталь Чугун ковкий и серый НВ<229 Чугун серый ЯВ>229
Диаметр
зенкера Группа подач
D в мм
до
I II I II I II
Подача s в мм/об
15 0,5—0,6 0,4—0,45 0,7—0,9 0,5—0,6 0,5—0,6 0,4—0,45
20 0,6—0,7 0,45—0,5 0,9—1,1 0,6—0,7 0,6—0,75 0,5—0,55
25 0,7—0,9 0,5—0,6 1,0—1,2 0,7—0,8 0,7—0,8 0,55—0,6
30 0,8—1,0 0,6—0,7 1,1—1,3 0,8—0,9 0,8—0,9 0,6—0,7
35 0,9—1,1 0,6—0,7 1,2—1,5 0,9—1,0 0,9—1,0 0,65—0,75
40 0,9—1,2 0,7—0,8 1,4—1,7 1,0—1,1 1,0—1,2 0,7—0,8
50 1,0—1,3 0,8—0,9 1,6—2,0 1,1—1,3 1,2—1,4 0,85—1,0
60 1,1—1,3 0,85—0,9 1,8—2,2 1,2—1,4 1,3—1,5 0,9—1,1
80 1,2—1,5 0,90—1,1 2,0—2,4 1,4—1,6 1,4—1,7 1,0-1,2
Примечание. Подачи даны для случаев обработки сквозных отверстий. При зенкеровании глухих отверстий, особенно при одновременной обработке днз отверстия, рекомендуются подачи в пределах 0,3—-0,6 мм/об.
Технологические факторы выбора группы подач
I группа. Зенкерование отверстий без допуска или с допуском до 5-го класса точности; зенкерование под последующую обработку зенкером и разверткой или двумя развертками.
II группа. Зенкерование отверстий при повышенных требованиях к чистоте поверхности; зенкерование отверстий по 3—4-му классам точности с малой глубиной резания; зенкерование под последующую обработку одной разверткой; зенкерование под нарезание резьбы.
122
СКОРОСТЬ РЕЗАНИЯ Стали углеродистые и легированные. Зенкеры из стали Р18. Работа с охлаждением Зенкерование
КАРТА §9
Подача s в мм/об до
0,30 0,42 0,56 0,75 1,о 1,3 1,8 2,4 3,2
Диаметр D в мм и тип зенкера Глубина резания t в мм Скорость резания v в м/мин
15—35 (цельные) 0,5—1,0 1,1—2,0 Св. 2,0 29,5 26 23,5 25,5 22,5 20 22 ш г?,з 19 16,7 15 16,4 14,4 12,9 14,1 12,4 11,1 12,2 10,7 9,6 10,5 9,3 8,3 9,1 8,0 7,2
36—80 (насадные) 0,5—1,0 1,1—2,0 Св. 2,0 27 23,5 21 23 20,5 18 19,9 17,5 15,6 17,2 15,1 13,4 14,8 13 11,6 12,8 11,2 10 11 9,7 8,6 9,5 8,4 7,5 8,2 7,2 6,4
Примечание. Поправочные коэффициенты на скорость резания для изме* ненных условий работы в зависимости от группы и механической характеристики стали см. в карте 42.
СКОРОСТЬ РЕЗАНИЯ ' Зенкерование
Чугун серый. Зенкеры из стали Р18 КАРТА 60
Группа твердости по Бринелю НВ Подача s в мм/об до
143—229 170—255 197—269 0,3 0,42 0,3 0,56 0,42 0,3 0,75 0,56 0,42 i 1,0 > 0,75 ! 0,56 1,3 1,0 0,75 1,8 1,3 1,0 2,4 1,8 1,3 2,4 1,8
Диаметр в мм и тип зенкера Глубина резания t в мм Скорость резания v в м/мин
15—35 (цельные) 0,5—1,0 1,1-2,0 35 33 31 29 27,5 26 24,5 23 22 20,5 19,5 18,2 17,3 16,2 15,4 14,4 13,7 12,8
36—80 (насадные) 1,0—2,0 2,1—3,0 31,5 30 28 27 25 24 22 21 19,7 18,8 17,5 16,7 15,5 14,8 13,8 13,2 12,3 Н.7
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от состояния поверхности заготовки Поверхность Без корки С литейной коркой
Коэффициент 0,8
123
СКОРОСТЬ РЕЗАНИЯ Чугун ковкий. Зенкеры из стали Р18. Работа с охлаждением Зенкерование
КАРТА 61
Группа твердости по Бринелю НВ Подача s в мм/об до
149—163 0,56 0,75 1,0 1,3 1,8 2,4 — —
До 201 0,3 0,42 0,56 0,75 1,о 1,3 1,8 2,4
163—229 — 0,3 0,42 0,56 0,75 1,0 1,3 1,8
Д иаметр в мм и тип зенкера Глубина резания t в мм Скорость резания v в м/мин.
15—35 (цельные) 0,5—0,1 46 41 36,5 32,5 28 25,5 23 20
1,1—2,0 43 39 34 30,5 27 24 21,4 19
- 36-80 (насадные) 1,0-2,0 42 37 33 29 26 23 20,5 18,2
2,1-3,0 40 35,5 31,5 28 25 22 19,6 17,4
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от состояния поверхности заготовки Поверхность Без корки С литейной коркой
Коэффициент О 0,8
124
ПОДАЧИ Развертывание
Сталь и чугун.
Развертки машинные из стали Р18 КАРТА 62
Диаметр развертки D в мм до Сталь Чугун ковкий и серый 2/В<229 Чугун серый //В >229
Группа подач
II Ш I 1 II 1 III 1 1 I 1 ч 1 1 III
Подача s в мм!об
10 0,8 0,7 0,5 2,2 1,7 1,4 1,7 м 1,0
15 0,9 0,8 0,6 2,4 1,9 1,5 1,9 1,5 1,2
20 1,о 0,8 0,7 2,6 2,0 ’ 1,7 2,0 1,7 1,4
25 1,1 0,9 0,8 2,7 2,2 1,9 2,2 1,9 1,5
30 1,2 1,0 0,8 3,1 2,4 2,0 2,4 1.9 1,5
35 1,3 1,0 0,9 3,2 2,6 2,0 2,6 2,0 1,5
40 1,4 1,2 1,0 3,4 2,7 2,2 2,7 2,0 1,7
50 1,5 1,4 1,2 3,8 2,9 2,6 3,1 2,2 1,9
60 1,7 1,5 1,4 4,3 3,4 2,9 3,4 2,6 2,2
80 и выше 2,0 1,7 1,5 5,0 4,0 3,4 3,8 1 2,7 1 2,6
Примечание. Подачи даны для случаев обработки сквозных отверстий. При развертывании глухих отверстий, особенно с одновременной обработкой дна отверстия, подачи рекомендуются в пределах 0,2—0,5 мм^об.
Технологические факторы выбора группы подач
I группа. Предварительное (черновое) развертывание иод последующий чистовой проход разверткой.
II группа. Чистовое развертывание отверстий на один проход по 3— 4-му классам точности или с чистотой поверхности V5—Уб. Развертывание отверстий под полирование или хонингование.
III группа. Чистовой проход после чернового развертывания отверстий по 2-му классу точности или с чистотой поверхности У6^—У7.
125
СКОРОСТЬ РЕЗАНИЯ Развертывание
Стали углеродистые и легированные. ------------------------
Развертки из стали Р18. тглптл
Работа с охлаждением КАРТА 63
Черновое развертывание 3—4-й классы точности, V 5
Диаметр развертки D в мм Подача s в мм/об до
0,50 0,63 0,8 1,0 1,3 1,6 2,0 2,5 3,2 4,0 5,0
Скорость резания v в м/мин
10—20 14,3 13 10,6 9,2 7,9 6,8 5,9 5,1 4,4 3,8 3,3
21—80 13 10,6 9,2 7,9 6,8 5,9 5,1 4,4 3,8 3,3 2,8
Чистовое развертывание
Класс точности Класс чистоты обработанной поверхности Скорость резания v в м/мин
2—2а V6-V7 2—3
V5— V6 4—5
Примечание. Для чернового развертывания поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от группы и механической характеристики стали брать по карте 42.
126
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Развертки из стали Р18 Развертывание
КАРТА 64
Группа твердости по Бринелю НВ Подача s в мм!об
143—229 170—255 197—269 0,62 0,79 0,62 1,0 0,79 0,62 1,3 1,0 0,79 1,6 1,3 1,0 2,0 1,6 1,3 2,6 2,0 1,6 3,3 2,6 2,0 4,1 3,3 2,6 5,2 4,1 3,3 5,2 4,1
Диаметр развертки D в мм Скорость резания и в м!мин.
10—20 21—80 11,7 10,4 10,4 9,3 9,3 8,2 8,2 7,3 7,3 6,5 6,5 5,8 5,8 5,1 5,1 4,6 4,6 4,1 4,1 3,6 3,6 3,2
Примечания: 1. При расчете скорости резания величины припуска на обработку приняты в пределах 0,2—0,4 мм на диаметр соответственно размеру отверстия. При изменении величины припуска в 1,5—2 раза отклонения скорости резания не превышают 5—7%. 2. Приведенные режимы резания обеспечивают получение 2—3-го класса точности и чистоты поверхности в пределах V 6— V 7.
СКОРОСТЬ РЕЗАНИЯ Чугун ковкий. Развертки из стали Р18. Работа с охлаждением Развертывание
КАРТА 65
Группа твердости п© Бринелю' НВ Подача s в мм!об до
149—163 До 201 163—229 0,62 0,79 1,0 0,62 1,3 0,79 1,6 1,0 0,62 2,0 1,3 0,79 2,6 1,6 1,0 3,3 2,0 1,3 4,1 2,6 1,6 5,2 3,3 2,0 4,1 2,6 5,2 3,3 4,1
Диаметр развертки D в мм Скорость резания v в м]мин
10—20 21—80 19,5 17,4 17,4 15,4 15,4 13,7 13,7 12,2 12,2 10,8 10,8 9,6 9,6 8,6 8,6 7,6 7,6 6,8 6,8 6,0 6,0 5,4 5,4 4,8 4,8 4,2
Примечания: 1. При расчете скорости резания величины припуска на обработку приняты в пределах 0,2—0,4 мм на диаметр соответственно размеру отверстия. При изменении величины припуска в 1,5—2 раза отклонения скорости резания не превышают 5—7%. 2. Приведенные режимы резания обеспечивают получение 2—3-го класса точности и чистоты поверхности в пределах v6—V7.
127
РЕЖИМЫ РЕЗАНИЯ Сталь и серый чугун. Развертки конические из стали Р18 Развертывание конических отверстий
КАРТА 66
I. Подачи
Обрабатываемый материал Характер обработки Диаметр предварительно просверленного отверстия d в мм до
10 15 20 25 30 40 50 60 70 80 100
Подача s в мм/об
Сталь Предварительный проход 0,10 0,15 0,20 0,30 0,40 0,55 0,75 0,80 0,85 0,90 1,00
Чистовой проход 0,08 0,11 0,13 0,15 0,18 0,22 0,25 0,30 0,32 0,35 0,40
Чугун серый Предварительный проход 0,15 0,20 0,25 0,30 0,35 0,40 0,50 0,60 0,65 0,75 0,90
Чистовой проход 0,10 0,15 0,18 0,22 0,25 0,30 0,40 0,45 0,50 0,55 0,65
II. Скорости резания
Обрабатываемый материал Характер обработки Диаметр предварительно просверленного отверстия d в мм
10—100
Скорость резания V в м/мин
Сталь углеродистая конструкционная аб=75 кГ/мм2 Работа с охлаждением Предварительный проход 6,0
Чистовой проход 4,0
Чугун серый НВ 143—229 Предварительный проход 7,0
Чистовой проход 5,0
Поправочные коэффициенты на скорость резания для предварительных проходов в зависимости от твердости материала:
Чугун серый Группа твердости по Бринелю НВ 143—229 170—255 197—269
Коэффициент Kmv 0,89 0,79
Поправочные коэффициенты на скорость резания для предварительных проходов в зависимости от группы и их механической характеристики см. в карте 42.
128
МАШИННО-РУЧНОЕ ВРЕМЯ Сталь, чугун, медные сплавы. Зенковки, подрезные ножи, центровочные сверла Подрезка торцов, зенкование, зацентровка отверстий
КАРТА 67
1 й jdj
i W1P
I. Зенкование и подрезка торцов отверстий
Вид обработки Обрабатывае мы й материал Диаметр обрабатываемого отверстия D в мм _________
30 i 80 1 Св. 80
Машинно-ручное время в мин
Подрезка торцов зенковкой Сталь 0,07 | 0,08 —
Чугун 0,08 | 0,09 —
Медные сплавы 0,08 0,09 —
Подрезка торца подрезной пластиной Сталь в кГ/мм2 <90 >90 — 0,08 0,09 0,10 0,12
Чугун НВ <170 >170 — 0,08 0,11 0,11 0,13
Медные сплавы — 0,10 0,12
II. Снятие фасок и центровка отверстий
Снятие фасо к и заусенцев Размер фаски а в мм
0,5 1,0 2 3
Машинно-ручное время в мин
Жуоп 0,02 0,025 0,035 0,045
Центровка отверстий Размеры центрового отверстия d в мм
1,0 1,5 —2,0 2,5 3—4 5 -6 8
'т 2,5 5,0 6,0 7,5 15 20
11Ж Машинно-ручное время в мин
-4 L 0,05 0,07 0,09 0,12 0,15 0,21
Примечания: 1. При определении машинно-ручного времени для зенкования и подрезки торцов отверстий величина съема металла по торцу была принята 1 мм при обработке стали (без корки), 3—4 мм при обработке чугуна (по литейной корке).
2. При центровке отверстий в деталях из чугуна и медных сплавов время, ука-занное в карте, умножать на коэффициент 0,6.
5 456
129
ПОДАЧИ Чугун. Сверла с пластинками ВК8 Сверление
КАРТА 68
Диаметр сверла D в мм до Группа твердости по Брюнелю НВ
Чугун ковкий и серый Чугун серый
НВ <229 НВ>229
Группа подач
1 11 1 1 1 1 ”
Подача 5 в мм(об
8 0,22—0,28 0,18-0,22 0,18—0,22 0,13—0,17
12 0,30—0,36 0,22—0,28 0,25—0,30 0,18—0,22
16 0,35—0,40 0,25—0,30 0,28—0,34 0,20—0,25
20 0,40—0,48 0,27—0,33 0,32—0,38 0,23-0,28
24 0,45—0,55 0,33—0,38 0,38—0,43 0,27—0,32
26 0,50—0,60 0,37—0,44 0,40—0,46 0,32—0,38
30 0,55-0; 65 0,40—0,50 0,45-0,50 0,36—0,44
Поправочные коэффициенты на подачу в зависимости от глубины сверления (для I группы подач)
Глубина сверления в диаметрах сверла до 3D 5D 7D
Коэффициент Kis 1 Ь°1 0,9 0,8
Технологические факторы выбора группы подач * I группа. Сверление отверстий в условиях жесткой системы без допуска или с допуском до 5-го класса точности под последующую обработку сверлом, зенкером, резцом. 11 группа. Сверление отверстий в условиях средней жесткости системы; сверление точных отверстий при последующей обработке развертками, сверление для последующего нарезания резьбы метчиками. * См. примечание в карте 41.
130
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Сверла с пластинками ВК8 Сверление
КАРТА 69 % j
Группа твердости по Бринелю НВ Подача s в мм/об до
143-229 0,13 0,19 0,28 0,41 0,6 —
170-255 — 0,13 0,19 0,28 0,41 0,6
197—269 — — 0,13 0,19 0,28 0,41
Диаметр сверл i D в мм Скорость резания v в м/мин
8 82 72 61 57 51 45
. 12,5 92 82 72 64 57 51 . /
20 103 92 82 72 64 57
30 118 105 94 83 74 65
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от глубины сверления
Глубина сверления в диаметрах сверла 3D 4D 5D 6D W
Коэффициент Ki |Ь0| 0,85 0,75 0,7 0,6
5*
131
132
СКОРОСТЬ РЕЗАНИЯ Чугун ковкий. Сверла с пластинками ВК8 Сверление
КАРТА 71
Группа твердости по Бринелю НВ Подача s в мм/об до
149—163 0,19 0,28 0,41 0,6 —
До 201 — 0,19 0,28 0,41 0,6
163—229 — — 0,19 0,28 0,41
Диаметр сверла D в мм Скорость резания v в м/мин
8 86 77 68 61 54
12,5 97 86 77 68 61
20 109 97 86 77 68
30 127 112 100 89 79
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) глубины сверления Глубина сверления в диаметрах сверла 3D AD 5Р 60 8D
Коэффициент Ki I1'0 1 0,85 0,75 °,7 0,6
2) наличия охлаждения Условия работы Без охлаждения С охлаждением
Коэффициент Kqv 1 Ь°| 1,2—1,3
133
134
ПОДАЧИ Зенкеры с пластинками твердого сплава Зенкерование
КАРТА 73
Диаметр зенкера D в мм до Сталь Чугун
Группа твердости по Бринелю НВ
До 229 | Св. 229
Группа подач
1 11 1 1 II 1 1 П
Подача s в мм/об
15 0,50—0,60 0,40-0,45 0,70—0,90 0,55—0,60 0,50—0,65 0,40—0,45
20 0,60—0,70 0,45—0,50 0,90—1,1 0,60—0,70 0,60—0,75 0,50—0,55
25 0,70—0,90 0,50—0,60 1,0—1,2 0,75—0,80 0,70—0,80 0,55—0,60
30 0,80—1,0 0,60—0,70 1,1—1,3 0,80—0,90 0,80—0,90 0,60—0,70
35 0,90—1,1 0,65—0,70 1,2—1,5 0,90—1,0 0,90—1,0 0,65—0,75
40 0,90—1,2 0,70—0,80 1 >4—1 >7 1,0—1,1 1,0—1,2 0,70—0,80
50 1,0—1,3 0,80—0,90 1,6—2,0 1,1—1,3 1,2—1,4 0,85—1,0
60 1,1—1,3 0,85—0,90 1,8—2,2 1,2-1,4 1,3—1,5 0,90—1,1
80 и выше 1,2-1,5 0,90—1,1 2,0—2,4 1,4—1,6 1,4—1,7 1,0—1,2
Примечание. Подачи даны для случаев обработки сквозных отверстий. При зенкеровании глухих отверстий, особенно при одновременной обработке дна отверстия, рекомендуются подачи в пределах 0,3—0,6, мм/об. Технологические факторы выбора группы подач I группа. Зенкерование отверстий без допуска или с допуском до 5-го класса точности; зенкерование под последующую обработку зенкером с разверткой или двумя развертками. 11 группа. Зенкерование отверстий при повышенных требованиях к чистоте поверхности; зенкерование отверстий по 3—4-му классу точности с малой глубиной резания; зенкерование под последующую обработку одной разверткой; зенкерование под нарезание резьбы. Примечание. Подачи даны для работы стандартными зенкерами. При работе специальными зенкерами с повышенными глубинами резания табличные значения подач следует уменьшать на 30—40%. ,
135
сл
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Сталь. Зенкеры с пластинками Т15К6
Зенкерование
КАРТА 74
Од В кГ/мм2
Сталь ----------
НВ
42—52 53-66 67—84 190-240 85—106 241—303 Подача 5 в мм!об до
120-149 150—189
Глубина резания t в мм до
0,83 0,66 — — 0,83 1,0 1,2 1,5 1,8 2,1 —
1,0 0,83 0,66 — 0,69 0,83 1,0 1,2 1,5 1,8 2,1 —
1,3 1,0 0,83 0,66 0,57 0,69 0,83 1,0 1,2 1,5 1,8 2,1
1,0 1,3 1,0 0,83 0,47 0,57 0,69 0,83 1,0 1,2 1,5 1,8 2,1 ...
2,0 1,0 1,3 1.0 0,39 0,47 0,57 0,69 0,83 1,0 1,2 1,5 1,8 2,1
2,6 2,0 1,0 1,3 0,32 0,39 0.47 0,57 0,69 0,83 1,0 1,2 1,5 1,8 2,1 — — —
3,2 2,6 2,0 1,6 — 0,32 0,39 0,47 0,57 0,69 0,83 1,0 1,2 1,5 1,8 2,1
4,0 3,2 2,6 2,0 — — 0,32 0,39 0,47 0,57 0,69 0,83 1,0 1,2 1,5 1,8 2,1
5,0 4,0 3,2 2,6 — — — 0,32 0,39 0,47 0,57 0,69 0,83 1,0 1,2 1,5 1,8 2,1
0,3 5,0 4,0 3,2 — — — “— 0,32 0,39 0,47 0,57 0,69 0,83 1,0 1,2 1,5 1,8
8,0 6,3 5,0 4,0 — — — — 0,32 0,39 0,47 0,57 0,69 0,83 1,0 1,2 1,5
10 8,0 6,3 5,0 — — — — — —• 0,32 0,39 0,47 0,57 0,69 0,83 1,0 1,2
— 10 8,0 6,3 — — — — — — — 0,32 0,39 0,47 0,57 0,69 0,83 1,0
— — 10 §,о — — — — — — — — 0,32 0,39 0,47 0,57 0,69 0,83
Диаметр зенкера D в мм Мощность резания N в квт
20—39 40—80
Скорость резания v в м}мин
14 17 0,8 1,0 1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,1 4,9 5,9 7,0 8,4
17 20 1,0 1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,1 4,9 5,9 7,0 8,4 10
20 24 1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,1 4,9 5,9 7,0 8,4 10 12
24 29 1,4 1,7 2,0 2,4 2,9 3,5 4,1 4,9 5,9 7,0 8,4 10 12 14
29 35 1,7 2,0 2,4 2,9 3,5 4,1 4,9 5,9 7,0 8,4 10 12 14 17
35 41 2,0 2,4 2,9 3,5 4,1 4,9 5,9 7,0 8,4 10 12 14 17 —
41 49 2,4 2,9 3,5 4,1 4,9 5,9 7,0 8,4 10 12 14 Л 17 — —
49 59 2,9 3,5 4,1 4,9 5,9 7,0 8>4 10 12 14 7 — — —
59 70 3,5 4,1 4,9 5,9 7,0 8,4 10 12 14 17 — — — —
70 84 4,1 4,9 5,9 7,0 8,4 10 12 14 Р 17 — — — — —
84 100 4,9 5,9 7,0 8,4 10 12 14 17 — — — — — —
100 120 5,9 7,0 8,4 10 12 14 17 — — — — -— — —
120 142 7,0 8,4 10 12 14 17 — — — — — •— — —
СКОРОСТЬ РЕЗАНИЯ Сталь конструкционная углеродистая и легированная, стальные отливки. Зенкеры с пластинками Т15К6. Работа с охлаждением Зенкерование
КАРТА 75
ств в кГ/мм2 Сталь НВ Подача s в мм1об до
47—54 135-154 55-61 62—70 .71—80 81—91 92—104
155-174 175-200 201—228 229—26С 261—298
Глубина резания t в мм до
Mil s.“.Qrr О СО ООО I 1 1 1 о со 00 о ооосоо 1 1 --люо 1 1 »► < о оо со о 1 1 I г-Г СО СО О 1 г—Ч о оо 00 о 1111 ^-Г-Гоосоо 1,0 1,8 3,3 6,0 0,55 0,38 0,8 0,55 0,38 ООО — | | | | I оо'сл оо1о ОО СЛ ООО — — I 1 1 1 С*э сл оо го оо оо Сл 1,8 1,2 0,8 0,55 0,38 1,8 1,2 0,8 0,55 0,38 ю оо | | | ОО OI ОО Ю СО | — т-н о о о ООО — — сослооюоо 1 1 1 1 ОО СЛ Ю | | | | ОО СЧ ОО ю г—1 — о о 5=ГГ| IIIII оо ю оо ГГ| II 1 II 1 юоо IIIIII11*
Скорость резания v в м!мин
Диаметр зенкера D в мм 20 30 40 50 60 80 90 103 112 122 130 144 80 92 100 108 116 128 71 81 89 96 103 114 63 72 79 86 92 101 56 61 70 76 81 90 50 57 62 67 72 80 44 51 55 60 64 71- 39 45 49,5 53 57 63 34,5 40 44 47 51 56 31 35 39 42 45 50 27 31,5 34,5 37,5 40 44 24,5 28 31 33,5 35,5 39,5
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) состояния поверхности заготовки Поверхность Без корки । С литейной коркой
Коэффициент Knv 1 1,0 1 0,8
2) марки твердого сплава Марка сплава Т15К6 Т5К10
Коэффициент Kuv 1 1,0 1 0,65
1 40
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Чугун серый. Зенкеры с пластинками ВК8 Зенкерование КАРТА 77
Группа по 143—229 Глубина твердости чугуна Бринелю НВ 170—255 | 197—269 резания t в мм до Подача s в мм/об до
0,66 0,83 1,0 1,3 0,66 0,83 1,0 1,6 0,66 0,83 1,0 1,3 1,0 0,78 0,6 0,48 0,36 1,3 1,0 0,78 0,6 0,48 0,36 1,7 1,3 1,0 0,78 0,6 0,48 0,36 2,1 1,7 1,3 1,0 0,78 0,6 0,48 2,8 2,1 1,7 1,3 1,0 0,78 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 0,36 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 0,36 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 0,36 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 0,36 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 0,36 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 2,8 2,1 1,7 1,3 1,0 0,78 0,6 2,8 2,1 1,7 1,3 1,0 0,78 •о Ъ -S “ 1 1 1 1 1 1 1 1 1
2,0 0,6
2,6 3,2 4,0 5,0 6,3 8,0 10 2,0 2,6 3,2 4,0 5,0 6,3 8,0 1,6 2,0 2,6 3,2 ’ 4,0 5,0 6,3 1 1 1 1 1 1 1 N 1 1 1 1 1 1 1 1 1 1 1 1 0,Зб" 0,48 0,36
Диаметр зенкера D в мм Мощность резания N в квт
14—35 35—80
Скорость резания v в м/мин
21 24 — — — — 0,9 1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3
26 29 — — — 0,9 1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3 5,1
31 35 — — 0,9 1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3 5,1 6,1
37 41 — 0,9 1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3
44 49 0,9 1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7
52 59 1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,5
62 70 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,5 —
74 84 1,5 1,8 2,1 ' 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,5 — — ' £
89 100 1,8 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,5 — _ —
106 119 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,5 — — — —
, 127 142 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,5 — — — — —
152 170 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,5 ______
КРУТЯЩИЙ МОМЕНТ Чугун серый. Зенкеры с пластинками ВК8 Зенкерование
КАРТА 78
Группа твердости по Бринелю НВ Подача s в мм]об до
143-229 170-255 197-269
Глубина резания t в мм до
2.0 — — 0,47 0,6 0,78 1,0 1,3 1,7 2,1 2,8 — - — —
2,5 2,0 - 0,36 0,47 0,6 0,78 1,0 1,3 1,7 2,1 2,8 — — —
3,1 2,5 2,0 — 0.36 0,47 0,6 0,78 1,о 1,3 1,7 2,1 2,8 — —
3,9 3,1 2,5 - — 0,36 0,47 0,6 0,78 1,0 1,3 1,7 2,1 2,8 —
4,8 3,9 3,1 - — -1 0 36 0,47 0,6 0,78 1,0 1,3 1,7 2,1 2,8
6.0 4,8 3,9 — — — - 0,36 0,47 0,6 0,78 1,0 1,3 1,7 2,1
7.5 6,0 4,8 — — — — - 0,36 0,47 0,6 0,78 1,0 1,3 1,7
— — 6,0 — — - — — — 0,36 0,47 0,6 0,78 1,0 1,3
Диаметр зенкера D в мм Крутящий момент _ в кГ м кр
15 1,9 2,3 2,8 3,3 3,9 4,7 5,6 6,7 8,2 9,6 11,4 13,6
18 2,3 2,8 3,3 3,9 4,7 5.6 6,7 8,0 9,6 11,4 13,6 16
20 2,6 з,о 3,6 4,3 5,2 6,2 7,4 8,8 10,5 12,5 15 18
25 3,1 3,7 4,4 5,2 6,3 7,5 8,9 10,6 12,6 15 18 21,6
30 3,6 4,3 5,1 6,1 7,2 8,7 10,3 12,3 14,7 17,5 21 25
35 4,1 4,9 5,8 7,0 8,3 10 11,8 14 16,8 20 24 29
40 4,6 5,5 6,6 7,8 9,4 11 13,3 16 19 22,7 27 32
50 5,6 6,6 7,9 9,5 11,3 13,4 16 19,2 23 27,3 33 39
60 6,4 7,7 9,2 11 13 15,6 18,6 22 27 32 38 45
80 8,2 9,8 11,7 14 16,7 20 24 28,4 34 41 48 58
142
СКОРОСТЬ РЕЗАНИЯ Чугун ковкий. Зенкеры с пластинками ВК8 Зенкерование
КАРТА 79
Группа твердости по Бринелю НВ Подача s в мм!об до
149- 163 До 201 163-229
Глубина резания t в мм до
0,6 — — 0,46 0,59 0,77 1,0 1,3 1,7 2,2 — — — —
1,3 — — 0,35 0,46 0,59 0,77 1,0 1,3 1,7 2,2 -- — —
2,7 0,6 — — 0,35 0,46 0,59 0,77 1,0 1,3 1,7 2,2 — —
6,0 1,3 — — — 0,35 0,46 0,59 0,77 1,0 1,3 1,7 2,2 —
13 2,7 0,6 — — — 0,35 0,46 0,59 0,77 1,0 1,3 1,7 2,2
— 6,0 1,3 — — — — 0,35 0,46 0,59 0,77 1,0 1,3 1,7
— 13 2,7 — — — — — 0,35 0,46 0,59 0,77 1,0 1,3
— — 6,0 — — — — — — 0,35 0,46 0,59'0,77 ! 1,0
Диаметр зенкера D в мм Скорость резания v в м/мин.
14—80 211 188 167 148 132 117 104 93 82,5 73 65
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от:
1) состояния поверхности заготовки Поверхность Без корки С литейной коркой
Коэффициент КПу 1,0 0,8
2) марки твердого сплава Марка сплава ВК8 ВК6 ВК4
Коэффициент Kuv 1,0 1,2 1,3—1,4
3) наличия охлаждения Условия работы Без охлаждения С охлаждением
Коэффициент Kov 1,0 1,1—1,15
143
£ МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Чугун ковкий. Зенкеры с пластинками ВК8 Зенкерование
КАРТА 80
Группа твердости по Бринелю НВ Подача s в мм]об
149-163 До 201 163-225
Глубина резания t в мм до
0,66 0,83 1,0 1,3 1,6 2,0 2,6 3,2 4,0 5,0 6,3 8,0 10,8 0,66 0,83 1,0 1,3 1,6 2,0 2,6 3,2 4,0 5,0 6,3 8,0 0,66 0,83 1,0 1,3 1,6 2,0 2,6 3,2 4,0 5,0 6,3 о о о о 1 1 1 1 1 1 1 1 1 » Vo> ч СП оо оо о о о о •— 1 1 1 1 1 1 1 1 w ст Ь о оо оо 1,3 1,0 0,78 0,6 0,48 0,36 о о| о о 1 1 1 1 1 W Гст О W СП оо i оо 2,1 1,7 1,3 1,0 0,78 0,6 0,48 0,36 2,8 2,1 U 1,3 1,0 0,78 0,6 0,48 0,36 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 0,36 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 0,36 О О О О ь- ND ND W 4^ СТ S Ь W <1 ОО 1 1 1 СП 00 00 О О О О ND ND Ъ ст S О w оо 1 I I I СП оо оо 2,8 2,1 1,7 1,3 1,0 0,78 0,6 0,48 оо | | | | | |00^t';c00t^c0- CN CN О О 2,8 2,1 1,7 1,3 1,0 0,78 1 1 1 1 1 1 1 1 rt- °- ; сч сч г-н —
Диаметр зенкера D в мм Мощность резания N в квт
14-35 36—80
Скорость резания v в м/мин
21 24 — — — — — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7
26 29 — — — — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4
31 35 — — — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2
37 41 — — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,3
44 49 — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,3 7,5
52 59 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,3 7,5 8,9
62 70 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,3 7,5 8,9 10,7
74 84 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,3 7,5 8,9 10,7 —
89 100 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,3 7,5 8,9 10,7 —
106 119 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,3 7,5 8,9 10,7 — — —
127 142 2,2 2,6 3,1 3,7 4,4 5,2 6,3 7,5 8,9 10,7 — — — —
152 170 2,6 3,1 3,7 4,4 5,2 6,3 7,5 8,9 10,7 12,7 — — — —
РЕЖИМЫ РЕЗАНИЯ Сталь и чугун. Развертки машинные с пластинками твердого сплава Развертывание
КАРТА 81
Подача s в мм)об
Диаметр развертки D в мм
Обрабатываемый материал 10-20 21-40 41-60 Св. 60
Подача s в мм/об
Сталь и чугун 0,8—1,2 1,0—1,3 1,0—1,5 1,5—2,0
Скорость резания v в м!мин
Обрабатываемый материал Материал режущей части инструмента Класс чистоты Диаметр развертки D в мм Скорость резания v в м/мин
Стали конструкционные углеродистые ов = 60-4-ч-90 кГ!мм2 Т15К6 ?5— — 60—80
V7 <20 15
>20 10
Чугун ковкий и серый ВК8 ВК6 ВК4 76—77 — 60—80
Примечание. При развертывании стали необходимо применять обильное охлаждение сульфофрезолом.
146
РЕЖИМЫ РЕЗАНИЯ Сталь углеродистая и легированная. Работа с охлаждением Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях
КАРТА 82
Диаметр и шаг резьбы в мм до Метчики машинные I Метчики гаечные
Режимы резания
d S V в м[мин п В об!мин N в кет V в м[мин п 1 В об [мин 1 N в кет
4 0,5 0,7 7,3 5,4 580 430 0,04 0,05 15,8 1250 | 0,03 0,04
6 0,75 1,0 8,3 6,4 440 340 0,10 0,12 19,4 1030 | | 0,06 1 0,08
8 0,75 1,0 1,25 11,8 9,1 7,4 470 360 295 0,16 0,19 0,21 22,4 890 0,10 ’ 0,13 0,16
10 1,0 1,25 1,5 11,8 9,7 8,2 375 310 260 0,27 0,81 0,34 25,0 800 0,17 0,21 0,26
12 1,0 1,25 1,75 14,5 12,1 8,9 385 320 235 0,36 0,41 0,50 31,0 28,0 23,5 825 745 625 0,22 0,27 0,38
16 1,5 2,0 . 14,5 11,1 290 220 0,72 I 0,87 1 29,0 | 25,5 535 ; 510 I 0,45 1 0,60
20 1,5 2,5 19,0 12,0 300 191 1,03 1,40 I 32,5 1 25,0 520 405 0,63 1,05
24 1,5 2,0 3,0 23,5 18,1 12,6 310 240 167 1,38 1,65 2,10 35,0 31,0 25,0 475 415 340 0,80 1,06 1,60
30 2,0 3,5 23,5 14,3 • 250 152 2,45 3,4 35,0 I 26,0 | 370 ; 280 1,42 2,50
36 3,0 4,0 | I 20,4 1 15,8 180 140 4,0 4,8 31,0 I 27,0 1 276 240 2,70 3,6
42 3,0 4,5 I 24,5 1 17,1 186 129 5,1 -6,5 35,0 I 29,0 | 270 220 3,3 4,9
45 3,0 1 4,5 I 26,5 1 18,5 186 131 5,7 7,3 35,0 I 28,5 1 247 199 3,6 5,4
Поправочные коэффициенты на режим резания в зависимости от:
1) группы и механической характе- ристики стали Группа стали и предел прочности °в в кГ/мм2 । Углероди- [ стые Хромистые и хромоникелевые Хромокремнистые, марганцовистые
<50 50-80 <70 70-80 <70 | 70—80
Коэффициент 0,70 0,81 0,90 0,67 0,75
11
2) точности нарезаемой резьбы Класс точности 1 1 2 1 3
Коэффициент ^v~^n 0,8 1,25
1 ьо|
3) материала режущей части Материал Р18 9ХС, У10, У12
Коэффициент =ки 0,7
1 м|
4) геометрических параметров инструмента Заборная часть на гаечных метчиках Длинная Укороченная
Коэффициент 1 >-°| 0,7
147
РЕЖИМЫ РЕЗАНИЯ Сталь жаропрочная Х18Н9Т. Режущий инструмент из стали Р18. Работа с охлаждением | Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях
КАРТА 83
Диаметр резьбы в мм Шаг резьбы S в мм Машинные метчики | Гаечные метчики
Режимы резания
V в mJmuh п об [мин, NP в квт V в м[мин п об/мин NP и квт
4 0,5 0,7 5,7 4,2 455 335 0,03 0,04 4,2 340 0,01 0,02
б 0,5 0,75 1,0 9,2 6,4 5,0 490 340 265 0,06 0,08 0,09 6,3 340 0,04 0,05
8 0,75 1,0 1,25 9,1 7,0 5,8 360 280 230 0,12 0,14 0,16 8,4 340 0,08 0,10
10 0,75 1,0 1,25 1,5 11,5 9,1 7,5 S.3 375 290 240 200 0,17 0,20 0,23 0,26 10,6 340 0,10 0,13 0,15
12 1,0 1,25 1,75 11,4 9,3 6,8 300 245 180 0,27 0,31 0,38 13,2 10,8 10 350 290 270 0,13 0,16 0,23
16 1,5 2,0 11,4 8,6 220 171 0,55 0,66 12,4 10,8 250 215 0,28 0,38
20 1,5 2,0 14,6 9,2 230 147 0,79 1,07 14 10,8 225 173 0,38 0,64
Поправочные коэффициенты на скорость резания, число оборотов и мощность резания в зависимости от:
1) класса точности резьбы 1 2 3
Коэффициент 0,8 11 1,25
2) заборной части у гаечных метчиков Длинной Укороченной
Коэффициент Kv=Kn = KN | 1,0 0,7
148
РЕЖИМЫ РЕЗАНИЯ Чугун серый и ковкий. Работа без охлаждения Нарезание резьбы в сквозных отверстиях метчиками со шлифованным профилем
КАРТА 84
Диаметр и шаг резьбы в мм Чугун серый | Чугун ковкий
Режимы резания
d V в м/мин п об!мин в квт V в м/мин п об/мин в квт
4 0,5 I 0,7 1 2,5 3,9 415 310 0,03 0,03 1 1 6,0 1 9,4 996 743 0,06 0,06
6 .. 0^75 1 1,0 1 5,9 4,6 310 240 0.06 0,07 14,1 11 743 5'6 0,12 0,14
8 0,75 1,0 1,25 8,4 6,5 5,3 335 255 210 0,10 0,12 0,14 20 15,6 12,7 805 612 504 0,20 0,24 0,28
10 1,0 1,25 1,5 8,4 6,9 5,8 270 220 186 0,17 0,19 0,22 20 16,5 13,9 647 528 423 0,34 0,38 0,44
12 1,0 1,25 1,5 10,5 8,6 6,3 280 230 167 0,23 0,26 0,32 25,2 20,6 15,1 6’2 552 400 0,46 0,52 0,64
16 1,5 I 2,0 1 10,5 7,9 205 157 0,46 | 0,55 | I 25,2 1 19 493 377 0,92 1,10
20 1,5 2,5 13,4 8,5 210 135 0,66 I 0,89 | 32,2 , 20,4 504 324 1,32 1,78
24 1,5 2,0 3,0 16,7 12,8 8,9 220 170 118 0,88 1,05 1,33 40 30,8 21,4 528 408 283 1,76 2,10 2,66
30 3,0 3,5 11,7 10,2 125 I 108 | 1,9 2,1 28 24,5 300 259 3,8 4,2
36 3,0 4,0 14,6 1 п,з 1 1 129 1 1 100 1 2,6 3,0 35 27 310 240 1 5,2 1 6,0
42 | 3,0 4,5 17,5 I 12,2 1 133 I 93 1 3,3 4,2 42 29,3 320 223 1 6,6 1 8,4
• 45 | 3,0 4,5 19 I 13,2 | 135 I 1 93 1 3,7 4,7 45,7 31,7 324 223 1 7’4 1 9,4
Поправочные коэффициенты на режим резания в зависимости от:
1) группы твердости чугуна НВ Твердость по Бринелю НВ Чугун серый Чугун ковкий
156-229 170-255 197— 269 149-163 До 201 163- 229
Коэффициент 0,7 0,5 0,8 ' 0,65
1 ьо 1 11.° 1
2) класса точности резьбы Класс точности 1 2 3
Коэффициент Kv^Kn^KN | ! 1 м I 1,25
Н 1>° 1 1
3) материала режущей части Материал режущей части Р18 9ХС, У10
Коэффициент Kv = Kn = KN и .°,7
149
РЕЖИМЫ РЕЗАНИЯ Алюминиевые сплавы. Режущий инструмент из стали Р18 Нарезание резьбы в сквозных отверстиях метчиками со шлифованным профилем
КАРТА 85
Диаметр и шаг резьбы в мм Дуралюмин, электрон । | Силумин
Режимы резания
d S v в м/мин J п об/мин V в м/мин п об/мин
5 0,8 9,3 592 5,7 362
6 0,75 1,0 14,5 12,6 770 666 8,9 7,7 472 408
8 1.0 1,25 24,6 22,1 977 882 15,0 13,4 598 534
10 1,0 1,5 41,2 33,6 1310 1070 24,8 20,3 790 615
12 1,0 J ,5 1,75 47,8 39,0 36,0 1267 1035 956 28,8 23,5 21,8 763 625 580
14 1.0 1,5 2,0 53,5 43,7 37,9 1218 994 863 32,4 26,5 23,0 735 603 523
16 1,0 1,5 2,0 43,3 35,5 30,5 766 628 540 20,7 16,9 14,6 410 336 290
20 1,0 1,5 2,0 47,4 38,6 33,6 754 615 534 24,7 20,2 17,5 393 321 278
24 1,0 1,5 2,0 54,3 44,3 38,3 719 584 509 28,3 23,1 20,0 374 306 265
27 1,0 1,5 2,0 59,3 48,4 42,1 700 571 496 31,1 25,4 22,0 365 295 259
30 1,0 1,5 2,0 64,7 52,8 45,5 688 559 484 33,8 27,6 23,9 359 293 254
36 ' 1,5 2,0 43,1 37,3 383 330 23,0 19,8 203 175
42 1,5 2,0 48,7 42,2 370 321 25,8 22,4 195 169
48 1,5 2,0 54,5 47,1 361 312 28,8 25,0 * 190 166
Примечания: 1. Приведенные в карте 85 режимы резания действительны для 2-го класса точности. 2. При нарезании резьбы 1-го класса Kv = Kn =0,77. 3. При необходимости получения посадки АШ1 Kv = Kn=0,6.
РАЗДЕЛ III
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКОВ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Раздел III содержит нормативные материалы для выбора режимов резания на основные работы, выполняемые на строгальных и долбежных станках по обработке плоскостей, пазов и отрезке твердосплавными резцами и резцами из быстрорежущей стали.
I. ВЫБОР РЕЖИМА РЕЗАНИЯ
Для сокращения времени обработки рекомендуется вести обработку с возможно меньшим числом проходов, стремясь, где это возможно, выполнить работу за один проход. На продольно-строгальных станках сокращение времени обработки достигается также путем применения одновременной работы несколькими суппортами.
Подача. Выбор подачи при обработке плоскостей зависит oi заданной чистоты и точности обработки, обрабатываемого материала, прочности режущего инструмента, а также тяговой силы,, допускаемой механизмом движения стола (у продольно-строгальных станков) или ползуна (у поперечно-строгальных и долбежных станков).
В картах 86, 95 и 104 рекомендуются технологические подачи для обработки на строгальных и долбежных станках с учетом обрабатываемого материала, вида обработки, типа и размера режущего инструмента и глубины резания. В отдельных случаях при больших вылетах или малом сечении резца подачи проверяются по приложению 9.
Скорость и сила резания. После выбора глубины резания и подачи назначается скорость резания.
Для обработки плоскостей заготовок из конструкционных углеродистых (И легированных сталей, стального, чугунного литья и медных сплавов на строгальных и долбежных станках резцамй ВК8, Р18 скорости резания определяются по картам 87, 88, 90, 91, 96, 98, 99, 101, 105 и 106; для обработки V-образных направля
151
ющих и ласточкиных хвостов—по карте 94; для обработки пазов и отрезки — по картам 93, 103 и 107.
Выбранный режим резания для черновой обработки проверяется по тяговой силе, допускаемой механизмом движения стола или ползуна станка в соответствии с его паспортными данными, и должен удовлетворять следующим условиям:
Р Z^P ст»
где Pz — сила резания в кГ;
Рст — тяговая сила, допускаемая механизмом движения стола или ползуна станка, в кг.
Сила резания определяется по картам 89, 92, 97, 100 и 102. В целях более точной проверки выбранного режима резания, а также при отсутствии в паспорте станка данных о допускаемых тяговых силах выбранный режим резания для черновой обработки проверяется по мощности, допускаемой станком, аналогично проверке по тяговой силе, и должен в этом случае удовлетворять условию
где N — мощность, потребная на резание, в квт (определяется по приложению 18);
УУд — мощность электродвигателя станка в квт (определяется по паспорту станка);
т] — к. п. д. станка.
Если выбранный режим резания не удовлетворяет этим условиям, то необходимо установленную величину скорости резания понизить соответственно допустимой по тяговой силе (или мощности) станка, не изменяя установленной величины подачи.
Режимы резания в нормативах рассчитаны для условий одно-инструментной обработки.
При многоинструментной обработке на продольно-строгальных станках при заданной глубине резания в предварительно выбранной подаче для каждого отдельного резца определяется суммарная сила резания для всех одновременно работающих резцов, которая проверяется по тяговой силе, допускаемой станком. Установленная для лимитирующего, т. е. наиболее нагруженного резца, скорость резания понижается вследствие необходимости увеличения периода стойкости резцов при многоинструментной обработке. В порядке первого приближения при обработке поверхностей одинаковых или близких размеров период стойкости лимитирующего резца увеличивается пропорционально числу одновременно работающих резцов. Соответственно установленному таким образом периоду стойкости корректируется скорость резания.
При расчете карт режимов резания табличные значения отдельных параметров режимов — скорости резания, мощности, силы резания — были определены для средних значений принятых технологических факторов режимов (глубина резания, подача, твердость обрабатываемого материала и др.).
152
Скорости резания в картах нормативов установлены для определения режима рабочего движения стола или ползуна при резании металла.
На станках, где по их кинематическим данным допускается применение различной скорости обратного хода, последняя должна всегда назначаться максимально возможной в каждом отдельном случае обработки с учетом технологических ограничений по оборудованию. Эти ограничения зависят от веса и размеров обрабатываемой детали, уровня режима резания в пределах кинематических возможностей станка и в соответствии с его паспортными данными.
Число двойных ходов станка. По найденной величине скорости резания определяется число двойных ходов станка.
Число двойных ходов стола для продольно-строгальных станков определяется по формуле
lOOOv п =---------- ход мин,
L (1 + т)
где v — расчетная скорость резания, определяемая по нормативам, В м!мин\
L — длина хода стола, равная сумме длин обрабатываемой поверхности I и перебега стола в обе стороны /Пер (см. приложение 4), в мм\
т — отношение скорости рабочего хода к скорости холостого хода.
Для поперечно-строгальных и долбежных станков с кулисным или кривошипно-шатунным механизмом число двойных ходов в соответствии с установленной по нормативам скоростью резания и длиной строгания определяется по паспорту станка.
Для поперечно-строгальных и долбежных станков с гидравлическим приводом и бесступенчатым регулированием скорости движения ползуна число двойных ходов определяется так же, как для продольно-строгальных станков, по формуле, приведенной выше.
II. ОПРЕДЕЛЕНИЕ ОСНОВНОГО, (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
Основное (технологическое) время на переход при работе на строгальных и долбежных станках рассчитывается по формуле
у __ L ;__ В + I] 4- h f „
1 g — L — MU Н,
ns ns
где L — длина пути, проходимого инструментом в направлении подачи, в мм;
В — ширина обрабатываемой поверхности в мм;
/1 — величина врезания и перегиба инструмента в мм;
12 — дополнительная длина на взятие пробных стружек в мм*, п— число двойных ходов стола станка (или ползуна) в мин;
s — подача инструмента за один двойной ход в мм\
I — число проходов.
153
ПРИМЕР РАСЧЕТА ОСНОВНОГО ВРЕМЕНИ НА ОПЕРАЦИЮ, ВЫПОЛНЯЕМУЮ НА ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКАХ
Наименование операции — черновая обработка (под старение) Разряд работы—5 Станок — продольно-строгальный Модель и фирма — 7242А Приспособление— На столе с креплением болтами с планками Число станков, обслуживаемых рабочим, — 1 Число одновременно обрабатываемых деталей — 7 Наименование детали — Траверза № детали № чертежа Количество деталей на 1 изделие — 1 Вид заготовки — Чугунное литье Марка и механические свойства материала. — Чугун СЧ 21-40, НВ 205 Вес — черный 2440 кг, чистый 2200 кг Размер партии — 30 шт
в —* I—L = 3 =±= * L *
I № позиции I Наименование переходов Инструмент Расчетные размеры обработки в мм Припуск на сторону в мм Число проходов 1 Режим обработки
Наименование £ Р bi Марка материа-ла ' Измерительный Диаметр 1 Длина 1 Ширина | Врезание и выход Расчетная ширина Глубина резания в мм 1 Подача в мм(дв, ход Скорость резания в м(мин Число двойных ходов в мин, Основное время в мин
1 Черновое строгание поверхности 1 и поверхности 4 Резец проходной 00 & Линейка масштабная — 4200 4200 320 60 15 15 335 75 16 16 1 11 3,0 16,7 3,4 39,1 (8,75)
2 Черновое строгание поверхности 2 Резец подрезной специальный — 4200 160 3 163 16 1 11 1,6 15 2,62 38,8
. 3 Черновое строгание поверхности 3 — 4200 80 3 83 16 1 11 1,6 15 2,62 19,8
Всего 97,7
РАСЧЕТНЫЙ ЛИСТ К ПРИМЕРУ
Исходные данные
Деталь — Траверза
Операция — Черновое строгание (под старение) поверхностей 1, 2, 3, 4
Заготовка — Чугунные отливки (чугун СЧ 21-40, НВ 205)
Станок — Продольно-строгальный 7242А
Инструмент — Резец проходной (40 x 60) ВК.8 2 шт.; резец подрезной специальный (40 x 60) ВК8 1 шт.
Вес заготовки — 2440 кг
Способ установки — На столе с креплением болтами с планками
Паспортные данные продольно-строгального станка модели 7242А
Наибольшая длина хода стола в мм 6200
Размер рабочей площади стола в мм Длина [ 6000
Ширина I 1250
Скорость движения стола в м/мин (бесступенчатое регулирование) Рабочий ход | 6—60
Холостой ход 15—60
Подача в мм/дв.ход Вертикальные суппорты Горизонтальные * подачи 0,5—25
Вертикальные подачи 0,125—6,2
Боковые суппорты Горизонтальные подачи —
Вертикальные подачи 0,25—12,5
Тяговая сила и эффективная мощность
Скорое 1ь рабочего хода в м/мин Тяговая сила на столе (при весе деталей 10 000 кг) в кГ Эффективная мощность в квт
по приводу по наиболее слабому звену
6 8000 8000 —
60 2500 2500 16,8
1. Определение режима резания
При величине общего припуска (на сторону) 16 мм, одинакового для всех четырех плоскостей, устанавливается глубина резания t, равная 11 мм.
154
155
Для проходных резцов сечением 40X60 мм по карте 86 устанавливается величина подачи $, равная 3 мм/дв. ход; для подрезного специального резца по карте 94 устанавливается подача, равная 1,6 мм!дв. ход.
По карте 90 определяется скорость резания для прободных резцов. При обработке чугуна НВ 205, t~ 11 мм, s=3,0 мм! де. ход по корке резцом с ф=45° табличная скорость резания ^Табл = = 16,7 м!мин.
По карте 94 определяется скорость резания для подрезного специального резца, равная 15 м!мин.
Скорость холостого хода стола vx.x устанавливается по паспорту в соответствии с возможностями станка. С учетом веса детали принимается максимальная скорость, равная 60 м!мин.
Проверка выбранного режима резания по тяговой силе, допускаемой станком. Проверка производится по наиболее нагруженному переходу. По технологическому процессу запроектирована одновременная обработка двумя резцами поверхностей 1 к 4.
По карте 92 определяется сила резания. Для строгания чугуна с глубиной резания £=11 мм, подачей s = 3,0 мм]дв. ход сила резания на резце Pz = 2000 кГ.
При одновременной работе двумя резцами с одинаковыми режимами резания сила резания удваивается и составляет
Pz& = 2Рг(1) = 2.2000 = 4000 кГ.
Найденная для работы с заданным режимом величина силы резания Pz сопоставляется с тяговой силой, допускаемой станком. Согласно паспортным данным тяговая сила, допускаемая механизмом движения стола, при работе со скоростями резания в пределах v=6-ь60 mImuh равна 8000—2500 кГ. При работе с выбранной для работы скоростью резания v =16,7 м/мин тяговая сила, допускаемая станком, равна 5000 кГ. Следовательно, работа с выбранным режимом резания допустима.
Проверка выбранного режима резания по мощности, допустимой станком. Мощность, потребная на резание, определяется пс приложению 18. При строгании чугуна с глубиной резания £ = = 11 мм, подачей s = 3,0 мм!дв. ход со скоростью резания = 16,7 м)мин мощность, потребная на резание одним резцом, равна 7,0 кет. При одновременной работе двумя резцами с одинаковыми режимами резания мощность, потребная на резание, удваивается и составляет
N2 = 2^1=2.7,0=44,0 кет.
Согласно паспортным данным мощность, допускаемая станком, равна 16,8 кет. Следовательно, работа с выбранным режимом резания по мощности станка допустима.
156
2. Определение основного (технологического) времени обработки
Определение числа двойных ходов станка. При длине детали 4200 мм длина перебега согласно приложению 4 принимается равной 375 мм.
Отношение скорости рабочего хода к скорости холостого хода стола составляет /72 = 0,28 при обработке плоскостей 1 и 4 и т = = 0,25 при обработке плоскостей 2 и 3. Тогда для обработки плоскостей 1 и 4
1000.16,7
(4200 +375) (1 +0,28)
= 2,85 дв. ход/мин\
для обработки плоскостей 2 и 3
________1000.15
(4200 + 375; (1 +0,25)
= 2,62 дв. ход/мин.
Определение основного (технологического) времени. Величина врезания и выхода резца устанавливается по приложению 4. Для строгания проходным резцом поверхностей I и 4 с глубиной резания £=11 мм она равна 15 мм; для строгания в упор резцом с ф=90° поверхностей 2 и 3 с глубиной резания 11 мм она равна 3 мм; тогда для поверхности 1
. 320 + 15 qq <
tOi =--------= 39,1 мин\
1 2,85-3,0
для поверхности 2
, 160 + 3 000
/ =-----------= 38,8 мин\
2 2,62.1,6
для поверхности 3
^80 + 3 °3 2,62.1,6
19,8 мич\
для поверхности 4
2 60 + 15 о „г.
t0=------------= 8,75 мин.
* 2,85-3,0
Обработка поверхности 4 производится одновременно с поверхностью 1. Вследствие этого время на обработку поверхности 4 перекрывается временем обработки поверхности /ив норму не включается.
157
ПОДАЧИ П родольно-строгальные станки
КАРТА 86
I. Обработка плоскостей черновая
Обрабатываемый материал 1 Сечение резца bxh в мм Глубина резания t в мм до
8 1 12 1 | 20
Подача 5 в мм/дв. ход
Сталь 25X40 30X45 40X60 CH СО W о 1 1 1 oi ОО «О г-7 со Ю ОО С© 1 1 1 ОО О СЧ 0,6-0,4 1,4-0,8
Чугун 25X40 30X45 40X60 2,0-1,6 3,0-2,4 4,0-3,5 1,5-1,1 2,4-1,6 3,0-2,5 1,4-0,3 2,4-1,8
II. Обработка плоскостей чистовая
Тип резца Класс чистоты по ГОСТу Обрабатываемый материал Сечение резца bXh в мм Величина переходной кромки Г Глубина резания t в мм 1 Подача s в мм/дв. ход !
Проходной V4 Сталь 25X40 30x45 2—3 до 2 1,2-1,5
V4 w 40X60 3—4 до 2 2,0-2,6
V5 • 25X40 30x45 2-3 до 2 1,0—1,3
V5 я 40X60 3-4 до 2 1,8-2,2
V4 Чугун 25X40 30x45 2—3 до 2 1,5-1,9
V4 я 40X60 3—4 до 2 2,5-3,2
v5 25X40 30X45 2-3 до 2 1,3-1,7
' V5 » 40X60 3-4 до 2 2.2-2.?
Широкий ВК8 V4—5 v6 V7 Чугун 40X60 40X60 40X60 (1,2—1,5)S до 2 0,1-0,2 0,05-0,15 10-20 10-20 12—16
III. Обработка пазов и отрезка
Обрабатываемый материал Ширина резца В в мм до
5 1-8 | 10 | 12 | 16 | 20
Подача s в мм/дв. ход
С таль 0,16-0,18 | 0,20-0,24 | 0,25-0,27 | 0,27-0,33 | 0,34-0,38 | 0,4-0,48
Чугун 0,28—0,35 | 0,35-0,42 | 0,45-0,50 ( 0,50—0,60 | 0,60-0,70 | 0,70—0,85
Примечания: 1. При одновременной работе несколькими резцами с делением припуска по глубине резания подачу следует назначать по максимальной глубине резания на один резец. 2. При одновременной работе несколькими резцами с делением подачи между отдельными резцами подача на 1 дв. ход увеличивается соответственно числу одновременно работающих резцов. Скорость резания при этом назначается в зависимости ог подачи на один резец. 3. При строгании прорезными резцами боковых полок Т-образных пазов подачи уменьшать на 20—25%. |
158
РЕЖИМЫ РЕЗАНИЯ ШИРОКИМИ . РЕЗЦАМИ Чугун серый. Резцы ВК8 Продольно-строгальные станки
Обработка плоскостей
КАРТА 87
I. Форм 4; P-t а и геометрические параметры ре: - LC 1 ща
Г и с
II. Режимы резания
Характер обработки Число проходов Глубина резания t в мм Подача s в мм/дв. ход Скорость резания v в м/мин*
Чистовая V4—V5 1 До 2 10—20 14—18
Чистовая V6-V7 Предварительный проход 1 0,15—0,3 10—20 5—15
Окончательный проход 1—2 О4,05—0,1 12—16 4—15*
* Максимальная допустимая скорость резания в зависимости от размеров обрабатываемой поверхности определяется по приведенной ниже таблице.
Размер обрабатываемой поверхности в м2 до 6 8 13 17 22
Максимальная скорость резания в м/мин, обеспечивающая обработку без смены резца 15 11 7 5 4
Примечание. Для достижения класса чистоты V6—v7 необходимо: 1) прямоугольный участок режущей кромки доводить до \7 10 с контролем прямолинейности по лекалу (на просвет); 2) установку резца на станке производить в горизонтальной плоскости (на просвет); 3) производить смачивание обрабатываемой поверхности керосином.
159
СКОРОСТЬ
Сталь конструкционная углеродистая, хромистая, хромоникелевая
Пределы прочности при растяжении ив в кГ/мм1
46-49 50-53 54-57 58-61 62-66 67-72 73—78 79-84 85-91 Подача 5
Твердость НВ
о 7 оо 141-152 153—163 164-174 175-189 190-205 206—224 225-240 241—260
Глубина резания t в мм до
1,6 2,8 4,7 8 14 23 0,9 1,6 2,8 4,7 8 14 23 с© оо г- 1 О ГМ СЧ~ ’т' ОС 00 1 1 1 1 ’-Н СЧ to Н- I 1 I мд ад ьэ о 1 1 СТ) со 00 Г". 1 1 1 О Г-1 СЧ Т^ОО 00 1 1 т-Н СЧ 0,9 1,6 2,8 4,7 8 14 23 со оо^- 1 1 1 1 1 О т-ч СЧ оо Ci СО оС 1 1 1 1 1 1о^сч'^ 3° 1 1 1 1 1 1 1 ОО Oi с- 0,5 0.4 0,34 0.61 0,5 0,4 0.34 0,75 0.61 0.5 0,4 0,34 0.92 0/5 0.61 0.5 0,4 0,34 1.1 0,92 0.75 0,61 0,5 0,4 0,34 1 1 0,92 0.75 0,61 0,5 0,4 0,34 1
14 23 8 14 4,7 8 — — — — — —
Характер заготовки и состояние ее поверхности Главный угол в плане ср в град Скорость
Без корки Прокат или поковка 30 45-60 90 58 46 51 40 66 45 35 58 39 31 51 34 27 45 30 24
Отливка 30 — 69 61 53 47 41
45-60 90 52 41 46 36 40 32 35 28 31 24 27 21
С коркой Прокат 30 45-60 90 52 41 69 46 36 61 40 32 53 35 28 47 31 24 41 27 21
Отливка или поковка * 30 45-60 90 47 37 62 41 32 54 36 28 47 31 25 41 27 22 36 24 18,9
Примечание. Силы резания см. в карте 89.
* При обработке с загрязненной коркой, содержащей неметаллические включе
160
РЕЗАНИЯ и стальные отливки. Резцы из стали Р18 Про до ль но-строгальные станки
Обработка плоскостей
КАРТА 88
в MMjde. ход до
1,4 1,1 0,92 0,75 0,61 0,5 0,4 0,34 1,7 1,4 1,1 0,92 0,75 0,61 0,5 0,4 0,34 2,1 1,7 1,4 1,1 0,92 0,75 0,61 0,5 0,4 2,5 2,1 1,7 1,4 1,1 0,92 0,75 0,61 0,5 2,5 2,1 1,7 1,4 1,1 0,92 0,75 0,61 3,1 2,5 2,1 1,7 1,4 1,1 0,92 0,75 3,8 3,1 2,5 2,1 1,7 1,4 1,1 0,92 3,8 3,1 2,5 2,1 1,7 1,4 1,1 4,7 3,8 3,1 2,5 2,1 1,7 1,4 4,7 3,8 3,1 2,5 2,1 1,7 4,7 3,8 3,1 2,5 2,1 4,7 3,8 3,1 2,5 Р* СО гН LQ w 1 1 1 1 1 1 1 тг со со счсч 1 1 1 1 1 1 1 1 «Г СОСЧ 1 1 1 1 1 1 1 1 1 ОО~ СО 1 1 1 1 1 1 1 1 1 1 *1 1 1 1 1 1 1 1 1 1 1
— — 0,34 0,4 0,34 0,5 0,4 0,61 0,5 0,75 0,61 0,92 0,75 1,1 0,92 1,4 1,1 1,7 1,4 2,1 1,7
резания v в mJmuh
39 26 20 34 23 17,8 30 20 15,8 26 17,5 13,8 23 15,4 12,1 20 13,4 10,6 17,5 11,8 9,3 15,4 10,3 8,1 13,4 9,0 7,1 11,8 7,9 6,3 10,3 6,9 5,5 9,0 6,1 4,8 7,9 5,3 4,2 3,7 6,1 4,1 3,2 5,3 3,6 2,8 4,7 3,1 2,4
36 31 28 24 21 18,3 16 14,1 12,3 10,8 9,5 8,3 7,2 6,3 5,6 4,8 4,3
24 18,6 21 16,3 18,3 14,3 15,8 12,5 13,8 10,9 12,1 9,6 10,6 8,4 9,3 7,4 8.2 6,4 7,1 5,6 6,3 4,9 5,5 4,3 4,8 3,8 4,2 3,3 3,7 2,9 3,2 2,5 2,9 2,2
36 24 18,6 31 21 16,3 28 18,3 14,3 24 15,8 12,5 21 13,8 10,9 18,3 12,1 9,6 16 10,6 8,4 14,1 9,3 7,4 12,3 8,2 6,4 10,8 7,1 5,6 9,5 6,3 4,9 8,3 5,5 4,3 7,2 4,8 3,8 6,3 4,2 3,3 5,6 3,7 2,9 4,8 3,2 2,5 4,3 2,9 2,2
32 21 16,5 28 18,3 14,4 24 16,1 12,7 21 14,1 11,1 18,6 12,3 9,7 16,3 10.8 8,5 14,3 9J5 7,5 12,5 8,3 6,5 10,9 7,2 5,7 9,6 6,3 5,0 8,4 5,5 4,4 7,4 4,9 3,8 6,4 4,3 3,4 5,6 3,7 2,9 4,9 3,3 2,6 4,3 2,9 2,2 3,8 2,5 2,0
ния, и после автогенного резания следует умножать на К=0,654-0,75.
б 456
161
СИЛА РЕЗАНИЯ Сталь Продольно-строгальные станки
КАРТА 89
ав в к Г/мм’1 Сталь - Глубина резания t в мм до
40—66 114—189 67-84 190-240 85—106 241—303
Подача s в мм/дв. ход до
0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 0,37 0,47 0,60 0,75 0,96 4,8 4,0 3,4 2,8 2,4 5,7 4,8 4,0 3,4 2,8 6,8 • 5,7 4,8 4,0 3,4 8,0 6,8 5,7 4,8 4,0 9,7 8,0 6,8 5,7 4,8 11,5 9,7 8,0 6,8 5,7 14 11,5 9,7 8,0 6,8 16,5 14 П,5 9,7 8,0 20 16,5 14 11,5 9,7 24 20 16,5 14 11,5 9,7 8,0 6,8 5,7 4,8 4,0 24 20 16,5 14 11,5 9,7 8,0 6,8 5,7‘ 4,8 24 20 16,5 14 11,5 9,7 8,0 6,8 5,7 24 20 16,5 14 11,5 9,7 8,0 6,8 24 20 16,5 14 11,5 9,7 8,0 24 20 16,5 14 11,5 9,7 24 20 16,5 14 11,5 24 20 16,5 14 •24 20 16,5 24 20
1,2 1,5 1,9 2,5 3,1 3,9 111111° о 2,4 2,0 1 । im3 ОА ОО 3,4 2,8 2,4 2,0 4,0 3,4 2,8 2,4 2,0 4,8 4,0 3,4 2,8 2,4 2,0 5,7 4,8 4,0 3,4 2,8 2,4 6,Г 5,7 4,8 4,0 3,4 2,8 8,0
6,8 5,7 4,8 4,0 3,4
Сила резания Pz в кГ |
490 590 700 840 1000 1200 1430 1700 2050 2400 2900 3450 4100 4900 5900 7000 8400 10 000 12 000
Поправочные коэффициенты на силу резания для измененных условий работы в зависимости от:
1) главного угла в плане Главный угол в плане <р в град 45-90 10—30 2) переднего угла Сталь ав в кГ/мм'2- | <80 | >80
Передний^угол V . | 15 | 20 25 | 15 20 25
Коэффициент K$PZ 1,1-1,15
1 1,0 1 Коэффициент | ^qs | । 1,0 1 0,94 | П/П 0,91 0,85
Примечание. При одновременной работе несколькими резцами силы резания следует суммировать.
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Резцы ВК8 П родолъно-строгалъные станки
Обработка плоскостей
КАРТА 90
Группа твердости НВ * Подача s в мм!дв. ход до
143—229 | 170-255 | 197—269
Глубина резания t в мм до
0,8 | — — 0,56 | 0,75 | 1,0 | 1,4 | 1,8 | 2,5 | 3,3 | 4,4 6,0 | — | — — — —
1,8 | 0,8 — 0,42 | 0,56 | 0,75 | 1,0 | 1,4 | 1,8 | 2,5 | 3,3 4,4 | 6,0 | — — — —
4 | 1,8 0,8 — | 0,42 | 0,56 | 0,75 | 1,0 | 1,4 | 1,8 | 2,5 3,3 | 4,4 | 6,0 — — —
9 | 4 1,8 — | — | 0,42 | 0,56 | 0,75 | 1,0 | 1,4 | 1,8 2,5 | 3,3 | 4,4 6,0 — —
20 | 9 4 — | — | — | 0,42 | 0,56 | 0,75 1 1,0 | 1,4 1,8 1 2,5 1 3,3 4,4 6,0 —
— | 20 9. | — 1 — 1 — 1 — I 0,42 | 0,56 | 0,75 | 1,0 1,4 | 1,8 | 2,5 3,3 4,4 6,0
— 1 — ‘ 20 — | — 1 — | — | — | 0,42 | 0,56 | 0,75 1,0 | 1,4 | 1,8 2,5 3,3 4,4
' Состояние обрабатываемой поверхнос ти Главный угол в плане ср в град Скорость резания v в м!мин
Без корки 10—30 — 1 — | — | 69 | 61 | 54 | 48 | 43 | 38 | 34 | 30 | 27 | | 24 21,3
45—60 | — | 64 | 57 | 50 | 45 | 40 | 35 | 31 | 28 | 25 | 22 | 19,5 | 17,5 15,5
90 | 60 | 53 | 47 ' | 42 | 37 | 33 | 29 | 26 | 23 | 21 | 18,2 | 16,2 | 1 14,4 12,8
С коркой , 10—30 [ — | — | 66 | 58 | 52 | 46 | 41 | 36 | 32 I 29 | 26 | 23 | 20 17,9
45—60 | 61 | 54 | 48 | 43 | 38 | 34 | 30 | 27 | 24 | 21 | 18,8 | [ 16,7 | 1 14,8 13,2
90 1 51 | 45 1 40 1 36 | 32 | 28 | 25 | 22 | 19,7 \ 17,5 I 15,6 I I 13,8 | 12,3 10,9
Примечание. Силы резания см. в карте 92. * Здесь и далее классификацию групп твердости чугуна по маркам см. в приложении 17, лист 1.
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Резцы из стали Р18 Продольно-строгальные станки Обработка плоскостей КАРТА 91
Группа твердости НВ 143—229| -170—255 | 197-269 Глубина резания t в мм до Подача s в мм!дв. ход до
1.11 - 1 - 0,28 | 0,39 | 0,55 | 0,76 | 1,1 | 1,5 | 2,1 | 2,9 | 4,0 | 5,6 | — | — | — — 1 —
2,7 | 1,1 | — — | 0,28 | 0,39 | 0,55 | 0,76 | 1,1 | 1,5 | 2,1 | 2,9 | 4,0 | 5,6 | — | — — 1 —
6,7 | 2,7 | 1,1 — | — | 0,28 | 0,39 | 0,55 | 0,76 | 1,1 | 1,5 | 2,1 | 2,9 | 4,0 | 5,6 | — — 1 —
16 | 6,7 | 2,7 — | — | — | 0,28 | 0,39 | 0,55 | 0,76 | 1,1 | 1,5 | 2,1 | 2,9 | 4,0 | 5,6 - 1 -
40 | 16 | 6,7 — 1 — 1 — 1 — I 0,28 | 0,39 | 0,55 | 0,76 | 1,1 | 1,5 | 2,1 | 2,9 | 4,0 5,6 | —
— | 40 | 16 - 1 — 1 - ] - 1 - | 0,28 | 0,39 | 0,55 | 0,76 | 1,1 | 1,5 | 2,1 | 2,9 4,0 | 5,6
~ 1 ~ I 40 - 1 — 1 - 1 - 1 — 1 - I 0.28 | 0,39 | 0,55 | 0,76 | Г, 1~ 1,5' | 2,1 2,9 | 4,0
Состояние обрабатываемой поверхности Главный угол в плане в град Скорость резания v в м/мин.
Без корки 10—30 47 | 41 | 36 | 32 | 28 | 24 ) 21 | 18,6 | 16,3 | 14,2 | 12,5 | 10,9 | 9,6 1 8,4 | 7,3
45—60 35 | 30 | 26 | 23 | 20 | 17,8 | 15.6 | 13,6 | 11,9 | 10,4 | 9,2 Г 8,0 | 7,0 1 6,2 | 5,4
90 29 | 25 | 22 | 19 I 17 | 15 | 13 | 11,4 | 10 | 8,8 | 7,7"| 6,7 | 5,9 1 5,2 | 4,5 '
С коркой* При * Прр фициент 1 10—30 | 35 | 31 | 27 1-23.1 21 | 18 | 15,8 | 13,8 | 12,1 | 10,6 | '9,3 | 8,2 | 7,1 1 6,3 | 5,5
45—60 | 26 | 22 | 19,7 | 17,3 | 15,1 | 13,2 | 11,6 | 10,1 | 8,9 | 7,8 'j~6.8 | 6,015,2 1 4,6 | 4,0
90 м е ч а н и е [ обработке =0,7^0,8. | 22 | 18,9 | 16,5 | 14,4 | 12,7 | 11,1 | 9,7 | 8,5 | 7,5 | 6,5 | 5,7 | 5,0 | 4,4 | 3,8 | 3,3 . Силы резания см. в карте 92. с загрязненной коркой, содержащей неметаллические включения, скорость резания следует умножать на коэф’
СИЛА РЕЗАНИЯ Чугун серый Продольно-строгальные станки
КАРТА 92
> Подача s в мм/дв. ход до Глубина резания t в мм
0,37 0,47 0,60 0,75 0,96 1,2 5,7 4,8 4,0 3,4 2,8 2,4 6,8 5,7 4,8 4,0 3,4 2,8 8,0 6,8 5,7 4,8 4 0 3,4 9,7 8,0 6,8 5,7 4,8 4,0 11,5 9,7 8,0 6,8 5,7 4,8 14 11,5 9,7 8,0 6,8 5,7 16,5 14 11,5 9,7 8,0 6,8 20 16,5 14 И,5 9,7 8,0 24 20 16,5 14 П,5 9,7 24 20 16,5 14 И,5 24 20 16,5 14 24 20 16,5 24 20 24 20 16,5 14 И,5 9,7 8,0 24 20 16,5 14 11,5 9,7 24 20 16,5 14 11,5 24 20 16,5 14 24 20 16,5
1,5 1,9 2,5 3,1 3,9 5,0 11111 £ 1 1 1 1 (М сч 1 1 । 1 сч счсч 1 1 1 3,4 2,8 2,4 2,0 4,0 3,4 2,8 2,4 2,0 4,8 4,0 3,4 2,8 2,4 2,0 5,7 4,8 4,0 3,4' 2,8 2,4 6,8 5,7 4,8 4,0 3,4 2,8 8,0 6,8 5,7 4,8 4,0 3,4 9,7 8,0 6,8 5,7 4,8 4,0 11,5 9,7 8,0 6,8 5,7 4,8 14 11,5 9,7 8,0 6,8 5,7 16,5
14 11,5 9,7 8,0 6,8
Сила резания Pz в кГ । 1
Резцы ВК8 205 1 245 295 355 420 500 600 720 860 1020 1220 1450 1740 2000 2450 2950 3550 4200
Резцы из стали Р18 330 400 470 570 670 810 960 1150 1370 1640 1950 2300 2800 3300 4000 4700 5700 6700
Поправочные коэффициенты на силу резания для измененных условий работы в зависимости от:
1) главного угла в плане Главный угол в плане <р в град 45—90 10-30 2) переднего угла Передний угол у в град 8 12
Коэффициент 1,1—1,15 Коэффициент Кур 0,94
1 1,0 1 1 1.0 1
Примечание. При одновременной работе несколькими резцами силы резания следует суммировать.
СКОРОСТЬ РЕЗАНИЯ Резцы ВК8, Р18 Продольно-строгальные станки Обработка, пазов и отрезка КАРТА 93
Сталь конструкционная углеродистая, хромистая, хромоникелевая и стальное литье
Обрабатываемый материал — сталь Подача s в мм/дв. ход до
НВ в к Г/мм1
131—140 141—152 153—163 164—174 175—189 190—205 СП <75 СИ СЛ СП 4^ *4 ЬО ОО 4^ О 05 1 II 1 1 1 *4 05 Q5 СЛ СП 4^ to 05 — -4 СО со 0,15 0,12 0,10 0,18 0,15 0,12 0,10 0,23 0,18 0,15 0,12 0,10 0,28 0,23 0,18 0,15 0,12 0,10 0,34 0,28 0,23 0,18 0,15 0 12 0,42 0,34 0,28 0,23 0,18 0,15 0,51 0,42 0,34 0,28 0,23 0,18 0,62 0,51 0,42 0,34 0,28 0,23 0,77 0,62 0,51 0,42 0,34 0,28 0,77 0,62 0,51 0,42 0,34 0,77 0,62 0,51 0,42 0,34 0,28 0,23 0,77 0,62 0,51 0,42 0,34 0,28 0,77 0,62 0,51 0,42 0,34 0,77 0,62 0,51 0,42
206—224 225—240 _ 241—260 73—78 79—84 85—91 — — — — 0,10 0,12 0,10 0,15 0,12 0,10 0,18 0,15 0,12 0,23* 0,18 0,15 0,28
0,23 0,18
Скорость резания о в м!мин |
Резцы Р18 Прокат или поковка 9,0 7,9 7,0 6,1 5,3
30 26 23 | 20 | 17,5 | | 15,3 | 1 13-4 1 11,7 | 10,3
Отливка 27 23 20 | 18 | 1 15,7 | 1 13,8 | I 12,0 | 1 Ю.5 | 9,2 8,1 7,1 6,2 | I 5,5 4,8
Чугун серый
Резцы из стали ВК8, Р18 Группа твердости НВ Подача s в мм/дв. ход до
143—229 170—255 197—269 — — — 0,12 0,17 0,24 1 0, 33 24 17 0,46 0,33 0,24 0,65 0,46 0,33 0,90 0,65 0,46 0,90 0,65 0,90
— — — 0,12 0,17 1 0, 1 0,12 | 0,
Скорость резания v в м!мин
Резцы ВК8 | — | — | - 1 33 1 28 | 1 25 | 22 | 1 19,1 I 16,8 1 14,7 I 12,8 | 1 Н,2
Резцы Р18 | — | — | - 1 20,5 | 1 18,0 | | 15,8 | 13,9 | | 12,2 | 10,7 1 9,4 1 8,3 | 7,3
со to и-ь № по пор. РЕЖИМЫ РЕЗАНИЯ ПРИ ОБРАБОТКЕ V-ОБРАЗНЫХ НАПРАВЛЯЮЩИХ И ЛАСТОЧКИНЫХ ХВОСТОВ Чугун серый
Схема обработки
Чистовая взамен шабрения Чистовая под шлифование или шабрение Черновая Широким рездом Чистовая под шлифование или шабрение Черновая 1 Характер обработки
Чистовая финишная взамен шлифованная или шабрения со смазыванием керосином Чистовая под шлифование или шабрение
Длина режущей кромки В в мм
Св. 100 До 100 Св. 100 До 100 До 60 До 25
Второй прохоI Первый проход Без корки По корке
Окончательная Предварительная Окончательная Предварительная Окончательная Предварительная Окончательная Предварительная Окончательная Предварительная По корке Последующие проходы Первый проход
00 3 оо 2 оо 2 ВК8 ВК8 КАРТА 94 Продольно-строгальные станки
ВК8 ВК8 ВК8 со оо Материал режущей части инструмента
1 1 1 1 1 1 1 1 1 1 1 о о - СП ~ 1 До 2 До 2 0,5-1,С До 3 До 20 До 20 ю Г | Режимы резания
0,05-0,08 о to 1 о СП 0,05-0,08 0,12—0,Д5 0,12-0,15 о to со 0,12-0,15 fr‘0-£‘О 0,12—0,15 0,3-0,4 о Г со 4-8 6-12 6—12 > 0,3-0,4 0,7-0,9 СП 1 to СП 1 to о 5 В мм/дв. xoi
Лист 1
4-6 4-6 1 00 6-8 4-6 4-6 6-8 оо СП 00 15-18 18-22 8-14 14-18 14-18 30-35 30—35 22-24 оо 1 о V в ) м/мин.
\ Продольно-строгальные станки \ Лист 2 Режимы резания | V в м/мин 10-12 10—12 12-15 12-15 12-15 СЧ 1 LO 20-25 8-10 5—7 J Примечание. Стрелками показано направление подачи. |
s в мм/дв. ход 0,2—0,3 1,0-1,5 со о~ 1 СЧ о~ о о-Г 7 сч 1,2-1,6 00 о’ о~ 00 о~ 4 о~ 0,12-0,15 0,05—0,08
КАРТА 94
3 са 1 15-20 1 15-20 До 15 До 15 До 3 До 3 1 1
РЕЖИМЫ РЕЗАНИЯ ПРИ ОБРАБОТКЕ V-ОБРАЗНЫХ НАПРАВЛЯЮЩИХ И ЛАСТОЧКИНЫХ ХВОСТОВ Чугун серый
Материал режущей части инструмента 00 00 & £ ВК8 ВК8 00 к 00 & £
Характер обработки По корке Без корки По корке . Без корки Без корки Без корки Предварительная Окончательная
Длина режущей кромки В до 70 мм
Врезание Снятие припуска Врезание Снятие припуска Черновая Чистовая под шлифование, шабрение Чистовая вместо шлифования или шабрения
BuaoHdah
S о \о л а о л S й) О . -Lzzzzzz
•don ои ю to
168
ПОДАЧИ Поперечно-строгальные станки
КАРТА 95
I. Обработка плоскостей черновая
Обрабатываемый материал Сечение резца в мм Глубина резания t в мм
3 1 5 1 8
Подача s в мм/дв. ход
Сталь 16X25 20X30 25x40 1,2—1,0 1,6—1,3 2,0—1,7 1 1 1 о о N3 ОО СП 0,4—0,3 0,7—0,5 1,2—0,9
Чугун, медные сплавы 16x25 20x30 25x40 1,4—1,2 1,8—1,6 2,0—1,7 1,2—0,9 1,6—1,3 2,0—1,7 1,0—0,6 1,4—1,0 1,6-1,3
: II. Обработка плоскостей чистовая
Класс чистоты Обрабатываемый материал Радиус или переходная кромка при вершине резца в мм
1 1 2 1 1 3
Подача s в мм/дв. ход
V4 Сталь, чугун, медные сплавы 0,7-0,8 1,0—1,2
V5 Сталь 0,25—0,4 0,5—0,7 0,7—0,9
Чугун, медные сплавы 0,35-0,5 0,6—0,8 0,9—1,0
III. Обработка пазов и отрезка
Обрабатываемый материал Ширина резца В в мм до
5 1 8 1 10 1 12 и более
Подача s в мм/дв. ход
Сталь 0,12—0,14 0,15—0,18 0,18—0,20 0,18-0,22
Чугун, медные сплавы 0,22—0,27 0,28-0,32 0,30—0,36 0,35—0,40
169
СКОРОСТЬ
Сталь конструкционная углеродистая, хромистая, Резцы из
46—49 50-53 54-57 58-61 62-66 67-72 I 73-78 | 79-84 | 85-91 Подача
Твердость НВ
131-140 141—152 153-163 164-174 175-189 190-205 206-224 225-240 241-260
Глубина резания t в мм до
1 1 1 1 1 1 ! -о оо о 0,9 1,6 2,8 4,7 8 0,9 1,6 2,8 4,7 8 о,9 1,6 2,8 4,7 8 О СО ОО 1 1 1 О г-ч оГ ОО I ! | ОО 4^ ьз —1 О | | | | 4X010 -^~-°| II 1 1 ОО О со , О СО ОС 1 1 1 1 1 1 o'—Гсч О со N 1 1 1 I 1оХ 1 1 1 1 1 1 ООО —< 'тЬ | | | 1 | О О О О 0,75 0,61 0,5 0,4 0,34
8 4,7 2,8 — — —
Характер заготовки и состояние ее поверхности Главный угол в плане ср в град Скорость
Без корки Прокат или поковка 45—60 47 41 36
90 37 32 28
Отливка 45—60 42 37 32
90 33 29 25
С коркой Прокат 45—60 42 37 32
90 33 29 25
Отливка или поковка 45—60 38 33 28
90 29 26 23
Примечание. Силы резания см. в карте 97.
170
РЕЗАНИЯ Поперечно-строгальные станки
хромоникелевая и стальные отливки Обработка плоскостей
стали Р18 КАРТА 96
S в мм/дв. ход до
0,92 1,1
0J5 0,92 1,1 - 1Л 1,7
0,61 0,75 0,92 1,1 1,4 1,7 — — — — — — —
0,5 0,61 0,75 0,92 1,1 1,4 1,7 — — — — — —
0,4 0,5 0,61 0,75 0,92 1,1 1,4 1,7 — — — — —
0,34 0,4 0,5 0,61 0,75 0,92 1,1 1,4 1,7 — — — —
— 0,34 0,4 0,5 0,61 0,75 0,92 1,1 1,4 1,7 — — —
— — 0,34 0,4 0,5 0,61 0,75 0,92 1,1 1,4 1,7 — —
— — — 0,34 0,4 0,5 0,61 0,75 0,92 1,1 1,4 1,7 —
.— — — — 0,34 0,4 0,5 0,61 0,75 0,92 1,1 1,4 1,7
резания V в м!мин •
31 27 24 21 18,3 16,1 14,1 12,3 10,8 9,5 8,3 . 7,2 6,3
25 22 18,9 16,5 14,5 12,7 И,1 9,7 8,5 7,5 6,5 5,7 5,0
28 24 22 18,9 16,5 14,5 12,6 Н,1 9,7 8,5 7,5 6,5 5,7
22 19,3 17,1 14,9 13,1 11,4 10 8,8 7,7 6,7 5,9 5,2 4,5
28 24 22 18,9 16,5 14,5 12,6 11,1 9,7 8,5 7,5' 6,5 5,7
22 19,3 17,1 14,9 13,1 11,4 10 8,8 7,7 6,7 5,9 5,2 4,5
25 22 19,2 16,8 14,7 12,9 11,3 9,9 8,7 7,6 6,6 5,8 5,1
20 17,3 15,1 13,2 11,6 10,2 8,9 7,8 6,8 6,0 5,2 4,6 4,0
171
СИЛА РЕЗАНИЯ Сталь Поперечно-строгальные станки КАРТА 97
« , ай в кГ/мм* СТаль g ' НВ Глубина резания t в мм до
40-66 67-84 85-106
114—189 | 190-240 241—303
Подача s в мм}дв. ход до
0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 0,30 0,37 0,47 3,4 2,8 2,4 2,0 4,0 3,4 2,8 2,4 4,8 4,0 3,4 2,8 5,7 4,8 4,0 3,4 6,8 5,7 4,8 4,0 8,0 6,8 5,7 4,8 8,0 6,8 5,7 8,0 6,8 О ОО ^OOOtJOO^ 1 1 1 ОО СО Ю ОО см см * 8,0 6,8 5,7 4,8 4,0 3,4 2,8 8,0 6,8 5,7 4,8 4,0 3,4 8,0 6,8 5,7 4,8 4,0 || |||| оо -м оо о ||||- | 1 1 1 оо С© to
0,60 0,75 0,96 1,2 1,5 1,9 2,5 1 1 1 1 1 1 1 1 1 1 1 1111 £ *4 0 4^ ОО CM CM СМ --7 1 1 1 3,4 2,8 2,4 2,0 1,7 4,0 3,4 2,8 2,4 2,0 1,7 4,8 4,0 3,4 2,8 2,4 2,0 1,7 5,7 4,8 4,0 3,4 2,8 2,4 2,0
Сила резания Pz ъ кГ |
240 290 345 410 490 590 700 1 1840 1000 1200 1430 1700 2050 2400
Поправочные коэффициенты на силу резания в зависимости от переднего угла резца
Сталь Ов в кГ!мм2 | <80 >80
Передний угол резца у в град [ 15 20 | 25 15 20 25
Коэффициент /С pz 1,08 1 1,0 1 0,94 1 1.0 1 0,91 0,85
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Резцы ВК8 Поперечно-строгальные станки Обработка плоскостей КАРТА 98
Группа твердости НВ Подача а в мм]дв. ход до
143—229 170-255 197—269
Глубина резания t в мм до
0,7 1,7 4,1 10 0,7 1,7 4,1 10 0,7 1,7 4,1 10 0,28 0,39 0,28 0,55 0,39 0,28 0,76 0,55 0,39 0,28 1,1 0,76 0,55 0,39 0,28 1,5 1,1 0,76 0,55 0,39 0,28 2,1 1,5 1,1 0,76 0,55 0,39 2,1 1,5 1,1 0,76 0,55 2,1 1,5 1,1 0,76 2,1 1,5 1,1 1 1 1 1'1*°-см
Состояние обрабатываемой поверхности Главный угол в плане ф в град Скорость резания v в м/мин.
Без корки 45—60 90 63 67 56 59 49 52 43 45 38 40 33 35 29 30 25 26 22 23 19,2 20 16,8
С коркой 45—60 90 64 54 56 47 49 41 43 36 38 32 33 28 29 24 25 21 22 18,6 19,5 16,3 17 14,3
Примечание. Силы резания см. в карте 100.
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Резцы из стали Р18 Поперечно-строгальные станки
Обработка плоскостей
КАРТА 99
Группа твердости НВ Подача s в мм/дв. ход до
143-229 170- 255 197- 269
Глубина резания t в мм до
0,7 — — 0,28 0,39 0,55 0,76 1,1 1,5 —- — — — —
1,7 0,7 — — 0,28 0,39 0,55 0,76 1,1 1,5 — — — —
4,1 1,7 0,7 — — 0,28 0,39 0,55 0,76 1,1 1,5 — — —
10 4,1 1,7 — — — 0,28 0,39 0,55 I 0,76 1,1 1,5 — —
— 10 4,1 — — — — 0,28 0,39 0,55 0,76 1,1 1,5 —
— — 10 — — — — — 0,28 0,39 0,55 0,76 1,1 1,5
Состояние обрабатываемой поверхности Главный угол в плане ср в град Скорость резания v в м/мин
L Без корки 15—60 30 26 23 20 17,5 15,3 13,4 11,8 10,3 9,0 7,9
90 25 22 19,2 16,8 14,7 12,8 И,2 9,9 8,6 7,6 6,6
L С кор-кой 15-60 22 19,4 17 14,9 13 11,4 10 8,8 7,7 6,7 5,9
90 18,6 16,3 14,2 12,5 10,9 9,6 8,4 7,4 6,4 5,6 4,9
Примечание. Силы резания см. в карте 100.
174
СИЛА РЕЗАНИЯ Чугун серый. Резцы твердосплавные Поперечно-строгальные станки
КАРТА 100
Подача 5 в мм/дв. ход до Глубина резания t в мм до
0,30 3,4| 4,0 4,8| 5,7 Л’8 8,0 | 1 1 -1-
0,37 2,8| 3,4 4,о| 4,8 Ч 6,8 8,о| — - 1- — — — —
0,47 2,4| 2,8 3,4 4,0 4,8 5,7 6,8] 8,0 -1 1- 1-1 1-1 1-1-
0,60 2,о| 2,4| 2,81 3,4 4,0 4,8 5,7| 6,8 8,о| - | 1-1 1-1 -1-
0,75 1,7] 2,о| 2,4| 2,8 3,4 4,0 ?4,в| 5,7 6,в| 8,о] - | -1 -1-
0,96 — | 1,7| 2,о| 2,4 2,8 3,4 4,о| 4,8 5,?| 6,8| 8,о| — | — —
1,2 1,7] 2,0 2,4 2,8 3,4 4,0 4,в| 5,7| 6,8| 8,0) — | —
1,5 - 1 1.7 2,0 2,4 2,8| 3,4 4,о| 4,8] 5,7| 6,в| 8,о| —
1,9 -1- - — 1,7| 2,0 2,4| 2,8 3,4 4,о| 4,81 5-7| 6,в| 8,0
2,5 -1- -1- 1,4 2,о| 2,4 2,8| 3,4 4,0] 4,8j 5,4 6,8
Сила резания Pz в кГ
102| 122| 14б| 174-| 205] 24б| 2951 35б| 42о| 500] 6Оо| 72о| 86о|1О2О
Резцы из стали Р18
Подача 5 в мм/дв. ход до Глубина резания t в мм до
| 3,4| 4,о| 4,8 5,7| 6,8 8,о| — 1 1 1
0,30 | 2,в| 3,4] 4,о] 4,в| 5,7 6,в| 8,0 — 1- —
0,37 1 2,4| 2,8| 3,4 4,0| 4,8 5,7| 6,8| 8,о| — — 1-
0,47 | 2,о| 2,4| 2,8 3,4 4,0 4,8] 5,7| 6,в| 8,0 — 1 — —
0,60 | 1,7| 2,0| 2,4 2,в| 3,4 4,о] 4,в| 5,7 1 6,8 8,о| - । — —
0,75 1 - 1 1.7 I 2,о| 2,4| 2,8 3,4 4,0 4,в| 5,71 6,в| 8,о| — | —
0,96 | 1,7| 2,о| 2,4 2,8] 3,4 4,о| 4,в| 5,7 6,в| 8,о| — —
1,2 1-1- | — | 1,7] 2,о| 2,4 2,81 3,4 4,о| 4,8| 5,7, 6,в| 8,0 —
1,5 1 1,7 | 2,0| 2,4 2,8) 3,4| 4,о| 4,в| 5,7, 6,8 8,0
1,9 1-1- 1-1- 1-1 | 1,7| 2,о| 2,4 2,8| 3,4 4,0| 4,в| 5,7 6,8
Сила резания Pz в кГ
Передний угол резца У в град 8 137 164 195 230 280 330 400 470 570 670 810 960 1150 1370
12 130 155 186 220 235 315 380 450 540 640 770 920 1090 1300
175
СКОРОСТЬ РЕЗАНИЯ Медные сплавы гетерогенные, НВ 100—140. Резцы из стали Р18 Поперечно-строгальные станки
Обработка плоскостей
КАРТА 101
Глубина резания t в мм Подача s в мм/дв. ход до
1 *0,58 0,74 0,58 0,94 0,74 1,2 0,94 1,5 1,2 1,5
До 4,5 4,6—12 0,29 0,36 0,29 0,46 0,36
0,46
Состояние обрабатываемой поверхности Главный угол в плане <р в град С коре эсть резания v в м/мин 1 1
Без корки 54 48 40 43 36 38 32 34 28 30 25
60 90 >70 64 69 57 61 51
45
Литейная корка 60 90 >70 57 62 50 55 45 49 40 43 35 38 31 34 28 30 25 27 22
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от группы медных сплавов
Группа медных сплавов Медные сплавы
Гетерогенные Свинцовистые при основной гетерогенной структуре Гомогенные сплавы С содержанием свинца ниже 10% при основной гомогенной структуре Медь С содержанием свинца выше 15%
Высокой твердости Средней твердости
Коэффициент 0,7 0 1 1,7 2,0 4,0 8,0 12
Примечания: 1. Силы резания см. в карте 102. 2. Марки медных сплавов по группам см. в приложении 17, лист. 2.
176
l СИЛА РЕЗАНИЯ Медные сплавы гетерогенные, НВ 100—140 1 one речно-строгальные станки
КАРТА 102
Подача 5 в мм[дв. ход до Глубина резания t в мм до
0,35 0,45 0,60 0,77 1,0 1,3 1,7 2,2 4,0 3,4 2,8 2,4 2,0 4,8 4,0 3,4 2,8 2,4 2,0 5,7 4,8 4,0 зл 2,8 2,4 2,0 6,8 5,7 4,8 4,0 3,4 2,8 2,4 2,0 8,0 6,8 5,7 4,8 4,0 3,4 2,8 2,4 8,0 6,8 5,7 4,8 4,0 3,4 2,8 8,0 6,8 5,7 4,8 4,0 3,4 3,0 6,8 5,7 4,8 4,0 8,0 6,8 5,7 4,8 8,0 6,8 5,7 8,0 6,8 ’ 8,0
Сила резания Pz в кГ
92 109 130 156 186 220 265 320 380 450 540 640
Поправочные коэффициенты на силу резания в зависимости от группы медных сплавов
Группа медного сплава Гетерогенные Свинцовистые при основной гетерогенной структуре • Гомогенные С содержанием свинца ниже 10% при основной гомогенной структуре - Медь С содержанием свинца свыше 15%
Твердые Средней твердости
Коэффициент КмРг 0,75 |М| 0,62 1,8-2,2 0,65—0,7 1,7—2,1 0,25—0,45
177
178
ПОДАЧИ Долбежные станки
КАРТА 104
I. Обработка плоскостей черновая
Обрабатываемый материал Сечение резца в мм Глубина резания t в мм до
3 1 5 1 8
Подача s в мм/дв. ход
Сталь 16X25 20X30 30x45 1,2—1,0 1,6—1,3 2,0—1,7 Ю 00 см сГсГт-н 1 1 1 о см со o' Д г- ►—1 О О 1 1 1 ООО О Од 00
Чугун 16X25 20X30 30x45 1,4—1,2 1,8—1,0 2,0—1,7 1,2-0,8 1,6-1,3 2,0—1,7 1,0—0,6 1,4—1,0 1,6—1,3
II. Обработка плоскостей чистовая
Класс чистоты Обрабатываемый материал Вспомогательный угол резца в плане ср в град Радиус при вершине резца в мм
1 1 2 3
Подача s з-мм/дв. ход
V4 Сталь и чугун 3—4 5—10 0,9—1,0 0,7—0,8 1.2—1,5 1,0—1,2 '
V5 Сталь Чугун 2—3 0,25—0,4 0,35—0,5 0,5—0,7 0,6—0,8 0,7—0,9 0,9—1,0
III. Обработка пазов
Жесткость системы (станок-деталь— • инструмент) Обрабатываемый материал Г Ширина паза В в мм до
длина I । газа в мм 5 | 8 10 | 12 и более
f Подача s в мм/дв. ход
Жесткая Сталь Чугун — 1о, 12—0,14 — 0,22—0,27 0,15—0,18 0,28-0,32 0,18—0,20 0,30—0,36 0,18—0,22 0,35-0,40
Нежесткая* Сталь 100 |о, 10—0,12 200 0,07—0,10 Св. 200 |0,05—0,07 0,11—0,13 0,09—0,11 0,06—0,09 0,12—0,15 0,10—0,12 0,07—0,08 0,14-0,18 0,10-0,13 0,08—0,11
Чугун 100 |о, 18—0,22 200 0,13—0,15 Св. 200 0,10—0,12 0,20—0,24 0,16—0,18 0,12—0,14 0,22—0,27 0,18—0,21 0,14-0,17 0,25—0,30 0,20-0,24 0,16-0,20
* Приведенные подачи Для нежесткой системы предусматривают обработку пазов с оправкой в отверстиях малого диаметра (£><100 мм).
179
СКОРОСТЬ РЕЗАНИЯ Сталь конструкционная углеродистая, хромистая, хромоникелевая и стальные от-ливки. Резцы из стали Р18 Долбежные станки
Обработка плоскостей
КАРТА 1V5
Механические свойства Подача s в мм/дв. ход до
НВ ° в в кГ[мн*
131—140 141—152 153—163 164—174 175—189 190—205 206—224 225—240 241—260 46-49 50—53 54-57 58—61 62—66 0,27 0,22 0,18 0,34 0,27 0,22 0,18 0,4 0,34 0,27 0,22 0,18 0,5 0,4 0,34 0,27 0,22 0,61 0,5 0,4 0,34 0,27 0,75 0,61 0,5 0,4 0,34 0,92 0,75 0,61 0,5 0,4 0,34 0,27 0,22 0,18 1,1 0,92 0,75 0,61 0,5 0,4 0,34 0,27 0,22 1,1 0,92 0,75 0,61 0,5 0,4 0,34 0,27 1,1 0,92 0,75 , 0,61 0,5 0,4 0,34
67—72 73—78 79—84 85—91 — — 0,18 0,22 0,18 0,27
0,22 0,18
Состояние обрабатываемой поверхности Глубина резания t в мм до Скорость резания о , в м/мин
Без корки Прокат или поковка 1,6 2,8 4,7 8,0 68 60 52 46 60 52 46 40 52 46 40 35 46 40 35 31 40 35 31 27 35 31 27 24 31 27 24 21 27 24 21 18 24 21 18 15,8 21 18 I 15,8 13,8
Отливка 1,6 62 55 48 42 37 32 г 28 25 22 18,9 25 22 18,9 16,2 22 18,9 16,2 14,2 18,9 16,2 14,2 12,4
2,8 4,7 8,0 55 48 42 48 42 37 42 37 32 37 32 28 32* 28 25 28
25 22
С коркой Прокат 1,6 2,8 4,7 8,0 62 55 48 42 55 48 42 37 48 42 37 32 42 37 32 28 37 32 28 25 32 28 25 22 28 25 22 18,9 25 22 18,9 16,2 22 18,9 16,2 14,2 18,9 ; 16,2 14,2 12,4
Отливка или поковка 1,6 2,8 4,7 8,0 55 48 42 37 48 42 37 32 . 42 37 32 28 37 32 28 25 32 28 25 22 28 25 22 18,9 25 22 18,9 16,2 22 18,9 16,5 14,4 18,9 16,5 14,4 12,6 16,5 14,4 12,6 11 -
СКОРОСТЬ РЕЗАНИЯ Чугун серый. Резцы из стали Р18 Долбежные станки
Обработка плоскостей
КАРТА 106
Подача $ в мм/дв. ход до
Твердость НВ
143—229 170-255 197—269 0,28 0,39 0,28 0,55* 0,39 0,28 1,76 0,55 0,39 1,1 0,76 0,55 1,5 1,1 0,76 1,5 1,1 1,5
Состояние обрабатываемой поверхности Глубина резания t в мм до Скорость резания v в м!мин
Без корки 1,1 2,7 6,7 16 26 22 19,7 17,3 22 19,7 17,3 15,1 19,7 17,3 15,1 13,2 17,3 15,1 13,2 11,6 15,1 13,2 11,6 10,1 13,2 11,6 Ю,1 8,9 11,6 10,1 8,9 7,8 Ю,1 8,9 7,8 6,8
С коркой 1,1 2,7 6,7 16 19,1 16,7 14,6 12,8 16,7 14,6 12,8 11,3 14,6 12,8 11,3 9,8 12,8 11,3 9,8 8,6 11,3 9,8 8,6 7,5 9,8 8,6 7,5 6,6 8,6 7,5 6,6 5,8 7,5 6,6 5,8 5,1
180
181
РАЗДЕЛ IV
НОРМА!ИВЫ Р ЖИМО" РЕЗАНИЯ ДЛЯ ФРЕЗЕРНЫХ СТАТНО-
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Раздел IV содержит нормативные материалы для выбора режимов резания на основные работы, выполняемые на фрезерных станках по обработке плоскостей, пазов, шпоночных пазов и фасонному фрезерованию стандартными твердосплавными фрезами и фрезами из быстрорежущей стали (рис. I).
при р-аботе-
на вертикально фрезерных станках
(водин проход)
Рис. 1
183
I. ВЫБОР РЕЖИМА РЕЗАНИЯ
Назначение рационального режима резания при работе на фрезерных станках заключается в выборе наиболее выгодного сочетания скорости резания (числа оборотов) и подачи, обеспечиваемых в данных условиях с учетом целесообразного использования режущих свойств инструмента и кинематических возможностей оборудования.
Для уменьшения основного (технологического) времени следует работать с возможно большей технологически допустимой минутной подачей фрезы. При этом должны быть наиболее полно использованы режущая способность инструмента и его прочность, динамические возможности станка при соблюдении технических условий на изготовление детали.
Фрезы с пластинками твердого сплава целесообразно применять на всех видах фрезерных работ; препятствием к их применению и рациональному использованию может явиться недостаточная мощность оборудования.
В приложении приводятся данные по выбору марки инструментального материала в зависимости от обрабатываемого материала, вида, характера и условий обработки.
Диаметр фрезы выбирается в зависимости от размеров обрабатываемой поверхности, глубины резания, конструктивных размеров и формы детали, а также жесткости системы.
При выборе диаметра фрезы необходимо учитывать, что фрезы меньшего диаметра являются более производительными, поэтому в целях сокращения основного (технологического) времени следует стремиться работать фрезами возможно меньшего диаметра, допускаемого конструктивными размерами детали и размерами обработки при обеспечении одновременно возможно большей жесткости установки фрезы.
Глубина резания. В целях сокращения основного (технологического) времени работы рекомендуется обработку вести в один проход.
При повышенных требо-
ваниях к точности и чистоте % обработка ведется в два про-_1 хода — один черновой и один / чистовой. В отдельных слу-
Рис.
/к ,
?-*----чаях, при снятии больших
* б) ^с0=(о,оз+о,о5)П припусков или фрезеровании
на станках пониженной мощ-ности, возможна обработка в два и более черновых прохо-
2
да.
Подача. Выбор величины подачи при черновом фрезеровании зависит от обрабатываемого материала, материала режущей части фрезы, прочности твердого сплава, мощности оборудования, жесткости системы, размеров обработки и углов заточки фрез.
184
Чистовая подача выбирается в зависимости от заданного класса чистоты обрабатываемой поверхности.
Для торцовых фрез на выбор величины подачи большое влияние оказывает вид установки фрезы относительно детали, что обусловливает величину угла встречи зуба фрезы с обрабатываемой деталью и толщину срезаемой стружки при входе и выходе зуба фрезы из зацепления с обрабатываемым материалом.
Институтом ЭНИМС было проведено исследование влияния установки торцовой фрезы, оснащенной твердым сплавом, по отношению к изделию и установлено, что наиболее благоприятные условия врезания зуба фрезы в обрабатываемую деталь, приближающие ее работу к условиям работы резца (непрерывное резание), достигаются при расположении фрезы относительно детали, как показано на рис. 2,6, т. е. при расстоянии Со наиболее отдаленной точки траектории зуба от заготовки при входе зуба в металл, равном 0,03—0,05 диаметра фрезы, при значении угла %= =112-н15о. Такое расположение фрезы дает возможность увеличить подачу на зуб против подачи при симметричном фрезерова-вании стали и чугуна в 2 раза и более.
В карте выбора подач при фрезеровании торцовыми фрезами с пластинками твердого сплава приведены подачки для этих двух случаев.
Помимо расположения фрезы при торцовом фрезеровании фрезами с пластинками твердого сплава на величину допустимой подачи влияет также главный угол в плане ср.
Работа фрезами с малыми углами в плане рекомендуется при снятии небольших припусков на достаточно мощных станках при повышенной жесткости системы станок — приспособление — деталь — инструмент.
В картах режимов резания торцовыми фрезами, оснащенными твердым сплавом, в зависимости от главного угла в плане ср фрезы приведены поправочные коэффициенты на величину подачи на зуб, на число оборотов фрезы с учетом соответствующего увеличения подачи на зуб, на минутную подачу с учетом измененной величины подачи на зуб и числа оборотов.
Подачи, рекомендуемые для работы различными типами фрез в зависимости от мощности станка, вида обработки, обрабатываемого материала, приведены в соответствующих разделах режимов резания по типам фрез.
Следует иметь в виду, что работа с подачами, рекомендуемыми нормативами, ставит условием наличие минимального биения зубьев фрезы.
Скорость резания, минутная подача и мощность. После выбора диаметра фрезы и подачи на зуб по картам -режимов резания устанавливается скорость резания, число оборото/в фрезы и минутная подача.
Скорости резания и минутные подачи на каждый тип фрезы даны для обработки конструкционных углеродистых, легирован-
185
ных и высоколегированных жаропрочных сталей, серого и ковкого чугуна и медных сплавов.
Режимы резания, приведенные «в картах нормативов, рассчитаны на одноинструментную обработку с заданным периодом стойкости фрезы при нормальном ее затуплении. Расчет скорости резания для случая многоинструментной обработки и применения многостаночного обслуживания следует производить в соответствии с условиями, приведенными в общей части сборника.
В картах даются поправочные коэффициенты на скорость резания, число оборотов и минутную подачу в зависимости от механических свойств металла, состояния обрабатываемой поверхности, ширины фрезерования, главного угла в плане. Кроме того, в картах режимов резания фрезами из быстрорежущей стали приведен поправочный коэффициент на чистовую обработку, обусловливаемый меньшей величиной допустимого износа фрезы.
Выбранный по нормативам режим резания /|\ 5 предварительно проверяется на возможность
\ Г его осуществления по скорости вращения и эф-
у Хфективной мощности привода на шпинделе |_______Li.станка, а затем проводят лишь его корректиро-
ванне по паспортным данным станка.
рис з В случае, если выбранный режим резания
требует большой мощности (или скорости), производят уменьшение минутной подачи до величины, допускаемой по мощности (иди скорости) станка, за счет соответствующего снижения числа оборотов шпинделя.
Режимы резания при фрезеровании жаропрочных сталей торцовыми фрезами даны исходя из условия установки фрезы по отношению к обрабатываемой детали, как показано на рис. 3. Расстояние К наиболее отдаленной точки траектории зуба от детали при выходе должно быть равно 0. Увеличение расстояния К, по данным исследований ЦНИИТМАШа, влечет за собой резкое падение стойкости фрезы, а следовательно, и производительности фрезерования. Особенно резкое падение стойкости наблюдается у фрез с пластинками твердого сплава.
Фрезерование рекомендуется вести методом «попутной» подачи, которая обеспечивает плавный выход режущих кромок фрезы из металла на станках .с повышенной жесткостью в направлении подачи, имеющих устройство для регулирования осевого зазора между винтом и гайкой подающего механизма. Биение режущих кромок фрезы должно быть минимальным. Приведенные режимы резания рассчитаны на нормальные условия эксплуатации фрез.
Режимы работы шпоночными двухперыми фрезами на станках с маятниковой подачей даны исходя из величины износа, при котором размер паза по ширине лежит в пределах допуска по посадке ПШ.
При расчете карт режимов резания табличные значения отдельных параметров — число оборотов, минутная подача и мощ-186
ность — были определены для среднегеометрических значений, приводимых в картах (влияющих факторов (глубина, ширина фрезерования, подача на зуб фрезы). Что касается размеров фрезы (диаметр и число зубьев), то эти величины при расчете режимов брались по номиналу.
Мощности, потребные на резание, даны при работе нормально затупленными фрезами.
Охлаждение. Режимы резания фрезами из быстрорежущей стали при обработке стали даны для условий применения смазочно-охлаждающих жидкостей, увеличивающих стойкость инструмента и улучшающих качество обрабатываемой поверхности.
Влияние жесткости технологической системы станок — приспособление — инструмент — деталь (СП ИД) на режим резания
Практический опыт показывает, что жесткость системы СПИД при обработке деталей машин на металлообрабатывающих станках оказывает существенное влияние на стойкость режущего инструмента и «вынуждает снижать нормативную подачу и скорость резания с уменьшением жесткости системы.
Исследованиями установлено, что жесткость технологической системы при фрезеровании изменяется в пределах от 250 до 600 кГ1мм. При этом в большинстве случаев жесткость фрезерных станков достаточно высока, и основное влияние на жесткость системы в целом оказывает жесткость режущего инструмента, оправок (для инструмента), приспособлений ih обрабатываемых деталей. Установлено, что наиболее сильное влияние на стойкость режущего инструмента и производительность обработки оказывает жесткость технологической системы в пределах 250— 1400 кГ1мм. При повышении жесткости системы сверх 1400 кГ)мм заметного повышения стойкости режущего инструмента и производительности обработки не наблюдается.
При фрезеровании преобладающего большинства деталей на вертикальных, горизонтальных и универсально-фрезерных станках жесткость технологической системы находится в диапазоне 600—1200 кГ/мм. Влиянием этого фактора на уровень режимов резания пренебрегать нельзя. При выборе подач и назначении скорости резания в нормативах рекомендуется учитывать этот фактор с помощью поправочных коэффициентов. Так как определение жесткости технологической системы в производственных условиях при назначении режимов резания даже простейшим статическим методом с помощью пружинного динамометра вызывает большие трудности, то для упрощения оценки жесткости технологической системы в нормативах предлагается учитывать этот фактор с помощью других косвенных факторов, характеризующих данную систему с точки зрения ее жесткости.
187
Такими основными факторами являются:
а) типоразмер станка, его мощность;
б) габаритные размеры инструмента, <вылет инструмента или оправки и характер его закрепления на станке;
в) жесткость обрабатываемой детали.
В зависимости от этих факторов приводятся поправочные коэффициенты на подачу и скорость резания.
Порядок выбора поправочных коэффициентов на подачу и скорость резания в зависимости от технологических условий обработки следующий: согласно схеме крепления режущего инструмента на станке (табл. А) в зависимости от типоразмера станка, вылета инструмента (или диаметра инструмента) определяется шифр типовой схемы технологических условий обработки (табл. Б). z
В табл. В по полученному шифру определяются ориентировочные значения поправочных коэффициентов на подачу и скорость резания.
ТИПОВЫЕ СХЕМЫ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
Фрезерные станки
Таблица А
Схема I — консольное крепление
1. Концевые фрезы
2. Торцовые фрезы,; 3. Дисковые, цилиндрические, фасонные фрезы
Схема II — крепление с дополнительной опорой
L — расстояние от торца фрезы до шпинделя, мм;
L — длина оправки, мм:
d, ^опр “ Диаметр концевой фрезы или оправки, мм-, _______D — диаметр торцовой, дисковой, цилиндрической фрез, мм.
188
ШИФРЫ ТИПОВЫХ СХЕМ ТЕХНОЛОГИЧЕСКИХ УСЛОВИИ ОБРАБОТКИ Фрезерные станки
Таблиц а Б
I. Консольное крепление фрез II. Крепление фрез с дополнительной опорой
3 Фрезы концевые, дисковые, цилиндрические Фрезы торцовые Фрезы дисковые, цилиндрические, фасонные
Тип станка и мощность и Шифр схемы Шифр схемы
2 m 0J I II Ill 1 1 IV I 1 1 II1 III Диаметр фрезы в мм I 1 1 II1 III
Диаметр ф] Отношение вылета к диаметру инструмента или оправки Диаметр фрезы в жлс Длина оправки в мм
6Н13, 6Н14, 6Н15, 6.Н82, 6Н8*2.Г, 683, 6Н83, 6931, 6Н83Г, 6*84, 6Н84, 6Г84, 6Н84Г и т. п. 15 2 3 4 5 100 200 — 100 250 300 350
Стол 320X1200 •So 3 4 5 6 200 475 550 650
jV^7 кет >50 4 5 7 — более 200 650 750 900
6Н11, 612, 6Ш2П, 681 Г, 6Н91, 6Н81Г, 15 1,5 2 3 4 100 200 250 300
и т. п.
Стол 250X1600 мм 30 2 3 4 5 70 120 — 200 400 475 550
N=4,5^r-7 кет >50 3 4 5 7 более 200 600 650 750
6Н11, 612, 6Б12, 6Н81, 681Г, 6Н81А, 6Н81Г, 6Б82, 6Г82, 6Б82Г 15 — 1,5 2 3 100 — 200 250
Стол 250X4000 30 — 2 3 4 70 120 200 — 400 475
А=2,8-н4,5 кет >50 — 3 4 5 более 200 — 600 650
610, 6 ЮМ, 678,- 679, 680, 680М, 6П80Г, 681Г 15 — •— 1,5 2 100 — 200
Стол 180X600 30 — — 2 3 — 70 200 — — 400
Л/=до 2,8 кет >50 — — 3 4 более 200 — — 600
Пр и меч ан ие. При обработке тонкостенных нежестких деталей с стенки до 3 мм принимать шифр на один-два значения больше. толщиной
189
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ НА ЗУБ (KSz) И СКОРОСТЬ РЕЗАНИЯ (К») В ЗАВИСИМОСТИ ОТ СТЕПЕНИ ЖЕСТКОСТИ Фрезерные станки
Таблица В
I. Поправочные коэффициенты на подачу Ksz
Тип фрез Обрабатываемые материалы Шифр типовой схемы
I 1 11 | III 1 IV 1 V 1 VI
Поправочные коэффициенты
Концевые Стали и жаропрочные сплавы 1,0 0,9 0,8 0,6 0,4 0,3
Дисковые 1,0 0,85 0,65 0,5 0,4 0,3
Отрезные пилы 1,2 1,0 0,9 0,75 0,5 0,4
Цилиндрические и фасонные Стали 1,0 0,8 0,65 0,5 0,5 0,5
Жаропрочные стали и сплавы 1,0 0,8 0,60 0,6 0,6 0,6
Торцовые' | Стали 1,0 0,75 0,60 0,6 0,6 0,6
1 Жаропрочные 1 стали и сплавы 1,0 0,75 0,50 0,5 0,5 0,5
II. Поправочные коэффициенты на скорость Kv
Тип фрез Обрабатываемые материалы Шифр типовой схемы
I 1 1 п ! 1 III 1 | IV ’ 1 V 1 1 VI
Поправочные коэффициенты
Концевые Стали и жаропрочные сплавы 1,0 0,9 0,75 0,50 0,35 0,3
Дисковые 1,0 0,85 0,70 0,50 0,3 0,3
Отрезные пилы 1,1 1,0 0,85 0,70 0,5 0,3
Цилиндрические и фасонные 1,0 0,8 0,65 0,50 0,5 0,5
Торцовые 1,0 0,85 | 0,70 0,70 0,70 0,70
‘ Примечание. Типовые схемы’ устанавливать по табл. А.
П. ОПРЕДЕЛЕНИЕ ОСНОВНОГО (ТЕХНОЛОГИЧЕСКОГО) ВРЕМЕНИ
Основное время на операцию, выполняемую на фрезерных станках, подсчитывается по формуле
гр L . I -|- 11 Д- Z2
То = I = __L—L_L_i мич,
SM
где L — длина пути, проходимого инструментом в направлении подачи, в мм\
I — длина обрабатываемой поверхности, определяемая по чертежу детали и равная: а) для фрезерования плоскостей, фасонных поверхностей, пазов и уступо/в — длине обрабатываемой поверхности в мм\ б) для фрезеро
190
вания пазов под сегментные шпонки — глубине паза в мм; в) для фрезерования шпоночных пазов, закрытых с двух сторон — длине паза за вычетом диаметра фрезы в мм;
/1 —величина на врезание и перебег инструмента в мм, определяемая в зависимости от типа фрезы и способа ее установки по приложению 4;
/2— дополнительная длина на взятие пробной стружки; в зависимости от размера фрезы /2 = 5-ь 10 мм;
. sM — подача фрезы в 1 мин в мм;
I — число проходов.
РАСЧЕТНЫЙ ЛИСТ к ПРИМЕРУ
Исходи ыеданные
Деталь — Рейка
Операция — Фрезерование плоскости под последующее шлифование
Станок — Вертикально-фрезерный, модель 6Н13, N—10 квт
Режущий инструмент — Фреза торцовая, D=150 мм, z = 6, со вставными ножами
Обрабатываемый материал — Сталь 45, ов = 65 кГ/мм2
Характер и размер заготовки — Прокат полосовой 35Х35Х Х895 мм
Вес заготовки — 7,8 кг
Способ установки —В специальном приспособлении (на две детали), базирующем деталь по двум плоскостям, с креплением детали двумя скользящими планками с гайками
Число одновременно обрабатываемых заготовок — 2
Паспортные данные станкабШЗ
Рабочая поверхность стола 40X1600 мм.
Число оборотов шпинделя в минуту: 30; 37,5; 47,5; 60; 75; 95;
118; 150; 190; 235; 300; 375; 475; 600; 750 ; 950; 1180; 1500.
Продольная и поперечная подача стола в мм]мин: 23,5; 30;
37,5; 47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950;1180.
Мощность электродвигателя 10 квт; к. п. д. станка 0,75.
1. ОПРЕДЕЛЕНИЕ РЕЖИМА РЕЗАНИЯ
1. По величине общего припуска на обработку 5 мм на две стороны устанавливается глубина резания £=2,5 мм.
2. По методическим указаниям в разделе выбор режима резания— влияние жесткости технологической системы (стр. 187) для данного случая по табл. А, Б и В устанавливаем поправочные коэффициенты на подачу KSz = 0,75 и на скорость резания
191
Kv—0,85 для II шифра типовой схемы при обработке торцовой фрезой.
3. По карте 108 для симметричного вида установки фрезы с пластинками твердого сплава марки Т15К6 допускается подача sz=0,124-0,15 мм/зуб при нормальной жесткости системы. С учетом пониженной жесткости рекомендуемая подача составит 0,09— 0,11 мм!зуб. Примем подачу sz—0,10 мм/зуб.
4. Для стали <гв = 75 кГ/мм2 по карте 109 для подачи хг= =0,10 мм/зуб, при фрезе £>=150 мм, z=6, с глубиной резания t— 2,5 мм табличные значения соответствуют скорости резания у=282 м[мин, числу оборотов в минуту и=600 и минутной подаче sM=310 мм/мин.
По этой же карте 109 определяется поправочный коэффициент от механической характеристики стали ав = 65 кГ/мм2, который равен 1,12. С учетом поправочного коэффициента от жесткости системы /(„=0,85 имеет общий поправочный коэффициент на скорость
=4,12-0,85=0,95.
Тогда с учетом поправочного коэффициента
v = 282-0,95=267 м/мин, /г=600- 0,95 = 570 об/мин, $м = =310-0,95 = 294 мм/мин.
5. Выбранный режим резания корректируется по паспортным данным станка, подбираются ближайшие значения nBs№. Устанавливаются п=475 об/мин и 5М=300 мм/мин. Отсюда после корректировки находим фактическую скорость резания и подачу на один зуб фрезы:
nDn 3,14-150-475 _ 300 „ _
V = =224 л<М«К, s, = —= 0,105
Проверка выбранного режима по мощности. 1. По карте 111 определяется мощность, потребная на резание. При обработке стали огв= 65 кГ!мм2 с В===70 мм, t=2,5 мм, sM = 300 mmJmuh фрезой Z>=L50 мм, z = 6t мощность, потребная на резание, составляет 3,8 квт.
2. Найденное значение мощности проверяется по мощности электродвигателя с учетом к. п. д. станка. При Л/д—10 квт и к. п. д. станка гу=0,75, мощность на шпинделе будет
Af9=JVg1q = l0‘0,75=7,5 квт,
т. р. больше мощности, потребной на резание.
Следовательно, установленный режим резания по мощности осуществим.
192
ПРИМЕР РАСЧЕТА НОРМЫ ВРЕМЕНИ
1ние детали — Рейка • о деталей на одно изделие 1 мер заготовки — Прокат по-'35X895 мм; сталь 45; <гв=* ный 7,8 кг ртии —100 шт. ww я вмэйа (эояэ -ЭЬИЛОКОНХЭХ) ЭОНЯОНЭО 1,92 2
| Режим обработки 14/03/ я винвеэй чхэонПтом
ЛхЛнии я eoxodopo оггэин 009
'Hnw/W я ВИНЯЕЭД ЧХЭОЙОЯЭ 283
Hnwlww я ЛхЛнии я еьвяоц 475
S S S ►о $3 Н О ^5 сх, s fe S- £ «§£? 1 S S « » ч и § « О sf >2 e£j 3 ? ° ~ ' ОС *5 ^iw^CXi^’oCQCu s II WW я винвеэб BHHpAirj 2,5
Hottoxodu oiroHfr т—<
ww я Лнойохэ ин мэЛииёц to оГ
Операция— 2 Наименование операции — фрезерование плоскости под последующее шлифование Станок — Вертикально-фрезерный, N— ~10 квт Модель — 6Н13 Число станков, обслуживаемых рабо- чим, — 1 Число одновременно обрабатываемых деталей — 2
Расчетные размеры обработки в мм BHUIftf KBHXOhOBd 910
Voxhh и эинвсэбд to r—i
В НИ If# 895
внибиш ! 35x2=70
Режущий инструмент Фреза торцовая £>=!150 мм, = 6, со встав-! ными ножами ТГ5К6, ф=60°
(
1 '$'Z£
Г>|
11 Приспособление Специальное многоместное
1 1 1 1 1*
Г" 1 1 L г Наименование переходов Фрезерование плоскости под последующее шлифование
456
193
2. Определение основного (технологического) времени Основное (технологическое) время определяется по формуле
т — „
1 о-
SM
где I — длина обрабатываемой поверхности, определяемая по чертежу, в мм;
1\ — длина на врезание и перегиб инструмента, определяемая по приложению 4, равная при обработке одновременно двух деталей (В = 70) 15 мм\
h — дополнительная длина на взятие пробной стружки в мм;
sM — подача фрезы в 1 мин в мм.
В настоящем случае при работе фрезой, установленной на размер, дополнительная длина /2 не увеличивается. Тогда при длине обрабатываемой поверхности /=895 мм, величине на врезание и перебег инструмента Zi = 15 мм
Го= —-5... =3,02 мин (на две детали).
300
ИНСТРУКТИВНЫЕ УКАЗАНИЯ ПО РАСЧЕТУ РЕЖИМОВ РЕЗАНИЯ ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА ФРЕЗЕРНЫХ СТАНКАХ
Последовательность расчета режима резания для всех станков фрезерной группы является общей. Различия в кинематике стан-ков оказывают влияние лишь на технику расчета. Инструктивные указания по расчету режимов резания приводятся для одношпиндельных станков с прямолинейной подачей и для многошпиндельных станков с прямолинейной и круговой подачами.
1 № этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
А. Обработка на одношпиндельных станках с прямолинейной подачей
I Расчет длины рабочего хода bp, х в мм и средней ширины фрезерования Ьср в мм (при одновременной обработке нескольких деталей их комплект рассматривается как одна деталь) Lp.x— F bcp- 1 (значение см. в приложении 4, лист 3) 1) Эскиз наладки с указанием размеров обработки 2) Z—длина резания, равная длине обработки, измеренной в направлении резания 3) /1—величина подвода, врезания и перебега инструмента!
194
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные- для определения режима резания
4) /доп—дополнительная длина хода, вызванная в ряде случаев особенностями наладки и конфигурации детали 5) F—площадь фрезеруемых поверхностей
Примечание. Ьср определяется в случае переменной ширины фрезерования.
II ' Определение расчетной подачи на зуб фрезы sz в мм]зуб: а) определение рекомендуемой подачи на зуб фрезы для каждого инструмента б) расчет подачи на оборот So для каждой фрезы и принятие общей подачи на оборот шпинделя по меньшим из полученных расчетам значений в) уточнение расчет, ной подачи на зуб для каждого инструмента по общей подаче на оборот По нормативам $ sz— 1) Обрабатываемый металл и его твердосп 2) Тип и материал фрезы 3) zu — число зубьев фрезы 4) Для отдельных типов фрез t —глубина резания, b—ширина фрезерования, D— диаметр фрезы
III Определение периодов стойкости инструментов Т в минутах резания по нормативам Табл. 1 1) Тип и материал фрезы 2) D—диаметр фрезы 3) X—коэффициент времени резания 4) Количество инструментов в наладке
7*
195
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
IV Расчет скоростей ре зания v в м!мин, числа оборотов шпинделя п в минуту и минутной подачи 5 в м!мин-. а) определение рекомендуемых нормативами скоростей резания всех инструментов б) расчет чисел оборотов шпинделя, соответствующих рекомендуемым скоростям резания в) назначение числа оборотов шпинделя станка по паспорту исходя из рассчитанных чисел оборотов (не рекомендуется превышать минимальные значения расчетных чисел оборотов более чем на 10— 15%) г) уточнение рекомендуемых скоростей резания по принятому числу оборотов шпинделя д) определение минутной подачи по принятому числу оборотов шпинделя и уточнение ее по паспорту станка По нормативам 1000v П~ nD Паспорт станка nDn v~ 1000 Паспорт станка 1) Обрабатываемый металл и его твердост! 2) Тип и материал фрезы 3) D—диаметр фрезы 4) zu— число зубьев фрезы 5) sz—подача на зуб 6) Т—период стойкости 7) Для отдельных типов фрез—глубина резания t, ширина фрезерования b 8) so—принятая подача на оборот шпинделя
п римечание. В случаях, когда осуществимая на станке минутная подача
значительно меньше расчетной, целесообразно для повышения стойкости инструмента
снизить число оборотов шпинделя в минуту, сохранив подачу на зуб фрезьь
V Расчет основного машинного времени обработки /м в мин на комплект (комплект включает все 'детали, установленные на столе станка) , _Lp.x LM SM 1) Lp-x—длина рабочего хода стола 2) sM— минутная подача
196
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
VI Выявление подачи на зуб фрезы sz в мм)зуб по принятым режимам резания sz— I) zu—число зубьев фрезы 2) sM—установленная минутная подача 3) п—число оборотов шпинделя
VII Проверочные расчеты по мощности резания: а) определение по нормативам потребной мощности резания Np з квт для каждой фре* зы б) расчет наибольшей за период работы станка суммарной мощности резания в квт (сумма мощностей одновременно работающих инструментов) ; в сложных случаях рекомендуется строить график расхода мощности в) проверка по мощности двигателя Л;д в квт г) проверка прочности привода (производится только при малых числах оборотов шпинделя, обычно на первых трех-четырех ступенях) По нормативам Паспорт станка Паспорт станка I) Обрабатываемый металл и его твердосп 2) Тип и материал фрезы 3) г и—число зубьев фрезы 4) b—максимальная ширина фрезерования 5) /—глубина резания 6) v—скорость резания инструментов 7)' Эскиз наладки 8) Nji—мощность двигателя 9) т)—к. п. д. станка 10) Л!кр в кГ м— допустимый, по прочности для данного числа оборотов шпин- деля крутящий момент
Примечание. Если прочность привода не ограничивает выбранного режима резания, а ^>1,2^4» двигатель следует проверить на пиковую нагрузку или по нагреву.
197
Продолжение ,
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
I Б. Обработка С П] Расчет длины рабочего хода Лр.х в мм и средней ширины фрезерования Ь Ср в мм (при одновременной обработке нескольких деталей их комплект рассматривается как одна деталь) на многошпиндельных ci эямолинейной подачей Lp. х=Н~ h 4- 1доп \ bep— гацках См. I этап при многоинструментальной обработке на одношпиндельных станках
Примечание. Ьср определяется при переменной ширине фрезерования.
II Назначение расчетной подачи на зуб фрезы sz в мм!зуб: а) определение рекомендуемой подачи на зуб фрезы для каждого инструмента б) расчет подачи на оборот so для каждой фрезы и принятие для фрез, работающих на одной оправке, общей подачи по меньшим из полученных расчетом значений в) уточнение расчетной подачи на зуб для каждого инструмента по общей для оправки подаче на оборот По нормативам SO~SZ^U s См. II этап при многоинструментнон обработке на одношпиндельных станках
III Определение периодов стойкости инструментов Т в минутах резания По нормативам См. III этап при многоинструментной обработке на одношпиндельных станках
198
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
IV Расчет скоростей резания v в м!мин, минутной подачи в мм/мин и чисел оборотов шпинделей п в минуту: а) определение рекомендуемых нормативами скоростей резания всех инструментов б) расчет чисел оборотов каждого инструмента, соответствующих рекомендуемы скоростям резания, и принятие для фрез, работающих на одной оправке, общего числа оборотов шпинделя по меньшим из полученных расчетом значений в) расчет минутной подачи по принятым оборотам шпинделей, установление общей минутной подачи стола по меньшим из полученных расчетом значений и уточнение ее по паспорту станка г) расчет чисел оборотов шпинделей по принятой подаче и уточнение их по паспорту станка д) уточнение скоростей резания инструментов по принятым числам оборотов шпинделей По нормативам 1000г/' п~ nD SM~SOn Паспорт станка sM п So Паспорт станка nDn v= 1000 См. IV7 этап при многоинструментной обработке на одношпиндельных станках
Примечание. Если имеющееся на станке число оборотов шпинделей значительно меньше расчетных, необходимо в соответствии с установленными по паспорту значениями оборотов п и расчетными значениями подачи на зуб sz пересчитать минутную подачу и уточнить ее по паспорту станка.
199
Продолжение
этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
V Расчет основного машинного времени обработки /м в мин на комплект (комплект включает все детали, установленные на столе станка) t ~ьр х SM 1) Лр.х—длина рабочего хода стола 2) —принятая минутная подача
VI Выявление подачи на зуб фрезы s2 в мм!зуб по принятым режимам резания SM Sz— nzu 1) Zu— число зубьев фрезы 2) 5М—установленная минутная подача 3) п—число оборотов шпинделя
VII Проверочные расчеты по мощности производятся так же, как и при многоинструментной обработке на одношпиндельных станках См. VII этап при многоинструментной > обработке на одношпиндельных станках См. VII этап при многоинструментной обработке на одношпиндельных станках
В. Обработка на многошпиндельных станках с круговой подачей
I Определение средней ширины фрезерования &ср в мм (при одновременной обработке нескольких деталей их комплект рассматривается как одна деталь) F ьср~ 1 1) F—площадь фрезеруемых поверхностей ' 2) 1—длина резания, равная длине обработки, измеренной в направлении резания
II Определение рекомендуемой подачи на зуб фрезы sz в мм!зуб По нормативам См. II этап при многоинструментной обработке на одношпиндельных стан-ках
III Определение периода стойкости инструментов Т в минутах резания По нормативам См. III этап при многоинструментной обработке на одношпиндельных станках
200
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
IV Расчет скоростей резания v в м!мин, числа оборотов.стола «СТ в минуту, минутной подачи sM в mmImuh и числа оборотов шпинделей п в минуту: а) определение рекомендуемых скоростей резания всех инструментов б) расчет чисел оборотов шпинделей, соответствующих рекомендуемым скоростям резания в) определение минутной подачи по рекомендуемым числам оборотов шпинделей г) определение числа оборотов стола для каждого шпинделя по рассчитанным минутным подачам, принятие общего для всех инструментов числа оборотов стола по меньшим из полученных расчетом значений и уточнение его по паспорту станка д) уточнение по принятому числу оборотов стола минутной подачи е) расчет чисел оборотов шпинделей по принятой минутной подаче и уточнение их по паспорту станка ж) расчет скоростей резания инструментов по принятым числам оборотов шпинделей По нормативам 1000» п= _ nD s »r ncm~«d nagacn Паспорт станка $м—ncm^pacn SM n— szzu Паспорт станка пРп v~ 1000 I. См. IV-этап при многоинструментной обработке на одно-пшиндельных станках 2) t/pacn—средний диаметр расположения деталей на столе станка, равный полусумме наибольшего и наименьшего диаметров расположения деталей на столе
Примечание. Если имеющиеся на станке числа оборотов шпинделей зна-чительно меньше расчетных, необходимо в соответствии с установленными по паспорту значениями оборотов п и расчетным значением подачи на зуб s£ пересчитать минутную подачу sM и число оборотов стола пст и уточнить по паспорту станка*
201
Продолжение
№ этапа Последовательность определения режима резания Источник или расчетная формула Исходные данные для определения режима резания
V Расчет основного малинного времени обработки /м в мин на комплект (комплект включает все детали, установленные на столе станка) - ^=-2-псш Пст — ЧИСЛО Оборотов стола в минуту
VI Выявление максимальной подачи на зуб фрезы sz в мм/зуб по принятым режимам резания Rdfdtcm Sz max — 1) zu— число зубьев фрезы 2) d н — н аиболыпий диаметр расположения деталей на столе 3) Установленные: sM — минутная подача; п — число обо- ротов шпинделей; Пст — ЧИСЛО Обо-рОТОВ стола
VII Проверочные расчеты по мощности производятся так же, как и при многоинструментной обработке на одношпиндельных станках См. VII этап при многоинструментной обработке на одношпиндельных станках См. VII этап при многоинструментной обработке на одношпиндельных станках
ПЕРИОДЫ СТОЙКОСТИ ИНСТРУМЕНТОВ Т В МИНУТАХ
Период стойкости каждого инструмента Т в минутах времени резания, по которому определяется рекомендуемая для него по нормативам скорость резания v, определяется по формуле
Т = Кф (ТМ1 + ТМл+ ТМ1 +... + Тмп) Л,,
где ТМ1, ТМ2 и т. д.— периоды стойкости первого, второго и т. д. инструментов наладки;
X— коэффициент времени резания каждого инструмента, равный отношению длины резания этого инструмента к длине рабочего г у 1 .
хода стола Lp.x, *= —--;
Lp.x
Кф — коэффициент, учитывающий количество инструментов в наладке.
202
Значения коэффициента Кф
Количество инструментов .... 2 4 6 и более
Коэффициент /<ф . 0,85 0,7 0,5
Примечания: 1. Для станков с круглым столом длина резания I для каждой фрезы является суммарной длиной резания всех деталей, установленных на столе и обрабатываемых этой фрезой.
За длину рабочего хода Lp х следует принимать длину окружности по которой ведется обработка.
2. В случаях, когда значение Х>0,7, его можно не учитывать.
Таблица 1
Периоды стойкости фрез Тм в минутах машинной работы
Диаметр фрезы D 1 в мм
Материал инструмента Тип фрезы 50 ! 1 75 | 100 | 150 | 200 | 300 | 400 | 500
Период стойкости Т и
Быстрорежущая сталь Торцовые и дисковые Прорезные Цилиндрические Радиусные . Двухугловые 100 80 100 60 100 120 90 170 80 150 130 100 280 100 170 170 НО 400 250 120 300 400 500
Твердый сплав Торцовые и дисковые двусторонние Дисковые трехсто- ронние — 90 1'30 120 160 200 200 300 300 500 600 800
Таблица 2
Средние периоды стойкости фрез, принятые в нормативах для одноинструментной обработки
Диаметр фрезы в мм до Фрезы с пластинками твердого сплава Фрезы из стали Р18
Тип фрезы Сталь Чугун Сталь и чугун ковкий Чугун серый Медные сплавы
Принятый период стойкости Т в мин
Фрезы торцовые 40 60 75 90 180 120 120 120 180 180 180 — 120 180 180 180
203
Продолжение табл. 2
Тип фрезы Диаметр фрезы в мм до Фрезы с пластинками твердого сплава Фрезы из стали Р18
Сталь Чугун Л ® S Ч >1 и аз и и н >>о О у а Чугун^ серый Медные сплавы
Принятый период стойкости Т в мин
110 180 180 180 180
150 180 180 180 — 180
Фрезы торцовые 200 240 180 240 — 240
250 240 240 240 — 240
300 300 300 — — —
- 400 420 420 — — —
Фрезы цилиндрические с мел- 60 — — 120 120 120
ким зубом 75 — — 180 180 180
Фрезы цилиндрические вставными ножами со 90—120 70—150 180 180 180 180 180
20* 120.
Фрезы концевые 25 90 — 60 60
40 120 — 90 90 90
60 180 — 120 120 120
90 — 120 120 120
110 120 — 120 150 120
Фрезы дисковые 130 — — 150 150 150
150 180 — 150 180 150
: 200 240 — 150. 180 150
* : 225 — — 180 240 180
75 60 90 60
Фрезы прорезные и отре; 110 — 75 120 75
зные 150 — 120 180 120
200 — — 150 210 150
Фрезы фасонные, полукруглые, выпуклые, вогнутые и угловые 45 75 90 1 1 1 — 120 120 180 — —
* Фрезы с коронками.
204
Таблица 3
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от периода стойкости фрезы
Тип фрезы Материал режущей части Обрабатываемый материал Отношение фактического периода стойкости к нормативному Т : Тн
0,5 | 1,0 | 1,5 | 2,0 | з,о | 4,0
Коэффициент
Фрезы торцовые Твердый сплав Сталь углеродистая и конструкционная 1,15 |1»0| 0,9 0,85 0,8 ( 3,75
Чугуны и жаропрочные стали и сплавы 1,2 |1,0| 0,9 0,8 0,7 1 0,65
Быстрорежущая сталь Сталь углеродистая и конструкционная, жаропрочная и медные сплавы 1,15 |1 0| 0,9 0,85 0,8 0,75
Фрезы цилиндрические Твердый сплав Сталь углеродистая и конструкционная 1,25 |1.0| 0,9 0,8 0,7 0,6
Чугун 1,34 |1,0| 0,9 0,75 0,6 0,5
Быстрорежущая сталь Сталь углеродистая и конструкционная, чугуны и медные сплавы, жаропрочные стали и сплавы 1,25 |1.0| . 0,9 0,85 0,7 0,65
Фрезы концевые , и дисковые Твердый сплав Сталь углеродистая и конструкционная 1,25 |1.0| 0,85 0,75 0,65 0,6
Фрезы концевые Быстрорежущая , сталь Стали, чугуны, жаропрочные стали и медные сплавы 1,25 II,0| 0,9 0,8 0,7 0,6
; Фрезы диско--вые, прорезные, фасонные и шпоночные 1,1 |1.0| 0,9 0,85 > 0,8 0,75
205
ПРИМЕР РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ ПРИ МНОГОИНСТРУМЕНТНОЙ ОБРАБОТКЕ НА ФРЕЗЕРНЫХ СТАНКАХ
Исходные данные
1. Деталь — Вилка переключения
2. Операция — Фрезерование паза и плоскости гребня
3. Станок — Горизонтально-фрезерный ГЗФС, модель 682, N=7,8 квт
Паспортные данные горизонтально-фрезерного станка
ГЗФС 682
Число оборотов шпинделя в минуту 20 27 35 45 60 80 105 140 185 240 319 4zo
Продольные подачи в мм/мин 12,6 17,5 23,6 34,4 48 64,5 96,7 134,6 182 264 368 495
Мощность привода в квт 7,8
4. Режущий инструмент — Две дисковые двусторонние фрезы D—90; zu = 20; Р9; дисковая трехсторонняя фреза D = 110; zu = = 20; Р9. Расстояние между опорами оправки 200 мм
5. Обрабатываемый материал — Сталь 35, НВ 143—196; ов = = Ъ\-^-7Ъ.кГ1мм2
6. Характер заготовки — Поковка
7. Размер обработки—13X16, 14X20, 16X16
8. Припук на обработку — 2 мм; 11,5 мм
206
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ И МАШИННОГО ВРЕМЕНИ
Расчет режимов резания при многоинструментной обработке осуществляется в семь этапов.
I этап — определение длины рабочегоходасуппортов
Как следует из эскиза обработки, наибольшую длину резания имеет фреза 2 (l2=2Q мм). Величина врезания для этой фрезы /1=40 мм (приложение 4, лист 3). Следовательно, длина рабочего хода для всех фрез £р.ж=20 + 40=60 мм.
Пэтап — определение расчетной подачина зуб фрезы
Для фрез 1 и 3 (£>1,3=90 мм, zU13=20 мм) sZ13=0,l мм!зуб (карта 175); для фрезы 2 (Т>2 = 1Ю мм, zUi =20 мм) sZ1= = 0,06 мм/зуб (карта 184).
Учитывать влияние жесткости системы не требуется, так как пример соответствует первому шифру схемы.
Подача на оборот для фрез 1 и 3
s013=5Z13-zu = 0,l-20=2 мм/об.
Подача на оборот для фрезы 3
Soj = sZi • zu = 0,06 • 20 = 1,2 мм/об. .
Принимаем общую подачу на оборот шпинделя по меньшей из полученных расчетом значений, т. е. s0 = 1,2 мм/об. Уточняем подачу на зуб для каждого инструмента по общей подаче на оборот:
для фрез 1 и 3
Szl,3==—~^—=—=0,06 мм/зуб\ ^1,3
для фрезы 2
«г2 =—=—=0,06 мм/зуб.
Шэтап — определение периодов стойкости инструментов Г в минутах резания
Согласно табл. 1 для фрез 1 и 3 Тм^= 126 мин, для фрезы 2 TMi== 138 мин. Коэффициент времени резания:
<« =—=0,267; Х„=—=0,332.
1,3 60 2 60
Коэффициент, учитывающий инструменты в наладке, Кф=0,7.
Период стойкости для фрез 1 и 3
£1,3=0,7(126-1-126+138) -0,267=73 мин-, для фрезы 2
7’2=0,7(126+126+138) -0,332=91 мин.
IV этап — расчет скоростей резания, числа о б орот о вшпиндел я и минутной подачи
По карте 176 для фрез 1 и 3
^1,з=20 м/мин, и=141 об/мин, $М13=212 мм/мин:
207
по карте 185 (— — —) для фрезы 2
\ 2 16 }
п2=40 м/мин, л2=98 об/мин, sMt =1;19 мм/мин.
Поправочные коэффициенты на режимы резания:
1) /СЛр=^Ял=ЛГns =0,85 — гарантирующий получение рас-
четных значений стойкости режущих инструментов;
2) в зависимости от:
а) группы и механической характеристики стали Кп=Кп=Кп,=\Э (карта 120);
б) состояния поверхности заготовки
= К'п , = ^ =0’85 (КаРТа 176>;
в) периода стойкости (табл. 3)
отношение .1^=21=0,61; Кт„м=КтПм=Кт1м=№
#1>в
отношение -^-=—=0,76; Кт„ =Кт„ =Кт, =1,0.
т 120 Пг Чи,
«3
С учетом поправочных коэффициентов:
v 1 з = 40 • 0,85 • 1,3 • 0,85 • 1,0=37,6 м/мин-, П1;з=141 - 0,85 -1,3 i0,85- 1,0=132,5 об/мин-, sMj3=212 • О1,85 • 1,3 • 0,85 • 1,0=1199,3 мм/мин-, у2=40- 0,85-1,3-1,0=44,0 м/мин\ «2=98’0,85- 1,3’ 1,0=1107,8 об/мин-, sM1—1 19 • 0,85 • 1,3- 1,0 = 131 мм/мин.
Полученные расчетом числа оборотов и минутные подачи корректируем по паспорту станка. Принимаем «1,з = 140 об/мин, s№.z= =434,6 мм/мин, соответственно У1,з=39,8 м/мин; п2=105 об/мин sMa = 96,7 мм]мин, соответственно t»2 = 36,2 м/мин.
V э т а п — расчет основного машинного времени о бра ботки , Lp,x go
/„=-4—=—=0,62 мин. м sM. 96,7
VI этап — выявлениеподачина зуб фрезы по принятым режимам резания S-=——=—96,7._ — 0,046 мм/зуб.
г nza 105-20
VII этап — проверочный расчет помощности резания По карте 177 У1,з=2,5 кет.
По карте 186 N2—1,3 кет.
Суммарная мощность, потребная на резание, составит 6,3 кет. Следовательно, мощность станка 7,8 кет достаточна для выполнения рассматриваемой операции.
208
ПОДАЧИ Фрезы торцовые с пластинками твердого сплава
КАРТА 108
Вид установки фрезы
/. Симметричная II. Смещенная
С„=(003+0.05) В
I. Подачи черновые на один зуб фрезы
Мощность станка (фрезерной головки) в кет Вид установки фрезы Сталь | Чугун
Марка твердого сплава
Т5К10 | Т15К6 1 ВК8 | В Кб
Подача на один зуб фрезы sz в мм/зуб
Св. 10 I II 0,16—0,20 0,32—0,40 0,12—0,15 0,24—0,30 0,25—0,32 0,50—0,64 0,18—0,24 0,38—0,48
5—10 I II 0,12—0,14 0,24—0,28 0,09—0,11 0,18—Q,22 0,20—0,24 0,38—0,45 0,14—0,18 0,28—0,36
Примечания: !. Поправочные коэффициенты на подачу на зуб, число оборотов и минутную подачу в зависимости от угла в плане режущей кромки приведены в картах режимов резания торцовыми фрезами.
2. Подачи при обработке жаропрочных сталей и сплавов рекомендуется брать те же, что и для стали, но не выше 0,15 мм!зуб.
3. Влияние жесткости системы СПИД учитывать по табл. А, Б и В (стр. ООО).
II. Подачи чистовые на один оборот фрезы
Обрабатываемый материал Вспомогательный угол в плане в град Класс чистоты
V5 I V6 1 1 V/
Подача на один оборот so в мм]об
Сталь ав в кГ/мм2 <70 5 2 0,80—0,50 1,6—1,0 0,55—0,40 1,1—0,80 0,25—0,20 0,50—0,40
>70 5 2 1,0—0,7 2,0—1,4 0,60—0,45 1,2—0,90 0,30—0,20 0,60—0,40
Примечание. Приведенные значения черновых подач рассчитаны для работы фрезами с количеством зубьев, приведенным в картах режимов резания. При работе фрезами с увеличенным числом зубьев значения подач следует уменьшить на 15—25%.
209
ND
О
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая и легированная * Фрезы торцовые с пластинками Т15К6
КАРТА 109
D Z t в мм до Подача на один зуб фрезы sz в мм/зуб до
0,07 о,1 0,13 I 1 0,18 | 0,24 | 0,33
Режимы резания
V п SM V п SM V п 1 SM V 1 п SM 1 п 1 . 1 п SM
80 5 5,0 1,5 312 352 1240 1400 400 450 280 316 1110 1255 480 545 250 282 1000 1120 575 650 220 249 875 990 680 770 195 220 775 875 810 920 173 196 690 780 965 1090
110 4 5,0 1,5 312 352 900 1020 230 260 280 316 810 915 279 315 249 282 720 815 336 380 220 249 637 720 398 450 194 220 562 635 472 535 173 196 500 565 557 630
150 6 16 5 380 316 590 670 230 260 260 282 530 600 274 310 220 249 468 530 327 370 194 220 402 465 375 435 173 196 367 415 465 526 154 174 327 370 547 620
200 16 5 263 298 420 475 217 245 235 266 370 420 256’ 290 209 236 332 375 309 350 185 209 292 330 372 420 164 186 261 295 437 495 147 166 234 265 525 595
8
250 8 16 5 263 298 336 380, 172 195 235 266 300 340 208 235 209 236 265 300 247 280 185 209 235 265 292 330 165 186 208 235 350 395 147 166 186 210 420 476
320 10 16 5 253 286 282 285 161 182 223 252 221 250 190 215 200 226 199 225 230 260 176 199 175 198 274 310 157 178 156 177 327 370 140 158 140 157 389 440
400 16 5 235 266 186 210 142 161 209 236 166 188 172 195 185 209 147 166 203 230 161 186 131 148 243 275 147 166 117 132 292 330 129 146 102 116 . 345 390
12
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости од:
1) механической характеристики стали Сталь О'В в кГ/мм2 До 56 56—62 63—70 71—79 80—89 90—100
НВ До 160 160—177 180—200 203—226 228—255 257—285
Коэффициенты Км =КМ=КМ. и п ьм 1,42 1,26 1,12 121 0,89 0,79
'2) состояния обрабатываемой поверхности Состояние поверхности Без корки и прокат С коркой
Поковка или штамповка Отливка
Коэффициент КПу=Кпп=Кп^ |ьо| 0,9 0,8
3) отношения ширины фрезерования к диаметру фрезы Отношение В : D$p До 0,45 0,45—0,8 Св. 0,8
Коэффициент Рв=Кв=Квс и п SM 1,13 121 0,89
4) главного угла в плане Главный угол в плане ср в град 90 60 . А :5
Коэффициент 0,7 1,0 1,0
АК (с учетом V увеличения подачи) 1,0 0,7 — 1,0 1,0 1,1 1,1
5) марки твердого сплава инструмента Марка твердого сплава Т14К8 ТТ7К12 | T5KI2B
Коэффициент К Uv 0,94 0,45 0,42
* Конструкционные, хромистые и хромоникелевые.
nd ю
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая и легированная * Фрезы торцовые с пластинками Т5К10
КАРТА ПО
D Z t в мм Подача на один зуб фрезы sz в 'мм/зуб до
ОД 0,13 0,18 | 0,24 1. 0,33 I 0.44
Режимы резания
V П SM V п SM V п 1 1 SM 1 1 v п SM V п sm ! 1 п 1 SM
80 5 5,0 1,5 183 207 730 825 315 355 163 185 650 735 375 425 145 164 575 650 446 505 128 145 508 575 535 605 114* 129 455 515 636 720 101 114 402 455 760' 860
110 4 , 5,0 1,5 183 207 531 600 185 210 163 185 473 _535_ 221 250 145 164 420 475 265 300 128 145 372 420 310 350 114 129 327 370 367 415 101 114 292 330 442 500
150 6 16 5 163 185 345 390 177 200 145 164 310 350 217 245 128 145 274 310 256 290 114 129 243 275 310 350 101 114 212 240 358 405 89 101 190 215 433 490
200 8 16 5 154 174 243 275 168 190 137 155 217 245 203 230 121 137 194 220 233 275 108 122 172 195 292 330 97 109 153 173 345 390 85 96 133 150 402 455
250 8 16 5 154 174 194 220 137 155 137 155 172 195 159 180 121 137 155 175 195 220 107 122 137 155 230 260 85 109 124 140 279 315 85 96 106 120 313 365
320 10 16 5 146 165 145 164 125 142 131 148 130 147 150 170 116 131 115 130 182 205 102 116 102 115 212 240 90 103 90 102 252 285 81 92 80 91 306 345
400 12 16 5 137 155 108 123 113 128 121 137 97 109 134 152 108 122 86 97 160 181 185 209 77 87 195 220 85 96 67 76 226 255 75 85 60 68 274 310
ND
СО
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от: I
1) механической характеристики стали Г gB В кГ]ММ2 До 56 56 62 63—70 71—79 80—89 90—100
НВ До 160 160-177 179—200 201-226 227—255 256—285
Коэффициент К Л'у=КЛ'п==КЛ,3м 1,42 1,26 1,12 М 1,89 0,79
2) состояния обрабатываемой поверхности Состояние поверхности Без корки и прокат С коркой
Поковка или штамповка Отливка
Коэффициент K„v=K„n=Kns 1131 0,9 0,8
3) отношения ширины фрезерования к диаметру фрезы Отношение В : £)фР До 0,45 0,45—0,8 Св. 0,8
Коэффициент К в7~Кв„=Квс и п SM 1,13 1131 0,89
4) главного угла в плане Главный угол в плане ср в град 90 60 45
Коэффициент ч 0,7 1,0 1,0 •
K<fv=K<fn (с учетом увеличения подачи) 1,0 1,1
0,7 1,0 1,1
* Конструкционные хромистые и хромоникелевые. * > —— —
МОЩНОСТЬ, ПОТРЕБ Сталь
а в кГ!мм2
Сталь —2————
НВ
До 56 56-100 г Св. 100
. 1 —
До 160 160-285 1 Св. 285 Глубина
Ширина фрезерования
В в мм до
45 38 — 1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9 7,0
52 45 38 1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9
62 52 45 — 1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9
72 62 52 — — 1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,2
85- 72 62 — — — 1,2 1,4 1,7 2,0 2,4 2,9 3,5
100 85 72 — — — — 1,2 1,4 1,7 2,0 2,4 2,9
117 100 85 — — — _ _ 1 2 1,4 1,7 2,0 2,4
138 117 100 - — — — — — 1,2 1,4 1,7 2,0
162 138 117 — — - — — — — 1,2 1,4 1.7
190 162 138 — — — — — — — — 19 1,4
214 190 162 — — — — — ~ — 1,2
250 214 190 — - — — — — — — —— —
295 250 214 — — — —
350 295 250 — -
— 350 295 — - _ — - — — - —
- - 350 - - - - - - - - - -
Диаметр фрезы в мм
и число зубьев Dy^z
110/4 I 250X8
80X5 150X6 1 320ХЮ Мощность
200X8 1 400X12
Минутная подача 5
в мм!мин
— — 1 06 — - — — — - — 1,1 1,3 1,6
94 110 132 — — — — — — 1,1 1,3 1,6 1,9
116 140 165 — — — — — 1,1 1,3 1,6 1,9 2,3
145 175 200 — — — — 1,1 1,3 1,6 1,9 2,3 2,7
181 220 255 - - - 1,1 1,3 1,6 1,9 2,3 2.7 3,2
230 270 । 320 — — 1,1 1,3 1,6 1,9 2,3 2,7 3,2 1 3,8
282 340 4 ДО — ' 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6
350 420 500 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5
440 530 6 120 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6
550 660 770 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,8
680 820 960 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,8 9,4
850 1030 1200 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,8 9,4 11
1070 1280 1500 2,7 3,2 3,8 4,6 5,5 6,6 7,8 9,4 11 13
1340 1600 — 3,2 3,8 4,6 5,5 6,6 7,8 9,4 11 13 16
1670 - — 3,8 4,6 5,5 6,6 7,8 9,4 11 13 16 19
Поправочные коэффициенты
Главный угол в плане 15 30 60 75 90
1) главного угла в град
в плане
Коэффициент 1,23 1,15 | 1,0| 1,06 1,14
214
НАЯ НА РЕЗАНИЕ Фрезы торцовые с пластинками твердого сплава
КАРТА 111
резания t в мм до
8,4 10 12
7,0 8,4 10 12 — — — — — — —- — — —
5,9 7,0 8,4 10 12 —
4,9 5,9 7,0 8,4 10 12 — — — — —- — — —
4,2 4,9 5,9 7,0 8,4 10 12 — — — — — — —
3,5 4,2 4,9 5,9 7,0 8,4 10 12 — — -— — — —-
2., 9 3,5 4,2 4,9 5,9 7,0 8,4 10 12 — -— — — —
2,4 2,9 3,5 4,2 4,9 5,9 7,0 8,4 10 12 — — — —•
2,0 2,4 2,9 3,5 4,2 4,9 5,9 7,0 8,4 10 12 — — .—
1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9 7,0 8,4 10 12 — —
1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9 7,0 8,4 10 12 -—
1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9 7,0 8,4 10 12
1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9 7,0 8,4 10
1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9 7,0 8,4
1,2 1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9 7,0
— — — 1.2 1,4 1,7 2,0 2,4 2,9 3,5 4,2 4,9 5,9
резания N в кет
1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7.8 9,4 11 13 16 19
2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,8 9,4 И 13 16 • 19 22,
2,7 3,2 3,8 4,6 5,5 6,6 7,8 9,4 11 13 1G 19 22,5 27
3,2 3,8 4,6 5,5 6,6 7,8 9,4 11 13 16 19 22,5 27 —•—
3,8 4,6 5,5 6,6 7,8 9,4 И 13 16 19 22,5 27 — —
4,6 5,5 6,6 7,8 9,4 11 13 16 19 22,5 27 — — —
5,5 6,6 7,8 9,4 И 13 16 19 22,5 27 — — — —
6,6 7,8 9,4 11 13 16 19 22,5 27 — -— — — —
7,8 9,4 И 13 16 19 22,5 27 — — •— — — —
9,4 И 13 16 19 22,5 27 — — — •— — —
11 13 16 19 22,5 27 — — — — — — — ——
13 16 . 19 22,5 27 — — — — — — — — —-
16 19 22,5 27
19 22,5 27 — — — — — — — — — — —’
22,5 27 — —
на мощность в зависимости от:
2) переднего Передний угол у в град -10 0 + 10
угла Коэффициент 1йЗ 0,89 0,79
215
Фрезы торцовые с пластинками ВК8 КАРТА 112 Подача на один зуб фрезы sz в мм/зуб до 1 0,15 1 Режимы резания 1 1 со S S СО СО о со со со СЧ о оо ко ко ’Ч-
е 1 1 1—«оо СП ОО ОО b- Tf СЧ СО со со ’Ч* СЧ ко ко *4*
& 1 1 КО КО СО — СО 00 СЧ о о М4 ’’Г' оо ко КО-сч" — ОО ’Чг СО
0,10 1 00 О ОО СЧ о КО ко М4 —' о оо Th т^ео
е 1 М4 О СО СО СО СЧ —I оо 00 О СП СО г—1 74 71 69 OOOrt со коко
РЕЖИМЫ РЕЗАНИЯ Сталь жаропрочная Х18Н9Т (ЭЯ1Т)
& 1 46,5 45 42,5 ко СО М4 М4 'Ч ко кою_ СО 00 XF ХГ ко КО Tf
о * «0 Ч" —1 СО со Ь- СО СО 00 00 СЧ О оо "Ч Ч4 СО -< СП !>, 00 со СО О со оо ОО
е 205 197 ОО М4 СО 00 СЧ СП оо —< О О г—1 1—< т—< СЧ СП со GC СО о СО СО СО
51 49,5 КО г- сп о-КО ’Ч1' ’Ч1 ко 00—00 КО ко ”4 52 49,5 47,5 СЧ о г-ко ко тн
О' о со о оо ко О) оо ь- СЧ СЧ СЧ оо — о 00 со со С*о —' о СО со 00 СО КО СЧ СЧ СЧ
е г- оо ’сч СЧ СЧ tF о — СО СО ко ч —' "Ч СЧ СЧ — СО ко СП оо со со —' со 0- со
(7-Ю ко ко 0- Ю СЧ ко ко ко ОС b- Ч ко КО КО Ь- ко о0 ко КО КО 0- СО СЧ КО ко ко
t в мм до СЧ тЬ СЧ оо СЧ Ч оо сч оо СЧ 00.
Q1 О ко оо 2 ть о КО со 200 8 250 8
216
Продолжение карты 112
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) Марки стали и механических свойств
Марка стали или сплава Механические свойства в кг}мм? Усредненный поправочный коэффициент
1Х18Н9Т Х18Н9Т (ЭЯ1Т) Х17Н2 (ЭИ268) 55—65 55—65 80-95 110—130 1,0 М 1,0 0,75
13Х14НВФРД (ЭИ736) 95-112 1,0
1Х12Н2ВМФ (ЭИ961) ВТ14 Х15Н5Д2Т JX21H5T (ЭИ811) ОТ4 100-120 100—140 95—115 82—100 70-95 0,9 0,88 0,68 0,65 0,65
ВТЗ-1 ХН35ВТ (ЭИ612) 4Х12Н8Г8МФБ (ЭИ481) 110—120 95 НВ 200-220 НВ 220—260 НВ св. 260 0,38 0,5 0,95 0,80 0,72
20ХЗМВФ (ЭИ415) Х23Н18 (ЭИ417) 12ХНВФА (ЭИ712) ЭИ766 НВ 160-170 НВ 260 60—62 90—119 95—105 90—100 1,5 Г,1 0,8 1,5 1,5 0,2
2) отношения ширины фрезерования к диаметру фрезы Отношение В : D фр До 0,45 0,45-0,8 Св. 0,8
Коэффициент К р — ° V = KR R В" В°м 1,13 Е°| 0,89
3) главного угла в плане Главный угол в плане ср в град 30 ' 60
Коэффициент К = К = -KtsM 1,2 1±°|
4) состояния обрабатываемой поверхности Состояние поверхности Без корки и прокат С коркой
Коэффициент К п =Кп = = К „ Л о * и Е»1 0,7
Рекомендуемые подачи для чистоты поверхности v3—v4 :
Для D<70 sz=0,03—0,06; D<100 sz =0,05—0,09; D< 160 sz=0,07-0,12; D<250 sz=0,10-0,15
217
218
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ
Фрезы торцовые с пластинками ВК8
Сталь жаропрочная Х18Н9Т (ЭЯ1Т)
КАРТА 113
Подача на зуб фрезы 5 в мм/зуб до
0,04 0,08 0,18 0,4
Глубина резания t в мм до
Ширина фрезерования В в мм до
48 58 69 82 48 58 69 82 98 'I 1- 48 58 69 82 98 117 48 58 69 82 98 117 140 1 1 1 1 1 lb ^°-1 1 1 1 1 СЧ СЧ 3,0 2,5 2,0 00 СО СЧ СЧ 1 1 1 4,5 3,5 3,0 2,5 2,0 5,0 4,5 3,5 3,0 2,5 2,0 6,5 5,0 4,5 3,5 3,0 2,5 2,0 8,0 6,5 5,0 4,5 3,5 3,0 2,5 8,0 6,5 5,0 4,5 3,5 3,0 8,0 6,5 5,0 4,5 3,5 4^ Сл СП ОО | | | Сл ОСЛО 1 1 1 1 оо со ю о ю 1 1 1 1 1 000 -°°i 1 1 1 1 Г о — — — — 1II1111 1
98 117 140 167 — — — — — — 2,0 2,5 3,0 3,5 3,0 2,5 2,0 4,5 3,5 3,0 2,5 2,0 5,0 4,5 3,5 3,0 2,5 6,5 5,0 4,5 3,5 3,0 8,0 6,5 5,0 4,5 3,5
117 140 167 200 140 167 200 167 200 200 — — — —- — — — — 2,0 2,5 2,0 8,0 6,5 5,0 4,5 8,0 6,5 5,0 8,0 6,5 8,0
Минутная подача s в мм/мин до и Мощность резания N в квт
1
ND
Е
24 29 34 41 49 58 70 83 99 £ Ъ Ъ -« ъ 1 1 1 1 1 1 1 1 Г 1 1 । । । । । । । । 11°:-:-“^- 1 1 1 1 1 I | I I ° я Д СЧ СЧ СО со со ND ND 1—‘ ‘ 1 ►—1 Ъ -о сл С- оо сл w о 1 1 1 1 1 1 1 1 о оо ю со «-< ю о со сч~ | | | | | I 1 Д Д Д Д сч сч со со о 00 1О оо Ю О ю (М | | | | | | Д Д Д Д сч" сч оо со Д ю О) СЛ W W К2 ND Г | | | | | Н- н- ND Ф О СЛ оо сл со О до 1,3 1,5 Д,8 2,1 2,5 з,о 3,6 4,2 5,1 6,1 7,2 1,0 1,3 1,5 1,8 2,1 2,5 з,о 3,6 4,2 5,1 6,1 7,2 8,7 1,0 1,3 1,5 1,8 2,1 2,5 3,0 3,6 4,2 5,1 6,1 7,2 8,7 10 1,0 1,3 1,5 1,8 2,1 2,5 3,0 3,6 4,2 5,1 6,1 7,2 8,7 10 12 1,0 1,3 1,5 1,8 2,1 2,5 3,0 3,6 4,2 5,1 6,1 7,2 8,7 10 12 15 1,3 1,5 1,8 2,1 2,5 3,0 3,6 4,2 ^,1 6,1 7,2 8,7 10 12 15 18 1,5 1,8 2,1 2,5 з,о 3,6 4,2 5,1 6,1 7,2 8,7 10 12 15 18 21 1,8 2,1 2,5 з,о 3,6 4,2 5,1 6,1 7,2 8,7 10 12 15 18 21 25 2,1 2,5 з,о 3,6 4,2 5,1 6,1 7,2 8,7 10 12 15 18 21 25 30 2,5 3,0 3,6 4,2 5,1 6,1 7,2 8,7 10 12 15 18 21 25 30 3,0 3,6 4,2 5,1 6,1 7,2 8,7 10 12 15 18 21 25 30 3,6 . 4,2 5,1 6,1 7,2 8,7 10 12 15 18 21 25 30
118 142 . 169 202 241 288 344
Поправочный коэффициент на мощность в зависимости от главного угла в плане
Главный угол <р в град 60
Поправочный коэффициент К YjV О1
РЕЖИМЫ Чугун
D Z t в мм до Подача на один зуб
0,1 I | 0,13 | 0,18
Режимы
V 1 п • 1 v п 1 S,, 1 v 1 ! п 1
75 10 1 л 3,5 7,5 260 232 204 1100 985 865 880 790 695 232 204 181 985 865 765 1110 975 860 — —
90 10 1,5 3,5 7,5 260 232 204 920 870 720 735 695 575 232 204 181 870 720 640 975 805 715 204 181 162 720 640 575
ПО 12 1,5 3,5 7,5 228 203 180 660 585 520 635 560 500 203 180 158 585 520 455 800 700 610 180 158 141 520 455 410
150 14 1,5 3,5 7,5 228 203 180 485 430 380 545 480 425 203 180 158 430 380 335 670 595 525 180 158 141 380 335 300
200 16 1,5 3,5 7,5 228 203 180 350 320 290 450 410 370 203 180 158 320 290 250 575 520 450 180 158 141 290 250 225
250 20 3,5 7,5 16 185 165 145 235 210 185 375 335 295 165 145 128 210 185 163 470 415 365 145 128 115 185 163 146
300 22 3,5 7,5 16 172 153 136 182 162 145 320 285 255 153 136 -121 162 145 128 400 360 315 136 121 107 145 128 113
350 24 3,5 7,5 16 172 153 136 156 139 124 300 270 240 153 136 121 139 124 НО 375 335 300 136 121 107 124 ПО 97
400 28 3,5 7,5 16 154 137 122 123 109 97 275 245 215 137 122 108 109 97 86 345 305 270 122 108 97 97 86 77
Поправочные коэффициенты на режимы резания для
1) твердости чугуна Группы твердости чугу на НВ 143-229 170-255 197-269
Коэффициент К =К и = MV МП 1,0 0,89 0,79
2) состояния обрабатываемой поверхности Состояние поверхности Без корки С коркой
Коэффициент К =К„ nv пп ns 1±Р| 0,8
Примечание. При работе фрезами торцовыми с пластинками ВК8 табличные
220
РЕЗАНИЯ серый Фрезы торцовые с пластинками ВК6.
КАРТА 114
фрезы sz в мм)зуб до
0,26 I и,36 | 0,5
резания
V п 1 V 7Z 1 1 V 1 п sm
— — — — — — — — — —
изо 1100 900 — — — — — —
975 855 775 158 141 126 455 410 365 1200 1090 960 — — — — —
830 735 060 158 141 126 335 300 270 1030 925 830 141 126 112 300 270 240 1290 1170 1040 — 1 1 1
730 630 565 158 141 126 250 225 200 880 795 705 141 126 112 225 200 178 1120 990 890 126 112 100 200 178 160 1380 1220 1100
585 510 455 128 115 102 163 141 130 720 645 570 115 102 90 146 130 115 905 810 710 102 90 81 130 115 103 1120 990 885
500 440 390 121 107 96 128 113 102 620 545 490 107 96 86 ИЗ 102 91 770 700 620 96 86 77 102 91 82 965 860 775
470 415 370 121 107 96 110 97 87 580 515 460 107 96 85 97 87 78 725 650 580 96 85 75 87 78 67 895 805 700
425 380 340 108 97 86 86 77 69 530 475 425 97 86 76 77 69 60 670 600 520 86 76 68 69 60 54 830 725 650
измененных условий работы в зависимости от
3) отношения, ширины фрезерования к циаметру фрезы Отношение В : До 0,45 0,45-4-0,8 | Св. 0.8
Коэффициент/Ср =/Ср в ~KBS 1,13. 1 22i 0,89
4) главного угла в алане Главный угол в плане <р в град 90 60 45
Коэффициент 0,7 L 1,0 1,0 |
Ка> (с учетом увели- ' rv гп чения подачи) 0,95 1,0 1,1
0,65 1,0 1,1
данные применять с коэффициентом 1,2.
221
МОЩНОСТЬ, ПОТРЕБНАЯ
Чугун
Группы твердости чугуна НВ*
Глубина
До 229 | Св. 229
Ширина фрезерования В в мм до
35 — 1,0 1,2 1,5 1,8 2,2 2,7 3,3 4,0 5,0 6,0 7,3 9,0 11
42 35 — 1,0 1,2 1,5 1,8 2,2 2,7 3,3 4,0 5,0 6,0 7,3 9,0
50 42 — — 1,0 1,2 1,5 1,8 2,2 2,7 3,3 4,0 5,0 6,0 7,3
60 50 — — — 1,0 1,2 1,5 1,8 2,2 2,7 3,3 4,0 5,0 6,0
70 60 — — — — 1,0 1,2 1,5 1,8 2,2 2,7 3,3 4,0 5,0
85 70 — — — —« — 1,0 1,2 1,5 1,8 2,2 2,7 3,3 4,0
100 85 — — — — — — 1,0 . 1,2 1,5 1,8 2,2 2,7 3,3
120 100 1,0 1,2 1,5 1,8 2,2 2,7
145 120 1,0 1,2 1,5 1,8 2,2
170 145 — 1,0 1,2 1,5 1,8
205 170 1,0 1,2 1,5
245 205 — 1,0 1,2
295 245 — — — — — • — — — — — — 1,0
350 295
— 350
Фрезы всех диаметров Подача на один зуб фрезы sz в мм/зуб до 0,131 0,25} 0,5 | 1,0 Минутная подача sM в мм/мин до Мощность
160 —. 1,1
— .— 160 190 1,1 1,3
— 160 190 230 1,1 1,3 1,6
160 190 230 270 — — — — —. — — — — 1,1 1,3 1,6 1,9
190 230 270 325 1,1 1,3 1,6 1,9 2,3
230 270 325 385 — — — — — — — 1,1 1,3 1,6 1,9 2,3 2,7
270 325 385 460 — — — — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,3
325 385 460 550 — — — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,3 3,8
385 460 550 660 — — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,3 3,8 4,6
460 550 660 790 — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,3 3,8 4,6 5,5
550 660 790 940 — — 1,1 1,3 1,6 1,9 2,3 2,7 з,з 3,8 4,6 5,5 6,6
660 790 940 1120 — 1,1 1,3 1,6 1,9 2,3 2,7 з,з 3,8 4,6 5,5 6,6’ 7,8
790 940 1120 1340 1,1 1,3 1,6 1,9 2,3 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4
940 1120 1340 1600 1,3 1,6 1,9 2,3 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4 и,о
1120 1340 1600 — 1,6 1,9 2,3 2,7 з,з 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3
1340 1600 — — 1,9 2,3 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9
1600 — — — 2,3 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0
* Здесь и далее классификацию групп твердости чугуна по маркам см. в приложении
222
Фрезы торцовые с пластинками
НА РЕЗАНИЕ твердого сплава
серый ”
КАРТА 115
резания t в мм до
13 — — — — — — —
11 13 —
9,0 11 13 — —
7,3 9,0 11 13 — — —'— — — — — — — — —
6,0 7,3 9,0 11 13 — — — — . — — -— — — —
5,0 6,0 7,3 9,0 11 13 —
4,0 5,0 6,0 7,3 9,0 11 13 — — — — — — —- —
3,3 4,0 5,0 6,0 7,3 9,0 11 13 — — — — — —
2,7 3,3 4,0 5,0 6,0 7,3 9,0 11 13 — — — — — —
2,2 2,7 3,3 4,0 5,0 6,0 7,3 9,0 11 13 — — — . — —
1,8 2,2 2,7 3,3 4,0 5,0 6,0 7,3 9,0 11 13 — — — —
1,5 1,8 2,2 2,7 3,3 4,0 5,0 6,0 7,3 9,0 11 13 — — —
1,2 1,5 1,8 2,2 2,7 3,3 4,0 5,0 6,0 7,3 9,0 и 13 — —
1,0 1,2 1,5 1,8 2,2 2,7 3,3 4,0 5,0 6,0 7,3 9,0 и 13 —
1,0 1,2 1,5 1,8 2,2 2,7 3,3 4,0 5,0 6,0 7,3 9,0 11 13
резания N в квт
1,3 1,6 1,9 2,3 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 1,6 1,9 2,3 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 1,9 2,3 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 2,3 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 2,7 3,3 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 3,3 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 3,8 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 4,6 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 5,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 6,6 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 7,8 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 9,4 11,0 13,3 15,9 19,0 22,5 27,0 32,5 11,0 13,3 15,9 19,0 22,5 27,0 32,5 13,3 15,9 19,0 22,5 27,0 32,5 15,9 19,0 22,5 27,0 32,5
Поправочные коэффициенты на мощность в зависимости от главного угла в плане
Главный угол в плане ср 1 60 1 75 1 в град | 90
Коэффициент | 1,() | 1,06 | 1,14
17, лист 1.
223
РЕЖИМЫ
Чугун
1 1 с] ** 1 t в мм до Подача на один зуб
0,12 1 0,16 1 1 0,21 1
Режимы
V п I *М V 1 •" 1 1 ° 1 п 1 1
75 10 2 4 8 207 186 164 880 790 696 960 860 760 202 180 159 860 762 676 1220 1080 960 206 183 163 875 779 694 1540 1379 1220
90 10 2 4 8 209 108 166 742 660 586 810 720 640 203 181 161 720 642 570 1020 910 810 207 184 164 734 653 580 1290 1150 1020
110 12 2 4 8 182 161 ' 143 526 466 413 690 610 540 176 158 139 510 457 404 870 780 590 179 159 142 518 461 410 1100 980 870
150 14 2 4 8 179 160 141 380 340 300 580 520 460 175 156 137 372 332 292 740 660 580 178 158 140 379 335 298 940 830 740
200 16 2 4 8 183 162 144 292 258 229 510 450 400 176 158 141 281 251 225 640 570 510 181 160 141 288 253 225 820 720 640
250 20 4 8 16 147 131 116 187 1 167 148 410 365 325 144 127 ИЗ 183 162 144 520 460 410 146 128 115 186 164 147 660 1 580 520
300 22 4 8 16 137 122 107 146 129 114 350 310 275 134 119 105 142 126 112 445 395 350 136 121 107 144 128 114 560 500 445
350 24 4 8 16 136 122 НО 124 111 100 325 290 260 133 116 104 120 101 95 415 365 325 134 120 108 122 109 98 520 465 415
400 28 4 ’8 16 122 109 97 97 87 77 295 265 235 118 106 93 94 84 74 375 335 295 121 107 96 96 ' 85 76 475 420 375
Поправочные коэффициенты для
1) твердости чугуна Группа твердости чугуна НВ 149—163 До 201 163—229
Коэффициент 1,26 1,0 0,79
2) состояния обрабатываемой поверхности Состояние поверхности Без корки С коркой
Коэффициент Knv= =Kn=KSM 1131 0,8
224
РЕЗАНИЯ ковкий Фрезы торцовые с пластинками ВК8
КАРТА 116
фрезы sz в мм[зуб до
0,30 1 0,42 | 0,60 1 0,84
резания
V 1 ° 1 п 1 ° 1 п SM ° 1 " 1
145 618 1540
185 164 146 656 581 517 1640 1459 1290
162 143 127 468 414 367 1400 1240 1100 128 114 370 330 1570 1400 — — — —
159 141 126 337 300 268 1180 1050 940 142 126 112 302 268 238 1500 1330 1180 100 213 1500 — — —
162 144 129 258 230 205 1030 920 820 144 129 114 229 205 182 1300 1160 1030 129 115 102 205 183 162 1650 1470 1300 — —
130 116 104 166 148 132 830 740 660 116 104 92 148 133 117 1050 940 830 104 92 82 133 117 105 1330 1180 1050 83 74 106 94 1500 1380
122 107 96 129 114 102 710 630 560 108 96 86 115 102 91 900 800 - 710 97 87 77 103 92 82 1140 1010 900 88 77 69 93 82 73 1440 1280 1140
121 108 96 ПО 98 87 660 590 , 520 109 97 86 99 88 78 840 750 660 97 87 77 88 79 70 1060 950 840 87 77 68 79 70 62 1340 1190 1060
1 108 96 85 86 76 68 600 530 475 97 87 75 77 69 60 760 680 600 85 77 68 68 61 54 960 860 760 77 68 61 61 54 48 1220 1080 960
измененных условий в зависимости от: %
3) отношения ширины фрезерования к диаметру фрезы Отношение В : £>фР | До 0,45 0,45—0,8 \ Св. 0,8
Коэффициент К bv~ =KB~KBs П SM 1,13 1131 0,89
4) главного угла в плане Главный угол в плане ср в град 90 60 45
к'.. .0,7 1131 [131
К* =KV (с учетом rv увеличения подачи) 0,95 1131 1,1
ч 0,65 1131 1,0
8 456
225
22 6
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезы торцовые с пластинками твёрдого сплавав
Чугун ковкии КАРТА 117
Группа твердости по Бринелю НВ
149—16з1 До 200|163—229 Глубина резания t в мм до
Ширина фрезерования В в мм до
43 37 — 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13
50 43 37 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 И 13
60 50 43 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13 —
70 60 50 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13 — — — — — — — —
82 70 60 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13 — — — — — . — —
99 82 70 — 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13 — — — — — —
113 96 82 — — 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13 — — — — —
133 113 96 — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13 — — — —
156 133 113 — — — — 1,1 1,3 1,6 Ц9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 И 13 — — —
184 156 133 — — — — — 1,1 1,3 1,6 .1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13 — —
215 184 156 — — — — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13 —
255 215 184 — — — — — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11 13
300 255 215 — — — — — — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4 11
350 300 255 — — — — — — — — — 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9 9,4
— 350 300 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,6 7,9
Диаметр фрезы
D в мм
75 150 175—400 Мощность резания N в кет
Минутная по-
дача
мм/мин до
175 220 — — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,2 7,5 8,9 10,6 12,7 15 18 22 26 .31
220 270 — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,2 7,5 8,9 10,612,7 15 18 22 26 31 -
270 340 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,2 7,5 8,9 10,6 .12,7 15 18 22 26 31 — —
340 425 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,2 7,5 8,9 10,6 12,7 15 18 22 26 31 1 _____
425 530 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,2 7,5 8,9 10,6 12,7 15 18 22 26 31 —
530 660 1,8 2,2 2,6 3,1 3,7 4,4 5,2 6,2 7,5 8,910,6 12,7 15 18 22 26 31 — —
660 820 2,2 2,6 3,1 3,7 4,4 5,2 6,2 7,5 8,9 10,6 12,7 15 18 22 26 31 — — —
820 ЮЗО 2,6 3,1 3,7 4,4 5,2 6,2 7,5 8,9 10,6 12,7 15 18 22 26 31 — — — —
1030 1280 3,1 3,7 4,4 5,2 6,2 7,5 8,9 10,6 12,7 15 18 22 26 31 _____
1280 1600 3,7 4,4 5,2 6,2 7,5 8,9 10,6 12,7 15 18 22 26 31 ______
1600 — 4,4 5,2 6,2 7,5 8,9 10,6 12,7 15 18 22 26 31 — ______ — — —
Поправочные коэффициенты на мощ-
ность в зависимости от главного угла
в плане
Главный угол
в плане в град * 50 75 90
Коэффициент |- ГГо| 1,06 1,14
KfN
РЕЖИМЫ РЕЗАНИЯ Чистовое фрезерование плоскостей под V6—V7. Стали углеродистые и легированные ав—504-60 кГ/мм2. Резец Т30К4 Фрезы торцовые однозубые с широким резцом
КАРТА 118
6 X X к( Глубина резания t в мм
3 со 6 CU <и Ч» я х Ю а сч £ О о со 0,05 | 0,1 ] 0,2
а е га фрез В в mj ай 'О g о о с=[ на езы Режимы резания
а ►Д ® <N а •е-
Диаме в мм Шириь вания Подач оборот в мм/с V п V п *М V п
1 353 450 450 338 430 430 323 410 410
1,5 2 300 380 760 288 365 576 275 350 700
3 274 350 1050 262 330 990 260 330 990
1 317 405 405 305 390 390 291 370 370
250 100—240 3,0 2 270 345 690 260 330 660 241 305 610
3 246 310 930 237 300 900 226 290 870
1 295 375 375 283 360 360 270 340 340
5,0 2 252 320 640 241 305 610 230 290 580
- 3 230 290 870 220 280 840 210 265 795
1 359 285 285 344 275 275 329 260 260
1,5 2 306 245 490 293 230 460 280 220 440
3 280 220 660 267 210 630 255 200 600
1 322 255 255 309 245 245 295 235 235
400 200—380 3,0 2 " 274 220 440 262 210 420 252 200 400
3 250 199 597 239 190 570 299 182 546
1 300 240 240 288 230 230 275 220 220
5,0 2 256 205 1 110 245 195 390 234 186 372
3 231 184 552 221 176 527 212 169 506
228
Фрезы. торцовые из стали Р18
ПОДАЧИ
КАРТА 119
I. Черновое фрезерование плоскостей
Мощность станка (фрезерной головки) в квт Жесткость системы деталь—приспособление Фрезы
Цельные с крупным зубом и со вставными ножами Цельные с мелким зубом
Подача на один зуб sz в мм!зуб при обработке
стали* медных и алюминиевых сплавов стали медных и алюминиевых сплавов
Св. 10 Нормальная Пониженная 0,15—0,25 0,3—0,5 0,2—0,3 — —
5—10 Нормальная Пониженная 0,08—0,15 0,2—0,4 0,15—0,25 0,06-0,1 0,04—0,08 0,15-0,3 0,1— 0,2
До 5 Нормальная Пониженная 0,04—0,06 0,15—0,3 0,1—0,2 0,04—0,06 0,04—0,06 0,12—0,2 0,08—0,15
* Стали углеродистые и легированные. Большие значения подач брать для меньшей глубины резания и ширины обработки, меньшие — для больших значений глубины и ширины.
Примечания: 1. При фрезеровании жаропрочных сталей подачи брать те же, что и для стали, но не выше 0,2 мм,)зуб.
2. Подачи в зависимости от жесткости СПИД устанавливать по табл. А, Б и В на стр. 188—190.
II. Чистовое фрезерование плоскостей
Обрабатываемый материал
Класс чистоты Сталь 45 прокат, 40Х прокат, 40Х нормализованная Сталь 35 Сталь 45 улучшенная Сталь 10, 20, 20Х
Подача s0 в мм!об
V4 V5 V6 Примечав ление—инструмент <Pte2°. Для фрез с 2,7—1,2 1,2-0,5 0,5—0,23 [ и е. Чистовые по; —деталь при обра( Ф1=0° подачи мож1 3,1—1,4 1,4—0,5 0,5—0,3 з,ачи для жесткой 5отке фрезами с в( яо увеличивать на I 5,6—2,6 2,6—1,0 1,0—0,4 системы станок -шомогательным уг. 50-80%. 3,9—1,8 1,8—0,7 0,7—0,3 — приспособлен в плане
229
РЕЖИМЫ
Сталь конструкционная углеродистая.
Подача на один зуб
D t 0,05 1 0,10 1 Олз
Z в мм до Режимы
V 1 л 1 1 » 1 п 1 SM 1 v 1 п 1
75 10 43 1 183 1 76 1 40 | 163 I 122 1 34 | 142 |
10 3 49 ,| 207 | 86 1 43,5 | 184 | 138 I 38,5 | ”164 | ’
90 10 44 | 155 • | 64 1 39 | 138 | 108 'I 35 | 123 | ’
10 3 49,5 1 175 | 72 1 44 | 156 | 117 1 39,5 | 139 |
по 10 43 1 126 1 63 1 39 | 112 | 102 1 35 | 101 )
12 3 49 1 И2 | 71 1 44 | 127 | 115 | 39,5 | 114 |
150 10 1 43 1 93 | 62 1 39 | 83 | 100 1 35 | 75 |
16 3 I 49,5 I Ю5 | 70 | 44,5 | 94 | 113 1 39,5 | 84 |
200 ю I | 42 1 60 1 55 1 37 | •59 | 90 l 33 1 53 |
20 3 | 1 47 1 75 | 62 1 42 | 67 | 101 1 37,5 I 60 |
225 10 1 | 42 1 59 1 54 1 35 | 52 | 86 | 32 | 46 |
22 3 I 47,5 1 67 | 61 1 41,5 | 59 | 97 1 36,5 | 52 |
Поправочные коэффициенты на режимы резания для
1) группы и механической характеристики стали Г руппа стали Углеродистые (С<0,6%) Хромоникелевые
Типовые марки сталей ю, 15, 20, 25 30, 35, 40 45, 50 12Х2НЗА 12Х2Н4А 20ХНМ 1 40ХНМА
Предел прочности ст в кПмм’1 56 51- 75 61- 83 75- 98 56— 75 61 — 83 75- 98 97- 110 102 — 116 5, 1 74 U 86 53-70 1 67— 91
Твердость НВ < 156 143— 207 170- 229 207— 269 156- 207 170— 229 207— 269 269— 302 2*5-321 156-217 179-255 156-207 197- 269
Коэффициент Кп “ nV 7Z с ° и 1,35 1,0 0,9 0,7 1,2 1331 0,8 0,55 0,5 0,75 0,6 0,8 0,55
2) состояния поверх- ности заготовки— Поверхность I Без корки и прокат
Коэффициент К „ =К„ „ nv пп nsM М
3) главного угла в плане Главный угол в плане (р в град 90 | 60
Коэффициент К = TV тп Tsw °>89 | |По~|
4) ширины фрезерования Отношение ширины фрезерования к диаметру фрезы В : D <
Коэффициент Кв bs 1,12
5) вида обработки Вид обработки | ! Черно
Коэффициент КBv=KBn’=KBSM | | 1,о|
230
резания Работа с охлаждением Фрезы торцовые со вставными ножами из стали Р18
КАРТА 120
фрезы sz в мм/зуо до
| 0,18 • | 0,24 | 0,33
резания
1. SM 1 27 " 1 1 v 1 п 1 s„ 1 v 1 п 1
1 169 1 30 128 | 198 1 — 1 — 1 - 1 - 1 — —
' 1 190 1 34 145 | 224 1 — 1 — 1 — 1 - 1 — —
т 142 1 31 109 | 169 1 - 1 — 1 — 1 - 1 — I —
• 1 161 | 35 123 | 191 1 - 1 — 1 — 1 - 1 — —
1 140 1 31 89 | 166 1 27 | 80 | 200 1 - 1 — —
1 159 | 35 101 I 188 II 31 | 90 | 226 1 - 1 — —
1 -138 1 31 66 1 162 1 27 | 58 | 196 1 - 1 — —
156 | 35 74 | 183 1 31 | 66 | 222 1 - 1 — —
1 123 1 30 47 | 145 1 26 1 42 | 174 1 23 | 37 | 208
1 139 | 33,5 53 | 164 1 29,5 | 47 | 197 I 26,5 | 42 | 235
1 118 | 29 42 | 142 1 26 | 37 | 172 1 23 | 33 | 200
1 133 | 33 47 | 160 1 29,5 | 42 | 194 | 26 | 37 | 228
измененных условий работы в зависимости от:
Углеродистые труднообрабатываемые (00,6%), хромистые, хромоникелевольфрамовые, инструментальные Хромомарганцовистая, хромокремнистые, хромокрем-ний-марганцовистые и близкие к ним Автом ные
ЗОХ, 35Х, 38ХА, 40Х 15Х, 20Х 45Г2, 50 Г 35ХГС 18ХГТ ЗОХГТ А12, А20 АЗО J
54— 72 60- 76 72— 89 89- 100 100- 117 48- 63 60- 80 SO- 94 94- 100 56- 82 94- 113 113 — 134 49- 62 56- 65 — -
156 — 207 170 — 217 207 — 255 255 — 285 285 — 331 137 — 179 170— 229 229— .2^9 269— 285 170— 241 2,69- 321 321— 375 149— 187 170— 197 -- —
0,85 0,8 0,65 0,55 0,4 1,0 0,7 0,55 0,5 0,6 0,35 0,25 0,9 0,6 1,2 1,10
С коркой
Поковка или штамповка 1 Отливка
<60 | 60- 70 >70 1 <6( ) 1 i »0—70 | >70
0,8 1 0,85 1 0,9 1 0,7{ 1 0,8 | 0,85
1,0
45 | 30
1,05 | 1,18
0,4 | >0,4
— I IZ2|
—-Вая у з ________________________।_____________________Чистовая у 4— у6
0,8
231
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая. Работа с охлаждением Фрезы торцовые цельные из стали Р18
КАРТА 121
D Z t В ММ до Подача на один зуб фрезы sz в мм/зуб др
0,03 | . 0,05 0,10 1 [ 0,13 1 1 0,18 | 1 0,24 I 0,33
Режимы резания
V п 5м V п SM V п s V п sv V n SM V п SM. V п. s v
40 12 60 10 60 . 16 75 18 10 3 10 3 10 3 10 3 50 55 48 53 46 51 47 52 390 434 258 284 246 273 200 220 108 120 58 65 90 101 82 91 44 49 42 47 41 46 41 45,5 348 386 225 250 220 243 175 194е 171 191 93 103 144 160 130 144 40 44 38 42 36 40,5 35 40,5 310 345 200 224 195 216 156 173 279 310 151 168 223 259 210 234 35 38,5 34 37,5 32 36 33 36,5 275 305 180 200 172 191 138 154 382 425 210 232 320 355 200 322 31 34 30 33,5 29 32 29 32,5 243 271 160 177 153 170 123 137 453 504 246 274 378 421 345 383 27 30,5 27 30 26 28,5 26 28,5 216 240 142 158 136 151 109 121 545 605 300 332 457 507 410 457 24 27 24 26,5 23 25,5 23 25,5 193 214 126 140 121 135 99 109 645 720 352 392 544 604 405 550
Поправочные коэфс шциенты на режимы резания для измененных условий работы в зависимости от:
1) состояния новерх-нос ти заготовки Поверхность Бер корки и прокат С коркой 3) ширины, фрезерования Отношение ширины фрезерования к диаметру фрезы В : D. ФР <0,4 >0,4
Поковка или штамповка Отливка
<60 | 60-70 | | >70 <60 60-70 ! 1 >70 Коэффициент Lg = == 6 АГ 1,12 ,|±°|
Коэффициент ~Kns д м IJ°I 0,8 0,85 0,9 0,75 0,8 0,86
4) вида обработки Вид обработки Черновая V3 Чистовая v4— V6
2) главного угла в плане Главный угол в плане <Р в град 90 60 45
Коэффициент Kh =Kh = Kh °v °n °sM 0,8
Коэффициент Ку -К -Ку ’V тп TsM 0,89 |±°1 . 1,05
Примечание. Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от группы и механической характеристики стали см. в карте 120.
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Сталь Фрезы торцовые из стали Р18 КАРТА 122
Подача на зуб фрезы sz в мм/зуб До 0,12 | Св. 0,12 Ширина фрезерования В в ММ до Глубина резания t в мм до
40 47 55 65 76 89 105 123 145 170 200 235 40 47 55 65 76 89 105 | 145 170 200 235 — 11111 1 111111“ 1 1 1 1 1 1 1 1 1 1 1 МЛ- 1 11 1 1 1 1111 6 5 4 3 7 6 5 4 3 8 7 6 5 4 3 10 8 7 6 5 4 . 3 10 8 7 . 6 5 4 3 10 8 7 6 5 4 3 10 8 7 6 5 4 3 10 8 7 6 5 4 3 10 8 7 6 5 4 3 10 8 7 6 5 4 3 10 8 7 6 5 4 10 8 7 6 5 10 8 7 6 10 8 7 1 1 1 1 1 1 1 I 1 I 1 200 SI 1 1 1 1 1 1 1 1 1 1 1
Минутная подача в мм/мин до Мощность резания N в квт
42 50 60 72 86 102 Ц2_2| 145 174 205 250 300 355 1,2 1,5 1,7 1,2 1,5 1,7 2,1 1,2 1,5 1,7 2,1 2,5 1,2 1,5 1,7 2,1 2,5 3,0 1,2 1,5 1,7 2,1 2,5 3,0 3,6 1,2 1,5 1,7 2,1 2,5 3,0 3,6 4,3 1,2 1,5 1,7 2,1 2,5 3,0 3,6 4,3 5,1 1,2 1,5 1,7 2,1 2,5 3,0 3,6 4,3 5,1 6,1 1,2 1,5 1,7 2,1 2,5* 3,0 3,6 4,3 5,1 6,1 7,3 1,2 1,5 1,7 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 1,2 1,5 1,7 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,4 1,5 1,7 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,4 12,1 1,7 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,4 12,1 14,8 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,4 12,1 14,8 17,7 2,5 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,4 12,1 14,8 17,7 3,0 3,6 4,3 5,1 6,1 7,3 8,7 10,4 12,1 14,8 17,7 3,6 4,3 5,1 6,1 7,3 8,7 10,4 12,1 14,8 17,7 4,3 5,1 6,1 7,3 8,7 10,4 12,1 14,8 17,7 5,1 6,1 7,3 8,7 10,4 12,1 М.8 17,7
Поправочные коэффициенты на мощность в зависимости от предела прочности стали
Предел прочности при растяжении в кГ/мм- До 55 | 55—100 | Св. 100
Твердость НВ До 160 | 160—285 | Св. 285
Коэффициент К 0,84 | |То| | 1,20
Фрезы торцовые из стали Р18 КАРТА 123 | Л и с т 1 1 • Подача на один зуб фрезы sz в мм/зуб до о сч о Режимы резания &5 1 1 1 1 1 1 1 ОО ОО О КО 00 СЧ НО но о Th сч
е 1 1 1 1 1 1 1 ОО —< Th но но Th сч ь- сч Th оо оо
& 1 1 1 1 1 1 1 НО- НО- Th о сч сч сч КО- СО оо О сч сч сч
0,15 | ОЗ 1 1 1 1 Th 00 со но 00 ' но ь- о Th сч —• но 05 но СЧ О 05 г-Н г-Н но 05 Ь- -Т 05 ОО
е 1 1 1 1 1 О 02 ОО 05 СО НО НО Ь" 0- СО НО Th СО 05 СО но Th СО о но Th Th оо
РЕЖИМЫ РЕЗАНИЯ Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Работа с охлаждением
& 1 1 1 1 1 МО-КО-—' Ь- 00 00 сч сч Н0-Н0-ПО- СО СО оо 00 сч сч НО- О СОоО 00 сч сч 05 НО СЧ сч сч сч
1 0,10 | оо о 05 СО СЧ сч ко сч но СЧ сч сч ть но СЧ 02 сч —• сч но о Th • о 02 CM 02 CM 05 —< но сч СЧ О 05 TOS о оо < г—< 05 СО но 05 ОО 0- —< оо оо 05 Ь- СО
к: Th о ОО НО СЧ сч 00 оо ОО но оо но Th сч г—< т—< СО 00 НО СО 00 »-< т-Ч г-Н Г-Н 00 05 Th СЧ О 05 О ООНО СООЬ г-Н 00 СЧ 00 ОО СО -т сч Th t^cOHO сч но 05 КО Th оо
36 31,5 34,5 30 33,5 29,5 но_но СО Ь- 00 оо СЧ но~ но >—< СО 00 00 СЧ но НО ть о со 00 00 СЧ Н0-Н0- Th 05 но 00 сч сч НО- Н0-00 05 но 00 сч сч ко но ко сч оо ть 00 сч сч
1 0,07 Оз ко но 00 О сч сч 201 175 177 154 СЧ СЧ 05 02 Ь- 1—t СЧ 05 ОО О 00 0-г-Н СО 00 СЧ 05 ОО Ь- -Т 05 05 05 Е- со оо оо о 0- со со сч сч Th b- со но
к: 315 277 202 175 ОО оо но 00 V—4 Т-Ч ОО тЬ СЧ СО »-< Th 00 СЧ О -т ОО 00 < О> ОО СЧ О О 02 ОО 0- 05 05 О Е-СО СО О 00 ко но Th
& О но Th 00 ОО 00 00 00 37 32,5 но НО СЧ'+ о Th 00 00 Н0_ но ОО Th 05 00 00 СЧ НО- но ОО Th ОО 00 00 СЧ Ю-НО Н0-Ь- СЧ ОО 00 00 СЧ НО-НО-Ь- СЧ ОО 00 00 СЧ НО СО 00 оо сч
0,05 СО сч СО СО ОО ОО КО 00 г-Н г-н 139 121 05 СЧ см ОО Е- СО О О СЧ ОО ь. СО СО НО О. Ь- СО но —< сч Th b- СО КО сч Th о. СО но Th СО 05 00 НО ^h Th
О ь-но о 00 00 Th Th СЧ 02 СЧ Ю 00 О 00 — О СО т? СЧ —• О Th но но 00 1 00 оо сч СЧ О 05 СЧ 05 ОО Оссь 88 77 67 ОО НО СО со КО Th
Th 05 Th 00 42 36,5 г-, со Th 00 НО (М ОО 00 Th 00 00 НО- но СЧ ОО сч Ч" 00 00 но СЧ ь?сч Th оо оо КО Ю СО сч Th 00 00 НО-НО-НО-со -т Th 00 00 КО-КО-05 Th 05 00 00 СЧ
or ww я ; СЧ Th сч Th СЧ Th СЧ Th ОО СЧ Th ОО сч Th оо сч Th оо СЧ Th ОО сч Th оо
q| N о 1 сч о [ со но | оо 01 92, о 1 О| о | Th О СО О 1 СО нор о I о о- сч сч 1
мсэсТф ИИ1ВЖ0Н WJVIQHSEIOS 0J
234
РЕЖИМЫ РЕЗАНИЯ Сталь жаропрочная Х18Н9Т (ЭЯ1Т) Фрезы торцовые из стали Р18
КАРТА 123 Лист 2
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
Марки стали и механических свойств
Марка стали или сплава Механические свойства ад в кГ1мм2 Усредненный поправочный коэффициент
Х18Н9Т (ЭЯ IT) 1Х18Н9Т 9X18 (ЭИ299) ОТ4 55-65 55—65 70—94 70—80 1 м 1,0 1,0 1,0
Х17Н2 (ЭИ268) Х23Н18 (ЭИ417) 13Х14НВФРА (ЭИ736) 1Х12Н2ВМФ (ЭИ961) 80—90 60—80 95—112 100—120 0,8 0,8 0,8 0,8
4Х14Н14В2М (ЭИ69) Х16Н6 (ЭП288) Х17Г9АН4 (ЭИ878) 1Х21Н5Т (ЭИ811) Х21Г7АН5Б (ЭП202) 60—80 100—122 60—90 90—100 65-75 0,57 0,57 0,57 0,57 0,57
ВТЗ-1 110—120 0,55
ХН70Ю (ЭИ652) 0,50
4Х12Н8Т8МФБ (ЭИ481) 75-85 0,44
ХН77ТЮР (ЭИ437Б) ХН70МВТЮБ (ЭИ598) 85—100 0,30 0,30
ХН70ВМТЮ (ЭИ617) ЭИ867 ЖС6—км 100—125 100—125 0,25 0,20 0,15
2) отношений ширины фрезерования к диаметру фрезы Отношение В-&фр До 0,45 | 0,45-0,8 Св. 0,8
Коэффициент КВ = SM 1,13 IHI 0,8S
3) главного угла в плане Главный угол в плане <р в град 60 30
Коэффициент /Г. =К(Г. TV та □21 | 1,25
4) состояния обрабатываемой поверхности Состояние поверхности Без корки и прокат С коркой
Коэффициент К =К„ = nv пп =к„ ns м Ii2l 0,7
5) условий работы Охлаждение С охлаждением Без охлаждения
Коэффициент Кп UV °п °sM IHI 0,6-0,7
Рекомендуемые подачи для чистоты поверхности V3—V4: Для £)< 70 sz=0,05—0,09 £><100 sz=0,07—0,12 £><160 sz=0,08—0,15 £><250 sz=0,12—0,20
235
РЕЖИМЫ РЕЗАНИЯ Медные и алюминиевые сплавы Фрезы торцовые co вставными ножами из стали Р18 КАРТА 124
D Z t в мм до Подача на один зуб фрезы sz в мм]зуб до
0,05 0,10 I 0,13 I 0,18 1 0,24 | 0,33 | 0,44
Режимы резания
V п V п SM V " 1 sm V п SM V • fl SM » 1 л *М 1 1 л SM
15 10 3 10 113 102 482 435 198 178 101 91 430 387 322 290 91 81 385 345 439 393 80 72 342 304 530 472 71 64 302 271 634 570 — — — — — —
90 10 3 10 116 104 412 368 169 151 104 93 368 328 276 246 93 82 328 292 374 333 82 73 290 258 450 400 72 65 256 229 538 480 — — — — — —
ПО 12 3 10 116 103 336 298 165 146 104 92 300 266 270 240 93 83 269 240 368 329 82 73 237 212 450 394 73 65 210 189 530 477 65 58 189 168 635 565 — — —
150 16 3 10 117 104 248 220 163 144 104 . 93 220 198 264 238 93 83 198 176 356 317 82 73 174 155 432 384 73 65 155 139 520 467 65 58 139 124 625 556 — — —
200 20 3 10 ПО 99 176 158 144 129 99 88 158 141 237 212 88 79 141 126 322 288 79 70 126 111 391 344 70 62 111 99 466 415 62 55 99 88 ^54 492 55 49 88 78 668 592
225 22 3 10 112 99 158 141 142 127 98 88 139 124 230 205 89 77 126 109 316 274 78 70 111 99 378 338 70 62 99 88 457 406 62 55 88 78 542 480 55 49,5 78 70 652 585
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) группы медного сплава Г руппа Гетерогенные Свинцовистые при основной гетерогенной структуре Гомогенные Сплавы с содержанием свинца <10% при основной гомогенной структуре Медь Сплавы с содержанием свинца >15% 4) главного угла в плане Главный угол в плане <Р в град 90 60' 45
высокой твердости средней твердости
Коэффициент Кге. = Чч> Чп ~K4sM 0,89 |±°1 1,05
Коэффициент Км =Км =“ ' мп ^Км SM 0,7 |±2| 1,7 2,0 4,0 8,0 12,0
2) группы алюминиевого сплава Группа Силумин и литейные сплавы <Je = 20-r- -4-30 кГ/мм\ НВ >65, дуралюмин ав=40- -4-50 кПмм2, НВ>\66 Силумин и литейные сплавы ав=10н-20 кГ/мм2, НВ<№\ дуралюмин afl=30-4-40 кГ/мм2, HB<W Дуралюмин afl=20-4-30 кПмм2 5) ширины фрезерования Отношение ширины фрезерования к диаметру фрезы B:D,n ФР <0,4 >0,4
Коэффициент К п — —KR BSM 1,12 1 _ьо|
Коэффициент Kmv^Kmtis= = Км SM 1,5 1,8 2,2
6) вида обработки Вид обработки Черновая V3 Чистовая V4— v6
3) состояния поверхности заготовки Поверхность Без корки С коркой
/77? <200 z //В >200
Коэффициент К= ~Kbs SM IPI 0,8
Коэффициент К„ *=Кп nv пп nSM 1л?1 0,9/ 0,95
РЕЖИМЫ РЕЗАНИЯ Медные и алюминиевые сплавы Фрезы торцовые цельные из стали Р18
КАРТА 125
D Z t в мм до Подача на один зуб фрезы sz в мм]зуб до
0,03 0,05 0,1 I | 0,13 1 0,18 I 0,24 | 0,33
Режимы резания
V п V л SM V 1 п SM 1 V 1 п sm ® 1 п 1 SM V п SM 1 V л 1 SM
40 3 10 128 115 1020 913 282 252 115 102 916 811 450 398 102 91 812 722 1 732 > 653 90 80 720 640 987 894 80 72 640 570 1190 1060 — — — — — —
12
60 16 3 10 127 112 674 597 155 136 112 99 597 525 245 216 99 88 527 47С г 396 ) 352 88 79 470 420 546 480 79 70 418 372 650 577 70 62 37С 332 1 777 ! 698 — — —
76 18 3 10 121 109 515 463 214 191 106 96 450 408 333 302 96 86 408 364 1 552 : 491 86 76 364 324 760 677 76 68 322 288 900 805 67 67 286 254 >1080 960 60 54 254 229 1280 1155
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) группы сплава Группы Медные сплавы Алюминиевые сплавы
Гетерогенные Свинцовистые при основной гетерогенной структуре Гомогенные Сплавы с содержанием свинца <10% при основной гомогенной структуре Медь Сплавы с содержанием свинца >15% Силумин и литейные сплавы «в-20-4-30 кГ/мм2, НВ >65; дуралюмин .4-50 кПмм\ нв>т Силумин и литейные сплавы ав-10-4-20 кГ/мм\ нвш-, дуралюмин ав-30-4-40 кПмм’’, НВ<№ Дуралюмин ав= =204--430 кГ/ммг
высокой твердости средней твердости
Коэффициент К,, -К -Му Mfi -KMS SM 0,7 G3I 1,7 2,0 4,0 8,0 12 1,5 1,8 2,2
239
2) состояния поверхности заготовки Поверхность Без корки С коркой
ЯВ<200 /7В>200
Коэффициент К „ =К„ =К„ nv nn nsM * . 1 131 ' 0,9 0,95
3) главного угла в плане Главный угол в плане в град 90 60 45
Коэффициент = 0,89 1131 1,05
4) ширины фрезерования Отношение шириг/ы фрезерования к диаметру фрезы В : D <0,4 >0,4
Коэффициент Кg в —Кд v п $м 1,12 IZ3I
5) вида обработки Вид обработки Черновая V3 Чистовая V4— V6
Коэффициент 1131 0,8
240 МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Медные и алюминиевые сплавы Фрезы торцовые из стали Р18 КАРТА 126
Подача на зуб фрезы sz в мм/зуб До 0,12 |св. 0,К Ширина фрезерования В в мм до Глубина резания t в мм до
40 47 55 65 76 89 105 123 145 170 200 235 40 47 55 65 76 89 3 4 3 5 4 3 6 5 4 3 7 6 5 4 3 8 7 6 5 4 3 10 8 7 6 5 4 10 8 7 6 5 10 8 7 6 10 8 7 10 8 10 8 7 6 5 4 3 10 8 7 6 5 4 3 10 8 7 6 5 4 10 8 7 6 5 10 8 7 6 10 8 7 .11111 1 1 1 1 1 1 ОО о 10
|105 — 1 1 1 1 1 1 1 — 1 1 1 1 1 1 1 — — 3 4 3 5 4 3 3 6 5 4 3 7
12^ 145 170 200 235 6 5 4 3
. 241
Минутная нодача SM В MMfMUH Мощность резания N в кет
86 102 122 145 | 174 205 250 300 355 420 500 ’ 600 1,1 1,3 1,1 1,3 1,6 Г Г Г Г 1 1 | | 1111 <О О 00 •-* со to СП со 1'1 1 1 1 1 1 ~ 1,1 1,3 1,6 1,9 2,3 2,7 1,1 1,3 1,6 1,9 2,3 <2,7 3,3 1,1 1,3 1/6 1,9 2,3 2,7 3,3 3,9 1,1 1,3 1,6 1,9 2,3 2,7 з,з 3,9 4,6 1,1 1,3 1,6 1,9 2,3 2,7 3,3 3,9 4,6 5,5 1,1 1,3 1,6 1,9 2,3 2,7 3,3 3,9 4,6 5,5 6,6 1,1 1,3 1,6 1,9 2,3 2,7 3,3 3,9 4,6 5,5 6,6 7,9 1,3 1,6 1,9 I.2,3 2,7 3,3 3,9 4,6 5,5 6,6 7,9 9,4 1,6 1,9 2,3 2,7 3,3 3,9 4,6 5,5 6,6 7,9 9,4 11,2 1,9 2,3 2,7 3,3 3,9 4,6 5,5 6,6 7,9 9,4 11,2 13,4 2,3 2,7 3,3 3,9 4,6 5,5 6,6 7,9 9,4 11,2 13,4 16 2,7 3,3 3,9 4,6 5,5 6,6 7,9 9,4 11,2 13,4 16 3,3 3,9 4,6 5,5 6,6 7,9 9,4 11,2 13,4 16 3,9 4,6 5,5 6,6 7,9 9,4 11,2 13,4 16 4,6 5,5 6,6 7,9 9,4 11,2 13,4 16
Поправочные коэффициенты на мощность в зависимости от обрабатываемого сплава
Сплав Медные сплавы Алюминиевые сплавы
Поправочный коэффициент KN |1.° 1, 1,25
ПОДАЧИ Фрезы цилиндрические с пластинками твердого сплава
КАРТА 127
Обрабатываемый материал Область применения
Сталь Чугун серый
Подача на один зуб фрезы sz в мм/зуб при ширине фрезерования В в мм
До 30 Св. 30 ДО 30 Св. 30
0,2—0,3 0,15—0,2 0,25—0,35 0,2—0,25 Рекомендуется для всех видов обработки при достаточной жесткости системы станок — приспособление — инструмент — деталь и достаточной мощности станка. Влияние степени жесткости устанавливать по таблицам А, Б и В на стр. 188—190
Примечание. Приведенные значения подач обеспечивают получение чистоты обработанной поверхности в пределах 5—6-го класса чистоты. При этом подача «попутная» (по вращению фрезы) в сравнении с подачей «встречной» (против вращения фрезы) дает во всех случаях лучшую чистоту обработанной поверхности.
Применение верхних пределов значений подач, приводимых в таблице, не приводит к ухудшению чистоты обрабатываемой поверхности.
1 I
242
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая и легированная * Фрезы цилиндрические с пластинками Т15К6
КАРТА 128
D в t Подача на один зуб фрезы sz в мм!зуб до
0,12 | ' ' 0,16 | 0,22 | 0,3
Z в мм ъ мм до Режимы резания
V 1 П V п 1 S м V 1 « 1 5 v 1 п
м 1 м 1 1 "
2 255 1010 825 233 925 1040 214 850 1290 195 775 1610
80 3 220 873 712 201 798 895 184 730 1110 169 670 1390
20—80 4,4 190 755 615 174 690 770 160 635 965 145 575 1200
8 6,5 164 650 530 150 495 555 137 545 830 125 495 1030
9,5 141 560 457 129 512 573 118 468 710 108 430 895
2 276 975 397 252 890 500 231 816 620 211 746 775
90 3 240 848 346 218 770 432 199 705 535 182 645 670
20—80 4,4 205 725 295 288 665 372 172 607 460 157 555 575
4 6,5 179 634 258 162 573 320 148 523 398 136 480 498
9,5 154 545 222 141 498 280 129 455 346 118 417 432
2 257 816 835 236 750 1050 216 685 1300 197 625 1625
100 3 222 705 720 203 645 900 186 590 1120 170 540 1400
20-80 4,4 192 610 624 175 555 775 160 510 970 147 457 1190
10 6,5 165 525 535 151 480 670 138 440 835 127 405 1050
9,5 134 455 465 130 413 576 119 378 718 109 346 900
2 265 650 795 243 618 1040 222 532 1210 203 515 1610
125 3 229 583 715 209 532 892 192 488 1110 175 445 1390
20—80 4,4 197 500 610 181 460 775 165 420 957 151 384 1200
12 6,5 170 432 530 156 396 665 142 360 820 130 330 1030
9,5 147 374 458 134 340 570 123 314 715 112 285 890
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от
1) механической характеристики стали _ в кг!мм^ 50— 55 56— 62 63— 70 71— 79 SO-89 90— 97 98— 105 106— 113
НВ 143-158 160— 177 180— 200 203— 226 228— 255 257— 276 280— 300 303— 323
Коэффициент 1,42 1,26 1.12 м 0,89 0,79 0,70 0,63
2) состояния обраба-j тываемой поверхности Состояние поверхности Без корки и прокат С коркой
Штамповка или поковка Отливка
Коэффициент ^nv ^пп ^nsM м 0,9 0,8
* Конструкционные хромистые и хромоникелевые.
243
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезы цилиндрические с пла-
_ станками твердого сплава
Сталь ----------------------
КАРТА 129
244
РЕЖИМЫ РЕЗАНИЯ Чугун серый Фрезы цилиндрические с пластинками ВК6
КАРТА 130
D t В ММ до Подача на один зуб sz в мм/зуб до
0,13 | 0,20 | 0,24 | 0,29 | ' 0,35
Z Режимы резания
V п 1 s« 1 ° 1 n SM I v n 1 SM 1 ” п 1 SM V п
80 8 2,5 3,6 5,2 7,5 11 250 215 187 161 139 990 855 740 640 550 790 685 590 510 440 229 197 172 147 128 910 780 680 584 508 1150 985 860 738 644 209 181 157 134 117 830 722 620 535 465 1460 1270 1090 942 815 192 165 144 123 107 760 660 570 492 425 1600 1400 1210 1040 895 175 151 132 113 98 695 600 520 450 386 1780 1550 1330 1150 986
90 4 2,5 3,6 5,2 7,5 11 288 248 214 186 161 1020 875 755 655 570 408 350 302 262 228 264 227 196 170 147 930 800 690 600 520 587 505 435 378 328 242 207 180 155 134 852 735 635 545 470 750 646 557 478 412 221 190 165 142 123 780 670 580 502 435 825 710 610 530 460 202 174 151 130 112 712 618 530 453 396 910 790 675 585 505
100 10 2,5 3,6 5,2 7,5 11 264 228 196 170 147 840 725 624 540 467 840 725 624 540 467 241 208 179 156 134 755 660 570 492 425 1190 1040 900 775 670 220 190 165 142 122 695 605 522 445 390 1530 1330 1150 975 860 201 175 '151 130 112 635 555 478 406 355 1680 1470 1270 1060 940 160 138 119 103 506 433 375 326 1630 1390 1200 1040
125 12 2,5 3,6 5,2 7,5 И 280 240 207 180 157 714 610 525 458 400 855 732 630 560 480 256 220 190 166 144 650 560 484 422 366 1230 1060 915 800 695 234 202 175 151 130 596 515 445 383 330 1580 1350 1170 1010 870 214 185 160 138 120 545 475 405 350 304 1730 1500 1290 1110 960 170 146 127 109 430 370 320 278 1650 1420 1220 1070
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) твердости НВ Группы твердости НВ 143—229 170—225 197—269
Коэффициент 1 l.°l 0,89 0,8
2) состояния обрабатываемой поверхности Состояние поверхности- Без корки С коркой
Коэффициент Knv=Knn~ SM 1 ° 1 0,8
3) ширины фрезерования Ширина фрезерования В в мм До 50 51-83
Коэффициент Кв„=Кв„= = Kbs SM |1.° 1 0,89
245
ПОДАЧИ Фрезы цилиндрические из стали Р18
КАРТА 132
I. Черновое фрезерование
Мощность станка (фрезерной головки) в квт Жесткость системы деталь — приспособление Фрезы
С крупным зубом и вставными ножами С мелким зубом
Подачи на зуб sz в мм/зуб при обработке
стали * чугуна и медных сплавов стали чугуна и медных сплавов
Св. 10 Нормальная Пониженная 0,3-0,4 0,4-0,6 0,25-0,4 — —
5-10 Нормальная Пониженная 0,12—0,2 0,2—0,3 0,12—0,2 0,06-0,1 0,06-0,08 0,1-0,15 0,08-0,12
До 5 Нормальная Пониженная 0,1-0,15 0,12-0,2 0,1—0,15 0,05-0,08 0,03-0,06 0,06-0,12 0,05—0,10
* Стали углеродистые и легированные. Большие значения подач брать для меньшей глубины резания и ширины обработки, меньшие — для больших значений глубины и ширины. Примечания: 1. При фрезеровании жаропрочных сталей подачи брать те же, что и для стали, но не выше 0,2 мм/зуб. 2. Подачи в зависимости от жесткости СПИД устанавливать по табл. А, Б п В на стр. 188—190.
II. Чистовое фрезерование
Класс чистоты Обрабатываемый материал Диаметр фрезы в мм
40 | 63 | 80 | 90 | ПО | 130 | 150 | 200
Подачи на один оборот фрезы so в мм = пг
V5 Сталь Чугун и медные сплавы 1,8-1,0 1,6—1,0 2,3-1,3 2,0-1,2 2,7-1,5 2,3—1,3 3,0-1,7 2,5-1,4 3,4-1,9 2,7-1,6 3,8—2,1 3,0—1,7 4,1-2,3 3,2-1,9 5,0—2,8 3,7-2,1
Сталь Чугун и медные сплавы 1,0-0,6 1,0-0,6 1,3-0,7 1,2-0,7 1,5-0,8 1,3-0,7 1,7-1,0 1,4—0,8 1,9-1,1 1,6-0,9 2,1-1,2 $ 1,7-1,0 : 2,3-1,3 1,9-1,1 2,8—1,6 2,1-1,2
Примечание. Чистовые подачи даны для жесткой системы станок—приспособление—инструмент—деталь; для меньшей жесткости подачи устанавливать по табл. А, Б и В на стр. 188—190.
246
247
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая. Работа с охлаждением Фрезы цилиндрические со вставными ножами из стали Р18 КАРТА 133
D Z В в мм t в мм до Подача на один зуб фрезы sz в мм/зуб до
0,05 | 0,1 I 0,13 | 0,18 | 0,24 1 0,33
Режимы резания
V 1 п. SM V п SM ” 1 — 1 п 1 SM 1 v 1 л 1 SM 1 v I « I п 1 Sv
90 8 12-40 3 5 8 66 57 49,5 235 202 176 78 57 50 59 51 44 209 180 155 125 108 93 53 46,5 40,5 189 164 142 175 152 132 47,5 41 35,5 168 145 125 208 180 157 42 36 31 148 127 ПО 248 214 187 — III
41-130 3 5 8 59 51 44 208 179 155 69 59 51 52 45 39 185 159 138 111 95 82 48 40,5 35 169 144 124 157 134 115 42 36 31 149 127 110 186 158 136 37 31,5 27,5 131 112 97 222 189 163 — — —
по 10 12-40 3 5 8 13 71 61 52 45,5 205 176 152 132 85 73 63 55 63 54 46,5 41 182 157 135 118 137 117 101 88 57 48,5 42,5 37 165 141 123 107 191 163 143 124 51 43,5 37,5 33 147 126 109 95 228 195 169 147 44,5 38,5 33 29 129 111 96 84 271 233 202 178 40 34 29,5 26 116 99 86 75 325 278 Й0 210
41-130 3 5 8 13 63 54 46,5 41 182 156 135 118 75 65 56 49 56 48 41,5 36,5 161 139 120 105 121 104 90 79 50 43,5 37,5 33 146 126 108 95 169 146 125 110 45 38,5 33 29 130 112 96 84 202 174 149 132 39,5 34 29,5 26 115 99 85 75 242 208 179 157 35 30,5 26,5 23 102 88 76 67 286 246 212 188
130 10 12—40 3 5 8 13 96 82 71 62 235 200 174 152 97 83 72 63 85 73 63 55 209 179 155 135 157 134 116 101 77 67 57 50 188 164 140 122 218 190 162 142 69 59 51 44 168 145 125 108 260 224 194 167 60 52 45 39 148 128 110 96 310 268 231 202 54 46,5 40 34,5 132 114 98 85 370 319 275 242
41-130 3 5 8 13 64 55 47,5 41,5 156 134 116 102 65 55 48 42 57 48,5 42 37 139 119 103 91 104 89 77 68 52 . 44 38,5 33,5 127 108 94 82 147 125 109 95 45,5 39 34 29,5 112 96 83 72 174 149 129 112 40,5 34,5 30 26 99 85 73 64 206 179 153 134 36 31 27 23,5 88 76 66 57 247 212 185 160
150 12 12-40 3 5 8 13 80 68 59 51 169 145 125 108 84 72 62 54 71 61 52 45 150 129 111 96 135 116 100 87 64 55 47,5 41,5 137 117 101 88 190 163 140 122 57 48,5 42,5 36,5 121’ 103 90 78 226 194 167 145 50 43 37 31,5 ' 107 91 79 69 270 230 199 174 45 38,5 33,5 29 96 82 71 62 322 275 238 205 .
41-130 3 5 8 13 71 61 53 45,5 150 130 112 97 75 65 56 48 63 54 47 41 134 115 100 87 121 104 90 7? 57 49,5 43 37 122 105 91 79 170 146 127 110 51 44 37,5 33 108 93 80 70 201 173 149 130 44,5 38,5 33,5 28,5 95 82 71 61 240 207 179 154 40 34,5 29,5 26,0 85 73 63 55 285 242. 212 185
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) состояния поверхности заготовки Поверхность Без корки и прокат С коркой 2) вида обработки Вид обработки Черновая V3 Чистовая V4— V6
Поковка или штамповка ав Отливка <зв
Коэффициент кь =кь=кь °v 0 °sM 0,8
<60 60-70 >70 <60 | 60-70 | >70 1 —
Коэффициент ^nv==^nn=^nsM 0,8 0,85 0,9 0,75 0,80 0,85 д'и 1
1
При м е ч а н и е. Поправочные коэффициенты на режимы резания для изменен ных условий работы в зависимости от группы и механической характеристики стали см. карту 120. 1
248
249
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая. Работа с охлаждением Фрезы цилиндрические с мелким зубом из стали Р18
КАРТА 134
D Z В в мм t в мм до Подача на один зуб sz в мм/зуб до
0,03 | 0,05 | °,i | 0,13
Режимы резания
V п sm 1 V n s>, 1 V п SM V п 1
40 12 12—40 1,8 3,0 5,0 66 57 48,5 525 456 388 145 126 107 58 50 43 466 400 344 232 202 171 52 45 39 417 358 309 372 323 274 47 40,5 35 374 322 276 522 449 384
41—130 1,8 з,о 5,0 59 50 43,5 470 402 345 130 111 95 52 44,5 38,5 417 354 306 207 176 152 47 40 34,5 376 315 274 332 284 244 42 36 31 332 287 246 462 398 342
60 16 12—40 1,8 3,0 5,0 8,0 78 66 57 49 412 352 302 260 151 130 111 96 69 59 50 43 365 313 267 230 242 207 177 152 61 53 45 38,5 324 279 237 205 387 332 282 245 56 48 40 35 296 254 214 187 550 470 399 348
41—130 1,8 з,о 5,0 8,0 69 59 50 43 364 312 267 230 134 115 96 86 61 52 45 38,5 322 277 236 205 213 184 157 136 54 46 39,5 34,5 287 246 210 182 342 294 250 217 49 42 36 31,5 260 225 190 167 482 416 353 309
75 18 12—40 1,8 з,о 5,0 8,0 72 63 54 46,5 312 267 228 198 129 110 94 82 65 56 47,5 41,5 276 236 202 176 206 176 150 132 58 49,5 42 36,5 246 210 180 156 328 282 240 210 52 45 39 33 223 191 164 142 465 400 343 297
41—130 1,8 3,0 5,0 8,0 64 55 47,5 41 274 234 202 175 113 97 84 72 57 48,5 42 36,5 242 207 178 155 180 155 135 115 51 43,5 37,5 32,5 215 185 159 138 290 248 215 185 46,5 39 34 29,5 197 167 145 125 410 349 302 260
Поправочные коэффициенты на режимы резания для измененных условий в зависимости от:
1) состояния поверхности заготовки Поверхность Без корки и прокат С коркой
Поковка и штамповка ов Отливка Ов
<60 60—70 >70 <60 60—70 >70
Коэффициент Кпу= ^Kn=KnSM 0,8 0,85 0,9 0,75 t 0,8 0,85
«1
2) вида обработки Вид обработки Черновая V 3 Чистовая V4—V6
Коэффициент Kyv~ ^»=Kbs.M 0,8
b°l
Примечание. Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от группы и механической характеристики стали см. карту 120.
&
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Сталь Фрезы цилиндрические из стали Р18
КАРТА 135
Подача на зуб фрезы sz в мм/зуб до
0,05— 0,09 ОДО-ОД? 0Д8-0,32 1 0,33— 0,6 Глубина резания t в мм до
Ширина фрезеров? В в мм до 1НИЯ
— — — 41 3,5 4,5 5,5 6,5 8 10 12 — — — — — — —
— — 41 49 — 3,5 4,5 5,5 6,5 8 10 12 —
— 41 49 59 — — 3,5 4,5 5,5 6,5 8 10 12 — — — — —
41 49 59 70 — — — 3,5 4,5 5,5 6,5 8 10 12 — * — — —
49 59 70 | 84 — — — 3,5 4,5 5,5 6,5 8 10 12 — — — — —
59 70 84 100 — — — — 3,5 4,5 5,5 6,5 8 10 1 12 — — —
70 84 100 120 — — — — — 3,5 4,5 5,5 6,5 8 10 12 — — —
84 100 120 — — — — — — — 3,5 4,5 5,5 6,5 8 1 0 12 — —
100 120 — — — — — — — — — 3,5 4,5 5,5 6,5 8 10 12 —
120 — — — — — — — — — — — 3,5 4,5 5,5 6,5 8 10 12
L
Минутная подача в мм!мин до SM Мощность резания N в кет
50 — — — — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,8 4,5 5,3
( 50 — — — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,8 4,5 5,3 6,4 *
к — — — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,8 4,5 5,3 6,4 7,6
55 — — 0,9 1,1 1,3 1,5 1,8 2,'2 2,6 3,1 3 ,8 4,5 5,3 6,4 7,6 9,1
101 — 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,8 4,5 5,3 6,4 7,6 9,1 И
121 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,8 4,5 5,3 6,4 7,6 9,1 11 13
144 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,8 4,5 5,3 6,4 7,6 9,1 11 13 15,5
172 1,3 1,5 1,8 2,2 2,6 3,1 3,8 4,5 5,3 6,4 7,6 9,1 1 1 13 15,5 18,5
205 1,5 1,8 2,2 2,6 3,1 3,8 4,5 5,3 6,4 7,6 9,1 11 1 3 15,5 18,5 —
245 1,8 2,2 2,6 3,1 3,8 4,5 5,3 6,4 7,6 . 9,1 11 13 15,5 18,5 — —
| 295 | 2,2 2,6 3,1 3,8 4,5 5,3 6,4 7,6 9,1 11 , 13 13,5 18,5 — — —
350 2,6 3,1 8,8 4,5 5,3 6,4 7,6 9,1 11 13 15,5 18,5 — — — —
420 3,1 3,8 4,5 5,3 6,4 7,6 9,1 11 13 15,5 18,5 — — — — —
500 3,8 4,5 5,3 6,4 7,6 9,1 11 13 15,5 18,5 — — — — —
Поправочные коэффициенты на мощность в зависимости от предела прочности стал*и
Предел прочности при растяжении ав в кГ!мм2 До 55 55- -100 Св. 100
Твердость НВ До 160 160- -285 Св. 285
Коэффициент Ki V 0,84 1 | 1,2
Фрезы цилиндрические со вставными ножами из стали Р18 КАРТА 136 Лист 1 Подача на один,зуб фрезы sz в мм/зуб до 1 0,15 Режимы, резания оз •III 1 1 1 202 180 162 142 I 180 160 142 126 1'8 153 140 125 159 140 125 112 1 192 171 152 135 169 > 150 135 i 120
е 1 1 1 1 1 1 114 101 91 80 101 90 80 71 | 100 1 89 79 70 СН СП О СО 00 со ОС-чСО си оо со СП о СО со г- г- сою
& 1 1 1 ! 1 1 39,5 35 31,5 27,5 35 31 27,5 24,5 41 36,5 32 28,5 | 36,5 ( 32 28,5 25,5 1 42,5 37,5 33,5 29,5 37 33 29,5 26,6
о 03 151 134 120 134 119 106 161 144 127 114 141 126 112 100 1 141 125 1 111 100 126 111 100 89 152 135 120 106 135 I 120 | 106 95
с 151 134 120 134 119 106 129 115 102 91 113 101 90 80 1 113 100 89 1 80 101 89 80 71 101 89 80 71 О О г-l СО СИ ОС г- со
РЕЖИМЫ РЦЗАНИЯ Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Работа с охлаждением & 42,5 38 34 ' 38 33,5 30 44,5 39,5 35 31,5 39 35 31 27,5 46 41 36,5 32,5 41 36,5 32,5 29 47,5 42,5 37,5 33,5 42,5 37,5 33,5 29,5
Z0‘0 | оз 120 107 95 96 901 123 113 101 90 113 100 89 79 112 | 100 88 78 100 88 78 71 1 121 107 95 85 107 94 85 75
С О СЧ ю со 150 134 119 145 129 115 102 128 113 101 90 127 1 113 100 89 113 100 89 80 114 101 90 80 101 1 89 80 71
& ОО СО ОО ю Ю СЧ ОС СО со со 50 44,5 39,5 35 со со 52 46 41 36,5 46 41 36,5 32,5 54 47,5 42,5 37,5 47.5 42 37,5 33,5
0,05 оз ЮЮЮ 03 00 Г" 00 СО । 102 91 81 71 СП СО г-i со ОО 1- СО ОСН О СО ОО t'-' СО СП О СО со (" г- со ю СО СО СО СП оо 1-- со ЮЮ t- О 00 г- СОСО
Ч 192 171 152 170 151 135 164 146 130 115 144 128 114 101 144 128 113 101 128 113 101 90 129 113 102 90 114 101 90 80
& 54,5 48,5 43 1 48 1 42,5 38 57 50 45 39,5 49,5 44 39,5 35 59 52 46 41 52 46 41 36,5 61 53 48 42,5 54 47,5 42,5 37,5
t в мм до 1 3,0 4,5 7,0 оюо СО Хр Г'- 3,0 4,5 7,0 1 ю I 3,0 ( 4,5 | 7,0 10 3,0 4,5 7,0 10 3,0 4,5 7,0 10 3,0 4,5 7,0 10 3,0 4,5 7,0 10
в в м м 12-40 41-130 12-40 41—130 12-40 41—130 12-40 41-130
S] 00 о| о 1 §1 о §1 сч
254
РЕЖИМЫ РЕЗАНИЯ Сталь жаропрочная Х18Н9Т (ЭЯ1Т) Фрезы цилиндрические со вставными ножами из стали Р18
КАРТА 136 Лист 2
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
Марка стали или сплава Механические свойства Усредненный поправочный коэффициент
Х18Н9Т (ЭЯ1Т) Х17Н2 (ЭИ268) Х23Н18 (ЭИ417) 13Х14НВФРА (ЭИ736) 1Х12Н2ВМФ (ЭИ961) 55—55 80—95 60—80 95—112 100—120 1 1,0 1 1,0 1,0 1,0 1,0
9X18 (ЭИ299) 2X13 (Ж2) 70—94 90—119 1,25 1,25
ВТЗ-1; ВТ5 110—120 75—85 0,66 0,66
4Х14НВ2М (ЭИ69) 1Х21Н5Т (ЭИ811) 20ХЗМВФ (ЭИ415) Х17Н5-МЗ (ЭИ925) 60—80 90—100 85—95 100-120 0,57 0,57 0,57 0,57
ЭИ602 ХН77ТЮР (ЭИ437Б) ХН70Ю (ЭИ652) ХН70МВТЮБ (ЭИ598) 85—100 0,47 0,34 0,34 0,34
ХН70ВМТЮ (ЭИ617) ЭИ826 100—125 0,28 0,28
ЭИ867 4Х12Н8Г8МФБ (ЭИ481) 100—125 75-85 0,21 0,23
2) состояния поверхности заготовки Поверхность | Без корки и прокат| С коркой
Коэффициент Knv=Knn=KnSM 1,0 | 0,7
3) условий работы Охлаждение С охлаждением Без охлаждения
Коэффициент k0v-k0=k0sm 1;0 0,6—0,7
Рекомендуемые подачи для чистоты поверхности V4—V5
Вид обработки Глубина фрезерования t, мм
1,5 | 3,о | 4,5 | 7,0 | 10
Подача sz, мм/зуб
Плоскость — 0,20 0,18 0,15 0,13
Сложный профиль по копиру | Л1 0,07 0,05 0,04 —
255
256
РЕЖИМЫ РЕЗАНИЯ Фрезы цилиндрические с мелким зубом из стали Р18
Чугун серый КАРТА 138
D 2 в в мм t в мм ДО Подача на один зуб фрезы sz в мм!зуб до
0,06 | 0,15
Режимы резания
V 1 п 1 V п SM
13 60 475 228 50 399 460
40 2,0 50 398 191 42 334 384
40—70 2,8 42 333 160 35 279 320
12 3,9 35 279 134 29,5 235 270
5,6 29,5 234 121 24,5 196 226
1,4 73 387 246 61 325 500
2,0 61 326 208 52 274 422
60 40—70 2,8 3,9 51 43 273 227 175 145 43 36 229 191 352 293
5,6 36 191 122 30 160 246
8,0 30 158 101 25 133 204
1,4 75 318 230 63 266 460
75 18 2,0 63 267 193 53 224 387
40—70 2,8 3,9 53 44 224 186 162 134 44 36,5 187 156 323 270
5,6 36,5 156 113 31 131 226
8,0 30,5 129 93 25,5 109 188
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) твердости чугуна Группа твердости НВ 143—229 170—255 197—269
Коэффициент КМу= =Кмп=Км5м п°| 0,9 0,8
1) состояния поверхности заготовки Поверхность Без корки С коркой
Коэффициент Кпъ— =Kn=KnSM |И0_| 0,75
3) вида обработки | Вид обработки Черновая V 3 Чистовая V4—V6
Коэффициент Кь„— =K»n=Kbs п s м П±1 0,8
9 456
257
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Чугун серый Фрезы цилиндрические из стали Р18
КАРТА 139
Подача на один зуб фрезы sz в мм/зуб до Глубина резания t в мм до
0,08— 0,13 0,14— 0,22 0,23— 0,36 0,37— 0,6
Ширина фрезерования В в мм до
41 49 59 70 84 100 41 49 59 70 84 100 41 49 59 70 84 100 41 49 59 70 84 100 1 1 1 1 1 1 1 1 £ 4,5 3,5 5,5 4,5 3,5 6,5 5,5 4,5 3,5 । г W 4^ Qi О; ОО II 1 1 1 От Сл От ел 10 8 6,5 5,5 4,5 3,5 12 10 8 6,5 5,5 4,5 3,5 12 10 8 6,5 5,5 4,5 3,5 .12 10 8 6,5 5,5 4,5 3,5 12 10 8 6,5 5,5 4,5 12 10 8 6,5 5,5 12 10 8 6,5 12 10 8 12 10 1 1 1 1 1 1 1 1 2
Минутная подача sM в мм/мин до Мощность резания N в квт
со * 71 — — — — — — 0,8 0,9 1,1 1,3 1,6 1,9 2,2 2,7 3,2
85 — — — — — 0,8 0,9 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8
101 — — — — 0,8 0,9 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5
121 — — — 0,8 0,9 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4
144 — — 0,8 0,9 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,4
172 — 0,8 0,9 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,4 7,7
205 0,8 0,9 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,4 7,7 9,2
245 0,9 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,4 7,7 9,2 —
295 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,4 7,7 9,2 — —
350 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,4 7,7 9,2 — — —
420 1,6 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,4 7,7 9,2 — — — —
500 1,9 2,2 2,7 3,2 3,8 4,5 5,4 6,4 7,7 9,2 — — — — —
Поправочные коэффициенты на мощность в зависимости от твердости чугуна
Твердость НВ До 229 Св. 229
ю о< СО Коэффициент К N 11 1,20
РЕЖИМЫ
Чугун ковкий.
Подача на один
D Z В в мм t в мм до 0,05 1 0,10 | 0,13 |
Режимы
V п SM V п sm V | п SM
90 8 12-40 3 5 8 93 82 69 328 282 243 108 93 80 82 71 61 . 292 261 216 175 151 130 74 64 55 264 227 ' 196 245 211 182
41-130 3 5 8 82 -71 61 292 250 216 96 82 71 73 63 54 260 223 192 156 134 115 66 57 49 235 202 174 218 187 162
100 10 <12—40 3 5 8’ 13 99 85 74 64 288 247 213 185 118 102 88 76 88 76 -66 57 256 220 190 165 192 165 142 123 80 69 59 52 232 199 172 150 270 231 200 174
41—130 . 3 5 8 13 88 76 66 57 255 219 190 164 105 91 78 68 78 67 58 50 227 195 169 146 170 146 127 110 71 61 53 45,5 206 176 153 132 239 204 178 153
130 10 12-40 3 5 8 13 107 92 79 69 263 225 194 169 109 93 80 70 95 82 71 61 234 200 173 150 176 150 130 113 86 74 62 55 212 181 151 136 246 210 182 158
41-130 3 5 8 13 95 82 71 62 233 200 173 151 96 83 71 62 85 73 63 55 208 178 154 134 156 135 116 101 77 66 57 50 188 161 139 122 218 187 161 141
150 12 12—40 3 5 8 13 112 97 83 72 238 205 177 153 118 102 88 76 100 86 74 64 212 182 157 136 191 164 141 122 90 78 67 58 192 165 142 123 568 230 . 198 171
41-130 3 5 8 13 100 86 74 64 212 182 157 137 105 90 78 68 83 76 66 57 . 189 162 140 122 170 146 126 110 80 69 60 52 171 146 127 110 238 203 177 153
Поправочные коэффициенты на режимы резания для
1) твердости чугуна Группа твердости НВ | 143-163 До 201 163-229
Коэффициент К = |_Ц| 0,9 0,8
2) состояния поверхности заготовки Поверхность Без корки | С коркой
Коэффициент К «= -Л, ’ 1-111 0,75
260
РЕЗАНИЯ
Фрезы цилиндрические со вставными ножами из стали Р18
Работа с охлаждением КАРТА 140
зуб фрезы sz в мм,'зуб до
| 0,18 | 0,24 | 0,33 1 0,44
резания
V п Sm 1 v п 1 1 v 1 n 1 »a 1 v 1 n 1 SM
66 234 290 53 207 348
57 201 250 50 178 299
49 173 214 43,5 154 258 — — — — — —
59 208 268 52 184 309
50 178 220 45 158 266
43,5 154 191 38,5 137 230 — — — — — —
71 205 318 63 182 332 56 162 453
61 177 274 54 157 330 48 139 389
52 152 236 46,5 135 284 41,5 120 336
45,5 132 | 2Q4 41 118 248 36 104 291 — — —
63 182 282 56 162 340 49,5 144 403
54 156 242 47.5 138 290 42,5 123 344
46,5 135 209 41,5 120 252 36,5 106 296
40 116 180 35,5 103 216 32 92 258' — —
76 187 290 68 166 345 60 148 415 54 131 497
65 160 248 58 142 298 51 126 356 46 112 425
56 138 214 50 123 256 44,5 109 305 39,5 97 3,69
49 120 186 43,5 107 223 39 96 266 34,5 84 319
68 166 258 ffO 148 311 53,5 131 367 47,5 117 445
58 143 222 51 126 265 46 112 314 41 • 100 380
50 123 191 44,5 109 229 39,5 97 272 35 86 327
44 108 167 39 96 202 34,5 '85 238 30,5 75 2S6
80 170 316 77 151 380 63 134 450 56 119 542
69 146 271 61 129 325 54 115 386 48 102 465
59 126 234 53 112 282 47 100 336 42 89 406
52 110 204 45.5 97 244 40,5 86 286 36 76 347
71 151 280 63 134 338 56 119 400 49,5 105 479
61 130 242 54 115 290 48 102 343 43 90 410
53 112 208 46,5 99 250 41,5 88 296 37,5 78 356
46 98 182 41 87 219 36,5 77 258 32 68 310
измененных условий работы в зависимости от:
3) вита обработки
Вид обработки Черновая V3
Коэффициент Kh =Kh = Dv °n 6 M 1 b° 1
Чистовая V4— V6 .
0,8
261
РЕЖИМЫ РЕЗАНИЯ Фрезы, цилиндрические с мелким зубом из стали Р18
Чугун ковкий. Работа с охлаждением КАРТА 141
Пал ача на 1 один зуб фрезы sz в мм!зуб до
D в t 0,05 1 ОД | 0,13 | 0,18
Z в мм в мм до Режимы резания
V 1 п SM | V 1 п sm V п V п
40 12-40 1,8 3 5 82 70 69 655 560 481 324 278 238 73 62 54 581 498 428 524 449 386 66 56 49 527 451 388 734 628 540 — —
12 41—130 1,8 3 5 73 62 54 580 496 427 287 246 212 65 55 48 516 442 380 465 398 342 59 50 43 467 400 344 650 556 479 — —
60 12-40 1,8 3 5 8 96 82 71 61 508 435 374 324 336 288 247 214 85 73 62 54 452 387 332 288 541 464 398 345 77 66 57 49 410 350 301 262 760 649 558 486 68 59 50 43,5 363 311 267 232 900 772 662 575
16 41—130 1,8 3 5 8 85 73 62 54 452 387 332 288 298 256 219 190 76 65 56 48 1 401 344 295 256 480 412 353 307 68 59 50 43,5 364 312 268 232 675 578 497 430 61 52 44,5 39 322 276 237 206
75 12-40 1,8 3 5 8 92 78 67 58 389 333 286 248 289 248 213 184 82 70 60 52 346 297 255 222 466 400 344 299 74 63 54 47 314 268 230 200 655 560 480 418 65 56 48 41,5 278 238 204 177 776 665 570 495
18 41—130 1,8 3 5 8 81 70 60 52 346 296 254 221 258 220 189 164 72 62 53 46 308 263 226 196 4151 354; 304 -264. 55 56 48,5 42 278 238 205 178 580 496 428 372 58 49,5 42,5 37 246 211 181 157 687 590 505 439
Поправочные коэффициенты на для измененных условий работы 1 режимы резания в зависимости от:
1) твердости чугуна Группы твердости НВ 143—163 До 201 163- -229
Коэффициент Кмъ = Км.. —Км~ Г 1,о 0,9 0,8
а лм
2) состояния Поверхность Без корки С коркой
поверхности заготовки Коэффициент = К пп ~К п3 п jm = 1 1,0 •| 0,75
3) вида обработки Вид обработки Черновая V3 Чистовая V4—V6
Коэффициент =Кь.=Кь, = 1,0 0,8
JM
262
Фрезы цилиндрические
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ _______из стали Р18_
Чугун ковкий КАРТА 142
263
293
O g Я Р -5 аз к S W О Д w 3 И £
Коэффициент М<у~ SM Группа Поправочные коэффициенты на режимы, резания для измененных условий работы в зависимости от:
о высокой твердости Гетерогенные сплавы
»—и о средней твердости
>—* Свинцовистые сплавы при основной гетерогенной структуре
Ю ~о Гомогенные сплавы
4^ О Сплавы с содержанием свинца <101% при основной гомогенной структуре
оо о Медь
го о Сплавы с содержанием свинца >15%
3) вида обработки 4 W И о н ю о аз о co о СО ГЗ (D я о н "о я о s S X S о а
Коэффициент Kb=Kb~KbsM Вид обработки Коэффициент | Knv-=Knn=Kns Поверхность
1—а "о Черновая V3 О - Без корки
0,8 Чистовая V4—V6 0,9 С коркой
>-з| 150
4^ 7 - 4- 7
। СО, О -130
Со ОО Сл Со СО 00 Сл СО со 00 Сл со
СО 7 Ю сл о to 7 03 оо Сл сл 00 со О to 4-to 03 to со
го to to со о со *4 СЛ сл со оо to to СОСО to 03 О СЛ СО СЛ -4 ^4 to to СО со to СЛ О 4* оз СО СОСО
о со Сл to *4 сл -4 7 со СЛ 7 4^ to СО -4 СООЮ4 со оз 4^ 4-
О0 СО <—1 СО Q3 СО 4^ СО СО 7 (О Сл О3г<— СО О оо со о to to 4- СО ^4
to to to 00 4^ 00 СО О СО СО to to to Со - о СО -4 •— 4^ СЛ СО 00 to to to СО о co 03 >— »— *4 to
Н- — to to оо t—* Сл СЛ со СО Сл to to to 00 н-‘ ,4х оо со •— оз оз 234 202 174 151
-4 ОО О to 00 СО со •— оо о со -4 о 03 03 •4 ОО СО СЛ Сл 00 Сл
Н- и- to Ю 03 СО ►—1 СЛ Сл О сО 03 to to to 00 4* 00 4- СО -4 оо Н- to to to 00 0 4 00 со оо to
to ю со со to 03 О сл СО Сл 4^ *4 to Ю CO 4^ Сл CO 4- О 03 ^4 СЛ tO ю го to со h-* 4^ g to
ОЗ *4 СО О СО со Ю ОЗ 4 ОС О Ю 00 СО со о 03 ^4 оо о 03 Сл ^4 to
to 4- 03 СО ГО -4 ОО СЛ 03 to to 03 00 ►—‘ Сл Сл со со Сл —' to to 03 00 4^ to 4» 4* co
ГО СО СО 4^ •4 сз to СО to со О со СО 4- 4^ ООЮ4 03 03 4- to to CO CO СЛ CO CO 00 О 03 CO *4
03 “4 00 со •— о сл 03 -4 СО О 00 СО ►— 03 СЛ 03 ^4 CO CO *4 *4
н- — н- to W44C о оо ю — Ь- to 4- 03 СО tO СЛ 00 СО Оз to 4- 03 oo to 4^ CO CO IO
со со 4» Сл to *4 СО о 00 Сл СЛ -4 со 4- 4^ Сл С4ОСС4 оз СО -4 О CO co co 4^ о 4- co 03 co CO *4 03
Сл 03 -4 оо 4^ to СО 4* 03 -4 ОО СО — >— >— СЛ СЛ СЛ 03 GO to co co о
7 со сл 7 СЛ to со оо to 4 4 4 0 СО О to н- to 4- 03 co -4 Сл GO 03
со 4^ сл оз ОО 4* — О 4440 4- Сл СЛ 03 ЮО4Ч СО 4- СО Сл Co 4^ 4- Сл Сл О *4 Сл оо >-* О
^92
s|§ ° °0 1 1 CD- 1 ° Iй
12—40 i 41 130 12—40 1 41—130 12—40 и to
X X CH X Co ос Си co CO 00 Си CO оо Си Co GO Cn Co и §r
О £ CO X CO CD 00 ь oo co X Си GO co tO о П to 4b Ci О OO CO CD О tO to CX 4b О to Co Co 4b cd <3
to tO co CO Си co CO CO X ь-* *N 4ь to IO CO CO 4b GO ЬО ОС CX Си 00 to to Co CO 4b -N и- *N CO ЧЮОЮ CO CO 4ь tO N X 4ь CH GO CO 4b 4b X tO CD 4b CO tO St 0,05
О tO X X Си О CO CO О CO Си to "N X "N h—‘ со Си *N 4b to CO OJ О to 4b CX Co 4b ।—i >—* ।—i to CO X О cd to Co Меднь •и
cooler Ю X tO co 117 101 87 76 00 CO b-* to CH OO 4b Ci OO CD ь 4b о CD О tO to X 4b 1 S £
tO tO co co tO Си о СИ CH co О ь ь Си CO 4ь co co to О to tO CO co NWO^ tO CO CO 00 CO CD 00 4ь О CO GO 4b Ю -N GO 4ь X 00 a о ie спл *0 гп
tO IO X co to x co ел ch bb b to Ю Q> co CH CH О CO CH — to to IO GO bi 4b GO 4b GO OJ 00 ь Ю tO ЧОСО to b- 4b b- to to CD tO X Ch x tO Co in авы X > X S
Q0 CO X x x о ос GO ~ N »—i 1—1 NXOtO 00 CO CO О N X CD 4b ex CD •GO CD b- X x to C3 [одача
to to to co OWOh-4ь CH ь 00 cd to x о ОС CO 4b co to to to CO tO CH CD 4b CH CO 00 00 tO CO CO X О CH b- co to to X X CD 4b CD 4b О X a 0,13 £ о ъ
to IO co CO XN-W *N CO CH co to to CO co tO X О Си co ~N X 0C tO CO CO 4b X О 4b o b- OX CH to to Co 4b GO tO WON tO X CO ь-4 ь <x X X *N Co .ин зуб
O) Q0 CO ь-CO 4- Q0 4b 94 81 70 60 X *N CD О O0 CD ь- <X CD -4 GO CH CH OO ь-l OO CD X Ch cd <3 ежимы фрезы
h— to to to X О 4b GO О ^4 О О <)O 4b to 4- CO — to to CO CD tO'X О OOGOGlN to to CO Co ex bb b- *N to to X X Сл О Ch CD ь ь a резания 0,18 Со со
IO co CO 4b N tO N X co ь to ел to Co CO Cb o X 8 X GO CO 4ь 4b О Сл — 4 DAbN to co co oo co 00 ex о ^4 ..J Г" 435 1 375 321 Co О\
CX “N оо о ел ел *ч to J3 ’О
Си x *n x co to b- 4b (X *N GO CD ь- О ь 4b O1DN 00 -N 00 X *N GO CH СИХ Q Фрезы ци ными н
— to to X 00 ь 4b О 4b CO CO CH OO О 4b 4b О -4 CO ь to to to NQWN N to Сл X to to to OWN CH N X to to X X X bb bb o о to
CO CO 4ь Ch GO 00 4b h-4b 4b “N CO CO CO 4b CH tO O) CO — 4ь оо Си О Go 4ь 4ь Си О) to CD Oj to Си Ch Co Co Co 4ь 4b CD ex CH CD co X 4b X X 4b tO NWIO &J КАР s i
Ch X CO 00 -N ь- 4ь Си X N ОО СП 4b СД Ch (X oj oo 4ь tO tO 4b I 1 1 1 1 1 <3 2 44 чшескл 2 из
b- h- t— to 4b CX 00 tO IO CO CO tO CO Си ОО ь-00 CO 4b ь to to Ch 00 О 4ь CX О GO CO 1 1 1 1 11 a 0,33 Со ге со е стали
Co 4ь Си CX co Си Co to CO oj 4b to CO 4ь Си CD 00 4ь ь-* O 4^ CD 4b 4ь Си Си CX CO ООО OJ X 4ь CO CD 1 1 1 1 1 1 icrae-Р18
РЕЖИМЫ РЕЗАНИЯ Медные сплавы Фрезы цилиндрические с мелким зубом из стали Р18
КАРТА 144
D Z в в мм t в мм до Подача на один зуб фрезы sz в мм/зуб ко
0,05 0,1 1 0,13 | 0,18
Режимы резания
V п V « 1 SM V п SM » 1 п 1 *М
40 12 12—40 1,8 3 5 123 105 90 982 840 721 486 416 357 109 94 81 871 747 642 786 673 579 99 85 73 790 676 582 1101 942 810 — — 1 1 1
41—130 1,8 3 5 109 93 80 870 744 640 430 369 318 97 83 71 774 663 570 697 596 513 88 75 65 700 600 516 975 834 718 — — —
60 16 12—40 1,8 3 5 8 144 123 106 92 762 652 561 486 504 432 370 321 128 109 94 81 678 580 498 432 811 696 596 517 116 99 85 74 615 525 451 393 1140 973 837 729 -102 88 75 66 544 466 400 348 1350 1158 992 862
41—130 1,8 3 5 8 128 109 94 81 688 580 498 432 447 384 328 285 113 97 83 72 601 516 442 384 720 618 529 460 103 88 76 66 546 468 402 348 1012 857 745 645 91 78 67 58 483 414 355 309 1198 1027 879 768
75 18 12—40 1,8 3 5 8 137 118 101 88 583 500 429 372 433 372 319 275 122 105 90 78 519 445 382 333 699 600 516 448 111 95 81 71 471 402 345 300 982 840 720 627 98 84 72 62 417 357 306 265 1164 997 855 742
41—130 со оо ю оо 122 105 90 78 519 444 381 331 387 330 283 246 109 93 80 69 462 394 339 294 622 531 456 396 98 84 72 63 417 357 307 267 870 744 642 558 87 74 64 55 369 316 271 235 1030 885 757 658
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) группы медного сплава Группа Гетерогенные сплавы Свинцовистые сплавы при основной гетерогенной структуре Гомогенные сплавы Сплавы с содержанием свинца <10% при основной гомогенной структуре Медь Сплавы с содержанием свинца >15%
Коэффициент Kmv = = ^л = = KMs SM высокой твердости средней твердости
0,7 |1,0| 1,7 2,0 4,0 [8,0 12,0 ;
2)состояния поверхности заготовки Поверхность Без корки С коркой >
Коэффициент Knv = КП/г = Кп3м 1 ьо| 0,9
3) вида обработки Вид обработки Черновая V3 Чистовая ; V4—У6> ;
Коэффициент Кл = Къп = v п SM 1 1,0 1 0,8
266
267
ПОДАЧИ Фрезы концевые из твердого сплава
Фрезерование плоскостей и уступов КАРТА 146
Ф Глубина резания t в мм до
И
Инструмент •& Ф Л - хО 1-3 5 | 3 12
р* со
Ф 5 s я Л х и Ч исло ЗЫ Z Подача на один зуб фрезы sz в мм!зуб
10—12 6 0,025—0,03 — ) —
Фрезы с коронками 14—16 6 0,04—0,06 0,03—0,04 — —
18—22 8 0,05—0,08 0,04—0,06 0,03—0,04 —
20 3 0,07—0,10 0,05—0,08 0,03—0,05 —
25 4 0,08—0,12 0,06—0,10 0,05—0,10 0,05—0,08
Фрезы с винтовыми 30 4 0,10—0,15 0,08—0,12 0,06—0,10 0,05—0,09
пластинками 40 6 0,10-0,18 0,08—0,12 0,06—0,10 0,05—0,10
1 50 6 0,10—0,20 0,11—0,15 0,08—0,12 0,06—0,10
Примечания: I. Верхние пределы подач при черновом фрезеровании следует применять при работе на мощных станках и малой ширине фрезерования, нижние — при большой ширине фрезерования и на станках средней мощности.
2. Приведенные значения подач обеспечивают получение чистоты обработанной поверхности в пределах 5—6-го класса чистоты —V5 при больших и 7 6 при меньших подачах.
268
269
ND
О
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезы концевые из твердого сплава
Фрезерование плоскостей и уступов. Сталь
КАРТА 1 148
Обрабаты сталь, о Тип и р Фрезы с коронками £>=10-4-22 Шири ваемый мат в =504-110 к! азмер фрезь Фрезы с н пласти D=204-30 на фрезеров^ В в мм до ериал — "/мм2 в м м апая иными нками D = 404-50 1НИЯ Глубина резания t в мм ДО
5,0 4,0 5,0 6,0 7,5 9,3
6,0 5,0 — 3,3 2,6 4,0 5,0 6,0 7,5 9,3 11,5 14 17
7,0 6,0 5,0 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17
8,4 7,0 6,0 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17
10 8,4 7,0 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17 — —
12 - 10 8,4 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17
14 12 10 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17 —
17 14 12 — 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17
20 17 14 — 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17 —- —.. — —
— 20 17 — — 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 Г 1
—— 24 20 — —-. 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 ь 1 17
— 29 24 — — — — 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17 — — — — — —
— 35 29 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17 —
— 40 35 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17 —.. — — —
50 40 —. 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17 —. — —
60 50 1,1 1,4 1,7 2,1 2,6 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17 — —
— 60 1,1 1,4 1,7 2,1 2,6 3,3 2,6 4,0 5,0 6,0 7,5 9,3 11,5 14 17 —
70 1,1 1,4 1,7 2,1 3,3 4,0 5,0 6,0 7,5 9,3 11,5 14 17
Подача на один зуб фрезы sz в мм/зуб до Мощность резания N в квт
0,02 0,03 0,05 0,08 0,13 0,20
Минутная подача в мм/мин до SM
112 130 153 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3
— — 112 130 153 178 — — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3
— 112 130 ' 153 178 210 — — — 1,1 1,3 1.5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5
112 130 153 178 210 245 — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0
130 153 178 210 245 285 — — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7
153 178 210 245 285 335 — — м 1 еньш квт е — — — — — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7 12,8
178 210 245 285 335 390 — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7 12,8 15,3
210 245 285 335 390 460 — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7 12,8 15,3 18,2
245 285 335 390 460 540 — — — — — — — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7 12,8 15,3 18,2 22
285 335 390 460 540 630 — — — — — — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7 12,8 15,3 18,2 22 26
335 390 460 540 630 730 — — — — — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7.5 9,0 10,7 12,8 15,3 18,2 22 '26 —
390 460 540 630 730 860 — — — — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7 12,8 15,3 18,2 22 26 — —
460 540 630 730 860 1000 — — — 1Л 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7 12,8 15,3 18,2 22 26 — — —
540 630 730 860 1000 1170 — 1,1 1,з 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5.3 6,3 7,5 9,0 10,7 12,8 15,3 18,2 22 26 — — —
630 730 860 1000 1170 1370 — 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 10,7 12,8 15,3 18,2 22 26 — — — —
730 860 1000 1170 1370 1600 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7.5 9,0 10,7 12,8 15,3 18,2 22 26 — — — — — —
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей и уступов. Сталь конструкционная хромоникелевая Фрезы концевые Т15К6
КАРТА 149 Лист 1
Подача на один зуб фрезы sz в мм/зуб до
Тип D t 0,03 | 0,04 0,05 | 0,075 1 0,1 1 1 | 0,2
фрезы Z в мм ЛО Режимы резания
V п 5 м v п sm V п 1 v п SM V п 1 SM 1 л SM 1 1 ° 1 п 1 Su
S 12 1,4 107 2840 395 —
га и 6 2,1 95 2550 355 —
X о о а 2 со о> 3 85 2260 315 —
ф* 1,4 128 2550 355 117 2330 450 106 2120 570 96 1920 720 —
16 6 2,1 113 2260 315 104 2070 400 95 1900 510 . 85 1700 640 —
3 101 2010 280 92 1840 355 84 1670 450 76 1520 570 —
1,4 136 2160 400 125 1990 1 510 1 ПО 1790 640 103 1640 820
инками 20 8 2,1 3 120 113 1920 1700 355 315 ПО 97 1748 1550 450 400 100 89 1590 1420 570 510 90 80 1440 1280 720 640 —
га я 4,4 95 1510 280 87 1380 355 78 1250 450 72 ! 1140 570 —
а S
л X X X га с 3 244 3890 270 221 3520 340 201 3200 430 182 2900 545 168 2670 690 — — — — — —
X 20 4,4 214 3400 235 198 3150 305 179 2850 385 166 2640 485 147 2340 610 -- — — — — —
га 3 6,3 190 3020 210 176 2800 270 158. 2510 340 144 2290 430 132 2100 545 — — — — — —
Си е 9,0 171- 2720 190 153 2440 235 142 2260 305 129 2050 385 116 1840 485 — — — — — —
30 4,4 ' 210 2240 215 195 2060' 270 175 1860 340 160 1700 435 147 1560 540 134 1420 670 —
4 6,3 190 2020 195 170 1800 240 156 166-0 305 142 1510 385 130 1380 475 119 1260 595 — — —
9 •168 1780 170 155 1640 215 142 1510 280 128 1360 350 117 1240 430 107 1135 535 — — —
6. 4,4 6,3 249 221 1980 1760 275 245 227 202 1810 1610 350 310 207 183 1650 1460 445 395 187 167 1490 1330 560 500 171 152 1360 1210 710 630 154 138 1230 1100 900 800 141 125 1120 1000 1140 1010
9 198 1580 220 178 1420 275 163 1300 350 148 1180 445 134 1070 560 123 977 710 111 886 900
50 4,4 220 1400 200 202 1290 255 182 1160 320 167 1060 405 153 975 505 139 885 625 127 810 810
6 6,3 194 1240 175 179 1140 225 162 1030 285 148 940 360 136 870 450 124 790 560 113 720 720
9 173 1100 160 160 1020 200 145 925 255 132 840 320 121 770 400 ПО 700 495 101 645 645
274
ПОДАЧИ Фрезерование плоскостей Фрезы концевые из стали Р18
КАРТА 150
Обрабатываемый материал Фрезы Глубина резания t в мм до
D в мм Z 5 1 8
Подача на один зуб sz в мм/зуб
Сталь конструкционная, углеродистая, жаропрочная и сплавы 16 4 3 0,04 0,05 —
20 5 3 0,07—0,04 0,09—0,05 —
25 5 3 0,09-0,05 0,12—0,08 —
32 6 4 0,12—0,07 0,15—0,10 —
40 6 4 0,14—0,08 0,18—0,12 0,08—0,05 0,12—0,08
50 6 4 0,15—0,10 0,20—0,14 0,10—0,07 0,12—0,10
Чугун, медные и алюминиевые сплавы 16 4 3 0,06 0,08 —
20 5 3 0,10—0,07 0,13—0,10 —
25 5 3 0,12—0,08 0,15—0,12 —
32 6 4 0,15—0,10 0,20—0,14 —
40 6 4 0,18—0,12 0,24—0,16 0,12—0,08 0,15—0,10
50 6 4 0,20—0,12 0,24—0,18 0,15—0,10 0,20—0,12
Примечание. Приведенные подачи рассчитаны для обработки плоскостей с механической подачей. В случаях обработки поверхностей криволинейного профиля с ручной подачей приведенные значения подач следует уменьшить на 20—30%.
275
РЕЖИМЫ Фрезерование Сталь конструк Работа с
Подача на один зуб
D в t 0,06 1 | 0,07
2 в мм В ММ ДО Режимы
V 1 л sv V п 1 SM
16/3 12-40 3,5 — 1 — — 61 1218 238
16/4 12-40 3,5 69 | 1370 281 61 1217 317
16/5 12—40 3,5 67 | 1344 343 60 П94 386
20 3,5 70 1114 218
3 . 12—40 5,5 — — — 58 918 179
20 3,5 75 1194 307 67 1060 346
5 5,5 61 974 250 55 865 281
20 1 0 ял 3,5 74 1171 360 66 1040 405
6 1 -—4 U 5,5 60 955 292 54 849 329
25 3 15-50 3,5 5,5 — — — 73 60 927 761 180 148
"25 15-50 3,5 80 1020 263 • 72 909 296
5 5,5 66 _ . ..-„83.2 214 58 739 240
32 4 15-50 3,5 5,5 — — 72 59 718 589 184 151
32 6 15-50 3,5 5,5 78 64 777 638 238 195 70 57 690 567 268 220
40 3,5 78 619 162
л 18-60 ' 5,5 — 64 513 132
4 8 — — — 53 422 109
40 18-60 3,5 84 670 207 1 75 595 233
§ 5,5 70 556 170 62 —493 192
8 .57 452 140 | 50 401 157 1
50 18-60 3,5 78 499 129
4 5,5 — 64 409 106
8 — — — 53 336 87
50 3,5 85 540 165 75 479 186
6 18—60 5,5 69 443 136 62 393 153
8 57 364 113 51 323 127
Поправочный коэффициент на режимы резания для измененных условий работы в зависимости от состояния обрабатываемой поверхности Поверхность Коэффициент Кп =Кп =Кп nv пп nSM
РЕЗАНИЯ плоскостей. ционная, углеродистая, охлаждением Фрезы концевые из стали Р18
КАРТА 151
фрезы sz в мм/зуб ко
| 0,09 1 0,12 1 0,15 1 0/0
резания
' V | п SM 1 ® 1 « 1 «V V | п 1 Дг 1 v 1 п S
54 | 1080 268 | 48 | 9С0 | 300 — 1 - 1 — 1 — 1 - —Л
55 | 1080 356 — | — 1 — — 1 - 1 - 1 — 1 — —
54 1060 434 — — — — 1 “ 1 - — — —
62 51 991 816 245 201 55 45,5 885 726 276 227 49 40,5 784 644 310 255 - — -
60 48 946 769 389 317 53 43 840 685 438 357 — - — — -
58 47,5 927 754 456 370 52 42 820 670 512 418 - - —
65 53 824 677 203 167 1 57 1 47,5 733 602 228 188 51 42 650 534 257 211 45,5 37,5 578 475 290 238
64 52 808 657 333 271 57 46 718 584 373 305 50 41 638 519 421 343 44,5 36 567 460 474 385
64 52 638 523 207 170 57 46,5 565 463 233 192 50 41,5 503 413 262 215 45 37 447 367 296 243
62 51 613 503 302 247 55 45 544 447 340 278 48,5 40 484 397 382 314 43 35,5 430 353 430 353
69 57 47 550 456 375 182 148 123 61 51 42 490 404 332 204 167 138 54 45 37 434 360 296 230 188 156 48, & 40 33 386 з:о 263 260’ 211| 175£
66 55 45 » 529 438 356 262 216 177 59 49 40 470 388 317 294 242 198 52 43,5 35,5 417 346 281 333 273 224 46,5 38,5 31,5 371 307 250 374 307 252
70 57 47 443 364 299 145 119 98 62 51 42 395 323 £66 164 134. ПО 55 45 37 300 287 236 184 151 124 49 40 33 311 255 209 207 170 140
67 55 45 426 350 287 209 1/2 142 59 48,5 40 379 310 256’ 236 193 160 53 43 35,5 336 276 227 265 218 180 47 38,5 31,5 299 245 201 299 243 205
С коркой Без корки « и прокат j
Поковка или штамповка Отливка
<60 | 60-70 >70 <60 60-70 | >70
0,8 0,85 0,8 0,75 0,8’ 0,85
Примечания: 1. Приведенные режимы резания обеспечивают чистоту
2. Поправочные коэффициенты на режимы резания для измененных условий
обработки V5 при меньших подачах sz и V4 при больших.
работы в зависимости от группы и механической характеристики стали см. в карте 120.
276
277
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезерование плоскостей. Сталь Фрезы концевые из стали Р18
КАРТА 152
Подача на один зуб фрезы s z в мм)зуб Глубина резания t в мм до
0,05—0,09 о о 0,17-0,30
Ширина фрезерования В в м и до
12 14,5 17 21 25 30 35 42 50 60 12 14,5 17 21 25 30 35 42 50 60 12 14,5 17 21 25 30 35 42 50 60 оо to оо оо IQ сп о со Ю rf оо сч 1 1 1 1 1 1 | | | | | ЬО W 4^ ОД СП ОО | ЪЬд ссЪо од о 8,0 6,5 5,3 4,3 3,5 2,9 8,0 6,5 5,3 4,3 3,5 2,9 8,0 6,5 5,3 4,3 3,5 2,9 8,0 6,5 5,3 4,3 3,5 2,9 8,0 6,5 5,3 4,3 3,5 2,9 8,0 6,5 5,3 4,3 3,5 8,0 6,5 5,3 4,3 1 1 1 1 1 1 I 1 со од о I I I I 1 1 1 1 1 ОД О 1 1 1 1 1 1 1 1 1 1 1»-
Минутная подача в мм!мин Д° Мощность резания N в квт
54 65 78 93 110 132 157 188 225 265 320 380 455 540 650 0,6 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 0,6 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 0,6 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 0,6 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 0,6 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 0,6 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0 ю оо сч со —1 оо оо ю о —• сч СЧ 00 00 Tf LQ СО Ь- СП 1111 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 7,5 9,0
Поправочные коэффициенты на мощность в зависимости от предела прочности стали
Предел прочности при растяжении ов в кГ]мм2 До 55 55-100 Св. 100
Твердость НВ До 160 160—285 Св. 285
Коэффициент Kn 0,84 Г1Л| 1,20
278
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей. Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Работа с охлаждением Фрезы концевые из стали Р18
КАРТА 153 Лист 1
Фрезы с нормальным зубом
D Z В в мм t в мм до Подача на один зуб фрезы sz в мм)зуб до
0,05 , 0,07 | , 0,09 | 0,12 I । 0,15
Режимы резания
V п SM V п SM V п V п sm V SM
16 4 5—60 1,5 65 1300 250 58 1152 286 51 1010 323 — -— — — — —
16 5 1,5 64 1280 308 57 ИЗО 350 50 990 396 45 890 458 — — — !
20 5 3,0 61 975 234 54 862 267 47,5 755 302 42,5 680 350 — — —
20 б 3,0 60 956 276 53 847 315 46,5 740 355 42 667 412 — — — !
25 5 3,0 66 840 202 59 145 230 61 650 260 46 585 302 40,5 515 340 i
32 6 3,0 63 630 181 56 559 208 49 490 234 44 440 272 39 386 305:
40 6 3,0 5,0 68 60 540 478 155 137 60 53 477 424 177 157 52 46,5 417 370 200 179 47 42 376 333 238 206 41,5 37 330 293 262 232
50 6 &,0 5,0 68 61 435 386 125 111 61 54 385 341 143 127 53 47 337 298 161 144 47 42 303 268 187 166 42 37 266 236 210' 187
Фрезы с крупным зубом
1б 3 5—60 1,5 67 1342 194 60 1190 222 52 1040 252 —
20 3 3,0 65 1030 148 57 910 169 50 802 193 45 715 220 — — —
25 3 3,0 69 885 127 62 785 145 54 685 164 48,5 617 191 43 545 215
32 4 3,0 66 653 125 58 576 143 51 506 163 46 455 187 40 400 211
40 4 3,0 5,0 70 62 562 496 108 95 62 55 497 439 123 109 54 48 434 381 140 124 49 43,5 392 345 161 142 43 38 344 304 181 161
50 4 3,0 5,0 71 63 453 402 87 77 63 56 401 356 99 88 55 49 350 311 112 100 49,5 44 316 280 130 115 43,5 38,5 278 246 147 130
Примечание. Приведенные режимы резания обеспечивают чистоту обработки V5 при меньших подачах^ и V4—при больших.
279
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей. Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Работа с охлаждением Фрезы концевые из стали Р18
КАРТА 153 Л и с т 2
Поправочные коэффициенты на скорость резания для измененных условий работы в зависимости от: 1) марки стали и механических свойств
Марка стали или сплава Механические свойства в кГ/мм2 Усредненный попра-вэчный коэффициент
Х18Н9Т (ЭЯ1Т) Х16Н6 (ЭП288) 12ХНВФА (ЭИ712) 55—65 100—122 95—105 И ’ 1,0 1,0
Х17Н2 (ЭИ268) 13Х12НВМФА 13Х14НВФМА (ЭИ736) 80—95 112—127 105—125 1,58 1,58 1,58
9X18 (ЭИ299) 3X13 (ЖЗ) 2X13 (Ж2) 70—94 90—100 90—119 1,75 1,9 1,9
Х17Н5МЗ (ЭИ925) 20ХЗМВФ (ЭИ415) 1Х21Н5Т (ЭИ814) Х17Г9АН4 (ЭИ878) 25ХСНВФА 100—120 85—95 90—100 60—80 135—145 0,85 0,85 0,85 0,85 0,85
ХН78Т (ЭИ435) Х12Н20ТЗР (ЭИ696) 4Х15Н7Г7Ф2МС (ЭИ388) 78—80 70—94 94—119 0,80 0,63 0,63
ОТ4 BTI4 Х21Г7АН5 (ЭМ202) ЭИ664 ВТЗ-1 70—95 100—140 65-75 60—80 110—120 0,54 0,47 0,43 0,35 0,28
ВЖ98 0,24
ХН77ТЮР (ЭИ437Б) ХН38ВТ (ЭИ703) ХН70Ю (ЭИ652) ХН70МВТЮБ (ЭИ598) ХН70ВМТЮ (ЭИ617) ЖС6К 85—100 100—125 0,15 0,15 0,15 0,15 0,13 0,10
2) состояния обрабатываемой поверхности Состояние поверхности Без корки и прокат С коркой
Коэффициент 0,7
3) условий работы Охлаждение С охлаждением Без охлаждения
Коэффициент Ko^k0=lOsm [Тб! 0,7
П римечание. Приведенные режимы резания обеспечивают чистоту обработки v 5 при меньших подачах и V4—при больших.
.280
281
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей. Чугун серый Фрезы концевые из стали Р18
КАРТА 155 | Лист 1
Фрезы с норм альнымзубом
D Z В в мм t В мм до Подача на один зуб фрезы sz в мм/зуб до
0,05 0,07 0,10 1 0,13 1 , 0,18 1 0,24
• Режимы резания
V п | s v | v 1 п s« 1 ® 1 л 1 1 ® 1 п 1 1 V 1 п 1 ! SM 1 ° 1 я 1
16 4 20-30 3,5 48,5 965 180 46 909 229 43 860 289 40,5 808 367 — — — — — —
16_ 5 3,5 46 909 209 43 857 265 40,5 805 337 — — — — — — — — —
20 5 3,5 5,5 54 44 857 697 197 162 51 41,5 808 657 250 205 48 39 — 759 620 318 260 45 37 7В 584 401 329 42,5 34,5 677 550 508 417 — — —
20 6 3,5 5,5 51 41 808 §57 224 184 48 39 761 619 284 233 45 37 715 585 630 294 42,5 34,5 677 550 456 374 40 32,5 638 518 578 474 — — —
25 5 32 6 40 6 3,5 5,5 63 51 800 657 186 153 59 48,5 754 619 236 193 56 46 710 585 298 246 52 43 670 550 378 310 49,5 41 631 518 4^9 39 4 47 38,5 595 489 607 498
3,5 5,5 53 52 631 518 175 144 60 49 595 489 222 182 56 46 560 460 282 231 53 43,5 529 434 356 293 50 41 498 409 452 371 47 39 470 3^6 572 470
3,5 5,5 8,0 74 61 50 5=9 4=4 397 165 136 111 71 57 47 565 456 374 209 172 141 66 54 44,5 525 430 354 264 217 178 62 51 42 493 405 333 336 276 226 58 48 39,5 465 382 314 426 350 287 55 45 37 438 360 296 539 443 364
3,5 5,5 8,0 81 66 54 518 421 346 114 117 97 77 62 51 489 397 326 182 148 123 72 59 48,5 459 374 308 230 188 155 68 55 45,5 434 3 53 290 293 238 197 64 52 43 409 333 273 371 301 250. 61 49,5 40 386 314 257 470 382 317
50 6
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) твердости чугуна группа твердости НВ 143-229 170—225 : 197-269 3) ширины фрезерования Ширина фрезерования в мм <20 20-30 30-45 >45
Коэффициент |Ь01 0,9 0,8 Коэффициент /С D —К D ~К п ' в V 15 п aSM 1,12 p7oi 0,89 0,8
2) состояния обрабатываемой поверхности Поверхность Без корки С коркой
Коэффициент = К и nv пп nsM йЖ 0,75
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей. Чугун серый Фрезы концевые из стали Р18 КАРТА 155 \ Лист 2
Фрезы с крупным зубом
D Z В в мм t в мм до Подача на один зуб фрезы sz в мм/зуб до
0,07 ' 1 0,10 0,13 1 1 0,18 | 0,24 | 0,30 | 0,43
Режимы резания
V J | S,, | V { Л Ь» 1 ° я 1 1 ° 1 " 1 1 ° 1 1 п 1 1 1 v п 1 1 s„ 1 v 1 п 1
16 3 20-30 3,5 50 1000 188 47,5 945 237 45 895 301 42 840 382 40 792 484 — — - — — —
20 3 3,5 5,5 56 48,5 928 769 175 144 55 45,5 878 724 221 182 52 43 °24 бгз 281 231 49 40,5 777 644 359 293 46 38 732 607 451 371 43,5 36 6(90 * 5~2 j 52 ; 470 - — —
25 3 3,5 5,5 69 57 874 725 162 136 64 53 820 6-0 205 172 61 51 776 644 260 218 58 48 732 607 329 276 54 45 690 572 417 350 51 42 ,»5 650 539 529 443 — — —
32 4 3,5 5,5 67 55 670 550 167 137 63 52 633 520 212 174 60 49 595 489 268 220 56 46 561 460 339 279 53 43,5 529 434 430 353 50 _£1_ 498 409 545 447 47 39 470 386 690 567
49 4 3,5 5,5 8,0 78 64 59 625 513 422 157 128 106 74 61 50 590 484 398 198 162 134 70 57 47 555 456 374 252 205 17Q 66 54 44 524 430 353 320 260 216 62 51 42 493 405 333 405 330 273 350 287 236 58 48 39,5 64 52 43 465 382 314 405 333 273 513 417 346 443 364 208 55 45 37 438 360 296 650 529 438
50 4 3,5 5,5 8,0 86 70 58 545 447 367 136 111 92 81 66 54 514 421 346 172 141 116 76 62 51 484 397 32§ 218 179 147 72 59 48 456 374 307 276 227 186 67 55 45,5 430 353 290 60 49 40,5 3^2 314 257 561 460 378
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) твердости чугуна Группа твердости 143—229 170—255 197—26£ 1 3) ширины фрезерования Ширина фрезерования в мм <20 20-30 30—45 >45
Коэффициент /г '•V -'п 'sM 1,0 0,9 0,8 Коэффициент р =К р ~К р By вп Bs^ 1,12 1,0 0,89 0,8
2) состояния обрабатываемой поверхности Поверхность Без корки С коркой
Коэффициент к =кп. V п S м 1,0 0,75
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей. Чугун ковкий. Работа с охлаждением Фрезы концевые из стали Р18 КАРТА 157 | Лист 1
Фрезы с нормальным зубом
Подача на один зуб фрезы sz в мм!зуб №
D Z В в мм t в мм до 0,05 | , 0,07 1 0,10 | 0,13 J 0,18 | 0,24 | 0,30
Режимы резания
» 1 ЛН SM Lv I 1 л 1 1 1 1 v I п 1 , 1 v 1 n 1 ! 1 v 1 п 1 SM 1 v I п 1 SM 1 Л
16 4 12—40 3,5 52 1040 195 49,5 983 247 46,5 927 i-312. 44 874 397 —
16 5 12—40 3,5 51 1020 238 48,5 965 301 45,5 910 382 —
20 5 12—40 , 3,5 5,5 57 51 909 808 211 188 54 48 857 761 268 238 50 45 805 715 338 300 48 42,5 761 676 430 382 45 40 718 637 545 484 — — — — —
20 5 12-40 3,5 5,5 56 50 891 792 248 220 53 47 840 746 314 279 49,5 44 790 702 398 354 47 41,5 746 663 503 447 44 39,5 703 625 638 566 — — — — — —
25 5 15-50 3,5 5,5 61 55 784 697 182 162 58 51 739 657 231 205 55 49 700 620 294 260 51 46 657 584 372 329_ 48,5 43 619 550 470 417 46 41 584 518 595 529 — — —
32 Т 15-50 3,5 5,5 59 53 589 523 163 145 56 49,5 555 493 207 ' 184 52 46,5 520 463 262 233 49,5 44 493 438 333 296_ 47 41,5 465 413 421 374 44 39 438 389 534 479 41,5 37 413 367 676 601
40 6 18—60 3,5 5,5 8,0 64 57 51 513 456 405 142 127 112 61 54 48 484 430 382 180 160 142 57 51 45 454 403 358 228 203 180 54 48 42,5 430 382 339 290 257 229 51 45 40 ’ 405 360 320 367 326 290 48 42,5 38 382 339 301 465 413 367 45 40 36 360 320 284 589 523 465
50 6 18-60 3,5 5,5 8,0 65 58 51 417 371 326 116 103 92 62 55 48 393 349 307 147 130 116 45,5 370 328 290 186 165 146 55 48,5 43 349 310 273 236 209 186 52 46 40,5 329 293 257 298 265 236 48,5 43,5 38 310 276 243 378 336 298 46 41 36 293 260 229 479 426 378
, Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
I) твердости чугуна Группа твердости НВ 143-163 До 201 163-229 2) состояния обрабатываемой поверхности Поверхность Без корки С коркой
Коэффициент ' /лф К мп KmSm 0,9 0,7 Коэффициент nv пп ns м 7ьо1 0,75^
286
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезерование плоскостей. Чугун ковкий Ррезы концевые из стали Р18
КАРТА 158
Подача на один зуб фрезы sz в мм/зуб Глубина резания t в мм до
0,05-0,09 0,1-0.16 0,17-0,3
Ширина фрезерования В в мм до
21 25 30 35 42 50 60 21 25 30 21 25 30 35 5,3 4,3 3,5 2,9 6,5 5,3 4,3 3,5 8 6,5 5,3 4,3 8 6,5 5,3 8 6,5 5,3 4,3 3,5 2,9 8 6,5 5,3 4,3 3,5 2,9 ело, ОО | | | | СП со со СП Ю 00 со 1 1 1 1 1 ОО СО Ю Tf 8 6,5 5,3 1111 1 II ОО со 1 1 II 1 1 1 1=0
35 42 50 60 42 50 60 — s 1 1 1 1 3,5 2,9 4,3 3,5 2,9
Минутная подача sм в мм/мин до Мощность резания N в квт
78 93 НО 132 157 188 225 1 1 1 1 1 1о 0,6 0,7 L°°°l 1 1 1 | оо сп со ь- оо сь 1 1 1 о о о о 0,6 0,7 0,8 0,9 1,1 1,4 1,6 2,0 2,3 2,8 3,3 4,0 0,6 0,7 0,8 0,9 1,1 1,4 1,6 2,0 2,3 2,8 3,3 4,0 4,7 0,6 0,7 0,8 0,9 1,1 1,4 1,6 2,0 2,3 2,8 3,3 4,0 4,7 5,7 0,7 0,8 0,9 1,1 1,4 1,6 2,0 2,3 2,8 3,3 4,0 4,7 5,7 6,8 0,8 0,9 1,1 1,4 1,6 2,0 2,3 2,8 3,3 4,0 4,7 5,7 6,8 8,1 0,9 1,1 1,4 1,6 2,0 2,3 2,8 3,3 4,0 4,7 5,7 6,8 8,1 9,6 1,1 1,4 1,6 2,0 2,3 2,8 3,3 4,0 4,7 5,7 6,8 8,1 9,6 11
| 265 320 380 455 540 650 780 0,7 0,8 0,9 hl 1,4 1,6 2,0 0,8 0,9 1,1 1,4 1,6 2,0 2,3 0,9 1,1 1,4 1,6 2,0 2,3 2,8 • 1,1 1,4 1,6 2,0 2,3 2,8 3,3
Поправочные коэффициенты на мощность в зависимости от твердости чугуна
Твердость НВ До 163 Св. 163
Коэффициент Kn 1,0 1,1
287
01
6^3
2) группы алюминиевого сплава 1) группы медного сплава Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от: о | о 1 w CT) to
Коэффициент %мъ К мп К 1 Сплава^ Коэффициент Группа 18-60 18-60 15-50
3,5 5,5 8,0 3,5 5,5 8,0 3,5 5,5
-1 со to -о -о оо —1 co to СТ) О CD -4 OO to to
625 556 489 769 683 607 883 784
Ь* О1 Силумин и литейные сплавы стб —20-4-30 кГ1мм\ НВ >65; ав=40-?--4-50 кГ/мм'', ЯВ>100 р высокой твердости Гетерогенные сплавы
175 154 137 216 192 169 245 .218
в средней твердости
92 82 72 91 81 72 -J 00 Jb co
р Свинцовистые сплавы при основной гетерогенной структуре 589 524 460 795 644 572 832 739
961 ЪЛ 273 243 214 310 276
>—‘ ОО Силумин и литейные сплавы яд = 10—г-20 кГ/мм', НВ<65; дуралюмин ав =30-4-40 НВ<\№ ьэ Гомогенные сплавы
СТ) ОО ОО J CT) -J OO OO CD CT) 79 70
о Сплавы с содержанием свинца <10% при основной гомогенной структуре
556 493 435 683 605 540 783 695
280 248 220 344 306 , 271 394 350
СТ) -О ОО 4b CO tO CT> -J 00 CT) -4 CT) 4b
00 Медь
ю to Дуралюмин %"20- -4-30 кГ/млГ~
524 465 409 644 572 508 739 657
12,0 Сплавы с содержанием свинца >15%
i 356 314 279 438 389 346 1 498 । 442
3) состояния обрабатываемой поверхности
^2 OO CT) CT) -4 о oo cd K) о
494 439 386 607 539 479 697 619
Коэффициент Поверхность
452 397 353 556 493 434 631 561
СЛ Ъ —4 —о сл co 72 64 57 сл Ст) СТО)
465 413 364 572 508 452 657 584
572 503 447 704 625 550 800 I711 i
1оч1 Без корки 69 61 54 СЛ CT, CT) co ООО 62 55
439 390 343 539 479 426 619 550 1
о То В<200 С коркой
725 638 567 891 792 700 1010 900
0,95 НВ >200
88б
1 СЛ | СП 160 Ci о 1 to СЛ О СЛ | Ci Ф
сл 12—40 12-40 12-40 to 1 • O' S to
3,5 5,5 3,5 5,5 сл oo Cl U1 00 сл co СЛ t в мм ДО Фрезы с нормальным зубом РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей. Медные и алюминиевые сплавы
оо to to сс -о 00 СЛ •"J oo -u Ci £ to <3 Режимы резания | 0.05 1 Подача па один зуб фрезы s z в мм)зуб до |
1182 1050 1344 1194 1370 1218 1543 •сл a
276 245 375 333 320 281 oo о to co
GO to --1 oo to H oo сл <2 0,07 | 0,10 |
1114 990 1267 1125 1292 1148 1454 1483 a
349 310 475 422 1 405 357 $ Ci CO 1-‘ Co
-< 00 00 to Ci Ci СЛ Ci 00 Ci Ci to о <2
1050 934 1190 1056 1210 1080 о 1400 a
443 392 600 533 510 452 сл сл о
69 8Z Ci - ) 00 t-1 Ci -I ►Р» to 1 1 r 1 1 1 0,13 | 0,18 |
991 853 1125 1000 1 1148 1020 1 1
561 498 762 677 650 572 1 1
Ci -t СЛ co СП Ci to Oi Ci 1 o 1 ’I 1
937 832 1061 946 1 1 a
711* 631 1 965 857 Si 1 1 <3 a КАРТА 159 Лист 1 Фрезы концевые из стали Р18
° § 1 1 i i 1 1 0,24 | 0,30 1
--J co oo co 1 1 i i 1 1
008 006 1 1 i i 1 1
i : 1 1 i i 1 1 ’З
i I 1 1 i i 1 1 a
I i 1 1 i i 1 1 Co
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей. Медные и алюминиевые сплавы Фрезы концевые из стали Р18
КАРТА 159 Л и с т 2
Фрезы с крупным зубом
D г В в мм t В ММ до Пода ia на один зуб фрезы sz в млфуб до
0,07 0,10 0,13 | 0,18 | 0,24 0,30 1 0,43 '
Режимы резания
v п V SM V 1 п 1 5 и V п 1 1 SM V 1 " 1 ^77 п 1 v 1 л I sM
16 3 12-40 3,5 77 1528 287 73 1440 364 68 1357 461 65 1279 584 60 1206' 739 — — — — — —
20 3 12-40 3,5 5,5 85 76 1357 1206 253 224 80 71 1270 1130 320 283 76 68 1206 1072 405 360 72 64 1137 1010 513 456 68 60 1072 955 650 .578 64 56 1010 900 824 732 — — —
25 3 15-50 3,5 *5,5 92 82 1171 1040 220 194 86 77 1100 980 278 246 82 73 1040 928 353 311 77 69 983 874 447 394 73 65 928 824 567 499 69 61 874 777 718 632 — — —
32 4 1.5—50 3.5 5,5 87 77 865 769 218 191 82 73 815 722 274 242 77 69 769 683 350 307 73 65 725 644 443 390 68 61 683 607 561 494 65 57 644 572 710 625 61 54 607 539 900 792
40 4 18—60 3,5 5,5 8,0 95 84 75 754 670 595 190 167 148 89 79 70 712 630 560 240 211 188 84 75 66 670 595 528 304 268 238 79 70 62 632 561 498 386 339 302 75 66 59 595 529 470 489 430 382 70 63 55 561 499 443 619 545 484 66 59 52 529 490 417 784 690 613
50 4 18—6*0 3,5 5,5 8,0 92 85 76 589 539 484 153 134 121 87 80 71 556 507 455 193 170 152 82 75 67 524 479 430 245 216 194 78 71 64 494 451 405 311 273 245 73 67 60 465 426 382 394 346 311 69 63 56 439 401 360 499 438 394 65 59 53 413 378 339 632 556 499
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от:
1) группы медного сплава Группа Гетерогенные сплавы Свинцовистые сплавы при основной гетерогенной структуре Гомогенные сплавы Сплавы с содержанием свинца <10% при основной гомогенной структуре Мечь Сплавы с содержанием свинца >15%
высокой твердости средней твердости
Коэффициент yz e zz yz 0,7 1,7 2,0 4,0 8,0 12,0
2) группы алюминиевого сплава Группа Силумин и литейные сплавы <?в=20-НЗО кГ/мм2, НВ >65; дуралюмин Од«404-50 кГ}мм2\ НВ>\№ Силумин и литейные сплавы = 10-г-20 кГ)мм2, НВ<65\ дуралюмин ofg =304-40 кГ{мм2, НВ<\№ Дуралюмин 204-30 кГ/мм2
Коэффициент MV мп MSM 1,5 1,8 2,2
3) состояния обрабатываемой поверхности Поверхность Без корки С коркой -
ЯВ<200 ЯВ>200
Коэффициент кп ~кп -кп nv Пп ns4 Ml 0,9 0,95
Примечание. Приведенные режимы резания обеспечивают чистоту обработки V5.
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИТ Фрезерование плоскостей. Фрезы концевые из стали Р18
Медные и алюминиевые сплавы КАРТА 160
Подача на один зуб фрезы sz в мм(зиб Глубина резания t в мм до
0,05— 0,1- 0,17— 0,09 0,16 0,3
Ширина фрезерования В в мм до
— — 21 5,3 6,5 8 —. — — — —
— 21 25 4,3 5,3 6,5 8 — — — — — — —
21 25 30 3,5 4,3 5,3 6,5 8 — — — — — —
25 30 - 35 2,9 3,5 4,3 5, 3 6,5 8 — — — — —
30 42 — 2,9 3,5 4, 3 5,3 6,5 8 — — — —
35 42 50 — — 2,9 3,5 4,3 5,3 6,5 8 — — —
42 50 60 — -- — 2,9 3,5 4,3 5,3 6,5 8 — —
50 60 — — — — — 2,9 3,5 4,3 5,3 6,5 8 —
60 — — —• — — — — 2,9 3,5 4,3 5,3 6,5 8
Минутная подач а 5 в мм/мин д о Мощность резания У в кет
188 — — — — — — 1,0 1,2 1,4 1,7 2,0
225 — — — — — 1,0 1,2 1,4 1,7 2,0 2,4
265 — — — — 1,0 1,2 1,4 1,7 2,0 2,4 2,8
320 — — — 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4
|з8о| — — 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0
455 — 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0 4,8
540 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0 4,8 5,8
650 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0 4,8 •5,8 6,9
780 1,4 1,7 2,0 2,4 2,8 3,4 4,0 4,8 5,8 6,9 8,2
930 1,7 2,0 2,4 2,8 3,4 4,0 4,8 5,8 6,9 8,2 9,8
1100 2,0 2,4 2,8 3,4 4,0 4,8 5,8 6,9 8,2 9,8 11,7
Поправочные коэффициенты на мощность резания в зависимости от сплава
Сплав Медные сплавы Алюминиевые сплавы
Коэффициент К к |1,0| 1,25
292
ПОДАЧИ Фрезы концевые из стали Р18
Фрезерование пазов КАРТА 161
Обрабатываемый материал Фрезы Ширина паза в мм Глубина паза t в мм д©
D в мм | м 5 | 10 | 15 | 20 ) 30
Подача на один зуб фрезы sz в мм/зуб
Сталь 8 10 5 5 8 10 0,02—0,015 0,035—0,025 0,018—0,012 0,030—0,020 0,015—0,010 —
16 4 3 16 0,06—0,05 0,08—0,07 0,05—0,04 0,07—0,06 0,04—0,03 0,05—0,04 — —
20 СО СИ 20 — 0,08—0,06 0,10—0,08 0,07—0,04 0,08-0,05 0,04—0,025 0,05—0,03 —
25 5 3 25 — 0,11—0,08 0,14—0,10 0,08—0,06 0,10—0,07 0,06—0,04 0,06-0,04 0,04—0,03 0,05—0,03
32 6 4 32 — 0,12—0,09 0,14—0,10 0,09—0,06 0,10—0,07 0,07—0,05 0,08—0,06 0,05—0,04 0,06—0,04
Чугун, медные сплавы 8 10 5 5 8 10 0,025—0,02 0,05—0,04 0,02—0,015 0,035—0,02 0,02—0,015 — —
16 4' 3 16 0,08—0,06 0,11—0,08 0,07—0,05 0,09—0,06 0,05—0,03 0,08—0,05 — —
20 5 3 20 0,14—0,09 0,16-0,10 0,12—0,08 0,14—0,10 0,08—0,06 0,11—0,07 0,05—0,04 0,07—0,05 —
25 5 3 25 — 0,14—0,10 0,18—0,13 0,10—0,08 0,14—0,10 0,07—0,05 0,10-0,08 0,06—0,04 0,07—0,06
32 6 4 32 — 0,15—0,12 0,18—0,15 0,12—0,09 0,14—0,10 0,10—0,08 1 0,12—0,09 1 5,07—0,05 3,0»—0,07
2t3
РЕЖИМЫ РЕЗАНИЯ Фрезы концевые из стали Р18
Фрезерование пазов. Сталь конструкционная углеродистая. Работа с охлаждением КАРТА 162
Фрезы D Z Ширина паза в мм Глубина паза в мм Подача на один зуб фрезы sz в мм[зуб
0,045 0,06 i 1 0,07 | 0,09 I 0,12 | 0,15
Режимы резания
V п SM V п V п 1 sm v 1 п sm ! v 1 п 1 * п SM
С нормальным зубом 16 4 16 10-25 35 690 112 30,5 610 125 27 540 140 — — — — — — — — —
16. 5 16 10-25 34 680 137 30 600 155
20 5 20 10-30 33,5 530 107 29,5 470 120 26,5 420 135 23 370 152 — — — — — —
20 6 20 10-30 33 525 128 29 465 144 26 415 162 —
25 5 25 10—30 33 420 85 29 370 95 26 330 107 23 290 120 20,5 260 135 — — —
32 6 32 10—30 28 280 69 25 250 78 22 220 87 19,5 195 98 — — — — — —
С крупным зубом 16 3 16 10-25 36 720 87 32 640 98 28,5 570 110 25 500 124 22,5 445 140 — — —
20 3 20 10—30 35 560 69 31,5 500 78 27,5 440 87 24,5 390 98 22 350 ПО 19,5 310 124
25 3 25 10-30 34,5 440 54 30,5 390 60 27,5 350 68 24,5 310 77 21,5 275 86 19 245 97
32 4 32 10-30 29 290 47 26 260 52 23 230 60 20 200 67 18 180 75 16 160 85
Примечания: 1. Приведенные режимы резания обеспечивают чистоту обработки V5.
2. Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от группы и механической характеристики стали см. в карте 120.
РЕЖИМЫ РЕЗАНИЯ Фрезерование пазов. Чугун серый Фрезы концевые из стали Р18 КАРТА 164
Фрезы D Z Ширина паза в мм Глубина паза в мм Подача на один зуб фрезы sz в мм!зуб до
0,04 1 0,05 | 0,07 | 0,10 | 0,13 | 0,18
Режимы резания
V п sm » 1 п sm V п 1 1 м V | п SM v 1 п SM 1 v 1 п 1 i
С нормальным зубом '.16 4 16 ; 5 16 16 10-25 10—25 25,5 24 510 480 70 83 24 22,5 480 450 89. 105 22,5 450 112 —
20 5 20 6 20 20 10—30 10-30 24,5 23 390 370 68 77 23 22 370 350 86 97 22 21 345 330 108 123 20,5 325 137 — — — — — —
*25 5 25 10-30 25 320 56 23,5 300 72 22,5 285 91 21 270 115 20 255 145 — — —
32 6 32 10-30 22,5 225 47 21,5 215 60 20 200 76 19 190 96 — — — — — —
С крупным зубом 16 3 16 10-25 27,5 550 57 26 520 72 24,5 490 92 23 460 116 21,5 430 147 — — —
20 3 20 10—30 28,5 455 47 27 430 60 25 400 76 1 24 380 1 96 1 22,5 360 121 21,5 340 154
25 3 25 10-30 30 380 39 28 355 49 26,5 335 62 25 315 79 23,5 300 100 22 280 126
32 4 32 10—30 36 260 36 24 *240 45 23 230 57 21,5 215 72 20 200 92 19 190 116
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от твердости чугуна
Группа твердости НВ | 143—229 | 170— 255. | 197—269
Коэффициент К I г—I 1 -’z' 1 |l,0i | 0,9 J 0,8
Примечание. Приведенные режимы резания обеспечивают чистоту обработки V 5.
'Фрезы концевые из стали Р1в\ I КАРТА 166 Подача на один зуб фрезы sz в мм!зуб до 00 Режимы резания 1 со 1 1 1 1 1 1 J со О LQ Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от твердости чугуна Группа твердости НВ ( 149—163 | До 201 1 163—229 Коэффициент K^Kv-K„Sm [ | о д | 0 ? 1 Примечание. Приведенные режимы обеспечивают чистоту обработки v5. j
е 1 1 1 1 1 1 1 со со те СО сч
Р 1 1 1 1 1 1 1 со сч со сч
о Со 1 1 1 1 о сч 1 S со те те сч
е 1 1 1 1 со 1 S со 8 LO те 8 сч
1 1 1 1 со об сч 1 00 сч СП сч те со со
0,10 со 1 1 00 со 1 S те § сч S со о
РЕЖИМЫ РЕЗАНИЯ Фрезерование пазов. Чугун ковкий
С 1 1 1 00 о сч § со о 00
1 ' ! СО О? сч 1 те сч со СП те те 00 сч
о со 1О 1 со со сч О 00 о сп со со
С со 1 со § 8 оо сч сч со сч со со те те
£ СО 1 со 00 со й со_ об сч те те те те
0,04 | 0,05 со сч сч со ? О со 00 о> 00 со со
с S со со со о сч со 00 те S СО о со СО ю те
Й со те те те те те те сч те
со со СП 00 00 со S й
С О 0 S со со со СО те о S со о>
СО те 8 со те со те сч те те те со 00 те те
Глубина паза в мм 10-25 10-25 10—30 10—30 10—30 10—30 S3—01 10-30 10—30 10—30
Ширина паза в мм СО 04 сч 8 сч те СО о сч 8 сч те
*1 со со |со 03 о |со сч| сч СО те| со |те о 1те <м| 8 Iго еч I’y-»|
Фрезы иорЛс wi4H4ifBwdoH э норЛе wiqnnAcbi э
298
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезерование пазов. Чугун ковкий Фрезы концевые из стели Р18
КАРТА 167
Подача на один зуб фрезы sz в мм/зуб Глубина паза в мм до
0,05— 0,09 0,1— 0,17
Ширина паза в мм
11 13 16 19 23 27 32 11 13 16 19 23 27 32 18 15 12 10 21 18 15 12 10 25 21 18 15 12 10 30 25 21 18 12 10 30 25 21 18 15 12 10 30 25 21 18 15 12 30 25 21 18 15 30 25 21 18 30 25 21 30 25 Й 1 1 1 1 1 1 1
Минутная подача sM в мм[мин до Мощность резания N в кВт
54 65 78 93 110 132 157 — -<=111111 оо 0,8 0,9 оо ог 1 1 1 | О* О < ► 1 г г .° .° 1 1 1 со t—' СО ОО 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,5 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,5 5,3 0,8 0,9 1,1 1,3 1,5 1,8 2,2 2,6 3,1. 3,7 4,5 5,3 6,4 0,9 1,1 1,3 1,5 1,8 2‘,2 2,6 3,1 3,7 4,5 5,3 6,4 7,6 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,5 5,3 6,4 7,6 9,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,5 5,3 6,4 7,6 9,1
H88J 225 265 320 380 455 0,8 0,9 1,1 1,3 1,5 1,8 0,9 1,1 1,3 1,5 1,8 2,2 •1,1 1,3 1,5 1,8 2,2 2,6 1,3 1,5 1,8 2,2 2,6 3,1 1,5 1,8 2,2 2,6 3,1 3,7
Поправочные коэффициенты на мощность в зависимости от твердости чугуна
Группа твердости НВ До 163 | Св. 163
Коэффициент Kn |1,0| 1,1
299
РЕЖИМЫ
Фрезерование пазов. Медные
Фрезы D Z Ширина паза в мм Глубина паза в мм Подача на один зуб
0,04 | 0,05 |
Режимы
V п 1 » п 1 1 V
С нормальным зубом 16 4 16 5 16 16 10-25 10—25 52 51 1040 1020 142 177 49,5 . 48,5 982 964 180 224 46,5
20 5 20 6 20 20 10-30 10—30 53 52 840 824 148 173 50 49 792 776 188 220 ’ 47 46
25 5 25 10-30 53 683 118 51 644 150 47,5
32 6 32 10-30 48 4^9 1 99 45,5 451 125 43
С крупным зубом 16 3 16 10-25 53 1050 111 50 991 141 47
20 3 20 10-30 55 874 93 52 824 118 49
25 з' 25 10-30 57 732 78 54 690 99 51
32 4 32 10-30 50 503 70 47,5 474 89 45
Поправочные коэффициенты на режимы резания для измененных
Группа Медные
Г етерогенные Свинцовистые при основной гетерогенной структуре Гомогенные С содержанием свинца <10% при основной гомогенной структуре I Мель
высокой твердости средней твердости
Коэффициент Км =К« = v п. =Км М*м 0,7 И 1,7 2,0 4,0 8,0
Примечание. Приведенные режимы резания обеспечивают чистоту обработкр V5.
300
РЕЗАНИЯ и алюминиевые сплавы Фрезы концевые из стали Р18
КАРТА 168
фрезы sz в мм/зуб до
0,07 0,10 0,13 1 0,18
резания
1 « 5 и V п 1 5 и I v I п 1 sm 1 v п SM
927 228 — — — — — — — — —
746 732 238 278 44 700 300 — — — — — —
607 189 45 570 240 42,5 539 304 — — —
425 158 40 400 201 — — — — — —
936 178 44 880 225 42 832 287 — — —
776 149 46 730 188 43,5 690 240 41 650 301
650 125 48 610 158 45,5 577 201 43 544 255
447 112 42 420 142 40 397 180 37,5 374 228
условий работы в зависимости от группы сплава
сплавы Алюминиевые сплавы
С содержанием свинца >15% Силумин и литейные сплавы ае = 30-?-30 кГ/мм', • /УВ>65; дуралюмин стб = 30^~ 40 кГ/мм\ нв>т Силумин и литейные сплавы = 10-4-20 ЯВ<65; дуралюмин ств=30-4- 40 к Г/мм9, ЯВ<100 . Дуралюмин 20-4-30 кГ/мм'*
12,0 1,5 1,8 2,2
301
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезерование пазов. Медные и алюминиевые сплавы Фрезы концевые из стали Р18
КАРТА 169
Подача на один зуб фрезы s£ в мм]зуб Глубина паза в мм до
0,05- I 0,1-0,09 J 0,17 Ширина паза в мм до
11 13 16 19 23 27 32 11 13 16 19 23 27 32 18 15 12 10 21 18 15 12 10 25 21 18 15 12 10 30 25 21 18 15 12 10 30 25 21 18 15 12 ю 30 25 21 18 15 12 30 25 21 18 15 30 25 21 18 30 25 21 30 25 1 1 1 1 1 1 1 S
Минутная подача sM в мм]мин дб Мощность резания N в квт
54 65 78 93 ПО 132 157 188 ' 225 265 320 380 455 Г Г Г ° ® | | | | 1 1 1 1 ю о оо ч 0,7 0,8 1,0 1,2 1,4 1,7 0,7 0,8 1,0 1,2 1,4 1,7 2,0 0,7 0,8 1,0 1,2 1,4 1,7 2,0 2,4 0,7 0,8 1,0 1,2 1,4 1,7 2,0 2,4 2,8 0,7 0,8 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 0,7 0,8 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0 0,7 0,8 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0 4,8 0,7 0,8 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0 4,8 5,8 0,8 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0 4,8 5,8 6,9 1,0 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,0 4,8 5,8 6,9 8,2
Поправочные коэффициенты на мощность резания в зависимости от сплава:
Сплав Медные сплавы Алюминиевые сплавы
Поправочный коэффициент /Сх 1,0 1,25
302
303
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезерование плоскостей и уступов. Сталь Фрезы дисковые с пластинками из твердого сплава
КАРТА 171
Обрабатываемый материал сталь в к Г/мм'2- НВ Глубина резания t в мм до
До 56 о со о et о о 7 ю со ся со о о Я О о§ ся и О
Ширина фрезерования В в мм
2,3 2,8 3,5 4,3 5,3 6,5 8 10 12 15 2,3 2,8 3,5 4,3 £ 5,3 6,5 8 10 12 15 2,3 2,8 3,5 4,3 5,3 6,5 8 10 12 15 10 8,5 6,8 5,5 4,3 3,5 13 10 8,5 6,8 5,5 4,3 3,5 16 13 10 8,5 6,8 5,5 4,3 3,5 20 16 13 10 8,5 6,8 5,5 4,3 3,5 25 20 16 13 10 8,5 6,8 5,5 4,3 3,5 32 25 20 16 13 10 8,5 6,8 5,5 4,3 3,5 40 32 25 20 16 13 10 8,5 6,8 5,5 4,3 3,5 50 40 32 25 20 16 13 10 8,5 6.а 5,5 4,3 50 40 32 25 20 16 13 10 8,^5 6,8 5,5 50 40 32 25 20 16 13 10 8,5 6,8 50 40 32 25 20 16 13 10 8,5 50 40 32 25 20 16 13 10 50 40 32 25 20 16 13 50 40 32 25 20 16 50 40 32 25 20 50 40 32 25 50 40 32 50 40 3 1 1 1 1 1 1 1 1 1 1 1
305
Подача на один зуб фрезы sz мм/зуб до Мощность резания N в кет
0,09 0,16 0,30
Минутная подача S и в мм/мин до
190 230 270 325 385 460 550 660 790 940 1120 230 270 325 385 460 550 270 325 385 460 550 660 — — 1,1 1,1 1,3 1,1 1,3 1,6 1,1 1,3 1,6 1,9 1,1 1,3 1,6 1,9 2,3 1,1 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,5 1,3 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,5 7,8 1,6 1,9 2,3 2,7 3,2 3,8 4,6 5’,5 6,5 7,8 9,3 1,9 2,3 2,7 3,2 3,8 4,6 5,5 6,5 7,8 9,3 11,1 2,3 2,7 3,2 3,8 4,6 5,5 6,5 7,8 9,3 11,1 13,2 2,7 3,2 3,8 4,6 5,5 6,5 7,8 9,3 11,1 13,2 15,8 3,2 3,8 4,6 5,5 6,5 7,8 9,3 11,1 13,2 15,8 18,9 3,8 4,6 5,5 6,5 7,8 9,3 11,1 13,2 15,8 18,9 23 4,6 5,5 6,5 7,8 9,3 11,1 13,2 15,8 18,9 23 5,5 6,5 7,8 9,3 11,1 13,2 15,8 18,9 23 6,5 7,8 9,3 11,1 13,2 15,8 18,9 23 to I-* I-* I-* I-* | | | | ОС 00 СЛ 00 и-* о <О оо Ю 00 00
1 660 1 790 940 1120 1340 790 940 1120 1340 1600 1,1 1,3 1,6 1,9 1,1 1,3 1,6 1,9 2,3 1,3 1,6 1,9 2,3 2,7 1,6 1,9 2,3 2,7 3,2 1,9 2,3 2,7 3,2 3,8 2,3^ 2,7 3,2 3,8 4,6 2,7 |
3,2 3,8 4,6 5,5
Поправочные коэффициенты на мощность в зависимости от переднего угла у фрезы
Передний угол у в град —10 0 +ю
Коэффициент IZSEI 0,89 0,79
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей и уступов. Сталь конструкционная углеродистая Фрезы дисковые с пластинками Т15К6
и легированная * КАРТА 172
Подача на один зуб фрезы sz в мм/зуб до
D В t 0,1 0,13 0,20 0,30
Z в мм в мм до Режимы резания
V п V п s,. V п 5 V п SM
6,3 477 1380 940 456 1320 1180 — — — — — —
8,5 421 1220 830 407 1180 1050 — — — — —
110 5—16 11 376 1090 740 363 1050 940 307 890 1180 — — —
8 15 335 970 660 322 932 830 274 793 1050 — — —
20 295 855 580 286 829 740 245 710 940 206 598 1180
28 264 765 520 255 740 660 216 625 830 184 532 1050
8,5 388 824 700 377 800 890 321 682 1130 — — —
11 348 740 630 334 710 790 284 603 1100 242 515 1270
150 6—20 15 310 658 560 297 630 700 252 536 890 216 458 ИЗО
10 20 274 582 495 267 566 630 224 476 790 190 404 1000
28 244 518 440 236 502 560 199 422 700 170 360 890
37 217 460 390 209 443 495 178 379 630 151 320 790
20 264 420 500 254 404 630 217 345 800 183 292 1010
200 6—20 28 235 374 445 226 360 560 191 305 710 163 260 900
14 37 208 332 395 201 320 500 170 271 630 145 231 800
50 185 294 350 180 286 445 151 241 560 129 205 710
* Конструкционная хромистая и хромоникелевая.
Примечание. Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от группы и механической характеристики стали см. в карте 120. Отношение фактического числа зубьев к табличному см. в карте 199.
306
РЕЖИМЫ РЕЗАНИЯ
Фрезерование пазов. Сталь конструкционная углеродистая и легированная *
Фрезы дисковые с пластинками Т15К6
КАРТА 173
Подача на один зуб фрезы sz , в мм!зуб до *
D в t 0,04 0,06 0,09 0,13 0,20
Z В ММ до Режимы резания
V п % V п V п Зм V п Зм V п
7 576 1670 515 494 1425 590 417 1205 710 361 1040 900 — — —
но 10—26 10 520 1500 465 444 1280 530 376 1090 640 324 940 810 — — —
8 15 461 1335 415 394 1140 470 334 965 565 288 830 720 245 710 915
23 407 1175 365 348 1005 420 295 855 500 255 735 635 217 630 807
7 530 1120 430 449 950 495 380 805 590 328 695 750 — — —
150 12—26 10 15 474 420 1000 890 385 345 404 358 855 760 445 395 342 304 725 645 535 475 295 262 625 555 675 600 251 223 530: 475 855 761
10
23 372 790 305 318 675 350 270 570 420 233 495 535 198 420 676
34 328 695 270 280 595 310 237 500 370 205 435 470 174 370 595
15 397 630 290 338 535 335 287 455 405 248 395 510 210 335 645
200 14—30 23 353 560 260 302 480 300 256 405 360 220 350 455 188 300 575
12 34 310 495 230 265 420 265 224 355 315 194 310 400 165 260 505
50 278 440 205 236 375 235 200 320 280 173 275 355 147 235 450
15 397 630 340 338 535 390 287 455 470 248 395 595 210 335 750
200 14—30 23 353 560 305 302 480 350 256 405 420 220 350 530 188 300 675
14 34 310 495 265 265 420 305 224 355 365 194 310 465 165 260 590
50 278 440 240 236 375 275 200 320 330 173 275 415 147 235 530
Примечание. Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от группы и механической характеристики стали см. в карте 120. Отношение фактического числа зубьев к табличному см. в карте 199.
* Конструкционная хромистая и хромоникелевая.
307
308
ПОДАЧИ Фрезерование плоскостей и уступов Фрезы дисковые из стали Р18
КАРТА 175
I. Черновое фрезерование плоскостей
Мощность станка (фрезерной головки) в квт Жесткость системы деталь-приспособление Фрезы
со вставными ножами с мелким зубом
Подача на зуб sz в мм/зуб при обработке
стали* чугуна и медных сплавов стали чугуна и медных сплавов
Св. 10 Повышенная Средняя Пониженная 0,12—0,2 0,3—0,5 0,25—0,4 0,2—0,3 — —
5—10 Повышенная Средняя Пониженная 0,08—0,15 0,25—0,4 0,2—0,3 0,15—0,25 0,08—0,12 0,06—0,1 0,04—0,08 0,2—0,3 0,15—0,25 0,1-0,2
До 5 Средняя Пониженная 0,04—0,06 0,15—0,25 0,1—0,2 0,04—0,06 0,04—0,06 0,12—0,2 0,08—0,15
Примечание. Большие значения подач брать для меньших глубин резание и ширины обработки, меньшие — для больших значений глубины и ширины. * Подачи в зависимости от СПИД устанавливать по стр. 188—190.
II. Чистовое фрезерование плоскостей
Класс чистоты Обрабатываемый материал
Сталь 45 прокат, 40Х прокат, 40Х нормализованная Сталь 35 Сталь 45 улучшенная Сталь 10, 20, 20Х
Подача на один оборот фрезы s0 в мм/об
74—75 1,2—0,5 1,4—0,5 2,6—1,0 1,8—0,7
V6 0,5—0,23 0,5—0,3 1,0—0,4 0,7—0,3
Примечание. Чистовые подачи даны для жесткой системы станок — приспособление — инструмент — деталь при обработке фрезами с вспомогательным углом в плане qpi=2°.
309
РЕЖИМЫ
Фрезерование плоско Сталь конструкционная углеродис
D Z В в мм t в мм до Подача на один зуб
0.05 | 0,10 I
Режимы
V п 1 su v 1 п 1
60 I 8 49 259 170 43,5 230 276
16 3—10 12 43,5 230 151 38,5 204 246
75 12 44 187 138 39 166 224
18 4—13 18 39 165 122 34,5 147 200
75 12 51 217 89 45,5 193 145
10 4—13 18 45,5 194 80 40,5 172 129
90 5-16 12 45 159 130 40 141 212
20 18 40 142 117 35,5 126 189
90 12 52 183 90 46 162 146
12 5—16 18 46 162 80 40,5 144 130
130 16 5—16 18 27 47 41,5 115 102 76 67 41,5 37 102 90 122 120
150 18 47,5 101 66 42,5 90 108
6—20 27 42 89 58 37 79 94
16 40 36,5 77 50 32,5 69 83
200 27 44 70 57 39 62 92
6—20 40 39 62 50 35 56 84
20 60 34,5 55 45 31 49 72
225 27 42 61 55 38 54 89
6-20 40 39 55 50 34 48 79
22 60 34 48 43 30,5 43 71
Поправочные коэффициенты на режимы резания
1) состояния поверхности заготовки Поверхность Без корки и прокат
Коэффициент К =К = К nv пп nsM та
2) вида обработки Вид обработки Черновая
Коэффициент Kh = A\ uv °n °sM та
Примечание. Поправочные коэффициенты на режимы резания для изменен в карте 120.
310
РЕЗАНИЯ Фрезы дисковые из стали Р18
стей и уступов.
тая. Работа с охлаждением КАРТА 176
фрезы sz в мм!зуб до
0,13 I 0,18 | 0,24
резания
V п sm V п SM V 1 i л 1 sm
41 36 217 192 404 356 — — — — — —
36,5 32,5 156 138 326 288 — — — — — -
42,5 37,5 180 160 209 185 — — — — - —
37,5 33,5 133 118 309 274 — — — — — —
42,5 37,5 150 133 208 185 37,5 33,5 133 118 249 221 — — -
39 34,5 95 84 172 156 34,5 30,5 84 75 210 187 30,5 27 75 66 252 222
39 35,5 30,5 83 75 65 154 139 121 35 31,5 27,5 74 67 58 185 167 145 31 28 24,5 66 59 52 222 198 175
36,5 32 28,5 58 51 45 134 118 104 32 28,5 25 51 45 40 159 140 125 29 25 22,5 46 40 36 193 168 151
36 32 28,5 51 45 40 130 115 102 32 28,5 24,5 45 40 35 145 138 121 28,5 24,5 22 40 35 31 185 162 144
для измененных условий работы в зависимости от:
С коркой
Поковка или штамповка °в | Отливка
<60 | 60- 70 >70 <60 | 60- -70 >70
0,8 0,85 0,9 0,75 0,8 0,85
Чистовая
0,8
ных условий работы в ( зависимости от группы и механической обработки : стали см.
311
МОЩНОСТЬ, ПОТРЕБНАЯ
Фрезерование плоскостей
Подача на один зуб фрезы sz в мм/зуб Глубина реза
0,04-0,07 0,08-0,14 0,15-0,26
Ширина фрезерования В в мм до
7,2 8,6 10,3 12,3 14,7 17,5 21 7,2 8,6 10,3 7,2 8,6 10,3 12,3 12 14 12 16 14 12 22 16 14 12 27 22 16 14 33 27 22 16 40 33 27 22
12,3 14,7 17,5 21 14,7 17,5 21 — — 1 1 1 1 1 1 1II 1 12 14 12 16 14 12
Минутная подача s в мм/мин до Мощность реза
43 51 61 73 . — — — — — — bill
1 88 | 104 124 148 177 210 250 300 360 о сч ю оо 1111 |~~~~ О СЧ ю оо ’-ч 1 1 11^-^- 1,0 1,2 1,5 1,8 2,1 2,5 1,0 1,2 1,5 1,8 2,1 2,5 3,0 1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3 1,2 1,5 1,8 2,1 2,5 з,о 3,6 4,3 5,1
Поправочные коэффициенты на мощность
Предел прочности при растяжении ов в kFImm2,
Твердость НВ
Коэффициент KN
312
НА РЕЗАНИЕ Фрезы дисковые излетали Р18
и уступов. Сталь КАРТА 177
НИЯ t в мм до
49 60
40 . 49 60 — — — — — — —
33 40 49 60 — — — — — —
27 33 40 49 60 — — — — —
22 27 33 40 49 60 — — — —
16 22 27 33 40 49 60 — — —
14 16 22 27 33 40 49 60 — —
12 14 16 22 27 33 40 49 60 —
12 > 14 16 22 27 33 40 49 60
ния W в квт
1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6
— 1Л 1,2 1,5 1,8 2,1 2,5 з,о 3,6 4,3
1,0 1,2 1,5 1,8 2,1 2,5 3,0 3,6 4,3 5,1
1,2 J 1,5 1,8 2Д 2,5 3,0 3,6 4,3 5,1 6,1
1,5 1,8 2,1 2 5 3,0 3,6 4,3 5,1 6,1 7,2
1,8 2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,2 —
2,1 2,5 3,0 3,6 4,3 5,1 6,1 7,2 — —
2,5 3,0 3,6 4,3 5,1 6,1 7,2 — — —
3,0 3,6 4,3 5,1 6,1 7,2 — — — —
3,6 4,3 5,1 6,1 7,2 — — — — —
4,3 5,1 6,1 7,2 — — — — — —
5,1 6,1 7,2 — — — — — — —
6,1 7,2 —
в зависимости от предела прочности стали
До 55 55—100 Св. 100
До 160 160—285 Св. 285
0,84 1 1,0 1 1,20
313
— РЕЗАНИЯ Фрезы дисковые из стали Р18
РЕЖИМЫ
Фрезерование плоскостей и уступов. Чугун серый. КАРТА 178
D Z В в мм t в мм до Подача на один зуб
0,07 | 0,10 | 0,13 |_
Режимы
V п V п 1 1 v 1 п 1 f«
60 16 3—10 10 14 18 53 45,5 39 279 242 208 286 248 213 46,5 40,5 34,5 248 214 184 341 294 253 41,5 36 31 220 190 164 408 352 304
75 18 4-13 10 14 18 52 44,5 38,5 219 189 163 252 218 187 45,5 39,5 34 194 168 145 300 260 224 40,5 35,5 30,5 173 150 129 361 313 270
75 10 4-13 10 14 18 64 56 48 273 236 203 175 151 130 57 50 42 244 210 180 209 180 155 51 44 37,5 216 186 160 250 216 186
90 20 5—16 10 14 18 52 45 39 185 160 138 237 205 177 46,5 ’ 40 34,5 165 143 122 284 246 210 41,5 36 31 147 127 109 341 295 253
90 12 5-16 10 14 18 65 56 48,5 230 198 171 177 152 133 57 49,5 43 202 176 152 208 181 157 51 44,5 38 181 157 135 252 218 188
130 16 5-16 14 18 25 56 48,5 42 138 119 103 141 122 106 50 43,5 37 123 106 . 91 169 146 125 44,5 38,5 33 109 94 81 202 175 150
150 16 6—20 18 25 33 45 47 41 35,5 30,5 100 87 75 65 102 89 77 67 42,5 36,5 31,5 27,5 90 77 67 58 124 106 92 80 37,5 32,5 28 24 80 69 60 51 148 128 111 94
200 20 6-20 25 33 45 60 42,5 37 32 27.5 68 59 51 44 87 ”76 65 56 37,5 32,5 28,5 24,5 60 52 45 39 103 90 78 67 34 29,5 25 22 54 47 40 35 125 109 93 80
225 22 6-20 25 33 45 60 41,5 36 31 27 59 51 44 38 83 72 62 54 36,5 32 27,5 24 52 45 39 34 98 85 74 64 33 28,5 25,5 21 47 40 35 30 120 102 89 76
Поправочные коэффициенты на режимы резания
1) твердости чугуна Группа твердости НВ
Коэффициент К,, =К , =К ,г V п ' SM
2) состояния поверхности заготовки Поверхность 1 Без корки | 1 С коркой 1
Коэффициент К „ =К„ =/Гл nv пп nsM 1,0 0,75
фрезы sz в мм]зуб до
1 0,18 1 0,24 | 0,33 | 0.44 •
резания
v 1 п 1 1 SM V п sm 1 v п 1 г/ | 1 ” 1 SM
36,5 195 487 — — — — —
32 169 422 — — — — — — — — —
27,5 145 362 — — — — — — — — —
36 153 430 — — — —
31,5 133 374 — — — — — — — — —
27 114 320 — — — — — — — — —
45 191 298 — — —
39 165 258 — г— — — — — — — —
33,5 142 221 — — — — — — — —
36,5 130 406 — — —
32 m 353 — — — — — — — — —
27,5 97 302 — — — — — — — — —
45,5 161 302 40 143 360 36 127 428 —
39,5 139 260 35 123 310 31 ПО 370 — — —
34 120 225 30 106 265 27 95 316 — — —
39,5 97 242 35 86 289 31,5 77 346 28 68 413
34 83 207 30 74 248 27 66 296 23,5 58 352
29,5 72 180 26 64 215 23,5 57 256 20,5 50 300
33,5 71 177 29,5 63 212 26,5 56 252 23,5 50 304
28,5 61 152 25,5 54 182 22,5 48 216 20,5 43 261
25 53 132 22 47 158 19 ,5 41 184 17,5 37 225
21,5 46 115 19 40 135 17 36 162 15 32 194
30 48 150 26,5 42 176 24 38 208 20,5 18 33 250
25,5 41 128 22,5 36 151 20,5 17,5 33 179 29 213
22,5 36 112 19,5 31 130 28 157 15,5 25 184
19,5 31 97 17 27 ИЗ 15 24 134 14 22 160
29 41 141 26 37 171 23,5 20 33 204 20,5 29 242
25,5 36 123 22,5 19 32 148 28 173 17,5 25 209
22 31 106 27 125 17 24 148 15,5 22 184
19 27 93 17 24 110 14,5 21 130 13,5 19 159
для измененных условий работы в зависимости от
143—229 170—255 197—269
1,0 0,9 0,8
3) вида обработки Вид обработки | | Черновая | Чистовая
Коэффициент Кь =Къ v ип usM 1,0 0,8
315
314
МОЩНОСТЬ, ПОТРЕБНАЯ Фрезерование плоскостей
Подача на один зуб фрезы sz в мм!зуб ’ Глубина реза
0,11-0,18 0,19-0,3 0,31—0,5
Ширина фрезерования В в мм до
6,1 7,2 8,7 10,3 12,3 14,7 0,1 7,2 8,7 10,3 12,3 14,7 о,1 7,2 8,7 10,3 12,3 14,7 ~ 1 1 1 1 1 1 1 14 11 17 . 14 И 21 17 14 11 26 21 17 14 И 32 26 21 17 14 И 39 32 26 21 17 14 11
Минутная подача в мм!мин до Мощность реза
86 103 123 147 175 210 250 300 360 420 510 610 730 870 1 1 1 1 1 1 1 1 1 1 1 1 г г Г | | | | | | | | | | | 4* Ю О 1 [ О 04 rf 1 1 1 1 1 1 1 1 1 1 о - о о ... _ .. .... О 04 < 1 1 1 1 1 1 1 1 1 О ~ ~ " “ Г Г Г Г 1 | 1 | I I I I О1 Н- ч Ф- W О ьэ .го к> _ г г Г | | | | | | | со Си -ч ГО о 1,0 1,2 1,4 1,7 2,1 2,5 2,9 3,5
Поправочные коэффициенты на мощность
Твердость НВ
Коэффициент
’ 31«
НА РЕЗАНИЕ Фрезы дисковые из стали Р18
и уступов. Чугун серый КАРТА 179
НИЯ t в мм до
49 60 — —. — — — — —
39 49 60 — — — — — —
32 39 49 60 — — — — —
26 32 39 49 60 — — — —
21 26 32 39 49 60 — — —
17 21 26 32 39 49 60 — —
14 17 21 26 32 39 49 60 —
И 14 17 21 26 32 39 49 60
ния N в квт
— — — — — 1,0 1,2 1,4 1,7
— — — — 1,0 1,2 1,4 1,7 2,1
— — — 1,0 1,2 1,4 1,7 2,1 2,5
— — 1,0 1,2 1,4 1,7 2,1 2,5 2,9
— 1,0 1,2 1,4 1,7 2,1 2,5 2,9 3,5
1,о 1,2 1,4 1,7 2,1 2,5 2,9 3,5 4,3
1,2 1,4 1,7 2,1 2,5 2,9 3,5 4,3 5,1
1,4 1,7 2,1 2,5 2,9 3,5 4,3 5,1 6,1
U 2,1 2,5 2,9 3,5 4,3 5,1 6,1 7,2
2,1 2,5 2,9 3,5 4,3 5,1 6,1 7,2 —
2,5 2,9 3,5 4,3. 5,1 6,1 7,2 — —
2,9 3,5 4,3 5,1 6,1 7,2 — — —
3,5 4,3 5,1 6,1 7,2 — — — —
4,3 5,1 6,1 7,2 — — — —
в зависимости от твердости чугуна
До 220 Св. 220
о 1,20
317
РЕЖИМЫ Фрезерование плоскостей и уступов.
Подача на один зуб
D В t 0,05 0,07 | 0,10 1
Z в мм в мм ДО Режимы
V п S и г’ 1 1 « 1 5 ,, ® 1 п 1 s« 1
60 16 3—10 8 12 68 61 360 . 322 277 247 64 57 340 303 349 309 60 54 320 286 440 395
75 18 4-13 12 18 61 54 260 230 224 199 58 51 245 218 283 252 54 48,5 231 205 358 318
75 10 4-13 12 18 71 63 302 269 145 129 67 59 284 252 184 161 63 56 268 239 230 206
90 20 ' 5-16 12 18 63 56 223 197 214 189 59 53 210 186 268 238 56 49,5 198 175 340 301
90 12 5—16 12 18 73 65 258 229 148 132 63 61 243 216 187 166 65 57 229 203 236 210
130 16 5-16 18 27 66 58 161 143 124 ПО 62 55 152 135 156 138 68 51 143 126 197 173 I
150 16 6—20 18 27 40 67 59 53 142 126 112 109 !?6 86 63 56 49,5 134 119 105 137 122 108 59 53 46,5 126 112 99 173 154 136
200 20 6—20 27 40 60 61 55 48,5 98 87 77 94 83 74 58 51 46 92 81 73 118 104 93 55 48,5 43,5 87 77 69 150 132 119
225 22 6—20 27 40 60 61 54 48 86 77 68 91 81 72 57 51 45 81 72 64 114 101 90 54 48,5 43 77 69 61 146 130 115
Поправочные коэффициенты на режимы резания
1) твер; Группа твердости НВ
AUi1 и чу1упа
Коэффициент К=1 Mv TS I/ мп MsM
Поверхность Без корки С коркой
2) состояния повепхно
сти заготовки
Кп =К К пп п*м Н,0| 0,75
318
РЕЗАНИЯ Фрезы дисковые из стали Р18
Чугун ковкии. Работа с охлаждением КАРТА 180
фрезы sz в млфуб до
0,13[0,18 I 0,24|0,33
резания
v п SM V п s« 1 1 v 1 1 п SM 1 i v n ' L*«_
57 302 560
51 269 500 — — — — — — — —
51 218 456
45,5 193 404 — — — — — — — — —
60 253 294
53 224 260 — — — — — — — — —
53 187 434
47 166 385 — — — — — — — — —
60 214 298 54 190 358
54 190 265 47,5 168 316 — — — — — —
55 134 250 48,5 119 299 43,5 106 357 38,5 94 420
48,5 119 221 43,5 106 266 38,5 94 316 34 83 312
56 118 220 49 104 262 44 93 312 38,5 82 370
49 104 193 44 93 234 38,5 82 276 34,5 73 325
43,5 92 171 38,5 82 206 34,5 73 244 30,5 65 290
51 82 190 46 73 230 41 65 273 36 57 320
46 73 169 40 64 201 36 57 240 32 51 286
40 64 148 36 57 179 32 51 214 28,5 45 252
51 72 184 45 64 221 39,5 56 259 35,5 50 308
45 64 164 39,5 56 193 35,5 50 231 31 44 272
39,5 56 143 35,5 50 173 31 44 203 27,5 39 240
для измененных условий работы в зависимости от:
149-163 до 201 163-229
0,9 0,7
3) вида обработки Вид обработки Черновая Чистовая
Коэффициент Kh h =Kh °v °п °sM iToT 0,8
319
МОЩНОСТЬ, ПОТРЕБНАЯ
Фрезерование плоскостей
Подача на один зуб фрезы sz в мм/зуб Глубина реза
0,08—0,14 0,15-0,26 0,27-0,5
Ширина фрезерования В в мм до
— 7,2 8,6 10 12 14 18 22 27 33
7,2 8,6 10,3 — 10 12 14 18 22 27
8,6 10,3 12,3> — — 10 12 14 18 22
10,3 12,3 14,7 — — — 10 12 14 18
12,3 14,7 17,5 — — — — 10 12 14
14,7 17,5 21 — — — — — 10 12
17,5 21 — — — — — — — 10
21 — — — — — — — — —
Минутная подача sM в яя/яин до Мощность реза
61 — — — — — — —
73 — — — — — — —
88 — — — — — — —
104 — — — — — — —
124 — — — — — — —
148 — — — — — — —
177 — — — — — — —
210 — — — — — — 1,1 ’
250 — — — — — 1 Л 1 ,з
300 — — — — ' 1,1 1,3 1 ,6
360 — — — 1,1 1,3 1,6 1,9
430 — — 1,1 1,3 1,6 1,9 2,2
515 — 1,1 1 ,з 1,6 1,9 2,2 2,7
Поправочные коэффициенты на мощность
Твердость НВ
Коэффициент Kn
320
НА РЕЗАНИЕ Фрезы дисковые из стали Р1&
и уступов. Чугун КОВКИЙ КАРТА 181
ния t в мм до
40 49 60 — — — — — — —
33 40 49 60 — — — — — —
27 33 40 49 60 — — — — —
22 27 33 40 49 60 — — — —
18 22 27 33 40 49 60 — — —
14 18 22 27 33 40 49 .60 — —
12 14 18 22 27 33 40 49 60 —
10 12 ' 14 18 22 27 33 40 49 60
ния N в квт
— — — — — — 1,1 1,3 1,6 1,9
— — — — — 1,1 1,3 1,6 1,9 2,2
— — — — 1,1 1,3 1,6 1,9 2,2 2,7
— — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2
— — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8
— 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5
I Л 1,3 1,6 1,9 2,2 2,7 3,2 3,8’ 4,5 —
1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,5 — —
1,6 1,9 2,2 2,7 3,2 3,8 4,5 — — —
1,9 2,2 2,7 3,2 3,8 • 4,5 — — — —
2,2 2,7 3,2 3,8 4,5 — — — — —
‘ 2,7 3,2 3,8 4,5 — — — — — —
3,2 3,8 4,5 — — — — — — —
в зависимости от твердости чугуна
До 163 Св. 163
1,0 1,1
11 456
321
РЕЖИМЕ Фрезерование плоскостей
РЕЗАНИЯ и уступов. Медные сплавы Фрезы дисковые из стали Р18 КАРТА 182
D В в мм t в мм до Подача на один зуб
фрезы sz в мм/зуб до
0,05 0,07 1 0,10 |
J | 0,13 | 0.18 1 0,24 | 0,33
Z Режимы
резания
V п 1 SM V п 1 V 1 « 1 *М I _
1 1 v п 1 s« V fl sm V п 1 V п 1
60 16 3-10 8 12 102 91 540 483 415 370 96 85 510 454 523 464 90 81 480 429 660 593
85 76 А53 404 840 750 — — — — — — — —
75 18 4-13 12 18 92 81 390 345 336 299 86 77 367 327 424 372 81 72 346 307 537 477
77 66 327 279 684 606 — — — — — — — — —
75 10 4-13 12 18 107 95 453 404 218 194 100 89 42'6 378 276 241 94 84 402 359 345 309
89 79 379 336 441 390 — — — — — — — — —
90 20 5—16 12 18 94 83 334 295 321 284 89 79 315 279 402 357 84 74 297 262
510 1 451 1 79 70 280 249 651 577 — — \ — — — — — —
90 12 5-16 12 18 109 97 387 343 222 198 103 92 364 324 280 249 97 86 343 304 354 315
91 80 322 285 447 397 80 71 285 252 537 474 — — — — — —
130 16 5-16 18 27 98 87 241 214 186 165 93 82 228 202 233 207 87 77 214 189 296 259
1 82 73 201 179 375 331 73 65 179 159 449 399 65 58 159 141 535 474 58 51 141 124 630 558
150 16 6-20 18 27 40 100 89 79 213 189 168 164 144 129 95 84 74 201 179 157 1 205 183 162 । 89 79 70 189 168 149 259 231 204
83 73 65 177 156 138 330 289 256 73 65 58 156 139 123 393 351 309 65 58 51 139 123 109 468 414 366 58 51 45,5 123 109 97 555 487 435
200 20 6-20 27 40 60 93 83 72 148 132 115 141 124 111 87 76 68 138 . 121 109 177 156 139 82 72 65 130 115 104 225 198 179
77 68 60 123 109 96 285 254 222 68 60 53 109 96 85 345 301 269 61 53 47,5 97 85 76 409 360 321 53 47,5 42 85 76 67 480 429 378
225 22 6-20 27 40 60 91 81 72 129 115 102 136 121 108 86 76 68 121 108 96 171 151 135 81 74 64 115 105 91 219 195 172
76 68 59 108 96 84 286 246 214 68 59 53 96 84 75 331 289 259 59 53 46,5 84 75 66 389 346 304 53 46,5 41,5 75 66 59 462 408 360
Поправочные коэффициенты на режимы резания
для измененных условий работы в зависимости от:
|1) группы медного g> сплава Группа 'Свинцовистые сплавы при основной гетерогенной структуре Гомогенные сплавы Сплавы с содержанием свинца <10% при основной гомогенной структуре Медь
высокой твердости й S-2 )генные лавы S •S Q 0J о К <=< си О) О) CU CQ О н Сплавы с содержанием свинца >15% 2) состояния поверхности заготовки Поверхность Без корки С 1 ЯВ<200 <оркой ЯВ>200
Коэффициент Кп ==Кп nv пп nsM ТТ0| 0,9 0,95
Коэффициент К иг г Hf и Mv Мп MsM 0,7 1~М 1,7 2,0 4,0 8,0
12,0 3) вида обработки Вид обработки Черновая Чистовая
Коэффициент КЬ ~КЪ ~КЬ ГТо1 0,8
322
11*
323
324 МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезы дисковые i из стали Р18
Фрезерование плоскостей и уступов. Медные сплавы КАРТА 183
Подача на один зуб фрезы sz в мм!зуб
0,08— 0,14 0,15— 0,26 Глубина резания t в мм до
Ширина фрезерования В в мм до
7,2 8,6 7,2 8,6 10,3 10 12 10 14 12 10 18 14 • 12 22 18 14 27 22 18 33 ,27 22 40 33 27 49 40 33 60 49 40 60 49 60 — —
10,3 12,3 — — — 10 12 14 18 22 27 33 40 49 60 — — —
12,3 14,7 14,7 — — — — 10 12 10 14 12 18 14 22 18 27 22 33 27 40 33 49 40 60 49 60 —
Минутная подача з в мм[мин до 1 Мощность резания N 1 в квт
88 104 124 148 177 210 250 300 — — — — — — 1,2 1,2 1,4 1,2 1,4 1,7 1,2 1,4 1,7 2,0 1,2 1,4 1,7 2,0 2,4 . 1,2 1,4 1,7 2,0 2,4 2,8 1,2 1,4 1,7 2,0 2,4 2,8 3,4 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,1 1,4 1,7 2,0 2,4 2,8 3,4 4,1 4,8 1,7 2,0 2,4 2,8 3,4 4,1 4,8
|ЗбО| — — — — — 1,2 1,4 1,7 2,0 2,4 2,8 3,4 4,1 4,8 — —
430 515 610 — — 1,2 1,2 1,4 1,2. 1,4 1,7 1,4 1,7 2,0 1,7 2,0 2,4 2,0 2,4 2,8 2,4 2,8 3,4 2,8 3,4 4,1 3,4 4,1 4,8 4,1 4,8 4,8 — — —
200 150 110 90 75 о Чугун 200 150 НО 06 Q1 09 Сталь св ПОДАЧИ Фрезерование пазов
ОО КЗ 4* Ю н-4 Ю ю о ю оо СП оо £ 22 14 ГО ГО О ГО оо СП
20—40 18—30 12—24 10—20 10—20 6-12 20—40 18—30 12—24 10—20 10—20 6-12 СВ to
1 | 0,12—0,08 0,18—0,12 0,12—0,08 0,18—0,12 0,12—0,08 0,18—0,12 0,12—0,08 | 1 10,10-0.05 0,12—0,08 0,08—0,05 0,12—0,08 0,08—0,05 0,12—0,08 0,08—0,05 Подача на один зуб фрезы s7 в мм/зуб | Сл Глубина резания t в мм до
0,20—0,10 0,18—0,10 0,10—0,05 0,15—0,08 0,10—0,06 0,15—0,10 0,10—0,06 0,15—0,10 0,10—0,06 0,15—0,08 0,12—0,06 0,08—0,04 0,10—0,05 0,06-0,03 0,10-0,06 0,06-0,03 0,10—0,06 0,06—0,03 о
0,08-0,05 0,12—0,08 0,12—0,06 1 0,10-0,05 0,06—0,03 0,08—0,04 0,05—0,03 0,08—0,05 0,05—0,03 0,08-0,05 0,05—0,03 15 | 20 |
О ОО 1 о о 0,15—0,08 0,08—0,05 0,12—0,06 0,08—0,05 0,12—0,08 0,08—0,05
КАРТА 184 \фрезы дисковые трехсторонние\ из стали Р18
j 0,15—0,08 о ю о о СП 0,10—0,05 1 1 1 1 1 о ОО О 0,08—0,04 0,06—0,03 1 1 1 1 1
0,08—0,05 0,08—0,05 1 1 1 1 1 1 1 0,05—0,03 0,05—0,03 1 1 1 1 1 1 1 оо о
РЕЖИМЫ РЕЗАНИЯ Фрезы дисковые из стали Р18
Фрезерование пазов. Сталь конструкционная углеродистая. Работа с охлаждением
1= 1 1 1 1 1 1 374 331 297 I 234 1 208 1 183 194 171 153 174 153 136 1 170 149 133 164 143 130
00 о е 1 1 1 1 1 1 121 106 95 126 112 98 ООи)-ч со со О (МЮ Г— СО ю ю оо оо Ю ФФ 00 С» 00 я с с
ЕЬ 1 1 1 1 1 1 со со см 35,5 31,5 27,5 СМ 00 ю СО СМ см СО СП со со см см 34,5 30 27 34 30 26,5 2* о Я
<</' 1 340 304 312 280 194 171 297 260 233 198 176 155 163 145 128 I 148 130 117 144 127 111 137 122 110 о я Я са
Я
0,13 с 183 164 149 134 165 148 128 112 101 143 127 111 00 00 СП оо г- со 00 со <М ю оо ccico ф ФОО со Ю Ф Ф СП
/зуб до & 34,5 31 35 31,5 спю 00 со 36 31,5 28,5 ю ю Ф со со 36,0 32 28 37,5 | 33 29.5 38 34,5 30 00 ф о со со оо шй рабе
» N со к к 240 216 222 198 137 121 211 186 165 со со со Ф см г-н 119 104 92 104 94 83 102 90 81 0)0) г-0)00 Г- IX УСЛОЕ
' фрезы 0,10 Л 00 0) а 2 S s: 201 180 165 147 183 163 141 124 110 СПО Ф Ю Ф СМ со г- г-сп оо Г— 00 СП 00 1- (О 68 60 54 о ф г— сою ф я я я о я 0) S
)дин зуб Я О) сх & оо ф 39 34,5 43 38,5 О Ю т-t Ф со со 45 39,5 35 40 35,5 31,5 41 36,5 32,5 42,5 37,5 i 34 1 42,5 38 33 для из
я
Я 03 * 148 132 136 122 Фю ОО Г- 130 114 , 102 00 00 00 00 1" со СМ Ф Г-г- сою СО LT Ю СО СО СП СОЮ Ф 61 54 48 я я та О а
о С 0,05 с 227 202 184 165 206 183 158 139 124 ОО ОО О) г- ю со I 110 98 1 87 ОО i'- 00 сп ос 1- 00 О ( - со со ООО 00 со сою ежимы
а
42,5 38 43,5 39 ' 48,5 43 44,5 39.5 35 50 44,5 39,5 45 40 35,5 46 41 '36.5 48 42,5 37,5 48 42,5 37,5 гы на !0.
ч> О) 00 со г-00 LQ Ф СМСМ Ф 00 Г" СО | 56 49 43 со о со Ф Ф со о со <м Ф 00 00 ФЭТ СО О) ф о со со оо гфициен-карте 12
0,03 SS 256 229 208 186 ! 232 206 178 157 140 202 178 157 124 110 98 110 99 88 Г" 1—- 00 ОС (-• со 1 77 68 60 СП я О . * S о °
& со со О) ф 54 48,5 50 44 39,5 г— о ф юю ф 51 45 40 52 46,5 41,5 54 48 42,5 ; 54 48 42,5 я 5 -- та § сЗ а« Й я
t в мм о к? СМ 00 СМ 00 СМ ОО 1 СМ 00 г- г—< r-Ч СМ см оо г- । r-t г-1 00 Г- о 1 т-1 СМ ф оо t— о -ч см ф со г- о < — СМ ф оо г- о о £ С & я • а । <и о . s я
«3 й 1 6-12 8-16 сч 1 см 10-16 см J см 12—28 со 1 см 12-40 12-40 I м е ч а н 2кой хара
а у
ql >9 91 "о9~ 75 18 ю | о 90 20 о | см 91 0£1 150 16 200 20 225 22 Е S ' та о
326
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезы дисковые из стали Р18
Фрезерование пазов. Сталь КАРТА 186
Подача на один зуб фрезы sz в мм/зуб
До 0,1 |св. 0,1
Ширина паза В в мм до
Глубина паза t в мм до
22 6 7 9 11 13 16 20 25 30
12 14,3 — 6 7 9 11 13 16 20 25 30 —
14,3 17 — — 6 7 9 11 13 16 20 25 30 —
17 20 — — — 6 7 9 11 13 16 20 25 30
20 24,5 — — — — 6 7 9 11 13 16 20 25 30
24,5 29 6 7 9 11 13 16 20 25 30 — — — —
29 35 — — — — — — 6 7 9 11 13 16 20 25 30 — — —
35 41 6 7 9 11 13 16 20 25 30 — —
41 — 6 7 9 11 13 16 20 25 30 —
Мощность резания М в кет
Минутная по чача sm в мм!мин до
32 1,1 1,3 1,6 1,9 2,2 2,7
38 — — — — — — — — — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 —
46 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 —
55 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 —
65 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 —
77 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 —
93 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 7,8 —
ПО — _— — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 7,8 9,3 —
132 — — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 7,8 9,3 — —
157 — — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 7,8 9,3 — — —
188 — 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 7,8 9,3 — — — —
225 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 7,8 9,3 — — — — —
270 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 7,8 9,3
320 1,6 1,9 2,2 2,7 3,2 3,8 4,6 5,4 6,5 7,8 9,3 —
Поправочные коэффициенты на мощность в зависимости от предела прочности стали
Предел прочности при растяжении Ов в кГ/мм2
До 55
55—100
Св. 100
Твердость НВ
До 160
160—285
Св. 285
Коэффициент K.N
0,84
|1.0|
1,20
327
РЕЖИМЫ РЕЗАНИЯ Фрезерование пазов. Чугун серый Фрезы дисковые из стали Р18
КАРТА 187
Подача на один зуб фрезы 1 sz в мм/зуб до
D В t в мм 0,05 1 0,07 1 0,10 1 0,13 1 0,18
Z в мм до Режимы резания
V п 5 1 - 1« V п 1 V п 1 5 1 * 1« 1 5ч
ч м 1 м 1 м
60 10 56 296 227 49,5 263 269 44 233 322 39 208 3^6
6-12 14 48,5 257 197 43 228 234 38 203 . 281 34 180 334 — — —
16 18 41,5 220 169 37 198 201 33 174 241 29 154 286 — — —
10 55 236 204 49,5 210 242 44 186 288 39 166 347
8-16 14 48 203 175 42,5 181 208 37,5 160 248 33,5 143 300 — — —
18 18 41 175 151 36,5 156 180 32,5 138 214 29 123 257 — — —
75 10 €«6 282 135 59 250 160 52 222 191 46,5 198 230 41 175 273
12—24 14 57 243 116 5Т 216 138 45 192 165 40,5 171 199 36 1$2 237
10 18 49,5 210 101 44 187 120 39 165 142 34,5 147 171 30,5 130 203
90 14 48,5 172 165 43.5 154 197 38,5 137 236 34 121 281 30 107 334
10—16 18 42 149 143 37,5 132 170 33 117 202 29,5 105 244 26,0 93 290
20 25 36,5 129 124 32,5 115 147 29 102 П5 25.5 91 212 22,5 80 250
90 14 58 206 119 52 184 141 4i 6 163 168 41 145 202 36 128 240
12-24 18 50 178 103 45 159 122 39,5 141 145 35,5 125 5 L74 31,5 111 208
12 25 43,5 154 89 38,5 137 105 34,5 122 126 30,5 108 151 27 96 180
14 68 144 ПО 60 128 131 53 113 155 41 101 187 36,5 89 222
130 18 58 124 95 52 ПО 112 4! 9 98 133 35,5 87 161 31,5 77 192
16 12—28 25 50 107 82 39 95 97 34,5 84 115 30,5 75 139 27 66 166
33 38 92 71 33,5 82 84 29,5 72 99 26,5 65 120 23,5 57 143
18 50 106 81 44,5 95 97 39,5 84 115 35,5 75 1 .39 31 66 165
150 25 43,5 92 71 38,5 82 84 3< 4 72 99 30,5 65 120 27 57 143
16 12—34 33 37 79 60 33 70 72 2< 62 85 26 55 1 .02 23 49 122
45 32 68 52 28,5 61 62 25,5 54 74 22,5 48 89 20,5 i 43 107
18 52 82 79 46 73 94 4: L 65 112 36,5 58 1 135 32 51 159
200 25 44.5 71 68 40 64 82 3J 56 97 31,5 50 116 28,5 45 140
20 12—40 33 38,5 61 59 34,5 55 71 3( ) 48 83 27 43 1 '00 24 38 119
45 33,5 53 51 29,5 47 61 26.5 42 73 23 37 86 20,5 33 103
18 51 72 76 45 64 90 40,5 57 108 35,5 50 128 32 45 154
225 25 44 62 66 39 55 34.5 49 93 30,5 43 110 27 38 130
22 12—40 33 37,5 53 56 34 48 68 29,5 42 80 27 38 97 23,5 33 из
45 32,5 46 49 29 41 58 25,5 36 68 22,5 32 1 & 20,5 29 99
Поправочные коэффициенты на режимы резания для измененных условий работы
в 3 ависимости от группы твердости ч гугуна
Твердость НВ 143- >29 170-255 197- -269
Коэффициент К = /Г 1 0,9 0,8
V -1 п ьм
328
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезерование пазов. Чугун серый Фрезы дисковые из стали Р18
КАРТА 188
Пода одни фрез в мм До 0,12 Шир паз в м. ча на зуб ы s~ /^уб Св. 0,12 ина а В t до Глубина паза t в мм до
12 14,3 17 20 24,5 29 35 41 12 14,3 17 6 7 6 8 7 6 10 8 7 13 10 8 16 13 10 20 16 13 24 20 16 30 24 20 16 13 Ю 8 7 6 30 24 20 16 13 10 8 7 30 24 20 16 13 10 8 30 24 20 16 13 10 30 24 20 16 13 30 24 20 16 30 24 20 30 24 III 1 1 1 1 lg 1 1 1 1 1 1 III
|20| 24,5 29 35 41 — — — 6 7 6 8. 7 6 ioJ 8 7 6 13 '10 8 7 6
Минутная подача s в мм(мин Мо щность резания М в квт
53 . 63 75 90‘ 107 " 128 153 182 — — — 1,1 1,1 О,з 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 1 ,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 Ю b-^СЧООСО | | | | | | | | 1 1 1 1 1 1 1 1 1 Qi bo ND ND CO Oi 4-* CO CO ND ND -1 1 I I 1 1 1 1 1 II Ъ/ОО ND^ ND CO II 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
|220| 260 310 370 445 530 630 750 1111 'ддд "со Ь. До С- | 1 1 1 1,1 1,3 1,6 1,9 2,2 1,1 1,3 1,6 1,9 2,2 2,7 1,1 1,3 1,6 1,9 2,2 2,7 3,2 1,1 1,3 1,6 1,9 2,2 2,7 3,2 3,8 1,3 1,6 1,9 2,2 2,7 3,2 3,8 4,6 Ь,б 1,9 2,2 2,7 3,2 3,8 4,6
Поправочные коэффициенты на мощность в зависимости от твердости чугуна
Твердость НВ До 229 Св. 229
Коэффициент Kn ILPI 1,20
329
РЕЖИМЫ РЕЗАНИЯ Фрезерование пазов. Чугун ковкий. Работа с охлаждением Фрезы дисковые из стали Р18
КАРТА 189
D Z В в мм t в мм до Подача на один зуб фрезы sz в мм/зуб до
0,03 1 0,05 1 0,10 | 0,13 | 0,18
Режимы резания
V п sm V 1 п sm V 1" 1 * 1 v п ! 1 v 1 " Li
60 16 6-12 12 18 68 60 360 321 132 118 60 53 318 284 210 188 53 47,5 283 252 339 302 48,5 43.5 258 230 478 427 — - -
75 18 8-16 12 18 69 61 292 258 121 107 61 54 260 228 193 170 54 48 230 204 310 276 50 43,5 210 185 440 386 — - -
75 10 12—24 12 18 78 68 329 290 75 1 67 69 61 292 258 121 107 61 54 25’9 229 194 172 55 48,5 232 206 j 269 240 — - -
90 20 10—16 12 18 27 71 63 56 250 222 197 115 102 91 62 56 49 221 197 174 183 163 144 56 49,5 44 197 1’5 155 295 262 232 50 45 40 179 159 141 415 368 327 45 42,5 37,5 159 150 133 524 465 412
90 12 ’ 12-24 12 18 27 79 71 62 280 250 220 77 69 61 70 63 55 248 222 195 123 110 97 62 56 49 220 197 173 198 177 155 56 49,5 44 198 176 155 275 244 216 49,5 44 39 176 156 138 328 290 257
110 14 12-28 18 27 40 72 64 57 210 186 166 67 60 5-J 64 57 51 186 165 147 108 95 85 57 51 45 166 147 130 174 154 136 51 45 40 148 131 116 240 213 186 45,5 40,5 36,0 132 117 104 286 254 226
130 16 12-28 18 27 40 71 63 56 173 154 137 64 57 50 63 56 50 154 137 122 102 91 81 56 50 44 137 122 108 165 147 130 51 44,5 40 124 109 98 231 204 182 45 40 35,5 110 98 87 274 242 217
150 16 12—34 18 27 40 73 65 57 156 138 122 57 51 45 65 57 51 138 122 108 91 81 71 58 51 45,5 123 108 97 147 129 116 52 46 41 110 98 87 204 182 161 46 41 36,5 98 87 77 243 216 191
200 20 12-40 18 27 40 76 67 60 122 107 96 5'6 49 44 68 60 53 108 95 85 89 78 70 60 53 47,5 96 85 76 144 127 114 04 47,5 42,5 87 76 68 202 176 158 48,5 42,5 37,5 77 68 60 238 210 186
225 22 12-40 18 27 40 76 66 59 107 94 84 •54 47 42 67 59 52 95 83 74 85 75 67 59 52 46,5 84 74 66 139 122 109 53 47 42,5 75 67 60 197 171 153 47 42,5 37,5 67 60 53 224 201 181
Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от группы твердости чугуна
Твердость НВ 149-163 До 201 163-229
Коэффициент К — К.. —К с Mv Sm HToi 0,9 0,7
330
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезерование пазов. Чугун ковкий Фрезы дисковые из стали Р18
КАРТА 190
Подача на один зуб фрезы в мм/зуб до До 0,1 1 Св. 0,1 Ширина паза В в мм до Глубина паза t в мм до
12 14,3 17 20 24,5 29 35 41 12 14,5 17 20 24,5 29 35 41 1 1 1 1 1 1 1 1 1111111°^ СП b- СО 1 1 1 1 1 1 11 9 7 6 13 и 9 7 6 16 13 И 9 7 6 20 16 13 11 9 7 6 25 20 16 13 11 9 7 6 30 25 20 16 13 11 9 7 6 30 25 20 16 13 11 9 7 30 25 20 16 13 И 9 30 25 20 16 13 11 30 25 20 16 13 30 25 20 16 30 25 20 30 25 1 1 1 1 1 1 1 lg 1
.Минутная подача s t[ в мм/мин до Мощность резания N в квт
42 50 60 72 86 102 122 145 174 205 245 295 355 425 500 / 1 1 1 II II 1 1 1 1 1 1 |у- ъ-5| 1 1 1 1 1 1 1 1 1 1 1 1 ъСС|11II11|1I|1 1,1 1,3 1,5 1,8 1,1 1,3 1,5 1,8 2,2 1,1 1,3 1,5 1,8 2,2 2,6 1,1 1,3 1,5 1,8 2,2 2,6 3,1 ✓ 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 1,1 1,3 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3 СО Ю ОО СЧ со —< Ь- 'Т? со СО 1 1 | [ I |’-Ч’-чСЧСЧСОСО^ВЮСО . 1,5 1,8 2,2 2,6 3,1 3,7 4,4 5,3 6,3
Поправочные коэффициенты на мощность в зависимости от твердости чугуна
Твердость НВ . До 163 Св. 163
Коэффициент Kn 1Д0( 1,1
331
РЕЖИМЫ Фрезерование пазов.
D 50 a to / в мм до Подача на один зуб
0,05 ' | 0.10
Z Режимы
V п V п sif
60 16 6-12 12 18 91 80 482 425 318 280 82 72 435 382 520 456
75 18 8-16 12 18 91 80 387 342 288 254 1 82 73 350 310 470 416
75 10 12-24 12 18 105 93 447 393 180 162 93 82 39 7 350 289 261
90 20 10-16 12 18 27 94 83 74 332 294 260 ' 2'4 243 215 84 75 66 299 265 234 448 396 350
90 12 12-24 12 18 27 108 96 84 382 339 299 190 169 148 96 85 75 339 301 265 304 270 238
130 16 12-28 18 27 40 96 85 75 236 209 184 156 138 122 85 76 67 209 186 164 250 222 196
150 16 12—34 18 27 40 98 88 79 209 186 167 138 122 110 88 78 70 186 165 148 222 197 177
200 20 12-40 18 27 40 103 90 80 ' 164 144 128 134 119 106 91 80 72 145 128 114 216 • 191 170
225 22 12—40 18 27 40 101 90 79 143 127 112 130 115 102 90 79 71 127 112 100 209 184 164
Поправочные коэффициенты на режимы резания для изменен
Группа Гетерогенные сплавы Свинцовистые сплавы при основной гетерогенной структуре
высокой твердости средней твердости
Коэффициент = Км = Ks Mv мп sm 0,7 1~То[ 1,7
332
РЕЗАНИЯ Фрезы дисковые из стали Р18
Медные сплавы КАРТА 191
фрезы sz в мм!зуб до
J 0,13|0,18|• 0,24 I 0,33
резания
V п V п s4 V п v 1 п 1 5 V
73 390 725
65 345 640 — — — — — — — — —
74 314 655
65 278 580 — — — — — — — — —
83 351 407
73 310 360 — — — — 1 — — — —
76 270 626 72 254 792 — .
67 238 552 64 225 702 — — —
59 211 490 56 199 620 — — — — —
85 301 418 76 268 498
76 267 371 67 238 443 —
67 236 328 59 209 393 1
76 180 345 67 165 413 60 147 493 53 130 589
67 165 306 60 147 367 53 130 438 47,5 116 523
60 146 271 53 129 323 47 115 386 41,5 102 461
78 1 166 1 308 69 147 367 61 130 438 55 116 524
69 147 273 61 130 326 55 116 390 48,5 103 465_
62 131 244 58 117 293 49 104 350 44 93 417
81 129 00 72 115 360 64 102 430 57 91 513
72 114 2'64 63 101 317 56 90 378 50 80 452
63 101 234 56 90 279 50 80 333 44,5 71 397
80 113 288 71 100 343 63 89 409 56 79 489
71 100 255 63 89 304 56 79 364 49,5 70 4U
63 89 227 56 79 270 49,5 70 323 44,5 63 386
ных условий работы в зависимости от группы медного сплава
Гомогенные сплавы Сплавы с содержанием свинца <10% при основной гомогенной структуре Медь Сплавы с содержанием свинца >15°0
2,0 4,0 8,0 12,0
333
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Фрезерование пазов. Медные сплавы Фрезы дисковые из стали Р18
КАРТА 192
Подача на зуб фрезы sM в мм/зуб Глубина паза t в мм до
До 0,1 Св. (£1
Ширина паза В в мм до
12 14,3 17 20 24,5 29 35 41 12 14,3 17 20 24,5 29 35 41 13 16 13 20 16 13 25 20 16 13 30 25 20 16 13 1 1 О Ю 1 О ср ОО I 1 1 1 со СЧ СЧ Ди —( 1 I 1 30 25 20 16 .13 30 25 20 16 13 30 25 20 16 13 30 25 20 16 30 25 20 30 25 III 1 1 1 1 1 3
Минутная подача sM в мм[мин до Мощность реза [ния М в квт
38 46 55 65 77 93 ПО |132-| 157 183 225 270 320 । । । । । । । I । । । । з I I । 1 । । I । । । । з S М 1,3 1,5 1,8 1,1 1,3 1,5 1,8 2,1 1,1 1,3 1,5 1,8 2,1 2,6 1,1 1,3 1,5 1,8 2,1 2,6 3,1 1,1 1,3 1,5 1,8 2,1 2,6 3,1 СО tO to l-H. к-. 1 1 Оэ к-» GO СЛ СО •—1 1 1 1 1 СО to to »—1 Н-» к-» l-“ 1 1 1 •-* 05 7-н оо СЛ со к-1 1 1 1 1.1 1,3 1,5 1,8 2,1 2,6 3,1 1,1 1,3 1,5 1,8 2.1 2,6 3,1 СО to to Н-4 t-4 1 1 1 1 1 1 ь-, 05 i-t ОО СЛ СО н-4
334
Фрезы прорезные (шлицевые) и отрезные из стали Р18 КАРТА 193 Лист 1 1|| I Сталь I Чугун серый 1 Чугун ковкий 1 Медные сплавы D /в мм амм] до s v п s s v n s s v n s v n 4 M £ M £ M Z M I. Фрезы прорезные (шлицевые) 00 CO CD О оо о о о Ю О 00 § о о оо LQ О о о о о 00 о СП 00 LQ О о~ оо GS 40 АГ. 3 0,010 82 657 187 0,020 77 614 348 0,020 102 810 459 0,020 152 1212 690 4и 6 0,007 70 557 156 0,010 76 610 173 0,010 98 785 222 0,010 148 1176 334 90 3 0,005 89 471 165 0,010 92 491 314 0,010 109 580 371 0,010 164 871 556 60 _п 3 0,010 83 439 156 0,020 75 400 284 0,020 102 540 384 0,020 153 811 555 6 0,007 72 382 133 0,010 75 396 141 0,010 98 520 185 0,010 147 781 277 — с 90 3 0,005 80 341 214 0,010 91 386 241 0,010 109 461 296 0,010 163 694 743 75 3 0,013 75 318 229 0,035 5п 238 377 0,035 86 3 68 580 0,035 129 548 870 60 6 0,010 69 292 124 0,020 55 234 199 0,020 85 360 308 0,020 127 540 463 10 0,007 60 255 107 0,010 53 226 96 0,010 80 342 146 0,010 121 513 218
РЕЖИМЫ РЕЗАНИЯ Сталь, чугун, медные сплавы
335
РЕЖИМЫ РЕЗАНИЯ Сталь, чугун, медные сплавы Фрезы прорезные (шлицевые) и отрезные из стали Р18
КАРТА 193 Лист 2
D в мм Z t в мм до Сталь Чугун серый Чугун ковкий Медные сплавы
sz V п SM sz V п sm sz V п sm sz V п /ж
II. Фрезы отрезные
60 36 10 15 0,01 0,005 61 60 322 318 82 44 0,02 0,01 43,5 45,5 232 241 119 62 0,02 0,01 75 74 396 392 203 98 0,02 0,01 112 111 595 588 304 147
75 36 10 15 0,01 0,005 60 59 256 252 65 35 0,02 0,01 43 44,5 182 189 93 48 0,02 0,01 74 73 316 311 161 80 0,02 0,01 111 110 473 466 242 120
110 50 20 30 0,02 0,01 40,5 41,5 111 120 83 43 0,035 0,02 21,5 23,5 62 68 82 48 0,035 0,02 ' 49 51 142 148 186 105 0,035 0,02 73 75 212 216 278 157
150 60 20 30 45 0,02 0,01 0,005 38 39 39 80 83 83 68 35 20 0,035 0,02 0,01 20 22 23 42 47 49 67 40 21 0,035 0,02 0,01 46 48 48 98 102 102 155 87 43 0,035 0,02 0,01 69 72 72 147 153 153 234 130 65
200 60 20 30 0,025 0,02 32 33,5 51 53 70 45 0,035 20 32 51 0,035 40 64 102 0,035 61 97 153
45 70 0,01 0,00*5 33,5 33,5 53 53 23 12 0,02 0,01 22 19 35 30 30 13 0,02 0,01 41,5 41,5 66 66 56 28 0,02 0,01 62 61 99 97 84 42
Примечания: 1. При работе прорезными и отрезными фрезами расход мощности при максимальной загрузке не превышает для стали 1,2 квт, для серого чугуна 0,5 квт, для ковкого чугуна 0,8 квт, для медных сплавов 0,75 квт.
2. Поправочные коэффициенты на режимы резания для измененных условий работы см. соответственно в картах 120, 180, 187, 189.
РЕЖИМЫ
Сталь конструкционная углеродистая.
Подача на один зуб
Тип D В t в мм 0,02 0,03 0,04
фрезы Z в мм до Режимы
V 1 п V п s „ 1 V п
45 18 4 8 5 8 63 54 443 384 109 97 55 47,5 393 338 174 149 52 45 367 319
Полу- 60 14 10 5 8 12 66 58 51 352 306 ' 268 69 .60 43 59 51 45 312 271 237 107 93 81 55 48 42 293 254 222
круглые выпуклые 75 10 16 5 8 12 16 72 63 55 49,5 307 268 235 211 43 38 33 30 64 53 49 44 272 237 208 186 66 58 51 45 60 52 45,5 41 256 222 194 175
90 10 24 5 8 12 16 66 57 50 45,5 235 203 177 161 33 28 25 23 59 51 44,5 40,5 208 180 157 143 51 44 38 35 55 47,5 41,5 37,5 i 194 169 147 133 1
45 18 8 5 8 48 42 342 296 86 . 74 43 37 302 262 134 116 40 34,5 283 245
Полукруглые вогнутые 60 14 18 5 8 12 52 45 40 274 239 211 54 47 41 46 40 35 244 212 186 84 73 64 43 37,5 33 228 198 175
75 10 26 5 8 12 16 57 49,5 43,5 39,5 244 211 185 168 34 30 26 23 51 44 38,5 35 216 186 163 149 53 46 40 36 47,2 41 36,5 32,5 202 175 154 139
90 10 38 5 8 12 16 52 45,5 40,5 36 185 161 143 128 26 23 20 18 46 40,5 35,5 • 32 163 143 126 113 40 35 31 28 43,5 37,5 33 30 154 - 133 118 106
Поправочные коэффициенты на режимы резания для измененных
Отношение фактической ширины к нормативной Вф : Вн 0,25
Коэффициент Kq =Кв = кВ v п SM 1,15 !
Примечание. Поправочные коэффициенты на режимы резания для изме стали см. в карте 120.
338
РЕЗАНИЯ Работа с охлаждением Фрезы фасонные выпуклые и вогнутые из стали Р18
КАРТА 195
фрезы Sz в мм. зуб до
| 0,06 | 0,08 | 0,10 | 0,13
резания
1 5 V п S ,г 1 v 1 П 1 s | . V л 1 S м V л 1 s
м 1 1 м 1 М | . м
232 48 339 302
201 41,5 294 262 — — — — — — — —
143 51 270 187 48 254 248
125 44 234 162 41,5 220 214 —
109 38,5 204 142 36,5 193 188 — — — —
89 56 236 117 52 222 155 48,5 205 183
78 48 204 100 45,5 193 135 4с 183 164
68 42 179 88 40 169 118 37,5 160 143 —
61 38 161 79 36 152 106 34 144 129 — — —
68 51 179 88 47,5 169 118 44,5 158 141 42 149 170
59 44,5 156 77 41,5 147 102 42 149 133 37,5 133 152
51 38,5 136 67 36 127 89 34 121 118 33 116 131
46 35 123 61 33 116 81 31 110 98 29,5 105 120
178 37 262 234 35 246 308 33 232 372 32 224 460
155 32 227 202 30 214 268 28,5 202 324 27 193 396
112 39,5 210 145 37,5 198 221 35,5 188 234 34 180 298
97 34,5 183 126 32,5 173 217 30,5 163 204 29,5 157 250
86 30,5 161 111 28,5 152 148 27 144 180 26 138 220
71 44 186 92 41,5 176 123 39 166 148 37,5 159 181
61 38 161 79 36 152 106 34 144 129 32,5 138 157
54 33 141 69 31 132 92 30 127 113 28,5 120 137
50 30,5 129 63 28,5 121 84 27 114 102 26 ПО 125
54 40 141 69 37,5 132 92 36 127 113 34 120 137
47 35 123 ,61 33 116 81 31 по 98 29,5 105 120
42 30,5 108 53 29 103 72 27,5 97 86 26,5 93 106
37 27,5 98 48 26,5 93 65 24,5 87 78 23,5 83 95
условий работы в зависимости от ширины фрезерования
0,5 1,0 1,5 | 2,0 i
1,07 й 0,96 0,93
ненных условий работы в зависимости от группы и механической характеристики
339
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая, ав = 75 кГ/мм2. Работа с охлаждением Фрезы двухугловые несимметричные из стали Р18 КАРТА 196
D Z В 1 мм t в мм Л О Подача на один зуб фрезы sz в мм/зуб до
0,04 | 0,06 | 0,08 I 0,10 1 0,13 | 0,18
Режимы резания
V 1 п SM V п SM V п 1 V п 1 V 1 п V п 5 И
35 18 9—15 16—25 5 8 35 28 316 256 199 161 32 26 290 236 258 210 30,1 24,5 274 222 344 278 28,5 23 260 210 417 348 28 23 258 201 530 413 2Т 21 244 190 671 523
45 20 9—15 16—25 5 8 38,5 31,5 272 222 190 155 35,5 29 251 204 248 201 33,5 27 237 192 330 268 32 27,5 224 196 402 352 30 25 214 175 487 398 28,5 23 202 164 518 501
60 20 9—15 16—25 5 8 43,5 35,5 232 189 162 133 40,5 33 214 175 211 173 38 31 202 164 282 228 36 29 192 156 344 280 34,5 28 183 149 417 340 32,5 26,5 172 140 526 429
75 22 9- - 15 16 —25 5 8 47,5 39 202 166 155 , 128 44 36,5 187 154 203 168 41,5 34 177 145 272 222 39,5 32,5 167 137 300 246 37,5 31 160 131 401 330 35,5 29 . 150 123 504 414
90 24 9—15 16—25 5 8 44 35,5 155 126 130 106 40,5 33 144 116 170 137 38,5 31 136 109 228 182 36 29 128 103 274 220 35 28 123 99 336 272 32,5 26,5 115 93 422 342
Примечание. Поправочные коэффициенты на режимы резания для измененных условий работы в зависимости от группы и механической характеристики стали см. в карте 120.
£1 о 20 CH о о II. Фрезы двухугловые несимметричные 10 1 90 ol СЛ N | О I. Фрезы полукруглые, выпуклые и вогнутые МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Сталь
25 Сл 25 Сл в в мм Со оо 24 '26 СП Я
ОО Си 00 СЛ OO СЛ oo СЛ И СП ОО о OO CH oo сп ОО t в мм до
о о §) 0,08 0,12 0,06 0,1 О О ND ОО I 0,04. 1 0,05 0,05 0,08 0,04 0,06 о о о о оо сл sz в мм[зуб до I 0,02 .0,03 о о о о Сл СО 0,03 0,05 0,05 ! 0,08 0,02 0,03 о о о о СЛ СО о о сл S о о о о -о сл sz в мм[зъб до
ND — СП оо ND "о"сл 9‘1 I ‘ I ь- ° ND CO t—1 1 nd"^ ND OO о о oo cn о о СЛ 1 Мощность резания N в квт 102 I Число оборотов фрезы в минуту п 1,2 1,7 •— о со со J—L ) i СЛ ND 00 0,8 1,1 о о со СП — о 0,5 0,7 1 Мощность резания N в квт 1 112 I Число оборотов фрезы в минуту п
ND О СЛ 1,1 1,6 00 co *4-* О b— ) co о 0,7 1,1 NDOO 0,7 0,8 frSI |
СО ND ND 4^ 00 со со 1,1 1,4 СЛ co )—t t—I 4— О о о оо ОО СП ZZI |
ND ь- 4^ оо "сОФо ND и-"nd Сл Z‘I ; 5‘ 1 СП ND "со "со 1,0 1,4 о ОСО I 160
2,6 3,7 bD ND ОО и-* 1,5 2,2 •o CO OO СЛ i,2 1 1,7 о ND СО 0,7 1,0
2,1 2,9 1,61 2,3 ND и-"cnoo 1,4 2,0 CO 4~ 1,0 . 1,5 1,2 1,7 ND со | 192
КАРТА 197 Фрезы фасонные полукруглые и двухугловые из стали Р18
СО ND 4^ Сл ND — МО CO ND 7-a ND 1,7 j 2,0 2,4 1 2,9 1 ’’7 I 2,3 00 ND 1,4 2,0 t‘l ГТ | 229
4^ Со СО ND 4^ СЛ 1,8 2,7 ND h- О СЛ 1,8 2,1 ND >-* 0 4* ►—1 >—А — о ND ОО | 174
4- СО — О СО ND ND ND CO ND м cn ND ND ND н- ND СЛ 1,7 2,4 1,3 1,7 1 ш 1
3,7 1 5,3 1 4^ СО О О СО ND ND ND ND 4^ OO 1 2)1 2,5 1 1,7 2,4 1,3 1,7 4- О | 207
4^ СО со СП CO ND "co M 4^ CO 4^7- CO ND 4^ 4^ CO ND CO 4- 1118 I 2,6 ND ND СО О ND СП | 326
4,4 I 6,4 I 4^ СО ОО СП СО ND ОО СП ND ND CO ND CO ND o СП ND ND bo o ND О СЛ -0 ND ' ЬП |
Сл 4^ оо со 4- co cn "nd 3,7 5,3 4- ND "*-*"cO CO ND "coco СО ND 2,4 | 3,4 ND и-4^ "сО | 390 |
-4 Сл спТо Сл 4^ ОО со 4* CO 'cn'b- CO ND Сл СП 3,1 3,6 CO ND 4*4- ND 4^ 00 I'D —а | 295
-Л СЛ О ND Сл CO Сл bo СП 4- CO 4- 4-* CO co СЛ 3,5 4,6 2,5 3,7 , 2,8 1 4,1 t<D ND СО СО о
РЕЖИМЫ РЕЗАНИЯ Фрезерование пазов. Сталь конструкционная углеродистая, ав:=75 кГ!мм2. Работа с охлаждением Фрезы шпоночные из стали PJ8
КАРТА 198
Диаметр D в мм Ширина паза В в мм Фрезерование пазов на станке с маятниковой подачей Фрезерование пазов- за один проход
Скорость реза-иня V в м/мин Число оборотов п в минуту Глубина резания на каждый ход t в мм \ Минутная подача sM в мм [мин Скорость резания V в мм[мин Минутная подача 5 в мм/мин
Вертикальная (при врег зании) Продольная
6 8 10 12 16 18 20 24 28 32 36 40 6 8 10 12 16 18 20 24 28 32 36 40 22,3 24,0 24,8 25 26,6 27 27,4 28,3 29,2 29,8 30,6 30,8 1180 955 790 662 528 477 436 375 332 296 270 244 0,2 472 420 394 398 360 353 340 ' 308 298 284 270 268 25 16 13 13 12 10 10 9 8 8 7 7 6 54 45 39 35 . 30 27 27 24 24 24 24 24
z Поправочные коэффициенты на режимы резания для измененных условий работы
1) В зависимости от глубины фрезерования с маятниковой подачей Глубина фрезерования в мм 0,1 0,15 0,2 0,25 0,3
Коэффициент Kt ~ = Kt = ‘п 1,24 1,09 о 0,93 0,88
2) В зависимости от условий работы Охлаждение С охлаждением Без охлаждения
। Коэффициент Ко = о 0,8
Примечание. Поправочные коэффициенты на скорость резания для изме ненных условий работы в зависимости от группы и механической характеристики стали см. в карте 120.
342
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ, ЧИСЛО ОБОРОТОВ и МИНУТНУЮ ПОДАЧУ В ЗАВИСИМОСТИ ОТ ЧИСЛА ЗУБЬЕВ ФРЕЗЫ Фрезы
КАРТА 199
1 Материал ре- 1 жущей части Тип фрезы Обрабатываемый материал Поправоч-- ные коэффициенты Отношение фактического числа зубьев фрезы к числу зубьев, принятому в нормативах
0,25 0,5 1,0 1,5 2,0 3,0
Торцовые, дисковые Сталь и чугун Kz =XZ zn xz SM 1,0
0,25 0,5 1,0 1,5 12,0 3,0
I Твердый сплав Цилиндрические Сталь Kz =KZ Kz ZsM 1,15 0,3 1,05 0,5 1,0 1,0 0,95 1,4 0,95 1,9 0,9 2,7
Чугун серый Kz = KZ *"и n Kz s , 1,2 0,3 1,1 0,55 1,0 1,0 0,95 1,4 0,9 1,8 0,85 2,5
Концевые Сталь конструкционная углеродистая Kz =KZ xz 1,2 0,3 1,1 0,55 1,0 1,0 0,95 1,4 0,9 1,8 0,85 2,5
Сталь конструкционная хромоникелевая xz =KZ Kz 1,4 0,35 1,2 0,6 1,0 1,0 0,9 1,35 0,85 1,7 0,8 2,4
Быстрорежущая сталь Торцовые, дисковые, прорезные, отрезные, фасонные Сталь, чугун, медные сплавы Kz =KZ ZV zn xz s.„ 1,15 0,3 1,05 0,5 1,0 1,0 0,95 1,4 0,95 2,0 0,9 2,7
Цилиндрические, концевые . Сталь, чугун ковкий, медные сплавы xz Kz Kz s „ 1,15 0,3 1,05 0,5 1,0 1,0 0,95 1,4 0,95 2,0 0,9 2,7
Чугун серый xz = zn Kz ZSM 1,5 0,4 1,2 0,6 1,0 1,0 0,9 1,35 0,8 1,6 0,7 2,1
343
ПОДАЧИ Фрезерование резьбы гребенчатыми фрезами
КАРТА 200
Обрабатываемый материал Шаг резьбы S в мм до Диаметр нарезаемой резьбы d в мм до
30 50 75 120
Подача на один зуб фрезы sz в мм/зуб
Сталь пв <80 кГ/мм2 ' 1 0,03—0,04 0,04—0,05 — —
2 0,04—0,05 0,05—0,06 0,06—0,07 0,07—0,08
4 0,05—0,06 0,06-0,07 0,07—0,08 0,08-0,09
Сталь (7 в >80 кГ'ММ2 1 0,02—0,03 0,03—0,04 — —
2 0,02-0,03 0,03—0,04 0,04—0,05 0,04—0,05
4 0,03—0,04 0,04-0,05 0,05—0,06 0,05—0,06
Чугун серый 1 0,05—0,06 0,06-0,07 — —
2 0,06—0,07 0,07—0,08 0,08—0,09 0,09—0,10
4 0,07—0,08 0,08—0,09 0,09-0,10 0,10-0,12
Чугун ковкий 1 0,04—0,05 0,05—0,06 — —
2 0,05—0,06 0,06—0,07 0,07-0,08 0,08—0,09
4 0,06—0,07 0,07—0,08 0,08—0,09 0,08—0,09
Примечания: 1. Подачи предназначаются для нарезания резьбы по 2—3-му классу точности. Для резьбы 1-го класса точности применять поправочный Коэффициент Ks=0,75. 2. Большие значения подач применять для большей жесткости системы деталь-инструмент при обработке насадными фрезами диаметром 63—80 мм.
344
Фрезерование резьбы гребенчатыми фрезами Лист 1 1 Диаметр фрезы D в мм 1 Насадные <=> Число зубьев z фрезы со 03 ’ b- sf CO гн CM GO 05 О —1 CM со Ч4 ю со оо О 1—' см со д со О О О О CM to О г-н СМ СО ю
si tQiOOrtO ’sf4 CM О GO CO CM CM CM LQ^CWOS О ОО СО to см СО 05 СО со СМ М4 СО Д СО СМ ГН о
& CM b- CO CM to CM b- см" 05 to CM tO sf sf cO CO CO ю CM b- sf 00 со ’St4 со СО СО СМ СМ
КАРТА 201
со со Д CO CO CM ' CM GOOiOr-irH < CM sf CO CO tO CO OO О Д CM CO Д to О О 05 О О со О —• г-н СО "Sf4 Ю г—Н т—< ♦—Ч 1—< т—< т—<
st OtOOOb-00 Ю 00 1—1 GO CM CM CM CM г-н О О г-н Ю co CM CO ' 05 b^ to sf CM CM ' t—' 1 ' ЬСтЬОЗОЗО ОО b’ to st (?\| гН т—н Т—< Т—< г—< Г—К к—<
LQiQLO b- CM co CM GO to to b- CO 05 to CM 05 sf -st CO CO co CM to to LO to OO ’Sh г-н oo CO Tf CO CO CO CM <M CM
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая и легированная. Фрезы концевые и насадные из стали Р18. Работа с охлаждением
ю сч £ 03 1—। GO b- tO Ю 00 00 05 О г-н OO CO b- b- b- о 05 О гн ед CO to tO CO CM CM CO г-н 05 О г-н CM CO ’St4
st to о о о о О GO to 00 1 СО CM CM CM CM »O Ю О CM CM 00 Ю CO г-н о b- Ю CM CM CM r—4 ObOstOb ’-H OO b- to ’St4 CM CM r-H r_ ^-H t—< r-H
£ to to to co oo co 05 co LO rf -sj4 00 co to to to О 0 CO О S sf rf e0 CO CO CM to to to CO cm" 05 CO M CO CO CM CM CM CM
О) 03 ' о о о о о 05 О Д СМ со -4 О -4 co co 05 —4 CM CO sf no co r—1 r-H 1—< r—1 < P—< CO br co OO О -H О -Д CM CO to CO
si to О to о to Tf CM 00 со со СО СО СМ СМ СМ* О to О to О О 05 CO Tf -ч О 00 CM CM CM CM CM г—' to о < LO О to CO г-н <J4 о, co гф
& to О to О СО СО st4 rf rf со СО to to r-1 b- co О 00 to -sf4 CO CO CO CM CM to LO^LO CO О br т-f4 см о co co CM CM CM CM
Концевые го 00 03 СМ О — СМ М4 о — см со -st4 т—Ч 1—< т—< 1—< г-Н CO sf CO 05 CO 00 CM CO д to b- 00 00 О г-н b^ OO Д CO LO CO Д
St О О to to о ОО СО Ь- СО 05 tO Ю тТ СО О о о о о о оо М4 О со со о sf sf rf со со СО О О О О to О 05 »О CM 05 СО М4 СО СО СО СМ СМ СМ
& ю ю lOOTfOS to to sf CO to ю to ' b- sf 1 00 sf st4 СО СО СО СМ LO ь- СО О b- to со со СО СО СМ см см
£3 со 03 00 00 О CM co д Д’ 2 ю CM sf 05 to О О sf to со СО о м ч-4 гн —• гн см м : 1 1 1 И
Si о о о о о О (М СО ь- о 05 00 Ь- СО СО о о о о о о ОО г-н (О О СО Ьг со со to to Ч4 ',111!
& СО г-' со см оо Ю to Tf ’’f4 СО to Ю to to СО CM ОО t-O ' 05 sf sf CO co CO (M : । । । । Г
X Подача на один зуб фрезы sz в мм до to СМ СО со to о о о о о о о о о о to to CO sf to CO br 00 о о о о о о о" о" О о" о о 'st4 10 со Ь- 05 О О О О О О г-н о" о о о* о о
a £ iqgqead Jfem см СО
345
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая и легированная. Фрезы концевые и насадные из стали Р18. Работа с охлаждением Фрезерование резьбы гребенчатыми фрезами
КАРТА 201 Л и с т 2
Шаг резьбы S в мм Подача на один зуб фрезы sz в мм до Диаметр фрезы D в мм
Концевые Насадные
20 32 40 | 50 | 63 | 80
Число зубьев z фрезы
6 8 12 12 14 16
V п SM П ] * и V п SM v 1 1 п sm v 1 п SM V п SM
4 0,05 0,06 0,07 0,09 0,10 — — — — 27,5 25 22,5 20,5 18,8 195 176 160 145 133 107 116 126 138 148 30 27 24,5 22,5 20,5 172 156 142 130 118 95 103 113 123 132 32 29 26 24 22 156 142 128 117 107 100 109 118 130 140 34,5 31,5 28,5 26 24 137 125 113 103 94 101 ПО 120 130 140
Поправочные коэффициенты на скорость резания, число оборотов и минутную подачу в зависимости от:
1) Механической характеристики стали o'в в кГ!мм2 | 60—70 | 71—80 81-93 97—107 108—124
НВ I 170—200 | 201—228 229—266 267—306 307—354
Коэффициент — KXtl — KMs 1,15 1,0 0,86 0,66 0,49
2) При обработке хромистой стали Кvv = КМп ~ = 0,75 SM
3) При фрезеровании внутренней резьбы для шага 5^ 1,5 мм /<„=0,64; для шага 3=2=2,5 мм =
GO
РЕЖИМЫ РЕЗАНИЯ Чугун ковкий. Фрезы насадные и концевые из стали Р18. Работа с охлаждением Фрезерование гребенчатыми резьбы фрезами
КАРТА 202 Лист 1
ю Диаметр фрезы D в . м,м
В « S Концевые Насадные
СО р 20 | | 32 40 1 50 1 63 | | 80
ко со м я К Число зубьев фрезы Z
я Я Я 6 8 12 12 14 16
я 'В о К, с-е V п v 1 п SM v 1 п v 1 п 5 м V п 1 ° 1 п
0,035 55 880 168 53 570 145 48 340 132 52 300 116 56 275 122 61 240 124
0,04 50 800 182 48,5 520 158 44 310 144 47 270 126 51 250 133 55 220 133
1 0,05 45,5 720 200 44,5 470 173 39,5 280 156 43 250 138 46 225 145 50 200 146
0,06 41,5 660 220 40 425 188 36 255 168 39 225 150 42 205 160 42 183 160
0,07 37,5 595 235 36,5 385 205 32,5 230 182 35 200 160 38 186 172 41,5 165 174
0,04 51 820 185 50 530 161 44,5 320 144 48,5 280 127 52 250 135 56 225 137
0,05 46 730 200 45 480 175 40 290 157 44 250 140 47 230 147 51 200 150
о 0,06 42 670 220 41 430 191 36,5 260 172 39,5 230 152 45 220 170 47 185 163
Z 0,07 38 600 240 37 400 210 33,5 240 187 36 210 165 38,5 187 175 42 168 178
0,09 35 550 260 33,5 360 225 30 210 200 33 190 180 35 172 190 38, 5 152 193
0,10 32 510 285 31 330 245 27 192 215 30 173 193 3 >2 157 205 35 140 210
0,05 40 425 156 36 255 140 39 225 124 41,5 205 132 45 179 132
0,06 — — — 36 380 169 32,5 230 151 35,5 205 134 38 185 143 41 163 144
3 0,07 — — — 33 350 185 29,5 210 165 32 185 146 34 168 156 37 147 156
0,09 — — — 30 320 200 27 192 180 29 168 160 31 153 168 33,5 134 170
0,10 — — — 27,5 290 215 24,5 174 194 27 156 174 28,5 140 182 31 124 184
РЕЖИМЫ РРЗАНИЯ Фрезерование резьбы
РЕЖИМЫ РЕЗАНИЯ гребенчатыми фрезами
Чугун ковкий. Фрезы насадные и концевые из стали Р18. (-------------------------------
Работа с охлаждением КАРТА 202 I Лист
О- Т г О- СЛ О
ov wjv я £s неэёф о о о <-< дХе ни1<о вн вьвгоц о" о^ о" o'о"
ww я s Ngqesd лвд!
163—229 0,65 3 и более о
До 201 0,8 2—2,5 0,75
149—163 О 1—1,5 0,64
Группа твердости НВ Коэффициент /\Л1„ К,-п ~ К,, Шаг резьбы S в мм Коэффициент КЛ! ~ Куп ~ Ку 77 ' м
Внутреннее
1) твердости чугуна 2) вида фрезерования
348
РЕЖИМЫ РЕЗАНИЯ Чугун серый. Фрезы насадные из стали Р18. Работа без охлаждения Фрезерование резьбы гребенчатыми фрезами
КАРТА 203
I Шаг резьбы S в мм 1 Подача на один зуб фрезы sz в мм до Диаметр фрезы D в мм
40 50 1 | 63 I 80
Число зубьев фрезы z
12 12 14 16
V п S V п sm V п SM V п SM
1 0,04 0,05 0,06 0,07 85 76 70 65 600 540 500 460 250 290 330 370 — — —
2 0,06 0,08 0,10 59 54 49 420 380 345 275 310 355 59 54 49 340 315 285 225 255 290 59 54 49 290 265 240 '220 250 290 59 54 49 235 215 195 205 230 265
3 0,06 0,08 0,10 0,12 53 49 44 40 375 345 315 285 245 280 320 365 53 49 44 40 305 285 255 235 200 225 260 300 53 49 44 40 260 240 215 200 200 225 260 300 53 49 44 40 210 195 176 162 184 210 240 275
4 0,08 0,10 0,12 — — — 45 41 37 260 235 215 210 1 240 275 45 41 37 220 200 183 205 240 275 45 41 37 179 163 148 192 220 255
Поправочные коэффициенты на скорость резания, число оборотов в минуту и минутную подачу в зависимости от:
1) твердости чугуна Группа твердости НВ 143—229 170—255 197—269
Коэффициент KMv = КМп = 1,0 0,9 0,8
2) вида фрезерования Внутреннее Шаг резьбы S в мм 1—1,5 2—2,5 3 и более
Коэффициент 0,64 0,75 1,о'
349
РЕЖИМЫ РЕЗАНИЯ Нарезание трапецеидальной резьбы. Фрезы дисковые из стали Р18. Сталь конструкционная углеродистая и легированная Фрезерование резьбы дисковыми фрезами
КАРТА 204
Класс точности Обрабатываемый материал
Конструкционная углеродистая сталь сгб=60-?-80 кГ/мм2 Конструкционная хромистая и хромоникелевая сталь Конструкционная хромокремнем арганцовистая сталь
sz в мм V в м{мин sz в мм V в м[мин sz в мм V В MlMUH
2 0,03 35 0,03 31 0,03 26
3 0,06 0,06 0,06
Примечание. Значения эффективной мощности N э при режимах резания, приведенных в данной карте, не превышают 0,7 квт. оо СП СЛ * 4^ Co Шаг резьбы S в мм II. Скорость резания v в м!мин 1,0—1,2 Подача на один резец sz в мм СЛ СЛ Сталь ав в кГ!ммЪ I. Подачи РЕЖИМЫ РЕЗАНИЯ Резьба метрическая треугольная и трапецеидальная. Сталь конструкционная и легированная. Резцы резьбовые с пластинками Т15К6. Работа без охлаждения
Н- о о кГо ОО СП ь- о о о nd О ОО СП 4^ — — о о о оо сн 4^ ►—‘•—'ООО юо ОО СП 4^ О О О ND О 00 СП 4^ ГЬЬдача на один резец sz в мм
1 1 1 1 1 £§111 §61 1 1 §2111 Сл Сл 1 Сталь а б в кГ 1мм2 | | Внутренняя резьба | 0,8—1,2 । СП СП
ЧОО'О 1 ОО СЛ СЛ | 1 СО СО 1 1 о оо о 1 1 СО 5 Ю I 1 Э0 4С 1 I . Й СО I 1 О О 4^ 1 1 Ю со сл I 1 -Д оо Сл 1 1 Oi СЛ
1 *<1 ОО СО | 1 4^ КЭ Сл 1 I оо СО о I 1 СЛ Сл СО 1 1 СО КЗ I 1 С° 4^ о 1 । I KD СО сл 1 1 О 4^ Сл 1 сл
| 0,6—1,0 Сл
1 I ngoo 1 1 со сл со I I ОО СО 1 1 4^ ОО оо 1 I СО О СО 1 | ND СП ►— 1 1 8S6 1 1 со оо 1 I 85 | 55
КАРТА 205 Нарезание резьбы резцами, установленными во вращающейся головке
1 1 §£|।। £§iii 33 IT 1 Ь- ND 2381 1 1 | Наружная резьба |
35SSI 1 ьЗ СО I I ND СО -С 1 | К) СО сл 1 1 СО 4> О 1 1 §§£l 1 , СЛ со I 1 00 со 4^ 1 1 о> сл
| 0,4—0,8 оо СП
] 00^1 1 ьо со оо 1 I О •— СО | 1 СП ОО -4 1 I I-* СО Сл I 1 000 1 1 §£§ 1 I СЛ О СО I 1 ОООА | сл
I 1 СО О Ю 1 1 ь-* сп оо I I о ю К 1 1 сл ю ОО 1 I СО СП 1 1 СЛ СО ьо I I ND £ ОО 1 1 COCO ND •—1 ►—1 ND 1 1 О ND 8 GO сл
ВЫБОР МАРОК ИНСТРУМЕНТАЛЬНОГО МАТЕРИАЛА В ЗАВИСИМОСТИ ОТ ВИДА, ХАРАКТЕРА И УСЛОВИЙ ОБРАБОТКИ И ОБРАБАТЫВАЕМОГО МАТЕРИАЛА ПРИЛОЖЕНИЕ 1 Лист 1
Характер и условия обработки Жесткость системы станок-деталь— инструмент * Сравнительная оценка марок инструментального материала по производительности Рекомендуемые марки инструментальных материалов для обработки
углеродистой и легированной стали специальной труднообрабатываемой стали закаленной стали чугуна цветных металлов и их сплавов неметаллических материалов
I. Обточка наружных и торцовых поверхностей и расточка отверстий
Черновое точение поковок, штампо- вок и литья по корке и окалине прв неравномерном се чении среза и прерывистом резании (с ударом) Повышенная Нормальная Недостаточная Наивысшая Средняя Пониженная Т5К10 ВК8 и Р18 Р18 ВК8 Р18 Р18 — ВКб ВК6 ВК8 ВК6, Р18 * ВК6, Р18 * ВК8, Р18 * -
Черновое юченпс ио корке при неравномерном сече нин среза и непрерывном резании Повышенная Нормальная Недостаточная Нйивысшая С ре дня я Пониженная Т15К6 ' Т14К8 Т5К10, Р18* Т5К10 В 1(8 Р18 - В Кб В Кб ВК8 ВК6, Р18 * В Кб, Р13 * ВК6, Р18 * В К 2, В КЗ ВК6 ВК8
Получистовое и чистовое точение при прерывистом резании Повышенная Нормальная Недоста- 1 очная • Наивысшая Средняя Пониженная Т15К6 Т14К8 Т5К10, Р18 * Т5К10 ВК8, Р18 Р18 Т14К8 Т5К10 ВК8 ВК6 ВК6 ВК8 ВК6 ВК6 В Кб ВК2, ВКЗ В Кб ВКб
ВЫБОР МАРОК ИНСТРУМЕНТАЛЬНОГО МАТЕРИАЛА В ЗАВИСИМОСТИ ОТ ВИДА, ХАРАКТЕРА И УСЛОВИИ ОБРАБОТКИ И ОБРАБАТЫВАЕМОГО МАТЕРИАЛА ПРИЛОЖЕНИЕ 1 Л И С Т 2
Характер и условия обработки Жесткость системы станойле таль-инструмент Сравнительная оценка марок инструментального материала ? по произво-'Ц дительности , Рекомендуемые марки инструментальных материалов для обработки
углеродистой и легированной стали специальной труднообрабатываемой стали закаленной стали чугуна цветных металлов и их сплавов неметаллических материалов
Получистовое и чистовое точение при не-прерывнЪм резании Повышенная Нормальная Наивысшая Средняя Т30К4 Т15К6 Т15К6 Т14К8 Т15К6 Т14К8 ВК2, ВКЗ ВКб ВК2, ВКЗ ВКЗ ВК2, ВКЗ ВК2, ВКЗ
Тонкое точение (типа алмазной обработки) Недостаточная Повышенная Нормальная Пониженная Наивысшая Средняя Т15К6 Т60К6 Т30К4 Т5К10 Т5К10 Т30К4 Т15К6 ВКб ВК2, ВКЗ ВК2, ВКЗ ВКб ВК2, ВКЗ ВК2, ВКЗ вкб ВК2, ВКЗ ВК2, ВКЗ
II. Сверление отверстий
Сплошное сверление Повышенная Нормальная Недостаточная Наивысшая Средняя Пониженная Т14К8, Р18* Т5К10, Р18* ВК8, Р18* ВК8, Р18* ВК8, Р18* Р18 ВКб ВКб ВК8 ВКб, Р18 ВКб, Р18 ВК8, Р18 Р18 Р18 Р18 ВК2, Р18 ВК6, Р18 ВК8, Р18
Рассверливание Повышенная Нормальная Недостаточная Наивысшая Средняя Пониженная Т15К6, Р18* Т15К6, Р18* Т14К6, Р18* Т5К10, Р18 ВКб, Р18* ВКб, Р18* ВК2, ВКЗ ВКб ВК8 . ВК2, ВКЗ Р18 ВКб, Р18 ВК8, Р18 Р18 Р18 Р18 ВК2, ВКЗ, Р18 ВК6, Р18 ВК6, Р18
Лист 3 Рекомендуемые марки инструментальных материалов для обработки неметаллических материалов 1 Ш. Зенкерование отверстий ВК2, ВИЗ, Р18* ВК6, Р18* ВК6, Р18* ВК2, ВИЗ, Р18* ВК6, Р18* ВК6, Р18* IV. Развертывание отверстий ВК2, ВКЗ, Р18* ВК6, Р18* ВК6, Р18* V. Фрезерование со со" & Г* И ос И оГ сГ^1 $5 ьа - И и 02
ПРИЛОЖЕНИЕ 1 цветных металлов и их сплавов ОО ОО 00 ft £ Л 00 00 00 00 СО 00 00 ОС ОС cu £ £ § д сз т й) Cft
чугуна ВК2, Р18* ВИЗ, ВК6, Р18* ВК8, Р18* ВК2, ВКЗ, Р18* ВК6, Р18* ВК6, Р18* ВК2, ВКЗ, Р18* ВК6, Р18* ВК6, Р18* ВК6, Р18* ВК6, Р18* ВК8, Р18* очной скорости
ВЫБОР МАРОК ИНСТРУМЕНТАЛЬНОГО МАТЕРИАЛА В ЗАВИСИМОСТИ ОТ ВИДА, ХАРАКТЕРА И УСЛОВИЙ ОБРАБОТКИ И ОБРАБАТЫВАЕМОГО МАТЕРИАЛА
закаленной стали 1 ! 1 Т15К6 Т14К8 Т14К8 Т30К4 Т15К6Т Т15К6 течения до ст ат
специальной труднообрабатываемой стали Т5К10, Р18* ВК6, Р18* ВК8, Р18* Т15К6, Р18* Т14К8, Р18* Т5КЮ, Р18* Т30К4, Р18* Т15К6, Р18* Т15К6, Р18* Т5К10, Р18* ВК8, Р18* ВК8, Р18* можности o6eci
углеро-дис гой и легированной стали >Т14К8, Р18* Т5К10, Р18* ВК8, Р18* Т30К4, Р18* Т15К6, Р18* Т15К6, Р18* Т60К6, Р18* Т30К4, Р18* Т15К6, Р18* Т15К6, Р18* Т14К8, Р18* Т5К10, Р18* в случае невоз
л « &£ g'i 5 31 о S 5 S g н "к л я s к s * s £ Ло з я w а Й н с а> се 5 о Я ь Наивысшая > Средняя Пониженная Наивысшая Средняя Пониженная Наивысшая Средняя Пониженная Наивысшая Средняя Пониженная гной обработке
S= 1 1 S s * Н Д СЗ у U 03 н л Повышенная г Нормальная Недостаточная Повышенная Нормальная Недостаточная Повышенная Нормальная Недостаточная Повышенная Нормальная Недостаточная шогоинструменп
Характер и условия обработки Черновое зенкерование Чистовое зенкерование Развертывание отверстий Черновое фрезерование * При одно- И N
354
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ -* Резцы токарные
режущей ЧАСТИ ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 2 Лист 1
Наименование формы и эскиз | Область применения
1. Форма передней поверхности I. Плоская с фаской — Резцы с пластинками твердого сплава всех типов для обработки стали
II. Радиусная с фаской Точение и растачивание стали. Радиусная лунка обеспечивает завивание стружки., Резцы с пластинками твердого сплава
III. Плоская Резцы всех типов для обработки чугуна и медных сплавов. Обработка стали резцами из стали Р18
IV. Плоская с отрицательным передним углом Черновое точение и растачивание стали с пределом прочности Ов >100 кГ/мм2, стального литья с коркой, загрязненной неметаллическими включениями; точение с ударами. Резцы с пластинками твердого сплава
V. Плоская с фаской и опущенной вершиной Черновое точение стали с крупными стружками и подачами 1,5 мм/об
Условия работы
2. Главный угол в яла-не ср в град 45 Точение в условиях жесткой системы (наиболее распространенный угол)
60-75 Точение и растачивание при недостаточно жесткой системе
90 Подрезка, прорезка, отрезка. Обтачивание и растачивание ступенчатых поверхностей в упор. Обработка в условиях нежесткой системы.
Примечание. В целях безопасного удаления стружки при работе резцами с передней поверхностью форм I, IV и V следует применять стружкоотводящие и стружколомающие устройства.
12*
355
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА Резцы токарные
ПРИЛОЖЕНИЕ 2 Лист 2
Наименование резцов Марка резца или характер обработки Сечение резца в мм до
12X20 | 20X20 1 . 25X25 | 30X30 | 40X40 | 40X60
Размеры в мм
1 3. Угол и ширина I фаски и л в град — - — от —5 до +10
ft, в мм Резцы всех типов с пластинками твердого сплава Черновая 0,4 0,4 0,6 0,6 0,9 1,2
Чистовая 0,2—0,3
4. Размеры радиусной (стружкоотво-дящей) лунки в мм 7? Твердый сплав 4—6
В 2—2,5
Глубина 0,1—0,15
/? Р18 21-25 26-30 31-40 41-50 —
В 5,5—7,0 7,5-8,5 9-10 11—13
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ Резцы резьбовые
РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 2| Лист 3
Резцы для метрической крепежной резьбы
I а 60°
1
я
I. Геометрические параметры
Обрабатывав мый материал
Материал режущей части
Задний угол а в град
Передний угол т в град
Твердый сплав
Сталь и чугун
8
О
Быстрорежущая сталь
II. Радиус сопряжения режущих лезвий г
Шаг нарезаемой резьбы S в мм 1,5 2 3 4 ! 1 5 6
Радиус сопряжения режущих лезвий г в мм Для наружной резьбы Черновой 0,35 0,45 0,65 0,80 0,90 1,0
Чистовой 0,22 0,29 0,43 0,58 0,72 { 0,8g
Для внутренней резьоы Черновой 0,17 0,22 0,32 0,40 0,45 0,50
Чистовой 0,11 0,15 0,22 0,29 0,36 0,43
356
Резцы резьбовые
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА 0 л А
ПРИЛОЖЕНИЕ 2 Л и ст 4
Резцы для трапецеидальной или модульной резьбы
Чернове , й
[для прорезки} Чистовые
Тип резьбы Резей Шаг резьбы S в мм Угол профиля резьбы р в град Передний угол т в град Задний угол в град Радиус при вершине резца г в мм
а «1
Трапецеидальная Черновой До 5 60 6 8 — 0,4
6 0,5
8 0,6
10 0,7
12 0,8
16 1,0
Чистовой — 30 0 8 4—6 0,25
Модульная Черновой т—2 60 0 8 — I ,2
3 1,5
4 1,8
5 1,8
Чистовой — 30 0 8 4—6 0,25
Примечание. Державки резцов (особенно при нарезании резьбы с большим углом подъема) целесообразно выполнять цилиндрической формы с целью предотвращения трения боковой стороны при резании.
357
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ СТРОГАЛЬНЫХ Резцы
ПРИЛОЖЕНИЕ 2 Лист 5
Выбор формы передней грани
Область применения
Форма передней грани
Инструментальный материал
I. Плоская с фаской
Быстрорежущая сталь
Резцы всех типов для обработки стали
0
II. Плоская tl'a Твердый сплав и быстрорежущая сталь Резцы всех типов для обработки чугуна и медных сплавов
III. Радиусная с фаской Быстрорежущая сталь Резцы всех типов для обработки стали. Радиусная лунка обеспечивает завивание и отвод стружки
116Х25 20x30 25X40 30x45 40x60 50x80
Сечение резца в мм
Ширина фаски /' в мм
Резцы для чернового строгания
Р18
0,6
0,8
1,0
1,2
1,5
Резцы для чистового строгания
0,2—0,3
Размеры радиусной (стружкоотводящей) лунки в мм
21—25
26—30
31—40
41—50
51—60
51—60
Р18
5,5—7
7,5—
8,5
9—10
11—13
13—15
13—15
R
В
2
358
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ Резцы
ПРИЛОЖЕНИЕ 2 Лист 6
Выбор главного угла в плане
Угол ср в град Условия работы
20-30 Строгание с большими подачами (4—5 мм и более) при небольших припусках на обработку ।
45 Строгание в условиях жесткой системы
60—70 Строгание при недостаточно жесткой системе
90 Строгание пазов и ступенчатых поверхностей в упор; обработка в условиях нежесткой системы
1 ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТЫ РЕЖУЩЕЙ ЧАСТИ СВЕРЛ ИЗ СТАЛИ Р18 Сверла
ПРИЛОЖЕНИЕ 2 Лист 7
I. Форма заточки
Наименование и обозначение формы заточки Назначение и область применения
Отинарная (нормальная) Н Отинарная с подточкой перемычки НП Применяется для сверл диаметром до 12 мм при обработке стали, чугуна и медных сплавов. Для сверл диаметром свыше 12 мм при наличии подточки перемычки применяется при сверлении вязких сталей (об< <50 кГ/мм2)
Двойная с подточкой перемычки ДП ( Применяется для сверл диаметром свыше 12 мм при обработке стали (кроме вязких сталей), чугуна и медных сплавов. Двойная заточка в сравнении с заточкой нормальной дает возможность повышения на 15—20% скорости резания
Примечания: 1. Подточка перемычки применяется при сверлении стали и чугуна в целях уменьшения осевых сил резания. Подточкой перемычки достигается возможность работы с повышенными подачами. Для рассверливания подточки перемычки не требуется. 2. Для сверления нержавеющих и жаропрочных сталей см. лист. 8.
359
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ СВЕРЛ ИЗ СТАЛИ Р18
Сверла
ПРИЛОЖЕНИЕ 2 Лист 8
Формы заточки для сверления жаропрочных сталей
Обозначение нж
Сверла диаметром £><12 мм
Обозначение ДПЖ
Сверла диаметром £>>12 мм
Диаметр сверла D в мм
Марка сталей
2X13 Х18Н9Т; Х23Н18; 1Х14Н14В2М; 4Х14Н14В2М
Задний угол а в град Фаска Д в мм Задний угол а в град Фаска в мм
Размеры стружкоделительной канавки в мм
b t
До 10 0,2 — 0,75 0,3
Св. 10 до 15 0,25 — — 0,5
„15 „20 16 0,3 12 0 3,5 1,0 0,5
.20 „25 0,4 4,5 — 0,8
„25 ,35 0,4 5,5 — —
360
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ СВЕРЛ
С ПЛАСТИНКАМИ
ИЗ ТВЕРДОГО СПЛАВА
Сверла
ПРИЛОЖЕНИЕ 2
Лист 9
11д0^
Диаметр сверла D в мм Задний угол а в град Угол наклона винтовой канавки со в град Угол наклона пластины (01 в град
5-6,4 16“2 15 6
6,5—30 20
Примечание. Сверла предназначены для сверления чугуна.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ЗЕНКЕРОВ ИЗ СТАЛИ Р18 Зенкеры
ПРИЛОЖЕНИЕ 2 Лист 10
Зенкер цельный с коническим хвостовиком
Зенкер насадной цельный
канавки - правое
Тип зенкера
Диаметр D ном _____в мм 10—32 25-80 40-100
Число зубьев z
Цельные с коническим хвостовиком
Насадные цельные
Сборные регулируемые насадные
П р и м е ч а е и значения углов а и
2. Для повышения стойкости желательно производить подточку цлине 1,5—2 мм от вершины зенкера.
3—4
4-6
4-6
При обработке твердых материалов берутся меньшие
на
361
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ЗЕНКЕРОВ С ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА Зенкеры
ПРИЛОЖЕНИЕ 2 Лист 11
Зенкер с коническим хвостовиком
Зенкер насадной
л-л
Тип зенкера
Диаметр D в мм
Число зубьев z
14—35
3
Зенкеры с коническим хвостовиком
26-38
4
Зенкеры насадные
34—80
4
362
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РАЗВЕРТОК ИЗ СТАЛИ Р18
Развертки машинные
ПРИЛОЖЕНИЕ 2 Лист 12
Тип развертки Диаметр D в мм
Развертки цельные С цилиндрическим хвостовиком 3-9
С коническим хвостовиком 10—32
Насадные 35—80
Развертки сборные регулируемые 25—100
Главный угол в плане (угол заборного конуса) <р в град
материал для сквозных отверстий для глухих отверстий
Сталь 12—15 60
Чугун 3-5
Развертки машинные
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РАЗВЕРТОК С ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
ПРИЛОЖЕНИЕ 2 Л и с т 13
7 Г L
Тип развертки
Диаметр D в мм
Развертки с напаянными пластинками] С цилиндрическим хвостовиком 6-9
С коническим хвостовиком 10-32
Насадные 34—50
Развертки сборные регулируемые 50—100
363
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ И СРЕДНИЕ ВЕЛИЧИНЫ ДОПУСТИМОГО ИЗНОСА
Нарезание резьбы круглыми плашками и винторезными са-мооткрывающимися головками
ПРИЛОЖЕНИЕ Лист 11
Плашки круглые
Плашки к винторезным самооткрыва-ющимся головкам
Вид А
I. Геометрические параметры
Инструмент Передний угол 7 в град Задний угол а в град Угол наклона главной ре/кушей кромки /. з град
Плашки круглые . . Плашки к винторезным самооткрывающимся головкам 20—25 15—20 7—10 При 5 <1,25 k=l°30' 1 • При s>1.25 к=1°
II. Средние величины допустимого износа
Плашки круглые . Плашки к винторезным
самооткрывающимся головкам
Расчетные фор-
Наименование инструмента мулы и величины допустимого износа h3 р t
Плашки круглые Плашки к винторезным самооткрывающимся головкам . 0, Irf0'5 O,35d05
364
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ МЕТЧИКОВ Метчики со шлифованным профилем
ПРИЛОЖЕНИЕ 2 Л И С т 15
I. Метчики машинные
А-А _ А? Г - ) Ц \ 'А О
Обрабатываемый материал Геометрические параметры
Передний угол у в град Задний угол а [в град Главный угол р в плане в град Угол X в град
Сталь 5-10 6—8 15—20 0
Чугун 8 6-8 15—20 0
Алюминиевые сплавы 1 .. 8-10 12-15 5-15
II. Метчики гаечные
6| А{~** А-А L. «UJ в-в
.ММ * —м» - Г
t^= —±--
И *ви |8 лддЛЛЛМЛг
'в
Обрабатываемый материал Геометрические параметры
Передний угол у в град Задний угол а [в град Главный угол в плане ф в град
Метчики длинные Метчики укороченные
Сталь 5-10 8-12 . 3-4 6-8
365
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ ФРЕЗ
С ПЛАСТИНКАМИ
ИЗ ТВЕРДОГО СПЛАВА
Фрезы торцовые
ПРИЛОЖЕНИЕ 2 Лист 16
Угол у отрицательны!
Вид Г1-
в-в
.5-5
Угол у положительный
А 90
Обрабатываемый материал
Углы заточки зубьев фрезы в град в сборе___________
Главный угол в плане ср
Стали конструкционные углеродистые и легированные ч
Стали жаропрочные
Чугун серый
Чугун ковкий
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ С ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры фрез
Фрезы D в мм Z Фрезы D в мм Z
62 8
Тип I 80 8 Тип II 90 4
100 10 120 6
125 12
45—90
30—60
45—90
45-90
Фрезы цилиндрические
ПРИЛОЖЕНИЕ 2 Л и с т 17
сплавов
Тип I С винтовыми составными пластинами из твердых сплавов
Тип II С винтовыми пластинами из твердых
366
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ ФРЕЗ
С ПЛАСТИНКАМИ
ИЗ ТВЕРДОГО СПЛАВА
Фрезы, концевые
ПРИЛОЖЕНИЕ 2
Лист 18
в-в
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ С ПЛАСТИНКАМИ ИЗ ТВЕРДОГО СПЛАВА
Фрезы дисковые
ПРИЛОЖЕНИЕ 2 Лист 19
В-В
Угол у отрицательный
Угол у положительный
-Ъ
Б-Б
А-А
Углы заточки зубьев фрезы в град
Обрабатываемый материал Задний угол Передний угол у Угол наклона со Вспомогательный угол в плане <Pi
на перифе> рии зуба a i боковой стороны зуба оц на переходной кромке а Ф
Стали конструкционные углеродистые и легированные аб<80 кГ/мм* 20 4 20 -5 5-10 2-5
afl>80 kTImm"1 20-25 4 20-25 -10
Чугун серый 10-15 4 10-15 +5 5-10 2-5
367
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ ИЗ СТАЛИ Р18 Фрезы
ПРИЛОЖЕНИЕ 2 Лист 20
Обозначения углов и размеров
а — главный задний угол;
«1 — задний угол торцовый;
у — передний угол;
Z — угол наклона режущей части кромки;
ср — главный угол в плане;
ср о —угол в плане переходного лезвия;
epi — вспомогательный угол в плане;
/ — круглошлифовальная ленточка шириной не более 0,1 мм оставляется на задней грани при заточке фрез всех типов, кроме прорезных (шлицевых) и отрезных, зуб которых затачивается без ленточки;
/о — длина переходной кромки в мм.
368
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ ИЗ СТАЛИ Р18 Фрезы
ПРИЛОЖЕНИЕ ?| Лист 21
I. Передниеуглы
, Фрезы диско- Фрезы ? вые пазовые Фрезы фасонные
торцовые и цилиндри- отрезные и угловые
Обрабатываемый ческие,
материал дисковые.” для чер- для чисто-
конпевые -о<3 В>3 новой об- вой об-
работки работки
Передний угол у в град
Стали углеродистые и <60 20 5 Ю 15 10
легированные в кГ1мм2 60—100 15 ' 5 10 15 5
° >100 10 . £ 5 10 10 5
Стали жаропрочные 12—20 | - - I 5 1
Чугун НВ I <150 15 | 5 10 I 15 I 5
1 >150 10 | 5 10 | 10 | 5
Медные сплавы 10 | 5 10 | 10 | 5
II . Задние углы
Главный зад- Задний угол
Тип фрезы ний угол а торцовый at
в град в град
Торцовые и цилиндри- С мелкими зубьями 1 16 1 8
ческие Со вставными ножам и I 12 1 3
Дисковые тр ех ст ор о н - Цельные I 20 | 6
ние Со вставными ножами { 16 | 6
Дисковые пазовые и отрезные 1 20 |
Концевые | .14 | -
Прорезные (шлицевые) 1 30 • J -
Незатылованные 1 16 | 8
СТ) О f\Li LT t-Л A LT -
vdiuHHpie и у i.юные _
С затылованным зубом | 12 | —
III. Угол в плане и угол переходной кромки
Угол в плане в гоад
; длина ве-
реходной
глав- вспомога- пере- кромки
Тип фрезы ный тельный ходного (или ра-
лезвия диус) д
в мм
<Р1 ©О
Для стали Со вставными 1 45—60 1—2 —
мерных ’ ножами |
Торцевые сплавов Цельные 1 90 1-2 | 45 | 1,0-2
Для жаропрочных сталей | 30—60 | 10 1 . - 1 '• = 1,0
Концевые 1 “ 1 3 | 45 | 0,5-1,0
Трехсторонние 1 - 1 1—2 | 45 | 1,0-1,5
Дисковые ... Пазовые 1 - 1 1,2 | - | -
Прорезные (шлицевые) 1 “ । 15'-1°30' | - | -
Отрезные (шириной свыше 3 мм) 1 ~ *1 15°—1° | 45 ) 0,5
Примечания: 1. У фрез цилиндрических с углом наклона зубьев свыше 30° передний угол-у при обработке стали об<60 кГ!мм2 берется равным 15°.
2. У фасонных фрез с передним углом у>0° необходима коррекция контура при обработке точных профилей.
3. При обработке жаропрочных сталей торцовыми фрезами брать верхние значения передних углов, конусными и цилиндрическими — нижние и средние.
4. На задней грани фрез при заточке оставлять круглошлифованную ленточк> шириной не более 0,1 мм. Зубья у фрез шлицевых (прорезных) и отрезных (круглых пил) затачиваются без оставления ленточки.
369
СРЕДНИЕ ВЕЛИЧИНЫ ДОПУСТИМОГО ИЗНОСА РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 3 Лист 1
Режущий инструмент Материал режущей части Обрабатываемый материал Характер обработки ”5 х л 5 Sc X * о « X < о <и о х <и ® 3 к i=f и 2 п а о П х со s £-
I. Токарные резцы
Резцы проходные, подрезные, расточные Р18 Стали углеродистые и легированные Черновая и чистовая 1,5-2,0
Стали жаропрочные, нержавеющие и сплавы 1,0
Твердый сплав Стали углеродистые и легированные Черновая 1,0—1,4
Чистовая 0,4—0,6
Стали жаропрочные, нержавеющие и сплавы Черновая и чистовая 1.0
Чугун Черновая 0,8-1,0
Чистовая 0,6-0,8
Резцы отрезные и прорезные Р18 Сталь, чугун ковкий Чугун серый — 0,8-1,0 1,5—2,0
Твердый сплав Сталь и чугун — 0,8-1,0
Резцы фасонные Р18 Сталь — 0,4—0,5
II. Строгальные и долбежные резцы
Тип резца Материал режущей части Характер обработки Обрабатываемый материал Сталь | Чуг-ун Величина износа по задней грани Ло в мм 1 з
Проходные Быстрорежущая сталь Черновая Чистовая 1,5—2,0 3,0—4,0 1,5—2,0
Твердый сплав Черновая Чистовая — 0,8-1,0 0,6-0,8
Прорезные и отрезные Быстрорежущая сталь — 0,8-1,0 1,5—2,0
Твердый сплав — — 0,6—0,8
Фасонные Быстрорежущая сталь — 0,4—0,5 0,4—0,5
Твердый сплав — 0,4-0,5
370
СРЕДНИЕ ВЕЛИЧИНЫ ДОПУСТИМОГО ИЗНОСА РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 3 Лист 2
Инструмент Обрабатываемый материал и .условия работы Марка материала режущей части инструмента Критерий затупления Диаметр инструмента D в мм Допустимый ИЗНОС h3 в мм
Сверла Сталь, с охлаждением Р18 По задней поверхности По ленточке <20 0,4—0,8 1,0—1,2
По задней поверхности По ленточке >20 0,8—1,0 1,3—1,5
Чугун, без охлаждения По уголкам <20 >20 0,5—0,8 0,8—1,2
ВК8 По задней поверхности на расстоянии 1,5 мм от уголка — 0,3
Зенкеры Сталь, с охлаждением Р18 По задней поверхности — 1,2—1,5
Чугун, без охлаждения По уголкам — 0,8—1,5
Сталь и чугун Т15К6, ВК8 По задней поверхности <20 <40 <60 <80 1,о 1,2 1,4 1,6
Развертки машинные Сталь, с охлаждением Р18 По задней поверхности заборного конуса — 0,6—0,8
Чугун, без охлаждения
Сталь и чугун Т15К6, ВК8 По задней поверхности заборного конуса — 0,4—0,7
Метчики машинные Сталь Р18 По задней поверхности — 0,125а!*
Чугун — 0 ,01 d
Метчики гаечные Сталь Р18 По задней поверхности — 0,05<^
* d — диаметр метчиков в мм.
371
ВЕЛИЧИНЫ ДОПУСТИМОГО ИЗНОСА РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 3 Лист 3
Тип фрезы Обрабатываемый материал Марка материала режущей части инструмента Характер обработки Величина допускаемого износа по задней грани в мм
Торцовые Сталь Т5КЮ, ' Т15К6 Черновая и чистовая 1,0-1,2
ВК8 Черновая и чистовая 0,8—1,0
Р18 Черновая Чистовая 1,5—2,0 0,3—0,5
Чугун ВК8, В Кб Черновая и чистовая 1,5—2,0
Дисковые Сталь - Т15К6 Черновая и чистовая 1,0—1,2
Р18 Черновая Чистовая 0,4—0,6 0,15—0,25
Чугун Р18 Черновая Чистовая 0,4—0,6 0,15-0,25
Цилиндрические Сталь Т15К6 Черновая и чистовая 0,5—0,6
Р18 Черновая Чистовая 0,4-0,6 0,15—0,25
Чугун ВК8, ВК6 Черновая и чистовая 0,7—0,8
Р18 Черновая Чистовая 0,5—0,8 0,2—0,3
Концевые С коронками Сталь Т15К6 Черновая 0,2-0,3
С напаянными пластинками Чистовая 0,3—0,5
— Р18 Черновая и чистовая 0,3—0,5
I Фасонные Прорезные и отрезные Сталь и чугун Р18 — 0,15—0,2
Незатылован-ные Сталь Р18 Черновая Чистовая 0,6—0,7 0,2—0,3
Затылованные Черновая Чистовая 0,3-0,4 0,2
ш
ВЕЛИЧИНЫ ВРЕЗАНИЯ Резцы
И ПЕРЕБЕГА ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 4 Лист 1
• Обработка одним резцом
It
7777777
Тип резцов и характер обработки
Глубина резания* t в мм
1 I 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20
Врезание и перебег 1\ в мм
к S к
£ <у «
Резцы проходные, подрезные и расточные
„45
60
75
90 I
Резцы отрезные и прорезные
а) Врезание прямое
И № ° 5 К § х
<u S к
ьДД 2,5 2.5
3—5
2—5
II. Многорезцовая обработка
б) Врезание косое
Прямое, а также косое при свободном резании
Косое при несвободном резании под углом в град 30
Прямое, а также косое при свободном резании
Косое при несвободном резании под углом в град 30
Добавлять при обточке поверхности
13
8
6
15
9
6
18
11
7
24
16
10
в) Врезание радиальное
Способ врезания
90
2,5
2,5
45-90
45-90
2
45
60
75
90
45
60
18
16
15
13
23
19
6
3
1,5
12_______
11 15
11
7
1,5
32
28
2 I
3 | •
Из штамповки
Из отливки, поковки
77777777/
Глубина резания t в мм
Врезание и перебег Z] в мм
9
7
5
3
17
11
8
6
3
20
18
9
7
4
1,5
13
9
6
3
25
21
12
8
5
1,5
10
7
3
30
25
12
8
3
34
30
9
6
1,5
28
23
П р и м е ч-.а н и е. Для станков, работающих с радиальным врезанием суппорта, величина врезания h=in0^e (где мм).
2
2
2
6
4
3
8
5
4
7
5
х
Л «
х
s
S
о «
5
373
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА Инструменты для обработки отверстий
ПРИЛОЖЕНИЕ 4\ Лист 2
L
Характер обработки Диаметр инструмента в мм до
3 5 10' 15 20 25 30 40 50J 60 и более
Врезание и перебег Ц в мм
Сверление на проход, сверлами С ординарной заточкой 2 2,5 5 6 8 10 • 12 15 ’18
С двойной заточкой — — 6 8 10 15 16 18 22 27
Сверление в упор 1,5 2 4 1 6 7 9 111 I4 | 17 ! 1 21
Рассверливание при глубине резания t в мм дс 5 — -1 4.1 1 4 5 1 5 1 1 51 1 6 1 Ll
10 1 1 1 8 1 8 1 8 1 9 | 9
15 - 1 1- 1 - 111 ! 111 1 I2 1 i42
20 | -1 1-1 1 - 1 14 15 | 15
30 | -1 1- 1 48 1 I8
Зенкерование На проход Глубина резания t в мм до 1 -1 3 1 3 1 3 1 4 1 4 1 5 5 .
3 1- 5 1 5 1 5 1 6 6 1 7 7
'•5 — 1- 7 7 ! 8 8 1 9 9
110 -1 - I —— — 12 1 1з 13 1 14 15
В упор — — 2 2 2 3 3 4 4
Развертывание цилиндрических отверстий На проход — 8 9 15 18 19 19 24 25 26
В упор — 2 3 3 3 3 4 4 4 5
Развертывание конических отверстий 1 1 1 1 1 1 1 1,5 1,5 1,5
Центрование отверстий 1—2 2 -
Зенкование коническими зенковками 0,5 0,5 1 1 1 1 1 1,5 1,5 1.5
Зенкование и цекование облицовочными инструментами - 0,5 1 1 1 1 1 1,5 1,5 1,5
-374
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА Резьбонарезной инструмент
ПРИЛОЖЕНИЕ 4 Лист 3
Режущий инструмент и характер обработки Врезание и перебег в мм
I Резцы резьбовые На станках с полуавтоматическим циклом (3-4) S
На токарновинторезных станках На проход l" р, (5—8) S
—
В упор (3-4) S
д гЧ
На токарных станках вихревым методом (1,5—4) S
Метчики машинные На проход Lt~длина заборной 4 части Длина заборной части 3—6 ниток + + 1—2 калибрующие нитки
В упор (2,5—3) S
Метчики гаечные На проход i ’ г а пина режущей uacf пи Длина режущей части метчика
Плашки круглые Длина заборной части Ct— в Длина заборной части (1,5—2) S
37б>
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Резьбонарезной инструмент
ПРИЛОЖЕНИЕ 4 Лист 4
Режущий инструмент и характер обработки
Врезание и перебег в мм
Плашки тангенциальные
Длина заборной части (1,5—2) S
Резьбонарезные круглые гребенки для винторезных головок
Фрезы резьбовые гребенчатые
Фрезы резьбовые тисковые с шагом резьбы в мм до
10
Длина заборной части
(2—3) S
0,15лЛ
2S
1,55
6
Св.Ю
1 ,os
376
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА Фрезы цилиндрические, дисковые, прорезные, фасонные и концевые
ПРИЛОЖЕНИЕ 4 Лист 5
Диаметр фрезы в мм
ю|* 10 | 16 I 20 | 25 | 32 40/j 50 | 63 | 80 1 100 | 125 | 160 | 200 | 250J
Врезание и перебег 1\ в мм ______
0,5 3 4 4 5 5,5 6,5 7 8 9 10 12 12 14 L 1 15
1 0 4 5 5,5 6,5 ' 7 8,5 9 10 11 13 15 16 18 20
1’5 4,5 5,5 6,5 7,5 8,5 9,5 И 12 13 15 17 19 21 23
2’ 5 6,5 7 8,5 9,5 11 42 14 15 17 19 21 24 26
3 5,5 7,5 8 9,5 11 13 14 16 18 20 22 25 27 31
4 б 8 9 11 12 14 16 18 20 23 26 29 32 35
5 8,5 9,5 12 13 15 17 20 22 25 28 31 35 39
6 10 12 14 16 18 21 24 27 30 34 38 42
7 11 13 15 17 19 22 25 29 32 36 41 45
8 13 15 18 20 24 27 30 34 ,38 43 48
9 16 19 21 25 28 32 35 40 46 51
10 16 19 22 26 29 33 38 42 48 53
11 20 23 27 30 34 39 44 50 55
12 20 23 27 31 35 40 46 52. 58
13 21 24 28 32 37 42 47 53 60
14 24 29 33 38 43 49 55 62
15 — 25 29 34 39 44 50 57 63
16 — — 25 30 ' 35 40 45 52 58 65
18 — 31 36 42 47 54 61 69
20 — — — 32 38 43 50 57 64 72
22 33 39 44 51 59 67 75
25 — — 40 46 54 62 70 78
28 . — 41 48 56 65 74 83
30 — — 49 57 66 76 85
35 — 51 60' 70 80 91
40 — 62 73 84 96
50 — 78 91 104
60 — — 81 96 111
Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину врезания и перебега для дисковых фрез следует брать вдвое больше приведенной в карте.
377
ВЕЛИЧИНЫ ВРЕЗАНИЯ И Фрезы торцовые и концевые (пазов)
ПЕРЕБЕГА ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 4 Лист 6
Схема установки фрезы
1. Симметричная 2. Смещенная
2 ’ Диаметр фрезы в мм
Ширина фрезерования или ширина паза В в мм 16 20 25 32 40 50 63 80 100 125 160 200 250 320 400
Врезание и перебег Л в мм
Симметричная 10 15 20 25 30 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 II 1 II II 1 II 1 1 1 1 II 1 1 1 l-w _ _ о X-1 । । । । । । । и । । । । । । । । । 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 22 2L. LQ tO c-Jeo/ya 1 1 1 1 1 1 1 1 1 1 1 1 j 1 1 1 3,5 4,5 6,0 8,5 3,5 4,0 5,0 7 12 3,5 4,0 5,0 6,5 10 25 3,5 4,0 5,0 5,5 8 13 4,0 5,0 5,5 7,5 13 23 5,0 5,5 6,5 11 18 29 49 9,5 15 21 31 45 8,5 13 18 24 33 44 61 7,5 11 15 20 26 33 43 54 70 94 10 13 17 22 27 33 40 49 61 72 88 109 12 14 18 24 26 32 38 45 53 62 73 85 100
Смещенная £>0,3D — 33 1 42 । 52 65 80 103 127
£<0,3D — — __ — — — — — 31 38 48 60 74 94 117
Примечание. При чистовой обработке, в целях обеспечения чистой поверхности при выходе фрезы, величину врезания и перебега следует брать равной диаметру фрезы.
378
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА
Дополнительные длины на взятие пробных стружек
Резцы
ПРИЛОЖЕНИЕ 4
Лист 7
1. Величина перебега в направлении главного движения (по длине хода резца или стола)
/ J — —
гпер -Д. 1
1 1 2 * 1 L 1
пер
I
А. Продольно-строгальные станки Б. Поперечно-строгальные и долбежные станки
Длина строгания 1 Перебег стола в обе стороны 1пер Длина строгания Z Перебег резца в обе
в мм до в мм в мм до стороны 1пер в мм
2 000 200 100 35
4 000 325 200 50
6 000 375 300 60
10 000 475 Св. 300 75
II. Величина врезания и перебега резца в направлении рабочей подачи (по ширине обработки)
Характер обработки ч о и ч «3. с W СО и Глубина резания t в мм до
3 5 8 12 20 [25 до
Величина врезания и перебега Ц в мм
Обработка проходными резцами’ 20 30 45 60 90 11 7,5 5 3,5 2 16 11 7 5 2 25 17 И 7,5 3 36 24 15 10 3 37 23 15 3 30 20 5 35 23 5
Обработка широкими резцами (2-3) $
Обработка пазов и отрезка 1 — 1,0—3,0
379
ДВОЙНОЙ КРУТЯЩИЙ МОМЕНТ НА ШПИНДЕЛЕ И ТАНГЕНЦИАЛЬНАЯ СИЛА РЕЗАНИЯ
Черновое точение стали и чугуна
Резцы с пластинками из твердого сплава ср = = 45-л90:
ПРИЛОЖЕНИЕ 5
Обрабатываемый материал
Глубина резания t в мм до
Сталь
в кГ мм~
Чугун НВ
<2001 >200 '<6 5 ] >65
Подача s в мм/об до
0,33 0,28 6,2 7,8 9,9 12,5 16 20 —
0,45 0,39 0,25 — 4,9 6,2 7,8 9,9 12,5 16 20 — — — — — —
0,61 0,53 0,35 (43 3,8 4,9 6,2 7,8 9,9 12,5 16 20 — — — — -—
0,84 0,72 0,47 0,4 з.о 3,8 4,9 6,2 7,8 9,9 12,5 16 20 — — — .—
1,1 1,о 0,65 0,55 2,4 3,0 3,8 4,9 6,2 7,8 9,9 12,5 16 20 — — .—
1,6 1,4 0,88 0,76 — 2,4 3,0 3,8 4,9 6,2 7,8 9,9 12,5 16 20 — -—
2,2 1,9 1,2 1,0 — — 2,4 3,0 3,8 4,9 6,2 7,8 9,9 12,5 16 20 -—
3,0 2,6 1,7 1,4 — — — 2,4 3,0 3,8 4,9 6,2 7,8 9,9 12,5 20
4,1 3,5 2,3 2,0 .— — — — 2,4 3,0 3,8 4,9 6,2 7,8 9,9 12, S 16
5,6 4,8 3,1 2,7 — — — — — 2,4 3,0 3,8 4,9 6,2 7,8 9,9 12,5
— — 4,2 3,7 — — — — — — 2,4 3,0 3,8 4,9 6,2 7,8 9,9
Диаметр обрабатываемой поверхно- Двойной крутящий момент на шпинделе 2AJ в кГ • м
ст и D в ММ } JO
50 19 24 31 39 50 62 79 100 127 160
62 — — 19 24 31 39 50 62 79 100 127 160 200
79 — 19 24 31 39 50 62 79 100 127 160 200 260
1 00 19 24 31 39 50 62 79 100 127 160 200 260 325
127 24 31 39 50 62 79 100 127 160 200 260 325 415
160 31 39 50 62 79 100 127 160 200 260 325 415 525
200 39 50 62 79 100 127 160 200 260 325 415 525 660
260 50 62 79 100 127 160 200 260 325 415 525 660 840
325 62 79 100 127 160 200 260 325 415 525 660 840 1060
415 79 100 127 160 200 260 325 415 525 660 840 1060 1340
525 100 127 160 200 260 325 415 525 660 840 1060 1340 1700
660 127 160 200 260 325 415 525 660 840 1060 1340 1700 2150
840 160 200 260 325 415 525 660 840 1060 1340 1700 2150 2750
1060 200 260 325 415 525 660 840 1060 1340 1700 2150 2750 3450
1340 260 325 415 525 660 840 1060 1340 1700 2150 2750 3450 —
1700 325 415 525 660 840 1060 1340 1700 2150 2750 3450 — —
2150 415 525 660 840 1060 1340 1700 2150 2750 3450 — — —
2750 525 660 840 1060 1340 1700 2150 2750 3450 — — — —
3450 660 840 1060 1340 1700 2150 2750 3450 — — — — —
Тангенциальная сила резания Pz в кГ
|190|240| 310| 390| 500| 620| 790] 1000] 1270| 1600|2000|2600|3250
Поправочные коэффициенты на крутящие моменты и силы резания в зависимости
от скорости резания (для стали)
Величина скорости резания V в м/мин | 20 1 70 240 Св. 240
Коэффициент Kv 1,2 1 М] 0,83 | 0,7 0
380
381
СИЛА
Сталь. Резцы с пластинками
ПОДАЧИ Точение и растачивание
из твердого сплава ПРИЛОЖЕНИЕ 7
Предел прочности при растяжении а в в кГ/мм2 до
46—56 ! 57-67 68-81 82—97 | 98-111
Твердость по Бринелю НВ
135-161 162-191 192-226 227-268 | 269-309
Глубина резания t в мм до
2,0 2,4 2,8 3,4 4,0 4,8 5,7 6,8 8,0 9,7 11,5 14,0 16,5 20 2,0 2,4 2,8 3,4 4,0 4,8 5,7 6,8 8,0 9,7 11,5 14,0 16,5 20 2,0 2,4 2,8 3,4 4,0 4,8 2,0 2,4 2,8 3,4 4,0 2,0 2,4 2,8 3,4 0,26 0,36 0,26 0,53 0,36 0,26 0,75 0,53 0,36 0,26 1,8 0,75 0,53 0,36 0,26 1,8 0,75 0,53 0,36 0,26
5,7 6,8 8,0 9,7 11,5 14,0 16,5 20 4,8 . 5,7 6,8 8,0 9,7 11,5 14,0 16,5 20 4,0 4,8 5,7 6,8 8,0 9,7 11,5 14,0 16,5. 20 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Главный угол в плане резца <р в град Скорость резания и в м/мин
45 40 65 45 38 54 45 64 54 77 64 92 77 109 92
1 155 242 32 27 22 38 32 27 45 38 32 54 45 38 64 54 45 77. 64 54
60 40 65 100 155 242 50 42 3.5 30 25 60 50 42 35 30 72 60 50 42 35 86 72 60 50 42 102 86 72 60 50 122 102 86 72 60
90 40 65 100 155 242 53 44 37 31 26 63 53 44 37 31 75 63 53 44 37 90 75 63 53 44 107 90 75 63 53 128 107 90 75 63
Поправочные коэффициенты на
1) в зависимости от переднего резца Передний угол резца у в град +10 0 -10
Коэффициент 1,0 1,4 1,8
Подача s в мм/об до
1,8
0,75 1.8
0,53 0.75 1,8
0,36 0.53 0.75 1,8 0,75_
0,26 0,36 0,53 0,36 1,8
— 0.26 0,53 0,75 / 1,8 —
— — 0,26 0,36 0,53 0,75 1,8 - —
— 0,26 0,36 0,53 0,75 1,8
— — — — 0,26 0,36 0,26 0,53 0,36 0,75 1,8 0,75 — — —
— — — — 0,53 1,8 —— — — —
— — — — — 0,26 0,36 0,53 0,75 1,8 _
— — — —— — — — 0,26 0,36 0,53 0,75 1.8 — —
— —— — — —- — 0,26 0,36 0,53 0,75 1,8 — —
0,26 0,36 0,53 0,75 1,8
0,26 0,36 0,53 0,75 1,8
0,26 0,36 0,53 0,75 1,8
Сила подачи Рх в кГ
130 j 155 186 220 265 315 380 450 540 640 770 920 1090 1300 1560 1860
109 J 130 156 186 220 2fe5 315 380 450 540 640 770 920 1090 1300 1560
92 109 j 130 156 186 220 265 315 380 450 540 640 770 920 1090 1300
77 92 109 130 156 186 220 265 315 380 450 540 640 770 920 1090
64 77 92 109 130 156 186 220 265 315 380 450 540 х640 770 920
145 1'4 205 245 295 355 420 500 600 720 860 1020 1220 1450 1740 2050
122 145 174 205 245 295 355 420 500 600 720 860 1020 1220 1450 1740
102 122 145 174 205 245 295 355 420 500 600 720 860 1020 1220 1450
86 102 122 145 174 205 245 295 355 420 500 600 720 860 1020 1220
72 с6 102 122 145 174 205 245 295 355 420 500 600 720 860 1020
153 182 218 260 310 370 440 530 630 750 900 1070 1280 1530 1820 2180
128 153 182 218 260 310 370 440 530 630 750 900 1070 1280 1530 1820
107 шь 153 182 218 260 310 370 440 530 630 750 900 1070 1280 1530
90 10Г 128 153, 182 218 260 310 370 440 530 630 750 900 1070 1280
75 90 107 128 153 182 218 260 310 370 440 530 630 750 900 1070
силу подачи для измененных условий работы
2) в зависимости от угла наклона главной режущей кромки Угол наклона Л в град 0 4-5 +ю
Коэффициент К 1,0 0.85 0,75
383
382
384
ПОДАЧИ, ДОПУСКАЕМЫЕ ПРОЧНОСТЬЮ ДЕРЖАВКИ РЕЗЦА
Точение и растачивание
ПРИЛОЖЕНИЕ 9
Лист 1
Глубина резания t в мм до
Обрабатываемый материал
Резцы с Сталь 40-59 3,5 | 4,4 | 6,5 | 6,8 | 8,5 | 10,5 1 13 16 20 25 — —
пластинками твердого сплава в кГ]мм* 60-92 >92 2,9 3,5 2,9 4,4 3,5 5,5 4,4 6,8 5,5 8,5 6,8 10,5* 8,5 13 10,5 16 13 20 16 25 20 25
Чугун 150-245 5,5 6,8 8,4 10 12,5 15,5 19 23 29 — __ —
Резцы из Стальст^ <65 3,0 3,7 4,5 5,6 6,9 8,5 6,9 10,5 13 16 19 24 29
стали Р18 в 65-86 2,5 3,0 3,7 4,5 5,6 8,5 6,9 10,5 13 16 19 24
к Г)мм2 >86 2,0 2,5 3,0 3,7 4,5 5,6 8,5 10,5 13 16 19
Подача, допускаемая прочностью державки, s в мм[об
Резцы проходные и расточные
6X6 0,18
10X10 0,5 0,35
12X12 0,73 0,5 0,4 0,3
10X16 0,81 0,58 0,45 0,34 0,26 0,2 0,15 0,12 0,09 — —
12X20 1,3 1,0 0,75 0,58 0,45 0,34 0,26 0,2 0,15 0,12 0,09 —
16X16 1,4 1,1 0,81 0,64 0,48 0,37 0,28 0,21 0,16 0,12 0,09 —
16X25 2,7 2,0 1,5 1,2 0,87 0,7 0,51 0,39 * 0,29 0,22 0,17 0,13
20X20 2,7 2,0 1,5 1,2 0,87 0,7 0,51 0,39 0,29 0,22 0,17 0,13
20X30 4,5 3,8 2,6 2,0 1,5 1,2 0,87 0,64-1 t 0,5 0,38 0,29 0,22
25X40 >7,0 7,0 5,2 4,0 3,0 2,3 1,7 1,3 1,0. 0,75 0,58 0,44
30X45 ' >7,0 5,8 4,5 3,4 2,6' 2,0 1,5 1,1 1,0 0,64
40X40 >7,0 7,0 5,6 4,2 3,2 2,4 1,9 1,4 0,87 0,81
40X60 — — — >7,0 7,0 5,5 4,2 3,2 2,4 1,9 1,4
Поправочные коэффициенты на подачу в зависимости от длины вылета резца выраженной через его высоту Н
Длина вылета резца А
1Я
1,5//
2Н
2,5Н
зн
4Н
Коэффициент
1,73
|1,0|
0,69
0,52
0,4
0,28
I
в
т
Примечание, При одновременней работе несколькими резцами (деление припуска по глубине резания) допускаемые подачи определять по максимальной глубине резания, приходящейся на каждый резец.
13 456
385
ПОДАЧИ, ДОПУСКАЕМЫЕ ПРОЧНОСТЬЮ ДЕРЖАВКИ РЕЗЦА
ПРИЛОЖЕНИЕ 9 Лист 2
Обрабатываемый материал
Глубина резания t в мм до
Резцы твердосплавные строгальные Чугун НВ 150—245 5,5 6,8 8,4 10 12,5 15,5 19 23 29 36 44 —
<65 3,0 3,7 4,5 5,6 6,9 8,5 10,5 1 13 16 19 24 29
Резцы из быстрорежущей стали строгальные в кГ[мм2 65—86 2,5 3,0 3,7 4,5 5,6 6,9 8,5 10,5 13 16^ 19 24
>86 2,0 2,5 3,0 3,7 4,5 5,6 6,9 8,5 10,5 13 16 19
Чугун НВ <200 >200 4,3 3,5 5,3 4,3 6,5 5,3 8,0 6,5 9,8 8,0 12 9,8 15 12 18 15 22 18 28 22 34 28 42 34
Подача, допускаемая прочностью державки, s в мм!дв. ход
Размер державки в мм 16X25 20X30 25X40 1,8 3,3 6,2 1,4 2,4 4,7 1,1 1,8 3,6 0,80 1,4 2,7 0,61 1,0 2,0 0,46 0,79 1,6 0,35 0,60 1,2 0,27 0,46 0,9 0,20 0,35 0,68 — 4 —
30X45 40X60 50X50 9,3 >15 7,0 15 >15 5,4 . 4,1 3,1 2,3 1,8 1,3 1,0 0,78 0,59 0,45
И 12 8,7 9,2 6,6 7,0 5,0 5,3 3,8 4,0 2,9 3,0 2,2 2,3 1,7 1,8 1,3 1,4 0,97 1,0
Поправочные коэффициенты на подачу в зависимости от длины вылета резца I, выраж^'цой через его высоту Н
Длина вылета резца | 1,5/7 | 2Я 2,5/7 зн 3,5//
Коэффициент Kis 2,0 1,35 0,78 0,64
Примечание. При одновременной работе несколькими резцами (деление припуска по глубине резания) допускаемые подачи определять по максимальной глубине резания, приходящейся на каждый
' Точение и растачивание
ПОДАЧИ, ДОПУСКАЕМЫЕ ПРОЧНОСТЬЮ ПЛАСТИНКИ -------------------
ТВЕРДОГО СПЛАВА ПРИЛОЖЕНИЕ 10
Обрабатываемый материал Глубина резания t в мм до
Чугун серый а в кГ!мм2 Сталь — НВ
48-64 65-87 87-117
137—184 185-249 250—334
Главный угол в плане резца <р в град
45 60 75—90 , 45’ — — 4 7 4 13 7 4 22 13 7 22 13 22 22 13 7 4 22 13 7 22 13 22
| 60 75—90 | 45 60 75—90 45 60 75—90 — — — 4 7 4 13 7 4
Толщина пластинки твердого сплава в мм Подача s в мм/об
>10 10 1 8,6 | 7,2 | 6,11 5,1 4,2 ( ,3,6 2,5 2,0 1,5 1,1 0,80 3,0 2,1 1,7 1,3 0,96 0,67 2,5 1,8 1,4 1,1 0,81 0,56 2,1 1,4 1,2 0,92 0,68 0,47
1 8 | 7 6 5 4 7,2 5,8 4,5 3,3 2,3 6,1 4,9 3,8 2,8 1,9 5,1 4,1 3,2 2,3 1,6 4,2 3,4 2,6 1,9 1,3 3,6* 2,9 •2,2 1,6 1,1 3,0 2,4 1,8 1,4 0,95
Примечания: 1. При работе с ударами табличные подачи умножать на поправочный коэффициент 0,8.
2. При одновременной работе несколькими резцами (деление припуска по глубине резания) допускаемые подачи определять по максимальной глубине резания, приходящейся на каждый резец.
ПОДАЧИ, ДОПУСКАЕМЫЕ ЖЕСТКОСТЬЮ СИСТЕМЫ СТАНОК-ДЕТАЛЬ Сталь углеродистая, чугун, Обточка предварительная Точение черновое
ПРИЛОЖЕНИЕ 11 Лист 1
Диаметр детали D » мм Глубина резания t в мм до Вылет детали L : D до
2,0 2,5 | 1 3’° ! 1 4’° 1 1 s’° 1 | 6,0
Подача s в мм/об
8 0,5 1,0 1,5 >1,5 1 1,0 1 >1,5 .1,0 | 0,6 1 1 0,65 1 0,35 0,65 0,25 0,14 0,30 0,11 0,06 0,13 0,05 0,03
10 0,5 1,0 1,5 >1.5 0,80 0,32 0,18 0,38 0,14 0,08 0,20 0,07 0,04
>1,5 1 1,15 1,10 1 0,68 0,75 0,42
15 1,0 1,5 2,0 >1 1,30 I 0,90 1 ,5 1,00 0,68 1,00 0,65 0,40 0,50 0,30 0,20 0,25 0,14 0,10 0,12 0,07 0,05
20 1,0 2,0 3,0 >1 1,00 1 0,50 ,5 0,75 0,45 1,40 0,55 0,32 0,65 0,25 0,15 0,35 0,13 0,07 0,18 0,07 0,04
25 1,0 2,0 3,0 >1,5 1,0 1 0,85 I 0,62 | 0,48 1 0,65 ' 0,40 0,80 0,30 0,18 0,40 0,18 0,09 0,22 0,09 0,05
30 1,0 2,0 4,0 1,15 I 0,50 1 >1,5 0,95 I 0,40 | 0,70 0,30 0,95 0,38 0,15 0,50 0,20 0,09 0,28 0,11 0,04
35 1,0 2,5 5,0 0,85 I 0,35 1 >1,5 0,70 0,30 0,50 0,23 1,20 0,33 0,13 0,60 0,15 0,07 0,32 0,09 0,04
40 1,5 2,5 4,0 7,0 >1 0,85 0,50 0,23 ,5 0,75 0,42 0,20 1,20 0,58 0,33 0,15 0,70 0,35 0,20 0,09 0,36 0,20 о,и 0,05 0,20 0,10 0,06 0,03
50 1,5 2,5 5,0 7,0 10,0 >1,5 0,90 0,38 0,23 0,14 , 1,50 0,75 0,32 0,20 0,12 1,20 0,60 0,27 0,15 0,10 0,75 0,38 Р,17 0,10 0,07 0,45 0,22 0 10 0,06 0,03 0,25 0,13 0,05 0,03
Поправочные коэффициенты на подачу в зависимости от:
1) главного угла в плане <р 2) допускаемой стрелы прогиба детали /у 3) способа крепления детали 4) жесткости станка 5) обрабатываемого материала
<?• fy в мм «s Крепление «з Модель «з Материал
0,6 0,05 1,0 Трехкулачковый патрон 1,0 1А62, 1К62, 1К36 и аналогичные 1,о Сталь 1
60 0,8 0,1 2,0 Четырехкулачковый патрон 1,2
1336М, 1А616 и др. 0,6 Ч угун 1,5
90 1,0 — — Цанга 0,8
Примечание^ При прерывистом точении величины приведенных подач уменьшать на 15—25%,
388
ПОДАЧИ, ДОПУСКАЕМЫЕ ПО ПРОГИБУ ДЕТАЛИ, ПРИ ТОЧЕНИИ В ПАТРОНЕ Резцы с пластинками из твердого сплава
ПРИЛОЖЕНИЕ 11 Лист 2
Класс точности 5 | 4 3 Глубина резания t в мм до
Предел прочности стали Ов в кГ/мм? или HRC
55-68 69—82 83—100 101—120 HRC 36—39 HRC 40—43 HR С 44—46 HRC 47—49 HR С 50—51 HRC 52-53 53-64 65-77 78-94 95-114 >114 55-68 69-82 83—100 101—120 0,7 0,5 0,35 1,0 0,7 0,5 0,35 1 1 1 1 1 Т-Ч гно Р о 2,0 1,4 1,0 0,7 0,5 0,35 2,0 1,4 1,0 0,7 0,5 0,35 2,0 1,4 1,0 0,7 0,5 0,35 2,0 1,4 1,0 0,7 0,5 0,35 2,0 1,4 1,0 0,7 0,5 0,35 2,0 1,4 1,0 0,7 0,5 О •-* и-» Ю чЪГо1 II 1 1 1 ъ£ъ!111111 ! 1111111 1
Диаметр обрабатываемой детали D в мм до Подача s в мм/об
10 20 30 40 50 60 70 80 90 100 0,24 Ю со 1 1 1 1 1 1 1 1 ООЧ , К> Н-* о О О | 1 1 1 1 1 0 0100 4x0 ] oocjco 0,06 0,28 0,52 0,94 1,3 2,2 0,04 0,18 0,32 0,58 0,8 1,4 1,7. 2,1 0,02 0,11 0,20 0,36 0,5 0,87 1,1 1,3 2,0 2,3 0,7 0,13 0,23 0,31 0,54 0,67 0,82 1,2 1,4 0,04 0,08 0,14 0,19 0,34 0,42 0,51 0,77 0,9 0,0-5 0,09 0,12 0,21 0,26 0,32 0,48 0,56 0,03 0,06 0,08 0,13 0,16 0,20 0,30 0,35 0,03 0,05 0,08 0,10 0,12 0,19 0,22 0,03 0,05 0,06 0,08 0,12 0,14
Поправочные коэффициенты на подачу для измененных условий работы в зависимости от:
1) длины детали L Отношение 5 4,5 4,0 3,5 <3,0
Коэффициент |То1 1,6 2,7 4,9 9,7
2) главного угла в плане Главный угол резца в плане (р в град 30 45 60 90
Коэффициент К С? 0 72 м 1,41 2,47
3) класса точности и посадки Посадка ( 1 с X Ш
Коэффициент Класс ТОЧНОСТИ 3 1,0 1,5 1,9
4 1,0 1,0 1,0
5 1,0 1,0 —
Примечание. При расчете величин подач, допустимых по прогибу, прочность закрепления детали в кулачках патрона не проверяется.
389
ПОДАЧИ, ДОПУСКАЕМЫЕ КУЛАЧКОВЫМИ ПАТРОНАМИ Сталь, чугун i Точение черновое
ПРИЛОЖЕНИЕ 11 Лист 4
Диаметр патрона D в мм * Глубина резания t в мм Вылет детали L : d 0$р до
0,2 | 0,4 | 0,6 | 0,8 | 1,0 | ’-2 | 1,4
Подача s в мм!об
II. Крепление в четырехкулачковом патроне
300 3 5 1,3—2,3 0,8—1,2 1,1-1,8 0,55-0,90 0,72—1,2 0,38-0,60 0,55-0,85 0,30—0,45 0,45-0,'68 0,32—0.40 0,33-0,52 0,19—0,27 0,29-0,47 0,15—0,23
400 3 5 1,8—2,6 0,85-1,3 1,2-1,9 0,60—0,95 0,85-1,4 0,42—0,70 0,6—1,0 0,3—0,5 0,45-0,70 0,22—0,38 0,39—0,60 0,2—0,3 0,3—0,5 0,16-0,24
500 5 10 2,0-2,8 0,8-1,4 1,3—2*, 0 0,6-0,8 0,9-1,5 0,4—0,7 0,8—1,2 0,35—0,50 0,55—0,90 0,3—0,4 0,42-0,70 0,23—0,3 0,38-0,55 0,19-0,25
Поправочные коэффициенты на подачу Ks в зависимости от отношения обрабатываемого диаметра к диаметру зажима
Отношение “0бр=<1заж | 1,0 1,5 1 3,0
Значения К3 при 1обр т °’6 1,0 0,75 0,6 0,4
азаж д0 1,4 1,0 0,9 0,75 . 0,6
Примечания: 1. Большие значения подач применять при обработке стали ов<70 кГ[мм~ и чугуна НВ < 229, меньшие — для стали <Ув>70 кГ/мм2, чугуна НВ>229. 2. При прерывистом точении приведенные подачи уменьшать на 15—25%. При обработке чугуна применять поправочный коэффициент Ks=2.
ПОДАЧИ, ДОПУСКАЕМЫЕ ПО ПРОГИБУ ДЕТАЛИ, ПРИ ТОЧЕНИИ ГЛАДКИХ ВАЛОВ В ЦЕНТРАХ Резцы с пластинками из твердого сплава
ПРИЛОЖЕНИЕ 12
Класс точности Глубина резания t в мм до
5 4 3
Предел прочности стали в кГ/мм1
55-68 69-82 83-100 101-120 52-64 65-77 78—94 95-114 >114 55-68 69—82 83-100 101—120 1 1 1 1 1 1 РРГГ* СЛ 0 4* 1 1 1 1 1 I СЛ О Д о 2,8 2,0 1,4 1,0 0,7 0,5 3,8 2,8 2,0 1,4 1,0 0,7 0,5 5,4 3,8 2,8 2,0 1,4 1,0 0,7 0,5 5,4 3,8 2,8 2,0 1,4 1,0 0,7 0,5 5,4 3,8 2,8 2,0 1,4 1,0 0,7 0,5 . 5,4 3,8 2,8 2,0 1,4 1,0 0,7 5,4 3,8 2,8 2,0 1,4 1,0 1 I— N3 Ю W СЛ 4* О ОООО 4* 1 1 1 1 1 । 1 1 1 । । ооооо~4* 1 1 1 1 1 1 111111 1
Диаметр обрабатываемой детали D в мм Подача s в мм/об
10 20 30 40 50 60 70 80 90 100 0,45 0,28 1 1 1 1 1 1 1 о ооТ-. 1 1 1 1 1 О О О »—< СЧ 0,07 0,34 0,62 1,1 1,5 2,6 0,04 0,21 0,39 0,69 0,96 1,6 2,0 2,5 0,03 0,13 0,24 0,43 0,60 1,0 1,3 1,55 2,3 2,7 0,08 0,15 0,27 0,37 0,62 0,8 0,97 1,5 1,7 0,05 0,09 0,17 0,23 0,39 0,5 0,61 0,91 1,05 0,03 0,06 0,10 0,14 0,24 0,31 0,38 0,57 0,66 0,04 0,06 0,09 0,15 0,19 0,24 0,35 0,41 0,04 0,06 0,09 0,12 0,15 0,22 0,26
Поправочные коэффициенты на подачу для измененных условий работы в зависимости от:
1) длины детали л L Отношение D 10 9 8 7 6 5
Коэффициент KL м 1,6 2,7 4,9- 9,7 22
2) главного угла в плане Главный угол резца в плане ф в град 30 45 60 90
Коэффициент 0,72 Ml 1,41 2,47
3) класса точности и посадки Посадка С X | Ш
Коэффициент Класс точности 3 ЩО] 1.5 1,9]
4 1,0 1,0 7
5 Й 1,0 —
4) способа установки детали Установка В центрах J патроне с поджатым центром
Коэффициент Qi 3,5
392
0,81 I 0,66 |0,52|0,42|0,33|0,271
393
ПОДАЧИ, ДОПУСКАЕМЫЕ ПРОЧНОСТЬЮ МЕХАНИЗМА ПОДАЧИ СТАНКА ПРИ СВЕРЛЕНИИ СВЕРЛАМИ С ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА Сверление
ПРИЛОЖЕНИЕ 14
Чугун ковкий НВ Чугун серый НВ
138—163 164-190 175-206 | 207—240
Диаметр сверла D в мм до
«усилие, допускаемое прочностью механизма подачи
станка, и доп в кГ до <п0 паспорту станка)
225 270 325 385 460 550 225 270 325 385 460 550 660 245 290 350 420, 500 600 710 245 290 350 420 500 600 ’ 710 850 111II 1 II . 10,6 10,6 12,3 10,6 12,3 14,2 10,6 12,3 14,2 16,5 10,6 12,3 14,2 16,5 19 10,6 12,3 14,2 16,5 19 22 10,6 12,3 14,2 16,5 19 22 26 10,6 12,3 14,2 16,5 19 22 26 30 12,3 14,2 16,5 19 22 26 30
660 780 1 , 850 1000 10,6 12,3 14,2 16,5 19 22 26/ 30 —
780 940 1120 1 1000 ' 1200 12,3 14,2 16,5 19 22 26 30 — —
940 1200 1440 14,2 16,5 19 22 26 30
1120 1330 1440 1720 16,5 19 22 26 30
1330 1590 1720 2050 19 22 26 30 —
1590 1900 2050 2450 22 26 30 —
1900 2250 2450 2900 26 30 —
2250 2700 2900 3500 30 — —- — — —- — —- —
Обрабатываемый материал Подача s в мм/об : 1
Чугун ковкий и серый 1,3 1,0 0,78 0,62 0,48 0,38 0,30 0,24 0,19 0,15
ЧИСЛО ОБОРОТОВ ШПИНДЕЛЯ ПРИЛОЖЕНИЕ 15 Лист 1
Диаметр инструмента D в мм Скорость резания v в м/мин
4,8 | 5,5 | 6,4 | 7,5 | 8,6 | 10 | 11,6 | 13,4> | ' 15,6 | 18 | 21 1 24 | 28 | 32,5 I 38 | 44
Число оборотов в минуту п
2,0 2,3 2,6 3,1 3,6 4,1 4,8 5,5-6,4 7,5 8,6 10 11,6 13,4 15,6 18,0 21 24 28 32,5 38 44 51 59 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 72 62 54 46,5 40 34,5 30 26 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 72 62 54 46,5 40 34,5 30 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 72 62 54 46,5 40 34,5 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 72 62 54 46,5 40 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 72 62 54 46,5 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 72 62 54 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 72 62 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 72 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 84 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 97 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 112 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 130 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 151 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 175 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235 200 2160 1860 1600 1380 1190 1030 890 770 660 570 490 425 367 318 275 235
G4 Н I 290 О О О О О О О Ю о О ОО 00 Ю СЧ СО СО о о сч ь, to 1 I I 1 СЧ СО СО О 05 СЧ Ьч Tf tJ* tQ b* чч со СЧ ОО to СО О 05 b* СО tO'’Г 1 1 1 I СЧ оо ю СО О 05 Ьч СО ю СО СО СЧ СЧ чч 1—< ч-< чч СЧ ' чч 1—1 -1
s 243 1 ооо 000000000000^1000001 ь^^юоо 1 I I СЧ СО СО О OJ СЧ тЬ io -ч СО СЧ ОО to 00 О OS со to 00 1 1 IC400tO00O0>t^t0tO^00 00 C4C4—•—• чч т-• СЧ чЧ чЧ чЧ чЧ
vo | 005 । OOOOOOOlOOOGOOOtOC4COCOOOOI^^^tiOOOC4 I I СЧ со со О 05 СЧ Ьч Ю Ь- чч to СЧ ОО to 00 о 05 Ь* со to 00 оо 1 1 СЧ ОО Ю 00 О 05 t-ч со to оо 00 СЧ СЧ чч т-ч т-ч чч СЧ чч т—1 т-Ч т—1
1 170 00000001000000010с4сос000счьч^^1000с4с0 1 О СО СО О 05 СЧ S’tThir: b 1СОСЧ00ЮССОО5Ь’СОЮ^С0С0СЧ 1 СЧ00ЮС0О05ЬчС010^С0с0СЧСЧчЧт-ччЧчч СЧ чЧ гЧ ,-4 гЧ
О EH | ООО 000 OO ОО OOQOO(MOOO ОМ СЧ СО СО О 05 СЧ Ь- НО Ь- чч СО СЧ ОО tO СО О 05 b- СО tQ Tf СО СО СЧ СЧ СЧ001000О05С'чС0Ют±'00 00СЧСЧ’-чт-1_ч,-ч СЧ чЧ чЧ чЧ т-Ч
M О О О О О О Ю 0,0 оОООЮСЧсОСООСПСЧЬ-^^ЮООСЧСОСЧСЛ COCOOoC4b.^t«TttOb-44COC400tOOOOO>bwCOt0^fOOOOC4C4’-4 00 to СО ООЬОЮ ^foOoO СЧ СЧ чч гчч чч
о OOOOOiOOOOOQOLOC4cOCOOOC4t-4T3«rt(LOoOC4COC405tO C0O0iC4t'4”^rt(t0b--4COC400tO00OO5b-C0tO,'3<00 00 C4C4’—• — 10С0О05Ь*С01О^'С0с0СЧСЧ’-ччччч —Ч
00 ООООЮООООООюОФСООООГч’-Гтг'Ю ОО СЧ СО СЧ 05 VQ СО О 05 СЧ b-^^to Ьч ччсОсЧоои^оОООЬчСОЮ^ООООСЧСЧ r-ч чч — ОООСПЬчСОЮ^ООоОСЧСЧччг-ч^ччч Г—Ч
О ОООЮООООООЮСЧСОС0005СЧ^^^<ЮООСЧСОСЧ05ЮООчч 05 СЧ Ьч Tf т^ч i/О Ьч чч tO СЧ ОО LO СО О 05 Ьч СО to 00 ОО СЧ СЧ чч ,—( чч ООзЬчСОЮ^оОоОСЧСЧчЧг-ч^ч^ч г—Ч
ai 3 сл to е О О о о о оо ОО О ?ГО 0 О О OI S О О GO О С'] О in СО -ч 05 СЧ Гч -ч to ol ОО Ю СО О 05 t>, со to oh еО со СЧ СЧ чч _ч _« г-4 05 Ьч tO tO тс14 СО СО СЧ СЧ чч ^ч чч
M Й минут? OtOOOOOOOtOC4COt0005C4bw’^TftLOOOC4CDC405tOC0440)b, Ьч Tf< ю О, СОСЧ ОО tо СО О 05 b-to ю со СО СЧ СЧ чч -ч ^ч ЬчСОЬО^СОСОСЧСЧ-ч^-ч^ччч
к s к св co CD 3 £0 И О о сх 10000000Ю01СОС0005СЧЬч<рт^Ю0001С0 0105ЮСОчч05Г^^ Tf Tt to b* чч CO СЧ OO LQ co О 05 b* CO Ю CO СОСЧ СЧ чч r-ч r-ч r-ч co to co co СЧ СЧ чч i—( t r—i СО
e* Ш el P< О CX о ю оо ИСЛО обе OOOOOOiOC4COC0005C4b*TtTttOOOC4C0 0105tOC044Cbb*^f ОЮ t-ч чч со СЧ 00 to СО О 05 Ьч СО to тГ СО со СЧ СЧ чч т-ч ^Ч чч - I to СО СО СЧ СЧ чч ^ч г-м ^Ч to 1
X s E a ' w о сл сч О ОО ОО tO СЧ СО СО О 05 СЧ Ьч Ч+1 tO ОО СЧ СО СЧ 05 tO СО чч О> Ьч Tf to b- —< со СЧ ОО to со О 05 Ьч to to со со СЧ СЧ чч т-ч ^Ч ^Ч ~ 1 I СО СО СЧ СЧ чч чч пч _( со 1 1
co о H O сч OOOOtOC4COC0005C4b'<^t«'^tOOOC4COC405tOC04-<O5b*^t Ьч чч со СЧ 00 to со о 05 Ьч <О to СО СО СЧ СЧ чч r-ч —( чч ’‘ill со со СЧ СЧ чч чч т-ч ^ч СО 1 1 1
Ou О LQ О сч 00 1О СЧ СО СО О 05 СЧ Ьч М4 тЬ Ю 00 СЧ СО СЧ 05 tO СО чч Q) t^«'d4 чч со СЧ ОО to со о 05 Ьч со to тг СО СО СЧ СЧ чч -Ч _ч _Ч "1111 со СЧ СЧ ЧЧ чч чЧ т-ч со 1 1 1 1
О 1=5 u s ТЧ 1О СЧ СО СО О 05 СЧ Ьч Tf Tf tO ОО СЧ СО СЧ 05 tO СО ч-- 05 ь- СО СЧ ОО to со О 05 Ьч со to со со СЧ СЧ чч чч т-ч -ч "II 1 1 1 СЧ СЧ чЧ т-Ч т-Ч т-Ч СО 1 1 1 1 1
5" гч C4cOC0005C4b4TfTttOOOC4COC405tOCO—'О5Ьчт^< СЧ 00 to СО О 05 Ьч со to со СО СЧ СЧ чч т-ч -Ч -ч СО 1 1 1 1 1 1
сч COCOO05C4b4^fTftO00C4COC405tO00^O5r^T^ °010С0О05^СО»О^С0с0СЧСЧччгчгЧт-ч | | | | | |
о СО О 05 СЧ Ьч 00 СЧ со СЧ 05 to СО чч OJ , со" 1 1 1 1 1 1 1 1
WK 8 Q (Цэиви'п' 0^05040)00^000000000^00000 10 00 счсчсчоо’^''т,ьоьчооосчтрг^о^о5^чча505о^|оосчс>о ^ччЧт-ч^чСЧСЧСЧСО^^Ю^ОООСЧт^^О т-Ч т—Ч т-Ч г—Ч 04 — —
396
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА И МАТЕРИАЛА ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 16 Лист 1
1. КОЭФФИЦИЕНТЫ Ки ПРИ РАБОТЕ ИНСТРУМЕНТАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Группа Марка стали Механические свойства Коэффициент К и
№ Наименование число твердости I по Бринелю НВ предел прочности при растяжении в кПмм2 / при точении при сверлении при торцовом фрезеровании
1 Углеродистая (С^0,6%} СтО; МСтО; КСтО; Ст2сщ МСт2сп; КСт2сп; Ст2кп; МСт2кп; ВМСт2кп; ВКСт2кп; СтЗсп; МСтЗсп; ВМСтЗсп; КСтЗсп; ВКСтЗсп; СтЗпс; МСтЗпс; ВМСтЗпс; КСтЗпс; СтЗкп; МСтЗкп; ВСтЗкп; КСтЗкп; ВКСтЗкп; Ст4сп; МСт4сп; ВМСт4сп; КСт4сп; ВКСт4сп; Стбсп; ВКСтбсп; МСт5сп; КСт5сп; ВКСгбсп; Стбсп; МСтбсп; КСтбсп; 08; 08кп; 10; 10кп; 15; 15кп; 20; 20кп; 25; 30; 35; 40; 46; 50; 55; 60; 55кп; 20л; 25л; 30л; 35л; 45л; 55л 122,5 138 153,5 169 184,5 200 215 230 246 262 275 288 302,5 317 45 50 55 60 65 70 75 80 85 90 95 100 105 ПО 2,40 2,03 1,69 1,47 1,27 1,09 1,00 0,88 0,80 0,72 0,66 0,60 0,55 0,51 0,63 0,68 1,35 1,26 1,17 1,08 1,00 0,94 0,89 0,84 0,81 0,77 0,74 0,71 0,63 0,68 1,35 1,26 1,17 1,08 1,00 0,94 0,89 0,84 0,62 0,56 0,51 0,46
2 Автоматная А12; АЗО 122,5 138 153,5 169 184,5 200 215 230 246 262 45 50 55 60 65 70 75 80 85 90 2,88 2,44 2,03 1,77 1,53 1,31 1,20 1,06 0,96 0,86 2,09 1,84 1,60 1 ,*50 1,38 1,32 1,20 1,12 1,04 0,98 1 1 1 II11II1
3 Никелевая 40Н 131 146 160 174 188,5 203 45 50 55 60 65 70 2,12 1,84 1,62 1,39 1,23 1,15 1,48 1,37 1,24 1,15 1,08 1,00 1,67 1,50 1,36 1,25 1,15 1,07
397
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА И МАТЕРИАЛА ИНСТРУМЕНТА U ПРИЛОЖЕНИЕ 16 Л и ст 2
1. КОЭФФИЦИЕНТЫ Км ПРИ РАБОТЕ ИНСТРУМЕНТАМИ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Группа Механические свойства Коэффициент К V
GJ X Я Марка стали рдости ню НВ \ ИИНЭЖ1 итэоньо 1 S к 1ении s 5 о s CQ К
№ X и с О) с с D ЕГ М а о
я Н X Ч л й о и о а
S к ез § Й S о г=( „ М аа S а а а °-
X У в с с t> с t дф
20ХНР; 40ХНР; 40ХН; 131 45 2,12 1,49 1,84
12ХН2; 12ХНЗА; 20ХНЗА; 146 50 1,84 1,30 1,46
20Х2Н44 160 55 1,62 1, 17 1,41
174 60 1,39 1,09 1,28
СО 188,5 65 1,23 1,02 1,14
CD 203 70 1,15 0,95 1,02
>=> о 216,5 75 1,00 0,90 0,90
4 S 230 80 0,91 0,85 0,83
я о 245 85 0,83 0,80 0,76
о 260 90 0,76 0,76 Т) ,69
sz1 274 95 0,70 0,73 0,56
288 100 0,65 0,69 0,51
302,5 105 0,60 0,66 0,46
317 НО 0,56 0,64 0,42
ЗОХ; 40Х; 45Х; 50Х; 160 55 1,44 1,15 1,38
35ХРА; 45ХЦ; 40ХЛ; 70ХЛ; 174 60 1,25 1,07 1,24
ШХ15 188,5 65 1,08 0,99 1,11
к 203 70 0,88 0,85 0,92 0,97
сз 216,5 75 0,85 0,85
Д о 230 80 0,75 0,80 0,77
О <5 245 85 0,68 0,76 0,71
о, с 260 90 0,61 0,72 0,64
X 274 95 0,56 0,68 0,53
288 100 0,51 0,66 0,48
302,5 105 0,47 0,63 0,43
317 ПО 0,43 0,60 0,39
20Г; ЗОГ; 40Г; 50Г; 65Г; 180 45 1,60 1,07 1,25
А40Г; 35Г2; 40Г2; 45Г2; 200 50 1,47 1,01 1,12
35ГЛ; 40Г2Л 216,5 55 1,29 0,94 1,02
233 60 1,Н 0,88 0,94
к 03 246,5 65 0,98 0,82 0,86
260 70 0,92 0,76 0,80
6 и о Я 267,5 275 75 80 0,80 0,73 0,70 0,66 0,75 0,70
я сз 280,5 85 0,66 0,62 0,66
СЯ 286 90 0,61 0,59 0,62
сз < 289 95 0,56 0,56 0,47
292 100 0,52 0,54 0,42
304,5 105 0,48 0,52 0,38
331 ПО 0,45 0,50 0,34
398
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ЮТ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА И МАТЕРИАЛА ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 16 Лист 3
1. КОЭФФИЦИЕНТЫ Кя ПРИ РАБОТЕ ИНСТРУМЕНТАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Группа Марка стали Механические свойства Коэффициент v
№ Наименование число твердости по Бринелю НВ предел прочности при растяжении G в в к.Г!мм,2 при точении при сверлении при торцовом фрезеровании
к 70; 75; 85; 75Л 185 65 1,02 0,96 0,90
оз В- н- 200 70 0,87 0,86 0,86
О » оз 215 75 0,80 0,80 0,80
Й Я О 230 80 0,71 0,75 0,75
О, 246 85 0,64 0,71 0,71
/ S «2- 262 90 0,57 0,68 0,67
О А 275 95 0,53 0,65 0,50
о 288 100 0,48 0,62 0,45
302 105 0,44 0,59 0,41
CQ * 317 110 0,41 0,56 0,37
си 18Х2.Н4ВА; 38XH3BA 188 65 0,82 —
। <1> л Я 203 70 — 0,76 —
ОЛ ни 216,5 75 — 0,70 —
ю о _ Л 5 230 80 — 0,66 —
о Е- ” 03 S 2 и 245 85 — 0,62 —
О х 5й s * S 260 90 — 0,59 —
щ - О К Л 274 95 — 0,56 —
s <33 К Й И 03 288 100 — 0,54 —
2о « ‘-7 302 105 — 0,52 —
CTJ 317 110 — 0,50 —
cL К 6 Д X <33 сх <ъ> 20ХФ; 40ХФА; 20ХЗФ; 188 65 1,0 0,82 0,86
Я х S «о к ЗОХМ; ЗОХМА; 35ХМ; 203 70 0,90 0,76 0,80
lOBai бден ^вая, юми 34ХМ2А; 20ХНМ; 20Х2Н2М; 22ХЗМ; 34ХН1М; 34XH3M; 217 230 75 80 0,80 0,74 0,70 0,66 0,75 0,70
i-u —, к 0) ® S § 34ХНЗМФ; 40ХНМА; 245 85 0,68 0,62 0,66
У ills 35ХН1М2Ф; 45ХМФ; 38ХЮ; 260 90 0,63 0,59 0,62
38ХМЮА; 38ХВФЮА; 274 95 0,59 0,56 0,46
S ф ч 'g ЗОХМЛ; 50ХФА 288 100 0,55 0,54 0,42
*5 X оз >5 2 53 ° 5 302 105 0,52 0,52 0,38
s я s 2 о о о S 317 НО 0,49 0,50 0,34
СФ S Он X х S
399
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА И МАТЕРИАЛА ИНСТРУМЕНТА ПРИЛОЖЕНИЕ 16 Лист 4
1. КОЭФФИЦИЕНТЫ Км ПРИ РАБОТЕ ИНСТРУМЕНТАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Группа Марка стали Механические свойства Коэффициент
№ Наименование число твердости по Бринелю НВ предел прочности при растяжении ав в кГ/мя2 при точении при сверлении при торцовом фрезеровании
10 Хромомарганцовистая, хромокремнистая, кремнистая, кремнемарганцовистая, кремненикелевая, хромомарганцовоникелевая 35ХГ2; ЗЗХС; 38ХС; 18ХГТ; 25ХГТ; ЗОХГТ; 40ХГТР; ЗОХГВТ; 27ХГР; 2ОХГНР; 20ХГСА; ЗОХГС; ЗОХГСА; 35ХГСА; 38ХГС; 38ХГСА; 38ХГН; 30Х2НГ2; 14ХГ2НР; 14ХГ2СР; 20ХГНТР; 25ХГСНТ; 25Х2ГНТА; Г5ХНГ2ВА; 15Х2Г2СВА; 35Х2ГСВ(М}А; 30Х2ГМТ; 50С2; 55С2; 60С2А; 60С2; 6ОС2ХА; 7ОС2ХА; 60С2Н2А; 50ХГ; 50ХГА; 20ГСЛ; ЗОГСЛ; 25ХГСЛ; 35ХГСЛ 160 174 188 203 217 230 245 260 274 288 302 317 55 60 65 70 75 80 85 90 95 100 105 110 1,13 0,97 0,86 0,81 0,70 0,64 0,58 0,53 0,49 0,46 0,52 0,39 0,95 0,88 0,82 0,76 0,70 0,66 0,62 0,59 0,56 0,54 0,52 0,50 0,95 0,88 0,80 0,75 0,70 0,65 0,62 0,58 0,48 0,39 0,36 0,32
II. КОЭФФИЦИЕНТЫ КМу ПРИ ОБРАБОТКЕ ИНСТРУМЕНТОМ, ОСНАЩЕННЫМ ТВЕРДЫМ СПЛАВОМ
Группа стали Механические свойства Коэффициент К.
Предел прочности при растяжении ад в кГ/мм2 При точении При торцовом фрезеровании
Все группы 45 50 55 60 65 70 75 80 85 90 95 100 105 НО 115 120 2,16 1,84 1,58 1,40 1,25 1,11 1,00 0,91 0,83 0,76 0,70 0,65 0,60 0,56 0,52 0,48 1,67 1,50 1,36 1,25 1,16 1,07 1,00 0,94 0,88 0,83 0,79 0,75 -0,71 0,68 0,65 0,62
400
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА И МЕДНЫХ СПЛАВОВ ПРИЛОЖЕНИЕ 17 Лист 1
Серый чугун по ГОСТу 1412—70 Ковкий ’ зугун по ГОСТу 1215—59
Группа твердости Марка отливки Твердость по Бринелю НВ Группа твердости Марка отливки Твердость по Бринелю НВ
I сч сч сч 00 12-L8 15-32 Испытанию не подвергается 143—229 163—229 I кч 30-6 кч 38-8 КЧ 35-10 КЧ 37-12 163 149 149 149
сч 18-36 170—229 КЧ 30-3 КЧ 35-4 КЧ 40-3 201
II сч сч сч 21-40 24-44 28 48 32-52 170—241 170—241 170—241 187—255 ] [I 201 201
сч ПФКЧ 40-2 ПФКЧ 40-5 ПФКЧ 50-3 163—229 163—229 163—229
III сч сч 35-56 38-60 197—269 207—269 III
Прим е с а н и е. Перлито-ферритный ковкий чугун (ПФ) в ГОСТ не входит*
Медные сплавы (ГОСТы 613—65, 493—54)
Группа Марки Твердость по Бринелю НВ
Бр.АЖН! 1-6-6 | 250
высокой твердости Бр.АЖН10-4-4Л | 170
Бр.АЖМц10-3-1,5 | 120
Бр.АЖ9-4 1 110—180
Бр.АМц9-2Л | 80
1 erepui енные вредней твердости ЛМцЖ52-4-1 | 100
Бр.ОСЮ-2 1 75
ЛАб7-2,5 1 90
ЛК80-ЗЛ 1 100—110
Бр.ОФЮ-1 1 80—90
Бр.ОСНЮ-2-З | 75
Бр.ОСЮ-Ю 1 55
Свинцовистые при основной гетерогенной структуре ЛК80-33 * 1 91 Э—100
ЛМн.058-22 1 7( Э—80
ЛМцОС58-2-12-2 | 90—100
401
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА И МЕДНЫХ СПЛАВОВ ПРИЛОЖЕНИЕ 17 Лист 2
Медные сплавы (ГОСТы 613—65, 493—54)
Группа Марка Твердость по Бринелю НВ
Гомогенные сплавы Бр.КМцЗ-1 70—90 170—190
Бр.Аб 55—65 190—210
Бр.А7 65-75 ,200—220
Бр.ОФ 6,5-0i,4 70—90 160—200
Бр.ОЦ 4-3 50—70 150—170
Бр.КН 1-3 80—100 150—200
С содержанием свинца<10% при основной гомогенной структуре Бр. ОЦС 6-6-3 60—75
Бр.ОЦС 4-4-2,5 50—70 150—170
Медь М3, М4 35
С содержанием свинца>15% Бр.ОЦС 4-4-17 60
Бр.ОС 5-25 50
Бр.ОС 30 25
Примечание. Для деформируемых бронз в числителе приведена твердость для мягкого состояния, в знаменателе — для твердого состояния.
402
мощность, ПОТРЕБНАЯ НА РЕЗАНИЕ Чугун серый. Резцы твердосплавные Строгание плоскостей
ПРИЛОЖЕНИЕ 18 Лист 1
Чугун НВ, л о 229 Подача s в мм/дв. ход до
Глубина резания t в мм до
2,8 3,4 4,0 4,8 5,7 6,8 1,2 0,96 0,75 0,60 0,47 0,37 1,5 1,2 0,96 0,75 0,60 0,47 1,9 1,5 1,2 0,96 0,75 0,60 2,5 1,9 1,5 1,2 0,96 0,75 3,1 2,5 1,9 1,5 1,2 0,96 3,9 3,1 2,5 1,9 1,5 1,2 5,0 3,9 3,1 2,5 1,9 1,5 1,2 0,96 0,75 0,60 0,47 0,37 0,30 6,3 5,0 3,9 3,1 2,5 1,9 1,5 1,2 0,96 0,75 0,60 0,47 0,37 0,30 8,0 6,3 5,0 3,9 3,1 2,5 1,9 1,5 1,2 0,96 0,75 0,60 0,47 0,37 8,0 6,3 5,0 3,9 3,1 2,5 1,9 1,5 1,2 0,96 0,75 0,60 0,47 8,0 6,3 5,0 3,9 3,1 2,5 1,9 1.5 1,2 0,96 0,75 0,60 8,0 6,3 5,0 3,9 3,1 2 5 1,9 1,5 1.2 0,96 0,75 8,0 6,3 5,0 3,9 3,1 2.5 1,9 1,5 1,2 0,96 8,0 6,3 5,0 3,9 3,1 2,5 1,.9 1,5 1,2 ' <—1 СО СО СП о оо Ъд То cri7-»7oo со о 1 1 1 1 1 1 8,0 6,3 5,0 3,9 3,1 2,5 1,9 ю со со ел сп оо 017-То оЪо Ъ 1 1 1 1 1 1 1 1 8,0 6,3 5,0 3,9 3,1
1 8,0 | 9,7 11,5 14 16,5 25 24 28 0,30 0,37 0,30 0,47 0,37 0,30 1111 ° 1 1 1 1 g Со 4* СГ> 0,75 0,60 0,47 0,37 0,30 0,96 0,75 0,60 0,47 0,37 0,30
Мощность резания Nр в кет
Скорость резания v в м/мин 1 14 ' 17 20 24 29 — — ।1।13’ 1 1 1 1 1 1,7 2,0 2,4 1,7 2,0 2,4 2,9 | 1,7 2,0 2,4 2,9 3,4 4,1 4,9, 5,8 7,0 8,3 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8.3 10 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 4,9 5,8 7,0 8,3 10 12 14 17 20 24 5.8 7,0 8,3 10 12 14 14 20 24 29 7,0 8,3 10 12 14 17 20 24 29 34 8,3 10 12 14 17 20 24 29 34 41 10 12 14 17 20 24 29 34 41 49 12 14 17 20 24 29 34 41 49 58
1 35 | 41 49 59 70 1,7 2,0 2,4 2,9 1,7 2,0 2,4 2,9 3,4 2,0 2,4 2,9 3,4 4,1 2.4 2,9 3,4 4.1 4,9 2,9 3,4 4,1 4,9 5,8 3,4 4,1 4,9 5,8 7,0
Поправочные коэффициенты на мощность в зависимости от главного угла в плане
Главный угол в плане резца ф в град 45-90 20—30
Поправочный коэффициент К ' N та 1,1-1,15
Примечание. При одновременной работе несколькими резцами мощность, потребную на резание, следует суммировать.
403
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Сталь и чугун серый. Резцы из стали Р18 Строгание плоскостей
ПРИЛОЖЕНИЕ 18 1 Л и с т 2
ст_ в к Г мм2 Сталь . НВ Подача s в мм/дв. ход до Чугун НВ
<229 | >229
40-66 66—84 85-106
Глубина резания t в ММ ДО
114-189 190-240 241—303
Глубина резания t в мм до
2,4 — — 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — — — — — — — — — — — — - 2,8 —
2,8 2,4 — 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — 3,4 2,8
3,4 2,8 2,4 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — 4,0 3,4
4,0 3,4 2,8 0,30 0,37 0,47 0,60 0,7£ 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 4,8 4,0
4,8 4,0 3,4 — 0,30 0,37 0,47 0,60 0,7£ 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — 5,7 4,8
5,7 4,8 4,0 — — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — — — — — — < — — 6,8 5,7
6,8 5,7 4,8 — — — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — 8,0 6,8
8,0 6,8. 5,7 — — — — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — — — — — — г 9,7 8,0
9,7 |8,0| 6,8 — — — — — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — — — — — _ 111.51 _ 9.7
11,5 9,7 8,0 — — — — — — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — — — — 14 11,5
14 11,5 9,7 и — — — — — — — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — — — 16,5 14
16,5 14 11,5 — — — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — — 20 16,5
20 16,5 14 — — — — — — — — — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6,3 — 24 20
24 20 16,5 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 6.3 28 24
28 24 20 — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 5,0 — 28
28 24 — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 3,9 — —
— — 28 — 0,30 0,37 0,47 0,60 0,75 0,96 1,2 1,5 1,9 2,5 3,1 — —
Скорость резанйя и в м/мин > Мощность резания N в квт Скорость резания V в м/мин.
6,1 — — — — — — — — — — — 1,7 2,0 2,4 2к„9 3.4 4,1 4,9 5,8 7,0 8,3 10 12 14 7,6
7,3 _________ _ _ 1>7 2,о 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 9,1
8,7 ________ — 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 11
10,5 — — — — — — — — 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 13
12,5 — — — — 1,7 2.0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 16,5
15 — — — — — — 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 18
17,5 ~ — — — — 1,7 2,0 2,4 |~2^9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 41 22
21 — — — — 1,7 2,0 2,4 2,9 3,4 4,1 4.9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 41 49 26
25 — — — 1,7 2,02,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 41 49 58 31
30 — — 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 41 49 58 — 37
36 — 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 41 49 58 — — 44
43 1,7 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7,0 8,3 10 12 14 17 20 24 29 34 41 49 58 — — _ 53
51 2,0 2,4 2,9 3,4 4,1 4,9 5,8 7.0 8,3 10 12 14 17 20 24 29 34 41 49 58 — — - - 63
Поправочные коэффициенты на мощность в зависимости от главного угла резца в плане
405
Главный угол резца в плане ф в град 45-90 ; ю-зо
Коэффициент Л’«, 1 1,0 1 1,1-1,15
Примечание. При одновременной работе несколькими резцами мощность, потребную на резание, следует суммировать.
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Строгание плоскостей
Медные сплавы. Резцы из стали Р18 ПРИЛОЖЕНИЕ 18 | Л и
Глубина резания / в мм до | Подача з в мм/дв. ход до
СОДЕРЖАНИЕ
Предисловие......................................................... 3
Основные условные обозначения и размерности......................... 4
Общая часть .-...................................................... 5
Раздел I
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ ТОКАРНЫХ, КАРУСЕЛЬНЫХ, ТОКАРНО-РЕВОЛЬВЕРНЫХ И АЛМАЗНО-РАСТОЧНЫХ СТАНКОВ
Методические указания.............................................. 13
Пример расчета режимов резания для одноинструментной обработки . 20
Инструктивные указания по расчету режимов резания при многоинстру-ной обработке на токарных станках . ................. 25
Пример расчета режимов резания и машинного времени при многоинстр}-ментной обработке на токарных полуавтоматах.................. 31
Карта 1. Подачи для чернового наружного точения. Резцы с пластинками твердого сплава и быстрорежущей стали. Точение............ 36
Карта 2. Подачи для чернового растачивания. Резцы с пластинками твердого сплава и быстрорежущей стали. Растачивание .... 37
Карта 3. Подачи в зависимости от заданной чистоты поверхности. Резцы с пластинками твердого сплава и быстрорежущей стали. Точение ....................................................... 39
Карта 4. Подачи при точении с роликовыми державками на токарно-револьверном станке. Сталь углеродистая. Точение продольное . . 40
Карта 5. Скорость резания. Сталь жаропрочная 6Х18Н9Т (ЭЯ1Т). В состоянии поставки НВ 141. Резцы с пластинками твердого сплава ВК8. Точение и растачивание...................................... 41
Карта 6. Скорость резания. Сталь конструкционная углеродистая, хромистая, хромистоникелевая и стальные отливки. Резцы с пластинками твердого сплава Т15К6 и Т5К10. Точение и растачивание . 44
Карта 7. Мощность, потребная на резание. Сталь. Резцы с пластинками твердого сплава. Точение и растачивание...................... 48
Карта 8. Мощность, потребная на резание. Чугун серый и ковкий. Резцы с пластинками твердого сплава. Точение и растачивание .... 49
Карта 9. Скорость резания. Чугун серый. Резцы с пластинками твердого сплава В К-6 . Точение и растачивание........................ 50
Карта 10. Скорость резания. Чугун ковкий., Резцы с пластинками твердого сплава ВК8. Точение и растачивание........................ 52
Карта 11. Скорость резания. Сталь конструкционная углеродистая. Резцы из стали Р18. Работа с охлаждением. Точение и растачивание 5'4
- Карта 12. Мощность, потребная на резание. Сталь. Резцы из стали Р18.
Точение и растачивание ..................................... 56
Карта 13. Скорость резания. Сталь жаропрочная .XI8Н9Т (ЭЯ1Т) в состоянии поставки НВ 141. Резцы из стали Р18. Работа с охлаждением. Точение и растачивание................................. 57
Карта 14. Режимы резания при тонком точении (по данным НИИТавто-прома). Алмазно-расточные станки............................. 58
407
Карта 15. Скорость резания. Стали закаленные. Резцы с пластинками твердого сплава. Точение, растачивание, прорезка пазов .... 59
Карта 16. Мощность, потребная на резание. Медные и алюминиевые сплавы. Резцы из стали Р18. Точение и растачивание............. 60
Карта 17. Скорость резания. Медные и алюминиевые сплавы. Резцы из стали Р18. Точение и растачивание ............................\ . 62
Карта 18. Подачи для прорезки и отрезки. Прорезка и отрезка ... 63
Карта 19. Скорость резания. Сталь, чугун серый и ковкий. Резцы с пластинками твердого сплава. Прорезка и отрезка.................. 64'
Карта 20. Скорость резания. Сталь, чугун серый и ковкий. Резцы из стали Р18. Прорезка и отрезка..................................... 65
Карта 21. Режимы резания. Сталь конструкционная углеродистая, ов== =75 кг!мм2. Резцы из стали Р18. Работа с охлаждением. Точение фасонное......................................................> . . 66
Карта 22. Режимы резания. Резьба метрическая треугольная. Сталь конструкционная углеродистая. Резцы резьбовые с пластинками Т15К6. Работа без охлаждения. Нарезание резьбы на проход черновым и чистовым резцами на токарно-винторезных станках................... 67
Карта 23. Режимы резания. Резьба метрическая треугольная. Сталь конструкционная углеродистая. Резцы резьбовые с пластинками Т15К6. Работа без охлаждения. Нарезание резьбы черновым и чистовым резцами на резьботокарных полуавтоматах для коротких резьб............................................................. 68
Карта 24. Режимы резания. Резьба метрическая треугольная. Сталь конструкционная углеродистая. Резцы резьбовые с пластинками Т15К6. Работа без охлаждения. Нарезание резьбы на проход чистовым резцом на станках с полуавтоматическим циклом................. 69
Карта 25. Режимы резания. Резьба метрическая треугольная. Чугун серый. Резцы резьбовые с пластинками ВК6, Работа без охлаждения. Нарезание резьбы резцами на проход ...»................... 70
Карта 26. Режимы резания. Резьба трапецеидальная. Сталь и чугун серый. Резцы резьбовые с пластинками Т15К6, ВК6. Работа без охлаждения. Нарезание резьбы резцами на проход................... 71
Карта 27. Режим резания. Резьба метрическая треугольная и трапецеидальная. Черные и цветные металлы. Нарезание резьбы резцами в упор......................................................... 72
Карта 28. Режимы резания. Резьба метрическая треугольная. Сталь конструкционная, углеродистая, цв = 75 кг!мм2. Резцы и гребенки из стали Р18. Работа с охлаждением. Нарезание резьбы резцами и гребенками на проход ........................................... • 73
Карта 29. Режимы резания. Резьба трапецеидальная и модульная. Сталь конструкционная углеродистая, ов = 75 кг!мм2. Резцы из стали Р18.
Работа с охлаждением. Нарезание резьбы резцами на проход . . 74
Карта 30. Режимы резания. Резьба метрическая треугольная. Жаропрочные стали Х18Н9Т и ЭИ654. Резцы резьбовые с пластинками ВК6М. Работа с охлаждением. Нарезание резьбы резцами на проход .............................................................. 75
Карта 31. Режимы резания. Резьба метрическая треугольная наружная. Сталь конструкционная легированная закаленная. Резцы резьбовые с пластинками Т15К6 и ВК6. Работа с охлаждением. Нарезание резьбы резцами на проход...................................... 76
Карта 32. Режимы резания. Стайь конструкционная углеродистая и легированная. Режущий инструмент 9ХС. Работа с охлаждением.
Нарезание резьбы круглыми плашками........................... 77
Карта 33. Режимы резания. Алюминиевые сплавы и латунь. Режущий инструмент 9ХС. Нарезание резьбы круглыми плашками .... 78
Карта 34. Режимы резания. Сталь конструкционная углеродистая и легированная. Режущий инструмент Р18. Работа с охлаждением. Нарезание резьбы винторезными самооткрывающимися головками . 79
408
Карта 35. Режимы резания. Алюминиевые и медные сплавы. Режущий инструмент Р18. Нарезание резьбы винторезными самооткрываю-щимися головками............................................. 80
Карта 36. Подачи для сверления, рассверливания, зенкерования и развертывания на токарных станках с механической подачей. Сверление, рассверливание, зенкерование и развертывание................. 81
Карта 37. Подачи для сверления, рассверливания, зенкерования и развертывания на токарных станках с ручной подачей. Сверление, рассверливание, зенкерование и развертывание................. 82
Карта 38. Режимы резания. Сталь и серый чугун. Развертки конические из стали Р18. Развертывание конических отверстий............. 83
Карта 39. Режимы накатывания. Ролики накатные. Накатывание рифлений по цилиндрической поверхности . . . .................... ~84
Карта 40. Режимы резания. Проточка фасок и галтелей. Токарные и токарно-револьверные станки.................................... 85
Раздел II
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ
Методические указания.............................................. 86
Пример расчета режимов резания..................................... 90
Инструктивные указания по расчету режимов резания при многоинструментной обработке на сверлильных станках.................. 92
Пример расчета режимов резания и машинного времени при многоинструментной обработке на сверлильных станках............... 99
Карта 41. Подачи. Сталь. Сверла спиральные из стали Р18. Сверление 103
Карта 42. Скорость резания. Сталь углеродистая, легированная. Сверла из стали Р18. Работа с охлаждением. Сверление............... 104
Карта 43, Мощность, потребная на резание. Сталь. Сверла из стали Р18.
Сверление................................................... 106
Карта 44. Скорость резания. Стали нержавеющие и жаропрочные. Сверла из стали Р18. Работа с охлаждением. Сверление............ 107
Карта 45. Мощность и осевая сила. Стали нержавеющие и жаропрочные Сверла из стали Р18. Сверление.............................. 109
Карта 46. Подачи. Чугун, медные и алюминиевые сплавы. Сверла спиральные из стали Р18. Сверление ............................j110
Карта 47. Скорость резания. Чугун серый. Сверла из стали Р18. Сверление ........................................................ 111
Карта 48. Скорость резания. Чугун ковкий. Сверла из стали Р18. Работа с охлаждением. Сверление................................. 112
Карта 49. Мощность, потребная на резание. Чугун серый и ковкий. Сверла из стали Р18. Сверление................................. 113
Карта 50. Скорость резания. Медные и алюминиевые сплавы. Сверла из стали Р18. Работа без охлаждения. Сверление..................114
Карта 51. Мощность, потребная на резание. Медные и алюминиевые сплавы. Сверла из стали Р18. Сверление...................... 115
Карта 52. Подачи. Сталь, стальные отливки и чугун. Сверла спиральные из стали Р18. Рассверливание................................ 116
Карта 53. Скорость резания. Сталь углеродистая и легированная. Сверла из стали Р18. Работа с охлаждением. Рассверливание ..... 117
Карта 54. Мощность, потребная на резание. Сталь. Сверла из стали Р18. Рассверливание . ........................................... 118
Карта 55. Скорость резания. Чугун серый. Сверла из стали Р18. Рассверливание .................................................... 120
Карта 56. Скорость резания. Чугун ковкий. Сверла из стали Р18. Работа с охлаждением. Рассверливание . . . '.................... 120
Карта 57. Мощность, потребная на резание. Чугун серый. Сверла из стали Р18. Рассверливание...................................... 121
Карта 58. Подачи. Сталь и чугун. Зёнкеры из стали Р18. Зенкерование 122
Карта 59. Скорость резания. Стали углеродистые и легированные. Зенкеры из стали Р18. Работа с охлаждением. Зенкерование .... 123
409
Карта 60. Скорость резания. Чугун серый. Зенкеры из стали Р18. Зен-керование .......................................................
Карта 61. Скорость резания .Чугун ковкий. Зенкеры из стали Р18. Работа с охлаждением. Зенкерование............................... 124
Карта 62. Подачи. Сталь и чугун. Развертки машинные из стали Р18.
Развертывание................................................ 125
Карта 63. Скорость резания. Стали углеродистые и легированные. Раз-
вертки из стали Р18. Работа с охлаждением. Развертывание . . 126
Карта 64. Скорость резания. Чугун серый. Развертки из стали Р18. Развертывание .................................................. 127
Карта 65. Скорость резания. Чугун ковкий. Развертки из стали Р18. Работа-с охлаждением. Развертывание............................ 127
Карта 66. Режимы резания. Сталь и серый чугун. Развертки конические из стали Р18. Развертывание конических отверстий............. 128
Карта 67. Машинно-ручное время. Сталь, чугун, медные сплавы. Зенковки, подрезные ножи, центровочные сверла. Подрезка торцов, зенкование, зацентровка отверстий .............................. 129
Карта 68. Подачи. Чугун. Сверла с пластинками ВК8. Сверление . . • 130
Карта 69. Скорость резания.. Чугун серый. Сверла с пластинками ВК8.
Сверление...................................u................ 131
Карта 70. Мощность, потребная на резание. Чугун серый. Сверла с пластинками ВК8. Сверление..................................... 132
Карта 71. Скорость резания. Чугун ковкий. Сверла с пластинками ВК8.
Сверление................................................... 133
Карта 72. Мощность, Потребная на резание. Чугун ковкий. Сверла с пластинками ВК8. Сверление...................................... 134
Карта 73. Подачи. Зенкеры с пластинками -твердого сплава. Зенкерование ......................................................... 1^5
Карта 74. Мощность, потребная на резание. Сталь. Зенкеры с пластинками Т15К6. Зенкерование..................................... 136
Карта 75. Скорость резания. Сталь конструкционная углеродистая и легированная. Стальные отливки. Зенкеры с пластинками Т15К6. Работа с охлаждением. Зенкерование............................. 138
Карта 76. Скорость резания. Чугун серый. Зенкеры с пластинками ВК8. Зенкерование ................................................ 139
Карта 77. Мощность, потребная на резание. Чугун серый. Зенкеры с пластинками ВК8. Зенкерование................................... 140
Карта 78. Крутящий момент. Чугун серый. Зенкеры с пластинками ВК8. Зенкерование ................................................ 142
Карта 79. Скорость резания. Чугун ковкий. Зенкеры с пластинками BR8. Зенкерование ................................................ 143
Карта 80. Мощность, потребная на резание. Чугун ковкий. Зенкеры с пластинками ВК8. Зенкерование................................... 144
Карта 81. Режимы резания. Сталь и чугун. Развертки машинные с пластинками твердого сплава. Развертывание....................... 146
Карта 82. Режимы резания. Сталь углеродистая и легированная. Работа с охлаждением. Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях............................... 147
Карта 83. Режимы резания. Сталь жаропрочная Х18Н9Т. Режущий инструмент из стали Р18. Работа с охлаждением. Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях . . 148
Карта 84. Режимы резания. Чугун серый и ковкий. Работа без охлаждения. Нарезание резьбы в сквозных отверстиях метчиками со шлифованным профилем......................................... 149
Карта 85. Режимы резания. Алюминиевые сплавы. Режущий инструмент из стали Р18. Нарезание резьбы в сквозных отверстиях метчиками со шлифованным профилем...................................... 150
Р а з д е л III
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКОВ
Методические указания.............................................. 151
Пример расчета основного времени на операцию, выполняемую на продольно-строгальных станках.................................. 154
Карта 86. Подачи. Продольно-строгальные станки..................... 158
Карта 87. Режимы резания широкими резцами. Чугун серый. Резцы ВК8.
Продольно-строгальные станки. Обработка плоскостей........... 159
Карта 88. Скорость резания. Сталь конструкционная углеродистая, хромистая, хромоникелевая и стальные отливки. Резцы из стали Р18.
Продольно-строгальные станки. Обработка плоскостей........... 160
Карта 89. Сила резания. Сталь. Продольно-строгальные станки .... 162
Карта 90. Скорость резания. Чугун серый. Резцы ВК8. Продольно-строгальные станки. Обработка плоскостей......................... 163
Карта 91. Скорость резания. Чугун серый. Резцы из стали Р18. Продольно-строгальные станки. Обработка плоскостей.................. 164
Карта 92. Сила резания. Чугун серый. Продольно-строгальные станки . 165
Карта 93. Скорость резания. Резцы ВК8, Р18. Продольно-строгальные станки. Обработка пазов и отрезка............................ 166
Карта 94. Режимы резания при обработке V-образных направляющих и ласточкиных хвостов. Чугун серый. Продольно-строгальные станки 167
Карта 95. Подачи. Поперечно-строгальные станки..................... 169
Карта 96. Скорость резания. Сталь конструкционная углеродистая, хромистая, хромоникелевая и стальные отливки. Резцы из стали Р18.
Поперечно-строгальные станки. Обработка плоскостей........... 170
Карта 97. Сила резания. Сталь. Поперечно-строгальные станки .... 172
Карта 98. Скорость резания. Чугун серый. Резцы ВК8. Поперечно-строгальные станки. Обработка плоскостей......................... 173
Карта 99. Скорость резания. Чугун серый. Резцы из стали Р18. Поперечно-строгальные станки. Обработка плоскостей............... 174
Карта 100. Сила резания. Чугун серый. Резцы твердосплавные. Поперечно-строгальные станки........................................ 175
Карта 101. Скорость резания. Медные сплавы гетерогенные НВ 100—140.
Резцы из стали Р18. Поперечно-строгальные станки. Обработка плоскостей.................................................. 176
Карта 102. Сила резания. Медные сплавы гетерогенные, НВ 100—140.
Поперечно-строгальные станки............,.................... 177
Карта 103. Скорость резания. Сталь конструкционная углеродистая, хромистая, хромоникелевая и стальные отливки. Поперечно-строгальные станки. Обработка пазов и отрезка........................ 178
Карта 104. Подачи. Долбежные станки................................ 179
Карта 105. Скорость резания. Сталь конструкционная углеродистая, хромистая, хромоникелевая и стальные отливки. Резцы из стали Р18. Долбежные станки. Обработка плоскостей....................... 180
Карта 106. Скорость резания. Чугун серый. Резцы из стали Р18. Долбежные станки. Обработка плоскостей............................. 181
Карта 107. Скорость резания. Сталь и чугун серый. Резцы из стали Р18.
Долбежные станки. Обработка пазов............................ 182
Раздел IV
НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ
Методические указания............................................. 183
Пример расчета нормы времени...................................... 193
Инструктивные указания по расчету режимов резания при многоинструментной обработке на фрезерных станках....................... 194
411
410
Пример расчета режимов резания и машинного времени при многоинст-
рументной обработке на фрезных станках....................... 206
Карта 108. Подачи. Фрезы торцовые с пластинками твердого сплава . 209
Карта 109. Режимы резания. Сталь конструкционная углеродистая и легированная. Фрезы торцовые с пластинками Т15К6.............. 210
Карта НО. Режимы резания. Сталь конструкционная углеродистая и легированная. Фрезы торцовые с пластинками Т5К10.............. 212
Карта 111. Мощность, потребная на резание. Сталь. Фрезы торцовые с пластинками твердого сплава................................. 214
Карта 112. Режимы резания. Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Фрезы торцовые с пластинками ВК8............................... 216
Карта 113. Мощность, потребная на резание. Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Фрезы торцовые с пластинками ВК8 ................... 218
Карта 114. Режимы резания. Чугун серый. Фрезы торцовые с пластинками В Кб .................................................... 220
Карта 115. Мощность, потребная на резание. Чугун серый. Фрезы торцовые с пластинками твердого сплава........................... 222
Карта 116. Режимы резания. Чугун ковкий. Фрезы торцовые с пластинками ВК8..................т................................. 224
Карта 117. Мощность, потребная на резание. Чугун ковкий. Фрезы торцовые с пластинками твердого сплава......................... 226
Карта 118. Режимы резания. Чистовое фрезерование плоскостей под
V6—V7. Стали углеродистые и легированные ав=50-н60 кг/мм2.
Резец Т30К4. Фрезы торцовые однозубые с широким резцом . . 228
Карта 119. Подачи. Фрезы торцовые из стали Р18.................... 229
Карта 120. Режимы резания. Сталь конструкционная углеродистая. Работа с охлаждением. Фрезы торцовые со вставными ножами из стали Р18................................................... 230
Карта 121. Режимы резания. Сталь конструкционная углеродистая. Работа с охлаждением. Фрезы торцовые цельные из стали Р18 . . 232
Карта 122. Мощность, потребная на резание. Сталь. Фрезы торцовые из стали Р18................................................. 233
Карта 123. Режимы резания. Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Работа с охлаждением. Фрезы торцовые из стали Р18............... 234
Карта 124. Режимы резания. Медные и алюминиевые сплавы. Фрезы торцовые со вставными ножами из стали Р18...................... 236
Карта 125. Режимы резания. Медные и алюминиевые сплавы. Фрезы торцовые цельные из стали PL8.................................... 238
Карта 126. Мощность, потребная на резание. Медные и алюминиевые сплавы. Фрезы торцовые из стали Р18......................... 240
Карта 127. Подачи. Фрезы цилиндрические с пластинками твердого сплава ........................................................ 242
Карта 128. Режимы резания. Сталь конструкционная углеродистая и легированная. Фрезы цилиндрические с пластинками TL5K6 .... 243
Карта 129. Мощность, потребная на резание. Сталь. Фрезы цилиндрические с пластинками твердого сплава........................... 244
Карта 130. Режимы резания. Чугун серый/ Фрезы цилиндрические с пластинками ВК6................................................ 245
Карта 131. Мощность, потребная на резание. Чугун серый. Фрезы цилиндрические с пластинками твердого сплава..................... 246
Карта 132. Подачи. Фрезы цилиндрические из стали Р18.............. 247
Карта 133. Режимы резания. Сталь конструкционная углеродистая. Работа с охлаждением. Фрезы цилиндрические со вставными ножами из стали Р18....................................................• 248
Карта 134. Режимы резания. Сталь конструкционная углеродистая. Работа с охлаждением. Фрезы цилиндрические с мелким зубом из стали Р18................................................... 250
Карта 135. Мощность, потребная на резание. Сталь. Фрезы цилиндрические из стали Р18............................................ 252
412
Карта 136. Режимы резания. Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Работа с охлаждением. Фрезы цилиндрические со вставными ножами из стали Р18.................................................’ 254
Карта 137. Режимы резания. Чугун серый. Фрезы цилиндрические со вставными ножами из стали Р18................................. 256
Карта 138. Режимы резания. Чугун серый. Фрезы цилиндрические с мелким зубоме из стали Р18...................:................... 257
Карта 139. Мощность, потребная на резание. Чугун серый. Фрезы цилиндрические из стали Р18........................................ 258
Карта 140. Режимы резания. Чугун ковкий. Работа с охлаждением. Фрезы цилиндрические со вставными ножами из стали Р18............ 260
Карта 141. Режимы резания. Чугун ковкий. Работа с охлаждением. Фрезы цилиндрические с мелким зубом из стали Р18................. 262
Карта 142. Мощность, потребная на резание. Чугун ковкий. Фрезы цилиндрические из стали Р18..................................... 263
Карта 143. Режимы резания. Медные сплавы. Фрезы цилиндрические со вставными ножами из стали Р18................................. 264
Карта 144. Режимы резания. Медные сплавы. Фрезы цилиндрические с мелким зубом из стали Р18..................................... 266
Карта 145. Мощность, потребная на резание. Медные сплавы. Фрезы цилиндрические из стали Р18 ........................... 267
Карта 146. Подачи. Фрезерование плоскостей и уступов. Фрезы концевые из твердого сплава........................................ 268
Карта 147. Режимы резания. Фрезерование плоскостей и уступов. Сталь конструкционная углеродистая. Фрезы концевые Т15К6............ 269
Карта 148. Мощность, потребная на резание. Фрезерование плоскостей и уступов. Сталь. Фрезы концевые из твердого сплава ..... 270
Карта 149. Режимы резания. Фрезерование плоскостей и уступов. Сталь конструкционная хромоникелевая. Фрезы концевые Т15К6 .... 272
Карта 150. Подачи. Фрезерование плоскостей. Фрезы концевые из стали Р18.......................................................... 275
- Карта 151. Режимы резания. Фрезерование плоскостей. Сталь конструкционная углеродистая. Работа с охлаждением. Фрезы концевые из стали Р18........................................................... 276
Карта 152. Мощность, потребная на резание. Фрезерование плоскостей. Сталь. Фрезы концевые из стали Р18.............................278
Карта 153. Режимы резания. Фрезерование плоскостей. Сталь жаропрочная Х18Н9Т (ЭЯ1Т). Работа с охлаждением. Фрезы концевые из стали Р18........................................ ............279
Карта 154. Мощность, потребная на резание. Фрезерование плоскостей. Сталь жаропрочная. Х18Н9Т (ЭЯ1Т). Фрезы концевые из стали Р18 ................................................. 281
Карта 155. Режимы резания. Фрезерование плоскостей. Чугун серый. Фрезы концевые из стали Р18....................................282
Карта 156. Мощность, потребная на резание. Фрезерование плоскостей.
Чугун серый. Фрезы концевые из стали Р18......................284
Карта 157. Режимы резания. Фрезерование плоскостей. Чугун ковкий.
Работа с охлаждением. Фрезы концевые из стали Р18 .... 285
Карта 158. Мощность, потребная на резание. Фрезерование плоскостей.
Чугун ковкий. Фрезы концевые из стали Р18.....................287
Карта 159. Режимы резания. Фрезерование плоскостей. Медные и алю-
миниевые сплавы. Фрезы концевые из стали Р18 ...... 288
Карта 160. Мощность, потребная на резание. Фрезерование плоскостей.
Медные и алюминиевые сплавы. Фрезы концевые из стали Р18 . 292
Карта 161. Подачи. Фрезерование пазов. Фрезы концевые из стали Р18 293
Карта 162. Режимы резания. Фрезерование пазов. Сталь конструкционная углеродистая. Работа с охлаждением. Фрезы концевые из стали PI8 .... . ............................................. ....... 294
413
Карта 163. Мощность, потребная на резание. Фрезерование пазов. Сталь.
Фрезы концевые из стали Р18.................................. 295
Карта 164. Режимы резания. Фрезерование пазов. Чугун серый. Фрезы
концевые из стали Р18..........................................296
Карта 165. Мощность, потребная на резание. Фрезерование пазов. Чугун
серый. Фрезы концевые из стали Р18........................ . . 297
Карта 166. Режимы резания. Фрезерование пазов. Чугун ковкий. Фрезы
концевые из стали Р18 . . ,....................................298
Карта 167. Мощность, потребная на резание. Фрезерование пазов. Чугун
ковкий. Фрезы концевые из стали Р18............................299
Карта 168. Режимы резания. Фрезерование пазов. Медные и алюминие-
вые сплавы. Фрезы концевые из стали Р18........................300
Карта 169. Мощность, потребная на резание. Фрезерование пазов. Мед-
ные и алюминиевые сплавы. Фрезы концевые из стали Р18 . . 302
Карта 170. Подачи. Фрезы дисковые с пластинками твердого сплава . 303
Карта 171. Мощность, потребная на резание. Фрезерование плоскостей
и уступов. Сталь. Фрезы дисковые с пластинками твердого сплава 304 Карта 172. Режимы резания. Фрезерование плоскостей и уступов. Сталь
конструкционная углеродистая и легированная. Фрезы дисковые
с пластинками ТГ5К6.......................................... 306
Карта 173. Режимы резания. Фрезерование пазов. Сталь конструкцион-
ная углеродистая и легированная. Фрезы дисковые с пластинка-
ми Т15К6 ................................................... 307
Карта 174. Мощность, потребная на резание. Фрезерование пазов. Сталь.
Фрезы дисковые с пластинками твердого сплава.................. 308
Карта 175. Подачй. Фрезерование плоскостей и уступов. Фрезы дисковые
из стали Р18.................................................. 309
Карта 176. Режимы резания. Фрезерование плоскостей и уступов. Сталь конструкционная углеродистая. Работа с охлаждением. Фрезы дисковые из стали Р18............................................ 310
Карта 177. Мощность, потребная на резание. Фрезерование плоскостей
и уступов. Сталь. Фрезы дисковые из стали Р18................. 312
Карта 178. Режимы резания.. Фрезерование плоскостей и уступов. Фрезы
дисковые из стали Р18. Чугун серый............................ 314
Карта 179. Мощность, потребная на резание. Фрезерование плоскостей и
уступов. Чугун серый. Фрезы дисковые из стали Р18............. 316
Карта 180. Режимы резания. Фрезерование плоскостей и уступов. Чугун
ковкий. Работа с охлаждением. Фрезы дисковые из стали Р18 . . 318
Карта 181. Мощность, потребная на резание. Фрезерование плоскостей и
уступов. Чугун ковкий. Фрезы дисковые из стали Р18............ 320
Карта 182. Режимы резания. Фрезерование плоскостей и уступов. Мед-
ные сплавы. Фрезы дисковые из стали Р18....................... 322
Карта 183. Мощность, потребная на резание. Фрезерование плоскостей
и уступов. Медные сплавы. Фрезы дисковые из стали Р18 . . . 324
Карта 184. Подачи. Фрезерование пазов. Фрезы дисковые трехсторонние
из стали Р. 18.........*...................................... 325
Карта 185. Режимы резания. Фрезерование пазов. Сталь конструкцион-
ная углеродистая. Работа с охлаждением, фрезы дисковые из
стали Р,18.................................................... 326
Карта 186. Мощность, потребная на резание. Фрезерование пазов. Сталь. . Фрезы дисковые из стали Р18................................ 327
Карта 187. Режимы резания. Фрезерование пазов. Чугун серый. Фрезы дисковые из стали Р18.......................................... 328
Карта 188. Мощность, потребная на резание. Фрезерование пазов. Чугун
серый. Фрезы дисковые из стали Р18............................ 329
Карта 189. Режимы резания. Фрезерование пазов. Чугун ковкий. Работа
с охлаждением. Фрезы дисковые из стали Р18.................... 330
Карта 190. Мощность, потребная на резание. Фрезерование пазов. Чугун
ковкий. Фрезы дисковые из стали Р18........................... 331
Карта 191. Режимы резания. Фрезерование пазов. Медные сплавы. Фрезы дисковые из стали Р18................................'.... 332
Карта 192. Мощность, потребная на резание. Фрезерование пазов. Медные сплавы. Фрезы дисковые из стали Р18...................... 334
Карта 193. Режимы резания. Сталь, чугун, медные сплавы. Фрезы прорезные (шлицевые) и отрезные из стали Р18.................... 335
Карта 194. Подачи. Фрезерование сталей. Фрезы полукруглые и двух-. угловые из стали Р18..................................... 337
Карта 195. Режимы резания. Сталь конструкционная углеродистая. Ра-
• бота с охлаждением. Фрезы фасонные выпуклые и вогнутые из стали Р18................................................ 338
Карта 196. Режимы резания. Сталь конструкционная углеродистая, ов=
= 75 кГ/мм2. Работа с охлаждением. Фрезы двухугловые несимметричные из стали Р18...................................... 340
Карта 197. Мощность, потребная на резание. Сталь. Фрезы фасонные полукруглые и двухугловые из стали Р18......................... 341
Карта 198. Режимы резания. Фрезерование пазов. Сталь конструкционная углеродистая 05=75 кГ/мм2. Работа с охлаждением. Фрезы шпоночные из стали Р18....................................... 342
Карта 199. Поправочные коэффициенты на скорость резания, число оборотов и минутную подачу в зависимости от числа зубьев фрезы 343
Карта 200. Подачи. Фрезерование резьбы гребенчатыми фрезами . . . 344
Карта 201. Режимы резания. Сталь конструкционная углеродистая и легированная. Фрезы концевые и насадные из стали Р18. Работа с охлаждением. Фрезерование резьбы гребенчатыми фрезами > . 345
Карта 202. Режимы резания. Чугун ковкий. Фрезы насадные и концевые из стали Р18. Работа с охлаждением. Фрезерование резьбы гребенчатыми фрезами............................................ 347
Карта 203. Режимы резания. Чугун серый. Фрезы насадные из стали Р18.
Работа без охлаждения. Фрезерование резьбы гребенчатыми фрезами ......................................................... 349
Карта 204. Режимы резапия. Нарезание трапецеидальной резьбы. Фрезы дисковые нз стали Р18. Сталь конструкционная углеродистая и легированная. Фрезерование резьбы дисковыми фрезами ....-* 350
Карта 205. Режимы резания. Резьба метрическая треугольная и трапецеидальная. Сталь конструкционная и легированная. Резцы резьбовые с пластинками Т15К6. Работа без. охлаждения. Нарезание резьбы резцами, установленными во вращающейся головке . " . . 351
ПРИЛОЖЕНИЯ
Приложение 1. Выбор марок инструментального материала в зависимости от вида, характера и условий обработки и обрабатываемого материала ...................................................... ... 352
Приложение 2. Геометрические параметры режущей части инструмента 355
Приложение 3. Средние величины допускаемого износа режущей части инструмента.................................................. 370
Приложение 4. Величины врезания и перебега инструмента ..... 373
Приложение 5. Двойной крутящий момент на шпинделе и тангенциальная сила резания. Черновое точение стали и чугуна. Резцы с пластинками твердого сплава, ф=45-ь90э........................... 380
Приложение 6. Двойной крутящий момент на шпинделе и тангенциальная сила резания. Черновое точение стали. Резцы из стали Р18. ф=45~90°..................................................... 381
Приложение 7. Сила подачи. Сталь. Резцы с пластинками твердого сплава. Точение и растачивание .................................. 382
Приложение 8. Сила подачи. Сталь. Резцы из стали Р18. Точение и растачивание ................................................... 384
Приложение 9. Подачи, допускаемые прочностью державки резца. Точение и растачивание .......................................... 385
414
415
Приложение 10. Подачи, допускаемые прочностью пластинки твердого
сплава. Точение и растачивание .......................... 387|
Приложение 11. Подачи, допускаемые жесткостью системы станок — деталь. Сталь углеродистая, чугун. Обточка предварительная. Точение черновое............................................... 388
Подачи, допускаемые по прогиС у детали, при точении в патроне. Резцы с пластинками твердого сплава..................... 38$
Подачи, допускаемые кулачковыми патронами. Сталь, чугун.
Точение черновое............................................ 390
Приложение 12. Подачи, допускаемые по прогибу детали, при точении -гладких валов в центрах. Резцы с пластинками твердого сплава 392
Приложение 13. Подачи, допускаемые прочностью механизма подачи станка при сверлении сверлами из быстрорежущей стали .... 393
Приложение 14. Подачи, допускаемые прочностью механизма подачи станка при сверлении сверлами с пластинками твердого сплава. Сверление . . .................................................. 394
Приложение 15. Число оборотов шпинделя............................ 395
Приложение 16. Поправочные коэффициенты на скорость резания в зависимости от обрабатываемого материала и материала инструмента 397
Приложение 17. Механические свойства чугуна и медных сплавов . . . 481
Приложение 18. Мощность, потребная на резание. Чугун серый. Резцы твердосплавные. Строгание плоскостей......................... 403
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ ДЛЯ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ РАБОТ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Часть I
Токарные, карусельные, токарно-револьверные, алмазно-расточные сверлильные, строгальные, долбежные и фрезерные станки
Редактор издательства В. И. Яковлева
Технические редакторы А. Ф. Уварова и А. И. Захарова
Корректоры Ю. Н. Рыбакова и Ж. Л. Суходолова
Сдано в набор 1/Ш 1974 г. Подписано к печати 27/VI 1974 г. Т-11949*
Формат 60 X 90716 Бумага типографская № 3 Усл. печ. л. 26,0 Уч.-изд. л. 26,6.
Тираж 50 000 экз. Заказ 456. ' Цена 1 р. 43 к»
Издательство «Машиностроение» 107885. Москва, Б-78, 1-й Басманный пер., 3.
Московская типография № 8 «Союзполиграфпрома» при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли.
Хохловский пер., 7.